СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ вводится в действие с 01.12.2026.
Взамен ГОСТ 30873.11-2006 (ИСО 8662-11:1999).
Название документа
"ГОСТ ISO 28927-13-2025. Межгосударственный стандарт. Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 13. Машины для забивания крепежных средств"
(введен в действие Приказом Росстандарта от 25.12.2025 N 1800-ст)
"ГОСТ ISO 28927-13-2025. Межгосударственный стандарт. Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 13. Машины для забивания крепежных средств"
(введен в действие Приказом Росстандарта от 25.12.2025 N 1800-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 25 декабря 2025 г. N 1800-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИБРАЦИЯ
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ВИБРАЦИОННОЙ ХАРАКТЕРИСТИКИ
РУЧНЫХ МАШИН
ЧАСТЬ 13
МАШИНЫ ДЛЯ ЗАБИВАНИЯ КРЕПЕЖНЫХ СРЕДСТВ
Mechanical vibration. Evaluation of vibration emission
of hand-held power tools. Part 13. Fastener driving tools
(ISO 28927-13:2022, Hand-held portable power tools -
Test methods for evaluation of vibration emission -
Part 13: Fastener driving tools, IDT)
ГОСТ ISO 28927-13-2025
МКС 13.160
Дата введения
1 декабря 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Электронные технологии и метрологические системы" (ООО "ЭТМС") и Закрытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ЗАО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 11 декабря 2025 г. N 68-2025)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 декабря 2025 г. N 1800-ст межгосударственный стандарт ГОСТ ISO 28927-13-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2026 г.
5 Настоящий стандарт идентичен международному стандарту ISO 28927-13:2022 "Машины ручные. Методы испытаний для определения вибрационной активности. Часть 13. Машины для забивания крепежных средств" ("Hand-held portable power tools - Test methods for evaluation of vibration emission - Part 13: Fastener driving tools", IDT).
Международный стандарт разработан подкомитетом SC 3 "Пневматические инструменты и машины" Технического комитета TC 118 "Компрессоры, пневматические инструменты, машины и оборудование" Международной организации по стандартизации (ISO) в сотрудничестве с Техническим комитетом по стандартизации CEN 231 "Вибрация и удар" Европейской организации по стандартизации (CEN) на основе Соглашения о техническом сотрудничестве между ISO и CEN (Венское соглашение).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
6 ВЗАМЕН ГОСТ 30873.11-2006 (ИСО 8662-11:1999)
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт согласно классификации ГОСТ 12.1.012 относится к стандартам безопасности типа C (испытательный код по вибрации), которые устанавливают лабораторные методы измерения вибрации на рукоятках ручных машин в целях заявления и подтверждения их вибрационных характеристик <1>.
--------------------------------
<1> При необходимости эти методы могут быть использованы в других целях, например, при входном, периодическом или послеремонтном контроле продукции [см. ГОСТ 12.1.012-2004 (подраздел 4.2)].
Если требования, установленные испытательным кодом по вибрации, отличаются от требований стандартов безопасности более высокого уровня (типов A и B по классификации ГОСТ 12.1.012), то руководствоваться следует испытательным кодом по вибрации.
Общие требования к испытательным кодам по вибрации для ручных машин установлены ГОСТ 16519 (стандарт безопасности типа B).
Основным отличием настоящего стандарта от ГОСТ 16519 является определение точек измерений, преимущественно на рукоятке ручной машины как можно ближе к кисти руки оператора между большим и указательным пальцами, поскольку при таком расположении датчика вибрации он в минимальной степени влияет на обхват рукоятки кистью оператора.
Кроме того, в отличие от других стандартов серии ISO 28927, у машин для забивания крепежа оценке подлежит характеристика не непрерывного процесса (вибрации и повторяющихся ударов), а одиночных пусков. Такие машины работают в режиме создания кратковременных воздействий, поэтому задачей проводимых измерений является определение параметра, характеризующего энергию одиночного удара. Это достигается посредством интегрирования корректированного ускорения для заданного числа операций за установленный период времени. После этого результат представляют как вибрацию, приведенную к одному пуску длительностью три секунды.
Испытательные коды по вибрации для ручных машин предназначены для того, чтобы получить (усреднением по ансамблю машин) оценку верхнего квартиля распределения параметра вибрации машин данной модели в реальных условиях применения. Эта вибрация может существенно отличаться от измерения к измерению и зависит от многих факторов, в число которых входят оператор, выполняемое рабочее задание, состояние вставного инструмента или расходных материалов. Существенное влияние оказывает также и качество технического обслуживания машин. Особенно значительным влияние оператора и выполняемой операции становится в случае, если вибрация, создаваемая ручной машиной, невелика. Поэтому если в результате испытаний в соответствии с испытательным кодом по вибрации получено значение параметра вибрационной характеристики менее 2,5 м/с2, то для оценки вибрации на рабочем месте следует использовать значение 2,5 м/с2.
Для более точной оценки вибрации на рабочем месте применяют ГОСТ 31192.2. Эта оценка может оказаться как выше, так и ниже той, что получена с использованием вибрационной характеристики, заявленной для данной ручной машины.
Настоящий стандарт, являющийся испытательным кодом по вибрации <1>, устанавливает лабораторный метод определения параметров вибрационной характеристики машин для забивания крепежных средств (далее - машины) по измерениям вибрации на рукоятках в целях ее заявления и подтверждения.
