СПРАВКА
Источник публикации
М.: НИИ труда, 1974
Примечание к документу
Документ утратил силу в связи с изданием "Общемашиностроительных укрупненных нормативов времени на работы, выполняемые на металлорежущих станках. Единичное, мелкосерийное и среднесерийное производство. Часть V. Горизонтально-расточные станки", утв. Госкомтрудом СССР.
Взамен Общемашиностроительных укрупненных нормативов времени для технического нормирования работ на горизонтально-расточных станках. Мелкосерийное и единичное производство. Машгиз, 1959 г.; Общемашиностроительных нормативов времени для технического нормирования работ на зуборезных станках. Мелкосерийное и единичное производство. Машгиз, 1959 г.; Общемашиностроительных нормативов времени для технического нормирования работ на металлорежущих станках. Мелкосерийное и единичное производство. Часть II. Горизонтально-расточные, зуборезные, резьбонакатные станки и заготовительные работы (резка металла на дисковых пилах, прессах и сортовых ножницах). Машгиз, 1967 г.
Название документа
"Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках (мелкосерийное и единичное производство). Часть III. Горизонтально-расточные, зуборезные, резьбонакатные и заготовительные работы (резка металла на дисковых пилах, прессах и сортовых ножницах)"
(утв. Госкомтрудом СССР)
"Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках (мелкосерийное и единичное производство). Часть III. Горизонтально-расточные, зуборезные, резьбонакатные и заготовительные работы (резка металла на дисковых пилах, прессах и сортовых ножницах)"
(утв. Госкомтрудом СССР)
Содержание
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
МЕЛКОСЕРИЙНОЕ И ЕДИНИЧНОЕ ПРОИЗВОДСТВО
ЧАСТЬ III. ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ, ЗУБОРЕЗНЫЕ,
РЕЗЬБОНАКАТНЫЕ И ЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ (РЕЗКА МЕТАЛЛА
НА ДИСКОВЫХ ПИЛАХ, ПРЕССАХ И СОРТОВЫХ НОЖНИЦАХ)
Сборник содержит нормативы неполного штучного времени, вспомогательного времени на установку и снятие деталей и подготовительно-заключительного, используемые при расчете технически обоснованных норм в условиях мелкосерийного и единичного производства.
Издание рассчитано на технологов и нормировщиков, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на станочные работы.
Нормативы разработаны Проектно-конструкторским технологическим институтом машиностроения (г. Москва) при участии нормативно-исследовательских организаций предприятий машиностроения под методическим руководством Центрального бюро промышленных нормативов по труду. Рекомендованы ЦБПНТ для применения на предприятиях машиностроения и металлообработки.
Настоящий выпуск соответствует изданию 1972 г.
D - Диаметр обрабатываемой поверхности, мм
t - Глубина резания, мм
l - Длина обрабатываемой поверхности, мм
B - Ширина обработки, мм
l1 - Врезание и перебег, мм
Dн - Диаметр делительной окружности, мм
i - Число проходов
Kп - Общее число проходов на обработку, включая черновые и зачистные проходы
Sм - Подача стола или инструмента, мм/мин.
Sо - Подача, мм/об.
Sрад - Радиальная подача, мм/об.
Sт - Тангенциальная подача, мм/об.
m - Модуль детали или фрезы, мм
Z - Число зубьев детали или фрезы
v - Скорость резания, м/мин.
n - Число оборотов, об./мин.
Nр - Мощность резания, квт
Nэ - Мощность электродвигателя, квт
Tо - Основное время на обработку, мин.
Tш - Штучное время, мин.
tву - Время на установку и снятие детали, мин.
tнш - Неполное штучное время на обработку поверхности, мин.
HB - Твердость по Бринеллю
Stм - Поперечная минутная подача, мм/мин.
S - Шаг резьбы
Общемашиностроительные нормативы времени предназначаются для расчета технически обоснованных норм времени на работы, выполняемые на металлорежущих станках в условиях мелкосерийного и единичного производства.
При переработке нормативов издания 1959 г. были уточнены вопросы по режимам резания (выбор подач, скоростей резания), согласована точность обработки с чистотой поверхности, дополнительно даны карты на обработку деталей на горизонтально-расточных станках.
В качестве исходных данных при переработке нормативов положены следующие материалы:
1. Общемашиностроительные нормативы вспомогательного времени на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство. М., НИИ труда, 1965 г.
2. Общемашиностроительные нормативы времени для технического нормирования работ на металлорежущих станках. Мелкосерийное и единичное производство. Часть II. М., НИИ труда, 1967 г.
3. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть II. "Машиностроение", 1967 г.
Зуборезные, горизонтально-расточные, резьбонакатные и отрезные станки. М., НИИ труда, 1967 г.
4. Паспортные данные металлорежущих станков.
5. Справочные материалы.
С выпуском настоящего сборника отменяются:
1. Общемашиностроительные укрупненные нормативы времени для технического нормирования работ на горизонтально-расточных станках. Мелкосерийное и единичное производство. Машгиз, 1959 г.
2. Общемашиностроительные нормативы времени для технического нормирования работ на зуборезных станках. Мелкосерийное и единичное производство. Машгиз, 1959 г.
3. Общемашиностроительные нормативы времени для технического нормирования работ на металлорежущих станках. Мелкосерийное и единичное производство. Часть II. Горизонтально-расточные, зуборезные, резьбонакатные станки и заготовительные работы (резка металла на дисковых пилах, прессах и сортовых ножницах). Машгиз, 1967 г.
Нормативы времени рассчитаны на обработку при одностаночном обслуживании. В случае расчета норм времени при многостаночном обслуживании следует дополнительно к данному справочнику применять методику и нормативы времени для нормирования многостаночных работ на металлорежущих станках, изданную НИИ труда в 1965 г.
Сборник содержит нормативы подготовительно-заключительного времени, времени на установку и снятие деталей и укрупненные нормативы неполного штучного времени на обработку поверхностей на горизонтально-расточных, зубофрезерных, зубострогальных, зубодолбежных станках. На отрезных станках дано подготовительно-заключительное время и штучное на поверхность.
Нормативы рассчитаны на использование их в основных цехах машиностроительных и металлообрабатывающих заводов в условиях мелкосерийного и единичного производства.
Норма времени на выполнение станочной операции состоит из нормы подготовительно-заключительного времени и нормы штучного времени.
В настоящих нормативах норма штучного времени определяется суммированием времени на установку и снятие детали и неполного штучного времени на обработку поверхностей и выражается формулой (в мин.):
T = t + t + t + ... + t ,
ш ву нш нш нш
1 2 n

где tву - время на установку и снятие детали, мин.;
t , t , t , ..., t - неполное штучное время, мин.;
нш нш нш нш
1 2 n
Z - количество нарезаемых зубьев.
Необходимым условием для расчета норм по данным нормативам является наличие предварительно разработанного маршрутного технологического процесса по операциям с указанием в нем обрабатываемых поверхностей, их размеров и характера обработки.
Нормативы неполного штучного времени включают:
а) основное время;
б) вспомогательное время, связанное с переходом;
в) вспомогательное время на изменение режима работы станка;
г) время на обслуживание рабочего места, перерывы на отдых и личные надобности.
Основное время рассчитывалось на основе режимов резания, установленных по общемашиностроительным нормативам с учетом технологических факторов, влияющих на режим и время обработки (размеры обрабатываемой, поверхности, материал детали, характер и точность обработки, величина врезания и перебега инструмента и др.). Принятые при расчете основного времени режимы резания приведены в картах нормативов, как справочные материалы.
Вспомогательное время, связанное с переходом, принятое при расчете неполного штучного времени, установлено по общемашиностроительным нормативам для мелкосерийного и единичного производств. При определении числовых величин этого времени, наряду с приемами, повторяющимися с каждым переходом, были учтены нерегулярно повторяющиеся приемы вспомогательного времени (изменение режима работы, смена инструмента, включение охлаждения и др.).
В приложениях от 3 до 11 приведены числовые величины вспомогательного времени, связанного с переходом, включенного в состав нормативов неполного штучного времени, а также величина врезания и перебега инструмента.
В неполное штучное время включено также время на обслуживание рабочего места, перерывы на отдых и личные надобности.
Данные этого времени приведены в нижеследующей таблице.
НАДОБНОСТИ (В % ОТ ОПЕРАТИВНОГО ВРЕМЕНИ)
Тип станка | Процент от оперативного времени |
Горизонтально-расточные | 11,5 |
Зубообрабатывающие | 9,0 |
Отрезные | 10; 12 |
В нормативах времени на установку и снятие детали предусмотрены все типовые способы установки, выверки и крепления детали.
Время на установку дано укрупнено, на комплексы приемов (установить деталь, выверить, закрепить ее, включить и выключить вращение шпинделя, открепить деталь, снять ее, очистить приспособление от стружки).
В состав комплекса установочного времени также включено время на приемы:
а) при работе краном - вызвать кран, застропить деталь и отстропить;
б) при работе с оправкой - установить и снять оправку с деталью.
Для упрощения расчетов время на установку и снятие детали включает соответствующее время на обслуживание рабочего места, перерывы на отдых и личные надобности (см. таблицу).
Норма штучного времени, установленная по настоящим нормативам, должна быть скорректирована на размер обрабатываемой партии (поправочные коэффициенты приведены в таблице) и на коэффициент, зависящий от количества одновременно обслуживаемых станков.
КОЭФФИЦИЕНТ ИЗМЕНЕНИЯ ШТУЧНОГО ВРЕМЕНИ
В УСЛОВИЯХ МНОГОСТАНОЧНОГО ОБСЛУЖИВАНИЯ
Количество станков, обслуживаемых одним рабочим | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Коэффициент изменения штучного времени, Кшт | 0,65 | 0,48 | 0,39 | 0,35 | 0,32 | 0,30 | 0,29 |
Настоящие коэффициенты приведены в соответствие с методикой и нормативами времени для нормирования работ при многостаночном обслуживании на металлорежущих станках (издание четвертое, исправленное. Москва, 1968 г.).
Нормативы подготовительно-заключительного времени предусматривают выполнение следующей работы:
а) получение наряда и технической документации;
б) ознакомление с работой, чертежом и получение инструктажа;
в) получение недостающих на рабочем месте инструментов и приспособлений;
г) подготовка рабочего места, наладка и переналадка оборудования, инструментов и приспособлений;
д) уборка рабочего места и другие подготовительно-заключительные работы.
Нормативы подготовительно-заключительного времени представлены в виде укрупненных комплексов приемов работы. Кроме этого в картах приведены нормативы времени на выполнение отдельных приемов подготовительно-заключительной работы, не включенные в комплексы.
В качестве основных факторов, определяющих продолжительность подготовительно-заключительного времени, в нормативах учтены следующие:
1. Тип и основные характеристики станков.
2. Способ установки детали и характер применяемых приспособлений.
3. Количество инструментов, участвующих в работе.
4. Необходимость замены установочных приспособлений.
Кроме перечисленных выше факторов продолжительности учтены также степени сложности подготовки к работе: простая, средней сложности, сложная.
При простой подготовке требуется беглое изучение чертежа и технологического процесса, инструктаж от мастера не нужен; работа выполняется без частичных переналадок.
При подготовке средней сложности требуется изучение чертежа и технологического процесса; необходимо получение краткого инструктажа от мастера; производится частичная переналадка оборудования в процессе обработки партии деталей.
При сложной подготовке требуется тщательное изучение чертежа и технологического процесса. Необходим подробный инструктаж от мастера; производится 2 - 3 переналадки оборудования. В случаях, когда на станке систематически выполняются однотипные операции по обработке конструктивно-сходных деталей, подготовительно-заключительное время должно быть уменьшено по сравнению с нормативным на 30 - 50%.
При обслуживании рабочего места вспомогательным персоналом нормативное время следует также уменьшать на 30 - 40%.
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ШТУЧНОЕ ВРЕМЯ
(В ЗАВИСИМОСТИ ОТ РАЗМЕРА ПАРТИИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ)
N п/п | Виды работ | Количество деталей в партии | ||||
1 - 2 | 3 - 5 | 6 - 10 | 11 - 20 | 21 - 30 | ||
Коэффициент | ||||||
1 | Горизонтально-расточные, шлицефрезерные, резьбонакатные, заготовительные | 1,2 | 0,85 | 0,7 | 0,65 | |
2 | Зубообрабатывающие | 1,05 | 1,0 | 0,97 | 0,95 | |
Примечание. Количество деталей в партии устанавливается по согласованию с плановыми органами завода как средняя величина для всех запусков изделий в производство в течение длительного времени (как правило, не менее года).
И ТЕХНОЛОГИЯ РАБОТЫ
Нормативы времени рассчитаны для нормирования работ, выполняемых на оборудовании отечественного производства. К их числу относятся:
N п/п | Тип станка | Модель станка | Мощность двигателя, квт | Основные размеры по группам станков |
1 | Горизонтально-расточные | 2620 | 7,5 - 10 | 5470 x 2985 x 3010 |
2654 | 14 | 10400 x 5600 x 5600 | ||
2656 | 14 | 10700 x 7210 x 4900 | ||
2657 | 14 | 10900 x 7200 x 5600 | ||
2 | Зубофрезерные | 5Д32 | 2,8 | 2395 x 1210 x 1975 |
5Е32 | 4,5 | 2390 x 1340 x 2085 | ||
5К32 | 7 | 3600 x 1900 x 2000 | ||
5А326 | 7 | 3195 x 1605 x 2235 | ||
5330 | 16 | 5755 x 2680 x 3560 | ||
3 | Зубодолбежные | 5В12 | 1,7 | 940 x 1320 x 1820 |
514 | 3,0 | 1270 x 1760 x 2060 | ||
5М14 | 2,8 | 1270 x 1760 x 2060 | ||
5Б150 | 7,0 | 3050 x 1800 x 3500 | ||
4 | Шевинговальные | 5702 | 2,8 | 1400 x 1580 x 2100 |
5712 | 1,0 | 850 x 1080 x 1580 | ||
5714 | 2,8 | 1250 x 1400 x 2020 | ||
5М714 | 2,8 | 1228 x 1455 x 2020 | ||
5715 | 2,2 | 1510 x 1600 x 1390 |
Технологические режимы работы оборудования рассчитаны на применение инструмента из стали Р18 и твердого сплава.
Выполнение работы станочниками осуществляется по разработанному маршрутному процессу, содержащему состав работы по операциям с указанием применяемого оборудования, инструмента и приспособления.
1. Работа выполняется рабочими соответствующей квалификации на оборудовании, отвечающем технологическим требованиям, с полным использованием мощности.
2. Технологическая документация, приспособления и инструмент доставляются на рабочее место самим рабочим. Принято, что окончательную заточку инструмента производит сам рабочий.
3. Наряды на выполнение работы и заготовки доставляются на рабочее место обслуживающим персоналом.
4. Заготовки поставляются в соответствии с техническими условиями.
5. Для крепления деталей применяются универсальные приспособления.
6. Изготовление деталей производятся малыми партиями: 3 - 20 штук - в мелкосерийном и 1 - 2 штуки - в единичном производстве.
Организация рабочего места принята с соблюдением правил санитарной гигиены и техники безопасности (см. "Типовые решения организации рабочих мест в производственных цехах машиностроительных заводов". Москва, НИИ труда, 1965 г.), с учетом следующих общих положений:
1. Оборудование, инвентарь, производственная мебель, тара, стеллажи расположены в таком порядке, что не создают стесненных условий работы и лишних затрат времени на хождение и поиски.
2. Освещение рабочего места достаточное и правильное в соответствии с действующими санитарными нормами (свет не слепит глаза, тень не падает на обрабатываемую деталь и т.д.).
3. На рабочем месте станочника имеется инструкционно-эксплуатационная карта для выбора режимов по типу разработанной Невским машиностроительным заводом им. Ленина или разработанные ПКТИмаш.
4. Инструменты и приспособления расположены на рабочем месте в определенном, удобном для пользования порядке.
5. Участок обработки тяжелых деталей оснащен подъемно-транспортными устройствами.
Ниже приведены примеры типовой организации рабочих мест станочников: расточника, зуборезчика и др.
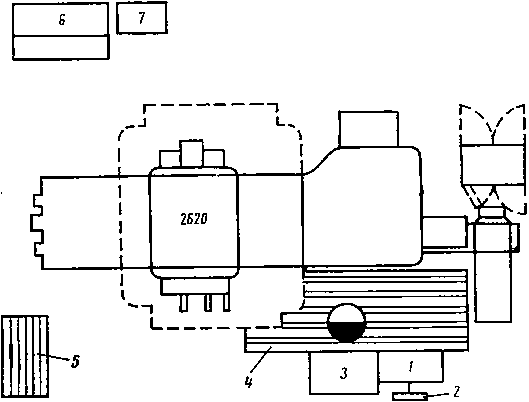
Рис. 1. Схема организации рабочего места расточника
Оснащение рабочего места: инструментальная тумбочка (1),
стеллаж для вертикального хранения борштанг и оправок (7),
стеллаж для хранения приспособлений и принадлежностей
к станку (6), приемный столик для хранения инструмента (3),
планшет для подвешивания чертежей обрабатываемых
деталей (2), подножная решетка (4), поддон
для корпусных деталей (5)
(ГОСТ 9557-60)

Рис. 2. Схема организации рабочего места зубофрезеровщика
Оснащение рабочего места: приемный столик (5) для размещения
контрольных приспособлений, планшет (4) для технической
документации, подножная решетка (6), рольганг
для межоперационной транспортировки деталей (2)
со стеллажом (7), катучая балка (1). Стружка
удаляется шнековым транспортером (3)

Рис. 3. Схема организации рабочего места зубодолбежника
Оснащение рабочего места: приемный столик (3) для размещения
контрольных приспособлений, планшет (4) для технической
документации, подножная решетка (6), монорельс (2)
для межоперационной транспортировки деталей с подвесным
стеллажом (1). Отходы удаляются шнековым транспортером (5)
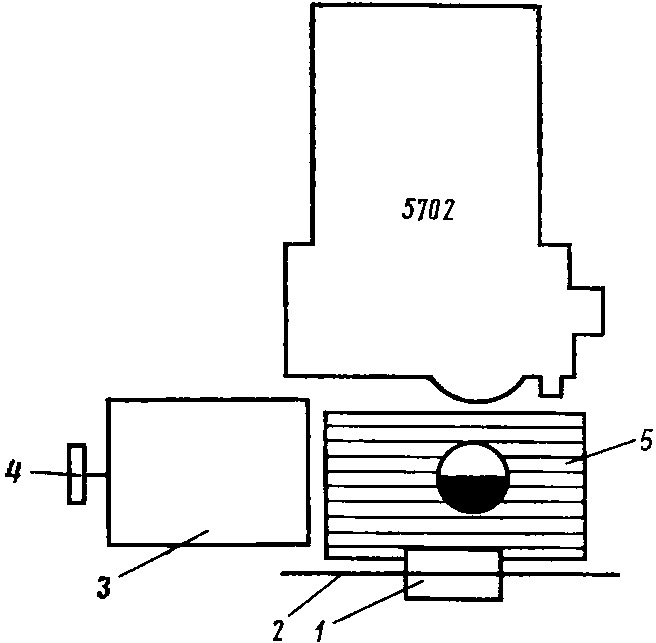
Рис. 4. Схема организации рабочего места шевинговальщика
Оснащение рабочего места: приемный столик (3) для размещения
контрольных приспособлений, планшет (4) для технической
документации, подножная решетка (5), монорельс (2)
для межоперационной транспортировки деталей с подвесным
стеллажом (1). Отходы от рабочего места удаляются тележкой

Рис. 5. Схема организации рабочего места резчика на прессах
Оснащение рабочего места: пресс эксцентриковый (1),
стол-тумбочка для заготовки инструмента (2), стол-тумбочка
для готовых деталей и инструмента (3),
шкаф для инструмента (4)

Рис. 6. Схема организации рабочего места резчика
на гильотинных ножницах
Оснащение рабочего места: рольганг (1), гильотинные
ножницы (2), складское место листового металла (3),
шкафы для инструмента (4), место для деталей (5),
ящик для отходов (6)
Оснащение рабочих мест станочников оргоснасткой (инструментальными шкафами, приемными столиками и т.п.) должно проводиться на основе типовых конструкций. Специальная оргоснастка проектируется и изготовляется в исключительных случаях, если по каким-либо причинам не подходит типовая.
Ниже, в качестве примера, приведены отдельные конструкции типовой оргоснастки (из общемашиностроительных типовых и руководящих материалов по организации рабочих мест в производственных цехах машиностроительных заводов).
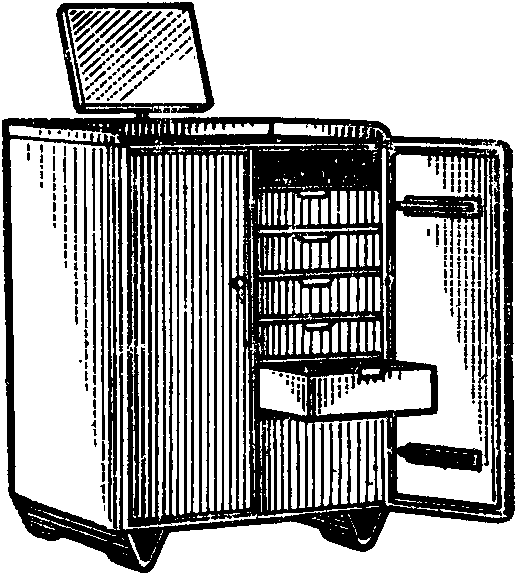
Рис. 7. Инструментальный шкаф для двухсменной работы
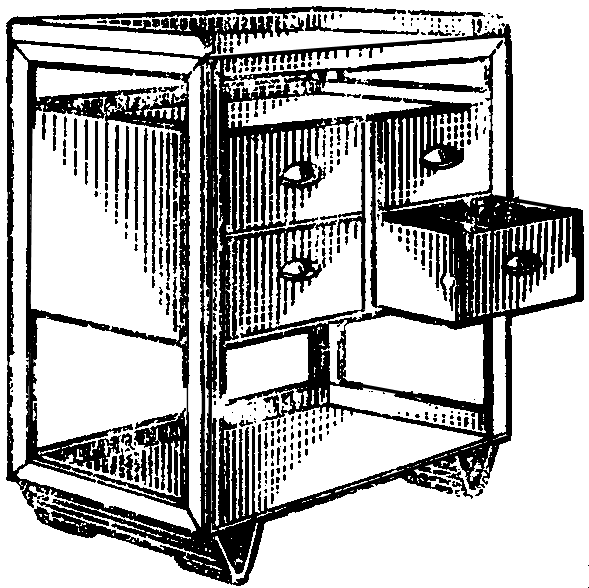
Рис. 8. Приемный столик с инструментальными ящиками
Рис. 9. Стеллаж для приспособлений с выдвижной платформой
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
Этот раздел сборника предназначен для нормирования работ, выполняемых на столиковых расточных станках с диаметром шпинделя 20 мм, 110 мм и 150 мм и содержит укрупненные нормативы для расчета технически обоснованных норм времени на основные виды расточных работ: растачивание, наружное продольное и поперечное точение, прорезку канавок, растачивание и обтачивание фасок, подрезание торцов, фрезерование плоскостей и пазов, сверление, зенкерование и развертывание отверстий и нарезание резьб.
Норма времени на станочную работу состоит из нормы подготовительно-заключительного времени и нормы штучного времени.
При пользовании настоящими нормативами норма штучного времени определяется суммированием неполного штучного времени на обработку поверхностей (с учетом количества проходов), времени на установку и снятие детали, на установку и снятие борштанг и инструмента в процессе выполнения операции и времени на измерения.
Нормативы неполного штучного времени даны на один проход и включают:
а) основное (технологическое время);
б) вспомогательное время, связанное с переходом, с учетом взятия пробных стружек;
в) вспомогательное время на изменение режима работы станка;
г) время на обслуживание рабочего места, отдых и личные надобности.
Основное (технологическое) время рассчитывалось по общемашиностроительным нормативам режимов резания для расточных станков с учетом технологических факторов, влияющих на режимы и время обработки (размеры обработки, обрабатываемый материал, характер, точность и чистота обработки).
Принятые при расчете основного (технологического времени) режимы резания приведены в картах нормативов как справочные.
Скорости резания для растачивания консольными борштангами установлены с учетом следующих условий:
а) длина обрабатываемого отверстия до 3D;
б) вылет оправки 0,1 - 0,2 от общего вылета системы шпиндель-оправка;
в) диаметр оправки составляет не менее половины диаметра шпинделя.
Для растачивания отверстий большей длины в нормативах предусмотрено применение двух опорных борштанг.
Обработка поверхности с чистотой  3 рассчитывалась с учетом обработки по корке, то есть с понижающим коэффициентом на скорость резания Кv = 0,8. Получистовая и чистовая обработка рассчитаны без учета корки.
3 рассчитывалась с учетом обработки по корке, то есть с понижающим коэффициентом на скорость резания Кv = 0,8. Получистовая и чистовая обработка рассчитаны без учета корки.
Приведенные в картах на сверление (карты 79, 84, 88) и развертывание (карты 83, 87) режимы резания даны в следующей зависимости: большие - максимальные как скорости, так и подачи для длин равных 3D (три диаметра инструмента), а меньшие - минимальные для длин 10D и больше.
При расчете основного времени за основу взяты следующие зависимости:
Режим резания | Длина обрабатываемой поверхности в диаметрах инструмента | ||||||
4D | 5D | 6D | 7D | 8D | 10D | 15D | |
Коэффициенты на режимы резания | |||||||
v | 0,85 | 0,75 | 0,7 | - | 0,6 | 0,5 | - |
Sо | - | 0,9 | - | 0,8 | - | 0,75 | 0,6 |
Для торцовых фрез режимы резания даны при вылете шпинделя до 200 мм. В случае большего вылета даны поправочные коэффициенты на время обработки. Эти коэффициенты применяются только на станки мощностью 7,8 квт. Для станков меньшей мощности коэффициенты на вылет не учитываются, так как они перекрываются снижением скорости резания из-за недостатка мощности.
При работе концевыми фрезами режимы даны применительно к конструкции инструментов по ГОСТ 8237-57 из стали Р18, обеспечивающих равномерную, без вибраций, работу при больших вылетах инструмента.
Приведенное в нормативах неполное штучное время рассчитано на определенные условия выполнения работы. Для измененных условий работы в картах приводятся поправочные коэффициенты на время в зависимости от механических свойств обрабатываемого материала, мощности станка и т.д. Таблица поправочных коэффициентов на время в зависимости от размера партии обрабатываемых деталей дана в общей части. Величина вспомогательного времени, связанного с переходом, включенного в неполное штучное время, показана в приложении N 3. Вспомогательное время на приемы, не включенные в комплексы, дано в картах 3, 4, 5, 6.
Нормативы вспомогательного времени приводятся с учетом способов установки, выверки, крепления и веса деталей, способа совмещения оси шпинделя станка с осью отверстия обрабатываемой детали, с учетом характера базовой поверхности, вида измерительного инструмента, способа и точности измерения и размеров измеряемых поверхностей.
Для пояснения порядка пользования нормативами ниже приводится пример расчета нормы штучного времени.
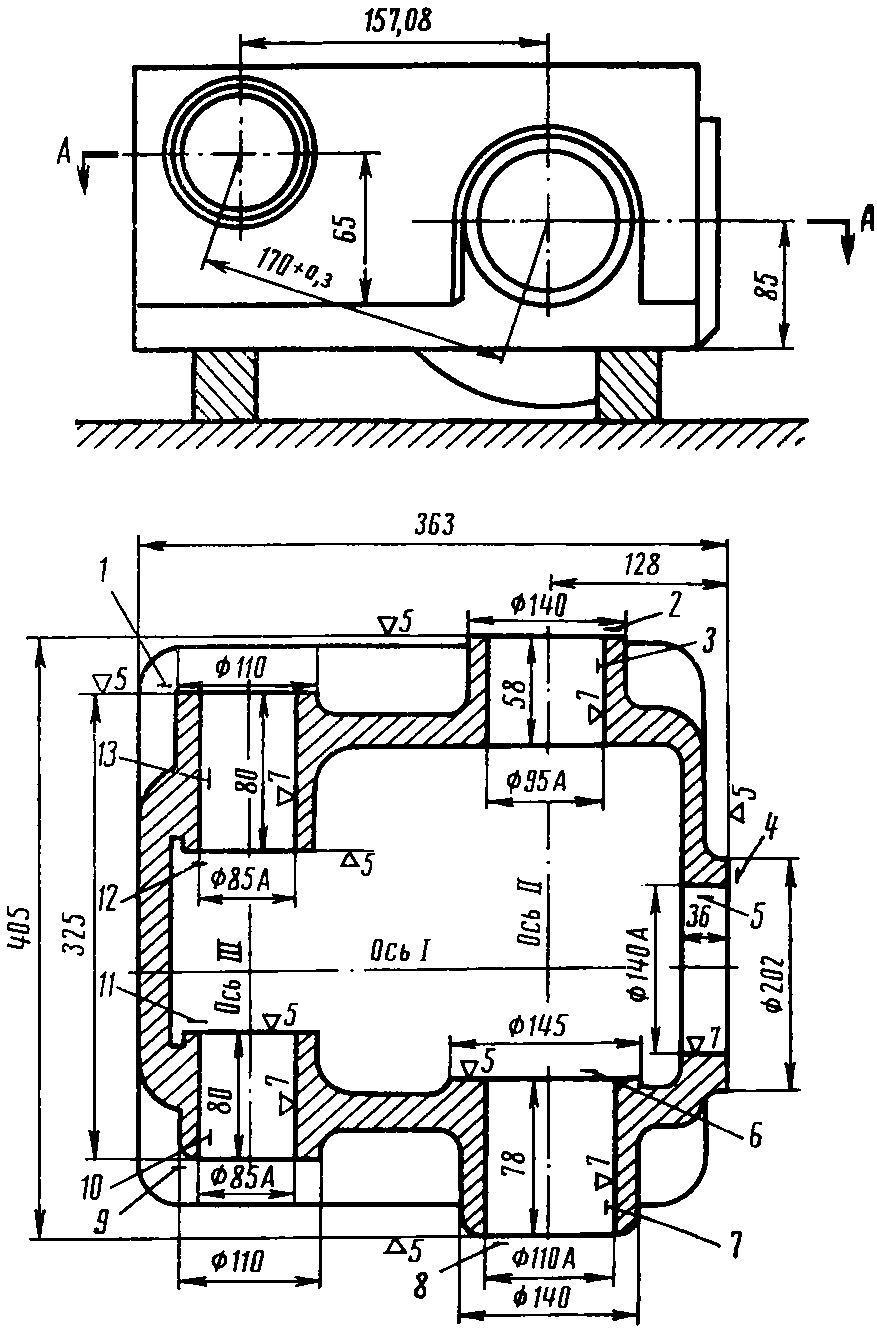
Станок - горизонтально-расточной столиковый, мод. 2621.
Диаметр шпинделя - 85 мм. Максимальное число оборотов
шпинделя в минуту - 2000. Мощность электродвигателя станка -
7,8 квт. Деталь - корус. Вес детали - 74 кг. Обрабатываемый
материал - чугун серый Сч 16-32 НВ = 220. Операция -
обработка отверстий оси I, II, III. Размер партии - 5 шт.
Установка деталей на столе с креплением болтами и планками
РАСЧЕТ НОРМЫ ШТУЧНОГО ВРЕМЕНИ
N п/п | Наименование переходов | Номер поверхности | Инструмент | Размеры поверхности, мм | Число проходов | Глубина резания в мм | Время на обработку, мин. | |||||||
режущий | измерительный | диаметр | длина | припуск | неполное штучное | номер карты | вспомогательное | номер карты, номер позиции | ||||||
1 | Установка детали краном с выверкой по разметке в одном направлении. Снятие детали | 14,5 | ||||||||||||
2 | Совмещение оси шпинделя с осью отверстия D = 140A по размеченной окружности | 5 | 2,0 | |||||||||||
3 | Растачивание отверстия D = 140A | 5 | ||||||||||||
а) | установка консольной борштанги | 2,3 | ||||||||||||
б) | черновая обработка | резцы | 137 | 43 | 10 | 2 | 5 | 3,6 x 2= 7,2 | ||||||
ВК8 | 140 | 43 | 1,0 | 1 | 1,0 | 7,2 | ||||||||
в) | чистовая обработка | ВК6 | 1,1 | |||||||||||
г) | смена резцов | |||||||||||||
д) | промер | D = 140A | пробка | 0,75 | ||||||||||
4 | Подрезка торца D = 202 в размер 36 | 4 | ||||||||||||
а) | установка борштанги для ножа | 2,3 | ||||||||||||
б) | обработка | нож подрезной из стали Р18 | 202 | - | 7 | 1 | 7 | 5,2 | ||||||
в) | промер l = 36 | штангенциркуль | 0,26 | |||||||||||
5 | Поворот стола на 90° | 1,4 | ||||||||||||
6 | Совмещение оси шпинделя с осью отверстия D = 110A от торца отверстия D = 140A по мерным плиткам | 7 | 8,75 | |||||||||||
7 | Растачивание отверстия D = 110A | 7 | ||||||||||||
а) | установка двухопорной борштанги | 17,5 | ||||||||||||
б) | черновая обработка | резцы | 107 | 90 | 10 | 2 | 5 | 4,1 x 2 = 8,2 | ||||||
ВК8 | ||||||||||||||
в) | чистовая обработка | ВК6 | 110 | 90 | 1,0 | 1 | 1,0 | 9,0 | ||||||
г) | смена резцов | 1,1 | ||||||||||||
д) | промер D = 110A | D = 110A | пробка | 0,75 | ||||||||||
8 | Растачивание отверстия D = 95A | 3 | ||||||||||||
а) | черновая обработка | резцы | 92 | 65 | 10 | 2 | 5 | 3,8 x 2 = 7,6 | ||||||
ВК8 | ||||||||||||||
б) | чистовая обработка | ВК6 | 95 | 65 | 1,0 | 1 | 1,0 | 6,7 | ||||||
в) | смена резцов | 1,1 | ||||||||||||
г) | промер | пробка | 0,6 | |||||||||||
9 | Подрезка торца D = 140 | 2 | - | |||||||||||
а) | перестановка ножа | 0,8 | ||||||||||||
б) | обработка | 140 | 7 | 1 | 7 | 4,2 | ||||||||
в) | промер L = 58 | Штангенциркуль | 0,28 | |||||||||||
10 | Подрезка торца D = 140 | 8 | Нож подрезной из стали Р18 | |||||||||||
а) | перестановка ножа | 0,8 | ||||||||||||
б) | обработка | 140 | - | 7 | 1 | 7 | 4,2 | |||||||
в) | промер L = 405 | Линейка масштабная | 0,21 | |||||||||||
11 | Подрезка торца D = 145 | 6 | Нож подрезной из стали Р18 | - | ||||||||||
а) | установка борштанги для ножа | 10,5 | ||||||||||||
б) | обработка | 145 | - | 5 | 1 | 5 | 3,2 | |||||||
в) | промер L = 78 | Штангенциркуль | 0,28 | |||||||||||
12 | Совмещение оси шпинделя с осью отверстия D = 85 в двух направлениях по мерным плиткам и контрольным валикам | 10 | 12,0 | |||||||||||
13 | Растачивание двух отверстий D = 85A | 10, 13 | ||||||||||||
а) | установка двухопорной борштанги | 17,5 | ||||||||||||
б) | черновая обработка | резцы | 82 | 90 x 2 | 10 | 2 | 5 | 4,1 x 2 = 8,2 | ||||||
ВК8 | ||||||||||||||
в) | чистовая обработка | ВК6 | 85 | 90 x 2 | 1 | 1 | 1 | 7,4 | ||||||
г) | смена резцов | 0,8 | ||||||||||||
д) | промер | 0,6 x 2 = 1,2 | ||||||||||||
14 | Подрезка наружного торца D = 140 первой стенки (нижней) в р-р 50 (на чертеже не проставлен) до обработанного нижнего торца D = 140 | 9 | пробка | |||||||||||
а) | установка борштанги для ножа | 10,5 | ||||||||||||
б) | обработка | Нож подрезной из стали Р18 | 110 | - | 5 | 1 | 5 | 2,9 | ||||||
в) | промер L = 50 | шаблон, линейка | 0,16 | |||||||||||
15 | Подрезка внутреннего торца первой стенки в размер 80 | 11 | ||||||||||||
а) | перестановка ножа | 1,1 x 1,2 = 1,32 | ||||||||||||
б) | обработка | Нож подрезной из стали Р18 | Штангенциркуль | 110 | - | 5 | 1 | 5 | 2,9 | |||||
в) | промер L = 80 | 0,28 | ||||||||||||
16 | Подрезка наружного торца D = 110A второй стенки в размер 325 | 1 | ||||||||||||
а) | перестановка ножа | 0,8 | ||||||||||||
б) | обработка | 110 | - | 5 | 1 | 5 | 2,9 | |||||||
в) | промер L = 325 | Линейка масштабная | 0,21 | |||||||||||
17 | Подрезка внутреннего торца второй стенки в размер 80 | 12 | ||||||||||||
а) | перестановка ножа | 1,1 x 1,2 = 1,32 | ||||||||||||
б) | обработка | Нож подрезной из стали Р18 | 110 | - | 5 | 1 | 5 | 2,9 | ||||||
в) | промер l = 80 | Штангенциркуль | 0,26 | |||||||||||
Итого | 89,9 | 113,63 | ||||||||||||
Норма штучного времени равна 203,53 | ||||||||||||||
Горизонтально-расточные станки | |||||||||
КАРТА 1 Лист 1 | |||||||||
N позиций | Способ установки детали | Сложность подготовки к работе | Количество инструментов в наладке | Диаметр шпинделя станка, мм до | |||||
80 | 110 | 150 | 80 | 110 | 150 | ||||
с заменой установочных приспособлений | без замены установочных приспособлений | ||||||||
Время, мин. | |||||||||
1 | На столе с креплением болтами и планками | Простая | 1 - 3 | 15 | 17 | 20 | 10 | 12 | 14 |
2 | 4 - 6 | 18 | 20 | 23 | 12 | 14 | 17 | ||
3 | Средней сложности | 2 - 4 | 19 | 22 | 25 | 14 | 16 | 18 | |
4 | 5 - 7 | 22 | 25 | 28 | 15 | 18 | 21 | ||
5 | 8 - 10 | 25 | 28 | 31 | 18 | 20 | 24 | ||
6 | Сложная | 3 - 5 | 26 | 30 | 33 | 19 | 22 | 25 | |
7 | 6 - 8 | 29 | 33 | 36 | 22 | 25 | 28 | ||
8 | 9 - 12 | 32 | 36 | 40 | 25 | 29 | 32 | ||
9 | В приспособлении или на угольнике | Простая | 1 - 3 | 22 | 25 | 28 | 12 | 14 | 16 |
10 | 4 - 6 | 25 | 28 | 31 | 15 | 16 | 18 | ||
11 | Средней сложности | 2 - 4 | 26 | 30 | 33 | 16 | 17 | 20 | |
12 | 5 - 7 | 29 | 33 | 36 | 19 | 20 | 23 | ||
13 | 8 - 11 | 32 | 36 | 39 | 21 | 23 | 26 | ||
14 | Сложная | 3 - 5 | 33 | 38 | 42 | 22 | 24 | 28 | |
15 | 6 - 8 | 36 | 41 | 45 | 25 | 27 | 31 | ||
16 | 9 - 12 | 40 | 45 | 50 | 28 | 31 | 35 | ||
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ | Горизонтально-расточные станки | ||||||
КАРТА 1 Лист 2 | |||||||
ВРЕМЯ НА ДОПОЛНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ, НЕ ВКЛЮЧЕННЫЕ В КОМПЛЕКСЫ | |||||||
1 | Установить и снять | Угольник с выверкой | 8 | 9 | 10 | ||
2 | Летучий суппорт | 6 | 7 | 8 | |||
3 | Дополнительный стол, расточные приспособления, кондуктор, домкрат или призму | без выверки | 6 | 7 | 8 | ||
4 | с выверкой | 9 | 10 | 11 | |||
5 | вручную | 1 | 1,5 | 1,5 | |||
6 | краном | 3 | 3,5 | 3,5 | |||
Примечание. Характеристика сложности подготовки к работе приведена в общей части.
Горизонтально-расточные станки | |||||||||||||
КАРТА 2 Лист 1 | |||||||||||||
N позиций | Способ установки детали и характер выверки | Вручную | Мостовым краном | ||||||||||
Вес детали, кг до | |||||||||||||
8 | 12 | 20 | 30 | 50 | 100 | 200 | 500 | 1000 | 3000 | ||||
Время, мин. | |||||||||||||
1 | На столе (или на столе с клиньями) с креплением болтами, планками и упорами | Без выверки | 1,95 | 2,08 | 2,3 | 4,4 | 5,75 | 7,5 | 9,8 | 11,5 | 13,3 | 17,8 | |
2 | с выверкой в одной плоскости | грубо | 2,42 | 2,65 | 3,0 | 5,1 | 9,2 | 11,0 | 12,7 | 16,1 | 18,5 | 23 | |
точно по индикатору, щупу | 3,45 | 3,9 | 4,5 | 8,8 | 12,3 | 14,5 | 17 | 21,4 | 25,3 | 30 | |||
с выверкой в двух плоскостях | грубо | 3,7 | 4,15 | 4,85 | 9,3 | 13,5 | 15,8 | 19 | 23 | 27,5 | 33 | ||
5 | точно по индикатору, щупу | 4,95 | 5,5 | 6,5 | 12,5 | 18,5 | 21,4 | 24,2 | 28,8 | 33,4 | 30 | ||
6 | На столе с домкратами или с подставками и клиньями с креплением болтами, планками, упорами | с выверкой в одной плоскости | грубо | 3,22 | 3,7 | 4,25 | 8,6 | 11,5 | 13,8 | 16,2 | 20,2 | 24,2 | 27,6 |
7 | точно по индикатору, щупу | 4,25 | 4,72 | 5,5 | 10,7 | 15,3 | 18,4 | 21,4 | 26,5 | 31 | 36,8 | ||
с выверкой в двух плоскостях | грубо | 4,5 | 4,95 | 8,0 | 12 | 16,1 | 19,2 | 22,4 | 27,6 | 32,8 | 39,5 | ||
9 | точно по индикатору, щупу | 6,1 | 6,9 | 7,9 | 15,5 | 21,4 | 25,4 | 30 | 37 | 41,5 | 50,5 | ||
ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА СТОЛЕ | Горизонтально-расточные станки | ||||||||||||
КАРТА 2 Лист 2 | |||||||||||||
N позиций | Способ установки детали и характер выверки | Вручную | Мостовым краном | ||||||||||
Вес детали, кг до | |||||||||||||
8 | 12 | 20 | 30 | 50 | 100 | 200 | 500 | 1000 | 3000 | ||||
Время, мин. | |||||||||||||
10 | На столе с угольником, с креплением болтами, планками и упорами | Без выверки | 2,0 | 2,18 | 2,42 | 4,6 | 6,3 | 7,8 | 9,7 | 11,5 | 13,2 | - | |
11 | с выверкой в одной плоскости | грубо | 3,0 | 3,34 | 3,8 | 8,25 | 10,3 | 12,1 | 14,4 | 18,4 | 21,8 | 25,4 | |
12 | точно по индикатору, щупу | 3,9 | 4,35 | 5,65 | 12,7 | 13,8 | 16,1 | 19 | 23,6 | 27,5 | 33,4 | ||
с выверкой в двух плоскостях | грубо | 4,15 | 4,6 | 5,3 | 13,2 | 15 | 17,2 | 20,6 | 26,5 | 31 | 37 | ||
14 | точно по индикатору, щупу | 5,5 | 6,2 | 7,15 | 16 | 19,5 | 23 | 28,2 | 33,4 | 38 | 47,5 | ||
15 | Время в карте предусматривает крепление детали болтами в количестве: | 4 | 6 | 8 | |||||||||
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных | 0,4 | 0,6 | 0,8 | ||||||||||
Примечания:
1. При переустановке деталей вручную время брать по карте без изменений; при переустановке деталей с применением мостового крана без выверки время по карте умножить на К = 0,65, с выверкой в одной плоскости - на К = 0,75 - 0,85; с выверкой в 2 - 3-х плоскостях - на К = 0,9 - 0,95.
2. При установке с выверкой отливок, имеющих необработанную установочную поверхность, время по карте умножать на К = 1,15.
3. При установке деталей с выверкой в 3-х плоскостях время по поз. 4 - 5, 8 - 9, 13 - 14 умножать на К = 1,3.
4. При установке крупногабаритных деталей из легких сплавов или металлоконструкций время по карте умножать на К = 1,2.
5. При работе с местными подъемниками время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
Горизонтально-расточные станки | |||||||||||
КАРТА 3 | |||||||||||
Номер позиции | Наименование приемов | Диаметр шпинделя, мм до | |||||||||
80 | 110 | 150 | |||||||||
Время, мин. | |||||||||||
Установить и снять | Резец в оправку или борштангу | Без установки на размер | 0,70 | 0,80 | 0,90 | ||||||
С установкой на размер по шаблону или линейке | 0,90 | 1,1 | 1,2 | ||||||||
3 | Резец на резцедержатель на планшайбе | проходной | 1,5 | 1,6 | 1,85 | ||||||
4 | подрезной | 1,70 | 1,85 | 2,10 | |||||||
5 | Оправку или инструмент (расточную пластину, зенкер, развертку, резцовую головку) в конус шпинделя или в борштангу | Без крепления | Вручную | 0,35 | 0,45 | 0,60 | |||||
6 | С креплением клином | Вручную | 1,30 | 1,5 | 1,75 | ||||||
7 | Краном | 4,7 | 5,10 | 5,40 | |||||||
Борштангу в конус шпинделя с креплением клином | Вручную | 1,70 | 2,30 | 2,90 | |||||||
9 | Краном | 4,4 | 5,65 | 6,2 | |||||||
Борштангу в конус шпинделя и втулку задней стойки | Без совмещения оси втулки и борштанги | Вручную | 8,0 | 10,5 | 13,5 | ||||||
11 | Краном | 13 | 15,5 | 17,5 | |||||||
С совмещением оси втулки и борштанги | Вручную | 15 | 17,5 | 19,5 | |||||||
13 | Краном | 19,5 | 22 | 24 | |||||||
Повернуть стол на угол с откреплением и закреплением | С проверкой угла по шкале деления | Угол поворота стола в градусах | 90 | 1,20 | 1,40 | 1,75 | |||||
15 | 180 | 1,85 | 2,20 | 2,65 | |||||||
16 | С совмещением осей в другой плоскости | 90 | 2,10 | 2,55 | 3,20 | ||||||
7 | 180 | 3,20 | 3,80 | 4,50 | |||||||
Примечание. При установке резца в борштангу в стесненных условиях (через окна детали или приспособления) время по позиции 1 - 2 умножать на К = 1,2.
Горизонтально-расточные станки | ||||||||||||||
КАРТА 4 | ||||||||||||||
Номер позиции | Наименование приемов | Точность межцентрового расстояния, мм до | Диаметр шпинделя, мм до | |||||||||||
80 | 110 | 150 | ||||||||||||
Проверяемое расстояние между центрами растачиваемых отверстий, мм до | ||||||||||||||
300 | 500 | > 500 | 300 | 500 | > 500 | 300 | 500 | > 500 | ||||||
Время, мин. | ||||||||||||||
1 | Совместить ось шпинделя с осью обрабатываемого отверстия перемещением шпинделя станка | Грубо по разметке или нониусной линейке | В одной плоскости | 1,0 | 0,4 | 0,65 | 1,05 | 0,65 | 0,80 | 1,25 | 0,80 | 1,10 | 1,65 | |
2 | 0,6 | 1,15 | 1,50 | 1,95 | 1,40 | 1,80 | 2,30 | 1,75 | 2,10 | 2,75 | ||||
3 | 0,3 | 2,20 | 2,75 | 3,45 | 2,65 | 3,30 | 4,0 | 3,30 | 3,95 | 4,60 | ||||
4 | В двух плоскостях | 1,0 | 0,65 | 1,10 | 1,73 | 0,80 | 1,40 | 2,0 | 1,05 | 1,60 | 2,30 | |||
0,6 | 1,60 | 2,10 | 2,65 | 2,0 | 2,55 | 3,20 | 2,55 | 3,10 | 3,95 | |||||
6 | 0,3 | 3,45 | 3,80 | 4,40 | 4,15 | 4,75 | 5,40 | 5,20 | 5,85 | 6,55 | ||||
7 | Точно по мерным плиткам, штихмассу или индикатору | В одной плоскости | 0,2 | 4,72 | 5,87 | 7,0 | 5,65 | 7,0 | 8,4 | 6,8 | 8,4 | 10 | ||
0,1 | 7,35 | 9,10 | 10,8 | 8,75 | 10,8 | 13,2 | 10,6 | 13 | 15,5 | |||||
9 | 0,05 | 10,4 | 12,7 | 15,3 | 12,7 | 15 | 18,5 | 15 | 18,5 | 22 | ||||
10 | В двух плоскостях | 0,2 | 6,55 | 8,10 | 10 | 8 | 10 | 12 | 10 | 12 | 15 | |||
0,1 | 10 | 12 | 14,5 | 12 | 15 | 17,5 | 15 | 18 | 21 | |||||
12 | 0,05 | 15 | 18 | 22 | 17 | 21 | 25 | 20 | 25 | 30 | ||||
13 | По конусной оправке и отверстию | В одной плоскости | - | 0,60 | 0,73 | 1,40 | 0,75 | 1,0 | 1,75 | 1,0 | 1,30 | 2,15 | ||
Горизонтально-расточные станки | ||||||||
КАРТА 5 | ||||||||
Номер позиции | Измерение расстояния | Точность измерения мм, до | Измеряемое расстояние, мм до | |||||
100 | 500 | 1000 | св. 1000 | |||||
Время, мин. | ||||||||
1 | До центра отверстия | от одной поверхности детали | 1,0 | - | - | 1,7 | 2,2 | |
2 | 0,5 | - | 2,2 | 3,3 | 5,0 | |||
3 | 0,1 | 2,8 | 3,9 | 5,5 | 8,3 | |||
4 | от двух поверхностей детали | 1,0 | - | - | 2,5 | 3,9 | ||
5 | 0,5 | - | 3,3 | 5,0 | 7,7 | |||
6 | 0,1 | 4,4 | 6,6 | 8,8 | 12,0 | |||
7 | Между центрами двух отверстий и каждой последующей пары отверстий детали | 1,0 | - | - | 1,9 | 2,5 | ||
8 | 0,5 | - | 2,2 | 3,9 | 6,6 | |||
9 | 0,1 | 3,3 | 4,4 | 7,2 | 9,9 | |||
Горизонтально-расточные станки | ||||||||||
КАРТА 6 Лист 1 | ||||||||||
Номер позиции | Измерительный инструмент | Способ и точность измерения | Измеряемый диаметр, мм до | Измеряемая длина, мм до | ||||||
100 | 200 | 300 | 500 | 750 | 1000 | |||||
Время, мин. | ||||||||||
Линейка | - | - | 0,13 | 0,15 | 0,18 | 0,21 | 0,24 | 0,28 | ||
2 | Нутромер | Установленный предварительно на размер | 100 | 0,13 | - | - | - | - | - | |
3 | 200 | 0,17 | - | - | - | - | - | |||
4 | 300 | 0,21 | - | - | - | - | - | |||
5 | 500 | 0,26 | - | - | - | - | - | |||
6 | С установкой на размер в процессе измерения | 100 | 0,29 | - | - | - | - | - | ||
7 | 200 | 0,32 | - | - | - | - | - | |||
8 | 300 | 0,36 | - | - | - | - | - | |||
9 | 500 | 0,42 | - | - | - | - | - | |||
10 | Штангенциркуль | Установленный предварительно на размер | - | 0,13 | 0,15 | 0,19 | 0,24 | 0,29 | 0,34 | |
11 | 100 | 0,15 | - | - | - | - | - | |||
12 | 200 | 0,18 | - | - | - | - | - | |||
13 | 300 | 0,22 | - | - | - | - | - | |||
С установкой на размер в процессе измерения с точностью до 0,1 мм | - | 0,26 | 0,29 | 0,32 | 0,39 | 0,46 | 0,55 | |||
100 | 0,28 | - | - | - | - | - | ||||
16 | 200 | 0,30 | - | - | - | - | - | |||
17 | 300 | 0,34 | - | - | - | - | - | |||
18 | С установкой на размер в процессе измерения с точностью до 0,02 мм | - | 0,45 | 0,48 | 0,5 | 0,6 | 0,66 | 0,75 | ||
19 | 100 | 0,50 | - | - | - | - | - | |||
20 | 200 | 0,55 | - | - | - | - | - | |||
21 | 300 | 0,65 | - | - | - | - | - | |||
ВРЕМЯ НА ОКОНЧАТЕЛЬНЫЕ ИЗМЕРЕНИЯ | Горизонтально-расточные станки | ||||||||||
КАРТА 6 Лист 2 | |||||||||||
Номер позиции | Измерительный инструмент | Способ и точность измерения | Измеряемый диаметр, мм до | Измеряемая длина, мм до | |||||||
100 | 200 | 300 | 500 | 750 | 1000 | ||||||
Время, мин. | |||||||||||
22 | Штихмасс нераздвижной | 4 - 5 классы точности | 100 | 0,19 | 0,21 | 0,23 | - | - | - | ||
23 | 300 | 0,24 | 0,29 | 0,34 | 0,40 | - | - | ||||
24 | 500 | 0,31 | 0,35 | 0,40 | 0,46 | 0,65 | 0,9 | ||||
25 | 1000 | 0,40 | 0,43 | 0,46 | 0,46 | 0,75 | 1,0 | ||||
26 | Штихмасс микрометрический | Установленный предварительно на размер | 100 | 0,28 | 0,33 | 0,36 | - | - | - | ||
27 | 300 | 0,41 | 0,46 | 0,49 | 0,6 | - | - | ||||
28 | 500 | 0,49 | 0,55 | 0,65 | 0,75 | 1,05 | 1,3 | ||||
29 | 1000 | 0,85 | 1,0 | 1,15 | 1,5 | 1,9 | 2,4 | ||||
30 | С установкой на размер 2 - 3 класса точности | 100 | 0,55 | 0,6 | 0,65 | - | - | - | |||
31 | 300 | 0,6 | 0,75 | 0,85 | 1,05 | - | - | ||||
32 | 500 | 0,8 | 0,9 | 1,1 | 1,35 | 1,65 | 2,0 | ||||
33 | 1000 | 1,05 | 1,25 | 1,5 | 1,8 | 2,5 | 2,8 | ||||
34 | Штангенглубиномер | Установленный на размер | - | 0,12 | 0,14 | 0,16 | 0,2 | 0,24 | 0,31 | ||
35 | с установкой на размер | 0,1 мм | - | 0,2 | 0,22 | 0,23 | 0,3 | 0,36 | 0,4 | ||
36 | с точностью до | 0,05 мм | - | 0,3 | 0,33 | 0,36 | 0,4 | - | - | ||
37 | Глубиномер микрометрический | Установленный на размер | - | 0,16 | 0,2 | 0,24 | 0,31 | 0,43 | - | ||
38 | С установкой на размер | - | 0,31 | 0,41 | 0,47 | 0,6 | 0,7 | 0,75 | |||
ВРЕМЯ НА ОКОНЧАТЕЛЬНЫЕ ИЗМЕРЕНИЯ | Горизонтально-расточные станки | |||||||||||
КАРТА 6 Лист 3 | ||||||||||||
Номер позиции | Измерительный инструмент | Способ и точность измерения | Измеряемый диаметр, мм до | Измеряемая длина, мм до | ||||||||
100 | 200 | 300 | 500 | 750 | 1000 | |||||||
Время, мин. | ||||||||||||
39 | Пробка двусторонняя предельная | 4 - 5 классы | 50 | 0,23 | - | - | - | - | - | |||
40 | 100 | 0,31 | - | - | - | - | - | |||||
41 | 3 | 50 | 0,3 | - | - | - | - | - | ||||
42 | 100 | 0,43 | 0,55 | - | - | - | - | |||||
43 | 2 | 50 | 0,46 | 0,6 | - | - | - | - | ||||
100 | 0,60 | 0,85 | - | - | - | - | ||||||
45 | Пробка неполная | 4 - 5 | 100 | 0,28 | 0,33 | - | - | - | - | |||
46 | 200 | 0,34 | 0,43 | - | - | - | - | |||||
47 | 3 | 100 | 0,37 | 0,50 | - | - | - | - | ||||
48 | 200 | 0,50 | 0,65 | - | - | - | - | |||||
2 | 100 | 0,60 | 0,75 | - | - | - | - | |||||
200 | 0,75 | 1,0 | - | - | - | - | ||||||
51 | Пробка конусная | Измерение по риске с проверкой конусности | на качку | 50 | 0,21 | - | - | - | - | - | ||
52 | 100 | 0,23 | - | - | - | - | - | |||||
53 | по краске | 50 | 0,9 | - | - | - | - | - | ||||
54 | 100 | 1,25 | - | - | - | - | - | |||||
55 | шаблон линейный | односторонний | грубо | - | 0,13 | 0,14 | 0,17 | 0,19 | 0,23 | 0,24 | ||
точно | - | 0,16 | 0,17 | 0,21 | 0,26 | 0,30 | 0,33 | |||||
57 | двусторонний | - | - | 0,17 | 0,21 | 0,24 | 0,30 | 0,33 | 0,36 | |||
ВРЕМЯ НА ОКОНЧАТЕЛЬНЫЕ ИЗМЕРЕНИЯ | Горизонтально-расточные станки | ||||||||||||||||
КАРТА 6 Лист 4 | |||||||||||||||||
Номер позиции | Измерительный инструмент | Способ и точность измерения | Измеряемый диаметр, мм до | Измеряемая длина, мм до | |||||||||||||
100 | 200 | 300 | 500 | 750 | 1000 | ||||||||||||
Время, мин. | |||||||||||||||||
58 | шаблон фасонный | простого профиля | грубо | - | 0,11 | 0,14 | 0,16 | 0,23 | 0,26 | 0,3 | |||||||
59 | точно | - | 0,20 | 0,23 | 0,24 | 0,31 | 0,40 | 0,50 | |||||||||
