СПРАВКА
Источник публикации
М., Рекламинформбюро ММФ, 1974
Примечание к документу
Название документа
"Нормы времени на судоремонтные работы. Сборник N 2. Судокорпусные работы. Изготовление и ремонт судовых устройств и металлических дельных вещей"
(утв. Минморфлотом СССР 30.01.1973)
"Нормы времени на судоремонтные работы. Сборник N 2. Судокорпусные работы. Изготовление и ремонт судовых устройств и металлических дельных вещей"
(утв. Минморфлотом СССР 30.01.1973)
Утверждено
Министерством
морского флота
30 января 1973 года
Согласовано
с ЦК профсоюза рабочих
морского и речного флота
Протокол N 13, п. 13
от 30 января 1973 года
НОРМЫ ВРЕМЕНИ НА СУДОРЕМОНТНЫЕ РАБОТЫ
СБОРНИК N 2
СУДОКОРПУСНЫЕ РАБОТЫ
ИЗГОТОВЛЕНИЕ И РЕМОНТ СУДОВЫХ УСТРОЙСТВ
И МЕТАЛЛИЧЕСКИХ ДЕЛЬНЫХ ВЕЩЕЙ
Технически обоснованные нормы времени разработаны нормативно-исследовательским отделом Черноморского ЦПКБ с участием работников по нормированию труда и представителей заводских комитетов профсоюзов судоремонтных предприятий в соответствии с Координационным планом нормативно-исследовательских работ по труду организаций ММФ. Судоремонтные работы.
Технически обоснованные нормы времени на "Изготовление и ремонт судовых устройств и металлических дельных вещей" являются вторым изданием норм времени сборника N 2 и обязательны для применения на судоремонтных предприятиях ММФ.
Изменение их в сторону увеличения без согласования с ММФ и ЦК профсоюза рабочих морского и речного флота не разрешается.
Сборник состоит из следующих разделов:
Раздел I. Судовая вентиляция.
Раздел II. Судовые устройства.
Раздел III. Трапы палубные и трюмные, решетки и плиты (машинно-котельного отделения).
Раздел IV. Двери, световые люки, иллюминаторы, тамбуры, цистерны и крышки горловин.
Раздел V. Судовые изделия.
Раздел VI. Работы по ремонту судов технического флота. Сборник содержит 149 параграфов, с общим количеством норм времени 2714.
Нормы времени установлены с учетом коэффициентов, разработанных в соответствии с приказом министра морского флота от 26 января 1973 г. N 21-пр "О повышении минимальной заработной платы рабочих и служащих с одновременным увеличением тарифных ставок и должностных окладов среднеоплачиваемых категорий работников, занятых в производственных отраслях Министерства морского флота" и утвержденных Министерством морского флота 30 января 1973 г. по согласованию с ЦК профсоюза рабочих морского и речного флота, протокол N 13, п. 13 от 30 января 1973 г.
Во втором издании сборника учтены предложения судоремонтных предприятий ММФ, полученные в результате применения норм времени сборника N 2 в период 1970 - 1972 гг.
Тарификация работ произведена в соответствии с Единым тарифно-квалификационным справочником работ и профессий рабочих. Выпуск 23. Раздел: судостроение и судоремонт, утвержденным постановлением Государственного комитета Совета Министров СССР по вопросам труда и заработной платы от 15 августа 1968 г. N 255.
При внесении изменений в указанный тарифно-квалификационный справочник тарификация работ должна быть соответственно изменена.
С введением норм времени настоящего сборника должны быть отменены нормы времени сборника N 2 "Изготовление и ремонт судовых устройств и металлических дельных вещей", утвержденные ММФ 17 марта 1969 г.
Если на предприятии установлены более прогрессивные технически обоснованные местные нормы времени с учетом достигнутого уровня производительности труда, более совершенных организационно-технических условий по сравнению с теми, на которые рассчитаны нормы времени данного сборника, администрация по согласованию с комитетом профсоюза должна вводить их для применения в соответствии с Рекомендациями о порядке установления новых и изменения действующих норм выработки (времени) и обслуживания на предприятиях, утвержденными Постановлением Государственного комитета Совета Министров СССР по вопросам труда и заработной платы и президиума ВЦСПС от 5 августа 1964 г. N 313/П-17.
