СПРАВКА
Источник публикации
М.: Стандартинформ, 2010
Примечание к документу
Текст данного документа приведен с учетом поправки, опубликованной в "ИУС", N 7, 2010 и поправки, опубликованной в "ИУС" N 6, 2011.
Документ введен в действие с 1 июля 2010 года.
Название документа
"ГОСТ Р 53465-2009. Национальный стандарт Российской Федерации. Оснастка литейная. Уклоны литейные"
(утв. и введен в действие Приказом Ростехрегулирования от 09.12.2009 N 611-ст)
"ГОСТ Р 53465-2009. Национальный стандарт Российской Федерации. Оснастка литейная. Уклоны литейные"
(утв. и введен в действие Приказом Ростехрегулирования от 09.12.2009 N 611-ст)
Содержание
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 9 декабря 2009 г. N 611-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОСНАСТКА ЛИТЕЙНАЯ
УКЛОНЫ ЛИТЕЙНЫЕ
Foundry equipment. Foundry biases
ГОСТ Р 53465-2009
ОКС 25.120.30
ОКП 41 1000
Дата введения
1 июля 2010 года
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения".
1. Разработан Государственным образовательным учреждением высшего профессионального образования "Московский государственный технический университет "МАМИ".
2. Внесен Техническим комитетом по стандартизации ТК 252 "Литейное производство".
3. Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2009 г. N 611-ст.
4. Введен впервые.
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Настоящий стандарт распространяется на литейные уклоны литейной оснастки, предназначенной для изготовления отливок из разных сплавов: в песчаные формы, оболочковые формы, с использованием холодно твердеющих смесей, в металлические формы под давлением, низким и гравитационным давлением, по газифицируемым моделям, вакуумной формовкой, а также пресс-форм для изготовления моделей и стержневых ящиков, а также стержней, рабочие поверхности которых контактируют с отливкой.
