СПРАВКА
Источник публикации
М.: Стандартинформ, 2008
Примечание к документу
Документ включен в Перечень стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента Таможенного союза "О безопасности упаковки" (ТР ТС 005/2011) (Решение Комиссии Таможенного союза от 16.08.2011 N 769).
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Ограничение срока действия снято Постановлением Госстандарта СССР от 02.10.1991 N 1581.
Документ введен в действие с 1 января 1987 года.
Название документа
"ГОСТ 26384-84. Межгосударственный стандарт. Банки жестяные цилиндрические круглые для консервов. Размеры конструктивных элементов"
(утв. и введен в действие Постановлением Госстандарта СССР от 20.12.1984 N 4851)
(ред. от 01.08.1987)
"ГОСТ 26384-84. Межгосударственный стандарт. Банки жестяные цилиндрические круглые для консервов. Размеры конструктивных элементов"
(утв. и введен в действие Постановлением Госстандарта СССР от 20.12.1984 N 4851)
(ред. от 01.08.1987)
Содержание
Постановлением Государственного
комитета СССР по стандартам
от 20 декабря 1984 г. N 4851
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАНКИ ЖЕСТЯНЫЕ ЦИЛИНДРИЧЕСКИЕ КРУГЛЫЕ ДЛЯ КОНСЕРВОВ
РАЗМЕРЫ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
Cylindric round tins for canned food.
Sizes of constructive elements
ГОСТ 26384-84
Список изменяющих документов (в ред. Изменения N 1, утв. в сентябре 1986 г., Изменения N 2, утв. в августе 1987 г.) |
ОКСТУ 0079
МКС 55.120
Дата введения
1 января 1987 года
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством машиностроения для легкой и пищевой промышленности и бытовых приборов
РАЗРАБОТЧИКИ
А.Е. Розенбелов, М.Д. Ронкин, И.П. Доколина, Ю.В. Нассонов, В.М. Гаврилова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.12.84 N 4851
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 24373-80 |
5. Ограничение срока действия снято Постановлением Госстандарта от 02.10.91 N 1581
6. ПЕРЕИЗДАНИЕ с Изменениями N 1, 2, утвержденными в сентябре 1986 г., августе 1987 г. (ИУС 12-86, 12-87)
Переиздание (по состоянию на август 2008 г.)
1. Настоящий стандарт распространяется на цилиндрические круглые банки по ГОСТ 5981 и крышки к ним, изготовляемые из жести, и устанавливает форму и размеры конструктивных элементов неукупоренных банок и крышек, а также размеры профилей формующих частей деталей штампов, предназначенных для изготовления концов.
