СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.09.2025.
Название документа
"ГОСТ Р 72009-2025. Национальный стандарт Российской Федерации. Трубы стальные бесшовные. Дефекты поверхности. Термины и определения"
(утв. и введен в действие Приказом Росстандарта от 01.04.2025 N 241-ст)
"ГОСТ Р 72009-2025. Национальный стандарт Российской Федерации. Трубы стальные бесшовные. Дефекты поверхности. Термины и определения"
(утв. и введен в действие Приказом Росстандарта от 01.04.2025 N 241-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 1 апреля 2025 г. N 241-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ.
ДЕФЕКТЫ ПОВЕРХНОСТИ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Seamless steel pipes. Surface defects. Terms and definitions
ГОСТ Р 72009-2025
ОКС 23.040.10
Дата введения
1 сентября 2025 года
1 РАЗРАБОТАН Акционерным обществом "Русский научно-исследовательский институт трубной промышленности" (АО "РусНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 1 апреля 2025 г. N 241-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Стандарт разработан на основе ОСТ 14-82-82 "Отраслевая система управления качеством продукции черной металлургии. Ведомственный контроль качества продукции. Трубы стальные бесшовные катаные. Дефекты поверхности. Термины и определения".
Установленные в настоящем стандарте термины расположены в систематизированном порядке, отражающем систему понятий данной области знаний.
Для каждого понятия установлен один стандартизованный термин.
Не рекомендуемые к применению термины-синонимы приведены в круглых скобках после стандартизованного термина и обозначены пометкой "Нрк.".
В стандарте приведены эквиваленты стандартизованных терминов на английском языке.
Стандартизованные термины набраны полужирным шрифтом, нерекомендуемые термины-синонимы - курсивом.
В стандарте приведен алфавитный указатель терминов на русском языке, а также алфавитный указатель эквивалентов терминов на английском языке. В алфавитных указателях данные термины приведены отдельно с указанием номера статьи.
Общие термины и их определения приведены в приложении А.
Дополнительно к определению терминов приведены примеры фотографического (приложение Б) и (или) графического изображения дефектов - в необходимых случаях. Внешний вид дефектов может отличаться от изображений, приведенных в настоящем стандарте.
После определения терминов приведены примечания, содержащие описание их возможного расположения, основные причины возникновения и рекомендации по удалению.
Настоящий стандарт устанавливает термины и определения понятий в области дефектов поверхности стальных бесшовных горячедеформированных и холоднодеформированных труб.
Термины, установленные настоящим стандартом, рекомендуются для применения во всех видах нормативной и технологической документации.
Настоящий стандарт допускается применять при визуальном входном контроле и контроле качества поверхности стальных бесшовных горячедеформированных и холоднодеформированных труб в процессе эксплуатации.
Дефекты поверхности, образовавшиеся в процессе деформирования из дефектов заготовки | |
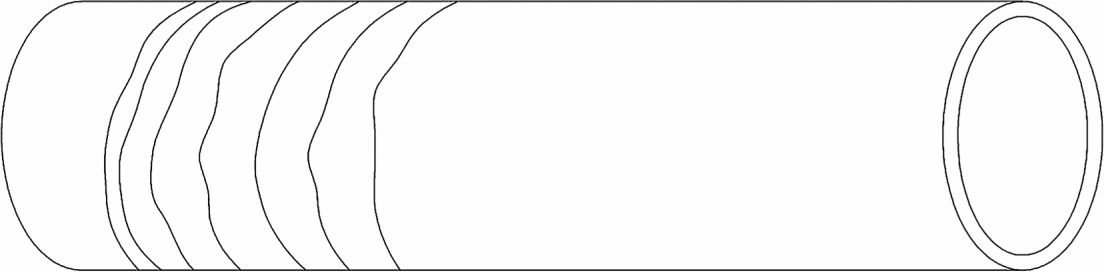
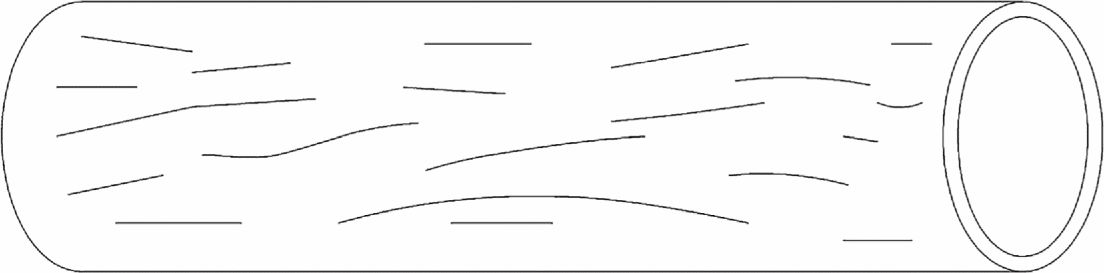
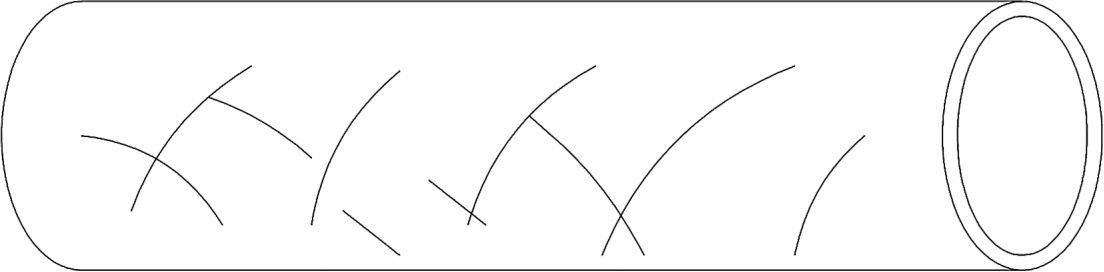
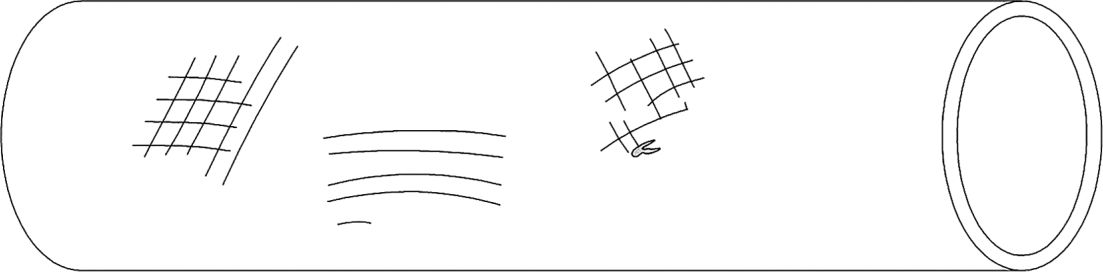
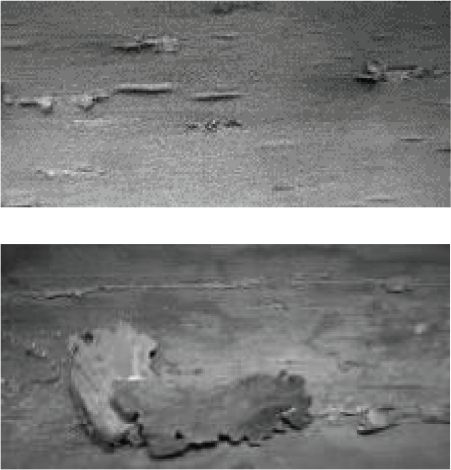
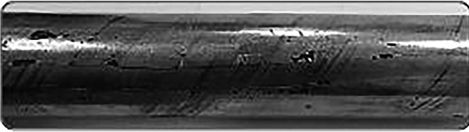
1 сталеплавильная плена (Нрк. волосовина): Отслоение металла, соединенное с трубой одной стороной, продольной или винтовой ориентации, образовавшееся вследствие раскатывания (распрессовывания) дефектов заготовки сталеплавильного происхождения (продольных и поперечных трещин, скоплений подкорковых и поверхностных газовых пузырей, скоплений экзогенных включений, корочки), непологих участков ремонта этих дефектов, а также дефектов макроструктуры осевой зоны заготовки (см. рисунок 1). Примечания 1 Дефект может быть единичным или групповым. 2 Дефект, образующийся при раскатывании наплыва на поверхности заготовки (см. рисунок 1 а), по протяженности значительно короче, чем дефект на наружной поверхности, образующийся при раскатывании продольной трещины заготовки (см. рисунок 1 б). Групповые дефекты на наружной поверхности, образующиеся при раскатывании заворотов корочки заготовки (см. рисунок 1 в), по протяженности значительно длиннее, чем групповые дефекты на наружной поверхности, образующиеся при раскатывании поверхностных и подкорковых газовых пузырей заготовки (см. рисунок 1 г). Шаг дефекта винтовой ориентации может достигать нескольких метров, что значительно превышает величину подачи заготовки в валках прошивного стана за один ее оборот и зависит от состава оборудования трубопрокатной установки и размера труб. Глубина дефекта по длине неодинакова и может быть от десятых долей до нескольких миллиметров. 3 Поверхность отслоения окислена. Форма отслоившегося края (ровная, извилистая, волнистая) и единичный или групповой дефект зависят от исходного дефекта заготовки, который подвергается раскатыванию. 4 В поперечном сечении форма полости дефекта зависит от исходного дефекта заготовки и может быть капсуловидной (от газового пузыря) или разветвленной (от поперечной или продольной трещины). 5 В микроструктуре металла труб из феррито-перлитных и мартенситных сталей вокруг полости дефекта имеются характерные генетические признаки: - обезуглероживание у поверхности полости; - зона феррита в оторочке из зерен перлита вокруг концевых участков дефекта; - в зоне феррита скопления мелких глобулярных окислов железа, марганца и легирующих элементов, а также ликвация легкоплавких компонентов (фосфора, марганца, мышьяка), выявляемая медесодержащими реактивами (Обергоффера и др., см. приложение В). В микроструктуре металла труб из аустенитных марок стали полость дефекта сопровождается скоплениями нитридных, карбонитридных включений, также присутствуют поры. На концевых участках дефекта, окруженных зоной визуально не поврежденного металла, изменений в микроструктуре, как правило, не наблюдается. | steel melting scale |
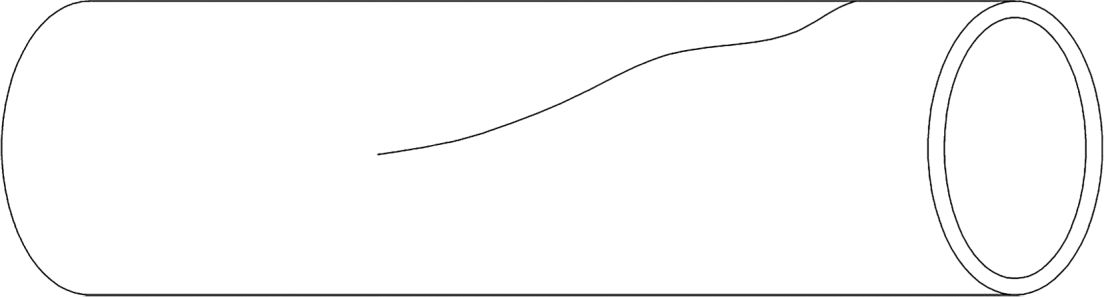 а - единичная сталеплавильная плена на наружной поверхности, образующаяся при раскатывании наплыва на поверхности заготовки 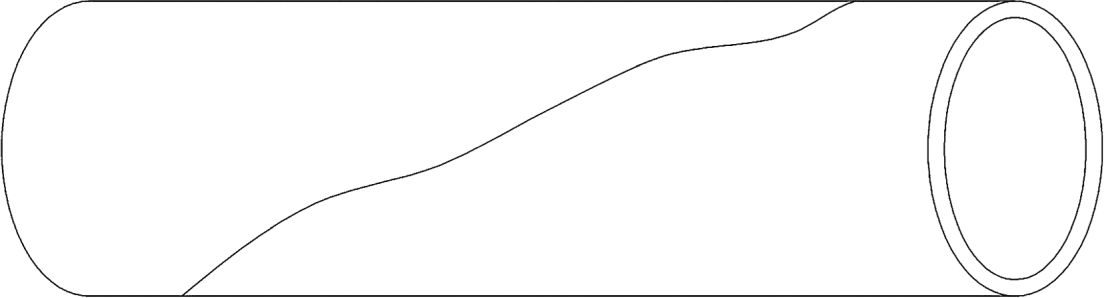 б - единичная сталеплавильная плена на наружной поверхности, образующаяся при раскатывании продольной трещины заготовки (см. рисунок Б.1.1) 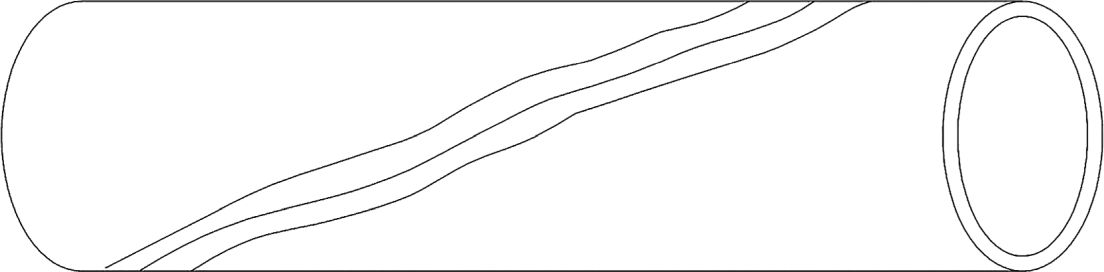 в - групповые сталеплавильные плены на наружной поверхности, образующиеся при раскатывании заворотов корочки заготовки (см. рисунок Б.1.2) 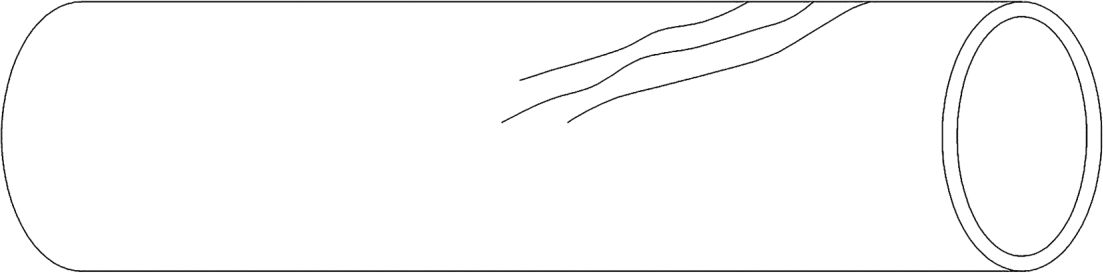 г - групповые сталеплавильные плены на наружной поверхности, образующиеся при раскатывании поверхностных и подкорковых газовых пузырей заготовки (см. рисунок Б.1.3) 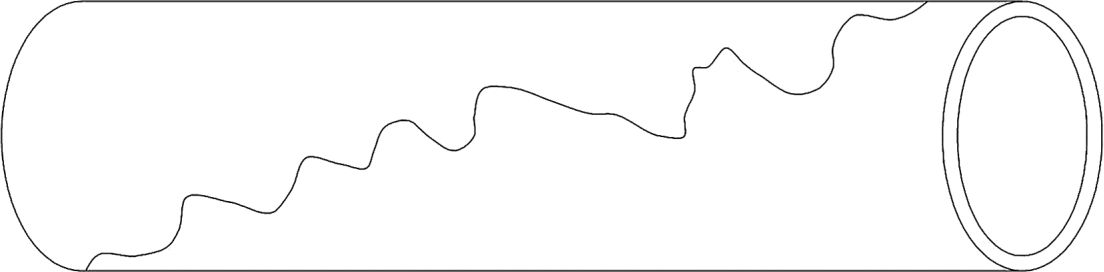 д - единичная сталеплавильная плена на наружной поверхности, образующаяся при раскатывании скоплений грубых экзогенных включений на поверхности заготовки (см. рисунок Б.1.4) 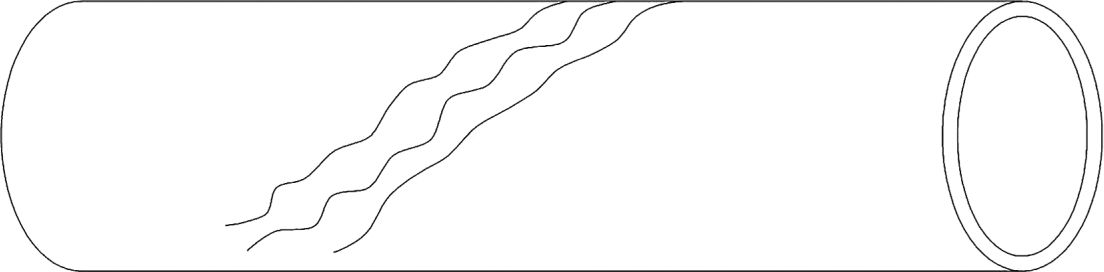 е - групповые сталеплавильные плены на наружной поверхности, образующиеся при раскатывании поперечной трещины заготовки 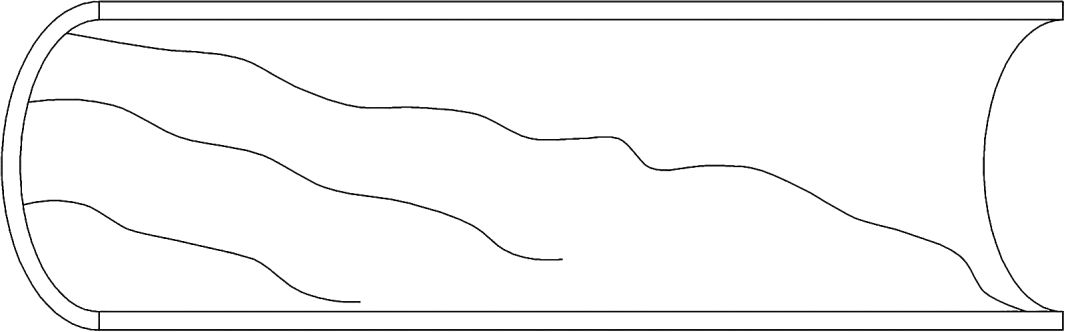 ж - групповые сталеплавильные плены на внутренней поверхности, образующиеся при раскатывании загрязненности заготовки (см. рисунок Б.1.5) | |
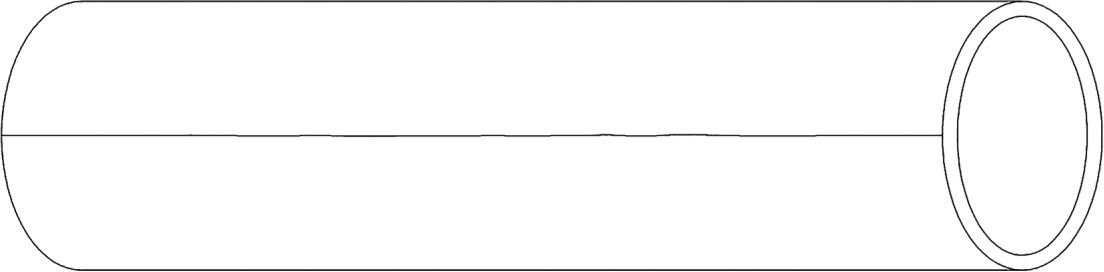
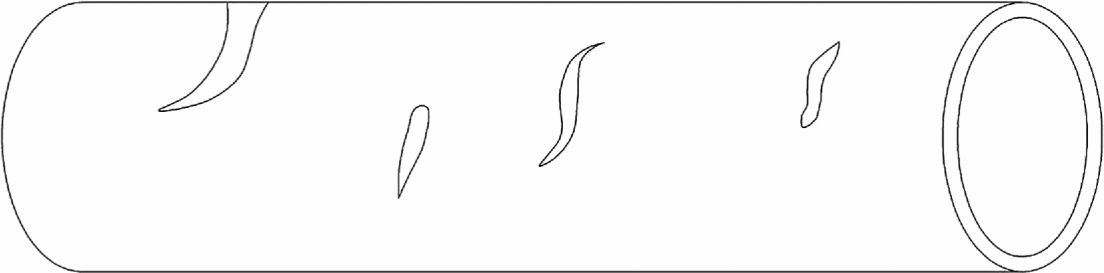
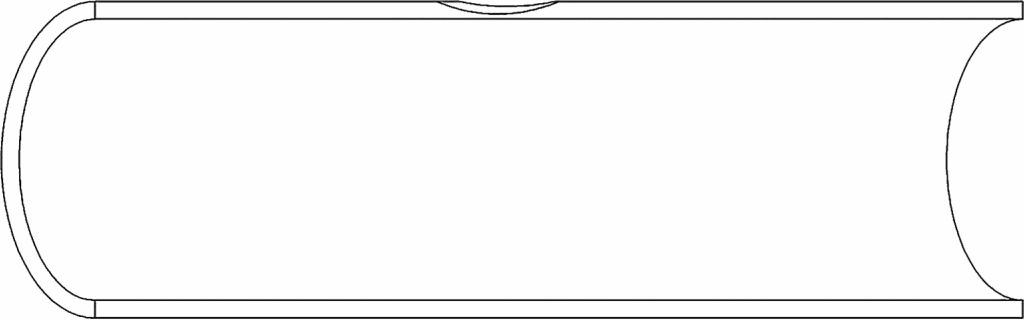
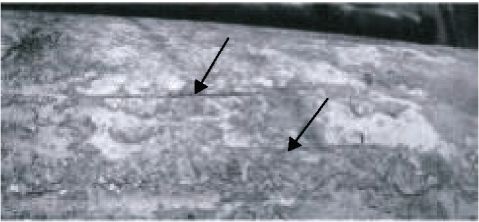
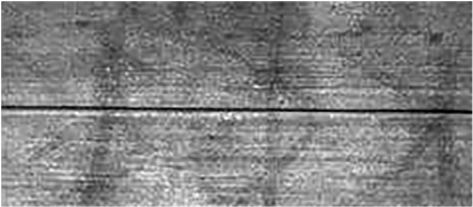
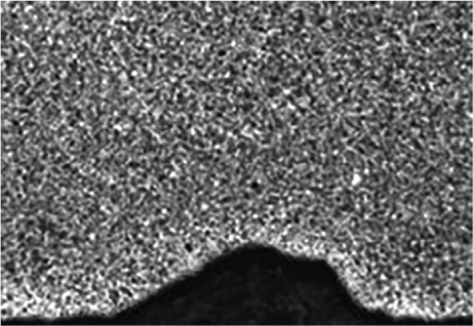
