СПРАВКА
Источник публикации
М.: Стандартинформ, 2014
Примечание к документу
Документ введен в действие с 01.07.2014.
Взамен ГОСТ Р 51547-2000.
Название документа
"ГОСТ Р ИСО 12164-1-2013. Национальный стандарт Российской Федерации. Хвостовики инструментов полые конические (HSK). Типы A и C. Основные размеры"
(утв. и введен в действие Приказом Росстандарта от 20.05.2013 N 114-ст)
"ГОСТ Р ИСО 12164-1-2013. Национальный стандарт Российской Федерации. Хвостовики инструментов полые конические (HSK). Типы A и C. Основные размеры"
(утв. и введен в действие Приказом Росстандарта от 20.05.2013 N 114-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 20 мая 2013 г. N 114-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ХВОСТОВИКИ ИНСТРУМЕНТОВ ПОЛЫЕ КОНИЧЕСКИЕ (HSK). ТИПЫ A И C
ОСНОВНЫЕ РАЗМЕРЫ
Hollow taper shank of tools (HSK). Types A and C.
Basic dimensions
ISO 12164-1:2001
Hollow taper interface with flange contact
surface - Part 1: Shanks - Dimensions
(IDT)
ГОСТ Р ИСО 12164-1-2013
ОКС 25.100
ОКП 39 2800
Дата введения
1 июля 2014 года
1. Подготовлен Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4.
2. Внесен Техническим комитетом по стандартизации ТК 95 "Инструмент".
3. Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 20 мая 2013 г. N 114-ст.
4. Настоящий стандарт идентичен международному стандарту ИСО 12164-1:2001 "Детали сопряжения с плоской контактной поверхностью полые конусные. Часть 1. Хвостовики. Размеры" (ISO 12164-1:2001 "Hollow taper interface with flange contact surface - Part 1: Shanks - Dimensions").
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочного международного стандарта соответствующий ему в качестве национального стандарта Российской Федерации межгосударственный стандарт, сведение о котором приведено в дополнительном Приложении ДА.
5. Взамен ГОСТ Р 51547-2000.
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru).
Настоящий стандарт распространяется на размеры полых конических хвостовиков (HSK) инструментов с прилеганием по плоскости фланца к торцу шпинделя токарных, сверлильных, фрезерных и шлифовальных станков.
Настоящий стандарт распространяется на два типа хвостовиков. Тип A содержит проточенный паз на фланце для автоматической смены инструмента. Инструменты также могут быть заменены вручную. Тип C не содержит проточенный паз на фланце и может быть применен только для ручной смены инструмента. Ручную смену инструмента в обоих типах осуществляют через отверстие в конической части хвостовика.
Крутящий момент передается посредством торцовой шпонки на конце хвостовика, а также силой трения.
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
ИСО 1101: <*> Геометрические характеристики изделий (GPS). Установление геометрических допусков. Допуски на форму, ориентацию, расположение и биение (ISO 1101, Geometrical Product Specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out)
--------------------------------
<*> Использована редакция пересмотренного ИСО 1101:1983.
ИСО 1101:1983 заменен на ИСО 1101:2004.
Для однозначного соблюдения требований настоящего стандарта, выраженных в датированных ссылках, рекомендуется использовать только данный ссылочный стандарт.
ИСО 2768-1:1989 Допуски общие. Часть 1. Допуски на линейные и угловые размеры без указания допусков на отдельные размеры (ISO 2768-1:1989, General tolerances - Part 1: Tolerances for linear and angular dimensions without individual tolerance indications)
ИСО 3040:1990 <*> Чертежи технические. Размеры и допуски на конические элементы (ISO 3040:1990, Technical drawings - Dimensioning and tolerancing - Cones).
--------------------------------
<*> ИСО 3040:1990 заменен на ИСО 3040:2009.
Для однозначного соблюдения требований настоящего стандарта, выраженных в датированных ссылках, рекомендуется использовать только данный ссылочный стандарт.
