Технический
комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое акционерное общество
«Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

ЦКБА
СТАНДАРТ ЦКБА
СТ ЦКБА 045-2009
Арматура трубопроводная
СВАРКА И НАПЛАВКА ДЕТАЛЕЙ ИЗ ТИТАНА
И ТИТАНОВЫХ СПЛАВОВ
Технические требования и контроль качества
НПФ «ЦКБА»
2009
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от 05.02.2009 г № 08
3 СОГЛАСОВАН:
Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259).
4 ВЗАМЕН РТМ 26-07-133-93 «Арматура трубопроводная. Сварка и наплавка деталей из титановых сплавов. Технические требования и контроль качества».
СОДЕРЖАНИЕ
СТАНДАРТ ЦКБА
Арматура трубопроводная
СВАРКА И НАПЛАВКА ДЕТАЛЕЙ ИЗ ТИТАНА
И ТИТАНОВЫХ СПЛАВОВ
Технические требования и контроль качества
Дата введения - 01.07.2009
1 Область применения
Настоящий стандарт распространяется на сварку и наплавку деталей трубопроводной арматуры из титана и титановых сплавов, выполняемую ручным аргонодуговым и другими видами сварки, по отработанной технологии предприятия-изготовителя арматуры: электронно-лучевой, сваркой по узкому (щелевому) зазору, автоматической, а также на наплавку их окисленным титановым сплавом марки ПТ-7М.
Стандарт устанавливает требования к условиям выполнения сварки и наплавки, сварочному оборудованию, требования к подготовке кромок под сварку, сборку, сварку и термическую обработку сварных соединений и наплавленных поверхностей, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений и наплавки.
Настоящий стандарт предназначен для технологов при разработке технологических процессов (карт), производственных мастеров и сварщиков при выполнении сварных соединений и наплавки, а также для работников отдела технического контроля при проверке соблюдения технологии сварки и выполнения требований к сварным соединениям.
Стандарт устанавливает требования к условиям выполнения сварки и наплавки, сварочному оборудованию, требования к подготовке кромок под сварку, сборку, сварку и термическую обработку сварных соединений и наплавленных поверхностей, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений и наплавки.
Стандарт разработан с учетом требований Руководства по безопасности «Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов» (далее - Руководство по безопасности), Федеральных норм и правил в области промышленной, безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением» (далее - Правила безопасности), ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 03-615-03.
Настоящий стандарт предназначен для технологов при разработке технологических процессов (карт), производственных мастеров и сварщиков при выполнении сварных соединений и наплавки, а также для работников отдела технического контроля при проверке соблюдения технологии сварки и выполнения требований к сварным соединениям.
(Измененная редакция. Изм. № 1)
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 201-76 Тринатрийфосфат. Технические условия
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.314-68 Единая система конструкторской документации. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 2603-79 Реактивы. Ацетон. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3134-78 Уайт-спирит. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия
ГОСТ 9389-75 Проволока стальная углеродистая пружинная. Технические условия
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы. Конструктивные элементы и размеры
ГОСТ 19807-91 Титан и сплавы титановые деформируемые. Марки
ГОСТ 27265-87 Проволока сварочная из титана и титановых сплавов. Технические условия
ГОСТ 33257-2015 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества
ГОСТ Р 55064-2012 Натр едкий технический. Технические условия
ГОСТ Р 55878-2013 Спирт этиловый технический гидролизный ректификованный
ОСТ 1 92077-91 Сплавы титановые. Марки
ОСТ 5Р.0170-81 Контроль неразрушающий. Металлические конструкции. Газовые и жидкостные методы контроля герметичности
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
РД 13-06-2006 Методические рекомендации о порядке проведения капиллярного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 5.9290-78 Металлы. Метод определения содержания водорода
РД 5Р.9537-80 Контроль неразрушающий. Полуфабрикаты и конструкции металлические. Капиллярные методы и средства контроля качества поверхности
СТ ЦКБА 018-2007 Арматура трубопроводная. Термическая обработка заготовок (деталей) из титана и титановых сплавов. Типовой технологический процесс
СТ ЦКБА 046-2007 Арматура трубопроводная. Методы обезжиривания
СТ ЦКБА 106-2011 Арматура трубопроводная. Оксидирование деталей из титановых сплавов
ТУ 2483-064-02807977-2003 Синтамид-5. Препарат неионогенный. Технические условия
ТУ 6-14-577-88 Синтанол ДС-10. Технические условия
ТУ 26-0781-022-77 Отливки фасонные из титановых сплавов. Технические условия
ТУ 0271-135-31323949-2005 Гелий газообразный сжатый. Технические условия
ТУ 48-19-27-88 Вольфрам лантанированный в виде прутков. Технические условия
ТУ 48-19-39-85 Прутки и проволока вольфрамовые. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных документов по соответствующему указателю, составленному по состоянию на I января текущего года. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция. Изм. № 1)
3 Общие положения
3.1 Проектирование, изготовление, монтаж сварных соединений трубопроводной арматуры для опасных производственных объектов, поднадзорных Ростехнадзору, должны выполняться в соответствии с требованиями настоящего стандарта, Правил безопасности, Руководства по безопасности, ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 03-615-03, предприятиями, располагающими условиями выполнения соответствующих работ и подготовленными работниками (персоналом).
(Измененная редакция. Изм. № 1)
3.2 Проектирование, изготовление, монтаж сварных соединений трубопроводной арматуры для опасных производственных объектов, поднадзорных Ростехнадзору, и применяемой в технологических процессах объектов использования атомной энергии (ОИАЭ) и (или) расположенных и эксплуатируемых на их территории, не отнесенных к первому, второму или третьему классу безопасности общими положениями обеспечения безопасности соответствующих ОИАЭ, должны выполняться в соответствии с требованиями настоящего стандарта.
(Измененная редакция. Изм. № 1)
3.3 Проектирование и изготовление сварных соединений трубопроводной арматуры других заказов, не указанных в 3.1, 3.2, выполняют в соответствии с требованиями настоящего стандарта.
(Измененная редакция. Изм. № 1)
4 Сварка деталей трубопроводной арматуры и контроль
4.1 Основной материал
4.1.1 В качестве основного материала применяют:
а) прокат, трубы, поковки и штамповки из титановых сплавов марок ВТ1-00, ВТ1-0, ОТ4, ОТ4-0, ПТ-3В - по ГОСТ 19807, 3М - по ОСТ 1 92077;
б) литые детали из титанового сплава марки ТЛ-3 и др. по ТУ 26-0781-022.
Допускается, по согласованию с разработчиком конструкторской документации, применять другие марки титановых сплавов.
4.1.2 Основной материал по химическому составу и механическим свойствам должен удовлетворять всем требованиям соответствующих стандартов и КД и иметь сертификат. Термообработка должна производиться в соответствии с требованиями СТ ЦКБА 018 и КД.
4.2 Сварочные материалы
4.2.1 Сварочные материалы для сварки титана и его сплавов приведены в таблице 1.
Таблица 1 - Сварочные материалы для сварки титана и его сплавов
|
Марка свариваемого материала |
Сварочный материал (присадочные прутки, проволока) |
||
|
Марка |
Обозначение документа на поставку или изготовление |
||
|
ВТ1-00; |
BT1-00св |
||
|
ВТ1-0 |
|||
|
ПТ-3В (3В), |
BT1-00св при σв ≥ 320 МПа (32 кгс/мм2) |
||
|
3М |
2В |
||
|
ОТ4; |
ОТ4-1св |
||
|
ОТ4-0 |
ОТ4св |
||
|
ВТ1-00; |
между собой в любом сочетании |
BT1-00св |
|
|
ВТ1-0; |
|||
|
ПТ-3В; |
|
||
|
3М |
ПТ-7М |
||
|
ТЛ-3 (и др. по ТУ 26-0781-022) + ВТ1-00, ВТ1-0, ОТ4, ОТ4-0, ПТ-3В, 3М |
ПТ-7Мсв |
||
|
|
|||
|
Примечания: 1 Проволоку ПТ-7Мсв следует применять при необходимости равнопрочности сварного соединения. 2 Допускается применять сварочные материалы по другим действующим НД. |
|||
4.2.2 При оксидировании деталей (узлов) или сварных сборок, выбор марки сплава основного металла и сварочного должен производиться в соответствии с таблицей 2.
Таблица 2 - Выбор сварочных материалов при оксидировании
|
Марка сплава |
Марка сварочной проволоки (присадочные прутки) |
|
|
Воздух |
ВТ1-00, ВТ1-0 |
BT1-00св |
|
3М |
BT1-00св; ПТ-7Мсв |
|
|
ТЛ3 |
ПТ-7Мсв; ПТ-7М |
|
|
Графит |
3М |
BT1-00св; ПТ-7Мсв |
|
ПТ-3В |
2В |
4.2.3 Для повышения пластических свойств сварных соединений сварочная проволока перед применением должна подвергаться дегазации (вакуумный отжиг), если эта операция не была выполнена на предприятии-изготовителе проволоки.
Режим вакуумного отжига: нагрев при температуре от 750 °С до 800 °С, выдержка 2 ч, охлаждение в вакууме до температуры 200 °С. Вакуум должен составлять от 1·10-3 мм рт.ст. до 1·10-4 мм рт.ст.
(Измененная редакция. Изм. № 1)
4.2.4 Все применяемые сварочные материалы должны иметь сертификаты и удовлетворять требованиям стандартов или технических условий на их поставку.
4.2.5 Подготовка сварочной проволоки включает выполнение следующих операций:
- рубку проволоки на присадочные прутки, предназначенные для ручной сварки;
- очистку (обезжиривание) поверхности проволоки (прутков);
- правку и намотку в кассеты проволоки, предназначенной для автоматической и механизированной сварки, а также сварку стыков проволоки (при необходимости);
- травление и вакуумный отжиг проволоки и прутков (при необходимости).
4.2.6 Очистка (обезжиривание) прутков, проволоки производится ацетоном с последующей протиркой спиртом по ГОСТ Р 55878.
Для обезжиривания поверхности проволоки (присадочных прутков) рекомендуются водные обезжиривающие растворы (водные смывки), составы которых приведены в таблице 4.
Очистку поверхности проволоки (прутков) проводить путем промывки в течение (20 - 30) мин в обезжиривающем растворе, нагретом до температуры (70 - 80) °С.
При промывке необходимо проволоку (прутки) погрузить в ванну с обезжиривающим раствором. Ванны для промывки следует изготовлять из коррозионностойких материалов.
После обезжиривания присадочный материал тщательно промывают в горячей, а затем в холодной проточной питьевой воде.
(Измененная редакция. Изм. № 1)
4.2.7 Хранить упакованные и принятые ОТК присадочные прутки необходимо в чистых, сухих и отапливаемых помещениях, имеющих температуру воздуха не ниже 25 °С и относительную влажность не более 60 %. Если это требование не обеспечивается, то кладовая должна быть оборудована сушильными шкафами для просушки присадочного металла. Температура просушки (200 ± 15) °С, выдержка - 30 минут.
Контроль чистоты проводится путем протирки присадочных материалов сухой чистой салфеткой из хлопчатобумажной ткани типа «бязь». При обнаружении на салфетке следов грязи и жира присадочные материалы должны быть вторично промыты. Наличие металлического натира на салфетке не является браковочным признаком и поверхность присадочных материалов следует считать чистой.
