СПРАВКА
Источник публикации
М.: ФГБУ "РСТ", 2022
Примечание к документу
Документ введен в действие с 01.09.2022.
Взамен ГОСТ Р ИСО 6947-2017.
Название документа
"ГОСТ Р ИСО 6947-2022. Национальный стандарт Российской Федерации. Сварка и родственные процессы. Положения при сварке"
(утв. и введен в действие Приказом Росстандарта от 30.06.2022 N 548-ст)
"ГОСТ Р ИСО 6947-2022. Национальный стандарт Российской Федерации. Сварка и родственные процессы. Положения при сварке"
(утв. и введен в действие Приказом Росстандарта от 30.06.2022 N 548-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 30 июня 2022 г. N 548-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАРКА И РОДСТВЕННЫЕ ПРОЦЕССЫ
ПОЛОЖЕНИЯ ПРИ СВАРКЕ
Welding and allied processes. Welding positions
(ISO 6947:2019, IDT)
ГОСТ Р ИСО 6947-2022
ОКС 25.160.40
Дата введения
1 сентября 2022 года
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2022 г. N 548-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6947:2019 "Сварка и родственные процессы. Положения при сварке" (ISO 6947:2019 "Welding and allied processes - Welding positions", IDT).
Международный стандарт разработан Техническим комитетом ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 7 "Обозначения и термины"
5 ВЗАМЕН ГОСТ Р ИСО 6947-2017
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Настоящий стандарт устанавливает положения при сварке для испытаний и производства стыковых и угловых сварных швов для всех видов продукции.
В приложении A приведены примеры предельных углов наклона оси сварного шва и поворота лицевой поверхности сварного шва вокруг оси сварного шва при положениях при сварке производственных сварных швов.
В приложении B приведено сравнение настоящего стандарта и принятых в США обозначений для положений при сварке.
В настоящем стандарте нормативные ссылки отсутствуют.
В настоящем стандарте применены следующие термины с соответствующими определениями.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО: доступна по адресу http://www.iso.org/obp;
- Электропедия МЭК: доступна по адресу http://www.electropedia.org/.
3.1 положение при сварке (welding position): Положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости.
3.2 основное положение при сварке (main welding position): Положение при сварке (3.1), обозначаемое PA, PB, PC, PD, PE, PF, PG, PH, PJ или PK.
Примечание 1 - Обозначения положений при сварке см. на рисунках 1 и 2.
3.3 специальное положение при испытаниях SP (special test position): Любое положение при сварке (3.1), не являющееся одним из основных положений при сварке (3.2) (см. 4.3).
3.4 наклон S (slope): Угол наклона оси сварного шва относительно основного положения при сварке (3.2).
3.5 поворот R (rotation): Угол поворота лицевой поверхности сварного шва относительно основного положения при сварке (3.2).
3.6 угол наклона L (inclined angle): Угол наклона оси трубы.
Основные положения при сварке от PA до PG показаны на рисунке 1.

Примечание - Стрелки, выполненные сплошной линией, показывают положение при сварке по отношению к лицевой поверхности сварного шва. Стрелки, выполненные пунктирной линией, для PF (вверх) и PG (вниз), показывают направление сварки.
PA - нижнее положение; PB - горизонтальное положение
таврового соединения; PC - горизонтальное положение;
PD - потолочное положение таврового соединения;
PE - потолочное положение; PF - вертикальное положение
(направление сварки снизу вверх); PG - вертикальное
положение (направление сварки сверху вниз)
Примеры основных положений при сварке стыковых и угловых швов показаны на рисунке 2.




