СПРАВКА
Источник публикации
М.: Стройиздат, 1971
Примечание к документу
Название документа
"Рекомендации по контролю качества клеевых соединений деревянных строительных конструкций и деталей"
"Рекомендации по контролю качества клеевых соединений деревянных строительных конструкций и деталей"
Содержание
ПО КОНТРОЛЮ КАЧЕСТВА КЛЕЕВЫХ СОЕДИНЕНИЙ
ДЕРЕВЯННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ДЕТАЛЕЙ
В Рекомендациях излагаются методы контроля качества клеевых соединений строительных изделий и конструкций из древесины. Приведены требования к отбору (изготовлению) образцов для испытаний, описаны методы определения прочности клеевых соединений при различных способах приложения нагрузки (скалывании, раскалывании, изгибе, растяжении), указаны режимы их выдерживания и термовлагообработки. Даны нормативные показатели прочности клеевых соединений после их изготовления (в состоянии поставки) и после контрольной термовлагообработки.
Рассматриваются неразрушающие методы контроля качества клеевых соединений.
Рекомендации составлены в развитие действующих нормативных документов по проектированию и изготовлению клееных деревянных конструкций и строительных изделий. Они предназначены для работников лабораторий деревообрабатывающих предприятий, строительных, проектных и научно-исследовательских организаций.
В современном строительстве находят все более широкое применение различные клееные конструкции и изделия из древесины. Важнейшим вопросом использования их является долговечность (эксплуатационная стойкость), которая должна быть соизмерима с общей долговечностью зданий и сооружений, где эти изделия применимы. Долговечность клееных деревянных конструкций и изделий зависит от множества факторов: эксплуатационных, технологических, конструкционных и др. В частности, можно указать, что долговечность клееных изделий в одних случаях определяется долговечностью древесины (стойкостью к загниванию, растрескиванию), а в других - долговечностью клеевых соединений.
Контроль качества клеевых соединений довольно многообразен; он может осуществляться путем испытаний малых образцов, изготовленных одновременно с изделием при одинаковых условиях склеивания или выпиленных из готовых изделий, либо проверкой прочности всего изделия при его нагружении и т.д. Может применяться также и контроль без разрушения изделий (дефектоскопия).
В Рекомендациях излагаются главным образом вопросы контроля, осуществляемого испытанием малых образцов, изготовленных одновременно с изделием или выпиленных из готового изделия.
Описаны основные типы образцов, при помощи которых можно контролировать клеевые соединения практически во всех строительных конструкциях и деталях как для контроля начальной прочности клеевых соединений (непосредственно на заводе-изготовителе), так и для контроля прочности на разных стадиях эксплуатации изделий. Наряду с этим, в Рекомендациях значительное место отведено проведению ускоренных испытаний с целью прогнозирования поведения клеевых соединений в процессе эксплуатации изделий. Это прогнозирование, несмотря на значительную условность, позволяет решать многие вопросы при конструировании клееных изделий, выборе клеев, определении параметров склеивания и т.д. Для указанных испытаний ввиду сложности их проведения используется ограниченное число видов образцов, главным образом образцы для проверки прочности при скалывании вдоль волокон. Основой контроля является довольно жесткая термовлагообработка образцов, режим которой устанавливается в зависимости от эксплуатационных требований и свойств клеев. Окончательное суждение о качестве соединений делается после механических испытаний образцов на прочность, осмотра клеевых швов и статистической обработки результатов испытаний. Последняя является необходимым элементом контроля качества.
Применение единых методов контроля создает благоприятные условия для сравнения результатов исследовательских работ, испытания новых видов продукции, разработки стандартных методов испытаний. Это должно способствовать улучшению качества клееных изделий.
Настоящие Рекомендации составлены в развитие глав Строительных норм и правил (СНиП) I-В.13-62 "Лесные материалы, изделия и конструкции из древесины" и III-В.7-69 "Деревянные конструкции. Правила производства и приемки работ" в результате обобщения научно-исследовательских работ, проведенных Центральным научно-исследовательским институтом строительных конструкций (ЦНИИСК им. Кучеренко), Новосибирским инженерно-строительным институтом (НИСИ им. Куйбышева), Центральным научно-исследовательским институтом механической обработки древесины (ЦНИИМОД) и другими организациями.
Рекомендации составлены сотрудниками ЦНИИСК (канд. техн. наук Л.М. Ковальчуком, инж. И.П. Преображенской) и НИСИ (д-ром техн. наук В.М. Хрулевым) под общей редакцией д-ра техн. наук проф. Ю.М. Иванова.
1.1. Настоящие Рекомендации распространяются на испытания образцов клеевых соединений деревянных строительных конструкций и деталей, склеенных синтетическими клеями.
1.2. Рекомендации могут быть использованы при:
проверке клеящей способности различных клеев;
контроле прочности клеевых соединений при разработке режимов склеивания;
проверке прочности клеевых соединений готовых конструкций и деталей;
оценке прочности клеевых соединений конструкций и деталей, подвергающихся различным температурно-влажностным воздействиям.
1.3. Заводской контроль клееной продукции предусматривает испытание образцов, изготовленных одновременно с изделием при одинаковых условиях склеивания (текущий контроль), или же испытание образцов, вырезанных из готового изделия, отобранного от выпускаемой партии продукции (приемочные испытания).
1.4. Предлагаемые методы испытаний могут быть использованы при проведении научно-исследовательских работ, для контроля технологического процесса склеивания в заводских условиях и проверки качества клееных изделий.
2.1. Для испытаний клеевых соединений отбирают изделия от каждой партии, считая за партию продукцию одной смены или одного рабочего дня. В партию входят изделия одинакового вида и размера, изготовленные на одном и том же клее при установленном режиме склеивания с использованием клея, приготовленного по одной и той же рецептуре.
При отборе все элементы клееных конструкций и клееные строительные детали осматривают поштучно для обнаружения видимых дефектов склеивания. Изделия, не удовлетворяющие по внешнему виду требованиям государственных стандартов, инструкций и технических условий, установленных на эти изделия, бракуются. Количество изделий для испытаний указывается в соответствующих стандартах или технических условиях. На период освоения каждого нового вида клееных конструкций следует испытывать не менее 1% продукции из каждой партии.
2.2. Испытание клеевых соединений фанеры и клееных заготовок производится потребителем после получения продукции от завода-поставщика <1>.
--------------------------------
<1> В соответствии с действующими стандартами завод-поставщик сам проводит контрольные испытания клеевых соединений на водостойкость. Однако эти испытания не предусматривают использование фанеры и плит в строительных конструкциях и деталях, а установленные нормы при испытании на водостойкость не отвечают требованиям строительства.
Для испытания от полученной партии фанерной продукции отбирают до 3% изделий, но не более 10 шт. По внешнему виду отобранные изделия должны удовлетворять требованиям соответствующих стандартов. Если при осмотре обнаружится более 5% продукции, не соответствующей требованиям стандартов, то вся поставленная партия бракуется. При проверке качества склеивания элементов несущих конструкций после проведения испытаний отдельных балок, блоков и т.п. до разрушения рекомендуется использовать оставшиеся после разрушения части конструкции, вырезая из менее напряженных в процессе нагружения частей образцы для соответствующих испытаний.
2.3. Для изготовления образцов из готовых изделий вырезают заготовки, выбирая участки изделия без пороков древесины или видимых технологических дефектов, и сострагивают слои досок или брусков до требуемой толщины. Полученные заготовки раскраивают на образцы, необходимые для данного вида испытаний. До начала испытаний все образцы маркируются. Форма и размеры образцов для каждого вида испытаний приведены в разделе 3.
При контроле технологического процесса склеивания в заводских условиях производят склеивание специальных заготовок, из которых изготавливают образцы для испытаний. Склеивание заготовок проводят в соответствии с принятой для данного вида продукции технологией.
2.4. Размеры образцов измеряют с точностью до 0,1 мм. Отклонения от номинальных размеров образца допускаются не более +/- 0,5 мм. Если толщина образца равна толщине изделия, например фанеры, то отклонение не должно превосходить величины, допускаемой соответствующими стандартами на фанеру.
Отклонение размеров образца по длине, превышающей 100 мм, допускается +/- 1 мм.
2.5. Для проведения механических испытаний необходимо иметь:
испытательную машину ("Амслер", ГЗИП, ЗИМ, "Шоппер", РС-250, РС-500, Р-5 и др.) с точностью измерения величины нагрузки до 1%;
штангенциркуль по ГОСТ 106-63 с точностью измерения до 0,1 мм.
Для отдельных видов испытаний необходимы дополнительные приспособления (они указываются конкретно для каждого вида испытания).
Проверку правильности показаний машин и приборов производят в соответствии с требованиями ГОСТ 11484-65.
2.6. Число испытываемых образцов указывается в соответствующих ГОСТах или технических условиях на клееную продукцию. Обычно при текущем контроле заводской продукции испытывают 5 - 10 образцов, для которых определяется средний арифметический показатель прочности.
При проведении исследовательских работ количество образцов определяется заданным показателем точности данных испытаний и вычисляется по формуле