--------------------------------
<1> Согласно ГОСТ 12.1.012-2004. Этот стандарт, а также основной стандарт по безопасности машин ISO 12100 (введен как ГОСТ ISO 12100-2013), относящий вибрацию к одному из видов опасностей, связанных с применением машин, требуют от изготовителя машины заявлять ее вибрационную характеристику. Общие стандарты безопасности для машин разных видов, разрабатываемые в соответствии с ISO 12100, включают в себя испытательные коды по вибрации в виде отдельных приложений или через ссылки на другие стандарты.
В отношении машин для забивания крепежных средств общими стандартами безопасности являются ISO 11148-13 для неэлектрических машин и IEC 62841-2-16 для электрических машин. В части испытаний машин на вибрацию ISO 11148-13 ссылается на ISO 8662-11, который заменен вводимым международным стандартом ISO 28927-13. В IEC 62841-2-16 испытательный код по вибрации выделен в отдельное приложение, ссылающееся на ISO 8662-11 и по сути являющееся его кратким изложением.
Настоящий стандарт распространяется на машины с пневматическим или иным приводом, предназначенные для соединения деталей с помощью гвоздей, скоб и шпилек (штифтов).
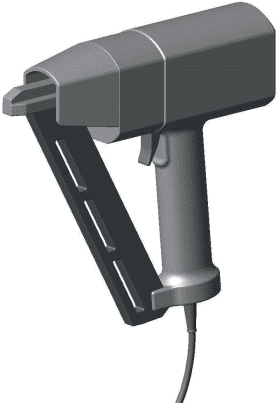
Настоящий стандарт распространяется на машины с приводными системами, обеспечивающими одиночные последовательные пуски, контактные пуски, контактные пуски с автоматическим возвратом или непрерывные контактные пуски (см. рисунки 1 - 3).
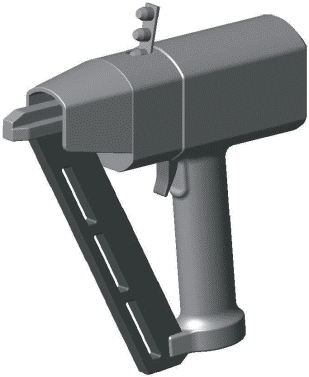
Настоящий стандарт не распространяется на машины, работающие в режиме одиночных отдельных пусков (см. рисунки 4 и 5), поскольку для такого режима характерны много большие интервалы между отдельными пусками. Однако в приложении C приведены некоторые рекомендации по проведению испытаний, позволяющих сравнивать данные машины по производимой вибрации.
Примечание - Современный уровень знаний не позволяет оценить связь между психологическими и патологическими воздействиями, обусловленными одиночными и повторяющимися ударами, и частотой их повторения.
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 5349-1, Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration - Part 1: General requirements vibration (Вибрация. Измерения локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования)
ISO 5391, Pneumatic tools and machines - Vocabulary (Пневматические машины и инструмент. Словарь)
ISO 17066, Hydraulic tools - Vocabulary (Инструмент гидравлический. Словарь)
ISO 20643:2005, Mechanical vibration - Hand-held and hand-guided machinery - Principles for evaluation of vibration emission (Вибрация. Машины ручные и с ручным управлением. Принципы определения параметров вибрационной характеристики)
ISO 20643:2005/Amd 1:2012
ISO 28927-5:2009, Hand-held portable power tools - Test methods for evaluation of vibration emission - Part 5: Drills and impact drills (Машины ручные. Методы испытаний для определения вибрационной активности. Часть 5. Машины сверлильные ударные и безударные)
ISO 28927-5:2005/Amd 1:2015
EN 12096, Mechanical vibration - Declaration and verification of vibration emission values (Вибрация. Заявление и подтверждение вибрационных характеристик)
В настоящем стандарте применены термины по ISO 5391, ISO 17066 и ISO 20643, а также следующие термины с соответствующими определениями.
ISO и IEC поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO: доступна на https://www.iso.org/obp:
- Электропедия IEC: доступна на http://www.electropedia.org/.
3.1 машина для забивания крепежных средств (fastener driving tool, stapler): Ручная машина для забивания гвоздей или скоб за один или несколько ходов исполнительного устройства.
3.2 одиночные последовательные пуски (single sequential actuation): Режим работы системы привода, обеспечивающий одиночную операцию забивания крепежа после контакта машины с прикрепляемой деталью с возможностью выполнения последующей операции забивания при сохранении контакта только после возврата пускового устройства в исходное положение.
3.3 контактные пуски (contact actuation): Режим работы системы привода, обеспечивающий выполнение одиночной операции забивания крепежа сразу после контакта машины с прикрепляемой деталью при нажатом пусковом устройстве.
3.4 контактные пуски с автоматическим возвратом (contact actuation with automatic reversion): Режим работы системы привода, позволяющий выполнять контактные пуски (3.3) или непрерывные контактные пуски (3.5), но возвращающий машину к режиму одиночных последовательных пусков (3.2), изолированных пусков (3.6), в нейтральное положение или выключенное состояние, если пусковое устройство возвращено в исходное положение и находится в нем в течение определенного времени и контакт машины с прикрепляемой деталью отсутствует.
3.5 непрерывные контактные пуски (contact actuation): Режим работы системы привода, при котором операции забивания крепежа совершаются непрерывно при сохранении контакта машины с прикрепляемой деталью и нажатом пусковом устройстве.
3.6 одиночные отдельные пуски (full sequential actuation): Режим работы системы привода, обеспечивающий одиночную операцию забивания крепежа после контакта машины с прикрепляемой деталью с возможностью выполнения последующей операции забивания только после отсоединения машины от прикрепляемой детали и возврата пускового устройства в исходное положение.
