МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЭЛЕКТРОДОДЕРЖАТЕЛИ
ДЛЯ РУЧНОЙ
ДУГОВОЙ СВАРКИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ЭЛЕКТРОДОДЕРЖАТЕЛИ
ДЛЯ РУЧНОЙ Технические условия Electrode holders for manual arc welding Specifications |
ГОСТ |
Дата введения 01.07.79
Настоящий стандарт распространяется на электрододержатели для ручной дуговой сварки покрытыми металлическими электродами.
Стандарт не распространяется на специальные электрододержатели, предназначенные для особых условий работы, например для подводной сварки, и на электрододержатели для безогарковой сварки.
(Измененная редакция, Изм. № 3).
1. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Типы и основные параметры электрододержателей должны соответствовать указанным в таблице.
|
Тип электрододержателя |
Номинальные параметры |
Наибольший сварочный ток при ПВ=35%, А, не более |
Диаметр закрепляемых электродов, мм |
Сечение жилы присоединяемого сварочного кабеля, мм2 |
Масса, кг, не более |
||
|
Сварочный ток, А |
Продолжительность цикла сварки, мин |
Относительная продолжительность включения ПВ, % |
|||||
|
ЭД-12 |
125 |
5 |
60 |
160 |
От 1,6 до 2,5 |
От 16 до 25 |
0,30 |
|
ЭД-16 |
160 |
200 |
От 1,6 до 3,25 |
От 16 до 25 |
0,15 |
||
|
ЭД-20 |
200 |
250 |
От 2,0 до 4,0 |
От 25 до 35 |
0,40 |
||
|
ЭД-25 |
250 |
315 |
От 2,5 до 5,0 |
От 35 до 50 |
0,45 |
||
|
ЭД-31 |
315 |
400 |
От 2,5 до 6,3 |
От 35 до 50 |
0,50 |
||
|
ЭД-40 |
400 |
500 |
От 4,0 до 8,0 |
От 50 до 70 |
0,65 |
||
|
ЭД-50 |
500 |
630 |
От 6,0 до 10,0 |
От 50 до 95 |
0,75 |
||
(Измененная редакция, Изм. № 1, 3).
1.2. Условное обозначение электрододержателя состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150 и обозначения настоящего стандарта.
Примечание. Номер модификации электрододержателя присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВННИЭСО) Министерства электротехнической промышленности.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150:
Электрододержатель ЭД-2517 У1 ГОСТ 14651-78
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Электрододержатели должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке, а электрододержатели, предназначенные для экспорта в районы с тропическим климатом, кроме того, и в соответствии с требованиями ГОСТ 15151.
2.2. Электрододержатели должны обеспечивать установку и надежное закрепление покрытых металлических электродов, а также освобождение огарка в диапазоне диаметров, указанных в таблице, чтобы при возбуждении дуги или при сварке не происходило их смещения в месте закрепления.
2.4. Конструкция электрододержателя должна обеспечивать замену электрода в течение не более 4 с.
На участке рукоятки, охватываемой рукой сварщика, должны быть рифление или предусмотрены другие меры, исключающие проскальзывание руки в рукавице или в перчатке по поверхности рукоятки.
2.8. Сварочный кабель должен быть механически отсоединяем от электрододержателя.
2.10. Конструкция электрододержателей должна обеспечивать возможность замены изолирующих деталей по п. 2.9.
2.11. Все металлические части должны быть коррозионностойкими или коррозионнозащищенными.
2.14. Виды климатического исполнения электрододержателей У1 и Т1 - по ГОСТ 15150. Номинальные значения климатических факторов внешней среды - по ГОСТ 15543 и ГОСТ 15150.
Примечание. За цикл принимают перемещение подвижной части зажимного устройства относительно подвижных частей из крайнего нерабочего положения в положение, при котором обеспечивается закрепление электрода, и обратно. Продолжительность цикла - не менее 1,5 с.
