СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.01.2026 с правом досрочного применения.
Название документа
"ГОСТ Р 72302-2025/ISO/TS 11137-4:2020. Национальный стандарт Российской Федерации. Стерилизация медицинской продукции. Радиационная стерилизация. Часть 4. Руководство по контролю процесса стерилизации медицинских изделий"
(утв. и введен в действие Приказом Росстандарта от 22.09.2025 N 1094-ст)
"ГОСТ Р 72302-2025/ISO/TS 11137-4:2020. Национальный стандарт Российской Федерации. Стерилизация медицинской продукции. Радиационная стерилизация. Часть 4. Руководство по контролю процесса стерилизации медицинских изделий"
(утв. и введен в действие Приказом Росстандарта от 22.09.2025 N 1094-ст)
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 22 сентября 2025 г. N 1094-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТЕРИЛИЗАЦИЯ МЕДИЦИНСКОЙ ПРОДУКЦИИ
РАДИАЦИОННАЯ СТЕРИЛИЗАЦИЯ
ЧАСТЬ 4
РУКОВОДСТВО ПО КОНТРОЛЮ ПРОЦЕССА СТЕРИЛИЗАЦИИ
МЕДИЦИНСКИХ ИЗДЕЛИЙ
Sterilization of health care products. Radiation.
Part 4. Guidance on sterilization of health care
products control process
(ISO/TS 11137-4:2020, Sterilization of health care
products - Radiation - Part 4: Guidance on process
control", IDT)
ГОСТ Р 72302-2025/ISO/TS 11137-4:2020
ОКС 11.080.01
Дата введения
1 января 2026 года
с правом досрочного применения
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Управляющая компания Акцентр" (ООО "УК Акцентр") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 383 "Стерилизация изделий медицинского назначения"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 сентября 2025 г. N 1094-ст
4 Настоящий стандарт идентичен международному документу ISO/TS 11137-4:2020 "Стерилизация медицинской продукции. Радиационная стерилизация. Часть 4. Руководство по контролю процесса стерилизации" (ISO/TS 11137-4:2020 "Sterilization of health care products - Radiation - Part 4: Guidance on process control", IDT)".
Международный стандарт разработан Техническим комитетом ИСО/ТК 198 "Стерилизация изделий медицинского назначения".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные примечания в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
В ИСО 11137-1 описываются требования к разработке, валидации и текущему контролю процесса радиационной стерилизации, а в ИСО 11137-3 содержится руководство по дозиметрическим требованиям на всех этапах разработки, валидации и контроля. Целью ISO/TS 11137-4 является предоставление дополнительных руководящих указаний по установлению и контролю процесса облучения, включая установление целевых доз процесса и подтверждение того, что процесс находится под контролем.
В настоящем стандарте рассматривается создание методов для установки целевых доз технологического процесса и проверки того, что процесс находится под контролем. Дозиметрия используется во время валидации процесса радиационной стерилизации для измерения доз и толкования результатов дозиметрии, полученных в результате операционных и эксплуатационных квалификационных исследований, и имеет решающее значение для создания процесса, который будет соответствовать требованиям, установленным для минимальной и максимальной дозы, как указано в ИСО 11137-1, ИСО 11137-2 и ISO/TS 13004.
Текущая дозиметрия используется для мониторинга того, что процесс находится под контролем и требования по дозам соблюдены. Одной из целей настоящего стандарта является предоставление руководства по измерению дозы в качестве инструмента для контроля процесса облучения с использованием статистических методов.
Приведенное руководство не является обязательным и не имеет характера инструкции для аудиторов; содержит пояснения и методики, признанные приемлемыми для подтверждения соответствия требованиям. Допускается применять и другие методики, помимо указанных в руководстве, если они эффективно подтверждают соответствие требованиям ИСО 11137-1, ИСО 11137-2 и ISO/TS 13004.
Настоящий стандарт является дополнительным к ИСО 11137-3 руководством по соблюдению требований, установленных в ИСО 11137-1, ИСО 11137-2 и ISO/TS 13004 для установления и управления процессом радиационной стерилизации с использованием гамма-излучения, электронного пучка и рентгеновского облучения.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее (включая все изменения)]:
ISO 11137-1:2006 <1>, Sterilization of health care products - Radiation - Part 1: Requirements for development, validation and routine control of a sterilization process for medical devices (Стерилизация медицинской продукции. Радиация. Часть 1. Требования к разработке, утверждению и текущему контролю процесса стерилизации медицинских изделий)
--------------------------------
<1> Заменен на ISO 11137-1:2025. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 11137-3:2017, Sterilization of health care products - Radiation - Part 3: Guidance on dosimetric aspects of development, validation and routine control (Стерилизация медицинской продукции. Радиация. Часть 3. Руководство по использованию дозиметрии при разработке, валидации и текущем контроле)
В настоящем стандарте применены термины по ИСО 11137-1 и ИСО 11137-3, а также следующие термины с соответствующими определениями. ИСО и МЭК поддерживают терминологические базы данных, используемые в целях стандартизации, по следующим адресам:
- платформа онлайн-просмотра ИСО, доступная по адресу: https://www.iso.org/obp;
- Электропедия МЭК, доступная по адресу: https://www.electropedia.org/.
3.1 Общие положения
3.1.1 допустимый диапазон (acceptance range): Диапазон, в котором с заданной вероятностью находится контролируемое значение.
3.1.2 уровень воздействия (action level): Значение, полученное в результате контроля, требующее немедленного вмешательства.
[ИСО 11139:2018, 3.5]
3.1.3 уровень предупреждения (alert level): Значение, полученное в результате контроля, обеспечивающее раннее предупреждение об отклонении от заданных условий.
Примечание 1 - Значение уровня предупреждения обеспечивает раннее предупреждение о потенциальном отклонении в контролируемом процессе. Хотя дальнейших действий не требуется, рекомендуется усиленный контроль за процессом.
[ИСО 11139:2018, 3.11, с изменениями - добавлено примечание 1]
3.1.4 время цикла (cycle time): Период времени, в течение которого контейнер для облучения находится в каждой позиции выдержки в гамма-процессе и используется в качестве контрольного параметра для дозы.
Примечание 1 - Время цикла также может относиться к рентгеновскому облучению и включать время, необходимое для перехода между положениями радиоактивного источника.
[ИСО 11139:2018, 3.73, с изменениями - добавлено примечание 1]
3.1.5 влияющая величина (influence quantity): Величина, которая при прямом измерении не влияет на фактически измеряемую величину, но влияет на соотношение между показанием и результатом измерения.
Примечание - В дозиметрии радиационной стерилизации этот термин включает температуру, относительную влажность, временные интервалы, свет, энергию излучения, мощность поглощенной дозы и другие факторы, которые могут повлиять на отклик дозиметра, а также величины, связанные с измерительным прибором.
[VIM 2012, 2.52, с изменениями - добавлено примечание 1 из ISO/ASTM 52701:2013]
3.1.6 неопределенность измерения (measurement uncertainty): Параметр, связанный с результатом измерения, который характеризует разброс значений, которые можно обоснованно отнести к измеряемой величине.
3.1.7 контроль процесса (process control): Определенные действия для обеспечения выполнения требований к процессу.
[ИСО 11139:2018, 3.209]
3.1.8 технологическая загрузка (process load): Определенное расположение обрабатываемых изделий в контейнере для облучения, облучаемых как единое целое
Примечание 1 - Технологическая загрузка состоит из одного или нескольких контейнеров для облучения.
[ISO/ASTM 52303:2015, 3.1.10]
3.1.9 целевая доза процесса Dtarget (process target dose): Доза, в определенном месте контроля, для получения которой установлены параметры процесса облучения.
3.1.10 изменчивость процесса (process variability): Совокупность факторов, которые приводят к случайному распределению данных вокруг среднего значения, которая предоставляет информацию о том, насколько хорошо процесс может работать, когда все специальные (особые) причины изменчивости устранены.
3.1.11 статистический контроль процессов; SPC (Statistical Process Control, SPC): Набор методов для улучшения качества выходных данных процесса за счет уменьшения изменчивости посредством использования одной или нескольких контрольных диаграмм и стратегии корректирующих действий, используемых для возврата процесса в состояние статистического контроля.
[ASTM E2587-16]
3.1.12 коэффициент определения целевой дозы (targeting buffer): Стандартные коэффициенты (UFlower и UFupper), используемые для определения целевых доз процесса, получаемые расчетным путем на основе результатов предыдущей стерилизации.
3.2 Обозначения
Условное обозначение | Значение |
Dmin | Прямое измерение минимальной дозы в заданном контейнере для облучения |
Dmax | Прямое измерение максимальной дозы в данном контейнере для облучения |
Dmon | Прямое измерение дозы в точке текущего контроля |
Dster | Стерилизующая доза, определяемая в соответствии с ИСО 11137-1:2006, 8.2 |
Dmax,acc | Максимально допустимая доза, определяемая в соответствии с ИСО 11137-1:2006, 8.1 |
Dminlimit = Dster·UFlower | Расчетная доза в месте минимальной дозы, используемой для установления параметров процесса, которая обеспечивает с заданной вероятностью, что Dster соблюдается или превышается во время текущего процесса стерилизации |
Dmaxlimit = Dmax,acc·UFupper | Расчетная доза в месте максимальной дозы, используемой для установления параметров процесса, которая гарантирует с заданной вероятностью, что Dmax,acc не будет превышаться во время текущего процесса стерилизации |
 | Коэффициент процесса, используемый для расчета Dtargetlower и Dminlimit (где  выражается в процентах) выражается в процентах) |
 | Коэффициент процесса, используемый для расчета Dtargetupper и Dmaxlimit (где  выражается в процентах) выражается в процентах) |
Rmin/mon = Dmin/Dmon | Соотношение минимальной дозы и дозы в точке текущего контроля, определяемое путем картирования дозы |
Rmax/mon = Dmax/Dmon | Соотношение максимальной дозы и дозы в точке текущего контроля, определяемое путем картирования дозы |
Dmonster = Dster/Rmin/mon | Доза в точке текущего контроля, соответствующая заданной стерилизующей дозе |
Dmonmax,acc = Dmax,acc/Rmax/mon | Доза в точке текущего контроля, соответствующая заданной максимально допустимой дозе |
Dtargetlower = Dminlimit/Rmin/mon | Целевая расчетная доза в точке текущего контроля, используемой для установления параметров процесса, которая обеспечивает с заданной вероятностью, что Dster соблюдается или превышается во время текущего процесса стерилизации |
Dtargetupper = Dmaxlimit/Rmax/mon | Целевая расчетная доза в точке текущего контроля, используемой для установления параметров процесса, которая гарантирует с заданной вероятностью, что Dmax,acc не будет превышаться во время текущего процесса стерилизации |
Компонент неопределенности измерения, связанный с калибровкой дозиметрической системы, включая неопределенность, сообщаемую калибровочной лабораторией, неопределенность в математической подгонке функции калибровки и погрешности, связанные с влияющими величинами, но исключая компоненты, связанные с воспроизводимостью измерения дозиметра (см. | |
Компонент изменчивости процесса, связанный с источником излучения и конвейером | |
Компонент изменчивости процесса, измеренный во время картирования | |
Стандартное отклонение, связанное с процессом облучения, используемое для установки целевых доз процесса: -  - стандартное отклонение, связанное с максимальной дозой процесса; - стандартное отклонение, связанное с максимальной дозой процесса;-  - стандартное отклонение, связанное с минимальной дозой процесса - стандартное отклонение, связанное с минимальной дозой процесса | |
Компонент изменчивости процесса, связанный с воспроизводимостью дозиметрических измерений |
4.1 Общие сведения
Многие измерения дозы выполняются при валидации процесса облучения согласно ИСО 11137-1 и ИСО 11137-3. Эти измерения используются для установления взаимосвязи между параметрами облучения, контролируемой дозой и диапазоном доз для продукта, а также для характеристики изменчивости, связанной с самим процессом. Эти измерения производятся с помощью откалиброванных дозиметрических систем, соответствующих международным признанным стандартам с известным уровнем неопределенности.
Требуется следить за тем, чтобы утвержденный процесс радиационной стерилизации находился под контролем. ИСО 11137-1:2006, 10.6, требует использования дозиметров для текущего измерения и контроля и предоставляет руководство по дополнительному анализу измерения параметров процесса при определении того, что продукт был обработан в соответствии со спецификацией.
Сочетание измерений доз, контроля связанных параметров облучения, используемых для достижения этих доз, и процедурного контроля имеет решающее значение для установления процесса и определения того, находится ли он в состоянии контроля.
Анализ результатов измерений, полученных с помощью дозиметров при текущем контроле, используется для определения того, были ли соблюдены технические требования к процессу. Можно рассмотреть два метода анализа:
1) интерпретация измерений дозы как прямого или косвенного измерения дозы, которой была облучена продукция, и
2) интерпретация измерений дозы для контроля того, что процесс находится под контролем.
Во всех случаях утвержденный процесс обеспечивает ожидание контролируемой дозы на основе полученных целевых доз процесса и связанных параметров стерилизации. Интерпретация контролируемой дозы должна быть задокументирована в спецификации процесса.
Возможность обнаружения изменений в процессе ограничена характерной изменчивостью дозы в точке текущего контроля. Если значение  контрольной дозиметрической системы велико или размещение дозиметра неточно, эта изменчивость может быть значительно выше, чем истинная изменчивость процесса. В таких обстоятельствах значительные изменения в процессе могут остаться незамеченными, поскольку они маскируются высокой внутренней изменчивостью в точке контроля. Следует принять меры для минимизации изменчивости, связанной с системой дозиметрии контроля и размещением дозиметра. См. 6.5.4 и приложение A, пример 3.
контрольной дозиметрической системы велико или размещение дозиметра неточно, эта изменчивость может быть значительно выше, чем истинная изменчивость процесса. В таких обстоятельствах значительные изменения в процессе могут остаться незамеченными, поскольку они маскируются высокой внутренней изменчивостью в точке контроля. Следует принять меры для минимизации изменчивости, связанной с системой дозиметрии контроля и размещением дозиметра. См. 6.5.4 и приложение A, пример 3.
При косвенном измерении максимальная и минимальная дозы продукта рассчитываются на основе измерения дозы в точке контроля. Расчетные дозы имеют неопределенности, связанные с дозой в точке контроля, а также неопределенность, связанную с дозой в максимальных или минимальных точках и соответствующими отношениями, а также любые другие применимые компоненты погрешности. Сочетание этих компонентов может использоваться для определения максимальных и минимальных целевых значений для стандартной контролируемой дозы. См. 6.5.2, 6.5.3 и приложение A, примеры 1, 2 и 5.
Допускается осуществлять контроль процесса, при котором максимальная или минимальная доза продукта не измеряется регулярно (прямо или косвенно), а устанавливается диапазон доз в точке контроля, указывающий, что процесс соответствует спецификации. В этой ситуации изменчивость, связанная с измерением минимальных и максимальных доз от PQ, в сочетании с другими соответствующими компонентами неопределенности, может использоваться при определении максимальных и минимальных целевых значений для текущего контроля дозы. Затем изменчивость дозы в точке контроля используется для определения допустимого диапазона доз, который указывает на то, что процесс находится под контролем и соответствует техническим требованиям. Поскольку дозиметр для текущего контроля не используется для измерения минимальной или максимальной дозы, полученной продуктом, неопределенность, связанная с соотношением между контролируемой дозой и максимальной и минимальной дозами в рамках технологической загрузки, не имеет значения для определения целевых доз процесса и соответствия процесса.
Когда доза при текущем контроле измеряется в месте получения минимальной и/или максимальной дозы при технологической загрузке, дозиметр обеспечивает прямое измерение дозы для продукта. Он также может использоваться в качестве индикатора того, что процесс находится под контролем. В таком случае могут быть достигнуты преимущества как 4.2.2, так и 4.2.3. См. приложение A, пример 2.
Существуют обстоятельства, при которых для прогнозирования результата процесса доступно ограниченное количество данных. Примером этого является процесс без использования носителя, основанный на карте однократных доз (см. 6.4.1). В этих случаях на изделиях должно быть установлено достаточное количество дозиметров, чтобы обеспечить прямое измерение минимальной и максимальной дозы.
Важным фактором при управлении процессом является возможность оценки влияния изменения отдельного параметра на результат процесса в целом. Следовательно, возможность контролировать и/или управлять параметрами процесса, критическими для выходных данных процесса, является важным фактором в обеспечении состояния управления процессом облучения.
Следует учитывать три основных класса параметров стерилизации:
- параметры, относящиеся к полю излучения;
- параметры, относящиеся к времени воздействия поля облучения на продукт;
- параметры, относящиеся к влиянию изделия.
В таблице 1 представлен обзор влияния критических параметров процесса и способов их контроля.
Таблица 1
Параметр | Характер влияния | Контроль | Гамма-излучение | Пучок электронов | Рентгеновское излучение |
Поле облучения | |||||
Радиоизотопный распад | Со временем интенсивность излучения снижается | Распад источника происходит в зависимости от периода полураспада изотопа; дата облучения записана | + | ||
Энергия электронов | Энергия влияет на глубину проникновения электронов, ширину сканирования, а также на эффективность преобразования рентгеновского излучения | Контролируются параметры облучателя, связанные с входной мощностью и током пучка; косвенные измерения с использованием профилей проникновения луча выполняются периодически в рамках проверки качества | + | + | |
Ток пучка | Изменение тока пучка приведет к изменению интенсивности излучения и, возможно, энергии пучка | Может косвенно контролироваться во время работы; косвенные мониторы можно откалибровать | + | + | |
Ширина сканирования луча | Для сканируемой системы ширина будет влиять на размер поля облучения, а уменьшение ширины приведет к увеличению интенсивности излучения | Контролируется косвенно по обратной связи сканирующей системы, или напрямую, путем перехвата луча, или с помощью периодических дозиметрических испытаний | + | + | |
Время воздействия | |||||
Время цикла | Доза прямо пропорциональна времени цикла. Увеличение времени цикла равняется увеличению дозы | Время цикла устанавливается оператором, регистрируется как часть процесса, а соответствующие таймеры калибруются | + | + | |
Скорость конвейера | Доза обратно пропорциональна скорости продукта, проходящего через поле облучения | Обратная связь от мониторов скорости конвейера; прямые измерения во время периодических испытаний | + | + | + |
Влияние продукта | |||||
Схема загрузки | Изменения схемы загрузки, включая ориентацию изделия внутри коробки и/или загрузки коробки в контейнер для облучения, могут повлиять на величину дозы | Определенные схемы загрузки изделий и процедуры для обеспечения загрузки изделий в соответствии со спецификацией | + | + | + |
Плотность и схема загрузки окружающих материалов | Материалы, окружающие изделия во время облучения, могут влиять на полученную дозу за счет ослабления или рассеяния излучения | Соответствующее планирование технологической загрузки; задокументированы определенные критерии, полученные в результате OQ для материалов, окружающих изделие во время облучения | + | + | + |
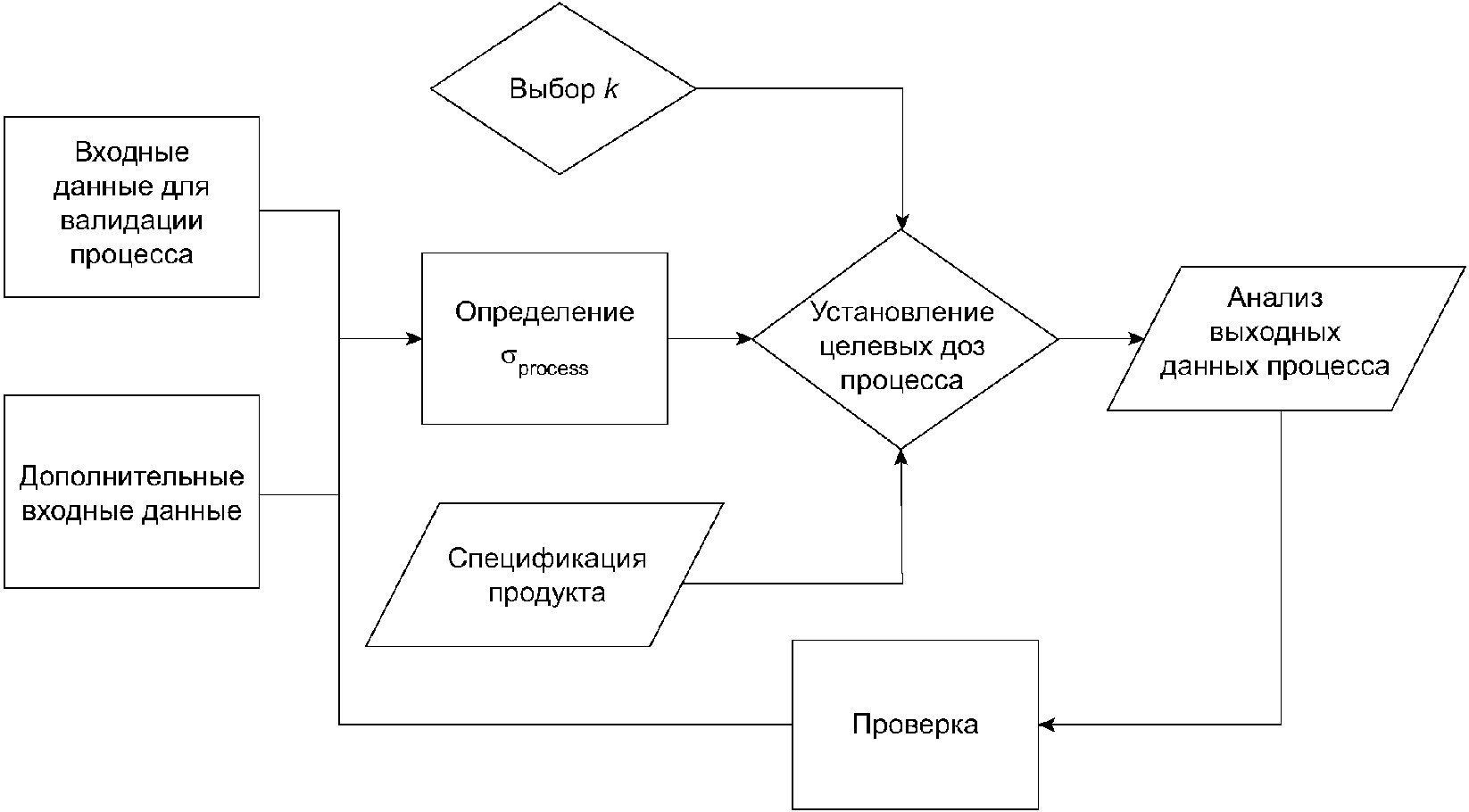
5.1 Входные данные и этапы установления целевой дозы
5.1.1 Общие положения
Процесс облучения контролируется с помощью параметров процесса стерилизации и дозиметрических измерений. Могут быть определены три целевые дозы процесса на точке текущего контроля: Dtargetlower, Dtargetupper и Dtarget, соответствующие нижнему и верхнему заданным пределам для целевой дозы процесса и фактической целевой дозы процесса, выбранной для стерилизации в данных условиях.
При определении диапазона целевых доз технологического процесса используется ряд факторов.
Входные данные и шаги по установлению целевой дозы процесса перечислены в следующих пунктах и показаны на рисунке 1.
