СПРАВКА
Источник публикации
М.: Стандартинформ, 2019
Примечание к документу
Документ введен в действие с 01.01.2020.
Название документа
"ГОСТ Р ИСО 15746-2-2019. Национальный стандарт Российской Федерации. Системы промышленной автоматизации и интеграция. Интеграция возможностей усовершенствованного управления технологическими процессами и оптимизации для производственных систем. Часть 2. Модели действия и обмен информацией"
(утв. и введен в действие Приказом Росстандарта от 19.09.2019 N 718-ст)
"ГОСТ Р ИСО 15746-2-2019. Национальный стандарт Российской Федерации. Системы промышленной автоматизации и интеграция. Интеграция возможностей усовершенствованного управления технологическими процессами и оптимизации для производственных систем. Часть 2. Модели действия и обмен информацией"
(утв. и введен в действие Приказом Росстандарта от 19.09.2019 N 718-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 19 сентября 2019 г. N 718-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СИСТЕМЫ ПРОМЫШЛЕННОЙ АВТОМАТИЗАЦИИ И ИНТЕГРАЦИЯ
ИНТЕГРАЦИЯ ВОЗМОЖНОСТЕЙ УСОВЕРШЕНСТВОВАННОГО УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ И ОПТИМИЗАЦИИ
ДЛЯ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
ЧАСТЬ 2
МОДЕЛИ ДЕЙСТВИЯ И ОБМЕН ИНФОРМАЦИЕЙ
Industrial automation systems and integration.
Integration of advanced process control and optimization
capabilities for manufacturing systems. Part 2.
Activity models and information exchange
(ISO 15746-2:2017, IDT)
ГОСТ Р ИСО 15746-2-2019
ОКС 25.040.40
Дата введения
1 января 2020 года
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "НИИ экономики связи и информатики "Интерэкомс" (ООО "НИИ "Интерэкомс") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 сентября 2019 г. N 718-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15746-2:2017 "Системы промышленной автоматизации и интеграция. Интеграция возможностей усовершенствованного управления технологическими процессами и оптимизации для производственных систем. Часть 2. Модели действия и обмен информацией" (ISO 15746-2:2017 "Automation systems and integration - Integration of advanced process control and optimization capabilities for manufacturing systems - Part 2: Activity models and information exchange", IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 Некоторые положения международного стандарта, указанного в пункте 4, могут являться объектом патентных прав. Международная организация по стандартизации (ИСО) и Международная электротехническая комиссия (МЭК) не несут ответственности за идентификацию подобных патентных прав
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Средства автоматизации и управления производственными системами повышенной сложности, применяемые в соответствии с существующей методологией "усовершенствованного управления и оптимизации технологических процессов" (APC-O), обеспечивают эффективное выполнение календарного плана работ и производства продукции в целом. Методология APC-O требует интеграции управления производственными операциями (MOM) со средствами автоматизации и управления производственными процессами и оборудованием.
Технологии промышленной автоматизации и APC-O системы, включающие программное обеспечение и компоненты аппаратных средств, обеспечиваются различными поставщиками. Вследствие большого разнообразия средств разработки и проектирования, а также предъявляемых требований, решения по автоматизации, предлагаемые различными поставщиками, оказываются изолированными и относительно несовместимыми, при этом интеграция технологий автоматизации сильно затрудняется. По этой причине заказчики приобретают различные компоненты технологий автоматизации с избыточными и дублированными функциями. Это приводит к неэффективности использования ресурсов, ограничивает их интероперабельность. Настоящий стандарт устанавливает требования интероперабельности к APC-O-системам, создает наилучшие условия интеграции и информационной совместимости технологий автоматизации.
Настоящий стандарт определяет связную структуру (фреймворк) для интеграции и интероперабельности APC-O систем, компонентов APC-O систем, систем автоматизированного управления технологическими процессами Уровня 2, систем управления производственными операциями Уровня 3. Задействуются функциональные модели, определенные в ИСО 15746-1 (функциональные модели APC-O систем), и требования к обмену информацией для поддержки указанных функциональных моделей. Моделируемые действия принадлежат Уровням 2 и 3, в том числе, учитывается взаимодействие между указанными Уровнями.
Настоящий стандарт не ограничивает пользователей в использовании только рассматриваемой в настоящем стандарте методологии усовершенствованного управления и оптимизации технологических процессов. Допускается использование также и других методологий.
Настоящий стандарт предназначен для пользователей и провайдеров APC-O методологии: поставщиков проектных решений, специалистов-интеграторов систем автоматизации, сотрудников производственных подразделений компаний, инженеров-технологов, сотрудников организаций независимого тестирования программного обеспечения, специалистов по внедрению APC-O методологии, консультирующих сервисные организации в части программного обеспечения, сотрудников государственных органов и научных академических организаций и т.п.
Настоящий стандарт устанавливает:
- модели действий для описания динамических аспектов APC-O модулей;
- требования к обмену информацией касательно динамических аспектов APC-O модулей;
- рабочие процессы и жизненные циклы APC-O элементов;
- определения сервисов по поддержке информационного обмена между:
- компонентами Уровня 3 и компонентами APC-O;
- компонентами Уровня 2 и компонентами APC-O;
- компонентами APC-O одной или нескольких APC-O систем.
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание.
ISO 15746-1, Automation systems and integration - Integration of advanced process control and optimization capabilities for manufacturing systems - Part 1: Framework and functional model (Системы промышленной автоматизации и интеграция. Интеграция возможностей усовершенствованного управления технологическими процессами и оптимизации для производственных систем. Часть 1. Структура и функциональная модель)
В настоящем стандарте применены термины по ИСО 15746-1, а также следующие термины с соответствующими определениями:
3.1 предупреждающий сигнал (alarm): Сигнал особой важности об отклонении производственных условий от нормальных значений. Сигнал передается компонентам APC-O (3.2).
Примеры
1 температура, контролируемая APC Модулем, превышает верхний предел;
2 уровень входного сигнала Модуля SoftSensor (Программно-управляемый датчик) лежит вне допустимого диапазона.
3.2 компонент APC-O (APC-O component): Производственный объект APC-O системы, являющийся реализацией (посредством создания экземпляра) функционального APC-O модуля.
Примечание - Компоненты APC-O могут выполнять различные функции, включая анализ ситуации, связь с другими компонентами APC-O, а также взаимодействие с учетом особенностей моделирования, оптимизации, диагностики, прогнозирования и управления.
3.3 APC-O пакет программ (APC-O package): Совокупность коммерческих программных продуктов, поставляемых одним Продавцом, для одного или нескольких функциональных APC-O модулей.
3.4 APC-O платформа (APC-O platform): Компьютерная система, управляющая работой APC-O системы. Задействует один или несколько APC-O компонентов (3.2).
3.5 систематическая ошибка (систематическая погрешность) (bias): Поправка к вычисленному значению для обеспечения соответствия результатам измерений.
Примечание - Систематическая погрешность учитывается также при оценке неизмеряемых отклонений.
3.6 управляемая переменная (controlled variable): Переменная, значение которой контроллер выдерживает либо в заданной (контрольной) точке, либо в интервале между минимальным и максимальным пределами.
Примечание - Понятие "управляемая переменная" дополняется понятием регулируемая переменная (3.11).
3.7 переменная возмущения (disturbance variable): Переменная, которую контроллер рассматривает как оказывающую влияние на управляемую переменную (3.6), но не как регулируемую переменную.
3.8 событие (event): Очевидное изменение или явление, изменяющее состояние компонента APC-O (3.2) или требующее задействования компонента APC-O.
Примеры
1 Режим работы ПИД-контура (Пропорционально-Интегрально-Дифференциального контура) обратной связи, ассоциированный с регулируемой переменной (3.11) в APC Модуле, изменяет состояние системы на REMOTE (удаленное).
2 Процесс, управляемый APC-O системой, изменяет свое состояние с "Вкл" на "Выкл".
3.9 исполнительное звено системы управления (конечный управляющий элемент) (final control element): Физическое оборудование, которое фактически задействуется для управления производственным процессом.
Пример - Клапаны, демпферы, приводы переменной скорости и т.п.
3.10 жесткое ограничение (hard limit): Предел, который контроллеру запрещено переходить ни при каких обстоятельствах.
Примечание - Регулируемые переменные настраиваются в контрольных точках ПИД-контуров обратной связи. Регулируемые переменные могут относиться к исполнительным звеньям системы управления (3.9).
3.12 базовые показатели производственного процесса (performance baseline): Совокупность значений ключевых индикаторов производственного процесса перед запуском APC-O системы.
Примечание - Попытка оценить эффект от внедрения APC-O системы по отношению к некоторому базовому состоянию производственного процесса.
3.13 предел изменения величины (rate of change limit): Предел изменения значения величины в течение определенного периода времени.
3.14 рецептура (recipe): Набор ингредиентов, спецификаций продукта, настроек производственного процесса, определяющих порядок производства продукта.
3.15 мягкий предел (soft limit): Предел, который контроллер стремится не переходить, но может нарушить при необходимости.
3.16 отслеживание (tracking): Приведение значения одного параметра в соответствие со значением другого параметра.
Пример - Контроллер ПИД-контура обратной связи может отслеживать значение контрольной точки производственного процесса в ручном режиме (режиме MANUAL).
3.17 траектория (trajectory): Набор значений (массива данных), представляющих ожидаемое поведение рассматриваемой системы в течение рассматриваемого интервала времени.
Примечание - В приложениях APC траектория регулируемой переменной (3.11) - это набор перемещений, планируемых контроллером. Траектория управляемой переменной (3.6) - это ожидаемые перемещения, основанные на ранее принятых решениях и предшествующей истории изменения производственного процесса.
3.18 надзорный орган (сторожевое устройство) (watchdog): Определяет, функционирует ли рассматриваемый компонент системы управления (внешней системы) надлежащим образом.
Примечание - Обычно сторожевое устройство следует некоторому набору инструкций, если выясняется, что контролируемый компонент функционирует ненадлежащим образом.
3.19 рабочий процесс (workflow): Последовательность действий с явно указанными точкой начала и точкой окончания выполнения производственного задания.
Примечание - Рабочий процесс может иметь ответвления, точки принятия решений и события (3.8). Рабочий процесс - это тип модели действия.
APC (advanced process control) - усовершенствованное управление технологическими процессами;
APC-O (advanced process control and optimization) - усовершенствованное управление и оптимизация технологических процессов;
CV (controlled variable) - управляемая переменная;
DV (disturbance variable) - переменная возмущения;
KPI (key performance indicator) - ключевой показатель производственного процесса;
MPC (model predictive control) - управление на основе прогнозирующих моделей (управление с прогнозированием);
MV (manipulated variable) - регулируемая переменная;
OP (output of a PID controller) - выходной сигнал ПИД-контроллера;
OPC (open platform communications) - семейство программных технологий, предоставляющих единый интерфейс для управления объектами автоматизации и технологическими процессами;
OPD (object-process diagram) - объектно-процессуальная диаграмма;
OPL (object process language) - объектно-процессуальный язык, OPL-язык, описание системы на естественном языке на основе построенной диаграммы;
OPM (object process methodology) - объектно-процессуальная методология;
PID (proportional, integral, derivative) - пропорционально-интегрально-дифференциальное регулирование;
SP (Setpoint) - контрольная точка.
Жизненный цикл APC-O системы включает следующие стадии:
a) "анализ требований";
b) "проектирование";
c) "разработка";
d) "исполнение";
e) "техническая поддержка".
На рисунке 1 приведен рабочий процесс APC-O системы в соответствии со стадиями ее жизненного цикла. Рисунки в настоящем стандарте иллюстрируют особенности APC-O методологии. Таблица 1 определяет условные графические обозначения APC-O методологии, использованные в настоящем стандарте. Язык OPL - это текстовое дополнение графического представления APC-O методологии. Пример использования языка OPL приведен в приложении B.
Таблица 1
Условные графические обозначения,
применяемые в APC-O методологии
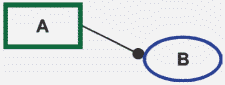
Обозначение | Наименование | Описание |
 | Объект | Объект - это элемент, который существует (или сможет существовать) сразу после его создания - физического или в информационном пространстве. Связи между объектами должны образовывать структуру объектов в моделируемой системе, т.е. представлять статические и структурные аспекты системы |
 | Процесс | Процесс - это элемент, который определяет поведенческие и динамические аспекты системы: способ преобразования объектов с использованием конкретного процесса, функционирование системы для получения результата (выгоды). Процессы дополняют объекты путем предоставления динамических и процедурных аспектов системы |
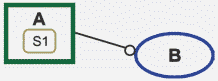
 | Состояние | Состояние - это ситуация или положение, в котором объект может находиться в течение некоторого периода времени. Так, Объект B может находиться в состояниях S1 или S2 |
 | Активирующая связь | Активирующая связь - это процедурная связь, соединяющая рассматриваемый процесс с активатором данного процесса. Активатор включает в себя инструменты, данные и т.д. Например, Объект A активирует Процесс B. Процесс B не может начаться, если Объект A не существует |
 | Условная связь | Условная связь - это процедурная связь, соединяющая процесс с активатором данного процесса. Процесс выполняется в том и только в том случае, если объект находится в определенном состоянии |
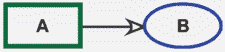 | Связь потребления | Связь потребления - это связь, соединяющая процесс с объектом, который используется (потребляется) в ходе процесса. Например, Процесс B потребляет Объект A |
 | Результирующая связь | Результирующая связь - это связь, соединяющая производственный процесс с объектом, построенным в результате рассматриваемого процесса. Например, Процесс B создает Объект A |
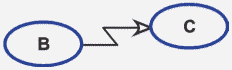 | Инициирующая связь | Инициирующая связь - это процедурная связь между инициирующим процессом и инициируемыми процессами. Инициирующие процессы активируют инициируемые процессы. Например, Процесс B инициирует Процесс C |
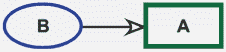
 | Связь с оператором | Объект A - это человек-оператор. Активирование данной связи запускает процесс B |
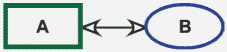 | Связь обратного действия | Процесс B изменяет состояние Объекта A. Особенности действия связи могут проявиться на более низком уровне |
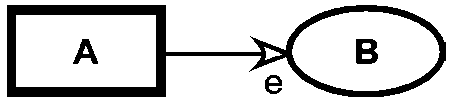 | Связь объекта с процессом его потребления | Существование (наличие) Объекта A связано с невозвратным запуском Процесса B. Если Процесс B запущен, то Объект A будет потреблен. Выполнение процесса продолжается в случае отказа устройства запуска |
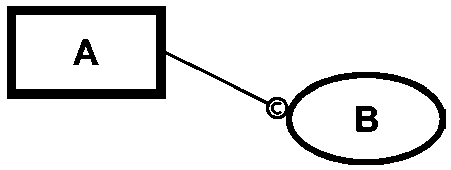 | Условная связь | Существование объекта A - это условие протекания процесса B. Если объект A не существует, то процесс B не идет, система функционирует в штатном режиме |
Отметим, что на стадиях "анализ требований" и "проектирование" обмен информацией обычно происходит в ручном режиме (например, по электронной почте или на бумаге), а не через электронный интерфейс. Настоящий стандарт распространяется на стадии "разработка", "исполнение" и "техническая поддержка" (см. рисунок 1). На рисунке 1 процессы и объекты, лежащие вне области применения настоящего стандарта, обозначены штриховыми линиями; процессы и объекты, лежащие в рамках области применения, обозначены сплошными линиями.