Разд. 2. (Измененная редакция, Изм. № 3).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8.
3.1.2. Сопротивление изоляции рукоятки (п. 2.6), а также прижимного рычага и прижимной пружины (при их наличии в конструкции электрододержателя) относительно токопроводящих частей электрододержателя при нормальных климатических условиях должно быть не менее 5 МОм.
3.1.5. Превышение температуры наружной поверхности рукоятки над температурой окружающего воздуха на участке, охватываемом рукой сварщика, при номинальном режиме работы электрододержателя (п. 1.1) не должно быть более 40 °С.
3.2. При проведении электрических испытаний и измерений следует соблюдать требования безопасности по ГОСТ 12.3.019.
Разд. 3. (Измененная редакция, Изм. № 3).
4. КОМПЛЕКТНОСТЬ
К электрододержателю прилагают паспорт по ГОСТ 2.601.
5. ПРАВИЛА ПРИЕМКИ
5.1. Для проверки соответствия электрододержателей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания.
5.2. Приемо-сдаточным испытаниям подвергают каждый электрододержатель на соответствие рабочим чертежам и требованиям пп. 2.2 (в части установки электродов); пп. 2.3; 2.6; 2.10; 3.1.2; 4.1; 7.1 - 7.7.
Примечание. Испытание по п. 3.1.2. допускается проводить выборочно в объеме 3% сменного выпуска. Результаты испытаний распространяются на весь сменный выпуск.
5.3. Периодические испытания проводят не реже раза в год не менее чем на двух электрододержателях из числа прошедших приемосдаточные испытания, при этом проверяют соответствие электрододержателей требованиям пп. 1.1; 2.2 (в части надежности закрепления электродов); пп. 2.4; 2.5; 2.7 - 2.9; 2.11 - 2.14 (в части влагостойкости); пп. 2.15; 3.1.3; 3.1.5.
5.2; 5.3. (Измененная редакция, Изм. № 2, 3).
5.4. При получении неудовлетворительных результатов при периодических испытаниях проводят повторные испытания удвоенного числа электрододержателей. Испытания проводят для параметров, по которым получен неудовлетворительный результат. Результаты повторных испытаний являются окончательными.
Протоколы периодических испытаний должны предъявляться потребителю по его требованию.
5.5. Типовые испытания проводят при изменении конструкции, материалов или технологии изготовления не менее чем на двух электрододержателях по программе периодических испытаний с дополнительной проверкой на соответствие требованиям п. 2.14 (в части тепло- и холодостойкости); пп. 3.1.1; 3.1.4.
Допускается проводить типовые испытания электрододержателей только по тем параметрам, на которые внесенные изменения могут оказать влияние.
(Измененная редакция, Изм. № 3).
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Измерение всех электрических величин при испытаниях, кроме сопротивления изоляции и напряжения при испытании изоляции рукоятки на электрическую прочность, следует проводить электроизмерительными приборами по ГОСТ 22261, класса точности не ниже 0,5.
(Измененная редакция, Изм. № 1).
6.2. Соответствие электрододержателей рабочим чертежам, а также требованиям пп. 2.2 (в части установки электродов); пп. 2.3; 2.6; 2.8; 2.10; 3.1.4; 4.1; 7.1 - 7.7 проверяют внешним осмотром и измерительным инструментом.
(Измененная редакция, Изм. № 3).
6.3. Измерение сопротивления изоляции электрододержателя (п. 3.1.2) проводят омметром на напряжение 500 В по ГОСТ 23706.
При испытании на изолирующие детали электрододержателя накладывают медную фольгу. Одни вывод мегомметра прикладывают к фольге, другой - к токопроводящей части электрододержателя.
Измерение сопротивления изоляции проводят также между прижимной пружиной (при ее наличии в конструкции электрододержателя) и токопроводящей частью электрододержателя.
(Измененная редакция, Изм. № 1, 2, 3).