3.1. Основные размеры
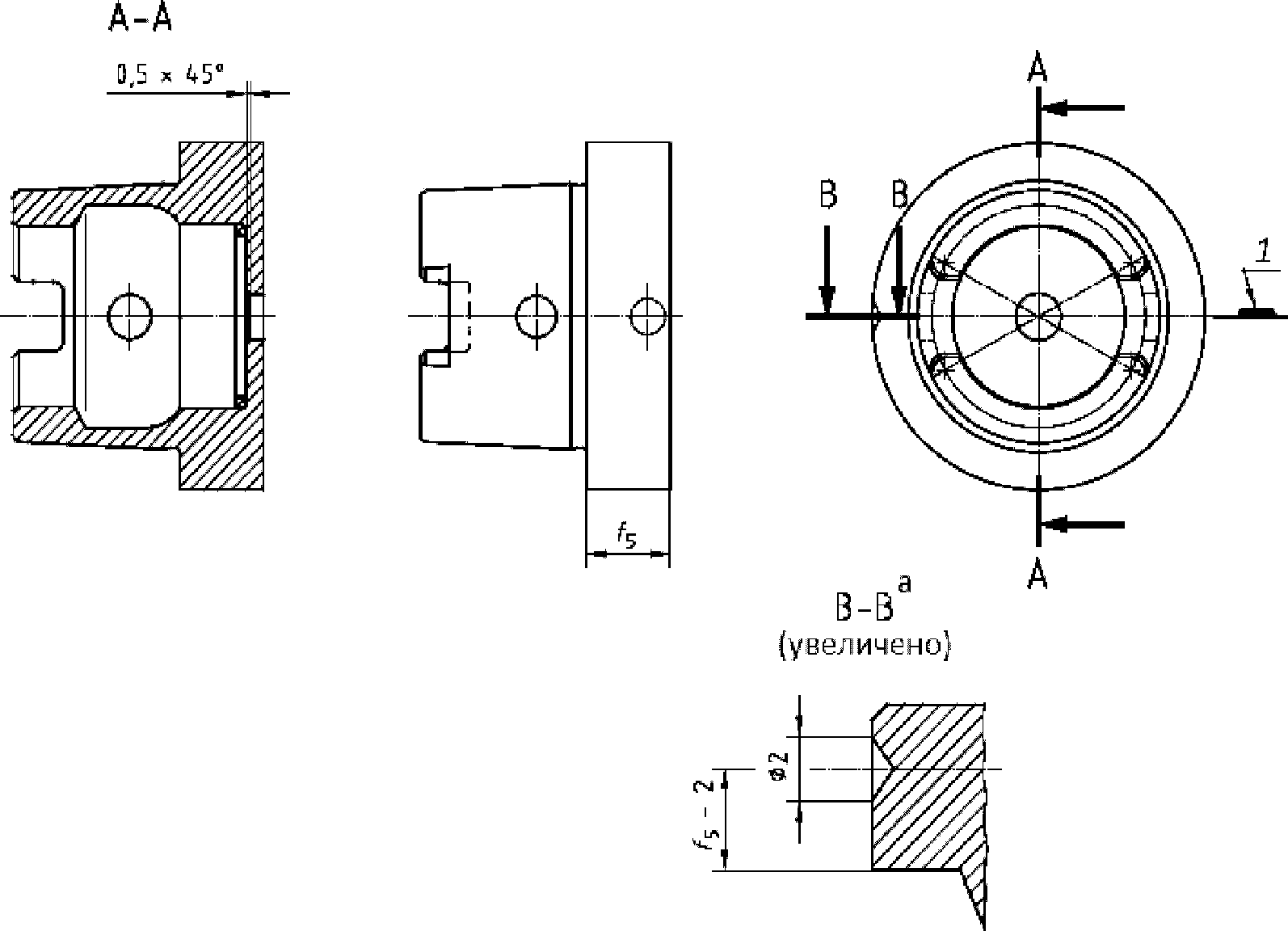
Размеры полых конических хвостовиков с прилеганием по плоскости к торцу шпинделя станка приведены на рисунке 1, в таблице 1 и Приложении A - для типа A и на рисунке 2, в таблице 1 и Приложении A - для типа C.


1 - плоскость расположения режущей кромки <g>

2 - отверстие для установки чипа <h>; 3 - отверстие
для подвода смазочно-охлаждающей жидкости (СОЖ) <i>;
4 - канавка (см. Приложение A)
--------------------------------
<a> Наружная фаска не менее 0,5 x 45°.
<b> Или 0,3 x 45°.
<c> Шлифовать.
<d> Чистовая обработка.
<e> Повернуто на 90°.
<f> Поверхность радиуса r3.
<g> Расположение режущей кромки для праворежущих инструментов с одной режущей кромкой.
<h> По заказу.
<i> Отверстие для подвода СОЖ должно быть герметичным; допуск на угловое смещение - +/- 1°.
<j> Невыпуклый.
