СПРАВКА
Источник публикации
М.: Госстройиздат, 1960
Примечание к документу
Документ утратил силу в связи с изданием Постановления Госстроя СССР от 03.07.1975 N 115.
Документ введен в действие с 1 января 1960 года.
Взамен Сборника инструкций по производству футеровочных работ во вращающихся цементнообжигательных печах, утв. Минстройматериалов СССР 15.01.1954.
Название документа
"СН 64-59. Инструкция по производству футеровочных работ во вращающихся цементнообжигательных печах"
(утв. Госстроем СССР 13.08.1959)
"СН 64-59. Инструкция по производству футеровочных работ во вращающихся цементнообжигательных печах"
(утв. Госстроем СССР 13.08.1959)
Содержание
Государственным комитетом
Совета Министров СССР
по делам строительства
13 августа 1959 года
СТРОИТЕЛЬНЫЕ НОРМЫ
ИНСТРУКЦИЯ
ПО ПРОИЗВОДСТВУ ФУТЕРОВОЧНЫХ РАБОТ
ВО ВРАЩАЮЩИХСЯ ЦЕМЕНТНООБЖИГАТЕЛЬНЫХ ПЕЧАХ
СН 64-59
Срок введения
1 января 1960 года
Инструкция подготовлена Государственным всесоюзным институтом по проектированию и научно-исследовательским работам в цементной промышленности "Гипроцемент".
С введением настоящей инструкции утрачивают силу "Сборник инструкций по производству футеровочных работ во вращающихся цементнообжигательных печах", разработанный Государственным Всесоюзным институтом по проектированию и научно-исследовательским работам в цементной промышленности "Гипроцемент" и утвержденный б. Министерством промышленности строительных материалов СССР 15 января 1954 г.
Редактор инж. А.В. Зотов
Внесена Главстройпроектом при Госстрое СССР
Разработана Государственным Всесоюзным институтом "Гипроцемент"
Настоящая инструкция содержит основные указания по производству футеровочных работ во вращающихся цементнообжигательных печах.
Инструкция рекомендуется к применению проектным, строительно-монтажным организациям и цементным заводам.
1. Вращающаяся печь по всей длине должна иметь футеровку из огнеупорного кирпича или бетона. Огнеупорная футеровка может отсутствовать только во входной части печи.
2. К началу работ по футеровке печи на складе огнеупоров должно быть полное наличие огнеупоров и огнеупорных материалов, обеспечивающее их проведение.
3. Кладка должна осуществляться в строгом соответствии с проектом печи и проектом организации работ.
4. В состав проекта печи должны входить:
а) рабочие чертежи кладки с указанием размеров всех элементов кладки и вида огнеупорных и изоляционных материалов; по наиболее сложным узлам должны быть даны детальные чертежи;
б) спецификация огнеупорных изделий и прочих материалов с указанием класса, сорта и марок в соответствии с ТУ или ГОСТами.
Примечания. 1. Отступление от проекта допускается только по предварительному письменному согласованию с заказчиком и с проектной организацией с обязательным указанием этих отступлений на исполнительных чертежах.
2. Текущий ремонт футеровки должен производиться по схеме, утвержденной главным инженером завода.
В проекте организации работ должны быть указаны:
а) место расположения всех вспомогательных сооружений;
б) способы подачи на рабочие места огнеупорных материалов и раствора;
в) последовательность кладки отдельных элементов печи;
г) организация рабочего места.
Примечание. Работы по частичной замене футеровки допускаются без проекта организации работ.
5. Футеровочные работы разрешается производить только при вполне исправном корпусе печи, когда все детали на нем закреплены, ходовые части и привод отрегулированы, на что должен быть составлен акт.
Выполненная футеровка подлежит приемке комиссией из представителей завода и печестроительной организации, о чем составляется акт.
К акту приемки прилагаются:
а) чертежи кладки с указанием всех отступлений от проекта;
б) документы, подтверждающие разрешение заказчика и проектной организации на отступление от проекта;
в) сертификаты на огнеупорные изделия и материалы.
При каждом очередном ремонте футеровки должны быть отремонтированы механическое оборудование и электрооборудование печи, а также вспомогательное оборудование в объеме, обеспечивающем нормальную и безостановочную работу вращающейся печи от одной смены футеровки зоны спекания до другой.
6. Футеровка печи и ремонт ее механического оборудования и электрооборудования ведутся по оперативному календарному графику производства всего ремонта.
Форма графика работ по ремонту футеровки дана в приложении 1.
7. После окончания работ по очередному ремонту печи специальной комиссией производится приемка выполненных работ, на что составляется соответствующий акт.
В акте приемки футеровки должны быть также отмечены основные ремонты механической части печи, произведенные во время ее остановки (см. приложение 3, форму N 2ф).
8. Учет стойкости футеровок производится техническим отделом завода в соответствии с приложением 3.
9. Пуск, эксплуатация и остановка вращающейся печи должны производиться в строгом соответствии с указаниями "Правил технической эксплуатации цементных заводов".
10. Перевозка, хранение и приемка огнеупоров должны производиться в соответствии с ГОСТ 8179-56 "Изделия огнеупорные. Правила приемки, хранения и перевозки".
Огнеупорные изделия и материалы для футеровки печей должны удовлетворять требованиям стандартов или технических условий на них и должны иметь паспорт завода-изготовителя.
Примечание. Материалы, не имеющие паспорта, допускаются в кладку зон печи, где температура превышает 1200° только после лабораторной проверки их качества и соответствия требованиям проекта.
Перечень ГОСТов и ТУ на огнеупорные изделия и материалы приведен в приложении 4.
Размещение огнеупорных материалов на складе огнеупоров должно осуществляться по маркам, классам и сортам.
Огнеупорные материалы при их хранении должны быть защищены от увлажнения.
Применение подмоченных огнеупорных изделий (за исключением шамотных и высокоглиноземистых) для футеровки вращающихся печей запрещается.
Примечание. Применение подмоченного шамотного кирпича может быть в отдельных случаях допущено после тщательной просушки, если лабораторные испытания устанавливают неизменность его огнеупорности, химического состава и механических свойств.
Материалы для изготовления растворов, подмазок и бетонов (металлургический магнезит, молотые чугунные опилки, молотый шамот, молотая огнеупорная глина и т.д.) полагается хранить в закрытом сухом помещении в упакованном виде или в отдельных закромах, бункерах в условиях, не допускающих их загрязнения и перемешивания между собой.
Молотую огнеупорную глину и бочки с жидким стеклом необходимо хранить в утепленном складе.
Составы применяемых растворов даны в табл. 2.
Изоляционные материалы, применяемые при футеровке вращающихся печей, даны в табл. 3.
Составы жароупорного бетона устанавливаются проектом. Составы отдельных жароупорных бетонов, применяемых во вращающихся печах, приведены в табл. 2.
Стальные прокладки, поступающие на склад, должны храниться на стеллажах, уложенными в ящики в условиях, исключающих их ржавление. Хранение прокладок на полу склада, а также россыпью категорически воспрещается.
Склад должен быть расположен вдоль железнодорожного пути.
Крыша склада должна иметь свес, защищающий выгружаемый огнеупор от дождя. Со стороны железнодорожного пути склад должен иметь платформу, расположенную на одной отметке с полом разгружаемых вагонов. Ширина платформы должна обеспечивать возможность проезда электрокары.
11. Если склад огнеупоров невозможно расположить у железнодорожного пути, должен быть оборудован промежуточный склад для разгрузки прибывающих вагонов. Промежуточный склад должен обеспечивать возможность одновременной разгрузки двух вагонов.
12. Кирпич следует не позже, чем через сутки, передавать с промежуточного склада на склад огнеупоров, где он, уложенный в клетках или же на поддонах контейнеров, хранится в штабелях.
13. Длительное хранение хромомагнезитового, кассетного или термостойкого магнезитохромитового кирпича в цехе обжига разрешается только под холодными частями вращающихся печей.
14. На складе обязательно должен быть журнал учета огнеупорных материалов, поступающих на склад и выписываемых со склада (форма N 1).
Журнал
учета огнеупорных материалов, поступающих
на склад и выдаваемых со склада
Наименование материала _____________________________
N вагона | Дата поступления | Приход | Расход | Примечание | |||||||||||||
Завод-изготовитель | N партии | Марка или фасон | Класс | Сорт | Количество | N штабеля | Дата отпуска | N партии | N штабеля | Количество | N требования | N печи, на ремонт которой затребован огнеупор | |||||
в шт. | в т | в шт. | в т | ||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 15 | 16 | 18 | ||
При выписке огнеупорных материалов со склада необходимо указывать в требованиях номер ремонтируемой вращающейся печи и участок печи, подлежащий футеровке.
Графы 1 - 9 формы N 1 заполняются на основании данных ярлыка, поступающего с вагоном, или сертификата завода-поставщика и железнодорожной квитанции, прилагаемых к счету. Графы 14 - 17 заполняются на основании требований.
Учет огнеупорных материалов ведется раздельно по их видам. В конце месяца определяется расход того или иного материала и эти данные сопоставляются с наличием огнеупора на складе.
15. Сертификаты на поступивший огнеупор должны сохраняться как техническая документация.
16. Доставленный в цех обжига огнеупорный кирпич должен быть сложен в клетки и штабели, на которых следует сделать соответствующие отметки.
ПО ПРОИЗВОДСТВУ ФУТЕРОВОЧНЫХ РАБОТ
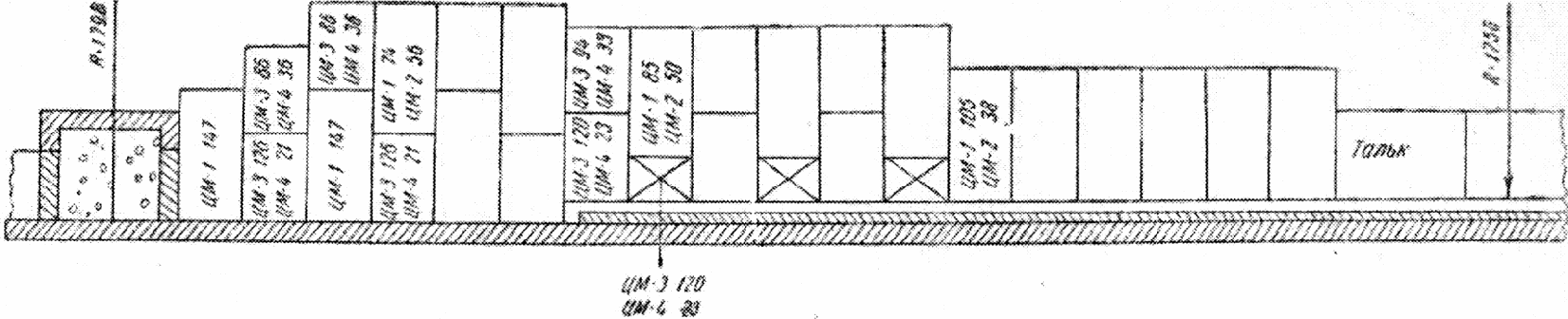
17. Футеровка на отдельных участках печи должна выполняться из огнеупорных материалов в соответствии с проектом, а также указаниями табл. 1, принимая во внимание следующее:
а) для футеровки заднего и переднего переходных участков тальковый кирпич II сорта можно использовать лишь в печах диаметром менее 3 м;
б) для футеровки зоны спекания тальковый кирпич разрешается применять только I сорта и лишь в печах малого диаметра;
в) для футеровки зоны спекания хромомагнезитовый кирпич II сорта можно применять лишь в печах диаметром до 3 м. В печах диаметром 3 м и более хромомагнезитовый кирпич II сорта можно укладывать только по краям участка, футеруемого высокоогнеупором;
г) жаровое кольцо во входной части холодильника и прилегающая к нему часть футеровки могут футероваться тальком, из которого можно также выкладывать верхний ряд большого порога и жаровое кольцо печи.
Таблица 1
N п/п | Участок печи | Вид огнеупора | Толщина футеровки в мм | Вид связки | Предел осадки конуса в см |
1 | 2 | 3 | 4 | 5 | 6 |
1 | Головка печи | Шамотный кирпич прямой класса Б, I и II сортов | 115 | Шамотно-глиняный раствор на жидком стекле | 4 - 6 |
Цементное тесто полугустой консистенции | |||||
2 | Холодильники | Многошамотный кирпич марок ЦМ-5 и ЦМ-6, I и II сортов | 120 | То же | 4 - 6 |
3 | Рекуператоры | Многошамотный кирпич класса Б, I и II сортов, изготовленный по заказам и чертежам цементных заводов, или шамотный кирпич классов Б и В, I и II сортов | 65 - 100 | 4 - 6 | |
Стальные жаростойкие плиты | - | - | - | ||
4 | Зона охлаждения: | ||||
а) консольная часть и обратный конус | Многошамотный кирпич марок ЦМ-5 и ЦМ-6, I и II сортов и шамотный кирпич марок Ц-3 и Ц-4, класса Б, I и II сортов | 120 160 | Шамотно-глиняный раствор на жидком стекле | ||
б) рекуператорные окна | Многошамотный кирпич марок ЦМ-3 и ЦМ-4, I и II сортов | 200 | Шамотно-цементный раствор или | 7 - 8 | |
в) порог и жаровое кольцо | Многошамотный кирпич марок ЦМ-1, ЦМ-2, ЦМ-3, ЦМ-4, I и II сортов, классов А и Б | 500 - 700 | цементное тесто полугустой консистенции | 4 - 6 | |
5 | Передний переходный (охватывает часть зоны охлаждения, примыкающую к участку, футерованному высокоогнеупором) | Тальковый кирпич марок 200-Б и 200-М, I и II сортов | 200 | Магнезитовый раствор на жидком стекле или цементное тесто полугустой консистенции | 4 - 6 |
6 | Наиболее высокотемпературный: | ||||
а) горячая часть зоны охлаждения | Хромомагнезитовый кирпич марок ХМ-4, ХМ-5, ХМ-6 и ХМ-7, I и II сортов | 200 | Магнезитовый раствор на жидком стекле полугустой консистенции или металлические прокладки гофрированные или плоские | 4 - 6 | |
б) зона спекания | Хромомагнезитовый кирпич марок ХМ-4, ХМ-5, ХМ-6 и ХМ-7, I и II сортов, или | 200 | То же | - | |
безобжиговый магнезитохромитовый кирпич в кассетах фасонов N 17 и 12, или | 230 | Металлические кассеты | - | ||
безобжиговый термостойкий магнезитохромитовый кирпич марки БМХС, или | 200 | Металлические прокладки плоские | - | ||
обжиговый термостойкий магнезитохромитовый кирпич марки МХС, или | 200 | Магнезитовый раствор на жидком стекле полугустой консистенции или металлические прокладки гофрированные или плоские | 4 - 6 | ||
тальковый кирпич I сорта | 200 | Магнезитовый раствор на жидком стекле или цементное тесто полугустой консистенции | 4 - 6 | ||
в) горячая часть зоны экзотермических реакций | Хромомагнезитовый кирпич марок ХМ-4, ХМ-5, ХМ-6 и ХМ-7, I и II сортов | - | Магнезитовый раствор на жидком стекле полугустой консистенции или металлические прокладки гофрированные или плоские | 4 - 6 | |
7 | Задний переходной (охватывает менее нагретую часть зоны экзотермических реакций и в некоторых случаях наиболее нагретую часть зоны кальцинирования) | Тальковый кирпич марок 200-Б и 200-М, I и II сортов | 200 | Магнезитовый раствор на жидком стекле или цементное тесто полугустой консистенции | 4 - 6 |
8 | Зона кальцинирования | Шамотный кирпич марок Ц-1 и Ц-2, классов А и Б, I и II сортов | 200 | Шамотно-глиняный раствор на жидком стекле, шамотно-цементный раствор или цементное тесто полугустой консистенции | 4 - 6 |
9 | Зона дегидратации и подогрева | Шамотный кирпич марок Ц-3 и Ц-4, класса Б, I и II сортов | 160 | Шамотно-глиняный раствор на жидком стекле, шамотно-цементный раствор или цементное тесто полугустой консистенции | 4 - 6 |
10 | Зона испарения: | ||||
а) горячая часть зоны испарения | Многошамотный кирпич марок ЦМ-5 и ЦМ-6, I и II сортов или шамотный кирпич класса Б, марок Ц-3 и Ц-4, I и II сортов | 120 160 | Цементное тесто полугустой консистенции | 4 - 6 | |
б) холодная часть зоны испарения и входная часть печи | Многошамотный кирпич марок ЦМ-5 и ЦМ-6, I и II сортов или клинкерно-цементный бетон | 120 100 - 110 | То же | 4 - 6 | |
11 | Дымовая камера | Шамотный кирпич класса Б или В, I и II сортов | 115 - 230 | Шамотно-глиняный раствор или цементное тесто | 4 - 6 |
Таблица 2
N п/п | Наименование | Исходные материалы для приготовления сухой смеси | Объемные соотношения составляющих | Затворитель | Ориентировочный расход затворителя на 100 кг сухой смеси в л | Консистенция бетона или раствора | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | |
А. Бетоны | |||||||
1 | Клинкерно-цементный бетон | Портландцементный клинкер с крупностью зерен 3 - 8 мм | 2 | Вода | 6 - 8 | Жесткая | |
Портландцемент марки не ниже 400 без гидравлических добавок | 1 | - | - | - | |||
2 | Шамотный бетон | Шамот с зерном 0,5 - 5 мм | 2 | Вода | 8 - 9 | Жесткая | |
Портландцемент марки не ниже 400 без гидравлических добавок | 1 | - | - | - | |||
Б. Растворы, применяемые при укладке шамотных огнеупоров | |||||||
1 | Портландцементное тесто | Портландцемент марки не ниже 400 без гидравлических добавок | - | Вода | 30 - 40 | Полугустая | |
2 | Шамотно-цементный раствор | Шамот с зерном мельче 0,5 мм, портландцемент марки не ниже 400 без гидравлических добавок | 1 - 2 1 | Вода | 30 - 40 | Полугустая | |
3 | Шамотно-глиняный раствор на жидком стекле | Шамот молотый, огнеупорная глина молотая или мертель шамотный по ГОСТу 6137-52 тонкого или среднего помола | 8 - 7 2 - 3 | Жидкое стекло плотностью 1,30 - 1,35 | 35 - 40 | Полугустая | |
4 | Шамотно-глиняный раствор на воде | Шамот молотый, огнеупорная глина молотая или мертель по ГОСТу 6137-52 тонкого или среднего помола | 8 - 7 | Вода | 30 - 40 | " | |
2 - 3 | Перед применением раствора к нему добавляют портландцемент в количестве 10% от веса сухого мертеля | ||||||
5 | Раствор для подмазки заклепочных головок, болтов крепления деталей печей | Шамот с зерном до 0,5 мм | 3 | - | - | - | |
То же, мельче 0,5 мм | 2 | Жидкое стекло плотностью 1,35 - 1,38 | 20 - 30 | Густая | |||
Асбест мягкий V - VI сортов | 1 | - | - | - | |||
Портландцемент марки не ниже 400 без гидравлических добавок | 10% от веса сухой смеси | - | - | - | |||
В. Растворы, применяемые при укладке магнезиальных огнеупоров | |||||||
1 | Магнезитовый раствор N 1 | Молотый магнезитовый порошок МПК | 4 | Жидкое стекло плотностью 1,35 - 1,38 | 15 - 20 | Полугустая | |
2 | Магнезитовый раствор N 2 | Молотые чугунные опилки | 1 | - | - | - | |
Молотый магнезитовый порошок МПН | 5 | - | 25 - 30 | - | |||
Колчеданные огарки | 1 | - | - | - | |||
3 | Каустический раствор N 1 | Каустический магнезит II - III классов | 4 | - | Около 40 | Полугустая | |
Молотые чугунные опилки | 1 | ||||||
4 | Каустический раствор N 2 | Каустический магнезит II - III классов | 3 | Жидкое стекло плотностью 1,35 - 1,38 | Около 50 | " | |
Колчеданные огарки | 1 | ||||||
5 | Хромомагнезитовый раствор N 1 | Молотый хромомагнезитовый бой | 2 | То же | 15 - 35 | " | |
Молотые чугунные опилки | 1 | ||||||
6 | Хромомагнезитовый раствор N 2 | Молотый хромомагнезитовый бой | 5 | " | 30 - 40 | " | |
Колчеданные огарки | 1 | ||||||
Таблица 3
N п/п | Участки печи | Вид изоляционного материала | Форма и размер | Вид связи |
1 | 2 | 3 | 4 | 5 |
1 | Входная часть печи, цепная завеса, зона охлаждения и консольная часть печи | Асбестовый картон без наполнителя и связующего марки А | Листы длиной и шириной от 900 до 1000 мм и толщиной не менее 10 мм | Цементное тесто жидкой консистенции |
Асбест механического обогащения мягкий V - VI сортов | Преобладающее количество распущенного асбеста | Добавка 10% портландцемента от веса асбеста и воды до густой консистенции массы | ||
2 | Зоны дегидратации, подогрева и кальцинирования | Шамотная легковесная лещадка с временным сопротивлением сжатию не ниже 40 кг/см2, класса Б | Прямой кирпич размерами в мм: 115 x 40 x 230 115 x 20 x 230 | Цементное тесто полугустой и густой консистенции |
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Примечания. 1. Асбестовый картон, а также шамотную лещадку размером 115 x 40 x 230 мм укладывают в частых печи, где нет заклепочных соединений.