При этом должны быть вычислены следующие величины:
а) среднее арифметическое

б) среднее квадратичное отклонение

в) средняя ошибка среднего арифметического

г) вариационный коэффициент в %

д) показатель точности в %

В формулах приняты следующие обозначения:
Xi - величина отдельного наблюдения;
t - показатель достоверности.
Образцы, имеющие прочность ниже требуемой по настоящим Рекомендациям, в случае если разрушение произошло на 100% по древесине, в расчет не принимаются.
Количество бракуемых по этой причине образцов не должно превышать 25%. При большем количестве отбракованных образцов производится повторное испытание.
2.7. Температура в помещении, где производятся испытания, должна быть 18 - 20 °C, относительная влажность воздуха 65 - 80%. Влажность образцов при испытании в сухом виде должна быть в пределах 10 +/- 2%.
3.1. Скалывание клееных образцов вдоль волокон древесины производится двумя методами: при сжатии или растяжении. При этом используются образцы, форма и размеры которых позволяют обеспечить быстрое воздействие влаги и температуры на клеевой шов при термовлагообработке (рис. 1 - 4).

на скалывание вдоль волокон при растяжении
а - из древесины; б - из фанеры; 1 - площадь скалывания;
2 - поверхность зажима; 3 - клеевая прослойка;
t - ширина прорези

на скалывание вдоль волокон при сжатии
1 - корпус; 2 - пружина; 3 - подвижная планка; 4 - ролики;
5 - нажимная призма с шаровой опорой; 6 - образец;
7 - подвижная опора; 8 - прижимной винт
вдоль волокон при сжатии
1 - отход; 2 - клеевой шов; 3 - пропил;
4 - заготовка для образца

на скалывание вдоль волокон при сжатии
а - для дощатых изделий; б - для соединения
древесина - фанера
Параллельно с испытаниями клееных образцов предусматриваются испытания цельнодеревянных образцов той же породы древесины и с такими же физико-механическими свойствами, форма и размеры которых соответствуют указанным на рис. 1 и 4 (дополнительный контроль).
3.2. При испытании методом растяжения <1> порядок изготовления образцов следующий. Специально склеенные или вырезанные из клееных изделий парные заготовки сострагивают с двух сторон так, чтобы общая толщина не превышала 10 мм, а толщина каждого отдельного слоя была 5 мм. Далее раскраивают заготовки на образцы; при этом волокна древесины должны быть параллельны продольным кромкам образца.
--------------------------------
<1> Согласно "Инструкции по контролю качества клеевых соединений в деревянных конструкциях и строительных деталях". Стройиздат, 1964.
Прорези делаются на полную толщину слоя древесины до клеевого слоя точно под углом 45° к кромкам образца. На достаточность глубины прорези указывает появление просвета в центре образца, обнажение и прорезание (но не более чем на 0,5 мм) клеевого слоя.
Образцы (см. рис. 1, а, б) устанавливают в машине так, чтобы зажимные губки заходили на 30 - 40 мм с каждой стороны образца, оставляя незащемленной длину не менее трехкратной ширины образца. Образцы нагружают с постоянной скоростью приложения нагрузки (400 +/- 100 кгс/мин) до разрушения.
Предел прочности при скалывании по клеевому слою образцов изделий из досок и брусков (см. рис. 1, а) подсчитывают с точностью до 1 кгс/см2 по формуле

где P - разрушающая нагрузка в кгс;
b - ширина образца, равная 2,5 см;
t - ширина прорезей в см.
Предел прочности (временное сопротивление) при скалывании по клеевому слою образцов строительной фанеры <1> (см. рис. 1, б) подсчитывают с точностью до 1 кгс/см2 по формуле