Рисунок 1, лист 2
В миллиметрах
Номинальный размер | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
b1 +/- 0,04 | 7,05 | 8,05 | 10,54 | 12,54 | 16,04 | 20,02 | 25,02 | 30,02 |
b2 H10 | 7 | 9 | 12 | 16 | 18 | 20 | 25 | 32 |
b3 H10 | 9 | 11 | 14 | 18 | 20 | 22 | 28 | 36 |
d1 h10 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
d2 | 24,007 | 30,007 | 38,009 | 48,010 | 60,012 | 75,013 | 95,016 | 120,016 |
d3 H10 | 17 | 21 | 26 | 34 | 42 | 53 | 67 | 85 |
d4 H11 | 20,5 | 25,5 | 32 | 40 | 50 | 63 | 80 | 100 |
d5 | 19 | 23 | 29 | 37 | 46 | 58 | 73 | 92 |
d6, не более | 4,2 | 5 | 6,8 | 8,4 | 10,2 | 12 | 14 | 16 |
d7 -0,1 | 17,4 | 21,8 | 26,6 | 34,5 | 42,5 | 53,8 | - | - |
d8 | 4 | 4,6 | 6 | 7,5 | 8,5 | 12 | - | - |
d9, не более | 26 | 34 | 42 | 53 | 68 | 88 | 111 | 144 |
d10 -0,1 | 26,5 | 34,8 | 43 | 55 | 70 | 92 | 117 | 152 |
d11 -0,1 | 37 | 45 | 59,3 | 72,3 | 88,8 | 109,75 | 134,75 | 169,75 |
d12 | 4 | 4 | 7 | 7 | 7 | 7 | 7 | 7 |
d13 f8 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
d14 | 3,5 | 5 | 6,4 | 8 | 10 | 12 | 14 | 16 |
d15 | M10 x 1 | M12 x 1 | M16 x 1 | M18 x 1 | M20 x 1,5 | M24 x 1,5 | M30 x 1,5 | M35 x 1,5 |
e1 | 8,82 | 11 | 13,88 | 17,99 | 21,94 | 27,37 | 35,37 | 44,32 |
e2 -0,05 | 10,2 | 12,88 | 16,26 | 20,87 | 25,82 | 32,25 | 41,25 | 52,2 |
f1 -0,1 | 20 | 20 | 26 | 26 | 26 | 29 | 29 | 31 |
f2, не менее | 35 | 35 | 42 | 42 | 42 | 45 | 45 | 47 |
f3 +/- 0,1 | 16 | 16 | 18 | 18 | 18 | 20 | 20 | 22 |
f4 +0,15 | 2 | 2 | 3,75 | 3,75 | 3,75 | 3,75 | 3,75 | 3,75 |
f5 | 10 | 10 | 12,5 | 12,5 | 16 | 16 | - | - |
h1 -0,2 | 13 | 17 | 21 | 26,5 | 34 | 44 | 55,5 | 72 |
h2 -0,3 | 9,5 | 12 | 15,5 | 20 | 25 | 31,5 | 39,5 | 50 |
h3 +0,2 | 5,4 | 5,2 | 5,1 | 5,0 | 4,9 | 4,9 | 4,8 | 4,8 |
l1 -0,2 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 |
l2 | 3,2 | 4 | 5 | 6,3 | 8 | 10 | 12,5 | 16 |
l3 +0,2 | 5 | 6 | 7,5 | 10 | 12 | 15 | 19 | 23 |
l4 +0,2 | 3 | 3,5 | 4,5 | 6 | 8 | 10 | 12 | 16 |
l5 js10 | 8,92 | 11,42 | 14,13 | 18,13 | 22,85 | 28,56 | 36,27 | 45,98 |
l6 -0,1 | 8 | 8 | 10 | 10 | 12,5 | 12,5 | 16 | 16 |
l7 +0,3 | 0,8 | 0,8 | 1 | 1 | 1,5 | 1,5 | 2 | 2 |
l8 +/- 0,1 | 5 | 6 | 7,5 | 9 | 12 | 15 | - | - |
l9 -0,3 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
l10 | 20 | 21,5 | 23 | 24,5 | 26 | 28 | 30 | 32 |
l11 | 2,5 | 2,5 | 3 | 3 | 3 | 3 | 3,5 | 3,5 |
l12 | 12 | 12 | 19 | 21 | 22 | 24 | 24 | 24 |
r1 | 0,6 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,5 | 3,2 |
r2 -0,2 | 1 | 1 | 1,5 | 1,5 | 2 | 2 | 2,5 | 2,5 |
r3 <a> +/- 0,05 | 1,38 | 1,88 | 2,38 | 2,88 | 3,88 | 4,88 | 5,88 | 7,88 |
r4 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 |
r5 | 0,4 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,2 | 1,6 |
