Техническая документация на муфты для силовых кабелей с бумажной и пластмассовой изоляцией напряжением до 10 кВ
Содержание
Введение
Второе издание «Технической документации на муфты для силовых кабелей с бумажной и пластмассовой изоляцией напряжением до 35 кВ» было выпущено в 1982 году.
Естественно, что ряд конструкций, приведенных в названной книге, устарели, кроме того появилось значительное количество новых конструкций и технологий. В связи с этим Ассоциация электроснабжения городов «Прогрессэлектро» приняла решение о переиздании «Технической документации на муфты для силовых кабелей с бумажной и пластмассовой изоляцией» (далее по тексту «Техническая документация»).
В третьем издании по сравнению с предыдущим приведены новые конструкции и технологии, получившие широкое распространение за последние годы, исключены устаревшие и не оправдавшие себя технологии. Критерием для включения в настоящее издание новых конструкций являлось наличие полного комплекса испытаний, ТУ и положительных результатов применения.
Так как «Техническая документация» рассчитана на массовое применение в электросетевых предприятиях, в нее не вошли редко встречающиеся технологии (муфты напряжением 20; 35 кВ, муфты для вертикальных прокладок, концевые муфты для электрофильтров электростанций, особенности монтажа концевых муфт во взрывоопасных помещениях и др.). Вошедшие в настоящее издание традиционные и новые технологии значительно отличаются друг от друга по стилю описания. Редакционная коллегия сочла возможным включить в текст различные стили изложения технологических операций, т.к. это соответствует фактическому положению справочной и нормативной документации в области кабельной технологии.
В третье издание включены зарубежные технологии, зарекомендовавшие себя на российском рынке. Материалы по своим технологиям были переданы ЗАО АББ «Москабель» (г. Москва), см. гл. 6.4; 6.6; 6.7. и ЗАО «Райэнерго» (г. Москва), см. раздел 7.
В настоящей работе принимали участие сотрудники ЗАО «ВНИИКП»; ЗАО «ВНИИПЭМ», МКС «Мосэнерго», ЛКС «Ленэнерго», НПП «Московская кабельная арматура».
Ассоциация электроснабжения городов «Прогрессэлектро» рекомендует настоящий документ как основной при монтаже и приемке в эксплуатацию кабельной арматуры в сетевых электропредприятиях.
Редакционная коллегия выражает благодарность научным редакторам В.Н. Харечко и Толикову Н.С. за ценные и квалифицированные замечания.
Раздел 1. Общие сведения.
1.1. Технические требования, предъявляемые к конструкции муфт.
1.1.1. Муфты должны изготовляться в соответствии с требованиями ГОСТ 13781.0-86 и стандартов или технических условий на муфты конкретных типов по рабочим чертежам, утвержденным в установленном порядке.
1.1.2. Климатическое исполнение и категория размещения муфт по ГОСТ 15150-69 должны быть указаны в стандартах или технических условиях на муфты конкретных типов.
1.1.3. Металлические муфты и кожухи, кроме соединительных муфт из свинца и его сплава, меди и латуни, должны иметь элементы заземления (контактную площадку, болт, гайку и шайбу), соответствующие ГОСТ 12.2.007.0-75. Контактные площадки должны быть облужены.
1.1.4. Детали муфт в местах, предназначенных для пайки при монтаже, должны быть облужены.
1.1.5. Крепежные детали, изготовленные из стали, должны иметь покрытие по ГОСТ 9.903-84 в зависимости от условий эксплуатации.
Крепежные детали, изготовленные из пластмассы, применяются без покрытия.
1.1.6. Соединительные муфты и защитные кожухи, изготовленные из черных металлов, должны иметь защитные покрытия, стойкие к воздействию агрессивных сред.
1.1.7. Корпус и детали концевой муфты наружной установки, изготовленные из черных металлов, кроме облуженных мест, предназначенных для пайки, а также изоляторов, контактных частей и крепежных деталей, должны быть покрытыми эмалями светлых тонов.
Внутренние поверхности корпуса и деталей муфт, изготовленные из черных металлов, для предохранения их от коррозии при транспортировании и хранении должны иметь защитные покрытия, указанные в стандартах или технических условиях на муфты конкретных типов.
1.1.8. Лаки, клеи, ленты, применяемые в качестве клеящего слоя, должны иметь адгезию к субстрату не менее 392 кПа (4 кгс/см2).
1.1.9. Удельное сопротивление электропроводящих лент должно быть не более 103 Ом см.
1.1.10. Электрическая прочность электроизоляционных материалов, применяемых для восстановления изоляции в муфтах, а также для изготовления корпусов и деталей муфт, должна быть не менее 15 кВ/мм.
1.1.11. Муфты, если это не указано в стандарте или технических условиях на муфты конкретных типов, должны быть герметичными при давлении масла 294 кПа (3 кгс/см2).
1.1.12. Концевые и стопорные муфты должны быть механически прочными при следующих давлениях масла:
392 кПа (4 кгс/см2) - КН и КМ
588 кПа (6 кгс/см2) - СП и СЭ
1.1.13. Муфты на напряжение 3 кВ и выше в зависимости от вида изоляции кабелей должны быть стойкими к воздействию сквозных токов короткого замыкания:
1) тока термической стойкости, вызывающего нагрев жил кабеля в муфтах до температур, указанных в табл. 1.1.
Таблица 1.1.
|
Вид изоляции кабеля |
Максимально допустимая температура при токах короткого замыкания, °С |
|
Пропитанная бумага на напряжение, KB: до 10 |
200 |
|
Поливинилхлоридный пластикат |
160 |
|
Полиэтилен и самозатухающий полиэтилен |
130 |
|
Сшитый полиэтилен |
250 |
Ток термической стойкости (IТ) в амперах вычисляют по формуле:
![]() (1)
(1)
где К - коэффициент, зависящий от материала жил, начальной температуры нагрева жил кабеля (до короткого замыкания) и конечной температуры нагрева при коротком замыкании (см. табл. 1.2);
S - сечение жилы кабеля, мм2;
t - время протекания тока при коротком замыкании в секундах.
Значение величины коэффициента К, приведенного в формуле 1.
Таблица 1.2.
|
Вид изоляции кабеля |
Начальная (длительно допустимая) температура нагрева жил кабеля в муфтах, t |
Максимально допустимая температура при токах короткого замыкания, t |
Коэффициент К |
|
|
Медь |
Алюминий |
|||
|
Пропитанная Бумага на напряжение, кВ, 3,6. |
80 |
200 |
130 |
84 |
|
10. |
70 |
200 |
136 |
88 |
|
Поливинилхлоридный |
70 |
160 |
116 |
75 |
|
Полиэтилен и самозатухающий полиэтилен |
70 |
130 |
97 |
62 |
|
Сшитый полиэтилен |
90 |
145 |
145 |
93 |
2) тока динамической стойкости Jg = 1,802Jt, но не более 55 кА,
где Jt - односекундный ток термической стойкости.
Если ток динамической стойкости превышает 55 кА, это должно быть предусмотрено в стандартах или технических условиях на муфты конкретных типов.
Муфты должны выдерживать испытание напряжением, указанным в табл. 1.3.
Таблица 1.3.
|
Номинальное напряжение муфты, кВ |
Испытательное напряжение |
|||
|
Переменной частотой 50 Гц |
Постоянное |
|||
|
Кабель с пластмассовой изоляцией |
Кабель с бумажной изоляцией |
Кабель с пластмассовой изоляцией |
Кабель с бумажной изоляцией |
|
|
1 |
3 |
3 |
6 |
6 |
|
3 |
9 |
10 |
18 |
18 |
|
6 |
18 |
24 |
36 |
36 |
|
10 |
30 |
40 |
60 |
60 |
Продолжительность испытаний постоянным напряжением 10 мин., переменным напряжением - 4 часа.
1.1.14. Длина пути утечки внешней изоляции концевых муфт наружной установки в соответствии с ГОСТ 9920-75.
Категория климатического исполнения муфт должна быть указана в стандартах и технический условиях на муфты конкретных типов.
1.1.15. Концевые муфты наружной установки должны выдерживать испытание переменным напряжением частотой 50 Гц и импульсным напряжением каждой полярности, указанным в табл. 1.4.
Таблица 1.4.
|
Номинальное напряжение муфт, кВ |
Переменное напряжение |
Импульсное напряжение |
||
|
В сухом состоянии |
Под дождем |
Полная волна |
Срезанная волна |
|
|
3 |
27 |
20 |
44 |
52 |
|
6 |
36 |
27 |
60 |
73 |
|
10 |
47 |
35 |
80 |
100 |
1.1.16. Муфты должны быть стойкими к воздействию температур окружающей среды в пределах ±50 °С.
1.1.17. Концевые муфты наружной установки из полимерной изоляции должны быть трекинго-эрозионностойкими.
1.1.18. Муфты должны быть стойкими к воздействию циклов нагрева и охлаждения при одновременном воздействии повышенного напряжения в соответствии с ГОСТ 13781.0-86.
1.1.19. Муфты, к которым по условиям эксплуатации предъявляются требования по пожарной безопасности, не должны распространять горение.
1.1.20. Срок службы муфт должен быть не менее срока службы кабелей для соединения или оконцевания которых они предназначены.
1.1.21. Муфты должны поставляться в виде комплекта деталей и монтажных материалов.
1.1.22. При укомплектовании (или доукомплектовании) «по месту» муфты должны выборочно испытываться методами ГОСТ 13781.0-86.
1.1.23. После монтажа на кабельных линиях муфты должны выдерживать в течение 10 мин. испытание постоянным напряжением :
6Uном - напряжением 3-10 кВ
Муфты на напряжение до 1 кВ включительно должны выдерживать испытание в соответствии с ПУЭ-2,5 кВ. Допускается испытание мегомметром 2,5 кВ.
1.2. Условные обозначения, применяемые при маркировке кабельной арматуры.
1.2.1. Условное обозначение марки муфты должно состоять из буквенного обозначения в следующей последовательности (слева направо):
а) обозначение изоляции кабеля - (П - пластмассовая изоляция, бумажная изоляция обозначения не имеет);
б) тип муфты:
С - соединительная
О - ответвительная
СП - соединительная переходная
СТ - стопорная
СТП - стопорно-переходная
КН - концевая наружной установки
КМ - концевая мачтовая
КВ - концевая внутренней установки;
в) материал муфты:
Ч - чугун
С - свинец
Л - латунь
Ст - сталь
Э - эпоксидный компаунд
Т - с термоусаживаемыми трубками
ТП - с термоусаживаемыми трубками из композиции на основе ПЭ
ТВ - с термоусаживаемыми трубками из композиции на основе ПВХ
СЛ - на основе самослипающихся лент
Р - эластомерные резиновые композиции;
г) конструктивное исполнение:
О - однофазная муфта (трехфазное исполнение обозначения не имеет)
К - с компенсатором;
е) напряжение, количество жил и сечение соединяемых кабелей (через дефис).
Например: СС-10 кВ-3´240 мм2 - свинцовая соединительная муфта для кабелей с бумажной изоляцией напряжением 10 кВ сечением 3´240 мм2.
При унификации конструкции муфты (использовании конструкции одного размера на несколько сечений кабеля в ТУ вместо данных кабеля может называться размер муфты, а при необходимости перед маркировкой указывается цифровое количество жил.
В приложении 1 приведены полные марки всех конструкций муфт, приведенных в документации.
1.3.Типы муфт и область их применения.
1.3.1. Типы муфт и область их применения должны соответствовать табл. 15.
Таблица 1.5.
Область применения типов кабельных муфт
|
Обозначение муфты |
Наименование |
Область применения |
|
С |
Муфта соединительная |
Для соединения кабелей |
|
О |
Муфта ответвительная |
Для присоединения распределительных кабельных линий к магистральной кабельной линии |
|
СП |
Муфта соединительная переходная |
Для соединения кабелей с пластмассовой изоляцией с кабелями с бумажной изоляцией. |
|
СТ |
Муфта стопорная |
Для соединения кабелей с пропитанной бумажной изоляцией, проложенных на трассах с разностью уровней, превышающей указанные в нормативно-технической документации |
|
СТП |
Муфта стопорно-переходная |
Для соединения многожильных кабелей с пропитанной бумажной изоляцией с одножильными кабелями с бумажной изоляцией, пропитанной нестекающим составом, или с одножильными кабелями с пластмассовой изоляцией |
|
КН |
Муфта концевая наружной установки |
Для оконцевания кабелей на открытом воздухе |
|
КМ |
Муфта концевая мачтовая |
Для оконцевания кабелей на открытом воздухе при переходе с кабельной линии на воздушную линию электропередач |
|
КВ |
Муфта (заделка)* концевая внутренней установки |
Для оконцевания кабелей внутри помещений |
* Термин «заделка» относится к исчезающей терминологии. Концевая заделка это концевая муфта, для монтажа которой используются материалы общего применения (ленты, клеи и т.п.) и не применяются изделия специального заводского изготовления ( корпуса, перчатки и др.).
Например: концевая заделка КВС.
1.3.2. Конкретные марки соединительных и концевых муфт и заделок различных конструкций и различных классов напряжений в зависимости от условий эксплуатации выбираются по табл. 1.6.1-1.6.4.*
* Окончательный выбор конкретных марок муфт для соединения или оконцевания силовых кабелей при монтаже и ремонте кабельных линий осуществляет технический руководитель эксплуатационного городского сетевого предприятия или руководитель энергетического подразделения промышленного предприятия.
Таблица 1.6.1.
Соединительные муфты для кабелей с бумажной изоляцией
|
Напряжение кабеля, кВ |
Условия эксплуатации |
Марки муфт |
Указания по применению** |
|
До1 |
в земле |
СЧ Стп СЭ;СП |
Следует применять То же То же |
|
на конструкциях в воздухе |
СЧ Стп СЭ;СП |
Следует применять То же То же |
|
|
6-10 |
в земле |
СС Стп СЭ;СП |
Следует применять То же Рекомендуется |
|
на конструкциях в воздухе |
СС СЭ;С П |
Следует применять То же То же |
**Терминология указаний на применение здесь и далее принята традиционной ( более подробно смотри ГОСТ 15150-69 ):
- «Следует применять» - конструкция испытана, имеется положительный опыт эксплуатации.
- «Рекомендуется» - конструкция испытана, однако положительного опыта эксплуатации пока недостаточно.
- «Допускается» - конструкция испытана, однако либо она сложна в монтаже, либо имеются данные о меньшей ее надежности, чем другие конструкции и применять ее можно только при отсутствии других вариантов.
Таблица 1.6.2.
Концевые муфты наружной установки для кабелей с бумажной изоляцией
|
Напряжение кабеля, кВ |
Марка муфты |
Указания по применению |
|
До 1 |
3КМЧ;4КМЧ. 4КНЭ; 4КНТп. |
Следует применять Рекомендуется |
|
6-10 |
КНЧ;КНА КНЭ; КНТп; КНСт. КМЧ;КМА. |
Следует применять Допускается Следует применять |
Концевые муфты и заделки внутренней установки для кабелей с бумажной изоляцией
|
Характеристика помещений |
Напряжение кабеля, кВ |
Указания по применению |
||
|
Следует применять |
Рекомендуется |
Допускается |
||
|
Сухие (относительная влажность не более 60 %) |
1 |
КВтп; |
- |
- |
|
6; 10 |
КВПтп; КВБ. |
|
КВПтв; КВЭтв |
|
|
Влажные (относительная влажность 61-75 %) |
1 |
КВтп; КВЭтп. |
- |
- |
|
6-10 |
КВПтп; КВБ; КВЭтп; КВтп; КВЭк; КВПп. |
|
- |
|
|
Сырые и особо сырые (относительная влажность 75 %) |
1 |
КВЭп; КВтп; КВПп. |
- |
- |
|
6; 10 |
КВЭп; КВС; КВПп. |
|
КВЭк; КВПк; КВтп; КВБ. |
|
|
Жаркие, сухие (температура более 30°) |
1 |
КВЭтп; КВПтп; |
- |
КВт |
|
6; 10 |
КВЭтп; КВПтп; КВС. |
|
ПКЭВ КВБ; |
|
|
При разности уровней концевых заделок более 10 м (нижняя концевая заделка) |
1 |
КВЭтп; КВС; |
КВЭтп; КВПтп. |
КВтп. |
|
6; 10 |
КВПтп. КВЭп; КВС |
КВЭтп; КВПтп. |
КВтп. |
|
Таблица 1.6.4.
Соединительные муфты для кабелей с пластмассовой изоляцией
|
Напряжение кабеля, кВ |
Условия эксплуатации |
Марки муфт |
Указания по применению |
|
До 1 |
в земле |
ПСсл СЧ СЭ |
Следует применять Рекомендуется Тоже |
|
на конструкциях в воздухе |
ПСсл СЧ СЭ |
Следует применять Рекомендуется Тоже |
|
|
6-10 |
в земле |
ПСОслт |
Следует применять |
|
на конструкциях в воздухе |
ПСОслт |
Следует применять |
Примечания. 1. Выбор концевых муфт для кабелей с пластмассовой изоляцией в соответствии с рекомендациями разд. 6.
2. Область применения муфт зарубежных технологий (см. гл. 6.4; 6.6; 6.7 и разд. 7) определяются фирмами-изготовителями.
1.4. Типы и область применения защитных кожухов.
1.4.1. Муфты типов С, СТ, СТП и СП должны для защиты от механических повреждений иметь защитные кожухи, кроме муфт, имеющих чугунный корпус. Допускается муфты из литьевых смол при прокладке их в земле применять без защитных кожухов.
1.4.2. Типы и область применения защитных кожухов должны соответствовать указанным в табл. 1.7. По надежности от проникновения влаги кожухи герметичного исполнения должны соответствовать ГОСТ 14254-96.
Таблица 1.7.
|
Обозначение типа кожуха |
Наименование |
Область применения |
|
К |
Кожух защитный противопожарный |
Для муфт, прокладываемых в каналах, тоннелях и других помещениях |
|
Кз |
Кожух подземный |
Для муфт, прокладываемых в земле |
Условные обозначения марки кожухов должно обозначать:
а) типа кожуха - К - кожух защитный противопожарный
Кз - кожух защитный подземный;
б) материала кожуха - Ч - чугун
П - пластмасса
Па - пластмасса армированная
Ст - сталь;
в) конструктивного исполнения
У - уменьшенный
Г - герметичный;
д) цифрового обозначения, соответствующего диаметру горловин кожуха (от 40 до 100).
Пример условного обозначения соединительной свинцовой муфты с диаметром горловины 100 мм в защитном подземном чугунном кожухе с внутренним диаметром горловины 75 мм для трехжильного кабеля с бумажной изоляцией, сечением жил 3´150 мм2, на напряжение 10кВ:
Муфта СС-100-КзЧ-75-Зх150-10 ГОСТ 13781.2-78.
1.4.3. Муфты, проложенные в земле в зоне промерзания почвы, а также ниже уровня грунтовых вод, помещают в чугунные кожухи герметичного исполнения.
Чугунный кожух негерметичного исполнения КзЧг состоит из верхней и нижней половин, соединяемых болтами.
Чугунный кожух герметичного исполнения КзЧ состоит из верхней и нижней половин и соединяется болтами. Для обеспечения герметичности в выступ, имеющийся в верхней половине, предварительно уложена герметизирующая прокладка из маслостойкой резины или просмоленного пенькового каната. В верхней половине кожуха имеются два отверстия, закрываемых пробками, для заполнения кожуха битумным составом.
Кожух из пластмасс КзП* является негерметичным и состоит из двух одинаковых половин, которые при установке стягиваются болтами. Он имеет меньшую массу по сравнению с чугунным кожухом.
* В настоящее время применяются кожухи из стеклопластика, ударопрочного полистирола и полиэтилена низкого давления, высокой плотности.
На рис. 1.1-1.3 представлены кожухи КзЧ, КзЧг и КзП, в табл. 1.8-1.10 указаны их размеры.
Таблица 1.8.
Размеры чугунных негерметичных кожухов КзЧ
|
Маркоразмер кожуха |
Размеры, мм (рис. 1.1.) |
|||||
|
В |
D |
L |
d |
1 |
S |
|
|
КзЧ-55 |
140 |
108 |
750 |
55 |
502 |
6 |
|
КзЧ-65 |
150 |
130 |
840 |
65 |
576 |
6 |
|
КзЧ-75 |
160 |
149 |
1000 |
75 |
716 |
7 |
Таблица 1.9.
Размеры чугунных герметичных кожухов
|
Маркоразмер кожуха |
Размеры, мм (рис. 1.2.) |
|||||
|
А |
В |
Н |
L |
d |
S |
|
|
КзЧг-55 |
310 |
195 |
174 |
880 |
55 |
6 |
|
КзЧг-65 |
355 |
215 |
200 |
970 |
65 |
6 |
|
КзЧг-75 |
395 |
248 |
232 |
1080 |
75 |
7 |
Таблица 1.10.
Размеры пластмассовых кожухов КзП
|
Маркоразмер кожуха |
Размеры, мм (рис. 1.3.) |
|||
|
D |
L |
d |
L |
|
|
КзП - 55 |
120 |
820 |
55 |
570 |
|
КзП - 75 |
150 |
1000 |
75 |
660 |

Рис. 1.1. Пластмассовый негерметичный кожух КзП:
1 - полукожухи.

Рис. 1.2. Чугунный герметичный кожух КзЧг:
1 - пробка; 2 - верхний полукожух; 3 - нижний полукожух; 4 - выступ, паз; 5 -
площадка для заземления.
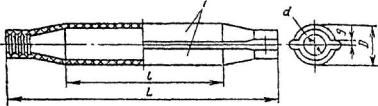
Рис. 1.3. Пластмассовый кожух Кз11:
1-полукожухи.
Допускается применение стальных кожухов из стали толщиной не менее 2 мм. Геометрические размеры и конфигурация таких кожухов должны соответствовать размерам и конфигурации пластмассовых кожухов марки КзП. Стальные кожухи должны иметь антикоррозийное покрытие. При этом в качестве крепежа должны применяться оцинкованные метизы. После монтажа кожуха КСт места крепления должны быть дополнительно покрыты расплавленной битумной мастикой.
1.4.4. Соединительные муфты всех конструкций на 6-10 кВ в коллекторах, тоннелях, каналах и других кабельных сооружениях помещают в стальной противопожарный кожух в целях предотвращения распространения пожара в случае возникновения дуги при коротком замыкании в муфте. Противопожарный кожух выполнен из стальной цельнометаллической трубы с внутренним диаметром 150 или 170 мм с толщиной стенки не менее 5 мм и длиной 1250 мм. Торцы трубы закрывают крышками с отверстиями под кабель. Крышки выполнены из асбоцемента толщиной 20 мм, одну из которых закрепляют винтами, а другую устанавливают без крепления. Трубу внутри обкладывают асбестом толщиной 8-10 мм.
В тех случаях, когда кожух из цельнометаллической трубы (КСН) невозможно установить, применяется разъемный кожух.
Разъемный кожух КСРб состоит из двух половин, соединяемых болтами. У разъемного кожуха КСРш обе половины соединены шарнирно.
На рис. 1.4.а приведен кожух из цельнометаллической трубы КСН, на рис. 1.4.б - КСРб, на рис. 1.4.в - КСРш.
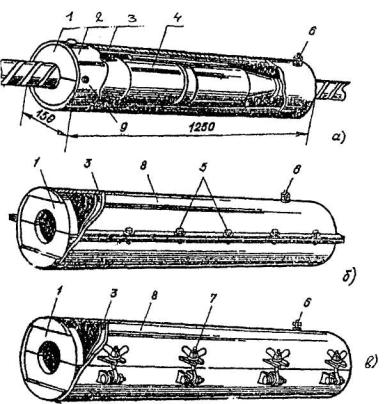
Рис. 1.4. Противопожарные металлические
кожухи:
а - из цельнометаллической трубы; б - из двух половин, соединенных болтами; в -
из двух половин, соединенных на шарнирах;
1 - асбоцементная неподвижная заглушка; 2 - стальная труба; 3 - листовой
асбест; 4 - соединительная муфта; 5 - болты стяжные; 6 - болт для заземления
кожуха; 7 - винты с гайками типа "барашек"; 8 - полутруба; 9 - винт
для закрепления заглушки.
1.4.5. В кабельных сооружениях каждая соединительная муфта должна быть уложена на отдельной опорной конструкции и заключена в противопожарный защитный кожух для локализации пожара (изготовленный в соответствии с утвержденной нормативно-технической документацией). Кроме того, соединительная муфта должна быть отделена от верхних и нижних кабелей несгораемыми защитными перегородками со степенью огнестойкости не менее 0,25 ч (рис. 1.5).

Рис. 1.5. Выбор расстояний между полками кабельных конструкций:
а - укладка соединительных кабельных муфт в стальных кожухах типа КСР-1; б -
укладка соединительных кабельных муфт в стальных кожухах типа КСР-2.
Раздел 2. Общие указания по монтажу.
2.1. Организационные мероприятия перед монтажом кабельной арматуры.
2.1.1. Перед началом монтажа должны быть проверены все составляющие готовности технологического процесса: состав и квалификация исполнителей, состояние соединяемых кабелей, подготовленность рабочего места, наличие и исправность необходимых инструментов и приспособлений, комплектность и качество необходимых материалов и измерений для монтажа конкретной марки арматуры.
2.1.2. Электромонтеры по монтажу муфт должны пройти обучение на специальных курсах со сдачей экзамена квалифицированной комиссии и выдачей удостоверения на право монтажа муфт с указанием напряжения кабельной линии и иметь практические навыки в этой работе. Рекомендуется производить повторную проверку знаний монтажного и линейного персонала не реже одного раза в 3 года.
2.1.3. Соединительные и концевые муфты до 10 кВ должны монтировать электромонтеры не ниже 5 разряда, до 1 кВ - 4 разряда. Электромонтерам 3 разряда разрешается проводить вспомогательные работы (резка кабеля, подготовка заливочных и прошпарочных составов, припоя и т.п.). Рекомендуемый состав звена для монтажа большинства марок кабельной арматуры, приведенной в настоящей документации - 2 чел.
2.1.4. Монтажу муфт в земле должны предшествовать подготовка котлована, а при устройстве кабельной вставки - траншеи с двумя котлованами. Котлован должен быть центрован по отношению к проложенным «внахлестку» концам кабеля. Не рекомендуется начинать монтаж, если размеры котлована на линии напряжением до 10 кВ менее чем 2,5´1,5 м. Глубина котлована определяется глубиной залегания кабеля.
2.1.5. Точный размер котлована определяется и передается исполнителям (в виде эскиза) в каждом конкретном случае, т.к. зависит от ряда факторов:
- количества кабелей в «потоке» кабельной линии;
- расположения соединяемого кабеля в «потоке»;
- марки и сечения соединяемого кабеля (т.к. от этого зависит минимально допустимый радиус изгиба кабеля при устройстве компенсаторов, следовательно, и их размеров);
Допустимые размеры изгибов различных кабелей приведены в таблице 2.1.
- размеры муфты или защитного кожуха;
- расположение компенсаторов ( горизонтальное или вертикальное);
- количество муфт, монтируемых в одном котловане. Пример правильных размеров котлована на кабельной линии, выполненной кабелем в алюминиевой оболочке сечением 3´240 при укладке одной муфты приведен на рисунке 2.1; двух муфт - на рис. 2.2; одной муфты с вертикальным расположением компенсаторов - на рис. 2.3.
Таблица 2.1.
Минимально допустимые радиусы изгибов силовых кабелей при прокладке
|
Тип кабелей |
Rдоп. |
|
Кабели в свинцовой оболочке напряжением 1; 6; 10кВ с бумажной изоляцией с многопроволочными жилами |
15Д* |
|
Тоже, но с алюминиевыми однопроволочными жилами |
25Д |
|
Кабели в алюминиевой оболочке с бумажной изоляцией напряжением 1; 6; 10 кВ |
25Д |
|
Кабели с пластмассовой изоляцией в одножильном исполнении |
15Д |
|
То же, но в многожильном исполнении |
7,5Д |
* Д - в таблице 2.1. - наружный диаметр кабеля по оболочке. Размер наружных диаметров, для наиболее часто встречающихся кабелей приведены в приложении II.
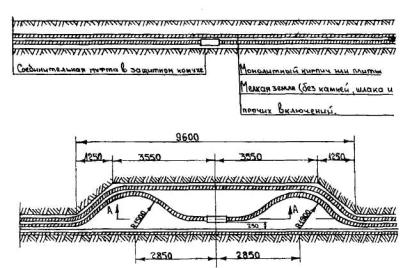
Рис. 2.1. Укладка соединительной муфты в защитном кожухе для кабелей напряжением до 10 кВ на горизонтальном участке. На чертеже указаны минимальные размеры.
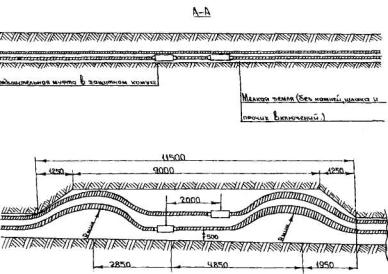
Рис. 2.2. Укладка двух соединительных муфт в
защитных кожухах для кабелей напряжением до 10 кВ на горизонтальном участке.
На чертеже указаны минимальные размеры.
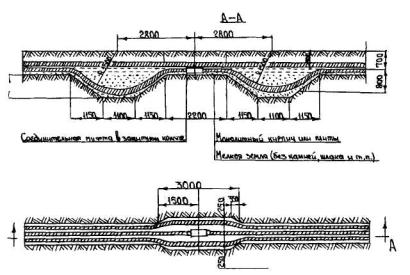
Рис. 2.3.
Укладка соединительной муфты в защитном кожухе для кабелей напряжением до 10 кВ
на горизонтальном участке с расположением компенсаторов в вертикальной
плоскости*.
На чертеже указаны минимальные размеры
* В стесненных условиях городских сетей такой способ расположения компенсаторов следует считать преимущественным.
2.1.6. Раскопка котлованов, как и все земельные работы, вблизи кабельных трасс должна проводиться только с документальным разрешением эксплуатирующей организации. При этом должен быть обеспечен надзор за сохранностью кабелей на весь период производства работ, а вскрытые кабели должны быть укреплены для предупреждения провисания и защиты от механических повреждений. На месте работ должны быть установлены сигнальные огни и предупредительные плакаты.
Производителю работ должно быть указано точное местонахождение кабелей, объяснен порядок обращения с ними. Он, в свою очередь, должен дать расписку, подтверждающую получение сведений.
Особое внимание должно быть обращено на раскопки, производимые механизированным способом. В зависимости от способа производства работ и средств механизации должны быть приняты необходимые меры защиты кабелей от механических повреждений.
2.1.7. Расстояние в свету между корпусом муфты и ближайшим кабелем, проложенным в земле, должно быть не менее 250 мм.
При монтаже нескольких муфт на рядом проложенных кабелях, муфты должны располагаться вразбежку или в шахматном порядке таким образом, чтобы расстояние в свету между центрами муфт не превышало 2 м (рис. 2.2). Не следует устанавливать муфты: между тротуарной зоной и проезжей частью улицы, под въездами в дома, на пересечениях улиц, а также на уклонах и поворотах трассы.
2.1.8. На крутосклонных трассах (свыше 20 градусов к горизонтальному уровню) устанавливать соединительные муфты, как правило, не следует. При необходимости установки на таких участках соединительных муфт они должны располагаться на горизонтальных площадках.
2.1.9. При прокладке нескольких кабелей в траншее концы кабелей, предназначенные для последующего монтажа соединительных и стопорных муфт, следует располагать внахлестку не менее чем на 2 м друг от друга (см. рис. 2.2). При этом должен быть оставлен запас кабеля длиной, необходимой для проверки изоляции на влажность и монтажа муфты.
2.1.10. В стесненных условиях при больших потоках кабелей допускается располагать компенсаторы в вертикальной плоскости ниже уровня прокладки кабелей. Муфта при этом остается на уровне прокладки кабелей (см. рис. 2.3). В стесненных городских условиях такой способ является предпочтительным.
2.1.11. Соединительные муфты кабелей, прокладываемые в блоках, должны быть расположены в колодцах.
2.1.12. На трассе, состоящей из проходного туннеля, переходящего в полупроходной туннель или не проходной канал, соединительные муфты должны быть расположены в проходном туннеле.
2.1.13. Число соединительных муфт на 1 км вновь строящихся кабельных линий должно быть не более: для трехжильных кабелей 1-10 кВ сечением до 3´95 - 4 шт.; для трехжильных кабелей 1-10 кВ сечениями от 3´120 - 5 шт.; для одножильных кабелей с пластмассовой изоляцией - 2 шт.
2.2. Организация рабочего места монтера-кабельщика.
2.2.1. Перед началом разделки кабеля подготавливают рабочее место.
Рабочее место - это зона, оснащенная необходимыми техническими средствами, в которой обеспечивается возможность выполнения работ электромонтером-кабельщиком или звеном. На рабочем месте сосредоточены все материально-технические средства производства.
При разделке кабеля, так же как и при всех последующих операциях, необходимо соблюдать чистоту рабочего места.
2.2.2. Производственная культура рабочих мест электромонтеров-кабельщиков зависит от рационального размещения наборов инструментов, приспособлений, инвентаря и устройств, обеспечивающих безопасные условия работы.
Рабочие места укомплектованы набором защитных средств, обеспечивающих безопасность проведения работ, в том числе указателями напряжения, изолирующими устройствами и приспособлениями для ремонтных работ под напряжением выше 1 кВ, электромонтажным и слесарно-монтажным инструментом с изолирующими рукоятками для работы в электрических установках напряжением до 1 кВ. При необходимости на рабочих местах размещают изолирующие накладки и подставки, переносные заземления, ограждения, разрешающие, предупреждающие и запрещающие плакаты и знаки, а также средства индивидуальной защиты (очки, каски, противогазы, рукавицы).
2.2.3. Прежде чем приступить к монтажу муфт необходимо подготовить рабочее место.
2.2.4. Рабочее место должно быть оборудовано освещением с соблюдением необходимых требований противопожарных правил и правил техники безопасности. Для питания освещения должно применяться напряжение не выше 36 В.
2.2.5. В помещении или палатке, где монтируют муфты, температура воздуха должна быть не ниже +10°С, для чего в холодное время должен быть применен искусственный обогрев с помощью специальных обогревателей, тепловоздуходувок и т. п.
2.2.6. В туннелях и колодцах блочной канализации перед монтажом муфт должна быть проверена загазованность воздуха представителями санитарной или газовой инспекции города или предприятия.
Концы кабелей для оконцевания или соединения во избежание повреждения изоляции при изгибах должны прогреваться, если температура в день монтажа и предшествующие сутки была ниже нуля. Для подогрева применяют специальные газовые или иные обогреватели.
2.2.7. При монтаже в котловане, непосредственно под муфтой, выполняется углубление (приямок) глубиной 0,4 м и площадью 4´0,7 м. Такие углубления позволяют беспрепятственно выполнять все технологические операции по монтажу муфты, соединяющей кабели, лежащие на дне котлована. Однако, с точки зрения эргономики, такое решение не способствует качественному и производительному монтажу.
2.2.8. Указанные углубления можно не выполнять при монтаже соединительных муфт на кабелях, временно приподнятых и уложенных на специальные приспособления: «козлы» или настилы. При расположении грунтовых вод близко ко дну котлована такое решение является обязательным. После окончания монтажа, во избежание повреждения, муфта опускается на дно котлована с особой осторожностью.
2.2.9. На рис. 2.4 представлено приспособление для монтажа соединительных муфт, успешно применявшееся в нескольких электромонтажных трестах.

Рис. 2.4. Приспособление для монтажа
соединительных муфт:
1 - диск упорный; 2 - ножка; 3 - лоток; 4 - уголок; 5 - стойка
2.2.10. Кабельные муфты на открытом воздухе и в помещениях с наличием «капели», брызг и пыли должны монтироваться в непромокаемой палатке или специально сооруженном тепляке.
2.2.11. При монтаже на открытом воздухе, независимо от погоды, над котлованом должна быть прочно установлена на стойках палатка с боковыми застежками, предохраняющая место монтажа от дождя и пыли. Минимальный размер палатки 2,5´1,5 м. В дождливую погоду, при сильном ветре и в ночное время работа по монтажу муфт должна производиться при наглухо закрытой палатке с искусственным освещением.
Вблизи котлована рекомендуется устанавливать вторую палатку, в которой производят разогрев заливочной массы, подогрев бумажных роликов и рулонов для изолирования, разогрев припоя. Входы в палатки следует устраивать с учетом направления ветра. В холодное время палатка должна обогреваться для достижения плюсовой температуры.
2.2.12. При монтаже муфт в кабельных сооружениях необходимо обеспечить; электроснабжение для целей местного освещения и подогрева, исключения капания воды со стен или потолка на кабельную разделку, устройство приспособления для монтажа муфты, достаточный для работы обмен воздуха. В кабельных сооружениях (например, в глубоких колодцах) в отдельных случаях для работы с огнем требуется дополнительная подача воздуха от ручного вентилятора или передвижной компрессорной установки.
По окончании монтажа муфты и установке ее на постоянное место осуществляется выборка кабеля по длине сооружения.
2.2.13. При значительном и постоянно выполняемом объеме кабельных работ звенья электромонтажников-кабельщиков рекомендуется оснащать специальными транспортными средствами (крытый грузовой автомобиль, крытый грузовой прицеп), в других случаях им должно быть выделено отдельное помещение, приспособленное для хранения инструмента и приспособлений.
2.2.14. Полный перечень инструмента и приспособлений, необходимых одному звену для монтажа муфт, приведенных в настоящей документации, перечислен в табл.2.2.
Таблица 2.2.
Перечень инструмента и приспособлений для монтажа муфт
|
|
Наименование |
Кол-во, шт. |
|
1 |
Набор газовой установки с запасными горелками и двумя баллонами емкостью по 5 кг |
1 |
|
2 |
Барабан с кабелем ШРПЛ 3´4 мм2 |
50 м |
|
3 |
Мегаомметр на 1000 В |
1 |
|
4 |
Тиски параллельные |
1 |
|
5 |
Трансформатор 380/220-12 В с комплектом проводов и лампой |
1 комплект |
|
6 |
Переносной знак для колодцев |
2 |
|
7 |
Стойка для брезентовой палатки |
2 |
|
8 |
Палатка брезентовая |
2 |
|
9 |
Кастрюля для заливочной массы |
1 |
|
10 |
Кастрюля для прошпарочной массы |
1 |
|
11 |
Два газовых баллона емкостью 50 кг с горелкой |
1 комплект |
|
12 |
Кастрюля для парафина |
1 |
|
13 |
Бронерезка |
1 |
|
14 |
Секторные ножницы |
1 |
|
15 |
Штангенциркуль |
1 |
|
16 |
Термос для подогрева бумажных роликов с сеткой для подъема роликов |
1 |
|
17 |
Противень для прошпарочной массы |
1 |
|
18 |
Ковш для подогрева припоя |
1 |
|
19 |
Чумичка для разлива припоя |
2 |
|
20 |
Мешалка для размешивания кабельной массы |
1 |
|
21 |
Разбортовка деревянная для подъема оболочки кабеля сечением до 70мм2; то же, но для кабеля сечением 95-240 мм2 |
2 |
|
22 |
Валек деревянный для осаживания свинцовой трубы |
1 |
|
23 |
Шаблон деревянный для выгибания жил кабеля |
1 комплект |
|
24 |
Нож складной монтерский |
1 |
|
25 |
Нож для резки алюминиевой оболочки |
1 |
|
26 |
Термометр в металлической оправе со шкалой до 600 °С |
1 |
|
27 |
Термопара |
1 |
|
28 |
Зеркало в деревянной оправе |
1 |
|
29 |
Тигель чугунный |
1 |
|
30 |
Формы разъемные для пайки алюминиевых жил кабеля |
1 комплект |
|
31 |
Лоток для слива алюминиевого припоя |
1 |
|
32 |
Скребок для удаления оксидной пленки с алюминиевых жил |
1 комплект |
|
33 |
Шаблон для резки жил под углом |
1 комплект |
|
34 |
Бидон для бензина емкостью 5 л |
1 |
|
35 |
Воронка для переливания бензина |
1 |
|
36 |
Лоток для раскладки инструмента |
1 |
|
37 |
Метр деревянный складной |
1 |
|
38 |
Зубило слесарное |
2 |
|
39 |
Молоток слесарный 200 г, 300 г |
2 |
|
40 |
Напильник драчневый трехгранный |
1 |
|
41 |
Напильник личневый плоский |
1 |
|
42 |
Напильник драчневый круглый |
1 |
|
43 |
Ключ гаечный торцовый со сменными головками 12-24 мм |
1 |
|
44 |
Ключ гаечный разводной № 2 |
2 |
|
45 |
Бокорезы |
1 |
|
46 |
Ножницы ручные по металлу |
1 |
|
47 |
Ножовочный станок |
1 |
|
48 |
Ножовочные полотна |
6 |
|
49 |
Плоскогубцы комбинированные |
1 |
|
50 |
Щетка металлическая для чистки напильников |
1 |
|
51 |
Щетка-сметка |
1 |
|
52 |
Лом стальной |
2 |
|
53 |
Лопата стальная штыковая |
2 |
|
54 |
Лопата совковая |
1 |
|
55 |
Фонарь электрический карманный |
1 |
|
56 |
Фонарь сигнальный |
2 |
|
57 |
Рулетка стальная 10 м |
1 |
|
58 |
Ведро железное |
1 |
|
59 |
Тросик с карабином |
1 |
|
60 |
Крюк для колодцев |
1 |
|
61 |
Газовые пассатижи |
1 |
|
62 |
Клещи для обжатия секторных однопроводочных жил |
1 |
|
63 |
Мегаомметр на 2500 В |
1 |
|
64 |
MX-2000 |
1 |
|
65 |
Металлические формы для кабельных заделок |
1 комплект |
|
66 |
Штанга оперативная изолирующая |
1 |
|
67 |
Указатель напряжения до 10 кВ (УВН) |
1 |
|
68 |
Затенитель к УВН |
1 |
|
69 |
Прибор для проверки исправности УВН |
1 |
|
70 |
Указатель для фазировки УВН-Ф |
1 |
|
71 |
Указатель напряжения до 1000 В |
1 |
|
72 |
Перчатки диэлектрические |
2 пары |
|
73 |
Боты резиновые диэлектрические |
1 пара |
|
74 |
Коврик резиновый диэлектрический |
1 |
|
75 |
Изолирующие накладки до 1000 В |
6 |
|
76 |
Изолирующие колпаки |
2 комплекта |
|
77 |
Переносные заземления до 3 кА |
2 комплекта |
|
78 |
Переносные заземления до 11 кА |
2 комплекта |
|
79 |
Прокол кабельный |
1 |
|
80 |
Заземляющий электрод |
1 |
|
81 |
Оконцеватель питающих шлангов |
1 комплект |
|
82 |
Очки защитные |
3 пары |
|
83 |
Рукавицы брезентовые |
2 пары |
|
84 |
Рукавицы брезентовые удлиненные |
2 пары |
|
85 |
Плакаты предупредительные |
1 комплект |
|
86 |
Аптечка с набором медикаментов |
1 |
|
87 |
Носилки для переноса баллонов с газом |
1 |
|
88 |
Перчатки медицинские |
2 пары |
|
89 |
Пояс предохранительный с лямками |
1 |
|
90 |
Огнетушитель ОУ-2 |
1 |
|
91 |
Карта-памятка по технике безопасности при ремонте кабельных линий |
1 |
|
92 |
Правило-памятка по безопасности эксплуатации газовых установок, хранению и транспортированию баллонов с газом пропан-бутан |
1 |
|
93 |
Надпись на двери ящика или отсека для баллонов со сжиженным газом |
1 |
|
94 |
Страховочный канат |
1 |
|
95 |
Каска |
2 |
|
96 |
Одеяло асбестовое |
1 |
|
97 |
Оправка для свинцовой трубы |
1 |
|
98 |
Инструментальная сумка |
1 |
|
99 |
Сапоги резиновые |
2 пары |
|
100 |
Ключ гаечный 22´27 обмедненный |
1 |
2.2.15. В табл. 2.2. приведен наиболее полный перечень инструментов и приспособлений, из которого в каждом случае необходимо отобрать конкретный набор. Наборы комплектуют в зависимости от окружающей среды (наружные или внутренние работы), конструкций кабелей (с пластмассовой или бумажной изоляцией) и от назначения и конструкции муфт или заделок.
Наборы инструментов, приспособлений и инвентарь, применяемые для разделки концов кабелей и соединения жил, являются универсальными, однако в каждом отдельном случае приходится добавлять или исключать отдельные предметы в зависимости от комплекта технологических операций. Руководствоваться при этом нужно технической документацией на конкретную марку монтируемой муфты.
2.2.16. В практике работы крупных электромонтажных и ремонтных организаций предпринимались неоднократные попытки классифицировать набор инструмента кабельщика и поставить его в виде специализированных универсальных контейнеров, из них наиболее удачным следует признать комплектный набор инструмента, разработанный ЗАО «Нижегородский завод электромонтажных инструментов» совместно с «Нижегородскими кабельными сетями». В табл. 2.3. представлен состав этого комплектного набора. Набор инструментов, приспособлений для разделки кабеля представляет собой портативный ручной чемоданчик, содержащий все инструменты для разделки кабеля. По идее разработчиков такой набор должен быть индивидуальным и обязательным для всех электромонтажников, занятых монтажом муфт. Набор инструментов и приспособлений для проведения кабельных работ МКМ-ЗМ (табл. 2.4.) представляет собой три контейнера. Контейнер 1 -для работы с муфтами на кабелях с пластмассовой изоляцией, контейнер 2 - с бумажной изоляцией, контейнер 3 - для монтажа свинцовых соединительных муфт.
Набор инструментов, приспособлений для разделки кабелей
|
|
Наименование (комплект поставки) |
Кол-во, шт. |
|
1 |
Ножницы секторные НС-2М |
1 |
|
2 |
Ножницы по металлу |
1 |
|
3 |
Пилка по металлу |
1 |
|
4 |
Запасные полотна |
2 |
|
5 |
Нож кабельный |
1 |
|
6 |
Нож продольный резки оболочки |
1 |
|
7 |
Нож поперечной резки оболочки |
1 |
|
8 |
Ключ для удаления полоски оболочки |
1 |
|
9 |
Плоскогубцы, длиной 250 мм |
1 |
|
10 |
Кусачки боковые длиной 160 мм |
1 |
|
11 |
Кусачки торцевые |
1 |
|
12 |
Молоток 0,4 кг |
1 |
|
13 |
Отвертка с прямым шлицем 6 мм |
1 |
|
14 |
Пинцет длиной 110 мм |
1 |
|
15 |
Метр складной металлический |
1 |
|
16 |
Кардолента 60´150 мм |
1 |
|
17 |
Обколотка деревянная |
1 |
|
18 |
Шаблон для изгибания жил кабелей сечением до 70 мм2 |
1 |
|
19 |
Шаблон для изгибания жил кабелей сечением 95-240 мм2 |
1 |
|
20 |
Зеркало 080 |
1 |
|
21 |
Габаритные размеры портативного контейнера, мм - 450´300´150. Масса, кг |
11 |
Таблица 2.4.
Набор инструментов и приспособлений для проведения кабельных работ, МКМ-ЗМ Контейнер № 1 (габариты: 350´314´120мм)
|
|
Наименование |
Кол-во, шт. |
|
1 |
Ножницы по металлу длиной 250 мм |
1 |
|
2 |
Зеркало диаметром 80 мм |
1 |
|
3 |
Кисть КФК-8 |
1 |
|
4 |
Молоток 0,8 кг |
1 |
|
5 |
Измеритель глубины вдавливания |
1 |
|
6 |
Плоскогубцы длиной 205 мм |
1 |
|
7 |
Кардолента 60´140 мм |
2 |
|
8 |
Ключ разводной, 30 |
1 |
|
9 |
Метр металлический складной |
1 |
|
10 |
Пинцет длиной 110 мм |
1 |
|
11 |
Зубило, длиной 200 мм, ширина 15 мм |
1 |
|
12 |
Нож прямой |
1 |
|
13 |
Нож серповидный |
1 |
|
14 |
Нож кабельный |
1 |
|
15 |
Обколотка |
1 |
|
16 |
Кусачки торцевые |
1 |
Контейнер № 2 (габариты 620x205x100мм)
|
|
Наименование |
Кол-во, шт. |
|
1 |
Напильник плоский длиной 300мм |
1 |
|
2 |
Напильник трехгранный длиной 300 мм |
1 |
|
3 |
Напильник круглый длиной 300 мм |
1 |
|
4 |
Ножовка по металлу |
1 |
|
5 |
Полотно ножовочное |
5 |
|
6 |
Ножницы секторные НС-ЗМ |
1 |
|
7 |
Термометр ТТП 72 240 163 |
1 |
|
8 |
Ковш для разогрева парафина |
1 |
|
9 |
Аптечка медицинская |
1 |
|
10 |
Ограничитель глубины резания |
1 |
|
11 |
Мешалка для заливочных масс |
1 |
Контейнер № 3 (габариты 870´425´450мм)
|
|
Наименование |
Кол-во, шт. |
|
1 |
Палатка с каркасом |
1 |
|
2 |
Канистра, 5 л |
1 |
|
3 |
Ведро кабельное |
1 |
|
4 |
Жаровня с газовой горелкой |
1 |
|
5 |
Противень |
1 |
|
6 |
Воронка пластмассовая |
1 |
|
7 |
Воронка для кабельной массы |
1 |
2.3. Технологические требования и способы разделки концов кабеля при монтаже кабельной арматуры.
2.3.1. Разделка конца кабеля с бумажной изоляцией.
2.3.1.1. Перед разделкой концов кабеля кабельщик должен очистить их от земли, сора и пыли, тщательно осмотреть. Закодированные концы кабелей необходимо протереть тряпкой, смоченной бензином*, осмотреть со всех сторон и убедиться в отсутствии трещин или пробоев, которые могли бы пропустить влагу в кабель. Также внимательно осматривается и наружной покров кабеля.
* Здесь и далее по тексту подразумевается неэтилированный бензин.
2.3.1.2. Марка и размер монтируемой муфты должны быть проверены на соответствие марке, сечению и напряжению кабеля. Корпус и детали должны быть чистыми, а при необходимости очищены, протерты внутри и снаружи и проверены на сопрягаемость.
2.3.1.3. Электромонтажники должны при монтаже муфт соблюдать чистоту, чтобы не допустить снижения электрической прочности изоляции из-за попадания влаги и грязи.
Руки работающих должны периодически протираться чистой смоченной в неэтилированном бензине тряпкой. Во время работы нельзя прикасаться руками к пище, т.к. свинцовая пыль, попадая с рук в пищу, может вызвать отравление. По этой же причине курение во время монтажа запрещается.
2.3.1.4. Особое внимание должны быть уделено набору и содержанию инструмента, для чего необходимо перед выездом на работу каждый раз проверять наличие и состояние инструмента. В процессе работы инструмент периодически очищается от влаги и грязи.
2.3.1.5. Набор кабельного инструмента должен обеспечивать возможность выполнения всех технологических операций, приведенных настоящей технической документацией.
2.3.1.6. Бумажную изоляцию кабелей перед монтажом муфт обязательно проверяют на отсутствие влаги.
Обязательно испытывают бумажную изоляцию на каждом конце разделываемого кабеля: проверяют ленты, прилегающие к свинцовой или алюминиевой оболочке и жилам кабеля.
Кроме того, проверяют наличие влаги на проволоках многопроволочных жил.
2.3.1.7. Бумажные ленты погружают в нагретый до 150°С парафин. Признаком наличия влаги являются потрескивание и выделение пены. Ленты для проверки берут при помощи чистого и сухого пинцета во избежание увлажнения их и искажения результатов испытаний.
Проверка бумажных лент на отсутствие влаги при помощи зажженной спички не допускается, так как она может привести к ошибочным результатам.
При обнаружении увлажненной бумажной изоляции от конца кабеля отрезают участки длиной 250-300 мм и производят повторную проверку. Эту операцию повторяют до получения положительного результата. Проведение монтажа муфт и заделок на кабеле с увлажненной изоляцией категорически запрещается.
2.3.1.8. Разделка конца кабеля заключается в последовательном и ступенчатом удалении на определенной длине защитных покровов.
Защитные покровы могут состоять из подушки, бронепокрова и наружного покрова. В зависимости от конструкции кабеля один или два из указанных элементов могут отсутствовать.
Подушка - часть защитного покрова, наложенная на оболочку и предназначенная для предохранения оболочки от повреждения ее лентами или проволоками брони. Толщина подушки в зависимости от конструкции кабеля бывает от 1,4 до 3,2 мм.
Бронепокров - часть защитного покрова, состоящая из металлических лент или проволок и предназначенная для защиты кабеля от внешних механических воздействий.
Ленты бывают стальные, покрытые битумным составом, оцинкованные, толщиной 0,3; 0,5 и 0,8 мм и шириной 10-60 мм.
Диаметр стальных оцинкованных проволок от 1,4 до 6 мм.
Наружный покров - часть защитного покрова кабеля, предназначенная для защиты брони от коррозии и выполненная из защитного шланга, выпрессованного из пластмассы, или в виде волокнистых материалов, пропитанных специальным противогнилостным и негорючим составом. Толщина наружного покрова из волокнистых материалов бывает от 1,6 до 3,1 мм, из шланга - от 1,7 до 3,1 мм.
2.3.1.9. Размеры разделки определяются конструкцией муфты или заделки, напряжением кабеля и сечением его жил; они приведены в соответствующих главах настоящей документации.
Длина каждой ступени определяется из следующих соображений (см. рис 2.6).
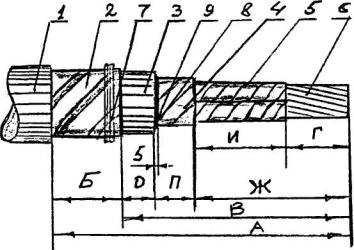
Рис. 2.6. Разделка конца трехжильного кабеля
с поясной бумажной изоляцией:
1 - наружный покров; 2 - броня; 3 - свинцовая или алюминиевая оболочка; 4 -
поясная изоляция; 5 - изоляция жилы; 6 - жила кабеля; 7 и 8 - бандажи; 9 -
полупроводящий экран. Буквенные обозначения см. в п. 2.3.1.9.
Длина обнаженной брони «Б» выбирается как минимальная из необходимости закрепления бандажа, припайки заземляющего провода и уплотнения горловины муфты или заделки.
Длина оболочки «С» (рис. 2.6) определяется припайкой заземляющего провода, а для некоторых конструкций и горловиной муфты.
Длина ступени поясной изоляции «П» равна 20-25 мм, предназначена для увеличения электрической прочности муфты у обреза металлической оболочки. При этом при разделке кабелей с лентами черной полупроводящей бумаги по поясной изоляции для исключения электрических разрядов оставляют у обреза оболочки полоску этой бумаги шириной 5 мм.
Длина жил и фазной изоляции «И» определяется для муфт величиной радиуса изгиба жилы, а для заделок в зависимости от присоединения к электрооборудованию и минимального расстояния по жилам от наконечного до заземленной части заделки.
Длина оголенной части «Г» равна половине длины гильзы (или съемной формы) или длине цилиндрической части наконечника плюс 5-10 мм.
2.3.1.10. Конец разделываемого кабеля распрямляют и на расстоянии А (рис. 2.6) от его конца поверх внешнего джутового покрова накладывают бандаж из двух-трех витков стальной оцинкованной проволоки. Кабельную пряжу разматывают от конца кабеля до бандажа и не срезают, а оставляют для того, чтобы после монтажа муфты выполнить защиту от коррозии ступени брони кабеля.
2.3.1.11. Второй проволочный бандаж накладывают на броню кабеля на расстоянии Б от первого бандажа. Длина участка (расстояние между первым и вторым проволочными бандажами) составляет 50-70 мм и определяется необходимостью присоединения при помощи бандажей и припайки провода заземления к верхней и нижней стальным лентам брони. В чугунных соединительных и ответвительных муфтах, концевых заделках и стальных воронках, участок брони используется для уплотнения горловины и длина его составляет 100 мм и более.
Броню кабеля надрезают по кромке второго бандажа бронерезкой или ножовкой с ограничителем глубины резания, после чего броню и подушку под ней разматывают и удаляют.
Для удаления сульфатной бумаги и битумного состава допускается подогрев их беглым огнем газовой горелки или паяльной лампы.
Для небронированных кабелей с пластмассовым шлангом разделку конца кабеля начинают с удаления шланга. Для этого на расстоянии А, определяемом конструкцией муфты, выполняют ножом кольцевой надрез, от которого выполняют продольный надрез к концу кабеля и удаляют шланг.
2.3.1.12. Оболочку кабеля тщательно очищают тряпкой, смоченной в бензине или в подогретом до 35°-40°С трансформаторном масле.
Длина участка свинцовой или алюминиевой оболочки (рис. 2.6) определяется необходимостью припайки провода заземления и герметизации горловины муфты.
2.3.1.13. Свинцовую оболочку удаляют, для чего на расстоянии 0 от среза брони выполняют надрез и на расстоянии П от первого кольцевого надреза - второй кольцевой надрез. Расстояние между кольцевыми надрезами составляет 20 мм при напряжении 1 кВ и 25 мм при 6-10 кВ.
Для одножильных кабелей и кабелей с отдельными оболочками на каждой жиле второго кольцевого надреза не выполняют. Надрезы свинцовой оболочки выполняют осторожно на половину ее толщины, примеряя специальный нож с ограничителем глубины резания (рис. 2.10). От второго кольцевого надреза до конца кабеля выполняют два продольных надреза на расстоянии 10 мм один от другого (рис. 2.11).
Полоску оболочки захватывают у конца кабеля плоскогубцами и удаляют, после чего оболочку снимают до второго кольцевого надреза. Оболочку между первым и вторым кольцевыми надрезами временно оставляют для предохранения поясной изоляции от надрывов при изгибе жилы.
2.3.1.14. Алюминиевую оболочку кабеля удаляют с помощью специально предназначенного для этого инструмента. Из многочисленных вариантов сконструированных и изготовленных ножей для этой цели наиболее удачным следует признать набор ножей кабельных, разработанных и выпускаемых Нижегородским заводом электромонтажных инструментов и реализуемый совместно с фирмой «Энергоинструмент», г. Нижний Новгород. Этот набор, состоящий из двух ножей, ножа продольной резки и ножа цепного поперечной резки входят в набор инструментов, приведенной в табл. 2.3. На рис. 2.7; 2.8; 2.9 проиллюстрировано применение этого инструмента.

Рис. 2.7. Выполнение надрезов на оболочке кабеля ножом продольной резки. Габаритные размеры, мм - 54´97´146. Масса, кг - 0,3.

Рис. 2.8. Выполнение поперечного надреза оболочки кабеля ножом цепным поперечной резки. Габаритные размеры, мм - 177´55´160. Масса, кг - 0,22.
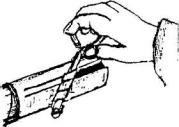
Рис. 2.9. Удаление полоски оболочки кабеля ключом. Габаритные размеры, мм - 8´70´170. Масса, кг - 0,1.
При отсутствии этого инструмента снятие алюминиевой оболочки выполняется аналогично снятию свинцовой оболочки (допускается использование легких ударов слесарного молотка по режущему ножу, однако выполнение этой операции, связанно с длительной отработкой навыков (см. рис. 2.10-2.11).

Рис. 2.10. Выполнение кольцевых надрезов на свинцовой оболочке.
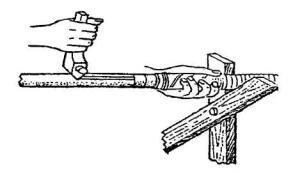
Рис. 2.11. Выполнение продольных разрезов на свинцовой оболочке.
2.3.1.15. Полупроводящую (черную) бумагу и поясную изоляцию удаляют, разматывая ленты от конца кабеля.
2.3.1.16. Жилы кабеля несколько разводят в стороны, плавно и постепенно выгибают по шаблону (рис. 2.12,2.13), при этом на жилах временно оставляют расцветочные ленты для предохранения изоляции от загрязнения во время монтажа. Размеры шаблона в зависимости от сечения жил выбирают по табл.2.5. Шаблон вводят между жилами так, чтобы жилы попали в углубление и плотно прижимались к шаблону. При отсутствии шаблона жилы можно изгибать вручную (через палец) постепенным передвижением обеих рук по жилам (рис. 2.14), не допуская крутых перегибов и повреждения бумажной изоляции.
Радиус изгиба жил должен быть не менее 10-кратной высоты сектора или диаметра жилы по изоляции.
Таблица 2.5.
Шаблоны для изгибания жил
|
Сечение жил, мм2 |
Размеры, мм (рис. 2.12.) |
||||||
|
R |
R1 |
L |
г |
r1 |
d |
D |
|
|
16-25 |
125 |
110 |
60 |
12 |
10 |
25 |
35 |
|
35-50 |
160 |
134 |
75 |
12 |
10 |
35 |
45 |
|
70-95 |
185 |
164 |
85 |
15 |
10 |
40 |
50 |
|
120-150 |
220 |
200 |
100 |
18 |
15 |
45 |
55 |
|
185-240 |
260 |
220 |
115 |
20 |
15 |
55 |
65 |

Рис. 2.12. Шаблон для изгиба жил.
![]()
Рис. 2.13. Изгиб жил при помощи шаблона.
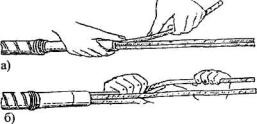
Рис. 2.14. Изгиб жил руками:
а) - разводка жил; б) - изгиб жил через палец.
2.3.1.17. Изоляцию жил снимают на участке, длина которого определяется способом соединения или оконцевания жил; предварительно изоляцию у места обреза перевязывают двумя-тремя витками хлопчатобумажных ниток. Бумажные ленты удаляют, разматывая и обрывая их у бандажа.
2.3.1.18. Оболочку кабеля над ступенью поясной изоляции (кольцевой поясок) удаляют после соединения или оконцевания жил. Торцы свинцовой (алюминиевой) оболочки обрабатывают, удаляя острые края и заусенцы. Свинцовую оболочку отгибают с помощью разбортовки (рис. 2.15) по всей окружности с образованием раструба для снижения напряженности электрического поля в этом месте.

Рис. 2.15. Отгиб бортика свинцовой оболочки.
2.3.1.19. Полупроводящую бумагу перевязывают хлопчатобумажными нитками на расстоянии 5 мм от края оставшейся алюминиевой оболочки, после чего обрывают так, чтобы до перевязанного места образовалась ступень указанной длины. На край поясной изоляции накладывают бандаж из хлопчатобумажных ниток.
2.3.2. Разделка конца кабеля с пластмассовой изоляцией.
2.3.2.1. Разделка кабеля с пластмассовой изоляцией также заключается в последовательном ступенчатом удалении наружного защитного шланга, брони и подушки под ней, экранов из полупроводящих и металлических лент, изоляции и полупроводящего экрана поверх оголенной жилы.
Размеры разделки определяются конструкцией кабеля и монтируемой на нем муфты, напряжением кабеля и сечением его жил. Конкретные примеры приведены в соответствующих главах настоящей документации.
2.3.2.2. В настоящей главе не приводятся рекомендации по разделке кабелей с пластмассовой изоляцией напряжением 10 кВ. Эти рекомендации даны в соответствующих главах, описывающих технологию муфт для этих кабелей. В настоящее время осваивается несколько конструкций соединительных и концевых муфт, каждая из которых имеет свою специфику разделки конца кабеля. Эти рекомендации даются ниже при описании технологии монтажа конкретных конструкций муфт. В качестве примера на рис. 2.16 приведена разделка трехжильного кабеля 6 кВ с поясной изоляцией с полупроводящими и металлическими (медными или алюминиевыми) экранами поверх поясной изоляции, ленточной стальной броней и наружным покровом в виде пластмассового шланга.

