СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.10.2025.
Название документа
"ГОСТ 35271-2025 (ISO 19840:2012). Межгосударственный стандарт. Материалы лакокрасочные. Измерение и критерии приемки толщины высохшего покрытия на шероховатых поверхностях"
(введен в действие Приказом Росстандарта от 22.07.2025 N 782-ст)
"ГОСТ 35271-2025 (ISO 19840:2012). Межгосударственный стандарт. Материалы лакокрасочные. Измерение и критерии приемки толщины высохшего покрытия на шероховатых поверхностях"
(введен в действие Приказом Росстандарта от 22.07.2025 N 782-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 22 июля 2025 г. N 782-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЕРИАЛЫ ЛАКОКРАСОЧНЫЕ
ИЗМЕРЕНИЕ И КРИТЕРИИ ПРИЕМКИ ТОЛЩИНЫ ВЫСОХШЕГО ПОКРЫТИЯ
НА ШЕРОХОВАТЫХ ПОВЕРХНОСТЯХ
Paints and varnishes. Measurement of, and acceptance
criteria for, the thickness of dry films on rough surfaces
(ISO 19840:2012, Paints and varnishes - Corrosion protection
of steel structures by protective paint
systems - Measurement of, and acceptance criteria for,
the thickness of dry films on rough surfaces, MOD)
ГОСТ 35271-2025
(ISO 19840:2012)
МКС 87.040
Дата введения
1 октября 2025 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Акционерным обществом "Научно-производственный холдинг "ВМП" (АО НПХ "ВМП") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 195 "Материалы и покрытия лакокрасочные"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 24 июня 2025 г. N 67-2025)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Россия | RU | Росстандарт |
Таджикистан | TG | Таджикстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 июля 2025 г. N 782-ст межгосударственный стандарт ГОСТ 35271-2025 (ISO 19840:2012) введен в действие в качестве национального стандарта Российской Федерации с 1 октября 2025 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 19840:2012 "Материалы лакокрасочные. Защита от коррозии стальных конструкций при помощи лакокрасочных систем. Измерение и критерии приемки толщины высохшего покрытия на шероховатых поверхностях" ("Paints and varnishes - Corrosion protection of steel structures by protective paint systems - Measurement of, and acceptance criteria for, the thickness of dry films on rough surfaces", MOD) путем включения дополнительных положений, фраз, ссылок, внесения изменений по отношению к тексту примененного международного стандарта, изменения терминологических статей, которые выделены курсивом, а также невключения отдельных структурных элементов.
Оригинальный текст невключенных структурных элементов примененного международного стандарта приведен в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе межгосударственных стандартов.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДБ
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт дополняет серию стандартов ГОСТ 34667 (части 1 - 9) в том, что касается измерения и критериев приемки толщины высохшего покрытия. Этот стандарт может также быть использован и для других применений.
Целью настоящего стандарта является достижение практического единообразия в измерении толщины высохшего покрытия на шероховатой поверхности. Выбранные методы определяют порядок измерения толщины высохшего покрытия с помощью измерительных приборов, работающих на принципах постоянного и индуктивного магнита. Можно применять измерительные приборы, использующие принцип вихревого тока. Как правило, такие приборы используют на поверхностях цветных металлов.
Если лакокрасочный материал нанесен на шероховатую стальную поверхность, то измерение толщины высохшего покрытия является более сложной задачей по сравнению с измерением толщины покрытий, нанесенных на гладкие поверхности. К шероховатым стальным поверхностям относятся поверхности, подготовленные с помощью абразивной струйной очистки или с применением иных методов, основанных на истирании.
Влияние шероховатости поверхности на результат измерения толщины увеличивается с увеличением глубины ее профиля, но результат будет также зависеть от конструкции датчика измерительного прибора и толщины покрытия.
Настоящий стандарт устанавливает методы определения толщины высохшего покрытия на шероховатых поверхностях по сравнению с номинальной толщиной, принятой для гладкой поверхности.
Эти методы включают настройку используемого измерительного прибора, определение зоны проверки поверхности для измерения, план выборочного контроля, метод измерения и критерии соответствия или несоответствия.
Настоящий стандарт применяют, если номинальная толщина высохшего покрытия составляет 40 мкм или более.
Примечание - Если номинальная толщина покрытия меньше шероховатости окрашиваемой поверхности, то погрешность измерения будет увеличиваться.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 31993-2024 (ISO 2808:2019) Материалы лакокрасочные. Определение толщины покрытия
ГОСТ 34667.5 (ISO 12944-5:2019) Материалы лакокрасочные. Защита стальных конструкций от коррозии при помощи лакокрасочных систем. Часть 5. Защитные лакокрасочные системы
ГОСТ 34667.7 (ISO 12944-7:2017) Материалы лакокрасочные. Защита стальных конструкций от коррозии при помощи лакокрасочных систем. Часть 7. Производство и контроль окрасочных работ
ГОСТ 34667.8 (ISO 12944-8:2017) Материалы лакокрасочные. Защита стальных конструкций от коррозии при помощи лакокрасочных систем. Часть 8. Разработка технических условий на новые работы и обслуживание
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте использованы следующие термины с соответствующими определениями:
3.1
толщина высохшего лакокрасочного покрытия (dry film thickness, DFT): Толщина покрытия, оставшегося на поверхности после его высыхания (отверждения). [ГОСТ 34667.5-2021, пункт 3.10] |
Примечание - В данном случае речь идет о толщине покрытия, которое остается на выступах шероховатой поверхности.
3.2 одиночное показание измерительного прибора (individual reading): Цифра (значение), отображенная измерительным прибором при измерении толщины высохшего покрытия.
3.3 корректирующее значение (correction value): Корректирующая поправка на показание прибора для измерения толщины покрытия, учитывающая влияние шероховатой поверхности, полученной после абразивной струйной очистки или иного способа придания ей шероховатости.
3.4 одиночная толщина высохшего покрытия (individual dry film thickness): Одиночное показание измерительного прибора толщины высохшего покрытия за вычетом корректирующего значения.
