СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ вводится в действие с 01.09.2026.
Взамен ГОСТ 3728-78.
Название документа
"ГОСТ 3728-2026. Межгосударственный стандарт. Трубы металлические. Метод испытания на изгиб (загиб)"
(введен в действие Приказом Росстандарта от 19.02.2026 N 154-ст)
"ГОСТ 3728-2026. Межгосударственный стандарт. Трубы металлические. Метод испытания на изгиб (загиб)"
(введен в действие Приказом Росстандарта от 19.02.2026 N 154-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 19 февраля 2026 г. N 154-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ МЕТАЛЛИЧЕСКИЕ
МЕТОД ИСПЫТАНИЯ НА ИЗГИБ (ЗАГИБ)
Metal pipes. Bending test method
(ISO 8491:1998, NEQ)
(ISO 7438:2020, NEQ)
ГОСТ 3728-2026
МКС 77.040.10
Дата введения
1 сентября 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 РАЗРАБОТАН Акционерным обществом "Русский научно-исследовательский институт трубной промышленности" (АО "РусНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 января 2026 г. N 193-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 февраля 2026 г. N 154-ст межгосударственный стандарт ГОСТ 3728-2026 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2026 г.
5 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
- ISO 7438:2020 "Материалы металлические. Испытание на изгиб" ("Metallic materials. Bend test", NEQ);
- ISO 8491:1998 "Материалы металлические. Трубы (отрезки). Испытание на изгиб" ("Metallic materials - Tube (in full section) - Bend test", NEQ)
6 ВЗАМЕН ГОСТ 3728-78
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт является неэквивалентным по отношению к международным стандартам ISO 7438:2020 "Материалы металлические. Испытание на изгиб" и ISO 8491:1998 "Материалы металлические. Трубы (отрезки). Испытание на изгиб".
Стандарт разработан взамен ГОСТ 3728-78 "Трубы. Метод испытания на загиб".
В настоящем стандарте по отношению к ГОСТ 3728-78:
- изменено наименование стандарта на "Трубы металлические. Метод испытания на изгиб (загиб)" согласно сложившейся в национальной практике терминологии (наименования ГОСТ 3728-78 и наличия нормативных документов на трубы, в которых используется понятие "загиб") с учетом названия метода в официальных переводах на русский язык стандартов ISO 7438:2020 и ISO 8491:1998. Учитывая наличие нормативных документов, в которых присутствует ссылка на испытание на загиб, в целях подтверждения взаимного соответствия указанных методов испытания в скобках оставлено слово "загиб";
- учтены особенности изложения и оформления неэквивалентных межгосударственных стандартов в соответствии с ГОСТ 1.3;
- дополнены требования к оборудованию и проведению испытания на изгиб (загиб) образцов в виде продольных полос (сегментов)/поперечных полос;
- уточнены критерии оценки результатов испытаний;
- дополнены требования к протоколу испытаний, который должен содержать тип, размеры образца, фактические угол изгиба (загиба) и диаметр (радиус) оправки.
Настоящий стандарт устанавливает метод испытания на изгиб (загиб) бесшовных металлических труб и основного металла сварных металлических труб.
Примечание - Испытания металла шва и зоны термического влияния сварных труб проводят по ГОСТ 6996.
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 30432 Трубы металлические. Методы отбора проб, заготовок и образцов для механических и технологических испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by), или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены следующие обозначения и сокращения:
a - толщина образца в виде продольной полосы (сегмента) или поперечной полосы, мм;
S - толщина стенки трубы, мм;
c - расстояние между плоскостью, в которой лежат оси опор, и осью закругленной части оправки в момент касания образца оправкой, мм;
D - наружный диаметр трубы, мм;
d - диаметр оправки, мм;
f - смещение оправки, мм;
L - длина образца, мм;
l - расстояние между опорами в свету, мм;
P - половина расстояния между центрами опор, мм;
R - радиус опор, мм;
R0 - радиус изгиба (загиба) трубы по средней линии (или радиус изгиба (загиба) трубы), мм;
r - радиус оправки или желобчатой оправки, мм;
НД - нормативная документация.