где P - разрушающая нагрузка в кгс;
b - ширина образца, равная 2 см;
S - толщина фанеры в см;
n - число слоев.
--------------------------------
ИС МЕГАНОРМ: примечание. |
<1> Приемные испытания фанеры на заводах-изготовителях проводятся по ГОСТ 9624-61 "Древесина слоистая клееная. Метод определения прочности при скалывании".
Результаты испытаний фиксируются в журнале N 1 (см. приложение 1).
3.3. Для проведения испытаний на скалывание при сжатии <2> требуется дополнительное приспособление согласно рис. 2.
--------------------------------
<2> По ГОСТ 15613-70 "Древесина клееная. Метод испытания клеевого соединения на скалывание вдоль волокон".
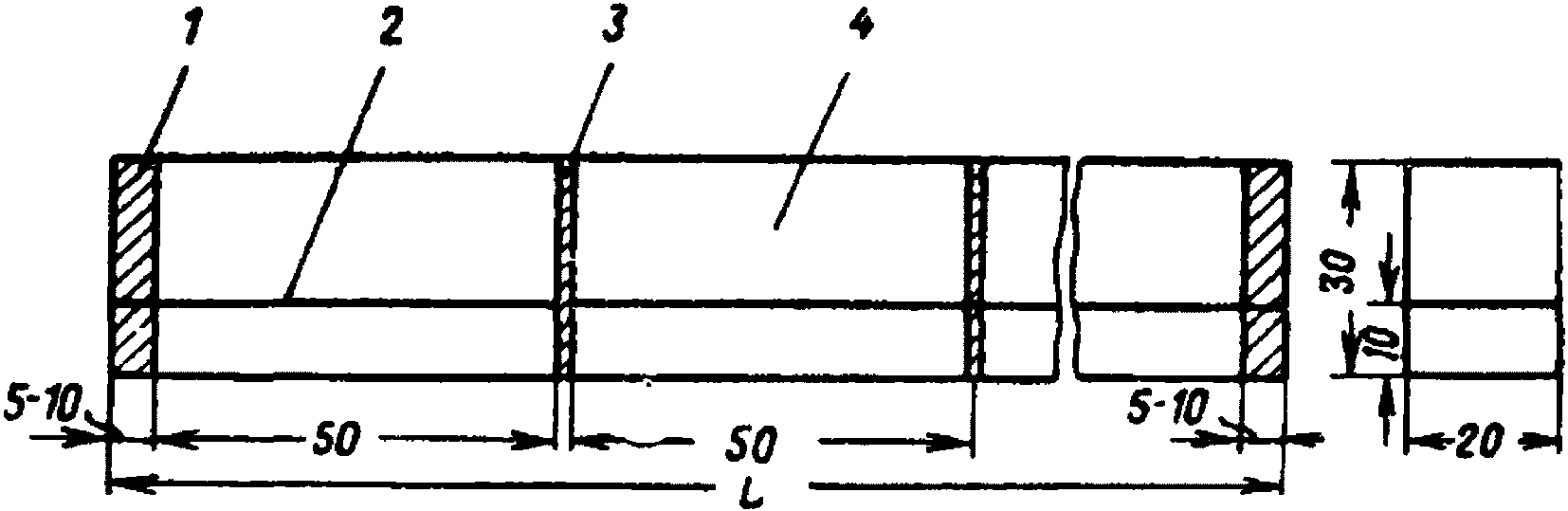
Заготовку для образцов склеивают специально или выпиливают из готовой продукции в виде прямоугольной призмы, размеры которой указаны на рис. 3. Длину L выбирают в зависимости от принятого числа образцов, а толщину - соответственно толщине склеенных элементов, но не более 20 мм.
Форма и размеры образцов указаны на рис. 4, а, б. У каждого образца измеряют площадь клеевого шва (b x l). Образец устанавливают в приспособлении так, чтобы его длинная часть плотно прилегала к опорной стенке приспособления, а короткая - к поверхности подвижной опоры, перемещаемой прижимным винтом. Зажимать опоры и образец прижимным винтом не допускается.
Приспособление с образцом ставят на опорную плиту машины так, чтобы верхняя торцовая поверхность длинной части образца находилась точно под нажимным приспособлением машины.
Перемещение нагружающей головки машины производят со скоростью приложения нагрузки 400 +/- 100 кгс/мин на весь образец. Допускается испытание в машинах с механическим приводом при скорости движения головки 4 мм/мин.
Предел прочности клеевого соединения  вычисляют с точностью до 1 кгс/см2 по формуле
вычисляют с точностью до 1 кгс/см2 по формуле

где P - разрушающая нагрузка в кгс;
b - толщина образца в см;
l - длина клеевого шва в см.
Результаты испытаний записывают в журнал (см. приложение 2).
ИС МЕГАНОРМ: примечание. |
3.4. Для проведения испытаний по двустороннему раскалыванию (при склеивании элементов на гладкую фугу <1>) необходимы дополнительно два клина, изготовленных из стали 40 по ГОСТ 1050-57 (рис. 5).
--------------------------------
<1> По ГОСТ 14348-69 "Древесина клееная. Метод испытания на раскалывание соединения элементов на гладкую фугу".

на раскалывание
Заготовку выпиливают в виде прямоугольной призмы с центральным расположением клеевого шва. Толщина заготовки h должна быть равна толщине склеенных элементов, но не более 20 мм, ширина 50 мм и длина не менее 130 мм. При меньшей ширине заготовки должны приклеиваться дополнительные планки.
Из заготовки выпиливают 3 образца по форме и размерам, указанным на рис. 6, из которых крайние являются контрольными, а средний основным. Пропилы в образцах делают пилой, обеспечивающей закругление дна пропила.

на раскалывание
а и в - по древесине (контрольные); б - по клеевому шву
Образец устанавливают в испытательную машину между двумя клиньями, острые углы которых входят в пропилы образца. Верхний клин крепится жестко к нагружающей головке машины, а нижний устанавливается свободно на шаровую опору.
Образцы испытывают при перемещении нагружающей головки машины со скоростью 10 - 50 мм/мин.
По результатам испытаний трех образцов определяют относительную прочность клеевого соединения (A) с точностью до 1% по формуле

где P2 - разрушающая нагрузка основного образца в кгс;
P1 и P3 - разрушающие нагрузки контрольных образцов в кгс.
Результаты испытаний записывают в журнал (см. приложение 3).
3.5. Для количественной оценки прочности клеевого соединения вычисляют предел прочности  в кгс/см2 по формуле
в кгс/см2 по формуле

где 3,73 - постоянный коэффициент, учитывающий разложение сил при действии клина;
l - длина клеевого шва в см;
h - толщина образца в см.
Журнал для записи испытаний при количественной оценке прочности клеевого соединения аналогичен журналу (см. приложение 2).
3.6. Для проведения испытаний <1> необходимо дополнительное приспособление для испытаний согласно рис. 7.
--------------------------------

паркетных досок от основания
1 - опорная планка; 2 - вилка
Прочность клеевого соединения проверяют на образцах, вырезанных из изделия по форме и размерам, указанным на рис. 8.

паркетных досок
Приспособление с образцом помещают на опорную площадку испытательной машины (рис. 9) и производят перемещение нагружающей головки с постоянной скоростью 8 - 10 мм/мин до разрушения образца.

паркетных досок на отрыв
1 - опорная площадка машины; 2 - опорная планка;
3 - образец для испытания; 4 - вилка
Предел прочности вычисляют с точностью до 1 кгс/см2 по формуле

