СПРАВКА
Источник публикации
М.: Стандартинформ, 2015
Примечание к документу
Документ введен в действие с 01.01.2016.
Название документа
"ГОСТ Р ИСО 12176-4-2014. Национальный стандарт Российской Федерации. Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости"
(утв. и введен в действие Приказом Росстандарта от 10.10.2014 N 1301-ст)
"ГОСТ Р ИСО 12176-4-2014. Национальный стандарт Российской Федерации. Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости"
(утв. и введен в действие Приказом Росстандарта от 10.10.2014 N 1301-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 10 октября 2014 г. N 1301-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ И ФИТИНГИ ПЛАСТМАССОВЫЕ
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПОЛИЭТИЛЕНОВЫХ СИСТЕМ
ЧАСТЬ 4
КОДИРОВАНИЕ ТРАССИРУЕМОСТИ
Plastics pipes and fittings.
Equipment for fusion jointing polyethylene systems.
Part 4. Traceability coding
ISO 12176-4:2003
Plastics pipes and fittings - Equipment
for fusion jointing polyethylene systems -
Part 4: Traceability coding
(IDT)
ГОСТ Р ИСО 12176-4-2014
ОКС 23.040.45;
Дата введения
1 января 2016 года
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им. Н.Э. Баумана" (ФГАУ "НУЦСК при МГТУ им. Н.Э. Баумана"), Национальным Агентством Контроля Сварки (СРО НП "НАКС"), Ассоциацией сварщиков полимерных материалов (АСПМ) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 октября 2014 г. N 1301-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 12176-4:2003 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости (ISO 12176-4:2003 Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 4: Traceability coding).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
ИСО 12176-4 был подготовлен Техническим комитетом ИСО/ТК 138 "Пластмассовые трубы, фитинги и арматура для транспортировки текучих сред", подкомитетом ПК 4 "Пластмассовые трубы и фитинги для подачи газообразного топлива".
ИСО 12176 состоит из следующих частей под общим названием "Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем":
- Часть 1: Сварка нагретым инструментом встык
- Часть 2: Сварка с закладными нагревателями
- Часть 3: Идентификация оператора
- Часть 4: Кодирование трассируемости.
Настоящий стандарт определяет порядок кодирования системы данных об элементах, методах сборки и операциях сварки для полиэтиленовых (ПЭ) трубопроводных сетей газораспределения при использовании в системе кодирования трассируемости.
Считывание кодов может быть реализовано буквенно-цифровой или числовой системами распознавания, такими как считыватели штрих-кода, магнитной полосы или микрочипа.
Другие системы распознавания данных, соответствующие ИСО/ТО 13950, могут быть использованы в сочетании с одной из указанных систем распознавания для получения требуемого кодирования трассируемости.
Стандарт применим к полиэтиленовым трубам, соединительным деталям и запорной арматуре, удовлетворяющим стандартам ИСО на трубопроводные сети газораспределения, а также к способам сварки, таким как сварка нагретым инструментом, сварка с закладными нагревателями, индукционная сварка и к механическим соединениям.
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения):
ИСО 1133 Пластмассы. Определение показателя текучести расплава термопластов по массе (ПТР) и по объему (МВР) (ISO 1133, Plastics - Determination of the melt mass-flow rate (MFR) and the melt volume-flow rate (MVR) of thermoplastics)
ИСО/МЭК 7810:2003 Карточки идентификационные. Физические характеристики (ISO/IEC 7810:2003, Identification cards - Physical characteristics)
ИСО/МЭК 7811-2:2001 Карточки идентификационные. Метод записи. Часть 2. Магнитная полоса. Низкая коэрцитивность (ISO/IEC 7811-2:2001, Identification cards - Recording technique - Part 2: Magnetic stripe - Low coercivity)
ИСО/МЭК 7811-4:1995 Карточки идентификационные. Метод записи. Часть 4. Расположение магнитных дорожек для считывания. Дорожки 1 и 2 (ISO/IEC 7811-4:1995, Identification cards - Recording technique - Part 4: Location of read-only magnetic tracks - Tracks 1 and 2) <1>
--------------------------------
<1> Заменен на ИСО/МЭК 7811-6:2008 Карточки идентификационные. Метод записи. Часть 6. Магнитная полоса. Высокая коэрцитивность (ISO/IEC 7811-6:2008, Identification cards - Recording technique - Part 6: Magnetic stripe - High coercivity), ИСО/МЭК 7811-2:2001 Карточки идентификационные. Метод записи. Часть 2. Магнитная полоса. Низкая коэрцитивность (ISO/IEC 7811-2:2001, Identification cards - Recording technique - Part 2. Magnetic stripe. Low coercivity). Для однозначного соблюдения требования настоящего стандарта рекомендуется использовать только указанное в этой ссылке издание.
ИСО 8601:2000 Элементы данных и форматы обмена - Обмен информацией - Представление дат и времени (ISO 8601:2000, Data elements and interchange formats - Information interchange - Representation of dates and times)
ИСО 12176-3:2001 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 3. Идентификационный знак оператора (ISO 12176-3:2001, Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 3: Operator's badge)
ИСО/ТО 13950:1997 Трубы и фитинги пластмассовые. Системы автоматического распознавания параметров оплавления (ISO/TR 13950:1997, Plastics pipes and fittings - Automatic recognition systems for electrofusion)
ИСО/МЭК 15417:2000 Информационные технологии. Методы автоматической идентификации и сбора данных. Спецификация символики штриховых кодов. Код 128 (ISO/IEC 15417:2000, Information technology - Automatic identification and data capture techniques - Bar code symbology specification - Code 128)
ИСО/МЭК 16390:1999 Информационные технологии. Методы автоматической идентификации и сбора данных. Спецификации символики штриховых кодов. Чередование 2 из 5 (ISO/IEC 16390:1999, Information technology - Automatic identification and data capture techniques - Bar code symbology specifications - Interleaved 2 of 5).
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 элемент (component): Часть трубопровода газовой сети, такая как труба или фитинг (например: отвод, переход, муфта, тройник, заглушки, седло и т.п.), запорная арматура, соединительная деталь с закладными нагревателями, детали, соединяемые механическим способом, или другие элементы, используемые для соединения труб и/или деталей трубопровода.
3.2 полиэтиленовый узел (PE assembly): Конструкция из: полиэтиленовых труб, трубы и фитинга, трубы и запорной арматуры, полученная сваркой с закладными нагревателями, сваркой нагретым инструментом, индукционной сваркой или путем механического соединения.
3.3 трассируемость (traceability): Способность создать след истории, цели или местоположение информации посредством записей.
Примечание 1 - Термин "трассируемость" может иметь одно из трех основных значений:
a) по отношению к продукции он может быть связан:
- с происхождением материалов и комплектующих;
- с историей переработки продукции;
- с распределением и местонахождением продукции после поставки;
b) в отношении калибровки он устанавливает соответствие измерительного оборудования требованиям национальных, межгосударственных или международных стандартов, основным физическим константам или свойствам, или справочным материалам;
c) в отношении сбора данных, он относится к расчетам и данным полученным при проведении контроля в соответствии с требованиями к качеству.
