СПРАВКА
Источник публикации
М.: НИИЖБ Госстроя СССР, 1985
Примечание к документу
Название документа
"Рекомендации по предотвращению технологических трещин в бетоне аэродромных плит типа ПАГ"
(утв. НИИЖБ Госстроя СССР 02.08.1985)
"Рекомендации по предотвращению технологических трещин в бетоне аэродромных плит типа ПАГ"
(утв. НИИЖБ Госстроя СССР 02.08.1985)
Содержание
директором НИИЖБ
2 августа 1985 года
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТИТУТ БЕТОНА И ЖЕЛЕЗОБЕТОНА
(НИИЖБ)
РЕКОМЕНДАЦИИ
ПО ПРЕДОТВРАЩЕНИЮ ТЕХНОЛОГИЧЕСКИХ ТРЕЩИН
В БЕТОНЕ АЭРОДРОМНЫХ ПЛИТ ТИПА ПАГ
Печатается по решению секции заводской технологии НТС НИИЖБ Госстроя СССР от 22 июня 1984 г.
Содержат основные положения по предотвращению трещин в бетоне при изготовлении аэродромных плит типа ПАГ в силовых формах с тепловой обработкой в ямных камерах.
Рекомендации предназначены для инженерно-технических работников проектных организаций, занимающихся технологической подготовкой производства, разработкой силовых форм и карт технологического процесса изготовления аэродромных плит, а также для ИТР заводов железобетонных изделий.
Табл. 2, илл. 8.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 25912.0-83 и ГОСТ 25912.1-83 Постановлением Госстроя СССР от 12.03.1991 N 8 с 1 января 1992 года введены в действие ГОСТ 25912.0-91 и ГОСТ 25912.1-91. |
Согласно требованиям ГОСТ 25912.0-83 "Плиты железобетонные предварительно напряженные для аэродромных покрытий. Технические условия", ГОСТ 25912.1-83 "Плиты железобетонные предварительно напряженные для аэродромных покрытий. Конструкция и размеры" и ГОСТ 25912.4-83 "Плиты железобетонные предварительно напряженные для аэродромных покрытий. Конструкция арматурных и монтажно-стыковых изделий", образование трещин в бетоне плит высшей категории качества в стадии изготовления не допускается.
Рекомендации содержат мероприятия по предотвращению трещин в бетоне при изготовлении плит в силовых формах. Приведены предложения по усовершенствованию технологии изготовления, конструктивных решений стальных форм и камер.
Рекомендации рассматривают условия агрегатно-поточного изготовления аэродромных плит типа ПАГ на открытом полигоне и могут быть распространены также на условия изготовления плит в отапливаемых зданиях.
Рекомендации составлены на основе результатов исследований, выполненных НИИЖБ в производственных условиях открытого полигона производства N 1 ПО "Запорожжелезобетон", а также в отапливаемых зданиях производства N 1 ПО "Донецкжелезобетон" Укртяжстройиндустрии, завода ЖБИ-18 "Моспромжелезобетон" Главмосстройматериалов и Клинского комбината "Стройиндустрия" Главмособлстройматериалов.
Рекомендации разработаны НИИЖБ Госстроя СССР (д-р техн. наук, проф. Н.А. Маркаров, инж. А.Г. Замиховский).
Предложения и замечания по содержанию настоящих Рекомендаций просим направлять в НИИЖБ по адресу: 109389, Москва, 2-я Институтская ул., д. 6.
Дирекция НИИЖБ
1.1. Настоящие Рекомендации распространяются на изготовление плит типа ПАГ по агрегатно-поточной технологии на открытых полигонах.
Рекомендации учитывают условия изготовления плит с тепловой обработкой в диапазоне температур наружного воздуха от -20 °C до +40 °C при температурах изотермического прогрева от +55 °C до +70 °C.
Рекомендации могут быть также использованы при изготовлении плит в отапливаемых зданиях при температуре воздуха цеха от +5 °C до +30 °C.
1.2. Рекомендации предназначены для использования при разработке комплекса мероприятий, обеспечивающих подготовку производства к выпуску плит, удовлетворяющих требованиям ГОСТ.
Рекомендации следует учитывать при разработке карт технологического процесса изготовления, при проектировании усовершенствованных силовых форм, пропарочных камер и режимов тепловой обработки (при нагреве и охлаждении плит в формах).
1.3. При изготовлении плит с тепловой обработкой, как правило, в бетоне образуются технологические трещины разной формы и ширины раскрытия.
Основной причиной образования трещин являются различие теплофизических характеристик и проявление температурных деформаций стальной формы и железобетонной плиты в процессе нагрева и охлаждения, приводящее к их силовому взаимодействию.
1.4. Образование технологических трещин происходит при действии температурных перепадов при охлаждении, превышающих 25 °C. Вначале образуются поперечные трещины, и при температурном перепаде, превышающем 30 °C, трещины под углом к оси плиты у боковых выемок (рис. 1).
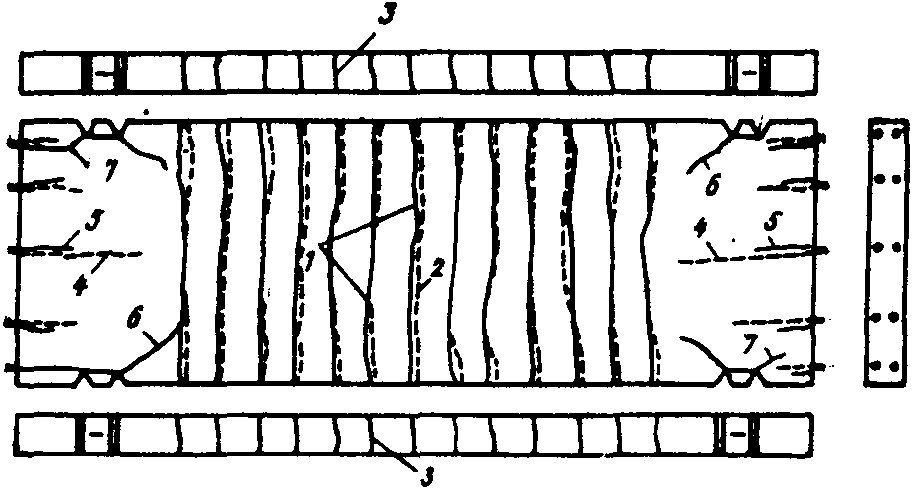
Рис. 1. Расположение технологических трещин
на поверхности аэродромных плит при охлаждении
1, 2, 3 - поперечные трещины, соответственно, на открытой,
лицевой (рабочей) и боковой поверхностях; 4, 5 - то же,
продольные трещины; 6, 7 - трещины под углом к оси плиты
у боковых выемок
1.5. Продольные трещины проявляются в основном при отпуске натяжения обрезкой арматурных стержней и наблюдаются в направлении от торцов плиты к ее середине. После отпуска натяжения трещины могут развиваться и далее в течение последующих нескольких часов. Протяженность продольных трещин может достигать 1 м от торцов изделия.