(Измененная редакция, Изм. N 2).
2. Классификация конструктивных элементов банок и крышек, а также их параметров и соответствующие термины и определения - по ГОСТ 24373.
3. (Исключен, Изм. N 2).
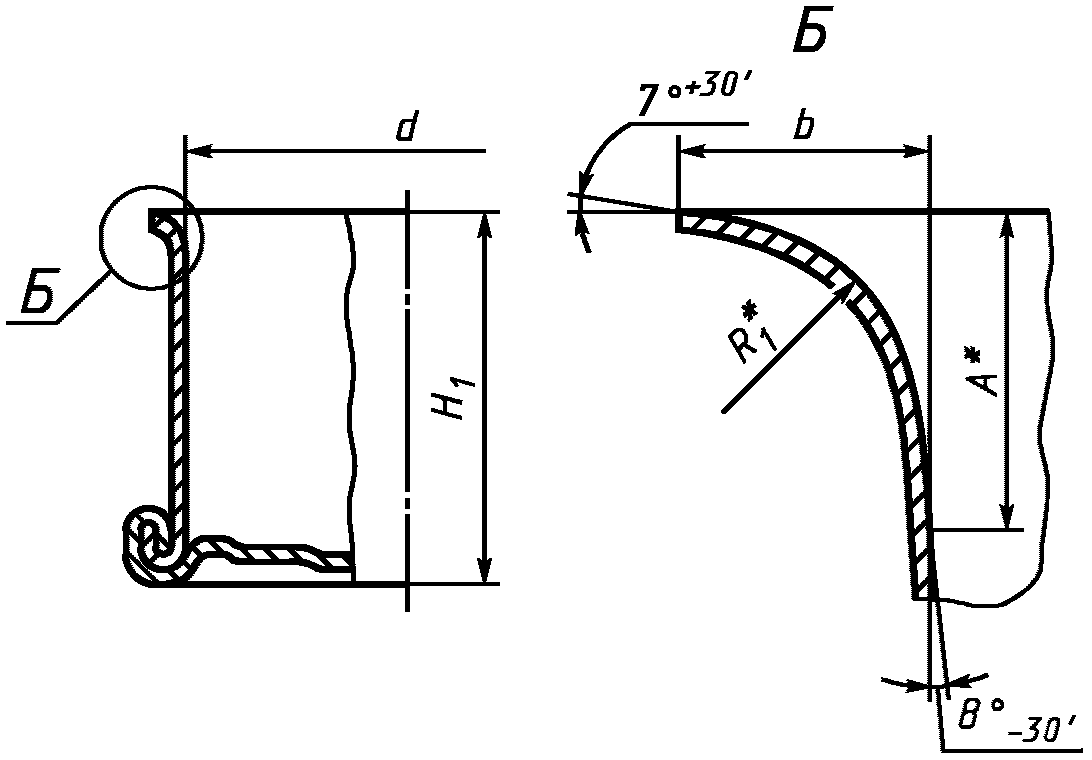
Примечание. Размер A для построения профиля и контроля инструмента.
мм
Обозначение банки по ГОСТ 5981 | Внутренний диаметр банки d | Высота банки H1 | Ширина борта b +0,1 -0,3 | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||
34 | 50,5 | +/- 0,10 | 41,7 | +/- 0,35 | 2,8 |
24 | 53,7 | ||||
10 | 58,7 | ||||
36 | 75,7 | ||||
25 | 83,5 | +/- 0,50 | |||
39 | 113,5 | ||||
35 | 59,5 | 46,7 | +/- 0,35 | ||
20 | 62,7 | ||||
23 | 75,7 | ||||
4 | 72,8 | 70,2 | |||
7 | 83,5 | +/- 0,50 | |||
9 | 95,2 | ||||
46 | 108,5 | ||||
43 | 114,2 | ||||
22 | 74,1 | 39,6 | +/- 0,35 | ||
38 | 83,4 | 45,8 | |||
5 | 51,8 | ||||
6 | 56,4 | ||||
37 | 91,0 | 26,8 | |||
40 | 41,8 | ||||
41 | 69,8 | ||||
42 | 75,8 | ||||
44 | 94,5 | +/- 0,50 | |||
45 | 125,5 | ||||
21 | 99,0 | 20,8 | +/- 0,35 | ||
2 | 26,8 | ||||
3 | 40,2 | ||||
8 | 53,0 | ||||
11 | 69,8 | ||||
12 | 81,6 | +/- 0,50 | |||
13 | 123,6 | ||||
14 | 153,1 | +/- 0,15 | 172,0 | 3,0 | |
47 | 267,0 | ||||
15 | 215,0 | +/- 0,20 | 249,3 | 3,2 | |
48 | 223,0 | 252,3 | |||
Примечание. Размер высоты банки H1 является факультативным до 1 января 1989 г.
мм
Внутренний диаметр банки d | Радиус борта R1 -0,10 | Высота борта A +/- 0,05 |
50,5 | 2,2 | 2,24 |
59,5 | ||
72,8 | 2,38 | |
74,1 | ||
83,4 | ||
91,0 | ||
99,0 | 2,56 | |
153,1 | 2,5 | 2,86 |
215,0 | 3,12 | |
223,0 |
4.1. Размеры, отмеченные на черт. 1 знаком "*", определяются размерами технологического инструмента, приведенными на черт. 1 и в табл. 1а, и контролируются на нем.
4, 4.1. (Измененная редакция, Изм. N 1).

Примечание. Размер (4 +/- 0,5) мм - для контроля размера  .
.
.Размеры в мм
Обозначение банки по ГОСТ 5981 | Номинальный внутренний диаметр банки d | Высота банки H1 +/- 0,30 |
57 | 72,8 | 16,8 |
58 | 20,8 | |
59 | 24,8 | |
60 | 26,8 | |
1 | 30,3 | |
4 | 69,8 | |
38 | 83,4 | 45,8 |
37 | 91,0 | 26,8 |
40 | 41,8 | |
41 | 69,8 | |
21 | 99,0 | 19,8 |
2 | 27,3 | |
3 | 38,3 | |
8 | 50,3 |
Примечание. Размер высоты банки H1 является факультативным до 1 января 1989 г.
