СПРАВКА
Источник публикации
М.: Стандартинформ, 2020
Примечание к документу
Документ введен в действие с 01.09.2021.
Название документа
"ГОСТ Р 59210-2020/ISO/TR 230-11:2018. Национальный стандарт Российской Федерации. Нормы и правила испытаний металлорежущих станков. Часть 11. Измерительные инструменты, применяемые при геометрических испытаниях станков"
(утв. и введен в действие Приказом Росстандарта от 19.11.2020 N 1143-ст)
"ГОСТ Р 59210-2020/ISO/TR 230-11:2018. Национальный стандарт Российской Федерации. Нормы и правила испытаний металлорежущих станков. Часть 11. Измерительные инструменты, применяемые при геометрических испытаниях станков"
(утв. и введен в действие Приказом Росстандарта от 19.11.2020 N 1143-ст)
Содержание
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 19 ноября 2020 г. N 1143-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НОРМЫ И ПРАВИЛА ИСПЫТАНИЙ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ЧАСТЬ 11
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ
ПРИ ГЕОМЕТРИЧЕСКИХ ИСПЫТАНИЯХ СТАНКОВ
Test code for machine tools. Part 11. Measuring
instruments suitable for machine tool geometry tests
(ISO/TR 230-11:2018, IDT)
ГОСТ Р 59210-2020/ISO/TR 230-11:2018
ОКС 25.080.01
Дата введения
1 сентября 2021 года
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") и Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "Стандартинформ") на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 документа, который выполнен ФГУП "Стандартинформ"
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 ноября 2020 г. N 1143-ст
4 Настоящий стандарт идентичен международному документу ISO/TR 230-11:2018 "Нормы и правила испытаний металлорежущих станков. Часть 11. Измерительные инструменты, применяемые при геометрических испытаниях металлорежущих станков" ("Test code for machine tools - Part 11: Measuring instruments suitable for machine tool geometry tests", IDT).
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 "Станки", Подкомитетом SC 2 "Условия испытаний металлорежущих станков"
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Целью настоящего стандарта является предоставление наиболее полной информации по приборам, инструменту и специальному оборудованию, применяемому в настоящее время при геометрических испытаниях станков, как указано в серии ИСО 230 (кроме ИСО 230-5 и ISO/TR 230-8), и в специализированных документах подкомитета SC 2 технического комитета ISO/TR 39 "Условия испытаний металлорежущих станков".
Основные части настоящего стандарта были перенесены из ИСО 230-1:1996, приложение A, которое в настоящее время не является частью ИСО 230-1. Недавно разработанные измерительные приборы, такие как специальные измерительные приборы, указанные в разделе 12, были добавлены в настоящий стандарт, а также добавлены специальные примеры применения, указанные в разделе 13.
В настоящем стандарте реализована концепция измерения неопределенности. Факторы неопределенности для измерительных приборов и процедур измерения перечислены в приложении D для повышения достоверности результатов испытаний. Кроме того, в приложении A рассматриваются устройства для проверки приборов, применяемых в испытаниях, а в приложении C рассматриваются влияния вспомогательных систем.
Дополнительная информация для существующих ИСО и национальных стандартов для измерительного оборудования включена в приложение B.
Настоящий стандарт и ИСО 230-1:2012 вместе охватывают полное содержание ИСО 230-1:1996 с обновленными инструментами и концепциями.
Целью данного стандарта является документирование характеристик точных измерительных приборов для тестирования геометрической точности станков, работающих как без нагрузки, так и в квазистатических условиях.
При необходимости приводят ссылку на соответствующие международные стандарты.
Настоящий стандарт не распространяется на измерительные устройства для эксплуатационных испытаний станков [вибрации - по ISO/TR 230-8, шум - по ИСО 230-5, скользящее движение компонентов и т.д.], инструменты для проверки других характеристик станков (скорость, подача, температура), а также измерительные приборы для проверки геометрии детали (размер, форма и т.д.).
Настоящий стандарт имеет структуру в виде списка для простоты поиска и идентификации каждой инструментальной характеристики.
Источники неопределенности приборов и измерений описаны в настоящем стандарте для более точных процедур измерения.
В настоящем стандарте нормативные ссылки отсутствуют.
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 калибровка (calibration): Операция, которая при определенных условиях на первом этапе устанавливает соотношение между значениями с погрешностями измерений, предусмотренными стандартами измерений, а также индикациями с соответствующими погрешностями измерений, и на втором этапе использует эту информацию для установления отношения для получения результата измерения из индикации.
Примечание 1 - Калибровка может быть выполнена оператором, функцией калибровки, калибровочной диаграммой, калибровочной кривой или калибровочной таблицей. В некоторых случаях она может состоять из аддитивной или мультипликативной коррекции показания с соответствующей погрешностью измерения.
Примечание 2 - Калибровку не следует путать ни с настройкой измерительной системы, часто ошибочно называемой "самокалибровкой", ни с проверкой калибровки.
Примечание 3 - Часто только первый шаг в приведенном выше определении воспринимается как калибровка.
3.2 диапазон измерения (measuring range): Набор значений измеряемых величин, для которых погрешность измерительного прибора должна находиться в заданных пределах.
Примечание - Погрешность определяется относительно стандартного истинного значения.
3.3 точность (accuracy): Близость соответствия между измеренным значением величины и истинным значением измеряемой величины.
Примечание 1 - Понятие "точность измерения" не является величиной и не имеет числового значения. Измерение считается более точным, если оно имеет меньшую погрешность измерения.
Примечание 2 - Термин "точность измерения" не следует использовать для достоверности измерения, а термин "сходимость измерения" не следует использовать для "точности измерения", что, однако, связано с обеими этими концепциями.
Примечание 3 - "Точность измерения" иногда понимается как близость соответствия между значениями измеряемой величины, которые относятся к данной величине.
3.4 линейность (linearity): Степень незначимости по отклонению от линейной зависимости между входным и выходным сигналами.
3.5 повторяемость (repeatability): Точность измерения при наборе условий повторяемости измерений.
Примечание 1 - Эти условия включают:
- уменьшение до минимума вариаций за счет наблюдателя;
- та же процедура измерения;
- тот же наблюдатель;
- то же измерительное оборудование, используемое в тех же условиях;
- то же место;
- повторение в течение короткого периода времени.
Примечание 2 - Повторяемость может быть выражена количественно в терминах дисперсионных характеристик показаний.
3.6 частотный отклик (frequency response): Состояние, в котором отношение амплитуды выходного сигнала к входному сигналу и разности фаз между ними изменяются как функция частоты синусоидального входного сигнала.
3.7 измерительная сила (measuring force): Усилие, прикладываемое пером индикатора или записывающего устройства к функции измеряемого прибора.
3.8 рабочая среда (operating environment): Атмосфера или среда, в которой прибор находится во время тестирования.
3.9 стабильность (stability): Свойство измерительного прибора, благодаря которому его метрологические свойства остаются постоянными во времени.
Примечание - Стабильность может быть определена количественно несколькими способами.
Пример 1 - Продолжительность интервала времени, в течение которого метрологические свойства изменяются меньше, чем заявленная величина.
Пример 2 - Изменение свойств измерительного прибора за указанный промежуток времени.
3.10 коррекция (correction): Величина, компенсирующая предполагаемый "систематический эффект".
Примечание 1 - См. Руководство ИСО/МЭК 98-3:2008, 3.2.3 для объяснения "систематического эффекта".
Примечание 2 - Значения компенсации могут принимать различные формы, такие как постоянное сложение или умножение, или несколько значений, полученных из таблицы.
3.11 измерительный инструмент (measuring instrument): Устройство, используемое для проведения измерений, отдельно или в сочетании с одним или несколькими дополнительными устройствами.
Примечание - Измерительный прибор, который может использоваться отдельно, является измерительной системой.
3.12 измерительный преобразователь (measuring transducer): Устройство, используемое при измерении, служащее для преобразования измеряемой величины в другую величину или сигнал удобный для обработки, хранения и т.п.
3.13 измерительная система (measuring system): Набор из одного или нескольких измерительных приборов, а часто и других устройств, включая реактивы и источники питания, собранные и приспособленные для получения информации об измеренных значениях величин указанного рода в заданных интервалах.
3.14 сенсор (sensor): Элемент измерительной системы, на который непосредственно воздействует явление, тело или вещество. Он предназначен для преобразования воздействия в удобный для использования сигнал.
Пример - Измерительная катушка платинового термометра сопротивления, ротор турбинного расходомера, трубка Бурдона, поплавок измерителя уровня, фотоэлемент спектрометра, термотропный жидкий кристалл, который меняет цвет в зависимости от температуры.
Примечание - В некоторых полях для этой концепции используется термин "детектор".
3.15 детектор (detector): Устройство или вещество, которое указывает на наличие явления, тела или вещества при превышении порогового значения соответствующей величины.
Пример - Галогенный детектор утечки, лакмусовая бумага.
Примечание - В некоторых источниках термин "детектор" используется как концепция датчика.
3.16 чувствительность (sensitivity): Коэффициент изменения показаний измерительной системы и соответствующее изменение значения измеряемой величины.
Примечание 1 - Чувствительность измерительной системы может зависеть от значения измеряемой величины.
Примечание 2 - Изменение, учитываемое в значении измеряемой величины, должно быть большим по сравнению с разрешением.
3.17 разрешающая способность (resolution): Наименьшее изменение измеряемой величины, которое вызывает заметное изменение в соответствующей индикации.
Примечание - Разрешение может зависеть, например, от шума (внутреннего или внешнего) или трения. Оно также может зависеть от значения измеряемой величины.
3.18 инструментальный дрейф (instrumental drift): Непрерывное или постепенное изменение во времени в показаниях из-за изменений в метрологических свойствах измерительного прибора.
Примечание - Инструментальный дрейф не связан ни с изменением измеряемой величины, ни с изменением какой-либо признанной величины влияния.
3.19 оптический измерительный прибор (optical measuring instrument): Приборы, измеряющие физические, геометрические или материальные свойства на основе оптических принципов, таких как фотометрия, интерферометрия, геометрическая оптика, голография или рефрактометрия [14].
Пример - Однокоординатные и многокоординатные измерительные машины, поверхностные измерительные приборы, числовые измерительные приборы для управления машиной, автоколлиматоры, телескопы, контурные измерительные приборы.
3.20 максимально допустимая погрешность (maximum permissible error): Для метрологической характеристики предельное значение погрешности метрологической характеристики, допускаемое спецификациями, правилами и т.д. для данного элемента измерительного оборудования.
3.21 сходимость измерения (measuring precision): Близость соответствия между показаниями или измеренными значениями параметра, полученными путем повторных измерений на тех же или аналогичных приборах при определенных условиях.
Примечание 1 - Сходимость измерения обычно выражается численно с помощью следующих показателей: стандартное отклонение, дисперсия, коэффициент вариации при определенных условиях измерения.
Примечание 2 - Указанным условием может быть, например, условие повторяемости измерения, условие промежуточной точности измерения или условие воспроизводимости измерения (см. ИСО 5725-1:1994).
Примечание 3 - Сходимость измерения используется для определения повторяемости измерений, промежуточной точности измерений и измеренной воспроизводимости.
Примечание 4 - Иногда "сходимость измерения" ошибочно используется для обозначения точности измерений.
Единицы измерения для следующих функций:
- смещение, расстояние и линейные отклонения: мм или мкм;
- углы: градусы или пропорции;
- угловое отклонение: мкм/м или " (угловые секунды);
- линейное соответствие: мкм/Н.
4.2.1 Общие положения
Неточность измерительного прибора является компонентом комбинированной погрешности измерений (JCGM 200:2012, 4.24). Неточность прибора должна быть достаточно малой, чтобы оценить качество системы. Погрешность измерения, включая неточность прибора, должна учитываться в соответствии с ИСО 14253-1 ("правила принятия решений"), когда она используется для проверки качества системы в соответствии с техническими требованиями. Однако, если погрешность измерения составляет менее 10% предела спецификации, общепринятой промышленной практикой является выбор соответствия или несоответствия на основе указанного значения измерения.
Измерительное оборудование не должно использоваться до тех пор, пока оно не стабилизируется при температуре окружающей среды. Температуру и стабильность следует поддерживать во время процедуры испытаний.
Следует проявлять осторожность, чтобы не повредить оборудование, вызванное вибрациями, магнитными полями, электрическими помехами и т.д.
Общие факторы неточности указаны в таблице 1 (см. также ИСО 14253-2). Приложение D описывает отношения между инструментами и источниками погрешности. Простое объяснение факторов погрешности, связанных с измерительными приборами и процедурами настройки, приведено в следующих пунктах.
Таблица 1
1 Окружающая среда | 2 Измерительное оборудование | ||||
Контрольная температура (4.2.2.1) | Стабильность (4.2.3.1) | ||||
Температурный пространственный градиент (4.2.2.2) | Шкала оценки качества (4.2.3.2) | ||||
Разница во времени (4.2.2.2) | Коэффициент температурного расширения (4.2.3.3) | ||||
Вибрация/шум (4.2.2.3) | Теплопроводность (4.2.3.4) | ||||
Влажность (4.2.2.4) | Неопределенность калибровки (4.2.3.5) | ||||
Загрязнение (4.2.2.5) | Разрешение основной шкалы (аналоговой или цифровой) (4.2.3.6) | ||||
Давление внешней среды (4.2.2.6) | Время с момента последней калибровки (4.2.3.7) | ||||
Состав воздуха (4.2.2.7) | Увеличение, электрическое или механическое (4.2.3.8) | ||||
Расход воздуха (4.2.2.7) | Погрешность длины волны (4.2.3.9) | ||||
Сила тяжести (4.2.2.8) | Стабильность нулевой точки (4.2.3.10) | ||||
Электромагнитная интерференция (4.2.2.9) | Измерение силы стабильности/абсолютная сила (4.2.3.11) | ||||
Давление приточного воздуха (например, воздушные подшипники) (4.2.2.10) | Гистерезис (4.2.3.12) | ||||
Тепловое излучение (4.2.2.11) | Система зондов, радиус наконечника, отклонение формы наконечника (4.2.3.13) | ||||
Прибор теплового равновесия (4.2.2.12) | Жесткость (4.2.3.14) | ||||
Линейный коэффициент для теплового расширения (4.2.3.15) | |||||
Температурная стабильность/чувствительность (4.2.3.16) | |||||
Параллаксы (4.2.3.17) | |||||
Система интерполяции, погрешность длины волны (4.2.3.18) | |||||
Разрешение интерполяции (4.2.3.19) | |||||
3 Установка и процедура измерения | 4 Программное обеспечение и расчеты | ||||
Косинус погрешности и синус погрешности (4.2.4.1) | Округление/количественная оценка (4.2.5.1) | ||||
Принцип Аббе (4.2.4.2) | Алгоритмы (4.2.5.2) | ||||
Чувствительность к температуре (4.2.4.3) | Выборка (4.2.5.3) | ||||
Жесткость (4.2.4.4) | Фильтрация (4.2.5.4) | ||||
Жесткость системы датчиков (4.2.4.5) | Исправление алгоритма/сертификация алгоритма (4.2.5.5) | ||||
| |||||
Оптическая апертура (4.2.3.6) | Интерполяция/экстраполяция (4.2.5.6) | ||||
Взаимодействие между стандартом и настройкой (4.2.4.7) | |||||
Разогрев (4.2.4.8) | |||||
Кондиционирование (4.2.4.9) | |||||
Количество измерений (4.2.4.10) | |||||
Порядок измерений (4.2.4.11) | |||||
Продолжительность измерений (4.2.4.12) | |||||
Выравнивание (4.2.4.13) | |||||
Выбор эталона - эталон (стандарт) (4.2.4.14) | |||||
Выбор аппарата (4.2.4.15) | |||||
Стратегия (4.2.4.16) | |||||
Фиксирование (4.2.4.17) | |||||
Количество точек (4.2.4.18) | |||||
Принцип и стратегия исследования (4.2.4.19) | |||||
Выравнивание измерительной системы (4.2.4.20) | |||||
Обратные измерения (4.2.4.21) | |||||
Многократное резервирование, разделение погрешности (4.2.4.22) | |||||
4.2.2 Факторы окружающей среды
Стандартная установленная температура для измерений на станке составляет 20 °C (см. ИСО 1). Отклонения от этой температуры либо в абсолютном выражении, либо из-за временных и пространственных температурных градиентов приводят к линейному расширению и/или изгибу измерительного оборудования, измерительной установки и измеряемого прибора. Влияние температурных отклонений на длину вычисляют по формуле (1):

где  - соответствующее отклонение температуры от 20 °C;
- соответствующее отклонение температуры от 20 °C;
L - является рассматриваемой эффективной длиной (см. ИСО 14253-2:2011, 8.4.8.1).
См. также 4.2.3.3 и ISO/TR 16015.
Наличие температурных градиентов подразумевает, что части окружающей среды не будут иметь одинаковую среднюю температуру, так что последствия средних температур, отличных от 20 °C, будут различаться в разных местах в помещении. Дополнительная сложность возникает, когда эти температурные градиенты изменяются во времени (см. также ИСО 230-3:2007, приложение D).
Вибрация/шум от внутренней тестируемой системы станка или от внешних источников вызывает относительное смещение между измерительным прибором и целевой поверхностью станка. Такая вибрация также влияет на опорное устройство прибора. Акустический шум иногда вызывает вибрацию, которая воздействует на инструмент (см. также ISO/TR 230-8).
На измерение длины с помощью лазерного интерферометра влияет изменение длины волны лазера из-за изменения относительной влажности воздуха, в котором проходит лазерный луч. Например, изменение относительной влажности воздуха на 30% приводит к изменению длины на 1 мкм/м.
Пыль, ржавчина, масло, химические материалы и другие нежелательные мелкие частицы в испытаниях могут нарушить точный контакт между инструментом и целевой рабочей поверхностью. Загрязнение поверхности на оптических деталях может повлиять на оптические характеристики, такие как поляризация, изменение длины волны и т.д.
На измерение длины с помощью лазерного интерферометра влияет изменение длины волны лазера из-за изменения давления воздуха, по которому проходит лазерный луч. Например, изменение абсолютного давления воздуха на 330 Па вызывает изменение длины на 1 мкм/м.
Скорость окружающего воздуха имеет первостепенное значение для контроля изменения температуры и температурных градиентов компонентов машины. Кроме того, такие характеристики воздуха влияют на длину волны лазера и, следовательно, на измерение длины при использовании лазерного интерферометра. Локальное изменение плотности воздуха непосредственно влияет на единицу длины (см. 4.2.2.4, 4.2.2.6, а также ИСО 230-3:2007, приложение D).
См. 4.2.3.14.
Электромагнитные поля, создаваемые окружающими силовыми электронными устройствами, могут искажать точность, стабильность и инструментальный дрейф электронного измерительного прибора. Датчики, использующие магнитный эффект, такие как шкала, датчик предела и индуктивные датчики, могут подвергаться воздействию. Это может повлиять на сам датчик, соединительный кабель, усилитель и источник питания.
Манометр, инструменты линейного движения, подшипники с воздушной подушкой адаптируются приточным воздухом в рабочую среду. Дисперсия давления воздуха может влиять на стабильность манометра, точность движения и зазор в подшипниках с воздушной подушкой. Содержание влаги в приточном воздухе также может вызвать ржавчину.
Тепло, генерируемое окружающей средой машины, может повлиять на измерительный прибор и его опорную систему. Такое излучение может быть защищено крышкой из отражающего материала, такой как алюминиевый лист.
Температура инструмента, помещенного на целевую поверхность машины, должна быть как можно ближе к температуре станка. Разница между ними вызывает локальную деформацию прибора, термические изменения в показаниях и т.д.
4.2.2.13 EVE (погрешность изменения среды)
Изменение среды (например, изменение температуры, изменение плотности воздуха, вибрация земли) влияет на измерительное устройство и/или испытуемый станок, вызывая погрешность изменения среды (EVE) (см. также ISO/TR 230-9:2005, C.2.5). Эту погрешность изменения окружающей среды (EVE) можно проверить, настроив измерительное оборудование на тестируемом станке и наблюдая за изменением показаний в течение времени, необходимого для проведения теста. Место испытания EVE выбрано для того, чтобы распознать наибольшее влияние EVE на соответствующий геометрический тест. На рисунке 1 показан пример EVE для измерения угла лазера. Данные указывают на хаотичность в течение 120 с. Общее значение EVE составляет около 1 угловой секунды (см. 4.2.2.2, 4.2.2.3, 4.2.2.6 и 4.2.2.7).
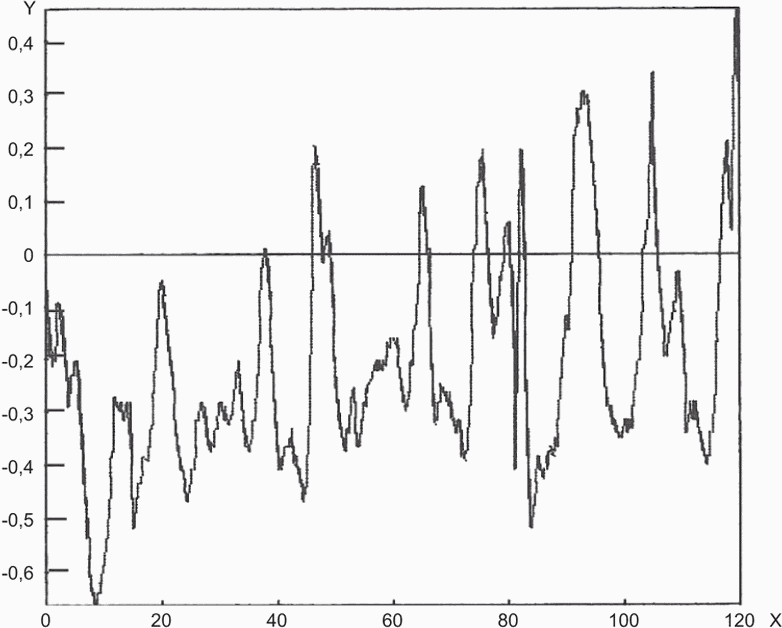
X - время от 0 до 120 с; Y - отклонение
угла " (угловые секунды)
4.2.3 Измерительные параметры оборудования
См. 3.9.
Качество шкалы, используемой для считывания значения, влияет на точность. Если отметка на шкале нечеткая, стабильность чтения ухудшается, и общая точность уменьшается (см. также ИСО 14978:2006, 3.28.11).
Этот коэффициент следует указывать как "температурный коэффициент линейного расширения", относящийся к влиянию температуры на геометрическую характеристику, представленную измеренным материалом. Также должна быть указана неопределенность указанного значения (см. ИСО 14978:2006, 6.4.5).
Различия теплопроводности компонентов могут вызвать локальную деформацию в измерительном приборе. Даже если оба коэффициента температурного расширения одинаковы, масса компонентов должна учитываться при изменении температуры, так как разные массы могут вызывать разные температуры компонентов до достижения теплового равновесия. Возможно, что тепловое равновесие не будет достигнуто, если существует соответствующее изменение температуры окружающей среды и если тепловые постоянные времени задействованных элементов значительно отличаются.
Качество калибровочных процедур должно быть достаточно высоким, чтобы минимизировать погрешность измерения. Даже если разрешение прибора высокое, его достоверность зависит от степени интеграции калибровки.
Разрешение основной шкалы должно быть достаточно точным, чтобы поддерживать соответствующую чувствительность к изменению измеренного значения.
Если калиброванный прибор нестабилен, калибровка действительна только в течение ограниченного периода времени. Последняя дата калибровки должна быть четко записана и сообщена.
Малые значения смещения увеличиваются механически, электронно или оптически, чтобы легко идентифицировать значения. Точность увеличения измерительного прибора влияет на окончательное считывание.
Если измерительный прибор использует длину волны, то есть оптическую, ультразвуковую и электромагнитную, в качестве шкалы длин, погрешность длины волны непосредственно влияет на результат измерения. Калибровку длины волны следует проводить через определенные интервалы. Следует отметить, что длина волны лазерного луча зависит от показателя преломления воздуха, через который он проходит. Поскольку показатель преломления воздуха изменяется в зависимости от температуры, давления и относительной влажности, измеренному значению длины волны, используемой для расчета, может потребоваться компенсация значений для изменения параметров окружающей среды. Например, изменение температуры окружающего воздуха на 1 °C приводит к погрешности измерения длины 1 мкм/м.
Относительные смещения обнаруживают движением шкалы относительно нулевой или контрольной точки. Смещение нулевой точки из стационарного положения вызывает погрешность измерения.
Стандартным контрольным условием для измерений на станке является нулевая сила измерения. Влияние на погрешность и погрешность измерения длины ненулевой силой обусловлено упругой, а в некоторых случаях и пластической деформацией измерительного оборудования, установки измерения и прибора измерения. В частности, следует изучить влияние на геометрию контакта между измерительным оборудованием и прибором измерения (см. ИСО 14253-2:2011, 8.4.8.2).
Это свойство измерительного оборудования или характеристика, посредством которой указание оборудования или значения характеристики зависит от направления предшествующих раздражителей. Гистерезис также может зависеть, например, от расстояния, пройденного после изменения направления стимулов (см. ИСО 14978:2006, 3.24).
В измерительной системе контактного типа модель, форма и размер контактного элемента влияют на определение реальной точки контакта. Эти значения предварительно откалиброваны.
Если компонентам, которые непосредственно передают смещение в систему измерительного преобразователя, не хватает жесткости или жесткости по отношению к силе, создаваемой смещением, линейность между реальным смещением и измеренным значением отличается. В приборах, таких как линейка, сила тяжести и измерительная сила вызывают естественное провисание и деформацию. Эти значения вызывают отклонения формы контрольных объектов.
Материалы, используемые в измерительных системах, имеют уникальные коэффициенты теплового расширения. Если температура прибора отличается от 20 °C, компоненты прибора, имеющие разные коэффициенты теплового расширения, расширяются по-разному, и эти различия приводят к различным значениям увеличения измерительного преобразователя.
Если измерительная система использует материал/конструкцию, отличную от материала/конструкции без расширения, на измерительную систему влияют изменения температуры, вызванные внешним или внутренним тепловыделением.
Если измерительная система имеет пользовательский интерфейс, требующий человеческого чтения/интерпретации выходных данных, таких как штангенциркуль или микрометр, то расстояние между основной шкалой и указателем создает ошибку считывания из-за расстояния между человеческими глазами.
Основной шаг шкалы, возникающий из-за длины волны, генерируемой оптическими, магнитными или электрическими средствами, имеет ограничение неадекватного разрешения. Таким образом, эти основные шаги делятся на более мелкие единицы путем интерполяции. Интерполяция может быть достигнута оптически, электронно или с помощью программного обеспечения. Такие интерполяционные системы имеют свои ограничения линейности.
Системы интерполяции определяют разрешение путем деления основного шага на количество равных единиц. Если разрешение очень высокое, скорость интерполяции низкая. Точность интерполяции зависит от конструкции системы.
4.2.4 Настройка и процедурные факторы
Несовпадение шкалы измерительного прибора (например, пути лазерного луча) с осью движения приводит к погрешности между измеренным расстоянием и фактическим пройденным расстоянием. Эту погрешность смещения обычно называют косинусной погрешностью, поскольку значение ошибки пропорционально члену  , где
, где  - угол смещения между лазерным лучом и осью движения.
- угол смещения между лазерным лучом и осью движения.
, где Когда измерительная система смещена относительно оси перемещения, косинусная погрешность приводит к тому, что измеренное расстояние превышает фактическое расстояние (см. рисунок 2).
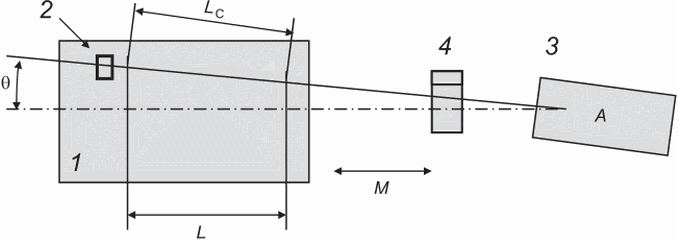
1 - рабочий стол; 2 - отражатель; 3 - лазерная головка
4 - интерферометр; L - фактическое перемещение станка;
Lc - мерный ход станка; M - направление движения;
лазерным интерферометром
Расстояние, измеренное лазерной измерительной системой, равно Lc, в то время как истинное расстояние, пройденное станком, равно L. Нарисовав дугу радиуса D и отцентрировав ее в положении A, можно легко увидеть, что L короче, чем Lc.
Единственный способ устранить косинусную погрешность - это следовать качественным процедурам юстировки во время настройки (см. также ИСО 230-2:2014, приложение A).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: п. A.2.3 отсутствует. |
Согласно приведенному на рисунке 3, если измерение производят в месте 2, которое смещено, O, из системы измерения перемещения станка 6, (например, шариковый винт, линейная шкала) при любом угловом отклонении движения (шаг и отклонение перемещения -  ) элемента вносит погрешность (Lm - Dc) (см. A.2.3 и ИСО 230-2:2014, приложение A).
) элемента вносит погрешность (Lm - Dc) (см. A.2.3 и ИСО 230-2:2014, приложение A).
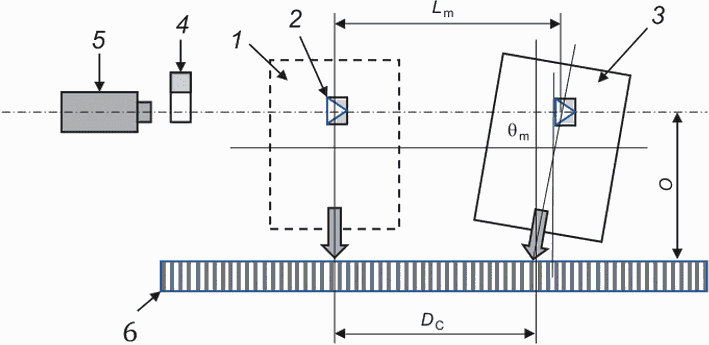
1 - рабочий стол в положении 1; 2 - отражатель; 3 - рабочий
стол в положении 2; 4 - интерферометр; 5 - лазер;
6 - станочные весы; O - смещение между шкалой станка
и положением измерения (смещение Аббе); Lm - измеренная
длина; Dc - дистанция управления станком;  - погрешность
- погрешность
угла перемещения
лазерным интерферометром
Эмпирическое правило полезно при аппроксимации погрешности, связанной с движением угловой погрешности: для каждой дуги секунды движения угловой погрешности введенная погрешность составляет примерно 5 мкм/м смещения. При смещении Аббе на 200 мм и угловом движении 2" (угловая секунда) погрешность измерения смещения составляет 200 мм·5 (мкм/м)/(угловая секунда)·2" (угловая секунда) = 2 мкм.