3.5 средняя толщина высохшего покрытия (mean dry film thickness): Среднее арифметическое значение всех одиночных величин толщин высохшего покрытия в зоне проверки.
3.6
номинальная толщина лакокрасочного покрытия (nominal dry film thickness, NDFT): Толщина высохшего лакокрасочного покрытия, предусмотренная регламентом, проектом или иным нормативным документом для достижения заданного срока службы. [ГОСТ 9.072-2017, статья 110] |
3.7 зона проверки (inspection area): Участок поверхности, для которого составляется план выборочного контроля и который может представлять собой целую конструкцию или часть этой конструкции.
3.8 план выборочного контроля (sampling plan): План, определяющий количество измерений, которые необходимо выполнить в пределах зон проверки.
3.9
настройка (регулировка) (adjustment): Совокупность операций, которые применяются к измерительной системе для того, чтобы обеспечить требуемые показания, соответствующие заданным значениям величины, подлежащей измерению. [Адаптировано из ГОСТ 31993-2024, пункт 3.15] |
3.10 профиль поверхности (surface profile): Характер микрошероховатости поверхности.
Примечание - Профиль поверхности обычно выражается как высота основных пиков относительно основных впадин, как указано в документе [1].
3.11
максимальная толщина лакокрасочного покрытия (maximum dry film thickness): Толщина высохшего лакокрасочного покрытия, превышение которой может отрицательно влиять на его эксплуатационные свойства. [ГОСТ 9.072-2017, статья 111] |
4.1 Общие положения
В настоящем стандарте за номинальную толщину принимают любую установленную толщину, как это определено в ГОСТ 34667.5, а за толщину высохшего покрытия принимают типичную толщину выше пиков шероховатости профиля поверхности.
Методы, установленные в настоящем стандарте, основаны на использовании измерительных приборов, работающих на принципах постоянного магнита, электромагнита и вихревых токов. Точность измерительных приборов проверяют при их настройке на ноль и по мерам толщины (калибровочным эталонным пленкам), либо по известной толщине высохшего покрытия, нанесенного на гладкую плоскую поверхность. При необходимости прибор повторно настраивают.
Измеренная толщина покрытия, нанесенного на шероховатую стальную поверхность, будет выше фактического значения толщины над пиками профиля поверхности. Поэтому толщину высохшего покрытия над пиками профиля шероховатости определяют, как показание измерительного прибора, за вычетом соответствующего корректирующего значения.
Толщину высохшего покрытия устанавливают путем использования соответствующего корректирующего значения, примененного к показаниям измерительного прибора, полученным после его настройки на гладкой плоской стальной поверхности, за исключением метода, основанного на настройке измерительного прибора по известной толщине покрытия на шероховатой поверхности, приведенного в приложении A. В этом методе корректирующее значение не используется.
В настоящем стандарте используются одиночные показания измерительного прибора, за исключением метода, основанного на получении нескольких показаний, приведенного в рекомендуемом приложении B.
Методы в приложениях A и B предназначены для использования при согласовании заинтересованными сторонами.
Толщину покрытия на подготовленной стальной поверхности измеряют одним из неразрушающих методов, изложенных в ГОСТ 31993. Используемые измерительные приборы (средства измерений) должны быть утвержденного типа, прошедшими поверку с актуальными межповерочными интервалами. Приборы также должны иметь заводские (серийные) номера или буквенно-цифровые обозначения, идентифицирующие каждый экземпляр средств измерений. Перед использованием измерительные приборы должны быть настроены. Для проведения измерений составляют план выборочного контроля, а также определяют соответствующие корректирующие значения.
Настоящий стандарт устанавливает критерии соответствия (или несоответствия) покрытия по значениям его толщины.
4.2 Принципы применяемых методов измерений
4.2.1 Принцип измерения посредством постоянного магнита
Измерительные приборы этого типа создают постоянное магнитное поле. Они измеряют напряженность магнитного поля между постоянным магнитом и магнитной поверхностью. Напряженность магнитного поля связана с толщиной покрытия. Подробнее см. 5.4.3 ГОСТ 31993-2024.
4.2.2 Принцип измерения посредством отрыва постоянного магнита
Измерительные приборы этого типа создают постоянное магнитное поле. Они измеряют усилие, которое требуется, чтобы преодолеть магнитное притяжение между магнитом и магнитной поверхностью. Это усилие связано с толщиной покрытия. Подробнее см. 5.4.4 ГОСТ 31993-2024.
4.2.3 Принцип измерения посредством магнитной индукции
В измерительных приборах на основе этого принципа используется электронный датчик, создающий магнитное поле с помощью постоянного магнита (с датчиком Холла (Hall)) или электромагнита (с катушкой электромагнитной индукции). Эти приборы измеряют толщину покрытия посредством измерения изменения напряженности магнитного поля внутри этих датчиков, зависящей от расстояния до магнитной поверхности. Напряженность магнитного поля связана с толщиной покрытия. Подробнее см. 5.4.6 ГОСТ 31993-2024.
Примечание - Существуют и другие методы, использующие аналогичный принцип.
4.2.4 Принцип измерения посредством вихревых токов
Приборы на основе вихревых токов используют, в основном, на немагнитных поверхностях. Они генерируют переменное высокочастотное магнитное поле. Приборы измеряют напряженность магнитного поля, создаваемого вихревыми токами и наведенным датчиком на проводящую поверхность. Напряженность магнитного поля связана с толщиной покрытия. Подробнее см. 5.4.7 ГОСТ 31993-2024.
5.1 Общие положения
Из-за влияния шероховатости и неоднородностей, вызванных методами нанесения лакокрасочного материала, все приборы для измерения толщины высохшего покрытия дают разные показания на очень маленьких участках шероховатых поверхностей.
Тип измерительного оборудования и вид лакокрасочного материала должны быть заданы или согласованы между заинтересованными сторонами до начала измерений.
5.2 Оборудование, использующее магнитное поле
5.2.1 Оборудование, использующее электромагнит
Измерительные приборы, работающие на этом принципе, оснащены однополюсным или двухполюсным датчиком.