Примечание - См. ISO 11148-13:2017 (пункты 3.2.6 - 3.2.10).
Обозначение | Величина | Единица измерения |
ahw | Среднеквадратичное значение корректированного ускорения в одном направлении измерений | м/с2 |
ahv | Полное среднеквадратичное значение ускорения | м/с2 |
Среднее арифметическое значений ahv по нескольким измерениям для одного оператора и одного положения кисти руки | м/с2 | |
ahv,3s | Полное среднеквадратичное значение ускорения для одиночного пуска, приведенное к периоду измерений 3 с | м/с2 |
ahv,max | Полное среднеквадратичное значение ускорения для непрерывной операции максимальной длительности | м/с2 |
ah | Среднее арифметическое значений | м/с2 |
Среднее арифметическое значений ah по нескольким ручным машинам для одного положения кисти руки | м/с2 | |
ahd | Заявляемое значение параметра вибрационной характеристики | м/с2 |
sn-1 | Выборочное стандартное отклонение для серии измерений | м/с2 |
Стандартное отклонение воспроизводимости | м/с2 | |
CV | Коэффициент вариации в серии измерений | - |
Nmax | Максимальное число пусков в секунду | 1/с |
K | Параметр, характеризующий неопределенность измерения (расширенная неопределенность) | м/с2 |
Настоящий стандарт основан на требованиях базового стандарта ISO 20643 к испытательным кодам по вибрации для ручных машин, в том числе в части структуры стандарта, за исключением приложений.
В приложении A приведена рекомендуемая форма протокола испытаний, в приложении B - процедура определения расширенной неопределенности K.
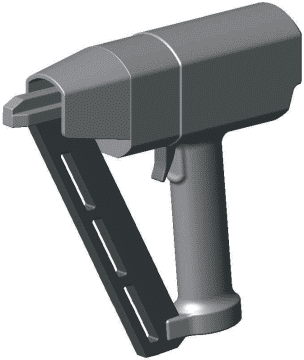
Настоящий стандарт распространяется на ручные машины для забивания крепежных средств.
Примеры типичных машин показаны на рисунках 1 - 5.
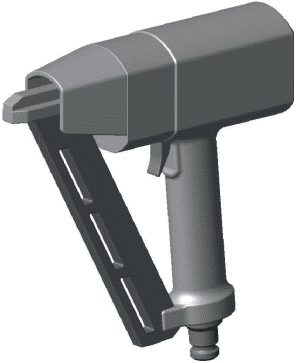
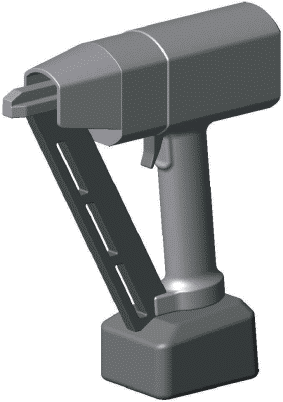
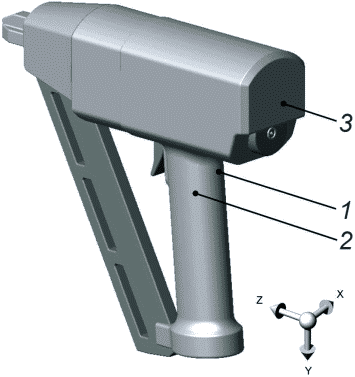
Рисунок 2 - Аккумуляторная машина
7.1 Направления измерений
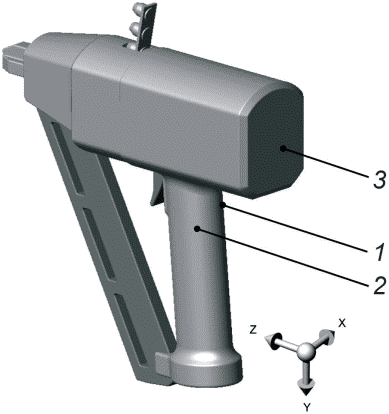
Измерения локальной вибрации проводят одновременно в трех ортогональных направлениях, показанных на рисунках 6 - 10.
7.2 Точки измерений
Измерения проводят в зонах обхвата, в которых оператор удерживает машину и прилагает силу подачи при ее нормальном использовании. Для одноручных машин измерения проводят в одной точке.
Предпочтительным является расположение датчиков вибрации по возможности ближе к кисти руки оператора между большим и указательным пальцами при нормальном способе удержания машины. Если предпочтительные точки недоступны, используют дополнительные точки измерений (см. рисунки 6 - 10).
Машины массой 2 кг и более могут предполагать удержание двумя руками. В этом случае измерения выполняют в точках вблизи каждой кисти руки. При отсутствии у машины боковой рукоятки вторую кисть обычно располагают на передней части корпуса машины, а если это невозможно - то на тыльной части. Для аккумуляторных машин в общую массу входит масса стандартного аккумулятора.