целевой дозы процесса
5.1.2 Входные данные для валидации процесса (квалификации установленного, действующего, эксплуатируемого оборудования)
Результаты валидации процесса, которые могут быть использованы для обеспечения исходных данных и для установления целевых доз процесса, включают:
a) величину минимальной дозы изделия Dmin для данной конфигурации загрузки и набора рабочих параметров и ее соотношение с дозой Dmon в точке контроля;
b) величину максимальной дозы продукта Dmax для данной конфигурации загрузки и набора рабочих параметров и ее соотношение с дозой Dmon в точке контроля;
c) изменчивость, связанную с Dmin, Dmax и Dmon, и неопределенность, связанную с их отношениями (если они используются);
и, если применимо, влияние
d) прерывания процесса;
e) переходов между разными изделиями;
f) частично заполненных контейнеров для облучения.
Применение данных валидации процесса при установлении целевых доз технологического процесса рассматривается в 5.2.
Примечание - Термин "аттестация" по ГОСТ ИСО 11137-1 эквивалентен термину "квалификация", используемому в настоящем стандарте. Термин "аттестация" будет изменен при пересмотре ГОСТ ИСО 11137-1.
5.1.3 Дополнительные входные данные
Дополнительные входные данные могут включать компоненты, которые вносят вклад в неопределенность процесса и не фиксируются во время валидации процесса. Они могут включать, в частности,  и/или коэффициенты определения целевой дозы, определяемые оператором в зависимости от обстоятельств.
и/или коэффициенты определения целевой дозы, определяемые оператором в зависимости от обстоятельств.
5.1.4 Определение 
Стандартное отклонение, которое будет использоваться при установлении целевых доз процесса, обозначается  и может быть получено путем количественной оценки отдельных компонентов неопределенности измерения и изменчивости процесса или путем количественной оценки сочетания компонентов, полученных в ходе действий по квалификации, и путем использования исторических данных для данного облучателя.
и может быть получено путем количественной оценки отдельных компонентов неопределенности измерения и изменчивости процесса или путем количественной оценки сочетания компонентов, полученных в ходе действий по квалификации, и путем использования исторических данных для данного облучателя.
Отдельные определения  , используемые для расчета верхнего значения целевой дозы процесса
, используемые для расчета верхнего значения целевой дозы процесса  и нижнего значения целевой дозы процесса
и нижнего значения целевой дозы процесса  могут быть использованы для определения диапазона целевых доз процесса. Оценка этих входных данных рассматривается в 5.3.
могут быть использованы для определения диапазона целевых доз процесса. Оценка этих входных данных рассматривается в 5.3.
и нижнего значения целевой дозы процесса могут быть использованы для определения диапазона целевых доз процесса. Оценка этих входных данных рассматривается в 5.3.5.1.5 Спецификации дозы продукта
Спецификации дозы продукта, которые определяются в соответствии с ИСО 11137-1:
a) стерилизующая доза Dster;
b) максимально допустимая доза Dmax,acc.
5.1.6 Выбор коэффициента охвата k
Выбирается коэффициент охвата k, представляющий требуемый или выбранный уровень достоверности для процесса (см. 5.4.1).
5.1.7 Процесс установления целевых доз
Сочетание входных данных используется для расчета диапазона целевых доз процесса в точке текущего контроля, определенного между:
a) наименьшей целевой дозой процесса, при которой будет достигнута минимальная доза для изделия, которая будет равна или будет больше Dster при определенном уровне достоверности;
b) наибольшей целевой дозой процесса, при которой будет достигнута максимальная доза для изделия, которая будет равна или будет меньше Dmax,acc при определенном уровне достоверности.
Расчет этих целевых показателей рассматривается в 5.4.
5.1.8 Анализ выходных данных процесса
Анализ текущих измерений доз и контролируемых технологических параметров используется для определения того, находится ли процесс под контролем (см. 6.5 и 6.6).
5.1.9 Проверка
Постоянный анализ данных следует использовать для уточнения исходной информации, используемой для определения  , см. 6.6 и раздел 8.
, см. 6.6 и раздел 8.
5.2.1 Общие положения
Целью картирования дозы, получаемой при квалификации эксплуатируемого оборудования (PQ), является предоставление информации о распределении дозы в процессе облучения и изменчивости процесса. Определяются точки минимальной и максимальной доз, поглощенных изделием, для конкретного процесса облучения и набора рабочих параметров, а также устанавливается место для контрольной точки текущего контроля.
Точка минимальной или максимальной дозы может быть выбрана в качестве точки(ек) контроля. В качестве альтернативы, измерение дозы в изделии может быть выполнено косвенно, посредством установки взаимосвязи между дозами в точке минимальной дозы, точке максимальной дозы и точке текущего контроля.
Хотя минимальное количество карт доз, необходимых для установления параметров облучения, как правило, равно трем, большее количество повторов повышает достоверность полученных средних минимальных и максимальных доз для продукта и, если применимо, соотношение этих доз с дозой в точке текущего контроля и соответствующими стандартными отклонениями для данного процесса.
Dster и Dmax,acc устанавливаются в соответствии с требованиями ИСО 11137-1. Квалификация эксплуатируемого оборудования устанавливает взаимосвязь между Dster, Dmax,acc и дозой в контрольной точке для данного процесса. Эта взаимосвязь в сочетании с информацией о неопределенности измерения дозы и изменчивости процесса позволяет определить диапазон целевых доз процесса в точке(ах) контроля (на рисунке 5 приведен пример процесса).
Существует ряд факторов, которые влияют на PQ, предоставляющую достаточно информации для настройки процесса, который при контролируемых условиях позволяет получать продукт, облученный в пределах заданных доз Dster и Dmax. Данная информация может включать сведения об определении взаимосвязи между максимальной, минимальной дозами и дозой в контрольной точке, а также сведения об изменчивости процесса.
Факторы, которые могут повлиять на количество используемых дозиметров и количество повторных картирований, включают, помимо прочего, следующее:
a) тип излучения (гамма-излучение, пучок электронов или рентгеновское излучение);
b) сложность продукта;
c) предыдущие данные картирования для аналогичной продукции;
d) информацию, полученную от OQ;
e) выходные данные математических моделей.
Информацию об использовании математических моделей см. в ASTM E2232 [8].
Если PQ была проведена с картированием дозы, которая запланирована таким образом, чтобы выявить соответствующие источники изменчивости процесса, можно проанализировать данные для получения комбинированного значения нескольких компонентов изменчивости. Например, исследование карты дозы PQ в гамма-диапазоне может быть разработано так, чтобы исследовать ожидаемый диапазон условий стерилизации, включая окружающие продукты, а исследование карты дозы PQ в пучке электронов может быть разработано для включения комбинаций изменений параметров облучения, включая изменения, полученные в течение длительного времени. См. приложение A, пример 3, в котором показана PQ, разработанная для получения комбинированного значения нескольких компонентов изменчивости.
В качестве альтернативы, если картирование дозы PQ не отражает комбинированное воздействие этих компонентов, например, картирование дозы, выполняемое без изменения параметров объекта или предназначенное для уменьшения изменчивости, связанной с нормальным процессом стерилизации (иногда называемой "постоянным процессом"), дополнительные компоненты изменчивости должны быть включены для получения  там, где это необходимо. Это может быть, например, изменчивость, связанная с параметрами облучения или окружающими продуктами, которые были бы определены во время OQ. См. приложение A, пример 4, в котором показан пример расчета
там, где это необходимо. Это может быть, например, изменчивость, связанная с параметрами облучения или окружающими продуктами, которые были бы определены во время OQ. См. приложение A, пример 4, в котором показан пример расчета  , полученного из данных OQ.
, полученного из данных OQ.
Расчет  может быть различным при постоянной работе и при работе с частыми переходами, с частично заполненными контейнерами или с перерывами. См. приложение A, пример 1, где расчет
может быть различным при постоянной работе и при работе с частыми переходами, с частично заполненными контейнерами или с перерывами. См. приложение A, пример 1, где расчет  корректируется при переходе от постоянного системного процесса к процессу с переходами.
корректируется при переходе от постоянного системного процесса к процессу с переходами.
В случае установленных условий стерилизации, для которых существует история отображения дозы и данных текущего контроля, оценку  обосновывают по объединенной информации из таких источников. Использование объединенных данных, например, от облучения элементов одной и той же категории процесса стерилизации, скорее всего, приведет к более точному определению
обосновывают по объединенной информации из таких источников. Использование объединенных данных, например, от облучения элементов одной и той же категории процесса стерилизации, скорее всего, приведет к более точному определению  по сравнению со значениями, основанными на меньшем количестве карт доз. См. приложение A, пример 2, в котором показан процесс с использованием предыдущих (архивных) данных.
по сравнению со значениями, основанными на меньшем количестве карт доз. См. приложение A, пример 2, в котором показан процесс с использованием предыдущих (архивных) данных.
Другие примеры подходов для анализа данных PQ и определения  приведены в приложении A.
приведены в приложении A.
Установление категорий процесса стерилизации позволяет оператору группировать вместе продукты, которые можно облучать с использованием одних и тех же параметров стерилизации. Выбор параметров не может быть оптимальным для какого-либо одного продукта, а скорее обеспечивает общий процесс, который будет работать для всех продуктов в группе.
Для гамма- и рентгеновских установок правила, касающиеся категорий процесса стерилизации, могут быть установлены во время OQ. Ключевой частью установления категорий процесса стерилизации является оценка того, как изменения плотности в окружающих контейнерах для облучения влияют на известные распределения и величины доз, чтобы определить допустимые изменения плотности в пределах категории процесса стерилизации. Изделие может быть элементом более чем одной категории процесса стерилизации в зависимости от диапазона допустимых целевых доз процесса. Изделия, которые могут стерилизоваться более чем в одной категории, часто используются для перехода между плотностями. См. 5.4.3 и 6.3.6 для получения дополнительной информации о переходах.
При облучении пучком электронов изделия обычно облучают последовательно с зазорами, вводимыми для уменьшения влияния между группами продуктов с различными характеристиками плотности или требованиями стерилизации. Изделия могут быть сгруппированы по категориям процесса стерилизации, если результаты картирования показывают, что они могут стерилизоваться с одинаковыми параметрами стерилизации, а влияние соседних контейнеров для облучения, если применимо, было охарактеризовано и учтено.
5.3.1 Общие положения
Значение  может быть получено различными способами. Они могут включать количественную оценку отдельных или комбинированных компонентов, а также использование предыдущих данных, включая данные OQ.
может быть получено различными способами. Они могут включать количественную оценку отдельных или комбинированных компонентов, а также использование предыдущих данных, включая данные OQ.
Важным фактором при оценке  является то, все ли соответствующие компоненты проявляются в измерениях, сделанных в ходе PQ. Некоторые компоненты будут проявляться постоянно, в то время как другие могут проявляться только со временем или не проявляться вовсе. На рисунке 2 и в следующих пунктах описаны основные категории компонентов
является то, все ли соответствующие компоненты проявляются в измерениях, сделанных в ходе PQ. Некоторые компоненты будут проявляться постоянно, в то время как другие могут проявляться только со временем или не проявляться вовсе. На рисунке 2 и в следующих пунктах описаны основные категории компонентов  и способы их оценки.
и способы их оценки.
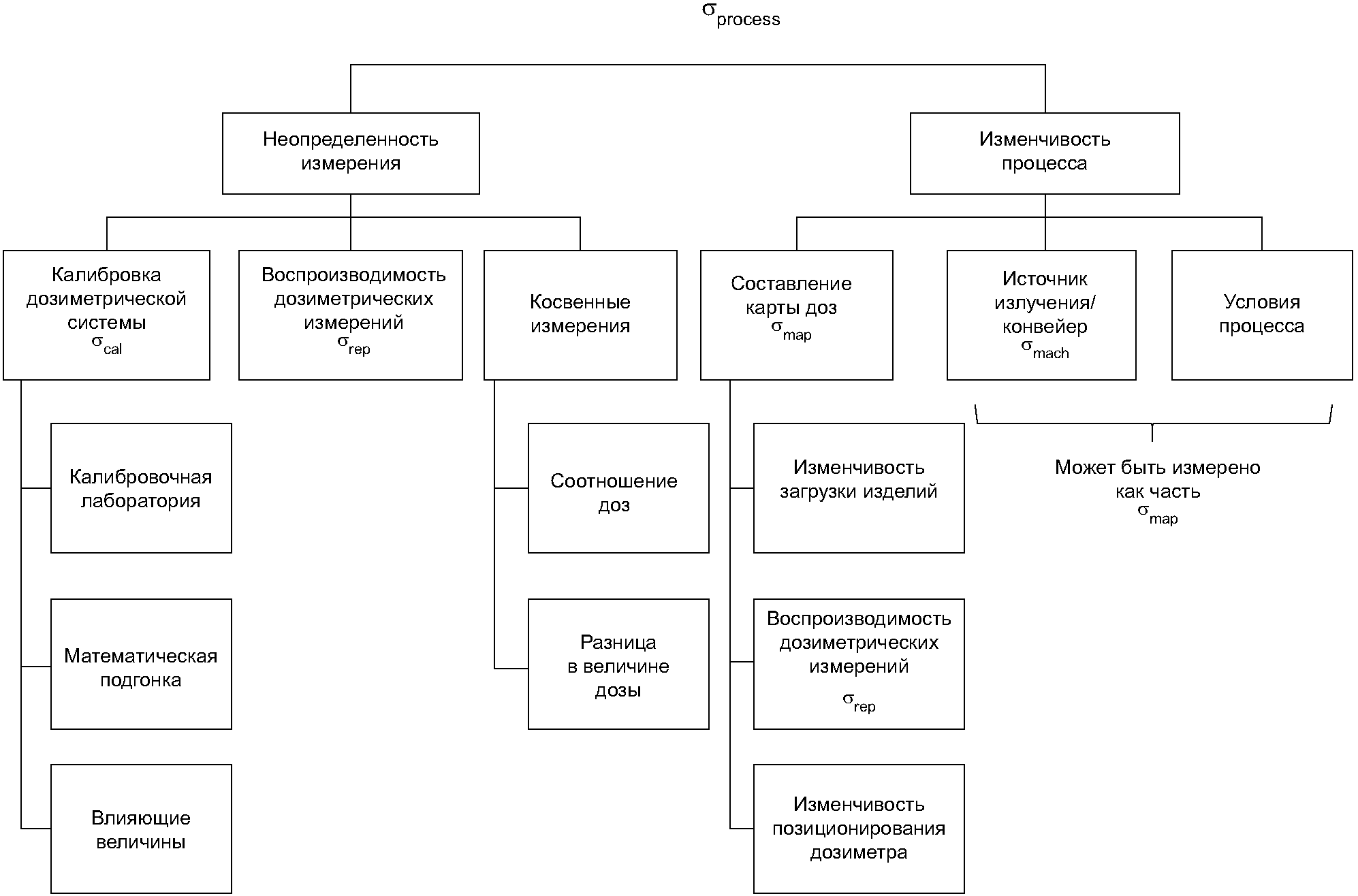
5.3.2 Компоненты, связанные с неопределенностью измерения
Неопределенность присуща любому дозиметрическому измерению, но значимость компонентов неопределенности измерения при стерилизации для включения в  должна определяться компетентным персоналом. Некоторые из этих компонентов учитываются в процессе картирования дозы, а некоторые нет.
должна определяться компетентным персоналом. Некоторые из этих компонентов учитываются в процессе картирования дозы, а некоторые нет.
Компоненты, связанные с неопределенностью измерений, можно разделить на три группы:
- компоненты, связанные с калибровкой дозиметрической системы,
- компоненты, связанные с воспроизводимостью измерений дозиметра,
- компоненты, относящиеся к косвенным измерениям.
Компоненты неопределенности, связанные с калибровкой дозиметрической системы  , включают:
, включают:
a) неопределенность, сообщаемую лабораторией калибровочных эталонов;
b) неопределенность, связанную с математической подгонкой калибровочной функции;
c) неопределенность, связанную с влиянием параметров окружающей среды на дозиметры во время калибровки и использования.
Примечание -  не включает в себя воспроизводимость измерения дозиметра, определенную во время калибровки, поскольку этот компонент неопределенности выражается в компонентах, связанных с изменчивостью процесса, см. 5.3.3.
не включает в себя воспроизводимость измерения дозиметра, определенную во время калибровки, поскольку этот компонент неопределенности выражается в компонентах, связанных с изменчивостью процесса, см. 5.3.3.
Неопределенность, связанная с лабораторными калибровочными эталонами и математическим соответствием калибровочной функции, не проявляется в измеренной изменчивости, но может заметно измениться после проведения новой калибровки и ее реализации. Влияние факторов может быть неочевидным в течение короткого периода времени, но может быть заметным в течение более длительных периодов времени, например, сезонные изменения могут изменить условия окружающей среды.
Изменчивость, связанная с дозиметрическими измерениями, обозначается как  . В процессе облучения может оказаться нецелесообразным измерять этот компонент отдельно, поскольку изменчивость, обусловленная всеми другими аспектами процесса, будет вносить вклад в наблюдаемую изменчивость при повторных измерениях дозы. В некоторых приложениях для измерения дозы эта изменчивость может быть включена в состав неопределенности, связанной с измерением (см. [3] и [4]). Однако этот компонент не следует рассматривать как дополнительный компонент
. В процессе облучения может оказаться нецелесообразным измерять этот компонент отдельно, поскольку изменчивость, обусловленная всеми другими аспектами процесса, будет вносить вклад в наблюдаемую изменчивость при повторных измерениях дозы. В некоторых приложениях для измерения дозы эта изменчивость может быть включена в состав неопределенности, связанной с измерением (см. [3] и [4]). Однако этот компонент не следует рассматривать как дополнительный компонент  , поскольку он будет отражен в другой наблюдаемой изменчивости.
, поскольку он будет отражен в другой наблюдаемой изменчивости.
В случае косвенных измерений дозы необходимо учитывать дополнительные компоненты неопределенности. Они подробно описаны в ИСО 11137-3.
Более подробную информацию о компонентах неопределенности и влияющих величинах см. в ISO/ASTM 51261 [3], ISO/ASTM 51707 [4], и ISO/ASTM 52701 [6].
Процедура картирования дозы PQ (ИСО 11137-1:2006, 9.3) предназначена для выявления компонентов  . Однако в зависимости от плана картирования PQ (5.2.2) будут выявлены различные компоненты
. Однако в зависимости от плана картирования PQ (5.2.2) будут выявлены различные компоненты  .
.
Компоненты изменчивости процесса, зафиксированные при картировании дозы, обозначаются как  , а компоненты, которые могут вносить вклад в
, а компоненты, которые могут вносить вклад в  , включают:
, включают:
a) изменчивость загрузки изделий;
b) изменчивость источника излучения и конвейерной системы  ;
;
c) воспроизводимость дозиметрической системы  ;
;
d) изменчивость условий процесса (например, изменение плотности в случае гамма-облучения);
e) изменчивость расположения дозиметра.
Эти компоненты изменчивости в той или иной форме измеряются в комбинации во время картирования дозы, но степень охвата полной изменчивости процесса зависит от плана картирования дозы. См. 5.2.2.
Некоторая изменчивость, измеренная в  , связана не только с изменчивостью продукта, но также и с изменчивостью размещения дозиметров на повторяющихся картах. Если размещение дозиметра не является последовательным, это может привести к завышению измерения
, связана не только с изменчивостью продукта, но также и с изменчивостью размещения дозиметров на повторяющихся картах. Если размещение дозиметра не является последовательным, это может привести к завышению измерения  и не полностью отразить изменчивость дозы продукта. Более подробную информацию о картировании дозы PQ см. в ISO/ASTM 52303 [5].
и не полностью отразить изменчивость дозы продукта. Более подробную информацию о картировании дозы PQ см. в ISO/ASTM 52303 [5].
Компонент  , измеренный в
, измеренный в  , отражает изменчивость за период времени, в течение которого проводилось картирование дозы. В некоторых случаях
, отражает изменчивость за период времени, в течение которого проводилось картирование дозы. В некоторых случаях  можно оценить, если параметры облучателя хорошо изучены и охарактеризованы.
можно оценить, если параметры облучателя хорошо изучены и охарактеризованы.
Сочетание  и
и  может быть измерено с использованием точек текущего контроля с течением времени, которое не зависит от прочих факторов, таких как продукт (приложение A, пример 5). Пример оценки
может быть измерено с использованием точек текущего контроля с течением времени, которое не зависит от прочих факторов, таких как продукт (приложение A, пример 5). Пример оценки  на основе параметров стерилизации см. в приложении A, пример 4.
на основе параметров стерилизации см. в приложении A, пример 4.
Карты доз часто составляются в "постоянном процессе", и это означает, что изменчивость условий процесса не всегда фиксируется как часть PQ. Квалификация эксплуатируемого оборудования может предоставить дополнительные компоненты  , где это применимо, например, такие как прерывания процесса, переходы между различными значениями плотности, воздействие частично заполненных контейнеров для облучения и изменчивость во времени. Компоненты, связанные с этими исследованиями, могут быть объединены в рамках
, где это применимо, например, такие как прерывания процесса, переходы между различными значениями плотности, воздействие частично заполненных контейнеров для облучения и изменчивость во времени. Компоненты, связанные с этими исследованиями, могут быть объединены в рамках  , если эти воздействия являются частью нормальной стерилизации. В приложении A, примеры 1 - 5, рассматриваются дополнительные компоненты
, если эти воздействия являются частью нормальной стерилизации. В приложении A, примеры 1 - 5, рассматриваются дополнительные компоненты  , которые не были выявлены в PQ.
, которые не были выявлены в PQ.
5.3.4 Объединение компонентов погрешности
Соответствующие компоненты  , при объединении под корнем, (квадратный корень из суммы квадратов) вносят свой вклад в ее общее значение.
, при объединении под корнем, (квадратный корень из суммы квадратов) вносят свой вклад в ее общее значение.
Для примера расчетов  см. приложение A. Приведено множество примеров, чтобы дать представление о различных компонентах, которые имеют значение в зависимости от плана исследований, процесса облучения и того, как контролируется процесс облучения.
см. приложение A. Приведено множество примеров, чтобы дать представление о различных компонентах, которые имеют значение в зависимости от плана исследований, процесса облучения и того, как контролируется процесс облучения.
Независимо от подхода, принятого при оценке  , необходимо осуществлять постоянный контроль процесса для проверки и уточнения первоначальной оценки
, необходимо осуществлять постоянный контроль процесса для проверки и уточнения первоначальной оценки  .
.
5.3.5 Уменьшение влияния стандартного отклонения 
Если значение  завышено, это может снизить возможности или гибкость облучения продукта. Завышение оценки может произойти, если компоненты неопределенности или изменчивости подсчитываются дважды или если эти компоненты оцениваются слишком консервативно. Этих проблем можно избежать, если правильно составить бюджет неопределенности, содержащий все значимые компоненты неопределенности и изменчивости. Подходы к уменьшению значения некоторых компонентов представлены в таблице 2.
завышено, это может снизить возможности или гибкость облучения продукта. Завышение оценки может произойти, если компоненты неопределенности или изменчивости подсчитываются дважды или если эти компоненты оцениваются слишком консервативно. Этих проблем можно избежать, если правильно составить бюджет неопределенности, содержащий все значимые компоненты неопределенности и изменчивости. Подходы к уменьшению значения некоторых компонентов представлены в таблице 2.