См. также ИСО 230-1:2012, 8.3.2.
Измерительная система может быть чувствительной к изменению/градиентам температуры окружающей среды в зависимости от ее механической конструкции и/или используемого материала. Такое влияние влияет на стабильность показаний датчика.
Гравитация оказывает влияние на простые поддерживаемые (по двум точкам) измерительные инструменты, такие как линейка и натянутая проволока. Если измерение прямолинейности выполняется в вертикальном направлении, это отклонение, вызванное силой тяжести, напрямую влияет на измеренное отклонение от прямолинейности. Чтобы минимизировать этот эффект, следует учитывать опорные точки. В случае измерения в вертикальном направлении расстояние между опорными точками должно быть 5L/9 (где L - рабочий размер прибора). В таблице 2 приведены примеры, учитывающие расстояние и расчетное отклонение.
Таблица 2
Рабочий размер L, мм | 300 | 500 | 800 | 1000 | 1600 |
Поддерживаемое расстояние (5L/9), мм | 190 | 300 | 465 | 575 | 910 |
Максимальный прогиб, мм | 0,001 | 0,003 | 0,004 | 0,008 | 0,016 |
Примечание - Естественное отклонение пропорционально модулю упругости E используемого материала. Значения прогиба, приведенные в таблице, соответствуют показателям из обычного чугуна: E = 98 кН/мм2. Для стали E = 196 кН/мм2, прогибы делятся пополам. Для сверхпрочного чугуна, где, например, E = 147 кН/мм2, прогиб составляет 2/3 значения, приведенного в таблице. | |||||
Необходимо опорное устройство проверки жесткости, когда датчик прикреплен к станку (см. ИСО 230-1:2012, 6.3.2). См. также приложение C.
Жесткость на изгиб влияет на точность положения измерения при наложении измерительных стержней. Такое значение прогиба должно быть как можно меньше.
Когда лазерная система измерения длины применяется для перемещения на короткие расстояния, отраженный лазерный луч от отражателя должен захватываться в точной точке. Однако оптическая апертура детектора луча имеет некоторую площадь, и это способствует смещению при настройке. Обратный луч всегда должен быть направлен в центр детектора как можно точнее, особенно для коротких перемещений.
Если используемый испытуемый прибор имеет значительную массу или размер, эти особенности могут повлиять на механическую деформацию конструкции установки. Распределение температуры, воздушный поток и условия вибрации вблизи измерительной установки также могут быть затронуты.
Механические и оптические приборы или устройства, использующие электрические цепи, выделяют тепло во время своей работы. Прогрев перед измерением необходим для минимизации тепловых изменений, вызванных таким выделением тепла и нагревом целевой машины (для достижения термостабильности).
Серия фильтров и алгоритмов используется для генерации изображения (значения) измеренной физической величины с выхода датчика.
Если датчики имеют нелинейное поведение, такие нелинейности могут быть исправлены во время формирования сигнала.
Выбрав небольшое количество точек измерения вдоль оси, можно пропустить необходимые значения погрешности. Это увеличивает погрешность измерения. Поэтому плотность точек измерения должна быть выбрана достаточно высокой.
Большое количество повторений не уменьшает погрешность измерения. Это может уменьшить неопределенность измерения для любых средних значений, если повторяемость измерительного прибора является существенным фактором погрешности измерения.
Планирование измерений используется для определения порядка измерений. Например, измерения вдоль направлений системы координат станка должны быть выполнены в первую очередь.
Условия окружающей среды могут повлиять на тестируемый прибор и/или измерительное оборудование. Любое измерение, которое требует небольшого количества времени, уменьшает требования к постоянным условиям окружающей среды.
Любые измерения, которые требуют большого количества времени, больше подвержены изменениям условий окружающей среды.
Выравнивание между осью движения станка и осью измерения (например, осью движения зонда) должно быть тщательно отрегулировано. Смещение вызывает погрешность Аббе и косинусную погрешность (см. также 4.2.4.1 и 4.2.4.2).
Выбор подходящего эталона необходим, когда измерение выполняется с точки зрения указанного допуска. Правило 10% должно быть принято, когда указанная ссылка не упоминается.
Примечание - В течение многих лет правило 10% [23], [24] применялось при выборе измерительных приборов. На сегодняшний день погрешность, связанная с контрольным прибором (измерительным прибором), является одним из факторов, влияющих на погрешность измерения, которая указывается вместе с каждым результатом измерения. Для подтверждения соответствия или несоответствия спецификациям применяют ИСО 14253-1. Тем не менее, применение правила 10% все еще является хорошим правилом для выбора подходящего контрольного прибора.
Подходящее устройство должно быть выбрано, когда измерение выполняется с точки зрения разрешения, рабочей длины, возможного способа крепления, возможной области размещения и т.д.
Стратегии включают последовательность измерений, разрешение используемых инструментов, выбор среды и т.д. Эти элементы напрямую влияют на качество данных (то есть точность, неопределенность).
На все инструменты, используемые для измерения относительного смещения между стороной инструмента и рабочей стороной, влияет движение станка. Инструмент и его назначение конкретно соответствуют его компонентам. Нежелательный монтаж инструмента или датчика может вызвать нежелательную деформацию инструмента или цели. При фиксации компонента прибора следует учитывать момент затяжки/усилие, чтобы не деформировать инструмент. Неправильная точка крепления также вызывает тепловую деформацию. Опоры для циферблатных датчиков и электронных датчиков должны иметь достаточную жесткость, чтобы предотвратить нежелательные отклонения. См. также приложение C.
Количество точек измерения соотносится качеству измерения погрешности/отклонения признака цели. Слишком маленькое число может привести к плохому представлению измеряемой величины. Слишком большое число приводит к увеличению времени выполнения измерения и, следовательно, зависит от других условий (например, тепловых эффектов), а также от сложности обработки данных.
Выбор принципа исследования, такого как контактный/бесконтактный, влияет на результаты. Обычно бесконтактное зондирование может быть полезным для измерений с участием быстро движущихся компонентов. В случае оценки механического контакта или сопряжения предметов, метод контактного зондирования может быть более подходящим методом для измерения.
Измерительный наконечник циферблатного датчика или электронного датчика должен соответствовать поверхности, подлежащей измерению.
Ряд данных измерений, например с разной настройкой, разным временем, может быть применен к процессу уменьшения погрешности. Эти данные могут включать в себя расхождения измерений, ошибку оператора, настройку и т.д. Эти ошибки можно отделить от исходной ошибки и уменьшить ее.
Мертвая зона - это погрешность, связанная с изменениями условий окружающей среды во время измерения. Иначе говоря, это погрешность из-за некомпенсированной длины пути лазерного луча, и она возникает, когда изменяются атмосферные условия, окружающие лазерный луч (что приводит к изменению длины волны лазера), и когда температура в материале, на котором оптический интерферометр и отражатель цели - установленные изменения (вызывающие увеличение или уменьшение расстояния между интерферометром и ретрорефлектором). Зона погрешность пути лазерного измерения - это расстояние между оптическим интерферометром и положением сброса (или 0) измерения (L1). Если между оптическим интерферометром и угловым кубом (ретрорефлектором) нет движения, а условия окружающей среды, окружающие путь лазерного луча, изменяются, то длина волны будет изменяться на всем пути (L1 + L2). Если значение компенсации скорости света изменяется для коррекции для новых условий окружающей среды, лазерная измерительная система будет корректировать изменение длины волны лазера на расстоянии L2, но коррекция не будет происходить на расстоянии L1 мертвого хода (см. рисунок 4).
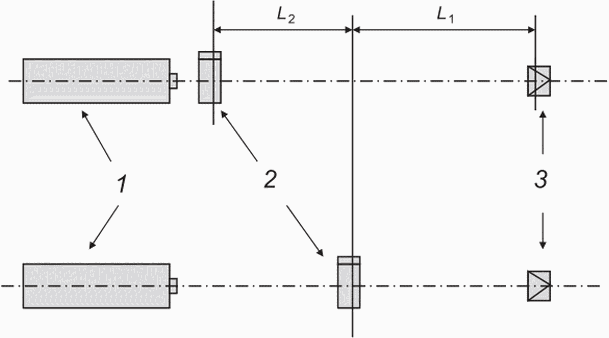
1 - лазерная головка; 2 - интерферометр; 3 - отражатель;
L1 - дистанция мертвого хода; L2 - изменение расстояния
Примечание - Программная компенсация также применяется для минимизации этого эффекта.
4.2.4.24 Другие условия настройки
Конкретные настройки и процедуры, указанные производителем инструмента, например процедуры инициализации или возврата в исходное положение, должны применяться соответствующим образом.
4.2.5 Программное обеспечение и расчетные факторы
Разрешающая способность измерительного прибора (аналогового или цифрового) или шаг в последней цифре/десятичной дроби измеренного значения или округленного измеренного значения, в зависимости от того, что больше, вызывает компонент погрешности UXX:
ИС МЕГАНОРМ: примечание. Нумерация формул дана в соответствии с официальным текстом документа. |
UXX ~= 0,3·d, (1)
где d - это разрешение или шаг в последней цифре или десятичной дроби.
Компонент погрешности UXX основан на прямоугольном распределении с предельным значением a = 0,5·d (см. ИСО 14253-2:2011, 8.4.4).
Алгоритмы, используемые для обработки данных, должны соответствовать элементам измерения, таким как стабильные или динамические, круглые или плоские части и т.д. Неправильное использование программных алгоритмов приводит к совершенно другим результатам.
В зависимости от характера измерения данные могут быть собраны на основе временных или пространственных интервалов (называемых периодом выборочного контроля). Выбранный период влияет на результаты измерений. Например, если период пространственного выборочного контроля поверхности слишком велик, полученные данные не могут указать истинные особенности на поверхности. В случае измерения на основе времени период выборочного контроля напрямую влияет на частотную характеристику измерения.
Методы фильтрации допускается применять, когда данные измерений были загрязнены электрическим или механическим шумом. Тип фильтрации, например частота среза, полоса пропускания, могут иногда искажать исходные данные.
Сертифицированные данные испытаний могут быть использованы для сертификации алгоритмов.
Цифровое оборудование, такое как линейные весы и вращающиеся датчики, включает аппаратное/программное обеспечение интерполяции для увеличения их разрешения. Слишком большая интерполяция может генерировать нелинейность показаний шкалы, а также снижает частотную характеристику.
4.3.1 Общие положения
Измерительное оборудование следует регулярно калибровать в соответствии с известными применяемыми стандартами на основе метрологических требований. При необходимости должны быть предоставлены калибровочные таблицы, чтобы показать состояние оборудования. Рекомендуемая последовательность выглядит следующим образом:
a) регулярный интервал калибровки;
b) использование результатов калибровки для оценки погрешности измерений;
c) использование результатов калибровки (при необходимости, таблиц калибровки) для корректировки показаний и, таким образом, уменьшения погрешности из-за неточности калибровки инструмента/прибора.
4.3.2 Производитель и поставщик средств измерений
Изготовитель/поставщик должен откалибровать предложенные метрологические характеристики и задокументировать соответствие заявленным значениям MPE (предельные значения метрологических характеристик) (см. ИСО 14978:2006, раздел 8).
4.3.3 Пользователь средств измерений
Метрологические характеристики, необходимые для предполагаемого использования прибора, должны быть выбраны и проверены калибровкой (или проверочными испытаниями). Откалиброванное(ые) значение(я) метрологической характеристики (характеристик) должно (должны) быть указано (указаны) с соответствующей погрешностью/неточностью измерения, и/или должно быть доказано, что откалиброванные значения метрологической характеристики соответствуют фактическому(им) значению(ям) MPE.
Примечание - При обычном использовании измерительных приборов часто возможно и целесообразно ограничить количество требований (различных MPE) и объем ресурсов, используемых для доказательства того, что измерительный прибор функционирует в соответствии с требованиями к настройке (MPL и MPE).
4.3.4 Погрешность измерения
Приемлемое значение погрешности измерения влияет на количество точек, необходимых для доказательства того, что измерительный прибор имеет определенную функцию метрологической характеристики и/или что эта метрологическая характеристика соответствует определенному значению или функции MPE. Большое количество точек уменьшает погрешность измерения. Небольшое количество точек увеличивает погрешность измерения. Следовательно, требуемое количество точек зависит от приемлемости погрешности измерения.
Существует несколько измерительных приборов с разными принципами измерения, которые можно использовать для измерения одних и тех же геометрических погрешностей. Например, прямоугольность может быть измерена угольниками, лазерным угловым интерферометром и оптическим угольником с автоколлиматором. Измеренные результаты должны быть однозначны в пределах определенного уровня погрешности. Когда результаты измерений сравниваются, совместимость должна быть проверена с использованием следующих методов.
a) Абсолютный метод: те же контрольные приборы используются для сравнительного испытания. Один и тот же испытуемый прибор измеряется одновременно целевыми приборами, и результаты сравниваются. Приборы, используемые для этого сравнения, должны быть откалиброваны, и должна быть обеспечена возможность отслеживания до соответствующих международных стандартов.
b) Относительный метод с калиброванными устройствами одновременно: точность устройства, используемого для этого испытания, проверяется контрольными приборами. Испытание на совместимость следует проводить одновременно, а выходы сравниваться.
c) Относительный метод с калиброванными устройствами в разное время: точность устройства, используемого для этого испытания, проверяется контрольными приборами. Испытание на совместимость выполняют в разное время, а его выход сравнивают.
d) Относительный метод с некалиброванным прибором одновременно: некалиброванное устройство, такое как инструмент реальной машины, применяется для испытания. Испытание на совместимость выполняют одновременно, а выходные данные сравнивают.
e) Относительный метод с некалиброванным устройством в разное время: некалиброванные устройства применяются к испытанию. Проверка на совместимость выполняют в разное время, а результаты сравнивают. Повторяемость устройства проверяют заранее.
Если элементы измерения проверяемых приборов включают в себя характеристики движения, то скорость испытания, фильтрацию, частоту выборки, место проведения испытания и т.д. следует поддерживать (насколько это возможно) постоянными и записывать.
Сравнительное испытание следует повторить не менее 10 раз. Значения средней погрешности измерений должны быть рассчитаны.
Сравнение выполняют для каждого отдельного параметра проверки, например, в случае кругового испытания, диаметр GXX, профиль и т.д. проверяют и сравнивают отдельно.
На рисунке 5 показано правило суждения для сравнения:
- если две конкретные зоны соответствия (см. 2) перекрываются (см. 3), как показано в случае 1, можно сказать, что два результата идентичны и совместимость удовлетворяется, и их можно использовать без каких-либо замечаний;
- если две зоны 2U (расширенная погрешность измерения) конкретных приборов перекрываются (см. 3), как показано в случае 2, совместимость выполняется, и результаты двух приборов могут использоваться в качестве одной цели;
- если нет перекрывающихся зон, то результаты двух приборов нельзя назвать совместимыми.
Если применяют различные типы инструментов без каких-либо данных сравнения, то необходимо соглашение между производителем/поставщиком и пользователем.
Примечание - 2U-зона может быть получена из предварительного опыта в испытаниях.
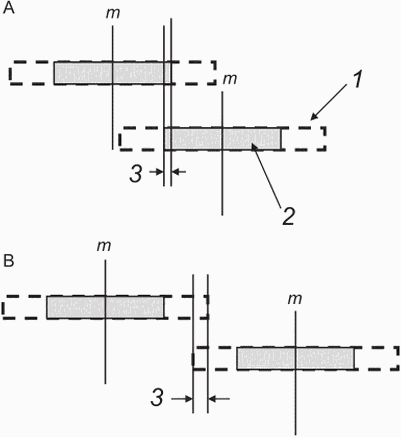
1 - 2U-зона; 2 - конкретная зона соответствия; 3 - зона
перекрытия; m - среднее значение; A - случай 1; B - случай 2
В данном разделе описаны конкретные измерительные приборы. Инструменты классифицированы и сведены в таблицу. Метод категоризации зависит от его применения и основных характеристик, как показано в таблице 3.
Таблица 3
Номер позиции | Категория инструмента | Примечание |
Механические устройства | Включая длину стандартного устройства | |
Измерительные приборы длины и смещения | От дальнего измерения к короткому | |
Прибор для измерения прямолинейности | - | |
Устройство для измерения прямоугольности | - | |
Устройство для измерения плоскостности | - | |
Инструмент измерения угла | - | |
Специальное измерительное устройство | - |
В каждой таблице указаны его наименование, размер, диапазон измерения, MPE, неопределенность измерения, стандарт, связанный с рабочей средой, рисунок и примечания. Пример таблицы приведен в таблице 4. Содержимое таблиц приведено только в качестве примера и предназначено для измерений на станке в испытаниях. Если есть некоторые связанные стандарты для его спецификаций, содержание указывают как рекомендованное или типичное.
Таблица 4
1 | Наименование прибора | Указание наименования прибора или метода измерения |
2 | Описание | Простое описание прибора или метода измерения |
3 | Размер, мм | Примерные или рекомендуемые размеры описания |
4 | Точность MPE | Пример или рекомендуемый MPE описания |
5 | Корректировка MPE в определенных точках, мкм | Сведения о состоянии и очередной контрольной проверки прибора или прибора, проверенного калибровкой, описание примера или рекомендуемое улучшенное MPE |
6 | Уровень чистоты поверхности | Примерное или рекомендуемое качество измеряемой поверхности в точке измерения |
7 | Уровень твердости поверхности | Указывается примерная или рекомендуемая степень измерения твердости поверхности в точке измерения для каждого используемого материала |
8 | Рабочая среда | Рекомендации для рабочей среды, температуры, описание |
9 | Долгосрочная стабильность | - |
10 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Коэффициент полного теплового расширения |
11 | Соответствующие стандарты | Стандарты для спецификации прибора, описание |
12 | Ссылка на серию ИСО 230 | Пример применения в серии ИСО 230 |
13 | Погрешность измерения | Номера основных пунктов, наименования или описания нестабильности измерительного прибора, указанные в 4.2 |
14 | Замечания | Описание дополнительных замечаний |
15 | Примеры рисунков | Приведение изображения внешнего вида или ссылки на пример в ИСО 230-1 |
В приложении B указаны существующие стандарты ИСО и национальные измерительные приборы.
Механическое устройство - это контрольный прибор, предназначенный для определения, реализации, сохранения или воспроизведения единицы или значений величины, которая служит эталоном при испытаниях станка. Следовательно, прибор должен быть устойчивым к любым изменениям условий и удобно устанавливаться в месте назначения. На прибор влияет сила тяжести, поэтому его поддерживающий метод влияет на точность. Кроме того, на него влияет изменение температуры из-за его теплового расширения. Поэтому характеристики тепловых влияний должны быть четко указаны. Внутренние температурные градиенты приборов приводят к искажениям формы и изменениям размеров. Метод самокалибровки может применяться к большинству механических приборов (см. ИСО 230-1:2012, 8.2.2.1.1). Вкладчики погрешности см. в таблице D.1.
В таблице 5 приведены краткие ссылки на механические приборы.
Таблица 5
Наименование приборов | Параметры измерения | |||||||||
Параллелизм | Параллелизм | Перпендикулярность | Круглость | Радиальное смещение | Плоскостность | Профиль | Позиция | Позиционирование | ||
+ | + | |||||||||
Контрольные оправки | + | + | ||||||||
+ | + | |||||||||
+ | + | |||||||||
плоскость и край | + | + | ||||||||
цилиндрический угольник | + | + | ||||||||
угольник типа блока | + | + | ||||||||
+ | + | + | ||||||||
+ | + | |||||||||
+ | + | + | ||||||||
+ | + | |||||||||
+ | + | + | ||||||||
+ | ||||||||||
+ | ||||||||||
Примечание - "+" указывает на применимое свойство движения. | ||||||||||
1 | Наименование прибора | Контрольная линейка | |||||
2 | Описание | Контрольная линейка представляет собой прибор, предназначенный для измерений прямой линии, с конкретным MPE, по которым могут быть определены отклонения от прямолинейности или плоскостности. Существует два основных типа линеек: - линейная линейка с одной рабочей поверхностью [см. рисунок 6a)]; - линейка с двумя параллельными рабочими поверхностями [см. рисунок 6b)]. В последнем случае может быть: - равномерное сечение со сплошным или облегченным полотном [см. рисунок 6c)]; - простое прямоугольное сечение | |||||
3 | Рекомендуемый размер | Длина измерения + 40 мм | |||||
4 | Рекомендуемая длина измерения L, мм | 300 | 500 | 1000 | 1500 | 2000 | 3000 |
5 | Рекомендуемая прямолинейность MPE и плоскостность MPE рабочих поверхностей, мкм: менее чем (2 + L/250) мкм местный допуск 5 мкм для > 300 мм | 3 | 4 | 6 | 8 | 10 | 14 |
6 | Рекомендуемый параллелизм MPE рабочих поверхностей, мкм менее 1,5 (2 + 0,01L) мкм | 5 | 10 | 15 | 25 | 30 | 45 |
7 | Рекомендуемая прямолинейность боковых поверхностей, мкм менее 10 (2 + 0,01L) мкм | 30 | 50 | 100 | 150 | 200 | 300 |
8 | Рекомендуемый параллелизм боковых поверхностей - менее 15 (2 + 0,01L) мкм | 45 | 70 | 150 | 220 | 300 | 450 |
9 | Пример уменьшенной (скорректированной) прямолинейности MPE в определенных точках, мкм | От 0,1 до 1 | От 0,5 до 2 | От 1 до 2 | От 2 до 4 | От 2 до 5 | От 3 до 5 |
10 | Допустимое естественное отклонение | 0,01 мм на 1000 мм, если опираться на две опоры, расположенные на крайних концах. Точное максимальное значение должно быть отмечено на одной из граней | |||||
11 | Рекомендуемая прямоугольность MPE боковых поверхностей к рабочим поверхностям | 5 мкм для длины измерения 10 мм | |||||
12.1 | Рекомендуемая обработка поверхности | Шероховатость менее 0,8 мкм, Rt. Тонко измельченный, притертый или соскобленный | |||||
12.2 | Рекомендуемая твердость поверхности | Hv490 до Hv620 | |||||
13 | Рабочая среда | Рабочие условия (см. ИСО 230-3:2007, таблица C.1) | |||||
14 | Долгосрочная стабильность | - | |||||