1. В нормах времени установлен оптимальный квалификационный и численный состав исполнителей.
При выполнении работ с квалификационным и численным составом звена, отличающимся от предусмотренного в нормах, нормы времени и тарификация работ не изменяются.
2. В нормах времени дано штучно-калькуляционное время, выраженное в человеко-часах, то есть в нормах учтена суммарная трудоемкость всех участников звена.
3. Расценка определяется путем умножения времени в человеко-часах на среднечасовую ставку звена.
Среднечасовая ставка рассчитывается путем деления суммы часовых ставок разрядов, указанных в составе звена, на число участников в звене.
В соответствии с приказом министра морского флота от 26 января 1973 г. N 21-пр разрешается вводить повышенные до 20% расценки при нормировании работ по нормам времени настоящего сборника.
4. Нормами времени учтено и отдельно не оплачивается:
подготовительно-заключительное время, время обслуживания рабочего места, время перерывов на отдых, личные надобности и производственную гимнастику;
время на переходы, связанные с доставкой на суда, стоящие на акватории завода (в начале работы), и с судов в цех (в конце работы) инструмента, приспособлений и технической документации;
время на переходы, обусловленные технологическим процессом выполнения работ.
Подготовительно-заключительное время, время обслуживания рабочего места и время перерывов на отдых, личные надобности при расчете штучно-калькуляционного времени приняты в соответствии с Руководством по нормированию труда на судоремонтных предприятиях ММФ.
5. Указанные в нормах времени значения факторов продолжительности (длина, сечение, диаметр и так далее), в которых указано "до", следует принимать включительно.
6. Отдельные технологические переходы, являющиеся неотъемлемой частью данной операции, но не оговоренные в описании состава работ при расчете норм времени, учтены и особой оплате не подлежат.
7. Работы, связанные со снятием или установкой деталей, узлов, выполняются на судне; изготовление - в цехе.
При условиях выполнения работ, отличающихся от указанных в нормах времени, необходимо применять поправочные коэффициенты, указанные в таблице, а также поправочные коэффициенты, приведенные в сборнике N 100, раздел IV, таблицы 1 - 11.
Наименование операции или условия выполнения работы | Условия работы | Значение коэффициента | |
предусмотренные нормой времени | измененные | ||
Место выполнения работ | В цехе | На судне | 1,1 |
На судне | В цехе | 0,9 | |
Изготовление деталей | Бензино-кислородная резка | Ацетилено-кислородная резка | 0,95 |
8. Поправочные коэффициенты к нормам времени должны применяться в точном соответствии с обусловленными отклонениями.
Если по условиям работы необходимо применить несколько коэффициентов, то окончательное значение коэффициентов получается путем перемножения применяемых коэффициентов.
9. В тех случаях, когда выполняется неполный объем, предусмотренный составом работы операционной или укрупненной нормы времени, время необходимо откорректировать согласно фактически выполненному объему работы.
10. При изготовлении партии изделий в количестве свыше установленного в нормах времени применять поправочные коэффициенты, приведенные в сборнике N 100.
11. Нормы времени на изготовление деталей судовой вентиляции рассчитаны для обработки листовой стали толщиной от 2 до 4 мм.
12. При выполнении работ на прессах нормы времени не предусматривают время на установку и снятие штампов, которое определяется по следующей таблице:
Наименование операции | Мощность пресса, т до | Состав звена и разряд работы | Длина штампа, м до: | ||
1,0 | 2,5 | Свыше 2,5 | |||
Время на 1 штамп | |||||
Установить | 200 | 3-1 | 0,25 | 0,45 | 0,50 |
400 | 1,25 | 1,75 | 2,50 | ||
650 | 2,00 | 2,70 | 4,20 | ||
Снять | 200 | 3-1 | 0,15 | 0,20 | 0,25 |
400 | 0,50 | 0,75 | 1,25 | ||
650 | 0,75 | 1,00 | 1,50 | ||
13. Характер и объем ремонта, а также условия выполнения работ должны быть уточнены инженером по нормированию на рабочем месте.
При разработке норм времени учтены типичные для судоремонтных предприятий организация производства и труда, технологические процессы, оборудование, оснастка.
