ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО
ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

Арматура трубопроводная
МЕТОДЫ КОНТРОЛЯ
И ИСПЫТАНИЙ
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»), Научно-промышленной ассоциацией арматуростроения (НПАА) и Научно-производственным объединением «ГАКС-АРМСЕРВИС» (НПО «ГАКС-АРМСЕРВИС»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 259 «Трубопроводная арматура и сильфоны»
3 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 сентября 2009 г. № 428-ст
4 Настоящий стандарт соответствует международному стандарту ИСО 5208:2008 «Арматура трубопроводная промышленная. Испытание давлением» (ISO 5208:2008 (Е) «Industrial valves - Pressure testing of metallic valves») в части требований методики и основных параметров испытаний на прочность и плотность материалов и сварных швов, а также на герметичность затвора
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Арматура трубопроводная
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
Pipeline valves. Methods of control and testing
Дата введения - 2010-01-01
1 Область применения
Настоящий стандарт распространяется на трубопроводную арматуру (далее - арматуру) и устанавливает виды и категории испытаний, методы основных (обязательных) испытаний и контроля и критерии оценки результатов основных испытаний. Основные испытания и контроль являются обязательными при проведении всех видов контрольных испытании серийно изготовляемой арматуры, а также являются составной частью испытаний опытных образцов арматуры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.568-97 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р ИСО 8573-1-2005 Сжатый воздух. Часть 1. Загрязнения и классы чистоты
ГОСТ Р 52760-2007 Арматура трубопроводная. Требования к маркировке и отличительной окраске
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.063-81 Система стандартов безопасности труда. Арматура промышленная трубопроводная. Общие требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 112-78 Термометры метеорологические стеклянные. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 5152-84 Набивки сальниковые. Технические условия
ГОСТ 5761-2005 Клапаны на номинальное давление не более PN 250. Общие технические условия
ГОСТ 5762-2002 Арматура трубопроводная промышленная. Задвижки на номинальное давление не более PN 250. Общие технические условия
ГОСТ 6359-75 Барографы метеорологические анероидные. Технические условия
ГОСТ 9544-2005 Арматура трубопроводная запорная. Классы и нормы герметичности затворов
ГОСТ 11823-91 Клапаны обратные на номинальное давление PN ≤ 25 МПа (250 кгс/см2). Общие технические условия
ГОСТ 12893-2005 Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 13252-91 Затворы обратные на номинальное давление PN ≤ 25 МПа (250 кгс/см2). Общие технические условия
ГОСТ 13547-79 Затворы дисковые на Ру до 2,5 МПа (25 кгс/см2). Общие технические условия
ГОСТ 13837-79 Динамометры общего назначения. Технические условия
ГОСТ 17433-80 Промышленная чистота. Сжатый воздух. Классы загрязненности
ГОСТ 21345-2005 Краны шаровые, конусные и цилиндрические на номинальное давление не более PN 250. Общие технические условия
ГОСТ 21752-76 Система «Человек - машина». Маховики управления и штурвалы. Общие эргономические требования
ГОСТ 23866-87 Клапаны регулирующие односедельные, двухседельные и клеточные. Основные параметры
ГОСТ 24054-80 Изделия машиностроения и приборостроения. Методы испытаний на герметичность. Общие требования
ГОСТ 24570-81 Клапаны предохранительные паровых и водогрейных котлов. Технические требования
ГОСТ 25136-82 Соединения трубопроводов. Методы испытаний на герметичность
ГОСТ 25923-89 Затворы дисковые регулирующие. Основные параметры
ГОСТ 28343-89 (ИСО 7121-86) Краны шаровые стальные фланцевые. Технические требования
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
ГОСТ 31294-2005 Клапаны предохранительные прямого действия. Общие технические условия
Примечания
1 При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части не затрагивающей эту ссылку.
2 Перечень зарубежных стандартов, использованных при разработке стандарта, приведен в приложении А.
3 Термины, определения, сокращения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1
|
герметичность: Способность арматуры и отдельных ее элементов и соединений препятствовать газовому или жидкостному обмену между разделенными средами. [ГОСТ Р 52720-2007, статья 6.23] |
3.1.2
|
герметичность затвора: Свойство затвора препятствовать газовому или жидкостному обмену между средами, разделенными затвором. [ГОСТ Р 52720-2007, статья 6.24] |
3.1.3
|
давление закрытия Рз: Избыточное давление на входе в предохранительный клапан, при котором после сброса рабочей среды происходит посадка запирающего элемента на седло с обеспечением заданной герметичности затвора. [ГОСТ Р 52720-2007, статья 6.6] |
3.1.4
|
давление настройки Рн: Наибольшее избыточное давление на входе в предохранительный клапан, при котором затвор закрыт и обеспечивается заданная герметичность затвора. [ГОСТ Р 52720-2007, статья 6.7] |
3.1.5
|
давление начала открытия Рн.о: Избыточное давление на входе в предохранительный клапан, при котором усилие, стремящееся открыть клапан, уравновешено усилиями, удерживающими запирающий элемент на седле. Примечание - При давлении начала открытия заданная герметичность в затворе клапана нарушается и начинается подъем запирающего элемента. [ГОСТ 16504-81, статья 6.8] |
3.1.6
|
номинальное давление PN: Наибольшее избыточное рабочее давление, выраженное в кгс/см2, при температуре рабочей среды 293 К (20 °С), при котором обеспечивается заданный срок службы (ресурс) корпусных деталей арматуры, имеющих определенные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках прочности их при температуре 293 К (20 °С). [ГОСТ Р 52720-2007, статья 6.1] |
3.1.7
|
давление полного открытия Рп.о: Избыточное давление на входе в предохранительный клапан, при котором совершается ход арматуры и достигается максимальная пропускная способность. [ГОСТ Р 52720-2007, статья 6.10] |
3.1.8
|
пробное давление Рпр (Ph): Избыточное давление, при котором следует проводить гидравлическое испытание арматуры на прочность и плотность водой при температуре не менее 278 К (5 °С) и не более 343 К (70 °С), если в документации не указана другая температура - по ГОСТ Р 52720. [ГОСТ Р 52720-2007, статья 6.5] |
3.1.9
|
рабочее давление Рр: Наибольшее избыточное давление, при котором возможна длительная работа арматуры при выбранных материалах и заданной температуре - по ГОСТ Р 52720. [ГОСТ Р 52720-2007, статья 6.3] |
3.1.10
|
управляющее давление Рупр: Диапазон значений давления управляющей среды привода, обеспечивающего нормальную работу арматуры. [ГОСТ Р 52720-2007, статья 6.10] |
3.1.11
|
номинальный диаметр DN: Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей арматуры. Примечание - Номинальный диаметр приблизительно равен внутреннему диаметру присоединяемого трубопровода, выраженному в миллиметрах и соответствующему ближайшему значению из ряда чисел, принятых в установленном порядке. [ГОСТ Р 52720-2007, статья 6.2] |
3.1.12
|
запирающий элемент, ЗЭл: Подвижная часть затвора, связанная с приводом, позволяющая при взаимодействии с неподвижной деталью затвора осуществлять управление потоком рабочей среды путем изменения проходного сечения и обеспечивать требуемую герметичность затвора. [ГОСТ Р 52720-2007, статья 7.5] |
3.1.13 контрольные испытания: Испытания, проводимые на различных стадиях жизненного цикла арматуры, с целью установления соответствия ее требованиям нормативных документов.
3.1.14
|
квалификационные испытания: Контрольные испытания установочной серии или первой промышленной партии, проводимые с целью оценки готовности предприятия к выпуску продукции данного типа в заданном объеме. [ГОСТ 16504-81, статья 45] |
3.1.15
|
основные испытания: Испытания на прочность, плотность, герметичность по отношению к внешней среде, герметичность затвора, работоспособность - проверку функционирования, проводимые при всех видах контрольных испытаний. |
3.1.16
|
периодические испытания: Контрольные испытания выпускаемой продукции, проводимые в объемах и в сроки, установленные нормативной документацией, с целью контроля стабильности качества продукции и возможности продолжения ее выпуска. [ГОСТ 16504-81, статья 48] |
3.1.17
|
приемочные испытания: Контрольные испытания опытных образцов, опытных партий продукции или изделий единичного производства, проводимых соответственно с целью решения вопроса о целесообразности постановки этой продукции на производство и (или) использования по назначению. [ГОСТ 16504-81, статья 44] |
3.1.18
|
приемосдаточные испытания: Контрольные испытания продукции при приемочном контроле. [ГОСТ 16504-81, статья 47] |
3.1.19
|
предварительные испытания: Контрольные испытания опытных образцов и (или) опытных партий продукции с целью определения возможности их предъявления на приемочные испытания. [ГОСТ 16504-81, статья 43] |
3.1.20
|
сертификационные испытания: Контрольные испытания продукции, проводимые с целью установления соответствия характеристик и ее свойств национальным и (или) международным нормативно-техническим документам. [ГОСТ 16504-81, статья 52] |
3.1.21 испытательный стенд (установка): Комплекс технологических систем, оборудования, измерительных средств, оснастки, средств механизации и автоматизации, а также коллективных средств защиты, обеспечивающих безопасное проведение технологического процесса испытаний арматуры.
3.1.22 специальные испытания: Испытания по проверке соответствия арматуры специальным требованиям (сейсмостойкость, вибро-, ударостойкость, огнестойкость, климатические воздействия, воздействие рабочей среды).
3.1.23 типовые испытания: Контрольные испытания выпускаемой арматуры, проводимые с целью оценки эффективности и целесообразности вносимых изменений в конструкцию, технологический процесс, а также при изменении условий применения или технических характеристик.
3.1.24 эксплуатационные испытания: Контрольные испытания по подтверждению соответствия арматуры требованиям нормативной документации, проводимые в условиях эксплуатации.
3.1.25 концентрация: Отношение объема испытательной среды, проникшей через течи под действием перепада давления, к общему объему системы, см3/м3 (концентрацию определяют с помощью гелиевого течеискателя или щупа).
3.1.26
|
метод испытания: Правила применения определенных принципов и средств испытания. [ГОСТ 16504-81, статья 11] |
3.1.27
|
метод контроля: Правила применения определенных принципов и средств контроля. [ГОСТ 16504-81, статья 81] |
3.1.28 плотность: Свойство конструкции или материала корпусных деталей и сварных швов арматуры, контактирующих с окружающей средой, препятствовать прониканию жидкости, газа или пара наружу.
3.1.29 пробное вещество: Испытательная среда для контроля герметичности в затворе.
3.1.30
|
регулирующий элемент, РЭл: Часть затвора, как правило, подвижная и связанная с приводом или чувствительным элементом, позволяющая при взаимодействии с седлом осуществлять управление (регулирование) потока рабочей среды путем изменения проходного сечения. [ГОСТ Р 52720-2007, статья 7.6] |
3.1.31
|
среда (рабочая, управляющая, окружающая): Жидкость, газ, пульпа или их смеси, для управления которыми предназначена арматура, либо используемые для управления арматурой, либо окружающие ее. [ГОСТ Р 52720-2007, статья 2.16] |
3.1.32
|
испытательная среда: Среда, используемая для контроля арматуры. [ГОСТ Р 52720-2007, статья 2.21] |
3.1.33
|
командная среда: Среда, передающая команду (сигнал) от системы автоматического регулирования к позиционеру или другому виду реле. [ГОСТ Р 52720-2007, статья 2.19] |
3.1.34
|
управляющая среда: Среда, создающая силовое воздействие привода или исполнительного механизма для перемещения запирающего (регулирующего) элемента ЗЭл (РЭл) в требуемое положение. [ГОСТ Р 52720-2007, статья 2.20] |
3.1.35
|
уплотнение: Совокупность сопрягаемых элементов арматуры, обеспечивающих необходимую герметичность подвижных или неподвижных соединений деталей (узлов) арматуры. [ГОСТ Р 52720-2007, статья 7.19] |
3.1.36
|
сальниковое уплотнение (сальник): Уплотнение подвижных деталей (узлов) арматуры относительно окружающей среды. В качестве герметизирующего элемента уплотнения применяется уплотнительный элемент с принудительным созданием в нем напряжений, необходимых для обеспечения требуемой герметичности. [ГОСТ Р 52720-2007, статья 7.20] |
3.1.37
|
уплотнение сильфонное: Уплотнение подвижных деталей (узлов) арматуры относительно окружающей среды, в котором в качестве герметизирующего элемента применен сильфон. [ГОСТ Р 52720-2007, статья 7.21] |
3.1.38
|
утечка: Проникание вещества из герметизированного изделия через течи под действием перепада давления. [ГОСТ Р 52720-2007, статья 6.44] |
3.1.39
|
цикл: Перемещение запирающего элемента из исходного положения «открыто» («закрыто») в противоположное и обратно. Перемещение связано с выполнением основной функции данного вида арматуры. [ГОСТ Р 52720-2007, статья 2.23] |
3.2 В настоящем стандарте применены следующие сокращения:
АС - атомная станция;
ЗЭл - запирающий элемент;
КД - конструкторская документация;
НД - нормативная документация;
НЗ - нормально закрытый,
НО - нормально открытый,
ОТК - отдел технического контроля;
ПИМ - пневматический исполнительный механизм;
ПМ - программа и методика испытаний арматуры;
РЭл - регулирующий элемент;
РЭ - руководство по эксплуатации;
ТД - техническая документация;
ТЗ - техническое задание;
ТУ - технические условия;
DN - диаметр номинальный;
F - площадь седла предохранительного клапана;
Кс - коэффициент начала паровой кавитации;
Км - коэффициент развитой кавитации;
Kv - действительная пропускная способность;
Kvy - условная пропускная способность;
PN - номинальное давление;
3.3 В настоящем стандарте применены следующие обозначения:
PNвх - номинальное давление входного патрубка предохранительной арматуры;
РNвых - номинальное давление выходного патрубка предохранительной арматуры;
v - скорость испытательной (рабочей) среды;
Д - диапазон регулирования;
Рз - давление закрытия;
Рн - давление настройки;
Рн.о - давление начала открытия;
Рп.о - давление полного открытия;
Рпр (Ph) - давление пробное;
Рвх - давление пробное входного патрубка предохранительной арматуры;
Рпр.вых - давление пробное выходного патрубка предохранительной арматуры;
Рр - давление рабочее;
Рр.вх - давление рабочее входного патрубка предохранительной арматуры;
Рр.вых - давление рабочее выходного патрубка предохранительной арматуры;
Рупр - давление управляющее;
А - зона нечувствительности;
h - ход арматуры (расстояние между уплотнительными поверхностями ЗЭл (РЭл) и седла);
h у - номинальный ход;
![]() -
относительный ход;
-
относительный ход;
V - измеренный объем при контроле герметичности затвора;
q - утечка в затворе;
α1 - коэффициент расхода для сжимаемых сред;
α2 - коэффициент расхода для несжимаемых сред;
ρ - плотность испытательной (рабочей) среды;
τ - время измерения при контроле герметичности затвора или время выдержки под давлением;
ζ - коэффициент сопротивления.
4 Общие требования, предъявляемые к условиям, обеспечению и проведению испытаний
4.1 Испытания проводят с целью контроля соответствия арматуры требованиям КД (ТУ). Объем испытаний указывают в ТУ или ПМ.
4.2 Методы контроля и испытаний, установленные настоящим стандартом, используют при проведении следующих видов контрольных испытаний:
- предварительных;
- приемочных;
- приемо-сдаточных;
- квалификационных;
- периодических;
- типовых;
- сертификационных;
- эксплуатационных.
Опытные образцы арматуры подвергают предварительным и приемочным испытаниям. Серийно выпускаемую арматуру подвергают приемо-сдаточным, квалификационным, периодическим, типовым, сертификационным и эксплуатационным испытаниям.
4.2.1 Организационную процедуру испытаний, включающую порядок предварительных испытаний, а также порядок предъявления комиссии арматуры, ее возврат, регистрацию отказов, приостановку и возобновление испытаний и т.п., устанавливают ТУ и ПМ изготовителя.
Приемочные испытания арматуры проводятся в соответствии с ГОСТ Р 15.201. Для арматуры, предназначенной для эксплуатации на опасных производственных объектах, поднадзорных Ростехнадзору, приемочные испытания осуществляются в порядке, оговоренном в [1].
Приемо-сдаточные испытания проводят по ТУ и/или по ПМ, и/или по иным документам, содержащим требования к испытаниям.
Сертификационные испытания проводят в порядке, установленном в системе сертификации.
4.2.3 Все виды испытаний, кроме приемо-сдаточных, проводит комиссия, назначенная в соответствии с ГОСТ Р 15.201 и ГОСТ 15.309.
Приемо-сдаточные испытания проводит ОТК предприятия-изготовителя.
В соответствии с ГОСТ 15.309 по требованию заказчика арматуры (по условию контрактов (договоров) приемо-сдаточные испытания могут проводить представители заказчика и/или надзорных органов в присутствии ОТК силами и средствами предприятия-изготовителя.