Рис. 2.16. Схема разделки трехжильного
кабеля 6 кВ с пластмассовой изоляцией:
1 - наружный покров; 2 - броня; 3 - металлический экран; 4 - полупроводящий
экран; 5 - поясная изоляция; 6 - изоляция жил; 7 - оголенная жила.
2.3.2.3. Конец кабеля распрямляется на участке длиной 1 м, на расстоянии А от конца кабеля на наружном пластмассовом шланге выполняют кольцевой и продольный надрезы на половину его толщины, после чего шланг на надрезанном участке удаляют.
2.3.2.4. Проволочный бандаж из стальной оцинкованной проволоки накладывают поверх брони на расстоянии 40 мм от среза наружного шланга и по кромке бандажа (со стороны торца кабеля) бронерезкой с ограничителем надрезают верхнюю и нижнюю ленту брони, после чего удаляют броню и подушку под ней.
2.3.2.5. Ленты металлического экрана сматывают с конца кабеля, отгибают вниз и закрепляют бандажом на расстоянии 30 мм от места среза брони, после чего ленты обрезают по кромке бандажа.
В некоторых конструкциях соединительных муфт ленты металлического экрана используют для последующего экранирования самой муфты. Чтобы получить ленты достаточной длины для указанной цели, кабель разделывают на участке длиной А + запас (обычно 100 мм). В этом случае металлические ленты экрана не отгибают вниз и не обрезают, а сматывают в рулоны и временно закрепляют на броне или на шланге.
2.3.2.6. Полупроводящий экран по поясной изоляции снимают с конца кабеля, оставляя ступень 10 мм от металлического экрана.
Поясную пластмассовую изоляцию удаляют, для чего на расстоянии 10 мм (см. рис. 2.16) от среза полупроводящего экрана выполняют кольцевой надрез на половину толщины поясной изоляции и от кольцевого надреза до конца кабеля продольный надрез на такую же глубину.
2.3.2.7. Изолированные жилы разводят и выгибают так, чтобы радиус изгиба был не менее 10-кратного размера высоты сектора или диаметра жилы по изоляции.
Заполнение удаляют, срезая его ножом у места среза поясной изоляции.
2.3.2.8. Изоляцию жил удаляют ножом на расстоянии Г (см. рис. 2.16) от конца кабеля, после чего срезают изоляцию на конус. Длина конусного участка зависит от напряжения кабеля и составляет при 6 кВ 10-15 мм. Поверхность конуса зачищают напильником.
2.3.2.9. Алюминиевая оболочка применяется в некоторых конструкциях кабелей с пластмассовой изоляцией вместо брони и металлического экрана. В этом случае длина ступени оболочки равна сумме длин ступеней брони и экрана (70 мм). Удаляют алюминиевую оболочку так же, как и у кабелей с бумажной изоляцией.
2.4. Технология заземления (зануления) металлических оболочек кабеля и металлических корпусов муфт и кожухов.
2.4.1. Заземление (зануление*) металлических оболочек и брони кабеля, металлических корпусов муфт и конструкций, на которых муфты расположены, необходимо для безопасности персонала, обслуживающего кабельную линию, а также для предохранения металлической оболочки кабеля от выплавления при пробое изоляции кабеля на землю.
* В связи с тем, что термин «зануление» является составляющей частью понятия «заземление», для краткости ниже термин «зануление» опущен.
2.4.2. Заземление выполняют при помощи медного гибкого многопроволочного провода, сечение которого для силовых кабелей при отсутствии указаний в проекте должно быть не менее:
6 мм2 - для кабелей с сечением жил 10 мм2
10 мм2 - для кабелей с сечением жил 16; 25 мм2
16 мм2 - для кабелей с сечением жил 35; 50 мм2
25 мм2 - для кабелей с сечением жил 70; 95 мм2
35 мм2 - для кабелей с сечением жил 120; 150 мм2
50 мм2 - для кабелей с сечением жил 185; 240 мм2
При использовании алюминиевой оболочки в качестве нулевой жилы, медный гибкий многопроволочный проводник заземления должен иметь следующие сечения, мм:
16 - для кабелей с сечением до 35 мм2
35 - для кабелей с сечением 50 мм2
50 - для кабелей с сечением 70 мм2
70 - для кабелей с сечением 95 мм2
95 - для кабелей с сечением 120; 150 мм2
150 - для кабелей с сечением 185; 240 мм2
2.4.3. Длину провода для заземления выбирают такой, чтобы обеспечить в соединительных муфтах последовательное присоединение к броне и оболочке (экрану) одного кабеля, к заземляющим болтам полумуфт (при их наличии) или к металлическому корпусу муфты и оболочке и броне другого кабеля.
Конкретные указания по технологии, указания о заземлении металлических корпусов муфт и др. производятся в главах, описывающих конкретные конструкции муфт.
Металлические конструкции, на которых крепятся муфты, заземляются на общих основаниях как часть электроустановки.
Свободный конец провода должен быть оконцован наконечником путем сварки или опрессовки для присоединения к заземляющему болту защитного кожуха.
Для концевых муфт и концевых заделок длину провода выбирают такой, чтобы обеспечить присоединение его к оболочке (экрану) и броне кабеля и к заземляющему болту металлического корпуса муфты. Свободный конец провода, оконцованный наконечником одним из указанных способов, служит для присоединения к заземляющему болту опорной конструкции муфты или заделки.
2.4.4. Провод заземления присоединяют к свинцовой или алюминиевой оболочке кабеля, закрепляя его при помощи бандажа из оцинкованной стальной проволоки диаметром 1-1,4 мм с последующей пропайкой оловянно-свинцовым припоем. Предварительно места припайки к оболочке должны быть тщательно зачищены и облужены: свинцовая оболочка - оловянно-свинцовым припоем, а алюминиевая - сначала припоем А, а затем оловянно-свинцовым.
Место присоединения провода заземления к тонким лентам металлического экрана кабеля с пластмассовой изоляцией также облуживают, как указано выше, но с применением для этой цели молоткового или электрического паяльника, при этом зачищенное место лужения алюминиевой ленты натирают палочкой припоя А, предварительно разогретой газовой горелкой или паяльной лампой. Провод заземления необходимо расплести, разложить по экрану и привязать бандажом из проволоки диаметром 1-1,4 мм (желательно луженой). Затем провод припаивают оловянно-свинцовым припоем с помощью разогретого молоткового (тяжелого) паяльника. В качестве флюса используется паяльный жир. Пайка к экрану газовой горелкой или паяльной лампой не допускается.
2.4.5. Присоединение провода заземления к броне выполняют к обеим бронелентам (рис.2.17), а при проволочной броне - по окружности ко всем проволокам. Места присоединения должны быть предварительно зачищены до блеска и облужены припоем ПОССу 30-2, после чего провод заземления крепят бандажом из оцинкованной проволоки диаметром 1-1,4 мм и припаивают тем же припоем. При лужении и пайке применяют паяльный жир.
.
Рис.2.17. Выполнение заземления кабеля с металлической оболочкой и
ленточной броней:
1 - оболочка; 2 - броня; 3 - провод заземления; 4 - место пайки; 5 - бандаж,
скрепляющий броню
2.4.6. Продолжительность каждой пайки во избежание перегрева изоляции кабеля должна быть не более 3 мин.
2.5. Техника безопасности, санитарные правила и противопожарная безопасность при монтаже и ремонте кабельных линий.
2.5.1. Общие требования по безопасности работ.
К работам по монтажу и ремонту кабельных линий могут быть допущены электромонтажники, прошедшие:
медицинский осмотр при поступлении на работу;
периодический медицинский осмотр;
вводный инструктаж по технике безопасности, производственной санитарии и пожарной безопасности;
прошедшие проверку знаний по МОПОТ (Правила безопасности).
2.5.2. Правила безопасности при выполнении земляных работ.
Перед рытьем котлованов, связанных с ремонтом или прокладкой кабеля в зоне расположения подземных сооружений и коммуникаций, необходимо предварительно назначить руководителя работ и получить письменное разрешение на выполнение работ от предприятия или организации, ответственных за эксплуатацию этих сооружений и коммуникаций. К разрешению должен быть приложен план с указанием размещения и глубины заложения коммуникаций.
Перед началом работы под надзором персонала, эксплуатирующего кабели, организацией, выполняющей земляные работы, должно быть произведено контрольное вскрытие грунта (выполнен шурф) для уточнения расположения и глубины прокладки кабеля и установлено временное ограждение.
При обнаружении не отмеченных на кальках (планах) кабелей, трубопроводов, подземных сооружений и др. земляные работы необходимо срочно прекратить и сообщить об этом ответственному руководителю работ или руководству предприятия. Продолжение работ можно выполнять после получения разрешения от соответствующих организаций и руководства предприятия.
Не допускается производство раскопок землеройными машинами в охранной зоне кабельных линий, т. е. на расстоянии менее 1 м, а также применение клина-бабы и аналогичных механизмов ударного действия на расстоянии менее 5 м от кабелей.
Разрешается при раскопках применение землеройных машин в пределах охранной зоны кабельных линий только персоналу, эксплуатирующему данные линии.
Применение отбойных молотков для вскрытия покрова над кабелями и землеройных машин для выемки грунта, а также ломов и кирок для рыхления грунта допускается только на глубину, при которой до кабелей остается слой грунта не менее 0,3 м. Дальнейшая выемка грунта должна производиться лопатами.
Котлованы при глубине более 1 м следует выполнять с откосами. В случае выполнения отвесных стенок при наличии плывунов и притока грунтовых вод, стенки должны укрепляться досками, стойками, распорками.
При рытье котлованов в слабом или влажном грунте, когда существует угроза обвала, их стены также должны быть надежно укреплены. В сыпучих грунтах работы можно вести без крепления, но с откосами не менее 15° от вертикальной стенки траншеи.
В грунтах естественной влажности при отсутствии грунтовых вод и расположенных по близости подземных сооружений рытье котлованов и траншей с вертикальными стенками без крепления разрешается на глубину не более 1 м в насыпных и песчаных грунтах 1,25 м, в супесях 1,5 м.
В местах траншеи, где необходимо пребывание людей, должны быть устроены крепления или выполнены откосы.
Крепление котлованов глубиной 3 м и более должно быть выполнено инвентарными щитами, предусмотренными типовыми проектами для данного участка кабельной трассы.
Образовавшиеся над котлованом «козырьки» и оставшиеся на откосах камни должны быть немедленно обрушены, при этом электромонтажники в это время должны быть выведены из опасных зон.
Котлованы должны быть ограждены. На ограждении должны быть предупреждающие знаки и надписи, а в ночное время - сигнальное освещение. При выполнении аварийно-восстановительных работ необходимо применять освещение на напряжение 12 В. Светильники должны быть установлены на крайних щитах ограждения.
Запрещается использовать для подвешивания кабелей соседние кабели, трубопроводы и т.п. Подвешивать кабели следует не допуская их смещения.
2.5.3. Правила безопасности при вскрытии муфт и разрезании кабеля.
Перед вскрытием муфт или разрезанием кабеля необходимо убедиться в том, что работа будет производиться на подлежащем ремонту кабеле, что этот кабель отключен и выполнены технические мероприятия, необходимые для допуска к работам на нем.
На рабочем месте подлежащий ремонту кабель следует определять:
при прокладке кабеля в туннеле, коллекторе, канале и других кабельных сооружениях или по стенам зданий - прослеживанием, сверкой раскладки с чертежами и схемами, проверкой по биркам;
при прокладке кабеля в земле - сверкой его расположения с чертежами прокладки. Для этой цели должна быть предварительно прорыта контрольная траншея (шурф) поперек пучка кабелей, позволяющая видеть все кабели.
Во всех случаях, когда отсутствует видимое повреждение кабеля, следует применять кабелеискательный аппарат с накладной рамкой.
Перед разрезанием кабеля или вскрытием соединительной муфты необходимо проверить отсутствие напряжения с помощью специального приспособления. В туннелях, коллекторах, колодцах и других кабельных сооружениях приспособление допускается применять при наличии дистанционного управления им. Приспособление должно обеспечивать прокол или разрезание брони и оболочки кабеля до жил с замыканием их между собой и заземлением.
Для заземления прокалывающего приспособления могут быть использованы заземлитель, погруженный в почву на глубину не менее 0,5 м, или броня кабеля. Присоединять заземляющий проводник к броне следует посредством хомутов; броня под хомутом должна быть зачищена.
В тех случаях, когда броня подверглась коррозии, допускается присоединение заземляющего проводника к металлической оболочке кабеля.
Если в результате повреждений кабеля открыты все токоведущие жилы, отсутствие напряжения можно проверять непосредственно указателем напряжения без прокола кабеля.
При использовании изолирующей шланги с иглой и режущим наконечником необходимо применять специальный защитный экран.
При проколе кабеля следует надевать диэлектрические перчатки и защитные очки, при этом стоять нужно на изолирующем основании сверху траншеи, как можно дальше от прокалываемого кабеля.
Прокол кабеля должны выполнять два работника - допускающий и производитель работ; один из них непосредственно прокалывает кабель, а второй наблюдает.
Вскрывать соединительные муфты и разрезать кабель в тех случаях, когда предварительный прокол не делается, следует заземленным инструментом, надев диэлектрические перчатки и защитные очки и стоя на изолирующем основании.
После предварительного прокола те же операции на кабеле можно выполнять без перечисленных дополнительных мер безопасности.
2.5.4. Правила безопасности и санитарные правила при работе с массами, компаундами, отвердителями и припоями.
Кабельная масса для заливки муфт должна разогреваться на жаровне в специальном металлическом ведре с крышкой и носиком для слива. При разогреве массы не следует доводить ее до кипения, так как это может привести к вспышке и возгоранию массы.
Запрещается разогревать не вскрытые банки с кабельной массой, так как при их вскрытии после разогрева возможен выброс горячей массы.
При заливке разогретого припоя и кабельной массы необходимо пользоваться брезентовыми рукавицами и защитными очками. Рукава одежды должны быть завязаны у запястья поверх рукавиц или должны применяться рукавицы длиной до локтя.
Запрещается передавать ведро с горячими массами или тигель с припоем из рук в руки. При передаче необходимо ставить их на землю или на прочное основание.
Поднимать разогретую массу, а также припой на высоту необходимо осторожно и только при помощи стального троса. Переносить по временным лестницам или стремянкам, а также стоять или проходить под местом работы при заливке массы или припоя запрещается.
Перемешивать расплавленный состав для заливки муфт и припой следует предварительно нагретым металлическим прутком или ложкой. Попадание влаги в горячие припои или составы недопустимо. Эпоксидные компаунды в жидком и не вполне затвердевшем состоянии, а также их пары и пары отвердителей представляют собой токсичные материалы.
Лица, работающие с эпоксидными компаундами и его отвердителями, должны быть проинструктированы о токсичных свойствах этих материалов, правилах безопасности и мерах профилактики, о чем должна быть произведена запись в журнале производственного инструктажа.
Работу с эпоксидными компаундами должны выполнять лица, прошедшие медицинское освидетельствование и получившие на это разрешение врача.
Все работающие с эпоксидным компаундом должны быть обеспечены спецодеждой. Уносить домой загрязненную спецодежду запрещается. Загрязненная одежда подлежит замене.
Работающие с эпоксидными компаундами и отвердителями должны соблюдать аккуратность, избегая попадания их на кожу, следить за чистотой рук, полотенец, спецодежды, рабочего места, инструмента и посуды, проветривать помещение, если оно не имеет приточно-вытяжной вентиляции.
Руки следует тщательно мыть теплой водой с мылом не только после окончания работы, но и во время перерывов (туалетов, приема пищи и т. д.), а также после случайного загрязнения рук компаундом или отвердителем.
Руки, загрязненные эпоксидным компаундом, следует после мытья смазать мягкой жирной мазью на основе ланолина, вазелина или касторового масла. При значительном загрязнении рук разрешается для смыва пользоваться небольшим количеством ацетона, но нельзя применять для чистки рук бензол, толуол и другие очень токсичные растворители.
Загрязненный инструмент следует очистить при помощи ацетона.
Эпоксидный компаунд и отвердитель следует хранить в закрытой таре в хорошо проветриваемых помещениях или в вытяжных шкафах.
Сосуды с жидкими эпоксидными смолами должны быть плотно закупорены и иметь соответствующие надписи.
Хранение и прием пищи, курение в помещениях, в которых выполняется монтаж муфт или заделок с использованием эпоксидного компаунда, запрещается.
При работе с полиуретановыми композициями нужно иметь в виду следующее:
все марки полиуретановых компаундов, используемых для монтажа кабельной арматуры, состоят из двух составляющих: А и Б;
составляющая А, представляющая собой механическую смесь компонентов - безвредную для исполнителей;
составляющая Б представляет собой полизоцианат - токсичное вещество (по токсичности он не уступает эпоксидным компаундам и при попадании на открытые участки кожи и при вдыхании летучих компонентов);
Исходя из изложенного следует:
не допускать к монтажу емкости с разгерметизированной составляющей Б;
после вскрытия такой емкости время перемешивания следует свести к минимальному. В перемешенном состоянии выделение летучих из полиуретановой композиции в объеме палатки не превышает предельно допустимых концентраций (ПДК);
при работе с отдельно взятой составляющей Б (полизоцианатом) следует соблюдать те же правила безопасности, что и при работе с эпоксидными компаундами и их отвердителями.
2.5.5. Правила безопасности при работе с паяльными лампами.
Перед началом работы с паяльной лампой необходимо проверить исправность лампы и правильность запайки предохранителя (неисправную лампу следует сдать в ремонт), налить бензин (керосин) в резервуар лампы не более чем на 3/4 его объема (нельзя наливать бензин в керосиновую паяльную лампу), завернуть пробку наливного отверстия лампы не менее чем на четыре нитки резьбы.
При работе с паяльной лампой необходимо:
разжигать лампу бензином (керосином), налитым в чашечку под горелкой, но не подачей его через горелку;
разжигать лампу и работать с ней возможно дальше от легко воспламеняющихся предметов, оборудования, проводов и маслонаполненных аппаратов;
применять лампу на действующих подстанциях на расстоянии до ближайших токоведущих частей напряжением до 10 кВ не менее 1,5 м, а выше 10 кВ не менее 3 м;
наблюдать за правильностью регулирования пламени, опускать давление воздуха только после того, как лампа потушена и ее горелка полностью остыла;
снимать горелку до пуска давления в резервуар запрещается;
сдавать лампу в профилактический ремонт с записью в журнале не реже 1 раза в месяц.
Наливать и выливать горючее, разбирать лампу, отвертывать ее головку вблизи огня и накачивать чрезмерно воздух в лампу запрещается.
2.5.6. Правила безопасности при работе с пропан-бутаном.
До начала работы на установке с пропан-бутаном необходимо:
проверить исправность баллонов (отсутствие утечки газов, трещин, изменения формы) и их вентилей, наличие всех паспортных данных и клейма, срок периодического испытания баллонов;
защитить баллон с газом от прямого действия солнечных лучей. Подогревать баллон для повышения давления газа, ударять металлическими предметами по баллону запрещается;
проверить, чтобы давление газа в баллоне составляло не более 1,6 МПа; при большем давлении необходимо открыть вентиль для выпуска части газа в атмосферу или охладить баллон холодной водой в целях снижения давления газа в нем; при выпуске газа в атмосферу, так же как и при продувке вентиля или горелки, надо находиться в стороне, противоположной направлению струи;
проверить отсутствие утечки газа путем покрытия возможных мест утечки мыльной эмульсией или погружения установки или части ее в воду; проверка утечки газа при помощи огня не допускается: баллон, в котором нельзя устранить утечку газа, должен быть отнесен в безопасное место вне помещения, где нет скопления людей, для осторожного выпуска газа в атмосферу;
при обнаружении утечки газа прекратить работы и провентилировать помещение.
При работе с установкой на пропан-бутане необходимо:
установить и присоединить редуктор и шланг при закрытом вентиле баллона. Малые баллоны для пропан-бутана, имеющие правую резьбу, должны быть снабжены переходной муфтой, припаянной к переходному штуцеру. Из малого баллона можно производить отбор газа без редуктора, но нельзя к этому баллону присоединять штуцер без фибровой шайбы;
шланги сращивать только при помощи соединительных штуцеров;
зажечь горелку, подведя к ней огонь, после чего плавно открыть вентиль горелки на 1/3 оборота; отогревание вентилей и других частей установки при необходимости допускается только путем смачивания водой; огнем для этой цели пользоваться запрещается;
выполнять работу в кабельном туннеле при включенной приточно-вытяжной вентиляции;
работать в кабельных туннелях, каналах и траншеях в присутствии второго лица, обученного правилам техники безопасности, с перерывами, периодически поднимаясь на свежий воздух;
работать только в предохранительных очках и брезентовых рукавицах;
расходовать пропан-бутан только до остаточного давления в баллоне 0,05 МПа, а кислород до остаточного давления 0,2 МПа;
присоединять редукторы и шланги предварительно убедившись в том, что они соответствуют применяемому газу. Присоединять к кислородному баллону шланг и редуктор, предназначенные для пропан-бутана, запрещается;
смыть водой сжиженный бутан при попадании его на кожу;
тушить загоревшийся пропан-бутан углекислотными огнетушителями или струёй воды. Малые очаги пожара можно гасить песком или покрывалом из не воспламеняющегося материала;
после окончания работы сначала закрыть вентиль баллона, а затем вентиль горелки.
2.5.7. Правила безопасности при монтаже кабелей в действующих электроустановках.
К производству кабельных работ в действующих электроустановках допускаются лица, которые аттестованы на знание Правил техники безопасности при эксплуатации электроустановок потребителей и которым присвоена квалификационная группа по технике безопасности не ниже третьей. При работе в действующих электроустановках необходимо выполнять все требования ПТЭ и ПТБ, обратив особое внимание на изложенное ниже.
При монтаже кабельных линий персоналу электромонтажных организаций запрещается производить работы в действующих электроустановках без снятия напряжения, вблизи токоведущих частей и на токоведущих частях, находящихся под напряжением.
Запрещается открывать замки и проникать в действующие электроустановки без представителя эксплуатирующей действующую установку организации.
Электромонтажникам запрещается производить работы без наблюдающего от организации, эксплуатирующей данную электроустановку.
При работе в действующей электроустановке в состав бригады должны входить наблюдающий от эксплуатирующей электроустановку организации.
Монтаж концевых и соединительных муфт необходимо выполнять только по наряду-допуску.
Наряд-допуск выдается эксплуатирующей действующую электроустановку организацией на имя наблюдающего от этой организации на основании письменной заявки главного инженера электромонтажной организации.
Перед началом работ допускающий (ответственный представитель эксплуатирующей электроустановку организации) должен провести с электромонтажниками производственный инструктаж по технике безопасности на рабочем месте.
Перемещение, отводы, сдвиги кабеля и перемещение муфт можно производить только после снятия напряжения и разрядки кабеля.
До начала работ необходимо снять напряжение и после проверки отсутствия напряжения заземлить кабель. На рукоятках приводов включателей следует повесить плакат «Не включать! Работают люди».
Допускающий должен доказать отсутствие напряжения на токоведущих частях показом наложенных заземлений.
2.5.8. Правила безопасности при монтаже и ремонте кабелей в подземных сооружениях.
Осмотр подземных кабельных сооружений, не относящихся к числу газоопасных, и работы в них по окраске кабелей, ремонту должны проводить не менее двух работников.
Работы в подземных кабельных сооружениях, где возможно появление вредных газов, должны проводить по наряду не менее трех работников, из которых двое - страхующие. Производитель работ должен иметь группу IV.
В каждом РЭС необходимо иметь перечень газоопасных подземных сооружений, с которым обслуживающий персонал должен быть ознакомлен заранее. Все газоопасные подземные сооружения должны быть помечены на схеме.
До начала и во время работ в подземном кабельном сооружении должна быть обеспечена естественная или принудительная вентиляция. Естественная вентиляция создается открыванием не менее двух люков с установкой около них специальных козырьков, направляющих воздушные потоки. Принудительная вентиляция обеспечивается вентилятором или компрессором в течение 10-15 мин. для полного обмена воздуха в подземном сооружении посредством рукава, опускаемого вниз и не достигающего дна на 0,25 м.
Запрещается применять для вентиляции баллоны со сжатыми газами.
Запрещается без проверки подземных кабельных сооружений на загазованность приступать к работе в них. Проверку должны проводить лица, обученные пользованию приборами. Список этих лиц утверждается указанием по предприятию.
Проверка отсутствия газов с помощью открытого огня запрещается.
Перед началом работы в коллекторах и туннелях, оборудованных приточно-вытяжной вентиляцией, последняя должна быть приведена в действие на срок, определяемый по местным условиям. Отсутствие газа в этом случае можно не проверять.
При работах в коллекторах и туннелях должны быть открыты два люка или две двери, чтобы работающие находились между ними.
При открывании колодцев необходимо применять инструмент, не дающий искрообразования, а также избегать ударов крышки о горловину люка.
У открытого люка колодца должен быть установлен предупреждающий знак или сделано ограждение.
В колодце допускается находиться и работать одному человеку с группой III с применением предохранительного пояса со страховочным канатом. Предохранительный пояс должен иметь наплечные ремни, пересекающиеся со стороны спины, с кольцом на пересечении для крепления каната. Другой конец каната должен держать один из страхующих рабочих.
При работах в колодцах разжигать в них паяльные лампы, устанавливать баллоны с пропан-бутаном, разогревать составы для заливки муфт и припой запрещается. Опускать в колодец расплавленный припой и разогретые составы для заливки муфт следует в специальной закрытой посуде, подвешенной с помощью карабина к металлическому тросику.
При проведении огневых работ должны применяться щитки из огнеупорного материала, ограничивающие распространение пламени, и принимать меры по предотвращению пожара.
В коллекторах, туннелях, кабельных полуэтажах и прочих помещениях, в которых проложены кабели, при работе с использованием пропан-бутана суммарная вместимость находящихся в помещении баллонов не должна превышать 5 л.
После окончания работ баллоны с газом должны быть удалены, а помещение провентилировано. При прожигании кабелей находиться в колодцах запрещается, а в туннелях и коллекторах допускается только на участках между двумя открытыми входами.
Запрещается работать на кабелях во время их прожигания.
После прожигания во избежание пожара необходимо осмотреть кабели. Перед допуском к работам и проведением осмотра в туннелях устройства защиты от пожара должны быть переведены с автоматического действия на дистанционное управление и на ключе управления должен быть повешен плакат «Не включать! Работают люди».
Запрещается курить в колодцах, коллекторах, туннелях, а также вблизи открытых люков. При длительных работах в колодцах, коллекторах и туннелях время пребывания в них определяет работник, выдающий наряд в зависимости от условий выполнения работ. В случае появления газа работа в колодцах, коллекторах и туннелях должна быть прекращена, рабочие выведены из опасной зоны до выявления источника загазованности и его устранения.
Для вытеснения газов необходимо применять принудительную вентиляцию.
Внимание!
При монтаже кабельной арматуры особенно тщательно выполняйте мероприятия по защите окружающей среды.
Монтажному персоналу:
1. Тщательно уберите за собой рабочее место после окончания монтажа;
2. Вывезите с рабочего места все отходы производства (не только обрезки кабеля, но и все остатки монтажных материалов).
Руководителям организаций, ведущих монтаж и ремонт кабельных линий:
Организуйте централизованные хранения и вывоз отходов производства после монтажа кабельной арматуры в установленном порядке.
Раздел 3. Соединение и оконцевание алюминиевых и медных жил кабелей.
3.1. Технические требования к контактным соединениям
Соединение и оконцевание жил кабелей при монтаже муфт должны выполняться следующими способами:
- опрессовкой;
- винтовыми гильзами и наконечниками;
- пайкой.
Указания по применению каждого способа приведены в таблицах 3.1. и 3.2. Контактные соединения, выполненные любым из указанных способов, должны удовлетворять требованиям ГОСТ 10434-82, ГОСТ 17441-84, а также требованиям соответствующих технических условий на конкретные виды соединений в отношении следующих параметров:
- начального электрического сопротивления;
- температуры нагрева при длительно допустимом токе;
- стойкости к климатическому воздействию;
- термического старения, получаемого методом циклического нагревания и охлаждения;
- термической стойкости к сквозным токам короткого замыкания;
- механической прочности.
Таблица 3.1.
Способы соединения, оконцевания и разветвления алюминиевых жил силовых кабелей
|
Способ соединения или оконцевания |
Применяемые изделия |
Указания по применению способов для: |
||
|
Жил сечением мм2 |
Напряжение, кВ |
|||
|
|
1 |
3-10 |
||
|
1 |
2 |
3 |
4 |
5 |
|
Для соединения опрессовкой: |
Гильзы кабельные соединительные алюминиевые, ГОСТ 23469.2-79 |
16-240 |
+ |
- |
|
Гильзы кабельные соединительные из "специального алюминиевого сплава"*, ТУ3449-007-1 12521896 и ТУ3449-014-174716114-00. |
70-240 |
+ |
+ |
|
|
Винтовым соединением жил |
Гильзы кабельные соединительные винтовые из специального алюминиевого сплава с секторной полостью ТУ 3449-011-11253218-96 |
70-240 |
+ |
+ |
|
Гильзы кабельные соединительные винтовые из специального алюминиевого сплава с круглой полостью ТУ 3449-014-17471614-00 |
70-240 |
+ |
+ |
|
|
Пайкой поливом припоем жил в форме |
|
16-240 |
+ |
+ |
|
Пайкой сплавлением припоем в форме предварительно облуженных жил |
|
16-240 |
+ |
+ |
|
Опрессовкой для оконцевания |
Наконечники кабельные медно-алюминиевые штифтовые ГОСТ 23598-79 |
16-240 |
+ |
+ |
|
Наконечники кабельные из алюминиевого сплава ТУ 3449-008-11253218-96 |
70-240 |
+ |
+ |
|
|
Винтовым соединением наконечников с жилами |
Наконечники кабельные винтовые из специального алюминиевого сплава (с круглой полостью) ТУ 3449-001-16196302-00; ТУ 3449-012-17471614-00 |
70-240 |
+ |
+ |
|
Пайкой |
Наконечники кабельные медные ТУ 36-33-83 |
16-240 |
+ |
+ |
* Примечание: термин «специальный алюминиевый сплав» (применяемый далее) подразумевает сплав, отличающийся от сплавов, применяемых для изготовления жил кабелей следующими свойствами:
- механическая прочность (жесткость, предел текучести и др.) превышает механическую прочность сплавов жил силовых кабелей:
- электрическая проводимость может быть меньше электрической проводимости сплавов жил силовых кабелей не более чем в 1,5 раза.
Более подробно свойства «специальных алюминиевых сплавов» см. ТУ на изделия (гильзы, наконечники).
Таблица 3.2.
Способы соединения, оконцевания и разветвления медных силовых кабелей
|
Способ |
Изделия, используемые для соединения, оконцевания и разветвления жил кабелей |
Указания по применению способов |
||
|
Жил сечением мм2 |
Напряжение, кВ |
|||
|
|
1 |
3-10 |
||
|
1 |
2 |
3 |
4 |
5 |
|
Для соединения: опрессовка |
Гильзы кабельные соединительные медные ГОСТ 23469.3-79 |
16-240 |
+ |
+ |
|
Пайка |
Гильзы соединительные медные ГОСТ 23469.1-82* |
16-240 |
|
+ |
|
Для соединения: оконцевания. |
Наконечники кабельные медные ГОСТ 7386-80 |
16-240 |
+ |
+ |
|
Пайка |
Наконечники кабельные медные ТУ 36-33-83 |
25-240 |
+ |
+ |
|
Для разветвления: пайка в гильзах тройниковой муфты |
|
16-240 |
+ |
|
Количественные значения параметров контактных соединений приведены в таблице 3.3. Выполнение указанных требований к контактным соединениям должно обеспечиваться за счет применения соответствующих изделий (гильз, наконечников), инструментов, механизмов и строгого соблюдения технологических процессов, изложенных в настоящем разделе. Перед соединением и оконцеванием жил кабеля они должны быть разделены в соответствии с требованиями раздела 2 и технологическими указаниями к конкретной конструкции муфты см. разделы - 5; 6; 7.
Таблица 3.3.
Основные параметры контактных соединений, установленные нормативными документами
|
|
Наименование параметра |
Числовое значение параметра |
Нормативный документ |
|
1.
|
Отношение начального электрического сопротивления контактного соединения к сопротивлению целого участка жил той же длины |
1 |
ГОСТ 10343-82
|
|
2. |
Превышение температуры нагрева контактного соединения над температурой окружающей среды +25 °С при длительно допустимом токе |
50 °С |
- |
|
3.
|
Устойчивость к воздействию температур окружающей среды +50 °С минус 50 °С, выражающиеся в сохранении отношения сопротивления по п. 1 |
1
|
ГОСТ 13781.0-86
|
|
4. |
Отношение электрического сопротивления контактного соединения после 1000 циклов нагрева до 120 °С к начальному сопротивлению |
1,5 |
ГОСТ 10434-84 |
|
5. |
Предельная температура нагрева контактного соединения при воздействии сквозного тока короткого замыкания |
200 °С |
|
|
6. |
Механическая прочность контактных соединений в % от предела прочности жилы |
65 |
1. Величина 1000 циклов (см. п. 4) принята в соответствии с требованием МЭК против количества 500 циклов по ГОСТ 10434-82.
2. Методика испытаний контактных соединений по ГОСТ 17441-84.
3.2. Конструкции и геометрические размеры токопроводящих жил.
В таблицах 3.4.-3.10. приведены конструкции жил силовых кабелей, выпускаемых в настоящее время. Для составления этих таблиц была проведена статистическая работа по обработке конструкторской документации нескольких кабельных заводов. В графах «допуски» учтены также требования стандартов МЭК.
Таблица 3.4.
Секторные однопроволочные жилы для трехжильных силовых кабелей для стационарной прокладки
|
Материал жилы |
Номинальное сечение жилы, мм2 |
Размеры сектора, мм |
|||
|
Высота, h мм ± |
Ширина, b мм ± |
||||
|
Медь (мягкая) |
25 |
4,6 |
±0,5 |
7,7 |
±0,5 |
|
Алюминий |
35 |
5,5 |
±0,5 |
9,0 |
±0,5 |
|
(твердый) |
50 |
6,4 |
±0,5 |
10,5 |
±0,6 |
|
Алюминий |
70 |
7,6 |
+ 0,5 |
12,5 |
±0,6 |
|
(мягкий) |
95 |
9,0 |
±0,5 |
14,8 |
±0,6 |
|
|
120 |
10,1 |
±0,6 |
16,6 |
±0,6 |
|
|
150 |
11,2 |
±0,6 |
18,4 |
±0,6 |
|
|
185 |
12,6 |
±0,6 |
20,7 |
±0,7 |
|
|
240 |
14,4 |
±0,6 |
23,9 |
±0,7 |
Клише к табл.3.4. Угол сектора a = 120°
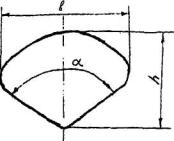
Секторные многопроволочные жилы для трехжильных силовых кабелей для стационарной прокладки напряжением 10 кВ
|
Материал жилы |
Номинальное сечение жилы, мм2 |
Размеры сектора, мм |
|||
|
Высота, h мм ± |
Ширина, b мм ± |
||||
|
Медные |
70 95 120 |
8,3 9,8 11,0 |
±0,7 ±0,7 ±0,8 |
13,0 15,5 17,5 |
±0,7 ±0,7 ±0,8 |
|
Медные и алюминиевые |
150 185 240 |
12,6 14,0 16,0 |
±0,8 ±0,8 ±0,8 |
20,1 22,9 26,5 |
±0,8 ±0,8 ±0,8 |
Клише к табл. 3.5. Угол сектора a = 120°
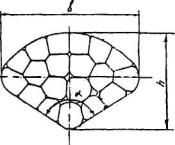
Таблица 3.6.
Секторные однопроволочные жилы для 4-жильных силовых кабелей для стандартной прокладки (с жилами равного сечения)
|
Материал жилы |
Номинальное сечение жилы, мм2 |
Размеры сектора, мм |
|||
|
Высота, h мм ± |
Ширина, b мм ± |
||||
|
Медные |
25 |
5,2 |
±0,5 |
7,2 |
±0,5 |
|
(мягкие), |
35 |
6,1 |
±0,5 |
8,4 |
±0,5 |
|
алюминиевые |
50 |
7,1 |
±0,5 |
9,8 |
±0,5 |
|
(твердые) и |
25 |
5,2 |
±0,5 |
7,2 |
±0,5 |
|
алюминиевые |
35 |
6,1 |
±0,5 |
8,4 |
±0,5 |
|
(мягкие) |
50 |
7,1 |
±0,5 |
9,8 |
±0,5 |
|
|
70 |
8,7 |
±0,5 |
12,0 |
±0,6 |
|
|
95 |
10,1 |
±0,6 |
14,1 |
±0,6 |
|
|
120 |
11,4 |
±0,6 |
15,8 |
±0,6 |
|
|
150 |
12,8 |
±0,6 |
17,7 |
±0,6 |
|
|
185 |
14,2 |
±0,6 |
19,7 |
±0,6 |
Клише к табл. 3.6. Угол сектора a = 90°

Таблица 3.7.
Секторные многопроволочные жилы для 4-жильных кабелей для стационарной прокладки до 1 кВ (с жилами равного сечения)
|
Материал жилы |
Номинальное сечение жилы, мм2 |
Размеры сектора, мм |
|||
|
Высота, h мм ± |
Ширина b мм ± |
||||
|
Медные |
70 95 120 |
9,2 11,0 12,3 |
±0,7 ±0,8 ±0,8 |
12,0 14,6 16,3 |
±0,7 ±0,8 ±0,8 |
|
Медные и алюминиевые |
150 185 240 |
13,7 15,4 17,4 |
±0,8 ±0,8 ±0,8 |
18,3 20,7 24,3 |
±0,8 ±0,8 ±0,8 |
Клише к табл. 3.7. Угол сектора a = 90°

Таблица 3.8
Круглые жилы однопроволочных и многопроволочных кабелей для стационарной прокладки до 10 кВ
|
Номинальное сечение жилы, мм2 |
Диаметр проволоки, мм |
Число проволок в жиле, шт. |
Расчетный диаметр жилы, мм |
|
|
медь |
алюминий |
|||
|
25 |
5,65 |
1 |
1 |
5,65 |
|
35 |
6,60 |
1 |
1 |
6,60 |
|
50 |
8,00 |
1 |
1 |
8,00 |
|
|
3,02 |
7 |
7 |
9,06 |
|
70 |
9,42 |
- |
1 |
9,42 |
|
|
3,55 |
7 |
7 |
10,65 |
|
95 |
10,96 |
- |
1 |
10,96 |
|
|
2,00 |
19 |
19 |
12,00 |
|
120 |
12,28 |
- |
1 |
12,28 |
|
|
2,85 |
19 |
19 |
14,25 |
|
150 |
13,68 |
- |
1 |
13,68 |
|
|
3,20 |
19 |
19 |
16,00 |
|
185 |
15,20 |
- |
1 |
15,20 |
|
|
2,52 |
37 |
37 |
17,64 |
|
240 |
17,50 |
- |
1 |
17,30 |
|
|
2,85 |
37 |
37 |
19,95 |

Клише к табл. 3.8.
Таблица 3.9.
Секторные однопроволочные жилы для 4-жильных силовых кабелей для стационарной прокладки до 1 кВ нулевой жилой сечением равным 50% сечения основной жилы
|
Материал жилы |
Номинальное сечение осн. жилы, мм2 |
Размеры сектора, мм |
Номинальное сечение нулевой жилы, мм2 |
|||
|
Высота, h |
Ширина, b |
|||||
|
Медные мягкие и алюминиевые твердые |
25 35 50 |
5,2 6,0 7,0 |
±0,5 ±0,5 ±0,5 |
7,2 8,5 9,9 |
±0, ±0,5 +0,5 |
16 16 25 |
|
Алюминиевые мягкие |
70 95 120 150 185 |
8,2 9,7 10,7 12,0 13,3 |
±0,5 ±0,5 ±0,6 ±0,6 ±0,6 |
12,0 14,1 16,0 17,7 20,1 |
±0,6 ±0,6 ±0,6 ±0,6 ±0,7 |
35 50 70 70 95 |
Клише к табл. 3.9.Угол сектора а= 100°-5°

Таблица 3.10.
Секторные многожильные жилы для 4-жильных силовых кабелей для стационарной прокладки до 1 кВ с нулевой жилой сечением равным 50% сечения основной жилы
|
Материал жилы |
Номинальное сечение осн. жилы, мм2 |
Размеры сектора, мм |
Номинальное сечение нулевой жилы, мм2 |
|||
|
Высота, h мм± |
Ширина, b мм±
|
|||||
|
Медные и алюминиевые мягкие |
70 95 120 150 185 240 |
9,0 10,8 12,0 13,5 15,0 |
±0,7 ±0,8 ±0,8 ±0,8 ±0,8 |
11,9 14,2 16,2 18,1 21,6 |
±0,7 ±0,8 ±0,8 ±0,8 ±0,8 |
35 50 70 70 95 |
Клише к табл. 3.10. Угол сектора ос=105°-5

3.3. Технология соединений и оконцевания алюминиевых и медных кабелей.
А. Технология выполнения соединения и оконцевания алюминиевых и медных жил кабелей опрессовкой.
1. Общие положения.
3.3.1. Соединение алюминиевых и медных жил способом опрессовки должно выполняться гильзами, приведенными в таблице 3.11, а их оконцевание наконечниками см. рис. 3.1 и таблицы 3.12.-3.13.
Основные размеры соединительных гильз
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
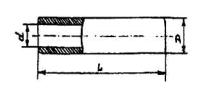
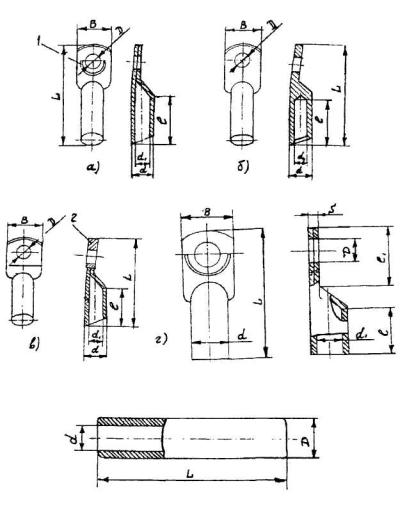
Рис.3.1. Наконечники кабельные для
опрессовки:
а - алюминиевые (табл.3.12), из алюминиевого сплава (табл.3.12), медные
(табл.3.13); б - алюминиевые из прутка (табл.3.12); в - медно-алюминиевые
(табл.3.13); г - из специального алюминиевого сплава;
1 - уплотнительная подштамповка; 2 - медная зажимная часть наконечника.
3.3.2. Для выполнения опрессовки должны применяться механизмы: ручные прессклещи, прессы механические и гидравлические (ручные и с электроприводом) со сменными матрицами и пуансонами, применяемыми в зависимости от материала, сечения и конструкции жил.
3.3.3. Опрессовку алюминиевых соединительных гильз и алюминиевых наконечников, а также медно-алюминиевых наконечников с алюминиевой спрессовываемой трубчатой частью следует выполнять инструментами НИСО, рис.3.2а; медных гильз и наконечников инструментами НИОМ, рис.3.2б. Опрессовку гильз и наконечников из специального алюминиевого сплава, обладающего повышенной твердостью, необходимо выполнять обжимными шестигранными инструментами НИШОС, рис.3.2в. Для округления секторных однопроволочных жил перед их опрессовкой следует применять скругляющие матрицы из набора НИСО (рис.3.3а) или матрицы из набора НИШОС (рис.3.3б), которые могут быть использованы также для скругления секторных многопроволочных и комбинированных жил.
3.3.4. Учитывая, что опрессовка основана на соответствующей деформации материала контактной пары с образованием зоны контактирования между ними, то требуемое качество контактных соединений должно достигаться правильным выбором и применением опрессовочного инструмента и соответствующего для них механизма, отрегулированного в соответствии с заводской инструкцией по его эксплуатации.

Рис.3.2. Инструменты опрессовочные:
а-НИСО (табл.3.14); б-НИОМ (табл.3.17); в-НИШОС (табл.3.16).
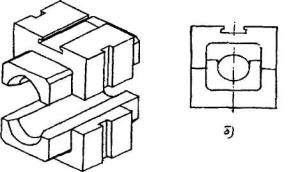
Рис.3.3. Инструменты для округления секторных
жил:
а-НИСО (табл.3.15); б-НИШОС (табл.3.16).
2. Технологические операции, выполняемые при соединении и оконцевании алюминиевых и медных жил кабелей опрессовкой.
3.3.5. Для выполнения соединений и оконцевании алюминиевых жил с применением гильз и алюминиевых наконечников, а также медно-алюминиевых наконечников с алюминиевой трубчатой частью необходимо:
а) выбрать в зависимости от сечения жилы и ее конструкции соединительную гильзу или наконечник, механизм для опрессовки, матрицу и пуансон к нему по данным табл. 3.14, рис. 3.2, а для секторных жил также скругляющие инструменты по табл. 3.15, рис. 3.3;
б) снять изоляцию с жилы на длине равной половине гильзы +7 мм или трубчатой части наконечника +7 мм, рис. 3.4а. Размеры гильз см. табл. 3.11, наконечников - табл. 3.12, рис. 3.1;
в) выполнить временный бандаж у края среза бумажной изоляции. Временный бандаж на жилах с пластмассовой изоляцией не требуется;
г) скруглить секторные жилы многопроволочные и комбинированные плоскогубцами, а однопроволочные и комбинированные при помощи выбранного механизма и инструментов по табл. 3.16, рис. 3.3а, 3.4а,б. При округлении секторной однопроволочной жилы инструментом происходит ее удлинение, поэтому после выполнения этой операции торец жилы должен быть опилен до восстановления первоначального размера жилы со снятой изоляцией, рис. 3.4а;
д) протереть внутреннюю поверхность гильзы или наконечника ветошью, смоченной в неэтилированном бензине, зачистить ее до механического блеска и немедленно смазать (если она не смазана на заводе-изготовителе) кварцевазелиновой пастой; жила также должна быть протерта, зачищена и смазана указанной пастой;
е) надеть гильзу или наконечник на жилу, причем в гильзе торцы жил должны располагаться в ее середине и упираться друг в друга, а в наконечник жила должна входить до упора на глубину «1» см. рис. 3.1, табл. 3.12;
ж) выполнить опрессовку способом принятым на предприятии. В процессе опрессовки необходимо следить за тем, чтобы на последней ее стадии происходило смыкание матрицы с пуансоном (рис. 3.4в), при этом остаточная толщина «h» в месте опрессовки рис. 3.4г должна соответствовать значению, указанному в табл. 3.15; технология оконцевания многопроволочной круглой жилы проиллюстрирована на рис. 3.5;
з) при опрессовке должно обеспечиваться соосное расположение лунок;
и) по окончании опрессовки все острые кромки опилить, закруглить и зачистить мелкой наждачной бумагой.
3.3.6. При соединении и оконцевании алюминиевых жил кабелей с применением гильз и наконечников из специального алюминиевого сплава должна сохраняться та же последовательность технологических операций, что и по п.3.3.5. Соединительные гильзы и наконечники из специального алюминиевого сплава, а также пресс, обжимные, удерживающие, скругляющие матрицы должны быть выбраны по табл. 3.12; 3.16. При подготовке к опрессовке гильз или наконечников из специального алюминиевого сплава и жил кварцевазилиновой пастой они не смазываются.

Рис.3.4. Соединение однопроволочных жил с
применением инструментов НИСО и пресса ПГЭ - 20:
а - секторная жила со снятой изоляцией; б - округление секторной жилы; в -
опрессовка гильзы на соединяемых жилах; г - готовое соединение жил;
1 - обойма; 2 - скругляющие вкладыши; 3 - пуансон; 4 - матрица; 5 -поверхности
смыкания матриц.

Рис.3.5. Оконцевание круглой алюминиевой
многопроволочной жилы:
а - зачистка трубчатой части наконечника; б - смазка трубчатой части
кварцевазелиновой пастой; в - зачистка жилы; г - смазка жилы кварцевазелиновой
пастой; д - установка наконечника на жиле; е - опрессовка наконечника; ж -
готовое оконцевание.
Основные размеры кабельных наконечников алюминиевых трубчатых, алюминиевых из прутка и из специального алюминиевого сплава для опрессовки
|
Маркировка |
Размеры, мм |
№ рис. |
|||||||
|
d1 |
d |
l |
В |
Д |
L* |
l1 |
S |
||
|
Наконечники трубчатые алюминиевые из прутка ГОСТ 9581-80 |
|||||||||
|
70-10-11 |
11 |
18 |
28 |
- |
10,5 |
86/81 |
- |
- |
3.1.а,б |
|
95-12-13 |
13 |
20 |
28 |
- |
13 |
89/83 |
- |
- |
|
|
120-12-14 |
14 |
22 |
28 |
- |
13 |
96/90 |
- |
- |
|
|
150-12-16 |
16 |
24 |
34 |
- |
13 |
107/100 |
- |
- |
|
|
185-16-18 |
18 |
26 |
38 |
- |
17 |
116/- |
- |
- |
|
|
240-20-20 |
21 |
28 |
40 |
- |
21 |
126/- |
- |
- |
|
|
Наконечники из специального алюминиевого сплава ТУ 3449-008-1125398-96 |
|||||||||
|
10-11С |
11 |
18 |
40 |
25 |
10,5 |
86 |
32 |
6,5 |
3.1.г |
|
12-13С |
13 |
20 |
42 |
30 |
13 |
89 |
32 |
6,0 |
|
|
12-14С |
14 |
22 |
42 |
33 |
13 |
96 |
32 |
6,5 |
|
|
12-16С |
16 |
24 |
45 |
36 |
13 |
107 |
42 |
6,5 |
|
|
12-18С |
18 |
26 |
45 |
39 |
13 |
117 |
47 |
7,0 |
|
* В таблице размер L в числителе проставлен для наконечников алюминиевых трубчатых, а в знаменателе для наконечников алюминиевых из прутка.
Основные размеры кабельных наконечников медных и медно-алюминиевых для опрессовки
|
Маркировка |
Размеры, мм |
№ рис. |
|||||
|
d1 |
d |
l |
В |
D |
L |
||
|
Наконечники медные ГОСТ 7386-80 |
|||||||
|
16-6-6 |
6 |
9 |
14 |
14 |
6,4 |
40 |
3.1.а |
|
25-8-8 |
8 |
11 |
20 |
16 |
8,4 |
50 |
|
|
35-8-10 |
10 |
13 |
24 |
20 |
8,4 |
63 |
|
|
50-10-11 |
11 |
14 |
24 |
22 |
10,5 |
63 |
|
|
70-10-13 |
13 |
16 |
26 |
24 |
10,5 |
65 |
|
|
95-12-15 |
15 |
19 |
32 |
28 |
13 |
75 |
|
|
120-12-17 |
17 |
22 |
32 |
34 |
13 |
81 |
|
|
150-16-19 |
19 |
25 |
34 |
36 |
17 |
90 |
|
|
185-16-21 |
21 |
27 |
38 |
40 |
17 |
95 |
|
|
240-16-24 |
24 |
32 |
38 |
48 |
17 |
105 |
|
Механизмы и инструменты для округления секторных однопроволочных и комбинированных алюминиевых жил
|
Сечение, мм2 и класс секторных однопроволочных жил по ГОСТ 22483-80 |
Прессы |
|
|
ПГЭ - 20М, ПГР - 20М1, с РМП - 22М, РМП–П* |
РМП-7М1 |
|
|
Маркировка матрицы и пуансона из набора инструментов НИСО |
||
|
25.1СО 35.1СО 50.1СО, 70.1СО 95.1СО 120.1СО 150.1СО 120.2СК, 150.2СК, 185.1СО 185.2СК, 240.1СО |
25 35 50,70 95 120 150 120ск, 150ск, 185ск 185ск, 240 |
25 35 50,70 95 |
Примечания: 1. Цифра после точки в обозначении жилы указывает класс, характеризующий ее гибкость по ГОСТ 22483-77.
2. Буквы после класса обозначают конструкцию жилы:
СО - секторная однопроволочная
СК - секторная комбинированная
3. Нормативные документы на прессы и инструменты см. табл. 3.15.
* Пресс РМП - П допускается использовать с инструментом типа НИ-ШОС табл. 3.17 для скругления гильз и наконечников из алюминиевого сплава.
3.3.7. При опрессовке гильз на жилах трех- или четырехжильных кабелей должны быть выполнены следующие требования: сначала подготавливаются к опрессовке жилы одного из соединяемых кабелей, на которые затем одеваются гильзы и каждая из них опрессовывается шестигранными обжимными матрицами рис. 3.2 в трех местах в последовательности, указанной на рис. 3.6:
- в спрессованные гильзы на одном соединяемом кабеле рис.3.7а 1 вводятся подготовленные к опрессовке жилы второго соединяемого кабеля до упора в торцы жил первого кабеля рис. 3.7а;
- на двух жилах 3-жильного кабеля или трех жилах 4-жильного кабеля, введенных в гильзы, должны быть выполнены по одной предварительной удерживающей опрессовке рис. 3.7а II матрицами, выбранными по таблице 3.17. Удерживающие матрицы больше на одну-две ступени, чем обжимные и обеспечивают лишь прихватку жил к гильзам во избежание смещения их торцов от середины гильзы при выполнении на одной из жил опрессовки сразу обжимными матрицами из-за увеличения при этом длины спрессовываемой гильзы;
- далее на жиле, не имеющей удерживающей опрессовки, должны быть выполнены три опрессовки рис. 3.7а III обжимными матрицами в последовательности, указанной на рис. 3.6. После этого в той же последовательности выполнить опрессовки обжимными матрицами на жилах с удерживающими опрессовками, причем одна из этих опрессовок должна быть выполнена на месте удерживающей опрессовки рис. 3.7б IV;
- опрессовка наконечников из алюминиевого сплава должна выполняться только обжимными матрицами. Последовательность выполнения трех опрессовок показана на рис. 3.8. Там же показано готовое соединение наконечника с жилой;
- после завершения опрессовки на всех гильзах или наконечниках необходимо удалить облой смыкания матриц и закруглить острые кромки в местах обжатия, используя напильник и наждачную бумагу;
- после механической обработки контактные соединения и прилегающие к ним участки жил необходимо протереть ветошью, смоченной в неэтилированном бензине, до полного удаления опилок.
Выбор механизмов и инструментов для соединения и оконцевания опрессовкой алюминиевых жил кабелей
|
Сечение, мм2, класс по ГОСТ 22483-77 и обозначение |
Маркировка гильзы ГОСТ 23469.2-79 |
Маркировка наконечника |
Механизм и инструмент к нему, остаточная толщина металла в месте опрессовки, h мм. |
||||
|
Алюминиевого ГОСТ 9581-80 |
Медно-алюминиевого ГОСТ 9581-80 |
Прессы ПГЭ-20 ПГР-20М1 РМП22-М |
h±0,3 |
Прессы РМП-7M1 PMП-П |
h±0,3 |
||
|
Матрица и пуансон НИСО |
Матрица и пуансон НИСО |
||||||
|
16.1КО, 16.2К |
16-5,3 |
16-8-5,4 |
16-6-5,4 |
А5,4; 7 |
|
А5,4; 7 |
|
|
25. 1КО, 25.1СО, 252К |
25-7,1 |
25-8-7 |
25-8-7 |
А5,4; 7 |
5,5 |
А5,4; 7 |
54 |
|
35.1КО, 35.1СО, 35.2К |
35-8 |
35-10-8 |
35-10-8 |
А8.9 |
|
А8.9 |
|
|
50.1КО, 50.1СО, 502К |
50-9 |
50-10-9 |
50-10-9 |
А8.9 |
7,5 |
A8.9 |
74 |
|
70.1КО, 70.1CCCСО, |
70-11 |
70-10-11 |
70-10-11 |
А11.12.13 |
94 |
А11.12.13 |
9,5 |
|
702K 702С, 95.1КО, 95.1СО |
70-12
|
70-10-12 |
70-10-12 |
А11.12.13 |
А11.12.13 |
||
|
95.2К; 120.1К, 120.1СО |
95-13 |
95-12-13 |
95-12-13 |
А11.12.13 |
А11.12.13 |
||
|
95.1С, 150.1КО, 150.1СО, 120.2К |
120-14
|
120-12-14
|
120-12-14
|
А14.16.17
|
11,5 |
- |
- |
|
120.2С, 120.2СК, 1502К 185.1KО, 185.1СО |
150-16
|
150-12-16
|
150-12-16
|
А14.16.17
|
|||
|
150.2С, 150.2СК, 150.2К |
150-17 |
150-12-17 |
150-12-17 |
А14.16.17 |
|||
|
185.2К, 240.1КО, 240.1СО |
185-18 |
185-16-18 |
185-16-18 |
А18.19.20 |
12,5 |
- |
- |
|
185.2С, 185.2СК |
185-19 |
185-16-19 |
185-16-19 |
А18.19.20 |
|||
|
240.Ж |
240-20 |
240-20-20 |
240-20-20 |
А18.19.20 |
|||
|
240.2С |
240-22 |
240-20-22 |
240-20-20 |
А22 |
14,0 |
- |
- |
Примечания: 1. Цифра после точки в обозначении жилы указывает класс, характеризующий ее гибкость по ГОСТ 22483-77.
2. Буквы после класса обозначают конструкцию жилы:
КО - круглая однопроволочная;
К - круглая многопроволочная;
С - секторная многопроволочная:
СО - секторная однопроволочная;
СК - секторная комбинированная;
3. Пресс РМП-П допускается применять с инструментами типа НИШОС для опрессовки гильз наконечников из алюминиевого сплава;
4. Для соединения и оконцевания жил кабелей сечением 16-35 мм рекомендуется применять пресс-клещи ПК; 4 ТУ 36-2725-85.
5. Нормативные документы на прессы и инструменты приведены ниже:
ПТЭ-20 - ТУ 36-1814-74,
ПРГ-20МГ - ТУ36-15-39-80,
РМП-22-М - ТУ Э112-97,
РПП-П - ТУ ЭИ-105-97,
НИСО - ТУ 36.18.34.00.-08-87,
НИОМ ТУ 36.18.34.00-08-87.
3.3.8. При соединении и оконцевании медных жил кабелей соответственно медными гильзами и медными наконечниками они должны быть выбраны в зависимости от сечения жилы по табл. 3.11. и 3.13. По таблице 3.16. должны быть выбраны механизмы и инструменты для выполнения опрессовки гильз или наконечников.
Последовательность выполнения технологических операций при выполнении опрессовки та же, что при соединении и оконцевании алюминиевых жил. При этом необходимо учесть следующее:
а) зачищенная до металлического блеска жила, а также внутренние поверхности гильз и наконечников кварцевазилиновой пастой не смазываются;
б) на гильзе выполняется инструментом НИОМ два вдавливания (по одному на каждую из соединяемых жил), а на наконечнике - только одно вдавливание.
3.3.9. Для обеспечения надежной работы контактных соединений в процессе эксплуатации необходимо проверить качество опрессовки в следующем объеме:
- в опрессовке, выполненной инструментом НИСО и НИОМ проверяется визуально соосность лунок, симметричность их расположения относительно середины гильзы или трубчатой части наконечника и отсутствие надрывов в местах вдавления, измерением должна быть проверена остаточная толщина материала «h» в местах вдавливания (см. рис. 3.9), которая должна соответствовать значениям, указанным в таблице 3.14.
При шестигранном инструменте НИШОС с применением прессов серии ПМР-150 проверяется визуально равномерность расположения по длине гильзы или трубчатой части наконечника шестигранных обжатий и их размер «h» (рис. 3.7, 3.8), которые должны соответствовать указанным в таблице 3.16.; 3.17. На спрессованных гильзах и наконечниках любым из указанных инструментов не должно быть заусенцев и острых выступающих кромок.

Рис.3.6. Опрессовка гильзы из алюминиевого сплава (на 0,5 ее длины) с применением пресса ПМР-150 и шестигранного инструмента НИШОС.
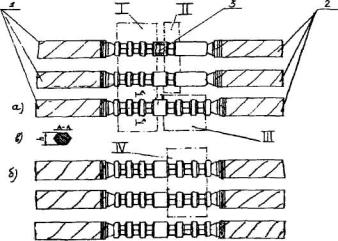
Рис.3.7. Технологическая последовательность
опрессовки гильз из алюминиевого сплава на жилах 3-жильного кабеля:
а - опрессовка на стадиях 1,2,3; б - опрессовка на стадиях 4; в - разрез по
месту опрессовки;
1 - жилы 1-го соединяемого кабеля; 2 - жилы 2-го соединяемого кабеля; 3 - стык
жил.

Рис.3.8. Опрессовка кабельного наконечника из
алюминиевой жилы кабеля:
а - последовательность опрессовки; б - готовое соединение наконечника с жилой;
в - разрез по месту опрессовки
1 - см. табл. 3.5.

Рис. 3.9. Изменение остаточной толщины
металла после опрессовки инструментами НИСО или НИОМ:
а - штангенциркулем с насадкой; б - специальным измерителем.
Выбор механизмов и инструментов для соединения опрессовкой алюминиевых жил кабелей гильзами и наконечниками из специального алюминиевого сплава
|
конструкция жилы по ГОСТ 22483-77 |
Маркировка |
Маркировка и инструменты |
Контрольный размер шестигранной опрессовки h +0,9мм |
|||
|
Гильзы ТУ 3449-007-11253218-33 |
Наконечники ТУ 3449-008-11253218-96 |
Прессы серии ПМР150 ТУ 4834-013-1125321897 |
||||
|
Маркировка матриц НИШОС ТУ 4834-010-11253218-97 |
||||||
|
Скругляющих |
Удерживающих |
Обжимных |
||||
|
|
11С |
10-11С |
95 |
13 |
11 |
14,3 |
|
|
12С |
10-1РС |
- |
13 |
12 |
14,6 |
|
|
13С |
12-13С |
120 |
14 |
13 |
16,0 |
|
|
14С |
12-14С |
150 |
17 |
14 |
17,7 |
|
|
16С |
12-16С |
185 |
18 |
16 |
19,0 |
|
|
17С |
17-170 |
185 |
18 |
17 |
19,4 |
|
|
18С |
12-18С |
240 |
20 |
18 |
20,7 |
|
|
19С |
12-19С |
- |
20 |
19 |
21,0 |
|
|
20С |
17-70С |
- |
22 |
20 |
23,0 |
|
|
22С |
12-22С |
- |
21 |
22 |
23,5 |
|
|
21С |
12-21С |
- |
- |
21 |
|
Примечания: 1. Цифра после точки в обозначении жилы указывает класс по ГОСТ 22483-77, характеризующая ее гибкость.
2. Буквы после класса обозначают конструкцию жилы:
КО - круглая однопроволочная;
К - круглая многопроволочная:
С - секторная многопроволочная;
СО - секторная однопроволочная;
СК - секторная комбинированная.
Выбор механизмов и инструмента для соединения и оконцевания опрессовкой медных жил кабелей медными гильзами и наконечниками
|
Сечение, мм2 |
Маркировка |
Механизмы и инструменты |
|||
|
Гильзы ГОСТ 23469.3-78 |
Наконечники ГОСТ 7386-80 |
Прессы ПГЭ-20; ПГР-20М1; РМП-22М |
Прессы РМП-7М1 РМП-П |
Остаточная толщина материала в месте опрессовки h±0,2 мм |
|
|
Маркировка матрицы и пуансона НИОМ ТУ 36-2083-77 |
|||||
|
16 |
16 |
6-6; 6-8 |
16 |
16 |
4,3 |
|
25 |
25 |
8-6; 8-8; 8-10 |
25 |
25 |
5,0 |
|
35 |
35 |
10-8; 10-10; 10-12 |
35 |
35 |
5,5 |
|
50 |
50 |
11-8; 11-10; 11-12 |
50 |
50 |
6,5 |
|
70 |
70 |
13-10; 13-12 |
70 |
70 |
7,3 |
|
95 |
95 |
15-10; 15-12 |
95 |
|
8,5 |
|
120 |
120 |
17-12; 17-16 |
120 |
|
11,0 |
|
150 |
150 |
19-12; 19-16 |
150 |
|
12,0 |
|
185 |
185 |
21-12; 21-16 |
185 |
|
13,0 |
|
240 |
240 |
24-16; 24-20 |
240 |
|
15,0 |
Примечание: Внутренний диаметр медных гильз и наконечников табл. 3.11. и 3.13. обеспечивает возможность соединения и оконцевания медных жил любого класса по ГОСТ 22483-77 и любой конструкции (круглой, секторной, комбинированной) одного и того же сечения.
Нормативные документы на прессы:
ПГЭ-20-ТУ 36-1814-74
ПГР-20М1-ТУ 36-1539-74
РМП-7М1-ТУ 36-694 –74
РМП-П-ТУЭИ-105-97
РМП-22-ТУ-ЭИ2-97.
Б. Технология выполнения соединения и оконцевания алюминиевых однопроволочных и многопроволочных жил кабелей с применением винтовых гильз и наконечников.
3.3.10. Соединения и оконцевание алюминиевых жил винтовым способом должны выполняться с применением гильз и наконечников из специального алюминиевого сплава с контактными винтами со срывающейся головкой при их затяжке по предусмотренной в них проточке (шейке).
3.3.11. Для соединения однопроволочных и многопроволочных жил секторной формы следует применять винтовые гильзы с секторной полостью, приведенные соответственно в табл. 3.18. Допускается для секторных жил применение гильз с круглой полостью (см. табл. 3.19).
3.3.12. Соединение и оконцевание однопроволочных и многопроволочных жил круглой и секторной формы допускаться выполнять винтовыми гильзами и наконечниками с круглой полостью, см. табл. 3.19; 3.20; 3.21.
3.3.13. Следует иметь в виду, что гильзы с круглой полостью имеют большие диаметры чем гильзы с секторной полостью, поэтому применение их в свинцовых муфтах не рекомендуется.
3.3.14. Секторные жилы должны располагаться в гильзах с секторной и круглой полостью как указано на рис.3.10.
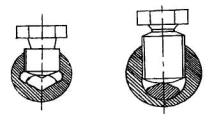
Рис. 3.10. Положение секторных жил в гильзах
и наконечниках:
а - с секторной полостью; б - с круглой полостью.
Затяжку винтов следует выполнять торцовым ключом для гильз и наконечников наибольшего маркоразмера торцевым ключом с длиной плеча вращательного момента не менее 300 мм.
При затяжке винтов должно использоваться зажимное приспособление для фиксации гильзы или наконечника во избежание деформации жилы (рис. 3.14.*).
* Специальное зажимное приспособление для фиксации положения гильзы (наконечника) должно поставляться предприятием-изготовителем гильз (наконечников). Это приспособление рекомендуется использовать при работе с винтовыми гильзами и следует применять при работе с винтовыми наконечниками.
3.3.15. Для обеспечения качества винтовых соединений необходимо обязательное соблюдение технологических операций, приведенных ниже.
Технологические операции, выполняемые при соединении и оконцевании алюминиевых жил кабелей винтовым способом.
3.3.16. Для выполнения соединения алюминиевых жил кабелей с применением винтовых гильз с секторной полостью необходимо:
- снять изоляцию с концов жил кабеля, предварительно закрепив бумажную изоляцию временным бандажом;
- выбрать в зависимости от сечения и конструкции жилы гильзу по табл. 3.18-3.21;
- протереть внутреннюю поверхность соединительной гильзы ветошью, намотанной на стержень и смоченной неэтилированным бензином;
-зачистить поверхность оголенных участков жил, предварительно защитив фазную изоляцию от попадания металлических опилок при помощи чистой ветоши;
- протереть оголенные участки жил ветошью, смоченной в неэтилированном бензине;
- отложить от торца жилы размер, равный половине длины гильзы, и нанести риску, устанавливающую зону размещения гильзы на жиле (см. рис. 3.13);
- предварительно совместить секторы соединяемых жил, для чего необходимо во встречном направлении вручную осторожно изогнуть жилы (избегая при этом деформации изоляции) (см. рис. 3.11);
- затем каждую из жил последовательно следует закрепить специальным приспособлением (см. рис. 3.12) и развернуть ее до полного совмещения секторов (придерживая рукой жилу второго кабеля), после чего концы жилы кабеля следует ввести в гильзы (см. рис. 3.12), совместив риски на них с торцами гильзы;
- после выполнения операций следует произвести окончательную затяжку винтов до срыва головок (при этом положение гильзы должно быть зафиксировано с помощью специального приспособления). Вначале затягиваются винты 1 и 2, а затем 3 и 4 (см. рис. 3.13; 3.14; 3.15).
В случае образования в местах срыва головок винтов выступов их необходимо удалить напильником, защитив предварительно от опилок изоляцию жилы.
После выполнения контактных соединений жил кабелей необходимо тщательно протереть ветошью, смоченной в неэтилированном бензине, поверхности гильз и прилегающие к ним участки жил до полного удаления опилок.
3.3.17. Для выполнения оконцевания алюминиевых жил кабелей с применением винтовых наконечников необходимо:
- выбрать в зависимости от конструкции и сечения жилы наконечник по табл. 3.20; 3.21;
- подготовить наконечник и концы жил кабеля аналогично п. 3.3.17;
- ввести конец жилы в полость наконечника При этом вершина сектора сечения жилы должна совпадать с осями сжимных винтов (см. рис. 3.10);
- жестко зафиксировать положение наконечника специальным зажимным приспособлением;
- произвести (плавно, без рывков) затяжку винтов до срыва головок. Вначале затягивается верхний винт, затем нижний.

Рис. 3.11. Совмещение торцов соединяемых жил
кабелей:
ABC и А'В'С' -
соединяемые жилы (условно в показанном положении); АА ВВ СС - жилы в
совмещенном положении,
1,2 - направления изгибания соединяемых жил при совмещении их торцов.

Рис. 3.12. Разворот соединяемых секторных жил приспособлением для совмещения их секторов.
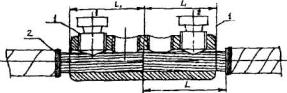
Рис. 3.13. Установка гильзы на соединяемые жилы по риске с последующей фиксацией ее двумя винтами путем их затяжки до срыва головок (затяжка согласно рис.3.14).

Рис. 3.14. Затяжка винтов до срыва головки:
цифры 1,2,3,4 - обозначают последовательность затяжки винтов; 5 -
приспособление, фиксирующее гильзу при затяжке винтов; 6 - гаечный (торцевой)
ключ; 7 - место срыва головки винта.

Рис. 3.15. Винтовое контактное соединение однопроволочных жил в законченном виде.
Гильзы соединительные с секторной полостью из специального алюминиевого сплава ТУ 3449-11-11253218-96
|
Обозначение гильз |
Сечение соединяемых жил, мм2 |
Размеры, мм |
|||||
|
Гильз |
Винтов |
||||||
|
L1 |
L2 |
d1 |
d2 |
d3 |
S |
||
|
ГВКП-1-ф16,5/28 |
70,95,120 |
105 |
47 |
16.5 |
28 |
14 |
17 |
|
ГВКП-1-ф22,5/38 |
150,185,240 |
121 |
59 |
22.5 |
38 |
20 |
22 |

Гильзы соединительные с круглой полостью из специального алюминиевого сплава ТУ 3449-014-17471614-00
|
Сечение, мм2 |
L1 |
L2 |
d1 |
d2 |
S |
|
70-120 |
100 |
42 |
18 |
27,5 |
17 |
|
150-240 |
115 |
48,5 |
26 |
37 |
17 |
Наконечники винтовые из специального алюминиевого сплава ТУ 3449-001-16196302-00
|
Серия I для концевых муфт, комплектуемых тремя макроразмерами |
||||||
|
Обозначение изделия, сечения соединяемых жил, мм2 |
D |
D1 |
D2 |
D3 |
D4 |
L |
|
НКВк-70.95 |
27.7 |
15.2 |
M14´1.5 |
13 |
13 |
100 |
|
НКВк-120.150 |
31.7 |
18.9 |
M17´1.5 |
13 |
16 |
115 |
|
НКМк-185.240 |
37.7 |
24.8 |
М22´1.5 |
21 |
21 |
130 |
|
Серия II для концевых муфт, комплектуемых двумя макроразмерами |
||||||
|
Обозначение изделия, сечения соединяемых жил, мм2 |
D |
D1 |
D2 |
D3 |
D4 |
L |
|
НКВк-70-120 |
30.7 |
17.2 |
М17´1.5 |
13 |
16 |
110 |
|
НКВк-150-240 |
40.2 |
24.8 |
М22´1.5 |
21 |
21 |
130 |
Наконечники винтовые с круглой полостью из специального алюминиевого сплава ТУ 3449-012-17471614-00
|
Обозначение типов наконечников |
Сечения оконцовываемых жил, мм2 |
Размеры, мм |
|||||||||
|
Наконечников |
Винтов |
||||||||||
|
L1 |
L2 |
L3 |
L4 |
L5 |
h |
h1 |
d3 |
d5 |
S |
||
|
НКВ-1-М, ф 16,5/28 |
70, 95,120 |
105 |
47 |
42 |
15 |
- |
11 |
- |
13 |
8,3 |
17 |
|
НКВ-2-М, ф22,5/38 |
150, 185,240 |
121 |
59 |
50 |
15 |
- |
13 |
- |
13 |
8,8 |
22 |
|
НКВН-1-М, ф1,5/28 |
70, 95, 120 |
105 |
47 |
42 |
15 |
45 |
11 |
11,5 |
13 |
8,3 |
17 |
|
НКВН-2-М, ф22,5/38 |
150, 185,240 |
121 |
59 |
50 |
15 |
55 |
13 |
15 |
13 |
8,8 |
22 |

В. Технология соединения и оконцевания алюминиевых и медных жил кабелей с применением пайки.
3.18. Способ пайки используется для соединения и оконцевания алюминиевых и медных жил кабелей сечением 16-240 мм2. Пайка основана на способности расплавленных припоев соединяться с нагретыми металлами.
3.19. Припои делятся на две группы: мягкие и твердые. К мягким относятся припои с температурой плавления до 400°С; к твердым - с температурой плавления выше 400°С.
3.20. Алюминиевые жилы паяют твердыми припоями (см. табл. 3.23.), медные - мягкими ( см. табл. 3.24) с применением флюса, массовый состав которого 50 % канифоли, 50 % ректифицированного спирта.
3.21. Соединение жил пайкой может выполняться по одному из двух вариантов технологии принципиально различающихся следующим.
Согласно первому варианту припой расплавляется горелкой или паяльной лампой в стальных формах, опоках или медных гильзах с предварительно уложенными в них облуженными концами жил, причем алюминиевые жилы соединяются либо в стальных формах, либо в медных гильзах, а медные гильзы - только в медных гильзах. Размеры гильз даны в табл. 3.25, размеры форм - в табл. 3.26. Для предварительного лужения алюминиевых жил, соединяемых в стальных формах, используется оловянно-медно-цинковый припой А. При соединении этих жил в медных гильзах они предварительно лудятся сначала припоем А, а затем оловянно-свинцовым припоем ПОССу. Медные жилы перед соединением лудяться только припоем ПОССу. Для соединения алюминиевых жил в стальных формах используется припой А, в медных гильзах припой ПОССу. Этот же припой используется для соединения медных жил.
По второму варианту технологии пайка поливом предварительно расплавленный в тигле припой заливается в стальные формы при соединении алюминиевых жил или в медные гильзы при соединении медных жил. Для соединения алюминиевых жил используется припой ЦО-12 (см. табл. 3.23.). Предварительная подготовка алюминиевых жил аналогична первому варианту. Для соединения медных жил применяется припой ПОССу. Предварительного лужения жил по этому варианту технологии не требуется. Выполнение ответвлений от жил осуществляется по тем же технологиям, что и их соединение (рис. 3.21).
3.22. Оконцевание алюминиевых и медных жил выполняется медными наконечниками, при этом используется оловянно-свинцовый припой ПОССу. Размеры наконечников в табл. 3.13.
3.23. Подробное изложение указанных выше технологий соединения и оконцевания жил кабелей приведено в последующих пунктах. Следует помнить, что для обеспечения высокого качества паянных соединений медных жил и алюминиевых в медных гильзах с применением оловянно-свинцового припоя ПОССу должен обязательно применяться флюс. При облуживании жил и при пайке предварительно расплавленным припоем окисная пленка должна тщательно удаляться механически. Набор материалов, необходимых при выполнении пайки приведен ниже.
Таблица 3.22.
Материалы, используемые при пайке алюминиевых и медных жил
|
Материал |
Назначение |
|
Припои для пайки алюминия: |
Пайки алюминиевых жил в стальных |
|
марки А(оловянно-медноцинковый) |
формах |
|
марки ЦО-12 (цинкооловянный) |
то же |
|
Припои для пайки меди: |
Лужение медных жил и медных соединительных гильз, а так же алюминиевых жил, предварительно облуженных припоем А. Соединение луженых медных и алюминиевых путем расплавления припоя в гильзах или формах |
|
Марки ПОССу 40-0,5 |
|
|
ПОССу 35-0,5 |
|
|
ПОССу 40-2 |
|
|
Паяльный жир или флюс Ксп |
Для пайки жил |
|
Бензин, ацетон |
Растворители для очистки жил |
|
Ветошь |
Протирка жил растворителем |
|
Пропан |
Горючий газ |
|
Наждачная бумага |
Зачистка жил |
|
Шнур асбестовый диаметр 3-4 мм |
Для уплотнения мест ввода жил в форму, гильзу |
Припои для пайки алюминиевых жил
|
Припой |
марка |
Температура плавления, °С |
Массовое содержание основных элементов в % |
||
|
Цинк |
Олово |
Медь |
|||
|
Оловянно-медно-цинковый |
А |
400-450 |
56-59 |
38,6-2,1 |
1,5-2 |
|
Цинковооловянный |
ЦО-12 |
500-550 |
88 |
12 |
|
Припои для пайки медных жил
|
Припой |
марка |
Температура плавления, °С |
Массовое содержание основных элементов в % |
||
|
олово |
сурьма |
свинец |
|||
|
Оловянно-свинцовый |
ПОССу 40-0,5 |
183-235 |
39-41 |
0,05 |
Остальное |
|
ПОССу 39-0,5 |
183-245 |
34-46 |
- |
- |
|
|
ПОССу 40-2 |
185-229 |
1,5-2 |
- |
- |
|
Размеры медных гильз для пайки соединений алюминиевых и медных жил
|
Тип |
Сечение жил, мм2 |
Размеры, мм |
|||||
|
Д |
L |
S |
1 |
d |
d, |
||
|
П16-6 |
16 |
10 |
29 |
1,2 |
12 |
6,4 |
6,3 |
|
П25-6 |
25 |
16 |
34 |
2,0 |
15 |
6,4 |
8,0 |
|
П35-8 |
35 |
23 |
46 |
2,0 |
20 |
8,4 |
9,0 |
|
П50-8 |
50 |
23 |
46 |
2,5 |
20 |
8,4 |
10,0 |
|
П70-10 |
70 |
24 |
52 |
3,0 |
25 |
10,5 |
13,0 |
|
П95-10 |
95 |
28 |
56 |
4,0 |
25 |
10,5 |
15,0 |
|
П120-10 |
120 |
28 |
56 |
5,0 |
25 |
10,5 |
16,0 |
|
П150-12 |
150 |
33 |
66 |
5,0 |
30 |
13,0 |
18,0 |
|
П185-12 |
185 |
36 |
72 |
6,0 |
30 |
13,0 |
20,0 |
|
П240-16 |
240 |
43 |
86 |
6,0 |
40 |
17,0 |
24,0 |

Размеры разъемных форм для соединений алюминиевых жил пайкой
|
Сечение жил кабеля, мм2 |
Размеры, мм |
||||||
|
Д |
|
а |
б |
в |
L |
Е |
|
|
16 |
19 |
7 |
15 |
11 |
15 |
60 |
20 |
|
25 |
21 |
9 |
17 |
13 |
17 |
60 |
20 |
|
35 |
22 |
10 |
18 |
14 |
18 |
60 |
20 |
|
50 |
23 |
11 |
19 |
15 |
19 |
60 |
20 |
|
70 |
25 |
13 |
21 |
17 |
21 |
60 |
20 |
|
95 |
27 |
15 |
23 |
19 |
23 |
70 |
30 |
|
120 |
29 |
17 |
25 |
21 |
25 |
70 |
30 |
|
150 |
30 |
18 |
26 |
22 |
26 |
70 |
30 |
|
185 |
33 |
21 |
29 |
25 |
29 |
80 |
40 |
|
240 |
36 |
23 |
32 |
28 |
32 |
80 |
40 |
Технологические операции, выполняемые при соединении, ответвлении и оконцевании жил кабелей с применением пайки
|
Сечение жил, мм2 |
Размеры, мм |
|||||
|
D |
d |
А |
Б |
В |
R |
|
|
16 |
8 |
6 |
50 |
35 |
3 |
4 |
|
25 |
9 |
7 |
50 |
35 |
3 |
4 |
|
35 |
12 |
9 |
50 |
35 |
6 |
4 |
|
50 |
13 |
10 |
60 |
35 |
6 |
6 |
|
70 |
15 |
12 |
60 |
35 |
6 |
6 |
|
95 |
18 |
14 |
70 |
40 |
6 |
6 |
|
120 |
19 |
16 |
70 |
40 |
6 |
6 |
|
150 |
22 |
18 |
80 |
40 |
9 |
8 |
|
185 |
24 |
20 |
80 |
40 |
9 |
8 |
|
240 |
26 |
22 |
45 |
45 |
9 |
8 |
3.24. При присоединении алюминиевых жил путем расплавления припоя в стальных формах или медных гильзах необходимо выполнить следующее:
- снять изоляцию с концов жил на длине:
50 мм для сечения жил 16-35 мм2;
60 мм для сечения жил 50-95 мм2;
70 мм для сечения жил 120-240 мм2;
- наложить бандаж из ниток у места среза бумажной изоляции (для пластмассовой изоляции бандаж не требуется);
- ослабить повив проволок в многопроволочных жилах, используя универсальные плоскогубцы;
- протереть жилы ветошью, смоченной в неэтилированном бензине, удалив пропиточный состав;
- подобрать в зависимости от сечения соединяемых жил форму (табл. 3.26) или медную гильзу (табл. 3.25);
- обжать секторные жилы так, чтобы они могли войти в выбранную стальную форму или медную гильзу, используя пресс с соответствующими скругляющими матрицами (см. табл. 3.15);
- снять с оголенных концов многопроволочных жил повивы проволок с помощью бокорезов, выполнив одну ступень на жилах 16-35 мм2, две ступени на жилах сечением 50-95 мм2 и три на жилах 120-240 мм2 (рис. 3.16а).
Вместо ступенчатой разделки многопроволочных жил их концы можно обрезать под углом 55° (см. рис. 3.16б). Однопроволочные жилы можно только обрезать под углом 55 °. При обрезке жил следует пользоваться шаблоном (рис. 3.16в);
- зачистить жилы до металлического блеска, после чего края изоляции обмотать несколькими витками асбестового шнура;
- облудить оголенные концы жил (рис. 3.17), причем если соединение жил предусматривается в стальных формах, то облуживание следует выполнять припоем А, если же соединение жил должно выполняться в медных гильзах, то их необходимо сначала облудить припоем А, а затем припоем ПОССу. Этим же припоем должны быть облужены гильзы.
Жилы перед облуживанием необходимо разогреть горелкой до температуры плавления припоя, после чего нагретую поверхность жил, включая их торцы, натереть палочкой припоя не вводя ее в пламя горелки.
Нанесенный слой припоя следует растирать стальной щеткой подогревая облуживаемую поверхность. Хорошо облуженная поверхность после протирки ее ветошью должна быть гладкой и блестящей;
- далее покрыть мелом внутреннюю поверхность стальных форм;
- нанести на поверхность жил, подготовленных к пайке в медных гильзах, паяльный жир или флюс (раствор канифоли в спирте);
- уложить облуженные концы жил в стальные формы или медные гильзы таким образом, чтобы стык многопроволочных жил со ступенчатой разделкой находился в середине формы (рис. 3.19), а жилы со скошенными торцами должны иметь между ними зазор около 2 мм в середине формы или гильзы;
- скрепить разъемные формы бандажами из мягкой стальной проволоки, формы из тонкой листовой стали скрепляются фальцетным замком;
- уплотнить место входа жил в форму (гильзу) подмоткой из асбестового шнура;
- установить форму или гильзу в горизонтальное положение для обеспечения возможности полного заполнения припоем;
- надеть на жилы защитные экраны из листовой стали 0,8 мм (рис. 3.18) выбрав их по таблице 3.28.
Таблица 3.28.
Размеры стальных защитных экранов
|
Сечение жилы, мм2 |
Размеры, мм |
||
|
а |
б |
в |
|
|
16-25 |
100 |
6,5 |
2 |
|
35-50 |
100 |
9,5 |
2 |
|
70-95 |
100 |
13 |
3 |
|
120-150 |
110 |
16,5 |
3 |
|
185-240 |
110 |
20,5 |
3 |

Рис. 3.16. Подготовка алюминиевых
многопроволочных жил под пайку.
а - ступенчатая разделка жил по повивам; б - разделка жилы под углом; в -
шаблон для оформления концов жил;
1 - жила; 2 - шаблон; 3 - линия среза жилы.

Рис. 3.17. Облуживание жилы припоем:
1 - алюминиевая многопроволочная жила; 2 - изоляция; 3 - палочка припоя; 4 -
горелка.

Рис. 3.18. Стальной защитный экран (табл. 3.28).

Рис. 3.19. Соединение пайкой многопроволочных
жил со ступенчатой разделкой:
а - подготовка к пайке; б - процесс пайки;
1 - жила; 2 - экран; 3 - форма; 4 - подмотка из шнурового асбеста; 5 - горелка;
6 - палочка припоя; 7 - расплавленный припой.

Рис. 3.20. Соединение жил пайкой предварительно расплавленным припоем (пайка поливом).

Рис. 3.21.
Жилы, подготовленные к пайке в ответвительной форме:
1 - жила; 2 - форма; 3 - защитные экраны; 4 - асбестовая подмотка.
3.25. После выполнения подготовленных операций, приведенных выше, собственно соединение алюминиевых жил в стальной форме или медной гильзе должно выполняться следующим образом:
- нагреть форму (гильзу) горелкой с введенными в нее облуженными концами жил. Нагрев следует начинать с нижней части формы или гильзы;
- одновременно в пламя горелки ввести палочку припоя А (или припоя ПОССу при соединении жил в гильзах), расплав которого должен заполнить форму заподлицо с ее краями;
- расплавленный припой следует перемешать мешалкой и удалить шлаки;
- затем прекратить нагрев и уплотнить припой легким постукиванием по форме, при этом необходимо соблюдать осторожность, не допуская каких-либо сотрясений формы во избежания образования трещин;
- продолжительность пайки не должна превышать 1,5 мин. Учитывая, что в процессе остывания припой дает усадку, необходимо восполнить ее добавлением расплавленного припоя для исключения образования раковин:
- излишки неостывшего припоя необходимо осторожно удалить, протирая ветошью соединение;
- после остывания соединения удаляются экраны и форма;
- соединение перед его изолированием должно быть зачищено и тщательно протерто ветошью, смоченной в растворителе.
3.26. Соединение медных жил пайкой должно осуществляться по той же технологии, что и соединение алюминиевых жил в медных гильзах. Разница лишь в том что медные жилы на стадии подготовки их к пайке обрезаются под прямым углом и облуживаются только припоем ПОССу. Пайка медных жил, как и алюминиевых в медных гильзах, выполняется припоем ПОССу с применением флюса.
3.27. При соединении жил по второму варианту технологии пайки (поливом), т.е. с применением предварительно расплавленного припоя, заливаемого в стальные формы или медные гильзы, необходимо выполнять следующее:
- подготовительные операции к пайке должны быть выполнены в соответствии с изложенным выше. Предварительного лужения жил и установка защитных экранов не требуется;
- пайку алюминиевых жил следует выполнять только в стальных разъемных формах (табл. 3.26), а медных жил - в медных гильзах (табл. 3.25);
- припой должен быть расплавлен в тигле в количестве 7-8 кг во избежание его быстрого остывания;
- температура расплавленного припоя, принятой марки в зависимости от материала соединяемых жил, должна соответствовать значению, приведенному в таблице 3.29, в ней же дан способ контроля температуры.
Таблица 3.29.
Температура разогрева припоя
|
Материал жилы |
Марка припоя |
Температура разогрева припоя, °С |
Способ контроля температуры |
|
Алюминий |
ЦО-12 |
550-600 |
Температура в металлической оправе со шкалой 0-600°С или термопарой |
|
Медь |
ПОССу |
270-280 |
Термометром со шкалой 0-500°С |
- тигель в процессе расплавления припоя должен быть расположен в стороне от места пайки, чтобы исключить дополнительный нагрев жил и возможность воспламенения пропиточного состава;
- стальные формы и медные гильзы должны быть расположены с введенными в них жилами строго горизонтально и уплотнены асбестовым шнуром;
- после разогрева тигель должен быть перенесен к месту пайки и установлен, как показано на рис. 3.20. Для сливания излишков припоя между местом пайки и тиглем устанавливается лоток, который должен крепиться к оголенным участкам жил, не касаясь их изоляции;
- припой следует заливать в форму или гильзу разливочной ложкой через литниковое отверстие, причем при соединении алюминиевых жил необходимо следить за тем, чтобы произошло расплавление скошенных торцов жил, прощупывая торцы проволочным щупом, одновременно удаляя с них скребком под слоем припоя пленку окиси. Перед тем как залить припой в медную гильзу на поверхность соединяемых медных жил должен быть нанесен флюс - паяльный жир или раствор канифоли в спирте;
- время заполнения расплавленным припоем стальной формы с алюминиевыми жилами (с учетом возможного последующего долива ее припоем до расплавления в ней торцов жил) не должно превышать полторы минуты. Время заполнения медных гильз не должно превосходить этот предел;
- тигель с расплавленным припоем необходимо подогревать перед выполнением очередного соединения жил кабеля;
- учитывая, что припой при остывании дает усадку, то до затвердения верхнего слоя, необходимо произвести его доливку для заполнения усадочной раковины;
- излишки не застывшего припоя следует осторожно удалить путем протирки формы (гильзы) ветошью, пропитанной парафином;
- до полного затвердения припоя следует сохранять соединение в неподвижном состоянии во избежании образования в нем трещин;
- после остывания соединения алюминиевых жил снять с него форму и произвести зачистку. Зачистку соединения медных жил выполнить без удаления медной гильзы, которая остается на паяном соединении. Места соединения жил протереть ветошью, смоченной растворителем.
3.28. При разветвлении жил с применением пайки по любой из двух приведенных технологий должны быть соблюдены все соответствующие им требования и использованы ответвительные (т-образные) формы и гильзы (рис. 3.21).
3.29. При соединении пайкой алюминиевых жил с медными следует использовать медные гильзы, при этом концы алюминиевых жил должны быть облужены сначала припоем А, а затем припоем ПОССу, а медные жилы и медные соединительные гильзы - только припоем ПОССу. Пайку следует выполнять также припоем ПОССу, расплавляя его в гильзах.
3.30. Соединение жил разных сечений (медных и алюминиевых) следует выполнять пайкой по приведенным выше технологиям с применением стальных разъемных форм и медных соединительных гильз, или специальных медных гильз, предназначенных для соединения жил разных сечений. При применении форм и стандартных медных гильз в месте входа жилы меньшего сечения в форму или гильзу следует выполнить подмотку асбестовым шнуром.
3.31. Для оконцевания алюминиевых и медных жил кабелей следует применять медные наконечники типа П (табл.3.27) специально сконструированные под пайку, при оконцевании указанными наконечниками жил с применением пайки требуется выполнить следующие технологические операции:
- снять с концов жил изоляцию на длине, равной длине трубчатой части наконечника +10 мм. Основные размеры наконечников приведены в таблице 3.13;
- скруглить секторные жилы прессом с соответствующими инструментами согласно разделу 3;
-удалить с поверхности жил кабеля с бумажной изоляцией пропиточный состав ветошью, смоченной растворителем (бензином, уайт-спиритом);
- обрезать жилы под углом 55° в шаблоне (рис. 3.16) и зачистить их до металлического блеска;
- облудить внутреннюю поверхность наконечника и жилу: алюминиевую сначала припоем А, а затем припоем ПОССу; медную только припоем с применением флюса (паяльного жира или раствора канифоли в спирте);
- надеть наконечник на жилу так, как указано на рис. 3.22, при этом плоская его часть должна быть параллельна поверхности контакта, с которым должен соединяться наконечник;
- уплотнить место ввода жилы в наконечник шнуровым асбестом;
- прогреть газовой горелкой место пайки и обильно смочить наконечник и выступающий из него конец жилы паяльным жиром. Далее прогревая наконечник пламенем горелки (или паяльной лампы) и расплавляя палочку припоя ПОССу заполнить пустоты между концом и наконечником до образования сплошного наплыва припоя у торца жилы. При заполнении хвостовика наконечника припоем необходимо постукивать по нему, чтобы припой проникал в зазоры между проволоками жилы и наконечником;
- сразу после пайки быстро протереть наконечник чистой ветошью, смоченной бензином или уайт-спиритом, и удаляя лишний припой придать трубчатой торцевой части наконечника с жилой округлую форму;
- после остывания припоя удалить асбестовый шнур и при необходимости зачистить острые края и заусенцы.
3.32. Контроль паянных соединений провести визуально на отсутствие раковин и трещин, а также на тщательность их зачистки и протирки.