Это оборудование позволяет использовать статистические методы, что дает возможность вычислять минимальное, максимальное и среднее значения толщины, а также стандартное отклонение.
При использовании прибора с двухполюсным магнитом рекомендуется проводить измерения, перемещая прибор приблизительно на 90°, 180° и 270° от исходного положения, в котором были сняты первые показания, поворачивая прибор вокруг первой точки измерения. Следует определить среднее значение этих четырех измеренных показаний, которое представляет собой толщину высохшего покрытия в конкретном месте. В этом случае вместо одиночного показания используют среднее арифметическое значение четырех показаний.
Приборы этого типа имеют постоянный магнит с одним или несколькими полюсами в форме полусферических контактов, которые помещают на поверхность с покрытием.
При использовании двухполюсного прибора рекомендуется переместить прибор в положения приблизительно на 90°, 180° и 270° от исходного положения, в котором были сняты первые показания, например, прибор поворачивают вокруг первой точки измерения. Следует определить среднее значение четырех измеренных показаний, которое представляет собой толщину сухой пленки в конкретном месте. В этом случае вместо одиночного показания используется среднее арифметическое значение четырех показаний
В большинстве случаев эти измерительные приборы имеют постоянный магнит с прикрепленной пружиной. Используют приборы разной формы, в том числе в виде простого карандаша, пружинного балансира и другого типа, в котором прикладываемое натяжение создается поворотом калиброванного циферблата до тех пор, пока магнит с пружиной не отделится от поверхности с покрытием.
Измерительные приборы по 5.2.2 и 5.2.3 имеют фиксированную шкалу, их следует применять только в случаях, когда допускается достаточно низкий уровень точности измерений. Эти приборы настраивают только в определенной точке, и она будет мало влиять на настройку во всем возможном диапазоне измерений.
5.2.4 Оборудование, использующее принцип вихревых токов
В измерительных приборах этого типа для создания магнитного поля используется электромагнит. Сила магнитного поля связана с толщиной покрытия. Эти приборы, главным образом, используются для измерения толщины покрытий на немагнитных металлических поверхностях (т.е. на поверхностях из цветных металлов).
5.3 Материалы
Необходимо использовать меры толщины (калибровочные эталонные пленки), превышающие по толщине толщину измеряемого высохшего покрытия. Меры толщины (калибровочные эталонные пленки) должны быть проверены на соответствие признанным стандартам и указанным на них значениям толщины.
Использование других мер толщины (калибровочных эталонных пленок) допускается при условии, что они проверены на соответствие тем же стандартам.
Меры толщины (калибровочные эталонные пленки) быстро изнашиваются при использовании на шероховатых поверхностях, поэтому необходимо хранить их в защищенном состоянии.
Применяют гладкую, плоскую визуально чистую квадратную, прямоугольную или круглую стальную испытательную пластину без покрытия, свободную от прокатной окалины, толщиной не менее 3 мм и с величиной минимальной стороны или диаметром не менее 25 мм.
Применяют сертифицированные, гладкие, плоские, визуально чистые стальные испытательные пластины с предварительно нанесенным на них покрытием, характеристики которых соответствуют указаниям действующих стандартов, а толщина покрытия близка к ожидаемой толщине высохшего покрытия, подлежащего измерению. Размеры пластин должны быть не менее указанных в 5.3.2.
План выборочного контроля определяет количество измерений, которые необходимо провести в зоне проверки. Если конструкция не разделена на отдельные участки, то для измерения толщины высохшего покрытия вся конструкция рассматривается как зона проверки.
Примечание - Зоны проверки могут совпадать с контрольными участками, которые обычно определяются в спецификации проекта (см. также ГОСТ 34667.7 и ГОСТ 34667.8).
Определение толщины на участках с обнаруженными дефектами, такими как сварные швы, кромки, углы, элементы крепления, требует особого внимания, поэтому метод определения толщины подлежит согласованию заинтересованными сторонами. Более подробную информацию см. в приложении C.
Минимальное количество произвольных измерений, которые необходимо выполнить для проверки толщины высохшего покрытия в зонах проверки, указано в таблице 1. Количество проведенных измерений в зонах проверки обычно считается репрезентативным для целей настоящего стандарта. Количество измерений должно быть увеличено для зон проверки, имеющих сложную конфигурацию с точки зрения нанесения лакокрасочного материала, измерения толщины или ограничения доступа к ним (труднодоступные зоны). Для каждой труднодоступной зоны, например такой, как ребра жесткости, кронштейны, опоры, прикрепленные трубопроводы, должны быть сделаны дополнительные выборочные измерения, выполненные в зависимости от их площади в соответствии с таблицей 1, сверх запланированных измерений в зоне проверки.
Таблица 1
Площадь или длина зоны проверки, м2 или м | Минимальное количество измерений | Максимальное количество повторных измерений (см. 6.3) |
До 1 | 5 | 1 |
От 1 до 3 | 10 | 2 |
От 3 до 10 | 15 | 3 |
От 10 до 30 | 20 | 4 |
От 30 до 100 | 30 | 6 |
Более 100 <a> | Добавляют по 10 измерений на каждые дополнительные 100 м2 или 100 м или их часть | 20% от минимального числа измерений |
Перед использованием необходимо убедиться, что прибор находится в надлежащем рабочем состоянии и правильно настроен. Проверку следует проводить на неокрашенных испытательных пластинах (см. 5.3.2) при установке нулевого значения и с проверенными мерами толщины (калибровочными эталонными пленками) (см. 5.3.1) толщиной выше и ниже указанной толщины высохшего покрытия. Вместо проверенных мер толщин (калибровочных эталонных пленок) можно использовать и испытательные пластины с высохшим покрытием (см. 5.3.3).
Если результат проверки выходит за пределы диапазона, указанного изготовителем, прибор использовать нельзя.
Примечание - Как правило, настройка выполняется пользователем. Калибровка представляет собой процесс установки и записи значений толщины, отображаемых на толщиномере, в соответствии с известными значениями толщины во всем диапазоне датчика. Калибровка, как правило, выполняется производителем прибора или специализированной организацией с использованием предписанных эталонов толщины.