Испытание на изгиб (загиб) заключается в изгибе (загибе) образца до достижения заданного угла изгиба (загиба) при испытании на оправке или параллельности сторон образца, при которой две боковые поверхности образца, в зависимости от требований НД на трубы, могут соприкасаться плоскостями, либо быть на заданном расстоянии.
Примечание - Изгиб (загиб) до достижения параллельности сторон образца эквивалентен изгибу (загибу) до достижения угла 180°.
5.1 Общие положения
Испытание на изгиб (загиб) проводят на испытательных машинах или прессах, оснащенных следующими устройствами:
а) устройством для испытания образцов в виде отрезка трубы полного сечения (трубогибом) (см. рисунок 1);
б) устройством для испытания образцов в виде продольных полос (сегментов)/поперечных полос с использованием ролика (см. рисунок 2);
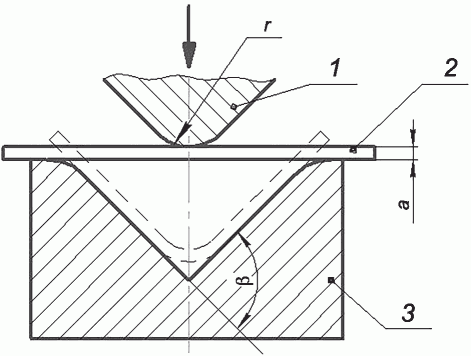
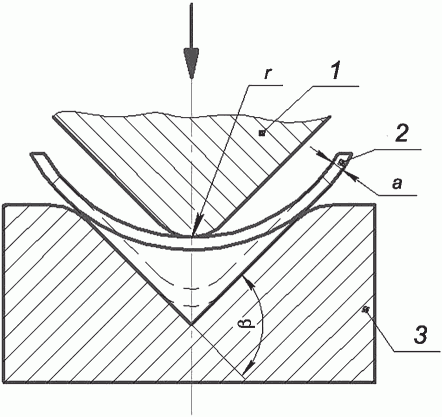
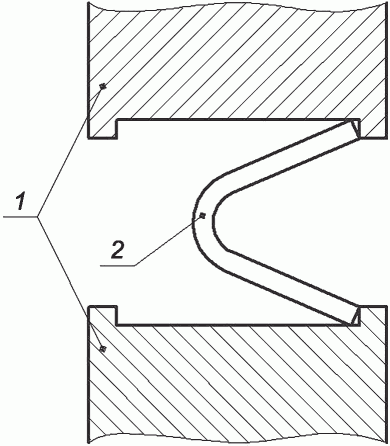
в) устройством с V-образной опорой и оправкой для испытания образцов в виде продольных полос (сегментов)/поперечных полос (см. рисунок 3);
г) устройством с двумя опорами и оправкой для испытания образцов в виде продольных полос (сегментов)/поперечных полос (см. рисунок 4);
д) устройством с тисками для испытания образцов в виде продольных полос (сегментов)/поперечных полос (см. рисунок 5);
е) устройством для испытания образцов в виде продольных полос (сегментов)/поперечных полос до параллельности сторон (см. рисунок 6);
ж) устройством для испытания образцов в виде продольных полос (сегментов)/поперечных полос до соприкосновения сторон образца (см. рисунок 7).
Примечания
1 Опоры могут быть закреплены или свободно вращаться. При необходимости на опоры, оправку и ролик может быть нанесена смазка.
2 Длина опор и ширина оправки должны превышать ширину поперечного или продольного образца так, чтобы область изгиба (загиба) подвергалась нагрузке по всей ширине поперечного сечения образца.
3 Радиус опор R должен быть не менее толщины образца.
4 Рекомендуемая твердость рабочих поверхностей оправки, опор, изгибающих устройств и зажимного приспособления - не менее 40 HRC.