Примечание - Идентификация и количественное определение компонентов  дает информацию о том, какие компоненты вносят наибольший вклад в
дает информацию о том, какие компоненты вносят наибольший вклад в  и, следовательно, будут иметь наибольшее влияние на то, как можно уменьшить общую изменчивость, связанную с процессом. Идентификация и количественное определение компонентов могут включать (но не ограничиваться ими) категории компонентов, которые способны вносить вклад в
и, следовательно, будут иметь наибольшее влияние на то, как можно уменьшить общую изменчивость, связанную с процессом. Идентификация и количественное определение компонентов могут включать (но не ограничиваться ими) категории компонентов, которые способны вносить вклад в  , перечисленные в таблице 2.
, перечисленные в таблице 2.
Таблица 2
Компонент | Описание | Примечания | Действия по сокращению |
Компоненты, связанные с неопределенностью дозиметрической системы | Неопределенность, сообщенная калибровочной лабораторией | Этот компонент не будет проявляться в наблюдаемой изменчивости для данной партии/калибровки дозиметров, но должен быть включен в измерения, требующие прослеживаемости. | Использование аккредитованной калибровочной лаборатории с более низкой заявленной неопределенностью |
Неопределенность из-за математической подгонки калибровочной функции | Неопределенность может варьироваться в зависимости от уровня дозы. Этот компонент не проявляется в наблюдаемой изменчивости для данной партии/калибровки дозиметров и присущ каждому измерению дозы | Увеличение количества повторных измерений во время калибровки; выбор калибровочной кривой, наилучшим образом соответствующей данным, с использованием графика остаточных значений для поддержки выбора; выбор доз, наиболее подходящих для покрытия рабочего диапазона облучателя | |
Неопределенность, связанная с влиянием параметров окружающей среды на дозиметры во время калибровки и использования | В зависимости от условий, в которых происходило картирование дозы, они могли быть или могли не быть зафиксированы, например, картирование дозы при более низких дозах может не отражать влияющие величины, а именно температуру, наблюдаемую при плановом облучении | Следует убедиться, что условия калибровки и/или условия проверки должны отражать условия во время картирования и планового облучения, включая температуру и мощность дозы, если это применимо. При необходимости повторяют калибровку на сезонной основе | |
Контроль воспроизводимости | Последовательность размещения дозиметра для измерения контролируемой дозы | Измеренные дозы зависят как от характеристик воздействия излучения, так и от воздействия окружающих изделий | Следует убедиться, что дозиметры установлены правильно, возможно, с использованием шаблона для размещения или фиксированный держатель на контейнере для облучения |
Изменчивость из-за влияния изделия | В пучке электронов рассеяние от продуктов может повлиять на значение При гамма- и рентгеновском излучении пустоты в упаковках изделия или смещение загрузок в контейнере для облучения могут привести к несогласованным дозам в контрольных точках | Использование текущей дозиметрии в точке, удаленной от изделия. Четко определенные процедуры упаковки изделия для обеспечения постоянного воздействия луча на продукт важны при использовании точек дозиметрии, удаленных от продукта. Поскольку дозиметр не находится на контейнере для облучения, он не сможет обнаружить неправильно упакованный продукт. Упаковка, предназначенная для предотвращения перемещения изделий в контейнере для облучения, также снизит изменчивость из-за влияния изделия | |
Косвенное измерение | Неопределенность для косвенных измерений в отношениях доз, полученная при картировании | Неопределенность, связанная с соотношениями, актуальна при использовании дозиметра для текущего контроля для косвенного измерения минимальной или максимальной дозы продукта, доставленной во время процесса | При установлении целевых показателей процесса используют метод контроля процесса, а не измерение дозы, поглощенной изделием, см. 4.2 и 6.5.4. Контролируют минимальную и/или максимальную дозу. См. приложение A, пример 2 |
Компоненты, относящиеся к измерениям доз во время квалификационных исследований | Изменчивость конфигурации загрузки | Относится к допускам на то, как коробки с продуктами размещаются внутри контейнера для облучения | Определение более безопасной конфигурации загрузки для уменьшения изменчивости из-за смещения изделий или добавления материалов для предотвращения перемещения изделия внутри контейнера для облучения |
Изменчивость продукта | Относится к изменениям в изделиях, которые актуальны, когда отдельные единицы изделия внутри коробки имеют непоследовательную упаковку, например сыпучие материалы, или когда продукты не являются однородными | Административный или иной контроль, обеспечивающий единообразную упаковку изделий в короба. Определение равномерного распределения плотности в пределах ориентации упаковки продукта для уменьшения колебания плотности по всей партии | |
Последовательность размещения дозиметра на карте дозы | Может влиять на значение | Следует убедиться, что дозиметры размещены последовательно на повторяющихся картах (с правильным определением местоположения в изделии или на его поверхности). Проводят соответствующий контроль качества и обучение, чтобы гарантировать согласованное размещение дозиметров | |
Неопределенность, связанная с воспроизводимостью дозиметрической системы, используемой при картировании дозы | Будут измеряться вместе с вкладом Воспроизводимость дозиметров для картирования дозы не следует включать в Это пример компонента, который можно подсчитать дважды без тщательного анализа | Использование нескольких дозиметров в некоторых точках картирования доз может уменьшить этот вклад, например, в местах текущего контроля и в ожидаемых областях максимальной и минимальной дозы. Измеряют несколько положений, считающихся эквивалентными на основе симметрии внутри контейнера для облучения | |
Компоненты, связанные с изменчивостью оборудования | Изменчивость мощности и энергии для пучка электронов и рентгеновского излучения | Изменения мощности и энергии могут повлиять на величину дозы, подаваемой на изделие. Эта изменчивость измеряется во время OQ | Улучшение контроля параметров. Оценивают влияние параметров и регулируют соответствующие допуски, необходимые для конкретных условий эксплуатации. Если возможно, выполняют процесс с наиболее стабильными параметрами |
Изменчивость в процессах с малой дозой при высокой скорости конвейера или коротком времени цикла | Перемещение изделий на высоких скоростях конвейера может повлиять на величину дозы, подаваемой на изделие. Это особенно заметно при более низких дозах | Для пучка электронов аттестуют процесс с пониженной выходной мощностью. Для гамма-излучения аттестуют процесс с меньшим количеством стоек источников для большего контроля скорости (если это возможно) | |
Компоненты, связанные с условиями стерилизации | Влияния дозы из-за перехода от одной плотности изделия к другой | Для гамма-облучателей влияние на дозу продукта различной плотности, присутствующего в облучателе, определяется как часть квалификации процесса (ИСО 11137:2006, 9.3.7). Для пучка электронов эффект от наличия пустых или отсутствующих контейнеров для облучения, предшествующих и следующих за продуктом, фиксируется при картировании дозы PQ | Переход осуществляется путем перемещения вверх и вниз по диапазону плотности, где интервалы доз продукта достаточно широки. Используют фантомный материал с одинаковой плотностью для перехода от одного продукта к другому. Располагают продукты с одинаковыми характеристиками плотности в определенной последовательности |
Влияния дозы из-за прерывания процесса | Прерывания процесса гамма-излучения могут привести к небольшому увеличению дозы и будут зависеть от уровня активности и скорости, с которой стойка с источниками возвращается в место хранения и в положение облучения в результате прерывания. Влияние прерывания процесса для пучка электронов может зависеть от причины прерывания, и ее величина зависит от геометрии и мощности луча, скорости/положения конвейера во время остановки и перезапуска процесса, а также от размера и веса контейнера для облучения. Может возникнуть необходимость утилизировать продукт, который подвергся прерыванию процесса | Влияние прерывания процесса не всегда возможно уменьшить посредством модификации оборудования | |
Влияние дозы при частично заполненных контейнерах для облучения | Применимо для гамма- и рентгеновского излучения, когда частично заполненные контейнеры могут повлиять на дозу облучения продукта | Влияние частично заполненных контейнеров для облучения можно уменьшить, если заполнить оставшуюся часть частично заполненного контейнера фантомным материалом, чтобы имитировать полный контейнер | |
Примечание - В настоящей таблице представлены все возможные группы компонентов, чтобы ознакомить пользователей с основой. Важно отметить, что на практике компоненты могут быть сгруппированы по-разному, чтобы избежать двойного счета и т.д. | |||
Один из методов определения диапазона целевых доз процесса заключается в применении коэффициента охвата k к оценке  в зависимости от требуемого уровня достоверности, при котором минимальная доза продукта превышает Dster, а максимальная не превышает Dmax,acc.
в зависимости от требуемого уровня достоверности, при котором минимальная доза продукта превышает Dster, а максимальная не превышает Dmax,acc.
Коэффициент охвата k (обычно принимается равным k = 2, что приблизительно соответствует уровню достоверности 95% для двустороннего распределения Гаусса или уровню достоверности 97,5% для одностороннего распределения Гаусса. Двустороннее распределение используется, когда требуется определить диапазон доз вокруг целевой дозы технологического процесса, чтобы получить дозы выше и ниже, чем целевая доза процесса. Одностороннее распределение выбирается, когда требуется либо оставаться выше требуемой минимальной дозы, либо оставаться ниже разрешенной максимальной дозы. Следовательно, стерилизация при значении Dtargetlower, которое было установлено при k = 2, означает, что существует 2,5% вероятности (риска) того, что минимальная доза может быть ниже Dster.
Примечание - Фактический уровень достоверности зависит от степеней свободы (связанных с количеством измерений). Следует обратиться к руководству по выражению неопределенности измерения (GUM) [11], [12] для получения дополнительной информации о взаимосвязи между уровнями достоверности и количеством измерений.
Различные значения k применяются в зависимости от оценки риска для продукта и процесса (см. ИСО 14971 [2]).
В некоторых ситуациях продукт с небольшим диапазоном доз (т.е. небольшой разницей между Dster и Dmax,acc) может облучаться только с использованием целевой дозы, рассчитанной с низким значением k, и в этом случае следует оценить повышенный риск того, что Dmin < Dster и Dmax > Dmax,acc учитывается при принятии бизнес-решений и управлении рисками. Запись параметров процесса для партии может предоставить полезную информацию для оценки соответствия процесса.
 , (5.1)
, (5.1) , (5.2)
, (5.2)где  и
и  - значения стандартного отклонения процесса, связанные с максимальной и минимальной дозами продукта соответственно. Эти значения
- значения стандартного отклонения процесса, связанные с максимальной и минимальной дозами продукта соответственно. Эти значения  умножаются на коэффициент охвата k в зависимости от требуемого уровня достоверности. Различные значения k могут быть выбраны для UFupper и UFlower в зависимости от требований процесса. Используя значения UF, полученные выше, можно определить два статистически обоснованных значения для самого высокого и самого низкого значений дозы в точках максимальной и минимальной дозы для использования в процессе. Они обозначаются как Dmaxlimit и Dminlimit соответственно:
умножаются на коэффициент охвата k в зависимости от требуемого уровня достоверности. Различные значения k могут быть выбраны для UFupper и UFlower в зависимости от требований процесса. Используя значения UF, полученные выше, можно определить два статистически обоснованных значения для самого высокого и самого низкого значений дозы в точках максимальной и минимальной дозы для использования в процессе. Они обозначаются как Dmaxlimit и Dminlimit соответственно:
и - значения стандартного отклонения процесса, связанные с максимальной и минимальной дозами продукта соответственно. Эти значения Контрольные точки при текущем контроле могут находиться в точках получения максимальной и минимальной дозы или в отдельных точках контроля. Для процессов, доза которых измеряется в отдельной точке контроля, диапазон целевых доз контроля возможно рассчитать по формулам (5.3) и (5.4) следующим образом:
Dtargetupper = Dmaxlimit/Rmax/mon, (5.5)
Dtargetlower = Dminlimit/Rmin/mon. (5.6)
Целевыми параметрами стерилизации может быть любая комбинация в пределах эксплуатационных характеристик облучателя, которая поддерживает требуемое распределение дозы и  и нацелена на минимальную дозу для продукта на уровне или выше Dminlimit и максимальную дозу на продукт на уровне или ниже Dmaxlimit. Какая бы целевая доза Dtarget ни была выбрана, распределение результатов выше и ниже этого значения будет получено в ходе текущего контроля процесса облучения.
и нацелена на минимальную дозу для продукта на уровне или выше Dminlimit и максимальную дозу на продукт на уровне или ниже Dmaxlimit. Какая бы целевая доза Dtarget ни была выбрана, распределение результатов выше и ниже этого значения будет получено в ходе текущего контроля процесса облучения.
Для повышения эффективности работы может быть выбрано значение Dtarget = Dtargetlower. Облучение минимально возможной дозой увеличит количество изделий, которое можно облучить за заданный период времени.
Целевое значение Dtarget может быть выбрано на основе предыдущих данных. На действующем предприятии, где требования к дозе соблюдаются на постоянной основе, можно использовать коэффициент определения целевой дозы, чтобы определить Dtargetupper и Dtargetlower. Расчет UFupper и UFlower все равно должен быть выполнен, чтобы убедиться, что изменчивость, связанная с процессом, соответствует целевым коэффициентам определения дозы. Пример процесса, использующего целевую дозу, представлен в приложении A, пример 2. Другая стратегия заключается в выборе целевой дозы, которая ближе к середине диапазона целевых доз между Dtargetupper и Dtargetlower. Данная стратегия снизит риск выхода измерения за пределы спецификации.
При настройке параметров процесса стерилизации можно принять во внимание особые факторы. Примерами особых факторов являются ожидаемые изменения дозы облучения в результате изменения плотности или категории процесса стерилизации в гамма- или рентгеновском диапазоне, а также эффекты, вызванные прерыванием процесса. Эти эффекты характеризуются как часть OQ или посредством комбинации исследований OQ и PQ.
В гамма-облучателях переходы между категориями процесса стерилизации могут быть выполнены путем планирования изделия, которое соответствует обеим категориям процесса стерилизации при изменении параметров, если это применимо (см. 5.2.3). Точно так же переход между изделиями с разной плотностью может выполняться путем облучения изделий в последовательности, где изменение параметров от одной плотности к другой приведет к дозам в пределах спецификации для всего продукта в облучателе. Примеры расчета эффектов перехода в гамме показаны в приложении A, примеры 1 и 2.
Прерывания процесса могут по-разному влиять на максимальную и минимальную дозу. Влияние прерывания процесса может быть учтено при настройке параметров процесса стерилизации, если величина воздействия все еще позволяет процессу соответствовать требованиям к дозе. См. 6.3.5 для получения дополнительной информации о прерываниях процесса и приложение A, примеры 2 - 4, для их применения при настройке параметров процесса стерилизации.
Установленная целевая доза процесса гарантирует, посредством контроля процесса, что Dster и Dmax,acc для продукта соблюдаются на регулярной основе в пределах определенного уровня достоверности.
5.4.4 Оценка возможностей процесса
Возможности процесса - это мера способности процесса достигать выходных данных в пределах спецификации.
Диапазон целевых доз технологического процесса дает первое представление о том, будет ли процесс пригодным или нет. Например, если Dtargetlower выше, чем Dtargetupper, это означает, что спецификации доз не могут быть выполнены для данного процесса без изменения спецификации дозы, конфигурации загрузки изделий, уровня достоверности, или уменьшения компонентов  . В приложении A, пример 3, приведен пример процесса с жесткими требованиями к дозе.
. В приложении A, пример 3, приведен пример процесса с жесткими требованиями к дозе.
Допускается работать, когда значение Dtargetlower равно Dtargetupper, но оператор облучателя может выбрать минимальную разницу между ними исходя из способности надежно настроить процесс. Эта величина будет зависеть как от возможностей облучателя, так и от политики лаборатории радиационного контроля.
Примечание - При определении процесса были рассмотрены все соответствующие источники неопределенности и изменчивости измерений. Во время текущей стерилизации, когда нет особых причин, только часть изменчивости будет очевидной, поэтому при измерении возможностей процесса рассматривается только наблюдаемая изменчивость.
Более подробную информацию об оценке возможностей процесса см. в ASTM E2281 [9].
6.1 Общие положения
Текущий контроль и управление представляют собой конкретные действия, обеспечивающие выполнение спецификаций процесса.
Чтобы гарантировать, что продукция обрабатывается в соответствии с требованиями, указанными в ИСО 11137-1, должны применяться стандартные средства управления процессом. Управление процессом во время текущей стерилизации включает надлежащее поступление изделий для облучения, планирование облучения, загрузку изделия, хранение, обращение, облучение, контроль дозы, выгрузку, выпуск и отгрузку изделий. Для некоторых из этих позиций элементы, которые необходимо учитывать, являются общими для гамма-излучения, пучка электронов и рентгеновского излучения, в то время как другие элементы являются уникальными для гамма-излучения, пучка электронов или рентгеновского излучения.
6.2 Обращение с изделиями
6.2.1 Получение изделий
После получения изделий в облучающей организации необходимо проверить серию или партию полученных изделий, информацию по хранению (если применимо), информацию по стерилизации и количество изделий, включая количество изделий, предназначенных для целей тестирования, и изделий, которые повреждены при получении в соответствии с установленными процедурами.
Хранение изделий до облучения должно происходить в зоне, предназначенной для изделий, которые не были подвергнуты облучению. При этом необходимо обеспечивать соответствующие условия для тех изделий, которые требуют хранения в определенных условиях окружающей среды.
Примечание - Обычной производственной практикой является маркировка нестерильных изделий как стерильных, которые затем стерилизуются с помощью облучателя. Регулирующие органы обычно предъявляют особые требования, которые необходимо выполнять, когда нестерильное изделие, помеченное как стерильное, отправляется в контрактный облучатель/стерилизатор.
6.2.2 Загрузка
При загрузке изделий в контейнер для облучения необходимо учитывать, что:
a) изделие следует загружать в контейнеры для облучения в соответствии с указанной конфигурацией загрузки.
Примечание - Каждая конфигурация загрузки, используемая во время текущей стерилизации, включая частично заполненные контейнеры для облучения, основана на исследовании карты доз. Заданная конфигурация загрузки как результат исследования карты дозы является требованием ИСО 11137-1:2006, 9.4.3;
b) дозиметры следует размещать в определенных точках и в количестве, установленном процедурами (см. 6.3.3);
c) количество изделий для каждого цикла должно быть документировано. Изделия, предназначенные для тестирования, должны быть включены в подсчет с соответствующей отметкой в протоколах стерилизации;
d) любые частично заполненные контейнеры для облучения должны быть отмечены в протоколах стерилизации для стерилизационной партии изделий;
e) любые несоответствия, выявленные во время загрузки, следует устранять в соответствии с установленными процедурами.
6.2.3 Выгрузка
При выгрузке изделия из облучателя в соответствии с документированными процедурами проводят:
a) проверку количества изделий;
b) паллетирование изделий по установленным техническим требованиям, если это необходимо;
c) извлечение образцов, предназначенных для тестирования;
d) снятие дозиметров, проверку правильности их размещения, времени/даты снятия и хранение дозиметров до измерения;
e) идентификацию поврежденного изделия;
f) идентификацию статуса изделия и хранение в соответствующей обозначенной зоне с учетом необходимости разделения между облученными и необлученными изделиями.
6.2.4 Хранение
После облучения изделия следует хранить в специально отведенном месте. При необходимости их следует хранить в указанных условиях окружающей среды.
6.2.5 Отгрузка
Перед отгрузкой изделий необходимо:
a) сравнить количество изделий при получении, загрузке, выгрузке и перед окончательной отгрузкой, расхождения должны быть задокументированы и устранены;
b) проверить изделия на предмет повреждений и при необходимости идентифицировать их;
c) убедиться, что спецификации процесса были соблюдены;
d) подготовить изделия к отгрузке (см. раздел 7).
6.3 Стерилизация изделий
6.3.1 Общие положения
Изделия следует облучать только с использованием облучателя, прошедшего валидацию в соответствии с требованиями ИСО 11137-1 и в соответствии с документированными процедурами, обеспечивающими соблюдение установленных технических требований к процессу. Дозы должны контролироваться с помощью откалиброванной дозиметрической системы. Дозиметрическая система должна быть откалибрована с использованием установленных процедур и соответствовать национальным или международным стандартам. Неопределенность измерения дозы должна быть определена и задокументирована.
6.3.2 Параметры процесса стерилизации
В процессе облучения должны контролироваться и документироваться следующие параметры:
a) положение стойки(ек) источника гамма-излучения для гамма-излучения.
Примечание - Некоторые устройства имеют несколько положений стоек;
b) критические параметры пучка (например, ток пучка, ток сканирования и цикл, если применимо, и т.д.) для пучка электронов и рентгеновских лучей;
c) настройки таймера цикла или скорость (скорости) конвейера в зоне облучения (см. 4.3);
d) изменения настроек таймера цикла или скорости конвейера в ходе процесса облучения;
e) прерывания процесса (если таковые были);
f) расположение контейнеров для облучения на протяжении всего процесса облучения, включая прерывания процесса;
g) идентификация контейнеров для облучения с контрольными дозиметрами и информация о времени/дате их нахождения в облучателе.
В соответствии с требованиями ИСО 11137-1 по контролю и мониторингу пучка электронов или рентгеновского процесса важно различать критические параметры пучка и вторичные параметры. Критические параметры пучка можно определить, как те, отклонение которых от спецификаций приведет к потере контроля над утвержденным рабочим состоянием. Критическими параметрами являются те, которые влияют на уровень энергии пучка электронов, средний ток пучка, ширину развертки и однородность развертки, если это применимо. Второстепенные параметры могут быть разумно изменены без влияния на характеристики пучка электронов, включая параметры, относящиеся, например, к охлаждающим или вакуумным системам.
Возможность отслеживать, контролировать и документировать состояние контроля критических параметров пучка является важным фактором при определении требований к повседневной стерилизации.
Требования ИСО 11137-1:2006, 9.4.3 и 9.4.4, заключаются в том, чтобы спецификация процесса создавалась в результате картирования дозы при квалификации эксплуатируемого оборудования. Спецификация процесса включает расположение точки(ек) для текущего контроля. Для процессов, в которых на дозу облучения стерилизационной партии не влияет окружающий продукт (например, электронный пучок), местоположение может быть либо внутри контейнера для облучения, либо снаружи рядом с контейнером для облучения, и/или же дозиметр перемещается вместе с ним.
6.3.4 Частично заполненные контейнеры
Частично заполненные контейнеры должны облучаться в соответствии с документированными процедурами. Практика контроля конфигураций с частичной загрузкой должна быть подтверждена. Влияние на дозу (если таковое имеется) из-за частично заполненных контейнеров должно учитываться при оценке приемлемости для использования в процессе. Более подробная информация о частично заполненных контейнерах представлена в ИСО 11137-3.
Примечание - На практике для каждого типа частично заполненного контейнера при облучении пучком электронов требуется отдельная работа по картированию дозы.
При возникновении перерывов в процессе облучения влияние перерыва на величину и распределение дозы должно быть количественно оценено на основе предыдущих квалификационных исследований (см. ИСО 11137-3).
Для гамма-излучения влияние прерывания процесса на дозу обычно заключается в небольшом увеличении дозы из-за дополнительного времени, в течение которого продукт подвергается воздействию источника, когда стойка перемещается к месту облучения и от него.