Стандарт не распространяется на модели элементов литниковой системы (стояк, выпор, прибыль и т.п.), а также знаковых частей моделей и стержней.
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1. Литейные уклоны: уклоны, необходимые для облегчения удаления моделей из разовых форм, стержней из стержневых ящиков, разовых моделей для литья по выплавляемым и выжигаемым моделям из пресс-форм, отливок из многократных форм [1].
2.2. Номинальный размер детали (отливки): размер, указанный на чертеже детали (отливки).
3.1. Литейные уклоны в зависимости от требований, предъявляемых к поверхности отливки, следует выполнять:
- на обрабатываемых поверхностях отливки сверх припуска на обработку за счет увеличения размеров (рисунок 1а). Допускается по согласованию сторон выполнение уклонов за счет уменьшения припуска, но не более чем на 30% его значения;
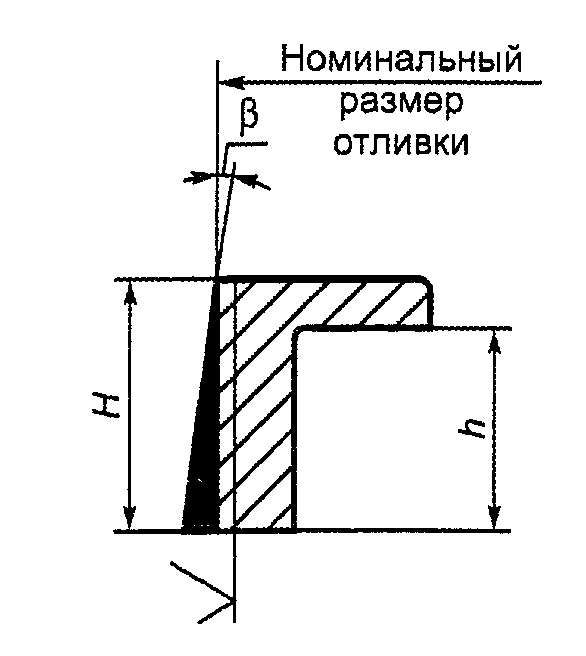

H - высота внешней формообразующей поверхности отливки;
h - высота внутренней формообразующей поверхности отливки;
Рисунок 1
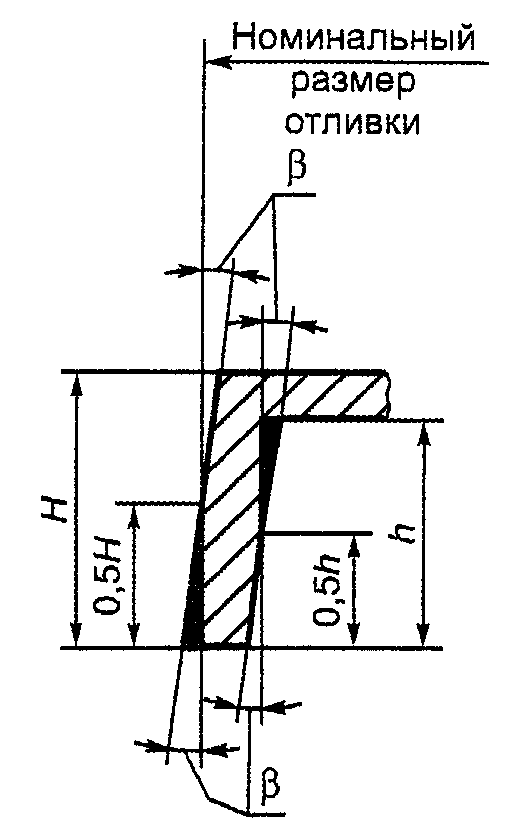
- на необрабатываемых поверхностях отливки, не сопрягаемых по контуру с другими деталями, за счет увеличения и уменьшения размеров отливки (рисунок 1б);
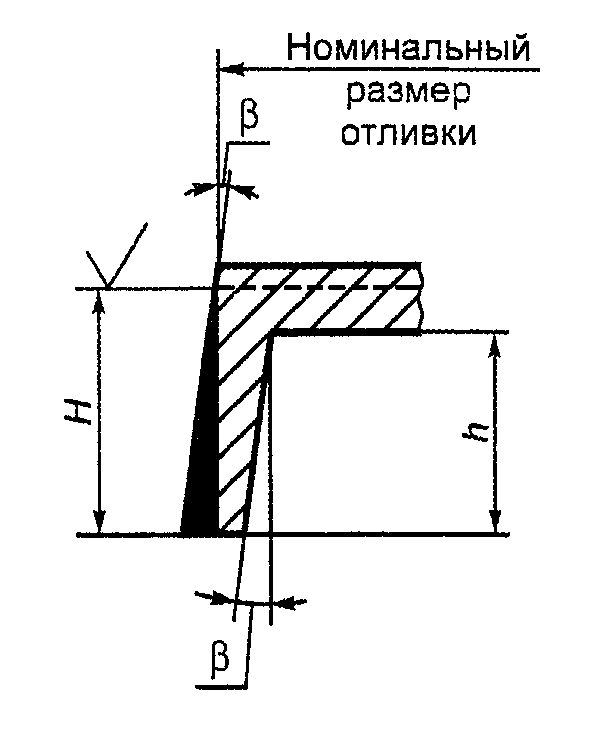
- на необрабатываемых поверхностях отливки, сопрягаемых по контуру с другими деталями, за счет уменьшения (рисунок 1в) или увеличения (рисунок 1г) размеров отливки в зависимости от поверхностей сопряжения.
3.2. Значения литейных уклонов формообразующих поверхностей должны соответствовать указанным в таблице 1.