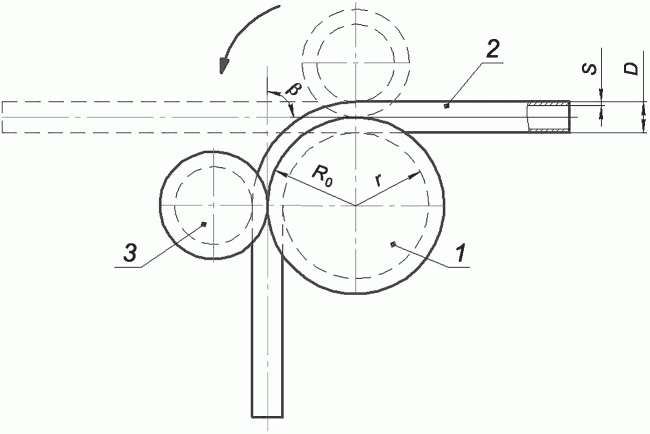
1 - желобчатая оправка; 2 - образец в виде отрезка трубы
полного сечения; 3 - желобчатый ролик
трубы полного сечения
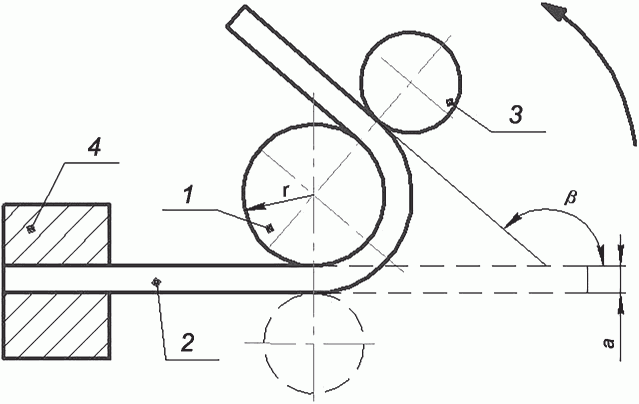
1 - оправка; 2 - образец; 3 - ролик;
4 - зажимное приспособление
продольных полос (сегментов)/поперечных полос
с использованием ролика
 |  |
а) Устройство для испытания продольных образцов (сегментов) |
1 - оправка; 2 - образец; 3 - опора
для испытания образцов в виде продольных полос
(сегментов)/поперечных полос
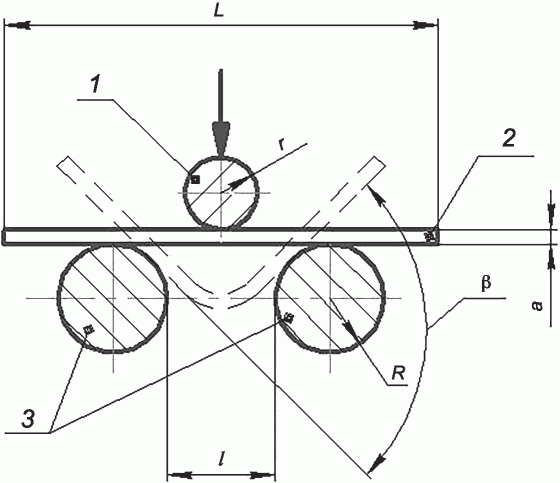
1 - оправка; 2 - образец; 3 - опоры
для испытания образцов в виде продольных полос
(сегментов)/поперечных полос
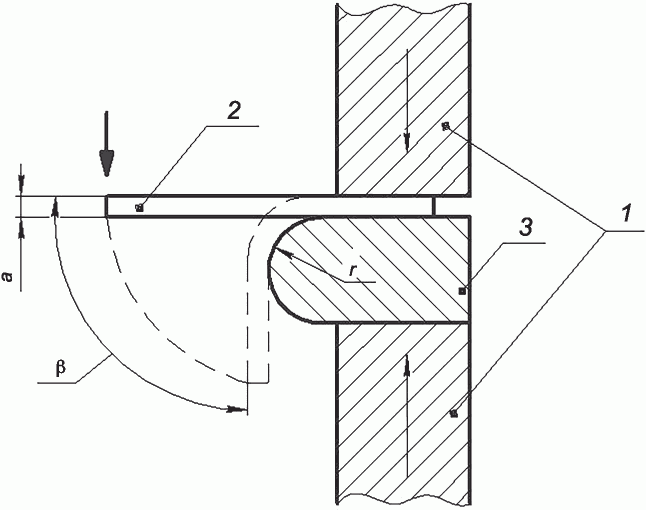
1 - тиски; 2 - образец; 3 - оправка
в виде продольных полос (сегментов)/поперечных полос
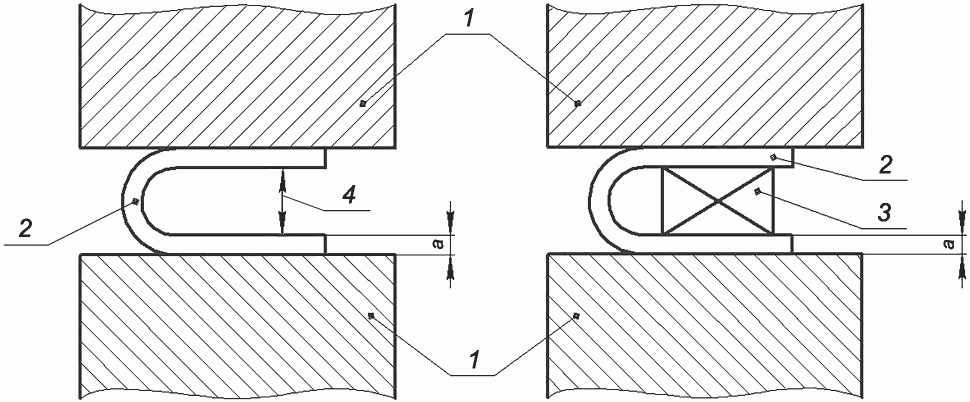 | |
а) Без вставки | б) Со вставкой |
1 - пресс; 2 - образец; 3 - вставка; 4 - заданное расстояние
между концами образца
продольных полос (сегментов)/поперечных полос
до параллельности сторон
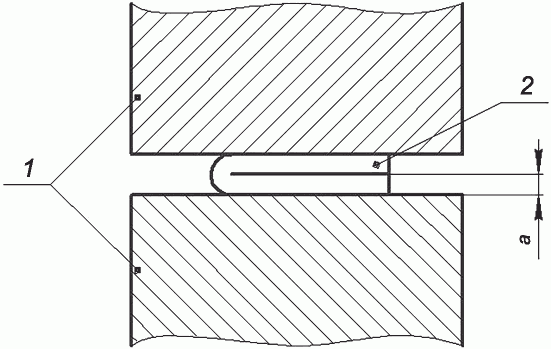
1 - пресс; 2 - образец
продольных полос (сегментов)/поперечных полос
до соприкосновения сторон образца
5.2 Устройство для испытания на изгиб (загиб) образцов в виде отрезка трубы полного сечения
Устройство (см. рисунок 1) состоит из желобчатой оправки заданного радиуса r, вокруг которой образец плавно изгибают до заданного угла  с помощью желобчатого ролика, двигающегося по дуге с центром, совпадающим с осью оправки.