1.6. По мере роста температурных перепадов увеличивается количество различных трещин и ширина их раскрытия до 0,3 - 0,5 мм.
Наибольшее раскрытие наблюдается у трещин под углом к оси плиты у боковых выемок.
1.7. Поперечные трещины распространяются на часть или всю ширину плиты; они могут пересекать часть или всю высоту боковых граней. Иногда после кантовки плит могут наблюдаться сквозные трещины на части поперечного сечения.
1.8. Образование, распространение и ширина раскрытия поперечных трещин уменьшаются или трещины совсем не наблюдаются по мере снижения температурных перепадов и сокращения длительности совместного охлаждения плит в существующих формах.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 25912.0-83 Постановлением Госстроя СССР от 12.03.1991 N 8 с 1 января 1992 года введен в действие ГОСТ 25912.0-91. |
2.1. В соответствии с ГОСТ 25912.0-83 рабочая поверхность плит не должна иметь трещин. На нерабочей поверхности и боковых гранях плит допускаются усадочные и технологические трещины шириной не более 0,05 мм и длиной не более 50 мм. В плитах высшей категории качества трещины не допускаются.
2.2. Образование указанных трещин зависит от длительности совместного охлаждения плиты и формы до значений, не более допускаемой длительности  (табл. 1). После ранней распалубки и отпуска натяжения не позднее допускаемой длительности
(табл. 1). После ранней распалубки и отпуска натяжения не позднее допускаемой длительности  (на горячий бетон) образование этих трещин не наблюдается (табл. 1).
(на горячий бетон) образование этих трещин не наблюдается (табл. 1).
Таблица 1
при различных условиях изготовления
N п/п | Температурный перепад при охлаждении, °C | Режим роста прочности | Число одновременно открываемых камер | Число пакетов в камере | Число рядов в пакете (штабеле) | Длительность охлаждения плит в формах, мин, B | Трещины | |||
поперечные при передаче усилия обжатия | продольные | |||||||||
на горячий бетон | при поздней передаче | |||||||||
 |  | |||||||||
1 | 40 | Ускоренный | 3 | 2 | 6 | 445 | 50 | - | + | + |
2 | 1 | 2 | 6 | 135 | - | + | + | |||
3 | 1 | 1 | 6 | 70 | - | + | + | |||
4 | Замедленный | 1 | 2 | 6 | 135 | - | - | - | ||
5 | 1 | 1 | 6 | 70 | - | - | - | |||
6 | 50 | Ускоренный | 3 | 2 | 6 | 445 | 35 | - | + | + |
7 | 1 | 2 | 6 | 135 | - | + | + | |||
8 | 1 | 1 | 6 | 72 | - | + | + | |||
9 | 1 | 1 | 5 | 60 | - | + | + | |||
10 | Замедленный | 1 | 1 | 5 | 60 | - | + | _ | ||
11 | 1 | 1 | 5 | 35 | - | - | - | |||
12 | 65 | Ускоренный | 1 | 2 | 6 | 135 | 15 | + | + | + |
13 | 1 | 1 | 6 | 72 | + | + | + | |||
14 | 1 | 1 | 5 | 60 | + | + | + | |||
15 | 80 - 95 | Ускоренный | 1 | 1 | 5 | 60 | 5 | + | + | + |
16 | 1 | 1 | 4 | 48 | + | + | + | |||
Условные обозначения: "+" - трещины есть; "-" - трещин нет.
2.3. Образование, распространение и ширина раскрытия продольных трещин уменьшается или трещины совсем не наблюдаются по мере снижения величины температурного перепада и замены ускоренного режима твердения на замедленный в начале подъема температуры (см. табл. 1, рис. 2 и 3, б).
