СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ вводится в действие с 01.08.2026.
Название документа
"ГОСТ Р ИСО 14137-2025. Национальный стандарт Российской Федерации. Условия испытаний электроэрозионных вырезных станков. Проверка точности"
(утв. и введен в действие Приказом Росстандарта от 01.12.2025 N 1606-ст)
"ГОСТ Р ИСО 14137-2025. Национальный стандарт Российской Федерации. Условия испытаний электроэрозионных вырезных станков. Проверка точности"
(утв. и введен в действие Приказом Росстандарта от 01.12.2025 N 1606-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 1 декабря 2025 г. N 1606-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УСЛОВИЯ ИСПЫТАНИЙ ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКОВ
ПРОВЕРКА ТОЧНОСТИ
Test conditions for wire electro-discharge machines
(wire EDM). Testing of the accuracy
(ISO 14137:2015, IDT)
ГОСТ Р ИСО 14137-2025
ОКС 25.080.99
Дата введения
1 августа 2026 года
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 070 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 1 декабря 2025 г. N 1606-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 14137:2015 "Условия испытаний электроэрозионных вырезных станков. Проверка точности" (ISO 14137:2015 "Test conditions for wire electrical discharge machines (wire EDM) - Testing of the accuracy", IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Целью настоящего стандарта является стандартизация методов испытаний проволочно-вырезных электроэрозионных станков нормальной точности и общего назначения.
В настоящем стандарте допуски для проверок G1, G2, G3, G4, P1, P2, P3, P4 и P5 изменены по сравнению с ИСО 14137.
Настоящий стандарт устанавливает требования к испытаниям по проверке геометрической точности, испытаниям точности и повторяемости осей позиционирования с числовым программным управлением, испытанию на обрабатываемость резанием и на отклонения круговых траекторий проволочно-вырезных электроэрозионных станков общего назначения и нормальной точности с учетом требований ИСО 230-1, ИСО 230-2 и ИСО 230-4. В стандарте также указаны применимые допуски, соответствующие вышеуказанным испытаниям.
Настоящий стандарт распространяется на станки с поперечным суппортом и станки двухколонного типа.
Настоящий стандарт распространяется только на проверку точности станка. Он не распространяется на испытания работы станка (вибрации, нештатные шумы, заедание компонентов и т.д.), а также на проверку его характеристик (таких как скорость, подача и т.д.), которые, как правило, следует проверять перед испытанием точности.
В настоящем стандарте представлена терминология, используемая для обозначения основных компонентов станка и обозначения осей с учетом ИСО 841.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 230-1, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or quasi-static conditions (Нормы и правила испытаний металлорежущих станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях)
ISO 230-2, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning of numerically controlled axes (Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением)
ISO 230-4, Test code for machine tools - Part 4: Circular tests for numerically controlled machine tools (Нормы и правила испытаний станков. Часть 4. Испытания на отклонениях круговых траекторий для станков с числовым программным управлением)
ISO 841, Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграция. Числовое программное управление станками. Системы координат и обозначение перемещений)
В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1 электроэрозионные станки (electro-discharge machines): Станки для удаления материала в диэлектрической жидкости с помощью электрических разрядов, разделенных во времени и случайным образом распределенных в пространстве, между двумя электропроводящими электродами (электродом инструмента и электродом заготовки) с регулируемой энергией разряда.
3.2 проволочно-вырезные электроэрозионные станки (wire electro-discharge machines): Станки для удаления материала методом электроэрозионной обработки с помощью проволочного электрода для получения призматических и более сложных форм заготовки.
3.3 электроэрозионные станки для изготовления штампов (die sinking electro-discharge machines): Станки для удаления материала методом электроэрозионной обработки с помощью электрода-инструмента, геометрия которого соответствует (определяет) требуемой форме элемента заготовки.
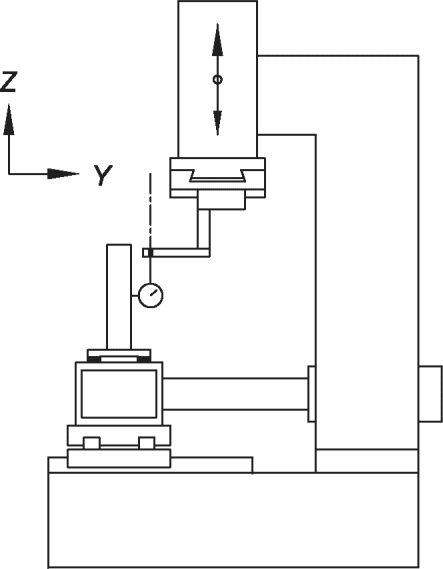
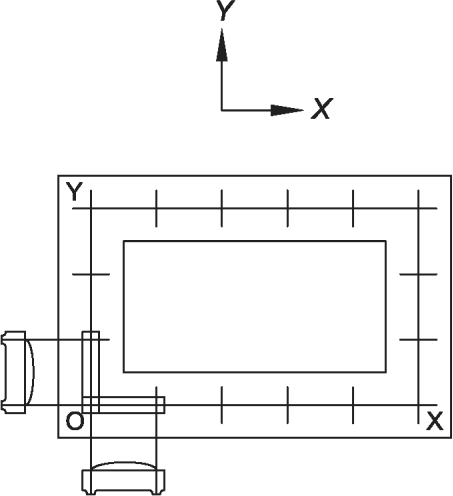
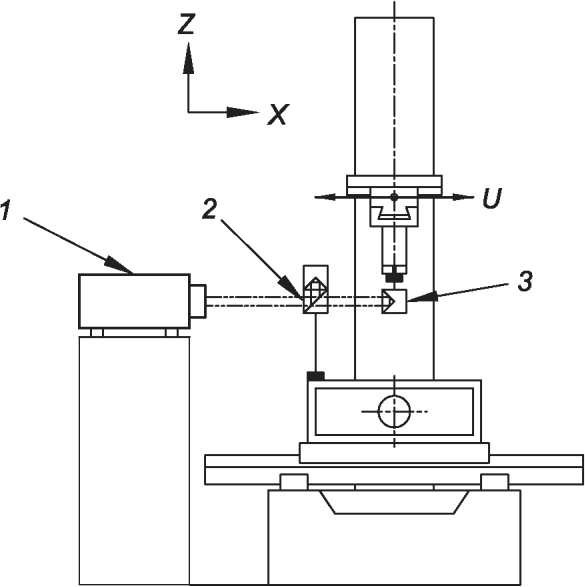
4.1 Тип стола с поперечными направляющими
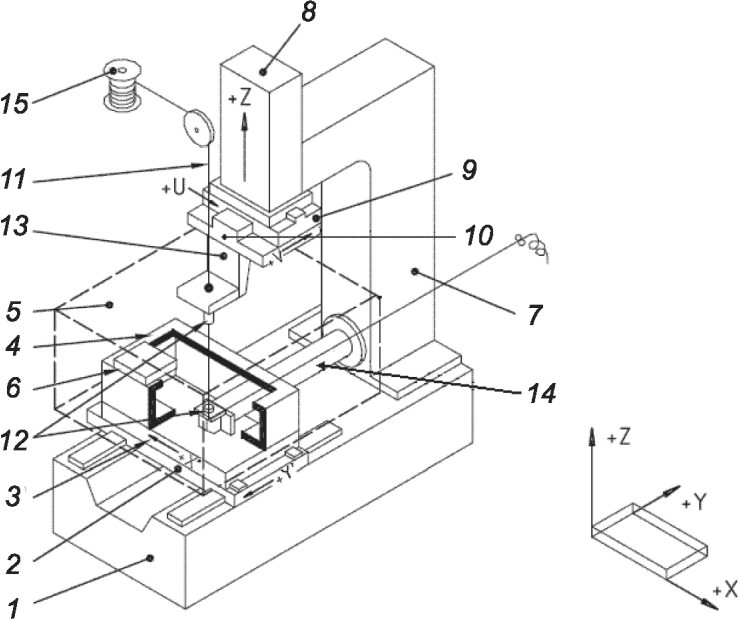
Примечание - Обозначения см. в таблице 1.