с помощью желобчатого ролика, двигающегося по дуге с центром, совпадающим с осью оправки.
Допускается применение других устройств, позволяющих выполнять изгиб (загиб) образца вокруг желобчатой оправки или желобчатого ролика заданного радиуса.
Профили желобка оправки и ролика должны соответствовать наружному диаметру образца.
Устройство (см. рисунок 2) состоит из оправки заданного радиуса r, вокруг которой образец плавно изгибают до заданного угла  с помощью ролика, двигающегося по дуге с центром, совпадающим с осью оправки.
с помощью ролика, двигающегося по дуге с центром, совпадающим с осью оправки.
Устройство (см. рисунок 3) состоит из V-образной опоры и оправки. Для устройств должны быть выполнены следующие условия:
- наклонные поверхности V-образной выемки опоры должны образовывать угол  ;
;
;- кромки V-образной опоры, контактирующие с образцом, должны быть скруглены радиусом, составляющим от 1 до 10 толщин образца.
Устройство (см. рисунок 4) состоит из двух опор и оправки. Если не указано иное, расстояние между опорами в свету l, мм, определяют по формуле
 (1)
(1)Расстояние между опорами не должно меняться в течение всего испытания.
Примечание - Если расстояние l между опорами в свету будет меньше или равно d + 2a, это может привести к заклиниванию и растяжению образца во время испытания.
Устройство (см. рисунок 5) состоит из тисков и оправки. Оно может быть снабжено рычагом для приложения усилия к образцу для испытания.