Организация труда и рабочего места при выполнении работ должна отвечать следующим требованиям:
а) инструментальная кладовая должна быть обеспечена необходимым набором инструмента и приспособлений;
материалы и полуфабрикаты, идущие на изготовление деталей или изделий, по качеству и сортаменту должны соответствовать техническим условиям и стандартам;
получение инструмента, запасных частей, приспособлений, материалов, крепежных изделий производится самим рабочим;
инструмент должен удовлетворять предъявленным к нему техническим требованиям;
б) одновременно с производственным заданием рабочему должен быть выдан наряд с указанием объема работ, нормы времени, расценки и при необходимости приложен чертеж или эскиз;
в) рабочий должен получить от мастера инструктаж по выполнению работы наиболее рациональным и безопасным методом с наименьшей затратой времени и материалов;
г) на рабочем месте должны быть:
воздухопровод и электропроводка, дающие возможность использования пневматического и электрического инструмента;
необходимое количество прессов, листоправильных и листогибочных вальцов, проверочных плит, подъемных средств, наждачных и сверлильных станков;
д) тяжелые детали при отсутствии подъемно-транспортных средств должны доставляться к рабочему месту подсобными рабочими (перемещение деталей в пределах рабочего места до 15 м учтено нормами);
е) качество выполняемых работ должно соответствовать техническим условиям и правилам Регистра СССР;
ж) при выполнении работ на судне рабочее место должно быть оборудовано лесами (при необходимости), освещено и обеспечено электроэнергией, сжатым воздухом, ацетиленом, крановым оборудованием и необходимыми приспособлениями;
з) на рабочем месте должны быть соблюдены санитарно-гигиенические нормы, правила техники безопасности и правила и нормы пожарной безопасности (см. Санитарные нормы проектирования промышленных предприятий Н 101-54; приказ министра морского флота от 12 мая 1972 г., N 76).
СУДОВАЯ ВЕНТИЛЯЦИЯ
НАБОРНАЯ. ЗАМЕНА
Состав работы
Снять. Вывернуть стопор и снять старую головку с комингса.
Изготовить. Разметить листовую сталь по шаблону, вырезать и выбить вручную сегменты вентиляционной головки. Свальцевать цилиндр, изготовить буртик из сегментной стали, нижнее кольцо и две ручки. Подогнать и собрать все детали под сварку, прихватить.
После сварки править головку, сварные швы и острые кромки зачистить пневматической турбинкой. Сверлить, нарезать отверстие под стопор, установить стопор.
Установить. Подогнать головку по комингсу, проверить на свободное вращение, установить головку на комингс, расходить стопор и закрепить.
Наименование операции | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | ||||||
150 | 200 | 300 | 400 | 500 | 600 | 700 | |||
Время на 1 головку | |||||||||
Снять | 3-2 | 0,70 | 0,75 | 0,95 | 1,10 | 1,30 | 1,60 | 1,90 | 1 |
Изготовить | 5-2 | 8,5 | 9,5 | 12,0 | 14,5 | 17,5 | 21,0 | 25,5 | 2 |
Установить | 4-2 | 1,30 | 1,45 | 1,75 | 2,1 | 2,5 | 3,0 | 3,6 | 3 |
Итого: | 5-2 | 10,5 | 11,7 | 14,7 | 17,7 | 21,3 | 25,6 | 31,0 | 4 |
а | б | в | г | д | е | ж | |||
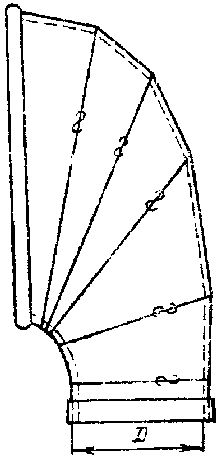
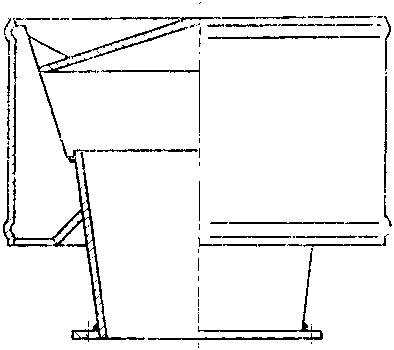
ПОВОРОТНАЯ, ВЫБИВНАЯ. ЗАМЕНА
Состав работы
Снять. Вывернуть стопор и снять старую головку с комингса.