60 | сложного профиля | грубо | - | 0,18 | 0,23 | 0,26 | 0,30 | 0,34 | 0,37 | ||||||||
61 | точно | - | 0,41 | 0,46 | 0,50 | 0,55 | 0,60 | 0,70 | |||||||||
62 | Нутромер индикаторный | 2 - 3 классы точности | 100 | 0,36 | 0,40 | 0,44 | - | - | - | ||||||||
63 | 200 | 0,43 | 0,44 | 0,47 | 0,55 | - | - | ||||||||||
64 | 100 | 0,5 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | ||||||||||
65 | 200 | 0,75 | 0,75 | 0,8 | 0,9 | 1,05 | 1,15 | ||||||||||
Пробка резьбовая | |||||||||||||||||
Диаметр резьбы, мм | Шаг резьбы, мм | ||||||||||||||||
До 20 | 24 | 30 | 40 | 50 | 60 | 75 | 100 | 2 | 3 | 4 | 5 | 6 | |||||
Время, мин. | Измеряемая длина резьбы, мм | ||||||||||||||||
66 | 0,24 | 0,24 | 0,26 | 0,27 | 0,3 | 0,33 | 0,36 | 0,4 | - | - | - | - | 18 | ||||
67 | 0,36 | 0,37 | 0,4 | 0,41 | 0,44 | 0,47 | 0,5 | 0,6 | - | 18 | 24 | 30 | 36 | ||||
68 | 0,5 | 0,5 | 0,52 | 0,55 | 0,6 | 0,65 | 0,7 | 0,75 | 18 | 27 | 36 | 45 | 54 | ||||
69 | 0,65 | 0,65 | 0,65 | 0,7 | 0,7 | 0,8 | 0,85 | 0,9 | 24 | 36 | 48 | 60 | 72 | ||||
70 | 0,8 | 0,8 | 0,8 | 0,85 | 0,9 | 0,9 | 1,0 | 1,05 | 30 | 45 | 60 | 75 | 108 | ||||
71 | 0,9 | 0,9 | 1,0 | 1,0 | 1,0 | 1,1 | 1,15 | 1,25 | 36 | 54 | 72 | 90 | 125 | ||||
72 | 1,05 | 1,05 | 1,15 | 1,15 | 1,25 | 1,3 | 1,4 | 1,5 | 45 | 67 | 90 | 113 | 135 | ||||
73 | 1,4 | 1,4 | 1,4 | 1,4 | 1,65 | 1,65 | 1,8 | 2,0 | 60 | 90 | 120 | 150 | - | ||||
74 | 1,75 | 1,8 | 1,8 | 1,9 | 2,0 | 2,1 | 2,2 | 2,4 | 75 | 119 | 150 | - | - | ||||
75 | 2,05 | 2,15 | 2,15 | 2,2 | 2,3 | 2,5 | 2,6 | 2,7 | 90 | 135 | - | - | - | ||||
76 | 2,75 | 2,8 | 2,8 | 2,9 | 3,1 | 3,3 | 3,45 | 3,6 | 120 | - | - | - | - | ||||
77 | 3,3 | 3,35 | 3,35 | 3,6 | 3,7 | 4,0 | 4,3 | 4,6 | 150 | - | - | - | - | ||||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Борштанги консольные. Резцы с пластинками ВК8 | |||||||||||||||||||||||
КАРТА 7 Лист 1 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 2 | 2,6 | 2,7 | 2,9 | 3,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 75 | 1,0 |
50 | 3 | 2,6 | 2,7 | 2,9 | 3,0 | 3,4 | 3,6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,35 | 79 | 1,0 |
5 | 2,6 | 2,9 | 3,1 | 3,4 | 3,9 | 4,1 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 79 | 1,0 | |
75 | 3 | 2,6 | 2,7 | 2,9 | 3,0 | 3,4 | 3,6 | 3,8 | 3,9 | - | - | - | - | - | - | - | - | - | - | - | - | 0,7 | 59 | 1,5 |
5 | 2,6 | 2,8 | 3,0 | 3,2 | 3,6 | 3,8 | 4,0 | 4,2 | - | - | - | - | - | - | - | - | - | - | - | - | 0,56 | 59 | 2,2 | |
8 | 2,7 | 3,1 | 3,4 | 3,7 | 4,2 | 4,6 | 4,9 | 5,2 | - | - | - | - | - | - | - | - | - | - | - | - | 0,35 | 59 | 2,7 | |
100 | 3 | 2,6 | 2,8 | 3,0 | 3,2 | 3,6 | 3,8 | 4,0 | 4,2 | 4,5 | 4,9 | - | - | - | - | - | - | - | - | - | - | 0,7 | 63 | 1,9 |
5 | 2,6 | 2,9 | 3,1 | 3,4 | 3,8 | 4,1 | 4,3 | 4,6 | 4,9 | 5,4 | - | - | - | - | - | - | - | - | - | - | 0,56 | 63 | 2,7 | |
8 | 2,8 | 3,2 | 3,6 | 4,0 | 4,6 | 5,0 | 5,4 | 5,8 | 6,3 | 7,2 | - | - | - | - | - | - | - | - | - | - | 0,35 | 63 | 3,2 | |
125 | 3 | 3,1 | 3,3 | 3,6 | 3,8 | 4,3 | 4,5 | 4,8 | 5,0 | 5,4 | 5,9 | 6,3 | - | - | - | - | - | - | - | - | - | 0,7 | 63 | 1,9 |
5 | 3,1 | 3,4 | 3,8 | 4,1 | 4,6 | 4,9 | 5,2 | 5,5 | 6,0 | 6,6 | 7,4 | - | - | - | - | - | - | - | - | - | 0,56 | 63 | 2,7 | |
8 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,5 | 8,5 | - | - | - | - | - | - | - | - | - | 0,45 | 63 | 3,8 | |
12 | 3,3 | 3,9 | 4,3 | 4,8 | 5,6 | 6,1 | 6,6 | 7,1 | 7,8 | 8,8 | 10 | - | - | - | - | - | - | - | - | - | 0,35 | 63 | 4,6 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Борштанги консольные. Резцы с пластинками ВК8 | ||||||||||||||||||||||||
КАРТА 7 Лист 2 | |||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | |||
Время на проход, мин. | |||||||||||||||||||||||||
150 | 3 | 3,1 | 3,4 | 3,8 | 4,1 | 4,6 | 4,9 | 5,3 | 5,6 | 6,0 | 6,7 | 7,5 | 8,2 | 8,8 | - | - | - | - | - | - | - | 0,7 | 59 | 1,5 | |
5 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,4 | 10,2 | - | - | - | - | - | - | - | 0,56 | 59 | 2,2 | ||
8 | 3,4 | 3,9 | 4,3 | 4,8 | 5,4 | 6,1 | 6,6 | 7,1 | 7,8 | 8,8 | 10 | 11 | 12 | - | - | - | - | - | - | - | 0,45 | 59 | 3,2 | ||
12 | 3,5 | 4,1 | 4,8 | 5,4 | 6,2 | 6,9 | 7,5 | 8,3 | 9,1 | 10,4 | 11 | 12 | 13 | - | - | - | - | - | - | - | 0,35 | 59 | 3,8 | ||
175 - 200 | 3 | 2,8 | 3,4 | 4,0 | 4,4 | 5,2 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,4 | 10,2 | 11 | 12 | 13 | - | - | - | - | 0,7 | 55 - 63 | 1,2 - 1,9 | |
5 | 3,3 | 3,8 | 4,3 | 4,7 | 5,5 | 6,0 | 6,5 | 7,0 | 7,7 | 8,7 | 9,9 | 11 | 12 | 13 | 14 | 15 | - | - | - | - | 0,56 | 55 - 63 | 2,6 - 2,7 | ||
8 | 3,5 | 4,1 | 4,7 | 5,3 | 6,2 | 6,8 | 7,4 | 8,0 | 8,9 | 10,2 | 11,5 | 13 | 14 | 15,5 | 17 | 18 | - | - | - | - | 0,45 | 55 - 63 | 3,0 - 3,8 | ||
12 | 3,6 | 4,4 | 5,2 | 6,0 | 7,0 | 7,8 | 8,6 | 9,4 | 10,6 | 12 | 14 | 15,5 | 17 | 19 | 20 | 22 | - | - | - | - | 0,35 | 55 - 63 | 3,5 - 4,6 | ||
250 | 3 | 3,3 | 3,8 | 4,3 | 4,7 | 5,5 | 6,0 | 6,5 | 7,0 | 7,7 | 8,7 | 9,9 | 10,9 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | - | 0,7 | 63 | 1,9 | |
5 | 3,3 | 4,0 | 4,6 | 5,2 | 6,1 | 6,7 | 7,3 | 7,9 | 8,8 | 10,1 | 11,5 | 13 | 14 | 15 | 17 | 18 | 19 | 21 | 22 | - | 0,56 | 63 | 2,7 | ||
8 | 3,6 | 4,3 | 5,2 | 6,0 | 7,1 | 7,9 | 8,7 | 9,5 | 11 | 12 | 14 | 16 | 17 | 19 | 21 | 22 | 24 | 26 | 27 | - | 0,45 | 63 | 3,8 | ||
12 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | - | 0,35 | 63 | 4,6 | ||
300 | 3 | 3,6 | 4,2 | 4,9 | 5,6 | 6,4 | 7,1 | 7,7 | 8,4 | 9,3 | 10,7 | 12,5 | 13,5 | 15 | 16 | 18 | 19 | 20 | 22 | 23 | 24 | 0,7 | 58 | 1,5 | |
5 | 3,7 | 4,5 | 5,3 | 6,1 | 7,2 | 8,1 | 8,8 | 9,7 | 11 | 12,5 | 14,5 | 16 | 18 | 19,5 | 21 | 23 | 25 | 26 | 28 | 30 | 0,56 | 58 | 2,2 | ||
8 | 4,1 | 5,1 | 6,1 | 7,1 | 8,3 | 9,3 | 10,4 | 11,5 | 13 | 15 | 17 | 19 | 21 | 23 | 26 | 28 | 30 | 32 | 34 | 36 | 0,45 | 58 | 3,2 | ||
12 | 4,3 | 5,6 | 6,9 | 8,2 | 9,7 | 11 | 12,5 | 13,5 | 15,5 | 18 | 21 | 24 | 26 | 29 | 32 | 35 | 37 | 40 | 42 | 45 | 0,35 | 58 | 3,8 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Борштанги консольные. Резцы с пластинками ВК8 | ||||||||||||||||||||||||
КАРТА 7 Лист 3 | |||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | |||
Время на проход, мин. | |||||||||||||||||||||||||
350 | 3 | 3,7 | 4,5 | 5,3 | 6,1 | 7,1 | 7,9 | 8,7 | 9,5 | 10,7 | 12 | 14 | 16 | 17,5 | 19 | 21 | 23 | 24 | 26 | 27 | 29 | 0,7 | 55 | 1,2 | |
5 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,56 | 55 | 2,0 | ||
8 | 4,3 | 5,5 | 6,7 | 8,0 | 9,4 | 10,7 | 12 | 13 | 15 | 17,5 | 20 | 23 | 25 | 28 | 30 | 33 | 35 | 38 | 40 | 43 | 0,45 | 55 | 3,0 | ||
12 | 4,6 | 6,2 | 7,8 | 9,4 | 11 | 13 | 14,5 | 16 | 18,5 | 22 | 25 | 28 | 31 | 35 | 38 | 41 | 45 | 48 | 51 | 54 | 0,35 | 55 | 3,5 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 220 | Свыше 220 |
Коэффициент | 1,25 |
Горизонтально-расточные станки | |||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Борштанги двухопорные. Резцы с пластинками ВК8 | ||||||||||||||||||||||||
КАРТА 8 Лист 1 | |||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | |||
Время на проход, мин. | |||||||||||||||||||||||||
125 | 3 | 3,1 | 3,3 | 3,6 | 3,8 | 4,3 | 4,5 | 4,8 | 5,0 | 5,4 | 5,9 | 6,6 | 7,1 | 7,6 | 8,1 | 8,8 | 9,3 | 9,8 | 10,3 | 10,8 | 11,5 | 0,9 | 50 | 1,6 | |
5 | 3,1 | 3,4 | 3,8 | 4,1 | 4,6 | 4,9 | 5,2 | 5,6 | 6,0 | 6,7 | 7,5 | 8,1 | 8,8 | 9,4 | 10,2 | 10,9 | 11,5 | 12 | 13 | 13,5 | 0,7 | 50 | 2,2 | ||
8 | 3,3 | 3,7 | 4,1 | 4,5 | 5,1 | 5,5 | 5,9 | 6,3 | 6,9 | 7,7 | 8,7 | 9,5 | 10,2 | 11 | 12 | 13 | 14 | 14,5 | 15 | 16 | 0,56 | 50 | 3,2 | ||
12 | 3,4 | 3,9 | 4,4 | 4,8 | 5,6 | 6,1 | 6,6 | 7,1 | 7,8 | 8,8 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,45 | 50 | 3,8 | ||
150 - 175 | 3 | 3,1 | 3,4 | 3,7 | 4,1 | 4,6 | 4,9 | 5,2 | 5,5 | 6,0 | 6,6 | 7,4 | 8,1 | 8,7 | 9,3 | 10,1 | 10,8 | 11,5 | 12 | 12,5 | 13 | 0,9 | 47 - 55 | 1,5 - 1,8 | |
5 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,4 | 10,2 | 11 | 12 | 13 | 13,5 | 14,5 | 15 | 16 | 0,7 | 47 - 55 | 2,1 - 2,6 | ||
8 | 3,4 | 3,9 | 4,4 | 4,9 | 5,6 | 6,1 | 6,6 | 7,1 | 7,8 | 8,8 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,56 | 47 - 55 | 3,1 - 3,7 | ||
12 | 3,5 | 4,1 | 4,7 | 5,3 | 6,2 | 6,8 | 7,4 | 8,0 | 9,0 | 10,2 | 11,5 | 13 | 14 | 15,5 | 17 | 18 | 19,5 | 21 | 22 | 23 | 0,45 | 47 - 55 | 3,7 - 4,5 | ||
200 | 3 | 3,2 | 3,6 | 4,0 | 4,3 | 5,0 | 5,3 | 5,7 | 6,1 | 6,7 | 7,5 | 8,5 | 9,1 | 10 | 10,8 | 12 | 12,5 | 13,5 | 14 | 15 | 15,5 | 0,9 | 50 | 1,6 | |
5 | 3,3 | 3,8 | 4,4 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 7,7 | 8,7 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,7 | 50 | 2,2 | ||
8 | 3,5 | 4,1 | 4,7 | 5,3 | 6,2 | 6,8 | 7,4 | 8,1 | 9,0 | 10,2 | 11,5 | 13 | 14 | 15,5 | 17 | 18 | 19,5 | 21 | 22 | 23 | 0,56 | 50 | 3,2 | ||
12 | 3,6 | 4,4 | 5,2 | 5,9 | 6,9 | 7,7 | 8,5 | 9,3 | 10,4 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 23 | 25 | 26 | 28 | 0,45 | 50 | 3,8 | ||
250 - 300 | 3 | 3,5 | 4,0 | 4,5 | 5,0 | 5,7 | 6,3 | 6,8 | 7,3 | 8,0 | 9,0 | 10,4 | 11,5 | 12,5 | 13,5 | 15 | 16 | 17 | 18 | 19 | 20 | 0,9 | 50 - 58 | 1,6 - 1,9 | |
5 | 3,6 | 4,3 | 4,9 | 5,5 | 6,4 | 7,1 | 7,7 | 8,4 | 9,3 | 10,7 | 12,5 | 13,5 | 15 | 16 | 18 | 19 | 20 | 22 | 23 | 24 | 0,7 | 50 - 58 | 2,2 - 2,0 | ||
8 | 3,9 | 4,7 | 5,5 | 6,3 | 7,4 | 8,2 | 9,0 | 9,8 | 11 | 12,5 | 14,5 | 16 | 18 | 19,5 | 21 | 23 | 25 | 26 | 28 | 30 | 0,56 | 50 - 58 | 3,2 - 3,8 | ||
12 | 4,1 | 5,1 | 6,1 | 7,1 | 8,3 | 9,4 | 10,4 | 11,5 | 13 | 15 | 17,5 | 19 | 21 | 23 | 26 | 28 | 30 | 32 | 34 | 36 | 0,45 | 50 - 58 | 3,8 - 4,6 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Борштанги двухопорные. Резцы с пластинками ВК8 | ||||||||||||||||||||||||
КАРТА 8 Лист 2 | |||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | |||
Время на проход, мин. | |||||||||||||||||||||||||
350 | 3 | 3,6 | 4,2 | 4,8 | 5,4 | 6,3 | 6,9 | 7,5 | 8,1 | 9,1 | 10,3 | 12 | 13 | 14,5 | 15,5 | 17 | 18,5 | 19,5 | 21 | 22 | 23 | 0,9 | 55 | 1,8 | |
5 | 3,7 | 4,5 | 5,3 | 6,1 | 7,1 | 7,9 | 8,7 | 9,5 | 10,7 | 12,5 | 14 | 16 | 17,5 | 19 | 21 | 23 | 24 | 26 | 27 | 29 | 0,7 | 55 | 2,6 | ||
8 | 4,0 | 5,0 | 6,0 | 7,0 | 8,2 | 9,2 | 10,2 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,56 | 55 | 3,7 | ||
12 | 4,3 | 5,5 | 6,7 | 8,0 | 9,4 | 10,7 | 12 | 13 | 15 | 17,5 | 20 | 23 | 25 | 28 | 30 | 33 | 35 | 38 | 40 | 43 | 0,45 | 55 | 4,5 | ||
400 - 450 | 3 | 3,7 | 4,5 | 5,2 | 6,0 | 7,0 | 7,8 | 8,5 | 9,3 | 10,6 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 24 | 25 | 27 | 29 | 0,9 | 50 - 57 | 1,6 - 1,9 | |
5 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,7 | 50 - 57 | 2,2 - 2,7 | ||
8 | 4,3 | 5,5 | 6,8 | 8,0 | 9,5 | 10,7 | 12 | 13 | 15 | 17,5 | 20 | 23 | 25 | 28 | 31 | 33 | 36 | 38 | 41 | 43 | 0,50 | 50 - 57 | 3,2 - 3,8 | ||
12 | 4,6 | 6,1 | 7,6 | 9,2 | 11 | 12,5 | 14 | 15,5 | 18 | 21 | 24 | 28 | 31 | 34 | 37 | 40 | 43 | 46 | 49 | 53 | 0,45 | 50 - 57 | 3,8 - 4,6 | ||
500 | 3 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,9 | 50 | 1,6 | |
5 | 4,1 | 5,3 | 6,6 | 7,9 | 9,4 | 10,7 | 12 | 13 | 14 | 18 | 21 | 23 | 26 | 28 | 31 | 34 | 36 | 39 | 42 | 44 | 0,7 | 50 | 2,2 | ||
8 | 4,6 | 6,2 | 7,8 | 9,4 | 11 | 13 | 14,5 | 16 | 18,5 | 22 | 25 | 28 | 32 | 35 | 38 | 42 | 45 | 48 | 51 | 54 | 0,56 | 50 | 3,2 | ||
12 | 5,0 | 7,0 | 8,9 | 11 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 42 | 47 | 51 | 55 | 59 | 63 | 66 | 0,45 | 50 | 3,8 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 220 | Свыше 220 |
Коэффициент | 1,25 |
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Резцы с пластинками ВК6 | |||||||||||||||||||||||
КАРТА 9 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 2,5 | 2,7 | 2,9 | 3,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 76 | Менее 1,0 |
50 | 2,5 | 2,7 | 2,9 | 3,0 | 3,4 | 3,6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,45 | 63 | ||
75 | 2,6 | 2,8 | 3,0 | 3,2 | 3,6 | 3,8 | 4,0 | 4,2 | - | - | - | - | - | - | - | - | - | - | - | - | 74 | |||
100 | 2,6 | 2,9 | 3,3 | 3,6 | 4,1 | 4,4 | 4,7 | 5,0 | 5,5 | 6,1 | - | - | - | - | - | - | - | - | - | - | 63 | |||
125 - 150 | 3,1 | 3,5 | 3,8 | 4,3 | 4,9 | 5,3 | 5,7 | 6,1 | 6,6 | 7,4 | 8,4 | - | - | - | - | - | - | - | - | - | 63 - 75 | |||
175 | 3,2 | 3,7 | 4,2 | 4,7 | 5,4 | 5,9 | 6,4 | 6,9 | 7,6 | 8,6 | 9,8 | 10,8 | - | - | - | - | - | - | - | - | 69 | |||
200 | 3,3 | 3,9 | 4,5 | 5,1 | 6,0 | 6,6 | 7,2 | 7,8 | 8,7 | 10 | 11,5 | 12,5 | 14 | 15 | 16,5 | 18 | - | - | - | - | 63 | |||
250 - 300 | 3,6 | 4,4 | 5,1 | 5,9 | 6,9 | 7,7 | 8,5 | 9,2 | 10,4 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 23 | 25 | 27 | - | 63 - 75 | |||
350 - 400 | 3,7 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 34 | 36 | 67 - 77 | |||
450 | 3,9 | 5,1 | 6,3 | 7,6 | 9,1 | 10,3 | 11,5 | 13 | 14,5 | 17 | 20 | 22 | 25 | 27 | 30 | 33 | 35 | 37 | 40 | 42 | 71 | |||
500 | 4,1 | 5,6 | 7,1 | 8,7 | 10,5 | 12 | 13,5 | 15 | 17,5 | 20 | 24 | 27 | 30 | 33 | 37 | 40 | 43 | 46 | 49 | 52 | 63 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,4.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Резцы с пластинками ВК6 | |||||||||||||||||||||||
КАРТА 10 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 3,4 | 3,5 | 3,6 | 3,8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 94 | Менее 1,0 |
50 | 3,4 | 3,6 | 3,8 | 4,0 | 4,5 | 4,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 99 | |||
75 | 3,5 | 3,8 | 4,1 | 4,4 | 5,0 | 5,4 | 5,7 | 6,0 | - | - | - | - | - | - | - | - | - | - | - | - | 94 | |||
100 | 3,5 | 3,9 | 4,3 | 4,7 | 5,4 | 5,8 | 6,2 | 6,6 | 7,2 | 8,0 | - | - | - | - | - | - | - | - | - | - | 99 | |||
125 | 4,0 | 4,6 | 5,1 | 5,6 | 6,4 | 6,9 | 7,3 | 7,9 | 8,7 | 9,7 | 11 | - | - | - | - | - | - | - | - | - | 98 | |||
150 | 4,2 | 4,8 | 5,4 | 6,1 | 7,0 | 7,6 | 8,3 | 8,9 | 9,8 | 11 | 12,5 | 14 | 15 | - | - | - | - | - | - | - | 94 | |||
175 - 200 | 4,3 | 5,1 | 5,9 | 6,6 | 7,7 | 8,5 | 9,3 | 10,1 | 11 | 13 | 14,5 | 16 | 18 | 19,5 | 21 | 23 | - | - | - | - | 88 - 100 | |||
250 | 4,4 | 5,4 | 6,4 | 7,5 | 8,7 | 9,8 | 10,8 | 12 | 13,5 | 15,5 | 17,5 | 19,5 | 22 | 24 | 26 | 28 | 30 | 32 | 34 | - | 98 | |||
300 | 4,9 | 6,2 | 7,4 | 8,7 | 10,2 | 11,5 | 13 | 14 | 16 | 18,5 | 21 | 24 | 26 | 29 | 31 | 35 | 37 | 40 | 42 | 45 | 94 | |||
350 - 400 | 5,1 | 6,7 | 8,2 | 9,8 | 11,5 | 13 | 15 | 16,5 | 19 | 22 | 26 | 29 | 32 | 35 | 39 | 42 | 45 | 48 | 52 | 55 | 88 - 100 | |||
450 - 500 | 5,4 | 7,5 | 9,5 | 11,5 | 14 | 16 | 18 | 23 | 23 | 27 | 32 | 36 | 40 | 44 | 49 | 53 | 57 | 62 | 66 | 70 | 86 - 96 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,2.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Чугун серый НВ = 180 - 220 | Резцы с пластинками ВК6 | |||||||||||||||||||||||
КАРТА 11 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 5,0 | 5,3 | 5,5 | 5,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,10 | 118 | Менее 1,0 |
50 | 5,1 | 5,5 | 5,8 | 6,2 | 7,0 | 7,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 126 | |||
75 | 5,2 | 5,6 | 6,1 | 6,5 | 7,4 | 7,8 | 8,3 | 8,7 | - | - | - | - | - | - | - | - | - | - | - | - | 148 | |||
100 | 5,3 | 6,0 | 6,7 | 7,4 | 8,6 | 9,3 | 10 | 10,7 | 11,5 | 13 | - | - | - | - | - | - | - | - | - | - | 126 | |||
125 - 150 | 6,3 | 7,2 | 8,1 | 9,0 | 10,3 | 11 | 12 | 13 | 14 | 16 | 18 | - | - | - | - | - | - | - | - | - | 124 - 149 | |||
175 | 6,5 | 7,6 | 8,7 | 9,8 | 11,5 | 12,5 | 13,5 | 14,5 | 16,5 | 18,5 | 21 | 24 | 26 | - | - | - | - | - | - | - | 138 | |||
200 | 6,6 | 8,0 | 9,4 | 10,8 | 12,5 | 14 | 15,5 | 17 | 19 | 22 | 25 | 28 | 31 | 33 | 37 | 39 | - | - | - | - | 126 | |||
250 - 300 | 7,3 | 9,0 | 10,8 | 12,5 | 14,5 | 16,5 | 18 | 20 | 22 | 26 | 30 | 34 | 37 | 41 | 45 | 48 | 52 | 55 | 59 | - | 126 - 150 | |||
350 | 7,6 | 9,8 | 12 | 14 | 17 | 19 | 21 | 24 | 27 | 31 | 37 | 41 | 45 | 50 | 55 | 60 | 64 | 68 | 73 | 77 | 138 | |||
400 - 450 | 7,9 | 10,7 | 13,5 | 16 | 19,5 | 22 | 25 | 28 | 32 | 38 | 44 | 49 | 55 | 61 | 67 | 72 | 78 | 83 | 89 | 95 | 126 - 142 | |||
500 | 8,3 | 12 | 15,5 | 19 | 23 | 26 | 30 | 33 | 38 | 45 | 53 | 60 | 67 | 74 | 82 | 88 | 96 | 100 | 110 | 115 | 126 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | |||||||||||||
Продольное и поперечное точение Чугун серый НВ = 180 - 220 | Суппорт планшайбы. Резцы с пластинками ВК8 | ||||||||||||
КАРТА 12 Лист 1 | |||||||||||||
Диаметр обрабатываемой поверхностистия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | |||||||||||||
125 | 3 | 1,7 | 2,0 | 2,6 | 2,8 | 3,4 | 3,6 | 3,9 | 4,1 | 5,0 | 0,7 | 63 | 2,1 |
5 | 1,8 | 2,1 | 2,7 | 3,1 | 3,7 | 4,0 | 4,3 | 4,6 | 5,6 | 0,56 | 63 | 2,9 | |
8 | 1,9 | 2,3 | 3,0 | 3,4 | 4,1 | 4,5 | 4,9 | 5,3 | 6,3 | 0,45 | 63 | 3,9 | |
150 - 175 | 3 | 1,8 | 2,1 | 2,7 | 3,1 | 3,7 | 4,0 | 4,4 | 4,7 | 5,6 | 0,7 | 59 - 69 | 2,5 - 3 |
5 | 1,85 | 2,2 | 3,0 | 3,4 | 4,1 | 4,5 | 4,9 | 5,3 | 6,3 | 0,56 | 59 - 69 | 2,7 - 3,1 | |
8 | 2,0 | 2,5 | 3,3 | 3,8 | 4,6 | 5,1 | 5,6 | 6,1 | 7,3 | 0,45 | 59 - 69 | 3,6 - 4,2 | |
200 | 3 | 1,85 | 2,2 | 3,0 | 3,4 | 4,1 | 4,5 | 4,9 | 5,3 | 6,3 | 0,7 | 63 | 2,1 |
5 | 1,90 | 2,4 | 3,2 | 3,8 | 4,6 | 5,1 | 5,6 | 6,1 | 7,2 | 0,56 | 63 | 2,9 | |
8 | 2,1 | 2,7 | 3,6 | 4,3 | 5,2 | 5,8 | 6,4 | 7,1 | 8,4 | 0,45 | 63 | 3,9 | |
250 | 3 | 1,9 | 2,4 | 3,2 | 3,7 | 4,6 | 5,1 | 5,6 | 6,1 | 7,2 | 0,7 | 63 | 2,1 |
5 | 2,0 | 2,6 | 3,6 | 4,2 | 5,2 | 5,8 | 6,4 | 7,0 | 8,4 | 0,56 | 63 | 2,9 | |
8 | 2,2 | 3,0 | 4,1 | 4,9 | 6,0 | 6,8 | 7,6 | 8,3 | 9,9 | 0,45 | 63 | 3,9 | |
300 - 350 | 3 | 2,2 | 2,9 | 3,9 | 4,5 | 5,5 | 6,2 | 6,8 | 7,5 | 8,9 | 0,7 | 58 - 67 | 1,9 - 2,2 |
5 | 2,4 | 3,2 | 4,4 | 5,2 | 6,3 | 7,2 | 8,0 | 8,8 | 10,5 | 0,56 | 58 - 67 | 2,6 - 3,1 | |
8 | 2,6 | 3,7 | 5,0 | 6,0 | 7,4 | 8,4 | 9,4 | 10,4 | 12,5 | 0,45 | 58 - 67 | 3,5 - 4,2 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||||||||
Продольное и поперечное точение Чугун серый НВ = 180 - 220 | Суппорт планшайбы. Резцы с пластинками ВК8 | ||||||||||||
КАРТА 12 Лист 2 | |||||||||||||
Диаметр обрабатываемой поверхностистия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | |||||||||||||
400 - 450 | 3 | 2,3 | 3,1 | 4,3 | 5,0 | 6,2 | 7,0 | 7,8 | 8,6 | 9,1 | 0,7 | 63 - 70 | 2,1 - 2,4 |
5 | 2,5 | 3,5 | 4,8 | 5,8 | 7,2 | 8,2 | 9,2 | 10,2 | 12 | 0,56 | 63 - 70 | 2,9 - 3,1 | |
8 | 2,8 | 4,1 | 5,7 | 6,9 | 8,5 | 9,7 | 11 | 12 | 13,5 | 0,45 | 63 - 70 | 3,9 - 4,2 | |
500 - 550 | 3 | 2,5 | 3,5 | 4,8 | 5,8 | 7,1 | 8,1 | 9,1 | 10,1 | 12 | 0,7 | 63 - 69 | 2,1 - 2,3 |
5 | 2,7 | 3,9 | 5,5 | 6,8 | 8,4 | 9,6 | 10,8 | 12 | 14,5 | 0,56 | 63 - 69 | 2,9 - 3,2 | |
8 | 3,1 | 4,6 | 6,5 | 8,1 | 10 | 11,5 | 13 | 14,5 | 17,5 | 0,45 | 63 - 69 | 3,9 - 4,1 | |
600 | 3 | 2,7 | 4,0 | 5,6 | 6,9 | 8,5 | 9,8 | 11 | 12,5 | 15 | 0,7 | 59 | 1,5 |
5 | 2,9 | 4,6 | 6,5 | 8,1 | 10,1 | 11,5 | 13 | 15 | 18 | 0,56 | 59 | 2,7 | |
8 | 3,5 | 5,5 | 7,8 | 9,8 | 12 | 14 | 16 | 18 | 22 | 0,45 | 59 | 3,6 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 220 | Свыше 220 |
Коэффициент | 1,25 | ||
Вида обработки | Продольное и поперечное точение | ||
Растачивание отверстий | 1,06 | ||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное точение Чугун серый НВ = 180 - 220 | Суппорт планшайбы. Резцы с пластинками ВК6 | ||||||||||||||
КАРТА 13 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 1,7 | 1,95 | 2,5 | 2,8 | 3,4 | 3,6 | 3,9 | 4,1 | 4,9 | 0,45 | 98 | 250 | До 1 | |
150 | 1,75 | 2,1 | 2,7 | 3,0 | 3,7 | 4,0 | 4,3 | 4,6 | 5,5 | 94 | 200 | ||||
175 - 200 | 1,8 | 2,2 | 2,9 | 3,3 | 4,0 | 4,4 | 4,8 | 5,2 | 6,2 | 88 | 100 | ||||
250 | 1,85 | 2,4 | 3,2 | 3,7 | 4,5 | 5,0 | 5,5 | 6,0 | 7,2 | 98 | 125 | ||||
300 | 1,95 | 2,6 | 3,5 | 4,1 | 5,1 | 5,7 | 6,3 | 7,0 | 8,3 | 94 | 100 | ||||
350 - 400 | 2,3 | 3,0 | 4,1 | 4,9 | 6,0 | 6,8 | 7,6 | 8,3 | 10 | 88 - 100 | 80 | ||||
450 - 500 | 2,4 | 3,4 | 4,8 | 5,8 | 7,1 | 8,1 | 9,2 | 10,2 | 12 | 86 - 96 | 61 | ||||
550 - 600 | 2,5 | 3,8 | 5,3 | 6,6 | 8,2 | 9,4 | 10,6 | 12 | 14 | 87 - 94 | 50 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||
Растачивание отверстий | 1,06 | |||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное точение Чугун серый НВ = 180 - 220 | Суппорт планшайбы. Резцы с пластинками ВК6 | ||||||||||||||
КАРТА 14 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 2,3 | 2,5 | 3,2 | 3,5 | 4,2 | 4,4 | 4,7 | 5,0 | 5,9 | 0,22 | 196 | 500 | До 1 | |
150 | 2,3 | 2,6 | 3,4 | 3,7 | 4,5 | 4,8 | 5,1 | 5,4 | 6,5 | 189 | 400 | ||||
175 - 200 | 2,4 | 2,8 | 3,6 | 4,0 | 4,9 | 5,3 | 5,6 | 6,0 | 7,2 | 173 - 198 | 315 | ||||
250 | 2,4 | 2,9 | 3,9 | 4,4 | 5,3 | 5,9 | 6,4 | 6,9 | 8,2 | 197 | 250 | ||||
300 | 2,5 | 3,1 | 4,2 | 4,8 | 5,9 | 6,6 | 7,2 | 7,8 | 9,3 | 185 | 200 | ||||
350 - 400 | 2,8 | 3,6 | 4,9 | 5,7 | 7,0 | 7,7 | 8,5 | 9,3 | 11 | 176 - 200 | 160 | ||||
450 - 500 | 3,0 | 4,0 | 5,4 | 6,5 | 8,0 | 9,0 | 10 | 11 | 13 | 177 - 197 | 125 | ||||
550 - 600 | 3,1 | 4,4 | 6,1 | 7,4 | 9,2 | 10,5 | 11,5 | 13 | 15,5 | 173 - 189 | 100 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||
Растачивание отверстий | 1,06 | |||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное точение Чугун серый НВ = 180 - 220 | Суппорт планшайбы. Резцы с пластинками ВК6 | ||||||||||||||
КАРТА 15 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 2,5 | 3,2 | 4,3 | 5,0 | 6,1 | 6,8 | 7,5 | 8,2 | 9,7 | 0,1 | 157 | 400 | До 1 | |
150 | 2,6 | 3,5 | 4,8 | 5,7 | 7,0 | 7,9 | 8,7 | 9,6 | 11,5 | 149 | 315 | ||||
175 - 200 | 2,7 | 3,8 | 5,4 | 6,5 | 8,0 | 9,1 | 10,2 | 11,3 | 13,5 | 138 - 157 | 250 | ||||
250 | 2,9 | 4,3 | 6,1 | 7,4 | 9,3 | 10,6 | 12,0 | 13,4 | 16,0 | 157 | 200 | ||||
300 | 3,1 | 4,8 | 7,0 | 8,7 | 10,8 | 12,5 | 14,3 | 16,0 | 19,0 | 151 | 160 | ||||
350 - 400 | 3,6 | 5,8 | 8,4 | 10,7 | 13,3 | 15,5 | 17,7 | 20,0 | 24,0 | 138 - 157 | 125 | ||||
450 - 500 | 3,9 | 6,7 | 9,9 | 12,6 | 15,9 | 18,6 | 21,4 | 24 | 29 | 142 - 157 | 100 | ||||
550 - 600 | 4,3 | 7,8 | 11,6 | 15,2 | 19 | 23 | 26,5 | 29 | 35 | 139 - 151 | 80 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||
Растачивание отверстий | 1,06 | |||
Горизонтально-расточные станки | ||||||||||||
Прорезка канавок Чугун серый НВ = 180 - 220 | Суппорт планшайбы. Резцы с пластинками ВК6 | |||||||||||
КАРТА 16 Лист 1 | ||||||||||||
Размеры обработки, мм | Глубина канавки t, мм | Режимы резания | ||||||||||
D | B | 3 | 4,5 | 6 | 8 | 10 | 12 | 15 | Sо, мм/об. | n, об./мин. | v, м/мин. | |
Время на проход, мин. | ||||||||||||
50 | 3 - 5 | 2,4 | 2,5 | 2,6 | - | - | - | - | 0,07 | 315 | 49 | |
75 | 2,5 | 2,7 | 2,9 | 3,0 | - | - | - | - | 200 | 47 | ||
100 | 3 - 8 | 2,5 | 2,7 | 2,9 | 3,0 | - | - | - | 0,09 | 160 | 50 | |
125 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | - | - | - | 125 | 49 | ||
150 | 5 - 8 | 2,5 | 2,7 | 3,0 | 3,5 | 3,7 | 4,0 | 4,3 | 0,09 | 100 | 47 | |
10 - 12 | 2,9 | 3,2 | 3,5 | 3,8 | 4,2 | 4,5 | 4,9 | 0,07 | ||||
175 - 200 | 5 - 8 | 2,9 | 3,2 | 3,5 | 3,8 | 4,1 | 4,4 | 4,9 | 0,09 | 80 | 44 - 50 | |
10 - 12 | 3,0 | 3,4 | 3,8 | 4,2 | 4,6 | 5,0 | 5,6 | 0,07 | ||||
250 | 5 - 8 | 3,0 | 3,5 | 3,9 | 4,3 | 4,7 | 5,1 | 5,7 | 0,09 | 61 | 48 | |
10 - 12 | 3,3 | 3,8 | 4,3 | 4,8 | 5,4 | 5,9 | 6,7 | 0,07 | ||||
300 | 5 - 8 | 3,2 | 3,7 | 4,2 | 4,7 | 5,2 | 5,7 | 6,4 | 0,09 | 50 | 47 | |
10 - 12 | 3,5 | 4,2 | 4,8 | 5,4 | 6,1 | 6,7 | 7,7 | 0,07 | ||||
350 - 400 | 5 - 8 | 3,5 | 4,1 | 4,7 | 5,3 | 6,0 | 6,6 | 7,5 | 0,09 | 40 | 44 - 50 | |
10 - 12 | 3,8 | 4,6 | 5,4 | 6,2 | 7,0 | 7,8 | 9,0 | 0,07 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||
Прорезка канавок Чугун серый НВ = 180 - 220 | Суппорт планшайбы. Резцы с пластинками ВК6 | |||||||||||
КАРТА 16 Лист 2 | ||||||||||||
Размеры обработки, мм | Глубина канавки t, мм | Режимы резания | ||||||||||
D | B | 3 | 4,5 | 6 | 8 | 10 | 12 | 15 | Sо, мм/об. | n, об./мин. | v, м/мин. | |
Время на проход, мин. | ||||||||||||
450 - 500 | 5 - 8 | 3,9 | 4,7 | 5,5 | 6,4 | 7,2 | 8,0 | 9,2 | 0,09 | 31 | 44 - 49 | |
10 - 12 | 4,3 | 5,3 | 6,4 | 7,4 | 8,4 | 9,4 | 11 | 0,07 | ||||
550 - 600 | 5 - 8 | 4,2 | 5,2 | 6,2 | 7,2 | 8,2 | 9,2 | 10,7 | 0,09 | 25 | 43 - 47 | |
10 - 12 | 4,8 | 6,1 | 7,3 | 8,6 | 9,9 | 11 | 13 | 0,07 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||
Обработка фасок и радиусов Чугун серый НВ = 180 - 220 | Резцы с пластинками ВК8, ВК6 | |||||||||||
КАРТА 17 | ||||||||||||
Диаметр обрабатываемой поверхности D, мм | Обработка фасок | Обработка радиусов | ||||||||||
Резцы с пластинками ВК8, ВК6 | Режимы резания | Резцы с пластинками ВК8, ВК6 | Режимы резания | |||||||||
Ширина фаски, мм | Sм, мм/мин. | v, м/мин. | Размер радиуса, мм | Sм, мм/мин. | v, м/мин. | |||||||
3 | 5 | 8 | 10 | 3 | 5 | 8 | 10 | |||||
Время, мин. | Время, мин. | |||||||||||
100 | 0,70 | 0,80 | 1,0 | 1,10 | 21 | 75 | 2,6 | 2,7 | 3,0 | 3,1 | 14 | 75 |
200 | 0,80 | 0,95 | 1,2 | 1,35 | 14 | 2,7 | 2,9 | 3,3 | 3,5 | 9,8 | ||
300 | 0,90 | 1,10 | 1,4 | 1,60 | 10,5 | 2,8 | 3,1 | 3,6 | 3,9 | 7,3 | ||
400 | 0,95 | 1,20 | 1,6 | 1,90 | 8,4 | 2,9 | 3,3 | 3,9 | 4,2 | 5,9 | ||
500 | 1,05 | 1,35 | 1,8 | 2,20 | 7,0 | 3,0 | 3,5 | 4,2 | 4,6 | 4,9 | ||
600 | 1,15 | 1,55 | 2,1 | 2,50 | 5,6 | 3,1 | 3,7 | 4,5 | 5,0 | 4,2 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||
Подрезка торцов | Резцы из стали Р18 | |||||||||
КАРТА 18 | ||||||||||
Диаметр обработки D, мм | Длина обработки l, мм | Режимы резания | ||||||||
3 | 5 | 8 | 10 | 12 | 15 | 20 | Sм, мм/мин. | v, м/мин. | ||
Время, мин. | ||||||||||
Чугун серый НВ = 180 - 220 | ||||||||||
75 | 2,0 | 2,4 | 3,0 | 3,4 | 3,8 | 4,4 | 5,5 | 5,4 | 28 | |
100 | 2,0 | 2,5 | 3,1 | 3,6 | 4,0 | 4,7 | 5,7 | 0,1 | ||
125 | 2,3 | 2,9 | 3,7 | 4,3 | 4,8 | 5,7 | 7,1 | 4,0 | ||
150 | 2,6 | 3,2 | 4,2 | 4,9 | 5,5 | 6,5 | 8,2 | 3,4 | ||
175 | 2,7 | 3,5 | 4,5 | 5,3 | 6,0 | 7,1 | 8,9 | 3,1 | ||
200 | 2,9 | 3,6 | 4,8 | 5,5 | 6,3 | 7,5 | 9,4 | 2,9 | ||
225 | 3,1 | 3,9 | 5,2 | 6,1 | 7,0 | 8,2 | 10,4 | 2,6 | ||
250 | 3,6 | 4,7 | 6,3 | 7,3 | 8,4 | 10 | 12,5 | 2,1 | ||
275 | 3,7 | 4,8 | 6,5 | 7,6 | 8,7 | 10,4 | 13 | 2,0 | ||
300 | 4,0 | 5,3 | 7,1 | 8,4 | 9,6 | 11,5 | 14,5 | 1,8 | ||
Сталь конструкционная углеродистая  | ||||||||||
75 | 3,4 | 4,3 | 5,8 | 6,8 | 7,7 | 9,2 | 11,5 | 2,3 | 30 | |
100 | 3,6 | 4,7 | 6,2 | 7,3 | 8,4 | 10 | 12,5 | 2,1 | ||
125 | 4,2 | 5,5 | 7,5 | 8,8 | 10 | 12 | 15 | 1,7 | ||
150 | 4,9 | 6,5 | 8,9 | 10,5 | 12 | 14,5 | 18,5 | 1,4 | ||
175 - 200 | 5,6 | 7,4 | 10,2 | 12 | 13 | 16,5 | 20 | 1,2 | ||
225 | 6,0 | 8,0 | 11 | 13 | 15 | 18 | 23 | 1,1 | ||
250 | 6,5 | 8,7 | 12 | 14 | 16,5 | 20 | 25 | 1,0 | ||
275 | 7,1 | 9,6 | 13 | 16 | 18,5 | 22 | 28 | 0,9 | ||
300 | 8,9 | 12 | 17 | 20 | 23 | 28 | 36 | 0,7 | ||
Горизонтально-расточные станки | |||||||||||
Чугун серый НВ = 180 - 220 | Цековки и пластины из стали Р18 | ||||||||||
КАРТА 19 | |||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина цекования t, мм | Режимы резания | |||||||||
2,5 | 3,5 | 5 | 7 | 10 | 14 | 20 | Sо, мм/об. | n, об./мин. | v, м/мин. | ||
Неполное штучное время, мин. | |||||||||||
Подрезание торцов цековками | |||||||||||
30 | 0,55 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 | 1,5 | 0,26 | 76 | 7,2 | |
40 | 0,65 | 0,7 | 0,8 | 0,9 | 1,2 | 1,45 | 1,9 | 0,26 | 59 | 7,4 | |
55 - 72 | 0,85 | 0,9 | 1,05 | 1,2 | 1,5 | 1,85 | 2,35 | 0,26 - 0,37 | 48 - 38 | 8,3 - 8,6 | |
Цекование отверстий под головку болта | |||||||||||
30 - 40 | 0,85 | 0,95 | 1,15 | 1,35 | 1,7 | 2,15 | 2,8 | 0,13 - 0,19 | 76 - 59 | 7,2 - 7,4 | |
55 | 1,05 | 1,15 | 1,35 | 1,6 | 1,95 | 2,45 | 3,15 | 0,19 | 48 | 8,3 | |
72 | 1,4 | 1,55 | 1,75 | 2,1 | 2,55 | 3,15 | 4,05 | 0,19 | 38 | 8,6 | |
Подрезание торцов пластинами | |||||||||||
30 | 0,6 | 0,65 | 0,75 | 0,85 | 1,05 | 1,25 | 1,65 | 0,19 | 96 | 9,1 | |
40 | 0,65 | 0,75 | 0,85 | 1,0 | 1,25 | 1,55 | 2,0 | 0,19 | 76 | 9,5 | |
55 - 72 | 1,1 | 1,2 | 1,35 | 1,6 | 1,95 | 2,45 | 3,15 | 0,19 - 0,26 | 48 - 38 | 8,3 - 8,6 | |
Цекование отверстий под головку болта пластинами | |||||||||||
30 | 0,8 | 0,95 | 1,1 | 1,3 | 1,6 | 2,0 | 2,65 | 0,11 | 96 | 9,1 | |
40 | 0,85 | 0,95 | 1,15 | 1,4 | 1,7 | 2,2 | 2,8 | 0,13 | 76 | 9,5 | |
55 - 72 | 1,4 | 1,55 | 1,85 | 2,2 | 2,7 | 3,4 | 4,45 | 0,13 - 0,19 | 48 - 38 | 8,3 - 8,6 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 220 | Свыше 220 | ||
Коэффициент | 1,1 | ||||
Вылета шпинделя | Вылет, мм | 200 | 250 | 350 | 450 |
Коэффициент | 1,1 | 1,1 | 1,2 | ||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанга консольная. Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 20 Лист 1 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 2 | 2,7 | 3,1 | 3,5 | 3,8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,14 | 47 | 0,5 |
50 | 3 | 2,9 | 3,5 | 4,2 | 4,8 | 5,7 | 6,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 32 | 1,0 |
5 | 3,0 | 3,8 | 4,6 | 5,5 | 6,5 | 7,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,14 | 39 | 1,0 | |
75 | 3 | 2,9 | 3,5 | 4,2 | 4,8 | 5,6 | 6,1 | 6,9 | 7,2 | - | - | - | - | - | - | - | - | - | - | - | - | 0,56 | 19 | 1,0 |
5 | 3,0 | 3,8 | 4,6 | 5,4 | 6,4 | 7,2 | 8,0 | 8,4 | - | - | - | - | - | - | - | - | - | - | - | - | 0,35 | 24 | 1,0 | |
8 | 3,2 | 4,3 | 5,4 | 6,4 | 7,7 | 8,7 | 9,7 | 10,7 | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 29 | 1,9 | |
100 | 3 | 3,0 | 3,9 | 4,7 | 5,5 | 6,5 | 7,3 | 8,2 | 9,0 | 10,2 | 11,5 | - | - | - | - | - | - | - | - | - | - | 0,56 | 19 | 1,0 |
5 | 3,2 | 4,2 | 5,2 | 6,2 | 7,4 | 8,4 | 9,4 | 10,4 | 12 | 14 | - | - | - | - | - | - | - | - | - | - | 0,35 | 25 | 1,0 | |
8 | 3,6 | 4,9 | 6,2 | 7,4 | 8,9 | 10,3 | 11,5 | 12,5 | 14,5 | 17 | - | - | - | - | - | - | - | - | - | - | 0,22 | 31 | 2,0 | |
125 - 150 | 3 | 3,6 | 4,6 | 5,6 | 6,6 | 7,8 | 8,8 | 9,8 | 10,8 | 12 | 14 | 16,5 | 18,5 | 20 | - | - | - | - | - | - | - | 0,56 | 20 - 24 | 0,8 - 1,0 |
5 | 3,8 | 5,0 | 6,3 | 7,5 | 9,0 | 10,2 | 11,5 | 12,5 | 14,5 | 17 | 20 | 22 | 25 | - | - | - | - | - | - | - | 0,45 | 20 - 24 | 0,9 - 1,1 | |
125 | 8 | 4,1 | 5,3 | 6,7 | 8,0 | 9,5 | 11 | 12 | 13,5 | 15,5 | 18 | 21 | - | - | - | - | - | - | - | - | - | 0,35 | 24 | 2,2 |
12 | 4,7 | 6,7 | 8,7 | 10,7 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | - | - | - | - | - | - | - | - | - | 0,14 | 39 | 3,8 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанга консольная. Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 20 Лист 2 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
150 | 8 | 4,4 | 6,0 | 7,6 | 9,2 | 11 | 12,5 | 14 | 15,5 | 18 | 21 | 25 | 28 | 31 | - | - | - | - | - | - | - | 0,35 | 24 | 2,2 |
12 | 5,2 | 7,7 | 10,2 | 12,5 | 15,5 | 18 | 20 | 23 | 27 | 32 | 37 | 42 | 48 | - | - | - | - | - | - | - | 0,14 | 38 | 3,8 | |
175 - 200 | 3 | 3,8 | 5,0 | 6,3 | 7,5 | 9,0 | 10,2 | 11,5 | 12,5 | 14,5 | 16 | 19,5 | 22 | 25 | 27 | 30 | 32 | - | - | - | - | 0,56 | 22 - 25 | 0,9 - 1,1 |
5 | 4,0 | 5,5 | 7,1 | 8,7 | 10,4 | 12 | 13,5 | 15 | 17,5 | 21 | 24 | 27 | 30 | 33 | 36 | 40 | - | - | - | - | 0,45 | 22 - 25 | 1,0 - 1,2 | |
8 | 4,7 | 6,7 | 8,7 | 10,7 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | - | - | - | - | 0,35 | 22 - 25 | 1,9 - 2,2 | |
175 - 200 | 12 | 5,2 | 7,7 | 10,2 | 12,5 | 15,5 | 18 | 20 | 23 | 27 | 32 | 37 | 42 | 48 | 52 | - | - | - | - | - | - | 0,14 | 44 | 3,8 |
12 | 5,2 | 7,7 | 10,3 | 13 | 15,5 | 18 | 21 | 23 | 27 | 32 | 37 | 42 | 48 | 52 | 58 | 63 | - | - | - | - | 0,22 | 31 | 3,8 | |
250 | 3 | 4,1 | 5,7 | 7,3 | 8,9 | 10,7 | 12 | 14 | 15,5 | 18 | 21 | 24 | 28 | 31 | 34 | 37 | 42 | 44 | 47 | 50 | - | 0,56 | 24 | 1,0 |
5 | 4,3 | 6,3 | 8,3 | 10,3 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 25 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 | - | 0,45 | 24 | 1,1 | |
8 | 5,3 | 7,8 | 10,4 | 13 | 16 | 18,5 | 21 | 24 | 27 | 32 | 38 | 43 | 48 | 53 | 59 | 64 | 69 | 74 | 79 | - | 0,35 | 24 | 2,2 | |
12 | 5,8 | 9,0 | 12 | 15 | 18,5 | 22 | 25 | 29 | 33 | 39 | 46 | 52 | 58 | 65 | 71 | 78 | 84 | 90 | 97 | - | 0,22 | 31 | 3,8 | |
300 - 350 | 3 | 4,6 | 6,5 | 8,5 | 10,5 | 12,5 | 14,5 | 16,5 | 18,5 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 | 66 | 0,50 | 24 - 28 | 1,0 - 1,2 |
5 | 4,9 | 7,4 | 9,9 | 12,5 | 15 | 17,5 | 20 | 23 | 26 | 31 | 37 | 41 | 46 | 51 | 57 | 62 | 67 | 72 | 77 | 82 | 0,45 | 24 - 28 | 1,1 - 1,3 | |
8 | 6,0 | 9,2 | 12,5 | 15,5 | 19 | 22 | 25 | 29 | 33 | 40 | 46 | 53 | 59 | 65 | 72 | 78 | 85 | 91 | 97 | 104 | 0,35 | 24 - 28 | 2,2 - 2,4 | |
12 | 6,9 | 11 | 15 | 19 | 23 | 28 | 32 | 36 | 42 | 50 | 59 | 67 | 75 | 83 | 92 | 100 | 110 | 115 | 125 | 130 | 0,22 | 29 - 34 | 3,8 - 4,0 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанга консольная. Резцы из стали Р18 | |||||||||||||
КАРТА 20 Лист 3 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности  | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанга консольная. Резцы с пластинками Т5К10 | |||||||||||||||||||||||
КАРТА 21 Лист 1 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 2 | 2,7 | 3,0 | 3,2 | 3,5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,14 | 85 | 1,0 |
50 | 3 | 2,7 | 3,0 | 3,2 | 3,5 | 4,0 | 4,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 79 | 1,0 |
5 | 2,8 | 3,2 | 3,6 | 4,1 | 4,7 | 5,1 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,14 | 79 | 1,6 | |
75 | 3 | 2,7 | 2,9 | 3,1 | 3,3 | 3,7 | 3,9 | 4,1 | 4,3 | - | - | - | - | - | - | - | - | - | - | - | - | 0,56 | 59 | 2,2 |
5 | 2,7 | 3,0 | 3,2 | 3,5 | 4,0 | 4,3 | 4,5 | 4,8 | - | - | - | - | - | - | - | - | - | - | - | - | 0,35 | 74 | 3,3 | |
8 | 3,0 | 3,4 | 3,9 | 4,3 | 5,0 | 5,4 | 5,9 | 5,3 | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 74 | 3,9 | |
100 | 3 | 2,7 | 3,0 | 3,2 | 3,5 | 4,0 | 4,2 | 4,5 | 4,7 | 5,1 | 5,6 | - | - | - | - | - | - | - | - | - | - | 0,58 | 63 | 2,5 |
5 | 2,8 | 3,2 | 3,6 | 4,1 | 4,7 | 5,1 | 5,5 | 5,9 | 6,5 | 7,4 | - | - | - | - | - | - | - | - | - | - | 0,35 | 63 | 3,0 | |
8 | 3,1 | 3,8 | 4,4 | 5,1 | 6,0 | 6,6 | 7,3 | 7,9 | 8,9 | 10,2 | - | - | - | - | - | - | - | - | - | - | 0,22 | 63 | 3,6 | |
125 | 3 | 3,2 | 3,5 | 3,9 | 4,2 | 4,7 | 5,1 | 5,4 | 5,7 | 6,2 | 6,8 | 7,7 | - | - | - | - | - | - | - | - | - | 0,56 | 63 | 2,5 |
5 | 3,3 | 3,7 | 4,1 | 4,5 | 5,1 | 5,5 | 5,9 | 6,3 | 6,9 | 7,7 | 8,6 | - | - | - | - | - | - | - | - | - | 0,45 | 63 | 3,0 | |
8 | 3,5 | 4,0 | 4,5 | 5,0 | 5,7 | 6,3 | 6,8 | 7,3 | 8,0 | 9,1 | 10,3 | - | - | - | - | - | - | - | - | 0,35 | 63 | 5,0 | ||
12 | 4,1 | 5,4 | 6,7 | 8,0 | 9,6 | 10,8 | 12 | 13,5 | 15 | 18 | 21 | - | - | - | - | - | - | - | - | - | 0,14 | 63 | 4,3 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанга консольная. Резцы с пластинками Т5К10 | |||||||||||||||||||||||
КАРТА 21 Лист 2 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
150 | 3 | 3,3 | 3,7 | 4,1 | 4,5 | 5,2 | 5,6 | 6,0 | 6,4 | 7,0 | 7,8 | 8,9 | 9,7 | 10,5 | - | - | - | - | - | - | - | 0,56 | 59 | 2,3 |
5 | 3,4 | 3,9 | 4,4 | 4,9 | 5,6 | 6,1 | 6,7 | 7,2 | 7,9 | 9,0 | 10,2 | 11,5 | 12,5 | - | - | - | - | - | - | - | 0,45 | 59 | 3,3 | |
8 | 3,6 | 4,3 | 4,9 | 5,6 | 6,4 | 7,1 | 7,7 | 8,4 | 9,4 | 10,7 | 12 | 13,5 | 15 | - | - | - | - | - | - | - | 0,35 | 59 | 4,6 | |
12 | 4,5 | 6,1 | 7,3 | 9,4 | 11,5 | 13 | 14,5 | 16 | 18,5 | 22 | 25 | 29 | 32 | - | - | - | - | - | - | - | 0,14 | 59 | 4,6 | |
175 - 200 | 3 | 3,4 | 3,9 | 4,4 | 4,9 | 5,6 | 6,1 | 6,7 | 7,2 | 7,9 | 9,0 | 10,2 | 11 | 12 | 13 | 14,5 | 15,5 | - | - | - | - | 0,56 | 55 - 63 | 2,0 - 2,5 |
5 | 3,5 | 4,1 | 4,7 | 5,4 | 6,2 | 6,9 | 7,5 | 8,1 | 9,1 | 10,4 | 12 | 13 | 14,5 | 15,5 | 17 | 18,5 | - | - | - | - | 0,45 | 55 - 63 | 3,0 - 3,6 | |
8 | 3,8 | 4,6 | 5,4 | 6,2 | 7,3 | 8,1 | 8,9 | 9,7 | 11 | 12,5 | 14,5 | 16 | 17,5 | 19,5 | 21 | 23 | - | - | - | - | 0,35 | 55 - 63 | 4,5 - 5,0 | |
175 | 12 | 4,9 | 7,0 | 9,0 | 11 | 13,5 | 15,5 | 17,5 | 19,6 | 23 | 27 | 31 | 35 | 39 | 43 | 46 | 50 | - | - | - | - | 0,14 | 55 | 4,0 |
200 | 12 | 4,2 | 5,5 | 6,8 | 8,1 | 9,6 | 11 | 12 | 13,5 | 15,5 | 18 | 21 | 24 | 26 | 29 | 32 | 34 | - | - | - | - | 0,22 | 63 | 5,0 |
250 | 3 | 3,5 | 4,1 | 4,7 | 5,4 | 6,3 | 6,9 | 7,5 | 8,2 | 9,1 | 10,4 | 12 | 13 | 14,5 | 16 | 17 | 18,5 | 20 | 21 | 22 | - | 0,56 | 63 | 2,5 |
5 | 3,6 | 4,4 | 5,2 | 6,1 | 7,1 | 8,0 | 8,8 | 9,6 | 10,8 | 12,5 | 14,5 | 16 | 17,5 | 19,5 | 21 | 23 | 25 | 26 | 28 | - | 0,45 | 63 | 3,6 | |
8 | 3,9 | 5,0 | 6,0 | 7,0 | 8,3 | 8,3 | 10,4 | 11,5 | 13 | 15 | 17 | 19 | 21 | 23 | 26 | 28 | 30 | 32 | 34 | - | 0,35 | 63 | 5,0 | |
12 | 4,5 | 6,1 | 7,8 | 9,4 | 11 | 14,5 | 14,5 | 16 | 18,5 | 22 | 25 | 29 | 32 | 35 | 39 | 42 | 45 | 48 | 52 | - | 0,22 | 63 | 5,0 | |
300 | 3 | 3,8 | 4,7 | 5,5 | 6,4 | 7,4 | 8,2 | 9,1 | 10 | 11 | 13 | 15 | 16,5 | 18 | 20 | 22 | 24 | 25 | 27 | 29 | 31 | 0,56 | 58 | 2,3 |
5 | 4,0 | 5,1 | 6,1 | 7,1 | 8,4 | 9,4 | 10,5 | 11,5 | 13 | 15 | 17,5 | 19,5 | 22 | 24 | 26 | 28 | 30 | 33 | 35 | 37 | 0,45 | 58 | 3,3 | |
8 | 4,5 | 5,8 | 7,1 | 8,5 | 10 | 11,5 | 13 | 14 | 16 | 18,5 | 22 | 24 | 27 | 30 | 33 | 36 | 38 | 41 | 44 | 46 | 0,35 | 58 | 4,6 | |
12 | 5,2 | 7,3 | 9,5 | 11,5 | 14 | 16 | 18,5 | 21 | 24 | 28 | 33 | 37 | 41 | 45 | 50 | 54 | 59 | 63 | 67 | 71 | 0,22 | 58 | 4,6 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанга консольная. Резцы с пластинками Т5К10 | |||||||||||||||||||||||
КАРТА 21 Лист 3 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
350 | 3 | 4,0 | 5,0 | 6,0 | 7,0 | 8,3 | 9,3 | 10,4 | 11,5 | 13 | 15 | 17,5 | 19 | 22 | 23 | 26 | 28 | 30 | 32 | 34 | 36 | 0,56 | 55 | 2,2 |
5 | 4,1 | 5,4 | 6,7 | 8,0 | 9,5 | 10,8 | 12 | 13,5 | 15 | 18 | 21 | 23 | 26 | 28 | 31 | 34 | 36 | 39 | 42 | 44 | 0,45 | 55 | 3,2 | |
8 | 4,7 | 6,4 | 8,0 | 9,7 | 11,5 | 13 | 15 | 16,5 | 19 | 22 | 26 | 29 | 32 | 36 | 39 | 43 | 46 | 49 | 52 | 56 | 0,35 | 55 | 4,4 | |
12 | 5,6 | 8,3 | 10,9 | 13,5 | 16,5 | 19 | 21 | 24 | 28 | 33 | 39 | 44 | 49 | 55 | 60 | 65 | 70 | 76 | 81 | 86 | 0,22 | 55 | 4,4 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Предела прочности стали | Предел прочности стали | До 60 | 60 - 70 | Свыше 75 |
Коэффициент | 0,80 | 1,25 |
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанги двухопорные. Резцы и стали Р18 | |||||||||||||||||||||||
КАРТА 22 Лист 1 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
125 | 3 | 3,5 | 4,3 | 5,1 | 5,9 | 6,9 | 7,7 | 8,5 | 9,3 | 10,5 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 24 | 25 | 27 | 30 | 0,7 | 20 | 1,5 |
5 | 3,6 | 4,6 | 5,6 | 6,6 | 7,8 | 8,8 | 9,8 | 10,8 | 12,5 | 14 | 16,5 | 18,5 | 20 | 22 | 25 | 27 | 29 | 31 | 33 | 35 | 0,56 | 20 | 1,8 | |
8 | 4,0 | 5,3 | 6,3 | 7,8 | 9,2 | 10,5 | 11,5 | 13 | 15 | 17 | 20 | 22 | 25 | 27 | 30 | 33 | 35 | 38 | 40 | 44 | 0,45 | 20 | 2,0 | |
12 | 4,4 | 6,0 | 7,6 | 9,2 | 11 | 12,5 | 14 | 16 | 18 | 21 | 25 | 28 | 31 | 34 | 38 | 41 | 44 | 47 | 51 | 54 | 0,35 | 20 | 2,5 | |
150 | 3 | 3,6 | 4,6 | 5,6 | 6,6 | 7,8 | 8,8 | 9,8 | 10,8 | 12 | 14 | 16,5 | 18,5 | 20 | 22 | 25 | 27 | 29 | 31 | 33 | 35 | 0,7 | 19 | 1,5 |
5 | 3,8 | 5,0 | 6,3 | 7,5 | 9,0 | 10,2 | 11,5 | 13 | 14,5 | 17 | 20 | 22 | 25 | 27 | 30 | 33 | 35 | 38 | 40 | 42 | 0,56 | 19 | 1,8 | |
8 | 4,3 | 5,9 | 7,4 | 9,0 | 10,8 | 12,5 | 14 | 15,5 | 17,5 | 21 | 24 | 27 | 30 | 33 | 37 | 40 | 43 | 46 | 49 | 52 | 0,45 | 19 | 2,0 | |
12 | 4,7 | 6,7 | 8,7 | 10,7 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 | 66 | 0,35 | 19 | 2,5 | |
175 - 200 | 3 | 3,8 | 5,1 | 6,4 | 7,7 | 9,2 | 10,5 | 12 | 13 | 15 | 17,5 | 20 | 23 | 26 | 28 | 31 | 34 | 36 | 39 | 41 | 44 | 0,7 | 17 - 19 | 1,4 - 1,5 |
5 | 4,1 | 5,7 | 7,3 | 8,9 | 10,7 | 12,5 | 14 | 15,5 | 18 | 21 | 25 | 28 | 31 | 34 | 38 | 41 | 44 | 47 | 51 | 54 | 0,56 | 17 - 19 | 1,7 - 1,8 | |
8 | 4,7 | 6,7 | 8,7 | 10,8 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 | 66 | 0,45 | 17 - 19 | 1,9 - 2,0 | |
12 | 5,3 | 7,8 | 10,4 | 13 | 16 | 18,5 | 21 | 24 | 27 | 32 | 38 | 43 | 48 | 53 | 59 | 64 | 69 | 74 | 79 | 84 | 0,35 | 17 - 19 | 2,4 - 2,5 | |
250 | 3 | 4,0 | 5,7 | 7,2 | 8,8 | 10,7 | 12 | 14 | 15,5 | 18 | 21 | 24 | 28 | 31 | 34 | 37 | 41 | 44 | 47 | 50 | 53 | 0,7 | 20 | 1,5 |
5 | 4,3 | 6,3 | 8,3 | 10,3 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 25 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 | 66 | 0,56 | 20 | 1,8 | |
8 | 5,2 | 7,7 | 10,2 | 12,5 | 15,5 | 18 | 20 | 23 | 27 | 31 | 37 | 42 | 47 | 52 | 57 | 62 | 67 | 72 | 77 | 82 | 0,45 | 20 | 2,0 | |
12 | 5,8 | 9,0 | 12 | 15 | 19 | 22 | 25 | 28 | 33 | 39 | 46 | 52 | 59 | 65 | 72 | 78 | 84 | 91 | 97 | 104 | 0,35 | 20 | 2,5 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанги двухопорные. Резцы и стали Р18 | |||||||||||||||||||||||
КАРТА 22 Лист 2 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
300 | 3 | 4,6 | 6,5 | 8,5 | 10,5 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 | 66 | 0,7 | 19 | 1,5 |
5 | 4,9 | 7,2 | 9,9 | 12,5 | 15 | 17,5 | 20 | 23 | 26 | 31 | 36 | 42 | 47 | 51 | 57 | 62 | 67 | 72 | 77 | 82 | 0,56 | 19 | 1,8 | |
8 | 6,0 | 9,1 | 12 | 15 | 18,5 | 22 | 25 | 28 | 33 | 39 | 45 | 51 | 58 | 64 | 70 | 77 | 83 | 89 | 95 | 100 | 0,45 | 19 | 2,0 | |
12 | 6,8 | 10,8 | 15 | 19 | 23 | 27 | 31 | 35 | 41 | 49 | 57 | 65 | 73 | 81 | 90 | 97 | 105 | 115 | 120 | 130 | 0,35 | 19 | 2,5 | |
350 - 400 | 3 | 4,9 | 7,4 | 9,9 | 12,5 | 15 | 17,5 | 20 | 23 | 26 | 31 | 37 | 42 | 47 | 52 | 57 | 62 | 67 | 72 | 77 | 82 | 0,7 | 18 - 20 | 1,4 - 1,5 |
5 | 5,4 | 8,5 | 11,5 | 15 | 18 | 21 | 24 | 27 | 32 | 38 | 45 | 51 | 57 | 63 | 70 | 76 | 83 | 89 | 95 | 100 | 0,56 | 18 - 20 | 1,7 - 1,8 | |
8 | 6,7 | 10,5 | 14,5 | 18 | 22 | 26 | 30 | 34 | 40 | 48 | 56 | 63 | 71 | 79 | 87 | 95 | 100 | 110 | 120 | 125 | 0,45 | 18 - 20 | 1,9 - 2,0 | |
12 | 7,7 | 12,5 | 17,5 | 23 | 28 | 33 | 38 | 43 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 130 | 140 | 150 | 160 | 0,35 | 18 - 20 | 2,4 - 2,5 | |
450 - 500 | 3 | 5,4 | 8,6 | 12 | 15 | 18,5 | 21 | 25 | 28 | 33 | 39 | 46 | 52 | 58 | 65 | 72 | 78 | 84 | 91 | 97 | 105 | 0,7 | 18 - 20 | 1,4 - 1,5 |
5 | 6,0 | 10 | 14 | 18 | 22 | 26 | 30 | 34 | 40 | 48 | 56 | 64 | 72 | 80 | 89 | 97 | 105 | 110 | 120 | 130 | 0,56 | 18 - 20 | 1,7 - 1,8 | |
8 | 7,7 | 12,5 | 17,5 | 23 | 28 | 33 | 38 | 43 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 130 | 140 | 150 | 160 | 0,45 | 18 - 20 | 1,9 - 2,0 | |
12 | 9,0 | 15,5 | 22 | 28 | 35 | 41 | 47 | 54 | 63 | 76 | 89 | 100 | 115 | 125 | 140 | 150 | 165 | 180 | 190 | 200 | 0,35 | 18 - 20 | 2,4 - 2,5 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанги двухопорные. Резцы и стали Р18 | |||||||||||||
КАРТА 22 Лист 3 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Группа стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | свыше 75 | до 60 | 60 - 75 | свыше 75 | |||||||||
Продолжительность обработки, мин | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанги двухопорные. Резцы с пластинками Т5К10 | |||||||||||||||||||||||
КАРТА 23 Лист 1 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
125 | 3 | 3,1 | 3,4 | 3,6 | 3,8 | 4,3 | 4,6 | 4,8 | 5,1 | 5,4 | 5,9 | 6,6 | 7,1 | 7,6 | 8,1 | 9,0 | 9,5 | 10 | 10,5 | 11 | 11,5 | 0,7 | 63 | 3,5 |
5 | 3,2 | 3,5 | 3,8 | 4,1 | 4,6 | 4,9 | 5,2 | 5,6 | 6,0 | 6,8 | 7,5 | 8,1 | 8,7 | 9,4 | 10,2 | 10,8 | 11,5 | 12 | 12,5 | 13 | 0,56 | 63 | 3,8 | |