Рис. 3.22. Оконцевание многопроволочной жилы
наконечником серии П:
1 - наконечник; 2 - жила; 3 - уплотнения из шнурового асбеста; 4 - экран
защитный; 5 - припой; 6 - горелка.
Раздел 4. Материалы для монтажа муфт. Заливочные и пропиточные составы.
4.1. Заливочные и пропиточные составы применяют главным образом для монтажа муфт и заделок кабелей с бумажной пропитанной изоляцией. Марки и область применения составов в зависимости от марок и напряжения кабельных муфт и температуры окружающего воздуха приведены в табл.4.1.
4.2. Пропиточный состав МП изготовляют по техническим условиям заводов-изготовителей, а заливочные составы МБ - 70/60, МБ - 90/75, МБМ - по ГОСТ 6997-77*
Заливочные и пропиточные составы для кабельных муфт напряжением 10 кВ
|
Наименование и марка состава |
Область применения |
Температура при заливке, °С |
|
Масло канифольный МП |
Прошпарка разделанных концов кабелей до 10 кВ в процессе монтажа муфт для удаления влаги и загрязнений и пополнение пропитываемого состава в изоляции кабеля |
120-130 |
|
Битумный МБ-70/60* |
Заливка муфт и заделок кабелей до 10 кВ: соединительных муфт, монтируемых в земле; соединительных муфт и концевых заделок, монтируемых в неотапливаемых помещениях с температурой не ниже - 10 °С ; концевых муфт наружной установки в районах с температурой не ниже -10°С |
160-170 |
|
Битумный МБ-90/75 |
Заливка муфт и заделок кабелей до 10 кВ: соединительных муфт, монтируемых в земле, и концевых муфт наружной установки в районах с жарким климатом; соединительных муфт и концевых заделок, монтируемых внутри отапливаемых помещений |
180-190 |
|
Маслобитумный морозостойкий МБМ |
Заливка муфт и заделок кабелей до 10 кВ: монтируемых на открытом воздухе и в неотапливаемых помещениях при температуре окружающей среды до -35°С |
130-140 |
* У составов МБ - 70/60 и МБ - 90/75 в числителе указана температура каплепадения, а в знаменателе - средняя температура размягчения.
4.3. Заливочные и пропиточные составы поставляют на монтаж комплектно с муфтами в герметично запаянных или завальцованных чистых металлических банках, на которых обязательно должна быть этикетка с указанием марки состава и предельной температуры разогрева.
Эпоксидные компаунды.
4.4. Для монтажа муфт и заделок применяют эпоксидные компаунды К-176 и К-115.
При отсутствии их может применяться компаунд Э-2200 и другие эпоксидные компаунды отечественного или зарубежного производства с аналогичными физико-механическими и диэлектрическими свойствами.
Отвердитель для эпоксидного компаунда поставляется в отдельной таре и вводится в него непосредственно перед применением компаунда в определенном массовом соотношении с ним.
Наполнитель вводится в эпоксидный компаунд для повышения его механической прочности, снижения коэффициента линейного расширения и удешевления. В качестве наполнителя применяется кварц молотый КП - 2 или КП - 3 по ГОСТ 9077-59.
Составы эпоксидных компаундов и их отвердители в зависимости от температуры окружающей среды приведены в табл.4.2.
Таблица 4.2.
Эпоксидные компаунды для кабельных муфт и заделок
|
Компаунд |
Отвердитель для окружающей среды с температурой |
Отвердитель для окружающей среды с |
|||
|
ниже 10°С |
температурой выше 10°С |
||||
|
Марка, |
|
|
Количество мае ч. на |
|
Количество мас. ч. на |
|
технические |
Состав (без наполнителя)* |
Марка, технические условия |
100 мас. ч. компаунда |
Марка |
100 мас. ч. компаунда |
|
условия |
|
|
без наполнителя |
|
без наполнителя |
|
К-176, |
Смола эпоксидная ЭД - 20 |
Диэтилен триамин (ДЭТА) |
8 |
ПЭПА или |
8 |
|
ТУ-6-05-1251-78 |
пластификатор- |
ТУ 6-02-914-74, или |
8 |
УП-О633М |
18 |
|
|
диоктилфталат |
полиэтиленполиамин |
|
|
|
|
|
|
(ПЭПА) ТУ6-02-594-80Е или |
|
|
|
|
|
|
УП-О633М, ТУ 6-05-1863-78 |
18 |
|
|
|
К - 115, |
Смола эпоксидная ЭД - 20 |
ДЭТА ,или ПЭПА, или |
10 |
ПЭПА или |
10 |
|
ТУ-6-05-1251-78 |
пластификатор МГФ - 9 |
УП-0633М |
22 |
УП-0633М |
22 |
|
|
|
|
|
|
|
|
Э - 2200, |
Эпоксидная диановая |
ДЭТА или ПЭПА |
8 |
ДЭТА или |
8 |
|
Фирма "Хемапол" |
смола, пластификатор |
|
|
ПЭПА |
|
|
(Чехословакия) |
стирол |
|
|
|
|
* В качестве наполнителя всех компаундов применяется кварц молотый пылевидный КП 2 или КП 3 по ГОСТ 9077-59 в количестве 100 частей по массе на 100 частей компаунда по массе.
Изоляционные и полупроводящие ленты.
4.5. Самослипающиеся изоляционные полупроводящие ленты (табл.4.3) составляют особую группу материалов, применяемых при монтаже муфт кабелей с пластмассовой и бумажной изоляцией в качестве основной изоляции, адгезионной прослойки к металлам и пластмассам, полупроводящего экрана и герметизирующей подмотки. Подмотки, выполненные из этих лент с определенным натяжением, превращаются в монолитную изоляцию.
Таблица 4.3.
Самослипающиеся изоляционные и полупроводящие ленты
|
Тип и марка ленты, технические условия |
Основа |
Назначение |
Рабочий диапазон температуры °С |
Предел прочности на разрыв, (кгс/см2) |
Адгезия к полиэтилену и к металлам МПа (кгс/см2) |
Относительное удлинение, %, не менее |
Цвет |
Размер ленты, мм |
||
|
При длительном воздействии |
При кратковременном воздействии |
Толщина |
Ширина |
|||||||
|
Для кабелей с пластмассовой изоляцией |
||||||||||
|
ЛЭТСАР ТУ 38-103-171-80 |
Кремний органическая резина |
Основная изоляция |
+200:-50 |
+250 |
5/50 |
|
350 |
Красный |
0,2-0,5 |
26 |
|
ЛЭТСАР ТУ 38-103-272-80 |
То же |
Адгезинная прослойка |
+180 |
+250 |
0,8/8 |
0,4(4) |
300 |
Красный |
0,6-0,9 |
15;25 |
|
ЛЭТСАР ЛПП38-103-419-78 |
То же |
Полупроводящий экран |
+180 |
+250 |
0,98/10 |
0,39(4) |
600 |
Черный |
0,6-0,9 |
15,25 |
|
Для кабелей с бумажной изоляцией |
||||||||||
|
ЛЭТСАР ЛПм ТУ 38-403.336-79 |
Кремний органический |
Основная изоляция |
+150 |
+200 |
0,98/10 |
0,49(5) |
300 |
Красный |
0,8 |
25 |
Примечание. Лента ЛЭТСАР применяется для кабелей с бумажной и пластмассовой изоляцией; выпускается белого и красного цветов (Б и К), по профилю лента может быть прямоугольного (БП и КП) и фигурного (БФ и КФ) сечений.
Изоляционная самослипающаяся лента ЛЭТСАР ЛПм и полупроводящая ЛЭТСАР ЛППм обладают маслостойкостью. Они предназначены для кабелей с бумажной изоляцией. Лента ЛЭТСАР также является маслостойкой и применяется в качестве основной изоляции для кабелей с пластмассовой и бумажной изоляцией.
Ленты поставляются в полиэтиленовых герметичных (заваренных) пакетах намотанными на катушки. Для предохранения слоев ленты от слипания во время транспортировки и хранения между слоями проложена полиэтиленовая пленка. При выполнении подмоток из этой ленты указанный разделительный слой удаляется.
Бумажные ролики и рулоны.
4.6. Бумажные пропитанные ролики, рулоны и бобины с хлопчатобумажной пряжей (комплекты) применяют для изолирования мест соединения жил кабелей с бумажной изоляцией напряжением на 3-10 кВ.
Выбор комплектов роликов, рулонов и бобин для монтажа муфт различных марок в зависимости от конструкции муфты, напряжения и сечения жил кабеля производят по табл.4.4.
Бобины хлопчатобумажной пряжи, входящие в каждый комплект, предназначены для закрепления бумажной изоляции.
Комплекты бумажных роликов, рулонов и бобин хлопчатобумажной пряжи на одну муфту
|
№ комплекта по ГОСТ 8327-77* |
Применение комплекта при монтаже муфт |
Число роликов и рулонов, шт. шириной, мм |
Число бобин хлопчатобумажной пряжи, шт. |
|||||||
|
5 |
10 |
25 |
50 |
125 |
150 |
200 |
250
|
|||
|
1 |
Соединительных чугунных СЧм-40, СЧм-50, СЧм-60и, СЧм-70; Ответвительных ОЧ-40, ОЧ-50, ОЧ-60, ОЧ-70 |
6 |
12 |
3 |
- |
- |
- |
- |
- |
1 |
|
2 |
Соединительных СС-60, СС-70, СС-80, СС-90 |
7 |
12 |
- |
1 |
- |
- |
4 |
- |
1 |
|
3 |
Соединительных СС-100, СС-110 |
10 |
20 |
- |
1 |
- |
- |
- |
4 |
I |
|
4 или 9 |
Соединительных трехфазных СС для соединения жил разного сечения на 6-10 кВ |
6 |
5 |
24 |
2 |
- |
- |
- |
- |
1 |
4.7. Комплекты роликов и рулонов должны соответствовать ГОСТ 8327-77* и поставляться в герметично закупоренных (запаянных или завальцованных) банках из белой жести, заполненных маслоканифольным пропиточным составом.
4.8. Ленты изоляционные табл.4.5 пластмассовые липкие и нелипкие, из маслобензостойкой резины, хлопчатобумажные пропитанные и непропитанные применяют при монтаже муфт и заделок в качестве герметизирующих изоляционных подмоток. Ленты из стеклянных нитей применяют при необходимости в подмотках повышенной теплостойкости.
Таблица 4.5.
Ленты изоляционные
|
Наименование ленты, марка, ГОСТ или ТУ |
Основные свойства |
Цвет |
Размеры, мм |
|||
|
Морозостойкость, °С не ниже |
Теплостойкость, °С не выше |
Горючесть
|
Толщина |
Ширина |
||
|
Поливинилхлоридная липкая ПВХ, ГОСТ 16214-70* |
-30 |
50 |
Самозатухает |
Преимущественно светло-синий |
0,2-0,45 |
15-50 |
|
Поливинилхлоридная нелипкая ЛВ, ГОСТ 16217-72 |
-40 и -50 |
70 |
Самозатухает |
Неокрашенная или окрашенная в разные цвета |
0,55-0,9 |
13-50 |
|
Полиэтиленовая липкая, ПЛ(А) и ПЛ(Б) ГОСТ 20477-75* |
-40 |
50 |
Горит |
Тоже |
0,11-0.13 |
30-50 |
|
Резиновая маслобензостойкая, ЛМБ ГОСТ 7338-77* |
-30 |
50 |
Горит |
Преимущественно черный |
1 |
25;35 |
|
Лакотканевая, ЛХМ-105ц, ГОСТ 2214-78Е |
- |
105 |
Не горит |
Светло- коричневый |
0,15-0.3 |
25-30 |
|
Из стеклянных нитей, ЛЭС, ГОСТ 5937-68 |
- |
- |
Не горит |
Белый |
0,1-0,2 |
10-50 |
|
Хлопчатобумажная ГОСТ 4514-78; киперная или тафтяная |
- |
|
Горит |
" |
0,12-0,45 |
10-40 |
|
Смоляная. ТУ 16-503-020-76 |
- |
40 |
Горит |
черный |
0,6-1,0 |
30-75 |
Трубки поливинилхлоридные.
4.9. Поливинилхлоридные трубки по ГОСТ 19034-73* применяют при монтаже концевых заделок кабелей с пластмассовой изоляцией для защиты полиэтиленовой изоляции жил от действия света. Трубки могут иметь белый, красный, оранжевый, желтый, зеленый, голубой, синий, фиолетовый, коричневый, серый и черный цвета. Марки трубок и их размеры приведены в табл.4.6.
Таблица 4.6.
Поливинилхлоридные трубки
|
Марка |
Внутренний диаметр, мм |
Толщина стенки, мм |
Марка |
Внутренний диаметр, мм |
Толщина стенки, мм |
|
ХВТ12 |
12 |
0,8-1 |
ХВТ 18 |
18 |
1,0-1,3 |
|
ХВТ14 |
14 |
0,8-1 |
ХВТ20 |
20 |
1,0-1,3 |
|
ХВТ16 |
16 |
0,8-1 |
ХВТ 22 |
22 |
1,0-1,3 |
Клей ПЭД-Б.
4.10. Клей ПЭД-Б предназначен для обеспечения адгезии эпоксидных компаундов к поливинилхлоридной изоляции и оболочке кабеля. Он состоит из 15 частей по массе перхлорвиниловой смолы, 13 частей по массе эпоксидной смолы ЭД - 20,90 частей по массе метиленхлорида и 10 частей по массе циклогексанона. Клей хранится длительное время в закрытой стеклянной или оцинкованной посуде.
Перед употреблением в клей ПЭД - Б добавляют отвердитель полиэтиленполиамин или диэтилентриамин, при этом смесь тщательно перемешивают, на 100 частей по массе клея добавляют 1,5-2 части по массе отвердителя. Приготовленный клей (с введенным отвердителем) наносят на поверхность поливинилхлорида кисточкой. До заливки эпоксидного компаунда клеи должен высохнуть.
Флюсы для пайки.
4.11. При лужении и пайке применяют флюсы, предназначенные для растворения окислов. Сведения о применяемых при пайке флюсах приведены в табл.4.7.
Флюс - паяльный жир, состоящий из 30 частей по массе сосновой канифоли, 30 частей по массе кислоты стеариновой, 10 частей по массе дистиллированной воды, 25 частей по массе цинка хлористого и 5 частей по массе хлористого аммония, применяется при лужении и пайке алюминиевых жил и оболочек, а также при пайке медного провода заземления к стальной броне кабеля. При пайке медных жил кабелей в качестве флюса служит сосновая канифоль А или эстракционная канифоль В. Для пайки медных экранов и медных жил особо ответственного назначения применяют флюс КСп (раствор канифоли в этиловом спирте, состоящий из 10 - 40, частей по массе канифоли на 60 - 90 частей по массе спирта).
Таблица 4.7.
Флюсы для пайки
|
Наименование, марка |
ГОСТ, ТУ |
Температура размягчения, °С |
Температурный интервал действия, °С |
Внешний вид |
|
Паяльный жир |
ТУ 36-1170-70 |
70 |
180-600 |
Однородная твердая масса желто-серого цвета |
|
Канифоль сосновая, А или В |
ГОСТ 19113-73* |
54-73 |
225-300 |
Стекловидная желтая масса |
|
Раствор канифоли в этиловом спирте, КСп |
ОСТ 410.033.000 |
|
225-300 |
Жидкость от желтого до светло-коричневого цвета |
Прочие материалы.
4.12. Ввиду того, что термоусаживаемые изделия обладают значительным разбросом свойств в различных конструкциях разных производителей их свойства будут отражены при описании отдельных конструкций муфт.
4.13. Кремнийорганический лак КО-916 по ГОСТ 16508-70 применяется в качестве адгезивной прослойки между самослипающейся кремнийорганической лентой и металлом или пластмассой. При наличии высокоадгезийонной ленты ЛЭТСАР - ЛПм необходимости в применении лака КО-916 нет.
Лак КО-916 наносят на обрабатываемую поверхность тонким слоем с помощью кисточки, до намотки ленты он должен подсохнуть (в течение 10-12 мин. при температуре окружающего воздуха +10 - +25°С), но не высохнуть. В качестве заменителя лака КО-916 можно применять лак КО-916 К.
Раздел 5. Соединительные и концевые муфты для кабелей с бумажной изоляцией.
5.1. Соединительные свинцовые муфты для кабелей напряжением 6 и 10 кВ.
5.1.1. Соединительные свинцовые муфты применяют для соединения кабелей в алюминиевой или свинцовой оболочке с защитными покровами или без них напряжением 6 и 10 кВ при частоте 50 Гц, проложенных в земле, туннелях, каналах и других кабельных сооружениях при температуре окружающей среды от +50 до -50°С.
Свинцовыми муфтами могут соединяться кабели различных сечений. Свинцовые соединительные муфты применяют для прокладки на трассах, допустимых для кабелей с бумажной изоляцией с нормальной пропиткой. Свинцовые муфты изготовляются по ГОСТ 13781.2-77.
5.1.2. Конструкции муфт приведены на рис.5.1.
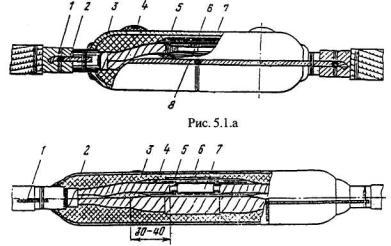
Рис.5.1.б.
а - свинцовая СС: 1 - бандаж; 2 - провод заземления; 3 - корпус муфты; 4 -
заливочное отверстие; 5 - подмотка рулонами; 6 - подмотка роликами шириной 10
мм; 7 - то же, шириной 5 мм; 8 - соединительная гильза.
б - свинцовая ССсл: 1 - провод заземления; 2 - свинцовый корпус муфты; 3 -
заливочный состав; 4 - подмотка из ленты ЛЭТ-САР КФ-0,5; 5 - бандаж из
стеклоленты; б - подмотка лентой ЛЭТСАР-ЛПП; 7 - контактное соединение жил.
Корпус свинцовой соединительной муфты представляет собой свинцовую трубу, обколоченную с двух сторон до соприкосновения с металлической оболочкой кабеля и припаянную к ней. Место соединения жил изолируется бумажными роликами и рулонами для муфты СС (рис.5.1а) или самослипающимися лентами для муфты ССсл (рис. 5.1б). Внутреннюю полость заполняют битумным или маслоканифольным составом через отверстия, вырубаемые при монтаже и запаянные после окончания заливки.
5.1.3. В зависимости от способа изоляции контактных соединений жил муфта СС маркируется:
СС - при изоляции контактных соединений роликами и рулонами;
ССсл - при изоляции контактных соединений самослипающимися лентами.
5.1.4. Размеры свинцовой соединительной муфты в зависимости от напряжения и сечения жил соединяемых кабелей приведены в табл. 5.1.
Размеры свинцовых соединительных муфт
|
Маркоразмер |
Сечение жил кабеля, мм2, напряжением, кВ |
Размеры корпуса свинцового*, мм |
Ширина № рулонной подмотки, мм, при напряжении, кВ |
|||||||
|
муфты |
кожуха |
6 |
10 |
L |
L** |
d |
S |
|||
|
свинец |
Свинцовый сплав *** СУ МТ-0,5 |
6 |
10 |
|||||||
|
СС-60; |
КзЧ-55; |
10; 16; 25 |
- |
450 |
260 |
60 |
3 |
2 |
160 |
- |
|
ССсл-60 СС-70; |
КзП-55; |
35; 50; 70 |
16; 25 |
475 |
280 |
70 |
3 |
2 |
160 |
170 |
|
ССсл-70 СС-80; |
КзЧ-65; |
95; 120 |
35;50;70 |
525 |
300 |
80 |
3,5 |
2,5 |
190 |
200 |
|
ССсл-80 СС-90; |
КзП-55 КзЧ-65; |
150; |
95; 120 |
550 |
330 |
90 |
3,5 |
2,5 |
200 |
200 |
|
ССсл-90 СС-100; |
КзП75 КзЧ-75; |
185; 240 |
150 |
600 |
350 |
100 |
3,5 |
2,5 |
230 |
240 |
|
ССсл-100 СС-110 ССсл-110; |
КзП-75; |
- |
185; 240 |
690 |
370 |
110 |
3,5 |
2,5 |
- |
250 |
Клише к табл. 5.1.

*Существуют несколько способов изготовления свинцовых корпусов. Могут быть рекомендованы следующие способы изготовления, как прошедшие многолетнюю положительную практику монтажа и эксплуатации:
- способ прессования со шнековой подачей расплавленного свинца;
- способ прессования из предварительно нагретой полой свинцовой заготовки;
- литье.
Не рекомендуется применять корпуса, изготовленные следующими способами:
- способ изготовления «окунанием» металлической болванки в расплавленный свинец, т. к. эта технология не гарантирует от появления недопустимой разности корпуса по длине, поверхностных раковин и скрытых воздушных включений;
- изготовление корпуса из листового свинца с пайкой соединительного шва по всей длине, т. к. этот способ не технологичен и не гарантирует герметичности.
**Рекомендуемое расстояние между отверстиями для заливки муфты, вырубаемыми при монтаже.
***Свинец с присадкой - сплав свинца с добавками сурьмы, олова, теллура и меди.
5.1.5. Соединительные муфты СС, ССсл для кабелей в земле, в зоне промерзания почвы, а также ниже уровня грунтовых вод, для защиты от механических повреждений помещают в чугунные кожуха герметичного исполнения. Во всех остальных случаях прокладки в земле применяют кожуха негерметичного исполнения из пластмассы и чугуна. Конструкции, размеры и особенности защитных кожухов приведены в главе 1.4.
5.1.6. При монтаже муфт марки СС в кабельных сооружениях для защиты от пожара при коротком замыкании они должны быть помещены в противопожарный кожух. Характеристики противопожарных кожухов приведены в п. 1.4.3, материалы и изделия для монтажа свинцовых муфт СС и ССсл приведены в табл. 5.2.
Материалы и изделия для монтажа свинцовых муфт СС и ССсл
|
Материал или изделие |
Расход на муфту с внутренним диаметром, мм |
|||||
|
60 |
70 |
80 |
90 |
100 |
110 |
|
|
Комплект роликов, рулонов и бобин хлопчатобумажной пряжи, шт., и номер комплекта |
1 №2 |
1 №2 |
1 №2 |
1 №2 |
1 №3 №4 |
1 №3 №4 |
|
Лента самослипающаяся электроизоляционная ЛЭТСАР КФ-0,5, кг |
0,4 |
0,4 |
0,6 |
0,6 |
0,8 |
0,8 |
|
Лента самослипающаяся электроизоляционная ЛЭТСАР ЛПм, кг |
0,06 |
0,06 |
0,08 |
0,08 |
0,1 |
0,1 |
|
Лак кремнийорганический КО-916, кг (только при отсутствии ленты ЛЭТСАР ЛПм) |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,02 |
|
Корпус свинцовый |
1 |
1 |
1 |
1 |
1 |
1 |
|
Состав заливочный, кг |
2 |
2 |
4 |
4 |
5 |
6 |
|
Состав вязкий пропиточный, кг |
2,0 |
2,0 |
3,0 |
3,0 |
3,5 |
3,5 |
|
Гильза соединительная медная (для кабелей с медными жилами), шт. |
3 |
3 |
3 |
3 |
3 |
3 |
|
Жир паяльный, кг |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
Лента поливинилхлоридная или из поливинилхлоридного пластика совместно с клеем ХВК-2а, кг |
0,10 0,15 0,06 |
0,15 0,20 0,06 |
0,20 0,25 0,08 |
0,25 0,30 0,08 |
0,30 0,35 0,13 |
0,35 0,40 0,13 |
|
Лента смоляная, кг |
0,7 |
0,7 |
0,8 |
0,8 |
0,9 |
0,9 |
|
Лента из стеклянных нитей ЛЭС |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
|
Парафин, кг |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
|
Припой, кг: ПОССу 30-2 А |
0,30 0,20 |
0,36 0,20 |
0,40 0,30 |
0,42 0,30 |
0,53 0,35 |
0,60 0,35 |
|
Провод медный гибкий луженый класса IV*, м |
1,0 (0,8) |
1,0 (0,8) |
1,1 (0,9) |
1,1 (0,9) |
1,2 (1,0) |
1,2 (1,0) |
|
Проволока стальная, оцинкованная, диаметром 1-1,4 мм, м |
6 |
6 |
6 |
8 |
8 |
8 |
|
Ветошь обтирочная 627, кг |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
|
Шнур асбестовый марки ШАОН-3, кг |
0,2 |
0,03 |
0,04 |
0,05 |
0,05 |
0,05 |
*В скобках указана длина провода заземления при применении защитного кожуха из пластмассы (стеклопластика)
Примечания: 1. Комплект роликов и рулонов и состав пропиточный марки применяют только для муфт СС.
2. Ленты самослипающиеся ЛЭТСАР КФ-0,5 и ЛЭТСАР ЛПм и лак КО-916 применяют только для муфт ССсл.
3. Марку заливочного состава в зависимости от окружающей среды см. в табл. 4.1.
4. Лента из стеклянных нитей применяется только для муфт ССсл.
МОНТАЖ МУФТ СС.
5.1.7. Концы соединяемых кабелей распрямляют на отрезках длиной до 1,5 м и укладывают на стойки внахлестку на 300 мм. На расстоянии А (рис. 5.2 и табл. 5.3) от середины нахлестнутых концов накладывают бандаж из стальной проволоки, после чего начинают разделку, при этом на один конец кабеля надевают свинцовую трубу, а на другой конец - при необходимости неразъемный стальной кожух (см. п. 1.4.4).
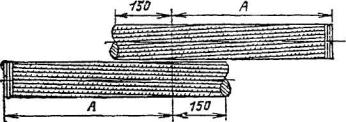
Рис. 5.2. Укладка концов соединяемых кабелей внахлестку перед разделкой.
Размеры разделки кабеля для монтажа свинцовых муфт
|
Маркоразмер муфты |
Размеры, мм (Рис. 2.6.) |
||
|
А |
Б |
Ж |
|
|
СС-60; СС-70; СС-80; СС-90; СС-100; СС-110; |
330 345 370 380 405 450 |
270 285 310 320 345 390 |
150 190 215 225 250 295 |
Свинцовый корпус перед надеванием на конец кабеля должен быть выпрямлен на деревянном шаблоне и протерт внутри сухой, чистой тряпкой. Поверхность той части кабеля, на которую временно надвигают свинцовую трубу, должна быть закрыта чистой ветошью или бумагой.
5.1.8. Кабель разделывают в соответствии с указаниями, приведенными в п. 2.3.1.8 - 2.3.1.9. Размеры разделки приведены в табл. 5.3. Жилы соединяют согласно указаниям, приведенным в разд. 3.
5.1.9. Изоляцию жил кабеля после соединения жил промывают разогретым до 120-130°С пропиточным составом (рис. 5.3).
Рис. 5.3. Промывание бумажной изоляции.
С изоляции жил снимают верхние расцветочные ленты, после чего разделывают изоляцию ступенями: на участке длиной 16 мм для кабелей на напряжение 6 кВ и 24 мм - на 10 кВ.
Ширина каждой ступени составляет 8 мм, и на каждой ступени обрывают восемь лент бумажной изоляции, вследствие чего у кабелей на напряжение 6 кВ образуется две, а на напряжение 10 кВ - три ступени. Для ступенчатой разделки изоляции применяют тонкую стальную проволоку с прикрепленными на ее концах грузиками. Виток проволоки накладывают на бумажную изоляцию на расстоянии от среза изоляции 16 мм.
После этого виток проволоки перемещают в сторону, гильзы на расстояние, равное ширине ступени (рис.5.4), и по ступеням снимают ленты. Обрывать ленты допускается также при помощи одинарной петли из суровой нитки, натягиваемой пальцами левой руки.

Рис. 5.4. Обрыв бумажных лент изоляции при помощи стальной
проволоки с грузиками:
1 - проволока с грузиками; 2 - разделанные ступени изоляции. Для кабелей на
напряжение 6 кВ и 24 мм - для 10 кВ и по этой проволоке обрывают указанное выше
число лент.
5.1.10. Изоляцию кабеля повторно промывают разогретым до 120-130° С пропиточным составом для удаления с ее поверхности грязи и влаги, которые могли попасть при разделке заводской изоляции.
5.1.11. Жилы изолируют роликами, рулонами, выбранными по табл. 5.2. Зазоры между ступенчатой разделкой изоляции жил и местом соединения жил (гильза или утолщение) подматывают роликами шириной 5 мм до уровней внешней поверхности заводской изоляции или внешней поверхности гильзы (или утолщения) в зависимости от того, что из них имеет меньший диаметр.
5.1.12. Банка с комплектом роликов и рулонов на месте монтажа перед употреблением должна быть открыта. Разогревают комплект до 70-80°С в специальном разогревателе с двойным дном и двойными стенками, в который переливают содержимое банки, при этом надо следить, чтобы поверхность роликов и рулонов была всегда покрыта слоем пропиточного состава МП. При отсутствии специального разогревателя банка с роликами и рулонами может быть разогрета в ведре с трансформаторным маслом.
Комплекты не разрешается разогревать в невскрытых герметичных заводских банках, так как это может привести к взрыву. Не разрешается также разогревать банки с комплектами непосредственно на углях жаровни, паяльными лампами или газовой горелкой, так как ролики, рулоны и бобины пряжи могут при этом подгорать и окажутся непригодными.
Разогретые ролики и рулоны перед употреблением должны быть проверены на отсутствие влаги. Проверяют, так же как и ленты бумажной изоляции кабеля, путем погружения бумажных лент в разогретый до 150°С парафин, при этом не должно наблюдаться потрескивание и выделение пены. Методика проверки приведена в п. 2.3.1.7. При обнаружении влаги комплект роликов и рулонов бракуют.
Ролики, рулоны и бобины с хлопчатобумажной пряжей следует доставать из банки только проволочным крючком. Доставать их руками запрещается.
Банка с комплектом во время разогрева и монтажа должна быть прикрыта крышкой и по мере расходования ее необходимо доливать сухим и подогретым до 120-130°С пропиточным составом МП так, чтобы ролики и рулоны всегда были покрыты слоем состава.
5.1.13. Ролики шириной 5 мм применяют для изолирования оголенных участков жил между соединительной гильзой или утолщением, образовавшимся в месте соединения алюминиевых жил, и торцом ступенчатой разделки заводской изоляции в соединительных муфтах. Подмотку делают до внешней поверхности соединительной гильзы или заводской изоляции в зависимости от того, что имеет меньший диаметр.
5.1.14. Дальнейшее изолирование места соединения выполняют роликами шириной 10 мм. Подмотку накладывают до диаметра заводской изоляции по всей длине ступенчатой разделки. Этой же лентой выполняют еще шесть-семь слоев над местом соединения и по заводской изоляции на ширину наматываемых сверху рулонов.
Подмотку роликами производят, удерживая ролик между большим и указательным пальцами правой руки (рис. 5.5) и передвигая его сверху вниз. В нижнем положении ролик берут в левую руку.

Рис. 5.5. Подмотка места соединения жил роликами:
а - правой рукой сверху вниз; б - передача из правой руки в левую; в - левой
рукой снизу вверх; г - передача из левой руки в правую.
В верхнем положении снова берут ролик в правую руку и продолжают подмотку, чередуя указанные операции.
Каждый слой ленты накладывают с усилием и равномерно без воздушных зазоров и складок, добиваясь плотного прилегания витков к изолируемой жиле, для чего свободной рукой разглаживают накладываемую ленту. Зазоры между соседними витками одного и того же слоя не должны превышать 0,2-0,3 мм.
Первый слой подмотки начинают с левого торца, передвигаясь постепенно вправо. Затем делают поворот и продолжают подмотку в обратном направлении. В таком же чередовании накладывают остальные слои подмотки. Для предотвращения образования складок при повороте на ленте шириной 10 мм и более делают вырез (рис. 5.6.) на половину ее ширины на участке длиной 100-200 мм в зависимости от диаметра ступени, на которой делают поворот.

Рис. 5.6. Вырез в бумажной ленте при повороте
для наложения следующего слоя:
1 - ступени разделки заводской изоляции жил; 2 - слой подмотанной изоляции; 3 -
положение ролика и ленты при повороте.
Зазор в стыках между разделкой заводской изоляции и слоями подмотки не должен быть больше 0,3 мм. Зазоры между лентами подмотки в радиальном направлении не должны совпадать, что достигается соответствующей установкой ролика в начале подмотки и выполнением при повороте выреза необходимой длины. Этими же роликами подматывают еще шесть-семь слоев над местом соединения и по заводской изоляции на ширине наматываемых сверху рулонов (по 100 мм и более в каждую сторону, выравнивая при этом поверхность каждой пары соединяемых жил по возможности до цилиндрической формы).
5.1.15. Поверхность изолируемых жил в процессе подмотки роликами периодически прошпаривают разогретым до 120-130°С составом МП.
Дальнейшее изолирование выполняют цилиндрическими рулонами шириной 200-250 мм в зависимости от марки муфты, напряжения и сечения соединяемых кабелей.
У взятого из банки рулона перед употреблением обрывают два-три верхних слоя бумаги. Рулон зажимают с обоих торцов руками и перематывают плотно на подмотанную изоляцию кабеля. Во время перемотки рулона при каждом его обороте подтягивают намотанные слои, вытесняя при этом лишний состав и воздух. По окончании перемотки рулона продолжают вращать его в направлении для уплотнения слоя бумаги, выполняя эту операцию осторожно и быстро, чтобы не сдвинуть с места рулон и не дать ему остыть.
Чрезмерная (до отказа) затяжка рулона при соединении секторных жил кабелей недопустима, так как она приводит к увеличению воздушных зазоров между поверхностью подмотки роликами и внутренними слоями рулонной подмотки.
5.1.16. Загрязненные руками верхние слои бумаги после затяжки рулона удаляют с таким расчетом, чтобы общая толщина изоляции соответствовала размеру, выбранному для данной марки муфты.
5.1.17. Для ускорения и повышения качества монтажа при соединении кабелей напряжением 10 кВ, для которых образование конусов на концах рулонной подмотки является обязательным, рекомендуется предварительно подготовить рулон к подмотке указанным ниже способом. Рулон шириной 200 мм для муфт СС-60; СС-70, СС-80 и СС-90 и шириной 250 мм для муфт СС-100 и СС-110 в тех случаях, когда размер N (см. табл. 5.1.) меньше ширины рулона обрезают на величину соответственно 220-N или 250-N, затем производят следующие операции:
- выдвигают внутренние слои рулона в одну сторону при помощи острого конусного конца шаблона (рис. 5.6) на 40 мм, т. е. до упора в буртик шаблона;
- отрезают от рулона ножовкой образовавшуюся на противоположном конце конусную часть длиной 40 мм плюс 200-N или 250-N в зависимости от марки муфты;
- сдвигают внутренние слои рулона в обратную сторону тупым концом шаблона на 20 мм, т. е. до упора в другой буртик шаблона.
Выполнение подмотки подготовленными рулонами позволяет получить конусы на концах рулонной подмотки в процессе самой перемотки рулона.
При соединении кабелей на 6 кВ может быть применен указанный способ при выдвигании рулона в одну сторону на 30 мм и в обратную на 15 мм, для этого применяют шаблон, у которого острый и тупой концы имеюттакие размеры. Однако при соединении кабелей напряжением 6 кВ допускается применение рулонной подмотки без образования конусов на его концах. Необходимо только обрезать рулон на 200-N в тех случаях, когда N меньше ширины рулона для данной марки муфты.

Рис. 5.7. Подготовка рулонов к монтажу муфт СС (предварительное
срезание их на конус):
а - выполнение операции, б - шаблон; 1 - линия среза рулона, равная 200-N для рулонов муфт СС-60
(250-N для муфт СС-100)
+40 мм; 2 -шаблон; 3 - острый конусный конец шаблона; 4-тупой конусный конец
шаблона; 5 - цилиндрическая часть шаблона; 6 - буртик шаблона.
5.1.18. Два-три верхних слоя с рулона обрывают и ленту рулона перематывают на подмотку, выполненную роликами, удерживая рулон с обоих торцов руками. Во время намотки ленты рулона при каждом обороте его поддерживают уже намотанные слои, вытесняя при этом лишний пропиточный состав и воздух. По окончании перемотки рулона продолжают вращение бумаги в направлении намотки для ее уплотнения, выполняя эту операцию осторожно и быстро, чтобы не сдвинуть с места рулон и не дать ему остыть.

Рис. 5.8. Наложение рулонной подмотки способом перемотки с рулона, предварительно одетого на ось.
При температуре окружающего воздуха 10°С и выше допускается перемотка на изолируемые жилы бумажной ленты свободной трубкой с рулона, предварительно надетого на проволоку, которую электромонтажник держит двумя руками. Перематываемый рулон при этом не вращают (рис. 5.8). После перемотки первых внутренних витков рулона их прижимают большим пальцем к изолируемой жиле, не допуская этим вращения их вокруг жилы. Затем продолжают вращать намотанную ленту до плотной затяжки рулона. Чрезмерная (до отказа) затяжка рулона приводит к увеличению воздушных зазоров между поверхностью подмотки роликами шириной 10 мм и рулонной подмоткой.
Загрязненные руками верхние слои бумаги после затяжки удаляют с таким расчетом, чтобы общая толщина изоляции поверх гильзы составляла 5 мм для кабелей 6 кВ и 7 мм для кабелей 10 кВ.
5.1.19. Рулонную подмотку, если рулон не был подготовлен согласно п. 5.1.17, обрывают на конус с обоих концов, применяя для этого стальную проволоку с прикрепленными на ее концах грузиками (см. п. 5.1.9). При этом основание рулонной подмотки после обрыва конусов должно иметь размер N (рис. 5.6, табл. 5.3.), а размер верхнего слоя этой подмотки должен быть N-30 для кабелей 6 кВ и N-40 для кабелей 10 кВ.
Рулонную подмотку во избежание ее разматывания перевязывают хлопчатобумажной пряжей, имеющейся в комплекте роликов и рулонов.
Все три изолированные жилы промывают разогретым до 120-13 0°С пропиточный составом МП, сближают вплотную и накладывают на них в центре общий бандаж толщиной 2 мм из роликов шириной 50 мм или два бандажа из роликов шириной 25 мм, накладываемые на расстоянии 10 мм от начала разделки рулонной подмотки с каждой стороны. Бандаж перевязывают несколькими витками хлопчатобумажной пряжи.
5.1.20. Изолирование места соединения жил наряду со способом, описанным в п. 5.1.11 - 5.1.20 допускается выполнять следующим способом:
Вся изоляция восстанавливается бумажными роликами из комплекта № 9 (см. табл. 4.4), как показано на рис. 5.9. Зазор между заводской изоляцией жилы и соединительной гильзой подматывают и выравнивают роликами шириной 10 мм. По центру жилы наматывают шесть-семь слоев роликов шириной 50 мм, поверх которых наматывают шесть-семь слоев роликов шириной 25 мм. Затем выматывают «сигару» из роликов шириной 25 мм по всей прямолинейной части соединения жил. Толщина подмотки 7 мм при 10 кВ и 5 мм при 6 кВ.

Рис. 5.9. Изолирование места соединения жил бумажными роликами из
комплекта № 9:
1 - соединительная гильза; 2 - подмотка роликами шириной 50 мм; 3 - то же, 25
мм; 4 - «сигара» из роликов 25 мм; 5 - подмотка роликами шириной 10 мм.
После сближения всех трех жил вплотную друг к другу на них наматывают общий бандаж из роликов шириной 50 мм. Толщина этого бандажа составляет 2 мм.
Этот способ допускается только при ведении ремонтных работ и отсутствии необходимого комплекта роликов и рулонов.
5.1.21. Кольцевые пояски свинцовой (алюминиевой) оболочки над поясной изоляцией удаляют и поясную изоляцию перевязывают бандажом из хлопчатобумажной пряжи.
5.1.22. Места припайки обоих концов свинцового корпуса к оболочкам кабелей тщательно зачищают ножом или стальной щеткой, после чего свинцовую оболочку нагревают и натирают стеарином или паяльным жиром, или пропиточным составом МП, а алюминиевую нагревают или облуживают припоем А, а затем облуживают оловянно-свинцовым припоем.
5.1.23. Свинцовый корпус, надетый ранее на один их концов кабеля, надвигают на место соединения. Поддерживая корпус левой рукой, правой обколачивают (рис. 5.10) концы трубы легкими ударами валька (молотка твердых пород дерева), придавая им форму полушария.

Рис. 5.10. Обколачивание торцов свинцового корпуса.
При этой операции медленно поворачивают, чтобы от постукивания образовалось полушарие без каких-либо складок (см. рис. 5.10). Обколачивание продолжают до плотного соприкосновения корпуса с оболочкой кабеля.
При температуре окружающего воздуха ниже 5°С концы свинцового корпуса прогревают до обколачивания.
5.1.24. В верхней части корпуса вырубают два заливочных отверстия (рис. 5.11) на расстоянии 1 от другого (см. табл. 5.1.). Эти отверстия вырубают по двум сторонам равностороннего треугольника со сторонами, равными 25-35 мм. Образовавшийся «язычок» отгибают вверх.
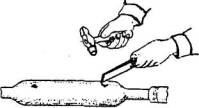
Рис. 5.11. Вырубка заливочных отверстий.
5.1.25. Место пайки и пруток оловянно-свинцового припоя нагревают и приступают к пайке (рис. 5.12), накладывая слой припоя толщиной 4-5 мм над оболочкой кабеля. Пайку выполняют так, чтобы не прожечь насквозь свинцовый корпус или оболочку кабеля и чтобы поверхность пайки была гладкой, без раковин и трещин. Качество пайки нижней части горловины проверяют при помощи зеркала. Продолжительность пайки на одном конце муфты должна быть минимальной (не более 5 мин.) во избежание перегрева бумажной изоляции кабеля.
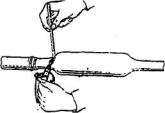
Рис. 5.12. Припаивание горловины муфты к оболочке кабеля.
Запаянную горловину муфты покрывают слоем стеарина, который способствует охлаждению и очищает место пайки.
Не следует двигать кабель и муфту до полного остывания шва пайки во избежание образования трещин в припое.
5.1.26. Муфту заливают кабельным составом, разогретым до необходимой температуры (см. табл. 4.1). Перед заливкой муфту прогревают до температуры около 50°С. Заливают состав тонкой струей через воронку в одно из отверстий муфты до тех пор, пока в составе, вытекающем из другого отверстия, не прекратится выделение пены и пузырьков. Доливку состава выполняют по мере усадки его и остывания муфты и прекращают после окончательного остывания муфты.
5.1.27. Заливочные отверстия плотно закрывают «язычками» так, чтобы при последующей пайке расплавленный припой не попал в муфту, после чего их запаивают.
5.1.28. Свинцовую муфту заземляют, для чего провод заземления последовательно присоединяют бандажом из оцинкованной проволоки диаметром 1-1,4 мм к бронелентам и оболочке одного кабеля, к середине свинцовой муфты, оболочке и бронелентам другого кабеля. Провод заземления припаивают только к бронелентам обоих кабелей и середине свинцовой муфты.
Если муфта защищается герметичным или стальным противопожарным кожухом (см. рис. 1.4), провод заземления должен быть присоединен к бронелентам и муфте таким образом, чтобы остались свободные концы для присоединения к болтам заземления кожуха.
Выбор сечения провода заземления и указания по его припайке приведены в гл. 2.4.
5.1.29. Свинцовую муфту, провод заземления, оголенные участки брони и оболочек кабеля перед укладкой в защитные кожухи негерметичного исполнения покрывают разогретым до 130°С битумным составом. При монтаже муфт на кабелях с алюминиевыми оболочками в целях защиты от почвенной коррозии участки алюминиевых оболочек, примыкающие к муфте, и свинцовую муфту поверх слоя битумного состава покрывают липкой поливинилхлоридной лентой толщиной 0,2-0,3 мм в два слоя с 50%-ным покрытием из поливинилхлоридного пластиката с промазкой каждого слоя лаком ХВК-2а. Поверх подмотки наматывают слой просмоленной ленты с последующим покрытием битумным составом или битумным покровным лаком БТ-577 и восстанавливают ранее смотанный джутовый покров (см. п. 2.3.1.10).
5.1.30. Подмотку из смоляной ленты выполняют на кабеле по обе стороны от свинцовой муфты, в местах, соответствующих горловинам кожуха. Диаметр подмотки должен быть на 4-5 мм больше внутреннего диаметра горловины кожуха для обеспечения прочного закрепления кабелей в горловинах кожуха.
5.1.31. Муфту укладывают в нижнюю половину кожуха и укладывают так, чтобы ее выступы вошли в пазы нижней половины кожуха. Половины кожуха скрепляют болтами, затягивая их поочередно с одной и другой стороны (накрест). Гайки всех болтов, скрепляющих кожух, обмазывают разогретым битумным составом.
5.1.32. Кожух герметичного исполнения заливают через специальные заливочные отверстия разогретым битумным составом. Заливочные отверстия закрывают пробками.
Особенности монтажа муфт марки СС с применением рулонов. (Опыт работы ЛКС «Ленэнерго»).
5.1.33. После пайки гильзы и изоляция жил тщательно промываются поливкой составом МП, разогретым в отдельном ведре до температуры 110-120°С.
5.1.34. На каждую жилу накладывается бумажный рулон. До намотки рулоны в ведре (банке) разогреваются до температуры 120°С и при этом проверяются на влажность. Наличие пены в составе указывает на увлажнение рулонов. Монтаж с такими увлажненными рулонами производить не разрешается.
5.1.35. Намотка рулонов производится после того, как они остынут до температуры 70-80°С.
5.1.36. На каждую жилу наматывается один рулон соответствующего размера, выбираемый в зависимости от сечения жил кабеля из табл. 5.4. Перед этими операциями монтерам необходимо особо тщательно протереть руки чистой тканью, смоченной керосином, а затем сухой тканью.
Таблица 5.4.
Рулоны для восстановления изоляции (рис.5.13.)
|
Сечение жил кабеля, мм2 |
Рулон для изоляции жил |
Рулон для поясной изоляции |
||
|
Ширина, мм |
Длина, м |
Ширина, мм |
Длина, м |
|
|
До 70 |
175 |
4,0 |
350 |
4 |
|
95-120 |
200 |
4,5 |
420 |
5 |
|
150-185 |
200 |
4,5 |
420 |
5 |
|
240 |
250 |
5,0 |
420 |
5 |
Примечание. В каждый комплект бумажных рулонов входят три рулона для изоляции жил, один рулон для поясной изоляции указанных в табл. 5.1 размеров, а также один рулон шириной 50 мм и длиной 5 м.

Рис.5.13. Конструкция свинцовой соединительной муфты 10 кВ,
смонтированная с применением рулонов:
а) для жил кабеля сечением до 120 мм2
б) для жил кабеля сечением 150-240 мм2
1 - оболочка кабеля; 2 - жилы в изоляции; 3 - поясной рулон; 4 - фазный
рулон; 5 - гильза или форма; 6 - заливочные отверстия; 7 - заливочный состав, 8
- свинцовая труба.
Рулон вынимается из ведра крючками из медной проволоки диаметром 2-3 мм и надевается на эту проволоку, затем с рулона срезают 1-2 верхних слоя и он перематывается на жилу свободной трубкой.
5.1.37. После перемотки нижние концы рулона прижимают большим пальцем к изолированным жилам и продолжают вращать намотанную бумагу, быстро выбирают слабину рулона и производят затяжку до выхода пузырьков воздуха с торцов рулона.
5.1.38. Очень важно, чтобы первые слои рулона ложились без складок и воздушных зазоров. Не следует допускать их вращения при затягивании последующих слоев.
5.1.39. Положение рулона должно быть симметрично по отношению к гильзе. Для этого при наложении первого рулона ориентируются по гильзам на других жилах, а последующих рулонов - к первому рулону. После полной затяжки фазных рулонов с них снимается несколько слоев с таким расчетом, чтобы толщина намотки равнялась 6 мм.
5.1.40. Затем, сблизив вплотную друг к другу жилы с фазными рулонами, конец широкого поясного рулона зажимают между ними и производят намотку его до толщины 2,5 мм в том же направлении, что и фазных рулонов. Поверх намотанного рулона выполняется бандаж из хлопчатобумажных ниток.
Особенности монтажа муфт ССсл.
5.1.41. Ступенчатую разделку изоляции жил, описание которой приведено в п. 5.19, в соединительных муфтах ССсл не выполняют.
5.1.42. Место соединения жил и изоляцию жил промывают салфеткой, смоченной в ацетоне или в бензине. На место соединения жил, а также участок между соединением и фазной изоляцией наносят кисточкой слой лака КО-916 или накладывают адгезионную подмотку из самосклеивающейся ленты ЛЭТСАР ЛПм в один слой с 50%-ным перекрытием. Перед намоткой верхний виток с рулона должен быть удален.
5.1.43. Подмотку самосклеивающимися лентами ЛЭТСАР накладывают поверх адгезионной прослойки с 50%-ным перекрытием. В процессе намотки ленту вытягивают так, чтобы ее ширина составляла 70% исходной. Продольная разделительная черта, нанесенная на одну из сторон ленты ЛЭТСАР, всегда должна быть с внешней стороны. Перед намоткой верхний виток с рулона должен быть удален. Подмотку накладывают с заходом на изоляцию жил на 30-40 мм.
Толщина восстановленного изолирующего слоя и адгезионной прослойки от поверхности соединительной гильзы должна составлять 7 мм на сторону. В законченном виде подмотка должна быть в середине цилиндрической, а по краям конической.
Все три изолированные жилы сближают вплотную и в центре разделки закрепляют общим бандажом из двух-трех слоев ленты из стеклянных нитей шириной 25-50 мм.
Все остальные операции по монтажу муфты ССсл выполняют так же, как и муфты СС.
5.2. Соединительные муфты 1, 6, 10 кВ из термоусаживаемых материалов.
Соединительные муфты из термоусаживаемых материалов предназначены для соединения кабелей с бумажной изоляцией, в свинцовой или алюминиевых оболочках, на напряжение 1,6 и 10 кВ, частоты 50 Гц, проложенных в земле и кабельных сооружения.
Климатическое исполнение муфт УХЛ.
5.2.1. Соединительные муфты 1 кВ из термоусаживаемых материалов.
5.2.1.1. Общий вид соединительной муфты представлен нарис.5.2.12. В данной главе приведен пример монтажа соединительной муфты на трехжильном кабеле 1 кВ.
Монтажное соединение муфт для соединения 3-хжильного кабеля с 4-хжильным и соединение 2-х четырехжильных кабелей необходимо выполнять по монтажным инструкциям заводов-изготовителей данных муфт.
Материалы и изделия, необходимые для монтажа муфт, приведены в таблице 5.5.
Таблица 5.5.
Материалы и изделия для монтажа соединительных муфт до 1 кВ из термоусаживаемых материалов
|
Материал или изделие |
Расход на муфту |
||
|
ЗСтп-25/50 4Стп-25/50 |
ЗСтп-70/120 4Стп-70/120м |
ЗСтп-150/240 4Стп-150/185 |
|
|
Комплект термоусаживаемых изделий, шт. |
1 |
1 |
1 |
|
Гильза, шт. |
Определяется числом и сечением жил кабеля |
||
|
Заземляющий провод, шт. |
1 |
1 |
1 |
|
Хомут для крепления заземляющего провода, шт. |
4/2 |
4/2 |
4/2 |
|
Проволока медная луженая сеч. 2,5 мм2 или стальная Æ 1,0-1,4 мм, м |
3 |
3 |
3 |
|
Герметик, м |
15 |
20 |
20 |
|
Лента ПВХ (липкая), м |
3 |
3 |
3 |
|
Салфетка х/б, шт. |
1 |
1 |
1 |
Примечания: 1В числителе указано число хомутов для кабелей с бронелентами; в знаменателе - для кабелей с защитными покровами типа ШВ.
2. Герметик не поставляется, если термоусаживаемые изделия содержат клеевой слой.
Маркоразмеры соединительной муфты в зависимости от сечения жил приведены в табл. 5.6.
Таблица 5.6.
Муфты соединительные 1 кВ из термоусаживаемых материалов
|
Маркоразмеры муфт |
Сечение жил кабеля, мм2 |
|
ЗСтп-; 4Стп-25/50 ЗСтп-; 4Стп-70/120 |
25, 35, 50 70, 95, 120 |
|
ЗСтп-150/240 |
150, 185, 240 |
|
4Стп-150/185 |
150,185 |
5.2.1.2. Внутренняя поверхность термоусаживаемых изделий (трубок, перчаток), подлежащих контакту с герметиком, должна быть предварительно обезжирена.
5.2.1.3. Усадки термоусаживаемых изделий предпочтительно производить газовой горелкой.
5.2.1.4. Отрегулировать горелку так, чтобы пламя ее было синее, размытое с желтым языком. Остроконечное синее пламя не допускается.
5.2.1.5. При усадке термоусаживаемых перчаток, трубок горелку держать в направлении усадки изделий, равномерно перемещая горелку по окружности кабеля. Прежде, чем продолжить усадку вдоль кабеля, трубка или перчатка должны быть равномерно усажены по всей окружности.
5.2.1.6. Поверхность усаженных трубки или перчатки должна быть гладкой, без морщин и вздутий.
5.2.1.7. Герметик наматывать на прогретые до 60-70°С поверхности (герметик при прикосновении прилипает).
Намотку выполнять в два слоя с 50%-ным перекрытием без натяга. Для предотвращения раскручивания конец ленты герметика при наложении последнего витка подплавить пламенем горелки.
5.2.1.8. Поверхности металлических оболочек, бронелент или шланга кабеля, предназначенные для контакта с герметиком, должны быть обезжирены, зачищены (оболочка и бронеленты до металлического блеска) напильником или шкуркой и повторно обезжирены.
Монтаж муфты.
5.2.1.9. Распрямить концы соединяемых кабелей на длине не менее 1500 мм, уложить их внахлест на 300 мм.
Надеть на конец каждого кабеля манжету длиной 100 мм и на конец одного из кабелей термоусаживаемые трубки для восстановления оболочки кабеля и выполняющую функцию защитного кожуха.
Сдвинуть их на время монтажа вдоль кабеля за бандажи или кольцевые надрезы, предварительно обернув поверхность кабеля чистыми бумагой или ветошью (рис. 5.2.1).
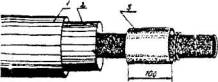
Рис. 5.2.1 Подготовка конца кабеля перед разделкой его:
1 - термоусаживаемая трубка-кожух; 2 - термоусаживаемая трубка для
восстановления оболочки кабеля; 3 - манжета.
На расстоянии 550 мм от середины нахлестнутых концов кабелей поверх защитного покрова соединяемых кабелей наложить проволочный бандаж из 2-3 витков проволоки; в случае кабелей с защитным покровом типа ШВ на расстоянии 500 мм выполнить кольцевые надрезы по шлангам.
5.2.1.10. Разделать концы соединяемых кабелей в соответствии с указаниями в гл. 2.4. Размеры разделки представлены на рис.5.2.2.

Рис. 5.2.2. Разделка конца кабеля:
1 - защитный покров кабеля; 2 - проволочный бандаж; 3 - бронеленты; 4 -
оболочка кабеля; 5 - кольцевые надрезы по оболочке; 6 - изоляция жил.
Развести жилы каждого из соединяемых кабелей по шаблону или вручную через палец при радиусе изгиба не менее 10-ти кратной высоты сектора или диаметра жилы по изоляции.
Обрезать жилы кабеля по размерам согласно рис.5.2.2. Снять кольцевой поясок оболочки (20 мм). Закрепить концы фазной и поясной изоляции бандажами из ленты ПВХ липкой.
5.2.1.11. Нанести на ступень оболочки каждого кабеля герметик на длине 100 мм (от места обреза оболочки).
Надвинуть манжеты длиной 100 мм на подмотки герметиком по оболочке каждого из кабелей. Усадить манжеты (рис. 5.2.3).

Рис 5.2.3. Усадка манжеты на оболочке кабеля:
1 - манжета; 2 - бандаж из ленты ПВХ
5.2.1.12. После небольшого остывания манжет (герметик при прикосновении прилипает) на них со стороны жил кабеля нанести герметик на длине не менее 50 мм. Надеть на конец кабеля термоусаживаемую перчатку до упора в «корешок» разделки кабеля.
Усадить перчатку, начиная с основания пальцев, затем перемещая пламя горелки вправо или влево (рис. 5.2.4) направлять его в сторону оболочки кабеля. То же выполнить на втором конце кабеля.

Рис. 5.2.4. Усадка перчатки:
1 - манжета; 2 - перчатка.
5.2.1.13. После небольшого остывания (герметик при прикосновении прилипает) на «пальцы» перчаток намотать в один слой герметик, также герметик нанести на корпус каждой перчатки с заходом не менее чем на 50 мм на манжету.
Надеть на каждую жилу обоих кабелей термоусаживаемые трубки длиной 300 мм. Надвинуть их до упора в основания «пальцев»перчатки.
Усадить по отдельности каждую трубку, начиная от основания «пальцев» перчатки (рис. 5.2.5).

Рис. 5.2.5. Усадка трубок на жилах кабелей:
1 - подмотка герметиком; 2 - термоусаживаемые трубки по изоляции жил.
5.2.1.14. Обрезать с концов жил изоляцию на длине равной половине длины гильзы. Надеть на каждую жилу одного из соединяемых кабелей трубку длиной не менее 200 мм. Сдвинуть трубки к основанию «пальцев» перчатки (рис. 5.2.6.).

Рис.5.2.6. Подготовка концов жил кабелей к соединению жил
Произвести соединение жил предпочтительно опрессовкой или болтовым сжимом согласно требованиям гл. 3.
5.2.1.15. Поверх каждой гильзы подмотать герметик с заходом на трубки по жилам с обеих сторон от гильзы не менее чем на 40-50 мм. Надвинуть на каждую гильзу трубку. Усадить трубки (рис.5.2.7).

Рис 5.2.7. Усадка трубок поверх контактных соединений жил
После остывания трубок сблизить вплотную жилы в местах их соединения и наложить по этому месту бандаж из 2-х слоев, а по обе стороны от гильз из 3-4-х слоев ленты ПВХ (рис. 5.2.8)

Рис. 5.2.8. Наложенный бандаж из ленты ПВХ
Надвинуть на место соединения трубку, восстанавливающую оболочку кабеля, так чтобы были закрыты подмотки герметиком, поверх перчатки и манжеты (рис. 5.2.9).

Рис. 5.2.9. Усадка трубки, восстанавливающей оболочку кабеля
5.2.1.16. Подготовить (обезжирить, зачистить) участки оболочки и бронелент каждого кабеля для установки заземляющего проводника. Присоединение заземляющего провода выполнить пайкой (рис. 5.2.10 а,б).
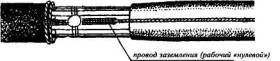
Рис. 5.2.10а. Установка заземляющего провода на кабеле с покровом типа Шв
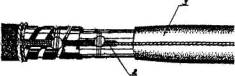
Рис. 5.2.10б. То же, но на бронированном кабеле
Распустить конец заземляющего провода на длине не менее 100 мм для муфт, монтируемых на кабелях с защитными покровами Шв.
Для кабелей с защитными покровами типа Шв крепление заземляющего провода выполнить 2-мя хомутами на металлической оболочке кабеля.
5.2.1.17. Обезжирить ступени оболочки и бронелент каждого кабеля, включая узел заземления.
Нанести герметик на указанные ступени с заходом на защитные покровы и на ранее усаженную трубку. При необходимости в месте установки заземляющего провода дополнительно подмотать герметиком, сглаживая выступы хомутов.
Надвинуть трубку, выполняющую функцию защитного кожуха, чтобы ею были закрыты вышеуказанные подмотки герметиком.
Усадить трубку, начиная с середины и далее в направлении ее концов (рис. 5.2.11). Монтаж окончен.
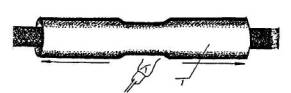
Рис. 5.2.11. Установка трубки - защитного кожуха:
1 - термоусаживаемая трубка-кожух.
Необходимо дать муфте остыть, прежде чем подвергнуть ее какому-либо механическому воздействию.

Рис. 5.2.12. Смонтированная муфта
5.2.2. Соединительные муфты 6, 10 кВ из термоусаживаемых материалов.
Вариант I (Разработка ПЗЭМИ)
5.2.2.1. Маркоразмеры муфт в зависимости от сечения жил приведены в таблице 5.7.
Таблица 5.7.
Маркоразмеры соединительных муфт на напряжение 6, 10 кВ из термоусаживаемых материалов
|
Маркоразмер муфт |
Сечение жил кабеля, мм |
|
Стп6-; Стп10-25/50 Стп6-; Стп10-70/120 Стп6-;Стп10-150/240 |
25,35,50 70,95,120 150,185,240 |
Материалы и изделия, необходимые для монтажа муфт, приведены в таблице 5.8.
Таблица 5.8.
Материалы и изделия для монтажа соединительных муфт на напряжение 6,10 кВ из термоусаживаемых материалов
|
Материал или изделие |
Расход на муфту |
||
|
Стп6-; Стп10-25/50 |
Стп6-; Стп10-70/120 |
Стп6-; Стп10-150/240 |
|
|
Комплект термоусаживаемых изделий |
1 |
1 |
1 |
|
Герметики: Для заполнения корпуса перчатки, кг Для герметизации термоусаживаемых изделий, м |
0,4 8 |
0,6 12 |
0,7 16 |
|
Распорка, шт. |
1 |
1 |
1 |
|
Профиль, шт. |
3 |
3 |
3 |
|
Гильза (болтовой сжим), шт. |
3 |
3 |
3 |
|
Жила медная, луженая не ниже класса 3 длиной 1,15 м., шт. |
1 |
1 |
1 |
|
Проволока медная луженая сеч. 2,5 мм2 или стальная оцинкованная Æ 1,0-1,4 мм, м |
1,0 |
1,4 |
1,8 |
|
Лента алюминиевая шир. 40 мм, м |
10 |
14 |
16 |
|
Припой "А", кг |
0,1 |
0,15 |
0,15 |
|
Припой ПОС, кг |
0,15 |
0,2 |
0,25 |
|
Жир паяльный, кг |
0,02 |
0,02 |
0,02 |
|
Лента ПВХ (липкая), кг |
0,005 |
0,005 |
0,005 |
|
Лента из ПВХ пластиката, м |
10 |
12 |
12 |
Примечание. Маслоотделительные трубки в комплекте термоусаживаемых изделий поставляются по согласованию с потребителем.
Монтаж соединительных муфт на напряжение 6, 10 кВ.
5.2.2.2. Распрямить концы соединяемых кабелей на длине не менее 1,5 м. Уложить их внахлест на 300 мм. Надеть на конец одного из соединяемых кабелей термоусаживаемые трубки для восстановления оболочки кабеля и для защиты муфты от механических повреждений. Сдвинуть трубки за бандаж или кольцевой надрез по шлангу, предварительно обернув поверхность кабеля чистыми бумагой или ветошью (рис. 5.2.13).

Рис.5.2.13. Подготовка конца кабеля перед разделкой его:
1 - трубка для защиты муфты от механических повреждений; 2 - термоусаживаемая
трубка для восстановления оболочки кабеля.
На расстоянии 600 мм от середины нахлестнутых концов кабелей поверх защитного покрова каждого кабеля наложить проволочный бандаж из 2-3 витков. Для кабелей с защитными покровами типа Шв на расстоянии 550 мм от середины нахлеста выполнить кольцевые надрезы на шлангах.
5.2.2.3. Разделать концы соединяемых кабелей в соответствии с указаниями в разделе 3.
Размеры разделки представлены на рис. 5.2.14.

Рис.5.2.14. Разделка конца кабелей:
1 - защитный покров кабеля; 2 - бронеленты; 3 - металлическая оболочка; 4 -
кольцевые надрезы по оболочке; 5 - изоляция жил.
Развести жилы каждого из соединяемых кабелей по шаблону или вручную через палец при радиусе изгиба не менее 10-кратной сектора или диаметра жилы по изоляции. Закрепить концы изоляции жил бандажом из ленты ПВХ (липкой).
5.2.2.4. Надеть на каждую жилу соединяемых кабелей маслоотделительную трубку до упора в «корешок» разделки кабеля.
Усадить каждую трубку начиная с «корешка» в направлении конца жилы. Снять поясок оболочки (35 мм). Закрепить поясную изоляцию бандажом из ленты ПВХ (липкой).
Из герметика для заполнения перчатки выполнить конусные вкладыши: центральный и 3 боковых.
Центральный вкладыш вставить в «корешок» разделки кабеля (пространство между 3-мя жилами) и уплотнить его, чтобы после уплотнения расстояние от края герметика до среза оболочки не превышало 70 мм.
Боковые вкладыши вставить в промежутки между каждыми двумя жилами и также тщательно уплотнить. Затем тем же герметиком, из которого сделаны вкладыши, выполнить подмотку поверх боковых вкладышей и поясной изоляцией с заходом на оболочку на 20 мм (рис. 5.2.15.).
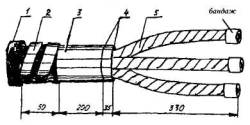
Рис.5.2.15. Подмотка «корешка» разделки кабеля:
1 – центральный вкладыш; 2 - боковые вкладыши; 3 - подмотка герметиком; 4 -
бандаж по поясной изоляции; 5 - маслоотделительные трубки.
При намотке герметик вытягивать, чтобы ширина ленты при намотке составляла 50% от исходной. По окончании подмотки ее диаметр оболочки кабеля не менее, чем на 8 мм. Затем от края подмотки герметиком по оболочке выполнить 1 слой подмотки герметиком, предназначенным для герметизации термоусаживаемых изделий. То же выполнить на втором кабеле.
5.2.2.5. Надеть на конец каждого кабеля трубку-экран. Надвинуть их на подмотку в «корешке» разделки кабеля. Трубку-экран расположить на подмотке, как указано на рис. 5.2.16.

Рис.5.2.16. Установка трубки-экрана:
1 - трубка-экран; 2 - подмотка для герметизации термоусаживаемых изделий на
оболочку; 3 - оболочка кабеля; 4 - подмотка герметиком под перчатку; 5 -
подмотка для герметизации термоусаживаемых изделий.
Нижний конец трубки-экрана должен заходить не менее, чем на 30 мм на чистую поверхность оболочки кабеля.
Усадить трубку, начиная с конца, заходящего на подмотку, герметиком, предназначенным для заполнения перчатки.
После усадки манжета должна иметь вид конуса с раструбом на подмотке герметиком. Выдавливание герметика из-под трубки-экрана на оболочке не допускается. После небольшого остывания (герметик прилипает) поверх трубки-экрана подмотать герметик, предназначенный для герметизации термоусаживаемых изделий на длине не менее 50 мм со стороны «корешка» разделки кабеля (рис. 5.2.16)
5.2.2.6. Надеть на конец кабеля термоусаживаемую перчатку до упора в «корешок» разделки кабеля. Усадить перчатку, начиная с основания пальцев, затем перемещать пламя горелки вправо или влево. То же выполнить на втором конце кабеля (рис. 5.2.17).

Рис.5.2.17. Усадка перчатки:
1 - трубка-экран; 2 - перчатка (ТУП); 3 - маслоотделительные трубки.
5.2.2.7. После небольшого остывания (герметик при прикосновении прилипает) на «пальцы» перчаток с заходом на маслоотделительные трубки намотать в один слой герметик, также герметик нанести на корпус каждой перчатки с заходом не менее чем на 30 мм на оболочку.
Надеть на каждую жилу поверх маслоотделительных трубок обоих кабелей термоусаживаемые трубки. Надвинуть их до упора в основание «пальцев» перчатки. Усадить по отдельности каждую трубку, начиная с основания «пальцев» перчатки (рис. 5.2.18.)

Рис. 5.2.18. Усадка трубок по жилам кабеля:
1 - подмотка герметиком; 2 - перчатка; 3 - трубки.
5.2.2.8. С концов каждой жилы обоих кабелей удалить изоляцию на длине, равной половине длины гильзы.
Надеть на каждую жилу одного из соединяемых кабелей термоусаживаемую трубку, предназначенную в дальнейшем для изолирования гильзы. Сдвинуть трубки к основанию «пальцев» перчатки (рис. 5.2.18.).
Соединить жилы кабелей опрессовкой или болтовыми сжимами согласно разд. 3.
Обезжирить гильзы и прилегающие к ним с обеих сторон трубки на длине не менее 50 мм.
На подготовленные поверхности гильз и трубок намотать один слой герметика для заполнения перчатки. Поверх герметика вразбежку намотать ленту ПВХ. Надвинуть на каждую гильзу поверх подмотки герметиком трубку.
Усадить трубки, начиная с середины их согласно рис. 5.2.19.

Рис.5.2.19. Изолирование места соединения жил термоусаживаемыми трубками.
5.2.2.9. Прогреть герметик на распорке. Вставить распорку между жилами, расположив ее симметрично относительно места соединения жил (центра муфты) (рис. 5.2.20.).

Рис.5.2.20. Установка изолирующей распорки.
Сблизить жилы в месте соединения и по всей длине как можно ближе. Для заполнения пространства между жилами установить плоской стороной наружу детали (профили), изготовленные из герметика, как указано на рис. 5.2.21.

Рис.5.2.21. Установка профилей из герметика.
Надвинуть общую трубку, восстанавливающую оболочку кабеля, на место соединения, чтобы были закрыты подмотки герметиком по перчатке (рис. 5.2.22.). Усадить ее, начиная с середины.

Рис. 5.2.22. Усадка трубки ТУМ, восстанавливающую оболочку кабелей.
Поверх усаженной трубки намотать два слоя фольги с 50%-ным перекрытием и заходом на оболочку кабеля с обеих сторон на 20 мм. Закрепить концы подмотки бандажами из липкой ленты ПВХ и дополнительно подмотать на длине не менее 50 мм стеклолентой в несколько слоев для защиты от воздействия пламенем горелки при пайке заземляющего провода (рис. 5.2.23.).

Рис. 5.2.23. Восстановление экранной фольги.
Облудить оболочку и бронеленты с обеих сторон от муфты. Места расположения полуды указаны на рис. 5.2.24.

Рис. 5.2.24.
Распустить конец заземляющего провода на длине 70-80 мм и закрепить его бандажами из 2-3-х витков проволоки на облуженных поверхностях. Произвести припайку заземляющего провода с обеих сторон муфты.
Удалить подмотки из стеклоленты.
5.2.2.10. Ступени оболочек и бронелент (с припаянным заземляющим проводом) с обеих сторон от муфты подмотать герметиком с заходом на 15-20 мм на подмотку фольгой (рис. 5.2.25).

Рис. 5.2.25.
Надвинуть на муфту трубку, выполняющую роль кожуха. Установить её симметрично относительно муфты, чтобы были закрыты вышеуказанные подмотки герметиком. Усадить трубку, начиная с середины в направлении её концов (рис. 5.2.26). Монтаж муфты окончен (рис.5.2.27) Дайте муфте остыть прежде чем подвергнуть какому-либо механическому воздействию.

Рис. 5.2.26.
![]()
Рис.5.2.27.
5.2.3. Соединительная муфта из термоусаживаемых материалов напряжением 1-10 кВ.
Вариант II (Разработка ЭМОН)
5.2.3.1. Проверьте, что размер деталей комплекта муфты, который Вы собираетесь использовать, соответствует сечению кабеля (см. табл. 5.9).
Сверьте с этикеткой комплекта, заглавием на монтажной инструкции и комплектовочной ведомостью.
Таблица 5.9.
Разделка конца кабеля с бумажной изоляцией
|
Маркоразмер муфты |
Сечение жил кабеля, мм |
|
3СТп 10-95 |
50,70,95 |
|
3СТп 10-240 |
120,150,185,240 |
5.2.3.2. Распрямите концы кабелей на длине не менее 1500 мм с перехлестом 100-150 мм (рис. 5.2.28).
Проверьте бумажную изоляцию жил кабелей на отсутствие влаги.
На расстоянии 570 мм от конца кабеля наложить бандаж из 2-3-х витков стальной оцинкованной проволоки на защитный покров.
Размотайте и удалите защитный покров от конца кабеля до бандажа (рис. 5.2.28).

Рис. 5.2.28. Подготовка концов кабеля.
5.2.3.3. В случае использования кабелей с защитным покровом типа Шв или Шп на том же (570 мм) расстоянии от конца кабеля выполните кольцевой надрез, от него до конца кабеля продольный надрез и удалите шланг.
5.2.3.4. На расстоянии 70 мм от защитных покровов на броню кабеля наложить бандаж из 2-3-х витков стальной оцинкованной проволоки (рис. 5.2.29).

Рис. 5.2.29. Разделка концов кабелей.
Подрежьте броню кабеля по кромке бандажа бронерезкой или ножовкой с ограничителем, после чего удалить броню и подушку под ней.
Для удаления сульфатной бумаги и битумного состава с оболочки кабеля допускается их подогрев беглым пламенем газовой горелки или паяльной лампы.
Оболочку и броню кабеля очистить салфеткой, смоченной в бензине или ацетоне.
5.2.3.5. На расстоянии 150 мм от среза брони на оболочке кабеля выполнить первый кольцевой надрез и на расстоянии 25 мм от первого - второй (рис. 5.2.29).
5.2.3.6. Снимите оболочку кабеля от конца до второго кольцевого надреза. Удалите полупроводящую бумагу, поясную изоляцию, жилы кабеля обезжирьте салфеткой, смоченной в бензине или ацетоне.
Монтаж муфты.
5.2.3.7. Разведите жилы кабеля. Наденьте на конец одного из соединяемых кабелей термоусаживаемые трубки для восстановления оболочки кабеля и для защиты муфты от механических повреждений. Наденьте на жилы термоусаживаемые трубки длиной 350 мм таким образом, чтобы один конец трубки перекрывал всю длину жилы, а другой доходил до степени поясной изоляции кабеля.
5.2.3.8. Усадите трубки, начиная от корешка разделки, пламенем газовой горелки. Пламя горелки должно быть размытым, желтоватого цвета. После усадки должны плотно облегать поверхность изоляции жил кабеля, не иметь морщин и складок (рис. 5.2.30)

Рис. 5.2.30. Установка конуса из заполняющего состава.
5.2.3.9. После усадки трубок срубите защитный поясок шириной 25 мм на оболочке кабеля. С торца оболочки кабеля удалите заусенцы.
5.2.3.10. Ступень полупроводящей бумаги оборвите на расстоянии 5 мм от среза оболочки кабеля. Обезжирьте ступень полупроводящей бумаги и поясной изоляции салфеткой, смоченной в бензине или ацетоне.
5.2.3.11. Конус из заполняющего состава плотно вложить в междужильную часть разделки кабеля (рис. 5.2.30).
5.2.3.12. Прогрейте оболочку кабеля до t = +60°C, сблизьте концы жил кабеля и наденьте перчатку на жилы кабеля (рис. 5.2.31).

Рис. 5.2.31. Усадка термоусаживаемой перчатки.
Разведите жилы кабеля и усадите перчатку, начиная от середины, сначала на оболочку кабеля, затем на изолированных трубах. При усадке перчатки необходимо следить за расплавлением клеевого слоя на внутренней поверхности перчатки.
После усадки перчатка должна плотно облегать оболочку и трубки на жилах кабеля.
По периметру перчатки, усаженной на оболочку, и пальцев должен быть заметен выступивший расплавленный клей.
5.2.3.13. На пальцы перчатки нанесите расплавленный клей-герметик, после чего на жилы кабеля вторично усадите термоусаживаемые трубки (l=350 мм), надвинув их на пальцы перчатки до упора.
5.2.3.14. Обмотайте поверхность соединяемых кабелей бумагой или т.п. и наденьте на каждый конец кабеля по манжете (l=350 мм) и термоусаживаемые трубки.
5.2.3.15. Наденьте на жилы кабеля манжеты (l=200 мм), продвинув их до корешка разделки (до перчатки) (рис. 5.2.32)

Рис. 5.2.32. Выполнение контактных соединений и изолирование их термоусаживаемыми трубками.
С жил кабеля снимите фазную изоляцию на расстоянии, равном половине длины гильзы или съемной опоки плюс 10 мм.
5.2.3.16. Соедините жилы кабеля одним из известных способов: болтовыми сжимами, пайкой в гильзах или опоках или опрессовкой.
При соединении жил кабеля болтовыми сжимами предварительно приведите соединяемые жилы в одну плоскость.
При соединении жил кабелей пайкой в гильзах или опоках выполните на жилах подмотку из шнурового асбеста. После пайки удалите подмотку из асбеста и обезжирьте поверхность жил бензином или ацетоном.
Намотку лентой выполните «в натяг» с 50%-ным перекрытием и вытягиванием до 70% от исходной ширины (рис. 5.2.32).
5.2.3.17. Изолирование мест соединения жил выполните кремнийорганической лентой ЛЭТСАР КФ-0,5. Лента наматывается на контактные соединения и плавно спускается на жилу с заходом на изолирующие трубки на 10 мм.
Намотку выполните «в натяг» с вытягиванием до 70% от первоначальной ширины ленты и с 50%-ным перекрытием витков.
Толщина восстановленного изолирующего слоя должна составлять на контактном соединении 5 мм на сторону.
Сдвиньте на место соединения жил манжеты 200 мм и усадите их, начиная от середины.
5.2.3.18. Вставьте между жилами кабелей, по всей длине муфты, изоляционную распорку.
Закрепите ее, максимально сжав жилы кабелей по всей длине.
Разложите между жилами кабелей пластины уплотняющего состава так, чтобы ребра распорки вошли в пазы пластин.
Закрепите пластины на жилах кабелей поливинилхлоридной лентой «вразбежку» с натяжением по всей длине муфты (рис. 5.2.33).

Рис. 5.2.33. Установка между жил распорки пластин из уплотняющего состава.
5.2.3.19. Обезжирьте поверхности оболочек кабелей бензином или ацетоном. Надвиньте первую трубку (1=900 мм), симметрично расположив ее относительно центра муфты, и усадите пламенем горелки, начиная от середины. Для равномерного заполнения пустот в муфте уплотняющим составом усадку производить снизу (рис. 5.2.34).

Рис. 5.2.34. Усадка первой защитной термоусаживаемой трубки.
Установка экрана.
5.2.3.20. Разложите полотно экрана по всей длине муфты, оберните вокруг муфты и закрепите в середине бандажом из 2-3 витков ленты ПВХ, плотно оберните вокруг корпуса муфты и закрепите от разворачивания бандажа из ленты ПВХ по всей длине муфты с шагом 100 мм (рис. 5.2.35).
Полотно экрана закрепите с заходом на 10 мм на оболочку кабеля хомутами в местах среза оболочки муфты (рис. 5.2.35).

Рис. 5.2.35. Установка защитного экрана.
5.2.3.21. Для монтажа провода заземления зачистите оболочки кабелей и ленты брони и облудите (рис. 5.2.36):
- алюминиевую оболочку кабелей сначала припоем А, затем припоем ПОС;
- свинцовую оболочку кабелей и ленты брони припоем ПОС.

Рис. 5.2.36. Крепление хомутом защитного экрана и места припайки проводника заземления.
Расплетите концы провода заземления, разложите провод вдоль муфты и закрепите бандажами из стальной оцинкованной проволоки на оболочке и броне кабелей и припаяйте припоем ПОС.
При использовании металлических хомутов закрепите ими провод заземления на подготовленных оболочке и броне кабеля. Расстояние между хомутами должно быть не более 50 мм.
5.2.3.22. Надвиньте на муфту общую термоусаживаемую трубу (1-1050 мм), расположив ее симметрично относительно центра муфты. Усадите трубу пламенем газовой горелки, начиная от середины.
Надвиньте манжеты (1-300 мм), расположив их симметрично относительно среза брони кабелей и усадите пламенем газовой горелки, начиная от середины (рис. 5.2.37.)