Изготовить. Разметить листовую сталь по шаблону, вырезать детали вентиляционной головки на пресс-ножницах, выбить детали головки вручную в горячем состоянии. Изготовить буртик из сегментной стали, нижнее кольцо и две ручки. Собрать и прихватить под сварку все детали вентиляционной головки. После сварки править головку, сварные швы и острые кромки зачистить пневматической турбинкой. Сверлить, нарезать отверстие под стопор, установить стопор.
Установить. Подогнать головку по комингсу, проверить на свободное вращение, установить головку на комингс, расходить стопор и закрепить.
Изготовить каркас. Изготовить каркас для сборки вентиляционной головки.
Наименование операции | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | |||||||||
150 | 175 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 700 | |||
Время на 1 головку | ||||||||||||
Снять | 3-2 | 0,70 | 0,75 | 0,80 | 0,85 | 0,95 | 1,00 | 1,10 | 1,30 | 1,60 | 1,90 | 1 |
Изготовить | 6-2 | 10,0 | 11,0 | 12,0 | 13,0 | 14,5 | 16,0 | 18,0 | 21,0 | 25,0 | 31,0 | 2 |
Установить | 4-2 | 1,30 | 1,35 | 1,45 | 1,60 | 1,75 | 1,90 | 2,1 | 2,5 | 3,0 | 3,6 | 3 |
Изготовить каркас | 4-2 | 2,4 | 3,2 | 4,0 | 4 | |||||||
а | б | в | г | д | е | ж | з | и | к | |||
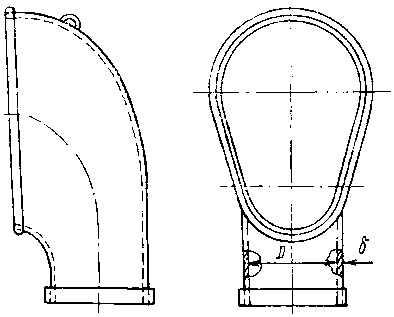
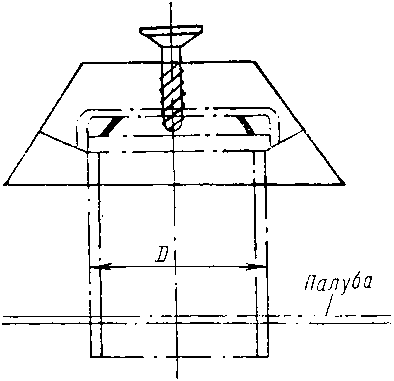
Состав работ
Снять. Вывернуть стопор и снять старую головку с места или отвернуть гайки, выбить болты, снять головку с фланца стакана.
Изготовить. Разметить листовую сталь по шаблону, вырезать детали вентиляционной головки на пресс-ножницах. Согнуть конусы и патрубок с подгибкой кромок на вальцах, вырубить в конусе отверстие под патрубок. Сделать отбуртовку на конусах, изготовить нижнее кольцо и две ручки. Собрать и прихватить под сварку все детали вентиляционной головки, после сварки править головку, сварные швы и острые кромки зачистить пневматической турбинкой. Сверлить, нарезать отверстие под стопор, установить стопор.
Установить. Подогнать головку по комингсу, проверить на свободное вращение, установить головку на комингс, расходить стопор и закрепить или установить головку на стакан, разметить отверстия на фланце, снять вентиляционную головку, сверлить отверстия, установить головку на прокладке на фланец стакана и закрепить болтами.