Для пучка электронов или рентгеновского излучения влияние прерывания процесса на величину и распределение дозы может зависеть от причины прерывания и конструкции установки для облучения. Например, прерывание, вызванное неисправностью в транспортной системе, когда происходит задержка выключения пучка, может вызвать превышение дозы, тогда как неисправность в пучке, при которой транспортная система не может немедленно остановиться, может стать причиной недостаточной дозы. См. также таблицу 2.
Это влияние на дозу (если таковое имеется) следует принимать во внимание при оценке соответствия процесса.
6.3.5.1 Интерпретация отклика дозиметров после прерывания процесса
В случае прерывания процесса, когда в зоне облучения находится дозиметр, дозиметр будет измерять две или более фракций дозы. Влияние фракционирования на отклик дозиметра, а также влияние любого дополнительного времени на отклик дозиметра при устранении причины прерывания должно быть охарактеризовано в рамках калибровки дозиметрической системы. Влияние прерывания процесса на дозу может быть измерено или не измерено в зависимости от положения дозиметра относительно источника в момент прерывания.
6.3.5.2 Прерывания процесса, требующие перемещения контейнеров для облучения
Если необходимо переместить контейнеры для облучения в результате прерывания, важно поместить изделие в соответствии с утвержденной конфигурацией загрузки. При этом положение и ориентация всех индивидуальных упаковок внутри контейнера должны быть такими же, как до прерывания. Подтверждение того, что положения и ориентация изделий соответствуют таковым до прерывания, следует задокументировать.
6.3.5.3 Прерывание процесса для изделий, способных поддерживать рост микроорганизмов
Для изделий, способных поддерживать рост микроорганизмов, спецификация процесса должна включать максимальный интервал времени, который может пройти между завершением производства и завершением стерилизации, а также условия хранения и транспортирования, которые должны применяться в течение указанного промежутка времени, включая облучение (см. 4.3, если применимо). Следовательно, интервал времени при прерывании процесса будет влиять на соблюдение спецификации.
Для изделий, не способных поддерживать рост микроорганизмов, действие дозы на микроорганизмы является кумулятивным. Таким образом, прерывание процесса в облучателе не требует действий для предотвращения роста микроорганизмов.
Решение о том, будет ли изделие поддерживать рост микроорганизмов, принимает производитель изделия.
В гамма- и рентгеновских облучателях продукты разной плотности можно запускать последовательно при условии, что эффект от этого был количественно оценен. Результаты валидации переходов могут быть использованы для демонстрации того, что при выбранном времени цикла или скорости конвейера все продукты будут соответствовать требуемым характеристикам дозы (см. ИСО 11137-3).
6.4 Особые условия стерилизации
Стерилизация вне носителя в гамма- или рентгеновском излучении - это термин, используемый для описания облучения изделий, которые не используют обычную траекторию облучателя, например изделие, которое размещается в статичном положении за траекторией облучающих контейнеров, и где изделие вручную поворачивается в процессе облучения. Также часто используются приспособления, расположенные за пределами пути контейнеров для облучения, на которые помещается изделие, автоматически вращающиеся с фиксированной скоростью (например, на поворотном столе с электроприводом) для равномерного облучения. Процессы вне носителя могут использоваться, например, для определения процесса (см. ИСО 11137-1:2006, раздел 8) или для увеличения дозы для изделий вне стандартных условий стерилизации.
Контейнеры для стерилизации при облучении вне носителя должны иметь карту дозы. В качестве альтернативы доза должна быть измерена в каждом контейнере с использованием достаточного количества дозиметров для определения минимальной и максимальной доз. Расположение дозиметров должно быть задокументировано и может быть выбрано на основе предыдущих исследований по картированию дозы, включая OQ.
При измерении дозы облучения изделия в процессе вне носителя и при отсутствии точных сведений об ее ожидаемых характеристиках может возникнуть необходимость в прерывании облучения через определенные интервалы на протяжении всего периода облучения. Влияние этих перерывов на облучение изделия на основном(ых) пути(ях) облучателя должно быть известно, и количество интервалов облучения для процесса вне носителя должно быть спланировано соответствующим образом.
Стерилизация пучком электронов вне носителя, как правило, не осуществляется.
Калибровка дозиметрической системы должна соответствовать условиям ее использования, которые могут быть разными для обычного пути облучения и процесса вне носителя.
Примечание - См. ИСО 11137-3 и ISO/ASTM 51261 [3] для получения дальнейших указаний.
6.4.2 Облучение продукта в измененных условиях окружающей среды
6.4.2.1 Общие положения
Облучение изделий при температурах ниже температуры окружающей среды и/или в измененной атмосферной среде может использоваться для изделий, которые поддерживают рост микробов или чувствительны к ионизирующему излучению.
6.4.2.2 Облучение изделий в измененных условиях окружающей среды
Облучение изделий в измененных условиях окружающей среды представляет собой проблему для дозиметрии. Для дозиметрических систем, используемых в этих условиях, может потребоваться специальная калибровка из-за влияния измененной среды на реакцию дозиметра (см. ISO/ASTM 51261 [3]). Если контрольная точка дозы, выбранная при испытаниях PQ, находится за пределами изотермического контейнера, чтобы обеспечить измерение окружающей среды, хладагент внутри контейнера может повлиять на температуру в точке контроля. Эта температура должна быть подтверждена для обеспечения достоверности калибровки дозиметрической системы.
Чтобы получить карту дозы в изделиях, обрабатываемых при низких температурах, например изделий, которые упакованы внутрь изолированного контейнера с хладагентами, можно выполнить картирование дозы PQ в условиях окружающей среды, используя соответствующий имитирующий материал, чтобы имитировать эффект радиационной защиты хладагента. Объемная плотность имитирующего материала при этом должна соответствовать плотности хладагента и иметь аналогичные характеристики поглощения излучения. Кроме того, расположение имитируемого хладагента внутри изолированного контейнера должно быть таким же, как и у реального хладагента. Если хладагент состоит из герметичных пакетов влажного льда, имитируемый хладагент будет иметь объемную плотность, соответствующую 1 г/см3. В этом случае пластиковые листы могут обеспечить имитацию хладагента. Когда хладагент имеет объемную плотность менее 1 г/см3, например гранулы сухого льда, в качестве имитируемого хладагента достаточно использовать пластиковый лист и/или гофрированный картон. Обеспечить соответствующую имитацию хладагента также могут другие материалы, такие как пластиковые гранулы, солевые гранулы или рис.
6.4.2.3 Особенности процесса при использовании хладагентов
Использование хладагента создает ряд проблем при стерилизации изделий. Высокая плотность хладагента может влиять на расположение максимальных и минимальных доз и может вызвать значительное экранирование продукта от источника излучения в зависимости от ориентации хладагента, продукта и источника излучения. Поэтому важно, чтобы хладагент находился в определенном месте или местах внутри контейнера для облучения. Кроме того, объем или плотность хладагента могут изменяться в период между отгрузкой продукта, его загрузкой в облучатель и во время облучения по мере испарения сухого льда или таяния влажного льда. При картировании доз должны учитываться измерения любого воздействия хладагента на изделия и изменения хладагента во время облучения. Допускается разработать процедуры проверки количества хладагента или добавления хладагента в изолированный контейнер для облучения до (и, если требуется, во время) облучения.
Это возможно сделать, контролируя количество и состояние хладагента, добавляемого для облучения (если применимо), и период времени, в течение которого продукт будет находиться вне контролируемых условий хранения. Многие изделия и биопрепараты/ткани [7], которые остаются в охлажденном состоянии до облучения, облучаются в одном и том же изолированном транспортном контейнере. Требования к охлаждению и упаковке изделий при транспортировании таких изделий могут отличаться от требований, предъявляемых к облучению в обычных условиях, поэтому для их облучения допускается использовать отдельно аттестованные контейнеры с системами охлаждения. Например, количество и ориентация хладагента, необходимые для поддержания температуры во время транспортирования, могут отличаться от тех, которые требуются для поддержания температуры во время облучения. Повторная упаковка коробок с изделиями на участке для облучения в отдельно проверенный изолированный контейнер может позволить использовать конфигурацию загрузки с меньшим количеством хладагента для улучшения равномерного распределения облучаемой дозы.
6.4.2.4 Прерывания процесса при использовании измененных условий окружающей среды
В случае прерывания процесса облучения, проводимого в измененных условиях окружающей среды, может возникнуть необходимость переместить изделия в контролируемые условия хранения до тех пор, пока процесс не будет возобновлен, тем самым гарантируя, что продукт останется в пределах указанной температуры и/или атмосферы.
6.5.1 Общие положения
Измерение дозы в точке(ах) текущего контроля выполняется для контроля процесса облучения и соответствия его требуемым спецификациям дозы, т.е. доза, поглощенная продуктом, больше или равна Dster и не превышает Dmax,acc. Интерпретация дозы будет зависеть от того, как был организован процесс, а также от правил и действий, определенных установленными процедурами.
Обычная форма принятия решения о соответствии процесса облучения заявленным требованиям основывается на результатах индивидуального текущего дозиметрического контроля. Например, для процесса со значением Dtarget, рассчитанным в соответствии с руководством, приведенным в 5.4, каждый результат дозиметрического контроля между Dmonster и Dmonmax,acc можно рассматривать как признак процесса облучения, соответствующего требованиям. Однако такое индивидуальное измерение дозы не дает информации о состоянии контроля над процессом, а только о том, что спецификации дозы соблюдаются. Графическое представление допустимого диапазона на основе Dmonster и Dmonmax,acc приведено на рисунке 3.
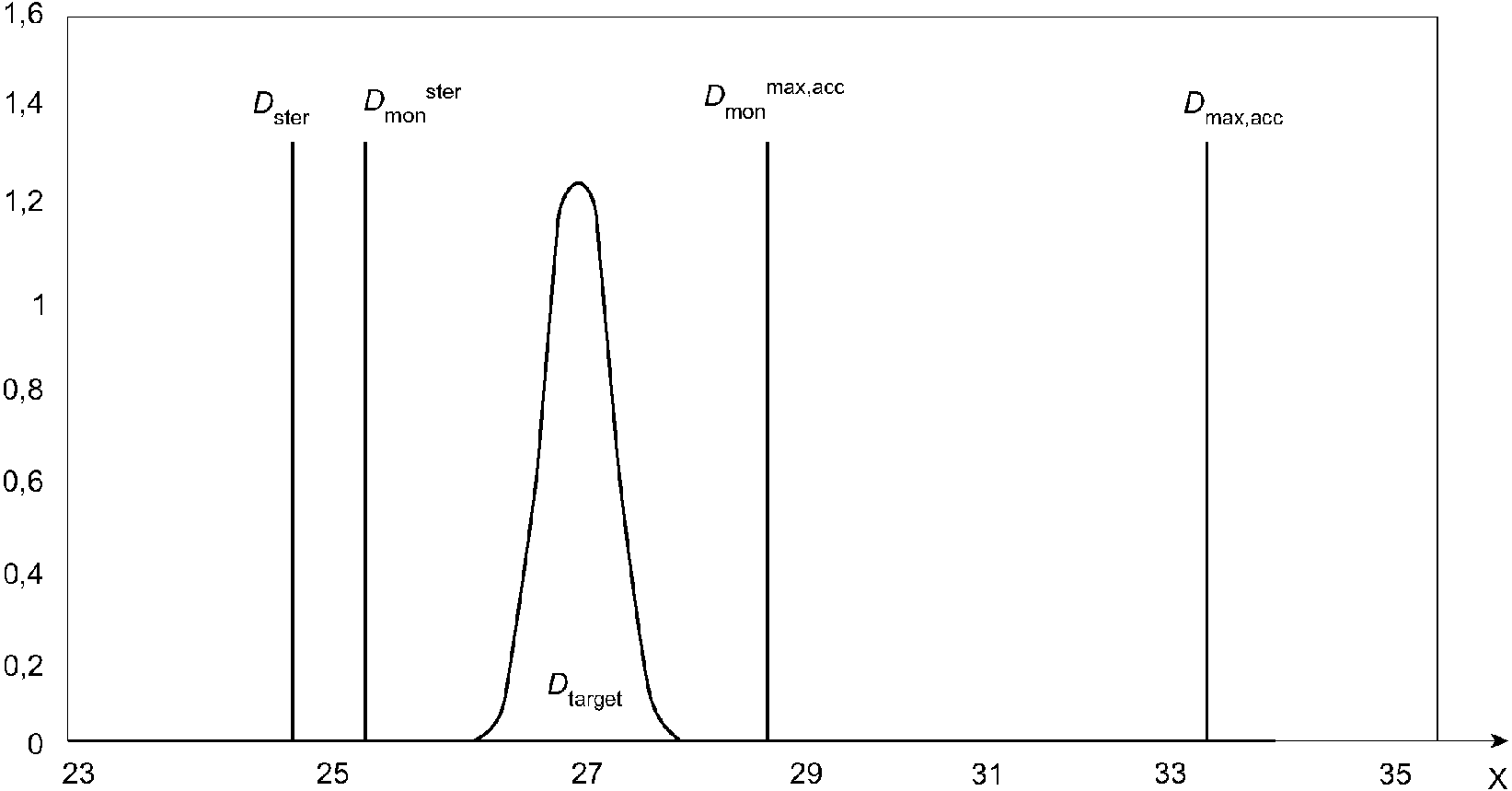
X - доза, кГр
на основе Dmonster и Dmonmax,acc
Это правило принятия решения может использоваться, например, в гамма-процессе с несколькими изделиями в облучателе, где при настройке параметров стерилизации учитываются особые причины, обусловленные переходными процессами, но для каждого отдельного продукта может не быть конкретного значения Dtarget для сравнения с измеренной контрольной дозой.
Примеры использования допустимого диапазона на основе Dmonster и Dmonmax,acc представлены в приложении A, примеры 1 и 2.
Этот подход устанавливает границы приемлемости доз, выходящих за пределы определенных диапазонов вокруг выбранной целевой дозы процесса. Дозы за пределами этих диапазонов могут потребовать дополнительной оценки.
Устанавливаются правила, которые определяют уровни предупреждения и воздействия для доз, выходящих за пределы прогнозируемого диапазона контролируемых значений. Правила могут следовать известным примерам, таким как Western Electric [14] или Правило Нельсона [15], или могут быть определены пользователем. Уровень предупреждения может быть основан на ожидаемом изменении измерения дозы из-за наблюдаемых событий, например изменчивости в результате исследований карт доз PQ или предыдущих данных, или на общем значении  . Уровни воздействия определяются с интервалами, которые либо выходят за рамки ожидаемого процесса, либо указывают на то, что требования к дозе не выполняются. На рисунке 4 представлен пример уровней воздействия и предупреждения, которые находятся далеко за пределами ожидаемого изменения процесса.
. Уровни воздействия определяются с интервалами, которые либо выходят за рамки ожидаемого процесса, либо указывают на то, что требования к дозе не выполняются. На рисунке 4 представлен пример уровней воздействия и предупреждения, которые находятся далеко за пределами ожидаемого изменения процесса.
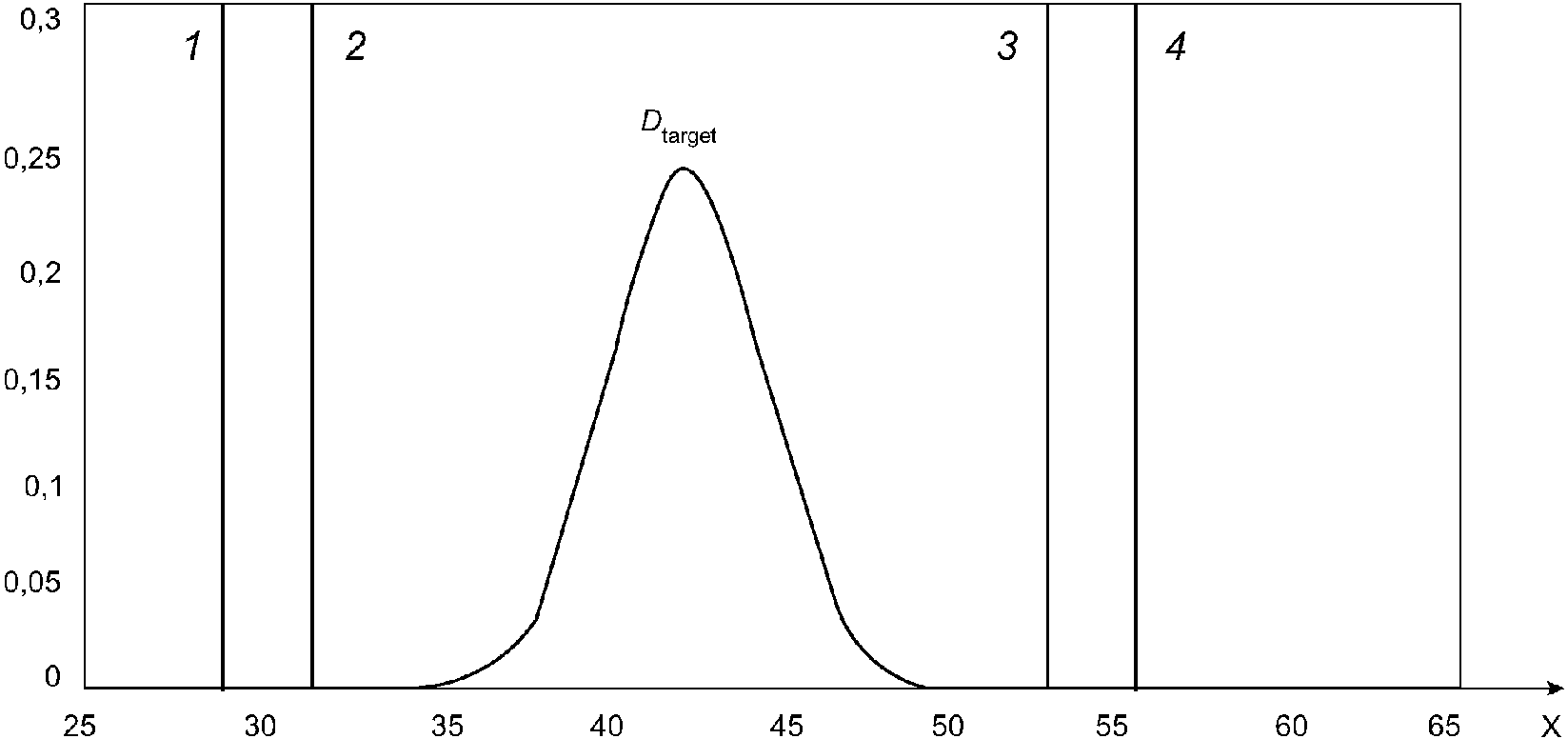
X - доза, кГр; 1 - воздействие низкого уровня;
2 - предупреждение низкого уровня; 3 - предупреждение
высокого уровня; 4 - воздействие высокого уровня
с уровнями воздействия и предупреждения
Примеры использования допустимого диапазона с уровнями предупреждения и воздействия приведены в приложении A, примеры 4 и 5.
Для процесса, в котором доза в контрольной точке используется как мера соответствия процесса, а не для косвенного измерения максимальной или минимальной дозы продукта, целевые дозы процесса задаются с использованием указаний, приведенных в 5.4.2, но компоненты  и
и  рассчитываются исходя из неопределенности измерений и изменчивости только максимальной и минимальной доз. В этом случае допустимый диапазон доз, близких к целевому значению Dtarget для этого метода, основан на изменчивости, наблюдаемой только в месте расположения контрольного дозиметра. Метод предполагает, что относительные формы функций распределения вероятностей вокруг каждого из максимальных, минимальных и контрольных дозиметров остаются неизменными и внутренняя изменчивость контрольного дозиметра достаточно мала, чтобы можно было обнаружить значительные изменения в максимальном и минимальном распределении вероятностей (см. 4.2.1). Например, относительные формы функций распределения вероятностей не изменяются при увеличении или уменьшении дозы для картирования дозы.
рассчитываются исходя из неопределенности измерений и изменчивости только максимальной и минимальной доз. В этом случае допустимый диапазон доз, близких к целевому значению Dtarget для этого метода, основан на изменчивости, наблюдаемой только в месте расположения контрольного дозиметра. Метод предполагает, что относительные формы функций распределения вероятностей вокруг каждого из максимальных, минимальных и контрольных дозиметров остаются неизменными и внутренняя изменчивость контрольного дозиметра достаточно мала, чтобы можно было обнаружить значительные изменения в максимальном и минимальном распределении вероятностей (см. 4.2.1). Например, относительные формы функций распределения вероятностей не изменяются при увеличении или уменьшении дозы для картирования дозы.
и рассчитываются исходя из неопределенности измерений и изменчивости только максимальной и минимальной доз. В этом случае допустимый диапазон доз, близких к целевому значению Dtarget для этого метода, основан на изменчивости, наблюдаемой только в месте расположения контрольного дозиметра. Метод предполагает, что относительные формы функций распределения вероятностей вокруг каждого из максимальных, минимальных и контрольных дозиметров остаются неизменными и внутренняя изменчивость контрольного дозиметра достаточно мала, чтобы можно было обнаружить значительные изменения в максимальном и минимальном распределении вероятностей (см. 4.2.1). Например, относительные формы функций распределения вероятностей не изменяются при увеличении или уменьшении дозы для картирования дозы.В результате допустимый диапазон основан на ожидаемом изменении дозы в контрольной точке, что указывает на то, что минимальная и максимальная дозы продукта находятся в пределах установленных спецификаций. Понятия Dmonster и Dmonmax,acc не имеют значения для этого метода.
На рисунке 5 представлено графическое изображение дозы в контрольной точке, максимальной и минимальной доз и связанных с ними функций распределения вероятностей, измеренных во время картирования дозы PQ для примерного процесса.