15 | Температурный коэффициент линейного расширения, мкм/(м·°C) (влияет на изгиб в случае тепловых градиентов) | Зависит от используемого материала: сталь - 11; керамика - 8; стекло со сверхнизким расширением (ULE) - 0,1 | |||||
16 | Соответствующие стандарты | BS 5204, DIN 874, JIS B7514 | |||||
17 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.2.2.1, 10.3.2.3, 12.2.3.1 и 12.2.3.2 | |||||
18 | Погрешность измерения | См. таблицу D.1. Пример - | |||||
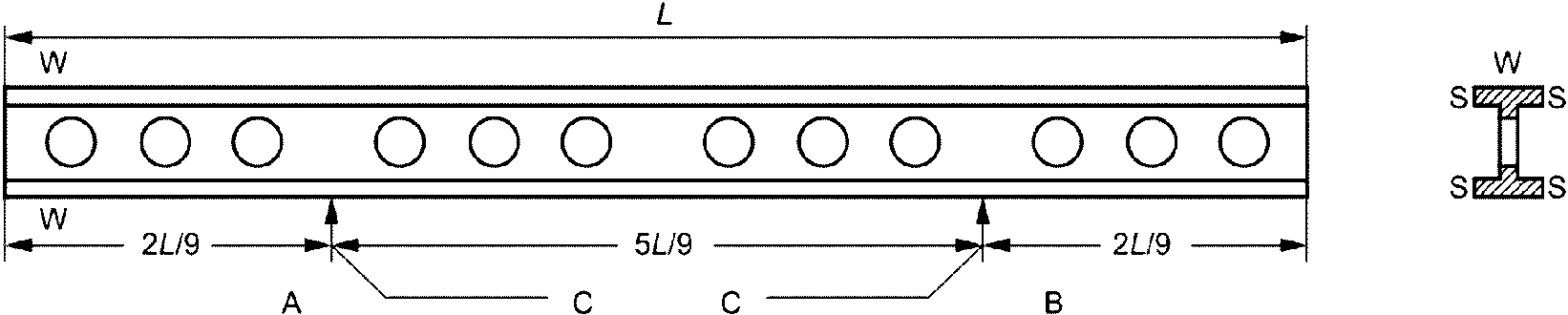
19 | Замечания | Когда линейку используют с уровнем, ширина рабочих поверхностей должна быть не менее 35 мм. При измерении в вертикальном направлении расстояние опоры должно составлять 5 L/9. Таблица 6 указывает рекомендуемое поддерживающее состояние грани | |||||
20 | Пример рисунков | См. рисунок 6 | |||||

с облегченным полотном

A, B - опорные точки; C - лучшие опоры; L - рабочая
длина; W - рабочая поверхность; S - боковая поверхность
Таблица 6
N | Длина, мм | Схема | Широкий тип | Нормальный тип | |||
Рабочая | Общая <a> | Раздел | Масса <b>, кг | Раздел | Масса <b>, кг | ||
1 | 300 | 340 | 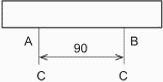 | 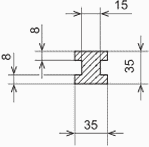 | 2 |  | 1 |
2 | 500 | 540 | 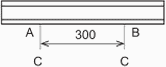 | 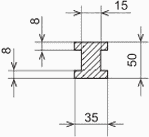 | 4 |  | 3 |
3 | 800 | 840 | 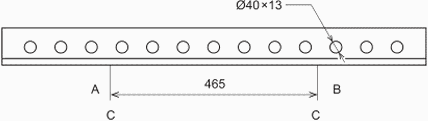 | 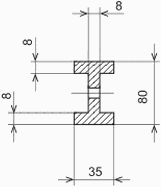 | 5 | ||
4 | 1000 | 1040 | 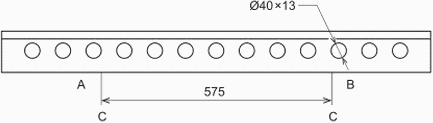 | 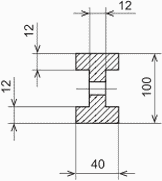 | 12 | ||
5 | 1600 | 1640 | 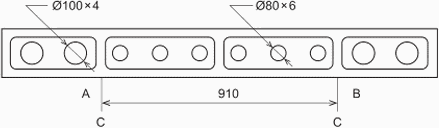 | 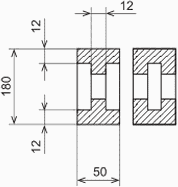 | 33 | ||
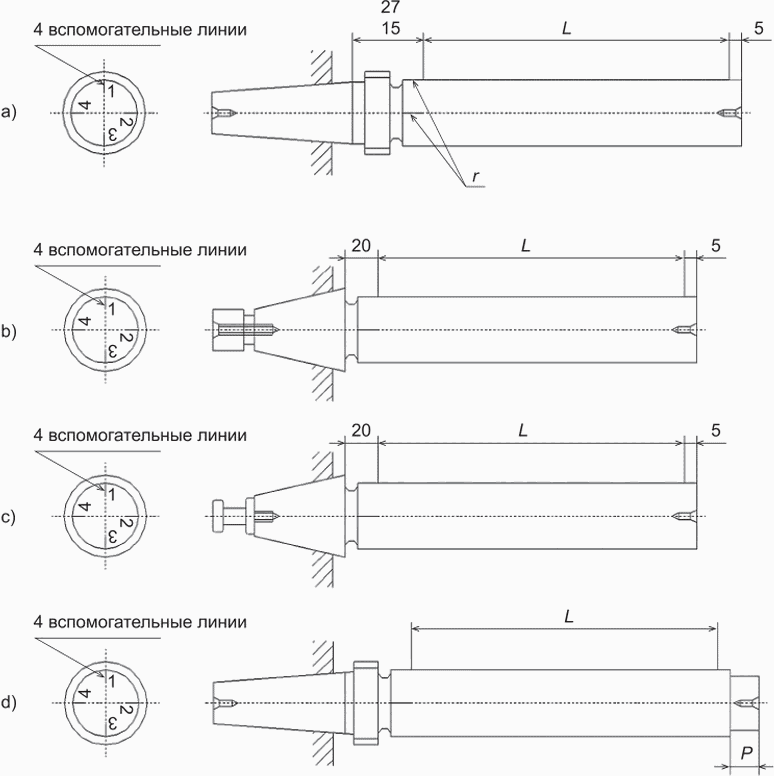
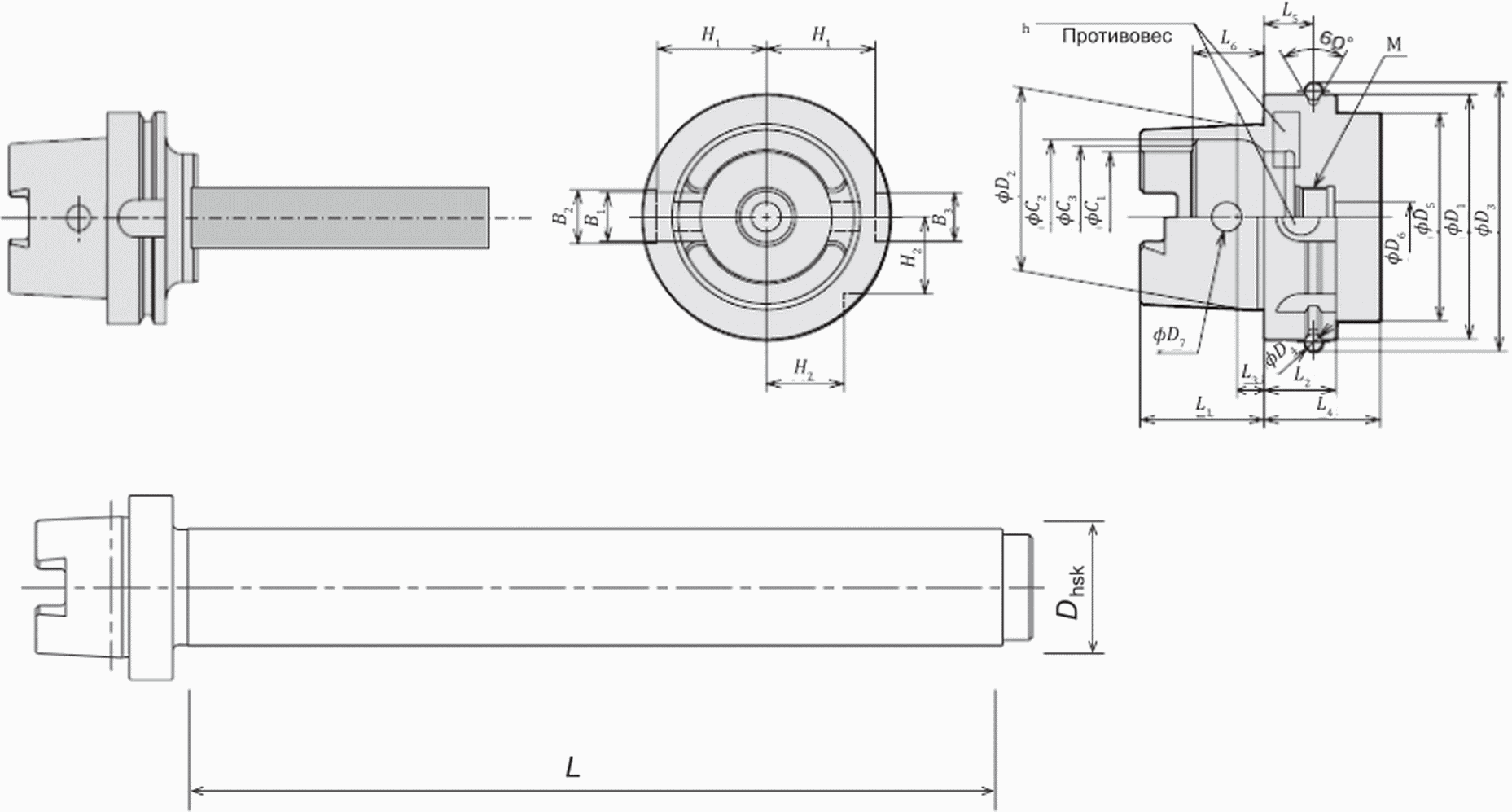
1 | Наименование прибора | Испытательные оправки с коническим хвостовиком | ||||
2 | Описание | Испытательная оправка представляет собой при определенных пределах ось, которую необходимо проверить либо на биение, либо на местоположение (положение и ориентация) относительно других компонентов станка. Контрольные оправки имеют конический хвостовик для вставки в гнездо испытуемого станка и цилиндрический корпус, который используется в качестве эталона для измерений | ||||
3 | Рекомендуемый размер | Длина измерения + 40 мм + длина конического хвостовика | ||||
4 | Рекомендуемый диапазон измерения (длина прямой части), мм | 75 | 150 | 200 | 300 | 500 |
5 | Рекомендуемое естественное отклонение (конус Морзе), мкм | 0,65 | 1,5 | 1,8 | 3,3 | 5,8 |
6 | Рекомендуемая прямолинейность MPE (конус Морзе), мкм | 1,6 | 2,1 | 2,5 | 4 | 6,2 |
7 | Рекомендуемое общее отклонение по всей длине, мкм | 2 | 2 | 3 | 3 | 3 |
8 | Рекомендуемое максимальное отклонение диаметра цилиндрической части, мкм | 2 | 2 | 3 | 3 | 3 |
9 | Пример уменьшенной (скорректированной) прямолинейности MPE в определенных точках, мкм | 0,8 | 0,8 | 1,0 | 1,0 | 1,5 |
10.1 | Рекомендуемая обработка поверхности | Шероховатость менее 0,8 мкм, Rt | ||||
10.2 | Рекомендуемая твердость поверхности | Hv490 до Hv620 с покрытием или без покрытия | ||||
11 | Рекомендуемые материалы | Закаленная и улучшенная сталь | ||||
12 | Рабочая среда | Условия испытаний | ||||
13 | Долгосрочная стабильность | Требуется термообработка без стресса | ||||
14 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Зависит от используемого материала: сталь - 11; керамика - 8 | ||||
15 | Соответствующие стандарты | JIS B7545 | ||||
16 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 10.1.2 - 10.1.5, 10.2, 10.4.4, 12.3.2.4, 12.3.2.6, 12.3.3, 12.3.4, 12.4.6 и 12.5 | ||||
17 | Погрешность измерения | См. таблицу D.1. Пример - | ||||
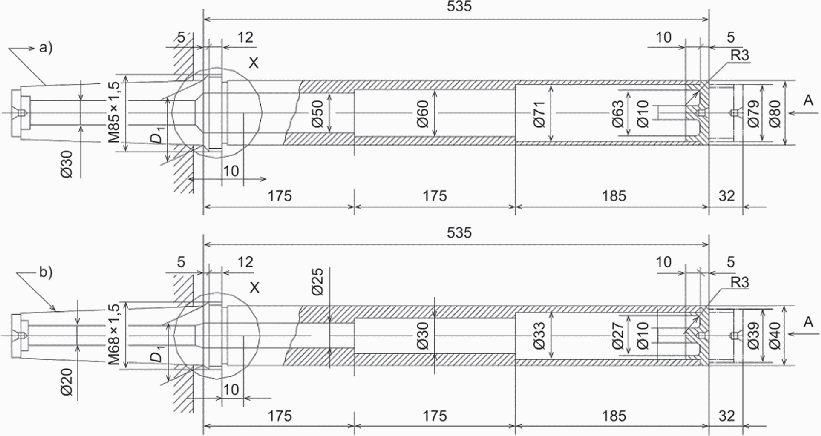
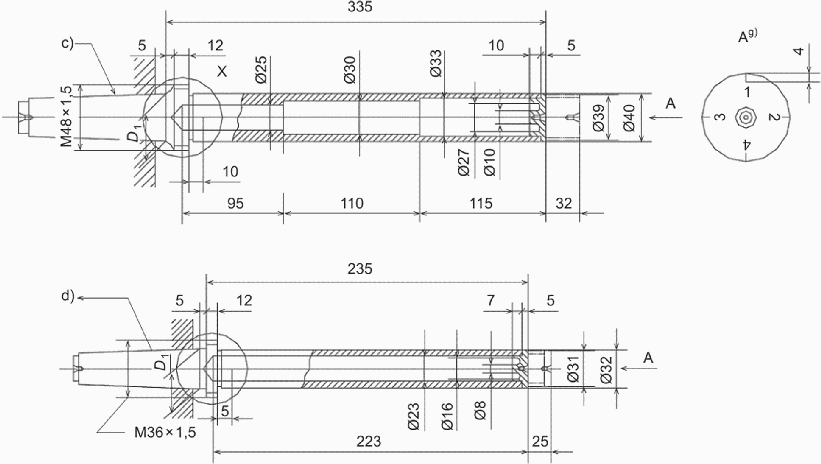
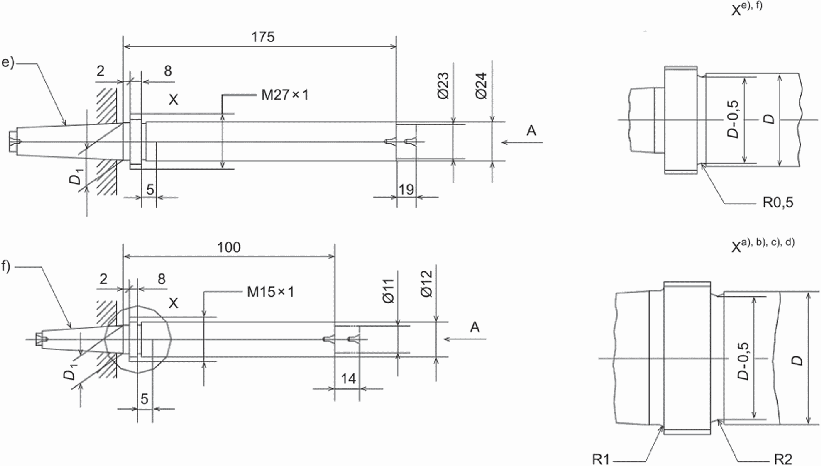
18 | Они изготовлены из закаленной и модифицированной стали, без покрытия или с твердым хромом. Они также имеют следующие характеристики: a) шлифованные и полированные центры, углубленные на концах для защиты с целью обработки и контроля; b) четыре опорные линии разнесены на 90° (1, 2, 3 и 4); c) в случае относительно медленной конусности Морзе и метрики оправки держатся в гнезде самостоятельно, см. рисунок 7a)a). Резьбовая часть предназначена для приема гайки для извлечения оправки из гнезда; d) в случае относительно крутых конусов [см. рисунок 7a)b)] предусмотрено резьбовое отверстие для крепления оправки с помощью резьбовой фиксирующей планки или фиксирующей ручки, используемой с устройством автоматической смены инструмента [см. рисунок 7a)c)]. Во избежание переворачивания оправки инструмент также может быть снабжен удлинителем P длиной от 14 до 32 мм и диаметром, немного меньшим, чем диаметр цилиндрической части [см. рисунок 7a)d)]. На рисунках 7b) - 7e) в качестве примера показана серия подходящих оправок. Внешние размеры (диаметр и длина) и профиль отверстия этих оправок были определены таким образом, чтобы (за исключением тех, которые имеют конусы Морзе N 0 и N 1) прогиб на свободном конце из-за нависания массы оправки, вызванной давлением на нее стрелочного индикатора, сводились к минимуму при испытаниях этими приборами. Прогибы рассчитаны для E = 206 кН/мм2; даже для несколько меньших значений (E = 176 кН/мм2 - 186 кН/мм2) прогибы все еще незначительны. Для конуса 7/24 в таблице указано соответствие между цилиндрическими частями и размерами конуса. | |||||
Если оправки с размерами, отличными от указанных на рисунке 7, используют для проверки выравнивания, их прогиб должен быть четко обозначен на них и учитываться при испытании станков. Оправки массой более 5 кг имеют тенденцию вызывать отклонение горизонтального шпинделя, в который они вставляются. Примечание - Конус идеально вписывается в гнездо. Это проверяется, например, берлинской глазурью. Чтобы измерить биение, оправка должна быть последовательно вставлена в шпиндель в четырех положениях, каждое под углом 90° к предыдущему, и получено среднее значение из четырех полученных результатов. Чтобы проверить точность поперечного положения компонента или параллельности, испытание должно проводиться последовательно на двух противоположных контрольных линиях на цилиндрической поверхности оправки, поворачивая оправку и шпиндель на 180° (см. ИСО 230-1:2012, 8.2.2.1.1). После установки оправки в шпиндель должно пройти время для рассеивания тепла от руки оператора и для стабилизации температуры. Для оправок с конусами Морзе N 0 и N 1 необходимо учитывать их естественное отклонение. Их следует использовать только с показаниями стрелочного индикатора до 0,001 мм и силой, не превышающей 0,5 Н. Предпочтительно, чтобы циферблатный датчик наносился на нижнюю часть оправки, чтобы противостоять ее естественному провисанию. В таблице 7 указаны цилиндрические детали испытательной оправки конических хвостовиков 7/24. Рисунок 7e) обозначает хвостовик типа HSK. Подробнее размеры см. ИСО 12164-1. | ||||||
19 | Пример рисунков | |||||
--------------------------------
<a> Метрика 80 и выше.
<b> Морзе 6.
<c> Морзе 4 и 5.
<d> Морзе 3.
<e> Морзе 2.
<f> Морзе 0 и 1.
<g> Частичное.
<h> Встречный баланс.
Примечание - Четыре линии шириной 0,1 мм, разнесенные на 90° и обозначенные на цилиндрических деталях, воспроизводятся по центру и пронумерованы от 1 до 4 на конце оправки.
L - эффективная длина; P - цилиндрическое удлинение;
r - опорные линии
Пример размера L и диаметра Dhsk
Dhsk | 32 | 40 | 40 | 63 |
L | 150 | 200 | 300 | 300 |
Извлекающая гайка должна поставляться с каждой оправкой.
Подробности о коническом хвостовике см. в спецификации ИСО, например D1.
Оправка должна иметь заземленный и притертый центр защищенного типа на каждом конце.
Часть, обозначенная пунктирной линией, является частью оправки, показанной на рисунке 7a): это расширение P было добавлено для облегчения изготовления. Общая длина будет увеличена на эту величину, так же, как и длина первого отверстия, концевая заглушка при этом не изменилась.
Специальная форма, такая как конус, может быть применима для базовой плоскости.
Таблица 7
конических хвостовиков 7/24
Конус N 7/24 | 30 | 40 | 45 | 50 | |
короткая оправка | длинная оправка | ||||
Длина измерения, мм | 200 | 300 | 300 | 300 | 500 |
Оправка Морзе, к которой приспособлена цилиндрическая часть | 3 | 4 и 5 | 4 и 5 | 4 и 5 | 6 |
1 | Наименование прибора | Оправка между центрами | |||
2 | Описание | В то время как испытательная оправка с коническим хвостовиком служит материальным представлением оси вращения, оправка, установленная между центрами, представляет собой просто прямую линию, проходящую между двумя точками. Ось такой оправки должна быть прямой, а ее наружная поверхность действительно цилиндрической. Она имеет на каждом конце четыре контрольные метки, расположенные в двух перпендикулярных осевых плоскостях, и центры, утопленные для защиты | |||
3 | Рекомендуемый размер | 300 | 500 | 1000 | 1600 |
4 | Рекомендуемый наружный диаметр, мм | 40 | 63 | 80 | 125 |
5 | Рекомендуемый внутренний диаметр, мм | 0 | 50 | 61 | 105 |
6 | Рекомендуемая масса без концевых заглушек, кг | От 1,5 до 3 | От 2,7 до 4,5 | От 8,3 до 16,5 | От 28,2 до 45 |
7 | Рекомендуемое максимальное изменение диаметра, мкм | 3 | 3 | 4 | 5 |
8 | Рекомендуемая прямолинейность MPE, мкм | 1 | 2 | 2 | 2 |
9 | Рекомендуемая цилиндрическая плотность MPE, мкм | 4 | 4 | 5 | 6 |
10 | Рекомендуемое максимальное биение, мкм | 3 | 3 | 7 | 10 |
11 | Пример уменьшенной (скорректированной) прямолинейности MPE в определенных точках, мкм | 2 | 2 | 3 | 3 |
12 | Рекомендуемое максимальное естественное отклонение, мкм E = 206 кН/мм2 | От 0,02 до 0,04 | От 0,1 до 0,7 | От 0,5 до 8 | С 3 по 19 |
13.1 | Рекомендуемая обработка поверхности | Шероховатость менее 0,8 мкм, Rt | |||
13.2 | Рекомендуемая твердость поверхности | Цилиндр должен быть закаленным и иметь твердое хромированное покрытие, чтобы повысить его износостойкость. HV490 - для стали, Hv600 - для керамики | |||
14 | Рекомендуемые материалы | Сталь или Al2O3 | |||
15 | Рабочая среда | Условия испытаний | |||
16 | Долгосрочная стабильность | Для материала используют сварную горячедеформированную трубу, поэтому она стабилизируется перед окончательным шлифованием | |||
17 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Зависит от используемого материала: сталь - 11; керамик - 8 | |||
18 | Соответствующие стандарты | JIS B7545 | |||
19 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 10.2.1 | |||
20 | Погрешность измерения | См. таблицу D.1. Пример - | |||
21 | Пример рисунков | См. рисунок 8 | |||
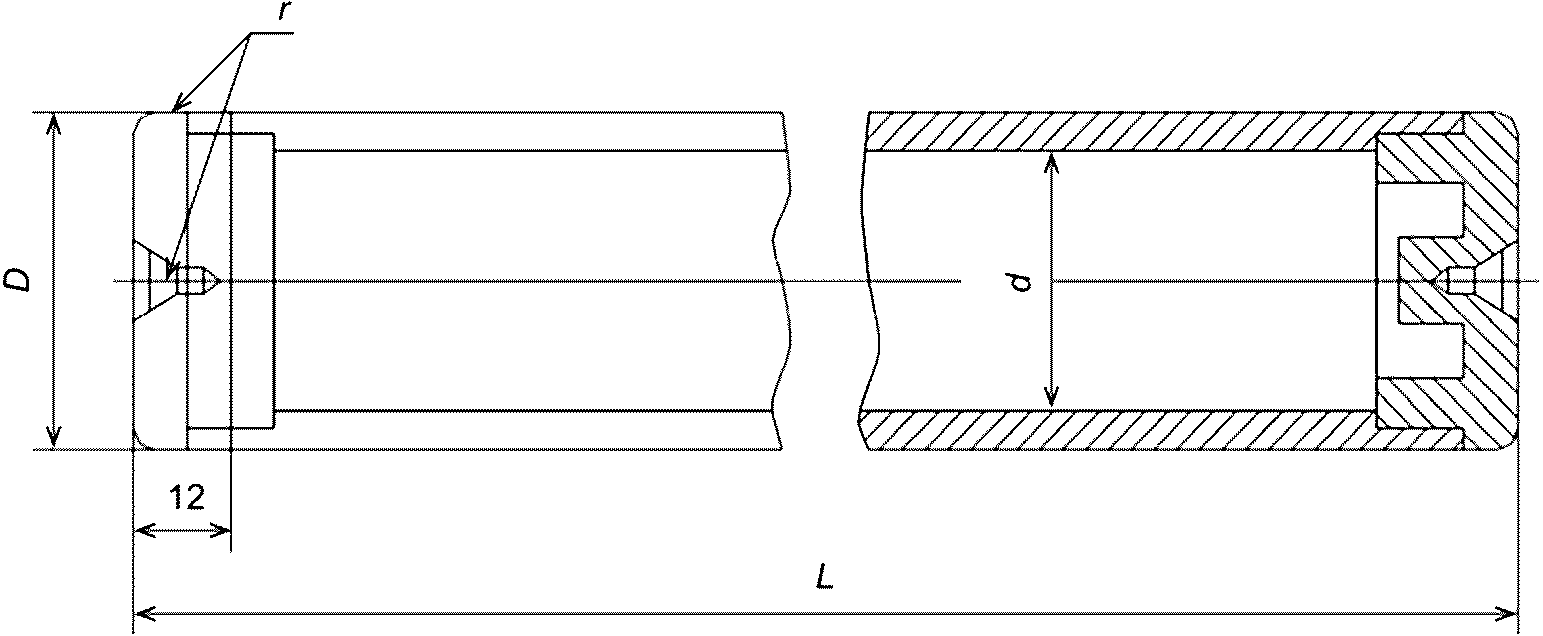
D - внешний диаметр; d - внутренний диаметр; L - общая
длина; r - контрольные отметки
1 | Наименование прибора | Угольник |
2 | Описание | Основными типами угольников являются: 1) угольник, представленный плоскостью и ребром под прямым углом, с ребром жесткости или без него [рисунок 10a)]; 2) цилиндрический угольник, представленный осью, перпендикулярной к плоскости [рисунок 10b)]; 3) угольник блочного типа с ребрами жесткости или без них [рисунки 10c) и d)] |
3 | Рекомендуемый размер, мм | Как правило, не должен превышать 500 мм. Для цилиндрических угольников не более 1200 мм |
4 | Рекомендуемая плоскостность MPE (плеча) и прямолинейность MPE, мкм | (2 + 0,01L), где L - рабочая длина, мм |
5 | Рекомендуемая MPE прямоугольности, мкм | (2 + L/200) мкм для цилиндрических угольников; (1 + L/200) мкм для двухрукого типа; 5 мкм для любой длины измерения 300 мм, где L - рабочая длина, мм. Угол может быть менее или более 90° |
6 | Пример уменьшенной (скорректированной) прямоугольности MPE в определенных точках, мкм | 0,5 |
7 | Рекомендуемая обработка поверхности | Шероховатость менее 0,8 мкм, Rt. Тонко измельченный, притертый или очищенный |
8 | Рекомендуемая твердость поверхности | Более Hv360 для закаленной стали. Для незакаленной стали, более HV170 |
9 | Рабочая среда | Условия испытаний |
10 | Долгосрочная стабильность | Требуется термообработка без напряжения |
11 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Зависит от используемого материала: сталь - 12; чугун - 10; керамика - 8; гранит - 8 |
12 | Допуск на прогиб угольников двумя руками | Прогиб d = 0,7L(1/2)/1000 мм. Метод испытания, см. рисунок 9 |
13 | Соответствующие стандарты | JISB 7526, B 7539, BS 939 |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 10.3.2.2 и 12.4 |
15 | Погрешность измерения | См. таблицу D.1. Пример - |
16 | Замечания | Для повышения точности измерения следует применять метод измерения с переворотом (см. ИСО 230-1) - измерение в центре |
17 | Примеры рисунков |
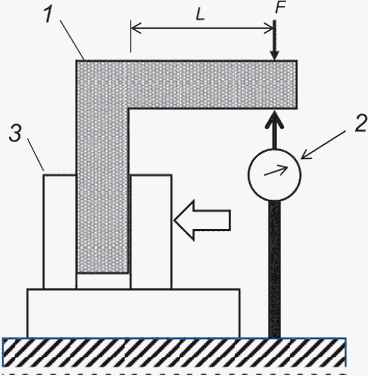
F - усилие 2,5 N; L - рабочая длина в миллиметрах;
1 - целевой угольник; 2 - стрелочный индикатор;
3 - зажимное устройство
Прогиб: d = 0,7L(1/2)/1000 мм.
горизонтальной части контрольного прибора
 | 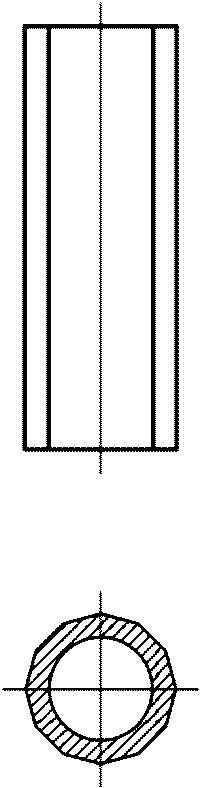 | 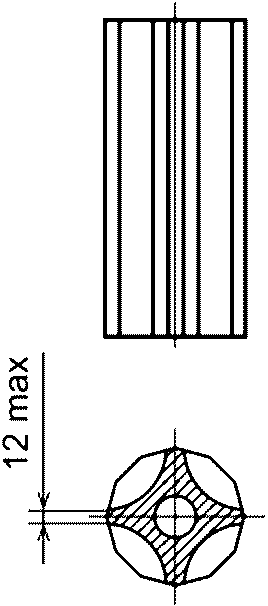 | 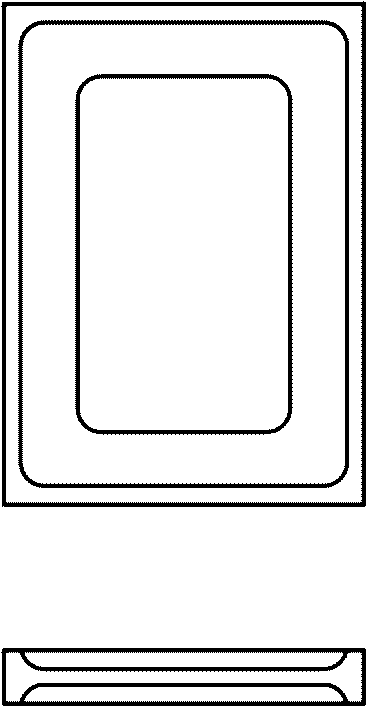 |
Рисунок 10 - Примеры угольников
1 | Наименование прибора | Прецизионный куб, контрольный куб |
2 | Описание | Точно изготовленный куб, используемый для задания площади, прямолинейности и положения. Типовые общетехнического применения доступные кубы также применимы к использованию |
3 | Рекомендуемый размер, мм | Как правило, площадь от 100 до 500 мм |
4 | Рекомендуемая прямоугольность MPE | 2 мкм для любой длины измерения 300 мм |
5 | Рекомендуемая плоскостность/параллельность MPE | 2 мкм в плоскостности/параллельности |
6 | Пример сокращенных (исправленных) MPE в определенных точках, мкм | Прямоугольность: 1 мкм; прямолинейность: 1 мкм; плоскостность: 2 мкм |
7 | Рекомендуемая обработка поверхности | Шероховатость менее 1 мкм, Rt. Тонко измельченный, притертый или очищенный |
8 | Рекомендуемая твердость поверхности | HB200 < чугун: HB200; камень: Hs70; керамика: Hv1600 |
9 | Рабочая среда | Условия испытаний |
10 | Долгосрочная стабильность | Термическая обработка без напряжения требуется для стали |
11 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Зависит от используемого материала: сталь - 11; керамика - 8; гранит - 10 |
12 | Соответствующие стандарты | Нет |
13 | Ссылка на серию ИСО 230 | Нет |
14 | Погрешность измерения | См. таблицу D.1. Пример - |
15 | Замечания | Возможно получить калиброванный размер, плоскость, прямолинейность и прямоугольность предмета |
16 | Примеры рисунков | См. рисунок 11 |
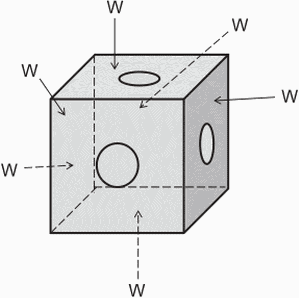
W - рабочая поверхность
1 | Наименование прибора | Поверочные плиты | |||||||||||
2 | Описание | Поверочная плита является контрольной рабочей плоскостью. Применяют для центровки, сборки и измерения работы. Ее верхняя поверхность отшабрена или доведена притиркой для достижения хорошей точности поверхности | |||||||||||
3 | Рекомендуемый размер, мм | 160 x 100 до 2500 x 1600 | |||||||||||
4 | Рекомендуемый размер X, Y, мм | 160 x 100 | 250 x 160 | 400 x 250 | 630 x 400 | 1000 x 630 | 1600 x 1000 | 2000 x 1000 | 2500 x 1600 | 250 x 250 | 400 x 400 | 630 x 630 | 1000 x 1000 |
5 | Рекомендуемая плоскостность MPE для ИСО класс 0 (ИСО 8512), мкм | 3 | 3,5 | 4 | 5 | 6 | 8 | 9,5 | 11,5 | 3,5 | 4,5 | 5 | 7 |
6 | Пример снижения (исправления) MPE в определенных точках, мкм | 0,5 | 0,5 | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,5 | 0,5 | 0,5 | 0,5 | 1,0 |
7.1 | Рекомендуемая обработка поверхности | Отшабренная, шлифованная или притертая | |||||||||||
7.2 | Рекомендуемая твердость поверхности | Чугун - HB200; камень - Hs70; керамика - Hv1600 | |||||||||||
8 | Рабочая среда | Условия испытаний | |||||||||||
9 | Долгосрочная стабильность | Термическая обработка без напряжения требуется для чугуна | |||||||||||
10 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Чугун - 11; гранит - 10; керамика - 8 | |||||||||||
11 | Соответствующие стандарты | ИСО 8512, DIN 876, JIS B7513, ISIRI 10137.1/2 | |||||||||||
12 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 10.5.1 и 12.2.2 | |||||||||||
13 | Погрешность измерения | См. таблицу D.1. Пример - | |||||||||||
14 | Замечания | Для крупногабаритной поверхности: 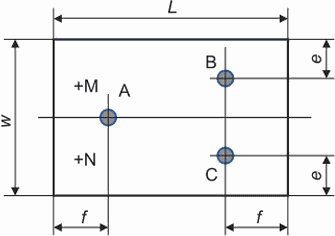 | Обозначение: L - длина; w - ширина; A, B, C - опорные точки; M, N - точки поддержки безопасности; e = 2 w/9; f = 2 L/9. Если рабочая зона превышает 400 x 250 мм, соответствие должно быть менее 1 мкм/200 Н в центральной позиции | ||||||||||
Правило распределения для точек поддержки | |||||||||||||
15 | Пример рисунков | См. рисунок 12 | |||||||||||
a) Чугунная внешняя плита
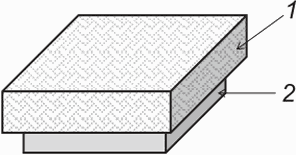
b) Гранитная внешняя плита
A - три опорные точки; 1 - гранитная поверхность
плиты; 2 - вспомогательный блок
1 | Наименование прибора | Прецизионный шар (сфера), контрольная сфера |
2 | Описание | Точно изготовленный шар, который используют для определения положения и поворота. Имеющиеся в наличии шары также применимы для использования |
3 | Рекомендуемый размер, мм | Как правило, диаметр от 16 до 30 мм |
4 | Рекомендуемая форма допуска (сферичность) | 0,2 мкм или менее |
5 | Рекомендуемый допуск по размеру | Диаметр 0,3 мкм, если указан диаметр |
6 | Пример снижения (исправления) MPE в определенных точках, мкм | - |
7.1 | Рекомендуемая обработка поверхности | Шероховатость менее 0,1 мкм, Rt |
7.2 | Рекомендуемая твердость поверхности | HV1600 (керамика), HV800 (сталь) |
8 | Рабочая среда | Условия испытаний |
9 | Долгосрочная стабильность | Термическая обработка без напряжения требуется для стали |
10 | Температурный коэффициент линейного расширения мкм/(м·°C) | Зависит от используемого материала: сталь - 11; керамика - 8; гранит - 10; кварц - 1 |
11 | Соответствующие стандарты | Нет |
12 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 10.1.4.4, 10.4.4, 11.2.5.1 и 11.4; ИСО 230-10 |
13 | Погрешность измерения | Основные участники: см. таблицу D.1. Пример - |
14 | Замечания | Если шарик используют для проверки точности вращения шпинделя, может потребоваться концентричность между центром шарика и хвостовиком |
15 | Примеры рисунков | См. рисунок 13 |
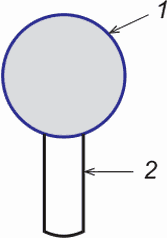
1 - шарик; 2 - опорный стержень
1 | Наименование инструмента | 1D шариковая матрица или шариковая балка |
2 | Описание | Серия прецизионных шариков закреплена на конструкции балки и откалибрована на CMM, используемой для определения относительных положений центра прецизионных шариков. Такой прибор стабилен и устанавливается на столе детали станка без напряжения, чтобы избежать нагрузок и деформаций (ухудшающих достоверность его калибровки) |
3 | Типичная длина | От 250 до 2000 мм |
4 | Типичный материал балки | Углеродное волокно (CF), карбид кремния (SiC), сталь |
5 | Типичный размер луча (Д x Ш x В) | 500 x 50 x 70 мм (CF) 500 x 40 x 40 мм (SiC) |
6 | Типичная форма луча | Прямоугольный, квадратный, треугольный или цилиндрический |
7 | Типичный диаметр шарика | От 16 до 30 мм |
8 | Типичный материал мяча | Керамика (Al2O3, Si3N4) или сталь |
9 | Типичная твердость мяча | > HV1650 (Al2O3) |
10 | Типичная форма допуска (сферичность) MPE | < 0,3 мкм |
11 | Типичная шероховатость поверхности | Шероховатость < 0,1 мкм, Rt |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | CF = 0,8; SiC = 4,5; Steel = 11; Al2O3 = 8,5 |
13 | Типичный вес | 2,5 кг (ряд шариков CF, длина 500 мм) 1,6 кг (массив шариков SiC, длина 500 мм) |
14 | Типичная погрешность калибровки | U (k = 2) = (0,14 + 0,6·L) мкм с L, м |
15 | Интервал повторной калибровки | Раз в год |
16 | Соответствующие стандарты | Нет |
17 | Ссылка на серию ИСО 230 | ИСО 230-1, 11.6.2 (1D шариковая матрица), ИСО 230-2, ИСО 230-6 (диагональные испытания) |
18 | Погрешность измерения | См. таблицу D.1. Пример - |
19 | Примеры рисунков | См. рисунок 14 |
20 | Приложения | a) Ось параллельная 1D-матрицу шариков используют в сочетании с системой зондирования для определения положения мяча (то есть датчиков линейного перемещения, гнезда 3D-датчика, сенсорного триггера, головки 3D-датчика и т.д.). 1D шаровой массив устанавливают номинально параллельно оси, что позволяет определять: погрешности позиционирования (т.е. EXX). Отклонения прямолинейности (т.е. EYX и EZX). b) Диагональные испытания 1D матрица шаров также может быть измерена по диагонали поверхности и/или корпуса рабочего объема станка для проверки точности измерения объема |
21 | Замечания | a) Для поддержания стабильности массива с 1D-шариками следует обращаться с осторожностью и избегать ударов. b) При применении 1D-матрицу шаров предпочтительно монтируют на станке так же, как и во время его калибровки, чтобы отменить эффекты провисания. Эффекты провисания также сводятся к минимуму за счет поддержки массива 1D шариков в точках Бесселя (который равен 2L/9 от концов балок, разделенных 5L/9), что рекомендуется. c) Из-за производственных допусков шарики не расположены точно по прямой линии, а обычно изменяются в пределах +/- 0,1 мм в трехмерном пространстве. Поэтому шарики точно не разделены на равном расстоянии. Для измерения такой одномерной шариковой матрицы обычно требуются три линейные оси станка, даже если она установлена параллельно оси. Иногда применяют смещенные шарики, чтобы облегчить определение ориентации крена 1D матрицы шариков, что необходимо, когда обе погрешности прямолинейности определяются одновременно. d) Размер массива 1D-шаров должен соответствовать рабочему объему станка. Для очень больших станков 1D шариковая матрица может перемещаться пошагово вдоль оси машины, и измерения могут комбинироваться/сшиваться при условии достаточного перекрытия |
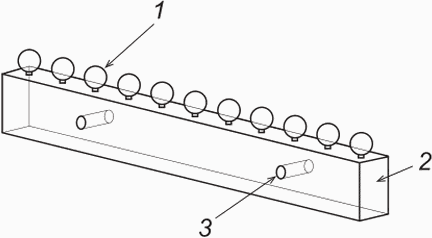
1 - контрольные шарики; 2 - опорный узел
(основание); 3 - опорные точки (отверстия)
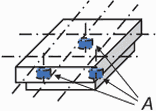
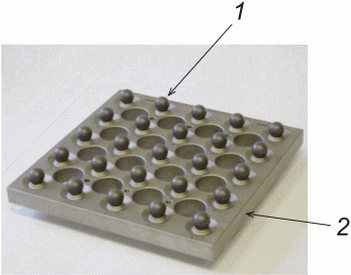
1 | Наименование инструмента | 2D шариковая матрица или шариковая балка |
2 | Описание | Серия прецизионных шариков закреплена на пластине. Их положения точно откалиброваны. Это используют для калибровки двумерной точности позиционирования станка. Это также применимо для измерения погрешности прямолинейности и прямоугольности движения |
3 | Примерный размер | 500 x 500 x 100 мм |
4 | Примерный диапазон измерения | 400 x 400 мм |
5 | Примерный MPE или линейность | 2 мкм |
6 | Примерное снижение (исправления) MPE в определенных точках, мкм | 0,6 мкм |
7 | Разрешение | - |
8 | Стабильность | Зависит от датчика положения |
9 | Частотный отклик | - |