5.7 Устройство для испытания на изгиб (загиб) образцов в виде полосы (сегмента) до параллельности сторон образца, в том числе, до достижения контакта сторон образца друг с другом
Устройство (см. рисунки 6 и 7) представляет собой пресс, рабочие поверхности которого отстоят друг от друга на заданном расстоянии.
6.1 Требования к отбору проб и подготовке образцов для испытания на изгиб (загиб) труб приведены в ГОСТ 30432.
Для испытания на изгиб (загиб) труб наружным диаметром до 60 мм включительно отбирают образцы в виде отрезка трубы полного сечения (см. рисунок 1), труб наружным диаметром свыше 60 мм - в виде продольных полос (сегментов)/поперечных полос.
Образцы в виде продольных полос (сегментов)/поперечных полос от сварных труб вырезают за пределами зоны термического влияния сварного шва (не менее 20 мм от сварного шва).
Образцы в виде поперечных полос перед испытанием в устройствах, показанных на рисунках 2, 4, 5, 6, подвергают правке. Правка образцов в виде поперечных полос перед испытанием в устройстве (см. рисунок 6) может быть выполнена частично, путем поочередной правки только концевых частей образца. Правка образцов в виде поперечных полос перед испытанием в устройстве (см. рисунок 3 б) не допускается, их форма определяется естественной кривизной трубы в ее поперечном сечении.
6.2 Наличие стыковых швов в образце не допускается.
6.3 Длина образца для испытания на изгиб (загиб) зависит от толщины образца и используемого испытательного оборудования.
Длина отрезка трубы полного сечения и образцов в виде полосы должна быть достаточной для проведения испытания.
Для испытания с помощью устройства с двумя опорами и оправкой (см. рисунок 4) ориентировочную длину образца L, мм, определяют по формуле
L = 2(a + R) + d + K, (2)
где K - величина, равная 100 - 150 мм.
Ширина образца зависит от толщины стенки трубы.
При толщине стенки трубы до 5 мм включительно ширина образцов в виде продольных полос (сегментов)/поперечных полос должна быть (10 +/- 1) мм. При толщине стенки трубы более 5 мм ширина образца должна быть 2a +/- 1.
Толщина образцов в виде продольных полос (сегментов)/поперечных полос должна быть равна толщине стенки испытываемой трубы.
Если толщина стенки трубы превышает 25 мм, ее допускается уменьшить путем механической обработки одной из поверхностей трубы до толщины 25 мм. Во время изгиба (загиба) необработанная сторона образца должна располагаться в зоне растяжения.
6.4 Кромки образцов для испытаний на изгиб (загиб) могут быть скруглены. Максимальный радиус скругления 0,1a.
Скругление должно быть выполнено таким образом, чтобы исключить образование поперечных заусенцев, царапин и следов, которые могут исказить результаты испытания.
6.5 Испытание на изгиб (загиб) проводят на одном образце, если в НД на трубы не указано иное.
7.1 Испытания на изгиб (загиб) проводят при температуре от 10 °C до 35 °C.
7.2 Испытания на изгиб (загиб) проводят на испытательных машинах или прессах, оснащенных устройствами (см. рисунки 1 - 7):
- до достижения параллельности сторон образца друг другу на определенном расстоянии (см. рисунок 6);
- до достижения непосредственного контакта сторон образца друг с другом (см. рисунок 7).
7.3 Угол изгиба (загиба) образца  принимают равным 90°, если в НД на трубы не установлен другой угол.
принимают равным 90°, если в НД на трубы не установлен другой угол.
Примечание - Угол изгиба (загиба), указанный в НД на трубы, всегда считают минимальным.
Угол изгиба (загиба) измеряют под нагрузкой. Измерения проводят угломером или другими средствами измерения с погрешностью измерения до +/- 2°. Угол изгиба (загиба)  (см. рисунки 1 - 5) допускается измерять после снятия усилия.
(см. рисунки 1 - 5) допускается измерять после снятия усилия.
В случае, если прямое измерение угла изгиба (загиба) под действием приложенного усилия затруднено, угол изгиба (загиба) допускается рассчитывать, измерив смещение оправки, как указано в приложении А. В случае возникновения разногласий проводят прямое измерение угла изгиба (загиба).