Требования к оформлению отчетных документов по результатам испытаний приведены в разделе 9.
4.3 На испытания вместе с арматурой представляют комплект ТД в следующем объеме:
- сведения о предприятии-изготовителе (при всех видах испытаний, кроме приемо-сдаточных);
- сборочный чертеж арматуры;
- ТУ;
- заказная спецификация (при наличии);
- протокол предварительных испытаний (при проведении приемочных испытаний);
- паспорт (при всех видах испытаний, кроме приемо-сдаточных);
- руководство по эксплуатации арматуры и комплектующих;
- программа и методика испытаний арматуры (при всех видах испытаний, а для приемо-сдаточных - при ее наличии - см. 4.2.2).
Конкретный комплект ТД, представляемый на испытания, должен быть указан в ТУ или ПМ. При приемочных испытаниях опытных образцов комплект ТД должен соответствовать ГОСТ Р 15.201, утвержденному ТЗ и ПМ испытаний опытных образцов.
4.4 Испытаниям подвергают арматуру в сборе после завершения цикла проверок разрушающими и неразрушающими методами контроля деталей и сборочных единиц, предусмотренными КД.
4.5 Условия проведения испытаний
4.5.1 Испытания должны проводиться в следующих климатических условиях:
- температура окружающего воздуха - не ниже 5 °С;
- относительная влажность воздуха - 45 % - 98 %;
- атмосферное давление - от 84 до 106 кПа.
При эксплуатационных испытаниях условия проведения испытаний - в соответствии с ПМ.
4.5.2 Температура испытательной среды (пробного вещества) - от 5 °С до 40 °С, за исключением случаев, оговоренных в ТУ (КД).
Разность между температурой керосина, применяемого в качестве испытательной среды (пробного вещества), и температурой вспышки керосина должна быть не менее 5 °С.
Для арматуры АС минимальная допустимая температура металла при гидравлических (пневматических) испытаниях определяется КД в соответствии с [2].
4.5.3 При проведении гидравлических испытаний разность температур стенки корпуса арматуры и окружающего воздуха не должна вызывать конденсацию влаги на поверхности стенок арматуры.
4.6 Приемо-сдаточные испытания на прочность и плотность материала деталей проводят до окраски изделий.
4.7 После испытаний оставшаяся жидкая среда должна быть удалена, а изделия просушены.
4.8 Допускается совмещать испытания на плотность материала деталей и сварных швов арматуры с испытаниями на герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений и на работоспособность (проверку функционирования) при условии обеспечения мер безопасности.
4.9 Измерение давления следует проводить двумя независимыми показывающими измерительными средствами, имеющими одинаковую точность и пределы измерения.
4.10 Повышать давление следует плавно, с выдержками с целью проверки плотности соединений и обнаружения видимых деформаций. Количество остановок и значения промежуточных давлений устанавливает инструкция, разработанная предприятием-изготовителем. Если испытательное давление от 0,5 до 10,0 МПа включительно, то остановку и проверку обязательно проводят при давлении, равном половине испытательного. Если испытательное давление превышает 10,0 МПа, то остановку и проверку проводят при давлении, равном половине испытательного, и далее через 5,0 МПа.
4.11 Контроль и испытания арматуры перед монтажом и использованием по назначению проводят в соответствии с РЭ.
4.12 Контроль и испытание арматуры, находящейся в эксплуатации, следует проводить по специально разработанным методикам с учетом требований РЭ.
4.12.1 Параметры испытаний арматуры определяются регламентом работы технологических систем, в которых установлена арматура.
4.12.2 Методы контроля, испытаний и критерии приемки при проведении испытаний на прочность и плотность материала корпусных деталей и сварных швов, находящихся под давлением рабочей среды, герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений и работоспособность (проверку функционирования) арматуры - в соответствии с разделом 8.
4.12.3 Контроль герметичности затвора проводят визуально и/или с помощью средств технического диагностирования. Утечка в затворе не должна превышать значения, указанного в КД (ТУ, ПМ, паспорте) на арматуру.
4.13 Контроль и испытания арматуры после ремонта следует проводить в соответствии с техническими требованиями на конкретную арматуру и ремонтной документацией. Методы контроля, испытаний и критерии оценки результатов испытаний арматуры после ремонта - в соответствии с ТУ и/или ПМ, входящей в состав ремонтной документации.
5 Требования безопасности при проведении испытаний
5.1 К проведению испытаний допускается персонал, имеющий соответствующую квалификацию и прошедший специальное (теоретическое, производственное) обучение по технике безопасности.
5.2 Лица, занятые в испытаниях, должны быть проинструктированы согласно инструкции по безопасности, действующей на предприятии-изготовителе, программе и методике проведения испытаний арматуры и ГОСТ 12.2.063.
5.3 Персонал, проводящий испытания, должен:
- знать устройство испытательных стендов (далее - стендов), на которых проводят испытания;
- знать технологический процесс испытаний;
- изучить устройство испытуемого изделия, ПМ и РЭ;
- пройти инструктаж по технике безопасности.
5.4 В испытаниях должны принимать участие не менее двух человек. Во время испытаний не допускается на испытательном участке находиться одному испытателю.
5.5 Требования безопасности к стендам, испытательному оборудованию, измерительным средствам и приборам - в соответствии с ГОСТ 12.2.003.
5.6 Испытания следует проводить с соблюдением правил, изложенных в утвержденной инструкции по технике безопасности при работе на испытательных стендах.
5.7 При применении в качестве испытательной взрывопожароопасной и легковоспламеняющейся среды необходимо соблюдать требования пожарной безопасности.
При применении в качестве испытательной среды керосина необходимо учитывать требование по увеличению зоны безопасности нахождения персонала.
При применении в качестве испытательных сред инертных газов необходимо учитывать требования по контролю содержания кислорода в зоне нахождения персонала.
5.8 Заглушки, применяемые при испытаниях, должны обеспечивать прочность и плотность и быть рассчитаны на давление испытаний.
5.9 Расположение испытательной площадки должно гарантировать безопасность персонала, не участвующего в испытании.
5.10 Установку заглушек и прокладок на арматуру, а также затяжку крепежа и визуальный контроль арматуры, высота которой превышает 1,5 м, следует проводить со специальных площадок обслуживания.
5.11 При испытаниях не допускаются механические воздействия на арматуру, находящуюся под давлением.
5.12 В процессе повышения давления во внутренних полостях арматуры до установленной величины персонал должен находиться на безопасном расстоянии от испытуемой арматуры, указанном в инструкции по технике безопасности при работе на испытательном стенде.
5.13 Испытания арматуры воздухом номинальным давлением PN (рабочим Рр) и более следует проводить в специально оборудованном боксе (бронекабине) при условии соблюдения требований ГОСТ 12.1.010 и требований безопасности, изложенных в НД предприятия, проводящего испытания, а также в соответствии с инструкцией по технике безопасности при работе на испытательном стенде.
5.14 Если испытательной средой является жидкость, то воздух из внутренних полостей должен быть удален.
5.15 При давлении испытательной среды (пробного вещества) в корпусе арматуры выше номинального недопустимо нахождение персонала в опасной зоне. Границы опасной зоны оговариваются в инструкции по технике безопасности при работе на испытательном стенде.
Внешний осмотр арматуры проводить только при понижении давления до значения, указанного в КД (ТУ), которое должно быть не более PN (Рр).
5.16 Все работы, связанные с устранением обнаруженных дефектов, проводить только при отсутствии давления испытательной среды в арматуре и напряжения в электрических цепях электрооборудования.
5.17 При проведении испытания запрещается:
- лицам, не участвующим в проведении испытаний, находиться на испытательных площадках;
- лицам, участвующим в проведении испытаний, находиться со стороны заглушек;
- испытывать арматуру при отсутствии РЭ на арматуру и привод, а также ТУ или ПМ;
- испытывать арматуру при неполном количестве крепежных деталей (болты, шпильки, гайки);
- испытывать электроприводную арматуру при отсутствии заземления;
- повышать давление выше значений, указанных в ТУ или ПМ;
- перегибать шланги, подводящие испытательную среду (пробное вещество) к измерительным средствам;
- использовать испытуемую арматуру в качестве опор для стендового оборудования и трубопроводов;
- использовать дополнительные рычаги при ручном управлении арматурой и применять гаечные ключи, размер которых больше размера крепежных деталей;
- проводить во время испытаний на испытательном стенде какие-либо работы (ремонтные и т.д.), не предусмотренные ТУ (ПМ);
- проводить транспортирование грузов над арматурой, находящейся под давлением.
5.18 Испытания необходимо прекратить при:
- повышении давления в системе испытательного стенда выше значений, указанных в КД (ТУ, ПМ);
- падении давления, не связанном с технологическим процессом проведения испытаний;
- появлении ударов, шума, стуков;
- обнаружении предельных состояний арматуры, оговоренных в КД (ТУ, РЭ, ПМ), в том числе:
трещин, выпучин в основных элементах испытуемой арматуры,
потения материала корпусных деталей и сварных швов,
утечки через подвижные (сальник, сильфон) и неподвижные (прокладочные и т.п.) соединения,
неисправности измерительных средств.
6 Требования к испытательному оборудованию, измерительным средствам
6.1 Перечень оборудования и измерительных средств, рекомендуемых к применению, приведен в приложении Б. Перечень оборудования и измерительных средств должен быть приведен в ТУ (ПМ) на конкретные изделия.
6.2 Принципиальные схемы испытательных стендов приведены в приложении В.
6.3 Испытательное оборудование должно обеспечивать условия испытаний, установленные КД (ТУ, ПМ).
6.4 Испытательное оборудование не должно оказывать на изделие механического (силового) воздействия от крепежных и установочных элементов, не предусмотренного КД, ТУ и ПМ и/или иными документами (технологическими документами, рабочими инструкциями и т.д.), содержащими требования к испытаниям.
6.5 Испытания следует проводить на стендах в условиях, обеспечивающих чистоту изделий и параметры испытательных сред (пробных веществ), оговоренные в КД (ТУ, ПМ), с соблюдением мер и требований безопасности.
6.6 Параметры измерительных средств и испытательных стендов должны соответствовать параметрам, указанным в паспортах или другой ТД на это оборудование.
Испытательные стенды и испытательное оборудование должны быть аттестованы в соответствии с требованиями ГОСТ Р 8.568.
6.7 Метрологический контроль и надзор, осуществляемый метрологическими службами юридических лиц за средствами измерений, - по [3].
6.8 При всех видах испытаний следует применять измерительные средства, имеющие действующие клейма [4] и/или действующие документы (свидетельства о поверке, свидетельства о калибровке и т.д.).
6.9 Контроль размеров, указанных на сборочном чертеже, следует проводить с помощью универсального или специального измерительного инструмента.
6.10 Измерительные средства, применяемые при испытаниях, должны обеспечивать установленные в КД (ТУ, ПМ) погрешности измерений контролируемых параметров. При проведении испытаний погрешность измерений применяемых измерительных средств не должна превышать следующих значений, если в КД (ТУ) не указано иное:
±1,5 % - при измерении давлений;
±1,5 % - при измерении температуры;
±1,0 % - при измерении массы;
±2,0 % - при измерении времени;
±5,0 % - при измерении утечки.
При оценке результатов дополнительных и специальных испытаний следует учитывать систематическую погрешность применяемых средств измерения.
6.11 Оценка порога чувствительности применяемых средств измерений - в соответствии с таблицей Г.2, приложение Г.
6.12 Для контроля давления следует применять манометры, имеющие одинаковую точность во всем диапазоне измерения. Допускается применять манометры класса точности не более 1,5 по ГОСТ 2405, при этом контролируемые значения давлений должны находиться в пределах второй трети шкалы показаний манометра.
7 Требования к испытательным средам (пробным веществам)
7.1 В качестве основных испытательных сред (пробных веществ) применяют воду, воздух и гелий.
Допускается для испытания арматуры применять азот, природный газ, фреон, а для испытания арматуры, предназначенной для нефтепродуктов, применять керосин.
При испытаниях допускается применять:
- воздух взамен гелия и фреона;
- воду взамен керосина.
Вид испытательной среды (пробного вещества) устанавливают в ТУ и выбирают по таблице 1 в зависимости от назначения арматуры и вида испытаний.
Таблица 1 - Виды испытательных сред, применяемых для проведения обязательных испытаний
|
Вид обязательных испытаний |
Испытательная среда (пробное вещество) |
||
|
Жидкость |
Газ |
||
|
Жидкости, не относящиеся к опасным веществам [5] |
Прочность и плотность материала корпусных деталей и сварных швов |
+ |
- |
|
Герметичность относительно внешней среды уплотнений подвижных и неподвижных соединений |
+ |
- |
|
|
Герметичность затвора |
+ |
- |
|
|
Газы; жидкости, относящиеся к опасным веществам [5] |
Прочность и плотность материала корпусных деталей и сварных швов |
+ |
+ (допускается, см. 8.5.1.8) |
|
Герметичность относительно внешней среды уплотнений подвижных и неподвижных соединений |
- |
+ |
|
|
Герметичность затвора |
- |
+ |
|
7.2 Требования, предъявляемые к качеству испытательных сред (пробных веществ), приводят в НД изготовителя.
7.3 Вода должна соответствовать требованиям [6]. Допускается применять воду, соответствующую требованиям [7].
7.4 Класс чистоты воздуха - 684 по ГОСТ Р ИСО 8573-1:
6 - класс чистоты по твердым частицам;
8 - класс чистоты по содержанию воды в жидкой фазе;
4 - класс чистоты по суммарному (общему) содержанию масел либо по классу 9 ГОСТ 17433.
7.5 Качество других испытательных сред (пробных веществ) регламентируют в КД на конкретную арматуру.
8 Методы контроля и испытаний
8.1 Основные виды контроля и категории испытаний
8.1.1 К основным видам контроля относят:
- визуальный контроль;
- измерительный контроль (в том числе контроль массы арматуры).
Методы контроля и критерии оценки результата контроля приведены в 8.2 и 8.3.
8.1.2 Категории испытаний
Испытания подразделяют на следующие категории:
- основные (обязательные);
- дополнительные;
- специальные.
К основным испытаниям относят гидравлические и/или пневматические испытания, включающие в себя испытания на:
- прочность и плотность материала корпусных деталей и сварных швов, находящихся под давлением испытательной среды;
- герметичность относительно внешней среды по уплотнению подвижных (сальник, сильфон) и неподвижных (прокладочных и т.п.) соединений;
- герметичность затвора;
- работоспособность - проверка функционирования (далее - проверка функционирования).
Основные испытания являются обязательной составной частью всех видов контрольных испытаний: предварительных, приемочных, приемо-сдаточных, квалификационных, периодических, типовых, сертификационных, эксплуатационных и др.
Методы основных испытаний и контроля и критерии оценки результата испытаний приведены в 8.4 - 8.8.
8.1.3 Дополнительные испытания включают в себя:
- определение гидравлических характеристик;
- определение акустических характеристик;
- оценку и подтверждение показателей безопасности и надежности.
8.1.3.1 Гидравлические и акустические характеристики арматуры определяют в процессе приемочных испытаний опытных образцов и, при необходимости, подтверждают при типовых и периодических испытаниях.
Оценку и подтверждение показателей безопасности и надежности арматуры выполняют в ходе приемочных, квалификационных, типовых и периодических испытаний.
Необходимость и объем дополнительных испытаний определяют в зависимости от назначения и условий эксплуатации арматуры. Объем, методы испытаний и критерии оценки результатов испытаний устанавливают в КД (ПМ) по согласованию с заказчиком.
8.1.3.2 В зависимости от функционального назначения арматуры определяют следующие гидравлические характеристики:
- для запорной арматуры: коэффициент сопротивления ζ;
- для регулирующей арматуры:
условную пропускную способность Kvy,
пропускную характеристику Kv = f(h),
диапазон регулирования Д,
кавитационные характеристики (зависимости коэффициентов кавитации Кс
и Км от относительной пропускной способности ![]() );
);
- для регуляторов давления
условную пропускную способность Kvy,
зону регулирования,
динамические характеристики;
- для обратной, невозвратно-запорной и невозвратно-управляемой арматуры коэффициент сопротивления при полном открытии ζ,
зависимость коэффициента сопротивления от скоростного давления 
- для предохранительной арматуры (при давлении полного открытия Рп.о):
коэффициент расхода α (для сжимаемых сред - α1, для несжимаемых сред - α2),
эффективную площадь α ∙ F (для сжимаемых сред - α1 ∙ F, для несжимаемых сред - α2 ∙ F).
Определение гидравлических характеристик проводят на расходных стендах по специальным методикам.
При отсутствии возможности проведения испытаний по определению гидравлических характеристик допускается проводить оценку характеристик посредством расчетов, моделирования, испытанием модельных образцов и др.
8.1.3.3 Акустические испытания проводят с целью определения:
- уровня звукового давления;
- виброшумовых характеристик (уровней вибрации, уровней шума, уровней гидродинамического шума).