где P - разрушающая нагрузка в кгс;
B - ширина паркетной доски в см;
b - ширина площадки отрыва и паркетной планки, равная 2,5 см;
D - диаметр отверстия, равный 1,6 см.
Результаты испытаний записывают в журнал (см. приложение 4).
3.7. Заготовку выпиливают в виде прямоугольной призмы с клеевым соединением в середине заготовки <1>. Толщина заготовки h и ширина b должны быть равны толщине склеенных элементов, но не более 20 мм. Длина заготовки должна быть не менее 45h. При меньшей длине заготовки размер поперечного сечения должен быть соответственно уменьшен.
--------------------------------
<1> По ГОСТ 14349-69 "Древесина клееная. Метод испытания на статический изгиб элементов на зубчатый шип".
Из заготовки выпиливают 3 образца длиной 15h, из которых крайние являются контрольными, а средний - основным с клеевым соединением на середине длины.
Испытания образцов производят по схеме, указанной на рис. 10, а, б, в.
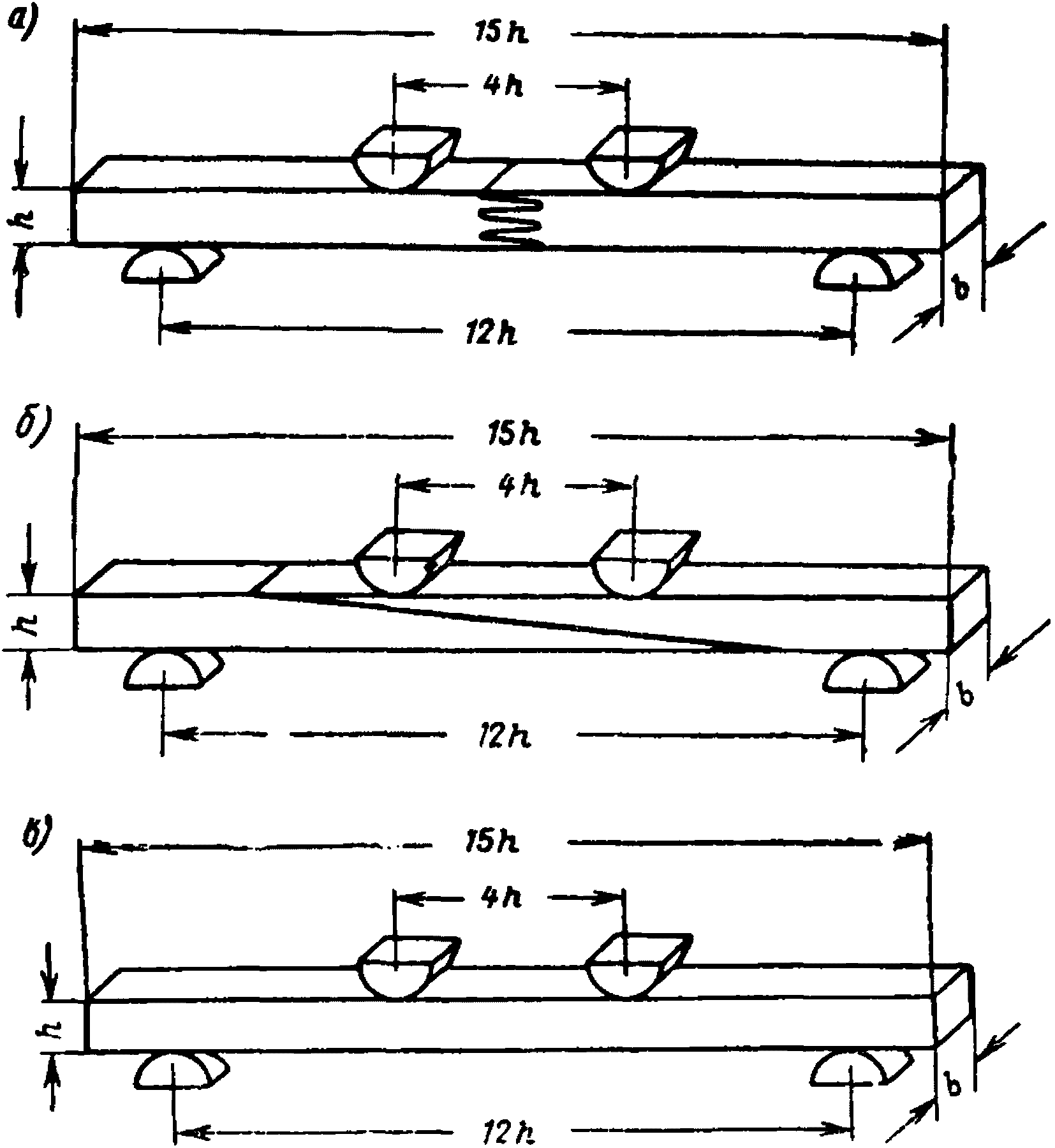
на статический изгиб
а - зубчатые соединения; б - соединения на ус;
в - контрольный образец
Испытание основного образца производят при вертикальном или горизонтальном направлении шипов или уса (в зависимости от направления изгибающей нагрузки, действующей на конструкцию или изделие). Контрольные образцы нагружают в той же плоскости, что и основной.
Образцы испытывают при скорости перемещения нагружающей головки машины 10 мм/мин.
По результатам испытания трех образцов определяют относительную прочность клеевого соединения A с точностью до 0,1% по формуле

где P2 - разрушающая нагрузка основного образца в кгс;
P1 и P3 - разрушающие нагрузки контрольных образцов в кгс.
Результаты испытаний записывают в журнал (см. приложение 5).
3.8. Для количественной оценки прочности клеевого соединения вычисляют предел прочности  в кгс/см2 по формуле
в кгс/см2 по формуле

где h - высота поперечного сечения образца, определяемая толщиной заготовки, в см;
b - ширина образца в см;
l - расстояние между опорами в см.
Результаты испытаний записывают в журнал (см. приложение 5).
3.9. Для испытания требуется приспособление с шарнирными опорами <1>. Образцы для испытаний изготавливают в форме угольников со сторонами длиной 250 мм. В процессе испытаний угольники центрируются в шарнирных опорах и подвергаются сжатию (рис. 11). Нагрузка прилагается равномерно со средней скоростью 1250 +/- 250 кгс/мин.
--------------------------------
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 475-70 в части дверей Постановлением Госстроя СССР от 24.07.1978 N 139 с 01.01.1979 введен в действие ГОСТ 475-78. |
<1> Проект ГОСТ 475-70 "Окна и двери деревянные. Технические требования".

Предел прочности  вычисляют с точностью до 1 кгс/см2 по формуле
вычисляют с точностью до 1 кгс/см2 по формуле

где P - разрушающая нагрузка при разрушении образца в кгс;
B - габаритная ширина бруска в см;
S0 - габаритная толщина бруска в см.
Результаты испытаний фиксируются в журнале (см. приложение 6).
(раздел составлен канд. техн. наук А.И. Горбуновым)
4.1. Неразрушающий контроль используется для определения непроклеев. Неразрушающему контролю подлежат зоны клееных конструкций, в которых появление дефектов особенно опасно. Зоны обязательного контроля и размеры допустимых дефектов принимаются согласно нормативным документам.
Для контроля деревянных конструкций перспективны эхо и теневой ультразвуковой методы. Первый метод в настоящее время исследован недостаточно, поэтому пока рекомендуется для использования только второй метод - теневой.
4.2. Теневой метод основан на том, что воздушные прослойки, имеющиеся в непроклеях, не пропускают ультразвуковые волны, в связи с чем за ними образуется звуковая тень.
Контроль проводится с помощью двух установленных соосно искательных головок (рис. 12). В зависимости от размеров и положения непроклеев возможны следующие случаи:
а) звуковая тень превышает размер пьезопластинки приемной искательной головки или ее звукопроводной зоны (рис. 12, а), что сопровождается полным исчезновением сигналов;
б) звуковая тень частично закрывает пьезопластинку приемной искательной головки или ее звукопроводную зону (рис. 12, б), что сопровождается ослаблением принимаемых сигналов;
в) звуковая тень из-за дифракции не доходит до пьезопластинки приемной искательной головки (рис. 12, в), что сопровождается некоторым ослаблением сигналов.