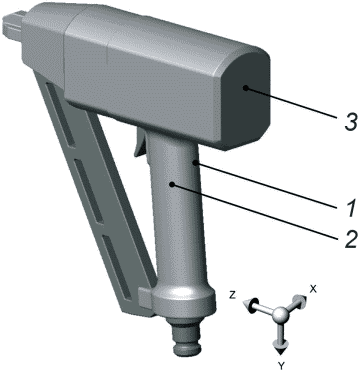
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений; 3 - пример точки
измерений для второй области обхвата
для пневматической машины
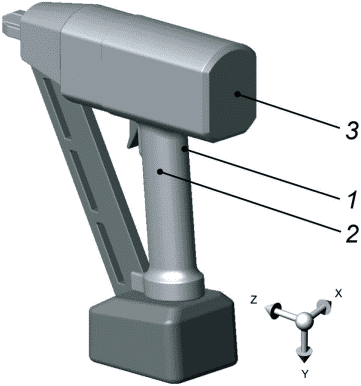
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений; 3 - пример точки
измерений для второй области обхвата
Рисунок 7 - Точки и направления измерений
для аккумуляторной машины
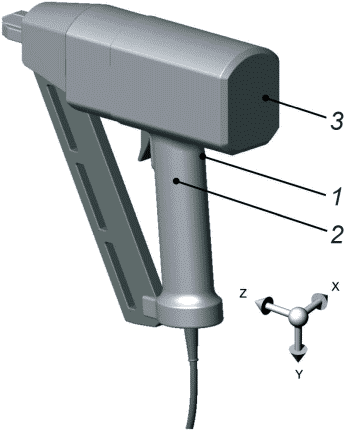
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений; 3 - пример точки
измерений для второй области обхвата
Рисунок 8 - Точки и направления измерений
для электрической машины
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений; 3 - пример точки
измерений для второй области обхвата
Рисунок 9 - Точки и направления измерений
для пороховой машины
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений; 3 - пример точки
измерений для второй области обхвата
для газовой машины
7.3 Измеряемые параметры вибрации
Измеряемые параметры вибрации - по ISO 20643:2005 и ISO 20643:2005/Amd 1:2012 (подраздел 6.3).
Для каждой зоны обхвата должно быть определено и отражено в протоколе испытаний полное среднеквадратичное значение ускорения согласно ISO 20643:2005 и ISO 20643:2005/Amd 1:2012 (подраздел 6.4). Допускается проводить измерения полной вибрации только для одной зоны обхвата, если известно (например, в результате предварительных испытаний с участием одного оператора с серией из пяти измерений), что для нее среднеквадратичное значение полного ускорения выше, чем для другой зоны обхвата, более чем на 30%.
Полное среднеквадратичное значение ускорения ahv рассчитывают для каждой серии измерений по формуле
 . (1)
. (1)Значение  для каждого оператора (и каждого положения кисти руки) получают усреднением ahv по серии из пяти измерений. Затем для каждого положения кисти руки выполняют усреднение
для каждого оператора (и каждого положения кисти руки) получают усреднением ahv по серии из пяти измерений. Затем для каждого положения кисти руки выполняют усреднение  по трем операторам, получая значение ah.
по трем операторам, получая значение ah.
Однако иногда измерение трехкомпонентной вибрации не является необходимым или не может быть выполнено. В этом случае согласно ISO 5349-1 измерения выполняют только в одном направлении, а для получения значения ahv используют соответствующий корректирующий множитель.
Значение корректирующего множителя находится в диапазоне от 1,0 для машин с явно выраженным доминирующим направлением вибрации до 1,7 для машин, у которых вибрация распределена приблизительно равномерно по всем трем осям. [Вибрацию в данном направлении считают доминирующей, если по двум другим направлениям значения ahw не превышают 30% значения этой величины в доминирующем направлении (см. ISO 5349-2).] Если измерения проводят вдоль одной оси, то это направление должно быть доминирующим.
Пример - Предварительные измерения для гвоздезабивного инструмента показали, что вибрация в вертикальном направлении ahw,dominant является доминирующей, т.е. в двух других направлениях она не превышает 30% ahw,dominant. В этом случае полную вибрацию можно оценить по формуле

Таким образом, корректирующий множитель равен 1,086 или, после округления, 1,1. Следовательно, полная вибрация будет в 1,1 раза превышать вибрацию в доминирующем направлении.
8.1 Общие положения
Общие требования к средствам измерений - по ISO 20643:2005 и ISO 20643:2005/Amd 1:2012 (подраздел 7.1).
8.2 Преобразователи вибрации
8.2.1 Требования к преобразователям вибрации
Общие требования к преобразователям вибрации - по ISO 20643:2005 и ISO 20643:2005/Amd 1:2012 (пункт 7.2.1).
Общая масса преобразователя вибрации с устройством крепления должна быть достаточно мала, чтобы не оказывать влияния на результаты измерений.
Контроль выполнения данного требования особенно важен для машин с легкими пластиковыми рукоятками (см. [1]).
8.2.2 Крепление преобразователей вибрации
Преобразователь вибрации или переходный блок, в случае его использования, должен быть жестко закреплен на поверхности рукоятки ручной машины.
В случае рукояток с покрытием из упругого материала этот материал перед установкой преобразователя снимают, чтобы закрепить его на жесткой поверхности.
Для измерений в трех направлениях предпочтительно использовать трехкомпонентный преобразователь. Измерительные оси (двух однокомпонентных преобразователей или две оси трехкомпонентного преобразователя), направленные параллельно вибрирующей поверхности, должны находиться на расстоянии от нее не более 10 мм.
8.2.3 Механический фильтр
Измерения вибрации в соответствии с настоящим стандартом обычно проводят с использованием механического фильтра для предотвращения сдвига в низкочастотной области (см. [1], приложение C).
8.3 Фильтр частотной коррекции
Требования к фильтру частотной коррекции - по ISO 5349-1.
8.4 Время интегрирования
8.4.1 Общие положения
Время интегрирования - по ISO 20643:2005 и ISO 20643:2005/Amd 1:2012 (подраздел 7.4).
8.4.2 Контактные пуски
Должно быть выполнено 10 пусков, равномерно распределенных на интервале 30 с.