Рис. 5.2.37. Пайка проводника заземления.
5.3. Эпоксидные и полиуретановые соединительные муфты напряжением 1, 6 и 10 кВ.
5.3.1. Эпоксидные и полиуретановые соединительные муфты предназначены для соединения кабелей в алюминиевой или свинцовой оболочке с защитными покровами или без них на 1,6 и 10 кВ, частотой 50 Гц, проложенных в земле, туннелях, каналах и других кабельных сооружениях, при температуре окружающей среды от +50 до -50° С. Эпоксидные и полиуретановые муфты предназначены для прокладки на трассах с разностью уровней, допустимой для кабелей с бумажной изоляцией с вязкой пропиткой, а также в качестве стопорных при разности уровней между высшей и низшей точками трассы, превышающей допустимые разности уровней.
5.3.2. Эпоксидная и полиуретановая соединительная муфта на 6-10 кВ представляют собой пластмассовую форму, которую на месте монтажа заливают эпоксидным компаундом или полиуретановой композицией.
5.3.3. Эпоксидные и полиуретановые соединительные муфты СЭ и СП применяют следующих маркоразмеров (рис. 5.3.1 и табл. 5.10.): Муфты СЭ и СП применяют для кабелей на 6-10 кВ и поставляют по ТУ
36-473-79, ТУ 36-2305-80 и ТУ 3449-022-01403993-95.
Таблица 5.10.
Маркоразмеры муфт СЭ и СП
|
Маркоразмер муфты |
Сечение жил кабеля, мм2, при напряжении, |
Размеры, мм (рис. 5.4.1) |
||||
|
6 |
10 |
L |
А |
D |
d |
|
|
СП-1, СЭ-1 |
10-70 |
16-50 |
670 |
95,5 |
76 |
50 |
|
СП-2, СЭ-2 |
95-120 |
70-95 |
720 |
100,0 |
86 |
55 |
|
СП-3, СЭ-3 |
150-185 |
120-150 |
760 |
125,5 |
101 |
62 |
|
СП-4, СЭ-4 |
240 |
185-240 |
830 |
131,5 |
103 |
71 |
Примечание. По ТУ 36-473-79, ТУ 36-2305-80 и ТУ 3449-022-011403993-95 маркоразмеры муфт СЭ-1, СП-1, СЭ-2, СП-2, СЭ-3, СП-3, и СЭ-4, СП-4 обозначены соответственно СЭ-3х50-10. СП-3х50-10 и СЭ-3х95-10, СП-3х95-10, СЭ-3x150-10, СП-3х150-10 и СЭ-3х240-10, СП-3х240-10.

Рис. 5.3.1. Эпоксидная соединительная муфта СЭ:
а - смонтированная муфта; б - корпус муфты;
1 - пайка провода заземления к оболочке и броне: 2 - провод заземления; 3 -
подмотка; 4 - корпус муфты; 5 - резиновое кольцо; 6 - металлический бандаж; 7-
заливаемый компаунд; 8 - бандаж по поясной изоляции; 9 - распорка; 10 -
подмотка из ленты ЛТСАР ЛППм; 11 - место соединения жил; 12 - бандаж из
проволоки; 13 - бандаж из суровых ниток.
5.3.4. Материалы и изделия для монтажа одной муфты СЭ или СП приведены соответственно в табл. 5.11 и 5.12.
Таблица 5.11.
Материалы и изделия для монтажа муфт СЭ
|
Материалы и изделия |
Расход на муфту |
|||
|
СЭ-1м |
СЭ-2 |
СЭ-3 |
СЭ-4 |
|
|
1 |
2 |
3 |
4 |
5 |
|
Полуформа муфты, шт. |
2 |
2 |
2 |
2 |
|
Соединительное пластмассовое кольцо |
1 |
1 |
1 |
1 |
|
Распорная пластмассовая звездочка, шт. |
2 |
|
2 |
2 |
|
Кольцо уплотнительное резиновое, шт. |
2 |
2 |
2 |
2 |
|
Лента стальная, шт. |
2 |
2 |
2 |
2 |
|
Полоса стальная, шт. |
2 |
2 |
2 |
2 |
|
Пряжка, шт. |
2 |
2 |
2 |
2 |
|
Шплинт 3,2´28-001, шт. |
2 |
2 |
2 |
2 |
|
Лоток для заливки компаунда, шт. |
1 |
1 |
|
|
|
Мешалка деревянная, шт. |
1 |
1 |
1 |
1 |
|
Смесь эпоксидного компаунда с пылевидным кварцем КП-2 или КП-3, кг: |
|
|
|
|
|
К-176 при применении отвердителя УП-О633М |
3,08 |
3,85 |
5,5 |
8,1 |
|
или Э-200 при применении отвердителя ПЭПА или ДЭТА |
3,2 |
4,0 |
5,7 |
8,4 |
|
Отвердитель для компаунда К-176, кг: |
|
|
|
|
|
Полиэтиленполиамин (ПЭПА) |
0,16 |
0,20 |
0,29 |
0,42 |
|
УП-О633м |
0,28 |
0,35 |
0,486 |
0,73 |
|
Отвердитель для компаунда Э-2200, кг: |
|
|
|
|
|
диэтилентриамин (ДЭТА) |
0,16 |
0,20 |
0,29 |
0,42 |
|
УП 0633М |
0,28 |
0,35 |
0,436 |
0,73 |
|
Жир паяльный, кг |
0,025 |
0,025 |
0,025 |
0,025 |
|
Лента самосклеивающаяся ЛЭТСАР КФ-0,5 шириной 25 мм, кг |
0,017 |
0,02 |
0,025 |
0,03 |
|
Лента поливинилхлоридная ПВХ шириной 20 |
|
|
|
|
|
мм, толщиной 0,3мм, кг |
0,15 |
0,15 |
0,15 |
0,15 |
|
Нитки хлопчатобумажные, м |
6,0 |
6,0 |
6,0 |
6,0 |
|
Припой, кг: |
|
|
|
|
|
ПОССу 30-2, ПОС-40, ПОССу30-0,5 |
0,09 |
0,09 |
0,09 |
0,1 |
|
А |
0,1 |
0,1 |
0,1 |
0,1 |
|
Провод медный гибкий луженый неизолированный в трубке ПВХ или гибкий изолированный из двух половин (на одном проводе напрессована гильза), шт./м |
2/0,6 |
2/0,6 |
2/0,7 |
2/0,75 |
|
Проволока стальная оцинкованная диаметром 1-1,4 мм, м |
1,5 |
2,5 |
3,0 |
3,5 |
|
Салфетка бязевая площадью 0,16 м2, шт. |
2 |
2 |
2 |
2 |
|
Шнур |
0,1 |
0,1 |
0,1 |
0,1 |
|
Ветошь обтирочная 625, кг |
0,5 |
0,5 |
0,5 |
0,5 |
Таблица 5.12.
Материалы и изделия для монтажа муфт СП
|
Наименование деталей и материалов |
Ед. изм. |
Нормативно-техническая документация |
Кол-во нa 1 муфту |
|||
|
СП-10 |
СП-10 |
СП-10 |
СП-10 |
|||
|
3´50 |
3´95 |
3´150 |
3´240 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Пластмассовая полуформа |
шт. |
ТУ 130031 |
2 |
2 |
2 |
2 |
|
Кольцо соединительное |
шт. |
|
1 |
1 |
1 |
1 |
|
Кольцо уплотнительное |
шт. |
ТУ 36-473-86 |
2 |
2 |
2 |
2 |
|
Распорная звездочка трехлучевая* |
шт. |
ТУ36-473-86 |
2 |
2 |
2 |
2 |
|
Пряжка |
шт. |
ТУ 36-473-86 |
2 |
2 |
2 |
2 |
|
Лента |
шт. |
ТУ 36-473-86 |
2 |
2 |
2 |
2 |
|
Полоса |
шт. |
ТУ 36-473-86 |
2 |
2 |
2 |
2 |
|
Шплинт 3,2x28-80 |
шт. |
ГОСТ 397-79 |
2 |
2 |
2 |
2 |
|
Компонент А: |
|
|
|
|
|
|
|
Виланд А-13-1М |
кг |
ТУ6-05-221-986-88 |
2,270 |
3,450 |
4,870 |
5,930 |
|
Компонент Б: |
|
|
|
|
|
|
|
полиизоцитат Б, |
кг |
ТУ 6-03-375-75 |
1,130 |
1,700 |
2,430 |
2,970 |
|
полиизоцетат Д |
кг |
ТУ 113-03-603-86 |
1,130 |
1,700 |
2,430 |
2,970 |
|
Лента ЛЕТСАР КФ-0,5 шириной 25 мм в 3-х роликах |
кг |
ТУ 38-103-546-84 |
0,050 |
0,060 |
0,075 |
0,090 |
|
Лента ПВХ 20´0,31 |
|
|
|
|
|
|
|
Сорта |
кг |
ГОСТ 16214-70 |
0,080 |
0,080 |
0,150 |
0,150 |
|
Жир паяльный |
кг |
ТУ 36-1170-73 |
0,025 |
0,025 |
0,025 |
0,025 |
|
Бязь х/6 0,25 кв. м |
шт. |
ГОСТ 11680-76 |
1 |
1 |
1 |
1 |
|
Проводник заземления. |
шт. |
ТУ 36-473-79 |
1 |
1 |
|
|
|
Провод заземления II |
шт. |
ТУ 36-473-79 |
|
|
1 |
1 |
|
Припой ПОС-30 или ПОС-40 |
кг |
ГОСТ 21931-76 |
0,090 |
0,090 |
0,090 |
0,090 |
|
Поволока 1 или 1,4 мм |
м |
ГОСТ 1526-81 |
1,500 |
2,500 |
3,000 |
3,500 |
|
Нитки льняные или х/6 |
м |
ГОСТ 2350-73 |
6,000 |
6,000 |
6,000 |
6,000 |
|
Ветошь обтирочная |
кг |
ГОСТ 5354-79 |
0,500 |
0,500 |
0,500 |
0,500 |
|
Лоток для заливки компаунда, л-184 |
шт. |
ТУ36-473-79 |
1 |
1 |
1 |
1 |
|
Мешалка деревянная, л-260 |
шт. |
ТУ 36-473-79 |
1 |
1 |
1 |
1 |
|
Монтажная инструкция |
шт. |
|
1 |
1 |
1 |
1 |
|
Комплектовочная ведомость |
шт. |
|
1 |
1 |
1 |
1 |
*Комплект муфт СП-1 комплектуется с распорной звездочкой четырехлучевой.
5.3.5. Концы кабелей разделывают согласно указаниям, приведенным в разделе 2. Размеры разделки приведены в табл. 5.13.
Таблица 5.13.
Размеры разделки кабеля для монтажа соединительных муфт
|
Маркоразмер муфт |
Размер (рис. 2.6.), мм |
|||||
|
А |
Б |
О |
П |
Ж |
Г |
|
|
СЭ-1, СП-1 |
395 |
100 |
100 |
25 |
190 |
- |
|
СЭ-2, СП-2 |
420 |
|
|
|
215 |
- |
|
СЭ-3, СП-3 |
440 |
|
|
|
235 |
- |
|
СЭ-4, СП-4 |
475 |
|
|
|
270 |
- |
Примечание. Для кабелей без брони с защитным пластмассовым шлангом (например, ААШв) размер А меньше на величину Б.
Монтаж муфт СЭ.
5.3.6. Участки кабеля, на которых монтируется муфта, укладывают так, чтобы с их стороны в процессе отвердения не было воздействий на муфту изгибающих и растягивающих усилий. Рекомендуется для этого применять приспособление, конструкция которого изображена на рис. 2.4.
Полумуфты надевают на концы соединяемых кабелей. Их временно сдвигают на участки, предварительно обмотанные чистым материалом или бумагой для предохранения внутренних стенок от загрязнения. Литник прикрывает во избежание попадания в него грязи, после чего выполняют разделку концов кабелей (см. п. 2.3.).
5.3.7. Провод заземления должен быть с поливинилхлоридной изоляцией или с надетой на него поливинилхлоридной трубкой. Провод зазаземления, состоящий из двух отрезков, припаивают к ступени оболочки на расстоянии 35 мм от среза оболочки и к броне. При монтаже муфты на небронированном кабеле с пластмассовым защитным шлангом провод заземления припаивают только к ступени оболочки на расстоянии 30 мм от среза шланга. Технология выполнения заземления изложена в п 2.4.
5.3.8. Резиновые уплотнительные кольца надевают на ступени оболочек обоих кабелей. Для обеспечения плотной посадки резинового кольца на оболочку при разных наружных диаметрах кабелей в нем на заводе-изготовителе выполнены кольцевые надрезы, которые при необходимости дают возможность увеличить внутренний диаметр кольца путем удаления лишней части (табл. 5.14.; рис. 5.3.2.)
Таблица 5.14.
Геометрические размеры резиновых уплотнительных колец
|
Маркоразмер муфты |
Геометрические размеры, мм |
|||
|
d1 |
d2 |
D3 |
L |
|
|
КВЭ-10-3х-35 КВП-10-3х-35 |
31 |
35 |
41 |
210 |
|
КВЭ-10-3х-70 КВП-10-3х-70 |
35 |
41 |
47 |
215 |
|
КВЭ-10-3х-120 КВП-10-3х-120 |
41 |
47 |
53 |
220 |
|
КВЭ-10-3х-150 КВП-10-3х-150 |
47 |
53 |
57 |
230 |
|
КВЭ-10-3х-240 КВП-10-3х-240 |
49 |
57 |
65 |
225 |
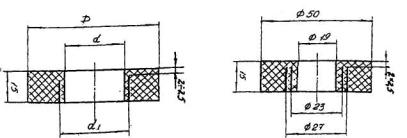
Рис. 5.3.2. Резиновое уплотнительное кольцо
а - для кабелей сечением 3´70 и более; б - для остальных сечений кабеля.
|
Маркоразмер муфты |
Внутренний диаметр кольца, мм |
Наружный диаметр кабеля по металлической оболочке, мм |
|
СЭ-1, СП-1 |
19 |
20-23 |
|
|
23 |
24-28 |
|
СЭ-2, СП-2 |
29 |
31-34 |
|
|
33 |
35-38 |
|
СЭ-3, СП-3 |
34 |
36-38 |
|
|
38 |
39-43 |
|
СЭ-4, СП-4 |
41 |
34-46 |
|
|
45 |
46-51 |
5.3.9. Жилы соединяют по технологии соединения жил, изложенной в разд. 3.
Выбор диаметра уплотнительного кольца в зависимости от диаметра кабеля.
5.3.10. Бумажную изоляцию кабеля после снятия с него расцветочных лент и временно оставленного пояска оболочки, а также зазоры между срезом бумажной изоляции и контактным соединением и само контактное соединение обезжиривают бязевой салфеткой, смоченной в ацетоне или в бензине. Салфетку после смачивания отжимают и бумажную изоляцию после обезжиривания протирают сухой салфеткой.
Двухслойную подмотку из самосклеивающейся кремнийорганической ленты ЛЕТСАР КФ-0,5 выполняют на зазорах между контактным соединением и изоляцией, и на контактном соединении с заходом на бумажную изоляцию жил на 30 мм. Подмотку накладывают с 50 %-ным перекрытием, ленту при этом вытягивают так, чтобы ее ширина была не более 70 % исходной ширины.
5.3.11. Ступень оболочки до резинового уплотнительного кольца зачищают ножовочным полотном или стальной щеткой и обезжиривают бензином Б-70. Поливинилхлоридный шланг небронированного кабеля ААШв обрабатывают плоским драчевым напильником на длине 20 мм от среза шланга до получения шероховатой поверхности.
5.3.12. Пластмассовые распорные звездочки (рис. 5.3.3; 5.3.4) устанавливают на изолированные жилы в местах перехода с криволинейной части жилы на прямолинейную и закрепляют. Распорные звездочки должны быть тщательно обезжирены.
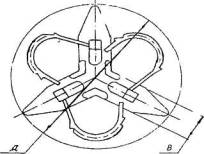
|
Макроразмер муфты |
D |
В |
|
СЭ(СП)-10-3x50 УХЛ 2,5 СЭ(СП)-10-3х95 УХЛ 2,5 СЭ(СП)-10-3х150 УХЛ 2,5 СЭ(СП)-10-3х240 УХЛ 2,5 |
74 86 91 110 |
15 20 20 20 |
Рис. 5.3.3. Распорная звездочка.
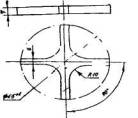
Рис. 5.3.4. Распорная звездочка для муфт напряжением до 1 кВ.
5.3.13. Резиновые уплотнительные кольца сдвигают так, чтобы они находились на 10 мм от среза оболочки, и зажимают в следующей последовательности:
а) на резиновое кольцо накладывают металлическую фиксирующую полосу, которая имеет зазор 10 мм по наружному периметру кольца;
б) на металлическую полосу накладывают в сборе пряжу со шплинтом и металлической лентой;
в) вращением шплинта обжимают резиновое кольцо до момента соединения концов металлической фиксирующей полосы (рис. 5.3.5).

Рис. 5.3.5. Специальный бандаж для резинового уплотнительного кольца.
5.3.14. Кольцевую подмотку лентой ПВХ шириной 20 мм выполняют на ступени брони до диаметра, равного внутреннему диаметру горловины муфты, начиная от места среза брони до края горловины муфты. На остальной части брони с заходом на защитный покров выполняют двухслойную подмотку из той же ленты. При выполнении этой подмотки провод заземления в месте вывода его из муфты тщательно укладывают на поверхность кабеля так, чтобы он занимал минимальную высоту.
5.3.15. Обе половины формы сдвигают на место и окончательно устанавливают в рабочее положение, вдвигая их в пластмассовое соединительное кольцо.
5.3.16. Обе половины провода заземления соединяют опрессовкой или пайкой. На место соединения накладывают трехслойную подмотку из поливинилхлоридной ленты с заходом на трубку или изоляцию провода. Провод заземления укладывают вдоль корпуса муфты.
5.3.17. На пластмассовой форме с широких частей литника срезают пластмассовую верхнюю стенку. Для лучшего удаления воздуха из объема литника по всей его длине прокалывают отверстие. В образовавшееся отверстие устанавливают литниковый лоток, по которому выполняют заливку эпоксидным компаундом.
Особенности монтажа эпоксидных муфт при низких и высоких температурах окружающей среды.
5.3.18. Монтаж муфт при температурах окружающей среды ниже 0°С выполняют путем предварительного подогрева эпоксидного компаунда и отвердителя, а также искусственного обогрева зоны монтажа.
5.3.19. Монтаж при температурах окружающей среды выше 25°С выполняют с помощью специальных организационных и технических мероприятий.
5.3.20. Эпоксидный компаунд готовят согласно указаниям, приведенным в разделе 4 и с учетом следующих особенностей:
а) компаунд до введения в него отвердителей подогревают до 35±5°С. Температуру контролируют термометром. Непосредственный подогрев компаунда пламенем паяльной лампы или газовой горелки не допускается;
б) отвердители вводят в компаунд, предварительно перемешивают в течение 3-5 мин. и проверяют температуру, которая должна быть 35±5°С.
5.3.21. Компаунд во избежании быстрого отверждения после перемешивания сразу заливают в корпус муфты. Технологию заливки см. п. 5.3.23. Компаунд заливают полностью до края литника. Оставшийся после заливки в муфту компаунд ставят в прохладное место (для замедления процесса отвержения) и используют его для доливки муфты.
5.3.22. Муфту после заливки эпоксидным компаундом обертывают двумя-тремя слоями бумаги или другого теплоизолирующего материала. По мере усадки в течение 0,5-1 ч муфту доливают 1-2 раза.
5.3.23. Искусственный подогрев зоны монтажа муфт до 20-25°С выполняют обогревом горелками инфракрасного излучения ГИИВ. Он является наиболее целесообразным способом. Две горелки ГИИВ, размещенные с противоположных сторон на расстоянии 1 м от муфты, обеспечивают в зоне монтажа температуру порядка 20°С. Через 2-2,5 ч после заливки муфты обкладывают теплоизолирующим материалом и горелки отключают, теплоизолирующий материал снимают на следующий день.
5.3.24. Искусственный подогрев не должен прерываться до завершения отвердения компаунда. Непосредственный подогрев муфты или компаунда пламенем газовой горелки или паяльной лампы не допускается.
5.3.25. Монтаж муфт при температурах окружающей среды выше 25°С во избежание образования пор и свищей в отливке под действием высокой температуры саморазогрева эпоксидного компаунда должен выполняться с соблюдением следующих мер: обязательная во всех случаях защита от прямого воздействия солнечных лучей монтируемой муфты (палатка, навес) и кабелей путем их засыпки на всем протяжении; дополнительное обезжиривание бумажной изоляции непосредственно перед установкой эпоксидного корпуса;
введение в корешок разделки кабеля тампона из сухой и чистой хлопчатобумажной ленты, который удаляют перед установкой эпоксидного корпуса или форм (съемной или несъемной);
обязательное охлаждение компаунда до температуры не выше 20°С и выполнение монтажа рано утром или ночью, когда температура воздуха бывает минимальной. Если указанные меры оказываются неэффективными, следует применять метод локального замораживания.
Метод локального замораживания.
5.3.26. Метод локального замораживания заключается в следующем. На кабель на расстоянии около 1 м от места монтажа муфты устанавливают камеру из теплоизоляционного материала, заполненную углекислотой в сухой фазе (сухим снегом). Сухой снег получают при быстром расширении сжиженной углекислоты от 6-7 Мпа (60-70 кгс\см2) до атмосферного давления. Под действием низкой температуры на участке кабеля, на котором помещена камера, пропитывающий состав кабеля замерзает и препятствует протеканию через него пропитывающего состава всей длины кабеля.
5.3.27. Установка для локального замораживания схематически изображена на рис. 5.3.6. Она состоит из одного или двух заполненных по 25 кг углекислотой баллонов, съемной камеры, соединительного гибкого шланга к баллону и морозильной камере.

Рис. 5.3.6. Схема установки для локального замораживания:
1 - баллон с жидкой углекислотой; 2 - морозильная камера; 3 - соединительная
или стопорная муфта; 4 - кабель.
5.3.28. Камеру изготовляют из плотного шинельного сукна, войлока толщиной 3-5 мм или иного аналогичного теплоизоляционного материала. Одна сторона камеры прошивается суровыми нитками, а другая после надевания ее на кабель соединяется посредством двух металлических планок. К одной из планок приваривают П-образные скобки, другую планку закрепляют винтом-барашком.
Баллон с углекислотой устанавливают в рабочее положение головкой вниз для удаления воды из баллона, открывают вентиль на 1-2 с.
Процесс замораживания начинают после сборки установки и разделки конца кабеля до снятия оболочки в следующем порядке:
а) вентиль баллона постепенно открывают полностью, а затем его рукоятку поворачивают в обратную сторону примерно на 1/8 оборота.
Если при этом выход газа не наблюдается, вентиль закрывают и через 10 мин. повторяют операцию;
б) процесс заполнения камеры длится 1,5-2 мин. после чего вентиль баллона закрывают;
в) если соединение жил производилось горячим способом (сваркой, пайкой), то после окончания этой операции пополняют морозильную камеру сухим снегом, для чего открывают вентиль баллона на 0,5-2 мин.;
г) камеру снимают с кабеля после окончания монтажа муфты, а для эпоксидной муфты - через 2,5-3 ч. после заливки компаунда;
д) муфту с кабелем укладывают на место не ранее чем через 30 мин. после снятия камеры.
Особенности монтажа полиуретановых муфт СП.
Полиуретановые соединительные муфты СП имеют точно такое же конструктивное исполнение, что и муфты СЭ.
Отличительная особенность муфт СП - наличие полиуретанового компаунда ВИЛАД 13-1м.
Поэтому все технологические операции выполняют так же, как и при монтаже муфт СЭ с учетом особенностей подготовки полиуретанового компаунда, приведенного в гл. 4.
Полиуретановый компаунд практически не имеет усадки (в пределах 0,5% от заливаемого объема), поэтому его заливают в пластмассовые формы соединительных или концевых муфт в полном объеме за один раз.
Для лучшего удаления вытесняемого воздуха из объема форм в литнике пластмассовых форм соединительных муфт следует проколоть отверстия по всей его длине.
Полиуретановый компаунд ВИЛАД - 1М.
Для монтажа соединительных и концевых муфт применяют полиуретановый компаунд ВИЛАД 13-1М, состоящий из двух компонентов: А и В.
Компонент А - полиуретановая композиция ВИЛАД А-13-1М.
Компонент В - отвердитель - полиизоциант марок «Д» или «Б».
Полиуретановая композиция ВИЛАД А-13-1М представляет собой смесь простых полиэфиров и минеральных наполнителей, которая изготовляется в заводских условиях по техническим условиям ТУ 6-55-221-986-98.
В качестве минерального наполнителя применяется тальк или каолин, антиосадитель и отвердитель для полиуретанового компаунда - полиизоциант марок Д или Б выпускается по техническим условиям ТУ 113-03-603-96 или ТУ 113-03-375-96 и поставляется на монтаж комплектно с полиуретановой композицией в отдельно расфасованной таре. Вводиться в нее непосредственно перед применением на месте монтажа в определенном массовом соотношении с ним: компонент А к компоненту В как два к одному (2:1).
Подготовка полиуретанового компаунда.
Компаунд, состоящий из двух компонентов А и В, предварительно расфасованных в заводских условиях, на монтаже перед употреблением тщательно перемешивают, чтобы осевший на дно минеральный наполнитель равномерно распределился во всем объеме компаунда.
С этой целью банку с компонентом А очищают от грязи и пыли, аккуратно вскрывают крышкой вверх и перемешивают деревянной мешалкой в течение 3-5 мин. до получения однородной массы.
Отвердитель компонент В вводиться в компонент А непосредственно перед заливкой муфты. Соотношение компонента А к компоненту В см. разд. 4. После чего его тщательно перемешивают в течение 3 мин. до приобретения компаундом однородного состояния и отсутствия следов отвердителя.
Компаунд с введенным отвердителем перед заливкой должен отстояться в течение 3 минут для удаления воздуха.
Полиуретановый компаунд заливают в пластмассовые формы соединительных или концевых муфт, установленных на кабеле.
Заливку в формы выполняют с небольшой высоты непрерывной струёй шириной 10-15 мм желательно по лотку или в воронку с переходом струи по лотку на стенку формы. Это необходимо для предотвращения образований воздушных включений (пузырьков, каверн, свищей).
При температуре окружающей среды в диапазоне +10-20° С отвердение компаунда происходит примерно через 30-60 минут.
При других температурах время отвердения компаунда соответственно уменьшается или увеличивается.
При температуре окружающей среды ниже 0° С для обеспечения гарантированного отвердения в течение временного интервала 30-60 минут компоненты А и В полиуретанового компаунда рекомендуется предварительно подогревать:
а) компонент А, находящийся в открытых банках, прикрытых крышками, подогревают косвенным способом (непосредственный подогрев компонента А пламенем паяльной лампы или газовой горелки не допускается).
При монтаже муфт в интервале температур окружающей среды:
- от 0 до - 5°С компонент А рекомендуется подогревать до температуры +25°С;
- от -5 до -10°С - до температуры +35°С;
- от -10 до -20°С - до температуры +40°С;
- от -20 до -30°С - до температуры +50°С;
- от -30 до -40°С - до температуры +60°С;
- от -40 до -50°С - до температуры +70°С;
Температуру подогрева контролируют термометром. В течение подогрева компаунд следует перемешивать мешалкой;
б) компонент В (отвердитель), расфасованный в стеклянные или в пластмассовые пузырьки, с приоткрытыми крышками нагревают до аналогичной температуры, помещая их в тару с водой. Необходимо следить, чтобы вода не попала в компонент В.
После подогрева компоненты А и В, слитые вместе, перемешивают в течение 3 мин и сразу заливают в формы соединительных или концевых муфт.
Особенности монтажа эпоксидных соединительных муфт, используемых в качестве стопорных.
Соединительную муфту, используемую в качестве стопорной, монтируют с соблюдением следующих особенностей:
соединение жил кабелей выполняют только пайкой или сваркой с особо тщательным обезжириванием мест соединения оголенных участков жил;
при монтаже и во время отвердения компаунда муфта не должна испытывать давления пропитывающего состава кабеля. Монтируют муфту в прохладные часы суток, когда температура окружающего воздуха не превышает 15-18° С, либо применяют способ локального замораживания.
5.4. Чугунные соединительные муфты напряжением до 1 кВ.
5.4.1. Соединительные чугунные муфты предназначены для соединения кабелей с бумажной изоляцией в свинцовой или алюминиевой оболочке на напряжение 1 кВ частотой 50 Гц, прокладываемых в земле и кабельных сооружениях.
Соединительные чугунные муфты изготовляются по ТУ 16-К71-68-89 марка СЧ и СЧм (малогабаритная) и применяются для соединения трех- и четырехжильных кабелей с бумажной изоляцией на напряжение до 1 кВ частотой 50 Гц, проложенных в земле, туннелях, каналах и других кабельных сооружениях.
5.4.2. Соединительная муфта марки СЧ представлена на рис. 5.4.1, муфта марки СЧм - на рис. 5.4.5.

Рис.5.4.1. Муфта чугунная соединительная
СЧ:
1- провод заземления; 2 - распорка; 3 - крышка; 4 - верхняя половина корпуса; 5
- нижняя половина корпуса; 6 - соединительная гильза; 7 - болт заземления;
8,9,10 - болт, гайка, шайба; 11 - проволочные бандажи; 12 - подмотка смоляной
лентой; 13 - битумный состав; 14 - герметизирующая прокладка.
Корпус муфты состоит из верхней и нижней половин, соединяемых болтами.
Уплотнение верхней и нижней половин корпуса выполнено прокладкой из маслостойкой резины или пенькового канатика, проваренного в битуме.
Горловины корпуса муфты (место ввода кабеля) уплотняются подмоткой из смоляной ленты.
Изолирование жил друг от друга в месте соединения и от корпуса муфты выполняется в муфтах СЧ фарфоровыми распорками, в муфтах СЧм - изоляционными подмотками.
Корпус муфты заполняется изоляционным составом на основе битума.
5.4.3. Основные размеры чугунных муфт марок СЧ и СЧм в зависимости от числа и сечения жил соединяемых кабелей приведены соответственно на рис. 5.4.1-5.4.5, табл.5.15. и 5.16.
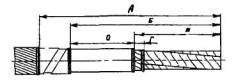
Рис. 5.4.2. Разделка концов кабелей.
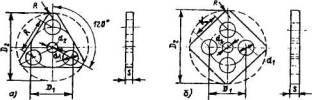
Рис.5.4.3. Фарфоровая распорка РМ для трехжильного (а) и четырехжильного (б) кабелей.

Рис.5.4.4. Фарфоровая распорка Р для трехжильного (а) и четырехжильного (б) кабелей.
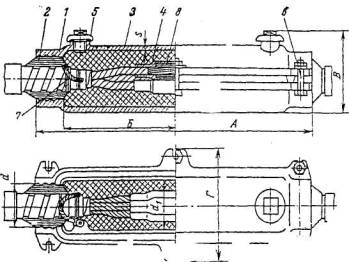
Рис.5.4.5. Муфта чугунная соединительная
СЧм:
1 - верхняя полумуфта; 2 - подмотка из смоленой ленты; 3 - нижняя полумуфта; 4
- изолирующая подмотка роликами или лентой ЛЭТСАР; 5 - пробка заливочного
отверстия; 6 - стягивающий болт; 7 - провод заземления; 8 - гильза
соединительная.
Размеры корпусов чугунных соединительных муфт СЧ
|
Маркоразмер муфты |
Сечение жил кабеля, мм2 |
Размеры, мм (рис. 5.4.1.) |
Масса корпуса муфты, кг |
|||||||
|
трехжильного |
четырехжильного |
А |
Б |
В |
Г |
Д |
d |
S |
||
|
СЧ-40 |
До 35 |
До 16 |
580 |
315 |
86 |
142 |
40 |
66 |
5 |
6.5 |
|
СЧ-50 |
50; 70; 95 |
25; 35;50;70 |
720 |
400 |
95 |
151 |
50 |
75 |
5 |
11.0 |
|
СЧ-60 |
120;150;185 |
95;120;150 |
830 |
470 |
108 |
164 |
60 |
88 |
5 |
16.0 |
|
СЧ-70 |
240 |
185 |
900 |
570 |
116 |
172 |
70 |
96 |
5 |
19.0 |
Размеры корпуса чугунных соединительных муфт СЧм
|
Маркоразмер муфты |
Сечение жил кабеля, мм2 |
Размеры, мм (рис. 5.4.5.) |
Масса корпуса муфты, кг |
|||||||
|
трехжильного |
четырехжильного |
А |
Б |
В |
Г |
д |
d |
S |
||
|
СЧм-40 |
До 35 |
До 16 |
475 |
315 |
86 |
142 |
40 |
66 |
5 |
6.5 |
|
СЧм-50 |
50; 70; 95 |
25; 35; 50,70 |
560 |
400 |
95 |
151 |
50 |
75 |
5 |
11.0 |
|
СЧм-60 |
120,150 |
95; 120,150 |
630 |
470 |
108 |
164 |
60 |
88 |
5 |
16.0 |
|
СЧм-70 |
185; 240 |
185 |
700 |
570 |
116 |
172 |
70 |
96 |
5 |
19.0 |
5.4.4. Материалы и изделия, необходимые для монтажа муфт, приведены в табл. 5.17.
Материалы и изделия для монтажа соединительной муфты СЧ и СЧм
|
Материалы или изделие |
Расход на одну муфту |
|||||||
|
СЧ-40 |
СЧ-50 |
СЧ-60 |
СЧ-70 |
СЧм-40 |
СЧм-50 |
СЧм-60 |
СЧм-70 |
|
|
Корпус муфты в сборе, шт. |
1,0 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Распорки фарфоровые, шт. |
2 |
2 |
2 |
2 |
- |
- |
- |
- |
|
Лента самосклеивающаяся электроизоляционная ЛЭТСАР, кг или комплект роликов и рулонов № 1, шт. |
- |
- |
- |
- |
0,1 1 |
0,2 1 |
0,25 1 |
0,45 1 |
|
Состав заливочный, кг |
4,0 |
5,0 |
7,0 |
9,0 |
2,0 |
2,5 |
3,0 |
|
|
Гильзы соединительные, шт. |
Определяется числом жил кабеля (3 или 4) |
|||||||
|
Заземляющий провод с напрессованными наконечниками, м |
1,0 |
1,0 |
1,0 |
1,0 |
- |
- |
- |
- |
|
Заземляющий провод, м |
- |
- |
- |
- |
0,6 |
0,7 |
0,75 |
0,85 |
|
Лента смоляная, кг |
0,5 |
0,6 |
0,7 |
0,8 |
0,5 |
0,6 |
0,8 |
0,8 |
|
Лента хлопчатобумажная киперная, кг |
0,006 |
0,009 |
0,009 |
0,012 |
- |
- |
- |
- |
|
Припой А, кг |
0,07 |
0,1 |
0,1 |
0,1 |
0,07 |
0,1 |
0,1 |
0,1 |
|
ПОССу 30-2, кг |
0,2 |
0,3 |
0,35 |
0,4 |
0,2 |
0,3 |
0,35 |
0,4 |
|
Проволока стальная диаметром 1-1,4 мм, м |
3 |
3 |
4 |
4 |
3 |
3 |
4 |
4 |
|
Парафин, кг |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
|
Ветошь обтирочная, кг |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
0,4 |
|
Шнур асбестовый, кг |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
|
Жир паяльный, кг |
0,01 |
0,02 |
0,02 |
0,03 |
0,01 |
0,02 |
0,02 |
0,03 |
1. Марку заливочного состава в зависимости от климатических условий выбрать по табл. 4.1.
2. Допускается взамен ленты ЛЭТСАР применение других маслостоиких изоляционных материалов, электрическая прочность которых не менее 15 кВ/мм.
Монтаж соединительной муфты марки СЧ.
5.4.5. До начала монтажа выполнить организационные и технические мероприятия в соответствии с указаниями в главах 2.1; 2.2.
5.4.6. Разделку соединяемых кабелей произвести в соответствии с указаниями в главе 2.3. Размеры разделки кабеля приведены на рис. 5.4.2 и в табл. 5.18.
Размеры разделки конца кабеля
|
Маркоразмер муфты |
Размеры, мм (рис. 5.4.2.) |
||||
|
А |
Б |
Ж |
О |
П |
|
|
СЧ-40 |
295 |
125 |
115 |
35 |
20 |
|
СЧ-50 |
365 |
135 |
175 |
35 |
20 |
|
СЧ-60 |
420 |
155 |
210 |
35 |
20 |
|
СЧ-70 |
455 |
160 |
240 |
35 |
20 |
|
СЧм-40 |
245 |
105 |
100 |
25 |
15 |
|
СЧм-50 |
290 |
120 |
130 |
25 |
15 |
|
СЧм-60 |
310 |
130 |
140 |
25 |
15 |
|
СЧм-70 |
355 |
130 |
185 |
25 |
15 |
5.4.7. Жилы кабеля развести и выгнуть, чтобы расстояние между концами жил соответствовало расстоянию между центрами отверстий фарфоровой распорки.
Размеры фарфоровых распорок марки РМ указаны на рис.5.4.3 и в табл. 5.19; марки Р - на рис. 5.4.4 и в табл. 5.20.
Таблица 5.19.
Размеры распорок РМ
|
Маркоразмер |
Сечение жил кабеля, мм2 |
Размеры, мм (рис. 5.4.3.) |
|||||||
|
распорки |
муфты |
d |
d2 |
D1 |
D2 |
R |
S |
К |
|
|
Трехжильные кабели |
|||||||||
|
РМ3-14 |
СЧ-50 |
До 35 |
14 |
14 |
40 |
70 |
6 |
10 |
35 |
|
РМ3-22 |
СЧ-50 |
50-70 |
22 |
20 |
60 |
106 |
10 |
10 |
55 |
|
РМ3-28 |
СЧ-60 |
120-185 |
28 |
20 |
64 |
123 |
13 |
12 |
55 |
|
РМ3-32 |
СЧ-70 |
240 |
32 |
20 |
72 |
132 |
15 |
12 |
62 |
|
Четырехжильные кабели |
|||||||||
|
РМ4-14 |
СЧ-40 |
До 16 |
8 |
14 |
40 |
70 |
6 1 |
10 |
28 |
|
РМ4-18 |
СЧ-50 |
25-70 |
18 |
20 |
60 |
106 |
10 |
10 |
45 |
|
РМ4-26 |
СЧ-60 |
95-150 |
26 |
20 |
68 |
132 |
13 |
12 |
48 |
|
РМ4-28 |
СЧ-70 |
185 |
28 |
20 |
72 |
132 |
15 |
12 |
52 |
Таблица 5.20.
Размеры распорок Р
|
Маркоразмер |
Сечение жил кабеля, мм2 |
Размеры, мм (рис. 5.4.4.) |
||||||||
|
распорки |
муфты |
d |
d2 |
D3 |
R |
S |
Д |
К |
М |
|
|
Трехжильные кабели |
||||||||||
|
Р1-3 |
СЧ-50 |
До 35 |
14 |
|
|
2 |
12 |
50 |
|
|
|
Р2-3 |
СЧ-50 |
50-95 |
22 |
26 |
18 |
2 |
15 |
58 |
3 |
9 |
|
Р3-3 |
СЧ-60 |
120-185 |
28 |
|
|
3 |
15 |
64 |
|
|
|
Р4-3 |
СЧ-70 |
240 |
32 |
|
|
3 |
15 |
68 |
|
|
|
Четырехжильные кабели |
||||||||||
|
Р1-4 |
СЧ-40 |
До 16 |
8 |
|
|
1 |
12 |
44 |
|
|
|
Р2-4 |
СЧ-50 |
25-70 |
18 |
26 |
18 |
2 |
15 |
54 |
3 |
9 |
|
P3-4 |
СЧ-60 |
95-150 |
26 |
|
|
3 |
15 |
62 |
|
|
|
P4-4 |
СЧ-70 |
185 |
28 |
|
|
3 |
15 |
64 |
|
|
5.4.8. Фарфоровые распорки установить на изолированной части каждой жилы с обеих сторон от соединительной гильзы.
Распорки марки РМ установить до соединения жил, распорки марки Р - после соединения жил.
Распорки закрепить на жилах подмоткой хлопчатобумажной лентой, предварительно проваренной в кабельной массе.
Сверху подмотку закрепить несколькими витками хлопчатобумажной пряжи.
5.4.9. Соединить жилы кабелей любым из общепринятых способов согласно указаниям в разделе 3.
5.4.10. Оболочку и бронеленты каждого из соединяемых кабелей заземлить отдельным заземляющим проводом, оставив свободным конец провода, оконцованный наконечником.
Технология присоединения и сечение заземляющего провода должны соответствовать требованиям главы 2.4.
5.4.11. Отметив на соединяемых кабелях места расположения горловин муфты, выполнить на этих участках кабеля подмотку смоляной лентой.
Наружный диаметр подмотки должен быть на 5-6 мм больше внутреннего диаметра горловины муфты.
5.4.12. Соединенные жилы кабеля уложить в расположенную строго горизонтально нижнюю половину корпуса муфты, тщательно очищенную и высушенную пламенем газовой горелки или паяльной лампы.
Место соединения жил должно быть расположено посередине корпуса муфты.
5.4.13. В паз нижней половины корпуса муфты уложить прокладку из маслостойкой резины или пенькового канатика, проваренного в битуме.
5.4.14. Концы заземляющих проводов с наконечниками присоединить к контактным площадкам нижней половины корпуса муфты.
5.4.15. Верхнюю половину корпуса муфты, имеющую по всему периметру уплотнительный выступ, наложить на нижнюю половину и закрепить болтами, равномерно затягивая их.
5.4.16. Заполнить до верха в 2-3 приема корпус муфты битумным составом через заливочное отверстие в верхней половине корпуса муфты.
Выбор марки массы и технология ее заливки приведены в разделе 4.
После остывания массы до температуры окружающей среды, уложить в паз заливочного отверстия пеньковый канатик или прокладку из маслостойкой резины.
Закрепить болтами крышку заливочного отверстия на верхней половине корпуса муфты.
5.4.17. Швы сочленений, горловины корпуса муфты и стягивающие болты покрыть горячим битумным составом при прокладке муфты в земле и асфальтовым лаком при открытой установке в кабельных сооружениях.
Особенности монтажа муфт СЧм.
5.4.18. Изолирование соединительных гильз в муфтах СЧм выполнить подмотками:
- бумажными пропитанными роликами шириной 10 мм (комплексно 1);
- лентой марки ЛЭТСАР.
Толщина подмотки по гильзам 2 мм. Подмотка должна заходить на фазную изоляцию жилы не менее, чем на 50 мм с обеих сторон от гильзы.
Подмотку бумажными роликами закрепить несколькими витками хлопчатобумажной пряжи.
5.4.19. Жилы кабеля в месте соединительных гильз сблизить вплотную.
5.5. Особенности монтажа муфт при использовании алюминиевой оболочки в качестве нулевой жилы.
5.5.1. Технология соединения двух-, трехжильных кабелей с бумажной изоляцией в алюминиевой оболочке напряжением до 1 кВ при использовании оболочки в качестве нулевой жилы не отличается от технологий, приведенных в настоящем разделе (см. гл. 5.2.1; 5.3; 5.4.). Следует только обратить внимание на то, что проводник заземления в этом случае должен быть большим по сечению, нежели у муфт, соединяющих два четырехжильных кабеля ( см. табл. 5.21).
Особенности монтажа соединительных муфт возникают только в случаях соединения трехжильных кабелей в алюминиевой оболочке с четырехжильными.
Выбор сечения медного проводника заземления при соединении кабелей в алюминиевой оболочке, используемой в качестве нулевой жилы
|
Сечение жил кабеля, мм2 |
Сечение медного проводника заземления, мм2 |
|
до 35 |
16 |
|
50 |
35 |
|
70 |
50 |
|
95 |
70 |
|
120; 150 |
95 |
|
185; 240 |
150 |
Приводимая ниже технология допускается только для ремонтных работ, когда возникает необходимость выполнить вставку трехжильного кабеля с бумажной изоляцией в алюминиевой оболочке в линию, выполненную из четырехжильного кабеля и наоборот.
5.5.2. Соединение трехжильного кабеля с бумажной изоляцией в алюминиевой оболочке (при использовании оболочки в качестве нулевой жилы) с четырехжильным кабелем допускается с применением следующих муфт:
- эпоксидных или полиуретановых, марки СЭ; СП;
- чугунных, марки СЧ;
- 4ПСтп.
5.5.3. Существует два способа соединения трех- и четырехжильных кабелей:
- в эпоксидной (полиуритановой) муфте с использованием тройниковой соединительной гильзы (см. рис. 5.5.1, 5.5.2).
- в эпоксидной (полиуритановой ) или чугунной муфте без использования тройниковой соединительной гильзы (см. рис. 5.5.3, 5.5.4).

Рис. 5.5.1. Эпоксидная (полиуритановая)
муфта марки СЭ (СП), используемая для соединения трехжильного и четырехжильного
кабелей в алюминиевой оболочке напряжением до 1 кВ:
1 - трехжильный кабель; 2 - герметизирующая уплотнительная подмотка; 3 -
резиновое уплотнительное кольцо; 4 - четырехлучевая распорная звездочка; 5 -
проводник заземления; 6 - нулевая жила четырехжильного кабеля; 7-тройниковая
соединительная гильза; 8 - четырехжильный кабель.

Рис. 5.5.2. Тройниковая соединительная гильза (см. табл. 5.2.3)

Рис. 5.5.3. Соединение трех- и
четырехжильных кабелей с использованием нулевой жилы четырехжильного кабеля в
качестве нулевого проводника:
1 - трехжильный кабель; 2 - четырехжильный кабель; 3 - нулевая жила
четырехжильного кабеля; 4 - проводник заземления.

Рис. 5.5.4. Соединение трех- и
четырехжильных кабелей с соединением в гильзе нулевой жилы четырехжильного
кабеля с проводником заземления трехжильного кабеля:
1 - трехжильный кабель; 2 - четырехжильный кабель; 3 - удлинение нулевой жилы
четырехжильного кабеля; 4 - проводник заземления четырехжильного кабеля.
5.5.4. При соединении трехжильного и четырехжильного кабелей в эпоксидной (полиуритановой) муфте с использованием тройниковой соединительной гильзы основные технологические операции выполняются в соответствии с разд. 3. Выбор сечения проводников заземления и соединение их с броней и оболочками выполняется в соответствии с гл. 2.3. Особенности монтажа такой муфты изложены в п. 5.5.5.
5.5.5. Монтаж эпоксидной (полиуритановой) муфты с использованием тройниковой соединительной гильзы выполняется со следующими особенностями (см. рис. 5.5.1):
- после разделки соединяемых кабелей, медные проводники заземления присоединяются проволочными бандажами к предварительно облуженным местам оболочек и брони и припаиваются;
- разводятся жилы концов кабелей. Жилы четырехжильного кабеля разводятся в установленном порядке, а жилы трехжильного кабеля разводятся таким образом, чтобы они совпали с положением трех жил четырехжильного кабеля;
-выполняется контактное соединение трехжильного кабеля и трех жил четырехжильного кабеля;
- в тройниковой гильзе пайкой выполняется соединение предварительно облуженных концов двух проводников заземления и нулевой жилы четырехжильного кабеля;
- устанавливаются четырехлучевые распорные звездочки. При этом проводник заземления трехжильного кабеля должен быть уложен по оси нулевой жилы четырехжильного кабеля, а проводник заземления четырехжильного кабеля укладывается в соответствии с рекомендациями гл. 5.3. Геометрические размеры тройниковой соединительной гильзы см. табл. 5.22. Выбор маркоразмера эпоксидной (полиуритановой) муфты производится по табл. 5.23.
Таблица 5.22.
Маркоразмеры эпоксидной (полиуритановой) соединительной муфты для соединения кабелей с алюминиевой оболочкой, используемой в качестве нулевой жилы с применением соединительной тройниковой гильзы
|
Сечение жил соединяемых кабелей, мм2 |
Марка соединительной муфты |
Основные размеры муфт, мм |
|||||
|
СЭ |
СЭ |
||||||
|
L |
D |
d |
L |
D |
d |
||
|
до 120 |
СЭ-1 или СП-1 |
670 |
76 |
50 |
570 |
85 |
50 |
|
150-240 |
СЭ-2 или СП-2 |
720 |
86 |
55 |
620 |
95 |
55 |
Таблица 5.23.
Размеры тройниковой гильзы
|
Сечение, мм2 |
Размеры мм (рис. 5.5.2) |
||||||
|
Основных жил кабеля |
Перемычки |
a1 |
а2 |
б |
в |
г |
д |
|
до 50 |
до 25 |
50 |
25 |
8,0 |
10,0 |
1,0 |
10 |
|
70-120 |
35-50 |
70 |
35 |
10,5 |
12,5 |
1,5 |
14 |
|
150-185 |
70 |
70 |
35 |
14,0 |
17,0 |
1,5 |
14 |
5.5.6. Соединение жилы с проводником заземление может быть выполнено и без тройниковой гильзы:
а) Если четырехжильный кабель имеет медные многопроволочные жилы с сечением нулевой жилы до 150 мм2 и длина этого кабеля позволяет выполнить удлиненную разделку нулевой жилы, то ее можно использовать (см. табл. 5.21) в качестве проводника заземления, припаяв к алюминиевой оболочке и броне трехжильного кабеля (см. рис. 5.5.3). К броне и оболочке четырехжильного кабеля при этом припаиваются медный проводник заземления соответствующего сечения (см. п. 2.4.2). Свободные концы проводников заземления присоединяются к болтам заземления чугунного кожуха (при использовании муфты марки СЧ см. гл. 5.4) или соединяются между собой (при использовании муфт марки СЭ; СП) в соответствии с рекомендациями гл. 5.3.
б) Во всех других случаях (в т.ч. в случае если четырехжильный кабель имеет алюминиевые жилы) проводник заземления трехжильного кабеля соединяется пайкой с броней, оболочкой и нулевой жилой четырехжильного кабеля в гильзе (см. рис. 5.5.4), а проводник заземления четырехжильного кабеля только с броней и оболочкой. Свободные концы проводников заземления соединяются аналогично п. 5.5.6 а).
5.6. Концевые муфты внутренней установки напряжением 1-10 кВ из термоусаживаемых материалов.
5.6.1.Концевые муфты внутренней установки на напряжение до 1 кВ.
5.6.1.1. Общий вид концевой муфты внутренней установки представлен на рис.5.6.1.

Рис. 5.6.1. Концевая муфта внутренней установки на напряжение 1 кВ:
1 - наконечники; 2 - манжеты (термоусаживаемые трубки); 3 - термоусаживаемые
трубки для защиты изоляции жил; 4 - термоусаживаемая перчатка; 5 - манжета
(термоусаживаемая трубка); 6 - заземляющий провод (рабочий «нулевой»).
5.6.1.2.Маркоразмеры муфт в зависимости от сечения жил приведены в таблице 5.24.
Материалы и изделия, необходимые для монтажа муфт, приведены в таблице 5.25.
Таблица 5.24.
Маркоразмеры концевых муфт внутренней установки на напряжение до 1 кВ
|
Маркоразмер муфт |
Сечение жил кабеля, мм |
|
3КВтп-25\50; 4КВтп-25\50 |
25,35,50 |
|
3КВтп-70\120; 4КВтп-70\120 |
70,95,120 |
|
3КВтп-150\240; |
150,185,240 |
|
4КВтп-150\185 |
150,185 |
Таблица 5.25.
Материалы и изделия для монтажа муфт марки КВтп -1 кВ
|
|
Расход на муфту |
||
|
Материалы или изделия |
ЗКВтп-25\50 |
3 КВтп-70\120 |
3 КВтп-150\240 |
|
|
4 КВтп-25\50 |
4КВтп-70\120 |
4КВтп-150\185 |
|
Комплект термоусаживаемых изделий, шт. |
1 |
1 |
1 |
|
Наконечник, шт. |
Определяется числом и сечением жил кабеля |
||
|
Заземляющий провод, шт. |
1 |
1 |
1 |
|
Проволока медная луженая сеч.2,5 мм2 или стальная оцинкованная Æ 1-1,4 мм, м |
0,8 |
0,8 |
0,8 |
|
Герметик (лента), м |
7 |
7 |
7 |
|
Приспособления для механического закрепления заземляющего провода, шт. |
1 |
1 |
1 |
|
Припой "А", кг |
0,1 |
0,1 |
0,1 |
|
Припой ПОС, кг |
0,05 |
0,05 |
0,05 |
|
Паяльный жир, кг |
0,01 |
0,01 |
0,01 |
|
Лента ПВХ (липкая), кг |
0,003 |
0,003 |
0,003 |
Примечание. Припой «А», ПОС и паяльный жир поставляются при закреплении заземляющего провода способом пайки.
Монтаж концевых муфт внутренней установки напряжением до 1 кВ.
5.6.1.3. Распрямить конец кабеля на длине 1000-1500 мм. Надеть на конец кабеля манжету (термоусаживаемая трубка) и сдвинуть ее на время монтажа вдоль кабеля за бандаж или надрез но шлангу, предварительно обернув поверхность кабеля чистыми бумагой или ветошью. Поверх защитного покрова кабеля наложить бандаж из 2-3 витков стальной проволоки на расстоянии, определяемом по месту присоединения, но не менее 450 мм от конца кабеля. В случае защитного покрова типа Шв выполнить кольцевой надрез по шлангу кабеля на вышеуказанном расстоянии от конца кабеля. Подготовить конец кабеля в соответствии с рис. 5.6.2. Очистить ветошью, смоченной бензином, ступень бронелент 50 мм и оболочку кабеля на длине не менее 200 мм. На расстоянии 150 мм от среза бронелент или шланга выполнить на оболочке кабеля на половину толщины кольцевой надрез и на расстоянии 20 мм от него - второй кольцевой надрез.
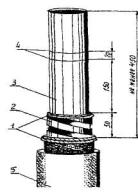
Рис. 5.6.2. Разделка кабеля:
1 - проволочные бандажи; 2 - бронеленты; 3 - металлическая оболочка кабеля; 4 -
кольцевые надрезы на оболочке кабеля; 5 - манжета (термоусаживаемая трубка).
5.6.1.4. Установить заземляющий провод, для чего распустить свободный конец его на длине не менее 100 мм для муфт, монтируемых на кабелях с бронелентами, и 50 мм - на кабелях с защитными покровами типа Шв. При механическом закреплении заземляющего провода места присоединения его к бронелентам и оболочке зачистить до механического блеска напильником, наждачной шкуркой или кардощеткой. Распущенный конец провода плоско уложить на подготовленных местах, как указано на рис. 5.6.3 а,б.
|
|
|
|
рис. 5.6.3а |
рис. 5.6.3б. |

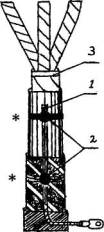
Рис. 5.6.3. Установка заземляющего провода:
1 - заземляющий провод; 2 - хомуты для закрепления заземляющего провода; 3 -
бандаж из ленты ПВХ (липкой).
* Заземление припаивается совместно с бандажом по кругу.
При закреплении провода способом пайки зачищенные места на ступенях бронелент и алюминиевой оболочки облудить припоем «А».
Закрепить на облуженных местах провод проволочными бандажами и припаять оловянно-свинцовым припоем.
Удалить оболочку кабеля и поясную изоляцию с конца кабеля до второго кольцевого надреза на оболочке.
Развести жилы кабеля по шаблону или вручную через палец. Радиус изгиба жил - не менее 10-кратной высоты сектора или диаметра жилы по изоляции. Снять поясок оболочки (20 мм). Закрепить концы поясной и фазной изоляции бандажом из ленты ПВХ.
5.6.1.5. Обезжирить участки оболочки и бронелент, включая узел «заземления». Аккуратно прогреть горелкой места установленных хомутов. Подмотать один слой герметика на подготовленные участки. При необходимости дополнительно подмотать герметик, сглаживая выступы хомутов.
Надвинуть манжету на подготовленный участок на 5 мм выше края оболочки и усадить ее начиная с середины манжеты, затем перемещая горелку вверх или вниз согласно рис. 5.6.4.

Рис.5.6.4 Установка манжеты (термоусаживаемой трубки) для защиты
оболочки:
1 - манжета (термоусаживаемая трубка); 2 - подмотка герметиком; 3 - бандаж из
ленты ПВХ (липкой).
5.5.1.6. Обезжирить поверхность фазной и поясной изоляцией. Надеть на конец разделанного кабеля термоусаживаемую перчатку до упора в «корешок» разделки кабеля.
Усадить перчатку, начиная с основания «пальцев», а затем перемещая горелку вверх или вниз согласно рис. 5.6.5.

Рис. 5.6.5. Усадка перчатки.
5.6.1.7. После небольшого остывания перчатки (герметик при прикосновении прилипает) на «пальцы» перчатки намотать в один слой герметик.
Надеть на каждую жилу кабеля трубку до упора в основание «пальцев» перчатки. Усадить по отдельности каждую трубку, начиная с основания «пальцев» перчатки согласно рис. 5.6.6.
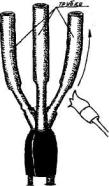
Рис. 5.6.6. Усадка трубок на жилах кабеля.
5.6.1.8. После остывания трубок снять с каждой жилы фазную изоляцию на длине, равной трубчатой части наконечника плюс 5 мм.
Зачистить поверхность оголенных участков жил и произвести оконцевание жил наконечниками, опрессовкой или болтовым сжимом.
Обезжирить на каждой жиле цилиндрическую часть наконечника и трубку по жиле на длине 50-60 мм. Нанести герметик на подготовленные поверхности.
Надеть на каждую жилу манжету и усадить их (рис. 5.6.7).
Монтаж муфты окончен.
Дайте муфте остыть прежде, чем подвергнуть какому-либо механическому воздействию.

Рис. 5.6.7. Усадка манжеты на наконечник.
5.6.2. Концевые муфты внутренней установки 6, 10 кВ из термоусаживаемых материалов.
Вариант I
5.6.2.1. Общий вид концевой муфты внутренней установки на напряжение 6,10 кВ представлен на рис. 5.6.8.
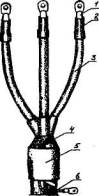
Рис. 5.6.8. Концевая муфта внутренней установки на напряжение 6,10
кВ:
1 - наконечники; 2 - манжеты (термоусаживаемая трубка); 3 - термоусаживаемые
трубки для зашиты изоляции жил; 4 - перчатка; 5 - манжета (термоусаживаемые
трубки ); 6 - заземляющий провод.
5.6.2.2. Маркоразмеры муфт в зависимости от сечения жил кабеля приведены в табл.5.26.
Таблица 5.26.
Маркоразмеры концевых муфт внутренней установки напряжением 6,10 кВ
|
Маркоразмер муфт |
Сечение жил кабеля, мм2 |
|
КВтп6-25\50; КВтп10-25\50 КВтп6-70\120; КВтп10-70\120 КВтп6-150\240; КВтп10-150\240 |
25,35,50 70,95,120 150,185,240 |
Материалы и изделия, необходимые для монтажа муфт, приведены в таблице 5.27.
Таблица 5.27.
Материалы и изделия для монтажа концевых муфт внутренней установки на напряжение 6,10 кВ
|
Материалы или изделия |
Расход на муфту |
||
|
КВтп6-25/50 КВтп10-25/50 |
КВтп6-70\120 КВтп10-70\120 |
КВтп6-150\240 КВтп10-150\240 |
|
|
Комплект термоусаживаемых изделий, шт. |
1 |
1 |
1 |
|
Наконечник, шт. |
3 |
3 |
3 |
|
Заземляющий провод, шт. |
1 |
1 |
1 |
|
Проволока медная луженая сеч. 2,5 мм или стальная оцинкованная Æ 1-1,4 мм, м |
1 |
1 |
1 |
|
Герметик для заполнения перчатки, кг |
0,15 |
0,2 |
0,25 |
|
Герметик для герметизации термоусаживаемых изделий, м |
5 |
5 |
7 |
|
Припой "А", кг |
0,03 |
0,03 |
0,03 |
|
Припой ПОС, кг |
0,05 |
0,05 |
0,05 |
|
Паяльный жир, кг |
0,01 |
0,01 |
0,01 |
|
Лента ПВХ (липкая), кг |
0,005 |
0,005 |
0,005 |
|
Стеклолента, м |
2 |
2 |
2 |
Примечание. Припои «А» и «ПОС» и паяльный жир поставляются при соединении заземляющего провода способом папки.
Монтаж концевых муфт внутренней установки на напряжение 6, 10 кВ.
5.6.2.3. Распрямить конец кабеля на длине 1000-1500 мм. Надеть на конец кабеля манжету (термоусаживаемую трубку) и сдвинуть ее на время монтажа за бандаж или кольцевой надрез, предварительно обернув поверхность кабеля чистыми бумагой или ветошью. Поверх бронелент кабеля наложить бандаж из 2-3 витков проволоки на расстоянии, определяемом по месту присоединения, но не менее 1000 мм от конца кабеля. В случае защитного покрова типа Шв выполнить кольцевой надрез по шлангу кабеля на указанном расстоянии от конца кабеля.
Подготовить конец кабеля в соответствии с рис. 5.6.9.

Рис. 5.6.9. Подготовка конца кабеля:
1 - проволочный бандаж; 2 - бронеленты; 3 - металлическая оболочка кабеля; 4 -
кольцевые надрезы на оболочке кабеля; 5 - манжета (термоусаживаемая трубка).
Очистить ветошью, смоченной бензином, ступень бронелент на длине 50 мм и оболочку кабеля на длине не менее 200 мм; на расстоянии 150 мм от среза бронелент или шланга выполнить на оболочке на половину толщины кольцевой надрез и на расстоянии 35 мм от него - второй кольцевой надрез.
5.6.2.4. Разложить заземляющий провод, для чего распустить свободный конец его на длине не менее 100 мм для муфт, монтируемых на кабелях с бронелентами, и 50 мм - на кабелях с защитными покровами типа Шв.
При закреплении провода способом пайки зачищенные места на ступенях бронелент и алюминиевой оболочки облудить припоем «А».Закрепить на облуженных местах провод проволочными бандажами и припаять оловянно-свинцовым припоем (рис 5.6.10.).

Рис. 5.6.10. Пайка заземляющего провода:
1 - заземляющий провод; 2 - места пайки заземляющего провода к оболочке и
бронелентами кабеля.
Удалить оболочку кабеля и поясную изоляцию с конца кабеля до второго кольцевого надреза.
Развести жилы кабеля по шаблону или вручную через палец. Радиус изгиба жил - не менее 10-кратной высоты сектора или диаметра жилы по изоляции. Закрепить концы фазной изоляции бандажом из ленты ПВХ (липкой) (рис 5.6.11).

Рис. 5.6.11. Разводка жил.
5.6.2.5. Надеть на каждую жилу маслоотделительную трубку до упора в «корешок» разделки кабеля. Усадить каждую трубку начиная с «корешка» в направлении конца жилы. Убедиться, что трубки усажены равномерно и не имеют карманов воздуха или масла. Снять поясок оболочки (35 мм). Закрепить поясную изоляцию бандажом из ленты ПВХ (липкой) (рис.5.6.12).

Рис. 5.6.12. Усадка маслоотделительных трубок:
1 - маслоотделительные трубки; 2 - бандаж по поясной изоляции.
5.6.2.6. Из герметика, служащего для заполнения перчатки, приготовить конусные вкладыши; центральный из боковых (рис. 5.6.13а).
|
Рис. 5.6.13а. |
Рис. 5.6.13б. |
|
Рис. 5.6.13. Подмотка «корешка» разделки кабеля: |
|


Центральный вкладыш вставить в «корешок» разделки кабеля (пространство между 3-мя жилами) и уплотнить его, чтобы расстояние от края герметика до среза оболочки не превышало 70 мм.
Боковые вкладыши вставить в промежутки между каждыми двумя жилами и также тщательно уплотнить. Затем тем же герметиком, из которого сделаны вкладыши, выполнить подмотку поверх боковых вкладышей и поясной изоляцией с заходом на оболочку на 20 мм (рис.5.6.13б, поз.2).
При намотке герметик вытягивать, чтобы ширина ленты при намотке составляла 50 % от исходной.
По окончании подмотки ее диаметр должен превышать диаметр оболочки кабеля не менее, чем на 8 мм.
Затем от края подмотки указанным герметиком выполнить по оболочке однослойную подмотку герметиком (лентой), служащим для герметизации термоусаживаемых изделий (рис.5.6.13б, поз.3).
5.6.2.7. Надеть на конец кабеля трубку-экран и надвинуть ее на подмотку в «корешке». Трубку-экран расположить на подмотке, как указано на рис. 5.6.14а. Нижний конец должен заходить не менее чем на 30 мм на чистую поверхность оболочки кабеля. Усадить трубку, начиная сверху. После усадки манжета должна иметь вид конуса с раструбом вверх.
Выдавливание герметика из-под манжеты не допускается. Поверх трубки намотать герметик с заходом на оболочку и бронеленты по всей длине (рис. 5.6.14б).

Рис. 5.6.14. Установка трубки-экрана и подмотка герметиком (ленты)
по оболочке и ступени бронелент кабеля:
1 - подмотка герметиком «корешка» разделки кабеля; 2 - трубка-экран; 3 -
подмотка герметиком (лентой) по трубке-экрану, оболочке и ступени бронелент
кабеля.
5.6.2.8. Надеть на конец разделанного кабеля термоусаживаемую перчатку до упора в изолированный «корешок» разделки кабеля. Усадить перчатку в последовательности, указанной на рис. 5.6.15а. Намотать герметик на «пальцы» перчатки (с нахлестом на 20 мм на трубку по жиле) и на цилиндрическую часть (корпус) перчатки (рис 5.6.15б).

Рис. 5.6.15. Усадка перчатки и подмотка герметиком (лентой)
перчатки:
1 - перчатка; 2 - подмотка герметиком (лентой)
5.6.2.9. Надеть на каждую жилу кабеля (поверх маслоотделительной трубки) термоусаживаемую трубку до упора в основание «пальцев» перчатки. Усадить по отдельности каждую трубку, начиная с основания «пальцев» перчатки (рис.5.6.16а).
Надвинуть манжету на подмотку герметиком по перчатке. Усадить манжету, начиная с середины, а затем перемещая горелку вверх или вниз (рис 5.6.16б).
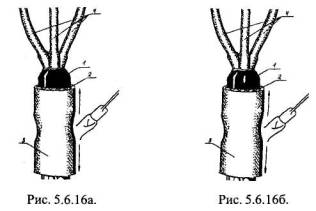
Рис. 5.6.16. Усадка трубок и манжеты:
1 - перчатка; 2 - подмотка герметиком (лентой) по перчатке; 3 - манжета
(термоусаживаемая трубка); 4 - трубки.
5.6.2.10. Снять с каждой жилы фазную изоляцию на длине равной трубчатой части наконечника плюс 5 мм.
Зачистить поверхности оголенных участков жил и произвести оконцевания жил наконечниками опрессовкой или болтовым сжимом.
Обезжирить на каждой жиле цилиндрическую часть наконечника и трубку по жиле на длине 50-60 мм. Подмотать герметик (ленту) на подготовленные поверхности. Надеть на каждую жилу манжету и усадить ее.
Монтаж муфты окончен. Дайте ей остыть прежде, чем подвергнуть ее какому-либо механическому воздействию.
5.6.3. Концевые муфты внутренней установки из термоусаживаемых материалов КВтп.
Вариант II (Разработка ЭМОН)
5.6.3.1. Маркоразмеры муфт КВтп (вариант П) приведены в табл. 5.27а
Таблица 5.27а.
|
Размер муфты |
Рабочее напряжение, кВ |
Сечение жил кабеля, мм |
|
3КВтп-1435-70) |
1 |
35; 50;70 |
|
3КВтп-Н95-150) |
1 |
95; 120; 150 |
|
3КВтп-1495-150) |
1 |
95; 120; 150 |
|
4КВтп-Н35-50) |
1 |
35; 50 |
|
4КВтп-1-(70-120) |
1 |
70; 95; 20 |
|
4КВТО-1-П50-240) |
1 |
15; 185 |
|
3КВтп-10435-70) |
10 |
35; 50; 70 |
|
3КВт-10495-150) |
10 |
95; 120; 150 |
|
3КВта-104185-240) |
10 |
150; 185; 240 |
Распрямить кабель на длине 1500 мм. Поверх защитного джутого покрова кабеля наложить бандаж из 2-3-х витков стальной оцинкованной проволоки на расстоянии, определяемом по месту присоединения, но не менее 450 мм от конца кабеля. Кабельную пряжу разматывают от конца кабеля до бандажа. В случае защитных покровов типа Шв или Шн выполнить концевой надрез по шлангу кабеля.
5.6.3.2. Броня кабеля подрезается по кромке бандажа бронерезкой или ножовкой с ограничителем, после чего броня и подушка под ней разматываются и удаляются. Для удаления сульфатной бумаги и битумного состава допускается подогрев их беглым огнем газовой горелки или паяльной лампы. Оболочка кабеля очищается салфеткой, смоченной в бензине или ацетоне. На расстоянии 80 мм от среза брони на оболочке выполняется первый кольцевой надрез и на расстоянии 25 мм от первого - второй (рис. 5.6.17а).
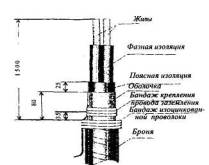
Рис. 5.6.17а. Разделка кабеля с бумажной изоляцией.
5.6.3.3. Если кабель имеет полимерную оболочку и броню, то разделка конца кабеля осуществляется в той же последовательности, что и для кабеля с бумажной изоляцией (рис. 5.6.17б).

Рис. 5.6.17б. Разделка кабеля с пластмассовой изоляцией.
На оболочке кабеля выполняются концевой и продольный надрезы на половину его толщины, после чего шланг на надрезанном участке удаляют. На броню кабеля накладывают бандаж из стальной оцинкованной проволоки.
5.6.3.4. Провод заземления присоединяют к оболочке кабеля и бронелентам при помощи бандажей из оцинкованной стальной проволоки с последующей пропайкой припоем ПОС.
Предварительно места припайки провода заземления к оболочке кабеля и бронелентам должны быть зачищены и облужены (алюминиевым припоем - А). При лужении применяют паяльный жир.
Конец припаиваемого провода заземления должен заходить за оболочку на расстоянии не более 35 мм от среза брони. Оболочка кабеля удаляется от конца до второго кольцевого надреза. На расстоянии 25 мм от верха оболочки нитками х/б наложить бандаж на поясную изоляцию, которая удаляется путем разматывания лент от конца кабеля и обрывается у края бандажа (рис. 5.6.18).

Рис. 5.6.18.
5.6.3.5. Термоусаживаемые трубки обрезают таким образом, чтобы верхний конец трубки перекрывал всю длину разделанной жилы, а нижняя часть трубки доходила до ступеней поясной изоляции кабеля. Жилы кабеля разводят. Термоусаживаемые трубки надевают на жилы и усаживают их, начиная от корешка разделки с помощью равномерного прогрева пламенем газовой горелки. Пламя горелки должно быть размытым, желтоватого цвета. После усадки трубки должны плотно облегать жилы, не иметь морщин и складок. На жилы кабеля, имеющие ПВХ изоляцию, трубки не усаживают.
Из имеющегося в комплекте заполняющегося состава изготовить конус высотой 30 мм и диаметром 15 мм и, после разведения жил, плотно вложить в корешковую часть разделки и между жилами (рис. 5.6.19).

Рис. 5.6.19
5.6.3.6. Оболочку кабеля подогревают до температуры 60°С, сближают концы кабеля и надевают так, чтобы каждая жила попала в отверстие соответствующего «пальца».
5.6.3.7. Жилы разводят и, начиная от середины, усаживают перчатку сначала на оболочку кабеля, затем на изолированные трубками жилы. При усадке перчатки необходимо следить за расплавлением клеевого слоя. После усадки перчатка должна плотно облегать оболочку и жилы кабеля. По периметру перчатки, усаженной на оболочку, и ее пальцев должен быть заметен выступивший расплавленный клей.

5.6.3.8. При монтаже муфт на напряжение 10кВ, после усадки перчатки, на жилы кабеля вторично усаживают термоусаживаемые трубки и изолятор (рис. 5.6.21).

Рис. 5.6.21.
5.6.3.9. Термоусаживаемые манжеты надевают на жилы и сдвигают в корешок разделки.
Жилы кабеля оконцовывают. Надвигают манжеты на место оконцевания жил и усаживают их, начиная от середины.
После усадки манжета должна плотно облегать место оконцевания жилы и трубку на жиле кабеля. По периметру торцов манжеты должен быть заметен выступивший расплавленный клей. Оболочка кабеля и место пайки провода заземления защищают от коррозии термоусаживаемой манжетой.
После монтажа необходимо убедиться, что все детали усажены полностью и не имеют морщин и местных впадин, в местах сопряжения деталей между собой и с элементами кабеля должен быть виден выступивший клей.
При обнаружении неполной усадки проводят повторную усадку.
Монтаж муфты 4КВтп на трехжильных кабелях с алюминиевой оболочкой напряжением 1кВ при использовании ее в качестве нулевого провода.
5.6.3.10. Удалить защитный покров (джут или шланг) с конца кабеля до бандажа (кольцевого надреза).
Для кабелей с бронелентами на расстоянии 50 мм от первого бандажа на бронеленты наложить второй бандаж из 2-3-х витков стальной проволки. Удалить (смотать) бронеленты с конца кабеля до второго бандажа. Ленты отрезать бронерезкой.
Сняв подушку, очистить ветошью, смоченной бензином, ступень бронелент и оболочку на расстоянии не менее 250 мм от среза бронелент или шланга.
На расстоянии 200 мм от среза бронелент или шланга выполнить на оболочке кольцевой надрез на половину толщины оболочки и на расстоянии 20 мм от нее - второй кольцевой надрез, очистив оболочку.
На расстоянии 100 мм от второго кольцевого надреза по оболочке в сторону «корешка» кабеля произвести облуживание (алюминиевый и оловянно-свинцовый припои) оболочки кабеля полностью по окружности, а также ступени бронелент для кабеля с бронелентами.
Распустить конец нулевого провода на длине не менее 100 мм и разложить его на облуженной поверхности кабеля, закрепив бандажом из 5,6 витков стальной проволоки.
Произвести припайку нулевого и заземляющего проводов и закрепляющих их бандажей к оболочке по всей окружности.
Отогнуть нулевой провод и закрепить его на кабеле временным бандажом (рис. 5.6.22). Сечение нулевого провода должно соответствовать величинам нижеприведенной таблицы.
Таблица 5.27б.
|
Сечением жил, мм2 |
Сечением нулевого провода, мм2 |
|
35,50 |
25 |
|
70, 95, 120 |
70 |
|
120, 185,240 |
120 |

5.6.3.11. Разделать конец кабеля (удалить оболочку и поясную изоляцию) в соответствии с рисунком 5.6.23.

Рис. 5.6.23.
5.6.3.12. Жилы кабеля у ступени поясной изоляции временно подмотать стеклолентой на длине не менее 100 мм.
Надеть на конец кабеля манжету (трубку ТУТ) длиной 100 мм и сдвинуть ее вплотную к месту припайки нулевого провода, чтобы была закрыта ступень поясной изоляции.
Произвести усадку манжеты (рис. 5.6.24).

Рис. 5.6.24.
5.6.3.13. Снять временный бандаж с нулевого провода. Уложить распущенные проволоки нулевого провода на поверхности манжеты, скрепив их 1-2-мя бандажами (можно из ленты ПВХ).
5.6.3.14. Надеть на нулевой провод термоусаживаемую трубку длиной 300 мм и надвинуть ее до упора в бандаж на манжете. Конец трубки должен располагаться внахлест с манжетой (рис. 5.6.25). Усадить трубку, начиная от конца, заходя на манжету (рис. 5.6.26).

Рис.5.6.25.

Рис. 5.6.26.
После окончания усадки снять временную подмотку стеклолентой.
Все последующие операции выполняются в соответствии с указаниями настоящей главы.
5.7. Концевые эпоксидные и полиуретановые муфты внутренней установки для кабелей напряжением 1, 6 и 10 кВ.
5.7.1. Концевые муфты с корпусом из эпоксидного или полиуретанового компаундов и трубками для герметизации жил предназначены для оконцевания кабелей внутри помещений, а также для наружных установок при условии полной защиты заделок от непосредственного воздействия атмосферных осадков, запыления и солнечных лучей. Эти заделки устанавливают в любом положении и применяют в зависимости от условий окружающей среды (см. табл. 1.6.3)
5.7.2. Концевые эпоксидные и полиуретановые муфты КВЭ и КВП (рис. 5.7.1) применяют следующих исполнений: КВЭтв и КВПтв - с термоусаживаемыми поливинилхлоридными трубками; КВЭтп и КВПтп - с термоусаживаемыми п.э. трубками.

Рис. 5.7.1. Концевая муфта внутренней установки КВЭ(КВП).
Общий вид.
1 - наконечник; 2 - бандаж у наконечника; 3 - слой лака КО-916; 4 - трубка
герметизирующая; 5 - жила кабеля; 6 - изоляция жилы кабеля; 7 - крышка формы; 8
- форма литьевая пластмассовая; 9 - бандаж нитяной; 10 - поясная изоляция кабеля;
11 - полупроводящий слой кабеля; 12 - металлическая оболочка кабеля; 13 -
проводник заземления; 14 - проволочный бандаж; 15, 16 - места пайки; 17 -
проволочный бандаж; 18 - бронелента; 19 - корпус.
Корпус муфты отливают из эпоксидного или полиуретанового компаундов в пластмассовой форме (рис.5.7.2). При отсутствии такой формы корпус муфт отливать в съемной форме из бумаги, покрытой полиэтиленовой пленкой, пластмассы или из металла.