8 | 3,3 | 3,7 | 4,1 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,3 | 10,1 | 10,9 | 12 | 12,5 | 13,5 | 14 | 15 | 16 | 0,45 | 63 | 6,0 | |
12 | 3,4 | 3,9 | 4,4 | 4,9 | 5,6 | 6,1 | 6,6 | 7,1 | 7,8 | 8,8 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,35 | 63 | 7,0 | |
150 | 3 | 3,2 | 3,5 | 3,8 | 4,1 | 4,6 | 5,0 | 5,3 | 5,6 | 6,0 | 6,8 | 7,5 | 8,2 | 8,8 | 9,5 | 10,3 | 11 | 11,5 | 12 | 13 | 13,5 | 0,7 | 59 | 3,2 |
5 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,4 | 10,2 | 11 | 12 | 13 | 13,5 | 14,5 | 15 | 16 | 0,56 | 59 | 3,8 | |
8 | 3,4 | 3,9 | 4,4 | 4,9 | 5,6 | 6,1 | 6,6 | 7,1 | 7,8 | 8,8 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,45 | 59 | 5,4 | |
12 | 3,5 | 4,1 | 4,8 | 5,4 | 6,3 | 6,9 | 7,5 | 8,2 | 9,1 | 10,4 | 12 | 13 | 14,5 | 15,5 | 17 | 18 | 19,5 | 21 | 22 | 24 | 0,35 | 59 | 6,5 | |
175 | 3 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,4 | 10,2 | 11 | 12 | 13 | 13,5 | 14,5 | 15 | 16 | 0,7 | 55 | 3,2 |
5 | 3,3 | 3,8 | 4,3 | 4,8 | 5,3 | 6,0 | 6,5 | 7,0 | 7,7 | 8,8 | 9,9 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,56 | 55 | 3,8 | |
8 | 3,5 | 4,1 | 4,7 | 5,3 | 6,2 | 6,8 | 7,4 | 8,0 | 9,0 | 10 | 11,5 | 13 | 14 | 15,5 | 17 | 18 | 19 | 21 | 22 | 23 | 0,45 | 55 | 5,4 | |
12 | 3,9 | 4,7 | 5,5 | 6,3 | 7,3 | 8,1 | 8,9 | 9,7 | 10,9 | 12,5 | 14 | 15,5 | 17 | 19 | 21 | 22 | 24 | 25 | 27 | 29 | 0,35 | 55 | 6,5 | |
200 | 3 | 3,3 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 7,7 | 8,7 | 9,9 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,7 | 50 | 2,7 |
5 | 3,4 | 4,0 | 4,6 | 5,2 | 6,1 | 6,7 | 7,3 | 7,9 | 8,9 | 10,1 | 11,5 | 13 | 14 | 15 | 16,5 | 18 | 19 | 21 | 22 | 23 | 0,56 | 50 | 3,2 | |
8 | 3,6 | 4,4 | 5,2 | 6,0 | 7,0 | 7,7 | 8,5 | 9,3 | 10,4 | 12 | 14 | 15,5 | 17 | 13,5 | 20 | 22 | 23 | 25 | 26 | 28 | 0,45 | 50 | 5,2 | |
12 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 16,5 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,35 | 50 | 5,4 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанги двухопорные. Резцы с пластинками Т5К10 | |||||||||||||||||||||||
КАРТА 23 Лист 2 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
250 - 300 | 3 | 3,6 | 4,3 | 4,9 | 5,6 | 6,4 | 7,1 | 7,7 | 8,4 | 9,4 | 10,7 | 12 | 13,5 | 15 | 16 | 18 | 19 | 21 | 22 | 23 | 24 | 0,7 | 50 - 58 | 2,7 - 3,7 |
5 | 3,7 | 4,5 | 5,4 | 6,2 | 7,2 | 8,0 | 8,8 | 9,7 | 10,9 | 12,5 | 14,5 | 16 | 17,5 | 19 | 21 | 23 | 25 | 26 | 28 | 30 | 0,56 | 50 - 58 | 3,2 - 3,8 | |
8 | 4,1 | 5,1 | 6,1 | 7,1 | 8,3 | 9,4 | 10,4 | 11,5 | 13 | 15 | 17 | 19 | 21 | 23 | 26 | 28 | 30 | 32 | 34 | 36 | 0,45 | 50 - 58 | 5,2 - 5,6 | |
12 | 4,3 | 5,7 | 7,0 | 8,3 | 9,8 | 11 | 12,5 | 13,5 | 15,5 | 18 | 21 | 24 | 27 | 29 | 32 | 35 | 37 | 40 | 43 | 45 | 0,35 | 50 - 58 | 5,4 - 6,4 | |
350 | 3 | 3,7 | 4,5 | 5,3 | 6,1 | 7,1 | 7,9 | 8,7 | 9,5 | 10,7 | 12 | 14 | 16 | 17,5 | 19 | 21 | 23 | 24 | 26 | 27 | 29 | 0,7 | 55 | 3,2 |
5 | 3,9 | 4,8 | 5,8 | 6,8 | 8,1 | 9,1 | 10,1 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,56 | 55 | 3,8 | |
8 | 4,8 | 5,5 | 6,8 | 8,0 | 9,5 | 10,7 | 12 | 13 | 15 | 17,5 | 20 | 23 | 25 | 28 | 31 | 33 | 36 | 38 | 40 | 43 | 0,45 | 55 | 5,4 | |
12 | 4,6 | 6,2 | 7,8 | 9,4 | 11 | 13 | 14,5 | 16 | 18,5 | 22 | 25 | 29 | 32 | 35 | 39 | 42 | 45 | 48 | 52 | 55 | 0,35 | 55 | 6,4 | |
400 - 450 | 3 | 3,8 | 4,8 | 5,8 | 6,8 | 8,1 | 9,1 | 10,1 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,7 | 50 - 57 | 2,7 - 3,2 |
5 | 4,0 | 5,2 | 6,5 | 7,7 | 9,2 | 10,4 | 11,5 | 13 | 15 | 17 | 20 | 22 | 25 | 27 | 30 | 33 | 35 | 38 | 40 | 43 | 0,56 | 50 - 57 | 3,2 - 3,8 | |
8 | 4,5 | 6,1 | 7,5 | 9,2 | 11 | 12,5 | 14 | 15,5 | 18 | 21 | 24 | 28 | 31 | 34 | 37 | 40 | 43 | 46 | 49 | 53 | 0,45 | 50 - 57 | 5,2 - 5,6 | |
12 | 4,9 | 6,8 | 8,9 | 11 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 39 | 42 | 47 | 51 | 55 | 59 | 63 | 67 | 0,35 | 50 - 57 | 5,4 - 6,4 | |
500 | 3 | 4,0 | 5,3 | 6,9 | 7,9 | 9,4 | 10,7 | 12 | 13 | 15 | 17,5 | 21 | 23 | 26 | 28 | 32 | 34 | 37 | 39 | 42 | 44 | 0,7 | 50 | 2,7 |
5 | 4,3 | 5,9 | 6,4 | 9,1 | 11 | 12,5 | 14 | 16 | 18 | 21 | 25 | 28 | 31 | 35 | 38 | 41 | 44 | 48 | 51 | 54 | 0,56 | 50 | 3,2 | |
8 | 5,0 | 6,9 | 8,9 | 11 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 42 | 47 | 51 | 55 | 59 | 63 | 67 | 0,45 | 50 | 5,2 | |
12 | 5,3 | 7,6 | 10 | 12,5 | 15 | 17 | 19,5 | 22 | 25 | 30 | 35 | 40 | 45 | 49 | 54 | 59 | 64 | 68 | 73 | 78 | 0,35 | 50 | 5,4 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Растачивание отверстий Сталь конструкционная углеродистая  | Борштанги двухопорные. Резцы с пластинками Т5К10 | ||||
КАРТА 23 Лист 3 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Предела прочности стали | Предел прочности стали | до 60 | 60 - 75 | Свыше 75 | |
Коэффициент | 0,8 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 24 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 2,6 | 2,9 | 3,3 | 3,6 | 4,1 | 4,4 | 4,7 | 5,0 | 5,5 | 6,1 | 7,0 | 7,6 | 8,2 | 8,8 | 9,8 | 10,4 | 11 | 11,5 | 12 | 13 | 0,13 | 47 | Менее 1,0 |
50 | 2,6 | 2,9 | 3,3 | 3,6 | 4,1 | 4,5 | 4,8 | 5,1 | 5,6 | 6,2 | 7,1 | 7,7 | 8,3 | 9,0 | 9,9 | 10,5 | 11,5 | 12 | 12,5 | 13,5 | 0,35 | 39 | ||
75 | 2,8 | 3,2 | 3,8 | 4,2 | 5,0 | 5,5 | 6,0 | 6,5 | 7,2 | 8,2 | 9,4 | 10,4 | 11,5 | 17,5 | 13,5 | 14,5 | 15,5 | 16,5 | 17,5 | 18,5 | 38 | |||
100 | 2,8 | 3,5 | 4,1 | 4,7 | 5,6 | 6,2 | 6,9 | 7,5 | 8,5 | 9,7 | 11 | 12,5 | 14 | 15 | 16,5 | 18 | 19 | 20 | 22 | 23 | 39 | |||
125 | 3,4 | 4,2 | 5,0 | 5,8 | 6,8 | 7,6 | 8,4 | 9,2 | 10,4 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 24 | 25 | 27 | 28 | 39 | |||
150 - 175 | 3,5 | 4,5 | 5,5 | 6,5 | 7,7 | 8,7 | 9,7 | 10,7 | 12 | 14 | 16,5 | 18,5 | 20 | 22 | 25 | 27 | 29 | 31 | 33 | 35 | 38 - 44 | |||
200 | 3,7 | 5,0 | 6,3 | 7,6 | 9,2 | 10,5 | 12 | 13 | 15 | 17,5 | 20 | 23 | 26 | 28 | 31 | 34 | 36 | 39 | 42 | 44 | 38 | |||
250 | 3,9 | 5,4 | 7,0 | 8,6 | 10,5 | 12 | 13,5 | 15 | 17,5 | 21 | 24 | 27 | 31 | 34 | 37 | 40 | 44 | 47 | 50 | 53 | 39 | |||
300 - 350 | 4,3 | 6,3 | 8,3 | 10,3 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 25 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 | 66 | 38 - 44 | |||
400 | 4,7 | 7,2 | 9,9 | 12,5 | 15 | 18 | 20 | 23 | 27 | 32 | 37 | 42 | 48 | 53 | 58 | 63 | 69 | 74 | 79 | 84 | 39 | |||
450 - 500 | 5,0 | 8,2 | 11,5 | 14,5 | 18 | 21 | 24 | 28 | 32 | 39 | 45 | 52 | 58 | 64 | 71 | 77 | 84 | 90 | 96 | 105 | 35 - 39 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | свыше 75 | до 60 | 60 - 75 | свыше 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,4.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 25 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 3,5 | 3,8 | 4,1 | 4,4 | 5,0 | 5,3 | 5,6 | 5,9 | 6,4 | 7,0 | 7,9 | 8,5 | 9,1 | 9,7 | 10,8 | 11,5 | 12 | 12,5 | 13 | 14 | 47 | Менее 1,0 | ||
50 | 3,6 | 4,1 | 4,6 | 5,1 | 5,8 | 6,3 | 6,8 | 7,3 | 8,0 | 9,0 | 10,3 | 11 | 12 | 13 | 14,5 | 15,5 | 16,5 | 17,5 | 18,5 | 19,5 | 50 | |||
75 | 3,7 | 4,3 | 4,9 | 5,5 | 6,4 | 7,0 | 7,7 | 8,3 | 9,2 | 10,4 | 12 | 13 | 14,5 | 15,5 | 17,5 | 18,5 | 20 | 21 | 22 | 24 | 59 | |||
100 | 3,8 | 4,5 | 5,3 | 6,1 | 7,1 | 7,9 | 8,7 | 9,5 | 10,6 | 12 | 14 | 15,5 | 17 | 18,5 | 21 | 22 | 24 | 25 | 27 | 28 | 63 | |||
125 | 4,4 | 5,3 | 6,3 | 7,3 | 8,5 | 9,5 | 10,5 | 11,5 | 13 | 15 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 63 | |||
150 | 1,0 | 4,5 | 5,8 | 7,0 | 8,3 | 9,8 | 11 | 12 | 13,5 | 15,5 | 17,5 | 21 | 23 | 25 | 28 | 31 | 33 | 36 | 38 | 41 | 43 | 0,18 | 59 | |
175 - 200 | 4,7 | 6,3 | 7,8 | 9,4 | 11 | 13 | 14,5 | 16 | 18 | 21 | 25 | 28 | 31 | 34 | 37 | 40 | 44 | 46 | 50 | 53 | 55 - 63 | |||
250 | 5,0 | 6,9 | 8,8 | 10,7 | 12 | 15 | 17 | 18,5 | 22 | 26 | 30 | 34 | 37 | 41 | 46 | 49 | 54 | 57 | 61 | 65 | 63 | |||
300 | 5,7 | 8,2 | 10,7 | 13 | 16 | 18,5 | 21 | 24 | 27 | 32 | 38 | 43 | 48 | 53 | 59 | 64 | 69 | 74 | 79 | 84 | 58 | |||
350 - 400 | 6,0 | 9,1 | 11 | 15 | 18,5 | 22 | 25 | 28 | 32 | 39 | 45 | 52 | 58 | 64 | 71 | 78 | 83 | 89 | 95 | 102 | 55 - 63 | |||
450 - 500 | 6,5 | 10,4 | 14,5 | 18 | 23 | 26 | 30 | 35 | 40 | 48 | 56 | 64 | 72 | 80 | 88 | 96 | 105 | 110 | 120 | 125 | 57 - 63 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | свыше 75 | до 60 | 60 - 75 | свыше 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,2.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 26 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 5,1 | 5,5 | 5,8 | 6,2 | 7,0 | 7,3 | 7,7 | 8,0 | 8,5 | 9,2 | 10,4 | 11 | 12 | 12,5 | 14 | 14,5 | 15 | 16 | 16,5 | 17,5 | 0,1 | 76 | До 1,0 |
50 | 5,2 | 5,8 | 6,4 | 6,9 | 7,9 | 8,5 | 9,0 | 9,6 | 10,4 | 11,5 | 13 | 14 | 15 | 16,5 | 18 | 19,5 | 21 | 22 | 23 | 24 | 79 | |||
75 | 5,4 | 6,3 | 7,2 | 8,1 | 9,4 | 10,3 | 11 | 12 | 13,5 | 15 | 17,5 | 19 | 21 | 23 | 25 | 27 | 29 | 30 | 32 | 34 | 74 | |||
100 | 5,6 | 6,7 | 7,8 | 8,9 | 10,5 | 11,5 | 12,5 | 14 | 15,5 | 17,5 | 20 | 23 | 25 | 27 | 30 | 32 | 34 | 37 | 39 | 41 | 79 | |||
125 - 150 | 6,6 | 8,0 | 9,4 | 10,8 | 12,5 | 14 | 15,5 | 17 | 19 | 22 | 25 | 28 | 30 | 33 | 37 | 39 | 42 | 45 | 48 | 51 | 79 - 94 | |||
175 - 200 | 6 8 | 8,0 | 10,3 | 12 | 14 | 16 | 18 | 19,5 | 22 | 26 | 30 | 33 | 36 | 40 | 44 | 47 | 51 | 54 | 58 | 61 | 88 - 100 | |||
250 | 7,1 | 9,4 | 11,5 | 14 | 16,5 | 19 | 21 | 23 | 26 | 31 | 36 | 40 | 45 | 49 | 54 | 59 | 63 | 68 | 72 | 77 | 93 | |||
300 | 7,9 | 10,7 | 13,5 | 16 | 19,5 | 22 | 25 | 28 | 32 | 38 | 45 | 49 | 55 | 61 | 67 | 72 | 78 | 83 | 89 | 95 | 94 | |||
350 - 400 | 8,3 | 12 | 15,5 | 19 | 23 | 26 | 30 | 33 | 38 | 45 | 53 | 60 | 67 | 73 | 82 | 89 | 96 | 102 | 110 | 116 | 88 - 100 | |||
450 - 500 | 9,0 | 13,5 | 18 | 23 | 28 | 32 | 37 | 41 | 48 | 57 | 67 | 76 | 86 | 95 | 105 | 113 | 123 | 132 | 140 | 150 | 86 - 96 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | свыше 75 | до 60 | 60 - 75 | свыше 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Резцы с пластинками Т15К6 | |||||||||||||||||||||||
КАРТА 27 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 2,5 | 2,6 | 2,7 | 2,8 | 3,1 | 3,2 | 3,3 | 3,4 | 3,6 | 3,8 | 4,2 | 4,4 | 4,6 | 4,8 | 5,3 | 5,5 | 5,7 | 5,9 | 6,1 | 6,3 | 0,18 | 150 | 1,9 |
50 | 2,5 | 2,6 | 2,7 | 2,8 | 3,1 | 3,2 | 3,3 | 3,4 | 3,6 | 3,8 | 4,2 | 4,4 | 4,6 | 4,8 | 5,3 | 5,5 | 5,7 | 5,9 | 6,1 | 6,3 | 126 | 1,9 | ||
75 | 2,6 | 2,7 | 2,9 | 3,0 | 3,4 | 3,6 | 3,7 | 3,9 | 4,1 | 4,4 | 5,0 | 5,3 | 5,6 | 5,9 | 6,6 | 6,9 | 7,2 | 7,5 | 7,9 | 8,2 | 118 | 1,5 | ||
100 | 2,6 | 2,8 | 3,0 | 3,2 | 3,6 | 3,8 | 4,0 | 4,2 | 4,5 | 4,9 | 5,5 | 5,9 | 6,3 | 6,7 | 7,4 | 7,8 | 8,2 | 8,5 | 9,0 | 9,4 | 126 | 1,9 | ||
125 | 3,1 | 3,3 | 3,6 | 3,8 | 4,3 | 4,5 | 4,8 | 5,1 | 5,4 | 5,9 | 6,6 | 7,2 | 7,7 | 8,2 | 8,9 | 9,4 | 10 | 10,5 | 11 | 11,5 | 124 | 1,9 | ||
150 - 175 | 3,1 | 3,4 | 3,7 | 4,1 | 4,6 | 4,9 | 5,2 | 5,6 | 6,0 | 6,7 | 7,5 | 8,1 | 8,8 | 9,4 | 10,3 | 11 | 11,5 | 12 | 13 | 13,5 | 0,35 | 118 - 138 | 1,5 - 2,0 | |
200 | 3,1 | 3,5 | 3,9 | 4,3 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,5 | 8,6 | 9,3 | 10,2 | 11 | 12 | 13 | 13,5 | 14,5 | 15 | 16 | 126 | 1,9 | ||
250 | 3,2 | 3,7 | 4,2 | 4,7 | 5,4 | 5,9 | 6,4 | 6,9 | 7,7 | 8,7 | 9,9 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 126 | 1,9 | ||
300 - 350 | 3,5 | 4,1 | 4,8 | 5,4 | 6,3 | 6,9 | 7,6 | 8,2 | 9,1 | 10,4 | 12 | 13 | 14,5 | 16 | 17,5 | 18,5 | 20 | 21 | 23 | 24 | 118 - 138 | 1,5 - 2,0 | ||
400 - 450 | 3,6 | 4,4 | 5,2 | 6,0 | 7,0 | 7,8 | 8,6 | 9,4 | 10,6 | 12 | 14 | 15,5 | 17 | 19 | 21 | 22 | 24 | 25 | 27 | 29 | 126 - 142 | 1,9 - 2,2 | ||
500 | 3,7 | 4,7 | 5,7 | 6,7 | 7,9 | 8,9 | 9,9 | 10,9 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 22 | 25 | 27 | 29 | 31 | 33 | 35 | 126 | 1,9 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Предела прочности стали и продолжительности обработки | Предел прочности стали | до 60 | 60 - 75 | свыше 75 | ||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,9 | 0,8 | 1,1 | 1,25 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,4.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Резцы с пластинками Т15К6 | |||||||||||||||||||||||
КАРТА 28 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1 | 3,3 | 3,4 | 3,5 | 3,7 | 4,0 | 4,1 | 4,2 | 4,3 | 4,5 | 4,7 | 5,1 | 5,3 | 5,5 | 5,7 | 6,3 | 6,6 | 6,8 | 6,9 | 7,1 | 7,3 | 0,18 | 151 | До 2,0 |
50 | 3,4 | 3,5 | 3,7 | 3,8 | 4,3 | 4,4 | 4,6 | 4,8 | 5,0 | 5,3 | 5,9 | 6,2 | 6,5 | 6,8 | 7,6 | 7,9 | 8,2 | 8,5 | 8,8 | 9,1 | 157 | |||
75 | 3,4 | 3,7 | 3,9 | 4,2 | 4,7 | 4,9 | 5,2 | 5,4 | 5,8 | 6,3 | 7,1 | 7,5 | 8,0 | 8,5 | 9,5 | 10 | 10,5 | 11 | 11,5 | 12 | 149 | |||
100 | 3,5 | 3,8 | 4,1 | 4,4 | 5,0 | 5,3 | 5,6 | 5,9 | 6,4 | 7,0 | 7,9 | 8,5 | 9,1 | 9,7 | 10,8 | 11,5 | 12 | 12,5 | 13 | 14 | 157 | |||
125 | 4,0 | 4,4 | 4,8 | 5,2 | 5,9 | 6,2 | 6,6 | 7,0 | 7,6 | 8,4 | 9,4 | 10,2 | 11 | 12 | 13 | 14 | 14,5 | 15 | 16 | 17 | 157 | |||
150 - 175 | 4,1 | 4,6 | 5,1 | 5,6 | 6,3 | 6,8 | 7,3 | 7,8 | 8,5 | 9,5 | 10,8 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 149 - 173 | |||
200 | 4,2 | 4,8 | 5,4 | 6,0 | 6,9 | 7,5 | 8,2 | 8,8 | 9,7 | 11 | 12,5 | 13,5 | 15 | 16 | 18 | 19 | 20 | 22 | 23 | 24 | 157 | |||
250 | 4,3 | 5,0 | 5,8 | 6,6 | 7,6 | 8,4 | 9,2 | 10 | 11 | 12,5 | 14,5 | 16 | 17,5 | 19 | 21 | 23 | 24 | 26 | 27 | 29 | 157 | |||
300 - 350 | 4,7 | 5,7 | 6,7 | 7,6 | 8,8 | 9,8 | 10,8 | 12 | 13 | 15 | 17,5 | 19,5 | 21 | 22 | 26 | 28 | 30 | 32 | 34 | 35 | 151 - 175 | |||
400 - 450 | 4,9 | 6,1 | 7,3 | 8,6 | 10,1 | 11,5 | 12,5 | 14 | 15,5 | 18 | 21 | 23 | 26 | 28 | 31 | 34 | 36 | 39 | 41 | 44 | 157 - 175 | |||
500 | 5,1 | 6,6 | 8,2 | 9,7 | 11,5 | 13 | 14,5 | 16 | 18,5 | 21 | 25 | 28 | 31 | 34 | 38 | 41 | 44 | 47 | 50 | 53 | 157 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | ||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,9 | 0,8 | 1,1 | 1,25 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,2.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Сталь конструкционная углеродистая  | Резцы с пластинками Т15К6 | |||||||||||||||||||||||
КАРТА 29 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 5,0 | 5,2 | 5,4 | 5,6 | 6,1 | 6,3 | 6,5 | 6,7 | 6,9 | 7,3 | 8,1 | 8,5 | 8,8 | 9,2 | 10,2 | 10,5 | 10,9 | 11 | 11,5 | 12 | 0,1 | 151 | До 1,0 |
50 | 5,0 | 5,3 | 5,5 | 5,7 | 6,4 | 6,6 | 6,8 | 7,0 | 7,4 | 7,8 | 8,7 | 9,2 | 9,6 | 10,1 | 11 | 11,5 | 12 | 12,5 | 13 | 13,5 | 196 | |||
75 | 5,1 | 5,5 | 5,8 | 6,2 | 7,0 | 7,3 | 7,7 | 8,0 | 8,5 | 9,2 | 10,3 | 11 | 12 | 12,5 | 14 | 14,5 | 15 | 16 | 16,5 | 17,5 | 189 | |||
100 | 5,2 | 5,6 | 6,1 | 6,5 | 7,4 | 7,8 | 8,3 | 8,7 | 9,4 | 10,3 | 11,5 | 12,5 | 13,5 | 14,5 | 16 | 17 | 17,5 | 18,5 | 19,5 | 20 | 189 | |||
125 | 6,1 | 6,7 | 7,3 | 7,8 | 8,8 | 9,4 | 9,9 | 10,5 | 11,5 | 12,5 | 14 | 15 | 16 | 17,5 | 19 | 20 | 21 | 22 | 23 | 24 | 196 | |||
150 - 175 | 6,2 | 6,9 | 7,6 | 8,3 | 9,5 | 10,2 | 10,9 | 11,5 | 12,5 | 14 | 16 | 17 | 18,5 | 20 | 22 | 23 | 25 | 26 | 27 | 29 | 189 - 220 | |||
200 | 6,3 | 7,2 | 8,1 | 9,0 | 10,3 | 11 | 12 | 13 | 14,5 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 29 | 31 | 35 | 38 | 198 | |||
250 | 6,5 | 7,6 | 8,7 | 9,8 | 11 | 12,5 | 13,5 | 14,5 | 16,5 | 18,5 | 21 | 24 | 28 | 31 | 33 | 35 | 37 | 37 | 40 | 43 | 196 | |||
300 - 350 | 7,1 | 8,5 | 9,9 | 11 | 13 | 14,5 | 16 | 17,5 | 19,5 | 22 | 26 | 29 | 31 | 34 | 37 | 40 | 43 | 46 | 49 | 51 | 189 - 220 | |||
400 | 7,3 | 9,0 | 10,8 | 12,5 | 14,5 | 16,5 | 18 | 20 | 22 | 26 | 30 | 34 | 37 | 41 | 45 | 48 | 52 | 55 | 59 | 62 | 200 | |||
450 - 500 | 7,6 | 9,8 | 12 | 14 | 17 | 19 | 21 | 24 | 27 | 31 | 37 | 41 | 45 | 50 | 55 | 59 | 64 | 68 | 73 | 77 | 177 - 197 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | ||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,9 | 0,8 | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||
Продольное и поперечное точение Сталь конструкционная углеродистая  | Суппорт планшайбы. Резцы с пластинками Т5К10 | |||||||||||||
КАРТА 30 Лист 1 | ||||||||||||||
Диаметр обрабатываемой поверхности D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | Nр, квт | |||
Время на проход, мин. | ||||||||||||||
125 | 3 | 1,8 | 2,1 | 2,7 | 3,0 | 3,7 | 4,0 | 4,3 | 4,6 | 5,5 | 0,56 | 63 | 2,5 | |
5 | 1,85 | 2,2 | 2,9 | 3,3 | 4,1 | 4,5 | 4,8 | 5,2 | 6,2 | 0,45 | 63 | 3,5 | ||
8 | 2,0 | 2,5 | 3,2 | 3,8 | 4,6 | 5,1 | 5,6 | 6,1 | 7,3 | 0,35 | 63 | 45 | ||
150 - 175 | 3 | 1,85 | 2,2 | 3,0 | 3,4 | 4,1 | 4,5 | 4,9 | 5,3 | 6,3 | 0,56 | 59 - 69 | 2,1 - 2,4 | |
5 | 1,9 | 2,4 | 3,2 | 3,7 | 4,6 | 5,1 | 5,6 | 6,1 | 7,2 | 0,45 | 59 - 69 | 2,6 - 3,1 | ||
8 | 2,1 | 2,7 | 3,7 | 4,3 | 5,3 | 6,0 | 6,6 | 7,2 | 8,6 | 0,35 | 59 - 69 | 4,3 - 5,0 | ||
200 | 3 | 1,9 | 2,4 | 3,2 | 3,7 | 4,6 | 5,1 | 5,5 | 6,0 | 7,2 | 0,56 | 63 | 2,3 | |
5 | 2,0 | 2,6 | 3,6 | 4,2 | 5,2 | 5,8 | 6,4 | 7,0 | 8,4 | 0,45 | 63 | 3,5 | ||
8 | 2,2 | 3,0 | 4,2 | 5,0 | 6,1 | 6,9 | 7,7 | 8,5 | 10,1 | 0,35 | 63 | 4,5 | ||
250 | 3 | 2,0 | 2,6 | 3,6 | 4,2 | 5,1 | 5,8 | 6,4 | 7,0 | 8,4 | 0,56 | 63 | 2,3 | |
5 | 2,1 | 2,9 | 4,0 | 4,8 | 5,9 | 6,7 | 7,5 | 8,2 | 9,8 | 0,45 | 63 | 3,5 | ||
8 | 2,4 | 3,4 | 4,7 | 5,7 | 7,0 | 8,0 | 9,0 | 10 | 12 | 0,35 | 63 | 4,5 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Продольное и поперечное точение Сталь конструкционная углеродистая  | Суппорт планшайбы. Резцы с пластинками Т5К10 | |||||||||||||
КАРТА 30 Лист 2 | ||||||||||||||
Диаметр обрабатываемой поверхности D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | Nр, квт | |||
Время на проход, мин. | ||||||||||||||
300 - 350 | 3 | 2,3 | 3,2 | 4,3 | 5,1 | 6,3 | 7,1 | 7,9 | 8,7 | 10,4 | 0,56 | 58 - 67 | 2,1 - 2,4 | |
5 | 2,5 | 3,5 | 4,9 | 5,9 | 7,3 | 8,3 | 9,3 | 10,3 | 12 | 0,45 | 58 - 67 | 3,2 - 3,7 | ||
8 | 2,9 | 4,2 | 5,8 | 7,2 | 8,8 | 10,1 | 11,5 | 13 | 15 | 0,35 | 58 - 67 | 3,1 - 4,9 | ||
400 - 450 | 3 | 2,5 | 3,5 | 4,8 | 5,8 | 7,1 | 8,1 | 9,1 | 10,1 | 12 | 0,56 | 63 - 71 | 2,3 - 2,5 | |
5 | 2,7 | 3,9 | 5,5 | 6,7 | 8,3 | 9,5 | 10,8 | 12 | 14 | 0,45 | 63 - 71 | 3,5 - 3,9 | ||
8 | 3,1 | 4,7 | 6,6 | 8,2 | 10,2 | 12 | 13,5 | 15 | 18 | 0,35 | 63 - 71 | 4,7 - 5,1 | ||
500 - 550 | 3 | 2,6 | 3,9 | 5,5 | 6,7 | 8,3 | 9,5 | 10,8 | 12 | 14,5 | 0,56 | 63 - 69 | 2,3 - 2,4 | |
5 | 2,9 | 4,5 | 6,3 | 7,9 | 9,8 | 11,5 | 13 | 14,5 | 17 | 0,45 | 63 - 69 | 3,5 - 3,8 | ||
8 | 3,5 | 5,4 | 7,8 | 9,8 | 12 | 14 | 16 | 18 | 21 | 0,35 | 63 - 69 | 4,7 - 5,0 | ||
600 | 3 | 2,9 | 4,5 | 6,4 | 8,0 | 10 | 11,5 | 13 | 15 | 17,5 | 0,56 | 59 | 2,1 | |
5 | 3,2 | 5,2 | 7,6 | 9,5 | 12 | 14 | 16 | 18 | 21 | 0,45 | 59 | 2,6 | ||
8 | 3,9 | 6,5 | 9,4 | 12 | 15 | 17,5 | 20 | 23 | 27 | 0,35 | 59 | 4,3 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||
Продольное и поперечное точение Сталь конструкционная углеродистая  | Суппорт планшайбы. Резцы с пластинками Т5К10 | |||
КАРТА 30 Лист 3 | ||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||
Предела прочности стали | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 |
Коэффициент | 0,80 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||
Растачивание отверстий | 1,06 | |||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное точение Сталь конструкционная углеродистая  | Суппорт планшайбы. Резцы с пластинками Т15К6 | ||||||||||||||
КАРТА 31 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 1,7 | 1,9 | 2,4 | 2,6 | 3,1 | 3,3 | 3,5 | 3,7 | 4,5 | 0,35 | 157 | 400 | До 1 | |
150 | 1,7 | 1,95 | 2,6 | 2,8 | 3,4 | 3,6 | 3,9 | 4,2 | 5,0 | 148 | 315 | ||||
175 - 200 | 1,75 | 2,1 | 2,7 | 3,0 | 3,7 | 4,0 | 4,6 | 4,9 | 5,6 | 138 - 157 | 250 | ||||
250 | 1,8 | 2,2 | 2,9 | 3,3 | 4,1 | 4,5 | 4,9 | 5,3 | 6,3 | 157 | 200 | ||||
300 | 1,85 | 2,4 | 3,2 | 3,7 | 4,5 | 5,0 | 5,5 | 6,0 | 7,2 | 151 | 160 | ||||
350 - 400 | 2,2 | 2,8 | 3,8 | 4,4 | 5,4 | 6,0 | 6,6 | 7,3 | 8,7 | 138 - 157 | 125 | ||||
450 - 500 | 2,3 | 3,1 | 4,2 | 5,0 | 6,1 | 6,9 | 7,7 | 8,5 | 10,2 | 141 - 157 | 100 | ||||
550 - 600 | 2,4 | 3,4 | 4,7 | 5,7 | 7,0 | 8,0 | 9,0 | 10 | 12 | 139 - 151 | 80 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | ||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,9 | 1,0 | 1,1 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||||
Растачивание отверстий | 1,06 | |||||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное сечение Сталь конструкционная углеродистая  | Суппорт планшайбы. Резцы с пластинками Т15К6 | ||||||||||||||
КАРТА 32 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 2,3 | 2,6 | 3,4 | 3,7 | 4,4 | 4,7 | 5,1 | 5,4 | 6,4 | 0,18 | 196 | 500 | До 1 | |
150 | 2,4 | 2,7 | 3,6 | 4,0 | 4,8 | 5,2 | 5,6 | 6,0 | 7,1 | 189 | 400 | ||||
175 - 200 | 2,4 | 2,9 | 3,8 | 4,3 | 5,3 | 5,8 | 6,3 | 6,8 | 8,1 | 173 - 198 | 315 | ||||
250 | 2,5 | 3,1 | 4,2 | 4,8 | 6,0 | 6,5 | 7,1 | 7,7 | 9,2 | 197 | 250 | ||||
300 | 2,6 | 3,4 | 4,6 | 5,4 | 6,6 | 7,3 | 8,1 | 8,9 | 10,6 | 189 | 200 | ||||
350 - 400 | 2,9 | 3,9 | 5,3 | 6,3 | 7,7 | 8,7 | 9,7 | 10,7 | 12,5 | 176 - 200 | 160 | ||||
450 - 500 | 3,1 | 4,3 | 6,0 | 7,3 | 9,0 | 10,2 | 11,5 | 12,5 | 15 | 177 - 197 | 125 | ||||
550 - 600 | 3,3 | 4,8 | 6,8 | 8,4 | 10,4 | 12 | 13,5 | 15 | 18 | 173 - 189 | 100 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | ||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,9 | 1,0 | 1,1 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||||
Растачивание отверстий | 1,06 | |||||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное сечение Сталь конструкционная углеродистая  | Резцы с пластинками Т15К6 | ||||||||||||||
КАРТА 33 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 2,4 | 3,0 | 4,0 | 4,5 | 5,5 | 6,1 | 6,6 | 7,2 | 8,5 | 0,1 | 196 | 500 | До 1 | |
150 | 2,5 | 3,2 | 4,3 | 5,0 | 6,2 | 6,8 | 7,5 | 8,2 | 9,8 | 188 | 400 | ||||
175 - 200 | 2,6 | 3,5 | 4,8 | 5,7 | 7,0 | 7,9 | 8,7 | 9,7 | 11,5 | 173 - 198 | 315 | ||||
250 | 2,6 | 3,9 | 5,4 | 6,5 | 8,4 | 9,1 | 10,2 | 11,4 | 13,6 | 196 | 250 | ||||
300 | 2,9 | 4,3 | 6,1 | 7,5 | 9,3 | 10,7 | 12,0 | 13,4 | 16,0 | 189 | 200 | ||||
350 - 400 | 3,3 | 5,1 | 7,2 | 8,9 | 11,2 | 12,8 | 14,6 | 16,3 | 19,4 | 176 - 200 | 160 | ||||
450 - 500 | 3,6 | 5,6 | 8,4 | 10,7 | 13,3 | 15,5 | 17,7 | 20,0 | 23,6 | 177 - 197 | 125 | ||||
550 - 600 | 3,9 | 6,7 | 9,9 | 12,6 | 15,8 | 18,6 | 21,4 | 24,1 | 28,2 | 173 - 189 | 100 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Предела прочности стали | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 |
Коэффициент | 0,8 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||
Растачивание отверстий | 1,06 | |||
Горизонтально-расточные станки | ||||||||||||
Прорезка канавок Сталь конструкционная углеродистая  | Суппорт планшайбы. Резцы с пластинками Р18 | |||||||||||
КАРТА 34 Лист 1 | ||||||||||||
Размеры обработки | Глубина канавок t, мм | Режимы резания | ||||||||||
D | B | 3 | 4,5 | 6 | 8 | 10 | 12 | 15 | Sо, мм/об. | n, об./мин. | v, м/мин. | |
Время на проход, мин. | ||||||||||||
50 | 3 - 5 | 2,7 | 3,0 | 3,3 | - | - | - | - | 0,07 | 125 | 19,6 | |
75 | 2,9 | 3,2 | 3,5 | 3,8 | - | - | - | 100 | 23,6 | |||
100 | 3 - 8 | 3,0 | 3,4 | 3,9 | 4,3 | - | - | - | 0,09 | 61 | 19,2 | |
125 | 3,2 | 3,7 | 4,2 | 4,7 | 5,2 | - | - | 50 | 19,6 | |||
150 - 175 | 5 - 8 | 3,5 | 4,1 | 4,7 | 5,3 | 6,0 | 6,6 | 7,5 | 0,09 | 40 | 18,9 - 22 | |
10 - 12 | 3,8 | 4,6 | 5,4 | 6,2 | 7,0 | 7,8 | 9,0 | 0,07 | ||||
200 | 5 - 8 | 3,8 | 4,6 | 5,4 | 6,2 | 7,0 | 7,8 | 9,0 | 0,09 | 31 | 19,5 | |
10 - 12 | 4,3 | 5,3 | 6,4 | 7,4 | 8,4 | 9,5 | 11 | 0,07 | ||||
250 - 300 | 5 - 8 | 4,2 | 5,2 | 6,2 | 7,1 | 8,2 | 9,2 | 10,6 | 0,09 | 25 | 19,6 - 23,6 | |
10 - 12 | 4,8 | 6,1 | 7,2 | 8,6 | 9,9 | 11 | 13 | 0,07 | ||||
350 | 5 - 8 | 4,7 | 5,9 | 7,2 | 8,4 | 9,7 | 10,9 | 12,5 | 0,09 | 20 | 22 | |
10 - 12 | 5,4 | 7,0 | 8,6 | 10,2 | 12 | 13,5 | 16 | 0,07 | ||||
400 - 450 | 5 - 8 | 5,3 | 6,9 | 8,4 | 10 | 11,5 | 13 | 15 | 0,09 | 16 | 20 - 22,6 | |
10 - 12 | 6,2 | 8,2 | 10,2 | 12 | 14 | 16 | 19 | 0,07 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||
Прорезка канавок Сталь конструкционная углеродистая  | Суппорт планшайбы. Резцы с пластинками Р18 | |||||||||||
КАРТА 34 Лист 2 | ||||||||||||
Размеры | Глубина канавок t, мм | Режимы резания | ||||||||||
D | B | 3 | 4,5 | 6 | 8 | 10 | 12 | 15 | Sо, мм/об. | n, об./мин. | v, м/мин. | |
Время на проход, мин. | ||||||||||||
500 - 550 | 5 - 8 | 6,2 | 8,1 | 10,1 | 12 | 14 | 16 | 19 | 0,09 | 12,5 | 19,6 - 21,6 | |
10 - 12 | 7,3 | 9,8 | 12,5 | 15 | 17,5 | 20 | 24 | 0,07 | ||||
600 | 5 - 8 | 7,2 | 9,7 | 12 | 14,5 | 17 | 19,5 | 23 | 0,09 | 10 | 18,9 | |
10 - 12 | 8,6 | 12 | 15 | 18 | 21 | 25 | 29 | 0,07 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||
Обработка фасок и радиусов Сталь конструкционная углеродистая  | Резцы с пластинками Т15К6 из стали Р18 | |||||||||||
КАРТА 35 Лист 1 | ||||||||||||
Обработка фасок | ||||||||||||
Диаметр обрабатываемой поверхности D, мм | Резцы из стали Р18 | Режимы резания | Резцы с пластинками Т15К6 | Режимы резания | ||||||||
Ширина фаски, мм | Sм, мм/мин. | v, м/мин. | Ширина фаски, мм | Sм, мм/мин. | v, м/мин. | |||||||
3 | 5 | 8 | 10 | 3 | 5 | 8 | 10 | |||||
Время, мин. | Время, мин. | |||||||||||
100 | 0,85 | 1,0 | 1,3 | 1,5 | 12 | 40,0 | 0,75 | 0,9 | 1,1 | 1,25 | 16 | 120 |
200 | 0,95 | 1,2 | 1,6 | 1,9 | 8,4 | 0,85 | 1,0 | 1,3 | 1,5 | 12 | ||
300 | 1,1 | 1,5 | 2,1 | 2,4 | 6,0 | 0,95 | 1,2 | 1,6 | 1,9 | 8,4 | ||
400 | 1,2 | 1,7 | 2,3 | 2,8 | 5,0 | 1,05 | 1,35 | 1,85 | 2,2 | 7,0 | ||
500 | 1,4 | 1,95 | 2,8 | 3,3 | 4,0 | 1,15 | 1,55 | 2,1 | 2,5 | 5,6 | ||
600 | 1,7 | 2,4 | 3,5 | 4,3 | 3,0 | 1,35 | 1,9 | 2,7 | 3,2 | 4,2 | ||
Обработка радиусов | ||||||||||||
Диаметр обрабатываемой поверхности D, мм | Резцы из стали Р18 | Режимы резания | Резцы с пластинками Т15К6 | Режимы резания | ||||||||
Размер радиуса, мм | Sм, мм/мин. | v, м/мин. | Размер радиуса, мм | Sм, мм/мин. | v, м/мин. | |||||||
3 | 5 | 8 | 10 | 3 | 5 | 8 | 10 | |||||
Время, мин. | Время, мин. | |||||||||||
100 | 2,7 | 3,0 | 3,4 | 3,7 | 8,4 | 40,0 | 2,6 | 2,8 | 3,1 | 3,3 | 11,8 | 120 |
200 | 2,9 | 3,3 | 3,9 | 4,2 | 5,9 | 2,8 | 3,0 | 3,4 | 3,7 | 8,2 | ||
300 | 3,1 | 3,7 | 4,5 | 5,0 | 4,2 | 2,9 | 3,3 | 3,9 | 4,2 | 5,9 | ||
400 | 3,3 | 3,9 | 4,9 | 5,5 | 3,5 | 3,0 | 3,5 | 4,2 | 4,6 | 4,9 | ||
500 | 3,5 | 4,3 | 5,5 | 6,3 | 2,8 | 3,2 | 3,8 | 4,6 | 5,2 | 3,9 | ||
600 | 4,0 | 5,1 | 6,8 | 7,9 | 2,0 | 3,5 | 4,3 | 5,5 | 6,3 | 2,8 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||
Обработка фасок и радиусов Сталь конструкционная углеродистая  | Резцы с пластинками Т15К6 из стали Р18 | |||||||||||||||
КАРТА 35 Лист 2 | ||||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||||
Для резцов из стали Р18 | ||||||||||||||||
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, храмомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до. 10 | св. 10 | до 10 | св. 10 | |||
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||||
Для резцов с пластинками Т15К6 | ||||||||||||||||
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | ||||||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |||||||||||
Коэффициент | 0,9 | - | 1,1 | 1,25 | ||||||||||||
Горизонтально-расточные станки | |||||||||||
Стальное литье с коркой Сталь конструкционная углеродистая  | Цековки и пластины из стали Р18 | ||||||||||
КАРТА 36 | |||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина цекования t, мм | Режимы резания | |||||||||
2,5 | 3,5 | 5 | 7 | 10 | 14 | 20 | Sо, мм/мин. | n, об./об. | v, м/мин. | ||
Неполное штучное время | |||||||||||
Подрезание торцов цековками | |||||||||||
30 | 0,6 | 0,65 | 0,75 | 0,85 | 1,05 | 1,25 | 1,65 | 0,19 | 96 | 9,0 | |
40 | 0,7 | 0,75 | 0,85 | 1,0 | 1,25 | 1,55 | 2,0 | 0,19 | 76 | 9,6 | |
55 | 0,8 | 0,9 | 1,05 | 1,2 | 1,5 | 1,85 | 2,4 | 0,26 | 48 | 8,3 | |
72 | 1,1 | 1,2 | 1,35 | 1,6 | 1,9 | 2,4 | 3,0 | 0,26 | 38 | 8,6 | |
Цекование отверстий под головку болта | |||||||||||
30 - 40 | 0,9 | 1,0 | 1,2 | 1,4 | 1,75 | 2,2 | 2,9 | 0,1 - 0,13 | 96 - 76 | 9,0 - 8,6 | |
55 | 1,05 | 1,15 | 1,35 | 1,6 | 1,95 | 2,4 | 3,2 | 0,19 | 48 | 8,3 | |
72 | 1,4 | 1,55 | 1,75 | 2,1 | 2,5 | 3,1 | 4,0 | 0,19 | 38 | 8,6 | |
Подрезание торцов пластинами | |||||||||||
30 - 40 | 0,75 | 0,85 | 1,0 | 1,2 | 1,45 | 1,85 | 2,4 | 0,1 - 0,13 | 118 - 96 | 11,1 - 12,1 | |
55 - 72 | 1,0 | 1,1 | 1,25 | 1,5 | 1,8 | 2,3 | 2,9 | 0,13 - 0,9 | 76 - 59 | 13,1 - 13,3 | |
Цекование отверстий под головку болта и пластинами | |||||||||||
30 | 1,0 | 1,1 | 1,3 | 1,6 | 2,0 | 2,5 | 3,3 | 0,07 | 118 | 11,1 | |
40 - 55 | 1,2 | 1,3 | 1,55 | 1,9 | 2,2 | 3,0 | 3,6 | 0,07 - 0,1 | 96 - 76 | 12,1 - 13,1 | |
72 | 1,3 | 1,5 | 1,7 | 2,0 | 2,4 | 3,0 | 3,8 | 0,13 | 59 | 13,3 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали и предела прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | ||
Коэффициент | 1,0 | 0,9 | 1,1 | 1,0 | 1,1 | 1,2 | |
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Борштанги консольные. Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 37 Лист 1 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 2 | 2,6 | 2,7 | 2,9 | 3,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 75 | 0,5 |
50 | 3 | 2,6 | 2,7 | 2,9 | 3,0 | 3,4 | 3,6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,35 | 79 | 0,7 |
5 | 2,6 | 2,9 | 3,1 | 3,4 | 3,9 | 4,1 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 79 | 1,0 | |
75 | 3 | 2,6 | 2,8 | 3,0 | 3,2 | 3,6 | 3,8 | 4,0 | 4,2 | - | - | - | - | - | - | - | - | - | - | - | - | 0,7 | 47 | 1,0 |
5 | 2,6 | 2,9 | 3,1 | 3,4 | 3,8 | 4,1 | 4,4 | 4,6 | - | - | - | - | - | - | - | - | - | - | - | - | 0,56 | 47 | 1,4 | |
8 | 2,8 | 3,2 | 3,6 | 4,0 | 4,6 | 5,0 | 5,4 | 5,8 | - | - | - | - | - | - | - | - | - | - | - | - | 0,35 | 47 | 1,7 | |
100 | 3 | 2,6 | 2,9 | 3,1 | 3,4 | 3,8 | 4,1 | 4,4 | 4,6 | 5,0 | 5,5 | - | - | - | - | - | - | - | - | - | - | 0,7 | 50 | 1,05 |
5 | 2,7 | 3,0 | 3,2 | 3,6 | 4,1 | 4,5 | 4,8 | 5,1 | 5,5 | 6,1 | - | - | - | - | - | - | - | - | - | - | 0,56 | 50 | 1,5 | |
8 | 2,9 | 3,4 | 3,9 | 4,3 | 5,1 | 5,6 | 6,1 | 6,6 | 7,3 | 8,3 | - | - | - | - | - | - | - | - | - | - | 0,35 | 50 | 1,8 | |
125 | 3 | 3,1 | 3,4 | 3,8 | 4,1 | 4,6 | 4,9 | 5,3 | 5,6 | 6,0 | 6,7 | 7,5 | - | - | - | - | - | - | - | - | - | 0,7 | 50 | 1,05 |
5 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | - | - | - | - | - | - | - | - | - | 0,56 | 50 | 1,5 | |
8 | 3,4 | 3,8 | 4,3 | 4,8 | 5,6 | 6,1 | 6,6 | 7,1 | 7,7 | 8,8 | 10 | - | - | - | - | - | - | - | - | - | 0,45 | 50 | 2,1 | |
12 | 3,5 | 4,1 | 4,8 | 5,4 | 6,2 | 6,9 | 7,5 | 8,1 | 9,1 | 10,3 | 12 | - | - | - | - | - | - | - | - | - | 0,35 | 50 | 2,8 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растчивание отверстий Медные сплавы НВ = 100 - 140 | Борштанги консольные. Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 37 Лист 2 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
150 | 3 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,4 | 10,2 | - | - | - | - | - | - | - | 0,7 | 47 | 1,0 |
5 | 3,3 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 7,8 | 8,7 | 9,8 | 10,9 | 12 | - | - | - | - | - | - | - | 0,56 | 47 | 1,4 | |
8 | 3,5 | 4,1 | 4,7 | 5,3 | 6,2 | 6,8 | 7,4 | 8,0 | 8,9 | 10,2 | 11,5 | 13 | 14 | - | - | - | - | - | - | - | 0,45 | 47 | 1,95 | |
12 | 3,6 | 4,4 | 5,2 | 6,0 | 7,0 | 7,8 | 8,6 | 9,4 | 10,6 | 12 | 14 | 15,5 | 17 | - | - | - | - | - | - | - | 0,35 | 47 | 2,6 | |
175 - 200 | 3 | 3,3 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 7,7 | 8,7 | 9,9 | 10,9 | 12 | 13 | 14 | 15 | - | - | - | - | 0,7 | 44 - 50 | 0,95 - 1,05 |
5 | 3,3 | 4,0 | 4,6 | 5,2 | 6,0 | 6,7 | 7,3 | 7,9 | 8,8 | 10 | 11,5 | 13 | 14 | 15 | 16,5 | 18 | - | - | - | - | 0,56 | 44 - 50 | 1,3 - 1,5 | |
8 | 3,6 | 4,4 | 5,2 | 5,9 | 6,9 | 7,7 | 8,5 | 9,3 | 10,4 | 12 | 14 | 15 | 17 | 18,5 | 20 | 22 | - | - | - | - | 0,45 | 44 - 50 | 1,8 - 2,1 | |
12 | 3,8 | 4,8 | 5,8 | 6,8 | 7,8 | 9,0 | 10 | 11 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 23 | 25 | 27 | - | - | - | - | 0,35 | 44 - 50 | 2,4 - 2,8 | |
250 | 3 | 3,4 | 4,0 | 4,7 | 5,3 | 6,2 | 6,8 | 7,5 | 8,1 | 9,1 | 10,4 | 12 | 13 | 14,5 | 16 | 17 | 18,5 | 20 | 21 | 22 | - | 0,7 | 43 | 1,02 |
5 | 3,5 | 4,3 | 5,1 | 6,0 | 7,0 | 7,8 | 8,6 | 9,5 | 10,7 | 12 | 14 | 16 | 17,5 | 19 | 21 | 23 | 24 | 26 | 28 | - | 0,56 | 48 | 1,45 | |
8 | 3,8 | 4,9 | 5,9 | 6,8 | 8,1 | 9,1 | 10,2 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | - | 0,45 | 48 | 2,0 | |
12 | 4,1 | 5,4 | 6,7 | 8,0 | 9,5 | 10,8 | 12 | 13,5 | 15,5 | 18 | 20 | 23 | 26 | 29 | 31 | 34 | 37 | 39 | 42 | - | 0,35 | 48 | 2,6 | |
300 | 3 | 3,7 | 4,5 | 5,3 | 6,1 | 7,1 | 7,9 | 8,7 | 9,5 | 10,7 | 12,5 | 14 | 16 | 17,5 | 19 | 21 | 23 | 24 | 26 | 27 | 28 | 0,7 | 48 | 1,02 |
5 | 3 8 | 4 8 | 5 8 | 6 8 | 8,1 | 9,1 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,56 | 48 | 1,45 | |
8 | 4,3 | 5,5 | 6,7 | 8,0 | 9,4 | 10,7 | 12 | 13 | 15 | 17,5 | 20 | 23 | 25 | 28 | 30 | 33 | 35 | 38 | 40 | 43 | 0,45 | 48 | 2,0 | |
12 | 4,6 | 6,2 | 7,8 | 9,4 | 11 | 13 | 14,5 | 16 | 18,5 | 21 | 25 | 28 | 30 | 35 | 38 | 41 | 44 | 48 | 51 | 54 | 0,35 | 48 | 2,6 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Борштанги консольные. Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 37 Лист 3 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
350 | 3 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,7 | 44 | 0,95 |
5 | 4,0 | 5,3 | 6,5 | 7,8 | 9,2 | 10,5 | 11,5 | 13 | 15 | 17 | 20 | 23 | 25 | 28 | 30 | 33 | 35 | 38 | 40 | 43 | 0,56 | 44 | 1,3 | |
8 | 4,6 | 6,1 | 7,7 | 9,2 | 11 | 12,5 | 14 | 15,5 | 18 | 21 | 24 | 28 | 31 | 34 | 37 | 40 | 43 | 46 | 49 | 53 | 0,45 | 44 | 1,8 | |
12 | 4,9 | 7,0 | 8,9 | 11 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 42 | 47 | 51 | 55 | 58 | 63 | 67 | 0,35 | 44 | 2,4 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Борштанги двухопорные. Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 38 Лист 1 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
125 | 3 | 3,1 | 3,4 | 3,7 | 4,1 | 4,6 | 4,9 | 5,2 | 5,5 | 6,0 | 6,6 | 7,4 | 8,1 | 8,6 | 9,3 | 10,1 | 10,7 | 11,5 | 12 | 12,5 | 13 | 0,9 | 39 | 1,0 |
5 | 3,2 | 3,6 | 4,0 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 6,8 | 7,6 | 8,6 | 9,4 | 10,2 | 11 | 12 | 13 | 13,5 | 14,5 | 15 | 16 | 0,7 | 39 | 1,4 | |
8 | 3,4 | 3,9 | 4,4 | 4,9 | 5,6 | 6,1 | 6,6 | 7,1 | 7,8 | 8,8 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,56 | 39 | 1,85 | |
12 | 3,5 | 4,1 | 4,7 | 5,3 | 6,2 | 6,8 | 7,4 | 8,0 | 9,0 | 10,2 | 11,5 | 13 | 14 | 15,5 | 17 | 18 | 19,5 | 21 | 22 | 23 | 0,45 | 39 | 2,5 | |
150 - 175 | 3 | 3,2 | 3,6 | 4,0 | 4,3 | 4,9 | 5,3 | 5,7 | 6,1 | 6,7 | 7,5 | 8,4 | 9,2 | 10 | 10,8 | 12 | 12,5 | 13,5 | 14 | 15 | 15,5 | 0,9 | 38 - 44 | 1,0 - 1,1 |
5 | 3,3 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 7,7 | 8,7 | 9,9 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 0,7 | 38 - 44 | 1,35 - 1,55 | |
8 | 3,5 | 4,1 | 4,7 | 5,3 | 6,2 | 6,8 | 7,4 | 8,1 | 9,0 | 10,2 | 11,5 | 13 | 14 | 15,5 | 17 | 18 | 19,5 | 21 | 22 | 23 | 0,56 | 38 - 44 | 1,8 - 2,1 | |
12 | 3,6 | 4,4 | 5,2 | 5,9 | 6,9 | 7,7 | 8,5 | 9,3 | 10,4 | 12 | 14 | 15 | 17 | 18,5 | 20 | 22 | 23 | 25 | 26 | 28 | 0,45 | 38 - 44 | 2,4 - 2,8 | |
200 | 3 | 3,3 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 7,8 | 8,8 | 10 | 11 | 12 | 13 | 14,5 | 15 | 16,5 | 17,5 | 18,5 | 19,5 | 0,9 | 38 | 1,0 |
5 | 3,4 | 4,0 | 4,7 | 5,3 | 6,2 | 6,9 | 7,5 | 8,2 | 9,1 | 10,4 | 12 | 13 | 14,5 | 16 | 17,5 | 19 | 20 | 21 | 23 | 24 | 0,7 | 38 | 1,35 | |
8 | 3,7 | 4,5 | 5,3 | 6,1 | 7,2 | 8,0 | 8,8 | 9,6 | 10,8 | 12,5 | 14,5 | 16 | 17,5 | 19 | 21 | 23 | 24 | 26 | 28 | 30 | 0,56 | 38 | 1,8 | |
12 | 3,8 | 4,9 | 5,9 | 6,9 | 8,1 | 9,1 | 10,2 | 11 | 12,5 | 15 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 34 | 35 | 0,45 | 38 | 2,4 | |
250 | 3 | 3,4 | 4,0 | 4,6 | 5,2 | 6,0 | 6,7 | 7,3 | 7,9 | 8,8 | 10,1 | 11,5 | 13 | 14 | 15 | 16,5 | 18 | 19 | 20 | 22 | 23 | 0,9 | 39 | 1,0 |
5 | 3,5 | 4,3 | 5,1 | 5,9 | 6,9 | 7,8 | 8,5 | 9,3 | 10,5 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 24 | 25 | 27 | 28 | 0,7 | 39 | 1,4 | |
8 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,56 | 39 | 1,85 | |
12 | 4,0 | 5,3 | 6,5 | 7,8 | 9,2 | 10,5 | 11,5 | 13 | 15 | 17 | 20 | 22 | 25 | 27 | 30 | 33 | 35 | 37 | 40 | 43 | 0,45 | 39 | 2,5 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Борштанги двухопорные. Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 38 Лист 2 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
300 - 350 | 3 | 3,7 | 4,5 | 5,2 | 6,0 | 7,0 | 7,8 | 8,6 | 9,3 | 10,5 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 24 | 25 | 27 | 28 | 0,9 | 38 - 44 | 1,0 - 1,1 |
5 | 3,8 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,7 | 38 - 44 | 1,35 - 1,55 | |
8 | 4,3 | 5,5 | 6,8 | 8,0 | 9,5 | 10,7 | 12 | 13 | 15 | 17,5 | 20 | 23 | 25 | 28 | 31 | 33 | 36 | 38 | 41 | 43 | 0,56 | 38 - 44 | 1,8 - 2,1 | |
12 | 4,6 | 6,1 | 7,6 | 9,2 | 11 | 12,5 | 14 | 15,5 | 18 | 21 | 24 | 28 | 31 | 34 | 37 | 40 | 43 | 46 | 50 | 53 | 0,45 | 38 - 44 | 2,4 - 2,8 | |
400 - 450 | 3 | 3,8 | 4,8 | 5,8 | 6,8 | 8,1 | 9,1 | 10,1 | 11,0 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 33 | 35 | 0,9 | 39 - 44 | 1,0 - 1,1 |
5 | 4,0 | 5,3 | 6,6 | 7,9 | 9,4 | 10,7 | 12 | 13,5 | 15 | 18 | 21 | 23 | 26 | 28 | 31 | 34 | 37 | 39 | 42 | 44 | 0,7 | 39 - 44 | 1,40 - 1,55 | |
8 | 4,6 | 6,2 | 7,8 | 9,4 | 11 | 13 | 14,5 | 16 | 18,5 | 22 | 25 | 28 | 32 | 35 | 38 | 42 | 45 | 48 | 51 | 54 | 0,56 | 39 - 44 | 1,85 - 2,1 | |
12 | 5,0 | 7,0 | 9,0 | 11 | 13 | 15 | 17 | 19 | 22 | 26 | 30 | 34 | 38 | 43 | 47 | 51 | 55 | 59 | 63 | 67 | 0,45 | 39 - 44 | 2,5 - 2,8 | |
500 | 3 | 4,0 | 5,3 | 6,5 | 7,7 | 9,2 | 10,4 | 11,5 | 13 | 15 | 17 | 20 | 22 | 25 | 27 | 30 | 33 | 35 | 38 | 40 | 43 | 0,9 | 39 | 1,0 |
5 | 4,3 | 5,9 | 7,5 | 9,1 | 10,9 | 12,5 | 14 | 15,5 | 18 | 21 | 25 | 28 | 31 | 34 | 38 | 41 | 44 | 47 | 51 | 54 | 0,7 | 39 | 1,4 | |
8 | 5,0 | 7,0 | 9,0 | 11 | 13 | 15 | 17 | 19 | 22 | 27 | 30 | 34 | 38 | 42 | 47 | 51 | 55 | 59 | 63 | 67 | 0,56 | 39 | 1,85 | |
12 | 5,4 | 7,9 | 10,4 | 13 | 15,5 | 18 | 21 | 23 | 27 | 30 | 37 | 42 | 47 | 52 | 57 | 62 | 67 | 72 | 77 | 82 | 0,45 | 39 | 2,5 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Борштанги двухопорные. Резцы из стали Р18 | ||||||
КАРТА 38 Лист 3 | |||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | ||||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | ||||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | ||
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 39 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 2,5 | 2,7 | 2,8 | 2,9 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 94 | Менее 1,0 |
50 | 2,5 | 2,7 | 2,9 | 3,0 | 3,4 | 3,6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,45 | 63 | ||
75 | 2,6 | 2,8 | 3,0 | 3,2 | 3,6 | 3,8 | 4,0 | 4,2 | - | - | - | - | - | - | - | - | - | - | - | - | 74 | |||
100 | 2,6 | 2,9 | 3,1 | 3,3 | 3,8 | 4,1 | 4,3 | 4,6 | 4,9 | 5,4 | - | - | - | - | - | - | - | - | - | - | 79 | |||
125 | 3,1 | 3,4 | 3,7 | 4,0 | 4,6 | 4,9 | 5,2 | 5,5 | 5,9 | 6,5 | 7,4 | - | - | - | - | - | - | - | - | - | 79 | |||
150 - 175 | 3,1 | 3,5 | 3,9 | 4,3 | 4,9 | 5,3 | 5,7 | 6,1 | 6,7 | 7,4 | 8,4 | 9,2 | 10 | - | - | - | - | - | - | - | 75 - 88 | |||
200 | 3,2 | 3,7 | 4,2 | 4,7 | 5,4 | 5,9 | 6,4 | 6,9 | 7,6 | 8,6 | 9,8 | 10,8 | 12 | 13 | 14 | 15 | - | - | - | - | 79 | |||
250 | 3,3 | 3,9 | 4,5 | 5,1 | 6,0 | 6,6 | 7,2 | 7,8 | 8,7 | 10 | 11,5 | 12,5 | 14 | 15 | 16,5 | 18 | 19 | 20 | 21 | - | 79 | |||
300 - 350 | 3,6 | 4,4 | 5,1 | 5,9 | 7,0 | 7,8 | 8,5 | 9,2 | 10,4 | 12 | 14 | 15,5 | 17 | 18,5 | 20 | 22 | 24 | 25 | 27 | 28 | 75 - 88 | |||
400 - 450 | 3,7 | 4,8 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 12,5 | 14,5 | 17 | 19 | 21 | 23 | 25 | 27 | 29 | 31 | 34 | 36 | 77 - 86 | |||
500 | 3,9 | 5,1 | 6,3 | 7,6 | 9,1 | 10,3 | 11,5 | 13 | 14,5 | 17 | 20 | 22 | 25 | 27 | 30 | 33 | 35 | 38 | 40 | 48 | 79 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,4.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 40 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 3,4 | 3,5 | 3,6 | 3,8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,22 | 94 | До 1,0 |
50 | 3,4 | 3,6 | 3,8 | 4,0 | 4,5 | 4,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 99 | |||
75 | 3,5 | 3,8 | 4,1 | 4,3 | 5,0 | 5,4 | 5,7 | 6,0 | - | - | - | - | - | - | - | - | - | - | - | - | 94 | |||
100 | 3,5 | 3,9 | 4,3 | 4,7 | 5,4 | 5,8 | 6,2 | 6,6 | 7,2 | - | - | - | - | - | - | - | - | - | - | - | 99 | |||
125 - 150 | 4,1 | 4,6 | 5,1 | 5,6 | 6,4 | 6,9 | 7,4 | 8,0 | 8,7 | 9,7 | 11 | - | - | - | - | - | - | - | - | - | 98 - 118 | |||
175 - 200 | 4,2 | 4,8 | 5,4 | 6,1 | 7,0 | 7,6 | 8,3 | 8,9 | 9,8 | 11 | 12,5 | 14 | - | - | - | - | - | - | - | - | 110 - 125 | |||
250 | 4,3 | 5,1 | 5,9 | 6,7 | 7,7 | 8,5 | 9,3 | 10,1 | 11 | 13 | 14,5 | 16 | 18 | 19,5 | 21 | 23 | - | - | - | - | 126 | |||
300 | 4,7 | 5,8 | 6,8 | 7,8 | 9,1 | 10,1 | 11 | 12 | 13,5 | 15,5 | 18 | 20 | 22 | 24 | 27 | 29 | 31 | 33 | 35 | - | 118 | |||
350 - 400 | 4,9 | 6,2 | 7,4 | 8,7 | 10,2 | 11,5 | 13 | 14 | 16 | 18,5 | 21 | 26 | 29 | 32 | 35 | 37 | 40 | 42 | 43 | 45 | 110 - 126 | |||
450 - 500 | 5,1 | 6,7 | 8,2 | 9,8 | 11,5 | 13 | 15 | 16,5 | 19 | 22 | 26 | 29 | 31 | 35 | 39 | 42 | 45 | 48 | 51 | 54 | 113 - 126 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | ||
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,2.
Горизонтально-расточные станки | ||||||||||||||||||||||||
Растачивание отверстий Медные сплавы НВ = 100 - 140 | Резцы из стали Р18 | |||||||||||||||||||||||
КАРТА 41 | ||||||||||||||||||||||||
Диаметр обрабатываемого отверстия D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | ||||||||||||||||||||||||
30 | 1,0 | 5,0 | 5,2 | 5,4 | 5,6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,1 | 151 | До 1,0 |
50 | 5,1 | 5,4 | 5,6 | 5,9 | 6,6 | 6,9 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 157 | |||
75 | 5,1 | 5,5 | 5,8 | 6,2 | 7,0 | 7,3 | 7,7 | 8,0 | - | - | - | - | - | - | - | - | - | - | - | - | 189 | |||
100 | 5,2 | 5,8 | 6,4 | 6,9 | 7,9 | 8,5 | 9,0 | 9,6 | 10,4 | - | - | - | - | - | - | - | - | - | - | - | 157 | |||
125 - 150 | 6,2 | 6,9 | 7,6 | 8,3 | 9,5 | 10,1 | 10,9 | 11,5 | 12,5 | 14 | 16 | - | - | - | - | - | - | - | - | - | 157 - 188 | |||
175 | 6,3 | 7,2 | 8,1 | 9,0 | 10,3 | 11 | 12 | 13 | 14 | 16 | 18 | 20 | - | - | - | - | - | - | 173 | |||||
200 - 250 | 6,5 | 7,6 | 8,7 | 9,8 | 11,5 | 12,5 | 13,5 | 15 | 16,5 | 18,5 | 21 | 24 | 26 | 28 | 31 | 33 | - | - | - | - | 157 - 196 | |||
300 | 7,1 | 8,5 | 9,9 | 11 | 13 | 14,5 | 16 | 17,5 | 19,5 | 22 | 26 | 29 | 31 | 34 | 37 | 40 | 43 | 46 | 49 | - | 188 | |||
350 | 7,3 | 9,0 | 10,8 | 12,5 | 14,5 | 16,5 | 18 | 20 | 23 | 26 | 30 | 34 | 37 | 41 | 45 | 48 | 52 | 55 | 59 | 62 | 176 | |||
400 - 450 | 7,6 | 9,8 | 12 | 14 | 17 | 19 | 21 | 24 | 27 | 31 | 36 | 41 | 45 | 50 | 55 | 59 | 64 | 68 | 73 | 77 | 157 - 177 | |||
500 | 7,9 | 10,7 | 13,5 | 16 | 19,5 | 22 | 25 | 28 | 32 | 38 | 44 | 49 | 55 | 61 | 67 | 72 | 78 | 83 | 89 | 95 | 157 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,7 | 0,55 | 1,11 | 1,25 | ||
Примечание. При обработке отверстий по 2 - 3 классам точности применять поправочный коэффициент К = 1,2.