2. Асбест механического обогащения мягкий, а также шамотную лещадку размером 115 x 20 x 230 мм укладывают в местах заклепочных соединений.
18. Футеровка наиболее высокотемпературных участков вращающихся печей производится на растворах или пластинках из мягкой стали, гофрированных или плоских.
В продольных швах кладки устанавливают пластинки прямоугольной формы, в поперечных швах - трапецеидальной формы.
Толщина плоских пластинок должна находиться в пределах 1,25 - 2 мм, гофрированных - 1 - 1,5 мм.
19. Продольные и поперечные температурные швы должны быть оставлены в футеровке согласно указаниям проекта.
20. Перед частичной заменой футеровки кожух печи должен быть тщательно очищен от остатков старого раствора, клинкера, пыли и т.п.; слой обжигаемого материала на смежном участке должен быть снят на расстоянии 3 - 4 м.
21. Футеровка вращающихся печей производится продольными рядами с перевязкой поперечных швов смежных рядов. Продольные швы должны иметь радиальное направление. Футеровку колец, порогов, обратного конуса и рекуператорных окон выполняют кольцами.
22. Продольные ряды кладки должны быть прямыми и располагаться вдоль образующей печи.
23. Кирпич должен укладываться плотно по кожуху печи или по изоляции, исключая отход футеровки от корпуса или ее смещение (скручивание) при вращении печи.
В местах расположения сварных швов, заклепочных соединений или болтов крепления ходовых частей допускаются выступы в кладке на соответствующую величину.
24. Участки футеровки, выполняемые вперевязку, должны быть разбиты по длине на отдельные панели. Отдельные панели должны примыкать друг к другу по прямому обрезу.
25. Участки футеровки, выполняемые из отдельных огнеупоров, а также части ее, выполняемые специальной кладкой (кольца, пороги, кладка переходных конусов), тоже должны примыкать к смежным участкам футеровки по прямому обрезу.
26. Перед началом футеровочных работ на кожухе печи отмечаются мелом места стыка отдельных панелей. Нечетные ряды устанавливаются по длине всего футеруемого участка из кирпича основных марок. В каждом четном ряду в начале и конце футеруемого участка устанавливают по два перевязочных кирпича (рис. 1). По два таких же кирпича устанавливают в конце и начале каждой панели. Необходимо следить за тем, чтобы образующийся на стыке панелей сплошной по окружности печи шов находился в плоскости кругового сечения корпуса печи.
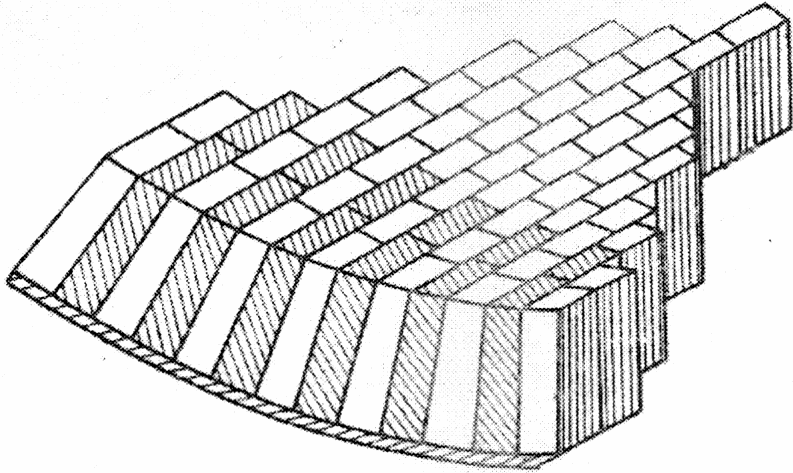
Рис. 1. Начало укладки кирпича с перевязкой
поперечных швов (заштрихован перевязочный кирпич)
27. При использовании раствора перед укладкой каждого кирпича необходимо промазать раствором боковую поверхность кладки и ребровую поверхность кирпича последнего ряда, к которым будет примыкать кирпич, или же ложковую и ребровую поверхности укладываемого кирпича.
Консистенцию раствора следует корректировать в зависимости от толщины образующихся швов. Заливать раствором рабочую поверхность укладываемой футеровки воспрещается.
Толщина швов кладки не должна превышать размеров, указанных в табл. 4.
Таблица 4
Допускаемая толщина швов кладки цементных вращающихся печей
N п/п | Материал кладки печей | Толщина швов кладки категорий | |||
I | II | III | IV | ||
1 | Шамотные или многошамотные изделия: | ||||
в пыльных камерах | - | - | 3 | - | |
" остальных элементах | - | 2 | - | - | |
2 | Тальковые изделия | - | - | 2,5 | - |
3 | Хромомагнезитовые или обжиговые магнезитохромитовые изделия на растворе: | ||||
продольные швы | - | - | 2,5 | - | |
поперечные " | - | - | 3 | - | |
4 | Высокоглиноземистые изделия - кладка теплообменника | 1 | - | - | - |
5 | Хромомагнезитовые изделия: | ||||
на стальных гофрированных пластинах | - | - | - | 4,5 | |
на стальных плоских пластинах | - | - | 3 | - | |
6 | Легковесные шамотные изделия | - | - | 3 | - |
7 | Безобжиговые магнезитохромитовые изделия на плоских стальных пластинах | - | - | 3 | - |
8 | Безобжиговые материалы в кассетах | - | 2 | - | - |
Проверка толщины швов кладки должна производиться контрольным щупом стандартного образца в соответствии с ТУ, раздел 14, часть I. Кладка промышленных печей и дымовых труб.
28. Для правильной укладки начальных рядов огнеупора в нижней части кожуха, строго вдоль образующей, на высоте, отвечающей толщине футеровки, натягивают шнур. Укладываемый кирпич ставят на кожух печи широким концом вниз так, чтобы шнур проходил параллельно ребру кирпича по его ширине. Первый ряд кирпича должен быть установлен посередине нижней части кожуха, поэтому шнур должен быть смещен от середины нижней части кожуха на половину толщины кирпича.
29. При кладке начальных рядов огнеупора, которые обычно состоят из 10 - 12 рядов, следует проверять правильность их расположения строго вдоль образующей печи и, если это необходимо, исправлять кладку.
Когда первые ряды кладки пересекают сварные швы, кирпичи смещаются. В этих случаях их необходимо поддержать до тех пор, пока шов не будет пройден.
30. При укладке начальных 10 - 12 рядов футеровки необходимо соблюдать правильное чередование рядов кирпича большого и малого радиусов. Если чередование марок производится через большее число рядов, начальные ряды укладываются из кирпича одной марки.
31. При кладке огнеупора на растворе запрещается устанавливать начальные ряды кирпича насухо, а затем проливать жидким раствором.
32. Кладка начальных рядов футеровки выполняется одновременно двумя или тремя огнеупорщиками. После того как начальные ряды будут установлены на длине первых 2 - 3 м, остальные огнеупорщики бригады начинают расширять кладку уступами в обе стороны.
33. В каждом ряду должны укладываться кирпичи одинаковой толщины в пределах допуска, в противном случае в продольных швах футеровки появятся дефекты (рис. 2).
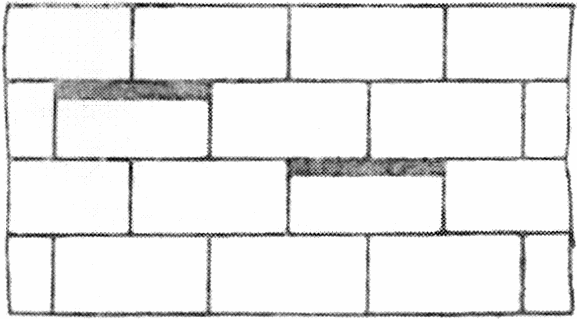
Рис. 2. Дефекты кладки при неодинаковой
толщине кирпичей ряда
Исключением являются места пересечения поперечных сварных швов, где во избежание искривления ряда можно укладывать несколько более тонкий кирпич. Выравнивать ряды путем укладки кирпича насухо, или укладывая прокладки не во всех продольных швах, не разрешается.
34. В случае смещения поперечных перевязывающих швов от середины кирпича предыдущего ряда необходимо поместить в укладываемом ряду один перевязочный кирпич вместо кирпича основного размера либо уровнять толщину швов.
35. Кирпич должен укладываться строго по радиусу печи, в противном случае получается дефектная кладка с "засечками" (рис. 3 и 4).
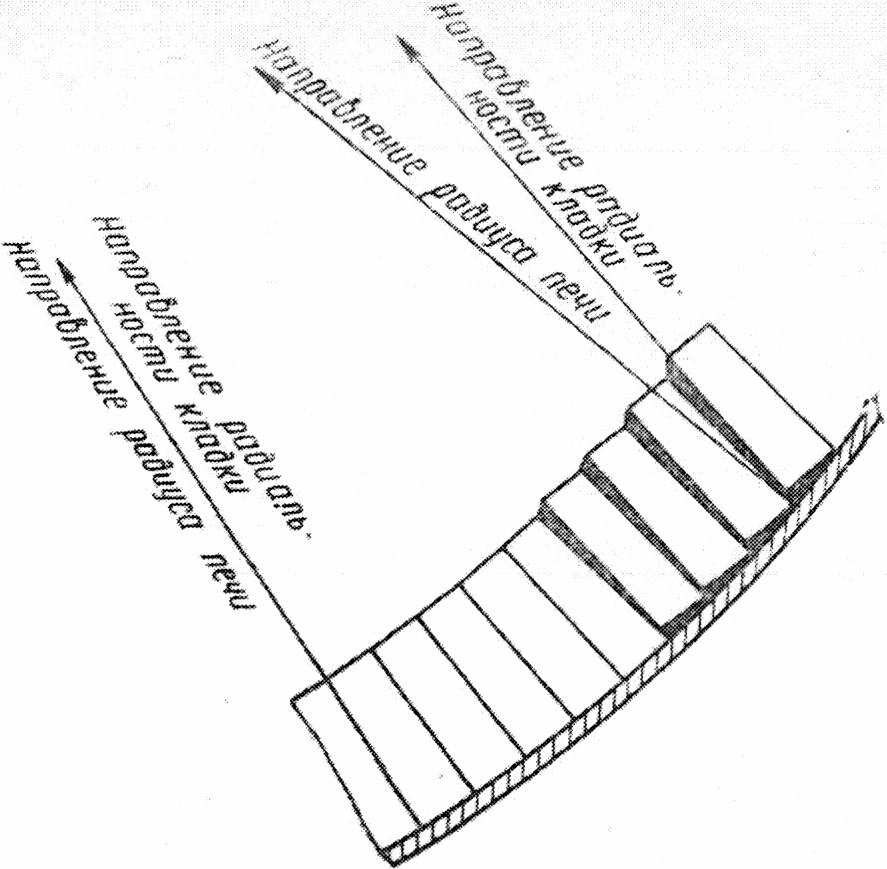
Рис. 3. Толстый шов со стороны рабочей поверхности футеровки
Чтобы установить характер и величину дефекта, необходимо приложить кирпич к уложенным рядам, плотно установив его на корпусе печи. Если отклонение между установленным кирпичом и кладкой значительно, необходимо ее переложить.
При кладке на растворе нужно несколько осаживать пятку кирпича; при кладке на прокладках необходимо, чтобы прокладки плотно прилегали к поверхности кирпича. Осаживать кирпич ударами железного молотка воспрещается.
36. Огнеупор укладывается до тех пор, пока футеровка несколько не превысит половину окружности печи.
Последние 10 - 15 рядов ведущего края футеровки (край, расположенный по направлению вращения печи) должны быть выложены особо тщательно, строго вдоль образующей печи, так как вдоль него будет укладываться замок кладки.
37. Выложенная часть футеровки должна быть надежно закреплена. Для этого к последним рядам футеровки прикладывают прямые, чисто обрезанные доски или брусья так, чтобы они на 3/4 закрывали верхнюю торцовую поверхность кирпичей последних рядов (рис. 5).