10 | Измерение силы или нагрузки | Зависит от датчика положения |
11 | Рабочая среда | Условия испытаний |
12 | Долгосрочная стабильность считывания | - |
13 | Температурный коэффициент линейного расширения | На основе материала рамы. Сталь - 11 |
14 | Соответствующие стандарты | Нет |
15 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 11.5.2 ИСО 230-2 |
16 | Погрешность измерения | См. таблицу D.1. Пример - |
17 | Замечания | Применение методов обращения |
18 | Пример рисунков | См. рисунок 15 |
a) Тип А (шарики на стержне)
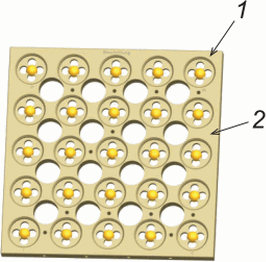
b) Тип Б (шарики в естественной плоскости)
1 - контрольные шарики; 2 - базовая плоскость
1 | Наименование датчика | Шагомер | |||
2 | Описание | Шагомер является одним из конечных стандартных датчиков. Он состоит из множества коротких блоков и стального стержня. Твердый тип (изготовленный из единого материала, например, керамики, стали и стекла) также возможен | |||
3 | Примерный размер | От 300 до 1500 мм | |||
4 | Примерный диапазон измерения | По размеру от 0 до 1000 мм | |||
5 | Примерный MPE, мкм | От 0 до 310 | От 310 до 610 | От 610 до 1000 | От 1010 до 1050 |
5 | 7 | 10 | 16 | ||
6 | Примерный шаг блока | 20 мм (10 + 10 мм) | |||
7 | Материал | Используемый материал - сталь и керамика из диоксида циркония | |||
8 | Измерение силы или нагрузки | Согласно считыванию инструмента | |||
9 | Рабочая среда | Условия испытаний | |||
10 | Долгосрочная стабильность считывания | - | |||
11 | Коэффициент теплового расширения оборудования, мкм/(м·°C) | Сталь - 11; керамика - 8 | |||
12 | Соответствующие стандарты | Нет | |||
13 | Ссылка на серию ИСО 230 | ИСО 230-2 | |||
14 | Погрешность измерения | См. таблицу D.1. Пример - | |||
15 | Пример рисунков | См. рисунок 16 | |||
16 | Замечания | Ступенчатый указатель устанавливают на станке, и его положение считывается с помощью шкалы рычажного типа или электрического микрометра. В некоторых случаях используются измерительные блоки вместо ступенчатого датчика | |||
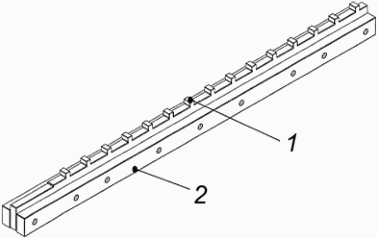
1 - шагомер; 2 - базовая опора
1 | Наименование прибора | Измерительный блок, испытуемый измерительный блок |
2 | Описание | Точно изготовленные серии блоков, которые используют для определения длины, расстояния и положения. Желаемая длина может быть получена путем скручивания двух или более разных блоков. Прямоугольный тип, квадратный блок с отверстием применим к использованию |
3 | Примерный размер, мм | От 0,5 до 1000 мм |
4 | Примерный диапазон измерения | Зависит от количества сборок |
5 | Примерный MPE | От 0,24 (10 мм) до 4,00 мкм (1000 мм) в зависимости от класса и размера |
6 | Примерный уменьшенный (скорректированный) MPE в определенной позиции, мкм | 0,05 мкм (100 мм) |
7 | Рекомендуемая обработка поверхности | Шероховатость менее 20 нм, Rt |
8 | Примерный материал | Калибр стали WC, керамика, стеклокерамика |
9 | Рекомендуемая твердость поверхности | HV800 |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | Термическая обработка без напряжения требуется для стали |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Зависит от используемого материала: сталь - 11,5; керамика - 8; стеклокерамика - 0 |
13 | Соответствующие стандарты | ИСО 3650, BS 4311, DIN 861, ISIRI 2606 |
14 | Ссылка на серию ИСО 230 | ИСО 230-1 |
15 | Погрешность измерения | См. таблицу D.1. Пример - |
16 | Замечания | Любой размер может быть создан сжатием |
17 | Пример рисунков | См. рисунок 17 |
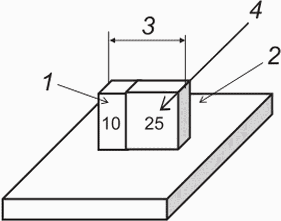
a) Прямоугольного типа
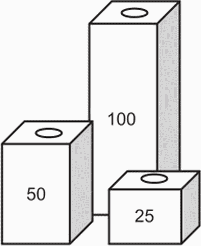
b) Тип квадратного блока
1 - калибровочный блок 1; 2 - калибровочный блок 2;
3 - созданный размер сжатием 1 и 2; 4 - указание
номинального размера
Измерительные приборы длины и смещения классифицируются следующим образом:
a) для дальнего действия (лазер);
b) для среднего диапазона (контрольная линейная шкала, стандартная шкала, цифровой зонд со шкалой);
c) для ближнего действия (контактный датчик, бесконтактный датчик, сенсорный датчик).
Основные технические характеристики или требования к характеристикам измерительных приборов длины и перемещения:
- размер;
- диапазон измерения;
- MPE или линейность;
- разрешающая способность;
- повторяемость;
- частотный отклик;
- измерительная сила;
- рабочая среда;
- долговременная стабильность показаний; а также
- эквивалентный коэффициент теплового расширения.
Эти требования включены в таблицы, описывающие характеристики прибора.
В таблице 8 указан типичный диапазон измерения инструментов измерения длины/смещения. Относительно факторов погрешности см. также таблицу D.2.
Примечание 1 - Минимальный диапазон измерения примерно в 10 раз превышает разрешение прибора.
Примечание 2 - Указанные диапазоны измерений учитывают условия испытаний станка в испытаниях.
Таблица 8
измерения длины/смещения
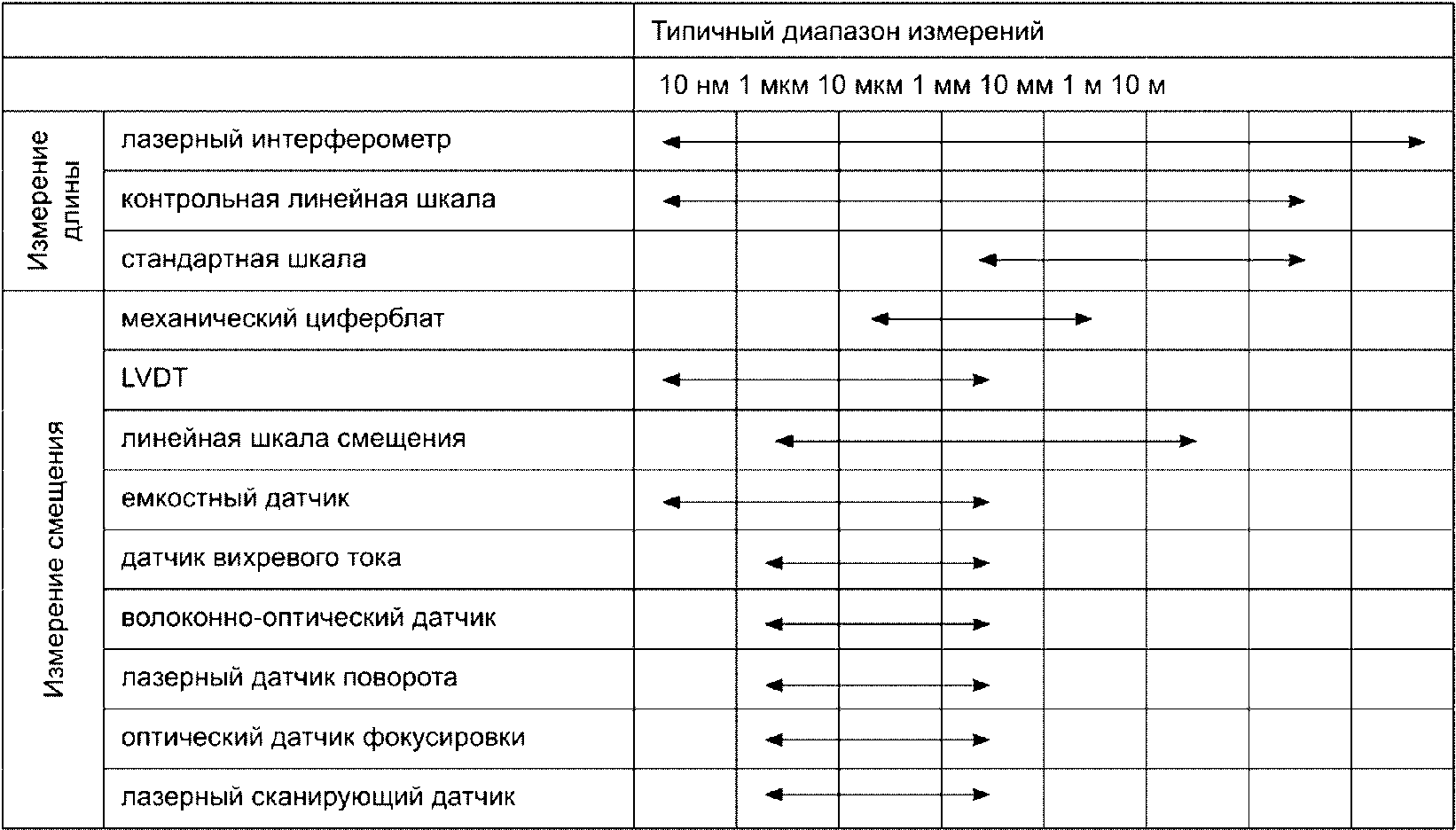
1 | Наименование инструмента | Лазерный интерферометр | |
2 | Описание | Развитие лазерной интерферометрии обеспечило станкостроительную промышленность высокоточным стандартом, который может использоваться на станках всех типов и размеров. Стабилизированный по частоте гелий-неоновый лазер в настоящее время представляет собой новейшее достижение в области стандартов длины лазеров и на практике стал принятым стандартом длины для измерений в испытаниях | |
3 | Примерный размер | 200 x 300 x 100 мм (лазерный источник) | |
4 | Примерный диапазон измерения | До 40 м | |
5 | Примерный MPE или линейность | MPE интерферометра определяется длиной волны лазера и лучше, чем 0,5 части на миллион, если температура воздуха, температура станка, влажность воздуха и давление воздуха постоянны | |
6 | Примерное разрешение | От 1 до 10 нм | |
7 | Примерная стабильность | Зависит от обстоятельств (см. примечания) | |
8 | Частотный отклик | От 100 кГц до 100 МГц на сигналах интерфейсного порта | |
9 | Измерение силы или нагрузки | Нет | |
10 | Рабочая среда | Условия испытаний | |
11 | Долгосрочная стабильность считывания | 8 x 10-9/м (только лазерный луч) | |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | На длину волны лазера влияют не только температура воздуха, но и давление воздуха, влажность и состав. Пример - Если температура воздуха изменяется на 1 °C, это соответствует 1 мкм/м длины измерения | |
13 | Погрешность измерения | См. таблицу D.2, а также 17, ИСО 230-2:2014, приложение A и ISO/TR 230-9 | |
Даже состояние воздуха возможно измерить и компенсировать, сохраняется влияние неопределенности датчиков, таких как температура, давление. В случае точного применения следует использовать рефрактометр для повышения точности измерений. Проверка общего влияния окружающей среды с помощью испытания на изменение окружающей среды с описанием испытания (см. ИСО 230-3) | |||
a) погрешность окружающей среды (4.2.3.9) | Перемещение карманов теплого и холодного воздуха вызывает его турбулентность воздуха. Когда эти карманы теплого и холодного воздуха движутся через измерительные лазерные лучи, длина лазерной волны внутри карманов меняется. Если этот карман на 0,1 °C теплее окружающего воздуха и имеет ширину 1 м, то это приведет к изменению линейного показания на 0,1 мкм. Чтобы свести к минимуму этот эффект, воздух, окружающий лазерный луч, должен быть либо очень стабильным, либо перемешиваться вентиляторами. Фактическое влияние окружающей среды должно быть проверено с помощью испытания EVE, (см. ИСО 230-2:2014, приложение A) | ||
Для станков, в которых для определения положения каретки используют стальной ходовой винт, этот эффект представляет собой расширение приблизительно на 11 мкм/м при повышении температуры свинцового винта на 1 °C. Если общий ход каретки составляет 1000 мм, этот эффект представляет собой потенциальное изменение рассматриваемой длины ходового винта на 0,011 мм на одно изменение температуры (см. ИСО 230-2). Датчики температуры материала должны быть правильно расположены для определения температуры поверхности стола. Полученные значения температуры применяются для компенсации теплового расширения целевой части | |||
См. 4.2.4.23 | |||
d) косинус погрешности | См. 4.2.4.1 | ||
e) погрешность смещения Аббе | См. 4.2.4.2 | ||
14 | Соответствующие стандарты | Нет | |
15 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.3.2.1, ИСО 230-2, ИСО 230-3 и ISO/TR 230-9 | |
16 | Пример рисунков | См. рисунок 18 | |
Замечания | Лазерный интерферометр допускается использовать для пяти из шести степеней свободы: линейное позиционирование, горизонтальная прямолинейность, вертикальная прямолинейность, наклон и перемещение, а также прямоугольность между двумя осями. Другие степени свободы имеют одинаковую важность, поскольку погрешности позиционирования, возникающие в результате движения погрешности наклона (движения наклона и перемещения), могут быть потенциально большими, чем погрешности системы линейного позиционирования осей станка. Другие источники погрешностей, которые следует учитывать перед началом измерений, указаны в замечаниях по применению. При настройке лазерной измерительной системы для оценки станка следует руководствоваться тремя основными принципами: a) выбрать правильную настройку для измерения желаемых параметров; b) минимизировать потенциальные источники ошибок (выравнивание, компенсация, мертвый ход и т.д.); (см. ИСО 230-2:2014, приложение A. См. также 13a), b), c); c) максимально точно моделируют условия работы станка. Каждая отдельная установка должна быть тщательно проанализирована, чтобы гарантировать, что измерения погрешности станка представляют погрешности заготовки. Измерения должны отражать относительные движения режущего инструмента и заготовки. Всегда следует устанавливать один оптический компонент там, где будет располагаться режущий инструмент, а другой оптический компонент - в позиции заготовки. Лазер должен быть расположен таким образом, чтобы максимально увеличить количество измерений, которые можно выполнить без изменения положения лазерной головки. Несмотря на то, что измерения лазерной системы чрезвычайно точны, их точность зависит от первоначальной настройки и устранения потенциальных ошибок. Это оптический измерительный прибор | ||
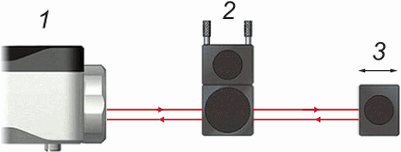
1 - лазерная головка; 2 - интерферометр; 3 - отражатель
для линейного перемещения
1 | Наименование инструмента | Цифровая линейная шкала |
2 | Описание | Цифровые весы используют скользящую головку для создания сигналов положения из стационарной шкалы, состоящей из оптической или магнитной цифровой маркировки с равным интервалом между ними. Эти маркировки производятся именно как стандарты длины. Сигналы интерполируются для достижения более высокого разрешения |
3 | Типичный размер | От 50 до 3000 мм (сталь/стекло) Более 10 000 мм (ленточная шкала) |
4 | Примерный диапазон измерения | Зависит от размера |
5 | Типичный MPE или линейность | 6 мкм в полном диапазоне считывания (1000 мм, класс JIS 0) или (3 + 3 L/1000) мкм, где L - эффективная длина измерения |
6 | Примерное снижение (исправление) MPE в определенных точках | 0,5 мкм |
7 | Типичное разрешение | От 0,01 до 1 мкм |
8 | Примерная повторяемость | 0,2 мкм |
9 | Частотный отклик | Зависит от системы интерполяции и электронных устройств |
10 | Измерение силы или нагрузки | - |
11 | Рабочая среда | Условия испытаний |
12 | Долгосрочная стабильность считывания | Зависит от обстоятельств |
13 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 - для стали, 8 - для стеклянного материала, 1 - для железоникелевого сплава, и 0 - для стеклянной шкалы со сверхнизким расширением (ULE) |
14 | Соответствующие стандарты | JIS B7450, ZBJ 42036 |
15 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.3.2.2 |
16 | Погрешность измерения | См. таблицу D.2. Пример - |
17 | Пример рисунков | См. рисунок 19 |
18 | Замечания | Цифровые весы, используемые для калибровки станка, устанавливают на специальном оборудовании для удобного обращения и размещения на столе станка. Считывающую головку снабжают линейной направляющей системой, чтобы поддерживать постоянный зазор между поверхностью шкалы и считывающей головкой |

1 - цифровая линейная шкала; 2 - монтажное основание
с направляющей; 3 - считывающая головка
1 | Наименование инструмента | Стандартная шкала | ||||||
2 | Описание | Стандартная шкала имеет линейчатую, гравированную или вытравленную разметку с одинаковым интервалом между ними. Шаг линии и общее расстояние откалиброваны | ||||||
3 | Типичный размер | От 100 до 1500 мм (сталь/стекло) | ||||||
4 | Типичный диапазон измерения | Зависит от размера | ||||||
5 | Размер, мм | От 100 до 200 | От 200 до 300 | От 300 до 400 | От 400 до 500 | От 500 до 600 | От 600 до 800 | От 800 до 1000 |
Типичный MPE или линейность, мкм | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | |
6 | Пример снижения (исправления) MPE в определенных точках, мкм | 0,5 | ||||||
7 | Примерный шаг линии шкалы | 1 мм | ||||||
8 | Примерная повторяемость | 0,2 мкм (по данным считывающего устройства) | ||||||
9 | Материалы | Используемые материалы: никель, нержавеющая сталь, сталь, обычное стекло и стекло с низким коэффициентом расширения | ||||||
10 | Измерение силы или нагрузки | Нет | ||||||
11 | Рабочая среда | Условия испытаний | ||||||
12 | Долгосрочная стабильность считывания | Зависит от обстоятельств | ||||||
13 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 - для стали; 8 - для стеклянного материала; 1 - для железоникелевого сплава и 0 - для стеклянной шкалы со сверхнизким расширением | ||||||
14 | Соответствующие стандарты | JIS B7541 | ||||||
15 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.3.2.2 | ||||||
16 | Погрешность измерения | См. таблицу D.2. Пример - | ||||||
17 | Пример рисунков | См. рисунок 20 | ||||||
18 | Замечания | Положения линий считываются микроскопом с линией сетки, CCD с контрольной линией и фотоэлектрическим микроскопом. Точность зависит от точки опоры. Рекомендуется поддержка с точками Бесселя (расстояние = 0,559 L), чтобы минимизировать искажения | ||||||
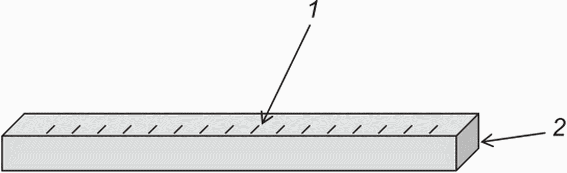
1 - линия (шкала); 2 - базовый блок
7.3.1 Датчики контактного типа
1 | Наименование измерительного преобразователя | Циферблат рычажного типа |
2 | Описание | Циферблат представляет собой небольшой, компактный инструмент для использования на станках, поверхностных пластинах и для множества других целей. Этот инструмент имеет линейный ходовой поршень и циферблат, который показывает смещение. Линейный ход поршня преобразуется во вращательное движение, например шестернями или витыми полосами, что обозначается указателем |
3 | Типичный размер | Диаметр 50 мм. Длина плунжера 50 мм |
4 | Типичный диапазон измерения | 2 мм, 10 мм |
5 | Типичный MPE или линейность | 14 мкм в полном диапазоне считывания |
6 | Типичное разрешение | 2 мкм |
7 | Типичная повторяемость | 1 мкм (в одном направлении) 3 мкм (двунаправленный) |
8 | Частотный отклик | Менее 5 Гц |
9 | Типичное измерение силы или нагрузки | 0,4 Н |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | Зависит от обстоятельств |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
13 | Соответствующие стандарты | ИСО 463, JIS B 7503, BS 907, DIN 878, NFE 11-050, ISIRI 9675, 14526, JIS B 7533 |
14 | Ссылка на серию ИСО 230 | - |
15 | Погрешность измерения | См. таблицу D.2. Пример - |
16 | Пример рисунков | См. рисунки 21a) и b) |
17 | Замечания | Для получения подробной информации об индикаторах часового типа см. ИСО 463. Испытания допускается проводить с индикаторами часового типа с ценой деления 0,01 мм, но для более точных испытаний (например, биение функциональных поверхностей шпинделя станка) следует использовать измерительные приборы с ценой деления 0,001 мм. Основными характеристиками этих инструментов являются: a) тенденция погрешности такой линейной, вогнутой, выпуклой и синусоидальной волны; b) максимальное значение гистерезиса; c) предельные значения измерительной силы в начале и в конце хода наконечника; d) максимальная локальная вариация измерительной силы (эта сила обычно имеет разные значения для входных и выходных перемещений плунжера в каждой позиции хода); e) повторяемость при использовании вверх ногами. Рекомендуется, чтобы используемые круговые шкалы имели короткий ход, низкий гистерезис и силу легкого контакта. Для круговых шкал рычажного типа подчеркивается, что выравнивание между направлением действия рычага и измеряемым смещением должно быть параллельным. В противном случае генерируется косинусная ошибка. Когда приборы с цифровой шкалой применяют для измерений с движением, направление движения должно быть направлением, которое не наносит ущерба поворотному действию рычага |
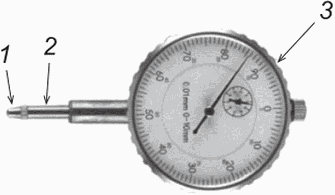
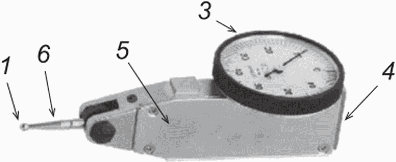
1 - контактная точка; 2 - поршень; 3 - циферблат
для считывания; 4 - опора; 5 - тело; 6 - рычаг
Рисунок 21 - Циферблаты
1 | Наименование измерительного преобразователя | Линейный переменный дифференциальный трансформатор (ЛПДТ) |
2 | Описание | Линейный переменный дифференциальный трансформатор выдает выходной сигнал, который пропорционален смещению подвижного сердечника в поле нескольких катушек. Когда сердечник перемещается из своего нулевого положения, напряжение, индуцированное катушками, изменяется, создавая выход, представляющий разницу в индуцированном напряжении. Головка датчика LVDT может быть картриджной или рычажной. |
3 | Типичный размер | Диаметр 8 мм; длина 90 мм (линейный зонд) 15 x 17 x 90 мм (рычажный тип) |
4 | Типичный диапазон измерения | 4 мм (линейный тип); 0,6 мм (рычажного типа) |
5 | Примерный MPE или линейность | 4% полной шкалы (рычажного типа) |
6 | Типичное разрешение | 0,01 до 0,1 мкм |
7 | Примерная повторяемость | 0,02 (линейный тип) 0,1 мкм (рычажный тип) |
8 | Частотный отклик | Примерно 20 Гц |
9 | Типичное измерение силы или нагрузки | 1 Н (линейный тип) 0,1 Н (рычажный тип) |
10 | Рабочая среда | От -10 °C до +75 °C |
11 | Долгосрочная стабильность считывания | Зависит от обстоятельств |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
13 | Соответствующие стандарты | JIS B 7536 |
14 | Ссылка на серию ИСО 230 | - |
15 | Погрешность измерения | См. таблицу D.2. Пример - |
16 | Замечания | Эквивалентное тепловое поведение может быть изменено с помощью положения зажима и метода |
17 | Пример рисунков | См.рисунок 22 |
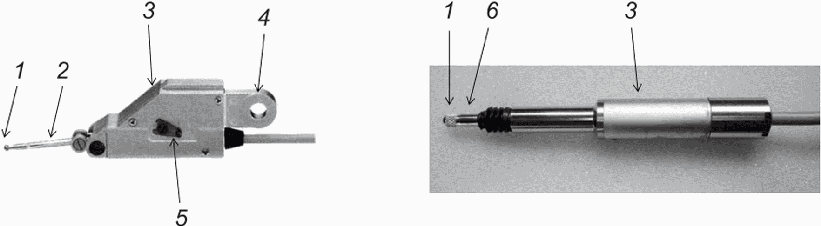
1 - точка контакта рычага; 2 - рычаг; 3 - тело; 4 - опорная
плита; 5 - изменения направления рычага; 6 - поршень
трансформатор
1 | Наименование измерительного преобразователя | Датчик линейного перемещения |
2 | Описание | Датчик этого типа состоит из небольшой линейной цифровой шкалы, направляющей линейного перемещения и контактного датчика. Диапазон считывания (диапазон перемещения) более чем LVDT, как правило, диапазон от 5 до 30 мм с разрешением от 1 до 0,1 мкм. Применяемые цифровые весы бывают емкостные, магнитные и фотоэлектрические. Для емкостной шкалы возможная скорость отклика ограничена. Тип датчика набора может быть получен (см. рисунок 23) |
3 | Типичный размер | Диаметр 12 мм, длина 50 мм |
4 | Типичный диапазон измерения | От 5 до 50 мм |
5 | Типичный MPE или линейность | 0,4% полной шкалы |
6 | Пример снижения (исправления) MPE в определенных точках, мкм | Две цифры |
7 | Типичное разрешение | От 0,01 до 1 мкм |
8 | Стабильность | Зависит от обстоятельств |
9 | Частотный отклик | Приблизительно 1 кГц (в зависимости от системы интерполяции и электрического устройства) |
10 | Типичное измерение силы или нагрузки | 2 Н |
11 | Рабочая среда | От 0 °C до 50 °C |
12 | Долгосрочная стабильность считывания | Зависит от обстоятельств |
13 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 8 (стекло) |
14 | Соответствующие стандарты | Нет |
15 | Ссылка на серию ИСО 230 | - |
16 | Погрешность измерения | См. таблицу D.2. Пример - |
17 | Замечания | Эквивалентное тепловое поведение может быть изменено с помощью положения зажима и метода |
18 | Пример рисунков | См. рисунок 23a) и b) |
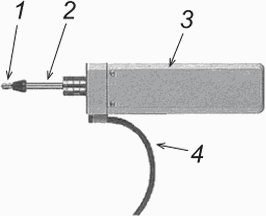
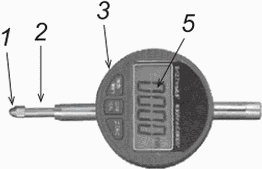
1 - точка контакта; 2 - поршень; 3 - тело с линейной шкалой;
4 - выходной кабель; 5 - цифровой дисплей для чтения
7.3.2 Бесконтактные датчики
1 | Наименование измерительного преобразователя | Емкостный датчик смещения |
2 | Описание | Емкостный датчик; системы измерения емкостного смещения основаны на функционировании идеальных пластинчатых конденсаторов. Если расстояние между двумя конденсаторными электродами изменяется, значение напряжения конденсатора изменится соответственно. В случае бесконтактного измерения смещения два пластинчатых электрода состоят из датчика и мишени. Измерительная головка может быть контактного или бесконтактного типа |
3 | Типичный размер | Диаметр 5 мм; длина 50 мм |
4 | Типичный диапазон измерения | 0,2 мм (в зависимости от разрешения) |
Примерный MPE или линейность | 0,4% от полной шкалы | |
6 | Типичное разрешение | От 0,01 до 0,1 мкм (скорректированная ширина полосы частот может изменяться) |
7 | Стабильность | Зависит от обстоятельств |
8 | Типичная частотная характеристика | Приблизительно 100 кГц (разрешение может меняться. См. пункт 5) |
9 | Измерение силы или нагрузки | Бесконтактная |
10 | Рабочая среда | От 0 °C до 50 °C |
11 | Долгосрочная стабильность считывания | Зависит от обстоятельств |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Так же как с материалами дела |
13 | Соответствующие стандарты | Нет |
14 | Ссылка на серию ИСО 230 | ИСО 230-3, ИСО 230-7 |
15 | Погрешность измерения | См. таблицу D.2. Пример - |
16 | Замечания | Применимый диапазон смещения небольшой, как правило, от 0,1 до 0,2 мм в зависимости от максимального разрешения и ширины полосы. Если максимальное разрешение достигает уровня 10 нм, то возможный диапазон, как правило, составляет 100 мкм |
17 | Пример рисунков | - |
1 | Наименование измерительного преобразователя | Емкостный датчик смещения |
2 | Описание | Электрический, т.е. ток в контрольной катушке создает электромагнитное поле, которое объединяется с полем, создаваемым в активной катушке. Результирующее электромагнитное поле взаимодействует с проводником, создавая поток тока на поверхности и внутри мишени. Индуцированный ток создает магнитное поле, которое противодействует и уменьшает интенсивность исходного поля. Это изменяет эффективный импеданс активной катушки, который обнаруживается электроникой формирования сигнала. Это изменение используется в качестве датчика смещения |