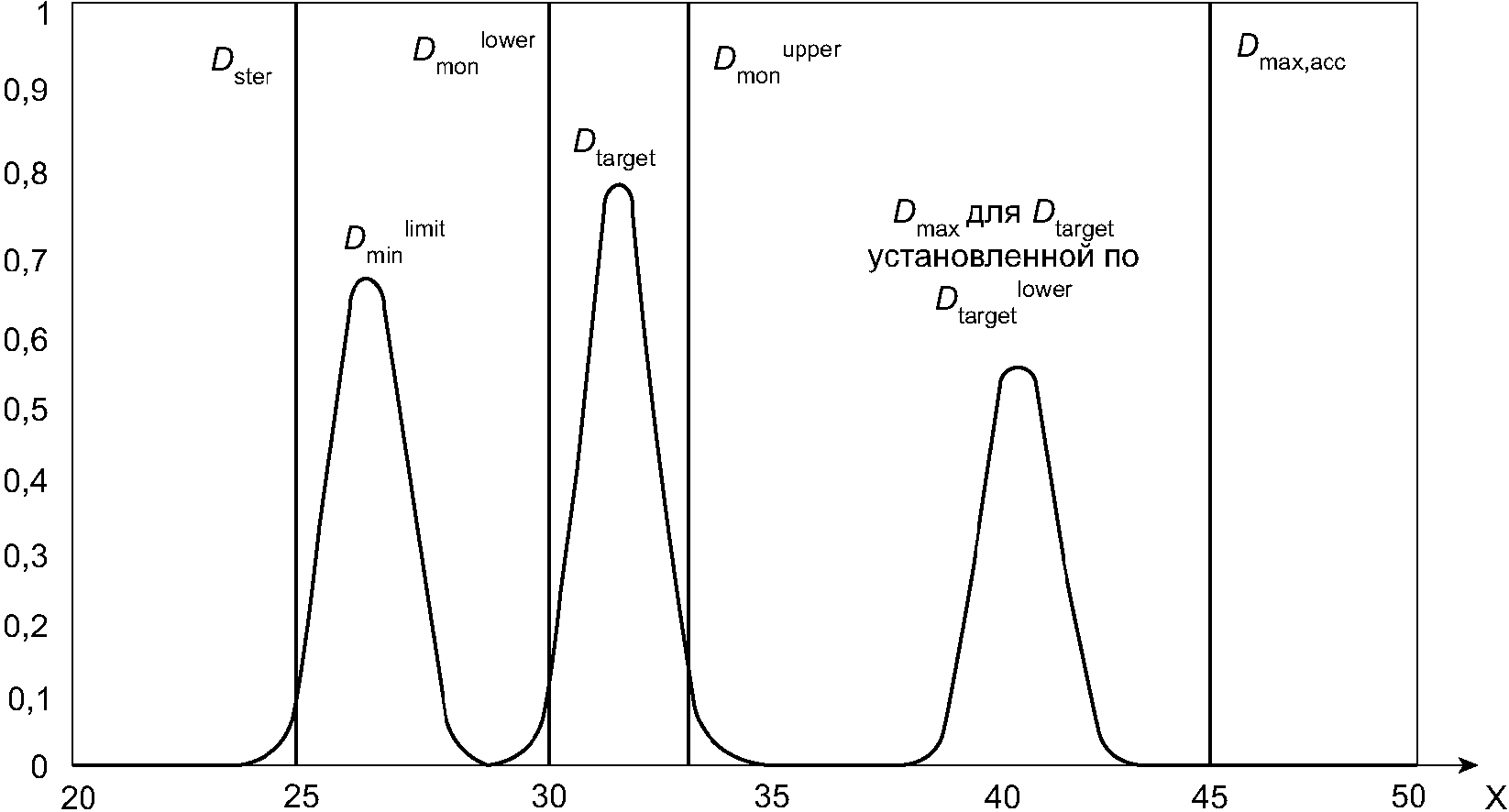
X - доза, кГр
вероятностей для примера процесса, где Dtarget
установлена на Dtargetlower
В этом случае параметры стерилизации были установлены для Dtarget, равной Dtargetlower, при уровне достоверности k = 2. Для этого процесса существует ожидаемое распределение измеренной дозы в контрольной точке Dmon выше и ниже целевой дозы, как представлено функцией распределения вероятности Dtarget, показанной на рисунке 5, и соответствующий диапазон ожидаемых доз для каждого из значений Dmax и Dmin. Пока Dmon остается в пределах прогнозируемой функции распределения вероятностей, значения Dmin и Dmax будут оставаться в пределах своих прогнозируемых функций вероятности, также показанных на рисунке 5. Значения Dmon, выходящие за пределы ожидаемого диапазона измерений, указывают на то, что процесс не находится под контролем. Для получения дополнительной информации см. приложение A, пример 3.
6.5.5 Исследование результатов измерения дозы вне ожидаемых значений
Могут возникать случаи, когда измеряемая доза будет выходить за рамки спецификации. Выделяют следующие причины, по которым показание дозы может выходить за рамки спецификации:
a) процесс привел к неожиданному результату;
b) на результат дозиметра влияли величины, которые не были учтены при определении диапазонов целевых доз, поэтому возможно, что установленный диапазон целевых доз не подходит для данного процесса;
c) контрольный дозиметр был неправильно установлен во время процесса;
d) неправильная загрузка изделия повлияла на заранее установленные соотношения доз, которые были основаны на правильно загруженном изделии;
e) показания дозиметра неверны;
f) упаковка изделия не соответствует той, при которой была выполнена PQ.
Анализ параметров процесса стерилизации дает информацию, которая может помочь в исследовании. При необходимости, анализ включает анализ параметров, критически влияющих на величину дозы, как указано в 4.3. При использовании пучка электронов, анализ контролируемых параметров оборудования предоставляет информацию о том, отклоняется ли процесс от установленных параметров. При использовании гамма-излучения - анализ продукта, его веса и нормальной конфигурации при загрузке. Во всех случаях действия должны проверяться на соответствие установленным рабочим процедурам.
Возможность контроля и анализа данных может быть полезна при исследовании доз, выходящих за рамки спецификации. Более подробную информацию см. в 6.6. Пример использования данных о параметрах процесса стерилизации при исследовании результатов измерения дозы, превышающих ожидаемые, см. в приложении A, пример 5.
Если причину превышения допустимого контрольного значения невозможно определить, необходимо разработать процедуры для оценки выпадающих показателей дозиметрии, а также действий, которые необходимо предпринять в случае возникновения несоответствия процесса.
6.6.1 Общие положения
Данные стерилизации могут накапливаться, систематизироваться и анализироваться для оценки стабильности процесса. Они включают результаты измерений доз, параметры процесса стерилизации, идентификацию оборудования, используемого при стерилизации или контроле, а также сведения о несоответствиях. Метод анализа зависит от типа данных, конструкции облучателя и применения.
Результаты этого анализа могут использоваться для определения технологических циклов, которые приблизились к пределу спецификации процесса, и возможных тенденций в процессе, что позволяет предпринять корректирующие действия.
Примечание - К установкам для облучения, которые обрабатывают большое количество продукции, может быть приемлем анализ репрезентативной подгруппы продукции.
Существует несколько доступных методов сбора и анализа данных для демонстрации того, что процесс находится под контролем, а также для определения критериев оценки, соответствия изделия техническим требованиям стерилизации на основе результатов измерений дозы.
6.6.2 Анализ дозиметрических данных
Полезным инструментом контроля эффективности процесса является анализ динамики данных дозиметра. На рисунке 6 показана гистограмма контролируемых значений дозиметра во времени для конкретного процесса.
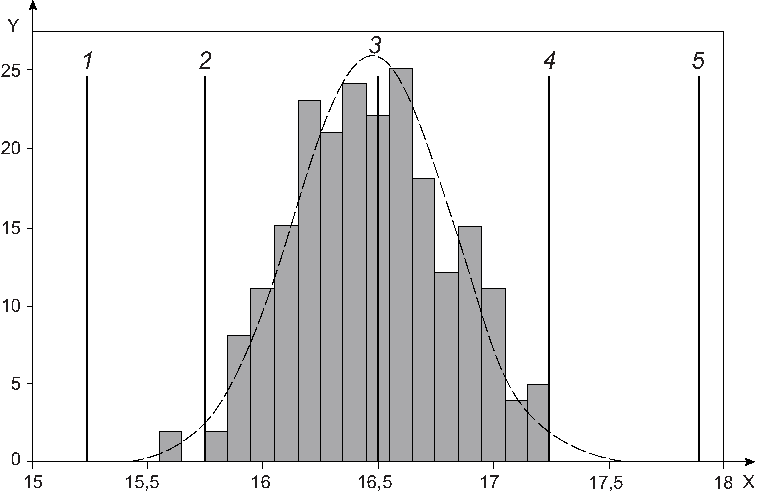
X - доза, кГр; Y - частота; 1 - нижний уровень воздействия;
2 - нижний уровень предупреждения; 3 - выбранное целевое
значение; 4 - верхний уровень предупреждения; 5 - верхний
уровень воздействия
для примера процесса
Предполагается, что данные будут находиться в пределах определенного диапазона нормальных изменений процесса, и в этом примере уровни оповещения определяются на основе ожидаемого изменения результатов в зависимости от выбранной целевой дозы для процесса. Уровни воздействия здесь были установлены на основе минимальных и максимальных возможных целевых доз для процесса. Нанесение данных на график дает визуальное подтверждение того, что процесс работает должным образом. Гистограмма, которая не является симметричной, т.е. с большим количеством значений дозы, имеющим тенденцию либо к более низким, либо к более высоким уровням предупреждения, может указывать на то, что что-то в процессе происходит не так, как ожидалось, и позволяет оператору вмешаться, прежде чем будет измерен результат, выходящий за рамки спецификации.
Одним из полезных инструментов для анализа динамики данных является способность облучателей сохранять и отображать отслеживаемые параметры стерилизации в зависимости от времени. Отдельные параметры оборудования можно отслеживать и контролировать с помощью программного обеспечения, которое прерывает процесс при обнаружении недопустимых условий. Для пучка электронов и рентгеновского излучения возможно также отслеживать комбинированные дозозависимые параметры (ток луча, ширина луча и скорость конвейера), чтобы рассчитать изменение параметров процесса, которое контролируется для обеспечения контроля процесса в пределах заданного допуска.
Использование автоматического управления параметрами снижает риск невыявленного несоответствия дозы. Аналогичным образом учитывают соответствие показаний дозиметра спецификации. В приложении A, пример 5, приведен пример применения параметрического анализа в качестве правила принятия решения в отношении показаний дозиметра, выходящих за рамки технических характеристик.
Эти данные также могут быть полезны при проведении измерений, не соответствующих техническим требованиям, и при низкой частоте использования контрольных дозиметров. Если измерение, не соответствующее технической спецификации, может быть связано с несоответствующей работой оборудования в течение определенного периода времени, возможно определить, какие продукты были облучены в этот период, и не включать их в результат контроля, но признать соответствующими все остальные продукты, начиная с предыдущего контрольного дозиметра, соответствующего техническим требованиям.
Статистический контроль процесса (SPC) - это особая форма анализа динамики, основанная на данных мониторинга нескольких контрольных точек дозы в серии измерений для демонстрации эффективности.
Определение дозы в точке текущего контроля должно основываться на Dtarget и ожидаемом диапазоне измерений дозы выше и ниже Dtarget. Результаты измерений для данного цикла облучения, которые попадают в диапазон ожидаемых результатов для точки(ек) контроля, подтверждают, что процесс находился под контролем, и, следовательно, что изделие получило дозы в пределах требуемых характеристик.
Контрольные дозы, которые выходят за пределы диапазона ожидаемых доз, все еще могут указывать на то, что требования к дозе были соблюдены, но могут указывать на то, что процесс больше не находится под контролем и, следовательно, может быть использован для предупреждения или воздействия (см. 6.5.3). В SPC частью обоснования принятия значения дозы, выходящей за рамки ожидаемого, является сравнение значения полученной дозы с предыдущими измерениями. Например, если измерения, выполненные с течением времени, отображают разброс значений вокруг среднего, которое соответствует гауссову распределению, а единичное значение дозы выходит за рамки спецификации, когда пределы были установлены на k = 2, то это можно отнести к ожидаемым 5% значений, которые будут выходить пределы допустимого значения. Руководство по интерпретации последовательных значений характеристик процесса см. в ASTM E2587-16 [10].
SPC также позволяет осуществлять постоянный мониторинг технологических доз для выявления закономерностей с целью реагирования и, возможно, прогнозирования сбоев до того, как они произойдут. Например, если дозы остаются в установленных пределах, но постоянно изменяются в одном направлении, необходимо провести исследование до измерения дозы, выходящей за рамки спецификации.
Одним из полезных методов анализа SPC является контрольная диаграмма. Контрольные диаграммы - это графические представления результатов процесса, например, графика доз текущего контроля. Графики часто представляют собой соотношения измеренных доз, разделенных на выбранные целевые дозы. Сравнение фактических результатов с ожидаемыми позволяет объективно оценить степень контроля над процессом.
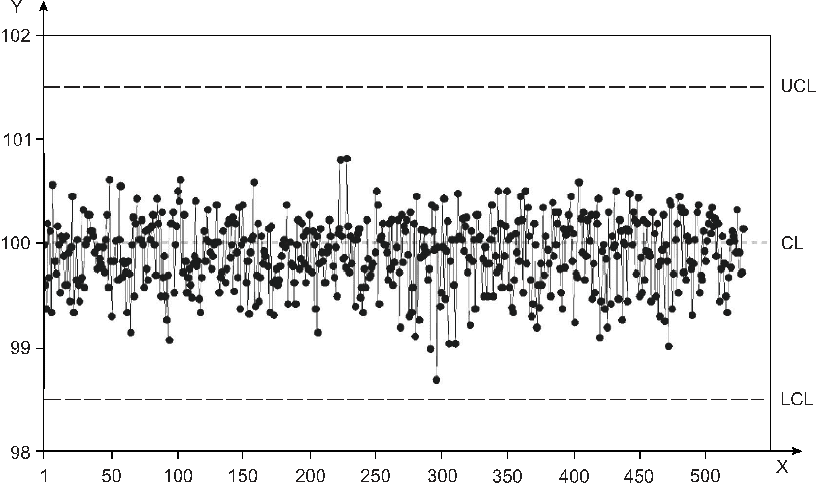
X - количество измерений; Y - расчетная доза/целевая доза,
%; UCL - верхний предел контроля; CL - центральная линия,
LCL - нижний предел контроля
облучателя с динамикой изменения во времени
На рисунке 7 приведен пример контрольной диаграммы, которая представляет собой параметрическое изменение процесса (6.6.3) для данного облучателя по более чем 500 измерениям.
SPC обычно используется в процессах, отличных от радиационной стерилизации, руководство по применению SPC см. в ISO 11462-2 [1] и в [10], [13], [14], [15].
Примечание - Системы управления некоторых конструкций облучателей имеют возможность фиксировать и изменять параметры облучателя во времени. Эта информация может использоваться вместе с SPC измеренных доз и/или в качестве помощи для его выполнения.
По завершении процесса облучения записи истории процесса стерилизации должны быть просмотрены и утверждены.
Записи истории процесса стерилизации обычно включают следующее:
a) записи о получении изделий;
b) проверку количества изделий и записи о несоответствиях и предпринятых действиях (если применимо);
c) записи о загрузке и выгрузке;
d) записи о процессе стерилизации;
e) работу конвейера и/или транспортных устройств;
f) для электронно-лучевых и рентгеновских установок - характеристики пучка и скорость конвейера;
g) для гамма-установок - время цикла;
h) обработку отклонений и связанные с ней исследования и корректирующие действия;
i) записи дозиметрических данных;
j) сертификацию соответствия процесса.
Как минимум записи истории процесса стерилизации должны состоять из записей, определенных в ИСО 11137-1 и системе менеджмента качества предприятия.
8.1 Общие положения
Поддержание эффективности процесса обеспечивает входные данные для этапа "проверка" при установлении целевых доз процесса, как показано на рисунке 1.
8.2 Оценка изменений, внесенных в изделие
Любые изменения в изделии, упаковке изделия или способе подачи изделия к источнику излучения должны быть оценены независимо от способа облучения. Изменение первичной упаковки может иметь незначительные последствия для гамма- или рентгеновского оборудования, но может повлиять на распределение дозы в электронно-лучевой установке. Изменение ориентации изделий внутри контейнера может повлиять на гамма-, электронно-лучевые и рентгеновские установки и требует оценки.
Изменения в изделии часто вносятся так, чтобы не повлиять на выводы PQ. Критерии оценки обычно основаны на влиянии изменения на величину дозы и ее распределение, и для этой оценки могут потребоваться специальные эксперименты. В зависимости от результатов оценки может потребоваться повторное составление карты дозы PQ.
Примечание - Математические модели могут использоваться для оценки потенциального влияния изменений процесса или продукции на распределение дозы.
8.3 Оценка изменений, внесенных в оборудование
В рамках процесса контроля изменений следует оценить установленные параметры управления технологическим процессом и целевые показатели, а также задокументировать любые корректировки целевых показателей процесса или значений контроля. Изменения в отдельных компонентах облучателя или в калиброванной дозиметрической системе также должны быть оценены на предмет их влияния на качество процесса стерилизации.
Изменения в облучателе часто вносятся с намерением не изменять его работоспособность. Критерии оценки остаются неизменными, независимо от цели внесения изменений в облучатель.
Необходимо разработать критерии оценки и применять их для сравнения данных OQ до и после внесения изменений, чтобы определить, изменилось ли состояние OQ облучателя, т.е. распределение дозы после изменения может быть классифицировано как эквивалентное или не претерпело значительных изменений по сравнению с распределением дозы до изменения. Чтобы избежать накопления небольших изменений, которые не будут обнаружены, следует провести сравнение данных картирования дозы после внесения изменений с данными, полученными при внедрении процесса.
Примечание - ИСО 11137-1:2006, таблицы A.1, A.2 и A.3, содержит руководство по переквалификации, связанной с изменениями в гамма-, электронно-лучевых и рентгеновских облучателях.
Кроме того, в ИСО 11137-1:2006, A.12.4, утверждается, что если измерения повторной квалификации показывают, что статус IQ и/или OQ облучателя изменился, то PQ, возможно, придется повторить.
(справочное)
И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ ПРОЦЕССА
A.1 Общие положения
Примеры для этого приложения были выбраны для иллюстрации различных методов, представленных в настоящем стандарте. Шаблон расчета единообразен во всем приложении, но различные компоненты неопределенности и изменчивости включены или исключены в зависимости от специфики каждого примера.
Таблица A.1 содержит ссылку на то, какие методы и соображения включены в каждый пример.
Таблица A.1
Пример | Способ облучения | Использование Dmon | Дополнительные входные данные | Приемка и анализ | Дополнительная информация | ||||
Гамма-излучение | Измерение (4.2.2) | Переходы (6.3.6) | Простое значение Dmonster и Dmonmax,acc (6.5.2) | Рассматривается настройка процесса для двух условий: постоянный и переходный режимы | |||||
Гамма-излучение | Контроль/измерение (4.2.4) | Простое значение Dmonster и Dmonmax,acc (6.5.2) | Включение в категорию процесса стерилизации, использование целевой дозы в расчетах факторов процесса | ||||||
| |||||||||
Пучок электронов | Контроль (4.3.2) | Прерывания процесса (6.3.5) | Контроль процесса (6.5.4) | Процесс имеет сложные спецификации доз | |||||
Пучок электронов | Контроль (4.3.2) | Прерывания процесса (6.3.5). Изменчивость оборудования с использованием пределов критических параметров процесса (5.3.3) | SPC (6.6.4) Правила Western Electric [14] | Для картирования и контроля дозы используются разные дозиметрические системы | |||||
Пучок электронов | Измерение (4.2.2) | Изменчивость оборудования с использованием исторических измерений (5.4.3) | Предупреждение и воздействие (6.5.3). Параметрические данные (6.6.3) | Правила принятия решений также основаны на тенденциях параметрических данных | |||||
Примеры в этом приложении были предоставлены несколькими операторами облучателя с использованием реальных наборов данных. Уровень неопределенности, создаваемый различными методами, не должен использоваться в качестве показателя качества или ограниченности метода, так же как и не следует делать вывод о превосходстве одного метода над другим. Применение различных подходов будет зависеть от уникальных условий, связанных с каждым продуктом и/или установкой, и предполагаемых рисков, связанных с выполнением конкретного процесса.
Все примеры включают графические изображения минимальных, максимальных и/или контролируемых доз, чтобы проиллюстрировать ожидаемый диапазон значений, которые могут ожидаться для данного процесса. В примерах приведены расчеты множества факторов, используемых при настройке процесса.
Во всех случаях цифры указаны с округлением, но для окончательного расчета используются неокругленные числа.
Примеры включают компоненты неопределенности, полученные из повторяющейся информации, однако расчеты того явно не представлены. Разброс соотношений доз относительно среднего значения по выборке может быть оценен двумя различными способами: с помощью стандартного отклонения значений в выборке или стандартного отклонения среднего значения, которое учитывает количество значений в выборке. Поскольку в последующих расчетах используется среднее значение измеренных соотношений доз, стандартное отклонение среднего значения применяется при оценке  в примерах, приведенных в приложении.
в примерах, приведенных в приложении.
 , где n - количество значений в выборке, а
, где n - количество значений в выборке, а Оценка стандартного отклонения среднего значения может быть улучшена путем объединения данных из нескольких процессов составления карты дозы.
A.2.1 Описание примера
В этом примере представлены продукты, стерилизованные в гамма-облучателе, расположенном у производителя медицинских изделий. В этом примере существует ограниченное количество изделий, поэтому возможность планирования работы облучателя проста.
В этом примере рассмотрено два случая, которые могут возникнуть: 1) перемещение изделия в облучатель с присутствием продукта меньшей плотности и 2) настройка процесса для эффективной стерилизации, когда после завершения перехода остается только одно изделие.
В гамма-облучателе, где есть переходы между изделиями, может оказаться практически невозможным рассчитать ожидаемую целевую дозу процесса для каждого контейнера для облучения в облучателе, если не знать, что она будет находиться в пределах расчетного диапазона. В этом случае контрольный дозиметр используется для косвенного измерения максимальной и минимальной дозы облучения продукта, а не как инструмент контроля технологического процесса. Аналогично допустимый диапазон основан на Dmonster и Dmonmax,acc.
A.2.2 Спецификация процесса
Стерилизующая доза Dster | 25 | кГр |
Максимально допустимая доза Dmax,acc | 34 | кГр |
A.2.3 Измерения дозы PQ
Дозиметрическая система с использованием карт дозы | Аланин | |
Текущая дозиметрическая система | То же, что и у системы с использованием карт дозы, расположение Dmon вне контейнера | |
Время цикла для карты дозы CTDoseMap | 133 | с |
Таблица A.2
Пример 1, данные картирования дозы
Контейнер 1 | Контейнер 2 | Контейнер 3 | Контейнер 4 | Контейнер 5 | Контейнер 6 | |
Dmin, кГр | 26,7 | 26,7 | 26,4 | 26,8 | 26,9 | 26,2 |
Dmax, кГр | 31,0 | 32,1 | 32,2 | 32,1 | 32,3 | 32,2 |
Dmon, кГр | 26,9 | 27,2 | 26,7 | 27,0 | 27,5 | 27,1 |
Таблица A.3
Пример 1, коэффициенты картирования дозы
Соотношения | Контейнер 1 | Контейнер 2 | Контейнер 3 | Контейнер 4 | Контейнер 5 | Контейнер 6 |
Rmax/min = Dmax/Dmin | 1,16 | 1,20 | 1,22 | 1,20 | 1,20 | 1,23 |
Rmax/mon = Dmax/Dmon | 1,15 | 1,18 | 1,21 | 1,19 | 1,17 | 1,19 |
Rmin/mon = Dmin/Dmon | 0,99 | 0,98 | 0,99 | 0,99 | 0,98 | 0,97 |
Таблица A.4
Пример 1, средняя доза и соотношение
Дозы PQ | Средн. | Соотношения | Средн. | |||
Dmin, кГр | 26,6 |  | Rmax/min = Dmax/Dmin | 1,20 |  | |
Dmax, кГр | 32,0 |  | Rmax/mon = Dmax/Dmon | 1,18 |  | |
Dmon, кГр | 27,1 |  | Rmin/mon = Dmin/Dmon | 0,98 |  |
A.2.4 Компоненты 
Компоненты, связанные с калибровкой и воспроизводимостью измерений дозиметрической системы:
Неопределенность калибровки | 1,2% | включает в себя лабораторные данные, аппроксимирующие кривые и влияющие величины |
 | 1,01% | измеряемая изменчивость контрольного дозиметра |
Компоненты, связанные с изменчивостью процесса, не измеренные в PQ:
Прерывание процесса  | 0,0 | % | Измерения в OQ демонстрируют, что единичные прерывания процесса слишком малы для измерения, правила стерилизующей организации определяют количество разрешенных прерываний. |
Переходы  | 2,5 | % | Для запланированных переходов от более низких плотностей исследования показывают, что общая максимальная доза внутри контейнера для облучения увеличивается, в то время как другие дозы остаются в пределах спецификации. |
Изменчивость машины | 0,0 | % | |
Компоненты, относящиеся к косвенному измерению минимальной и максимальной доз в плановой работе:
 | 0,42 | % |
 | 0,62 | % |
 | 1,01 | % |
Поскольку переход происходит от продукта с более низкой плотностью, Dtargetlower и соответствующее время цикла необходимо рассчитывать только для постоянного состояния. Dmin увеличивается во время перехода по сравнению с постоянным состоянием, и цель квалификации процесса состоит в том, чтобы получить минимальное время цикла, которое позволяет обеспечить соответствие спецификации минимальной дозы на обеих стадиях процесса облучения, то есть переходном и постоянном состоянии.