Горизонтально-расточные станки | |||||||||||||
Продольное и поперечное точение Медные сплавы НВ = 100 - 140 | Суппорт планшайбы. Резцы из стали Р18 | ||||||||||||
КАРТА 42 Лист 1 | |||||||||||||
Диаметр обрабатываемой поверхности D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | |||||||||||||
125 | 3 | 1,8 | 2,1 | 2,7 | 3,0 | 3,7 | 4,0 | 4,3 | 4,6 | 5,5 | 0,56 | 63 | 0,5 |
5 | 1,85 | 2,2 | 2,9 | 3,3 | 4,1 | 4,5 | 4,8 | 5,2 | 6,2 | 0,45 | 63 | 1,7 | |
8 | 2,0 | 2,5 | 3,2 | 3,8 | 4,6 | 5,1 | 5,6 | 6,1 | 7,3 | 0,35 | 63 | 2,2 | |
150 - 175 | 3 | 1,85 | 2,2 | 3,0 | 3,4 | 4,1 | 4,5 | 4,9 | 5,3 | 6,3 | 0,56 | 59 - 69 | 0,3 - 1,3 |
5 | 1,9 | 2,4 | 3,2 | 3,7 | 4,6 | 5,1 | 5,6 | 6,1 | 7,2 | 0,45 | 59 - 69 | 1,5 - 1,8 | |
8 | 2,1 | 2,7 | 3,7 | 4,3 | 5,3 | 6,0 | 6,6 | 7,2 | 8,6 | 0,35 | 59 - 69 | 2,1 - 2,5 | |
200 | 3 | 1,9 | 2,4 | 3,2 | 3,7 | 4,6 | 5,1 | 5,5 | 6,0 | 7,2 | 0,56 | 63 | 0,5 |
5 | 2,0 | 2,6 | 3,6 | 4,2 | 5,2 | 5,8 | 6,4 | 7,0 | 8,4 | 0,45 | 63 | 1,7 | |
8 | 2,2 | 3,0 | 4,2 | 5,0 | 6,1 | 6,9 | 7,7 | 8,5 | 10,1 | 0,35 | 63 | 2,2 | |
250 | 3 | 2,0 | 2,6 | 3,6 | 4,2 | 5,1 | 5,8 | 6,4 | 7,0 | 8,4 | 0,56 | 63 | 0,5 |
5 | 2,1 | 2,9 | 4,0 | 4,8 | 5,9 | 6,7 | 7,5 | 8,2 | 9,8 | 0,45 | 63 | 1,6 | |
8 | 2,4 | 3,4 | 4,7 | 5,7 | 7,0 | 8,0 | 9,0 | 10 | 12 | 0,35 | 63 | 2,2 | |
300 - 350 | 3 | 2,3 | 3,2 | 4,3 | 5,1 | 6,3 | 7,1 | 7,9 | 8,7 | 10,4 | 0,56 | 58 - 67 | 0,5 - 1,2 |
5 | 2,5 | 3,5 | 4,9 | 5,9 | 7,3 | 8,3 | 9,3 | 10,3 | 12 | 0,45 | 58 - 67 | 1,5 - 1,8 | |
8 | 2,9 | 4,2 | 5,8 | 7,2 | 8,8 | 10,1 | 11,5 | 13 | 15 | 0,35 | 58 - 67 | 2,1 - 2,4 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||||||||
Продольное и поперечное точение Медные сплавы НВ = 100 - 140 | Суппорт планшайбы. Резцы из стали Р18 | ||||||||||||
КАРТА 42 Лист 2 | |||||||||||||
Диаметр обрабатываемой поверхности D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | Nр, квт | ||
Время на проход, мин. | |||||||||||||
400 - 450 | 3 | 2,5 | 3,5 | 4,8 | 5,8 | 7,1 | 8,1 | 9,1 | 10,1 | 12 | 0,56 | 63-71 | 0,5 - 1,3 |
5 | 2,7 | 3,9 | 5,5 | 6,7 | 8,3 | 9,5 | 10,8 | 12 | 14 | 0,45 | 63-71 | 1,7 - 1,9 | |
8 | 3,1 | 4,7 | 6,6 | 8,2 | 10,2 | 12 | 13,5 | 15 | 18 | 0,35 | 63-71 | 2,2 - 2,5 | |
500 - 550 | 3 | 2,6 | 3,9 | 5,5 | 6,7 | 8,3 | 9,5 | 10,8 | 12 | 14,5 | 0,56 | 63-69 | 0,5 - 1,3 |
5 | 2,9 | 4,5 | 6,3 | 7,9 | 9,8 | 11,5 | 13 | 14,5 | 17 | 0,45 | 63-69 | 1,6 - 1,8 | |
8 | 3,5 | 5,4 | 7,8 | 9,8 | 12 | 14 | 16 | 18 | 21 | 0,35 | 63-69 | 2,2 - 2,5 | |
600 | 3 | 2,9 | 4,5 | 6,4 | 8,0 | 10 | 11,5 | 13 | 15 | 17,5 | 0,56 | 59 | 0,3 |
5 | 3,2 | 5,2 | 7,6 | 9,5 | 12 | 14 | 16 | 18 | 21 | 0,45 | 59 | 1,5 | |
8 | 3,9 | 6,5 | 9,4 | 12 | 15 | 17,5 | 20 | 23 | 27 | 0,35 | 59 | 2,1 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | ||
Вида обработки | Продольное и поперечное точение | |||||
Растачивание отверстий | 1,06 | |||||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное точение Медные сплавы НВ = 100 - 140 | Суппорт планшайбы. Резцы из стали Р18 | ||||||||||||||
КАРТА 43 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 1,7 | 1,95 | 2,5 | 2,8 | 3,4 | 3,6 | 3,9 | 4,1 | 4,9 | 0,45 | 98 | 250 | До 1 | |
150 | 1,75 | 2,1 | 2,7 | 3,0 | 3,7 | 4,0 | 4,3 | 4,6 | 5,5 | 94 | 200 | ||||
175 | 1,8 | 2,2 | 2,9 | 3,3 | 4,0 | 4,4 | 4,8 | 5,2 | 6,2 | 88 | 160 | ||||
200 | 1,85 | 2,4 | 3,2 | 3,7 | 4,5 | 5,0 | 5,5 | 6,0 | 7,2 | 79 | 125 | ||||
250 - 300 | 1,95 | 2,6 | 3,5 | 4,1 | 5,1 | 5,7 | 6,3 | 7,0 | 8,3 | 79 - 94 | 100 | ||||
350 - 400 | 2,3 | 3,0 | 4,1 | 4,9 | 6,0 | 6,8 | 7,6 | 8,3 | 10 | 88 - 100 | 80 | ||||
450 - 500 | 2,4 | 3,4 | 4,8 | 5,8 | 7,1 | 8,1 | 9,2 | 10,2 | 12 | 86 - 96 | 61 | ||||
550 - 600 | 2,5 | 3,8 | 5,3 | 6,6 | 8,2 | 9,4 | 10,6 | 12 | 14 | 87 - 94 | 50 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости | Группа сплава | Гомогенные | Гетерогенные | |
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |
Коэффициент | 0,7 | 1,1 | ||
Вида обработки | Продольное и поперечное точение | 1,0 | ||
Растачивание отверстий | 1,06 | |||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное точение Медные сплавы НВ = 100 - 140 | Суппорт планшайбы. Резцы из стали Р18 | ||||||||||||||
КАРТА 44 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 2,4 | 2,8 | 3,6 | 4,0 | 4,9 | 5,3 | 5,7 | 6,1 | 7,2 | 0,22 | 124 | 315 | До 1 | |
150-175 | 2,4 | 2,9 | 3,9 | 4,4 | 5,3 | 5,9 | 6,4 | 6,9 | 8,2 | 118 - 138 | 250 | ||||
200 | 2,5 | 3,1 | 4,2 | 4,8 | 5,9 | 6,6 | 7,2 | 7,8 | 9,3 | 126 | 200 | ||||
250 | 2,6 | 3,4 | 4,6 | 5,4 | 6,7 | 7,5 | 8,2 | 9,0 | 10,8 | 126 | 160 | ||||
300 - 350 | 3,0 | 4,0 | 5,4 | 6,5 | 8,0 | 9,0 | 10 | 11 | 13 | 119 - 139 | 125 | ||||
400 - 450 | 3,1 | 4,4 | 6,1 | 7,3 | 9,1 | 10,4 | 11,5 | 13 | 15,5 | 126 - 141 | 100 | ||||
500 - 550 | 3,3 | 4,9 | 6,9 | 8,5 | 10,6 | 12 | 14 | 15,5 | 18,5 | 126 - 138 | 80 | ||||
600 | 3,6 | 5,7 | 8,2 | 10,3 | 13 | 15 | 17 | 19 | 23 | 117 | 61 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |
Коэффициент | 0,7 | 1,1 | ||
Вида обработки | Продольное и поперечное точение | |||
Растачивание отверстий | 1,06 | |||
Горизонтально-расточные станки | |||||||||||||||
Продольное и поперечное точение Медные сплавы НВ = 100 - 140 | Резцы из стали Р18 | ||||||||||||||
КАРТА 45 | |||||||||||||||
Диаметр обработки D, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nэ, квт | |||
Время на проход, мин. | |||||||||||||||
125 | 1 | 2,5 | 3,2 | 4,4 | 5,0 | 6,2 | 6,8 | 7,6 | 8,2 | 9,8 | 0,1 | 157 | 400 | До 1 | |
150 - 175 | 2,7 | 3,5 | 4,8 | 5,7 | 7,0 | 7,9 | 8,8 | 9,7 | 11,5 | 148 - 173 | 315 | ||||
200 | 2,8 | 3,9 | 5,4 | 6,5 | 8,1 | 9,2 | 10,3 | 11,4 | 13,6 | 157 | 250 | ||||
250 | 2,9 | 4,4 | 6,2 | 7,6 | 9,4 | 10,7 | 12,2 | 13,1 | 16,2 | 157 | 200 | ||||
300 - 350 | 3,3 | 5,1 | 7,2 | 9,0 | 11,3 | 13 | 14,7 | 16,0 | 19,6 | 151 - 176 | 160 | ||||
400 - 450 | 3,6 | 5,87 | 8,5 | 10,7 | 13,5 | 15,7 | 18 | 20,2 | 24 | 157 - 177 | 125 | ||||
500 - 550 | 4,0 | 6,7 | 10 | 12,8 | 16,0 | 18,8 | 20,8 | 24,3 | 29 | 157 - 173 | 100 | ||||
600 | 4,4 | 7,9 | 11,7 | 15,3 | 19,3 | 22,7 | 26,0 | 29,6 | 35,4 | 151 | 80 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | ||
Вида обработки | Продольное поперечное точение | |||||
Растачивание отверстий | 1,06 | |||||
Горизонтально-расточные станки | ||||||||||||
Прорезка канавки Медные сплавы НВ = 100 - 140 | Суппорт планшайбы. Резцы из стали Р18 | |||||||||||
КАРТА 46 Лист 1 | ||||||||||||
Размеры обработки | Глубина канавки t, мм | Режимы резания | ||||||||||
D | B | 3 | 4,5 | 6 | 8 | 10 | 12 | 15 | Sо, мм/об. | n, об./мин. | v, м/мин. | |
Время на проход, мин. | ||||||||||||
50 | 3 - 5 | 2,3 | 2,35 | 2,4 | - | - | - | - | 0,07 | 800 | 126 | |
75 | 2,3 | 2,4 | 2,45 | 2,5 | - | - | - | 630 | 148 | |||
100 - 125 | 3 - 8 | 2,3 | 2,4 | 2,5 | 2,55 | 2,6 | - | - | 0,09 | 400 | 126 - 157 | |
150 | 5 - 8 | 2,4 | 2,5 | 2,55 | 2,6 | 2,7 | 2,8 | 2,9 | 0,09 | 315 | 148 | |
10 - 12 | 2,4 | 2,5 | 2,6 | 2,7 | 2,8 | 2,9 | 3,1 | 0,07 | 315 | 148 | ||
175 | 5 - 8 | 2,4 | 2,5 | 2,6 | 2,7 | 2,8 | 2,9 | 3,1 | 0,09 | 250 | 138 | |
10 - 12 | 2,5 | 2,6 | 2,7 | 2,9 | 3,0 | 3,1 | 3,3 | 0,07 | ||||
200 | 5 - 8 | 2,5 | 2,6 | 2,7 | 2,9 | 3,0 | 3,1 | 3,3 | 0,09 | 200 | 126 | |
10 - 12 | 2,6 | 2,7 | 2,9 | 3,0 | 3,2 | 3,4 | 3,6 | 0,07 | ||||
250 - 300 | 5 - 8 | 2,6 | 2,7 | 2,8 | 3,0 | 3,15 | 3,3 | 3,5 | 0,09 | 160 | 126 - 150 | |
10 - 12 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 | 3,9 | 0,07 | ||||
350 | 5 - 8 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 | 3,9 | 0,09 | 125 | 138 | |
10 - 12 | 2,7 | 3,0 | 3,2 | 3,5 | 3,8 | 4,0 | 4,4 | 0,07 | ||||
400 - 450 | 5 - 8 | 2,7 | 3,0 | 3,2 | 3,5 | 3,8 | 4,0 | 4,4 | 0,09 | 100 | 126 - 142 | |
10 - 12 | 2,9 | 3,2 | 3,5 | 3,8 | 4,2 | 4,5 | 5,0 | 0,07 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||
Прорезка канавки Медные сплавы НВ = 100 - 140 | Суппорт планшайбы. Резцы из стали Р18 | |||||||||||
КАРТА 46 Лист 2 | ||||||||||||
Размеры обработки | Глубина канавки l, мм | Режимы резания | ||||||||||
D | B | 3 | 4,5 | 6 | 8 | 10 | 12 | 15 | Sо, мм/об. | n, об./мин. | v, м/мин. | |
Время на проход, мин. | ||||||||||||
500 - 550 | 5 - 8 | 2,9 | 3,2 | 3,5 | 3,8 | 4,1 | 4,3 | 4,9 | 0,09 | 80 | 126 - 138 | |
10 - 12 | 3,0 | 3,4 | 3,8 | 4,2 | 4,6 | 5,0 | 5,6 | 0,07 | ||||
600 | 5 - 8 | 3,1 | 3,5 | 3,9 | 4,3 | 4,7 | 5,1 | 5,7 | 0,09 | 61 | 115 | |
10 - 12 | 3,3 | 3,8 | 4,3 | 4,8 | 5,4 | 5,9 | 6,6 | 0,07 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости | Группа сплава | Гомогенные | Гетерогенные | |
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |
Коэффициент | 0,7 | 1,1 | ||
Горизонтально-расточные станки | ||||||||||||
Обработка фасок и радиусов Медные сплавы НВ = 100 - 140 | Резцы из стали Р18 | |||||||||||
КАРТА 47 | ||||||||||||
Обработка фасок | Обработка радиусов | |||||||||||
Диаметр обрабатываемой поверхности D, мм | резцы из стали Р18 | режимы резания | резцы из стали Р18 | режимы резания | ||||||||
ширина фаски, мм | Sм, мм/мин. | v, м/мин. | ширина фаски, мм | Sм, мм/мин. | v, м/мин. | |||||||
3 | 5 | 8 | 10 | 3 | 5 | 8 | 20 | |||||
Время, мин. | Время, мин. | |||||||||||
100 | 0,80 | 0,95 | 1,15 | 1,3 | 15 | 95 | 2,7 | 2,9 | 3,2 | 3,5 | 10 | 95 |
200 | 0,90 | 1,1 | 1,45 | 1,7 | 10 | 2,8 | 3,1 | 3,6 | 3,9 | 7,0 | ||
300 | 1,0 | 1,3 | 1,7 | 2,0 | 7,5 | 3,0 | 3,4 | 4,1 | 4,5 | 5,2 | ||
400 | 1,1 | 1,5 | 2,0 | 2,4 | 6,0 | 3,1 | 3,7 | 4,5 | 5,0 | 4,2 | ||
500 | 1,2 | 1,7 | 2,3 | 2,8 | 5,0 | 3,3 | 3,9 | 4,9 | 5,5 | 3,5 | ||
600 | 1,4 | 1,95 | 2,8 | 3,3 | 4,0 | 3,5 | 4,2 | 5,3 | 6,1 | 3,0 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости | Группа сплава | Гомогенные | Гетерогенные | |
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |
Коэффициент | 0,7 | 1,1 | ||
Горизонтально-расточные станки | ||||||||||
Подрезка торцов Медные сплавы НВ = 100 - 140 | Пластины из стали Р18 | |||||||||
КАРТА 48 | ||||||||||
Диаметр обработки D, мм | Длина обработки l, мм | Режимы резания | ||||||||
3 | 5 | 8 | 10 | 12 | 15 | 20 | Sм, мм/мин. | v, м/мин. | ||
Время, мин. | ||||||||||
75 | 1,25 | 1,35 | 1,55 | 1,7 | 1,8 | 2,0 | 2,3 | 18 | 6,0 | |
100 | 1,3 | 1,4 | 1,6 | 1,75 | 1,85 | 2,1 | 2,4 | 17 | ||
125 | 1,35 | 1,5 | 1,75 | 1,9 | 2,1 | 2,3 | 2,7 | 14 | ||
150 | 1,4 | 1,6 | 1,9 | 2,1 | 2,3 | 2,6 | 3,1 | 11,5 | ||
175 | 1,5 | 1,7 | 2,1 | 2,3 | 2,5 | 2,8 | 3,4 | 10 | ||
200 | 1,55 | 1,8 | 2,2 | 2,4 | 2,7 | 3,0 | 3,7 | 9,0 | ||
225 | 1,65 | 1,92 | 2,3 | 2,6 | 2,9 | 3,3 | 4,0 | 8,0 | ||
250 - 275 | 1,75 | 2,0 | 2,5 | 2,9 | 3,2 | 3,7 | 4,5 | 7,0 | ||
300 | 1,9 | 2,2 | 2,8 | 3,2 | 3,6 | 4,1 | 5,0 | 6,0 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости | Группа сплава | Гомогенные | Гетерогенные | |
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |
Коэффициент | 0,7 | 1,1 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы торцовые с пластинками ВК8 | |||||||||||||||||
КАРТА 49 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 48 | 3 | 1,77 | 1,9 | 1,91 | 2,0 | 2,32 | 2,41 | 2,5 | 2,64 | 3,11 | 3,25 | 3,84 | 4,0 | 650 | 450 | 4,7 | |
5 | 1,78 | 1,92 | 1,95 | 2,04 | 2,4 | 2,48 | 2,62 | 2,8 | 3,3 | 3,48 | 4,1 | 4,3 | 640 | 400 | 5,9 | |||
100 --- 10 | 60 | 3 | 1,8 | 1,9 | 1,98 | 2,06 | 2,42 | 2,5 | 2,64 | 2,82 | 3,32 | 3,5 | 4,11 | 4,29 | 384 | 400 | 4,7 | |
5 | 1,88 | 2,03 | 2,2 | 2,35 | 2,78 | 2,93 | 3,16 | 3,5 | 4,15 | 4,46 | 5,22 | 5,54 | 320 | 315 | 4,5 | |||
8 | 2,0 | 2,26 | 2,54 | 2,82 | 3,36 | 3,62 | 4,05 | 4,58 | 5,48 | 6,03 | 7,0 | 7,55 | 268 | 250 | 3,8 | |||
125 --- 14 | 75 | 3 | 1,82 | 1,92 | 2,03 | 2,14 | 2,52 | 2,63 | 2,8 | 3,02 | 3,56 | 3,78 | 4,44 | 4,65 | 500 | 315 | 5,0 | |
5 | 1,89 | 2,09 | 2,28 | 2,48 | 2,94 | 3,14 | 3,44 | 3,83 | 4,56 | 4,95 | 5,8 | 6,2 | 280 | 250 | 3,8 | |||
8 | 2,02 | 2,36 | 2,7 | 3,05 | 3,66 | 4,02 | 4,53 | 5,2 | 6,25 | 6,95 | 8,05 | 8,75 | 160 | 200 | 4,5 | |||
160 --- 16 | 122 | 3 | 1,87 | 2,0 | 2,15 | 2,29 | 2,68 | 2,83 | 3,02 | 3,3 | 3,9 | 4,18 | 4,9 | 5,17 | 400 | 250 | 7,5 | |
5 | 1,99 | 2,24 | 2,48 | 2,74 | 3,24 | 3,5 | 3,85 | 4,35 | 5,2 | 5,67 | 6,6 | 7,1 | 225 | 200 | 6,0 | |||
8 | 2,12 | 2,48 | 2,82 | 3,17 | 3,78 | 4,14 | 4,65 | 5,34 | 6,4 | 7,1 | 8,1 | 8,9 | 160 | 200 | 7,1 | |||
200 --- 20 | 140 | 3 | 1,91 | 2,08 | 2,24 | 2,41 | 2,75 | 2,98 | 3,25 | 3,58 | 4,25 | 4,56 | 5,34 | 5,66 | 339 | 160 | 6,1 | |
5 | 2,03 | 2,32 | 2,6 | 2,86 | 3,4 | 3,68 | 4,1 | 4,64 | 5,53 | 6,06 | 7,06 | 7,6 | 200 | 125 | 6,4 | |||
8 | 2,18 | 2,58 | 2,98 | 3,36 | 4,02 | 5,41 | 5,0 | 5,8 | 6,93 | 7,7 | 8,95 | 9,75 | 140 | 125 | 7,6 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы торцовые с пластинками ВК8 | |||||||||||||||||
КАРТА 49 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
250 ---- 24 | 190 | 3 | 2,1 | 2,32 | 2,5 | 2,7 | 3,18 | 3,38 | 3,71 | 4,15 | 4,9 | 5,32 | 6,2 | 6,73 | 255 | 125 | 7,0 | |
5 | 2,28 | 2,64 | 2,98 | 3,32 | 3,95 | 4,3 | 4,65 | 5,32 | 6,35 | 7,05 | 8,2 | 8,94 | 160 | 125 | 6,7 | |||
8 | 2,5 | 2,98 | 3,48 | 3,96 | 4,72 | 5,2 | 5,68 | 6,76 | 8,1 | 9,05 | 10,4 | 11,4 | 112 | 100 | 8,5 | |||
315 ---- 24 | 240 | 3 | 2,18 | 2,45 | 2,72 | 3,0 | 3,52 | 3,8 | 4,22 | 4,76 | 5,63 | 6,18 | 7,15 | 7,7 | 205 | 100 | 4,7 | |
5 | 2,46 | 2,88 | 3,31 | 3,74 | 4,44 | 4,85 | 5,54 | 6,4 | 7,6 | 9,25 | 10,6 | 11,6 | 128 | 80 | 7,6 | |||
8 | 2,78 | 3,38 | 4,0 | 4,62 | 5,5 | 6,12 | 7,1 | 8,3 | 9,9 | 11 | 12,8 | 14 | 90 | 80 | 8,5 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы торцовые с пластинками ВК8 | |||||||||||||||||
КАРТА 50 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 48 | 3 | 2,2 | 2,3 | 2,4 | 2,5 | 2,8 | 2,9 | 3,1 | 3,3 | 3,6 | 3,9 | 4,1 | 4,3 | 550 | 500 | 3,3 | |
5 | 2,3 | 2,4 | 2,5 | 2,7 | 3,0 | 3,1 | 3,3 | 3,6 | 4,0 | 4,2 | 4,5 | 4,8 | 450 | 4,9 | ||||
100 ---- 10 | 60 | 3 | 2,4 | 2,5 | 2,7 | 2,9 | 3,2 | 3,4 | 3,6 | 3,9 | 4,4 | 4,7 | 5,0 | 5,3 | 360 | 400 | 3,1 | |
5 | 2,5 | 2,7 | 2,9 | 3,1 | 3,5 | 3,8 | 4,0 | 4,4 | 5,0 | 5,4 | 5,7 | 6,1 | 280 | 4,5 | ||||
125 ---- 14 | 75 | 3 | 2,6 | 2,7 | 2,9 | 3,1 | 3,5 | 3,7 | 3,9 | 4,3 | 4,8 | 5,2 | 5,6 | 5,9 | 315 | 315 | 3,9 | |
5 | 2,7 | 2,9 | 3,1 | 3,3 | 3,6 | 3,9 | 4,1 | 4,5 | 5,1 | 5,5 | 5,9 | 6,3 | 284 | 5,7 | ||||
160 ---- 16 | 112 | 3 | 2,8 | 3,0 | 3,2 | 3,4 | 3,8 | 4,0 | 4,3 | 4,7 | 5,3 | 5,7 | 6,1 | 6,5 | 278 | 250 | 4,9 | |
5 | 2,9 | 3,1 | 3,4 | 3,6 | 4,0 | 4,3 | 4,6 | 5,0 | 5,6 | 6,1 | 6,6 | 7,0 | 250 | 6,7 | ||||
200 ---- 20 | 140 | 3 | 3,1 | 3,3 | 3,6 | 3,9 | 4,3 | 4,6 | 5,0 | 5,4 | 6,2 | 6,6 | 7,2 | 7,6 | 220 | 200 | 5,4 | |
5 | 3,3 | 3,5 | 3,8 | 4,1 | 4,6 | 4,9 | 5,3 | 5,9 | 6,6 | 7,2 | 7,7 | 8,3 | 200 | 7,4 | ||||
250 ---- 24 | 190 | 3 | 3,7 | 4,0 | 4,3 | 4,6 | 5,2 | 5,5 | 6,0 | 6,5 | 7,4 | 8,1 | 8,6 | 9,3 | 176 | 160 | 6,0 | |
5 | 3,9 | 4,2 | 4,5 | 4,9 | 5,4 | 5,9 | 6,3 | 7,0 | 7,9 | 8,6 | 9,3 | 10 | 160 | 8,7 | ||||
315 ---- 24 | 240 | 3 | 5,1 | 5,5 | 5,9 | 6,3 | 7,0 | 7,3 | 7,9 | 8,8 | 9,8 | 10,3 | 11,3 | 12,2 | 138 | 125 | 6,0 | |
5 | 5,5 | 6,0 | 6,5 | 6,9 | 7,5 | 8,0 | 8,7 | 9,5 | 10,6 | 11,5 | 12,3 | 13,3 | 125 | 8,7 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы торцовые с пластинками ВК8 | ||||
КАРТА 50 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | ||
Продолжительность обработки, мин. | - | до 10 | св. 10 | ||
Коэффициент | 1,1 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы торцевые с пластинками ВК6 | |||||||||||||||||
КАРТА 51 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
Обработка | ||||||||||||||||||
80 --- 10 | 48 | 2 | 3,0 | 3,1 | 3,2 | 3,32 | 3,86 | 3,97 | 4,14 | 4,35 | 4,9 | 5,12 | 5,67 | 5,9 | 500 | 630 | До 4 | |
100 ---- 10 | 60 | 3,05 | 3,18 | 3,32 | 3,46 | 4,03 | 4,16 | 4,37 | 4,64 | 5,25 | 5,53 | 6,12 | 6,4 | 400 | 500 | |||
125 ---- 14 | 75 | 3,12 | 3,29 | 3,47 | 3,65 | 4,13 | 4,45 | 4,71 | 5,06 | 5,75 | 6,1 | 6,77 | 7,14 | 320 | 400 | |||
160 ---- 16 | 112 | 3,21 | 3,44 | 3,65 | 3,88 | 4,53 | 4,75 | 5,08 | 5,52 | 6,25 | 6,73 | 7,51 | 7,95 | 250 | 315 | |||
200 ---- 20 | 140 | 3,27 | 3,52 | 3,76 | 4,02 | 4,7 | 4,95 | 5,32 | 5,8 | 6,65 | 7,15 | 7,96 | 8,45 | 225 | 200 | |||
250 ---- 24 | 190 | 3,4 | 3,7 | 4,02 | 4,33 | 5,06 | 5,37 | 5,83 | 6,45 | 7,4 | 8,0 | 8,95 | 9,55 | 180 | 160 | |||
315 ---- 24 | 240 | 3,58 | 3,96 | 4,35 | 4,75 | 5,56 | 5,96 | 6,55 | 7,33 | 8,44 | 9,2 | 10,3 | 11 | 140 | 125 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы торцевые с пластинками ВК6 | |||||||||||||||||
КАРТА 51 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
Обработка | ||||||||||||||||||
80 -- 10 | 48 | 1 | 3,4 | 3,6 | 3,7 | 3,9 | 4,3 | 4,5 | 4,7 | 5,0 | 5,8 | 6,1 | 6,5 | 6,8 | 350 | 630 | До 2 | |
100 ---- 10 | 60 | 3,5 | 3,7 | 3,9 | 4,1 | 4,6 | 4,8 | 5,1 | 5,4 | 6,3 | 6,7 | 7,1 | 7,5 | 280 | 500 | |||
125 ---- 14 | 75 | 3,6 | 3,8 | 4,1 | 4,3 | 4,9 | 5,1 | 5,5 | 6,0 | 6,9 | 7,4 | 8,4 | 8,8 | 225 | 400 | |||
160 ---- 16 | 112 | 3,7 | 4,0 | 4,3 | 4,7 | 5,3 | 5,6 | 6,1 | 6,7 | 7,7 | 8,4 | 9,0 | 10 | 175 | 315 | |||
200 ---- 20 | 140 | 3,8 | 4,1 | 4,5 | 4,8 | 5,5 | 5,8 | 6,4 | 7,1 | 8,2 | 8,9 | 10 | 11 | 158 | 200 | |||
250 ---- 24 | 190 | 3,9 | 4,4 | 4,8 | 5,2 | 5,9 | 6,4 | 7,0 | 7,8 | 9,1 | 10 | 11 | 12 | 128 | 160 | |||
315 ---- 24 | 240 | 4,2 | 4,8 | 5,3 | 5,8 | 6,7 | 7,3 | 8,1 | 9,1 | 11 | 12 | 13 | 14 | 100 | 125 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы торцевые с пластинками ВК6 | ||||
КАРТА 51 Лист 3 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | ||
Продолжительность обработки, мин. | - | до 10 | св. 10 | ||
Коэффициент | 1,1 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые из стали Р18 | |||||||||||||||||
КАРТА 52 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 48 | 3 | 2,2 | 2,8 | 3,4 | 4,0 | 4,9 | 5,5 | 6,5 | 7,7 | 9,3 | 11,0 | 12,2 | 13,5 | 90 | 160 | 1,0 | |
5 | 2,3 | 3,1 | 3,9 | 4,7 | 5,7 | 6,5 | 7,7 | 9,3 | 11,3 | 12,9 | 14,9 | 16,5 | 70 | 125 | 1,1 | |||
100 ---- 10 | 60 | 3 | 2,2 | 2,9 | 3,6 | 4,3 | 5,3 | 6,0 | 7,0 | 8,4 | 10,2 | 11,6 | 13,4 | 14,8 | 80 | 100 | 1,0 | |
5 | 2,3 | 3,2 | 4,1 | 4,9 | 6,1 | 7,0 | 8,3 | 10,0 | 12,1 | 13,9 | 16,1 | 17,9 | 64 | 80 | 1,1 | |||
125 ---- 14 | 75 | 3 | 2,3 | 3,2 | 4,1 | 5,0 | 6,1 | 7,0 | 8,3 | 11,0 | 12,1 | 13,9 | 16,1 | 17,9 | 64 | 80 | 1,0 | |
5 | 2,5 | 3,6 | 4,7 | 5,8 | 7,2 | 8,4 | 10,0 | 12,3 | 14,9 | 17,1 | 19,8 | 20,0 | 50 | 63 | 1,2 | |||
160 ---- 16 | 112 | 3 | 2,4 | 3,3 | 4,2 | 5,1 | 6,2 | 7,1 | 8,4 | 9,1 | 12,3 | 14,1 | 16,3 | 18,1 | 70 | 63 | 1,4 | |
5 | 2,8 | 4,2 | 5,6 | 7,0 | 8,7 | 10,1 | 12,2 | 15,0 | 18,1 | 20,9 | 24,2 | 27,0 | 56 | 50 | 2,0 | |||
8 | 3,3 | 5,3 | 7,3 | 9,3 | 11,5 | 13,5 | 16,5 | 20,5 | 24,8 | 28,8 | 33,3 | 37,2 | 40 | 50 | 2,9 | |||
200 ---- 20 | 140 | 3 | 2,6 | 3,6 | 4,6 | 5,6 | 6,8 | 7,8 | 9,3 | 11,3 | 13,6 | 15,6 | 18,1 | 20,1 | 56 | 50 | 1,7 | |
5 | 2,8 | 4,0 | 5,3 | 6,5 | 8,0 | 9,3 | 11,1 | 13,6 | 16,4 | 18,9 | 21,9 | 24,3 | 45 | 40 | 2 | |||
8 | 3,2 | 4,9 | 6,7 | 8,4 | 10,4 | 12,2 | 14,8 | 18,2 | 22,0 | 25,5 | 29,5 | 32,9 | 32 | 40 | 2,4 | |||
250 ---- 20 | 190 | 3 | 2,9 | 4,0 | 5,1 | 6,2 | 7,6 | 8,7 | 10,4 | 12,6 | 15,1 | 17,4 | 20,0 | 22,2 | 31,5 | 50 | 1,4 | |
5 | 3,4 | 5,0 | 6,7 | 8,2 | 10,0 | 11,6 | 14,0 | 17,1 | 20,6 | 23,8 | 27,4 | 30,6 | 35 | 2,0 | ||||
8 | 4,1 | 6,3 | 8,5 | 10,7 | 13,2 | 15,4 | 18,7 | 23,2 | 27,9 | 32,3 | 37,2 | 41,7 | 25 | 3,0 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые из стали Р18 | |||||||||||||||||
КАРТА 52 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
320 ---- 24 | 240 | 3 | 3,2 | 4,6 | 6,1 | 7,4 | 9,0 | 10,4 | 12,5 | 15,3 | 13,4 | 21,2 | 24,4 | 27,2 | 25 | 40 | 1,6 | |
5 | 3,8 | 5,8 | 7,8 | 9,8 | 12,1 | 14,1 | 17,0 | 21,0 | 25,3 | 29,3 | 33,7 | 37,7 | 20 | 2,2 | ||||
8 | 4,7 | 7,5 | 10,2 | 13,0 | 16,1 | 18,8 | 23,0 | 28,6 | 34,4 | 40,0 | 46,0 | 51,5 | 20 | 3,1 | ||||
400 ---- 23 | 320 | 3 | 3,4 | 4,6 | 5,8 | 7,0 | 9,8 | 11,6 | 14,0 | 16,8 | 19,2 | 22,1 | 22,1 | 24,6 | 20 | 45 | 2,0 | |
5 | 4,1 | 5,8 | 7,6 | 9,3 | 11,4 | 13,2 | 15,9 | 19,4 | 23,2 | 26,8 | 30,8 | 34,3 | 32 | 3,4 | ||||
8 | 5,5 | 7,3 | 9,2 | 11,0 | 13,1 | 15,0 | 17,8 | 21,5 | 25,5 | 28,1 | 33,3 | 37,0 | 23 | 3,7 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые из стали Р18 | |||||||||||||||||
КАРТА 53 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
Обработка | ||||||||||||||||||
80 -- 10 | 48 | 2 | 3,3 | 3,7 | 4,1 | 4,5 | 5,2 | 5,6 | 6,2 | 7,1 | 8,2 | 9,0 | 10,1 | 10,9 | 140 | 250 | 1,5 | |
100 ---- 10 | 60 | 3,4 | 3,9 | 4,4 | 4,9 | 5,7 | 6,2 | 7,0 | 7,9 | 9,3 | 10,2 | 12 | 13 | 112 | 200 | |||
125 ---- 14 | 75 | 3,7 | 4,7 | 5,3 | 5,9 | 6,8 | 7,3 | 7,5 | 8,7 | 10,1 | 11,2 | 12,7 | 13,8 | 100 | 125 | |||
160 ---- 16 | 112 | 3,8 | 4,8 | 5,2 | 5,9 | 7,0 | 7,7 | 8,8 | 9,9 | 11,9 | 12,2 | 15 | 16,4 | 80 | 100 | |||
200 ---- 20 | 140 | 4,2 | 5,1 | 5,9 | 6,8 | 8,0 | 8,9 | 10,2 | 11,9 | 14 | 15,9 | 17,8 | 19,6 | 64 | 80 | |||
250 ---- 20 | 190 | 4,6 | 5,6 | 6,6 | 7,6 | 8,9 | 9,9 | 11,4 | 13,4 | 15,7 | 17,6 | 19,2 | 21,9 | 56 | 50 | |||
320 ---- 24 | 240 | 5,5 | 6,7 | 8,0 | 9,2 | 10,8 | 12 | 13,8 | 16,3 | 19,1 | 21,6 | 24,4 | 26,8 | 45 | 40 | |||
400 ---- 28 | 320 | 6,9 | 8,5 | 10 | 11,6 | 13,7 | 15,3 | 17,7 | 20,9 | 24,4 | 27,6 | 31,2 | 34,1 | 35 | 31,5 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые из стали Р18 | |||||||||||||||||
КАРТА 53 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
Обработка | ||||||||||||||||||
80 -- 10 | 48 | 1 | 3,8 | 4,6 | 5,4 | 6,2 | 7,4 | 8,1 | 9,3 | 11 | 13 | 14,5 | 16 | 17,5 | 70 | 250 | 1,0 | |
100 ---- 10 | 60 | 4,2 | 5,8 | 6,8 | 7,8 | 9,1 | 10 | 11 | 13 | 15,5 | 17,5 | 19,5 | 21 | 56 | 200 | |||
125 ---- 14 | 75 | 4,3 | 6,1 | 7,2 | 8,3 | 9,8 | 11 | 12 | 14 | 16,5 | 19 | 21 | 23 | 50 | 125 | |||
160 ---- 16 | 112 | 4,9 | 6,2 | 7,6 | 9,0 | 10,6 | 12 | 14,5 | 17 | 20 | 23 | 26 | 29 | 40 | 100 | |||
200 ---- 20 | 140 | 5,6 | 7,4 | 9,1 | 11 | 13 | 14,5 | 17 | 21 | 25 | 28 | 32 | 35 | 32 | 80 | |||
250 ---- 20 | 190 | 6,5 | 8,5 | 10,5 | 12,5 | 15 | 17 | 20 | 24 | 28 | 32 | 35 | 40 | 28 | 50 | |||
320 ---- 24 | 240 | 9,3 | 11,5 | 14 | 16,5 | 19,5 | 22 | 26 | 31 | 36 | 41 | 46 | 53 | 22,5 | 40 | |||
400 ---- 28 | 320 | 11 | 14 | 17,5 | 20 | 24 | 27 | 32 | 38 | 45 | 51 | 58 | 63 | 17,5 | 31,5 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые из стали Р18 | |||||||||||||
КАРТА 53 Лист 3 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т5К10 | |||||||||||||||||
КАРТА 54 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 8 | 60 | 3 | 1,9 | 2,0 | 2,2 | 2,4 | 2,8 | 3,0 | 3,3 | 3,7 | 4,3 | 4,7 | 5,5 | 5,9 | 320 | 400 | 6,6 | |
5 | 1,9 | 2,1 | 2,3 | 2,6 | 3,1 | 3,3 | 3,6 | 4,1 | 4,8 | 5,3 | 6,2 | 6,6 | 252 | 315 | 7,4 | |||
125 ---- 8 | 75 | 3 | 1,9 | 2,1 | 2,3 | 2,6 | 3,1 | 3,3 | 3,6 | 4,1 | 4,8 | 5,3 | 6,2 | 6,6 | 252 | 315 | 7,2 | |
5 | 1,9 | 2,2 | 2,5 | 2,8 | 3,3 | 3,6 | 4,0 | 4,5 | 5,4 | 6,0 | 7,0 | 7,6 | 250 | 262 | 8,3 | |||
160 ---- 10 | 112 | 3 | 1,9 | 2,2 | 2,4 | 2,7 | 3,2 | 3,5 | 3,8 | 4,3 | 5,0 | 5,6 | 6,5 | 7,1 | 225 | 200 | 7,7 | |
5 | 2,0 | 2,3 | 2,6 | 2,9 | 3,5 | 3,8 | 4,3 | 4,9 | 5,9 | 6,5 | 7,6 | 8,2 | 180 | 160 | 8,5 | |||
8 | 2,1 | 2,5 | 3,0 | 3,3 | 4,1 | 4,5 | 5,2 | 6,1 | 7,3 | 8,1 | 9,5 | 10,3 | 128 | 160 | 9,4 | |||
200 ---- 12 | 140 | 3 | 2,1 | 2,3 | 2,6 | 2,9 | 3,5 | 3,8 | 4,5 | 5,0 | 6,0 | 6,6 | 7,7 | 8,4 | 180 | 160 | 8,2 | |
5 | 2,1 | 2,5 | 2,9 | 3,3 | 3,9 | 4,4 | 4,9 | 5,8 | 6,9 | 7,7 | 9,0 | 9,8 | 140 | 125 | 9,1 | |||
8 | 2,2 | 2,8 | 3,3 | 3,9 | 4,7 | 5,3 | 6,1 | 7,2 | 8,7 | 9,8 | 11,4 | 12,5 | 100 | 125 | 10 | |||
250 ---- 14 | 190 | 3 | 2,1 | 2,5 | 2,8 | 3,2 | 3,8 | 4,1 | 4,7 | 5,4 | 6,4 | 8,2 | 9,3 | 10 | 160 | 100 | 9,3 | |
5 | 2,3 | 2,8 | 3,3 | 3,8 | 4,6 | 5,0 | 5,8 | 6,8 | 8,2 | 9,1 | 10,6 | 11,6 | 112 | 100 | 12 | |||
8 | 2,5 | 3,2 | 3,9 | 4,5 | 5,6 | 6,2 | 7,3 | 8,0 | 10,4 | 11,8 | 13,7 | 15,1 | 80 | 100 | 12,7 | |||
320 ---- 18 | 240 | 3 | 2,2 | 2,6 | 3,1 | 3,5 | 4,2 | 4,7 | 5,3 | 6,2 | 7,4 | 8,3 | 9,5 | 10,4 | 128 | 80 | 9,1 | |
5 | 2,4 | 3,0 | 3,7 | 4,3 | 5,2 | 5,8 | 6,7 | 8,1 | 9,6 | 10,9 | 12,6 | 13,8 | 90 | 80 | 12,7 | |||
8 | 2,7 | 3,5 | 4,5 | 5,3 | 6,5 | 7,4 | 8,7 | 11 | 13 | 14,3 | 16,6 | 18,4 | 64 | 90 | 14,3 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т5К10 | ||||||
КАРТА 54 Лист 2 | |||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | ||
Коэффициент | 0,9 | - | 1,1 | 1,25 | |||
Вылета шпинделя | Вылет, мм | 200 | 250 | 350 | 450 | ||
Коэффициент | 1,2 | 1,25 | 1,4 | ||||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т5К10 | |||||||||||||||||
КАРТА 55 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
110 ---- 8 | 60 | 3 | 2,4 | 2,6 | 2,8 | 3,0 | 3,3 | 3,5 | 3,8 | 4,1 | 4,6 | 5,0 | 5,4 | 5,8 | 322 | 460 | 5,0 | |
5 | 2,5 | 2,7 | 2,9 | 3,1 | 3,5 | 3,8 | 4,1 | 4,4 | 5,0 | 5,4 | 5,9 | 6,3 | 280 | 400 | 6,2 | |||
125 ---- 8 | 75 | 3 | 2,6 | 2,8 | 3,0 | 3,2 | 3,6 | 3,9 | 4,2 | 4,5 | 5,1 | 5,5 | 5,9 | 6,3 | 280 | 400 | 5,4 | |
5 | 2,8 | 3,1 | 3,3 | 3,6 | 4,0 | 4,3 | 4,7 | 5,2 | 5,9 | 6,4 | 6,9 | 7,4 | 220 | 315 | 7,4 | |||
160 ---- 10 | 112 | 3 | 3,0 | 3,3 | 3,5 | 3,8 | 4,2 | 4,5 | 4,9 | 5,3 | 6,0 | 6,6 | 7,1 | 7,6 | 220 | 315 | 7 | |
5 | 3,3 | 3,6 | 3,9 | 4,3 | 4,8 | 5,1 | 5,6 | 6,2 | 7,0 | 7,7 | 8,3 | 8,9 | 175 | 250 | 9,5 | |||
200 ---- 12 | 140 | 3 | 3,4 | 3,7 | 4,0 | 4,3 | 4,8 | 5,2 | 5,6 | 6,3 | 7,1 | 7,8 | 8,4 | 9,0 | 175 | 250 | 7,3 | |
5 | 3,8 | 4,2 | 4,6 | 5,0 | 5,6 | 6,0 | 6,6 | 7,4 | 8,3 | 9,1 | 9,9 | 10,7 | 140 | 200 | 10 | |||
250 ---- 14 | 190 | 3 | 4,3 | 4,6 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 | 7,8 | 8,8 | 9,6 | 10,5 | 11,2 | 140 | 200 | 8 | |
5 | 4,9 | 5,4 | 5,9 | 6,4 | 7,1 | 7,6 | 8,4 | 9,3 | 10,5 | 11,5 | 12,5 | 13,4 | 112 | 160 | 11 | |||
320 ---- 18 | 240 | 3 | 4,9 | 5,3 | 5,7 | 6,0 | 6,6 | 7,0 | 7,6 | 8,3 | 9,3 | 10,1 | 10,9 | 11,6 | 112 | 160 | 10,5 | |
5 | 6,8 | 7,5 | 8,1 | 8,7 | 9,5 | 10,2 | 11,1 | 12,3 | 13,9 | 15 | 16,4 | 17,6 | 87,5 | 125 | 12 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т5К10 | ||||||
КАРТА 55 Лист 2 | |||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | ||
Коэффициент | 0,9 | - | 1,1 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т15К6 | |||||||||||||||||
КАРТА 56 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 8 | 60 | 2 | 3,1 | 3,3 | 3,5 | 3,7 | 4,3 | 4,5 | 4,8 | 5,2 | 5,9 | 6,3 | 7,0 | 7,4 | 280 | 500 | До 3 | |
125 ---- 8 | 75 | 2 | 3,2 | 3,6 | 3,9 | 4,1 | 4,7 | 5,0 | 5,2 | 5,8 | 6,5 | 7,1 | 7,8 | 8,4 | 225 | 400 | ||
160 ---- 10 | 112 | 2 | 3,3 | 3,6 | 4,0 | 4,4 | 5,0 | 5,3 | 5,8 | 6,5 | 7,3 | 7,9 | 8,9 | 9,5 | 178 | 315 | ||
200 ---- 12 | 140 | 2 | 3,4 | 3,8 | 4,2 | 4,6 | 5,2 | 5,7 | 6,2 | 6,9 | 8,0 | 8,7 | 9,7 | 10,4 | 160 | 200 | ||
250 ---- 14 | 190 | 2 | 3,7 | 4,1 | 4,5 | 5,0 | 5,7 | 6,2 | 6,9 | 7,8 | 9,1 | 10,0 | 11,1 | 12 | 128 | 160 | ||
320 ---- 18 | 240 | 2 | 4,1 | 4,6 | 5,2 | 5,8 | 6,7 | 7,2 | 8,1 | 9,2 | 10,6 | 11,8 | 13,2 | 14,3 | 100 | 125 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки |
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т15К6 |
КАРТА 56 Лист 2 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | До 60 | 60 - 75 | Свыше 75 | ||||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |||
Коэффициент | 0,9 | - | 1,1 | 1,25 | ||||
Вылета шпинделя | Вылет, мм | 200 | 250 | 350 | 450 | |||
Коэффициент | 1,2 | 1,25 | 1,4 | |||||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т15К6 | |||||||||||||||||
КАРТА 57 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nэ, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 8 | 60 | 1 | 3,4 | 3,7 | 4,0 | 4,2 | 4,8 | 5,1 | 5,5 | 6,1 | 7,1 | 7,7 | 8,3 | 8,8 | 200 | 500 | До 1 | |
125 ---- 8 | 75 | 3,5 | 4,1 | 4,4 | 4,7 | 5,4 | 5,7 | 6,1 | 6,8 | 8,0 | 8,7 | 9,4 | 10,2 | 160 | 400 | |||
160 ---- 10 | 112 | 3,7 | 4,1 | 4,5 | 4,9 | 5,6 | 6,0 | 6,7 | 7,5 | 8,8 | 9,6 | 10,5 | 11,5 | 125 | 315 | |||
200 ---- 12 | 140 | 3,9 | 4,4 | 4,9 | 5,4 | 6,2 | 6,7 | 7,5 | 8,5 | 10 | 11 | 12 | 13 | 112 | 200 | |||
250 ---- 14 | 190 | 4,2 | 4,8 | 5,5 | 6,1 | 7,0 | 7,7 | 8,6 | 9,8 | 11,5 | 13 | 14 | 15 | 90 | 160 | |||
320 ---- 18 | 190 | 5,1 | 5,9 | 6,6 | 7,4 | 8,5 | 9,5 | 10,7 | 12,5 | 14,5 | 16 | 18 | 19 | 70 | 125 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы торцовые с пластинками Т15К6 | ||||||
КАРТА 57 Лист 2 | |||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||
Предела прочности стали и продолжительности обработки | Предел прочности стали | До 60 | 60 - 75 | Свыше 75 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | ||
Коэффициент | 0,9 | - | 1,1 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы цилиндрические с пластинками ВК8 | |||||||||||||||||
КАРТА 58 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
62 -- 8 | 40 | 3 | 0,9 | 1,0 | 1,05 | 1,1 | 1,4 | 1,5 | 1,6 | 1,7 | 2,1 | 2,3 | 2,4 | 2,5 | 900 | 500 | 6,0 | |
5 | 1,0 | 1,1 | 1,2 | 1,3 | 1,6 | 1,7 | 1,8 | 2,0 | 2,6 | 2,8 | 3,0 | 3,2 | 567 | 315 | 6,0 | |||
8 | 1,1 | 1,3 | 1,5 | 1,7 | 2,1 | 2,3 | 2,5 | 2,9 | 3,7 | 4,0 | 4,4 | 4,8 | 283,5 | 315 | 4,2 | |||
12 | 1,2 | 1,4 | 1,6 | 1,9 | 2,4 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,3 | 5,8 | 224 | 250 | 3,5 | |||
70 | 3 | 1,0 | 1,05 | 1,15 | 1,3 | 1,6 | 1,7 | 1,8 | 2,0 | 2,6 | 2,8 | 3,0 | 3,2 | 560 | 400 | 5,8 | ||
5 | 1,05 | 1,3 | 1,5 | 1,7 | 2,1 | 2,3 | 2,6 | 3,0 | 3,7 | 4,1 | 4,5 | 4,9 | 280 | 5,0 | ||||
8 | 1,2 | 1,5 | 1,8 | 2,1 | 2,6 | 3,0 | 3,4 | 4,0 | 5,0 | 5,6 | 6,2 | 6,9 | 180 | 5,0 | ||||
12 | 1,4 | 1,9 | 2,4 | 2,9 | 3,6 | 4,1 | 4,8 | 5,8 | 7,1 | 8,1 | 9,1 | 10,1 | 112 | 5,0 | ||||
80 -- 8 | 40 | 3 | 0,9 | 1,0 | 1,05 | 1,1 | 1,4 | 1,5 | 1,6 | 1,7 | 2,1 | 2,3 | 2,4 | 2,5 | 900 | 500 | 6,0 | |
5 | 1,0 | 1,05 | 1,2 | 1,3 | 1,6 | 1,7 | 1,8 | 2,0 | 2,6 | 2,8 | 3,0 | 3,2 | 567 | 315 | 6,0 | |||
8 | 1,1 | 1,2 | 1,4 | 1,5 | 1,9 | 2,1 | 2,3 | 2,6 | 3,3 | 3,6 | 3,9 | 4,3 | 346,5 | 315 | 5,0 | |||
12 | 1,2 | 1,4 | 1,6 | 1,9 | 2,4 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,2 | 5,7 | 225 | 250 | 4,2 | |||
70 | 3 | 1,0 | 1,1 | 1,2 | 1,3 | 1,6 | 1,7 | 1,8 | 2,0 | 2,6 | 2,8 | 3,0 | 3,2 | 567 | 315 | 6,0 | ||
5 | 1,1 | 1,3 | 1,5 | 1,7 | 2,1 | 2,3 | 2,6 | 3,0 | 3,8 | 4,1 | 4,5 | 4,9 | 275 | 250 | 5,0 | |||
8 | 1,2 | 1,4 | 1,6 | 1,9 | 2,4 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,3 | 5,8 | 220,5 | 315 | 6,0 | |||
12 | 1,4 | 1,9 | 2,4 | 2,9 | 3,6 | 4,2 | 4,9 | 5,9 | 7,6 | 8,1 | 9,2 | 10,1 | 112,5 | 250 | 6,0 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы цилиндрические с пластинками ВК8 | |||||||||||||||||
КАРТА 58 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 10 | 40 | 3 | 0,9 | 1,0 | 1,05 | 1,1 | 1,4 | 1,5 | 1,6 | 1,7 | 2,1 | 2,3 | 2,4 | 2,5 | 880 | 400 | 6,0 | |
5 | 1,0 | 1,1 | 1,2 | 1,3 | 1,6 | 1,7 | 1,8 | 2,0 | 2,6 | 2,8 | 3,0 | 3,2 | 550 | 250 | 5,0 | |||
8 | 1,1 | 1,2 | 1,4 | 1,5 | 1,9 | 2,1 | 2,3 | 2,6 | 3,3 | 3,6 | 4,0 | 4,3 | 350 | 250 | 5,0 | |||
12 | 1,2 | 1,4 | 1,7 | 1,9 | 2,4 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,3 | 5,8 | 225 | 250 | 5,0 | |||
70 | 3 | 1,0 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,0 | 2,3 | 2,8 | 3,1 | 3,3 | 3,6 | 450 | 250 | 5,0 | ||
5 | 1,1 | 1,3 | 1,5 | 1,7 | 2,1 | 2,3 | 2,6 | 3,0 | 3,7 | 4,1 | 4,5 | 4,9 | 275 | 5,0 | ||||
8 | 1,3 | 1,7 | 2,1 | 2,5 | 3,1 | 3,5 | 4,1 | 4,9 | 6,0 | 6,8 | 7,5 | 8,3 | 140 | 7,0 | ||||
12 | 1,6 | 2,3 | 2,9 | 3,5 | 4,4 | 5,0 | 6,0 | 7,2 | 8,9 | 10,1 | 11,3 | 12,6 | 87,5 | 7,0 | ||||
125 ---- 12 | 50 | 3 | 0,95 | 1,0 | 1,1 | 1,2 | 1,5 | 1,6 | 1,7 | 1,8 | 2,3 | 2,5 | 2,6 | 2,2 | 693 | 315 | 5,0 | |
5 | 1,0 | 1,1 | 1,2 | 1,3 | 1,6 | 1,7 | 1,9 | 2,1 | 2,6 | 2,8 | 3,0 | 3,2 | 550 | 250 | 5,0 | |||
8 | 1,05 | 1,2 | 1,3 | 1,4 | 1,8 | 1,9 | 2,1 | 2,3 | 2,9 | 3,2 | 3,4 | 3,7 | 440 | 200 | 4,4 | |||
12 | 1,1 | 1,3 | 1,5 | 1,7 | 2,2 | 2,4 | 2,7 | 3,1 | 3,8 | 4,2 | 4,5 | 5,0 | 275 | 125 | 6,0 | |||
100 | 3 | 1,0 | 1,1 | 1,3 | 1,4 | 1,7 | 1,9 | 2,0 | 2,3 | 2,9 | 3,2 | 3,4 | 3,7 | 440 | 200 | 6,0 | ||
5 | 1,1 | 1,3 | 1,5 | 1,7 | 2,1 | 2,3 | 2,6 | 3,0 | 3,8 | 4,1 | 4,5 | 5,0 | 275 | 125 | ||||
8 | 1,2 | 1,4 | 1,7 | 1,9 | 2,4 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,3 | 5,8 | 225 | 125 | ||||
12 | 1,5 | 2,0 | 2,5 | 3,0 | 3,4 | 4,2 | 5,0 | 6,0 | 7,3 | 8,3 | 9,2 | 10,2 | 112,5 | 125 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы цилиндрические с пластинками ВК8 | |||||||||||||||||
КАРТА 58 Лист 3 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
125 ---- 12 | 150 | 3 | 1,1 | 1,3 | 1,5 | 1,7 | 2,1 | 2,3 | 2,6 | 3,0 | 3,8 | 4,2 | 4,7 | 5,0 | 270 | 150 | 6,0 | |
5 | 1,15 | 1,4 | 1,6 | 1,9 | 2,3 | 2,6 | 3,0 | 3,4 | 4,3 | 4,8 | 5,2 | 5,8 | 225 | 125 | ||||
8 | 1,5 | 2,0 | 2,5 | 3,0 | 3,7 | 4,2 | 4,9 | 5,9 | 7,2 | 8,2 | 9,2 | 10,2 | 112,5 | 125 | ||||
12 | 1,9 | 2,7 | 3,6 | 4,3 | 5,3 | 6,1 | 7,3 | 8,9 | 10,7 | 12,3 | 14,0 | 15,5 | 70 | 125 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Чугун серый НВ = 180 - 220 | Фрезы цилиндрические с пластинками ВК6 | |||||||||||||||||
КАРТА 59 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
62 -- 8 | 40 - 70 | 2 | 2,1 | 2,3 | 2,4 | 2,6 | 3,0 | 3,1 | 3,3 | 3,7 | 4,2 | 4,5 | 4,8 | 5,1 | 352 | 1600 | 3,5 | |
40 | 5 | 2,2 | 2,5 | 2,6 | 2,8 | 3,2 | 3,4 | 3,7 | 4,1 | 4,7 | 5,1 | 5,5 | 5,9 | 275 | 1250 | |||
70 | 5 | 2,3 | 2,6 | 2,9 | 3,2 | 3,7 | 4,0 | 4,5 | 5,1 | 6,0 | 6,6 | 7,2 | 7,8 | 180 | 1000 | |||
80 -- 8 | 40 - 70 | 2 | 2,2 | 2,3 | 2,6 | 2,7 | 3,2 | 3,4 | 3,7 | 4,0 | 4,7 | 5,1 | 5,5 | 5,9 | 275 | 1250 | ||
40 | 5 | 2,3 | 2,6 | 2,9 | 3,2 | 3,8 | 4,1 | 4,6 | 5,2 | 6,1 | 6,7 | 7,3 | 7,9 | 176 | 800 | |||
70 | 5 | 2,4 | 2,8 | 3,2 | 3,6 | 4,2 | 4,6 | 5,2 | 6,0 | 7,0 | 7,8 | 8,6 | 9,4 | 139 | 630 | |||
100 ---- 10 | 40 - 70 | 3 | 2,1 | 2,4 | 2,6 | 2,8 | 3,2 | 3,4 | 3,7 | 4,1 | 4,7 | 5,1 | 5,5 | 5,9 | 275 | 1250 | ||
40 | 5 | 2,2 | 2,5 | 2,7 | 3,0 | 3,5 | 3,7 | 4,1 | 4,6 | 5,3 | 5,8 | 6,3 | 6,8 | 220 | 1000 | |||
70 | 5 | 2,3 | 2,6 | 2,9 | 3,3 | 3,8 | 4,1 | 4,6 | 5,2 | 6,1 | 6,7 | 7,3 | 8,0 | 176 | 800 | |||
125 ---- 12 | 50 - 100 | 2 | 2,2 | 2,7 | 2,7 | 3,0 | 3,3 | 3,7 | 4,0 | 4,5 | 5,3 | 5,8 | 6,3 | 6,8 | 220 | 1000 | ||
5 | 2,4 | 2,9 | 3,0 | 3,3 | 3,8 | 4,1 | 4,6 | 5,2 | 6,1 | 6,7 | 7,3 | 8,0 | 176 | 800 | ||||
150 | 2 | 2,3 | 2,6 | 2,9 | 3,2 | 3,8 | 4,2 | 4,6 | 5,2 | 6,0 | 6,7 | 7,3 | 7,9 | 176 | 800 | |||
5 | 2,7 | 3,3 | 3,9 | 4,5 | 5,4 | 6,0 | 7,0 | 8,2 | 9,7 | 11 | 12,2 | 13,5 | 88 | 400 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
КАРТА 60 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 8 | 40 | 3 | 1,4 | 1,9 | 2,3 | 2,8 | 3,5 | 4,0 | 4,8 | 5,8 | 7,1 | 8,1 | 9,0 | 10 | 112 | 25 | До 3 | |
5 | 1,5 | 2,2 | 2,8 | 3,5 | 4,4 | 5,0 | 6,0 | 7,3 | 8,9 | 10,2 | 11,5 | 12,8 | 85,4 | 61 | ||||
8 | 1,8 | 2,6 | 3,4 | 4,3 | 5,5 | 6,2 | 7,4 | 9,0 | 11 | 12,9 | 14,5 | 16 | 67,1 | 61 | ||||
12 | 2,0 | 3,1 | 4,2 | 5,3 | 6,5 | 7,5 | 9,1 | 11,2 | 13,5 | 15,5 | 17,5 | 19,5 | 55 | 50 | ||||
80 | 3 | 1,5 | 2,1 | 2,8 | 3,4 | 4,5 | 5,0 | 6,0 | 7,2 | 8,9 | 10,2 | 11,4 | 12,8 | 85,4 | 61 | |||
5 | 1,7 | 2,5 | 3,3 | 4,0 | 5,1 | 5,9 | 7,0 | 8,7 | 10,5 | 12 | 13,8 | 15,5 | 70 | 50 | ||||
8 | 2,0 | 3,0 | 4,0 | 4,9 | 6,2 | 7,5 | 8,8 | 10,8 | 13 | 15,2 | 17,2 | 19,2 | 54,9 | 61 | ||||
12 | 2,8 | 4,4 | 6,1 | 7,7 | 9,5 | 11,2 | 13,6 | 16,9 | 20,6 | 23,6 | 27 | 30 | 34,16 | 61 | ||||
125 ---- 8 | 50 - 100 | 3 | 1,5 | 2,1 | 2,8 | 3,4 | 4,3 | 5,0 | 5,9 | 7,2 | 8,9 | 10,2 | 11,5 | 12,8 | 85,4 | 61 | ||
5 | 1,7 | 2,5 | 3,5 | 4,1 | 5,1 | 5,9 | 7,1 | 8,7 | 10,7 | 12 | 14 | 15,5 | 70 | 50 | ||||
8 | 2,1 | 3,1 | 4,1 | 5,1 | 6,5 | 7,5 | 8,9 | 10,9 | 13,2 | 15,2 | 17 | 19 | 55 | 50 | ||||
12 | 2,8 | 4,6 | 6,1 | 7,7 | 9,2 | 11,1 | 13,4 | 16,7 | 20,1 | 23,2 | 26,4 | 29,6 | 35 | 50 | ||||
160 ---- 10 | 50 | 3 | 1,5 | 2,1 | 2,7 | 3,5 | 4,2 | 4,8 | 5,7 | 7,0 | 8,5 | 9,8 | 11 | 12,2 | 90 | 50 | ||
5 | 1,8 | 2,5 | 3,3 | 4,1 | 5,0 | 5,8 | 7,0 | 8,5 | 11 | 12 | 13,4 | 15 | 72 | 40 | ||||
8 | 2,1 | 3,1 | 4,1 | 5,1 | 6,5 | 7,3 | 8,8 | 10,8 | 13,1 | 15,1 | 17,1 | 19,2 | 56 | 40 | ||||
12 | 2,7 | 3,9 | 5,2 | 6,4 | 7,9 | 9,2 | 11,1 | 13,5 | 16,4 | 19 | 21,4 | 24 | 44 | 40 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
КАРТА 60 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
160 ---- 10 | 100 | 3 | 1,5 | 2,1 | 2,7 | 3,5 | 4,2 | 4,8 | 5,7 | 7,0 | 8,5 | 9,8 | 11 | 12,2 | 90 | 50 | 2,6 | |
5 | 1,8 | 2,5 | 3,3 | 4,1 | 5,0 | 5,8 | 7,0 | 8,5 | 11 | 12 | 13,4 | 15 | 72 | 40 | 3,2 | |||
8 | 2,5 | 3,7 | 5,0 | 6,3 | 7,8 | 9,0 | 10,9 | 13,3 | 16,2 | 18,8 | 21,4 | 23,6 | 44 | 40 | 3,4 | |||
12 | 3,1 | 4,6 | 6,2 | 7,7 | 9,4 | 11 | 13,3 | 16,3 | 19,8 | 22,9 | 25,9 | 29,2 | 36 | 40 | 4,3 | |||
200 ---- 12 | 50 - 100 | 3 | 1,4 | 1,9 | 2,4 | 2,9 | 3,7 | 4,1 | 4,9 | 5,9 | 7,3 | 8,3 | 9,3 | 10,2 | 110 | 50 | 1,7 - 2,6 | |
5 | 1,6 | 2,3 | 2,9 | 3,6 | 4,4 | 5,0 | 6,0 | 7,2 | 8,9 | 10,1 | 11,4 | 12,6 | 88 | 40 | 2,1 - 4,3 | |||
8 | 2,2 | 3,2 | 4,2 | 5,2 | 6,4 | 7,4 | 8,9 | 10,9 | 13,2 | 15,2 | 17,2 | 19,2 | 56 | 40 | 2,2 - 4,4 | |||
12 | 2,8 | 4,1 | 5,5 | 6,6 | 8,1 | 9,3 | 11,2 | 13,9 | 16,7 | 19,2 | 21,6 | 24,2 | 44 | 40 | 2,6 - 5,2 | |||
150 | 3 | 1,7 | 2,5 | 3,3 | 4,1 | 5,1 | 5,9 | 7,1 | 8,7 | 10,5 | 12,2 | 13,8 | 15,5 | 70 | 50 | 3,6 | ||
5 | 2,1 | 3,1 | 4,0 | 5,0 | 6,2 | 7,2 | 8,8 | 10,7 | 13 | 15 | 17 | 19 | 56 | 40 | 4,7 | |||
8 | 2,6 | 3,9 | 5,1 | 6,4 | 7,8 | 9,1 | 11 | 13,4 | 16,4 | 18,9 | 21,4 | 23,6 | 44 | 40 | 5,5 | |||
12 | 4,2 | 7,5 | 8,7 | 10,8 | 13,2 | 15,2 | 18,5 | 23 | 27,8 | 32,1 | 36,5 | 40,8 | 28 | 40 | 5,9 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы цилиндрические из стали Р18 | |||||||||||||
КАРТА 60 Лист 3 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 10 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
КАРТА 61 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 8 | 40 | 2 | 2,8 | 3,8 | 4,8 | 5,8 | 7,0 | 8,0 | 9,4 | 11,4 | 13,8 | 15,7 | 17,5 | 19,5 | 56,2 | 125 | 5,0 | |
5 | 3,2 | 4,4 | 5,7 | 7,0 | 8,3 | 9,5 | 11,4 | 13,9 | 16,5 | 19 | 21,5 | 24 | 45 | 100 | ||||
80 | 2 | 2,8 | 3,8 | 4,8 | 5,8 | 7,0 | 8,0 | 9,4 | 11,4 | 13,8 | 15,7 | 17,5 | 19,5 | 56,2 | 125 | |||
5 | 3,2 | 4,4 | 5,7 | 6,9 | 8,3 | 9,5 | 11,4 | 13,9 | 16,5 | 19 | 21,5 | 24 | 45 | 100 | ||||
125 ---- 8 | 50 | 2 | 2,9 | 3,9 | 4,9 | 5,8 | 7,0 | 8,0 | 9,5 | 11,4 | 13,7 | 15,7 | 17,5 | 19,5 | 56,2 | 125 | ||
5 | 3,3 | 4,5 | 5,8 | 7,0 | 8,4 | 9,7 | 11,5 | 14 | 16,7 | 19 | 21,6 | 24 | 45 | 100 | ||||
100 | 2 | 3,1 | 4,3 | 5,5 | 6,8 | 7,7 | 9,4 | 11,3 | 13,8 | 16,4 | 18,9 | 21,3 | 23,8 | 45 | 100 | |||
5 | 3,5 | 5,0 | 6,5 | 8,0 | 9,7 | 11 | 13,3 | 16,2 | 19,3 | 22,4 | 25,3 | 28 | 37,8 | 80 | ||||
160 ---- 10 | 50 | 2 | 2,9 | 3,9 | 4,9 | 5,9 | 7,1 | 8,0 | 9,5 | 11,5 | 13,7 | 15,8 | 17,6 | 19,6 | 56 | 100 | ||
5 | 3,4 | 4,6 | 5,9 | 7,1 | 8,5 | 9,8 | 11,7 | 14 | 16,9 | 19,3 | 21,8 | 24,2 | 44,8 | 80 | ||||
100 | 2 | 3,1 | 4,3 | 5,7 | 7,0 | 8,3 | 9,5 | 11,4 | 13,9 | 16,5 | 19 | 21,4 | 24 | 44,8 | 80 | |||
5 | 3,8 | 5,4 | 7,1 | 8,7 | 10,2 | 12,1 | 14,5 | 17,8 | 21,3 | 24,6 | 28 | 31,3 | 34,2 | 61 | ||||
200 ---- 12 | 50 | 2 | 2,8 | 3,5 | 4,3 | 5,2 | 6,1 | 7,0 | 8,2 | 9,8 | 11,5 | 13,2 | 14,6 | 16,3 | 70 | 100 | ||
5 | 3,2 | 4,2 | 5,1 | 6,1 | 7,3 | 8,3 | 9,8 | 11,9 | 14 | 16 | 18 | 20 | 56 | 80 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Сталь конструкционная, углеродистая  | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
КАРТА 61 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
200 ---- 12 | 100 | 2 | 3,0 | 4,0 | 4,9 | 5,9 | 7,1 | 8,1 | 9,7 | 11,5 | 13,8 | 15,8 | 17,8 | 19,6 | 56 | 80 | 5,0 | |
5 | 3,5 | 4,9 | 6,1 | 7,4 | 9,0 | 10,2 | 12,2 | 14,8 | 17,6 | 20,2 | 23 | 25,5 | 42,8 | 61 | ||||
150 | 2 | 3,0 | 4,0 | 4,9 | 5,9 | 7,1 | 8,1 | 9,7 | 11,5 | 13,8 | 15,8 | 17,8 | 19,6 | 56 | 80 | |||
5 | 3,5 | 4,9 | 6,1 | 7,4 | 9,0 | 10,2 | 12,2 | 14,8 | 17,6 | 20,2 | 23 | 25,5 | 42,8 | 61 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Медные сплавы НВ = 100 - 140 | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
КАРТА 62 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 8 | 40 | 3 | 1,0 | 1,3 | 1,4 | 1,7 | 2,1 | 2,3 | 2,6 | 3,0 | 3,7 | 4,1 | 4,6 | 4,9 | 280 | 200 | До 2 | |
5 | 1,2 | 1,5 | 1,8 | 2,1 | 2,7 | 3,0 | 3,4 | 4,0 | 5,0 | 5,7 | 6,3 | 6,9 | 180 | |||||
8 - 12 | 1,4 | 1,9 | 2,4 | 2,9 | 3,6 | 4,1 | 4,9 | 5,9 | 7,2 | 8,2 | 9,2 | 10,1 | 112 | |||||
80 | 3 | 1,1 | 1,4 | 1,6 | 1,9 | 2,3 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,3 | 5,8 | 224 | 160 | |||
5 | 1,3 | 1,7 | 2,0 | 2,4 | 3,0 | 3,4 | 4,0 | 4,7 | 5,8 | 6,6 | 7,4 | 8,1 | 144 | |||||
8 - 12 | 1,6 | 2,2 | 2,8 | 3,5 | 4,3 | 4,9 | 5,8 | 7,1 | 8,7 | 9,9 | 11,5 | 12,4 | 89,6 | |||||
125 ---- 8 | 50 | 3 | 1,1 | 1,4 | 1,6 | 1,9 | 2,3 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,3 | 5,8 | 224 | 160 | ||
5 | 1,3 | 1,7 | 2,0 | 2,4 | 3,0 | 3,4 | 4,0 | 4,8 | 5,9 | 6,7 | 7,4 | 8,8 | 144 | |||||
8 - 12 | 1,7 | 2,3 | 2,9 | 3,6 | 4,4 | 5,0 | 5,9 | 7,2 | 8,7 | 10 | 11,2 | 12,4 | 89,6 | |||||
100 | 3 | 1,2 | 1,5 | 1,8 | 2,1 | 2,7 | 3,0 | 3,4 | 4,1 | 5,0 | 5,7 | 6,3 | 7,0 | 175 | 125 | 1,2 | ||
5 | 1,4 | 1,9 | 2,4 | 2,9 | 3,6 | 4,1 | 4,8 | 5,8 | 7,1 | 8,5 | 9,1 | 10,1 | 112,5 | 0,27 - 1,9 | ||||
8 - 12 | 1,9 | 2,7 | 3,4 | 4,6 | 5,3 | 6,1 | 7,2 | 8,8 | 10,8 | 12,3 | 14 | 15,4 | 70 | 0,45 - 2,8 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей и уступов Медные сплавы НВ = 100 - 140 | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
КАРТА 62 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
160 ---- 10 | 50 | 3 | 1,1 | 1,4 | 1,6 | 1,9 | 2,4 | 2,6 | 3,0 | 3,5 | 4,3 | 4,8 | 5,3 | 5,8 | 224 | 160 | 1,0 | |
5 | 1,3 | 1,7 | 2,1 | 2,5 | 3,0 | 3,4 | 4,0 | 4,8 | 5,0 | 6,7 | 7,4 | 8,2 | 144 | 1,4 | ||||
8 | 1,5 | 2,1 | 2,5 | 3,0 | 3,7 | 4,2 | 4,9 | 5,9 | 7,2 | 8,2 | 9,2 | 10,2 | 112 | 1,8 | ||||
12 | 1,8 | 2,4 | 3,0 | 3,6 | 4,5 | 5,1 | 6,0 | 7,2 | 8,9 | 10,1 | 11,2 | 12,5 | 89,6 | 2,2 | ||||
100 | 3 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,0 | 3,5 | 4,1 | 5,1 | 5,7 | 6,3 | 7,0 | 175 | 125 | 1,8 | ||
5 | 1,4 | 1,9 | 2,4 | 2,9 | 3,6 | 4,1 | 4,9 | 5,9 | 7,2 | 8,2 | 9,2 | 10,1 | 112,5 | 2,3 | ||||
8 | 1,7 | 2,3 | 2,9 | 3,6 | 4,4 | 5,0 | 6,0 | 7,3 | 8,9 | 10,1 | 11,4 | 12,7 | 87,5 | 2,8 | ||||
12 | 2,0 | 2,8 | 3,6 | 4,4 | 5,4 | 6,2 | 7,4 | 9,0 | 10,9 | 12,5 | 14,1 | 15,7 | 70 | 3,5 | ||||
200 ---- 12 | 50 - 100 | 3 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,0 | 3,5 | 4,1 | 5,1 | 5,7 | 6,3 | 7,0 | 175 | 1,3 | ||
5 | 1,5 | 2,0 | 2,5 | 3,0 | 3,7 | 4,2 | 4,9 | 5,9 | 7,2 | 8,2 | 9,2 | 10,2 | 112,5 | 1,8 | ||||
8 | 2,0 | 2,8 | 3,6 | 4,2 | 5,4 | 6,1 | 7,3 | 8,9 | 10,8 | 12,4 | 14,0 | 15,6 | 70 | 2,4 | ||||
12 | 2,4 | 3,4 | 4,4 | 5,4 | 6,6 | 7,6 | 9,0 | 11,1 | 13,3 | 15,3 | 17,3 | 19,3 | 56,25 | 3,0 | ||||
150 | 3 | 1,3 | 1,7 | 2,1 | 2,5 | 3,1 | 3,5 | 4,1 | 4,9 | 6,0 | 6,8 | 7,6 | 8,3 | 140 | 100 | 1,8 | ||
5 | 1,6 | 2,2 | 2,9 | 3,5 | 4,3 | 4,9 | 5,8 | 7,1 | 7,5 | 9,9 | 11,1 | 12,3 | 90 | 2,2 | ||||
8 | 2,2 | 3,2 | 4,2 | 5,2 | 6,4 | 7,4 | 8,9 | 10,9 | 13,2 | 15,2 | 17,2 | 19,2 | 56 | 2,9 | ||||
12 | 2,8 | 4,0 | 5,2 | 6,5 | 7,9 | 9,2 | 11 | 13,5 | 16,3 | 18,7 | 21,2 | 23,7 | 45 | 3,6 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование плоскостей и уступов Медные сплавы НВ = 100 - 140 | Фрезы цилиндрические из стали Р18 | ||||
КАРТА 62 Лист 3 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Группы медных сплавов и твердости | Группа сплава | Гомогенные | Гетерогенные | ||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | ||
Коэффициент | 0,7 | 1,1 | |||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей и уступов Медные сплавы НВ = 100 - 140 | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
КАРТА 63 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | n, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
100 ---- 8 | 40 | 2 | 2,3 | 2,7 | 3,1 | 3,5 | 4,1 | 4,5 | 5,1 | 5,9 | 6,9 | 7,7 | 8,5 | 9,3 | 141,75 | 315 | 2,6 | |
5 | 2,5 | 3,0 | 3,5 | 4,0 | 4,7 | 5,2 | 5,9 | 6,9 | 8,1 | 9,1 | 10,1 | 11,1 | 112,5 | 250 | 4,6 | |||
80 | 2 | 2,4 | 2,9 | 3,4 | 3,9 | 4,6 | 5,1 | 5,8 | 6,8 | 8,0 | 9,0 | 10 | 11 | 112,5 | 250 | 4,2 | ||
5 | 2,6 | 3,2 | 3,8 | 4,5 | 5,3 | 5,9 | 6,8 | 8,0 | 9,5 | 10,7 | 12 | 13,2 | 90 | 200 | 7,2 | |||
125 ---- 8 | 50 | 2 | 2,3 | 2,7 | 3,1 | 3,5 | 4,1 | 4,5 | 5,1 | 5,9 | 6,9 | 7,7 | 8,5 | 9,3 | 141,75 | 315 | 3,4 | |
5 | 2,5 | 3,0 | 3,5 | 4,0 | 4,7 | 5,2 | 5,9 | 6,9 | 8,1 | 9,1 | 10,1 | 11,1 | 112,5 | 250 | 5,9 | |||
100 | 2 | 2,3 | 2,9 | 3,4 | 3,9 | 4,6 | 5,1 | 5,7 | 6,8 | 8,0 | 9,0 | 10 | 11 | 112,5 | 250 | 5,4 | ||
5 | 2,6 | 3,3 | 3,9 | 4,5 | 5,3 | 5,9 | 6,9 | 8,1 | 9,5 | 10,8 | 11 | 13,3 | 90 | 200 | 9,3 | |||
160 ---- 10 | 50 | 2 | 2,4 | 2,9 | 3,4 | 3,9 | 4,6 | 5,1 | 5,9 | 6,9 | 8,0 | 9,1 | 10 | 11 | 112,5 | 250 | 2,1 | |
5 | 2,7 | 3,3 | 3,9 | 4,5 | 5,4 | 6,0 | 6,9 | 8,1 | 9,6 | 10,8 | 12 | 13,3 | 90 | 200 | 5,3 | |||
100 | 2 | 2,6 | 3,2 | 3,8 | 4,3 | 5,3 | 5,9 | 6,8 | 8,0 | 9,5 | 10,7 | 12 | 13,2 | 90 | 200 | 4,8 | ||
5 | 2,9 | 3,6 | 4,4 | 5,2 | 6,2 | 6,9 | 8,0 | 9,6 | 11,4 | 12,9 | 14,5 | 16 | 72 | 160 | 9,1 | |||
200 ---- 12 | 50 - 100 | 2 | 2,6 | 3,2 | 3,9 | 4,5 | 5,4 | 6,0 | 7,0 | 8,2 | 9,7 | 11 | 12,2 | 13,5 | 87,5 | 250 | 2,7 - 5,4 | |
5 | 2,9 | 3,7 | 4,5 | 5,3 | 6,3 | 7,1 | 8,3 | 9,9 | 11,7 | 13,3 | 14,9 | 16,5 | 70 | 200 | 3,2 - 9,3 | |||
150 | 2 | 2,8 | 3,6 | 4,4 | 5,2 | 6,2 | 7,0 | 8,2 | 9,7 | 11,5 | 13,1 | 14,7 | 16,3 | 70 | 200 | 6,5 | ||
5 | 3,2 | 4,2 | 5,2 | 6,2 | 7,4 | 8,4 | 9,9 | 11,9 | 14 | 16 | 18 | 20 | 56 | 160 | 12,8 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование плоскостей и уступов Медные сплавы НВ = 100 - 140 | Фрезы цилиндрические из стали Р18 | ||||
КАРТА 63 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Группы медных сплавов и твердости | Группа сплава | Гомогенные | Гетерогенные | ||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | ||
Коэффициент | 0,7 | 1,1 | |||
Горизонтально-расточные станки | ||||||||||||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы цилиндрические из стали Р18 | |||||||||||||||
КАРТА 64 Лист 1 | ||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | n, об./мин. | Sм, мм/мин. | |||
Время на проход, мин. | ||||||||||||||||
16 -- 4 | 30 | 3 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,9 | 4,3 | 4,9 | 5,3 | 5,7 | 6,1 | 800 | 280 |
20 - 25 -------- 5 | 20 - 40 | 3 | 2,2 | 2,4 | 2,5 | 2,7 | 2,9 | 3,2 | 3,6 | 3,9 | 4,4 | 4,8 | 5,1 | 5,4 | 500 | 350 |
5 | 2,3 | 2,6 | 2,8 | 3,1 | 3,5 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,6 | 7,1 | 400 | 224 | ||
32 -- 6 | 20 - 50 | 3 | 2,2 | 2,4 | 2,5 | 2,7 | 3,1 | 3,2 | 3,5 | 3,8 | 4,4 | 4,7 | 5,0 | 5,3 | 400 | 360 |
5 | 2,3 | 2,6 | 2,9 | 3,1 | 3,6 | 3,9 | 4,4 | 4,9 | 5,6 | 6,1 | 6,7 | 7,2 | 315 | 220 | ||
10 | 2,5 | 2,9 | 3,3 | 3,7 | 4,4 | 4,7 | 5,5 | 6,3 | 7,4 | 8,2 | 8,9 | 9,7 | 250 | 140 | ||
40 -- 6 | 20 - 60 | 3 | 2,3 | 3,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,8 | 4,3 | 4,9 | 5,3 | 5,6 | 6,0 | 315 | 284 |
5 | 2,4 | 2,7 | 3,1 | 3,4 | 3,9 | 4,3 | 4,9 | 5,5 | 6,4 | 7,0 | 7,7 | 8,3 | 250 | 175 | ||