8.4.3 Непрерывные контактные пуски
Устанавливают частоту повторения пусков, равную 80% ее максимального значения. Если это невозможно, то устанавливают максимальную частоту повторения. Измерения проводят на интервале времени длительностью не менее 8 с.
8.5 Вспомогательное оборудование
Для машин с пневматическим приводом давление сжатого воздуха измеряют манометром, обеспечивающим точность измерения не менее 0,1 бар <1>.
--------------------------------
<1> 1 бар = 0,1 МПа = 0,1 Н/мм2 = 105 Н/м2.
Для машин с электрическим приводом напряжение питания измеряют вольтметром, обеспечивающим точность измерения не менее 3%.
8.6 Калибровка
Калибровку выполняют в соответствии с ISO 20643:2005 и ISO 20643:2005/Amd 1:2012 (подраздел 7.6).
9.1 Общие положения
Для испытаний используют новую смазанную машину, обеспеченную соответствующим техническим уходом.
Машину направляют перпендикулярно объекту обработки.
Прилагаемая сила подачи должна обеспечивать стабильную и плавную работу машины с соблюдением рабочих характеристик, установленных изготовителем.
В процессе испытаний оператор стоит выпрямившись, угол между плечом и предплечьем должен составлять от 100° до 160°. Условия работы с применением машины должны быть комфортны для оператора (см. рисунок 11).
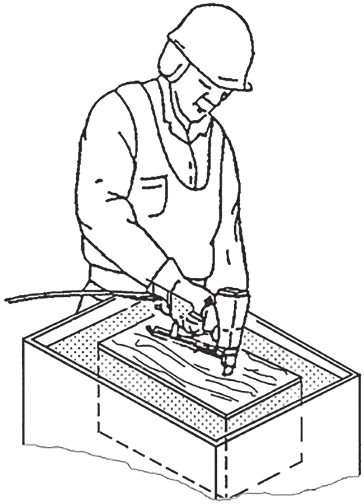
Рисунок 11 - Рабочая поза оператора
9.2.1 Общие положения
Для пневматических машин рабочее давление регулируют таким образом, чтобы крепежные изделия забивались в объект обработки. Особенности режима работы должны быть указаны в протоколе испытаний. Давление в пневматической системе должно обеспечивать нормальное функционирование машины.
Непневматические машины с устройствами регулировки силы ударов регулируют с помощью данных устройств.
Силу ударов регулируют таким образом, чтобы забивать крепежное средство заподлицо с поверхностью объекта обработки.
Если машина предназначена для забивания крепежных изделий в недеревянные поверхности, следует руководствоваться инструкцией изготовителя.
9.2.2 Пневматические машины
Давление в пневматической системе должно быть постоянным и контролируемым в процессе испытаний, его значение указывают в протоколе испытаний. Давление устанавливают в соответствии с рекомендациями изготовителя таким образом, чтобы обеспечить забивание в объект обработки крепежного средства максимально возможного размера. Сжатый воздух должен поступать по шлангу длиной не менее 2 м, который присоединяют к машине через устройство быстрого крепления.
В процессе измерений машина должна работать с крепежными средствами максимального размера, допустимыми для данной машины. Если объект обработки представляет собой сосновый брус, то он должен быть без сучков с прямым расположением волокон. Средняя плотность древесины - от 0,42 до 0,48 г/см3, средняя влажность - (12 +/- 3)%. Если объект обработки изготовлен из стали, то он должен удовлетворять требованиям ISO 28927-5:2009 и ISO 28927-5:2009/Amd 1:2015 (пункт 8.4.1, таблица 1). Толщина стального листа должна быть не менее 35 мм.
Толщина соснового бруса должна не менее чем в 1,2 раза превышать длину самого большого крепежного элемента, используемого при испытаниях. Место вбивания крепежного элемента должно находиться не менее чем в 50 мм от края бруса. Если используют объект обработки, изготовленный не из дерева, следует руководствоваться инструкцией изготовителя.
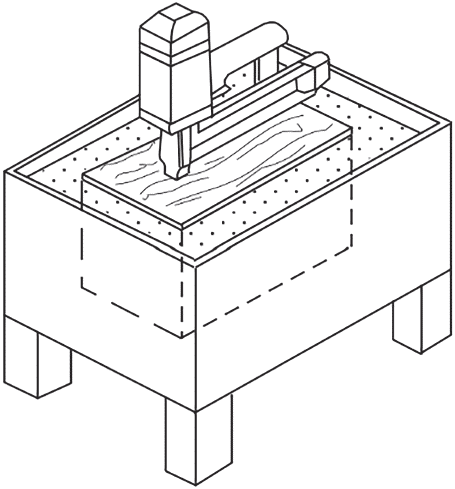
Объект обработки помещают в ящик, наполненный сухим речным песком, так, чтобы его поверхность была заподлицо с поверхностью песка. Волокна соснового бруса должны быть расположены горизонтально. Размеры ящика с песком должны быть не менее 600 x 600 x 400 мм. Объект обработки должен быть со всех сторон окружен слоем песка толщиной не менее 120 мм. Поверхность объекта обработки должна располагаться так, чтобы геометрический центр испытуемой ручной машины находился на высоте приблизительно 1 м от пола (см. рисунок 12).
Если объект обработки изготовлен из бетона, то он должен удовлетворять требованиям ISO 28927-5:2009 и ISO 28927-5:2009/Amd 1:2015 (таблица 2).
9.4 Операторы
В испытании участвуют три опытных оператора, для каждого из которых проводят серию измерений с испытуемой машиной. Серия должна содержать не менее пяти измерений. Во время каждого измерения поддерживают стабильную работу машины. Поскольку оператор оказывает существенное влияние на вибрацию машины, к испытаниям привлекают только тех, кто обладает достаточно высоким умением правильно держать машину во время работы и правильно выполнять рабочие операции.