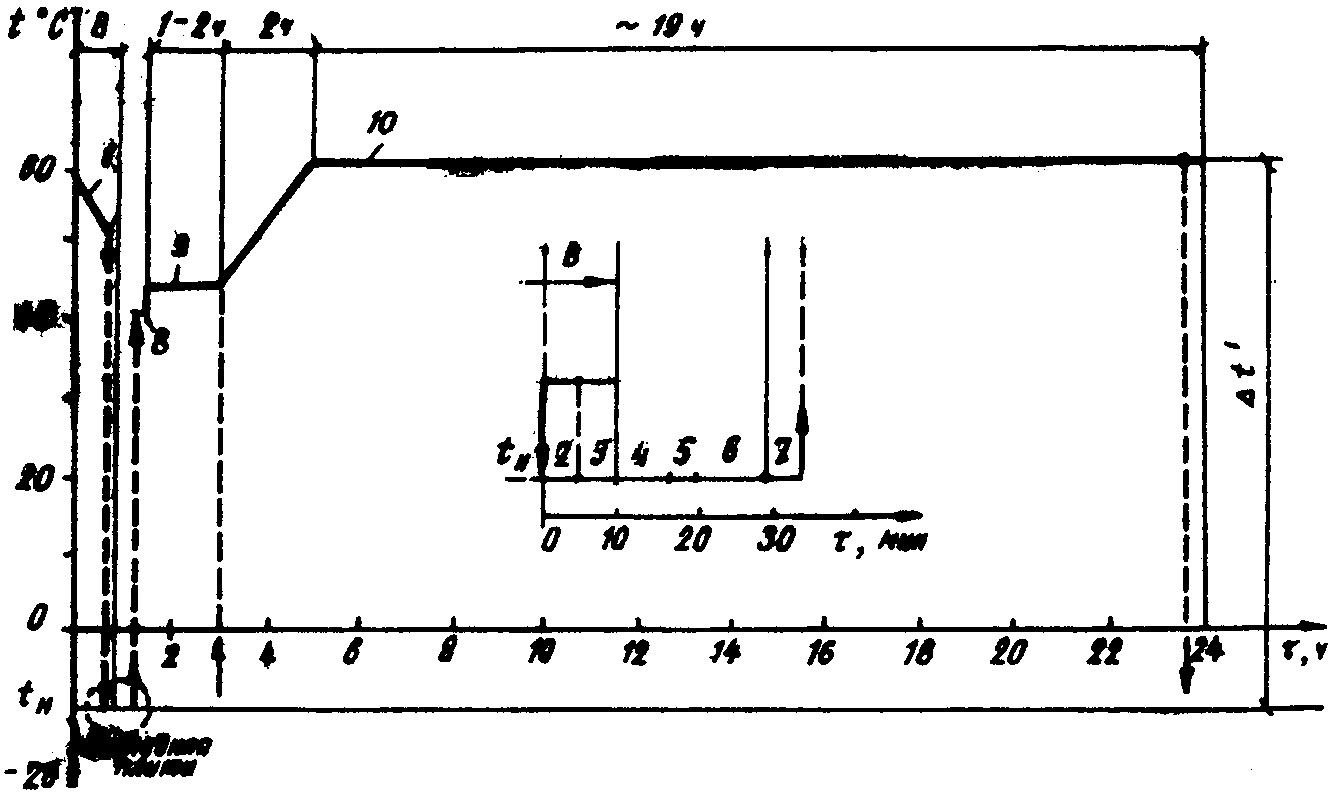
изготовления плит в однопакетной камере и вне ее
1 - режим охлаждения в открытой камере последней плиты
с формой; 2, 3 - режим охлаждения, соответственно,
при транспортировании и на посту распалубливания;
4, 5, 6 - режимы, соответственно, чистки формы и установки
арматуры, транспортирования и формования; 7 - режим
транспортирования свежеотформованной плиты в камеру;
8 - 9 - режимы подогрева формы с плитой, соответственно,
в открытой и закрытой камере; 10 - режим тепловой обработки
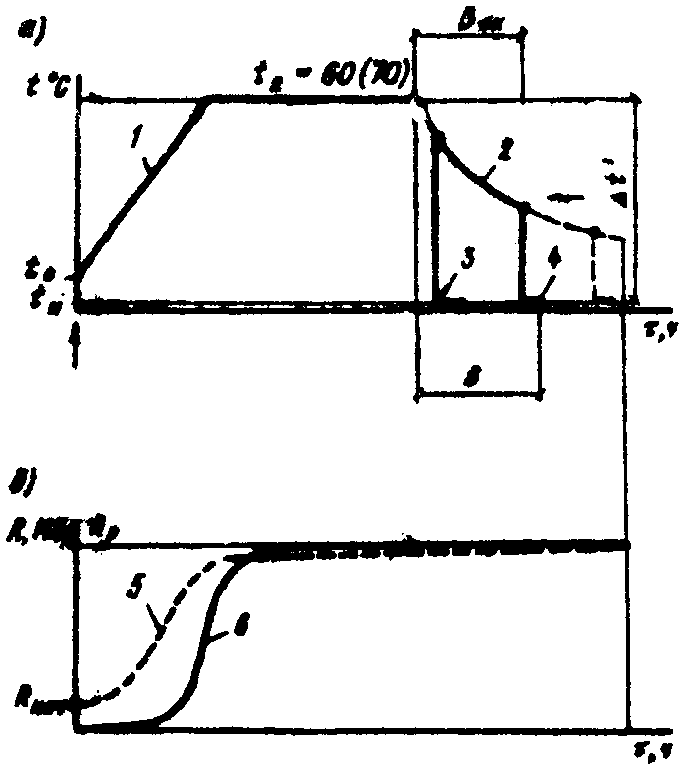
а - режим тепловой обработки и охлаждения;
б - режим прочности бетона
1 - укороченный подъем температуры; 2 - сокращенное
охлаждение плит в формах в открытой камере; 3, 4 - то же,
вне камеры, соответственно, первой и последней плиты;
5, 6 - соответственно, обычный и замедленный рост
прочности бетона в начальной стадии тепловой обработки
2.4. Предотвращение трещинообразования в бетоне плит на существующих формах наблюдается в отапливаемом здании при допускаемом температурном перепаде 50 °C или на открытом полигоне (с усовершенствованной технологической планировкой) при извлечении плит из камеры кранами при указанном перепаде температур.
2.5. Сокращение длительности совместного охлаждения последней плиты в силовой форме до допускаемой величины отмечается по мере снижения числа одновременно открываемых камер с трех до одной, сокращения числа пакетов в камере с двух-четырех до одного, уменьшения числа рядов в пакете до четырех-пяти (см. табл. 1).
2.6. Для предотвращения технологических трещин в плитах на существующих формах при температурном перепаде при охлаждении выше 25 °C рекомендуется применять температурно-временной режим изготовления, включающий режим тепловой обработки, режим охлаждения в открытой камере и вне ее, временной режим операции вне камеры и в открытой камере перед термообработкой (см. рис. 2).
2.7. Режим термообработки в каждой камере назначается в зависимости от числа рабочих смен, заданной температуры изотермического прогрева, состава бетона, используемых цементов и добавок и достижения передаточной прочности бетона в горячем состоянии. При двухсменной работе рекомендуется следующий ориентировочный режим термообработки в ямной камере со средней длительностью термообработки 21 ч: подъем температуры до 60 - 70 °C - 2 ч; изотермический прогрев - 19 ч; охлаждение в закрытой камере - не более 15 мин.