3 | Типичный размер | Диаметр 5 мм, длина 20 мм |
4 | Типичный диапазон измерения | 0,5 мм |
Типичный MPE или линейность | 0,1% до 0,5% от полной шкалы | |
6 | Типичное разрешение | 0,1 мкм |
7 | Типичная повторяемость | 0,2 мкм |
8 | Примерная частотная характеристика | Приблизительно 100 кГц (разрешение может меняться. См. пункт 5) |
9 | Измерение силы или нагрузки | Бесконтактная |
10 | Рабочая среда | От 0 °C до 50 °C |
11 | Примерная долгосрочная стабильность считывания | 0,15 мкм в месяц |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Так же как со сталью |
13 | Соответствующие стандарты | Нет |
14 | Ссылка на серию ИСО 230 | - |
15 | Погрешность измерения | См. таблицу D.2. Пример - |
16 | Пример рисунков | - |
1 | Наименование измерительного преобразователя | Волоконно-оптический датчик смещения |
2 | Описание | Расстояние от прибора до поверхности волоконно-оптического пучка, состоящего из исходного и приемного волокон, может быть определено на основе интенсивности отраженного света, который воспринимается. Когда датчик находится очень близко к поверхности, свет не может отражаться в приемных волокнах. Принимающие волокна передают отраженный свет обратно на фотодиод, который измеряет интенсивность |
3 | Типичный размер | Диаметр от 3 до 5 мм |
4 | Типичный диапазон измерения | От 0 мм до 0,5 мм |
5 | Типичный MPE или линейность | 5% полной шкалы |
6 | Типичное разрешение | 10 нм |
7 | Стабильность | Зависит от обстоятельств |
8 | Типичная частотная характеристика | 100 кГц |
9 | Измерение силы или нагрузки | Бесконтактная |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | Зависит от температурной стабильности |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Почти равен волокнистым материалам (стекло или пластик) |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | - |
Погрешность измерения | См. таблицу D.2. Пример - | |
16 | Замечания | Чувствительность зависит от структуры его пучка (см. пункт 15). Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 24 |
18 | Структура волокон | Половинный тип, случайный тип, коаксиальный тип |
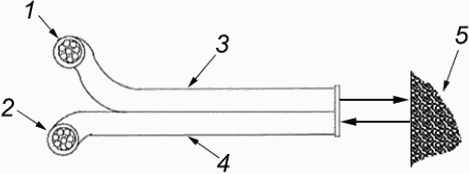
1 - источник света подключен к кабелю; 2 - детектор
подключен к кабелю; 3 - сторона передачи; 4 - сторона
получения; 5 - цель
1 | Наименование измерительного преобразователя | Лазерный датчик смещения треугольника |
2 | Описание | Свет от лазера создает пятно на поверхности мишени, а линза используется для фокусировки рассеянного света на поверхности фотоприемника. Выходной сигнал фотоприемника пропорционален положению центра интенсивности сфокусированного изображения |
3 | Примерный размер | 100 x 150 x 50 мм (сканирующая головка) |
4 | Примерный диапазон измерения | От 5 до 50 мм |
5 | Примерный MPE или линейность | 4% полной шкалы |
6 | Примерное разрешение | 0,02% полной шкалы |
7 | Стабильность | 0,05% полной шкалы |
8 | Типичная частотная характеристика | 2,5 кГц |
9 | Измерение силы или нагрузки | Бесконтактная |
10 | Рабочая среда | От 0 °C до 40 °C; условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | - |
15 | Погрешность измерения | См. таблицу D.2. Пример - |
16 | Замечания | Является оптическим датчиком |
17 | Пример рисунков | - |
1 | Наименование измерительного преобразователя | Оптический датчик смещения фокусировки |
2 | Описание | Световое пятно, излучаемое лазерным диодом, фокусируется на поверхности мишени. Отраженное световое пятно сфокусировано на фотодиоде. Фокус контролируется путем изменения расстояния между датчиком и целью с помощью системы сервоуправления. Этот управляющий сигнал пропорционален изменению расстояния |
3 | Примерный размер | 50 x 65 мм (чувствительная головка) |
4 | Примерный диапазон измерения | 1 мм |
5 | Примерный MPE или линейность | 1 мкм полной шкалы |
6 | Примерное разрешение | 0,01 мкм |
7 | Стабильность | - |
8 | Примерная частотная характеристика | 1 кГц |
9 | Измерение силы или нагрузки | Бесконтактная |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Соответствующие стандарты | - |
13 | Ссылка на серию ИСО 230 | - |
14 | Погрешность измерения | См. таблицу D.2. |
15 | Замечания | Является оптическим датчиком |
16 | Пример рисунков | - |
1 | Наименование измерительного преобразователя | Лазерный сканирующий микрометр |
2 | Описание | Существует два типа сканирующего микроскопа: один - система механического сканирования луча, а другой - стационарный световой луч с ПЗС-детектором. Этот прибор был изначально разработан для измерения диаметров проволоки и трубки. Система состоит из лазерного источника света, призмы сканирования луча, системы измерения угла поворота, временной шкалы и двух связанных ПЗС-матриц, которые определяют положение луча. Диаметр цели и ее центральное положение рассчитывают из положения луча и скорости вращения призмы. Одна система может измерять как центральное положение проволоки, так и ее диаметр, чтобы можно было определить прямолинейность машины |
3 | Типичный размер | 40 x 100 x 340 мм (зависит от расстояния головки) |
4 | Типичный диапазон измерения | 0,3 до 30 мм |
5 | Типичный MPE или линейность | 5% полной шкалы |
6 | Типичное разрешение | От 0,01 до 100 мкм |
7 | Типичная повторяемость | 0,3 мкм |
8 | Типичная частотная характеристика | Зависит от циклов усреднения. Общее время обработки данных: - для среднего числа N = 1; 3 мс; - для среднего числа N = 128; 60 мс; - для среднего числа N = 2048; 870 мс [с частотой дискретизации: 2400 раз/с] |
9 | Измерение силы или нагрузки | Бесконтактная |
10 | Рабочая среда | От 0 °C до 50 °C |
11 | Долгосрочная стабильность считывания | 0,5 мкм (от 0 °C до 50 °C) |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | - |
15 | Погрешность измерения | См. таблицу D.2. Пример - |
16 | Замечания | Прибор допускается использовать для измерения натянутой проволоки и измерения теплового смещения. Своего рода оптический инструмент |
17 | Пример рисунков | См. рисунок 25 |
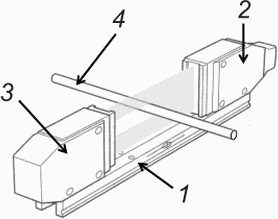
1 - опорная плита; 2 - световая сканирующая головка;
3 - приемник света; 4 - измеряемый прибор
7.3.3 Система контактного зондирования
1 | Наименование инструмента | Сенсорный триггер |
2 | Описание | Сенсорный датчик - это датчик, который определяет относительное положение между целью и устройством удержания датчика при контакте с наконечником датчика. Сенсорный датчик состоит из соединительного устройства между системой датчиков и станка, корпуса датчика с электрическим датчиком, стержня датчика и контактного наконечника. Датчик обнаруживает контакт между наконечником зонда и целью по механическому отклонению, вибрации и т.д. Система зонда переносится движущимся компонентом до тех пор, пока наконечник не коснется поверхности мишени. Сигнал от датчика генерирует команду остановки движущегося компонента. Движущийся компонент останавливается после получения этой команды. Есть некоторые превышения расстояния, вызванные этой задержкой. На расстояние перемещения влияет скорость движения, задержка системы запуска и механический гистерезис конструкции зонда. Существует два основных типа зондов: один обнаруживает только контакт, а другой постоянно обнаруживает относительное смещение между мишенью и системой датчиков. Этот тип датчика только определяет положение контакта между целью и датчиком |
3 | Примерный размер и вес: | - |
4 | Примерный диапазон измерения | - |
5 | Примерный MPE или линейность | - |
6 | Разрешение | - |
7 | Примерная повторяемость | От 0,1 до 1 мкм |
8 | Примерная частотная характеристика | 100 Гц |
9 | Измерение силы или нагрузки | 0,5 Н |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-3, ИСО 230-10 |
15 | Погрешность измерения | См. таблицу D.3. Пример - |
16 | Замечания | - |
17 | Пример рисунков | См. рисунок 26 |
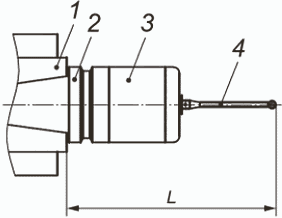
1 - шпиндель; 2 - держатель инструмента; 3 - зонд;
4 - наконечник; L - длина зондирующего инструмента
1 | Наименование инструмента | 1D-зонд (сканирующий) |
2 | Описание | 1D-датчик - это датчик, который определяет относительное положение между мишенью и устройством удержания датчика при контакте с наконечником датчика. 1D-датчик состоит из соединительного устройства между системой датчиков и станка, корпуса датчика с электрическим датчиком, стержня датчика и контактного наконечника. Датчик обнаруживает смещение между наконечником зонда и целью по шкале, механическому отклонению, вибрации и т.д. Система датчика перемещается движущимся компонентом до тех пор, пока наконечник не коснется поверхности мишени |
3 | Примерный размер и вес | - |
4 | Примерный диапазон измерения | 5 мм |
5 | Примерный MPE или линейность | - |
6 | Разрешение | 0,1 мкм |
7 | Примерная повторяемость | От 0,1 до 1 мкм |
8 | Примерная частотная характеристика | 100 Гц |
9 | Измерение силы или нагрузки | 0,5 Н |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-3, ИСО 230-10 |
15 | Погрешность измерения | См. таблицу D.3. Пример - |
16 | Замечания | - |
17 | Пример рисунков | См.рисунок 26 |
1 | Наименование инструмента | Сенсорный триггер |
2 | Описание | Сенсорный датчик - это датчик, который определяет относительное положение между целью и устройством удержания датчика, контактируя с наконечником датчика. Сенсорный датчик состоит из соединительного устройства между системой датчиков и станка, корпуса датчика с электрическим датчиком, стержня датчика и контактного наконечника. Датчик обнаруживает контакт между наконечником зонда и целью по механическому отклонению, вибрации и т.д. Система зонда переносится движущимся компонентом до тех пор, пока наконечник не коснется поверхности мишени. Сигнал от датчика генерирует команду остановки движущегося компонента. Движущийся компонент останавливается после получения этой команды. Есть некоторые превышения расстояния, вызванные этой задержкой. На расстояние перемещения влияет скорость движения, задержка системы запуска и механический гистерезис конструкции зонда |
3 | Примерный размер и вес | - |
4 | Примерный диапазон измерения | - |
5 | Примерный MPE или линейность | - |
6 | Разрешение | - |
7 | Примерная повторяемость | От 0,1 до 1 мкм |
8 | Примерная частотная характеристика | 100 Гц |
9 | Измерение силы или нагрузки | 0,5 Н |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-3, ИСО 230-10 |
15 | Погрешность измерения | См. таблицу D.3. Пример - |
16 | Замечания | - |
17 | Пример рисунков | См. рисунок 26 |
1 | Наименование инструмента | 2D-зонд |
2 | Описание | - |
3 | Примерный размер и вес | - |
4 | Примерный диапазон измерения | - |
5 | Примерный MPE или линейность | - |
6 | Разрешение | 0,1 мкм |
7 | Примерная повторяемость | От 0,1 до 1 мкм |
8 | Примерная частотная характеристика | 100 Гц |
9 | Измерение силы или нагрузки | 0,5 Н |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-3, ИСО 230-10 |
15 | Погрешность измерения | См. таблицу D.3. Пример - |
16 | Замечания | - |
17 | Пример рисунков | - |
Механические устройства, такие как испытательные оправки, линейка и угольник, допускается использовать в качестве эталона для измерения прямолинейности. Прямолинейность также может быть измерена путем применения измерения небольшого угла. Другие специальные методы измерения, такие как применение оптических инструментов, также включены в этот раздел. Для факторов погрешности см. также таблицу D.3. Таблица 9 показывает сводку устройств измерения прямолинейности с типичным диапазоном измерения.
Таблица 9
измерения прямолинейности
1 | Наименование инструмента | Натянутая струна с оптическим считывающим устройством |
2 | Описание | Горизонтальное отклонение центра проволоки измеряют микроскопом или другим оптическим устройством, чтобы оценить прямолинейность движения машины, на которой закреплен микроскоп |
3 | Типичный размер в мм | Диаметр должен быть от 0,1 до 0,7 мм |
4 | Типичный материал | Стальные или нейлоновые струны |
5 | Рекомендуемая система считывания | Микроскоп с регулировкой сетки и микрометра для точного определения его положения относительно натянутой проволоки. Вместо того, чтобы использовать микроскоп, ПЗС, лазерный сканирующий микрометр или другие устройства обработки изображений могут быть использованы для обнаружения изображения проводов. С помощью электрических устройств обнаружения изображения система может напрямую считывать положение провода. Лазерный сканирующий микрометр (см. 7.3.2.6) |
6 | Рабочая среда | Условия испытаний. Поскольку воздушная тяга влияет на стабильность провода, требуется состояние неподвижного воздуха (низкий градиент температуры и т.д.) |
7 | Соответствующие стандарты | - |
8 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.2.2.2 |
9 | Погрешность измерения | Применяется для следующих параметров: прямолинейность проволоки, сила натяжения; см. таблицу D.3. Пример - |
10 | Замечания | Микроскоп можно отрегулировать на станке с помощью точного уровня (который может быть интегрирован с опорой микроскопа). Два конца провода выровнены с помощью перекрестия измерительного микроскопа. Показания принимаются в горизонтальной плоскости по мере прохождения таблицы. Следует соблюдать осторожность при обращении с проволокой, которая должна иметь достаточное натяжение и не иметь перегибов. Диаметр проволоки должен быть как можно меньше, в любом случае не более 0,1 мм. Возможна вертикальная конфигурация для измерения прямолинейности вертикальной колонны |
11 | Пример рисунков | См. рисунок 27 |
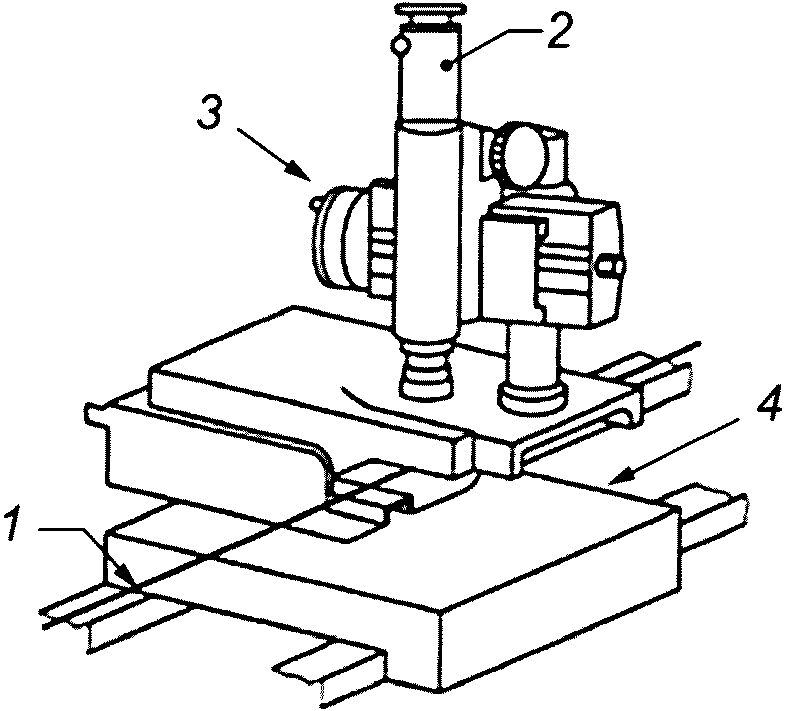
Примечание - См. также ИСО 230-1:2012, 8.2.2.2, рисунок 39.
1 - натянутая струна; 2 - микроскоп; 3 - микрометрическая
головка; 4 - ползун станка
1 | Наименование инструмента | Лазерный интерферометр с оптическим приспособлением |
2 | Описание | Выходящий из лазера луч проходит через интерферометр прямолинейности, разделяющий его на два луча, которые расходятся под небольшим углом и направляются на отражатель прямолинейности. Затем лучи отражаются от отражателя прямолинейности и возвращаются по новому пути к интерферометру прямолинейности, как показано на рисунке. В интерферометре прямолинейности два луча сходятся, и один луч возвращается в порт входа в лазерной головке. Существует два типа оптики: одна с плоскими зеркалами, а другая с зеркалом под углом 90° |
3 | Примерный размер и вес | Отражатель 42 x 160 x 42 мм и интерферометр 40 x 50 x 30 мм |
4 | Примерный диапазон измерения | +/- 2,5 мм для измерения длины от 0,1 до 4 м |
5 | Примерный MPE или линейность | 1% полной шкалы |
6 | Примерное разрешение | 0,01 мкм |
7 | Примерная повторяемость | - |
8 | Частотный отклик | - |
9 | Рабочая среда | Условия испытаний |
10 | Долгосрочная стабильность считывания | - |
11 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
12 | Соответствующие стандарты | - |
13 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.2.2.5 |
14 | Погрешность измерения | См. таблицу D.3. Пример - U = 2 мкм/м в комнате с контролируемой температурой, U = 6 мкм/м в обычном испытании [U (k = 2)] |
15 | Замечания | Является оптическим датчиком |
16 | Пример рисунков | См. рисунок 28 |
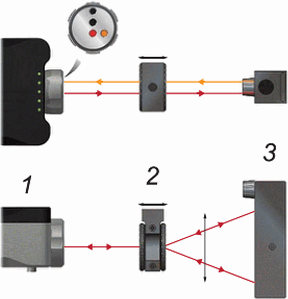
1 - лазерная головка; 2 - призма Волластона;
3 - двухплоскостное зеркало
с прямолинейным оптическим аксессуаром
1 | Наименование инструмента | Регулирующий телескоп |
2 | Описание | Регулирующий телескоп с принадлежностями предназначен для проверки прямолинейности, параллельности и прямоугольности. Посредством расположения линз, содержащихся в трубчатом корпусе, вид на горизонтальные и вертикальные поперечные провода может быть спроецирован на цель. Вертикальное и горизонтальное смещения поперечных проводов к цели измеряются непосредственно в миллиметрах с помощью микрометровых шкал. Градуированный диск фокусировки меняет положение фокусирующего прибора, позволяя сфокусировать цели от нуля до бесконечности. Фокус перекрестных проводов достигается на окуляре. Телескоп чаще всего монтируется на горизонтальном основании, содержащем сферическую цапфу, чтобы обеспечить возможность боковой и вертикальной регулировки линии визирования. Прямолинейность может быть измерена путем перемещения цели вдоль линии визирования. Приспособление для размещения точных уровней и оптических угольников расширяют возможности прибора для измерения параллельности и прямоугольности |
3 | Примерный размер и вес: | 500 x 200 x 100 мм |
4 | Примерный диапазон измерения | От 1 до 10 м в зависимости от погрешности измерения |
5 | Примерный MPE или линейность | 3 мкм/1 м, 10 мкм/5 м |
6 | Примерное разрешение | 1 мкм |
7 | Примерная повторяемость | - |
8 | Частотный отклик | - |
9 | Измерение силы или нагрузки | Бесконтактный |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.2.2.3 |
15 | Погрешность измерения | См. таблицу D.3. Пример - Измерение U = 3 мкм/1 м [U (k = 2)] в контролируемых условиях |
16 | Замечания | Центр мишени должен быть расположен как можно ближе к функциональной точке. Расстояние между оптической осью телескопа и центром мишени следует считывать непосредственно на сетке или с помощью оптического микрометра. Следует убедиться, что показания микрометрического набора интерпретируются правильно, т.е. + ve не следует путать с - ve. Предложенное правило соглашения - это принцип "LURD" [см. рисунок 29b)] (т.е. влево, вверх, вправо, вниз). Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 29 |
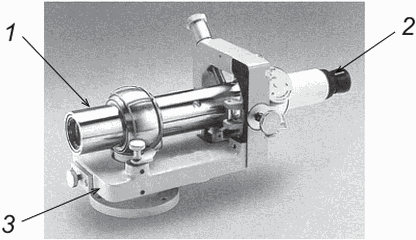
a) Регулирующий телескоп
c) Вид на крестовину, мишень и циферблат микрометра
Примечание - См. также ИСО 230-1:2012, 8.2.2.3.
1 - телескоп; 2 - глазок; 3 - установочный стол; U - верх;
L - лево; D - низ; R - право
1 | Наименование инструмента | Двухплоскостной непрерывный лазер с двумя мишенями |
2 | Описание | Непрерывно растягивающиеся лазерные плоскости создаются путем изгиба лазерного луча точно на 90° с использованием оптической пентапризмы. Лазерные плоскости используют в качестве эталонов для измерения прямолинейности осей станка. Горизонтальное отклонение и вертикальное отклонение от лазерных плоскостей измеряют оптическим датчиком цели для каждой оси, чтобы оценить вертикальную прямолинейность и горизонтальную прямолинейности движения станка, на котором закреплены цели. Лазер сканера установлен на регулировочном основании с регулировочным валом и регулировкой перемещения для точного выравнивания плоскостей, параллельных движению станка. Два точных уровня позволяют определить параллельность горизонтальной плоскости или гравитации. Ту же систему допускается применять для измерения прямолинейности и прямоугольности |
3 | Примерный размер лазерного излучателя | Габаритные размеры: 280 x 220 x 220 мм; вес: 4,5 кг |
4 | Примерный размер и вес датчиков цели | 60 x 110 x 50 мм; 400 г |
5 | Примерный диапазон измерения | 30 м |
6 | Примерная прямолинейность луча | 0,001 мм/м +/- 0,002; 5 мм/м для воздушного шума |
7 | Примерная плоскостность плоскости лазера | 0,25" или 0,001 мм/м + максимальная погрешность перевода 0,001; 3 мм при развертке 90° |
8 | Примерная прямоугольность лазерной плоскости | Верхняя плоскость лазера к боковой плоскости лазера: прямоугольность 0,005 мм/м |
9 | Примерное разрешение целей и MPE | Диапазон ячеек 5 мм; разрешение: 0,00025 мм; ПДВ: 0,0015 мм. Диапазон ячеек 24 мм; разрешение: 0,0005 мм; ПДВ: 0,0035 мм |
10 | Рекомендуемая система считывания | Отображение нескольких осей на основе дисплея с беспроводным подключением к датчикам или беспроводным интерфейсом к ПК для сбора и сохранения данных для дальнейшего анализа и составления отчетов |
11 | Рабочая среда | Условия испытаний. На производительность лазерной системы влияет турбулентность в атмосфере, поэтому крайне важно использовать как вентиляторы для смешивания воздуха, так и электронную фильтрацию шума, когда требуется максимальный MPE системы |
12 | Соответствующие стандарты | - |
13 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 12.2.5.3 |
14 | Погрешность измерения | См. таблицу D.5. Пример - Типичное значение для погрешности U = 5 мкм на 3 м пути [U (k = 2)] |
15 | Замечания | Горизонтальная и вертикальная прямолинейности могут быть собраны одновременно. Своего рода оптический инструмент |
16 | Пример рисунков | См. рисунок 30 |
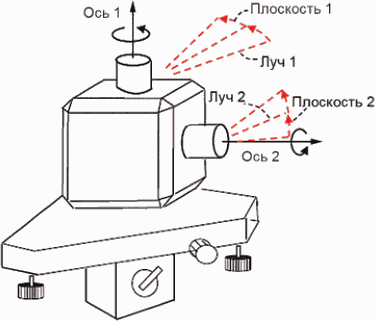
в двух плоскостях с двумя одноосными мишенями
1 | Наименование инструмента | Регулирующий лазер |
2 | Описание | Выравнивающий лазер с принадлежностями применяют для проверки прямолинейности, параллельности и прямоугольности. Лазерный луч используют в качестве эталона, и отклонение расстояния между лазерным лучом и прибором измерения измеряют в двух или более позициях с использованием двумерного детектора положения. Вертикальное и горизонтальное смещения пятна на мишени измеряют непосредственно в миллиметрах с помощью двумерного датчика. Прямолинейность может быть измерена путем перемещения цели вдоль линии визирования |
3 | Примерный размер | Приемник: 60 x 50 x 40 мм; 120 г. Передатчик: 60 x 60 x 140 мм; 1100 г |
4 | Примерный диапазон измерения | До 50 м в зависимости от погрешности измерения |
5 | Примерный MPE или линейность | 1% полной шкалы или 6 мкм |
6 | Примерное разрешение | 1 мкм |
7 | Стабильность | 3 мкм |
8 | Частотный отклик | 3 Гц |
9 | Измерение силы или нагрузки | Бесконтактный |
10 | Рабочая среда | От 0 °C до 50 °C; условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.2.2.3 |
15 | Погрешность измерения | См. таблицу D.3. Пример - |
16 | Замечания | Существует несколько типов лазеров. Некоторые могут работать с беспроводной связью. Применение к измерениям плоскостности, параллельности и прямоугольности также возможно. Центр детектора должен быть расположен как можно ближе к функциональной точке. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 31 |
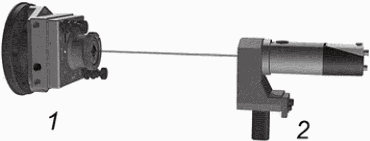
1 - передатчик; 2 - получатель
Измерение прямоугольности выполняют с помощью механических устройств, таких как поверочный угольник и цилиндрический поверочный угольник. В этом разделе указаны устройства для измерения углов с применением других инструментов, таких как оптические приборы. Для факторов неопределенности см. также таблицу D.4. В таблице 10 приведены сводные данные устройств измерения прямоугольности с типичным диапазоном измерения.