Таблица 1
Высота основной формообразующей поверхности, мм | Литейный уклон модельного комплекта, град/мм, не более, для класса | |||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||||||||
град | мм | град | мм | град | мм | град | мм | град | мм | град | мм | град | мм | град | мм | |
До 10 включ. | 0°7' | 0,02 | 0°9' | 0,02 | 0°10' | 0,03 | 0°14' | 0,04 | 0°17' | 0,05 | 0°21' | 0,06 | 28' | 0,08 | 34' | 0,1 |
От 10 до 18 включ. | 0°6' | 0,02 | 0°8' | 0,03 | 0°10' | 0,04 | 0°13' | 0,05 | 0°15' | 0,06 | 0°20' | 0,08 | 26' | 0,1 | 31' | 0,12 |
От 18 до 30 включ. | 0°4' | 0,03 | 0°6' | 0,04 | 0°7' | 0,05 | 0°9' | 0,06 | 0°12' | 0,08 | 0°15' | 0,1 | 22' | 0,12 | 24' | 0,16 |
От 30 до 50 включ. | 0°3' | 0,04 | 0°4' | 0,05 | 0°5' | 0,06 | 0°6' | 0,07 | 0°9' | 0,1 | 0°11' | 0,12 | 16' | 0,16 | 18' | 0,2 |
От 50 до 80 включ. | - | - | - | - | - | - | - | - | 0°7' | 0,12 | 0°9' | 0,16 | 11' | 0,2 | 14' | 0,25 |
От 80 до 120 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 11' | 0,3 |
От 120 до 180 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 180 до 250 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 250 до 315 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 315 до 400 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 400 до 500 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 500 до 630 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 630 до 800 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 800 до 1000 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 1000 до 1250 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 1250 до 1600 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 1600 до 2000 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 2000 до 2500 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
Св. 2500 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
Продолжение таблицы 1
Высота основной формообразующей поверхности, мм | Литейный уклон модельного комплекта, град/мм, не более, для класса | |||||||||||||||
9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |||||||||
град | мм | град | мм | град | мм | град | мм | град | мм | град | мм | град | мм | град | мм | |
До 10 включ. | 42' | 0,12 | 55' | 0,16 | 1°09' | 0,2 | 1°17' | 0,3 | 1°42' | 0,4 | 2°08' | 0,5 | 2°34' | 0,6 | 3°25' | 0,8 |
От 10 до 18 включ. | 41' | 0,16 | 51' | 0,2 | 1°04' | 0,25 | 52' | 0,35 | 1°14' | 0,5 | 1°29' | 0,6 | 1°58' | 0,8 | 2°28' | 1,0 |
От 18 до 30 включ. | 30' | 0,2 | 37' | 0,25 | 44' | 0,3 | 36' | 0,4 | 53' | 0,6 | 1°02' | 0,7 | 1°20' | 0,9 | 1°37' | 1,1 |
От 30 до 50 включ. | 22' | 0,25 | 27' | 0,3 | 31' | 0,35 | 27' | 0,5 | 38' | 0,7 | 43' | 0,8 | 54' | 1,0 | 1°11' | 1,3 |
От 50 до 80 включ. | 16' | 0,3 | 22' | 0,4 | 24' | 0,45 | 21' | 0,6 | 28' | 0,8 | 32' | 0,9 | 39' | 1,1 | 49' | 1,4 |
От 80 до 120 включ. | 14' | 0,4 | 18' | 0,5 | 18' | 0,5 | 16' | 0,7 | 21' | 0,9 | 23' | 1,0 | 28' | 1,2 | 35' | 1,5 |
От 120 до 180 включ. | - | - | - | - | 14' | 0,6 | 13' | 0,8 | 18' | 1,1 | 23' | 1,4 | 26' | 1,6 | 32' | 2,0 |
От 180 до 250 включ. | - | - | - | - | - | - | - | - | 17' | 1,4 | 21' | 1,7 | 25' | 2,0 | 31' | 2,5 |
От 250 до 315 включ. | - | - | - | - | - | - | - | - | - | - | 20' | 2,1 | 24' | 2,5 | 30' | 3,1 |
От 315 до 400 включ. | - | - | - | - | - | - | - | - | - | - | - | - | 23' | 3,0 | 29' | 3,8 |