Таблица 1
Обозначения для станков с крестовым столом (см. рисунок 1)
Обозначение | Английский | Русский |
1 | Bed | Станина |
2 | Saddle (Y-axis) | Суппорт (ось Y) |
3 | Table (X-axis) | Стол (ось X) |
4 | Workholding frame | Рамка для крепления заготовки |
5 | Work tank (cover) | Настольная ванна (крышка) |
6 | Workpiece | Заготовка |
7 | Column | Стойка |
8 | Head (Z-axis) | Головка (ось Z) |
9 | U saddle (U-axis) | Суппорт U (ось U) |
10 | V saddle (V-axis) | Суппорт V (ось V) |
11 | Wire electrode | Проволочный электрод |
12 | Wire guide | Направляющая проволочного электрода |
13 | Upper guide support | Опора верхней направляющей |
14 | Lower guide support | Опора нижней направляющей |
15 | Wire spool | Барабан с проволокой |
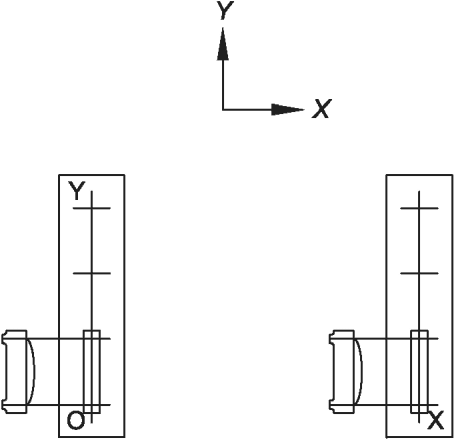
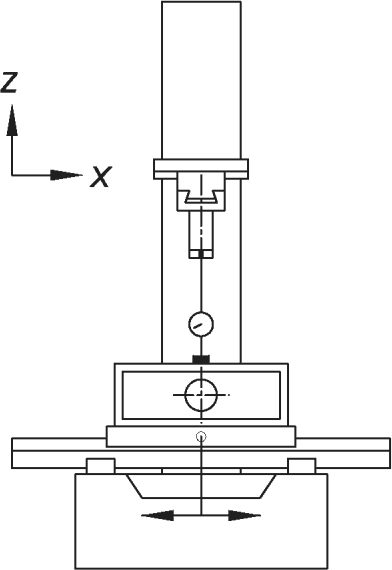
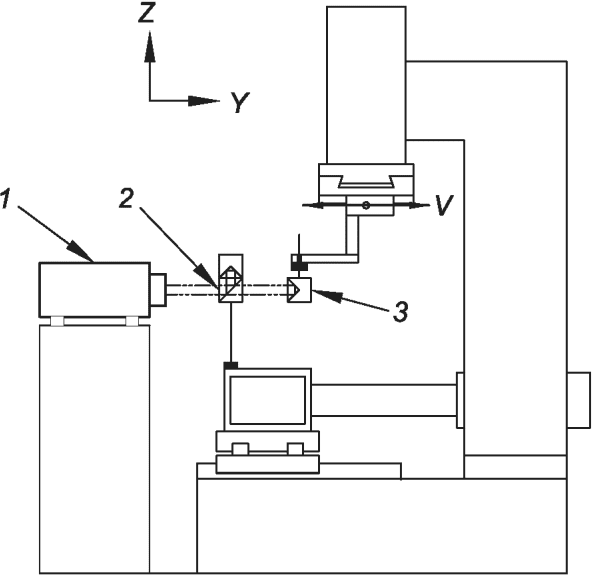
4.2 Двухколонный тип
Примечание - Обозначения осей станка на рисунке 2 соответствуют ИСО 841. Тем не менее, обозначения осей X и Y могут быть изменены в зависимости от длины осей и/или положения оператора.
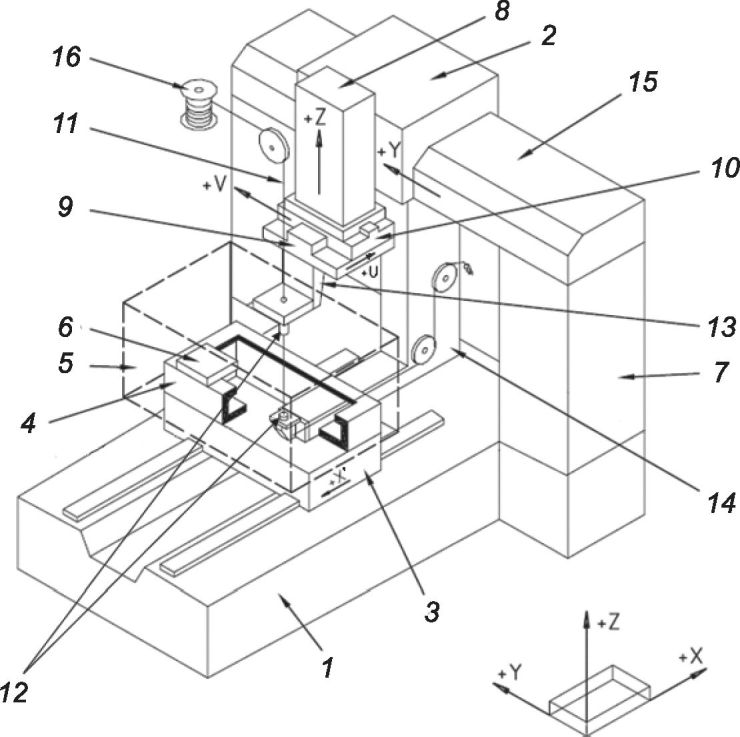
Примечание - Обозначения см. в таблице 2.