10 | 2,7 | 3,2 | 3,7 | 4,2 | 4,9 | 5,4 | 6,4 | 7,4 | 8,6 | 9,6 | 10,5 | 11,5 | 200 | 112 | ||
50 -- 6 | 20 - 60 | 3 | 2,3 | 2,6 | 2,8 | 3,1 | 3,3 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 6,9 | 250 | 225 |
5 | 2,5 | 2,9 | 3,3 | 3,7 | 4,4 | 4,8 | 5,6 | 6,3 | 7,4 | 8,2 | 8,9 | 9,7 | 200 | 140 | ||
10 | 2,9 | 3,5 | 4,2 | 4,8 | 5,7 | 6,3 | 7,5 | 8,8 | 10,5 | 11,5 | 12,5 | 14 | 160 | 89 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование плоскостей Чугун НВ = 180 - 200 | Фрезы концевые из стали Р18 | ||||
КАРТА 64 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | ||
Продолжительность обработки, мин. | - | до 10 | св. 10 | ||
Коэффициент | 1,1 | 1,25 | |||
Формы обрабатываемой поверхности | Форма обрабатываемой поверхности | прямолинейная | криволинейная (фасонная) | ||
Коэффициент | 1,2 | ||||
Горизонтально-расточные станки | ||||||||||||||||
Фрезерование пазов Чугун НВ = 180 - 220 | Фрезы концевые из стали Р18 | |||||||||||||||
КАРТА 65 Лист 1 | ||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | n, об./мин. | Sм, мм/мин. | |||
Время на проход, мин. | ||||||||||||||||
16 -- 5 | 16 20 | 2,4 | 2,5 | 2,7 | 3,1 | 3,4 | 4,0 | 4,3 | 5,0 | 5,7 | - | - | - | - | 400 | 160 |
2,4 | 2,7 | 2,9 | 3,3 | 3,8 | 4,5 | 4,9 | 5,8 | 6,7 | - | - | - | - | 500 | 125 | ||
20 -- 6 | 16 20 | 2,3 | 2,4 | 2,7 | 2,9 | 3,2 | 3,7 | 4,0 | 4,5 | 5,1 | 5,8 | 6,5 | 7,1 | 7,6 | 400 | 192 |
2,5 | 2,7 | 3,0 | 3,3 | 3,9 | 4,6 | 5,0 | 5,9 | 6,8 | 8,0 | 8,9 | 9,8 | 11 | 400 | 120 | ||
25 -- 5 | 20 30 | 2,5 | 2,7 | 2,9 | 3,4 | 3,8 | 4,5 | 4,9 | 5,8 | 6,7 | 7,8 | 8,6 | 9,5 | 10,5 | 315 | 126 |
2,8 | 3,1 | 3,4 | 4,2 | 4,9 | 5,8 | 6,5 | 7,9 | 9,3 | 11 | 12,5 | 13,5 | 15 | 315 | 79 | ||
32 -- 6 | 20 30 | 2,4 | 2,6 | 2,8 | 3,2 | 3,5 | 4,2 | 4,5 | 5,3 | 6,1 | 7,1 | 7,8 | 8,6 | 9,4 | 160 | 144 |
2,9 | 3,2 | 3,6 | 4,3 | 5,0 | 6,0 | 6,7 | 8,1 | 9,5 | 11 | 12,5 | 14 | 15,5 | 160 | 77 | ||
40 -- 6 | 30 40 | 2,6 | 2,8 | 3,0 | 3,5 | 4,0 | 4,7 | 5,2 | 6,2 | 7,2 | 8,4 | 9,3 | 10,5 | 11 | 125 | 113 |
3,1 | 3,5 | 4,0 | 4,9 | 5,8 | 7,0 | 7,9 | 9,7 | 11,5 | 13,5 | 15,5 | 17 | 19 | 125 | 60 | ||
50 -- 6 | 30 50 | 2,7 | 3,0 | 3,3 | 3,9 | 4,5 | 5,4 | 6,0 | 7,2 | 8,4 | 9,9 | 11 | 12,5 | 13,5 | 100 | 90 |
3,2 | 3,6 | 4,1 | 5,0 | 6,0 | 7,1 | 8,0 | 9,8 | 11,2 | 13,5 | 15,5 | 17,5 | 19,5 | 100 | 60 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование пазов Чугун НВ = 180 - 220 | Фрезы концевые из стали Р18 | ||||
КАРТА 65 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | ||
Продолжительность обработки, мин. | - | до 10 | св. 10 | ||
Коэффициент | 1,1 | 1,25 | |||
Формы обрабатываемой поверхности | Форма обрабатываемой поверхности | прямолинейная | криволинейная (фасонная) | ||
Коэффициент | 1,2 | ||||
Горизонтально-расточные станки | ||||||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы концевые из стали Р18 | |||||||||||||||
КАРТА 66 Лист 1 | ||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | n, об./мин. | Sм, мм/мин. | |||
Время на проход, мин. | ||||||||||||||||
16 -- 4 | 30 | 3 | 2,4 | 2,7 | 3,0 | 3,3 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,0 | 7,4 | 8,3 | 800 | 176 |
20 -- 5 | 20 - 40 | 3 | 2,2 | 2,4 | 2,6 | 2,8 | 3,2 | 3,4 | 3,8 | 4,2 | 4,8 | 5,2 | 5,6 | 6,0 | 630 | 283 |
5 | 2,4 | 2,7 | 3,0 | 3,3 | 3,7 | 4,2 | 4,8 | 5,5 | 6,3 | 7,0 | 7,6 | 8,3 | 500 | 175 | ||
25 -- 5 | 20 - 40 | 3 | 2,3 | 2,6 | 2,8 | 3,1 | 3,5 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 500 | 225 |
5 | 2,5 | 2,9 | 3,3 | 3,7 | 4,3 | 4,7 | 5,5 | 6,3 | 7,3 | 8,1 | 8,9 | 9,7 | 400 | 140 | ||
32 -- 6 | 20 - 50 | 3 | 2,3 | 2,7 | 2,8 | 3,1 | 3,6 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,1 | 400 | 224 |
5 | 2,5 | 2,9 | 3,3 | 3,7 | 4,3 | 4,7 | 5,5 | 6,3 | 7,3 | 8,1 | 8,9 | 9,7 | 315 | 142 | ||
10 | 2,9 | 3,5 | 4,1 | 4,8 | 5,6 | 6,2 | 7,5 | 8,7 | 10,5 | 11,5 | 12,5 | 15 | 315 | 88 | ||
40 -- 6 | 20 - 60 | 3 | 2,4 | 2,7 | 3,0 | 3,4 | 3,9 | 4,2 | 4,9 | 5,5 | 6,4 | 7,0 | 7,6 | 8,3 | 315 | 176 |
5 | 2,7 | 3,2 | 3,7 | 4,2 | 4,9 | 5,4 | 6,4 | 7,4 | 8,6 | 9,6 | 10,5 | 11,5 | 250 | 112 | ||
10 | 3,0 | 3,9 | 4,7 | 5,5 | 6,3 | 7,3 | 8,9 | 10,5 | 12 | 14 | 15,5 | 17,5 | 250 | 70 | ||
50 -- 6 | 20 - 60 | 3 | 2,5 | 2,9 | 3,3 | 3,7 | 4,3 | 4,7 | 5,5 | 6,3 | 7,3 | 8,1 | 8,9 | 9,7 | 250 | 140 |
5 | 2,8 | 3,5 | 4,1 | 4,7 | 5,6 | 6,2 | 7,4 | 8,7 | 10 | 11,5 | 12,5 | 14 | 200 | 90 | ||
10 | 3,5 | 4,5 | 5,5 | 6,5 | 7,7 | 8,7 | 10,5 | 12,5 | 15 | 17 | 19 | 21 | 200 | 56 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы концевые из стали Р18 | |||||||||||||
КАРТА 66 Лист 2 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
До 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Формы обрабатываемой поверхности | Форма обрабатываемой поверхности | прямолинейная | криволинейная (фасонная) | |||||||||||
Коэффициент | 1,2 | |||||||||||||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование пазов Сталь конструкционная углеродистая  | Фрезы концевые из стали Р18 | |||||||||||||||||
КАРТА 67 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||||
15 | 25 | 50 | 75 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | n, об./мин. | Sм, мм/мин. | ||
Время на проход, мин. | ||||||||||||||||||
16 -- 5 | 15 20 | 2,1 | 2,2 | 2,4 | 2,6 | 2,8 | 3,2 | 3,6 | 4,2 | 4,6 | 5,3 | 6,1 | - | - | - | - | 410 | 143 |
2,2 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,8 | 4,5 | 4,9 | 5,8 | 6,7 | - | - | - | - | 500 | 125 | ||
20 -- 6 | 16 20 | - | 2,2 | 2,4 | 2,6 | 2,8 | 3,1 | 3,5 | 3,9 | 4,5 | 5,2 | 6,0 | 6,9 | 7,7 | 8,4 | 9,2 | 275 | 148 |
- | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,7 | 4,1 | 4,8 | 5,6 | 6,4 | 7,5 | 8,3 | 9,2 | 10 | 315 | 134 | ||
25 -- 5 | 20 30 | - | 2,3 | 2,5 | 2,7 | 3,0 | 3,4 | 3,9 | 4,6 | 5,1 | 6,0 | 6,9 | 8,0 | 9,0 | 9,9 | 11 | 198 | 119 |
- | 2,4 | 2,6 | 2,9 | 3,2 | 3,8 | 4,6 | 5,2 | 5,8 | 6,9 | 8,1 | 9,5 | 10,5 | 12 | 13 | 210 | 95 | ||
32 -- 6 | 20 30 | - | - | 2,6 | 2,9 | 3,2 | 3,8 | 4,4 | 5,2 | 5,7 | 6,9 | 8,1 | 9,5 | 10,5 | 12 | 13 | 132 | 95 |
- | - | 2,94 | 3,2 | 3,6 | 4,4 | 5,1 | 6,0 | 6,7 | 8,2 | 9,7 | 11,5 | 13 | 14 | 16 | 140 | 76 | ||
40 -- 6 | 30 40 | - | - | 3,4 | 4,0 | 4,6 | 5,8 | 7,0 | 8,4 | 9,6 | 12 | 14,5 | 17 | 19,5 | 22 | 24 | 64 | 46 |
- | - | 3,5 | 4,2 | 4,8 | 6,1 | 7,4 | 8,7 | 10 | 13 | 15,5 | 18 | 21 | 23 | 26 | 80 | 43 | ||
50 -- 6 | 30 50 | - | - | 3,7 | 4,4 | 5,2 | 6,7 | 8,2 | 9,9 | 11,5 | 14,5 | 17,5 | 21 | 23,5 | 26,5 | 29 | 51 | 37 |
- | - | 4,6 | 5,7 | 6,7 | 8,7 | 11 | 13 | 15 | 19 | 23 | 28 | 32 | 36 | 40 | 64 | 27 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Фрезерование пазов Сталь конструкционная углеродистая  | Фрезы концевые из стали Р18 | |||||||||||||
КАРТА 67 Лист 2 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
До 60 | 60 - 75 | св. 75 | До 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Формы обрабатываемой поверхности | Форма обрабатываемой поверхности | прямолинейная | криволинейная (фасонная) | |||||||||||
Коэффициент | 1,2 | |||||||||||||
Горизонтально-расточные станки | ||||||||||||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы концевые из стали Р18 | |||||||||||||||
КАРТА 68 Лист 1 | ||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | n, об./мин. | Sм, мм/мин. | |||
Время на проход, мин. | ||||||||||||||||
16 -- 4 | 3 | 3 | 2,2 | 2,3 | 2,4 | 2,5 | 2,9 | 3,0 | 3,3 | 3,5 | 4,0 | 4,3 | 4,5 | 4,8 | 1250 | 440 |
20 -- 5 | 20 - 40 | 3 | 2,2 | 2,4 | 2,5 | 2,7 | 3,1 | 3,2 | 3,5 | 3,9 | 4,4 | 4,7 | 5,0 | 5,4 | 1000 | 350 |
5 | 2,3 | 2,6 | 2,8 | 3,1 | 3,5 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 800 | 224 | ||
25 -- 5 | 20 - 40 | 3 | 2,2 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,9 | 4,3 | 4,9 | 5,3 | 5,7 | 6,1 | 800 | 280 |
5 | 2,3 | 2,6 | 2,8 | 3,1 | 3,5 | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 6,5 | 7,0 | 800 | 224 | ||
32 -- 6 | 20 - 50 | 3 | 2,2 | 2,4 | 2,5 | 2,7 | 3,1 | 3,3 | 3,6 | 3,9 | 4,5 | 4,8 | 5,1 | 5,5 | 630 | 340 |
5 | 2,3 | 2,6 | 2,9 | 3,1 | 3,6 | 3,9 | 4,4 | 5,0 | 5,7 | 6,3 | 6,8 | 7,3 | 500 | 210 | ||
10 | 2,4 | 2,9 | 3,1 | 3,4 | 4,0 | 4,3 | 5,0 | 5,7 | 6,3 | 7,2 | 7,9 | 8,6 | 500 | 168 | ||
40 -- 6 | 20 - 60 | 3 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,9 | 4,4 | 5,0 | 5,4 | 5,8 | 6,2 | 500 | 270 |
5 | 2,4 | 2,6 | 3,0 | 3,1 | 3,6 | 3,9 | 4,5 | 5,0 | 5,7 | 6,3 | 6,8 | 7,3 | 500 | 210 | ||
10 | 2,6 | 3,0 | 3,4 | 3,8 | 4,5 | 4,9 | 5,7 | 6,6 | 7,6 | 8,5 | 9,3 | 10 | 400 | 134 | ||
50 -- 6 | 20 - 60 | 3 | 2,4 | 2,6 | 2,9 | 3,1 | 3,6 | 3,9 | 4,4 | 4,9 | 5,6 | 5,2 | 6,7 | 7,2 | 400 | 216 |
5 | 2,5 | 2,8 | 3,1 | 3,5 | 4,0 | 4,3 | 5,0 | 5,7 | 6,6 | 7,4 | 7,9 | 8,5 | 400 | 168 | ||
10 | 2,8 | 3,3 | 3,8 | 4,4 | 5,1 | 5,7 | 6,7 | 7,7 | 9,0 | 10 | 11 | 12 | 315 | 106 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы концевые из стали Р18 | ||||
КАРТА 68 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Группы медных сплавов и твердости | Группа сплава | Гомогенные | Гетерогенные | ||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | ||
Коэффициент | 0,7 | 1,1 | |||
Формы обрабатываемой поверхности | Форма обрабатывающей поверхности | прямолинейная | криволинейная (фасонная) | ||
Коэффициент | 1,2 | ||||
Горизонтально-расточные станки | ||||||||||||||||
Фрезерование пазов Медные сплавы НВ = 100 - 140 | Фрезы концевые из стали Р18 | |||||||||||||||
КАРТА 69 Лист 1 | ||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | n, об./мин. | Sм, мм/мин. | |||
Время на проход, мин. | ||||||||||||||||
16 -- 5 | 16 | 2,1 | 2,2 | 2,3 | 2,4 | 2,6 | 2,9 | 3,0 | 3,3 | 3,6 | - | - | - | - | 1000 | 400 |
20 | 2,2 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 4,0 | 4,4 | - | - | - | - | 1000 | 250 | |
20 -- 6 | 16 | 2,1 | 2,2 | 2,3 | 2,4 | 2,6 | 3,0 | 3,1 | 3,4 | 3,7 | 4,2 | 4,5 | 4,8 | 5,0 | 800 | 384 |
20 | 2,2 | 2,3 | 2,4 | 2,5 | 2,7 | 3,2 | 3,3 | 3,7 | 4,1 | 4,7 | 5,0 | 5,4 | 5,8 | 1000 | 300 | |
25 -- 5 | 20 | 2,2 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 4,0 | 4,4 | 5,1 | 5,5 | 6,0 | 6,4 | 630 | 252 |
30 | 2,3 | 2,4 | 2,6 | 2,9 | 3,1 | 3,6 | 3,9 | 4,4 | 5,0 | 5,8 | 6,3 | 6,9 | 7,4 | 800 | 200 | |
32 -- 6 | 20 | 2,1 | 2,2 | 2,3 | 2,5 | 2,6 | 3,0 | 3,2 | 3,4 | 3,7 | 4,3 | 4,6 | 4,9 | 5,2 | 400 | 360 |
30 | 2,3 | 2,4 | 2,5 | 2,7 | 3,0 | 3,4 | 3,6 | 4,1 | 4,6 | 5,0 | 5,7 | 6,2 | 6,6 | 500 | 240 | |
40 -- 6 | 30 | 2,2 | 2,4 | 2,5 | 2,7 | 3,0 | 3,4 | 3,6 | 4,1 | 4,6 | 5,0 | 5,7 | 6,2 | 6,6 | 500 | 240 |
40 | 2,4 | 2,6 | 2,8 | 3,2 | 3,5 | 4,1 | 4,5 | 5,2 | 5,9 | 6,8 | 7,5 | 8,3 | 9,0 | 315 | 152 | |
50 -- 6 | 40 | 2,3 | 2,4 | 2,5 | 2,8 | 3,0 | 3,5 | 3,7 | 4,2 | 4,7 | 5,4 | 5,9 | 6,4 | 6,9 | 250 | 225 |
50 | 2,6 | 2,8 | 3,1 | 3,5 | 4,0 | 4,6 | 5,1 | 6,0 | 7,0 | 8,1 | 9,0 | 9,9 | 11 | 250 | 120 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование пазов Медные сплавы НВ = 100 - 140 | Фрезы концевые из стали Р18 | ||||
КАРТА 69 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Группы медных сплавов и твердости | Группа сплава | Гомогенные | Гетерогенные | ||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | ||
Коэффициент | 0,7 | 1,1 | |||
Формы обрабатываемой поверхности | Форма обрабатываемой поверхности | прямолинейная | криволинейная (фасонная) | ||
Коэффициент | 1,2 | ||||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Чугун серый НВ = 180 - 220 | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 70 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 20 | 5 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,2 | 2,5 | 2,9 | 3,6 | 4,0 | 4,4 | 4,8 | 288 | 40 | До 3 | |
8 | 1,2 | 1,5 | 1,8 | 2,1 | 2,7 | 3,0 | 3,4 | 4,1 | 5,0 | 5,6 | 6,3 | 7,0 | 175 | 31 | ||||
10 | 1,3 | 1,7 | 2,1 | 2,5 | 3,1 | 3,5 | 4,1 | 5,0 | 6,1 | 6,9 | 7,7 | 8,5 | 137 | 31 | ||||
100 ---- 10 | 22 | 5 | 1,1 | 1,4 | 1,7 | 1,9 | 2,4 | 2,7 | 3,1 | 3,6 | 4,4 | 5,0 | 5,5 | 6,0 | 225 | 40 | ||
8 | 1,3 | 1,6 | 2,1 | 2,4 | 3,1 | 3,5 | 4,1 | 4,9 | 6,0 | 6,8 | 7,5 | 8,3 | 140 | 31 | ||||
12 | 1,4 | 1,9 | 2,4 | 3,0 | 3,6 | 4,2 | 5,0 | 6,0 | 7,3 | 8,3 | 9,3 | 10,3 | 110 | 31 | ||||
125 ---- 10 | 32 | 5 | 1,2 | 1,5 | 1,8 | 2,1 | 2,6 | 3,0 | 3,4 | 4,0 | 5,0 | 5,6 | 6,2 | 6,9 | 180 | 40 | ||
8 | 1,4 | 1,9 | 2,4 | 2,9 | 3,6 | 4,1 | 4,9 | 5,9 | 7,2 | 8,1 | 9,1 | 10,1 | 112 | 31 | ||||
12 | 1,7 | 2,3 | 2,9 | 3,5 | 4,3 | 5,0 | 6,0 | 7,2 | 8,9 | 10,1 | 11,4 | 12,6 | 88 | 31 | ||||
160 ---- 16 | 36 | 5 | 1,2 | 1,4 | 1,7 | 1,9 | 2,1 | 2,6 | 3,0 | 3,4 | 4,3 | 4,8 | 5,3 | 5,8 | 224 | 40 | ||
8 | 1,3 | 1,8 | 2,2 | 2,7 | 3,2 | 3,7 | 4,3 | 5,1 | 6,3 | 7,1 | 8,0 | 8,8 | 134 | 31 | ||||
12 | 1,5 | 2,0 | 2,6 | 3,0 | 3,8 | 4,3 | 5,0 | 6,1 | 7,4 | 8,4 | 9,4 | 10,4 | 109 | 31 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей Чугун серый НВ = 180 - 220 | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 70 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
200 ---- 16 | 40 | 5 | 1,2 | 1,5 | 1,9 | 2,2 | 2,8 | 3,1 | 3,6 | 4,2 | 5,2 | 5,9 | 6,5 | 7,2 | 170 | 40 | До 3 | |
8 | 1,5 | 2,0 | 2,6 | 3,0 | 3,8 | 4,2 | 5,0 | 6,0 | 7,3 | 8,3 | 9,4 | 10,4 | 110 | 31 | ||||
12 | 1,8 | 2,3 | 3,0 | 3,6 | 4,4 | 5,1 | 6,0 | 7,2 | 8,8 | 10 | 11,2 | 12,4 | 90 | 31 | ||||
250 ---- 20 | 40 | 5 | 1,2 | 1,5 | 1,9 | 2,2 | 2,8 | 3,1 | 3,6 | 4,1 | 5,1 | 5,8 | 6,4 | 7,0 | 175 | 40 | ||
8 | 1,5 | 2,0 | 2,5 | 3,0 | 3,8 | 4,2 | 5,0 | 6,0 | 7,3 | 8,3 | 9,2 | 10,3 | 112 | 31 | ||||
12 | 1,8 | 2,4 | 3,1 | 3,8 | 4,5 | 5,3 | 6,1 | 7,4 | 9,0 | 10,3 | 11,5 | 12,9 | 88 | 31 | ||||
315 ---- 22 | 50 | 5 | 1,3 | 1,8 | 2,1 | 2,6 | 3,2 | 3,6 | 4,1 | 4,9 | 6,1 | 6,9 | 7,7 | 8,4 | 140 | 40 | ||
8 | 1,8 | 2,4 | 3,1 | 3,8 | 4,5 | 5,2 | 6,2 | 7,4 | 9,1 | 10,4 | 11,6 | 12,9 | 86 | 31 | ||||
12 | 2,2 | 3,1 | 3,9 | 4,7 | 5,8 | 6,5 | 7,8 | 9,4 | 11,4 | 13 | 14,6 | 16,3 | 68 | 31 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||||
Фрезерование плоскостей Чугун серый НВ = 180 - 220 | Фрезы дисковые из стали Р18 | |||||||||||||||
КАРТА 71 Лист 1 | ||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | |||
Время на проход, мин. | ||||||||||||||||
80 -- 10 | 20 | 2 | 2,1 | 2,2 | 2,3 | 2,5 | 2,7 | 2,9 | 3,0 | 3,2 | 3,5 | 3,8 | 4,0 | 4,2 | 567 | 80 |
5 | 2,2 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,8 | 4,2 | 4,8 | 5,2 | 5,5 | 6,0 | 280 | 54 | ||
100 ---- 10 | 22 | 2 | 2,1 | 2,2 | 2,3 | 2,4 | 2,7 | 2,9 | 3,1 | 3,3 | 3,8 | 4,1 | 4,3 | 4,5 | 450 | 80 |
5 | 2,3 | 2,5 | 2,7 | 3,1 | 3,5 | 3,8 | 4,2 | 4,6 | 5,4 | 5,9 | 6,4 | 6,9 | 224 | 54 | ||
125 ---- 10 | 32 | 2 | 2,2 | 2,3 | 2,4 | 2,7 | 3,0 | 3,2 | 3,4 | 3,7 | 4,2 | 4,5 | 4,9 | 5,2 | 360 | 80 |
5 | 2,4 | 2,7 | 3,1 | 3,4 | 4,0 | 4,3 | 4,8 | 5,3 | 6,2 | 6,9 | 7,5 | 8,1 | 175 | 54 | ||
160 ---- 16 | 36 | 2 | 2,2 | 2,3 | 2,4 | 2,7 | 2,9 | 3.1 | 3,3 | 3,5 | 3,8 | 4,1 | 4,3 | 4,5 | 448 | 80 |
5 | 2,4 | 2,7 | 2,9 | 3,2 | 3,7 | 3,9 | 4,2 | 4,8 | 5,4 | 6,0 | 6,5 | 7,0 | 220 | 54 | ||
200 ---- 16 | 40 | 2 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,8 | 4,3 | 4,6 | 5,0 | 5,3 | 350 | 80 |
5 | 2,6 | 2,8 | 3,2 | 3,5 | 4,1 | 4,3 | 4,9 | 5,4 | 6,3 | 7,0 | 7,6 | 8,2 | 176 | 54 | ||
250 ---- 20 | 40 | 2 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 | 3,8 | 4,3 | 4,7 | 5,3 | 350 | 80 |
5 | 2,7 | 3,0 | 3,3 | 3,6 | 4,2 | 4,5 | 5,0 | 5,6 | 6,5 | 7,2 | 7,9 | 8,5 | 170 | 54 | ||
315 ---- 22 | 50 | 2 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,9 | 4,2 | 4,9 | 5,2 | 5,6 | 6,1 | 280 | 80 |
5 | 2,9 | 3,2 | 3,6 | 4,1 | 4,9 | 5,1 | 5,6 | 6,4 | 7,5 | 8,3 | 9,1 | 9,9 | 140 | 54 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Фрезерование плоскостей Чугун серый НВ = 180 - 220 | Фрезы дисковые из стали Р18 | ||||
КАРТА 71 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | ||
Продолжительность обработки, мин. | - | до 10 | св. 10 | ||
Коэффициент | 1,2 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Чугун серый НВ = 180 - 220 | Фрезы дисковые, трехсторонние из стали Р18 | |||||||||||||||||
КАРТА 72 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 25 | 5 | 2,3 | 2,6 | 2,8 | 3,1 | 3,5 | 3,8 | 4,2 | 4,7 | 5,4 | 5,9 | 6,4 | 6,9 | 220 | 50 | от 1,5 до 4 | |
10 | 9,7 | 3,0 | 3,4 | 3,8 | 4,4 | 4,8 | 5,3 | 6,1 | 7,1 | 7,9 | 8,7 | 9,4 | 144 | 40 | ||||
15 | 2,9 | 3,4 | 3,9 | 4,4 | 5,1 | 5,6 | 6,3 | 7,3 | 8,5 | 9,5 | 10,5 | 11,5 | 112 | 40 | ||||
100 ---- 10 | 28 | 5 | 9,5 | 2,8 | 3,1 | 3 4 | 4,0 | 4,3 | 4,8 | 5,3 | 6,2 | 6,9 | 7,5 | 8,1 | 176 | 50 | ||
10 | 2,9 | 3,3 | 3,9 | 4,3 | 5,1 | 5,6 | 6,3 | 7.3 | 8,5 | 9,5 | 10,4 | 11,4 | 112,5 | 39 | ||||
15 | 3,3 | 3,9 | 4,5 | 5,2 | 6,1 | 6,7 | 7,6 | 8,9 | 10,4 | 11,6 | 13 | 13,7 | 87,5 | 39 | ||||
20 | 3,7 | 4,5 | 5,3 | 6,1 | 7,1 | 7,9 | 9,1 | 10,7 | 12,5 | 14,1 | 15,6 | 17,3 | 70 | 39 | ||||
125 ---- 10 | 32 | 5 | 9,7 | 3,1 | 3,5 | 3,9 | 4,5 | 4,9 | 5,5 | 6,3 | 7,3 | 8,2 | 9,0 | 9,8 | 137,5 | 49 | ||
10 | 3,3 | 3,9 | 4,8 | 5,1 | 6,0 | 6,5 | 7,4 | 8,8 | 10,2 | 11,4 | 12,6 | 13,9 | 90 | 39 | ||||
15 | 3,8 | 4,6 | 5,4 | 6,2 | 7,2 | 8,0 | 9,2 | 10,8 | 12,5 | 14,2 | 15,7 | 17,3 | 70 | 39 | ||||
20 | 4,4 | 5,4 | 6,4 | 7,4 | 8,6 | 9,5 | 11,1 | 13,1 | 15,2 | 17,2 | 19,2 | 21,2 | 56 | 39 | ||||
160 ---- 16 | 36 | 10 | 3,0 | 3,6 | 4,1 | 4,6 | 5,2 | 5,8 | 6,5 | 7,4 | 8,6 | 9,6 | 10,6 | 11,7 | 112 | 40 | ||
15 | 3,8 | 4,4 | 5,1 | 5,8 | 6,6 | 7,2 | 8,2 | 9,5 | 11,1 | 12,3 | 13,6 | 15 | 85,4 | 31 | ||||
20 | 4,5 | 5,3 | 6,2 | 7,0 | 8,1 | 8,9 | 10,1 | 11,8 | 13,6 | 15,3 | 17 | 18,6 | 67 | 31 | ||||
30 | 6,4 | 7,8 | 9,1 | 10,4 | 11,9 | 13,2 | 15,2 | 17,7 | 20,6 | 23 | 26 | 28,4 | 42,7 | 31 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей Чугун серый НВ = 180 - 220 | Фрезы дисковые, трехсторонние из стали Р18 | |||||||||||||||||
КАРТА 72 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
200 ---- 16 | 40 | 10 | 3,2 | 3,8 | 4,2 | 4,8 | 5,4 | 6,0 | 6,8 | 7,8 | 9,0 | 10 | 11 | 12 | 100 | 38 | от 1,5 до 4 | |
15 | 3,8 | 4,4 | 5,1 | 5,8 | 6,6 | 7,3 | 8,2 | 9,5 | 11,1 | 12,2 | 13,6 | 15 | 85,4 | 38 | ||||
20 | 5,1 | 6,1 | 7,1 | 8,1 | 9,4 | 10,4 | 11,9 | 13,9 | 16,2 | 18,2 | 20,2 | 22,2 | 55 | 32 | ||||
30 | 7,5 | 9,1 | 10,6 | 12,3 | 14,1 | 15,6 | 18,1 | 21,2 | 24,6 | 28 | 31 | 34 | 35 | 32 | ||||
250 ---- 20 | 45 | 10 | 3,5 | 4,0 | 4,5 | 5,0 | 5,8 | 6,2 | 7,0 | 8,0 | 9,2 | 10,2 | 11,2 | 12,2 | 110 | 39 | ||
15 | 3,8 | 4,4 | 5,1 | 5,6 | 6,5 | 7,1 | 8,1 | 9,3 | 10,5 | 12 | 13,2 | 14,4 | 90 | 39 | ||||
20 | 5,3 | 6,3 | 7,3 | 8,3 | 9,5 | 10,4 | 12 | 14 | 16,2 | 18,1 | 20 | 22 | 56 | 31 | ||||
30 | 8,0 | 9,5 | 11,1 | 12,6 | 14,4 | 16 | 18,2 | 21,3 | 24,6 | 27,7 | 30,8 | 34 | 36 | 31 | ||||
315 ---- 22 | 50 | 10 | 4,2 | 4,8 | 5,4 | 6,1 | 7,0 | 7,5 | 8,5 | 9,7 | 11,3 | 12,5 | 13,7 | 15,1 | 88 | 40 | ||
15 | 4,7 | 5,4 | 6,2 | 7,0 | 8,0 | 8,8 | 9,9 | 11,4 | 13,2 | 14,8 | 16,3 | 17,9 | 72 | 40 | ||||
20 | 7,0 | 8,2 | 9,5 | 10,7 | 12,3 | 13,5 | 15,4 | 18 | 20,8 | 23,3 | 26 | 28,5 | 43,4 | 31 | ||||
30 | 10,8 | 12,9 | 14,9 | 16,9 | 19,1 | 21,1 | 24 | 28 | 32 | 36 | 40 | 44 | 27,9 | 31 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна и продолжительности обработки | Твердость чугуна НВ | До 220 | Свыше 220 | |
Продолжительность обработки, мин. | - | до 10 | св. 10 | |
Коэффициент | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 73 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 20 | 5 | 1,4 | 1,9 | 2,4 | 2,9 | 3,6 | 4,1 | 4,9 | 5,9 | 7,2 | 8,2 | 9,2 | 10,2 | 110 | 25 | До 3 | |
8 | 1,5 | 2,2 | 2,8 | 3,4 | 4,2 | 4,9 | 5,7 | 7,0 | 8,5 | 9,7 | 11 | 12,2 | 90 | |||||
10 | 1,8 | 2,6 | 3,3 | 4,2 | 5,2 | 6,0 | 7,2 | 8,7 | 10,6 | 12,2 | 13,6 | 15,3 | 70 | |||||
100 ---- 10 | 22 | 5 | 1,5 | 2,1 | 2,8 | 3,4 | 4,3 | 4,9 | 5,8 | 7,1 | 8,6 | 10 | 11,2 | 12,5 | 88 | 25 | ||
8 | 1,8 | 2,5 | 3,3 | 4,1 | 3,9 | 5,8 | 7,0 | 8,5 | 11 | 12 | 13,3 | 15 | 72 | |||||
12 | 2,1 | 3,1 | 4,1 | 5,1 | 6,3 | 7,2 | 8,8 | 10,6 | 13 | 15,2 | 16,7 | 18,9 | 56 | |||||
125 ---- 10 | 32 | 5 | 1,8 | 2,6 | 3,4 | 4,4 | 5,3 | 6,1 | 7,3 | 9,0 | 10,4 | 12,6 | 14,3 | 16,0 | 67,1 | 24 | ||
8 | 2,0 | 3,0 | 4,1 | 5,1 | 6,3 | 7,3 | 8,9 | 10,9 | 13,2 | 15,2 | 17 | 19,2 | 54,9 | |||||
12 | 2,6 | 3,9 | 5,2 | 6.4 | 8,0 | 9,3 | 11,2 | 13,9 | 16,7 | 19.3 | 22 | 24 | 42,7 | |||||
160 ---- 16 | 36 | 5 | 1,6 | 2,2 | 2,8 | 3,4 | 4,3 | 4,9 | 5,8 | 7,1 | 8,6 | 9,8 | 11 | 12,2 | 90 | 25 | ||
8 | 1,9 | 2,7 | 3,5 | 4,3 | 5,3 | 6,1 | 7,3 | 8,9 | 10,7 | 12,4 | 14 | 15,5 | 70 | |||||
12 | 2,4 | 3,4 | 4,4 | 5,4 | 6,6 | 7,8 | 9,2 | 11,2 | 13.7 | 15,6 | 17,6 | 19,6 | 55 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 73 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
180 200 --- - --- 16 16 | 40 | 5 | 1,8 | 2,5 | 3,3 | 4,0 | 5,1 | 5,8 | 7,0 | 8,5 | 10,4 | 12 | 13,5 | 15 | 72 | 25 | До 3 | |
8 | 2,2 | 3,2 | 4,2 | 5,2 | 6,4 | 7,4 | 8,9 | 10,9 | 13,1 | 15,1 | 17 | 19,2 | 56 | |||||
12 | 2,8 | 4,0 | 5,3 | 6,5 | 8,0 | 9,3 | 11,2 | 13,6 | 16,5 | 19,2 | 22 | 24 | 44 | |||||
224 ---- 22 | 40 | 5 | 1,5 | 2,1 | 2,6 | 3,1 | 3,9 | 4,4 | 5,2 | 6,3 | 7,6 | 8,7 | 9,9 | 10,9 | 104 | 28 | ||
8 | 1,8 | 2,4 | 3,4 | 3,7 | 4,5 | 5,2 | 6,1 | 7,3 | 9,0 | 10,2 | 11,4 | 12,8 | 88 | |||||
12 | 2,1 | 2,9 | 3,7 | 4,4 | 5,4 | 6,2 | 7,3 | 8,9 | 10,7 | 12,2 | 13,9 | 15,4 | 72 | |||||
250 ---- 20 | 40 | 5 | 1,9 | 2,8 | 3,5 | 4,4 | 5,4 | 6,2 | 7,4 | 9,1 | 11 | 12,6 | 14,2 | 15,9 | 68,2 | 24 | ||
8 | 2,4 | 3,3 | 4,3 | 5,3 | 6,5 | 7,5 | 9,0 | 11 | 13,3 | 15,3 | 17,3 | 19,2 | 55,8 | |||||
12 | 2,9 | 4,4 | 5,5 | 6,8 | 8,3 | 9,5 | 11,4 | 14 | 17 | 19,4 | 22 | 25 | 43,4 | |||||
315 ---- 22 | 50 | 5 | 2,1 | 2,9 | 3,8 | 4,7 | 5,7 | 6,5 | 7,8 | 9,5 | 11,5 | 13 3 | 15 | 16,7 | 65 | 22 | ||
8 | 2,5 | 3,5 | 4,5 | 5,5 | 6,7 | 7,8 | 9,3 | 11,3 | 13,6 | 15,6 | 17,6 | 19,7 | 55 | |||||
12 | 3,4 | 4,8 | 6,1 | 7,5 | 9,2 | 10,3 | 12,6 | 15,4 | 18,5 | 21 | 24 | 27 | 40 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы дисковые из стали Р18 | |||||||||||||
КАРТА 73 Лист 3 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 74 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 20 | 2 | 2,9 | 3,3 | 3,7 | 4,1 | 4,7 | 5,1 | 5,7 | 6,5 | 7,5 | 8,3 | 9,1 | 10 | 140 | 50 | До 1,5 | |
5 | 3,8 | 4,7 | 5,4 | 6,2 | 7,2 | 8,0 | 9,1 | 10,6 | 12,5 | 14 | 15,5 | 17,0 | 72 | 40 | ||||
100 ---- 10 | 22 | 2 | 3,4 | 4,0 | 4,3 | 4,9 | 5,5 | 6,1 | 6,8 | 7,8 | 9,0 | 10 | 10,4 | 12 | 112 | 50 | ||
5 | 4,9 | 5,9 | 6,9 | 7,9 | 9,1 | 10,6 | 11,5 | 13,5 | 16 | 18 | 20 | 22 | 56,25 | 39 | ||||
125 ---- 10 | 32 | 2 | 4,1 | 4,8 | 5,3 | 6,0 | 6,8 | 7,4 | 8,4 | 9,6 | 11,0 | 12,5 | 13,5 | 15,0 | 87,5 | 49 | ||
5 | 6,3 | 7,5 | 8,6 | 10 | 11,4 | 12,6 | 14,5 | 17 | 19,5 | 22 | 24 | 27 | 45 | 39 | ||||
160 --- 16 | 36 | 2 | 4,0 | 4,5 | 5,0 | 5,5 | 6,2 | 6,8 | 7,4 | 8,5 | 9,6 | 10,6 | 11,5 | 12,5 | 110 | 50 | ||
5 | 6,1 | 7,0 | 8,0 | 9,0 | 10,2 | 11,1 | 13 | 15 | 17,1 | 19 | 21 | 22 | 56 | 40 | ||||
180 200 --- - --- 16 16 | 40 | 2 | 5,0 | 5,5 | 6,1 | 7,0 | 7,8 | 8,3 | 9,0 | 10,5 | 12,0 | 13,0 | 14,5 | 16 | 88 | 45 - 50 | ||
5 | 8,0 | 9,5 | 10,8 | 12,2 | 14 | 15,2 | 17,0 | 19,5 | 22 | 25 | 28 | 30 | 42,7 | 34 - 38 | ||||
224 ---- 22 | 40 | 2 | 4,8 | 5,2 | 5,8 | 6,2 | 7,0 | 7,4 | 8,2 | 9,2 | 10,4 | 11,4 | 12,4 | 13,4 | 109,8 | 43 | ||
5 | 7,6 | 8,6 | 9,8 | 10,7 | 12 | 13 | 14,4 | 16,4 | 19 | 21 | 22,7 | 24,7 | 54,9 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 74 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
250 ----- 20 | 40 | 2 | 5,9 | 6,4 | 7,1 | 7,7 | 8,6 | 9,3 | 10,3 | 11,5 | 13,1 | 14,4 | 15,7 | 17 | 85,4 | 48 | До 1,5 | |
5 | 8,5 | 10,9 | 12,1 | 13,3 | 14,7 | 16 | 17,9 | 20,3 | 22,7 | 25,3 | 28 | 30 | 45 | 39 | ||||
315 ---- 22 | 50 | 2 | 6,4 | 7,1 | 7,8 | 8,3 | 9,1 | 9,8 | 10,7 | 12 | 13,4 | 14,6 | 15,7 | 17,1 | 90 | 49 | ||
5 | 13,6 | 15,1 | 16,7 | 18,3 | 20 | 21,6 | 24 | 27 | 30 | 33,5 | 36 | 39 | 36 | 40 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы дисковые, трехсторонние из стали Р18 | |||||||||||||||||
КАРТА 75 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 25 | 5 | 2,9 | 3,5 | 4,0 | 4,7 | 5,5 | 6,2 | 7,1 | 8,3 | 9,8 | 11 | 12 | 13,5 | 90 | 40 | 1,35 | |
10 | 3,3 | 4,1 | 4,9 | 5,7 | 6,7 | 7,5 | 8,7 | 10,3 | 12 | 13,5 | 15,5 | 17 | 70 | 31 | 1,95 | |||
15 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10,5 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 56 | 31 | 2,0 | |||
100 ---- 10 | 28 | 5 | 3,2 | 4,0 | 4,8 | 5,6 | 6,6 | 7,4 | 8,6 | 10,2 | 12 | 13,5 | 15 | 17 | 70 | 39 | 1,2 | |
10 | 3,8 | 4,8 | 5,8 | 6,7 | 8,0 | 9,0 | 10,5 | 12,5 | 14,5 | 16,5 | 18,5 | 21 | 56 | 31 | 1,8 | |||
15 | 4,6 | 5,8 | 7,1 | 8,3 | 9,7 | 11 | 13 | 15 | 18 | 20 | 23 | 25 | 45 | 31 | 1,9 | |||
20 | 6,3 | 8,3 | 10,3 | 12 | 14,5 | 16,5 | 19,5 | 23 | 28 | 32 | 36 | 40 | 28 | 31 | 1,7 | |||
125 ---- 10 | 32 | 5 | 3,7 | 4,7 | 5,7 | 6,7 | 7,9 | 8,9 | 10,3 | 12 | 14,5 | 16,5 | 18,5 | 20 | 56 | 39 | 1,1 | |
10 | 4,6 | 5,8 | 7,1 | 8,3 | 9,8 | 11 | 13 | 15,8 | 18 | 21 | 23 | 26 | 45 | 31 | 1,6 | |||
15 | 5,6 | 7,1 | 8,7 | 10,2 | 12 | 13,5 | 16 | 19 | 22 | 25 | 28 | 32 | 36 | 31 | 1,7 | |||
20 | 8,1 | 10,5 | 13 | 15,5 | 18 | 21 | 25 | 30 | 35 | 40 | 45 | 50 | 22 | 31 | 1,6 | |||
160 ---- 16 | 36 | 10 | 5,6 | 7,2 | 8,9 | 10,5 | 12,5 | 14 | 16 | 19,5 | 23 | 25 | 30 | 33 | 34 | 31 | 2,4 | |
200 ---- 16 | 40 | 10 | 7,0 | 8,9 | 11 | 12 | 15 | 17 | 20 | 24 | 28 | 32 | 36 | 40 | 28 | 31 | 2,2 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей Сталь конструкционная углеродистая  | Фрезы дисковые, трехсторонние из стали Р18 | |||||||||||||||||
КАРТА 75 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
160 200 --- и --- 16 16 | 36 - 40 | 15 | 7,5 | 9,5 | 11,5 | 13,5 | 16 | 17,5 | 21 | 25 | 29 | 33 | 37 | 41 | 28 | 25 - 31 | 2,8 - 3,1 | |
20 | 9,7 | 12 | 14,5 | 17 | 20 | 22 | 26 | 31 | 36 | 41 | 45 | 51 | 23 | 25 - 31 | 2,6 - 3,0 | |||
30 | 16 | 19 | 24 | 28 | 32 | 36 | 42 | 50 | 58 | 66 | 74 | 82 | 14 | 25 - 31 | 2,7 - 3,0 | |||
250 ---- 20 | 45 | 10 - 15 | 9,5 | 12 | 14,5 | 17 | 19,5 | 22 | 26 | 31 | 36 | 41 | 46 | 51 | 22 | 31 | 2,6 - 3,6 | |
20 | 12,5 | 15,5 | 18,5 | 22 | 25 | 29 | 33 | 39 | 45 | 51 | 58 | 64 | 18 | 31 | 3,5 | |||
30 | 21 | 26 | 31 | 36 | 41 | 46 | 54 | 64 | 74 | 84 | 94 | 104 | 11 | 31 | 3,6 | |||
315 ---- 22 | 50 | 10 - 15 | 13 | 16,5 | 19,5 | 23 | 26 | 29 | 34 | 41 | 47 | 54 | 60 | 66 | 17 | 31 | 2,5 - 3,6 | |
20 | 17,5 | 22 | 26 | 29 | 32 | 38 | 44 | 51 | 60 | 68 | 76 | 83 | 14 | 31 | 3,4 | |||
30 | 31 | 37 | 44 | 50 | 56 | 63 | 72 | 85 | 96 | 110 | 125 | 135 | 8,5 | 31 | 3,5 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали, предела прочности и продолжительности обработки | Группа стали и предел прочности | Углеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Продолжительность обработки, мин. | до 10 | св. 10 | до 10 | св. 10 | - | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | до 10 | св. 10 | |
Коэффициент | 1,0 | 1,1 | 0,9 | 0,8 | 1,1 | 1,25 | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,35 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 76 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 20 | 5 | 1,0 | 1,1 | 1,2 | 1,3 | 1,6 | 1,8 | 2,0 | 2,2 | 2,8 | 3,0 | 3,3 | 3,6 | 450 | 63 | До 3 квт | |
8 | 1,1 | 1,2 | 1,3 | 1,6 | 1,9 | 2,1 | 2,3 | 2,7 | 3,3 | 3,6 | 3,9 | 4,2 | 350 | |||||
12 | 1,2 | 1,3 | 1,5 | 1,8 | 2,1 | 2,3 | 2,7 | 3,0 | 3,7 | 4,1 | 4,5 | 5,0 | 275 | |||||
100 ---- 10 | 22 | 5 | 1,1 | 1,2 | 1,3 | 1,4 | 1,8 | 2,0 | 2,2 | 2,7 | 3,2 | 3,6 | 3,8 | 4,1 | 360 | |||
8 | 1,2 | 1,3 | 1,5 | 1,7 | 2,1 | 2,3 | 2,7 | 3,0 | 3,8 | 4,1 | 4,5 | 4,9 | 280 | |||||
12 | 1,3 | 1,4 | 1,7 | 1,9 | 2,4 | 2,7 | 3,0 | 3,4 | 4,3 | 4,9 | 5,3 | 5,9 | 220 | |||||
125 ---- 10 | 32 | 5 | 1,1 | 1,3 | 1,4 | 1,7 | 2,1 | 2,3 | 2,6 | 2,9 | 3,6 | 4,1 | 4,6 | 4,8 | 288 | |||
8 | 1,2 | 1,4 | 1,7 | 1,9 | 2,3 | 2,7 | 3,0 | 3,5 | 4,3 | 4,9 | 5,3 | 5,9 | 224 | |||||
12 | 1,3 | 1,6 | 1,9 | 2,2 | 2,8 | 3,1 | 3,5 | 4,2 | 5,1 | 5,8 | 6,4 | 7,1 | 176 | |||||
160 ---- 16 | 36 | 5 | 1,1 | 1,2 | 1,3 | 1,6 | 1,9 | 2,1 | 2,3 | 2,7 | 3,2 | 3,5 | 3,9 | 4,2 | 350 | |||
8 | 1,2 | 1,3 | 1,5 | 1,8 | 2,1 | 2,3 | 2,8 | 3,0 | 3,8 | 4,2 | 4,5 | 5,0 | 275 | |||||
12 | 1,3 | 1,4 | 1,7 | 1,9 | 2,4 | 2,7 | 3,0 | 3,5 | 4.3 | 4,8 | 5,3 | 5,8 | 225 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 76 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
200 ---- 16 | 40 | 5 | 1,1 | 1,3 | 1,5 | 1,8 | 2,1 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 280 | 63 | До 3 квт | |
8 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,7 | 3,0 | 3,6 | 4,3 | 4,8 | 5,3 | 5,9 | 220 | |||||
12 | 1,3 | 1,7 | 2,0 | 2,3 | 2,8 | 3,1 | 3,5 | 4,2 | 5,2 | 5,8 | 6,4 | 7,0 | 180 | |||||
250 ---- 50 | 40 | 5 | 1,1 | 1,3 | 1,5 | 1,8 | 2,1 | 2,3 | 2,7 | 3,0 | 3,7 | 4,2 | 4,6 | 5,0 | 280 | |||
8 | 1,2 | 1,4 | 1,8 | 2,0 | 2,4 | 2,7 | 3,1 | 3,5 | 4,4 | 4,9 | 5,4 | 5,9 | 224 | |||||
12 | 1,3 | 1,7 | 2,0 | 2,3 | 2,9 | 3,2 | 3,6 | 4,3 | 5,2 | 5,9 | 6,5 | 7,1 | 176 | |||||
315 ---- 22 | 50 | 5 | 1,2 | 1,4 | 1,8 | 2,0 | 2,4 | 2,8 | 3,1 | 3,7 | 4,5 | 5,0 | 5,5 | 6,1 | 213 | |||
8 | 1,4 | 1,7 | 2,0 | 2,3 | 2,9 | 3,2 | 3,8 | 4,3 | 5,3 | 6,0 | 6,6 | 7,3 | 170 | |||||
12 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 3,9 | 4,5 | 5,3 | 6,5 | 7,3 | 8,2 | 9,0 | 134 | |||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | ||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы дисковые из стали Р18 | |||||||||||||||||
КАРТА 77 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, м/мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 20 | 2 | 2,0 | 2,1 | 2,2 | 2,3 | 2,6 | 2,7 | 2,8 | 3,0 | 3,2 | 3,5 | 3,7 | 3,8 | 720 | 100 | До 1,5 | |
5 | 2,1 | 2,3 | 2,4 | 2,6 | 2,9 | 3,0 | 3,2 | 3,5 | 3,9 | 4,2 | 4,4 | 4,6 | 441 | 79 | ||||
100 ---- 10 | 22 | 2 | 2,1 | 2,2 | 2,3 | 2,4 | 2,7 | 2,8 | 3,0 | 3,2 | 3,5 | 3,8 | 4,0 | 4,2 | 567 | 98 | ||
5 | 2,3 | 2,4 | 2,5 | 2,7 | 3,1 | 3,3 | 3,5 | 3,8 | 4,4 | 4,7 | 5,0 | 5,3 | 350 | 79 | ||||
125 ---- 10 | 32 | 2 | 2,0 | 2,2 | 2,4 | 2,5 | 2,8 | 3,0 | 3,2 | 3,4 | 3,9 | 4,1 | 4,3 | 4,6 | 450 | 98 | ||
5 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,9 | 4,2 | 4,8 | 5,3 | 5,6 | 6,1 | 280 | 79 | ||||
160 200 --- и --- 16 16 | 40 | 2 | 2,1 | 2,2 | 2,3 | 2,4 | 2,7 | 2,9 | 3.0 | 3,2 | 3,6 | 3,8 | 4,0 | 4,2 | 560 | 100 | ||
5 | 2,2 | 2,4 | 2,6 | 2,8 | 3,1 | 3,3 | 3,5 | 3,8 | 4,3 | 4,6 | 5,0 | 5,3 | 352 | 80 | ||||
250 ---- 20 | 40 | 2 | 2,2 | 2,3 | 2,4 | 2,6 | 2,9 | 3,1 | 3,3 | 3,5 | 4,0 | 4,2 | 4,4 | 4,8 | 437 | 98 | До 1 | |
5 | 2,4 | 2,6 | 2,8 | 3,0 | 3,4 | 3,6 | 4,0 | 4,4 | 4,9 | 5,4 | 5,8 | 6,2 | 280 | 78 | ||||
315 ---- 22 | 50 | 2 | 2,2 | 2,4 | 2,6 | 2,8 | 3,1 | 3,3 | 3,5 | 3,8 | 4,4 | 4,7 | 5,0 | 5,4 | 350 | 98 | ||
5 | 2,5 | 2,8 | 3,1 | 3,3 | 3,8 | 4,0 | 4,4 | 4,9 | 5,7 | 6,1 | 6,6 | 7,1 | 224 | 78 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы дисковые из стали Р18 | ||||||
КАРТА 77 Лист 2 | |||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | ||||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | ||||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | ||
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | |||
Горизонтально-расточные станки | ||||||||||||||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы дисковые, трехсторонние из стали Р18 | |||||||||||||||||
КАРТА 78 Лист 1 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
80 -- 10 | 25 | 5 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,8 | 4,3 | 4,6 | 5,0 | 5,3 | 346 | 79 | от 1,5 до 3,7 | |
10 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,8 | 4,2 | 4,8 | 5,2 | 5,5 | 6,0 | 283 | 79 | ||||
15 | 2,6 | 2,9 | 3,2 | 3,5 | 4,0 | 4,4 | 4,9 | 5,5 | 6,3 | 7,0 | 7,7 | 8,3 | 175 | 63 | ||||
100 ---- 10 | 28 | 5 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,8 | 4,2 | 4,8 | 5,2 | 5,7 | 6,1 | 275 | 79 | ||
10 | 2,4 | 2,7 | 2,9 | 3,1 | 3,6 | 3,9 | 4,2 | 4,7 | 5,4 | 5,9 | 6,4 | 6,9 | 225 | 79 | ||||
15 | 2,9 | 3,2 | 3,6 | 4,0 | 4,7 | 5,1 | 5,7 | 6,4 | 7,4 | 8,2 | 9,1 | 9,9 | 140 | 63 | ||||
20 | 3,1 | 3,6 | 4,1 | 4,6 | 5,2 | 5,8 | 6,5 | 7,4 | 8,6 | 9,7 | 10,6 | 11,6 | 112 | 63 | ||||
125 ---- 10 | 32 | 5 | 2,3 | 2,5 | 2,7 | 2,9 | 3,3 | 3,5 | 3,9 | 4,2 | 4,9 | 5,2 | 5,7 | 6,1 | 275 | 98 | ||
10 | 2,7 | 3,0 | 3,2 | 3,5 | 4,1 | 4,4 | 4,9 | 5,4 | 6,3 | 7,0 | 7,6 | 8,2 | 180 | 79 | ||||
15 | 2,9 | 3,3 | 3,7 | 4,1 | 4,6 | 5,1 | 5,6 | 6,6 | 7,6 | 8,3 | 9,1 | 9,9 | 140 | 79 | ||||
20 | 3,3 | 3,8 | 4,3 | 4,9 | 5,6 | 6,2 | 7,0 | 8,0 | 9,3 | 10,3 | 11,4 | 12,4 | 105 | 63 | ||||
160 ---- 16 | 36 | 10 | 2,6 | 2,8 | 3,0 | 3,3 | 3,8 | 4,0 | 4,3 | 4,9 | 5,5 | 6,1 | 6,5 | 7,1 | 224 | 80 | ||
15 | 2,9 | 3,2 | 3,5 | 3,8 | 4,3 | 4,7 | 5,1 | 5,8 | 6,6 | 7,2 | 7,9 | 8,5 | 175 | 63 | ||||
20 | 3,2 | 3,7 | 4,0 | 4,5 | 5,1 | 5,5 | 6,1 | 6,9 | 7,9 | 8,8 | 9,5 | 10,4 | 137 | 63 | ||||
30 | 4,2 | 4,8 | 5,4 | 6,1 | 7,0 | 7,6 | 8,6 | 9,7 | 11,1 | 12,5 | 13,7 | 15,1 | 87 | 63 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||||||
Фрезерование плоскостей Медные сплавы НВ = 100 - 140 | Фрезы дисковые, трехсторонние из стали Р18 | |||||||||||||||||
КАРТА 78 Лист 2 | ||||||||||||||||||
Диаметр фрезы D, мм и число зубьев Z | Ширина фрезерования B, мм | Глубина резания t, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | ||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | Sм, мм/мин. | v, об./мин. | Nр, квт | ||||
Время на проход, мин. | ||||||||||||||||||
200 ---- 16 | 40 | 10 | 2,6 | 2,9 | 3,1 | 3,3 | 3,8 | 4,1 | 4,4 | 5,0 | 5,6 | 6,2 | 6,6 | 7,2 | 224 | 79 | от 1,5 до 3,7 | |
15 | 2,9 | 3,2 | 3,5 | 3,8 | 4,3 | 4,7 | 5,1 | 5,8 | 6,6 | 7,2 | 7,9 | 8,5 | 175 | 79 | ||||
20 | 3,5 | 4,0 | 4,5 | 5,0 | 5,8 | 6,3 | 7,0 | 8,1 | 9,2 | 10,3 | 11,3 | 12,3 | 110 | 63 | ||||
30 | 4,8 | 5,5 | 6,3 | 7,1 | 8,1 | 9,0 | 10,1 | 11,8 | 13,5 | 15,1 | 16,7 | 18,3 | 70 | 63 | ||||
250 ---- 20 | 45 | 10 | 2,7 | 3,0 | 3,2 | 3,5 | 4,0 | 4,2 | 4,6 | 5,1 | 5,8 | 6,3 | 6,8 | 7,5 | 220 | 79 | ||
15 | 3,1 | 3,5 | 3,9 | 4,3 | 4,9 | 5,2 | 5,9 | 6,5 | 7,5 | 8,3 | 9,1 | 9,9 | 144 | 63 | ||||
20 | 3,7 | 4,1 | 4,6 | 5,1 | 5,9 | 6,3 | 7,1 | 8,1 | 9,3 | 10,3 | 11,2 | 12,2 | 112 | 63 | ||||
30 | 5,0 | 5,8 | 6,5 | 7,3 | 8,3 | 9,1 | 10,2 | 11,8 | 13,5 | 15,1 | 16,6 | 18,2 | 72 | 63 | ||||
315 ---- 22 | 50 | 10 | 3,1 | 3,4 | 3,7 | 4,0 | 4,5 | 4,9 | 5,3 | 6,0 | 6,9 | 7.5 | 8,2 | 8,8 | 176 | 79 | ||
15 | 3,3 | 3,8 | 4,1 | 4,5 | 5,1 | 5,4 | 6,1 | 6,9 | 7,9 | 8,6 | 9,4 | 10,2 | 144 | 79 | ||||
20 | 4,5 | 5,1 | 5,8 | 6,4 | 7,3 | 8,0 | 9,0 | 10,2 | 11,7 | 13,1 | 14,3 | 15,6 | 85 | 60 | ||||
30 | 6,5 | 7,5 | 8,5 | 9,5 | 10,6 | 11,7 | 13,3 | 15,3 | 17,5 | 19,6 | 21,6 | 23,6 | 54,9 | 60 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медных сплавов, твердости и продолжительности обработки | Группа сплава | Гомогенные | Гетерогенные | |||
Твердость НВ | 60 - 90 | 100 - 140 | 150 - 250 | |||
Продолжительность обработки, мин. | до 10 | св. 10 | - | до 10 | св. 10 | |
Коэффициент | 0,7 | 0,55 | 1,1 | 1,25 | ||
Горизонтально-расточные станки | |||||||||||||||
Сверление отверстий Чугун серый НВ = 180 - 220 | Сверла спиральные из стали Р18 | ||||||||||||||
КАРТА 79 | |||||||||||||||
Диаметр обработки D, мм | Длина отверстия l, мм до | Режимы резания | |||||||||||||
10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | |
Время на проход, мин. | |||||||||||||||
8 | 0,61 | 0,66 | 0,71 | 0,76 | 0,84 | 0,96 | 1,08 | 1,49 | 2,05 | 2,95 | 3,55 | - | - | 17,5 - 7 | 0,4 - 0,24 |
10 | 0,64 | 0,67 | 0,70 | 0,75 | 0,81 | 0,90 | 1,11 | 1,52 | 1,86 | 2,24 | 3,10 | - | - | 12,5 - 8 | 0,52 - 0,31 |
12 | 0,66 | 0,66 | 0,71 | 0,76 | 0,86 | 0,91 | 1,03 | 1,28 | 1,65 | 2,86 | 3,36 | - | - | 15,5 - 6,2 | 0,58 - 0,35 |
16 | 0,66 | 0,70 | 0,71 | 0,76 | 0,82 | 0,86 | 0,99 | 1,25 | 1,47 | 2,64 | 2,64 | 3,10 | - | 15,5 - 6,2 | 0,68 - 0,51 |
20 | 0,68 | 0,72 | 0,75 | 0,81 | 0,87 | 0,94 | 1,0 | 1,25 | 1,55 | 1,97 | 2,76 | 3,20 | 4,53 | 14 - 7,8 | 0,78 - 0,51 |
25 | 0,70 | 0,72 | 0,75 | 0,82 | 0,89 | 0,96 | 1,01 | 1,14 | 1,62 | 1,81 | 2,13 | 2,43 | 2,78 | 16 - 12 | 0,87 - 0,70 |
30 | 0,71 | 0,74 | 0,77 | 0,84 | 0,91 | 0,98 | 1,04 | 1,16 | 1,35 | 1,75 | 2,41 | 2,85 | 3,74 | 16 - 9,5 | 1,0 - 0,9 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 180 | 180 - 220 | Свыше 220 | |
Коэффициент | 0,9 | 1,1 | |||
Количества одинаковых отверстий в одной детали | Количество отверстий | До 3 | 4 - 10 | 11 - 25 | св. 25 |
Коэффициент | 0,9 | 0,85 | 0,8 | ||
Жесткости детали или крепления | Жесткость детали | Деталь и установка жесткая | Неустойчивые или тонкостенные детали | ||
Коэффициент | |||||
Характера обработки | Обработка | Под зенкерование и расточку резцом | Под развертывание и нарезание резьбы метчиком | ||
Коэффициент | 1,2 | ||||
Примечание. Меньшие скорости подачи даны для отверстий длиной более 3D.
Горизонтально-расточные станки | ||||||||||||||||
Рассверливание отверстий Чугун серый НВ = 180 - 220 | Сверла спиральные из стали Р18 | |||||||||||||||
КАРТА 80 Лист 1 | ||||||||||||||||
Диаметр обработки D, мм | Диаметр предварительно просверленного отверстия, d, мм | Длина отверстия l, мм до | Режимы резания | |||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | |||
Время на проход, мин. | ||||||||||||||||
25 | 10 | 0,62 | 0,66 | 0,71 | 0,75 | 0,79 | 0,83 | 0,92 | 1,01 | 1,16 | 1,27 | 1,38 | 1,49 | 22 | 0,9 | |
15 | 0,60 | 0,65 | 0,69 | 0,74 | 0,78 | 0,83 | 0,91 | 1,01 | 1,15 | 1,26 | 1,37 | 1,49 | 19,6 | 1,0 | ||
30 | 10 | 0,65 | 0,70 | 0,76 | 0,82 | 0,87 | 0,94 | 1,06 | 1,17 | 1,32 | 1,51 | 1,65 | 1,80 | 19,6 | 0,9 | |
15 | 0,63 | 0,68 | 0,74 | 0,79 | 0,85 | 0,90 | 1,01 | 1,11 | 1,27 | 1,41 | 1,54 | 1,66 | 22 | 0,9 | ||
20 | 0,60 | 0,65 | 0,71 | 0,75 | 0,81 | 0,85 | 0,94 | 1,04 | 1,20 | 1,31 | 1,43 | 1,55 | 22 | 1,0 | ||
40 | 15 | 0,67 | 0,74 | 0,81 | 0,87 | 0,94 | 1,01 | 1,05 | 1,26 | 1,46 | 1,62 | 1,80 | 1,97 | 19,6 | 1,0 | |
20 | 0,67 | 0,74 | 0,82 | 0,89 | 0,95 | 1,03 | 1,17 | 1,32 | 1,53 | 1,71 | 1,99 | 2,08 | 19,6 | 1,0 | ||
30 | 0,63 | 0,68 | 0,74 | 0,79 | 0,86 | 0,92 | 1,03 | 1,15 | 1,33 | 1,46 | 1,63 | 1,74 | 22 | 1,1 | ||
50 | 20 | 0,75 | 0,80 | 0,94 | 1,04 | 1,14 | 1,23 | 1,44 | 1,62 | 1,89 | 2,13 | 2,35 | 2,61 | 17,5 | 1,05 | |
30 | 0,68 | 0,76 | 0,84 | 0,92 | 1,0 | 1,08 | 1,23 | 1,29 | 1,61 | 1,80 | 2,0 | 2,37 | 19,6 | 1,15 | ||
40 | 0,66 | 0,68 | 0,79 | 0,87 | 0,95 | 1,03 | 1,19 | 1,33 | 1,52 | 1,71 | 1,89 | 2,08 | 19,6 | 1,2 | ||
60 | 30 | 0,76 | 0,85 | 0,96 | 1,06 | 1,16 | 1,26 | 1,55 | 1,64 | 1,92 | 2,20 | 2,55 | 2,75 | 19,6 | 1,05 | |
40 | 0,75 | 0,85 | 0,96 | 1,06 | 1,17 | 1,29 | 1,50 | 1,71 | 2,02 | 2,28 | 2,67 | 2,82 | 17,5 | 1,15 | ||
50 | 0,68 | 0,77 | 0,86 | 0,95 | 1,03 | 1,12 | 1,30 | 1,47 | 1,73 | 1,98 | 2,16 | 2,38 | 19,6 | 1,20 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Рассверливание отверстий Чугун серый НВ = 180 - 220 | Сверла спиральные из стали Р18 | ||||
КАРТА 80 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Твердости чугуна | Твердость НВ | До 180 | 180 - 220 | Свыше 220 | |
Коэффициент | 0,9 | 1,1 | |||
Количества одинаковых отверстий в одной детали | Количество отверстий | До 3 | 4 - 10 | 11 - 25 | |
Коэффициент | 0,9 | 0,85 | |||
Характера обработки | Обработка | Под зенкерование и расточку резцом | Под развертывание и нарезание резьбы метчиком | ||
Коэффициент | 1,3 | ||||
Горизонтально-расточные станки | |||||||||||
Зенкерование отверстий Чугун серый НВ = 180 - 220 | Зенкера из стали Р18 | ||||||||||
КАРТА 81 | |||||||||||
Диаметр зенкера D, мм | Глубина резания, t, мм | Длина отверстия l, мм до | Режимы резания | ||||||||
20 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | ||
Время на проход, мин. | |||||||||||
20 | 1,1 - 2,0 | 0,70 | 0,85 | 1,00 | 1,10 | 1,25 | 1,40 | 1,50 | 1,60 | 23 | 0,65 |
25 | 0,70 | 0,90 | 1,00 | 1,20 | 1,35 | 1,50 | 1,60 | 1,75 | 20,5 | 0,80 | |
30 | 0,75 | 0,90 | 1,05 | 1,20 | 1,35 | 1,50 | 1,70 | 1,80 | 20,5 | 0,90 | |
35 | 0,75 | 0,90 | 1,10 | 1,25 | 1,55 | 1,60 | 1,75 | 1,90 | 20,5 | 1,00 | |
40 | 0,80 | 1,0 | 1,20 | 1,40 | 1,65 | 1,85 | 2,06 | 2,20 | 17,5 | 1,05 | |
45 | 0,80 | 1,05 | 1,30 | 1,50 | 1,75 | 1,95 | 2,15 | 2,35 | 17,5 | 1,10 | |
50 | 0,85 | 1,10 | 1,35 | 1,55 | 1,80 | 2,05 | 2,30 | 2,50 | 17,5 | 1,15 | |
60 | 0,85 | 1,10 | 1,45 | 1,70 | 2,00 | 2,30 | 2,55 | 2,80 | 17,5 | 1,20 | |
80 | 0,90 | 1,25 | 1,60 | 1,90 | 2,20 | 2,50 | 2,80 | 3,15 | 17,5 | 1,35 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 180 | 180 - 220 | Свыше 220 |
Коэффициент | 0,9 | 1,1 | ||
Количества одинаковых отверстий в одной детали | Количество отверстий | До 3 | 4 - 10 | 11,25 |
Коэффициент | 0,9 | 0,85 |
Горизонтально-расточные станки | |||||||||||
Зенкерование отверстий Чугун серый НВ = 180 - 220 | Зенкера из стали Р18 | ||||||||||
КАРТА 82 | |||||||||||
Диаметр зенкера D, мм | Глубина резания, t, мм | Длина отверстия l, мм до | Режимы резания | ||||||||
20 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | ||
Время на проход, мин. | |||||||||||
20 | 1,1 - 2,7 | 0,60 | 0,65 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,85 | 97 | 0,90 |
25 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,85 | 0,90 | 86 | 1,10 | |
30 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,90 | 0,95 | 77 | 1,20 | |
35 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,90 | 0,95 | 68 | 1,35 | |
40 | 0,65 | 0,65 | 0,70 | 0,75 | 0,85 | 0,90 | 0,95 | 1,00 | 68 | 1,50 | |
45 | 0,65 | 0,70 | 0,75 | 0,75 | 0,85 | 0,90 | 0,95 | 1,00 | 68 | 1,65 | |
50 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,90 | 0,95 | 1,05 | 61 | 1,80 | |
60 | 0,65 | 0,75 | 0,80 | 0,80 | 0,85 | 0,90 | 0,95 | 1,05 | 61 | 2,00 | |
80 | 0,70 | 0,75 | 0,80 | 0,85 | 0,90 | 0,95 | 0,95 | 1,10 | 61 | 2,20 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 220 | Свыше 220 | ||
Коэффициент | 1,1 | ||||
Количества одинаковых отверстий в одной детали | Количество отверстий | До 3 | 4 - 10 | 11 - 25 | |
Коэффициент | 0,9 | 0,85 | |||
Горизонтально-расточные станки | ||||||||||||||
Развертывание отверстий Чугун серый НВ = 180 - 220 | Развертки из стали Р18 | |||||||||||||
КАРТА 83 Лист 1 | ||||||||||||||
Диаметр обработки D, мм | Диаметр предварительно просверленного отверстия, d, мм | Длина отверстия l, мм до | Режимы резания | |||||||||||
10 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | ||
Время на проход, мин. | ||||||||||||||
3-й (обработка одной разверткой) | 10 | 0,65 | 0,65 | 0,70 | 0,75 | 0,75 | 0,85 | 0,90 | 1,00 | 1,10 | 1,15 | 1,25 | 7,3 | 1,7 |
15 | 0,70 | 0,70 | 0,75 | 0,80 | 0,85 | 0,90 | 1,00 | 1,15 | 1,25 | 1,35 | 1,45 | 1,9 | ||
20 | 0,70 | 0,75 | 0,80 | 0,85 | 0,90 | 1,00 | 1,15 | 1,35 | 1,45 | 1,60 | 1,70 | 2,0 | ||
25 | 0,80 | 0,85 | 0,90 | 1,00 | 1,05 | 1,15 | 1,45 | 1,60 | 1,80 | 1,95 | 2,15 | 5,8 | 2,2 | |
30 | 0,80 | 0,85 | 0,95 | 1,00 | 1,10 | 1,20 | 1,50 | 1,65 | 1,90 | 2,10 | 2,30 | 2,4 | ||
35 | 0,85 | 0,90 | 1,00 | 1,05 | 1,15 | 1,35 | 1,54 | 1,80 | 2,00 | 2,20 | 2,40 | 2,6 | ||
40 | 0,90 | 1,05 | 1,15 | 1,25 | 1,40 | 1,60 | 1,90 | 2,20 | 2,45 | 2,75 | 3,00 | 5,1 | 2,7 | |
45 | 1,00 | 1,10 | 1,20 | 1,35 | 1,45 | 1,75 | 2,05 | 2,40 | 2,60 | 3,00 | 3,25 | 2,8 | ||
50 | 1,00 | 1,15 | 1,25 | 1,40 | 1,50 | 1,80 | 2,10 | 2,45 | 2,75 | 3,10 | 3,35 | 2,9 | ||
60 | 1,05 | 1,20 | 1,35 | 1,50 | 1,60 | 1,95 | 2,30 | 2,65 | 3,00 | 3,30 | 3,65 | 4,6 | 3,4 | |
80 | 1,15 | 1,30 | 1,45 | 1,60 | 1,75 | 2,15 | 2,50 | 3,00 | 3,35 | 3,75 | 4,15 | 4,1 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||||||||||||
Развертывание отверстий Чугун серый НВ = 180 - 220 | Развертки из стали Р18 | |||||||||||||
КАРТА 83 Лист 2 | ||||||||||||||
Диаметр обработки D, мм | Диаметр предварительно просверленного отверстия, d, мм | Длина отверстия l, мм до | Режимы резания | |||||||||||
10 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | ||
Время на проход, мин. | ||||||||||||||
2-й (обработка двумя развертками) | 10 | 1,25 | 1,35 | 1,40 | 1,45 | 1,50 | 1,65 | 1,75 | 2,00 | 2,10 | 2,25 | 2,40 | 8,2 - 6,5 | 1,4 - 2,2 |
15 | 1,35 | 1,45 | 1,50 | 1,60 | 1,70 | 1,90 | 2,10 | 2,35 | 2,45 | 2,75 | 2,95 | 8,2 - 6,5 | 1,5 - 2,4 | |
20 | 1,45 | 1,55 | 1,65 | 1,75 | 1,85 | 2,00 | 2,20 | 2,65 | 2,90 | 3,15 | 3,40 | 7,3 - 6,5 | 1,7 - 2,6 | |
25 | 1,55 | 1,70 | 1,85 | 2,00 | 2,15 | 2,35 | 2,85 | 3.30 | 3,65 | 4,00 | 4,35 | 6,5 - 5,1 | 1,9 - 2,7 | |
30 | 1,60 | 1,75 | 1,90 | 2,05 | 2,20 | 2,40 | 2,95 | 3,35 | 3,70 | 4,10 | 4,70 | 6,5 - 5,1 | 2,0 - 3,1 | |
35 | 1,70 | 1,85 | 2,00 | 2,20 | 2,35 | 2,80 | 3,20 | 3,70 | 4,15 | 4,55 | 5,00 | 6,5 - 5,1 | 2,0 - 3,2 | |
40 | 1,90 | 2,10 | 2,30 | 2,55 | 2,70 | 3,25 | 3,80 | 4,40 | 4,90 | 5,45 | 5,90 | 5,8 - 4,6 | 2,2 - 3,4 | |
45 | 1,95 | 2,15 | 2,35 | 2,60 | 2,80 | 3,30 | 3,90 | 4,50 | 5,10 | 5,60 | 6,15 | 5,8 - 4,6 | 2,4 - 3,8 | |
50 | 1,95 | 2,20 | 2,40 | 2,65 | 2,85 | 3,45 | 4,00 | 4,55 | 5,20 | 5,75 | 6,35 | 5,8 - 4,6 | 2,4 - 3,8 | |
60 | 2,20 | 2,50 | 2,80 | 3,10 | 3,35 | 4,10 | 4,75 | 5,65 | 6,40 | 7,10 | 7,80 | 5,1 - 4,1 | 2, - 4,3 | |
80 | 2,30 | 2,60 | 2,95 | 3,30 | 3,60 | 4,25 | 5,20 | 6,10 | 6,85 | 7,60 | 8,40 | 4,6 - 4,1 | 3,4 - 5,1 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна НВ | До 180 | 180 - 220 | Свыше 220 |
Коэффициент | 0,9 | 1,1 |
Горизонтально-расточные станки | ||||||||||||||||
Сверление отверстий Сталь конструкционная углеродистая  | Сверла спиральные из стали Р18 | |||||||||||||||
КАРТА 84 | ||||||||||||||||
Диаметр обработки D, мм | Длина отверстия l, мм до | Режимы резания | ||||||||||||||
10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | ||
Время на проход, мин. | ||||||||||||||||
8 | 0,70 | 0,74 | 0,79 | 0,87 | 0,96 | 1,05 | 1,37 | 2,51 | 3,64 | 5,73 | 6,36 | - | - | 17,3 - 6,4 | 0,2 - 0,12 | |
10 | 0,70 | 0,74 | 0,79 | 0,87 | 0,96 | 1,05 | 1,50 | 1,84 | 2,53 | 3,77 | 5,48 | - | - | 17,3 - 7,0 | 0,25 - 0,15 | |
12 | 0,70 | 0,74 | 0,79 | 0,87 | 0,99 | 1,20 | 1,47 | 2,06 | 3,00 | 4,36 | 5,26 | - | - | 17,3 - 7,0 | 0,28 - 0,17 | |
16 | 0,76 | 0,83 | 0,96 | 0,99 | 1,11 | 1,22 | 1,41 | 1,79 | 2,53 | 3,51 | 4,60 | - | - | 14,8 - 6,0 | 0,34 - 0,25 | |
20 | 0,79 | 0,84 | 0,91 | 1,02 | 1,15 | 1,26 | 1,46 | 1,71 | 2,43 | 3,30 | 4,47 | 5,87 | 8,37 | 14,8 - 7,4 | 0,39 - 0,29 | |
25 | 0,84 | 0,90 | 0,98 | 1,10 | 1,24 | 1,38 | 1,51 | 1,79 | 2,34 | 3,73 | 4,45 | 5,63 | 6,56 | 14,8 - 12,5 | 0,43 - 0,34 | |
30 | 0,87 | 0,94 | 1,01 | 1,15 | 1,29 | 1,43 | 1,56 | 1,84 | 2,11 | 2,63 | 3,83 | 5,53 | 6,35 | 14,8 - 10 | 0,50 - 0,45 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы стали и предела прочности | Группа стали | Углеродистые, хромистые, никелевые, хромоникелевые | |||
Предел прочности | До 60 | 60 - 75 | Свыше 75 | ||
Коэффициент | 0,9 | 1,1 | |||
Количества одинаковых отверстий в одной детали | Количество отверстий | До 3 | 4 - 10 | 11 - 25 | |
Коэффициент | 0,9 | 0,85 | |||
Жесткости детали или крепления | Жесткость детали | Деталь и установка жесткая | Деталь неустойчивая или тонкостенная | ||
Коэффициент | 1,1 | ||||
Характера обработки | Обработка | Под зенкерование и расточку резцом | Под развертывание и нарезание резьбы метчиком | ||
Коэффициент | 1,3 | ||||
Примечание. Меньшие скорости и подачи даты для отверстий длиной более 3D.
