СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ вводится в действие с 01.07.2026.
Название документа
"ГОСТ ISO 19085-6-2025. Межгосударственный стандарт. Оборудование деревообрабатывающее. Безопасность. Часть 6. Станки фрезерные вертикальные с нижним расположением шпинделя"
(введен в действие Приказом Росстандарта от 01.12.2025 N 1604-ст)
"ГОСТ ISO 19085-6-2025. Межгосударственный стандарт. Оборудование деревообрабатывающее. Безопасность. Часть 6. Станки фрезерные вертикальные с нижним расположением шпинделя"
(введен в действие Приказом Росстандарта от 01.12.2025 N 1604-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 1 декабря 2025 г. N 1604-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩЕЕ
БЕЗОПАСНОСТЬ
ЧАСТЬ 6
СТАНКИ ФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ
С НИЖНИМ РАСПОЛОЖЕНИЕМ ШПИНДЕЛЯ
Woodworking machines. Safety. Part 6.
Single spindle vertical moulding machines (toupie)
(ISO 19085-6:2024, IDT)
ГОСТ ISO 19085-6-2025
МКС 13.110
Дата введения
1 июля 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Некоммерческой организацией "Ассоциация организаций и предприятий деревообрабатывающего машиностроения" (Ассоциация "Древмаш") и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 070 "Станки"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 ноября 2025 г. N 191-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 декабря 2025 г. N 1604-ст межгосударственный стандарт ГОСТ ISO 19085-6-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2026 г.
5 Настоящий стандарт идентичен международному стандарту ISO 19085-6:2024 "Оборудование деревообрабатывающее. Безопасность. Часть 6. Одношпиндельные фрезерные станки с вертикальным нижним расположением шпинделя" ("Woodworking machines - Safety - Part 6: Single spindle vertical moulding machines (toupie)", IDT).
Международный стандарт ISO 19085-6:2024 разработан подкомитетом SC 4 "Деревообрабатывающие станки" Технического комитета по стандартизации TC 39 "Станки" Международной организации по стандартизации (ISO) совместно с Техническим комитетом TC 142 "Деревообрабатывающие станки. Безопасность" Европейского комитета по стандартизации (CEN).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных, европейских стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные примечание и сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Серия стандартов ГОСТ ISO 19085 "Оборудование деревообрабатывающее. Безопасность" содержит требования безопасности, которые должны соблюдаться и контролироваться при разработке и изготовлении деревообрабатывающего оборудования (станков, машин и т.д.).
Настоящий стандарт является стандартом типа C по ISO 12100:2010.
Если требования данного стандарта отличаются от требований, изложенных в стандартах типа A или типа B по ISO 12100:2010, то требования этого стандарта типа C имеют приоритет перед требованиями других стандартов для станков, разработанных и изготовленных в соответствии с требованиями настоящего стандарта типа C.
Полный набор требований безопасности к тем или иным разновидностям деревообрабатывающего оборудования определяется настоящим стандартом и относящимися к ним стандартами серии ГОСТ ISO 19085.
Для обеспечения безопасности деревообрабатывающего оборудования, не охваченного стандартами серии ГОСТ ISO 19085, следует руководствоваться данным стандартом и стандартом ISO 12100:2010.
В других частях серии ГОСТ ISO 19085 требования безопасности учитываются в виде ссылки на соответствующие положения настоящего стандарта или содержат замены и дополнения к общим требованиям, приведенным в настоящем стандарте.
Разработчик стандарта - инженер В.В. Горбенко (Ассоциация "Древмаш").
В настоящем стандарте приведены требования и меры безопасности для фрезерных вертикальных станков с нижним расположением шпинделя, пригодных для непрерывного использования в производстве (далее - станки).
Станки предназначены для обработки массивной древесины и материала, имеющего схожие с древесиной физические характеристики.
В настоящем стандарте рассматриваются все существенные опасности, опасные ситуации и события, перечисленные в приложении A, относящиеся к станкам, когда они эксплуатируются, регулируются и обслуживаются по назначению и в условиях, предусмотренных производителем, включая разумно прогнозируемое неправильное использование. Также учтены этапы транспортировки, сборки, демонтажа, вывода из эксплуатации и утилизации.
Данный стандарт также применим к станкам, оборудованным одним или несколькими из следующих устройств/дополнительных рабочих блоков, являющимися источниками опасности:
a) устройство для вертикальной регулировки шпинделя;
b) устройство для наклона шпинделя;
c) устройство для установки шипорезного стола с ручным управлением;
d) пильный узел для выборки штапика;
e) регулируемая вставка стола;
f) устройство для изменения направления вращения шпинделя;
g) устройство для закрепления инструментов на оправке с хвостовиком;
h) сменная оправка;
i) система быстрой смены инструмента/оправки;
j) съемный блок подачи;
k) опора съемного блока подачи с механическими регулировками.
Настоящий стандарт не распространяется на:
- станки, оснащенные внешними опорами;
- станки, оснащенные приводом перемещения переднего удлинительного стола и/или шипорезного подвижного стола.
Настоящий стандарт не применим к станкам, предназначенным для использования в потенциально взрывоопасных средах, или к станкам, изготовленным до даты его публикации.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 12100:2010, Safety of machinery - General principles for design - Risk assessment and risk reduction (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков)
ISO 13857:2019, Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs (Безопасность машин. Безопасные расстояния для предотвращения попадания в опасные зоны верхних и нижних конечностей)
ISO 19085-1:2021, Woodworking machines - Safety - Part 1: Common requirements (Оборудование деревообрабатывающее. Безопасность. Часть 1. Общие требования)
EN 847-1:2017, Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades (Инструменты для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы)
EN 847-2:2017, Tools for woodworking - Safety requirements - Part 2: Requirements for the shank of shank mounted milling tools/circularsaw blades (Инструменты для деревообработки. Требования безопасности. Часть 2. Требования к хвостовикам концевых фрез и к лезвиям дисковых пил)
EN 847-3:2013, Tools for woodworking - Safety requirements - Part 3: Clamping devices (Инструменты для деревообработки. Требования безопасности. Часть 3. Зажимные устройства)
В настоящем стандарте применены термины по ISO 12100:2010, ISO 19085-1:2021, а также следующие термины с соответствующими определениями.
ИСО и МЭК ведут терминологические базы данных для использования в стандартизации по следующим адресам:
- Электропедия IEC: доступна по адресу http://www.electropedia.org/;
- платформа онлайн-просмотра ISO: доступна по адресу http://www.iso.org/obp.
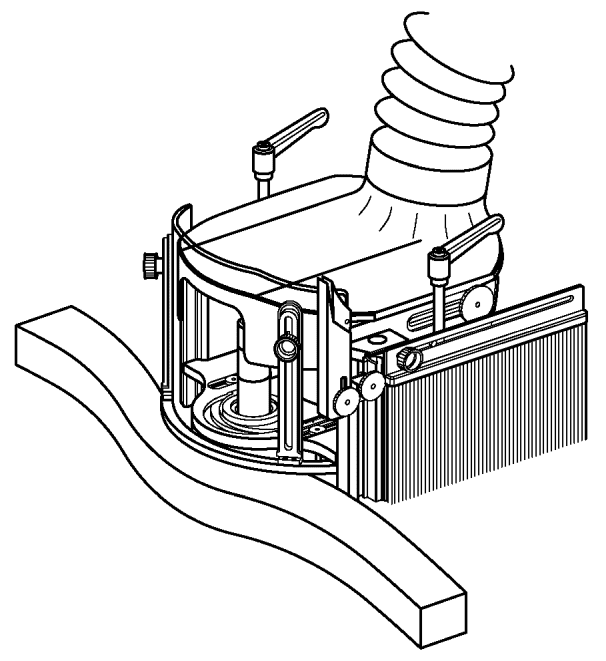
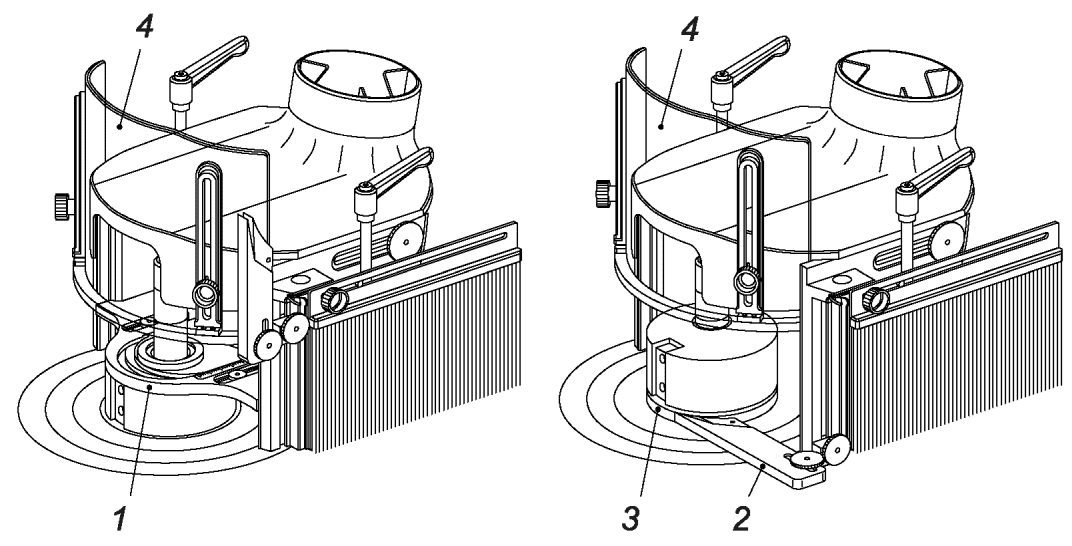
3.1 фрезерный вертикальный станок с нижним расположением шпинделя (single spindle vertical moulding machine): Станок с ручной подачей, снабженный одной вертикальной оправкой, которая неподвижна во время операции резания, и горизонтальным столом, который неподвижен полностью или частично во время операции резания.
Примечание 1 - Шпиндель проходит сквозь стол, а его привод расположен под столом.
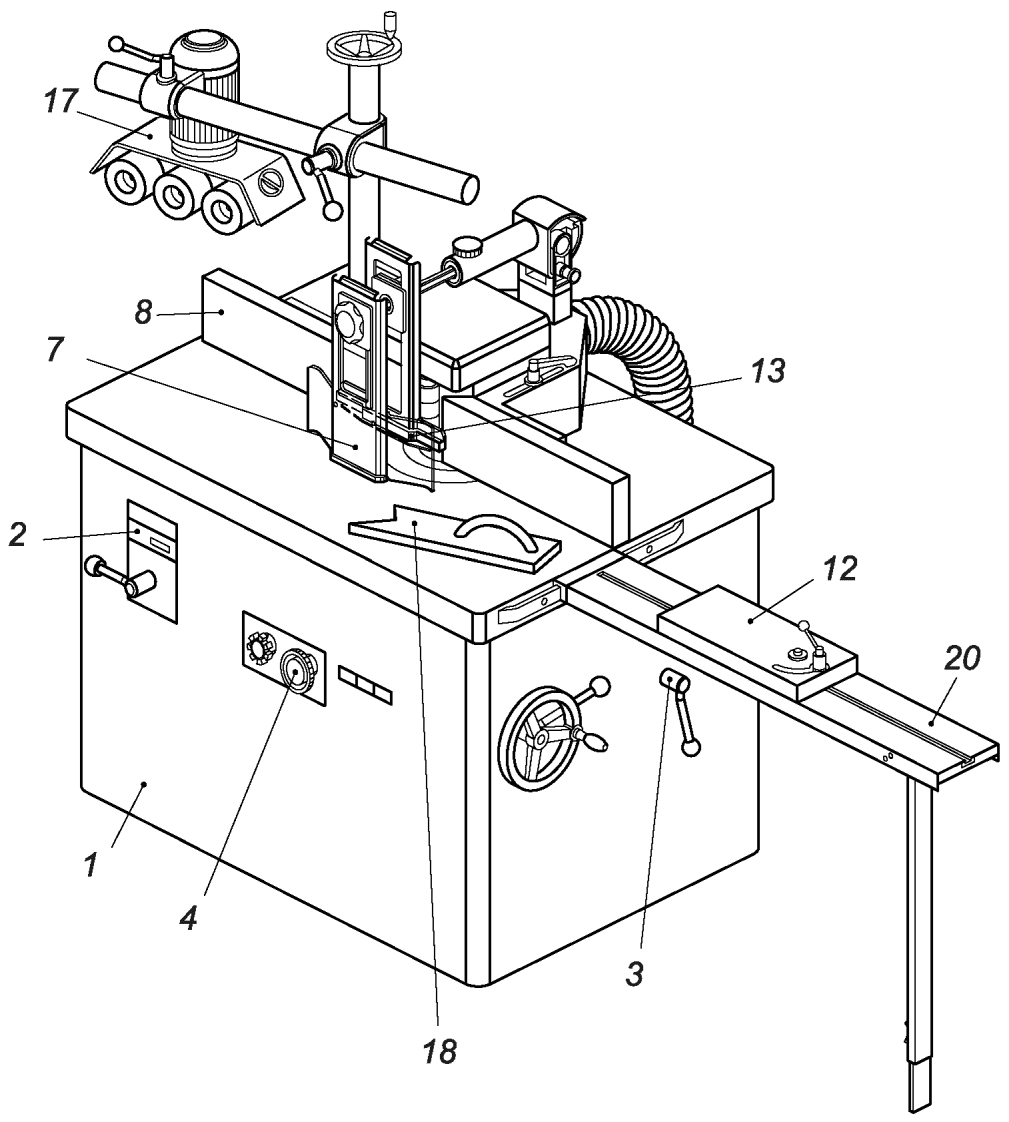
Примечание 2 - На рисунке 1 показаны основные части станка с указанием их наименований.
Примечание 3 - Эти станки также известны как shapers в США и toupie в Европе.
Примечание 4 - Оправка может быть наклоняемой и сменной или несменной.