От 400 до 500 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 27' | 4,4 |
От 500 до 630 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 630 до 800 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 800 до 1000 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 1000 до 1250 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 1250 до 1600 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 1600 до 2000 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
От 2000 до 2500 включ. | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
Св. 2500 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
Окончание таблицы 1
Высота основной формообразующей поверхности, мм | Литейный уклон модельного комплекта, град/мм, не более, для класса | |||||||||||
17 | 18 | 19 | 20 | 21 | 22 | |||||||
град | мм | град | мм | град | мм | град | мм | град | мм | град | мм | |
До 10 включ. | 3°50' | 0,9 | 4°16' | 1,0 | 5°07' | 1,2 | 6°48' | 1,6 | 8°29' | 2,0 | 9°19' | 2,2 |
От 10 до 18 включ. | 2°57' | 1,2 | 3°27' | 1,4 | 3°56' | 1,6 | 4°55' | 2,0 | 5°24' | 2,2 | 5°54' | 2,4 |
От 18 до 30 включ. | 1°55' | 1,3 | 1°52' | 1,5 | 2°40' | 1,8 | 3°15' | 2,2 | 3°33' | 2,4 | 3°59' | 2,7 |
От 30 до 50 включ. | 1°22' | 1,5 | 1°07' | 1,7 | 1°49' | 2,0 | 2°10' | 2,4 | 2°27' | 2,7 | 2°43' | 3,0 |
От 50 до 80 включ. | 56' | 1,6 | 47' | 1,9 | 1°17' | 2,2 | 1°35' | 2,7 | 1°45' | 3,0 | 2°06' | 3,6 |
От 80 до 120 включ. | 42' | 1,8 | 44' | 2,0 | 56' | 2,4 | 1°10' | 3,0 | 1°24' | 3,6 | 1°34' | 4,0 |
От 120 до 180 включ. | 39' | 2,4 | 42' | 2,7 | 52' | 3,2 | 58' | 3,6 | 1°05' | 4,0 | 1°21' | 5,0 |
От 180 до 250 включ. | 37' | 3,0 | 41' | 3,4 | 49' | 4,0 | 55' | 4,5 | 1°01' | 5,0 | 1°13' | 6,0 |
От 250 до 315 включ. | 36' | 3,7 | 39' | 4,2 | 48' | 5,0 | 53' | 5,5 | 58' | 6,0 | 1°08' | 7,0 |
От 315 до 400 включ. | 35' | 4,5 | 37' | 5,1 | 46' | 6,0 | 50' | 6,5 | 54' | 7,0 | 1°01' | 8,0 |
От 400 до 500 включ. | 32' | 5,2 | 37' | 6,0 | 43' | 7,0 | 46' | 7,5 | 49' | 8,0 | 1°01' | 10,0 |
От 500 до 630 включ. | 32' | 6,7 | 32' | 7,6 | 43' | 9,0 | 46' | 9,5 | 48' | 10,0 | 58' | 12,0 |
От 630 до 800 включ. | - | - | - | - | 42' | 11,0 | 44' | 11,5 | 46' | 12,0 | 54' | 14,0 |
От 800 до 1000 включ. | - | - | - | - | - | - | - | - | 43' | 14,0 | 49' | 16,0 |
От 1000 до 1250 включ. | - | - | - | - | - | - | - | - | 39' | 16,0 | 49' | 20,0 |
От 1250 до 1600 включ. | - | - | - | - | - | - | - | - | 34' | 20,0 | 46' | 24,0 |
От 1600 до 2000 включ. | - | - | - | - | - | - | - | - | - | - | 45' | 30,0 |
От 2000 до 2500 включ. | - | - | - | - | - | - | - | - | - | - | - | - |
Св. 2500 | - | - | - | - | - | - | - | - | - | - | - | - |
Примечание. Значения литейных уклонов для ступенчатых формообразующих поверхностей даны для максимальной высоты.
3.3. Классы уклонов для отливок, изготовляемых различными способами литья, следует выбирать по таблице А.1 (Приложение А).
Таблица А.1 является открытой и позволяет вносить дополнения для новых технологических процессов, а также учитывать совершенствование существующих.
3.4. Если в стержневом ящике требуется выполнение уклона на вертикальной стенке, его величина должна соответствовать уклону модели, показанной на рисунке 2а для соблюдения равномерной толщины стенки. Допускается вариант, показанный на рисунке 2б.