Примечание 2 - Приложение A дает обзор содержания системы трассируемости со ссылкой на соответствующие стандарты.
3.4 сварка нагретым инструментом (fusion joint made using a heating tool): Соединение путем нагрева концов двух элементов, поверхности которых совпадают и находятся напротив нагретого инструмента, до температуры плавления полиэтилена, и быстрого сжатия этих размягченных концов друг с другом после удаления нагретого инструмента; например, сварка встык, сварка в раструб или приварка седла.
3.5 сварка с закладными нагревателями (electrofusion joint): Соединение полиэтиленовой трубы и соединительной детали, с использованием тепла, выделяющегося при протекании тока через закладные нагреватели соединительной детали, что приводит к расплавлению полиэтилена в месте контакта поверхностей трубы и соединительной детали, в результате чего эти поверхности свариваются.
3.6 механическое соединение (mechanical joint): Соединение путем сборки полиэтиленовой трубы и соединительной детали, которая обычно имеет компрессионное уплотнительное кольцо для обеспечения сжатия, герметичности и устойчивости к нагрузкам.
Примечание - Опорная втулка при механическом соединении, вставленная внутрь трубы, используется для обеспечения постоянной поддержки полиэтиленовой трубы для предотвращения явления ползучести в стенке трубы от радиальных сжимающих сил. Металлические части соединительной детали могут быть соединены с металлической трубой с помощью винтовой резьбы, компрессионных соединений, сварки или пайки фланцев или другими способами.
3.7 индукционная сварка (induction fusion joint): Соединение между ПЭ трубами и/или муфтой или седелкой с помощью индукционного метода, при котором поверхности соединения нагреваются с помощью тока, протекающего через нагревательный элемент, заложенный в соединительных поверхностях, в результате чего материал, прилегающий к нагревательному элементу, расплавляется, и поверхности труб и/или соединительной детали свариваются.
Примечание - Источником тепла является индукционная катушка, предназначенная для формирования и передачи тепловой энергии, необходимой для плавления свариваемых поверхностей в системе ПЭ/ПЭ.
3.8 сварщик-оператор (fusion-jointing equipment operator): Лицо, обученное и допущенное к сварке полиэтиленовых (ПЭ) труб и/или соединительных деталей в соответствии с процедурой, установленной оператором трубопровода <1>.
Примечание - Сварщик-оператор обучается и допускается к работе по одному или более способам сварки с использованием ручного или автоматического сварочного оборудования.
--------------------------------
<1> В Российской Федерации под оператором трубопровода понимается организация, осуществляющая строительство или эксплуатацию трубопровода.
3.9 протокол сварки (fusion-jointing record): Запись информации и данных, связанных с процессом сварки, а также данных о сварщике-операторе и трассируемости.
3.10 цифра (digit): Целое число от нуля до девяти.
3.11 знак (character): Целое число от нуля до девяти, буквы или другие символы.
Примечание - Буквы и другие символы, представленные двузначными числами, отражены в таблице B.1.
3.12 исходный материал (virgin material): термопластичный материал в виде гранул или порошка, который не был ранее обработан, кроме как для смешивания, и в который не был добавлен переработанный материал.
3.13 переработанный материал (reprocessable material): термопластичный материал, получаемый из неиспользуемых забракованных труб и соединительных деталей, произведенный на предприятии методом экструзии или литьем под давлением путем переработки.
Примечание - Такой материал может изготавливаться из обрезков от производства труб, соединительных деталей и арматуры.
3.14 стандартное размерное отношение, SDR (standard dimension ratio SDR): Отношение номинального наружного диаметра dn полиэтиленовой трубы к номинальной толщине ее стенки en.
3.15 показатель текучести расплава, ПТР (melt mass-flow rate, MFR): Значение, относящееся к вязкости расплавленного термопластичного материала при экструзии для заданной температуры и нагрузки, выраженное в граммах за 10 мин (г/10 мин).
Система кодирования основана на данных, приведенных производителем/поставщиком элементов, производителем сварочного оборудования и сварщика-оператора. Если данные кодируются, например, в виде штрих-кода, магнитной полосы или микрочипа, то они должны состоять из определенного количества знаков, при этом кодировка системы не должна быть сокращена.
Данные делятся на различные классы:
a) данные сварочного оборудования;
b) данные трассируемости:
- данные элемента;
- данные операции сборки элементов;
- данные типа соединения;
c) данные операции сварки.
Файл данных должен содержать как минимум данные сварочного оборудования и данные трассируемости.
4.2.1 Данные сварочного оборудования
Длина кода, используемого для идентификации сварочного оборудования, должна соответствовать требованиям таблицы 1. Эти данные должны подходить для загрузки в базу данных системы кодирования трассируемости.
Таблица 1
Данные сварочного оборудования
Данные | Количество буквенно-цифровых знаков |
Производитель сварочного оборудования <a> | 2 |
Номер сварочного оборудования | 7 |
<a> На первой позиции. | |
Примечание - Информация, связанная с обслуживанием сварочного оборудования, может быть включена в данные о статусе сварки или представлена в виде дополнительных данных.
Система кодирования данных сварочного оборудования должна соответствовать 5.1.
4.2.2 Данные трассируемости
4.2.2.1 Общие положения
Данные трассируемости для полиэтиленового узла задаются данными трассируемости для различных элементов соединения и данными трассируемости для операции сварки.
Для оценки эффективности системы трассируемости в операциях должна быть загружена и сохранена следующая информация:
а) размер и тип элемента(ов), определенные системой как установленные;
б) производитель/поставщик элемента(ов).
4.2.2.2 Данные элемента
Закодированная информация для элементов должна соответствовать требованиям таблицы 2. Эти данные должны подходить для загрузки в базу данных системы трассируемости.
Таблица 2
Данные | Количество цифр |
Производитель/поставщик элемента | 4 |
Тип элемента | 2 |
Диаметр(ы) элементов | 3/10 <a> |
Производственная партия элемента | 8 <b> |
Значение SDR | 1 |
Идентификация композиции ПЭ | 7 <c> |
- одну цифру для типа материала; - одну цифру для обозначения ПЭ; - одну цифру для ПТР. | |
4.2.2.3 Данные операции сборки и идентификации соединения
Закодированная информация об операции сборки и идентификации данных соединения, должна соответствовать требованиям таблицы 3. Эти данные должны быть пригодны для загрузки в базу данных системы кодирования трассируемости.
Таблица 3
Данные | Количество буквенно-цифровых знаков |
Тип метода соединения | 1 |
Процедура сборки | 1 |
Статус операции сварки | 2 |
Дата сборки | 6 |
Время сборки | 4 |
Зажим (позиционирование) | 1 |
Зачистка | 1 |
Температура окружающей среды | |
"+" или "-" | 1 |
значение | 3 |
единицы измерения (°C, °F) | 1 |
Сварщик-оператор | 6 |
Страна, в которой выдана идентификационная карта оператора | 3 |
Организация, которая выдала идентификационную карту оператора | 2 |
Номер объекта работ/местоположение | 16 |
4.2.3 Данные операции сварки
Информация, связанная с операцией сварки (например, полный график стыковой сварки или подробные данные о напряжении и силе тока во время сварки с закладными нагревателями) должна быть определена в соответствии с требованиями пользователей. Эти данные должны подходить для загрузки в базу данных системы кодирования трассируемости.