2 прокатная плена (Нрк. волосовина): Отслоение металла, соединенное с трубой одной стороной, продольной или винтовой ориентации, образовавшееся вследствие раскатывания (распрессовывания) дефектов прокатного или ковочного происхождения поверхности катаной или кованой заготовки (подреза, морщины, заката, закова, уса и др.), а также непологих участков ремонта этих дефектов (см. рисунок 2). Примечания 1 Дефект может быть единичным или групповым. 2 Дефект, как правило, имеет протяженность до нескольких метров. Исключение составляет дефект, который образуется из-за непологих участков ремонта и при раскатывании морщин. Эти плены, как правило, имеют сравнительно небольшую протяженность. Шаг дефекта винтовой ориентации может достигать нескольких метров, что значительно превышает величину подачи заготовки в валках прошивного стана за один ее оборот и зависит от состава оборудования трубопрокатной установки и размеров труб. Расположение по диаметру в случае происхождения от заката или уса может быть диаметрально противоположное в зависимости от расположения дефектов на заготовке. Глубина дефектов по длине трубы примерно одинакова. Степень развития дефектов зависит от размеров исходных дефектов. 3 Край отслоившейся части зачастую ровный или слегка волнистый. Отслоение и металл под ним окислены. 4 В поперечном сечении полости дефектов расположены под углом к поверхности, и форма их преимущественно саблевидная с гладкими стенками. 5 В микроструктуре металла вокруг полостей дефектов в трубах из феррито-перлитных и мартенситных сталей наблюдается обезуглероживание с плавным переходом к нормальной структуре. В тех случаях, когда дефект первоначально образуется на блюмсах, вокруг концов полости могут быть незначительные участки ферритных зон в оторочке перлитных зерен. Ликвация элементов не наблюдается. По степени обезуглероживания можно судить о моменте образования исходного дефекта, послужившего причиной возникновения прокатной плены. | rolling scab, rolling skin |
 а - групповые прокатные плены на наружной поверхности трубы, образующиеся при раскатывании морщин, имевшихся на заготовке 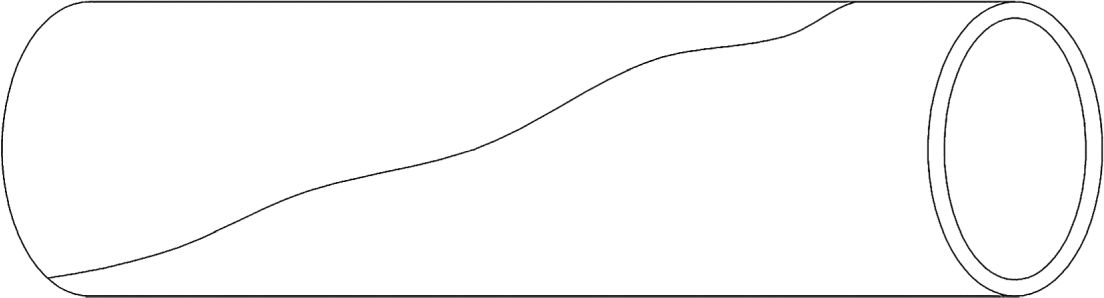 б - единичная прокатная плена на наружной поверхности трубы, образующаяся при раскатывании заката, закова, имевшегося на заготовке 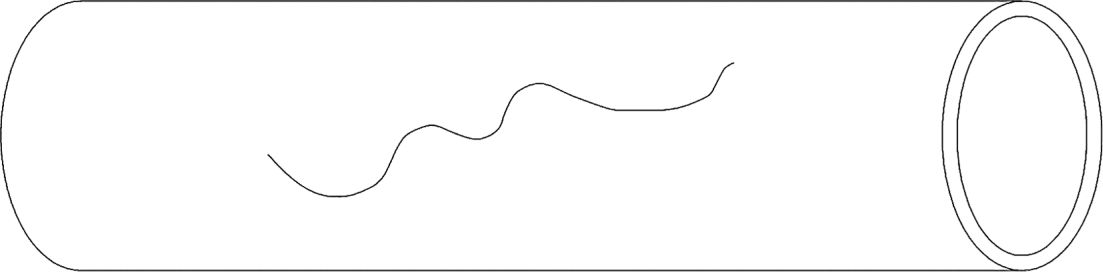 в - локальная прокатная плена на наружной поверхности трубы, образующаяся при раскатывании непологой зачистки дефекта, имевшегося на заготовке | |
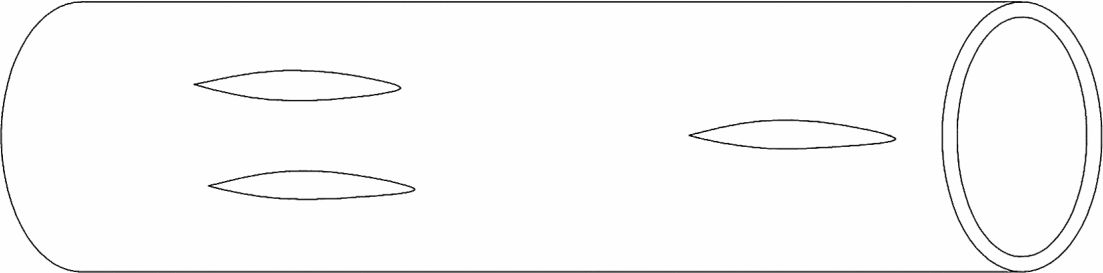
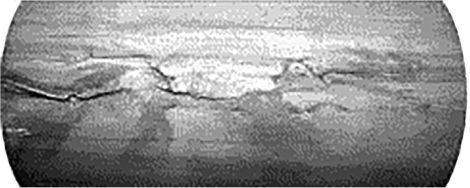
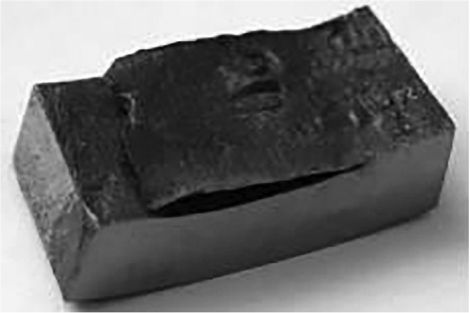
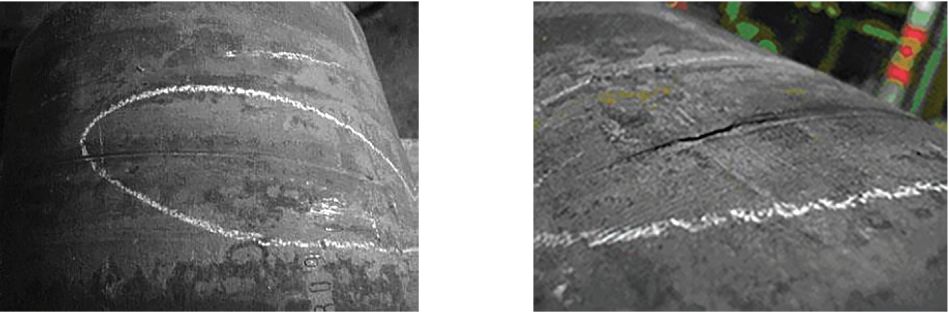
3 расслоение (Нрк. расслой, расщепление, волосовина на торце, следы усадочной рыхлости): Нарушение сплошности металла, видимое на торце трубы, не выходящее на наружную и внутреннюю поверхности, образующееся вследствие несвариваемости металла заготовки, например, при наличии в нем грубой подусадочной рыхлоты, шлаковых включений, корочек, внутренних разрывов (см. рисунок 3). Примечания 1 Дефект может сопровождаться вздутием поверхности. В одном сечении трубы могут наблюдаться несколько расслоений разной протяженности и разной глубины залегания. 2 Длина (по окружности торца трубы) зависит от размера дефекта заготовки и диаметра трубы. Ширина может достигать нескольких десятков миллиметров. 3 Полость расслоения дугообразная. 4 В микроструктуре в местах расслоений обнаруживаются массивные скопления сложных окислов, окисление по границам зерен при пережоге, микроструктурная неоднородность, выражающаяся в ферритной полосчатости и ликвации легкоплавких компонентов для феррито-перлитных, аустенитных и мартенситных сталей. | exfoliation |
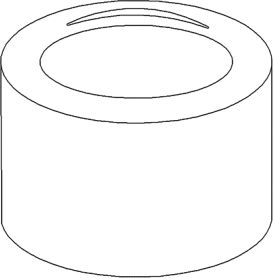 Рисунок 3 - Расслоение на торце трубы (см. рисунок Б.2) | |
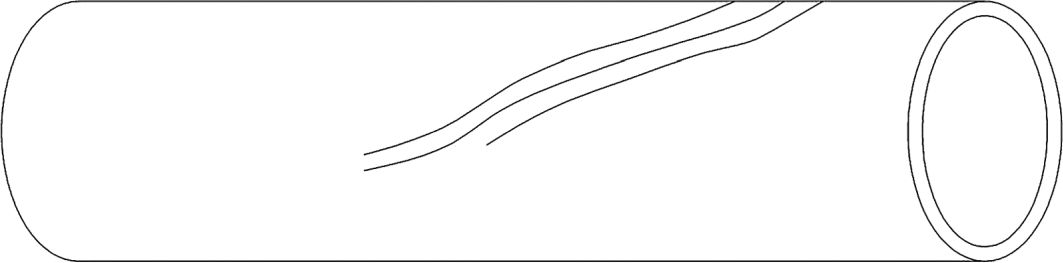
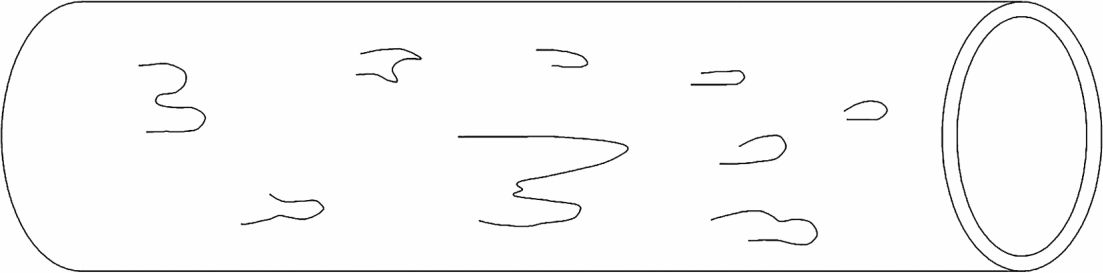
4 раскатанное загрязнение (Нрк. вкатанная грязь, инородное включение, шлаковина, поверхностное неметаллическое включение, засор, песочина, огнеупорное включение): Раскатанные разрывы или трещины продольной ориентации, образовавшиеся вследствие раскатывания (распрессовывания) грубых эндогенных и экзогенных неметаллических включений в металле заготовки (см. рисунок 4). Примечания 1 Дефект может быть единичным или групповым. 2 Полость раскатанного загрязнения имеет форму залегавшего или залегающего в ней неметаллического включения. 3 В микроструктуре полость дефекта имеет форму залегавшего или залегающего в ней включения. Рядом с полостью могут наблюдаться те же неметаллические включения, что в полости (типа сложных окислов, шлаков, продуктов взаимодействия огнеупорных материалов с жидкой сталью). Изменения структуры вокруг полости могут быть выражены в наличии зоны феррита в перлитной оторочке и ликвации легкоплавких компонентов (марганца, фосфора, серы и других) для феррито-перлитных и мартенситных сталей. | rolled dirt inclusion |
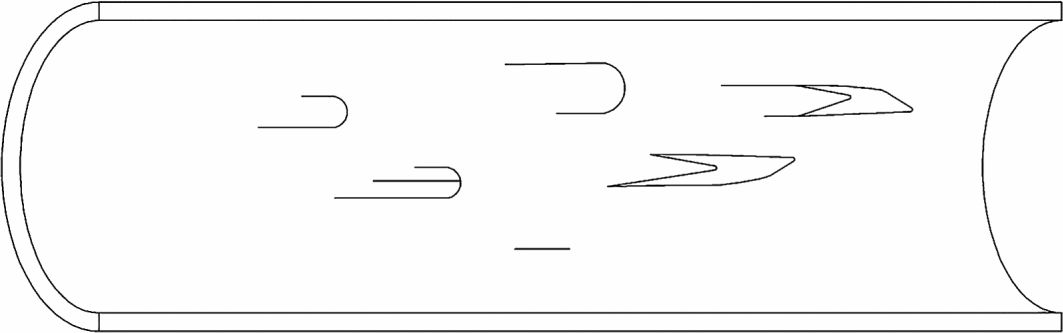 а - раскатанное загрязнение на внутренней поверхности горячедеформированных труб (см. рисунок Б.3) 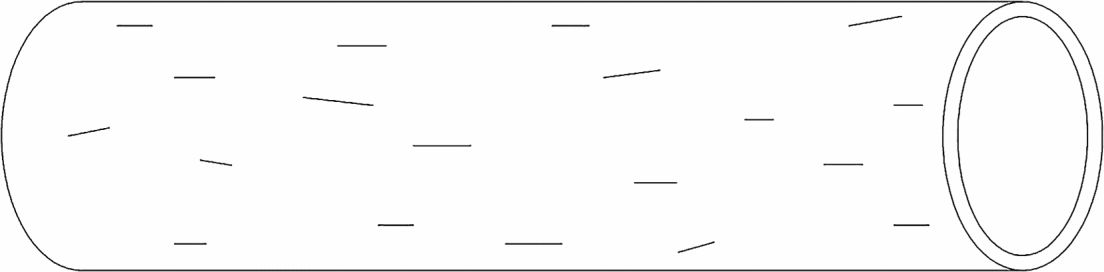 б - раскатанное загрязнение на наружной поверхности холоднокатаных и электрохимполированных труб | |
5 раскатанные металлические частицы (Нрк. плена, раковина, вмятина, отпечаток, инородное включение): Вкатанные (впрессованные) в металл трубы инородные металлические частицы различной величины и формы, образующиеся в результате попадания в заготовку частиц другого металла (см. рисунок 5). Примечания 1 Дефект может быть единичным или групповым. 2 Химический состав и механические свойства частиц металла в местах дефектов отличаются от химического состава и механических свойств металла трубы. 3 В поперечном сечении полость дефекта имеет форму внедренного металлического включения, если оно не расплавилось. 4 Микроструктура в местах залегания частиц отличается от микроструктуры основного металла. | rolled-in metallic particles |
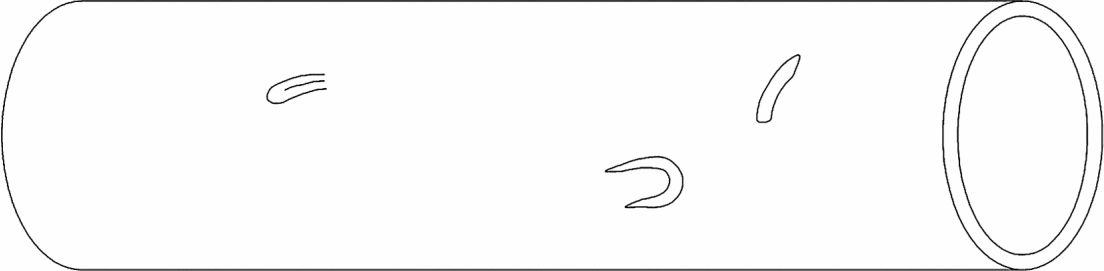 Рисунок 5 - Раскатанные металлические частицы (см. рисунок Б.4) | |
6 распрессованный газовый пузырь: Нелинейное углубление с ровными краями продольной ориентации, образующееся при прессовании из подкорковых и поверхностных газовых пузырей в металле заготовки (см. рисунок 6). Примечания 1 Дефект может быть единичным или групповым. 2 Дефект располагается на наружной поверхности трубы, может сопровождаться зигзагообразными поперечными надрывами металла. 3 Форма полости разной степени раскрытия, волосовидная или капсуловидная. В поперечном сечении вид полостей различной степени раскрытия и формы, с выходом и без выхода на поверхность. 4 В структуре металла вокруг полости дефекта в зависимости от глубины залегания газовых пузырей в металле заготовки может наблюдаться частичное или полное обезуглероживание, сопровождаемое скоплением диффузионных окислов, ликвацией легкоплавких компонентов. В микроструктуре металла труб из аустенитных марок стали полость дефекта сопровождается скоплениями нитридных, карбонитридных включений, также присутствуют поры. | pressed gas blister |
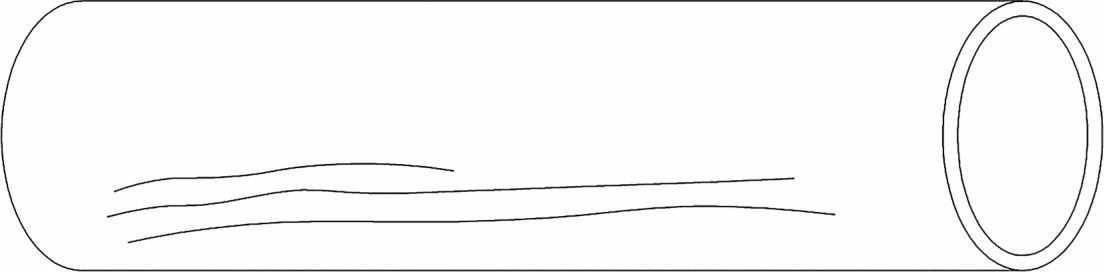 Рисунок 6 - Распрессованный газовый пузырь (см. рисунок Б.5) | |
Дефекты поверхности, образовавшиеся в процессе деформирования труб, термической обработки, химической обработки, правки и отделки труб | |
7 трубопрокатная плена (Нрк. чешуя): Отслоение металла, соединенное с трубой одной стороной, продольной или поперечной ориентации, образующееся вследствие раскатывания (распрессовывания) задиров, отпечатков от прокатного инструмента и неудовлетворительной настройки технологического оборудования (см. рисунок 7). Примечания 1 Дефект образуется вследствие раскатывания (распрессовывания) задиров, отпечатков от прокатного инструмента и неудовлетворительной настройки технологического оборудования. 2 Дефект может быть единичным или групповым. 3 Протяженность трубопрокатных плен сравнительно невелика (до нескольких десятков сантиметров), они могут периодически повторяться по длине трубы несколько раз. Глубина дефектов находится чаще всего в пределах одного миллиметра. 4 Нижняя поверхность отслоения и металл под ним окислены. 5 На микрошлифе в зоне дефектов измененной структуры либо нет, либо в трубах из феррито-перлитных и мартенситных сталей имеется частичное обезуглероживание, в полости плен наблюдается окалина. | pipe rolling skin |
 а - трубопрокатные плены на наружной поверхности (см. рисунок Б.6.1) 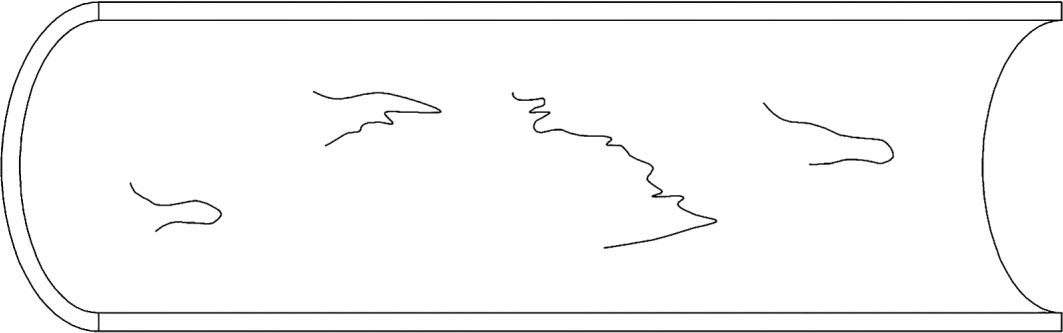 б - трубопрокатные плены на внутренней поверхности (см. рисунок Б.6.2) | |
8 чешуйчатость (Нрк. рыбья чешуя, чешуя): Множественные отслоения чаще всего языкообразной формы поперечной ориентации, образовавшиеся вследствие раскатывания надрывов по пережогу металла заготовки перед деформированием (см. рисунок 8). Примечания 1 Дефект располагается по всему периметру или его части на значительной длине трубы. Протяженность дефекта может достигать нескольких десятков миллиметров, глубина - нескольких миллиметров. 2 Полость дефекта в сечении различной формы, с неровными стенками, может иметь разветвления. 3 Нижняя часть отслоения и металл под ним окислены. 4 Снижение пластичности металла заготовки вызывается оплавлением по границам зерен легкоплавких соединений вследствие нагрева при повышенных температурах или повышенного содержания легкоплавких компонентов. 5 В микроструктуре металла вокруг дефекта наблюдается обезуглероживание и ликвация легкоплавких компонентов по границам исходных аустенитных зерен. На микрошлифе полости дефектов совпадают с границами зерен и сопровождаются оплавлением их и скоплением мелких диффузионных окислов, а также обезуглероживанием (в трубах из феррито-перлитных и мартенситных сталей). | scaling |