мм
Номинальный внутренний диаметр банки d | Номинальная толщина жести s | Наружный диаметр стенки Dm (по матрице) | Внутренний диаметр стенки Dp <*> (по пуансону) | Радиус борта R2 +0,1 | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
72,8 | 0,22 | 73,28 | +0,02 | 72,5 - 72,8 | +/- 0,05 | 1,6 - 2,0 |
83,4 | 83,88 | 83,1 - 83,4 | ||||
91,0 | 91,48 | 90,7 - 91,0 | ||||
99,0 | 0,22 | 99,52 | +0,03 | 98,7 - 99,0 | ||
0,25 | 99,58 | |||||
--------------------------------
5.1. Размеры банок, отмеченные на черт. 2 знаком "*", определяются соответствующими размерами технологического инструмента, приведенными в табл. 3, и контролируются на нем.
Размеры профилей формующих частей деталей штампов для концов должны соответствовать указанным на чертеже и в табл. 1 и 2 приложения 1а.
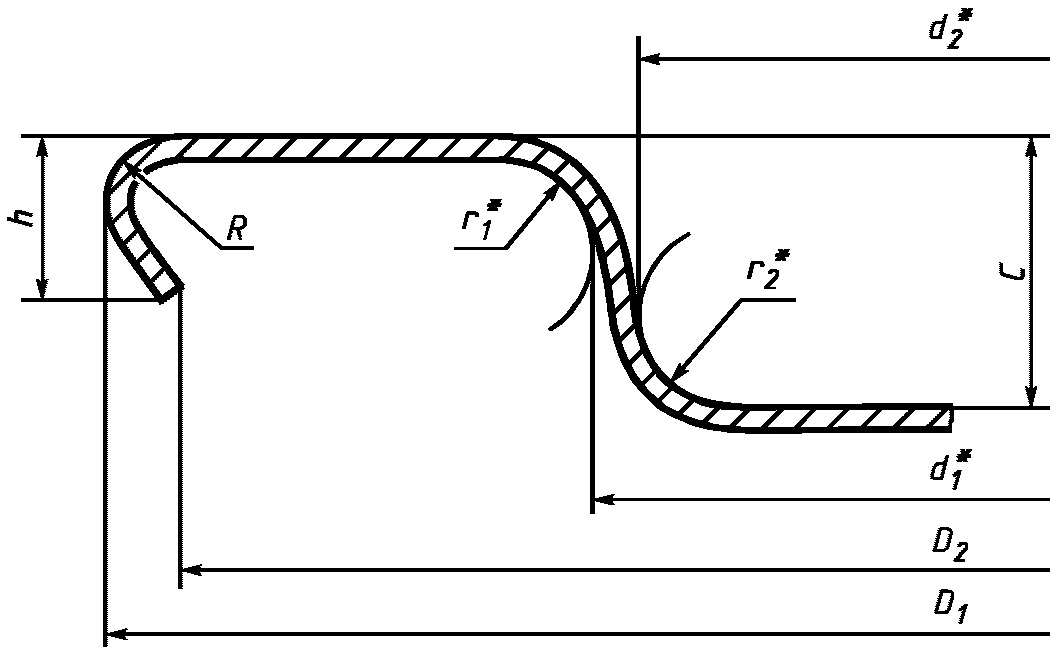
Примечание. Размер h определяют количеством крышек n в стопе высотой 50 мм (см. табл. 4).
Размеры в мм
Внутренний диаметр банки d | Глубина вытяжки крышки C +0,05 -0,10 | Наружный диаметр крышки D1 +/- 0,30 | Внутренний диаметр завитка крышки D2 +/- 0,30 | Количество крышек и в стопе высотой 50 мм, шт. +1 -2 |
50,5 | 2,95 | 60,0 | 58,2 | 29 |
59,5 | 69,1 | 67,4 | ||
72,8 | 3,00 | 83,0 | 81,1 | 28 |
74,1 | 84,1 | 82,2 | ||
83,4 | 93,4 | 91,6 | ||
91,0 | 101,3 | 99,4 | ||
99,0 | 109,5 | 107,5 | 27 | |
153,1 | 3,05 | 164,3 | 162,1 | 25 |
215,0 | 3,10 | 227,2 | 224,7 | 24 |
223,0 | 235,2 | 232,7 |
Примечание. Размеры D1 и D2 являются факультативными до 1 января 1989 г.