7.4 Нагрузку следует прилагать медленно, чтобы обеспечить свободную пластическую деформацию металла, рекомендованная скорость перемещения изгибающих устройств - не более 15 мм/мин.
7.5 Испытание на изгиб (загиб) до заданного угла образца в виде отрезка трубы полного сечения проводят путем изгиба (загиба) вокруг оправки до достижения заданного угла  (см. рисунок 1).
(см. рисунок 1).
Если в НД на трубы не указано иное, радиус изгиба (загиба) R0 труб из стали с относительным удлинением 21% и более устанавливают в соответствии с таблицей 1, менее 21% - по согласованию между изготовителем и заказчиком труб. Радиус оправки r, мм, вычисляют по формуле
 (3)
(3)Таблица 1
с относительным удлинением 21% и более
В миллиметрах
Отношение толщины стенки трубы к наружному диаметру трубы S/D | Наружный диаметр трубы D | Радиус изгиба (загиба) R0, не более |
0,1 и более | До 50 включ. | 2D |
Св. 50 до 60 включ. | 3D | |
Менее 0,1 | До 60 включ. | 3D |
При испытании сварных труб положение сварного шва должно быть указано в НД на трубы. При отсутствии таких указаний сварной шов должен находиться в зоне сжатия и располагаться приблизительно под углом 45° к плоскости изгиба (загиба).
При наличии в НД на трубы требований по ограничению величины овальности поперечного сечения трубы в процессе испытания допускается проводить испытания с применением внутренней оправки или наполнителя.
7.6 При испытании на изгиб (загиб) до заданного угла образца в виде полосы радиус оправки r выбирают в зависимости от толщины стенки трубы из приведенных в таблице 2, если иное не указано в НД.
Таблица 2
В миллиметрах
Толщина стенки трубы S | Радиус оправки r, не более | Толщина стенки трубы S | Радиус оправки r, не более |
От 1,0 до 1,2 включ. | 2,5 | Св. 3,2 до 3,5 включ. | 7,0 |
Св. 1,2 до 1,5 включ. | 3,0 | Св. 3,5 до 4,0 включ. | 7,5 |
Св. 1,5 до 1,6 включ. | 3,5 | Св. 4,0 до 4,5 включ. | 8,5 |
Св. 1,6 до 2,0 включ. | 4,0 | Св. 4,5 до 5,0 включ. | 9,0 |
Св. 2,0 до 2,2 включ. | 4,5 | Св. 5,0 до 5,5 включ. | 9,5 |
Св. 2,2 до 2,5 включ. | 5,0 | Св. 5,5 до 6,0 включ. | 10,5 |
Св. 2,5 до 2,8 включ. | 5,5 | Св. 6,0 до 6,5 включ. | 11,0 |
Св. 2,8 до 3,0 включ. | 6,0 | Св. 6,5 до 7,5 включ. | 12,0 |
Св. 3,0 до 3,2 включ. | 6,5 | Св. 7,5 | 2S <*> |
<*> 2a - для образцов уменьшенной толщины (см. 6.3). | |||
При этом растягивающим усилиям должна подвергаться сторона образца, являющаяся наружной поверхностью трубы, если иное не указано в НД на трубы.
7.7 При испытании на изгиб (загиб) до параллельности сторон образец предварительно изгибают с помощью оснастки, как показано на рисунках 2, 3, 4, 5, а затем помещают между двумя параллельными плоскостями пресса (см. рисунок 6). Посредством приложения усилия образец сгибают до получения параллельности его сторон на расстоянии, равном диаметру оправки по 7.6, если иное расстояние не указано в НД на трубы. Испытание может выполняться как со вставкой, так и без нее. Предпочтительным является применение вставки. Толщина вставки должна быть равна требуемому расстоянию между сторонами образца.
7.8 При испытании на изгиб (загиб) до соприкосновения сторон образца образец после предварительного изгиба (загиба) с помощью оснастки, как показано на рисунках 2, 3, 4, 5, подвергают дальнейшему изгибу (загибу) между параллельными плоскостями пресса (см. рисунок 7) до полного соприкосновения сторон образца. Перед предварительным изгибом (загибом) поперечных образцов может потребоваться частичная правка концевых частей образца.