Измерения толщины высохшего покрытия следует проводить только после проверки точности настройки прибора в соответствии с 6.2. Измерительный прибор следует использовать в соответствии с инструкциями изготовителя прибора.
После завершения серии измерений, а лучше во время измерений, настройка прибора подлежит повторной проверке. Если проверка показывает, что прибор не соответствует требованиям 6.2, то результаты измерений должны быть признаны недействительными.
Если в ходе серии измерений отдельное значение толщины высохшего покрытия не соответствует критериям 9b и 9d, необходимо провести повторное измерение не далее чем в 10 мм от точки первого измерения. Первое значение затем отбрасывается и заменяется результатом повторного измерения. Это новое измерение будет представлять одиночную величину толщины высохшего покрытия. Если и эта одиночная толщина высохшего покрытия не соответствует критериям, указанным в 9, то ее не следует применять. Максимальное количество повторных измерений в пределах зоны проверки см. в таблице 1. Количество замененных измерений должно быть указано в протоколе испытаний.
План выборочного контроля должен быть выполнен и в том случае, если значения измерений не соответствуют критериям, за исключением случаев, когда согласовано иное.
Если профиль поверхности известен и соответствует установленному в документе [1], то должны быть применены корректирующие значения, приведенные в таблице 2.
Таблица 2
Тип шероховатости поверхности по документу [1] | Корректирующее значение, мкм |
Тонкий | 10 |
Средний | 25 |
Грубый | 40 |
Спецификация (или контракт) может потребовать определения точного корректирующего значения, то есть значения корректировки, определенного на очищенной с приданием шероховатости абразивной обработкой или иным образом поверхности с использованием конкретного прибора для определения толщины высохшего покрытия. В этом случае корректирующее значение следует определять согласно требованиям приложения D.