Запрещается брать голыми руками очищенные (обезжиренные) сварочные материалы.
4.2.8 Присадочный металл должен поступать на сварочный участок в упакованном виде.
4.2.9 В качестве защитного газа следует применять аргон (первого и высшего сорта) по ГОСТ 10157 для защиты лицевой и обратной сторон шва.
Для защиты обратной стороны шва рекомендуется применять гелий по ТУ 0271-135-31323949, удельный вес которого меньше удельного веса воздуха.
(Измененная редакция. Изм. № 1)
4.2.10 В качестве неплавящегося электрода необходимо применять вольфрамовые прутки по ТУ 48-19-27. Допускается применять другие вольфрамовые прутки, выпускаемые промышленностью.
4.2.11 Запуск сварочных материалов в производство проводится после проверки их работниками ОТК на соответствие требованиям стандартов, технических условий и настоящего стандарта.
4.3 Проверка качества газовой защиты
4.3.1 Пробы на «пятно» и «наплавкой валика» должны выполняться при проверке обеспечения качественной газовой защиты новых горелок и горелок, поступивших из ремонта, перед запуском их в производство, а также непосредственно перед началом сварки и после смены цанг и электродов.
4.3.2 При работе горелками типа ГСН с приставками газовая защита, обеспечиваемая этими горелками, должна проверяться последовательно пробами на «пятно» и «наплавкой валика».
4.3.3 В случаях, когда сварка выполняется горелками типа ГСН без приставок, проверку газовой защиты горелок следует делать только пробой на «пятно».
4.3.4 Перед началом сварки, после смены цанг или разборки горелки необходимо произвести проверку качества газовой защиты металла, обеспечиваемой сварочной горелкой:
Горелки, работающие без газозащитных приставок, проверяются пробой «на пятно».
Качество газовой защиты горелок, работающих с газозащитными приставками, проверяются пробой «на пятно» и пробой «наплавка валика».
4.3.5 Проверка горелок пробой «на пятно» производится во всех случаях при снятых фартуках и газозащитных приставках. (Фартуками условно названы подвижные защитные приспособления, перемещающиеся в процессе сварки вместе с горелкой и не имеющие специального подвода защитного газа).
Чтобы не нарушалось нормальное распределение газа между соплом и газозащитной приставкой, снятая с горелки приставка не должна отключаться от системы питания газом.
Снятая газозащитная приставка должна располагаться вблизи горелки так, чтобы выходящий из нее защитный газ был направлен в сторону от сопла горелки.
При проверке «на пятно» горелка располагается таким образом, чтобы вольфрамовый электрод находился примерно в перпендикулярном положении относительно поверхности технологической планки (на расстоянии не менее диаметра сопла от любой кромки технологической планки).
Дуга зажигается и держится в намеченной точке до тех пор, пока сварочная ванна не достигнет диаметра, равного диаметру сопла сварочной горелки или (15 ± 2) мм при выполнении пробы на токе до 150 А или диаметра (20 ± 2) мм - при выполнении на токе свыше 150 А.
Затем дуга гасится, и сварочная ванна охлаждается под защитой газа в течение не менее 15 секунд.
После охлаждения сварочной ванны проводится осмотр «пятна» с целью выявления наличия цветов побежалости.
Горелка считается годной, если поверхность «пятна» при осмотре имеет серебристый цвет.
Если «пятно» будет иметь хотя бы слабые цвета побежалости (включая золотистый цвет), то горелка считается негодной для работы и подлежит ремонту.
4.3.6 Проверка горелок пробой «наплавка валика» проводится после проверки «на пятно» и только в том случае, если проверка горелки «на пятно» показала удовлетворительные результаты.
При выполнении пробы «наплавка валика» газозащитную приставку необходимо закрепить на горелке в рабочем положении.
Валик наплавляется вдоль планки, при этом расстояние от любой кромки до валика должно быть не менее диаметра сопла горелки.
Длина наплавленного валика должна быть не менее трех длин газозащитной приставки.
Горелка считается годной, если поверхность валика имеет серебристый или слегка золотистый цвет.
4.3.7 Проверка горелок пробой «на пятно» и пробой «наплавка валика» проводится на технологических планках, изготовленных из сплавов, перечисленных в пункте 4.1.1.
Чистота поверхности планок должна соответствовать требованиям, предъявляемым настоящим стандартом к деталям, подготовленным под сварку.
Вылет вольфрамового электрода устанавливается в соответствии с 4.10.3.
Аргон должен соответствовать требованиям 4.2.9.
Рекомендуемые размеры планок и режимы сварки в зависимости от диаметра вольфрамового электрода приведены в таблице 3.
Проверка новых горелок и горелок, поступающих из ремонта, должна проводиться на максимально допустимом для проверяемой горелки режиме сварки согласно таблице 3.
При ежедневной проверке горелок перед началом работы и после замены цанги или вольфрамового электрода режим сварки принимается в соответствии с технологическим процессом на сварку для выполняемого узла.
Размеры технологических планок принимаются в зависимости от диаметра вольфрамового электрода в соответствии с таблицей 3.
4.3.8 Горелка допускается в работу после приемки ОТК качества защиты.
Таблица 3 - Выбор размеров технологических планок в зависимости от диаметра электрода
|
Сила сварочного тока, А |
Расход аргона, л/мин |
Размеры технологических планок, мм, не менее |
|||
|
Для пробы «на пятно» |
Для пробы «наплавка валика» |
Для горелок, имеющих газозащитную приставку, л/мин |
Для пробы «на пятно» |
Для пробы «наплавка валика» |
|
|
2 |
150 ± 10 |
- |
От 20 до 26 |
6×50×50 |
- |
|
3 |
250 ± 10 |
250 ± 10 |
8×50×50 |
8×50×200 |
|
|
4 |
350 ± 10 |
350 ± 10 |
|||
|
5 |
400 ± 10 |
400 ± 10 |
10×50×50 |
10×50×200 |
|
|
6 |
450 ± 10 |
450 ± 10 |
15×50×50 |
15×50×200 |
|
4.4 Требования к производственному помещению, предназначенному для сварки титановых сплавов
4.4.1 Помещение участка должно быть теплым, сухим и чистым, температура воздуха должна быть не менее 5 °С.
4.4.2 Стены должны быть гладкими, выкрашенными масляной краской, позволяющей легко проводить уборку помещения.
4.4.3 Двери, окна должны закрываться. Двери дополнительно должны завешиваться шторами из плотной ткани, предохраняющими помещение от попадания пыли из других смежных помещений.
4.4.4 Пол должен быть гладким, без щелей, пазов, шероховатостей, т.е. покрыт полимер-цементом, пластиком или другим гладким строительным материалом, что исключает задержку пыли и грязи и позволяет легко проводить уборку.
4.4.5 Сварочная кабина должна быть просторной и выкрашена в светлые тона специальными светопоглощающими красками.
4.4.6 Вентиляция общая, обменная, потоки воздуха у сварочных мест не более 0,3 м/с, сквозняки не допускаются. Работа вентиляционных установок и пневматического инструмента в цехе или на участке должна быть организована так, чтобы не нарушалась газовая защита при сварке.
4.4.7 Помещение участка должно быть хорошо освещенным (не менее 50 лк). Кроме общего освещения, должно быть предусмотрено специальное местное или переносное освещение, обеспечивающее возможность определения цвета побежалости на поверхности соединений (с лицевой и обратной сторон), а также возможность осуществления контроля качества сварных конструкций.
4.4.8 Столы, верстаки очищаются от загрязнения ежедневно до начала работ, сборочно-сварочные приспособления протираются ацетоном или другими растворителями; разрешаются водные смывки.
4.4.9 На участке сварки не допускается проводить работы, связанные с обильным выделением пыли и дыма (газовая резка, электродуговая сварка и т.д.).
4.4.10 Подготовка сборки под сварку, за исключением обезжиривания, а также механическая зачистка швов должны проводиться в специальном помещении, в котором сварка не проводится.
4.4.11 Спецодежда сварщиков должна быть всегда чистой. Запрещается проводить сварку в грязных перчатках и в грязной одежде.
4.4.12 При входе в помещение участка должны быть установлены щетки, маты или влажные тряпки для очистки обуви.
4.5 Требования к основному оборудованию и инструменту для сварки
4.5.1 При ручной аргонодуговой сварке неплавящимся электродом рабочее место сварщика должно быть оснащено:
а) источником питания постоянного тока с балластными реостатами допускается питание поста от общей сварочной сети постоянного тока; напряжение в сети не должно превышать 5 %, колебание силы сварочного тока при включении и выключении сварочных постов не должно превышать ±5 % от заданной величины;
б) необходимыми измерительными приборами (вольтметром, амперметром и др.) допускается контроль режимов производить переносными приборами. Правильность показаний измерительных приборов на сварочном посту проверяется в установленном на предприятии порядке;
в) сварочной горелкой, обеспечивающей работу на заданном режиме. Рекомендуется применять горелки типа ГРАД, АР, УРГ и др.;
г) баллонами с защитным газом, закрепленными в специальных стойках или системой централизованной разводки газа;
д) электромагнитным газовым клапаном типа КЭГК-1 для дистанционного включения и выключения подачи защитного газа при сварке (при необходимости);
е) ротаметрами типа РС-3, РС-5 или др. расходомерами, обеспечивающими требуемый расход защитного газа;
ж) набором гибких шлангов для подачи защитных газов и воды в горелку и приставку. Шланги для подачи должны периодически промываться этиловым спиртом по ГОСТ Р 55878 до полного удаления загрязнения. Газозащитные приставки разрешается промывать ацетоном.
Расчетное количество спирта на периодическую промывку:
- шлангов - 12,5 г на 1 погонный м;
- газовых клапанов - 29 г на 1 шт.;
- расходомерных устройств - 58 г на 1 шт.;
- сварочных горелок - 15 г на 1 шт.;
- газозащитных приставок - 62 г на 1 шт.;
з) защитным шлемом-маской с набором защитных стекол;
и) металлическими щетками, диаметр проволоки не должен превышать 0,15 мм, в качестве материала для проволоки необходимо применять стальную углеродистую пружинную проволоку по ГОСТ 9389;
к) зубилами и молотком, пассатижами и кусачками, напильником и шабером.
(Измененная редакция. Изм. № 1)
4.5.2 Для других способов сварки следует применять сварочное оборудование, аппаратуру, приспособления и инструменты в соответствии с требованиями по комплектации сварочного поста.
4.6 Требования к квалификации сварщиков, инженерно-технических работников (ИТР) и контролеров ОТК
4.6.1 К сварочным работам трубопроводной арматуры из титановых сплавов опасных производственных объектов, поднадзорных Ростехнадзору, могут быть допущены сварщики, аттестованные на I уровень профессиональной подготовки в соответствии с ПБ 03-273 и имеющие аттестационное удостоверение, в котором указывается, к каким видам работ допущен сварщик (способ сварки, наименование изделий, положение шва в пространстве).
Содержание и объем первичной, периодической, дополнительной и внеочередной аттестации регламентируется в РД 03-495.