Горизонтально-расточные станки | ||||||||||||||||
Рассверливание отверстий Сталь конструкционная углеродистая  | Сверла спиральные из стали Р18 | |||||||||||||||
КАРТА 85 Лист 1 | ||||||||||||||||
Диаметр обработки D, мм | Диаметр предварительно просверленного отверстия, d, мм | Длина отверстия l, мм до | Режимы резания | |||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | |||
Время на проход, мин. | ||||||||||||||||
25 | 10 | 0,81 | 0,97 | 1,13 | 1,29 | 1,44 | 1,58 | 1,90 | 2,21 | 2,68 | 3,03 | 3,36 | 3,81 | 6,3 | 0,9 | |
15 | 0,70 | 1,00 | 1,10 | 1,25 | 1,35 | 1,47 | 1,54 | 1,78 | 2,08 | 2,46 | 3,69 | 2,98 | 7,3 | 1,0 | ||
30 | 10 - 15 | 0,88 | 1,07 | 1,26 | 1,45 | 1,65 | 1,83 | 2,21 | 2,58 | 3,08 | 3,57 | 4,07 | 4,54 | 6,3 | 0,9 | |
20 | 0,76 | 0,85 | 1,06 | 1,21 | 1,35 | 1,51 | 1,80 | 2,07 | 2,50 | 2,83 | 3,25 | 3,60 | 7,3 | 1,0 | ||
40 | 15 | 1,13 | 1,41 | 1,68 | 1,97 | 2,24 | 2,52 | 3,42 | 3,64 | 4,36 | 5,03 | 5,76 | 6,48 | 5,4 | 1,0 | |
20 | 0,94 | 1,16 | 1,39 | 1,61 | 1,75 | 2,07 | 2,50 | 2,95 | 3,53 | 4,09 | 4,64 | 5,20 | 6,3 | 1,0 | ||
30 | 0,82 | 1,01 | 1,19 | 1,37 | 1,57 | 1,75 | 2,12 | 2,49 | 2,98 | 3,45 | 3,90 | 4,36 | 7,3 | 1,1 | ||
50 | 20 | 1,21 | 1,50 | 1,81 | 2,11 | 2,41 | 2,71 | 3,33 | 3,93 | 4,72 | 5,46 | 6,26 | 7,04 | 5,4 | 1,05 | |
30 | 1,06 | 1,33 | 1,61 | 1,90 | 2,17 | 2,45 | 3,01 | 3,55 | 4,27 | 4,96 | 5,65 | 6,37 | 5,4 | 1,15 | ||
40 | 0,91 | 1,14 | 1,37 | 1,60 | 1,76 | 2,08 | 2,55 | 3,24 | 3,63 | 4,20 | 4,79 | 5,31 | 6,3 | 1,20 | ||
60 | 30 | 1,49 | 1,90 | 2,32 | 2,77 | 3,21 | 3,60 | 4,44 | 5,33 | 6,37 | 7,48 | 8,60 | 9,70 | 4,7 | 1,05 | |
40 | 1,15 | 1,49 | 1,74 | 2,12 | 2,43 | 2,77 | 3,44 | 4,05 | 4,92 | 5,70 | 6,54 | 7,28 | 5,4 | 1,15 | ||
50 | 0,96 | 1,23 | 1,50 | 1,76 | 2,04 | 2,30 | 2,80 | 3,33 | 3,99 | 4,70 | 5,37 | 6,04 | 6,3 | 1,2 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||
Рассверливание отверстий Сталь конструкционная углеродистая  | Сверла спиральные из стали Р18 | ||||
КАРТА 85 Лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Группы стали и предела прочности | Группа стали | Углеродистые, хромистые, хромоникелевые | |||
Предел прочности | до 60 | 60 - 75 | св. 75 | ||
Коэффициент | 0,9 | 1,1 | |||
Количества одинаковых отверстий в одной детали | Количество отверстий | до 3 | 4 - 10 | 11 - 25 | |
Коэффициент | 0,9 | 0,85 | |||
Характера обработки | Обработка | Под зенкерование и расточку резцом | Под развертывание и нарезание резьбы метчиком | ||
Коэффициент | 1,3 | ||||
Горизонтально-расточные станки | |||||||||||
Зенкерование отверстий Сталь конструкционная углеродистая  | Зенкера из стали Р18 | ||||||||||
КАРТА 86 | |||||||||||
Диаметр зенкера D, мм | Глубина резания, t, мм | Длина отверстия l, мм до | Режимы резания | ||||||||
20 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | ||
Время на проход, мин. | |||||||||||
20 | 1,1 - 2,0 | 0,80 | 1,05 | 1,30 | 1,50 | 1,80 | 2,05 | 2,20 | 2,40 | 13,4 | 0,65 |
25 | 0,80 | 1,05 | 1,30 | 1,50 | 1,80 | 2,05 | 2,20 | 2,40 | 11,5 | 0,80 | |
30 | 0,85 | 1,15 | 1,40 | 1,65 | 1,95 | 2,20 | 2,45 | 2,70 | 11,5 | 0,90 | |
35 | 0,85 | 1,20 | 1,50 | 1,75 | 2,05 | 2,35 | 2,60 | 2,90 | 11,5 | 1,00 | |
40 | 0,90 | 1,45 | 1,85 | 2,20 | 2,65 | 3,00 | 3,40 | 3,80 | 8,9 | 1,05 | |
45 | 1,05 | 1,60 | 2,00 | 2,45 | 2,90 | 3,35 | 3,80 | 4,25 | 8,9 | 1,10 | |
50 | 1,10 | 1,70 | 2,10 | 2,50 | 3,00 | 3,40 | 3,90 | 4,35 | 8,9 | 1,15 | |
60 | 1,10 | 1,70 | 2,15 | 2,65 | 3,15 | 3,70 | 4,15 | 4,60 | 8,9 | 1,20 | |
80 | 1,30 | 2,10 | 2,80 | 3,50 | 4,15 | 4,90 | 5,50 | 6,20 | 7,8 | 1,35 | |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы и предела прочности стали | Группа стали | Углеродистые, никелевые, хромистые и хромоникелевые | ||
Предел прочности | До 65 | 60 - 75 | Свыше 75 | |
Коэффициент | 0,9 | 1,1 | ||
Количества одинаковых отверстий в одной детали | Количество отверстий | До 3 | 4 - 10 | 11 - 25 |
Коэффициент | 0,9 | 0,85 | ||
Горизонтально-расточные станки | |||||||||||||||
Развертывание отверстий Сталь конструкционная углеродистая  | Развертки из стали Р18 | ||||||||||||||
КАРТА 87 Лист 1 | |||||||||||||||
Класс точности отверстия | Диаметр развертки D, мм | Длина отверстия l, мм до | Режимы резания | ||||||||||||
10 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | |||
Время на проход, мин. | |||||||||||||||
3-й (обработки одной разверткой) | 10 | 0,80 | 0,90 | 1,00 | 1,10 | 1,25 | 1,45 | - | - | - | - | - | 5 | 0,5 | |
15 | 0,95 | 1,05 | 1,20 | 1,35 | 1,50 | 1,80 | 2,15 | - | - | - | - | 0,8 | |||
20 | 1,10 | 1,25 | 1,45 | 1,65 | 1,80 | 2,10 | 2,75 | 3,20 | - | - | - | 0,8 | |||
25 | 1,15 | 1,40 | 1,60 | 1,80 | 2,00 | 2,30 | 3,00 | 3,55 | 4,05 | - | - | 0,9 | |||
30 | 1,20 | 1,45 | 1,65 | 1,90 | 2,10 | 2,40 | 3,15 | 3,70 | 4,30 | 4,70 | - | 1,0 | |||
35 | 1,35 | 1,60 | 1,85 | 2,10 | 2,40 | 3,00 | 3,60 | 4,30 | 4,95 | 5,50 | 6,20 | 1,0 | |||
40 | 1,40 | 1,65 | 1,90 | 2,15 | 2,45 | 3,00 | 3,60 | 4,30 | 4,95 | 5,60 | 6,20 | 1,2 | |||
45 | 1,50 | 1,75 | 2,00 | 2,25 | 2,50 | 3,15 | 3,80 | 4,45 | 5,10 | 5,75 | 6,35 | 1,2 | |||
50 | 1,50 | 1,80 | 2,00 | 2,30 | 2,50 | 3,20 | 3,80 | 4,50 | 5,10 | 5,80 | 6,40 | 1,4 | |||
60 | 1,65 | 1,95 | 2,20 | 2,50 | 2,80 | 3,60 | 4,30 | 5,10 | 5,80 | 6,50 | 7,30 | 1,5 | |||
80 | 1,80 | 2,15 | 2,50 | 2,80 | 3,15 | 4,00 | 4,90 | 5,75 | 6,65 | 7,45 | 8,35 | 1,7 | |||
2-й (обработки двумя развертками) | 10 | 1,60 | 1,80 | 2,10 | 2,30 | 2,65 | 3,15 | 3,70 | 4,40 | 5,00 | 5,45 | 6,20 | 8,5 - 4 | 0,8 - 0,5 | |
15 | 1,85 | 2,15 | 2,40 | 2,70 | 3,00 | 3,70 | 4,40 | 5,20 | 5,90 | 6,60 | 7,30 | 7,4 - 4 | 0,9 - 0,6 | ||
20 | 2,15 | 2,50 | 2,90 | 3,30 | 3,60 | 4,15 | 5,40 | 6,35 | 7,20 | 8,10 | 9,00 | 7,4 - 4 | 1,0 - 0,7 | ||
25 | 2,40 | 2,85 | 3,30 | 3,75 | 4,20 | 4,80 | 6,35 | 7,30 | 8,70 | 9,70 | 10,75 | 5,4 - 4 | 1,1 - 0,8 | ||
30 | 2,60 | 3,15 | 3,70 | 4,20 | 4,70 | 5,80 | 7,25 | 8,60 | 9,90 | 11,20 | 12,45 | 5,4 - 4 | 1,2 - 0,8 | ||
35 | 2,80 | 3,30 | 3,85 | 4,40 | 5,00 | 6,30 | 7,50 | 9,10 | 10,50 | 11,80 | 13,30 | 5,4 - 4 | 1,3 - 0,9 | ||
40 | 3,20 | 3,80 | 4,40 | 5,00 | 5,60 | 6,90 | 8,60 | 10,20 | 11,60 | 12,90 | 14,70 | 4,7 - 4 | 1,4 - 1,0 | ||
45 | 3,20 | 4,02 | 4,70 | 5,30 | 5,95 | 7,55 | 8,50 | 10,80 | 12,40 | 13,00 | 15,70 | 4,7 - 4 | 1,4 - 1,0 | ||
50 | 3,20 | 4,10 | 4,70 | 5,30 | 5,95 | 7,60 | 8,50 | 10,80 | 12,40 | 13,00 | 15,70 | 4,7 - 4 | 1,5 - 1,0 | ||
60 | 3,70 | 4,50 | 5,20 | 5,90 | 6,50 | 8,40 | 9,20 | 12,10 | 13,90 | 15,70 | 17,30 | 4,1 - 4 | 1,7 - 1,4 | ||
80 | 4,30 | 5,20 | 6,00 | 6,90 | 7,65 | 10 | 12 | 14,30 | 16,50 | 18,60 | 21,00 | 4,1 - 4 | 2,0 - 1,5 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | |||
Развертывание отверстий Сталь конструкционная углеродистая  | Развертки из стали Р18 | |||
КАРТА 87 Лист 2 | ||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||
Группы и предела прочности | Группа стали | Углеродистые, никелевые, хромистые и хромоникелевые | ||
Предел прочности | До 60 | 60 - 75 | Свыше 75 | |
Коэффициент | 0,9 | 1,1 | ||
Примечание. Большие скорости и подачи даны для чернового прохода.
Горизонтально-расточные станки | |||||||||||||||
Сверление отверстий Медные сплавы НВ = 110 - 140 | Сверла спиральные из стали Р18 | ||||||||||||||
КАРТА 88 | |||||||||||||||
Диаметр сверла D, мм | Длина отверстия l, мм до | Режимы резания | |||||||||||||
10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | v, м/мин. | Sо, мм/об. | |
Время, мин. | |||||||||||||||
8 | 0,59 | 0,60 | 0,61 | 0,65 | 0,69 | 0,74 | 0,78 | 0,84 | 1,20 | 1,64 | 1,89 | - | - | 43 - 17,5 | 0,40 - 0,24 |
10 | 0,59 | 0,60 | 0,61 | 0,64 | 0,67 | 0,72 | 0,73 | 0,74 | 1,08 | 1,29 | 1,68 | - | - | 43 - 17 | 0,52 - 0,31 |
12 | 0,59 | 0,61 | 0,62 | 0,63 | 0,65 | 0,70 | 0,75 | 0,86 | 1,07 | 1,47 | 1,87 | - | - | 38 - 15 | 0,58 - 0,35 |
16 | 0,63 | 0,64 | 0,66 | 0,68 | 0,69 | 0,71 | 0,72 | 0,76 | 1,02 | 1,40 | 1,76 | 2,29 | - | 38 - 15 | 0,68 - 0,51 |
20 | 0,61 | 0,62 | 0,66 | 0,68 | 0,71 | 0,73 | 0,74 | 0,76 | 1,11 | 1,30 | 1,76 | 2,03 | 2,73 | 34 - 17 | 0,78 - 0,58 |
25 | 0,61 | 0,62 | 0,65 | 0,66 | 0,68 | 0,70 | 0,71 | 0,74 | 0,81 | 1,23 | 1,45 | 1,77 | 2,23 | 40 - 24 | 0,87 - 0,70 |
30 | 0,60 | 0,64 | 0,65 | 0,66 | 0,71 | 0,73 | 0,75 | 0,80 | 0,81 | 1,12 | 1,36 | 1,65 | 2,07 | 40 - 24 | 1,0 - 0,9 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Группы медного сплава | Группа сплава | Гомогенные | Гетерогенные | |
Коэффициент | 0,75 | |||
Количества одинаковых отверстий | Количество одинаковых отверстий | До 3 | 4 - 10 | 11 - 25 |
Коэффициент | 0,9 | 0,85 | ||
Характера обработки | Обработка | Под зенкерование и расточку резцом | Под развертывание и нарезание резьбы метчиком | |
Коэффициент | 1,2 | |||
Примечание. Меньшие скорости и подачи даны для отверстий длиной более 3D.
Горизонтально-расточные станки | |||||||||||||
Зенкование отверстий (снятие фасок) Нарезание резьбы Сталь конструкционная углеродистая  Чугун серый НВ = 180 - 220 | Сверла, зенковки, метчики машинные из стали Р18 | ||||||||||||
КАРТА 89 Лист 1 | |||||||||||||
I. Зенкование отверстий (снятие фасок) | |||||||||||||
Ширина фаски, мм до | |||||||||||||
0,5 | 1,0 | 2,0 | 3,0 | ||||||||||
Неполное штучное время, мин. | |||||||||||||
0,28 | 0,3 | 0,33 | 0,44 | ||||||||||
II. Нарезание резьбы | |||||||||||||
Резьба | Длина отверстия l, мм | Режимы резания | |||||||||||
D мм | S мм | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 75 | 100 | n, об./мин. | v, м/мин. |
Время на проход, мин. | |||||||||||||
10 | 1,0 | 1,50 | 1,65 | 1,70 | 1,80 | - | - | - | - | - | - | 61 | 1,9 |
1,5 | 1,45 | 1,60 | 1,65 | 1,70 | - | - | - | - | - | - | |||
12 | 1,25 | 1,45 | 1,60 | 1,65 | 1,75 | 1,80 | - | - | - | - | - | 61 | 2,3 |
1,75 | 1,45 | 1,55 | 1,60 | 1,65 | 1,70 | - | - | - | - | - | |||
16 | 1,5 | 1,50 | 1,60 | 1,70 | 1,75 | 1,85 | - | - | - | - | - | 50 | 2,5 |
2,0 | 1,45 | 1,55 | 1,60 | 1,65 | 1,75 | - | - | - | - | - | |||
20 | 1,5 | 1,50 | 1,60 | 1,65 | 1,75 | 1,85 | 1,95 | - | - | - | - | 50 | 3,1 |
2,5 | 1,45 | 1,53 | 1,57 | 1,60 | 1,65 | 1,75 | - | - | - | - | |||
24 | 2,0 | 1,50 | 1,60 | 1,70 | 1,75 | 1,80 | 1,95 | 2,10 | - | - | - | 40 | 3,0 |
3,0 | 1,50 | 1,55 | 1,60 | 1,65 | 1,70 | 1,75 | 1,85 | - | - | - | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-расточные станки | ||||||||||||
Зенкование отверстий (снятие фасок) Нарезание резьбы Сталь конструкционная углеродистая  Чугун серый НВ = 180 - 220 | Сверла, зенковки, метчики машинные из стали Р18 | ||||||||||||
КАРТА 89 Лист 2 | |||||||||||||
Резьба | Длина нарезки, мм | Режимы резания | |||||||||||
D мм | S мм | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 75 | 100 | n, об./мин. | v, м/мин. |
Время на проход, мин. | |||||||||||||
30 | 2,0 | 1,55 | 1,70 | 1,80 | 1,85 | 1,95 | 2,1 | 2,3 | 2,5 | - | - | 31 | 2,9 |
3,5 | 1,55 | 1,60 | 1,65 | 1,70 | 1,75 | 1,85 | 1,95 | 2,1 | |||||
36 | 3,0 | 1,55 | 1,60 | 1,70 | 1,75 | 1,80 | 1,90 | 2,0 | 2,1 | 2,3 | - | 31 | 3,5 |
4,0 | 1,50 | 1,60 | 1,64 | 1,67 | 1,70 | 1,80 | 1,90 | 2,0 | 2,1 | ||||
48 | 3,0 | 1,60 | 1,70 | 1,75 | 1,85 | 1,90 | 2,0 | 2,2 | 2,3 | 2,5 | 2,8 | 25 | 3,8 |
5,0 | 1,55 | 1,60 | 1,65 | 1,70 | 1,75 | 1,85 | 1,90 | 2,0 | 2,10 | 2,30 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Количества одинаковых отверстий в детали | Количество отверстий | До 3 | 4 - 10 | 11 - 25 | |
Коэффициент | 0,9 | 0,85 | |||
Характера обработки | Нарезание резьбы | На проход | В упор | ||
Коэффициент | 1,1 | ||||
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
Этот раздел сборника содержит укрупненные нормативы времени для расчета технически обоснованных норм на основные виды зуборезных работ: зубофрезерование, зубодолбление, шевингование, зубострогание и фрезерование конических прямозубых шестерен, зубозакругление.
Нормативы времени на зуборезные работы состоят из нормативов времени:
1) подготовительно-заключительного;
2) на установку и снятие детали;
3) на обработку поверхности.
Время на установку и снятие детали включает время на обслуживание рабочего места, отдых и личные надобности.
Время на обработку поверхности в нормативах дано на один зуб колеса (работы зубофрезерные, зубодолбежные, зубострогальные и зубозакругляющие) или на полное число зубьев колеса (работы шевинговальные, зубофрезерные при нарезании червячных колес с тангенциальной подачей). Время на обработку поверхности одного зуба состоит из суммирования основного (машинного) времени и вспомогательного, связанного с переходом (для определения которого условно взято 25 зубьев).
НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС
Нарезание зубьев колес характеризуется большим числом факторов, определяющих характер и способ их обработки в производстве. К числу основных факторов относятся: размеры нарезаемого зуба, обрабатываемый материал, технические требования к изделию, качество оборудования и инструмента.
Типовым технологическим маршрутом нарезания зубьев колес с m = 4 - 26 является:
а) черновое нарезание;
б) чистовое нарезание.
При черновом нарезании требование к чистоте обрабатываемой профильной поверхности зубьев не предъявляется.
Точность зубьев колес обычно находится в пределах 7 - 10-й степени точности в зависимости от величины припуска, оставляемого на последующую обработку. Например, под чистовое зубодолбление дисковыми долбяками или чистовое зубофрезерование червячными фрезами достаточно получить при червячном нарезании зубьев 10-ю степень точности, а под шевингование необходимо получить при черновом зубофрезеровании 8-ю степень точности.
При чистовом нарезании зубьев предъявляются обычно требования в пределах от  4 до
4 до  8 и только в отдельных случаях - более высокие.
8 и только в отдельных случаях - более высокие.
Чистоту обработанной профильной поверхности зубьев колеса в пределах от  4 до
4 до  6 можно получить при чистовом зубофрезеровании червячными модульными фрезами, при чистовом зубодолблении - дисковыми долбяками и чистовом зубострогании - профильными резцами. При шевинговании зубьев колес можно получить чистоту обработанной профильной поверхности зубьев от
6 можно получить при чистовом зубофрезеровании червячными модульными фрезами, при чистовом зубодолблении - дисковыми долбяками и чистовом зубострогании - профильными резцами. При шевинговании зубьев колес можно получить чистоту обработанной профильной поверхности зубьев от  7 до
7 до  8.
8.
Точность обработки зубчатых колес обеспечивается соответствующими технологическими методами их обработки на станках с применением различных режущих инструментов и оснастки станков.
При нарезании зубьев стальных шестерен обработка производится с охлаждением (масла, сульфофрезола и др.), а при обработке шестерен из чугуна - без охлаждения. Исключением является шевингование колес, изготовленных из серого чугуна, при обработке которых в качестве охлаждающей жидкости применяется керосин с небольшим количеством солярового или веретенного масла.
Ниже приведены данные о достижимой точности нарезания зубчатых колес в зависимости от метода чистового нарезания.
Методы чистового нарезания зубьев колес
Степень точности | |
А. Цилиндрические колеса | |
Шевинг - процесс | 6 |
Зубофрезерование червячными модульными фрезами | 7 |
Зубодолбление дисковыми долбяками | 7 |
Б. Конические колеса | |
Зубострогание прямозубых колес профильными резцами | 8 |
В. Червячные колеса | |
Зубофрезерование червячными модульными фрезами | 8 |
Глубина резания и количество проходов при черновом нарезании зубьев устанавливается в зависимости от размеров нарезаемого зуба, характера обработки, мощности станка и жесткости системы станок-деталь-инструмент.
Для предусмотренных нормативами размеров нарезаемого зуба, типов станков и жесткости системы черновое нарезание зубьев колес следует производить за один проход инструмента. Исключением являются те случаи нарезания зубьев колес, когда мощность станка или жесткость системы оказывается недостаточной для нарезания зубьев за один проход инструмента. В последнем случае нарезание зубьев следует производить за два прохода инструмента.
В картах нормативов приведены значения поправочных коэффициентов в зависимости от марок стали и их механических свойств. Зубчатые колеса приняты для одной группы серого чугуна с НВ = 180 - 220.
В данном сборнике норма штучного времени определяется как сумма времени на установку и снятие детали и времени на обработку поверхностей. В картах, где приведено время на обработку одного зуба, норма штучного времени определяется по формуле (в мин.):
Tш = (tву + tпов) · Z,
где Tш - штучное время, мин.;
tву - время на установку и снятие детали, мин.
tпов - неполное штучное время на обработку одного зуба (поверхности), мин.
В картах, где приведено время на полное число зубьев обрабатываемого зубчатого колеса, норма штучного времени определяется по формуле (в мин.):
Tш = tву + tпов.
Нормативы рассчитаны на основные, наиболее распространенные виды работ, выполняемые на зуборезных станках. Принятые при расчете времени на обработку поверхности режимы резания приведены в картах. Как правило, в мелкосерийном и единичном производстве основной технологической документацией является маршрутный технологический процесс, где режимы не проставляются. Приведенные в картах нормативов режимы резания следует считать как справочные.
Ниже приводится пример расчета нормы штучного времени на зубофрезерном станке.

Рис. 11
Зубчатое колесо с прямым зубом m = 5; Z = 46; l = 40 мм;
вес = 16 кг. Материал - чугун серый СЧ 21-40 НВ = 190.
Операция - черновая обработка зубьев с припуском
на зубодолбление. Станок - зубофрезерный, модели 5Д32.
Наибольший нарезаемый модуль m = 8. Мощность главного
привода станка 3,8 квт. Режущий инструмент - червячная фреза
однозаходная из стали Р18; m = 5; Dн = 145. Способ установки
детали - на оправке, с креплением гайкой
N поз. | Содержание работы | Нормативное табличное время на обработку, мин. | Поправочные коэффициенты на время в зависимости от | Штучное время с учетом коэффициента, мин. | Карта нормативов | |||
на один зуб | на операцию | размера партии | твердости материала | угла наклона зуба | ||||
1 | Установить деталь на оправке и снять | - | 1,9 | - | - | - | 1,9 | |
2 | Нарезать зубчатое колесо m = 5, Z = 46, l = 40 мм предварительно с припуском под последующую обработку | 0,40 | 0,40 x 46 = 18,4 | 10 | 1,0 | 1,0 | 18,4 | |
Итого | 20,25 ~= 20,3 | |||||||
Подготовительно-заключительное время берем по карте 90, поз. 1. Время равно 12 мин.
Режимы резания: осевая подача на один оборот нарезаемого колеса Sо = 1,5 мм/об.; скорость резания V = 28 м/мин.
Зубофрезерные станки | |||||||||||
Карта 90 Лист 1 | |||||||||||
N поз. | Характер обработки | Характеристика наладки | Нарезаемый модуль, мм до | ||||||||
6 | 12 | 26 | 6 | 12 | 26 | ||||||
без замены установочных приспособлений | с заменой установочных приспособлений | ||||||||||
Время, мин. | |||||||||||
Обработка цилиндрических колес | прямозубых | фрезой | червячной | Без замены фрезерного суппорта | 12 | 15 | 20 | 24 | 30 | 38 | |
2 | пальцевой | 14 | 18 | 23 | 26 | 33 | 41 | ||||
3 | дисковой | 16 | 21 | 26 | 28 | 36 | 44 | ||||
4 | червячной | С заменой фрезерного суппорта | 22 | 30 | 40 | 34 | 45 | 58 | |||
5 | пальцевой | 24 | 33 | 43 | 36 | 48 | 61 | ||||
6 | дисковой | 26 | 35 | 46 | 35 | 50 | 64 | ||||
7 | косозубых | червячной | Без замены фрезерного суппорта | 16 | 21 | 26 | 28 | 37 | 46 | ||
8 | пальцевой | 18 | 23 | 29 | 30 | 39 | 49 | ||||
9 | дисковой | 20 | 26 | 32 | 32 | 41 | 50 | ||||
10 | червячной | С заменой фрезерного суппорта | 26 | 36 | 46 | 38 | 50 | 65 | |||
11 | пальцевой | 28 | 38 | 50 | 40 | 54 | 69 | ||||
12 | дисковой | 30 | 41 | 53 | 42 | 57 | 73 | ||||
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||
Карта 90 Лист 2 | ||||||||||
N поз. | Характер обработки | Характеристика наладки | Нарезаемый модуль, мм до | |||||||
6 | 12 | 26 | 6 | 12 | 26 | |||||
без замены установочных приспособлений | с заменой установочных приспособлений | |||||||||
Время, мин. | ||||||||||
13 | Обработка | червячной фрезой с подачей | радиальной | Без замены фрезерного | 17 | 23 | 27 | 29 | 38 | 47 |
14 | тангенциальной | 19 | 24 | 30 | 31 | 40 | 50 | |||
15 | резцом | 21 | 27 | 33 | 33 | 42 | 52 | |||
16 | червячной фрезой с подачей | радиальной | С заменой фрезерного | 27 | 37 | 42 | 39 | 52 | 67 | |
17 | тангенциальной | 29 | 40 | 52 | 41 | 56 | 72 | |||
18 | резцом | 32 | 43 | 55 | 43 | 59 | 75 | |||
ВРЕМЯ НА ДОПОЛНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ,
НЕ ВКЛЮЧЕННЫЕ В КОМПЛЕКСЫ
1 | Установить и снять | Фрезерный суппорт | 10 | 15 | 20 | ||
2 | фрезу | червячную | 4 | 6 | 10 | ||
3 | дисковую | 3 | 5 | 7 | |||
4 | пальцевую | 2 | 3 | 4 | |||
5 | Настроить (с проверкой наладки) гитару деления при работе | червячной фрезой | 3 | 5 | 7 | ||
6 | пальцевой или дисковой фрезой с числом зубьев | до 50 | 10 | 12 | 15 | ||
7 | свыше 50 | 18 | 20 | 24 | |||
8 | Переналадка наклона зуба | 2 | 6 | 8 | |||
Зубофрезерные станки | |||||||||||||
Карта 91 Лист 1 | |||||||||||||
N поз. | Способ установки детали и характер выверки | Вручную | Мостовым краном | ||||||||||
Вес детали, кг | |||||||||||||
3 | 5 | 8 | 12 | 20 | 30 | 50 | 100 | 200 | 500 | ||||
Время, мин. | |||||||||||||
1 | На оправке с креплением гайкой | без стойки | без втулок | 0,86 | 1,04 | 1,3 | 1,5 | 1,9 | 4,5 | 5,5 | 6,4 | 7,7 | 9,5 |
2 | с втулками | 1,42 | 2,75 | 2,13 | 2,15 | 3,16 | 5,5 | 6,9 | 8,1 | 9,6 | 12 | ||
3 | со стойкой | без втулок | 1,3 | 1,47 | 1,68 | 2,02 | 2,4 | 5,0 | 6,5 | 7,7 | 9,0 | 11,2 | |
4 | с втулками | 1,75 | 2,14 | 2,56 | 3,05 | 3,7 | 6,6 | 8,0 | 9,3 | 11 | 13,7 | ||
На оправке с подставками и домкратами и выверкой по диаметру и торцу индикатором | без стойки | без дополнительного крепления болтами | - | - | 3,82 | 4,35 | 5,12 | 7,8 | 9,7 | 12 | 14,7 | 19,1 | |
6 | с дополнительным креплением болтами | - | - | 5,8 | 6,3 | 7,1 | 9,5 | 11,7 | 14,7 | 19,1 | 26,2 | ||
7 | со стойкой | без дополнительного крепления болтами | - | - | 4,25 | 4,9 | 5,7 | 8,3 | 10,9 | 13,3 | 16,4 | 21,8 | |
8 | с дополнительным креплением болтами | - | - | 6,2 | 6,8 | 7,7 | 10,4 | 12,8 | 16,4 | 20,7 | 29,5 | ||
9 | На подставках с креплением болтами и планками | - | - | - | - | - | - | 18,5 | 25 | 32,8 | 43,5 | ||
10 | В патроне с центром или втулкой стойки и выверкой индикатором | 2,24 | 2,62 | 3,05 | 3,5 | 4,15 | 8,5 | 10,9 | 12,6 | 14,4 | 17,5 | ||
11 | Во фланцевом хомуте и втулке стойки | 1,8 | 2,08 | 2,4 | 2,84 | 3,28 | 6,0 | 8,5 | 9,7 | 11,2 | 13,1 | ||
ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Зубофрезерные станки | ||||||||||
КАРТА 91 Лист 2 | |||||||||||
N поз. | Способ установки детали и характер выверки | Вручную | Мостовым краном | ||||||||
Вес детали, кг | |||||||||||
3 | 5 | 8 | 12 | 20 | 30 | 50 | 100 | 200 | 500 | ||
Время, мин. | |||||||||||
12 | Добавить на установку каждой последующей детали свыше одной (при работе на оправке) | 0,26 | 0,33 | 0,4 | 0,48 | 0,6 | 2,4 | 2,7 | - | - | - |
13 | Время в карте (поз. 5 - 8) предусматривает крепление болтами в количестве | 4 | 6 | ||||||||
14 | Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных | 0,4 | 0,6 | ||||||||
Примечание. При работе с местными подъемниками время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
Зубофрезерные станки | ||||||
КАРТА 92 | ||||||
N поз. | Характер обработки | Способ установки детали | Наибольший нарезаемый модуль, мм до | |||
6 | 12 | 6 | 12 | |||
с заменой установочных приспособлений | без замены установочных приспособлений | |||||
Время, мин. | ||||||
1 | Обработка зубчатых колес с прямым зубом | на оправке | 22 | 29 | 12 | 17 |
2 | в центрирующем приспособлении | 25 | 32 | 15 | 20 | |
3 | на столе на подставках | 30 | 37 | 20 | 25 | |
4 | Обработка зубчатых колес с наклонным зубом | на оправке | 28 | 35 | 18 | 23 |
5 | в центрирующем приспособлении | 31 | 48 | 21 | 26 | |
6 | на столе на подставках | 35 | 42 | 25 | 30 | |
ВРЕМЯ НА ДОПОЛНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ,
НЕ ВКЛЮЧЕННЫЕ В КОМПЛЕКСЫ
1 | Сменить направляющие буксы | 6 | 7 |
2 | Установить и снять долбяк | 4 | 5 |
Зубофрезерные станки | |||||||||||||||
КАРТА 93 | |||||||||||||||
N поз. | Способ установки детали и характер выверки | Количество одновременно установленных деталей | Вручную | Мостовым краном | |||||||||||
Вес детали, кг | |||||||||||||||
1 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 100 | 200 | 500 | |||||
Время, мин. | |||||||||||||||
1 | На оправке с креплением гайкой и шайбой | быстросъемный | без выверки | 1 | 0,52 | 0,69 | 0,85 | 1,04 | 1,20 | 1,47 | 3,28 | 4,35 | - | - | - |
2 | 2 | 0,38 | 0,49 | 0,61 | 0,77 | 0,87 | 1,09 | - | - | - | - | - | |||
3 | 3 | 0,34 | 0,44 | 0,54 | 0,66 | 0,78 | - | - | - | - | - | - | |||
4 | 4 | 0,32 | 0,40 | 0,50 | 0,61 | - | - | - | - | - | - | - | |||
5 | простой | 1 | 0,71 | 0,98 | 1,20 | 1,42 | 1,64 | 2,07 | 4,15 | 5,45 | - | - | - | ||
6 | 2 | 0,49 | 0,66 | 0,81 | 0,96 | 1,09 | 1,42 | - | - | - | - | - | |||
7 | 3 | 0,42 | 0,55 | 0,68 | 0,81 | 0,95 | - | - | - | - | - | - | |||
8 | 4 | 0,38 | 0,50 | 0,62 | 0,73 | - | - | - | - | - | - | - | |||
9 | быстросъемный простой | с выверкой по зубу | 1 | 1,15 | 1,58 | 1,97 | 2,40 | 2,72 | 3,38 | 6,0 | 7,7 | - | - | - | |
10 | 1 | 1,37 | 1,85 | 2,28 | 2,74 | 3,18 | 3,82 | 7,1 | 8,7 | - | - | - | |||
11 | В патроне или в центрирующем приспособлении с креплением | болтами и планками рукоятками эксцентрика | без выверки | 1 | 0,76 | 0,98 | 1,09 | 1,25 | 1,42 | 1,53 | 3,92 | 4,80 | 5,25 | 5,65 | 6,3 |
12 | 1 | 0,60 | 0,76 | 0,87 | 0,98 | 1,07 | 1,20 | 2,94 | 3,92 | 4,25 | 4,45 | 4,9 | |||
13 | болтами и планками рукоятками эксцентрика | с выверкой по зубу | 1 | 1,85 | 2,27 | 2,62 | 2,84 | 3,16 | 3,6 | 6,65 | 8,20 | 8,80 | 9,6 | 10,7 | |
14 | 1 | 1,64 | 2,08 | 2,30 | 2,62 | 2,84 | 3,18 | 6,25 | 7,10 | 7,70 | 8,3 | 9,3 | |||
15 | На столе или на столе с подставками с креплением болтами и планками | с выверкой по зубу | 1 | 2,3 | 2,95 | 3,28 | 3,6 | 3,94 | 4,5 | 8,8 | 9,8 | 10,5 | 11,5 | 12,7 | |
Примечание. При работе с местными подъемниками время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
Зубострогальные станки | |||||||
КАРТА 94 | |||||||
N поз. | Способ установки детали | Наибольший нарезаемый модуль, мм | |||||
6 | 10 | 16 | 6 | 10 | 16 | ||
с заменой установочных приспособлений | без замены установочных приспособлений | ||||||
Время, мин. | |||||||
1 | На оправке или в цанге | 22 | 28 | 36 | 12 | 17 | 22 |
2 | На планшайбе | 30 | 37 | 45 | 19 | 24 | 30 |
ВРЕМЯ НА ДОПОЛНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ,
НЕ ВКЛЮЧЕННЫЕ В КОМПЛЕКСЫ
1 | Наладить гитару деления (с проверкой) | 3 | 4 | 5 |
2 | Изменить угол установки бабки | 2,5 | 3,0 | 3,5 |
3 | Установить глубину прорезки | 2 | 2,5 | 3,0 |
4 | Заменить резцы | 3 | 4 | 5 |
ВРЕМЯ НА ОРГТЕХОБСЛУЖИВАНИЕ И ЛИЧНЫЕ НАДОБНОСТИ - 9%
Зубострогальные станки | |||||||||||||||
КАРТА 95 Лист 1 | |||||||||||||||
I. ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | |||||||||||||||
N поз. | Способ установки детали и характер выверки | Вручную | Мостовым краном | ||||||||||||
Вес детали, кг до | |||||||||||||||
1 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 100 | 200 | 500 | |||||
Время, мин. | |||||||||||||||
1 | На оправке с креплением гайкой и шайбой | быстросъемный | без выверки | 0,51 | 0,69 | 0,85 | 1,05 | 1,20 | 1,48 | 3,5 | 4,4 | 5,7 | 7,1 | - | |
2 | с выверкой | 1,15 | 1,58 | 1,97 | 2,35 | 2,74 | 3,38 | 6,2 | 7,7 | 9,8 | 12,3 | 14,2 | |||
3 | простой | без выверки | 0,71 | 0,98 | 1,20 | 1,42 | 1,64 | 2,08 | 4,3 | 5,5 | 7,1 | 9,1 | - | ||
4 | с выверкой | 1,36 | 1,85 | 2,28 | 2,73 | 3,16 | 3,82 | 7,2 | 8,7 | 10,9 | 14,0 | 16,1 | |||
5 | На оправке с гидравлическим зажимом без выверки | 0,44 | 0,55 | 0,66 | 0,81 | 0,94 | 1,15 | 3,20 | - | - | - | - | |||
6 | В цанговом патроне с креплением маховичком или ключом без выверки | 0,44 | 0,60 | 0,72 | 0,87 | 1,03 | - | - | - | - | - | - | |||
7 | На планшайбе в центрирующем приспособлении без выверки | 1,36 | 1,85 | 2,30 | 2,74 | 3,16 | 3,7 | 7,0 | 8,8 | 10,9 | 14 | - | |||
8 | На планшайбе с креплением болтами и планками | с выверкой при прорезке | 2,2 | 3,05 | 3,7 | 4,5 | 5,25 | 6,2 | 9,5 | 12 | 15,3 | 19,6 | 27,2 | ||
9 | с выверкой при полной обработке | 3,9 | 5,25 | 6,2 | 7,4 | 8,7 | 10,5 | 17,0 | 21,8 | 28,4 | 36 | 50 | |||
Примечание. При работе с местными подъемниками время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Зубострогальные станки | |||||||
КАРТА 95 Лист 2 | ||||||||
II. ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | ||||||||
N поз. | Точность обработки | Число переходов | Время, мин. | N поз. | Точность обработки | Число переходов | N поз. | |
1 | 9 - 10 степень или черновая прорезка | 1 | 1 | 4 | 7 - 8 степень | 1 | 2,0 | |
2 | 2 | 1,8 | 5 | 2 | 3,5 | |||
3 | 3 | 3,0 | 6 | 3 | 5,0 | |||
Зубофрезерные станки | |||||||||||||||
Червячные зубчатые колеса Чугун серый НВ = 180 - 220. Бронза НВ = 100 - 140 | Фрезы червячные модульные | ||||||||||||||
КАРТА 96 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Нарезание с радиальной подачей | Режимы резания | |||||||||||
Число зубьев нарезаемого колеса Z до | Sрад, мм/об. | v, м/мин. | |||||||||||||
20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | |||||
Время на обработку зубчатого колеса, мин. | |||||||||||||||
Чистовая | 1,5 - 2,8 | 3 | 4,36 | 5,2 | 6,05 | 6,9 | 7,74 | 9,42 | 11,1 | 12,8 | 14,5 | 16,2 | 17,9 | 0,60 | 26,4 |
4 | 7,3 | 8,9 | 10,5 | 12 | 13,6 | 16,8 | 19,9 | 23,1 | 26,2 | 29,4 | 32,6 | 0,525 | 24,5 | ||
5 | 12,3 | 15,1 | 18,0 | 20,8 | 23,6 | 29,3 | 35 | 40,6 | 46,3 | 52 | 57,5 | ||||
6 | 14,6 | 18 | 21,4 | 24,8 | 28,2 | 35 | 41,8 | 48,7 | 55,4 | 62,3 | 69 | 0,45 | 23 | ||
8 | 25,6 | 31,7 | 37,8 | 44 | 49,5 | 62,1 | 74,2 | 86,5 | 98,6 | 111,1 | 123,2 | 22,5 | |||
10 | 37,8 | 47 | 56 | 65,2 | 78 | 92,2 | 111,1 | 129,5 | 147,6 | 166 | 184 | 0,375 | 20,5 | ||
3 - 4 | 3 | 2,94 | 3,43 | 3,92 | 4,41 | 4,9 | 5,9 | 6,85 | 7,85 | 8,8 | 9,8 | 10,8 | 1,0 | 26,4 | |
4 | 5,45 | 6,56 | 7,68 | 8,8 | 9,9 | 12,1 | 14,4 | 16,6 | 18,8 | 21,1 | 23,3 | 24,5 | |||
5 | 7,9 | 9,6 | 11,3 | 13,1 | 14,8 | 18,3 | 21,7 | 25,2 | 28,6 | 32 | 35,6 | ||||
6 | 9,25 | 11,3 | 13,4 | 15,5 | 17,5 | 21,7 | 25,8 | 30 | 34,1 | 38,2 | 42,4 | 0,75 | 23 | ||
8 | 14,1 | 17,3 | 20,5 | 23,6 | 26,9 | 33,4 | 39,8 | 46,2 | 52,5 | 59,1 | 65,5 | 22,5 | |||
10 | 28,4 | 35,2 | 42 | 48,8 | 55,7 | 69,5 | 83 | 96,5 | 110 | 124 | 148 | 20 | |||
12 | 33,9 | 42 | 50,2 | 58,5 | 66,6 | 83 | 99 | 115,5 | 132 | 148 | 165 | 0,60 | 22,5 | ||
5 - 9 | 4 | 4,15 | 4,9 | 5,7 | 6,5 | 7,3 | 8,9 | 10,5 | 12 | 13,6 | 15,2 | 16,8 | 24,5 | ||
5 | 5,9 | 7,15 | 8,35 | 9,6 | 10,8 | 13,3 | 15,8 | 17,6 | 20,7 | 23,2 | 25,6 | ||||
6 | 8,5 | 10,3 | 12,2 | 14,1 | 16 | 19,7 | 23,4 | 27,2 | 31 | 34,8 | 38,4 | 0,83 | 23 | ||
8 | 13,8 | 17 | 20,2 | 23,4 | 26,4 | 32,8 | 39,1 | 45,5 | 51,8 | 58 | 64,4 | 22,5 | |||
10 | 25,6 | 31,7 | 37,8 | 44 | 50 | 62,2 | 74,8 | 86,5 | 98,6 | 111 | 123 | ||||
12 | 30,4 | 37,6 | 45 | 52,5 | 59,5 | 74,2 | 89 | 103,4 | 118 | 132,5 | 147 | 0,67 | 20,5 | ||
Зубофрезерные станки | |||||||||||||||
Червячные зубчатые колеса Чугун серый НВ = 180 - 220. Бронза НВ = 100 - 140 | Фрезы червячные модульные | ||||||||||||||
КАРТА 97 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Нарезание с радиальной подачей | Режимы резания | |||||||||||
Число зубьев нарезаемого колеса до | Sо, мм/об. | v, м/мин. | |||||||||||||
20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | |||||
Время на обработку зубчатого колеса, мин. | |||||||||||||||
Чистовая | 1,5 - 4 | 3 | 8,25 | 9,75 | 11,4 | 13,1 | 15 | 19,1 | 23,6 | 28,8 | 34 | 39 | 47 | 1,5 | 26,4 |
4 | 12,9 | 15,9 | 19,1 | 22,4 | 26,2 | 34,2 | 43,3 | 53,1 | 64 | 76,3 | 89,5 | 24,5 | |||
5 | 17,7 | 22,2 | 27 | 32,2 | 37,8 | 50 | 63,8 | 79 | 96 | 113 | 134 | 1,3 | |||
6 | 20,3 | 25,6 | 31,4 | 37,5 | 44,3 | 59 | 75 | 93,2 | 112 | 135 | 159 | 23 | |||
8 | 37 | 46,8 | 59 | 71 | 85 | 114 | 147 | 183,1 | 227 | 266,5 | 315,5 | ||||
- | - | - | - | - | - | - | - | - | - | - | |||||
- | - | - | - | - | - | - | - | - | - | - | |||||
Зубофрезерные станки | |||||||||||||||
Червячные зубчатые колеса Чугун серый НВ = 180 - 220 Бронза НВ = 100 - 140 | Фрезы червячные модульные | ||||||||||||||
КАРТА 98 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Нарезание с радиальной подачей | Режимы резания | |||||||||||
Число зубьев нарезаемого колеса до | Sрад <*>, мм/об. | v, м/мин. | |||||||||||||
20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | |||||
Время на обработку зубчатого колеса, мин. | |||||||||||||||
Чистовая | 1,5 - 2,8 | 3 | 5,0 | 6,0 | 6,9 | 7,9 | 8,9 | 10,9 | 12,8 | 14,9 | 16,9 | 18,8 | 20,8 | 0,60 | 26,4 |
4 | 8,3 | 10,2 | 12,1 | 14 | 15,8 | 19,5 | 23,2 | 26,9 | 30,6 | 34,3 | 38 | 0,525 | 24,5 | ||
5 | 14,3 | 17,7 | 21 | 24,3 | 27,6 | 34,3 | 41 | 47,6 | 54,4 | 61 | 67,5 | ||||
6 | 17 | 21 | 25 | 28,9 | 33 | 41 | 49 | 57 | 65 | 73 | 81 | 0,45 | 23 | ||
8 | 29,8 | 37 | 44,3 | 51,4 | 58 | 73 | 87 | 102 | 116 | 131 | 145 | 22,5 | |||
10 | 44,2 | 55 | 65,7 | 76,5 | 91,5 | 109 | 131 | 152 | 173 | 195 | 216 | 0,375 | 20,5 | ||
3 - 4 | 3 | 3,3 | 3,86 | 4,45 | 5,0 | 5,6 | 6,75 | 7,9 | 9,0 | 10,2 | 11,3 | 12,5 | 1,0 | 26,4 | |
4 | 6,2 | 7,5 | 8,8 | 10,2 | 11,4 | 14,6 | 16,7 | 19,4 | 22 | 24,6 | 27,2 | 24,5 | |||
5 | 9,1 | 11,1 | 13,2 | 15,2 | 17,2 | 21,2 | 25,4 | 29,4 | 33,4 | 37,6 | 41,5 | ||||
6 | 10,7 | 13,2 | 15,6 | 18 | 20,5 | 25,3 | 30,2 | 35 | 40 | 44,5 | 49,5 | 0,75 | 23 | ||
8 | 16,4 | 20,2 | 23.9 | 27,3 | 31,4 | 39,1 | 46,5 | 54 | 61,7 | 69,4 | 77 | 22,5 | |||
10 | 33,2 | 41 | 49 | 57,2 | 65,2 | 81,4 | 97 | 113 | 129 | 145 | 160 | 20 | |||
12 | 39,6 | 49 | 59 | 68,4 | 78 | 98 | 118 | 135 | 155 | 174 | 193 | 0,60 | 22,5 | ||
5 - 9 | 4 | 4,7 | 5,6 | 6,7 | 7,5 | 8,4 | 10,2 | 12,1 | 14 | 15,8 | 17,7 | 19,5 | 24,5 | ||
5 | 6,75 | 8,25 | 9,7 | 11.1 | 12,5 | 15,5 | 18,4 | 20,6 | 24,1 | 27,2 | 30 | 0,83 | 23 | ||
6 | 9,8 | 12 | 14,2 | 16,4 | 18,6 | 23 | 27,4 | 31,8 | 36,2 | 40,6 | 45 | ||||
8 | 16 | 19,7 | 23,4 | 27,2 | 30,8 | 38,2 | 45,8 | 53,2 | 60,6 | 68 | 75,3 | 22,5 | |||
10 | 29,8 | 37 | 44,2 | 51,4 | 58,4 | 73 | 88 | 102 | 116 | 131 | 145 | 0,67 | |||
12 | 35,4 | 44 | 52,5 | 61 | 70 | 86 | 104 | 121 | 138 | 156 | 172 | 20,5 | |||
--------------------------------
Зубофрезерные станки | |||||||||||||||
Червячные зубчатые колеса Чугун серый НВ = 180 - 220. Бронза НВ = 100 - 140 | Фрезы червячные модульные | ||||||||||||||
КАРТА 99 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Нарезание с тангенциальной подачей | Режимы резания | |||||||||||
Число зубьев нарезаемого колеса до | Sо, мм/об. | v, м/мин. | |||||||||||||
20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | |||||
Время на обработку зубчатого колеса, мин. | |||||||||||||||
Чистовая | 1,5 - 4 | 3 | 9,1 | 10,9 | 12,8 | 14,9 | 17 | 22 | 27 | 33,2 | 39,4 | 46,7 | 54,5 | 1,5 | 26,4 |
4 | 14,5 | 18 | 21,8 | 25,8 | 30,1 | 39,6 | 50,4 | 62 | 74,6 | 89,5 | 105 | 24,5 | |||
5 | 20,4 | 25,8 | 31,4 | 37,6 | 44,3 | 59,3 | 75 | 93,5 | 113 | 134 | 158 | 1,3 | |||
6 | 23,4 | 29,8 | 36,8 | 43,6 | 51,5 | 68,6 | 88 | 109 | 131 | 158 | 186 | 23 | |||
8 | 43 | 55 | 68,6 | 83,5 | 99 | 134 | 172 | 214 | 266 | 310 | 370 | 1,0 | 22,5 | ||
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с прямым зубом Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 100 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Черновая по 9 - 10 степени точности | 1,5 - 2,8 | 4 | 0,25 | 0,34 | 0,39 | 0,48 | 0,59 | 0,71 | 0,84 | 0,93 | 1,21 | 1,52 | 1,80 | - | - | - | - | 1,5 | 41,5 | |
5 | 0,41 | 0,55 | 0,64 | 0,77 | 0,96 | 1,13 | 1,33 | 1,56 | 1,92 | 2,38 | 2,84 | - | - | - | - | 1,25 | 36 | |||
6 | 0,55 | 0,71 | 0,82 | 0,98 | 1,20 | 1,42 | 1,65 | 1,92 | 2,35 | 2,91 | 3,46 | - | - | - | - | |||||
3 - 4 | 4 | 0,20 | 0,26 | 0,31 | 0,37 | 0,46 | 0,55 | 0,64 | 0,75 | 0,93 | 1,16 | 1,37 | - | - | - | - | 2,5 | 32,5 | ||
5 | 0,26 | 0,35 | 0,40 | 0,49 | 0,60 | 0,71 | 0,83 | 0,97 | 1,20 | 1,48 | 1,77 | - | - | - | - | 28 | ||||
6 | 0,36 | 0,47 | 0,53 | 0,64 | 0,77 | 0,92 | 1,07 | 1,24 | 1,53 | 1,89 | 2,23 | - | - | - | - | 2,0 | 31,5 | |||
8 | 0,56 | 0,69 | 0,77 | 0,90 | 1,08 | 1,25 | 1,43 | 1,65 | 1,99 | 2,44 | 2,88 | - | - | - | - | 28,5 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||||||||||||
Цилиндрические колеса с прямым зубом Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 100 Лист 2 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Черновая по 9 - 10 степени точности | 5 - 9 | 4 | 0,2 | 0,26 | 0,31 | 0,37 | 0,46 | 0,55 | 0,64 | 0,75 | 0,93 | 1,16 | 1,37 | 1,60 | 1,82 | - | - | 2,52 | 32,5 | |
5 | 0,26 | 0,36 | 0,40 | 0,48 | 0,59 | 0,70 | 0,82 | 0,96 | 1,18 | 1,46 | 1,73 | 2,02 | 2,29 | - | - | 28 | ||||
6 | 0,29 | 0,37 | 0,43 | 0,51 | 0,62 | 0,73 | 0,85 | 0,98 | 1,20 | 1,48 | 1,75 | 2,04 | 2,31 | - | - | |||||
8 | 0,56 | 0,69 | 0,77 | 0,90 | 1,00 | 1,25 | 1,43 | 1,65 | 1,99 | 2,44 | 2,88 | 3,32 | 3,76 | - | - | 2 | 28,5 | |||
10 | 0,68 | 0,84 | 0,95 | 1,11 | 1,33 | 1,55 | 1,77 | 2,04 | 2,47 | 3,03 | 3,58 | 4,13 | 4,68 | - | - | 25 | ||||
12 | 0,96 | 1,16 | 1,30 | 1,50 | 1,78 | 2,05 | 2,32 | 3,20 | 3,89 | 4,58 | 5,26 | 5,95 | 5,95 | - | - | |||||
10 и более | 5 | 0,23 | 0,29 | 0,34 | 0,40 | 0,50 | 0,59 | 0,70 | 0,81 | 0,99 | 1,23 | 1,46 | 1,70 | 1,93 | 2,16 | 2,71 | 3 | 28 | ||
6 | 0,32 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,93 | 1,08 | 1,32 | 1,62 | 1,93 | 2,23 | 2,54 | 2,83 | 3,14 | 2,52 | ||||
8 | 0,47 | 0,58 | 0,64 | 0,75 | 0,89 | 1,04 | 1,19 | 1,36 | 1,66 | 2,03 | 2,39 | 2,76 | 3,12 | 3,48 | 3,84 | 25,5 | ||||
10 | 0,68 | 0,84 | 0,95 | 1,11 | 1,33 | 1,56 | 1,77 | 2,04 | 2,47 | 3,03 | 3,58 | 4,13 | 4,68 | 5,22 | 5,77 | 22 | ||||
12 | 0,96 | 1,16 | 1,30 | 1,50 | 1,78 | 2,05 | 2,32 | 2,66 | 3,20 | 3,89 | 4,58 | 5,25 | 5,95 | 6,63 | 7,31 | 2 | 25 | |||
14 | 1,15 | 1,39 | 1,55 | 1,78 | 2,09 | 2,41 | 2,72 | 3,12 | 3,74 | 4,53 | 5,31 | 6,09 | 6,87 | 7,65 | 8,42 | 22 | ||||
16 | 1,70 | 2,03 | 2,24 | 2,57 | 3,01 | 3,44 | 3,89 | 4,44 | 5,31 | 6,41 | 7,50 | 8,59 | 9,68 | 10,7 | 11,9 | 1,8 | 20 | |||
18 | 2,33 | 2,74 | 3,01 | 3,42 | 3,97 | 4,51 | 5,07 | 5,74 | 6,83 | 8,21 | 9,57 | 10,9 | 12,3 | 13,7 | 15 | 1,6 | 18 | |||
20 | 3,64 | 4,23 | 4,62 | 5,2 | 5,98 | 6,76 | 7,54 | 8,52 | 10,1 | 12 | 14 | 15,9 | 17,9 | 19,8 | 21,8 | 1,4 | 16 | |||
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с прямым зубом Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 101 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,31 | 0,43 | 0,51 | 0,63 | 0,78 | 0,95 | 1,1 | 1,3 | - | - | - | - | - | - | - | 1,25 | 24,5 | |
3 | 0,32 | 0,41 | 0,47 | 0,57 | 0,69 | 0,82 | 0,95 | 1,1 | - | - | - | - | - | - | - | 1,5 | 32,5 | |||
4 | 0,26 | 0,36 | 0,44 | 0,53 | 0,67 | 0,8 | 0,93 | 1,11 | 1,38 | 1,74 | 2,08 | 2,43 | 2,78 | 3,1 | 3,45 | 2,0 | 23,0 | |||
5 | 0,31 | 0,44 | 0,52 | 0,65 | 0,83 | 1,0 | 1,10 | 1,39 | 1,74 | 2,2 | 2,64 | 3,08 | 3,52 | 3,96 | 4,4 | |||||
6 | 0,33 | 0,46 | 0,55 | 0.67 | 0,85 | 1,03 | 1,2 | 1,42 | 1,77 | 2,22 | 2,66 | 3,1 | 3,54 | 4,0 | 4,45 | |||||
8 | 0,41 | 0,58 | 0,68 | 0,85 | 1,09 | 1,29 | 1,51 | 1,79 | 2,22 | 2,76 | 3,32 | 3,87 | 4,41 | 4,95 | 5,5 | |||||
10 | 0,43 | 0,59 | 0,7 | 0,86 | 1,1 | 1,3 | 1,53 | 1,8 | 2,24 | 2,78 | 3,34 | 3,88 | 4,43 | 4,97 | 5,6 | |||||
12 | 0,5 | 0,71 | 0,84 | 1,05 | 1,32 | 1,59 | 1,87 | 2,21 | 2,76 | 3,44 | 4,12 | 4,82 | 5,5 | 6,2 | 6,85 | |||||
14 | 0,61 | 0,84 | 0,97 | 1,21 | 1,52 | 1,82 | 2,14 | 2,52 | 3,1 | 3,86 | 4,64 | 5,4 | 6,17 | 6,9 | 7,7 | |||||
16 | 0,7 | 0,95 | 1,12 | 1,37 | 1,71 | 2,06 | 2,41 | 2,82 | 3,54 | 4,36 | 5,2 | 6,06 | 6,65 | 7,75 | 8,6 | |||||
18 | 0,73 | 0,99 | 1,16 | 1,41 | 1,76 | 2,1 | 2,44 | 2,86 | 3,56 | 4,4 | 5,25 | 6,1 | 7,1 | 7,8 | 8,65 | |||||
20 | 0,81 | 1,08 | 1,27 | 1,54 | 1,9 | 2,27 | 2,64 | 3,08 | 3,82 | 4,73 | 5,65 | 6,55 | 7,5 | 8,4 | 9,3 | |||||
Примечание. Чистовая обработка  4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с прямым зубом Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 102 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,4 | 0,58 | 0,70 | 0,86 | 1,1 | 1,32 | 1,55 | 1,83 | - | - | - | - | - | - | - | 0,5 | 35 | |
3 | 0,41 | 0,55 | 0,65 | 0,8 | 0,98 | 1,17 | 1,35 | 1,59 | - | - | - | - | - | - | - | 0,75 | 37 | |||
4 | 0,65 | 1,0 | 1,23 | 1,58 | 2,04 | 2,5 | 2,96 | 3,54 | 4,45 | 5,65 | 6,8 | 7,85 | 9,1 | 10,2 | 11,4 | 0,75 | 20 | |||
5 | 0,8 | 1,23 | 1,53 | 1,96 | 2,54 | 3,13 | 3,72 | 4,43 | 5,6 | 7,05 | 8,5 | 10 | 11,4 | 12,9 | 14,3 | |||||
6 | 0,86 | 1,29 | 1,58 | 2,02 | 2,6 | 3,18 | 3,76 | 4,5 | 5,65 | 7,15 | 8,6 | 10,1 | 11,45 | 13 | 14,4 | |||||
8 | 1,1 | 1,64 | 2,0 | 2,55 | 3,28 | 4,0 | 4,75 | 5,65 | 7,1 | 8,9 | 10,6 | 12,5 | 14,3 | 16,2 | 18 | |||||
10 | 1,13 | 1,68 | 2,04 | 2,58 | 3,32 | 4,05 | 4,71 | 5,7 | 7,15 | 8,95 | 10,7 | 12,6 | 14,4 | 16,3 | 18,1 | |||||
12 | 1,24 | 1,85 | 2,26 | 2,86 | 3,68 | 4,5 | 5,3 | 6,3 | 7,9 | 9,95 | 11,9 | 14 | 15,9 | 18 | 20 | |||||
14 | 1,52 | 2,19 | 2,64 | 3,32 | 4,23 | 5,15 | 6,05 | 7,2 | 9,0 | 11,3 | 13,5 | 15,7 | 18,1 | 20,4 | 22,6 | |||||
16 | 1,81 | 2,6 | 3,1 | 3,88 | 4,9 | 6,0 | 7,05 | 8,3 | 10,3 | 13 | 15,5 | 18,1 | 20,8 | 23,3 | 25,9 | |||||
18 | 1,92 | 2,69 | 3,2 | 4,0 | 5,0 | 6,1 | 7,15 | 8,4 | 10,4 | 13,1 | 15,7 | 18,3 | 21,8 | 23,4 | 26,1 | |||||
20 | 2,24 | 3,12 | 3,7 | 4,6 | 5,75 | 6,9 | 8,1 | 9,65 | 11,9 | 14,7 | 17,7 | 20,6 | 23,4 | 26,4 | 29,4 | |||||
Примечание. Чистовая обработка  4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с наклонным зубом  Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 103 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Черновая по 9 - 10 степени точности | 1,5 - 2,8 | 4 | 0,39 | 0,49 | 0,57 | 0,66 | 0,81 | 0,94 | 1,09 | 1,26 | 1,54 | 1,89 | 2,24 | - | - | - | - | 1,25 | 39,4 | |
5 | 0,55 | 0,67 | 0,76 | 0,89 | 1,07 | 1,24 | 1,41 | 1,63 | 1,98 | 2,42 | 2,86 | - | - | - | - | 1 | 38,5 | |||
6 | 0,80 | 0,96 | 1,08 | 1,24 | 1,47 | 1,69 | 1,93 | 2,2 | 2,66 | 3,22 | 3,78 | - | - | - | - | |||||
3 - 4 | 4 | 0,30 | 3,39 | 0,45 | 0,52 | 0,63 | 0,74 | 0,85 | 0,99 | 1,20 | 1,42 | 1,74 | - | - | - | - | 2 | 34,6 | ||
5 | 0,45 | 0,55 | 0,67 | 0,73 | 0,87 | 1,01 | 1,15 | 1,33 | 1,61 | 1,97 | 2,32 | - | - | - | - | 30 | ||||
6 | 0,58 | 0,70 | 0,78 | 0,90 | 1,07 | 1,23 | 1,39 | 1,60 | 1,92 | 2,32 | 2,64 | - | - | - | - | 1,75 | ||||
8 | 1,01 | 1,19 | 1,30 | 1,47 | 1,71 | 1,94 | 2,17 | 2,45 | 2,92 | 3,51 | 4,1 | - | - | - | - | 1,5 | 31 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||||||||||||
Цилиндрические колеса с наклонным зубом  Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 103 Лист 2 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая по 9 - 10 степени точности | 5 - 9 | 4 | 0,25 | 0,32 | 0,36 | 0,43 | 0,51 | 0,59 | 0,69 | 0,8 | 0,97 | 1,19 | 1,41 | 1,62 | 1,84 | - | - | 2,52 | 31 | |
5 | 0,45 | 0,55 | 0,62 | 0,73 | 0,87 | 1,01 | 1,15 | 1,33 | 1,61 | 1,97 | 2,32 | 2,68 | 3,02 | - | - | 2,0 | 30,0 | |||
6 | 0,51 | 0,61 | 0,69 | 0,78 | 0,93 | 1,07 | 1,22 | 1,4 | 1,67 | 2,02 | 2,38 | 2,74 | 3,08 | - | - | |||||
9 | 0,92 | 1,07 | 1,13 | 1,33 | 1,54 | 1,74 | 1,95 | 2,21 | 2,62 | 3,14 | 3,66 | 4,2 | 4,72 | - | - | 1,67 | 26 | |||
10 | 1,23 | 1,41 | 1,52 | 1,71 | 1,95 | 2,19 | 2,44 | 2,74 | 3,22 | 3,84 | 4,45 | 5,05 | 5,66 | - | - | 23,8 | ||||
12 | 2,28 | 2,58 | 2,78 | 3,03 | 3,49 | 3,89 | 4,29 | 4,8 | 5,6 | 6,6 | 7,63 | 8,65 | 9,65 | - | - | 1,0 | 30,5 | |||
10 и более | 5 | 0,4 | 0,5 | 0,56 | 0,68 | 0,77 | 0,9 | 1,04 | 1,19 | 1,44 | 1,73 | 2,07 | 2,4 | 2,7 | 3,02 | 3,32 | 2,0 | 30,0 | ||
6 | 0,52 | 0,63 | 0,7 | 0,81 | 0,95 | 1,1 | 1,25 | 1,43 | 1,72 | 2,09 | 2,45 | 2,72 | 3,18 | 3,54 | 3,9 | |||||
8 | 0,86 | 1,0 | 1,1 | 1,24 | 1,44 | 1,64 | 1,83 | 2,07 | 2,46 | 2,96 | 3,44 | 3,94 | 4,43 | 4,9 | 5,4 | 1,8 | 27,0 | |||
10 | 1,23 | 1,41 | 1,52 | 1,71 | 1,95 | 2,19 | 2,44 | 2,74 | 3,22 | 3,84 | 4,45 | 5,05 | 5,66 | 6,26 | 6,89 | 23,8 | ||||
12 | 1,72 | 1,95 | 2,1 | 2,34 | 2,63 | 2,82 | 3,24 | 3,62 | 4,22 | 5,0 | 5,75 | 6,52 | 7,28 | 8,04 | 8,8 | |||||
14 | 2,38 | 2,66 | 2,86 | 3,14 | 3,52 | 3,89 | 4,28 | 4,76 | 5,52 | 6,46 | 7,43 | 8,35 | 9,3 | 10,3 | 11,2 | 1,6 | 21 | |||
16 | 4,27 | 5,75 | 5,05 | 5,52 | 6,15 | 6,78 | 7,4 | 8,2 | 9,43 | 11 | 12,6 | 14,1 | 15,7 | 17,3 | 18,8 | 1,4 | 19 | |||
18 | 5,4 | 5,95 | 6,3 | 6,85 | 7,57 | 8,3 | 9,05 | 9,95 | 11,4 | 13,2 | 15,1 | 16,9 | 18,7 | 20,4 | 22,8 | 1,3 | 17 | |||
20 | 7,34 | 8,04 | 8,46 | 9,15 | 10,1 | 11 | 11,9 | 13 | 14,9 | 17,2 | 19,4 | 21,6 | 24 | 26,2 | 28,4 | 1,2 | 15 | |||
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с наклонным зубом  Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 104 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,34 | 0,45 | 0,51 | 0,62 | 0,76 | 0,9 | 1,04 | 1,22 | - | - | - | - | - | - | - | 1,0 | 35 | |
3 | 0,47 | 0,6 | 0,69 | 0,82 | 0,99 | 1,17 | 1,35 | 1,56 | - | - | - | - | - | - | - | 1,25 | 31 | |||
4 | 0,46 | 0,62 | 0,72 | 0,87 | 1,08 | 1,29 | 1,49 | 1,75 | 2,17 | 2,7 | 3,2 | 3,74 | 4,26 | 4,77 | 5,3 | 1,67 | 21,8 | |||
5 | 0,48 | 0,63 | 0,74 | 0,89 | 1,1 | 1,31 | 1,51 | 1,78 | 2,19 | 2,72 | 3,22 | 3,76 | 4,28 | 4,8 | 5,3 | |||||
6 | 0,62 | 0,82 | 0,95 | 1,14 | 1,41 | 1,67 | 1,93 | 2,26 | 2,78 | 3,44 | 4,1 | 4,75 | 5,41 | 6,07 | 6,72 | |||||
8 | 0,71 | 0,9 | 1,04 | 1,23 | 1,49 | 1,75 | 2,02 | 2,36 | 2,88 | 3,53 | 4,18 | 4,85 | 5,5 | 6,15 | 6,8 | |||||
10 | 0,94 | 1,19 | 1,35 | 1,6 | 1,93 | 2,26 | 2,6 | 3,0 | 3,66 | 4,5 | 5,4 | 6,15 | 7,0 | 7,8 | 8,6 | |||||
12 | 1,02 | 1,28 | 1,44 | 1,69 | 2,02 | 2,34 | 2,58 | 3,1 | 3,76 | 4,58 | 5,4 | 6,25 | 7,06 | 7,88 | 8,7 | |||||
14 | 1,24 | 1,52 | 1,7 | 1,97 | 2,34 | 2,8 | 3,08 | 3,54 | 4,26 | 5,2 | 6,1 | 7,0 | 7,9 | 8,8 | 9,75 | |||||
16 | 1,57 | 1,9 | 2,12 | 2,44 | 2,88 | 3,32 | 3,76 | 4,3 | 5,2 | 6,3 | 7,45 | 8,5 | 9,55 | 10,6 | 11,7 | |||||
18 | 1,68 | 2,0 | 2,24 | 2,56 | 3,0 | 3,42 | 3,9 | 4,4 | 5,3 | 6,4 | 7,5 | 8,6 | 9,7 | 10,6 | 11,9 | |||||
20 | 1,9 | 2,26 | 2,48 | 2,84 | 3,3 | 3,78 | 4,25 | 4,85 | 5,75 | 6,9 | 8,1 | 9,3 | 10,2 | 11,6 | 12,8 | |||||
Примечание. Чистовая обработка  4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с наклонным зубом  Чугун серый НВ = 180 - 220 | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 105 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,58 | 0,79 | 0,93 | 1,13 | 1,42 | 1,7 | 2,0 | 2,33 | - | - | - | - | - | - | - | 0,5 | 33,0 | |
3 | 0,83 | 1,09 | 1,26 | 1,6 | 1,86 | 2,2 | 2,54 | 3,0 | - | - | - | - | - | - | - | 0,5 | 38,0 | |||
4 | 1,31 | 1,83 | 2,17 | 2,69 | 3,39 | 4,07 | 4,76 | 5,63 | 7,0 | 8,75 | 10,4 | 12,2 | 14 | 15,7 | 17,4 | 0,5 | 19,0 | |||
5 | 1,71 | 2,36 | 2,8 | 3,46 | 4,32 | 5,2 | 5,85 | 7,15 | 8,9 | 11,1 | 13,3 | 15,5 | 17,6 | 19,8 | 22 | |||||
6 | 1,84 | 2,5 | 2,93 | 3,58 | 4,45 | 5,32 | 6,2 | 7,3 | 9,05 | 11,2 | 13,4 | 15,6 | 17,8 | 19,9 | 22,1 | |||||
8 | 2,57 | 3,4 | 3,94 | 4,75 | 5,85 | 6,95 | 8,05 | 9,4 | 11,6 | 14,3 | 17 | 20,3 | 23,5 | 25,2 | 28 | |||||
10 | 2,84 | 3,66 | 4,2 | 5,03 | 6,1 | 7,2 | 8,3 | 9,7 | 11,9 | 14,6 | 17,3 | 20,5 | 22,8 | 25,4 | 28,2 | |||||
12 | 3,86 | 4,9 | 5,6 | 6,6 | 8,0 | 9,3 | 10,6 | 12,4 | 15,2 | 13,5 | 21,9 | 25,4 | 28,6 | 32,2 | 35,6 | |||||
14 | 4,5 | 5,6 | 6,3 | 7,4 | 8,85 | 10,2 | 11,8 | 13,6 | 16,5 | 20,1 | 23,7 | 27,4 | 31,1 | 34,6 | 38,3 | |||||
16 | 5,05 | 6,4 | 7,15 | 8,3 | 9,85 | 11,5 | 13 | 15 | 18 | 22 | 25,9 | 29,8 | 33,8 | 37,6 | 41,5 | |||||
18 | 5,6 | 6,8 | 7,55 | 8,7 | 10,2 | 11,8 | 13,4 | 15,3 | 18,5 | 22,4 | 26,3 | 30,2 | 34 | 37,8 | 41,7 | |||||
20 | 7,0 | 8,3 | 9,2 | 10,5 | 12,4 | 14,2 | 16,1 | 18,3 | 22 | 26,6 | 31,1 | 35,4 | 40 | 44,5 | 49,2 | |||||
Примечание. Чистовая обработка  4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 106 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Черновая по 9 - 10 степени точности | 1,5 - 2,8 | 4 | 0,37 | 0,50 | 0,59 | 0,73 | 0,92 | 1,09 | 1,29 | 1,50 | 1,87 | 2,33 | 2,79 | - | - | - | - | 1,25 | 33,6 | |
5 | 0,50 | 0,68 | 0,78 | 0,95 | 1,18 | 1,37 | 1,64 | 1,92 | 2,37 | 2,94 | 3,50 | - | - | - | - | 1,0 | ||||
6 | 0,68 | 0,88 | 1,02 | 1,23 | 1,50 | 1,78 | 2,05 | 2,41 | 2,95 | 3,65 | 4,34 | - | - | - | - | 1,0 | ||||
3 - 4 | 4 | 0,26 | 0,35 | 0,42 | 0,54 | 0,62 | 0,74 | 0,88 | 1,04 | 1,28 | 1,60 | 1,88 | - | - | - | - | 2,0 | 28,8 | ||
5 | 0,34 | 0,45 | 0,53 | 0,64 | 0,78 | 0,93 | 1,00 | 1,55 | 1,93 | 2,30 | - | - | - | - | - | 2,0 | 25,6 | |||
6 | 0,45 | 0,58 | 0,66 | 0,79 | 0,97 | 1,14 | 1,14 | 1,55 | 1,90 | 2,34 | 2,78 | - | - | - | - | 2,0 | 25,6 | |||
8 | 0,83 | 1,04 | 1,18 | 1,37 | 1,65 | 1,19 | 1,19 | 2,54 | 3,08 | 3,77 | 4,46 | - | - | - | - | 1,5 | 25,0 | |||
5 - 9 | 4 | 0,24 | 0,32 | 0,37 | 0,46 | 0,57 | 0,68 | 0,80 | 0,93 | 1,14 | 1,43 | 1,70 | 1,98 | 2,26 | - | - | 2,5 | 24,4 | ||
5 | 0,46 | 0,53 | 0,65 | 0,8 | 0,94 | 1,1 | 1,28 | 1,54 | 1,85 | 2,34 | 2,72 | 3,18 | 3,62 | - | - | 2,0 | 25,6 | |||
6 | 0,45 | 0,58 | 0,66 | 0,80 | 0,97 | 1,14 | 1,33 | 1,55 | 1,90 | 2,34 | 2,78 | 3,23 | 3,66 | - | - | 2,0 | 25,6 | |||
8 | 0,68 | 0,84 | 0,95 | 1,11 | 1,33 | 1,55 | 1,77 | 2,04 | 2,47 | 3,03 | 3,58 | 4,13 | 4,68 | - | - | 2,0 | 20,8 | |||
10 | 0,83 | 1,04 | 1,18 | 1,37 | 1,65 | 1,92 | 2,19 | 2,54 | 3,08 | 3,77 | 4,46 | 5,14 | 5,83 | - | - | 2,0 | 17,6 | |||
12 | 1,13 | 1,38 | 1,55 | 1,79 | 2,11 | 2,44 | 2,77 | 3,18 | 3,84 | 4,67 | 5,48 | 6,31 | 7,13 | - | - | 1,67 | 22,4 | |||
10 и более | 5 | 0,32 | 0,43 | 0,49 | 0,60 | 0,73 | 0,87 | 1,01 | 1,19 | 1,46 | 1,82 | 2,16 | 2,52 | 2,86 | 3,20 | 3,54 | 2,5 | 21,6 | ||
6 | 0,45 | 0,58 | 0,66 | 0,80 | 0,97 | 1,14 | 1,33 | 1,55 | 1,90 | 2,34 | 2,78 | 3,23 | 3,77 | 4,32 | 4,86 | 2,5 | 21,6 | |||
8 | 0,68 | 0,84 | 0,95 | 1,11 | 1,33 | 1,55 | 1,77 | 2,04 | 2,47 | 3,03 | 3,58 | 4,13 | 4,68 | 5,22 | 5,77 | 2,0 | 20,8 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||||||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 106 Лист 2 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Черновая | 10 и более | 10 | 0,83 | 1,04 | 1,18 | 1,37 | 1,65 | 1,92 | 2,19 | 2,54 | 3,08 | 3,77 | 4,46 | 5,14 | 5,83 | 6,51 | 7,19 | 2,0 | 17,6 | |
12 | 1,25 | 1,53 | 1,71 | 1,98 | 2,34 | 2,71 | 3,07 | 3,53 | 4,26 | 5,18 | 6,09 | 7,0 | 7,92 | 8,83 | 9,74 | 2,0 | 17,6 | |||
14 | 1,48 | 1,78 | 1,98 | 2,29 | 2,69 | 3,10 | 3,51 | 4,01 | 4,82 | 5,83 | 6,85 | 7,85 | 8,86 | 9,86 | 10,88 | 1,8 | 16,0 | |||
16 | 2,22 | 2,66 | 2,94 | 3,38 | 3,95 | 1,52 | 5,11 | 5,83 | 6,99 | 8,44 | 9,88 | 11,31 | 12,75 | 14,19 | 15,63 | 1,6 | 16,0 | |||
18 | 3,14 | 3,70 | 4,44 | 4,62 | 5,36 | 6,1 | 6,86 | 7,78 | 9,27 | 11,13 | 12,98 | 14,83 | 16,69 | 18,54 | 20,39 | 1,4 | 15,0 | |||
20 | 4,52 | 5,25 | 6,22 | 6,46 | 7,43 | 8,4 | 9,38 | 10,61 | 12,55 | 14,98 | 17,41 | 19,83 | 22,26 | 24,68 | 27,08 | 1,25 | 14,0 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марки стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 107 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,29 | 0,4 | 0,47 | 0,58 | 0,72 | 0,86 | 1,0 | 1,18 | - | - | - | - | - | - | - | 1,0 | 34 | |
3 | 0,35 | 0,45 | 0,52 | 0,63 | 0,78 | 0,93 | 1,07 | 1,25 | - | - | - | - | - | - | - | 1,5 | 29 | |||
4 | 0,31 | 0,44 | 0,52 | 0,65 | 0,83 | 1,0 | 1,18 | 1,42 | 1,74 | 2,19 | 2,62 | 3,04 | 3,5 | 3,94 | 4,38 | 2,0 | 18,0 | |||
5 | 0,36 | 0,52 | 0,63 | 0,81 | 1,01 | 1,23 | 1,45 | 1,72 | 2,16 | 2,72 | 3,26 | 3,82 | 4,36 | 4,9 | 5,45 | |||||
6 | 0,38 | 0,55 | 0,65 | 0,82 | 1,04 | 1,25 | 1,41 | 1,74 | 2,18 | 2,74 | 3,28 | 3,84 | 4,38 | 4,93 | 5,47 | |||||
8 | 0,49 | 0,7 | 0,83 | 1,04 | 1,31 | 1,58 | 1,86 | 2,2 | 2,74 | 3,43 | 4,11 | 4,8 | 5,48 | 6,17 | 6,85 | |||||
10 | 0,55 | 0,77 | 0,93 | 1,16 | 1,45 | 1,75 | 2,07 | 2,45 | 3,05 | 3,82 | 4,56 | 5,34 | 6,09 | 6,85 | 7,6 | |||||
12 | 0,6 | 0,85 | 1,02 | 1,27 | 1,61 | 1,95 | 2,31 | 2,74 | 3,41 | 4,25 | 5,1 | 6,97 | 6,82 | 7,66 | 8,51 | |||||
14 | 0,74 | 1,04 | 1,22 | 1,51 | 1,91 | 2,3 | 2,7 | 3,18 | 3,96 | 4,95 | 5,91 | 6,9 | 7,87 | 6,85 | 9,81 | |||||
16 | 0,85 | 1,18 | 1,39 | 1,72 | 2,16 | 2,59 | 3,04 | 3,58 | 4,45 | 5,55 | 6,63 | 7,74 | 8,82 | 9,9 | 11 | |||||
18 | 0,89 | 1,22 | 1,44 | 1,76 | 2,2 | 2,64 | 3,08 | 3,62 | 4,5 | 5,59 | 6,68 | 7,78 | 8,85 | 9,95 | 11,1 | |||||
20 | 1,0 | 1,36 | 1,6 | 1,96 | 2,43 | 2,91 | 3,39 | 3,92 | 4,94 | 6,12 | 7,3 | 8,5 | 9,7 | 10,9 | 12,4 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||
КАРТА 107 Лист 2 | ||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | |||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 226 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | |||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | ||||
Примечание. Чистовая обработка  4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 108 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,4 | 0,57 | 0,67 | 0,84 | 1,06 | 1,27 | 1,49 | 1,76 | - | - | - | - | - | - | - | 0,5 | 48 | |
3 | 0,49 | 0,66 | 0,77 | 0,95 | 1,19 | 1,42 | 1,65 | 1,93 | - | - | - | - | - | - | - | 0,75 | 38 | |||
4 | 0,8 | 1,23 | 1,52 | 1,94 | 2,54 | 3,1 | 3,7 | 4,4 | 5,6 | 8,05 | 8,5 | 9,9 | 11,4 | 12,9 | 14,2 | 0,75 | 16,0 | |||
5 | 0,9 | 1,4 | 1,7 | 2,2 | 2,8 | 3,5 | 4,1 | 5,0 | 6,3 | 7,6 | 9,5 | 11,2 | 12,8 | 14,5 | 16,1 | |||||
6 | 1,05 | 1,59 | 1,94 | 2,48 | 3,22 | 3,94 | 4,66 | 5,57 | 7,0 | 8,85 | 10,7 | 12,5 | 14,3 | 16,1 | 18 | |||||
8 | 1,21 | 1,82 | 2,22 | 2,82 | 3,62 | 4,43 | 5,25 | 6,25 | 7,8 | 9,9 | 11,9 | 14 | 15,9 | 18 | 19,9 | |||||
10 | 1,4 | 2,07 | 2,52 | 3,2 | 4,1 | 5,02 | 5,92 | 7,05 | 8,85 | 11,1 | 13,4 | 15,7 | 18 | 20,2 | 22,4 | |||||
12 | 1,57 | 2,34 | 2,86 | 3,65 | 4,7 | 5,74 | 6,77 | 8,1 | 10,2 | 12,8 | 15,4 | 18 | 20,5 | 23,2 | 25,8 | |||||
14 | 1,9 | 2,76 | 3,34 | 4,2 | 5,38 | 6,55 | 7,7 | 9,15 | 11,5 | 14,4 | 17,3 | 20,2 | 23 | 25,8 | 28,9 | |||||
16 | 2,17 | 3,12 | 3,74 | 4,7 | 5,95 | 7,23 | 8,5 | 10,1 | 12,6 | 15,7 | 18,9 | 22,1 | 25,2 | 28,2 | 32,2 | |||||
18 | 2,3 | 3,24 | 3,88 | 4,82 | 6,08 | 7,35 | 8,6 | 10,2 | 12,7 | 15,8 | 19 | 22,2 | 25,3 | 28,7 | 32,7 | |||||
20 | 2,77 | 3,86 | 4,6 | 5,69 | 7,12 | 8,56 | 10 | 11,9 | 14,8 | 18,4 | 22 | 25,6 | 29,4 | 33 | 36,6 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||
КАРТА 108 Лист 2 | ||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | |||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | |||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | ||||
Примечание. Чистовая обработка  6 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
6 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с наклонным зубом  Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 109 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Черновая по 9 - 10 степени точности | 1,5 - 2,8 | 4 | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,75 | 2,0 | 2,5 | 3,1 | 3,6 | - | - | - | - | 1,0 | 34,6 | |
5 | 0,95 | 1,15 | 1,3 | 1,5 | 1,8 | 2,0 | 2,4 | 2,8 | 3,4 | 4,2 | 4,9 | - | - | - | - | 0,75 | 36,0 | |||
6 | 1,25 | 1,55 | 1,72 | 2,0 | 2,4 | 2,7 | 3,1 | 3,6 | 4,3 | 5,2 | 6,1 | - | - | - | - | |||||
3 - 4 | 4 | 0,4 | 0,5 | 0,57 | 0,68 | 0,82 | 0,96 | 1,12 | 1,28 | 1,55 | 1,91 | 2,28 | - | - | - | - | 1,5 | 37,8 | ||
5 | 0,53 | 0,65 | 0,72 | 0,84 | 1,0 | 1,17 | 1,33 | 1,55 | 1,87 | 2,28 | 2,7 | - | - | - | - | 32,4 | ||||
6 | 0,66 | 0,81 | 0,89 | 1,04 | 1,22 | 1,41 | 1,60 | 1,83 | 2,20 | 2,68 | 3,14 | - | - | - | - | |||||
8 | 1,21 | 1,42 | 1,56 | 1,77 | 2,05 | 2,33 | 2,61 | 2,95 | 3,51 | 4,22 | 4,92 | - | - | - | - | 1,0 | 31,5 | |||
5 - 9 | 4 | 0,32 | 0,40 | 0,46 | 0,53 | 0,64 | 0,75 | 0,87 | 1,01 | 1,23 | 1,52 | 1,79 | 2,07 | 2,34 | - | - | 2,0 | 32,4 | ||
5 | 0,52 | 0,64 | 0,73 | 0,85 | 1,01 | 1,18 | 1,35 | 1,56 | 1,89 | 2,30 | 2,71 | 3,13 | 3,54 | - | - | 1,67 | 28,8 | |||
6 | 0,74 | 0,89 | 0,99 | 1,16 | 1,36 | 1,57 | 1,79 | 2,04 | 2,45 | 2,99 | 3,50 | 4,03 | 4,55 | - | - | |||||
8 | 1,14 | 1,34 | 1,47 | 1,67 | 1,93 | 2,19 | 2,45 | 2,78 | 3,30 | 3,97 | 4,62 | 5,29 | 5,94 | - | - | 23,4 | ||||
10 | 1,65 | 1,89 | 2,05 | 2,30 | 2,63 | 2,95 | 3,28 | 3,68 | 4,34 | 5,17 | 5,98 | 9,81 | 7,63 | - | - | 19,8 | ||||
12 | 3,05 | 3,47 | 3,74 | 4,14 | 4,69 | 5,23 | 5,78 | 6,52 | 7,61 | 8,98 | 10,3 | 11,7 | 13,1 | - | - | 1,0 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||||||||||||
Цилиндрические колеса с наклонным зубом  Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 109 Лист 2 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Черновая | 10 и более | 5 | 0,55 | 0,68 | 0,77 | 0,88 | 1,05 | 1,22 | 1,41 | 1,63 | 1,97 | 2,4 | 2,84 | 3,3 | 3,4 | 3,62 | 4,0 | 2,0 | 25,5 | |
6 | 0,68 | 0,82 | 0,92 | 1,05 | 1,26 | 1,43 | 1,65 | 1,88 | 2,28 | 2,74 | 3,22 | 3,84 | 4,2 | 4,65 | 5,2 | |||||
8 | 1,19 | 1,40 | 1,53 | 1,73 | 2,0 | 2,28 | 2,55 | 2,89 | 3,43 | 4,13 | 4,81 | 5,50 | 6,18 | 6,86 | 7,54 | 1,6 | 23,4 | |||
10 | 1,70 | 1,96 | 2,13 | 2,39 | 2,73 | 3,06 | 3,40 | 3,83 | 4,51 | 5,37 | 6,22 | 7,09 | 7,94 | 8,79 | 9,64 | 19,8 | ||||
12 | 2,16 | 2,44 | 2,63 | 2,92 | 3,3 | 3,68 | 4,07 | 4,53 | 5,3 | 6,27 | 7,22 | 8,19 | 9,13 | 10,1 | 11 | |||||
14 | 3,02 | 3,38 | 3,62 | 3,99 | 4,47 | 4,95 | 5,45 | 6,05 | 7,02 | 8,24 | 9,45 | 10,7 | 11,9 | 13,1 | 14,3 | 1,4 | ||||
16 | 4,97 | 5,52 | 5,88 | 6,42 | 7,14 | 7,87 | 8,61 | 9,52 | 11 | 12,8 | 14,6 | 16,4 | 18,2 | 20,1 | 21,9 | 1,25 | 17 | |||
18 | 6,75 | 7,43 | 7,88 | 8,57 | 9,47 | 10,4 | 11,3 | 12,4 | 14,3 | 16,4 | 18,8 | 21,1 | 23,4 | 25,6 | 27,9 | 1,0 | ||||
20 | 8,79 | 9,6 | 10,1 | 11 | 12,1 | 13,1 | 14,2 | 15,6 | 17,8 | 20,5 | 23,2 | 26 | 28,7 | 31,4 | 34,1 | 15 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с наклонным зубом Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 110 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,41 | 0,55 | 0,65 | 0,80 | 0,98 | 1,17 | 1,35 | 1,59 | - | - | - | - | - | - | - | 0,75 | 35 | |
3 | 0,57 | 0,73 | 0,84 | 1,0 | 1,22 | 1,44 | 1,66 | 1,93 | - | - | - | - | - | - | - | 1,0 | 30 | |||
4 | 0,55 | 0,75 | 0,88 | 1,08 | 1,34 | 1,6 | 1,86 | 2,19 | 2,71 | 3,38 | 4,03 | 4,7 | 5,35 | 5,9 | 6,65 | 1,67 | 16 | |||
5 | 0,58 | 0,77 | 0,9 | 1,1 | 1,36 | 1,62 | 1,88 | 2,21 | 2,74 | 3,4 | 4,05 | 4,7 | 5,37 | 6,02 | 6,68 | |||||
6 | 0,75 | 1,0 | 1,11 | 1,4 | 1,73 | 2,06 | 2,38 | 2,8 | 3,44 | 4,26 | 5,09 | 5,91 | 6,74 | 7,44 | 8,35 | |||||
8 | 0,86 | 1,1 | 1,26 | 1,51 | 1,84 | 2,16 | 2,5 | 2,9 | 3,56 | 4,38 | 5,2 | 6,03 | 6,84 | 7,66 | 8,47 | |||||
10 | 1,14 | 1,45 | 1,64 | 1,95 | 2,36 | 2,76 | 3,18 | 3,7 | 4,5 | 5,52 | 6,55 | 7,56 | 8,58 | 9,61 | 10,6 | |||||
12 | 1,41 | 1,75 | 1,98 | 2,34 | 2,8 | 3,27 | 3,74 | 4,32 | 5,25 | 6,43 | 7,6 | 8,75 | 9,95 | 11,1 | 12,3 | |||||
14 | 1,72 | 2,11 | 2,36 | 2,76 | 3,29 | 3,82 | 4,35 | 5,0 | 6,05 | 7,35 | 8,65 | 9,98 | 11,3 | 12,6 | 13,9 | |||||
16 | 2,08 | 2,53 | 2,82 | 3,27 | 3,86 | 4,45 | 5,05 | 5,79 | 6,96 | 8,45 | 9,93 | 11,4 | 12,8 | 14,4 | 16,0 | |||||
18 | 2,22 | 2,78 | 2,96 | 3,42 | 4,01 | 4,6 | 5,2 | 5,94 | 7,14 | 8,6 | 10,1 | 11,3 | 13,1 | 14,6 | 16,1 | |||||
20 | 2,62 | 3,1 | 3,42 | 3,91 | 4,56 | 5,21 | 5,89 | 6,7 | 8,0 | 9,65 | 11,3 | 12,9 | 14,5 | 16,2 | 17,8 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||
Цилиндрические колеса с наклонным зубом  Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||
КАРТА 110 Лист 2 | ||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||
Обрабатываемой стали и прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА,35ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | |||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | |||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | ||||
Примечание. Чистовая обработка  4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 по предварительно прорезанному зубу (см. черновая обработка).