мм
Внутренний диаметр банки d | Радиус завитка R +0,1 |
Св. 43,5 до 122,0 включ. | 0,9 |
Св. 122,0 до 248,0 включ. | 1,0 |
6.1. Размеры крышек, отмеченные на черт. 3 знаком "*", определяются размерами технологического инструмента, приведенными в приложении 1а, и контролируются на нем.
6.2. Радиус завитка определяется соответствующим размером технологического инструмента, приведенным в табл. 5, и контролируется на нем.
Диаметры режущих поверхностей матрицы и пуансона к штампам для концов приведены в приложении 1б.
Размеры рельефов матриц и пуансонов к штампам для концов приведены в приложении 1в.
Указанные размеры рельефов соответствуют рекомендуемым диаметрам режущих поверхностей матрицы и пуансона (см. приложение 1б).
6. 6.1, 6.2. (Измененная редакция, Изм. N 2).
7. Параметры продольного шва приведены в приложении 1, параметры закаточного шва - в приложении 2.
8. Межоперационные размеры заготовок банок и крышек приведены в приложении 3.
Указанные размеры соответствуют рекомендуемым параметрам продольного и закаточного швов (см. приложения 1 и 2).
9. Допускается по согласованию с потребителем изготовлять банки и крышки с другими размерами элементов, соответствующими технологическому инструменту, введенному в эксплуатацию до 1 января 1987 г.
Рекомендуемое
1. Конструктивные элементы и размеры продольного шва неотбортованного корпуса сборных банок внутренним диаметром св. 43,5 до 186,0 мм приведены на чертеже.
1.1. Наружная сторона торцевой зоны (нахлестки) может быть выполнена в одном из двух исполнений (вариант 1 или 2).
1.2. Размеры (5,4 +/- 0,05) мм, (1,20 +/- 0,05) мм и 17° +/- 10' контролируют на технологическом инструменте.
2. Номинальную длину консоли внутреннего крючка (A2) в миллиметрах вычисляют по формуле
A2 = Hb - 16,
где Hb - ширина бланка (см. приложение 3), мм.
(Измененная редакция, Изм. N 1).
3. Максимальные значения толщины замка (z) и толщины нахлестки (x) в миллиметрах неотбортованного корпуса после пайки в зависимости от толщины жести корпуса (s) вычисляют по формулам:
z = 4s + 0,20;
x = 2s + 0,25.
4. Расчетные значения ширины шва (B) и ширины наружного крючка (b1) в миллиметрах вычисляют по формулам:
B = 1,7 + 3s;
b1 = 1,7 + 1,5s.

--------------------------------
<*> Размеры для справок.
<**> Размеры до склепывания (для справок).