Таблица 2
Обозначения для двухколонных станков (см. рисунок 2)
Обозначение | Английский | Русский |
1 | Bed | Станина |
2 | Saddle (Y-axis) | Суппорт (ось Y) |
3 | Table (X-axis) | Стол (ось X) |
4 | Workholding frame | Рамка для крепления заготовки |
5 | Work tank (cover) | Настольная ванна (крышка) |
6 | Workpiece | Заготовка |
7 | Column | Стойка |
8 | Head (Z-axis) | Головка (ось Z) |
9 | U saddle (U-axis) | Суппорт U (ось U) |
10 | V saddle (V-axis) | Суппорт V (ось V) |
11 | Wire electrode | Проволочный электрод |
12 | Wire guide | Направляющая проволочного электрода |
13 | Upper guide support | Опора верхней направляющей |
14 | Lower guide support | Опора нижней направляющей |
15 | Cross beam | Траверса |
16 | Wire spool | Барабан с проволокой |
5.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах; угловые размеры выражены в градусах, а угловые отклонения и соответствующие допуски - в основном в пропорциях, но в некоторых случаях для уточнения могут быть использованы микрорадианы или угловые секунды. Для преобразования угловых отклонений или допусков следует использовать следующую формулу:
 (1)
(1)5.2 Ссылка на ИСО 230-1
При применении настоящего стандарта следует учитывать требования ИСО 230-1, особенно при монтаже и выравнивании станка перед испытаниями, прогревании подвижных узлов, описании методов измерения и рекомендуемой точности испытательного оборудования.
В блоке "Примечания" описанию испытаниям, приведенным в разделах 6, 7, 8 и 9, предшествуют ссылки на соответствующий пункт/подпункт ИСО 230-1, если такое испытание соответствует требованиям ИСО 230-1. Допуски приведены для каждого испытания по проверке геометрической точности (см. G1 - G8).
5.3 Выравнивание станка
Перед проведением испытаний на станке его следует выровнять в соответствии с рекомендациями изготовителя/поставщика (см. ИСО 230-1:2012, 6.1.2).
5.4 Последовательность проведения испытаний
Последовательность, в которой представлены испытания проверки геометрической точности, не определяет практический порядок испытаний. В целях облегчения монтажа приборов или калибровки испытания возможно проводить в любом порядке.
5.5 Необходимые испытания
При испытании станка не всегда необходимо или возможно проводить все испытания, описанные в настоящем стандарте. Если необходимо провести приемочные испытания, то выбор испытаний, относящихся к исследуемым узлам и/или свойствам станка, зависит от пользователя при условии согласования с поставщиком/производителем. Испытания, которые будут использоваться, должны быть четко указаны при заказе станка. Просто ссылка на настоящий стандарт для проведения приемочных испытаний, без указания того, какие испытания должны быть проведены, и без согласования соответствующих расходов, не может считаться обязательной для любой из сторон договора.
5.6 Средства измерений
Средства измерения, указанные в описанных ниже испытаниях, приведены только в качестве примера. Допускается применение других приборов, способных измерять те же величины и имеющих такую же или меньшую погрешность. Датчики линейного перемещения должны иметь разрешение 0,001 мм или выше.
5.7 Схемы
В целях упрощения в разделах 6, 7, 8 и 9 настоящего стандарта приведены рисунки, на которых показаны некоторые типы станков.
5.8 Компенсирующее программное обеспечение
Если имеется встроенное программное обеспечение для компенсации геометрических, позиционных контурных и/или тепловых отклонений, их использование во время указанных испытаний должно быть согласовано между изготовителем/поставщиком и пользователем с учетом предполагаемого применения станка.
При использовании компенсирующего программного обеспечения это должно быть указано в протоколах испытаний.
Следует отметить, что при использовании компенсирующего программного обеспечения оси не должны быть заблокированы для испытаний.
5.9 Минимальный допуск
Если при проведении испытаний по проверке геометрической точности установлен допуск на измеряемую длину, отличную от указанной в настоящем стандарте, допуск можно определить по закону пропорциональности (см. ИСО 230-1:2012, 4.1.2). При этом следует учитывать, что минимальное значение допуска составляет 0,005 мм.
5.10 Испытания на позиционирование и ссылка на ИСО 230-2
Испытания P1 - P5 применяются только к электроэрозионным станкам с числовым программным управлением.
При проведении таких проверок следует руководствоваться требованиями ИСО 230-2, особенно в отношении условий окружающей среды, прогрева станка, методов измерения, оценки и толкования результатов.
При наличии других осей с числовым программным управлением испытания должны быть согласованы между пользователем и изготовителем/поставщиком.
5.11 Испытания при механической обработке
Испытание при механической обработке предполагает только простую обработку цилиндрического отверстия. По договоренности между пользователем и изготовителем/поставщиком возможно проведение испытания на обработку другой подходящей формы.
Испытание на механическую обработку проводят в условиях чистовой обработки.
Испытание на механическую обработку допускается заменять испытанием на отклонения круговых траекторий C1.
5.12 Испытания на отклонения круговых траекторий и ссылка на ИСО 230-4
Для применения данного испытания следует руководствоваться требованиями ИСО 230-4:2005, особенно разделов 4 и 6 в отношении параметров испытания и представления результатов.
Испытание на отклонения круговых траекторий допускается заменять испытанием на механическую обработку M1.