Определение акустических характеристик проводят на специализированных стендах по специальным методикам.
8.1.3.4 Методики определения показателей безопасности и надежности устанавливают в ПМ, входящих в состав КД.
Допускается подтверждать показатели безопасности и надежности путем анализа технологических процессов изготовления арматуры и действующей на предприятии-изготовителе системы производственного контроля, а также сбором и анализом данных, полученных в процессе эксплуатации. В этом случае соответствующие методики определяет разработчик арматуры и согласует с предприятием-изготовителем (с организацией, эксплуатирующей арматуру).
8.1.4 Специальные испытания проводят для подтверждения стойкости арматуры к климатическим, механическим и термическим воздействиям.
Необходимость и объем специальных испытаний определяют в зависимости от назначения и условий эксплуатации арматуры. Объем, методы испытаний и критерии оценки результатов испытаний устанавливают в КД (ПМ) по согласованию с заказчиком.
Специальные испытания проводят в процессе приемочных испытаний опытных образцов или при типовых испытаниях серийной арматуры при изменении условий применения и технических характеристик (по требованию заказчика).
К специальным испытаниям относят:
- климатические испытания на:
теплоустойчивость,
хладоустойчивость,
воздействие морского тумана,
устойчивость к воздействию инея и росы,
брызгозащищенность,
пылезащищенность;
- механические испытания на:
воздействие вибрации (сейсмостойкость, вибростойкость),
удар,
транспортирование;
- термические испытания - на огнестойкость.
8.1.5 Критерием оценки дополнительных и специальных испытаний является подтверждение характеристик арматуры, указанных в КД (ТУ). Правила использования результатов испытаний при принятии решений о приемке арматуры отражают в ПМ.
8.1.6 При проведении испытаний следует учитывать требования ГОСТ 5761, ГОСТ 5762, ГОСТ 11823, ГОСТ 12893, ГОСТ 13252, ГОСТ 13547, ГОСТ 21345, ГОСТ 24570, ГОСТ 28343, ГОСТ 31294.
8.2 Визуальный контроль
8.2.1 При визуальном контроле перед проведением испытаний проверяют:
- соответствие арматуры сборочному чертежу и ее комплектность в соответствии с КД (ТУ), спецификацией, требованиями заказа;
- наличие заглушек, обеспечивающих защиту патрубков от проникновения загрязнений в полости арматуры;
- полноту и правильность маркировки на корпусе арматуры и на фирменной табличке. Маркировка должна быть четкой, читаемой, нестираемой и долговечной. Маркировка должна быть выполнена в соответствии с требованиями ГОСТ Р 52760, а также КД (ТУ);
- отсутствие на корпусе, уплотнительных поверхностях фланцев и торцах уплотнительных поверхностей патрубков вмятин, задиров, механических повреждений, коррозии;
- отсутствие на торцах патрубков под приварку расслоений любого размера;
- качество поверхности арматуры под нанесение защитного антикоррозионного покрытия в соответствии с требованиями КД;
- состояние сварных швов в соответствии с требованиями КД.
8.3 Измерительный контроль
8.3.1 При измерительном контроле проверяют:
- габаритные и присоединительные размеры;
- в зависимости от расположения присоединительных фланцев:
перпендикулярность фланцев к оси корпуса арматуры,
параллельность фланцев между собой;
- массу арматуры;
- толщину стенок корпусных деталей в контрольных точках, указанных в КД (ТУ).
Контроль толщины стенок проводят по требованию заказчика для арматуры, предназначенной для эксплуатации на опасных производственных объектах, поднадзорных органам государственного надзора.
8.3.2 Контроль габаритных и присоединительных размеров, указанных на сборочном чертеже или в ТУ, проводят при помощи универсального или специального измерительного инструмента.
Отклонение измеренных размеров не должно превышать предельных значений, указанных в КД (ТУ).
8.3.3 Контроль толщины стенок корпусных деталей рекомендуется проводить ультразвуковым методом. По результатам измерений толщины стенок арматуры, предназначенной для эксплуатации на опасных производственных объектах, составляют эскиз корпуса с указанием точек измерений. Эскиз прилагают к паспорту арматуры.
8.3.4 Массу арматуры подтверждают при испытании первой партии арматуры, изготовленной в текущем году, а также при проведении периодических и типовых испытаний.
8.3.4.1 При годовом выпуске арматуры одного типоразмера или партии однотипной арматуры до 50 шт. включительно, изготовляемой по одинаковой технологии, контролируют массу одного изделия; при выпуске свыше 50 единиц арматуры количество контролируемых изделий должно быть не менее двух.
8.3.4.2 Контроль массы арматуры проводят взвешиванием изделий на весах для статического взвешивания по ГОСТ 29329. Массу изделия определяют как среднее значение массы взвешенных изделий, либо как среднее значение не менее трех взвешиваний одного изделия.
Допускается применять динамический метод определения массы арматуры динамометрами общего назначения по ГОСТ 13837.
8.3.4.3 Масса изделий не должна превышать предельных значений, указанных в КД (ТУ).
8.4 Гидравлические (или) пневматические испытания
8.4.1 Если в КД (ТУ) не указано иное, для проведения испытаний следует применять испытательные среды, а также значения давлений и времени выдержки под давлением, указанные в настоящем стандарте.
8.4.2 Методы контроля и способы реализации приведены в таблице 2.
Таблица 2 - Методы контроля арматуры и способы их реализации
|
Способ реализации метода |
Испытательная среда1) |
||
|
Жидкостный |
гидростатический |
Компрессионный |
Вода |
|
манометрический |
|||
|
Газовый |
манометрический |
Компрессионный |
Воздух |
|
пузырьковый |
Компрессионный |
||
|
Обмыливанием |
|||
|
масс-спектрометрический2) |
В гелиевой (вакуумной) камере |
Гелий |
|
|
Гелиевым щупом |
|||
|
Обдувом гелием |
|||
|
1) Допускается применение других сред в соответствии с 7.1. 2) Применяется при наличии требований по вакуумной плотности. |
|||
8.4.3 Наименование применяемого метода контроля указывают в КД (ТУ).
8.5 Испытания на прочность и плотность материала корпусных деталей и сварных швов, находящихся под давлением рабочей среды
8.5.1 Методы испытаний
8.5.1.1 Испытаниям подвергают арматуру в сборе. Допускается проводить испытание отдельных деталей, если невозможно провести испытание арматуры в сборе.
8.5.1.2 Испытания на прочность и плотность материала корпусных деталей, имеющих рубашки для обогрева (охлаждения), проводят до сборки арматуры. Контролю подвергают элементы корпусных деталей, которые при испытании арматуры в сборе проверить не представляется возможным.
8.5.1.3 Принципиальные схемы стендов для испытаний арматуры в сборе на прочность и плотность материала корпусных деталей и сварных швов приведены на рисунке В.1.
Установочное положение арматуры на испытательном стенде - в соответствии с указаниями КД (ТУ).
8.5.1.4 Направление подачи испытательной среды - в соответствии с указаниями КД (ТУ).
8.5.1.5 При испытаниях на прочность, плотность и герметичность затвора арматуру выдерживают при установившемся давлении, указанном в таблице 3, в течение времени, указанного в таблице 4.
Таблица 3 - Давление среды при испытаниях
|
PN (Рр) арматуры |
Тип арматуры |
Вид испытания |
Давление испытательной среды |
||
|
Вода |
Воздух |
||||
|
Прочность материала корпусных деталей и сварных швов |
Все PN (Рр) |
Все типы |
Все виды |
Рпр (Ph)1) |
Рпр (Ph)1) (см. 8.5.1.8) |
|
Плотность материала корпусных деталей и сварных швов, а также на герметичность относительно внешней среды уплотнений подвижных и неподвижных соединений |
До 0,6 МПа включ. |
PN (Рр)2) |
PN (Рр)2) |
||
|
Св. 0,6 МПа |
Приемо-сдаточные |
0,6 МПа |
|||
|
Периодические |
PN (Рр)2) |
||||
|
Герметичность затвора3) |
Все PN (Рр) |
Запорная и обратная |
Все виды |
1,1 Р4) (1,1Рр)4) |
0,64) МПа |
|
Регулирующая |
0,4 МПа |
||||
|
1) Давление Рпр (Ph) определяют в зависимости от PN (Рр) в соответствии с ГОСТ 356, ТУ и КД. Для арматуры АС давление Рпр (Ph) определяется в соответствии с [2]. 2) Для арматуры АС давление равно 0,8Ph. 3) Для арматуры АС испытание проводят при максимальном перепаде давления [8]. 4) По требованию заказчика допускается проводить испытания при минимальном рабочем давлении, при этом необходимость таких испытаний и норму герметичности затвора устанавливают в КД (ТУ). |
|||||
Таблица 4 - Время выдержки арматуры под давлением
|
Время выдержки арматуры при установившемся давлении перед началом контроля, с, не менее |
Время контроля (измерения), с, не менее |
|||||||
|
До DN 50 включ. |
Св. DN 65 до DN 150 включ. |
Св. DN 200 до DN 300 включ. |
Св. DN 350 |
До DN 50 включ. |
Св. DN 65 до DN 150 включ. |
Св. DN 200 |
||
|
Прочность и плотность материала корпусных деталей и сварных швов |
15 |
60 |
120 |
300 |
Время, достаточное для осмотра после понижения давления до PN (Рр), (но не менее 60) |
|||
|
Герметичность относительно внешней среды уплотнений подвижных и неподвижных соединений |
60 |
Время, достаточное для осмотра, (но не менее 60) |
||||||
|
Герметичность уплотнений подвижных соединений арматуры, имеющей верхнее уплотнение ЗЭл (РЭл) |
||||||||
|
Герметичность затвора |
вода |
60 |
120 |
180 |
15 |
60 |
120 |
|
|
воздух |
30 |
60 |
||||||
|
Примечания 1 Время выдержки под давлением арматуры для АС - в соответствии с [8]. 2 При испытаниях на герметичность затвора допускается перед началом контроля выдерживать арматуру при установившемся давлении до момента стабилизации утечки. |
||||||||
8.5.1.6 При испытании арматуру выдерживают под давлением, указанным в таблице 3, в течение времени, указанного в таблице 4, после выдержки давление снижают до указанного в таблице 3, и проводят визуальный контроль в течение времени, необходимого для осмотра, но не менее 1 мин с целью обнаружения:
- механических разрушений либо остаточных деформаций - испытание на прочность;
- утечек или «потений» при испытании водой (керосином), а также утечек воздуха - испытание на плотность.
8.5.1.7 Арматуру, предназначенную для работы на газообразных средах, а также на жидких средах, относящихся к опасным веществам в соответствии с [4], дополнительно к испытаниям на плотность водой подвергают испытаниям на плотность воздухом. Во внутренние полости арматуры подают воздух давлением, указанным в таблице 3.
8.5.1.8 Допускается проводить испытания арматуры на прочность материала корпусных деталей и сварных швов воздухом пробным давлением Рпр (Ph) в специально оборудованном боксе (бронекабине).
Продолжительность выдержки при установившемся давлении воздуха указана в таблице 4. Далее проводят испытания на плотность: давление снижают до значения, указанного в КД (ТУ), но не более давления, равного номинальному PN (рабочему Рр), после чего проводят визуальный контроль в течение времени, необходимого для осмотра.
8.5.1.9 О дополнительных испытаниях арматуры на плотность материала и сварных швов другими испытательными средами указывают в КД (ТУ).
8.5.1.10 При испытании керосином дополнительное испытание воздухом, предусмотренное 8.5.1.7, не требуется.
8.5.1.11 При замене испытательных сред (гелия, фреона и керосина), указанных в КД (гелия и фреона на воздух и керосина на воду), следует учитывать требования приложения Д в части изменения условий испытаний и времени выдержки арматуры под давлением.
8.5.1.12 Детали, в которых дефекты, выявленные при испытании, исправлены заваркой, должны быть повторно испытаны в полном объеме.
8.5.2 Критерии оценки результатов испытаний
8.5.2.1 Материал корпусных деталей и сварных швов считают прочным, если при визуальном контроле после испытаний не обнаружено механических разрушений либо остаточных деформаций.
8.5.2.2 Материал деталей и сварных швов считают плотным, если:
- при испытании водой или керосином - не обнаружено утечек или «потений»;
- при испытании воздухом - не обнаружены утечки воздуха (появление пузырьков воздуха). Наличие не отрывающихся пузырьков в процессе визуального контроля при реализации пузырькового метода контроля компрессионным способом или не лопающихся пузырьков при реализации пузырькового метода контроля обмыливанием не считается браковочным признаком.
8.5.2.3 При манометрическом методе контроля критерием того, что арматура выдержала испытания, является отсутствие падения давления в арматуре в процессе выдержки при установившемся давлении в течение времени, указанного в таблице 4.
8.5.2.4 При масс-спектрометрическом методе контроля (испытании гелием) критерием того, что арматура выдержала испытания, является соответствие величины утечки или суммарного натекания в течение времени, указанного в КД (ТУ), требованиям КД (ТУ).
8.5.3 Испытания запорной, регулирующей, фазоразделительной, смесительно-распределительной и комбинированной арматуры
8.5.3.1 Испытательную среду давлением, указанным в КД (ТУ), подают в один из патрубков при заглушённом другом патрубке и открытом затворе.
8.5.3.2 Проводят испытания в зависимости от вида испытательной среды, указанной в КД (ТУ), в соответствии с 8.5.1.5 - 8.5.1.11.
8.5.3.3 Оценивают результаты испытаний в соответствии с 8.5.2.
8.5.4 Испытания регуляторов давлений
8.5.4.1 Проводят испытания на прочность и плотность в соответствии с КД (ТУ, ПМ).
8.5.4.2 Оценивают результаты испытаний в соответствии с 8.5.2.
8.5.5 Испытания обратной арматуры
8.5.5.1 Подают испытательную среду во входной патрубок арматуры при открытом затворе и заглушённом выходном патрубке в соответствии с направлением стрелки на корпусе.
8.5.5.2 Проводят испытания в зависимости от вида испытательной среды, указанной в КД (ТУ), в соответствии с 8.5.1.5 - 8.5.1.11.
8.5.5.3 Оценивают результаты испытаний в соответствии с 8.5.2.
8.5.6 Испытания предохранительной арматуры
8.5.6.1 Арматуру с подачей рабочей среды под ЗЭл испытывают следующим образом:
- закрывают затвор с помощью пружины;
- ЗЭл дополнительно прижимают к седлу при помощи приспособления, исключающего срабатывание арматуры, при этом следует исключать пережатие (деформацию) уплотнительных поверхностей ЗЭл и седла;
- воду давлением Рпр.вх, указанным в КД (ТУ), подают во входной патрубок;
- воду давлением Рпр.вых, указанным в КД (ТУ), подают в выходной патрубок. Арматуру, в конструкции которой отсутствует выходной патрубок, данному виду испытаний не подвергают;
- проводят испытания в зависимости от вида испытательной среды, указанной в КД (ТУ), в соответствии с 8.5.1.5 - 8.5.1.11;
- оценивают результаты испытаний в соответствии с 8.5.2.
8.5.6.2 Арматуру с подачей рабочей среды на ЗЭл испытывают следующим образом:
- если PNвх = PNвых, то: заглушают выходной патрубок,
воду давлением Рпр, указанным на сборочном чертеже, подают во входной патрубок;
- если PNвх ≠ PNвых, то:
ЗЭл принудительно поджимают к седлу при помощи приспособления, исключающего срабатывание арматуры, при этом следует исключить пережатие (деформацию) уплотнительных поверхностей ЗЭл и седла,
воду давлением Рпр.вх, указанным на сборочном чертеже, подают во входной патрубок;
при невозможности дополнительного поджатия ЗЭл к седлу допускается засчитывать испытания седла и патрубка в составе корпуса;
воду давлением Рпр.вых, указанным на сборочном чертеже, подают в выходной патрубок;
проводят испытания в зависимости от вида испытательной среды, указанной в КД (ТУ), в соответствии с 8.5.1.5 - 8.5.1.11;
оценивают результаты испытаний в соответствии с 8.5.2.
8.5.6.3 Арматура с разрывными мембранами
Испытанию на прочность и плотность материала подвергают корпусные детали, в том числе седла и патрубки без установки разрывных мембран, в следующей последовательности:
- проводят испытания в зависимости от вида испытательной среды, указанной в КД (ТУ), в соответствии с 8.5.1.5 - 8.5.1.11;
- оценивают результаты испытаний в соответствии с 8.5.2.
8.6 Испытания на герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений
8.6.1 Общие положения
8.6.1.1 Испытаниям подвергают арматуру в сборе.
8.6.1.2 Установочное положение арматуры на испытательном стенде - в соответствии с КД (ТУ).
8.6.1.3 Принципиальные схемы испытательных стендов приведены на рисунке В.1. Направление подачи испытательной среды - в соответствии с указаниями КД (ТУ).