9.5 Процедура испытаний
9.5.1 Машины, работающие в режимах одиночных последовательных пусков и контактных пусков
Машину упирают в поверхность обрабатываемого объекта.
В течение 30 с производят 10 одиночных пусков.
Измеряют полное среднеквадратичное значение ускорения ahv на периоде измерений. Полученный результат измерений эквивалентен среднему (по 10 значениям) полному среднеквадратичному значению ускорения для одиночного пуска, приведенного к длительности 3 с, ahv,3s.
Если в процессе измерений используют большее число пусков n или большее время интегрирования T, значение ahv,3s рассчитывают по формуле
 , (2)
, (2)где ahv - измеренное полное среднеквадратичное значение ускорения;
ahv,3s - полное среднеквадратичное значение ускорения для одиночного пуска, приведенное к периоду измерений 3 с;
n - число пусков;
T - время интегрирования.
9.5.2 Машины, работающие в режимах непрерывных контактных пусков или непрерывных пусков
Машину упирают в поверхность обрабатываемого объекта.
Устанавливают частоту повторения пусков, равную 80% ее максимального значения. Если это невозможно, то устанавливают максимальную частоту повторения. Измерения проводят на интервале времени длительностью не менее 8 с или определяемом размером магазина.
Для каждой машины, представленной на испытания, выполняют по пять измерений вибрации с участием каждого из трех операторов.
Результаты измерений для каждой машины заносят в протокол испытаний, как показано в приложении A (см. также 7.4).
Для данных, полученных с участием каждого из оператора и в каждой точке измерений, рассчитывают стандартное отклонение sn-1, а также коэффициент вариации CV по формулам:
 , (3)
, (3) , (4)
, (4)где ahv,i - полное среднеквадратичное значение ускорения в i-м измерении серии из пяти измерений, м/с2;
n - число измерений в серии измерений, равное пяти.
Если окажется, что CV превышает 0,15 или sn-1 превышает 0,3 м/с2, то необходимо провести тщательную проверку правильности выполнения процедуры испытаний, и в случае выявления ошибок повторить измерения. Если ошибок в проведении испытаний не обнаружено, то результаты измерений считают достоверными.
Полученные в каждой точке измерений для каждого оператора значения  , являющиеся средними арифметическими значений ahv,i в сериях из пяти измерений, усредняют по трем операторам, в результате чего получают значение ah.
, являющиеся средними арифметическими значений ahv,i в сериях из пяти измерений, усредняют по трем операторам, в результате чего получают значение ah.
Если проводят испытания единичной машины, то в качестве заявляемого значения ahd принимают максимальное из значений ah по двум точкам измерений (по одной для каждой руки).
Если проводят испытания партии машин, то число испытуемых машин должно быть не менее трех. Для каждой точки измерений по результатам измерений ah для всех машин вычисляют их среднее арифметическое значение  . В качестве заявляемого значения ahd принимают максимальное из значений
. В качестве заявляемого значения ahd принимают максимальное из значений  по двум точкам измерений.
по двум точкам измерений.
Параметры вибрационной характеристики ahd и K должны быть представлены в соответствии с процедурой, установленной EN 12096 <1>. Если первой значащей цифрой ahd является единица, то значение ahd должно быть представлено с точностью до двух с половиной значащих цифр (например, 1,20 м/с2; 14,5 м/с2). Если первой значащей цифрой ahd является любая цифра, кроме единицы, то значение ahd должно быть представлено с точностью до двух значащих цифр (например, 0,93 м/с2; 8,9 м/с2). В представлении K число цифр после десятичной запятой должно быть таким же, как и в представлении ahd.
--------------------------------
<1> Процедура, установленная европейским стандартом, без изменений перенесена в ГОСТ 12.1.012-2004 "Система стандартов безопасности труда. Вибрационная безопасность. Общие требования".
Значение K определяют в соответствии с EN 12096 на основе стандартного отклонения воспроизводимости  (см. приложение B).
(см. приложение B).
Полное среднеквадратичное значение ускорения для непрерывной операции максимальной длительности ahv,max с числом пусков в секунду Nmax, определяемой изготовителем, рассчитывают по формуле
 . (5)
. (5)Рекомендуемая форма протокола испытаний приведена в приложении A.
Помимо сведений, приводимых в соответствии с ISO 20643, в протоколе испытаний указывают:
a) тип и размеры крепежного средства;
b) для пневматических машин: давление в пневматической системе;
c) для непневматических машин: параметры системы питания и регулировки силы ударов;
d) стандарт, в соответствии с которым проведены испытания (т.е. дают ссылку на настоящий стандарт);
e) сведения о машине (изготовитель, модель, заводской номер и т.п.);
f) заявляемые параметры вибрационной характеристики ahd и K;
g) средства измерений (акселерометры, интеграторы, устройство регистрации данных, аппаратное и программное обеспечение);
h) точки и способы установки датчиков, направления измерений и все показания, снимаемые в процессе испытаний;
j) подробные результаты испытаний (см. приложение A);
k) число крепежных средств, использованных в каждой серии измерений.
Если положение датчиков или другие условия измерений были отличны от установленных настоящим стандартом, то эти отличия должны быть приведены в протоколе испытаний вместе с их обоснованием.
(рекомендуемое)
ХАРАКТЕРИСТИКИ МАШИН ДЛЯ ЗАБИВАНИЯ КРЕПЕЖНЫХ СРЕДСТВ
Форма протокола испытаний показана в таблицах A.1 и A.2.