Обязательное

1 - рельеф пуансона; 2 - рельеф матрицы;
3 - отбортовочное кольцо; 4 - прижимное кольцо;
5 - матрица; 6 - пуансон; 7 - выталкивающее кольцо
Таблица 1
мм
Внутренний диаметр банки d | Номинальная толщина материала концов t | d1 | d2 | d3 | d4 | d5, не более | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
50,5 | 0,20 | 50,71 | +0,030 | 50,17 | -0,02 | 60,46 | -0,020 | 60,99 | +0,030 | 36,0 |
0,22 | 50,75 | 60,42 | ||||||||
59,5 | 0,20 | 59,71 | 59,17 | 69,59 | 70,12 | 45,0 | ||||
0,22 | 59,75 | 69,55 | ||||||||
72,8 | 0,22 | 73,04 | +0,035 | 72,46 | 83,34 | -0,025 | 83,90 | +0,035 | 59,0 | |
0,25 | 73,10 | 83,28 | ||||||||
74,1 | 0,22 | 74,34 | 73,76 | 84,65 | 85,21 | 60,5 | ||||
0,25 | 74,40 | 84,59 | ||||||||
83,4 | 0,22 | 83,64 | 83,06 | 94,03 | 94,59 | 69,0 | ||||
0,25 | 83,70 | 93,97 | ||||||||
91,0 | 0,22 | 91,24 | 90,66 | 101,69 | 102,31 | 77,0 | ||||
0,25 | 91,30 | 101,63 | ||||||||
99,0 | 0,25 | 99,30 | 98,66 | 110,06 | 110,68 | 85,0 | ||||
0,28 | 99,36 | 110,00 | ||||||||
153,1 | 0,28 | 153,46 | +0,040 | 152,76 | -0,03 | 164,81 | -0,030 | 165,50 | +0,040 | 134,5 |
0,32 | 153,54 | 164,73 | ||||||||
215,0 | 0,32 | 215,43 | +0,045 | 214,65 | 227,48 | 228,24 | +0,045 | - | ||
0,36 | 215,51 | 227,40 | ||||||||
223,0 | 0,32 | 223,43 | 222,65 | 235,49 | 236,25 | - | ||||
0,36 | 223,51 | 235,41 | ||||||||
Таблица 2
мм
Внутренний диаметр банки d | H1 +0,04 | H2 +0,04 -0,02 | h, не более | r, не более |
От 50,0 до 59,5 включ. | 2,95 | 3,05 | 1,5 | 4,0 |
Св. 59,5 до 122,0 включ. | 3,00 | 3,10 | ||
Св. 122,0 до 186,0 включ. | 3,05 | 3,15 | 5,0 | |
Св. 186,0 до 250,0 включ. | 3,10 | 3,20 | - | - |
ПРИЛОЖЕНИЕ 1а. (Введено дополнительно, Изм. N 2).
Рекомендуемое
И ПУАНСОНА К ШТАМПАМ ДЛЯ КОНЦОВ

1 - матрица; 2 - пуансон
мм
Внутренний диаметр банки d | 50,5 | 59,5 | 72,8 | 74,1 | 83,4 | 91,0 | 99,0 | 153,1 | 215,0 | 223,0 |
65,6 | 74,8 | 89,0 | 90,05 | 99,36 | 107,2 | 115,85 | 171,0 | 234,4 | 242,4 |
ПРИЛОЖЕНИЕ 1б. (Введено дополнительно, Изм. N 2).
Справочное
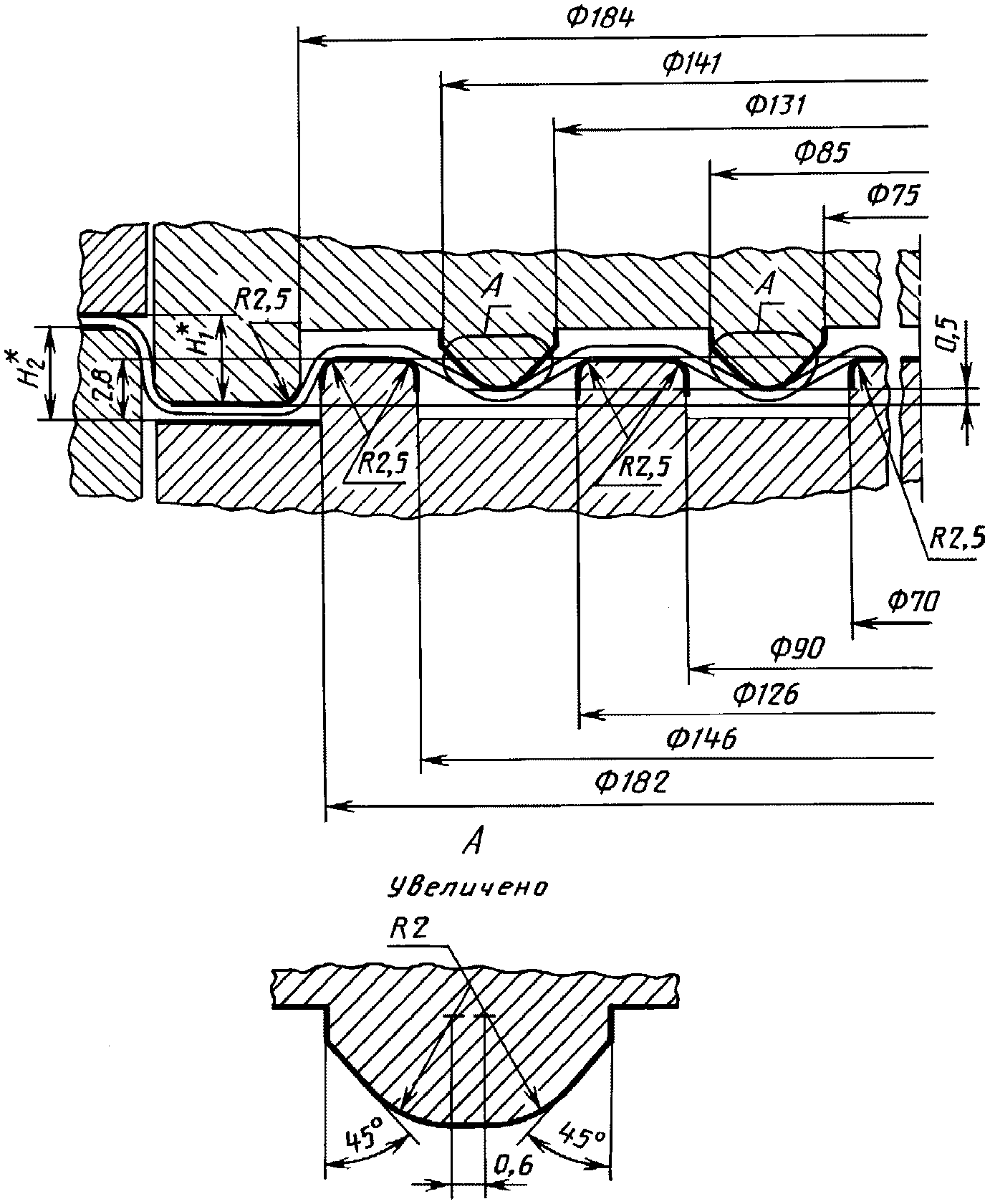