Аттестация сварщиков и персонала для заказов раздела 3, по 3.2, 3.3 производится по НД предприятия-изготовителя арматуры в соответствии с требованиями настоящего стандарта в установленном на предприятии порядком.
4.6.2 К выполнению ручной аргонодуговой сварки и прихваток арматуры из титановых сплавов допускаются дипломированные сварщики не ниже IV разряда, которые должны пройти дополнительные теоретические и практические испытания по сварке деталей из титановых сплавов по программе, разработанной предприятием, о чем должна быть сделана соответствующая запись в дипломе.
4.6.3 К руководству и техническому контролю за проведением сварочных работ должны быть допущены специалисты сварочного производства, аттестованные в соответствии с ПБ 03-273 Ростехнадзора.
4.6.4 Если производится проектирование и изготовление сварных соединений трубопроводной арматуры, на которые не распространяются Правила, то аттестация сварщиков и персонала производится по НД предприятия-изготовителя в соответствии с установленным на предприятии порядком.
Сварщики подвергаются теоретическим и практическим испытаниям периодически, не реже одного раза в два года, независимо от стажа работы. Сварщики, работающие непрерывно не менее одного года по сварке деталей из титановых сплавов и дающие продукцию высшего качества, по решению комиссии могут освобождаться от испытаний каждый раз на срок до одного года, но не менее, чем два раза подряд, о чем в удостоверении сварщика делается соответствующая запись.
4.6.5 К выполнению дефектоскопии сварных соединений (радиографический контроль, капиллярная дефектоскопия) допускаются операторы, ИТР, контрольные мастера и другие лица, производящие оценку качества сварных швов в установленном предприятием порядке.
4.7 Подготовка деталей под сварку
4.7.1 Все детали, идущие на сборку под сварку и сварку, не должны иметь газонасыщенного слоя (см. 4.7.4) и должны поступать без следов масел, краски, грязи и пр.
4.7.2 Подготовка кромок деталей арматуры под сварку должна производиться механическим способом в соответствии с требованиями чертежа. Чистота поверхности свариваемых кромок должна быть не более 6,3 мкм по ГОСТ 2789.
4.7.3 Контроль качества обработки кромок проводится металлическими шаблонами, изготовленными в соответствии с требованиями чертежей, или универсальным мерительным инструментом.
Зачистка должна производиться механической обработкой (наждаком, переносной фрезерной машиной или др. способом).
Оксидированный слой должен быть удален на глубину не менее 100 мкм. Контроль полноты удаления выполняется путем замера геометрических размеров.
Допускаются другие способы удаления оксидированного слоя.
После удаления оксидированного слоя детали необходимо зачистить металлической щеткой с последующим обезжириванием.
4.7.5 Поверхности термически обработанных узлов, к которым производится приварка деталей из титановых сплавов, следует зачищать до металлического блеска:
- металлической щеткой - при бледно-желтом, коричневом и фиолетовым цветах побежалости;
- электрокорундовым шлифовальным кругом или борфрезой с последующей зачисткой металлической щеткой при синем, голубом, зеленом и серым цветах побежалости, а также при наличии белых пятен.
4.7.6 Забоины и другие повреждения поверхности детали, образовавшиеся в процессе изготовления, должны быть тщательно зачищены наждачным (корундовым) кругом зернистостью 16 по ГОСТ 3647, напильником или другим механическим способом.
4.7.7 При обработке наждачным кругом сила прижатия круга к поверхности детали должна выбираться такой, чтобы на зачищенных участках исключить появление цвета побежалости. При появлении на зачищенных участках цветов побежалости эти участки должны быть зачищены до удаления цветов побежалости.
Для обезжиривания поверхности свариваемых кромок и прилегающих поверхностей (см. 4.7.4) деталей при подготовке к сварке рекомендуются водные обезжиривающие растворы (водные смывки), составы которых приведены в таблице 4.
Зачистку с последующим обезжириванием ацетоном по ГОСТ 2603 или спиртом по ГОСТ Р 55878 или водными обезжиривающими растворами необходимо проводить до полного удаления грязи, масла и т.д.
Полноту обезжиривания кромок и прилегающих поверхностей необходимо проверять путем протирки их сухой чистой бязевой салфеткой.
(Измененная редакция. Изм. № 1)
4.7.9 Обезжиренные участки, подготовленные под сварку, нельзя трогать незащищенными руками.
Методы и технология удаления жировых загрязнений с поверхности деталей арматуры (обезжиривание) указаны в СТ ЦКБА 046.
Таблица 4 - Водные обезжиривающие растворы
|
Наименование компонентов раствора |
Массовая концентрация компонентов, г/л |
|
|
1 |
Синтанол по ТУ 6.14-577, синтамид-5 по ТУ 2483-064-02807977 |
5 - 10 |
|
Тринатрийфосфат по ГОСТ 201 |
30 - 35 |
|
|
Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
2 |
Тринатрийфосфат по ГОСТ 201 |
10 - 20 |
|
Сода кальцинированная по ГОСТ 5100 |
10 - 20 |
|
|
Натр едкий по ГОСТ Р 55064 |
20 - 40 |
|
|
Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
3 |
Синтанол ДС-10 по ТУ 6.14-577 |
10 - 15 |
|
Вода питьевая Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
4 |
Синтамид-5 по ТУ 2483-064-02807977 |
10 - 15 |
|
Смывка ОП-7 по ГОСТ 8433 |
5 - 10 |
|
|
Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
Примечание - Разрешается использовать для обезжиривания составы других водных смывок по СТ ЦКБА 046. |
||
(Измененная редакция. Изм. № 1)
4.8 Сборка деталей под сварку
4.8.1 Детали, поступающие на сборку, должны быть приняты ОТК цеха, и иметь клеймо ОТК.
4.8.2 Сборка деталей арматуры под сварку должна проводиться по технологическому процессу, разработанному на основании рабочих чертежей и настоящего стандарта.
4.8.3 Технологические процессы на сборку могут разрабатываться и выпускаться как самостоятельным документом, так и совместно с технологическим процессом на сварку.
4.8.4 В технологическом процессе на сборку должен быть указан порядок сборки, способ крепления деталей, способы зачистки и материалы для обезжиривания, наименование защитного газа, количество прихваток, их расположение, допустимые зазоры между деталями после прихваток, методы контроля и другие необходимые технологические операции.
4.8.5 В процессе сборки должно быть обеспечено:
а) правильное расположение деталей в узле;
б) отсутствие на кромках и поверхностях, прилегающих к кромкам (шириной не менее 20 мм) загрязнений;
в) заданный чертежом угол разделки кромок под сварку и величина зазора;
г) качество и правильность выполнения прихваток;
д) выполнение мероприятий по снижению сварочных деформаций.
4.8.6 Сборку деталей под сварку рекомендуется осуществлять в сборочно-сварочном приспособлении.
4.8.7 Для обеспечения чистоты свариваемых кромок работа должна выполняться в чистых перчатках.
4.8.8 Непосредственно перед прихваткой сварщик проверяет чистоту разделки кромок и прилегающие поверхности чистой белой салфеткой. Наличие на салфетке следов грязи не допускается.
Рекомендуется производить прихватки длиной от 5 мм до 25 мм и высотой от 0,5 мм до 3 мм.
Штуцеры диаметром до 30 мм рекомендуется закреплять двумя прихватками.
Прихватки выполняются тем же присадочным металлом, что и сварной шов.
Допускается производить прихватки без присадочного металла, если зазор между свариваемыми кромками составляет менее 1 мм, и с присадкой - при зазоре более 1 мм. В зависимости от зазора между свариваемыми кромками рекомендуется при прихватке присадочные прутки диаметром 1,6 мм и 2 мм.
4.8.9 Прихватки не должны иметь трещин, пор, цветов побежалости и должны иметь чистую серебристую поверхность.
Допускаются прихватки золотистого цвета, бледно-желтого, коричневого и фиолетового, которые должны быть перед сваркой тщательно зачищены металлической щеткой до полного удаления цветов побежалости и промыты растворителем.
4.8.10 Некачественные прихватки должны удаляться механическим путем с последующим обезжириванием.
4.8.11 В процессе сборки должно быть исключено попадание влаги, масла и других загрязнений в зазоры соединений, на разделку кромок и прилегающие поверхности в местах сварки.
Подготовленные под сварку узлы или детали при транспортировке на открытом воздухе должны быть закрыты (чистым брезентом, хлорвиниловыми мешками и др.) с целью предохранения разделки кромок под сварку и прилегающие зоны от пыли, влаги и других загрязнений.
4.8.12 При сборке под сварку соединений на медной или остающейся (из титана) подкладках необходимо плотное прилегание свариваемых кромок к подкладке по всей длине.
Местные зазоры не должны превышать 0,3 мм.
4.8.13 Собранные под сварку узлы должны быть проверены и приняты ОТК в соответствии с требованиями чертежей и настоящего стандарта.
Производить сварку конструкций, не прошедших приемку ОТК, запрещается.
4.9 Способы дополнительной защиты металла от окисления
4.9.1 В связи с высокой активностью титановых сплавов к азоту, кислороду ж водороду, необходимо обеспечивать хорошую защиту как расплавленного металла, так и металла, разогретого до температуры свыше 300 °С, с наружной и внутренней стороны сварного соединения.
4.9.2 Для дополнительной защиты наружной стороны сварного соединения используется приставка к горелке (рисунок 1а), к которой подводится отдельный газопровод для подачи инертного газа.
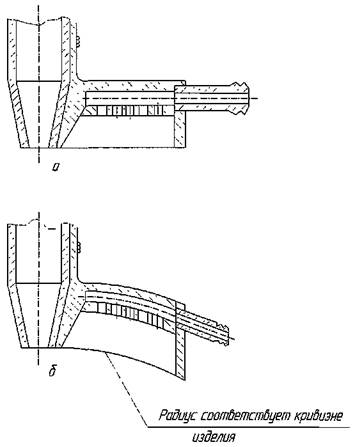
Рисунок 1 - Приставка к горелке:
а) - с прямым подводом; б) - с подводом, имеющим кривизну
4.9.3 Приставки представляют собой коробку с трубкой, через которую подается инертный газ.
Вместо системы отверстий для выхода аргона в приставках может быть использован набор металлических сеток или какой-либо пористый материал (например, пористый нихром), который пропускает и равномерно распределяет поток аргона.
4.9.4 При сварке кольцевых швов приставки должны иметь кривизну, соответствующую кривизне изделия (рисунок 1б).
Рекомендуемая длина и ширина приставок указана в 4.9.5 и 4.9.6.
4.9.5 Длина приставки зависит от размеров изделия и режимов сварки и приближенно может быть рассчитана по формуле (1):
l = q/λ ∙ Т, (1)
где l - длина приставки, м;
q - эффективная тепловая мощность дуги, Дж/с;
λ - коэффициент теплопроводности, равный 16,72 Вт/м ∙ °С;
Т - заданная температура (принимается температура 400 °С).
Эффективная тепловая мощность дуги рассчитывается по формуле (2):
q = 0,24 ∙ η ∙ J ∙ Ug, (2)
где η - коэффициент полезного действия, примерно равный 0,55;
J - сила сварочного тока, А;
Ug - напряжение дуги, В.