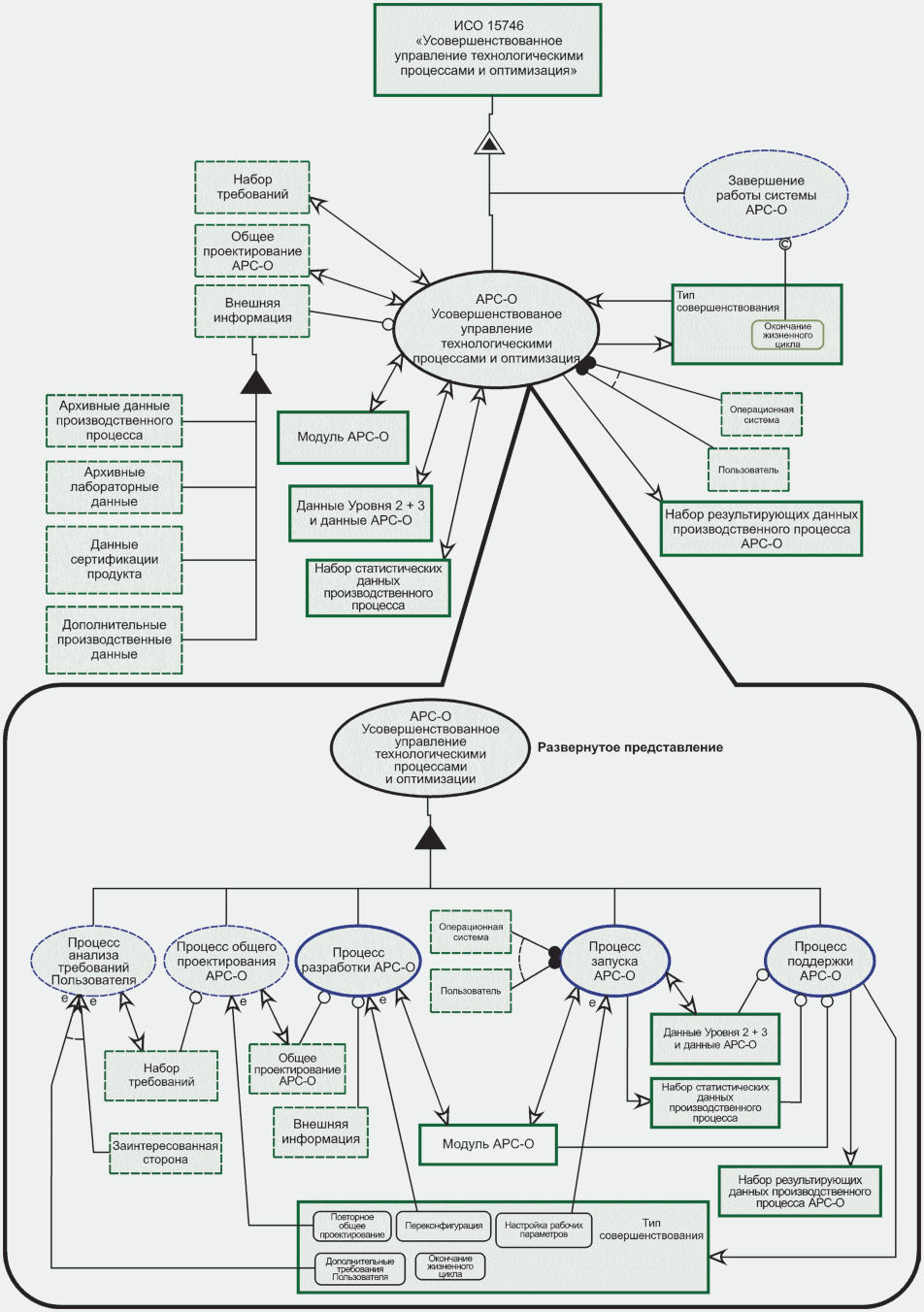
На разных стадиях необходимо использовать различные инструменты вследствие различия функциональных требований. По этой причине настоящий стандарт содержит описание стадий жизненного цикла "разработка", "исполнение" и "техническая поддержка" как отдельных систем со своими интеграционными интерфейсами.
ИСО 15746-1 идентифицирует четыре функциональных APC-O модуля систем: модуль программно-управляемого датчика, APC модуль, модуль оптимизации, модуль оценки рабочих характеристик производственного процесса. Рабочие процессы в рамках рассматриваемых стадий соответствуют указанным четырем функциональным модулям, но не идентичны им. В результате некоторые коммерческие APC-O продукты включают независимые инструменты разработки, исполнения и технической поддержки указанных четырех функциональных модулей. Некоторые инструменты могут быть встроенными. Интеграционные интерфейсы, определенные в настоящем стандарте, обеспечивают интеграцию различных коммерческих APC-O продуктов, а также систем, как входящих в APC-O модуль, так и систем, не входящих в него. Все уровни внутренней интеграции имеют одинаковый приоритет.
Стадия "разработки" включает рабочий процесс, показанный на рисунке 2. APC-O модуль включает один или несколько отдельных компонентов, выполняющих специальные функции (производственные задания). Компоненты могут быть изготовлены отдельно, а затем собраны в готовый APC-O модуль.
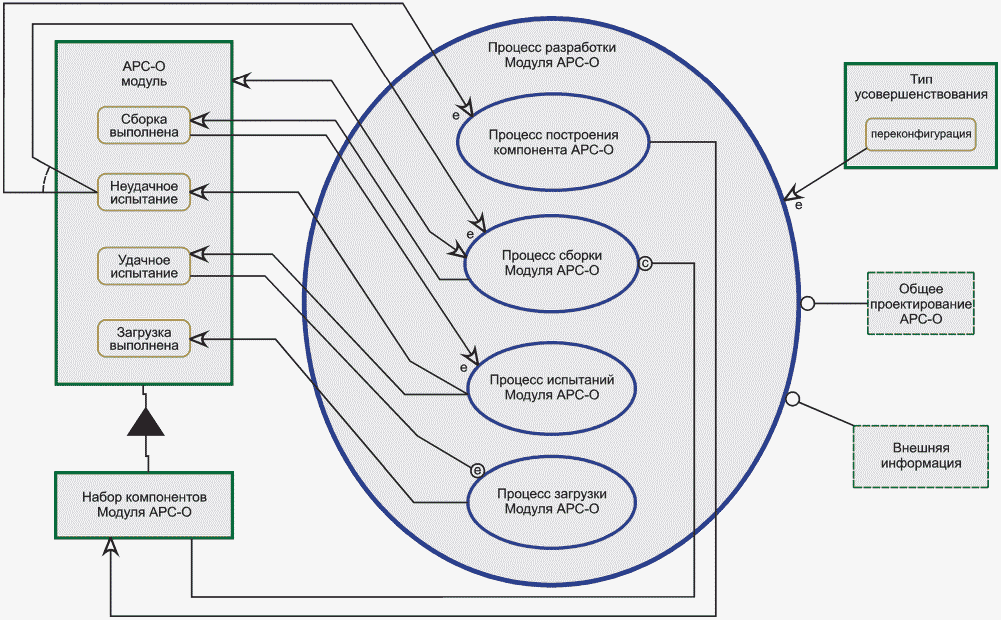
Рисунок 2 - Рабочий процесс на стадии "разработка"
Внешние интерфейсы стадии "разработки" включают информационные модели, не входящие в APC-O модуль. Это могут быть глобальные указатели ресурсов любого уровня, а также (передаваемая в ручном режиме) информация, описывающая различные системы, с которыми рассматриваемое APC-O приложение устанавливает связь на стадиях "исполнение" и/или "техническая поддержка".
Стадия "разработки" работает с архивными данными различного уровня. Например:
- спецификация продукта;
- архивные данные процесса;
- архивные лабораторные данные;
- производственные затраты.
Стадия "разработки" задействует APC-O системы на стадиях "исполнение" и "техническая поддержка". При этом проводится определение APC-O модуля. Это могут быть совершенно новые определения или модификации существующего определения. Действия на стадии "разработки" могут быть обусловлены завершением стадии "проектирования", а также осознанием необходимости усовершенствования APC-O системы на стадии "технической поддержки".
5.3.1 Рабочий процесс стадии "исполнение"
Рабочий процесс стадии "исполнение" приведен на рисунке 3.
Действия общего характера определяются чаще, чем индивидуальные действия отдельных функциональных модулей. Рассматриваемые модули могут отличаться способом выполнения действий. Данные отличия в настоящем стандарте не рассматриваются. Особенности рабочего процесса стадии "исполнение" могут отличаться при переходе от одного коммерческого пакета программ APC-O к другому. Данные отличия в настоящем стандарте не рассматриваются. Для простоты ниже рассмотрен однопотоковый рабочий процесс стадии "исполнение". Некоторые коммерческие пакеты так и подготовлены. Но есть также коммерческие пакеты с асинхронной обработкой информации в полном объеме, пакеты с сильно распределенной обработкой информации.
Рисунок 3 показывает порядок запуска APC-O компонентов в непрерывном контуре обратной связи, работающем в соответствии с календарным планом работ. Процесс активируется, если текущее состояние APC-O модуля - "прогон". На стадии "разработки" выясняется, что APC-O модуль включает один или несколько компонентов. На стадии "исполнение" APC-O компоненты могут обновляться по отдельности, как показано на рисунке 3. Обновить можно и весь модуль сразу целиком.
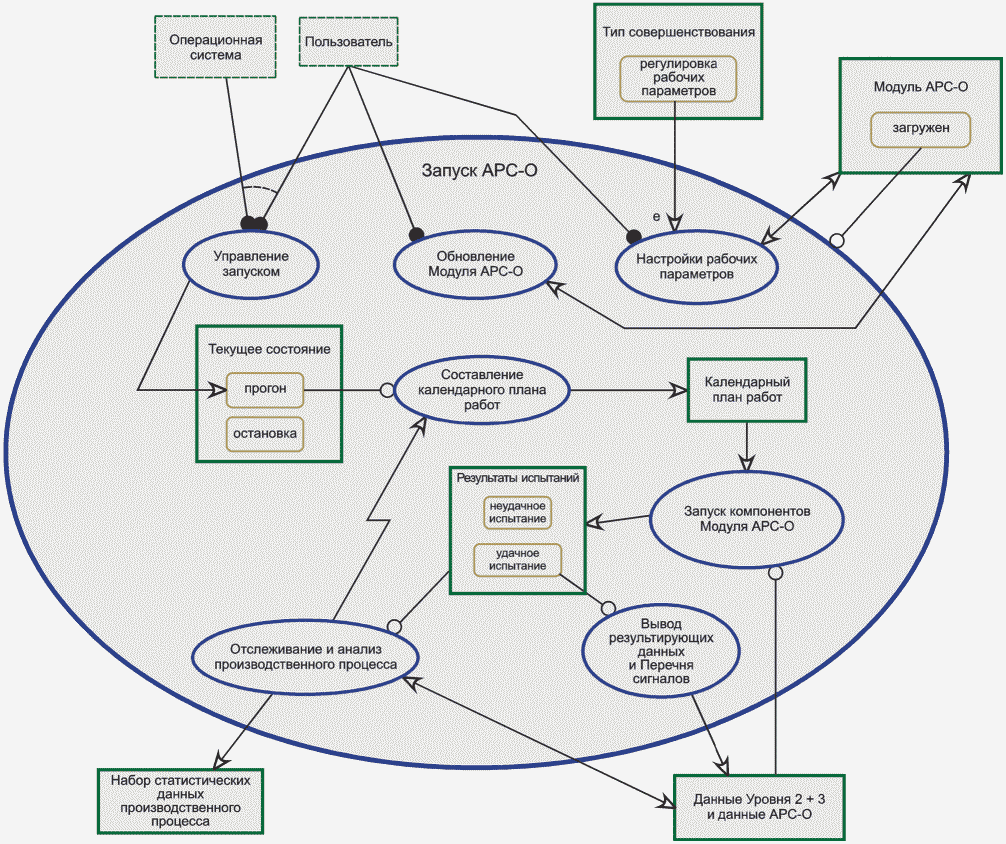
Ниже определены интерфейсы стадии "исполнение", не принадлежащие APC-O модулю. Подробное описание см. в разделе 6:
a) Обмен информацией Уровня 2 для данных типа:
1) параметры ПИД-контура обратной связи;
2) настройки исполнительного звена системы управления (например, положение клапана, скорость привода и т.п.);
3) результаты измерения параметров процесса такими инструментами, как датчик расхода, датчик температуры и т.п.;
4) общие значения дескрипторов системы управления;
5) предупреждающие сигналы и сигналы о наступлении события;
b) Обмен информацией Уровня 3 для данных типа:
1) спецификация продукта;
2) рецептурные настройки процесса;
3) лабораторные результаты;
4) производственные затраты.
Ниже определены интерфейсы APC-O компонентов. Подробное описание см. в разделе 6:
a) Обмен APC-O информацией. Например:
1) данные, предупреждающие сигналы и события APC-O;
2) статистика производственного процесса APC-O;
3) запросы и результаты их выполнения;
4) определения APC-O модулей.
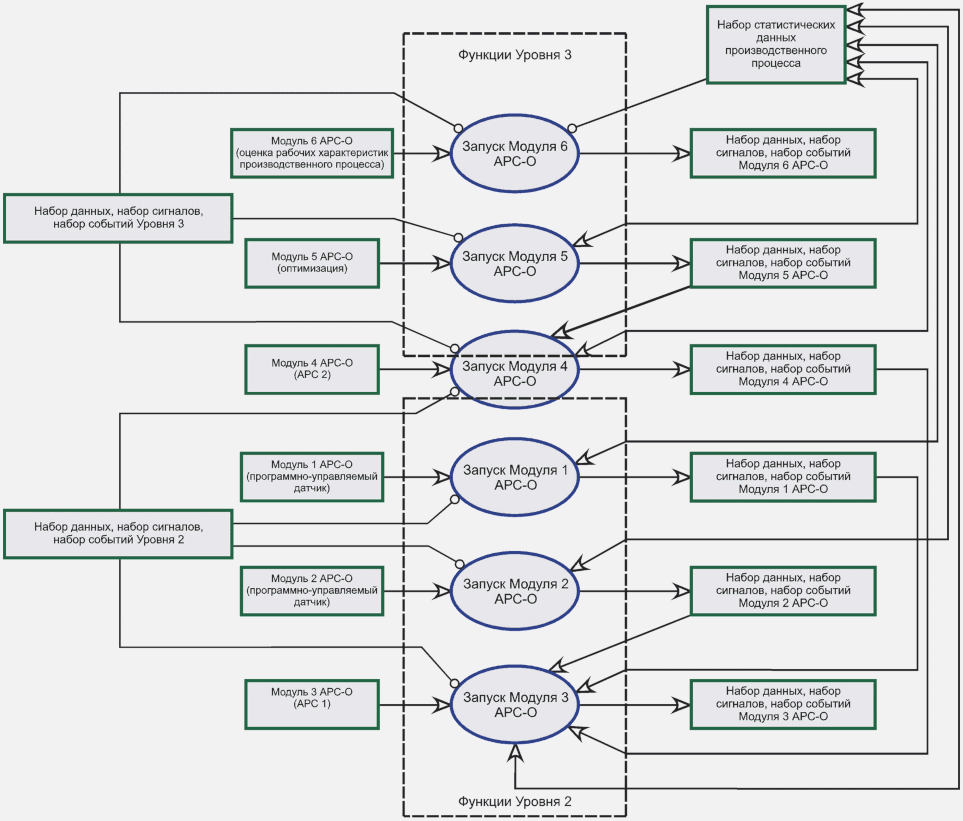
5.3.2 Распределенные APC-O системы
Рисунок 4 иллюстрирует взаимодействие распределенных APC-O компонентов. Так, на указанном рисунке шесть APC-O модулей взаимодействуют при выполнении нескольких взаимосвязанных функций:
- Модуль 1 - программно-управляемый датчик, доставляющий один или несколько элементов данных в Модуль 3;
- Модуль 2 - второй программно-управляемый датчик, отличный от Модуля 1, доставляющий один или несколько элементов данных в Модуль 3;
- Модуль 3 - APC модуль, выполняющий функции усовершенствованного управления производственным процессом полностью только в рамках Уровня 2;
- Модуль 4 - APC модуль, выполняющий функции усовершенствованного управления производственным процессом полностью в рамках Уровня 2, а также одну или несколько функций MOM в рамках Уровня 3;
- Модуль 5 - Модуль оптимизации, выполняющий функции оптимизации процесса полностью только в рамках Уровня 3;
- Модуль 6 - Модуль оценки рабочих характеристик производственного процесса, анализирующий, отслеживающий и фиксирующий состояние производственного процесса Модулей 1 - 5.
Различные взаимодействия между Модулями показаны на рисунке 4. Программные Модули 1 и 2 доставляют данные в Модуль 3 аналогично тому, как это делают физические инструменты, встроенные в производственный процесс. На Модуль 3 также приходят один или несколько выходных сигналов с Модуля 4. Указанные выходные сигналы могут быть контрольными точками регулируемых переменных Модуля 4. Они могут использоваться в качестве целевых значений управляемых переменных Модуля 3. Аналогично, Модуль 4 потребляет один или несколько выходных сигналов Модуля 5. Так как Модуль 5 является Модулем оптимизации, то за пример можно взять целевые значения управляемых переменных Модуля 4. Эти целевые значения определены Модулем 5 и являются оптимальными целевыми значениями бизнес-целей MOM-систем Уровня 3.
APC-O компонентов
Стадия "технической поддержки" включает рабочий процесс, показанный на рисунке 5. Рабочий процесс стадии "технической поддержки" использует интерфейсы, задействованные на предшествующих стадиях.