Если параметры профиля шероховатости поверхности неизвестны и участок поверхности без покрытия недоступен, то следует использовать корректирующее значение, равное 25 мкм.
Если доступен участок поверхности, по которому можно определить параметры ее профиля шероховатости, и параметры этого профиля не соответствуют указанным в документе [1], то корректирующее значение должно быть определено в соответствии с приложением D.
Если используется корректирующее значение, то оно должно быть вычтено из величины одиночного показания, чтобы получить значение единой толщины высохшего покрытия в мкм.
Примечания
1 Корректирующее значение применяется один раз к каждому показанию, независимо от того, состоит ли покрытие из одного или нескольких слоев (см. рисунок 1).
2 Для отклоняющегося от установленного норматива профиля шероховатости поверхности или в случае особых соглашений между заинтересованными сторонами метод определения используемого значения корректирующей величины приведен в приложении D.
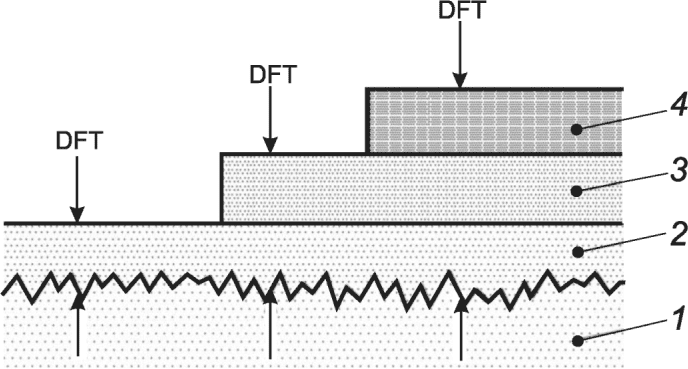
1 - окрашиваемая поверхность; 2 - грунтовочный слой
лакокрасочной системы; 3 - промежуточный слой лакокрасочной
системы; 4 - верхний слой лакокрасочной системы
лакокрасочной системы для "среднего" профиля
Толщину высохшего покрытия (DFT) в данном примере (для "среднего" профиля) определяют по формуле
DFT мкм = [Одиночное показание] мкм - 25 мкм. (1)
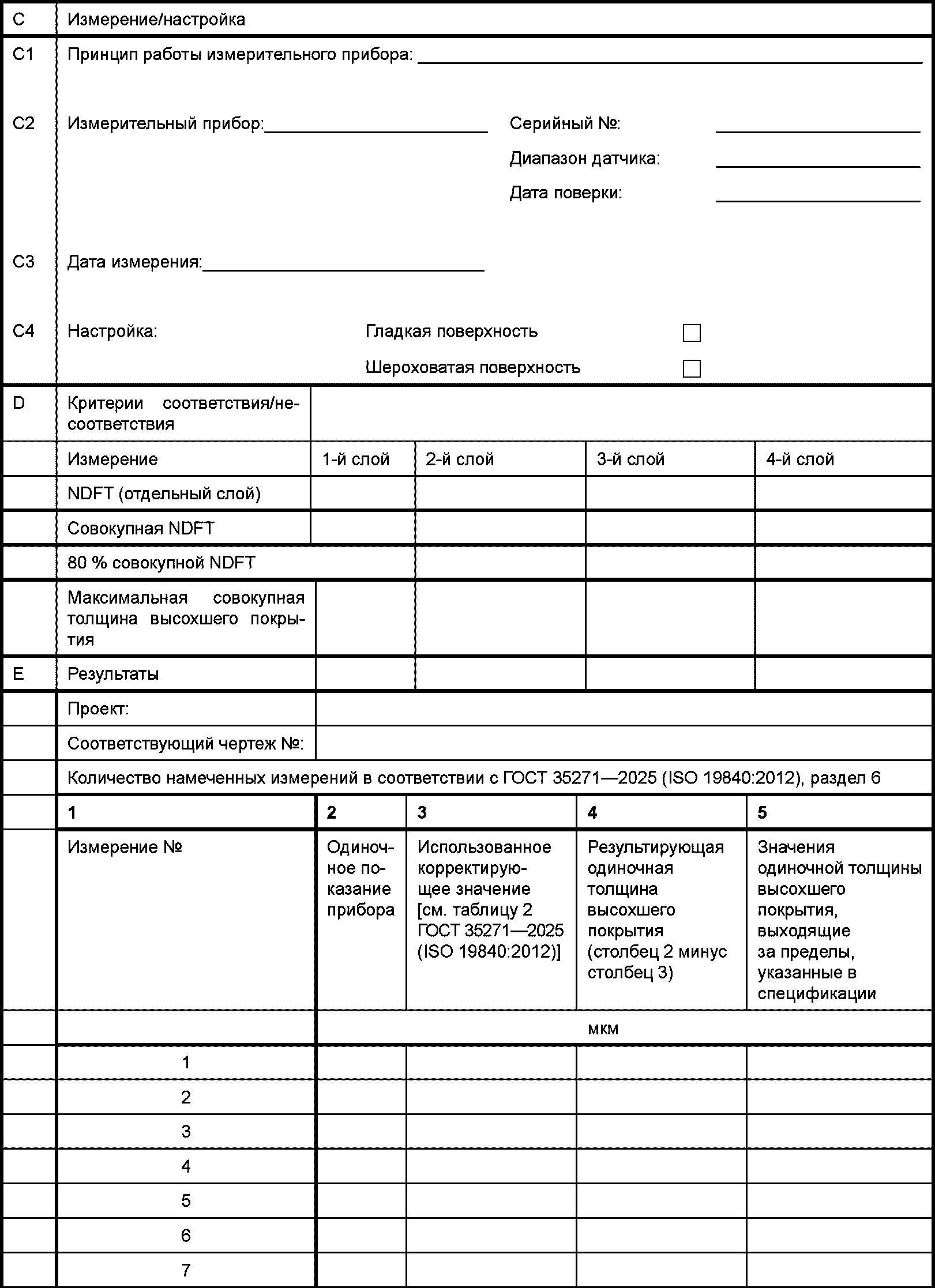
Результаты измерений должны быть записаны (см. раздел 10) как значения одиночных величин толщины высохшего покрытия (см. 3.4) и выражены в мкм или мм в зависимости от конкретного случая. Также должна быть указана средняя толщина высохшего покрытия в пределах зоны проверки.
Для приемки зоны проверки должны быть выполнены следующие условия:
a) среднее арифметическое всех значений одиночных толщин высохшего покрытия должно быть равно или превышать номинальную толщину высохшего покрытия (NDFT);
b) значения одиночных величин толщины высохшего покрытия должны быть равны или превышать 80% NDFT;