8.6.1.4 Описание методов испытаний и требований к ним приведены в приложении Г, ГОСТ 24054 и ГОСТ 25136.
8.6.1.5 Арматуру, предназначенную для работы на газообразных средах, а также на жидких средах, относящихся к опасным веществам в соответствии с [5], испытывают воздухом.
Арматуру, предназначенную для прочих сред, испытывают водой.
Вид испытательной среды указывают в КД (ТУ).
При замене испытательных сред, указанных в КД (гелия и фреона на воздух и керосина на воду), следует учитывать требования приложения Д в части изменения условий испытаний и времени выдержки арматуры под давлением.
8.6.1.6 Арматуру выдерживают в течение времени, указанного в таблице 4, при установившемся давлении, указанном в таблице 3. Визуальный контроль проводят в течение времени, необходимого для осмотра.
Необходимость испытаний и вид испытательной среды указывают в КД.
8.6.1.7 Испытания на герметичность сальникового уплотнения проводят при заглублении втулки сальника в сальниковую камеру не более чем на 30 % высоты камеры, но не менее чем на 2 мм.
Перед испытаниями сальник затягивают согласно требованиям КД и проверяют настройку арматуры на ход ЗЭл (РЭл).
8.6.1.8 Испытания на герметичность сальникового уплотнения проводят после трехкратного перемещения ЗЭл (РЭл) на открытие и закрытие. Усилия (моменты) при открытии и закрытии арматуры должны находиться в пределах, указанных в КД. Допускается проводить перемещение ЗЭл (РЭл) технологическим приводом или динамометрическим ключом.
8.6.1.9 Утечку через сальниковое уплотнение контролируют в зазоре между втулкой сальника и штоком, а также между втулкой и коробкой сальника.
8.6.1.10 Если в конструкции арматуры предусмотрено отверстие для организованного отвода утечки через основной (первый со стороны давления) сальник, то утечку через сальниковое уплотнение контролируют на выходе из указанного отверстия.
8.6.1.11 При наличии нескольких сальников герметичность следующих за основным (первым со стороны давления) сальников контролируют согласно КД.
8.6.2 Критерии оценки результатов испытаний
8.6.2.1 Критерием оценки результатов испытаний является соответствие требованиям КД (ТУ) по герметичности относительно внешней среды по уплотнению подвижных и неподвижных соединений.
8.6.2.2 Критерии оценки в зависимости от метода контроля, указанного в КД (ТУ), приведены в приложении Г.
8.6.3 Испытание запорной, регулирующей, обратной, фазоразделительной, смесительно-распределительной и комбинированной арматуры
8.6.3.1 Испытательную среду подают в один из патрубков при заглушённом другом патрубке и открытом затворе.
8.6.3.2 Проводят испытания в зависимости от вида испытательной среды, указанной в КД (ТУ), в соответствии с 8.6.1.5 - 8.6.1.12.
8.6.3.3 Оценивают результаты испытаний в соответствии с 8.6.2.
8.6.3.4 Арматуру, имеющую верхнее уплотнение ЗЭл (РЭл), дополнительно испытывают на герметичность относительно внешней среды по верхнему уплотнению. Для этого:
- проводят наработку двух циклов «открыто - закрыто» без испытательной среды;
- ЗЭл (РЭл) устанавливают в промежуточное положение;
- ослабляют затяжку сальникового уплотнения;
- испытательную среду подают в один из патрубков при заглушённом другом;
- среду подают до тех пор, пока не будет зафиксирована утечка в зазоре между втулкой сальника и штоком или между втулкой и коробкой сальника;
- устанавливают ЗЭл (РЭл) в верхнее положение усилием или крутящим моментом, указанным в КД;
- увеличивают давление среды до указанного в таблице 3;
- выдерживают арматуру под давлением в течение времени, указанного в таблице 4;
- проводят визуальный или инструментальный контроль в течение времени, необходимого для осмотра;
- оценивают результаты в соответствии с 8.6.2.
8.6.4 Испытания предохранительной арматуры
8.6.4.1 Установочное положение арматуры при испытаниях вертикальное, колпаком вверх.
8.6.4.2 Для арматуры с подачей рабочей среды под ЗЭл испытательную среду давлением, равным номинальному PNвых (рабочему Рр.вых) давлению выходного патрубка, подают в выходной патрубок.
8.6.4.3 Для арматуры с подачей рабочей среды на ЗЭл испытательную среду давлением, равным номинальному PNвх (рабочему Рр.вх) давлению входного патрубка, подают во входной патрубок.
8.6.4.4 Проводят испытания в зависимости от вида испытательной среды, указанной в КД (ТУ), в соответствии с 8.6.1.5 - 8.6.1.12.
8.6.4.5 Оценивают результаты испытаний в соответствии с 8.6.2.
8.7 Испытания на герметичность затвора
8.7.1 Общие положения
8.7.1.1 Испытаниям подвергают арматуру в сборе. Приводную арматуру испытывают в сборе с приводом, указанным в КД. Допускается проводить испытания арматуры в сборе с технологическим приводом либо без привода при условии, что арматуру закрывают усилием или крутящим моментом, указанным в КД.
8.7.1.2 Испытания проводят при любом установочном положении арматуры (за исключением арматуры, установочное положение которой оговорено в КД).
8.7.1.3 Принципиальные схемы испытательных стендов приведены на рисунках В.2 - В.6, приложение В.
8.7.1.4 Описание методов и требований к ним, приведены в приложении Г, ГОСТ 24054 и ГОСТ 25136.
8.7.1.5 Перед началом испытаний проводят следующие процедуры:
- закрывают арматуру штатным органом управления усилием или крутящим моментом, указанным в КД (ТУ). Приводную арматуру закрывают без использования ручного дублера;
- проверяют настройку арматуры на значение хода, указанное в КД. У регулирующей арматуры с ПИМ полное перемещение РЭл должно осуществляться при изменении управляющего давления Рупр воздуха (от минимального до максимального) в перестановочном диапазоне ПИМ, указанном в КД. Для арматуры исполнения «НО» полным перемещением является перемещение из положения «открыто» в положение «закрыто», для исполнения «НЗ» - перемещение из положения «закрыто» в положение «открыто»;
- проводят наработку двух циклов «открыто - закрыто» без подачи пробного вещества в арматуру.
8.7.1.6 В процессе проведения испытаний усилие или крутящий момент на выходном штоке (валу) привода не должно превышать номинального значения.
8.7.1.7 Направление подачи пробного вещества - в соответствии с КД (ТУ).
При испытаниях арматуры с односторонним направлением подачи рабочей среды пробное вещество подают во входной патрубок, а утечку контролируют через затвор со стороны выходного патрубка.
При испытаниях арматуры с двусторонним направлением подачи рабочей среды пробное вещество подают поочередно в каждый патрубок, а утечку контролируют через затвор на выходе из арматуры или специальные отверстия в корпусе.
При испытании задвижек пробное вещество подают либо поочередно в каждый патрубок, либо в междисковое пространство, если используется двухдисковый клин (для клиновых задвижек).
При испытании обратной арматуры пробное вещество подают на ЗЭл (давление пробного вещества прижимает ЗЭл к седлу).
8.7.1.8 При наличии на корпусах и крышках арматуры дополнительных отверстий последние могут быть использованы для:
- подачи пробного вещества;
- контроля давления;
- контроля герметичности затвора;
- отвода вытесняемого воздуха.
8.7.1.9 Арматуру, предназначенную для работы на газообразных средах, а также на жидких средах, относящихся к опасным веществам в соответствии с [5], испытывают воздухом.
Арматуру, предназначенную для прочих сред, испытывают водой.
8.7.1.10 При замене испытательных сред, указанных в КД (гелия и фреона на воздух, а керосина на воду), допустимую утечку в затворе следует пересчитать в соответствии с приложением Д.
8.7.2 Критерии оценки результатов испытаний
8.7.2.1 Арматуру считают выдержавшей испытания, если утечка в затворе не превышает значения, приведенного в КД (ТУ) или в НД: для запорной арматуры - ГОСТ 9544, для регулирующей арматуры - ГОСТ 12893, ГОСТ 23866 и ГОСТ 25923, для обратных затворов - ГОСТ 13252, для обратных клапанов - ГОСТ 11823, для предохранительных клапанов - ГОСТ 31294.
8.7.2.2 При применении в качестве пробного вещества азота утечка в затворе не должна превышать значения утечки в затворе по воздуху, приведенного в НД (КД, ТУ).
8.7.2.3 При применении в качестве пробного вещества природного газа утечка в затворе не должна превышать значения утечки в затворе по воздуху, приведенного в НД (КД, ТУ), умноженного на коэффициент 1,75.
8.7.3 Испытания запорной, регулирующей и обратной арматуры
8.7.3.1 Способы проведения испытаний
Способ 1:
- устанавливают ЗЭл (РЭл) в промежуточное положение;
- подают пробное вещество в один из патрубков в соответствии с указаниями КД (ТУ) при заглушенном другом патрубке;
- повышают давление пробного вещества до указанного в таблице 3;
- закрывают арматуру штатным органом управления;
- снижают давление в выходном патрубке до атмосферного;
- измеряют утечку в затворе в зависимости от применяемого вида пробного вещества и метода контроля;
- оценивают результаты испытаний в соответствии с 8.7.2.
Способ 2:
- закрывают арматуру штатным органом управления;
- пробное вещество подают в один из патрубков в соответствии с указаниями КД (ТУ), давление в другом патрубке - атмосферное;
- повышают давление пробного вещества до значения, указанного в таблице 3;
- измеряют утечку в затворе в зависимости от применяемого пробного вещества и метода контроля;
- оценивают результаты испытаний в соответствии с 8.7.2.
Способ проведения испытаний указывают в ТУ.
8.7.3.2 Время выдержки арматуры при установившемся давлении перед началом контроля герметичности затвора, а также время контроля утечки должны быть не менее указанных в таблице 4.
8.7.4 Испытания предохранительной арматуры
Испытания на герметичность затвора следует проводить в составе проверки функционирования по 8.8.5.
8.7.5 Испытания регуляторов давления, фазоразделительной арматуры, смесительно-распределительной и комбинированной арматуры
8.7.5.1 Испытания проводят в соответствии с КД (ТУ).
8.8 Проверка функционирования
8.8.1 Общие положения
8.8.1.1 Принципиальные схемы стендов приведены на рисунках В.2 - В.4, В.6, приложение В.
8.8.1.2 Допускается проводить проверку функционирования арматуры на расходном стенде (принципиальная схема приведена на рисунке В.5, приложение В).
8.8.1.3 Направление подачи и вид испытательной среды - в соответствии с КД (ТУ).
8.8.1.4 Проверку функционирования арматуры, за исключением предохранительной и регуляторов давления, проводят при испытательном давлении, равном рабочему давлению среды Рр, в статике наработкой не менее трех циклов «открыто - закрыто». Арматуру открывают (закрывают) полностью штатным органом управления усилием или крутящим моментом, указанным в КД (ТУ). Число циклов - в соответствии с КД (ТУ).
8.8.1.5 Допускается проводить испытания арматуры в сборе с технологическим приводом либо без привода при условии, что арматуру закрывают усилием или крутящим моментом, указанным в КД.
8.8.1.6 При испытаниях арматуры с приводом, имеющим ручной дублер, проводят дополнительную наработку двух циклов «открыто - закрыто» (одного цикла - для арматуры DN ≥ 250) от ручного дублера (арматуру открывают (закрывают) полностью).
8.8.1.9 При испытаниях контролируют:
- фактический ход ЗЭл (РЭл);
- правильность настройки и работы указателя положения ЗЭл (РЭл), а также конечных и моментных выключателей (сигнализаторов);
- время совершения приводом полного хода при открытии и закрытии.
При проверке арматуры, имеющей ограничители усилия или крутящего момента и ограничители перемещения (или сигнализаторы крайних или промежуточных положений), дополнительно проверяют их срабатывание в соответствии с ТУ или ПМ.
8.8.2 Критерии оценки результатов испытаний
8.8.2.1 Перемещение ЗЭл (РЭл) плавное, без рывков и заеданий.
8.8.2.2 Фактический ход ЗЭл (РЭл) соответствует значению, указанному в КД.
8.8.2.3 Указатель положения ЗЭл (РЭл), конечные и моментные выключатели (сигнализаторы) настроены в соответствии с КД и срабатывают четко и стабильно.
8.8.2.4 Значение усилия (крутящего момента), необходимого для перемещения ЗЭл (РЭл) на полный ход арматуры от ручного управления, отвечает требованиям ГОСТ 21752 или ТУ при условии обеспечения установленной в КД герметичности в затворе.
8.8.2.5 Время совершения приводом полного хода при открытии и закрытии арматуры не превышает указанного в ТД.
8.8.2.6 Регулирующая арматура
При перемещении РЭл на полный ход минимальное и максимальное значения управляющего давления Рупр воздуха находится в перестановочном диапазоне ПИМ, указанном в КД.
Значение нечувствительности арматуры с ПИМ не превышает значения, указанного в КД (ТУ).
8.8.2.7 Предохранительная арматура
Утечка в затворе при давлении Рн должна быть не более указанного в КД (ТУ). Сохранение герметичности затвора после срабатываний является косвенным признаком плавности перемещения ЗЭл.
При испытании в статике давление начала открытия Рн.о должно быть не более значения, указанного в таблице 5, если в КД (ТУ) не указаны другие значения, определенные при проведении приемочных испытаний.
Таблица 5 - Давление начала открытия предохранительной арматуры
|
Давление начала открытия Рн.о, МПа, не более |
|
|
До 0,3 включ. |
Рн + 0,02 |
|
До 6,0 включ. |
1,07Рн |
|
Св. 6,0 |
1,05Рн |
При испытании на расходном стенде при давлении полного открытия Рп.о ход ЗЭл или коэффициент расхода α должны быть не менее значений, указанных в КД (ТУ), а давление закрытия Рз должно быть не менее указанного в КД (ТУ).
8.8.3 Испытания запорной арматуры
8.8.3.1 Испытательную среду подают в арматуру в соответствии с указаниями КД (ТУ).
8.8.3.2 Проводят наработку циклов «открыто - закрыто» в соответствии с 8.8.1.4 - 8.8.1.7.
8.8.3.3 Одновременно с наработкой циклов «открыто - закрыто» проводят проверки в соответствии с 8.8.1.9 и 8.8.1.10.
8.8.3.4 По требованию заказчика (при наличии требований в КД и ТУ) проводят испытания по 8.8.1.8.
8.8.3.5 Оценивают результаты испытаний в соответствии с 8.8.2.
8.8.4 Испытания регулирующей арматуры
8.8.4.1 Испытания регулирующей арматуры проводят после проверки герметичности затвора.
8.8.4.2 Направление подачи испытательной среды - в соответствии с указаниями КД (ТУ).
8.8.4.3 Проводят наработку циклов «открыто - закрыто» в соответствии с 8.8.1.4 - 8.8.1.7.
8.8.4.4 Одновременно с наработкой циклов «открыто - закрыто» проводят проверки в соответствии с 8.7.1.9 и 8.7.1.10.
8.8.4.5 Арматуру с пневматическим исполнительным механизмом (ПИМ) дополнительно подвергают испытаниям на нечувствительность. Испытания проводят без подачи испытательной среды в арматуру.
Испытания на нечувствительность проводят в следующей последовательности:
- отключают позиционер, если он входит в состав ПИМ;
- подают воздух в ПИМ давлением Рупр (Рупр должно находиться в перестановочном диапазоне ПИМ, указанном в КД (ТУ));
- для произвольных значений относительного хода ![]() , в
диапазоне от
0,05 до 1,0
фиксируют значение управляющего давления воздуха Рупр при прямом и обратном перемещениях РЭл (число точек должно
быть не менее 10);
, в
диапазоне от
0,05 до 1,0
фиксируют значение управляющего давления воздуха Рупр при прямом и обратном перемещениях РЭл (число точек должно
быть не менее 10);
- по полученным данным строят график зависимости ![]() ;
;
- по графику определяют зону нечувствительности а, представляющую максимальную разность давлений, измеренных при одном и том же значении прямого и обратного перемещения РЭл;
- рассчитывают нечувствительность, равную половине зоны нечувствительности - а/2.
Определение нечувствительности арматуры исполнения «НО» с ПИМ, у которого управляющее давление Рупр изменяется от 0,02 до 0,1 МПа, приведено на рисунке 1.
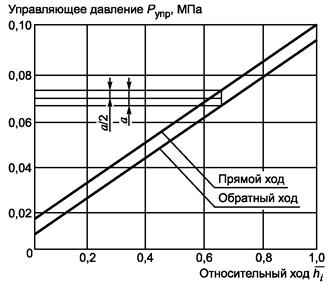
Рисунок 1 - Диаграмма определения нечувствительности регулирующей
арматуры
«НО» с ПИМ для диапазона управляющего давления Рупр от 0,02 до 0,1 МПа
8.8.4.6 Оценивают результаты испытаний в соответствии с 8.8.2.