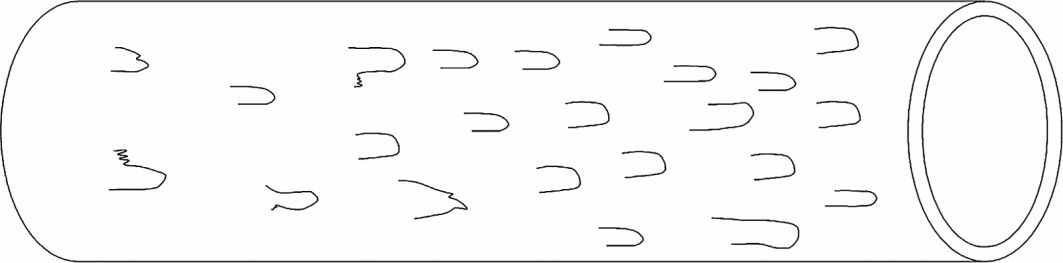 Рисунок 8 - Чешуйчатость (см. рисунок Б.7) | |
9 закат (Нрк. плена, трещина): Отслоение металла продольной ориентации, плотно прилегающее к поверхности, с нарушением сплошности металла в направлении прокатки с одинарной или двойной полосой (на наружной поверхности), образующееся в результате закатывания уса, риски, задира, отпечатка от инструмента, раскатанных из предыдущих калибров (см. рисунок 9). Примечания 1 Дефект может быть единичным или групповым. 2 Дефект может быть прямолинейным или дугообразным, непрерывным или периодически повторяющимся. Дефект может иметь зазубренный край, и, в зависимости от степени грубости и усилий при дальнейшем деформировании, может развиться в трещину. 3 Протяженность прямолинейного заката может достигать нескольких метров, дугообразного заката - 300 мм и более. В поперечном сечении дефект имеет примерно одинаковую глубину по длине. 4 Полость заката с гладкими стенками расположена под углом к поверхности, сужается вглубь. Неметаллических включений в полости дефекта и на продолжении его не имеется. В полости наблюдается окалина. 5 Изменений структуры вокруг дефекта не наблюдается, либо в трубах из феррито-перлитных и мартенситных сталей наблюдается частичное обезуглероживание с плавным переходом к нормальной структуре. | lap |
 а - закат по всей длине трубы (см. рисунок Б.8.1) 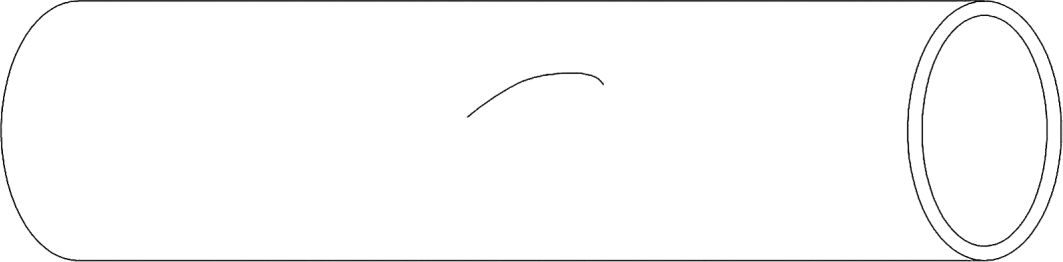 б - локальный закат (см. рисунок Б.8.2) | |
10 подрез (Нрк. порез, лыска, плена винтовая): Тонкое отслоение металла, одним концом соединенное с трубой, расположенное на горячедеформированных трубах по прямой или винтовой линии, на холоднодеформированных трубах - по прямой линии, образующееся на горячедеформированных трубах вследствие неудовлетворительного состояния поверхности и настройки прокатного инструмента, смещения валков относительно оси прокатки или друг друга, на холоднодеформированных трубах вследствие неудовлетворительного состояния поверхности прокатного инструмента (см. рисунок 10). Примечания 1 Дефект может быть единичным или групповым. 2 На горячедеформированных трубах шаг винтовой линии дефекта соответствует подаче трубы за один оборот ее в валках прошивного стана, умноженной на величину вытяжки при раскатке. Шаг винтовой линии дефекта по сравнению с шагом винтовой линии плен сталеплавильного и прокатного происхождения невелик и зависит от размера трубы и степени вытяжки при раскатке. 3 Поверхность отслоения, прилегающая к телу трубы, может быть окислена. 4 Протяженность дефекта может составлять от нескольких десятков миллиметров до нескольких метров, глубина его по длине примерно одинакова и, как правило, не превышает 1 мм. 5 В поперечном сечении полость дефекта расположена под углом к поверхности, имеет гладкие стенки, конец может быть тупым или острым. 6 Изменений структуры либо нет, либо в трубах из феррито-перлитных и мартенситных сталей наблюдается незначительное обезуглероживание. В полости подреза может быть окалина. | rolled kink |
 а - подрез по винтовой линии (см. рисунок Б.9.1)  б - подрез по прямой линии (см. рисунок Б.9.2) | |
11 поперечный рельеф (Нрк. шеврон): Равномерно чередующиеся выступы и впадины поперечной ориентации, образующиеся при прессовании труб вследствие грубой механической обработки поверхности заготовки или неравномерного распределения стеклосмазки (см. рисунок 11). Примечания 1 Дефект имеет групповой характер. 2 Дефект может располагаться на наружной и внутренней поверхностях трубы, как правило, по всей окружности трубы, чаще на переднем конце трубы. Дефект характерен для труб из нержавеющей стали и сплавов. 3 В продольном сечении полость дефекта имеет пологое дно, разрушение поверхности металла не наблюдается. 4 В микроструктуре металла вокруг полости дефекта может наблюдаться незначительное искривление волокна металла. | cross-section relief |
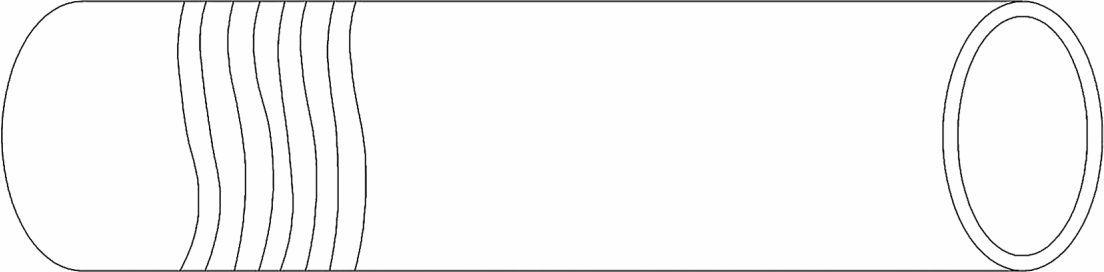 Рисунок 11 - Поперечный рельеф (см. рисунок Б.10) | |
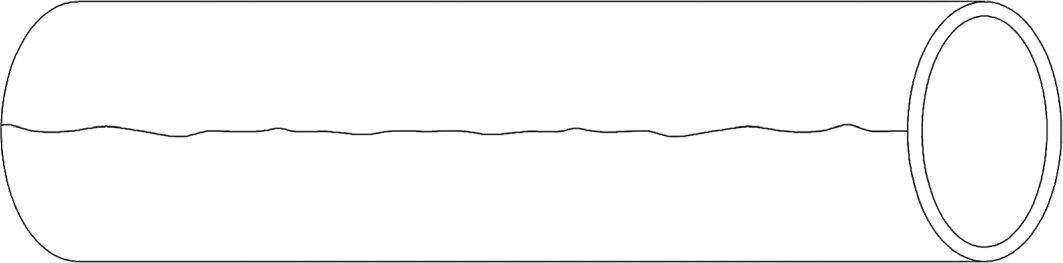
12 трещина напряжения (Нрк. закалочная трещина, трещина охлаждения, холодная трещина, термическая трещина, трещина деформации): Нарушение сплошности металла в виде узкого разрыва продольной ориентации, идущее обычно вглубь, под прямым углом к поверхности, образующееся вследствие высокого уровня напряжений в структуре металла вследствие завышенных усилий деформации при прокатке (прессовании), редуцировании, волочении, калибровании или правке труб, нарушения режимов их нагрева перед деформацией и последующего охлаждения (см. рисунок 12). Примечания 1 Дефект может быть единичным или групповым. 2 На поперечном микрошлифе деформационная трещина напряжения транскристаллитна, имеет тонкий извилистый конец. 3 Протяженность дефекта может достигать нескольких метров, как правило, по всей длине трубы или на большей ее части. Глубина дефекта может составлять от нескольких миллиметров до сквозной. 4 В поперечном сечении полость дефекта расположена под прямым углом к поверхности трубы, шире у поверхности, плавно сужается вглубь, может быть извилистой, конец тонкий. 5 Неметаллических включений на всем протяжении дефекта и изменений микроструктуры не наблюдается. Обезуглероживание в феррито-перлитных и мартенситных сталях в зоне дефекта и его окисление могут образовываться при последующем нагреве. | stress crack |
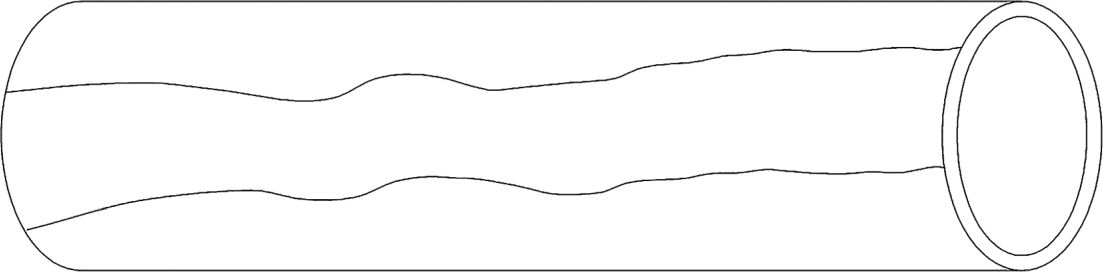 Рисунок 12 - Трещины напряжения (см. рисунок Б.11) | |
13 риска (Нрк. бороздка, канавка, полоска, штришок, седина, трещина, царапина): Углубление продольной или винтовой ориентации, образующееся от царапания поверхности металла наварами и другими выступами на инструменте, налипшим металлом на поверхности направляющих линеек при прошивке трубных заготовок в гильзы на станах винтовой прокатки (см. рисунок 13). Примечания 1 Дефект может быть единичным или групповым. 2 Протяженность дефекта может составлять от нескольких десятков миллиметров до нескольких метров, как правило, по всей длине трубы или на большей ее части. Глубина риски по всей длине примерно одинакова и обычно не превышает несколько десятых долей миллиметра. 3 В поперечном сечении полость дефекта имеет гладкие стенки, расположена перпендикулярно к поверхности и имеет чашеобразную форму. 4 Дефект не сопровождается изменениями структуры и неметаллическими включениями. 5 На станах винтовой прокатки шаг винтовой линии дефекта соответствует подаче трубы за один ее оборот в валках прошивного стана, умноженной на величину вытяжки при раскатке. Шаг винтовой линии дефекта зависит от размера трубы и степени вытяжки при раскатке. 6 Причинами образования дефекта на горячепрессованных трубах также являются повреждения поверхности: - налипаниями металла на иглу или матрицу или на втулку контейнера; - осколками стеклошайбы в случае ее разрушения в начале прессования; - порошком крупной фракции и (или) чрезмерно высокой вязкости, используемым для стеклошайбы. Причиной образования риски, расположенной по винтовой линии на горячекатаных трубах, является неудовлетворительное состояние направляющих линеек прошивного стана. | groove |
 а - единичная продольная риска (см. рисунок Б.12.1) 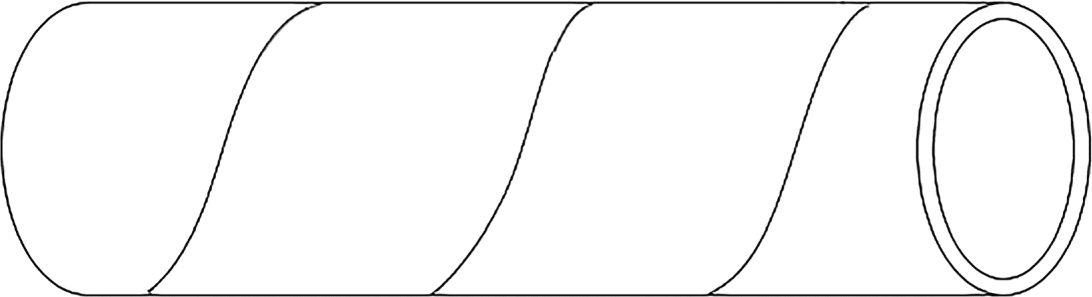 б - риска, расположенная по винтовой линии (см. рисунок Б.12.2) 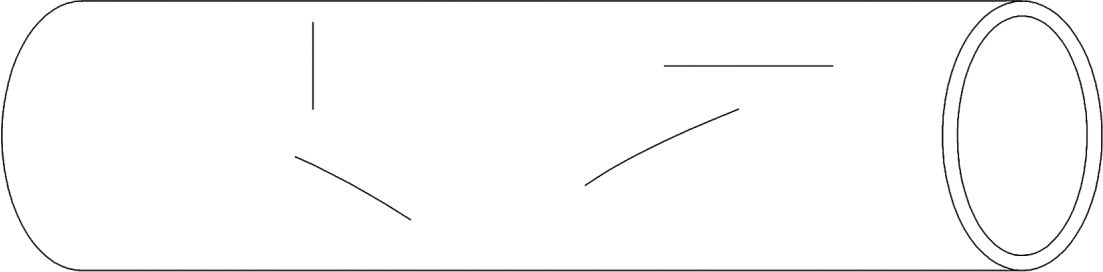 в - риски при перемещении труб | |
14 прикатанная риска: Отслоение металла, расположенное по прямой линии на внутренней поверхности трубы и плотно прилегающее к поверхности, образующееся вследствие закатывания глубокой риски, подреза, задира или выступа, оставшегося после прошивки заготовки, а также при прокатке трубы на изношенной оправке (см. рисунок 14). Примечания 1 Дефект может быть единичным или групповым. 2 Глубина прикатанной риски по всей длине примерно одинакова. 3 Полость прикатанной риски располагается под острым углом к поверхности и может суживаться в конце, стенки полости гладкие. 4 Дефект не сопровождается изменениями структуры и неметаллическими включениями. | rolled groove |