c) значения одиночных величин толщины высохшего покрытия между 80% NDFT и NDFT считаются приемлемыми при условии, что число таких измерений составляет менее 20% от общего числа выполненных одиночных измерений;
d) значения одиночных величин толщины высохшего покрытия должны быть меньше или равны заданной максимальной толщине высохшего покрытия. Если максимальное значение толщины высохшего покрытия не задано, то необходимо следовать требованиям ГОСТ 34667.5.
Примечание - Критерии, указанные выше, включают все погрешности измерений (например, точность измерительного прибора, навыки оператора) при условии, что удовлетворяются требования настоящего стандарта.
Если критерии приемки, упомянутые выше, не удовлетворяются, то зона проверки как контрольный участок бракуется (см. также ГОСТ 34667.7 и ГОСТ 34667.8).
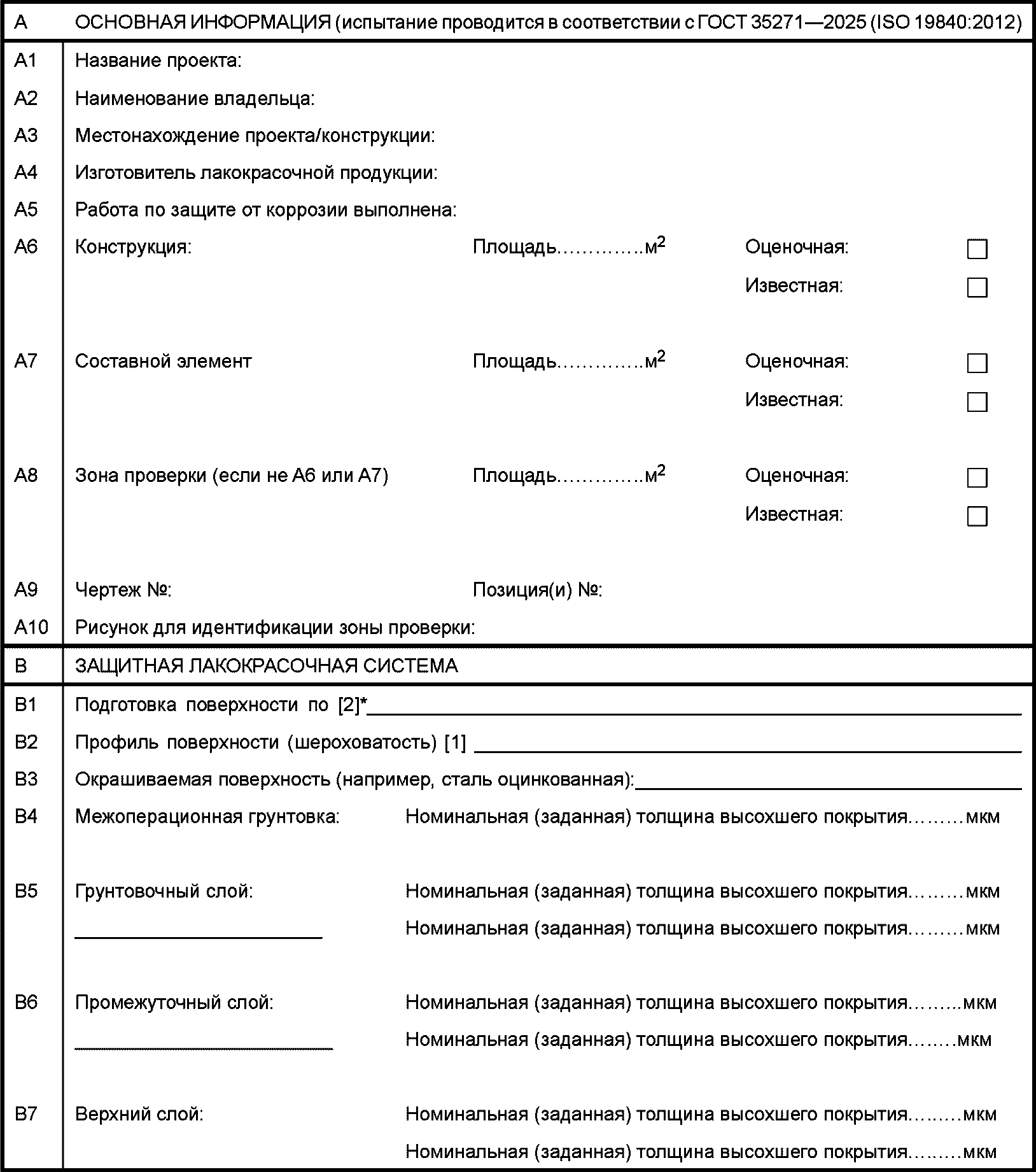
Протокол испытания должен содержать следующую информацию:
a) ссылку на настоящий стандарт [ГОСТ 35271-2025 (ISO 19840:2012)];
b) все подробности, необходимые для идентификации испытуемых лакокрасочных материалов или лакокрасочной системы;
c) все подробности, необходимые для идентификации окрашиваемой поверхности;
d) все подробности, необходимые для идентификации подготовки поверхности перед окрашиванием;
e) примененный измерительный прибор (включая серийный номер);
f) метод, примененный для настройки измерительного прибора;
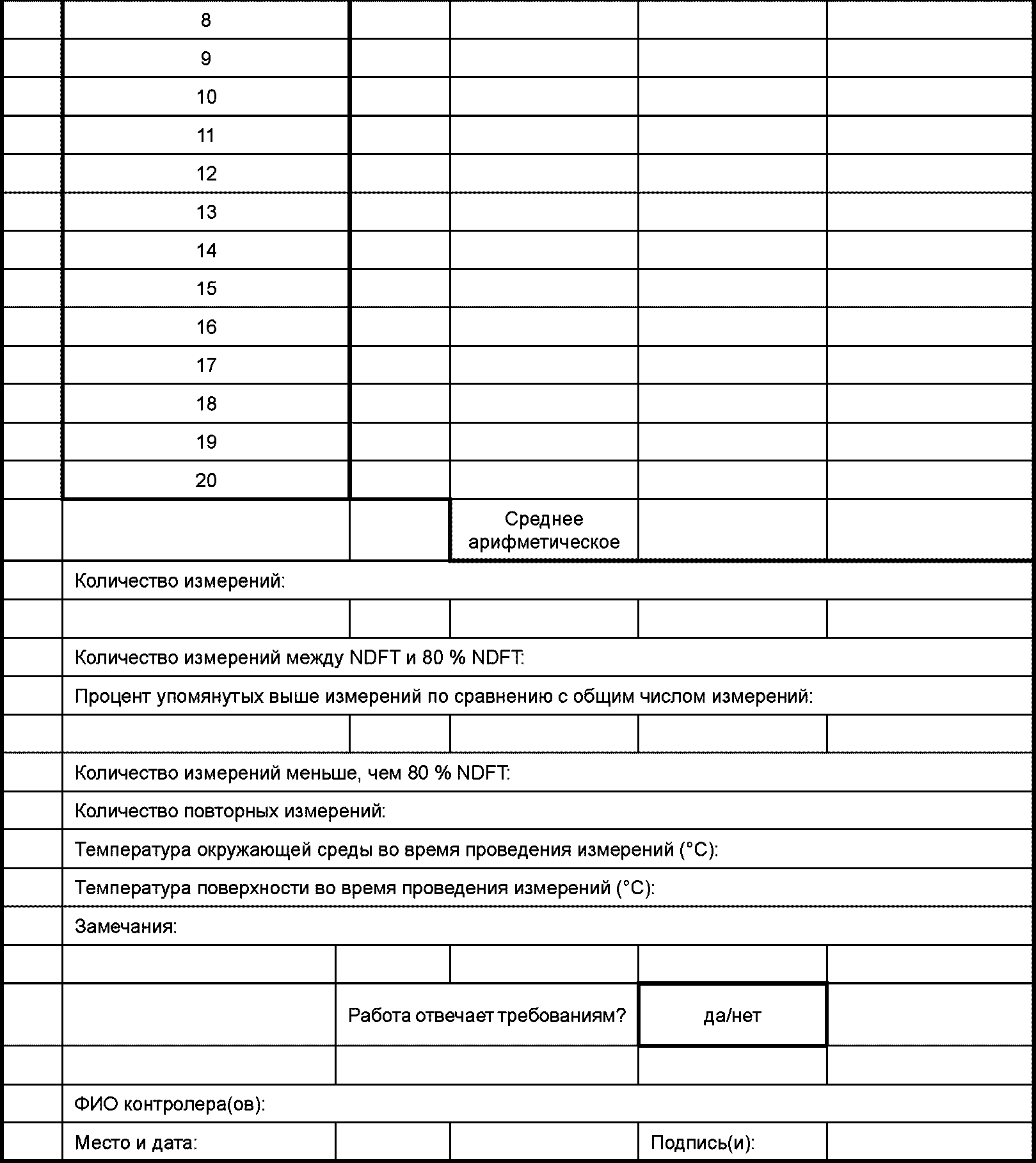
h) количество повторных измерений;
i) результаты измерений, как указано в разделе 8;
j) идентификацию зон проверки и соответствие каждой зоны проверки критериям приемки;
k) температуру окружающей среды во время проведения измерений (см. примечание);
l) температуру поверхности во время измерений.
Примечание - Ориентировочная температура является важной информацией для проверки условий во время проведения измерения. Экстремальные температуры могут влиять на функционирование измерительного прибора;
m) любую дополнительную информацию по требованию, например, минимальную и/или максимальную толщину высохшего покрытия, среднеквадратическое отклонение;
n) дату выполнения измерений.