расположением шпинделя, оборудованного
для прямолинейной обработки;
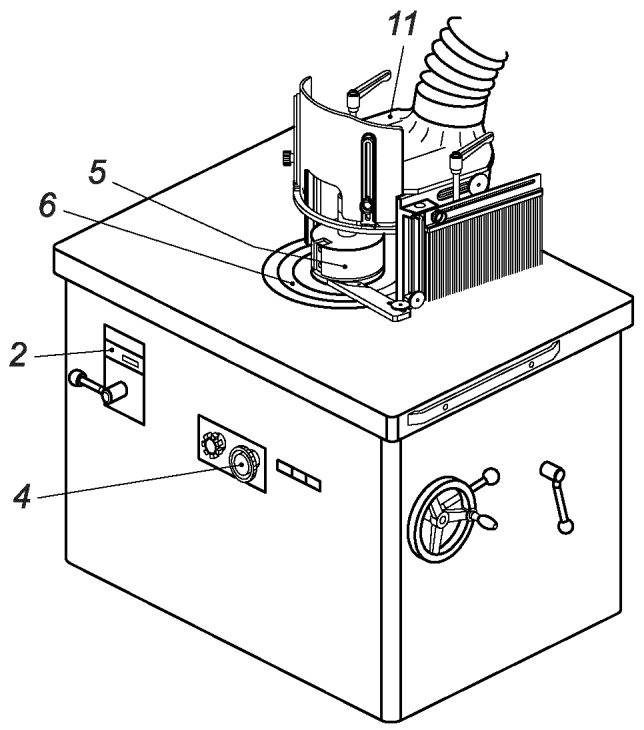
расположением шпинделя, оборудованного
для криволинейной обработки
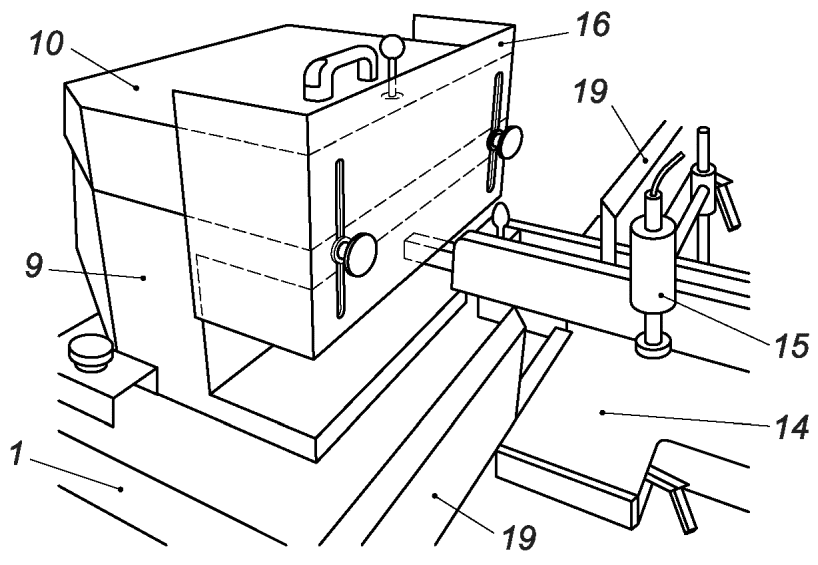
с фиксированными и регулируемыми защитными кожухами,
установленными на станке и на подвижном столе
1 - главная рама; 2 - указатель скорости; 3 - фиксатор
шпинделя; 4 - органы управления пуском и остановом;
5 - инструмент; 6 - кольца стола; 7 - прижимная защитная
накладка; 8 - направляющие плиты, соединенные с прямым
защитным ограждением; 9 - корпус; 10 - откидная крышка;
11 - изогнутый защитный кожух; 12 - регулируемый концевой
упор; 13 - накладка прижима к столу; 14 - раздвижной стол;
15 - устройство зажима заготовки; 16 - регулируемый защитный
кожух; 17 - съемный блок подачи; 18 - толкатель;
19 - ограждения, прикрепленные к подвижному столу;
20 - удлинительный стол
расположением шпинделя
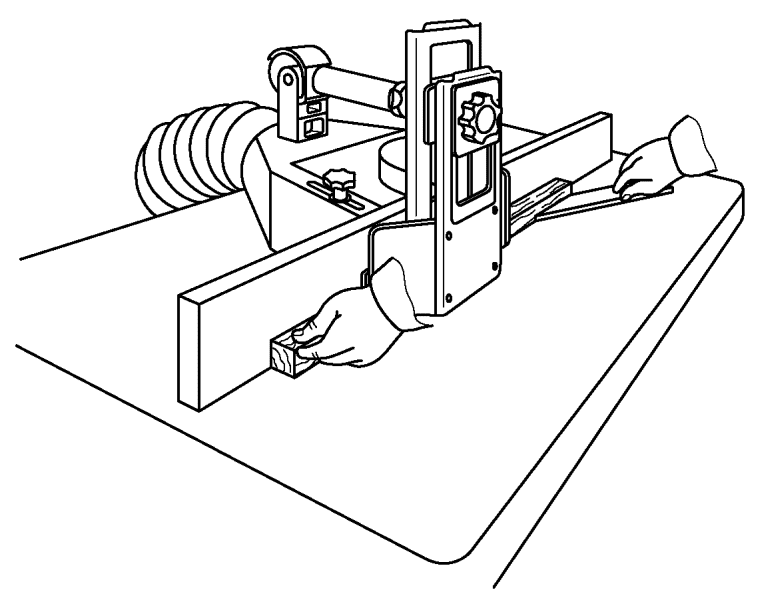
3.2 прямолинейная обработка (straight work): Профилирование или обработка кромки заготовки, одна грань которой соприкасается со столом, а вторая - с ограждением, и где обработка начинается с одного конца заготовки и продолжается до другого конца заготовки.
Примечание 1 - См. рисунки 1 a) и 2.
3.3 частичная прямолинейная обработка (stopped straight work): Обработка только части длины заготовки.
3.4 криволинейная обработка (curved work): Профилирование или обработка криволинейной поверхности на заготовке путем контакта одной стороны заготовки со столом (или, если она удерживается в зажимном приспособлении, с зажимным приспособлением, находящимся в контакте со столом), а другой стороны - с вертикальной неподвижной непрямолинейной направляющей или кольцевой направляющей при использовании зажимного приспособления.
Примечание 1 - См. рисунки 1 b) и 3.
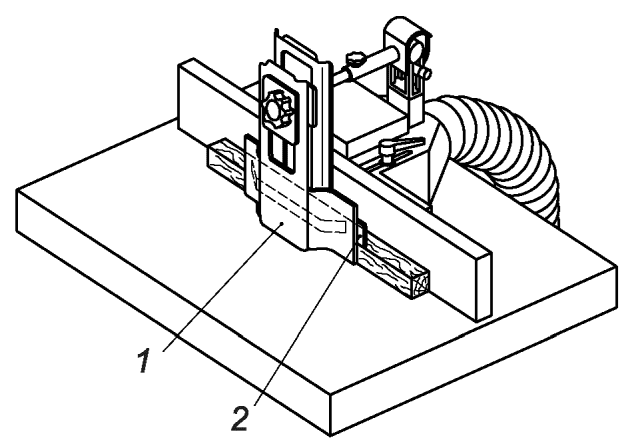
3.5 нарезание шипов (tenoning): Обработка шипов и пазов на конце заготовки для облегчения соединения заготовок.
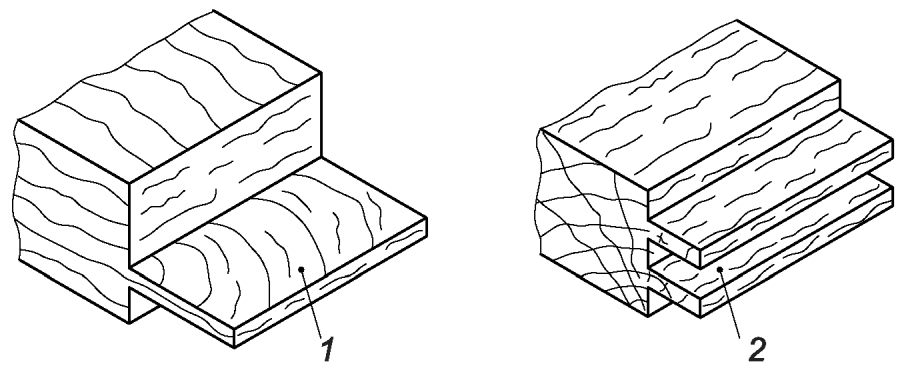
1 - шип; 2 - паз
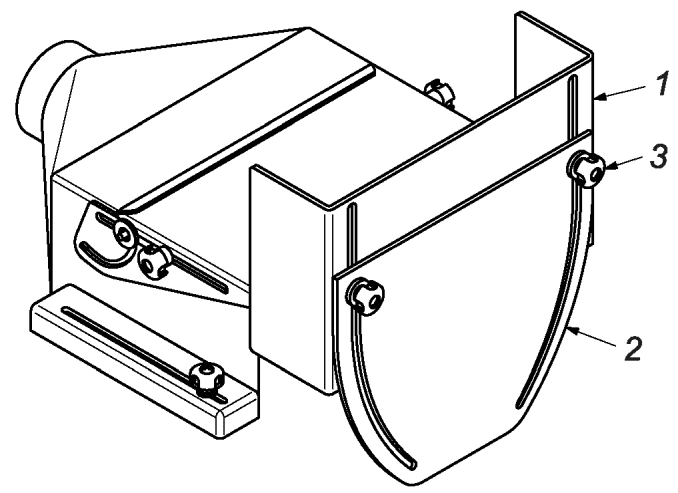
1 - регулируемый вручную защитный кожух;
2 - саморегулирующееся ограждение; 3 - устройство с двойной
функцией: для регулировки детали N 1 и направляющей
детали N 2
шипов с ручным и автоматически регулируемым ограждениями
3.6 пильный узел для выборки штапика (glass bead saw unit): Рабочий блок, оснащенный дисковой пилой для вырезания штапика из обработанного профиля заготовки.
Примечание 1 - Пример приведен на рисунке 13.
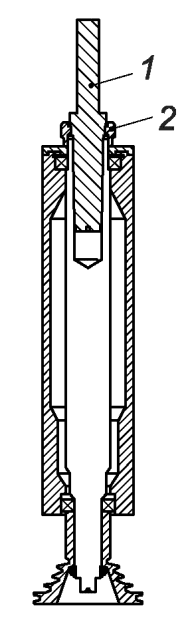
3.7 цельная оправка (single piece arbor): Оправка, которая не может быть заменена без демонтажа подшипников.
Примечание 1 - См. рисунок 6.
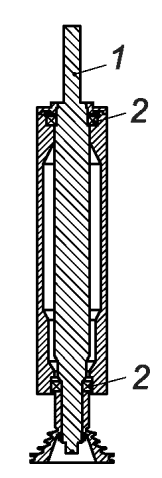
1 - оправка; 2 - подшипники
3.8 съемная оправка (interchangeable arbor): Оправка, соединенная с приводным шпинделем, которую можно менять как с помощью инструмента (съемная оправка), так и без него (быстросменная оправка).
Примечание 1 - См. рисунки 7 a) и b).
 | 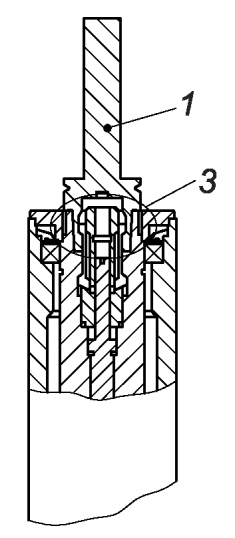 |
1 - оправка; 2 - соединительное устройство; 3 - система
быстрой смены инструмента/оправки
Рисунок 7 - Примеры сменных оправок
3.9 система быстрой смены инструмента/оправки (quick tool/arbor change system): Система для быстрой замены оправки или инструментов, смонтированных на хвостовике, без помощи инструмента.
Примечание 1 - См. рисунок 7 b), раздел 3.
Примечание 2 - Предварительно смонтированная комбинация инструмента и оправки называется инструментом, смонтированным на хвостовике (см. EN 847-2:2017, пункт 1).
3.10 управление инициацией (initiation control): Управление, обеспечивающее включение электропитания конкретных исполнительных механизмов станка, например программируемое логическое управление.
ISO 19085-1:2021, 4.1, применяют со следующим дополнением.
В приложении B приведена справочная сводная таблица уровней эффективности защиты (PL), указанных в пунктах 4 и 5 для каждой функции безопасности.
ISO 19085-1:2021, 4.2, применяют со следующими дополнениями.
Основные электрические устройства управления пуском, нормальным остановом, аварийным остановом (если требуется, см. 4.4.4), изменением скорости вращения шпинделя (см. 4.7), направлением вращения (см. 4.7.5) и регулировки (см. 4.14) должны быть расположены следующим образом:
a) на передней стороне станка в заштрихованной области, как показано на рисунке 8 a), и по меньшей мере на 50 мм ниже столешницы; или
b) на лицевой стороне неподвижного или подвижного пульта управления на расстоянии не более 700 мм от переднего края стола [см. рисунок 8 b)].
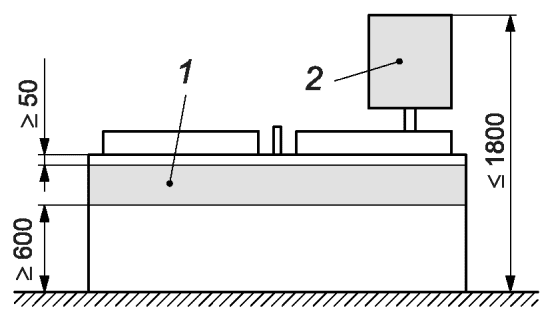 | 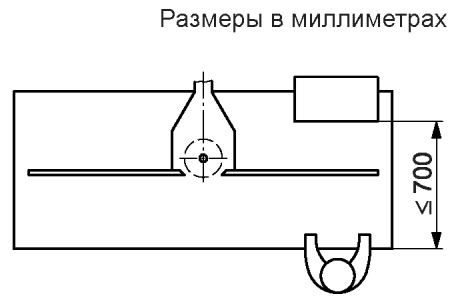 |
1 - область расположения органов управления; 2 - неподвижная
или подвижная панель управления
Рисунок 8 - Положение органов управления
Станки, оборудованные боковым шипорезным подвижным столом или передним удлинительным столом, должны быть снабжены дополнительным устройством управления аварийным остановом, которое должно быть расположено на подвижном столе или его опоре.
Примечание - Устройства управления должны быть выполнены таким образом, чтобы исключить возможность одновременного выполнения оператором/лицом операций по управлению оборудованием и доступа к движущимся частям оборудования (нахождении в опасной зоне работы оборудования).
Контроль осуществляется путем проверки соответствующих чертежей, принципиальных схем, измерений и осмотра станка.
ISO 19085-1:2021, 4.3.1, заменен следующим текстом.
Перед пуском станка должны быть установлены и введены в эксплуатацию все соответствующие защитные устройства. Это достигается с помощью мер, описанных в 5.6. Пуск возможен только при приведении в действие органа управления пуском, предназначенного для этой цели. Непреднамеренное срабатывание должно быть затруднено, например органом управления с защитным кожухом.
Съемный узел подачи может быть запущен при отключенном шпинделе и пильном блоке для выборки штапика.
SRP/CS для предотвращения неожиданного пуска должны иметь PLr = c.
SRP/CS для блокировки пуска с помощью защитных устройств должны иметь PLr = c.
Для станков с электрическим управлением применяют IEC 60204-1:2016, 7.5 и 9.2.3.2.
Контроль осуществляется путем проверки соответствующих чертежей, принципиальных схем, осмотра станка и проведения соответствующих функциональных испытаний станка.
4.3.2 Пуск через включение управления
ISO 19085-1:2021, 4.3.2, не применяют.
4.4.1 Общие положения
ISO 19085-1:2021, 4.4.1, применяют со следующим дополнением.