Таблица A.1
Общие сведения и представляемые результаты испытаний
Испытания проведены в соответствии с ГОСТ ISO 28927-13 "Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 13. Машины для забивания крепежных средств" | |
Ответственные за испытания | |
Испытательная лаборатория: | Испытания провел: Протокол составил: Дата: |
Объект испытаний и заявляемая вибрационная характеристика | |
Испытуемая машина (тип, изготовитель, модель, заводской номер, масса): | Заявляемая вибрационная характеристика (ahd, K): |
Средства измерений | |
Преобразователи (изготовитель, тип, точки установки, метод крепления) с приложением фотографий; механический фильтр (если использовался): | |
Средства измерений вибрации: | Другое оборудование: |
Условия и результаты испытаний | |
Условия испытаний (метод испытаний, размер крепежа, нагружающее устройство, поза оператора и положение его рук) с приложением фотографий: | |
Измеренная частота пусков (для машин с автоматическими пусками): | Параметры питания (давление сжатого воздуха, расход жидкости, напряжение питания): |
Другие величины: | |
Таблица A.2
Дата: | Модель машины: | Заводской номер: | Частота пусков: | |||||||||||||||
Основная рукоятка (точка измерений 1) | Поддерживающая рукоятка (точка измерений 2) | |||||||||||||||||
Измерение | Оператор | Операция забивания | ahwx | ahwy | ahwz | ahwmeas | ahwrat | По операторам | ahwx | ahwy | ahwz | ahwmeas | ahwrat | По операторам | ||||
sn-1 | Cv | sn-1 | Cv | |||||||||||||||
1 | 1 | 1 | ||||||||||||||||
2 | 1 | 2 | ||||||||||||||||
3 | 1 | 3 | ||||||||||||||||
4 | 1 | 4 | ||||||||||||||||
5 | 1 | 5 | ||||||||||||||||
6 | 2 | 1 | ||||||||||||||||
7 | 2 | 2 | ||||||||||||||||
8 | 2 | 3 | ||||||||||||||||
9 | 2 | 4 | ||||||||||||||||
10 | 2 | 5 | ||||||||||||||||
11 | 3 | 1 | ||||||||||||||||
12 | 3 | 2 | ||||||||||||||||
13 | 3 | 3 | ||||||||||||||||
14 | 3 | 4 | ||||||||||||||||
15 | 3 | 5 | ||||||||||||||||
ah для точки измерений 1: | ah для точки измерений 2: | |||||||||||||||||
sR для точки измерений 1: | sR для точки измерений 2: | |||||||||||||||||
(обязательное)
B.1 Общие положения
Параметр K, м/с2, характеризует неопределенность заявленного параметра ahd, а в случае испытания партии машин - изменения этого параметра внутри партии.
Сумма ahd и K представляет собой предел, ниже которого с большой степенью вероятности находится параметр вибрации единичной машины и вибрационные параметры заданной большой доли машин в партии.
B.2 Испытания единичной машины
В случае испытаний единичной машины параметр K рассчитывают по формуле
 , (B.1)
, (B.1)где  - стандартное отклонение воспроизводимости, которое оценивают через выборочное стандартное отклонение sR по одной из следующих формул (в зависимости от того, какое из полученных значений окажется больше):
- стандартное отклонение воспроизводимости, которое оценивают через выборочное стандартное отклонение sR по одной из следующих формул (в зависимости от того, какое из полученных значений окажется больше):
где ahd равен значению ah в той точке измерений, где он максимален;
srec j - выборочное стандартное отклонение для j-го оператора, аналогичное sn-1 (см. 10.1) и вычисляемое по формуле
 , (B.4)
, (B.4)где n = 5 (число измерений для каждого оператора);
ahvji - полная вибрация, полученная для j-го оператора в i-м измерении;
sop - выборочное стандартное отклонение для результатов по трем операторам, вычисляемое по формуле
 , (B.5)
, (B.5)где m = 3 (число операторов);
ah - средняя полная вибрация по трем операторам.
Примечание 1 - Формула (B.3) является эмпирической, дающей нижнюю границу для sR.
Примечание 2 - sR представляет собой оценку стандартного отклонения воспроизводимости, которая может быть получена по итогам испытаний в разных лабораториях. Поскольку в настоящее время информация о таких испытаниях отсутствует, приведенная оценка sR основана на повторяемости результатов испытаний по отдельным операторам и между разными операторами в соответствии с EN 12096.
B.3 Испытания партии машин
В случае испытаний партии машин параметр K рассчитывают по формуле
 , (B.6)
, (B.6)где  - параметр, характеризующий разброс значений вибрационного параметра по ансамблю машин, в качестве которого можно принять выборочное значение st, рассчитываемое по одной из следующих формул (в зависимости от того, какое из полученных значений окажется больше):
- параметр, характеризующий разброс значений вибрационного параметра по ансамблю машин, в качестве которого можно принять выборочное значение st, рассчитываемое по одной из следующих формул (в зависимости от того, какое из полученных значений окажется больше):
 , (B.7)
, (B.7)st = 0,06ahd + 0,3, (B.8)
где ahd равен значению ah в той точке измерений, где он максимален;
sb2 - выборочное стандартное отклонение результатов измерений для отдельных машин, рассчитываемое по формуле
 , (B.9)
, (B.9)где ahl - измеренное значение ah для l-й машины;
ahd - максимальное из значений  по двум рукояткам;
по двум рукояткам;
p - число испытуемых машин в партии, большее или равное трем.