Уровень детализации информации, связанный с операциями сварки, непосредственно влияет на общий объем записей данных о цикле сварки, следовательно, и на количество циклов, которые могут быть сохранены в памяти сварочного аппарата.
Сварочное оборудование должно быть обозначено уникальным кодом, состоящим из девяти буквенно-цифровых знаков. Этот код выдается производителем сварочного оборудования согласно соответствующим стандартам ИСО. Первые два знака должны обозначать производителя сварочного оборудования.
5.2.1 Идентификация производителя/поставщика элемента
Каждый производитель/поставщик элемента должен быть идентифицирован одним или несколькими кодами, которые могут быть использованы только для данного производителя/поставщика элементов. Эти коды должны соответствовать кодам, приведенным в соответствующем списке на сайте http://www.traccoding.com.
5.2.2 Идентификация типа элемента
Каждый тип элемента должен быть идентифицирован по двум числовым знакам в соответствии со списком, доступным на сайте http://www.traccoding.com. В Таблице B.4 представлены наиболее важные элементы. Список ограничен до 49 элементов. Числовые коды резервируются для дополнительной информации и активируются на сайте http://www.traccoding.com по мере необходимости.
5.2.3 Идентификация диаметра(ов) элемента
Если необходимо, то диаметр(ы) элементов должны быть идентифицированы с помощью кода, приведенного в B.1.2.4.
Для магнитной карты диаметр(ы) не кодируются (см. раздел B.2).
Производственная партия должна быть идентифицирована по производственному серийному номеру, который состоит из шести числовых знаков плюс два дополнительных числовых знака для идентификации производственной площадки.
Код производственной партии/площадки должен быть указан производителем элемента и определять серийное производство уникальным образом. Этот код может быть свободно определен производителем. Это дает доступ ко всем данным производственной партии, например к дате изготовления, дате испытания партии.
Код должен быть уникальным по отношению к другим данным, приведенным в таблице 2 (тип элемента, диаметр(ы) элемента, подходящее значение SDR серии труб, идентификация композиции ПЭ), в течение не менее 10 лет.
5.2.5 Идентификация SDR
Значение SDR труб или соединительных деталей, указанное на элементах, должно быть идентифицировано кодом, приведенным в таблице 4.
Таблица 4
SDR | Коды |
> 33 | 0 |
33 | 1 |
26 | 2 |
21 | 3 |
17,6 | 4 |
17 | 5 |
13,6 | 6 |
11 | 7 |
9 | 8 |
< 9 | 9 |
5.2.6 Идентификация композиции ПЭ
Композиция ПЭ должна быть идентифицирована особым кодом. Этот код будет управляться с помощью сайта http://www.traccoding.com, где будет доступен текущий список.
Любая просьба о включении нового кода будет рассматриваться непосредственно через сайт, после чего будет выделяться уникальный код, сгенерированный автоматически, с помощью следующего доступного номера.
Применение переработанного материала должно быть идентифицировано однозначным кодом, приведенным в таблице B.8.
Обозначение композиции ПЭ должно соответствовать однозначному коду, указанному в таблице B.9.
ПТР композиции ПЭ должен быть определен однозначным кодом, приведенным в таблице B.10.
5.3.1 Общие положения
Закодированная информация хранится в памяти сварочного оборудования для каждого цикла сварки. Эта информация должна быть доступна для загрузки в базу данных системы трассируемости.
5.3.2 Идентификация типа соединения
Тип используемого соединения должен быть идентифицирован кодом, содержащим один цифровой знак, приведенный в таблице 5.
Таблица 5
Коды типов соединения
Тип соединения | Код |
Сварка нагретым инструментом: | |
стыковая сварка | 1 |
в раструб | 2 |
приварка седла | 3 |
Сварка с закладными нагревателями | 4 |
Механическое соединение | 5 |
Индукционная сварка | 6 |
5.3.3 Идентификация процедуры сборки
Процедура сборки должна идентифицироваться с помощью кода, содержащего один буквенно-цифровой знак. Этот код должен быть указан производителем сварочного оборудования и разъяснен в руководстве по эксплуатации.
5.3.4 Индикация результата сварки
Результаты сварки (например, годен/не годен), должны отображаться кодом, состоящим из двух буквенно-цифровых знаков. Этот код должен быть указан производителем сварочного оборудования и разъяснен в руководстве по эксплуатации.
5.3.5 Индикация даты и времени сборки
Дата и время сборки должны отображаться кодом, состоящим из 10 цифровых знаков: шесть для даты и четыре для времени в соответствии с ИСО 8601.
5.3.6 Индикация использования зажима (позиционера)
Использование зажима (позиционера) должно отображаться кодом, состоящим из одного буквенно-цифрового знака. Этот код должен быть указан производителем сварочного оборудования и разъяснен в руководстве по эксплуатации.
5.3.7 Индикация использования зачистки
Использование зачистки должно отображаться кодом, состоящим из одного буквенно-цифрового знака. Этот код должен быть задан производителем сварочного оборудования и разъяснен в руководстве по эксплуатации.
5.3.8 Индикация температуры окружающей среды
Температура окружающей среды во время сборки должно отображаться кодом со знаком ("+" или "-"), который указывает температуру выше или ниже нуля. Должны быть три цифровых знака с указанием температуры и один буквенно-цифровой знака с указанием шкалы температуры (°C или °F) (см. таблицу 3). Этот код должен быть задан производителем сварочного оборудования и разъяснен в руководстве по эксплуатации.
5.3.9 Идентификация сварщика-оператора
Сварщик-оператор, ответственный за сварку, должен быть идентифицирован с помощью кода, который состоит из шести цифровых знаков в соответствии с ИСО 12176-3.
5.3.10 Идентификация страны
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Страна, где была выдана идентификационная карта оператора, должна быть должна быть идентифицирована кодом, состоящим из трех цифровых знаков в соответствии с ИСО 12176-3.
5.3.11 Идентификация компетентной организации
Организация, выдавшая идентификационную карту, должна быть идентифицирована кодом, состоящим из двух буквенно-цифровых знаков в соответствии с ИСО 12176-3.
5.3.12 Идентификация номера объекта работ и его местоположения
Объект работы и его местоположение должны быть идентифицированы с помощью кода, который определяется оператором трубопровода. Код должен содержать не более 16-ти буквенно-цифровых знаков.
Система трассируемости может быть построена на ручном или автоматическом вводе информации о трассируемости, а также на их комбинации.
В случае автоматического ввода данных, информационная составляющая трассируемости должна быть доступна для стандартных носителей данных, таких как карты со штрих-кодами, карты с магнитной полосой или карты с микрочипом, поставляемых с элементами трубопровода. Информация трассируемости, хранящаяся в сварочном оборудовании (например, идентификационный номер оборудования, данные по сварочному циклу) должна быть доступна путем загрузки со сварочного оборудования.
В стандарте определены две системы кодирования - тип 1 и тип 2, которые подробно описаны в приложении B. Эти две системы кодирования регулируются сайтом http://www.traccoding.com.