Камера должна быть оборудована средствами контроля и автоматизации управления режимом термообработки.
2.8. Рекомендуется применять замедленный режим роста прочности (рис. 3), для чего следует использовать составы бетона с замедлителями роста прочности в начальной стадии. Начальная прочность бетона перед термообработкой должна быть не более 0,15 МПа; прочность бетона после 1 ч обработки - не более 0,6 - 1 МПа и в начале изотермического прогрева - не менее 5 - 10 МПа.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10178-76 Постановлением Госстроя СССР от 10.07.1985 N 116 с 1 января 1987 года введен в действие ГОСТ 10178-85. |
2.9. Для обеспечения замедленного режима роста прочности бетона при подборе составов бетонной смеси на цементах по ГОСТ 10178-76 следует принимать бетонные смеси с осадкой конуса 5 - 6 см. Для этой цели рекомендуется:
применять добавки - СДБ в количестве 0,15% от массы цемента или разжижитель (суперпластификатор марки С-3 по ТУ 6-14-19-205-78) в количестве 0,4 - 0,8% от массы цемента;
сократить длительность предварительной выдержки бетона в свежеотформованных плитах вне камеры до технологически возможного минимума, который должен определяться временем транспортировки формы с плитой в камеру. Задержку плит вне камер следует исключить;
сократить длительность предварительной выдержки бетона (в нижней плите) в открытой камере до возможного минимума времени загрузки пакета, зависящего в пределах однопакетной ямной камеры от числа плит в пакете и времени, необходимого для закрытия камеры;
сократить предварительную выдержку бетона в закрытой камере.
2.10. Режим охлаждения в открытой камере и вне ее рекомендуется назначать из условий:
непревышения максимальной длительности совместного охлаждения последней плиты с формой  и в открытой камере
и в открытой камере  над допускаемой длительность
над допускаемой длительность  . Соответственно,
. Соответственно,  и
и  для каждого заданного уровня температурного перепада при охлаждении приведены в табл. 2;
для каждого заданного уровня температурного перепада при охлаждении приведены в табл. 2;
уменьшения длительности совместного охлаждения вне камеры, определяемого временем транспортировки формы с плитой из камеры  и длительностью операции на посту распалубки, включая длительность отпуска натяжения до уровня величин, приведенных в табл. 2.
и длительностью операции на посту распалубки, включая длительность отпуска натяжения до уровня величин, приведенных в табл. 2.
Таблица 2
N п/п | Температурный перепад при охлаждении, °C | Тип формы | Температурно-временной режим изготовления | Схема технологической планировки | Число одновременно открываемых камер | Число пакетов (штабелей) в камере | Число рядов в пакете (штабеле) | Допускаемая длительность охлаждения плит в формах B, мин | ||
одной плиты | ||||||||||
1 | 25 | Существующий | Существующий | Существующая | 3 | 2 | 6 | 445 | 430 | 7 |
2 | 30 | То же | То же | То же | 1 | 2 | 6 | 135 | 120 | 7 |
3 | 40 | " | " | Усовершенствованная | 1 | 1 | 6 <**> | 50 | 35 | 7 |
4 | 50 | " | Усовершенствованный | То же | 1 | 1 | 5 <**> | 35 | 25 | 4 |
5 | 30 - 90 | Усовершенствованный | То же | " | 1 | 1 | 6 | 50 | 35 | 7 |
6 | 20 - 90 | То же | " | " | 1 | 1 | 6 <**> | 35 <*> | 25 | 4 |
7 | 20 - 90 | " | " | " | 1 | 1 | 6 | 50 <*> | 40 | 4 |
--------------------------------
<*> При применении усовершенствованной формы  не ограничивается (см. табл. 1).
не ограничивается (см. табл. 1).
2.11. Посты распалубки и формования должны быть максимально приближены к камерам термообработки для сокращения транспортного пути и времени транспортировки после формования и термообработки.
2.12. Для сокращения транспортного пути рекомендуется установка двух кранов, число постов распалубки целесообразно увеличить и расположить по фронту камер. Пример схемы усовершенствованной технологической планировки открытого полигона показана на рис. 4.
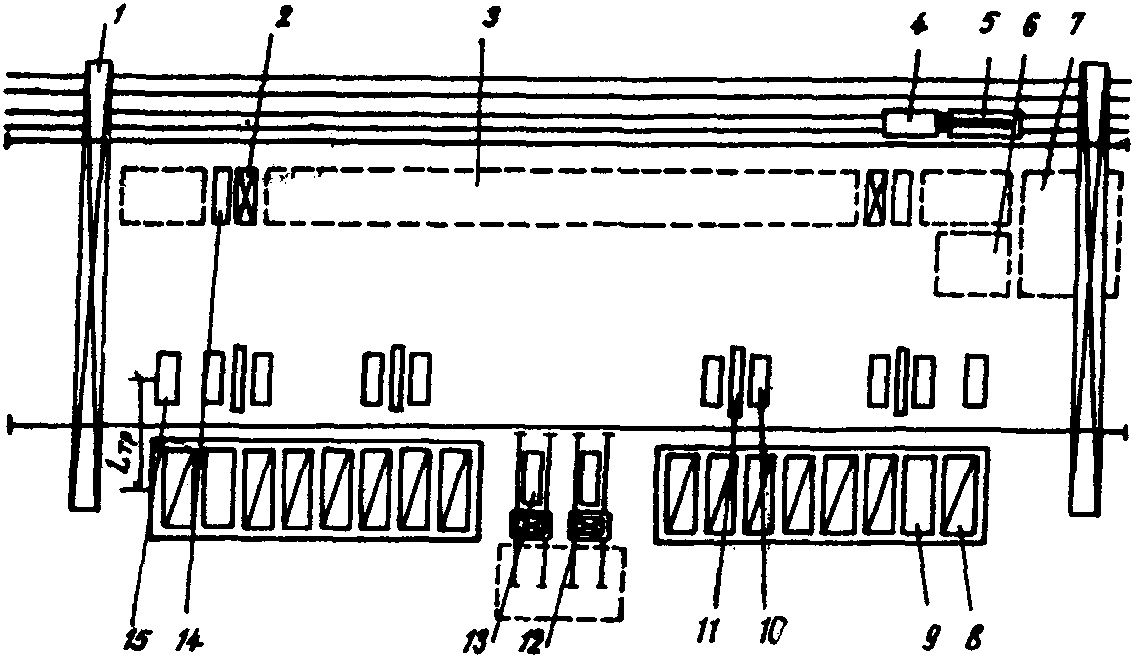
Рис. 4. Схема усовершенствованной технологической
планировки опытного полигона
1 - козловый кран; 2 - кантователь; 3 - площадка
для выдерживания и хранения плит; 4 - железнодорожный кран;
5 - платформа; 6 - площадка для ремонта форм; 7 - то же,
для хранения форм; 8 - однопакетная ямная камера закрытая;
9 - то же, открытая; 10 - пост распалубливания плит,
отпуска натяжения и снаряжения форм арматурой;
11 - установка для электронагрева стержней;
12 - бетоноукладчик; 13 - пост формования; 14 - пост
контроля качества поверхности распалубленных плит
до и после кантовки; 15 - то же, открытой поверхности
при охлаждении плит в формах
Минимальное число постов распалубки должно соответствовать числу плит в пакете.