r6 | 0,5 | 1 | 1,5 | 1,5 | 2 | 2 | - | - |
r7 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 |
r8 | 2 | 2 | 2 | 3 | 3 | 3 | 3 | 3 |
r9 <b> | 3,5 | 4,5 | 6 | 8 | 9 | 10 | 5 | 5 |
t | 0,002 | 0,002 | 0,0025 | 0,003 | 0,004 | 0,004 | 0,005 | 0,005 |
Канавка <c> | 0,2 x 0,1 | 0,4 x 0,2 | 0,6 x 0,2 | 0,6 x 0,2 | 1 x 0,2 | 1 x 0,2 | 1,6 x 0,3 | 1,6 x 0,3 |
Уплотнительное кольцо <d> | 16 x 1 | 18,77 x 1,78 | 21,89 x 2,62 | 29,82 x 2,62 | 36,09 x 3,53 | 47,6 x 3,53 | - | - |
<c> См. Приложение A. | ||||||||
Размеры отверстия для балансировки, место балансировки и информация о предпочтительной зоне балансировки приведены в Приложении B. Детали, не указанные на рисунках 1 и 2, следует выбирать по заказу.
Допуски формы, ориентации, расположения и биения - в соответствии с ИСО 1101. Размеры и допуски конусов - в соответствии с ИСО 3040. Неуказанные предельные отклонения - по классу допуска "m" в соответствии с ИСО 2768-1.
3.2. Полый конический хвостовик типа A
3.3. Полый конический хвостовик типа C
Неуказанные размеры - см. рисунок 1.
1 - плоскость расположения режущей кромки <b>
--------------------------------
<a> Расположение фиксирующего паза для ориентации (увеличено).
<b> Расположение режущей кромки для праворежущих инструментов с одной режущей кромкой.
4.1. Отверстие для установки чипа
Конструкция без отверстия для чипа - стандартная.
Конструкция с отверстием для чипа - по заказу.
4.2. Фиксирующий паз для ориентации
Конструкция с пазом - стандартная.
Конструкция без паза - по заказу.
4.3. Усилие зажима
Система зажима должна обеспечивать достаточное усилие зажима, гарантирующее контакт фланца хвостовика с торцом шпинделя станка, а также упругую деформацию конуса. Передаваемый крутящий момент существенно зависит от усилия зажима.
Значения усилия зажима полых конических хвостовиков типов A и C приведены в Приложении B.
4.4. Отверстие для ручной смены инструмента
Конструкция с отверстием для ручной смены инструмента - стандартная.
Конструкция без отверстия для ручной смены инструмента - по заказу.
Обозначение полого конического хвостовика (HSK) должно включать в себя:
a) слова "полый хвостовик";
b) обозначение настоящего стандарта;
c) HSK;
d) тип A или C;
e) номинальный размер.
Пример условного обозначения полого конического хвостовика (HSK) для автоматической и ручной смены инструмента типа A с номинальным размером 50:
Полый хвостовик HSK-A 50 ГОСТ Р ИСО 12164-1-2013
Пример условного обозначения полого конического хвостовика (HSK) для ручной смены инструмента типа C с номинальным размером 50:
Полый хвостовик HSK-C 50 ГОСТ Р ИСО 12164-1-2013.
(обязательное)
Размеры канавки для выхода шлифовального круга приведены на рисунке A.1 и в таблице A.1.