8.8.4.7 В случае получения неудовлетворительных результатов испытаний при отключенном позиционере дополнительно проводят испытания на нечувствительность арматуры с подключенным позиционером. Нечувствительность не должна превышать 2 % от максимального значения входного (командного) сигнала позиционера.
8.8.5 Испытания предохранительной арматуры
8.8.5.1 Направление подачи испытательной среды (пробного вещества) в соответствии с КД (ТУ).
8.8.5.2 Испытания на герметичность затвора и проверку функционирования проводят:
- водой для арматуры, предназначенной для работы на жидких средах;
- воздухом для арматуры, предназначенной для работы на газе и водяном паре.
8.8.5.3 При проверке функционирования проводят контроль:
- герметичности затвора при давлении настройки Рн;
- давления начала открытия Рн.о (при испытании в статике);
- хода или коэффициента расход а при давлении полного открытия Рп.о по специальной методике (при испытании на расходном стенде);
- давления закрытия Рз (при испытании на расходном стенде);
- плавности хода ЗЭл при трехкратном срабатывании от повышения давления испытательной среды. Косвенным признаком плавности перемещения ЗЭл является сохранение после срабатываний настройки арматуры на давление Рн и герметичности затвора.
8.8.5.4 Перед проверкой функционирования арматуру настраивают на требуемое давление настройки Рн, указанное в КД (ТУ). Для этого, изменяя степень поджатия пружины и положение регулировочного кольца, установленного на седле (при его наличии в конструкции), и подавая испытательную среду во входной патрубок, добиваются того, чтобы утечка в затворе не превышала указанной в КД (ТУ).
8.8.5.5 Выполнение проверки функционирования проводят в следующей последовательности:
- подают во входной патрубок испытательную среду давлением Рн;
- выдерживают арматуру при установившемся давлении Рн и измеряют утечку в затворе;
- при проведении испытаний в статике плавно повышают давление во входном патрубке для определения давления начала открытия Рн.о. Давление начала открытия Рн.о может быть зафиксировано либо по характерному хлопку (для клапанов при подаче давления под ЗЭл), либо по увеличению утечки в затворе сверх значения, указанного в КД (ТУ), или по фиксации с помощью индикатора (датчика перемещения) начала перемещения ЗЭл (для клапанов при подаче давления на ЗЭл);
- при проведении испытаний на расходном стенде:
а) повышают давление до значения Рп.о;
б) измеряют ход ЗЭл либо параметры испытательной среды (давление до и после арматуры и расход) при давлении Рп.о для расчета коэффициента расхода α;
в) понижают давление во входном патрубке до значения Рз, указанного в КД (ТУ), при этом фиксируют фактическое значение давление закрытия;
г) повышают давление до Рн и измеряют утечку в затворе.
При контроле утечки в затворе время выдержки арматуры при установившемся давлении, а также время контроля утечки должны быть не менее значений, указанных в таблице 4.
8.8.5.6 Проводят наработку трех циклов «открыто - закрыто», повышая давление во входном патрубке до давления Рп.о (Рн.о) и понижая его до давления Рз. Повышают давление до Рн и измеряют утечку в затворе.
8.8.5.7 Оценивают результаты испытаний в соответствии с 8.8.2.1, 8.8.2.2 и 8.8.2.7.
8.8.5.8 Проверку срабатывания арматуры от устройства для принудительного открытия проводят трехкратным принудительным подъемом рычага при давлении испытательной среды на входе, равном (0,8 - 1,0)Рн. Усилие на рычаге не должно превышать 200 Н. Арматура должна открываться от устройства для принудительного открытия и закрываться под действием пружины. После срабатывания при повышении давления испытательной среды до давления настройки Рн утечка в затворе не должна превышать значения, указанного в КД (ТУ). Оценивают результаты испытаний в соответствии с 8.8.2.4.
8.8.5.9 При отсутствии требования заказчика о конкретном давлении настройки арматуру сначала настраивают на максимальное давление диапазона настройки комплектующей ее пружины с проверкой функционирования и герметичности затвора, затем - на минимальное давление диапазона настройки этой же пружины с проверкой функционирования и герметичности затвора. В этом случае арматуру поставляют потребителю настроенной на минимальное давление диапазона настройки пружины.
8.8.5.10 Испытание импульсного предохранительного клапана проводят в следующей последовательности:
- проводят наработку трех циклов «открыто - закрыто» в соответствии с 8.8.5.5 при:
а) отключенном приводе;
б) включении привода на открытие;
в) включении привода на закрытие;
- оценивают результаты испытаний в соответствии с 8.8.2.7.
8.8.5.11 Испытание главного и импульсного клапанов проводят в следующей последовательности:
- испытывают главный клапан в соответствии с 8.8.5.2 - 8.8.5.8;
- испытывают импульсный клапан в соответствии с 8.8.5.10;
- испытывают главный и импульсный клапаны в сборе в соответствии с 8.8.5.10;
- оценивают результаты испытаний в соответствии с 8.8.2.1, 8.8.2.2 и 8.8.2.7.
8.8.5.12 Допускается проводить испытания предохранительной арматуры по любой сертифицированной методике, в том числе по методике, изложенной в [15], [16] и [20].
8.8.6 Испытания обратной арматуры
8.8.6.1 Проверку функционирования обратной арматуры осуществляют механическим перемещением ЗЭл на полный ход либо на расходном стенде перемещением ЗЭл на полный ход при прямой и обратной подаче испытательной среды.
8.8.6.2 Перемещение («открытие - закрытие») повторяют три раза.
8.8.6.3 Оценивают результаты испытаний в соответствии с 8.8.2.1.
8.8.7 Испытания регуляторов давления, фазоразделительной арматуры, распределительно-смесительной и комбинированной арматуры
Испытания проводят в соответствии с КД (ТУ).
9 Заключительные положения
9.1 Методика обработки результатов испытаний
Для обработки результатов испытаний применения специальных методик не требуется.
9.2 Формы предоставления данных результатов испытаний
9.2.1 В процессе испытаний ход и результаты испытаний документально фиксируют в журнале по форме, предусмотренной ПМ.
Рекомендуемая форма рабочего журнала приведена в приложении Е. Содержание журнала может быть дополнено в зависимости от объема испытаний.
В журнал записывают результаты:
- испытаний на:
а) прочность и плотность материала корпусных деталей и сварных швов,
б) герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений,
в) герметичность затвора,
г) функционирование;
- проверки арматуры в сборе с приводом.
Кроме того, в журнале фиксируют отказы и неисправности, возникшие в процессе испытаний.
9.3 Отчетность по испытаниям и оценка результатов
9.3.1 Результаты каждой категории испытаний арматуры, в том числе и результаты поэтапных испытаний, если такие были предусмотрены КД (ТУ, ПМ), должны быть документально оформлены.
9.3.2 Результаты испытаний считают положительными, а арматуру выдержавшей испытания, если она испытана в объеме и последовательности, установленных КД (ТУ, ПМ), а результаты подтверждают соответствие арматуры установленным требованиям.
9.3.3 Результаты испытаний считают отрицательными, а арматуру не выдержавшей испытания, если по результатам испытаний будет установлено несоответствие арматуры хотя бы одному требованию, установленному ПМ (ТУ).
9.3.4 Положительные результаты приемо-сдаточных испытаний записывают в паспорт на арматуру (или партию арматуры одного исполнения). Рекомендуемая форма заполнения паспорта по результатам испытаний, если это не определено в ТУ, контракте и т.д., приведена в [9], а для арматуры АС - в [8]. Пример записи результатов приемо-сдаточных испытаний приведен в приложении Е.
Результаты других испытаний оформляют в соответствии с требованиями ГОСТ Р 15.201 и ГОСТ 15.309:
- установленные и фактические данные, полученные при предварительных и приемочных испытаниях, отражают в протоколе;
- результаты предварительных, приемочных и квалификационных испытаний оформляют актом;
- результаты периодических испытаний оформляют актом и протоколом (рекомендуемые формы - в соответствии с [10]);
- результаты типовых испытаний оформляют актом и протоколами;
- результаты квалификационных и сертификационных испытаний оформляют протоколом и актом.
Рекомендуемые формы протокола и акта приведены в приложении Е.
Приложение А
(справочное)
Перечень зарубежных стандартов, использованных при разработке стандарта
1 ИСО 5208:2008 «Арматура промышленная. Испытание под давлением» (ISO 5208:2008 «Industrial valves - Pressure testing of metallic valves»)
2 МЭК 60534-4:2006 «Клапаны регулирующие для технологических процессов. Часть 4. Контроль и типовые испытания» (IEC 60534-4:2006 «Industrial - process control valves - Part 4: Inspection and routine testing»)
3 АПИ 6AV1:1996 «Спецификация на проверочные испытания предохранительных клапанов, установленных на нефтепромысловом оборудовании и на нефтяных платформах» (API SPEC 6AV1:1996 «Verification Test of Wellhead Surface Safety Valves and Underwater Safety Valves for Offshore Use - Testing Agency»)
4 АПИ 6D-77 «Задвижки для трубопроводов» (API 6D-77 «Specification for Pipeline Valves»)
5 АПИ 526:2002 «Стальные предохранительные клапаны для несжимаемых сред с фланцами» (API 526:2002 «Flanged steel safety relief valves»)
6 АПИ 598:2004 «Контрольные испытания арматуры» (API 598:2004 «Valve Inspection and Test»)
7 EH 1074-1:2000 «Арматура для водоснабжения. Технические и эксплуатационные требования. Испытания. Часть 1. Общие требования» (BS EN 1074-1:2000 «Valves for water supply - Fitness for purpose requirements and appropriate verification tests - Part 1: General requirements»)
8 EH 1074-2:2000 «Арматура для водоснабжения. Технические и эксплуатационные требования. Испытания. Часть 2. Отсечная арматура» (BS EN 1074-2:2000 «Valves for water supply - Fitness for purpose requirements and appropriate verification tests - Part 2: Isolating valves»)
9 EH 1074-3:200 «Арматура для водоснабжения. Технические и эксплуатационные требования. Испытания. Часть 3. Регулирующая арматура» (BS EN 1074-3:2000 «Valves for water supply - Fitness for purpose requirements and appropriate verification tests - Part 3: Control valves»)
10 EH 1074-5:2001 «Арматура для водоснабжения. Технические и эксплуатационные требования. Испытания. Часть 5. Обратная арматура» (BS EN 1074-5:2001 «Valves for water supply Fitness for purpose requirements and appropriate verification tests Part 5: Check valves»)
11 EH 12266-1:2003 «Арматура трубопроводная промышленная. Испытания. Часть 1. Испытания давлением, методы испытаний и критерии приемки. Обязательные требования» (BS EN 12266-1:2003 «Industrial valves - Testing of Valves - Part 1: Pressure tests, test procedures and acceptance criteria - Mandatory requirements»)
12 EH 12266-2:2002 «Арматура трубопроводная промышленная. Испытания. Часть 2. Испытания, методы испытаний и критерии приемки. Дополнительные требования» (BS EN 12266-2:2003 «Industrial valves - Testing of valves - Part 2: Test, test procedures and acceptance criteria - Supplementary requirements»)
13 EH 14141:2003 «Арматура для транспортировки природного газа по газопроводам. Технические требования и испытания» (BS EN 14141:2003 «Valves for natural gas transportation in pipelines - Performance requirements and tests»)
14 АНСИ 75.02-1996 «Клапаны регулирующие. Методы определения пропускной способности» (ANSI/ISA 75.02-1996 «Control Valve Capacity Test Procedure»)
15 MCC СП-61-2003 «Испытание давлением стальной арматуры» (MSS SP-61-2003 «Pressure Testing of Steel Valves»)
Приложение Б
(рекомендуемое)
Перечень рекомендуемого оборудования и измерительных средств
Таблица Б.1
|
Наименование оборудования, тип |
ГОСТ, ТУ, изготовитель |
Верхний предел измерений |
Погрешность, класс точности |
|
Гидравлический стенд |
- |
В соответствии с параметрами испытаний |
- |
|
Пневматический стенд |
- |
- |
|
|
Манометры |
Класс точности не более 1,5 |
||
|
Измерительная металлическая линейка |
В соответствии с размерами арматуры |
±1,0 мм |
|
|
Штангенциркуль |
|||
|
Весы для статического взвешивания |
В соответствии с массой арматуры |
Класс точности средний |
|
|
Динамометры общего назначения |
Класс точности 1 |
||
|
Секундомер |
ТУ 25-1819.0021 [11] |
60 мин |
Класс точности 2 |
|
ТУ 25-1894.003 [12] |
|||
|
Пробирка |
5 см3 |
±0,1 см3 |
|
|
Цилиндры |
В соответствии с измеренным значением утечки |
Класс точности 1 |
|
|
Колбы |
|||
|
Ключ динамометрический |
- |
В соответствии с измеренным значением крутящего момента |
±4,0 % |
|
Термометр |
40 °С |
0,5 °С |
|
|
Психрометр МВ-4-2М |
ТУ 52-07-ГРПИ-405132-001 [13] |
100 % (при температуре от минус 5 °С до плюс 40 °С) |
От 2 до 6 |
|
Барограф М-22 |
1060,0 гПа |
±1,5 гПа |
|
|
Средства контроля (измерения) утечек |
- |
В соответствии с параметрами испытаний |
- |
Приложение В
(справочное)
Принципиальные схемы испытательных стендов
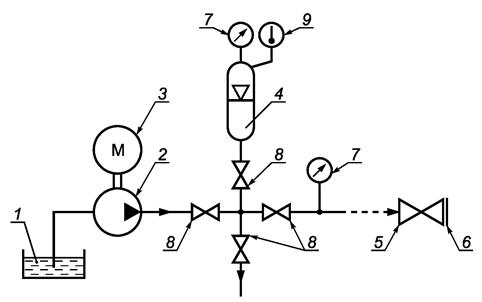
а) схема стенда для
испытания арматуры с проходными корпусами
(с патрубками на одной оси и со смещенными осями патрубков)
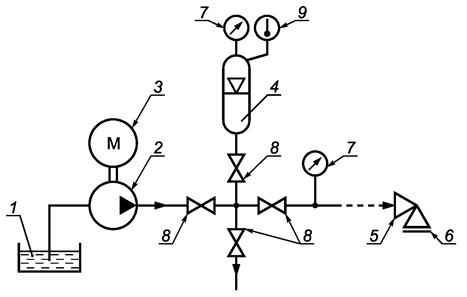
б) схема стенда для испытания арматуры с угловыми корпусами
1
- емкость
для забора воды; 2 - насос (допускается применять другие технические средства);
3 - электродвигатель;
4 - гидропневмоаккумулятор; 5 - испытуемая арматура; 6
- заглушка;
7 - прибор
для измерения давления; 8 - запорно-регулирующие клапаны; 9 - термометр
Рисунок В.1 - Принципиальные схемы стенда для испытаний арматуры в
сборе на прочность и плотность
материала корпусных деталей и сварных швов и герметичность относительно внешней
среды по подвижным
и неподвижным соединениям
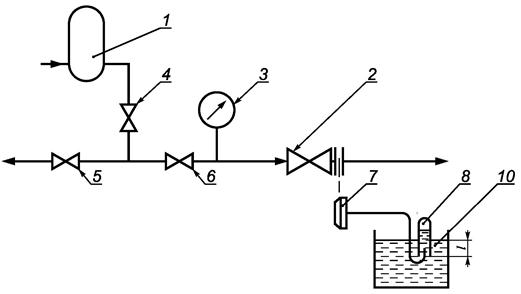
а) схема стенда для
объемного метода контроля герметичности затвора арматуры с проходными корпусами
(с патрубками на одной оси и со смещенными осями патрубков)
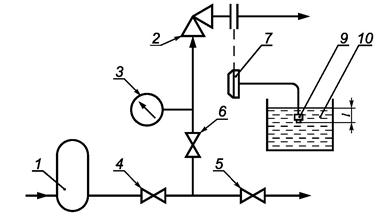
б) схема стенда для пузырькового метода контроля герметичности затвора арматуры с угловыми корпусами
1 - источник давления; 2 -
испытуемая арматура; 3 - прибор для измерения давления;
4, 5, 6 - запорно-регулирующий клапан; 7
- заглушка с трубкой; 8 - мензурка;
9 - насадка; 10 - емкость
с водой
Рисунок
В.2 - Принципиальные схемы стенда для испытаний на
герметичность затвора и проверку
функционирования арматуры, предназначенной для газообразных рабочих сред

1 - емкость
для забора воды; 2 - насос (допускается применять другие технические средства);
3 - электродвигатель;
4 - гидропневмоаккумулятор; 5 - испытуемая арматура;
6 - прибор
для измерения давления; 7 - запорно-регулирующий клапан; 8 - термометр
Рисунок В.3 - Принципиальная схема стенда для количественного
определения утечек в затворе арматуры
с применением манометрического метода контроля (способ реализации метода - компрессионный)
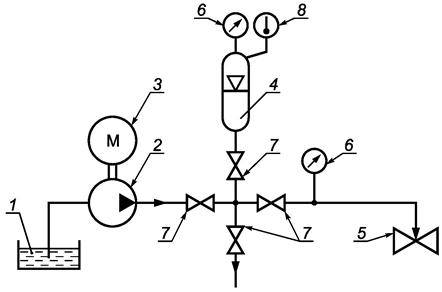
|
1 - емкость
для забора воды; 2 - насос (допускается применять другие технические
средства); |
Рисунок В.4 - Принципиальная схема стенда для количественного
определения утечек в затворе задвижек
с применением манометрического метода контроля (способ реализации метода -
компрессионный) при подаче
среды в междисковое пространство

а) схема стенда для испытания арматуры с проходными корпусами (с патрубками на одной оси и со смещенными осями патрубков)
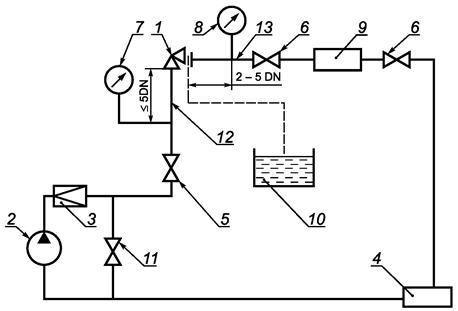
б) схема стенда для испытания арматуры с угловыми корпусами
1
- испытуемая
арматура; 2 - насос (допускается применять другие технические средства); 3
- обратный клапан;
4 - емкость для забора и слива воды; 5, 6, 11 - запорно-регулирующие клапаны;
7, 8 - измерительные средства
для измерения давления; 9 - расходомерное устройство;
10 - мерная колба (для измерения утечек
в затворе);
12 -
трубопровод до испытуемой арматуры DNтp1 = DNвх; 13 -
трубопровод после испытуемой арматуры DNтp2 = DNвых
Рисунок В.5 - Принципиальные схемы расходного стенда для испытаний
арматуры, предназначенной для жидких
рабочих сред, на герметичность затвора и проверку функционирования, а также для
определения гидравлических
характеристик
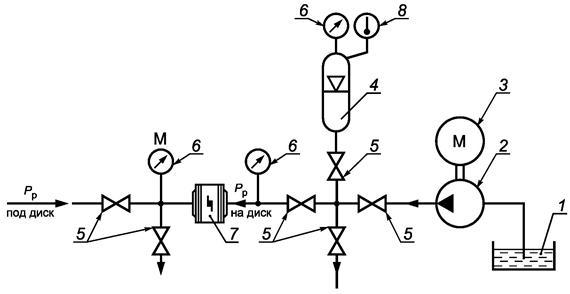
1 - бак; 2 -
насос (допускается применять другие технические средства); 3 - электродвигатель;
4 - гидропневмоаккумулятор; 5 -
запорно-регулирующий клапан; 6 - прибор
для измерения давления;
7 - испытуемая арматура; 8 -
термометр
Рисунок
В.6 - Принципиальная схема стенда для испытаний обратной
арматуры на герметичность затвора и
проверку функционирования
Приложение Г
(справочное)
Методы контроля арматуры
Г.1 Методы контроля герметичности относительно внешней среды
Г.1.1 Общие положения
Г.1.1.1 Контроль герметичности основан на применении испытательных сред и регистрации их проникания через места течи, обнаруженные в изделии при помощи различных средств регистрации пробного вещества и приборов - течеискателей.