Рис. 5.7.2. Литьевой пластмассовый корпус.
Общий вид.
Таблица к рисунку 5.7.2.
|
Маркоразмер муфты |
Геометрические размеры, мм |
|||
|
d1 |
d2 |
D3 |
L |
|
|
КВЭ-10-3х-35 КВП-10-3х-35 |
31 |
35 |
41 |
210 |
|
КВЭ-10-3х-70 КВП-10-3х-70 |
35 |
41 |
47 |
215 |
|
КВЭ-10-3х-120 КВП-10-3х-120 |
41 |
47 |
53 |
220 |
|
КВЭ-10-3х-150 КВП-10-3х-150 |
47 |
53 |
57 |
230 |
|
КВЭ-10-3х-240 КВП-10-3х-240 |
49 |
57 |
65 |
225 |
5.7.3. Марку концевой муфты КВЭ и КВП в зависимости от напряжения и сечения жил кабеля выбирают по табл. 5.28. Приведенные в этой таблице размеры относятся ко всем исполнениям муфт КВЭ и КВП.
Таблица 5.28.
Маркоразмеры концевых муфт КВЭ и КВП*
|
Маркоразмер заделки |
Сечение жил кабеля, мм2, при напряжении, кВ |
|||
|
Трехжильного до1 |
Четырехжильного до1 |
6 |
10 |
|
|
КВЭ-1, КВП-1 КВЭ-2, КВП-2 КВЭ-3, КВП-3 КВЭ-4, КВП-4 КВЭ-5, КВП-5 КВЭ-6, КВП-6 |
до 70 95 120-150 185 240 - |
до 50 - - - 70-95 120-185 |
10-35 50 70-95 120-150 185 240 |
- 16-35 50-70 95-120 150 185-240 |
*Пластмассовые и другие формы могут иметь различное конструктивное исполнение, но размеры не менее указанных в таблице (пример пластмассовой формы показан на рис. 5.7.2).
Монтаж муфт КВЭтв и КВПтв.
5.7.4. Кабель разделывают согласно указаниям, приведенным в п. 2.3. Размеры разделки приведены в табл. 5.30.
Таблица 5.30.
Размеры разделки кабеля (см. п. 2.3.)
|
Маркоразмер разделки |
Размеры, мм (рис. 2.6.) |
||
|
А |
О |
П |
|
|
КВЭ-1, КВП-1 КВЭ-2-КВЭ-6 KBП-2-KBП-6 |
Ж+60
Ж+75 |
35
50 |
25
25 |
Примечания: 1. Длина разделки жил (размер Ж) должна быть принята в зависимости от условий присоединения, но не менее 150 мм для кабелей до 1 кВ, 250 мм - при 6 кВ и 400 мм при 10 кВ.
2. Размер П определяется способом оконцевания жил.
5.7.5. Провод заземления припаивают к металлической оболочке и броне кабеля с соблюдением следующих требований:
конец провода заземления, припаиваемый к оболочке и броне, должен быть расплетен на участке длиной 100 мм так, чтобы он на этом участке имел минимальную толщину;
провод заземления должен быть уложен на ступенях брони и оболочки на расстоянии не более 35 мм от среза брони или шланга и припаян к ним.
5.7.6. Ступени оболочки, полупроводящей бумаги, поясной изоляции, изоляции жил и оголенные участки жил тщательно протирают чистой бязевой салфеткой, слегка смоченной в бензине Б-70.
5.7.7. Диаметр кабеля по броне измеряют штангенциркулем в месте припайки провода заземления. У кабеля без брони ( например, ААШв) этот диаметр измеряют в месте припайки провода заземления к металлической оболочке.
По таблице к рис. 5.7.2. выбирают соответственный диаметр горловины корпуса и ножом отрезают ступени горловины меньшего размера.
5.7.8. Пластмассовую форму надевают на разделку кабеля и сдигают вниз. Предварительно кабель обертывают чистой бумагой или тканью для предохранения от загрязнения внутренней поверхности пластмассовой формы.
5.7.9. Материалы и изделия для монтажа муфт КВЭ, КВП всех размеров приведены в табл. 5.29.
Таблица 5.29.
Материалы и изделия для монтажа муфт КВЭ, КВП
|
Материал или изделие |
Расход материала или изделий на заделку |
|||||
|
КВЭ-1 |
КВЭ-2 |
КВЭ-3 |
КВЭ-4 |
КВЭ-5 |
КВЭ-6 |
|
|
КВП-1 |
КВП-2 |
КВП-3 |
КВП-4 |
КВП-5 |
КВП-6 |
|
|
Форма пластмассовая, шт. |
1 |
1 |
1 |
1 |
1 |
1 |
|
Крышка формы, шт. |
1 |
1 |
1 |
1 |
1 |
1 |
|
Мешалка, шт. |
1 |
1 |
1 |
1 |
1 |
1 |
|
Лоток, шт. |
1 |
1 |
1 |
1 |
1 |
1 |
|
Бандаж металлический в сборе, шт. |
6 |
6 |
6 |
6 |
6 |
6 |
|
Трубка, шт. термоусаживаемая полиэтиленовая, или кремнийорганическая |
3 |
3 |
3 |
3 |
3 |
3 |
|
Смесь эпоксидного компаунда К-176, |
0,45 |
|
|
|
|
|
|
или К-115, или Э-2200 с пылевидным кварцем Кп-3, кг |
|
0,7 |
0,83 |
1,1 |
1,4 |
2,0 |
|
Отвердитель, кг |
0,018 |
|
|
|
|
|
|
Полиэтиленполиамин (для компаундов К-176, К-115) |
|
0,028 |
0,034 |
0,045 |
0,056 |
0,080 |
|
или диэтилентриамин (для Э-2200) |
0,018 |
|
|
|
|
|
|
или УП-00663М (для К-176 и К-115), кг |
0,041 |
0,028 |
0,034 |
0,045 |
0,056 |
0,080 |
|
Жир паяльный, кг |
0,025 |
0,63 |
0,075 |
0,099 |
0,125 |
0,180 |
|
Лак кремний органический КО-916, кг |
0,03 |
0,025 |
0,025 |
0,025 |
0,025 |
0,025 |
|
Лента поливинилхлоридная ПВХ шириной 20 мм толщиной 0,2 мм, кг |
0,03 |
0,03 |
0,04 |
0,04 |
0,05 |
0,05 |
|
Лента самослипающаяся марки ЛЕТСАР-КФ0,5, кг |
0,1 |
0,03 |
0,04 |
0,04 |
0,04 |
0,04 |
|
Нитки хлопчатобумажные, м |
3 |
0,1 |
0,1 |
0,15 |
0,15 |
0,15 |
|
Парафин, кг |
0,1 |
0,3 |
0,3 |
0,5 |
0,5 |
0,6 |
|
Припой, кг: |
0,3 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
|
ПОССу 30-0,5 или ПОС 40 |
0,05 |
0,35 |
0,4 |
0,45 |
0,5 |
0,5 |
|
А, кг |
|
0,05 |
0,06 |
0,06 |
0,06 |
0,06 |
|
Провод медный луженый гибкий класса IV, оконцованный наконечником, шт. |
1 |
1 |
1 |
1 |
1 |
1 |
|
Проволока стальная оцинкованная диаметром 1-1,4 мм, м |
2,0 |
2,0 |
2,5 |
2,5 |
2,5 |
2,5 |
|
Салфетка бязевая площадью 0,009 м2, шт. |
2 |
2 |
2 |
2 |
2 |
2 |
|
Ветошь обтирочная, кг |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
Примечания. 1. Количество припоя ПОССу
30-0,5 (или ПОС 40) приведено для оконцевания наконечников пайкой. При другом
способе оконцевания количество припоя сокращается до 0,06 кг.
2. Длина поставляемых заводами трубок составляет 1 м.
5.7.10. Жилы кабеля, разделанные и разведенные, обезжиривают бензином Б-70 или ацетоном, после чего их подматывают в разбежку липкой поливинилхлоридной лентой для предохранения бумажной изоляции от развертывания при надевании трубок.
5.7.11. Крышку пластмассовой формы надевают на разведенные жилы и сдвигают ее по возможности вниз.
5.7.12. Жилы кабеля оконцовывают наконечниками согласно указаниям, приведенным в разделе 3.
5.7.13. Подмотку у наконечников из ленты ЛЭТСАР выполняют следующим образом:
проверяют трубчатую часть наконечника. Она должна быть ровной, при обнаружении заусенцев и выступов их удаляют напильником; трубчатую часть наконечника, жилу кабеля между срезом изоляции и наконечника и прилегающий участок бумажной изоляции длиной 20 мм обезжиривают неэтилированным бензином или ацетоном;
обезжиренную поверхность покрывают тонким слоем лака КО-916 и подсушивают 10-12 мин. Зазор между срезом изоляции жилы и трубчатой частью наконечника заполняют подмоткой из ленты ЛЭТСАР до выравнивания подмотки с изоляцией, после чего продолжают подмотку в два слоя с 50%-ым перекрытием с заходом на изоляцию на 20 мм и всю трубчатую часть наконечника, при этом должен быть обеспечен плавный переход с изоляции на наконечник. Поверхность подмотки и трубчатую часть наконечника вновь покрывают тонким слоем лака КО-916.
5.7.14. Диаметр термоусаживаемых трубок выбирают по таблице 5.31. Длина трубок должна быть выбрана такой, чтобы верхний конец трубки перекрывал всю цилиндрическую часть наконечника, а нижняя часть трубки входила в эпоксидный корпус не менее чем на 50 мм.
Таблица 5.31.
Диаметры трубок для герметизации жил при монтаже заделок КВЭ, КВП
|
Сечение жилы кабеля, мм2 |
Конструкция жилы |
Диаметр, мм, термоусаживаемых трубок при напряжении кабеля, кВ |
Внутренний диаметр, мм, кремнийорганических трубок при напряжении кабеля, кВ |
||||
|
1 |
6 |
10 |
1 |
6 |
10 |
||
|
16 |
Однопроволочная |
12\6 |
16\8 |
16Л8 |
10 |
12 |
12 |
|
|
Многопроволочная |
12\6 |
20\10 |
20\10 |
12 |
14 |
16 |
|
25 |
Однопроволочная |
12\6 |
20\10 |
20\10 |
10 |
12 |
14 |
|
|
Многопроволочная |
16\8 |
20\10 |
20\10 |
12 |
14 |
16 |
|
35 |
Однопроволочная |
16\8 |
20\10 |
20\10 |
12 |
12 |
14 |
|
|
Многопроволочная |
16\8 |
24\12 |
24\12 |
14 |
18 |
20 |
|
50 |
Однопроволочная |
16\8 |
20\10 |
24\12 |
12 |
14 |
16 |
|
|
Многопроволочная |
16\8 |
24\12 |
24\12 |
16 |
20 |
20 |
|
70 |
Однопроволочная |
16\8 |
24\12 |
24\12 |
14 |
18 |
18 |
|
|
Многопроволочная |
20\10 |
24\12 |
24\12 |
18 |
22 |
24 |
|
95 |
Однопроволочная |
20\10 |
24\12 |
24\12 |
16 |
18 |
20 |
|
|
Многопроволочная |
20\10 |
28\14 |
28\14 |
20 |
24 |
26 |
|
120 |
Однопроволочная |
20\10 |
28\14 |
28\14 |
18 |
20 |
22 |
|
|
Многопроволочная |
24\12 |
28\14 |
28\14 |
22 |
24 |
26 |
|
150 |
Однопроволочная |
24\12 |
28\14 |
28\14 |
20 |
24 |
26 |
|
|
Многопроволочная |
24\12 |
32\16 |
32\16 |
24 |
26 |
29 |
|
185 |
Однопроволочная |
24\12 |
32\16 |
32\16 |
22 |
26 |
28 |
|
|
Многопроволочная |
28\14 |
32\18 |
32\18 |
26 |
29 |
31 |
|
240 |
Однопроволочная |
28\14 |
32\18 |
32\18 |
24 |
28 |
29 |
Примечание. Для термоусаживаемых трубок в числителе приведен внутренний диаметр трубки в состоянии поставки, а в знаменателе - после усадки в свободном состоянии.
5.7.15.Термоусаживаемые трубки надевают на трубчатую часть наконечника и усаживают их равномерным обогревом пламенем газовой горелки, передвигая ее от середины трубки сначала вверх, а затем вниз. После остывания трубки излишки длины на наконечниках срезают ножом и уплотняют подмоткой из ленты ЛЭТСАР с лаком КО-916*.
*В случае если трубчатая поверхность наконечника не представляет собой поверхность легко выравниваемую подмоткой (как например при пайке или Шестигранной опрессовке), а является сложной поверхностью (как при опрессовке местным вдавливанием) место герметизации уплотняется дополнительным металлическим бандажом. Тот же бандаж применяется в случаях использования нетермоусаживаемых трубок.
5.7.16. Поверхности ступени брони или шланга и ступени оболочки обезжиривают чистой салфеткой, смоченной в бензине Б-70 или ацетоне, после чего эти поверхности покрывают тонким слоем лака КО-916. Поверх лака выполняют двухслойную подмотку из ленты ЛЕТСАР с 50%-ным перекрытием. При выполнении подмотки из хлопчатобумажных лент предварительное покрытие поверхностей ступеней брони (или шланга) и оболочки слоем лака КО-916 не требуется.
5.7.17. Пластмассовую форму надвигают вверх на ступень брони или шланга и укрепляют на месте подмотки из нескольких винтов липкой поливинилхлоридной ленты.
5.7.18. Крышку надевают на форму, устанавливают заливочный пластмассовый лоток в отверстие крышки, после чего форму заливают эпоксидным компаундом.
Особенности монтажа концевых заделок КВЭк, КВПк.
5.7.19. Нижние концы трубок обрезают под углом 45°. Нижние концы кремнийорганических трубок обрабатывают с наружной стороны на участке длиной 50 мм ножовочным полотном или напильником с крупной насечкой, создавая шероховатую поверхность. Верхние концы трубок также обрабатывают круглым напильником с внутренней стороны на участке, который будет надет на трубчатую часть наконечника. Обработанные поверхности трубок обезжиривают бензином или ацетоном. Внутреннюю поверхность верхней части кремнийорганических трубок на участке длиной, равной длине трубчатой части наконечника, и наружную поверхность нижней части на участке длиной 50 мм покрывают лаком КО-916 и дают лаку высохнуть.
5.7.20. Кремнийорганические трубки надевают на жилы и временно сдвигают вниз к корешку, чтобы можно было оконцевать жилы наконечниками.
5.7.21. Подмотку у наконечников выполняют до такой толщины, при которой трубка плотно с усилием надевается на наконечник.
5.7.22. Трубки надвигают на место и уплотняют на трубчатой части наконечников металлическими бандажами (рис.5.7.3). На трубки в месте размещения бандажей предварительно должно быть намотано один-два витка поливинилхлоридной ленты во избежание пореза трубки при надевании бандажей.

Рис. 5.7.3. Раскрой материала для круглой съемной формы.
Особенности монтажа концевых заделок КВЭ и КВП с термоусаживающимися полиэтиленовыми трубками.
5.7.23. Трубки перед надеванием их на жилы кабеля подвергают следующей обработке. Наружные поверхности нижних концов трубок на участке, длина которых равняется длине пластмассовой формы, обрабатывают ножовочным полотном или напильником с крупной насечкой, создавая шероховатую поверхность. Эта технологическая операция обязательна, т.к. обеспечивает адгезию эпоксидного и полиуретанового компаундов с герметизирующими трубками.
Особенности отливки эпоксидного корпуса.
5.7.24. Съемную форму, изготовленную из бумаги, покрытой тонким слоем полиэтилена, картона или металла, устанавливают на место. Простейшая конструкция съемной формы показана на рис. 5.7.3., размеры ее приведены в табл. Съемная форма представляет собой раскрой из листового материала, который свертывают на разделочном конце и закрепляют резиновыми кольцами или липкой лентой, образуя коническую форму. Размеры ее должны соответствовать данным, приведенным в табл. 5.32.
Таблица 5.32.
Размеры раскроя съемной формы из листового материала
|
Маркоразмер заделки |
Размеры, мм (рис. 5.7.3.) |
Угол а, град. |
|
|
R |
r |
||
|
КВЭ-1,КВП-1 |
273 |
114 |
52 |
|
КВЭ-2, КВП-1 |
301 |
114 |
54 |
|
КВЭ-3, КВП-2 |
341 |
150 |
52 |
|
КВЭ-4, КВП-4 |
345 |
165 |
54 |
|
КВЭ-5, КВП-5 |
377 |
181 |
56 |
|
КВЭ-6, КВП-6 |
424 |
180 |
60 |
Примечание. Отделенная на рис. 5.7.3. пунктиром полоса шириной 35 мм служит для нахлеста при свертывании раскроя в форму.
После отвердения компаунда форму снимают.
Форма для обеспечения возможности ее снятия после отвердения компаунда должна быть предварительно смазана по всей внутренней поверхности тонким слоем тавота, вазелина, трансформаторного масла и т.п.
5.7.25.Перед заливкой формы проверяют правильность положения ее на кабеле. Она должна быть установлена симметрично с соблюдением размеров между трубками на выходе из корпуса не менее 10ммдлякабелядо1кВ, 15 мм при 6 кВ и 25 мм при 10 кВ. Должны быть также одинаковыми расстояния от края формы до любой из трубок (не менее 6-7 мм). После этого форму заливают до необходимого уровня эпоксидным или полиуретановым компаундом.
Особенности монтажа заделок при разности уровней трассы прокладки кабелей более 5 м.
Заделки, находящиеся на нижних концах кабелей, проложенных с разностью уровней более 5 м, монтируют с применением мер против образования течи пропитывающего состава кабеля через не отвердевший еще компаунд. Наиболее эффективными мерами предупреждения течи являются подъем нижнего конца кабеля на время отвердения компаунда, монтаж заделки на нижнем или обоих концах кабеля до его прокладки, например, при стендовой заготовке кабеля, и применение локального замораживания. При невозможности осуществления указанных мер предупреждения течи рекомендуется предварительно смонтировать заделку на верхнем кабеле или заделать герметично верхний конец кабеля (например напаять на оболочку свинцовый колпачок) и залить нижнюю заделку выдержанным компаундом, т.е. таким, который после введения в него отвердителя некоторое время простоял бы до обнаружения начала полимеризации (едва заметного саморазогрева и некоторого загустения). При этом должна быть соблюдена осторожность, чтобы не допустить чрезмерного загустевания компаунда, при котором он плохо заполняет форму.
5.8. Концевые эпоксидные и полиуретановые муфты для сырых и особо сырых помещений для кабелей напряжением до 10 кВ.
5.8.1. Концевые муфты внутренней установки КВЭп и КВПп предназначены для оконцевания трехжильных кабелей 6 и 10 кВ в сырых и особо сырых помещениях.
5.8.2. Корпус концевой муфты КВЭп и КВПп для кабелей напряжением 6; 10 кВ (рис. 5.8.1) состоит из двух изготовленных на заводе пластмассовых полукорпусов, которые при установке скрепляют болтами. Внутри корпуса пайкой выполняется переход с жил кабеля с бумажной изоляцией на одножильные кабели ВВ с пластмассовой изоляцией. Место соединения жил изолируют двухслойной подмоткой из самослипающейся ленты ЛЭТСАР КФ-0,5. Горловина муфты герметизируется подмоткой из самослипающейся ленты ЛЭТСАР.
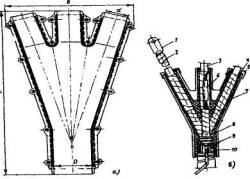
Рис 5.8.1. Общий вид муфты КВЭп (КВПп) для кабелей напряжением до
10 кВ:
а) корпус муфты; б) смонтированная муфта;
1 - наконечник; 2 -подмотка поливинилхлоридной лентой; 3 - кабель с
пластмассовой изоляцией ВВ; 4 - колпачок; 5 - изолирующая подмотка; 6 - соединительная
медная гильза; 7 - корпус; 8 - эпоксидный (полиуретановый) компаунд; 9 -
бандаж; 10 - герметизирующая подмотка.
Муфты поставляют по техническим условиям ТУ 16-538-251-96. Муфты могут устанавливаться в горизонтальной или вертикальной плоскости и под любым углом наклона.
5.8.3. Маркоразмеры концевой муфты в зависимости от сечения жил кабеля приведены в табл. 5.33., а материалы и изделия для монтажа муфты - в табл. 5.34.
Размеры корпусов концевых муфт КВЭп и КВПп
|
Маркоразмер муфты |
Сечение жил кабеля, мм2 |
Размеры (рис. 5.8.1.), мм |
|||
|
В |
Н |
D |
D |
||
|
КВЭп-1, КВПп-1 |
10-50 |
235 |
320 |
50 |
35 |
|
КВЭп-II, КВПп-II |
70-120 |
235 |
350 |
60 |
50 |
|
КВЭп-III, КВПп-III |
150-240 |
260 |
380 |
74 |
54 |
|
КВЭп-IV |
120-240 |
270 |
380 |
78 |
44 |
Таблица 5.34.
Материалы и изделия для монтажа муфты
|
Материалы и изделия |
Расход на муфту |
||
|
КВЭп-1 |
КВЭп-II |
КВЭп-III КВЭп-IV |
|
|
Корпус, шт. |
1 |
1 |
1 |
|
Смесь эпоксидного компаунда с пылевидным кварцем марки КП-2 или КП-3, кг. К-115 или К176 или Э2200 |
1,5/1,47 1,5 |
2,0/1,94 2,0 |
2,5/2,43 (2,8/2,7) 2,5(2,8) |
|
Отвердитель, кг: полиэтиленполиамин, или диэтилентириамин или УП-633М |
0,1 0,16/0,13 |
0,12 0,21/0,176 |
0,15 (0,30/0,27) 0,27/0,22 (0,30/0,27) |
|
Кабель ВВ с напрессованными или напаянными наконечниками, (м´шт.) |
1´3 |
1´3 |
1´3 |
|
Гильза соединительная медная по чертежу 1Н-14.00.02, или по ГОСТ 5676, или по ГОСТ 23469.3-79, шт. |
3 |
3 |
3 |
|
Жир паяльный, кг |
0,025 |
0,025 |
0,025 |
|
Колпачек, шт. |
2 |
2 |
2 |
|
Лента самослипающаяся ЛЭТСАР КФ-0,5, кг |
0,2 |
0,3 |
0,35 |
|
Лента из поливинилхлоридного пластиката, кг |
0,05 |
0,05 |
0,05 |
|
Нитки хлопчатобумажные, кг |
0,005 |
0,005 |
0,005 |
|
Припой, кг: ПОССу 30-0,5 или ПОССу 40-0,5, кг |
0,25 |
0,25 |
0,3 |
|
Припой А, кг |
0,1 |
0,1 |
0,1 |
|
Провод заземления медный луженый класса 1У с напрессованными наконечником, м |
1 |
1 |
1 |
|
Проволока стальная оцинкованная диаметром 1-1,4 мм, м |
1 |
1 |
1 |
|
Ветошь обтирочная 627, кг |
0,04 |
0,04 |
0,04 |
|
Хомут для крепления, шт. |
3 |
3 |
3 |
|
Шнур асбестовый ШАОН-3, кг |
0,1 |
0,1 |
0,1 |
Примечания. 1. В числителе указана масса компаунда для отвердителя полиэтиленполиамина, в знаменателе - для отвердителя УП-0633М. В скобках указана масса компаунда для муфты КВЭп-IV, монтируемой на кабеле с сечением жил 3x120 мм2.
2. В числителе указана масса отвердителя УП-0633М для компаунда К-115, в знаменателе - для компаунда К-176. В скобках указана масса отвердителя для муфты КВЭп-1У, монтируемой на кабеле с сечением жил 3x120 мм2.
5.8.4. Конец кабеля распрямляют на длине 0,8-1 м, закрепляют в вертикальном положении и разделывают согласно общим указаниям, приведенным в главе 2.3. Размеры разделки приведены в табл. 5.35.
Таблица 5.35.
Размеры разделки кабеля
|
Маркоразмер муфты |
Сечение жил кабеля, мм2 |
Размеры, мм (рис. 2.6) |
||||
|
А |
Б |
О |
П |
Ж |
||
|
КВЭп-1 |
10-50 |
350 |
|
|
|
160 |
|
КВЭп-II |
70-120 |
400 |
|
|
|
175 |
|
КВЭп-III |
150-240 |
450 |
50 |
50 |
25 |
200 |
|
КВЭп-IV |
120-240 |
450 |
|
|
|
200 |
Соблюдают следующие особенности разделки. Первый проволочный бандаж накладывают на расстоянии А от конца кабеля на наружный защитный покров или шланг, после чего защитный покров разматывают от конца кабеля до бандажа и не срезают его. Дальнейшую разделку кабеля выполняют обычными приемами, отмеривая последовательно ступени Б, О и П (см. табл. 5.33.) от указанного выше первого проволочного бандажа.
5.8.5. Разделку кабеля заземляют гибким медным проводом, припаиваемым к оболочке и броне кабеля согласно общим указаниям, приведенным в главе 2.4. Провод заземления припаивают к ступени брони и оболочки до снятия оболочки. Конец припаиваемого провода должен заходить на оболочку на расстояние 35 мм от среза брони.
5.8.6. Жилы кабеля слегка разводят и изгибают так, чтобы они расположилось в одной плоскости. Примеряют одну из половин корпуса так, чтобы корпус заходил не менее чем на 20 мм на ступень брони. Окончательно изгибают жилы по форме корпуса постепенно и плавно радиусом не менее 10-кратного диаметра жилы по изоляции или высоты сектора для секторных жил.
Жилы кабеля обрезают на расстоянии Ж от ступени поясной изоляции или от второго кольцевого надреза на оболочке.
5.8.7. Бандаж из двух-трех витков суровой нитки или сухой хлопчатобумажной пряжи накладывают на изоляцию жил на расстоянии 10 мм от конца кабеля. До наложенного бандажа удаляют изоляцию.
5.8.8. Оконцованные наконечниками с одного конца отрезки одножильного кабеля ВВ с пластмассовой изоляцией примеряют по месту присоединения и при необходимости обрезают до нужной длины. На два отрезка кабеля ВВ, предназначенных для соединения с крайними жилами, надевают со стороны свободного конца резиновые колпачки и сдвигают их к наконечникам. Со свободных концов кабеля ВВ снимают пластмассовую изоляцию на участке длиной L (табл. 5.36).
Таблица 5.36.
Сечение жилы кабеля ВВ и размеры соединительной гильзы при пайке в вертикальном положении (рис. 5.8.2.)
|
Маркоразмер муфты |
Сечение жил, мм2 |
Сечение жил кабеля ВВ, мм2 |
Гильза по чертежу 1Н-14.00.02 |
Размеры гильзы, мм |
||
|
L |
D |
S |
||||
|
КВЭп-1 |
10 |
10 |
ГМв-1 |
40 |
4,5 |
1,5 |
|
|
16 |
10 |
ГМв-16 |
50 |
6 |
1,5 |
|
|
25 |
16 |
ГМв-25 |
50 |
7 |
1,5 |
|
|
35 |
25 |
ГМв-35 |
50 |
9 |
1,5 |
|
|
50 |
35 |
ГМв-50 |
60 |
10 |
2.0 |
|
КВЭп-2 |
70 |
50 |
ГМв-70 |
60 |
12 |
2,0 |
|
|
95 |
70 |
ГМв-95 |
70 |
14 |
2,5 |
|
|
120 |
95 |
ГМв-120 |
70 |
16 |
2,5 |
|
КВЭп-3 |
150 |
120 |
ГМв-150 |
80 |
18 |
3,0 |
|
|
185 |
150 |
ГМв-185 |
80 |
20 |
3,0 |
|
|
240 |
185 |
ГМв-240 |
90 |
22 |
3,5 |
Примечания: 1. Для кабелей с однопроволочными алюминиевыми жилами соединительные гильзы применяются на одну ступень ниже.
2. Размер Г равен половине размера L плюс 10 мм.
5.8.9. Жилы кабеля соединяют с отрезками кабеля ВВ пайкой в медных гильзах по рекомендациям раздела 3.
5.8.10. Подготовку к пайке алюминиевых и медных жил осуществляют согласно указаниям, приведенным в разделе 3.
5.8.11. Соединительные гильзы (рис. 5.8.2 и табл. 5.36) надевают на облуженные концы кабеля с бумажной изоляцией на половину их длины. Подматывают асбестовой шнур у края каждой гильзы, затем гильзы дополнительно подматывают в три-четыре слоя асбестовым шнуром с заходом на изоляцию жил на длину 50-60 мм.

Рис. 5.8.2. Соединительная гильза для пайки в вертикальном положении.
В корешок разделки между жилами вставляют тампон из чистой салфетки для предохранения от попадания туда опилок при последующей механической обработке гильз.
Гильзу прогревают горелкой или паяльной лампой (сначала прогревают нижнюю часть гильзы). Палочку припоя вводят в гильзу и расплавляют его пламенем горелки или лампы до заполнения гильзы расплавленным припоем. В гильзу медленно вводят жилу кабеля ВВ так, чтобы соединяемые жилы в ней располагались встык, при этом припой частично вытесняется из гильзы, поэтому, не прекращая нагрева гильзы, дополнительно заполняют ее припоем до верха.
Асбестовой шнур удаляют с гильз. Гильзы опиливают и зачищают напильником, после чего удаляют тампон и снимают подмотку из асбестового шнура с жил кабеля.
5.8.12. Пластмассовые полукорпуса скрепляют болтами. Резиновые колпачки, ранее надетые на крайние жилы, устанавливают на место для фиксации положения жил кабеля ВВ относительно корпуса муфты.
5.8.13. Подготовленным эпоксидным или полиуретановым компаундом заливают муфту через средний вывод. Для облегчения и ускорения заливки средний вывод удлиняют с помощью цилиндра из ленты поливинилхлоридного пластиката или из бумаги, покрытой полиэтиленом (рис. 5.8.3). Корпус заливают компаундом до появления компаунда в отверстиях колпачков крайних выводов. После усадки доливают дополнительный компаунд через средний вывод.

Рис 5.8.3. Установка цилиндра стакана для заливки муфты эпоксидным
(полиуретановым) компаундом через средний вывод:
1 - стакан; 2 - корпус муфты.
5.8.14. Температурные условия, необходимые при заливке и для отвердения эпоксидного компаунда рассмотрены в гл. 2.5.
5.9. Концевые заделки для кабелей напряжением 1,6 и 10 кВ внутренней установки в стальных воронках.
5.9.1. Концевые заделки КВБ в стальных воронках, заливаемых битумным составом, предназначены для оконцевания силовых кабелей до 10 кВ с бумажной изоляцией в сухих и влажных помещениях. Эти заделки устанавливают только в вертикальном положении с направлением жил кверху.
5.9.2. Заделка КВБ состоит из воронки 1 (рис. 5.9.1) из кровельной стали толщиной 0,7-0,8 мм, крышки 2 с отверстиями для установки фарфоровых втулок 3 и заливочным отверстием с крышкой 4, через которое воронку заливают битумным составом. На жилах кабеля выполнена герметизирующая подмотка из липких изоляционных или нелипких лент, склеенных соответствующим составом.
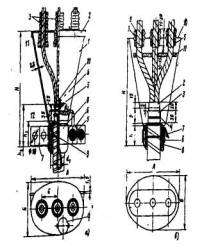
Рис.5.9.1. Концевая заделка КВБо:
а - заделка с крышкой: 1- воронка из кровельной стали; 2 - крышка воронки; 3 -
фарфоровые втулки; 4 - крышка заливочного отверстия; 5,6 - болт и гайка М8; 7 -
нижний полухомутик; 8 - верхний полухомутик; 9 - провод заземления; 10 -
стальная скоба заземления; 11 - жилы кабеля с подмоткой из лент и склеивающих
лаков; 12 - смоляная лента.
б - заделка без крышки, но с фарфоровой пластиной: 1 - фарфоровая втулка; 2 -
поясная изоляция; 3 - оболочка; 4 - проволочный бандаж; 5 - подмотка конусная
для посадки втулок; 6 - хомут; 7 - провод заземления; 8 - подмотка смоляной
ленты; 9 - место заливки составом; 10 - уровень заливки составом; 11 -
фарфоровая пластина.
5.9.3. Заделки КВБ могут быть следующих исполнений:
КВБо - с воронками овальной формы и расположением жил на выходе из воронки в одной плоскости (рис. 5.9.1). Эти заделки монтируют с крышкой (рис. 5.9.1а) или без нее, но с дополнительной установкой фарфоровой пластины (рис. 5.9.1б);
КВБк - с воронками круглой формы и расположением жил на выходе из воронки по вершинам равностороннего треугольника (рис. 5.9.2);
КВБм - с овальными малогабаритными воронками, не имеющими крышек и монтируемыми без фарфоровых втулок (рис. 5.9.3). Заделки КВБо и КВБк применяют для кабелей всех сечений и напряжений до 10 кВ, но для кабелей до 1 кВ они монтируются без крышек и фарфоровых втулок.
Заделки КВБм применяют только на напряжение до 1 кВ для трехжильных кабелей сечением не более 3´120 мм2 и четырехжильных сечением 4´95 мм2.
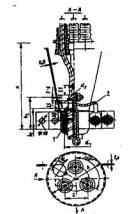
Рис.5.9.2. Концевая заделка КВБк:
1 - просмоленная лента; 2 - провод заземления.
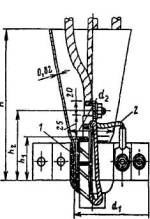
Рис.5.9.3. Концевая заделка КВБм:
1 - смоляная лента; 2 - провод заземления.
5.9.4. Маркоразмеры заделок приведены в табл. 5.37 и 5.38, а материалы и изделия для монтажа заделки в табл.5.39, размеры разделки конца кабеля для монтажа заделки - в табл.5.40. Разделку кабеля выполняют согласно общим указаниям раздела 3.
Таблица 5.37.
Заделки КВБо и КВБк
|
Маркоразмер заделки |
Сечение жил, мм2, при напряжении кабеля кВ |
Размеры, мм (рис. 5.9.1.; 5.9.2.) |
|||||||||
|
|
1 |
6 |
10 |
А |
Б |
С |
Н |
h1 |
h 2 |
d1 |
d2 |
|
КВБо-1 |
- |
До 16 |
- |
158 |
96 |
54 |
215 |
45 |
80 |
40 |
58 |
|
КВБо-2 |
- |
25-50 |
До 16 |
180 |
112 |
50 |
250 |
50, |
85 |
45 |
65 |
|
КВБо-3 |
- |
70-120 |
25-50 |
212 |
130 |
60 |
300 |
60 |
95 |
50 |
74 |
|
КВБо-4 |
150-185 |
150-185 |
70-120 |
244 |
148 |
65 |
340 |
75 |
110 |
60 |
90 |
|
КВБо-5 |
240 |
240 |
150-185 |
264 |
162 |
70 |
370 |
80 |
115 |
65 |
97 |
|
КВБо-6 |
- |
- |
240 |
282 |
172 |
75 |
395 |
90 |
125 |
70 |
106 |
|
КВБк-1 |
- |
До 16 |
- |
118 |
- |
45 |
190 |
45 |
70 |
40 |
58 |
|
КВБк-2 |
- |
25-50 |
До 16 |
131 |
- |
50 |
210 |
50 |
75 |
45 |
65 |
|
КВБк-3 |
- |
70-120 |
25-50 |
152 |
- |
60 |
250 |
60 |
95 |
50 |
74 |
|
КВБк-4 |
150-185 |
150-185 |
70-120 |
174 |
- |
65 |
280 |
75 |
100 |
60 |
90 |
|
КВБк-5 |
240 |
240 |
150-185 |
189 |
- |
70 |
305 |
80 |
110 |
65 |
97 |
|
КВБк-6 |
- |
- |
240 |
202 |
- |
75 |
324 |
90 |
120 |
70 |
106 |
Таблица 5.38.
Материалы и изделия для монтажа заделок КВБ
|
Маркоразмер заделки |
Сечение жил кабеля, мм2 |
Размеры, мм (рис. 5.9.1.; 5.9.2.) |
|||||||||
|
Трехжильного |
Четырехжильного |
А |
Б |
Н |
h1 |
h 2 |
d1 |
d2 |
С |
||
|
Трехжильного |
Четырехжильного |
||||||||||
|
КВБм-1 КВБм-2 КВБм-3 КВБм-4 |
До 16 25-35 50-70 95-120 |
До 16 16-25 35-50 70-95 |
85 100 110 184 |
50 60 67 82 |
130 150 170 200 |
30 35 50 55 |
70 75 80 85 |
30 35 45 55 |
38 45 58 70 |
25 28 32 38 |
20 25 28 34 |
Таблица 5.39.
Материалы и изделия для монтажа заделок КВБ
|
Материал или изделие |
Расход на заделку |
|||||||||
|
КВБо-1 КВБо-2 |
КВБо-2 КВБк-2 |
КВБо-3 КВБк-3 |
КВБо-4 КВБк-4 |
КВБо-5 КВБк-5 |
КВБо-6 КВБк-6 |
КВБм-1 |
КВБм-2 |
КВБм-3 |
КВБм-4 |
|
|
Втулки фарфоровые (рис. 5.9.4.), шт. |
3 |
3 |
3 |
3 |
3 |
3 |
- |
- |
- |
- |
|
Пластины фарфоровые (рис. 5.9.5.), шт. |
1 |
1 |
1 |
1 |
1 |
1 |
- |
- |
- |
- |
|
Наконечники кабельные медные или алюминиевые, шт. |
3 |
3 |
3 |
3 |
3 |
3 |
3 или 4 |
3 или 4 |
3 или 4 |
3 или 4 |
|
Состав заливочный битумный, кг |
2 |
2,5 |
4 |
5 |
6 |
7 |
0,8 |
1 |
1,5 |
1,5 |
|
Состав прошпарочный МП, кг |
1 |
1 |
1,4 |
1,5 |
2 |
2 |
|
- |
- |
- |
|
Жир паяльный, кг |
0,04 |
0,04 |
0,05 |
0,05 |
0,05 |
0,05 |
0,04 |
0,04 |
0,04 |
0,04 |
|
Лак битумный БТ-577, кг |
0,03 |
0,03 |
0,04 |
0,05 |
0,06 |
0,06 |
0,03 |
0,03 |
0,04 |
0,04 |
|
Лента поливинилхлоридная липкая ГШХ, кг |
0,15 |
0,18 |
0,20 |
0,25 |
0,30 |
0,35 |
0,15 |
0,18 |
0,20 |
0,25 |
|
Лента смоляная шириной 50 мм, кг |
0,03 |
0,03 |
0,04 |
0,04 |
0,05 |
0,05 |
0,03 |
0,03 |
0,04 |
0,04 |
|
Нитки суровые хлопчатобумажные (или льняные), м |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
Парафин, кг |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
|
Припой, ПОССу 30-2 или ПОССу 30-0,5, кг. |
0,1 |
0,1 |
0,15 |
0,15 |
0,15 |
0,15 |
0,1 |
0,1 |
0,1 |
0,1 |
|
Припой А, кг. |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
|
Провод медный луженый класса IV, оконцованный наконечниками, м |
0,3 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,3 |
0,4 |
0,5 |
0,5 |
|
Проволока стальная диаметром 1-1,4 мм, м |
1,0 |
1,0 |
1,5 |
1,5 |
1,5 |
1,5 |
1,0 |
1,0 |
1,0 |
1,0 |
|
Пряжа хлопчатобумажная № 20/3, кг |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,015 |
0,015 |
0,02 |
0,02 |
|
Салфетка бязевая площадью 0,09 м2, шт. |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
Шнур асбестовый ШАОН-3, кг |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
|
|
|
|
|
|
|
|
|
|
|
|
Примечания: 1. Расход лент и лаков для герметизации жил (см. табл. 5.39) приведен для заделок с длинной подмоток 0,5 м. При другой длине подмоток расход пропорционально изменяется.
2. Пластины фарфоровые (см. рис. 5.9.5) применяют лишь для заделок КВБо, монтируемых без крышек (см. рис. 5.9.16).
Таблица 5.40.
Размеры разделки конца кабеля
|
Маркоразмер заделки |
Размеры, мм |
||
|
А |
О |
П |
|
|
КВБо-1-КВБо-6 |
Ж+60 |
35 |
25 |
|
КВБк-1-КВБк-6 |
Ж+60 |
35 |
25 |
|
КВБм-1 |
Ж+40 |
25 |
15 |
|
КВБм-2 - КВБм-4 |
Ж+45 |
25 |
20 |
Примечания. 1. Длина разделанных жил Ж определяется в зависимости от условий присоединения, но не менее 150 мм для кабелей до 1 кВ, 250 мм при 6 кВ и 400 мм при 10 кВ.
2. Размер Г (см. главу 2.3) определяется в зависимости от способа оконцевания жилы.

Рис.5.9.4. Фарфоровая втулка ВТ для концевой заделки КВБ.
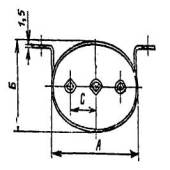
Рис.5.9.5. Фарфоровые распорные пластины для концевых заделок.
5.9.5. Очищенную от грязи и пыли стальную воронку надевают на разделанный конец кабеля, вдвигают вниз по кабелю и обматывают бумагой для предохранения от загрязнения. Разделку кабеля напряжением 6 или 10 кВ прошпаривают разогретым до 120-130°С составом МП.
5.9.6. Жилы кабеля, начиная от точки, расположенной на 50 мм ниже места установки фарфоровых втулок по направлению к концам, подматывают до оголенных от изоляции участков в три-четыре слоя с 50%-ным перекрытием одной из следующих лент: липкой поливинилхлоридной по ГОСТ 16214-70*, липкой полиэтиленовой по ГОСТ 20477-75 *, лакотканевой ЛХМ-105 по ГОСТ 2214-78Е с подклейкой цапонглифталевым лаком (смесь 1:1 цапонлака №951 по ОСТ 6-10-391-74 и глифталевого лака ГФ-95 по ГОСТ 8018-70).
5.9.7. Провод заземления закрепляют и припаивают к оболочке и бронелентам кабеля, после чего удаляют оставшийся кольцевой поясок оболочки над поясной изоляцией.
5.9.8. Стальную воронку надвигают на место для примерки, после чего ее вновь сдвигают вниз по кабелю. На броне кабеля, где должна находиться горловина воронки, выполняют подмотку из смоляной ленты в виде конуса так, чтобы горловина воронки надевалась на подмотку плотно, с усилием. Воронку надевают на место, плотно насаживая на подмотку.
5.9.9. Хомутики 7 и 8 (см. рис.5.9.1) закрепляют на горловине воронки, на которую предварительно накладывают подмотку из смоляной ленты, после чего один конец провода заземления присоединяют под болт хомутика, а другой - к заземляющему контакту воронки.
5.9.10. Места установки фарфоровых втулок на жилах подматывают на конус такой же лентой, что и для герметизирующих подмоток на жилах. Это необходимо для плотной посадки втулок.
5.9.11. Крышку воронки и фарфоровые втулки надвигают на конусные подмотки. Выбор фарфоровых втулок в зависимости от сечения и напряжения кабеля производится по данным, приведенным в табл.5.40, рис. 5.9.4. Жилы кабеля выгибают с соблюдением допустимых радиусов изгиба и временно прикрепляют к месту присоединения.
5.9.12. Оконцевание жил кабеля наконечниками выполняют согласно указаниям, приведенным в разделе 3.
5.9.13. Примыкающие к торцам наконечников оголенные участки жил изолируют той же лентой, что и жилы. Это делают так, чтобы подмотка сходила на конус от внешней поверхности цилиндрической части наконечника на выполненную ранее подмотку жилы, составляя с ней одно целое.
5.9.14. Воронку заливают битумным составом после предварительной проверки правильности ее расположения и присоединения жил к контактам аппарата. Перед заливкой состав должен быть разогрет до температуры, указанной в табл. 4.1, а воронка должна быть подогрета паяльной или газовой горелкой до 50° С.
Состав заливают и доливают по мере усадки с соблюдением указаний, приведенных в разделе 3, так, чтобы окончательный уровень состава после остывания был на 10 мм ниже края воронки.
5.9.15. Воронку с деталями и крепящие их хомуты покрывают битумным лаком БТ-577 (ГОСТ 5631-79) или перхлорвиниловой эмалью ХВ-124 (ГОСТ 10144-74*).
Особенности монтажа заделок КВБо без крышек.
5.9.16. Фарфоровые пластины (табл. 5.42) надевают на выгнутые жилы, подмотанные согласно указаниям, приведенным в п. 5.9.6. После этого на жилы надевают фарфоровые втулки (см. рис.5.9.4 и табл.5.41).
Таблица 5.41.
Фарфоровые втулки для заделок КВБо и КВБк
|
Маркоразмер втулки |
Сечение жил, мм2, при напряжении кабеля, кВ |
Размеры втулки (рис. 5.9.4.) |
|||||
|
6 |
10 |
d1 |
d2 |
d3 |
d4 |
d5 |
|
|
ВТ-12 |
до 16 |
- |
12 |
22 |
31 |
25 |
27 |
|
ВТ-20 |
25-50 |
до 16 |
20 |
32 |
42 |
35 |
37 |
|
ВТ-25 |
70-120 |
25-50 |
25 |
38 |
47 |
40 |
42 |
|
ВТ-30 |
150-185 |
70-120 |
30 |
42 |
52 |
46 |
48 |
|
ВТ-33 |
240 |
150-185 |
33 |
48 |
57 |
51 |
53 |
|
ВТ-38 |
- |
240 |
38 |
52 |
62 |
56 |
58 |
Таблица 5.42.
Фарфоровые пластины для заделок КВБо без крышек
|
Марко-размер |
Сечение жил, мм2, при напряжении кабеля, кВ. |
Размеры, мм |
||||||
|
6 |
10 |
L |
В |
А |
Н* |
R |
d |
|
|
РБ-125 |
до 16 |
- |
125 |
41 |
43 |
10 |
21 |
21 |
|
РБ-130 |
- |
до 16 |
130 |
42 |
44 |
12 |
21 |
22 |
|
РБ-140 |
- |
25-50 |
140 |
42 |
49 |
12 |
21 |
22 |
|
РБ-165 |
70-120 |
- |
165 |
60 |
52 |
10 |
30 |
26 |
|
РБ-170 |
150-185 |
70-120 |
170 |
60 |
55 |
12 |
30 |
28 |
|
РБ-185 |
240 |
150-185 |
185 |
61 |
62 |
12 |
30,5 |
31 |
|
РБ-195 |
- |
240 |
195 |
63 |
65 |
12 |
31,5 |
33 |
Фарфоровые втулки не должны соприкасаться с фарфоровой пластиной и должны находиться от нее на расстоянии не менее 15 мм. Ребристая поверхность втулки должна выступать над краем воронки.
5.10. Концевые заделки внутренней установки в свинцовых перчатках для кабелей напряжением до 10 кВ.
5.10.1. Концевые заделки КВС в свинцовых перчатках предназначены для оконцевания трехжильных кабелей напряжения до 10 кВ внутри помещений, а также в наружных установках при условии полной защиты заделки от непосредственного попадания атмосферных осадков и запыления. Заделки могут устанавливаться в различных положениях по отношению к вертикали. Общий вид заделки КВС показан на рис. 5.10.1. Маркоразмеры заделок в зависимости от сечения жил и напряжения кабеля приведены в таблице 5.43.

Рис. 5.10.1. Концевая заделка КВС:
1 - броня кабеля; 2 - бандаж из стальной проволоки; 3 - оболочка кабеля; 4 -
провод заземления; 5 - место пайки перчатки к оболочке; 6 - поясная изоляция
кабеля; 7- ниточный бандаж; 8 - свинцовая перчатка; 9 - заливочный состав; 10 -
жила в заводской изоляции с однослойной подмоткой из лакоткани; 11 -
однослойная лакотканевая подмотка; 12 - подмотка внутри пальцев и на выходе из
них; 13 - уплотнительно-выравнивающая подмотка; 14 - поверхностная подмотка на
жилах; 15 - бандаж из крученного шпагата; 16 - жила в заводской изоляции; 17 -
выравнивающая подмотка; 18 - оголенный участок жилы; 19 - кабельный наконечник.
Таблица 5.43.
Маркоразмеры заделок в свинцовых перчатках
|
Марко-размер заделки |
Сечение жил, мм2, при напряжении кабеля, кВ. |
Марко-размер заделки |
Сечение жил, мм2, при напряжении кабеля, кВ. |
||||
|
1 кВ |
6 кВ |
10 кВ |
1 кВ |
6 кВ |
10 кВ |
||
|
КВС-1 КВС-2 КВС-3 |
до 16 25-35 50-70 |
- 10-25 35-50 |
- 16 25 |
КВС-4 КВС-5 КВС-6 |
95-120 150-240 - |
70-95 120-150 185-240 |
35-50 70-120 150-240 |
5.10.2.Свинцовая перчатка состоит из цилиндрической части, припаиваемой к оболочке кабеля, и трех пальцев, уплотняемых в месте выхода из них жил подмоткой лентами и плотным бандажом из крученного шпагата. Также уплотняется место ввода жилы в кабельный наконечник.
В зависимости от рода ленты и способов наложения герметизирующих подмоток жил заделки КВС могут быть следующих исполнений:
I - с подмоткой из липкой поливинилхлоридной ленты, каждый слой которой наматывается на предыдущий без склеивающего материала;
II - с поверхностной подмоткой на жилах из лакоткани ЛХМ-105 толщиной 0,2 мм, каждый слой которой покрывается одним слоем лака ЭА-4 или цапон-глифталевого лака. Заделки всех исполнений в зависимости от разности уровней между высшей и низшей точками на трассе кабеля должны быть выполнены с подмоткой нормальной толщины или усиленной по толщине. Выбор исполнения заделки в зависимости от разности уровней и числа слоев ленты приведен в табл. 5.44 и 5.45.
Таблица 5.44.
Выбор исполнения заделки КВС для кабелей с вязкой пропиткой
|
Напряжение кабеля, кВ |
Толщина подмотки |
Исполнение заделки при разности уровней, м |
|||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9-10 |
11-12 |
13-15 |
||
|
1 |
Нормальная Усиленная |
I I |
II I |
II I |
II II |
- II |
- II |
- II |
- II |
- - |
- - |
|
6 |
Нормальная Усиленная |
I I |
I I |
I I |
II I |
II II |
II II |
II II |
- II |
- II |
- II |
|
10 |
Нормальная Усиленная |
I I |
I I |
I I |
II I |
II II |
II I |
II I |
- II |
- II |
- II |
Примечание. Для кабелей с обедненно-пропитанной изоляцией, а также с нестекающей пропиткой применяется только заделка исполнения I независимо от разности уровней.
Таблица 5.45.
Число слоев ленты в подмотке по изоляции жил
|
Напряжение кабеля, кВ |
Толщина подмотки |
Число слоев ленты при сечении жилы, мм |
||||
|
до 6 |
10 |
16-70 |
95-185 |
240 |
||
|
1 |
Нормальная Усиленная |
2 4 |
2 4 |
2 4 |
3 6 |
4 8 |
|
6 |
Нормальная Усиленная |
- - |
2 4 |
2 4 |
3 6 |
3 6 |
|
10 |
Нормальная Усиленная |
- - |
- - |
2 4 |
2 4 |
2 4 |
5.10.3. Размеры перчаток и стальных болванок приведены на рис. 5.10.2 и в табл.5.46.
Таблица 5.46.
Размеры перчаток и стальных болванок и расход свинца на изготовление перчаток
|
Маркоразмер перчатки |
Размеры, мм (рис. 5.10.2.) |
Расход свинца*, кг |
||||||||||||||
|
d1 |
d2 |
h |
D1 |
D2 |
Н |
R |
r |
d |
d'1 |
h1 |
D'2 |
H1 |
Р |
1
|
||
|
КВС-1 |
10 |
12 |
50 |
33 |
37 |
75 |
17 |
10,5 |
1,5-2 |
9 |
80 |
38 |
100 |
М10 |
20 |
0,365 |
|
KBС-2 |
18 |
20 |
60 |
51 |
55 |
95 |
26 |
15,5 |
1,5-2 |
17 |
90 |
56 |
120 |
М12 |
25 |
0,670 |
|
KBС-3 |
23 |
26 |
65 |
63 |
67 |
100 |
32 |
18,5 |
1,5-2 |
22 |
95 |
68 |
125 |
|
25 |
0,870 |
|
КВС-4 |
26 |
29 |
70 |
71 |
76 |
120 |
36 |
21,0 |
1,5-2 |
25 |
100 |
77 |
145 |
М16 |
30 |
1,460 |
|
КВС-5 |
32 |
35 |
75 |
84 |
89 |
140 |
43 |
24,5 |
1,5-2,5 |
31 |
105 |
93 |
165 |
М16 |
30 |
1,840 |
|
КВС-6 |
39 |
42 |
80 |
103 |
106 |
150 |
51 |
29,0 |
3,0 |
38 |
110 |
107 |
175 |
М16 |
30 |
2,920 |
Примечание: расход указан с учетом 15%-го угара

Рис. 5.10.2. Свинцовая перчатка и стальная болванка для ее
изготовления:
1 - болванка; 2 -перчатка.
5.10.4 Материалы и изделия для монтажа заделки КВС приведены в табл. 5.47.
Расход материалов на монтаж заделки КВС
|
Материал или изделие |
Расход на заделку |
|||||
|
КВС-1 |
КВС-2 |
КВС-3 |
КВС-4 |
КВС-5 |
КВС-6 |
|
|
Наконечники медные или алюминиевые , шт. |
3 |
3 |
3 |
3 |
3 |
3 |
|
Состав заливочный МБМ , или МБ-7СЛ60, или МБ-90\85, кг |
0,1 |
0,3 |
0,45 |
0,6 |
1,0 |
1.5 |
|
Жир паяльный, кг |
0,03 |
0,03 |
0,05 |
0,05 |
0,06 |
0,07 |
|
Лак битумный БТ-99, кг |
0,02\0,03 |
0,035\0,045 |
0,04\0,05 |
0,05\0,06 |
0,06\0,07 |
0,065\0,075 |
|
Лак зтилцеллюлозный ЭА-4 |
0,025\0,04 |
0,04\0,06 |
0,055\0,085 |
0,08\0,15 |
0,12\0,20 |
0,125\0,22 |
|
или смесь 1: 1 из цапонлака № 951 и глифталевого лака ГФ-95 |
0,025\0,04 |
0,04\0,06 |
0,055X0,085 |
0,08\0,15 |
0,12\0,20 |
0,125\0,22 |
|
Лента поливинилхлоридная липкая ПВХ, кг |
0,10\0,22 |
0,20\0,45 |
0,26\0,57 |
0,45\0,80 |
0,60\0,1 |
0,7\1,3 |
|
Лента лакотканевая ЛХМ-105, кг |
0,035 |
0,08 |
0,10 |
0,15 |
0,20 |
0,30 |
|
Нитки хлопчатобумажные или льняные, кг |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
|
Парафин, кг |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0.1 |
|
Припой, кг: |
|
|
|
|
|
|
|
Поссу 30-2 или ПОССу 30-0,5 |
0,1 |
0,15 |
0,2 |
0,2 |
0,25 |
0,25 |
|
А |
0,05 |
0,05 |
0,03 |
0,06 |
0,07 |
0,08 |
|
Провод медный луженный класса IV , оконцеванный наконечником, м |
0,3 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
|
Проволока стальная оцинкованная диаметром 1-1,4, м |
1,5 |
1,6 |
1,8 |
2,0 |
2,2 |
2,5 |
|
Растворитель (неэтилированный бензин), кг |
0,02 |
0,025 |
0,03 |
0,04 |
0,05 |
0,06 |
|
Ветошь обтирочная 627, кг |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
|
Шнур асбестовый ШАОН - 3 , кг |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
|
Шпагат крученный из лубянных волокон, кг |
0,02 |
0,25 |
0,03 |
0,035 |
0,05 |
0,06 |
Примечания: 1. Расход материалов рассчитан для заделок с длиной подмоток (по жилам, наконечникам и пальцам) 0,8 м. При другой длине подмоток расход изменяется пропорционально.
2. Для лент и лаков в числителе указан расход при нормальной толщине подмоток, в знаменателе - при усиленной.
5.10.5. Конец кабеля разделывают согласно общим указаниям. Размеры разделки приведены в табл. 5.48.
Размеры разделки конца и для монтажа заделки
|
Маркоразмер заделки |
Размеры разделки, мм (рис. 2.6.) |
Монтажные размеры, мм (рис. 5.10.1.) |
||||
|
А |
О |
П |
Д |
И |
К |
|
|
КВС-1 |
Ж+65 |
50 |
15 |
20 |
5 |
15 |
|
КВС-2 |
Ж+85 |
65 |
20 |
20 |
5 |
20 |
|
КВС-3 |
Ж+95 |
70 |
25 |
30 |
10 |
23 |
|
КВС-4 |
Ж+105 |
80 |
25 |
40 |
10 |
30 |
|
КВС-5 |
Ж+105 |
80 |
25 |
50 |
10 |
30 |
|
КВС-6 |
Ж+105 |
80 |
25 |
50 |
10 |
30 |
Примечания: 1. Длина разделанных жил Ж должна быть принята в зависимости от условий присоединения, но не менее 150 мм для кабелей напряжением до 1 кВ, 250 мм - 6 кВ, 400 мм - 10 кВ.
2. Размер Д - длина участка дополнительной изоляции, выступающей из пальца перчатки; И - заход бандажа из крученного шпагата на палец перчатки; К - размер посадки перчатки на оболочку кабеля.
5.10.6. Подмотку из слоя лакотканевой ленты ЛХМ-105 толщиной 0,2-0,25 мм (нарезанной по диагонали) с 50%-ным перекрытием накладывают на каждую из жил, начиная от торца поясной изоляции. Последний виток этой подмотки должен на 5 мм заходить на поверхность оголенного участка жил и закрепляться ниточным бандажом. Поверхность подмотки покрывают слоем лака ЭА-4 или цапон-глифталевого лака (смесь одинаковых частей глифталевого лака ГФ-95 по ГОСТ 8018-70 и цапонлака по ОСТ 6-10-391-74).
5.10.7. Участки жил, которые будут проходить через пальцы перчатки, подматывают лакотканевой лентой (такой же, как и в п. 5.10.6.) с 50%-ным перекрытием в один слой для кабелей напряжением до 1 кВ, в два слоя при 6 кВ и три слоя при 10 кВ. Эта подмотка должна выступать из пальцев для кабелей напряжением до 1 кВ не менее чем на 15 мм, 6 кВ - не менее 20 мм и 10 кВ - не менее 30 мм. Каждый слой подмотки покрывают лаком ЭА-4 или цапон-глифталевым лаком. Если диаметр пальцев перчатки в верхней их части превышает ширину сектора подмотанной жилы более чем на 1 мм, добавляют еще один слой подмотки. Каждый слой лакотканевой ленты накладывают по направлению от корешка заделки к наконечнику так, чтобы каждый из последующих слоев не доходил до конца предыдущего слоя на 5 мм.
5.10.8. Свинцовую перчатку с предварительно суженной на конце нижней части и прорубленным сбоку треугольным отверстием для заполнения составом надевают на конец кабеля, подгоняют к свинцовой или алюминиевой оболочке и припаивают к ней припоем ПОССу 30-2 или ПОССу 30-0,5 с обязательным применением паяльного жира для свинцовой оболочки; алюминиевую оболочку предварительно облуживают припоем А.
5.10.9. Места выхода жил из пальцев перчатки временно (до заливки составом) уплотняют снаружи подмоткой из нескольких витков просмоленной или какой-либо другой ленты. Затем конец кабеля с перчаткой переводят в горизонтальное положение, перчатку прогревают до 60-70°С и через прорубленное сбоку отверстие перчатку заполняют составом МБМ или КФМ, разогретым до необходимой температуры. В процессе заливки перчатку подогревают паяльной лампой или газовой горелкой до 50-60°С.
5.10.10. Заливочное отверстие перчатки запаивают после заполнения ее составом, удаляют временную подмотку у концов пальцев и обжимают концы пальцев на конус по форме жил для получения плавного перехода от пальцев к поверхности изолированных жил. Пальцы обжимают специальными клещами (типа пассатижей).
5.10.11. Оконцевание жил кабеля наконечниками выполняют согласно указаниям, приведенным в разделе 3. При оконцевании жил опрессовкой должны применяться только трубчатые наконечники, герметизированные заводом-изготовителем.
5.10.12. Уступы в местах перехода от внешней поверхности цилиндрической части кабельных наконечников к изоляции жил выравнивают подмоткой из поливинилхлоридной ленты шириной 7,5 мм, для чего ролик шириной 15 мм разрезают пополам.
5.10.13.Уплотнительно-выравнивающую конусную подмотку выполняют в местах выхода жил из пальцев перчатки и входа жил в наконечники из лакотканевой ленты шириной 7,5 мм с применением лака ЭА-4. Число слоев ленты этих подмоток не нормируются, но для получения плавного перехода следует в зависимости от сечения жил принимать следующие длины подмотки, считая от торцов пальцев и наконечников.
Сечениежилыкабеля,мм2..............16 25 35 50 70 95 120 150 185 240
Длина подмотки, мм....................15 20 25 25 30 35 40 45 50 55
5.10.14. Поверхность подмотки на жилы накладывают из поливинилхлоридной ленты для исполнения 1 и из лакотканевой ленты для исполнения 2. Эта подмотка должна перекрывать 2/3 длины пальцев перчатки, всю заводскую изоляцию и 2/3 длины цилиндрической части наконечника. Каждый из последующих слоев подмотки должен перекрывать конец предыдущего слоя на 5 мм. При выполнении подмотки из поливинилхлоридных лент применяют ленты шириной 15-20 мм и подмотку выполняют с 50%-ным перекрытием. При выполнении подмотки из лакоткани каждый слой подмотки покрывают слоем лака (или цапон-глифталевого) и каждый последующий слой наматывают по подсохшему, но еще не потерявшему склеивающий способности слою лака. Это состояние достигается через 5-10 мин. после нанесения слоя лака.
5.10.15. Бандажи из крученного шпагата накладывают в местах выхода жил из пальцев перчаток и ввода их в кабельные наконечники. Эти бандажи должны быть расположены так, как указано на рис. 5.10.1. На участке И (см. табл. 5.48) бандажи должны заходить за поверхностные подмотки жил.
5.10.16. Наружную поверхность подмоток жил покрывают лаком. При этом подмотки из лакотканевых лент покрывают сначала тремя слоями лака ЭА-4 или цапон-глифталевого, а затем тремя слоями битумного лака БТ-99. Лак наносят после присоединения жил к аппаратуре. Цапон-глифталевый лак наносят следующим образом. Сначала с перерывами в 30-40 мин (время высыхания лака) наносят один особо обильный и два нормальных слоя цапон-глифталевого лака, а затем три обильных слоя БТ-99.
5.11. Концевые эпоксидные и полиуретановые муфты наружной установки для кабелей напряжением 1, 6, 10 кВ.
5.11.1. Эпоксидные и полиуретановые концевые муфты КНЭ и КНП предназначены для оконцевания кабелей с бумажной изоляцией напряжением 1, 6 и 10 кВ с алюминиевыми или медными жилами сечением до 240 мм для присоединения к открыто установленному электрооборудованию и ВЛ.
5.11.2. Общий вид муфт показан на рис. 5.11.1, 5.11.2. Размеры концевых муфт приведены в табл. 5.49, а проходных изоляторов на рис. 5.11.3, в табл. 5.50.
Таблица 5.49.
Размеры концевых муфт КНЭ и КНП
|
Маркоразмер муфты |
Напряжение кабеля, кВ |
Число жил кабеля |
Сечение основной жилы кабеля, мм2 |
Размеры, мм (рис. 5.55.5.; 5.11.2.) |
|||
|
А |
Б |
d* |
D |
||||
|
КНЭI-I КНПI-I |
1 |
3 |
16-120 |
505 |
158 |
36 |
153 |
|
КНЭ1-II КНПI-II |
|
3 |
150-240 |
505 |
158 |
36 |
153 |
|
4КНЭI-I 4КНПI-I |
|
4 |
16-95 |
505 |
158 |
36 |
153 |
|
4КНЭ1-II 4КНП1-II |
|
4 |
120-185 |
505 |
158 |
36 |
153 |
|
КНЭI0-I КНПI0-I |
6-10 |
|
16-120 |
562 |
158 |
36 |
153 |
|
КНЭI0-II КНПI0-II |
|
|
150-240 |
562 |
168 |
48 |
153 |
d* - диаметр вводного отверстия.
Таблица 5.50.
Размеры проходных изоляторов для муфт КНЭ и КНП
|
Маркоразмер муфты |
Размеры, мм (рис. 5.11.3.) |
||
|
А |
Д |
Д1 |
|
|
КНЭI-I КНПI-I |
288 |
122 |
73 |
|
КНЭ1-II КНПI-II |
288 |
122 |
73 |
|
4КНЭI-I 4КНПI-I |
288 |
122 |
73 |
|
4КНЭ1-II 4КНП1-II |
288 |
122 |
73 |
|
КНЭI0-I КНПI0-I |
348 |
122 |
73 |
|
КНЭI0-II КНПI0-II |
348 |
122 |
73 |

Рис. 5.11.1. Общий вид муфты КНЭ; КНП 10 кВ:
1 - заливочная воронка; 2 - изолятор; 3 - уплотнительное кольцо; 4 - гайка; 5 -
корпус; 6 - крышка корпуса; 7 - литник.

Рис. 5.11.2. Общий вид муфты КНЭ; КНП 1кВ:
1 - заливочная воронка; 2 - изолятор; 3 - уплотнительное кольцо; 4 - гайка; 5 - корпус; 6 - крышка
корпуса; 7 - литник.
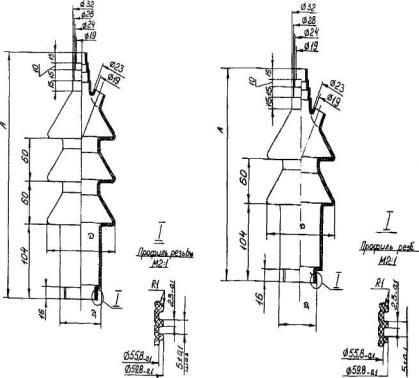
Рис.5.11.3. Изоляторы для муфт КНЭ; КНП 10 кВ.
Муфта состоит из отлитой на заводе пластмассовой формы корпуса и трех пластмассовых форм проходных изоляторов для вывода жил кабеля. Форма корпуса муфты имеет дополнительный изолятор для вывода нулевой жилы. На месте монтажа пластмассовую форму муфты надевают на разделанный конец кабеля и заполняют эпоксидным или полиуретановым компаундами, чем достигаются герметичность, электрическая и механическая прочность муфты.
5.11.3. Материалы и изделия для монтажа концевых муфт наружной установки приведены: полиуретановых - в табл. 5.51 и 5.52, а эпоксидных в табл. 5.53.
Комплект поставки муфт марки КНП для кабелей напряжением 10 кВ
|
Наименование детали или материала |
ГОСТ, ТУ |
Ед. Изм. |
Количество на 1 муфту для кабелей напряжением 10 кВ |
||
|
3´(16-150) |
3´(185-240) |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1. Пластмассовая форма |
|
шт. |
1 |
1 |
|
|
2. Крышка |
|
шт. |
1 |
1 |
|
|
3. Изолятор |
|
шт. |
3 |
3 |
|
|
4. Уплотнительные кольца |
|
шт. |
3 |
3 |
|
|
5. Гайки |
|
шт. |
3 |
3 |
|
|
6. Заглушки |
|
шт. |
3 |
3 |
|
|
7. Воронка |
|
шт. |
1 |
1 |
|
|
8. Полиурстановый компаунд |
ТУ 6-05-2000-85 |
|
|
|
|
|
Компонент А: |
|
|
|
|
|
|
ВиладА-13-1М |
ТУ 6-05-221-986-88 |
кг |
5,3 |
5,3 |
|
|
Компонент Б: |
|
|
|
|
|
|
Полиизиционат Б |
ТУ 6-03-375-75 |
кг |
2,65 |
2,65 |
|
|
Полиизоционат Д |
ТУ 113-03-603-86 |
кг |
2,65 |
2,65 |
|
|
9. Жир паяльный |
ТУ 36-1170-73 |
кг |
0,025 |
0,025 |
|
|
10. Салфетки х/б 300´300 мм |
ГОСТ 11680-76 |
шт. |
3 |
3 |
|
|
11. Лента ЛЭТСАРКФ-0,5 или ЛЭТСАР ЛПм, шириной 25 мм, в 3 роликах |
ТУ 38-103.546-84 |
кг |
0,110 |
0,135 |
|
|
12.Нитки льняные или х/б |
ГОСТ 2350-73 |
м |
3 |
6 |
|
|
13.Проволока Æ 1,0-1,4мм |
м |
1,5 |
2,0 |
||
|
14.Провод заземления длиной 0,8 м: |
ТУ 6-05-2000-85 |
|
|
|
|
|
сечением 35 кв.мм с наконечником |
|
шт. |
1 |
|
|
|
ссчением50 кв.мм с наконечником |
|
шт. |
|
1 |
|
|
15.Припой ПОС-30 или ПОС-40 |
ГОСТ 21931-76 |
кг |
0,045 |
0,045 |
|
|
16. Трубка длиной 0,8 м марки ХВТ-10; ХВТ-12 |
ТУ 36-501-80 |
шт. |
1 |
|
|
|
17. Мешалка Л 260 |
ТУ 36-472-82 |
шт. |
1 |
1 |
|
|
18. Манжета, дл. 70 мм |
|
|
|
|
|
|
диаметр 20/10 |
|
шт. |
3 |
|
|
|
диаметр 32/16 |
|
шт. |
|
3 |
|
|
19. Комплектовочная ведомость |
|
шт. |
1 |
1 |
|
|
20. Монтажная инструкция |
|
шт. |
1 |
1 |
|
Таблица 5.52.
Комплект поставки муфт марки КНП для кабелей напряжением 1 кВ
|
Наименование детали или материала |
ГОСТ, ТУ |
Ед. Изм. |
Количество на 1 муфту |
|
|
3´(16-150) |
3´(185-240) |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1. Пластмассовая форма |
|
шт. |
1 |
1 |
|
2. Крышка |
|
шт. |
1 |
1 |
|
3. Изолятор |
|
шт. |
3 |
3 |
|
4. Уплотнительные кольца |
|
шт. |
3 |
3 |
|
5. Гайки |
|
шт. |
3 |
3 |
|
6. Заглушки |
|
шт. |
1 |
1 |
|
7. Воронка |
|
шт. |
1 |
1 |
|
8. Полиуретановый компаунд |
ТУ 6-05-2000-85 |
|
|
|
|
Компонент А: |
|
|
|
|
|
ВиладА-13-Ш |
ТУ 6-05-221-986-88 |
кг |
4,4 |
4,4 |
|
Компонент Б: |
|
|
|
|
|
Полиизиционат Б |
ТУ 6-03-375-75 |
кг |
2,2 |
2,2 |
|
Полиизиционат Д |
ТУ 113-03-603-86 |
кг |
2,2 |
2,2 |
|
9. Жир паяльный |
ТУ 36-1170-73 |
кг |
0,025 |
0,025 |
|
10. Салфетки х/б 300´300 мм |
ГОСТ 11680-76 |
шт. |
3 |
3 |
|
11. Лента ЛЭТСАР КФ-0,5 или ЛЭТСАР ЛПм, шириной 25 мм, в 3 роликах |
ТУ 38-103.546-84 |
кг |
0,110 |
0,135 |
|
12. Нитки льняные или х/б |
ГОСТ 2350-73 |
м |
3 |
6 |
|
13. Проволока Æ 1,0-1,4мм |
м |
1,3 |
1,5 |
|
|
14. Провод заземления длиной |
ТУ 6-05-2000-85 |
|
|
|
|
0,8 м: |
|
|
|
|
|
сечением 35 кв.мм с наконечником |
|
шт. |
1 |
|
|
сечением 50 кв.мм с наконечником |
|
шт. |
|
1 |
|
15. Припой ПОС-30 или ПОС-40 |
ГОСТ 21931-76 |
кг |
0,045 |
0,045 |
|
16. Трубка длиной 0,8 м марки |
ТУ 36-501-80 |
шт. |
|
|
|
ХВТ-10; |
|
|
1 |
|
|
ХВТ-12 |
|
|
|
1 |
|
17. Мешалка Л 260 |
ТУ 36-472-82 |
шт. |
1 |
1 |
|
18. Манжета, дл. 70мм |
|
|
|
|
|
диаметр 20/10 |
|
шт. |
3 |
|
|
диаметр 32/16 |
|
шт. |
|
3 |
|
19. Комплектовочная ведомость |
|
шт. |
1 |
1 |
|
20. Монтажная инструкция |
|
шт. |
1 |
1 |
Таблица 5.53.
Комплект поставки муфт марки КНЭ для кабелей напряжением 10 кВ
|
Наименование детали или материала |
ГОСТ, ТУ |
Ед. Изм. |
Количество на 1 муфту для кабелей напряжением 10 кВ |
|
|
3´(16-150) |
3´(185-240) |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1. Пластмассовая форма |
Настоящие ТУ |
шт. |
1 |
1 |
|
2. Крышка |
Настоящие ТУ |
шт. |
1 |
1 |
|
3. Изолятор |
Настоящие ТУ |
шт. |
3 |
3 |
|
4. Уплотнительные кольца |
Настоящие ТУ |
шт. |
3 |
3 |
|
5. Гайки |
Настоящие ТУ |
шт. |
3 |
3 |
|
6. Заглушки |
Настоящие ТУ |
шт. |
3 |
3 |
|
7. Воронка |
Настоящие ТУ |
шт. |
1 |
1 |
|
8. Эпоксидный компаунд: |
|
|
|
|
|
К-176* |
ТУ 6-05-1251-78 |
кг |
9,000 |
9,000 |
|
Отвердитель ПЭПА* |
ТУ 6-02-594-80Е |
кг |
0,450 |
0,450 |
|
9. Жир паяльный |
ТУ 36-1170-73 |
кг |
0,025 |
0,025 |
|
10. Салфетки х/б 300´300 мм |
ГОСТ 11680-76 |
шт. |
3 |
3 |
|
11. Лента ЛЭТСАР КФ-0,5 или ЛЭТСАР ЛПм, шириной 25 мм, в 3 роликах |
ТУ 38-103.546-84 |
кг |
0,110 |
0,135 |
|
12. Нитки льняные или х/б |
ГОСТ 2350-73 |
м |
3 |
б |
|
13. Проволока Æ 1,0-1,4 мм |
м |
1,300 |
1,500 |
|
|
14. Провод заземления длиной |
ТУ 6-05-2000-85 |
|
|
|
|
0,8м: |
|
|
|
|
|
сечением 35 кв.мм с наконечником |
|
шт. |
1 |
|
|
сечением 50 кв.мм с наконечником |
|
шт. |
|
1 |
|
15. Припой ПОС-30 или ПОС-40 |
ГОСТ 21931-76 |
кг |
0,045 |
0,045 |
|
16. Трубка длиной 0,8м марки |
ТУ 36-501-80 |
шт. |
1 |
|
|
ХВТ-10; |
|
|
|
|
|
ХВТ-12 |
|
|
|
1 |
|
17. Мешалка Л 260 |
ТУ 36-472-82 |
шт. |
1 |
1 |
|
18. Манжета, дл. 70мм |
|
|
|
|
|
диаметр 20/10 |
|
шт. |
3 |
|
|
диаметр 32/16 |
|
шт. |
|
3 |
|
19. Комплектовочная ведомость |
|
шт. |
1 |
1 |
|
20. Монтажная инструкция |
|
шт. |
1 |
1 |
5.11.4. Форму корпуса муфты и проходные изоляторы тщательно осматривают. Все обнаруженные загрязнения на внутренней поверхности очищают ацетоном или бензином. После чего обезжиренное место зачищают напильником или наждачной бумагой.
5.11.5. Муфту рекомендуется монтировать непосредственно на месте установки. При необходимости установки муфты на высоте (например, на опоре ВЛ) допускается монтаж, включая заливку компаундом, выполнять на земле. Однако поднимать муфту на место установки можно только после полного отвердения компаунда. При подъеме необходимо соблюдать допустимые радиусы изгиба кабеля и предохранять муфту от скручивающих и растягивающих усилий по отношению к кабелю.
5.11.6. Конец кабеля распрямляют на длине не менее 1,5 м и разделывают согласно рис.2.3. Размеры муфты КНЭ приведены в табл. 5.54.
Таблица 5.54.
Размеры разделки кабеля для муфт марки КНЭ
|
Маркоразмер муфты |
Сечение жил, мм2, при напряжении кабеля, кВ |
Размеры, мм (рис. 2.6.) |
|||
|
до 1 |
6 и 10 |
А |
П |
Ж |
|
|
КНЭI-I и 4КНЭI-I КНЭI-II и 4КНЭI-II КНЭI0-I КНЭI0-II |
16-120 150-240 - - |
- - 16-120 150-240 |
350 385 550 560 |
25 25 25 25 |
210 245 410 420 |
5.11.7. Заземление оболочки и бронелент кабеля выполняют согласно общим указаниям, приведенным в разд. 2. Один конец провода должен быть оконцован наконечником для присоединения под болт заземления опорный крепежной конструкции муфты.
5.11.8. Жилы кабеля после снятия с них расцветочных лент, ступени поясной изоляции оболочки и брони протирают салфеткой, смоченной в ацетоне или бензине, после чего ступени оболочки и брони зачищают стальной щеткой или ножовочным полотном.
5.11.9. Жилы кабеля разводят и выгибают так, чтобы они соответствовали осям отверстий под изоляторы в форме корпуса муфты. Жилы изгибают постепенно и плавно радиусом на менее 10-кратного диаметра или высоты сектора жилы.
5.11.10. Поверхности ступени брони или шланга и ступени оболочки обезжиривают салфеткой, смоченной в неэтилированном бензине или ацетоне, после чего на этих ступенях выполняют двухслойную подмотку из самослипающейся ленты ЛЭТСАР КФ-0,5 с 50%-ным перекрытием. Подмотку накладывают на ступени брони и оболочки так, чтобы она не доходила на 10 мм до края оболочки. Внизу подмотка должна вплотную подойти до места среза наружного джутового покрова. Для кабеля с наружным поливинилхлоридным шлангом подмотку выполняют с заходом на шланг на 10-15 мм.
На жилах кабеля подматывают вразбежку липкую поливинилхлоридную ленту для предохранения бумажной изоляции от повреждения при надевании муфты на кабель.
5.11.11. Жилы кабеля временно сводят вместе и на разделанный конец кабеля надевают форму корпуса муфты без изоляторов. Каждая жила при этом должна проходить через отверстие для соответствующего изолятора. Временно устанавливают крышку и изоляторы и примеряют жилы для их оконцевания.
5.11.12. Оконцевание жил наконечником выполняют так, чтобы цилиндрическая часть наконечников полностью размещалась внутри изолятора после его заливки.
Технология оконцевания жил опрессовкой, пайкой или сваркой приведена в гл. 4. Для оконцевания жил опрессовкой должны применяться только герметизированные на заводе кабельные наконечники.
5.11.13. Оголенные однопроволочные жилы кабеля допускается выводить из концевой муфты для присоединения их к ВЛ.
5.11.14. Поверхность цилиндрической части наконечников обезжиривают и зачищают стальной щеткой или ножовочным полотном, после чего на нее и прилегающий участок оголенной жилы длиной 20-30 мм накладывают двухслойную подмотку из ленты ЛЭТСАР КФ-0,5 с 50%-ным перекрытием.
При применении непосредственного вывода жил кабеля из муфты такой же обработке с наложением подмотки подвергают места сплавления многопроволочной жилы в монолит или однопроволочную жилу.
5.11.15. Пластмассовые формы изоляторов закрепляют в крышке при помощи гаек. При этом для герметизации отверстий, в которые устанавливаются изоляторы, применяют резиновые прокладки (кольца).
5.11.16. Крышку вместе с изоляторами устанавливают на пластмассовой форме корпуса, пропуская через изоляторы жилы кабеля.
Предварительно верхние части изоляторов, имеющие ступени под соответствующие маркоразмеры наконечников, обрезают ножом.
5.11.17. Муфту заливают подготовленным эпоксидным или полиуретановым компаундами через специальное отверстие с помощью воронки.
5.11.18. При монтаже муфты на четырехжильном кабеле в крышке делают дополнительное отверстие, через которое пропускают нулевую жилу, герметизируя ее термоусаживающейся трубкой соответствующего диаметра.
5.12. Особенности монтажа муфт и заделок кабелей с нестекающей пропиткой.
5.12.1. Муфты кабелей с бумажной изоляцией, пропитанной нестекающим составом, прокладываемых без ограничения разности уровней, применяют тех же конструкций, что и кабелей с нормально пропитанной изоляцией. Однако преимущественно должны применяться эпоксидные муфты и заделки или металлические муфты и заделки с битумными заливочными составами МБ-70/60 или МБ-90/75. При необходимости применения муфт с маслоканифольными заливочными составами (например, МК-45) или битумными составами, содержащими трансформаторное масло (например, МБМ), должны быть приняты меры для предотвращения перемещения заливочных составов в кабель. Такие же меры должны быть приняты при соединении кабеля с нормально пропитанной изоляцией и кабеля с нестекающей пропиткой.
5.12.2. Эпоксидные муфты и заделки на кабелях с нестекающей пропиткой монтируют в соответствии с указаниями, приведенными в гл. 5.3; 5.7.
5.12.3. Металлические муфты и заделки на кабелях с нестекающей пропиткой монтируют согласно указаниям, приведенным в соответствующих главах, но с учетом следующих особенностей:
свинцовые соединительные муфты (см. гл. 5.1), концевые заделки в свинцовых перчатках (см. гл. 5.10) и концевые заделки в стальных воронках (см. гл. 5.9.) монтируют только с заливочными составами МБ-70/60 или МБ-90/75;
концевые муфты наружной установки до 10 кВ (см. гл. 5.11) и мачтовые муфты до 10 кВ (см. гл. 5.13) при установке в районах с температурой окружающего воздуха зимой - 35° С и ниже монтируют с заливкой составом МБМ или КФМ и устройством барьера. Барьер выполняют в виде подмотки из стеклоленты, просушенной при 150-180° С, с промазкой каждого слоя эпоксидным компаундом. Подмотку накладывают в два слоя с 50%-ным перекрытием по всей поверхности разделки кабеля от металлической оболочки до кабельных наконечников.
5.13. Металлические концевые муфты наружной установки и концевые мачтовые муфты на напряжение 1, 6 и 10 кВ.
5.13.1. Концевые муфты наружной установки и концевые мачтовые муфты предназначены для оконцевания в наружных установках (на открытом воздухе) кабелей с бумажной изоляцией с сечением жил до 240 мм2 на напряжение 1, 6 и 10 кВ.
Муфты эксплуатируются на высоте до 1000 м над уровнем моря при температуре окружающей среды от 50° С до минус 50° С, а также при относительной влажности до 98% и температуре до 35° С.
Муфты изготовляются по ТУ 16 К 09 046-90, технические требования к муфтам соответствуют ГОСТ 13781.0-86.
Концевые муфты наружной установки на напряжение 6 и 10 кВ.
5.13.2. Концевые муфты изготовляются марок КНА (с алюминиевым корпусом), КНЧ (с чугунным корпусом) и КНСт (со стальным корпусом).
Концевые муфты КНА, КНЧ и КНСт представлены на рис. 5.13.1. Муфты состоят из металлического корпуса 1, к верхним фланцам которого с помощью полуколец прикреплены фарфоровые изоляторы 4, а к нижнему фланцу - корпус сальника 2, уплотненный на оболочке кабеля при помощи сальника 3. В верхней части изоляторы герметично армированы контактными головками 5. Жилы кабеля с напаянными наконечниками 6 присоединяют к контактным шинам головок изоляторов, которые служат для присоединения к выводам электрооборудования.
Муфта заливается составом через отверстие для среднего изолятора. Заземление муфты осуществляется медным гибким проводом 7, один конец которого присоединен к опорной конструкции, а другой - к броне и оболочке кабеля и контактной площадке на нижнем фланце корпуса муфты.
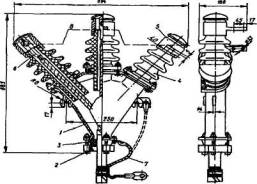
Рис. 5.13.1. Концевые муфты наружной
установки 6 и 10 кВ КНА, КНЧ и КНСт:
1 - корпус муфты; 2 - корпус сальника; 3 - сальник; 4 - изолятор; 5 - головка
изолятора; 6 - наконечник; 7 - провод заземления; 8 - уровень заливки.
5.13.3. Материалы, необходимые для монтажа муфт, приведены в табл. 5.55.
Таблица 5.55.
Материалы и изделия для монтажа концевых муфт
|
Материал или изделие |
Расход материала или изделий на муфты КНА; КНЧ; КНСт |
|
Состав заливочный, кг (см. примечание) |
5 |
|
Состав изоляционный пропиточный, кг |
3 |
|
Жир паяльный, кг |
0,02 |
|
Лента из стеклянных нитей ЛЭС, м |
3 |
|
Парафин, кг |
0,1 |
|
Припой ПОС, кг. |
0,6 |
|
Припой А, кг. |
0,12 |
|
Проволока стальная оцинкованная диаметром 1-1,4 мм, м |
2 |
|
Провод для заземления медный луженый, оконцованный наконечниками, м |
0,9 |
|
Пряжа хлопчатобумажная или нить вискозная, кг |
0,01 |
|
Ветошь, кг |
0,04 |
|
Шнур асбестовый ШАОН - 3, кг |
0,025 |
|
Эмаль холодной сушки ХВ - 124, кг |
0,15 |
Примечание: марку заливочного состава выбирают в зависимости от климатических условий, в которых монтируется муфта.
Монтаж концевых муфт наружной установки на напряжение 6 и 10 кВ.
5.13.4. До начала монтажа выполнить необходимые организационные и технические мероприятия в соответствии с указаниями в главах 2.2, 2.3, в том числе:
определить расположение наружных контактных шин головок изоляторов муфты относительно передней стенки корпуса муфты (оно должно соответствовать расположению отходящих шин или проводов);
хлопчатобумажную пряжу или вискозную нить закрепить на проволочном крюке и прошпарить ее в разогретом до 140-150°С пропиточном составе до окончания выделения пены, после чего вынуть и дать ей остыть.
5.13.5. Конец кабеля разделать в соответствии с указаниями в гл. 2.3. Размеры разделки конца кабеля указаны на рис. 5.13.2.