Система кодирования тип 1 будет работать после заполнения 75% объема системы данными для производителей/поставщиков элементов трубопровода и/или композиций (мониторинг осуществляется через сайт). Одновременно система кодирования тип 2 будет активирована без потери данных системы кодирования тип 1.
Если информация о трассируемости кодируется в виде штрих-кода, то штрих-код должен соответствовать коду 128, и знаки кода должны быть взяты из набора C в соответствие с ИСО/МЭК 15417. Это позволяет использовать цифровые знаки с удвоенной плотностью с общим количеством 40 цифр для труб и 26 цифр для других элементов. Стандартное разрешение для печати штрих-кодов должно быть выбрано с толщиной штриха 0,19 мм (узкий штрих).
Если электрические параметры сварки для деталей с закладными нагревателями приведены на штрих-коде карты, то система кодирования должна быть "2 из 5 чередующийся", как указано в ИСО/ТО 13950 и определено в ИСО/МЭК 16390.
Примечание - Это означает, что детали с закладными нагревателями будут снабжены двумя штрих-кодами, один для параметров сварки (2 из 5 чередующийся) и второй для данных трассируемости (код 128).
Информация о трассируемости может храниться на карте с магнитной полосой.
Карта с магнитной полосой должна соответствовать требованиям ID-1, приведенным в ИСО/МЭК 7810. Характеристики магнитной полосы должны соответствовать стандарту ИСО/МЭК 7811-2 и ИСО/МЭК 7811-4. Данные должны храниться на дорожке 1.
Карта не должна содержать физически нанесенных знаков.
Карта с микрочипом должна содержать те же данные и в том же порядке, что и карта со штрих-кодом.
(справочное)
Основное содержание системы трассируемости приведено в таблице A.1.
Таблица A.1
Содержание системы трассируемости
Кодирование трассируемости | Соответствующие стандарты | ||
Производитель | Элементы | Трубы | ИСО 4437 |
Соединительные детали с закладными нагревателями | ИСО 8085-1, ИСО 8085-2, ИСО 8085-3 | ||
Механические детали | ИСО 10838-1, ИСО 10838-2, ИСО 10838-3 | ||
Краны | ИСО 10933 | ||
Пользователь | Сварочное оборудование | ИСО 12176-1, ИСО 12176-2 | |
Сварщик-оператор | ИСО 12176-3 | ||
Правила проектирования и монтажа | ИСО/ТУ 10839 | ||
Поставщик газа | Соответствующие технические требования | ||
Пользователь | Географическое положение | Технические требования для пользователя | |
(обязательное)
B.1.1 Описание формата
В формате штрих-кода должно быть 26 или 40 цифр, взятых из кода 128, набор знаков C. Это полный четырехуровневый ASCII код. Ширина модулей фиксируется на отметке 0,19 мм для самого узкого штриха.
Должен использоваться следующий общий формат:
Стартовый знак Код C Значение 105 | Текст сообщения 40 или 26 цифр | Физическая контрольная сумма | Завершающий знак Значение 106 |
B.1.2 Текст сообщения
B.1.2.1 Общие положения
Информация о трассируемости должна быть доступна в соответствии со следующими двумя структурами кодирования:
- структура для кодирования данных на трубах, с общей длиной 40 цифр;
- структура для кодирования данных на других элементах, перечисленных в таблице B.4, с общей длиной 26 цифр.
Информация должна храниться в порядке, приведенном в B.1.3 или B.1.4, как правило, без пробелов между данными.
Знаки кодов должны соответствовать таблице B.1.
Таблица B.1
Основной код алфавита | |||||
A = 01 | A = 01 | A = 01 | A = 01 | A = 01 | A = 01 |
B = 02 | B = 02 | B = 02 | B = 02 | B = 02 | B = 02 |
C = 03 | C = 03 | C = 03 | C = 03 | C = 03 | C = 03 |
D = 04 | D = 04 | D = 04 | D = 04 | D = 04 | D = 04 |
E = 05 | E = 05 | E = 05 | E = 05 | E = 05 | E = 05 |
Содержание каждой цифры должно соответствовать от B.1.2.2 до B.1.2.13.
B.1.2.2 Цифры от 1 до 4 - производитель элемента (наименование/торговая марка)
B.1.2.2.1 Система кодирования тип 1
Для системы кодирования тип 1 код должен состоять из двух буквенных знаков, которые должны соответствовать данным, приведенным в соответствующем списке, доступном на сайте http://www.traccoding.com.
Информация о диаметре элемента добавлена к цифре 1. Величина смещения должна соответствовать, приведенной в таблице B.2.
Таблица B.2
Информация о диаметре элемента | Смещение |
Два диаметра согласно таблице B.7 | +0 |
Один диаметр, в миллиметрах | +3 |
Один диаметр, в сантиметрах | +6 |
Информация о контрольной сумме добавлена к цифре 3. Величина смещения должна соответствовать значениям, приведенным в таблице B.3.
Таблица B.3
Информация о контрольной сумме | Смещение |
Без контрольной суммы | +0 |
С контрольной суммой, рассчитанной по модулю 10 (цифра 26) | +3 |
B.1.2.2.2 Система кодирования тип 2
Для системы кодирования тип 2 код состоит из четырех цифровых знаков и определяется соответственно списку, доступному на сайте http://www.traccoding.com.
Любой запрос о регистрации нового кода будет рассматриваться непосредственно через сайт, после чего будет выделяться уникальный код, сгенерированный автоматически с помощью этих числовых значений.
B.1.2.3 Цифры 5 и 6 - тип элемента
Код элемента указан в таблице B.4.
Таблица B.4
Элемент | Код |
Трубы прямые | 01 |
Трубы в бухтах | 02 |
Муфта | 03 |
Седловой отвод Т-образный | 04 |
Седловой отвод прямой | 05 |
Отвод 90° | 06 |
Отвод 45° | 07 |
Отвод с произвольным углом | 08 |
Тройник | 09 |
Заглушка | 10 |
Переход (редуктор) | 11 |
Криволинейный отвод | 12 |
Фланцевый переход (втулка под фланец) | 13 |
Механическая соединительная деталь | 14 |
Кран (задвижка) шаровой на четверть оборота из ПЭ | 15 |
Кран (задвижка) из ПЭ многооборотный | 16 |
Кран (задвижка) не из ПЭ на четверть оборота | 17 |
Кран (задвижка) не из ПЭ многооборотный | 18 |
Усиливающие (ремонтные) накладки (муфты) | 19 |
Переходные (неразъемные) соединения | 20 |
Стенной канал жесткий | 21 |
Стенной канал гибкий | 22 |
Кран с врезкой в седловом отводе | 23 |
Вентиляционная заглушка | 24 |
Седловой отвод для камеры перекрывания потока газа | 25 |
Заглушка для седлового отвода | 26 |
Неразъемное соединение ПЭ/сталь | 27 |
Неразъемное соединение ПЭ/латунь | 28 |
Клапан отсечной для газа | 29 |
В цифре 5 смещение позволяет установить разграничение между системами кодирования тип 1 и тип 2. Значение смещения должно соответствовать таблице B.5.