Г.1.1.2 В зависимости от свойств испытательной среды и принципа его регистрации контроль проводят либо жидкостными, либо газовыми методами, каждый из которых включает в себя ряд способов, различающихся технологией реализации данного принципа регистрации пробного вещества. В зависимости от применяемого способа по результатам контроля определяют герметичность относительно внешней среды и места расположения дефектов.
Г.1.1.3 Контроль проводят в соответствии с НД и технологическими процессами предприятий-изготовителей и предприятий, на которых проводятся испытания.
Г.1.1.4 При проведении контроля соблюдают следующие требования безопасности:
- перед повышением давления удаляют воздух из внутренних полостей, заполняемых жидкой испытательной средой;
- постепенно и плавно повышают и снижают давление;
- запрещают обстукивать детали и соединения, находящиеся под давлением испытательной среды.
Требования безопасности при проведении контроля - в соответствии с разделом 5.
Г.1.1.5 При проведении контроля следят за тем, чтобы на поверхностях арматуры не конденсировалась влага окружающей среды. При появлении влаги испытания следует остановить до тех пор, пока поверхности не станут сухими.
Г.1.1.6 Перед началом работы контролируемые поверхности изделия очищают от следов ржавчины, масла, эмульсии и других загрязнений. В качестве очищающих жидкостей рекомендуется применять спирт, ацетон, уайт-спирит, бензин, хладон-113 или другие органические растворители, обеспечивающие качественное удаление органических загрязнений. Вид очищающей жидкости, применяемой для очистки, требуемое качество очистки поверхности и способы контроля корпусных деталей и сварных соединений указывают в КД. После очистки контролируемые поверхности должны быть просушены.
Г.1.1.7 После окончания контроля испытательную среду из арматуры удаляют. При применении жидких испытательных сред после окончания контроля арматуру промывают и просушивают. При применении газообразных испытательных сред после окончания контроля внутренние полости арматуры продувают сухим сжатым воздухом.
Г.1.1.8 При применении масс-спектрометрического метода контроля:
- длина магистрали, соединяющей щуп с течеискателем, должна быть минимально возможной;
- камера должна быть герметична относительно внешней среды по фланцевым соединениям и месту выхода из камеры либо самой арматуры, либо технологического переходника от арматуры к баллону с гелием;
- наружные поверхности арматуры не должны соприкасаться с внутренними поверхностями камеры;
- для ускорения откачки рекомендуется цилиндрическая форма камеры;
- для контроля участка поверхности арматуры или отдельного сварного шва допускается устанавливать локальную камеру.
Г.1.2 Жидкостные методы контроля
Г.1.2.1 Метод контроля - гидростатический, способ реализации метода - компрессионный
Контроль проводят как с применением, так и без применения индикаторных масс, наносимых на контролируемую поверхность.
Область применения метода - арматура, в которой можно создавать избыточное давление испытательной среды и у которой контролируемые участки доступны для визуального контроля. Назначение метода - определение места расположения дефекта.
Арматуру заполняют водой давлением, значение которого указано в КД, и выдерживают под давлением в течение времени, указанного в КД.
О негерметичности судят по появлению капель или пятен на поверхности корпусных деталей или индикаторной массе, нанесенной на эту поверхность, или другими аттестованными средствами.
Г.1.2.2 Метод контроля манометрический, способ реализации метода - компрессионный.
Арматуру соединяют с жидкостной полостью гидропневмоаккумулятора, имеющего откалиброванную газовую полость. Систему заполняют водой. Повышают давление в газовой полости гидропневмоаккумулятора до значения, указанного в КД (ТУ), и выдерживают арматуру под давлением в течение времени, указанного в КД (ТУ).
О плотности материала корпусных деталей и сварных швов, находящихся под давлением рабочей среды, а также негерметичности по уплотнению подвижных (сальника, сильфона) и неподвижных (прокладочных) соединений судят по понижению давления в газовой и (или) жидкостной полостях гидропневмоаккумулятора.
Г.1.3 Газовые методы контроля
Г.1.3.1 Назначение газовых методов контроля, испытательные среды, применяемые для контроля, средства регистрации и признаки обнаружения дефектов, а также краткое описание рекомендуемых способов реализации методов контроля приведены в таблице Г.1.
Таблица Г.1 - Газовые методы контроля
|
Наименование способа реализации метода |
Назначение |
Испытательная среда (пробное вещество) |
Средство регистрации |
Область применения |
Краткое описание способа реализации метода контроля |
Признак обнаружения дефекта |
|
|
Манометрический |
Компрессионный |
Определение герметичности изделия |
Воздух |
Манометр |
Изделия, в которых можно создавать давление выше атмосферного |
Арматуру заполняют воздухом, отсекают подачу воздуха и выдерживают под давлением в течение времени, указанного в КД |
Падение давления |
|
Пузырьковый |
Компрессионный |
Определение места расположения дефекта |
Воздух, азот, аргон и др. |
Вода |
Изделия, которые можно заполнять газом под избыточным давлением и погружать в ванну с водой |
Арматуру погружают в ванну с водой (индикаторной жидкостью), заполняют испытательной средой и выдерживают под давлением в течение времени, указанного в КД |
Образование пузырей воздуха в воде (индикаторной жидкости) |
|
Обмыливанием |
Определение места расположения дефекта |
Воздух, азот, аргон и др. |
Мыльная пена, полимерный состав. Компоненты пенообразующих растворов приведены в Г.1.4 |
Изделия, в которых можно создавать избыточное давление газа, а контролируемые места покрывать пенообразующим составом |
На наружную поверхность арматуры (на контролируемые участки) мягкой волосяной кистью или краскораспылителем наносят пенящуюся массу. Арматуру заполняют испытательной средой и выдерживают под давлением в течение времени, указанного в КД |
Образование пузырей в пенообразующем составе |
|
|
Вакуумный |
Определение герметичности |
Воздух, азот, аргон и др. |
Индикаторная жидкость |
Изделия, которые можно заполнять газом под избыточным давлением и помещать в ванну с индикаторной жидкостью |
Арматуру погружают в ванну с индикаторной жидкостью, пространство над которой вакуумируют. Арматуру заполняют испытательной средой и выдерживают под давлением в течение времени, указанного в КД |
Появление пузырей газа |
|
|
Масс-спектрометрический |
Гелиевый щуп |
Определение места расположения дефекта |
Гелий |
Гелиевые течеискатели |
Изделия, в которых можно создавать избыточное давление гелия |
Арматуру заполняют гелием давлением, указанным в КД. Наружную поверхность арматуры сканируют щупом. Гелий проникает через имеющиеся сквозные дефекты, через щуп попадает в камеру течеискателя и фиксируется выходным прибором течеискателя |
Показания стрелочного прибора, звуковой сигнал |
|
Масс-спектрометрический |
В гелиевой (вакуумной) камере |
Определение герметичности изделия |
Гелий |
Гелиевые течеискатели |
Изделия, в которых можно создавать вакуум (или избыточное давление гелия), помещать их в гелиевую (вакуумную) камеру |
Арматуру помещают в герметичную металлическую камеру. К камере или арматуре подсоединяют течеискатель. Камеру (способ гелиевой камеры) или арматуру (способ вакуумной камеры) заполняют гелий давлением, указанным в КД. При наличии течи гелий поступает в вакуумируемый объем, соединенный с течеискателем, и фиксируется выходным прибором течеискателя |
Показания стрелочного прибора, звуковой сигнал |
|
Обдув гелием |
Определение места расположения дефекта |
Гелий |
Гелиевые течеискатели |
Изделия, в которых можно создавать требуемый вакуум |
Арматуру подключают к масс-спектрометрическому течеискателю и вакуумируют. Контролируемые участки обдувают струей гелия. При наличии течи гелий попадает внутрь арматуры и фиксируется выходным прибором течеискателя (описание метода приведено в Г.1.3.2) |
Показания стрелочного прибора, звуковой сигнал |
Формулы для оценки пороговой чувствительности при индикации потока газа приведены в таблице Г.2.
Таблица Г.2
|
Наименование способа реализации метода |
Формула для оценки порога чувствительности при индикации потока газа |
|
|
Манометрический |
Компрессионный |
|
|
Пузырьковый |
Компрессионный |
|
|
Обмыливанием |
|
|
|
Пузырьковый |
Вакуумный |
|
|
Масс-спектрометрический |
Гелиевый щуп |
См. Г.1.3.2.3 |
|
В гелиевой (вакуумной) камере |
||
|
Обдув гелием |
||
|
Примечание - Условные обозначения: Vи - объем изделия; ΔРmin - нижний предел измерения манометра; τ1 - продолжительность испытания; dmin - наименьший регистрируемый диаметр пузырька; τ2 - время от момента образования пузырька до его отрыва; σ - коэффициент поверхностного натяжения; ρ - плотность индикаторной жидкости; g - ускорение свободного падения; h - высота слоя индикаторной жидкости; Ра - атмосферное давление. |
||
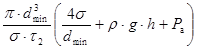
Г.1.3.2 Последовательность проведения испытаний на вакуумную плотность масс-спектрометрическими методами
Г.1.3.2.1 Испытания проводят в соответствии с [14] и технологической инструкцией предприятия, проводящего испытания.
Г.1.3.2.2 Сочетание способа реализации метода, режима контроля и подготовки к контролю арматуры определяется классом герметичности, указанным в КД (ТУ), а также конструктивными и технологическими особенностями арматуры.
Г.1.3.2.3 Пороговая чувствительность применяемых гелиевых течеискателей должна быть не менее 1,3 ∙ 10-10 м3 ∙ Па/с (1,0 ∙ 10-6 л ∙ мкм рт. ст/с), при этом:
- при контроле способом гелиевой (вакуумной) камеры - не менее 6,7 ∙ 10-10 м3 ∙ Па/с (5,0 ∙ 10-6 л ∙ мкм рт. ст/с);
- при контроле способом обдува и гелиевого щупа - менее 6,7 ∙ 10-9 м3 ∙ Па/с (5,0 ∙ 10-5 л ∙ мкм рт. ст/с).
Пороговую чувствительность гелиевого течеискателя определяют перед началом контроля (в начале каждой смены).
Г.1.3.2.4 Признаком наличия сквозного дефекта является увеличение показаний прибора над средними фоновыми показаниями на значение, равное разности максимального и минимального значений фона в схеме испытаний. Разность не должна превышать 50 мВ для способов контроля в гелиевую камеру и обдувом гелием и 100 мВ - для способа контроля щупом.
Г.1.3.2.5 Средние фоновые показания перед началом контроля любым способом должны находиться в пределах второй трети рабочей шкалы. Если фоновые показания превышают указанное значение, следует применять схему компенсации фона.
Г.1.3.2.6 Критерии оценки герметичности относительно внешней среды при испытании на вакуумную плотность масс-спектрометрическими методами приведены в таблице Г.3.
Таблица Г.3
|
Давление испытательной среды, МПа |
Класс герметичности1) |
Объемная концентрация гелия, см3/м3 |
||
|
По неподвижным соединениям (прокладкам) |
0,6 |
- |
≤ 50 |
|
|
По подвижным соединениям |
сильфон |
А |
≤ 50 |
|
|
сальник (для арматуры поворотного типа) |
||||
|
фторопластовые уплотнительные кольца |
В |
≤ 100 |
||
|
графитовые уплотнительные кольца |
С |
≤ 1000 |
||
Г.1.3.2.7 Способ гелиевой (вакуумной) камеры:
- перед началом испытаний проводят предварительную откачку воздуха из арматуры (камеры) до остаточного давления не выше 1400 Па (10 мм рт. ст.);
- время выдержки под давлением при проведении контроля на герметичность масс-спектрометрическим методом - в соответствии с таблицей Г.4.
Таблица Г.4
|
Время выдержки под давлением, мин, не менее |
|
|
До 0,1 |
5 |
|
Св. 0,1 до 0,5 включ. |
10 |
|
» 0,5 » 1,5 » |
15 |
|
» 1,5 » 3,5 » |
20 |
|
Св. 3,5 |
40 |
- оценка герметичности арматуры - в соответствии с требованиями КД (ТУ);
- признак обнаружения дефекта - в соответствии с Г.1.3.2.4.
Г.1.3.2.8 Способ гелиевого щупа:
- рекомендуется применять регулируемые щупы - улавливатели с конической насадкой объемом не более 1 мм3. Расстояние от контролируемой поверхности до регулирующей запирающей иглы щупа-улавливателя не должно превышать 5 мм;
- часть установки, предназначенной для подачи гелия, испытывают на прочность давлением не менее 1,5 ∙ Рг (Рг - давление гелия во время контроля);
- при совместной работе вакуумного насоса и насосов течеискателя остаточное давление у фланца течеискателя должно находиться в диапазоне от 25 до 30 Па (от 1,8 ∙ 10-1 до 2,2 ∙ 10-1 мм рт. ст.);
- скорость откачки вспомогательным насосом должна быть от 1 до 3 л/с;
- перед началом контроля проводят предварительную откачку воздуха до давления от 700 до 1400 Па (от 5 до 10 мм рт. ст.);
- время выдержки арматуры под давлением - в соответствии с КД (ТУ);
- оценка герметичности арматуры - в соответствии с требованиями КД (ТУ);
- признак обнаружения дефекта - в соответствии с Г.1.3.2.4.