Примечание - Пример формы протокола испытания приведен в приложении E. Этот пример также применим при использовании методов, описание которых дано в приложениях A и B;
o) ФИО контролера(ов), который(е) проводил(и) измерения для определения толщины высохшего лакокрасочного покрытия (DFT).
(рекомендуемое)
ПО ИЗВЕСТНЫМ ЗНАЧЕНИЯМ ТОЛЩИН ПОКРЫТИЯ
НА ШЕРОХОВАТОЙ ПОВЕРХНОСТИ
A.1 Общие положения
В настоящем приложении приведено описание метода измерения толщины высохшего покрытия, нанесенного на шероховатую поверхность после абразивной струйной, пескоструйной или другой механической очистки, придающей шероховатость. В основе метода лежит настройка измерительного прибора по известным значениям толщины покрытий, нанесенных на шероховатую поверхность, соответствующую той поверхности, на которой предполагается проводить измерения.
При использовании этого метода не применяются следующие части настоящего стандарта: раздел 1 (2-й абзац), 4.1 (3-й абзац), 6.1, раздел 7 и 10 g.
A.2 Настройка измерительного прибора
A.2.1 Перед настройкой проверяют источник питания измерительного прибора, чтобы убедиться в его достаточности. Дополнительно проверяют чистоту измерительного датчика и поверхности, подлежащей измерению.
A.2.2 В начале измерений настраивают измерительный прибор в условиях окружающей среды и в том месте, где планируется его использовать. Особое внимание следует обратить на следующее:
- убедиться, что температура измерительного прибора до начала настройки достигла условий, при которых будут проводиться измерения;
- убедиться в отсутствии близких источников магнитных помех, например электрических кабелей, сварочных агрегатов, генераторов;
- убедиться, что объект, на котором проводят измерение, не вибрирует при выполнении настройки измерительного прибора.
A.2.3 Для настройки используют неокрашенную часть стальной конструкции, которая была очищена и предварительно обработана таким же образом, как были обработаны ее окрашенные части. Если такое невозможно, то можно использовать специальный образец для настройки, который по своим материальным свойствам, влияющим на измерение толщины покрытия, аналогичен стальной конструкции и прошел такую же очистку и предварительную обработку. Электрические и магнитные свойства поверхности могут в значительной степени зависеть от различий в ее химическом составе и морфологической структуры, вызванных, например, разной термической обработкой.
Примечание - Как правило, влияние подложки на измерение покрытия проявляется до ее толщины примерно 1 мм. Далее это влияние ослабевает. На подложках толщиной более 5 мм ее влияние на измерение толщины покрытия на ней является незначительным.
A.2.4 Если прибор имеет несколько диапазонов измерения, то выбирают тот диапазон, который лучше всего подходит для объекта измерения. Для выбранного измерительного диапазона подбирают подходящие меры толщины (калибровочные эталонные пленки). Одна мера толщины (калибровочная эталонная) пленки должна быть тоньше, а другая толще номинальной толщины (NDFT) высохшего(их) покрытия(ий), нанесенного(ых) на объект. Более тонкую меру толщины (калибровочную пленку) помещают на неокрашенную поверхность и на нее помещают датчик прибора. Регулируют показания шкалы прибора в соответствии со значением выбранной толщины (калибровочной пленки). Затем помещают более толстую меру толщины (калибровочную пленку) на неокрашенную поверхность и повторяют измерение. Проводят проверочное измерение с мерой толщины (калибровочной эталонной пленкой) промежуточного номинального значения ее толщины, чтобы убедиться в правильности настройки измерительного прибора.
Теперь измерительный прибор готов к измерению.
Для некоторых измерительных приборов требуется установка на нуль при положении датчика прибора на подготовленной, но не окрашенной поверхности. На шероховатых поверхностях после абразивной струйной обработки такая процедура будет давать ошибки. Чтобы свести к минимуму эти ошибки измерения на поверхности после абразивной струйной обработки, рекомендуется использовать по меньшей мере одну из примененных для настройки мер толщины (калибровочных эталонных пленок), которая заведомо тоньше пленки высохшего покрытия, подлежащего измерению.
A.2.5 Если измерительный прибор не удается настроить с разными мерами толщины (калибровочными эталонными пленками), то для облегчения дальнейших измерений можно построить калибровочную кривую, показывающую правильные значения в зависимости от показаний прибора.
A.2.6 При смене диапазона измерений измерительного прибора требуется его новая настройка. В случае длительного и большого числа измерений необходимо проверять измерительный прибор, используя меры толщины (калибровочные эталонные пленки), не менее одного раза в час. При возникновении расхождений настройку измерительного прибора следует повторить.
A.3 Статистические измерительные приборы
Некоторые измерительные приборы допускают настройку на средние значения, полученные из серии измерений, выполненных на разных частях поверхности. Так как такая настройка является более показательной для измеряемой поверхности, то разброс в показаниях прибора уменьшается.
(рекомендуемое)
B.1 Измерение посредством нескольких показаний прибора в зоне проверки
В зоне проверки выбирают круглую область диаметром (30 +/- 1) мм и снимают несколько показаний внутри этой области. Если количество показаний не указано в контракте или спецификации, то снимают пять одиночных показаний (см. 3.2). Критерий соответствия (или несоответствия) базируется на среднем арифметическом от этих нескольких показаний и любое одиночное показание уже не имеет значения при применении этого метода.
B.2 Количество и распределение зон проверки
Количество зон и их распределение должно соответствовать таблице 1.
(рекомендуемое)
На показания толщиномеров, измерения которых основаны на магнитных принципах, влияют магнитные свойства, форма и качество поверхности, на которой образовано покрытие.
В идеале настройку измерительного прибора следует производить с использованием образца стали, являющегося показательным для объекта, на котором проводится измерение толщины покрытия. Однако во многих случаях это оказывается практически невозможным, например когда поверхность объекта недоступна, так как покрытие на ней уже было получено, или когда изделие подвергалось таким воздействиям, как сварка, резка, гибка и т.д., изменяющим характер поверхности.