4.9.6 Ширина приставки принимается, исходя из размеров шва и зоны термического влияния.
4.9.7 Горелка с дополнительной приставкой должна иметь электрически изолированное сопло.
4.9.8 Для защиты внутренней стороны сварных соединений используются съемные подкладки с канавкой или другие специальные приспособления с системой каналов для подачи инертного газа (рисунок 2).
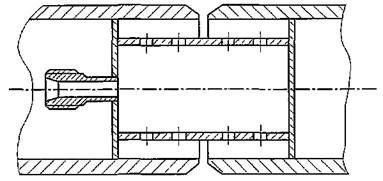
Рисунок 2 - Приспособление для защиты внутренней стороны сварного шва
Для увеличения эффективности воздействия медных подкладок рекомендуется применять в них внутреннее охлаждение.
4.9.9 Подкладки и детали приспособления, несоприкасающиеся с расплавленным металлом могут быть изготовлены из меди, нержавеющей стали и титана, а соприкасающиеся с расплавленным металлом (подкладка с формирующей канавкой и т.д.) изготовляются из меди.
4.9.10 Для сварки швов небольшой протяженности допускается защита наружной поверхности с помощью фартуков.
4.9.11 При сварке замкнутых сосудов без обработки их корня шва внутренняя поверхность шва должна защищаться путем заполнения внутренней полости инертным газом.
Перед началом сварки следует продуть полость инертным газом.
4.9.12 При длительных перерывах в работе перед началом сварки рекомендуется прогреть защитную оснастку (приставки, подкладные кольца) при температуре от 300 °С до 400 °С в течение одного часа.
4.9.13 По окончании сварки необходимо продолжать подачу инертного газа в защитные устройства и не отводить горелку от шва в течение времени, достаточного для предупреждения появления на сварном соединении цветов побежалости.
4.9.14 Время подачи инертного газа после гашения дуги определяется при отработке технологии изготовления.
4.9.15 Для сварки мелких деталей и узлов рекомендуются герметичные камеры, заполненные аргоном.
4.10 Технологические указания по сварке
4.10.1 Технологические процессы (карты) на сварку конструкций должны быть утверждены в установленном порядке на предприятии-изготовителе арматуры.
4.10.2 В технологическом процессе должны быть указаны:
а) метод сварки;
б) типы, размеры швов;
в) положение швов в пространстве;
г) род и полярность тока;
д) марка и диаметр (или сечение) присадочного металла;
е) наименование защитного газа;
ж) режим сварки;
з) количество проходов, порядок и последовательность их наложения;
и) метод защиты обратной стороны шва;
к) методы контроля качества сварных швов.
4.10.3 Перед началом работ сварщик обязан:
а) проверить комплектность и исправность сварочного оборудования, измерительных приборов и инструментов;
б) получить необходимые сварочные материалы (присадочные прутки, вольфрамовые электроды), прошедшие приемку ОТК и допущенные в производство;
в) установить вольфрамовый электрод в горелку с необходимой величиной вылета; величина наименьшего вылета до 8 мм;
г) уложить или подвесить шланги таким образом, чтобы не допустить пережимов их в процессе работы;
д) установить по ротаметру или расходомеру требуемый расход газа для сварки;
е) проверить правильность заточки вольфрамового электрода;
ж) продуть систему «шланги-горелка» аргоном в течение (5 - 8) с при расходе газа (12 - 16) л/мин; в случае замены баллона или шланга, или после перерыва в работе установки более суток, продувку системы необходимо проводить в течение (1 - 2) мин при том же расходе газа.
з) проверить настройку сварочной аппаратуры на заданный режим сварки.
4.10.4 Сварка должна выполняться на постоянном токе прямой полярности. Возбуждение дуги должно осуществляться либо без замыкания (с помощью осциллятора), либо с замыканием дугового промежутка. Длина дуги должна быть минимальной и постоянной, равной (2 - 3) мм. Скорость выполнения прохода должна составлять примерно (15 - 25) см/мин. Рекомендуемые режимы сварки приведены в таблице 5.
4.10.5 Ось вольфрамового электрода наклонена в сторону (на угол до 45° от вертикали), противоположную направлению сварки.
Угол между осью вольфрамового электрода и присадочным прутком должен составлять от 90° - до 120°.
4.10.6 Присадочный пруток располагается впереди (по ходу сварки) и вводится равномерно без поперечных колебательных; движений. В случае преждевременного выведения прутка из зоны защиты, окисленный конец прутка необходимо обрубить.
В случае замыкания вольфрамового электрода на изделие в процессе сварки, дефектный участок шва должен быть удален механическим путем.
4.10.7 По окончании сварки или обрыве дуги подачу аргона не прекращать в течение времени, необходимого для того, чтобы не образовалось цветов побежалости.
Таблица 5 - Рекомендуемые режимы сварки
|
Диаметр вольфрамового электрода, мм |
Диаметр присадочной проволоки, мм |
Сварочный ток, А |
Напряжение дуги, В |
Расход аргона |
Число проходов |
Диаметр сопла горелки, мм |
||
|
Для защиты дуги, л/мин |
Для защиты обратной стороны шва, л/мин. |
|||||||
|
0,5 |
1,5 |
От 1,0 |
От 15 до 20 |
От 11 до 12 |
От 6 до 8 |
От 2 до 3 |
1 |
От 10 |
|
0,8 |
- |
До 1,5 |
От 30 до 50 |
От 13 до 18 |
- |
- |
- |
До 15 |
|
1,0 |
От 1,5 |
- |
От 40 до 60 |
- |
- |
- |
- |
- |
|
1,2 |
До 2,0 |
- |
От 50 до 60 |
- |
- |
- |
- |
- |
|
1,5 |
- |
От 1,5 |
От 60 до 80 |
- |
От 8 до 10 |
- |
- |
- |
|
1,8 |
- |
До 2,0 |
- |
- |
- |
- |
- |
- |
|
2,0 |
От 2,0 |
- |
От 70 до 100 |
От 14 |
- |
От 2 до 4 |
- |
От 14 |
|
2,5 |
До 2,5 |
- |
От 100 до 130 |
До 18 |
От 10 до 12 |
- |
- |
До 20 |
|
3,0 |
От 2,5 |
- |
От 120 до 160 |
- |
- |
- |
- |
- |
|
4,0 |
До 3,0 |
- |
От 130 до 140 |
- |
От 12 до 16 |
- |
2 |
- |
|
5,0 |
- |
- |
- |
- |
- |
- |
От 2 до 3 |
- |
|
6,0 |
- |
- |
- |
- |
- |
- |
От 3 до 4 |
- |
|
7,0 |
- |
- |
От 140 до 150 |
- |
- |
- |
От 4 до 5 |
- |
|
10,0 |
- |
- |
От 150 до 170 |
- |
- |
- |
От 8 до 9 |
- |
|
Примечание - Для толщин свыше 10 мм режимы устанавливаются опытным путем. |
||||||||
Допускается наличие не зачищенного цвета побежалости золотистого, синего и коричневого цветов в околошовной зоне на внутренней поверхности трубных заготовок или на других изделиях в местах, недоступных для зачистки. Допускается не зачищать цвета побежалости с последнего слоя шва, если изделие подвергается термической обработке.
4.10.9 Если сварка приостанавливается, то при сварке готовый участок необходимо зачистить металлической щеткой и перекрыть окончание шва на величину от 10 мм до 30 мм.
4.10.10 Запрещается начинать или заканчивать валики в местах пересечения швов.
4.10.11 Сварные швы должны иметь плавные переходы к основному металлу.
Острые западания между валиками, не заделанные кратеры, подрезы, наплывы не допускаются.
Выводить кратеры на основной металл не разрешается.
4.10.12 При выполнении корневого валика необходимо обращать внимание на приближение его к прихватке. Как только передний край коснется прихватки, присадочный пруток необходимо убрать из ванны, не выводя его из зоны защиты, а заплавление отверстия проводится за счет оплавления металла прихватки. Кратер в этом случае выводится на металл прихватки.
4.10.13 При многопроходной сварке выполнение последующего прохода необходимо начинать после охлаждения выполненного валика до температуры не свыше 100 °С.
4.10.14 Если притупление одной кромки значительно превышает притупление другой, или другая кромка не имеет совсем разделки, то для сохранения равномерности оплавления горелка располагается ближе к кромке, имеющей большее притупление (или не имеющей разделки), а пруток смещается на противоположную сторону.
4.10.15 При изготовлении сварных узлов должна проводиться пооперационная приемка каждого шва в процессе его выполнения.
4.10.16 При появлении цветов побежалости на контролируемых валиках или швах, контроль каждого валика или шва осуществляется дважды в следующей последовательности:
а) до зачистки валика или шва с целью проверки качества защиты валика или шва и его формирование;
б) после зачистки валика или шва от цвета побежалости с целью проверки качества зачистки и выявления дефектов.
4.11 Термическая обработка сварных сборок
4.11.1 Для снятия остаточных напряжений сварные сборки из титана марки ВТ1-0, ВТ1-00, ОТ4-0, ОТ4, ПТ-3В, 3М, литых титановых сплавов подвергаются термообработке при температуре (675 ± 15) °С.
Загрузку узлов (сборок) производить в холодную печь.
Допускается загружать в печь, нагретую до температуры не выше 350 °С.
Термообработка не проводится в том случае, если исходя из конструктивного выполнения сборки, ее невозможно произвести (сильфонные сборки, монтажные стыки и т.д.) или свариваемый узел представляет собой несложную конструкцию.
4.11.2 Изделия, оксидированные по низкотемпературному режиму согласно СТ ЦКБА 106, подвергаются термообработке с нагревом до температуры (820 ± 15) °С, время выдержки от 40 мин до 60 мин.
(Измененная редакция. Изм. № 1)
4.11.3 При термообработке:
а) в среде инертных газов охлаждение проводить до 300 °С с печью, далее на спокойном воздухе;
б) без инертной среды - охлаждение на спокойном воздухе.
При наличии наплавки охлаждение проводится до 200 °С с печью.
4.11.4 Длительность выдержки сварных сборок при термической обработке зависит от толщины основного материала и составляет примерно от 1,5 мин до 2 мин на 1 мм наибольшей толщины стенки изделия, но не менее часа.
4.11.5 Термообработку сборок для снятия остаточных напряжений рекомендуется проводить не позднее чем через (5 - 10) суток после сварки.
4.11.6 Перед отправкой сварных узлов на термическую обработку их следует очистить от грязи, масляных пятен (с обезжириванием этих мест), влаги, а также остатков мела и других следов от проведения капиллярной дефектоскопии.
Контроль качества обезжиривания производится визуально.
Поверхности конструкций, подлежащие механической обработке, допускается не обезжиривать.
4.11.7 Термическую обработку узлов и конструкций следует производить в электрических печах, оборудованных приборами для регистрации и регулирования температуры печи. При невозможности производить термическую обработку в электрических печах разрешается использовать газовые печи, оборудованные самопишущими приборами для регистрации и контроля температуры. При термической обработке в газовой печи атмосфера печи должна быть слабо окисленной (коэффициент избытка воздуха 1,1 - 1,3).
4.11.8 Печное оборудование должно обеспечивать возможность строгого соблюдения заданных тепловых режимов по перепаду температурного поля, скорости нагрева и охлаждения и температуре выдержки.