(справочное)
РАБОТАЮЩИХ В РЕЖИМЕ ОДИНОЧНЫХ ОТДЕЛЬНЫХ ПУСКОВ
C.1 Общие положения
Пороховые машины, а также некоторые аккумуляторные и газовые машины способны работать только в режиме одиночных отдельных пусков, что обусловлено их конструкцией или особенностями законодательства в отношении допустимых безопасных режимов работы (см., например, EN 15895:2011+A1:2018 для пороховых машин).
В силу особенностей конструкции и условий применения такие машины производят отдельные пуски с низкой частотой повторения. Каждая операция такой машины включает в себя прижатие инструмента к рабочей поверхности, приведение в действие спускового механизма и отсоединение инструмента от поверхности. Максимально возможная частота повторения данной операции значительно ниже 10 с-1.
Современный уровень знаний не позволяет оценить связь между психологическими и патологическими воздействиями, обусловленными одиночными и повторяющимися ударами, и частотой их повторения. Поэтому в настоящем приложении приведены только самые общие сведения о рекомендуемых условиях испытаний на вибрацию для машин, работающих в режиме отдельных одиночных пусков.
C.2 Условия испытаний и режим работы машины
Машины, предназначенные для забивания крепежных изделий в твердые материалы, такие как сталь или бетон, испытывают с воспроизведением энергии одиночного удара, наиболее характерной для обычного применения данной машины, и с применением материала, в который забивают изделия, в соответствии со спецификациями изготовителя.
При испытаниях частота повторения пусков не должна превышать максимального значения, указанного изготовителем.
(справочное)
МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 5349-1 | MOD | ГОСТ 31192.1-2004 (ИСО 5349-1:2001) "Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования" |
ISO 5391 | - | |
ISO 17066 | - | |
ISO 20643:2005 | MOD | ГОСТ 16519-2006 (ИСО 20643:2005) "Вибрация. Определение параметров вибрационной характеристики ручных машин и машин с ручным управлением. Общие требования" |
ISO 28927-5:2009 | - | |
EN 12096 | - | |
<*> Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | ||
--------------------------------
<1> В Российской Федерации действует ГОСТ Р ИСО 28927-5-2012 "Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 5. Машины сверлильные ударные и безударные".
ISO 5349-2 | Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration - Part 2: Practical guidance for measurement at the workplace (Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Практическое руководство по проведению измерений на рабочих местах) | |
[2] | ISO 11148-13:2017 | Hand-held non-electric power tools - Safety requirements - Part 13: Fastener driving tool (Машины ручные неэлектрические. Требования безопасности. Часть 13. Машины для забивания крепежных средств) |
[3] | ISO 12100 | Safety of machinery - General principles for design - Risk assessment and risk reduction (Безопасность машин. Основные принципы конструирования. Оценка риска и снижение риска) |
[4] | ISO/TS 15694 | Mechanical vibration and shock - Measurement and evaluation of single shocks transmitted from hand-held and hand-guided machines to the hand-arm system (Вибрация и удар. Измерения и оценка одиночных ударов от ручных машин и машин с ручным управлением, передаваемых на руки оператора) |
[5] | IEC 60745 (all parts) | Hand-held motor-operated electric tools - Safety (Ручные машины с приводом от электродвигателя. Безопасность) |
[6] | IEC 62841 (all parts) | Electric motor-operated hand-held, transportable tools and lawn and garden machinery - Safety (Инструмент ручной и переносной и машины для ухода за газоном и садом с приводом от электродвигателя. Безопасность) |
[7] | ISO/IEC TR 10000-1 | Information technology - Framework and taxonomy of International Standardized Profiles - Part 1: General principles and documentation framework (Информационная технология. Основы и таксономия международных функциональных стандартов. Часть 1. Общие положения и основы документирования) |
[8] | EN 15895:2011+A1:2018 | Cartridge operated hand-held tools - Safety requirements - Fixing and hard marking tools (Пороховые ручные машины. Требования безопасности. Крепежный инструмент и ударно-точечные маркираторы) |
[9] | Riedel S., | |
[10] | Kaulbars U. Determination of vibration emission values for fastener driving tools (nailers). Cent. Eur. J. Public Health 1995, 3, pp. 126 - 128 | |
[11] | Heaton, R., Hewitt, S., Yeomans, L., Correlation between vibration emission and vibration during real use - Fastener driving tools, Health and Safety Laboratory, RR591, Research Report, 2007 | |
[12] | Christ E., Fischer S., Kaulbars U., Sayn D. Effects of vibration at workplaces - Characteristic values of hand-arm and whole body vibration - (Vibrationseinwirkung an  - Kennwerte der Hand-Arm- und - Kennwerte der Hand-Arm- und  ) IFA-Report 6/2006e. 60 S., 27 Lit., 6 Tab., 5 Abb. Hrsg.: Institute for Occupational Safety and Health of the German Social Accident Insurance (IFA), Sankt Augustin 2010. ISBN: 978-3-88383-851-9 (Sprache: EN) ) IFA-Report 6/2006e. 60 S., 27 Lit., 6 Tab., 5 Abb. Hrsg.: Institute for Occupational Safety and Health of the German Social Accident Insurance (IFA), Sankt Augustin 2010. ISBN: 978-3-88383-851-9 (Sprache: EN) | |
УДК 621.9.06:534.1:006.354 | МКС 13.160 | IDT |
Ключевые слова: ручные машины, вибрационная характеристика, испытания, испытательный код по вибрации, машины гвоздезабивные, машины скобозабивные, измерения, воспроизводимость, заявление, подтверждение | ||