6.1 Линейные оси перемещения
Объект | |||
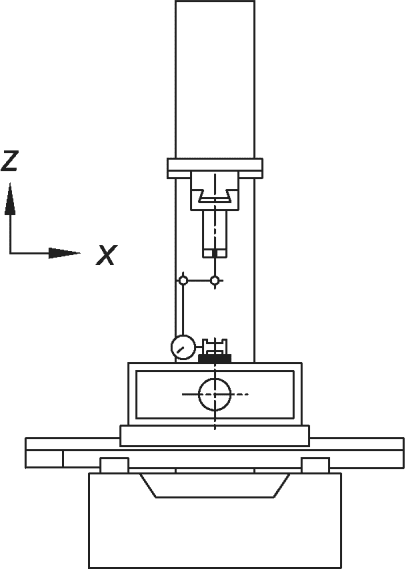
Проверка прямолинейности движения по оси X: | |||
Схема | |||
 | 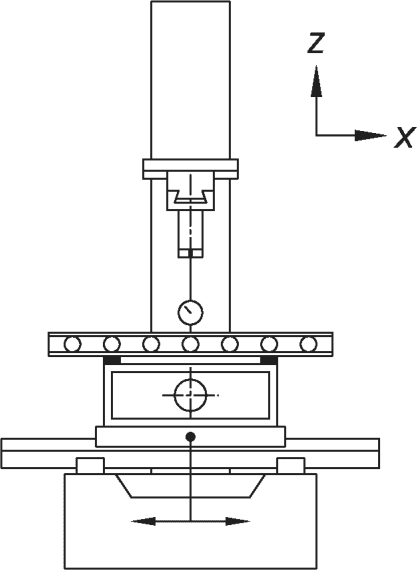 | ||
Допуск | Измеренные отклонения | ||
0,010 для любой измеряемой длины 500 | |||
Средства измерений | |||
Эталон прямолинейности и датчик линейного смещения или оптические средства измерений. | |||
Замечания и ссылки на ИСО 230-1:2012, 3.4.8, 8.2.2.1 и 8.2.3 | |||
Устанавливают датчик линейного смещения на головке. a) Эталон прямолинейности устанавливают параллельно оси X в плоскости XY, а датчик линейного смещения устанавливают относительно него. Подают ось X через измеряемую длину и снимают показания. b) Повторяют проверку аналогичным образом в плоскости ZX. | |||
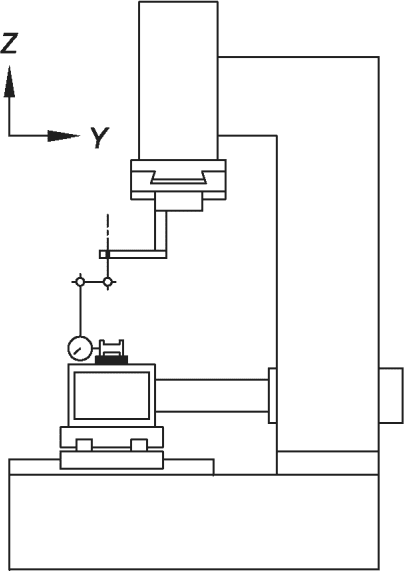
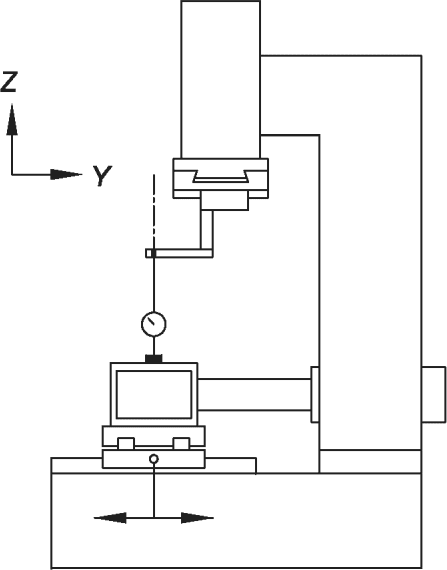
Объект | |||
Проверка прямолинейности движения по оси Y: | |||
Схема | |||
 | 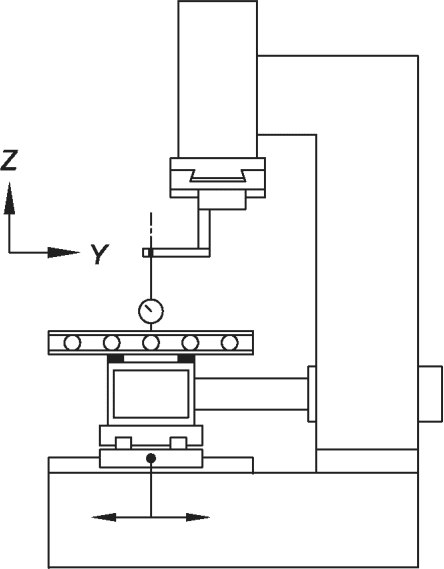 | ||
Допуск | Измеренные отклонения | ||
0,010 для любой измеряемой длины 500 | |||
Средства измерений | |||
Эталон прямолинейности и датчик линейного смещения или оптические средства измерений. | |||
Замечания и ссылки на ИСО 230-1:2012, 3.4.8, 8.2.2.1 и 8.2.3 | |||
Устанавливают датчик линейного смещения на головке. a) Эталон прямолинейности устанавливают параллельно оси Y в плоскости XY, а датчик линейного смещения устанавливают относительно него. Подают ось Y через измеряемую длину и снимают показания. b) Повторяют проверку аналогичным образом в плоскости YZ. | |||
Объект | ||
Проверка перпендикулярности перемещения оси Y относительно оси X (EC(0X)Y) | ||
Схема | ||
 | ||
Допуск | Измеренные отклонения | |
0,033/1 000 (0,010/300) | ||
Средства измерений | ||
Эталон прямолинейности, эталон перпендикулярности и датчик линейного смещения или оптические средства измерений | ||
Замечания и ссылки на ИСО 2301:2012, 3.6.7, 10.3.2.2 и 10.3.2.5 | ||
Выравнивают эталон прямолинейности на раме крепления заготовки таким образом, чтобы он был параллелен перемещению по оси X, и прижимают к нему эталон перпендикулярности. Устанавливают датчик линейного смещения на головке и настраивают его относительно эталона перпендикулярности. Подают ось Y через измеряемую длину и снимают показания в нескольких положениях. Наклон контрольной прямой линии траектории показаний соответствует отклонению от перпендикулярности и указывается в протоколе (см. ИСО 230-1:2012, 3.6.7). Также возможно использование только эталона перпендикулярности. В таком случае 1) устанавливают эталон перпендикулярности таким образом, чтобы его длинная сторона была параллельна оси перемещения X и 2) проверяют параллельность перемещения оси Y с помощью короткой стороны | ||
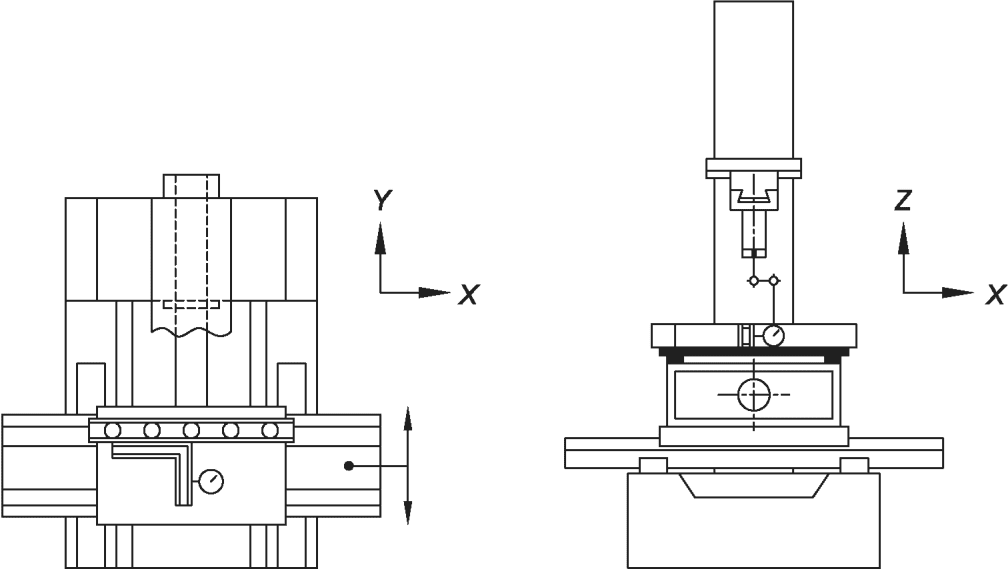
Объект | |||
Проверка перпендикулярности вертикального перемещения головки (ось Z) относительно: | |||
Схема | |||
 |  | ||
Допуск | Измеренные отклонения | ||
0,033/1 000 (0,010/300) | |||
Средства измерений | |||
Эталон перпендикулярности, выверочная плита, регулировочные блоки и датчик линейного смещения или оптические средства измерений | |||
Замечания и ссылки на ИСО 2301:2012, 3.6.7, 10.3.2.2 и 10.3.2.5 | |||
Устанавливают выверочную плиту на рамку для крепления заготовки и регулируют ее таким образом, чтобы поверхность была параллельна осям X и Y. Помещают эталон перпендикулярности на выверочную плиту. Устанавливают датчик линейного смещения на головку. a) Устанавливают датчик линейного смещения относительно эталона перпендикулярности в направлении X и перемещают головку в направлении Z через измерительную длину, снимая показания в нескольких положениях. Наклон контрольной прямой линии траектории показаний соответствует отклонению от перпендикулярности и указывается в протоколе (см. ИСО 230-1:2012, 3.6.7). b) Повторяют проверку аналогичным образом в направлении Y | |||