Г.1.3.2.9 Способ обдува гелием:
- перед началом контроля следует провести откачку воздуха из арматуры (вакуумировать изделие) до давления от 7 до 8 Па (от 5 ∙ 10-2 до 6 ∙ 10-2 мм рт. ст.);
- обдув гелием начинают с мест подсоединения системы вспомогательной откачки к течеискателю;
- обдув арматуры начинают с верхних участков, постепенно переходя к нижним;
- первоначально устанавливают сильную струю гелия, обхватывающую при обдуве большую площадь. При обнаружении течи струю гелия уменьшают и определяют место сквозного дефекта;
- скорость перемещения обдувателя у контролируемой поверхности должна быть от 0,10 до 0,15 м/мин. При контроле арматуры большого объема (поверхность обдува большой протяженности) в связи с запаздыванием времени сигнала скорость обдува уменьшают;
- после устранения обнаруженных дефектов контроль повторяют;
- оценка герметичности арматуры - в соответствии с КД (ТУ);
- признак обнаружения дефекта - в соответствии с Г.1.3.2.4.
Г.1.4 Составы пенообразующих растворов
Пенообразующие растворы, применяемые для контроля герметичности относительно внешней среды пузырьковым способом (обмыливанием контролируемой поверхности), представляют собой водные растворы хлористых солей натрия, кальция, мыла, экстракта лакричного корня. Составы пенообразующих растворов при проведении контроля герметичности приведены в таблице Г.5.
Таблица Г.5 - Составы пенообразующих растворов
|
Компоненты состава, г |
||||||
|
NaCL |
СаCL2 |
Экстракт лакричного корня |
Глицерин |
Мыло |
||
|
туалетное |
хозяйственное |
|||||
|
1 |
- |
- |
- |
- |
50 |
- |
|
2 |
- |
- |
- |
5 |
- |
30 |
|
3 |
- |
- |
50 |
- |
- |
- |
|
4 |
83 |
100 |
15 |
- |
- |
- |
|
5 |
170 |
170 |
15 |
- |
- |
- |
|
Примечания 1 Приготовление пенообразующих растворов: мыло вводят в теплую воду и тщательно перемешивают до полного растворения. 2 Число компонентов указано в расчете на 1 дм3 воды. 3 Состав раствора экстракта лакричного корня: - сухой экстракт - 1 кг; - вода питьевая - 0,5 дм3. 4 Хозяйственное мыло должно быть концентрацией 65 %. |
||||||
Г.2 Методы контроля герметичности затвора
Г.2.1 Общие положения
Г.2.1.1 При применении капельного и пузырькового методов контроля в случае, если в соответствии с КД (ТУ, ПМ) утечки в затворе допускаются, то их измеряют после выдержки арматуры под давлением в течение времени, указанного в таблице 4.
В случае если в соответствии с КД (ТУ, ПМ) видимые утечки в затворе не допускаются (класс герметичности «А» по ГОСТ 9544), то после выдержки арматуры под давлением в течение времени, указанного в таблице 4, браковочными признаками не являются:
- при испытании водой - образование по контуру уплотнительной поверхности росы, не превращающейся в стекающие капли;
- при испытании воздухом - образование не отрывающихся пузырьков, т.е. можно считать, что герметичность в затворе соответствует классу «А» по ГОСТ 9544.
Г.2.1.2 При контроле с помощью технических средств (при применении манометрического метода контроля, способ реализации метода - компрессионный, либо технических средств диагностирования) утечка в затворе арматуры менее 3 мм3/мин не является браковочным признаком, т.е. можно считать, что герметичность в затворе соответствует классу «А» по ГОСТ 9544.
Г.2.1.3 Требования к пробным веществам - в соответствии с разделом 7 настоящего стандарта.
Г.2.1.4 При объемном и капельном методах утечку в затворе определяют со стороны выходного патрубка, соединенного с атмосферой.
Г.2.1.5 Время измерения утечки через затвор должно быть не менее значения, указанного в таблице 4.
Г.2.2 Пробное вещество - вода
Г.2.2.1 Контроль проводят следующими методами:
- объемным;
- капельным;
- манометрическим, способ реализации - компрессионный.
Г.2.2.2 Объемный метод контроля
Утечку через затвор измеряют путем отвода воды из полости выходного патрубка в мерный сосуд (например, мензурку). Утечку в затворе qж, см3/мин, вычисляют по формуле
![]() (Г.1)
(Г.1)
где Vж - измеренный объем утечки воды, см3;
τ - время измерения объема, мин.
Г.2.2.3 Капельный метод контроля
Утечку через затвор определяют путем подсчета количества капель воды, выходящих через насадку, подсоединенную к выходному патрубку арматуры [19]. Насадка должна быть выполнена в соответствии с размерами, указанными на рисунке Г.1 и в таблице Г.6.

d - внутренний диаметр
насадки;
D, l, b - свободные,
ненормируемые размеры
Рисунок
Г.1 - Насадка, применяемая для капельного метода контроля герметичности затвора
(пробное вещество - вода)
Утечку в затворе qвод, см3/мин, вычисляют по формуле
![]() (Г.2)
(Г.2)
где Nкап - измеренное число капель воды;
Vкап - объем капли воды (по таблице Г.6 в зависимости от внутреннего диаметра насадки), см3.
Таблица Г.6 - Объем капель воды в зависимости от диаметра насадки
|
0,8+0,05 |
1,2+0,1 |
1,8+0,1 |
2,5+0,2 |
3,0+0,2 |
4,0+0,2 |
4,5+0,2 |
5,0+0,2 |
6,0+0,2 |
7,0+0,2 |
|
|
Объем капли воды Vкап, см3 |
0,0180 |
0,0290 |
0,0390 |
0,0460 |
0,0580 |
0,0700 |
0,0770 |
0,0848 |
0,0970 |
0,1070 |
Для точного определения утечек в затворе возможно использование приборов (устройств) электронного подсчета расхода среды на основе капельного метода в единицу времени с цифровой регистрацией на электронном табло и бумажном носителе.
Г.2.2.4 Манометрический метод контроля, способ реализации метода - компрессионный
Закрывают арматуру усилием или крутящим моментом, указанным в КД (ТУ). Направление подачи среды - в соответствии с КД. Соединяют входной патрубок арматуры с жидкостной полостью гидропневмоаккумулятора, имеющего откалиброванную газовую полость. Заполняют систему водой. В задвижках с упругим и самоустанавливающимся клином воду подают в междисковое пространство. В газовой полости гидропневмоаккумулятора повышают давление до указанного в КД (ТУ) для определения герметичности затвора и выдерживают арматуру под давлением в течение времени, указанного в таблице 4 либо в КД (ТУ).
О степени негерметичности затвора арматуры судят по понижению давления в газовой и (или) жидкостной полостях гидропневмоаккумулятора.
Утечку в затворе qж, см3/мин, вычисляют по формуле
![]()
где ΔVж - объем утечки воды, см3, вычисляемый по формуле
![]()
τ - время измерения утечки, мин;
Р1 - абсолютное давление в гидропневмоаккумуляторе до начала контроля утечки;
Р2 - абсолютное давление в гидропневмоаккумуляторе в конце контроля утечки;
V1 - объем газовой полости гидропневмоаккумулятора до начала контроля утечки;
Т1 - температура в газовой полости гидропневмоаккумулятора до начала контроля утечки;
T2 - температура в газовой полости гидропневмоаккумулятора в конце контроля.
Г.2.3 Пробное вещество - воздух
Г.2.3.1 Контроль проводят объемным и пузырьковым методами.
Г.2.3.2 Объемный метод контроля
Утечку воздуха в затворе рекомендуется определять одним из следующих способов:
- по показанию прибора, предназначенного для измерения малых объемных расходов газа, например ротаметра;
- трубку или насадку с внутренним диаметром 6 мм подсоединяют к выходному патрубку арматуры, подводят к мензурке, заполненной водой, и опускают мензурку в воду. Схема установки мензурки в емкость с водой приведена на рисунке В.2. Торец мензурки должен располагаться в воде горизонтально, отклонение от горизонтали не должно превышать ±10°. Расстояние от поверхности воды до нижнего торца мензурки (размер l, указанный на рисунке Г.2) должно составлять (6 ± 2) мм. Утечку в затворе qвозд, см3/мин, вычисляют по формуле
![]() (Г.4)
(Г.4)
где Vвоз - измеренный объем воздуха, см3;
τ - время измерения, мин.
Г.2.3.3 Пузырьковый метод контроля
Утечку воздуха в затворе определяют путем подсчета числа пузырьков воздуха, выходящего из насадки, подсоединенной к выходному патрубку арматуры и погруженной в емкость с водой. Насадка должна быть выполнена в соответствии с размерами, указанными на рисунке Г.2 и в таблице Г.7. Расположение торца насадки в емкости - в соответствии с Г.2.3.2. Расстояние l от поверхности воды до торца насадки должно составлять:
- для исполнения I - от 5 до 10 мм;
- для исполнения II - от 10 до 15 мм.
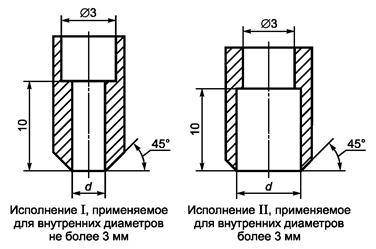
Рисунок Г.2 - Насадки, применяемые для пузырькового метода
контроля герметичности затвора
(пробное вещество - воздух)
Утечку в затворе qвозд, см3/мин, вычисляют по формуле
![]() (Г.5)
(Г.5)
где Nпуз - измеренное число пузырьков воздуха;
Vпуз - объем пузырька воздуха (приведен в таблице Г.7 в зависимости от внутреннего диаметра насадки), см3.
Таблица Г.7
|
1,0+0,1 |
1,3+0,1 |
1,5+0,1 |
17+0,1 |
2,0+0,1 |
2,2+0,1 |
3,0+0,2 |
5,0+0,2 |
10,0+0,3 |
30,0+0,3 |
60,0+0,3 |
|
|
Объем пузырька воздуха Vпуз, см3 |
0,009 |
0,014 |
0,018 |
0,021 |
0,026 |
0,030 |
0,053 |
0,130 |
0,410 |
1,500 |
3,500 |
Приложение Д
(обязательное)
Испытания арматуры воздухом и водой взамен испытаний гелием, фреоном и керосином
Д.1 Испытания на герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений
Д.1.1 Испытательная среда - вода взамен керосина
Д.1.1.1 Испытание на герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений, выполненных из материалов, смачиваемых керосином и несмачиваемых водой, например сальниковые набивки из АФВ и АФТ по ГОСТ 5152, проводить водой вместо керосина не допускается.
Д.1.1.2 При испытании водой взамен керосина время выдержки арматуры под давлением воды τводы, мин, вычисляют по формуле
τводы = 0,67τкер, (Д.1)
где τкер - время выдержки под давлением при испытании керосином, указанное в КД, мин.
Д.1.2 Испытательная среда - воздух взамен гелия и фреона
Д.1.2.1 При испытании воздухом взамен гелия время выдержки арматуры под давлением должно быть равно времени, указанному в КД при испытании гелием. Утечки воздуха не допускаются.
Д.1.2.2 При испытании воздухом взамен фреона время выдержки арматуры под давлением τвозд, мин, вычисляют по формуле
τводы = 1,36τфр, (Д.2)
где τфр - время выдержки под давлением при испытании фреоном, указанное в КД, мин.
Д.2 Испытания на герметичность затвора
Д.2.1 Пробное вещество - вода взамен керосина
Д.2.1.1 Испытание арматуры, для которой в КД указано значение утечки в затворе по керосину
Допустимую утечку по воде qводы, см3/мин, вычисляют по формуле
qводы = 0,67qкер, (Д.3)
где qкер - допустимая утечка в затворе по керосину, указанная в КД, см3/мин.
Д.2.1.2 Испытание арматуры, у которой утечка в затворе по керосину не допускается
Время выдержки арматуры под давлением перед началом контроля утечки в затворе по воде τводы, мин, вычисляют по формуле
τводы = 0,67τкер (Д.4)
где τкер - время выдержки под давлением при испытании керосином, указанное в КД, мин.
Д.2.2 Пробное вещество - воздух взамен гелия и фреона
Д.2.2.1 Испытание арматуры, для которой в КД указано значение утечки в затворе по гелию (фреону)
Допустимую утечку по воздуху qвозд, см3/мин, вычисляют по формуле
qвозд = k ∙ qгел, (Д.5)
где k - коэффициент, определяемый по таблицам Д.1 и Д.2 в зависимости от номинального (рабочего) давления арматуры и значения допустимой утечки в затворе;
qгел - допустимая утечка в затворе по гелию (фреону), указанная в КД, см3/мин.
Таблица Д.1 - Коэффициент k для пересчета утечек в затворе по фреону
|
Номинальное давление PN (рабочее давление Рp), МПа |
0,01 |
0,02 |
Св. 0,03 |
|
Коэффициент k |
|||
|
0,10 |
1,10 |
0,87 |
0,74 |
|
0,25 |
1,18 |
0,88 |
0,74 |
|
0,40 |
1,47 |
0,92 |
0,74 |
|
0,60 |
1,47 |
0,92 |
0,74 |
|
1,00 |
1,35 |
0,88 |
0,74 |
|
1,60 |
1,11 |
0,74 |
0,74 |
|
2,50 |
0,98 |
0,74 |
0,74 |
Таблица Д.2 - Коэффициент k для пересчета утечек в затворе по гелию
|
Номинальное давление PN (рабочее давление Рp), МПа |
Утечка в затворе по гелию, см3/мин |
|||||||
|
0,01 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
0,08 |
|
|
Коэффициент k |
||||||||
|
0,10 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
|
0,25 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
|
0,40 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
|
0,60 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
|
1,00 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,41 |
|
1,60 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,55 |
|
2,50 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,47 |
0,64 |
|
4,00 |
0,37 |
0,37 |
0,37 |
0,37 |
0,37 |
0,50 |
0,66 |
0,76 |
|
6,40 |
0,37 |
0,37 |
0,37 |
0,40 |
0,54 |
0,70 |
0,80 |
0,88 |
|
10,00 |
0,37 |
0,37 |
0,53 |
0,70 |
0,82 |
0,90 |
0,94 |
0,98 |
|
16,00 |
0,37 |
0,75 |
1,00 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
|
20,00 |
0,50 |
1,00 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
|
Св. 20,00 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
Окончание таблицы Д.2
|
Номинальное давление PN (рабочее давление Рp), МПа |
Утечка в затворе по гелию, см3/мин |
|||||||
|
0,09 |
0,10 |
0,11 |
0,12 |
0,13 |
0,14 |
0,15 |
Св. 0,15 |
|
|
Коэффициент k |
||||||||
|
0,10 |
0,37 |
0,37 |
0,54 |
0,69 |
0,81 |
0,95 |
1,09 |
1,10 |
|
0,25 |
0,37 |
0,45 |
0,65 |
0,79 |
0,94 |
1,04 |
1,10 |
1,10 |
|
0,40 |
0,40 |
0,57 |
0,73 |
0,87 |
0,98 |
1,08 |
1,10 |
1,10 |
|
0,60 |
0,49 |
0,65 |
0,78 |
0,90 |
1,00 |
1,10 |
1,10 |
1,10 |
|
1,00 |
0,58 |
0,72 |
0,83 |
0,92 |
1,01 |
1,10 |
1,10 |
1,10 |
|
1,60 |
0,68 |
0,79 |
0,87 |
0,95 |
1,03 |
1,10 |
1,10 |
1,10 |
|
2,50 |
0,75 |
0,86 |
0,95 |
1,00 |
1,06 |
1,10 |
1,10 |
1,10 |
|
4,00 |
0,85 |
0,92 |
0,98 |
1,03 |
1,10 |
1,10 |
1,10 |
1,10 |
|
6,40 |
0,93 |
0,98 |
1,02 |
1,05 |
1,10 |
1,10 |
1,10 |
1,10 |
|
10,00 |
1,01 |
1,03 |
1,05 |
1,08 |
1,10 |
1,10 |
1,10 |
1,10 |
|
16,00 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
|
20,00 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
|
Св. 20,00 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
Д.2.2.2 Испытание арматуры, у которой утечка в затворе по гелию (фреону) не допускается
Время выдержки арматуры под давлением τвозд, мин, перед началом контроля утечки в затворе по воздуху вычисляют по формуле
![]() (Д.6)
(Д.6)
где τгел - время выдержки под давлением при испытании гелием (фреоном), указанное в КД, мин;
k - коэффициент, определяемый по таблицам Д.1 и Д.2 в зависимости от номинального (рабочего) давления и допустимой утечки в затворе.
При выборе коэффициента k из таблиц Д.1 и Д.2 за значение утечки по гелию (фреону) принимают значение, равное чувствительности применяемого метода контроля:
- при контроле с применением приборов - цене деления прибора;
- при визуальном контроле - 0,01 см3/мин.