4.11.9 В рабочем пространстве печи перепад температуры не должен превышать ±15 °С.
4.11.10 Размеры рабочего пространства печи должны обеспечивать свободное размещение в нем нагреваемых изделий, свободный доступ горячего воздуха ко всем частям нагреваемых изделий.
4.11.11 Контроль качества поверхности сварных узлов и конструкций после выполнения термической обработки следует производить путем визуального осмотра поверхности. На термически обработанных конструкциях допускаются цвета побежалости, пятна и потеки, а в местах подвергнутых контролю методом капиллярной дефектоскопии (если она производилась до термообработки), - отслаивающиеся пленки, которые при соблюдении температурно-временных условий термической обработки браковочным признаком не являются.
При наличии специальных требований по чистоте указанные выше дефекты необходимо подвергнуть механической зачистке (наждачной шкуркой, кругом) до чистого металла.
4.11.12 Термическая обработка узлов и конструкций должна производиться термистами, прошедшими специальное обучение - по термической обработке и имеющими соответствующий документ о допуске к работам с титановыми сплавами.
4.11.13 Предприятиям-изготовителям рекомендуется разработка ТД или технологического процесса по термической обработке сварных конструкций из титановых сплавов применительно к существующему на предприятии термическому оборудованию и конкретным изделиям, выпускаемым предприятием.
4.11.14 Контроль сварного соединения после термообработки на отсутствие трещин производится визуально или капиллярным методом.
4.12 Маркировка сварных соединений
4.12.1 На сварных соединениях должны быть поставлены клейма, позволяющие установить фамилию сварщика (сварщиков). Глубина клеймения не более 0,3 мм по ГОСТ 2.314 и размеры клейм устанавливаются в производственно-технологической документации (технологические карты, инструкции) на основании требований конструкторской, технологической документации. Клейма должны быть поставлены с наружной стороны сварных соединений на расстоянии от 30 мм до 50 мм от края усиления шва. При этом на продольных и других незамкнутых сварных соединениях клейма следует ставить на расстоянии (100 - 200) мм от конца шва.
В случае снятия клейм (маркировки) при предыдущей механической обработке они должны быть восстановлены в тех же местах. Клеймение продольных и кольцевых швов с толщиной стенки менее 4 мм допускается производить электрографом или несмываемой краской.
В случае, когда клеймение невозможно выполнить или сохранить в процессе эксплуатации, в паспорте изделия должны быть указаны сварные соединения, выполненные без маркировки, и указаны на них клейма сварщика (сварщиков), выполнявших сварку.
5 Контроль качества сварных соединений
5.1 Общие требования
5.1.1 Методы контроля сварных швов приведены в таблице 6.
Дополнительно в КД могут быть указаны другие методы контроля, в том числе и контроль лабораторными методами.
Очередность применения контрольных операций определяется технологическим процессом, однако испытание гелиевым течеискателем и воздухом должно производиться после гидравлических испытаний.
5.1.2 Комплексы методов контроля сварных швов назначаются в зависимости от требований, предъявляемых к сварному соединению, исходя из назначения конструкции.
Методы контроля в таблице 6 указаны знаком «+».
5.1.3 Требования, в случае необходимости, дополнительно оговариваются в технических требованиях чертежа или ТУ на изделие.
5.1.4 Сварные соединения, для которых технически не выполним радиографический контроль, должны подвергаться визуальному контролю после выполнения каждого слоя шва с регистрацией результатов контроля в принятой на предприятии-изготовителе арматуры документации.
Выполнение сварного соединения, для которого в КД предусмотрен визуальный послойный контроль, необходимо проводить под наблюдением мастера сварочного производства и представителя ОТК.
Таблица 6 - Комплексы методов контроля сварных соединений для деталей из титана
|
Комплексы методов контроля |
||||||||||||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
XIII |
XIV |
XV |
XVI |
XVII |
XVIII |
XIX |
XX |
XXI |
XXII |
|
|
Визуальный и измерительный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Радиографический |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||
|
Контроль герметичности гелиевым течеискателем |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||||
|
Гидравлические испытания |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||
|
Механические испытания |
+ |
+ |
+ |
|||||||||||||||||||
|
Металлографическое исследование |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||||||
|
Капиллярная дефектоскопия |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||
|
Контроль плотности воздухом |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||||||||||
5.2 Методы контроля качества сварных соединений
5.2.1 Визуальный и измерительный контроль
5.2.1.1 Для выявления наружных дефектов все сварные швы подлежат визуальному контролю.
5.2.1.2 К наружным дефектам относятся:
а) цвета побежалости (см. 4.10.8);
б) трещины на поверхности сварного шва и зоны термического влияния;
в) наплывы, подрезы в местах перехода шва к основному металлу;
г) поры, вольфрамовые включения на поверхности шва;
д) западания между валиками;
е) неравномерность ширины и высоты усиления шва;
ж) отступление от размеров, указанных в чертеже;
з) утонение свариваемых кромок в околошовной зоне в результате зачистки после сварки;
и) непровары.
Допускается утонение основного металла, получаемое в результате зачистки в околошовной зоне не более 0,5 мм при обеспечении плавного перехода.
5.2.1.3 При контроле сварных швов измерением должно быть установлено соответствие их размеров размерам, указанным в чертежах или технологических процессах. Контроль проводится в соответствии с ГОСТ 3242 с применением шаблонов и специального мерительного инструмента.
5.2.1.4 Проверка смещения поверхностей сваренных деталей, если не предусмотрено КД, относительно друг друга проводится с помощью щупа и шаблона не менее чем в трех местах, равномерно по длине стыка.
5.2.1.5 Оценка качества сварного соединения при визуальном контроле проводится в соответствии с таблицей 6.
5.2.1.6 Оценка качества шва при визуальном контроле производится в соответствии с таблицей 7.
5.2.1.7 При отсутствии механической обработки корня шва, после сварки допускаются утяжка или усиление согласно таблице 8.
Таблица 7 - Оценка качества шва при визуальном контроле
|
Оценка дефектов |
|
|
Трещины на поверхности шва или зоны термического влияния |
Не допускаются |
|
Наплавы |
|
|
Подрезы |
|
|
Поры и включения |
Допускаются одиночные поры и включения размером до 5 % от толщины свариваемого металла в количестве не более трех штук на каждые 100 мм длины шва |
|
Цвета побежалости |
Допускаются в соответствии с эталонами |
|
Смещение свариваемых кромок |
Допускается смещение свариваемых кромок на величину до от толщины основного материала, но не более 1 мм |
|
Незаплавленные кратеры |
Не допускаются |
|
Трещины под каплями и в местах случайных прикосновений электродом |
|
|
Западания между валиками |
Допускаются глубиной не более 0,5 мм |
Таблица 8 - Допускаемые при сварке утяжка, сплошное или прерывистое усиление
|
Величина утяжки (вогнутость шва с внутренней стороны), мм |
Сплошное или прерывистое усиление со стороны корня шва, мм |
|
|
Не более |
||
|
От 1 мм до 2 мм |
0,3 |
0,5 |
|
От 3 мм до 5 мм |
0,4 |
1,0 |
|
От 6 мм до 8 мм |
0,6 |
1,5 |
|
Свыше 8 мм |
1,1 |
2,0 |
5.2.2 Радиографический контроль
5.2.2.1 Радиографический контроль сварных швов проводится после термообработки с целью выявления внутренних дефектов шва и околошовной зоны - пор, непроваров и других инородных включений, трещин.
5.2.2.2 Радиографический контроль сварных соединений производятся в объеме 100 % по ГОСТ 7512, за исключением недоступных участков.
Если радиографический контроль производится на длине меньше 100 %, то процент просвечивания указывается в КД.
5.2.2.3 Если к сварным швам литых деталей предъявляется радиографический контроль, то кромки литых деталей должны быть предварительно обработаны и просвечены на участке не менее 20 мм от скоса кромки, согласно ГОСТ 7512.
5.2.2.4 Без исправления допускаются дефекты, предусмотренные таблицей 9.
Таблица 9 - Дефекты допускаемые без исправления
|
Сварное соединение |
Кромка литой детали (поры и включения), мм |
||
|
Предельный размер отдельного дефекта (поры и включения), мм |
Предельная длина всех допустимых дефектов для любого участка радио граммы длиной 100 мм, мм |
||
|
Не более |
|||
|
До 2 включ. |
0,2 |
0,6 |
Размером не более 1,5 в количестве не более 3 штук на каждые 100 мм длины шва |
|
0,4 |
2,5 |
||
|
Св. 2 до 3 включ. |
0,3 |
0,9 |
|
|
0,6 |
4,5 |
||
|
Св. 3 до 4 включ. |
0,4 |
1,2 |
|
|
0,8 |
5,6 |
||
|
Св. 4 до 5 включ. |
0,5 |
1,5 |
|
|
1,0 |
7,0 |
||
|
Св. 5 до 12 включ. |
1,2 |
2,4 |
|
|
1,5 |
9,0 |
||
|
Св. 12 до 20 включ. |
1,5 |
3,6 |
Размером не более 3,0 в количестве не более 5 штук на каждые 100 мм длины шва |
|
2,0 |
13,0 |
||
|
Св. 20 до 40 включ. |
2,0 |
6,0 |
|
|
3,5 |
15,0 |
||
|
Св. 40 до 100 включ. |
2,5 |
7,5 |
|
|
4,5 |
25,0 |
||
|
Примечания: 1 При радиографическом контроле угловых и тавровых соединений оценка проводится по катету шва. 2 Конструктивный непровар, выявившийся на снимке, браковочным признаком не является. 3 При протяженности шва менее 100 мм оценка ведется по всей длине шва. |
|||
5.2.3 Контроль герметичности
5.2.3.1 Контроль герметичности сварных соединений гелиевым течеискателем производится по ОСТ 5Р.0170.
(Измененная редакция. Изм. № 1)
5.2.3.2 В технически обоснованных случаях контроль сварных соединений гелиевым течеискателем допускается заменять испытанием воздухом.
5.2.4 Контроль капиллярной дефектоскопией
5.2.4.1 Капиллярная (люминесцентная или цветная) дефектоскопия сварных соединений производится по РД 5Р.9537 по II классу чувствительности с целью выявления дефектов, выходящих на поверхность (трещин, пор и др.), не выявленных при визуальном контроле. Качество шва сварного соединения считается неудовлетворительным, если будут выявлены дефекты, превышающие нормы, указанные в таблице 9.
Для швов сварных соединений сильфонных сборок трещины, поры и другие дефекты не допускаются.
Капиллярная дефектоскопия должна производиться после термической обработки сварных соединений, но рекомендуется проводить контрольную проверку и до термической обработки.
5.2.5 Контроль с применением сжатого воздуха
5.2.5.1 Контроль сжатым воздухом производится с целью проверки плотности швов сварных соединений, недоступных контролю гелиевым течеискателем или в случаях, оговоренных конструкторской документацией.
5.2.5.2 Оценка качества шва производится в соответствии с указаниями ГОСТ 33257.
(Измененная редакция. Изм. № 1)
5.2.6 Контроль гидравлическим давлением
5.2.6.1 Контроль гидравлическим давлением производится с целью проверки прочности и плотности сварного соединения в установленном предприятием порядке.