6.2 Рамка для крепления заготовки
Объект | G5 | ||
Проверка плоскостности поверхности рамки для крепления заготовки | |||
Схема | |||
 |  | ||
Допуск | Измеренные отклонения | ||
0,03 для измеряемой длины до 1 000 добавляют 0,01 на каждые дополнительные 1 000 длины Примечание - Измеряемая длина означает большую длину O-X и O-Y. | |||
Средства измерений | |||
Метод A) Прецизионный уровень или оптические средства измерений. Метод B) Прецизионный уровень или оптические средства измерений. | |||
Замечания и ссылки на ИСО 230-1:2012, 12.2.4.2 и 12.2.5 | |||
Для метода A) помещают прецизионный уровень на рамку крепления заготовки и перемещают его в направлениях X и Y с шагом, соответствующим его длине, и регистрируют показания. Для метода B) (для двухсторонней рамки) при использовании прецизионного уровня проверяют плоскостность посредством интегрирования угловых измерений в направлении оси Y, выполненных с каждой стороны, при одинаковой настройке нуля прецизионного уровня. Плоскостность поверхности рамки крепления заготовки рассчитывают по методу угловых отклонений (ИСО 2301:2012, 12.1.3) | |||
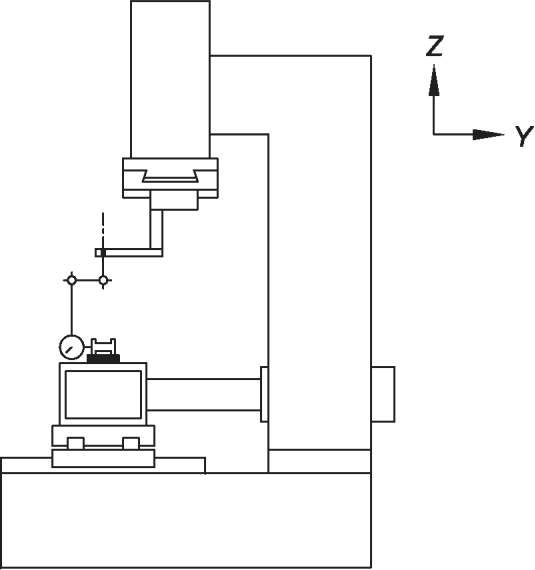
Объект | G6 | ||
Проверка параллельности поверхности рамки крепления заготовки (Frame) по отношению к: | |||
Схема | |||
 |  | ||
Допуск | Измеренные отклонения | ||
0,015 для любой измеряемой длины 300 Максимальный допуск: 0,04 | |||
Средства измерений | |||
Датчик линейного смещения и эталон прямолинейности | |||
Замечания и ссылки на ИСО 230-1:2012, 3.6.5 и 12.3.2.5 | |||
При непосредственном измерении поверхности рамки крепления заготовки: a) Устанавливают датчик линейного смещения на головку и помещают его щуп на поверхность рамки крепления заготовки. Подают ось X через измеряемую длину и снимают показания; b) Повторяют проверку аналогичным образом в направлении Y. Допускается также использовать эталон прямолинейности, установленный на рамке крепления заготовки (см. ИСО 230-1:2012, 12.3.2.5.2). В таком случае измерение проводят приблизительно по осевым линиям рамки крепления заготовки в направлениях X и Y | |||
6.3 Перемещение осей U и V
Объект | G7 | ||
Проверка параллельности перемещения оси U относительно оси X: | |||
Схема | |||
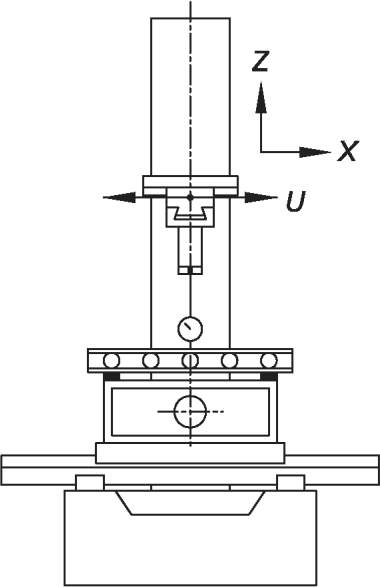 |  | ||
Допуск | Измеренные отклонения | ||
a) 0,30/1 000 (0,030/100) | |||
b) 0,15/1 000 (0,015/100) | |||
Средства измерений | |||
Эталон прямолинейности, датчик линейного смещения | |||
Замечания и ссылки на ИСО 230-1:2012, 3.6.2 и 10.1.2.2 | |||
Устанавливают датчик линейного смещения на головку. a) Устанавливают эталон прямолинейности параллельно перемещению оси X в плоскости ZX и устанавливают датчик линейного смещения относительно него. Подают ось U через измеряемую длину и снимают показания. Наклон контрольной прямой линии траектории показаний является отклонением от параллельности и указывается в протоколе (см. ИСО 2301:2012, 3.6.2). b) Повторяют проверку аналогичным образом в плоскости XY | |||
Объект | ||
Проверка параллельности перемещения оси V относительно оси Y: | ||
Схема | ||
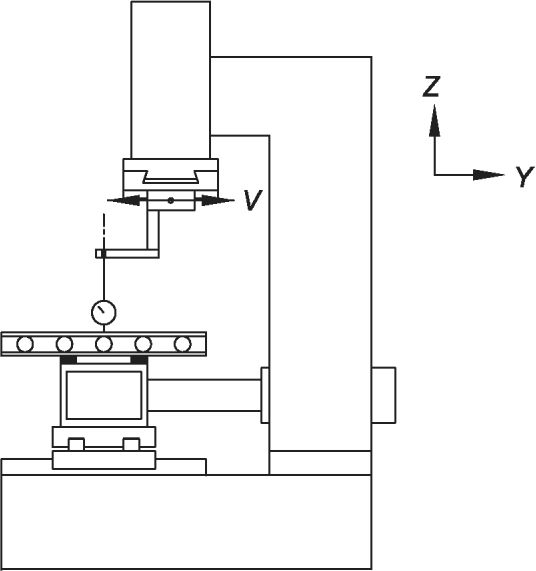 |  | |
Допуск | Измеренные отклонения | |
a) 0,30/1 000 (0,030/100) | ||
b) 0,15/1 000 (0,015/100) | ||
Средства измерений | ||
Эталон прямолинейности, датчик линейного смещения | ||