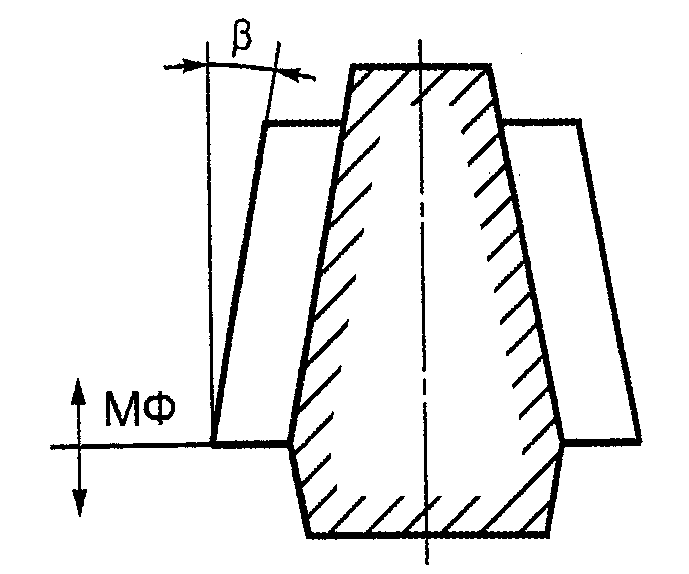
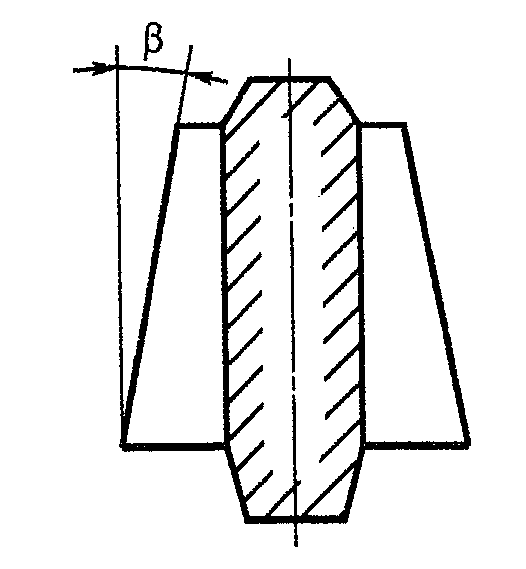
МФ - плоскость разъема;  - величина уклона в градусах
- величина уклона в градусах
Рисунок 2
3.5. В технических требованиях к чертежу отливки с нанесенными размерами отливки должен быть указан класс литейных уклонов. Требования к уклонам учитывает технолог при разработке технологии изготовления отливки.
Пример условного обозначения литейных уклонов класса 9 в технических требованиях на отливку:
Уклоны литейные - КУ9
3.6. Методы испытаний
Контроль выполнения литейных уклонов проводят на соответствие классу, указанному в технических требованиях на отливку.
3.7. Примеры выполнения литейных уклонов даны в Приложении Б (рисунок Б.1).
(обязательное)
ВЫБОР КЛАССОВ ЛИТЕЙНЫХ УКЛОНОВ
Литейные формы, формы для моделей, модели и стержневые ящики для способов их изготовления | Класс литейных уклонов для поверхностей | |||
Процесс | Материал оснастки | Заливаемый сплав | наружных | внутренних |
1. Вакуумная формовка | Металл | - | 5 - 7 | 6 - 8 |
Дерево | - | 7 - 9 | 8 - 10 | |
2. Литье под давлением | Металл | Цинковый | 8 - 10 | 11 - 13 |
Алюминиевый | 10 - 12 | 13 - 15 | ||
Магниевый | 11 - 13 | 14 - 16 | ||
Медный | 12 - 14 | 15 - 17 | ||
Сталь | 18 - 20 | 20 - 22 | ||
3. Литье в кокиль под низким давлением | Металл | Цинковый | 9 - 11 | 12 - 14 |
Алюминиевый | 11 - 13 | 12 - 14 | ||
Магниевый | 14 - 19 | 15 - 17 | ||
Медный | 13 - 15 | 16 - 18 | ||
Чугун | 17 - 19 | 19 - 21 | ||
Сталь | 19 - 20 | 20 - 22 | ||
4. Пресс-формы для изготовления моделей: | ||||
выплавляемых | - | - | 7 - 9 | 9 - 11 |
выжигаемых | - | - | 8 - 10 | 10 - 12 |
газифицируемых | - | - | 10 - 11 | 10 - 12 |
5. Стержни, упрочняемые: | ||||
в холодной оснастке | Металл | - | 12 - 14 | 13 - 15 |
в горячей оснастке | Металл | - | 13 - 15 | 14 - 16 |
вне оснастки | Металл | - | 15 - 17 | 17 - 19 |
Дерево | - | 17 - 19 | 19 - 21 | |
6. Литье в песчано-глинистые формы, степень механизации производства: | ||||
ручное, опочная | Дерево | - | 18 - 20 | 20 - 22 |
поточно-механизированное | Дерево | - | 17 - 19 | 19 - 21 |
Металл | - | 16 - 18 | 18 - 20 | |
полуавтоматизированное | Металл | - | 15 - 17 | 17 - 19 |
автоматизированное | Металл | - | 14 - 16 | 16 - 18 |
то же с автоматизированной системой управления технологическим процессом (импульс) | Металл | - | 13 - 15 | 15 - 17 |
Автоматизированная формовочная линия, безопочная | Металл | - | 16 - 18 | 18 - 20 |
7. Формы из холодно-твердеющих смесей | Металл | - | 13 - 15 | 14 - 16 |
Дерево | - | 14 - 16 | 16 - 18 | |
8. Формы оболочковые | Металл | - | 11 - 13 | 13 - 15 |