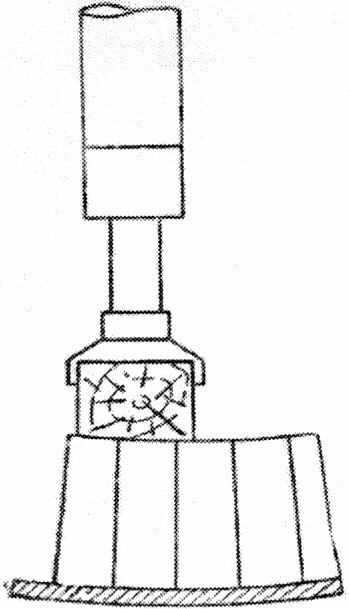
Рис. 5. Установка крепления у ведущего края футеровки
Прямая, соединяющая середины обеих досок или брусьев, должна проходить по центру или несколько выше центра печи (рис. 6). Между досками устанавливают металлические винтовые распоры.
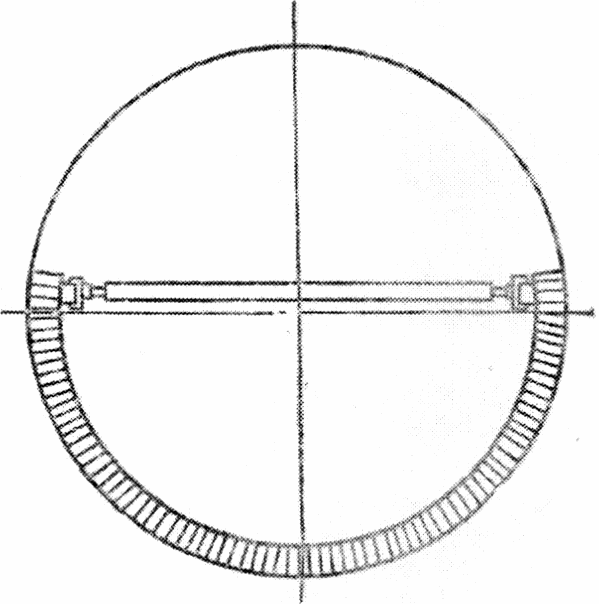
Рис. 6. Установка первого ряда распор
38. Распоры должны быть расположены в одной плоскости. Расстояния между распорами определяются: диаметром печи, длиной закрепляемого участка, весом футеровки и должны находиться в пределах 0,5 - 1,25 м.
Начинать установку распор следует от хвостовой части закрепляемого участка. После установки последнего винтового распора должна быть проверена прочность установленных ранее.
Во избежание возможного выпадения кирпичей ведущего ряда при повороте печи в щель между крепежным брусом и кирпичом забивают тонкие широкие деревянные клинья или же прибивают к брусу доску.
Для обеспечения плотного примыкания крепежного бруса на всей его длине к футеровке, в случае наличия в ней отдельных выступающих частей, в этих местах следует подкладывать под брус деревянные выравнивающие прокладки.
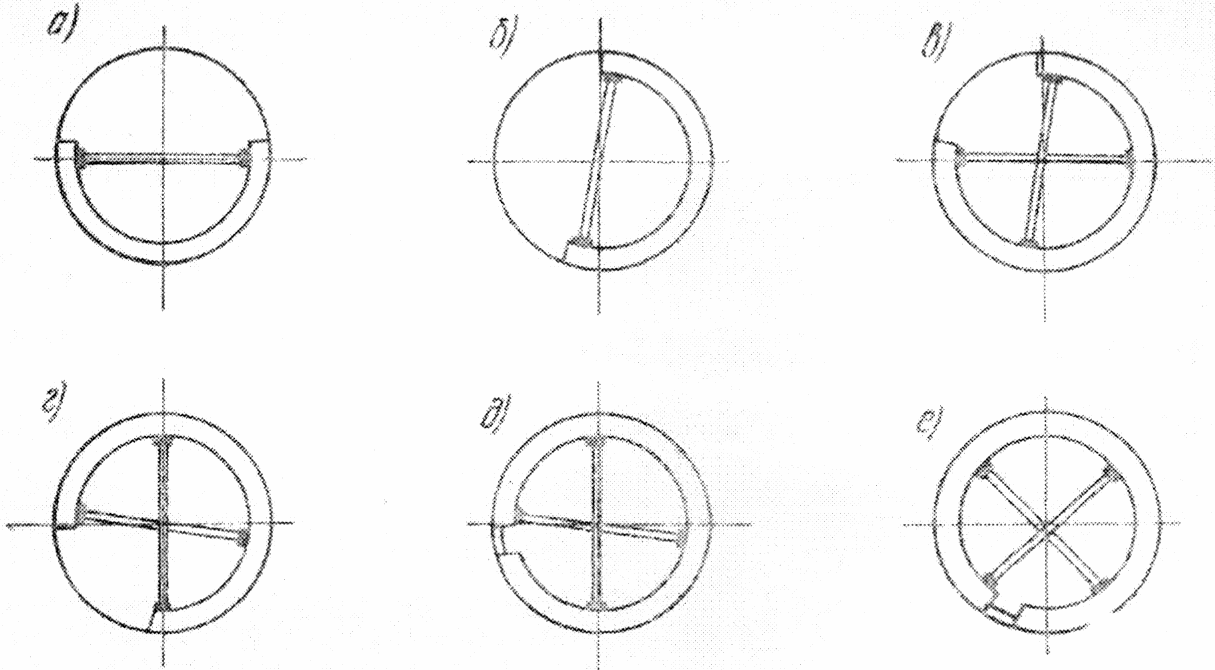
39. По окончании крепления футеровки доски от подмостей, а также излишки кирпича должны быть уложены вдоль футеровки со стороны, противоположной направлению вращения печи (рис. 7, а), а печь повернута на величину, несколько меньшую 1/4 окружности (рис. 7, б).
при футеровке вращающейся печи
40. Дальнейшая укладка кирпича производится только с одной стороны. Когда кладка вновь превысит половину окружности печи, устанавливается второе, дополнительное крепление (рис. 7, в). Винтовые распоры дополнительного крепления устанавливаются в промежутках между распорами основного крепления так, чтобы они не соприкасались с ними.
Примечание. Футеровка, укладываемая на наиболее высокотемпературном участке печи, должна крепиться двумя рядами домкратов. Вся остальная футеровка может крепиться одним рядом домкратов (см. раздел V).
41. Второй поворот печи производят на величину, равную или несколько меньшую 1/4 окружности (рис. 7, г).
Для укладки замка между последними рядами и ведущим краем оставляют промежуток шириной 4 - 8 рядов кирпича (рис. 7, д) в зависимости от размеров огнеупора.
42. Перед последним, третьим (рис. 7, е) поворотом печи оставленный под замок незафутерованный промежуток должен быть раскреплен маяками, т.е. столбиками из кирпича, расклиненного железными прокладками (рис. 8).
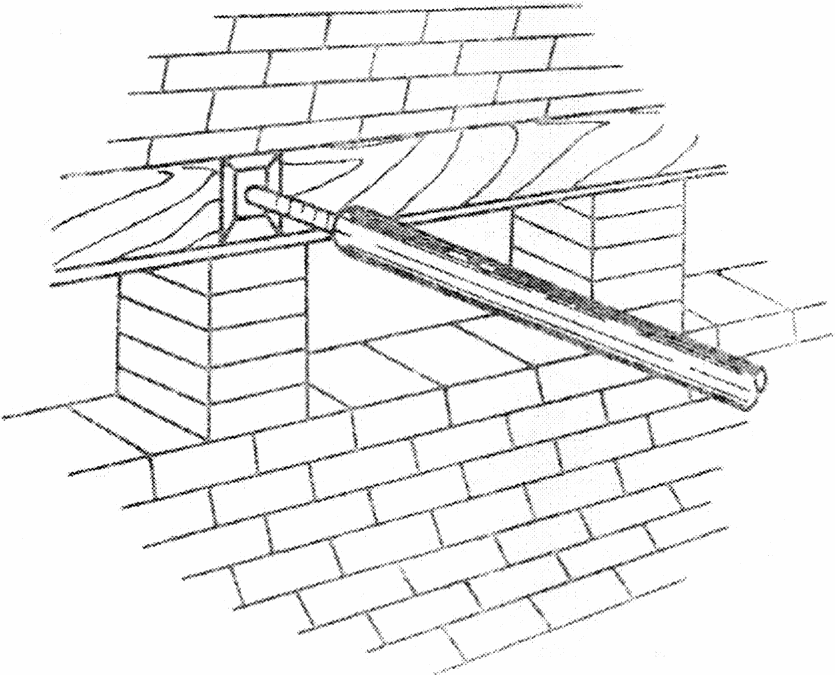
Рис. 8. Временное крепление замка футеровки
"маяками" из кирпича
Разбирать маяки следует постепенно один за другим, по мере укладки огнеупора в замке кладки.
43. Замок должен закрываться стандартным или заранее заготовленным замковым кирпичом. В случае необходимости промежуток замка может быть расширен в отдельных местах.
Применять при укладке замка кирпич ручной подтески запрещается так же, как и устанавливать кирпич на ребро (калмыком).
44. Кирпичи, уложенные в замке кладки, должны плотно заполнять промежуток замка. Замок укладывается особо тщательно на той же связке, на которой выполнена футеровка. Замок закрывают без перевязки швов.
Кирпич в замке следует сначала подобрать, а затем уложить на растворе или прокладках. Если остановленный под замок промежуток неодинаков по ширине, закрывать его необходимо в направлении от узких частей к более широким. Последний кирпич замка забивается сверху ударом молотка по деревянной подкладке. Перед забивкой последнего кирпича место его укладки и сам кирпич промазываются раствором.
Замок относительно коротких футеровок необходимо закрывать начиная от середины кладки по направлению к ее краям. При длинных футеровках замок закрывают отдельно на каждой панели.
45. После окончания футеровочных работ производится осмотр футеровки.
Футеровки, уложенные на железных прокладках, осматриваются до удаления крепи при отдельных поворотах печи.
После того как крепление удалено, еще раз осматривают футеровку.
Футеровки, уложенные на растворе, осматриваются после удаления крепи.
Если в местах, ранее прикрытых крепежными досками, будут обнаружены дефекты кладки, необходимо их устранить или переложить кладку.
НА ОТДЕЛЬНЫХ УЧАСТКАХ ПЕЧИ
Футеровка печи на участках зон охлаждения, кальцинирования, дегидратации и подогрева в горячей части зоны испарения.
46. Размеры шамотных и многошамотных кирпичей даны в табл. 5.
Таблица 5
Форма и размеры шамотного кирпича
для футеровки вращающихся печей
N п/п | Форма кирпича | Марка | Вид огнеупора | Класс по огнеупорности | Размеры в мм | Объем в см3 | Вес в кг | |||
а | а1 | б | в | |||||||
1 | Клин торцовый двусторонний | ЦМ-1 | Многошамот | А и Б | 64 | 75 | 150 | 300 | 3 123 | 6,3 |
2 | То же | ЦМ-2 | То же | А и Б | 56 | 75 | 150 | 300 | 2 948 | 5,9 |
3 | " | ЦМ-3 | " | А и Б | 68 | 75 | 150 | 300 | 2 145 | 4,3 |
4 | " | ЦМ-4 | " | А и Б | 57 | 75 | 150 | 300 | 1 980 | 4 |
5 | " | Ц-1 | Шамот | А и Б | 68 | 75 | 150 | 300 | 2 145 | 3,9 |
6 | " | Ц-2 | " | А и Б | 57 | 75 | 150 | 200 | 1 980 | 3,6 |
7 | " | Ц-3 | " | Б | 70 | 75 | 150 | 160 | 1 740 | 3,1 |
8 | " | Ц-4 | " | Б | 61 | 75 | 150 | 160 | 1 632 | 2,9 |
9 | Клин ребровый двусторонний | ЦМ-5 | Многошамот | Б | 71 | 75 | 200 | 120 | 1 752 | 3,5 |
10 | То же | ЦМ-6 | " | Б | 64 | 75 | 200 | 120 | 1 668 | 3,3 |
11 | Прямой | - | Шамот | Б | 115 | - | 230 | 65 | 1 719 | 3 |
Число рядов шамотного и многошамотного кирпича, укладывающихся по окружности печей и холодильников с диаметрами от 1,7 до 4,4 м, а также расход кирпича на 1 пог. м футеровки даны в табл. 6 - 8.
Таблица 6
и число рядов многошамотного кирпича марок ЦМ-3 и ЦМ-4,
укладывающихся по окружности печей и холодильников
диаметром от 1,7 до 4,4 м, и расход огнеупора
на 1 пог. м футеровки
Диаметр печи в м | Число рядов кирпича по окружности печи или холодильника | Расход кирпича на 1 пог. м футеровки в шт. | Расход кирпича на 1 пог. м футеровки в т | |||||||||
шамот | многошамот | |||||||||||
Ц-1 или ЦМ-3 | Ц-2 или ЦМ-4 | всего | Ц-1 или ЦМ-3 | Ц-2 или ЦМ-4 | всего | Ц-1 | Ц-2 | всего | ЦМ-3 | ЦМ-4 | всего | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1,7 | - | 69 | 69 | - | 454 | 454 | - | 1,6 | 1,6 | - | 1,8 | 1,8 |
1,8 | 6 | 67 | 73 | 39 | 441 | 480 | 0,1 | 1,6 | 1,7 | 0,1 | 1,8 | 1,9 |
1,8 | 12 | 65 | 77 | 79 | 428 | 507 | 0,3 | 1,5 | 1,8 | 0,4 | 1,7 | 2,1 |
2 | 19 | 63 | 82 | 125 | 415 | 540 | 0,5 | 1,5 | 2 | 0,5 | 1,7 | 2,2 |
2,1 | 26 | 60 | 86 | 171 | 395 | 566 | 0,7 | 1,4 | 2,1 | 0,7 | 1,6 | 2,3 |
2,2 | 33 | 57 | 90 | 217 | 375 | 592 | 0,8 | 1,4 | 2,2 | 0,9 | 1,5 | 2,4 |
2,4 | 46 | 52 | 98 | 303 | 342 | 645 | 1,2 | 1,2 | 2,4 | 1,3 | 1,4 | 2,7 |
2,5 | 53 | 49 | 102 | 349 | 322 | 671 | 1,4 | 1,1 | 2,5 | 1,5 | 1,3 | 2,8 |
2,7 | 66 | 44 | 110 | 434 | 290 | 724 | 1,7 | 1 | 2,7 | 1,9 | 1,1 | 3 |
2,8 | 73 | 41 | 114 | 480 | 270 | 750 | 1,8 | 1 | 2,8 | 2 | 1,1 | 3,1 |
2,9 | 79 | 39 | 118 | 520 | 257 | 777 | 2,1 | 0,9 | 3 | 2,3 | 1 | 3,3 |
3 | 86 | 36 | 122 | 566 | 237 | 803 | 2,2 | 0,9 | 3,1 | 2,4 | 1 | 3,4 |
3,1 | 92 | 34 | 126 | 605 | 224 | 829 | 2,4 | 0,8 | 3,2 | 2,6 | 0,9 | 3,5 |
3,3 | 106 | 29 | 135 | 695 | 191 | 888 | 2,7 | 0,7 | 3,4 | 3 | 0,8 | 3,8 |
3,5 | 120 | 23 | 143 | 790 | 151 | 941 | 3,1 | 0,5 | 3,6 | 3,4 | 0,6 | 4 |
3,6 | 126 | 21 | 147 | 829 | 138 | 967 | 3,2 | 0,5 | 3,7 | 3,6 | 0,5 | 4,1 |
4 | 153 | 10 | 163 | 1007 | 66 | 1073 | 4 | 0,2 | 4,2 | 4,3 | 0,3 | 4,6 |
4,2 | 166 | 5 | 171 | 1092 | 33 | 1125 | 4,3 | 0,1 | 4,4 | 4,7 | 0,1 | 4,8 |
4,3 | 173 | 2 | 175 | 1138 | 13 | 1151 | 4,4 | 0,1 | 4,5 | 4,9 | 0,1 | 5 |
4,4 | 179 | - | 179 | 1178 | - | 1178 | 4,6 | - | 4,6 | 5,1 | - | 5,1 |
Примечания. 1. Размеры шамотных и многошамотных кирпичей высотой 200 мм одинаковы: ЦМ-1 и ЦМ-3 68 x 75 x 150 x 200 мм и Ц-2 и ЦМ-4 57 x 75 x 150 x 200 мм.
2. Расход кирпича подсчитан при толщине швов 2 мм.