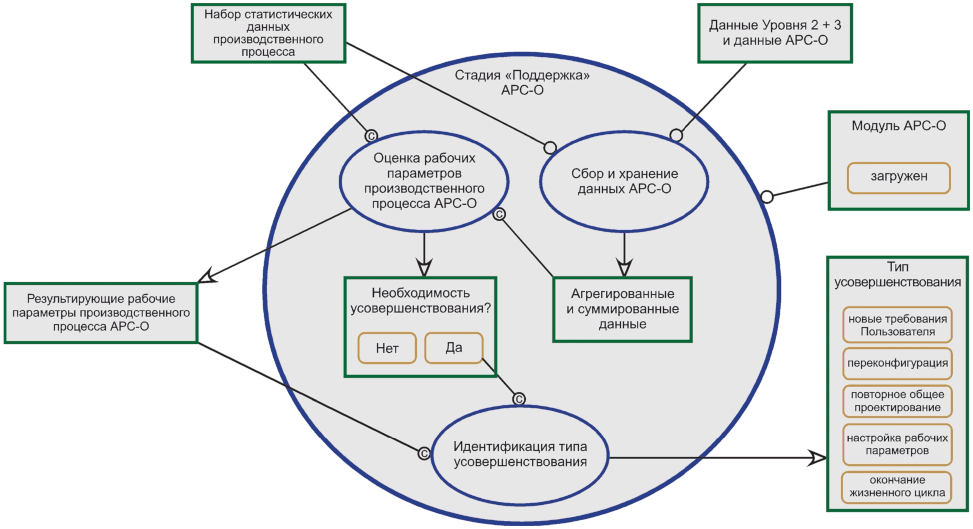
Рисунок 5 - Рабочий процесс стадии "технической поддержки"
Стадия "технической поддержки" - это совместная работа по совершенствованию и техническому обслуживанию производственного процесса в рамках APC-O системы. Работы на стадии "технической поддержки" часто выполняются в ручном режиме. Инженер принимает решение на основании информации и результатов, полученных с модуля оценки рабочих характеристик производственного процесса. Другие три модуля предоставляют статистику производственного процесса для модуля оценки рабочих характеристик производственного процесса. Статистические данные собираются путем отслеживания внутренних параметров и анализа функционирования системы. Работу на стадии "технической поддержки" можно полностью автоматизировать с помощью модуля оценки рабочих характеристик производственного процесса. Работа указанного модуля также может быть полностью автоматизированной.
Рабочие процессы жизненного цикла APC-O определяют следующие интерфейсы, не принадлежащие APC-O модулю. Указанные интерфейсы должны поддерживаться системами APC-O:
a) Уровень 2:
1) Глобальные указатели ресурсов, определяющие степень доступности и возможности ресурсов, не принадлежащих APC-O модулю. Например:
i) ПИД-контур обратной связи;
ii) исполнительные звенья (элементы) системы управления (например, клапаны, приводы и т.п.);
iii) инструменты производственного процесса;
iv) предупреждающие сигналы и сигналы о наступлении события.
2) Обмен информацией, не принадлежащей APC-O модулю. Например:
i) параметры ПИД-контура обратной связи;
ii) настройки исполнительных звеньев системы управления (например, положения клапана, скорости привода);
iii) результаты измерений параметров процесса такими инструментами, как датчик расхода, датчик температуры и т.п.;
iv) общие значения дескрипторов системы управления;
v) предупреждающие сигналы, сигналы о наступлении события.
b) Уровень 3:
1) Глобальные указатели ресурсов, определяющие степень доступности и возможности ресурсов, не принадлежащих APC-O модулю. Например:
i) спецификация продукта;
ii) рецептуры;
iii) архивные данные процесса;
iv) лабораторные результаты;
v) производственные заказы.
2) Обмен информацией, не принадлежащей APC-O модулю. Например:
i) спецификация продукта;
ii) настройки рецептур;
iii) архивные данные процесса;
iv) лабораторные результаты;
v) производственные затраты.
Ниже определены внутренние интерфейсы между APC-O модулями. Они определены для рабочих процессов промежуточных уровней, обеспечивают интеграцию коммерческих программных продуктов, формируют гетерогенную APC-O систему. Это уменьшает зависимость производства от частных коммерческих APC-O продуктов, поддерживающих частные технологии. APC-O системы должны поддерживать следующие интерфейсы:
a) определения APC-O модулей;
b) данных APC-O;
c) предупреждающих сигналов и сигналов о наступлении событий APC-O.
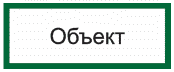
6.2.1 Общие понятия
Все интерфейсы используют результирующую информационную модель APC-O системы, показанную на рисунке 6. APC-O система включает один или несколько APC-O модулей. APC-O модуль идентифицируется именем или типом. Он может иметь один или несколько специальных атрибутов продавца, предоставляемых поисковыми услугами интерфейса.
В настоящем стандарте использованы следующие обозначения информационных моделей.
Таблица 2
Обозначения информационных моделей
Обозначения | Описание | |
 | Объект | Объект - это элемент, который существует (или сможет существовать) сразу после его создания - физического или в информационном пространстве. Связи между объектами должны образовывать структуру объектов в моделируемой системе, т.е. представлять статические и структурные аспекты системы |
Взаимосвязь между агрегацией и участием | Фундаментальная структурная взаимосвязь между агрегацией и участием является источником данных, позволяющим объединять один или несколько задействованных (участвующих) элементов и целевые позиции, в осмысленное целое | |
Взаимосвязь между представлением и определением характеристик | Фундаментальная структурная взаимосвязь между представлением и определением характеристик означает, что элемент представляет или определяет характеристики другого элемента. Эти взаимоотношения связывают элемент представляющего источника с одним или несколькими целевыми позициями, которые должны идентифицировать его характерные особенности | |
Реляционная связь "обобщение-специализация" | Соотношение "обобщение-специализация" - это соотношение, распространяющее понятие наследования как на объекты, так и на процессы. Элементы специализации имеют те же структурные (производственные) соотношения, что и общие элементы | |
Реляционная связь "классификация-реализация" | Соотношения "классификация-реализация" соединяют классы с их реализациями |
Программно-управляемые датчики APC-O модулей, а также датчики усовершенствованного управления и оптимизации технологических процессов имеют тип определения, относящийся к типу объекта с подтипами, определяющими специальные реализации APC-O модуля. Примерами типов определения APCDefinition являются MatrixMPC (матричное упреждающее управление), ExpertSystem (экспертная система), TransitionProcedure (процедура перехода из одного состояния в другое). Примеры типов определения программно-управляемых датчиков: Equation (уравнение), NeuralNetwork (нейронная сеть). Примеры типов определения оптимизации: SteadyStateOpt (стационарная оптимизация), DynamicOpt (динамическая оптимизация), ExpertSystemOpt (оптимизация экспертной системы). APC-O модуль формирует свою специальную структуру типа определения с помощью поисковых услуг интерфейса.
Модуль оценки рабочих характеристик производственного процесса не имеет типа определения. Он имеет свои ключевые показатели производственного процесса (KPI-показатели), необходимые для оценки производственного процесса APC-O системы. Специальные KPI-показатели и их определения предоставляются APC-O системой с помощью поисковых услуг интерфейса.
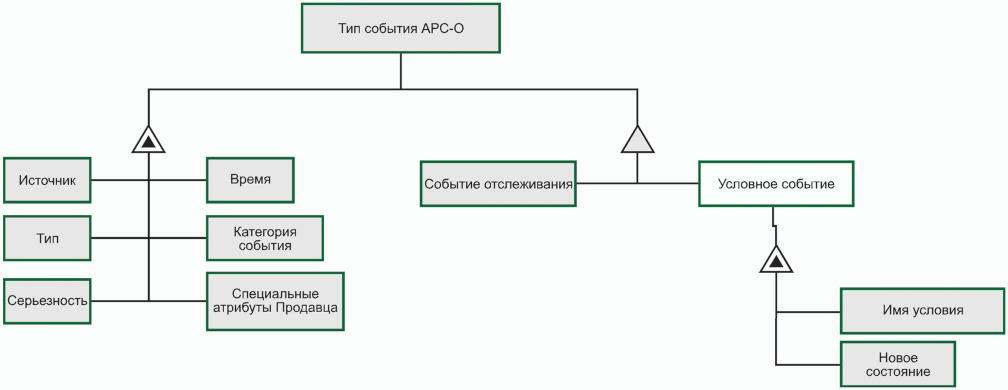
6.2.2 Свойства типа событий APC-O
APC-O модуль содержит перечень событий, которые рассматриваемый модуль контролирует или создает. Указанные события зависят не только от типа APC-O модуля. Они зависят также от типа производственного процесса, ассоциированного с модулем. События указанного перечня EventSet - это объекты типа события APC-O. Специальные события и их определения предоставляются APC-O системой посредством интерфейса поиска услуг. "Отказ связи", "запуск производства продукта", "изменение сорта продукта" - примеры событий, характерных для APC-O системы. События могут привести к запуску действия. Например, событие "изменение сорта продукта" может привести к изменению целевых установок и ограничению значений параметров APC модуля.
Тип событий APC-O - это тип объекта, определяющий общие атрибуты событий, используемые APC-O. На рисунке 7 показана информационная модель типа событий APC-O и соответствующие подтипы. Пример перечня событий приведен в приложении A.
Свойства типа событий APC-O:
- Source (источник) - ссылка на объект, создавший данное событие;
- Time (время) - время наступления события;
- Type (тип) - тип события;
- EventCategory (категория события) - определенная группировка событий (например, события технологического процесса, события системы);
- Severity (серьезность) - неотложность события;
- Vendor-SpecificAttributes (специальные атрибуты продавца) - дополнительные атрибуты, определенные специальным пакетом APC-O программ. Указанные атрибуты предоставляются интерфейсом поиска услуг.
ConditionEvent (условное событие) - это подтип типа событий APC-O, используемый для указания наличия изменений в некотором условии (например, аварийное состояние измерительной системы технологического процесса, изменение статуса звена связи с системой и т.п.). Условное событие имеет дополнительные свойства:
- ConditionName - имя условия;
- NewState - новое состояние.
TrackingEvent (событие отслеживания) - это подтип типа событий APC-O, используемый для указания действий (например, инициирование изменения сорта продукта, начало нового лабораторного измерения и т.п.). Событие отслеживания не имеет свойств, отличных от свойств типа событий APC-O.
6.2.3 Свойства типа APC-O переменных
Все типы APC-O модулей имеют наборы переменных базового типа APC-O переменных. VariableSets - это наборы переменных, используемые APC-O системой. Наборы переменных указывают для каждого типа APC-O модуля. Переменные каждого указанного набора - это подтипы типа APC-O переменных. Могут быть определены и другие наборы переменных APC-O системы. Они предоставляются интерфейсом поискового сервиса. Наборы входных и выходных переменных - это наборы переменных базового типа APC-O переменных. Специальные поведенческие атрибуты отсутствуют.
Тип APC-O переменных - это тип объекта, определяющий общие атрибуты всех переменных, используемых APC-O. На рисунке 8 приведена информационная модель типа APC-O переменных и соответствующие подтипы.
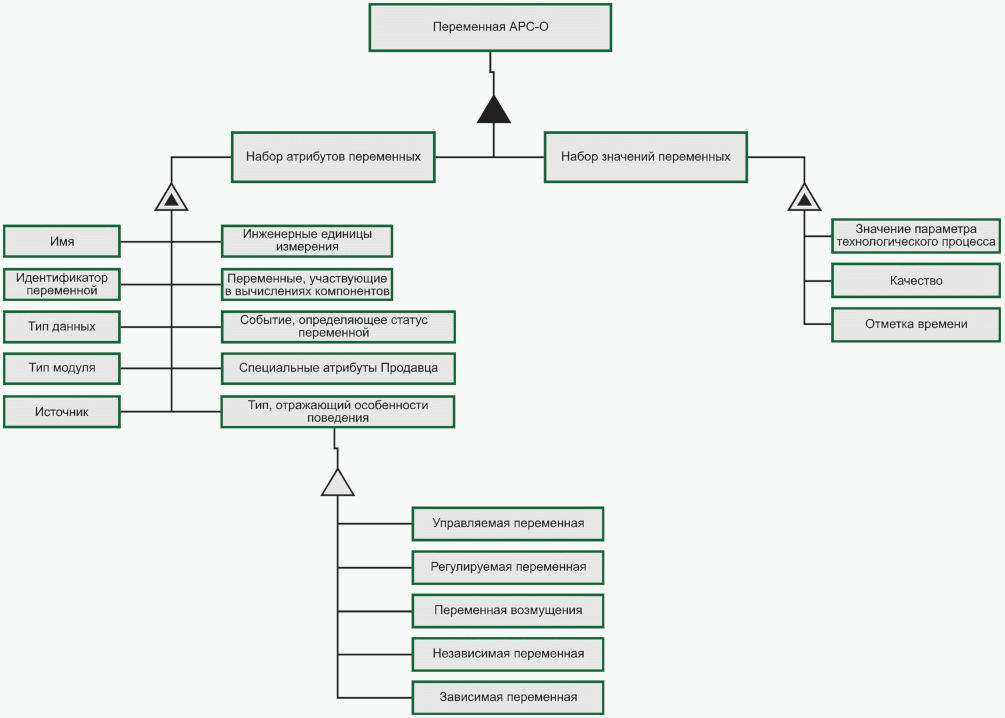
Рисунок 8 - Информационная модель типа APC-O переменных
Атрибуты типа APC-O переменных:
- Набор значений переменных включает:
- ProcessValue (значение переменной процесса) - текущее значение переменной процесса, считываемое с некоторого источника;
- Quality (качество) - качество значений переменных процесса;
- TimeStamp (отметка времени) - дата и время, ассоциированные со значением переменной процесса;
- Набор атрибутов переменной включает:
- Name - описательное имя переменной;
- VariableID - идентификатор уникального описания переменной в специальном формате продавца;
- DataType - тип данных переменной процесса (например, REAL, INT, BOOL и т.д.);
- ModuleType - тип APC-O модуля, с которым ассоциирована переменная (например, APC модуль, программно-управляемый датчик);
- Source - ссылка на внешний источник данных. Подтипы VariableSource (источник переменных) включают: PIDLoop (ПИД-контур обратной связи), FinalControlElement (исполнительное звено обратной связи), CalculatedVariable (вычисленная переменная), SoftSensor (программно-управляемый датчик). Данные подтипы описаны в разделах 6.3 и 6.4.
- EngineeringUnits - инженерные единицы измерения, определяющие значения переменных;
- VariablelsActive - флажок, указывающий, участвует ли данная переменная в вычислениях компонента;
- VariableStatusEvent - событие, сигнализирующее об изменении статуса переменной APC-O;
- Специальные атрибуты продавца - любые дополнительные атрибуты, обусловленные специальным пакетом APC-O программ;
- BehaviourSpecific - подтипы переменной APC-O, отражающие особенности поведения;
Для APC модуля, модуля программно-управляемого датчика и модуля оптимизации определены три типа объектов.
Тип определения APC описывает объект усовершенствования управления технологическими процессами. Определение данного объекта зависит от рассматриваемого APC типа. Примеры типов APC: MatrixMPC (матричное упреждающее управление), ExpertSystem (экспертная система), TransitionProcedure (процедура перехода из одного состояния в другое). Существуют также и другие APC типы. Им соответствуют уникальные определения объектов. Определения типов определения APC предоставляются специальным пакетом APC-O программ.
Тип определения программно-управляемого датчика описывает объект, работающий с данным программно-управляемым датчиком. Определение объекта зависит от типа используемого программно-управляемого датчика. Примеры типов датчиков: Equation (уравнение), NeuralNetwork (нейронная сеть) и т.п. Существуют и другие типы программно-управляемых датчиков. Им соответствуют уникальные определения объектов. Определения типов определения программно-управляемых датчиков предоставляются специальным пакетом APC-O программ.
Тип определения оптимизации описывает объект, инстанцирующий конкретную процедуру оптимизации. Определение объекта зависит от используемого типа Оптимизации. Примеры типов оптимизации: SteadyStateOpt (оптимизация стационарной системы), DynamicOpt (оптимизация динамической системы), ExpertSystemOpt (оптимизация экспертной системы). Существуют и другие типы Оптимизации, которым соответствуют уникальные определения объектов. Определения типов определения оптимизации предоставляются специальным пакетом APC-O программ.
6.3.1 Общие требования
Ниже рассмотрены интерфейсы между APC-O системами и системами, не включенными в APC-O.