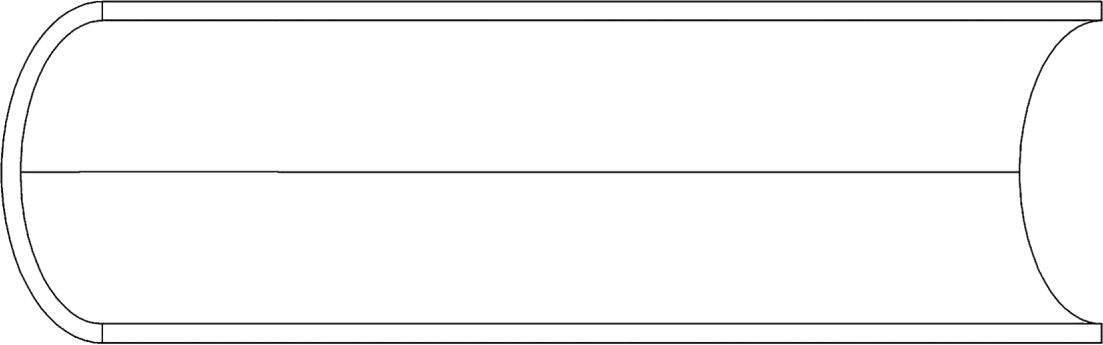 Рисунок 14 - Прикатанная риска (см. рисунок Б.13) | |
15 морщины (Нрк. складка, складчатость, сборки, седина, риски, трещины): Хаотически чередующиеся углубления и выступы продольной ориентации, образовавшиеся при повышенных обжатиях или переполнении калибров металлом (см. рисунок 15). Примечания 1 Дефект имеет групповой характер. 2 Протяженность дефектов достигает нескольких десятков миллиметров, глубина - нескольких десятых долей миллиметра. 3 На микрошлифе полость дефекта перпендикулярна поверхности, стенки практически гладкие, чаще всего с плоским дном. 4 Изменений в структуре чаще всего не наблюдается. В феррито-перлитных и мартенситных сталях возможно обезуглероживание с плавным переходом к нормальной структуре. | wrinkles |
 а - морщины на наружной поверхности трубы (см. рисунок Б.14.1)  б - морщины на внутренней поверхности трубы (см. рисунок Б.14.2) | |
16 рванина (Нрк. рвань, надрыв, пережог, перегрев, ерш, разрыв, трещина): Нарушение сплошности металла с неровными стенками в виде сквозных или несквозных разрывов, различной ориентации, образовавшееся вследствие пониженной пластичности металла, завышенной скорости деформации при прокатке, прессовании или волочении, а также использования некачественной стеклосмазки или ее неравномерного нанесения (см. рисунок 16). Примечания 1 Дефект может быть единичным или групповым. 2 Длина и ширина дефекта могут составлять от нескольких десятков до 300 мм. 3 Полость дефекта может иметь разветвления. В зоне, прилегающей к дефекту, может быть окалина, образовавшаяся по раскрытым разрывам при охлаждении или последующем нагреве трубы. Причиной пониженной пластичности являются недогрев, перегрев, пережог либо природные свойства металла. В случае образования рванин по пережогу наблюдается укрупнение зерен, оплавление и окисление их границ. 4 В микроструктуре изменений не наблюдается, но в феррито-перлитных и мартенситных сталях возможно обезуглероживание с плавным переходом к нормальной структуре. | tear |
 а - несквозные рванины (см. рисунок Б.15.1) 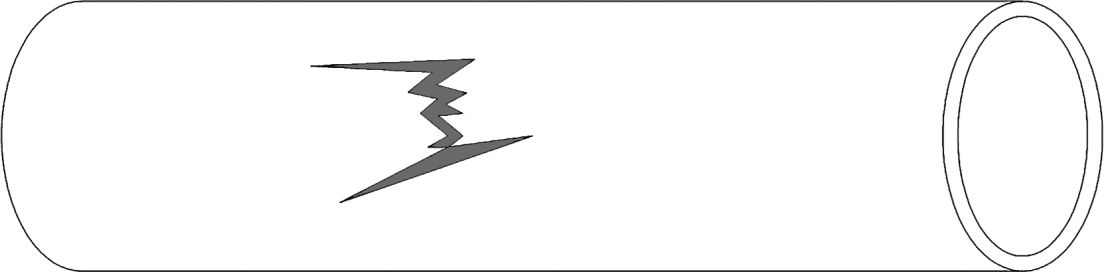 б - сквозная рванина (см. рисунок Б.15.2) | |
17 скворечник (Нрк. дыра, свищ, косые трещины): Косые, углообразные, чаще периодические, разрывы металла, сквозные или несквозные, образующиеся вследствие неравномерной деформации металла (см. рисунок 17). Примечания 1 Дефект может быть единичным или групповым. 2 Чрезмерная деформация возникает: - при повышенной овализации в очаге деформации; - недостаточной пластичности металла из-за некачественной промежуточной термообработки труб, не снявшей напряжения предыдущих переделов; - несоответствии оборотов по клетям. 3 Длина и ширина дефекта могут достигать нескольких десятков миллиметров, глубина может составлять от нескольких миллиметров до сквозного. 4 В поперечном сечении вблизи дефекта наблюдается утонение стенки трубы. 5 В микроструктуре изменений не наблюдается. | hollow |
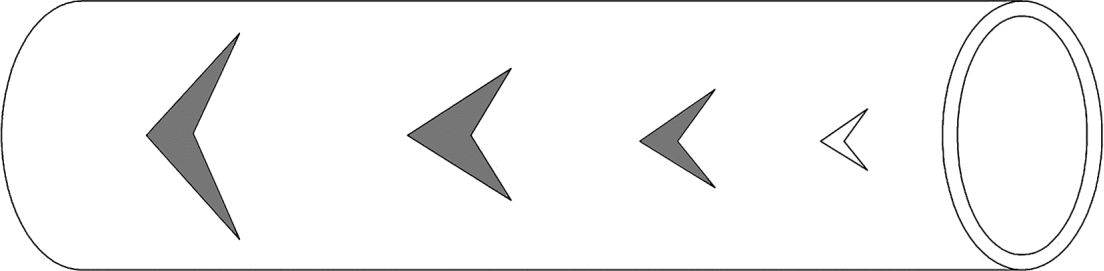 Рисунок 17 - Скворечник (см. рисунок Б.16) | |
18 ужим (Нрк. морщина, складка, трещина): Перегиб стенки различной протяженности и глубины, продольной ориентации, образующийся в результате потери устойчивости поперечного сечения трубы при прокатке (см. рисунок 18). Примечания 1 Дефект может быть единичным или групповым, периодически повторяющимся по длине трубы. 2 Ужимы могут приводить к образованию сквозных трещин. 3 Протяженность дефекта может составлять от нескольких десятков до нескольких сотен миллиметров и даже более. Ширина дефекта достигает нескольких десятков миллиметров. 4 В поперечном сечении полость дефекта расположена перпендикулярно поверхности трубы. Полость может иметь разветвления. 5 В микроструктуре по перегибу могут наблюдаться деформация зерен, включения окалины. | longitudinal fold |
 а - ужимы по телу трубы (см. рисунок Б.17.1) 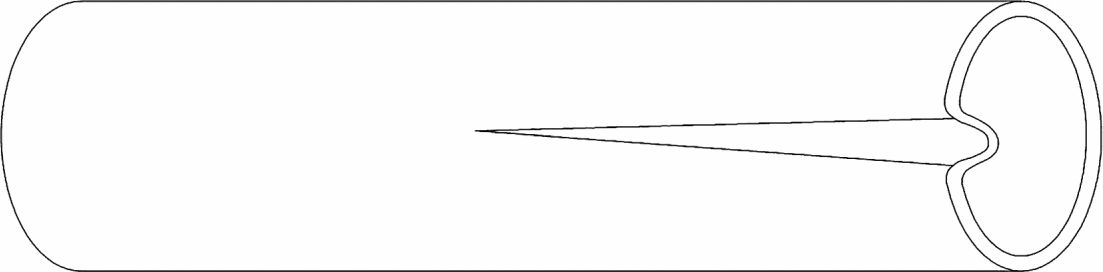 б - ужим, выходящий на торец (см. рисунок Б.17.2) | |
19 ус (Нрк. бунт, выступ, плечо, лампас): Прямолинейный выступ, расположенный чаще всего по всей длине трубы, с одной стороны, двух диаметрально противоположных сторон или трех сторон, образовавшийся при повышенных обжатиях или переполнении калибров металлом (см. рисунок 19). Примечания 1 В углах перехода от дефекта к поверхности трубы могут образовываться трещины. Полости таких трещин перпендикулярны (или почти перпендикулярны) поверхности трубы, сужаются вглубь. 2 В микроструктуре изменений не наблюдается. | ridge |
 а - ус (на наружной поверхности трубы) 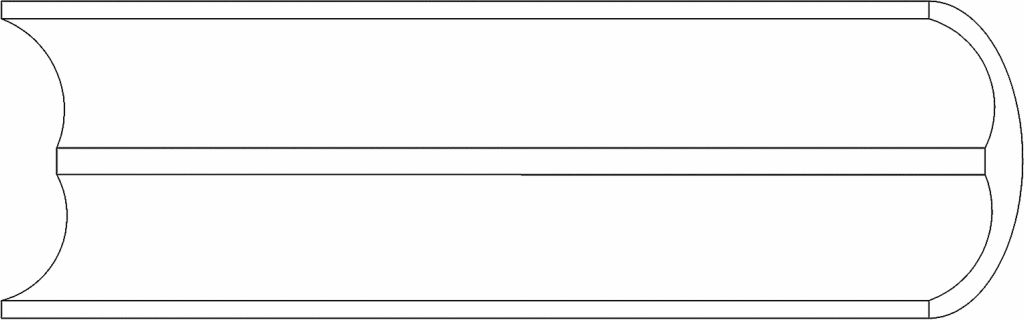 б - ус (на внутренней поверхности трубы) Рисунок 19 - Ус (см. рисунок Б.18) | |
20 рябизна (Нрк. оспины, шероховатость, вдавленная окалина, черновина, раковина, седина, растрав): Незначительные неровности различной формы, располагающиеся по всей поверхности трубы или на ее части, образующиеся после выпадения вдавленной при прокатке (прессовании) окалины или других твердых частиц, а также удаления стеклосмазки с поверхности горячепрессованных труб, неудовлетворительной работы гидросбива (см. рисунок 20). Примечания 1 Причиной образования дефекта могут послужить плохая подготовка поверхности заготовки к прокатке, повышенный износ прокатного инструмента; в случае холоднокатаных труб - также грязная смазка, шлам, грязь, рыхлость смазочного покрытия. 2 Дефект имеет групповой характер. 3 Глубина отдельного дефекта обычно составляет сотые доли миллиметра, но может достигать десятых долей миллиметра. 4 В поперечном сечении рябизна представляет собой углубления с гладкими стенками, в которых могут располагаться остатки окалины или других твердых частиц. 5 Рябизна хорошо обнаруживается после удаления окалины. 6 В микроструктуре изменений или не наблюдается, или в феррито-перлитных и мартенситных сталях возможно обезуглероживание. | pitted surface |
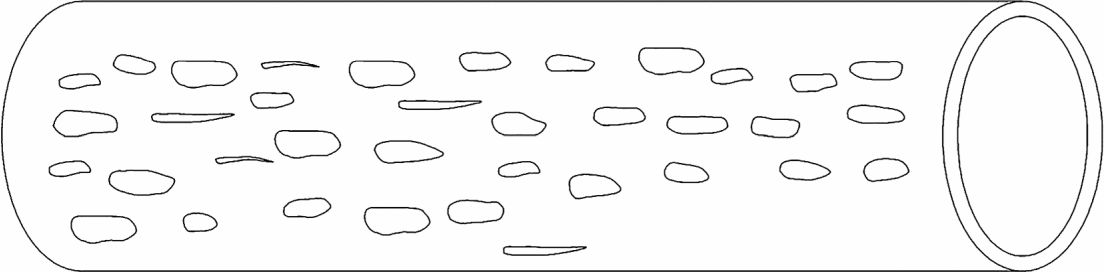 Рисунок 20 - Рябизна (см. рисунок Б.19) | |
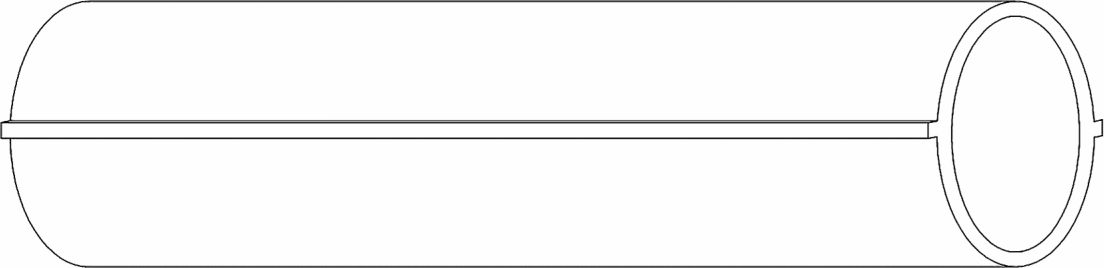
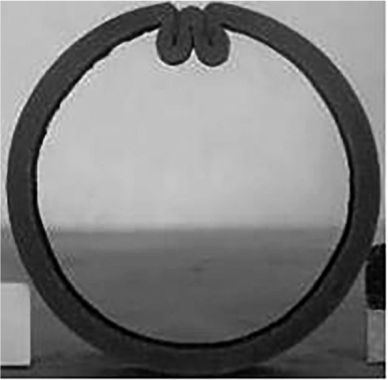
21 кольцевание (Нрк. кольцевые отпечатки, волнистость): Периодически повторяющиеся по всей длине трубы кольцевые выступы и впадины, образовавшиеся вследствие несоответствующей настройки оборудования или несоответствующего инструмента (см. рисунок 21). Примечание - В микроструктуре наблюдается частичная деформация зерен. | circular waviness |
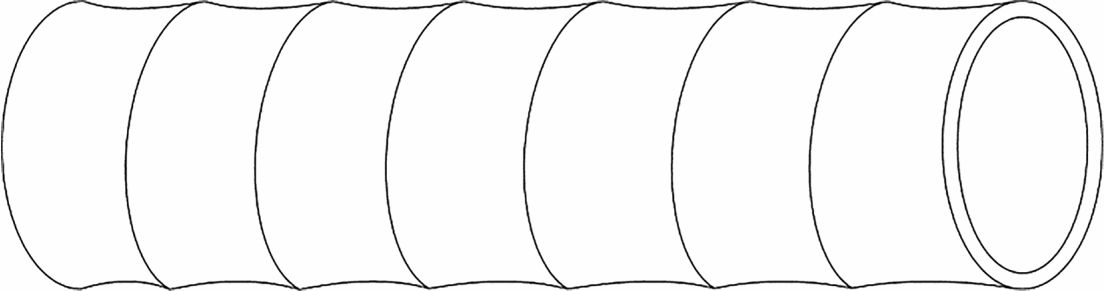 Рисунок 21 - Кольцевание (см. рисунок Б.20) | |
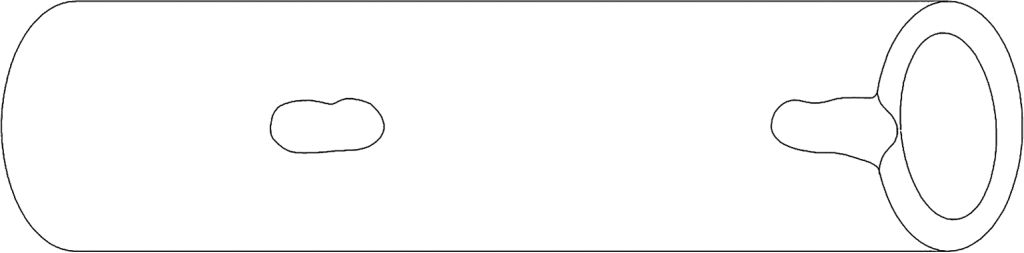
22 продав (Нрк. уколы, прокол, дыра, пробоина): Сквозное отверстие с утоненными краями, вытянутое в направлении деформации, образующееся вследствие попадания инородного тела между деформирующим инструментом и трубой (см. рисунок 22). Примечания 1 Дефект может быть единичным или групповым. Дефект может периодически повторяться по длине трубы. 2 Длина и ширина дефекта могут достигать нескольких миллиметров. 3 В микроструктуре изменений не наблюдается. Возможна деформация зерен в утоненной части стенки трубы. | breakage |
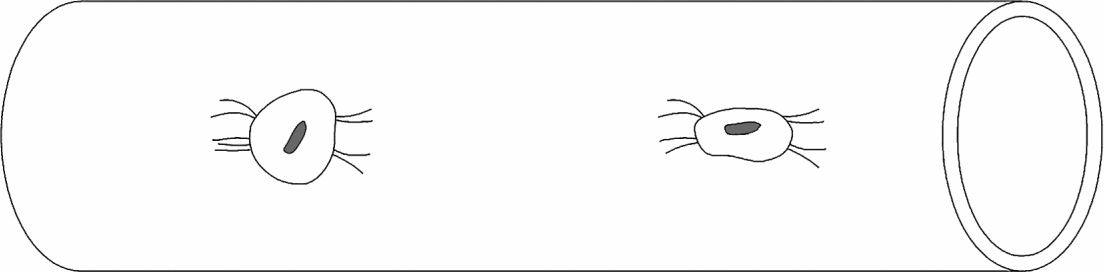 Рисунок 22 - Продав (см. рисунок Б.21) | |
23 полосы - линии скольжения (Нрк. грубые полосы, изломы, линии сдвига Людерса, линии течения Чернова, рубцы, фестонистость, трещины): Темные полоски и линии, расположенные группами параллельно друг другу, чаще всего под углом около 45° к направлению прокатки, образующиеся вследствие местных напряжений, превышающих допустимые для данного напряженного состояния (см. рисунок 23). Примечание - Дефект образуется только на холоднодеформированных трубах. | slip bands |
 | |
24 вкатанная окалина (Нрк. вдавленная окалина, вмятая окалина, закаты с окалиной, прокатная окалина, черновина): Вкрапления высокотемпературных окислов металла, вдавленных при горячей деформации (см. рисунок 24). Примечания 1 Дефект имеет групповой характер. 2 Дефект, как правило, выявляется после травления. 3 Глубина дефекта, как правило, не превышает 0,3 мм. | rolled-in scale |
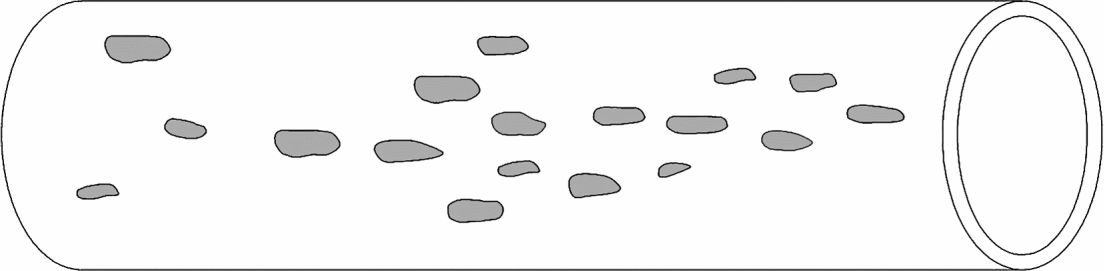 Рисунок 24 - Вкатанная окалина (см. рисунок Б.22) | |