Расчет  при рассмотрении перехода от более низкой плотности:
при рассмотрении перехода от более низкой плотности:
при рассмотрении перехода от более низкой плотности: | 3,01 | % |
После перехода в устойчивое состояние  пересчитывается следующим образом:
пересчитывается следующим образом:
пересчитывается следующим образом: | 1,62 | % |
 | 1,69 | % |
A.2.5 Коэффициенты процесса
Выбранное значение k (max) | 2 |
Выбранное значение k (min) | 2 |
Расчет коэффициента процесса:
Переход от более низкой плотности | Постоянное состояние | ||
 | 1,03 | ||
 | 0,94 |  | 0,97 |
A.2.6 Расчет диапазона целевой дозы процесса
Переход от более низкой плотности | Постоянное состояние | ||||
Dminlimit = Dster·UFlower | 25,8 | кГр | |||
Dmaxlimit = Dmax,acc·UFupper | 32,1 | кГр | Dmaxlimit = Dmax,acc·UFupper | 32,9 | кГр |
Dtargetlower = Dminlimit/Rmin/mon | 26,3 | кГр | |||
Dtargetupper = Dmaxlimit/Rmax/mon | 27,1 | кГр | Dtargetupper = Dmaxlimit/Rmax/mon | 27,8 | кГр |
Рисунок A.1 представляет собой графическое представление функций распределения вероятностей, связанных со следующими параметрами, при учете переходов:
a) значение Dminlimit, связанное с Dtargetlower;
b) значение Dmaxlimit, связанное с Dtargetupper, включая переходы;
c) значение Dmaxlimit, связанное с Dtargetupper, постоянное состояние.
Расчет времени цикла (потребуется корректировка для учета распада кобальта-60 в будущих расчетах):
Переход от более низкой плотности | Постоянное состояние | ||||
CTminimum = (CT/Dmon)DoseMap·Dtargetlower | 129 | с | |||
Dtargetlower | |||||
CTmaximum(CT/Dmon)DoseMap·Dtargetupper | 133 | с | CTmaximum(CT/Dmon)DoseMap·Dtargetupper | 137 | с |
Для загрузки изделия в облучатель с изделием с более низкой плотностью допускается выбрать любое время цикла в пределах расчетного диапазона от 129 до 133 с при условии, что оно также подходит для изделия, уже находящегося в облучателе. Допустимое максимальное время цикла меньше при переходе от более низкой плотности, чем во время работы в постоянном состоянии. После завершения перехода время цикла можно отрегулировать на любое значение в пределах рассчитанного диапазона продолжительности цикла в постоянном состоянии.
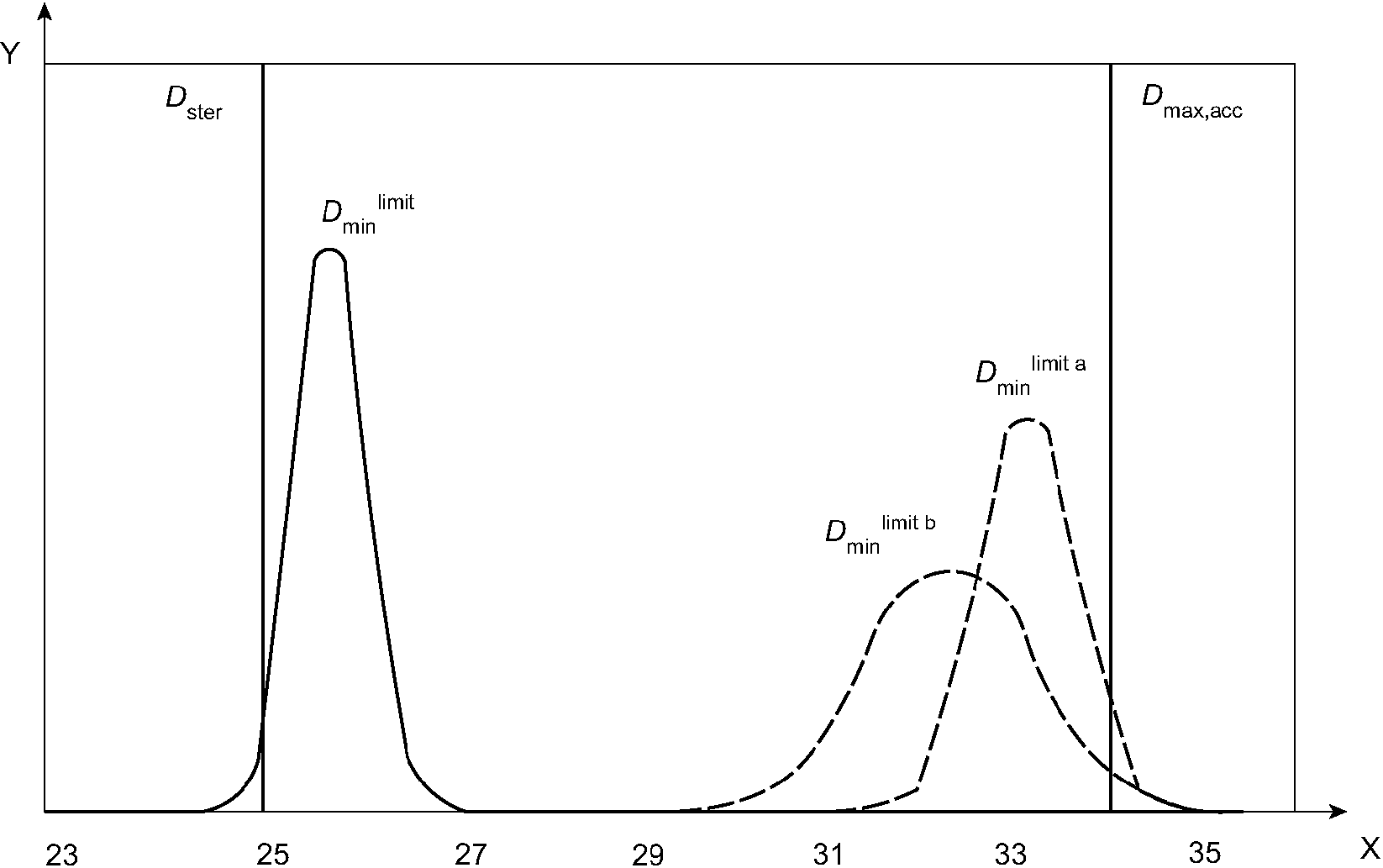
X - доза, кГр; Y - относительное распределение;
a - постоянное состояние; b - переход
в изделиях во время работы при Dtarget = Dtargetlower
(сплошная линия) и Dtarget = Dtargetupper (пунктирная линия)
для постоянного состояния и с принятыми во внимание
переходами
A.2.7 Пример применения допустимого диапазона
Дозы в точке контроля, соответствующие стерилизующей и максимально допустимой дозам, рассчитываются следующим образом:
Dmonster = Dster/Rmin/mon | 25,4 | кГр |
Dmonmax,acc = Dmax,acc/Rmax/mon | 28,8 | кГр |
Продукт облучен соответствующим образом, если Dmon измеряется в плановом режиме между Dmonster и Dmonmax,acc.
Выбранное время цикла CTchosen | 133 | с |
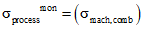 | 1,01 | % |
На рисунке A.2 показана функция распределения вероятностей в постоянном режиме, основанная на  контролируемой дозы для выбранного времени цикла и соответствующих пределов, связанных с Dmonster и Dmonmax,acc.
контролируемой дозы для выбранного времени цикла и соответствующих пределов, связанных с Dmonster и Dmonmax,acc.
контролируемой дозы для выбранного времени цикла и соответствующих пределов, связанных с Dmonster и Dmonmax,acc.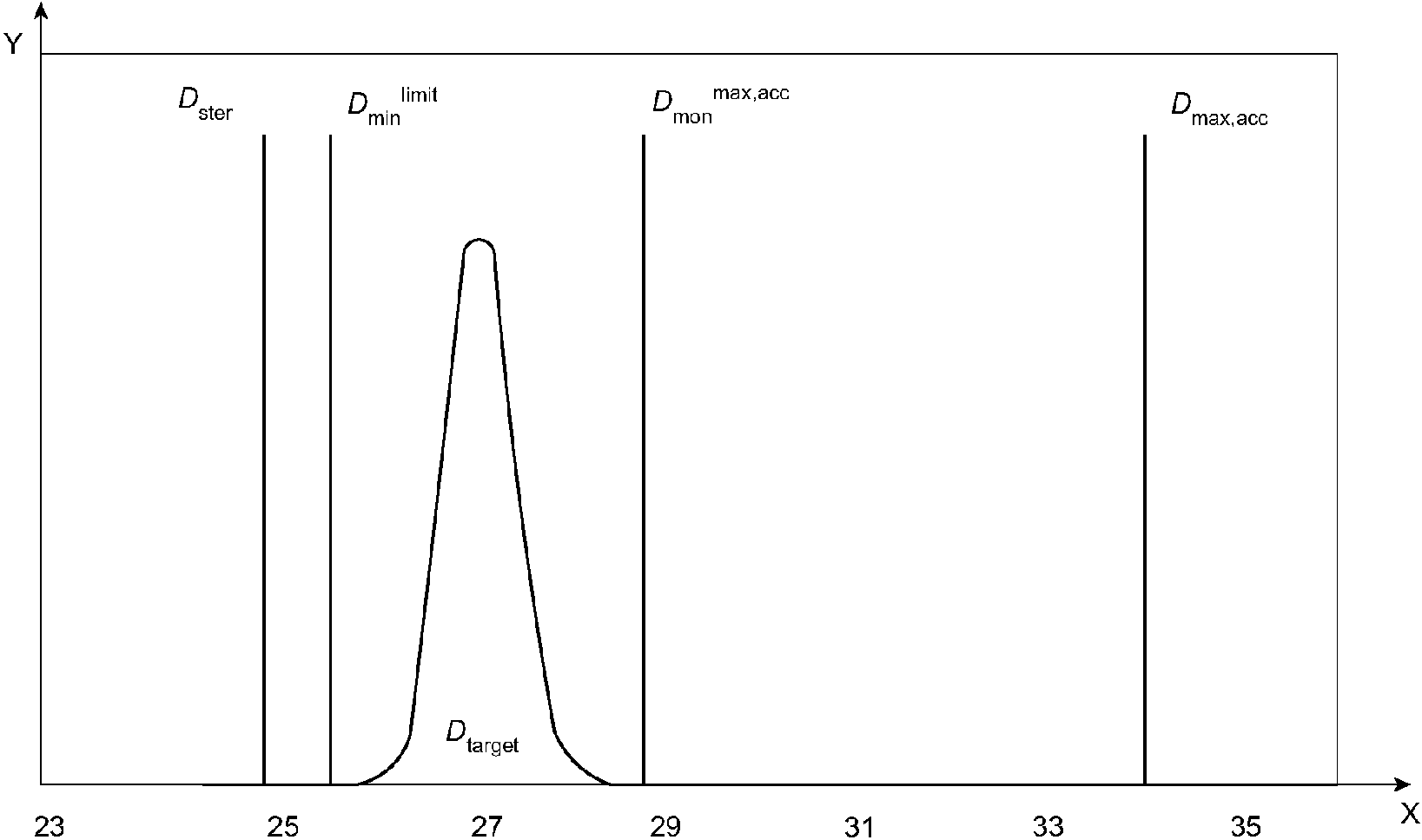
X - доза, кГр; Y - относительное распределение
работы в постоянном состоянии при выбранной целевой дозе
процесса для диапазона допустимых значений
между Dmonster и Dmonmax,acc
A.2.8 Дополнительные сведения
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду пример 2 в п. A.3, а не в п. A.2. |
Расчеты относятся к двум сценариям: подача изделия в облучатель с другим изделием с меньшей плотностью; постоянные условия для этого изделия. Такой же расчет следует выполнить для изделия, когда он выгружается вместе с другим изделием, плотность которого не определена. Эти расчеты возможны при ограниченном количестве изделий, пригодных для облучения, но более практичным решением могло бы быть использование категорий процесса стерилизации, как указано в 5.2.3 и проиллюстрировано в A.2, пример 2.
A.3.1 Описание примера
В качестве примера представлены изделия, стерилизованные в гамма-облучателе, расположенном на контрактном предприятии (стерилизация осуществляется на договорных основаниях), облучающем множество различных изделий, которые могут быть смешаны в облучателе.
При определении приемлемого диапазона параметров процесса стерилизации расчет коэффициентов процесса выполняется с целью определения целевой дозы, расчеты основаны на архивных данных.
В гамма-облучателе, где есть переходы между продуктами, может оказаться практически невозможным рассчитать целевую дозу процесса для каждого контейнера для облучения в облучателе, если не знать, что она будет находиться в пределах расчетного диапазона. В этой конструкции облучателя положение Dmon соответствует положению минимальной дозы. Оператор может использовать контрольный дозиметр для прямого измерения минимальной дозы и косвенного измерения максимальной дозы изделия. Точно так же допустимый диапазон основан на Dmonster и Dmonmax,acc.
A.3.2 Спецификация процесса
Стерилизующая доза Dster | 13,1 | кГр |
Максимально допустимая доза Dmax,acc | 30,0 | кГр |
A.3.3 Картирование дозы PQ
Дозиметрическая система с использованием карт дозы | PMMA (полиметилметакрилат) | |
Текущая дозиметрическая система | То же, что и у системы с использованием карт дозы, расположение Dmon в контейнере для облучения | |
Время цикла для карты дозы CTDoseMap | 180 | с |
Таблица A.5
Пример 2, данные для картирования дозы
Контейнер 1 | Контейнер 2 | Контейнер 3 | |
Dmin, кГр | 15,8 | 15,4 | 16,0 |
Dmax, кГр | 18,4 | 17,9 | 18,3 |
Таблица A.6
Пример 2, коэффициенты составления карты дозы
Соотношения | Контейнер 1 | Контейнер 2 | Контейнер 3 |
Rmax/min = Dmax/Dmin | 1,16 | 1,16 | 1,14 |
Таблица A.7
Пример 2, средние значения дозы и соотношения
Дозы PQ | Средн. | Соотношения | Средн. | |||
Dmin, кГр | 15,7 |  | Rmax/min = Dmax/Dmin | 1,16 |  | |
Dmax, кГр | 18,2 |  | ||||
A.3.4 Компоненты 
Компоненты, связанные с калибровкой и воспроизводимостью измерений дозиметрической системы:
Неопределенность калибровки | 2,1 | % | включает в себя лабораторные данные и влияющие величины |
 | 1,94 | % | измеряемая изменчивость контрольного дозиметра |
Компоненты, связанные с изменчивостью процесса, не измеренные в PQ:
Прерывание процесса  | н.д. | % | Измерения в OQ демонстрируют измеримое изменение максимальной дозы в местах, ближайших к стойке с источником, во время прерывания фиксированной величины Dinterrupt = 1 кГр |
Переходы | 2,0 | % | Предыдущая (архивная) информация показывает, что для продуктов с одинаковой плотностью в окружающих контейнерах общие максимальные и минимальные дозы могут по-разному влиять на переходы |
Изменчивость машины | 0,0 | % | |
Компоненты, относящиеся измерению процесса в плановой работе:
 | 0,57 | % |
 | 1,94 | % |
Расчет  :
:
 | 3,49 | % |
 | 3,54 | % |
A.3.5 Коэффициенты процесса
Выбранное значение k (max) | 2 |
Выбранное значение k (min) | 2 |
Расчет коэффициента процесса, сравнение со стандартными коэффициентами определения дозы, используемыми на объекте:
Расчет с использованием  | Расчет с использованием 10% верхнего и нижнего коэффициентов определения дозы | ||
 | 1,08 | UFlower = 1 + (нижний коэффициент определения дозы) | 1,10 |
 | 0,93 | UFupper = 1 - (верхний коэффициент определения дозы) | 0,90 |
Стандартный коэффициент определения дозы обеспечивает более консервативный расчет факторов процесса, поэтому коэффициенты определения дозы могут применяться для последующих расчетов.
A.3.6 Расчет диапазона целевой дозы процесса
Dminlimit = Dster·UFlower | 14,4 | кГр |
Dmaxlimit = Dmax,acc·UFupper - Dinterrupt | 26,0 | кГр |
Dtargetlower = Dminlimit | 14,4 | кГр |
Dtargetupper = Dmaxlimit/Rmax/min | 22,5 | кГр |
Рисунок A.3 представляет собой графическое представление функций распределения вероятностей, связанных со следующими параметрами:
a) Dminlimit = Dtargetlower;
b) Значение Dmaxlimit, связанное с Dtargetupper.
Расчет времени цикла (потребуется корректировка для учета распада кобальта-60 в будущих расчетах):
CTminimum = (CT/Dmon)DoseMap·Dtargetlower | 165 | с |
CTmaximum = (CT/Dmon)DoseMap·Dtargetupper | 322 | с |
Существуют две категории процесса стерилизации с допустимым диапазоном плотности, для которых выбрано время цикла 200 и 250 с. Этот продукт может быть частью любой из этих категорий.
X - доза, кГр; Y - относительное распределение
поглощенных изделием во время процесса стерилизации
при Dtarget = Dtargetlower (сплошная линия)
и Dtarget = Dtargetupper (пунктирная линия)
A.3.7 Пример применения допустимого диапазона
Дозы в точке контроля (минимальная доза), соответствующие стерилизации, и максимально допустимые дозы рассчитываются следующим образом:
Dmonster = Dster | 13,1 | кГр |
Dmonmax,acc = Dmax,acc/Rmax/min | 25,9 | кГр |
Изделие соответствует, если Dmin измеряется в плановом режиме между Dmonster и Dmonmax,acc.
Выбранное время цикла CTchosen | 200 | с |
 | 2,79 | % |
На рисунке A.4 показана функция распределения вероятности, когда изделие включено в определенную категорию процесса стерилизации, для которой выбранное время цикла составляет 200 с, на основе  контрольной дозы для выбранного времени цикла и соответствующих пределов, связанных с Dmonster и Dmonmax,acc.
контрольной дозы для выбранного времени цикла и соответствующих пределов, связанных с Dmonster и Dmonmax,acc.
контрольной дозы для выбранного времени цикла и соответствующих пределов, связанных с Dmonster и Dmonmax,acc.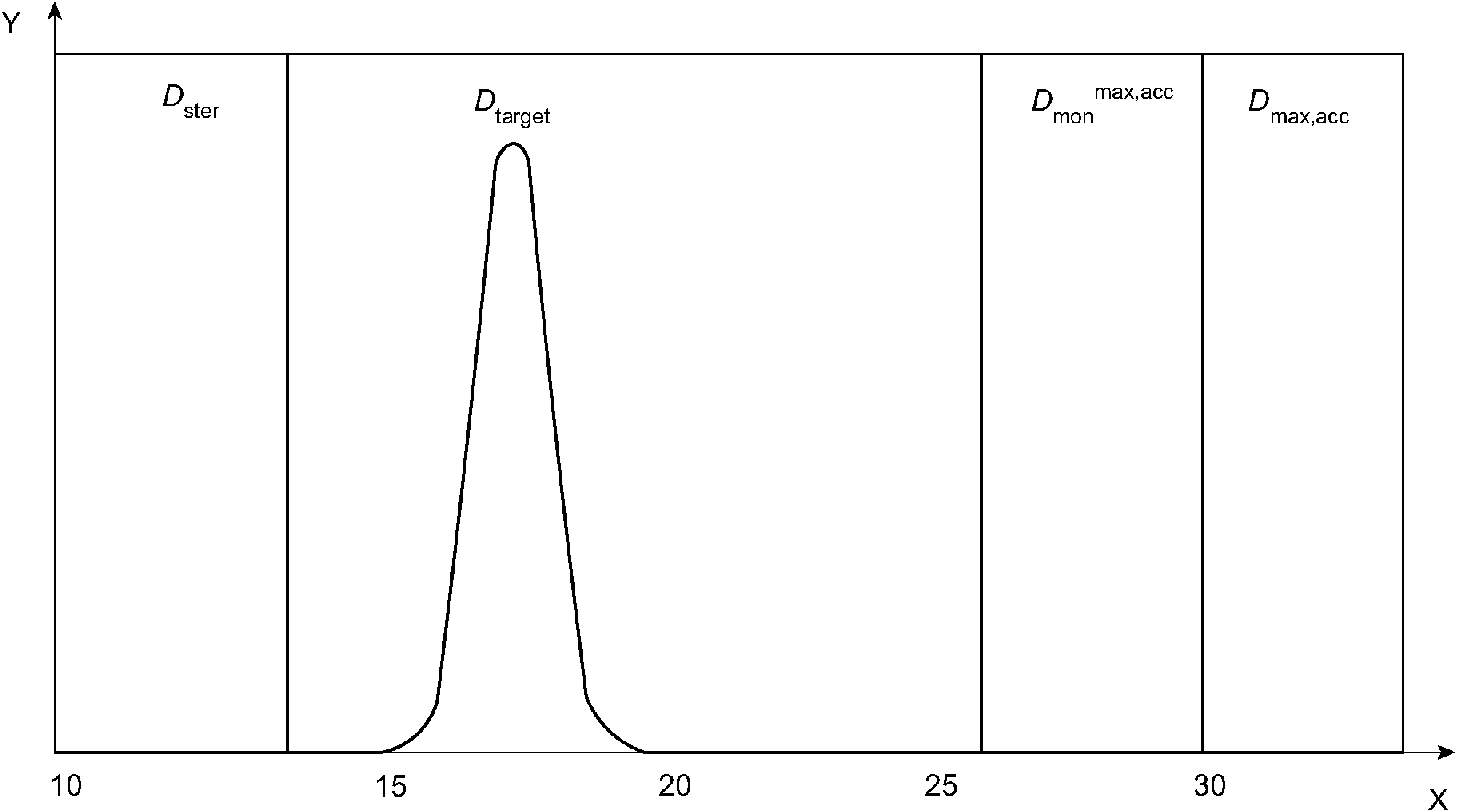
X - доза, кГр; Y - относительное распределение
во время работы при выбранном допустимом диапазоне
между Dmonster и Dmonmax,acc
A.3.8 Дополнительные сведения
В данном примере в расчетах использовался коэффициент определения целевой дозы, но правильность выбранного коэффициента была проверена. В случае когда рассчитанные коэффициенты процесса обеспечивают более консервативное значение, чем традиционные коэффициенты определения целевой дозы, следует использовать рассчитанные значения. Если обнаруживается, что коэффициенты процесса последовательно вычисляются как более консервативные, чем коэффициенты определения целевой дозы, тогда эти значения по умолчанию должны быть пересмотрены.