Рис. 5.13.2. Разделка конца кабеля.
5.13.6. Штангенциркулем измерить диаметр кабеля по бронелентам. В сальнике, имеющем концентрические прорези, подобрать прорезь, диаметр которой равен или немного больше диаметра кабеля по бронелентам. По прорези ножом вырезать внутреннюю часть сальника.
Корпус сальника и сальник надеть на кабель и сдвинуть их на бронеленты кабеля.
5.13.7. Конец кабеля изогнуть с соблюдением радиуса изгиба и закрепить его на козлах вертикально. Необходимо, чтобы средняя жила была на 8-15 мм длиннее крайних жил. Если это не соблюдается, то наносят ножом соответствующие метки на жилах, определяющих длину, на которую их можно укоротить. Распрямить жилы так, чтобы они находились в одной плоскости, и крайние жилы развести в стороны на 100-150 мм от средней. Закрепить бумажную изоляцию жил хлопчатобумажной пряжей. Обрезать жилы по меткам. Для предохранения от попадания припоя и других материалов, корешок разделки кабеля при оконцевании жил пайкой закрыть чистой ветошью или салфеткой и поверх ее чистой бумагой. Бумагу плотно закрепить на жилах. Изоляцию жил снять на длине, равной длине цилиндрической части наконечника плюс 10 мм.
5.13.8. Оконцевание жил наконечниками выполнить пайкой согласно общим указаниям, приведенным в разделе 3. При этом расположение наконечников должно быть строго проверено и соответствовать требованиям, указанным в п. 5.13.4 и на рис.5.13.3. Наружная контактная поверхность наконечников должна быть ориентирована на поверхность контактной шины. Контактные части наконечников должны находиться в одной вертикальной плоскости и соответствовать расположению контактных головок. После пайки снять временные бандажи с изоляции жил, удалить верхние расцветочные ленты, бумагу и ветошь или салфетку, защищавшие корешок разделки кабеля. Оставшуюся изоляцию жил у места среза закрепить бандажами из прошпаренной пряжи. Поясок оболочки между кольцевыми надрезами удалить осторожно, чтобы не повредить находящуюся под ним ступень поясной изоляции. Поясную изоляцию у места среза закрепить бандажом из прошпаренной пряжи.

Рис. 5.13.3. Контактная головка:
1 - болт M12´35;
2 - гайка; 3 - пружинная шайба; 4 -допустимое перемещение наконечника; 5 -
контактная шина; 6 - монтажные шайбы; 7 - контактная часть наконечника; 8 - пайка;
9 - уровень торца жилы.
5.13.9. Корпус муфты пламенем газовой горелки или паяльной лампы разогреть до 50-60°С. Внутренние поверхности корпуса муфты прошпарить разогретым до 140-150°С пропиточным составом. Для этого расположить корпус муфты под углом 10-20°С к горизонтальной плоскости и залить состав поочередно в каждое отверстие для изолятора, после чего перевернуть корпус муфты в противоположную сторону и вновь залить состав во все три отверстия. Установить корпус муфты вертикально и дать стечь остаткам прошпарочного состава. Прошпарить внутренние полости изоляторов.
5.13.10. Крайние жилы кабеля развести, чтобы они соответствовали отверстиям корпуса муфты. Для кабелей сечением жил 150 мм и более эту операцию выполнить с помощью двух стальных патрубков внутренним диаметром 45-55 мм и длиной около 500 мм. Один конец каждого патрубка должен быть развальцован так, чтобы при изгибе жил не повредить изоляцию. Жилы кабелей сечением 120 мм2 и менее развести при помощи пассатижей.
5.13.11. Наконечники сблизить и ввести их в корпус муфты на 200 мм. В крайние отверстия корпуса вставить патрубки и надвинуть их на жилы. Осторожно, отгибая крайние жилы, направить жилы в соответствующие отверстия корпуса и надвинуть корпус, пока средняя жила выйдет из корпуса на 280 мм (от конца наконечники до корпуса). Временно наложить на крайние жилы салфетки, чтобы они не касались острых кромок в отверстиях корпуса.
5.13.12. Болты с шайбами установить в отверстия контактных шин головок. Монтажные шайбы расположить вогнутыми поверхностями друг к другу. Временно закрепить болты гайками, предварительно установив под них пружинные шайбы.
5.13.13. Изоляторы надеть на крайние жилы и следить, чтобы болт вошел в прорезь наконечника между монтажной шайбой и контактной шиной головки (рис. 5.13.3), при этом предварительно проверить наличие резиновых прокладок на буртике изоляторов и в крайних отверстиях корпуса муфты. Расположение контактных шин головок и наконечников по отношению друг к другу должны соответствовать указанному на рис. 5.13.3. При несоблюдении этих условий наконечники перепаять. На изоляторы надеть полукольца и закрепить их в корпусе муфты болтами.
5.13.14. Корпус муфты расположить так, чтобы торец контактной части наконечника располагался на 2-3 мм ниже торца контактной шины или чтобы торец одного наконечника совпадал с торцом шины, а другой находился в зоне допустимого перемещения (рис. 5.13.3).
5.13.15. Примерить средний изолятор и проверить расположение наконечника относительно контактной шины, чтобы торец контактной части наконечника был расположен на 2-3 мм ниже торца контактной шины. Если наконечник выступает, то ослабить болты на крайних изоляторах и их наконечники опустить на соответствующую длину. Установив средний наконечник, болты на контактных шинах крайних изоляторов затянуть ключом.
5.13.16. Снять средний изолятор; поднять резиновый сальник 3 (рис.5.13.1) и установить его в паз корпуса муфты. Поднять корпус сальника 2 и прикрепить его к корпусу муфты, равномерно затягивая болты, при этом корпус сальника должен подойти вплотную к нижнему фланцу корпуса муфты или с зазором 2-3 мм.
5.13.17. Корпус муфты прогреть пламенем газовой горелки или паяльной лампы до 50-60°С. Заливочным составом, разогретым до соответствующей температуры (см. раздел 4), заполнить весь внутренний объем муфты через отверстие для среднего изолятора. Проверить полноту заливки, при необходимости долить остаток заливочного состава в корпус муфты.
5.13.18. Средний изолятор установить на место, соблюдая указанные выше условия, и закрепить его в корпусе муфты полукольцами и болтами. Если температура окружающего воздуха при монтаже ниже плюс 5°С, то средний изолятор перед его установкой прогреть пропиточным составом. Наконечник прижать к контактной шине и затянуть болтом.
Заливочный состав долить в средний изолятор до появления состава в головках крайних изоляторов.
5.13.19. Нижние части головок и наружные части контактных шин крайних изоляторов обернуть ветошью, смоченной водой, и припоем ПОС припаять колпачки. Чтобы головки не перегревались, обернутую часть поливать водой, при этом соблюдать осторожность, чтобы вода не попадала во внутренние полости изоляторов.
Средний изолятор долить разогретым заливочным составом до наконечника.
5.13.20. Муфту заземлить медным многопроволочным проводом, оба конца которого заранее оконцованы наконечниками. Этот провод на расстоянии 200 мм от одного наконечника припаять (предварительно в этом месте провод необходимо распушить) к оболочке и бронелентам кабеля. Наконечник со стороны короткого конца провода заземления присоединить к площадке заземления на нижнем фланце корпуса муфты, а другой наконечник - к болту заземления опорной конструкции.
5.13.21. Средний изолятор вновь долить до верха разогретым заливочным составом после остывания муфты до 50-60°С.
5.13.22. Колпачок напаять на головку среднего изолятора с соблюдением мер предосторожности, приведенных в п. 5.13.19.
5.13.23. Муфту поднять на место установки так, чтобы при подъеме не было растягивающих усилий между кабелем и муфтой.
Если для закрепления муфты на опорной конструкции необходимо ее повернуть, то повернуть кабель, а с ним и муфту. Поворачивать муфту на кабеле запрещается.
5.13.24. Места пайки, поверхности армировки изоляторов, уплотнения, обнаженные поверхности оболочки и брони кабеля, а также все места поверхности муфт, где имеются нарушения покрытий, окрашиваются эмалью холодной сушки.
Особенности монтажа концевых муфт со свинцовой манжетой.
5.13.25. Конструкция концевой муфты для кабелей напряжением 6 и 10 кВ со свинцовой манжетой показана на рис. 5.13.4. В отличие от концевой муфты, изображенной на рис. 5.13.1, в этой муфте соединение корпуса муфты с оболочкой кабеля достигается припайкой свинцовой манжеты.
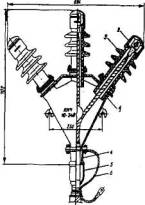
Рис.5.13.4. Концевая муфта наружной установки 6-10 кВ со свинцовой
манжетой:
1 - корпус; 2 - головка изолятора; 3 - изолятор; 4 - конус; 5 - свинцовая
манжета; 6 - провод заземления.
Технология присоединения свинцовой манжеты к оболочке кабеля изложена в п. 5.13.26.
Для монтажа муфты со свинцовой манжетой к материалам, приведенным в табл. 5.51. требуется дополнительно 0,08 кг припоя А, 0,4 кг припоя ПОС и 0,05 кг технического стеарина.
5.13.26. Свинцовую манжету надеть на кабель до разделки его и сдвинуть ее по кабелю на время монтажа.
Края свинцовой манжеты обколотить деревянным молотком до полного соприкосновения с оболочкой кабеля. Поверхность свинцовой манжеты и прилегающие участки металлической оболочки кабеля тщательно зачистить ножом или стальной щеткой, после чего свинцовую оболочку нагреть и натереть стеарином, а алюминиевую нагреть и облудить припоем А, а затем оловянно-свинцовым припоем, после этого свинцовую манжету припаять по всей окружности к оболочке кабеля оловянно-свинцовым припоем с образованием «яблочка».
Эта операция выполняется в последовательности, соответствующей установке сальника (п. 5.13.16).
Концевые мачтовые муфты для кабелей напряжением 1, 6 и 10 кВ.
5.13.27. Концевые мачтовые муфты предназначены для оконцевания кабелей с бумажной изоляцией при переходе кабельных линий на воздушные.
Муфты изготовляются марки 4КМЧ (чугунный корпус) на напряжение 1 кВ и марок КМА (алюминиевый корпус) или КМЧ (чугунный корпус) на напряжение 6,10 кВ.
5.13.28. Концевая мачтовая муфта 4КМЧ представлена на рис. 5.13.5; на напряжение 6,10 кВ на рис. 5.13.6.

Рис. 5.13.5. Мачтовая муфта для кабелей 1 кВ:
1 - пробка; 2 - крышка муфты; 3 - изолятор; 4 - корпус муфты; 5 - конус; 6 -
провод заземления; 7 - манжета; 8 - кабель.
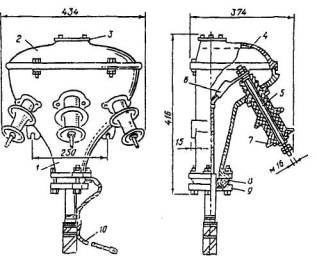
Рис. 5.13.6. Мачтовые муфты КМА и КМЧ на 6
и 10 кВ:
1 - корпус муфты; 2 - крышка муфты; 3 - крышка заливочного отверстия; 4 -
уровень заливки; 5 - контактный стержень; 6 - наконечник; 7 - изолятор; 8 -
сальник; 9 - корпус сальника; 10 - провод заземления.
Основные размеры муфт указаны соответственно на рис. 5.13.5 и 5.13.6. Муфта 1 кВ (рис. 5.13.5) состоит из чугунного корпуса с закрепленными фарфоровыми изоляторами, латунного конуса и свинцовой манжеты, которая припаивается с одной стороны к конусу, а с другой к свинцовой или алюминиевой оболочке кабеля. Крышку и конус присоединяют к корпусу болтами. Корпус муфты заполняется заливочным составом через пробки в крышке муфты.
Концевая мачтовая муфта марок КМА и КМЧ на напряжение 6,10 кВ представлена на рис. 5.13.6.
Муфты КМА и КМЧ 6-10 кВ (рис. 5.13.6.) состоят из литых алюминиевых или чугунных корпусов с закрепленными в них фарфоровыми изоляторами. Уплотнение места ввода кабеля в корпус муфты достигается при помощи сальника.
Корпус муфты заполняется через отверстие в верхней части крышки муфты.
5.13.29. Материалы, необходимые для монтажа муфт на 1,6 и 10 кВ приведены в табл. 5.56.
Таблица 5.56.
Материалы для монтажа мачтовых муфт
|
Материал |
Количество материала на одну муфту |
|
|
до 1 кВ |
6-10 кВ |
|
|
Состав заливочный, кг (см. примечание) |
3 |
10 |
|
Состав изоляционный пропиточный, кг |
2 |
3 |
|
Жир паяльный, кг |
0,05 |
0,02 |
|
Лента из стеклянных нитей ЛЭС. м |
- |
3 |
|
Парафин, кг |
0,1 |
0,1 |
|
Припой ПОС, кг |
0,8/0,7 |
0,6 |
|
Припой А, кг |
0,15 |
0,12 |
|
Провод для заземления медный луженый, оконцованный наконечниками, м |
0,9 |
0,9 |
|
Проволока стальная оцинкованная диаметром 1-1,4 мм, м |
2 |
2 |
|
Пряжа хлопчатобумажная или нить вискозная, кг |
0,01 |
0,01 |
|
Ветошь, кг |
0,04 |
0,04 |
|
Стеарин, кг |
0,05 |
0,05 |
|
Шнур асбестовый, кг |
0,02 |
0,02 |
Примечание. Марку заливочного состава выбирают в зависимости от климатических условий местности, в которой монтируется муфта.
Общие указания по монтажу мачтовых муфт.
Монтаж муфт до 1 кВ.
5.13.30. До начала монтажа выполнить необходимые организационные и технические мероприятия в соответствии с указаниями в главах 2.2, 2.3 в том числе:
- муфту разобрать и все детали муфты очистить и протереть со всех сторон ветошью, смоченной бензином;
- хлопчатобумажную пряжу или вискозную нить закрепить на проволочном крючке и прошпарить в разогретом до 140-150° С изоляционном пропиточном составе до окончания выделения пены, после чего вынуть и дать ей остыть.
5.13.31. Перед разделкой надеть на кабель:
- 1 кВ конус с припаянной к нему манжетой и корпус муфты без крышки;
- 6,10 кВ сальник, корпус сальника.
Предварительно следует подготовить сальник, для чего штангенциркулем измерить диаметр кабеля по броне. В сальнике, имеющем концентрические прорези на глубину 30 мм подобрать прорезь, диаметр который равен или немного больше диаметра кабеля по броне. По прорези ножом вырезать внутреннюю часть сальника.
Сдвинуть надетые детали по кабелю, обернув его чистой тканью или бумагой для предохранения от загрязнения.
Размеры разделки конца кабеля до 1 кВ приведены на рис. 5.13.7, кабеля 6, 10 кВ - на рис. 5.13.8.

Рис. 5.13.7. Разделка конца кабеля напряжением до 1 кВ:
1 - наружный покров; 2 - проволочный бандаж; 3 - броня; 4 - оболочка; 5 -
поясная изоляция; 6 - бандаж из пропитанной хлопчатобумажной пряжи; 7 -
изоляция жилы.

Рис. 5.13.8. Разделка конца кабеля 6,10 кВ:
1 - наружный покров; 2 - проволочный бандаж; 3 - броня; 4 - оболочка; 5 -
поясная изоляция; 6 - бандаж из пропитанной хлопчатобумажной пряжи; 7 -
изоляция жилы; 8 - ступень полупроводящей бумаги.
Для облегчения разделки кабеля необходимо, чтобы горизонтальный участок кабеля, подходящего к муфте, был направлен перпендикулярно по отношению к передней стенке муфты и выходил на средний изолятор.
Монтаж муфт 6, 10 кВ.
5.13.32. В корешке разделки кабеля, закрепленного вертикально, проверить расположение жил и длину жил. Средняя жила должна быть на 8-12 мм короче крайних. Если это не соблюдается, то нанести на жилы метки, определяющие длину, на которую их нужно укоротить. Выгнуть крайние жилы, соблюдая радиус изгиба 230 мм (рис. 5.13.9), чтобы расстояние между центрами торцов этих жил у меток было 160-170 мм. Для контроля правильности изгибания жил применить шаблон (рис.5.13.9). Жилы кабелей сечением 150-240 мм2 изгибать при помощи патрубка.

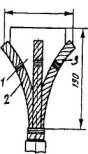
Рис. 5.13.9. Изгиб жил и проверка изгиба
шаблоном:
1 - шаблон для проверки изгиба жил; 2, 3 - крайние жилы кабеля.
5.13.33. Изоляцию жил удалить на участке, равном цилиндрической части наконечника плюс 10 мм. Оконцевание жил наконечниками способом пайки выполнить согласно общим указаниям, приведенным в разделе 3. Расположение наконечников должно соответствовать указанному на рис. 5.13.10. Проверку правильности расположения наконечников проверить с помощью шаблона. Шаблон для контроля положения наконечников установить перпендикулярно вертикальной оси кабеля, чтобы она проходила через метку 1 на шаблоне (рис. 5.13.10). Метки П-1У шаблона должны совпадать с центрами отверстий наконечников. Контактные поверхности наконечников должны плотно, без перекосов подходить к соответствующим сторонам шаблона. Перед пайкой наконечников корешок разделки защитить ветошью и поверх ее чистой бумагой, которую закрепить на жилах. Во время пайки следить, чтобы наконечник не разворачивался и не опускался. Расстояние между средним наконечником и крайним должно быть не менее 45 мм (рис. 5.13.10.).

Рис.5.13.10. Расположение наконечников и проверка шаблоном
правильности их расположения:
1 - шаблон для проверки расположения наконечников; 2 - изогнутая крайняя жила.
5.13.34. Поясок оболочки между кольцевыми надрезами удалить с осторожностью, чтобы не повредить находящуюся под ним ступень поясной изоляции. Поясную изоляцию закрепить у места среза бандажом из прошпаренной пряжи.
5.13.35. Корпус муфты пламенем газовой горелки или паяльной лампы разогреть до 50-60°С. Все внутренние поверхности муфты и крышек прошпарить разогретым до 140-150°С пропиточным составом, при этом состав должен стекать в лоток. Сальник и корпус сальника закрыть бумагой, чтобы при прошпарке на них не попадал разогретый состав.
5.13.36. Корпус муфты поднять на разделку кабеля. Наконечники присоединить к контактным стержням (вначале крайние наконечники, затем средний), закрепляя их гайками и контргайками, при этом расстояние между цилиндрическими частями наконечников должно быть не менее 45 мм.
5.13.37. Резиновый сальник поднять и установить в паз корпуса муфты. Корпус сальника поднять и закрепить к корпусу муфты, равномерно затягивая болты, при этом корпус сальника должен подойти вплотную к нижнему фланцу корпуса муфты или с зазором 2-3 мм.
5.13.38. Крышку муфты с предварительно уложенной в ее пазу резиновой прокладкой установить на корпус и закрепить, равномерно затягивая болты, при этом прокладка должна зажиматься равномерно без перекосов, не выдавливаясь в каком-либо месте за пределы опорной плоскости корпуса муфты.
5.13.39. Корпус муфты вновь разогреть до 50-60°С (п. 5.13.35) и заполнить заливочным составом, разогретым до необходимой температуры. Уровень заливки должен быть на 30-40 мм ниже заливочного отверстия в крышке.
5.13.40. Муфту заземлить медным многопроволочным проводом, на оба конца которого заранее напрессованы наконечники. Этот провод на расстоянии 200 мм от одного наконечника припаять (предварительно провод в этом месте необходимо распушить) к оболочке и лентам брони кабеля. Наконечник со стороны короткого конца присоединить к площадке заземления на нижнем фланце корпуса муфты, а другой наконечник - к болту заземления опорной конструкции.
5.13.41. Муфту долить разогретым заливочным составом до необходимого уровня (п. 5.13.39). Дать ей остыть до 50-60°С и вновь долить до того же уровня, при этом категорически запрещается заполнять муфту до самого верха.
5.13.42. Крышку заливочного отверстия закрыть, предварительно уложив в ее паз резиновую прокладку, и закрепить болтами с шайбами.
5.13.43. Муфту поднять на место установки так, чтобы при подъеме не было растягивающих усилий между кабелем и муфтой. Если для закрепления муфты на опорной конструкции необходимо ее повернуть, то следует повернуть кабель, а с ним и муфту. Поворачивать муфту на кабеле категорически запрещается.
5.13.44. Места пайки, поверхности армировки изоляторов, обнаженные поверхности оболочки и брони кабеля и все места поверхности муфты, где имеются нарушения покрытий, окрасить эмалью холодной сушки.
Особенности монтажа мачтовой муфты 6 и 10 кВ со свинцовой манжетой.
5.13.45. Конструкция мачтовой муфты 6, 10 кВ показана на рис. 5.13.11. В отличие от муфты, изображенной на рис. 5.13.6, в этой муфте соединение корпуса с оболочкой кабеля достигается припайкой свинцовой манжеты.

Рис. 5.13.11. Мачтовая муфта 6,10 кВ со свинцовой манжетой:
1 - крышка; 2 - изолятор; 3 - контактный вывод; 4 - конус; 5 - свинцовая
манжета; 6 - провод заземления.
Для монтажа муфты со свинцовой манжетой к материалам, приведенным в табл. 5.47, требуется дополнительно 0,08 кг припоя А и 0,5 кг припоя ПОС.
5.13.46. Перед разделкой кабеля надеть на него конус с припаянной к нему манжетой. Сдвинуть надетые детали по кабелю, обернув его чистой тканью или бумагой для предохранения от загрязнения.
5.13.47. Все дальнейшие операции по монтажу муфты выполнить согласно пп. 5.13.32-5.13.36.
5.13.48. Латунный конус с припаянной к нему манжетой присоединить к корпусу муфты, равномерно затягивая болты, чтобы не было перекосов. Края свинцовой манжеты обколотить легкими ударами молотка из дерева твердой породы до полного соприкосновения по всей окружности с оболочки кабеля.
5.13.49. К свинцовой оболочке кабеля манжету припаять оловянно-свинцовым припоем после тщательной очистки оболочки ножом или стальной щеткой, легкого подогрева оболочки паяльной лампой или пропанбутановой горелкой и протирки ее ветошью, пропитанной стеарином. Место пайки манжеты к алюминиевой оболочке облудить сначала припоем А, а затем оловянно-свинцовым припоем. Паяльной лампой или газовой горелкой нагреть место пайки и наложить припой на место пайки до образования выпуклого шва в виде «яблочка». При пайке соблюдать осторожность, чтобы не прожечь свинцовую или алюминиевую оболочку кабеля и чтобы поверхность шва была гладкой, без раковин. Во избежание перегрева бумажной изоляции кабеля продолжительность пайки должна быть не более 3-4 мин.
5.13.50. Дальнейший монтаж муфты выполнить согласно пп. 5.13.38 -5.13.44.
Особенности монтажа мачтовой муфты 1 кВ.
5.13.51. Жилы кабеля развести и выгнуть, чтобы концы их находились в одной плоскости (рис. 5.13.9). Угол наклона их относительно оси кабеля должен быть 15°С. Изгиб жил выполнить постепенно и плавно радиусом не менее 10-кратного диаметра жилы по изоляции. Для изгибания крайних жил сечением 150 мм и выше применить патрубок с внутренним диаметром 35-40 мм и длиной 400 мм. Один из концов патрубка должен быть развальцован, чтобы при изгибе не повредить изоляцию жил.
5.13.52. Технология присоединения свинцовой манжеты к корпусу муфты и оболочке кабеля изложена в пп. 5.13.48, 5.13.49.
Дальнейший монтаж муфты выполнить согласно пп. 5.13.38 -5.13.44.
5.14. Соединительная муфта для кабелей напряжением 10 кВ, прокладываемых под водой.
Общие указания.
Ремонтные вставки на подводной КЛ не разрешается монтировать кабелем подземной прокладки. Они монтируются кабелем с проволочной броней.
Монтаж подводной соединительной муфты производится на монтажной раме, расположенной на специально приспособленном судне.
При монтаже соединительной муфты на подводном кабеле остаются в силе все требования общих указаний и правил монтажа, изложенные ранее, за исключением подготовительных работ (снятие защитных покровов, пайка свинцовой трубы, заземление муфты, наложение защитной покрышки), которые изменяются, как указано в настоящем разделе.
На рис. 5.14.1. приведена конструкция подводной соединительной муфты 10 кВ, разработанной и внедренной в Ленинградских кабельных сетях.

Рис. 5.14.1. Подводная соединительная муфта 10 кВ конструкции ЛКС:
1 - подводная соединительная муфта; 2 - конус; 3 - фланец; 4 - болт М20, L = 135мм; 5 - шайба; 6 -
гайка М20; 7 - труба разрезная диаметром 273/259 мм; 8 - штуцер; 9 - стяжной
болт М22, L = 1425; 10
- шайба; 11 - гайка М22.
Свинцовые корпуса для всех сечений жил применяются длиной 720 мм с внутренним диаметром 90 мм.
Снятие защитных покровов, удаление свинцовой оболочки, разделка изоляции, пайка жил, изолирование мест соединения жил.
5.14.1. Лишние концы кабелей отрезаются таким образом, чтобы они перекрывали друг друга примерно на 10 мм. Затем на каждый конец кабеля надевается штуцер 8 и фланец 3.
5.14.2. На расстоянии 685 мм от середины муфты, для всех сечений кабелей, поверх наружной пряжи накладываются бандажи и на этом участке удаляется защитный наружный покров.
5.14.3. На расстоянии 160 мм от наложенных бандажей, для всех сечений, в сторону середины муфты поверх проволочной брони накладываются временные бандажи на смоляной ленте. Затем проволоки брони загибаются около временных бандажей под углом 90° к оси кабеля, разводятся веером и выравниваются подколачиванием молотком.
После выравнивания проволок брони временные бандажи снимаются и на концы кабелей надеваются конуса 2 таким образом, чтобы коническая часть их входила под проволоки брони, а шайбы конусов подходили вплотную к отогнутым концам проволоки брони и расстояние между ними составляло 690 мм.
-233 -
5.14.4. Все проволоки брони разделяются на четыре равных пучка, укладываются на плоскости шайб конусов против выступов и временно связываются пеньковым канатом (каболкой). К проволокам придвигаются ранее надетые фланцы и слегка скрепляются болтами с шайбами конусов. Болты заводятся таким образом, чтобы каждый пучок проволок располагался поровну по обе стороны болтов. Затем все четыре пучка проволок развязываются, расправляются без перекрещивания на плоскостях шайб конусов, болты туго затягиваются гайками и закрепляются контргайками.
5.14.5. Закрепления между фланцами и шайбами конусов проволоки всех четырех пусков загибаются на цилиндрическую поверхность выступов шайб конусов и перевязываются крайними проволоками пучков. Затем концы проволок отрезаются с таким учетом, чтобы они перекрыли шайбы конусов на 20-15 мм и эти излишки загибаются на торцевые поверхности шайб конусов.
5.14.6. На расстоянии 30 мм от шайб конусов или 235 мм от среза наружной пряжи к середине муфты на ленточную броню (если она имеется) или подушку накладываются на смоляной ленте проволочные бандажи.
5.14.7. Ленточная броня снимается на участке 450 мм. Затем удаляется подушка и выполняются монтажные операции (удаление свинцовой оболочки, разделка изоляции, выгибание жил, установка шлюз на жилы) согласно ранее изложенным указаниям.
5.14.8. Еще раз проверяется расстояние 960 мм между шайбами конусов и выполняются монтажные операции (пайка жил, изолирование мест соединения жил) согласно ранее изложенным указаниям. Для изолирования мест соединения применяются бумажные рулоны К-300 для всех сечений. Затем фланцы муфты предварительно скрепляются двумя стяжными болтами.
Пайка.
5.14.9. Для соединительных муфт подводной прокладки применяются свинцовые корпуса, разрезанные вдоль оси с одной стороны. Пайка этих корпусов и заливка муфт производится согласно ранее изложенным указаниям.
Устройство заземления и установка защитного кожуха.
5.14.10. Заземление муфты производится согласно ранее изложенным указаниям, с тем отличием, что заземляющий провод берется длиной 1200 мм и его концы зажимаются под один из четырех болтов, скрепляющих фланцы с конусом с обеих сторон муфты.
5.14.11. После устройства заземления свинцовая муфта и свинцовая оболочка кабеля тщательно покрываются составом МБ70/60, разогретым до 130-150° С.
5.14.12. После этого в отверстии фланцев вставляются остальные два стяжных болта и фланцы окончательно укрепляются на своих местах. На концы стяжных болтов надвигаются штуцера и устанавливаются таким образом, чтобы после стяжки их болтами торцы стягиваются гайками и окончательно закрепляются контргайками. Затем укрепляются свинцовые бирки.
5.14.13. Смонтированная муфта опускается на дно водоема: для этого кожух муфты стропится специальным способом и поднимается лебедкой на высоту 10-15 мм над монтажной рамой. В этот момент участки кабеля от муфты до поверхности воды «выводятся» из лотка рамы.
Подвешенная таким образом муфта опускается за корму монтажного судна для того, чтобы плавно уложить муфту с петлей, судно передвигается с помощью якорных лебедок на расстояние, равное глубине водоема в данном месте. Во время перемещения судна производится опускание муфты.
После того как муфта ляжет на грунт, ее осматривают водолазы для выяснения правильности ее положения.
Раздел 6. Монтаж муфт на кабелях с пластмассовой изоляцией.
6.1. Соединительные муфты для кабелей напряжением до 3 кВ из самослипающихся лент и термоусаживаемых трубок марок ПСсл и ПСсл КСтм.
6.1.1. Соединительные муфты из самослипающихся лент ПСсл предназначены для соединения кабелей с пластмассовой изоляцией на напряжение до 3 кВ, проложенных в земле и кабельных сооружениях. Муфты поставляют по ТУ 16-538-346-79.
6.1.2. Кабели с пластмассовой изоляцией до 3 кВ, предназначенные для прокладки в кабельных сооружениях, имеют поверх скрученных с заполнением изолированных жил поясную изоляцию из пластмассовых лент и оболочку из поливинилхлоридного пластиката и не имеют металлической оболочки и брони (рис. 6.1.1 а).
Кабели с пластмассовой изоляцией, предназначенные для прокладки в земле, имеют поверх поясной изоляции алюминиевую оболочку или ленточную броню; поверх оболочки наложен пластмассовый шланг. Кабели с ленточной броней могут иметь пластмассовый шланг как под броней (рис. 6.1.1 б), так и над ней (рис. 6.1.1 в).
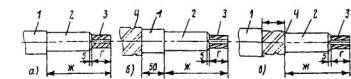
Рис. 6.1.1. Разделка кабеля до 3 кВ для
монтажа муфты ПСсл:
а - без бронепокровов; б - с бронепокровами поверх шланга; в - с бронепокровами
под шлангом;
1 - пластмассовый шланг; 2 - изоляционная жила; 3 - жила; 4 - бронеленты.
6.1.3. Муфты ПСсл применяют с пластмассовыми или металлическими защитными кожухами (рис. 6.1.2.). Наряду с этим для кабелей до 1 кВ применяют также муфты ПСслКСтм со стальным малогабаритным кожухом (рис. 6.1.3.) с термоусаживаемыми трубками поверх кожуха.

Рис. 6.1.2. Соединительная муфта ПСсл до 3 кВ:
1 - кабель; 2 - термоусаживаемая трубка; 3 - адгезионная прослойка под трубкой;
4 - подмотка из ленты ЛЭТСАР; 5 - общая подмотка из ленты ЛЭТСАР или ПВХ; 6 -
гильза; 7 - адгезионные прослойки по изоляции; 8 - провод заземления, 9 -
кожух.

Рис. 6.1.3. Соединительная муфта ПСслКСтм со стальным
малогабаритным кожухом:
1 - полукожух; 2 - соединительная гильза; 3 - провод заземления; 4 -
проволочный бандаж; 5 - покрытие лаком КО-916; 6 - подмотка лентой ЛЭТСАР ЛП; 7
- подмотка лентой ЛЭТСАР; 8 - термоусаживаемая трубка по шлангу; 9 -
термоусаживаемая трубка по кожуху; 10 - пластикат пленочный ПВХ.
6.1.4. Маркоразмеры муфт в зависимости от напряжения, сечения и числа жил кабелей приведены в табл. 6.1 и 6.2, а материалы и изделия для монтажа муфт - в табл. 6.3 и 6.4.
Таблица 6.1.
Маркоразмеры муфт ПСсл
|
Маркоразмер муфты |
Для кабелей напряжением до 1 кВ |
||||
|
Номинальное сечение жил, мм2, при числе жил |
|||||
|
1 |
2 |
3 |
3 и 1 меньшего сечения |
4 одного сечения |
|
|
ПСсл-1 |
ДО 120 |
- |
- |
- |
- |
|
ПСсл-2 |
150-240 |
ДО 50 |
ДО 25 |
ДО 25 |
- |
|
ПСсл-3 |
- |
70-120 |
35-70 |
35-70 |
ДО 25 |
|
ПСсл-4 |
- |
150-240 |
95-150 |
95-150 |
35-70 |
|
ПСсл-5 |
- |
- |
185-240 |
185-240 |
95-150 |
|
ПСсл-6 |
- |
- |
- |
- |
185-240 |
Продолжение табл. 6.1.
|
Маркоразмер муфты |
Для кабелей напряжением 3 кВ |
Длина муфты по рис., мм |
Размер Ж, мм |
|||
|
Номинальное сечение жил, мм2, при числе жил |
||||||
|
1 |
2 |
3 |
6.1.1. а и б |
6.1.1. в |
||
|
ПСсл-1 |
ДО 120 |
- |
- |
280 |
420 |
100 |
|
ПС ел-2 |
150-240 |
- |
ДО 25 |
320 |
460 |
120 |
|
ПСсл-3 |
- |
ДО 50 |
35-70 |
360 |
500 |
140 |
|
ПСсл-4 |
- |
70-120 |
95-150 |
420 |
560 |
170 |
|
ПСсл-5 |
- |
150-240 |
185-240 |
500 |
640 |
210 |
|
ПСсл-6 |
- |
- |
- |
560 |
700 |
240 |
Примечания: 1. Для кабелей с алюминиевой оболочкой, а также для кабелей с ленточной броней под шлангом (рис. 6.1.1 в) длина муфты увеличена на 140 мм (удвоенная длина ступени алюминиевой оболочки или брони).
2. Для пятижильных кабелей сечением до 10 мм2 применяется муфта ПСсл-3, а сечением 25-35 мм2 муфта ПСсл-4.
Таблица 6.2.
Маркоразмеры муфт ПСслКСтм для кабелей до 1 кВ
|
Маркоразмер муфты |
Сечение основных жил кабеля, мм2 |
Размеры мм (Рис. 6.1.3.) |
|||
|
трехжильного |
четырехжильного |
L |
D |
d |
|
|
ПСслКСтм-1 |
ДО 35 |
ДО 25 |
566 |
44 |
32 |
|
ПСслКСтм-2 |
50-95 |
35-70 |
608 |
60 |
40 |
|
ПСслКСтм-3 |
120-150 |
95-120 |
662 |
78 |
51 |
|
ПСслКСтм-4 |
185-240 |
150-185 |
704 |
92 |
59 |
Примечание. Салфетка бязевая может быть заменена тканью одинаковой ворсистости.
Таблица 6.3.
Материалы и изделия для монтажа муфт ПСсл
|
Материал или изделие |
Расход на муфту |
|||||
|
ПСсл-1 |
ПСсл-2 |
ПСсл-3 |
ПСсл-4 |
ПСсл-5 |
ПСсл-6 |
|
|
Кожух из стеклопластика, шт.: |
|
|
|
|
|
|
|
КзП-40 |
1 |
1 |
1 |
- |
- |
- |
|
КзП-75 |
- |
- |
- |
|
|
|
|
Или чугунный: |
|
|
|
1 |
1 |
1 |
|
КзЧ-55 |
1 |
1 |
1 |
- |
- |
- |
|
КзЧ-65 |
- |
- |
- |
1 |
1 |
1 |
|
Гильза соединительная, шт. |
Определяется сечением и числом жил кабеля |
|||||
|
Жир паяльный, кг |
0,05 |
0,05 |
0,05 |
0,06 |
0,06 |
0,06 |
|
Лак кремнийорганический КО-916, кг |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
|
Лента самослипающаяся ЛЭТСАРКФ-0,5 шириной 25 мм, кг |
0,25 |
0,30 |
0,30 |
0,35 |
0,40 |
0,40 |
|
То же ЛЭТСАР ЛП, кг |
0,03 |
0,04 |
0,05 |
0,06 |
0,06 |
0,06 |
|
Пластикат пленочный поливинилхлоридный шириной 60-100 мм, кг |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 |
|
Припой, кг: ПОССу 30-2 А |
0,2 0,1 |
0,2 0,1 |
0,2 0,1 |
0,25 0,1 |
0,25 0,1 |
0,25 0,1 |
|
Провод медный луженый класса IV, м |
0,6 |
0,7 |
0,7 |
0,8 |
0,8 |
0,8 |
|
Проволока стальная оцинкованная диаметром 1-1,4мм, м |
1 |
1 |
1 |
1 |
1 |
1 |
|
Салфетка бязевая площадью 0,09 м2, шт. |
1 |
1 |
1 |
1 |
1 |
1 |
|
Трубка термоусаживаемая ТТШ, шт. |
1 |
1 |
1 |
1 |
1 |
1 |
|
Шнур асбестовый ШАОН-3, кг |
0,05 |
0,05 |
0,07 |
0,10 |
0,10 |
0,10 |
Таблица 6.4.
Материалы и изделия для монтажа муфт ПСслКСтм
|
Материал или изделие |
на муфту |
|||
|
ПСслКСтм-1 |
ПСслКСтм-2м |
ПСслКСтм-3 |
ПСслКСтм-4 |
|
|
Кожух из стальной малогабаритный, шт. |
1 |
1 |
1 |
1 |
|
Гильза медная соединительная ГЦ, шт. |
Определяется сечением н числом жил кабеля |
|||
|
Жир паяльный, кг |
0,03 |
0,03 |
0,03 |
0,03 |
|
Лак кремнийорганический КО-916, кг |
0,02 |
0,02 |
0,02 |
0,02 |
|
Лента самослипающаяся ЛЭТСАР шириной 25 мм, кг |
0,3 |
0,3 |
0,3 |
0,3 |
|
То же ЛЭТСАР ЛП, кг |
0,04 |
0,04 |
0,04 |
0,04 |
|
Пластикат пленочный поливинилхлоридный шириной 60-100 мм, кг |
0,1 |
0,1 |
0,1 |
0,1 |
|
Припой, кг: ПОССу30-2 А |
0,2 0,1 |
0,2 0,1 |
0,3 0,15 |
0,3 0,15 |
|
Провод медный луженый класса IV, м, сечением: |
|
|
|
|
|
10 мм2 |
0,6 |
- |
- |
- |
|
16 мм2 |
- |
0,7 |
0,7 |
- |
|
25 мм2 |
- |
- |
- |
0,8 |
|
Проволока стальная оцинкованная диаметром 1-1,4 мм, м |
2 |
2 |
4 |
4 |
|
Салфетка бязевая площадью 0,09 м2, шт. |
2 |
2 |
2 |
2 |
|
Трубка термоусаживаемая ТТШ или ТТВ, м |
0,85 |
0,85 |
0,9 |
1 |
|
Шнур асбестовый ШАОН-3, кг |
0,05 |
0,05 |
0,05 |
0,1 |
Примечание. Салфетка бязевая может быть заменена тканью одинаковой ворсистости.
Монтаж муфт ПСсл.
6.1.5. Концы кабелей распрямляют на участке длиной 1 м, после чего на один из концов соединяемых кабелей надвигают термоусаживаемую трубку ТТШ или ТТВ. Размеры применяемых трубок в зависимости от маркоразмера муфты приведены в табл. 6.5.
Таблица 6.5.
Размеры термоусаживаемых трубок для муфт ПСсл
|
Маркоразмер муфты |
Исходный внутренний диаметр в состоянии поставки, мм |
Внутренний диаметр после усадки в свободном состоянии |
Длина, мм, дня муфт кабелей по рис. |
|
|
6.1.1, а и б |
6.1.1, в |
|||
|
ПСсл-1 |
40 |
20 |
300 |
440 |
|
ПССл-2 |
50 |
25 |
340 |
485 |
|
ПСсл-3 |
60 |
30 |
380 |
525 |
|
ПСсл-4 |
70 |
35 |
440 |
590 |
|
ПСсл-5 |
80 |
40 |
525 |
670 |
|
ПСсл-6 |
90 |
45 |
590 |
735 |
6.1.6. Конец кабеля разделывают согласно общим указаниям, приведенным в главе 2.3. Размеры Г в зависимости от сечения жилы приведены ниже:
Сечение жилы кабеля мм2 ...................... 16-35 50-70 95-120 150-185 245
Размер Г, мм ........................................... 45 50 55 60 60
6.1.7. Соединение алюминиевых жил сечением до 10 мм2 выполняют скруткой с припайкой припоем А, а медных - припоем ПОССу-30-2.
Соединение медных жил сечением 16-240 мм2 выполняют пайкой в гильзах по ГОСТ 23469.3-79, а алюминиевых жил - винтовым зажимом, опрессовкой или пайкой (см. раздел 3). При пайке или сварке изоляцию жил защищают влажным асбестом.
6.1.8. Изоляцию жил (после соединения) срезают на конус длиной 5 мм.
6.1.9. Пластмассовую изоляцию жил восстанавливают самослипающимися лентами ЛЭТСАР ЛП и ЛЭТСАР так, чтобы общая толщина подмотки вместе с адгезионными прослойками составляла не менее 4 мм, а длина конусной части по краям подмотки 10 мм.
6.1.10. Изолированные жилы сдвигают вплотную и накладывают бандажирующую подмотку из двух слоев лент поливинилхлоридного пластиката.
6.1.11. Пластмассовый шланг восстанавливают, начиная с обезжиривания и зачистки ступени шланга шириной 30 мм, считая от его среза, после чего на эту ступень накладывают адгезионную прослойку из лака КО-916 на ступень шланга шириной 30 мм, считая от его среза. На адгезионную прослойку и место соединения надвигают термоусаживаемую трубку (трубка должна быть установлена симметрично относительно центра муфты), которую равномерно обогревают пламенем газовой горелки, начиная от середины трубки и постепенно передвигая пламя к ее краям, или горячим воздухом при 150-180°С до полной усадки трубки.
Вместо термоусаживаемой трубки допускается восстановление шланга подмоткой из ленты ЛЭТСАР. Для этого поверх первой адгезионной прослойки накладывают вторую адгезионную прослойку из ленты ЛЭТСАР ЛП. Затем выполняют подмотку из двух слоев ленты ЛЭТСАР с 50%-ным перекрытием. Этим заканчивают монтаж муфт кабелей без металлической оболочки и брони.
6.1.12. Ступени алюминиевой оболочки и брони заземляют, припаивая к ним провод заземления согласно общим указаниям, приведенным в разделе 2. Для предохранения пластмассовой изоляции от перегрева вблизи места пайки временно наматывают смоченный асбест.
6.1.13. Наружный пластмассовый шланг кабеля и наружный защитный покров брони восстанавливают так же, как указанно в п. 6.1.11. для кабелей без металлической оболочки и брони.
6.1.14. Защитный кожух надевают на смонтированную муфту, уплотняя горловины лентами из поливинилхлоридного пластиката. При применении металлического кожуха к нему присоединяют свободный конец провода заземления, оконцованный наконечниками.
Особенности монтажа муфт ПСслКСтм.
6.1.15. Размеры термоусаживаемых трубок ТТШ или ТТВ в зависимости от маркоразмеров муфты приведены в табл. 6.6.
Таблица 6.6.
|
Маркоразмер муфты |
Размеры трубок, надеваемых на стальной кожух, мм |
Размеры трубок, надеваемых на шланги кабелей, мм |
||
|
Внутренний диаметр |
Длина |
Внутренний диаметр |
Длина |
|
|
ПСслКСтм-1 |
60/30(70/35) |
400 |
40/20(50/25) |
200 |
|
ПСслКСтм-2 |
70/35(80/40) |
420 |
50/25(60/30) |
200 |
|
ПСслКСтм-3 |
90/45(100/50) |
480 |
60/30(70/35) |
200 |
|
ПСслКСтм-4 |
110/55 |
520 |
70/35(80/40) |
200 |
Примечания: 1. В числителе указан внутренний диаметр трубки в исходном состоянии, а знаменателе - тот же диаметр после усадки.
2. В скобках указаны допустимые диаметры трубок.
6.1.16. Перед разделкой кабеля на один из соединяемых кабелей надевают термоусаживаемую трубку по кожуху (большего диаметра) и термоусаживаемую трубку по шлангу (меньшего диаметра). На другой кабель надевают вторую трубку по шлангу.
6.1.17. Размеры разделки кабеля приведены на рис. 6.1.4. При этом размер Г равен половине длины соединительной гильзы плюс 10 мм, а размер Ж в зависимости от марки и размера муфты составляет, мм:
|
Маркоразмер муфты |
ПСслКстм-1 |
ПСслКСтм-2 |
ПСслКСтм-3 |
ПСслКСтм-4 |
|
Размер Ж, рис. 6.1.1. |
180 |
210 |
240 |
2600 |

Рис. 6.1.4. Разделка кабеля напряжением до 1 кВ для монтажа муфты ПСслКстм:
а - с алюминиевой оболочкой; б - с бронепокровами под шлангом;
1 - шланг; 2 - изоляция жилы; 3 - жила; 4 - броня; 5 - алюминиевая оболочка.
6.1.18. Изоляцию каждой жилы восстанавливают, соблюдая размеры, указанные на рис. 6.1.5. После этого сближают вплотную изолированные жилы и накладывают бандажирующую подмотку из двух слоев ленты из поливинилхлоридного пластиката.
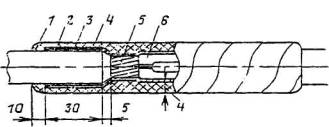
Рис. 6.1.5. Восстановление изоляции жилы:
1 - изоляция жилы; 2 - покрытие лаком КО-916 (первая адгезионная прослойка); 3
- подмотка лентой ЛЭТСАР ЛП (вторая адгезионная прослойка); 4 - восстановленная
изоляция жилы лентой ЛЭТСАР; 5 - жила; 6 - соединительная гильза.
6.1.19. Восстанавливают защитные покровы в следующей последовательности :
а) припаивают провод заземления к алюминиевой оболочке или к лентам брони;
б) устанавливают стальной кожух, стянув полукожухи бандажами из стальной оцинкованной проволоки диаметром 1-1,4 мм, и при необходимости подматывают эту же проволоку по алюминиевой оболочке или броне до диаметра горловины кожуха;
в) припаивают торцы кожуха оловянно-свинцовым припоем, зачистив места пайки напильником до получения ровного шва;
г) подматывают лентой из поливинилхлоридного пластиката от торца кожуха поверх алюминиевой оболочки или брони с заходом на защитный шланг;
д) пластмассовую оболочку на участке длиной 30 мм от ее обреза обезжиривают и кисточкой наносят лак КО-916;
е) острые выступающие части на горловинах кожуха опиливают напильником, после чего термоусаживаемые трубки меньшего диаметра надвигают на горловины и усаживают так, как указано в п. 6.1.11;
ж) термоусаживаемую трубку большего диаметра надвигают на кожух и располагают ее симметрично так, чтобы она на одинаковых участках перекрывала усаженные трубки меньшего диаметра. Временно сдвигают трубку большего диаметра, на участки перекрытия трубок меньшего диаметра наносят кисточкой лак КО-916, после высыхания которого, вновь устанавливают на место трубку большего диаметра и усаживают ее так, как указано в п. 6.1.11.
6.2. Соединительные и ответвительные эпоксидные и чугунные муфты для кабелей напряжением до 1 кВ.
6.2.1. Соединение кабелей с пластмассовой изоляцией напряжением до 1 кВ, прокладываемых в земле или кабельных сооружениях, при отсутствии самослипающихся лент допускается выполнять в эпоксидных или чугунных соединительных и ответвительных муфтах.
Маркоразмеры эпоксидных и чугунных соединительных муфт в зависимости от сечения соединяемых кабелей приведены в табл. 6.7.
Таблица 6.7.
Маркоразмеры эпоксидных и чугунных соединительных муфт
|
Сечение жил кабеля, мм2 |
Эпоксидные муфты |
Чугунные муфты |
|||
|
Трехжильного |
Четырехжильного |
СЭ |
СЭв |
СЧ |
СЧм |
|
25-35 |
25 |
СЭ-1 |
СЭв-1 |
СЧ-40 |
СЧм-40 |
|
50-120 |
35-95 |
СЭ-1 |
СЭв-1 |
СЧ-50 |
СЧм-50 |
|
150 |
120 |
СЭ-2 |
СЭв-2 |
СЧ-60 |
СЧм-60 |
|
185 |
150 |
СЭ-3 |
СЭв-3 |
СЧ-60 |
СЧм-60 |
|
240 |
- |
СЭ-4 |
СЭв-4 |
СЧ-70 |
СЧм-70 |
Примечание: Наружные диаметры кабелей с пластмассовой изоляцией в зависимости от их марки, сечения и числа жил приведены в приложении II.
6.2.2. Общий вид эпоксидной ответвительной муфты ПОЭт приведен на рис. 6.2.1., а маркоразмеры эпоксидных и чугунных ответвительных муфт в зависимости от сечения в табл. 6.8.

Рис. 6.2.1. Эпоксидная ответвительная муфта ПОЭт для кабелей с
пластмассовой изоляцией:
1 - распорка; 2 - соединение жил; 3 - эпоксидный корпус;
Таблица 6.8.
Маркоразмеры эпоксидных и чугунных ответвительных муфт*
|
Сечение жил кабеля, мм2 |
Ответвительная муфта |
Размеры эпоксидной или чугунной муфты, мм (рис. 6.2.1.) |
|||||||
|
Трехжильного |
Четырехжильного |
Эпоксидная |
Чугунная |
Л |
К |
D |
Н |
L |
d |
|
до 16 |
до 10 |
ПОЭт-1 |
ОЧт-40 |
440 |
70 |
50 |
127 |
245 |
35 |
|
25-50 |
25-50 |
ПОЭт-2 |
ОЧт-50 |
500 |
90 |
60 |
160 |
280 |
50 |
|
70-120 |
70-95 |
ПОЭт-2 |
ОЧт-60 |
500 |
90 |
60 |
160 |
280 |
50 |
|
150-185 |
120-150 |
ПОЭт-3 |
ОЧт-60 |
640 |
135 |
80 |
180 |
360 |
60 |
|
240 |
185 |
ПОЭт-4 |
ОЧт-70 |
640 |
135 |
80 |
180 |
360 |
65 |
*См. прим. 1 к табл. 6.7.
Размеры разделки кабелей для монтажа соединительных муфт
|
Маркоразмер муфты |
Размеры разделки, мм (рис. 2.6.) |
||||
|
А |
Б |
О |
Ж |
Г |
|
|
СЭм-1 |
276 |
80 |
50 |
146 |
56 |
|
СЭм-2 |
287 |
|
|
157 |
67 |
|
СЭм-3 |
291 |
|
|
161 |
71 |
|
СЭм-4 |
295 |
|
|
165 |
75 |
|
СЭ-1 |
395 |
100 |
100 |
195 |
- |
|
СЭ-2 |
420 |
|
|
220 |
- |
|
СЭ-3 |
440 |
|
|
240 |
- |
|
СЭ-4 |
475 |
|
|
275 |
- |
|
СЭв-1 |
375 |
80 |
80 |
215 |
- |
|
СЭв-2 |
400 |
|
|
240 |
- |
|
СЭв-3 |
420 |
|
|
260 |
- |
|
СЭв-4 |
455 |
|
|
295 |
- |
|
СЧ-40 |
295 |
125 |
45 |
125 |
- |
|
СЧ-50 |
365 |
135 |
|
185 |
- |
|
СЧ-60 |
420 |
155 |
|
220 |
- |
|
СЧ-70 |
455 |
160 |
|
250 |
- |
|
СЧм-40 |
245 |
105 |
|
95 |
- |
|
СЧм-50 |
290 |
125 |
|
120 |
- |
|
СЧм-60 |
310 |
130 |
|
135 |
- |
|
СЧм-70 |
335 |
130 |
|
160 |
- |
Примечания: 1. Для кабелей без брони с наружным пластмассовым шлангом размер А меньше на величину Б.
2. Размер Г для муфт СЭ, СЭв, СЧ и СЧм определяется в зависимости от выбранного способа соединения жил.
6.2.3. Материалы и изделия для монтажа эпоксидных соединительных муфт для кабелей с бумажной изоляцией см. табл. 6.10.
6.2.4. Материалы и изделия для монтажа чугунных соединительных муфт на кабелях с пластмассовой изоляцией аналогичны материалам и изделиям для монтажа этих муфт на кабелях с бумажной изоляцией (см. табл. 5.17), но вместо битумного заливочного состава по ГОСТ 6997-77* применяют низкомолекулярный полиэтилен по ТУ 6-05-1837-77 в таком же количестве. При отсутствии низкомолекулярного полиэтилена допускается применять битумный заливочный состав, но дополнительно требуется лента из стеклянных нитей (стеклолента) ЛЭС 16´0,1 мм по ГОСТ 5937-68 длиной:
|
Маркоразмер муфты |
СЧ-40 и СЧм-40 |
СЧ-50 и СЧм-50 |
СЧ-60 и СЧм-60 |
СЧ-70 и СЧм-70 |
|
Лента ЛЭС, м |
28 |
36 |
44 |
50 |
6.2.5. Конец кабеля для монтажа соединительной муфты разделывают согласно общим указаниям, приведенным в разделе 2. Размеры разделки приведены на рис. 5.4.2 и в табл. 5.18.
6.2.6. Металлическую оболочку и броню кабеля при их наличии заземляют согласно общим указаниям, приведенным в разделе 2, но во избежание перегрева пластмассовой изоляции необходимо паять молотковым паяльником. Применение газовой горелки допускается только для облуживания алюминиевой оболочки припоем А.
Для присоединения провода заземления к стальной гофрированной оболочке лужение и пайку выполняют оловянно-свинцовым припоем.
6.2.7. Технология монтажа эпоксидных соединительных муфт отличается следующей особенностью. Ступень поливинилхлоридного шланга (оболочки), а также изоляцию жил, если она выполнена из поливинилхлорида, обрабатывают напильником с крупной насечкой и смазывают клеем ПЭД-Б для обеспечения адгезии эпоксидного компаунда к поливинилхлориду (см. п. 2.2.7). В остальном технология монтажа муфты такая же, как и для кабелей с бумажной изоляцией (см. гл. 5.3.).
6.2.8. Технология монтажа чугунных соединительных муфт отличается следующей особенностью. Муфту заливают низкомолекулярным полиэтиленом, разогретым до 80-100°С. В случае заливки битумным составом необходимо пластмассовую оболочку и изоляцию жил для защиты их от действия горячего битумного состава (температура разогрева его при заливке составляет 160-190°С) подмотать стеклолентой в два слоя с 50%-ным перекрытием и заходом на ступень брони на 15-20 мм.
В остальном муфту монтируют согласно указаниям, приведенным в гл. 5.4.
Монтаж эпоксидных ответвительных муфт.
6.2.9. Корпус эпоксидной ответвительной муфты образуется путем заливки эпоксидного компаунда в металлическую форму, которую не снимают после отвердения эпоксидного компаунда и оставляют в качестве защитного кожуха.
Материалы и изделия для монтажа эпоксидных ответвительных муфт приведены в табл. 6.10.
Материалы и изделия для монтажа ответвительных муфт ПОЭт
|
Материал или изделие |
Расход на муфту |
||
|
ПОЭг-1 |
ПОЭт-2 |
ПОЭг-3 и ПОЭг4 |
|
|
Съемная Т-образная форма из стали толщиной 1,5-2 мм оксидированная, шт. |
1 |
1 |
1 |
|
Распорки эпоксидные, шт. |
3 |
3 |
3 |
|
Лоток для заливки компаунда, шт. |
1 |
1 |
1 |
|
Мешалка деревянная, шт. |
1 |
1 |
1 |
|
Смесь эпоксидного компаунда К-176 или К-115 с пылевидным кварцем КП-2 или КП-3, кг |
3,2 |
8,7 |
9,6 |
|
Отвердитель для компаунда полиэтиленполиамин (ПЭПА), кг |
0,13 |
0,35 |
0,38 |
|
Жир паяльный, кг |
0,1 |
0,2 |
0,2 |
|
Лента хлопчатобумажная шириной 15-20 мм, кг. |
0,2 |
0,3 |
0,3 |
|
Самослипающаяся лепта ЛЭТСАР КФ-0,5, кг |
0,3 |
0,4 |
0,4 |
|
Нитки хлопчатобумажные, кг |
0,1 |
0,1 |
0,1 |
|
Припой, кг: ПОССу 30-2 или ПОССу 30-0,5 А |
0,1 0,1 |
0,2 0,2 |
0,25 0,25 |
|
Провод заземления медный гибкий луженый класса IV, кг |
1,5 |
2,5 |
3,0 |
|
Проволока стальная оцинкованная диаметром 1-1,4 мм |
2,5 |
3,0 |
3,5 |
|
Клей ПЭД-Б, кг |
0,1 |
0,2 |
0,2 |
|
Салфетка бязевая площадью 0,09 м2, шт. |
1 |
1 |
1 |
|
Шнур асбестовый ШАОН-3, кг |
0,05 |
0,07 |
0,08 |
|
Эмаль ГФ-92-ХС, кг |
0,15 |
0,30 |
0,30 |
Примечания: 1. Для соединения пайкой медных жил применяют ответвительные медные гильзы ГОН. Число ответвительных гильз определяют по числу жил соединяемых кабелей.
2. Для соединения пайкой алюминиевых жил применяют материалы и способы ответвления, приведенные в гл. 4.
3. См. примечание к табл. 6.5.
6.2.10. Кабель разделывают согласно общим указаниям, приведенным в гл. 2.3. Размеры разделки приведены в табл.6.11. и на рис. 6.2.2.
Таблица 6.11.
Размеры разделки кабеля для монтажа ответвительной муфты ПОЭт
|
Маркоразмер муфты |
Размеры, мм (рис. 6.2.2.) |
|
|
А |
Ж |
|
|
ПОЭт-1 |
235 |
115 |
|
ПОЭт-2 |
260 |
140 |
|
ПОЭт-3 |
290 |
170 |
|
ПОЭт-4 |
400 |
280 |
Примечания: 1. Размер Г выбирают таким, чтобы зазор между гильзой и изоляцией составлял 10 мм.
2. Размеры Б и О для все марок муфт составляют соответственно 50-70 мм.

Рис. 6.2.2. Разделка кабеля для монтажа соединительной и ответвительной муфт
Перед разделкой концы соединяемых кабелей распрямляют на участке длиной около 1,5 м и укладывают на стойки внахлестку на длине 150 мм с каждой стороны.
6.2.11. Жилы кабеля разводят в вертикальной плоскости, как показано на рис. 2.13, 2.14, и ровно обрезают на расстоянии Ж от места среза оболочки кабеля. Изоляцию на участке Г (см. примечание 1 к табл. 6.9) срезают на конус на участке длиной не менее 6 мм.
Если сечение жил меньше или равно 6 мм2, их не обрезают, а только снимают изоляцию. Нулевая жила четырехжильных кабелей должна быть сверху.
6.2.12. Медные жилы сечением до 6 мм2 включительно соединяют скруткой с последующей пайкой (рис. 6.2.3а) оловянно-свинцовым припоем. Алюминиевые жилы сечением до 10 мм2 соединяют скруткой с образованием желобка (рис. 6.2.3б) длиной 25 мм для жил сечением 4 мм2 и 30 мм для 6-10 мм2. Место скрутки алюминиевых жил нагревают газовой горелкой. После нагрева до температуры плавления припоя прутком припоя А натирают желобок и место скрутки с одной стороны. В результате трения пленка окиси сдирается, желобок и место скрутки облуживаются и заполняются припоем. Аналогично пропаивают и другую сторону места скрутки. Кабели с медной жилой сечением более 6 мм2 и алюминиевыми более 10 мм2 соединяют и ответвляют пайкой согласно указаниям, приведенным в разделе 3.
Перед пайкой на изоляцию накладывают бандаж из шнурового асбеста, смоченного водой.
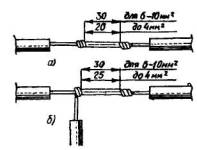
Рис. 6.2.3. Соединение алюминиевых жил сечением до 10 мм2
пайкой:
1 - соединение; 2 - ответвление.
6.2.13. Гильзы паяют по очереди предварительно защищая изоляцию соседних жил и уже запаянные гильзы от попадания расплавленного припоя листовым асбестом, стеклотканью и т.п.
После охлаждения гильз примерно до 50° С с их поверхности при помощи напильника удаляют лишний припой и неровности.
6.2.14. Кабели с бронепокровами заземляют с помощью медного гибкого луженого провода, сечение которого выбирают по указаниям, приведенным в разделе 2. Технология выполнения заземления изложена там же.
Длина провода заземления должна быть такой, чтобы его можно было уложить вдоль литникового отверстия на скобки. Свободный конец провода заземления расплетают пополам и припаивают к обеим половинам металлической формы.
6.2.15. Ступень поливинилхлоридного шланга обрабатывают напильником с крупной насечкой и промазывают кисточкой заранее приготовленным клеем ПЭД-Б. Этим же клеем промазывают поливинилхлоридную изоляцию жил.
6.2.16. Двухслойную подмотку из хлопчатобумажных лент с промазкой каждого слоя эпоксидным компаундом накладывают на ступени брони основного и ответвляемого кабелей. Для этой цели компаунд приготовляют в небольшом количестве (0,1-0,2 кг).
6.2.17. Распорки эпоксидные устанавливают на изоляцию жил с трех сторон на расстоянии 15 мм от края изоляции жил и закрепляют их на жилах чистыми сухими нитками. Распорки для фиксации расстояния между жилами и между жилами и корпусом перед установкой тщательно обезжиривают ацетоном или бензином, а затем зачищают напильником или наждачной бумагой.
6.2.18. Металлическую форму устанавливают и закрепляют на кабеле с помощью хомутиков. Провод заземления укладывают в литниковом отверстии на скобках. Стыки и щели замазывают пластилином или заменяющим его материалом (составом УС-65 или рамной замазкой).
6.2.19. Муфту заливают приготовленным эпоксидным компаундом согласно общим указаниям раздела 4.
6.2.20. Место, где имеются нарушения оксидированного покрытия формы, покрывают эмалью ГФ-92ХС.
6.2.21. Материалы и изделия для монтажа чугунных ответвительных муфт для кабелей с пластмассовой изоляцией аналогичны материалам и изделиям для монтажа этих муфт на кабелях с бумажной изоляцией, но вместо битумного заливочного состава по ГОСТ 6997-77 * применяют низкомолекулярные полиэтилен по ТУ 6-05-1837-77 в таком же количестве. При отсутствии низкомолекулярного полиэтилена допускается применять битумный заливочный состав, но дополнительно требуется лента из стеклянных нитей (стеклолента) ЛЭС 16´0,1 мм по ГОСТ 5937-68 длиной:
|
Маркоразмер муфт |
Очт-40 |
Очт-50 |
Очт-60 |
Очт-70 |
|
Лента ЛЭС, м. |
42 |
54 |
66 |
75 |
6.2.22. Технология заливки чугунных ответвительных муфт аналогична заливке чугунных соединительных муфт.
6.3. Соединительные муфты для одножильных кабелей с пластмассовой изоляцией на напряжение 10 кВ.
6.3.1. В настоящей главе приведена технология монтажа соединительных муфт марки ПСОслт для одножильных кабелей на напряжение 10 кВ частоты 50 Гц с изоляцией из вулканизированного полиэтилена.
6.3.2. Соединительные муфты предназначены для соединения указанных кабелей, прокладываемых в земле и кабельных сооружениях.
6.3.3. Соединительные муфты изготовляются марки ПСОслт-1 для кабелей сечением до 150 мм2 и ПСОслт-2 для кабелей сечением 185-300 мм2. Общий вид муфты представлен на рис. 6.3.1. Восстановление изоляции в месте соединения кабелей производится подмоткой лентой ЛЭТСАР, полупроводящего экрана - лентой ЛЭТСАР-ЛПП, металлического экрана - медной оплеткой (4), шланга - термоусаживаемой пластмассовой трубкой. При прокладке в земле муфты защищаются чугунными или пластмассовыми кожухами; в кабельных сооружениях - противопожарными кожухами КСРб.

Рис. 6.3.1. Соединительная муфта марки
ПСОслт - 10 кВ:
1 - соединяемый кабель; 2 - герметик; 3 - ступень полупроводящего экрана; 4, 5
- трубки термоусаживаемые для восстановления оболочки кабеля; 6 -
подмотка-бандаж; 7 - ленты медного экрана кабеля; 8 - подмотки полупроводящей
лентой ЛЭТСАР-ЛПП; 9 - подмотки изоляционной лентой ЛЭТСАР; 10 - соединительная
гильза; 11 - проволоки экрана, скрученные в жгут; 12 - гильза, соединяющая
проволоки экрана.
6.3.4. Перечень инструментов и приспособлений, необходимых для монтажа муфт марки ПСОслт, приведен в табл. 6.12, и перечень необходимых материалов в табл. 6.13.
Таблица 6.12.
Перечень инструментов и приспособлений для монтажа муфт
|
Наименование |
Кол-во, шт. |
|
Линейка металлическая |
1 |
|
Нож монтерский НМ-2 |
1 |
|
Рамка ножовочная ручная |
1 |
|
Полотна ножовочные для металла |
2 |
|
Напильники |
2 |
|
Плоскогубцы |
1 |
|
Лоток для инструмента |
1 |
|
Шкурка шлифовальная бумажная зернистостью 10-50 |
1 |
|
Газовая горелка или паяльная лампа |
1 |
|
Штангельциркуль |
1 |
|
Неэтилированный бензин или ацетон |
|
|
Инструмент для опрессовки жил |
1 |
|
Аптечка |
1 |
Таблица 6.13.
Перечень монтажных материалов для монтажа муфт ПОСслт
|
Наименование деталей и монтажных материалов |
Расход на одну муфту |
|
|
|
ПСОслт-1 |
ПСОслт-2 |
|
Гильза для соединения жил кабелей, шт. |
1 |
1 |
|
Гильза для соединения экранов кабелей |
1 |
1 |
|
Кожух КзП-40, шт. или |
1 |
1 |
|
Кожух КзЧ-55, шт. |
1 |
1 |
|
Лента ЛЭТСАР, кг. |
0,3 |
0,4 |
|
Лента ЛЭТСАР-ЛП, кг |
0,04 |
0,06 |
|
Лента ЛЭТСАР-ЛПП, кг |
0,04 |
0,06 |
|
Лак КО-916, кг |
0,04 |
0,04 |
|
Лак КО-916 К, кг |
0,04 |
0,04 |
|
Сэвилен 117-40, кг* |
0,05 |
0,05 |
|
Припой ПОС-30, кг |
0,03 |
0,03 |
|
Проволока стальная оцинкованная диаметром 1,0-1,4 мм, м |
1 |
1 |
|
Трубка термоусаживаемая длиной 0,2 м, шт. |
2 |
2 |
|
Трубка термоусаживаемая длиной 0,8 м, шт. |
1 |
1 |
|
Медная оплетка, м |
0,7 |
0,7 |
|
Ветошь обтирочная, кг |
0,04 |
0,04 |
|
Пленка ПВХ, кг |
0,5 |
500 |
*Сэвилен 117-40 поставляется взамен ленты ЛЭТСАР-ЛП и лака КО-916 или КО-916К.
6.3.5. Процесс монтажа муфты должен протекать непрерывно до полного его окончания.
6.3.6. Герметик наносится на поверхность (оболочка, изоляция кабеля, гильза, термоусаживаемая трубка), предварительно обезжиренную бензином Б-70 или ацетоном и обработанную напильником или шлифовальной шкуркой. В качестве герметика могут быть:
-лак КО-916 или КО-916К с лентой ЛЭТСАР-ЛП;
- сэвилен 117-40 (лента синего цвета).
6.3.7. Лак КО-916 или КО-916К наносить тонким слоем кисточкой или тампоном, сделанным из ткани без ворса, и подсушивать в течение 10-15 мин.
Поверх слоя лака намотать 2 слоя ленты ЛЭТСАР-ЛП с 50%-ным перекрытием. При намотке ленту вытягивать, чтобы ширина ее составила 70% от исходной. Последний виток ленты наматывать без натяга. Поверх подмотки нанести слой лака.
6.3.8. Сэвилен 117-40 наматывается на предварительно прогретую до 40-50°С поверхность (должен прилипать к поверхности сразу). Намотку сэвиленом выполнять в один слой с 50%-ным перекрытием без натяга.
Для предотвращения раскручивания конец ленты при наложении последнего витка подплавить пламенем горелки.
6.3.9. Ленты ЛЭТСАР и ЛЭТСАР-ЛПП наматывать с 50%-ным перекрытием, вытягивая при намотке, чтобы ширина их составляла 70% от исходной. Последний виток ленты наматывать без натяга.
6.3.10. Усадку трубок производить беглым пламенем газовой горелки начиная с середины и перемещая горелку сначала в одну, а затем в другую сторону трубки.
Пламя горелки должно быть отрегулировано с помощью специальной насадки, чтобы оно было размытым, мягким, с желтым концом. Пламя с острым концом синего цвета не допускается.
Сразу после усадки на концы трубок наложить временный бандаж из 2-3 слоев стеклоленты, который после остывания трубок снять.
6.3.11. При разделке кабеля распрямить концы соединяемых кабелей на длине 1 м, уложить внахлестку не менее, чем на 300 мм.
6.3.12. Надеть термоусаживаемые трубки на один из концов соединяемых кабелей. Сдвинуть их по кабелю, чтобы они не мешали в процессе монтажа муфт. Последовательность разделки кабеля представлены на рис. 6.3.2.