Таблица B.5
Тип системы кодирования | Смещение |
Тип 1 | +0 |
Тип 2 | +5 |
B.1.2.4.1 Общие положения
Диаметры должны быть представлены тремя цифрами.
Диаметры должны быть выражены одним из следующих способов:
- два диаметра, закодированные в соответствии с B.1.2.4.2;
- один диаметр, приведенный непосредственно в миллиметрах (т.е. не закодирован);
- один диаметр, приведенный непосредственно в дюймах (т.е. не закодирован).
ВНИМАНИЕ - При кодировании диаметров всегда используются два диаметра. В расчетах для муфт и труб используется тот же диаметр.
Для вычисления значения кода диаметра D, используются следующие коэффициенты:
- коэффициент C1 для первого диаметра D1,
- коэффициент C2 для второго диаметра D2,
где C1 и C2 по таблице B.6.
Таблица B.6
Коэффициенты, используемые в кодировании диаметров
D1 или D2, мм | D1 или D2, дюйм МТС <a> | D1 или D2, дюйм СТС <b> | Коэффициент C1 или C2 |
16 | 1/2 | 01 | |
20 | 1 | 02 | |
25 | 1 1/4 | 03 | |
32 | 04 | ||
40 | 05 | ||
50 | 06 | ||
63 | 07 | ||
75 | 08 | ||
90 | 09 | ||
110 | 10 | ||
125 | 1/2 | 11 | |
140 | 3/4 | 12 | |
160 | 1 | 13 | |
180 | 1 1/4 | 14 | |
200 | 1 1/2 | 15 | |
225 | 2 | 16 | |
250 | 3 | 17 | |
280 | 4 | 18 | |
315 | 6 | 19 | |
355 | 8 | 20 | |
400 | 10 | 21 | |
450 | 11 | 22 | |
500 | 12 | 23 | |
560 | 13 | 24 | |
630 | 14 | 25 | |
710 | 26 | ||
800 | 27 | ||
900 | 28 | ||
1000 | 29 | ||
1200 | 30 | ||
>= 1400 | 31 | ||
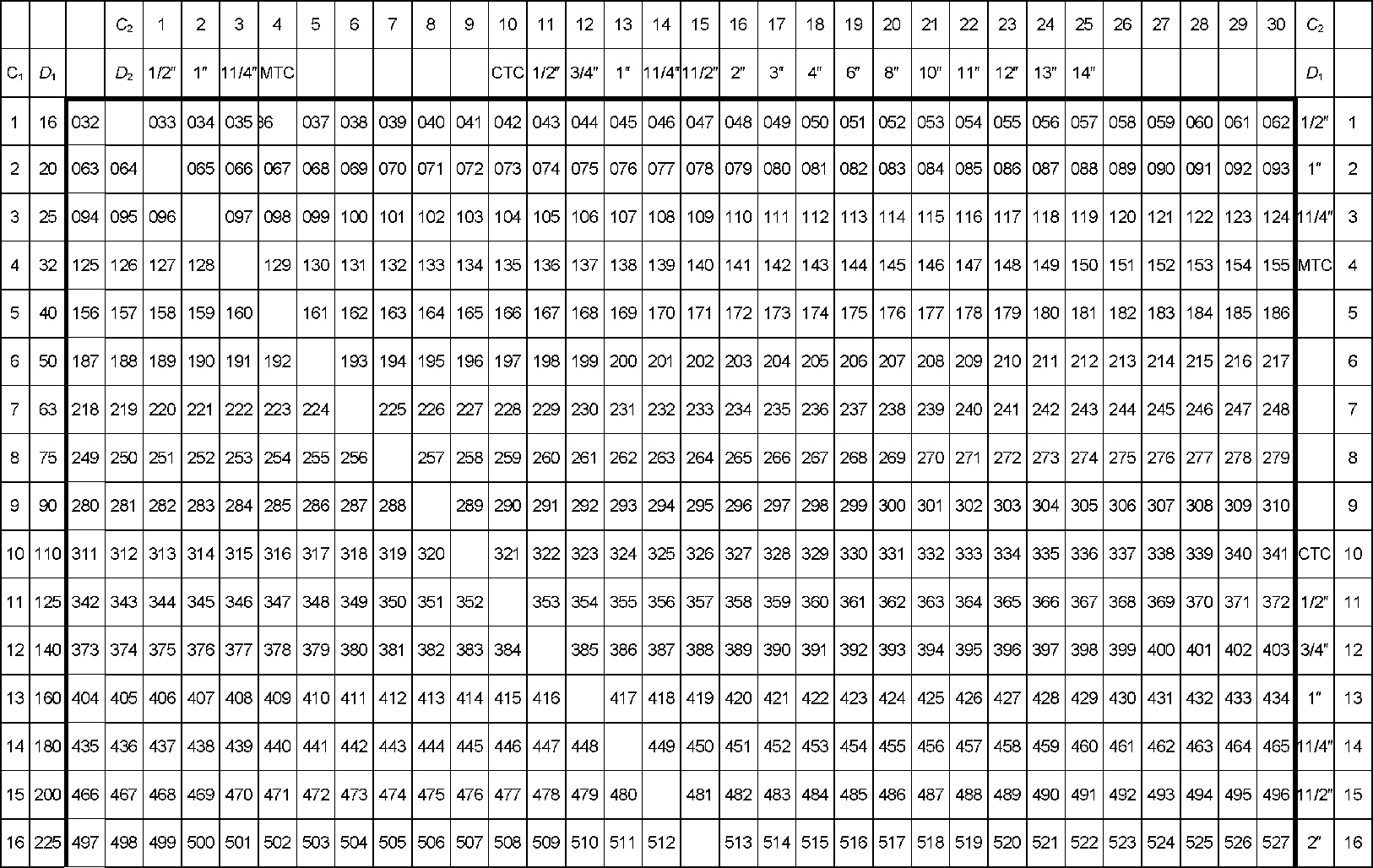
Если, размеры указаны в миллиметрах, то принимаем диаметр D1 как наибольший из двух диаметров, т.е. D1 >= D2 (D1 = D2 в случае, когда есть только один диаметр). Затем диаметр D вычисляют по формуле (1).
D = (C1·31) + C2 (1)
Если размеры указаны в дюймах, то принимаем диаметр D2 как наибольший из двух диаметров, т.е. D2 >= D1 (D2 = D1 в случае, когда есть только один диаметр). Затем диаметр D вычисляют по формуле (2).
D = (C1·31) + C2 + 1 (2)
В случае, когда диаметры трубы или элемента (одного и того же диаметра), выражены в дюймах, диаметр может также быть закодирован непосредственно от 001 до 031 дюйма.
Примеры: | Для 1/2 в МТС, D = (31·1) + 1 + 1 = 033 Для 200 x 200 мм, D = (31·15) + 15 = 480 Для 2 x 1/2 дюйма СТС, D = (31·11) + 16 + 1 = 358 Для 90 x 63 мм, D = (31·9) + 7 = 286 |
Для 21 в СТС, D = 021. | |
Расчетные значения диаметров D для всех труб и соединительных деталей приведены в таблице B.7.