5.2.6.2 Величина давления, порядок и объем гидравлических испытаний устанавливаются конструкторской документацией и технологическим процессом. При этом каждый подвергаемый гидравлическим испытаниям шов должен иметь в процессе контроля доступ для осмотра.
Сварное соединение считается выдержавшим испытание, если не обнаружены разрывы, течи, потения. Участки швов, где обнаружены дефекты, бракуются и подлежат исправлению.
5.2.7 Контроль лабораторными методами
5.2.7.1 Контроль качества швов сварных соединений лабораторными методами включает испытания механических свойств и металлографическое исследование, которые проводятся при аттестации технологии сварки или при аттестации сварщиков, или согласно дополнительным требованиям КД.
5.2.7.2 Металлографические исследования должны проводиться:
- для сварных соединений, работающих под давлением, с конструктивным непроваром, не контролируемых радиографическим методом;
- для сварных соединений сильфонных сборок и аналогичных соединений.
5.2.7.3 Контрольные сварные соединения, подлежат сплошному визуальному контролю и радиографическому контролю по нормам раздела 5.2 для той категории сварных соединений, для сварки которой будут использоваться контролируемые сварочные материалы.
5.2.7.4 При контроле механических свойств стыковых соединений изготавливаются следующие образцы:
- на ударную вязкость (при давлении более 5 МПа);
- для испытания на загиб;
- для испытания на растяжение;
- один образец - для металлографического исследования и определения твердости.
При толщине свариваемых листов менее 12 мм испытания на ударную вязкость не проводятся.
Механические испытания контрольных стыковых сварных соединений указаны в таблице 10.
Таблица 10 - Количество образцов из каждого контрольного сварного стыкового соединения
|
Количество образцов от контрольного сварного соединения |
|
|
Растяжение при 20 °С |
Два образца типа XII, XIII по ГОСТ 6996 |
|
Изгиб при 20 °С |
Два образца типа XXVII, XXVIII по ГОСТ 6996 |
|
Ударная вязкость (при толщине металла 6 мм и более) 20 °С |
Три образца типа VI или VII по ГОСТ 6996 |
Механические свойства сварных соединений должны быть следующие
- по пределу прочности - не менее нижнего значения предела прочности основного металла, установленного по техническим условиям для данной марки материала;
- по углу статического изгиба - не менее 40°. По согласованию допускается снижение угла изгиба до 30° при условии положительных результатов прочих видов испытаний сварного соединения;
- по ударной вязкости - при плюс 20° - не менее 60 Дж/см2 (6 кгс ∙ м/см2) при аргонодуговой сварке.
Дополнительные испытания сварных соединений, работающих при отрицательных температурах, не требуется.
5.2.7.5 Формы и размеры образцов для испытаний механических свойств должны соответствовать требованиям ГОСТ 6996.
5.2.7.6 В случае возникновения сомнения в части обеспечения качественной защиты в процессе сварки на конструкциях толщиной стенки 6 мм и свыше производится проверка твердости основного металла.
Твердость допускается определять на образцах, которые подвергаются металлографическому исследованию.
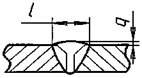
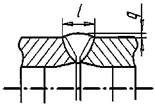
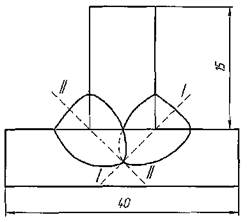
5.2.7.7 Твердость основного металла в сечениях I - I и II - II (рис. 3, 4) замеряется в пяти - шести точках через каждые два мм с каждой стороны, считая от границы шва.
Замеры твердости, как правило, должны выполняться на поперечных шлифах.
|
|
|
|
Рисунок 3 - Измерение твердости стыкового соединения |
Рисунок 4 - Измерение твердости углового соединения |

При замерах твердости по Виккерсу величина твердости (HV) в металле шва не должна превышать 230 единиц при сварке с использованием присадочной проволоки ВТ1-00св, 300 единиц - ПТ-7Мсв, 2В. Твердость в зоне термического влияния не должна превышать твердости основного металла.
Допускаются единичные выпады со значением твердости до 400 единиц в том случае, если замер твердости вокруг этой точки (3 - 4 точки на расстоянии 1 мм) не превышает значения 230 единиц - для проволоки марок ВТ1-00св, 300 единиц - для ПТ-7Мсв, 2В. На стык допускаются не более трех несмежных выпадов.
5.2.7.9 Если на шлифах обнаружены трещины или твердость составляет более указанной в 5.2.7.8, то производится удвоенное количество шлифов. При отрицательных результатах удвоенного количества шлифов - бракуются все контролируемые сварные соединения.
5.2.7.10 Вырезка образцов производится в плоскости, перпендикулярной продольной оси шва.
6 Исправление дефектов сварных швов
6.1 Технологические указания
6.1.1 Исправлению подлежат дефекты:
а) несоответствие формы и размеров сварного шва согласно указаниям чертежа;
б) подрезы основного металла и углубления между валиками шва;
в) не заделанные кратеры швов;
г) газовые поры;
д) вольфрамовые включения;
е) непровар;
ж) трещины;
з) прожоги.
6.1.2 Удаление дефектных участков шва должно производиться только механическим способом.
6.1.3 При исправлении дефектных участков подготовка кромок, сварочные материалы, режимы сварки, квалификация сварщика, сварочное оборудование и другие общие положения по сварке должны отвечать требованиям настоящего стандарта.
6.1.4 Заварка исправляемого участка сварного шва должна производиться под наблюдением производственного мастера или контрольного мастера ОТК.
6.1.5 Все исправленные участки сварных швов подлежат приемке, о чем производится запись в журнале учета контроля качества сварных швов.
К качеству исправленного участка шва предъявляются такие же требования как и к основному шву, поэтому контроль качества и приемка исправленных дефектных участков должны производиться в соответствии с настоящим стандартом.
6.1.6 Допускается двукратное исправление дефектов. Исправление дефектного участка шва с трещиной второй раз допускается производить только с разрешения Главного инженера предприятия, или Главного сварщика, или специалиста по сварке.
6.1.7 В случае обнаружения дефектов после двукратного ремонта в сварных швах приварки штуцеров, ниппелей, вварышей и других деталей к трубам, необходимо отрезать по сварному шву перечисленные детали и заменить их новыми. На трубе следует снять металл шва и зачистить по основному металлу на глубину от 0,5 мм до 1,5 мм по ширине зоны термического влияния.
6.2 Исправление несоответствия формы и размеров сварного шва
6.2.1 Заниженные размеры сварных швов должны исправляться путем дополнительного наложения валиков.
Перед сваркой выполненный шов должен зачищаться механическим путем и обезжириваться принятым для данной конструкции методом.
6.2.2 Завышенные размеры сварных швов, переходы исправляются путем шлифовки дефектного участка шва до требуемых размеров.
Необходимость исправления завышенных размеров сварных швов в каждом отдельном случае устанавливается разработчиком конструкторской документации.
6.2.3 Исправление швов с подрезами основного металла и углублениями между валиками производится путем дополнительного наложения валиков или механически путем.
6.2.4 При исправлении дефектов подваркой, последнюю необходимо производить с применением присадки наименьшего размера на минимальных сварочных режимах, установленных технологическим процессом. Валики между собой и крайние валики должны иметь плавное и гладкое сопряжение.
6.2.5 Перед сваркой должна обязательно производиться зачистка шва и основного металла, прилегающего ко шву, корундовым кругом и металлической щеткой с последующим обезжириванием.
6.3 Исправление швов с наплывами и натеками
6.3.1 Наплывы и натеки сварных швов в местах перехода к основному металлу должны исправляться опиловкой, шлифовкой наждачным камнем или местной подрубкой с последующей зачисткой наждачным камнем для получения гладкого и плавного перехода от шва к основному металлу.
6.3.2 При исправлении наплывов и натеков сварных швов шлифовкой наждачным камнем должна быть произведена дополнительная зачистка шлифовальной шкуркой до полного удаления рисок от наждачного камня.
6.4 Исправление швов с не заделанными кратерами, с газовыми порами, непроварами, трещинами и другими дефектами
6.4.1 Не заделанные кратеры сварных швов должны исправляться заваркой по предварительно зачищенному и обезжиренному металлу.
При наличии в кратере трещин, пор, шлаковых или вольфрамовых включений, участок шва с кратером должен быть удален механическим путем до здорового металла.
Сварку рекомендуется производить с применением присадочного металла минимального сечения.
6.4.2 Исправление швов с газовыми порами и вольфрамовыми включениями, превышающими пределы, с непроварами, трещинами и прожогами производится путем удаления дефектного участка механическим путем (вышлифовкой, вырубкой и др.) с последующей заваркой по обезжиренному и зачищенному металлу.
6.4.3 Заварку рекомендуется производить с применением присадочного металла наименьшего сечения с пределом прочности ближе к нижнему пределу по техническим условиям, на минимальных сварочных режимах, установленных технологическим процессом.
Удаление пор и вольфрамовых включений глубиной до 0,5 мм, надрывов и трещин глубиной до 0,3 мм при толщине металла до 8 мм включительно, а также пор, шлаковых и вольфрамовых включений глубиной до 0,5 мм при толщине металла свыше 8 мм, расположенных в поверхностном слое шва, может производиться механическим путем (вышлифовкой и т.п.) без последующей заварки.
6.4.4 Дефектные участки удаляются до здорового металла с образованием угла раскрытия под сварку, требуемого для данного вида соединения.
Удаление дефектного металла на стыках трубных заготовок малого диаметра рекомендуется производить путем вырезки всего стыка и заварки его вновь, если это позволяет конструкция.
6.4.5 Полнота удаления трещин после вышлифовки проверяется капиллярным методом с последующей тщательной промывкой.
6.5 Исправление окисленных участков шва или основного металла
6.5.1 Окисленные участки шва удаляются механическим путем, при этом глубина удаляемого слоя зависит от степени окисления (цвета побежалости).
7 Основы проектирования элементов сварных конструкций трубопроводной арматуры и типовые соединения
7.1 При проектировании сварных узлов и деталей арматуры необходимо выбирать рациональные формы.
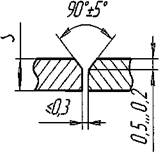
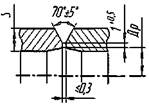
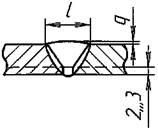
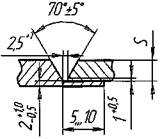
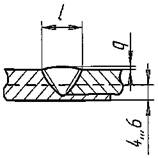
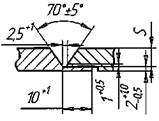
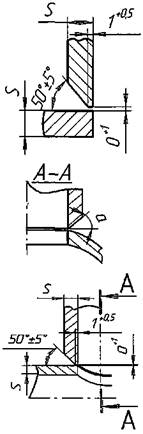
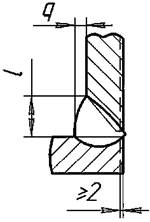
Рекомендуемые разделки кромок под сварку и вид сварного соединения приведены в приложении А. Шероховатость поверхности подготовки кромок под сварку должна быть не ниже Ra 6,3. При проектировании сварной арматуры из титановых сплавов условные изображения сварных соединений на чертежах должны соответствовать ГОСТ 2.312.