6.3.2 Данные и события уровня 2
6.3.2.1 Общие требования
На стадии "исполнение" APC-O системы считывают данные программных компонентов традиционных систем управления или систем Уровня 2. Большая часть указанных данных - это простые отображения типа "дескриптор - значение". Указанные отображения соответствуют стандартам, построенным на базе спецификации OPC, например, "доступ к данным OPC (МЭК 62541, OPC-DA)". Для обеспечения сложных взаимодействий необходима доработка имеющихся программ.
Рассматриваемый интерфейс основан на существующих стандартах связи, таких как "Унифицированная архитектура OPC (МЭК 62541, OPC-UA)". Данная информационная модель предназначена специально для APC-O клиентов. Это позволяет программному обеспечению разработки APC-O приложений воспользоваться функциями поиска для обеспечения связи с механизмом запуска APC-O в рабочем режиме. Это обеспечивает стандартный доступ к данным (к информации о событиях) механизма запуска APC-O в рабочем режиме. Обмен информацией поддерживает как синхронный, так и асинхронный методы обеспечения доступа.
Все переменные APC-O системы обеспечивают обмен данных и обмен информации о событиях с внешними системами через их источник Source, который является универсальным отображением на источник внешних данных типа VariableSource. Подтип типа VariableSource просто ассоциирует данные со значением переменной технологического процесса инструмента базовой системы управления. В настоящем стандарте рассматриваются два класса типа VariableSource, ассоциированных с внешними системами. Они достаточно сложные и достаточно общие. Этими классами являются:
1) PIDLoop (ПИД-контур обратной связи),
2) FinalControlElement (исполнительное звено системы управления).
6.3.2.2 ПИД-контур обратной связи (PIDLoop)
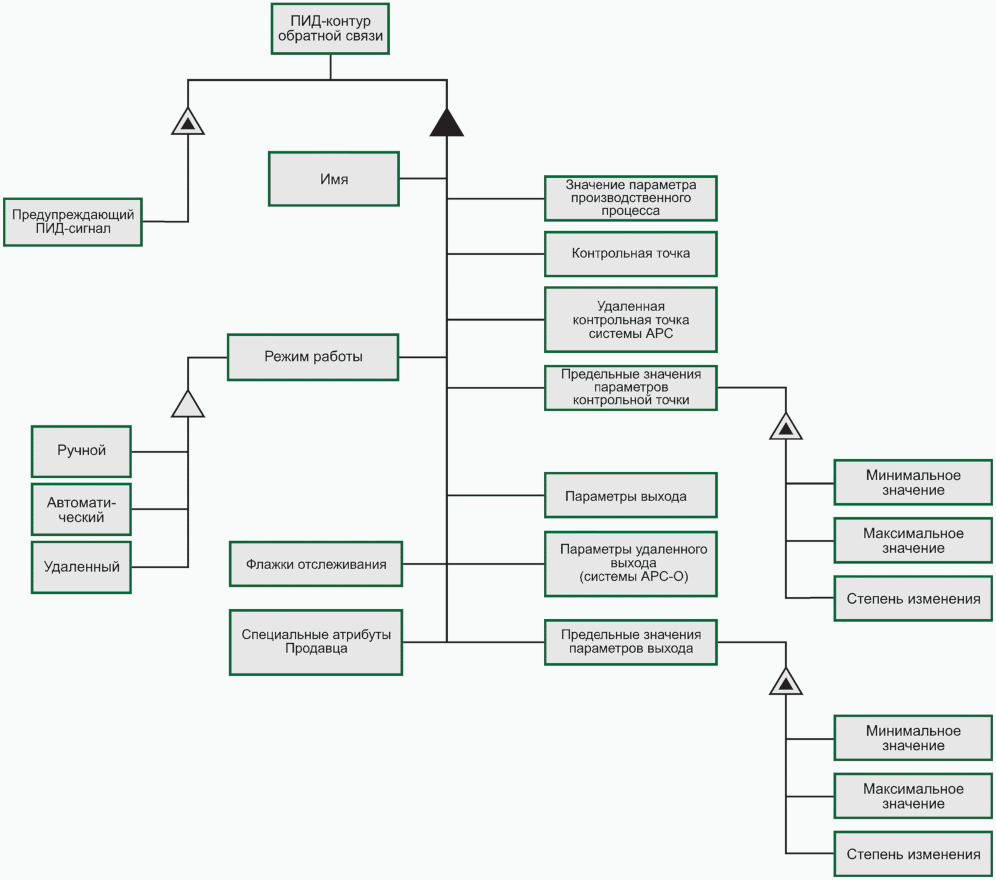
- PIDLoop - это представление ПИД-контроллера системы управления Уровня 2. На рисунке 9 приведена информационная модель PIDLoop, передающая информацию обратной связи на APC-O. В рассматриваемой информационной модели многие особенности и параметры реального ПИД-контроллера опущены, чтобы акцентироваться на основных APC-O требованиях. Определения свойств PIDLoop:
- Name - описательное имя переменной;
- ProcessValue (значение переменной процесса) - значения, считываемые с измерительного инструмента и управляемые ПИД-контроллером;
- SetPoint (контрольная точка) - целевое значение, отслеживаемое ПИД-контроллером;
- RemoteSetPoint (удаленная контрольная точка) - контрольная точка, поддерживаемая Контроллером верхнего уровня (например, главным узлом каскада, APC-O системой и т.п.);
- SetPointParameters (параметры контрольной точки) - группировка параметров, определяющая предельные значения контрольной точки (например, минимальное значение, максимальное значение, степень изменения и т.п.);
- Output (выходные параметры) - выходной сигнал, направленный от ПИД-контроллера к исполнительному звену системы управления (например, к клапану);
- RemoteOutput (удаленный выход) - выходные сигналы, формируемые контроллером верхнего уровня (например, APC-O системой);
- OutputLimits (предельные значения выходных параметров) - группировка параметров, определяющая предельные значения параметров на выходе ПИД-контроллера (например, минимальное значение, максимальное значение, степень изменения и т.п.);
- Специальные атрибуты продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ;
обратной связи PIDLoop
Режим работы (mode) и отслеживание (tracking) оказывает влияние на поведение ПИД-контура обратной связи. Допустимые режимы работы: MANUAL (ручной), AUTO (автоматический), REMOTE (удаленный). При работе в режиме MANUAL контур обратной связи не вычисляет значений выходных параметров, операторы задают их сами в ручном режиме. При работе в режиме AUTO, контур обратной связи сам вычисляет значения выходных параметров. Он обеспечивает управление автоматически. При работе в режиме REMOTE контур обратной связи работает аналогично режиму AUTO, но контрольная точка отслеживается системой управления верхнего уровня. Контрольная точка оформляется как удаленная RemoteSetPoint. Ассоциированный контур обратной связи отвечает за копирование удаленных значений параметров в реальную контрольную точку. Назначение ПИД-контура обратной связи: отслеживание параметров контрольных точек, приведение их в соответствие с требуемыми значениями переменных производственного процесса. Тогда при переключении контура обратной связи из режима MANUAL в режим AUTO изменения значений параметров производственного процесса не происходит. Отслеживание параметров удаленных контрольных точек - необходимое условие "мягкого перехода" из удаленного REMOTE-режима в "неудаленный" режим работы. Флажки отслеживания - необходимые атрибуты выполнения указанных требований. Их точные определения устанавливаются продавцом APC-O системы.
Предупреждающий ПИД-сигнал определяется как тип объекта, соответствующего стандартам OPC-UA (на унифицированную архитектуру OPC). Данное определение позволяет системе APC-O регистрировать событие как предупреждающий сигнал, как сигнал о неисправности и т.п.
Обеспечение надлежащего взаимодействия рассматриваемого APC-O приложения с базовым ПИД-контроллером в рабочем режиме является крайне важным для производственного процесса. Такое взаимодействие иллюстрируется диаграммой SAMA на рисунке 10. Диаграммы SAMA используют стандартные символы и конвенции о построении диаграмм, разработанные Ассоциацией изготовителей научной аппаратуры США (SAMA). Указанные требования необходимо выполнять при составлении описаний и документов в процессе разработки систем управления. В таблице 3 собраны символы SAMA, используемые в настоящем стандарте.
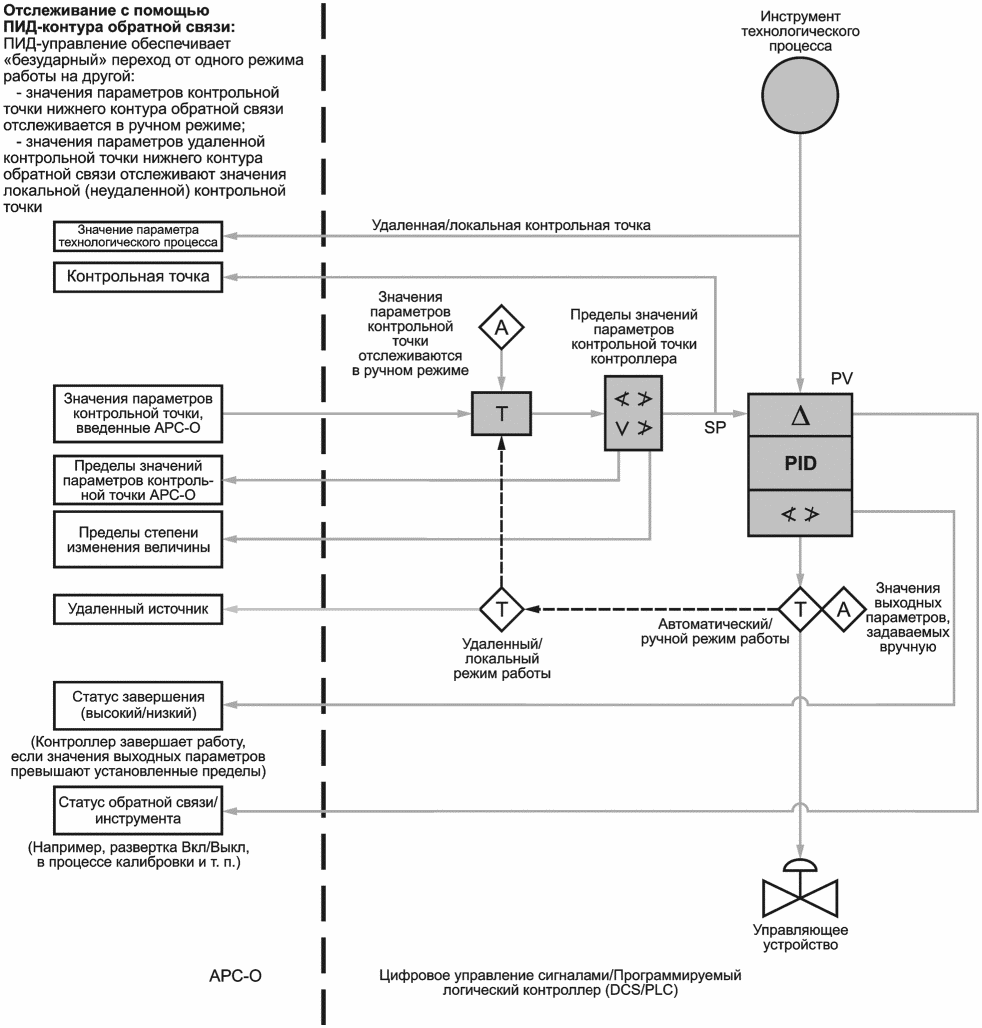
Рисунок 10 - Взаимодействие APC-O с традиционным
ПИД-контуром обратной связи
Таблица 3
Символ | Описание |
Невязка | |
Пропорционально-Интегрально-Дифференциальный алгоритм управления | |
Ограничение снизу | |
Ограничение сверху | |
Ограничение скорости (степени изменения) | |
Автоматическая обработка сигнала | |
Обработка сигнала в ручном режиме | |
Регулируемый сигнал | |
Сигнал перехода | |
 | Непрерывный сигнал |
 | Сигнал "Вкл/Выкл" |
6.3.2.3 Исполнительное звено системы управления (FinalControlElement)
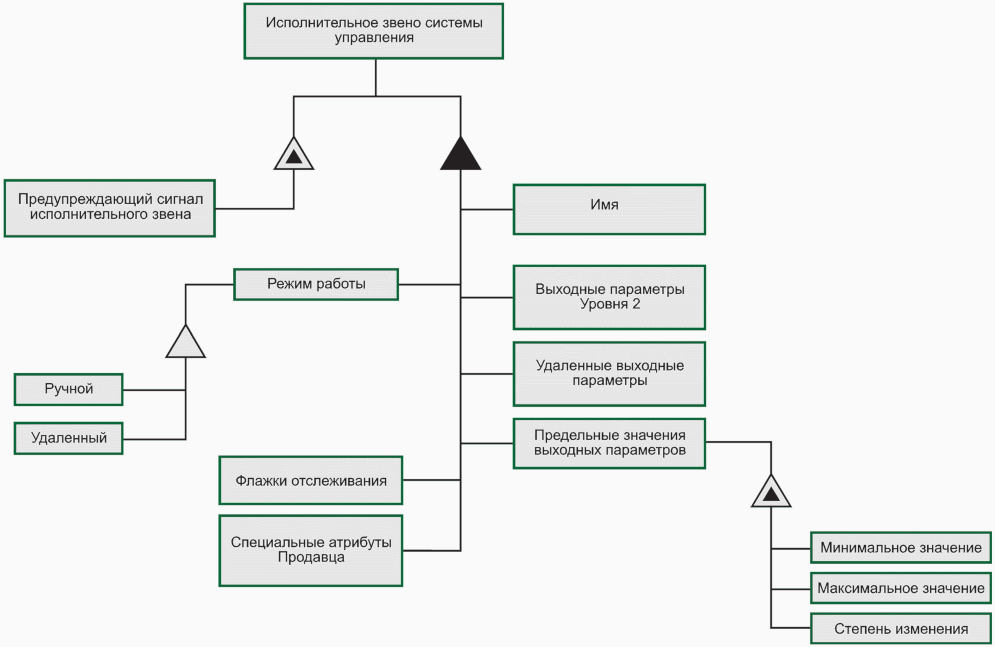
В некоторых APC-O приложениях исполнительные звенья системы управления регулируются напрямую, а не через ПИД-контроллер. FinalControlElement - представление исполнительного звена системы управления (например, клапана, демпфера, привода переменной скорости системы управления Уровня 2 и т.п.). На рисунке 11 приведена информационная модель FinalControlElement, используемая APC-O. В указанной информационной модели ряд особенностей и параметров реального исполнительного звена системы управления опущены, чтобы сфокусироваться на требованиях APC-O. Ниже перечислены свойства исполнительного звена системы управления FinalControlElement:
- Name - описательное имя переменной;
- Level2Output (выходные параметры Уровня 2) - настройки, направляемые Системой Уровня 2 на исполнительное звено. Это могут быть выходные параметры ПИД-контроллера;
- RemoteOutput (удаленные выходные параметры) - выходные параметры контроллера верхнего уровня (например, APC-O системы);
- OutputLimits (предельные значения выходных параметров) - удобная группировка параметров, определяющая предельные значения настроек исполнительного звена системы управления (например, минимальное значение, максимальное значение, степень изменения и т.п.);
- Специальные атрибуты продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ.
системы управления FinalControlElement
Режим работы (mode) и режим отслеживания (tracking) оказывают существенное влияние на поведение исполнительного элемента FinalControlElement. Режим работы может быть ручным MANUAL или удаленным REMOTE. В режиме MANUAL выходные данные задаются вручную. В удаленном режиме REMOTE выходные данные идут с верхнего уровня управления. Указанное значение присваивается переменной RemoteOutput. Далее происходит копирование указанного значения и передача его на реальный выход. Важно обеспечить "мягкий" переход на удаленный режим работы REMOTE и обратно. Это достигается путем отслеживания выходных значений "удаленных" параметров и приведение их в соответствие значениям "неудаленных" параметров. Существенный эффект здесь дают специальные флажки отслеживания продавца.
Предупреждающие сигналы исполнительного звена FinalElementAlarm определяются как типы объектов, соответствующие стандартам типа OPC-UA. Данные сигналы позволяют системе APC-O регистрировать события:
1) как предупреждающие сигналы,
2) как сигналы о возникновении неисправности.
Для штатного функционирования большинства APC-O приложений важно обеспечить их надлежащее взаимодействие с компонентами системы в рабочем режиме. Указанное взаимодействие иллюстрируется диаграммой SAMA на рисунке 12.