Для подключения съемного блока подачи на станках с диаметром отверстия стола более 190 мм должен быть предусмотрен разъем (розетка). Электрическое соединение этой розетки должно быть таким, чтобы при включении органа управления нормальным остановом и аварийным остановом станка отключалось питание розетки [см. 7.3.2 f)].
4.4.2 Нормальный останов
Применяют ISO 19085-1:2021, 4.4.2.
4.4.3 Эксплуатационный останов
ISO 19085-1:2021, 4.4.3, не применяют.
Применяют ISO 19085-1:2021, 4.4.4.
Применяют ISO 19085-1:2021, 4.5.
4.6 Выбор режима
ISO 19085-1:2021, 4.6, не применяют.
4.7.1 Изменение скорости путем переключения ремней на шкивах
Применяют ISO 19085-1:2021, 4.7.1.
4.7.2 Изменение скорости посредством пошагового изменения скорости двигателя
Применяют ISO 19085-1:2021, 4.7.2.
Применяют ISO 19085-1:2021, 4.7.3.
Подпункт, относящийся к настоящему стандарту.
Станки с подвижным столом и скоростью вращения инструмента выше 4800 мин-1 должны иметь устройство, предотвращающее вращение инструмента быстрее 4800 мин-1 при нарезании шипов инструментом диаметром более 275 мм. Для приводов инструментов с частотным преобразователем это может быть достигнуто, например, путем блокировки защитной системы, описанной в 5.6.4.2, с системой контроля скорости, описанной в 4.7.3.
SRP/CS для блокировки охранной системы с системой контроля скорости должны иметь PLr = c.
Контроль осуществляется путем проверки соответствующих чертежей, принципиальных схем, осмотра станка и проведения соответствующих функциональных испытаний станка.
Подпункты, относящиеся к настоящему стандарту.
На станках, оборудованных шпинделем, который может вращаться только в одном направлении, шпиндель всегда должен вращаться против часовой стрелки, если смотреть сверху.
Если шпиндель рассчитан на вращение в двух направлениях, должны выполняться следующие требования:
a) должен быть установлен переключатель направления вращения. Размещается этот орган управления с учетом 4.2;
b) видимое сигнальное устройство должно информировать оператора станка о выборе направления вращения по часовой стрелке;
c) цвет сигнального устройства должен быть желтым; видимое сигнальное устройство может быть дополнено звуковым устройством;
d) начало вращения шпинделя не должно быть возможным с помощью переключателя направления вращения;
e) переключатель направления вращения должен быть:
1) двухпозиционным переключателем с блокирующим устройством, обеспечивающим:
i) "нормальное" положение, без блокировки, которое соответствует направлению вращения против часовой стрелки;
ii) "ненормальное" положение, с блокировкой, которое соответствует направлению вращения по часовой стрелке;
iii) выбор направления вращения по часовой стрелке возможен только после ручного отключения блокирующего устройства;
iv) переключатель направления вращения должен указывать выбранное направление вращения и приводиться в действие в соответствии с ним;
2) либо трехпозиционным переключателем с одним нейтральным положением и без блокирующего устройства для выбора направления вращения по часовой стрелке. После запуска шпинделя в направлении вращения по часовой стрелке переключатель должен автоматически возвращаться в нейтральное положение; или
3) либо комбинацией кнопок с ручным управлением, обеспечивающей:
i) направление вращения против часовой стрелки начинается с нажатия пусковой кнопки привода шпинделя; и
ii) направление вращения по часовой стрелке начинается с нажатия пусковой кнопки привода шпинделя и органа управления инициированием (например, нажимной кнопки), которые расположены так, что запуск привода шпинделя возможен только обеими руками.
SRP/CS для указания выбранного направления вращения шпинделя по часовой стрелке не требует какого-либо PLr.
SRP/CS для выбора направления вращения должны иметь PLr = b.
SRP/CS для управления инициированием должен достичь PLr = b.
См. также 7.3.2 f), 4) i).
Контроль осуществляется путем проверки соответствующих чертежей, принципиальных схем, осмотра станка и проведения проверки функционирования станка.
Применяют ISO 19085-1:2021, 4.8.
ISO 19085-1:2021, 4.9, не применяют.
4.10 Обнаружение и мониторинг простоев
ISO 19085-1:2021, 4.10, не применяют.
Применяют ISO 19085-1:2021, 4.11.
4.12 Задержка по времени
Применяют ISO 19085-1:2021, 4.12.
4.13 Телеобслуживание
Применяют ISO 19085-1:2021, 4.13.
Подпункты, относящиеся к настоящему стандарту.
Механическая регулировка оправки по высоте и наклону, съемного блока подачи по высоте и горизонтали, а также ограждений и вставки стола должны быть возможны только при заранее установленном электронном управлении после приведения в действие органа управления инициированием или посредством управления удержанием до пуска.
SRP/CS для управления инициированием должны иметь PLr = c.
Поверхность любой части станка, к которой инструмент может прикасаться в любом положении (т.е. регулируемая вставка стола, направляющие плиты и кольца стола), должна быть изготовлена из легко поддающегося механической обработке материала толщиной не менее 5 мм (см. ISO 19085-1:2021, 3.3). В качестве альтернативы, повреждение в результате столкновения должно быть предотвращено любой из двух следующих мер:
a) ограничением скорости до 10 мм/с для линейных и до 5°/с для вращательных движений под контролем "удерживай-работай" [см. также 7.3.2 f), 2) vi)].
Для контроля скорости PL не требуется;
b) соблюдением минимального расстояния 5 мм между кромками инструмента и любой частью станка во время и после окончания регулировки. Дальнейшие перемещения должны быть возможны только при управлении с удержанием крутящего момента, а их максимальная скорость должна быть ограничена 2 мм/с для линейных и 1°/с для вращательных движений.
Для контроля скорости и определения положения инструмента относительно любой части станка, которая может соприкасаться с инструментом, PL не требуется.
В тех случаях, когда управление механическим приводом осуществляется посредством управления с удержанием в рабочем состоянии, должно быть возможным не более одного движения механического привода одновременно. SRP/CS для ограничения одновременных перемещений при промежуточном контроле должны иметь PLr = b.
Наклон оправки возможен только при остановленном приводе шпинделя. SRP/CS для блокировки наклона оправки с приводом шпинделя должны иметь PLr = c.
При механической регулировке высоты оправки допускается вращение шпинделя.
После достижения требуемого положения необходимо предотвратить неожиданное начало движения механического привода под заданным электронным управлением. SRP/CS для предотвращения неожиданного пуска должно быть равно PLr = c. Этого можно достичь, например, с помощью следующей меры: после приведения в действие системы управления механическим приводом устройство задержки по времени должно отключать питание приводов с максимально возможной задержкой по времени.
SRP/CS для отключения питания с задержкой по времени должны иметь PLr = c.
Контроль осуществляется путем проверки соответствующих чертежей, принципиальных схем, осмотра станка и проведения соответствующих функциональных испытаний станка.
ISO 19085-1:2021, 5.1, применяют со следующими дополнениями.
Испытание на устойчивость проводят в соответствии с приложением C.
ISO 19085-1:2021, 5.2, применяют со следующими дополнениями.
В качестве исключения к ISO 19085-1:2021, 5.2, абзац 2, второе предложение, кольца стола, часть вставки стола, удаленно расположенная от инструмента (см. рисунок 17, позиция 1), и часть корпуса станка, которая может соприкасаться с инструментом во время регулировки, также могут быть изготовлены из чугуна, если эти регулировки выполняются вручную или приводятся в действие с помощью механизма управления с удержанием в рабочем положении (см. 4.14).
5.3.1 Общие положения
ISO 19085-1:2021, 5.3.1, применяют со следующими дополнениями.
Инструментальная оправка не должна допускать непосредственного монтажа режущих ножей.
Инструментальная оправка должна быть изготовлена из стали с временным сопротивлением разрыву не менее 580 Н/мм2.
Для каждой установленной оправки должна быть рассчитана и представлена максимально допустимая частота вращения шпинделя для специальных инструментов (переменные, которые должны учитываться, и примеры расчета указаны в приложении G).
Примечание - На максимальную скорость вращения шпинделя съемных и быстросъемных оправок также влияет их система крепления/зажима.
Максимальная полезная длина оправок и максимальный диаметр инструмента приведены в таблице 1.
Таблица 1
Размеры в миллиметрах
Диаметр <a>, d1 | Максимальная длина оправки от заплечика <a>, l1 | Максимальный диаметр инструмента <a>, d2 | |
Фрезерование | Нарезание шипов | ||
19,05 <= d < 30 | 125 | 210 | Не предусмотрено |
30 <= d < 40 | 140 | 250 | 300 |
40 <= d < 50 | 180 | 250 | 350 |
50 | 220 | 275 | 400 |
<a> См. рисунок G.1. Примечание - 19,05 мм - это метрический эквивалент 3/4". | |||
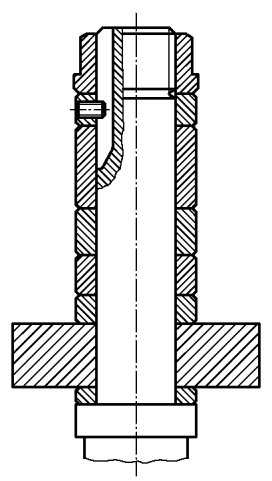
Оправка для инструментов, смонтированных в отверстии, должна быть оснащена устройством для крепления инструмента, которое должно предотвращать относительные перемещения между кольцом и оправкой (см. рисунок 9), например одним из следующих решений:
a) контргайка со встроенным кольцом оправки [см. рисунок 9 a)],
b) винт оправки со встроенным кольцом оправки,
c) винт оправки с отдельным кольцом оправки, сконструированным таким образом, что зажим невозможен без этого кольца [см. рисунок 9 b)].
 |  |
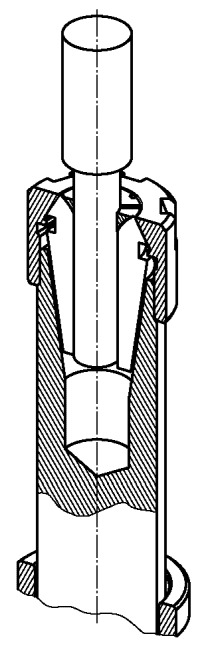 | 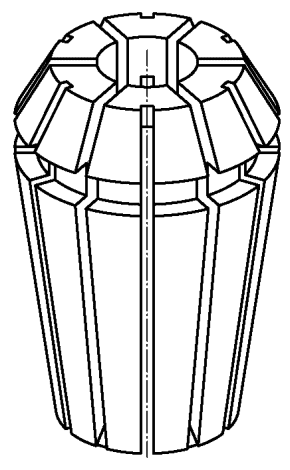 |
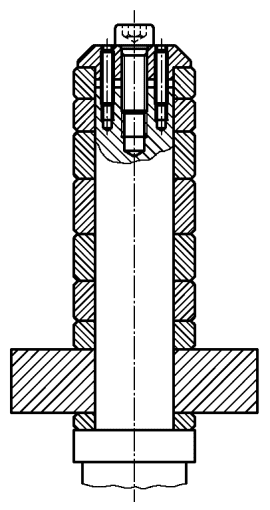
Для станков, предназначенных для использования инструментов, смонтированных на хвостовике, зажимное устройство должно обеспечивать минимальную длину зажима в соответствии с EN 847-2:2017, таблица 2.
Система зажима хвостовика должна обеспечивать возможность зажима хвостовиков различного диаметра, например путем замены зажимных вставок [см. рисунок 9 c) и d)].
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и измерений.
5.3.2 Контровка шпинделя
ISO 19085-1:2021, 5.3.2, заменяется следующим текстом.
Если необходимо удерживать шпиндель в неподвижном состоянии (например, для смены инструмента), следует предусмотреть стопорное устройство шпинделя (например, блокировочную планку или вилку) с учетом следующего:
a) станки с диаметром отверстия стола >= 190 мм должны иметь неразъемное запорное устройство;
b) станки с диаметром отверстия стола < 190 мм должны иметь встроенное или невстроенное запорное устройство.
Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка и проведения соответствующих функциональных испытаний станка.
5.3.3 Устройство крепления дисковой пилы
ISO 19085-1:2021, 5.3.3, применяют со следующим дополнением.
Для крепления дисковой пилы для выборки штапика должен быть предусмотрен разъемный фланец (или в случае дисковой пилы скрытого монтажа - неразъемный фланец).
Контроль осуществляется путем проверки соответствующих чертежей и осмотра станка.
5.3.4 Размеры фланцев для крепления дисковой пилы
ISO 19085-1:2021, 5.3.4, заменен следующим текстом.
Наружный зажимной диаметр фланцев для дисковой пилы должен быть не менее D/6, где D - диаметр самого большого полотна дисковой пилы, на которую рассчитан станок.
Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка и проведения соответствующих функциональных испытаний станка.
5.3.5 Кольца вала
Подпункты, относящиеся к данному стандарту.
Станок должен быть оборудован комплектом оправочных колец с минимальной толщиной стенки 7,5 мм и допуском H7 на их внутренний диаметр. Оправочные кольца должны покрывать всю полезную длину оправки. Оправки, предназначенные для использования только с инструментом, смонтированным на хвостовике, не требуется оснащать комплектом колец оправок.
Кольца оправки должны изготавливаться из стали, имеющей предел прочности при растяжении не менее 580 Н/мм2.
Комплект колец оправки должен быть проверен на осевое биение. Осевое биение не должно превышать 0,1 мм при измерении на испытательном диске диаметром 100 мм с набором оправочных колец, собранных с использованием того же крутящего момента для установки инструмента (см. рисунок 10).
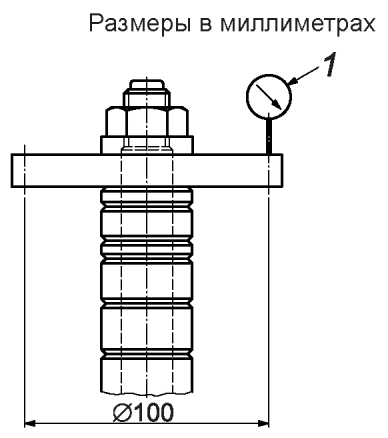
1 - индикатор часового типа
для испытания на осевое биение
Допустимое отклонение биения испытательного диска не должно превышать 0,01 мм.
Контроль осуществляется путем проверки соответствующих чертежей, измерений (см. рисунок 10) и осмотра станка.
Подпункт, относящийся к данному стандарту.
Высвобождение инструмента/оправки должно быть возможным только в случае останова шпинделя и предотвращения его повторного пуска.
SRP/CS для блокировки высвобождения инструмента/оправки и привода шпинделя должны иметь PLr = c. См. также 7.3.2 k).
Контроль осуществляется путем проверки соответствующих чертежей, принципиальных схем, осмотра станка и проведения соответствующих функциональных испытаний станка.
5.3.7 Ручная регулировка высоты оправки
Подпункт, относящийся к настоящему стандарту.