1. Размеры рельефов штампов для концов к банкам внутренним диаметром 50,5 мм приведены на черт. 1, для диаметров 215 и 223 мм - на черт. 2.
2. Размеры рельефов штампов для концов к банкам других диаметров приведены в таблице и на черт. 3, 4.
Размеры в мм
Номер чертежа | d5 | d6 | d7 | d8 | d9 | r5 | r6 | h1 | h2 | h3 | |
59,5 | 3 | 45,0 | 29,0 | 30,0 | - | - | - | - | - | - | - |
72,8 | 58,5 | 41,0 | 42,0 | ||||||||
74,1 | 58,5 | 41,0 | 42,0 | ||||||||
83,4 | 68,0 | 46,0 | 47,0 | ||||||||
91,0 | 76,6 | 56,6 | 57,6 | ||||||||
99,0 | 4 | 84,6 | 66,4 | 67,4 | 50,4 | 51,4 | 4,0 | 0,8 | 1,3 | 0,5 | 1,16 |
153,1 | 136,0 | 106,0 | 109,0 | 81,0 | 84,0 | 5,0 | 0,5 | 1,5 | 0,8 | 1,60 |



ПРИЛОЖЕНИЕ 1в. (Введено дополнительно, Изм. N 2).
Рекомендуемое
1. Размеры элементов закаточного шва в зависимости от диаметра банки и толщины жести приведены на черт. 1 и в табл. 1.

Таблица 1
мм
Внутренний диаметр банки d | Толщина жести (номин.) | Ширина шва L | Глубина посадки C1 | Ширина крючка корпуса B1 | Ширина крючка крышки B2 | |||||
дна t | корпуса s | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |
Св. 43,5 до 59,5 включ. | 0,20 | 0,18 | 2,90 | +0,25 -0,10 | 3,10 | +0,30 -0,10 | 1,95 | +0,25 -0,15 | 1,75 | +0,25 -0,15 |
0,20 | ||||||||||
0,22 | 0,20 | 2,95 | 1,85 | |||||||
Св. 59,5 до 91,0 включ. | 0,22 | 0,20 | 3,00 | 3,15 | 2,00 | 1,90 | ||||
0,22 | ||||||||||
0,25 | 0,22 | |||||||||
Св. 91,0 до 122,0 включ. | 0,25 | 0,22 | 3,05 | 1,95 | ||||||
0,25 | ||||||||||
0,28 | 0,25 | |||||||||
Св. 122,0 до 186,0 включ. | 0,28 | 0,25 | 3,10 | 3,20 | 2,05 | 2,00 | ||||
0,28 | ||||||||||
0,32 | 0,28 | |||||||||
Св. 186,0 до 248,0 включ. | 0,32 | 0,28 | 3,15 | +0,25 -0,15 | 3,25 | +0,35 -0,10 | 2,10 | 2,05 | ||
0,32 | ||||||||||
0,36 | 0,32 | |||||||||
2. Номинальное значение толщины закаточного шва T определяют по номограмме черт. 2 в зависимости от толщины жести корпуса s и дна t каждой контролируемой банки. Действительное замеренное значение толщины закаточного шва не должно отклоняться от определенного по номограмме более чем на 0,1 мм.