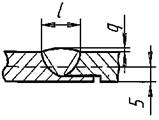
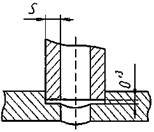
7.2 Сварные швы, подлежащие радиографическому контролю, рекомендуется выполнять по типу соединений С2, У2, У5, приведенных в приложении А, с обязательной подрезкой корня шва. Соединения, механическая обработка которых крайне затруднительна или невозможна (например, монтажные соединения, трубные соединения и др.), необходимо выполнять по типу соединений C1, C3 (приложение А).
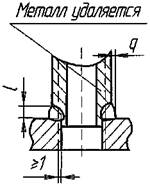
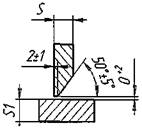
7.3 Для соединений С4, С5 (приложение А), после сварки рекомендуется подрезка со стороны шва на величину «уса» плюс 2 мм минимум основного металла.
7.4 При подготовке стыковых соединений деталей, отличающихся по толщине, на кромке более толстой из них должен быть сделан скос согласно ГОСТ 14771. Допускается сварка без предварительного утонения при разнице в толщине не более 30 % толщины тонкой детали, но не более 5 мм, причем наклон поверхности шва должен обеспечивать плавный переход от тонкой детали к толстой.
7.5 Для присоединительных концов арматуры рекомендуются тип соединения СЗ (приложение А), если разделка кромок не задана заказчиком.
Во избежание смещения внутренних кромок стыкуемых труб, при сварке необходимо производить расточку присоединительных концов патрубков арматуры с точностью не менее 7-го класса.
Диаметр расточки определяется по формуле (3):
Др = Д + 1,6, (3)
где Др - диаметр расточки, мм;
Д - максимальный внутренний диаметр трубы по техническим условиям на их поставку, мм.
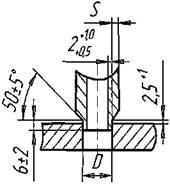
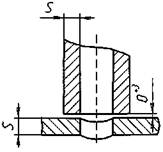
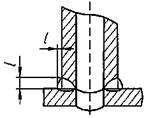
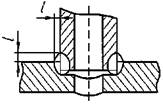
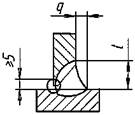
7.6 Штуцерные соединения, при толщине стенки свыше 3 мм, рекомендуется выполнять со скосом кромки под сварку по типу VI (приложение А).
Для неответственных штуцерных соединений, а также для стенок толщиной до 3 мм, где скос кромки не обязателен применяются соединения типов У3, У4 (приложение А).
7.7 Предусмотренные для сварки зазоры всех типов соединений в габаритные размеры не включать.
7.8 При этом комплекс контрольных испытаний сварных швов назначается в соответствии с таблицей 6, проставляемой по наклоненной линии на выноске сварного шва.
7.9 Пример записи в чертежах технических требований по сварке и по контролю сварных соединений:
«Сварка, термообработка и контроль качества сварных соединений - по СТ ЦКБА 045-2009, сварочная проволока ВТ1-00свС по ГОСТ 27265-87, термообработка по режиму (675 ± 15) °С»
При необходимости дополнительных методов контроля он также должен быть указан в этом пункте технических требований КД.
8 Наплавка уплотнительных поверхностей трубопроводной арматуры и контроль качества
8.1 Технология изготовления присадочного материала - окисленных прутков марки ПТ-7М
8.1.1 Наплавка уплотнительных поверхностей деталей трубопроводной арматуры из титановых сплавов выполняется ручной дуговой сваркой неплавящимся электродом в среде аргона окисленными прутками титана марки ПТ-7М.
8.1.2 Для изготовления окисленных прутков следует применять проволоку марки ПТ-7М диаметром 3 мм и 4 мм, поставляемую по ГОСТ 27265 или по другим действующим НД.
8.1.3 Для окисления проволока должна быть нарублена на прутки длиной от 350 мм до 450 мм, которые необходимо обезжирить, промыть и проконтролировать в соответствии с 4.7.8.
8.1.4 Окисление прутков следует производить в камерных печах типов Н-85, Н-60, ОК-210 при температуре (950 ± 10) °С.
8.1.5 Прутки следует укладывать рядами на специальную решетку, сваренную из сталей марок 20Х20Н14С2, 20Х23Н18, 10Х23Н18 по ГОСТ 5632. Размеры решетки (300×300×300) мм. Разрешаются и другие размеры решеток.
Расстояние между рядами решетки по высоте должно быть не менее 20 мм, расстояние между прутками в каждом ряду - не менее 3 мм. Общий вид решетки показан на рис. 5. В местах, отмеченных цифрами 1, 2, 3 на рис. 5 следует поместить по (3 - 4) меченых прутка, предназначенных для наплавки контрольных образцов для измерения твердости. Метка прутков выполняется по усмотрению предприятия-изготовителя, но должна позволять определять расположение прутков на решетке.
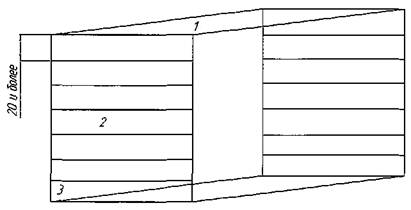
1, 2, 3 - места расположения прутков для контрольных наплавок
Рисунок 5 - Общий вид решетки для окисления прутков
Решетка должна быть установлена в печь так, чтобы прутки располагались торцами к дверце печи.
8.1.6 Окисление прутков должно производиться по следующему режиму:
- температура окисления - (950 ± 10) °С;
- выдержка - не менее 2,5 ч для прутков диаметром 3 мм и не менее 3,5 ч для прутков диаметром 4 мм;
- максимальное время выдержки устанавливает предприятие-изготовитель опытным путем.
В случае необходимости допускается применительно к существующему оборудованию корректировка режимов окисления в зависимости от результатов испытания образцов - свидетелей на твердость.
Во время окисления дверца печи должна быть приоткрыта на (3 - 4) мм, чтобы обеспечить свободный доступ воздуха в объем печи.
Перепад температур в пределах рабочей зоны как по высоте, так и по длине печи не должен превышать ± 10 °С.
Проверку равномерности распределения температуры в рабочем пространстве печи необходимо производить не реже 1 раза в месяц и после каждого ремонта печи. Результаты измерений следует фиксировать в специальном журнале.
После окисления прутки необходимо охладить в воде. Чтобы обеспечить хорошее отслаивание окалины от прутков, необходимо в максимальной степени сократить время между нагревом и охлаждением прутков.
После полного охлаждения в воде прутки следует просушить на воздухе.
Если после охлаждения в воде на поверхности прутков остались участки, покрытые желтой или белой окалиной (TiO2), их следует зачистить вручную, с помощью стальной карчетки.
Не допускается снимать темную окисную пленку, находящуюся под слоем желтой и белой окалины. Допускаются на поверхности прутков вкрапления желтой и белой окалины в виде пятен.
8.1.7 До передачи на вакуумный отжиг следует проверить качество окисления прутков путем измерения твердости на образцах, выполненных наплавкой окисленными прутками.
Для наплавки образцов следует использовать прутки, которые окислялись в разных частях решетки (рис. 5, точки 1, 2, 3):
- контрольными прутками необходимо произвести кольцевые наплавки на три контрольных образца. Каждый образец должен наплавляться прутками, окисленными в одной части решетки:
- толщина заготовки для наплавки должна быть не менее 20 мм, средний диаметр наплавки должен быть не менее 40 мм.
Наплавку на контрольный образец следует выполнять на режимах и в соответствии с требованиями раздела 8.5.4.5.
Измерение твердости наплавки необходимо производить на механически обработанной поверхности. Высота наплавленного металла после механической обработки должна быть не менее 4 мм.
Твердость металла, наплавленного окисленными прутками марки ПТ-7М, должна быть в пределах (350 - 430) HV. Количество измерений твердости на образце равномерно по окружности должно быть не менее десяти. Из десяти измерений допускается три выпада.
После полученных положительных результатов по твердости наплавленного металла окисленные прутки должны быть обезжирены и переданы на вакуумный отжиг.
8.2 Вакуумный отжиг прутков
8.2.1 Вакуумный отжиг (дегазацию) следует производить в вакуумных печах любой марки, обеспечивающих необходимую температуру и вакуум не ниже 0,0665 Па (5 ∙ 10-4 мм рт.ст.), соблюдая требования по эксплуатации печи.
8.2.2 После подготовки печи под загрузку окисленные прутки следует поместить в специальный контейнер, изготовленный из сплава типа ПТ-3В или жаростойкой стали, и установить в рабочее пространство печи.
8.2.3 Вакуумный отжиг окисленных прутков следует производить по режиму: давление (0,0665 - 0,133) Па или (5 ∙ 10-4 - 1 ∙ 10-4) мм рт.ст, температура (940 ± 15) °С, выдержка (5 ± 0,25) ч.
8.2.4 При подъеме температуры давление в печи не должно быть выше 0,0665 Па (5 ∙ 10-4 мм рт.ст.). Если давление превысит этот уровень, необходимо временно отключить нагрев и повысить вакуум до требуемого значения, затем продолжить отжиг по режиму, указанному в 8.2.3.
8.2.5 Охлаждение прутков следует проводить в вакууме вместе с печью до температуры 170 °С или ниже, дальнейшее охлаждение можно проводить на воздухе.
8.2.7 Внешний осмотр после вакуумного отжига должен производиться на рабочем месте, освещенность которого должна быть не менее 150 лк. Осмотру должен подвергаться каждый пруток.
8.2.9 Для определения массовой доли водорода в прутках необходимо от каждой садки взять две пробы, одну из верхней части садки, другую из нижней части садки, если при этом массовая доля водорода отвечает требованиям 8.2.8, вся садка считается годной.
При получении отрицательных результатов необходимо произвести повторный анализ на удвоенном количестве проб. Окончательное решение о годности присадочных прутков должно быть сделано по результатам повторного анализа.
8.2.10 Массовая доля водорода обеспечивается вакуумным отжигом на режимах, указанных в 8.2.3. При стабильной работе вакуумной печи допускается массовую долю водорода определять на одной садке от каждых 10. Для остальных 9 садок следует считать массовую долю водорода равной или менее 0,002 %.
Стабильной считается такая работа печи, когда массовая доля водорода не превышает 0,002 % не менее, чем на 5 садках.
8.2.11 При нарушении режима вакуумного отжига следует производить фактическое определение массовой доли водорода в прутках каждой садки не менее, чем на двух пробах до тех пор, пока не будет устранена причина, вызвавшая нарушение режима и не установится стабильная работа вакуумной печи.
8.3 Контроль качества окисленных прутков марки ПТ-7М
8.3.1 Проверка качества окисленных прутков должна включать: предварительный, операционный и приемочный контроль.
8.3.2 Предварительный контроль окисленных прутков должен включать проверку подготовки прутков из проволоки марки ПТ-7М перед операцией окисления на соответствие требованиям раздела 8.1.