И наоборот, если консервативный характер коэффициентов определения целевой дозы означает, что процесс может не соответствовать спецификациям, но использование вычисленных коэффициентов процесса обеспечивает приемлемый результат, коэффициент определения целевой дозы не используется. Кроме того, если влияние переходов, рассматриваемых в примере, означает, что процесс может не соответствовать спецификации, переходы допускается уменьшить или исключить, создав новую категорию процесса стерилизации для этого изделия и конкретных изделий, которые имеют минимальные эффекты перехода.
A.4.1 Описание примера
В примере представлены изделия, стерилизованные в электронно-лучевом облучателе на собственном производстве. Для облучателя, в котором одновременно облучается только одно изделие при одних и тех же условиях стерилизации, контроль процесса может быть целесообразным, чтобы продемонстрировать, что процесс находится под контролем.
В этом примере охарактеризовано прерывание процесса и продемонстрировано различное влияние на максимальную и минимальную дозу.
Принятие решения основано на контроле процесса, чтобы определить, находится ли процесс под контролем.
A.4.2 Спецификация процесса
Стерилизующая доза Dster | 25 | кГр |
Максимально допустимая доза Dmax,acc | 45 | кГр |
A.4.3 Измерения дозы PQ
Дозиметрическая система с использованием карт дозы | Аланиновая пленка | |
Текущая дозиметрическая система | То же, что и у системы с использованием карт дозы, текущая дозиметрия вне продукта | |
Скорость конвейера для карты дозы CTDoseMap | 4,0 | м/мин |
Таблица A.8
Пример 3, данные картирования дозы
Контейнер 1 | Контейнер 2 | Контейнер 3 | Контейнер 4 | Контейнер 5 | Контейнер 6 | |
Dmin, кГр | 20,1 | 21,1 | 20,9 | 21,0 | 20,6 | 20,3 |
Dmax, кГр | 31,8 | 32,1 | 31,1 | 32,0 | 31,3 | 31,6 |
Dmon, кГр | 24,1 | 24,3 | 25,0 | 24,2 | 24,8 | 24,3 |
Таблица A.9
Пример 3, коэффициенты картирования дозы
Дозы PQ | Средн. | |
Dmin, кГр | 20,7 |  |
Dmax, кГр | 31,7 |  |
Dmon, кГр | 24,5 |  |
Таблица A.10
Пример 3, средние значения дозы и соотношения
Соотношения | Средн. |
Rmax/min = Dmax/Dmin | 1,53 |
Rmax/mon = Dmax/Dmon | 1,29 |
Rmin/mon = Dmin/Dmon | 0,85 |
A.4.4 Компоненты 
Компоненты, связанные с калибровкой и воспроизводимостью измерений дозиметрической системы
Неопределенность калибровки | 1,00 | % | включает в себя лабораторные данные и влияющие величины |
 | 1,48 | % | измеряемая изменчивость контрольного дозиметра |
Компоненты, связанные с изменчивостью процесса, не измеренные в PQ:
Прерывание процесса  | 2,0 | % | Эффект от минимальной дозы |
Прерывание процесса  | 4,0 | % | Эффект от максимальной дозы |
Переходы | 0,0 | % | Переходы смягчаются промежутками между контейнерами для облучения |
Изменчивость оборудования | 0,0 | % | |
Компоненты, относящиеся к измерению процесса в плановой работе:
 | 1,48 | % |
Расчет  при рассмотрении процесса прерывания:
при рассмотрении процесса прерывания:
 | 2,79 | % |
 | 4,19 | % |
 | 1,48 | % |
A.4.5 Коэффициенты процесса
Выбранное значение k (max) | 2 |
Выбранное значение k (min) | 2 |
Расчет коэффициента процесса
 | 1,06 |
 | 0,92 |
A.4.6 Расчет диапазона целевой дозы процесса
Dminlimit = Dster·UFlower | 26,5 | кГр |
Dmaxlimit = Dmax,acc·UFupper | 41,5 | кГр |
Dtargetlower = Dminlimit/Rmin/mon | 31,3 | кГр |
Dtargetupper = Dmaxlimit/Rmax/mon | 32,1 | кГр |
Рисунок A.5 представляет собой графическое представление функций распределения вероятностей, связанных со следующими параметрами:
a) Dtargetlower;
b) Dminlimit;
c) значение Dmax, связанное с Dtargetlower.
Расчетный диапазон параметров стерилизации:
CSminimum = (CS·Dmon)DoseMap/Dtargetupper | 3,05 | м/мин |
CSmaximum = (CS·Dmon)DoseMap/Dtargetlower | 3,12 | м/мин |
Диапазон скоростей конвейера очень небольшой, но процесс считается допустимым.
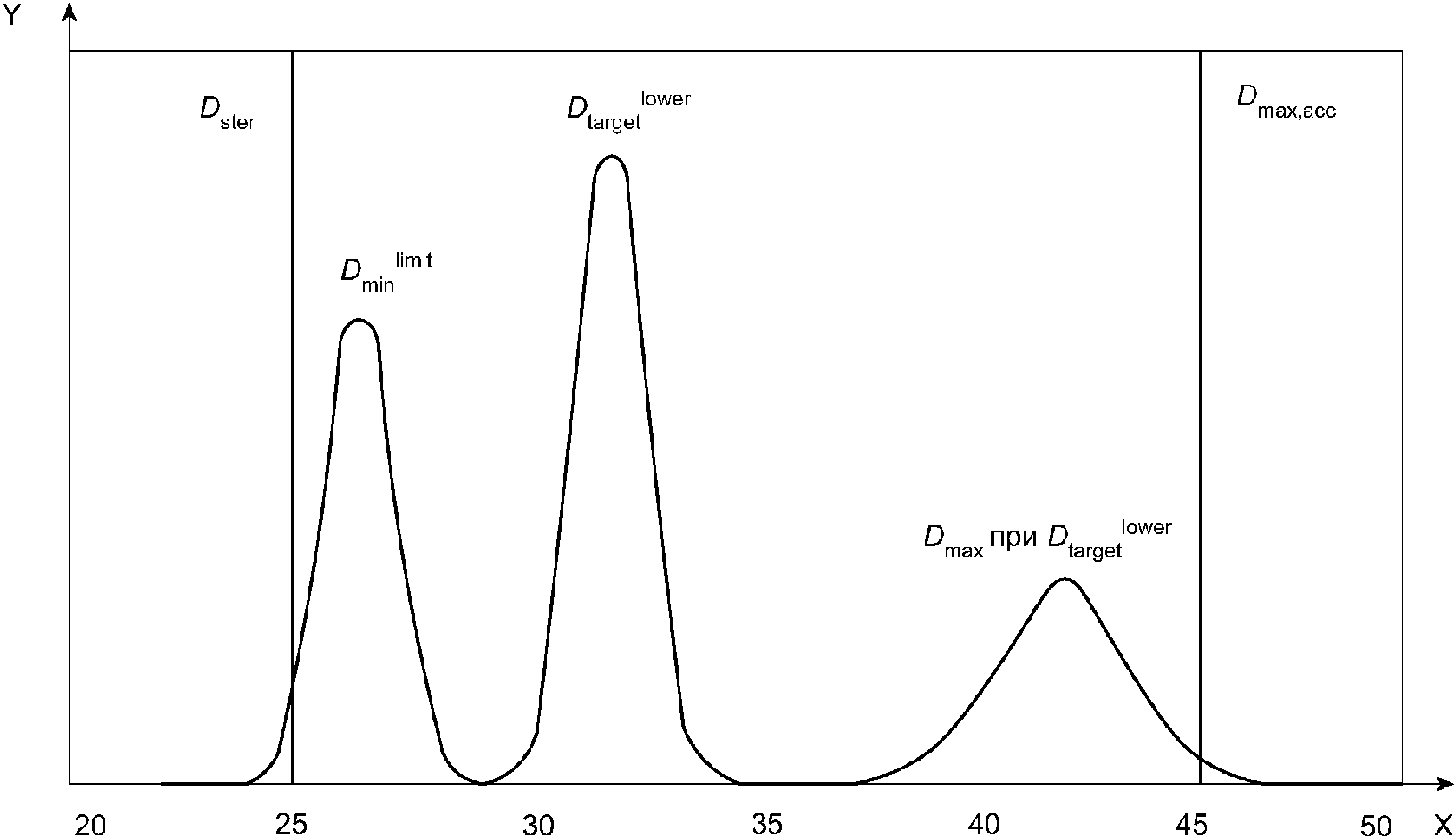
X - доза, кГр; Y - относительное распределение
в изделиях и ожидаемое изменение контролируемой дозы
во время работы при Dtarget = Dtargetlower
A.4.7 Пример применения допустимого диапазона
Допустимый диапазон выбирается в зависимости от соответствия процессу. Скорость конвейера выбирается между минимальной и максимальной указанной скоростью.
Выбранная скорость конвейера CSchosen | 3,09 | м/мин |
При данной скорости конвейера существует ожидаемый диапазон дозы в контрольной точке, который указывает на то, что процесс находится под контролем. Он рассчитывается на основе ожидаемых показаний контрольного дозиметра и связанных с ним изменений.
Выбор k для мониторинга | 2 | |
Dtarget = (CS·Dmon)DoseMap/CSchosen | 31,7 | кГр |
 | 30,8 | кГр |
 | 32,6 | кГр |
Если доза расположена между Dmonlower и Dmonupper, процесс находится под контролем и спецификации дозы соблюдаются. Если доза выходит за пределы этого диапазона, спецификации могут быть выполнены, но процесс не находится под контролем.
На рисунке A.6 показана функция распределения вероятности контролируемой дозы для выбранной скорости конвейера и относящиеся к этому пределы, связанные с Dmonlower и Dmonupper.
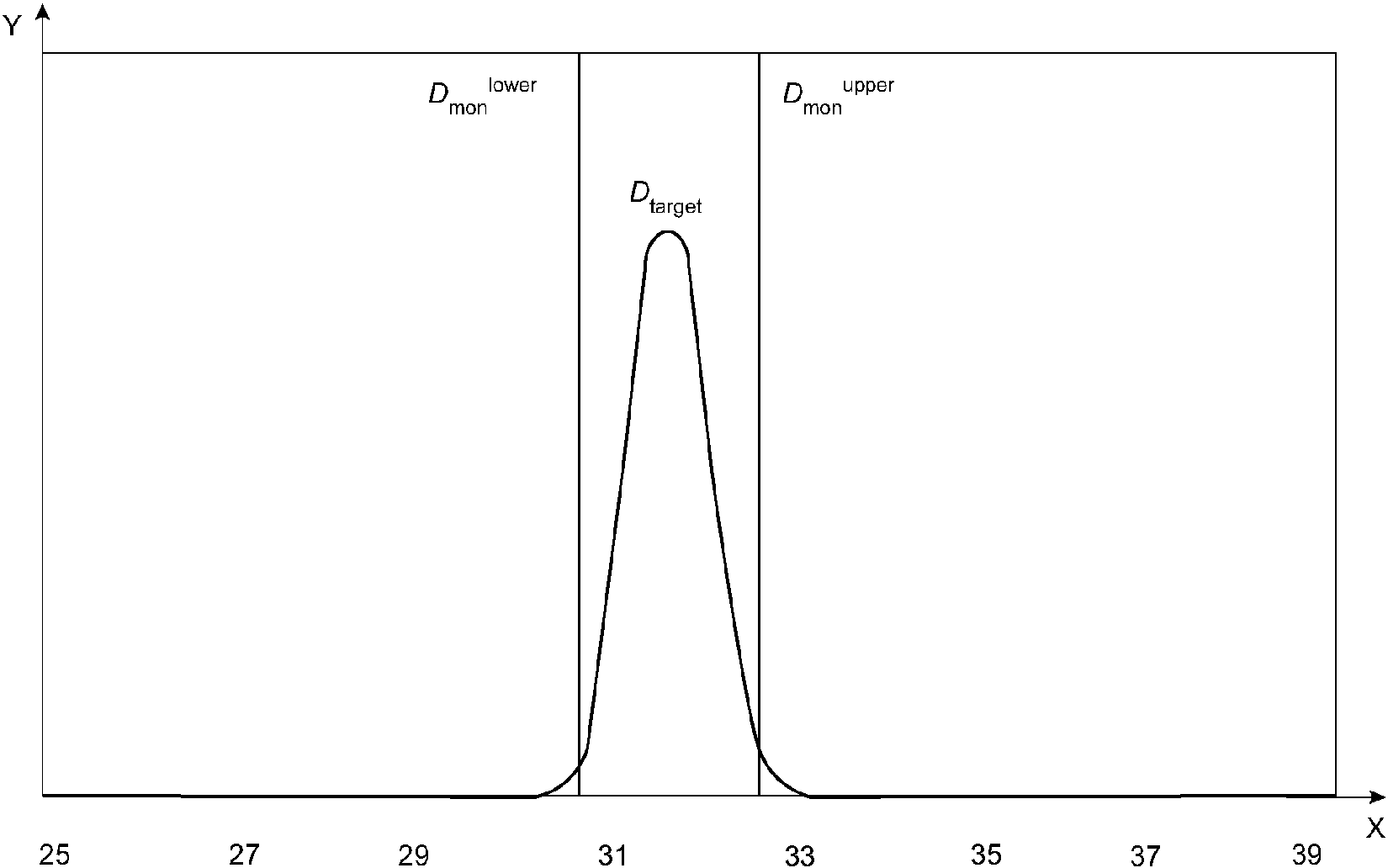
X - доза, кГр; Y - относительное распределение
работы при выбранных параметрах допустимого диапазона
на основе контроля процесса
A.4.8 Дополнительные сведения
В примере эффекты прерывания процесса были включены в расчет UFupper и UFlower. Если получившийся в результате диапазон параметров процесса стерилизации не позволяет выполнить требования к процессу, коэффициенты процесса могут быть пересчитаны без его прерывания. В этом случае прерывание процесса означает, что другие правила будут определять, может ли изделие быть признано соответствующим, или его необходимо отбраковывать.
Следует отметить, что эффект прерывания процесса не был включен в  . Поскольку в этом процессе контрольные дозы измеряются вне изделия, если контрольный дозиметр находится в зоне облучения в момент прерывания процесса, это не окажет влияние на минимальную или максимальную дозу, а разница в измеренной дозе (если применимо) будет приписана особой причине.
. Поскольку в этом процессе контрольные дозы измеряются вне изделия, если контрольный дозиметр находится в зоне облучения в момент прерывания процесса, это не окажет влияние на минимальную или максимальную дозу, а разница в измеренной дозе (если применимо) будет приписана особой причине.
. Поскольку в этом процессе контрольные дозы измеряются вне изделия, если контрольный дозиметр находится в зоне облучения в момент прерывания процесса, это не окажет влияние на минимальную или максимальную дозу, а разница в измеренной дозе (если применимо) будет приписана особой причине.A.5.1 Описание примера
В примере представлены изделия, стерилизованные на установке с ускоренным пучком электронов.
Для картирования и текущего контроля дозы используются разные дозиметрические системы. Калибровки обеих дозиметрических систем прослеживаются по одному и тому же первичному стандарту.
Картирование дозы производится с помощью дозиметрических пленок, помещенных в единицы продукции. Дозиметрические пленки были проанализированы с помощью сканера высокого разрешения, и были измерены минимальное, а также максимальное значения площади дозиметрической пленки. Все эти значения были проанализированы вместе, и были определены эквивалентные зоны для Dmin и Dmax (см. ISO/ASTM 52303). Поэтому индивидуальные измерения дозы не включены, только средние значения и соответствующие неопределенности.
Картирование дозы проводилось в постоянной системе. Значение Dmon измерялось в точке, отдельной от облученного изделия, но перемещающейся вместе с ним. Также следует отметить, что в этом примере значение  вычисляется на основе допустимого изменения каждого из критических параметров облучателя.
вычисляется на основе допустимого изменения каждого из критических параметров облучателя.
Критерии приемлемости для Dmon в этом примере основаны на контроле процесса с уровнями предупреждения и воздействия.
A.5.2 Спецификация процесса
Стерилизующая доза Dster | 25 | кГр |
Максимально допустимая доза Dmax,acc | 100 | кГр |
A.5.3 Измерения дозы PQ
Дозиметрическая система с использованием карт дозы | Тонкая дозиметрическая пленка и сканер высокого разрешения | |
Текущая дозиметрическая система | Калориметр (мониторинг вне продукта) | |
Скорость конвейера для карты дозы CTDoseMap | 5,0 | м/мин |
Таблица A.11
Пример 4, средние значения данных карты дозы
Дозы PQ | Средн. | ||
Dmin, кГр | 8,7 |  | (на основе отсканированных листов пленки) |
Dmax, кГр | 16,3 |  | (на основе отсканированных листов пленки) |
Dmon, кГр | 10,1 |  | (на основе данных репликации калориметра) |
Таблица A.12
Пример 4, средние коэффициенты данных карты дозы
Соотношения | Средн. |
Rmax/min = Dmax/Dmin | 1,87 |
Rmax/mon = Dmax/Dmon | 1,61 |
Rmin/mon = Dmin/Dmon | 0,86 |
A.5.4 Компоненты 
Компоненты, связанные с калибровкой и воспроизводимостью измерений дозиметрической системы:
Неопределенность калибровки | 2,6 | % | включает в себя лабораторные данные и влияющие величины |
Неопределенность калибровки | 2,0 | % | включает в себя лабораторные данные и влияющие величины |
 | 0,60 | % | измеряемая изменчивость контрольного дозиметра |
Компоненты, связанные с изменчивостью процесса, не измеренные в PQ:
Прерывание процесса  | 2,0 | % | Измерения в OQ демонстрируют передозировку, но отсутствие недостаточной дозы во время перерывов |
Переход  | 0,0 | % | Переходы смягчаются промежутками между контейнерами для облучения |
Изменчивость оборудования | 5,18 | % | |
Компоненты | |
Ток пучка | 4,1 |
Ширина пучка | 2,2 |
Скорость конвейера | 2,2 |
Энергия | 0,6 |
5,18 |
См. ISO/ASTM 51707 для анализа неопределенностей, основанных на известных пределах.
Компоненты, относящиеся к измерению процесса в плановой работе:
 | 4,80 | % |
 | 7,20 | % |
 | 5,22 | % |
Расчет  при измерении дозы:
при измерении дозы:
 | 7,55 | % |
 | 9,48 | % |
A.5.5 Коэффициенты процесса
Выбранное значение k (max) | 2 |
Выбранное значение k (min) | 2 |
Расчет коэффициента процесса:
 | 1,18 |
 | 0,84 |
A.5.6 Расчет диапазона целевой дозы процесса
Dminlimit = Dster·UFlower | 29,4 | кГр |
Dmaxlimit = Dmax,acc·UFupper | 84,1 | кГр |
Dtargetlower = Dminlimit/Rmin/mon | 34,2 | кГр |
Dtargetupper = Dmaxlimit/Rmax/mon | 52,1 | кГр |
Рисунок A.7 представляет собой графическое представление функций распределения вероятностей, связанных со следующими параметрами:
a) значение Dminlimit, связанное с Dtargetlower;
b) значение Dmaxlimit, связанное с Dtargetupper, включая воздействие прерываний процесса.
Расчетный диапазон параметров стерилизации
CSminimum = (CS·Dmon)DoseMap/Dtargetupper | 0,97 | м/мин |
CSmaximum = (CS·Dmon)DoseMap/Dtargetlower | 1,48 | м/мин |
Допускается выбрать любую скорость конвейера в рассчитанном диапазоне. Поскольку разница между скоростью при картировании дозы и рассчитанным диапазоном параметров облучения значительна (т.е. в три - пять раз), важно отметить, что линейность скорости дозы была бы установлена как часть OQ, таким образом предоставляя доказательства того, что масштабирование скорости до такой степени допустимо для определения параметров стерилизации.
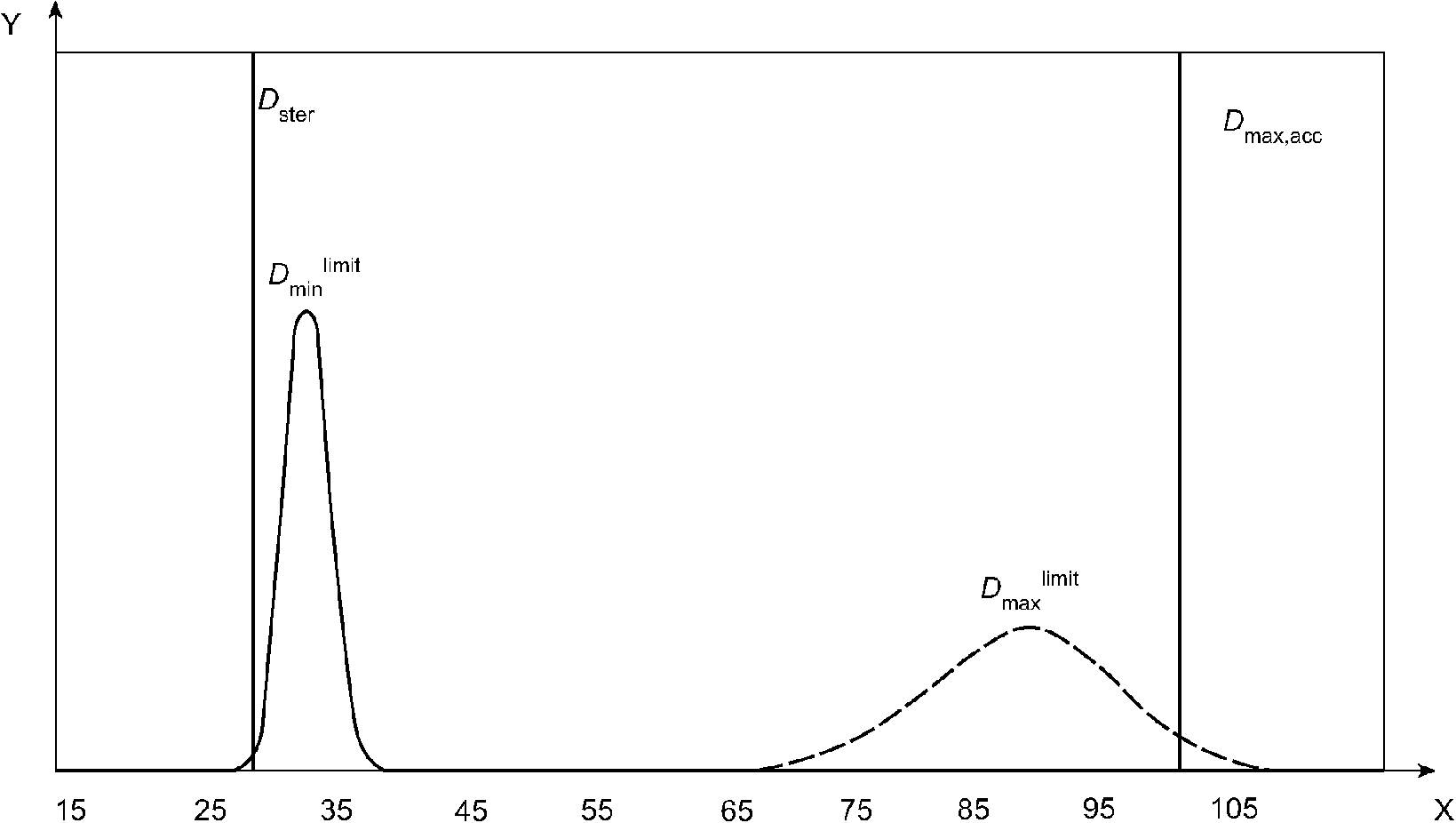
X - доза, кГр; Y - относительное распределение
в облучаемых изделиях во время работы
при Dtarget = Dtargetlower (сплошная линия)
и Dtarget = Dtargetupper (пунктирная линия)
A.5.7 Пример применения допустимого диапазона
В этом примере используется допустимый диапазон с уровнями предупреждения и воздействия
Выбранное значение k (низкий уровень предупреждения) | 2 |
Выбранное значение k (низкий уровень воздействия) | 3 |
 | 30,8 | кГр |
 | 29,0 | кГр |
Выбранное значение k (высокий уровень предупреждения) | 2 |
Выбранное значение k (высокий уровень воздействия) | 3 |
 | 57,5 | кГр |
 | 60,2 | кГр |
Выбранная скорость конвейера CSchosen | 1,4 | м/мин |
 | 5,22 | % |
На рисунке A.8 показана функция распределения вероятности дозы в контрольной точке для выбранной скорости конвейера и относящиеся к этому пределы, связанные с высокими и низкими уровнями предупреждения и воздействия.