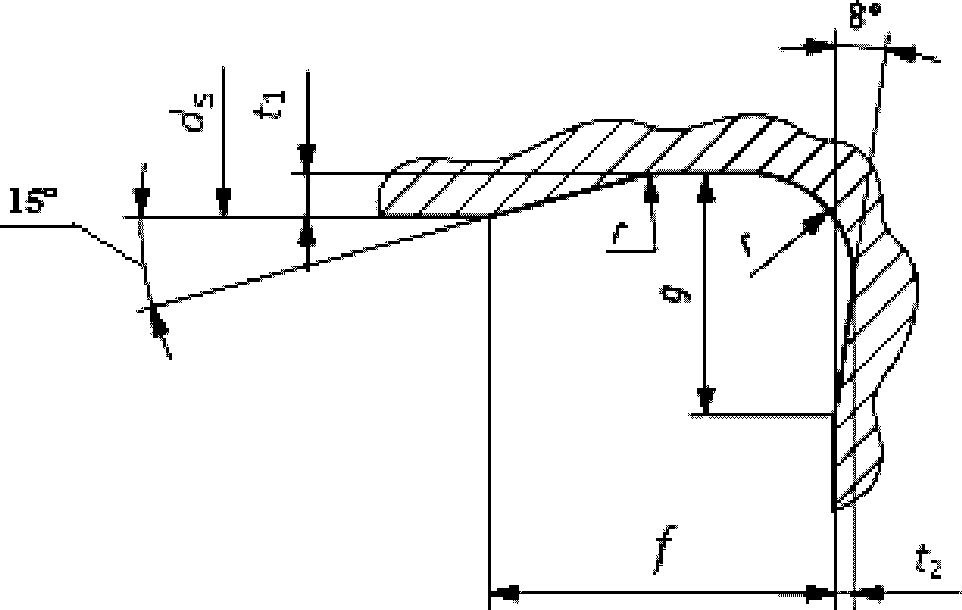
Примечание. ds - диаметр хвостовика.
Рисунок A.1
В миллиметрах
r | t1 +0,1 | f | g | t2 +0,05 |
0,2 | 0,1 | 1 | 0,9 | 0,1 |
0,4 | 0,2 | 2 | 1,1 | 0,1 |
0,6 | 0,2 | 2 | 1,4 | 0,1 |
1 | 0,2 | 2,5 | 1,8 | 0,1 |
1,6 | 0,3 | 4 | 3,1 | 0,2 |
Канавку следует обозначать следующим образом:
а) канавка;
б) радиус r в миллиметрах;
в) глубина t1 в миллиметрах.
Пример условного обозначения канавки радиусом r, равным 0,6 мм, и глубиной t1, равной 0,2 мм:
Канавка 0,6 x 0,2 ГОСТ Р ИСО 12164-1-2013.
(справочное)
B.1. Усилие зажима
Изменение размеров конического хвостовика и посадочного гнезда в пределах установленных допусков приведет к изменению усилий зажима, действующих на фланец. Однако усилие зажима, действующее на плоскость прилегания фланца, никогда не может быть менее 75% общего усилия зажима, приведенного в таблице B.1. Плоскость прилегания фланца является основной для передачи крутящего момента и жесткости полого конического хвостовика.
Приведенные усилия зажима в таблице B.1 следует применять для полых конических хвостовиков типов A и C.
Номинальный размер, мм | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
Усилие зажима, кН | 5 | 6,8 | 11 | 18 | 28 | 45 | 70 | 115 |
Усилие зажима может быть меньше при незначительных нагрузках при чистовой обработке. Усилие зажима может быть больше при более высоких нагрузках при черновой обработке.
B.2. Информация о скорости, крутящем моменте, усилии изгиба и жесткости
Изготовитель должен сообщать информацию о допустимых скоростях, крутящих моментах, усилиях изгиба и жесткости.
B.3. Информация о материале и термообработке
Полый конический хвостовик должен быть термообработан с учетом прочности, твердости, конструкции (если термообработан не полностью), жесткости и требований к износу, и эти требования являются обязательными.
B.4. Балансировка
Если полый конический хвостовик требует балансировки перед сборкой с инструментом или оборудованием, он может быть сбалансирован в соответствии с местом для балансировки, приведенным на рисунке B.1 и в таблице B.2, и отверстием в соответствии с рисунком B.2 и таблицей B.3.
Примечание. Место для балансировки используют только для компенсации фиксирующего паза для ориентации. Данные отверстия для чипа не учитывают.