Таблица 7
Число рядов шамотного кирпича марок Ц-3 и Ц-4,
укладывающихся по окружности печей диаметром
от 2 до 4,4 м, и расход огнеупора
на 1 пог. м футеровки
Диаметр печи в м | Число рядов кирпича по окружности печи или холодильника | Расход кирпича на 1 пог. м футеровки | |||||||
в шт. | в т | ||||||||
Ц-3 | Ц-4 | всего | Ц-3 | Ц-4 | всего | Ц-3 | Ц-4 | всего | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
2 | 15 | 67 | 82 | 99 | 440 | 539 | 0,3 | 1,3 | 1,6 |
2,1 | 22 | 64 | 86 | 145 | 421 | 566 | 0,5 | 1,2 | 1,7 |
2,2 | 28 | 62 | 90 | 184 | 408 | 592 | 0,5 | 1,2 | 1,7 |
2,4 | 41 | 57 | 98 | 270 | 375 | 645 | 0,8 | 1,1 | 1,9 |
2,5 | 47 | 55 | 102 | 309 | 362 | 671 | 1 | 1 | 2 |
2,7 | 60 | 50 | 110 | 395 | 329 | 724 | 1,2 | 1 | 2,2 |
2,8 | 66 | 48 | 114 | 434 | 316 | 750 | 1,3 | 1 | 2,3 |
2,9 | 72 | 46 | 118 | 474 | 302 | 776 | 1,4 | 0,9 | 2,3 |
3 | 79 | 43 | 122 | 520 | 283 | 803 | 1,6 | 0,8 | 2,4 |
3,1 | 85 | 41 | 126 | 559 | 270 | 829 | 1,7 | 0,8 | 2,5 |
3,3 | 98 | 37 | 135 | 645 | 243 | 888 | 2 | 0,7 | 2,7 |
3,5 | 111 | 32 | 143 | 730 | 211 | 941 | 2,3 | 0,6 | 2,9 |
3,6 | 117 | 30 | 147 | 770 | 197 | 967 | 2,4 | 0,5 | 2,9 |
4 | 142 | 21 | 163 | 934 | 138 | 1 072 | 2,9 | 0,4 | 3,3 |
4,2 | 155 | 16 | 171 | 1 020 | 105 | 1 125 | 3,2 | 0,3 | 3,5 |
4,3 | 161 | 14 | 175 | 1 059 | 92 | 1 151 | 3,3 | 0,2 | 3,5 |
4,4 | 167 | 12 | 179 | 1 099 | 79 | 178 | 3,4 | 0,2 | 3,6 |
Примечание. Расход кирпича подсчитан при толщине швов 2 мм.
Таблица 8
укладывающихся по окружности печей и холодильников
диаметром от 1,7 до 4,4 м, и расход огнеупора
на 1 пог. м футеровки
Диаметр печи в м | Число рядов кирпича по окружности печи или холодильника | Расход кирпича на 1 пог. м футеровки | |||||||
в шт. | в т | ||||||||
ЦМ-5 | ЦМ-6 | всего | ЦМ-5 | ЦМ-6 | всего | ЦМ-5 | ЦМ-6 | всего | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1,7 | 1 | 68 | 69 | 5 | 336 | 341 | 0,02 | 1,11 | 1,13 |
1,8 | 7 | 66 | 73 | 34 | 327 | 361 | 0,12 | 1,08 | 1,2 |
1,9 | 14 | 63 | 77 | 69 | 312 | 381 | 0,25 | 1,03 | 1,28 |
2 | 21 | 61 | 82 | 104 | 302 | 406 | 0,36 | 1 | 1,36 |
2,1 | 27 | 59 | 86 | 134 | 292 | 426 | 0,47 | 0,96 | 1,43 |
2,2 | 33 | 57 | 90 | 164 | 282 | 446 | 0,57 | 0,93 | 1,5 |
2,4 | 46 | 52 | 98 | 228 | 257 | 485 | 0,8 | 0,85 | 1,65 |
2,5 | 53 | 49 | 102 | 262 | 243 | 505 | 0,92 | 0,80 | 1,72 |
2,7 | 65 | 45 | 110 | 322 | 223 | 545 | 1,13 | 0,73 | 1,86 |
2,8 | 72 | 42 | 114 | 356 | 208 | 564 | 1,25 | 0,68 | 1,93 |
2,9 | 78 | 40 | 118 | 386 | 198 | 584 | 1,35 | 0,65 | 2 |
3 | 84 | 38 | 122 | 416 | 188 | 604 | 1,45 | 0,62 | 2,07 |
3,1 | 91 | 35 | 126 | 451 | 173 | 624 | 1,58 | 0,57 | 2,15 |
3,3 | 104 | 31 | 135 | 515 | 153 | 668 | 1,8 | 0,51 | 2,31 |
3,5 | 117 | 26 | 143 | 579 | 129 | 708 | 2,03 | 0,42 | 2,46 |
3,6 | 123 | 24 | 147 | 609 | 119 | 728 | 2,13 | 0,39 | 2,52 |
4 | 140 | 14 | 163 | 738 | 69 | 807 | 2,58 | 0,23 | 2,81 |
4,2 | 161 | 10 | 171 | 797 | 50 | 847 | 2,79 | 0,16 | 2,95 |
4,3 | 168 | 7 | 175 | 832 | 34 | 866 | 2,91 | 0,11 | 3,02 |
4,4 | 174 | 5 | 179 | 861 | 25 | 886 | 3,01 | 0,08 | 3,09 |
Примечание. Расход кирпича подсчитан при толщине швов 2 мм.
47. Температурные швы в шамотной футеровке не оставляют.
48. В частях печи, где шамотная футеровка подвергается интенсивному истиранию клинкером (около рекуператорных окон, в рекуператорах и холодильниках под течками), рекомендуется между рядами шамотного кирпича прокладывать полосы уголковой стали так, чтобы одна из полок уголка находилась в шве, а другая покрывала рабочую поверхность кирпича.
В холодильниках разрешается применять также клинчатые чугунные прокладки толщиной в нижнем конце 15 - 20 мм, а в верхнем - 10 - 15 мм.
Стальные уголки и чугунные прокладки укладываются на растворе одновременно с укладкой шамотного кирпича.
49. Устанавливать крепления и поворачивать печи при укладке шамотных футеровок следует так, как указано в разделе II. Исключение составляют шамотные футеровки, укладываемые в зоне охлаждения, когда оттуда не убрана форсунка, и шамотные футеровки, укладываемые на участке цепной завесы при наличии там швеллеров. В этих случаях футеровку укладывают при небольших поворотах печи.
Ведущий ряд кирпича, укладываемого в зоне охлаждения, крепится при помощи клиньев или отрезков доски, забиваемых между ним и железными скобами, приваренными к кожуху печи.
50. После укладки шамотных футеровок перед розжигом следует просушить печь при помощи калориферов, жаровень с коксом или костра. Костер раскладывают на специальной выстилке из огнеупора.
Футеровка на участке зоны охлаждения
51. Изолирующий слой между огнеупорной футеровкой и лобовым листом откатной головки должен быть из асбестового картона толщиной 20 мм или из шамотно-цементного бетона той же толщины.
52. Примыкание футеровки к швеллерам или уголкам каркаса головки, а также к рамкам двери и гляделок должно выполняться с тщательной притеской кирпича. Все неплотности в этих местах должны быть заполнены шамотным бетоном.
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
58. Рекуператоры футеруются на длине первой их трети, а холодильники - на длине их первой половины.
54. Футеровка рекуператоров выполняется кольцами. В холодильниках жаровое кольцо входной части футеруется кольцами, а остальная часть - вперевязку.
55. В печах с холодильниками футеровка на участке охлаждения укладывается с перевязкой поперечных швов. У горячего обреза печи устанавливается жаровое кольцо.
56. В печах с рекуператорами футеровка зоны охлаждения слагается из футеровки жарового кольца и порогов, футеровки консольной части и футеровки у рекуператорных окон и выполняется в виде отдельных панелей. В печах последних выпусков жаровое кольцо и малый порог заменяются футеровкой обратного конуса.
Примечание. При отсутствии многошамотного кирпича допускается выполнение открытых частей футеровки участка охлаждения из шамотного кирпича классов А и Б, I и II сортов, а футеровки рекуператоров и холодильника - из шамотного кирпича класса Б или В, I и II сортов.
Футеровку холодильника под сливной течкой вместо шамота можно выполнять из талька.
57. Жаровое кольцо и пороги футеруются в два-три оката кольцами с перевязкой внутренних швов в смежных кольцах (рис. 9).
а)
б)
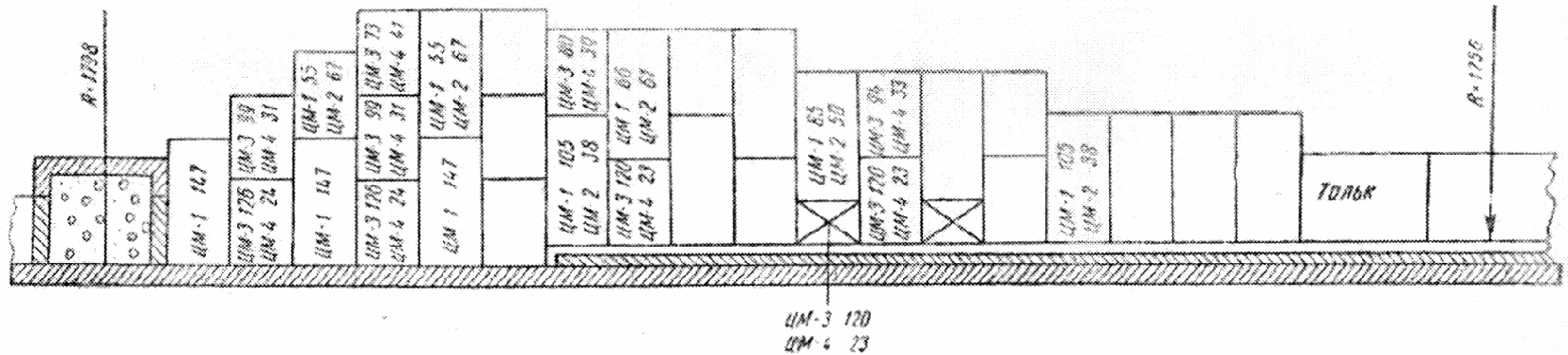
Рис. 9. Большой порог 150 м печи
а - высотой 500 мм; б - высотой 600 мм
58. Кладка в жаровом кольце, порогах и у рекуператорных окон должна плотно примыкать к металлическим деталям печи (торцевой лист горячего обреза, башмаки или уголки и бронеплиты). Все неплотности должны быть заполнены раствором или бетоном.
Примечание. Если через зазор между броневыми плитами и корпусом печи проходят болты крепления, в укладываемом кирпиче должны быть сделаны соответствующие выемки или отверстия.
Футеровка на участках зон кальцинирования,
дегидратации и подогрева
59. Упорные уголки должны быть полностью перекрыты кирпичом.
60. При укладке огнеупора на участках зон кальцинирования, подогрева и дегидратации по тепловой изоляции последняя должна быть выполнена из легковесной шамотной лещадки БЛ-1,3.
Заклепочные швы корпуса печи должны быть выравнены цементным тестом густой консистенции до высоты заклепочных головок (рис. 10).
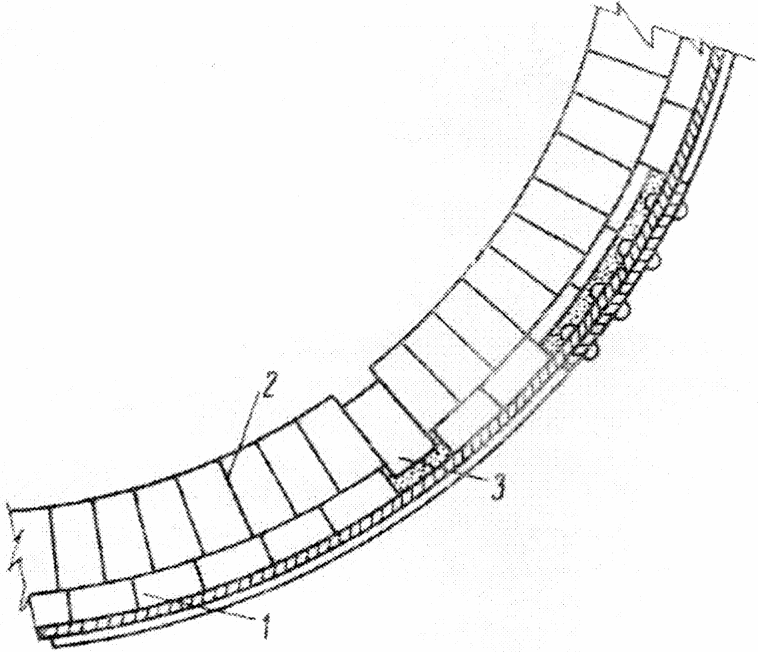
Рис. 10. Укладка огнеупора по шамотной изоляционной лещадке
1 - лещадка; 2 - огнеупор; 3 - продольный
скрепляющий упор огнеупора
На заклепочных поясах лещадку укладывают кольцами, в остальных местах кладку ведут с перевязкой поперечных швов, для чего каждый четный ряд начинают и заканчивают укладкой половинки лещадки.
61. Смещение футеровки по изоляции при вращении печи должно быть предотвращено выполнением:
а) продольных скрепляющих рядов (рис. 10) и
б) поперечных скрепляющих колец (рис. 11).
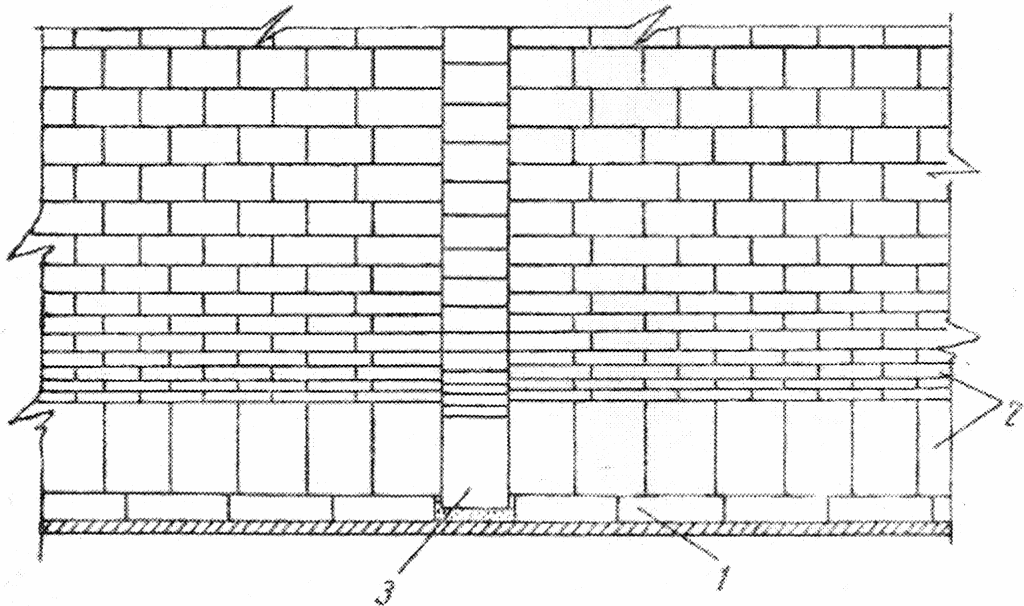
Рис. 11. Укладка огнеупора по шамотной изоляционной лещадке
1 - лещадка; 2 - огнеупор; 3 - скрепляющее кольцо огнеупора
Керамические теплообменники и теплообменники из жароупорного бетона устанавливаются на участках зон кальцинирования, дегидратации и подогрева.
На корпусе печи наносятся по три маркировочные точки, отстоящие друг от друга по окружности на 120°, определяющие длину и расположение каждого теплообменника.
Соответственные маркировочные точки соединяются прямыми, вдоль которых укладывают пяточные блоки теплообменников.
Пяточные блоки теплообменников устанавливаются при кладке футеровки печи.
Кладку самих теплообменников следует выполнять после окончания футеровочных работ на участках печи, расположенных вне высокотемпературного участка.
Керамический теплообменник состоит из трех тесно соприкасающихся друг с другом и сходящихся в центре печи арок из фасонных блоков.
Последовательность установки кружал и опалубки и кладки арок керамического теплообменника видна из рис. 12.