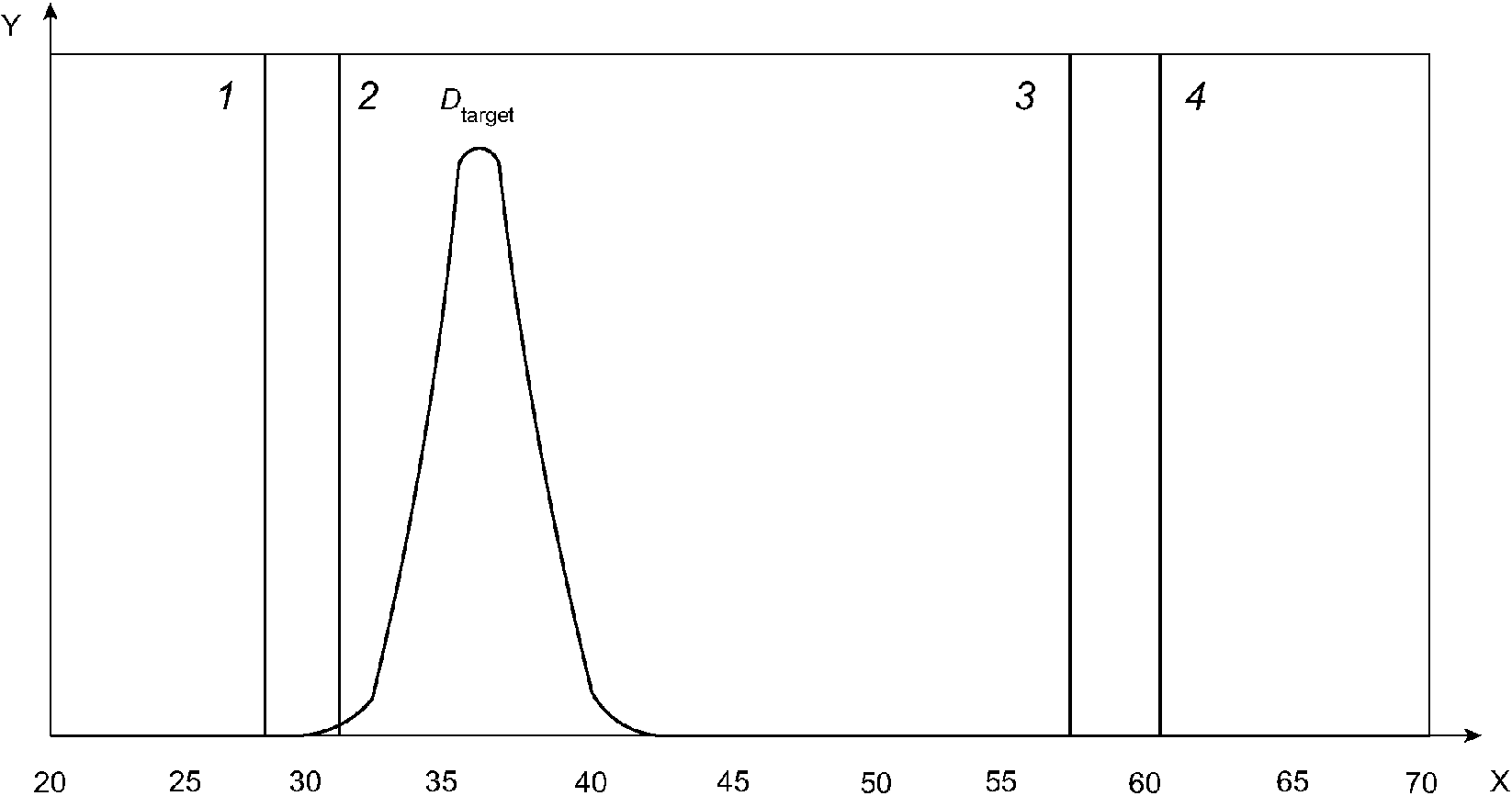
X - доза, кГр; Y - относительное распределение; 1 - низкий
уровень воздействия; 2 - низкий уровень предупреждения;
3 - высокий уровень предупреждения; 4 - высокий уровень
воздействия
работы при выбранных параметрах допустимого диапазона
на уровнях предупреждения и воздействия
A.5.8 Дополнительные сведения
Ожидается, что измеренная доза при текущем контроле в среднем равна выбранному значению Dtarget. Следует указать частоту, с которой эти измерения могут отклоняться от Dtarget. Эта частота может соответствовать измененным правилам Western Electric [14] следующим образом:
Таблица A.13
Пример 4, правила исследования
Состояние | Ограничение для начала исследования |
Точки выше верхнего уровня воздействия | Любая точка |
Точки между верхним уровнем предупреждения и верхним уровнем воздействия | 2 из 3 последовательных точек |
Точки выше Dtarget | 10 последовательных точек |
Точки ниже Dtarget | 10 последовательных точек |
Точки между нижним уровнем предупреждения и нижним уровнем воздействия | 2 из 3 последовательных точек |
Точки ниже нижнего уровня воздействия | Любая точка |
В этом примере правила Western Electric были изменены в соответствии с требованиями процесса. Как правило, также могут учитываться правила принятия решений в отношении значений между одним и двумя стандартными отклонениями от выбранной целевой дозы.
A.6.1 Описание примера
В этом примере представлены изделия, стерилизованные на установке с ускоренным пучком электронов.
В этом примере несколько изделий упакованы по отдельности внутри картонного транспортировочного контейнера, который действует как контейнер для облучения на конвейере. Точка текущего контроля находится в четко определенном месте на внешней стороне контейнера, отдельно от минимальной и максимальной дозы.
В этом примере также примечательно то, что значение  известно из предыдущих измерений и ежегодно пересматривается. Измерение выполняется в сочетании с
известно из предыдущих измерений и ежегодно пересматривается. Измерение выполняется в сочетании с  , что означает, что необходимо следить за тем, чтобы это значение не учитывалось дважды.
, что означает, что необходимо следить за тем, чтобы это значение не учитывалось дважды.
известно из предыдущих измерений и ежегодно пересматривается. Измерение выполняется в сочетании с Критерии приемлемости в этом примере основаны на уровнях предупреждения и воздействия.
A.6.2 Спецификация процесса
Стерилизующая доза Dster | 16,6 | кГр |
Максимально допустимая доза Dmax,acc | 35,0 | кГр |
A.6.3 Измерения дозы PQ
Дозиметрическая система с использованием карт дозы | Радиохромная пленка | |
Плановая дозиметрическая система | То же, что и у системы с использованием карт дозы, плановое расположение вне контейнера | |
Настройка процесса для карты дозы PSDoseMap | 16,3 | кГр |
Таблица A.14
Пример 5, данные картирования дозы
Контейнер 1 | Контейнер 2 | Контейнер 3 | |
Dmin, кГр | 17,5 | 17,4 | 17,1 |
Dmax, кГр | 27,3 | 28,2 | 27,5 |
Dmon, кГр | 16,5 | 16,1 | 16,2 |
Таблица A.15
Пример 5, коэффициенты картирования дозы
Соотношения | Контейнер 1 | Контейнер 2 | Контейнер 3 |
Rmax/min = Dmax/Dmin | 1,56 | 1,62 | 1,61 |
Rmax/mon = Dmax/Dmon | 1,65 | 1,75 | 1,70 |
Rmin/mon = Dmin/Dmon | 1,06 | 1,08 | 1,06 |
Таблица A.16
Пример 5, средние значения дозы и соотношения
Дозы PQ | Средн. | Соотношения | Средн. | |||
Dmin, кГр | 17,3 |  | Rmax/min = Dmax/Dmin | 1,60 |  | |
Dmax, кГр | 27,7 |  | Rmax/mon = Dmax/Dmon | 1,70 |  | |
Dmon, кГр | 16,3 |  | Rmin/mon = Dmin/Dmon | 1,07 |  |
A.6.4 Компоненты 
Компоненты, связанные с калибровкой и воспроизводимостью измерений дозиметрической системы:
Неопределенность калибровки | 1,9 | % | включает в себя лабораторные данные и влияющие величины |
Компоненты, связанные с изменчивостью процесса, не измеренные в PQ:
Прерывание процесса  | 0,0 | % | Измерения в OQ демонстрируют, что прерывания процесса неотличимы от нормальной равномерности хода |
Переходы | 0,0 | % | Переходы смягчаются промежутками между контейнерами для облучения |
Изменчивость оборудования | н.д. | % | Значение |
Компоненты, относящиеся к измерению процесса в плановой работе:
 | 0,72 | % |
 | 1,65 | % |
 | 2,0 | % из предыдущих измерений |
Расчет  при измерении дозы:
при измерении дозы:
 | 2,85 | % |
 | 3,22 | % |
A.6.5 Коэффициенты процесса
Выбранное значение k (max) | 2 |
Выбранное значение k (min) | 2 |
Расчет коэффициента процесса:
 | 1,06 |
 | 0,94 |
A.6.6 Расчет диапазона целевой дозы процесса
Dminlimit = Dster·UFlower | 17,6 | кГр |
Dmaxlimit = Dmax,acc·UFupper | 32,9 | кГр |
Dtargetlower = Dminlimit/Rmin/mon | 16,5 | кГр |
Dtargetupper = Dmaxlimit/Rmax/mon | 19,3 | кГр |
Рисунок A.9 представляет собой графическое представление функций распределения вероятностей, связанных со следующими параметрами:
a) значение Dminlimit, связанное с Dtargetlower;
b) значение Dmaxlimit, связанное с Dtargetupper.
Расчетный диапазон настроек процесса (PS):
PSminimum = (PS/Dmon)DoseMap·Dtargetupper | 16,6 | кГр |
PSmaximum = (PS/Dmon)DoseMap·Dtargetlower | 19,4 | кГр |
Допускается выбрать любую настройку процесса в рассчитанном диапазоне.
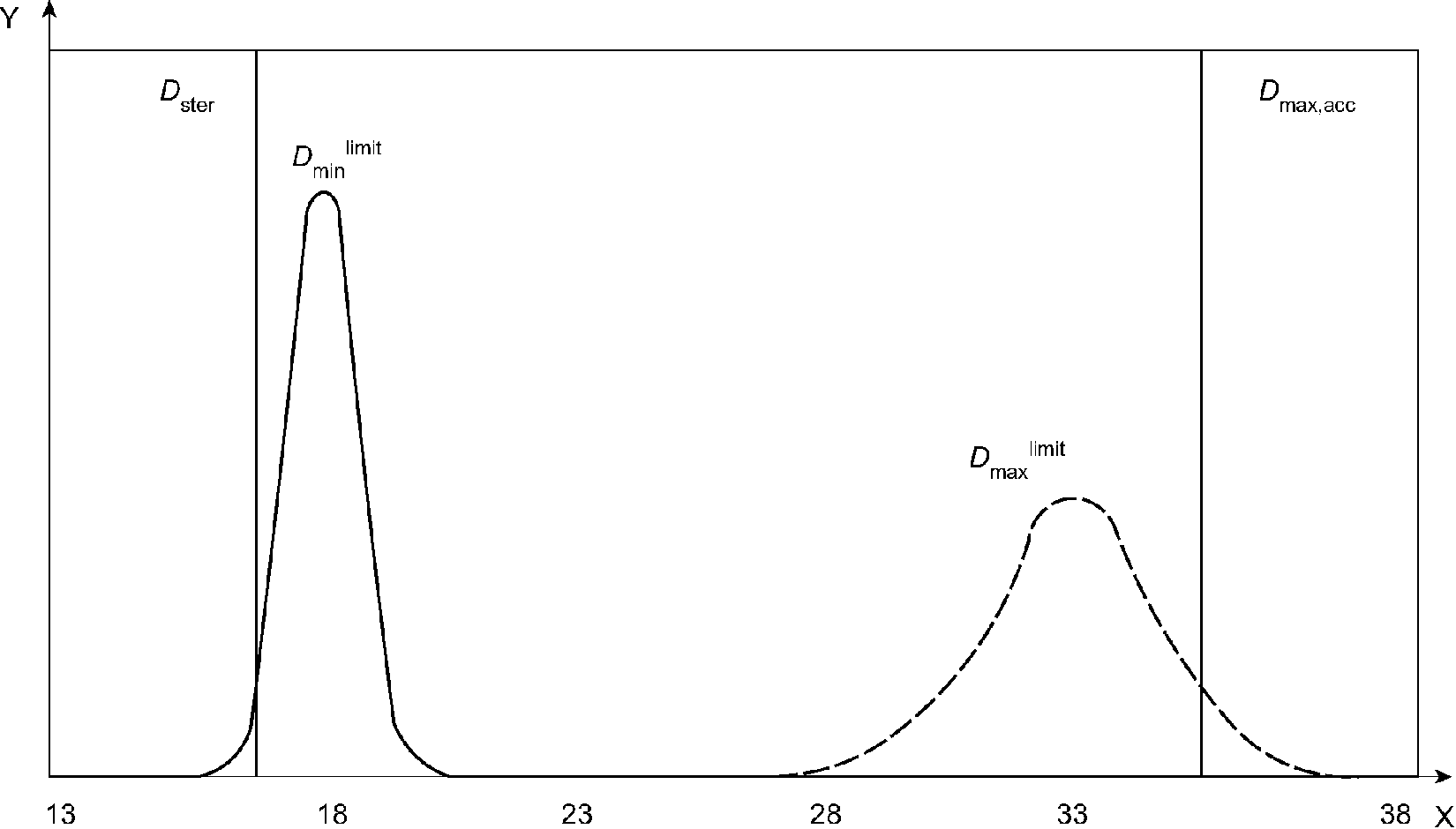
X - доза, кГр; Y - относительное распределение
продукта во время работы при Dtarget = Dtargetlower
(сплошная линия) и Dtarget = Dtargetupper (пунктирная линия)
A.6.7 Пример применения допустимого диапазона
В этом примере используется допустимый диапазон с уровнями предупреждения и вмешательства.
Выбранное значение k (нижний уровень предупреждения) | 2 |
Выбранное значение k (нижний уровень воздействия) | 3 |
 | 15,9 | кГр |
 | 15,5 | кГр |
Выбранное значение k (высокий уровень предупреждения) | 2 |
Выбранное значение k (высокий уровень воздействия) | 3 |
 | 20,1 | кГр |
 | 20,5 | кГр |
Выбранная настройка процесса PSchosen | 18 | кГр |
На рисунке A.10 показана функция распределения вероятности контролируемой дозы для выбранной настройки процесса и относящиеся к этому пределы, связанные с высокими и низкими уровнями предупреждения и воздействия.
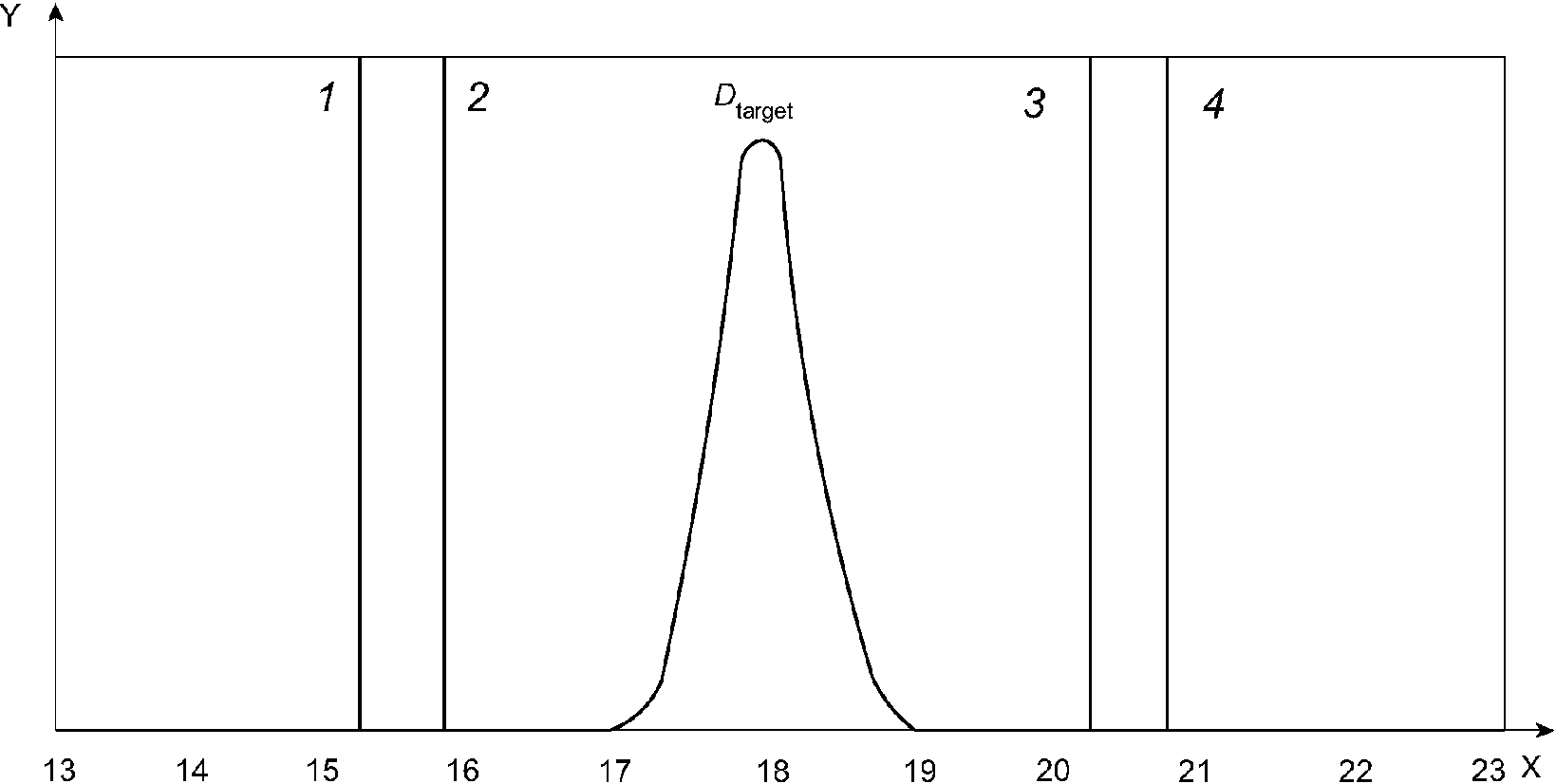
X - доза, кГр; Y - относительное распределение; 1 - низкий
уровень воздействия; 2 - низкий уровень предупреждения;
3 - высокий уровень предупреждения; 4 - высокий уровень
воздействия
работы при выбранных параметрах допустимого диапазона
на уровнях предупреждения и воздействия
A.6.8 Дополнительные сведения
При срабатывании предупреждения используется следующее правило принятия решения.
Система управления технологическим процессом облучателя отслеживает дозозависимые параметры процесса (ток излучения, ширину луча и скорость процесса) и объединяет их в объект, называемый индексом эффективности процесса (PPI), который отслеживается в контрольной таблице, создаваемой для каждой партии продукта. Контрольная доза, превышающая указанные уровни предупреждения, может быть приемлемой, если таблица для данной партии продукции подтверждает, что процесс находился под контролем (показатель эффективности процесса в пределах установленных контрольных пределов, см. рисунок 7).
(справочное)
НАЦИОНАЛЬНЫМ И МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ISO 11137-1:2006 | IDT | ГОСТ ISO 11137-1-2011 "Стерилизация медицинской продукции. Радиационная стерилизация. Часть 1. Требования к разработке, валидации и текущему контролю процесса стерилизации медицинских изделий" |
ISO 11137-3:2017 | - | <*> |
<*> Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
ISO 11462-2 | Guidelines for implementation of statistical process control (SPC) - Part 2: Catalogue of tools and techniques | |
ISO 14971 | Medical devices - Application of risk management to medical devices | |
ISO/ASTM 51261 | Practice for calibration of routine dosimetry systems for radiation processing | |
ISO/ASTM 51707 | Guide for estimation of measurement uncertainty in dosimetry for radiation processing | |
ISO/ASTM 52303 | Guide for absorbed-dose mapping in radiation processing facilities | |
ISO/ASTM 52701 | Guide for performance characterization of dosimeters and dosimetry systems for use in radiation processing | |
AAMI TIR37 | Sterilization of health care products - Radiation - Guidance on sterilization of biologics and tissue-based products | |
ASTM E2232 | Standard guide for selection and use of mathematical methods for calculating absorbed dose in radiation processing applications | |
ASTM E2281 | Standard practice for process and measurement capability indices | |
ASTM E2587 | Standard practice for use of control charts in statistical process control | |
GUM, JCGM 100, Evaluation of measurement data - Guide to the expression of uncertainty in measurement | ||
JCGM 106, Evaluation of measurement uncertainty - The role of measurement uncertainty in conformity assessment. Joint committee for guides in metrology (2012) Available at: https://www.bipm.org/utils/common/documents/jcgm/JCGM_106_2012_E.pdf | ||
Panel on Gamma and Electron Irradiation, A Method for Statistical Process Control of Radiation Sterilization Facilities, The Panel on Gamma & Electron Irradiation (Revision 1, 2018), https://www.irradiationpanel.org/app/download/3781330/Guide+Statistical+Process+control+2006.pdf, Retrieved on 24 July 2019 | ||
Western Electric Company. Statistical Quality Control Handbook. Indianapolis, Indiana: 1956 | ||
Nelson L., The Shewhart Control Chart - Tests for Special Causes. Journal of Quality Technology. 1984, 16, no. 4 pp. 238 - 239 | ||
УДК 614.487:006.354 | ОКС 11.080.01 |
Ключевые слова: стерилизация, радиационная стерилизация, медицинские изделия, дозиметрия, квалификация, неопределенность, процесс, контрольная точка, текущий контроль | |