Размеры в миллиметрах
Номинальный размер | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
b4 | 6 | 6 | 6 | 6 | 6 | 8 | 8 | 8 |
l13 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
t1 | 1,2 | 1,3 | 1,6 | 1,7 | 2,6 | 2,8 | 3,8 | 5,6 |
45° | 45° | 45° | 45° | 45° | 45° | 45° | 45° |
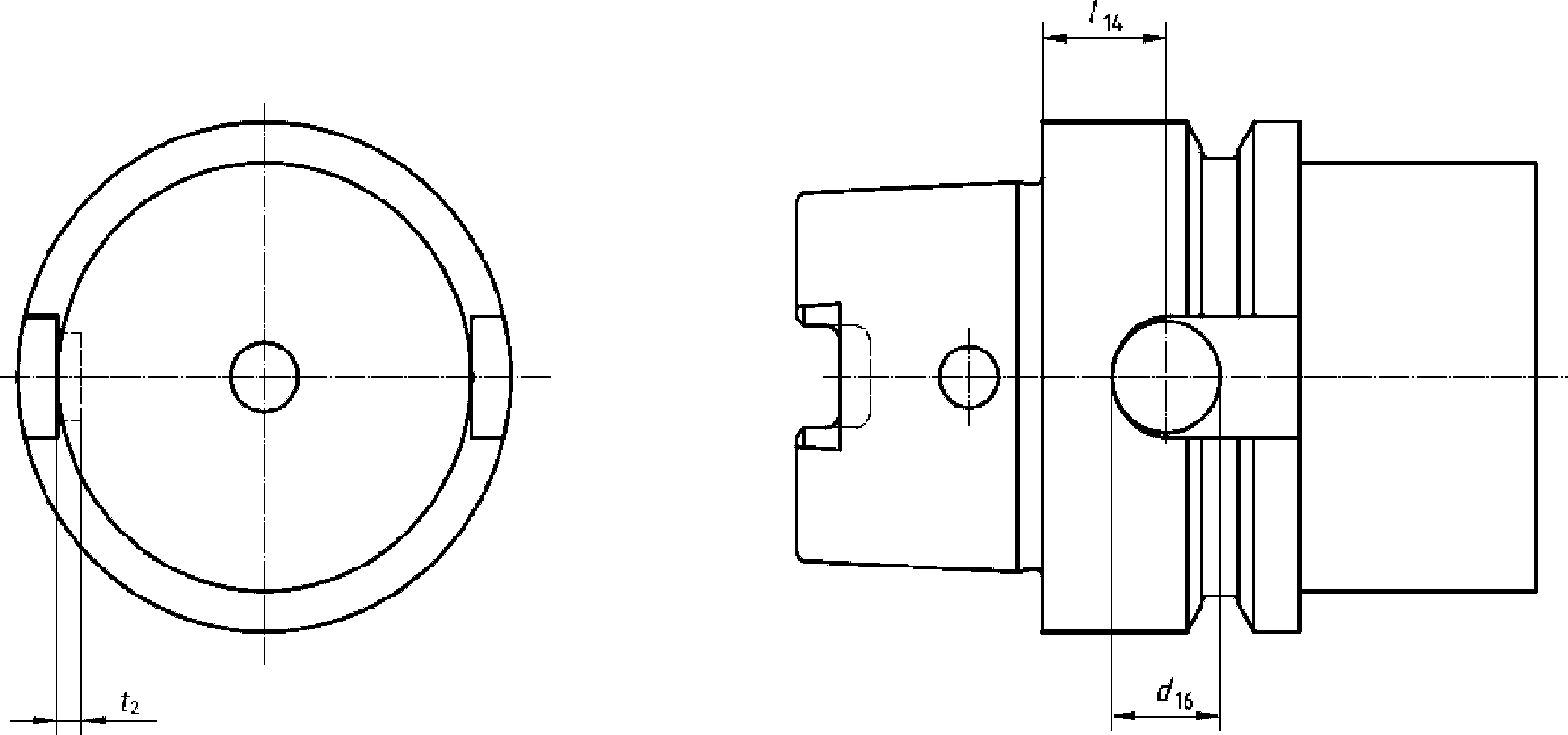
В миллиметрах
Номинальный размер | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
d16 | 6,8 | 8 | 11 | 14 | 16 | 16 | 18 | 20 |
l14 | - | - | - | - | - | - | 15 | 19 |
t2 | 2,8 | 2,5 | 2,7 | 2,7 | 3 | 5,2 | 8,8 | 10,5 |
Если после сборки балансировка необходима, она должна ограничиваться предпочтительной зоной балансировки, как приведено на рисунке B.3.

1 - предпочтительная зона балансировки
Рисунок B.3
(справочное)
ССЫЛОЧНЫМ НАЦИОНАЛЬНЫМ СТАНДАРТАМ РОССИЙСКОЙ ФЕДЕРАЦИИ
И ДЕЙСТВУЮЩЕМУ В ЭТОМ КАЧЕСТВЕ МЕЖГОСУДАРСТВЕННОМУ СТАНДАРТУ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 1101:1983 | - | |
ИСО 2768-1:1989 | MOD | ГОСТ 30893.1-2002 "Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками" |
ИСО 3040:1990 | - | <*> |
<*> Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание. В настоящей таблице использовано условное обозначение степени соответствия стандарта: - MOD - модифицированный стандарт. | ||