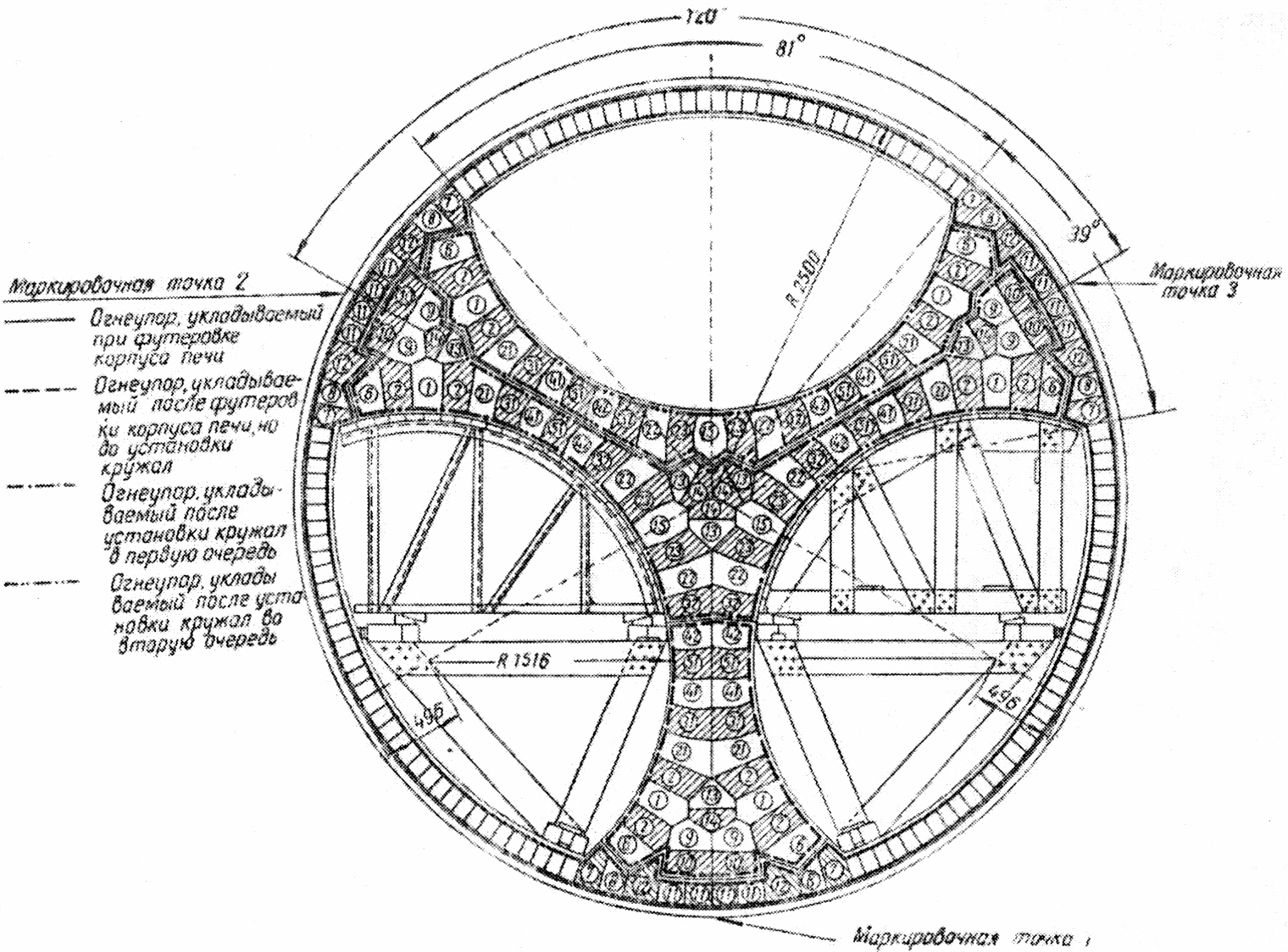
Рис. 12. Поперечный разрез теплообменника. Схема установки
кружал и последовательность укладки огнеупора
Для устойчивости керамического теплообменника необходимо, чтобы его ось совпадала с осью печи, его торцовые обрезы были перпендикулярны к оси печи, отдельные блоки хорошо перевязаны, толщина швов не превышала 1 мм и чтобы швы были заполнены раствором.
Футеровка горячей части зоны испарения
62. Футеровка в зависимости от конструкции деталей крепления цепной завесы может быть выполнена вперевязку или кольцами.
63. Футеровка должна перекрывать нижнюю часть стояков или уголков крепления цепей. Одновременно она не должна препятствовать свободному движению первых звеньев цепей. В случаях необходимости кирпич в этих местах подтесывается.
64. Изоляция в зоне испарения выполняется из асбестового картона и только под шамотной футеровкой. Листы картона должны быть плотно уложены по корпусу печи, промазанному жидким цементным тестом. В местах заклепочных соединений должен быть нанесен до высоты заклепочных головок слой подмазки из размоченного в воде асбеста V или VI сорта с добавкой цемента (см. табл. 3).
65. В тех местах, где отсутствуют детали, препятствующие смещению футеровки по асбестовой изоляции, на корпусе печи должны быть установлены:
а) добавочные упорные кольца из угловой стали;
б) продольные планки из полосовой стали.
Футеровка конусных частей печи
На переходных конусах печи футеровка выполняется из специального кирпича, изготовляемого по особому заказу.
Кирпич может укладываться как кольцами, так и вперевязку.
Как исключение, в случае отсутствия специального кирпича разрешается футеровать конус стандартным кирпичом.
66. При укладке футеровки на конусе печи кольцами в каждом кольце постепенно изменяют общее число кирпичей и соотношение кирпичей большого и малого радиуса.
Стандартные кирпичи, имеющие форму торцового клина шириной 120 - 150 мм, устанавливают параллельно основаниям конуса печи. Образующиеся в пяточных частях кирпича зазоры трехугольного сечения должны быть заполнены раствором (рис. 13).

Рис. 13. Укладка огнеупора на конусе печи кольцами
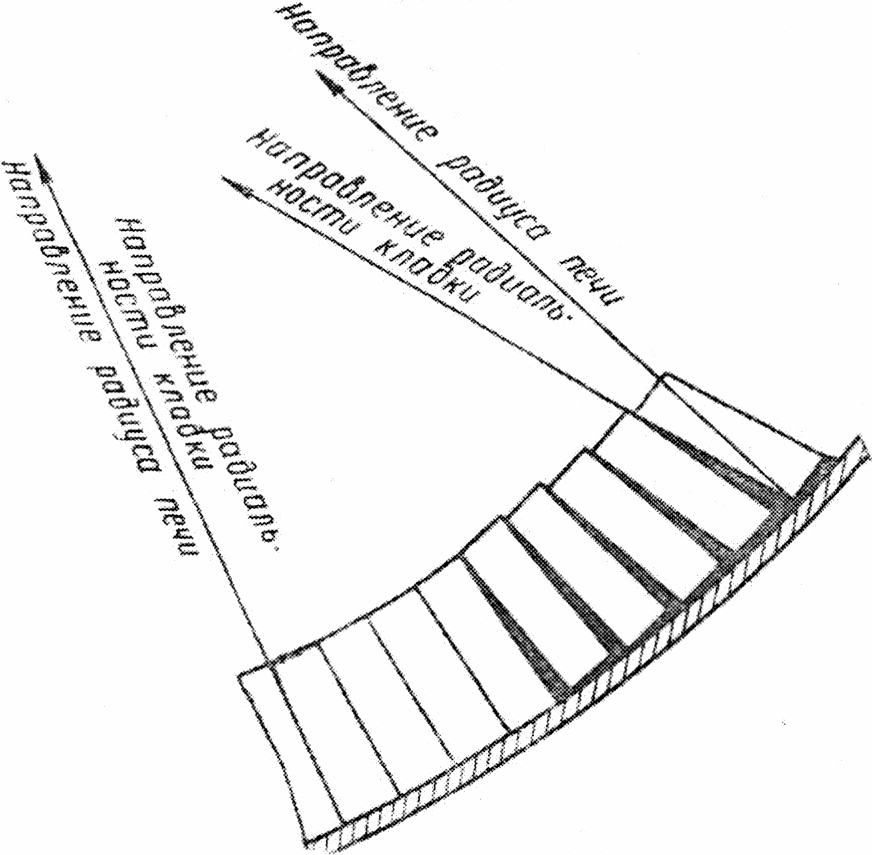
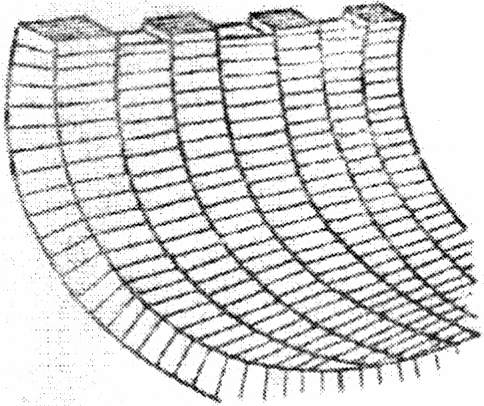
При укладке кольцами стандартных кирпичей, имеющих форму ребрового клина шириной 200 - 300 мм, кирпич плотно устанавливается на корпус нижним основанием. Крайние кирпичи, примыкающие к футеровке цилиндрических частей печи, подтесываются с торца. Продольные швы, имеющие клинчатую форму в каждом кольце, тщательно заполняются раствором (рис. 14).
Примечания. 1. На переходных конусах длиной 8 м и более огнеупор следует укладывать только кольцами.
2. Рекомендуется произвести раскладку и маркировку кирпича отдельно для каждого кольца.
Кирпич, уложенный в нижней (а) и верхней (б) частях
конуса, подтесан (подтесанные кирпичи заштрихованы)
67. При укладке футеровки на конусе печи вперевязку кирпич плотно устанавливается на корпус нижним основанием. Кирпичи, примыкающие к футеровке цилиндрических частей печи, подтесываются в местах примыкания.
Каждый четный ряд начинают и заканчивают укладкой двух трехчетвертных кирпичей или, в случае укладки на конусе талька, одной половины кирпича.
Чередование рядов кирпича большого и малого радиуса должно быть таким же, как в примыкающей к конусу цилиндрической части печи большого диаметра. Через определенное число рядов устанавливают выравнивающий ряд, подтесанный в виде клина (рис. 15). Выравнивающие ряды должны быть нечетными.
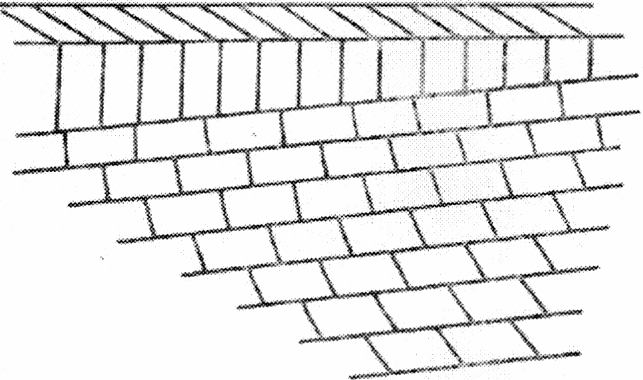
Рис. 15. Укладка выравнивающего ряда при футеровке
конуса печи вперевязь
Футеровка холодной части зоны испарения и входной части
печи, выполняемой из жароупорного бетона
68. Жароупорная бетонная футеровка входной части печи должна быть армирована согласно проекту. Бетонная футеровка первой половины цепной завесы не армируется.
Арматура должна быть полностью скрыта под слоем бетона толщиной не менее половины толщины футеровки. Между арматурой и корпусом печи должен оставаться небольшой промежуток.
69. Приготовление бетона идет параллельно с его укладкой, поэтому необходимо обеспечить быструю и непрерывную его подачу к месту укладки.
70. Бетон укладывается отдельными полосами, вытянутыми вдоль образующей печи. Ширина отдельно бетонируемых полос должна составлять не более 1/12 окружности печи.
71. Бетон должен быть тщательно проштыкован, уплотнен и плотно примыкать к арматуре, корпусу, отдельным деталям печи и огнеупорной футеровке смежного участка.
Примечание. Добавлять свежий, вновь уложенный бетон поверх утрамбованного участка для увеличения его толщины категорически воспрещается.
72. При наличии в цепной завесе швеллеров или угольников они ограничивают бетонируемую полосу. Во всех остальных случаях следует устанавливать ограничительные доски или планки.
В отдельных местах устанавливаются деревянные маяки, отмечающие толщину укладываемого бетона.
73. Бетонную футеровку сушат в течение двух-трех смен при помощи калориферов и жаровень с коксом.
74. Тепловая изоляция под бетонной футеровкой не устанавливается.
Футеровка высокотемпературного участка печи
75. Футеровка высокотемпературного участка печи должна быть разбита по длине на отдельные панели длиной от 3 до 6 м.
Кирпич на этом участке печи разрешается укладывать только продольными рядами с перевязкой поперечных швов.
Кольцевая укладка кирпича без перевязки швов здесь запрещается. Укладка кольцами допускается только для талька.
76. Должно быть обеспечено правильное примыкание укладываемых рядов огнеупора к новой или оставленной в печи старой футеровки. Обрез старой кладки необходимо тщательно разделать.
В хромомагнезитовых и магнезитохромитовых футеровках воспрещается устанавливать на стыке их с соседними футеровочными участками концевые кирпичи меньших размеров по ширине, нежели кирпич основных марок. Здесь в качестве концевого кирпича должен применяться кирпич перевязочных марок.
В футеровках из кассетного огнеупора или из талькового кирпича допускается установка концевых кирпичей меньшей ширины. Устанавливать их у обреза кладки воспрещается; они должны быть расположены, несколько отступая от обреза между двумя полными кирпичами.
А. Футеровка из хромомагнезитового кирпича
77. Для хромомагнезитовых футеровок печей диаметром 2,2 м используется кирпич марок ХМ-6 и ХМ-7.
Для футеровки печей диаметром от 2,2 до 3,6 м применяются кирпичи марок ХМ-4, ХМ-5, ХМ-6 и ХМ-7, которые укладываются чередующимися в определенном соотношении рядами.
Число рядов кирпича марок ХМ-4 и ХМ-6, укладывающихся по окружности печей диаметром от 2,2 до 3,6 м, приводится в табл. 9.
В этой же таблице указан расход хромомагнезитового кирпича на 1 пог. м футеровки.
Таблица 9
по окружности печей диаметром от 2,2 до 3,6 м,
и расход огнеупора на 1 пог. м футеровки
Диаметр печи в м | Число рядов кирпича по окружности печи | Расход кирпича на 1 пог. м футеровки | |||||||
в шт. | в т | ||||||||
ХМ-4 | ХМ-6 | всего | ХМ-4 | ХМ-6 | всего | ХМ-4 | ХМ-6 | всего | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
2,2 | - | 95 | 95 | - | 772 | 772 | - | 3,3 | 3,3 |
2,4 | 18 | 86 | 104 | 147 | 699 | 846 | 0,7 | 3 | 3,7 |
2,5 | 29 | 79 | 108 | 236 | 642 | 878 | 1 | 2,8 | 3,8 |
2,7 | 51 | 65 | 116 | 415 | 529 | 944 | 1,8 | 2,3 | 4,1 |
2,8 | 62 | 59 | 121 | 504 | 480 | 984 | 2,2 | 2,1 | 4,3 |
2,9 | 73 | 52 | 125 | 594 | 423 | 1 017 | 2,6 | 1,8 | 4,4 |
3 | 84 | 45 | 129 | 683 | 366 | 1 049 | 3 | 1,6 | 4,6 |
3,1 | 95 | 38 | 133 | 772 | 309 | 1 081 | 3,4 | 1,3 | 4,7 |
3,3 | 118 | 24 | 142 | 960 | 195 | 1 155 | 4,2 | 0,9 | 5,1 |
3,5 | 140 | 11 | 151 | 1 138 | 100 | 1 238 | 5 | 0,4 | 5,4 |
3,6 | 151 | 4 | 155 | 1 228 | 33 | 1 261 | 5,4 | 0,2 | 5,6 |
Примечание. Расход кирпича подсчитан при толщине швов 3 мм.
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
79. Хромомагнезитовая футеровка, выполненная на магнезиальном растворе или на плоских стальных пластинках, должна содержать поперечные и продольные температурные швы.
80. Температурные швы в хромомагнезитовой футеровке, уложенной на гофрированных стальных пластинках, помещенных как в продольных, так и поперечных швах кладки, не оставляют.
Б. Футеровка из безобжигового магнезитохромитового
кирпича в кассетах
81. Рекомендуется применять безобжиговый магнезитохромитовый кирпич в кассетах следующих размеров:
а) клин торцовый большого радиуса 55 x 60 x 115 x 230 мм, фасон N 12;
б) клин торцовый малого радиуса 55 x 65 x 115 x 230 мм, фасон N 17.