Приложение Е
(рекомендуемое)
Оформление результатов испытаний
Е.1 Форма рабочего журнала испытаний приведена в таблице Е.1
Таблица Е.1 - Журнал испытаний
Арматура ________________________________________ DN___, PN___
Дата проведения испытаний
начало «__» __________ 20__ г. окончание «__» ____________ 20__ г.
|
Приемочный критерий |
Испытательная среда |
Давление, МПа |
Время испытаний, мин |
Фактическое значение параметра |
Результат испытаний |
Подпись ответственного лица |
|
|
Прочность материала корпусных деталей и сварных швов |
Отсутствие механических разрушений и видимых остаточных деформаций |
||||||
|
Плотность материала корпусных деталей и сварных швов |
Отсутствие «потения» металла и утечек |
||||||
|
Герметичность относительно внешней среды по уплотнению подвижных соединений |
Отсутствие утечек |
||||||
|
Герметичность относительно внешней среды по уплотнению неподвижных соединений |
Отсутствие утечек |
||||||
|
Герметичность затвора |
Соответствие КД (ТУ) |
||||||
|
Проверка функционирования |
Перемещение плавное без рывков и заеданий |
||||||
|
Наработка циклов |
Соответствие КД (ТУ) |
||||||
|
Контроль арматуры в сборе с электроприводом: |
|||||||
|
- перемещение на полный ход ЗЭл (РЭл) |
Перемещение плавное без рывков и заеданий |
||||||
|
- время совершения полного хода |
Соответствие КД |
||||||
|
- настройка конечных и моментных выключателей |
Соответствие КД, срабатывание четкое и стабильное |
||||||
|
- фактический ход (угол открытия) ЗЭл (РЭл) |
Соответствие КД (ТУ) |
||||||
|
- настройка указателя положения ЗЭл (РЭл) |
Соответствие КД (ТУ) |
||||||
|
Контроль регулирующей арматуры в сборе с ПИМ |
|||||||
|
- диапазон изменения управляющего давления Рупр |
Соответствие КД |
||||||
|
- перемещение на полный ход РЭл |
Перемещение плавное без рывков и заеданий |
||||||
|
- ход РЭл |
Соответствие КД |
||||||
|
- значение нечувствительности |
Соответствие КД (ТУ) |
||||||
|
Прочие параметры |
Е.2 Пример записи результатов приемо-сдаточных испытаний в паспорте на арматуру приведен в таблице Е.2.
Таблица Е.2 - Результаты приемо-сдаточных испытаний запорного сильфонного клапана DN 50 PN 16
|
Вид испытаний |
Давление испытаний, МПа (кгс/см2) |
Испытательная среда |
Результат испытаний |
Дата испытаний, номер акта |
||
|
Сильфон У26003-040Б-01 |
На прочность |
2,4 (24) |
Вода |
Удовлетворительный |
||
|
На плотность |
1,6 (16) |
Воздух |
Удовлетворительный |
|||
|
На вакуумную плотность по отношению к внешней среде |
6,7 ∙ 10-6 МПа (5 ∙ 10-2 мм рт. ст.) |
Гелий |
Удовлетворительный |
|||
|
Клапан в сборе У26549-050М |
На прочность материала деталей и сборок, находящихся под давлением рабочей среды |
2,4 (24) |
Вода |
Удовлетворительный |
||
|
На плотность материала деталей и сборок, находящихся под давлением рабочей среды |
1,6 (16) |
Воздух |
Удовлетворительный |
|||
|
На герметичность соединения «корпус - сильфон» |
Удовлетворительный |
|||||
|
На герметичность затвора |
0,6 (6,0) |
Воздух |
Утечка, см3/мин |
|||
|
по КД |
фактическая |
|||||
|
≤ 0,60 |
0,40 |
|||||
|
1,76 (17,6) |
Вода |
≤ 0,03 |
0,01 |
|||
|
Проверка функционирования |
Наработка пяти циклов «открыто - закрыто» без подачи среды в корпус |
Удовлетворительный |
||||
Е.3 Рекомендуемая форма протокола испытаний
ПРОТОКОЛ
№
от 20__ г.
|
испытаний _________________________________________________________________ вид (приемочные, квалификационные, периодические, типовые, сертификационные) _________________________________________________________DN_______PN______ наименование и обозначение арматуры Испытания проведены в период с «__» ____________ 20__ г. по «__» ____________ 20__ г. 1 Наименование и обозначение арматуры _____________________________________ 2 Зав. № _________________________________________________________________ 3 Дата изготовления образца ________________________________________________ 4 Акт отбора образцов _____________________________________________________ 5 Число образцов продукции, отобранных для испытаний _______________________ 6 Испытания проведены по программе и методике испытаний ___________________ ___________________________________________________________________________ 7 Изготовитель арматуры __________________________________________________ ___________________________________________________________________________ 8 Место проведения испытаний _____________________________________________ 9 Условия испытаний: - температура окружающего воздуха ______________________________________°С; - относительная влажность ______________________________________________ %; - барометрическое давление____________________________________________ кПа. 10 Испытательная среда ____________________________________________________ 11 Температура испытательной среды _____________________________________ °С. 12 Результаты контроля и испытаний приведены в таблицах 1, 2, 3. |
Таблица 1
|
Технические требования |
Вид контроля |
Результаты контроля |
|
|
Проверка соответствия стенда и измерительных средств требованиям паспортов и ТД |
Проверка: - аттестации стенда; - паспортов и поверок измерительных средств |
||
|
Визуальный контроль |
Визуальная проверка: - наличия и правильности маркировки; - наличия вмятин, трещин и других дефектов; - наличия ослабления крепления; - состояния защитных покрытий; - товарного вида |
||
|
Испытание на прочность и плотность материала корпусных деталей и сварных швов арматуры в сборе |
Визуальный контроль металла, сварных швов, мест соединений (наличия течей, «потений» и видимых остаточных деформаций) |
||
|
Испытание на герметичность уплотнения подвижных и неподвижных соединений |
Визуальный контроль герметичности относительно внешней среды |
||
|
Проверка функционирования |
Визуальная проверка: - перемещения ЗЭл (РЭл); - настройки указателя положения ЗЭл (РЭл) |
||
|
Разборка и дефектация |
Визуальный контроль поверхностей деталей, состояния уплотнительных поверхностей и пар трения после проведения испытаний |
Таблица 2
|
Методика проведения испытаний |
Значение параметра |
||||
|
по НД |
по результатам испытаний |
||||
|
Давление, МПа (кгс/см2) |
пробное Рпр |
||||
|
номинальное PN |
|||||
|
при испытании на герметичность затвора |
|||||
|
Утечка в затворе, см3/мин |
|||||
|
Масса, кг |
|||||
|
Фактический ход ЗЭл (РЭл), мм |
|||||
|
Усилие или крутящий момент, необходимый для перемещения ЗЭл (РЭл), Н (Н ∙ м) |
|||||
|
Время совершения приводом полного хода при открытии и закрытии, с |
|||||
|
Габаритные и присоединительные размеры, мм |
DN |
||||
|
L |
|||||
|
L1 |
|||||
|
L2 |
|||||
|
L3 |
|||||
|
Н |
|||||
Таблица 3
|
Зав. № |
Номер измерения |
Среднеарифметическое значение |
|||||
|
1 |
2 |
3 |
|||||
|
Давление1), МПа (кгс/см2) |
пробное Рпр |
||||||
|
номинальное PN |
|||||||
|
при испытании на герметичность затвора |
|||||||
|
Утечка в затворе, см3/мин |
|||||||
|
Масса, кг |
|||||||
|
Ход ЗЭл (РЭл), мм |
|||||||
|
Усилие (крутящий момент), Н (Н ∙ м) |
|||||||
|
Время совершения приводом полного хода при открытии и закрытии, с |
|||||||
|
... |
|||||||
|
Габаритные и присоединительные размеры1), мм |
L |
||||||
|
DN |
|||||||
|
L1 |
|||||||
|
L2 |
|||||||
|
L3 |
|||||||
|
Н |
|||||||
|
1) Допускается проводить измерения один раз. |
|||||||
13 Перечень средств испытаний и измерений приведен в таблице 4.
Таблица 4
|
Наименование, тип, заводской номер средств испытаний и измерений |
ГОСТ, ТУ или изготовитель |
Верхний предел измерений |
Погрешность, класс точности |
Дата поверки, аттестации |
14 Заключение
|
Испытанный образец ______________________________________________________ наименование и обозначение арматуры, зав. № DN_____PN______ требованиям ТУ ___________________________, ГОСТ __________ ______________________________________________________________ соответствует. Подписи:
Е.4 Рекомендуемая форма акта испытаний |
|
УТВЕРЖДАЮ ____________________________ «__» _________________ 20__ г. |
АКТ
|
испытаний _______________________________________________________________ вид (приемочные, квалификационные, периодические, типовые, сертификационные) ______________________________________________________DN_______PN______ наименование и обозначение арматуры комиссия в составе (должность, Ф.И.О.): 1 _______________________________________________________________________ 2 _______________________________________________________________________ 3 _______________________________________________________________________ 4 _______________________________________________________________________ назначенная приказом от ____________ № ____, в период с «__» _________ 20__ г. по «__» ____________ 20__ г. в соответствии с программой и методикой испытаний ____________________ провела испытания арматуры ______________________________DN___PN___ наименование и обозначение арматуры |
Результаты контроля и испытаний:
1 Визуальный контроль:
|
Результат |
||||||||
|
Соответствия комплектности |
Соответствия сборочному чертежу |
Наличия заглушек |
Полноты и правильности маркировки |
Отсутствия вмятин, задиров, механических повреждений, коррозии, расслоений |
Качества поверхности под нанесение антикоррозионного покрытия |
Состояния сварных швов |
Качества затяжки резьбовых соединений |
Качества затяжки сальникового уплотнения |
2 Измерительный контроль
Размеры в мм
|
Диаметр патрубка |
Габаритные размеры |
Толщина стенки корпусных деталей в контрольных точках |
Разделка стыковых кромок под сварку |
Параллельность фланцев |
Масса, кг |
|||||
|
входного |
выходного |
L |
L1 |
L2 |
L3 |
Н |
||||
3 Испытания
3.1 Испытание на прочность материала корпусных деталей и сварных швов
|
Испытательная среда |
Пробное давление, МПа |
Время выдержки, мин |
Результат испытаний |
3.2 Испытание на плотность материала корпусных деталей и сварных швов
|
Испытательная среда |
Давление, МПа |
Результат испытаний |
3.3 Испытание на герметичность относительно внешней среды по уплотнениям подвижных и неподвижных соединений
|
Испытательная среда |
Давление, МПа |
Время выдержки, мин |
Наработка циклов (число) |
Утечка по уплотнению |
Результат испытаний |
|
|
подвижных соединений |
неподвижных соединений |
|||||
3.4 Испытание на герметичность сальникового уплотнения штока воздухом
|
Испытательная среда |
Давление, МПа |
Время выдержки, мин |
Результат испытаний |
3.5 Испытание на герметичность затвора:
|
Испытательная среда |
Давление, МПа |
Время выдержки, мин |
Усилие закрытия (крутящий момент) |
Утечка, см3/мин |
Результат испытаний |
|
|
по ТУ |
фактическое |
|||||
3.6 Испытание на работоспособность (проверка функционирования)
|
Испытательная среда |
Давление (перепад давления на затворе АР), МПа |
Наработка «открыто - закрыто», цикл |
Результат испытаний |
|
4 Заключение ____________________________________________________________ наименование, обозначение арматуры DN ________________ PN ___________ зав. № ___________ соответствует требованиям ТУ _________________________________, ПМ __________________________________ признан (а) _________________________________________________________________ 5 Комиссия отмечает 5.1 ______________________________________________________________________ наименование, обозначение арматуры DN ________ PN _____________ зав. №______ выдержала испытания в полном объеме. 5.2 Технические характеристики ____________________________________________ наименование, обозначение арматуры ___________________________________________________________________________ полученные при проведении испытаний, соответствуют требованиям КД (ТЗ, ТУ). 5.3 Образцы ______________________________________________________________ наименование, обозначение арматуры изготовленные ______________________________________________________________ завод-изготовитель по ТУ _____________________________________, отвечают требованиям действующих номер ТУ в РФ стандартов, норм и правил промышленной безопасности: _____________________ ___________________________________________________________________________ 5.4 Конструкция __________________________________________________________ наименование, обозначение арматуры выполнена на современном техническом уровне. 5.5 Конструкция __________________________________________________________ наименование, обозначение арматуры обеспечивает требуемую работоспособность и безопасность при эксплуатации. 6 Комиссия согласовывает: - технические условия _____________________________________________________ - руководство по эксплуатации ______________________________________________ 7 Комиссия рекомендует: - к производству __________________________________________________________ наименование, обозначение арматуры - к утверждению конструкторскую документацию на ___________________________ ___________________________________________________________________________ наименование, обозначение арматуры а) комплект рабочих чертежей ______________________________________________ б) технические условия ____________________________________________________ в) руководство по эксплуатации _____________________________________________ г) паспорт _______________________________________________________________ Примечание - Пункты 5, 6 и 7 вносят в акт при оформлении результатов приемочных испытаний. Приложение: Протокол испытаний Подписи: |
|
1 _____________________ должность |
____________________ личная подпись |
_________________________ инициалы, фамилия |
|
2 _____________________ должность |
____________________ личная подпись |
_________________________ инициалы, фамилия |
|
3 _____________________ должность |
____________________ личная подпись |
_________________________ инициалы, фамилия |
|
4 _____________________ должность |
____________________ личная подпись |
_________________________ инициалы, фамилия |
Библиография
|
Административный регламент федеральной службы по экологическому, технологическому и атомному надзору по исполнению государственной функции по выдаче разрешений на применение конкретных видов (типов) технических устройств на опасных производственных объектах |
||
|
Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок |
||
|
«Метрологический контроль и надзор, осуществляемый метрологическими службами юридических лиц |
||
|
Государственная система обеспечения единства измерений. Порядок проведения поверки средств измерения |
||
|
Закон Российской Федерации № 116-ФЗ от 21 июля 1997 г. «О промышленной безопасности опасных производственных объектов» |
||
|
Санитарно-эпидемиологический надзор за использованием воды в системах водоснабжения промышленных предприятий |
||
|
Питьевая вода. Гигиенические требования к качеству воды централизованных систем питьевого водоснабжения. Контроль качества |
||
|
Трубопроводная арматура для атомных станций. Общие технические требования |
||
|
СТ ЦКБА 031-2009 |
Арматура трубопроводная. Паспорт. Правила разработки и оформления (разработчик - ЗАО «НПФ «ЦКБА») |
|
|
СТ ЦКБА 028-2007 |
Арматура трубопроводная. Периодические испытания. Общие требования (разработчик - ЗАО «НПФ «ЦКБА») |
|
|
ТУ 25-1819.00021-90 |
Технические условия. Секундомеры механические «СЛАВА» СДСпр-1-2-000, СДСпр-4б-2-000, СОСпр-6а-1-000 |
|
|
ТУ 25-1894.003-90 |
Технические условия. Секундомеры механические |
|
|
ТУ 52-07-ГРПИ-405132-001-92 |
Технические условия. Психрометры аспирационные |
|
|
Унифицированная методика контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Контроль герметичности. Газовые и жидкостные методы |
||
|
ИСО 4126-1:2004 (ISO 4126-1:2004) |
Устройства предохранительные для защиты от избыточного давления. Часть 1. Предохранительные клапаны (Safety devices for protection against excessive pressure - Part 1: Safety valves) |
|
|
ИСО 4126-2:2003 (Е) (ISO 4126-2:2003 (Е) |
Предохранительные устройства для защиты от избыточного давления. Часть 2. Предохранительные устройства с разрывной мембраной (Safety devices for protection against excessive pressure - Part 2: Bursting disk safety devices) |
|
|
ИСО 15848-1:2006 (ISO 15848-1:2006) |
Промышленные клапаны. Методы измерения, испытания и оценки загрязняющих веществ, поступающих в атмосферу вне системы дымовских труб. Часть 1. Приемочные испытания клапанов на производстве (Industrial valves - Measurement, test and qualification procedures for fugitive emissions - Part 1: Classification system and qualification procedures for type testing of valves) |
|
|
ИСО 15848-2:2006 (ISO 15848-2:2006) |
Промышленные клапаны. Методы измерения, испытания и оценки загрязняющих веществ, поступающих в атмосферу вне системы дымовых труб. Часть 2. Осуществление испытаний клапанов на соответствие техническим условиям (Industrial valves - Measurement, test and qualification procedures for fugitive emissions - Part 2: Production acceptance test of valves) |
|
|
СТО 11999797 ИС 001-2006 |
Арматура трубопроводная. Испытания. Технологические нормы и методы испытаний (разработчик НПО «ГАКС-АРМСЕРВИС») |
|
|
АПИ 527:1991 API 527:1991 |
Испытание предохранительной арматуры на герметичность в затворе (Commercial seat tighness of safety relief valves with metal - to metal seats) |
|
Ключевые слова: трубопроводная арматура, клапан, задвижка, затвор, регулятор, давление