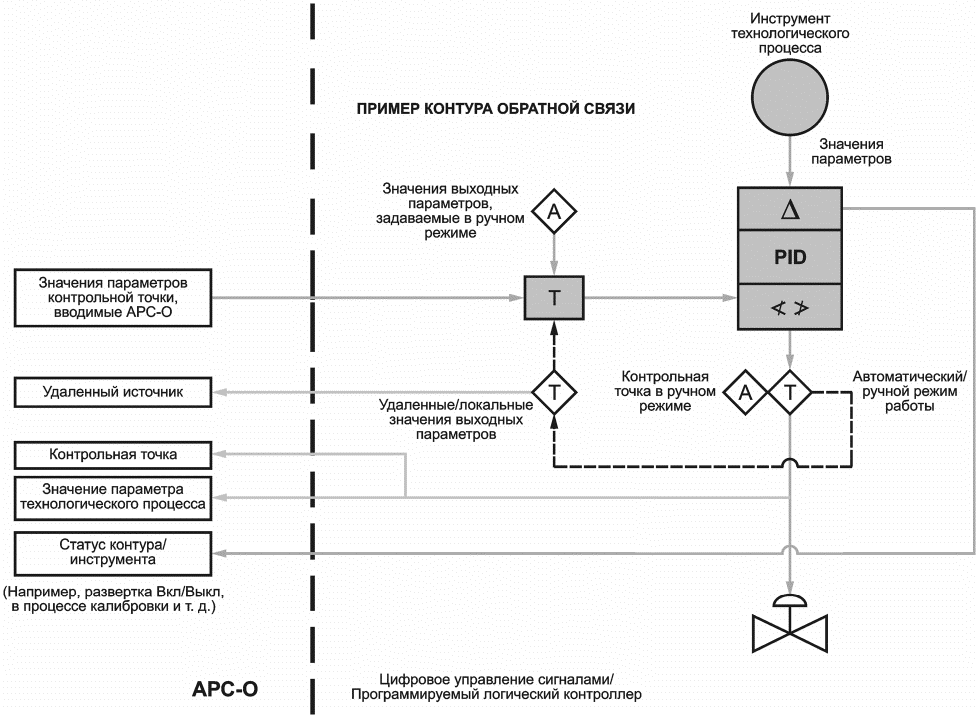
Рисунок 12 - Взаимодействие APC-O с исполнительным звеном
(элементом) системы управления
6.3.3 Данные и события Уровня 3
6.3.3.1 Общие требования
Аналогично данным Уровня 2, данный интерфейс основан на существующих стандартах. Он создает информационные модели, используемые APC-O системой. Взаимодействие с компонентами Уровня 3 основано на допущении, что вносимые изменения инициированы системами Уровня 3, внешними для APC-O систем.
6.3.3.2 Лабораторные системы
Результаты лабораторного анализа по контуру обратной связи попадают на программно-управляемый датчик. Они могут быть исходными данными вычислений или зависимыми переменными (Dependent Variable) APC-O модели. В результате анализа формируется следующий набор элементов данных:
- Result - результат, представленный в лабораторном отчете;
- TimeStamp (отметка времени) - дата и время отбора пробы производственного процесса;
Необходимо дополнительное указание, что новый результат имеется в наличии. Его можно рассматривать как третий элемент данных, отбираемый APC-O системой с фиксированной частотой. Его можно рассматривать как событие, регистрируемое APC-O системой.
Указанное взаимодействие соответствует рассмотренным выше стандартам интерфейсов данных (например, OPC, SQL и т.п.).
6.3.3.3 Системы рецептур
Системы рецептур необходимы: 1) для спецификации продукта, 2) для настройки процессов производства сразу нескольких продуктов. Данные APC-O, необходимые для создания системы рецептур, включают:
- MVConstraints - ограничения на варьируемые параметры;
- MVObjectives - технические требования к варьируемым параметрам;
- CVObjectives - технические требования к управляемым параметрам.
Первый метод взаимодействия с системой рецептур - простое отображение каждого параметра (например, целевое значение Target) на технические требования к управляемым параметрам CVObjectives. В этом случае отдельные элементы данных считывают соответствующее значение рецептуры, активной в рассматриваемый момент.
Второй метод взаимодействия с системой рецептур - указание, что система рецептур вводит новые значения асинхронно, только когда инициируется изменение рецептуры.
Третий метод взаимодействия с системой рецептур - оформление изменения рецептуры как процедуры APC-O системы. Каждой рецептуре соответствует своя процедура со своими настройками. Это может быть одна процедура, если она запрашивает корректные настройки системы рецептур.
Взаимодействие с системой рецептур соответствует вышеуказанным стандартам OPC и SQL на интерфейсы данных.
6.3.3.4 Архивные данные
Данный интерфейс соответствует стандарту доступа к архивным данным OPC.
Следующие подразделы определяют интерфейсы между APC-O модулями. Указанные интерфейсы обеспечивают обмен информацией между модулями в пределах одной APC-O системы, а также между модулями различных APC-O систем.
6.4.2.1 Общие требования
Данные интерфейсы построены на основе существующих стандартов связи, таких как OPC-UA и XML (расширяемый язык разметки). Создаваемая информационная модель учитывает индивидуальные особенности APC-O клиентов. Программное обеспечение разработки APC-O приложений задействует функции сетевого поиска для создания рабочего канала передачи данных с помощью механизма исполнения APC-O. Механизм исполнения APC-O получает доступ к данным и событиям и предоставляет их в рабочем режиме.
Работа интерфейсов с информационными моделями верхнего уровня приведена на рисунке 6. В разделе 6.2 приведено описание типа APC-O переменных, включающее следующие подтипы: управляемая переменная ControlledVariable, регулируемая переменная ManipulatedVariable, переменная возмущения DisturbanceVariable, зависимая переменная DependentVariable, независимая переменная IndependentVariable.
6.4.2.2 Свойства управляемой переменной ControlledVariable
Управляемая переменная CV - это переменная, которую APC модуль пытается удержать в рамках целевого значения Target или в интервале между установленными пределами. Информационная модель CV приведена на рисунке 13. Здесь показаны только свойства, относящиеся к типу APC-O переменных. Свойства управляемых переменных:
- Bias (систематическая ошибка) - поправка к модели производственной обратной связи;
- Target (целевое значение) - значение, в окрестности которого удерживается значение управляемой переменной CV;
- MinimumSoftLimit (минимальный мягкий предел) - минимальное значение, выше которого рекомендуется удержать значение управляемой переменной CV;
- MaximumSoftLimit (максимальный мягкий предел) - максимальное значение, ниже которого рекомендуется удержать значение управляемой переменной CV;
- Price (цена) - значение, ассоциированное с CV;
- OptimizationScale (шкала оптимизации) - масштабирование для определения относительной важности отклонения от целевого значения Target (предельного значения);
- PerformanceStatistics (производственная статистика) - одна или несколько переменных производственной статистики;
- Специальные атрибуты продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ.

6.4.2.3 Свойства регулируемой переменной ManipulatedVariable
Регулируемые переменные MV - это те переменные, которые APC модуль варьирует для перевода управляемых переменных CV в окрестность целевых значений. Информационная модель MV приведена на рисунке 14. Рассмотрены только свойства типа APC-O переменных. Свойства регулируемых переменных ManipulatedVariable:
- Setpoint (контрольная точка) - контрольная точка источника;
- SourceInRemote (удаленный источник) - флажок источника в удаленном режиме работы (REMOTE-режиме);
- MinimumHardLimit (минимальный жесткий предел) - минимальный предел, пересечение которого регулируемой переменной MV строго запрещено;
- MaximumHardLimit (максимальный жесткий предел) - максимальный предел, пересечение которого регулируемой переменной MV строго запрещено;
- RateOfChangeLimit (предел степени изменения) - максимальное значение, превышение которого строго запрещено на шаге варьирования параметра контрольной точки;
- MoveSuppression (запрет варьирования) - штраф за варьирование регулируемой переменной MV;
- OptimizationScale (масштаб оптимизации) - масштабирование, необходимое для определения относительного штрафа за недопустимое варьирование регулируемого параметра в режиме MoveSuppression;
- Price (цена) - значение, ассоциированное с регулируемой переменной MV;
- PerformanceStatistics (производственная статистика) - одна или несколько переменных PerformanceStatistic;
- Специальные атрибуты продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ;

переменной ManipulatedVariable
6.4.2.4 Свойства переменной возмущения DisturbanceVariable
Переменная возмущения DisturbanceVariable (DV) - это переменная, которая оказывает влияние на одну или несколько управляемых переменных CV, а также на выходные сигналы модели. APC модуль не может ее варьировать. Информационная модель переменной возмущения приведена на рисунке 15. Рассматриваются только свойства типа APC-O переменных. Свойства переменной возмущения DisturbanceVariable:
- PerformanceStatistics (производственная статистика) - одна или несколько переменных PerformanceStatistic;
- Специальные атрибуты продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ.
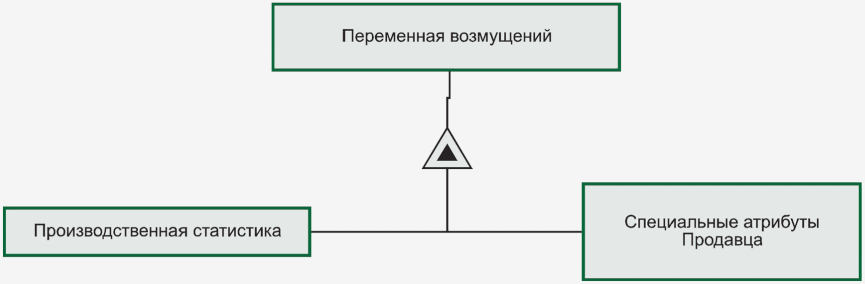
возмущений DisturbanceVariable
6.4.2.5 Свойства зависимой переменной DependentVariable
Зависимая переменная DependentVariable - это переменная, значение которой модуль оптимизации OptimizationModule удерживает как целевое значение Target между установленными минимальным и максимальным пределами. Информационная модель зависимой переменной DependentVariable приведена на рисунке 16. Рассматриваются только свойства типа APC-O переменных. Свойства зависимой переменной DependentVariable:
- Bias (систематическая ошибка) - поправка модели по сигналу обратной связи;
- Target (целевое значение) - значение, удерживаемое модулем оптимизации между минимальным и максимальным пределами;
- MinimumLimit (минимальный предел) - минимальное значение, удерживаемое модулем оптимизации;
- MaximumLimit (максимальный предел) - максимальное значение, удерживаемое модулем оптимизации;
- Price (цена) - значение, ассоциируемое с рассматриваемой переменной;
- OptimizationScale (шкала оптимизации) - масштабирование, необходимое для определения относительной важности отклонений от целевого значения Target, а также отклонений от предельных значений;
- PerformanceStatistics (производственная статистика) - одна или несколько переменных PerformanceStatistic;
- Специальные атрибуты Продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ.
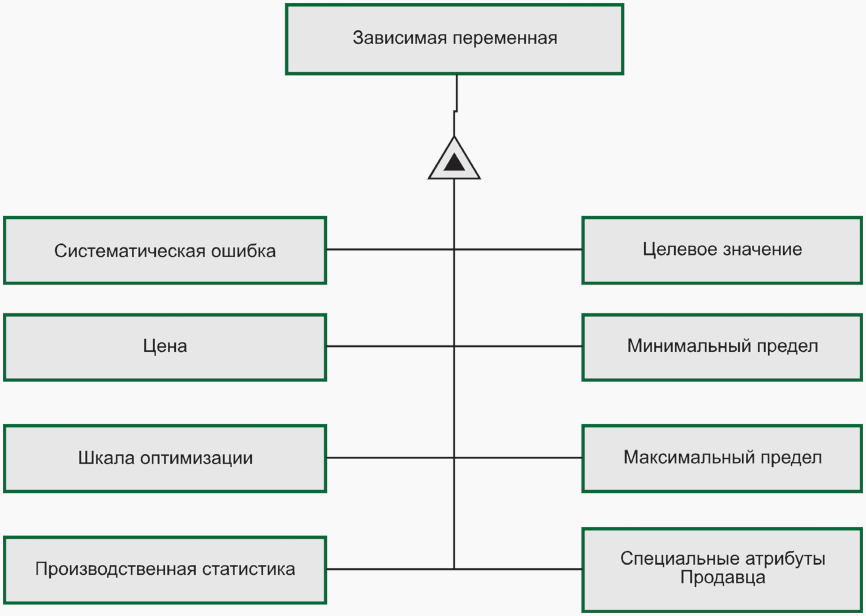
переменной DependentVariable
6.4.2.6 Свойства независимой переменной IndependentVariable
Независимая переменная IndependentVariable - это переменная, которую модуль оптимизации OptimizationModule может варьировать для изменения значения целевой функции. Информационная модель IndependentVariable приведена на рисунке 17. Рассмотрены только свойства типа APC-O переменной. Свойства независимой переменной IndependentVariable:
- SetPoint - контрольная точка источника;
- MinimumLimit (минимальный предел) - минимальный предел, за который переменной запрещено переходить;
- MaximumLimit (максимальный предел) - максимальный предел, за который переменной запрещено переходить;
- Price (цена) - значение, ассоциированное с переменной;
- PerformanceStatistics (производственная статистика) - одна или несколько переменных PerformanceStatistic;
- Специальные атрибуты продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ.
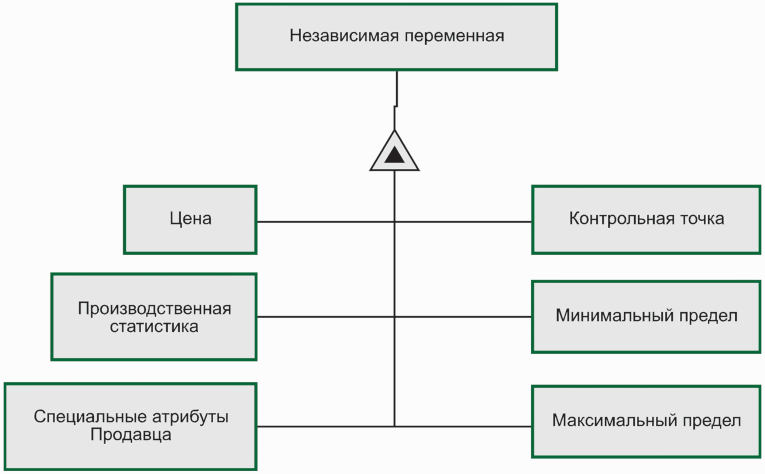
переменной IndependentVariable
6.4.2.7 Свойства статистики производственного процесса PerformanceStatistic
Статистика производственного процесса PerformanceStatistic - это статистическая оценка действий APC-O модуля в отношении соответствующей переменной. Например, оценка PerformanceStatistics включает: 1) математическое ожидание отклонения управляемой переменной ControlledVariable от контрольной точки, 2) среднеквадратическое отклонение управляемой переменной, 3) интервал времени (%), в течение которого на регулируемую переменную ManipulatedVariable наложено ограничение и т.п. Набор статистических данных PerformanceStatistics доставляется модулем оценки рабочих характеристик производственного процесса PerformanceAssessment. Информационная модель статистики производственного процесса PerformanceStatistics приведена на рисунке 18. Свойства PerformanceStatistics:
- Value (значение) - статистические значения;
- TimeBasis (периодичность сбора информации) - время сбора и обработки статистических данных (например, каждый час);
- Специальные атрибуты продавца - любые дополнительные атрибуты, предоставляемые специальным пакетом APC-O программ.
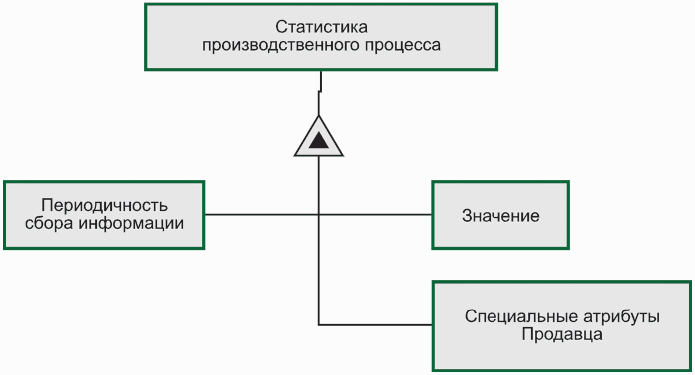
производственного процесса PerformanceStatistics
6.4.3.1 Общие требования
В соответствии с разделом 6.2.4, APC-O модуль - это тип объекта, имеющий следующие подтипы: APC модуль, модуль программно-управляемого датчика, модуль оптимизации OptimizationModule, модуль оценки рабочих характеристик производственного процесса. Объект типа определения включается в структуру APC модуля, модуля программно-управляемого датчика и модуля оптимизации OptimizationModule. Указанные объекты определяют особые реализации APC-O модуля.