2.13. Перерывы в технологическом процессе (временные интервалы) между открыванием камеры и извлечением плит, в процессе выгрузки плит и случаи изготовления плит, извлеченных из горячей камеры без последующего немедленного распалубливания, должны быть исключены.
Загрузку пакета отформованных плит в камеру следует производить без перерывов и промежуточных остановок до заполнения камеры. Длительность загрузки отформованных плит в пакет камеры должна быть минимальной и не превышать 35 мин. Не допускаются перерывы между загрузкой последней плиты и началом термообработки в камере.
2.14. Открывание торцевых и продольных бортов рекомендуется выполнять на постах механизированной распалубки с помощью соответствующего оборудования для сокращения времени этой операции до 2 мин.
2.15. Отпуск натяжения на горячий бетон путем обрезки стержней рекомендуется выполнять одновременно на обоих торцах в определенной последовательности: сначала производят обрезку стержней нижнего ряда, затем стержней верхнего ряда в следующем порядке - крайние средние и, наконец, центральные стержни каждого ряда.
2.16. При установке стержней в упоры силовой формы нельзя допускать завышенного, по сравнению с проектным, положения верхних стержней, вызывающего уменьшение величины защитного слоя бетона.
2.17. При температурных перепадах при охлаждении более 50 °C рекомендуется применять усовершенствованные формы. Возможные варианты усовершенствования форм даны в разделе 3.
2.18. Предотвращение трещин регистрируют при операционном и приемо-сдаточном контроле плит.
ПРЕДЛОЖЕНИЯ ПО ИХ СОВЕРШЕНСТВОВАНИЮ
3.1. При температурном перепаде 25 - 50 °C и ранней передаче обжатия на горячий бетон за счет выполнения условия  в соответствии с требованиями табл. 2 можно применять существующие силовые формы.
в соответствии с требованиями табл. 2 можно применять существующие силовые формы.
в соответствии с требованиями табл. 2 можно применять существующие силовые формы.3.2. Форма стальная включает: силовой поддон закрытого профиля (с нижней обшивкой), упоры, приваренные к каркасу поддона и откидные боковые и торцевые борта (рис. 5).
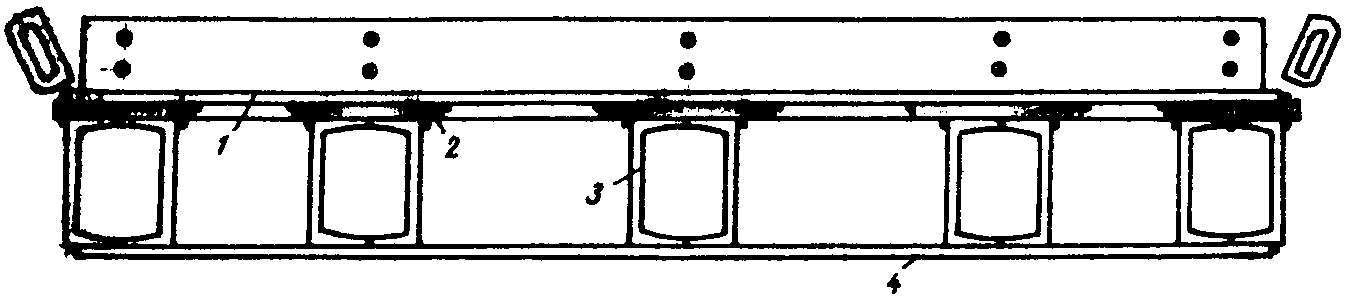
Рис. 5. Поперечное сечение формы с плитой
1 - рифленый лист; 2 - продольная полоса;
3 - продольная балка каркаса; 4 - нижняя обшивка
3.3. Каркас поддона из коробчатых балок выполнен из швеллеров N 24. Сверху к коробчатым балкам приварены продольные полосы из листа, а к последнему - рифленый лист, образующий рабочую поверхность поддона.
3.4. Торцевые фаскообразователи и образователи нижней части выемок для стыковых скоб (вкладыши) приварены к силовому поддону и выступают над рабочей поверхностью поддона формы (рис. 6, 7).