Как правило, эффект этих изменений будет небольшим по сравнению с эффектом от обработки поверхности абразивной струйной очисткой. Но необходимо проявлять осторожность при замерах на сварочном шве, участках на краях конструкции или вблизи них, а также на изгибах или вблизи них, так как в зависимости от конструкции применяемого толщиномера влияние на измерение будет наиболее заметно именно в этих областях.
Наилучшие действия заключаются в выявлении критических участков конструкции, на которые воздействовала сварка, резка, гибка и другие действия, изменяющие форму, толщину, магнитные свойства (из-за наклепа, термообработки и т.д.) или вызывающие иные изменения качества поверхности (из-за ударных повреждений, дефектов при погрузо-разгрузочных операциях и т.д.), поскольку при измерении толщины покрытия на этих участках требуется использовать специально согласованные методы.
К области, требующей особого внимания, следует относить зоны измерений в пределах 15 мм от кромок, сварных швов, отверстий и т.д.
Производители измерительных датчиков указывают такие параметры, как минимальная толщина поверхности и минимальный диаметр образца измерения. Эти параметры характеризуют конструкцию датчика и, в частности, позволяют пользователю определить, когда конкретное применение данного измерительного прибора будет влиять на его нормальную работу и производительность.
Примечание - Практическая оценка этих местных воздействий может быть сделана на неокрашенном образце поверхности после его абразивной струйной обработки. Эта оценка касается влияния на настройку нуля измерительного прибора, установленного для измерений на гладкой, плоской, чистой стальной испытательной пластине без покрытия, как определено 5.3.2.
Если состояние образца поверхности влияет на показания измерительного прибора при измерении толщины на калибровочной эталонной пленке, то это влияние проявится как отклонение от показаний значения толщины на обычной стальной поверхности в состоянии сразу после абразивной струйной обработки. Показания значения толщины предпочтительнее снимать сначала на пораженном участке, а затем на незатронутом воздействиями участке, прилегающем к пораженному участку. Если эти показания отличаются более чем на 10 мкм и участок площади считается критически важным, то датчик следует настроить на типичном примере, чтобы компенсировать это влияние. Показания, полученные таким образом, следует записывать отдельно вместе с остальными результатами испытаний.
(обязательное)
Для определения точного корректирующего значения необходимо выполнить следующее:
Настроить измерительный прибор в соответствии с инструкциями изготовителя и 6.2.
Проверить настройку для промежуточных значений, следуя спецификации изготовителя.
Применяют настроенный на обработанной абразивной струйной очисткой или иным образом шероховатой поверхности измерительный прибор, чтобы проверить известную меру толщины (калибровочную эталонную пленку) толщиной примерно 125 мкм (не менее 115 мкм и не более 160 мкм). Используя эту меру толщины (калибровочную эталонную пленку), необходимо сделать 10 измерений в разных точках на обработанной абразивной струйной очисткой или подготовленной иным образом шероховатой поверхности и определить среднее арифметическое значение измерений. Из этого среднего значения вычесть известное значение толщины примененной меры толщины (калибровочной эталонной пленки). Полученное значение является корректирующим значением.
(рекомендуемое)
--------------------------------
<*> В Российской Федерации действует ГОСТ Р ИСО 8501-1-2014 "Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий".
(справочное)
ПРИМЕНЕННОГО МЕЖДУНАРОДНОГО СТАНДАРТА
В основную часть стандарта не включены терминологическая статья, которую нецелесообразно применять в связи с наличием стандартизованного термина, используемого в международной стандартизации, и положения, которые были исключены из более ранних версий стандартов.
Область применения, 6 абзац: "Если используются отдельные показания, основанные на регулировке на гладкой плоской стальной поверхности без использования поправочных значений, то в этом случае метод не соответствует настоящему международному стандарту".
3.6 номинальная толщина высохшего покрытия (nominal dry film thickness NDFT): толщина сухой пленки покрытия, установленная для каждого наносимого слоя или для всей лакокрасочной системы, необходимой для достижения ею требуемой долговечности.
9d (примечание): "Для проверки толщины высушенного покрытия в ISO 12944-5 заданы критерии приемки толщины высохшего покрытия".
(справочное)
СТАНДАРТОВ МЕЖДУНАРОДНЫМ СТАНДАРТАМ, ИСПОЛЬЗОВАННЫМ
В КАЧЕСТВЕ ССЫЛОЧНЫХ В ПРИМЕНЕННОМ МЕЖДУНАРОДНОМ СТАНДАРТЕ
Таблица ДБ.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
(ISO 2808:2019) | MOD | ISO 2808:2019 "Материалы лакокрасочные. Определение толщины лакокрасочного покрытия" |
(ISO 12944-5:2019) | MOD | ISO 12944-5:2019 "Материалы лакокрасочные. Защита стальных конструкций от коррозии при помощи лакокрасочных систем. Часть 5. Защитные лакокрасочные системы" |
(ISO 12944-7:2017) | MOD | ISO 12944-7:2017 "Материалы лакокрасочные. Защита стальных конструкций от коррозии при помощи лакокрасочных систем. Часть 7. Производство покрасочных работ и надзор за исполнением" |
(ISO 12944-8:2017) | MOD | ISO 12944-8:2017 "Материалы лакокрасочные. Защита стальных конструкций от коррозии при помощи лакокрасочных систем. Часть 8. Разработка технических условий на новую работу и ее обеспечение" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | ||
ISO 8503-1:2012 | Preparation of steel substrates before application of paints and related products - Surface roughness characteristics of blast-cleaned steel substrates - Part 1: Specifications and definitions for ISO surface profile comparators for the assessment of abrasive blast-cleaned surfaces (Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Испытания характеристики шероховатости стальной поверхности после струйной очистки. Часть 1. Компараторы ISO для сравнения профилей поверхности при их оценке после абразивно-струйной очистки. Технические условия и определения) | |
[2] | ISO 8501-1:2014 | Preparation of steel substrates before application of paints and related products. Visual assessment of surface cleanliness. Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings (Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий) |
УДК 667.64.001.4:006.354 | МКС 87.040 | MOD |
Ключевые слова: лакокрасочные материалы, измерение толщины покрытия, шероховатость поверхности | ||