Таблица 10
измерения прямоугольности
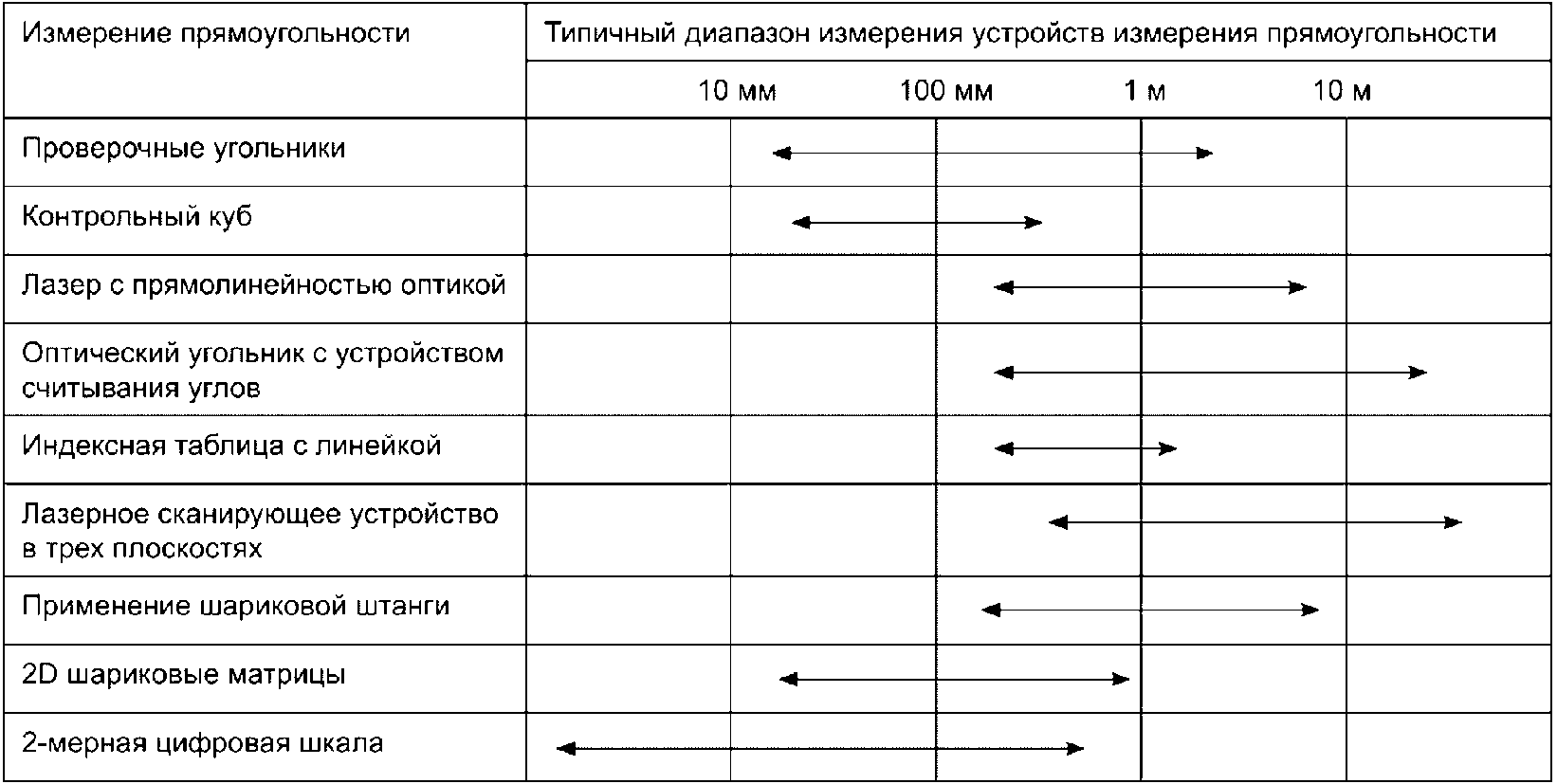
1 | Наименование инструмента | Лазерный интерферометр с оптическим приспособлением |
2 | Описание | Измерения прямоугольности выполняют путем измерения прямолинейности вдоль каждой из двух номинально ортогональных осей, представляющих интерес, с использованием общего эталона. Требуется общий эталон, чтобы можно было сравнить два набора измерений прямолинейности и вычислить отклонение от прямоугольности двух осей. Общим эталоном, как правило, является оптическое выравнивание отражателя прямолинейности, которое не перемещается (относительно таблицы) и не регулируется между двумя измерениями прямолинейности. Оптический угольник используется по меньшей мере для одного из измерений прямолинейности, чтобы позволить лазерному лучу выравниваться вдоль каждой оси, не касаясь отражателя прямолинейности. Оптические принципы измерения прямоугольности те же, что и для измерений прямолинейности, но с дополнительным использованием оптического угольника |
3 | Примерный размер, мм | 160 x 160 x 60 мм (оптический блок) |
4 | Примерный диапазон измерения | +/- 3/(длина измерения, м) |
5 | Примерный MPE или линейность | 1% от полной шкалы |
6 | Примерное разрешение | 0,01 мкм/м |
7 | Пример повторяемости | - |
8 | Частотный отклик | - |
9 | Рабочая среда | Условия испытаний |
10 | Долгосрочная стабильность считывания | - |
11 | Температурный коэффициент линейного расширения | - |
12 | Соответствующие стандарты | - |
13 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 10.3.2.4 |
14 | Погрешность измерения | См. таблицу D.3. Пример - |
15 | Замечания | Является оптическим датчиком |
16 | Пример рисунков | См. рисунок 32 |
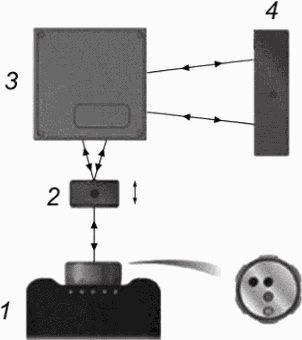
1 - лазерная головка; 2 - призма Волластона; 3 - оптический
угольник; 4 - двухплоскостное зеркало
и прямолинейностью оптического приспособления
1 | Наименование инструмента | Индексная таблица с линейкой |
2 | Описание | - |
3 | Примерный размер и вес | 200 x 200 x 60 мм; 3 кг |
4 | Примерный диапазон измерения | 360° |
5 | Примерный MPE или линейность | 0,4" |
6 | Примерное разрешение | 2° (180 деление) |
7 | Пример повторяемости | 0,2" |
8 | Частотный отклик | - |
9 | Измерение силы или нагрузки | - |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, рисунок 65 |
15 | Погрешность измерения | См. таблицу D.3. Пример - |
16 | Пример рисунков | См.рисунок 33 |
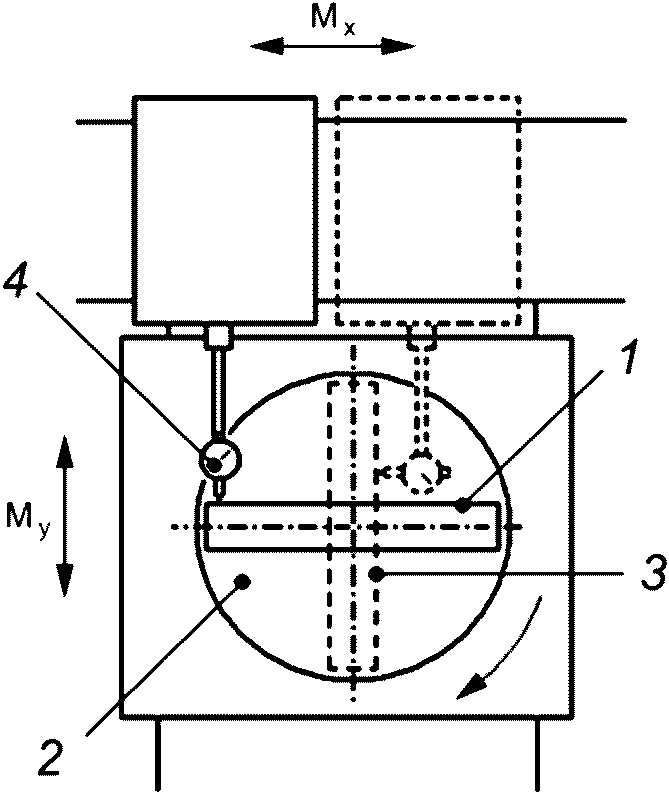
1 - линейка при 0°; 2 - индексная таблица; 3 - линейка
под углом 90°; 4 - датчик линейного перемещения;
Mx - движение по оси X; My - движение по оси Y
1 | Наименование инструмента | Трехплоскостной лазер непрерывного качания с двумя одноосными мишенями |
2 | Описание | Непрерывно растягивающиеся лазерные плоскости создаются путем изгиба лазерного луча точно на 90° с использованием оптической пентапризмы. Лазерные плоскости ортогональны друг другу и, таким образом, могут использоваться в качестве эталона для измерения прямоугольности между поверхностями или осями станка. Лазерная плоскость выставляется параллельно поверхности или линии движения путем регулировки шага, крена или перемещения лазерного основания, пока цель не покажет одинаковые показания в каждой контрольной точке. Затем цели используют для измерения отклонения от контрольных точек на расстоянии до 30 м от лазера. Два точных уровня позволяют определить параллельность горизонтальной плоскости или гравитации. Та же система может применяться для измерения прямолинейности и плоскостности |
3 | Примерный размер и вес лазерного излучателя | Габаритные размеры: 280 x 220 x 220 мм; вес: 4,5 кг |
4 | Примерный размер и вес датчиков цели | 60 x 110 x 50 мм; вес: 400 г |
5 | Примерный диапазон измерения | 30 м в каждом направлении |
6 | Примерная прямолинейность луча | 0,001 мм/м +/- 0,002; 5 мм/м для воздушного шума |
7 | Примерная плоскостность плоскости лазера | 0,25" или 0,001 мм/м + максимальная погрешность перехода 0,001; 3 мм при развертке 90° |
8 | Примерная прямоугольность лазерной плоскости | Верхняя плоскость лазера к боковой плоскости лазера: прямоугольность 0,005 мм/м |
9 | Примерное разрешение целей и MPE | Диапазон ячеек 5 мм; разрешение: 0,00025 мм; MPE: 0,0015 мм. Диапазон ячеек 24 мм; разрешение: 0,0005 мм; MPE: 0,0035 мм |
10 | Рекомендуемая система считывания | Отображение нескольких осей на основе дисплея с беспроводным подключением к датчикам или беспроводным интерфейсом к ПК для сбора и хранения данных для дальнейшего анализа и составления отчетов |
11 | Рабочая среда | Условия испытаний. На производительность лазерной системы влияет турбулентность в атмосфере, поэтому крайне важно использовать как вентиляторы для смешивания воздуха, так и электронную фильтрацию шума, когда требуется максимальный MPE системы |
12 | Соответствующие стандарты | - |
13 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 12.2.5.3 |
14 | Погрешность измерения | См. таблицу D.5. Пример - Типичное значение для неопределенности U = 5 мкм на 3 м пути [U (k = 2)] |
15 | Замечания | Трехплоскостность допускается собирать без изменения положения инструмента и изменения контрольных точек. Является оптическим датчиком |
16 | Пример рисунков | См. рисунок 34 |
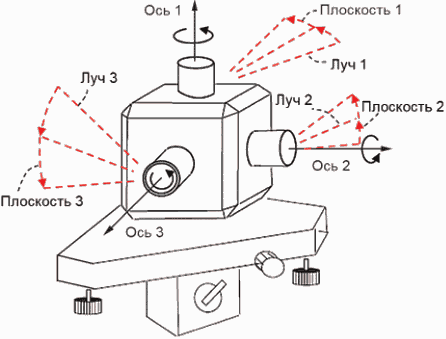
действия с двумя одноосными мишенями
Плоскостность допускается измерять с помощью испытательных приборов, таких как линейка, поверхностная пластина. Для измерения плоскостности функциональных поверхностей деталей станков допускается применять приборы для измерения углов, такие как уровни, автоколлиматоры (см. ИСО 230-1). Другие применимые измерительные приборы также указаны. Таблица 11 показывает сводку устройств измерения плоскостности с типичным диапазоном измерения.
Таблица 11
измерения плоскостности
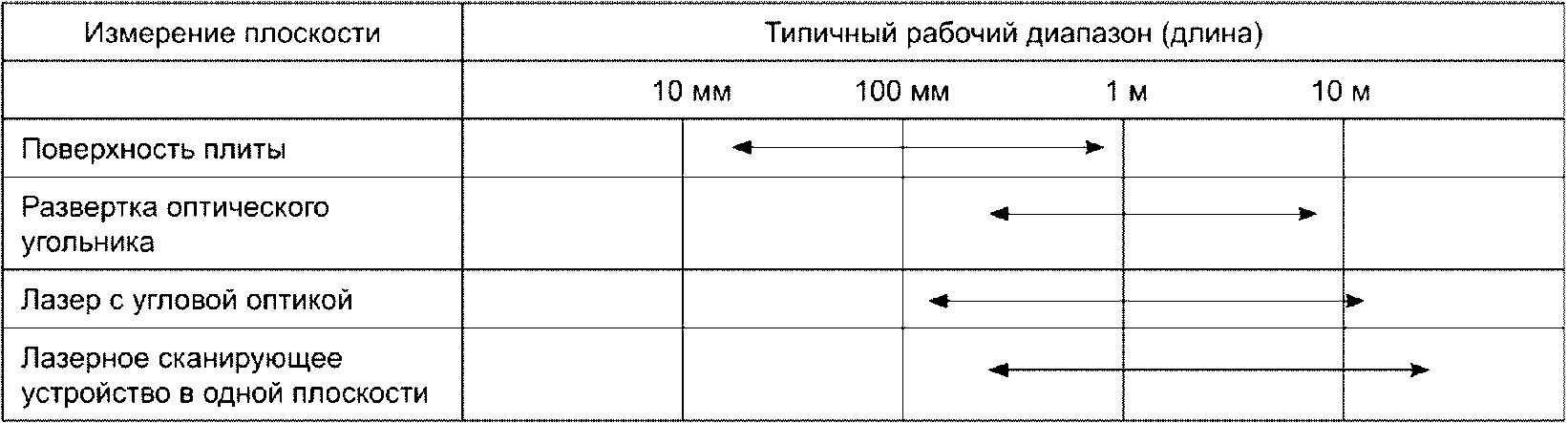
1 | Наименование инструмента | Развернутый оптический угольник |
2 | Описание | Развернутый оптический угольник используют совместно с юстировочным телескопом и тремя базовыми целями, чтобы установить опорную плоскость, которая позволяет проверять плоскостность поверхности (см. рисунок 35). Телескоп установлен в раме, в которой установлен вращающийся оптический блок с пятиугольной призмой. Рамка содержит регулируемые опоры, чтобы приблизить плоскость, пройденную инструментом, к центру опорных целей. Цели сфокусированы, как описано в 8.4, а микрометрический циферблат на вращающемся оптическом блоке измеряет вертикальное смещение целей относительно поперечных проводов |
3 | Примерный размер | 600 x 300 x 300 мм |
4 | Примерный диапазон измерения | До 10 м |
5 | Примерный MPE или линейность | 5 мкм/2 м |
6 | Примерное разрешение | 0,002 мм |
7 | Примерная повторяемость | Зависит от обстоятельств |
8 | Частотный отклик | - |
9 | Измерение силы или нагрузки | Бесконтактный |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 12.2.5.1 |
15 | Погрешность измерения | См. таблицу D.3. Пример - U = 2 мкм/м2 [U (k = 2)] |
16 | Замечания | Следующие меры предосторожности должны быть приняты в использовании: a) избегайте использования там, где есть изменения температуры, которые могут вызвать чрезмерное преломление; b) убедитесь, что основание магнитного держателя цели чистое; c) убедитесь, что показания микрометрического набора интерпретируются правильно, т.е. положительное не путается с отрицательным. Предложенное правило соглашения - принцип LURD [см. рисунок 29b)]; d) убедитесь, что настройки фокуса четкие; e) по возможности, убедитесь, что инструменты установлены жестко. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 35 |
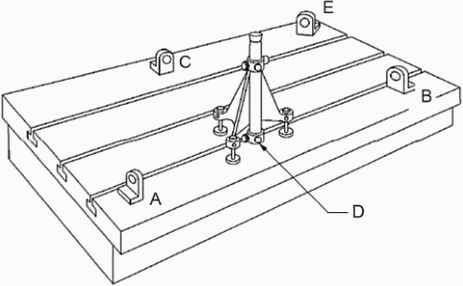
A - первая контрольная мишень; B - вторая контрольная
мишень; C - третья контрольная мишень; D - развертка
оптического угольника; E - подвижное целевое зеркало
1 | Наименование инструмента | Лазерный интерферометр с плоскостным оптическим приспособлением |
2 | Описание | Угловой интерферометр прикреплен к поворотному зеркалу, а угловой отражатель прикреплен к верхней части выбранной плоскости плоскостности. Угловой интерферометр размещен на пути между лазерной головкой и угловым отражателем. Лазерный луч разделяется на два с помощью светоделителя внутри углового интерферометра. Одна часть луча (измерительный луч A1) проходит прямо через интерферометр и отражается одним из сдвоенных отражателей углового отражателя обратно через интерферометр в лазерную головку. Другой луч (измерительный луч A2) проходит через перископную часть углового интерферометра ко второму отражателю, откуда он возвращается через интерферометр и в лазерную головку. |
Угловое измерение получают путем сравнения разности путей между лучами A1 и A2 (т.е. измерение не зависит от расстояния между лазером и интерферометром). Величина плоскостности, отображаемая программным обеспечением, представляет собой инкрементную высоту между передней и задней опорами плоской пластины, на которой установлен угловой отражатель. Эта инкрементная высота вычисляется из углового измерения и известного расстояния между центрами передней и задней опор плоской пластины. Это расстояние, называемое расстоянием между опорами, вводится в программу калибровки до начала измерения. Для каждой линии измерения угловой интерферометр (установленный на поворотном зеркале) остается неподвижным, в то время как отражатель (установленный на плоскости плоскостности) движется вдоль линии с шагом, определяемым расстоянием между сторонами (см. 12.2.5.4) | ||
3 | Примерный размер, мм | 70 x 40 x 40 мм; 70 x 40 x 40 мм (только оптический блок) |
4 | Примерный диапазон измерения | От 0 до 15 м, +/- 1,5 мм |
5 | Примерный MPE или линейность | 1,2% полной шкалы |
6 | Примерное разрешение | 0,01 мкм |
7 | Примерная повторяемость | 2" |
8 | Частотный отклик | - |
9 | Рабочая среда | Условия испытаний |
10 | Долгосрочная стабильность считывания | - |
11 | Температурный коэффициент линейного расширения | - |
12 | Соответствующие стандарты | Нет |
13 | Ссылка на серию ИСО 230 | См. 12.2.5.4 |
14 | Погрешность измерения | См. таблицу D.3. Пример - |
15 | Замечания | Является оптическим датчиком |
16 | Пример рисунков | См. рисунок 36 |
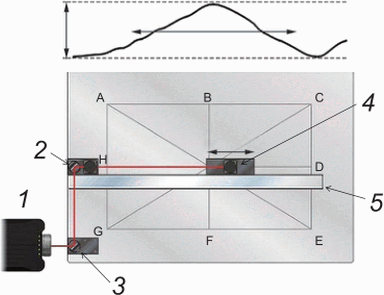
1 - лазерная головка; 2 - угловой интерферометр;
3 - поворотное зеркало; 4 - угловой отражатель;
5 - направляющая пластина; AC, CE, EG, GA, BF, DH,
AH, CG - линии измерения
с плоскостным оптическим приспособлением
1 | Наименование инструмента | Одноплоскостной непрерывный качающийся лазер с одной или тремя одноосными мишенями |
2 | Описание | Непрерывно развернутая лазерная плоскость получается путем изгиба лазерного луча точно на 90° с использованием оптической пентапризмы. Лазерная плоскость является плоской и может использоваться в качестве эталона для измерения плоскостности поверхности станка, как по горизонтали, так и по вертикали. Лазерная плоскость делается параллельной поверхности путем регулировки шага, крена или перемещения лазерного основания, пока цели не отобразят одинаковые показания в каждой контрольной точке. Затем цели используются для измерения отклонения от контрольных точек на расстоянии до 30 м от лазера. Два точных уровня позволяют определить параллельность горизонтальной плоскости. Та же система может применяться для измерения прямолинейности и прямоугольности |
3 | Примерный размер и вес лазерного излучателя | Габаритные размеры: 280 x 220 x 220 мм; вес: 4,5 кг |
4 | Примерный размер и вес датчиков цели | 60 x 110 x 50 мм; вес: 400 г |
5 | Примерный диапазон измерения | Радиус 30 м |
6 | Примерная прямолинейность луча | 0,001 мм/м +/- 0,002; 5 мм/м для воздушного шума |
7 | Примерная плоскостность плоскости лазера | 0,25" или 0,001 мм/м + максимальная погрешность перехода 0,001; 3 мм при развертке 90° |
8 | Примерное разрешение целей и MPE | Диапазон ячеек 5 мм; разрешение: 0,00025 мм; MPE: 0,0015 мм Диапазон ячеек 24 мм; разрешение: 0,0005 мм; MPE: 0,0035 мм |
9 | Рекомендуемая система считывания | Отображение нескольких осей на основе дисплея с беспроводным подключением к датчикам или беспроводным интерфейсом к ПК для сбора и хранения данных для дальнейшего анализа и составления отчетов |
10 | Рабочая среда | Условия испытаний. На производительность лазерной системы влияет турбулентность в атмосфере, поэтому крайне важно использовать как вентиляторы для смешивания воздуха, так и электронную фильтрацию шума, когда требуется максимальный MPE системы |
11 | Соответствующие стандарты | - |
12 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 12.2.5.3 |
13 | Погрешность измерения | См. таблицу D.5. Пример - Типичное значение для погрешности U = 5 мкм на 3 м пути [U (k = 2)] |
14 | Замечания | Является оптическим датчиком |
15 | Пример рисунков | См. рисунок 37 |
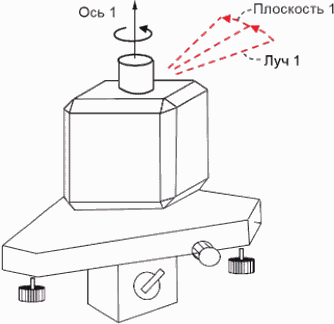
с одной или тремя одноосными мишенями
Измерители угла классифицируют следующим образом:
- измерители частичного круга (угла) (уровни, автоколлиматор, лазерный измеритель угла);
- приборы для измерения углов по всему кругу (360°) (полигон, прецизионный указатель, поворотный датчик).
Вкладчики погрешности см. в таблице D.4.
1 | Наименование инструмента | Уровень точности |
2 | Описание | Уровень может быть снабжен микрометрическим винтом или градуированными линиями на трубе, с регулируемым винтом или без него. В первом случае изменения наклона считываются по отклонению микрометра; во втором случае они читаются непосредственно на градуированных линиях трубки. Константа уровня или кажущейся чувствительности n представляет собой изменение наклона, выраженное в миллиметрах на миллиметр (или в секундах дуги), которое приводит к смещению пузырька на одно деление |
3 | Примерный размер и вес | 250 x 50 x 50 мм; 1 кг |
4 | Примерный диапазон измерения | +/- 1° |
5 | MPE или линейность | MPE уровня не должен превышать 0,020 мм/1000 мм (диапазон), и пузырь должен перемещаться по крайней мере на одно деление для изменения угла не более 0,05 мм/1000 мм |
6 | Примерное разрешение | 0,02 мм/м |
7 | Стабильность | 0,01 мм/1000 мм |
8 | Частотный отклик | Менее 2 с |
9 | Измерение силы или нагрузки | - |
10 | Рабочая среда | От 0 °C до 40 °C |
11 | Долгосрочная стабильность считывания | 0,01°/°C |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | JIS B 7510 |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.4.2.1, 12.1.3.1, 12.2.3.2, 12.2.4, 12.3.2.2.2, 12.3.2.3.2, 12.3.2.8 и 12.3.2.9 |
15 | Погрешность измерения | См. таблицу D.4. Пример - |
16 | Замечания | Плоскостность основания должна соответствовать следующим допускам: - 0,004 мм для L < 250 мм; - 0,006 мм для 250 мм < L < 500 мм. Для уровня, имеющего непрерывное невыпущенное плоское основание, важно, чтобы основание не было выпуклым. Испытания с уровнем следует проводить как можно быстрее, а измерения должны повторяться в обратном направлении, чтобы учесть колебания температуры, которые могут возникнуть между начальными и конечными показаниями. Поскольку их стеклянные трубки подвержены деформации с возрастом, уровни спирта должны регулярно калиброваться. Дата каждой калибровки должна быть указана на листе калибровки уровней |
17 | Пример рисунков | См. рисунок 38 |
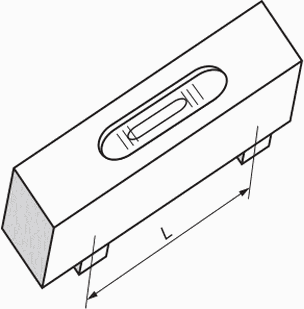
L - длина основания
1 | Наименование инструмента | Электронный уровень |
2 | Описание | Подвесной маятник с демпфирующим устройством наклоняется в зависимости от силы тяжести. Его угол наклона определяют датчиком линейного перемещения или датчиком угла |
3 | Примерный размер | 100 x 150 x 45 мм |
4 | Примерный диапазон измерения | +/- 19,99 мм/м или 1,999 мм/м |
5 | Примерный MPE или линейность | 20% считывания |
6 | Примерное снижение (исправление) MPE в определенных точках | - |
7 | Примерное разрешение | 0,01 мм/м или 0,001 мм/м |
8 | Примерная повторяемость | 0,001 мм/м |
9 | Частотный отклик | Менее 2 с |
10 | Измерение силы или нагрузки | - |
11 | Рабочая среда | От 0 °C до 40 °C |
12 | Долгосрочная стабильность считывания | 0,01°/°C |
13 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
14 | Соответствующие стандарты | - |
15 | Ссылка на серию ИСО 230 | См. ИСО 230-1:2012, 8.1 |
16 | Погрешность измерения | См. таблицу D.4. Пример - |
17 | Замечания | Электронные уровни по сравнению с точными уровнями более чувствительны, быстрее реагируют и могут быть подключены к автоматическим устройствам построения графиков, на которые сильно влияет температура тела человека. Важно, чтобы увеличение периодически калибровалось с использованием синусоиды, чтобы наклонить ее на известный угол. На некоторые электронные уровни отрицательно влияет магнитная сила, например магнитные патроны или магнитные индикаторы. Следует убедиться, что поверхность под углом 90° к направлению измерения находится на уровне, соответствующем спецификации изготовителя прибора. При проверке абсолютного уровня необходимо сделать два показания уровня, второе из которых проводится после поворота уровня на 180°. Два значения должны быть алгебраически сложены и разделены на два, чтобы обеспечить среднее значение. При проведении топографической съемки важно знать расстояние в футах L между серединой опорных точек и снимать показания, перемещая уровень и его опору с шагом L между каждым показанием, гарантируя, что задняя нога занимает ту же точку, которую ведущая нога занимала во время предыдущего считывания |
18 | Пример рисунков | См. рисунок 39 |
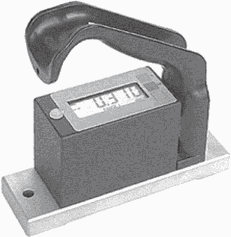
a) 1D электронный уровень

b) 2D электронный уровень
1 | Наименование инструмента | Инклинометр |
2 | Описание | Подвесной маятник с демпфирующим устройством наклоняется в зависимости от силы тяжести. Его угол наклона измеряют с помощью решетки или датчика угла до 45° |
3 | Примерный размер и вес | 100 x 75 x 30 мм; 0,5 кг |
4 | Примерный диапазон измерения | +/- 45° |
5 | Примерный MPE или линейность | 2' |
6 | Примерное разрешение | 0,02 мм/м |
7 | Стабильность | - |
8 | Частотный отклик | Менее 2 с |
9 | Измерение силы или нагрузки | - |
10 | Рабочая среда | От 0 °C до 40 °C |
11 | Долгосрочная стабильность считывания | 0,01°/°C |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | 11 |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | См. ИСО 230-1:2012, 8.1 |
15 | Погрешность измерения | См. таблицу D.4. Пример - |
16 | Замечания | - |
17 | Пример рисунков | - |
1 | Наименование инструмента | Автоколлиматор |
2 | Описание | Целевые провода занимают место источника света, и они освещаются лампой и конденсатором сбоку, а свет отражается вдоль оптической оси прозрачным отражателем. Параллельный луч попадает в зеркало, наклон которого должен быть измерен. Отраженный параллельный луч затем фокусируется на сетке окуляра, чтобы получить изображение целевой сетки. Поворот зеркала-мишени (установленного на движущемся компоненте) вокруг горизонтальной оси, ортогональной к оптической оси, влечет за собой вертикальное смещение изображения сетки в фокальной плоскости. Измерение этого смещения с помощью окулярного микрометра позволяет определить угловое отклонение зеркала. Примечание - Фотоэлектрический автоколлиматор и лазерный автоколлиматор имеют одинаковый принцип. Считывающее устройство отличается от ручного автоколлиматора |
3 | Примерный размер и вес | Диаметр 60 мм x длина 420 мм; 5 кг |
4 | Примерный диапазон измерения | 9 м |
5 | Примерный MPE или линейность | Барабан микрометра градуируется за полсекунды, и с хорошей отражающей поверхностью можно получить повторные показания с точностью до 1/4 секунды дуги |
6 | Примерное разрешение | 0,1" |
7 | Примерная повторяемость | - |
8 | Частотный отклик | - |
9 | Измерение силы или нагрузки | Нет |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | JIS B 7538 |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.4.2.2, 9.2.1.1 и 12.1.3.2 |
15 | Погрешность измерения | См. таблицу D.4. Пример - |
16 | Замечания | Во время измерений автоколлиматорный телескоп должен быть выполнен заодно с опорным элементом на проверяемой линии и должен быть установлен на устойчивой жесткой опоре. Зеркало установлено на измеряемой линии. Любое отклонение машины должно быть отмечено. Важно избегать вибраций или быстрых изменений температуры. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 40 |
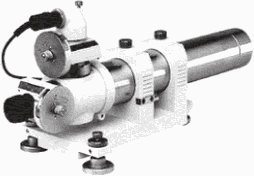
a) Автоколлиматор
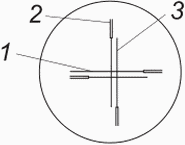
1 - сетка для окуляра; 2 - две установочные линии;
3 - отраженное изображение целевой сетки
1 | Наименование инструмента | Фотоэлектрический автоколлиматор |
2 | Описание | В автоколлиматоре задействованы электрические устройства, которые могут определять положение изображения проводов (см. рисунок 40b). Благодаря высокой чувствительности и широкому диапазону возможностей одновременные изменения угла по оси X и Y также могут быть считаны с помощью одной настройки |
3 | Примерный размер и вес | Диаметр 60 мм x длина 500 мм; 5 кг |
4 | Типичный диапазон измерения | +/- 20" |
5 | Типичный MPE или линейность | От 0,1% до 0,05% полной шкалы |
6 | Разрешение | От 0,1 до 0,01" |
7 | Стабильность | Зависит от условий окружающей среды |
8 | Частотный отклик | 30 Гц (при 0"); 1000 Гц (при 1') |
9 | Измерение силы или нагрузки | - |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | 0,2'/м для градиента 1 °C |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | JIS B 7538 |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.4.2.2, 9.2.1.1 и 12.1.3.2 |
15 | Погрешность измерения | См. таблицу D.4. Пример - |
16 | Замечания | Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 41 |
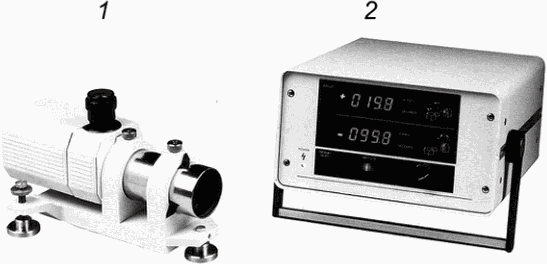
1 - фотоэлектрическая коллиматорная
головка; 2 - считывающее устройство
1 | Наименование инструмента | Лазерные автоколлиматоры |
2 | Описание | См. 11.3.2 |
1 | Наименование инструмента | Лазерный интерферометр с прибором для измерения угла |
2 | Описание | Для измерения углов необходимо вращение одного оптического компонента (углового отражателя) относительно другого (углового интерферометра). Это вызывает изменение разности путей между двумя измерительными лучами, как описано ниже. Это изменение в разности пути определяется схемой счета полос в лазере и преобразуется программным обеспечением в угловое измерение или угловую погрешность. Угловой интерферометр размещен на пути луча между лазерной головкой и угловым отражателем. Сторона углового интерферометра с двумя оптическими гранями обращена от лазерной головки в сторону отражателя. Для измерений шага по горизонтальной оси оба оптических компонента установлены вертикально; для измерений перемещения они оба установлены горизонтально. Лазерный луч разделяется на две части с помощью светоделителя, содержащегося в угловом интерферометре. Одна часть луча проходит прямо через интерферометр и отражается от половины углового отражателя обратно к лазерной головке. Другой луч проходит через перископ углового интерферометра к другой половине углового отражателя, который возвращает его через интерферометр к лазерной головке. |
Угловые измерения достигаются путем сравнения разности траекторий между лучами (т.е. измерение не зависит ни от расстояния между лазером и угловым интерферометром, ни от расстояния между угловым интерферометром и угловым отражателем) | ||
3 | Типичный размер и вес | 70 x 70 x 40 мм; 200 г, отражающая и интерферометрическая оптика |
4 | Примерный диапазон измерения | От 0 до 15 м; +/- 175 мм/м |
5 | Примерный MPE или линейность | 1,2% полной шкалы |
6 | Примерное разрешение | 0,01" |
7 | Примерная повторяемость | - |
8 | Частотный отклик | - |
9 | Измерение силы или нагрузки | - |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 8.4.2.3, 12.1.3.3 и 12.2.5.4 |
15 | Погрешность измерения | См. таблицу D.4. Пример - |
16 | Замечания | Коррекция воздействий окружающей среды имеет небольшое значение. Изменение условий все равно необходимо учитывать. Угол наклона, отличный от цели измерения, может повлиять на погрешность измерения. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 42 |
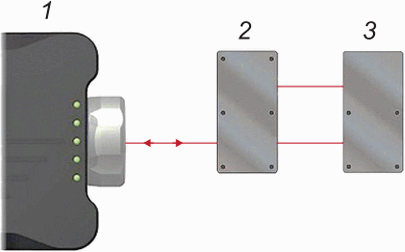
1 - лазерная головка; 2 - интерферометр; 3 - угловая оптика
с устройством измерения угла
1 | Наименование инструмента | Справочная таблица индексации (механический многоугольник) |
2 | Описание | - |
3 | Типичный размер и вес | 130 x 130 x 30 мм; 0,6 кг |
4 | Диапазон измерения | 360° |
5 | MPE или линейность | От 0,5' до 2" |
6 | Примерное снижение (исправление) MPE в определенных точках | - |
7 | Примерное разрешение или шаг | 360/12; 360/8; 360/4 |
8 | Примерная повторяемость | 0,1" |
9 | Частотный отклик | - |
10 | Материалы | Сталь |
11 | Рабочая среда | Условия испытаний |
12 | Долгосрочная стабильность считывания | - |
13 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Равный стали |
14 | Соответствующие стандарты | - |
15 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 9.2.1.1 и 10.3.2.3 |
16 | Погрешность измерения | См. таблицу D.4. Пример - |
17 | Замечания | Настройка эффекта угла наклона - см. [26] |
18 | Пример рисунков | См. рисунок 43 |
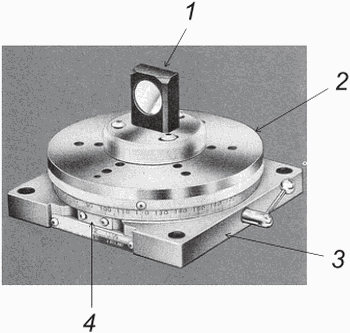
1 - целевое зеркало; 2 - индексная таблица;
3 - корпус; 4 - точка считывания угла
(механический многоугольник)
1 | Наименование инструмента | Оптический полигон |
2 | Описание | - |
3 | Примерный размер и вес | 130 x 130 x 30 мм; 0,2 кг Площадь отражающей поверхности: 30 x 20 мм |
4 | Диапазон измерения | 360° |
5 | MPE или линейность (рекомендуется) | 2" (в зависимости от автоколлиматора) |
6 | Примерное снижение (исправление) MPE в определенных точках | 0,2" |
7 | Примерное разрешение или шаг | 360/12; 360/8; 360/4 |
8 | Примерная повторяемость | Зависит от автоколлиматора |
9 | Частотный отклик | - |
10 | Материалы | Корона, кварцевое стекло |
11 | Рабочая среда | (20 +/- 5) °C |
12 | Долгосрочная стабильность считывания | - |
13 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Равен стеклянным материалам |
14 | Соответствующие стандарты | JIS B7432 |
15 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 9.2.1.1 и ИСО 230-2 |
16 | Погрешность измерения | См. таблицу D.4. Пример - |
17 | Замечания | Является оптическим датчиком |
18 | Пример рисунков | См. рисунок 44 |
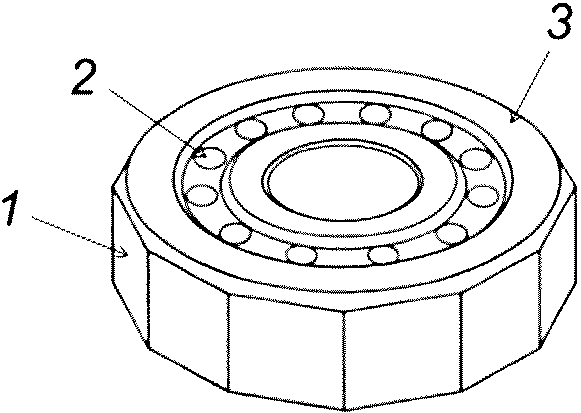
1 - контрольные зеркальные поверхности;
2 - идентификационный номер угла; 3 - опорная поверхность
1 | Наименование инструмента | Лазерное индексированное устройство |
2 | Описание | - |
3 | Примерный размер | 180 x 140 x 65 мм |
4 | Диапазон измерения | 360°, +/- 10° |
5 | Примерный MPE или линейность (рекомендуется) | 2" |
6 | Примерное разрешение | 0,01" |
7 | Примерная повторяемость | 0,2" |
8 | Частотный отклик | - |
9 | Измерение силы или нагрузки | Нормальная нагрузка: 5 кг |
10 | Рабочая среда | Условия испытаний |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | Равный стали |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 9.2.1.2 |
15 | Погрешность измерения | См. таблицу D.4. Пример - |
16 | Замечания | Моторизованный указатель. Управляется ПК. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 45 |
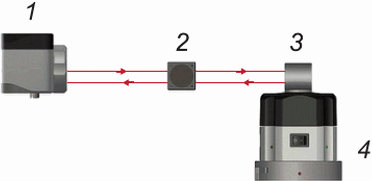
1 - лазерная головка; 2 - угловой интерферометр;
3 - угловой отражатель; 4 - устройство индексации угла
1 | Наименование инструмента | Поворотный энкодер |
2 | Описание | - |
3 | Примерный размер и вес | Диаметр 150 мм x высота 50 мм |
4 | Диапазон измерения | 360° |
5 | Примерный MPE или линейность | 1" |
6 | Пример снижения (исправления) MPE в определенных точках, мкм | - |
7 | Примерное разрешение | От 0,1' до 10" |
8 | Стабильность | 0,2" |
9 | Примерная частотная характеристика | 100 кГц при выходном сигнале интерфейса |
10 | Измерение силы или нагрузки | - |
11 | Рабочая среда | Условия испытаний |
12 | Долгосрочная стабильность считывания | - |
13 | Температурный коэффициент линейного расширения, мкм/(м·°C) | - |
14 | Соответствующие стандарты | - |
15 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 9.2.1.3 |
16 | Погрешность измерения | См. таблицу D.4. Пример - |
17 | Замечания | Для проверки точности зубофрезерного станка допускается использовать два поворотных датчика с системой обработки данных. Является оптическим датчиком |
18 | Пример рисунков | См. рисунок 46 |
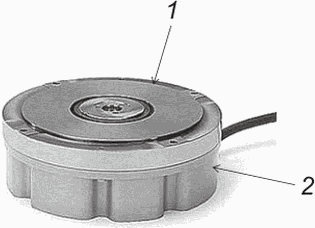
1 - поворотная поверхность; 2 - основной корпус
Инструменты специального назначения предназначены для ограниченного применения. Это специально разработанные аппаратные и общие датчики, специальные испытательные стенды или приспособления и программное обеспечение. Относительно факторов погрешности см. также таблицу D.5.