6.4. Испытание электрической прочности изоляции (п. 3.1.3) проводят после измерения сопротивления изоляции по п. 6.3. Один вывод испытательного трансформатора прикладывают последовательно к фольге, наложенной на изолирующие детали электрододержателя, и к прижимной пружине (при наличии ее в конструкции электрододержателя), другой - к токопроводящей части электрододержателя. Испытательное напряжение выдерживают в течение 60 с. При испытании электрической прочности изоляции электрододержателей в климатическом исполнении Т по ГОСТ 15150 испытательное напряжение должно быть повышено на 10 % по сравнению со значением, указанным в п. 3.1.3.
(Измененная редакция, Изм. № 3).
6.5. Массу электрододержателей (п. 1.1) определяют взвешиванием на весах по ГОСТ 29329 с ценой деления 1 г.
6.6. Время замены электрода (п. 2.4) измеряют секундомером.
6.7. При проверке надежности присоединения сварочного кабеля (п. 2.7) сварочный кабель, закрепленный в электрододержателе, десять раз подвергают растягивающему усилию 500 Н (50 кгс) без рывка, с разгоном и выдержкой в течение 1 с. Испытания проводят поочередно с кабелями, сечения жил которых указаны в таблице.
Сварочный кабель в течение испытания не должен смещаться в месте закрепления к электрододержателю.
6.8. Испытание электрододержателя на механическую прочность (п. 2.13) проводят с помощью удара по электрододержателю в соответствии с черт. 1.
Электрододержатель подвешивают за нить длиной 1 м, поднимают на высоту падения 400 мм и отпускают. Электрододержатель ударяется о грань разнобокого уголка с радиусом кривизны 5 мм. Испытание проводят таким образом, чтобы электрододержатель ударился два раза рукояткой, устройством для зажима электрода и концом рычага (при его наличии в конструкции электрододержателя).
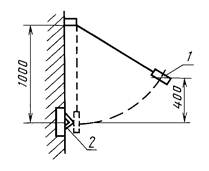
1 - электрододержатель; 2 - уголок
Черт. 1
Результаты испытания считают удовлетворительными при отсутствии на электрододержателях трещин, сколов и других повреждений, нарушающих их нормальную эксплуатацию.
6.9. Испытание электрододержателей на влагостойкость (пп. 2.12 и 2.14) проводят по ГОСТ 16962, метод 207-1, степень жесткости IV - для электрододержателей в климатическом исполнении У по ГОСТ 15150 и степень жесткости VIII - для электрододержателей в климатическом исполнении Т по ГОСТ 15150.
В конце испытаний проводят измерение сопротивления изоляции электрододержателя, которое должно быть не менее 1 МОм.
После извлечения из камеры электрододержатель подвергают внешнему осмотру. На поверхности металлических деталей не должно быть коррозии, а на поверхности изолирующих деталей - трещин, вспучин, расслоений и других повреждений, нарушающих нормальную эксплуатацию электрододержателей.
6.10. Испытание электрододержателей на теплостойкость при эксплуатации (п. 2.14) проводят по ГОСТ 16962, метод 201-2.
Электрододержатели под номинальной нагрузкой выдерживают до установившегося нагретого состояния в камере тепла при температуре, соответствующей верхнему значению температуры окружающего воздуха при эксплуатации.
Примечание. Электрододержатель находится в установившемся нагретом состоянии, если температура во всех контролируемых точках не повышается более чем на 2°С в течение 1 ч.
После окончания испытания проводят внешний осмотр. На поверхности металлических деталей не должно быть коррозии, а на поверхности изолирующих деталей - трещин, вспучин, расслоений и других повреждений, нарушающих нормальную эксплуатацию электрододержателей.
6.11. Испытание электрододержателей на холодостойкость при эксплуатации (п. 2.14) проводят по ГОСТ 16962, метод 203-1.
Электрододержатели выдерживают в камере холода в течение 4 ч.
После окончания испытания проводят внешний осмотр. На поверхности металлических деталей не должно быть коррозии, а на поверхности изолирующих деталей - трещин, вспучин, расслоений и других повреждений, нарушающих нормальную эксплуатацию электрододержателей.