4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 по предварительно прорезанному зубу (см. черновая обработка).
Зубофрезерные станки | ||||||||||||||||||||
Цилиндрические колеса с наклонным зубом  Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||||||||||||
КАРТА 111 Лист 1 | ||||||||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм | Режимы резания | ||||||||||||||||
20 | 30 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | Sо, мм/об. | v, м/мин. | ||||
Время на обработку одного зуба, мин. | ||||||||||||||||||||
Чистовая | Для всех станков | 2 | 0,47 | 0,63 | 0,74 | 0,91 | 1,12 | 1,34 | 1,56 | 1,83 | - | - | - | - | - | - | - | 10,5 | 48 | |
3 | 0,85 | 1,1 | 1,29 | 1,55 | 1,9 | 2,24 | 2,6 | 3,03 | - | - | - | - | - | - | - | 0,5 | 35 | |||
4 | 1,62 | 2,28 | 2,71 | 3,36 | 4,24 | 5,1 | 6,0 | 7,05 | 8,8 | 11 | 13,2 | 15,4 | 17,5 | 19,7 | 21 | 0,5 | 14,4 | |||
5 | 2,1 | 2,9 | 3,5 | 4,3 | 5,4 | 6,5 | 7,55 | 8,9 | 11,1 | 13,8 | 16,6 | 19,3 | 22 | 24,7 | 27,4 | |||||
6 | 2,52 | 3,43 | 4,05 | 4,95 | 6,15 | 7,35 | 8,55 | 10 | 12,5 | 15,6 | 18,6 | 21,6 | 24,6 | 27,6 | 30,6 | |||||
8 | 3,2 | 4,2 | 4,9 | 5,95 | 7,25 | 8,6 | 10 | 11,7 | 14,4 | 17,9 | 21,2 | 24,6 | 28 | 31,5 | 35 | |||||
10 | 4,0 | 5,2 | 5,95 | 7,15 | 8,7 | 10,3 | 19,9 | 13,7 | 16,9 | 20,9 | 24,8 | 28,6 | 32,4 | 36,8 | 40,2 | |||||
12 | 4,9 | 6,2 | 7,1 | 8,4 | 10,1 | 12,7 | 13,6 | 15,8 | 19,3 | 23,6 | 28 | 32,2 | 36,8 | 41 | 45,5 | |||||
14 | 5,85 | 7,28 | 8,2 | 9,6 | 11,5 | 13,5 | 15,3 | 17,7 | 21,5 | 26,3 | 31 | 35,6 | 40,7 | 45,4 | 50 | |||||
16 | 7,24 | 8,85 | 9,95 | 11,6 | 13,8 | 16 | 18,1 | 20,8 | 25,2 | 30,6 | 36,2 | 41,5 | 47 | 52,5 | 58,8 | |||||
18 | 7,8 | 9,4 | 10,5 | 12,1 | 14,3 | 16,5 | 18,7 | 21,4 | 25,8 | 31,2 | 31,6 | 42 | 47,5 | 53 | 58,5 | |||||
20 | 9,2 | 11,1 | 12,2 | 14,1 | 16,5 | 18,9 | 21,3 | 24,4 | 29,2 | 35,2 | 41,5 | 47,2 | 54 | 59,5 | 67 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубофрезерные станки | |||||||||
Цилиндрические колеса с наклонным зубом  Сталь конструкционная углеродистая  | Фрезы червячные модульные | |||||||||
КАРТА 111 Лист 2 | ||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||
Обрабатываемой стали и прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | |||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | |||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | ||||
Примечание. Чистовая обработка  4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 по предварительно прорезанному зубу (см. черновая обработка).
4 - 5 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 по предварительно прорезанному зубу (см. черновая обработка).
Горизонтально-фрезерные станки | |||||||||||
Предварительная прорезка зубьев конических прямозубых колес Сталь Чугун | Фрезы дисковые модульные | ||||||||||
КАРТА 112 Лист 1 | |||||||||||
Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба l, мм | Режимы резания | ||||||||
20 | 30 | 40 | 50 | 60 | 70 | 80 | Sо, мм/об. | v, м/мин. | |||
Время на обработку одного зуба, мин. | |||||||||||
Сталь конструкционная углеродистая  | |||||||||||
6 | 4 | 0,56 | 0,73 | 0,84 | 0,96 | 1,07 | 1,19 | 1,3 | 1,0 | 25,6 | |
5 | 0,74 | 0,96 | 1,1 | 1,24 | 1,38 | 1,53 | 1,67 | ||||
6 | 0,83 | 1,04 | 1,19 | 1,33 | 1,47 | 1,62 | 1,76 | ||||
8 | 1,13 | 1,4 | 1,59 | 1,77 | 1,94 | 2,12 | 2,3 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Горизонтально-фрезерные станки | |||||||||||||
Предварительная прорезка зубьев конических прямозубых колес Сталь Чугун | Фрезы дисковые модульные | |||||||||||||
КАРТА 112 Лист 2 | ||||||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||||||
Обрабатыеваемой стали и предела прочности | Группа стали и предел прочности | Улгеродистые, вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||||||
до 60 | 60 - 75 | св. 75 | до 60 | 60 - 75 | св. 75 | |||||||||
Коэффициент | 1,0 | 0,9 | 1,1 | 1,0 | 1,1 | 1,2 | ||||||||
Мощности электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба l, мм | Режимы резания | |||||||||||
20 | 30 | 40 | 50 | 60 | 70 | 80 | Sо, мм/об. | v, м/мин. | ||||||
Время на обработку одного зуба, мин. | ||||||||||||||
Чугун серый НВ = 180 - 220 | ||||||||||||||
6 | 4 | 0,4 | 0,51 | 0,58 | 0,65 | 0,72 | 0,8 | 0,86 | 2,0 | 20 | ||||
5 | 0,51 | 0,65 | 0,74 | 0,83 | 0,93 | 1,0 | 1,11 | |||||||
6 | 0,56 | 0,7 | 0,8 | 0,88 | 0,98 | 1,07 | 1,16 | |||||||
8 | 0,76 | 0,93 | 1,04 | 1,15 | 1,26 | 1,38 | 1,49 | |||||||
Зубодолбежные станки | |||||||||||||||
Цилиндрические колеса с прямым зубом Чугун серый НВ 180 - 220 | Долбяки дисковые | ||||||||||||||
КАРТА 113 Лист 1 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм до | Режимы резания | |||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | i | S | v | |||
Время на обработку одного зуба, мин. | |||||||||||||||
Черновая обработка под последующую обработку долбяком | 1,0 - 1,5 | 4 | 0,22 | 0,25 | 0,28 | 0,35 | 0,41 | 0,51 | 0,60 | 0,67 | 0,77 | 0,84 | 2 | 0,46 | 18 |
1,6 - 2,5 | 4 | 0,19 | 0,23 | 0,25 | 0,32 | 0,38 | 0,47 | 0,55 | 0,60 | 0,7 | 0,76 | 2 | 0,51 | 18 | |
5 | 0,36 | 0,42 | 0,48 | 0,61 | 0,72 | 0,89 | 1,05 | 1,17 | 1,36 | 1,48 | 2 | 0,35 | 17 | ||
6 | 0,47 | 0,55 | 0,62 | 0,77 | 0,94 | 1,16 | 1,36 | 1,52 | 1,75 | 1,9 | 2 | 0,3 | 18 | ||
2,6 - 5,0 | 5 | 0,29 | 0,33 | 0,38 | 0,48 | 0,57 | 0,7 | 0,82 | 0,92 | 1,06 | 1,16 | 2 | 0,45 | 17 | |
6 | 0,38 | 0,44 | 0,5 | 0,63 | 0,76 | 0,93 | 1,1 | 1,23 | 1,41 | 1,55 | 2 | 0,4 | 17 | ||
8 | 0,61 | 0,72 | 0,83 | 1,05 | 1,25 | 1,55 | 1,85 | 2,04 | 2,36 | 2,57 | 2 | 0,35 | 15 | ||
Свыше 5,0 | 8 | 0,49 | 0,57 | 0,65 | 0,82 | 0,98 | 1,22 | 1,44 | 1,6 | 1,85 | 2,02 | 2 | 0,45 | 15 | |
Черновая обработка с припуском под шевингование | 1,0 - 1,5 | 4 | 0,26 | 0,31 | 0,34 | 0,43 | 0,5 | 0,64 | 0,74 | 0,83 | 0,96 | 1,04 | 2 | 0,37 | 18 |
1,6 - 2,5 | 4 | 0,22 | 0,26 | 0,30 | 0,36 | 0,43 | 0,54 | 0,63 | 0,69 | 0,81 | 0,88 | 2 | 0,44 | 18 | |
5 | 0,39 | 0,45 | 0,52 | 0,65 | 0,79 | 0,97 | 1,14 | 1,22 | 1,47 | 1,6 | 2 | 0,3 | 18 | ||
6 | 0,57 | 0,67 | 0,76 | 0,97 | 1,16 | 1,44 | 1,7 | 1,87 | 2,18 | 2,38 | 2 | 0,24 | 18 | ||
2,6 - 5,0 | 5 | 0,32 | 0,38 | 0,42 | 0,53 | 0,64 | 0,79 | 0,92 | 1,03 | 1,19 | 1,3 | 2 | 0,44 | 15 | |
6 | 0,4 | 0,47 | 0,54 | 0,67 | 0,82 | 1,0 | 1,17 | 1,2 | 1,5 | 1,64 | 2 | 0,35 | 18 | ||
8 | 0,65 | 0,75 | 0,87 | 1,08 | 1,3 | 1,62 | 1,9 | 2,12 | 2,42 | 2,68 | 2 | 0,3 | 17 | ||
Свыше 5,0 | 8 | 0,57 | 0,66 | 0,76 | 0,97 | 1,15 | 1,42 | 1,7 | 1,88 | 2,17 | 2,38 | 2 | 0,38 | 15 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубодолбежные станки | ||||||||||||||
Цилиндрические колеса с прямым зубом Чугун серый НВ = 180 - 220 | Долбяки дисковые | ||||||||||||||
КАРТА 113 Лист 2 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм до | Режимы резания | |||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | i | S | v | |||
Время на обработку одного зуба, мин. | |||||||||||||||
Чистовая обработка | - | 2 | 0,09 | 0,1 | 0,11 | 0,14 | 0,15 | 0,19 | 0,21 | 0,23 | 0,27 | 0,29 | 1 | 0,3 | 23 |
3 | 0,12 | 0,15 | 0,17 | 0,2 | 0,24 | 0,29 | 0,34 | 0,37 | 0,43 | 0,47 | 1 | 0,3 | 20 | ||
4 | 0,10 | 0,11 | 0,12 | 0,15 | 0,18 | 0,21 | 0,24 | 0,27 | 0,31 | 0,33 | 1 | 0,3 | 42 | ||
5 | 0,11 | 0,12 | 0,14 | 0,17 | 0,20 | 0,24 | 0,27 | 0,32 | 0,35 | 0,38 | |||||
6 | 0,13 | 0,14 | 0,16 | 0,20 | 0,23 | 0,27 | 0,33 | 0,37 | 0,42 | 0,46 | |||||
8 | 0,16 | 0,19 | 0,21 | 0,25 | 0,31 | 0,36 | 0,42 | 0,44 | 0,55 | 0,60 | |||||
Чистовая обработка | - | 2 | 0,15 | 0,17 | 0,19 | 0,24 | 0,27 | 0,33 | 0,39 | 0,42 | 0,49 | 0,54 | 2 | 0,3 | 23 |
3 | 0,23 | 0,26 | 0,3 | 0,38 | 0,45 | 0,54 | 0,63 | 0,7 | 0,77 | 0,88 | 2 | 0,3 | 20 | ||
4 | 0,16 | 0,20 | 0,22 | 0,26 | 0,32 | 0,38 | 0,45 | 0,50 | 0,57 | 0,62 | 2 | 0,3 | 42 | ||
5 | 0,20 | 0,22 | 0,25 | 0,31 | 0,35 | 0,45 | 0,51 | 0,58 | 0,65 | 0,72 | |||||
6 | 0,23 | 0,26 | 0,30 | 0,35 | 0,43 | 0,51 | 0,60 | 0,66 | 0,79 | 0,83 | |||||
8 | 0,28 | 0,33 | 0,37 | 0,47 | 0,56 | 0,68 | 0,79 | 0,90 | 1,04 | 1,12 | |||||
Примечание. Чистовая обработка  5 - 6 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
5 - 6 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Зубодолбежные станки | |||||||||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Долбяки дисковые | ||||||||||||||
КАРТА 114 Лист 1 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм до | Режимы резания | |||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | i | S | v | |||
Время на обработку одного зуба, мин. | |||||||||||||||
Черновая обработка под последующую обработку долбяком | 1,0 - 1,5 | 4 | 0,33 | 0,39 | 0,46 | 0,53 | 0,65 | 0,80 | 0,99 | 1,05 | 1,20 | 1,31 | 2 | 0,37 | 14 |
1,6 - 2,5 | 4 | 0,3 | 0,36 | 0,40 | 0,52 | 0,61 | 0,73 | 0,89 | 0,94 | 1,10 | 1,31 | 2 | 0,44 | 12,6 | |
5 | 0,5 | 0,58 | 0,68 | 0,83 | 1,03 | 1,27 | 1,47 | 1,70 | 1,86 | 2,04 | 2 | 0,35 | 12 | ||
6 | 0,61 | 0,74 | 0,83 | 1,06 | 1,22 | 1,54 | 1,82 | 2,08 | 2,43 | 2,65 | 2 | 0,3 | 13,5 | ||
2,6 - 5,0 | 5 | 0,44 | 0,52 | 0,59 | 0,63 | 0,90 | 1,08 | 1,34 | 1,46 | 1,61 | 1,75 | 2 | 0,45 | 10,6 | |
6 | 0,53 | 0,61 | 0,71 | 0,87 | 1,09 | 1,36 | 1,54 | 1,80 | 1,96 | 2,16 | 2 | 0,4 | 12 | ||
8 | 0,87 | 1,04 | 1,18 | 1,49 | 1,82 | 2,18 | 2,74 | 2,97 | 3,27 | 3,63 | 2 | 0,35 | 11 | ||
свыше 5,0 | 8 | 0,77 | 0,89 | 1,05 | 1,30 | 1,61 | 1,83 | 2,34 | 2,56 | 2,84 | 3,20 | 2 | 0,45 | 8,5 | |
Черновая обработка с припуском под шевинговагие | 1,0 - 1,5 | 4 | 0,35 | 0,40 | 0,47 | 0,58 | 0,70 | 0,88 | 1,02 | 1,14 | 1,30 | 1,38 | 2 | 0,30 | 16 |
1,6 - 2,5 | 4 | 0,35 | 0,39 | 0,46 | 0,55 | 0,70 | 0,83 | 0,98 | 1,10 | 1,26 | 1,37 | 2 | 0,35 | 14 | |
5 | 0,51 | 0,58 | 0,66 | 1,86 | 0,99 | 1,25 | 1,48 | 1,70 | 1,97 | 2,16 | 2 | 0,3 | 13,5 | ||
6 | 0,68 | 0,80 | 0,90 | 1,17 | 1,40 | 1,71 | 1,99 | 2,24 | 2,56 | 3,0 | 2 | 0,24 | 15 | ||
2,6 - 5,0 | 5 | 0,45 | 0,52 | 0,59 | 0,74 | 0,93 | 1,14 | 1,30 | 1,51 | 1,66 | 1,81 | 2 | 0,4 | 11,8 | |
6 | 0,60 | 0,70 | 0,81 | 0,99 | 1,24 | 1,55 | 1,75 | 2,05 | 2,24 | 2,46 | 2 | 0,35 | 11,8 | ||
8 | 0,88 | 1,06 | 1,21 | 1,48 | 1,84 | 2,26 | 2,74 | 2,94 | 3,48 | 3,84 | 2 | 0,3 | 12,3 | ||
свыше 5,0 | 8 | 0,86 | 1,01 | 1,15 | 1,46 | 1,75 | 2,14 | 2,68 | 2,90 | 3,20 | 3,54 | 2 | 0,36 | 11 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубодолбежные станки | ||||||||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Долбяки дисковые | ||||||||||||||
КАРТА 114 Лист 2 | |||||||||||||||
Характер обработки | Мощность электродвигателя станка, квт | Модуль m, мм | Длина нарезаемого зуба, мм до | Режимы резания | |||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | i | S | v | |||
Время на обработку одного зуба, мин. | |||||||||||||||
Чистовая обработка | - | 2 | 0,11 | 0,13 | 0,14 | 0,15 | 0,19 | 0,23 | 0,27 | 0,32 | 0,36 | 0,41 | 1 | 0,24 | 20 |
3 | 0,17 | 0,21 | 0,22 | 0,30 | 0,36 | 0,42 | 0,49 | 0,57 | 0,64 | 0,69 | 1 | 0,24 | 16 | ||
4 | 0,15 | 0,17 | 0,21 | 0,26 | 0,31 | 0,37 | 0,41 | 0,50 | 0,56 | 0,6 | 1 | 0,21 | 27 | ||
5 | 0,2 | 0,23 | 0,26 | 0,32 | 0,37 | 0,46 | 0,51 | 0,61 | 0,69 | 0,74 | |||||
6 | 0,23 | 0,27 | 0,3 | 0,37 | 0,44 | 0,54 | 0,61 | 0,73 | 0,82 | 0,88 | |||||
8 | 0,3 | 0,35 | 0,39 | 0,48 | 0,58 | 0,72 | 0,8 | 0,96 | 1,08 | 1,17 | |||||
Чистовая обработка | - | 2 | 0,19 | 0,23 | 0,25 | 0,30 | 0,36 | 0,45 | 0,52 | 0,58 | 0,66 | 0,75 | 2 | 0,24 | 20 |
3 | 0,32 | 0,38 | 0,43 | 0,53 | 0,64 | 0,77 | 0,88 | 1,03 | 1,17 | 1,25 | 2 | 0,24 | 16 | ||
4 | 0,3 | 0,34 | 0,40 | 0,49 | 0,58 | 0,71 | 0,80 | 0,97 | 1,08 | 1,17 | 2 | 0,21 | 27 | ||
5 | 0,36 | 0,42 | 0,49 | 0,6 | 0,71 | 0,88 | 0,99 | 1,19 | 1,34 | 1,45 | |||||
6 | 0,42 | 0,51 | 0,58 | 0,71 | 0,84 | 1,06 | 1,19 | 1,43 | 1,6 | 1,73 | |||||
8 | 0,56 | 0,66 | 0,75 | 0,93 | 1,12 | 1,41 | 1,56 | 1,88 | 2,12 | 2,3 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Зубодолбежные станки | ||||||||
Цилиндрические колеса с прямым зубом Сталь конструкционная углеродистая  | Долбяки дисковые | ||||||||
КАРТА 114 Лист 3 | |||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||||
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
Примечание. Чистовая обработка  5 - 6 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
5 - 6 для m = 2 и 3 рассчитана по сплошному материалу, начиная с m = 4 - по предварительно прорезанному зубу (см. черновая обработка).
Станки зубострогальные для конических прямозубых колес | |||||||||
КАРТА 115 Лист 1 | |||||||||
I. Вспомогательное время на операцию | |||||||||
N поз. | Способ установки детали | Вручную | Краном | ||||||
Вес детали, кг до | |||||||||
1 | 3 | 8 | 20 | 30 | |||||
Время, мин. | |||||||||
1 | На оправке с креплением | гайкой с шайбой | без выверки | 0,58 | 0,68 | 0,92 | 1,17 | 3,12 | |
2 | пневматическим зажимом | 0,47 | 0,55 | 0,71 | 0,99 | 3,63 | |||
3 | гайкой с шайбой | с совмещением профиля детали и инструмента | 0,92 | 1,06 | 1,34 | 1,76 | 4,76 | ||
4 | пневматическим зажимом | 0,85 | 0,92 | 1,13 | 1,55 | 4,27 | |||
5 | В цанговом патроне с креплением | маховичком или ключом | без выверки | 0,44 | 0,47 | - | - | - | |
6 | пневматическим зажимом | 0,38 | 0,43 | - | - | - | |||
7 | маховичком или ключом | с совмещением профиля детали и инструмента | 0,78 | 0,85 | - | - | - | ||
8 | пневматическим зажимом | 0,71 | 0,78 | - | - | - | |||
9 | При черновой обработке в два прохода, на второй добавлять | 0,37 | |||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ | Станки зубострогальные для конических прямозубых колес | |||||||||
КАРТА 115 Лист 2 | ||||||||||
II. Подготовительно-заключительное время на партию | ||||||||||
А. На наладку станка, инструмента и приспособлений | ||||||||||
N поз. | Способ установки детали | Группа станков | ||||||||
I | II | II | ||||||||
Наибольший нарезаемый модуль, мм до | ||||||||||
6 | 10 | 16 | ||||||||
Время, мин. | ||||||||||
10 | На оправке или в патроне | 34 | 40 | 45 | ||||||
Б. На пробную обработку деталей | ||||||||||
Нарезаемый модуль, мм до | 3 | 5 | 8 | 12 | 18 | |||||
11 | Время, мин. | 5 | 7 | 9 | 10 | 13 | ||||
В. На получение инструмента и приспособлений до начала обработки и сдачу их после обработки | ||||||||||
12 | Получение инструмента и приспособлений исполнителем работы до начала обработки и сдача их после окончания обработки партии деталей | 7,0 | ||||||||
Станки зубострогальные для конических прямозубых колес | ||||||||||||||||
Чугун серый НВ = 180 - 220 Резцы зубострогальные, станок типа 526 | КАРТА 116 Лист 1 | |||||||||||||||
Характер обработки | Отношение количества зубьев колеса к количеству зубьев шестерни | Средняя скорость резания v, м/мин. | Число двойных ходов n, мин. | Длина зуба, мм | Нарезаемый модуль m, мм до | |||||||||||
1,5 | 2 | 2,5 | 2,75 | 3 | 3,5 | 4 | 5 | 6 | 7 | 8 | ||||||
Время на обработку одного зуба, мин. | ||||||||||||||||
Черновое нарезание | Шестерни и колеса | Колеса до 2:1, шестерни - любое | 18 - 20 | 442 | 12 | 0,12 | 0,14 | 0,155 | 0,186 | - | - | - | - | - | - | - |
391 | 20 | 0,14 | 0,155 | 0,186 | 0,222 | 0,245 | 0,267 | - | - | - | - | - | ||||
309 | 25 | 0,155 | 0,186 | 0,222 | 0,245 | 0,267 | 0,329 | - | - | - | - | - | ||||
276 | 30 | 0,172 | 0,222 | 0,245 | 0,267 | 0,328 | 0,395 | - | - | - | - | - | ||||
247 | 40 | - | 0,245 | 0,267 | 0,329 | 0,395 | 0,425 | - | - | - | - | - | ||||
198 | 50 | - | - | - | - | 0,425 | 0,457 | - | - | - | - | - | ||||
158 | 60 | - | - | - | - | 0,457 | 0,503 | - | - | - | - | - | ||||
125 | 80 | - | - | - | - | - | 0,548 | - | - | - | - | - | ||||
Колеса | св. 2:1 | 442 | 12 | 0,155 | 0,172 | 0,186 | 0,222 | - | - | - | - | - | - | - | ||
391 | 20 | 0,172 | 0,186 | 0,222 | 0,267 | 0,298 | 0,329 | - | - | - | - | - | ||||
309 | 25 | 0,186 | 0,222 | 0,267 | 0,298 | 0,329 | 0,395 | - | - | - | - | - | ||||
276 | 30 | 0,222 | 0,267 | 0,298 | 0,329 | 0,395 | 0,457 | - | - | - | - | - | ||||
247 | 40 | - | 0,298 | 0,329 | 0,395 | 0,457 | 0,503 | - | - | - | - | - | ||||
198 | 50 | - | - | - | - | 0,503 | 0,548 | - | - | - | - | - | ||||
158 | 60 | - | - | - | - | 0,548 | 0,60 | - | - | - | - | - | ||||
125 | 80 | - | - | - | - | 0,60 | 0,653 | - | - | - | - | - | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Станки зубострогательные для конических прямозубых колес | |||||||||||||||
Чугун серый НВ = 180 - 220 Резцы зубострогальные, станок типа 526 | КАРТА 116 Лист 2 | |||||||||||||||
Характер обработки | Отношение количества зубьев колеса к количеству зубьев шестерни | Средняя скорость резания v, м/мин. | Число двойных ходов n, мин. | Длина зуба, мм | Нарезаемый модуль m, мм до | |||||||||||
1,5 | 2 | 2,5 | 2,75 | 3 | 3,5 | 4 | 5 | 6 | 7 | 8 | ||||||
Время на обработку одного зуба, мин. | ||||||||||||||||
Черновое нарезание | Шестерни и колеса | Колеса до 2:1, шестерни - любое | 20 - 24 | 442 | 12 | 0,12 | 0,14 | 0,155 | 0,172 | 0,186 | 0,205 | - | - | - | - | - |
442 | 20 | 0,14 | 0,155 | 0,172 | 0,186 | 0,205 | 0,222 | 0,267 | - | - | - | - | ||||
347 | 25 | 0,155 | 0,172 | 0,186 | 0,205 | 0,222 | 0,267 | 0,298 | 0,329 | 0,395 | - | - | ||||
309 | 30 | 0,172 | 0,186 | 0,205 | 0,222 | 0,267 | 0,329 | 0,362 | 0,395 | 0,457 | 0,503 | 0,548 | ||||
276 | 40 | - | 0,205 | 0,222 | 0,267 | 0,298 | 0,395 | 0,425 | 0,457 | 0,503 | 0,548 | 0,653 | ||||
221 | 50 | - | 0,222 | 0,245 | 0,298 | 0,329 | 0,425 | 0,457 | 0,503 | 0,548 | 0,653 | 0,750 | ||||
177 | 60 | - | - | - | - | 0,395 | 0,457 | 0,503 | 0,548 | 0,653 | 0,750 | 0,893 | ||||
141 | 80 | - | - | - | - | - | 0,503 | 0,548 | 0,653 | 0,750 | 1,008 | 1,27 | ||||
Колеса | св. 2:1 | 442 | 12 | 0,155 | 0,172 | 0,186 | 0,205 | 0,222 | 0,245 | - | - | - | - | - | ||
442 | 20 | 0,172 | 0,186 | 0,205 | 0,222 | 0,245 | 0,267 | 0,329 | - | - | - | - | ||||
347 | 25 | 0,186 | 0,205 | 0,222 | 0,245 | 0,267 | 0,329 | 0,362 | 0,395 | 0,457 | - | - | ||||
309 | 30 | 0,205 | 0,222 | 0,245 | 0,267 | 0,329 | 0,395 | 0,425 | 0,457 | 0,548 | 0,60 | 0,653 | ||||
276 | 40 | - | 0,245 | 0,267 | 0,329 | 0,395 | 0,425 | 0,457 | 0,548 | 0,60 | 0,653 | 0,750 | ||||
221 | 50 | - | - | - | - | 0,425 | 0,457 | 0,503 | 0,60 | 0,653 | 0,750 | 0,893 | ||||
177 | 60 | - | - | - | - | 0,457 | 0,503 | 0,548 | 0,653 | 0,750 | 0,893 | 1,008 | ||||
141 | 80 | - | - | - | - | - | 0,548 | 0,653 | 0,750 | 0.893 | 1,008 | 1,37 | ||||
Станки зубострогальные для конических прямозубых колес | ||||||||||||||||
Сталь Резцы зубострогальные, станок типа 526 | КАРТА 117 Лист 1 | |||||||||||||||
Характер обработки | Отношение количества зубьев колеса к количеству зубьев шестерни | Средняя скорость резания v, м/мин. | Число двойных ходов n, мин. | Длина зуба, мм | Нарезаемый модуль m, мм до | |||||||||||
1,5 | 2 | 2,5 | 2,75 | 3 | 3,5 | 4 | 5 | 6 | 7 | 8 | ||||||
Время на обработку одного зуба, мин. | ||||||||||||||||
Черновое нарезание | Шестерни и колеса | Колеса до 2:1, шестерни - любое | 18 - 20 | 442 | 12 | 0,12 | 0,155 | 0,186 | 0,222 | - | - | - | - | - | - | - |
391 | 20 | 0,14 | 0,186 | 0,227 | 0,245 | 0,267 | 0,329 | - | - | - | - | - | ||||
309 | 25 | 0,155 | 0,222 | 0,267 | 0,298 | 0,329 | 0,395 | - | - | - | - | - | ||||
276 | 30 | 0,186 | 0,267 | 0,298 | 0,329 | 0,395 | 0,457 | - | - | - | - | - | ||||
247 | 40 | - | 0,298 | 0,329 | 0,395 | 0,425 | 0,503 | - | - | - | - | - | ||||
198 | 50 | - | - | - | - | 0,457 | 0,548 | - | - | - | - | - | ||||
158 | 60 | - | - | - | - | 0,548 | 0,653 | - | - | - | - | - | ||||
125 | 80 | - | - | - | - | - | 0,750 | - | - | - | - | - | ||||
Колеса | св. 2:1 | 442 | 12 | 0,155 | 0,186 | 0,222 | 0,267 | - | - | - | - | - | - | - | ||
391 | 20 | 0,172 | 0,222 | 0,267 | 0,298 | 0,329 | 0,395 | - | - | - | - | - | ||||
309 | 25 | 0,186 | 0,267 | 0,329 | 0,362 | 0,395 | 0,457 | - | - | - | - | - | ||||
276 | 30 | 0,222 | 0,329 | 0,362 | 0,395 | 0,457 | 0,548 | - | - | - | - | - | ||||
247 | 40 | - | 0,362 | 0,395 | 0,457 | 0,548 | 0,60 | - | - | - | - | - | ||||
198 | 50 | - | - | - | - | 0,60 | 0,653 | - | - | - | - | - | ||||
158 | 60 | - | - | - | - | 0,653 | 0,702 | - | - | - | - | - | ||||
125 | 80 | - | - | - | - | - | 0,750 | - | - | - | - | - | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Станки зубострогальные для конических прямозубых колес | |||||||||||||||
Сталь Резцы зубострогальные, станок типа 526 | КАРТА 117 Лист 2 | |||||||||||||||
Характер обработки | Отношение количества зубьев колеса к количеству зубьев шестерни | Средняя скорость резания v, м/мин. | Число двойных ходов n, мин. | Длина зуба, мм | Нарезаемый модуль m, мм до | |||||||||||
1,5 | 2 | 2,5 | 2,75 | 3 | 3,5 | 4 | 5 | 6 | 7 | 8 | ||||||
Время на обработку одного зуба, мин. | ||||||||||||||||
Черновое нарезание | Шестерни и колеса | Колеса до 2:1, шестерни - любое | 20 - 24 | 442 | 12 | 0,12 | 0,14 | 0,155 | 0,186 | 0,222 | 0,245 | - | - | - | - | - |
442 | 20 | 0,14 | 0,155 | 0,186 | 0,205 | 0,233 | 0,267 | 0,298 | - | - | - | - | ||||
347 | 25 | 0,155 | 0,186 | 0,205 | 0,222 | 0,245 | 0,298 | 0,329 | 0,362 | 0,395 | - | - | ||||
309 | 30 | 0,172 | 0,205 | 0,222 | 0,245 | 0,267 | 0,329 | 0,362 | 0,395 | 0,457 | 0,503 | 0,548 | ||||
276 | 40 | - | 0,222 | 0,267 | 0,298 | 0,329 | 0,362 | 0,395 | 0,457 | 0,548 | 0,60 | 0,653 | ||||
221 | 50 | - | - | - | - | 0,395 | 0,425 | 0,457 | 0,503 | 0,60 | 0,653 | 0,79 | ||||
177 | 60 | - | - | - | - | 0,425 | 0,457 | 0,548 | 0,60 | 0,653 | 0,79 | 0,913 | ||||
141 | 80 | - | - | - | - | - | 0,548 | 0,653 | 0,750 | 0,790 | 0,913 | 1,096 | ||||
Колеса | св. 2:1 | 442 | 12 | 0,155 | 0,172 | 0,186 | 0,222 | 0,245 | 0,267 | - | - | - | - | - | ||
442 | 20 | 0,172 | 0,186 | 0,222 | 0,245 | 0,267 | 0,298 | 0,329 | - | - | - | - | ||||
347 | 25 | 0,186 | 0,222 | 0,245 | 0,267 | 0,298 | 0,329 | 0,395 | 0,425 | 0,457 | - | - | ||||
309 | 30 | 0,222 | 0,245 | 0,267 | 0,298 | 0,329 | 0,395 | 0,425 | 0,457 | 0,548 | 0,60 | 0,653 | ||||
276 | 40 | - | 0,267 | 0,329 | 0,362 | 0,395 | 0,425 | 0,457 | 0,448 | 0,653 | 0,702 | 0,750 | ||||
221 | 50 | - | - | - | - | 0,457 | 0,503 | 0,548 | 0,653 | 0,702 | 0,750 | 0,913 | ||||
177 | 60 | - | - | - | - | 0,503 | 0,548 | 0,653 | 0,702 | 0,750 | 0,913 | 1,096 | ||||
141 | 80 | - | - | - | - | - | 0,653 | 0,750 | 0,833 | 0,833 | 1,096 | 1,31 | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Станки зубострогальные для конических прямозубых колес | ||||||||
Сталь Резцы зубострогальные, станок типа 526 | КАРТА 117 Лист 3 | ||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||||
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
Примечание. При нарезании колес с чистотой поверхности  6 основное время обработки одного зуба увеличивать на 20%.
6 основное время обработки одного зуба увеличивать на 20%.
Станки зуборезные для конических колес с криволинейным зубом | ||||||||||||||
Сталь Головки зуборезные Станки типа 5А27, 525, 528 | КАРТА 118 Лист 1 | |||||||||||||
Режущий инструмент и характер обработки | Отношение количества зубьев колеса к количеству зубьев шестерни | Скорость резания v, м/мин. | Модель станка | Нарезаемый модуль m, мм до | ||||||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | |||||||
Время на обработку одного зуба, мин. | ||||||||||||||
Черновое нарезание | Шестерни | Черновая двусторонняя резцовая головка без обката | - | 30 - 40 | 5А27 | - | 0,272 | 0,302 | 0,325 | 0,363 | 0,484 | 0,567 | 0,643 | |
525 | - | 0,267 | 0,300 | 0,333 | 0,375 | 0,417 | 0,538 | 0,60 | ||||||
528 | - | 0,250 | 0,275 | 0,300 | 0,317 | 0,40 | 0,45 | 0,50 | ||||||
Черновая двусторонняя головка с обкатом | до 2:1 | 35 - 45 | 5А27 | - | 0,302 | 0,363 | 0,41 | 0,493 | 0,563 | 0,92 | 1,103 | |||
525 | - | 0,333 | 0,417 | 0,467 | 0,533 | 0,683 | 0,833 | 1,05 | ||||||
528 | - | 0,317 | 0,400 | 0,450 | 0,50 | 0,65 | 0,80 | 1,0 | ||||||
св. 2:1 | 35 - 45 | 5А27 | - | 0,302 | 0,363 | 0,493 | 0,563 | 0,774 | 1,103 | 1,347 | ||||
525 | - | 0,333 | 0,417 | 0,533 | 0,667 | 0,833 | 1,05 | 1,27 | ||||||
Колеса | 528 | - | 0,317 | 0,400 | 0,50 | 0,567 | 0,633 | 1,0 | 1,33 | |||||
- | 35 - 45 | 5А27 | - | 0,363 | 0,493 | 0,643 | 0,774 | 0,103 | 1,83 | 2,206 | ||||
525 | - | 0,417 | 0,533 | 0,667 | 0,833 | 1,05 | 1,67 | 2,1 | ||||||
528 | - | 0,400 | 0,50 | 0,633 | 0,817 | 1,0 | 1,6 | 2,0 | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Станки зубострогательные для конических колес с криволинейным зубом | ||||||||||||
Сталь Головки зуборезные Станки типа 5А27, 525, 528 | КАРТА 118 Лист 2 | ||||||||||||
Режущий инструмент и характер обработки | Отношение количества зубьев колеса к количеству зубьев шестерни | Скорость резания v, м/мин. | Модель станка | Нарезаемый модуль m, мм до | |||||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | ||||||
Время на обработку одного зуба, мин. | |||||||||||||
Чистовое нарезание | Колеса | Чистовая двусторонняя резцовая головка с обкатом | - | 50 - 55 | 5А27 | 0,302 | 0,272 | 0,302 | 0,41 | 0,563 | 0,563 | 0,643 | 0,714 |
525 | 0,333 | 0,267 | 0,333 | 0,417 | 0,533 | 0,60 | 0,667 | 0,733 | |||||
528 | 0,317 | 0,250 | 0,317 | 0,40 | 0,50 | 0,567 | 0,633 | 0,70 | |||||
Односторонняя резцовая головка с обкатом | - | 50 - 55 | 5А27 | 0,302 | 0,272 | 0,392 | 0,363 | 0,493 | 0,563 | 0,563 | 0,774 | ||
525 | 0,333 | 0,375 | 0,400 | 0,467 | 0,533 | 0,667 | 0,667 | 0,733 | |||||
528 | 0,317 | 0,341 | 0,367 | 0,40 | 0,50 | 0,567 | 0,633 | 0,70 | |||||
до 2:1 | 50 - 55 | 5А27 | 0,333 | 0,302 | 0,363 | 0,41 | 0,563 | 0,563 | 0,774 | 0,774 | |||
525 | 0,333 | 0,383 | 0,417 | 0,533 | 0,567 | 0,617 | 0,667 | 0,733 | |||||
Шестерни | 528 | 0,317 | 0,350 | 0,400 | 0,45 | 0,50 | 0,567 | 0,633 | 0,70 | ||||
св. 2:1 | 50 - 55 | 5А27 | 0,363 | 0,302 | 0,41 | 0,493 | 0,643 | 0,683 | 0,774 | 0,94 | |||
525 | 0,333 | 0,383 | 0,417 | 0,533 | 0,667 | 0,750 | 0,833 | 0,917 | |||||
528 | 0,317 | 0,35 | 0,40 | 0,50 | 0,633 | 0,717 | 0,80 | 0,833 | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | Станки зуборезные для конических колес с криволинейным зубом | |||||||||
Сталь Головки зуборезные Станки типа 5А27, 525, 528 | КАРТА 118 Лист 3 | |||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марки стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | |||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | |||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | ||||
Примечания:
1. Режимы резания даны для ведущих шестерен с числом зубьев меньше 10. Для чисел зубьев свыше 10 время обработки одного зуба уменьшать в пределах 10%.
2. Для ведомых колес режимы даны при работе двусторонними резцовыми головками. При работе трехсторонними головками скорость должна быть увеличена на 20% и время обработки зуба уменьшено на 20%.
3. Меньшие значения скорости резания следует применять при нарезании резцовой головкой 6", большие - при нарезании резцовой головкой 9 и 12".
4. Длина венца зуба колес, на которые предусмотрены указанные режимы резания, равна (5 - 8) m.
5. Цифры, приведенные внутри жирной рамки, предусматривают время на обработку в два прохода.
Шевинговальные станки | |||||||||||||||||
Чугун серый НВ= 180 - 220 Сталь конструкционная углеродистая  | Шеверы дисковые. Делительный диаметр 240 | ||||||||||||||||
КАРТА 119 Лист 1 | |||||||||||||||||
Количество зубьев шевера Z | Модуль m, мм | Длина зуба нарезаемого колеса, мм | Число зубьев нарезаемого колеса до | Режимы резания | |||||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | Кп | Припуск на сторону по профилю зуба t, мм | Sрад | n | ||||
Продольная подача на один оборот детали, Sо, мм/об. | |||||||||||||||||
0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,5 | 0,5 | 0,55 | 0,55 | 0,6 | ||||||||
Время на обработку зубчатого колеса, мин. | |||||||||||||||||
115 | 1,5 | 20 | 1,2 | 1,25 | 1,30 | 1,40 | 1,50 | 1,60 | 1,85 | 1,90 | 2,1 | 2,2 | 13 | 0,15 | 0,02 | 230 | |
30 | 1,55 | 1,60 | 1,70 | 1,80 | 1,95 | 2,2 | 2,4 | 2,5 | 2,9 | 3,0 | |||||||
115 | 2,0 | 20 | 1,4 | 1,45 | 1,50 | 1,70 | 1,85 | 1,95 | 2,2 | 2,5 | 2,6 | 2,7 | 0,20 | 0,025 | 180 | ||
30 | 1,8 | 1,9 | 1,95 | 2,3 | 2,5 | 2,6 | 2,9 | 3,3 | 3,5 | 3,6 | |||||||
40 | 2,2 | 2,3 | 2,5 | 2,8 | 3,0 | 3,5 | 3,9 | 4,5 | 4,8 | 4,9 | |||||||
73 | 3,0 | 20 | 1,9 | 1,95 | 2,1 | 2,4 | 2,5 | 3,0 | 3,3 | 3,4 | 4,1 | 4,2 | |||||
30 | 2,6 | 2,7 | 2,9 | 3,2 | 3,7 | 4,0 | 4,5 | 5,1 | 5,5 | 7,6 | |||||||
40 | 3,4 | 3,5 | 3,6 | 4,3 | 4,7 | 5,4 | 6,1 | 6,3 | 9,0 | 9,1 | |||||||
50 | 4,1 | 4,2 | 4,6 | 5,2 | 5,7 | 6,5 | 7,3 | 7,6 | 10,4 | 10,5 | |||||||
53 | 4,0 | 20 | 2,7 | 2,9 | 3,0 | 3,6 | 3,9 | 4,2 | 5,1 | 5.3 | 5,8 | 5,9 | 15 | 0,25 | |||
30 | 3,9 | 4,0 | 4,1 | 5,0 | 5,4 | 6,2 | 7,0 | 9,3 | 10 | 10,1 | |||||||
40 | 5,0 | 5,2 | 5,6 | 6,3 | 7,4 | 7,8 | 11 | 11,5 | 12,5 | 13 | |||||||
50 | 6,0 | 6,6 | 6,7 | 7,7 | 8,9 | 9,4 | 13 | 13,5 | 15 | 15,5 | |||||||
ШТУЧНОЕ ВРЕМЯ НА ОБРАБОТКУ ПОВЕРХНОСТИ | Шевинговальные станки | ||||||||||||||||
Чугун серый НВ= 180 - 220 Сталь конструкционная углеродистая  | Шеверы дисковые. Делительный диаметр 240 | ||||||||||||||||
КАРТА 119 Лист 2 | |||||||||||||||||
Количество зубьев шевера Z | Модуль m, мм | Длина зуба нарезаемого колеса, мм | Число зубьев нарезаемого колеса до | Режимы резания | |||||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | Кп | Припуск на сторону по профилю зуба t, мм | Sрад | n | ||||
Продольная подача на один оборот детали, Sо, мм/об. | |||||||||||||||||
0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,5 | 0,5 | 0,55 | 0,55 | 0,6 | ||||||||
Время на обработку зубчатого колеса, мин. | |||||||||||||||||
43 | 5,0 | 30 | 4,7 | 4,8 | 5,2 | 6,4 | 6,9 | 7,4 | 8,4 | 10,7 | 12 | - | 15 | 0,25 | 0,025 | 180 | |
40 | 6,0 | 6,5 | 6,7 | 7,6 | 8,7 | 9,4 | 13 | 14 | 15 | - | |||||||
50 | 7,3 | 7,9 | 8,1 | 9,7 | 10,6 | 13,5 | 15 | 16 | 17,5 | - | |||||||
60 | 8,9 | 9,3 | 10 | 11,5 | 14,5 | 16 | 18 | 18,5 | 20 | - | |||||||
37 | 6,0 | 53 | 5,9 | 6,4 | 6,6 | 8,0 | 8,7 | 11,5 | 13 | - | - | - | 17 | 0,3 | |||
40 | 8,0 | 8,2 | 8,5 | 10,2 | 11 | 14 | 16 | - | - | - | |||||||
50 | 9,7 | 10 | 11 | 12,5 | 16 | 17 | 19,5 | - | - | - | |||||||
60 | 11,5 | 12,5 | 13 | 15 | 18 | 20 | 22 | - | - | - | |||||||
80 | 15 | 16 | 17 | 21 | 23,5 | 25 | 29 | - | - | - | |||||||
27 | 8,0 | 30 | 8,1 | 8,9 | 9,1 | 12,5 | 14 | - | - | - | - | - | |||||
40 | 10,5 | 11,5 | 12 | 15,5 | 17 | - | - | - | - | - | |||||||
50 | 13 | 14 | 14,5 | 19 | 20,5 | - | - | - | - | - | |||||||
60 | 16 | 16,5 | 19 | 22 | 24 | - | - | - | - | - | |||||||
80 | 21 | 21,5 | 24 | 28 | 31 | - | - | - | - | - | |||||||
ШТУЧНОЕ ВРЕМЯ НА ОБРАБОТКУ ПОВЕРХНОСТИ | Шевинговальные станки | |||||||||
Чугун серый НВ= 180 - 220 Сталь конструкционная углеродистая  | Шеверы дисковые. Делительный диаметр 240 | |||||||||
КАРТА 119 Лист 2 | ||||||||||
Подготовительно-заключительное время | 15 мин. | |||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | |||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | |||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | ||||
Твердости чугуна | Твердость чугуна НВ | До 220 | Свыше 220 | |||||||
Продолжительность обработки, мин. | - | до 10 | св. 10 | |||||||
Коэффициент | 1,1 | 1,25 | ||||||||
Зубозакругляющие станки | |||||||
Время на установку и снятие детали Время на обработку поверхности | Фрезы зубозакругляющие из стали Р18 | ||||||
КАРТА 120 Лист 1 | |||||||
Подготовительно-заключительное время | |||||||
Способ установки детали | Время, мин. | ||||||
На оправке или в центрах | 15 | ||||||
Время на дополнительные приемы | |||||||
Смена копирного кулачка | 5 | ||||||
Время на установку и снятие детали | |||||||
N позиции | Способ установки детали | Вес детали, кг | |||||
1 | 3 | 8 | 20 | ||||
Время, мин. | |||||||
1 | На оправке | с быстросъемной шайбой | 0,6 | 0,75 | 0,96 | 1,17 | |
 | |||||||
2 | с простой шайбой | 0,75 | 0,96 | 1,28 | 1,49 | ||
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ | Зубозакругляющие станки | ||||||||||
Время на установку и снятие детали Время на обработку поверхности | Фрезы зубозакругляющие из стали Р18 | ||||||||||
КАРТА 120 Лист 2 | |||||||||||
N позиции | Способ установки детали | Вес детали, кг | |||||||||
1 | 3 | 8 | 20 | ||||||||
Время, мин. | |||||||||||
3 |  | В центрах | 0,64 | 0,7 | 0,85 | 1,06 | |||||
Время на обработку поверхности. Станок типа 5582 | |||||||||||
Модуль нарезаемого колеса m, мм | |||||||||||
3 | 4 | 5 | 6 | 7 | 8 | ||||||
Время на обработку одного зуба, мин. | |||||||||||
0,07 | 0,18 | 0,27 | 0,34 | 0,5 | 0,71 | ||||||
Шлицефрезерные станки | |||||||||||||||||
Фрезерование шлицев червячными фрезами (без усиков) Черновая обработка под шлифование Сталь конструкционная углеродистая  | Фрезы червячные из стали Р18 | ||||||||||||||||
КАРТА 121 | |||||||||||||||||
Диаметр вала, мм | Высота шлицев, мм | Ширина шлицев, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||
50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | подача на один оборот заготовки | скорость резания v, м/мин. | |||
Время на проход, мин. | |||||||||||||||||
14 - 28 | 1,5 - 2,5 | 6 | 2,9 | 4,7 | 5,8 | 7,2 | 8,3 | 9,5 | 11 | 13 | 15 | 17,5 | 20 | 22 | 24,5 | 1,62 | 18 |
30 - 62 | 2 - 3 | 8 - 10 | 4,3 | 7,2 | 9,2 | 11 | 13 | 15 | 17 | 20 | 24 | 28 | 32 | 36 | 39 | 1,8 | 18 |
54 - 70 | 3 - 4 | 12 - 14 | 8,2 | 14 | 17,5 | 21 | 25 | 29 | 32 | 38 | 45 | 53 | 60 | 68 | 75 | 2,0 | 12,4 |
72 - 82 | 5 | 16 | 13 | 21,5 | 27 | 33 | 39 | 42 | 50 | 49 | 70 | 82 | 93 | 105 | 116 | 2,0 | 10,2 |
90 - 100 | 5 - 6 | 18 | 14,5 | 24 | 30 | 37 | 43 | 47 | 56 | 66 | 79 | 92 | 104 | 117 | 130 | 2,16 | 7,0 |
105 - 125 | 5 - 6,5 | 20 | 18 | 29 | 37 | 45 | 52 | 57 | 68 | 79 | 94 | 110 | 125 | 140 | 155 | 2,26 | 6,3 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
Шлицефрезерные станки | |||||||||||||||||
Фрезерование шлицев червячными фрезами (без усиков) Черновая обработка по сплошному металлу Сталь конструкционная углеродистая  | Фрезы червячные из стали Р18 | ||||||||||||||||
КАРТА 122 | |||||||||||||||||
Диаметр вала, мм | Высота шлицев, мм | Ширина шлицев, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||
50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | подача на один оборот заготовки | скорость резания v, м/мин. | |||
Время на проход, мин. | |||||||||||||||||
14 - 28 | 1,5 - 2,5 | 6 | 7,8 | 12 | 16 | 19 | 22,5 | 25,5 | 29 | 34 | 40 | 46 | 53 | 59 | 66 | 0,54 | 19,6 |
30 - 52 | 2 - 3 | 8 - 10 | 12 | 20 | 25 | 31 | 36 | 42 | 47 | 56 | 66 | 77 | 88 | 99 | 110 | 0,54 | 21,6 |
54 - 70 | 3 - 4 | 12 - 14 | 21,5 | 36 | 45 | 55 | 65 | 74 | 84 | 98 | 117 | 136 | 155 | 175 | 194 | 0,72 | 13 |
72 - 82 | 5 | 16 | 34 | 57 | 72 | 88 | 103 | 118 | 134 | 156 | 187 | 218 | 248 | 279 | 309 | 0,72 | 10,7 |
90 - 100 | 5 - 6 | 18 | 31 | 51 | 65 | 78 | 91 | 99 | 118 | 138 | 165 | 192 | 219 | 245 | 272 | 1,08 | 6,5 |
105 - 125 | 5 - 6,5 | 20 | 40 | 66 | 83 | 100 | 117 | 127 | 151 | 176 | 210 | 244 | 278 | 312 | 346 | 1,08 | 6,0 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
Шлицефрезерные станки | |||||||||||||||||
Фрезерование шлицев (с усиками) Черновая обработка под шлифование Сталь конструкционная углеродистая  | Фрезы червячные из стали Р18 | ||||||||||||||||
КАРТА 123 | |||||||||||||||||
Диаметр вала, мм | Высота шлицев, мм | Ширина шлицев, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||
50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | подача на один оборот заготовки | скорость резания v, м/мин. | |||
Время на проход, мин. | |||||||||||||||||
14 - 28 | 1,5 - 2,5 | 6 | 3,5 | 5,8 | 7,3 | 9,0 | 10,6 | 12 | 14 | 16 | 19 | 22,5 | 25,5 | 28,5 | 31 | 1,44 | 15,3 |
30 - - 52 | 2 - 3 | 8 - 10 | 5,1 | 8,7 | 11 | 14 | 16 | 18,5 | 21 | 24,5 | 29,5 | 34 | 39 | 44 | 49 | 1,53 | 16,9 |
54 - 70 | 3 - 4 | 12 - 14 | 11 | 18,5 | 23 | 28,5 | 33 | 38 | 43 | 51 | 61 | 71 | 81 | 90 | 100 | 1,71 | 10,6 |
72 - 82 | 5 | 16 | 17,5 | 29 | 37 | 45 | 53 | 61 | 69 | 81 | 96 | 112 | 128 | 144 | 159 | 1,71 | 8,7 |
90 - 100 | 5 - 6 | 18 | 17,0 | 29 | 36 | 44 | 52 | 56 | 67 | 79 | 94 | 109 | 125 | 140 | 155 | 1,8 | 6,9 |
105 - 125 | 5 - 6,5 | 20 | 21 | 35 | 44 | 53 | 62 | 71 | 80 | 94 | 112 | 130 | 148 | 166 | 184 | 1,9 | 6,2 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
Шлицефрезерные станки | |||||||||||||||||
Фрезерование шлицев червячными фрезами (с усиками) Чистовая обработка по сплошному металлу Сталь конструкционная углеродистая  | Фрезы червячные из стали Р18 | ||||||||||||||||
КАРТА 124 | |||||||||||||||||
Диаметр вала, мм | Высота шлицев, мм | Ширина шлицев, мм | Длина обрабатываемой поверхности l, мм | Режимы резания | |||||||||||||
50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | подача на один оборот заготовки | скорость резания v, м/мин. | |||
Время на проход, мин. | |||||||||||||||||
14 - 28 | 1,5 - 2,5 | 6 | 8,6 | 14,5 | 18,0 | 22 | 26 | 29 | 33 | 39 | 46 | 54 | 61 | 69 | 76 | 0,54 | 16,7 |
30 - 52 | 2 - 3 | 8 - 10 | 14 | 23 | 30 | 36 | 42 | 49 | 55 | 65 | 78 | 91 | 103 | 116 | 129 | 0,54 | 18,4 |
54 - 70 | 3 - 4 | 12 - 14 | 25 | 42 | 53 | 64 | 76 | 87 | 98 | 115 | 137 | 160 | 182 | 205 | 227 | 0,72 | 11,1 |
72 - 82 | 5 | 16 | 40 | 68 | 86 | 104 | 122 | 140 | 159 | 186 | 222 | 258 | 295 | 331 | 367 | 0,72 | 9,1 |
90 - 100 | 5 - 6 | 18 | 28 | 47 | 59 | 71 | 83 | 95 | 107 | 126 | 150 | 174 | 199 | 223 | 247 | 1,08 | 7,2 |
105 - 125 | 5 - 6,5 | 20 | 37 | 60 | 76 | 91 | 107 | 122 | 137 | 160 | 191 | 222 | 253 | 284 | 315 | 1,08 | 6,5 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | |||
РЕЗЬБОНАКАТНЫЕ СТАНКИ
Резьбонакатные станки | ||||||
Сталь конструкционная углеродистая  | КАРТА 125 | |||||
I. Штучное время | ||||||
Диаметр резьбы, мм до | 6 | 10 | 16 | 20 | 30 | |
Штучное время, мин. | 0,10 | 0,12 | 0,15 | 0,18 | 0,24 | |
При накатке латуни и дюралюминия на штучное время применять поправочный коэффициент К = 1,3.