а - звуковая тень превышает размер пьезопластинки приемной
искательной головки; б - звуковая тень частично закрывает
пьезопластинку приемной искательной головки; в - звуковая
тень не доходит до пьезопластинки искательной головки;
1 - излучающая искательная головка; 2 - контролируемый
элемент; 3 - приемная искательная головка
Рекомендуется режим работы, соответствующий случаю "а". В случаях "б" и "в" дефекты могут выявить только операторы высокой квалификации.
При определении размеров дефектов учитывается дифракция волн. Размеры тени равны размерам дефекта на расстоянии, меньшем

где d - диаметр дефекта в мм;
Далее размер тени уменьшается

где  - диаметр тени в мм;
- диаметр тени в мм;
H - расстояние от дефекта до точки приема в мм;
 .
.4.3. Для повышения разрешающей способности рекомендуется добавление к приемной искательной головке звукопроводной насадки в виде шарового сегмента. Так как это сопровождается уменьшением "засвечиваемой" зоны пьезопластинки, необходим соответствующий запас чувствительности.
Определение по высоте сечения элемента клеевого шва, в котором находится дефект, производят путем прозвучивания под различными углами (рис. 13). Путь ультразвукового луча предварительно рассчитывают:

где ac, bc - скорость продольных и поперечных ультразвуковых волн в древесине;
an - скорость продольных ультразвуковых волн в призме;