6.12. Защиту от прикосновения к токопроводящим частям электрододержателя (п. 3.1.1) проверяют металлическим испытательным стержнем с концом в виде полушара. Диаметр стержня при проверке защиты от прикосновения в области крепления электрода для электрододержателей на номинальный сварочный ток 400 и 500 А должен быть равен 16 мм; для электрододержателей на другие номинальные сварочные токи, а также при проверке защиты от прикосновения за пределами области крепления электрода диаметр стержня должен быть равен 12 мм. При испытании электрод в электрододержатель не устанавливают. Наличие контакта с токопроводящими частями электрододержателя определяют с помощью сигнальной лампы на напряжение не менее 40 В.
Результаты испытания считают удовлетворительными, если испытательный стержень своим концом не может коснуться токопроводящих частей электрододержателя.
6.13. При проверке превышения температуры наружной поверхности рукоятки электрододержателя над температурой окружающего воздуха (п. 3.1.5) в зажимные устройства двух электрододержателей одного и того же типа, рассчитанных на один и тот же номинальный ток и расположенных один относительно другого под углом 180°, устанавливают согласно схеме, приведенной на черт. 2а, стержень из низкоуглеродистой конструкционной стали так, чтобы расстояние между зажимными устройствами обоих электрододержателей составляло А = (50 ± 2) мм. Диаметр стержня должен быть равен наибольшему из указанных в таблице диаметров для электродов, закрепляемых в проверяемом электрододержателе. К электрододержателям должны быть подсоединены отрезки сварочного кабеля длиной не менее 2 м каждый с наибольшим сечением медных жил, указанным в таблице, для кабеля, присоединяемого к проверяемому электрододержателю. Соединенные с помощью стержня электрододержатели подвешивают в соответствии со схемой, приведенной на черт. 2б, между двумя деревянными планками толщиной 15 мм, установленными на расстоянии 1 м. Испытания проводят в закрытом помещении с минимальным воздушным потоком при температуре окружающего воздуха (20 ± 5) °С. При испытании через электрододержатель пропускают сварочный ток, значение которого составляет 75 % указанного в таблице значения номинального сварочного тока, на который рассчитан проверяемый электрододержатель. Род тока - постоянный. Продолжительность испытания - 30 мин.
Наибольшее из замеренных значений превышения температуры наружной поверхности рукоятки над температурой окружающего воздуха должно соответствовать указанному в п. 3.1.5.

1 - электрододержатель; 2 - стержень; 3 - сварочный кабель
Черт. 2
6.7 - 6.13. (Измененная редакция, Изм. № 3).
6.14. Безотказную наработку устройства для зажима электрода (п. 2.15) определяют одноступенчатым контролем.
При испытании на безотказность (п. 2.15) в электрододержатель устанавливают электрод диаметром:
2,0 мм - для электрододержателей типа ЭД-12;
2,5 мм - для электрододержателей тина ЭД-16;
3,0 мм - для электрододержателей типа ЭД-20;
4,0 мм - для электрододержателей типа ЭД-25;
5,0 мм - для электрододержателей типа ЭД-31;
6,0 мм - для электрододержателей типа ЭД-40;
8,0 мм - для электрододержателей типа ЭД-50.
(Измененная редакция, Изм. № 2, 3).
6.15. Проверку надежности закрепления электродов (п. 2.2) проводят после испытании зажимного устройства на безотказность. В зажимное устройство устанавливают последовательно электроды наибольшего и наименьшего диаметров. К свободному концу электрода при вертикальном его положении подвешивают груз, масса которого составляет 2,5 кг - для электродов диаметром до 3,25 мм и 5 кг - для электродов диаметром свыше 3,25 мм.
Результаты испытания считают удовлетворительными, если каждый из электродов легко устанавливается в электрододержатель и под влиянием нагрузки не смещается в зажимном устройстве.