Замечания и ссылки на ИСО 230-1:2012, 3.6.2 и 10.1.2.2 | ||
Устанавливают датчик линейного смещения на головку. a) Устанавливают эталон прямолинейности параллельно перемещению оси Y в плоскости YZ и устанавливают датчик линейного смещения относительно него. Подают ось V через измеряемую длину и снимают показания. Наклон контрольной прямой линии траектории показаний является отклонением от параллельности и указывается в протоколе (см. ИСО 230-1:2012, 3.6.2). b) Повторяют проверку аналогичным образом в плоскости XY | ||
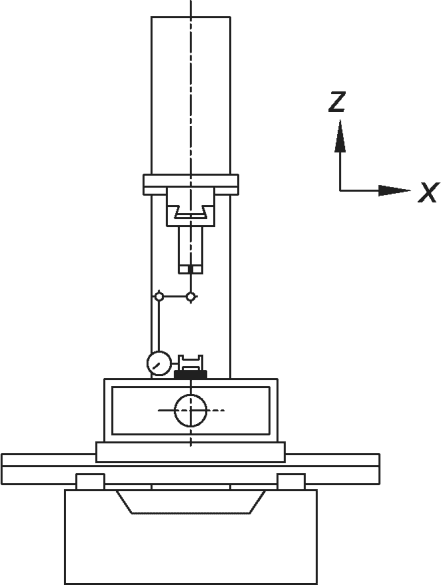
Объект | ||||||
Проверка точности и повторяемости позиционирования перемещения по оси X с числовым программным управлением (EXX) | ||||||
Схема | ||||||
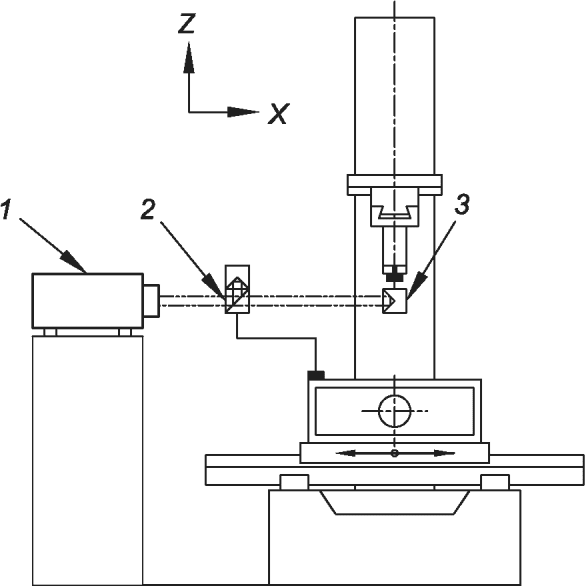 | ||||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель | ||||||
Допуск | Измеряемая длина | Измеренное отклонение | ||||
<= 500 | <= 1 000 | <= 2 000 | ||||
Двухсторонняя точность позиционирования | EXX,A | 0,012 | 0,016 | 0,020 | ||
Односторонняя повторяемость позиционирования | 0,005 | 0,008 | 0,010 | |||
Двухсторонняя повторяемость | EXX,R | 0,010 | 0,012 | 0,016 | ||
Разность погрешностей позиционирования оси | EXX,B | 0,008 | 0,010 | 0,013 | ||
Средняя разность погрешностей | 0,004 | 0,005 | 0,006 | |||
Двухстороннее систематическое отклонение позиционирования | EXX,E | 0,010 | 0,012 | 0,016 | ||
Среднее двухстороннее отклонение позиционирования оси | EXX,M | 0,006 | 0,008 | 0,010 | ||
Средства измерений | ||||||
Лазерное измерительное оборудование или мерная линейка. | ||||||
Замечания и ссылки на ИСО 230-1:2012, 8.3 и ИСО 230-2:2014 | ||||||
Мерную линейку или ось луча лазерного измерительного оборудования располагают параллельно проверяемой оси. Для позиционирования в общем случае используется быстрая подача, но по договоренности между пользователем и изготовителем/поставщиком допускается произвольная скорость подачи | ||||||
Объект | ||||||
Проверка точности и повторяемости позиционирования перемещения по оси Y с числовым программным управлением (EYY) | ||||||
Схема | ||||||
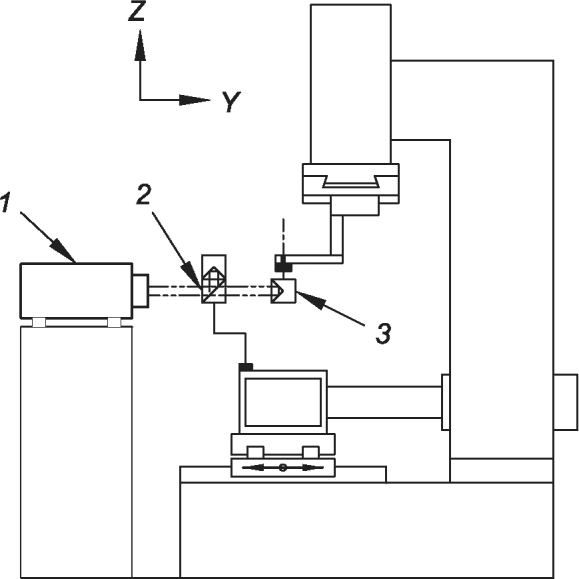 | ||||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель | ||||||
Допуск | Измеряемая длина | Измеренное отклонение | ||||
<= 500 | <= 1 000 | <= 2 000 | ||||
Двухсторонняя точность позиционирования | EYY,A | 0,012 | 0,016 | 0,020 | ||
Односторонняя повторяемость позиционирования | 0,005 | 0,008 | 0,010 | |||
Двухсторонняя повторяемость | EYY,R | 0,010 | 0,012 | 0,016 | ||
Разность погрешностей позиционирования оси | EYY,B | 0,008 | 0,010 | 0,013 | ||
Средняя разность погрешностей | 0,004 | 0,005 | 0,006 | |||
Двухстороннее систематическое отклонение позиционирования | EYY,E | 0,010 | 0,012 | 0,016 | ||
Среднее двухстороннее отклонение позиционирования оси | EYY,M | 0,006 | 0,008 | 0,010 | ||
Средства измерений | ||||||
Лазерное измерительное оборудование или мерная линейка | ||||||
Замечания и ссылки на ИСО 230-1:2012, 8.3 и ИСО 230-2:2014 | ||||||
Мерную линейку или ось луча лазерного измерительного оборудования располагают параллельно проверяемой оси. Для позиционирования в общем случае используется быстрая подача, но по договоренности между пользователем и изготовителем/поставщиком допускается произвольная скорость подачи | ||||||
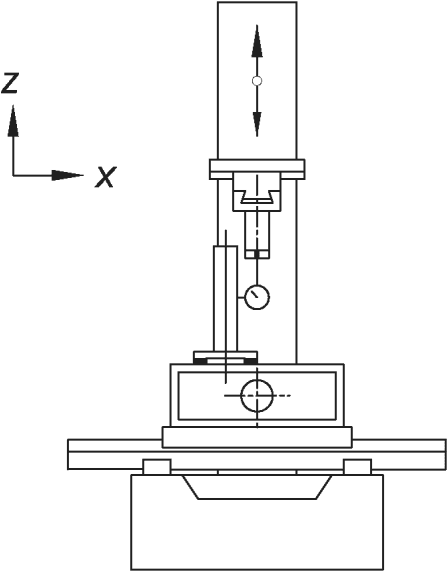
Объект | ||||||
Проверка точности и повторяемости позиционирования перемещения по оси Z с числовым программным управлением (EZZ) | ||||||
Схема | ||||||
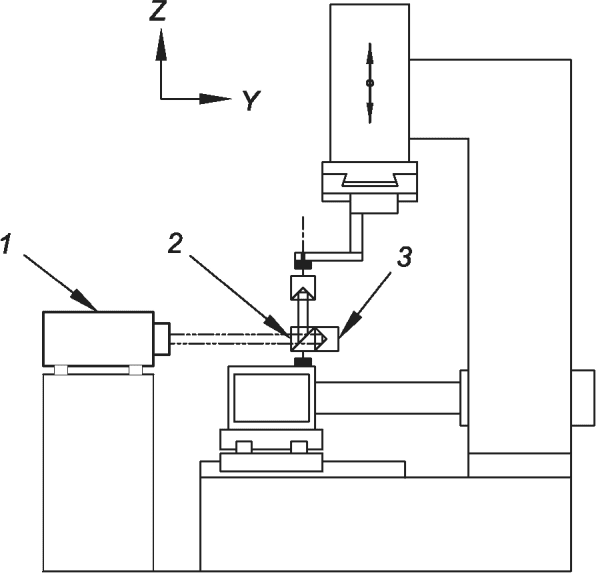 | ||||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель | ||||||