Для станков, в которых оправка регулируется по высоте вручную, регулировочное устройство должно представлять собой самоблокирующуюся систему. Станок должен быть оборудован индикатором, показывающим пошаговое вертикальное перемещение оправки.
При установке оправки в вертикальное положение и приложении усилия 300 Н вертикально вниз на ее открытом конце изменение высоты оправки должно быть менее 0,5 мм.
См. также 7.3.2 h).
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и измерений.
5.3.8 Ручная регулировка наклона оправки
Подпункты, относящиеся к настоящему стандарту.
Если вал может быть наклонен вручную, станок должен быть оборудован индикатором, показывающим величину наклона. Регулировочное устройство должно быть самоблокирующимся.
При установке оправки в вертикальное положение и приложении усилия 300 Н на ее свободном конце, в горизонтальном направлении и в плоскости, перпендикулярной к оси наклонного движения, наклон оправки не должен превышать 1°.
Контроль осуществляется путем проверки соответствующих чертежей, измерений и осмотра станка.
5.4.1 Торможение инструмента
ISO 19085-1:2021, 5.4.1, применяют со следующим дополнением.
Испытание на торможение проводится в соответствии с приложением D.
5.4.2 Максимальное время выбега
Применяют ISO 19085-1:2021, 5.4.2.
5.4.3 Отпускание тормоза
Применяют ISO 19085-1:2021, 5.4.3.
5.5 Обеспечение безопасности
5.5.1 Неподвижные ограждения
Применяют ISO 19085-1:2021, 5.5.1.
5.5.2 Блокировка подвижных защитных устройств
5.5.2.1 Общие положения
ISO 19085-1:2021, 5.5.2.1, применяют со следующим дополнением.
Дополнительные меры согласно ISO 14119:2013, 7.2, не требуются.
Примечание - Мотивация для отмены блокировочных устройств разумно предсказуемым образом отсутствует.
5.5.2.2 Перемещаемые ограждения с блокировкой
Применяют ISO 19085-1:2021, 5.5.2.2.
5.5.2.3 Перемещаемые ограждения с блокировкой и запиранием блокировки
ISO 19085-1:2021, 5.5.2.3, не применяют.
5.5.3 Управление удержанием до пуска
Применяют ISO 19085-1:2021, 5.5.3.
5.5.4 Управление двумя руками
Применяют ISO 19085-1:2021, 5.5.4.
5.5.5 Электрочувствительное защитное оборудование (ESPE)
ISO 19085-1:2021, 5.5.5, не применяют.
5.5.6 Чувствительные к давлению средства защиты (PSPE)
ISO 19085-1:2021, 5.5.6, не применяют.
5.5.7 Управление включением
ISO 19085-1:2021, 5.5.7, не применяют.
ISO 19085-1:2021, 5.6, заменен следующим текстом, разделенным на дополнительные конкретные подпункты.
5.6.1 Доступ к инструменту, расположенному под столом
Доступ к инструменту, расположенному под столом, должен быть предотвращен с помощью неподвижных ограждений и перемещаемых ограждений с блокировкой привода шпинделя.
Любой проем в раме станка, необходимый для настройки инструмента, должен быть спроектирован в соответствии с безопасными расстояниями по ISO 13857:2019, таблица 4. В качестве исключения безопасное расстояние от поверхности рамы до инструмента в любом положении может быть уменьшено до:
- 120 мм, если ширина паза не превышает 30 мм, или
- 200 мм, если ширина паза не превышает 35 мм, или
- 120 мм, если ширина паза не превышает 35 мм и прямой доступ к инструменту затруднен, или
- 200 мм, если ширина паза не превышает 45 мм и прямой доступ к инструменту затруднен.
Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка и проведения соответствующих функциональных испытаний станка.
5.6.2 Защита при прямолинейной обработке
Требования 5.10.2.2 должны быть рассмотрены со следующими дополнениями.
Для обеспечения контакта заготовки со столом и с направляющими плитами (см. рисунок 11), а также для предотвращения непреднамеренного доступа к инструменту (включая инструмент, смонтированный на хвостовике, если он установлен), должны быть предусмотрены прижимные накладки.
1 - прижимная защитная накладка;
2 - планка прижима к столу
Прижимные накладки и их опоры должны отвечать следующим требованиям:
a) прижимные накладки должны быть регулируемыми по высоте относительно стола и горизонтально по направлению к ограждению и от него; все регулировки должны выполняться без использования инструмента;
b) прижимная защитная накладка должна быть параллельна направляющим плитам, а планка прижима к столу должна быть параллельна столу;
c) опора площадки прижима к столу должна быть снабжена устройством, предотвращающим падение прижимной площадки под действием силы тяжести на инструмент во время его регулировки;
d) прижимные накладки должны быть подпружинены для обеспечения возможности ограниченного изменения толщины заготовки;
e) длина прижимной защитной накладки должна быть больше максимально возможного диаметра инструмента, а их положение должно позволять контактировать с заготовкой до и после контакта с инструментом;
f) высота прижимной защитной накладки должна быть не менее минимальной высоты направляющих плит в соответствии с 5.10.2.1;
g) опора прижимных накладок должна позволять перемещать прижимные накладки из их рабочего положения в нерабочее положение, где они по-прежнему соединены со станком, но не мешают замене инструмента или использованию съемного блока подачи; опора с прижимными накладками должна иметь возможность механически фиксироваться в нерабочем положении;
h) прижимные накладки должны выдерживать испытание на жесткость (см. H.2);
i) опоры прижимных накладок не должны крепиться к столу между оградительной плитой и передним краем стола;
j) прижимные накладки должны быть способны прижимать заготовку с минимальным сечением 8 мм на 8 мм в вертикальном и горизонтальном направлениях по всей длине, указанной в e);
k) прижимные накладки должны быть изготовлены из древесины, материала на основе древесины, легкого сплава или пластика; фиксирующие компоненты (например, винты) для прижимных накладок должны быть изготовлены из материала, который легко поддается механической обработке (например, латунь), если возможен их контакт с инструментом;
l) диапазон вертикальной регулировки прижимной защитной накладки должен быть таким, чтобы:
1) при установке в самое нижнее положение нижняя сторона прижимной накладки находилась на поверхности стола, и
2) при установке в самое верхнее положение верхняя поверхность прижимной накладки находилась как минимум на той же высоте, что и верхняя часть полезной длины оправки, когда оправка установлена в самое верхнее положение;
m) диапазон горизонтальной регулировки прижимной накладки должен охватывать расстояние не менее 160 мм от оси оправки;
n) заготовка не должна первоначально одновременно входить в контакт с прижимными накладками во время загрузки: расстояние по горизонтали между первой и второй точками контакта прижимной накладки с заготовкой должно быть более 10 мм;
o) вертикальная регулировка прижимной накладки к столу должна быть такой, чтобы можно было обрабатывать заготовки высотой не менее:
1) 160 мм на станках с диаметром отверстия стола <= 190 мм; и
2) 250 мм на станках с диаметром отверстия стола > 190 мм.
Для станков, оснащенных пильным блоком для выборки штапика, применяют 5.6.5.
Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка, проведения испытания на жесткость в соответствии с приложением H и соответствующих функциональных испытаний станка.
Доступ к инструменту со стороны задней части направляющих плит должен быть предотвращен с помощью неподвижного ограждения в сочетании с откидной крышкой, которая не требует блокировки и которая должна быть надежно зафиксирована в закрытом положении во время нормальной работы и может быть открыта без помощи слесарного инструмента для смены режущего инструмента.
Примечание - Предотвращение неожиданного пуска при смене инструмента путем блокировки откидной крышки не требуется, поскольку орган управления пуском находится под полным контролем оператора.
На ограждения распространяются требования 6.12.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и проведения соответствующих функциональных испытаний станка.
5.6.3 Защита при криволинейной обработке
5.6.3.1 Доступ к нережущей части инструмента во время работы должен быть закрыт перемещаемым ограждением [см. рисунок 1 b), позиция 11], которое должно удовлетворять следующим требованиям:
a) оно должно иметь возможность фиксации относительно стола;
b) оно должно регулироваться без помощи инструмента;
c) оно должно охватывать самый большой инструмент, для которого предназначены стационарная или кольцевая направляющие;
d) диапазон регулировки должен включать все возможные положения инструмента относительно стола;
e) оно должно быть оснащено опорной системой направляющего устройства для заготовки, требуемого в 5.10.3;
f) оно должно быть оснащено регулируемой защитой для рук, предотвращающей доступ к режущей части инструмента спереди;
g) оно должно иметь выпускное отверстие для щепы (см. также 6.3).
5.6.3.2 Устройство защиты рук должно соответствовать следующим требованиям:
a) оно должно регулироваться по высоте от поверхности стола до максимальной высоты заготовки, для которой предназначен станок (см. 7.3.1);
b) после регулировки должно оставаться параллельным столу в пределах 0,5 мм на длине 100 мм;
c) регулировка должна быть возможна без использования инструмента; и
d) оно должно пройти испытание на жесткость согласно H.3.
Устройство защиты рук может также обеспечивать давление на заготовку во время механической обработки.
5.6.3.3 Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка и проведения испытания на жесткость согласно приложению H и соответствующих функциональных испытаний станка.
5.6.4 Защита при нарезании шипов
5.6.4.1 Общие положения
Если станок оснащен шипорезным или передним подвижным столом, он должен быть оснащен устройством, позволяющим фиксировать подвижный стол в любом положении, например зажимным устройством.
Контроль осуществляется путем проверки соответствующих чертежей и осмотра станка.
Доступ к инструменту с передней стороны должен быть затруднен:
a) регулируемым ограждением (т.е. два ограждения, соединенные вместе или независимо регулируемые), установленным на подвижном столе, которое препятствуют доступу к инструменту со стороны обрабатываемой заготовки [см. рисунок 1 c), позиция 19], и перемещаемым ограждением, установленным на неподвижном ограждении, описанном в 5.6.2.2 [см. рисунок 1 c), позиция 16]; или
b) регулируемым ограждением [см. рисунок 5, позиция 1] и саморегулирующимся ограждением [см. рисунок 5, позиция 2], установленными на неподвижном ограждении, описанном в 5.6.2.2.
Эти ограждения должны отвечать требованиям 5.9.2.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и проведения соответствующих функциональных испытаний станка.
5.6.4.3 Защита нерабочей зоны
Доступ к инструменту должен быть затруднен с помощью неподвижного ограждения в сочетании с откидной крышкой, которая не требует блокировки и которая должна быть надежно зафиксирована в закрытом положении во время нормальной работы и может быть открыта без помощи слесарного инструмента для замены режущего инструмента [см. рисунок 1 c)]. Эти ограждения должны соответствовать следующим требованиям:
a) регулироваться по горизонтали под прямым углом к направлению подачи;
b) охватывать самый большой инструмент в соответствии с таблицей 1, для которого предназначен станок на всех возможных высотах оправки;
c) иметь перемещаемое ограждение, препятствующее доступу к инструменту сверху и сбоку [см. рисунок 1 c), позиция 16];
d) все регулировки должны быть возможными без использования инструмента;
e) соответствовать требованиям 6.12.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и проведения соответствующих функциональных испытаний станка.
На станках, оборудованных круглопильным агрегатом, доступ в нерабочую зону должен быть предотвращен неподвижным ограждением.
Кроме того, саморегулирующееся ограждение в самом нижнем своем положении должно препятствовать прямому горизонтальному доступу к дисковой пиле в направлении, перпендикулярном к плоскости дисковой пилы.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и проведения соответствующих функциональных испытаний станка.
5.6.6 Ограждение приводов
При необходимости доступа к приводу инструмента для изменения частоты вращения инструмента путем переустановки ремня следует предусмотреть подвижное ограждение, сблокированное с приводом инструмента.
Доступ к приводу инструмента (т.е. к ремню) через проемы в раме станка и патрубку для удаления пыли должен быть затруднен, но требования ISO 13857:2019 к неподвижным ограждениям и дистанционным ограждениям не применяют.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и соответствующих функциональных испытаний станка.
5.7 Опасность удара
ISO 19085-1:2021, 5.7, не применяют.
ISO 19085-1:2021, 5.8, применяют со следующими дополнениями.
Подвижный шипорезный стол должен быть оснащен устройством зажима заготовки [например, рисунок 1 c), позиция 15].
Полное зажимное усилие каждого зажимного устройства должно быть не менее 700 Н во всем диапазоне регулировки зажимного устройства.
Если предусмотрен пневматический зажим, применяют 6.7.
Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка.
5.9.1 Общие положения
Применяют ISO 19085-1:2021, 5.9.1.
5.9.2.1 Выбор класса защиты
ISO 19085-1:2021, 5.9.2.1, применяют со следующими дополнениями.
Защитные ограждения, используемые для предотвращения выброса, должны быть класса B.
Испытание на ударную вязкость для защитных приспособлений должно проводиться в соответствии с приложением E.
5.9.2.2 Ограждения класса A
ISO 19085-1:2021, 5.9.2.2, не применяют.
5.9.2.3 Ограждения класса B
Применяют ISO 19085-1:2021, 5.9.2.3.
5.9.3 Устройства защиты от отдачи
Подпункт, относящийся к данному стандарту.
Должна быть предусмотрена возможность крепления (например, крепежных отверстий или Т-образных пазов) устройства защиты от отдачи (например, регулируемых концевых упоров) к направляющим плитам или к удлинительному столу. Т-образные пазы должны быть параллельны направлению подачи, а крепежные отверстия не должны превышать 12 мм в диаметре.
Устройство защиты от отдачи не должно отклоняться более чем на 2 мм при статическом усилии 300 Н, приложенном в направлении отдачи. Положение защитного устройства от отдачи должно плавно регулироваться с обеих сторон оправки до расстояния, равного удвоенной длине направляющих плит.
При наличии пильного блока для выборки штапика (см. рисунок 13) в состав станка должны входить:
a) пластинчатый разделитель. Он должен быть изготовлен из стали с временным сопротивлением разрыву 580 Н/мм2 или из сопоставимого материала, иметь плоские стороны (в пределах 0,1 мм на 100 мм) и должен иметь толщину t2, меньшую, чем ширина реза b (пропила), и, по меньшей мере, на 0,2 мм большую, чем толщина корпуса t1 дисковой пилы (см. рисунок 12);
b) устройство для направления штапика, например направляющий канал (см. рисунок 13, позиция 5);
c) прижимное устройство, расположенное между дисковой пилой и противооткатным пальцем (см. рисунок 13, позиция 4);
d) устройство, позволяющее избежать или минимизировать риск отката штапика, например палец, препятствующий откату (см. рисунок 13, позиция 3). Если установлен противооткатный палец, он должен соответствовать следующими требованиями:
1) располагаться после дисковой пилы в направлении подачи;
2) быть изготовленным из стали с пределом прочности на растяжение 350 Н/мм2 или из сопоставимого материала;
3) иметь кончик с максимальным радиусом 0,5 мм;
4) иметь угол наклона от 30° до 60° (см. рисунок 14);
5) эффективно защищать от отдачи при полной высоте резания дисковой пилы для выборки штапика. Эффективная работа должна обеспечиваться в диапазоне от 85° до 55°, причем этот угол измеряется между крайними положениями линии от кончика до оси поворота пальца и горизонталью (см. рисунок 14);
6) за счет наличия механического концевого упора не перемещаться за точку 85° (см. рисунок 14).