Рис. 6.3.2. Последовательность разделки соединяемых кабелей:
а) 1,2 - оболочка соединяемых кабелей; б) 3 - медные ленты экрана; 4 - медные
проволоки экрана; в) 5 - ступень полупроводящего экрана по изоляции; 6 -
изоляция кабеля; 7 - полупроводящий экран по жиле кабеля; 8 - жила кабеля.
6.3.13. Снять наружную оболочку каждого кабеля, для чего на расстоянии 250 мм от конца одного из кабелей и не менее 550 мм от конца другого произвести на наружной оболочке кольцевой надрез, от которого выполнить в сторону конца кабеля продольные надрезы на расстоянии 10-25 мм друг от друга.
Надрезы выполнять ножом на половину толщины оболочки, чтобы не повредить экран кабеля.
Удалить плоскогубцами оболочку и ленты под ней.
6.3.14. Проволоки экрана закрепить бандажом из стальной оцинкованной проволоки на расстоянии 50 мм от среза оболочки.
6.3.15. Смотать в ролики медную ленту экрана с конца кабеля до бандажа. Ролики закрепить временным бандажом на кабеле, чтобы не мешали разделке кабеля.
6.3.16. Отогнуть вниз с конца кабеля проволоки экрана, скрутить в жгут. Закрепить жгут временным бандажом.
6.3.17. Смотать с конца кабеля и обрезать у бандажа полупроводящую ленту.
6.3.18. Конец кабеля со снятой на большей длине наружной оболочкой укоротить (обрезать), чтобы длина разделки его составляла 250 мм и соединяемые кабели стыковались впритык.
6.3.19. На расстоянии 25 мм от бандажа по медному экрану кабеля (в п. 3.14.) выполнить на электропроводящем экране кабеля кольцевой надрез.
Ступень полупроводящего экрана от бандажа (п. 3.4) до кольцевого надреза закрыть временной подмоткой в 1 слой лентой ЛЭТСАР.
6.3.20. Удалить специальным инструментом полупроводящий экран с конца кабеля до кольцевого надреза.
6.3.21. Снять временную подмотку (п. 6.3.19), ступень полупроводящего экрана срезать на конус на длине 5 мм.
6.3.22. Удалить с конца кабеля изоляцию, для чего на расстоянии от конца кабеля равном половине длины гильзы плюс 10 мм выполнить кольцевой надрез и от него до конца кабеля пропилить ножом или ножовкой изоляцию, не повреждая электропроводящий экран по жиле.
6.3.23. Снять полупроводящий экран с жилы, оставляя ступень длиной 5 мм у среза изоляции (п. 3.12).
6.3.24. Такие же операции (пп. 6.3.6-6.3) выполнить на втором конце кабеля.
6.3.25. Произвести соединение жил кабелей способом опрессовки многогранным обжатием или гильзой с контактными винтами.
6.3.26. Обезжирить изоляцию жил и контактную гильзу по направлению от контактной гильзы в сторону одной и другой оболочки.
6.3.27. Восстановить электропроводящий экран по гильзе лентой ЛЭТСАР-ЛПП:
ленту намотать на ступень электропроводящего экрана по жиле одного из соединенных кабелей, перейти на оголенную жилу, гильзу, а затем на оголенную жилу и экран второго кабеля с заходом с каждой стороны на изоляцию жил на 15-20 мм. Ленту намотать в 2 слоя. Намотанную на изоляцию жил ленту ЛЭТСАР-ЛПП аккуратно скрутить с обеих сторон в плотные кольца. Скрутку производить в сторону гильзы до среза изоляции.
6.3.28. Отступив на 5 мм от ступени электропроводящего экрана поверх изоляции кабеля и подмотки лентой ЛЭТСАР-ЛПП по гильзе выполнить изоляционную подмотку лентой ЛЭТСАР. Подмотка на концах на длине 60-70 мм должна иметь конусную форму, в середине на длине 100-120 мм - цилиндрическую. Толщина подмотки по гильзе 7 мм.
6.3.29. Восстановить электропроводящий экран по изоляции кабелей лентой ЛЭТСАР-ЛПП. Ленту накладывать в 1 слой с заходом на 10 мм на ступень полупроводящего экрана одного из соединяемых кабелей, затем по всей изолирующей подмотке с переходом на ступень полупроводящего экрана другого кабеля.
6.3.30.Восстановить металлический экран кабеля следующим образом:
- отвязать медные ленты, ранее смотанные с концов кабелей, продеть их под жгутами проволочного экрана и равномерно вразбежку намотать с обоих концов поверх полупроводящего экрана муфты. В месте стыковки ленты наложить друг на друга и пропаять молотковым паяльником. Лишние концы обрезать;
- соединить скрученные в жгуты медные проволоки экранов (рис. 6.3.1, поз. 12) в гильзе способом опрессовки;
- поверх восстановленного экрана выполнить подмотку лентой ПВХ в 1 слой.
6.3.31. Обезжирить и обработать шкуркой или напильником оболочки кабелей на длине 50-60 мм от места среза их. Намотать герметик на образованные участки оболочек.
6.3.32. Надвинуть на изолированное место соединения кабелей термоусаживаемую трубку, чтобы герметик выступал на 5-6 мм от края трубки.
Трубку усадить.
6.3.33. На концы усаженной трубки на длине 50 мм намотать герметик с заходом на оболочку на 50 мм.
6.3.34. Надвинуть термоусаживаемую трубку, чтобы герметик заходил на 5 мм за края трубки. Усадить трубку. Монтаж муфты окончен.
6.4. Соединительные муфты для однофазных кабелей с изоляцией из сшитого полиэтилена на напряжение 6; 10 кВ. Муфты со специальным изоляционным корпусом марки ПСОик. АББ «Москабель».
6.4.1. Муфты марки ПСОик-10 кВ (SEHDV 10)* предназначены для соединения однофазных кабелей с изоляцией из сшитого полиэтилена на напряжение 6; 10 кВ со сваренным полупроводящим слоем, прокладываемых в земле и в кабельных сооружениях и эксплуатируемых при температуре окружающей среды от +50 до -50° С.
*В основном тексте применяется маркировка, соответствующая классификации, принятой в настоящей документации, в скобках приведена маркировка предприятия-изготовителя. При заказах следует пользоваться маркировкой предприятия-изготовителя (АББ «Мосэнерго»).
6.4.2. Муфты изготавливаются по документации предприятия-изготовителя.
6.4.3. Перед монтажом муфты концы кабелей должны лежать «внахлест» друг по отношению к другу с перекрытием «X», см. табл. 6.15.
6.4.4. Концы кабеля следует обрезать ножовкой, при этом необходимо, чтобы сечение среза было строго перпендикулярно оси кабеля. Не допускается резать кабель секторными и прочими ножницами и зажимать обрезаемый конец в ручных тисках и прочих механических приспособлениях, т.к. это может повредить внешний проводящий слой.
6.4.5. Для очистки жилы должна быть использована неокрашенная чистая ветошь без ворса.
6.4.6. Самослипающиеся (самосваривающиеся) проводящие ленты всегда должны наматываться с перекрытием на 50% с напряжением до 50% от первоначальной ширины.
6.4.7. Материалы и изделия, поставляемые в комплекте муфты, приведены в таблице 6.14.
Таблица 6.14.
|
№ п/п |
Наименование материала, изделия |
Количество |
|
1 |
Термоусаживаемая трубка |
1 шт. |
|
2 |
Изоляционный корпус |
1 шт. |
|
3 |
Винтовой соединитель |
1 шт. |
|
4 |
Медная луженая сетка |
1 рулон |
|
5 |
Уплотнительная лента |
1 комплект |
|
6 |
Самослипающаяся (самосваривающаяся) проводящая лента |
1 комплект |
|
7 |
Липкая (самослипающаяся) пластмассовая лента |
1 комплект |
|
8 |
Обжимной соединитель для экрана |
1 шт. |
|
9 |
Наждачное полотно |
1 шт. |
|
10 |
Кремнийорганическая паста |
1 комплект |
|
11 |
Ветошь |
1 комплект |
|
12 |
Инструкция по монтажу |
1 шт. |
Геометрические размеры разделки кабеля
|
Сечение токоведущей жилы, мм |
Минимальный диаметр по изоляции |
Размеры*, мм |
|||||
|
А1 |
А2 |
В1 |
С1 |
С2 |
X |
||
|
240 |
26 |
550 |
350 |
183 |
42 |
212 |
355 |
* Размеры разделки для различных сечений кабеля приводятся в инструкции, поставляемой в комплекте с муфтой.
6.4.8. До начала монтажа на один из концов кабеля одеть термоусаживаемую трубку. Участок кабеля, на котором в процессе монтажа будет одета трубка, должен быть предварительно тщательно очищен от пыли и грязи чистой ветошью.
6.4.9. Срезать наружную оболочку на длину «А1» и «А2» (см. табл. 6.15.). Удалить ленточную обмотку и поперечную спираль заподлицо со срезом оболочки. Концевые части наружных оболочек обезжирить и нанести на них шероховатость на длине не менее 100 мм. (см. рис. 6.4.1)

Рис.6.4.1.
6.4.10. Отогнуть и закрепить проволоки экрана. Обрезать полупроводящую ленту и спирально положенную медную ленту. Кабель длинной обработанной стороной укоротить до размера «В1» (см. рис. 6.4.2).

Рис. 6.4.2.
6.4.11. Удалить сваренный наружный проводящий слой на длине «С1» и «С2» от торцов наружных оболочек с помощью устройства для снятия полупроводящего слоя*. В случае, если на поверхности обработанных оболочек остались участки наружного проводящего слоя, их следует осторожно удалить без остатка при помощи прилагаемого наждачного полотна.
* Устройство для снятия оболочек поставляется организацией поставщиком муфт отдельно. При работе с устройством следует с собой тщательно соблюдать прилагаемые руководящие указания.
6.4.12. С особой тщательностью нужно следить за обеспечением ровного перехода от наружного проводящего слоя к поверхности очищенной изоляции. Если переход неравномерен, следует у края перехода нанести на поверхности изоляции полосу проводящего лака шириной 5 мм.
6.4.13. Срезать изоляцию на длину, равную глубине отверстия винтового соединителя. Для фиксирования окончательного положения изоляционного корпуса намотать с натяжением 1 слой липкой (самослипающейся) ленты на наружные проводящие слои на расстоянии 25 мм от края проводящего слоя (см. рис. 6.4.3).

Рис. 6.4.3.
6.4.14. Смазать более длинный отрезок кабеля по поверхности проводящего слоя и нижние части изоляционного корпуса кремнийорганической пастой, после чего надвинуть изоляционный корпус на отрезок кабеля, при этом его следует продвигать держась за коническую часть пока не появится отрезок токоведущей жилы на всю длину (см. рис. 6.4.4).
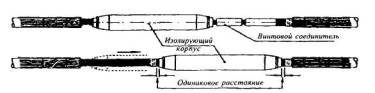
Рис. 6.4.4.
6.4.15. Насадить винтовой соединитель на зачищенную часть токоведущей жилы длинного отрезка кабеля и ввести в него до упора токоведущую жилу противоположного отрезка кабеля.
6.4.16. Монтаж винтового соединителя производится в точном соответствии с указанием изготовителя соединителя. При обнаружении неровностей на поверхности винтового соединителя после завинчивания их следует удалить при помощи наждачного полотна (см. рис. 6.4.5).

Рис. 6.4.5.
6.4.17. Смазать внешние поверхности кабельных элементов от края изоляционного корпуса до временного фиксирующего витка липкой (самослипающейся) ленты кремнийорганической пастой и надвинуть изоляционный корпус в обратном направлении до рабочего положения (рис. 6.4.4.), после чего удалить фиксирующие витки липкой ленты.
6.4.18. Удалить избыточную кремнийорганическую пасту. Начиная от торцов в наружных оболочках до первого уступа изоляционного корпуса, намотать один слой самослипающейся проводящей ленты. На концах наружных оболочек нанести по одному слою уплотнительной ленты на самослипающуюся проводящую ленту.
6.4.19. Поверх самослипающейся (самосваривающейся) проводящей ленты и изоляционного корпуса намотать с перекрытием один слой медной луженой сетки.
6.4.20. Поверх жилы и изоляционного корпуса намотать внахлест один слой медной оплеточной ленты, причем на конце наружной оболочки более длинной жилы оставить примерно 300 мм оплеточной ленты свободно выпущенными. Длинные проволоки экрана равномерно уложить на изоляционном корпусе, если короткие проволоки - равномерно уложить на жиле и закрепить самослипающимися пластмассовыми лентами. Проволоки собрать в пучок, обровнять и спрессовать. Конец медной оплеточной ленты обмотать вокруг соединителя проводов экрана и закрепить. На концах наружных оболочек нанести по одному слою уплотнительной ленты на проволоки экрана (см. рис. 6.4.6, 6.4.7).

Рис. 6.4.6.
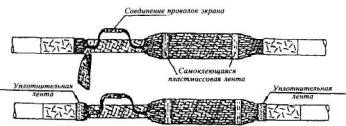
Рис. 6.4.7.
6.4.21. Обезжирить шероховатые концы наружных оболочек. Натянуть термоусаживаемую трубку, обеспечивая одинаковый перехлест наружной оболочки. Начиная от середины изоляционного корпуса наружу привести термоусаживаемую трубу к сжатию при помощи обдува горячим воздухом или слабого пламени. Долго и равномерно нагревать термоусаживаемую трубу, пока она не приляжет плотно или пока не выступит уплотнительный клей. Не сосредотачивать источник тепла в одной точке (см. рис. 6.4.8).

Рис. 6.4.8.
6.5. Концевые заделки для кабелей напряжением до 6 кВ внутренней установки.
6.5.1. Для кабелей с пластмассовой изоляцией напряжением до 6 кВ следует применять концевые заделки ПКВтп. Монтаж заделок ПКВтп выполняют в соответствии с указаниями гл. 6.6. При отсутствии этих заделок применяют заделки ПКВ и ПКВЭ. Концевые заделки ПКВ предназначены для оконцевания силовых кабелей до 6 кВ с пластмассовой изоляцией сечением жилы до 240 мм2 в сухих помещениях.
В сырых помещениях (при относительной влажности воздуха до 98% и температуре до 34° С), а также в помещениях с температурой окружающей среды от -10 до +55° С, в субтропических районах страны при отсутствии прямого воздействия солнечной радиации и атмосферных осадков применяют концевые заделки ПКВЭ и ПКВЭО.
6.5.2. Заделка ПКВ для кабелей напряжением до 3 кВ (рис. 6.5.1а) представляет собой разделанный конец кабеля, оконцованный наконечниками с подмоткой по жилам и в месте разводки жил. Заделка для кабелей напряжением 6 кВ (рис. 6.5.1б) выполняется с заземлением металлического экрана. Для заделок ПКВЭ (рис. 6.5.2) дополнительно применяется корпус, отлитый на месте монтажа из эпоксидного компаунда для защиты от проникновения влаги в кабель, а также выполняется герметизация места соединения жилы кабеля с наконечником.

Рис.6.5.1. Концевые заделки ПКВ для кабелей
напряжением до 3 кВ (а), 6 кВ (б)
1 - кабельный наконечник; 2 - бандаж из суровых ниток; 3 - подмотка из липкой
поливинилхлоридной или самослипающейся ленты или поливинилхлоридная трубка; 4 -
провод заземления.

Рис 6.5.2. Концевые заделки ПКВЭ для
кабелей напряжением 1-3 кВ (а), 6 кВ (б) и 10 кВ (в):
1 - провод заземления; 2 - подмотка из самослипающейся или хлопчатобумажной
ленты с промазкой эпоксидным компаундом; 3 - бандаж; 4 - корпус муфты; 5 -
наконечник; 6,7 - вид А соответственно для трехжильных-четырехжильных кабелей.
Монтаж муфты ПКВЭО (рис. 6.5.3) для одножильного кабеля выполняется путем наложения подмотки из хлопчатобумажной ленты с промазкой каждого слоя эпоксидным компаундом или из самослипающейся ленты.
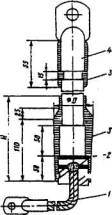
Рис. 6.5.3. Концевая заделка ПКВЭО для
одножильных кабелей в сырых помещениях:
1 - провод заземления; 2 - бандаж; 3 - подмотка из самослипающейся или
хлопчатобумажной ленты с промазкой эпоксидным компаундом; 4 - наконечник.
6.5.3. Маркоразмеры заделок ПКВЭ в зависимости от напряжения, числа и сечения жил выбирают по табл. 6.16. Размеры эпоксидных корпусов заделок приведены в табл. 6.17.
Таблица 6.16.
Маркоразмеры заделок ПКВЭ и ПКВЭО
|
№ п/п |
Наименование материала, изделия |
Количество |
|
1 |
Термоусаживаемая трубка |
1 шт. |
|
2 |
Изоляционный корпус |
1 шт. |
|
3 |
Винтовой соединитель |
1 шт. |
|
4 |
Медная луженая сетка |
1 рулон |
|
5 |
Уплотнительная лента |
1 комплект |
|
6 |
Самослипающаяся (самосваривающаяся) проводящая лента |
1 комплект |
|
7 |
Липкая (самослипающаяся) пластмассовая лента |
1 комплект |
|
8 |
Обжимной соединитель для экрана |
1 шт. |
|
9 |
Наждачное полотно |
1 шт. |
|
10 |
Кремнийорганическая паста |
1 комплект |
|
11 |
Ветошь |
1 комплект |
|
12 |
Инструкция по монтажу |
1 шт. |
Основные размеры заделок ПКВЭ и ПКВЭО
|
Маркоразмер заделки |
Размеры, мм |
Маркоразмер заделки |
Размеры, мм |
||
|
Н |
D |
Н |
D |
||
|
ПКВЭО-I |
150 |
35 |
ПКВЭ-III |
165 |
75 |
|
ПКВЭО-II |
150 |
45 |
ПКВЭ-IV |
185 |
85 |
|
ПКВЭ-I |
135 |
60 |
ПКВЭ-V |
160 |
160 |
|
ПКВЭ-II |
135 |
70 |
|
|
|
Заделка ПКВ на маркоразмеры не подразделяется. Размеры ее полностью определяются сечением жил и напряжением кабеля, а также условиями присоединения к зажимам электрооборудования.
Материалы и изделия для монтажа заделки приведены в табл. 6.16.
6.5.4. Конец кабеля распрямляют на длине А+0,5 м. Длину разделываемого конца кабеля А принимают в зависимости от условий присоединения кабеля к зажимам электрооборудования. Размер должен быть таким, чтобы расстояние между заземленными частями заделки (бронеленты и экраны) до кабельного наконечника было не менее 150 мм при напряжении до 1 кВ, 250 мм при 6 кВ.
Для кабелей с сечением жил до 10 мм2 размер А увеличивают на длину, необходимую для изгибания жилы в кольцо под контактный зажим.
6.5.5. Конец кабеля разделывают согласно общим указаниям, приведенным в разделе 2. В качестве примера размеры разделки для одной из конструкций кабеля с пластмассовой изоляцией приведены на рис. 6.5.4. Размер Г равен длине цилиндрической части наконечника плюс 10 мм.
6.5.6. Оконцевание жил кабеля сечением 16-240 мм2 выполняют согласно указаниям, приведенным в разделе 3.
Жилы кабеля сечением до 10 мм2 на длине, необходимой для образования кольца, облуживают: медные жилы - оловянно-свинцовым припоем, а алюминиевые - припоем А.
Монтаж заделок ПКВ.
6.5.7. Жилы кабеля разводят и выгибают так, чтобы они находились в одной плоскости. Расстояние между жилами должно быть не менее указанного на рис. 6.5.2. Изгибание выполняют плавно и постепенно. Радиус изгиба должен быть не менее 10-кратного диаметра жилы изоляции.
При изгибании жил (особенно больших сечений) рекомендуется применять шаблоны. Без шаблонов жилы изгибают через палец, постепенно передвигая обе руки по жиле.
6.5.8. Трубки из поливинилхлоридного пластика надевают на жилы кабеля с полиэтиленовой изоляцией для защиты изоляции от светового старения. Трубки по внутреннему диаметру должны быть на 1-2 мм больше диаметра жилы по изоляции. Длина их должна быть равна Ж-Г (см. рис. 6.5.4). Эту операцию выполняют до оконцевания жил наконечниками. Вместо трубок может быть применена двухслойная подмотка липкой поливинилхлоридной или самослипающейся лентой, конец подмотки у наконечника закрепляют бандажом из хлопчатобумажной пряжи или суровых ниток.
Жилы кабеля с поливинилхлоридной изоляцией в указанной защите не нуждаются.

Рис. 6.5.4. Разделка конца кабеля:
1 - броня; 2 - бандаж; 3 - оболочка; 4 - изоляция жилы; 5 - жила.
6.5.9. Монтаж заделки ПКВ напряжением до 1 кВ завершают выполнением подмотки из липкой поливинилхлоридной или самослипающейся ленты в два-три слоя в «корешке», как показано на рис. 6.5.1. Для бронированных кабелей эту операцию выполняют после заземления брони согласно общим указаниям, приведенным в разделе 2.
6.5.10. Монтаж заделки ПКВ напряжением 6 кВ не допускается.
Монтаж заделок ПКВЭ.
6.5.11. Жилы кабеля разводят и выгибают так, как показано на рис. 6.5.1. Размер В при этом должен быть одинаковым между любой парой соседних жил, но не менее 6 мм при напряжении до 1 кВ, 15 мм при 6 кВ и 25 мм при 10 кВ.
6.5.12. Участок оголенной жилы и трубчатую часть наконечника обезжиривают ветошью, смоченной бензином или ацетоном. Эпоксидный компаунд приготовляют согласно указаниям, приведенным в разделе 4.
6.5.13. Ступень оболочки, изоляцию жил, изоляцию жил от среза оболочки до уровня заливки (разм. Н на рис. 6.5.2.) и у наконечника на участке длиной 15-20 мм обрабатывают напильником и протирают салфеткой, смоченной ацетоном или бензином. На обработанные участки кабеля кисточкой наносят тонкий слой заранее приготовленного клея ПЭД-Б. До заливки эпоксидного компаунда клей должен высохнуть. Такой же обработке на тех же участках подвергают поливинилхлоридные трубки (или заменяющую их подмотку), надеваемые на жилы кабеля с полиэтиленовой изоляцией (см. п. 6.5.8). Обработанные участки также покрывают клеем ПЭД-Б.
6.5.14. На участке брони длиной 50 мм (см. рис. 6.5.2) выполняют подмотку из двух слоев самослипающейся или хлопчатобумажной ленты с промазкой каждого слоя эпоксидным компаундом.
6.5.15. Участок оголенной жилы между изоляцией и торцом наконечника подматывают хлопчатобумажной лентой с промазкой каждого слоя эпоксидным компаундом. Эту подмотку выполняют до трубчатой части наконечника. Затем подмотку из двух слоев ленты с промазкой эпоксидным компаундом выполняют на трубчатой части наконечника с заходом на изоляцию жил на 15-20 мм. Конец ленты закрепляют бандажом из хлопчатобумажной пряжи для предотвращения сползания подмотки во время дальнейшего монтажа.
6.5.16. Съемную форму устанавливают на расстоянии 25 мм от нижней части подмотки по оболочке, закрепив ее при помощи ленты из поливинилхлоридного пластиката и канцелярских скрепок.
Съемная форма должна быть изготовлена из винипластовой каландрированной пленки КПО толщиной 0,6-0,8 мм по ГОСТ 16398-70 или других материалов, не имеющих адгезии к эпоксидному компаунду.
Размеры раскроя формы приведены на рис. 6.5.5 и в табл. 6.18.
Таблица 6.18.
Размеры раскроя съемной формы
|
Маркоразмер заделки |
Размеры, мм (рис 6.5.5.) |
Угол a, град |
|
|
R |
Н |
||
|
ПКВЭ-I |
220 |
150 |
52,5 |
|
ПКВЭ-II |
238 |
170 |
56,5 |
|
ПКВЭ-Ш |
279 |
185 |
55,5 |
|
ПКВЭ-IV |
321 |
205 |
52,5 |
|
ПКВЭ-V |
265 |
179 |
110,0 |
|
ПКВЭ-VI |
370 |
245 |
110,0 |
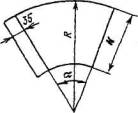
Рис. 6.5.5. Раскрой съемной формы.
6.5.17. Высота формы составляет размер Н. Перед заливкой эпоксидным компаундом проверяют размер В на уровне Н (см. рис. 6.5.2 и табл. 6.18).
Кроме того, жилы кабеля на уровне Н должны находиться на расстоянии не менее 5 мм от стенки формы (рис. 6.5.2).
6.5.18. Форму заливают эпоксидным компаундом до уровня Н.
6.5.19. После отвердения эпоксидного компаунда через 20-24 ч форму снимают и заделку окрашивают эмалью ГФ-92ХС или ЭП-51 в два слоя.
Особенности монтажа заделок ПКВЭ 6
6.5.20. При монтаже заделки ПКВЭ на кабеле 6 кВ до надевания съемной формы выполняют заземление отогнутых лент металлического экрана и закрепление места среза лент полупроводящим медным проволочным бандажом. Трубки из поливинилхлоридного пластика на жилах кабеля с полиэтиленовой изоляцией надевают до места среза лент полупроводящего экрана.
Особенности монтажа заделок ПКВЭО
6.5.21. Ступень оболочки и изоляцию жил от среза оболочки до уровня, соответствующего размеру Н (см. рис. 6.5.2.), обрабатывают и покрывают клеем ПЭД-Б согласно указаниям, приведенным в разделе 4.
При изоляции из полиэтилена этой обработке подвергают поливинилхлоридные трубки, надетые на жилы.
Корпус заделки образуют путем наматывания самослипающейся или хлопчатобумажной ленты с промазкой каждого слоя предварительно приготовленным эпоксидным компаундом. Размеры подмотки указаны на рис. 6.5.3. и в табл. 6.17.
6.6. Концевые муфты внутренней установки для кабелей с изоляцией из сшитого полиэтилена напряжением 6, 10 кВ с электропроводящим экраном марки ПКВОис* (АББ «Москабель»).
*Маркировка предприятия-изготовителя SENDI10.2. При заказах следует указывать марку предприятия-изготовителя.
6.6.1. Отмерить необходимую длину кабеля (~300 мм) и, соблюдая при этом минимально допустимый радиус изгиба кабеля (15Д), закрепить его в вертикальном положении.
6.6.2. Обрезать ножовкой торец кабеля в строго перпендикулярном направлении, уделяя особое внимание сохранности проводящего слоя при удалении проводящей ленты.
6.6.3. При всех монтажных операциях должна использоваться только неокрашенная ветошь без ворса. (Без крайней необходимости использовать только ветошь из комплекта).
6.6.4. Недопустимо использование каких-либо монтажных паст, кроме пасты, поставленной в комплекте.
6.6.5. Комплект поставки приведен в табл. 6.19.
Таблица 6.19.
|
|
Наименование материала или изделия |
Кол-во |
|
1. |
Корпус концевой муфты |
1 шт. |
|
2. |
Наконечник под опрессовку для оконцевания жилы |
1 шт. |
|
3. |
Изолятор из резины. |
1 шт. |
|
4. |
Наконечник для заземления экрана опрессовкой. |
1 шт. |
|
5. |
Липкая лента. |
1 комплект |
|
6. |
Монтажная паста. |
1 упаковка |
|
7. |
Наждачное полотно. |
1 комплект |
|
8. |
Ветошь. |
1 комплект |
|
9. |
Инструкция по монтажу. |
1 шт. |
6.6.6. Снять наружную оболочку на длину 165 мм + глубину кабельного наконечника. Обрезать ленточную обмотку и спираль экрана у конца наружной оболочки.
6.6.7. Отогнуть проволоки экрана и обрезать проводящую ленту у конца наружной оболочки. Удалить полупроводящий экран по изоляции на расстоянии 15-25 мм от конца наружной оболочки с помощью устройства для снятия полупроводящего экрана *.
*Названное устройство поставляется предприятием-изготовителем муфт.
6.6.8. При снятии экрана необходимо тщательно следить за состоянием поверхности изоляции: она должна оставаться ровной и гладкой, и ее минимальный диаметр не должен выходить за пределы, данные в табл. 6.20.
Таблица 6.20.
|
Сечением жилы |
Мин. диаметр |
|
35-95 мм2 120-240 мм2 300-360 мм2 |
13,3-20,8 мм 18,9-28,4 мм 27,4-40,4 мм |
6.6.9. Следует следить за тем, чтобы линия перехода наружного проводящего слоя была идеально ровной. Если этого не наблюдается следует выровнять ее нанесением кольцеобразного слоя проводящего лака шириной 5 мм на поверхности изоляции (см. рис. 6.6.1).
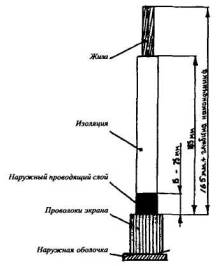
Рис. 6.6.1
6.6.10. Срезать изоляцию на длину 165 мм от края наружной оболочки. Торцы изоляции слегка скруглить.
6.6.11. Концы жилы обмотать липкой лентой. Поверхность изоляции тщательно очистить ветошью.
6.6.12. Смазать изоляцию и внутреннюю часть корпуса муфты монтажной пастой.
6.6.13. Надвинуть корпус муфты до упора. В зависимости от сечения кабеля срез изоляции может находиться на различном расстоянии от торца корпуса.
6.6.14. Удалить самослипающуюся ленту и насадить кабельный наконечник. Кабельный наконечник должен соприкасаться с изоляцией жилы. Если этого не происходит, жила должна быть укорочена.
6.6.15. Опрессовать кабельный наконечник в указанной на рис. 6.6.2 последовательности, после чего удалить возможные заусеницы и смазать кабельный наконечник и отверстие силиконовой трубы монтажной пастой и натянуть трубку так, чтобы она заходила на трубчатую часть наконечника. Если трубка не целиком закрывает всю трубчатую часть наконечника, то это не является дефектом монтажа.

Рис. 6.6.2.
6.6.16. Собрать в пучок проволоки экрана и спрессовать наконечником для заземления экрана.
6.7. Концевая муфта наружной установки для кабелей с изоляцией из сшитого полиэтилена напряжением 6, 10 кВ с электропроводящим экраном марки ПКНОис* (АББ «Москабель»).
*Маркировка предприятия-изготовителя (см. Приложение II) SENDF 10.2. При заказах следует указывать маркировку предприятия-изготовителя.
6.7.1. Выровнять кабель, отмерить необходимую длину разделки (~400 мм), изогнуть кабель, соблюдая при этом минимально допустимый радиус изгиба.
6.7.2. Обрезать ножовкой торец кабеля в строго перпендикулярном направлении. При удалении проводящей ленты уделять особое внимание сохранности проводящего слоя.
6.7.3. При всех монтажных операциях должна использоваться только неокрашенная ветошь без ворса. (Без крайней необходимости только ветошь из комплекта).
6.7.4. Комплект поставки приведен в табл. 6.21.
Таблица 6.21.
|
|
Наименование материала или изделия |
Кол-во |
|
1. |
Корпус концевой муфты. |
1 шт. |
|
2. |
Силиконовые трубки. |
1 шт. |
|
3. |
Кабельный наконечник для токоведущей жилы. |
1 шт. |
|
4. |
Кабельный наконечник для провода заземления. |
1 шт. |
|
5. |
Самослипающаяся изоляционная лента. |
1 комплект |
|
6. |
Липкая пластмассовая лента. |
комплект |
|
7. |
Металлический ленточный бандаж. |
1 шт. |
|
8. |
Паста монтажная |
1 упаковка |
|
9. |
Наждачное полотно. |
1 комплект |
|
10. |
Ветошь. |
1 комплект |
|
11. |
Уплотняющая мастика. |
1 упаковка |
|
12. |
Инструкция по монтажу. |
1 шт. |
6.7.5. Снять наружную оболочку на длине 175 мм + «глубина кабельного наконечника». Обрезать ленточную обмотку и экран у конца наружной оболочки.
6.7.6. Очистить наружную оболочку и равномерно нанести на ее поверхность слой уплотнительной пасты на длине 40 мм от среза оболочки (толщина слоя пасты будет определяться количеством пасты в комплекте).
6.7.7. Отогнуть проволоки экрана и равномерно распределить их по окружности, перегнуть в обратном направлении, снова равномерно уложить на поверхность слоя уплотнительной мастики.
Вдавить проволоки экрана в слой уплотнительной мастики по всему периметру. Удалить слой полупроводящей крепированной бумаги, заподлицо со срезом наружной оболочки, исключая при этом малейшие нарушения электропроводящего экрана из сшитого полиэтилена.
6.7.8. Намотать подмотку из самослипающейся ленты в соответствии с рис. 6.7.1. (Узел А).

Рис. 6.7.1.
Кривая со стрелками на рис. 6.7.1. (Узел А) указывает на последовательность и направление намотки (самослипающиеся изоляционные ленты, которые всегда наматываются с 50%-ным перекрытием и с таким натяжением, чтобы лента при намотке составляла 2/3:3/4 от своей исходной ширины). Общая длина подмотки должна составлять 55 мм от среза наружной оболочки.
6.7.9. Смазать поверхность изоляции и нижнее отверстие корпуса муфты силиконовой пастой.
6.7.10. Надвинуть корпус концевой муфты до упора в кромку снятой изоляции. В зависимости от сечения кабеля токоведущая жила выступает над верхним торцом корпуса муфты на различную длину.
6.7.11. Установить ленточный бандаж на 20 мм выше нижнего торца корпуса муфты, при этом под бандаж должны быть введены 3 проволоки экрана. Зажать бандаж до предела винтовым соединением.
6.7.12. Насадить кабельный наконечник на защищенную токоведущую жилу. При этом не должно быть зазора между торцом наконечника и изоляцией. Если такой зазор существует, то токоведущая жила должна быть укорочена на соответствующее расстояние.
6.7.13. Спрессовать наконечник в соответствии с последовательностью, изображенной на рис. 6.7.2. Снимите заусеницы и излишнюю смазку.
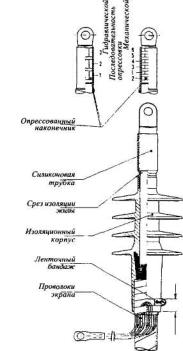
Рис. 6.7.2.
6.7.14. Смазать кабельный наконечник и внутреннюю полость силиконовой трубки монтажной пастой и надвинуть трубку таким образом, чтобы она надвинулась на верхнюю манжету корпуса муфты. Обрежьте свободный конец трубки заподлицо с трубчатой части наконечника.
6.7.15. Отвинтить винты кабельного наконечника проводника заземления и сгладить на них шероховатости. Соедините проволоки экрана (включая 3 проволоки, зажатых ленточным бандажом) в один проводник, выровняв предварительно проволоки в торце, и насадите на него наконечник. Завинтить до предела крепежные винты.
6.8. Концевые муфты внутренней установки для одножильных кабелей с пластмассовой изоляцией напряжением 10 кВ.
6.8.1. В настоящей главе приведена технология монтажа концевых муфт внутренней установки марки ПКВО-10 кВ (КВТпО-10).
6.8.2. Муфты предназначены для оконцевания кабелей с изоляцией из вулканизованного полиэтилена напряжением 10 кВ. Общий вид муфты представлен на рис. 6.8.2.

Рис. 6.8.2. Концевая муфта марки ПКВО-10
кВ. Общий вид:
1 - трубка ТТШ; 2 - герметик; 3 - трубка ТТШ; 4 - лента ЛЭТСАР-ЛПП и
алюминиевая фольга; 6 - полупроводящий экран кабеля; 7 - медный экран кабеля; 8
- герметик; 9 - проволочный бандаж.
6.8.3. Монтаж муфт должен производиться в помещении с температурой воздуха не ниже +1° С и влажностью не выше 80% при 25° С.
6.8.4. При монтаже муфт необходимо следить за чистотой рук и выполнять все необходимые мероприятия, предупреждающие попадание влаги и грязи на разделку кабеля и изоляционные материалы для муфты.
6.8.5. Процесс монтажа муфты должен протекать непрерывно до полного его окончания.
6.8.6. Поверхности оболочки кабеля, изоляции жил, наконечника и термоусаживаемых трубок, на которые наносится герметик, обезжирить бензином Б-70 или ацетоном и создать шероховатость напильником, ножовочным полотном или шкуркой.
6.8.7. В качестве герметика могут быть использованы:
- лак КО-916 или КО-916К с лентой ЛЭТСАР-ЛП;
- сэвилен 117-40 (лента синего цвета).
6.8.8. Лак КО-916 или КО-916К нанести тонким слоем кисточкой или тампоном, сделанным из ткани без ворса, и подсушить в течение 10-15 мин.
Ленту марки ЛЭТСАР-ЛП накладывать в 2 слоя поверх лака КО-916 или КО-916К с 50%-ным перекрытием и вытягивать в процессе намотки, чтобы ее ширина составляла 70% от исходной. Последний виток накладывать без натяга. Поверх подмотки также нанести лак.
6.8.9. Подмотку сэвиленом 117-40 выполнять на предварительно подогретые до 40-50° С поверхности (герметик должен прилипать к поверхности, на которую наносится). Подмотку выполнять в один слой с 50%-ным перекрытием и без натяга. Для предотвращения раскручивания конец ленты при наложении последнего витка подплавить пламенем горелки.
6.8.10. Ленту марки «А» накладывать в 1 слой с 50%-ным перекрытием и вытягивать в процессе намотки на 50%.
6.8.11. Изолирующую подмотку лентой ЛЭТСАР и электропроводящую подмотку лентой ЛЭТСАР-ЛПП выполнять с 50%-ным перекрытием и вытяжкой в процессе намотки, чтобы их ширина составляла 70% от исходной.
6.8.12. Усадку трубок производить беглым пламенем газовой горелки, начиная с их середины и перемещая горелку сначала вверх, а затем вниз.
Пламя горелки должно быть отрегулировано с помощью специальной насадки так, чтобы оно было размытым, мягким, с желтым концом. Пламя с острым концом синего цвета не допускается.
Сразу после усадки на концы трубок наложить временные бандажи из 2-3 слоев стеклоленты, которые после остывания трубок снять.
6.8.13. В табл. 6.22. приведены необходимые приспособления и инструменты, применяемые для монтажа муфт ПКВО.
Таблица 6.22.
|
|
Наименование |
Кол-во |
|
|
1 |
2 |
|
1. |
Линейка металлическая, шт. |
1 |
|
2. |
Нож монтажный кабельный, шт. |
1 |
|
3. |
Нож монтерский НМ-2, шт. |
1 |
|
4. |
Рамка ножовочная ручная, шт. |
1 |
|
5. |
Полотна ножовочные для металла, комплект |
1 |
|
6. |
Напильники, комплект |
1 |
|
7. |
Плоскогубцы комбинированные, шт. |
1 |
|
8. |
Лоток для инструмента, шт. |
1 |
|
9. |
Шкурка шлифовочная бумажная зернистостью 10-50, шт. |
1 |
|
10. |
Пассатижи, шт. |
1 |
|
11. |
Штангельциркуль, шт. |
1 |
|
12. |
Бензин, кг |
0,3 |
|
13. |
Аптечка, шт. |
1 |
|
14. |
Кисть, шт. |
1 |
6.8.14. Проверить комплектность материалов муфты в соответствии с комплектовочной ведомостью, вложенной в комплекты.
6.8.15. Распрямить конец кабеля на длине 1,5 м. Закрепить его вертикально. Если позволяет рабочее место, монтаж муфты допускается вести при горизонтальном расположении конца кабеля.
6.8.16. На расстоянии 800-1000 мм от конца кабеля на наружной оболочке кабеля выполнить ножом кольцевой надрез на половину толщины оболочки кабеля (рис. 6.8.1 а).

Рис. 6.8.1. Последовательность разделки кабеля для монтажа муфты
марки ПКВО-10 кВ:
1 - оболочка кабеля; 2 - металлический экран; 3 - герметик; 4 - отогнутые
проволоки экрана; 5 - полупроводящий экран кабеля; 6 - изоляция кабеля; 7 -
подмотка лентой ЛЭТСАР-ЛПП и алюминиевой фольги; 8 - жила кабеля; 9 -
изоляционная подмотка лентой ЛЭТСАР.
6.8.17. Снять наружную оболочку до кольцевого надреза (рис. 6.8.1 б).
6.8.18. Намотать в 1 слой герметик на оболочку на длине не менее 50 мм от места среза ее (рис. 6.8.1 б).
6.8.19. Смотать и равномерно отогнуть с конца кабеля медные проволоки и ленту экрана. Уложить их поверх подмотки герметиком и закрепить бандажом из 3-4 витков стальной проволоки или ленты ЛЭТСАР на расстоянии 70 мм от места среза оболочки (рис. 6.8.1 в).
6.8.20. Проволоки и ленту экрана за бандажом скрутить в общий жгут. Конец жгута облупить и оконцевать опрессовкой в наконечнике. Последние операции допускается совместить с опрессовкой жилы кабеля.
6.8.21. Смотать полупроводящую ленту с конца кабеля и обрезать ее у среза оболочки.
6.8.22. Обрезать конец кабеля по месту присоединения, но чтобы длина оставшейся части разделываемого кабеля составляла не менее 525 мм от среза оболочки (рис. 6.8.1 в).
6.8.23. На расстоянии 25 мм от среза оболочки на полупроводящем экране кабеля выполнить ножом кольцевой надрез. Ступень электропроводящего экрана от среза оболочки до кольцевого надреза закрыть временной подмоткой лентой ЛЭТСАР в 1 слой.
6.8.24. Удалить специальным инструментом полупроводящий экран с конца кабеля до кольцевого надреза (временной подмотки лентой ЛЭТСАР).
6.8.25. Снять временную подмотку из ленты ЛЭТСАР. Ступень полупроводящего экрана срезать на конус на длине 5 мм.
6.8.26. С конца кабеля снять изоляцию и полупроводящий экран по жиле на длине, равной цилиндрической части наконечника (рис. 6.8.1 г).
6.8.27. Произвести оконцевание жилы кабеля способом опрессовки или наконечником с контактными винтами.
6.8.28. Обезжирить изоляцию кабеля на длине не менее 200 мм от ступени электропроводящего экрана.
6.8.29. На расстоянии 10 мм от среза полупроводящего экрана кабеля выполнить изоляционную усиливающую подмотку лентой ЛЭТСАР. Общая длина прямого и обратного конусов подмотки - 170 мм, толщина подмотки у основания конуса - 5 мм (рис. 6.8.1 г).
6.8.30. Отступив 5 мм от начала на цилиндрическую часть прямого конуса намотать на длине 40 мм в качестве временной подмотки полиэтиленовую ленту (подложку ленты ЛЭТСАР). Поверх полиэтиленовой ленты намотать ленту ЛЭТСАР, не доходя 5 мм до края подмотки полиэтиленовой ленты.
6.8.31. Поверх изоляционной подмотки наложить 1 слой электропроводящей ленты ЛЭТСАР-ЛПП с заходом на 20 мм на отогнутые медные проволоки, далее на ступень полупроводящего экрана кабеля и на прямой конус изоляционной подмотки с заходом на подмотку лентой ЛЭТСАР по временной подмотке. Ленту не отрывать, закрепив кружок с лентой на кабеле временным бандажом.
6.8.32. Поверх подмотки лентой ЛЭТСАР-ЛПП наложить 3 полоски алюминиевой фольги длиной 120 мм, располагая их по поверхности подмотки на равном расстоянии друг от друга и не доходя 5 мм до конца подмотки лентой ЛЭТСАР-ЛПП со стороны конца кабеля. Фольгу закрепить подмоткой лентой ЛЭТСАР-ЛПП.
6.8.33. Намотанные на полиэтиленовую подмотку ленты (ЛЭТСАР, ЛЭТСАР-ЛПП фольгу и ЛЭТСАР-ЛПП) аккуратно скрутить в плотное кольцо. Скрутку производить в сторону «корешка» кабеля до начала цилиндрической части изоляционной подмотки.
Расстояние от центра кольца до среза оболочки кабеля 100-105 мм.
Удалить временную полиэтиленовую подмотку.
Зафиксировать кольцо с двух сторон подмоткой несколькими слоями лентой ЛЭТСАР.
Подмотка, кроме фиксации кольца, должна уменьшить разницу в диаметре между кольцом и изоляционной подмоткой, т.е. иметь конусную форму.
6.8.34. Поверх отогнутых проволок и лент медного экрана наложить герметик на длине 50 мм от подмотки ЛЭТСАР-ЛПП (рис. 6.8.2).
6.8.35. Надеть на разделку кабеля термоусаживаемую трубку, чтобы она полностью закрывала подмотки герметиком по отогнутым проволокам экрана и изоляцию жил у наконечника. Трубку усадить (рис. 6.8.2).
6.8.36. Наложить герметик на конец усаженной трубки на длине 50 мм со стороны наконечника и цилиндрическую часть наконечника.
Надеть термоусаживаемую трубку длиной 100 мм, чтобы трубка закрыла подмотку герметиком у наконечника. Трубку усадить.
6.9. Концевые мачтовые муфты для кабелей напряжением до 1 кВ.
6.9.1. Чугунные концевые мачтовые муфты предназначены для оконцевания в наружных установках силовых кабелей с пластмассовой изоляцией, с медными и алюминиевыми жилами сечением до 240 мм2 на переменное напряжение до 1 кВ, частотой 50 Гц.
Муфты 3ПКМЧ для трехжильных и 4ПКМЧ для четырехжильных кабелей выпускаются по ТУ 16-538-282-76.
6.9.2. Общие виды муфт показаны на рис. 6.9.1. и 6.9.2. Муфты имеют чугунный корпус, в котором закреплены фарфоровые проходные изоляторы. Корпус закрывается чугунной крышкой с отверстиями для заливки изоляционного состава - низкомолекулярного полиэтилена. Уплотнение места ввода кабеля в муфту достигается резиновым сальником, зажимаемым в его корпусе.

Рис.6.9.1. Концевая мачтовая муфта ЗПКМЧ для трехжильных кабелей:
1 - пробка; 2 - крышка муфты; 3 - наконечник; 4 - изолятор; 5 - стержень; 6 -
корпус муфты; 7 - корпус сальника; 8 - набивка сальника; 9 - провод заземления
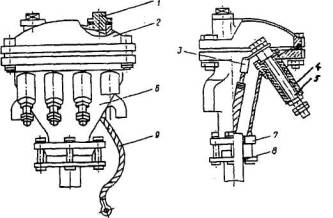
Рис.6.9.2. Концевая мачтовая муфта 4 ПКМЧ для четырехжильных
кабелей:
1-9 см. на рис. 6.9.1.
Для кабелей всех сечений применяется один маркоразмер муфты.
Материалы и изделия, поставляемые вместе с муфтой для ее монтажа, приведены в табл. 6.23.
Таблица 6.23.
Материалы и изделия для монтажа концевых мачтовых муфт
|
Материал или изделие |
Расход на муфту |
|
|
3ПКМЧ |
4ПКМЧ |
|
|
1. Состав заливочный - низкомолекулярный полиэтилен, кг |
4,5 |
4,5 |
|
2. Припой, кг: |
|
|
|
3. ПОССу 30-2 или ПОССу 30-0,5, кг: |
0,4 |
0,5 |
|
4. Припой А, кг: |
0,4 |
0,5 |
|
5. Провод медный луженый класса IV с напрессованными наконечниками, м: |
0,9 |
0,9 |
|
6. Проволока стальная оцинкованная диаметром 1-1,4 мм, м |
1 |
1 |
|
7. Жир паяльный, кг |
0,03 |
0,03 |
|
8. Шнур асбестовый ШАОН-3, кг |
0,025 |
0,025 |
|
9. Салфетка бязевая площадью 0,09 м , шт. |
2 |
2 |
Примечание. Допускается вместо бязевой салфетки применять другой материал равной ворсистости.
6.9.3. Конец кабеля распрямляют на длине не менее 1,5 м, после чего на него надевают гайку сальника, первую шайбу, сальник, вторую шайбу и корпус сальника и все сдвигают вниз по оболочке кабеля.
6.9.4.Конец кабеля разделывают согласно общим указаниям, приведенным в разделе 2. Размеры разделки кабеля приведены в табл. 6.24 и на рис. 6.9.3.

Рис.6.9.3. Разделка конца кабеля с защитными покровами или без них (а) и с броней под шлангом (б)
Таблица 6.24.
Размеры разделки кабеля
|
Марка муфты |
Конструкция кабеля |
Размеры разделки, мм |
||||
|
А |
О |
Ж |
Г |
К |
||
|
3ПКМЧ |
С наружными покровами или без них (рис. 6.6.3а.) |
345 |
85 |
200 |
45 |
10 |
|
4ПКМЧ |
|
360 |
100 |
200 |
45 |
20 |
|
3ПКМЧ |
С броней под шлангом (рис. 6.6.3б) |
200 |
- |
160 |
45 |
10 |
|
4ПКМЧ |
|
200 |
- |
160 |
45 |
20 |
6.9.5.Жилы кабеля разводят и выгибают так, чтобы концы их находились в одной плоскости. Радиус изгиба должен быть не менее 10-кратного диаметра (высоты сектора) жилы по изоляции.
При разводке и изгибании жил, особенно больших сечений, рекомендуется применять шаблоны. При отсутствии шаблонов допускается изгибать жилы через палец, постепенно передвигая обе руки по жиле. Средние жилы кабеля укорачивают на величину К (табл.6.24)
6.9.6. Медные и алюминиевые жилы оконцовывают медными наконечниками пайкой.
Медные жилы облуживают и паяют оловянно-свинцовым припоем, алюминиевые жилы облуживают припоем А и паяют оловянно-свинцовым припоем. Технология пайки изложена в разд. 3 В.
6.9.7. Сальник и его корпус сдвигают к нижней площадке муфты и закрепляют болтами на корпусе муфты. Гайки болтов затягивают равномерно, чтобы сальник плотно зажимал оболочку кабеля со всех сторон.
6.9.8. Крышку муфты устанавливают и закрепляют на корпусе, для чего предварительно укладывают в паз крышки прокладку из маслобензостойкой резины и закрепляют ее.
6.9.9. Заливочный состав - низкомолекулярный полиэтилен - разогревают в электрическом или газовом разогревателе или на угольной жаровне до 80° С. Разогревать состав непосредственно на углях, костре или паяльной лампой не разрешается.
Посуда для разогрева должна быть чистой и закрытой, чтобы в состав не могли попасть посторонние частицы.
При разогревании состав необходимо периодически перемешивать чистой и сухой мешалкой. Температуру состава контролируют термометром.
6.9.10. Электромонтажники, выполняющие разогрев и заливку состава, обязательно должны надеть длинные рукавицы и защитные очки. Нельзя передавать из рук в руки сосуд с горячим составом. Перед передачей сосуд следует поставить на землю.
6.9.11. Небольшое количество разогретого состава сливают на землю для удаления сора и пыли. Нужно следить за тем, чтобы сливаемый состав не попал на влажную поверхность, так как это может привести к разбрызгиванию его и ожогам.
6.9.12. Корпус муфты перед заливкой состава должен быть подогрет паяльной лампой или газовой горелкой до 50-60° С.
Муфту заливают в два-три приема в зависимости от усадки состава. В процессе заливки нарушения герметичности уплотнений устраняют подтягиванием болтов. По окончании состав в муфте должен остыть до температуры окружающей среды, а затем ее окончательно доливают и закрывают отверстия в крышке пробками.
6.9.13. Смонтированную муфту при монтаже ее на уровне земли вместе с кабелем поднимают и закрепляют на опорной конструкции.
6.9.14. Один из наконечников провода заземления присоединяют к заземляющему болту корпуса муфты, другой - к заземляющему болту опорной заземленной металлоконструкции.
У кабелей без брони и металлических оболочек заземляют только корпус муфты - один из наконечников провода заземления присоединяют к заземляющему болту корпуса муфты, а другой - к заземляющему болту опорной конструкции муфты.
6.10. Концевая муфта наружной установки из термоусаживаемых материалов для кабелей напряжением 1, 6, 10 кВ с бумажной или пластмассовой изоляцией.
6.10.1. Концевые муфты марки КНТп предназначены для оконцевания кабелей с бумажной или пластмассовой изоляцией напряжением 1; 6; 10 кВ с медными или алюминиевыми жилами сечением до 240 мм2 для присоединения к открыто установленному оборудованию.
6.10.2. Маркоразмеры муфт марки КНТп приведены в табл.6.25
Таблица 6.25.
|
Маркоразмер муфты |
Напряжение, кВ |
Сечение жил кабеля, мм2 |
|
3КНТп1-(35-70) |
1 |
35;50;70 |
|
3КНТп-(95-150) |
1 |
95;120;150 |
|
3КНТп1-(185-240) |
1 |
185;240 |
|
4КНТп1-(35-70) |
1 |
35;50;70 |
|
4КНТп1-(95-150) |
1 |
95;120;150 |
|
4КНТп1-(185-240) |
1 |
185;240 |
|
3КНТп10-(35-70) |
10 |
35;50;70 |
|
3КНТп10-(95-150) |
10 |
95;120;150 |
|
3КНТп10-(185-240) |
10 |
185;240 |
6.10.3. Распрямить кабель на длине 1500 мм. Поверх защитного джутового покрова кабеля наложить бандаж из 2-х ... 3-х витков стальной оцинкованной проволоки на расстоянии, определяемом по месту присоединения, но не менее 450мм от конца кабеля до бандажа. В случае защитных покровов типа Шв или Шп выполнить кольцевой надрез по шлангу кабеля.
Броня кабеля подрезается по кромке бандажа бронерезкой или ножовкой с ограничителем, после чего броня и подушка под ней разматываются и удаляются. Для удаления сульфатной бумаги или битумного состава допускается подогрев их беглым огнем газовой горелки или паяльной лампы. Оболочка кабеля очищается салфеткой, смоченной в бензине или ацетоне. На расстоянии 80мм от среза брони на оболочке выполняется кольцевой надрез и на расстоянии 25 мм от первого - второй.
6.10.4. Если кабель имеет полимерную оболочку и броню, то разделка конца кабеля осуществляется в той же последовательности, что и для кабеля с бумажной изоляцией (см. рис. 6.10.1а, 6.10.1б).

Рис.6.10.1 а. Разделка кабеля с бумажной изоляцией.

Рис. 6.10.1б. Разделка кабеля с пластмассовой изоляцией.
На оболочке кабеля выполняют кольцевой и продольный надрезы на половину его толщины, после чего шланг на надрезанном участке удаляют.
На броню кабеля накладывают бандаж из стальной оцинкованной проволоки.
6.10.5. Провод заземления присоединяют к оболочке кабеля и бронелентам при помощи бандажей из оцинкованной стальной проволоки с последующей пропайкой припоем ПОС.
Предварительно места припайки провода заземления к оболочке кабеля и бронелентам должны быть зачищены и облужены (алюминиевая - припоем А). При лужении применяют паяльный жир.
Конец припаиваемого провода заземления должен заходить за оболочку на расстояние не более 35 мм от среза брони. Оболочка кабеля удаляется от конца до второго кольцевого надреза. На расстоянии 25 мм от верха оболочки нитками х/б наложить бандаж на поясную изоляцию, которая удаляется путем разматывания лент от конца кабеля и обрывается у края бандажа (см. рис. 6.10.2).

6.10.6. Термоусаживаемые трубки обрезают таким образом, чтобы верхний конец трубки перекрывал всю длину разделанной жилы, а нижняя часть трубки доходила до ступеней поясной изоляции кабеля. Жилы кабеля разводят. Термоусаживаемые трубки надевают на жилы и усаживают их, начиная от корешка разделки с помощью равномерного прогрева пламенем газовой горелки. Пламя горелки должно быть размытым, желтоватого цвета. После усадки трубки должны плотно облегать жилы кабеля, не иметь морщин и складок. На жилы кабеля, имеющие ПВХ изоляцию, трубки не усаживают.
Из имеющегося в комплекте заполняющего состава изготовить конус высотой 30 мм и диаметром 15 мм и, после разведения жил, плотно вложить в корешковую часть разделки и между жилами (см. рис. 6.10.3).
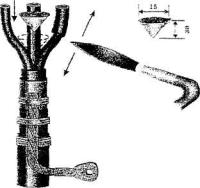
Рис. 6.10.3.
6.10.7. Оболочку кабеля подогревают до 60° С, сближают концы жил кабеля и надевают перчатку так, чтобы каждая жила попала в отверстие соответствующего «пальца». Жилы разводят и, начиная от середины усаживают перчатку сначала на оболочку кабеля, затем на изолированные трубками жилы. При усадке перчатки необходимо следить за расплавлением клеевого слоя. После усадки перчатка должна плотно облегать оболочку и жилы кабеля. По периметру перчатки, усаженной на оболочку, и ее пальцев должен быть заметен выступивший расплавленный клей (см. рис. 6.10.4).

Рис. 6.10.4.
6.10.8. При монтаже муфт, после усадки перчатки, на жилы кабеля вторично усаживают термоусаживаемые трубки (10 кВ) и изоляторы: один общий у корешка перчатки и на каждую жилу (количество определяется рабочим напряжением кабеля) (см. рис. 6.10.5).

Рис. 6.10.5.
6.10.9. С жил кабеля снимают изоляцию на длине, необходимой для присоединения.
Термоусаживаемые манжеты надевают на жилы и сдвигают в сторону корешка разделки. На жилы кабеля у среза изоляции наносят клей. Надвигают манжету и усаживают. После усадки манжета должна плотно облегать жилу и трубку на жиле кабеля. По периметру торцов манжеты должен быть заметен выступивший расплавленный клей.
Оболочка кабеля и место пайки провода заземления защищают от коррозии термоусаживаемой манжетой. Манжета должна заходить на перчатку не менее чем на 30 мм.
Перед заключением необходимо убедиться, что все детали усажены полностью и не имеют морщин и местных впадин, в местах сопряжения деталей между собой и с элементами кабеля должен быть виден выступивший клей.
При обнаружении неполной усадки проводят повторную усадку (см. рис. 6.10.6).

Рис.6.10.6.
* В данном разделе на рисунках не указаны наконечники и манжеты.
Раздел 7. Кабельная арматура, поставляемая ЗАО «Райэнерго» г. Москва.
За последние годы на российском рынке широко представлена продукция фирмы «Райхем» (США). В связи с тем, что включение в книгу материалов фирмы «Райхем» (распределение по тематическим главам, редактирование и др.) встретило определенные организаторские трудности, редколлегия сочла возможным включение в настоящее издание материалов фирмы «Райэнерго» (дочерняя фирма «Райхем», Мосэнерго и Ленэнерго), переданные последней Московской кабельной сети Мосэнерго. «Райэнерго» поставляет как собственную продукцию, так и изделия фирмы «Райхем».
Материалы печатаются без изменений.
До начала работы
Проверьте, что набор, который Вы собираетесь использовать, соответствует кабелю. Свериться с этикеткой набора и заглавием на монтажной инструкции.
Не исключено, что компоненты или рабочие операции подверглись усовершенствованию с тех пор, как Вы в последний раз монтировали это изделие.
Внимательно прочитайте и следуйте последовательным операциям, как указано в монтажной инструкции.
Общие положения
Используйте пропановую (предпочтительно) или бутановую газовую горелку. Применяйте горелку в проветриваемом помещении.
Настройте горелку таким образом, чтобы получить мягкое синее пламя с желтый языком. Следует избегать остроконечного синего пламени.
Держите горелку в направлении усадки для предварительного нагрева материала. Пламя надо непрерывно перемещать во избежание пережога материала. Очистить и обезжирить все детали, которые будут находиться в контакте с клеем.
Если используется растворитель, соблюдайте инструкции изготовителя по обращению с ним.
Начинайте усадку трубок в том положении, которое рекомендуется в инструкции.
Убедитесь в том, что трубка равномерно усела по всей окружности, прежде чем продолжать усадку вдоль кабеля.
Трубка должна быть гладкой и не иметь морщин, а профиль внутренних компонентов должен четко просматриваться.
Информация, содержащаяся в монтажных инструкциях, дает описание правильного метода монтажа и предназначена для персонала, прошедшего обучение. Однако, Райэнерго не может контролировать рабочие условия монтажа, которые могут повлиять на установку изделия. За соответствие метода монтажа рабочим условиям установки Заказчика ответственность несет Заказчик. Обязательства (гарантии), которые принимает на себя Райэнерго, содержатся в стадартных условиях продажи данного изделия и ни при каких обстоятельствах Райэнерго не несет ответственность за любые повреждения - будь то случайные, косвенные или являющиеся следствием неправильного применения или обращения с изделиями.
7.1. МОНТАЖНАЯ ИНСТРУКЦИЯ.
СОЕДИНИТЕЛЬНЫЕ МУФТЫ ДЛЯ ТРЕХЖИЛЬНЫХ КАБЕЛЕЙ 6/10 кВ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ
Подготовка кабелей
|
Установить соединяемые кабели с нахлестом порядка 200 мм. Провести опорную черту (середина нахлеста), как показано на рисунке. Надеть внутреннюю и наружную герметизирующие муфты на конец одного кабеля. Снять наружную оболочку, броню, внутреннюю оболочку, металлическую оболочку и поясную изоляцию. Очистить, обезжирить и зачистить шкуркой металлические оболочки до разделки жил. |
|
|
|
|
|
Надеть прозрачные трубки на каждую из жил, продвинув их до конца в корешок. Усадить их, начиная с корешка и работая в направлении каждого конца. Убедиться в том, что трубка усела равномерно и не имеет карманов с воздухом и жиром. |
|
|
Свернуть желтую ленту для заполнения пустот средней длины так, чтобы придать ей клиновидную форму, и тщательно затолкать ее в корешок. |
|
|
Надеть изолирующую трубку на каждую из жил. |
|
|
Завершение соединительной муфты Обрезать жилы по опорной линии. Снять изоляцию со всех жил на расстоянии I = половина длины соединительной гильзы +5 мм. Провод надвинуть на всю длину соединителя. Все винты сначала подкрепить. Потом винты затянуть так, чтобы винтовые головки вошли в шлицы. |
|
|
Обернуть манжету распределения напряженности, отцентровав ее по зоне соединителя. |
|
|
Установить изолирующую трубку (1) по центру над соединителями. Начать усадку с центра, работая в направлении концов. Трубка должна полностью усесть и не иметь морщин. |
|
|
Снять бумагу с распорки жил. Вставить профильную распорку между жилами в центре соединения. Свести жилы вместе как можно ближе. |
|
|
Снять бумагу с заполнительных деталей. Заполнить промежутки между жилами этими деталями так, чтобы плоская сторона смотрела наружу. Затолкать заполнители в пространство между жилами и распорками. |
|
|
Намотать 2 ленты мастики вокруг соединения в районе концов изолирующих трубок. |
|
|
Снять один отрезок бумаги с длинной ленты заполнения пустот (желтого цвета). Смотать эту часть ленты в ролик и намотать ее с 50 % нахлестом, одновременно вытягивая ленту примерно на половину исходной ширины. Начиная с точки 10 мм вдоль металлической оболочки, продолжать на протяжении 70 мм с нахлестом на заполняющие детали. Использовать по 2 длины ленты на каждую сторону. |
|
|
Покрыть зону соединения между заполнителями пустот кабельным жиром. |
|
|
Установить внутреннюю герметизирующую муфту по центру на соединении. Начать усадку с центра и работать в направлении концов. |
|
|
Намотать слой стальной оплетки с 50 % нахлестом вокруг герметизирующей муфты. |
|
|
Установить терку рядом со стальной оплеткой. |
|
|
Провести провод заземления по соединению и прикрепить его концы к терке при помощи контактных пружин. |
|
|
Разделить медную оплетку (маленький ролик) пополам. Наложить подмотку короткими лентами оплетки с равным заходом на оболочку и броню (примерно на 20 мм) и закрепить се проволочными бандажами на оболочке и броне. |
|
|
Обернуть ленты черной мастики вокруг участков оболочки с небольшим заходом на ступени брони, покрытые подмоткой медной оплеткой. |
|
|
Установить наружную муфту по центру соединения. Начать усадку с центра и работать в направлении концов. |
|
|
Соединительная муфты смонтирована. Дать ей остыть, прежде чем подвергать ее какому-либо механическому воздействию. |
|





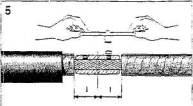


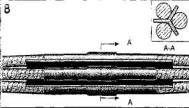
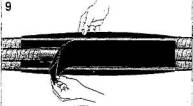
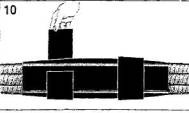


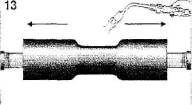





7.2. МОНТАЖНАЯ ИНСТРУКЦИЯ.
ПЕРЕХОДНЫЕ МУФТЫ ДЛЯ СОЕДИНЕНИЯ ТРЕХЖИЛЬНЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ С
ОДНОЖИЛЬНЫМИ КАБЕЛЯМИ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ БЕЗ БРОНИ НА НАПРЯЖЕНИЕ 7/10 кВ
|
Размещение кабелей Соединяемые кабели уложить внахлест примерно на 550 мм и отмстить опорную линию. |
|
|
Разделка кабеля с бумажной изоляцией Удалить наружный покров, бронь и подушку по размерам, указанным на рисунке А. Зачистить и обезжирить металлическую оболочку и броню. Удалить металлическую оболочку по размерам рисунка, так чтобы срез ее был слегка отогнут в виде колокола. На сажевую бумагу в 5 мм от среза оболочки наложить бандаж из ниток. Аккуратно оборвать ленты экрана по бандажу. Второй ниточный бандаж выполнить на поясной изоляции в 20 мм от оболочки и оборвать по нему ленты поясной изоляции. Удалить межфазные заполнители. Не повредите при выполнении этих операций изоляцию жил. |
|
|
Обрезать жилы по опорной линии. Надвинуть на каждую жилу прозрачную маслостойкую трубку. Усадку трубок следует вести мягким пламенем горелки, начиная от корешка в направлении концов жил. Трубка должна быть усажена равномерно без воздушных пустот и масляных мешков. |
|
|
Надвинуть проводящие трубки, обозначенные CNTM, на жилы. Установить концы трубок на 110 мм от среза жил. Усадить трубки, начиная от концов жил. |
|
|
Снять упаковочную бумагу с короткой ленты заполнения пустот желтого цвета (одна лента в алюминизированном отдельном пакете). Свернуть ленту в виде конуса и ввести ее, по возможности, глубже в корешок. Очистить и обезжирить жилы и металлическую оболочку. |
|
|
С длинной ленты заполнения пустот желтого цвета снять упаковочную бумагу с одной стороны и свернуть ленту в рулон. Намотать се в области корешка с заходом на оболочку на 20 мм и по жилам на 70 мм, накладывая ленту с 50%-ым перекрытием и вытягивая примерно наполовину исходной ширины до получения равномерного утолщения в корешке. |
|
|
Надвинуть на жилы проводящую перчатку, установив ее по возможности глубже в корешке. Усадку перчатки начать от основания пальцев в направлении оболочки, затем усадить пальцы перчатки на жилы. Последовательность усадки показана цифрами на рисунке. |
|
|
Для кабелей с бумажной изоляцией сечением 70 мм2 и выше перейти к пункту 8. |
|
|
Только для кабелей с бумажной изоляцией сечением 35-50 мм2 Наложить один слой подмотки тонкой лентой заполнения пустот желтого цвета вокруг окончания трубки CNTM. Намотку начать с заходом на проводящую трубку на 20 мм и продолжить на 10 мм на маслостойкую прозрачную трубку. Ленту при намотке следует вытягивать на половину ширины, обеспечивая по возможности тонкий край намотки на прозрачной трубке. |
|
|
Только для кабелей с бумажной изоляцией сечением 35-50 мм2 Надвинуть на каждую жилу кабеля трубку выравнивания напряженности (черного цвета - JSCR), Конец трубки должен совпадать со срезом жилы. Усадить их на жилы по направлению к корешку. |
|

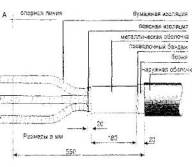

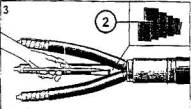

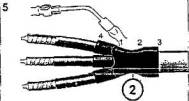


Разделка кабеля с пластмассовой изоляцией
Удалить наружный покров в соответствии с размерами, указанными на рисунке. Очистить и обезжирить наружный покров на длине 1 м. Отогнуть проволоки экрана по проволочно и закрепить их лентой ПВХ. Обрезать кабели в соответствии с опорной линией.

|
Тщательно удалить полупроводящий экран жил, не доходя 40 мм до среза наружного покрова, при этом поверхность изоляции должна остаться без всяких следов проводящего материала. Очистить и обезжирить изоляцию. Внимание: Не повредите изоляцию! |
|
|
Снять упаковочную бумагу с короткой ленты заполнения пустот желтого цвета с заостренными краями. Наложить ленту с заходом на экран на 20 мм и на жилу на 10 мм, вытягивая ее примерно на половину исходной ширины и обеспечивая плавный переход от экрана к изоляции. |
|
|
Надвинуть на каждую жилу трубки JSCR черного цвета, сдвинув их до среза наружного покрова. Усадить трубку, начиная от концов жил. |
|



Завершение монтажа муфты
|
Надвинуть на вес три пластмассовых кабеля наружную герметизирующую трубку (1) и термоусаживаемую перчатку (2) - пальцами в сторону кабелей. |
|
|
На каждый пластмассовый кабель надвинуть комплект трубок: 3 - экранированная изоляционная трубка (черно-красная) 4 - уплотнитсльная трубка (черная) Внимание: Конец уплотнительной трубки без клея располагать в сторону пластмассового кабеля. |
|
|
Удалить изоляцию жил на длине I, равной половине длины соединителя. |
|
|
Установить на жилы соединитель и закрепить их, подвернув болты. Затянуть болты до срыва головок. Внимание: Между соединителем и срезом изоляции не должно быть зазора. |
|
|
Очистить и обезжирить изоляцию и соединитель. Обернуть манжету распределения напряженности электрического поля вокруг соединителя, расположив ее по центру, начиная намотку с области болтов. До начала намотки снять с манжеты упаковочную пленку. |
|
|
Только для кабелей с бумажной изоляцией сечением 70 мм2 и выше. Наложить один слой подмотки тонкой лентой заполнения пустот желтого цвета вокруг окончания трубки CNTM. Намотку начать с заходом на проводящую трубку на 20 мм и продолжить на 10 мм на маслостойкую прозрачную трубку. Ленту при намотке следует вытягивать на половину ширины, обеспечивая по возможности тонкий край намотки на прозрачной трубке. |
|
|
Надвинуть на вес три двухслойные трубки (черно-красные), расположив по центру соединения. a) Начать усадку трубки в центре (1). b) Убедиться в том, что трубка плотно усажена в центре и ее невозможно повернуть вокруг оси. c) Продолжить усадку в направлении одного из краев трубки, не доходя 50 мм (2). Затем в противоположную сторону, также до 50 мм (3). d) Закончить усадку сначала первого края трубки (4), затем второго (5). Трубка должна быть усажена полностью без выступающих краев (без гребней на поверхности). |
|
|
Расположить уплотнительную трубку так, чтобы она заходила на экранированную изолирующую трубку одним краем и с другой стороны на пальцы проводящей перчатки. Усадку начать от области соединителя, работая в направлении перчатки. |
|
|
Обернуть контактную пластину вокруг металлической оболочки вплотную к перчатке. Разогнуть проволоки экрана в сторону бумажного кабеля. Равномерно уложить проволоки по контактной пластине и закрепить их с помощью роликовой пружины. Обернуть пружину 2 раза вокруг проволок. Загнуть проволоки в обратную сторону и обернуть их оставшейся частью пружины, затягивая ее с помощью реверсивных движений. Обрежьте, если это необходимо, лишние концы проволок и обмотайте их лентой ПВХ. |
|
|
Для бумажных кабелей со стальной ленточной броней Намотать полоску медной сетки вокруг металлической оболочки и брони так, чтобы одинаково охватить и ту, и другую, как показано на рисунке. Зафиксировать сетку узлом. |
|
|
Обернуть одним слоем черной мастики область металлической оболочки между роликовой пружиной и полоской медной сетки. |
|
|
Обернуть область соединения одним слоем стальной ленты с 50%-ым перекрытием. Подмотку начать от конца перчатки и продолжить до начала наружного покрова пластмассовых кабелей. |
|
|
Надвинуть перчатку со стороны пластмассовых кабелей, установив ее по возможности глубже в корешке. Усадку перчатки начать от основания пальцев в направлении муфты, затем усадить пальцы перчатки на кабели. Последовательность усадки показана на рисунке цифрами. |
|
|
Обернуть один слой герметизирующей ленты (черного цвета) вокруг перчатки, в 20 мм от ее окончания. |
|
|
Установить наружную герметизирующую трубку на муфту так, чтобы пальцы перчатки находились вне муфты, как показано на рисунке. Усадку трубки начать в центре, затем продолжить в сторону бумажного кабеля, после чего усадить на перчатке. |
|
|
Стянуть пластмассовые кабели вместе с помощью пластмассового хомута, примерно в 100 мм от окончания пальцев перчатки. Муфта смонтирована. Следует дать ей остыть прежде, чем подвергать каким-либо механическим воздействиям. |
|

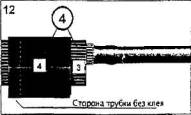
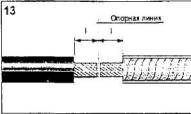
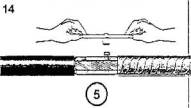

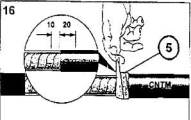
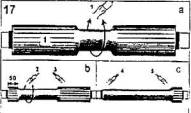





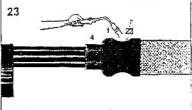



7.3. МОНТАЖНАЯ ИНСТРУКЦИЯ.
СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ 3-, 3 1/2- И 4-ЖИЛЬНЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ НА
НАПРЯЖЕНИЕ ДО 1 кВ С МЕХАНИЧЕСКИМИ СОЕДИНИТЕЛЯМИ ЖИЛ И ПАЯНОЙ СИСТЕМОЙ
До начала работы
Проверьте, что набор материалов, который Вы собираетесь использовать, соответствует кабелю.
Сверьте содержание этикетки набора с названием монтажной инструкции Не исключено, что компоненты и рабочие операции подверглись усовершенствованию с тех пор, как Вы в последний раз монтировали данные изделия Внимательно прочтите и следуйте последовательности операций, как указано в монтажной инструкции.
Общие положения
Используйте пропановую (предпочтительнее) или бутановую газовую горелку
Применяйте горелку в проветриваемом помещении.
Настройте горелку так, чтобы получить мягкое синее пламя с желтым языком
Следует избегать острого синего пламени.
Направляйте горелку в сторону усадки для того, чтобы предварительно нагреть усаживаемый материал.
Постоянно перемещайте пламя во избежание пережога материала.
Очищайте и обезжиривайте все поверхности, которые будут контактировать с клеем.
Пользуясь растворителем, соблюдайте инструкции по его применению.
Трубки следует обрезать острым ножом, оставляя при этом ровные гладкие кромки без заусенцев.
Усадку трубки начинайте, таким образом, как это рекомендовано в инструкции.
Усаживая трубку, обеспечивайте равномерную усадку её по всей окружности по мере продвижения вдоль кабеля.
После усадки поверхность трубок должна быть гладкой и без морщин, а профиль внутренних компонентов четко просматриваться.
Подготовка кабелей
Соединительные кабели уложить внахлест примерно на 150 мм и отметить опорную линию.

Разделка кабеля
Удалить наружный покров, бронь и подушку в соответствии с размерами, указанными в Таблице 1.
Для переходных муфт: Длинный конец кабеля всегда должен быть на стороне 3-жильного кабеля (3 1/2-жильного кабеля) при переходе к 3 1/2- или 4-жильному кабелю (4-жильному кабелю).
Зачистить и обезжирить металлическую оболочку и броню.Отметить область подсоединения проводника заземления к металлической оболочке в соответствии с размерами, указанными в Таблице 1.

Таблица 1
Размеры под разделку
|
Сечение жил (мм2) |
a (мм) |
b (мм) |
c (мм) |
d (мм) |
e (мм) |
f (мм) |
g (мм) |
|
10-35 |
340 |
270 |
20 |
80 |
60 |
280 |
220 |
|
35-70 |
400 |
300 |
20 |
90 |
60 |
350 |
250 |
|
70-120 |
470 |
350 |
20 |
110 |
60 |
400 |
300 |
|
150-240 |
530 |
410 |
20 |
120 |
60 |
480 |
370 |
|
Обрезать заземляющий проводник в соответствии с размерами f и g, данными в Таблице 1. Для случая присоединения 4-жиль-ного кабеля к 4-жильному перейти к операциям 4, 6b и далее по порядку. |
|
|
Подсоединение нейтрали Не превышайте отмеченных под пайку размеров. Для кабелей с алюминиевой оболочкой подготовить место под пайку натирочным припоем. Медный проводник закрепить проволочным бандажем. Припаять медный проводник к металлической оболочке в области проволочного бандажа. Удалить острые кромки с припоя. Зачистить и обезжирить металлическую оболочку. |
|
|
Отогнуть медный проводник и расположить его на наружном покрове. Удалить металлическую оболочку на расстоянии 10 мм от второй метки так, чтобы образовать небольшое расширение. Недопустимо надрезать бумагу под металлической оболочкой. В 10 мм от среза металлической оболочки наложить веревочный бандаж на поясную изоляцию. Удалить поясную изоляцию и оборвать межфазные заполнители о веревочный бандаж. Недопустимо повреждать жильную изоляцию. |
|
|
Завершение муфты Соединение 3-жильного кабеля Надеть тонкие изоляционные трубки на жилы вплотную к поясной изоляции. Разогнуть медный проводник и надеть на него изоляционную трубку до припоя. Усадить трубки, начиная от поясной изоляции. Убедиться, чтобы трубки усаживались равномерно. |
|
|
Соединение 3 1/2- и 4-жильных кабелей Надеть тонкие изоляционные трубки на жилы вплотную к поясной изоляции. Усадить трубки, начиная от поясной изоляции. Убедиться, чтобы трубки усаживались равномерно. |
|
|
Обе стороны заземляемых кабелей Ввести кусочек черной мастики в виде конуса между жилами в корешок разделки кабеля, как показано на рисунке. Очистить и обезжирить жилы. |
|
|
Надеть 2 длинные внешние трубки (поз. 1 и 3) на длинный конец кабеля и короткую внешнюю трубку (поз. 2) на короткий конец кабеля. |
|
|
Длинная сторона для соединения 3-жильных кабелей Если это необходимо, сфазируйте жилы на длинном конце кабеля. Выгните жилы для их подсоединения и отрежьте их по опорной линии в соответствии с размерами а (для длинного конца) и b (для короткого конца). Не обрезайте медный проводник. Очистить и обезжирить изоляционные трубки. Удалить с жил изоляцию вместе с изоляционными трубками на длине I, равной половине длины соединителя. Надеть 4 трубки на жилы и медный проводник. |
|
|
Длинная сторона для соединения 3 1/2- и 4-жильных кабелей Если это необходимо, сфазируйте жилы на длинном конце кабеля. Выгните жилы для их подсоединения и отрежьте их по опорной линии в соответствии с размерами а (для длинного конца) и b (для короткого конца). Не обрезайте медный проводник (если он имеется). Очистить и обезжирить изоляционные трубки. Удалить с жил изоляцию вместе с изоляционными трубками на длине I, равной половине длины соединителя. Надеть 3 трубки на фазные жилы. Надеть четвертую трубку на жилу нейтрали и медный проводник (если он имеется). |
|
|
Соединение фаз Соединить проводники жил с помощью болтовых соединителей, затягивая болты до срыва головок. Соединение нейтрали Подогнуть концы заземляющих проводников в соответствии с рисунками для соответствующей комбинации соединений кабелей. Вставить в соединитель заземляющий проводник и жилу нейтрали (если она имеется) и затянуть болты до срыва головок. |
|
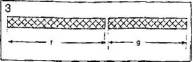








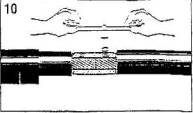
Таблица 2
Соединение нейтрали

|
Очистить и обезжирить соединители и изоляционные трубки. Установить трубки по центру соединителей. Усадить трубки, начиная от центра. Дать трубкам остыть. |
|
|
Соединение 4-жильного кабеля к 4-жильному кабелю Присоединить медную оплетку к металлической оболочке с помощью пайки или какого-либо другого эквивалентного способа. |
|
|
Разрезать короткую ленту черной мастики вдоль на равные части. Обернуть слоем черной мастики кромку брони и подушки с обеих сторон кабелей. |
|
|
Обернуть слоем черной мастики область кромки металлической оболочки с обеих сторон кабелей как показано на рисунке. |
|
|
Разрезать медную сетку пополам. Обернуть медной сеткой броню и металлическую оболочку, заходя примерно по 20 мм на каждую. Закрепить сетку проволочным бандажем. |
|
|
Максимально свести жилы. Обернуть двойным слоем гофрированной крепированной бумаги область соединения. Бумагу наматывать с 50%-ным перекрытием, начиная от области пайки с одной стороны и продолжая к другой. |
|
|
Установить длинную внешнюю трубку с меньшим диаметром (поз. 1) на длинные жилы вплотную к области соединителей. Усадить трубку, начиная от наружного покрова кабеля, в направлении соединителей. |
|
|
Установить короткую внешнюю трубку с меньшим диаметром (поз. 2) на короткие жилы вплотную к области соединителей. Усадить трубку, начиная от наружного покрова кабеля, в направлении соединителей. |
|
|
Установить внешнюю трубку с большим диаметром (поз. 3) по центру 2-х предварительно усаженных внешних трубок. Усадить трубку, начиная от центра, в направлении наружного покрова кабелей. |
|
|
Муфта закончена. Дайте муфте остыть прежде, чем подвергать ее каким-либо механическим воздействиям. |
|



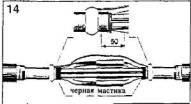

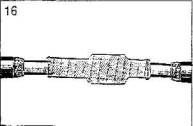
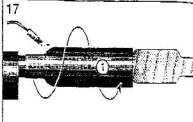



7.4. МОНТАЖНАЯ ИНСТРУКЦИЯ.
КОНЦЕВАЯ МУФТА ДЛЯ КАБЕЛЕЙ 6/10 кВ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ
Подготовка кабеля
|
|
|
|
|
Обрезать кабель на требуемую длину. Разделать наружную оболочку и броню согласно размерам, указанным на чертеже. Обрезать металлическую оболочку на расстоянии 150 мм над обрезом брони. |
Установить терку вокруг металлической оболочки рядом с обрезом брони. |
Установить конец провода заземления в верхней части терки. Обернуть 1 виток контактной пружины для закрепления его в этом месте. |
|
|
|
|
|
Завернуть назад провод заземления и закрепить, обернув всю контактную пружину вокруг него.
|
Прикрепить провод заземления к броне при помощи проволочной обвязки.
|
Установить короткую изолирующую трубку над соединением заземления. Установить конец трубки на расстоянии 50 мм от обреза металлической оболочки. Усадить ее, начиная с конца металлической оболочки и работая в направлении наружной оболочки. |





Подготовка жил
|
|
|
|
|
Обрезать кабель и снять металлическую оболочку согласно размерам, указанным на чертеже. Перевязать веревочкой на расстоянии 5 мм над обрезом металлической оболочки вокруг жил. Снять углеродную бумагу до этого хомута. |
Обмотать веревочку вокруг жил на расстоянии 20 мм от металлической оболочки. Снять слой бумаги до этого хомута. Развести жилы и вытянуть внутреннюю оболочку. Обрезать ее как можно ближе к корешку. |
Зафиксировать изоляционную бумагу на концах жил при помощи изоляционной ленты. |
|
|
|
|
|
Надеть прозрачные трубки на каждую из жил, заведя их до конца в корешок. Усадить их, начиная с корешка и работая в направлении каждого конца. Убедиться в том, что трубки усажены равномерно и не имеют карманов воздуха и жира. |
Свернуть желтую ленту для заполнения пустот средней длины так, чтобы придать ей клиновидную форму, и тщательно затолкать се в корешок. |
Обмотать длинную ленту заполнения пустот желтого цвета вокруг металлической оболочки на 20 мм и вверх на 70 мм по жилам. Намотать еще один слой или больше с большим нахлестом в центре для получения овальной формы. |






Завершение концевой муфты
|
|
|
|
|
Одеть токопроводящую перчатку на жилы и завести ее как можно глубже в корешок. Усадить по последовательности, указанной на чертеже. |
Обмотать короткую ленту (желтую) заполнения пустот вокруг каждого пальца, с одинаковым нахлестом на жилы. |
Надеть трубки на пальцы перчатки поверх желтой намотки до упора в перчатку. Затем по отдельности усадить их, начиная с корешка и работая в направлении каждого конца. |
|
|
|
|
|
а. Соединение с наконечником. Обрезать изоляцию в соответствии с глубиной расточки наконечника, I = длина расточки наконечника 5 мм. Установить кабельный наконечник. Очистить и обезжирить наконечник и герметизирующую трубку. б. Без кабельного наконечника (только для цельных алюминиевых жил). Обрезать изоляцию по размеру, указанному на чертеже b |
Предварительно разогреть наконечник. |
Одинаково одеть короткие муфты на жилы так, чтобы они покрыли наконечник/жилу и изоляцию. Усадить их, начиная с подсоединительного конца. |
|
|
|
|
|
Концевая муфта закончена. Дать ей остыть, прежде чем подвергать ее какому-либо механическому воздействию. |
При перестановке фаз убедитесь, что расстояние между жилами не менее 10 мм на высоте 100 мм от корешка. |
|








7.5. МОНТАЖНАЯ ИНСТРУКЦИЯ.
СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ НА НАПРЯЖЕНИЕ ДО 1
кВ С БРОНЕЙ И БЕЗ БРОНИ
Таблица 1
Для муфт с соединением жил механическими соединителями
|
Сечение жил |
Размеры разделки |
Максимальные размеры соединителей |
||
|
мм2 |
а (мм) |
b (мм) |
Диаметр (мм) |
Длина (мм) |
|
70-120 |
260 |
150 |
29 |
75 |
|
150-240 |
330 |
180 |
38 |
85 |
Таблица 2
Для муфт с соединением жил опрессовкой и пайкой
|
Сечение жил |
Размеры разделки |
Максимальные размеры соединителей |
||
|
мм2 |
а (мм) |
b (мм) |
Диаметр (мм) |
Длина (мм) |
|
70-150 |
340 |
180 |
25 |
125 |
|
95-300 |
420 |
220 |
35 |
145 |
Разделка кабелей
Уложить соединяемые кабели внахлест, примерно на 150 мм. Отметить опорную линию (середина нахлеста). Удалить с кабелей наружный покров (см. рис.А), в соответствии с размерами Таблицы 1 или Таблицы 2, исходя из типа соединения жил.
При необходимости фазировки изгибайте жилы с большей длиной разделки. Сфазировав кабели, обрежьте жилы по опорной линии.