6.4.3.2 Тип определения APC
Общего типа определения APC не существует. Каждый коммерческий пакет имеет свою собственную уникальную структуру. На рисунке 19 приведены три примера типов определения APC. Указанные примеры не дают исчерпывающего описания рассматриваемых технологий. Они только иллюстрируют объект интеграции. Указанные атрибуты могут оказаться полезными для внешних приложений особых реализаций APC модуля.
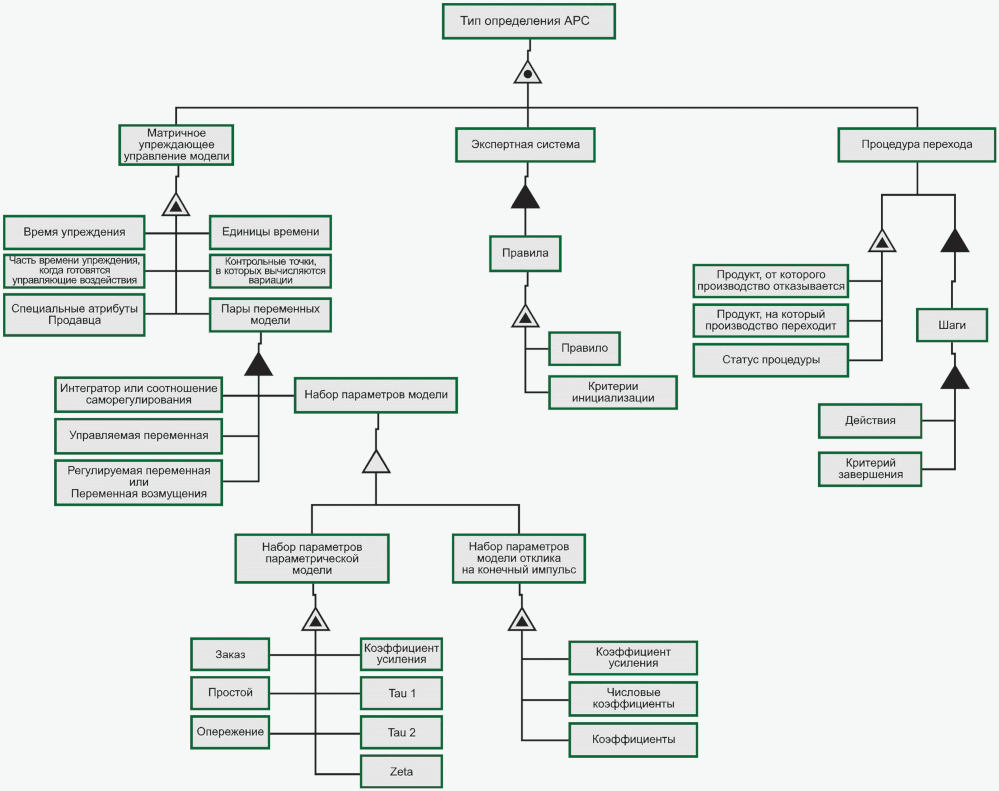
Рисунок 19 - Примеры типов APC определения
Объект MatrixMPC представляет собой APC тип, известный как управление на основе прогнозирующих моделей (управление с прогнозированием) [MPC]. MPC контроллер обеспечивает работу матрицы моделей, где каждая модель описывает отклик управляемой переменной CV на изменение регулируемой переменной MV или переменной возмущения DV. Затем с помощью оптимизатора MPC контроллер определяет набор управляющих воздействий, минимизирующих целевую функцию в конечном интервале времени. Свойства объекта MatrixMPC:
- PredictionHorizon - время упреждения (уходящее в будущее), в течение которого рассматриваемые модели ожидают отклик на изменения входного сигнала;
- ControlHorizon (время управления) - часть времени упреждения PredictionHorizon, расходуемого на подготовку управляющих воздействий;
- TimeUnits (единицы времени) - единицы измерения временных параметров (например, секунды, минуты);
- MoveBlocks - особые точки времени управления ControlHorizon, в которых вычисляются вариации регулируемых параметров MV;
- ModelPairs (пары переменных модели) - модели, описывающие соотношения между MV/CV, DV/CV. Каждая пара переменных модели ModelPair имеет следующие свойства:
- MV или DV - объект, представляющий регулируемую переменную или переменную возмущения;
- CV - объект, представляющий управляемую переменную;
- IsIntegrator - указывает, является ли рассматриваемая модель саморегулирующимся соотношением или интегрирующим соотношением;
- ModelParameterSet (набор параметров модели) - набор параметров, необходимых для описания модели. Существует много различных типов моделей. Далее рассмотрены только два примера. Набор параметров параметрической модели включает параметры, необходимые для построения функции перехода в непрерывном времени. Для иллюстрации использованы несколько типовых имен параметров. Набор параметров модели FIR (Finite Impulse Response, конечное время реакции на импульсное воздействие) включает параметры оценки модели отклика на конечный импульс.
Объект ExpertsSystem (экспертная система) относится к APC типу. Он использует логику или набор правил для регулировки производственного процесса. Объект ExpertSystem может содержать модели процессов и другие математические представления процессов. Свойства объекта ExpertSystem:
- Rules - набор правил импликации типа "если, то" для принятия решений по управляющим воздействиям. Каждое правило включает:
- Rule - правило, представленное в специальном формате продавца. Это может быть простое правило типа "если, то". Например: "если температура X превышает 500 градусов, то приоткройте клапан холодной воды на 5%". Это может быть сложное правило, объединяющее несколько логических структур типа "если, то". Правило может применяться к одному или нескольким объектам;
- InitiationCriteria (критерий инициализации) - критерии инициализации правила. Некоторые системы могут запускаться на время с заданной частотой. Другие системы запускаются при поступлении сигнала, что новые данные доступны.
Объект TransitionProcedure (процедура перехода) относится к APC типу. Данный объект инициирует особое воздействие на производственный процесс, класс продукта изменяется. Эффективный метод практической реализации TransitionProcedure - задействовать последовательную функциональную схему в соответствии с МЭК 60848. Свойства объекта TransitionProcedure:
- FromProduct - продукт, являющийся результатом производственного процесса. Это продукт, от которого данный процесс отказывается (уходит);
- ToProduct - продукт, к которому производственный процесс переходит;
- ProcedureStatus (статус процедуры) - состояние выполняемой процедуры (например, "готов к запуску", "ожидание на шаге 3", "ошибка на шаге 4" и т.п.);
- Steps (шаги) - набор действий, определяющих процедуру перехода TransitionProcedure;
- Actions (действия, воздействия) - функции, выполняемые за один шаг (например, "включить насос" и т.п.);
- CompletionCriteria (критерии завершения) - сигнал (логическое условие) завершения действия (шага). Например: "уровень заполнения топливного бака > 20%, т.е. можно запускать насос. Представление в кодах: PumpRunning = TRUE".
6.4.3.3 Тип определения программно-управляемого датчика SoftSensor
Общего типа определения программно-управляемого датчика не существует. Каждый коммерческий пакет программ имеет свою собственную уникальную структуру. На рисунке 20 приведены два примера типа определения программно-управляемого датчика. Указанные примеры не дают исчерпывающего описания рассматриваемых технологий. Рисунок позволяет понять, как работает объект интеграции. Рассматриваемые атрибуты могут оказаться полезными для пользователей модуля программно-управляемого датчика.
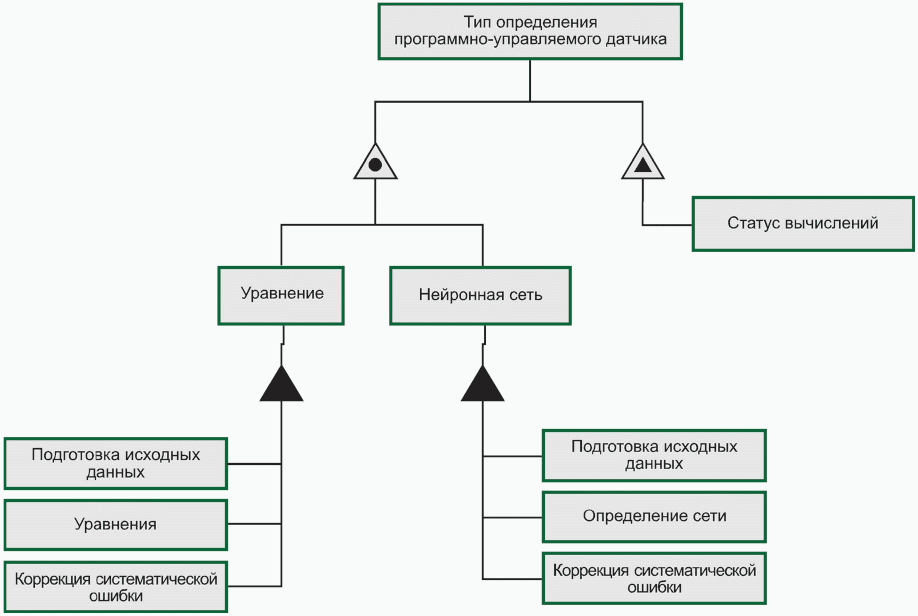
Рисунок 20 - Пример типа определения программно-управляемого
датчика SoftSensor
Объект Equation (уравнение) - это тип программно-управляемого датчика. Датчик использует одно или несколько уравнений, физических соотношений (например, закон сохранения массы, закон сохранения энергии и т.п.)
Объект NeuralNetwork (нейронная сеть) - это тип программно-управляемого датчика. Он работает по методике эмпирического моделирования, задействует биологические нейронные сети центральной нервной системы животных. Нейронные сети обычно пропускают весь набор входных сигналов через сеть "нейронов". С помощью весовых коэффициентов и функций активации входные сигналы преобразуются в выходные.
6.4.3.4 Тип определения оптимизации
Общего типа определения оптимизации не существует. Каждый коммерческий пакет программ имеет свою собственную уникальную структуру. На рисунке 21 приведены два примера типа определения оптимизации. Указанные примеры не дают исчерпывающего описания рассматриваемых технологий. Рисунок позволяет понять, как работает объект интеграции. Рассматриваемые атрибуты могут оказаться полезными для пользователей модуля оптимизации.
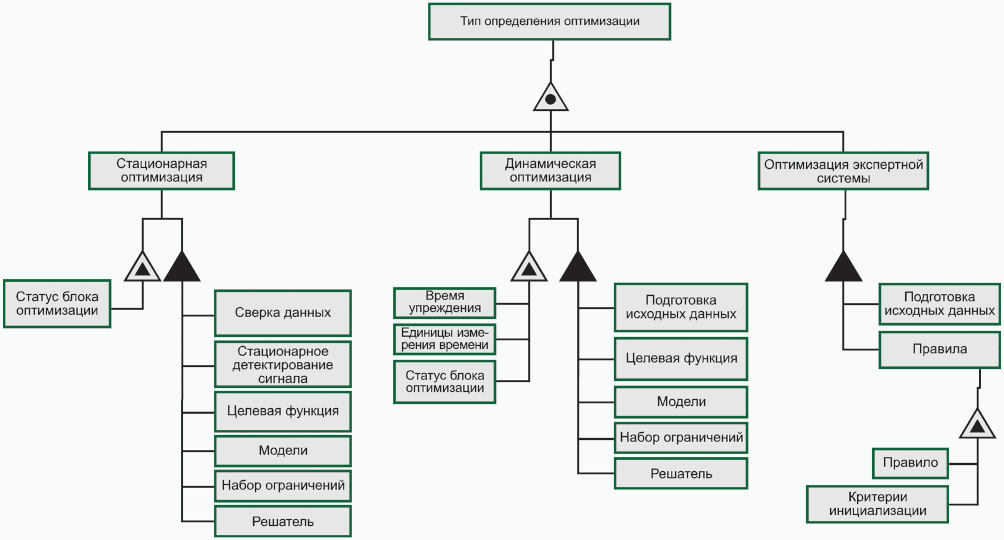
Рисунок 21 - Пример типа определения оптимизации
Объект SteadyStateOpt (стационарная оптимизация) - это тип оптимизации, где целевая функция минимизируется с помощью стационарных (вошедших в устойчивое состояние) процессных моделей. Траектория (последовательность шагов) процесса оптимизации в ограниченном пространстве варьируемых параметров не рассматривается.
Объект DynamicOpt (динамическая оптимизация) - это тип оптимизации, где целевая функция минимизируется в заданном интервале времени с помощью динамических процессных моделей. Если решение получено, то в отчете указывают траекторию процесса оптимизации и результирующее стационарное решение.
Объект ExpertSystemOpt (оптимизация экспертной системы) - это тип оптимизации, где условия оптимизации определяются набором логических правил типа "if-then-else" ("если, то, иначе"). Модели процессов могут быть встроены в рассматриваемую процедуру в соответствии с установленными правилами. Данные модели не могут быть основанием для определения условий оптимизации.
6.4.3.5 Модуль оценки рабочих характеристик производственного процесса
Полное определение модуля оценки рабочих характеристик производственного процесса (PerformanceAssessment) приведено в 6.2. Модуль приведен на рисунке 6. Данный модуль содержит особые дополнительные поведенческие атрибуты. Модуль оценки рабочих характеристик производственного процесса включает наборы входных и выходных переменных, набор KPI-показателей производственного процесса. KPI-показатели используются в соответствии с ГОСТ Р ИСО 22400-1. Примеры:
Таблица 4
Определение KPI-показателей производственного процесса | |
Содержание | |
Имя | Степень использования APC на производстве |
ID (идентификатор) | |
Описание | Степень использования APC на производстве - это часть времени реального производства, когда, по крайней мере, одна регулируемая переменная MV активна в APC приложении |
Область применения | Рабочий блок, управляемый APC приложением |
Формула | (Фактическое время, в течение которого активна, по крайней мере, одна переменная MV)/(фактическое время, в течение которого рабочий блок выпускает продукцию) |
Единица измерения | % |
Диапазон | 0 - 100% |
Тренд | Чем больше, тем лучше |
Контекст | |
Время сбора информации | Периодически |
Получатели информации | Супервайзер, руководство предприятия |
Способ производства | Непрерывное |
Диаграмма эффективности модели | |
Примечание | Степень использования APC на производстве - это индикатор степени ее приемлемости оператором. Приложения с высокой степенью приемлемости имеют высокую степень использования на производстве |
Таблица 5
Определение KPI-показателей производственного процесса | |
Содержание | |
Имя | Коэффициент использования APC на производстве |
ID (идентификатор) | |
Описание | Коэффициент использования APC на производстве - это часть регулируемых переменных MV, задействованных в рассматриваемом APC приложении |
Область применения | Рабочий блок, управляемый APC приложением |
Формула | (Число регулируемых переменных MV, задействованных в APC приложении)/(суммарное число регулируемых переменных MV в APC приложении) |
Единица измерения | % |
Диапазон | 0 - 100% |
Тренд | Чем больше, тем лучше |
Контекст | |
Время сбора информации | Периодически |
Получатель информации | Супервайзер, руководство предприятия |
Способ производства | Непрерывное |
Диаграмма эффективности модели | |
Примечание | Коэффициент использования APC на производстве - это индикатор эффективности APC приложения. Хорошо работающие приложения имеют высокий коэффициент использования на производстве |
Таблица 6
Эффективность использования APC на производстве
Определение KPI-показателей производственного процесса | |
Содержание | |
Имя | Эффективность использования APC на производстве |
ID (идентификатор) | |
Описание | |
Область применения | Рабочий блок, управляемый APC приложением |
Формула | "Степень использования APC на производстве, коэффициент использования APC на производстве" |
Единица измерения | % |
Диапазон | 0 - 100% |
Тренд | Чем больше, тем лучше |
Контекст | |
Время сбора информации | Периодически |
Получатель информации | Супервайзер, руководство предприятия |
Способ производства | Непрерывное |
Диаграмма эффективности модели | |
Примечание | Эффективность использования APC на производстве - это индикатор: 1) эффективности APC приложения, 2) степени приемлемости приложения оператором. Хорошо работающее приложение, имеющее высокую эффективность использования, дает высокие производственные показатели, обеспечивает эффективное управление производственным процессом |
Таблица 7
Продолжительность ограничения регулируемых переменных MV
Определение KPI-показателей производственного процесса | |
Содержание | |
Имя | Продолжительность ограничения регулируемых переменных MV |
ID (идентификатор) | |
Описание | Продолжительность ограничения MV - это время (% от общего времени активности MV), в течение которого регулируемые переменные ограничены |
Область применения | Рабочий блок, управляемый APC приложением |
Формула | (Фактическое время, в течение которого задействованы одно или несколько ограничений MV)/(Фактическое суммарное время активности MV) |
Единицы измерения | % |
Диапазон | 0 - 100% |
Тренд | Обычно чем меньше, тем лучше, однако в некоторых случаях, работа с ограничением предпочтительна |
Контекст | |
Время сбора информации | Периодически |
Получатель информации | Супервайзер, руководство предприятия |
Способ производства | Непрерывное |
Диаграмма эффективности модели | |
Примечание | APC приложение и приложение оптимизации работают лучше, если задействованы все степени свободы для достижения целей приложения. Возможны случаи, когда регулируемые переменные MV работают в оптимальных условиях на минимально (максимально) безопасном пределе. В этом случае продолжительность ограничения регулируемых переменных следует увеличивать |
Таблица 8
Отклонение фактического значения управляемой переменной CV
от ее значения в контрольной точке
Определение KPI-показателей производственного процесса | |
Содержание | |
Имя | Отклонение фактического значения управляемой переменной CV от ее значения в контрольной точке |
ID (идентификатор) | |
Описание | Отклонение фактического значения управляемой переменной CV от ее значения в контрольной точке - это математическое ожидание отклонения |
Область применения | Рабочий блок, управляемый APC приложением |
Формула | Математическое ожидание|(Фактическое значение управляемой переменной CV процесса) - (Значение управляемой переменной CV в контрольной точке)| |
Единицы измерения | Единицы измерения совпадают с единицами измерения CV |
Диапазон | Зависит от диапазона изменения CV |
Тренд | Чем ниже, тем лучше |
Контекст | |
Время сбора информации | Периодически |
Получатель информации | Супервайзер, руководство предприятия |
Способ производства | Непрерывное |
Диаграмма эффективности модели | |
Примечание | Математическое ожидание отклонения CV от ее значения в контрольной точке - это мера эффективности управления CV |
APC-O модули имеют два особых типа источников переменных VariableSource, к которым относятся выходные сигналы модуля программно-управляемого датчика. На них ссылаются как на типы APC-O переменных, включенных в набор выходных переменных OutputVariableSet (см. рисунок 6).