Номограмма для определения толщины закаточного шва

Черт. 2
3. Ширина перекрытия закаточного шва E должна быть не менее значения, оговоренного в табл. 2.
4. Коэффициент опускания Kо должен быть не более 0,3.
Kо вычисляют по формуле
 ,
,где F и G - значения размеров элементов шва, определяемых в соответствии с черт. 1, мм.
Таблица 2
мм
Внутренний диаметр банки d | E, не менее | Внутренний диаметр банки d | E, не менее |
Св. 43,5 до 59,5 включ. | 0,9 <*>; 1,0 | Св. 122,0 до 186,0 включ. | 1,15 |
Св. 59,5 до 91,0 включ. | 1,05 | Св. 186,0 до 248,0 включ. | 1,25 |
Св. 91,0 до 122,0 включ. | 1,10 |
--------------------------------
Примечание. Указанные значения E соответствуют минимальному коэффициенту перекрытия Kп = 0,45.
Kп вычисляют по формуле
 ,
,где G - размер элемента шва согласно черт. 1, мм.
Справочное
1. Размеры бланков для изготовления корпусов банок (черт. 1) приведены в табл. 1. Указанные размеры бланков соответствуют параметрам продольного и закаточного швов, приведенным в приложениях 1 и 2.

Черт. 1
Размеры в мм
Обозначение банки по ГОСТ 5981 | Длина бланка Lb | Ширина бланка Hb | Обозначение банки по ГОСТ 5981 | Длина бланка Lb | Ширина бланка Hb |
34 | 165,9 | 45,1 | 37 | 293,3 | 30,1 |
24 | 57,1 | 40 | 45,1 | ||
10 | 62,1 | 41 | 73,1 | ||
36 | 79,1 | 42 | 79,1 | ||
25 | 86,9 | 44 | 97,9 | ||
39 | 116,9 | 45 | 128,9 | ||
35 | 194,1 | 50,1 | 21 | 318,7 | 24,1 |
20 | 66,1 | 2 | 30,1 | ||
23 | 79,1 | 3 | 43,5 | ||
4 | 236,0 | 73,5 | 8 | 56,3 | |
7 | 86,9 | 11 | 73,1 | ||
9 | 98,5 | 12 | 84,9 | ||
46 | 111,9 | 13 | 126,9 | ||
43 | 117,5 | 14 | - | 175,3 | |
22 | 240,2 | 42,9 | 47 | 270,3 | |
38 | 269,5 | 49,1 | 15 | 252,9 | |
5 | 55,1 | 48 | 255,9 | ||
6 | 59,8 |
2. Высоту корпусов банок H0 в миллиметрах (черт. 2) вычисляют по формуле
 ,
,где H и  - соответственно наружная высота и допускаемое отклонение по высоте по ГОСТ 5981;
- соответственно наружная высота и допускаемое отклонение по высоте по ГОСТ 5981;
Значения  приведены в табл. 2.
приведены в табл. 2.
Таблица 2
мм
Внутренний диаметр банки d | |
Св. 43,5 до 59,5 включ. | 3,20 |
Св. 59,5 до 91,0 включ. | 3,10 |
Св. 91,0 до 122,0 включ. | 3,00 |
Св. 122,0 до 186,0 включ. | 3,10 |
Св. 186,0 до 248,0 включ. | 3,40 |

3, 4. (Исключены, Изм. N 2).