--------------------------------
<a> Стрелка указывает лицевую сторону сварного шва и, следовательно, положение при сварке.
<b> Стрелка указывает направление сварки по стыку.
<c> Стрелка указывает вращение заготовок при сварке трубы в позиционере.
PA, PB, PC, PD, PE, PF, PG, PH, PJ и PK
Положения при сварке испытуемого образца не должны превышать значений +/- 5° по углу наклона и +/- 10° по углу поворота относительно основного положения при сварке.
Основные положения при сварке указаны в других стандартах, например в серии ИСО 9606 для аттестации сварщиков и в серии ИСО 15614 для аттестации процедур сварки.
Для производства предельные отклонения от основных положений при сварке, используемых для аттестации сварщиков и процедур сварки, приведены в таблице 1 для стыковых швов и в таблице 2 для угловых швов (см. также примеры в приложении A). Применяемые стандарты могут расширять или ограничивать установленные диапазоны, например требования стандарта при положении PA могут ограничивать угол поворота лицевой поверхности сварного шва до 15° вместо 30°.
Примечание - В случае асимметричных допусков знак "плюс" означает поворот сварного шва в направлении основного положения при сварке PA, а "минус" - в направлении основного положения при сварке PE.
Таблица 1
при сварке производственных стыковых сварных швов
Положение при сварке | Основное положение при сварке | Наклон S | Поворот R |
Нижнее | PA | +/- 15° | +/- 30° |
Горизонтальное | PC | +/- 15° | +60° -10° |
Потолочное | PE | +/- 80° | +/- 80° |
Вертикальное | PF, PG | От +10° до +75° | +/- 100° |
+/- 10° | +/- 180° |
Таблица 2
при сварке производственных угловых сварных швов
Положение при сварке | Основное положение при сварке | Наклон S | Поворот R |
Нижнее | PA | +/- 15° | +/- 30° |
Горизонтальное положение таврового соединения | PB | +/- 15° | +15° -10° |
Горизонтальное | PC | +/- 15° | +35° -10° |
Горизонтальное потолочное положение таврового соединения | PD | +/- 80° | +35° -10° |
Потолочное | PE | +/- 80° | +35° |
Вертикальное | PF, PG | От +10° до +75° | +/- 100° |
+/- 10° | +/- 180° |
Если испытуемый образец выполнен в положении, выходящем за пределы (см. 3.3) основных положений при сварке, углы наклона и поворота должны быть обозначены в соответствии с разделом 5. В производстве предельные отклонения должны составлять +/- 15° по углам наклона и поворота.
Основные положения при сварке обозначают в соответствии с рисунками 1 и 2 (см. пример 1). Обозначение для основного положения при сварке может быть дополнено значениями угла наклона и угла поворота, указанными тремя цифрами (см. пример 2).
Если испытуемый образец выполнен в положении, выходящем за пределы основных положений при сварке, допустимые отклонения в производстве составляют +/- 15° по углу наклона и углу поворота. Эти дополнительные значения являются обязательными, если испытуемый образец, используемый для аттестации, находился вне предельных отклонений угла наклона и угла поворота, указанных в 4.2.
Для кольцевых сварных швов труб с наклонными осями угол наклона и угол поворота обозначают в соответствии с рисунком 2 (см. примеры 3 и 4).
Пример 1 - Основное положение при сварке "горизонтальное положение таврового соединения" (PB) обозначают: PB.
Это стандартное положение при испытаниях, предельное отклонение соответствует таблице 2.
Пример 2 - Основное положение при сварке "горизонтальное положение таврового соединения" (PB), с углом наклона 15° и углом поворота 10°, обозначают: PB 015-010.
Это специальное положение, для которого предельное отклонение составляет от 0° до 30° угла наклона и от - 5° до 25° угла поворота лицевой поверхности сварного шва, если иное не указано в применяемом стандарте.
Пример 3 - Положение при сварке труб наклонное с направлением сварки "снизу вверх" (PH) и углом наклона 45° обозначают: PH-L045.
Это специальное положение, для которого предельное отклонение для любых угла наклона и угла поворота лицевой поверхности сварного шва до 45° с направлением сварки снизу вверх. Применяемый стандарт может устанавливать другое отклонение.
Пример 4 - Положение при сварке труб наклонное с направлением сварки "сверху вниз" (PJ) и углом наклона 45° обозначают: PJ-L045.
Это специальное положение, для которого предельное отклонение для любого угла наклона и от 30° до 65° угла поворота лицевой поверхности сварного шва с направлением сварки сверху вниз. Применяемый стандарт может устанавливать другое отклонение.
Примечание - В примерах 3 и 4 угол наклона задан как пример.
(справочное)
ПОВЕРХНОСТИ СВАРНОГО ШВА ОТНОСИТЕЛЬНО ОСИ СВАРНОГО ШВА
ДЛЯ ПОЛОЖЕНИЙ ПРИ СВАРКЕ ПРОИЗВОДСТВЕННЫХ СВАРНЫХ ШВОВ
В данном приложении с помощью рисунков показаны предельные значения угла наклона оси сварного шва и предельные значения угла поворота лицевой поверхности сварного шва вокруг оси сварного шва для положений при сварке в производственных швах (см. таблицы 1 и 2).
На рисунках A.1 - A.4 показаны эскизы стыковых швов, а на рисунках A.5 и A.6 показаны эскизы угловых швов.
Примечание - Условные обозначения, показанные на рисунке A.1 a) для горизонтальной плоскости и вертикальной плоскости, применяются ко всем рисункам в приложении A.