дефектов по высоте соединений
1 - излучающая искательная головка; 2 - контролируемый
элемент; 3 - призма; 4 - приемная искательная головка
Ввод и прием ультразвуковых волн в изделиях при работе обычными искательными головками производят через слой контактной смазки или эластичные непористые прокладки, при использовании головок с мягким донышком <1> допустим сухой контакт. В качестве контактной смазки применяют воду, минеральные и технические масла, пластилин и другие жидкие или консистентные вещества.
--------------------------------
<1> В искательной головке устанавливается тонкая полимерная пленка, а полость между последней и пьезопластинкой заполняется маслом.
4.4. Выбор оптимальных условий работы и проверку аппаратуры осуществляют по эталонам качественных и дефектных соединений. Частоту прозвучивания желательно принимать наиболее высокой, при которой еще достаточна чувствительность приборов и не наблюдается заметная структурная реверберация.
Поиск дефектов проводят вдоль линии перемещения искательных головок или в отдельных точках, расположенных в определенном порядке. Шаг перемещения головок
ШД = dдоп - 2S,
где dдоп - размеры тени допустимых дефектов в мм;
S - расстояние от границ дефектов, при котором последние выявляются, в мм.
4.5. Эталоны качественных соединений изготавливают полностью соответствующими соединениям проверяемых конструкций с заведомо качественными клеевыми швами. Размеры в плане принимаются на 2 - 4 см в каждую сторону больше сечения ультразвукового луча.
Эталоны непроклеев типа отсутствия адгезии к одному из элементов подобны эталонам качественного склеивания, но клей наносится и отверждается так, чтобы не было соединения с указанным элементом. Эталоны непроклеев типа расслоений швов изготавливают таким же образом, но клей наносят и отверждают на смежных поверхностях элементов соединений.
4.6. Для контроля деревянных конструкций применима ультразвуковая аппаратура, допускающая работу теневым методом на частотах 25 - 800 кГц, причем при неисправном режиме излучения девиация частоты должна быть не менее 10 - 15%.
Из существующей аппаратуры могут быть использованы импульсные приборы, например УКБ-I, УКБ-II, ДУК-20 и др.
4.7. Эффективность контроля проверяется при разрушающих испытаниях конструкций. После расслоения соединений определяют коэффициент выявления опасных дефектов и, если необходимо, корректируют режим работы приборов, контакт, меняют шаг перемещения искательных головок и т.п.
ПЕРЕД ИСПЫТАНИЕМ
5.1. Испытания клеевых соединений проводятся после:
окончания процесса склеивания и соответствующей технологической выдержки - контрольные испытания;
длительного выдерживания образцов в различных условиях;
различных температурно-влажностных воздействий (вымачивания, нагрева, замораживания и комплексных воздействий) - ускоренные испытания.
5.2. Для контрольной проверки специально склеиваемых заготовок и образцов, выпиливаемых из готовых изделий, установлены следующие сроки испытаний.
Время от окончания склеивания до испытания образцов, если оно не указывается в соответствующих стандартах или технических условиях, составляет 24 ч при склеивании с нагревом. При использовании клеев холодного отверждения и склеивания без нагрева это время составляет не менее трех суток. При проведении научно-исследовательских работ для образцов, склеенных с нагревом, это время может быть значительно уменьшено: при склеивании с нагревом до 60 - 80 °C - 3 ч; для клеев горячего отверждения и склеивания с нагревом до 100 - 150 °C образцы могут испытываться через 1 ч после окончания нагрева.
5.3. Длительное выдерживание образцов производится:
в отапливаемом помещении с относительной влажностью воздуха 40 - 85%;
в отапливаемом помещении с относительной влажностью воздуха 86 - 100%;
в наружных условиях под навесом;
в незащищенных от атмосферных воздействий условиях;
в холодной воде.
Выдерживание образцов во внутренних и наружных условиях производится на специально оборудованных стендах с сетчатыми створками для свободного доступа воздуха и атмосферных воздействий (последние - для наружных условий).
В наружных условиях не защищенные от атмосферных воздействий стенды должны устанавливаться на незатененном месте под углом 45° к горизонту и открытой стороной должны быть обращены к югу. Образцы на стендах устанавливаются так, чтобы клеевой шов располагался в вертикальной плоскости.
Устанавливается следующая периодичность испытаний образцов: 3 месяца, 6 месяцев, 1 год, 2 года, 3 года, 5 лет, 10 лет и далее в зависимости от предполагаемого срока эксплуатации изделия.
Определение прочностных показателей после выдержки более 1 года рекомендуется производить после окончания весенне-летнего периода.
Образцы, снятые со стенда, до механических испытаний должны быть тщательно осмотрены для регистрации изменения их внешнего вида. Каждый образец должен испытываться после выдержки его в отапливаемом помещении с относительной влажностью воздуха 40 - 85% до постоянного веса.
Длительное вымачивание образцов в холодной воде предусматривается для изделий, постоянно эксплуатируемых внутри отапливаемых помещений с относительной влажностью воздуха 86 - 100%. Сроки выдержки образцов здесь также диктуются сроком службы изделия и могут быть приняты аналогично предыдущим испытаниям. Данному виду воздействий подвергаются образцы на клеях средней и повышенной водостойкости.
5.4. Ускоренные испытания (термовлагообработка) образцов ставят своей целью в минимально короткие сроки подвергнуть клеевые соединения жестким видам воздействий, которые ослабляют клеевой шов и позволяют выявить признаки изменения состояния его, на основании чего можно косвенно судить о скорости и характере снижения прочности клеевого слоя под влиянием условий эксплуатации. В связи с тем, что синтетические клеи обладают различными свойствами, т.е. по-разному реагируют на температурно-влажностные воздействия, настоящие Рекомендации предлагают несколько видов ускоренных испытаний (табл. 1).
Таблица 1
при ускоренных испытаниях
ИС МЕГАНОРМ: примечание. |
N п.п. | Метод термовлагообработки | Вид клея | Условия эксплуатации конструкций | Образец для испытаний |
1 | Вымачивание в воде при комнатной температуре (20 +/- 2 °C) в течение 24 ч | Мочевино-формальдегидные | Заводская проверка прочности клеевых соединений фанеры | ГОСТ 9624-61 и рис. 1, б |
2 | То же, в течение 48 ч | " | Конструкции и детали производственных, общественных и жилых зданий, эксплуатируемые внутри отапливаемых помещений с относительной влажностью воздуха 40 - 85% | |
Вымачивание в воде при температуре 60 °C в течение 6 ч | " | Конструкции и детали производственных, промышленных и сельскохозяйственных зданий, эксплуатируемые внутри отапливаемых помещений с относительной влажностью воздуха 86 - 100% | То же | |
Цикличные испытания: вымачивание в воде при комнатной температуре в течение 48 ч, замораживание при температуре -20 °C в течение 9 ч, оттаивание при комнатной температуре 15 ч и высушивание при температуре 60 °C в течение 10 ч <1> | Феноло-формальдегидные, резорцино-формальдегидные, мочевино-меламино-формальдегидные, мочевино-формальдегидные | То же, а также конструкции, эксплуатируемые на открытом воздухе в умеренной климатической зоне <2> | " | |
Кипячение в воде в течение 1 ч | Феноло-формальдегидные, резорцино-формальдегидные, мочевино-меламино-формальдегидные | Заводская проверка прочности клеевых соединений фанеры | ГОСТ 9624-61 и рис. 1, б | |
Кипячение в воде в течение 3 ч, высушивание в течение 18 ч и повторное кипячение в воде 3 ч | Феноло-формальдегидные, резорцино-формальдегидные | Несущие и ограждающие конструкции, эксплуатируемые на открытом воздухе в умеренной климатической зоне | ||
Кипячение в воде в течение 4 ч, охлаждение в воде при комнатной температуре 30 мин, замораживание при температуре -20 °C 15 ч, повторное кипячение в течение 4 ч | То же | Несущие и ограждающие конструкции, эксплуатируемые в северных и южных районах страны | То же |
--------------------------------
<2> Метод используется в научно-исследовательских организациях для сравнительной оценки эксплуатационной стойкости клеевых соединений на различных клеях.
Параллельно с ускоренными испытаниями для сравнения показателей прочности рекомендуется проводить испытания таких же образцов, не подвергнутых термовлагообработке <1>.
--------------------------------
5.5. Вымачивание и кипячение образцов производят в металлических нержавеющих емкостях. Образцы, уложенные в специальных контейнерах на ребро, помещают в емкости, в которых находится предварительно нагретая до требуемой температуры вода. Учитывая разбухание образцов, контейнер следует заполнять образцами лишь на 80% его объема, оставляя незанятым промежуток, рассчитанный на расширение образцов при разбухании. Уровень воды должен быть на 2 - 3 см выше поверхности образцов. В течение всего периода влагообработки в емкостях любым способом (при помощи электроплиток, кипятильников и т.п.) поддерживается заданная температура воды с колебаниями +/- 2°. При необходимости испытания образцов в среде насыщенного водяного пара или в условиях высокой влажности воздуха образцы укладывают на решетку, располагаемую над уровнем воды. Помещение, где производится термовлагообработка образцов, должно соответствовать требованиям санитарно-гигиенических правил.