Срезать изоляцию с концов жил в соответствии с размерами:
Для механических соединителей: I = половина длины соединителей; Для всех других соединителей: I = половина длины соединителей + 5 мм.
См. Таблицу 1 и Таблицу 2 по максимальным размерам соединителей до начала монтажа.

Завершение монтажа
|
Надвинуть наружную трубку на один из соединяемых кабелей, предварительно очистив наружный покров. Надвинуть внутренние изолирующие трубки на каждую жилу кабеля с большей длиной жил. |
|
|
Соединить жилы опрессовкой, пайкой или с помощью механических соединителей ввернув болты до срыва головок. Зачистить поверхность соединителей для удаления острых краев и заусенцев. Обезжирить соединители и изоляцию. |
|
|
Установить изолирующие трубки по центру над соединителями и усадить их от центра по направлению к концам, прогревая также область между соединителями. Дать изолирующим трубкам остыть и свести жилы по возможности ближе. Завершение монтажа для кабелей без брони продолжены с операции № 4. |
|
|
Для кабеля с ленточной броней Выполняя разделку кабелей, учитывать ступени брони длиной 20 мм, которые необходимо зачистить. |
|
|
Обернуть область соединения с заходом на ступени брони медной оплеткой, в один слой с 50%-ным перекрытием. Установить провод заземления и закрыть его концы вместе с медной оплеткой на ступенях брони роликовыми пружинами. |
|
|
Очистить и обезжирить участки наружной оболочки, прилегающие к муфте, на участках длиной 150 мм. Надвинуть на муфту наружную трубку, установить ее по центру и усадить, начиная от середины по направлению к концам. |
|
|
Муфта смонтирована Следует дать ей остыть прежде, чем подвергать каким-либо механическим воздействиям. |
|







Фирма «Райэнерго» берет на себя обязательство постоянно улучшать качество своей работы во всех ее аспектах. Если у Вас появятся замечания или пожелания по данной монтажной инструкции, просим Вас передать их нашим представителям.
7.6. МОНТАЖНАЯ ИНСТРУКЦИЯ.
СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ ОДНОЖИЛЬНЫХ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ НА
НАПРЯЖЕНИЕ 6/10 кВ БЕЗ БРОНИ
Разделка кабеля
Кабели уложите внахлест примерно на 200 мм. В середине нахлеста отметьте опорную линию.
Удалите с кабелей наружный покров на длине 150 мм, отмеренной от опорной линии.
Очистите наружный покров на длине 1м.
Отогните проволоки экрана на наружный покров и закрепите их липкой лентой ПВХ, закрыв ею острые концы проволок. Обрежьте жилы по опорной линии.

Подготовка жил
|
Тщательно и аккуратно удалите полупроводящий экран жилы так, чтобы на поверхности изоляции не оставалось следов проводящего материала. Очистите и обезжирьте изоляцию. Примечание: не повредите при этом изоляцию! |
|
|
Удалите упаковочную бумагу с ленты заполнения пустот желтого цвета. Намотайте ленту с заходом на экран жилы на 20 мм и на изоляцию на 10 мм, вытягивая ленту наполовину ширины и обеспечивая тонкий слой в начале и конце намотки для плавного перехода. |
|
|
Надвиньте трубку для выравнивания напряженности электрического поля (SCTM) на каждую жилу до среза наружного покрова. Усадку трубки производите по направлению от конца жилы. |
|



Завершение муфты
|
Надвиньте трубки: 1. Экранированную изоляционную трубку (черно-красную) 2. Наружную трубку (черную) |
|
|
Снимите изоляцию жил на длине I равной половине длины соединителя. |
|
|
Установите соединители на жилы и закрепите их болтами. Равномерно затягивайте болты до срыва головок. Примечание: между соединителями и срезом изоляции не должно быть зазора. |
|
|
Манжету распределения напряженности электрического поля (черного цвета) оберните вокруг соединителя по центру. |
|
|
Разместите экранированную изоляционную трубку (черно-красную) по центру над соединителем. a. Начинайте усадку трубки в середине (1); b. Убедитесь, что трубка полностью усажена в центре и не сместилась относительно его; c. Продолжайте усадку в направлении одного из концов трубки (2), не доходя до конца 50 мм. Затем в другом направлении (3), также не доходя 50 мм до конца трубки; d. Закончите усадку первого конца (4), затем второго (5); e. Трубка должна быть усажена полностью и иметь ровную, гладкую поверхность. |
|
|
Оберните область муфты двумя слоями медной оплетки, с 50%-ым перекрытием. Отогните проволоки экрана в сторону муфты и сплетите их вместе, образуя провод заземления. Соедините экраны кабелей опрессовкой или с помощью механического соединителя. Домотайте оставшуюся часть медной оплетки на муфту, поверх провода заземления. |
|
|
Зачистите и обезжирьте участки наружного покрова кабелей на расстоянии 150 м от среза. Надвиньте на муфту наружную трубку (черного цвета), установив ее по центру. Усадку трубки начинайте в середине и далее по направлению к концам. |
|
|
Муфта смонтирована. Дайте ей остыть, прежде чем подвергать ее каким-либо механическим воздействиям. |
|







7.7. МОНТАЖНАЯ ИНСТРУКЦИЯ.
КОНЦЕВАЯ МУФТА ДЛЯ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ И РЕЗИНОВОЙ ИЗОЛЯЦИЕЙ С НУЛЕВОЙ
ЖИЛОЙ ИЛИ БЕЗ НЕЕ НА НАПРЯЖЕНИЕ ДО 1 кВ БЕЗ БРОНИ
Подготовка кабеля
|
|
|
|
|
|
А. Кабели с пластмассовой и резиновой изоляцией без концентрической нейтрали Выровняйте кабель на требуемую длину. Удалите внешнюю оболочку. Очистите конец внешней оболочки примерно на 150 мм. |
|
|
|
|
|
|
Б. Кабели с пластмассовой и резиновой изоляцией с концентрической нейтралью (нулевым проводом) Выровняйте кабель на требуемую длину. Удалите внешнюю оболочку. Очистите конец внешней оболочки примерно на 150 мм. |
Скрутите проволоки и зафиксируйте их с помощью ленты. |
Наденьте трубку на жилы и заземляющий проводник и усадите их, начиная снизу. |
|
Завершение монтажа концевой муфты |
|
|
|
|
Одеть перчатку на жилы и завести ее как можно глубже в корешок. Усадить перчатку по последовательности, указанной на чертеже. |
Обрезать изоляцию в соответствии с размером: К = длина расточки наконечника + 5 мм. Установить кабельный наконечник. Очистить и обезжирить наконечник и изоляцию. Предварительно разогреть наконечник. Примечание: для наружной установки используйте герметичные наконечники. |
|
|
|
|
|
|
Одеть короткие манжеты на жилы так, чтобы они покрыли наконечник/жилу и изоляцию. Усадить их, начиная с подсоединительного конца |
Концевая муфта закончена. |


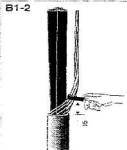





7.8. МОНТАЖНАЯ ИНСТРУКЦИЯ.
КОНЦЕВЫЕ МУФТЫ ДЛЯ ЭКРАНИРОВАННЫХ ОДНОЖИЛЬНЫХ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ
НА НАПРЯЖЕНИЕ 12-24 кВ БЕЗ БРОНИ
Подготовка кабеля
А. Кабели с проволочным экраном
Таблица 1
|
Макс, напряжение сети (кВ) |
L мин. внутр. установка (мм) |
L мин. наруж. установка (мм) |
|
12/17,5 |
160 |
270 |
|
24 |
200 |
350 |
К = глубина внутреннего отверстия кабельного наконечника + 5 мм
|
Отрежьте кабель на необходимую длину. Удалите внешнюю оболочку на расстояние L + К (смотри таблицу 1). Очистите и обезжирьте примерно 100 мм внешней оболочки. |
|
|
Обмотайте 60 мм внешней оболочки одним слоем уплотнительной ленты (красного цвета) с небольшим перекрытием и легким натяжением. Отогните все проволоки экрана на внешнюю оболочку. Избегайте перехлестывания проволок. Закрепите проволоки экрана бандажной проволокой на уровне чуть ниже уплотнительного слоя. Соберите проволоки экрана и сплетите их, образуя заземляющий проводник. |
|
|
Тщательно удалите слой проводящего экрана, оставив его на 40 мм выше среза внешней оболочки. Поверхность изоляции должна быть свободна от всех следов проводящего материала Разгладьте все неровности. Примечание: Не оставляйте засечек на изоляции. |
|
|
Обрежьте изоляцию в соответствии с размером К = глубине внутреннего отверстия кабельного наконечника + 5 мм. Установите кабельный наконечник. Зачистите и обезжирьте изоляцию кабеля и наконечник. Примечание: Заполните остающийся после опрессовки зазор между наконечником и изоляцией уплотнительной лентой красного цвета. |
|
|
Снимите оберточную бумагу с желтой наполнительной ленты и обмотайте ею конец проводящего экрана. Закройте желтой лентой 20 мм проводящего экрана и 10 мм изоляции. Вытягивайте ленту примерно на половину ширины для того, чтобы плавно выйти на изоляцию жилы кабеля. |
|




Подготовка кабеля
В. Кабели с металлическим ленточным экраном
Таблица 2
|
Макс, напряжение сети (кВ) |
L мин. внутр. установка (мм) |
L мин. наруж. установка (мм) |
|
12/17,5 |
170 |
280 |
|
24 |
210 |
360 |
К = глубина внутреннего отверстия кабельного наконечника + 5 мм
|
Отрежьте кабель на необходимую длину. Удалите металлический ленточный экран на расстояние L + К (смотри таблицу 2). Удалите металлический ленточный экран до уровня 20 мм от среза внешней оболочки. Очистите и обезжирьте примерно 100 мм внешней оболочки. |
|
|
Обмотайте 50 мм внешней оболочки одним слоем уплотнительной ленты (красного цвета) с небольшим перекрытием и легким натяжением. Прижмите заземляющий проводник бандажной проволокой к ленточному экрану и припаяйте его в месте прижима (возможно применить какой-либо иной эквивалентный способ присоединения заземляющего проводника). Заполните 30 мм заземляющего проводника припоем для создания барьера для проникновения влаги. Прижмите заземляющий проводник бандажной проволокой к внешней оболочке непосредственно за слоем уплотнительной ленты. |
|
|
Тщательно удалите слой проводящего экрана, оставив его на 50мм выше среза внешней оболочки. Поверхность изоляции должна быть свободна от всех следов проводящего материала. Разгладьте все неровности. Примечание: Не оставляйте засечек на изоляции. |
|
|
Обрежьте изоляцию в соответствии с размером К = глубине внутреннего отверстия кабельного наконечника + 5 мм. Установите кабельный наконечник. Зачистите и обезжирьте изоляцию кабеля и наконечник. Примечание: Заполните остающийся после опрессовки зазор между наконечником и изоляцией уплотнительной лентой красного цвета. |
|
|
Снимите оберточную бумагу с желтой уплотнительной ленты и обмотайте ею конец экрана. Закройте желтой лентой 5 мм ленточного экрана и 10 мм изоляции. Вытягивайте ленту примерно на половину ширины для того, чтобы плавно выйти на изоляцию жилы кабеля. |
|





Завершение монтажа концевой муфты
|
Удалите упаковочную бумагу из трубки. Оденьте трубку на жилу кабеля таким образом, чтобы надпись Raychem оказалась внизу. Нижняя кромка трубки устанавливается на уровень бандажной проволоки. |
|
|
Усаживайте трубку начиная снизу, продвигаясь по направлению к кабельному наконечнику. |
|
|
Если это необходимо, то обрежьте трубку на цилиндрической части наконечника. Монтаж концевой муфты внутренней установки закончен. Примечание: Для сечений жилы кабеля свыше 120 мм нагрейте металлический кабельный наконечник до появления красной мастики по краям трубки. Дайте изделию остыть перед тем, как применять механические воздействия к нему. |
|
|
Для концевых муфт наружной установки усадите изоляционные юбки в соответствии с размерами, указанными на рисунках стр. 326.
|
|




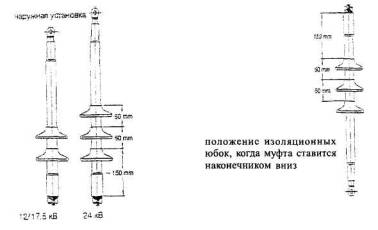

|
Минимальные зазоры |
Максимальное напряжение сети (кВ) |
|||
|
12 |
17,5 |
24 |
||
|
а |
а соответствии с нормативами |
|||
|
b фаза/земля (мм) |
15 |
20 |
25 |
|
|
d между юбками (мм) |
10 |
15 |
20 |
|
|
r (мин.радиус изгиба) = 15´D, перед изгибом нагрейте жилу примерно до +70° С |
||||
Приложение 1
Перечень марок и наименований кабельных муфт, включенных в настоящую документацию
|
№п/п |
Марка муфты |
Наименование муфты |
№ стр. |
|
1 |
2 |
3 |
4 |
|
1. |
СС-6; 10 кВ |
Соединительная свинцовая муфта для кабелей с бумажной изоляцией на напряжение 6; 10 кВ. |
99 |
|
2. |
ССсл-6; 10 кВ |
То же, но для кабелей с пластмассовой изоляцией с применением самослипающихся лент. |
235 |
|
3. |
Стп-1 кВ |
Соединительная муфта для кабелей с бумажной изоляцией на основе термоусаживаемых полиэтиленовых изделий на напряжение до 1 кВ. |
116 |
|
4. |
Стп-6; 10 кВ |
Соединительная муфта для кабелей с бумажной изоляцией на основе термоусаживаемых полиэтиленовых изделий напряжением 6; 10 кВ (1-й вариант исполнения). |
122 |
|
5. |
Стп-1-10кВ |
Соединительная муфта для кабелей с бумажной изоляцией на основе термоусаживаемых полиэтиленовых изделий на напряжение 1-10 кВ (2-й вариант исполнения). |
130 |
|
6. |
СЭ-1-10 кВ |
Соединительная эпоксидная муфта для кабелей с бумажной изоляцией на напряжение 1-10 кВ. |
136 |
|
7. |
СП-1-10 кВ |
Соединительная полиуретановая муфта для кабелей с бумажной изоляцией на напряжение 1-10 кВ. |
136 |
|
8. |
СЧ до 1 кВ |
Соединительная чугунная муфта для кабелей с бумажной изоляцией на напряжение до 1 кВ. |
149 |
|
9. |
СЧм - 1 кВ |
То же, но в малогабаритном исполнении. |
149 |
|
10. |
КВтп-6; 10 кВ |
Концевая муфта внутренней установки на основе термоусаживаемых полиэтиленовых изделий для кабелей с бумажной изоляцией на напряжение 1-10 кВ. |
161 |
|
11. |
КВтп-6; 10 кВ |
То же, но для кабелей с бумажной изоляцией на напряжение 6; 10 кВ (1-й вариант исполнения). |
166 |
|
12. |
КВтп-1-10 кВ |
То же, но 2-й вариант исполнения. |
174 |
|
13. |
КВЭтп-1-10 кВ |
Концевая эпоксидная муфта внутренней установки с термоусаживаемыми полиэтиленовыми трубками для кабелей с бумажной изоляцией на напряжение 1-10 кВ. |
210 |
|
14. |
КВЭтв-1-10 кВ |
То же, но с термоусаживаемыми поливинилхлоридными трубками. |
210 |
|
15. |
КВПтв-1-10 кВ |
То же, но концевая полиуретановая муфта. |
210 |
|
16. |
КВПтв-1-10 кВ |
То же, но с термоусаживаемыми поливинилхлоридными трубками. |
210 |
|
17. |
КВЭк-1-10 кВ |
То же, что пп 13; 14, но эпоксидная с кремнийорганическими трубками. |
210 |
|
18. |
КВПк-1-10 кВ |
То же, но концевая полиуретановая муфта. |
210 |
|
19. |
КВЭп-6; 10 кВ |
Концевая эпоксидная муфта внутренней установки для уже сырых и особо сырых помещений ( с переходом внутри муфты жил кабеля на однофазные гибкие кабели с пластмассовой изоляцией) для кабелей с бумажной изоляцией на напряжение 6; 10 кВ. |
189 |
|
20. |
КВПп-6;10 кВ |
То же, но концевая полиуретановая муфта. |
190 |
|
21. |
КВБо-1-10 кВ |
Концевая заделка ( муфта, не содержащая изделий заводского изготовления) внутренней установки в стальной воронке, заполненной битумной мастикой овальной формы для кабелей на напряжение 1 -10 кВ. |
195 |
|
22. |
КВБк-1-10 кВ |
То же, но в воронке круглой формы. |
196 |
|
23. |
КВБм-1 кВ |
То же, но малогабаритное исполнение для кабелей на напряжение 1 кВ. |
196 |
|
24. |
КВС-1-10 кВ |
Концевая заделка в свинцовой перчатке внутренней установки для кабелей с бумажной изоляцией на напряжение 1-10 кВ. |
204 |
|
25. |
КНЭ-1-10 кВ |
Концевая муфта наружной установки эпоксидная для кабелей с бумажной изоляцией на напряжение 1-10 кВ. |
210 |
|
26. |
КНП-1-10 кВ |
То же, но концевая муфта полиуретановая. |
210 |
|
27. |
4КНЭ до 1 кВ |
То же, но для четырехжильного кабеля на напряжение 1 кВ. |
210 |
|
28. |
4КНП до 1 кВ |
То же, но концевая муфта полиуретановая. |
210 |
|
29. |
КНА-1-10 кВ |
Концевая муфта наружной установки в алюминиевом корпусе для кабелей с бумажной изоляцией на напряжение 1 -10 кВ. |
217 |
|
30. |
КНЧ-1-10 кВ |
То же, но концевая муфта в чугунном корпусе. |
217 |
|
31. |
КНСт-1-10 кВ |
То же, но в стальном корпусе. |
217 |
|
32. |
КМА-6;10 кВ |
Концевая мачтовая (для подсоединения КЛ к ВЛ) муфта наружной установки в алюминиевом корпусе для кабелей с бумажной изоляцией на напряжение 6; 10 кВ. |
217 |
|
33. |
КМЧ-6;10 кВ |
То же, но муфта в чугунном корпусе. |
217 |
|
34. |
4КМЧдо1кВ |
То же, но для четырехжильных кабелей на напряжение до 1 кВ. |
217 |
|
35. |
ССп - до 10 кВ |
Соединительная муфта в свинцовом корпусе для подводной прокладки. |
232 |
|
36. |
ПСсл - до 3 кВ |
Соединительная муфта на основе самослипающихся лент и термоусаживаемой трубки для кабелей с пластмассовой изоляцией на напряжение до 3 кВ. |
235 |
|
37. |
ПСсл КСтм - до 3 кВ |
То же, но в стальном малогабаритном корпусе. |
235 |
|
38. |
ПОЭт - 1 кВ |
Ответвительная эпоксидная тройниковая муфта для кабелей с пластмассовой изоляцией на напряжение до 1 кВ. |
243 |
|
39. |
ПОПт - 1 кВ |
То же, но полиуретановая муфта. |
243 |
|
40. |
ПОЧт-1 кВ |
Ответвительная чугунная муфта для кабелей с пластмассовой изоляцией на напряжение до 1 кВ. |
243 |
|
41. |
ПСОСЛТ - 10 кВ |
Соединительная муфта на основе термоусаживаемых полиэтиленовых изделий для однофазных кабелей с пластмассовой изоляцией на напряжение 10 кВ. |
249 |
|
42. |
ПКВ - 1 кВ |
Концевая заделка внутренней установки для трехжильных кабелей с пластмассовой изоляцией на напряжение до 1 кВ. |
259 |
|
43. |
ПКВО - 10 кВ |
Концевая муфта внутренней установки на основе термоусаживаемых полиэтиленовых изделий для однофазных кабелей с пластмассовой изоляцией на напряжение 10 кВ. |
272 |
|
44. |
SEHDV10 ПСОик 10 кВ* |
Соединительная муфта с силиконовым корпусом, выравнивающим электрическое поле, для однофазных кабелей с изоляцией из сшитого полиэтилена на напряжение 10 кВ. |
254 |
|
45. |
SEHDV10.2 ПКВОик* |
Концевая муфта внутренней установки с силиконовым изолятором, выравнивающим электрическое поле, для однофазных кабелей с изоляцией из сшитого полиэтилена на напряжение 10 кВ. |
266 |
|
46. |
SEHDF 10.2 ПКНОик* |
То же, но муфта наружной установки. |
269 |
Примечания:
1) При маркировке в настоящей документации со знаком «/», в числителе ставится марка фирмы-изготовителя (в данном случае ЗАО «ABB Москабель»), а в знаменателе марка, соответствующая системе маркировки, принятой в данной работе.
2) Марки муфт производства фирмы «Райэнерго» см. раздел 7.
Приложение II
Наружные диаметры силовых кабелей
Таблица 1
Наружный диаметр, мм2, трехжильных кабелей на напряжение 1 кВ с алюминиевыми жилами в алюминиевой оболочке
|
N´S мм2 |
ААГ |
ААШв, ААШп |
ААБл, ААБ2л |
ААБлГ |
ААБ2лШв, ААБ2лШп |
ААПл |
ААПлГ |
ААП2л |
ААП2лГ |
ААП2лШв |
|
3´6 |
12,4 |
16,8 |
23,0 |
18,6 |
23,0 |
- |
- |
- |
- |
- |
|
3´10 |
14,1 |
18,5 |
25,5 |
21,1 |
25,5 |
- |
- |
- |
- |
- |
|
3´16 |
16,2 |
20,6 |
27,6 |
23,2 |
27,6 |
- |
- |
- |
- |
- |
|
3´25 |
16,5 |
20,9 |
27,9 |
23,5 |
27,9 |
34,9 |
30,5 |
35,9 |
31,5 |
35,9 |
|
3´35 |
18,6 |
23,0 |
30,0 |
25,6 |
30,0 |
37,0 |
32,6 |
38,0 |
33,6 |
38,0 |
|
3´50 |
21,0 |
25,8 |
32,4 |
28,0 |
32,8 |
39,4 |
35,0 |
40,4 |
36,0 |
40,8 |
|
3´70 |
23,6 |
28,4 |
35,0 |
30,6 |
35,4 |
42,0 |
37,6 |
43,0 |
38,6 |
43,4 |
|
3´70* |
25,6 |
30,4 |
37,0 |
32,6 |
37,4 |
44,0 |
39,6 |
45,0 |
40,6 |
45,4 |
|
3´95 |
26,6 |
31,4 |
38,0 |
33,6 |
38,4 |
45,0 |
40,6 |
46,0 |
41,6 |
45,4 |
|
3´95* |
28,8 |
33,6 |
40,2 |
35,8 |
40,6 |
47,2 |
42,8 |
48,2 |
43,8 |
48,6 |
|
3´120 |
29,7 |
34,5 |
41,1 |
36,7 |
41,5 |
48,1 |
43,7 |
49,1 |
44,7 |
49,5 |
|
3´120* |
32,9 |
38,1 |
44,3 |
39,9 |
45,1 |
51,3 |
46,9 |
52,3 |
47,9 |
53,1 |
|
3´150 |
32,3 |
37,5 |
43,7 |
39,5 |
44,5 |
50,7 |
46,3 |
51,7 |
47,3 |
52,5 |
|
3´150* |
35,7 |
40,9 |
47,1 |
42,7 |
47,9 |
54,1 |
49,7 |
55,1 |
50,7 |
55,9 |
|
3´185 |
35,5 |
40,7 |
46,9 |
42,5 |
47,7 |
53,9 |
49,5 |
54,9 |
50,5 |
55,7 |
|
3´185* |
39,6 |
44,8 |
51,0 |
46,6 |
51,8 |
58,0 |
53,6 |
62,0 |
54,6 |
59,8 |
|
3´240 |
39,9 |
45,1 |
51,3 |
46,9 |
52,1 |
58,3 |
53,9 |
59,3 |
54,9 |
60,1 |
|
3´240* |
44,8 |
50,4 |
56,2 |
51,8 |
52,4 |
63,2 |
58,8 |
64,2 |
59,8 |
65,4 |
*Многопроволочные жилы
Таблица 2
Наружный диаметр, мм2, трехжильных силовых кабелей с алюминиевыми жилами в свинцовой оболочке на напряжение 1 кВ
|
N´S мм2 |
АСГ |
АСБ АСБн |
АСБГ |
АСБ2лГ |
АСБл АСБ2л АСБлн |
АСП |
АСПГ |
АСП2лГ |
АСПл АСП2л АСПлн |
АСКл |
АСШв |
АСБ2лШв |
|
3´6 |
13,0 |
21,9 |
17,5 |
18,5 |
22,9 |
- |
- |
- |
- |
- |
17,1 |
23,3 |
|
3´10 |
14,7 |
24,4 |
20,0 |
21,0 |
25,4 |
- |
- |
- |
- |
- |
18,8 |
25,8 |
|
3´16 |
17,1 |
26,6 |
22,2 |
23,2 |
27,6 |
- |
- |
- |
- |
- |
20,8 |
28,0 |
|
3´25 |
17,2 |
26,7 |
22,3 |
233 |
27,7 |
28,7 |
27,1 |
28,1 |
29,7 |
35,6 |
21,1 |
28,1 |
|
3´35 |
19,5 |
29,0 |
24,6 |
25,6 |
30,0 |
31,0 |
29,4 |
30,4 |
310 |
37,9 |
23,2 |
30,4 |
|
3´50 |
21,8 |
31,3 |
26,9 |
27,9 |
32,3 |
33,3 |
31,7 |
32,7 |
34,3 |
40,2 |
25,9 |
33,1 |
|
3´70 |
24,2 |
33,7 |
29,3 |
30,3 |
34,7 |
36,7 |
34,1 |
35,1 |
36,7 |
42,6 |
28,5 |
35i |
|
3´95 |
27,2 |
36,8 |
32,4 |
33,4 |
37,3 |
38,8 |
37,2 |
38,2 |
39,8 |
45,6 |
31,6 |
38,5 |
|
3´120 |
30,5 |
39,8 |
35,4 |
36,4 |
40,8 |
41,8 |
40,2 |
41,2 |
42,8 |
48,9 |
34,5 |
41,6 |
|
3´350* |
352 |
44,3 |
40,1 |
41,1 |
45,3 |
46,5 |
44,9 |
45,9 |
47,5 |
53,6 |
39,7 |
46,7 |
Таблица 3
Наружный диаметр, мм2, трехжильных силовых кабелей с медными жилами в свинцовой оболочке на напряжение 1 кВ
|
N´S мм2 |
СГ |
СБ СБн |
СБГ |
СБ2лГ |
Сбл Сблн |
СБ2л |
СП |
СПГ |
СП2Лг |
Спл СП2л |
СПлн Скл |
Сшв |
СБШв |
СПШв |
|
3´6 |
13,0 |
21,9 |
17,5 |
18,5 |
22,9 |
22,9 |
- |
- |
- |
|
- |
- |
- |
- |
|
3´10 |
14,7 |
24,4 |
20,0 |
21,0 |
25,4 |
25,4 |
- |
- |
- |
|
- |
- |
- |
- |
|
3´16 |
17,1 |
26,6 |
22,2 |
23,2 |
27,6 |
27,6 |
- |
- |
- |
|
- |
21,0 |
27,0 |
- |
|
3´25* |
18,0 |
27,5 |
23,1 |
24,1 |
28,5 |
28,5 |
29,5 |
27,9 |
28,9 |
0,5 |
36,4 |
21,9 |
27,9 |
29,9 |
|
3´25 |
17,1 |
26,6 |
22,2 |
23,2 |
27,6 |
27,6 |
28,6 |
27,0 |
28,0 |
9,6 |
35,5 |
21,0 |
27,0 |
29,0 |
|
3´35* |
20,2 |
29,7 |
25,3 |
263 |
30,7 |
30,7 |
31,7 |
30,1 |
31,1 |
2,7 |
38,6 |
24,1 |
30,1 |
32,1 |
|
3´35 |
19,3 |
28,8 |
24,4 |
25,4 |
29,8 |
29,8 |
30,8 |
29,2 |
30,2 |
1,8 |
37,7 |
23,2 |
29,2 |
31,2 |
|
3´50* |
22,8 |
32,3 |
27,9 |
28,9 |
33,3 |
33,3 |
34,3 |
32,7 |
33,7 |
5,3 |
41,2 |
27,1 |
33,1 |
35,1 |
|
3´50 |
21,8 |
31,1 |
26,7 |
27,7 |
32,1 |
32,1 |
33,1 |
31,5 |
32,5 |
4,1 |
40,0 |
25,9 |
31,9 |
33,9 |
|
3´70* |
25,7 |
35,2 |
30,8 |
31,8 |
36,2 |
36,2 |
27,2 |
35,6 |
36,6 |
8,2 |
44,1 |
30,0 |
36,0 |
38,0 |
|
3´95* |
29,3 |
38,9 |
34,5 |
35,5 |
39,9 |
39,9 |
40,9 |
39,3 |
40,3 |
1,9 |
47,7 |
33,7 |
39,7 |
41,7 |
|
3´120* |
33,3 |
42,8 |
38,2 |
39,2 |
43,8 |
43,8 |
44,6 |
43,0 |
44,0 |
5,6 |
51,7 |
37,8 |
43,8 |
45,8 |
|
3´150* |
36,9 |
46,2 |
41,8 |
42,8 |
47,2 |
47,2 |
48,2 |
46,6 |
47,6 |
9,2 |
553 |
41,4 |
47,4 |
49,4 |
|
3´185* |
41,0 |
50,0 |
45,6 |
46,6 |
57,0 |
57,0 |
52,4 |
50,8 |
51,8 |
3,4 |
59,4 |
45,2 |
51,2 |
53,6 |
|
3´240* |
45,8 |
55,0 |
50,6 |
51,6 |
56,0 |
56,0 |
57,4 |
55,8 |
56,8 |
8,4 |
64,2 |
50,6 |
56,6 |
59,0 |
Таблица 4
Наружный диаметр, мм2, трехжильных кабелей с алюминиевыми жилами в алюминиевой оболочке 6 кВ
|
N´S мм2 |
ААГ |
ААШв ААШп |
ААБл ААБ2л |
ААБлГ |
ААБ2лШв ААБ2лШп |
ААПл ААП2л |
ААПлГ |
ААП2лГ |
ААП2лШв |
ААБв |
ААБвГ |
|
3´10 |
20,8 |
25,6 |
32,2 |
27,8 |
32,6 |
- |
- |
- |
- |
34,2 |
29,8 |
|
3´16 |
23,2 |
28,0 |
34,6 |
30,2 |
35,0 |
41,6 |
37,2 |
38,2 |
43,0 |
36,6 |
32,2 |
|
3´25 |
23,1 |
27,9 |
34,5 |
30,1 |
34,9 |
41,5 |
37,1 |
38,1 |
42,9 |
36,5 |
32,1 |
|
3´35 |
25,0 |
29,8 |
36,4 |
32,0 |
36,8 |
43,4 |
39,9 |
40,9 |
44,8 |
38,4 |
34,0 |
|
3´50 |
27,5 |
32,3 |
38,9 |
34,5 |
39,3 |
45,9 |
41,5 |
42,5 |
47,3 |
40,9 |
36,5 |
|
3´70 |
29,8 |
34,6 |
41,2 |
36,8 |
41,6 |
48,2 |
43,8 |
44,8 |
49,6 |
43,2 |
38,8 |
|
3´70* |
31,8 |
37,0 |
43,2 |
38,8 |
44,0 |
50,2 |
45,8 |
46,8 |
52,0 |
45,6 |
41,2 |
|
3´95 |
32,5 |
37,7 |
43,9 |
39,5 |
44,7 |
50,9 |
46,5 |
47,5 |
52,7 |
46,3 |
41,9 |
|
3´95* |
34,7 |
39,9 |
46,1 |
41,7 |
46,9 |
53,1 |
48,7 |
49,7 |
54,9 |
48,5 |
44,1 |
|
3´120 |
35,0 |
40,2 |
46,4 |
42,0 |
47,2 |
53,4 |
49,0 |
50,0 |
56,2 |
48,8 |
44,4 |
|
3´120* |
38,8 |
43,5 |
49,7 |
46,3 |
50,5 |
56,7 |
52,3 |
53,3 |
58,6 |
52,1 |
47,7 |
|
3´150 |
37,7 |
42,9 |
49,1 |
44,7 |
49,9 |
56,1 |
51,7 |
52,7 |
62,9 |
61,5 |
47,1 |
|
3´150* |
41,4 |
47,0 |
51,8 |
48,4 |
54,0 |
59,8 |
55,4 |
66,4 |
58,0 |
55,6 |
51,2 |
|
3´185 |
40,8 |
46,4 |
52,2 |
47,8 |
53,4 |
59,2 |
54,8 |
55,8 |
61,4 |
55,0 |
50,6 |
|
3´185* |
44,5 |
50,1 |
55,1 |
51,5 |
57,1 |
62,9 |
58,6 |
59,6 |
55,1 |
58,7 |
54,3 |
|
3´240 |
44,8 |
50,4 |
56,2 |
51,8 |
57,4 |
63,2 |
58,8 |
59,8 |
55,4 |
59,0 |
54,8 |
|
3´240* |
49,4 |
55,0 |
60,8 |
56,4 |
62,0 |
67,8 |
63,4 |
64,4 |
70,1 |
63,6 |
59,2 |
Таблица 5
Наружный диаметр, мм2, трехжильных силовых кабелей с алюминиевыми жилами в свинцовой оболочке на напряжение 6 кВ
|
N´S мм2 |
АСГ |
АСБ АСБн |
АСБГ |
АСБ2лГ |
АСБл АСБ2л АСБлн |
АСП |
АСПГ |
АСП2лГ |
АСПл АСП2л АСПлн |
АСКл |
АСШв |
АСБ2лШв |
|
3´10 |
21,6 |
31,1 |
26,7 |
27,7 |
32,1 |
- |
- |
- |
- |
- |
25,9 |
32,9 |
|
3´16 |
24,0 |
33,5 |
29,1 |
30,1 |
34,5 |
35,5 |
33,9 |
34,9 |
36,5 |
42,4 |
28,8 |
35,3 |
|
3´25 |
23,8 |
33,3 |
28,9 |
29,9 |
34,3 |
35,3 |
33,7 |
34,7 |
36,3 |
42,2 |
28,1 |
35,1 |
|
3´35 |
25,7 |
35,2 |
30,8 |
31,8 |
36,2 |
37,2 |
35,6 |
36,6 |
38,2 |
44,1 |
30,0 |
37,0 |
|
3´50 |
28,2 |
37,8 |
33,4 |
34,4 |
38,8 |
39,8 |
38,2 |
39,2 |
40,8 |
46,6 |
32,6 |
39,6 |
|
3´70 |
30,7 |
40,0 |
35,6 |
36,6 |
41,0 |
42,0 |
40,4 |
41,4 |
43,0 |
49,1 |
34,8 |
41,8 |
|
3´95 |
33,2 |
42,5 |
38,1 |
39,1 |
43,5 |
44,5 |
42,9 |
43,9 |
45,5 |
51,6 |
37,7 |
44,7 |
|
3´120 |
36,0 |
45,3 |
40,9 |
41,9 |
46,2 |
47,3 |
45,7 |
46,7 |
48,3 |
54,4 |
40,5 |
47,5 |
|
3´150* |
40,8 |
49,8 |
45,4 |
46,4 |
50,8 |
52,2 |
50,6 |
51,6 |
53,2 |
59,2 |
45,0 |
52,0 |
|
3´150 |
38,9 |
48,2 |
42,8 |
44,8 |
49,2 |
50,0 |
49,0 |
50,0 |
51,6 |
57,3 |
43,4 |
50,4 |
|
3´185* |
43,8 |
52,8 |
48,4 |
49,4 |
53,8 |
55,2 |
53,6 |
54,6 |
56,2 |
62,2 |
48,4 |
55,4 |
|
3´185 |
41,7 |
50,7 |
46,3 |
47,3 |
51,7 |
53,1 |
51,5 |
52,5 |
54,1 |
60,1 |
46,3 |
53,3 |
|
3´240* |
48,7 |
57,7 |
53,3 |
54,3 |
58,7 |
60,1 |
58,5 |
59,5 |
61,1 |
67,1 |
53,3 |
60,3 |
|
3´240 |
45,5 |
54,7 |
50,3 |
51,3 |
55,7 |
57,1 |
55,5 |
56,5 |
58,1 |
63,9 |
50,3 |
57,3 |
Таблица 6
Наружный диаметр, мм2, трехжильных силовых кабелей с медными жилами в свинцовой оболочке на напряжение 6 кВ
|
N´S мм2 |
СГ |
СБ Сбн |
СБГ |
СБ2лГ |
Сбл Сблн |
СБ2л |
СПУ |
СПГ |
СП2лГ |
Спл СП2л Сплн |
СКл |
СШв |
СБШв |
СБ2лШв |
СПШв |
|
3´10 |
1,6 |
1,1 |
6,7 |
7,7 |
2,1 |
2,1 |
|
|
|
|
|
5,9 |
1,9 |
32,9 |
|
|
3´16 |
4,0 |
3,5 |
9,1 |
0,1 |
4,5 |
4,5 |
5,5 |
3,9 |
4,9 |
6,5 |
2,4 |
8,3 |
4,3 |
35,3 |
6,3 |
|
3´25* |
4,7 |
4,2 |
9,8 |
0,8 |
5,2 |
5,2 |
6,2 |
4,6 |
5,6 |
7,2 |
3,1 |
9,0 |
5,0 |
36,0 |
7,0 |
|
3´25 |
3,9 |
3,4 |
9,0 |
0,0 |
4,4 |
4,4 |
5,4 |
3,8 |
4,8 |
6,4 |
2,3 |
8,2 |
4,2 |
35,2 |
6,2 |
|
3´35* |
6,8 |
6,4 |
2,0 |
3,0 |
7,4 |
7,4 |
8,4 |
6,8 |
7,8 |
9,4 |
5,2 |
1,2 |
7,2 |
38,2 |
9,2 |
|
3´35 |
5,8 |
5,3 |
0,9 |
1,9 |
6,3 |
6,3 |
7,3 |
5,7 |
6,7 |
8,3 |
4,2 |
0,1 |
6,1 |
37,1 |
8,1 |
|
3´50* |
9,3 |
8,9 |
4,5 |
5,5 |
9,9 |
9,9 |
0,9 |
9,3 |
0,3 |
1,9 |
7,7 |
3,7 |
9,7 |
40,7 |
1,7 |
|
3´50 |
8,1 |
7,7 |
3,3 |
4,3 |
8,7 |
8,7 |
9,7 |
8,1 |
9,1 |
0,7 |
6,5 |
2,5 |
8,5 |
39,5 |
0,5 |
|
3´70* |
2,3 |
1,6 |
7,2 |
8,2 |
2,6 |
2,6 |
3,6 |
2,0 |
3,0 |
4,6 |
0,7 |
6,8 |
2,8 |
43,8 |
4,8 |
|
3´95* |
5,8 |
5,1 |
0,7 |
1,7 |
6,1 |
6,1 |
7,1 |
5,5 |
6,5 |
8,1 |
4,2 |
0,3 |
6,3 |
47,3 |
8,3 |
|
3´120* |
9,0 |
8,3 |
3,9 |
4,9 |
9,3 |
9,3 |
0,7 |
9,1 |
0,1 |
1,7 |
7,4 |
3,5 |
9,5 |
50,5 |
1,9 |
|
3´150* |
2,6 |
1,6 |
7,2 |
8,2 |
2,6 |
2,6 |
4,0 |
2,4 |
3,4 |
5,0 |
1,0 |
7,2 |
3,2 |
54,2 |
5,6 |
|
3´185* |
5,7 |
4,9 |
0,5 |
1,5 |
6,9 |
5,9 |
7,2 |
5,7 |
6,7 |
8,3 |
4,1 |
0,5 |
6,5 |
57,5 |
8,9 |
|
3´240* |
0,6 |
9,6 |
6,2 |
6,2 |
0,6 |
0,6 |
2,0 |
0,4 |
1,4 |
3,0 |
3,0 |
5,2 |
1,2 |
62,2 |
3,6 |
Таблица 7
Наружный диаметр, мм2, трехжильных кабелей с алюминиевыми жилами в алюминиевой оболочке на напряжение 10 кВ
|
N´S мм2 |
ААГ |
ААШв ААШп |
ААБл |
ААБлГ |
ААБ2л |
ААБ2лШв ААБ2лШп |
ААБв |
ААБвГ |
ААПл |
ААПлГ |
ААП2л |
ААП2лГ |
АП2лШВ |
|
3´16 |
27,2 |
32,0 |
38,6 |
34,2 |
38,6 |
39,0 |
40,6 |
36,2 |
45,6 |
41,2 |
46,6 |
42,4 |
47,0 |
|
3´25 |
27,1 |
31,9 |
38,5 |
34,1 |
38,5 |
38,9 |
40,5 |
36,1 |
45,1 |
41,1 |
46,5 |
42,1 |
46,9 |
|
3´35 |
29,0 |
33,8 |
40,4 |
36,0 |
40,4 |
40,8 |
42,4 |
38,0 |
47,4 |
43,0 |
48,4 |
44,0 |
48,8 |
|
3´50 |
31,3 |
36,5 |
42,7 |
38,3 |
42,7 |
43,5 |
45,1 |
40,7 |
49,7 |
45,3 |
50,1 |
46,3 |
51,3 |
|
3´70* |
33,6 |
38,8 |
45,0 |
40,6 |
43,0 |
45,6 |
47,4 |
43 0 |
52,0 |
47,6 |
53,0 |
48,6 |
53,8 |
|
3´70* |
35,6 |
40,8 |
47,0 |
42,6 |
47,0 |
47,8 |
49,4 |
45,0 |
54,0 |
49,6 |
55,0 |
50,6 |
55,4 |
|
3´95 |
36,5 |
41,7 |
47,9 |
43,3 |
47,9 |
48,7 |
50,3 |
45,9 |
54,9 |
40,5 |
55,9 |
51,5 |
56,6 |
|
3´95* |
38,7 |
42,9 |
50,1 |
45,7 |
50,1 |
50,9 |
52,5 |
48,1 |
57,1 |
52,7 |
58,1 |
53,7 |
58,9 |
|
3´120 |
38,9 |
44,1 |
50,3 |
45,9 |
50,3 |
51,1 |
52,7 |
48,3 |
57,3 |
52,9 |
58,3 |
53,9 |
59,1 |
|
3´120* |
42,4 |
48,0 |
53,8 |
49,4 |
53,8 |
55,0 |
56,6 |
52,2 |
60,3 |
56,4 |
61,8 |
57,4 |
63,0 |
|
3´150 |
41,8 |
47,4 |
53,2 |
48,8 |
53,2 |
54,4 |
58,0 |
51,6 |
60,2 |
55,8 |
61,2 |
56,8 |
62,4 |
|
3´150* |
45,4 |
50,9 |
56,7 |
52,3 |
56,7 |
57,9 |
59,6 |
55,1 |
63,7 |
59,3 |
64,7 |
60,3 |
65,9 |
|
3´185 |
44,8 |
50,4 |
56,2 |
51,8 |
56,2 |
57,4 |
59,0 |
54,6 |
63,2 |
58,8 |
64,2 |
59,8 |
65,4 |
|
3´185* |
48,3 |
53,9 |
59,7 |
55,8 |
59,7 |
60,9 |
62,5 |
58,1 |
66,7 |
62,3 |
67,7 |
63,3 |
68,9 |
|
3´240 |
48,6 |
54,2 |
60,0 |
55,6 |
60,0 |
61,2 |
62,8 |
58,4 |
67,0 |
62,6 |
68,0 |
63,6 |
69,2 |
|
3´240* |
53,3 |
59,3 |
65,9 |
61,5 |
65,9 |
67,5 |
66,3 |
64,3 |
71,7 |
67,3 |
72,7 |
68,3 |
74,3 |
Таблица 8
Наружный диаметр, мм2, трехжильных силовых кабелей на напряжение 10 кВ с алюминиевыми жилами в свинцовой оболочке
|
N´S мм2 |
АСГ |
АСБ |
АСБГ |
АСБ2лГ |
АСБл АСБ2л АСБлн |
АСП |
АСПГ |
АСП2лГ |
АСПл АСП2л АСПлн |
АСКл |
АСШв |
АСБ2лШв |
|
3´16 |
27,8 |
37,4 |
33,0 |
34,0 |
38,4 |
39,4 |
37,8 |
38,8 |
40,4 |
46,2 |
322 |
39,2 |
|
3´25 |
27,9 |
37,5 |
33,1 |
34,1 |
38,5 |
39,5 |
37,9 |
38,9 |
40,5 |
46,3 |
323 |
39,3 |
|
3´35 |
30,0 |
39,3 |
34,9 |
35,9 |
40,3 |
41,3 |
39,7 |
40,7 |
42,3 |
48,4 |
34,1 |
41,1 |
|
3´50 |
32,3 |
41,6 |
37,2 |
38,2 |
42,6 |
43,6 |
42,0 |
43,0 |
44,6 |
50,7 |
36,8 |
43,8 |
|
3´70 |
34,8 |
44,1 |
39,7 |
40,7 |
45,1 |
46,1 |
44,5 |
45,5 |
47,1 |
532 |
39,3 |
46,8 |
|
3´95 |
37,4 |
47,0 |
42,6 |
43,6 |
45,0 |
49,0 |
47,4 |
48,4 |
50,0 |
56,1 |
42,2 |
49,2 |
|
3´120 |
40,0 |
49,3 |
44,9 |
45,9 |
50,3 |
51,7 |
50,1 |
51,1 |
52,7 |
58,4 |
44,5 |
51,5 |
|
3´150* |
44,6 |
53,6 |
49,2 |
50,2 |
54,6 |
56,0 |
54,4 |
55,4 |
57,0 |
63,0 |
49,2 |
56,2 |
|
3´150 |
43,0 |
52,0 |
47,6 |
50,6 |
53,0 |
54,4 |
52,8 |
53,8 |
55,4 |
61,4 |
47,6 |
54,6 |
|
3´185* |
47,9 |
56,9 |
52,5 |
53,5 |
57,9 |
59,3 |
57,7 |
58,7 |
60,3 |
66,3 |
52,5 |
59,5 |
|
3´185 |
45,5 |
54,7 |
50,3 |
51,3 |
55,7 |
57,1 |
55,5 |
56,6 |
58,1 |
63,9 |
50,3 |
57,3 |
|
3´240* |
52,8 |
63,0 |
58,6 |
59,6 |
64,0 |
64,2 |
62,6 |
63,6 |
65,2 |
75,2 |
57,8 |
66,0 |
|
3´240 |
49,5 |
58,5 |
54,1 |
55,1 |
59,5 |
60,9 |
59,3 |
60,3 |
61,9 |
67,9 |
54,1 |
61,1 |
Таблица 9
Наружный диаметр, мм2, трехжильных силовых кабелей с медными жилами в свинцовой оболочке на напряжение 10 кВ
|
N´S мм2 |
СГ |
СБ СБн |
СБГ |
СБ2лГ |
Сбл СБлн |
СБ2л |
СП |
СПГ |
|
3´16 |
28,0 |
37,6 |
33,2 |
34,2 |
38,6 |
38,6 |
39,6 |
38,0 |
|
3´25* |
28,7 |
38,3 |
33,9 |
34,9 |
39,3 |
39,3 |
40,3 |
38,7 |
|
3´25 |
27,8 |
37,4 |
33,0 |
34,0 |
38,4 |
38,4 |
39,4 |
37,8 |
|
3´35* |
30,9 |
40,2 |
35,8 |
36,8 |
41,2 |
41,2 |
42,2 |
40,6 |
|
3´35 |
30,1 |
39,4 |
35,0 |
36,0 |
40,4 |
40,4 |
41,4 |
39,8 |
|
3´50* |
33,5 |
42,8 |
38,4 |
39,4 |
43,8 |
43,8 |
44,8 |
43,2 |
|
3´50 |
323 |
41,6 |
37,2 |
38,2 |
42,6 |
42,6 |
43,6 |
42,0 |
|
3´70* |
36,3 |
45,6 |
41,2 |
42,2 |
46,6 |
50,2 |
47,6 |
46,0 |
|
3´95* |
39,9 |
49,2 |
44,8 |
45,8 |
50,2 |
53,2 |
51,6 |
50,0 |
|
3´120* |
43,2 |
52,2 |
47,8 |
48,8 |
53,2 |
56,7 |
54,6 |
53,0 |
|
3´150* |
46,5 |
55,7 |
51,3 |
52,3 |
56,7 |
59,7 |
58,1 |
56,5 |
|
3´185* |
49,7 |
58,7 |
54,3 |
55,3 |
59,7 |
59,7 |
61,1 |
59,5 |
|
3´240* |
54,7 |
64,9 |
60,5 |
61,5 |
65,9 |
65,9 |
66,1 |
64,5 |
Таблица 10
Наружный диаметр, мм2, четырехжильных силовых кабелей с медными жилами в свинцовой оболочке на напряжение 1 кВ
|
N´S мм2 |
СГ |
СБ СБн |
СБГ |
СБл СБлн |
СБ2л |
СП |
СПГ |
Спл Сплн |
СП2л |
Скл |
Сшв |
СБШв |
СПШв |
|
4´10 |
16,2 |
25,7 |
21,3 |
26,7 |
26,7 |
- |
- |
- |
- |
- |
20,1 |
24,7 |
- |
|
4´16 |
18,6 |
28,0 |
23,7 |
29,1 |
29,1 |
30,1 |
28,5 |
31,1 |
31,1 |
- |
22,5 |
27,1 |
29,1 |
|
4´25 |
20,2 |
29,5 |
25,1 |
30,5 |
30,5 |
31,5 |
29,9 |
32,5 |
32,5 |
38,4 |
23,8 |
28,5 |
30,5 |
|
4´25* |
21,6 |
31,1 |
26,7 |
32,1 |
32,1 |
33,1 |
31,5 |
34,1 |
34,1 |
40,0 |
25,9 |
30,5 |
32,5 |
|
4´35 |
22,1 |
31,6 |
27,2 |
32,6 |
32,6 |
33,6 |
32,0 |
34,6 |
34,6 |
40,5 |
26,4 |
31,0 |
33,0 |
|
4´35* |
24,0 |
33,5 |
29,1 |
34,5 |
34,5 |
35,5 |
33,9 |
36,5 |
36,5 |
42,5 |
28,3 |
32,9 |
34,9 |
|
4´50 |
24,9 |
34,4 |
30,0 |
35,4 |
35,4 |
36,4 |
34,8 |
37,4 |
37,4 |
43,3 |
29,2 |
33,8 |
35,8 |
|
4´50* |
28,6 |
38,2 |
33,8 |
39,2 |
29,2 |
40,2 |
38,8 |
41,2 |
41,2 |
47,0 |
33,0 |
37,6 |
39,6 |
|
4´70* |
30,7 |
40,0 |
35,6 |
41,0 |
41,0 |
42,0 |
40,4 |
43,0 |
43,0 |
49,1 |
34,8 |
39,4 |
41,4 |
|
4´95* |
34,2 |
43,5 |
39,1 |
44,5 |
44,5 |
45,5 |
43,9 |
46,5 |
46,5 |
52,6 |
38,7 |
43,3 |
45,3 |
|
4´120* |
38,7 |
48,0 |
43,6 |
49,0 |
49,0 |
50,4 |
48,8 |
51,4 |
51,4 |
57,1 |
43,2 |
47,8 |
50,2 |
Таблица11
Наружный диаметр, мм2, четырехжильных силовых кабелей с медными жилами в свинцовой оболочке на напряжение 1 кВ
|
N´S мм2 |
СГ |
СБ СБн |
СБГ |
СБл СБлн |
СБ2л |
СП |
СПГ |
Спл Сплн |
СП2л |
Скл |
Сшв |
СБШв |
СПШв |
|
3´10+1´16 |
16,2 |
25,4 |
21,3 |
26,7 |
26,7 |
- |
- |
- |
- |
- |
20,1 |
24,7 |
- |
|
3´16+1´10 |
18,7 |
28,2 |
23,8 |
29,2 |
29,2 |
30,2 |
28,6 |
31,2 |
31,2 |
- |
22,6 |
27,2 |
29,2 |
|
3´25+1´16* |
19,8 |
29,3 |
24,9 |
30,3 |
30,3 |
31,3 |
29,7 |
32,3 |
32,3 |
38,2 |
23,7 |
28,3 |
30,3 |
|
3´25+1´16 |
19,3 |
29,0 |
24,6 |
30,0 |
30,0 |
31,0 |
29,4 |
32,0 |
32,0 |
37,9 |
23,4 |
28,0 |
30,0 |
|
3´35+1´16* |
22,1 |
31,6 |
27,2 |
32,6 |
32,6 |
33,6 |
32,0 |
34,6 |
34,6 |
40,5 |
26,4 |
31,0 |
33,0 |
|
3´35+1´16 |
20,7 |
30,2 |
25,8 |
31,2 |
31,2 |
32,2 |
30,6 |
33,2 |
33,2 |
39,1 |
24,6 |
29,2 |
31,2 |
|
3´50+1´25* |
24,6 |
34,1 |
29,7 |
35,1 |
35,1 |
36,1 |
34,5 |
37,1 |
37,1 |
43,0 |
28,9 |
33,5 |
35,5 |
|
3´50+1´25* |
24,6 |
34,1 |
29,7 |
35,1 |
35,1 |
36,1 |
34,5 |
37,1 |
37,1 |
43,0 |
28,9 |
33,5 |
35,5 |
|
3´50+1´25 |
22,8 |
32,3 |
27,9 |
33,3 |
33,3 |
34,3 |
32,7 |
35,3 |
35,3 |
41,2 |
27,1 |
31,7 |
33,7 |
|
3´70+1´25* |
28,6 |
38,2 |
33,8 |
39,2 |
39,2 |
40,2 |
38,6 |
41,2 |
41,2 |
47,0 |
33,0 |
37,6 |
39,6 |
|
3´70+1´25* |
28,6 |
38,2 |
33,8 |
39,2 |
39,2 |
40,2 |
38,6 |
41,2 |
41,2 |
50,5 |
33,0 |
37,6 |
39,6 |
|
3´95+1´35* |
32,1 |
41,4 |
37,0 |
42,4 |
42,4 |
43,4 |
41,8 |
44,4 |
44,4 |
50,5 |
36,6 |
41,2 |
43,2 |
|
3´95+1´35* |
32,1 |
41,4 |
37,0 |
42,4 |
42,4 |
43,4 |
41,8 |
44,4 |
44,4 |
54,7 |
36,6 |
41,2 |
43,2 |
|
3´120+1´35* |
36,3 |
45,6 |
41,2 |
46,6 |
46,6 |
47,6 |
46,0 |
48,6 |
48,6 |
54,7 |
40,8 |
45,4 |
47,4 |
|
3´120+1´35* |
36,3 |
45,6 |
41,2 |
46,6 |
46,6 |
47,6 |
46,0 |
48,6 |
48,6 |
58,2 |
40,8 |
45,5 |
47,4 |
|
3´150+1´50* |
39,8 |
49,1 |
44,7 |
50,1 |
50,1 |
51,5 |
49,9 |
52,5 |
52,5 |
58,2 |
44,3 |
48,9 |
51,3 |
|
3´150+1´50* |
39,8 |
49,1 |
44,7 |
50,1 |
50,1 |
51,5 |
49,9 |
52,5 |
52,5 |
58,2 |
44,3 |
48,9 |
51,3 |
|
3´185+1´50* |
43,9 |
52,9 |
48,5 |
53,9 |
53,9 |
55,3 |
53,7 |
56,3 |
56,3 |
62,3 |
48,5 |
53,1 |
55,5 |
|
3´185+1´50* |
43,9 |
52,9 |
48,5 |
53,9 |
53,9 |
55,3 |
53,7 |
56,3 |
56,3 |
62,3 |
48,5 |
53,1 |
55,5 |
Таблица 12
Наружный диаметр, мм2, четырехжильных силовых кабелей с алюминиевыми жилами в свинцовой оболочке на напряжение 1 кВ
|
N´S мм2 |
АСГ |
АСБ |
АСБГ |
АСБл |
АСБ2л |
АСБн |
АСБлн |
АСП |
АСПГ |
АСПл |
АСП2л |
АСПлн |
АСКл |
АСШв |
|
3´10+1´6 |
15,8 |
5,5 |
1,1 |
6,5 |
26,5 |
25,5 |
26,5 |
- |
- |
- |
- |
- |
- |
19,9 |
|
3´16+1´10 |
18,1 |
7,6 |
3,2 |
8,6 |
28,6 |
27,6 |
28,6 |
29,6 |
28,0 |
30,6 |
30,6 |
30,6 |
- |
21,8 |
|
3´25+1´16 |
19,7 |
9,2 |
4,8 |
0,2 |
30,2 |
29,2 |
30,2 |
31,2 |
29,6 |
32,2 |
32,2 |
32,2 |
38,1 |
22,9 |
|
3´35+1´16 |
21,0 |
0,5 |
6,1 |
1,5 |
31,5 |
30,5 |
31,5 |
32,5 |
30,9 |
33,5 |
33,5 |
33,5 |
39,4 |
25,3 |
|
3´50+1´25 |
22,8 |
2,3 |
7,9 |
3,3 |
33,3 |
32,3 |
33,3 |
34,3 |
32,7 |
35,3 |
35,3 |
35,3 |
41,2 |
27,3 |
|
3´70+1´25 |
27,1 |
6,7 |
2,3 |
7,7 |
37,7 |
36,7 |
37,7 |
38,7 |
31,1 |
39,7 |
39,7 |
39,7 |
45,5 |
31,5 |
|
3´95+1´35 |
29,2 |
8,8 |
4,4 |
9,8 |
39,8 |
38,8 |
39,8 |
40,8 |
39,2 |
41,8 |
41,8 |
41,8 |
47,6 |
33,6 |
|
3´120+1´35 |
32,6 |
1,9 |
7,5 |
2,9 |
42,9 |
41,9 |
42,9 |
43,9 |
42,3 |
44,9 |
44,9 |
44,9 |
51,0 |
36,7 |
|
3´150+1´50* |
38,0 |
7,3 |
2,9 |
8,3 |
48,3 |
47,3 |
48,3 |
49,3 |
47,7 |
50,3 |
50,3 |
50,3 |
56,4 |
42,5 |
|
3´150+1´50 |
35,8 |
5,1 |
0,7 |
6,1 |
46,1 |
45,1 |
46,1 |
47,1 |
45,5 |
48,1 |
48,1 |
48,1 |
54,2 |
40,3 |
|
3´185+1´50* |
41,2 |
0,2 |
5,8 |
1,2 |
51,2 |
50,2 |
51,2 |
52,6 |
51,0 |
53,6 |
53,6 |
53,6 |
59,6 |
45,4 |
|
3´185+1´50 |
39,0 |
8,3 |
3,9 |
9,3 |
49,3 |
48,3 |
49,3 |
50,7 |
49,1 |
51,7 |
51,7 |
51,7 |
57,4 |
43,5 |
Таблица 13
Наружный диаметр, мм2, четырехжильных силовых кабелей с алюминиевыми жилами одинакового сечения в свинцовой оболочке на напряжение 1 кВ
|
N´S мм2 |
АСГ |
АСБ |
АСБГ |
АСБл |
АСБ2л |
АСБн |
АСБлн |
АСП |
АСПГ |
АСПл |
АСП2л |
АСПлн |
АСКл |
АСШв |
|
4´10 |
16,2 |
25,7 |
21,3 |
26,7 |
6,7 |
25,7 |
26,7 |
- |
- |
- |
- |
- |
- |
20,1 |
|
4´16 |
18,6 |
28,1 |
23,7 |
29,1 |
9,1 |
28,1 |
29,1 |
30,1 |
28,5 |
31,1 |
31,1 |
31,1 |
- |
22,5 |
|
4´25 |
19,3 |
28,8 |
24,4 |
29,8 |
9,8 |
28,8 |
29,8 |
30,8 |
29,2 |
31,8 |
31,8 |
31,8 |
37,7 |
23,2 |
|
4´35 |
21,5 |
31,0 |
26,6 |
32,0 |
2,0 |
31,0 |
32,0 |
28,0 |
31,4 |
34,0 |
34,0 |
34,0 |
39,9 |
25,8 |
|
4´50 |
24,4 |
33,9 |
29,5 |
34,9 |
4,9 |
33,9 |
34,9 |
35,9 |
34,3 |
36,9 |
36,9 |
36,9 |
42,8 |
28,7 |
|
4´70 |
27,2 |
36,8 |
32,4 |
37,8 |
7,8 |
36,8 |
37,8 |
38,8 |
37,2 |
39,8 |
39,8 |
39,8 |
45,6 |
31,6 |
|
4´70* |
29,5 |
39,1 |
34,7 |
40,1 |
0,1 |
39,1 |
40,1 |
41,1 |
39,5 |
42,1 |
42,1 |
42,1 |
47,9 |
33,9 |
|
4´95 |
30,6 |
39,9 |
35,5 |
40,9 |
0,9 |
39,9 |
40,9 |
41,9 |
40,3 |
42,9 |
42,9 |
42,9 |
49,0 |
34,7 |
|
4´95* |
33,1 |
42,4 |
38,0 |
43,4 |
3,4 |
42,4 |
43,4 |
44,4 |
42,8 |
45,4 |
45,4 |
45,4 |
51,5 |
37,6 |
|
4´120 |
34,2 |
43,5 |
39,1 |
44,5 |
4,5 |
43,5 |
44,5 |
45,5 |
43,9 |
46,5 |
46р |
46,5 |
52,6 |
38,7 |
|
4´120* |
37,6 |
46,9 |
42,5 |
47,9 |
7:9 |
46,9 |
47,9 |
48,9 |
47,3 |
49,9 |
49,9 |
49,9 |
56,0 |
42,1 |
Таблица 14
Наружный диаметр, мм2, трехжильных силовых кабелей с пластмассовой изоляцией общего применения на напряжение 3 и 6 кВ
|
S мм2 |
3 кВ |
6кВ |
|||||||
|
АВБоШн ВБбШв АПБбШв ПБбШв АПсБбШв ПсБбвШв |
АпвБбШв ПвБбШв |
АВАШв ВАШв |
АПвАШв ПвАШв |
ПВГ ПСВГ ПвВГ |
ПБбШв ПсБбШв ПвБбШв ВБбШв |
АВАШв |
ВВГ |
ПвАШв АПвАШ |
|
|
6 |
23,1 |
22,2 |
25,5 |
24,3 |
- |
- |
- |
- |
- |
|
10 |
24,9 |
24,0 |
27,4 |
26,6 |
27,1 |
30,4 |
33,4 |
28,9 |
31,5 |
|
16 |
27,3 |
26,5 |
29,7 |
28,8 |
29,2 |
32,5 |
35,9 |
30,9 |
33,7 |
|
25 |
29,8 |
28,9 |
32,2 |
31,3 |
31,7 |
35,0 |
38,5 |
33,4 |
36,7 |
|
35 |
31,9 |
31,1 |
34,4 |
33,5 |
34,2 |
34,1 |
40,6 |
35,9 |
38,9 |
|
50 |
34,7 |
33,9 |
37,7 |
36,8 |
37,0 |
40,3 |
43,6 |
38,7 |
41,8 |
|
70 |
36,1 |
35,3 |
39,2 |
38,2 |
38,1 |
41,4 |
44,7 |
39,8 |
42,9 |
|
90 |
39,5 |
38,6 |
42,2 |
41,4 |
41,0 |
44,3 |
48,2 |
42,7 |
46,3 |
|
120 |
42,9 |
42,1 |
46,2 |
44,9 |
44,8 |
47,7 |
51,8 |
46,5 |
50,1 |
|
150 |
45,7 |
44,9 |
49,4 |
48,3 |
47,6 |
50,9 |
54,8 |
49,3 |
53,0 |
|
185 |
49,1 |
48,3 |
52,5 |
51,5 |
50,6 |
53,8 |
58,3 |
52,3 |
56,5 |
|
240 |
54,0 |
53,2 |
58,0 |
57,0 |
55,8 |
58,7 |
63,3 |
57,5 |
61,5 |
Таблица 15
Наружный диаметр, мм2, силовых кабелей с пластмассовой изоляцией общего назначения на напряжение 0,66 и 1,0 кВ
|
|
0,66 кВ |
1,0 кВ |
||||||||
|
N´S, мм2 |
ВГ ВВГ ВГ ПВГ cВГ ПсВГ |
пВГ ПвВГ |
Б6Ш1 BБбШв БбШв ПБбШв cБбШв сБбШв ПсБбШв |
вБбШв ПвБбШв |
ВГ ВВГ ВГ ПВГ сВГ ПсBГ |
вВГ ПвВГ |
БбШв ВБбШв БбШв ПБбШв сБбШв ПсБбШв |
вБбШв ПвБбШв |
АШв ВАШв |
вАШв ПвАШв |
|
1´1,5 |
5,0 |
5,2 |
- |
- |
5,4 |
5,2 |
- |
- |
- |
- |
|
1´2,5 |
5,4 |
5,6 |
- |
- |
5,8 |
5,6 |
- |
- |
- |
- |
|
1´4 |
6,1 |
6,1 |
- |
- |
6,7 |
6,1 |
- |
- |
- |
- |
|
1´6 |
6,6 |
6,6 |
- |
- |
7,2 |
6,6 |
- |
- |
- |
- |
|
1´10 |
7,8 |
7,4 |
- |
- |
8,0 |
7,4 |
- |
- |
- |
- |
|
1´16 |
9,3 |
8,3 |
- |
- |
9,5 |
8,3 |
- |
- |
- |
- |
|
l´25 |
10,9 |
10,5 |
- |
- |
11,1 |
10,5 |
- |
- |
- |
- |
|
1´35 |
11,9 |
11,5 |
- |
- |
12,1 |
11,5 |
- |
- |
- |
- |
|
1´50 |
13,6 |
13,0 |
- |
- |
13,8 |
13,0 |
- |
- |
- |
- |
|
1´70 |
- |
- |
- |
- |
16,7 |
16,1 |
- |
- |
- |
- |
|
1´95 |
- |
- |
- |
- |
l9,0 |
17,8 |
- |
- |
- |
- |
|
1´120 |
- |
- |
- |
- |
20,6 |
20,0 |
- |
- |
- |
- |
|
1´150 |
- |
- |
- |
- |
22,6 |
22,2 |
- |
- |
- |
- |
|
1´185 |
- |
- |
- |
- |
24,8 |
24,6 |
- |
- |
- |
- |
|
1´240 |
- |
- |
- |
- |
27,8 |
27,4 |
- |
- |
- |
- |
|
2´1,5 |
7,6 |
8,0 |
- |
- |
8,4 |
8,0 |
- |
- |
- |
- |
|
2´2,5 |
9,1 |
9,5 |
- |
- |
9,9 |
9,5 |
- |
- |
- |
- |
|
2´4 |
10,4 |
10,4 |
15,0 |
15,0 |
11,6 |
10,4 |
- |
- |
- |
- |
|
2´6 |
11,4 |
11,4 |
16,0 |
16,0 |
12,6 |
11,4 |
17,2 |
16,0 |
- |
- |
|
2´10 |
13,8 |
13,0 |
18,5 |
17,7 |
14,2 |
13,0 |
18,9 |
17,7 |
- |
- |
|
2´16 |
15,7 |
14,9 |
20,4 |
19,6 |
16,1 |
14,9 |
20,8 |
19,6 |
- |
- |
|
2´25 |
19,2 |
18,4 |
23,5 |
22,7 |
19,6 |
18,4 |
23,9 |
22,7 |
- |
- |
|
2´35 |
21,2 |
20,4 |
25,5 |
24,7 |
21,6 |
20,4 |
26,3 |
24,7 |
- |
- |
|
2´50 |
25,0 |
23,8 |
29,3 |
28,1 |
25,4 |
23,8 |
29,7 |
28,1 |
- |
- |
|
2´70 |
- |
- |
- |
- |
24,0 |
22,4 |
28,2 |
27,0 |
- |
- |
|
2´95 |
- |
- |
- |
- |
26,7 |
25,1 |
31,0 |
29,4 |
- |
- |
|
2´120 |
- |
- |
- |
- |
29,1 |
27,9 |
33,3 |
32,1 |
- |
- |
|
2´150 |
- |
- |
- |
- |
31,7 |
30,9 |
35,9 |
35,1 |
- |
- |
|
3´1,5 |
8,0 |
9,0 |
- |
- |
9,4 |
9,0 |
- |
- |
- |
- |
|
3´2,5 |
9,5 |
10,0 |
- |
- |
10,4 |
10,0 |
- |
- |
- |
- |
|
3´4 |
11,0 |
11,0 |
15,6 |
15,6 |
12,2 |
11,0 |
- |
- |
- |
- |
|
3´6 |
12,0 |
12,0 |
16,6 |
16,6 |
13,3 |
12,0 |
17,9 |
- |
19,9 |
18,6 |
|
3´10 |
14,6 |
13,8 |
19,3 |
18,4 |
15,1 |
13,8 |
19,7 |
18,4 |
21,7 |
20,4 |
|
3´16 |
16,7 |
15,8 |
21,3 |
20,5 |
17,1 |
15,8 |
21,8 |
20,5 |
23,8 |
224 |
|
3´25 |
20,4 |
19,6 |
24,7 |
23,8 |
20,9 |
19,6 |
25,1 |
23,8 |
27,9 |
26,4 |
|
3´35 |
22,6 |
21,7 |
27,2 |
26,4 |
23,0 |
21,7 |
27,6 |
26,4 |
30,0 |
28,7 |
|
3´50 |
26,6 |
25,3 |
30,9 |
29,6 |
27,1 |
25,3 |
31,3 |
29,6 |
33,8 |
31,9 |
|
3´70 |
- |
- |
- |
- |
28,7 |
27,4 |
32,9 |
31,6 |
35,9 |
34,1 |
|
3´95 |
- |
- |
- |
- |
32,1 |
30,4 |
36,8 |
34,6 |
39,4 |
37,6 |
|
3´120 |
- |
- |
- |
- |
36,0 |
34,7 |
40,2 |
38,9 |
43,0 |
41,7 |
|
3´150 |
- |
- |
- |
- |
39,2 |
38,4 |
43,5 |
42,6 |
46,9 |
45,9 |
|
3´185 |
- |
- |
- |
- |
42,7 |
42,3 |
47,3 |
46,5 |
50,6 |
50,2 |
|
3´240 |
- |
- |
- |
- |
48,9 |
48,1 |
53,2 |
52,3 |
57,0 |
55,8 |
|
4´1,5+1´1 |
- |
- |
- |
- |
11,1 |
10,5 |
- |
- |
- |
- |
|
4´2,5+1´1,5 |
- |
- |
- |
- |
12,3 |
11,7 |
- |
- |
- |
- |
|
4´4+1´2,5 |
- |
- |
- |
- |
14,6 |
13,1 |
- |
- |
- |
- |
|
4´6+1´2,5 |
- |
- |
- |
- |
15,9 |
14,3 |
- |
- |
- |
- |
|
4´l0+1´4 |
- |
- |
- |
- |
18,5 |
16,5 |
- |
- |
- |
- |
|
4´16+1´6 |
- |
- |
- |
- |
21,1 |
194 |
- |
- |
- |
- |
|
4´25+1´10 |
- |
- |
- |
- |
25,7 |
24,1 |
- |
- |
- |
- |
|
4´35+1´16 |
- |
- |
- |
- |
28,4 |
26,3 |
- |
- |
- |
- |
Таблица 16
Одножильные кабели с изоляцией из сшитого полиэтилена
|
Марка кабеля |
Номинальное сечение жилы, мм2 |
Наружный диаметр кабеля, мм |
|
|
Жила класса 1 |
Жила класса 2 |
||
|
АПвВнг |
50 |
27,9 |
28,0 |
|
70 |
29,3 |
29,7 |
|
|
95 |
30,9 |
31,4 |
|
|
120 |
32,3 |
32,9 |
|
|
150 |
33,6 |
34,2 |
|
|
185 |
35,2 |
35,9 |
|
|
240 |
37,3 |
38,1 |
|
|
300 |
39,4 |
40,4 |
|
|
400 |
- |
43,7 |
|
|
500 |
- |
46,7 |
|
|
630 |
- |
50,1 |
|
|
800 |
- |
54,3 |
|
|
ПвП/ПвПу |
50 |
27,9/28,7 |
28,0/28,8 |
|
70 |
- |
29,7/30,5 |
|
|
95 |
- |
31,4/32,2 |
|
|
120 |
- |
32,9/33,7 |
|
|
150 |
- |
34,2/35,0 |
|
|
185 |
- |
35,9/37,1 |
|
|
240 |
- |
38,1/39,3 |
|
|
300 |
- |
40,4/41,6 |
|
|
400 |
- |
43,7/44,9 |
|
|
500 |
- |
46,7/48,3 |
|
|
630 |
- |
50,1/51,7 |
|
|
800 |
- |
54,3/55,9 |
|
|
ПвП/ПвВ |
50 |
27,9 |
28,0 |
|
70 |
- |
29,7 |
|
|
95 |
- |
31,4 |
|
|
120 |
- |
32,9 |
|
|
150 |
- |
34,2 |
|
|
185 |
- |
35,9 |
|
|
240 |
- |
38,1 |
|
|
300 |
- |
40,4 |
|
|
400 |
- |
43,7 |
|
|
500 |
- |
46,7 |
|
|
630 |
- |
50,1 |
|
|
800 |
- |
54,3 |
|
|
ПвВнг |
50 |
27,9 |
28,0 |
|
70 |
- |
29,7 |
|
|
95 |
- |
31,4 |
|
|
120 |
- |
32,9 |
|
|
150 |
- |
342 |
|
|
185 |
- |
35^9 |
|
|
240 |
- |
38,1 |
|
|
300 |
- |
40,4 |
|
|
400 |
- |
43,7 |
|
|
500 |
- |
46,7 |
|
|
630 |
- |
50,1 |
|
|
800 |
- |
54,3 |
|
|
АПвП/АПвПу |
50 |
27,9/28,7 |
28,0/28,8 |
|
70 |
29,3/30,1 |
29,7/30,5 |
|
|
95 |
30,9/31,7 |
31,4/32,2 |
|
|
120 |
32,3/33,1 |
32,9/33,7 |
|
|
150 |
33,6/34,4 |
34,2/35,0 |
|
|
185 |
35,2/37,4 |
35,9/37,1 |
|
|
240 |
37/3/38,5 |
38,1/39,3 |
|
|
300 |
39,4/40,6 |
40,4/41,6 |
|
|
400 |
- |
43,7/44,9 |
|
|
500 |
- |
46,7/48,3 |
|
|
630 |
- |
50,1/51,7 |
|
|
800 |
- |
54,3/55,9 |
|
|
АПвВ |
50 |
27,9 |
28,0 |
|
70 |
29,3 |
29,7 |
|
|
95 |
30,9 |
31,4 |
|
|
120 |
32,3 |
32,9 |
|
|
150 |
33,6 |
34,2 |
|
|
185 |
35,2 |
35,9 |
|
|
240 |
37,3 |
38,1 |
|
|
300 |
39,4 |
40,4 |
|
|
400 |
- |
43,7 |
|
|
500 |
- |
46,7 |
|
|
630 |
- |
50,1 |
|
|
S00 |
- |
54,3 |
|