25 отпечатки (Нрк. бугорки, бугристость, насечки, шероховатость, забоины, надавы, шишки, вмятины, штришки): Углубления и выступы на трубе, повторяющиеся через равные промежутки, образующиеся от углублений и выступов на инструменте и имеющие форму того дефекта на инструменте, который оставляет след (см. рисунок 25). Примечания 1 Отпечатки могут располагаться по всей поверхности или на ее участках. 2 В поперечном сечении полость дефекта представляет собой углубление с пологими краями. 3 Изменений структуры не наблюдается. Возможна деформация зерен по контуру дефекта. | rolled marks |
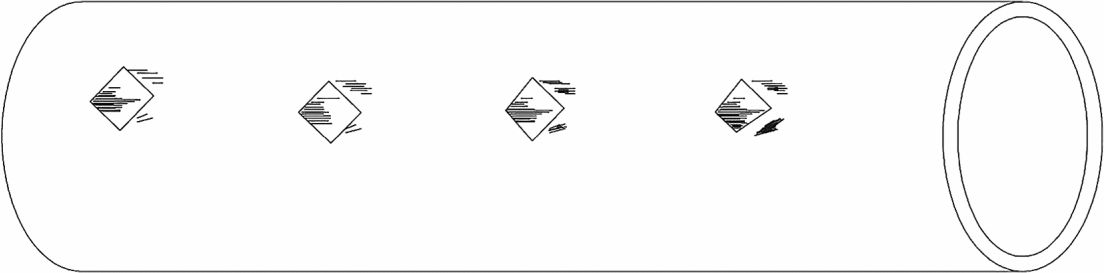 Рисунок 25 - Отпечатки (см. рисунок Б.23) | |
26 раковина (Нрк. отпечаток, выемка, углубление, вмятина): Локальное углубление без нарушения сплошности металла трубы, образующееся после выпадения единичных плен, неметаллических включений на поверхности горячедеформированных и холоднодеформированных труб, вкатанных (впрессованных) инородных частиц, а также вдавливания избытка стеклосмазки на поверхности горячепрессованных труб (см. рисунок 26). Примечания 1 Дефект может быть единичным или групповым. 2 Глубина дефекта может достигать нескольких миллиметров. 3 В поперечном сечении полость дефекта расположена перпендикулярно поверхности трубы. Полость по форме повторяет форму выпавшего инородного тела. Дно дефекта чаще всего бугристое. 4 В случае выпадения локальных плен и экзогенных неметаллических включений в микроструктуре могут наблюдаться остатки дефекта, образовавшего раковину. | blowhole |
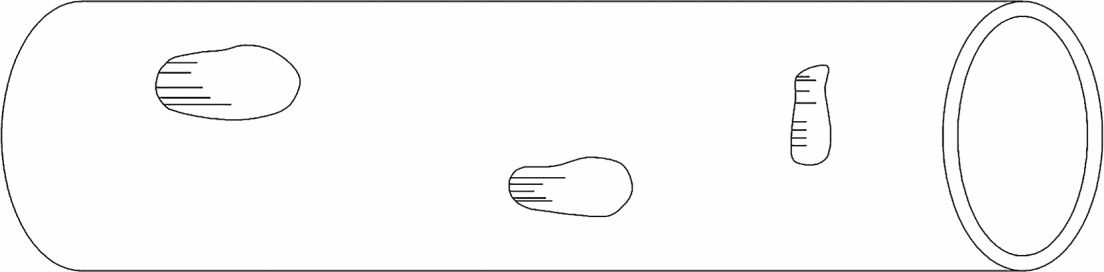 Рисунок 26 - Раковина (см. рисунок Б.24) | |
27 винтовой след (Нрк. кольцевание, волнистость, жатые): Периодически повторяющиеся выступы и впадины винтовой ориентации, образующиеся при прокатке и правке труб (см. рисунок 27). Примечания 1 Высота выступов и глубина впадин чаще всего не превышают 1,5 мм. 2 В микроструктуре изменений не наблюдается. | helical bulge |
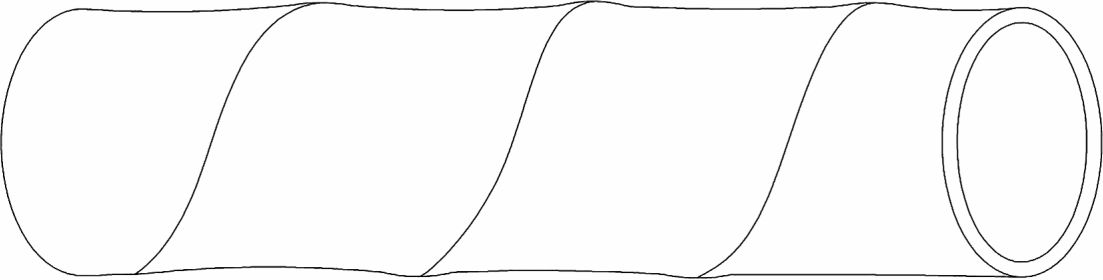 Рисунок 27 - Винтовой след (см. рисунок Б.25) | |
28 граненость: Продольные углубления на внутренней поверхности, приводящие к образованию квадратного или шестигранного внутреннего профиля, образующиеся вследствие повышенных обжатий при редуцировании толстостенных труб (см. рисунок 28). Примечание - В микроструктуре изменений не наблюдается. | polygonization |
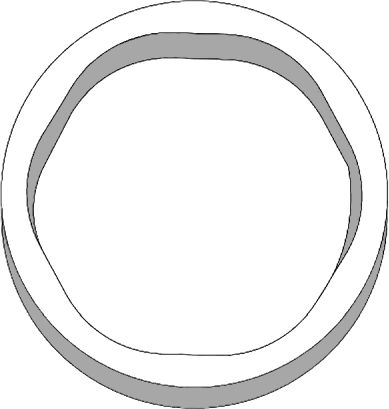 Рисунок 28 - Граненость (см. рисунок Б.26) | |
29 задир (Нрк. царапина, бороздка, продир): Углубление произвольного расположения с плоским или неплоским дном с остатками содранного металла, образующееся вследствие нарушения режимов вдувания раскисляющего порошка во внутреннюю полость гильзы и неудовлетворительного качества раскисляющего порошка; неудовлетворительного состояния рабочей поверхности (мелкие риски, царапины) раскатной оправки; неравномерного нанесения смазки на рабочую поверхность раскатной оправки; отсутствия соосности ввода раскатной оправки во внутреннюю полость гильзы; затягивания заднего конца ("короны") гильзы раскатной оправкой непрерывного стана и последующего повреждения ее частями внутренней поверхности черновой трубы, повреждения поверхности острыми кромками элементов транспортирующей механизации (см. рисунок 29). Примечания 1 Дефект может быть единичным или групповым. 2 Полость задира перпендикулярна поверхности с тупым, скругленным или прямоугольным дном. У части дефектов стенки плотно сжаты, концы тонкие, зачастую раздвоенные и могут сопровождаться трещиной. 3 В микроструктуре изменений либо не наблюдается, либо имеется частичное обезуглероживание. В области задиров наблюдается текстура деформации. | scoring |
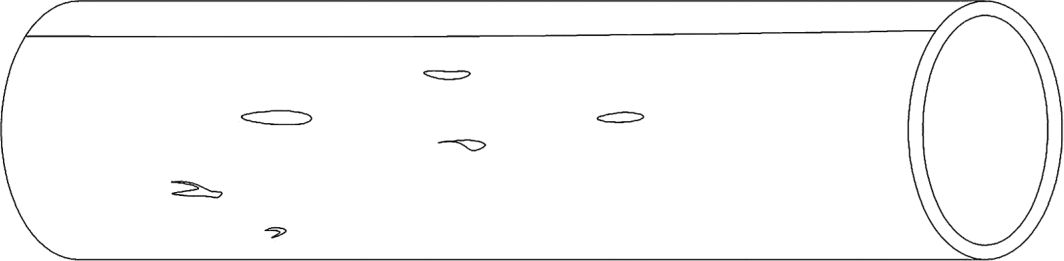 Рисунок 29 - Задир (см. рисунок Б.27) | |
30 остатки окалины (Нрк. окислы, вдавленная окалина, прокатная окалина, черновина, вкатанная окалина): Высокотемпературные окислы металла, не удаленные на отдельных участках трубы, образующиеся при горячей деформации, термической обработке, неравномерном или недостаточном травлении труб (см. рисунок 30). Примечания 1 Остатки - то, что сохранилось после удаления в незначительном количестве. 2 В поперечном и продольном сечениях дефект имеет вид серого, плотно прилегающего к телу трубы слоя окислов. 3 Изменений в микроструктуре металла под остатками окалины не наблюдается. | scale remainder |
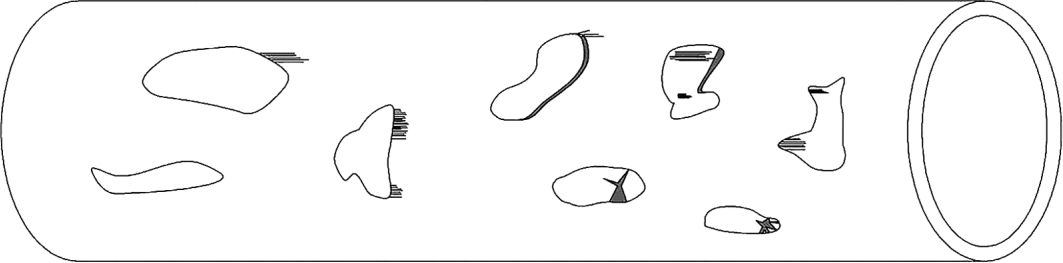 Рисунок 30 - Остатки окалины (см. рисунок Б.28) | |
31 заусенец (Нрк. выступ, завал кромки, снятие торца): Тонкий острый выступ в виде гребня, образовавшийся при резке (см. рисунок 31). Примечания 1 Протяженность дефекта по периметру трубы может достигать нескольких десятков миллиметров, высота - нескольких миллиметров. 2 В микроструктуре изменений не наблюдается. | burr |
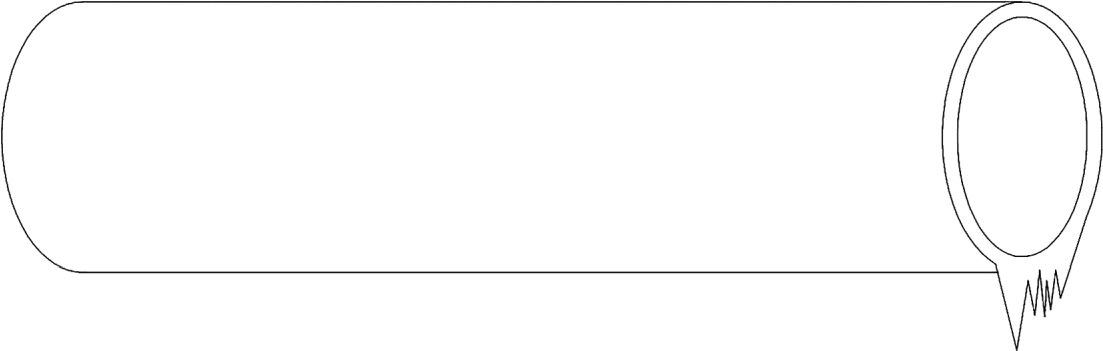 Рисунок 31 - Заусенец (см. рисунок Б.29) | |
32 перетрав (Нрк. растрав, травильная сыпь, коррозия, шероховатость, питтинг): Местное или общее повреждение поверхности металла, в виде точечных или контурных углублений, расположенных на отдельных участках или по всей поверхности трубы, образующееся при травлении (см. рисунок 32). Примечания 1 В поперечном сечении дефект представляет собой неровности чаще всего с пологим дном, гладкими стенками. 2 В микроструктуре изменений не наблюдается. | overpickling |
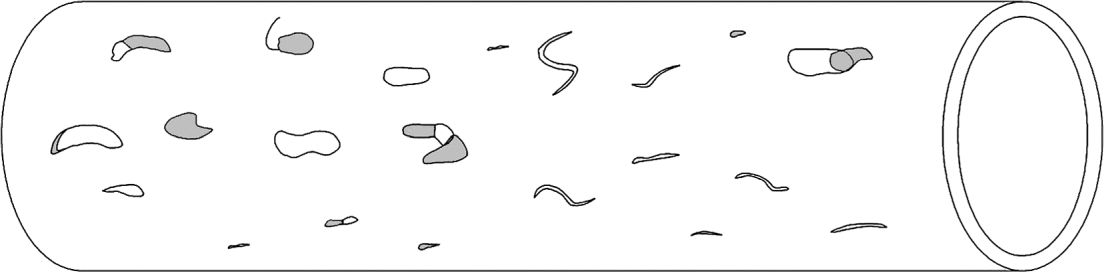 Рисунок 32 - Перетрав (см. рисунок Б.30) | |
33 царапина (Нрк. риска, задир): Механическое повреждение в виде канавки неправильной формы и произвольного направления, образующееся в процессе отделки и транспортирования (см. рисунок 33). Примечания 1 В поперечном сечении полость дефекта может иметь неровное дно и стенки, расположена перпендикулярно к поверхности. 2 В микроструктуре изменений не наблюдается. Могут быть смяты зерна по контуру дефекта. Глубина дефекта по длине неодинакова. | scratch |
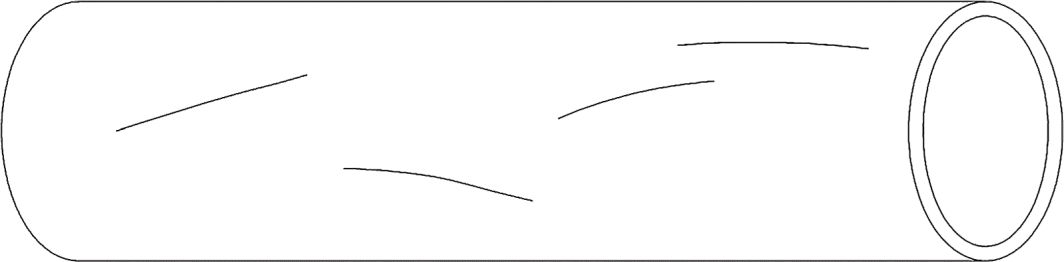 Рисунок 33 - Царапина (см. рисунок Б.31) | |
34 травильные трещины (Нрк. сетка трещин): Разрывы, образующиеся при травлении металла, имевшего напряжения от структурных превращений или деформации (см. рисунок 34). | pickling cracks |
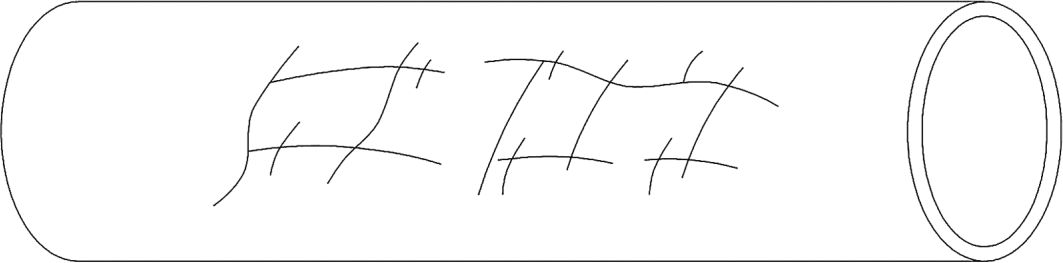 | |
35 шлифовочные трещины (Нрк. поджог): Сетка паутинообразных или отдельных произвольно направленных тонких поверхностных разрывов, образующихся при шлифовании металла, обладающего высокой твердостью и малой теплопроводностью (см. рисунок 35). Примечание - На микрошлифе в зоне дефекта трещины располагаются по границам зерен. | grinding cracks |
 | |
36 впрессованные металлические частицы: Вдавленные в поверхность инородные металлические частицы, вытянутые в направлении прессования, образующиеся в результате неудовлетворительной очистки внутренней поверхности сверленого отверстия заготовки, откалывания частиц деформируемого металла (см. рисунок 36). Примечания 1 Дефект имеет групповой характер. 2 Дефект может располагаться на наружной и внутренней поверхностях труб. 3 В поперечном сечении поверхность под дефектом имеет форму внедренной металлической частицы. В поперечном сечении под дефектом наблюдается оксидная пленка, может присутствовать смазка. 4 В микроструктуре зерно металла вдавленных частиц мельче, чем зерно основного металла. | pressing-in metallic particles |
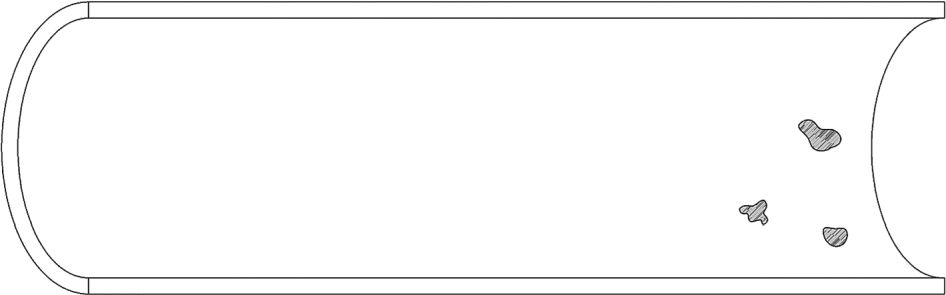 Рисунок 36 - Впрессованные металлические частицы (см. рисунок Б.32) | |
37 вмятина (Нрк. раковина, отпечаток, выемка, углубление, забоина, убоина): Углубление с пологим дном, образовавшееся от ударов при транспортировании или отделке (см. рисунок 37). Примечания 1 Поверхность углубления гладкая. 2 Вмятина может деформировать стенку трубы с прогибом вовнутрь с утонением или без утонения ее. 3 На микрошлифе по контуру дефекта может наблюдаться деформация зерен. | dent |
 а - вмятина без деформации стенки трубы (см. рисунок Б.33) 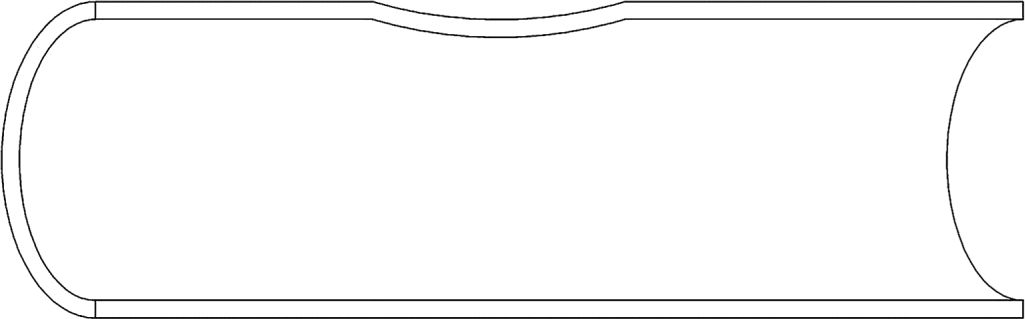 б - вмятина с деформацией стенки трубы | |
38 забоина: Углубление с острым дном, образовавшееся от ударов при транспортировании или отделке (см. рисунок 38). Примечания 1 Поверхность углубления гладкая. 2 Забоина может деформировать стенку трубы с прогибом вовнутрь с утонением или без утонения ее. 3 На микрошлифе по контуру дефекта может наблюдаться деформация зерен. | nick |
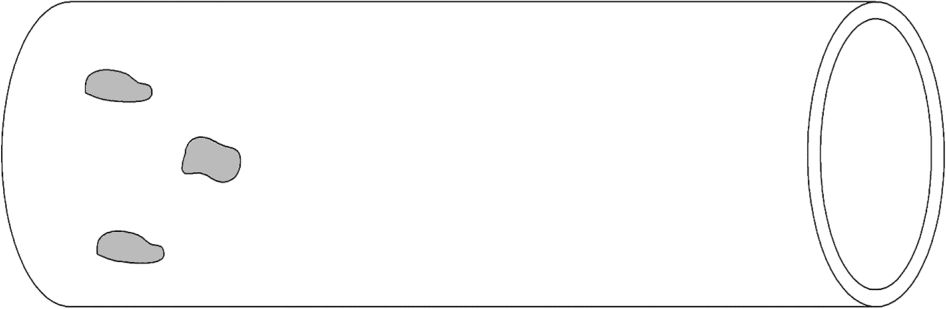 Рисунок 38 - Забоина без деформации стенки трубы (см. рисунок Б.34) | |
39 ржавчина (Нрк. коррозия, красноватость): Слой гидроокислов с рыхлой структурой, образующийся в результате попадания влаги или неудовлетворительной промывки металла от травильных растворов (см. рисунок Б.35). Примечания 1 Ржавчина может располагаться как сплошным слоем, так и на отдельных участках трубы. 2 В микроструктуре металла могут присутствовать коррозионные язвины, заполненные окислами. | rust |