Допуск | Измеряемая длина | Измеренное отклонение | ||||
<= 250 | <= 500 | <= 1 000 | ||||
Двухсторонняя точность позиционирования | EZZ,A | 0,012 | 0,016 | 0,020 | ||
Односторонняя повторяемость позиционирования | 0,005 | 0,008 | 0,010 | |||
Двухсторонняя повторяемость | EZZ,R | 0,010 | 0,012 | 0,016 | ||
Разность погрешностей позиционирования оси | EZZ,B | 0,008 | 0,010 | 0,013 | ||
Средняя разность погрешностей | 0,004 | 0,005 | 0,006 | |||
Двухстороннее систематическое отклонение позиционирования | EZZ,E | 0,010 | 0,012 | 0,016 | ||
Среднее двухстороннее отклонение позиционирования оси | EZZ,M | 0,006 | 0,008 | 0,010 | ||
Средства измерений | ||||||
Лазерное измерительное оборудование или мерная линейка | ||||||
Замечания и ссылки на ИСО 230-1:2012, 8.3 и ИСО 230-2:2014 | ||||||
Мерную линейку или ось луча лазерного измерительного оборудования располагают параллельно проверяемой оси. Для позиционирования в общем случае используется быстрая подача, но по договоренности между пользователем и изготовителем/поставщиком допускается произвольная скорость подачи | ||||||
Объект | |||||
Проверка точности и повторяемости позиционирования перемещения по оси U с числовым программным управлением (EXU) | |||||
Схема | |||||
 | |||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель | |||||
Допуск | Измеряемая длина | Измеренное отклонение | |||
<= 100 | <= 200 | ||||
Двухсторонняя точность позиционирования | EXU,A | 0,016 | 0,020 | ||
Односторонняя повторяемость позиционирования | 0,008 | 0,010 | |||
Двухсторонняя повторяемость | EXU,R | 0,012 | 0,016 | ||
Разность погрешностей позиционирования оси | EXU,B | 0,010 | 0,013 | ||
Средняя разность погрешностей | 0,005 | 0,006 | |||
Двухстороннее систематическое отклонение позиционирования | EXU,E | 0,012 | 0,016 | ||
Среднее двухстороннее отклонение позиционирования оси | EXU,M | 0,008 | 0,010 | ||
Средства измерений | |||||
Лазерное измерительное оборудование или мерная линейка | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.3 и ИСО 230-2:2014 | |||||
Мерную линейку или ось луча лазерного измерительного оборудования располагают параллельно проверяемой оси. Для позиционирования в общем случае используется быстрая подача, но по договоренности между пользователем и изготовителем/поставщиком допускается произвольная скорость подачи | |||||
Объект | |||||
Проверка точности и повторяемости позиционирования перемещения по оси V с числовым программным управлением (EYV) | |||||
Схема | |||||
 | |||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель | |||||
Допуск | Измеряемая длина | Измеренное отклонение | |||
<= 100 | <= 200 | ||||
Двухсторонняя точность позиционирования | EYV,A | 0,016 | 0,020 | ||
Односторонняя повторяемость позиционирования | 0,008 | 0,010 | |||
Двухсторонняя повторяемость | EYV,R | 0,012 | 0,016 | ||
Разность погрешностей позиционирования оси | EYV,B | 0,010 | 0,013 | ||
Средняя разность погрешностей | 0,005 | 0,006 | |||
Двухстороннее систематическое отклонение позиционирования | EYV,E | 0,012 | 0,016 | ||
Среднее двухстороннее отклонение позиционирования оси | EYV,M | 0,008 | 0,010 | ||
Средства измерений | |||||
Лазерное измерительное оборудование или мерная линейка | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.3 и ИСО 230-2:2014 | |||||
Мерную линейку или ось луча лазерного измерительного оборудования располагают параллельно проверяемой оси. Для позиционирования в общем случае используется быстрая подача, но по договоренности между пользователем и изготовителем/поставщиком допускается произвольная скорость подачи | |||||