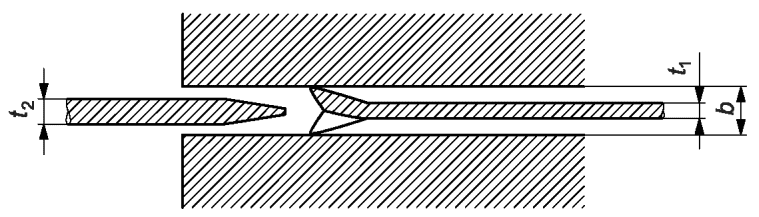
b - ширина пропила; t1 - толщина корпуса пилы;
t2 - толщина пластинчатого разделителя
от размеров дисковой пилы
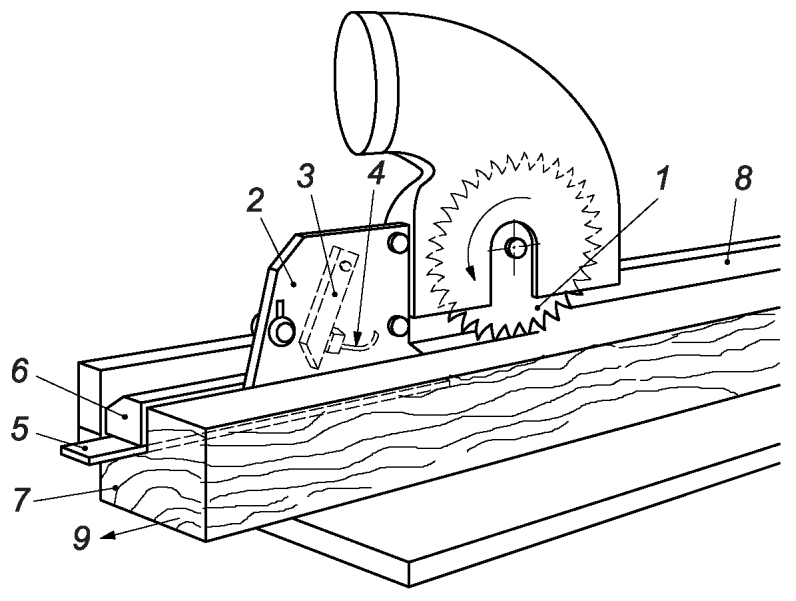
1 - дисковая пила для выборки штапика; 2 - отделитель
штапика от заготовки; 3 - противооткатный палец;
4 - прижимное устройство; 5 - направляющий канал (паз)
для выбираемого штапика; 6 - выбираемый штапик;
7 - заготовка; 8 - ограждение; 9 - направление подачи
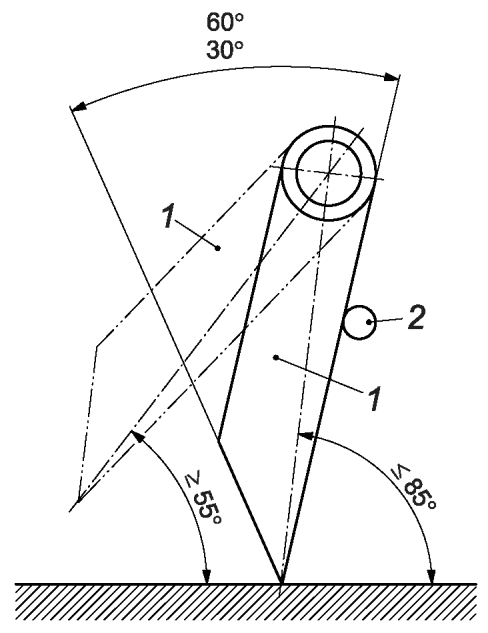
1 - противоосколочный палец;
2 - механический концевой упор
Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка и проведения соответствующих функциональных испытаний станка.
ISO 19085-1:2021, 5.10, заменен следующим текстом, разделенным на дополнительные конкретные подпункты.
5.10.1 Стол станка
5.10.1.1 Общие положения
Стол станка не должен наклоняться.
С обеих сторон стола должны быть предусмотрены отверстия для крепления к столу станка удлинительного стола [см. рисунок 1 a), позиция 20].
Размеры стола должны зависеть от диаметра отверстия в столе и соответствовать таблице 2 (см. рисунки 15 и 16).
Таблица 2
Размеры в миллиметрах
Диаметр отверстия стола D | |||
<= 190 | > 190 | ||
Размеры стола | b1 | >= 600 | >= 1000 |
b2 | 250 < b2 <= b1/2 | 450 < b2 <= b1/2 | |
b3 <a> | 250 ... 550 | ||
Диапазоны диаметров отверстий стола | d1 | 65 ... 75 | 65 ... 75 |
d2 | 105 ... 115 | 105 ... 115 | |
d3 | 145 ... 160 | 145 ... 160 | |
d4 | - | 200 ... 225 | |
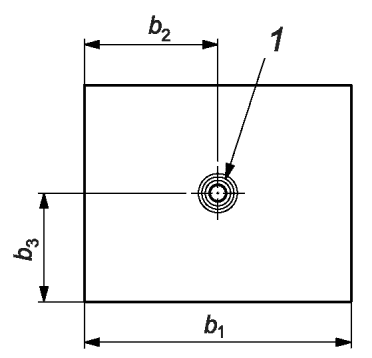
1 - отверстие стола; b1 - общая ширина стола; b2 - ширина
стола с левой стороны; b3 - глубина стола с передней стороны
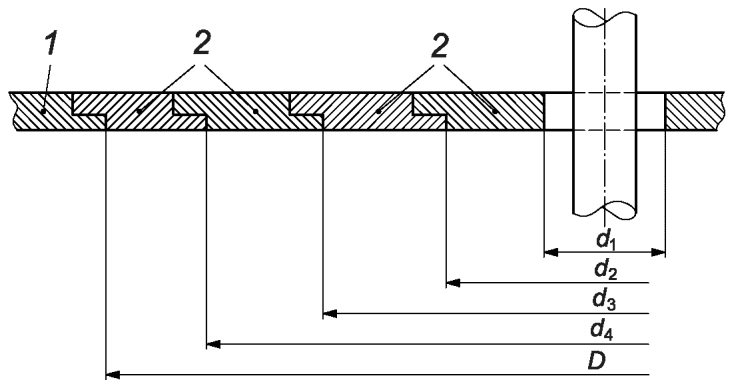
1 - стол; 2 - кольца стола; внутренние диаметры колец стола
от d1 до d4; D - диаметр отверстия в столе
Контроль осуществляется путем проверки соответствующих чертежей, измерений и осмотра станка.
Пространство между столом и оправкой должно быть защищено либо кольцами стола, либо регулируемой вставкой стола.
Если стол оснащен комплектом колец стола для диаметра отверстия стола D <= 300 мм, их внутренние диаметры должны соответствовать указанным в таблице 2 (см. рисунок 16).
Для отверстий стола диаметром более 300 мм должно быть предусмотрено пятое кольцо стола.
Если стол оснащен регулируемой вставкой (см. рисунок 17), должны выполняться следующие требования:
a) сторона регулируемой вставки стола, расположенная ближе к инструменту, должна быть изготовлена из легко обрабатываемого материала, например из легкого сплава, толщиной не менее 5 мм;
b) обращенная к инструменту внутренняя сторона регулируемой вставки стола должна иметь профиль, позволяющий при полном втягивании использовать профилирующий инструмент с наибольшим диаметром +5 мм, на который рассчитан станок. В выдвинутом положении расстояние между регулируемой вставкой стола и осью оправки должно быть <= 50 мм;
c) регулировка положения вставки стола по направлению к инструменту с помощью электропривода под предустановленным электронным управлением возможна только при максимально раскрытых направляющих плитах.
SRP/CS, обеспечивающие блокирование механической регулировки вставки стола при предустановленном электронном управлении и максимально открытом положении ограждающих плит должны иметь PLr = b;
d) секция регулируемой вставки стола, которая выступает над передним краем стола, когда вставка находится в самом широком открытом положении, должна быть изготовлена из мягкого материала, такого как резина, с твердостью от 60 до 70 по Шору-A (см. рисунок 17, позиция 3).
1 - регулируемая вставка стола; 2 - легко обрабатываемая
часть вставки стола; 3 - мягкая материальная
часть вставки стола
Для механизированной регулировки вставки стола применяют 4.14.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка, измерения и проведения соответствующих функциональных испытаний станка.
5.10.2 Направляющая для прямолинейной обработки заготовок
Для вертикальной устойчивости заготовки станок должен быть оснащен двумя (передней и задней) направляющими плитами, которые должны:
a) иметь минимальную высоту:
1) 120 мм - для диаметров отверстий стола <= 190 мм, и
2) 150 мм - для диаметров отверстий стола > 190 мм, и
b) иметь минимальную длину для каждой плиты:
1) 300 мм - для диаметров отверстий стола <= 190 мм, и
2) 450 мм - для диаметров отверстий стола > 190 мм.
Другие направляющие устройства для заготовки описаны в 5.6.2.1.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и измерений.
Ограждение в сборе должно крепиться к столу и регулироваться с учетом диаметра инструмента и положения оправки.
При поперечной регулировке направления подачи направляющие плиты должны оставаться неотделимыми от их опор.
Поперечная регулировка направляющих плит должна позволять свести к минимуму размеры любого отверстия для доступа к инструменту. Направляющие плиты должны быть либо оснащены устройством для обеспечения непрерывности между ними, либо должны быть оборудованы фиксирующими устройствами, которые позволяют устанавливать такое устройство (например, фальшпанель).
Должен быть предусмотрен контроль точной регулировки поперечного перемещения одного из ограждений относительно другого.
При перемещении с помощью соответствующего органа управления подвижная ограждающая плита должна оставаться параллельной неподвижной ограждающей плите, и должен быть описан способ ее перенастройки [см. 7.3.2 l)].
Часть ограждающей плиты, с которой может контактировать инструмент, должна быть изготовлена из легкого сплава, пластика, древесины или материала на основе древесины.
Все регулировки, за исключением настройки и регулировки устройства для обеспечения непрерывности между направляющими плитами, должны выполняться без использования инструмента.
Там, где предусмотрена механизированная регулировка ограждения, должны выполняться требования 4.14.
Устройства для точной регулировки поперечного перемещения и для всех механических регулировок должны быть самоблокирующимися.
Контроль осуществляется путем проверки соответствующих чертежей, принципиальных схем, измерений, осмотра станка и проведения соответствующих функциональных испытаний станка.
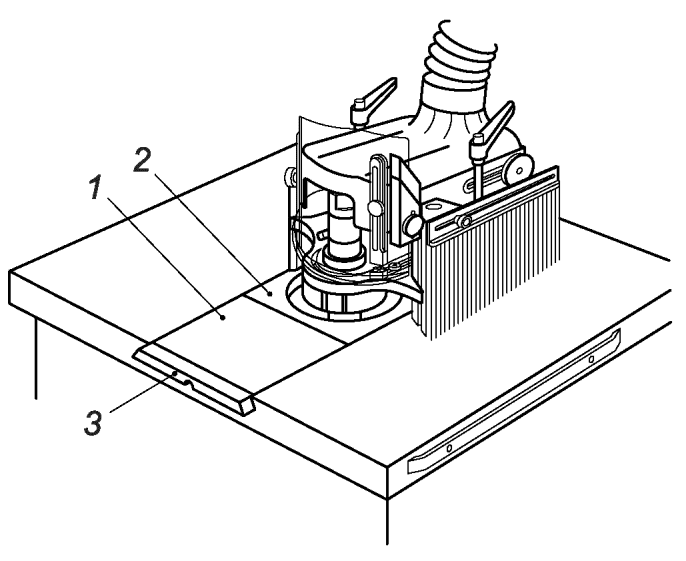
5.10.3.1 Должно быть предусмотрено направляющее устройство, пригодное для криволинейной обработки заготовок (см. рисунок 18). Это должно быть либо направляющее устройство (кольцевая направляющая), либо устройство ввода, которое позволяет использовать кольцевую направляющую (наружное кольцо шарикоподшипника).
1 - полукруглая направляющая; 2 - вводное устройство
для крепления заготовки с шаблоном; 3 - копирное кольцо
(наружное кольцо шарикоподшипника); 4 - перемещаемое
ограждение (щиток защиты рук)
5.10.3.2 Направляющая стойка должна отвечать следующим требованиям:
a) ее форма или регулировка должны обеспечивать постепенное внедрение инструмента в заготовку;
b) она должна поддерживать и направлять заготовку во время обработки;
c) она должна иметь точку касания, в которой четко измеряется глубина реза;
d) она должна пройти испытание на жесткость в соответствии с приложением H (см. H.3.2);
e) диапазон ее регулировки должен учитывать все возможные положения инструмента относительно стола;
f) ее параллельность столу должна находиться в пределах 0,5 мм на длине 100 мм после регулировки.
5.10.3.3 Вводное устройство должно удовлетворять следующим требованиям:
a) оно должно обеспечивать плавную подачу заготовки к инструменту;
b) если станок имеет два направления вращения шпинделя, оно должно быть спроектировано таким образом, чтобы допускать его использование в зависимости от выбранного направления вращения шпинделя; и
c) в тех случаях, когда защитное опорное устройство сконструировано так, что обеспечивается фиксация направляющего установочного приспособления, и вводное устройство также может быть прикреплено к опорному устройству, оно должно иметь возможность выдвигаться из положения, оставаясь при этом за одно целое с неподвижным направляющим устройством заготовки, чтобы обеспечить возможность использования направляющего установочного приспособления.
5.10.3.4 Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка и проведения испытания согласно приложению H и соответствующих функциональных испытаний станка.
5.11 Защитные устройства
Подпункт, относящийся к данному стандарту.
Должны быть предусмотрены толкатель и ручка толкателя.
Контроль осуществляется путем проверки соответствующих чертежей и осмотра станка.
ISO 19085-1:2021, 6.1, применяют со следующими дополнениями.
Во избежание искр, вызванных контактом инструментов со вставкой стола, применяют 4.14 и 5.10.1.2, с направляющими плитами - 5.10.2.2 и с прижимной защитной накладкой - 5.6.2.1.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и проведения соответствующих функциональных испытаний станка.
6.2.1 Снижение шума на стадии проектирования
Применяют ISO 19085-1:2021, 6.2.1.
6.2.2 Измерение уровня шума и заявление шумовой характеристики
ISO 19085-1:2021, 6.2.2, применяют со следующими дополнениями.
В приложении F указана методика испытания станков на шум.
Приложение F применяют для испытания на шум и заявления шумовой характеристики вертикальных фрезерных станков с нижним расположением шпинделя.
ISO 19085-1:2021, 6.3, применяют со следующими дополнениями.