II. Подготовительно-заключительное время | |
Способ подготовки | Время, мин. |
Наладка с пробной обработкой деталей и перестановкой направляющего ножа | |
а) со сменой роликов | 25 |
б) без смены роликов | 15 |
ЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ (РЕЗКА МЕТАЛЛА НА ДИСКОВЫХ ПИЛАХ,
ПРЕССАХ И СОРТОВЫХ НОЖНИЦАХ)
В условиях мелкосерийного и единичного производства расчет технически обоснованных норм времени на резку заготовок на дисковых пилах должен производиться по укрупненным нормативам. Поэтому в картах нормативов приведены заранее рассчитанные значения штучного времени.
Подготовительно-заключительное время включено в штучное время ввиду его незначительной величины.
Общие затраты времени на обслуживание рабочего места, отдых и личные надобности, а также затраты на подготовительно-заключительную работу приняты в размере 10% от оперативного времени.
Нормы штучного времени рассчитаны для дисковых пил с крупным зубом D = 275, 350, 510, 710, 1010 и 2000 мм из быстрорежищей стали Р18.
Нормы штучного времени определяются путем суммирования основного (карта 124) и вспомогательного времени (карта 123) с включением времени на обслуживание рабочего места, перерывов на отдых и личные надобности, взятые в размере 12% от оперативного времени. Подготовительно-заключительное время равно 6 мин. Нормы времени для дисковых пил и ножниц рассчитаны на условия, когда работа резчика производится на одном станке или ножницах.
Определить норму времени на резку заготовки D = 45 x 400 мм из круглого проката длиной 4000 мм на прессе усилием 550 т с количеством 30 двойных ходов ножа в минуту.
Муфта включения - трехкулачковая. В штанге 10 заготовок.
N п/п | Наименование переходов | Учитываемые факторы | Время, мин. | N карты | |
основное | вспомогательное | ||||
1 | Вспомогательное время на ручные приемы | Заготовка D = 45 x 400 мм длина проката 400 мм | - | 0,038 | |
2 | Отрезать заготовку | 30 ход. мин., муфта трехкулачковая | 0,039 | - | |
Итого на одну заготовку | 0,039 + 0,038 = 0,077 | ||||
Подготовительно-заключительное время = 6 мин.
Отрезные станки | |||||||||
Обработка стали Круг и квадрат | Круги вулканитовые | ||||||||
КАРТА 126 | |||||||||
Обрабатываемый материал | Диаметр шлифовального круга | Диаметр заготовки (сторона квадрата), мм | Режимы резания | ||||||
D или B заготовки, мм | |||||||||
10 | 20 | 30 | 40 | 10 | 20 | 30 | 40 | ||
Штучное время, мин. | Минутная поперечная подача Stм, мм/мин. | ||||||||
Стали углеродистые и легированные | 200 | 0,46 | 0,51 | - | - | 400 | 300 | - | - |
300 | 0,45 | 0,49 | 0,59 | - | 550 | 400 | 300 | - | |
400 | 0,445 | 0,47 | 0,56 | 0,66 | 700 | 550 | 400 | 300 | |
500 | 0,44 | 0,46 | 0,54 | 0,62 | 800 | 700 | 550 | 400 | |
Отрезные станки | ||||||||||||
Сталь конструкционная углеродистая  Круг и квадрат | Пилы круглые сегментные | |||||||||||
КАРТА 127 Лист 1 | ||||||||||||
Диаметр пилы D, мм, число зубьев Z | Длина заготовки, мм | Диаметр заготовки (сторона квадрата), мм до | ||||||||||
25 | 50 | 75 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | |||
Штучное время | ||||||||||||
350 --- 56 | до 100 | 0,6 | 1,05 | 2,0 | 3,1 | - | - | - | - | - | - | |
500 | 0,7 | 1,15 | 2,2, | 3,3 | - | - | - | - | - | - | ||
1000 | 0,8 | 1,3 | 2,5 | 3,6 | - | - | - | - | - | - | ||
св. 1000 | 1,0 | 1,5 | 2,6 | 3,7 | - | - | - | - | - | - | ||
510 --- 72 | до 100 | - | - | 1,25 | 1,9 | 5,3 | - | - | - | - | - | |
500 | - | - | 1,40 | 2,1 | 5,6 | - | - | - | - | - | ||
1000 | - | - | 1,70 | 2,3 | 5,9 | - | - | - | - | - | ||
св. 1000 | - | - | 1,80 | 2,5 | 6,2 | - | - | - | - | - | ||
710 --- 80 | до 100 | - | - | 1,3 | 1,65 | 3,2 | 5,6 | - | - | - | - | |
500 | - | - | 1,5 | 1,8 | 3,5 | 6,1 | - | - | - | - | ||
1000 | - | - | 1,75 | 2,1 | 3,8 | 6,4 | - | - | - | - | ||
св. 1000 | - | - | 1,9 | 2,2 | 4,0 | 6,7 | - | - | - | - | ||
1010 ---- 120 | до 100 | - | - | - | 1,8 | 2,9 | 4,9 | 10,5 | - | - | - | |
500 | - | - | - | 2,0 | 3,2 | 5,4 | 11,0 | - | - | - | ||
1000 | - | - | - | 2,3 | 2,5 | 5,7 | 11,5 | - | - | - | ||
св. 1000 | - | - | - | 2,4 | 3,7 | 6,1 | 12,0 | - | - | - | ||
ШТУЧНОЕ ВРЕМЯ | Отрезные станки | |||||||||||
Сталь конструкционная углеродистая  Круг и квадрат | Пилы круглые сегментные | |||||||||||
КАРТА 127 Лист 2 | ||||||||||||
Диаметр пилы D, мм, число зубьев Z | Длина заготовки, мм | Диаметр заготовки (сторона квадрата), мм до | ||||||||||
25 | 50 | 75 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | |||
Штучное время | ||||||||||||
1430 ---- 150 | до 100 | - | - | - | 2,1 | 3,3 | 4,5 | 8,8 | 13,5 | 23 | - | |
500 | - | - | - | 2,3 | 3,6 | 4,9 | 9,3 | 14,0 | 23,5 | - | ||
1000 | - | - | - | 2,5 | 3,9 | 5,3 | 9,8 | 14,5 | 24 | - | ||
св. 1000 | - | - | - | 2,7 | 4,2 | 5,7 | 10 | 15 | 24,5 | - | ||
2000 ---- 176 | до 100 | - | - | - | - | 3,8 | 5,1 | 10,6 | 15,5 | 26,5 | 57 | |
500 | - | - | - | - | 4,1 | 5,6 | 11 | 16 | 27 | 57,5 | ||
1000 | - | - | - | - | 4,4 | 5,9 | 11,5 | 16,5 | 27,5 | 58 | ||
св. 1000 | - | - | - | - | 4,6 | 6,3 | 12 | 17 | 28 | 58,5 | ||
Поправочные коэффициенты на время обработки
для измененных условий в зависимости от:
Обрабатываемой стали и предела прочности | Обрабатываемый материал | Марка стали | 35, 40, 50 | 35Х, 40Х | 12ХНЗ, 12ХНЧА, 18ХГТ, 20ХНМ, 20Х | 30ХГТ | 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, 6ХНЗМ | Жаропрочные | ||
Твердость по Бринеллю | 156 - 207 | 207 - 241 | 156 - 229 | 156 - 229 | 156 - 207 | 156 - 229 | 229 - 285 | - | ||
Коэффициент | 1,3 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | 2,5 | |||
Примечания. 1. При работе на приводных ножовках применять поправочный коэффициент К = 2,5 от нормы штучного времени при работе сегментной пилой  350 мм.
350 мм.
2. При отрезке поковок на норму штучного времени применять поправочный коэффициент К = 1,2.
ОСНОВНОЕ ВРЕМЯ ПРИ РЕЗКЕ ЗАГОТОВОК. ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ВКЛЮЧЕНИЕ И ВЫКЛЮЧЕНИЕ РАБОЧЕГО ХОДА | Прессы и сортовые ножницы | ||||||
Лист 1 | |||||||
Основное время | |||||||
Количество двойных ходов ножниц | Время одного двойного хода (при непрерывных ходах) | Время одного двойного хода ножа в минуту при включении пресса или ножниц на рабочий ход муфтой включения | |||||
с заскакивающим сухарем | двухкулачковой | трехкулачковой | четырехкулачковой | фрикционной или пневматической | |||
4 | 0,250 | 0,375 | 0,312 | 0,292 | 0,281 | 0,262 | |
5 | 0,200 | 0,300 | 0,250 | 0,233 | 0,225 | 0,210 | |
6 | 0,167 | 0,230 | 0,208 | 0,194 | 0,188 | 0,175 | |
7 | 0,143 | 0,214 | 0,179 | 0,166 | 0,161 | 0,150 | |
8 | 0,125 | 0,187 | 0,156 | 0,146 | 0,141 | 0,131 | |
9 | 0,111 | 0,166 | 0,139 | 0,130 | 0,125 | 0,116 | |
10 | 0,100 | 0,150 | 0,125 | 0,117 | 0,112 | 0,105 | |
11 | 0,091 | 0,136 | 0,114 | 0,107 | 0,102 | 0,095 | |
12 | 0,084 | 0,127 | 0,104 | 0,098 | 0,093 | 0,087 | |
13 | 0,077 | 0,115 | 0,096 | 0,090 | 0,086 | 0,081 | |
14 | 0,072 | 0,106 | 0,089 | 0,083 | 0,080 | 0,075 | |
15 | 0,067 | 0,100 | 0,084 | 0,078 | 0,075 | 0,070 | |
16 | 0,063 | 0,094 | 0,078 | 0,073 | 0,071 | 0,066 | |
17 | 0,059 | 0,088 | 0,074 | 0,069 | 0,066 | 0,062 | |
18 | 0,056 | 0,084 | 0,070 | 0,065 | 0,062 | 0,058 | |
19 | 0,053 | 0,075 | 0,066 | 0,062 | 0,059 | 0,055 | |
20 | 0,050 | 0,073 | 0,062 | 0,059 | 0,056 | 0,052 | |
21 | 0,048 | 0,070 | 0,060 | 0,056 | 0,054 | 0,050 | |
23 | 0,044 | 0,066 | 0,055 | 0,051 | 0,049 | 0,046 | |
25 | 0,040 | 0,060 | 0,050 | 0,047 | 0,045 | 0,042 | |
ОСНОВНОЕ ВРЕМЯ ПРИ РЕЗКЕ ЗАГОТОВОК. ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ВКЛЮЧЕНИЕ И ВЫКЛЮЧЕНИЕ РАБОЧЕГО ХОДА | Прессы и сортовые ножницы | ||||||
КАРТА 128 Лист 2 | |||||||
Основное время | |||||||
Количество двойных ходов ножниц | Время одного двойного хода (при непрерывных ходах) | Время одного двойного хода ножа в минуту при включении пресса или ножниц на рабочий ход муфтой включения | |||||
с заскакивающим сухарем | двухкулачковой | трехкулачковой | четырехкулачковой | фрикционной или пневматической | |||
27 | 0,037 | 0,056 | 0,046 | 0,043 | 0,042 | 0,039 | |
30 | 0,033 | 0,048 | 0,042 | 0,039 | 0,037 | 0,035 | |
35 | 0,029 | 0,049 | 0,036 | 0,033 | 0,032 | 0,030 | |
40 | 0,025 | 0,037 | 0,031 | 0,029 | 0,028 | 0,026 | |
45 | 0,022 | 0,033 | 0,028 | 0,026 | 0,025 | 0,023 | |
50 | 0,020 | 0,030 | 0,025 | 0,023 | 0,022 | 0,021 | |
55 | 0,018 | 0,027 | 0,022 | 0,021 | 0,020 | 0,019 | |
60 | 0,017 | 0,025 | 0,021 | 0,019 | 0,019 | 0,018 | |
65 | 0,015 | 0,022 | 0,019 | 0,018 | 0,017 | 0,016 | |
70 | 0,014 | 0,021 | 0,018 | 0,017 | 0,016 | 0,015 | |
80 | 0,013 | 0,019 | 0,016 | 0,015 | 0,014 | 0,014 | |
90 | 0,011 | 0,016 | 0,014 | 0,013 | 0,013 | 0,012 | |
100 | 0,010 | 0,015 | 0,013 | 0,012 | 0,011 | 0,011 | |
115 | 0,009 | 0,013 | 0,010 | 0,010 | 0,010 | 0,010 | |
130 | 0,008 | 0,012 | 0,010 | 0,009 | 0,009 | 0,009 | |
150 | 0,007 | 0,010 | 0,009 | 9,008 | 0,008 | 0,007 | |
Вспомогательное время на включение
рабочего хода и выключение
Способ включения и выключения | Время, мин. | Способ включения и выключения | Время, мин. |
Педалью | 0,015 | Рычагом | 0,024 |
Кнопкой | 0,010 | Рычагом и кнопкой | 0,026 |
Рукояткой | 0,020 |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ | Прессы и сортовые ножницы | |||||
Лист 1 | ||||||
Содержание комплексов | ||||||
1. Подать прокат на рольганг и установить под нож | ||||||
2. Продвинуть прокат по рольгангу до упора | ||||||
3. Включить пресс (ножницы) кнопкой | ||||||
4. Отбросить или протолкнуть отход проката | ||||||
1. Резка круглого проката | ||||||
Диаметр круглого проката, мм | Длина отрезаемой заготовки, мм до | |||||
200 | 500 | 750 | 1000 | св. 1000 | ||
Время на одну заготовку, мин. | ||||||
20 | 0,020 | 0,024 | 0,029 | 0,032 | 0,043 | |
40 | 0,024 | 0,032 | 0,042 | 0,048 | 0,071 | |
50 | 0,026 | 0,038 | 0,050 | 0,056 | 0,085 | |
65 | 0,028 | 0,044 | 0,057 | 0,067 | 0,10 | |
90 | 0,034 | 0,053 | 0,072 | 0,085 | 0,14 | |
110 | 0,039 | 0,066 | 0,092 | 0,11 | 0,18 | |
130 | 0,046 | 0,081 | 0,11 | 0,14 | 0,24 | |
140 | 0,052 | 0,093 | 0,13 | 0,16 | 0,28 | |
160 | 0,056 | 0,11 | 0,15 | 0,18 | 0,33 | |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ | Прессы и сортовые ножницы | ||||||||
КАРТА 129 Лист 2 | |||||||||
2. Резка квадратного, полосного и профильного проката | |||||||||
Профиль и размер проката | Длина отрезаемой заготовки, мм до | ||||||||
 | 200 | 500 | 750 | 1000 | св. 1000 | ||||
в мм до | в см2 до | N до | Время на одну заготовку, мин. | ||||||
18 | 4 | 5 | - | - | 0,022 | 0,029 | 0,038 | 0,043 | 0,064 |
35 | 12 | 10 | 10 | 10 | 0,028 | 0,042 | 0,058 | 0,068 | 0,11 |
45 | 20 | 11 | 12 | 14 | 0,031 | 0,052 | 0,071 | 0,084 | 0,14 |
60 | 36 | 16 | 18а | 24 | 0,035 | 0,060 | 0,084 | 0,10 | 0,17 |
80 | 64 | 22 | 27а | 36 | 0,043 | 0,076 | 0,11 | 0,13 | 0,23 |
100 | 100 | 23 | 47 | 50 | 0,053 | 0,10 | 0,14 | 0,18 | 0,32 |
115 | - | 25 | 50 | 65 | 0,064 | 0,13 | 0,19 | 0,23 | 0,41 |
125 | - | - | 55 | - | 0,074 | 0,15 | 0,22 | 0,27 | 0,49 |
140 | - | - | 70 | - | 0,084 | 0,17 | 0,26 | 0,32 | 0,59 |
Примечания:
1. Время в карте дано на резку заготовок из проката длиной 1 м.
2. Включение пресса или ножниц на рабочий ход производится перед каждым резом.
3. При продвижении заготовок по наметке брать время с коэффициентом 1,2.
4. При резке концов заготовок после кузнечной гибки, требующих подъема в вертикальном положении, время следует брать с коэффициентом 1,3.
ПРИЛОЖЕНИЕ 1 | ||||||||
Лист 1 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Типовая термическая обработка | НВ | |||||
Углеродистая обыкновенного качества | Ст. 0 | 380-60 | Г |  | - | - | - | |
Ст. 1 | 32 - 40 | - | - | - | ||||
Ст. 12 | 34 - 42 | - | - | - | ||||
Ст. 3 | 38 - 47 | - | - | - | ||||
Ст. 4 | 42 - 52 | - | - | - | ||||
Ст. 5 | 60 - 62 | - | - | - | ||||
Ст. 6 | 60 - 72 | - | - | - | ||||
Ст. 7 |  | - | - | - | ||||
Углеродистая качественная | 08 | 1050-60 | Г | НВ <= 131 | - | - | - | |
10 | 1050-60 | Г | 137 | Нормализация 910° - 930° | >= 34 | <= 143 | ||
1051-59 | Н | 187 | ||||||
О | 143 | |||||||
15 | 1050-60 | Г | 143 | Нормализация 910° - 930° | >= 37 | <= 156 | ||
1051-59 | Н | 197 | ||||||
О | 149 | |||||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 2 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Типовая термическая обработка | НВ | |||||
Углеродистая качественная | 20 | 1050-60 | Г | 156 | Нормализация 900° - 920° | >= 41 | 137 - 174 | |
1051-59 | Н | 207 | ||||||
О | 163 | |||||||
25 | 1050-60 | Г | 170 | - | - | - | ||
1051-59 | Н | 217 | - | - | - | |||
О | 170 | |||||||
30 | 1050-60 | Г | 179 | - | - | - | ||
1051-59 | Н | 229 | - | - | - | |||
О | 179 | |||||||
35 | 1050-60 | Г | 187 | Нормализация 860° - 880° | >= 52 | 156 - 196 | ||
1051-59 | Н | 229 | Закалка 880° | - | 187 | |||
О | 187 | Отпуск 600° | - | - | ||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 3 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Типовая термическая обработка | НВ | |||||
Углеродистая качественная | 40 | 1050-60 | Г | 217 | Нормализация 860° - 880° | >= 57 | 156 - 207 | |
1051-59 | О | 187 | Закалка 840° - 880° | - | - | |||
Н | 241 | - | >= 70 | 192 - 228 | ||||
О | 197 | Отпуск 550° - 620° | - | - | ||||
45 | 1050-60 | Г | 241 | Нормализация 850° - 870° или отжиг 840° - 860° | >= 60 | 170 - 217 | ||
О | 197 | |||||||
Н | 241 | |||||||
1051-59 | НВ <= 207 | |||||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 4 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Твердость по Бринеллю не более | Типовая термическая обработка | НВ | ||||
Углеродистая качественная | 50 | 1050-60 | Г | 241 | Нормализация 840° - 860° | >= 64 | 179 - 229 | |
О | 207 | |||||||
1051-59 | Н | 255 | Закалка 840° | - | 217 | |||
О | 217 | Отпуск 600° | ||||||
55 | 1060-60 | Г | 255 | Нормализация 810° | 64 | 229 | ||
О | 217 | |||||||
60 | 1050-60 | Г | 255 | - | - | - | ||
О | 229 | |||||||
1051-59 | О | 229 | ||||||
65 | 1051-60 | Г | 225 | - | - | - | ||
О | 229 | |||||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 5 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | Твердость | состояние по Бринеллю не более | Типовая термическая обработка | НВ | ||||
Углеродистая качественная с повышенным содержанием марганца | 15Г | 1050-60 | Г | 163 | Нормализация 920° | 40 | <= 163 | |
1051-59 | Н | 207 | ||||||
О | 163 | |||||||
20Г | 1050-60 | Г | 197 | Нормализация 900° | 43 | <= 197 | ||
30Г | 1050-60 | Г | 217 | Нормализация 880° | 60 | 187 | ||
О | 187 | |||||||
40Г | 1050-60 | Г | 229 | Нормализация 860° | 60 | <= 229 | ||
О | 207 | <= 207 | ||||||
50Г | 1050-60 | Г | 255 | Нормализация 840° Закалка 850° Отпуск 600° | 65 | 229 | ||
О | 217 | |||||||
1051-59 | Н | 269 | ||||||
О | 229 | |||||||
60Г | 1050-60 | Г | 269 | Отжиг 800° - 830° | - | 196 - 229 | ||
О | 229 | Нормализация 840° | >= 70 | <= 229 | ||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 6 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Твердость по Бринеллю не более | Типовая термическая обработка | НВ | ||||
Углеродистая качественная с повышенным содержанием марганца | 65Г | 1050-60 | Г | 285 | Отжиг 790° - 810° | 65 | 196-229 | |
О | 229 | Нормализация | >= 75 | <= 241 | ||||
70Г | 1050-60 | Г | 285 | Отжиг 790° - 810° | 65 | 202 - 235 | ||
О | 229 | Нормализация | >= 80 | <= 241 | ||||
Автоматная | А12 | 1414-54 | Х | 167 - 217 | - | - | - | |
А80 | Х | 167 - 217 | - | - | - | |||
А30 | Х | 174 - 223 | - | - | - | |||
А40Г | Х | 170 - 229 | - | - | - | |||
Хромистая | 15Х | 4543-61 | ОП | 179 | Нормализация 890° - 910° | 70 | 143 - 179 | |
20Х | 4543-61 | ОП | 179 | Нормализация 890° - 910° | 80 | 146 - 207 | ||
30Х | 4543-61 | ОП | 187 | Закалка 860° | ||||
ОП | Отпуск 500° | 90 | 187 | |||||
35Х | 4543-61 | 197 | Закалка 860°. Отпуск 500° | 95 | <= 197 | |||
38ХА | 4543-61 | ОП | 207 | Отжиг 880° - 900° Закалка 860° Отпуск 550° | 95 | 170 - 229 | ||
40Х | 4543-61 | ОП | 207 | Отжиг 860° - 900° Закалка 850°. Отпуск 500° | 100 | 179 - 229 | ||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 7 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Твердость по Бринеллю не более | Типовая термическая обработка | НВ | ||||
Хромистая | 45Х | 4543-61 | ОП | 217 | Отжиг 840° - 870° | 105 | 179 - 229 | |
Закалка 840°. Отпуск 520° | ||||||||
50Х | 4543-61 | ОП | 229 | Закалка 830°. Отпуск 520° | 110 | 229 | ||
Хромованадиевая | 15ХФ | 4543-61 | ОП | 187 | - | - | - | |
20ХФ | 4543-61 | ОП | 187 | Нормализация 880° - 900° | >= 80 | 170 - 2П | ||
40ХФА | 4543-61 | ОП | 197 | Отпуск 650° | 90 | 241 | ||
Хромомолибденовая | 30ХМ | 4543-61 | ОП | 229 | Закалка 880°. Отпуск 540° | 95 | 295 | |
35ХМ | 4543-61 | ОП | 241 | Отжиг 840° - 850° | ||||
Закалка 850° | 100 | 187 - 229 | ||||||
Отпуск 560° | 309 | |||||||
Хромокремнистая | 33ХС | 4543-61 | ОП | 241 | Закалка 920°. Отпуск 630° | 90 | 278 | |
38ХС | 4543-61 | ОП | 255 | Закалка 900°. Отпуск 630° | 95 | 295 | ||
40ХС | 4543-61 | ОП | - | Закалка 900°. Отпуск 540° | 125 | - | ||
Хромомарганцевая | 20ХГ | 4543-61 | ОП | 187 | Закалка 880°. Отпуск 180° | 90 | 266 | |
20ХГ | 4543-61 | ОП | 229 | Закалка 840°. Отпуск 520° | 100 | 295 | ||
35Х12 | 4543-61 | ОП | - | Закалка 860°. Отпуск 600° | 85 | - | ||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 8 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Твердость по Бринеллю не более | Типовая термическая обработка | НВ | ||||
Кремнемарганцевая | 27СГ | 4543-61 | ОП | 217 | Закалка 920°. Отпуск 420° | 100 | 127 | |
35СГ | 4543-61 | ОП | 229 | Закалка 900°. Отпуск 590° | 90 | 266 | ||
36Г2С | 4543-61 | ОП | 220 | Закалка 880° | 75 | 234 | ||
Хромокремнемарганцевая | 20ХГСА | 4543-61 | ОП | 207 | Закалка 880°. Отпуск 500° | 80 | 207 | |
25ХГСА | 4543-61 | ОП | 217 | Закалка 880°. Отпуск 480° | 110 | 235 | ||
30ХГС | 4543-61 | ОП | 229 | Закалка 880°. Отпуск 540° | 110 | 325 | ||
35ХГСА | 4543-61 | ОП | 229 | Закалка 950°. Отпуск 700° | 110 | - | ||
Хромоникелевая | 12ХН2 | 4543-61 | ОП | 207 | Закалка 760° - 810° Отпуск 180° | 80 | 163 - 207 | |
12Х2Н4 | 4543-61 | ОП | 255 | Закалка 760° - 810° Отпуск 180° | 95 | 187 - 255 | ||
13Н2ХА | 4543-61 | ОП | 207 | Закалка 770° - 810° Отпуск 180° | 60 | - | ||
40ХН | 4543-61 | ОП | 207 | Закалка 820° - 500° Отпуск 500 | 100 | 179 - 217 | ||
20ХН | 4543-61 | ОП | 197 | Закалка 810° Отпуск 180° | 80 | 163 - 207 | ||
30ХНЗА | 4543-61 | ОП | 241 | Закалка 820° Отпуск 530° | 100 | 325 | ||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 9 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Твердость по Бринеллю не более | Типовая термическая обработка | НВ | ||||
Хромоникелевая | 45ХН | 4543-61 | ОП | 206 | Отжиг 830° - 850° Закалка 820° | - | 187 - 229 | |
50ХН | 4543-61 | ОП | 207 | Отпуск 530° | 105 | 309 | ||
Отжиг 830° - 850° | 187 - 229 | |||||||
Хромомарганцевая с титаном | 18ХГТ | 4543-61 | ОП | 217 | Нормализация 920° - 950° | 100 | 157 - 207 | |
30ХГТ | 4543-61 | ОП | 229 | Отжиг 870° - 890° | 150 | 179 - 229 | ||
Боросодержащая | 20ХГР | 4543-61 | ОП | - | Отжиг 860° - 880° | 100 | 156 - 197 | |
40ХГР | 4543-61 | ОП | 241 | Закалка 850°. Отпуск 550° - 600° | 100 | 295 | ||
Хромоникельмарганцевая | 38ХГН | 4543-61 | ОП | 229 | Закалка 850° Отпуск 570° | 90 | 266 | |
30ХГНА | 4543-61 | ОП | 229 | Закалка 880° Отпуск 500° | 110 | 325 | ||
Хроманикельмолибденовая | 40ХНМА | 4543-61 | ОП | 269 | Отжиг 840° - 880° | |||
Закалка 850° | НО | 179 - 229 | ||||||
Отпуск 620° | 295 | |||||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ | ПРИЛОЖЕНИЕ 1 | |||||||
Лист 10 | ||||||||
Группа стали | Марка | Механические свойства | ||||||
В состоянии поставки по ГОСТу | После термической обработки | |||||||
ГОСТ | состояние | Твердость по Бринеллю не более | Типовая термическая обработка | НВ | ||||
Хромомолибденоалюминиевая | 38ХМЮА | 4543-61 | ОП | 269 | Отжиг 930° - 950° | - | 187 - 229 | |
Хромовольфрамоалюминиевая с ванадием | 38ХВЮФ | 4543-61 | ОП | 229 | Закалка 930° | |||
Отпуск 640° | 100 | 295 | ||||||
Нержавеющая | 2Х13 | 5949-61 | Г | 126 - 197 | Закалка 1000° - 1050° | - | <= 187 | |
Отпуск 660° - 770° | 66 | 195 | ||||||
4Х13 | 5949-61 | Г | - | Закалка 1000° - 1050° | - | 50 | ||
Отпуск 200° - 300° | ||||||||
Х18Н9 | 5949-61 | Г | - | Закалка 1050° - 1100° | 50 | - | ||
Х18Н9Т | 5949-61 | Г | - | Закалка 1050° - 1100° | 55 | - | ||
Г - сталь горячекатаная
О - отожженная
Н - нагартованная холоднотянутая
Х - холоднотянутая
ОП - отожженная или отпущенная.
ПРИЛОЖЕНИЕ 2 | |||
Лист 1 | |||
Серый чугун (ГОСТ 1412-54) | Ковкий чугун (ГОСТ 1215-59) | ||
Марка отливки | Твердость по Бринеллю | Марка отливки | Твердость по Бринеллю |
СЧ00 | Испытанию на твердость не подвергаются | КЧ 30-3 | 201 |
СЧ 12-28 | 143 - 229 | КЧ 35-4 | 201 |
СЧ 15-32 | 163 - 229 | КЧ 40-3 | 201 |
СЧ 18-36 | 170 - 229 | КЧ 30-6 | 163 |
СЧ 21-40 | 170 - 241 | КЧ 38-8 | 149 |
СЧ 24-44 | 170 - 241 | КЧ 35-10 | 149 |
СЧ 28-48 | 170 - 241 | КЧ 37-12 | 149 |
СЧ 32-53 | 187 - 255 | ПФКЧ-40-2 | 163 - 229 |
СЧ 35-56 | 197 - 269 | ПФКЧ-40-5 | 163 - 229 |
СЧ 38-60 | 207 - 269 | ПФКЧ-50-3 | 163 - 229 |
Примечание. Перлито-ферритовый ковкий чугун (ПФ) в ГОСТ не входит.
Медные сплавы (ГОСТы 1019-47, 613-65, 493-54, 5017-49)
Группы | Марки | Твердость по Бринеллю | |
Гетерогенные | Высокой твердости | Бр. АЖН 11-6-6 | 250 |
Бр. АЖН 10 4 4Л | 170 | ||
Средней твердости | Бр. АЖц 10-3-1,5 | 120 | |
Бр. АЖ 9-4 | 110 - 180 | ||
Бр. АМц 9-2Л | 80 | ||
ЛМцЖ 52-4-1 | 100 | ||
Бр. ОУСН 3-7-5-1 | 60 | ||
ЛА 67-2,5 | 90 | ||
ДК-80-3Л | 100 - 110 | ||
Бр. ОФ 6,5-0,15 | 80 - 90 | ||
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА И МЕДНЫХ СПЛАВОВ | ПРИЛОЖЕНИЕ 2 | ||
Лист 2 | |||
Медные сплавы (ГОСТы 1019-47, 613-65, 493-54, 5017-49) | |||
Группы | Марки | Твердость по Бринеллю | |
Свинцовистые при основной гетерогенной структуре | Бр ОУС 3-12-5 | 60 | |
Бр ОУС 3,5-7-5 | 60 | ||
ЛКС 80-33 | 90 - 100 | ||
ЛМц С 58-22 | 70 - 80 | ||
ЛМц ОС 58-2-2-2 | 90 - 100 | ||
Гомогенные сплавы | Бр КМц 3-1 | 70 - 90 ----------- 170 - 190 | |
Бр А7 | 65 - 75 ----------- 200 - 220 | ||
Бр Оф 4-0,25 | 70 - 90 ----------- 160 - 200 | ||
Бр ОЦ 4-3 | 50 - 70 ----------- 150 - 170 | ||
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА И МЕДНЫХ СПЛАВОВ | ПРИЛОЖЕНИЕ 2 | ||
Лист 3 | |||
Группы | Марки | Твердость по Бринеллю НВ | |
Гомогенные сплавы | Бр КН 1-3 | 89 - 100 ----------- 150 - 200 | |
С содержанием свинца < 10% при основной гомогенной структуре | Бр ОЦС 5-5-5 | 60 | |
Бр ОЦС 4-4-2,5 | 150 - 70 ----------- 160 - 170 | ||
Медь | М3, М4 | 35 | |
С содержанием свинца > 15% | Бр ОЦС 4-4-17 | 60 | |
Бр СН 60-2,6 | 20 | ||
Бр С30 | 25 | ||
Примечание. Для деформируемых бронз в числителе приведена твердость для мягкого состояния, в знаменателе - для твердого состояния.
ПРИЛОЖЕНИЕ 3 | ||||||||
Лист 1 | ||||||||
Горизонтально-расточные станки | ||||||||
Характер обработки поверхности | Класс точности | Чистота обрабатываемой поверхности | Диаметр растачиваемого отверстия D, мм | Длина обрабатываемой поверхности, мм до | ||||
50 | 100 | 200 | 300 | |||||
Время на один проход, мин. | ||||||||
Продольное и поперечное точение. Суппорт планшайбы | 4 - 5 | 300 | 1,4 | 1,7 | 2,0 | 2,4 | ||
1000 | 1,6 | 1,9 | 2,2 | 2,6 | ||||
2 - 3 | 300 | 1,9 | 2,3 | 2,7 | 3,2 | |||
1000 | 2,1 | 2,5 | 2,95 | 3,5 | ||||
Точение фасок | 0,5 | |||||||
Прорезка канавок | 2,0 | |||||||
Подрезка торцов подрезными ножами | 0,84 | |||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ, ВКЛЮЧЕННОЕ В НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | ПРИЛОЖЕНИЕ 3 | |||||||
Лист 2 | ||||||||
Горизонтально-расточные станки | ||||||||
Характер обработки поверхности | Класс точности | Чистота обрабатываемой поверхности | Диаметр растачиваемого отверстия D, мм | Длина обрабатываемой поверхности, мм до | ||||
50 | 100 | 200 | 300 | |||||
Время на один проход, мин. | ||||||||
Растачивание отверстий | 2 - 3 | 100 | 4,4 | 4,8 | 5,2 | 5,8 | ||
250 | 5,2 | 5,6 | 6,0 | 6,4 | ||||
500 | 5,6 | 6,0 | 6,6 | 7,2 | ||||
4 | 100 | 2,95 | 3,2 | 3,45 | 3,85 | |||
250 | 3,4 | 3,65 | 3,9 | 4,25 | ||||
500 | 3,7 | 3,95 | 4,35 | 4,75 | ||||
5 - 7 | 100 | 2,2 | 2,4 | 2,6 | 2,9 | |||
250 | 2,6 | 2,8 | 3,0 | 3,2 | ||||
500 | 2,8 | 3,0 | 3,3 | 3,6 | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ, ВКЛЮЧЕННОЕ В НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ | ПРИЛОЖЕНИЕ 3 | |||||||||||||
Лист 3 | ||||||||||||||
Характер обработки поверхности | Чистота обрабатываемой поверхности | Длина фрезерования l, мм до | ||||||||||||
200 | 500 | свыше 500 | ||||||||||||
Время на проход, мин. | ||||||||||||||
Фрезерование плоскостей торцовыми, концевыми, дисковыми и цилиндрическими фрезами, фрезерование пазов концевыми и дисковыми фрезами | 0,8 | 1,0 | 1,3 | |||||||||||
1,8 | 2,0 | 2,2 | ||||||||||||
2,3 | 2,5 | 2,8 | ||||||||||||
Сверление, рассверливание, зенкерование, развертывание | ||||||||||||||
Наименование материала | Наименование обработки | Диаметр сверла, мм | Длина обработки l, мин | |||||||||||
30 | 50 | 70 | 90 | 100 | 125 | 150 | 175 | 200 | ||||||
Время, мин. | ||||||||||||||
Сталь | Сверление | 20 | 0,38 | 0,38 | 0,45 | 0,52 | 0,66 | 0,66 | 0,79 | 0,95 | 1,15 | |||
30 | 0,38 | 0,38 | 0,38 | 0,38 | 0,52 | 0,52 | 0,62 | 0,74 | 0,89 | |||||
чугун бронза | 20 | 0,38 | 0,38 | 0,38 | 0,46 | 0,55 | 0,55 | 0,66 | 0,79 | 1,0 | ||||
30 | 0,38 | 0,38 | 0,38 | 0,43 | 0,50 | 0,50 | 0,60 | 0,72 | 0,90 | |||||
Сталь чугун бронза | Рассверливание, зенкерование, развертывание | 0,36 | 0,39 | |||||||||||
Установить и снять инструмент | 0,13 | |||||||||||||
Зубофрезерные и зубодолбежные станки | |||||||||||||||
ПРИЛОЖЕНИЕ 4 | |||||||||||||||
Лист 1 | |||||||||||||||
I. Зубофрезерные станки | |||||||||||||||
Шлицефрезерные станки | |||||||||||||||
N п/п | Характер обработки | Число проходов | Наибольший нарезаемый модуль, мм до | ||||||||||||
6 | 12 | 26 | |||||||||||||
Длина обработки, мм до | |||||||||||||||
100 | 200 | 300 | 100 | 200 | 300 | 100 | 200 | 300 | 400 | ||||||
1 | Обработка червячных зубчатых колес червячной фрезой с подачей | Радиальной | Время на обработку колеса | Черновая | 1 | 0,9 | 1,1 | 1,4 | |||||||
Тангенциальной | Чистовая | 2,9 | 3,05 | 3,2 | 2,9 | 3,05 | 3,2 | 3,7 | 3,85 | 4,0 | 4,2 | ||||
2 | Обработка цилиндрических зубчатых колес червячной фрезой | Время на обработку одного зуба | Черновая | 1 | 0,03 | 0,04 | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,07 | 0,08 | 0,08 | |
Чистовая | 0,09 | 0,09 | 0,10 | 1,11 | 0,12 | 0,12 | 0,14 | 0,15 | 0,15 | 0,16 | |||||
II. Зубодолбежные станки | |||||||||||||||
Характер обработки | Число проходов | Нарезаемый модуль, мм до | |||||||||||||
8 | св. 8 | ||||||||||||||
Время, мин. | |||||||||||||||
Обработка цилиндрических колес дисковыми долбяками | На один зуб | Черновая | 1 | 0,01 | - | ||||||||||
чистовая | 0,025 | - | |||||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ, ВОШЕДШЕЕ В КОМПЛЕКСЫ | Зубошевинговальные станки | ||||||||||||
ПРИЛОЖЕНИЕ 4 Лист 2 | |||||||||||||
N п/п | Нарезаемый модуль m | Длина нарезаемого зуба l | Число зубьев нарезаемого колеса | ||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||||
Время, мин. | |||||||||||||
1 | 4 | 20 | 0,49 | 0,60 | 0,60 | 0,84 | 0,84 | 0,84 | 1,24 | 1,24 | 1,24 | 1,24 | |
2 | 30 | 0,60 | 0,60 | 0,60 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,12 | 3,12 | ||
3 | 40 | 9,60 | 0,60 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,12 | 3,12 | 3,51 | ||
4 | 50 | 0,60 | 0,84 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,12 | 3,51 | 3,51 | ||
5 | 5 | 30 | 0,60 | 0,60 | 0,84 | 1,24 | 1,24 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | |
6 | 40 | 0,60 | 0,84 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | 3,51 | ||
7 | 50 | 0,60 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,12 | 3,51 | 3,51 | 3,51 | ||
8 | 60 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | 3,51 | 3,51 | 3,51 | ||
9 | 6 | 30 | 0,60 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | - | - | - | |
10 | 40 | 0,84 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | - | - | - | ||
11 | 50 | 0,84 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | - | - | - | ||
12 | 60 | 0,84 | 1,24 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | - | - | - | ||
13 | 80 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | 3,51 | - | - | - | ||
14 | 8 | 30 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | - | - | - | - | - | |
15 | 40 | 0,84 | 1,24 | 1,24 | 3,12 | 3,51 | - | - | - | - | - | ||
16 | 50 | 0,84 | 1,24 | 1,24 | 3,51 | 3,51 | - | - | - | - | - | ||
17 | 60 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | - | - | - | - | - | ||
18 | 80 | 1,24 | 1,24 | 3,12 | 3,51 | 3,51 | - | - | - | - | - | ||
ПРИЕМЫ, ВКЛЮЧЕННЫЕ В КОМПЛЕКСЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Горизонтально-расточные станки | |
ПРИЛОЖЕНИЕ 4 Лист 3 | ||
N поз. | Наименование приемов | |
I. Растачивание отверстий | ||
1 | Подвести инструмент к детали | |
2 | Установить резец на обрабатываемый размер | |
3 | Включить вращение шпинделя | |
4 | Включить подачу | |
5 | Изменить число оборотов шпинделя | |
6 | Изменить величину подачи | |
7 | Выключить подачу (перекрывается машинным временем) | |
8 | Отвести инструмент от детали | |
9 | Выключить вращение шпинделя | |
10 | Вывести инструмент из отверстия в исходное положение перемещением шпинделя или стола | |
11 | Измерение | |
II. Фрезерование плоскостей | ||
12 | Подвести фрезу к обрабатываемой детали | |
13 | Установить фрезу на обрабатываемый размер | |
14 | Включить подачу | |
15 | Включить вращение шпинделя | |
16 | Выключить подачу (перекрывается машинным временем) | |
17 | Выключить вращение шпинделя | |
18 | Изменить число оборотов шпинделя | |
19 | Изменить величину подачи | |
20 | Изменить направление подачи | |
21 | Отвести фрезу от детали | |
22 | Переместить фрезу в исходное положение | |
23 | Измерение | |
ПРИЕМЫ, ВКЛЮЧЕННЫЕ В КОМПЛЕКСЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Горизонтально-расточные станки | |
ПРИЛОЖЕНИЕ 4 Лист 4 | ||
N поз. | Наименование приемов | |
III. Сверление, рассверливание, зенкерование, развертывание | ||
24 | Сменить инструмент | |
25 | Подвести инструмент к детали | |
26 | Включить вращение шпинделя | |
27 | Включить подачу | |
28 | Выключить подачу (перекрывается машинным временем) | |
29 | Выключить вращение шпинделя | |
30 | Переместить инструмент в исходное положение | |
31 | Выводы и вводы сверла для удаления стружки | |
IV. Нарезание резьбы метчиком | ||
32 | Установить метчик в дерновку и снять | |
33 | Подвести метчик к детали | |
34 | Установить заборную часть метчика в отверстие | |
35 | Смазать метчик маслом | |
36 | Включить вращение шпинделя | |
37 | Изменить направление вращения шпинделя | |
38 | Выключить вращение шпинделя | |
39 | Изменить число оборотов шпинделя | |
40 | Отвести метчик от детали | |
ПРИЕМЫ, ВКЛЮЧЕННЫЕ В КОМПЛЕКСЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Зубофрезерные станки | |
ПРИЛОЖЕНИЕ 4 Лист 5 | ||
N поз. | Наименование приемов | |
1 | Подвести инструмент к детали | |
2 | Установить фрезу на глубину резания | |
3 | Включить вращение шпинделя | |
4 | Включить подачу | |
5 | Выключить подачу (перекрывается машинным временем) | |
6 | Отвести инструмент от детали | |
7 | Переместить инструмент в исходное положение | |
8 | Выключить вращение шпинделя | |
9 | Измерение | |
ПРИЛОЖЕНИЕ 5 Лист 1 | |||||||||||||
Характер обработки | Нарезаемая глубина резания | Угол наклона зуба | Число зубьев зубчатого колеса | Модуль нарезаемого колеса m, мм | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | |||||
Диаметр фрезы D, мм | |||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | |||||
Величина врезания и перебега l1, мм | |||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы - одноименные | Обработка в один проход | 2,2 m | 0 | - | 10 | 18 | 24 | 28 | 33 | 41 | 50 | 59 | 65 |
15 | 20 | 12 | 20 | 27 | 33 | 39 | 45 | 56 | 67 | 76 | |||
40 | 12 | 20 | 28 | 34 | 40 | 47 | 58 | 69 | 79 | ||||
80 | 12 | 21 | 29 | 36 | 42 | 49 | 61 | 72 | 82 | ||||
120 | 13 | 21 | 29 | 37 | 43 | 50 | 63 | 75 | 86 | ||||
30 | 20 | 14 | 24 | 33 | 42 | 50 | 58 | 73 | 87 | 100 | |||
40 | 14 | 26 | 35 | 45 | 54 | 62 | 78 | 95 | 110 | ||||
80 | 15 | 26 | 38 | 48 | 58 | 68 | 88 | 109 | 125 | ||||
45 | 20 | 17 | 31 | 43 | 54 | 66 | 76 | 98 | 119 | 136 | |||
40 | 19 | 34 | 48 | 61 | 74 | 86 | 111 | 135 | 157 | ||||
80 | 21 | 39 | 56 | 72 | 87 | 102 | 132 | 161 | 190 | ||||
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА МОДУЛЬНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | ПРИЛОЖЕНИЕ 5 Лист 2 | |||||||||||||
Характер обработки | Нарезаемая глубина резания | Угол наклона зуба | Число зубьев зубчатого колеса | Модуль нарезаемого колеса m, мм | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | ||||||
Диаметр фрезы D, мм | ||||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | ||||||
Величина врезания и перебега l1, мм | ||||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы - одноименные | Обработка в два прохода | Первый проход | 1,4 m | 0 | - | 8 | - | - | - | - | - | 42 | 49 | 54 |
15 | 20 | - | - | - | - | - | - | 46 | 57 | 63 | ||||
40 | - | - | - | - | - | - | 47 | 58 | 64 | |||||
80 | - | - | - | - | - | - | 49 | 60 | 67 | |||||
120 | - | - | - | - | - | - | 51 | 62 | 70 | |||||
30 | 20 | - | - | - | - | - | - | 61 | 73 | 83 | ||||
40 | - | - | - | - | - | - | 72 | 89 | 103 | |||||
80 | - | - | - | - | - | - | 64 | 79 | 90 | |||||
45 | 20 | - | - | - | - | - | - | 83 | 100 | 117 | ||||
40 | - | - | - | - | - | - | 92 | 113 | 131 | |||||
80 | - | - | - | - | - | - | 110 | 134 | 156 | |||||
Второй проход | 0,7 m | 0 | - | - | - | - | - | - | - | 31 | 36 | 40 | ||
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА МОДУЛЬНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | ПРИЛОЖЕНИЕ 5 Лист 3 | |||||||||||||
Характер обработки | Нарезаемая глубина резания | Угол наклона зуба | Число зубьев зубчатого колеса | Модуль нарезаемого колеса m, мм | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | ||||||
Диаметр фрезы D, мм | ||||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | ||||||
Величина врезания и перебега l1, мм | ||||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы - одноименные | Обработка в два прохода | Второй проход | 0,7 m | 15 | 20 | - | - | - | - | - | - | 36 | 43 | 49 |
40 | - | - | - | - | - | - | 37 | 44 | 50 | |||||
80 | - | - | - | - | - | - | 38 | 45 | 52 | |||||
120 | - | - | - | - | - | - | 39 | 47 | 53 | |||||
30 | 20 | - | - | - | - | - | - | 48 | 57 | 65 | ||||
40 | - | - | - | - | - | - | 50 | 61 | 70 | |||||
80 | - | - | - | - | - | - | 55 | 68 | 78 | |||||
45 | 20 | - | - | - | - | - | - | 64 | 77 | 89 | ||||
40 | - | - | - | - | - | - | 72 | 86 | 100 | |||||
80 | - | - | - | - | - | - | 82 | 101 | 117 | |||||
Обработка по предварительно-нарезанному зубу | - | 0 | - | - | - | - | 14 | 14 | 16 | 17 | 18 | 18 | ||
15 | 20 | 10 | 13 | 15 | 17 | 19 | 20 | 22 | 24 | 26 | ||||
80 | 11 | 14 | 16 | 18 | 19 | 21 | 23 | 25 | 27 | |||||
30 | 20 | 12 | 16 | 19 | 22 | 25 | 27 | 31 | 34 | 37 | ||||
80 | 13 | 18 | 22 | 25 | 28 | 30 | 35 | 39 | 42 | |||||
45 | 20 | 14 | 21 | 25 | 29 | 33 | 36 | 42 | 47 | 52 | ||||
80 | 18 | 25 | 31 | 36 | 40 | 44 | 51 | 57 | 58 | |||||
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА МОДУЛЬНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | ПРИЛОЖЕНИЕ 5 Лист 4 | |||||||||||||
Характер обработки | Нарезаемая глубина резания | Угол наклона зуба | Число зубьев зубчатого колеса | Модуль нарезаемого колеса m, мм | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | ||||||
Диаметр фрезы D, мм | ||||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | ||||||
Величина врезания и перебега l1, мм | ||||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы - разноименные | Обработка в один проход | 2,2 m | 15 | 20 | 12 | 22 | 29 | 37 | 43 | 50 | 63 | 76 | 88 | |
40 | 12 | 22 | 30 | 38 | 46 | 53 | 67 | 81 | 94 | |||||
80 | 13 | 23 | 32 | 40 | 48 | 56 | 72 | 88 | 103 | |||||
120 | 13 | 23 | 33 | 42 | 51 | 60 | 78 | 95 | 112 | |||||
30 | 20 | 14 | 26 | 36 | 45 | 54 | 63 | 80 | 97 | 115 | ||||
40 | 15 | 27 | 39 | 50 | 61 | 71 | 91 | 112 | 132 | |||||
80 | 16 | 31 | 44 | 58 | 70 | 82 | 108 | 132 | 158 | |||||
45 | 20 | 18 | 34 | 48 | 62 | 76 | 90 | 116 | 140 | 170 | ||||
40 | 20 | 38 | 54 | 70 | 86 | 100 | 131 | 163 | 193 | |||||
80 | 23 | 44 | 64 | 83 | 102 | 120 | 159 | 199 | 237 | |||||
Обработка в два прохода | Первый проход | 1,4 m | 15 | 20 | - | - | - | - | - | - | 53 | 64 | 75 | |
40 | - | - | - | - | - | - | 56 | 67 | 78 | |||||
80 | - | - | - | - | - | - | 60 | 73 | 86 | |||||
120 | - | - | - | - | - | - | 64 | 78 | 92 | |||||
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА МОДУЛЬНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | ПРИЛОЖЕНИЕ 5 Лист 5 | |||||||||||||
Характер обработки | Нарезаемая глубина резания | Угол наклона зуба | Число зубьев зубчатого колеса | Модуль нарезаемого колеса m, мм | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | ||||||
Диаметр фрезы D, мм | ||||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | ||||||
Величина врезания и перебега l1, мм | ||||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы - разноименные | Обработка в два прохода | Второй проход | 1,4 m | 30 | 20 | - | - | - | - | - | - | 71 | 86 | 100 |
40 | - | - | - | - | - | - | 76 | 93 | 110 | |||||
80 | - | - | - | - | - | - | 87 | 109 | 128 | |||||
45 | 20 | - | - | - | - | - | - | 96 | 117 | 140 | ||||
40 | - | - | - | - | - | - | 108 | 135 | 160 | |||||
80 | - | - | - | - | - | - | 124 | 154 | 190 | |||||
Первый проход | 0,7 m | 15 | 20 | - | - | - | - | - | - | 41 | 49 | 58 | ||
40 | - | - | - | - | - | - | 43 | 52 | 60 | |||||
80 | - | - | - | - | - | - | 46 | 56 | 66 | |||||
120 | - | - | - | - | - | - | 49 | 59 | 70 | |||||
30 | 20 | - | - | - | - | - | - | 54 | 66 | 77 | ||||
40 | - | - | - | - | - | - | 59 | 73 | 84 | |||||
80 | - | - | - | - | - | - | 68 | 83 | 99 | |||||
45 | 20 | - | - | - | - | - | - | 74 | 91 | 108 | ||||
40 | - | - | - | - | - | - | 90 | 114 | 131 | |||||
80 | - | - | - | - | - | - | 100 | 123 | 149 | |||||
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА МОДУЛЬНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | ПРИЛОЖЕНИЕ 5 Лист 6 | ||||||||||||
Характер обработки | Нарезаемая глубина резания | Угол наклона зуба | Число зубьев зубчатого колеса | Модуль нарезаемого колеса m, мм | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | |||||
Диаметр фрезы D, мм | |||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | |||||
Величина врезания и перебега l1, мм | |||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы - разноименные | Обработка по предварительно нарезанному зубу | 1,2 - 1,6 m | 15 | 20 | 10 | 14 | 17 | 19 | 21 | 23 | 26 | 29 | 32 |
80 | 11 | 15 | 18 | 20 | 23 | 25 | 28 | 31 | 35 | ||||
30 | 20 | 12 | 17 | 21 | 25 | 27 | 30 | 42 | 40 | 45 | |||
80 | 14 | 20 | 25 | 29 | 32 | 36 | 45 | 47 | 54 | ||||
45 | 20 | 15 | 22 | 28 | 33 | 37 | 40 | 47 | 54 | 60 | |||
80 | 18 | 28 | 35 | 41 | 46 | 51 | 60 | 69 | 78 | ||||
Примечания:
1. Величина врезания и перебега инструмента, указанные в таблице, рассчитана исходя из получения теоретического точного профиля зубьев нарезаемого колеса по всей длине зуба.
2. При черновом нарезании колес с наклонными зубьями табличную величину врезания и перебега инструмента можно уменьшить при нарезании колес с углом наклона зубьев  на 0,7 m, с углом наклона зубьев
на 0,7 m, с углом наклона зубьев  - на 1,3 m и с углом наклона зубьев
- на 1,3 m и с углом наклона зубьев  - на 1,9 m.
- на 1,9 m.
на 0,7 m, с углом наклона зубьев - на 1,3 m и с углом наклона зубьев - на 1,9 m.ПРИЛОЖЕНИЕ 6 | ||||||||||
 | ||||||||||
Рис. 15 | ||||||||||
Тип резцов | Угол резца в плане | Глубина резания t, мм | ||||||||
1 | 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | ||
Величина врезания и перебега l1, мм | ||||||||||
Резцы проходные, подрезные и расточные | 45 | 2 | 3,5 | 6 | 8 | 11 | 13 | 15 | 18 | 24 |
60 | 2 | 2,5 | 4 | 5 | 7 | 8 | 9 | 11 | 16 | |
75 | 2 | 2,5 | 3 | 4 | 5 | 9 | 6 | 7 | 10 | |
90 | 3 - 5 | |||||||||
Резцы прорезные и отрезные | - | 2 - 5 | ||||||||
ПРИЛОЖЕНИЕ 7 Лист 1 | ||||||||||||
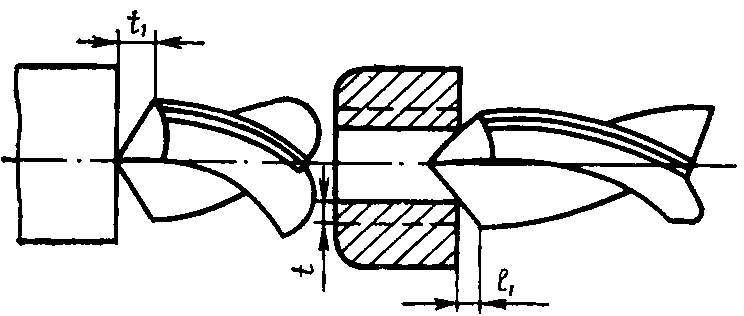 | ||||||||||||
Рис. 16 | ||||||||||||
Характер обработки | Диаметр инструмента, мм до | |||||||||||
3 | 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 и более | |||
Величина врезания и перебега l1, мм | ||||||||||||
Сверление на проход сверлом | С одинарной заточкой | 2 | 2,5 | 5 | 6 | 8 | 10 | 12 | 15 | 18 | 23 | |
С двойной заточкой | - | - | 6 | 8 | 10 | 15 | 16 | 18 | 22 | 27 | ||
Сверление в упор | 1,5 | 2 | 4 | 6 | 7 | 9 | 11 | 14 | 17 | 21 | ||
Рассверливание при глубине резания t, мм до | 5 | - | - | - | 4 | 4 | 5 | 5 | 5 | 6 | 6 | |
10 | - | - | - | - | 7 | 8 | 8 | 8 | 9 | 9 | ||
15 | - | - | - | - | - | - | 11 | 11 | 12 | 12 | ||
20 | - | - | - | - | - | - | - | 14 | 15 | 15 | ||
30 | - | - | - | - | - | - | - | - | 18 | 18 | ||
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | ПРИЛОЖЕНИЕ 7 Лист 2 | |||||||||||||
Характер обработки | Диаметр инструмента, мм до | |||||||||||||
3 | 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 и более | |||||
Величина врезания и перебега l1, мм | ||||||||||||||
Зенкерование | На проход | Глубина резания t, мм до | 1 | - | - | - | 3 | 3 | 3 | 4 | 4 | 5 | 5 | |
3 | - | - | - | 5 | 5 | 5 | 6 | 6 | 7 | 7 | ||||
5 | - | - | - | - | 7 | 7 | 8 | 8 | 9 | 9 | ||||
10 | - | - | - | - | - | 12 | 13 | 13 | 14 | 15 | ||||
В упор | - | - | - | - | 2 | 2 | 2 | 3 | 3 | 4 | 4 | |||
Развертывание конических отверстий | на проход | - | 8 | 9 | 15 | 18 | 19 | 19 | 24 | 25 | 26 | |||
в упор | - | 2 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 5 | ||||
Развертывание цилиндрических отверстий | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | ||||
Центрование отверстий | 1 - 2 | 2 | - | - | - | - | - | - | - | - | ||||
Зенкование коническими зенковками | 0,5 | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | ||||
Зенкование и цекование облицовочными инструментами | - | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | ||||
Нарезание резьбы машинными метчиками | на проход | длина заборной части (3 - 6) ниток + (1 - 2) калибрующие | ||||||||||||
в упор | (2,5 - 3) S | |||||||||||||
ПРИЛОЖЕНИЕ 8 Лист 1 | ||||||||||||||
Фрезы цилиндрические дисковые, прорезные фасонные и концевые | ||||||||||||||
 | ||||||||||||||
Рис. 17 | ||||||||||||||
Глубина резания t, мм | Диаметр фрезы D, мм | |||||||||||||
10 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | |
Величина врезания и перебега l1, мм | ||||||||||||||
0,5 | 3 | 4 | 4 | 5 | 5,5 | 6,5 | 7 | 8 | 9 | 10 | 12 | 12 | 14 | 15 |
1,0 | 4 | 5 | 5,5 | 5,5 | 7 | 8,5 | 9 | 10 | 11 | 13 | 15 | 16 | 18 | 20 |
1,5 | 4,5 | 5,5 | 6,5 | 7,5 | 8,5 | 9,5 | 11 | 12 | 13 | 15 | 17 | 19 | 21 | 23 |
2 | 5 | 6,5 | 7 | 8,5 | 9,5 | 11 | 12 | 14 | 15 | 17 | 19 | 21 | 24 | 26 |
3 | 5,5 | 7,5 | 8 | 9,5 | 11 | 13 | 14 | 16 | 18 | 20 | 22 | 25 | 27 | 31 |
4 | 6 | 8 | 9 | 11 | 12 | 14 | 16 | 18 | 20 | 23 | 26 | 29 | 32 | 35 |
5 | - | 8,5 | 9,5 | 12 | 13 | 15 | 17 | 20 | 22 | 25 | 28 | 31 | 35 | 39 |
6 | - | - | 10 | 12 | 14 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 38 | 42 |
7 | - | - | 11 | 13 | 15 | 17 | 19 | 22 | 25 | 29 | 32 | 36 | 41 | 45 |
8 | - | - | - | 13 | 15 | 18 | 20 | 24 | 27 | 30 | 34 | 38 | 43 | 48 |
9 | - | - | - | - | 16 | 19 | 21 | 25 | 28 | 32 | 35 | 40 | 46 | 51 |
10 | - | - | - | - | 16 | 19 | 22 | 26 | 29 | 33 | 38 | 42 | 48 | 53 |
11 | - | - | - | - | - | 20 | 23 | 27 | 30 | 34 | 39 | 44 | 50 | 55 |
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | ПРИЛОЖЕНИЕ 8 Лист 2 | |||||||||||||
Фрезы цилиндрические дисковые, прорезные фасонные и концевые | ||||||||||||||
Глубина резания t, мм | Диаметр фрезы D, мм | |||||||||||||
10 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | |
Величина врезания и перебега l1, мм | ||||||||||||||
12 | - | - | - | - | - | 20 | 23 | 27 | 31 | 35 | 40 | 46 | 52 | 58 |
13 | - | - | - | - | - | 21 | 24 | 28 | 32 | 37 | 42 | 47 | 53 | 60 |
14 | - | - | - | - | - | - | 24 | 29 | 33 | 38 | 43 | 49 | 55 | 62 |
15 | - | - | - | - | - | - | 25 | 29 | 34 | 39 | 44 | 50 | 57 | 63 |
16 | - | - | - | - | - | - | 25 | 30 | 35 | 40 | 45 | 52 | 58 | 65 |
18 | - | - | - | - | - | - | - | 31 | 36 | 42 | 47 | 54 | 61 | 69 |
20 | - | - | - | - | - | - | - | 32 | 38 | 43 | 50 | 57 | 64 | 72 |
22 | - | - | - | - | - | - | - | 33 | 39 | 44 | 51 | 59 | 67 | 75 |
25 | - | - | - | - | - | - | - | - | 40 | 46 | 54 | 62 | 70 | 78 |
28 | - | - | - | - | - | - | - | - | 41 | 48 | 56 | 65 | 74 | 83 |
30 | - | - | - | - | - | - | - | - | - | 49 | 57 | 66 | 76 | 85 |
35 | - | - | - | - | - | - | - | - | - | 51 | 60 | 70 | 80 | 91 |
40 | - | - | - | - | - | - | - | - | - | - | 62 | 73 | 84 | 96 |
50 | - | - | - | - | - | - | - | - | - | - | - | 78 | 91 | 104 |
60 | - | - | - | - | - | - | - | - | - | - | - | 81 | 96 | 111 |
Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега для дисковых фрез следует брать вдвое больше приведенной в карте.
ПРИЛОЖЕНИЕ 9 Лист 1 | ||||||||||||||||
Фрезы торцовые, концевые | ||||||||||||||||
Схема установки фрезы | ||||||||||||||||
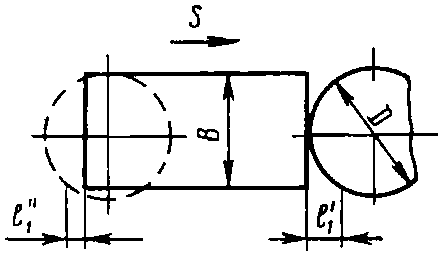 |  | |||||||||||||||
1. Симметричная | 2. Смещенная | |||||||||||||||
Установка | Ширина фрезерования или ширина паза B, мм | Диаметр фрезы D, мм | ||||||||||||||
16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Величина врезания и перебега l1, мм | ||||||||||||||||
Симметричная | 10 | 3,0 | 2,5 | 2,5 | 2,5 | - | - | - | - | - | - | - | - | - | - | - |
15 | - | 4,5 | 4,0 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | - | - | - | - | - | - | - | |
20 | - | - | 6,5 | 5,0 | 4,5 | 4,0 | 4,0 | 4,0 | 4,0 | - | - | - | - | - | - | |
25 | - | - | - | 7,5 | 6,0 | 5,0 | 5,0 | 5,0 | 5,0 | 5,0 | - | - | - | - | - | |
30 | - | - | - | 12,0 | 8,5 | 7,0 | 6,5 | 5,5 | 5,5 | 5,5 | - | - | - | - | - | |
40 | - | - | - | - | - | 12 | 10 | 8,0 | 7,5 | 6,5 | - | - | - | - | - | |
60 | - | - | - | - | - | - | 25 | 13 | 13 | 11 | 9,5 | 8,5 | 7,5 | - | - | |
80 | - | - | - | - | - | - | - | - | 23 | 18 | 15 | 13 | 11 | 10 | - | |
100 | - | - | - | - | - | - | - | - | 29 | 21 | 18 | 15 | 13 | 12 | ||
120 | - | - | - | - | - | - | - | 49 | 31 | 24 | 20 | 17 | 14 | |||
140 | - | - | - | - | - | - | - | - | - | - | 45 | 33 | 26 | 22 | 19 | |
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | ПРИЛОЖЕНИЕ 9 Лист 2 | |||||||||||||||
Фрезы торцовые, концевые | ||||||||||||||||
Установка | Ширина фрезерования или ширина паза B, мм | Диаметр фрезы D, мм | ||||||||||||||
16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Величина врезания и перебега l1, мм | ||||||||||||||||
Симметричная | 160 | - | - | - | - | - | - | - | - | - | - | - | 44 | 33 | 27 | 24 |
180 | - | - | - | - | - | - | - | - | - | - | - | 61 | 43 | 33 | 26 | |
200 | - | - | - | - | - | - | - | - | - | - | - | - | 54 | 40 | 32 | |
220 | - | - | - | - | - | - | - | - | - | - | - | - | 70 | 49 | 38 | |
240 | - | - | - | - | - | - | - | - | - | - | - | - | 94 | 61 | 45 | |
260 | - | - | - | - | - | - | - | - | - | - | - | - | - | 72 | 53 | |
280 | - | - | - | - | - | - | - | - | - | - | - | - | - | 88 | 62 | |
300 | - | - | - | - | - | - | - | - | - | - | - | - | - | 109 | 73 | |
320 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 85 | |
340 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 100 | |
Смещенная | B > 0,3D | - | - | - | - | - | - | - | - | 33 | 42 | 52 | 65 | 80 | 103 | 124 |
B <= 0,3D | - | - | - | - | - | - | - | - | 31 | 38 | 48 | 60 | 74 | 94 | 117 | |
Примечание. При чистовой обработке, в целях обеспечения чистой поверхности при выходе фрезы, величину врезания и перебега следует брать равной диаметру фрезы.
Шлицефрезерные станки | ||||||||||||
ПРИЛОЖЕНИЕ 10 | ||||||||||||
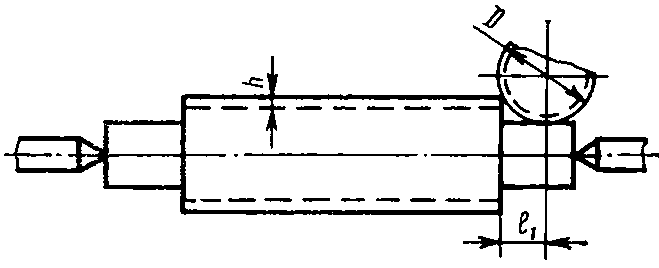 | ||||||||||||
Рис. 19 | ||||||||||||
Глубина шлица, h мм | Диаметр фрезы D, мм | |||||||||||
50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | 100 | 110 | 120 | |
Величина врезания и перебега l1, мм | ||||||||||||
1,5 | 12 | 12 | 12 | 13 | 13 | 14 | 14 | 14 | 15 | 15 | 16 | 16 |
2 | 13 | 13 | 14 | 14 | 15 | 15 | 16 | 16 | 16 | 17 | 18 | 18 |
3 | 15 | 16 | 16 | 17 | 17 | 18 | 18 | 19 | 19 | 20 | 21 | 22 |
4 | 17 | 17 | 18 | 19 | 19 | 20 | 20 | 21 | 22 | 23 | 24 | 25 |
5 | 18 | 19 | 20 | 20 | 21 | 22 | 22 | 23 | 24 | 25 | 26 | 27 |
6 | 19 | 20 | 21 | 22 | 23 | 23 | 24 | 25 | 26 | 27 | 28 | 29 |
7 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 26 | 27 | 29 | 30 | 31 |
8 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 28 | 30 | 32 | 33 |
ПРИЛОЖЕНИЕ 11 | ||||||||||
Пилы круглые сегментные | ||||||||||
Круглое сечение | ||||||||||
Диаметр пилы D, мм | Величина врезания и перебега l1, мм | |||||||||
До 510 | 3 | |||||||||
Св. 510 | 5 | |||||||||
Прямоугольное и квадратное сечение | ||||||||||
Высота пропила h, мм | Диаметр пилы D, мм | |||||||||
275 | 350 | 410 | 510 | 610 | 710 | 810 | 1010 | 1430 | 2000 | |
Величина врезания и перебега l1, мм | ||||||||||
25 | 5 | 5 | 5 | - | - | - | - | - | - | - |
50 | 7 | 6,5 | 6 | 7 | 7 | 7 | 7 | - | - | - |
75 | 10 | 9 | 8 | 9 | 8 | 8 | 8 | - | - | - |
100 | 13 | 12 | 11 | 11 | 10 | 10 | 9 | 10 | 10 | 9 |
125 | 20 | 16 | 15 | 14 | 13 | 12 | 11 | 12 | 11 | 10 |
150 | - | - | 16 | 18 | 16 | 14 | 13 | 14 | 12 | 11 |
175 | - | - | - | 22 | 19 | 17 | 16 | 16 | 13 | 12 |
200 | - | - | - | - | 25 | 20 | 19 | 18 | 15 | 13 |
250 | - | - | - | - | - | 28 | 26 | 24 | 19 | 16 |
300 | - | - | - | - | - | - | 35 | 31 | 24 | 19 |
350 | - | - | - | - | - | - | - | 39 | 30 | 24 |
400 | - | - | - | - | - | - | - | - | 36 | 28 |
450 | - | - | - | - | - | - | - | - | 44 | 34 |
500 | - | - | - | - | - | - | - | - | 53 | 38 |
550 | - | - | - | - | - | - | - | - | - | 48 |
600 | - | - | - | - | - | - | - | - | - | 55 |