6.16. Проверку работоспособности устройства дли зажима электрода при расплавлении электродов (п. 2.5) проводят при выполнении таврового соединения двух листов шириной 100 мм. Сварку проводят при всех предусмотренных конструкцией электрододержателя углах закрепления электрода наибольшего диаметра, указанного в таблице. При этом не должна нарушаться работоспособность зажимного устройства.
6.17. При испытании на теплостойкость (п. 2.9) к изолирующим деталям электрододержателя, расположенным вблизи места закрепления электрода, в течение 10 с прижимают с силой 10 Н (около 1 кгс) стальную пластину, нагретую до температуры 600 °С. Испытуемые детали при этом не должны воспламеняться или поддерживать горение.
6.15 - 617. (Введены дополнительно, Изм. № 3).
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. На несменяемой части электрододержателя указывают:
товарный знак предприятия-изготовителя;
условное обозначение электрододержателя;
дату изготовления;
номинальный сварочный ток, А.
(Измененная редакция, Изм. № 1).
7.2. Маркировку наносят выдавливанием, прессованием, литьем и др.
7.3. Консервация электрододержателя и инструмента - по ГОСТ 23216. Срок сохраняемости до ввода в эксплуатацию - 1 год.
(Измененная редакция, Изм. № 1).
7.4. Упаковка электрододержателей по ГОСТ 23216 в тару ТЭ2 или ТФ1, категория упаковки - КУ-1, внутренняя упаковка - ВУ-1, условия транспортирования - Л.
(Измененная редакция, Изм. № 2).
7.5. Электрододержатели должны быть упакованы в ящики типа II-I или VI по ГОСТ 16511.
Способ укладки и упаковки электрододержателей должен исключать возможность их смещения в ящике и повреждения при транспортировании.
Масса брутто ящиков должна быть не более 50 кг.
Тара для электрододержателей, предназначенных для экспорта, - по ГОСТ 24634.
(Измененная редакция, Изм. № 1, 2).
7.6. В каждый ящик по п. 7.5 должен быть вложен упаковочный лист, в котором указывают:
товарный знак предприятия-изготовителя;
условное обозначение электрододержателя;
число электрододержателей в ящике;
дату изготовления;
отметку о приемке техническим контролем предприятия-изготовителя.
7.7. На ящик наносят транспортную маркировку по ГОСТ 14192, содержащую:
товарный знак предприятия-изготовителя;
условное обозначение электрододержателя.
7.8. Условия транспортирования электрододержателей в части воздействия климатических факторов для исполнения У - по группам 7(Ж1) или 4(Ж2), для исполнения Т - по группе 9(ОЖ1) ГОСТ 15150.
7.9. Условия хранения электрододержателей в части воздействия климатических факторов для исполнения У - по группе условий хранения 1(Л), для исполнения Т - по группе 3(Ж3) ГОСТ 15150.
7.8; 7.9. (Измененная редакция, Изм. № 1).
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Предприятие-изготовитель гарантирует соответствие электрододержателей требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения.
8.2. Гарантийный срок эксплуатации электрододержателей - 6 мес с момента ввода в эксплуатацию, а для электрододержателей, предназначенных для экспорта, - 6 мес со дня пересечения Государственной границы.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.01.78 №227
3. ВЗАМЕН ГОСТ 14651-69
4. Стандарт полностью соответствует СТ СЭВ 6305-88
5. ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ ПО СТАНДАРТИЗАЦИИ
|
Обозначение нормативного документа по стандартизации, на который дана ссылка |
Номер пункта |
Обозначение нормативного документа по стандартизации, на который дана ссылка |
Номер пункта |
|
ГОСТ 2.601-68 |
|||
6. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации
8. ИЗДАНИЕ (октябрь 2002 г.) с Изменениями № 1, 2, 3, утвержденными в июле 1983 г., ноябре 1988 г., апреле 1989 г. (ИУС 10-83, 2-89, 7-89)