5.6. После окончания термовлагообработки образцы охлаждают в проточной воде до 18 - 20 °C, затем протирают сухой тканью и испытывают их прочность.
6.1. Полученные при контрольных испытаниях показатели прочности должны быть не ниже значений, приведенных в табл. 2. Для конкретных конструкций и изделий эти показатели могут быть уточнены.
Таблица 2
при контрольных испытаниях
N п.п. | Вид испытания | Образец для испытания | Порода древесины | Минимальный показатель прочности в кгс/см2 |
1 | Скалывание клеевого соединения вдоль волокон древесины при растяжении | Сосна, ель | 25 | |
2 | То же, при сжатии | " 4, а | То же | 60 |
3 | Двустороннее раскалывание | " 6 | " | 40 |
4 | Статический изгиб соединений на зубчатый шип и на ус | " 10 | " | 250 |
5 | Сжатие угловых шиповых соединений | " 11 | " | 6 |
6 | Скалывание строительной фанеры при растяжении | " 1, б | Береза | 15 |
7 | Отрыв планок паркетных досок от основания | " 8 | Бук, дуб <1> ---------------- Сосна, ель | 6 |
--------------------------------
Показатели прочности образцов, подвергнутых термовлагообработке, при скалывании вдоль волокон древесины должны быть не ниже значений, приведенных в табл. 3.
Таблица 3
подвергнутых термовлагообработке, при скалывании
их вдоль волокон древесины
N п.п. | Режим температурно-влажностных воздействий | Порода древесины | Образец для испытаний из | |||
древесины | фанеры | |||||
рис. 1, а | рис. 4, а | рис. 1, б | ||||
1 | Вымачивание в воде при комнатной температуре (20 +/- 2 °C) в течение 24 ч | Сосна, ель | 16 | - | 8 | |
Береза | 20 | - | 12 | |||
2 | То же, в течение 48 ч | Сосна, ель | - | 40 <**> --------- 55 | - | |
3 | Вымачивание в воде при температуре 60 °C в течение 3 ч | Сосна, ель | 16 | - | 8 | |
Береза | 20 | - | 12 | |||
3а | Вымачивание в воде при температуре 60 °C в течение 6 ч | Сосна, ель | - | 40 <**> ---------- 55 | - | |
4 | Цикличные испытания: вымачивание в воде при температуре 20 +/- 2 °C в течение 48 ч, замораживание при -20 °C в течение 9 ч, оттаивание при комнатной температуре 15 ч, высушивание при температуре 60 °C в течение 10 ч <*> | То же | - | 40 <***> ----------- 20 <****> | - | |
5 | Кипячение в воде в течение 1 ч | Сосна, ель | 16 | - | 8 | |
Береза | 20 | - | 12 | |||
6 | Кипячение в воде в течение 3 ч, высушивание и повторное кипячение в течение 3 ч | Сосна, ель | - | 45 | 10 | |
Береза | - | - | 12 | |||
7 | Кипячение в воде в течение 4 ч, замораживание и повторное кипячение | Сосна, ель | 20 | 35 | - | |
Береза | 24 | - | - | |||
--------------------------------
<***> Для феноло-формальдегидных и резорцино-формальдегидных клеев при испытании высушенных образцов.
6.2. Части разрушенных при испытании образцов внимательно осматривают. При обнаружении открытых дефектов на площадках скалывания (непроклеи, пороки древесины и др.) образцы бракуются. В незабракованных образцах определяют преимущественный характер разрушения соединения.
Характер разрушения соединений определяется визуально с использованием трех градаций: преимущественно по клею, смешанный, преимущественно по древесине. В отдельных случаях при проведении исследовательских работ допускается более точное определение характера разрушения, выражаемое в процентах (по клею или древесине) от общей площади склеивания с точностью до 5%.
при скалывании (растяжении)
Порода древесины | Температура воздуха в цехе в °C |
Клей | Влажность воздуха в цехе в % |
Изделие | Режим склеивания |
1. Температура в °C | |
2. Время открытой выдержки в мин | |
3. Время закрытой выдержки в мин | |
4. Давление прессования в кгс/см2 | |
5. Время прессования в мин | |
6. Послепрессовая выдержка в ч |
N образца | Размеры образца или площадки скалывания | Разрушающая нагрузка P в кгс | Предел прочности | Характер разрушения | Примечание | |||
ширина b в см | длина площадки скалывания a в см | толщина s в см | ширина прорези t в см | |||||
Среднее значение предела прочности Mср в кгс/см2 | ||||||||
(дата) | (подпись) | |||||||
при скалывании вдоль волокон (сжатии)
Порода древесины | Температура воздуха в цехе в °C |
Клей | Влажность воздуха в цехе в % |
Изделие | Режим склеивания |
1. Температура в °C | |
2. Время открытой выдержки в мин | |
3. Время закрытой выдержки в мин | |
4. Давление прессования в кгс/см2 | |
5. Время прессования в мин | |
6. Послепрессовая выдержка в ч |
N образца | Размер площади клеевого шва l x b в см | Разрушающая нагрузка P в кгс | Предел прочности | Характер разрушения | Примечание |
Среднее значение предела прочности Mср в кгс/см2 | |||||
(дата) | (подпись) | ||||
Порода древесины | Температура воздуха в цехе в °C |
Клей | Влажность воздуха в цехе в % |
Изделие | Режим склеивания |
1. Температура в °C | |
2. Время открытой выдержки в мин | |
3. Время закрытой выдержки в мин | |
4. Давление прессования в кгс/см2 | |
5. Время прессования в мин | |
6. Послепрессовая выдержка в ч |
Обозначение заготовки | Размеры образцов в мм | Разрушающая нагрузка в кгс | Относительная прочность A в % | Примечание | ||||||||
длина раскалывания | толщина | |||||||||||
l1 | l2 | l3 | h1 | h2 | h3 | P1 | P2 | P3 | ||||
Среднее значение предела прочности Aср в % | ||||||||||||
(дата) | (подпись) | |||||||||||
от основания
Порода древесины | Температура воздуха в цехе в °C |
Клей | Влажность воздуха в цехе в % |
Изделие | Режим склеивания |
1. Температура в °C | |
2. Время открытой выдержки в мин | |
3. Время закрытой выдержки в мин | |
4. Давление прессования в кгс/см2 | |
5. Время прессования в мин | |
6. Послепрессовая выдержка в ч |
Обозначение образца | Размеры в см | Разрушающая нагрузка P в кгс | Предел прочности | Примечание | |||
B | b | D | |||||
Среднее значение предела прочности Mср в кгс/см2 | |||||||
(дата) | (подпись) | ||||||
на зубчатый шип и на ус
Порода древесины | Температура воздуха в цехе в °C |
Клей | Влажность воздуха в цехе в % |
Изделие | Режим склеивания |
Параметры соединения | 1. Температура в °C |
1. Уклон шипа или уса | 2. Время открытой выдержки в мин |
2. Шаг соединения в мм | 3. Время закрытой выдержки в мин |
3. Длина шипа в мм | 4. Давление прессования в кгс/см2 |
4. Затупление шипа в мм | 5. Время прессования в мин |
5. Зазор в стыке в мм | 6. Послепрессовая выдержка в ч |
Обозначение заготовки | Размеры поперечного сечения в мм | Разрушающая нагрузка в кгс | Относительная прочность A в % | Примечание | |||||||
ширина | толщина | ||||||||||
b1 | b2 | b3 | h1 | h2 | h3 | P1 | P2 | P3 | |||
Среднее значение предела прочности Aср в % | |||||||||||
(дата) | (подпись) | ||||||||||
Журнал испытаний на статический изгиб соединений
элементов на зубчатый шип и на ус
(при количественной оценке прочности)
Порода древесины | Температура воздуха в цехе в °C |
Клей | Влажность воздуха в цехе в % |
Изделие | Режим склеивания |
Параметры соединения | 1. Температура в °C |
1. Уклон шипа или уса | 2. Время открытой выдержки в мин |
2. Шаг соединения в мм | 3. Время закрытой выдержки в мин |
3. Длина шипа в мм | 4. Давление прессования в кгс/см2 |
4. Затупление шипа в мм | 5. Время прессования в мин |
5. Зазор в стыке в мм | 6. Послепрессовая выдержка в ч |
Обозначение заготовки | Размеры образца в см | Разрушающая нагрузка P2 в кгс | Предел прочности | Характер разрушения | Примечание | ||
b7 | h | l | |||||
Среднее значение предела прочности Mср в кгс/см2 | |||||||
(дата) | (подпись) | ||||||
Порода древесины | Температура воздуха в цехе в °C |
Клей | Влажность воздуха в цехе в % |
Изделие | Режим склеивания |
1. Температура в °C | |
2. Время открытой выдержки в мин | |
3. Время закрытой выдержки в мин | |
4. Давление прессования в кгс/см2 | |
5. Время прессования в мин | |
6. Послепрессовая выдержка в ч |
N образца | Ширина бруска створки B в см | Толщина бруска створки S0 в см | Разрушающая нагрузка P в кгс | Предел прочности | Примечание | |
Среднее значение предела прочности Mср в кгс/см2 | ||||||
(дата) | (подпись) | |||||
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Прочность и долговечность клееных конструкций и изделий зависит прежде всего от качества склеивания, поэтому контроль качества клеевых соединений должен быть одним из важнейших этапов технологии клееных изделий. Качество склеивания обеспечивается точным соблюдением режимов склеивания, правильным выбором клея, учетом конструктивных особенностей соединения и многими другими условиями. Однако выполнение всех этих условий еще не гарантирует получение безусловно надежного соединения ввиду множества случайных факторов, могущих повлиять на свойства клеевого шва.
Поэтому необходимым этапом в оценке качества соединения должно быть испытание его на стойкость (долговечность) применительно к условиям эксплуатации. Это испытание составляет основу контроля качества. Весьма важно при этом, чтобы испытания проводились по единой тщательно апробированной методике во избежание различных толкований полученных результатов.