40 остатки стеклосмазки: Частицы стеклосмазки, не удаленные при травлении или абразивной обработке (см. рисунок 39). Примечания 1 Дефект имеет групповой характер. 2 Дефект может располагаться на внутренней и наружной поверхностях труб, иметь полупрозрачный цвет от зеленовато-серого до коричневато-серого. 3 В поперечном и продольном сечениях дефект имеет вид плотно прилегающего к поверхности неровного слоя, иногда пористого, толщиной до нескольких десятых долей миллиметра. | glass lubricant residue |
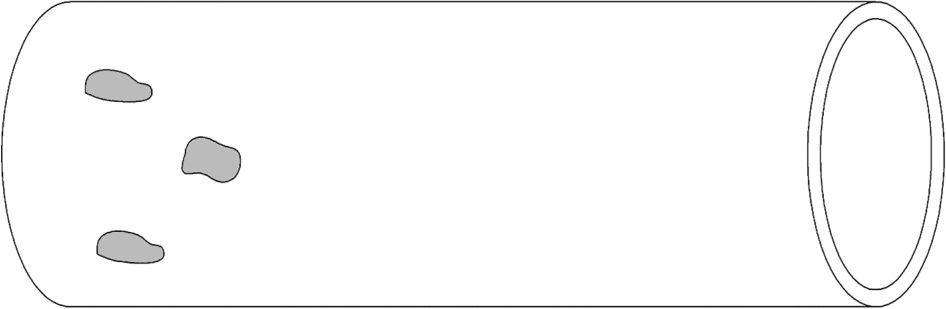 Рисунок 39 - Остатки стеклосмазки (см. рисунок Б.36) | |
41 налет шлама (Нрк. налет после травления, пятна грязи, пятна от травления, темные пятна): Плотно прилегающий к поверхности осадок, образовавшийся при нарушении технологии травления, чистки и промывки труб (см. рисунок 40). Примечания 1 Шлам состоит из солей и окислов железа, спеченного талька, полимеризованного масла и других продуктов взаимодействия железа, кислот и смазочных материалов. 2 В микроструктуре металла могут присутствовать коррозионные язвины, заполненные окислами. | slime residue |
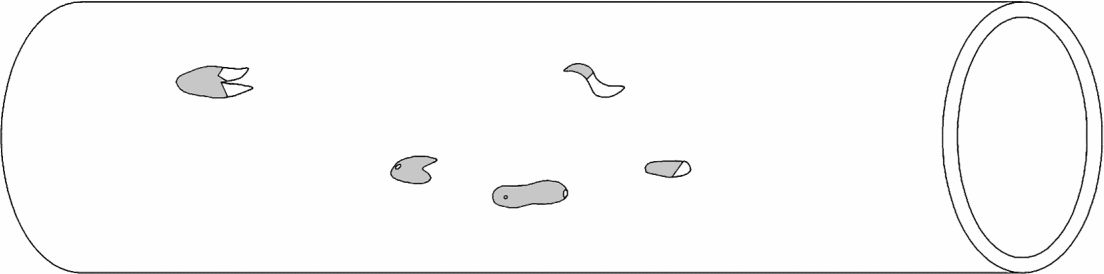 Рисунок 40 - Налет шлама (см. рисунок Б.37) | |
42 цвета побежалости (Нрк. недокал, прижоги, пятна, травильные пятна, участки разной тональности, неглянцевитость): Пятна окисной пленки от желтого до синевато-серого цвета, образующиеся при термообработке, травлении, зачистке дефектов абразивным инструментом, резке труб, охлаждении металла при прокатке, электрохимической полировке труб (см. рисунок Б.38). Примечания 1 Окисная пленка настолько тонкая, что в сечении на микрошлифах не просматривается. 2 В микроструктуре изменений не наблюдается. | annealing colours |
43 матовая поверхность (Нрк. матовость, неглянцевитость, шероховатость, седина): Отсутствие глянца на всей или части поверхности вследствие некачественного полирования холоднодеформированных труб. Примечания 1 Матовая поверхность может быть неоднотонная, а иметь подтеки в виде разводов, пятен, полос более темного цвета, причиной появления которых являются остатки пленки из-за плохо удаленных масел или остатков солей технической воды. 2 Высота остатков окисной пленки или солей может быть до нескольких сотых миллиметра. | dull surface |
44 проплавление (Нрк. вмятина, прижог, углубление, выемка, дыра): Локальное углубление, образующееся при нарушении ритма движения роликов или трубы в установке для полировки (см. рисунок 41). Примечания 1 Дефект образуется только на электрополированных трубах. 2 Дефект может быть сквозным. | penetration |
 | |
45 узоры: Контурные углубления, расположенные на отдельных участках или по всей поверхности изделия, не выводящие толщину стенки за минимальные значения, образовавшиеся вследствие неполного удаления смазки и поверхностно-активных веществ (ПАВ) с поверхности труб, что является причиной неравномерного распределения окалины после термической обработки и, соответственно, причиной образования своеобразного рисунка на поверхности труб после травления (см. рисунок 42). Примечания 1 В поперечном сечении дефект представляет собой пологие углубления с гладкими стенками. 2 В микроструктуре изменений не наблюдается. | patterns |
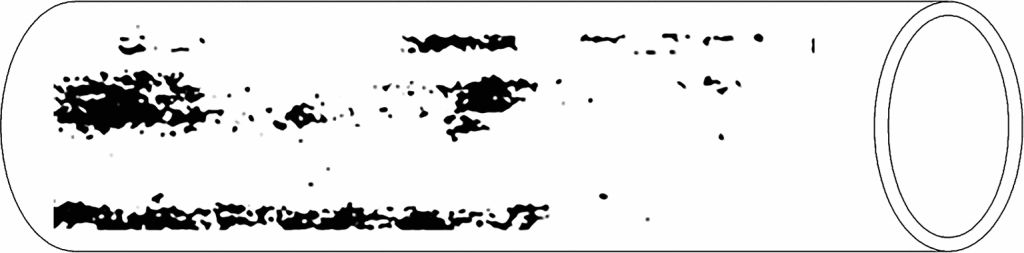 Рисунок 42 - Узоры (см. рисунок Б.39) | |
46 термическая трещина: Нарушение сплошности металла в виде узкого разрыва произвольной ориентации, образующегося вследствие возникновения в металле напряжений, вызванных структурными превращениями в процессе закалки (при нарушении режимов нагрева и охлаждения) (см. рисунок 43). Примечания 1 Дефект может быть единичным или групповым. 2 Глубина термических трещин закалочного происхождения может быть от нескольких миллиметров вплоть до сквозного разрыва. 3 На поперечном микрошлифе трещина имеет тонкий извилистый конец и проходит по границам зерен. Рядом с основной трещиной параллельно ей зачастую в толще трубы имеются тонкие межкристаллитные трещины. 4 Неметаллических включений и изменений микроструктуры не наблюдается. Обезуглероживание в феррито-перлитных и мартенситных сталях в зоне дефекта и его окисление может образовываться при последующем нагреве. | thermal crack |
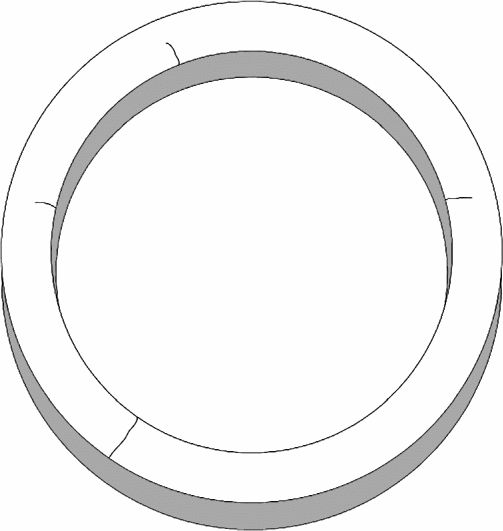 Рисунок 43 - Термическая трещина (см. рисунок Б.40) |
бороздка | |
бугорки | |
бугристость | |
бунт | |
включение инородное | |
включение неметаллическое поверхностное | |
включение огнеупорное | |
вмятина | |
вмятина | |
вмятины | |
волосовина | |
волосовина на торце | |
волнистость | |
выемка | |
выступ | |
граненость | |
грязь вкатанная | |
дыра | |
ерш | |
жатые | |
забоина | |
забоина | |
забоины | |
загрязнение раскатанное | |
завал кромки | |
задир | |
задир | |
закат | |
закаты с окалиной | |
засор | |
заусенец | |
изломы | |
канавка | |
кольцевание | |
кольцевание | |
коррозия | |
красноватость | |
лампас | |
линии сдвига Людерса | |
линии течения Чернова | |
лыска | |
матовость | |
морщины | |
морщина | |
надавы | |
надрыв | |
налет после травления | |
налет шлама | |
насечки | |
неглянцевитость | |
недокал | |
окалина вдавленная | |
окалина вкатанная | |
окалина вкатанная | |
окалина вмятая | |
окалина прокатная | |
окислы | |
остатки окалины | |
оспины | |
остатки стеклосмазки | |
отпечаток | |
отпечатки | |
отпечатки кольцевые | |
перегрев | |
пережог | |
перетрав | |
песочина | |
питтинг | |
плена | |
плена винтовая | |
плена прокатная | |
плена сталеплавильная | |
плена трубопрокатная | |
плечо | |
поверхность матовая | |
поджог | |
подрез | |
полоска | |
полосы грубые | |
полосы-линии скольжения | |
порез | |
прижог | |
прижоги | |
пробоина | |
продав | |
продир | |
прокол | |
проплавление | |
пузырь газовый распрессованный | |
пятна | |
пятна грязи | |
пятна от травления | |
пятна темные | |
пятна травильные | |
разрыв | |
раковина | |
раковина | |
расслоение | |
расслой | |
растрав | |
расщепление | |
рванина | |
рвань | |
рельеф поперечный | |
ржавчина | |
риска | |
риска | |
риска прикатанная | |
риски | |
рубцы | |
рябизна | |
сборки | |
свищ | |
седина | |
сетка трещин | |
скворечник | |
складка | |
складчатость | |
снятие торца | |
след винтовой | |
следы усадочной рыхлости | |
сыпь травильная | |
трещина | |
трещина деформации | |
трещина закалочная | |
трещина напряжения | |
трещина охлаждения | |
трещина термическая | |
трещина термическая | |
трещина холодная | |
трещины | |
трещины травильные | |
трещины косые | |
трещины шлифовочные | |
убоина | |
углубление | |
ужим | |
узоры | |
уколы | |
ус | |
участки разной тональности | |
фестонистость | |
царапина | |
царапина | |
цвета побежалости | |
частицы металлические впрессованные | |
частицы металлические раскатанные | |
черновина | |
чешуйчатость | |
чешуя | |
чешуя рыбья | |
шеврон | |
шероховатость | |
шишки | |
шлаковина | |
штришок | |
штришки |
НА АНГЛИЙСКОМ ЯЗЫКЕ
annealing colours | |
blowhole | |
breakage | |
burr | |
circular waviness | |
cross-section relief | |
dent | |
dull surface | |
exfoliation | |
glass lubricant residue | |
grinding cracks | |
groove | |
helical bulge | |
hollow | |
lap | |
longitudinal fold | |
nick | |
overpickling | |
patterns | |
penetration | |
pickling cracks | |
pitted surface | |
polygonization | |
pressed gas blister | |
pressing-in metallic particles | |
ridge | |
rolled groove | |
rolled dirt inclusion | |
rolled-in metallic particles | |
rolled-in scale | |
rolled marks | |
rolled kink | |
rolling scab, rolling skin | |
rust | |
scale remainder | |
scaling | |
scoring | |
scratch | |
slime residue | |
slip bands | |
steel melting scale | |
stress crack | |
tear | |
thermal crack | |
tube rolling skin | |
wrinkles |
(справочное)
А.1 дефект (поверхности) (Нрк. недопустимый дефект, допустимый дефект): Несплошность или неоднородность поверхности трубы, имеющая вид, размер и (или глубину), недопустимые или допустимые установленными в нормативной документации требованиями к качеству поверхности. | surface defect, defect |
А.2 грубый дефект: Дефект поверхности, глубина которого превышает допускаемые отклонения по толщине (диаметру) или размеры которого значительно превышают величину, характерную для соответствующего процесса производства и/или применяемой термообработки. | major defect |