82. В печах диаметром 3 м применяется кирпич фасона N 17; в печах диаметром свыше 3 м применяется кирпич фасонов N 12 и 17, которые укладываются чередующимися в определенном соотношении рядами. В табл. 10 проводится число рядов кассетного кирпича фасонов N 12 и 17, укладывающихся по окружности печей диаметром от 3 до 3,6 м, и расход кирпича на 1 пог. м футеровки.
Примечание. Категорически воспрещается укладывать взамен фасона N 12 прямой кассетный кирпич.
Таблица 10
Число рядов кассетного кирпича, укладывающихся
по окружности печей диаметром от 3 до 3,6 м,
и расход кирпича на 1 пог. м футеровки
Диаметр печи в м | Число рядов кирпича по окружности печи | Расход кирпича на 1 пог. м футеровки | |||||||
в шт. | в т | ||||||||
N 12 | N 17 | всего | N 12 | N 17 | всего | N 12 | N 17 | всего | |
3 | - | 145 | 145 | - | 1 261 | 1 261 | - | 6,3 | 6,3 |
3,1 | 13 | 138 | 151 | 113 | 1 200 | 1 313 | 0,5 | 6 | 6,5 |
3,3 | 35 | 127 | 162 | 304 | 1 105 | 1 409 | 1,5 | 5,5 | 7 |
3,5 | 58 | 116 | 174 | 504 | 1 009 | 1 513 | 2,4 | 5,1 | 7,5 |
3,6 | 70 | 109 | 179 | 609 | 948 | 1 557 | 2,9 | 4,8 | 7,7 |
Примечание. Вес кассетного кирпича фасона N 12 принят равным 4,8 кг, а кирпича фасона N 17 - 5 кг.
83. Кассетные футеровки следует устанавливать только в печах диаметром 3 м и более.
Кассетный огнеупор укладывают только в средней части участка, футеруемого высокоогнеупорами. Края участка, офутерованного кассетным кирпичом, футеруются хромомагнезитом.
84. Кассетный кирпич укладывается плотно насухо. Необходимо обращать особое внимание на правильную установку кирпича.
85. Каждый нечетный ряд выкладывают из кирпича фасона N 12 или 17, а в начале и конце каждого четного ряда укладывают перевязочные кирпичи, изготовленные соответственно из фасона N 12 или 17.
Необходимо обеспечить правильное чередование рядов кирпича большого и малого радиуса. Поскольку кирпич N 12 и кирпич N 17 имеют в головной части одинаковые размеры, следует ряды кирпича, укладываемого в меньшем количестве, отмечать мелом.
86. Температурные швы в кассетных футеровках не оставляют, их не оставляют также на стыках кассетной и хромомагнезитовой футеровок.
87. Вследствие отсутствия кассетного перевязочного кирпича кассетные футеровки не разбиваются по длине на отдельные панели.
88. Замок кассетной футеровки нужно закрывать заранее заготовленным кассетным замковым кирпичом. Закрывать замок кассетной кладки хромомагнезитовым кирпичом запрещается.
В. Футеровка из обжигового и безобжигового термостойкого
магнезитохромитового кирпича
89. Магнезитохромитовые огнеупоры по форме и размерам должны соответствовать хромомагнезитовым изделиям марок ХМ-4, ХМ-5, ХМ-6 и ХМ-7.
Укладка магнезитохромитового кирпича производится чередующимися рядами так же, как и хромомагнезитового кирпича (см. табл. 9).
90. Запрещается закрывать замок магнезитохромитовых футеровок хромомагнезитовым кирпичом.
91. Безобжиговый магнезитохромитовый огнеупор укладывают только в средней части участка, футеруемого высокоогнеупорами. Края участка, офутерованного безобжиговым термостойким магнезитохромитовым кирпичом, футеруются хромомагнезитом.
Обжиговый магнезитохромитовый огнеупор можно укладывать по длине всего участка, футеруемого высокоогнеупорами.
92. При укладке обжигового магнезитохромитового кирпича на растворе или плоских стальных прокладках в кладке оставляют температурные швы.
При укладке обжигового магнезитохромитового кирпича на гофрированных прокладках, помещаемых как в продольных, так и поперечных швах кладки, температурные швы не оставляют.
93. Безобжиговый магнезитохромитовый кирпич следует укладывать на плоских стальных прокладках без оставления температурных швов.
Г. Футеровка из необожженного талькового кирпича
94. Для футеровки вращающихся печей применяется выпиленный в виде ребрового клина из талькокарбонатной породы кирпич-сырец размером 85 x 100 x 300 x 200 мм.
95. В правильно выпиленном тальковом кирпиче направление слоистости породы должно совпадать с направлением клина кирпича. Посторонние включения (хлорит, кальцит) в нем должны отсутствовать (рис. 16).
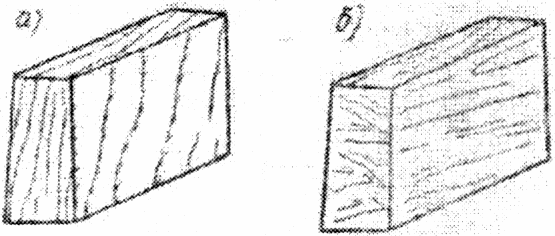
Рис. 16. Тальковый кирпич-сырец
а - слоистость совпадает с направлением клина;
б - слоистость не совпадает с направлением клина
96. Тальковый кирпич стандартного размера рассчитан для футеровки печей диаметром 2,7 м. При использовании его для футеровки печей с иным диаметром необходимо сочетать в кладке этот кирпич с кирпичом большого (85 x 90 x 300 x 200 мм) или соответственно малого (80 x 100 x 300 x 200 мм) радиуса. Число рядов кирпичей этих размеров, замыкающих тальковую футеровку в печах диаметром от 2 до 3,6 м, приведено в табл. 11.
Таблица 11
(85 x 100 x 300 x 200 мм), укладывающихся
по окружности печей диаметрами от 2 до 3,6 м
в сочетании с тальковым кирпичом, простроганным
до размеров 85 x 90 x 300 x 200 мм (большой радиус),
а также до размеров 80 x 100 x 300 x 200 мм
(малый радиус), и расход кирпича на 1 пог. м футеровки
Диаметр печи в м | Число рядов кирпича по окружности печи | Расход кирпича на 1 пог. м | ||||||||||
в шт. | в т | |||||||||||
85 x 100 x 300 x 200 мм | 85 x 90 x 300 x 200 мм | 80 x 100 x 300 x 200 мм | всего | 85 x 100 x 300 x 200 мм | 85 x 90 x 300 x 200 мм | 80 x 100 x 300 x 200 мм | всего | 85 x 100 x 300 x 200 мм | 85 x 90 x 300 x 200 мм | 80 x 100 x 300 x 200 мм | всего | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
2 | - | - | 62 | 62 | - | - | 205 | 205 | - | - | 3,2 | 3,2 |
2,1 | 8 | - | 57 | 65 | 26 | - | 189 | 215 | 0,4 | - | 3 | 3,4 |
2,2 | 20 | - | 48 | 68 | 66 | - | 159 | 225 | 1,1 | - | 2,5 | 3,6 |
2,4 | 44 | - | 30 | 74 | 146 | - | 99 | 245 | 2,3 | - | 1,6 | 3,9 |
2,5 | 57 | - | 20 | 77 | 189 | - | 66 | 255 | 3,1 | - | 1 | 4,1 |
2,7 | 83 | - | - | 83 | 275 | - | - | 275 | 4,4 | - | - | 4,4 |
2,8 | 82 | 4 | - | 86 | 272 | 13 | - | 285 | 4,4 | 0,2 | - | 4,6 |
2,9 | 80 | 10 | - | 90 | 265 | 33 | - | 298 | 4,3 | 0,5 | - | 4,8 |
3 | 79 | 15 | - | 94 | 262 | 50 | - | 312 | 4,2 | 0,8 | - | 5 |
3,1 | 77 | 21 | - | 98 | 255 | 70 | - | 325 | 4,1 | 1,1 | - | 5,2 |
3,3 | 73 | 32 | - | 105 | 242 | 106 | - | 348 | 3,9 | 1,6 | - | 5,5 |
3,5 | 70 | 42 | - | 112 | 232 | 139 | - | 371 | 3,7 | 2,1 | - | 5,8 |
3,6 | 68 | 48 | - | 116 | 225 | 159 | - | 384 | 3,6 | 2,4 | - | 6 |
Примечания. 1. Расход кирпича подсчитан при толщине швов 2 мм.
2. Вес стандартного талькового кирпича размером 85 x 100 x 300 x 200 мм принят 16,1 кг. Вес простроганных кирпичей принят: размером 85 x 90 x 300 x 200 мм 15,2 кг и размером 80 x 100 x 300 x 200 мм 15,7 кг.
Подгонка укладываемых рядов талькового кирпича за счет утолщения швов со стороны головки или пятки кирпича запрещается.
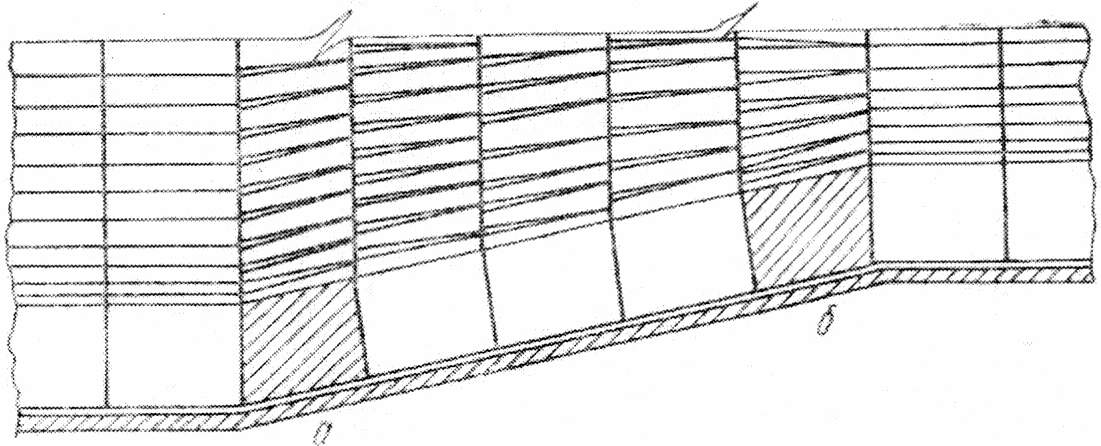
97. Тальковый кирпич укладывается продольными рядами как с перевязкой поперечных швов (рис. 17), так и кольцами (рис. 18).
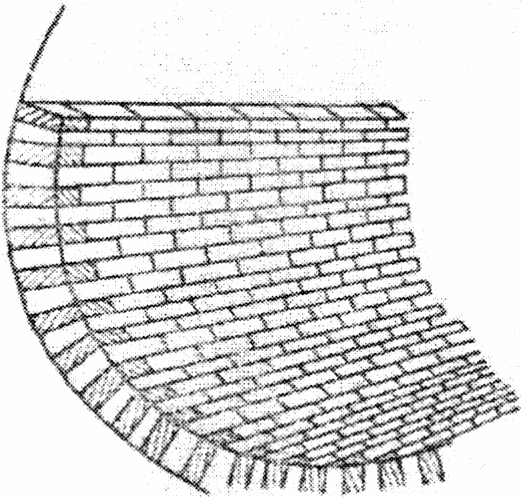
Рис. 17. Укладка талькового кирпича с перевязкой
поперечных швов. Перевязывающие ряды начаты
половинками кирпича
98. Если печь работает без водяного охлаждения, температурные швы в тальковой футеровке не оставляют.
В условиях водного охлаждения в тальковой футеровке оставляют поперечные температурные швы.
99. Разделка в местах примыкания талька к старой кладке, а также получение правильных прямых и ровных обрезов талька со стороны участка, оставляемого под футеровку высокоогнеупорами, осуществляется при помощи заранее заготовленных, разных по ширине тальковых концевых кирпичей. Концевые кирпичи укладывают несколько отступя от обреза футеровки.
100. Закрывать замок тальковой кладки хромомагнезитовым кирпичом запрещается.
101. Должны быть заранее подготовлены огнеупор стандартных и вспомогательных фасонов, материалы для изготовления связки, выгорающих прокладок и бетона, потребность в которых устанавливается согласно проекту футеровки или же подсчитывается при помощи табл. 1 и 6 - 11.
102. Должны быть проверены механизмы и приспособления, необходимые для выполнения трудоемких работ по удалению старой футеровки, подаче огнеупора, приготовлению раствора и т.д. (см. приложение 2), с тем, чтобы их можно было установить и использовать по мере надобности.
Одновременно должно быть проверено наличие необходимого ручного инвентаря, инструмента и спецодежды.
Подготовка огнеупорного кирпича
103. Перед подачей к рабочему месту хромомагнезитовый, кассетный, термостойкий магнезитохромитовый и тальковый кирпич, предназначенный для укладки в печь, должен быть предварительно разбракован и рассортирован, даже если партия кирпича в целом удовлетворяет требованиям соответствующего стандарта, на две группы:
а) с отклонениями в сторону увеличения (в пределах, допускаемых стандартом);
б) с отклонениями в сторону уменьшения (в тех же пределах).
На головках кирпича мелом делаются соответствующие отметки.
Если тальковый кирпич укладывается кольцами, его сортируют только по длине.
104. Шамотные и многошамотные огнеупоры, удовлетворяющие требованиям стандарта, хранящиеся на складе раздельно (по отдельным фасонам, классам и сортам в пределах каждого фасона), можно не сортировать.
105. Для укладки талькового кирпича стандартных размеров в печах, диаметр которых больше или меньше 2,7 м, необходимо заранее заготовить тальковые кирпичи большого и малого радиуса.
Размер талькового кирпича: большого радиуса 85 x 90 x 300 x 200 мм и малого радиуса 80 x 100 x 300 x 200 мм.
Тальковый кирпич большого или малого радиуса может быть получен из стандартного кирпича путем его обработки на обычном строгальном станке.
Для укладки талькового кирпича вперевязку необходимо заготовить половинки кирпича.
106. Для перевозки швов кладки из кассетного кирпича следует заготовить из него трехчетвертные кирпичи или половинки кирпича взамен отсутствующих перевязочных фасонов.
Заготовка перевязочных фасонов из шамотного огнеупора необязательна.
107. Для талькового и кассетного кирпича следует также заготовить концевой кирпич, который должен иметь разные размеры по ширине, в пределах до половины этого размера у кирпича основных марок. Кирпич режут или прострагивают на станках. Перед обработкой кассетного кирпича необходимо предварительно обрезать кассеты.
108. При наличии в более холодных частях печи упорных уголков должен быть заготовлен также уголковый тальковый и шамотный кирпич. У такого кирпича в пяточной его части делается выемка, соответствующая сечению упорного уголка (рис. 19).
Примечание. Наличие упорных уголков в высокотемпературной зоне печи недопустимо.
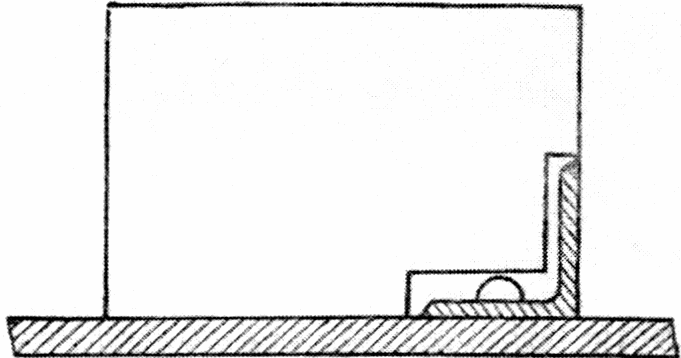
Рис. 19. Уголковый тальковый кирпич
109. Заранее должен быть изготовлен замковый кирпич путем обработки на станке по большой плоскости соответствующих стандартных кирпичей. Толщина замкового кирпича должна составлять от 0,5 до 0,8 толщины стандартного кирпича.
Заменять готовый фасонный кирпич, предусмотренный утвержденной спецификацией, тесаным кирпичом запрещается.
В случае отсутствия специального кирпича для футеровки переходных конусов печи необходимо заранее заготовить кирпич для выравнивающих рядов из соответствующих стандартных марок.
110. Необходимое количество кирпичей большого и малого радиусов, замыкающих кладку по окружности печи, рекомендуется подсчитывать по формулам, предложенным Г.О. Гроссом:
и
где М - число кирпичей малого радиуса по окружности печи;
Б - число кирпичей большого радиуса по окружности печи;
Ф - толщина футеровки или высота кирпича в мм;
р - радиус печи, считая от рабочей поверхности футеровки, в мм;
р + Ф - радиус печи, считая от кожуха, в мм;
а1 - верхнее основание кирпича малого радиуса, увеличенное на толщину шва, в мм;
б1 - нижнее основание кирпича малого радиуса, увеличенное на толщину шва, в мм;
а2 - верхнее основание кирпича большего радиуса, увеличенное на толщину шва, в мм;
б2 - нижнее основание кирпича большего радиуса, увеличенное на толщину шва, в мм.