Таблица B.7
Расчет: (C1·31) + C1 + 1 с D1/D2; C1 = 1, 2 и 3 = МТС; C1 = 11, 12, ... 25 = СТС
Размеры в дюймах
Окончание таблицы B.7
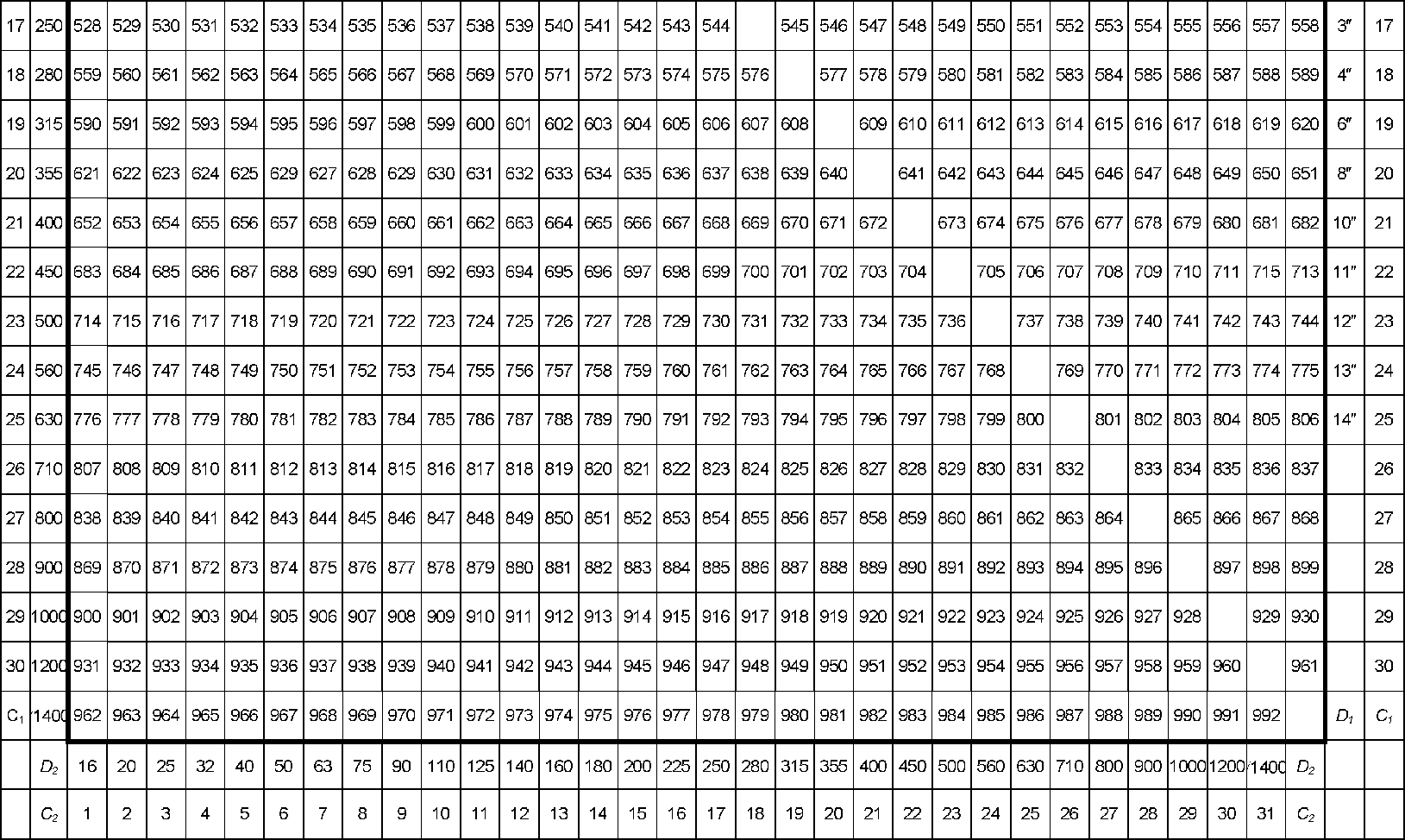
Расчет: (C1·31) + C2 + с D2/D1; метрический размер
B.1.2.5 Цифры от 10 до 15 - номер произведенной партии
Номер произведенной партии должен соответствовать номеру, указанному производителем/поставщиком элементов (см. 5.2.4).
B.1.2.6 Цифры 16 и 17 - производственная площадка
Код производственной площадки должен быть определен производителем элементов (см. 5.2.4).
B.1.2.7 Цифра 18 - значение SDR
Код, соответствующий значению SDR трубы должен быть указан в соответствии с таблицей 4.
B.1.2.8 Цифры от 19 до 22 - композиция ПЭ
Для системы кодирования тип 1, код состоит из одного буквенного знака и двух числовых знаков, в соответствии со списком, который приведен на сайте http://www.traccoding.com.
Для системы кодирования тип 2 код состоит из четырех цифровых знаков, выдаваемых соответствующим списком, который приведен на веб-сайте http://www.traccoding.com.
B.1.2.9 Цифра 23 - тип материала
Тип материала должен быть идентифицирован кодом, в соответствии с таблицей B.8.
Таблица B.8
Тип материала | Код |
Исходный материал | 0 |
Переработанный материал | 1 |
Исходный + переработанный материал | 2 |
Для системы кодирования тип 2 информация о диаметре(ах) добавлена к цифре 23. Значение смещения указано в таблице B.2.
B.1.2.10 Цифра 24 - обозначение полиэтилена
Код обозначения полиэтилена (ПТР классификации) должен соответствовать таблице B.9.
Таблица B.9
Обозначение полиэтилена | Код |
Не используется | 0 |
PE 63 | 1 |
PE 80 | 2 |
PE 100 | 3 |
Зарезервировано для будущего использования | 4 |
Зарезервировано для будущего использования | 5 |
Зарезервировано для будущего использования | 6 |
Зарезервировано для будущего использования | 7 |
Зарезервировано для будущего использования | 8 |
Зарезервировано для будущего использования | 9 |
B.1.2.11 Цифра 25 - ПТР
Значение ПТР, заявленного производителем/поставщиком, определяется в соответствии с ИСО 1133 при нагрузке 21,6 кг и температуре 190 °C. Оно должно быть закодировано согласно таблице B.10.
Таблица B.10
ПТР, г/10 мин | Код |
Значение ПТР не указано <a> | 0 |
ПТР <= 5 | 1 |
5 < ПТР <= 7 | 2 |
7 < ПТР <= 10 | 3 |
10 < ПТР <= 15 | 4 |
15 < ПТР <= 20 | 5 |
20 < ПТР <= 25 | 6 |
25 < ПТР <= 32 | 7 |
32 < ПТР <= 40 | 8 |
ПТР > 40 | 9 |
B.1.2.12 Цифра 26 - контрольный знак (контрольная сумма)
Контрольный знак (контрольная сумма) является дополнительным для системы кодирования тип 1.
Контрольный знак (контрольная сумма) является обязательным для системы кодирования тип 2.
Значение контрольного знака должно быть рассчитано:
- для труб: от всех цифр от 1 до 40, за исключением цифры 26;
- для других элементов: от всех цифр от 1 до 25.