Пока не разработан стандартный метод оценки качества (стойкости, долговечности) клеевых соединений, возникает необходимость в создании Рекомендаций, которые бы предусматривали основные методы испытаний клееной древесины в строительных изделиях, включая методы определения прочности и неразрушающего контроля. Подготавливая настоящие Рекомендации, авторы имели в виду, что некоторые из предлагаемых методов контроля еще нуждаются в широкой производственной проверке и что издание Рекомендаций будет способствовать скорейшему проведению такой проверки.
При составлении Рекомендаций принималось во внимание, что, помимо влияния различных температурно-влажностных воздействий, клеевые соединения претерпевают в эксплуатации различное напряженное состояние, зависящее от вида конструктивных элементов, и это заставляет обратить особое внимание на методы определения прочности при оценке качества соединений.
Наиболее часто в несущих конструкциях клеевые соединения воспринимают скалывающие нагрузки. Этот вид напряженного состояния принят основным как для контрольных, так и для длительных испытаний. Наряду с испытаниями образцов из массивной древесины в Рекомендации включен специальный тонкий образец, позволяющий в короткие сроки подвергать клеевой шов различным температурно-влажностным воздействиям. Остальные виды испытаний, характерные для работы клеевого соединения в том или ином конкретном клееном изделии, предназначены только для контрольных испытаний (из-за сложности отсутствия методик испытаний и прочностных показателей).
Рекомендациями предусматривается использование изложенных методов испытаний для двух основных целей:
а) испытания специально изготовленных клееных образцов; результаты этих испытаний необходимы для разработки клееных конструкций, оценки клеящей способности клеев, отработки режимов склеивания и т.п.;
б) испытания образцов, вырезанных из клееных конструкций, изделий и их элементов; результаты таких испытаний позволяют оценивать качество клееных изделий на различных стадиях их эксплуатации.
Клееные образцы подвергаются механическим испытаниям как непосредственно после склеивания или после выдержки в нормальных температурно-влажностных условиях, так и после различных температурно-влажностных воздействий. Несмотря на то что контрольные испытания в известной степени характеризуют прочность соединений, наиболее объективная оценка может быть получена лишь после ускоренных испытаний и длительного выдерживания образцов в условиях, близких к эксплуатационным.
Обязательной для всех видов испытаний является контрольная проверка качества клея и выбранного режима склеивания до начала испытаний. Длительные испытания малых образцов можно рассматривать как текущий контроль прочности клееного изделия на любом этапе его эксплуатации. Обязательным условием длительных испытаний является следующее: с момента изготовления и до момента испытания образцы должны находиться в тех же условиях, что и контролируемые изделия.
При массовом выпуске продукции трудно организовать испытания, воспроизводящие эксплуатационные воздействия. Такие испытания длительны и, следовательно, дороги, а информация о них запаздывает. Поэтому наряду с длительными испытаниями, которые как бы контролируют действительную прочность клеевых соединений на любом этапе их эксплуатации, в Рекомендациях большое внимание уделяется проведению ускоренных испытаний. Естественно, что данные ускоренных испытаний не могут дать точного ответа о долговечности различных клееных изделий. Однако результаты таких испытаний помогут конструировать наиболее долговечные клеевые соединения.
Следует отметить, что действующими нормативными документами предусматриваются некоторые виды ускоренных испытаний. Так, образцы из фанеры, склеенной феноло-формальдегидными клеями, испытывают на скалывание по клеевому слою после кипячения в воде в течение 1 ч. Образцы из фанеры, склеенные мочевино-формальдегидными клеями, испытывают после вымачивания в воде при комнатной температуре в течение 24 ч.
Как показывают практика и результаты научно-исследовательских работ, для строительных изделий, эксплуатируемых зачастую в суровых условиях, необходимы более жесткие режимы термовлагообработки образцов при ускоренных испытаниях по сравнению с упомянутыми. Современные зарубежные стандарты и инструкции предусматривают жесткие условия испытания клееной продукции на ускоренное старение. При испытании продукции на феноло-формальдегидных или резорциновых клеях стандарты США, Канады, ФРГ требуют переменного кипячения - высушивания, а на мочевино-формальдегидных клеях - вымачивания в воде при температуре 60 - 70 °C или кипячения в воде (для образцов на мочевино-меламиновых клеях). Другими стандартами (Англия, Австралия) предусматривается вымачивание образцов (3, 6 и даже 72 ч), кипячение образцов в воде или пропаривание в автоклаве.
По сравнению с этими методами условия испытаний отечественной клееной продукции сильно облегчены, что не всегда позволяет выявить дефекты склеивания, вызванные нарушением технологического режима или использованием несоответствующих или недоброкачественных материалов.
Необходимо пользоваться такими методами испытаний, которые позволяли бы судить о гарантийности работы клеевых соединений в строительных конструкциях и деталях и могли способствовать повышению долговечности клееных деревянных конструкций и строительных деталей.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: публикации [1 - 4] отсутствуют. |
Постановка такой задачи, направленной на улучшение качества отечественной клееной продукции, потребовала проведения обширных испытаний - ускоренных и длительных - для сопоставления экспериментальных данных и выбора научно обоснованных методов испытаний. Результаты этой работы изложены в соответствующих научно-исследовательских отчетах ЦНИИ строительных конструкций, ЦНИИ фанеры, ЦНИИ механической обработки древесины и в публикациях [1 - 4].
На основании указанных выше работ в табл. 1 приведены режимы термовлагообработки образцов, склеенных различными клеями. Наряду с этим сохранены ранее использовавшиеся режимы, что позволит сравнивать показатели прочности образцов, подвергнутых разным, но строго определенным видам воздействий.
На первый взгляд может показаться странным некоторое несоответствие между рекомендуемыми методами ускоренной термовлагообработки и условиями эксплуатации изделия. Так, например, п. 3 рекомендует конструкции и изделия, эксплуатируемые внутри отапливаемых помещений с повышенной влажностью, подвергать вымачиванию в воде при температуре 60 °C в течение 6 ч.
Это объясняется тем, что при создании более жестких условий воздействий на клеевой шов в значительно более короткие сроки можно оценить качество склеивания.
Подобными режимами термовлагообработки можно также выявить недостаточную полноту отверждения клея, вызванную неоптимальным режимом склеивания, недостаточным количеством отвердителя и пр.
Пункт 4 рекомендует подвергать клеевые соединения цикличным воздействиям, которые включают в себя все возможные виды колебания температуры и влажности, которым подвергается незащищенная конструкция в процессе эксплуатации: перепад температур от -20° до +60 °C, выдержка как в сухой, так и в мокрой среде. Проведя испытания образцов после всех рекомендуемых циклов, можно будет дать качественную оценку поведения клеевых соединений, эксплуатируемых в атмосферных условиях.
Пункты 5, 6 и 7 рекомендуют кипячение образцов в воде в комплексе с другими видами воздействий. Это также позволяет в короткие сроки оценивать сравнительную стойкость соединений на различных клеях.
Прочностные показатели, полученные по методу переменного кипячения - высушивания образцов (п. 6) на феноло-формальдегидных и резорцино-формальдегидных клеях, соответствуют результатам длительных испытаний и способствуют обнаружению дефектов склеивания.
Еще более жестким является метод переменного кипячения - замораживания (п. 7). Этот метод рекомендуется для несущих конструкций, эксплуатируемых в северных и южных районах страны, т.е. в районах с наиболее жесткими климатическими условиями.
Применение жестких режимов термовлагообработки образцов при ускоренных испытаниях дает значительный технико-экономический эффект, предупреждая случаи преждевременного выхода из строя деталей и конструкций и, следовательно, снижая общий уровень амортизационных отчислений, связанных с ремонтом и восстановлением конструкций.
Показатели прочности при контрольных испытаниях (табл. 2) приведены применительно ко всем основным видам образцов, описанным в Рекомендациях. Прочность клеевых соединений, подвергнутых термовлагообработке (табл. 3), оценивается только при испытании образцов на скалывание.
В заключении можно отметить, что использование изложенных в Рекомендациях методов испытаний клеевых соединений для контроля их качества обеспечит большую надежность в эксплуатации клееных деревянных конструкций и изделий и, следовательно, повысит их долговечность.