Параметры для расчета числа кирпичей, укладывающихся по окружности печи, показаны на рис. 20.
Рис. 20. Размерности для расчета числа кирпичей,
укладывающихся по окружности
Ориентировочный расход кирпича большого и малого радиусов основных фасонов на футеровку цилиндрического участка подсчитывают, умножая число кирпичей, укладывающихся по окружности печи, на число кирпичей, укладывающихся по длине футеруемого участка.
Необходимое количество перевязочного кирпича большого и малого радиусов подсчитывают исходя из числа панелей.
Расход кирпича большого и малого радиусов основных фасонов на футеровку переходного конуса кольцами ориентировочно определяется как произведение среднего арифметического числа кирпичей, укладывающихся по большому и малому основаниям конуса, на число кирпичей, укладывающихся по его длине.
Расход кирпича отдельных фасонов на футеровку конуса в перевязку подсчитывают таким же образом, но с учетом расхода кирпича на установку выравнивающих рядов.
Подготовка материалов для связки и выгорающих прокладок
111. Стальные прокладки должны быть заранее отсортированы и сложены раздельно по видам в небольшие ящики.
112. Сухая магнезиальножелезистая смесь, поставляемая цементным заводам для приготовления раствора в готовом и упакованном виде, перед применением должна быть просеяна через сито с отверстиями 2 мм. Необходимо следить за тем, чтобы на сите не задерживались металлические составляющие смеси.
Просеянную смесь следует перемешать.
113. При отсутствии готовой магнезиальножелезистой смеси для раствора ее нужно изготовить на месте. Составы указаны в табл. 2 раздела II. Лучшими являются составы на основе молотого магнезита.
114. Материалы для приготовления магнезиального раствора (металлургический порошок, бой хромомагнезитового кирпича, чугунная стружка) следует молоть до остатка на ситах:
Сито N 02 | Сито N 0085 | |
Магнезитовый порошок | Около 10% | Не менее 25% |
Бой хромомагнезитового кирпича | - | Не более 5% |
Чугунные стружки или опилки размалываются до прохождения без остатка через сито с отверстиями 2 мм.
Примечания. 1. Для ускорения твердения растворов на основе хромомагнезита при помоле следует вводить 2% портландцементного клинкера.
2. Для замедления схватывания магнезиальножелезистой смеси, затворенной жидким стеклом, к ней следует добавить 10 - 15% молотого хромомагнезита.
3. В случае если каустический магнезит обнаруживает замедленное схватывание, его следует "оживить" путем помола в течение 20 - 30 мин.
4. Колчеданные огарки надо пропустить через сито с отверстием 2 мм для удаления комков.
115. Применяемое при изготовлении огнеупорных растворов жидкое стекло должно иметь модуль 2,7 - 3 и плотность 1,3 - 1,38.
Более плотное стекло перед затворением раствора следует разбавить горячей водой до получения требуемой плотности.
Модуль жидкого стекла проверяется анализом его средней пробы.
116. Расход материалов зависит от выбранного состава раствора. Ориентировочный расход материалов при применении раствора N 1 на укладку 1 000 шт., а также на 1 т хромомагнезитового кирпича дан в табл. 12.
Таблица 12
Материалы | На 1 000 шт. кирпича | На 1 т кирпича |
Молотого металлургического порошка в кг | 245 | 56 |
Молотых чугунных опилок в кг | 105 | 24 |
Жидкого стекла в л | 50 - 70 | 12 - 16 |
Мертель шамотный поставляется в готовом виде. Расход мертеля составляет 5 - 8% от веса укладываемого огнеупора. Перед применением мертель должен быть пропущен через сито N 05 для отделения слежавшихся комков.
Мертель шамотный затворяют на жидком стекле или же на воде. В последнем случае перед применением раствора к нему добавляют портландцемент марки не ниже 400 в количестве 10% от веса сухого мертеля, и смесь перемешивают. Добавка цемента производится на месте укладки кирпича.
Шамот, применяемый при изготовлении раствора для подмазки заклепочных головок, размалывают из боя или из отработанного шамотного кирпича. Отработанный кирпич должен быть предварительно очищен от раствора.
117. Выгорающие прокладки для продольных температурных швов изготовляются из картона, толя или толстой бумаги (папки) толщиной 1 - 4 мм.
Прокладки для поперечных температурных швов изготовляются из тонкой вагонки, фанеры или картона толщиной 4 - 8 мм.
Прокладки для продольных швов делают прямоугольной формы длиной 1 - 1,2 м и шириной 150 - 160 мм. Прокладки для поперечных швов тех же размеров вырезают в виде частей круглого кольца по радиусу печи.
Затворение растворов и бетона
118. Затворение растворов и приготовление клинкерно-цементного бетона из заранее заготовленных материалов производятся во время футеровочных работ.
119. Составляющие раствора отмеривают по объему.
120. Растворы приготовляются в растворомешалках.
Раствор пригоден для работы после того, как он приобретает однородность и не будет содержать слипшихся комочков сухой смеси.
При приготовлении растворов, затворяемых жидким стеклом, в растворомешалку сначала вливают жидкое стекло, а затем всыпают сухую смесь и тщательно перемешивают.
121. Загустевший раствор применять нельзя. Разводить загустевший раствор добавкой воды или жидкого стекла запрещается.
Примечание. Быстро загустевающие растворы (магнезиальные на жидком стекле составов N 1 и 2, а также растворы, содержащие цемент) следует единовременно затворять в таком количестве, которое может быть израсходовано в течение 30 - 40 мин.
122. Для изготовления клинкерно-цементного бетона должен быть заготовлен рядовой клинкер хорошего обжига. Клинкер должен быть подвергнут увлажнению и вылеживанию в течение 15 - 30 суток при температуре не ниже +5°.
Вылеживающийся клинкер просеивают на ситах. Заполнителем клинкерно-цементного бетона служит фракция клинкера с крупностью зерен от 3 до 8 мм.
123. Клинкерно-цементный бетон готовят в бетономешалке.
124. По своему характеру и объему футеровочные работы могут быть подразделены на следующие три группы:
а) работы, при которых футеровка выполняется полностью по всему печному агрегату;
б) работы, при которых футеровка укладывается на том или ином участке печи, в холодильнике или камерах и
в) работы по горячему или холодному ремонту футеровки.
125. Работы первой группы производятся при монтаже новых печей, а также после реконструкции старых печей. Обычно они выполняются специализированной строительно-монтажной организацией.
Ко второй группе относятся работы, проводимые при очередной замене футеровки в наиболее высокотемпературной части печи, при замене изношенной футеровки на остальных участках печи и в холодильнике, а также футеровочные работы после капитального или планового ремонта печи. Все эти работы выполняются самими заводами и гораздо реже специализированными организациями.
Работы по горячему и местному ремонту футеровок, выделенные в третью группу, выполняются как самостоятельно, так и совместно с работами, отнесенными ко второй группе.
При проведении футеровочных работ необходимо соблюдать правила техники безопасности.
Футеровочные работы в печном агрегате в полном объеме
(по всей длине печи)
126. Для правильной организации футеровочных работ должна быть установлена последовательность в выполнении футеровок отдельных частей агрегата, а также футеровки в самой вращающейся печи.
127. При укладке футеровки вращающейся печи:
а) длина захваток не должна превышать величин, указанных в табл. 13;
б) границы отдельных захваток должны быть установлены таким образом, чтобы на протяжении каждой из них укладывался огнеупор определенного вида, формы и размеров;
в) укладка футеровки наиболее высокотемпературного участка должна производиться в последнюю очередь;
г) футеровочные работы должны быть выполнены в наиболее сжатые сроки.
Размеры печи в м | Вес футеровки в т | Вес футеровки, укладываемой одновременно в одну захватку | Примерное число захваток по длине футеровки | Примерная длина одной захватки в м |
3 (2,7) 3 x 127 | 225 | 75 | 3 | 42 |
3,6 (3,3) 3,6 x 150 | 335 | 150 | 2 | 75 |
4,5 x 170 | 515 | 180 | 3 | 57 |
5 x 185 | 575 | 200 | 3 | 61 |
128. Для ускорения производства футеровочных работ следует:
а) производить при замыкании кладки по окружности печи только два поворота, раскрепляя футеровку одним рядом домкратов на всех участках, кроме участка наиболее высоких температур, где необходимо устанавливать два ряда распорных домкратов, как это показано на рис. 21 и 22;
б) производить укладку огнеупора, постепенно расширяя фронт футеровочных работ.
одним рядом распор при двух поворотах печи
двумя рядами распор при двух поворотах печи
Для этого следует, не дожидаясь окончания работ по укладке огнеупора на первой захватке, переходить к согласованной укладке огнеупора также на второй и третьей захватках. Так, после укладки огнеупора в нижней части первой захватки и поворота печи следует продолжать футеровку в III четверти первой захватки и одновременно начать укладку футеровки в нижней части второй захватки.
Такая укладка огнеупора требует значительно меньшего числа поворотов печи. При футеровке печи в три захвата общее число поворотов печи сокращается с шести до четырех.
129. Подача огнеупора в печь может осуществляться через: 1) головку печи; 2) входную часть и 3) люки печи.
Для каждой захватки должен быть намечен путь, по которому будет осуществляться ее питание огнеупором и раствором.
130. Перед началом футеровочных работ на кожухе печи должны быть размечены мелом границы отдельных футеровочных участков и панелей с указанием вида укладываемого огнеупора, способа и направления кладки.
131. Подгонку огнеупора производят на строгальном станке, установленном в цехе, или на месте при помощи шлифовально-обдирочных станков с гибким валом (шарошек), помещаемых в печи.
132. Расстановка транспортных механизмов, а также оборудования производится в соответствии с проектом организации работ.
133. На каждый футеруемый участок необходимо подавать заранее подсчитанное количество огнеупора и раствора, которое должно быть израсходовано до очередного поворота печи.
Завалы футеруемых участков излишне поданным огнеупором недопустимы.
Организация работ по частичной замене футеровки
134. После остановки печи футеровка в месте прогара подвергается тщательному осмотру с промером толщины огнеупора с целью наметить границы участка, подлежащего замене. Уточнение границ участка производится при выломке огнеупора.
В случае если предстоит замена большого участка футеровки, необходимо освободить от обжигаемого материала печь.
135. Для обрушения верхней части кладки сбоку печи вдоль удаляемого участка пробивают штрабу, т.е. канавку шириной в пять - семь рядов кирпича, и производят обрушение верхней части свода длинными легкими ломиками с загнутыми концами, после чего вращают печь до обрушения второй половины кладки.
Перед вращением печи футеровка, оставленная со стороны холодного конца, во избежание ее смещения должна быть раскреплена установкой винтовых домкратов.
136. Старый кирпич и весь материал от разборки футеровки удаляют из печи через люки в установленные под ними переносные бункера с секторными затворами. Из бункеров лом кирпича самотеком поступает в автомашины-самосвалы. Удаление разобранной футеровки из передней части печи производится через холодильник или рекуператоры.
137. Работы по замене футеровки в самой вращающейся печи могут производиться в одну захватку. Однако в некоторых случаях заменяемая футеровка должна быть выполнена в два или три захвата.
В этом случае необходимо вести работы с постепенным расширением фронта работ.
Одновременно футеруемые захватки могут не примыкать непосредственно друг к другу и быть даже расположены в различных частях печи.
138. Для проведения футеровочных, а также всех связанных с ними подготовительных работ при цехе обжига должна быть футеровочная мастерская с соответствующим персоналом.
Местный горячий и холодный ремонт футеровки печи
139. При местных ремонтах на футеровке могут устанавливаться отдельные "заплаты", а также производиться ее замена по всей окружности печи на длине не более 1 м. В случае замены футеровки на большей длине ремонт должен считаться заменой футеровки на коротком участке.
140. В зависимости от расположения разрушенной части футеровки и объема необходимых исправлений осуществляется местный горячий или холодный ремонт. Горячим ремонтом считается ремонт, при котором охлаждение печи производилось менее 8 час. В случае охлаждения печи свыше 8 час ремонт считается холодным.
141. Горячий ремонт может производиться в частях футеровки, ближайших в головке печи.
142. Для горячего ремонта печь поворачивают таким образом, чтобы место ремонта было освобождено от обжигаемого материала.
143. В случае ремонта тальковой или шамотной футеровки очищенный кожух печи подмазывают полужидким цементным тестом и укладывают на нем кирпич. В первом случае может применяться также магнезиальный, а во втором шамотно-глиняный раствор на жидком стекле.
144. Заплаты из хромомагнезитового или из магнезитохромативного кирпича устанавливаются либо насухо с расклиниванием укладываемого кирпича стальными прокладками, либо на магнезиальном растворе на жидком стекле.
145. При холодном местном ремонте могут устанавливаться отдельные заплаты, а также производиться замена разрушенных частей футеровки по всей ее окружности.
146. На данном участке футеровки разрешается производить горячий или холодный местный ремонт не более одного раза. В случае необходимости повторного ремонта должна быть произведена полная замена футеровки.
147. Правила проведения местных ремонтов футеровки следующие:
а) для ремонта используют тот же огнеупор, из которого сложена футеровка на ремонтируемом участке;
б) место ремонта должно быть тщательно расчищено и все ненадежные кирпичи удалены;
в) высота укладываемого кирпича должна быть равна толщине ремонтируемой футеровки или в крайнем случае несколько превосходить ее;
г) при ремонте футеровки, уложенной с перевязкой поперечных швов, кирпич следует укладывать тоже с перевязкой;
д) при ремонте, захватывающем более 1/2 окружности печи, перед поворотом печи рекомендуется установить крепление.
Техника безопасности при выполнении футеровочных работ
148. При осмотре футеровки после остановки печи в целях обеспечения безопасности необходимо:
а) исключить возможность поворота печи и холодильника;
б) открыть шибер и включить дымосос;
в) перекрыть подвод технологического топлива к форсункам печи, сняв форсунки;
г) вывесить на пульте управления или у пусковых реостатов предупредительные надписи.
149. Освещение печи при осмотре производится ручным электрическим фонарем с сухой батареей. Участки печи, где укладывается футеровка, освещаются лампами от сети напряжением не свыше 12 в.
Пользоваться для освещения внутри печи факелом запрещается.
150. При проходе через печь (в особенности через зоны высоких температур) следует держаться ближе к стенке футеровки.
151. Осмотр пыльной камеры следует производить со специальных металлических мостиков, а в случае их отсутствия - через люк, используя временные трапы и дощатый настил.
152. Выламывать футеровку путем пробивки боковой штрабы с последующим обрушением кладки верхней части печи следует только в том случае, если футеровка, несмотря на ее износ, прочно удерживается на корпусе печи.
В случае если футеровка, даже при небольшом износе, отошла от корпуса, а также дала прокручивание (винтовое смещение), футеровку необходимо разобрать.
153. Пробивку боковой штрабы следует производить отдельными участками, немедленно обрушая кладку верхней части печи на подрезанных участках.
154. При обрушении верхней части кладки рабочий должен находиться под очищенной от футеровки частью корпуса печи либо под футеровкой, не подлежащей выломке.
В печах больших диаметров инвентарные подмости должны быть устойчивы и расположены в печи вне возможного падения обрушаемых кирпичей.
155. Трапы для прохода рабочих в печи должны быть шириной 400 - 500 мм.
156. Перед применением домкраты должны быть осмотрены и смазаны. Домкраты устанавливаются таким образом, чтобы вращение оправки производилось в одну сторону, для чего соответствующие концы домкратов окрашиваются одинаковой краской.
157. Все рабочие, не участвующие в установке домкратов и креплении футеровки, должны быть удалены из печи.
158. Запрещается применять при креплении футеровок вращающихся печей деревянные распоры, а также наставные домкраты на деревянных стойках.
159. Перед очередным поворотом печи мастер или производитель работ должен осмотреть как уложенную футеровку, так и установленное крепление. В случае наличия в кладке дефектов, связанных с неправильной укладкой огнеупора, и недостатков в креплении поворот печи не может быть произведен до их устранения.
160. После поворота печи запрещается проход рабочих на футеруемый участок до его осмотра мастером или производителем работ, которые обязаны дать разрешение приступить к дальнейшей работе по футеровке.
161. Запрещается производить горячий ремонт на участках футеровки, расположенных за зоной спекания.
162. К работам по горячему ремонту могут допускаться мужчины, прошедшие медицинский осмотр. Женщины к работам по горячему ремонту в самой печи не допускаются.