А.3 мелкий дефект; незначительный дефект: Дефект поверхности, глубина которого находится в пределах допускаемых отклонений по толщине стенки или диаметру, если это специально не оговорено в нормативной документации на трубы или размеры которого не превышают величину, характерную для соответствующего процесса производства и/или применяемой термообработки. | minor defect |
А.4 единичный дефект; отдельный дефект: (Нрк. местный дефект, локальный дефект): Дефект поверхности, минимальное расстояние от края которого до края любого другого соседнего дефекта не менее трехкратного максимального размера дефекта. | single defect |
А.5 групповой дефект: Несколько близкорасположенных единичных дефектов поверхности, принимаемых после схематизации как один дефект большого размера. | group defect |
А.6 размер дефекта: Геометрический параметр дефекта, определяемый протяженностью дефекта и его глубиной, который в нормативной документации на продукцию является критерием допустимости или недопустимости дефекта. | defect size |
А.7 дефект с пологим дном: Дефект, у которого минимальная ширина не менее трехкратной максимальной глубины. | defect with flat bottom |
А.8 дефект с острым дном: Дефект с треугольным поперечным сечением, угол вершины которого меньше 90°. Примечание - Если угол имеет скругление радиусом не менее 10% глубины дефекта, то дно дефекта считается скругленным. | sharp bottom defect |
А.9 заготовка: Слиток, непрерывнолитая заготовка, катаная и кованая заготовка, используемые для изготовления труб. | billet |
А.10 раскатывание: Изменение размера, в том числе глубины дефекта, в направлении деформации при прокатке или волочении. | rolling |
А.11 распрессовывание: Изменение размера, в том числе глубины дефекта, в направлении деформации при прессовании. | pressing out |
А.12 образец внешнего вида: Образец изделия или поверхности изделия, утвержденный в установленном порядке, применяемый в качестве дополнения к нормативной документации при невозможности установления в ней всех требований, характеризующих качество поверхности изделия, и предназначенный для сравнения с ним идентичных изделий при их изготовлении, испытаниях, приемке и поставке. | appearance pattern |
А.13 след: Характерный отпечаток, возникший в результате какой-либо технологической операции или последствия проведенной технологической операции. | mark |
А.14 экзогенные неметаллические включения: Включения, вносимые в металл извне шихтой, ферросплавами, огнеупорами. | exogenous non-metallic inclusions |
А.15 эндогенные неметаллические включения: Включения, образующиеся в металле по ходу плавки, разливки, кристаллизации и в результате превращений в твердой фазе, взаимодействия металла со шлаком, огнеупорами, газовой фазой, с примесями, содержащими кислород, серу, азот, с раскислителями, легирующими добавками. | endogenous non-metallic inclusions |
(справочное)
Таблица Б.1
Дефекты поверхности, образовавшиеся в процессе
деформирования из дефектов слитка или непрерывно литой
заготовки, катаной и кованой заготовки
Термин | Фотографическое изображение дефекта | |
1 сталеплавильная плена |  а - внешний вид |  б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты) |
 а - внешний вид | 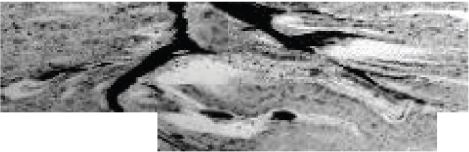 б - микроструктура (после травления в реактиве Обергоффера, 50x) | |
 а - внешний вид | 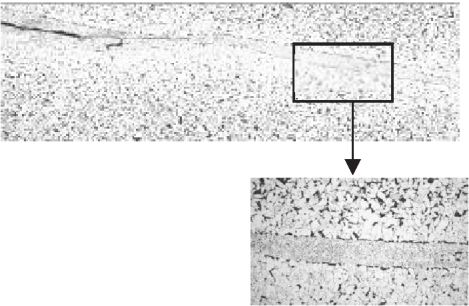 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты) | |
 а - внешний вид (продольной ориентации) 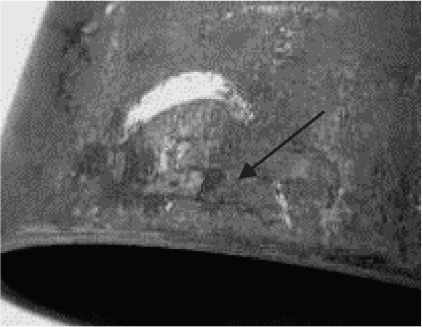 б - внешний вид (языкообразной формы) | 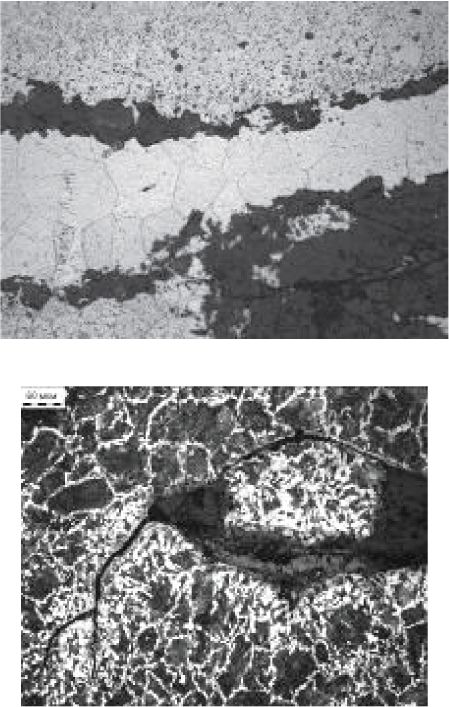 в - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты) | |
 а - внешний вид | 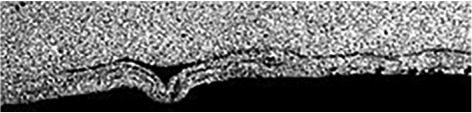 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 50x) | |
Рисунок Б.1 - Сталеплавильная плена | ||
3 расслоение | 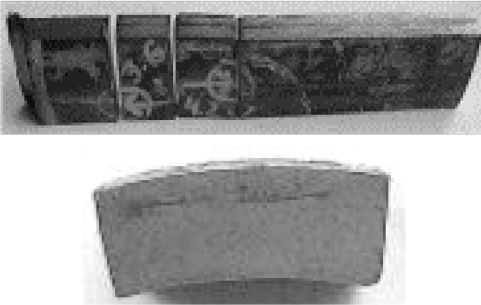 а - внешний вид 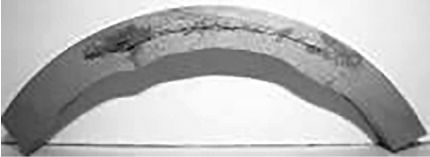 б - внешний вид "расслоение по утонувшей корочке" | 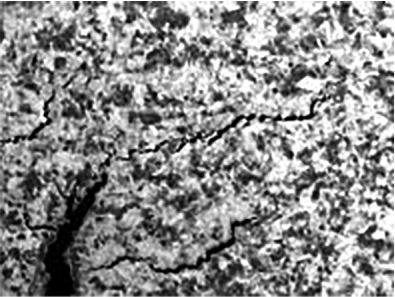 в - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 500x) |
4 раскатанное загрязнение | 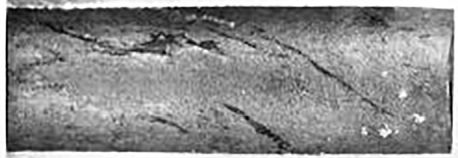 а - внешний вид | |
5 раскатанные металлические частицы |  а - внешний вид (на поверхности трубы) | 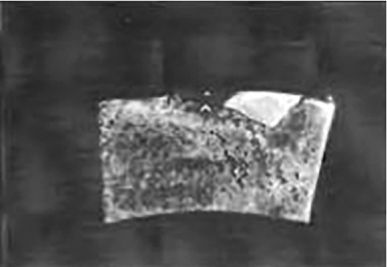 б - внешний вид (в поперечном сечении трубы) |
6 распрессованный газовый пузырь | 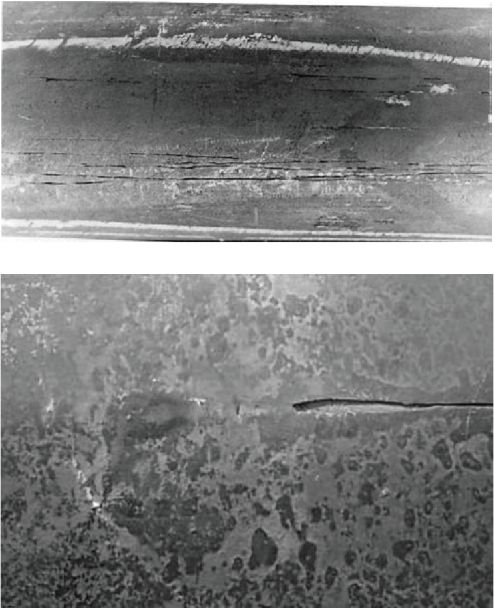 а - внешний вид (на наружной поверхности трубы) | 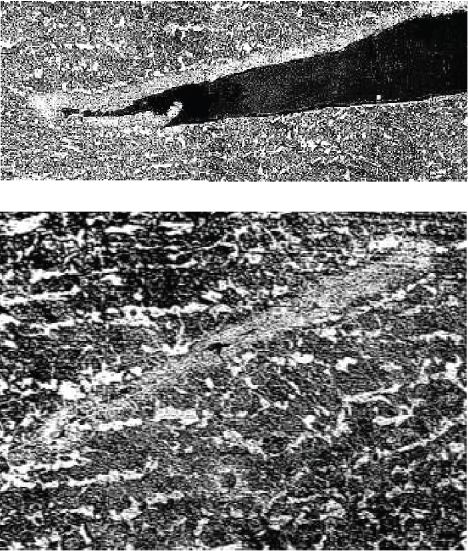 б - микроструктура (после травления в реактиве Обергоффера, 250x) |
Таблица Б.2
Дефекты поверхности, образовавшиеся в процессе
деформирования труб термической обработки, химической
обработки и отделки труб
Термин | Фотографическое изображение дефекта | |
7 трубопрокатная плена |  а - внешний вид | 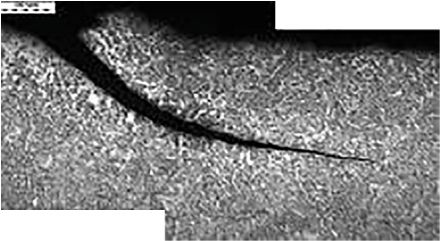 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 200 мкм) |
 а - внешний вид |  б - микроструктура (после травления в реактиве Обергоффера, 100 мкм) | |
Рисунок Б.6 - Трубопрокатная плена | ||
8 чешуйчатость | 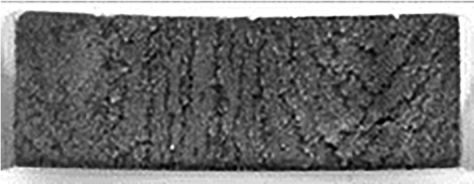 а - внешний вид | 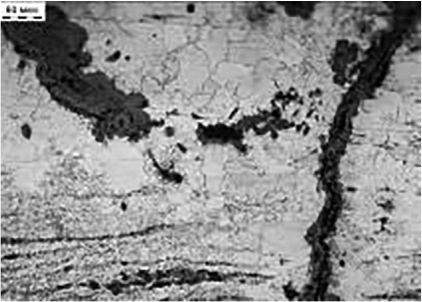 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 60 мкм) |
9 закат | 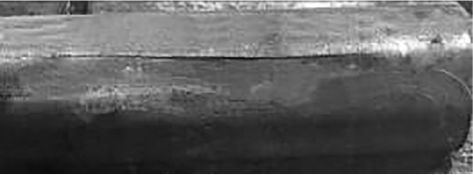 а - внешний вид (на наружной поверхности трубы) | 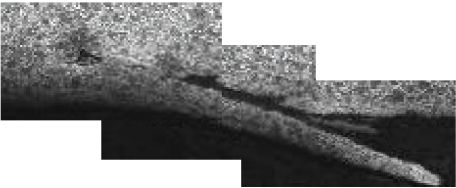 б - микроструктура (на внутренней поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) |
 а - внешний вид (на наружной поверхности трубы) | 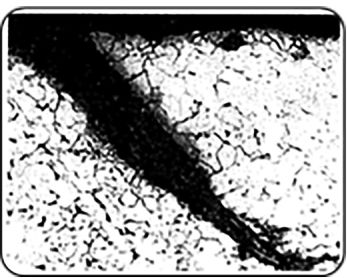 б - микроструктура (на наружной поверхности трубы) | |
Рисунок Б.8 - Закат | ||
10 подрез |  а - внешний вид (на наружной поверхности трубы) 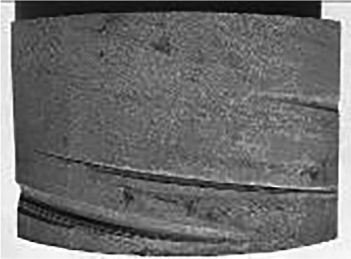 б - внешний вид (на наружной поверхности гильзы) | 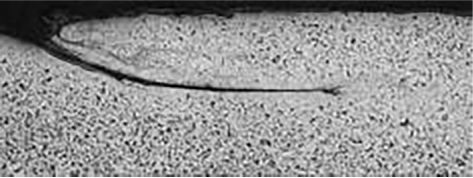 в - микроструктура (на наружной поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 50x) |
 а - внешний вид (на наружной поверхности трубы) | 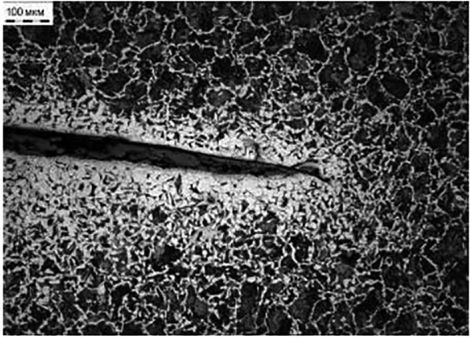 б - микроструктура (на наружной поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) | |
Рисунок Б.9 - Подрез | ||
11 поперечный рельеф |  а - внешний вид (на наружной поверхности трубы) | 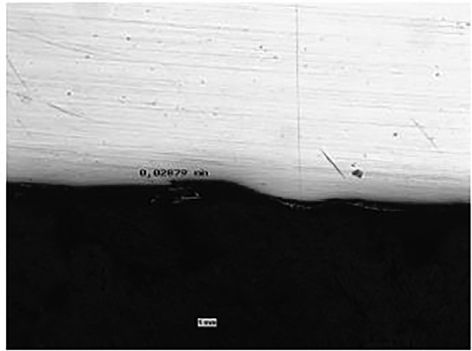 в - продольное сечение, 100x |
 б - внешний вид (на внутренней поверхности трубы) | 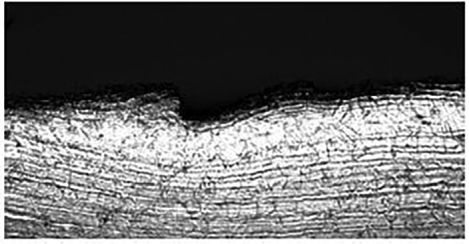 г - микроструктура (после травления в растворе щавелевой кислоты, 100x) | |
12 трещина напряжения | 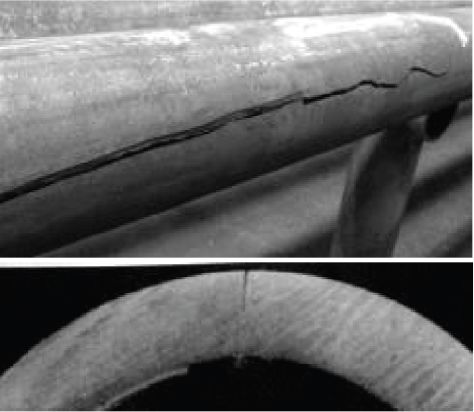 а - внешний вид |  б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 80x) |
13 риска | 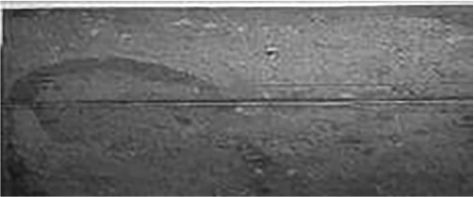 |  |
а - внешний вид (на наружной поверхности трубы) | в - микроструктура (на наружной поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 200x) | |
 |  | |
б - внешний вид (на внутренней поверхности трубы) | г - микроструктура (на внутренней поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) | |
 а - внешний вид | ||
Рисунок Б.12 - Риска | ||
14 прикатанная риска | 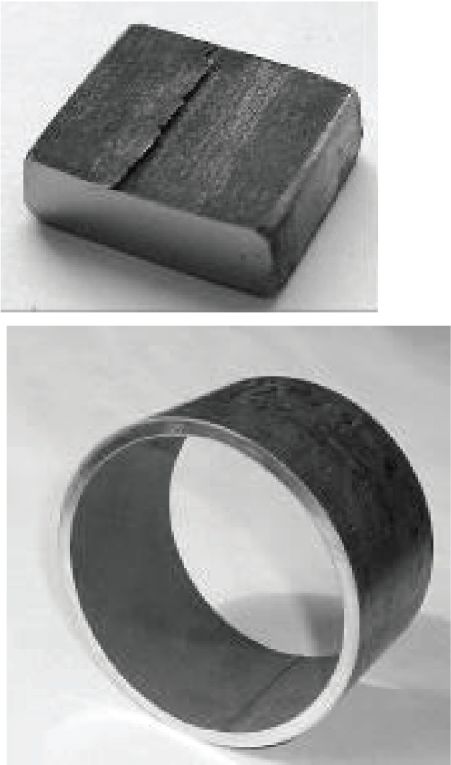 а - внешний вид | 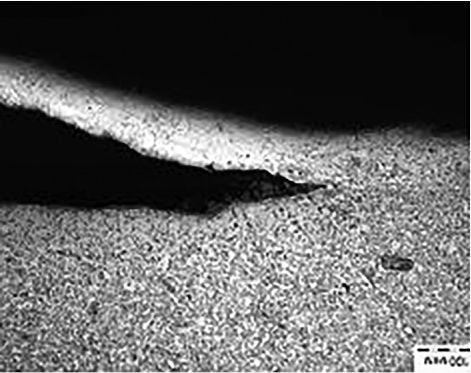 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100 мкм) |
15 морщины | 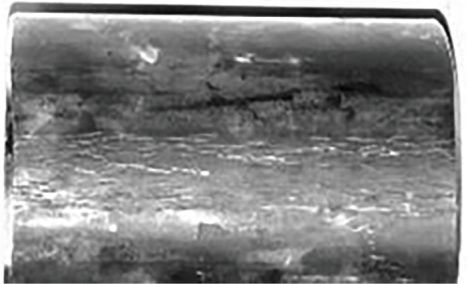 а - внешний вид | 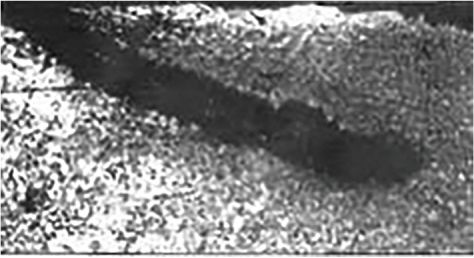 б - микроструктура (после травления в реактиве Обергоффера, 50x) 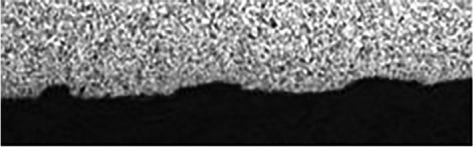 в - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) |
 а - внешний вид | 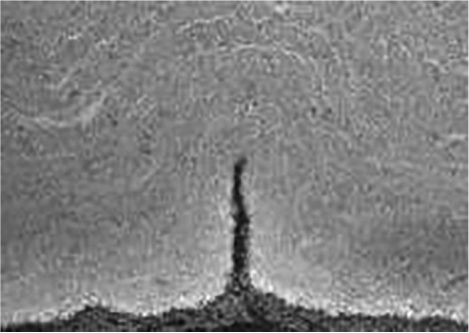 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 50x) | |
Рисунок Б.14 - Морщины | ||
16 рванина | 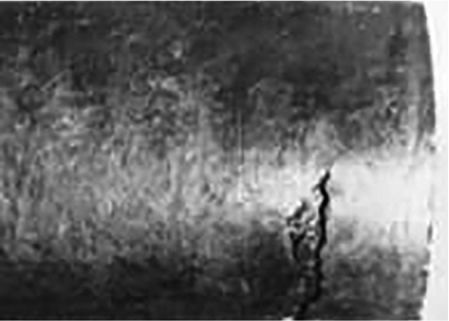 а - внешний вид | |
 а - внешний вид | ||
Рисунок Б.15 - Рванина | ||
17 скворечник |  а - внешний вид |  б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100 мкм) |
18 ужим |  а - внешний вид (на наружной поверхности трубы)  б - внешний вид (на внутренней поверхности трубы) | 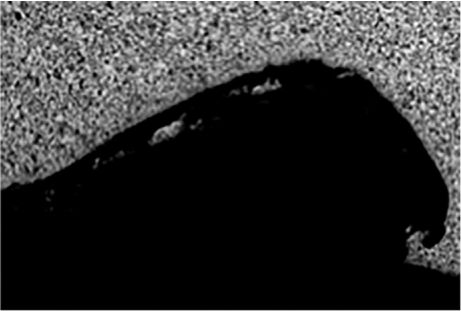 в - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) |
 а - внешний вид (в поперечном сечении) | 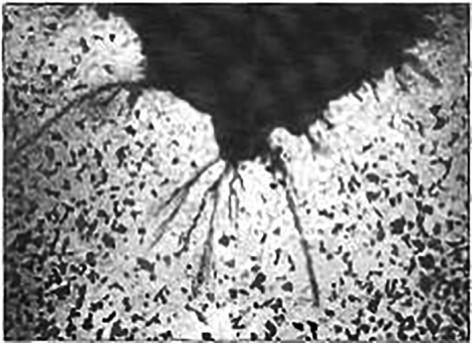 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) | |
Рисунок Б.17 - Ужим | ||