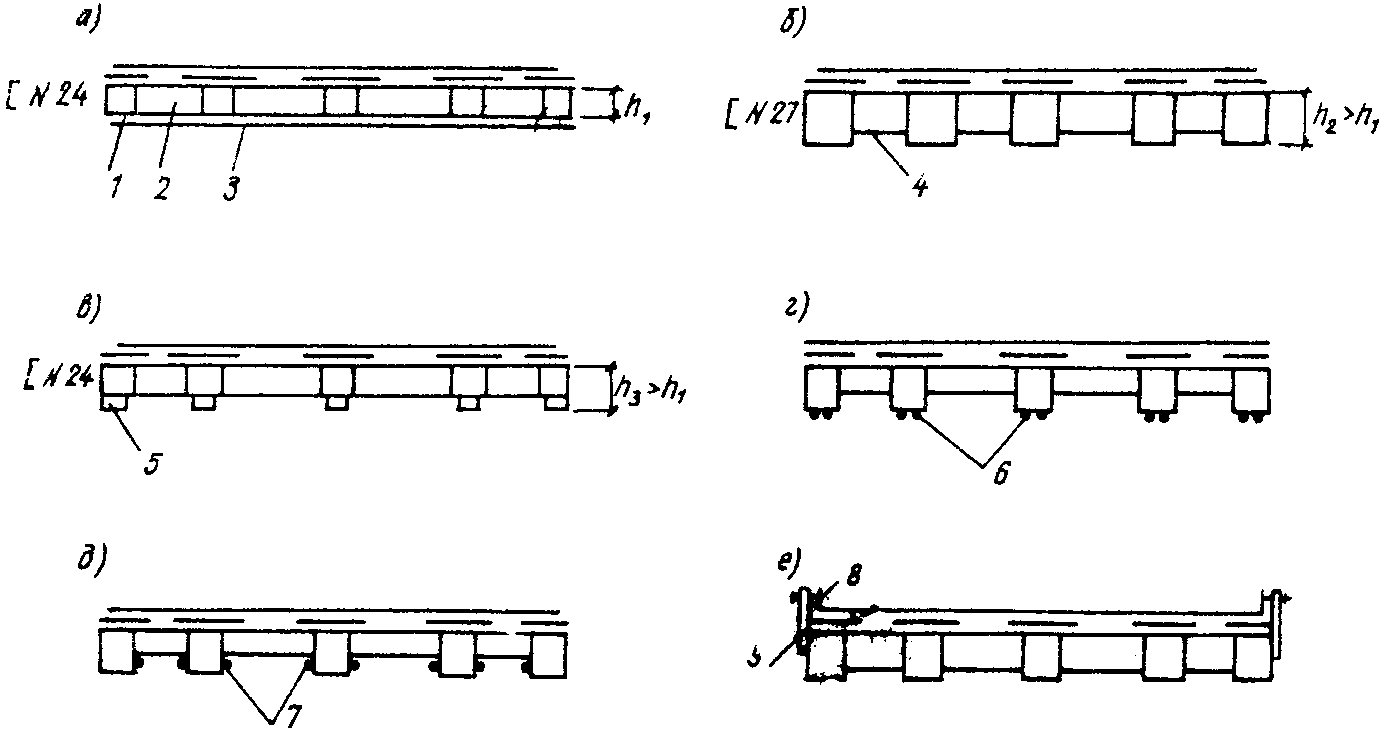
а - существующая форма; б - усовершенствованная форма
без нижней обшивки с раскосной решеткой, повышенной высоты;
в - модернизированная форма; г - с усилением
преднапряженными стержнями; д - с усилением инварными
стержнями; е - с упругими продольными бортами
1 - продольная балка; 2 - поперечная балка;
3 - нижняя обшивка; 4 - раскос; 5 - элемент усиления;
6, 7 - соответственно, стержни преднапряженные
или инварные; 8 - упругий борт; 9 - кронштейн
Примечание. Продольные откидные борта условно не показаны.
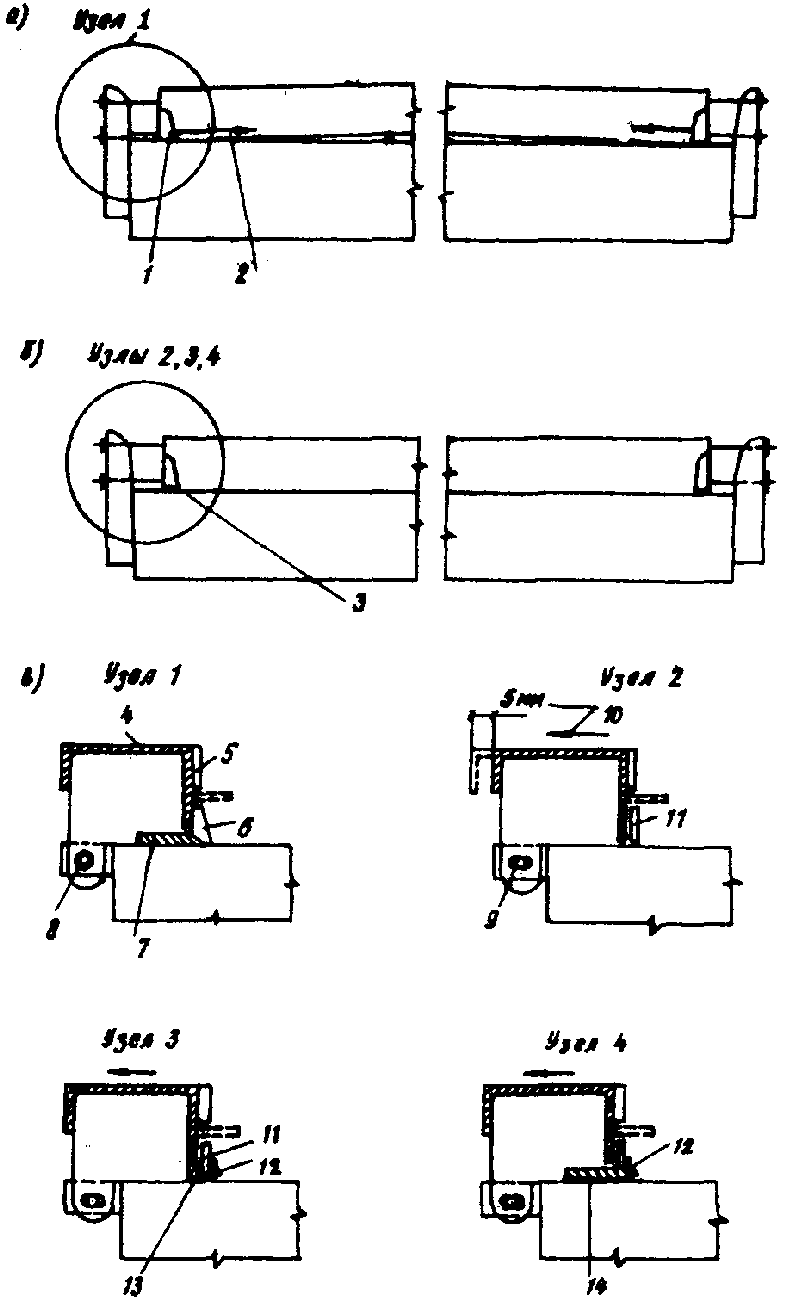
с защемлением плиты, (б) усовершенствованной без защемления
и (в) приторцовые узлы
Узел 1 - с откидным торцевым бортом; узел 2 - то же,
с заданным отодвиганием борта; узел 3 - то же,
с фаскообразователем; узел 4 - то же, с отодвижным
фаскообразователем
1 - выступающие приваренные детали поддона; 2 - продольное
усилие внецентренного сжатия; 3 - детали, перемещаемые
вместе с плитой при тепловой обработке и охлаждении;
4 - борт откидной; 5 - образователь верхней части
торцевой выемки; 6 - то же, нижней; 7 - фаскообразователь;
8 - отверстие круглое; 9 - отверстие овальное;
10 - величина и направление отодвигания; 11 - образователь
выемки "плавающий"; 12 - нащельник; 13 - фаскообразователь;
14 - то же, отодвижной накладной с приваренным
образователем нижней части выемки
3.5. Торцевые борта с приваренными к ним образователями верхней части выемок для стыковых скоб - откидные.