1 - горизонтальная плоскость; 2 - вертикальная плоскость
поворота для стыковых швов в нижнем положении при сварке PA

Рисунок A.2 - Предельные значения угла наклона
и угла поворота для стыковых швов
в горизонтальном положении при сварке PC

Рисунок A.3 - Предельные значения угла наклона
и угла поворота для стыковых швов
в потолочном положении при сварке PE

и угла поворота для стыковых швов
в вертикальном положении при сварке (PF, PG)

поворота для угловых швов в нижнем положении при сварке PA

и угла поворота для угловых швов
в потолочном положении при сварке PE
(справочное)
ОБОЗНАЧЕНИЙ ПОЛОЖЕНИЙ ПРИ СВАРКЕ В США
В таблице B.1 представлено сравнение настоящего стандарта и системы обозначений положений при сварке в США [3], [4].
Таблица B.1
Сравнение настоящего стандарта
и системы обозначений положений при сварке в США
Изображение | Положение при сварке в соответствии с AWS A3.0M/A3.0 и ASME, раздел IX | Положение при сварке в соответствии с настоящим стандартом | |
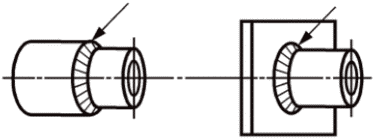
 Нижнее положение, труба поворотная |  Нижнее положение | 1G | PA |
 Горизонтальное положение |  Горизонтальное положение | 2G | PC |
 Вертикальное положение снизу вверх | 3G uphill (снизу вверх) | PF | |
 Вертикальное положение сверху вниз | 3G downhill (сверху вниз) | PG | |
 Потолочное положение | 4G | PE | |
 Вертикальное положение снизу вверх, труба неповоротная | 5G uphill (снизу вверх) | PH | |
 Вертикальное положение сверху вниз, труба неповоротная | 5G downhill (сверху вниз) | PJ | |
 Наклонное (труба неповоротная), сварка снизу вверх | 6G uphill (снизу вверх) | H-L045 <a> | |
 Наклонное (труба неповоротная), сварка сверху вниз | 6G downhill (сверху вниз) | PJ-L045 <a> | |
 Нижнее положение | 1F | PA | |
 Нижнее положение, труба поворотная | 1FR | PA | |
 Горизонтальное положение тавровых соединений и горизонтальное положение при вертикальном положении осей труб | 2F | PB | |
 Горизонтальное положение при горизонтальном положении осей труб, труба поворотная | 2FR | PB | |
 Вертикальное положение снизу вверх | 3F uphill (снизу вверх) | PF | |
 Вертикальное положение сверху вниз | 3F downhill (сверху вниз) | PG | |
 Потолочное положение тавровых соединений и потолочное положение при вертикальном положении осей труб | 4F | PD | |
 Вертикальное положение снизу вверх, труба неповоротная | 5F uphill (снизу вверх) | PH | |
 Вертикальное положение сверху вниз, труба неповоротная | 5F downhill (сверху вниз) | PJ | |
[1] | ISO 9606 (все части) | Qualification testing of welders - Fusion welding (Аттестационные испытания сварщиков) |
[2] | ISO 15614 (все части) | Specification and qualification of welding procedures for metallic materials - Welding procedure test (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки) |
ASME Section IX | ASME boiler and pressure vessel code - Section IX: Welding and brazing qualifications (ASME коды для котлов и сосудов под давлением. Раздел IX. Аттестация сварки и пайки) | |
AWS A3.0M/A3.0 | Standard welding terms and definitions including terms for adhesive bonding, brazing, soldering, thermal cutting, and thermal spraying (Стандартные термины и определения для сварки, включая термины для клеевого соединения, пайки твердым припоем, пайки, термической резки и термического напыления) |
УДК 621.791:006.354 | ОКС 25.160.40 |
Ключевые слова: сварка и родственные процессы, положения при сварке, положения при сварке при испытаниях, положения при сварке в производстве, стыковой шов, угловой шов, допустимые отклонения | |