Объект | ||
Проверка круглости и осевой перпендикулярности обработанного отверстия при чистовой обработке: Возможна и другая форма обработки по согласованию между пользователем и изготовителем/поставщиком. | ||
Схема | ||
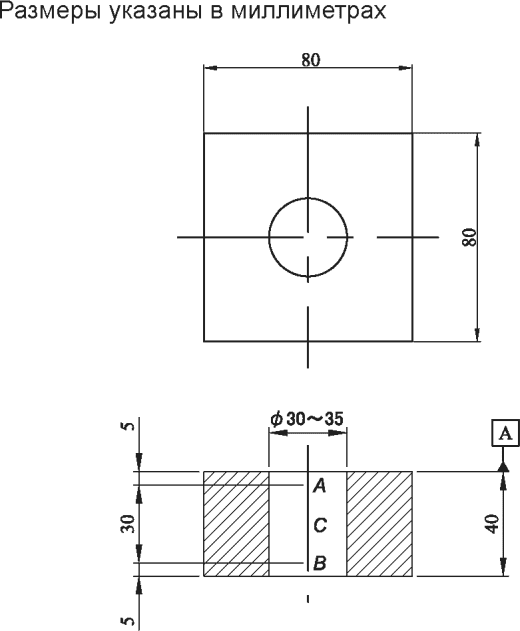 | Заготовка Сталь Размер: 80 x 80 Толщина: 40 Проволочный электрод Латунь Диаметр проволоки: Ф 0,2 ~ Ф 0,3 Состояние готовой поверхности Шероховатость готовой поверхности - не более Ra 2 мкм. Состояние обработки Скорость подачи определяется изготовителем/поставщиком с учетом состояния готовой поверхности | |
Допуск | Измеренные отклонения | |
a) 0,02 | ||
b) 0,01 | ||
c) 0,03 | ||
Средства измерений | ||
Координатно-измерительная машина или кругломер | ||
Замечания и ссылки на ИСО 230-1:2012 | ||
Устанавливают базовую поверхность заготовки параллельно плоскости XY. a) Измеряют круглость в соответствующих точках A, B и C. За измеренное значение принимают максимальное значение. b) Измеряют центр круга наименьших квадратов в соответствующих точках A и B. В качестве измеренного значения берут расстояние между двумя центрами (A, B) в горизонтальной плоскости XY. c) Измеряют диаметр в соответствующих точках A, B и C. В качестве измеренного значения берут максимальную разницу между тремя результатами (см. ИСО 230-1:2012, B.2.3). В протоколе указывают расстояние от верхней направляющей проволоки до верхней поверхности заготовки. Примечание - При регулировке ориентации проволоки относительно поверхности стола параллельность верхней и нижней поверхностей заготовки может повлиять на перпендикулярность обработанного отверстия. | ||
Объект | |||
Проверка двунаправленного кругового отклонения и кругового отклонения кругового движения: | |||
Схема | |||
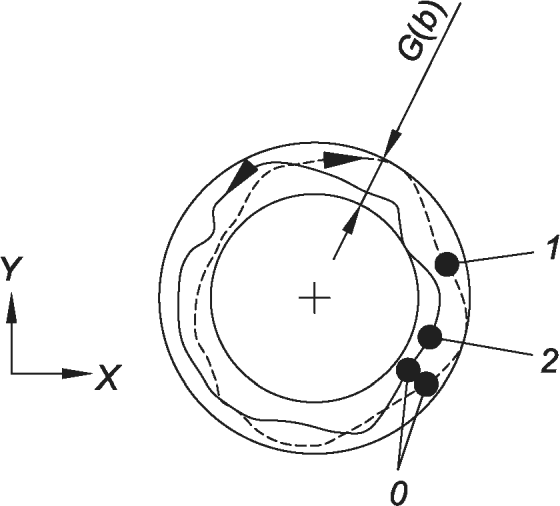 | 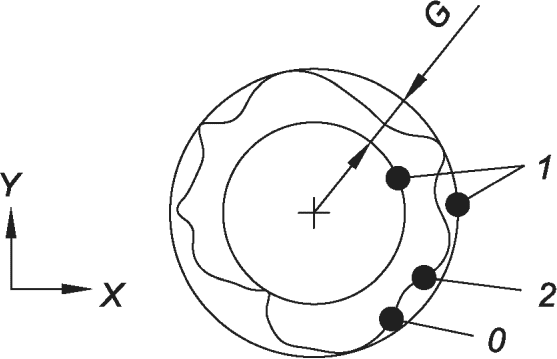 | ||
0 - исходная точка; 1 - фактический путь, по часовой стрелке; 2 - фактический путь, против часовой стрелки | 0 - исходная точка; 1 - минимальные окружности зон; 2 - фактический путь | ||
Параметры испытаний | Диаметр, мм | Подача, мм/мин | |
Скорость подачи и диаметр: выбирают один из следующих диаметров, в зависимости от размера станков | |||
50 | 12 | ||
100 | 16 | ||
150 | 20 | ||
Допуск | Измеренные отклонения | ||
a) двунаправленное круговое отклонение, G(b) 0,02 | |||
b) круговое отклонение пути по часовой стрелке (GXY) и против часовой стрелки (GYX) 0,015 | |||
Средства измерений | |||
Датчик со сферическим наконечником, двухмерная цифровая линейка | |||
Замечания и ссылки на ИСО 230-1:2012 и ИСО 230-4:2005 | |||
ИСО 230-1:2012, 11.3.4.2, 11.3.4.3 и 11.3.4.4 ИСО 230-4:2005, 3.3, 3.4, 4.4 и 6 | |||
(справочное)
НАЦИОНАЛЬНЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 230-1 | IDT | ГОСТ Р ИСО 230-1-2010 "Испытания станков. Часть 1. Методы измерения геометрических параметров" |
ISO 230-2 | IDT | ГОСТ ISO 230-2-2016 "Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением" |
ISO 230-4 | IDT | ГОСТ ISO 230-4-2015 "Методика испытаний металлорежущих станков. Часть 4. Испытания на отклонения круговых траекторий для станков с ЧПУ" |
ISO 841 | - | |
<*> Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичный стандарт. | ||
[1] | ISO 1101:2012 | Geometrical product specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out (Геометрические характеристики изделий (GPS). Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения) |
УДК 621.9:006.354 | ОКС 25.080.99 |
Ключевые слова: электроэрозионные вырезные станки, условия испытаний, проверка точности | |