3.6. Боковые борта с приваренными к ним образователями верхней части выемок для монтажно-стыковых скоб - откидные. Образователи нижней части выемок - "плавающие" и выполнены в виде податливого контура их гнутого листа  .
.
.3.7. Ямные пропарочные камеры двухпакетные (или двухштабельные) без промежуточной стенки между пакетами (штабелями).
3.8. Двухпакетные камеры оборудованы пакетообразователями с автоматическими стойками. В двухштабельной камере штабель формируется за счет подкладок.
3.9. Форму с плитой устанавливают в пакет с опиранием в четырех точках (на боковых сторонах поддона) на опоры пакетообразователя. В двухштабельной камере формы с плитами устанавливают в штабель с опиранием в четырех точках на промежуточные деревянные подкладки.
3.10. Открывание бортов не механизировано.
3.11. В течение одного цикла оборота каждая форма в процессе транспортировки поворачивается (в плане) на 90° четыре раза (в точках поворота).
3.12. Строповка форм и крышек двухпакетных камер производится различными грузозахватными устройствами (автоматическим захватом и стропами) с их сменой в процессе изготовления на специальном посту.
3.13. При действии температурного перепада при охлаждении до 50 °C, при невозможности сокращения длительности совместного охлаждения плиты и формы и осуществления ранней передачи обжатия на горячий бетон, рекомендуется применять формы с усовершенствованным конструктивным решением (рис. 6 - 8).
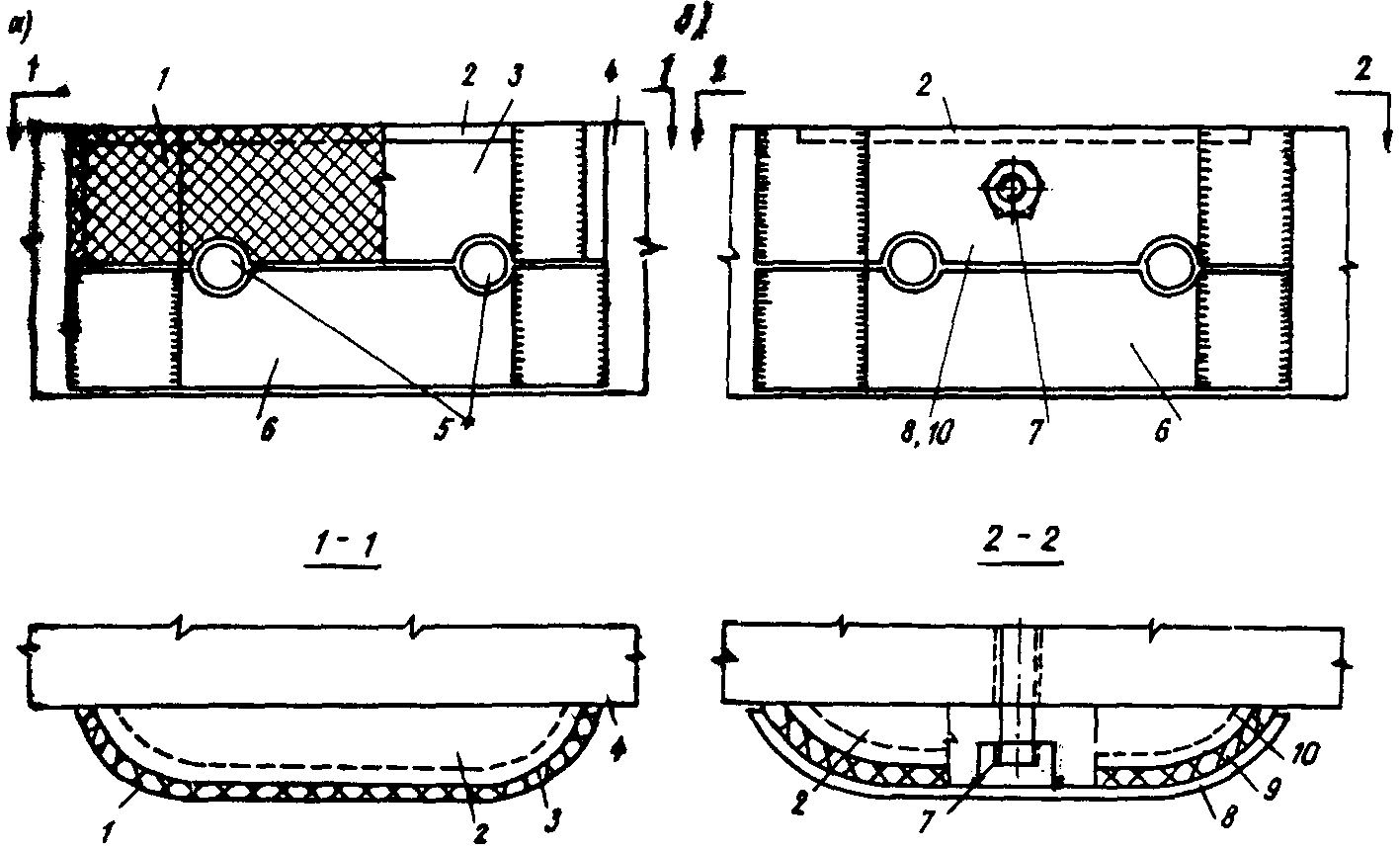
Рис. 8. Усовершенствованные узлы образователей выемки
для монтажно-стыковой скобы
а - с упругоподатливой прокладкой; б - с податливым
контуром из листа
1 - прокладка между листом 2 и жестким контуром 3
(из листа толщиной 6 мм), приваренным к продольному
борту 4; 5 - арматурная скоба; 6 - образователь нижней
части выемки "плавающий", прижатый сверху; 7 - устройство
для закрепления внешнего контура 8 к борту при формовании;
9 - резиновая прокладка между внешним 8
и внутренним 10 контурами
Примечание. Скоба 5 в сечениях 1-1 и 2-2 условно не показана.