7.9 Когда устройства, описанные в 5.3, 5.4, 5.5, 5.6, по техническим характеристикам или требованиям безопасности не позволяют достичь требуемого угла изгиба (загиба), для продолжения испытания применяют устройство (см. рисунок 8), имеющее две параллельные нагружающие плоскости с выступами для приложения нагрузки к концам образца.
1 - пресс; 2 - образец
в виде продольных полос (сегментов)/поперечных полос
с приложением нагрузки к их концам
Данное устройство также может применяться для предварительного изгибания образца перед испытанием на изгиб (загиб) до параллельности или до соприкосновения сторон образца. Перед применением данного устройства образцы должны быть изогнуты до возможно большего угла изгиба (загиба) на устройствах, описанных в 5.3, 5.4, 5.5, 5.6.
8.1 После испытания на изгиб (загиб) проводят визуальный осмотр необработанной поверхности образца в целях выявления трещин и других раскрывшихся дефектов:
- на образце в виде отрезка трубы полного сечения осматривают растянутую область на наружной поверхности трубы;
- на образцах в виде продольных полос (сегментов)/поперечных полос трубы осматривают растянутую область.
Требование по отсутствию гофр должно быть указано в НД на трубы.
8.2 Оценку результатов испытаний на изгиб (загиб) осуществляют в соответствии с НД на трубы. Если в НД требования не установлены, то удовлетворительным результатом испытания является отсутствие в растянутой зоне образца трещин и других раскрывшихся дефектов, видимых без применения увеличительных приспособлений.
При оценке результатов испытаний образцов в виде продольных полос (сегментов)/поперечных полос трещины, начинающиеся от кромок образца и не заходящие в его растянутую область, не учитывают.
Если при испытании образца в виде отрезка сварной трубы полного сечения наблюдается раскрытие дефекта сварного шва, данный факт отражают в протоколе, результат испытания не засчитывают, образец должен быть заменен.
8.3 Если на образце с нескругленными кромками получен неудовлетворительный результат испытания, то его не засчитывают и проводят новое испытание на образце со скругленными кромками.
8.4 В случае разногласий при оценке результатов испытания на оправке радиусом r, меньшим максимально допускаемого согласно таблицам 1 и 2, проводят новое испытание на оправке максимального допускаемого радиуса.
Результаты испытания на изгиб (загиб) и исходные данные должны быть оформлены документально на любом носителе информации. Сведения о проведенном испытании должны содержать, как минимум:
- обозначение настоящего стандарта;
- тип образца (образец в виде отрезка трубы полного сечения, образцы в виде продольных (сегментов)/поперечных полос);
- размеры образца (для образца в виде отрезка трубы полного сечения - наружный диаметр, толщина стенки, длина; для образцов в виде продольных (сегментов)/поперечных полос - длина, ширина, толщина) и материал трубы (при наличии);
- обозначение НД на трубы;
- фактический угол изгиба (загиба);
- фактический диаметр (радиус) оправки;
- результат испытания: "удовлетворительно"/"неудовлетворительно".
Примечание - При приемо-сдаточных испытаниях в условиях массового производства вместо фактического угла изгиба (загиба) допускается указывать заданный угол изгиба (загиба) с пометкой "не менее", вместо фактического диаметра (радиуса) оправки - предельный диаметр (радиус) с пометкой "не более".
(справочное)
Настоящее приложение определяет угол изгиба (загиба) образца  для испытаний на устройстве с двумя опорами и оправкой под действием приложенного усилия. Угол изгиба (загиба) образца
для испытаний на устройстве с двумя опорами и оправкой под действием приложенного усилия. Угол изгиба (загиба) образца  для испытания под действием усилия определяют по смещению оправки f и параметрам, указанным на рисунке А.1, по формулам
для испытания под действием усилия определяют по смещению оправки f и параметрам, указанным на рисунке А.1, по формулам
 (А.1)
(А.1) (А.2)
(А.2)где W определяется по формуле
 (А.3)
(А.3)c = R + a + r. (А.4)
1 - оправка; 2 - образец; 3 - опоры
УДК 62-462:620.177:006.354 | МКС 77.040.10 |
Ключевые слова: металлические трубы, образец, оправка, угол изгиба (загиба), испытание на изгиб (загиб) | |