Ограждающие системы для прямолинейной обработки, для нарезания шипов, для криволинейной обработки и пильного узла для выборки штапика должны иметь выпускное отверстие для удаления пыли.
Выпуск для удаления пыли должен быть предусмотрен под столом для станков с диаметром отверстия в столе более 190 мм.
Если станок имеет два направления вращения шпинделя, системы удаления стружки и пылеулавливания должны быть спроектированы так, чтобы они имели одинаковую эффективность независимо от направления вращения.
Надлежащее удаление стружки и пыли может быть получено при рекомендуемых общих расходах воздуха, указанных в таблице 3.
Таблица 3
и общим расходом воздуха
Диаметр отверстия стола, мм | Минимальный расход воздуха, м3ч-1 |
<= 190 | 800 |
> 190 | 1100 |
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и проведения соответствующих функциональных испытаний станка.
ISO 19085-1:2021, 6.4, применяют со следующими дополнениями.
Требование, относящееся к устройствам защиты от токов утечки, изложенное в МЭК 60204-1:2016, 15.1, последний абзац, не применяют к цепи, питающей розетку, предназначенную для подключения съемного блока подачи (см. также 7.2.2).
ISO 19085-1:2021, 6.5, применяют со следующими дополнениями.
Высота опоры заготовки должна быть между 850 мм и 950 мм над уровнем пола.
Ручки, рычаги и защелки или механические устройства должны быть доступны из рабочего положения оператора и не должны располагаться на задней стороне станка.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и проведения соответствующих функциональных испытаний станка.
6.6 Освещение
ISO 19085-1:2021, 6.6, не применяют.
Применяют ISO 19085-1:2021, 6.7.
6.8 Гидравлика
ISO 19085-1:2021, 6.8, не применяют.
Применяют ISO 19085-1:2021, 6.9.
6.10 Лазер
ISO 19085-1:2021, 6.10, не применяют.
Применяют ISO 19085-1:2021, 6.11.
Применяют ISO 19085-1:2021, 6.12.
Применяют ISO 19085-1:2021, 6.13.
Применяют ISO 19085-1:2021, 6.14.
Применяют ISO 19085-1:2021, 6.15.
ISO 19085-1:2021, 7.1, применяют со следующим дополнением.
При выборе направления вращения по часовой стрелке видимое сигнальное устройство должно информировать об этом оператора станка.
7.2.1 Общие положения
Применяют ISO 19085-1:2021, 7.2.1.
ISO 19085-1:2021, 7.2.2, применяют со следующими дополнениями.
Максимальный диаметр дисковой пилы и направление вращения должны быть обозначены, если станок оснащен пильным блоком для выборки штапика.
Должна быть предусмотрена предупреждающая табличка с указанием о закрытии откидной крышки (см. 5.6.2.2) перед запуском шпинделя.
Этикетку размещают рядом с розеткой для подключения съемного блока подачи, если таковой имеется, поясняющую, что эта розетка должна использоваться только для этой цели.
Контроль осуществляется путем проверки соответствующих чертежей и осмотра станка.
Применяют ISO 19085-1:2021, 7.3.1.
7.3.2 Дополнительная информация
ISO 19085-1:2021, 7.3.2, применяют со следующими дополнениями.
При необходимости в руководстве по эксплуатации должна быть представлена следующая дополнительная информация:
a) разумно предсказуемое неправильное использование включает в себя, например подачу небольших заготовок без предохранительного приспособления, установку дисковой пилы на оправке вместо фрезерных инструментов и подачу заготовок в том же направлении, что и запущенный инструмент (попутное фрезерование);
b) для снижения тяжести травм и снижения скорости отдачи должны использоваться только инструменты, предназначенные для станков с ручной подачей, соответствующие EN 847-1:2017 и EN 847-2:2017 с маркировкой MAN; допускается без ограничений применять фрезы, установленные на хвостовике, с диаметром режущей окружности менее 16 мм;
c) инструкции по использованию всех дополнительных средств безопасности и дополнительного оборудования, которое может быть установлено;
d) информация о соотношении между характеристиками инструмента, заготовки и станка и соответствующих скоростях вращения шпинделя;
e) для станков, снабженных устройством для перемещения (например, колесами и соответствующими опорами), информация о том, как должна осуществляться транспортировка и как поддерживать устойчивость станка до и во время обработки;
f) информация о том, что операторы должны быть обучены использованию, регулировке и эксплуатации станка, включая правильное использование, инструкции по подключению съемного блока подачи и позициям, которые должен занимать оператор. Это включает, в частности,
1) для обучения:
i) принципы настройки и эксплуатации станка, включая
правильное использование и регулировку удерживающих и направляющих
устройств, ограждений и выбора инструмента,
ii) безопасное обращение с заготовкой при обработке,
iii) правильное использование и регулировка предохранительных
устройств, таких как фиксаторы, шаблоны, удлинительные столы и
концевые упоры, и
iv) использование средств индивидуальной защиты органов слуха и
зрения;
2) перед настройкой станка:
i) убедитесь, что используемые инструменты заточены, выбраны,
обслуживаются и отрегулированы в соответствии с инструкцией
производителя инструмента,
ii) использование колец стола или вставки стола, чтобы свести к
минимуму зазор между столом и оправкой,
iii) по возможности использование специального оборудования для
настройки, например датчиков,
iv) соблюдение осторожности при работе с инструментами,
v) убеждение, что при использовании съемного блока подачи он
вставлен в гнездо, предусмотренное для этой цели на станке, и
столкновении инструмента с другими частями станка;
3) для направления заготовки используйте:
i) ограждения,
ii) фальшпанели, где это возможно, для минимизации зазора между
инструментом и направляющими плитами,
iii) нажимной блок или нажимную палочку для ручной подачи или, где
это возможно, съемный блок механической подачи, и
iv) роликовые или выдвижные столы для поддержки длинных заготовок;
4) перед механической обработкой:
заготовку к инструменту против направления вращения шпинделя,
ii) убеждение, что выбранная скорость вращения шпинделя
соответствует используемому инструменту,
iii) выбор и регулировка защитных приспособлений, в частности,
закрытие откидной крышки (см. 5.6.2.2) и регулировка прижимных
накладок и
iv) из-за большого разнообразия работ, которые могут быть выполнены
на вертикальных фрезерных станках с нижним расположением шпинделя,
один тип ограждения не может считаться эффективным для всех
условий. Каждая операция должна рассматриваться отдельно, и из
приведенного ниже списка следует выбрать наилучшую практически
возможную защиту. Тип инструмента, проекция режущей кромки и
высота, на которой установлен инструмент, будут определять
минимальный размер отверстия в столе:
a) для предотвращения доступа к инструменту во время
прямолинейной обработки необходимо использовать совместно с
ограждением либо съемный блок подачи, либо прижимные защитные
накладки и стола, оснащенные специальными башмаками в зависимости
от размеров заготовки;
b) для предотвращения доступа к инструменту во время
прерванной прямолинейной обработки необходимо использовать,
совместно с ограждением, стол и прижимные защитные накладки,
снабженные специальными башмаками в зависимости от размеров
заготовки;
c) для предотвращения отдачи необходимо использовать
обратно-фронтальные упоры, закрепленные на ограждении, на столе
или на удлинительном столе;
d) если заготовка недостаточно велика для безопасного и надежного
удержания рукой, рекомендуется использовать зажимное
приспособление (кондуктор);
e) при работе с криволинейными поверхностями, в дополнение
к направляющему устройству (вводному приспособлению) и в
сочетании с регулируемым ограждением (щитком для защиты рук),
полезен шаблон для предотвращения доступа к инструменту;
f) при резании со скосом, помимо использования ограждения и
съемного блока подачи или прижимных накладок, важно обеспечить
надежную фиксацию заготовки с помощью специального зажима или
регулируемого наклонного ограждения, чтобы предотвратить доступ к
инструменту;
g) для безопасной подачи заготовки вдоль инструмента во время
нарезания шипов необходимо использовать подвижный стол и кожух,
предоставленные производителем.
g) информация о том, что скорость резания должна быть выбрана между 40 м/с и 70 м/с для снижения риска отдачи;
h) меры предосторожности при опускании инструмента под стол во избежание контакта инструмента с любой неподвижной частью станка;
i) информация о том, что для станков, оборудованных регулируемой вставкой стола, оператор должен позаботиться о возможных опасностях раздавливания/разреза между заготовкой и выступающей частью табличной вставки, когда заготовка подается съемным блоком подачи;
j) информация о том, что для станков, оборудованных системой быстрой смены инструмента/оправки, усилие втягивания их зажимной системы должно периодически проверяться квалифицированным персоналом, уполномоченным изготовителем;
k) информация о том, что при использовании системы быстрой смены инструмента должны использоваться только держатели инструмента, соответствующие EN 847-3:2013;
l) информация о том, как повторно выровнять направляющие плиты (см. 5.10.2.2).
Контроль осуществляется путем проверки руководства по эксплуатации и соответствующих чертежей.
(справочное)
ISO 19085-1:2021, приложение A, заменяется следующим текстом.
В таблице A.1 перечислены все существенные опасности, опасные ситуации и события (см. ISO 12100:2010), которые, согласно оценке риска, являются существенными для фрезерных вертикальных станков с нижним расположением шпинделя и которые требуют принятия мер для устранения или снижения рисков.
Таблица A.1
Перечень существенных опасностей <*>
--------------------------------
<*> См. также Приложение N 1 к Примерному положению о системе управления охраной труда, утвержденному приказом Министерства труда и социальной защиты Российской Федерации от 29 октября 2021 г. N 776н.
Номер | Опасности, опасные ситуации и опасные события | ISO 12100:2010 | Подраздел данного стандарта |
1 | Механические опасности, связанные с a) частями станков или заготовками из-за: | ||
1) формы станка; | 6.2.2.1, 6.2.2.2, 6.3 | ||
2) относительного расположения; | |||
3) массы и устойчивости (потенциальная энергия элементов, которые могут перемещаться под действием силы тяжести); | |||
4) массы и скорости (кинетическая энергия элементов, находящихся в контролируемом или неконтролируемом движении); | |||
5) механической прочности; | |||
b) накоплением энергии внутри станка за счет газов под давлением | 6.2.10, 6.3.5.4 | ||
1.1 | Риск сдавливания | ||
1.2 | Риск получения резаных ран | ||
1.3 | Опасность разреза или разрыва | ||
1.4 | Опасность наматывания | ||
1.5 | Риск затягивания или захвата частей тела | ||
1.6 | Риск ушиба | ||
1.9 | Опасность выброса или засасывания жидкости и воздуха высокого давления | ||
2 | Электрические опасности: | ||
2.1 | Контакт персонала с работающими под напряжением частями станков (прямой контакт) | 6.2.9, 6.3.5.4 | |
2.2 | Контакт персонала с работающими неисправными частями станков (непрямой контакт) | 6.2.9 | |
2.4 | Электростатические явления | 6.2.9 | |
4 | Опасности, создаваемые шумом, и связанные с этим последствия: | ||
4.1 | Потеря слуха (глухота), другие физиологические расстройства (потеря равновесия, потеря сознания) | 6.2.2.2, 6.3 | |
4.2 | Несчастные случаи из-за нарушения речевой связи, акустических сигналов | 6.2.2.2, 6.3 | |
7 | Опасности, связанные с материалами и веществами (и их компонентами), обрабатываемыми или используемыми в оборудовании: | ||
7.1 | Опасность контакта с вредными веществами или вдыхания вредных жидкостей и пыли | 6.2.3, 6.2.4 | |
7.2 | Пожар | 6.2.4 | |
8 | Опасности, связанные с пренебрежением эргономическими принципами при разработке оборудования: | ||
8.1 | Неудобные позы или чрезмерные усилия | 6.2.7, 6.2.8, 6.2.11.12, 6.3.5.5, 6.3.5.6 | |
8.2 | Анатомия кисти-предплечья или стопы-голени | 6.2.8.3 | |
8.4 | Местное освещение | 6.2.8.6 | |
8.5 | Психическая перегрузка и недогрузка, стресс | 6.2.8.5 | |
Человеческая ошибка, поведение человека | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | ||
8.7 | Проектирование, размещение или идентификация ручных органов управления | 6.2.8 f), 6.2.11.8 | |
8.8 | Проектирование или расположение средств отображения информации | 6.2.8, 6.4.2 | |
9 | Сочетание опасностей | 6.3.2.1 | |
10 | Неожиданный пуск, неожиданное переполнение/превышение скорости (или любая подобная неисправность), причинами которых являются: | ||
10.1 | Отказ/нарушение работы системы управления | 6.2.11, 6.3.5.4 | |
10.2 | Восстановление энергоснабжения после перерыва | 6.2.11.4 | |
10.3 | Внешние воздействия на электрооборудование | 6.2.11.11 | |
10.4 | Другие внешние воздействия (гравитация) | 6.2.12.2 | |
10.5 | Ошибки в программном обеспечении | 6.2.11.7 | |
10.6 | Ошибки, допущенные оператором (из-за несоответствия станков характеристикам и способностям человека; см. 8.6) | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | |
11 | Невозможность остановки станка в случае необходимости | 6.2.11.1, 6.2.11.3, 6.3.5.2 | |
12 | Отклонения скорости вращения инструментов | 6.2.2.2, 6.3.3 | |
13 | Отказ источника питания | 6.2.11.1, 6.2.11.4 | |
14 | Отказ цепи управления | 6.2.11, 6.3.5.4 | |
15 | Ошибки установки | 6.2.7, 6.4.5 | |
16 | Разрушение во время работы | 6.2.3 | |
17 | Падающие или выбрасываемые предметы или жидкости | 6.2.3, 6.2.10 | |
18 | Потеря устойчивости/опрокидывание станка | 6.3.2.6 | |
(справочное)
ISO 19085-1:2021, приложение B заменено следующим текстом.
В таблице B.1 приведена краткая информация о требуемых уровнях эффективности защиты (PLr) функций безопасности.
Однако полные требования приведены в разделах 4 и 5.
Таблица B.1
их защиты (PLr)
Область | Функция безопасности | PLr | Подраздел в ISO 19085-1:2021 | Пункт в данном стандарте | |
Пуск | 1 | Предотвращение неожиданного пуска | c | ||
2 | Блокировка пуска с защитными устройствами | c | |||
3 | Управление пуском для начала вращения по часовой стрелке | b | |||
Останов | 4 | Нормальный останов (функция торможения исключена) | c | 4.4.2 | |
5 | Аварийный останов (функция торможения исключена) | c | 4.4.4 | ||
Торможение инструмента | 6 | Включение тормоза | c | 4.5 | |
7 | Электрическая тормозная система (за исключением PDS/SR) | b | 4.5 | ||
8 | Безопасный останов системы силового привода (SS1 of PDS/SR) | c | 4.5 | ||
9 | Блокировка отпускания тормоза | c | 5.4.3 | ||
Скорость шпинделя | 10 | Индикация скорости (положение ремня) | b | 4.7.1 | |
11 | Выбор скорости | c | 4.7.2 | ||
12 | Мониторинг скорости | c | 4.7.3 | ||
13 | Блокировка защитной системы с системой контроля скорости при нарезке шипов | c | |||
14 | Выбор направления вращения | b | |||
Управление | 15 | Контроль скорости движения частей станка (кроме инструмента) | b | 4.11 | |
16 | Задержка по времени | c | 4.12 | ||
Движение по осям | 17 | Управление запуском приводимых в движение осей и регулировок | c | ||
18 | Ограничение одновременных перемещений при контроле | b | |||
19 | Блокировка регулировки наклона оправки при остановке привода шпинделя | c | |||
20 | Отключение питания с задержкой по времени | c | |||
21 | Блокировка регулировки наклона вала с условием остановки привода шпинделя | b | |||
Система быстрой смены инструмента/оправки | 22 | Блокировка высвобождения инструмента/оправки с приводом шпинделя | c | ||
Защита | 23 | Блокировка перемещаемых ограждений | c | 5.5.2.2 | |
24 | Управление удержанием до пуска | b/c | 5.5.3 | ||
(обязательное)
Применяют ISO 19085-1:2021, приложение C.