Значение контрольного знака рассчитывают в соответствии с разделом A.9 ИСО/ТК 13950:1997, следующим образом:
1. Суммируют числовые значения нечетных позиций в сообщении, прочитанном слева направо, и умножить результат на 3;
2. Суммируют числовые значения четных позиций в сообщении, прочитанном слева направо;
3. Суммируют суммы четных и нечетных значений, полученных на этапе 1 и этапе 2;
4. Определяют наименьшее число, которое при добавлении к сумме, полученной на этапе 3, дает в результате число, кратное 10;
5. Это число является значением контрольного знака, его размещают в 26-й позиции в сообщении, прочитанном слева направо.
Цифры от 27 до 36 доступны для дополнительной информации и могут быть необходимы поставщику газа (например, номер партии сырья).
Цифры от 37 до 40 доступны для дополнительной информации (например, длина трубопровода), если это требуется поставщику газа.
Структура штрих-кода должна соответствовать данным, приведенным в таблице B.11. Когда информация не требуется, в пустых пространствах должны быть проставлены нули.
Таблица B.11
Структура 40-значного штрих-кода
N | Источник | Информация | Система кодирования тип 1 | Система кодирования тип 2 | ||||
смещение | пример | смещение | пример | |||||
1 | Список на сайте | Наименование производителя/поставщика | +0, +3, +6 <a> | 0 | AL Закодированы два диаметра | - | 9 | 9052 |
2 | - | 1 | - | 0 | ||||
3 | +0, +3 <b> | 1 | - | 5 | ||||
4 | - | 2 | - | 2 | ||||
5 | Тип трубы | +0 <c> | 0 | Прямая труба | +5 <c> | 5 | Труба в бухте | |
6 | - | 1 | - | 2 | ||||
7 | Таблица B.7, если возможно | Диаметр трубы | - | 4 | 200 мм x 200 мм | - | 1 | 160 мм |
8 | - | 8 | - | 6 | ||||
9 | - | 0 | - | 0 | ||||
10 | Производитель/поставщик | Номер производственной партии | - | 1 | Номер партии 123456 | - | 1 | Номер партии 123456 |
11 | - | 2 | - | 2 | ||||
12 | - | 3 | - | 3 | ||||
13 | - | 4 | - | 4 | ||||
14 | - | 5 | - | 5 | ||||
15 | - | 6 | - | 6 | ||||
16 | Производственная площадка | - | 1 | Площадка 12 | - | 1 | Площадка 12 | |
17 | - | 2 | - | 2 | ||||
18 | Значение SDR | - | 7 | SDR 11 | - | 4 | SDR 17,6 | |
19 | Список на сайте | Композиция ПЭ | - | 0 | A01 | - | 0 | 0101 |
20 | - | 1 | - | 1 | ||||
21 | - | 0 | - | 0 | ||||
22 | - | 1 | - | 1 | ||||
23 | Тип материала | - | 0 | Чистый материал | +0, +3, +6 <d> | 4 | ||
24 | Обозначение ПЭ | - | 2 | ПЭ 80 | - | 3 | PE 100 | |
25 | ПТР | - | 5 | 15 < ПТР <= 20 | - | 4 | 10 < ПТР <= 15 | |
26 | Цифры от 1 до 40, кроме 26 | Контрольный знак | - | 0 | - | - | 1 | |
27 | Газораспределение Технические требования | Дополнительная информация | - | 0 | Номер партии 713532J | - | 0 | Номер партии 120 |
28 | - | 0 | - | 0 | ||||
29 | - | 7 | - | 0 | ||||
30 | - | 1 | - | 0 | ||||
31 | - | 3 | - | 0 | ||||
32 | - | 5 | - | 0 | ||||
33 | - | 3 | - | 0 | ||||
34 | - | 2 | - | 1 | ||||
35 | - | 1 | - | 2 | ||||
36 | - | 0 | - | 0 | ||||
37 | Газораспределение Технические требования | Дополнительная информация | - | 0 | - | 0 | Длина трубопровода 240 м | |
38 | - | 0 | - | 1 | ||||
39 | - | 0 | - | 2 | ||||
40 | - | 0 | - | 0 | ||||
<a> Информация для диаметра элемента с системой кодирования тип 1 указана в таблице B.2. <b> Информация для контрольной суммы указана в таблице B.3. <c> Разграничение между типом 1 и типом 2 указано в таблице B.5. <d> Информация для диаметра элемента с системой кодирования тип 2 указана в таблице B.2. 10 - [(9 + 5 + 5 + 1 + 0 + 2 + 4 + 6 + 2 + 0 +0 + 4 + 4 + 0 + 0 + 0 + 0 + 2 + 0 + 2) x 3 + (0 + 2 + 2 + 6 + 1 + 3 + 5 + 1 + 4 + 1 + 1 + 3 + 0 + 0 + 0 + 1 + 0 + 1 + 0)]10 = 1. | ||||||||
Структура штрих-кода должна соответствовать данным, приведенным в таблице B.12. Когда информация не требуется, в пустых пространствах должны быть проставлены нули.
Таблица B.12
Структура 26-значного штрих-кода
N | Источник | Информация | Система кодирования тип 1 | Система кодирования тип 2 | ||||
смещение | пример | смещение | пример | |||||
1 | Список на сайте | Наименование производителя/поставщика | +0, +3, +6 <a> | 0 | AL Закодированы два диаметра | - | 9 | 9052 |
2 | - | 1 | - | 0 | ||||
3 | +0, +3 <b> | 1 | - | 5 | ||||
4 | - | 2 | - | 2 | ||||
5 | Тип элемента | +0 <c> | 1 | Переход | +5 <c> | 5 | Муфта/раструб | |
6 | - | 1 | - | 3 | ||||
7 | Таблица B.7, если применимо | Диаметр(ы) элемента | - | 4 | 160 x 125 мм | - | 1 | 160 mm |
8 | - | 1 | - | 6 | ||||
9 | - | 4 | - | 0 | ||||
10 | Производитель/поставщик элемента | Номер производственной партии | - | 1 | Номер партии 123456 | - | 1 | Номер партии 123456 |
11 | - | 2 | - | 2 | ||||
12 | - | 3 | - | 3 | ||||
13 | - | 4 | - | 4 | ||||
14 | - | 5 | - | 5 | ||||
15 | - | 6 | - | 6 | ||||
16 | Производственная площадка | - | 1 | Площадка 12 | - | 1 | Площадка 12 | |
17 | - | 2 | - | 2 | ||||
18 | Значение SDR | - | 7 | SDR 11 | - | 8 | SDR 9 | |
19 | Список на сайте | Композиция ПЭ | - | 0 | A01 | - | 0 | A101 |
20 | - | 1 | - | 1 | ||||
21 | - | 0 | - | 0 | ||||
22 | - | 1 | - | 1 | ||||
23 | Тип материала | - | 0 | Исходный материал | +0, +3, +6 <d> | 4 | ||
24 | Обозначение ПЭ | - | 2 | ПЭ 80 | - | 3 | PE 100 | |
25 | ПТР | - | 5 | 15 < ПТР <= 20 | - | 4 | 15 < ПТР <= 20 | |
26 | Цифры от 1 до 25 | Контрольный знак | - | 0 | - | - | 0 | |
<a> Информация для диаметра элемента с системой кодирования тип 1 указана в таблице B.2. <b> Информация для контрольной суммы указана в таблице B.3. <c> Разграничение между типом 1 и типом 2 указано в таблице B.5. <d> Информация для диаметра элемента с системой кодирования тип 2 указана в таблице B.2. 10 - [(9 + 5 + 5 + 1 + 0 + 2 + 4 + 6 + 2 + 0 + 0 + 4 + 4) x 3 + (0 + 2 + 3 + 6 + 1 + 3 + 5 + 1 + 8 + 1 + 1 + 3)]10 = 0. | ||||||||
Кодирование параметров конкретного процесса сварки должно соответствовать ИСО/ТК 13950:1997, включая виды продукции (P0 ... P6) (см. ИСО/ТК 13950:1997, раздел B.5), а код должен включать информацию, приведенную в таблице B.13.