19 ус | 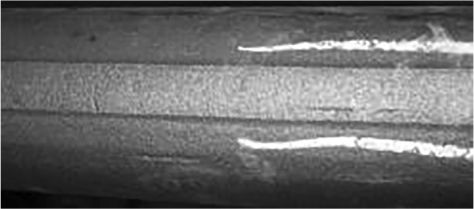 а - внешний вид (на наружной поверхности трубы) 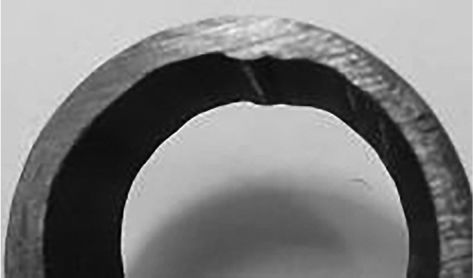 б - внешний вид (на внутренней поверхности трубы) | 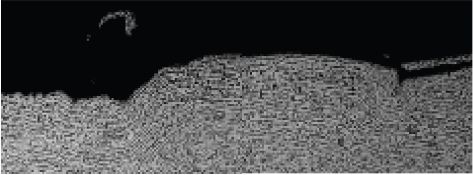 в - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты) |
20 рябизна | 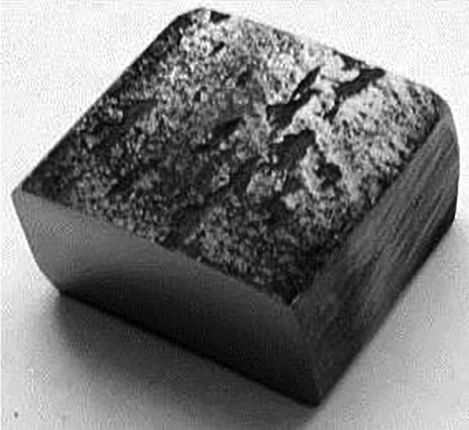 а - внешний вид (на наружной поверхности трубы)  б - внешний вид (на внутренней поверхности трубы) | 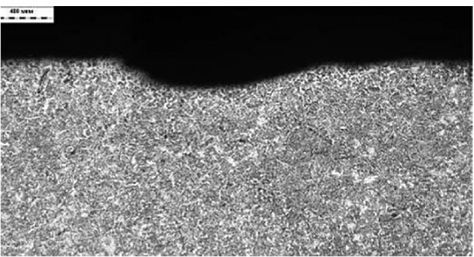 в - микроструктура (на наружной поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 200x) 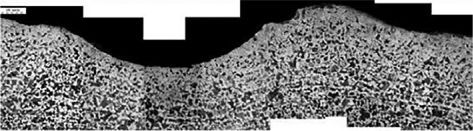 г - микроструктура (на внутренней поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 200x) |
21 кольцевание |  а - внешний вид (на наружной поверхности трубы) | 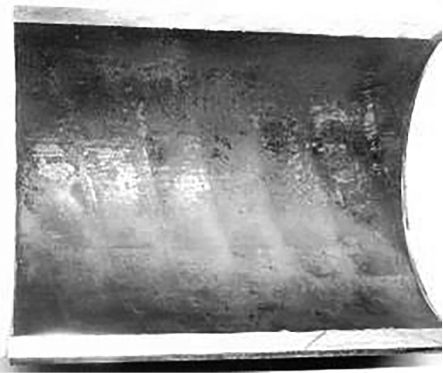 б - внешний вид (на внутренней поверхности трубы) |
22 продав |  а - внешний вид (на внутренней поверхности трубы) | |
24 вкатанная окалина | 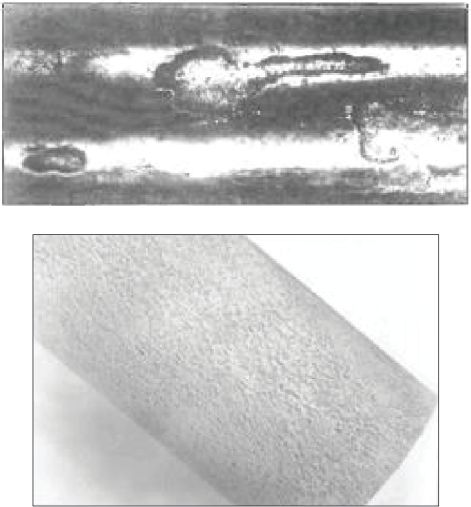 а - внешний вид | 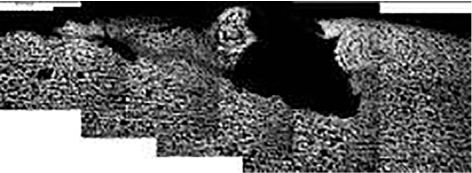 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 400 мкм) |
25 отпечатки | 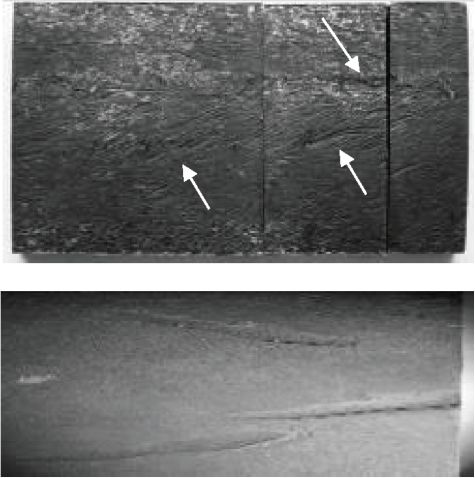 а - внешний вид | 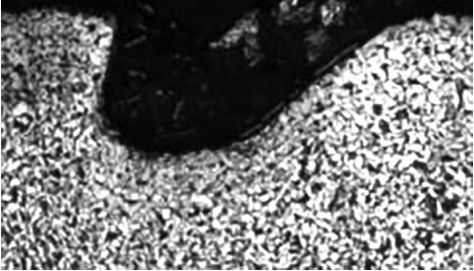 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) |
26 раковина | 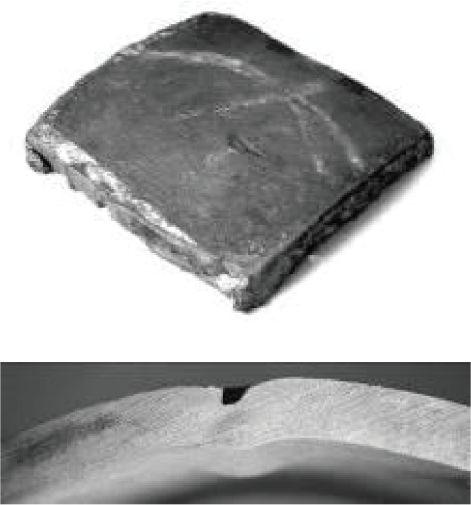 а - внешний вид (на наружной поверхности труб) 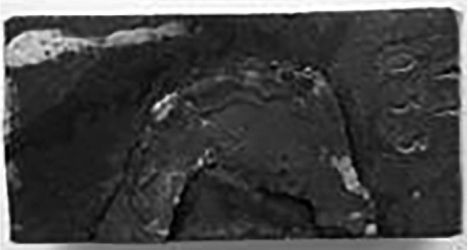 б - внешний вид (на внутренней поверхности трубы) | 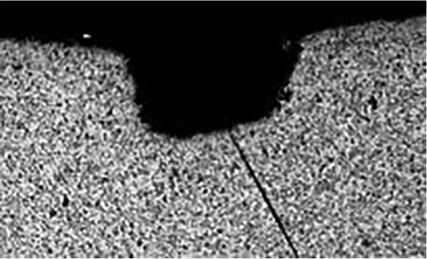 в - микроструктура (на наружной поверхности трубы) (после травления в 4%-ном спиртовом растворе азотной кислоты, 50x) |
27 винтовой след |  а - внешний вид | |
Рисунок Б.25 - Винтовой след | ||
28 граненость |  а - внешний вид | |
29 задир |  а - внешний вид 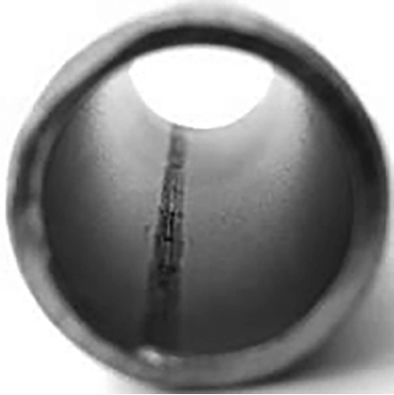 б - внешний вид (на внутренней поверхности трубы) |  в - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) 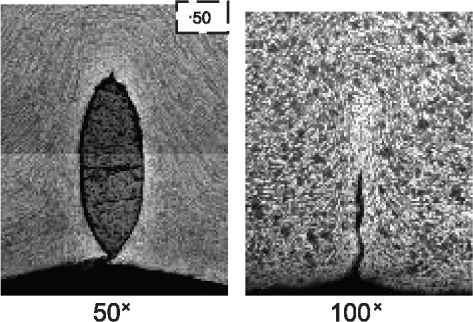 г - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты) |
30 остатки окалины |  а - внешний вид | 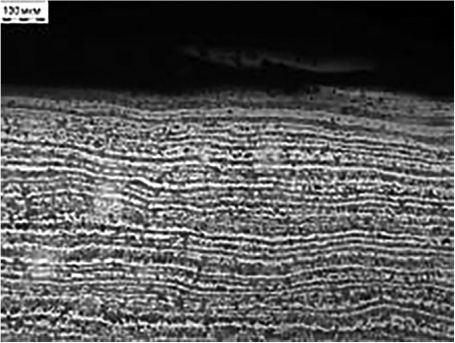 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 100x) |
31 заусенец | 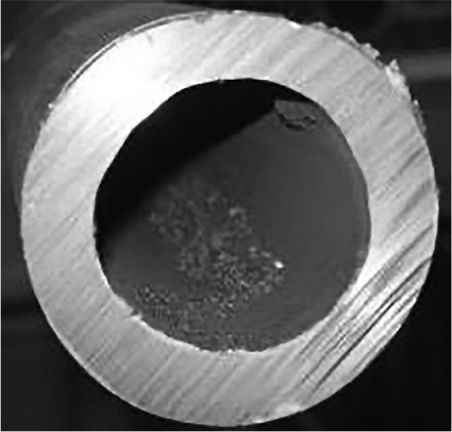 а - внешний вид | |
32 перетрав | 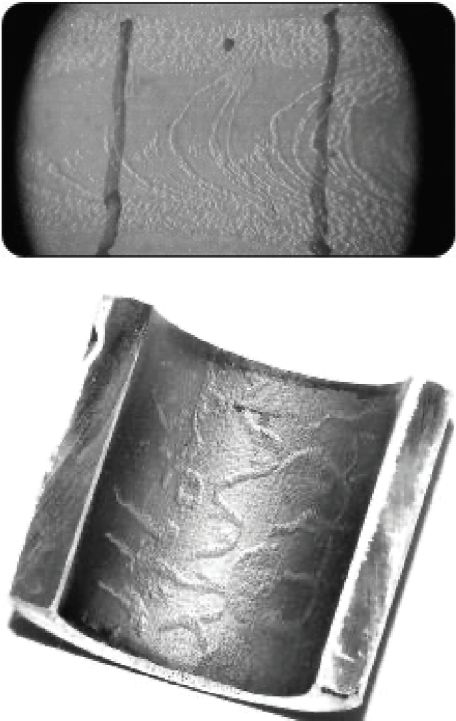 а - внешний вид | 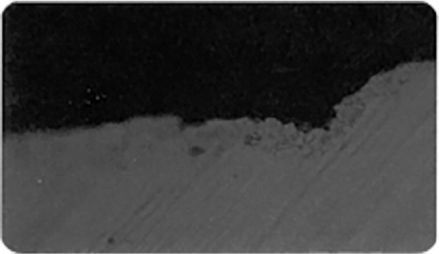 б - микроструктура |
33 царапина |  а - внешний вид (на наружной поверхности трубы) | |
36 впрессованные металлические частицы | 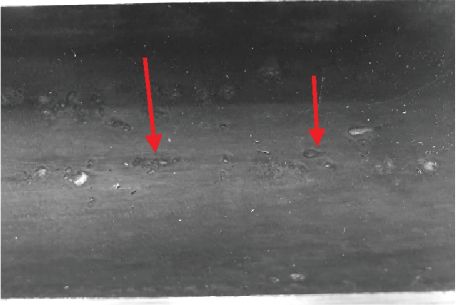 а - внешний вид | 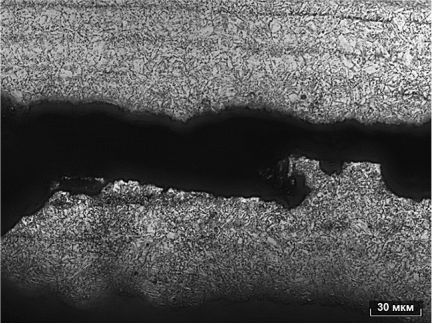 б - микроструктура (после травления в растворе щавелевой кислоты, 500x) |
37 вмятина | 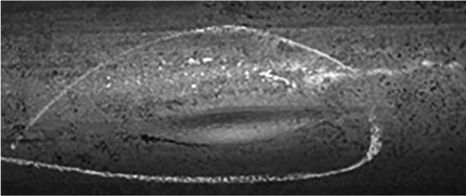 а - внешний вид | 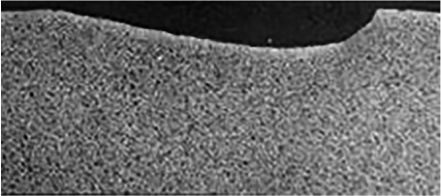 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 50x) |
38 забоина | 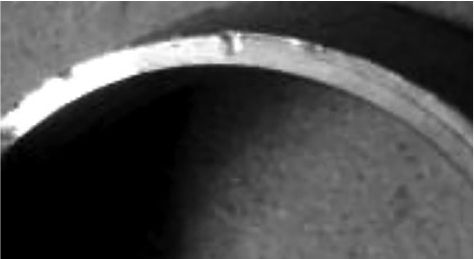 а - внешний вид | |
39 ржавчина | 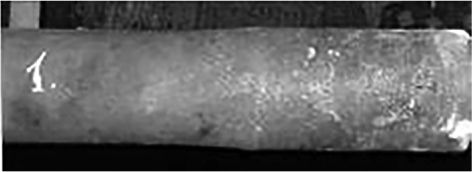 а - внешний вид (на наружной поверхности трубы) |  б - внешний вид (на внутренней поверхности трубы) |
40 остатки стеклосмазки |  а - внешний вид (на внутренней поверхности) | 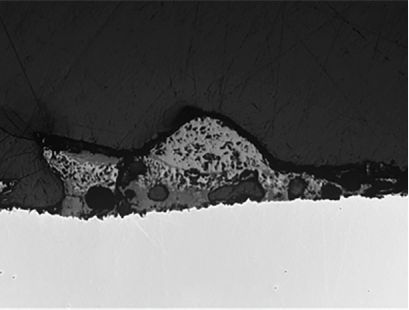 б - микроструктура (на наружной поверхности) |
41 налет шлама | 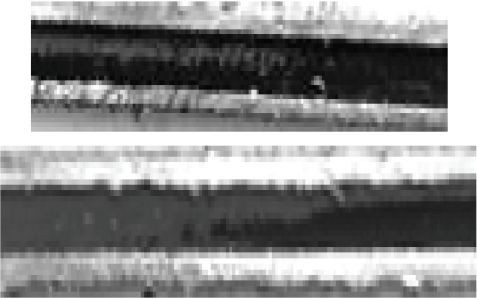 а - внешний вид | |
42 цвета побежалости |  а - внешний вид | |
45 узоры | 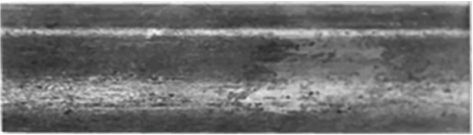 а - внешний вид | |
46 термическая трещина | 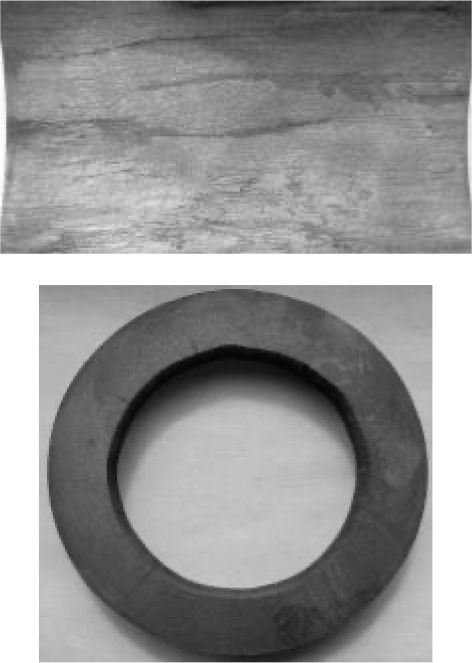 а - внешний вид (на внутренней поверхности трубы) | 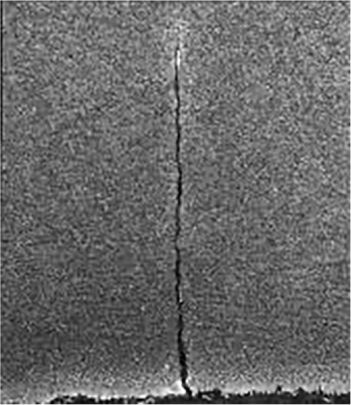 б - микроструктура (после травления в 4%-ном спиртовом растворе азотной кислоты, 50x) |
(справочное)
Настоящая методика предназначена для металлографического исследования дефектов поверхности горячекатаных труб из углеродистых и легированных сталей, изготовленных из непрерывнолитой трубной заготовки.
В.1 Отбор образцов
В.1.1 Для определения вида и природы происхождения дефекта от трубы отбирают один или несколько образцов из очага разрушения, т.е. возможно ближе к середине раскатанного дефекта, по длине. Длина образцов должна быть не менее 200 мм.
Патрубок вырезают посередине длины раскатанного дефекта, т.к. исходные дефекты при прокатке развиваются в обе стороны от очага разрушения. На их концах характерные изменения в микроструктуре не наблюдаются, так как развитие дефектов заканчивается по здоровому металлу, постепенно затухая [1].
В.1.2 Из отобранного патрубка вырезают три - пять образцов, содержащих один и тот же дефект, последовательно расположенных друг за другом на расстоянии 15 - 20 мм, шириной не менее 20 мм.
В.1.3 Образцы вырезают в поперечном сечении дефекта так, чтобы видимое невооруженным глазом в поперечном сечении нарушение сплошности было окружено зоной неповрежденного металла.
В.1.4 Разрезку образцов для изготовления микрошлифов необходимо проводить только механическим способом с охлаждением.
В.2 Подготовка образцов
В.2.1 Получение плоской поверхности образцов осуществляют с помощью шлифовального круга. Затем поверхность шлифуют, используя шлифовальную бумагу нескольких номеров с последовательно уменьшающейся зернистостью.
В.2.2 Для удаления мелких рисок, оставшихся после шлифования, и получения гладкой (зеркальной) поверхности образца используют полирование на полировальных дисках с применением суспензий. Окончательное полирование осуществляется на сукне с применением воды.
В.3 Оборудование, реактивы и режимы травления образцов
В.3.1 Для травления образцов следует применять химическую посуду, изготовленную из материалов, не вступающих в реакцию с применяемыми реактивами.
В.3.2 Перед травлением образцы необходимо очистить от грязи и, если требуется, обезжирить.
В.3.3 Рекомендуемые реактивы и режимы травления указаны в таблице В.1. Допускается применять другие реактивы при условии получения идентичных результатов травления.
Таблица В.1
Состав реактива | Температура травления, °C | Время травления, с | Примечание |
Реактив 1 Этиловый спирт - 96 см3; азотная кислота (HNO3) - 4 см3 | 20 | 10 - 20 | Для выявления структурных составляющих металла и обезуглероживания около полости дефекта |
Реактив 2 (Обергоффера) Вода - 100 см3; этиловый спирт - 100 см3; хлорное олово (SnCl2) - 0,1 г; хлорная медь (CuCl2) - 0,2 г; хлорное железо (FeCl2) - 6 г; концентрированная соляная кислота (HCl) - 10 см3 | 20 | 10 - 40 | Для выявления структурных составляющих металла. Для более четкого выявления ликвации легкоплавких компонентов необходима двух- или трехкратная подполировка с последующим дотравливанием. Подполировку проводят в течение 10 - 20 с так, чтобы с поверхности шлифа была снята только оксидная пленка, а травленый слой остался. Дотравливание проводят в течение 5 - 15 с. Для снятия слоя меди, который оседает после травления в реактиве Обергоффера, образец протирают ватным тампоном, смоченным в аммиаке |
Реактив 3 | 20 | 20 - 40 | Для выявления карбидов, выделившихся по границам зерен. |
Вода - 100 см3; щавелевая кислота (C2H2O4) - 10 г | Для выявления структурных составляющих металла |
Применяемые реактивы должны быть чистыми, свежими, без взвешенных частиц и пены.
Условия травления должны исключать возникновения ложных дефектов.
В.3.4 Травление образцов должно обеспечивать получение четко выявленной микроструктуры в области расположения дефекта, позволяющей оценить: структурные составляющие, обезуглероживание, ликвацию легкоплавких компонентов (P, S, As и др.), науглероживание.
В.3.5 После травления образцы должны быть тщательно промыты в проточной воде и просушены.
В.3.6 В случае сильного растравливания поверхности проводят переполировку образца и повторное травление.
В.3.7 Протравленные образцы хранят в стеклянных эксикаторах или защищаются лаковым покрытием.
В.4 Оценка образцов и определение вида дефекта
В.4.1 Исследование полости дефекта и наличие неметаллических включений проводят до травления в поперечном сечении образца при увеличениях 50 - 200x; 100 - 1000x и более в светлом и темном полях зрения.
В.4.2 Исследование окружающей дефект микроструктуры проводят на травленой поверхности образца при увеличении 100 - 1000x.
Правосудович, В.В. и др. Дефекты стальных слитков и проката: справочное издание/В.В. Правосудович, В.П. Сокуренко, В.Н. Данченко и др. - М.: Интермет Инжиниринг, 2006. - 384 с. |
УДК 621.643:620.1:006.354 | ОКС 23.040.10 |
Ключевые слова: трубы стальные, дефект, окислы, плена, трещина, поверхность | |