8.3.3 Операционный контроль окисленных прутков должен включать:
- проверку качества зачистки прутков от окисной пленки и состояния поверхности окисленных прутков перед вакуумным отжигом на соответствие образцу сравнения (эталону), согласованному с базовой организацией по металлическим материалам;
- проверку чистоты поверхности прутков после вакуумного отжига перед упаковкой;
- проверку высоты наплавленного слоя до и после механической обработки образцов;
- контроль режимов вакуумного отжига с регистрацией в учетной документации по 8.2.6.
8.3.4 Приемочный контроль окисленных прутков должен включать:
- проверку поверхности прутков на соответствие требованиям 8.1.7;
- проверку твердости металла, наплавленного окисленными прутками на соответствие требованиям 8.1.7;
- проверку массовой доли водорода после вакуумного отжига на соответствие требованиям 8.2.8.
При проверке массовой доли водорода по режимам вакуумного отжига в соответствии с 8.2.10 для девяти из десяти садок следует делать запись: «Принято по режиму, зарегистрированному в журнале за № ________. Массовая доля водорода равна или менее 0,002 %.
8.4 Требования к упаковке и хранению окисленных прутков марки ПТ-7М
8.4.1. Окисленные прутки марки ПТ-7М, прошедшие проверку и принятие ООВК в соответствии с требованиями 8.3.4, следует расфасовывать в пачки массой до 1 кг и упаковывать в специальную пыленепроницаемую тару, в пеналы или плотную чистую бумагу.
8.4.2 Каждая пачка должна быть снабжена этикеткой в двух экземплярах. Один экземпляр закладывают под упаковку, второй - приклеивают к внешней стороне упаковки.
8.4.3 Этикетка должна быть подписана работниками ОТК, и содержать следующие сведения:
- марку сплава;
- диаметр прутков;
- номер сертификата;
- номер партии;
- массовую долю водорода или запись: «Принято по режиму, зарегистрированному в журнале за № _______»;
- твердость наплавленного металла.
Примечание - Партией окисленных прутков марки ПТ-7М считаются прутки, прошедшие окисление в одной садке, а затем вакуумный отжиг в одной садке.
8.5 Квалификация сварщика
8.5.1 К выполнению работ по наплавке должны допускаться дипломированные сварщики с разрядом не ниже четвертого, прошедшие подготовку по наплавке согласно программе, утвержденной на предприятии и получившие право на допуск к наплавочным работам.
8.5.2 Каждый сварщик должен иметь индивидуальное клеймо, без наличия которого наплавочные детали не подлежат приемке.
8.6 Требования к оборудованию
8.6.1 Для наплавки следует применять горелки, входящие в комплект поста ручной сварки или другие, обеспечивающие качественную защиту наплавляемого металла от окисления.
8.6.2 При наплавке внутри корпуса рекомендуется пользоваться удлинителем к соплу горелки, изготовленному из медной трубки с толщиной стенки не менее 2 мм.
8.6.3 Перед началом сварочных работ сварщик обязан проверить надежность электрических контактов сварочной цепи и плотность соединения газовых и водяных коммуникаций горелки, а также сварочную горелку на обеспечение качественной газовой защиты пробами на «пятно» и «наплавкой валика» (см. раздел 4.3).
Сварщик должен убедиться в наличии средств вентиляции, предусмотренных требованиями безопасности.
8.7 Подготовка деталей под наплавку
8.7.1 Подготовка деталей под наплавку производится путем механической обработки (строжкой, фрезеровкой, расточкой или другими методами). Корковый слой на литье в месте наплавки должен быть удален механическим путем на глубину не менее 1,5 мм и на ширину не менее 10 мм от места наплавки.
8.7.2 Поверхность детали под наплавку и прилегающую к наплавке на расстоянии (10 - 12) мм (если обеспечивается при проектировании) необходимо очистить и обезжирить ацетоном или другими растворителями.
8.7.3 При проектировании узлов арматуры с наплавкой необходимо обеспечить доступность выполнения наплавки.
В таблице 9 приведены рекомендуемые размеры до плоскости наплавки в зависимости от диаметра горловины корпуса.
Для наплавки рекомендуется предусматривать технологические канавки и технологические припуска, обеспечивающие нормальное формирование наплавляемого валика и его защиту от окисления. При наличии канавок или выточек разделка их должна выполняться без острых углов и резких переходов с радиусом скругления не менее 3 мм.
8.7.4 Детали массой свыше 300 г перед наплавкой следует нагреть до температуры (400 - 450) °С и выдержать при этом температуре не менее 1 мин на 1 мм максимальной толщины детали.
8.8 Технология наплавки уплотнительных поверхностей
8.8.1 В процессе наплавки температура деталей на расстоянии не менее 200 мм в любой плоскости от наплавляемой поверхности должна быть не ниже 250 °С.
Если деталь охладится ниже указанных температур, ее необходимо подогреть до (400 - 500) °С.
8.8.2 Наплавку следует производить аргонно-дуговым способом на постоянном токе при прямой полярности (минус на электроде).
Зажигание дуги следует производить только при наличии газовой защиты места наплавки.
8.8.3 При наплавке присадочные прутки следует вводить в зону наплавки без поперечных колебаний.
В процессе наплавки нагретый конец присадочного прутка не должен выводиться из зоны газовой защиты.
8.8.4 Перемещение горелки должно быть равномерно-поступательным без поперечных колебаний.
Гасить дугу следует после заполнения кратера выключением сварочного тока при помощи кнопки на горелке, не допуская резкого отрыва горелки от места наплавки.
Прекращение подачи аргона через горелку и отвод ее от детали производится только через (5 - 10) секунд (после потемнения валика) после прекращения горения дуги.
8.8.5 Наплавку рекомендуется производить на режимах, указанных в таблице 11.
Таблица 11 - Рекомендуемая наплавка уплотнительных поверхностей
|
Размеры присадочного материала, мм |
Сила тока, А |
Диаметр вольфрамового электрода, мм |
Диаметр сопла горелки, мм |
Расход аргона, л/мин |
|||
|
Для первого слоя |
Для последующих слоев |
Через сопло |
В приставку |
||||
|
Окисленные прутки ПТ-7М |
Диаметр проволоки 3 или сечение прутка 3×3 |
200 - 250 |
200 - 250 |
4,5 |
14 - 20 |
8 - 10 |
4 - 5 |
|
Диаметр проволоки 4 или сечение прутка 4×4 |
250 - 280 |
250 - 280 |
|||||
8.8.6 При перерывах в процессе наплавки и при выполнении замкнутых валиков следует перекрывать ранее наплавленный участок на (10 - 15) мм. Кратеры должны быть тщательно заплавлены.
8.8.7 Непосредственно после окончания наплавки необходимо произвести термическую обработку. При температуре (675 ± 15) °С, время выдержки - 2 мин на 1 мм максимальной толщины детали, но не менее двух часов. Не допускается перед посадкой в печь охлаждение детали ниже 250 °С.
Наплавленные детали следует загружать в печь, нагретую до (400 - 500) °С.
Литые детали следует нагревать до температуры термической обработки только после прогрева их при температуре (400 - 500) °С в течение (1 - 2) ч. Скорость нагрева должна составлять (100 - 150) °С в час. Детали из проката, поковок и штамповок разрешается нагревать со скоростью нагрева печи.
Охлаждение наплавленных деталей необходимо производить вместе с печью или до температуры 200 °С, с дальнейшим охлаждением на воздухе.
8.9 Контроль качества наплавленного металла и зоны термического влияния
8.9.1 Проверка качества наплавленного металла и зоны термического влияния должна включать предварительный, операционный и приемочный контроль.
8.9.2 Предварительный контроль должен включать входной контроль основных, сварочных и вспомогательных материалов.
8.9.3 Операционный контроль должен включать проверку чистоты подготовки поверхности под наплавку. Следует проверять протиркой чистыми бязевыми салфетками. На бязевой салфетке не должно оставаться следов влаги или грязи.
8.9.4 Приемочный контроль должен включать:
- проверку геометрических размеров наплавленного металла;
- визуальный контроль;
- капиллярный контроль;
- контроль твердости.
Геометрические размеры наплавки рекомендуется проверять непосредственно после наплавки, перед посадкой детали в печь на термическую обработку.
Визуальный контроль следует производить после наплавки и после механической обработки с целью выявления:
- пор и вольфрамовых включений на поверхности наплавленного металла;
- трещин на поверхности наплавленного металла и в зоне термического влияния.
На наплавленном металле и в зоне термического влияния не допускается наличие трещин.
8.9.5 При визуальном контроле не окончательно обработанной уплотнительной поверхности допускаются единичные поры глубиной не более 0,2 мм и диаметром не более 0,3 мм в количестве до DN 50 мм включительно - 1 шт., от DN 50 до 100 мм - 2 шт. и свыше DN 100 мм - 3 шт.
На боковых нерабочих поверхностях допускаются единичные поры диаметром не более 1 мм в количестве не более 3 штук при расстоянии между ними не менее 20 мм.
Трещины и вольфрамовые включения не допускаются.
8.9.6 Капиллярный контроль с целью выявления трещин следует производить по РД 5Р.9537 по II классу чувствительности после предварительной и после окончательной механической обработки наплавки.
(Измененная редакция. Изм. № 1)
8.9.7 Проверку твердости для деталей с доступными для замера поверхностями следует производить непосредственно на деталях, а с недоступными поверхностями - на образце-свидетеле, марка материала которого, форма разделки и размеры наплавки полностью соответствуют требованиям чертежа. При этом при выполнении вышеуказанного требования допускается контроль твердости совмещать с входным контролем.
8.10 Исправление дефектов наплавленного металла
8.10.1 При наличии на поверхности наплавленного металла трещин и вольфрамовых включений или пор, размеры и количество которых превышают допустимые, необходимо произвести исправление дефектного места наплавки.
8.10.2 Дефекты необходимо удалить механической обработкой. Выборка дефекта должна производиться в виде канавки и иметь скосы кромок не менее 30 °С.
Полноту удаления трещин необходимо проверить капиллярным контролем по РД 5Р.9537 по I классу чувствительности.
(Измененная редакция. Изм. № 1)
8.10.3 Наплавку дефектных мест необходимо производить на нагретой детали в соответствии с требованиями раздела.
Допускается исправление мелких дефектов наплавки без подогрева детали и без последующей термообработки.
8.10.4 В случае повторного появления трещин необходимо удалить механической обработкой весь наплавленный металл до чертежных размеров под наплавку и провести капиллярный контроль основного металла на отсутствие трещин, после чего произвести повторную наплавку.
8.10.5 Если при удалении дефекта в наплавке был выбран основной металл, то он может быть восстановлен наплавкой сварочной проволокой ВТ1-ООС по ГОСТ 27265 или др. действующей НД, а затем произведена повторная наплавка ПТ-7М по ГОСТ 27265.
8.10 6 Если после двух кратного исправления на наплавленном металле снова будут обнаружены трещины, вопрос о целесообразности дальнейшего исправления должен решаться службой ОГС или службой, ответственной за наплавку.
8.10.7 Местные отколы наплавленного металла при механической обработке не допускаются и должны быть исправлены дополнительной наплавкой до восстановления требуемых размеров.
Приложение А
(справочное)
Размеры конструктивных элементов и выполненных швов для основных типов сварных соединений