(справочное)
На стадии "исполнение", APC-O система может выдавать статусные сигналы в форме перечня событий, не включенных в APC-O систему. Информация о данных событиях может использоваться, например, базовой системой управления, чтобы установить факт отказа в APC-O системе. В случае отказа предпринимаются действия по защите производственного процесса.
Рисунок A.1 в целом соответствует рисунку 3 основной части настоящего стандарта на стадии "исполнение" рабочего процесса, но существуют также некоторые отличия: 1) раздел ResultSet (результаты работ) имеет дополнительные состояния, 2) разделы "формирование и выдача перечня событий", "формирование и выдача результатов работ" дополнены вспомогательными процессами. Указанные дополнения допускаются по ИСО 15746 и задействуются (по умолчанию) по решению продавца программного обеспечения. Переходы в каждое из указанных состояний приводят к наступлению событий, важных для функционирования систем Уровня 2 и 3.
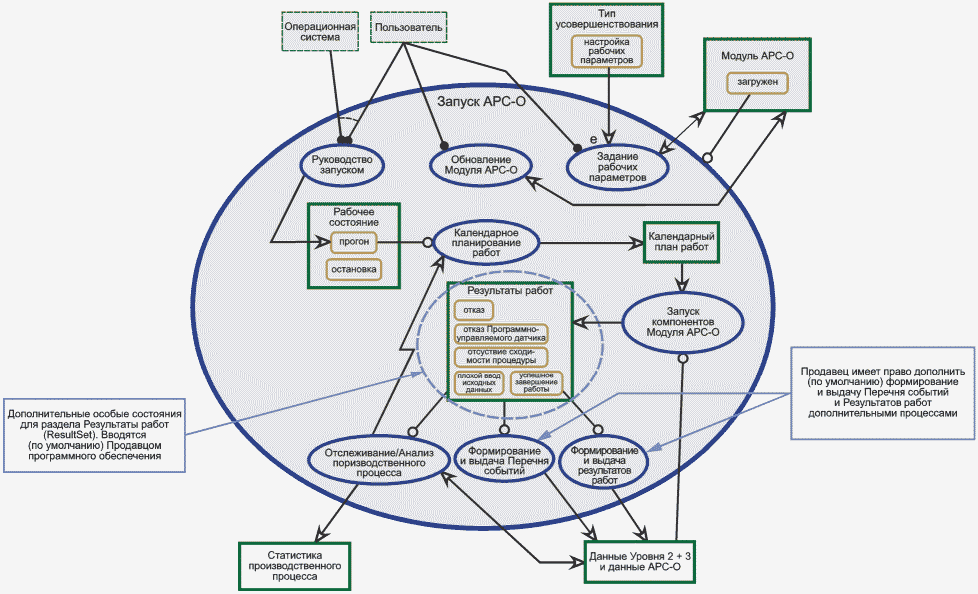
Рисунок A.1 - Стадия "исполнение" APC-O системы
с примером формирования перечня событий
Следующие события APC-O поддерживают состояния, определенные разделом ResultSet. Данные определения относятся к информационной модели, представленной на рисунке 7.
Таблица A.1
События APC-O
Категория события | Описание | Источник | Тип | Серьезность | Время | Имя условия | Новое состояние |
APCSuccess | APC модуль успешно выполнен | APC модуль X | Условие | 1 | SUCCESS | Successful (успешно) | |
APCFailed | Отказ APC модуля - причина неизвестна | APC модуль X | Условие | 1000 | FAILED | Failed (отказ) | |
APCSoft SensorFailed | Отказ APC модуля из-за отказа программно-управляемого датчика | APC модуль X | Условие | 500 | FAIL_SS | Отказ Программно-управляемого датчика | |
APCDidNot Converge | Отказ APC модуля из-за отсутствия сходимости рабочей процедуры | APC модуль X | Условие | 800 | FAIL_ CONVERGE | Сходимость отсутствует | |
APC BadInput | Отказ APC модуля из-за плохого ввода исходных данных | APC модуль X | Условие | 600 | FAIL_ BADINPUT | Плохой ввод исходных данных |
Функцию базовой системы управления, обеспечивающую контроль состояния APC-O системы, обычно называют "сторожевым таймером". Рисунок A.2 иллюстрирует взаимодействие APC-O системы со "сторожевым таймером". Данное взаимодействие обеспечивает: 1) индикацию статуса системы, 2) выдачу предупреждающего сигнала оператору. В случае ошибки, контуры обратной связи выводятся из удаленного режима работы REMOTE.
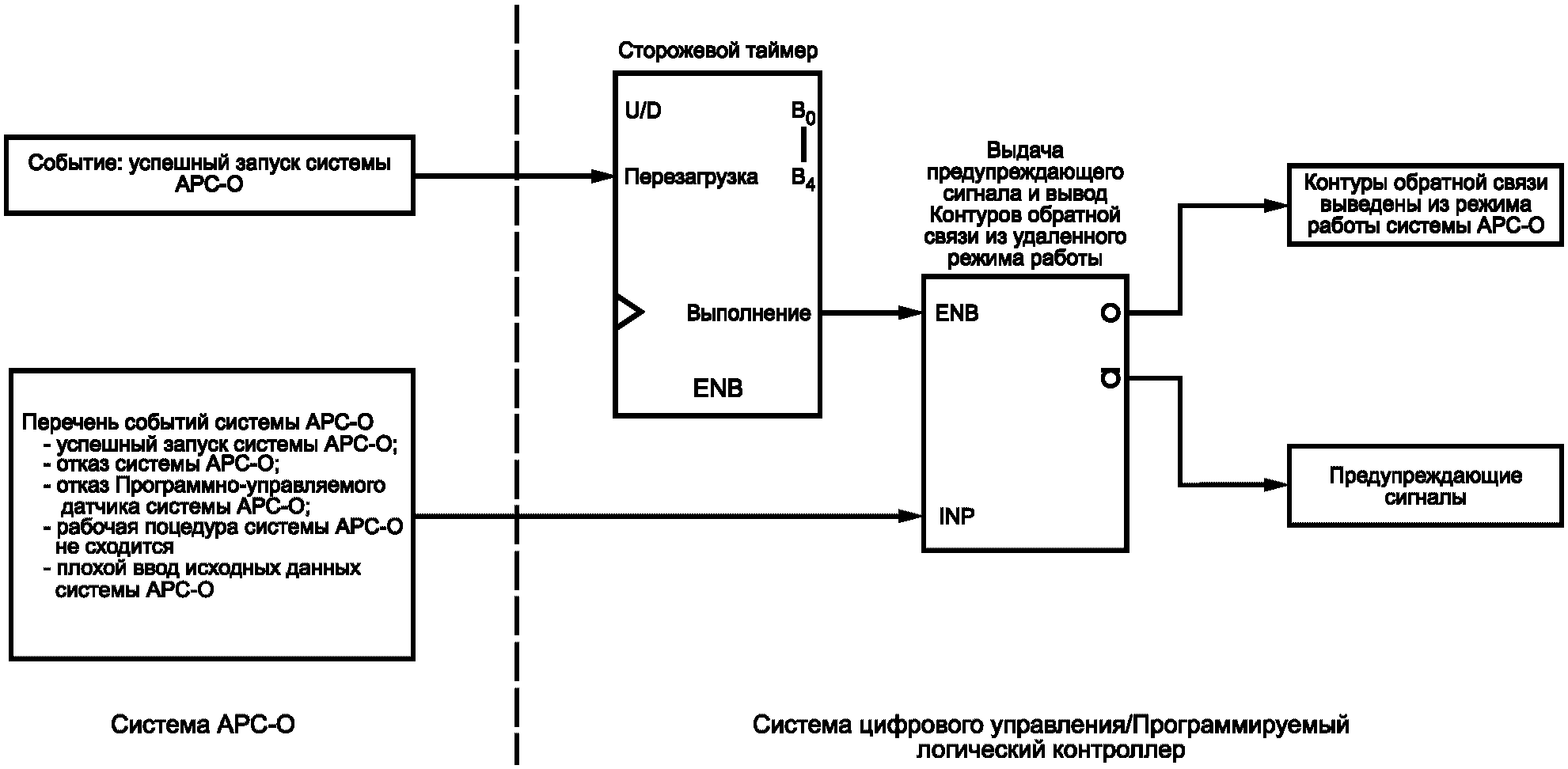
Рисунок A.2 - Взаимодействие APC-O системы
со "сторожевым таймером"
(справочное)
Язык OPL - это текстовое дополнение объектно-процессуальной методологии OPM, характеризуемое автоматически сгенерированным текстовым описанием системы на конечном подмножестве слов английского языка. Текст на языке OPL соответствует объектно-процессуальной диаграмме OPD. Утверждения на языке OPL понятны для людей, не имеющих опыта программирования. Язык OPL применяется в следующих случаях: 1) Язык OPL предназначен для специалистов в рассматриваемой области знаний и системных архитекторов, занимающихся анализом и общим проектированием технологических систем (например, специалистов в области электронной коммерции, разработчиков сетевых производственных планов обеспечения ресурсов предприятия и т.п.). 2) Язык OPL обеспечивает автоматическую генерацию компьютерных программ технологических приложений.
Язык OPL имеет две основные цели.
1. Преобразование диаграммы OPD в обычный текст, легко применимый для составления отчетов и для коммуникаций. Язык OPL передает текущую производственную информацию всем пользователям и сторонам, заинтересованным в работе предприятия. К пользователям относятся как специалисты предприятия, так и представители заказчика, которые предпочитают чтение удобоваримого текста интерпретации сложных OPD диаграмм. Для заинтересованных сторон предприятия язык OPL имеет функцию верификации и валидации Заказчика.
2. Создание инфраструктуры, необходимой для сопровождения разработки приложения. Текстовый файл на языке OPL может стать основой для разработки двух частей приложения: 1) программного кода приложения, 2) логической структуры данных. Изменения в процедурах анализа, проектирования и спецификации автоматически отражаются в конечном приложении. В результате получается комбинация графических OPD диаграмм и их программно-текстового аналога на языке OPL, что идеально подходит в качестве инфраструктуры для спецификации системы.
В настоящем приложении (см. рисунки ниже) спецификации OPM представляются как OPD диаграммами, так и на языке OPL.
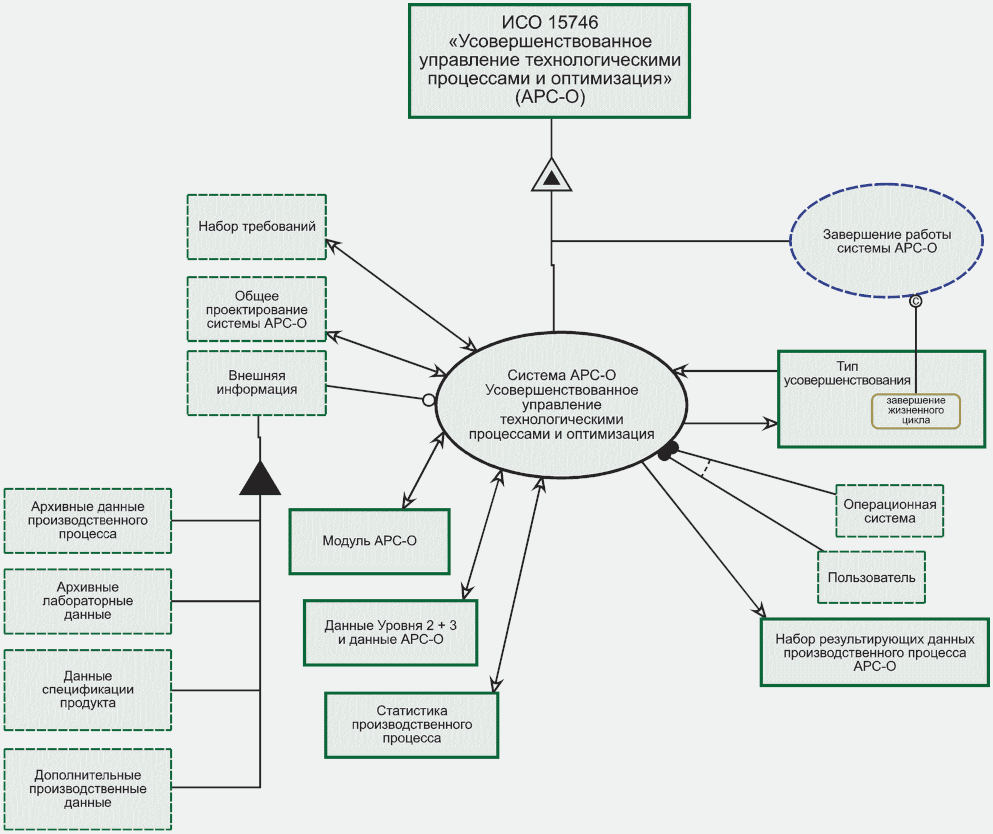
ИСО 15746 "Усовершенствованное управление и оптимизация технологических процессов (APC-0)".
APC-O - "Усовершенствованное управление и оптимизация технологических процессов", порядок завершения работы APC-O системы.
APC-O - "Усовершенствованное управление и оптимизация технологических процессов", требования к внешней информации.
APC-O - "Усовершенствованное управление и оптимизация технологических процессов", оценка влияния на сбор статистических данных производственного процесса, на данные Уровня 2 и 3, на данные APC-O, на работу APC-O модуля, на формирование набора требований, на общее проектирование APC-O системы.
APC-O - "Усовершенствованное управление и оптимизация технологических процессов", порядок определения типа усовершенствования.
APC-O - "Усовершенствованное управление и оптимизация технологических процессов", требования к набору данных производственного процесса APC-O и типу усовершенствования.
Завершение работы APC-O системы, обусловленное состоянием внешней среды.
Завершение работы APC-O системы происходит, если тип усовершенствования - окончание жизненного цикла.
Тип усовершенствования - окончание жизненного цикла.
Тип усовершенствования запускает процедуру APC-O - "Усовершенствованное управление и оптимизация технологических процессов" при изменении состояния системы.
Набор требований обусловлен состоянием внешней среды.
Общее проектирование APC-O системы обусловлено состоянием внешней среды.
Внешняя информация обусловлена состоянием внешней среды.
Внешняя информация включает архивные данные процесса, архивные лабораторные данные, данные спецификации продукта, дополнительные производственные данные.
Архивные данные производственного процесса обусловлены состоянием внешней среды.
Архивные лабораторные данные обусловлены состоянием внешней среды.
Данные спецификации продукта обусловлены состоянием внешней среды.
Дополнительные производственные данные обусловлены состоянием внешней среды.
Работа операционной системы обусловлена состоянием внешней среды.
Операционная система обеспечивает работу APC-O системы - "Усовершенствованное управление и оптимизация технологических процессов".
Требования пользователя обусловлены состоянием внешней среды.
Требования пользователя обеспечивают надлежащую работу APC-O системы - "Усовершенствованное управление и оптимизация технологических процессов".