163. При всех работах по ремонту футеровки должна выдаваться спецодежда по утвержденным нормам.
164. При производстве горячих ремонтов максимальная температура воздуха, при которой рабочие могут находиться в печи, не должна превышать 50°.
165. Во всем остальном надлежит руководствоваться "Правилами техники безопасности для строительно-монтажных работ", утвержденными ЦК профсоюза рабочих строительства и промышленности строительных материалов 26 февраля 1958 г.
166. Воздушный зазор между огнеупорной футеровкой и стенками каркаса камеры должны быть шириной 20 - 25 мм, а между огнеупорным сводом и сводом камеры из красного кирпича - 40 - 45 мм.
167. Стыки панелей огнеупорной футеровки в углах камеры, а также их стыки со сводом должны быть уплотнены прокладкой асбестового шнура.
168. Огнеупорная футеровка крепится к стенам каркаса камеры при помощи клямер, устанавливаемых в шахматном порядке. Огнеупорный свод может опираться как на футеровку, так и на стенку камеры.
169. Футеровка откосов пыльных бункеров камеры должна быть уложена непосредственно по их каркасу.
Утверждаю:
Главный инженер ____________________
вращающейся печи
N п/п | Наименование работ | Количество часов (дней) | Дни работы и смены | Наименование потребного материала | Исполнитель | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||||||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | I | II | III | I | II | III | I | II | III | I | II | III | I | II | III | I | II | III | |||||
1 | Охлаждение печи | |||||||||||||||||||||||||||||||||
2 | Выбивка футеровки | |||||||||||||||||||||||||||||||||
3 | Очистка печи | |||||||||||||||||||||||||||||||||
4 | Укладка футеровки: | |||||||||||||||||||||||||||||||||
а) первая половина печи | ||||||||||||||||||||||||||||||||||
б) установка первых распор | ||||||||||||||||||||||||||||||||||
в) поворот печи и укладка третьей четверти | ||||||||||||||||||||||||||||||||||
г) установка вторых распор | ||||||||||||||||||||||||||||||||||
д) поворот и укладка четвертой четверти печи и замка | ||||||||||||||||||||||||||||||||||
5 | Выбивка порога и очистка | |||||||||||||||||||||||||||||||||
6 | Укладка порога | |||||||||||||||||||||||||||||||||
7 | Подготовительные работы перед розжигом | |||||||||||||||||||||||||||||||||
8 | Розжиг печи | |||||||||||||||||||||||||||||||||
Начальник цеха обжига __________ Мастер по футеровочным работам __________
При производстве футеровочных работ может быть применен ряд механизмов, серийно выпускаемых отечественной промышленностью.
Ниже дается перечень основных механизмов и приспособлений, которые могут применяться для этой цели.
1. Станки для резки кирпича.
2. Станки-полуавтоматы для тески кирпича.
3. Поперечнострогальные станки (шепинг).
4. Шаровые мельницы.
5. Виброгрохоты.
6. Инерционные грохоты.
7. Механические сита.
8. Растворомешалки передвижные.
9. Растворонасосы механические.
10. Растворонасосы пневматические.
11. Бетономешалки передвижные.
12. Отбойные молотки.
13. Компрессоры передвижные.
14. Автопогрузчики с вилочным захватом, с блочной стрелой.
15. Контейнеры.
16. Сборные секционные рольганги.
17. Звеньевые ленточные транспортеры.
18. Передвижные ленточные транспортеры.
19. Передвижные ленточные транспортеры-питатели.
20. Подъемники.
21. Винтовые крепежные домкраты.
И УДЕЛЬНОГО РАСХОДА ОГНЕУПОРОВ
1. Учет стойкости футеровок производится по наиболее высокотемпературному участку печи, который обнимает: а) горячую часть зоны охлаждения; б) зону спекания и в) горячую часть зоны экзотермических реакций.
2. Стойкость футеровок на высокотемпературном участке характеризуется продолжительностью кампаний печи.
3. Началом кампании считается момент розжига печи после очередной замены футеровки на высокотемпературном участке. Кампания считается законченной при следующей остановке печи на замену футеровки высокотемпературного участка. Местный ремонт на высокотемпературном участке не прерывает кампанию печи.
Учету подлежат все кампании печи. Ремонт футеровки вне высокотемпературного участка не прерывает кампании печи.
4. Продолжительность кампании, а следовательно, и стойкость футеровок исчисляются в календарных сутках. День розжига и день остановки печи считаются за одни сутки.
5. Средняя стойкость футеровок по отдельной печи за год исчисляется как среднеарифметическая из закончившихся в отчетном периоде кампаний.
Если кампания печи была начата ранее начала отчетного периода и не закончилась в течение этого периода, стойкость футеровки по такой печи исчисляется с момента начала кампании до конца отчетного периода.
Пример. Печь пущена после ремонта футеровки высокотемпературного участка 11/XII и работает без ремонта футеровки на этом участке весь следующий год. Стойкость футеровки по этой печи принимается для отчета за год 386 суток (21 + 365). В этом случае в конце отчетного года составляется промежуточный акт.
6. Средняя стойкость футеровок по заводу, а также по промышленности исчисляется как средняя арифметическая из стойкости футеровок отдельных печей за отчетный период. Например, средняя стойкость футеровок за год составила: по печи N 1 - 120 суток, по печи N 2 - 180 суток и по печи N 3 - 135 суток. Средняя стойкость футеровок по заводу за год составит:
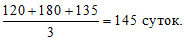
Равным образом для вычисления средней стойкости по промышленности в целом суммируются средние стойкости футеровок всех печей, и полученная сумма делится на число печей.
7. Удельный расход огнеупоров учитывается по высокотемпературному участку и исчисляется в килограммах на тонну клинкера.
При подсчете удельного расхода огнеупоров учитывается количество огнеупоров, израсходованных при выполнении всех футеровок высокотемпературного участка, кампания которых закончилась за отчетный период, т.е. учтенных согласно п. 4 настоящего приложения, а также клинкер, выработанный в течение этих кампаний. Израсходованным считается огнеупор, уложенный в печь во время ремонта футеровок и отнесенный бухгалтерией на затраты по футеровке.
Удельный расход огнеупоров по каждой печи исчисляется делением суммарного количества израсходованного огнеупора на суммарное количество выработанного клинкера за учтенные кампании печи.
Например, продолжительность закончившихся кампаний печи за год:
с 15/XII до 20/III - 95 дней, выработано клинкера 45 тыс. т;
с 23/III до 18/V - 56 дней, выработано клинкера 26 тыс. т;
с 23/V до 26/XI - 187 дней, выработано клинкера 90 тыс. т.
Расход огнеупоров при ремонте:
15/XII - 60 т
20/III - 40 "
28/V - 130 "
В отчете за год удельный расход огнеупоров составляет:

8. Делением суммарного за период учтенных кампаний количества израсходованных огнеупоров по всем печам на количество клинкера, выработанного этими печами за те же кампании, исчисляется средний удельный расход огнеупоров соответственно по заводу и промышленности в целом.
9. Если футеровка высокотемпературного участка выполнялась из нескольких видов огнеупора, наряду с общим удельным расходом огнеупоров подсчитывается удельный расход по каждому виду огнеупоров.
В этом случае суммируется расход огнеупора одного вида (например, кассетного), и полученная сумма делится на количество клинкера, выработанного за период кампаний футеровки из кассетного огнеупора.
10. Учет стойкости футеровок на высокотемпературном участке, а также контроль за стойкостью футеровок по всем зонам печи, за расходом огнеупоров, за качеством и объемом футеровочных работ осуществляется на основании следующих документов:
а) акта о работе старой футеровки и об укладке новой футеровки (форма N 1ф);
б) акта о приемке уложенной футеровки (форма N 2ф);
в) графика замены футеровок (форма N 3ф);
г) журнала ремонта футеровки (форма N 4ф);
д) отчета о выполнении плана по стойкости футеровок и по удельному расходу огнеупоров на высокотемпературном участке (форма N 5ф).
11. Акт о работе старой футеровки и об укладке новой футеровки составляется по форме N 1ф при каждом ремонте футеровки как на высокотемпературном участке, так и вне его.
В случае одновременной замены футеровки на высокотемпературном участке и вне его заполняются все пункты акта; при замене футеровки только на высокотемпературном участке заполняются первые 14 пунктов акта; при замене футеровки только вне высокотемпературного участка заполняется лишь п. 15. Простои печи при этом ремонте должны быть учтены в п. 11 акта, который будет составлен в конце кампании печи, т.е. при ремонте футеровки высокотемпературного участка.
Сведения о простоях и остановках оборудования (п. 11 акта) указывается по данным учета работы оборудования в плановом отделе.
Количество клинкера, выработанного за время кампании печи, должно указываться по данным учета выработки продукции в плановом отделе.
Акты составляются в четырех экземплярах и в трехдневный срок с момента окончания ремонта футеровки высылаются: один экземпляр - в соответствующее управление совета народного хозяйства, один - в Гипроцемент, один - в НИИЦемент, один экземпляр акта остается на заводе и хранится в техническом отделе.
12. График замены футеровок ведется раздельно для каждой печи по всем ее зонам. В верхней части графика или на чертеже печи обозначаются (цветом или штриховкой) установленные границы участков футеровки из разных видов огнеупоров.
На графике вдоль горизонтали в том же масштабе, в каком выполнен чертеж печи, наносятся длины отдельных участков уложенной футеровки. По вертикали, также в определенном масштабе, наносится время в календарных сутках и отмечаются даты начала и конца отдельных кампаний. С соблюдением принятого масштаба по горизонтальной линии, соответствующей дате остановки печи, наносится более жирной чертой место прогара футеровки. На каждом участке футеровки указывается срок службы замененного огнеупора в календарных сутках.
При длительных кампаниях футеровок продолжительность их может обозначаться не графически (по вертикали), а только указанием срока службы замененных огнеупоров. График заполняется на основании актов о работе старой футеровки и об укладке новой футеровки.
13. Журнал ремонта футеровки ведется по прилагаемой форме. Для каждой печи в журнале отводится несколько страниц. Записи в журнале производятся при каждом ремонте футеровки на любом ее участке.
14. За истекший год заводом составляется отчет о выполнении плана по стойкости футеровок и удельному расходу огнеупоров.
Отчет составляется на основании актов о ремонте футеровки высокотемпературного участка. При футеровке высокотемпературного участка несколькими видами огнеупоров удельный расход каждого из них указывается по отдельной строке.
Отчет составляется в четырех экземплярах, из которых один направляется в соответствующее управление совета народного хозяйства, один - в Гипроцемент, один - в НИИЦемент и один остается на заводе и хранится в техническом отделе.
Утверждаю:
главный инженер
" " __________ 195 г.
о работе старой футеровки и об укладке новой футеровки
" " ____________ 195__ г.
2. Дата конца кампании " " ____________ 195 г.
фактически ____________________,
по плану ____________________
4. Причина прекращения кампании ___________________________________________
5. Точное расположение места прогара или максимального износа футеровки,
считая от обреза печи, __________ м.
6. Вид огнеупора и связки, из которых была выложена футеровка в месте
прогара (наименование, марка, сорт, завод-изготовитель, раствор или
прокладки) _____________________________________________________________
___________________________________________________________________________
7. Характеристика состояния футеровки и обмазка в высокотемпературной зоне,
в частности у места прогара, при осмотре печи __________________________
___________________________________________________________________________
неустойчивая, толстая, тонкая и т.п.)
___________________________________________________________________________
___________________________________________________________________________
и основные перерывы в работе охлаждения (перерывы, совпадающие
с остановкой печи, не учитываются)
___________________________________________________________________________
10. Причины прогара футеровки _____________________________________________
___________________________________________________________________________
Продолжительностью до 8 час. | Продолжительностью свыше 8 час. | Всего | Коэффициент использования печи за время кампании | Основные причины остановок | ||||
число остановок | число часов простоя | число остановок | число часов простоя | остановок | часов простоя | |||
без розжига печи | с розжигом печи | |||||||
12. Выработка клинкера за кампанию ____________________ т.
Расположение и длина зафутерованных участков по каждому виду огнеупора, считая от обреза печи, в м | Огнеупор | Раствор, прокладки | |||||||
наименование | завод-изготовитель | марка | сорт | расход | наименование | Расход | |||
в шт. | т | в шт. | в т | ||||||
От - до на длине | |||||||||
14. Характеристика поперечных и продольных температурных швов:
Наименование огнеупора | Поперечные температурные швы | Продольные температурные швы | ||||
количество по длине участка | ширина в мм | материал выгорающей прокладки | количество по окружной печи | ширина в мм | материал выгорающей прокладки | |
Расположение и длина зафутерованных участков по каждому виду огнеупора, считая от обреза печи, в м | Огнеупор | Раствор или бетон | |||||||
наименование | завод-изготовитель | марка | класс | сорт | расход | ||||
в шт. | в т | состав раствора или бетона | расход в т | ||||||
От - до на длине | |||||||||
Начальник цеха обжига ____________________
Начальник технического отдела ____________________
Зам. начальника цеха обжига
(или мастер) по футеровкам ____________________
Утверждаю:
главный инженер ________ Цементный завод ________
" " ________ 195 г. Печь N _________________
о приемке футеровки от " " ____________ 195 г.
Составлен начальником цеха обжига _____________________________________
Зам. начальника цеха (или мастером) по футеровкам _________________________
Механиком цеха ____________________________________________________________
и дежурным машинистом печи ________________________________________________
1. Результат осмотра футеровки, уложенной в зоне спекания:
___________________________________________________________________________
___________________________________________________________________________
2. Результат осмотра футеровки, уложенной в остальной части печи:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
3. Заключение комиссии по выполнению уложенных футеровок
___________________________________________________________________________
___________________________________________________________________________
4. За время остановки печи:
а) довешено цепей _____________________________________________________
б) произведены следующие работы по ремонту механической части печи,
регулированию ее ходовых частей и ремонту оборудования печи:
___________________________________________________________________________
Начальник цеха обжига _____________________________________________________
Зам. начальника цеха обжига (или мастер)
по футеровкам _____________________________________________________________
Механик цеха обжига _______________________________________________________
Машинист печи _____________________________________________________________
Печь N
N акта | Число, месяц, час | Длительность кампании в календарных сутках | Точное расположение места прогара от отреза печи в м | Вновь зафутерованный участок по каждому виду огнеупора | Огнеупор | Раствор, прокладки, бетон | Температурные швы | Подпись ответственного лица | |||||||||||||||||
остановки печи | начала ремонта футеровки | конца ремонта футеровки | пуска печи | наименование | марка | класс и сорт | завод-изготовитель | Расход | поперечные | продольные | |||||||||||||||
от | до | на длине | в шт. | в т | наименование | расход | количество по длине участка | ширина в мм | материал выгорающей прокладки | количество по окружности печи | ширина в мм | материалы выгорающей прокладки | |||||||||||||
в шт. | в т | ||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 |
Завод _______________________
Утверждаю:
главный инженер ____________
"_____" ____________ 195 г.
о выполнении плана по стойкости футеровок
и удельному расходу огнеупоров
за _______________ 195 г.
N печей | Размеры печей | Расположение зоны спекания | Количество кампаний за год | Средняя продолжительность кампании | Выработано клинкера за год | Общий расход огнеупоров в зоне спекания | Удельный расход огнеупоров в кг/т | ||||||
от | до | на длине | законченных | незаконченных | по плану | фактически | наименование огнеупоров | в т | по плану | фактически | |||
Начальник цеха обжига __________________
Зам. начальника цеха обжига (или мастер) по футеровкам __________________
Начальник лаборатории __________________
1. | Изделия огнеупорные. Правила приемки, хранения и перевозки | ГОСТ 8179-56 |
2. | Изделия хромомагнезитовые | ГОСТ 5381-50 |
3. | Кирпич магнезитохромитовый безобжиговый в обоймах (кассетный) | ТУО 16-49 |
4. | Изделия магнезитохромитовые для сводов мартеновских и электросталеплавильных печей | УМТУ 5129-55 |
5. | Изделия огнеупорные шамотные для футеровки вращающихся цементных печей | УМТУ 5298-55 |
6. | Мертель шамотный и полукислый | ГОСТ 6137-52 |
7. | Изделия огнеупорные шамотные общего назначения | ГОСТ 390-54 |
8. | Кирпич талькомагнезитовый (цельнопиленный шабровского месторождения) | ГОСТ 1517-42 |
9. | Магнезитовый металлургический порошок | ТУО 40 |
10. | Порошок каустический из магнезита | ГОСТ 1216-41 |
11. | Стекло жидкое (силикат натрия технический) | ГОСТ 962-41 |
12. | Глины огнеупорные | ТУО 51 |