Примечание. В настоящей таблице указаны диапазоны классов литейных уклонов литейной оснастки для песчаных форм, стержней: меньшие значения относятся к маловлажным, высокопрочным смесям, при использовании литейной оснастки с высокой чистотой поверхности, соотношением диаметра к высоте отверстия (выступа) >= 1, использованием поддержки болвана; средние значения относятся к смесям средней влажности, средней прочности, при использовании литейной оснастки со средней чистотой поверхности, соотношением диаметра к высоте отверстия (выступа) <= 1, использованием поддержки болвана;  значения относятся к смесям повышенной влажности, пониженной прочности, при использовании модельного комплекта с высокой чистотой поверхности, соотношением диаметра к высоте отверстия (выступа) <= 1, без использования поддержки болвана. значения относятся к смесям повышенной влажности, пониженной прочности, при использовании модельного комплекта с высокой чистотой поверхности, соотношением диаметра к высоте отверстия (выступа) <= 1, без использования поддержки болвана. | ||||
В настоящей таблице указаны диапазоны классов литейных уклонов технологической оснастки металлических форм, пресс-форм для изготовления отливок, а также производства легкоплавких и выжигаемых моделей: меньшие значения относятся к условиям, обеспечивающим автоматизированное отслеживание времени нахождения отливки в форме или модели в пресс-форме, высокой чистоты рабочей поверхности оснастки, наличие высококачественных красок или смазок; средние значения относятся к условиям, обеспечивающим полуавтоматизированное отслеживание времени нахождения отливки в форме или модели в пресс-форме, средней чистоты рабочей поверхности оснастки, наличие качественных красок или смазок;  значения относятся к условиям, обеспечивающим ручное отслеживание времени нахождения отливки в форме или модели в пресс-форме, пониженной чистоты рабочей поверхности оснастки, наличие красок или смазок. значения относятся к условиям, обеспечивающим ручное отслеживание времени нахождения отливки в форме или модели в пресс-форме, пониженной чистоты рабочей поверхности оснастки, наличие красок или смазок. | ||||
(справочное)
ПРИМЕРЫ ВЫПОЛНЕНИЯ ЛИТЕЙНЫХ УКЛОНОВ
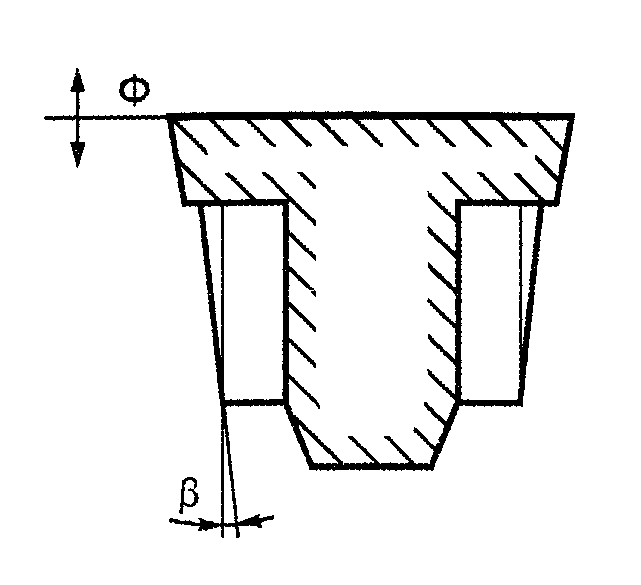
а

б

в
H - большая высота ступенчатой формообразующей поверхности
отливки; h - меньшая высота ступенчатой формообразующей
поверхности отливки;  - величина уклона в градусах;
- величина уклона в градусах;
Ф - плоскость разъема формы
[1] Трухов А.П., Сорокин Ю.А., Ершов М.Ю. и др. Технология литейного производства. Литье в песчаные формы. Учебник для вузов, 2005 г., 571 с.