Рисунок B.1 - Диаграмма OPD и соответствующий текст
на языке OPL, описывающие рабочий процесс
жизненного цикла APC-O системы
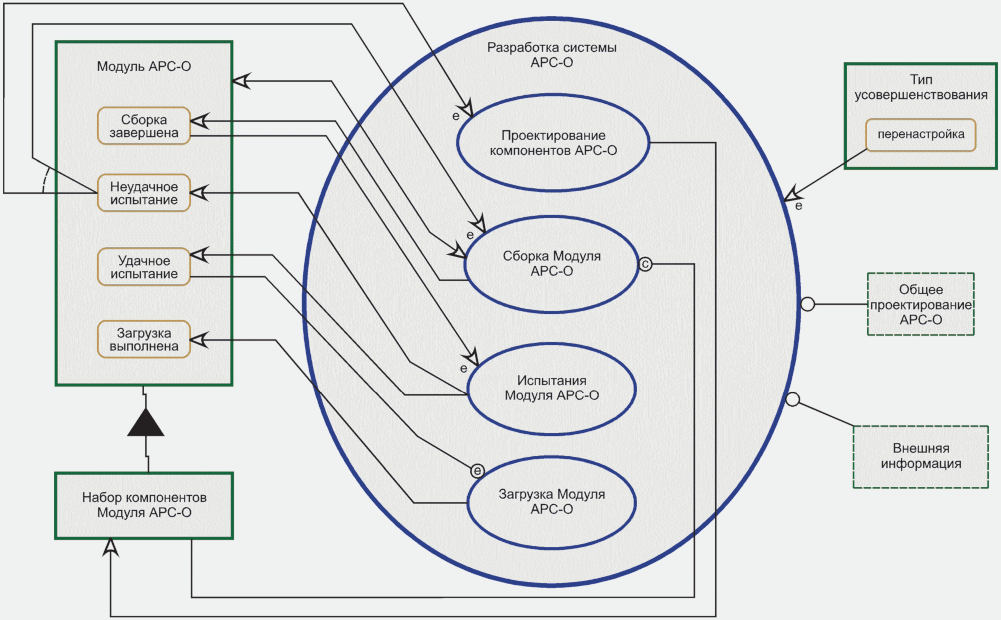
Тип усовершенствования - переконфигурация.
Тип усовершенствования запускает стадию "разработка" APC-O с началом переконфигурации.
APC-O модуль может быть собран, испытан неудачно, испытан удачно, загружен.
APC-O модуль включает набор компонентов APC-O модуля.
APC-O модуль запускает режим "испытание" APC-O модуля, когда поступает сигнал об окончании сборки.
Если испытание неудачно, то APC-O модуль запускает либо процедуры построения APC-O компонентов, либо процедуру сборки APC-O модуля.
Если испытание удачно, то APC-O модуль запускает процедуру загрузки APC-O модуля.
Общее проектирование APC-O обусловлено состоянием внешней среды.
Внешняя информация обусловлена состоянием внешней среды.
Стадия "разработки" APC-O включает сборку APC-O модуля, испытания APC-O модуля, загрузку APC-O модуля, построение компонентов APC-O модуля.
Для разработки APC-O необходимы внешняя информация и проектирование APC-O.
Для разработки APC-O необходим тип усовершенствования - "переконфигурация".
Стадия "разработки" APC-O включает построение APC-O компонентов, сборку APC-O модуля, испытания APC-O модуля, загрузку APC-O модуля.
Построение APC-O компонентов включает неудачные испытания APC-O модуля.
Построение APC-O компонентов формирует набор компонентов APC-O модуля.
Сборка APC-O модуля возможна, если набор компонентов APC-O модуля существует.
Сборка APC-O модуля оказывает влияние на работу APC-O модуля.
Сборка APC-O модуля меняет состояние APC-O модуля с "неудачное испытание" на "сборка завершена".
Для испытаний APC-O модуля, APC-O модуль должен быть уже собран.
Результаты испытаний APC-O модуля: "удачное испытание", "неудачное испытание".
Загрузка APC-O модуля возможна, если APC-O модуль удачно испытан.
Загрузка APC-O модуля переводит APC-O систему в состояние "загрузка завершена".
Рисунок B.2 - Диаграмма OPD и соответствующий текст
на языке OPL для рабочего процесса на стадии "разработка"
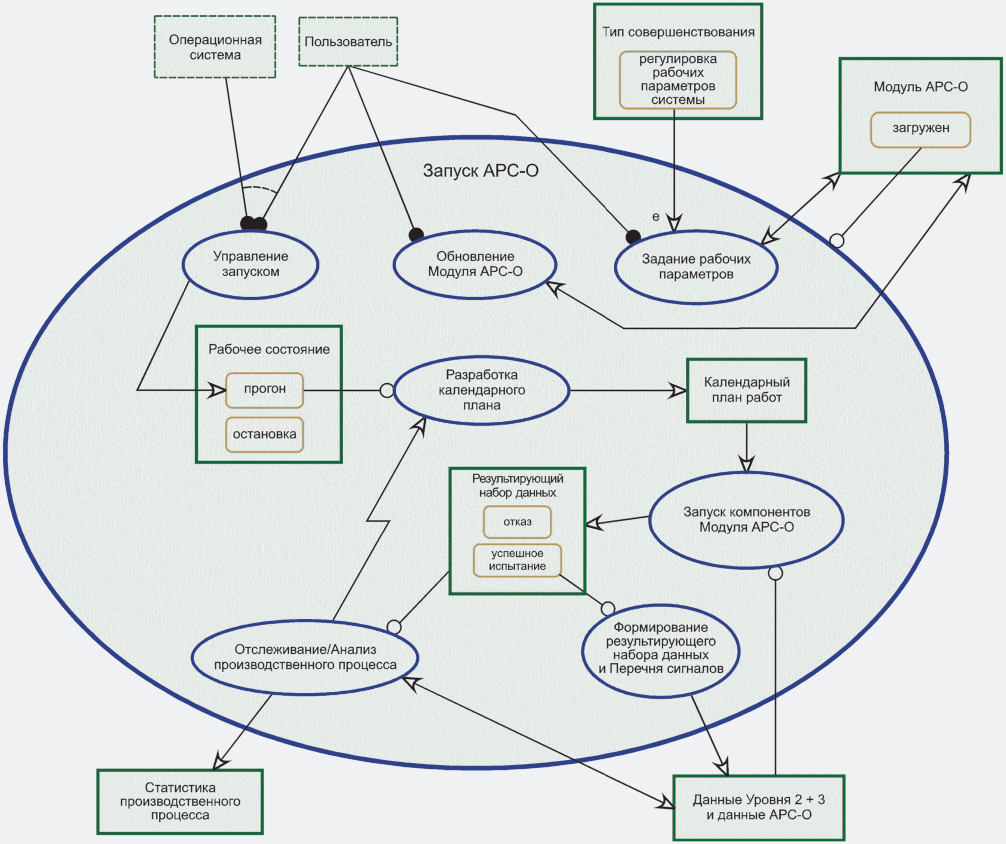
Тип усовершенствования - регулировка рабочих параметров.
Если начинается регулировка рабочих параметров, то тип усовершенствования запускает режим настройки рабочих параметров системы.
APC-O модуль загружается.
Работа операционной системы обусловлена состоянием внешней среды.
Операционная система обеспечивает управление запуском.
Работа пользователя обусловлена состоянием внешней среды.
Пользователь обеспечивает настройку рабочих параметров, обновление APC-O модуля, управление запуском.
Режим запуска APC-O задействует оценку рабочего состояния, календарный план выполнения работ, формирование набора результирующих данных.
Режим запуска APC-O включает обновление APC-O модуля, режим настройки рабочих параметров, разработку календарного плана выполнения работ, запуск компонентов APC-O модуля, формирование набора результирующих данных, формирование перечня сигналов, отслеживание производственного процесса, анализ производственного процесса, управление запуском.
Запуск APC-O требует загрузки APC-O модуля.
Режим запуска APC-O задействует управление запуском, обновление APC-O модуля, настройку рабочих параметров, разработку календарного плана, запуск компонентов APC-O модуля, формирование набора результирующих данных, формирование перечня сигналов, отслеживание производственного процесса, анализ переходного процесса для получения результирующего набора данных, календарного плана, оценки рабочего состояния.
Значения результирующих данных: "отказ", "успешное выполнение".
Значения рабочего состояния: "останов", "прогон".
Режим управления запуском выдает значения рабочего состояния.
Обновление APC-O модуля оказывает влияние на работу APC-O модуля.
Настройка рабочих параметров оказывает влияние на работу APC-O модуля.
Настройка рабочих параметров задействует тип усовершенствования для регулировки рабочих параметров.
Разработка календарного плана происходит, если значение рабочего состояния - "прогон".
Календарный план - есть результат работы в режиме "разработка календарного плана".
Запуск компонентов APC-O модуля требует данных Уровня 2 и 3 и данных APC-O.
Запуск компонентов APC-O модуля задействует календарный план работ.
Запуск компонентов APC-O модуля обеспечивает формирование результирующего набора данных.
Формирование результирующего набора данных и перечня сигналов имеет место, если значение результирующего набора данных - "успешное окончание работ".
Результирующий набор данных и перечень сигналов выдают данные Уровня 2 и 3 и данные APC-O.
Отслеживание и анализ производственного процесса имеют место, если имеется результирующий набор данных.
Отслеживание и анализ производственного процесса оказывают влияние на данные Уровня 2 и 3 и данные APC-O.
Отслеживание и анализ производственного процесса позволяют собрать статистику производственного процесса.
Отслеживание и анализ производственного процесса инициируют разработку календарного плана.
Рисунок B.3 - Диаграмма OPD и соответствующий текст
на языке OPL для рабочего процесса на стадии "исполнение"
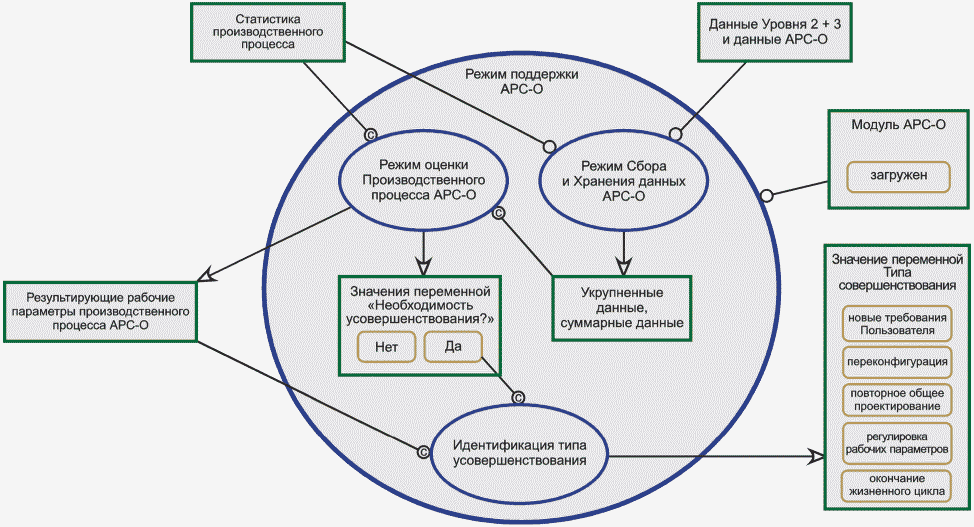
Значения типа усовершенствования: окончание жизненного цикла, повторное проектирование, новые требования пользователя, переконфигурация, регулировка рабочих параметров.
APC-O модуль загружен.
Режим поддержки APC-O формирует: укрупненные данные, суммарные данные, значение переменной "необходимость усовершенствования?".
Режим поддержки APC-O задействует: сбор и хранение данных APC-O, оценку производственного процесса APC-O, описание типа усовершенствования.
Режим поддержки APC-O требует загрузки APC-O модуля.
Режим поддержки APC-O задействует: оценку производственного процесса APC-O, сбор и хранение данных APC-O, описание типа усовершенствования, определение значения переменной "необходимость усовершенствования?", формирование укрупненных данных и суммарных данных.
Значения переменной "необходимость усовершенствования?": "Да", "Нет".
Оценка производственного процесса APC-O имеет место, если укрупненные данные и суммарные данные имеются в наличии, если статистика производственного процесса имеется в наличии.
Оценка производственного процесса APC-O определяет значение переменной "необходимость усовершенствования?" и набор значений параметров производственного процесса APC-O.
Для сбора и хранения данных APC-O требуется: статистика производственного процесса, данные Уровня 2 и 3, данные APC-O.
Режим сбора и хранения данных APC-O обеспечивает получение укрупненных данных и суммарных данных.
Описание типа усовершенствования происходит, если значение переменной "необходимость усовершенствования?" равно "Да", если имеется результирующий набор данных производственного процесса APC-O.
Режим описания типа усовершенствования выдает значение переменной типа усовершенствования.
Рисунок B.4 - Диаграмма OPD и соответствующий текст на языке
OPL для рабочего процесса на стадии "технической поддержки"
(справочное)
НАЦИОНАЛЬНЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 15746-1 | IDT | ГОСТ Р ИСО 15746-1-2016 "Системы промышленной автоматизации и интеграция. Интеграция возможностей усовершенствованного управления технологическими процессами и оптимизации для производственных систем. Часть 1. Структура и функциональная модель" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта. - IDT - идентичный стандарт. | ||
[1] | ISO 15745-1 | Industrial automation systems and integration - Open systems application integration framework - Part 1: Generic reference description (Системы промышленной автоматизации и интеграция. Порядок интеграции приложений открытых систем. Часть 1. Общее эталонное описание) |
[2] | ISO/PAS 19450 | Automation systems and integration - Object-Process Methodology (Автоматизированные системы и интеграция. Объектно-процессуальная методология) |
[3] | ISO 22400-1 | Automation systems and integration - Key performance indicators (KPIs) for manufacturing operations management - Part 1: Overview, concepts and terminology (Системы промышленной автоматизации и интеграция. Ключевые технико-экономические показатели (KPI) управления производственными операциями. Часть 1. Общие положения, понятия и терминология) |
[4] | ISO 22400-2 | Automation systems and integration - Key performance indicators (KPIs) for manufacturing operations management - Part 2: Definitions and descriptions (Системы промышленной автоматизации и интеграция. Ключевые технико-экономические показатели (KPI) управления производственными операциями. Часть 2. Определения и описания) |
[5] | IEC 61131-1 | Programmable controllers - Part 1: General information (Программируемый контроллер. Часть 1: Общая информация) |
[6] | IEC 61499-1 | Function blocks - Part 1: Architecture (Функциональные блоки. Часть 1: Архитектура) |
[7] | IEC 62264-1:2003 | Industrial-process measurement, control and automation - Enterprise-control system integration - Part 1: Models and terminology (Измерение параметров производственного процесса, управление и автоматизация. Интеграция системы управления предприятия. Часть 1: Модели и терминология) |
[8] | IEC 62264-3:2007 | Industrial-process measurement, control and automation - Enterprise-control system integration - Part 3: Activity models of manufacturing operations management (Измерение параметров производственного процесса, управление и автоматизация. Интеграция системы управления предприятия. Часть 3: Функциональная модель управления производственными операциями) |
[9] | Advanced Control and Information Systems Handbook. Hydrocarbon Process. 2005, (November) p. 2005 (Усовершенствованное управление и информационные системы. Справочник. Нефтехимическая промышленность. 2005, (ноябрь) стр. 2005) | |
[10] | Liptak B.G. ed. Instrument Engineer's Handbook. CRC Press, Fourth Edition, 2006 (Под редакцией Liptak B.G. Справочник инженера-метролога: CRC Press, 4-е издание, 2006) | |
[11] | Joe Qin S., & Badgwell T.A. An overview of nonlinear model predictive control applications. Nonlinear model predictive control 26: 369 - 392, 2000 (Joe Qin S., Badgwell T.A., Обзор приложений нелинейных моделей упреждающего управления. Нелинейные модели упреждающего управления. 2000, Т. 26, стр. 369 - 392) | |
[12] | Joe Qin S., & Badgwell T.A. A survey of industrial model predictive control technology. Control Eng. Pract. 2003, 11 pp. 733 - 764 (Joe Qin S., Badgwell T.A., Исследование технологии упреждающего управления промышленной моделью. Вопросы управления технологическими процессами. 2003, Т. 11, стр. 733 - 764) | |
УДК 658.52.011.56 | ОКС 25.040.40 |
Ключевые слова: системы промышленной автоматизации; интеграция систем; усовершенствованное управление технологическими процессами; управление производственными операциями; оптимизация | |