(обязательное)
Применяют ISO 19085-1:2021, приложение D.
(обязательное)
Применяют ISO 19085-1:2021, приложение E.
(обязательное)
НА РАБОЧИХ МЕСТАХ
F.1 Общие сведения
Применяют ISO 19085-1:2021, F.1.
F.2 Определение уровня звука излучения на рабочих местах
F.2.1 Основные стандарты и методика измерений
Применяют ISO 19085-1:2021, F.2.1.
F.2.2 Интервал времени измерения
ISO 19085-1:2021, F.2.2, заменен следующими положениями.
Интервал времени измерений должен составлять 30 с, включая три реза.
F.2.3 Расположение микрофонов на рабочих местах
Применяют ISO 19085-1:2021, F.2.3, со следующими дополнениями.
Микрофон должен быть расположен следующим образом:
- на высоте 1,6 м над уровнем пола;
- на расстоянии 0,25 м справа от оси шпинделя, глядя с позиции оператора;
- над прямым рабочим ограждением.
Для безопасности оператора, выполняющего испытание, микрофон должен быть установлен с задней стороны прямого рабочего ограждения, например на штативе.
F.2.4 Погрешность измерений
Применяют ISO 19085-1:2021, F.2.4.
F.3 Определение A-взвешенного уровня звуковой мощности
F.3.1 Основные стандарты и методика измерений
Применяют ISO 19085-1:2021, F.3.1.
F.3.2 Определение уровня звуковой мощности на очень больших станках
ISO 19085-1:2021, F.3.2 не применяют.
F.3.3 Интервал времени измерений
ISO 19085-1:2021, F.3.3 заменен следующим положением.
Временной интервал измерения должен составлять 30 с, включая три реза.
F.3.4 Погрешность измерений
Применяют ISO 19085-1:2021, F.3.4.
F.4 Условия монтажа
Применяют ISO 19085-1:2021, F.4.
F.5 Условия эксплуатации
F.5.1 Работа во время измерений
Применяют ISO 19085-1:2021, F.5.1, со следующими дополнениями.
Условия эксплуатации вертикальных фрезерных станков с нижним расположением шпинделя приведены в таблице F.1.
Для удобства и безопасности проведения испытания рекомендуется использовать предохранительное приспособление.
Таблица F.1
расположением шпинделя
Параметр | Значение | Выполнено или отклонено | |
Настройка оборудования | |||
проекция инструмента над столом | 45 мм | ||
ограждения установлены на глубину резания | 2 мм | ||
частота вращения шпинделя | максимально близко к 6000 мин-1 | ||
(ручная) скорость подачи заготовки | 6 м/мин - 8 м/мин | ||
Инструмент Фреза насадная (алюминий или сталь) с прямыми ножами | |||
диаметр окружности резания | 125 мм | ||
ширина инструмента | 50 мм | ||
количество ножей | 2 | ||
Заготовка | |||
материал | древесина хвойных пород (см. F.5.2.3) | ||
толщина заготовки | 40 мм | ||
длина заготовки | 550 мм | ||
ширина заготовки | 100 мм, обработанные до конечной ширины не менее 50 мм | ||
F.5.2 Испытательный материал
F.5.2.1 Древесно-стружечная плита (ДСП)
ISO 19085-1:2021, F.5.2.1 не применяют.
F.5.2.2 ДСП с покрытием
ISO 19085-1:2021, F.5.2.2 не применяют.
Применяют ISO 19085-1:2021, F.5.2.3.
F.5.2.4 Лиственная древесина
ISO 19085-1:2021, F.5.2.4 не применяют.
F.5.3 Стандартизированные инструменты
ISO 19085-1:2021, F.5.3 не применяют.
F.6 Информация, подлежащая регистрации
Применяют ISO 19085-1:2021, F.6.
F.7 Информация, подлежащая сообщению
Применяют ISO 19085-1:2021, F.7.
F.8 Заявление шумовой характеристики и проверка значений уровня шума
F.8.1 Общие сведения и содержание
Применяют ISO 19085-1:2021, F.8.1.
F.8.2 Пример заявления шумовой характеристики
Применяют ISO 19085-1:2021, F.8.2.
(справочное)
ДЛЯ ЦЕЛЬНЫХ ОПРАВОК
Приложение, относящееся к данному стандарту.
Максимальная безопасная скорость вращения шпинделя зависит от (см. рисунок G.1):
a) диаметра оправки,
b) допустимой длины оправки,
c) ширины обработки и
d) диаметра режущего инструмента.
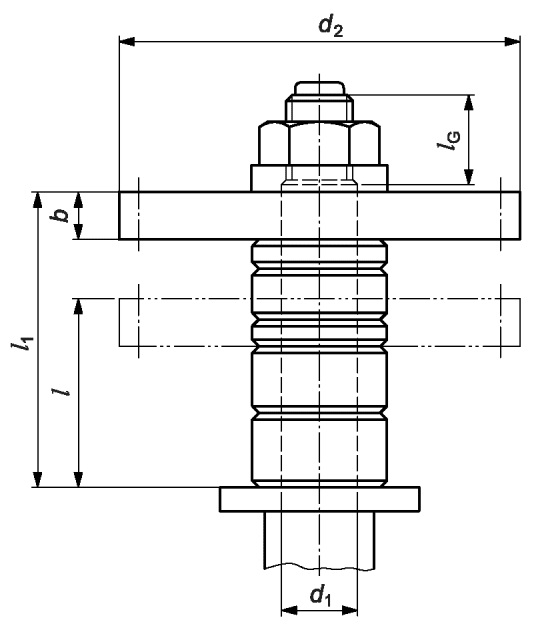
d1 - диаметр оправки; d2 - диаметр режущего инструмента;
b - ширина обработки; l - расстояние от заплечика оправки
до верхней поверхности инструмента; l1 - максимальная
полезная длина оправки; lG - длина резьбы
Приведенные далее рисунки можно использовать для определения максимальной частоты вращения шпинделя nmax для различных диаметров резания инструмента d2 с учетом значений b и d1, при l = l1 и корпусах инструмента, изготовленных из стали.
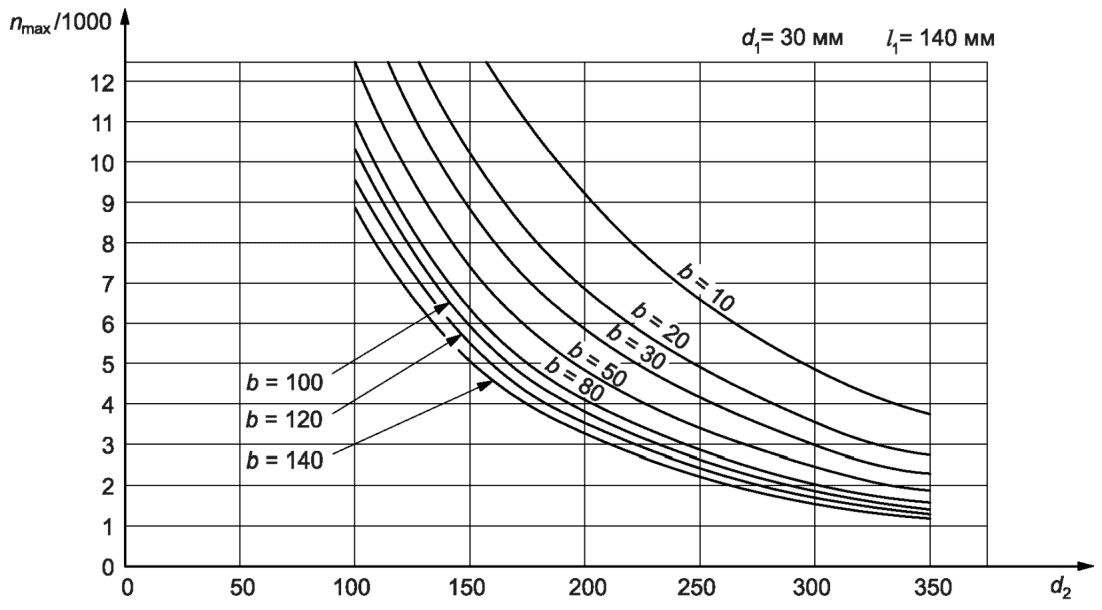
Рисунок G.2 - График скоростей вращения для оправок
диаметром d1 = 30 мм и полезной длиной l1 = 140 мм
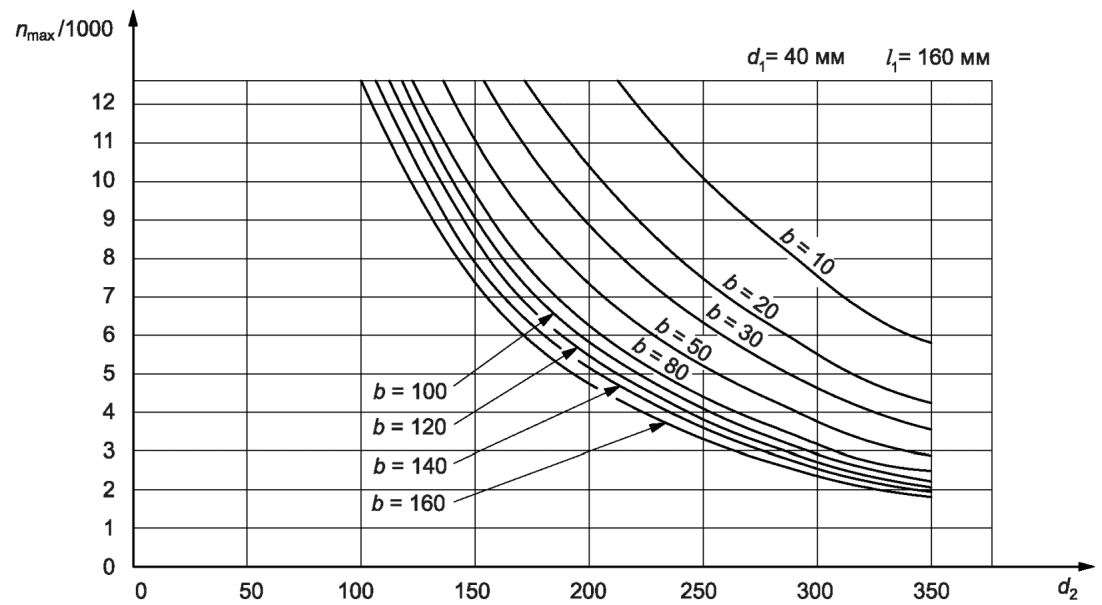
Рисунок G.3 - График скоростей вращения для оправок
диаметром d1 = 40 мм и полезной длиной l1 = 160 мм
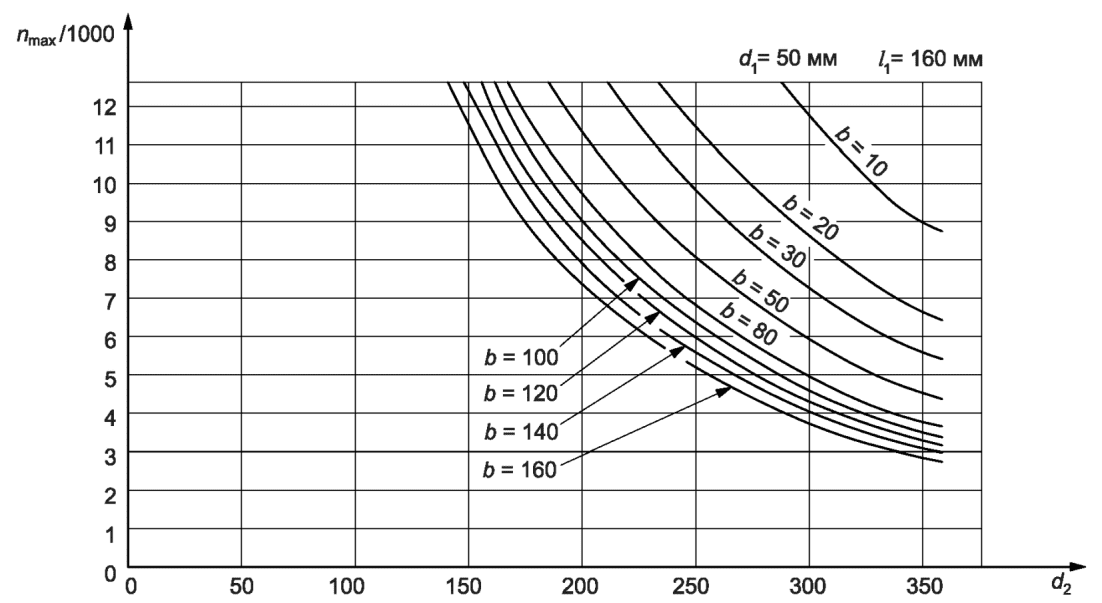
Рисунок G.4 - График скоростей вращения для оправок
диаметром d1 = 50 мм и полезной длиной l1 = 160 мм
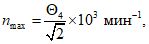
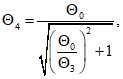
Если диаметр оправки d1 отличается от указанных в таблице 1 или используются другие материалы инструмента, максимальную скорость шпинделя nmax можно рассчитать с помощью следующих формул.
Примечание -  ,
,  ,
,  ,
,  ,
,  , N, B и lB - это отдельные соотношения, используемые для упрощения расчетов.
, N, B и lB - это отдельные соотношения, используемые для упрощения расчетов.
 (G.1)
(G.1)где
 (G.2)
(G.2)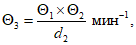 (G.3)
(G.3) (G.4)
(G.4) (G.5)
(G.5) (G.6)
(G.6) (G.7)
(G.7) (G.8)
(G.8) (G.9)
(G.9) (G.10)
(G.10) Инструмент, материал корпуса: Сталь K = 30,6618,
легкий сплав K = 52,2819.
(обязательное)
СРЕДСТВ ЗАЩИТЫ РУК И НАПРАВЛЯЮЩИХ ПЛИТ
Приложение к настоящему стандарту.