Таблица B.13
Подробная информация для кодирования на магнитной карте
Характеристика | Идентификатор/количество цифр | Пример |
Производитель/поставщик (логотип) | F/2 | FGF |
Продукт/диаметр | P/10 | P4, 160 x 110 (переход) |
Код партии продукта + SDR и ПЭ материал | S/6, 2, 1, 3 | S123456, 11, 7, N 10 |
Код серийного производства должен включать в себя серии SDR и используемый материал полиэтилена, как определено в таблице 4 и таблице B.9.
B.3 Карты с микрочипом
См. раздел B.1 для кодирования данных.
(справочное)
НАЦИОНАЛЬНЫМ СТАНДАРТАМ РОССИЙСКОЙ ФЕДЕРАЦИИ (И ДЕЙСТВУЮЩИМ
В ЭТОМ КАЧЕСТВЕ МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта | ||||
ИСО 1133 | - | |||||
| ||||||
ИСО/МЭК 7810:2003 | IDT | ГОСТ Р ИСО/МЭК 7810-2006 Карты идентификационные. Физические характеристики | ||||
ИСО/МЭК 7811-2:2001 | IDT | ГОСТ Р ИСО/МЭК 7811-2-2002 Карты идентификационные. Способ записи. Часть 2. Магнитная полоса малой коэрцитивной силы | ||||
ИСО/МЭК 7811-4:1995 | - | |||||
ИСО 8601:2000 | IDT | ГОСТ ИСО 8601-2001 Система стандартов по информации, библиотечному и издательскому делу. Представление дат и времени. Общие требования | ||||
ИСО 12176-3:2001 | IDT | ГОСТ Р ИСО 12176-3-2014 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 3. Идентификация оператора | ||||
ИСО/ТО 13950:1997 | IDT | ГОСТ Р ИСО 13950-2012 Трубы и фитинги пластмассовые. Системы автоматического распознавания для выполнения соединений сваркой с закладными нагревателями | ||||
ИСО/МЭК 15417:2000 | IDT | ГОСТ ИСО/МЭК 15417-2013 Информационные технологии. Технологии автоматической идентификации и сбора данных. Спецификация символики штрихового кода Code 128 | ||||
| ||||||
ИСО/МЭК 16390:1999 | IDT | ГОСТ ИСО/МЭК 16390-2005 Автоматическая идентификация. Кодирование штриховое. Спецификации символики Interleaved 2 of 5 (2 из 5 чередующийся) | ||||
<*> Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||||||
[1] ISO 4437:1997 | Buried polyethylene (PE) pipes for the supply of gaseous fuels - Metric series - Specifications (ИСО 4437:1997 Трубопроводы полиэтиленовые (PE) заглубленные для подачи газообразного топлива. Метрическая серия. Технические условия) |
[2] ISO 8085-1:2001 | Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels - Metric series - Specifications - Part 1: Fittings for socket fusion using heated tools (ИСО 8085-1:2001 Фитинги полиэтиленовые для полиэтиленовых труб, используемых для подачи газообразного топлива. Метрическая серия. Технические условия. Часть 1. Фитинги для сварки враструб с использованием нагревательных приборов) |
[3] ISO 8085-2:2001 | Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels - Metric series - Specifications - Part 2: Spigot fittings for butt fusion, for socket fusion using heated tools and for use with electrofusion fittings (ИСО 8085-2:2001 Фитинги полиэтиленовые для полиэтиленовых труб, используемых для подачи газообразного топлива. Метрическая серия. Технические условия. Часть 2. Фитинги под раструб для сварки встык, для сварки враструб с использованием нагревательных приборов и для электросварки) |
[4] ISO 8085-3:2001 | Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels - Metric series - Specifications - Part 3: Electrofusion fittings (ИСО 8085-3:2001 Фитинги полиэтиленовые для полиэтиленовых труб, используемых для подачи газообразного топлива. Метрическая серия. Технические условия. Часть 3. Фитинги, присоединяемые электросваркой) |
[5] ISO 10838-1:2000 | Mechanical fittings for polyethylene piping systems for the supply of gaseous fuels - Part 1: Metal fittings for pipes of nominal outside diameter less than or equal to 63 mm (ИСО 10838-1:2000 Соединения механические систем полиэтиленовых трубопроводов для подачи газообразного топлива. Часть 1. Металлические соединения для труб номинального наружного диаметра менее или равного 63 мм) |
[6] ISO 10838-2:2000 | Mechanical fittings for polyethylene piping systems for the supply of gaseous fuels - Part 2: Metal fittings for pipes of nominal outside diameter greater than 63 mm (ИСО 10838-2:2000 Соединения механические систем полиэтиленовых трубопроводов для подачи газообразного топлива. Часть 2. Металлические соединения для труб номинального наружного диаметра свыше 63 мм) |
[7] ISO 10838-3:2001 | Mechanical fittings for polyethylene piping systems for the supply of gaseous fuels - Part 3: Thermoplastics fittings for pipes of nominal outside diameter less than or equal to 63 mm (ИСО 10838-3:2000 Соединения механические систем полиэтиленовых трубопроводов для подачи газообразного топлива. Часть 3. Термопластичные соединения для труб с номинальным наружным диаметром менее или равным 63 мм) |
[8] ISO/TS 10839:2000 | Polyethylene pipes and fittings for the supply of gaseous fuels - Code of practice for design, handling and installation (ИСО 10839:2000 Трубопроводы и фитинги полиэтиленовые для подачи газообразного топлива. Кодекс установившейся практики по проектированию, транспортированию и установке) |
[9] ISO 10933:1997 | Polyethylene (PE) valves for gas distribution systems (ИСО 10933:1997 Клапаны полиэтиленовые для систем распределения газа) |
[10] ISO 12176-1:1998 | Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 1: Butt fusion (ИСО 12176-1:1998 Трубы и фитинги пластмассовые. Оборудование для соединения плавлением полиэтиленовых систем. Часть 1. Стыковое соединение плавлением) |
[11] ISO 12176-2:2000 | Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 2: Electrofusion (ИСО 12176-2:2000 Трубы и фитинги пластмассовые. Оборудование для соединения плавлением полиэтиловых систем. Часть 2. Электроплавление) |
УДК 621.791. | ОКС 23.040.45; | IDT |
Ключевые слова: сварка, полиэтиленовые трубы, оборудование для сварки, кодирование трассируемости, символ, код, знак | ||