1 | Наименование инструмента | Телескопическая шаровая штанга широкого диапазона |
2 | Описание | Телескопическая штанга, интегрированная с датчиком линейного перемещения и имеющая шарик на каждом конце, прикреплена к стойке станка и стороне заготовки. Относительные смещения между шариками непрерывно измеряются, записываются и наносятся на график. Прибор допускается применять для измерения кругового отклонения и прямоугольности между двумя прямыми движениями |
3 | Примерный размер и вес | Номинальная длина от 100 до 300 мм |
4 | Примерный диапазон измерения | 1,6 мм |
5 | Примерный MPE или линейность | 1,6 мкм полной шкалы |
6 | Примерное разрешение | 0,1 мкм |
7 | Стабильность | - |
8 | Частотный отклик | 300 образцов/с |
9 | Измерение силы или нагрузки | - |
10 | Рабочая среда | От 0 °C до 50 °C |
11 | Долгосрочная стабильность считывания | 10000 оборотов при нормальном использовании |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | (0 +/- 0,03) частей на миллион/°C |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 11.2.4.1.3, 11.2.5.2 и ИСО 230-4 |
15 | Погрешность измерения | См. таблицу D.5. Пример - |
16 | Замечания | При измерении частичной дуги может быть важен процесс центрирования. Специальное центрирующее устройство [см. рисунок 47b)] может быть полезным. Метод реверса (вращение магнитного гнезда для изменения положения контакта) может быть полезен для проверки точности поверхности контакта |
17 | Пример рисунков | См. рисунок 47 |
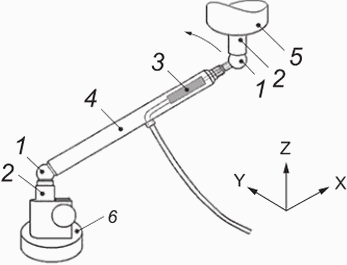
a) Телескопическая шаровая штанга широкого диапазона
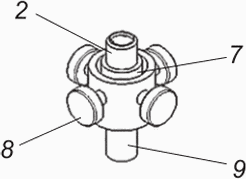
1 - сфера; 2 - магнитное гнездо; 3 - датчик линейного
перемещения; 4 - телескопическая штанга; 5 - шпиндель
станка; 6 - монтажная опора (сторона стола);
7 - магнит-держатель; 8 - центрирующий регулировочный
винт; 9 - шток в патрон
1 | Наименование инструмента | Шариковая штанга с телескопической стрелой |
2 | Описание | Телескопическая штанга, интегрированная с датчиком линейного перемещения и имеющая шарик на каждом конце, прикрепленная к стороне станка и стороне заготовки. Относительное смещение непрерывно измеряется и регистрируется, как правило, с помощью интерферометра. Прибор подходит для косвенного измерения линейной и круговой оси на основе мультилатерации, а также для круговых испытаний |
3 | Примерный размер и вес | 40 x 80 x 350 мм; 2 кг |
4 | Примерный диапазон измерения | От 250 до 1000 мм (шарик к шарику) |
5 | Примерный MPE или линейность | 1 мкм полной шкалы |
6 | Примерное разрешение | 0,01 мкм |
7 | Стабильность | 0,5 мкм |
8 | Частотный отклик | 1000 образцов/с |
9 | Измерение силы или нагрузки | < 1 Нм (с реверсивным движением) |
10 | Рабочая среда | От 10 °C до 40 °C |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 11.7.5 и ИСО 230-4 |
15 | Погрешность измерения | См. таблицу D.5. |
16 | Замечания | Механическая повторяемость магнитных чашек имеет решающее значение |
17 | Пример рисунков | См. рисунок 48 |
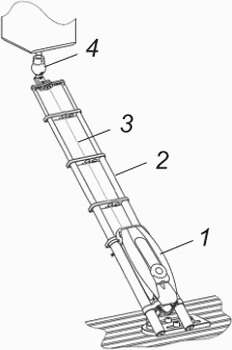
1 - интерферометр; 2 - телескоп; 3 - измерительный луч;
4 - сфера с отражателем
1 | Наименование инструмента | Абсолютный волоконный интерферометр |
2 | Описание | Интерферометр с абсолютной измерительной способностью. Луч может восстановить абсолютное расстояние после прерывания. Технология основана, например, на частотных сканирующих лазерах с пассивными оптическими сенсорными головками. Системы обычно способны управлять несколькими датчиками. Измерение выполняется с интервалами. Возможность реального времени не предоставляется |
3 | Примерный размер и вес | Инструмент: 800 x 400 x 600 мм; 25 кг Датчик: диаметр 8 мм, длина 25 мм, вес 20 г |
4 | Примерный диапазон измерения | От 0,02 до 30 м |
5 | Примерный MPE или линейность | 0,5 мкм/м |
6 | Примерное разрешение | 0,1 мкм |
7 | Стабильность | 0,2 мкм/м |
8 | Частотный отклик | До 2000000 образцов/с |
9 | Измерение силы или нагрузки | 0 |
10 | Рабочая среда | От 10 °C до 40 °C |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | См. лазерный интерферометр (7.2.1) |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | - |
15 | Погрешность измерения | См. таблицу D.5 (интерферометр) |
16 | Замечания | Возможна большая длина волокна, особенно подходящая для мониторинга деформации и регулярной геометрической проверки. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 49 |
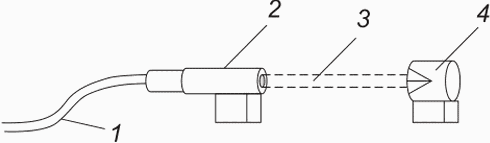
1 - оптоволокно; 2 - запуск луча; 3 - измерительный
луч; 4 - отражатель
1 | Наименование инструмента | Двумерная цифровая шкала |
2 | Описание | Кодировщик контрольной сетки расположен на стороне заготовки станка, а детекторы двумерной шкалы прикреплены на стороне инструмента. Относительное движение между ними непрерывно записывается и наносится на график |
3 | Примерный размер и вес | Максимальные номинальные диаметры: 320 мм |
4 | Примерный диапазон измерения | 300 мм |
5 | Примерный MPE или линейность | 2 мкм |
6 | Разрешение | От 0,004 до 0,1 мкм |
7 | Стабильность | - |
8 | Частотный отклик | 2000 образцов/с |
9 | Измерение силы или нагрузки | Бесконтактный |
10 | Рабочая среда | От 0 °C до 50 °C |
11 | Долгосрочная стабильность считывания | Зависит от термостойкости |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | (8 +/- 0,03) частей на миллион/°C |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 11.2.4.1.4 |
15 | Погрешность измерения | См. таблицу D.5. Пример - |
16 | Замечания | Устройство допускается применять для измерения прямолинейности и прямоугольности. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 50 |
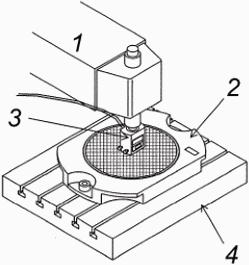
1 - шпиндельная головка; 2 - сетка; 3 - считывающая
головка; 4 - стол станка
1 | Наименование инструмента | Отслеживающий интерферометр |
2 | Описание | Интерферометр с сервоприводами, которые автоматически направляют измерительный луч на отражатель, установленный на шпинделе. Относительные смещения регистрируются интерферометром. Прибор подходит для косвенного измерения линейной и круговой оси на основе мультилатерации, а также для круговых испытаний |
3 | Примерный размер и вес | Отслеживающий интерферометр: 200 x 200 x 200 мм; 10 кг Отражатель: диаметр от 20 до 40 мм; от 60 до 300 г |
4 | Примерный диапазон измерения | От 0,2 до 20 м |
5 | Примерный MPE или линейность | 0,2 мкм + 0,3 мкм/м |
6 | Примерное разрешение | 0,01 мкм |
7 | Стабильность | 0,1 мкм |
8 | Частотный отклик | 1000 образцов/с |
9 | Измерение силы или нагрузки | 0 |
10 | Рабочая среда | От 10 °C до 40 °C |
11 | Долгосрочная стабильность считывания | - |
12 | Температурный коэффициент линейного расширения, мкм/(м·°C) | См. лазерный интерферометр (7.2.1) |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1:2012, 11.7.5 и ИСО 230-6 |
15 | Погрешность измерения | См. таблицу D.5. Пример - |
16 | Замечания | Используется также для координатно-измерительных машин. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 51 |
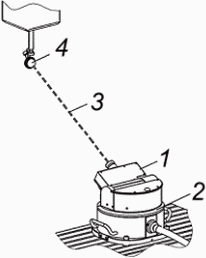
1 - интерферометр; 2 - отслеживание дисков;
3 - измерительный луч; 4 - отражатель
1 | Наименование инструмента | 3D-головка зонда для шаров, тип контакта |
2 | Описание | Головка зонда содержит три ортогональных датчика, которые одновременно определяют положение X, Y и Z прецизионной сферы |
3 | Размер | Длина: 56 мм, диаметр: 75 мм |
4 | Вес | 375 г |
5 | Диапазон измерения | 1 мм по X, Y и Z |
6 | Частота дискретизации | 6,5 кГц (X, Y и Z) |
7 | Разрешение | 0,1 мкм |
8 | Монтажный диаметр вала | 16 мм |
9 | Длина кабеля (зонд - интерфейсный блок) | 5 м |
10 | Пропускная способность | 150 Гц (актуально для динамического R-теста) |
11 | Рабочая среда | От 15 °C до 30 °C; условия испытаний |
12 | Соответствующие стандарты | - |
13 | Ссылка на серию ИСО 230 | ИСО 230-2, ИСО 230-10:2016, 6.8, 6.9 и 6.10 |
14 | Погрешность измерения | См. таблицу D.5. Пример - Значение для погрешности U = 1,2 мкм [U (k = 2)]: - отклонение от округлости контрольного шарика < 0,6 мкм (класс 10 или выше); - изменение диаметра < 2,5 мкм |
15 | Замечания/приложения | Головка зонда используется в сочетании с: a) один испытуемый шарик; b) шариковая балка/шариковая пластина (т.е. прибор с шариками). Одиночный испытуемый шарик используют для R-теста (круговые оси). R-тест позволяет определить погрешности распределения и отклонения от прямоугольности круговых осей, а также динамические погрешности движения оси R (то есть радиальные, тангенциальные и осевые погрешности движения). Измерения допускается выполнять статически и/или динамически. 1D шариковую матрицу или шариковую балку используют для измерения линейных осей станка. Это позволяет одновременно определять позиционирование и обе ошибки прямолинейности линейной оси. 2D шариковые матрицы (т.е. шариковые пластины) также допускается использовать в сочетании с этой головкой 3D-зонда |
16 | Пример рисунков | См. рисунок 52 |

1 | Наименование инструмента | 3D-головка зонда для шаров, бесконтактного типа |
2 | Описание | Головка зонда содержит три ортогональных датчика, которые одновременно определяют положение X, Y и Z прецизионной сферы без какого-либо контакта |
3 | Размер | Длина: 130 мм, диаметр: 80 мм |
4 | Вес | 770 г |
5 | Диапазон измерения | 3,5 мм в X, Y и Z |
6 | Частота дискретизации | 2 кГц (X, Y и Z) |
7 | Разрешение | 0,2 мкм |
8 | Монтажный диаметр вала | 16 мм |
9 | Передача данных | USB-приемник данных (2,4 ГГц, WPA2-защита) |
10 | Рабочая среда | От 18 °C до 30 °C; условия испытаний |
11 | Соответствующие стандарты | - |
12 | Ссылка на серию ИСО 230 | ИСО 230-2, ИСО 230-10:2016, 6.8, 6.9 и 6.10 |
13 | Погрешность измерения | См. таблицу D.5. Пример - Значение для погрешности U = 1,0 мкм [U (k = 2)] для X, Y и Z положения центра сферы. Для использования с точным шариком класса 25 или выше: - справочное отклонение от округлости шара < 0,6 мкм; - изменение диаметра < 2,5 мкм |
14 | Замечания/приложения | Головку зонда используют в сочетании с прецизионной сферой. Эталонный шар. Шариковая балка/шариковая пластина (т.е. прибор с шариками). Эталонный шар используют для R-теста (круговые оси). R-тест позволяет определить погрешность распределения и отклонения от прямоугольности круговых осей, а также динамические погрешности движения оси R (т.е. радиальные, тангенциальные и осевые погрешности движения). Измерения допускается выполнять статически и/или динамически. 1D шариковая матрица или шариковая балка используется для измерения линейных осей станка. Это позволяет одновременно определять позиционирование и обе погрешности прямолинейности линейной оси. 2D шариковые матрицы (т.е. шариковая пластина) также допускается использоваться в сочетании с этой 3D измерительной головкой зонда |
15 | Пример рисунков | См. рисунок 53 |

1 | Наименование инструмента | Оборудование для проверки погрешности шпинделя |
2 | Тип | Одновременное измерение относительного расположения оси вращения шпинделя на 3° или 5° свободы. Измерение динамических погрешностей, включая: синхронную, асинхронную, общую погрешность в радиальных направлениях X и Y, осевых направлениях Z и наклона X и Y. Измеряют смещение оси, вызванное изменением условий эксплуатации (температура, гидравлическое или воздушное давление, режим регулятора и центробежные силы, меняющие углы контакта подшипников). Три или пять бесконтактных емкостных датчиков смещения устанавливают в гнезде жесткого зонда и обнаруживают внешнюю поверхность основного прибора, который вращается с рабочими скоростями |
3 | Описание | Зонды устанавливают на стол обрабатывающего центра, а главный прибор устанавливают в шпиндель. Программное обеспечение прибора собирает данные с высокой частотой дискретизации (до 1 миллиона выборок в секунду), данные анализируются, чтобы обеспечить синхронные, асинхронные и суммарные погрешности движения, а также сдвиги, вызванные изменениями условий работы |
4 | Размер | Размер датчика варьируется от 3 до 8 мм в диаметре; гнезда для зондов варьируются от 35 мм куба - для зонда 3 мм до 100 x 100 x 200 мм - для зондов диаметром 8 мм. Устройства варьируются от диаметра 3 мм для небольших высокоскоростных шпинделей до хвостовика диаметром 20 мм с сферическими поверхностями диаметром 25,4 мм для станков стандартного размера |
5 | Вес | 1 кг для самых маленьких приборов до 10 кг для самых больших |
6 | Диапазон измерения | Для стандартных станков используют диапазон 250 мкм. Для высокоточных станков (пневматические или масляные гидростатические шпиндели) допускается использовать диапазон от 50 до 10 мкм |
7 | Разрешение | 5 нм при полосе 15 кГц для стандартных станков. 0,6 нм при полосе пропускания 50 кГц для высокоскоростных или высокоточных шпинделей |
8 | MPE | Зависит от обстоятельств. Сам датчик см. в 7.3.2.1 |
9 | Частотный отклик (пропускная способность) | Для типичных измерений шпинделя достаточно 15 кГц. Для высокоскоростных шпинделей или там, где требуется высокочастотный анализ, также доступна частота 50 кГц. Требуемая полоса пропускания зависит от количества волнистостей на оборот, которые необходимо разрешить, и диапазона скоростей шпинделя. Для большинства станков полоса пропускания 10 кГц приемлема для скоростей вращения до 6000 об/мин. Такой датчик смещения способен обнаруживать до 50 волн на оборот на этой скорости. Во многих случаях такое большое количество волнообразных колебаний не ожидается в шпинделе станка, поэтому более высокие скорости шпинделя могут быть достигнуты с использованием датчиков с полосой пропускания 10 кГц. В целом, для более высоких скоростей шпинделя и большего числа волнистостей может потребоваться пропорционально более высокая пропускная способность (см. ИСО 230-7:2015, приложение H). Количество точек измерения см. в 4.2.4.18 |
10 | Измерение сила | Бесконтактные датчики не оказывают никакого влияния на вращающийся прибор |
11 | Сопряжение | Гнездо датчика устанавливается на столе обрабатывающего центра или в револьверной головке токарного центра. Главный прибор монтируется в шпинделе с помощью цанги диаметром 20 мм (или размера цанги, подходящего для выбранного прибора). Емкостные датчики подключены к ПК. Сигналы анализируются и отображаются в формате, совместимом с ИСО 230-7 |
12 | Интервал калибровки | 1 год |
13 | Ссылка на серию ИСО 230 | ИСО 230-7, ИСО 230-3 |
14 | Пример рисунков | См. рисунок 54 |
15 | Приложения | Обрабатывающие центры, токарные центры, шлифовальные станки, оси вращения |
16 | Замечание | Допускается также использовать для диагностики проблем температуры и вибрации окружающей среды, структурных движений и вибрации, а также частоты дефектов подшипников шпинделя |
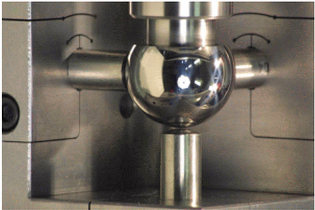
a) 3-зондовое гнездо с одним шариковым прибором
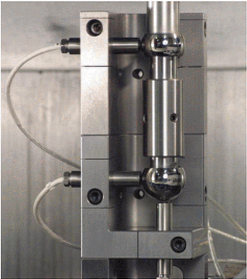
b) 5-зондовое гнездо с двойным шарообразным прибором
1 | Наименование инструмента | Устройство для измерения угла поворота |
2 | Описание | Прибор состоит из поворотного энкодера и электрического уровня, который может определять наклон. Когда инструмент установлен на поворотный стол с горизонтальной осью и наклонен, значения наклона измеряются автоматически |
3 | Примерный размер и вес | 165 x 150 x 150 мм; 3,7 кг (головка) |
4 | Примерный диапазон измерения | 800° +/- 400° |
5 | Примерный MPE или линейность | 2" для поворотного стола, 4" для поворотного стола |
6 | Разрешение | 0,03" |
7 | Стабильность | - |
8 | Частотный отклик | Довольно медленно |
9 | Измерение силы или нагрузки | Бесконтактный |
10 | Рабочая среда | От 0 °C до 30 °C |
11 | Долгосрочная стабильность считывания | Зависит от термостойкости |
12 | Эквивалентный коэффициент теплового расширения | - |
13 | Соответствующие стандарты | - |
14 | Ссылка на серию ИСО 230 | ИСО 230-1, ИСО 230-2 |
15 | Погрешность измерения | См. таблицу D.5. Пример - |
16 | Замечания | Используют также для координатно-измерительных машин. Является оптическим датчиком |
17 | Пример рисунков | См. рисунок 55 |

См. другие части серии ИСО 230.
См. ИСО 230-7.
См. ИСО 230-3.
См. ИСО 230-10.
См. ИСО 230-10.
(рекомендуемое)
ПЕРЕД ПРИМЕНЕНИЕМ ИХ ДЛЯ ИСПЫТАНИЙ
A.1 Общая информация
В настоящем приложении приведены примеры калибровочных устройств для измерительных приборов, используемых в испытаниях. В нем не представляет лабораторные методы калибровки. Лабораторные методы калибровки для более высокой точности приведены в других стандартах ИСО.
Датчики линейного перемещения, например Манометры, LVDT, бесконтактные датчики показывают нелинейные результаты. Процедуры, описанные в следующих таблицах, являются примерами для калибровочных устройств увеличения и линейности датчика. Основные методы калибровки:
a) калибровка по измерительному блоку: прямое смещение по толщине измерительного блока;
b) калибровка с помощью микрометрической головки: сравнивают с контрольным смещением микрометра;
c) калибровка системой редуцирования с контрольным микрометром:
1) калибратор микросмещения клинового типа; уменьшение смещения клином;
2) рычаг редукционного типа; уменьшение смещения с помощью рычага.
Примечание - Требуется только повторяемость, когда измерительный преобразователь применяют к операции обнаружения нуля.
Калибровочные устройства датчика линейного перемещения приведены на рисунке A.1; их погрешность калибровки приведена в таблице A.1.
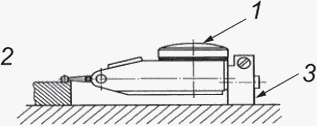
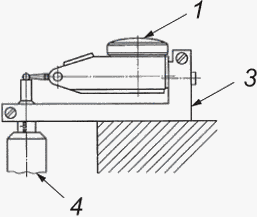
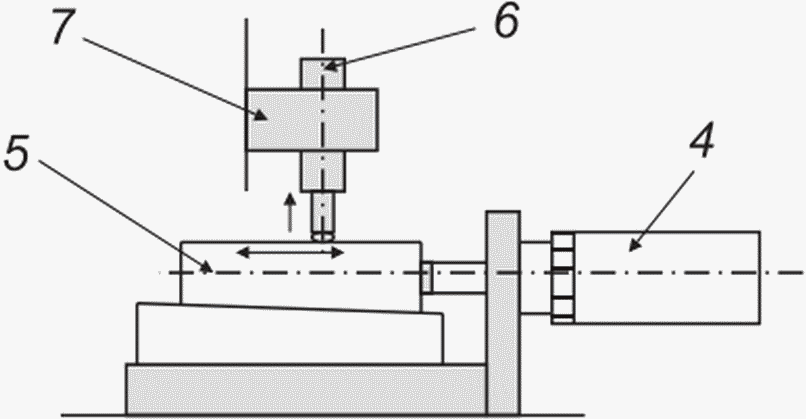
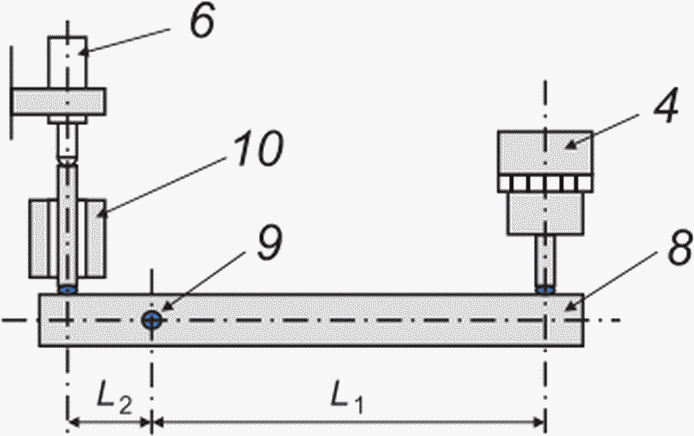
1 - датчик линейного перемещения; 2 - измерительный блок;
3 - вспомогательный блок; 4 - микрометрическая головка;
5 - клиновой ползун; 6 - датчик смещения цели; 7 - опорный
блок; 8 - рычаг редуктора; 9 - стержень; 10 - направляющий
подшипник; L1 - длина действия; L2 - длина отклонения;
L2/L1 - коэффициент уменьшения
линейного перемещения
Таблица A.1
Устройство | Основные параметры |
Для a) | Погрешность калибровки измерительного блока. Выравнивание измерительного блока. Жесткость крепежа. Типичная погрешность калибровки: U = 2 мкм/100 мкм [U (k = 2)] диапазон считывания с микрометрической головкой 0,5 мкм с контрольным датчиком скольжения |
Для b) | Точность контрольной головки микрометра. Жесткость удерживающей рамы. Выравнивание микрометрической головки. Типичная погрешность калибровки: U = 2 мкм/100 мкм [U (k = 2)] диапазон считывания с микрометрической головкой 0,5 мкм с контрольным датчиком скольжения |
Для c) | Соответствующие требования погрешности калибровки. Качество поверхности клина, прямолинейность поверхности, точность угла клина, микрометр точности головки, жесткость опорной рамы. Типичные значения погрешности калибровки: U = 0,2 мкм в диапазоне 10 мкм [U (k = 2)]. При соотношении клина: 1/10, показания микрометрической головки - 1 мкм |
Для d) | Погрешность калибровки: коэффициент уменьшения, плавность поворота и клиренс. Точность контрольного микрометра. Гладкость направляющего подшипника, выравнивание микрометра. Типичная погрешность калибровки: линейность U = 0,2 мкм/20 мкм [U (k = 2)], повторяемость 0,1 мкм с микролинейной направляющей подшипника |
A.3 Калибровочное устройство линейки методом реверсирования
Основной принцип см. в ИСО 230-1:2012, 8.2.2.1.1.