H.1 Измерительное оборудование
Для проведения испытаний, описанных в настоящем приложении, требуется следующее измерительное оборудование:
a) весы пружинные с максимальной нагрузкой 500 Н и точностью 1% от номинального значения;
b) индикатор часового типа с максимальным ходом измерительного стержня 50 мм и точностью 0,1 мм.
На рисунках H.1 - H.3 показаны точки приложения и направления сил F1, F2, F3, F4 и F5, которые должны быть приложены к испытываемой прижимной площадке ограждения вместе с положением точки измерения.
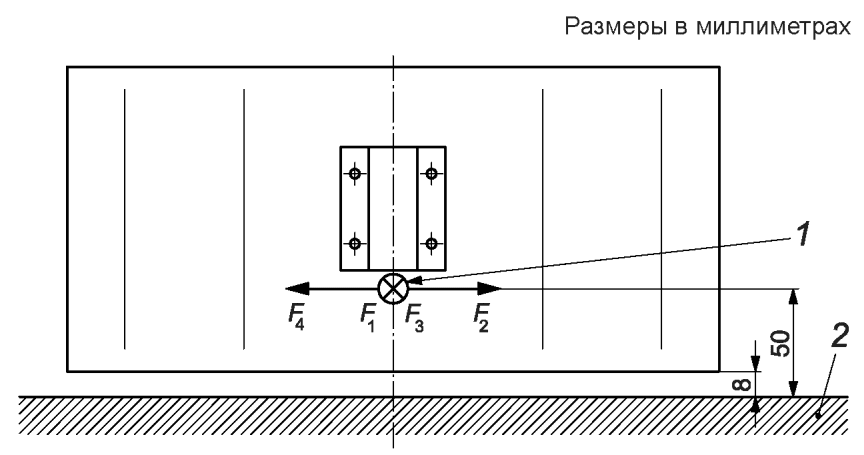
1 - точка измерения и приложения силы; 2 - стол станка;
F1 - F4 - усилия, прилагаемые при испытании
накладки и направлений приложения испытательных
усилий - Вид сбоку <*>
--------------------------------
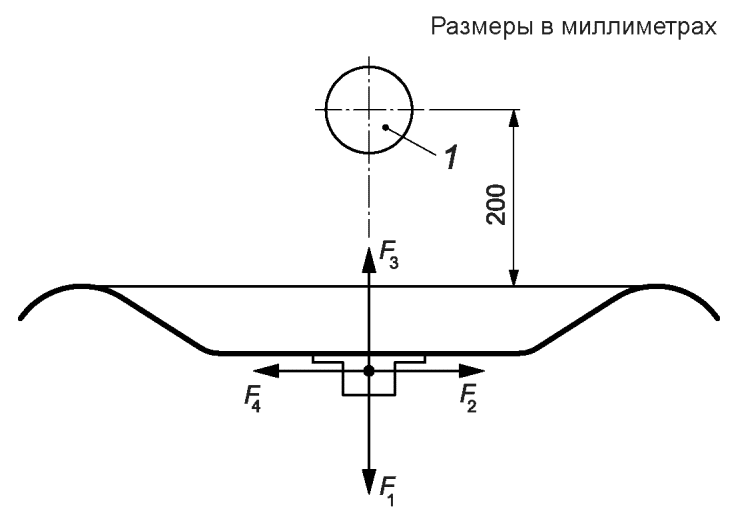
1 - оправка; F1 - F4 - усилия, прикладываемые при испытании
Рисунок H.2 - Точки измерения прогиба прижимной защитной
накладки и направления приложения испытательных
сил - Вид сверху
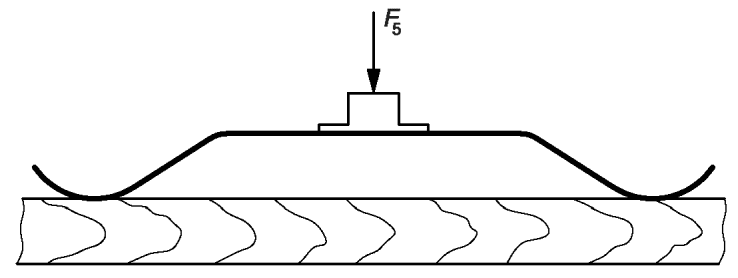
F5 - усилие, прилагаемое при испытании
к прижимной защитной накладке для измерения
прогиба - Вид сверху
На рисунках H.4 и H.5 показаны точки приложения и направления сил F6 и F7, которые должны быть приложены к испытываемой накладке прижима к столу, вместе с положением точек измерения.
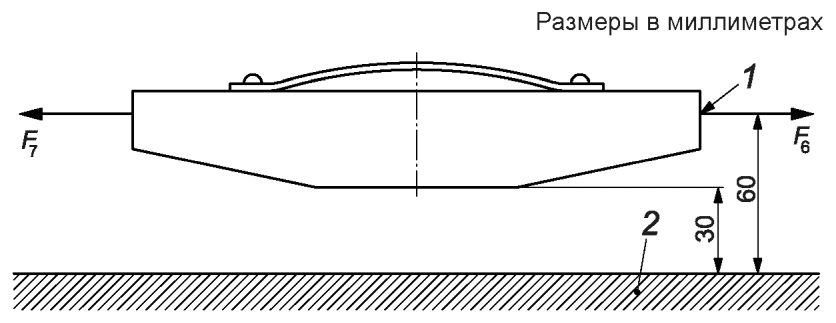
1 - точка приложения измеряемой силы; 2 - стол станка; F6,
F7 - усилия, прилагаемые при испытании
к столу и направления приложения испытательных
сил - Вид сбоку <*>
--------------------------------
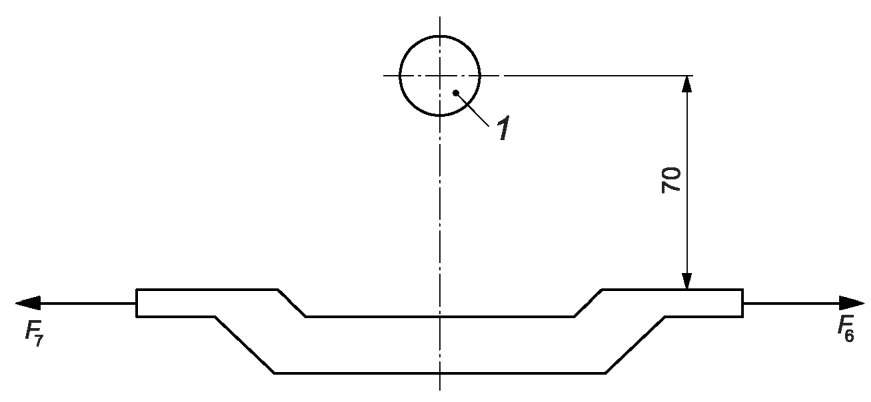
1 - оправка; F6, F7 - усилия, прикладываемые при испытании
к столу и направления приложения испытательных
сил - Вид сверху
H.2.3 Испытания и требования к испытаниям
Независимо от диаметра оправки испытательная сила 100 Н, приложенная в любом направлении (от F1 до F7), как описано в H.2.1 и H.2.2, не должна приводить к прогибу, превышающему значения, указанные в таблице H.1.
Таблица H.1
и накладок прижима к столу
Направление силы (по 100 Н) | Максимально допустимый прогиб, мм |
F1, F3 | 7 |
F2, F4 | 12 |
F5 | 5 |
F6, F7 | 7 |
H.2.4 Условия измерения
Прижимные накладки должны быть установлены в соответствии с инструкциями изготовителя и при условиях, указанных в H.2.1 и H.2.2. Свободный ход, вызванный изменением направления силы, должен быть исключен.
H.3.1 Перемещаемое ограждение
На рисунке H.6 показаны точки приложения и направление сил F8, F9, F10 и F11, которые должны быть приложены к испытуемому перемещаемому ограждению, а также положение точки измерения.
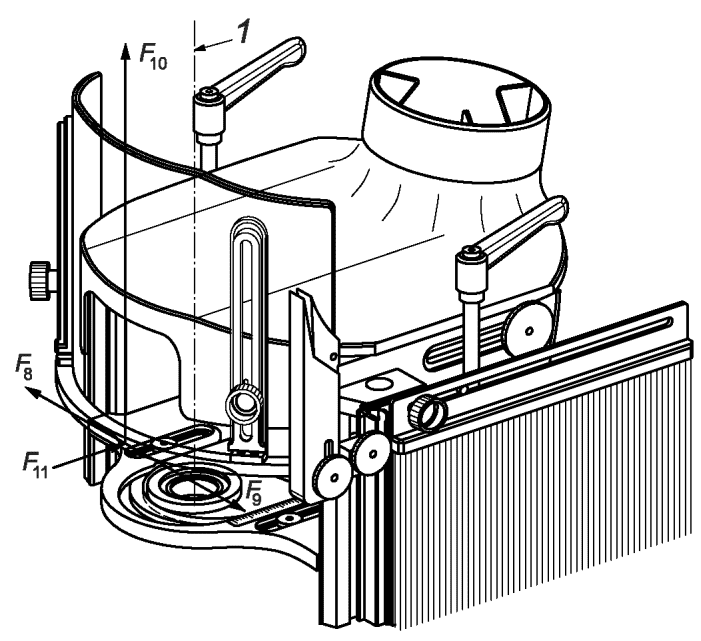
1 - ось оправки; F8 - F11 - усилия, прилагаемые
при испытании
ограждения и направления приложения испытательных сил
Сила F11 прикладывается к перемещаемому ограждению в направлении оси оправки.
Испытание должно проводиться в том положении защитного устройства, при котором смещение будет наибольшим.
На рисунке H.7 показаны точка приложения и направления сил F12, F13, F14 и F15, которые должны быть приложены к испытываемой полукруглой направляющей, а также положение точки измерения.
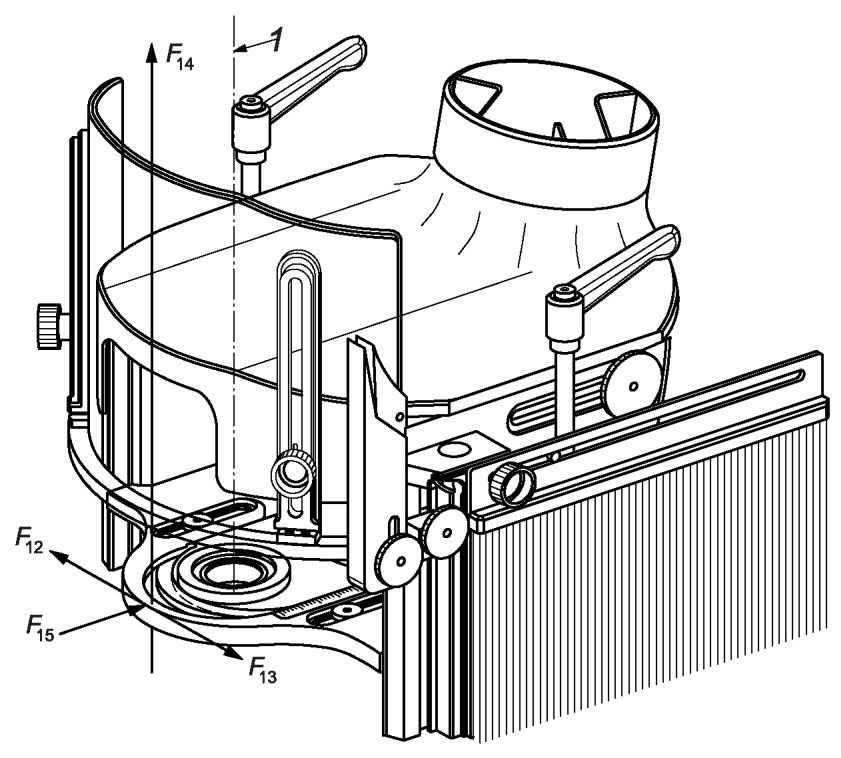
1 - ось оправки; F12 - F15 - усилия, прилагаемые
при испытании
и направления приложения испытательных сил
К направляющему люнету приложена сила F15 по направлению к оси вала.
Испытание должно проводиться в том положении защитного оборудования, при котором смещение является наибольшим.
H.3.3 Испытание
При приложении сил согласно H.2.1 и H.2.2 не должны происходить смещения, превышающие значения, указанные в таблице H.2 и таблице H.3, независимо от диаметра оправки.
Таблица H.2
Направление силы | Усилие F, Н | Максимально допустимое отклонение (включая зазор), мм |
F8 | 50 | 3 |
F9 | 50 | 3 |
F10 | 50 | 6 |
F11 | 50 | 3 <a> |
Таблица H.3
Направление силы | Усилие F, Н | Максимально допустимое отклонение (включая зазор), мм |
F12 | 100 | 2 |
F13 | 100 | 2 |
F14 | 100 | 7 |
F15 | 100 | 0,5 |
Не должно быть постоянной деформации перемещаемого защитного ограждения или полукруглой направляющей после испытания. Перемещаемое защитное ограждение и полукруглая направляющая не должны вращаться вокруг какой-либо горизонтальной оси.
H.3.4 Условия измерения
Перемещаемое защитное ограждение и направляющие опоры должны быть установлены в соответствии с инструкциями производителя и условиями, указанными в H.2.1 и H.2.2.
(справочное)
СТАНДАРТОВ МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного, европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 12100:2010 | IDT | ГОСТ ISO 12100-2013 "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" |
ISO 13857:2019 | - | |
ISO 19085-1:2021 | IDT | ГОСТ ISO 19085-1-2023 "Оборудование деревообрабатывающее. Безопасность. Часть 1. Общие требования" |
EN 847-1:2017 | - | |
EN 847-2:2017 | - | |
EN 847-3:2013 | - | |
<*> Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного, европейского стандарта. Примечание - В таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
--------------------------------
<1> Действует ГОСТ ISO 13857-2012 "Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону".
<2> В Российской Федерации действуют ГОСТ Р 54489-2011 "Пилы дисковые для бревнопильных станков и автоматических линий. Общие технические условия", ГОСТ Р 53927-2010 "Фрезы насадные сборные с корпусами из легких сплавов с механическим креплением сменных режущих пластин для обработки древесины и композиционных древесных материалов. Общие технические условия", ГОСТ Р 54490-2011 "Пилы дисковые, оснащенные пластинами из сверхтвердых материалов, для обработки древесных материалов и пластиков. Общие технические условия".
<3> В Российской Федерации действует ГОСТ Р 53926-2010 "Фрезы концевые с механическим креплением сменных режущих пластин для обработки древесины и композиционных древесных материалов. Общие технические условия".
[1] | IEC 60204-1:2016 <1> | Safety of machinery - Electrical equipment of machines - Part 1: General requirements (Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования) |
--------------------------------
<1> В Российской Федерации действует ГОСТ Р МЭК 60204-1-2007 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования".
УДК 79.120.10:006.354 | МКС 13.110 | IDT |
Ключевые слова: оборудование деревообрабатывающее, безопасность, фрезерные станки с нижним расположением шпинделя, опасности, меры защиты | ||