3.14. В усовершенствованных формах рекомендуется:
устранить силовое взаимодействие плиты и формы при обеспечении свободного деформирования плиты относительно формы, за счет замены выступающих приваренных деталей поддона и продольных бортов (образователей нижней части торцевых выемок, торцевых фаскообразователей и образователей верхней части боковых выемок) и неотодвижных торцевых бортов на усовершенствованные узлы, а также за счет исключения нижней обшивки;
усилить каркас поддона раскосной решеткой;
применять поддоны с максимально повышенным центром тяжести поперечного сечения и, следовательно, минимальным эксцентриситетом приложения этих усилий;
применить трехточечную схему опирания формы на опоры пакетообразователя.
3.15. При проектировании усовершенствованных форм для продольных балок каркаса поддона может быть применен швеллер N 27.
3.16. При модернизации конструкции существующих форм продольные балки должны быть усилены, например, приваркой швеллера снизу.
3.17. Рекомендуется применить упругие борта из листа  с упором каждого борта в середине его длины и по краям, на три кронштейна, располагаемых с шагом 2,8 - 2,9 м.
с упором каждого борта в середине его длины и по краям, на три кронштейна, располагаемых с шагом 2,8 - 2,9 м.
с упором каждого борта в середине его длины и по краям, на три кронштейна, располагаемых с шагом 2,8 - 2,9 м.3.18. При модернизации существующих (реконструируемых) форм продольные балки из швеллера N 24 рекомендуется усиливать:
преднапряженными арматурными стержнями по а.с. N 935299;
инварными стержнями по а.с. N 903116.
3.19. Образователь нижней части торцевых выемок следует выполнять "плавающим".
3.20. Торцевой борт - поворотно-отодвижным.
3.21. Торцевой фаскообразователь следует или ликвидировать, или включить в состав поворотно-отодвижного борта, или выполнить накладным повышенной (до 20 - 25 мм) высоты. При этом он должен быть прижат торцевым бортом (сверху) и ограничиваться им от случайного продольного смещения к торцу формы.
3.22. Образователи нижних частей торцевых выемок рекомендуется включить в состав накладного фаскообразователя.
3.23. Для устранения вытекания цементно-песчаного раствора через горизонтальные щели между торцевым бортом и рабочей поверхностью поддона рекомендуется перекрывать клейкой лентой.
3.24. Узел продольного борта, образующий выемку в боковой грани плиты для монтажно-стыковой скобы, должен быть усовершенствован.
3.25. К образователю верхней части выемки со стороны, обращенной к плите, должна быть приклеена упругоподатливая прокладка (например, резиновая).
3.26. Рекомендуется применять упругоподатливый контур из листа  с временным креплением к продольному борту при формовании.
с временным креплением к продольному борту при формовании.
с временным креплением к продольному борту при формовании.3.27. Тяги замков должны точно обеспечивать проектные размеры плит при формовании и затем упругую сдвижку торцевого борта вместе с плитой при охлаждении - в формах с узлами 2 и 3 (см. рис. 7).
3.28. Однопакетная камера должна быть оборудована образователем пакета с четырехточечной схемой опирания для существующих форм и с трехточечной схемой опирания - для усовершенствованных форм.
3.29. При проектировании форм следует учитывать требования ГОСТ 25781-83 "Формы стальные для изготовления железобетонных изделий. Общие технические условия".
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ АЭРОДРОМНЫХ ПЛИТ
1. Плиты изготовляют по агрегатно-поточной технологии в силовых формах, перемещаемых краном и располагаемых при термообработке внутри ямных пропарочных камер.
2. Предварительное напряжение плиты производят электротермическим способом. Концы напрягаемых арматурных стержней закрепляют на двух уровнях в упорах формы при помощи временных анкеров (опрессованных шайб). Бетонные смеси применяют с осадкой конуса 1 - 1,5 см.
3. Лицевая (рабочая) поверхность плиты, имеющая рифление, обращена книзу и образуется в контакте с рабочей рифленой поверхностью поддона формы.
4. Торцевые грани плиты с фасками, выходящими на лицевую поверхность, и выемки с выступающими из плиты стыковыми скобами образуются в контакте с торцевыми бортами, фаскообразователями и образователями нижней и верхней части выемок.
5. Боковые грани плиты с выемками и выступающими из них монтажно-стыковыми скобами образуются в контакте с боковыми бортами и образователями нижней и верхней части выемок.
6. При двухсменной работе полигона в начале смены одновременно открывают половину камер, которые в конце смены также одновременно закрывают.
7. После распалубки плиту на кантователе переворачивают лицевой поверхностью кверху.