Пример калибровочного устройства показан на рисунке A.2.
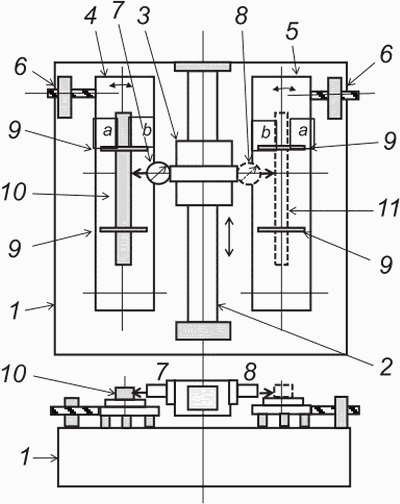
1 - база; 2 - контрольная прямая направляющая; 3 - ступень;
4 - регулировка рабочей высоты с левой стороны;
5 - регулировка рабочей высоты с правой стороны;
6 - регулировочный винт; 7 - датчик смещения с левой
стороны; 8 - датчик смещения правой стороны; 9 - рабочая
опора; 10 - целевая линейка (левая сторона); 11 - целевая
линейка (правая сторона); a, b - целевая линейная
поверхность
Основные параметры, влияющие на погрешность калибровки: положение точек измерения, градиенты температуры, загрязнение поверхности, точность датчика и повторяемость главной направляющей.
Типичные значения погрешности калибровки: линейка 0,2 мкм/500 мм с использованием главной направляющей воздушного подшипника (повторяемость движения 0,05 мкм).
Примечание - CIRP. Основной документ [25].
A.4 Устройство калибровки контрольного угла
Основной принцип и метод см. в ИСО 230-1:2012, 10.3.2.1.
Примеры устройств показаны на рисунке A.3.
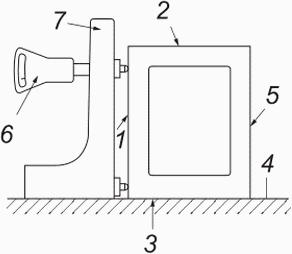
a) Устройство калибровки контрольного угла
по поверхностной плите и зажимному приспособлению
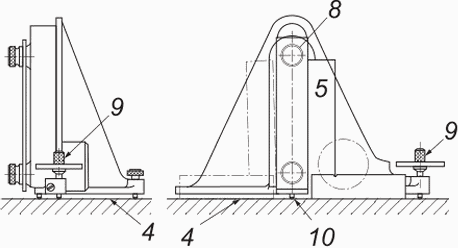
b) Устройство калибровки контрольного угла методом разворота
1 - первая поверхность цели; 2 - вторая поверхность цели;
3 - нижняя поверхность цели; 4 - поверхность плиты;
5 - целевой угольник; 6 - индикатор; 7 - опорное зажимное
приспособление; 8 - стержень; 9 - регулировочный винт;
10 - опорные точки
Основные параметры, влияющие на погрешность калибровки: жесткость опорного зажима, плоскостность поверхности пластины, загрязнение контрольных точек, и температурная стабильность.
Типичная погрешность калибровки: 0,2 угловой секунды на квадрат 300 мм.
Примечание - CIRP. Основной документ [25].
A.5 Проверка термостойкости
Температурная стабильность датчиков для тепловых испытаний имеет важное значение. Некоторые датчики перемещения изготовлены из различных материалов. Эта смесь генерирует сложное тепловое поведение датчиков. Перед использованием сенсорной системы для тепловых испытаний, описанных в настоящем стандарте, необходимо проверить тепловое поведение самой сенсорной системы.
Основная процедура испытания (так называемое испытание на пробку) заключается в следующем:
a) Подготавливают специальные приспособления, которые жестко удерживают корпус датчика и его цель. Материал зажимных приспособлений должен быть двух типов. Первый кондуктор, изготовленный из стали, используют для проверки погрешности изменения температуры датчика относительно стальных компонентов, которые, как правило, используют для изготовления станка и измерительных приборов. Второй зажим, изготовленный из материала с низким коэффициентом расширения, используют для определения абсолютной погрешности изменения температуры датчика.
b) Присоединяют проверяемый датчик к специальному зажиму. Расстояние L между точкой крепления и поверхностью цели должно быть таким же, как в измерении, установленном для использования в реальных испытательных процедурах (см. рисунок A.4). Это расстояние напрямую влияет на погрешность изменения температуры измерительной системы.
c) Прикрепляют датчик температуры к поверхности зажима, чтобы измерить изменение его температуры.
d) Помещают тестовую систему в камеру для окружающей среды (корпус с регулируемой температурой) или в любую другую среду с изменяемой температурой.
e) Искусственно изменяют температуру и проверяют выходной сигнал датчика и температуру. Скорость изменения температуры должна быть медленной, чтобы все компоненты тестируемой системы могли достичь одинаковой температуры. Несколько циклов изменения температуры должны быть выполнены, чтобы определить коэффициент расширения датчика, нелинейность и временную задержку.
f) В некоторых случаях блок усилителя датчиков также может иметь некоторую погрешность изменения температуры. Поэтому рекомендуется проверить работу усилителя, применив ту же процедуру испытаний.
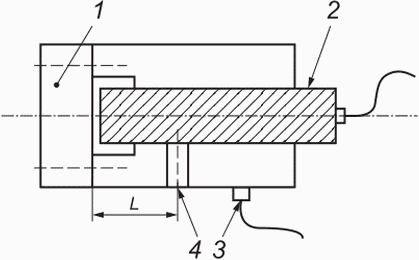
1 - цель; 2 - датчик; 3 - датчик температуры; 4 - крепежные
болты; L - расстояние между целевой поверхностью
и крепежными болтами
датчика линейного перемещения
(рекомендуемое)
НА ИЗМЕРИТЕЛЬНОЕ ОБОРУДОВАНИЕ (2015)
Таблица B.1
Список основных стандартов для средств измерений
N | Наименование | ИСО | ANSI (US) | BS (UK) | DIN (DE) | JIS (JP) | NF (FR) | GB (China) | ISIRI (IR) |
1 | Металлическая шкала | 4372 | B7516 | T9056 | |||||
2 | Штангенциркуль | ИСО 13385-1:2011 | 862 ЕН ИСО 13385-1 | B7507 | XP E11-091 | T18311.16 | 16761-1 | ||
3 | Нониус измеритель высоты | ИСО 13225-1:2011 | 1643 | ЕН ИСО 13225-1 | B7517 | T1214.3 | |||
4 | Микрометр | ИСО 3611:2010 | B89.1.13 | 863-1 ЕН ИСО 3611 | B7502 | E11-090/095/09 | T1216 | 6442 | |
5 | Стрелочный индикатор | ИСО 463:2006 | B89.1.10M | 907 | 878 ЕН ИСО 463 | B7503 | ЕН ИСО 463 | T1219 | 9675 |
6 | Рычажный циферблат | ИСО 9493:2010 | B89.1.10M | 2795 | 2270 ЕН ИСО 9433 | B7533 | E11-053 | T8123 | 14526 |
7 | Калибровочный блок | ИСО 3650:1996 | B89.1.9 | 4311 | 861 ЕН ИСО 3650 | B7506 | ЕН ИСО 3650 | T6093 | 2606 |
8 | Электрический компаратор | 1054 | 32876-1 | B7536 | E11-062 | T10036 | |||
9 | Поверхность плиты | ИСО 8512-1:1990; ИСО 8512-2:1990 | B89.3.7 | 817 | 876-1/-2 | B7513 | E11-101 | T7974/7975 | 10137.1/2 |
10 | Прямая линейка | B7514 | |||||||
11 | Площадь | 939 | B7526/7539 | ||||||
12 | Стандартная шкала | 865 | B7541 | ||||||
13 | Цифровая шкала | B7450 | T10030 | ||||||
14 | Уровень точности | B7510 | |||||||
15 | Автоколлиматор | B7538 | |||||||
16 | Проверка стержня | B7545 |
(справочное)
ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Жесткость системы поддержки датчика.
Определение значения зависит от измерительного усилия и поддержания жесткости системы. Длина от вертикальной линии (расстояние a на рисунке C.1) должна быть как можно меньше. Момент инерции основного стержня должен быть большим (например, большим диаметром) таким образом, чтобы свести к минимуму изгиб опорной системы.
Слабая опорная система также вредит вибрационным характеристикам измерительной системы.
См. также ИСО 230-1:2012, 6.3.
Расчет жесткости опорной системы приведен в формуле (C.1) и в соответствии с рисунком C.1.
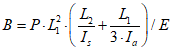
где B - значение изгиба;
P - измеряющая сила;
L1 - расстояние между силой и стойкой;
L2 - расстояние между рычагом и основанием;
Is - момент инерции площади (стенда);
Ia - момент инерции площади (плеча);
E - модуль Юнга.
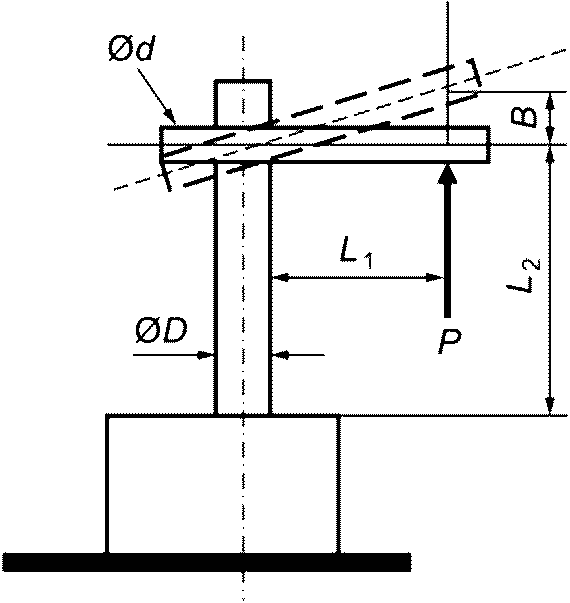
B - значение изгиба; P - измерительная сила; L1 - расстояние
между силой и стойкой; L2 - расстояние между рычагом
и основанием;  - диаметр стойки;
- диаметр стойки;  - диаметр рычага
- диаметр рычага
(рекомендуемое)
Примечание - "y" в таблицах D.1 - D.5 означает, что этот элемент во многих случаях является важным фактором, влияющим на погрешность измерений.
Таблица D.1
D1. Механические приборы | Контрольная оправка | Контрольный угольник | |||||||||
Окружающая среда | Абсолютная температура | y | y | y | y | y | y | y | y | ||
Температурный градиент/дисперсия | y | y | y | y | y | y | y | y | y | ||
Вибрация/шум | |||||||||||
Влажность | |||||||||||
Загрязнение | y | y | y | y | y | y | y | y | y | y | |
Давление окружающей среды | |||||||||||
Воздушный поток/состав воздуха | |||||||||||
Сила тяжести | y | y | y | y | y | y | y | y | y | ||
Измерительное оборудование | Стабильность | y | y | y | y | y | y | y | y | y | |
Масштаб/качество/разрешение/стабильность | y | y | y | y | y | y | y | y | y | ||
Тепловое расширение/проводимость | y | y | y | y | y | y | y | y | y | ||
Калибровка/неопределенность/время | y | y | y | y | y | y | y | y | y | y | |
Увеличение | |||||||||||
Интерполяция/погрешность/разрешение | |||||||||||
Измерение силы/значение/стабильности | y | y | y | y | y | y | y | ||||
Жесткость/прочность | y | y | y | y | y | y | y | y | y | y | |
Система зондов/система наконечников | |||||||||||
Гистерезис | |||||||||||
Установка и процедура измерения | Косинус и синусоидальные погрешности | y | y | y | y | ||||||
Принцип Аббе | y | y | y | y | |||||||
Система датчиков/жесткость/выравнивание | |||||||||||
Оптическая апертура | |||||||||||
Взаимодействие между стандартом и настройкой | |||||||||||
Разогрев | |||||||||||
Кондиционирование | |||||||||||
Номер/заказ/продолжительность/измерение | y | y | y | y | y | y | y | y | y | y | |
Центровка | y | y | y | y | y | y | y | y | y | y | |
Закрепление | y | y | y | y | y | y | y | y | y | ||
Количество точек измерения | y | y | y | y | y | y | y | y | y | y | |
Стратегия измерения/исследования | |||||||||||
Реверсивное измерение | y | y | y | y | y | y | |||||
Многократное резервирование, разделение погрешностей | |||||||||||
Программное обеспечение и расчеты | Округление/квантификация | ||||||||||
Алгоритмы | |||||||||||
Выборка | |||||||||||
Фильтрация | |||||||||||
Интерполяция/экстраполяция | |||||||||||
Таблица D.2
для инструментов длины и смещения
D2. Длина и смещение | |||||||||||||
Окружающая среда | Абсолютная температура | y | y | y | y | y | y | y | |||||
Температурный градиент/дисперсия | y | y | y | y | y | y | y | y | |||||
Вибрация/шум | y | y | y | y | y | y | y | y | y | y | |||
Влажность | y | y | |||||||||||
Загрязнение | y | y | y | y | y | y | |||||||
Давление окружающей среды | y | ||||||||||||
Воздушный поток/состав воздуха | y | ||||||||||||
Сила тяжести | y | y | y | ||||||||||
Измерительное оборудование | Стабильность | y | y | y | y | y | y | y | y | y | y | y | |
Масштаб/качество/разрешение/стабильность | y | y | y | y | y | y | y | y | y | y | y | y | |
Тепловое расширение/проводимость | y | y | y | y | y | y | y | y | y | y | y | ||
Калибровка/неопределенность/время | y | y | y | y | y | y | y | y | y | y | y | ||
Увеличение | y | y | y | y | y | y | y | ||||||
Интерполяция/погрешность/разрешение | y | y | y | y | |||||||||
Измерение силы/значение/стабильности | y | y | y | ||||||||||
Жесткость/прочность | y | y | y | y | y | ||||||||
Система зондов/система наконечников | y | y | y | ||||||||||
Гистерезис | y | y | y | ||||||||||
Установка и процедура измерения | Косинус и синусоидальные погрешности | y | y | y | y | y | y | y | y | y | y | y | |
Принцип Аббе | y | y | y | y | y | y | y | y | y | y | y | ||
Система датчиков/жесткость/выравнивание | y | y | y | ||||||||||
Оптическая апертура | y | y | y | ||||||||||
Взаимодействие между стандартом и настройкой | y | y | y | y | y | y | y | y | |||||
Разогрев | y | y | y | y | y | y | y | y | y | ||||
Кондиционирование | y | y | y | y | y | y | |||||||
Номер/заказ/продолжительность/измерение | y | y | y | y | y | y | y | y | y | y | y | y | |
Центровка | y | y | y | y | y | y | y | y | y | y | y | y | |
Закрепление | y | y | y | y | y | y | y | y | y | y | y | y | |
Количество точек измерения | y | y | y | y | y | y | y | y | y | y | y | y | |
Стратегия измерения/исследования | y | y | y | y | y | y | y | y | y | y | |||
Реверсивное измерение | y | y | |||||||||||
Многократное резервирование, разделение погрешностей | |||||||||||||
Программное обеспечение и расчеты | Округление/квантификация | y | y | y | y | y | y | ||||||
Алгоритмы | y | y | y | y | y | y | y | y | y | ||||
Выборка | y | y | y | y | y | ||||||||
Фильтрация | y | y | y | y | y | y | y | y | y | ||||
Интерполяция/экстраполяция | y | y | y | ||||||||||
Таблица D.3
прямолинейности и плоскостности
D3. Зонд, прямолинейность и плоскостность | ||||||||||||||
Окружающая среда | Абсолютная температура | |||||||||||||
Температурный градиент/дисперсия | y | y | y | y | y | y | y | y | y | |||||
Вибрация/шум | y | y | y | y | y | y | y | y | y | y | y | y | y | |
Влажность | ||||||||||||||
Загрязнение | y | y | y | y | y | y | y | y | ||||||
Давление окружающей среды | ||||||||||||||
Воздушный поток/состав воздуха | y | y | y | y | y | y | y | y | ||||||
Сила тяжести | y | y | y | y | y | y | y | |||||||
Измерительное оборудование | Стабильность | y | y | y | y | y | y | y | y | y | y | y | y | y |
Масштаб/качество/разрешение/стабильность | y | |||||||||||||
Тепловое расширение/проводимость | y | y | y | y | y | y | y | |||||||
Калибровка/время/неопределенность | y | y | y | y | y | y | y | y | y | |||||
Увеличение | y | y | y | y | y | y | ||||||||
Интерполяция/погрешность/разрешение | y | y | y | y | y | y | ||||||||
Измерение силы/значение/стабильности | y | y | y | y | y | |||||||||
Жесткость/прочность | y | y | y | y | y | y | y | |||||||
Система зондов/система наконечников | y | y | y | y | y | |||||||||
Гистерезис | y | y | y | y | y | |||||||||
Установка и процедура измерения | Косинус и синусоидальные погрешности | y | y | y | y | y | y | y | ||||||
Принцип Аббе | ||||||||||||||
Система датчиков/жесткость/выравнивание | y | y | y | y | ||||||||||
Оптическая апертура | y | y | y | |||||||||||
Взаимодействие между стандартом и настройкой | y | y | y | y | ||||||||||
Разогрев | y | y | y | y | y | |||||||||
Кондиционирование | ||||||||||||||
Номер/заказ/продолжительность/измерение | y | y | y | y | y | y | y | y | y | y | y | y | y | |
Центровка | y | y | y | y | y | y | y | y | y | y | y | y | y | |
Закрепление | y | y | y | y | y | y | y | y | y | y | y | y | y | |
Количество точек измерения | y | y | y | y | y | y | y | y | y | y | y | y | y | |
Стратегия измерения/исследования | y | y | y | y | y | y | y | y | y | y | y | |||
Реверсивное измерение | y | y | y | |||||||||||
Многократное резервирование, разделение погрешностей | y | y | y | y | y | y | y | y | ||||||
Программное обеспечение и расчеты | Округление/квантификация | y | y | y | y | y | y | y | ||||||
Алгоритмы | y | y | y | y | y | y | y | y | ||||||
Выборка | y | y | y | y | y | y | y | y | ||||||
Фильтрация | y | y | y | y | y | y | y | y | ||||||
Интерполяция/экстраполяция | y | y | y | |||||||||||
Таблица D.4
для измерения углов
D4. Угол | ||||||||||||
Окружающая среда | Абсолютная температура | |||||||||||
Температурный градиент/дисперсия | y | y | y | y | y | y | y | y | ||||
Вибрация/шум | y | y | y | y | y | y | y | y | y | y | y | |
Влажность | ||||||||||||
Загрязнение | ||||||||||||
Давление окружающей среды | ||||||||||||
Воздушный поток/состав воздуха | y | y | y | y | y | y | y | |||||
Сила тяжести | y | y | y | |||||||||
Измерительное оборудование | Стабильность | y | y | y | y | y | y | y | y | y | ||
Масштаб/качество/разрешение/стабильность | y | y | y | y | y | |||||||
Тепловое расширение/проводимость | y | y | y | y | y | |||||||
Калибровка/неопределенность/время | y | y | y | y | y | y | y | y | y | y | y | |
Увеличение | y | y | y | y | y | y | y | |||||
Интерполяция/погрешность/разрешение | y | y | y | y | y | y | ||||||
Измерение силы/значение/стабильности | ||||||||||||
Жесткость/прочность | y | |||||||||||
Система зондов/система наконечников | ||||||||||||
Гистерезис | y | y | y | y | y | |||||||
Установка и процедура измерения | Косинус и синусоидальные погрешности | |||||||||||
Принцип Аббе | ||||||||||||
Система датчиков/жесткость/выравнивание | ||||||||||||
Оптическая апертура | ||||||||||||
Взаимодействие между стандартом и настройкой | ||||||||||||
Разогрев | y | y | y | y | y | y | ||||||
Кондиционирование | ||||||||||||
Номер/заказ/продолжительность/измерение | y | y | y | y | y | y | y | y | y | y | y | |
Центровка | y | y | y | y | y | y | y | y | y | y | y | |
Закрепление | y | y | y | y | y | y | y | y | y | y | y | |
Количество точек измерения | ||||||||||||
Стратегия измерения/исследования | ||||||||||||
Реверсивное измерение | y | y | y | y | y | |||||||
Многократное резервирование, разделение погрешностей | ||||||||||||
Программное обеспечение и расчеты | Округление/квантификация | y | y | y | y | y | ||||||
Алгоритмы | y | y | ||||||||||
Выборка | y | y | y | y | y | y | y | |||||
Фильтрация | y | y | y | y | y | y | y | |||||
Интерполяция/экстраполяция | y | y | y | y | ||||||||
Таблица D.5
D5. Специального назначения | ||||||||||
Окружающая среда | Абсолютная температура | y | y | y | y | y | y | y | y | |
Температурный градиент/дисперсия | y | y | y | y | y | y | y | y | y | |
Вибрация/шум | y | y | y | y | y | y | y | y | y | |
Влажность | y | y | ||||||||
Загрязнение | y | y | y | y | y | y | y | y | ||
Давление окружающей среды | y | y | y | y | ||||||
Воздушный поток/состав воздуха | y | y | y | y | ||||||
Сила тяжести | y | y | y | |||||||
Измерительное оборудование | Стабильность | y | y | y | y | y | y | y | y | y |
Масштаб/качество/разрешение/стабильность | ||||||||||
Тепловое расширение/проводимость | y | y | y | y | y | |||||
Калибровка/неопределенность/время | y | y | y | y | y | y | y | y | y | |
Увеличение | y | y | y | y | y | y | y | y | y | |
Интерполяция/погрешность/разрешение | y | y | y | y | y | y | y | y | y | |
Измерение силы/значение/стабильности | y | y | ||||||||
Жесткость/прочность | y | y | y | y | y | y | y | |||
Система зондов/система наконечников | y | |||||||||
Гистерезис | y | y | y | |||||||
Установка и процедура измерения | Косинус и синусоидальные погрешности | y | y | y | ||||||
Принцип Аббе | y | y | y | |||||||
Система датчиков/жесткость/выравнивание | y | y | y | |||||||
Оптическая апертура | ||||||||||
Взаимодействие между стандартом и настройкой | y | |||||||||
Разогрев | y | y | y | y | y | y | y | y | y | |
Кондиционирование | ||||||||||
Номер/заказ/продолжительность/измерение | y | y | y | y | y | y | y | y | y | |
Центровка | y | y | y | y | y | y | y | y | y | |
Закрепление | y | y | y | y | y | y | y | y | y | |
Количество точек измерения | y | y | y | y | y | y | y | y | y | |
Стратегия измерения/исследования | y | y | y | y | y | y | y | y | y | |
Реверсивное измерение | y | y | y | y | y | |||||
Многократное резервирование, разделение погрешностей | y | y | y | |||||||
Программное обеспечение и расчеты | Округление/квантификация | y | y | y | y | y | y | y | y | y |
Алгоритмы | y | y | y | y | y | y | y | y | y | |
Выборка | y | y | y | y | y | y | y | y | y | |
Фильтрация | y | y | y | y | y | y | y | y | ||
Интерполяция/экстраполяция | y | y | y | y | y | y | y | y | y | |
[1] | ISO 1, Geometrical product specifications (GPS) - Standard reference temperature for the specification of geometrical and dimensional properties (Геометрические характеристики продукции. Стандартная эталонная температура для уточнение геометрических и размерных свойств) |
[2] | ISO 230-1, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or quasistatic conditions (Нормы и правила испытания станков. Часть 1. Геометрическая точность станков, работающих в соответствии с холостым или квазистатическим условием) |
[3] | ISO 23 0-2, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning of numerically controlled axes (Нормы и правила испытания станков. Часть 2. Определение точности и повторяемости позиционирования численно управляемых осей) |
[4] | ISO 230-3, Test code for machine tools - Part 3: Determination of thermal effects (Нормы и правила испытания станков. Часть 3. Определение тепловых воздействий) |
[5] | ISO/TR 230-8, Test code for machine tools - Part 8: Vibrations (Нормы и правила испытания станков. Часть 8. Вибрации) |
[6] | ISO/TR 230-9, Test code for machine tools - Part 9: Estimation of measurement uncertainty for machine tool tests according to series ISO 230, basic equations (Нормы и правила испытания станков. Часть 9. Оценка неопределенности измерения для испытания станков в соответствии с серией ISO 230, основные уравнения) |
[7] | ISO 463, Geometrical Product Specifications (GPS) - Dimensional measuring equipment - Design and metrological characteristics of mechanical dial gauges (Геометрические характеристики изделий. Оборудование для измерения размеров. Проектирование и метрологические характеристики механических стрелочных датчиков) |
[8] | ISO 3611, Geometrical Product Specifications (GPS) - Dimensional measuring equipment: Micrometers for external measurements - Design and metrological characteristics (Геометрические характеристики изделий (GPS). Оборудование для измерения размеров. Микрометры для наружных измерений. Конструкция и метрологические характеристики) |
[9] | ISO 3650, Geometrical Product Specifications (GPS) - Length standards - Gauge blocks (Геометрические характеристики изделий (GPS). Стандарты длины. Калибровочные блоки) |
[10] | ISO 8512-1, Surface plates - Part 1: Cast iron (Поверхностные плиты. Часть 1. Чугун) |
[11] | ISO 8512-2, Surface plates - Part 2: Granite (Поверхностные плиты. Часть 2. Гранит) |
[12] | ISO 9493, Geometrical Product Specifications (GPS) - Dimensional measuring equipment: Dial test indicators (level type) - Design and metrological characteristics (Геометрические характеристики изделий. Оборудование для измерения размеров: проверка набора, индикаторы (рычажного типа). Расчетно-метрологические характеристики) |
[13] | ISO 10012, Measurement management systems - Requirement for measurement processes and measuring equipment (Системы менеджмента измерений. Требования к процессам измерения и измерительное оборудование) |
ISO 10109, Optics and photonics - Guidance for the selection of environmental tests (Оптика и фотоника. Руководство по выбору экологических испытаний) | |
[15] | ISO 12164-1, Hollow taper interface with flange contact surface Part 1: Shanks - Dimensions (Интерфейс с полым конусом и контактной поверхностью фланца. Часть 1. Хвостовики. Размеры) |
[16] | ISO 14253-1, Geometrical product specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Part 1: Decision rules for verifying conformity or nonconformity with specifications (Геометрические характеристики изделий. Контроль путем измерения заготовок и измерительное оборудование. Часть 1. Правила принятия решений для проверки соответствия или несоответствия технической характеристики) |
[17] | ISO 14253-2, Geometrical product specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Part 2: Guidance for the estimation of uncertainty in GPS measurement, in calibration of measuring equipment and in product verification (Геометрические характеристики изделий. Контроль путем измерения заготовок и измерительное оборудование. Часть 2. Руководство по оценке неопределенности измерений, при калибровке измерительного оборудования и при проверке продукции) |
[18] | ISO 14978, Geometrical product specifications (GPS) - General concepts and requirements for GPS measuring equipment (Геометрические характеристики изделий. Общие понятия и требования к GPS измерительное оборудование) |
[19] | ISO/TR 16015, Geometrical product specifications (GPS) - Systematic errors and contributions to measurement uncertainty of length measurement due to thermal influences (Геометрические характеристики изделий. Систематические ошибки и вклад в погрешность измерения длины из-за тепловых воздействий) |
[20] | JIS Z8103, Glossary terms used in measurement (Глоссарий, используемые в измерениях термины) |
[21] | CGM 200, International vocabulary of metrology - Basic and general concepts and associated terms (VIM) 3ed edition (Международный словарь по метрологии. Основные и общие понятия и связанные с ними условия 3-е издание) |
[22] | JCGM 100, Guide to the expression of uncertainty in measurement [GUM] (Руководство по выражению неопределенности в измерениях) |
Определения в методике измерения длины, 5.6, TGL15040, Marz, 1965, DDR | |
Берндт Г. Функциональная толерантность и точность измерения, обзор Йены, Карл Цейсс, 1968, 263 | |
Эванс Крис Дж., Хокен Роберт Дж., Тайлер Эстлер В. Калибровка самообращения, избыточность, Разделение ошибок и абсолютное тестирование, Основные доклады, Анналы CIRP, Vol. 45/2/1996, Hallwag Ltd., Берн, CH | |
Юнь Х. Куин: Эффекты наклона в измерениях угла зрения, журнал исследований Национального Института стандартов и технологий, вып. 99/5/1994 |
УДК 621.9.02-434.5:006.354 | ОКС 25.080.01 |
Ключевые слова: нормы и правила испытаний, металлорежущие станки, измерительные инструменты, геометрические испытания | |