Наименование операции | Вид крепления | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | ||||
100 | 200 | 300 | 400 | 500 | ||||
Время на 1 головку | ||||||||
Снять | На стопоре, на болтах | 3-2 | 0,60 | 0,75 | 0,90 | 1,05 | 1,25 | 1 |
На сварке | 0,30 | 0,35 | 0,43 | 0,50 | 0,60 | 2 | ||
Изготовить | - | 4-2 | 2,9 | 3,7 | 4,9 | 6,3 | 6,8 | 3 |
Установить | На стопоре, на болтах | 4-2 | 1,10 | 1,35 | 1,70 | 2,0 | 2,3 | 4 |
На сварке | 0,55 | 0,65 | 0,80 | 0,95 | 1,10 | 5 | ||
Итого: | На стопоре, на болтах | 4-2 | 4,6 | 5,8 | 7,5 | 9,35 | 10,35 | 6 |
На сварке | 3,75 | 4,7 | 6,13 | 7,75 | 8,5 | 7 | ||
а | б | в | г | д | ||||
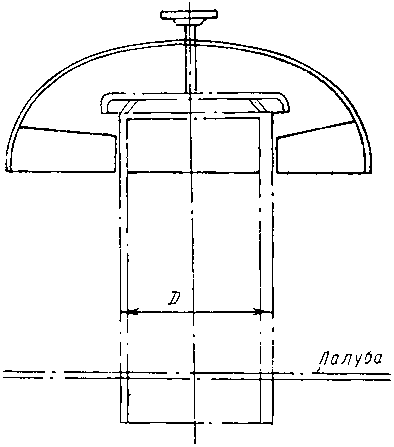
Состав работы
Снять. Отвернуть гайки, выбить болты (или срезать при помощи газовой резки) и снять старую головку со стакана.
Изготовить. Разметить листовую сталь по шаблону, вырезать детали вентиляционной головки на пресс-ножницах. Согнуть конические и цилиндрические патрубки с подгибкой кромок на вальцах, вырубить в конусе отверстие под патрубок, изготовить нижний фланец и буртик из сегментной стали. Собрать и прихватить под сварку все детали вентиляционной головки, после сварки править головку, сварные швы и острые кромки зачистить пневматической турбинкой.
Установить. Изготовить и установить на комингс головки парусиновую прокладку. Установить головку и закрепить болтами (при соединении на сварке прихватить).
Наименование операции | Вид крепления | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | ||||
100 | 150 | 200 | 300 | 400 | ||||
Время на 1 головку | ||||||||
Снять | На болтах | 3 | 0,60 | 0,65 | 0,70 | 0,90 | 1,10 | 1 |
На сварке | 3 | 0,28 | 0,32 | 0,36 | 0,44 | 0,50 | 2 | |
Изготовить | - | 4-2 | 3,5 | 4,0 | 4,5 | 6,0 | 7,7 | 3 |
Установить | На болтах | 4-2 | 1,25 | 1,35 | 1,50 | 1,85 | 2,1 | 4 |
На сварке | 4-2 | 0,60 | 0,65 | 0,70 | 0,90 | 1,05 | 5 | |
Итого: | На болтах | 4-2 | 5,35 | 6,0 | 6,7 | 8,75 | 10,9 | 6 |
На сварке | 4,38 | 4,97 | 5,56 | 7,34 | 9,24 | 7 | ||
а | б | в | г | д | ||||
(ТИПА ЦАГИ), ПОВОРОТНАЯ. ЗАМЕНА
Состав работ
Снять. Вывернуть стопор и снять старую головку с комингса.
Изготовить. Разметить листовую сталь по чертежу, вырезать детали на пресс-ножницах, согнуть цилиндрические патрубки на вальцах.
Изготовить буртик из сегментной стали, нижнее кольцо и две ручки, собрать и прихватить под сварку все детали вентиляционной головки, после сварки править головку, сварные швы и острые кромки зачистить пневматической турбинкой. Сверлить, нарезать отверстие под стопор, установить стопор.
Установить. Подогнать головку по комингсу, проверить на свободное вращение, установить на комингс, расходить стопор и закрепить.
Наименование операции | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | |||||
150 | 200 | 250 | 300 | 350 | 400 | |||
Время на 1 головку | ||||||||
Снять | 3-2 | 0,60 | 0,70 | 0,75 | 0,85 | 0,90 | 1,00 | 1 |
Изготовить | 4-2 | 3,0 | 4,1 | 4,7 | 6,0 | 7,6 | 8,5 | 2 |
Установить | 4-2 | 1,25 | 1,35 | 1,55 | 1,70 | 1,85 | 2,0 | 3 |
Итого: | 4-2 | 4,85 | 6,15 | 7,0 | 8,55 | 10,35 | 11,5 | 4 |
а | б | в | г | д | е | |||
Состав работы
Снять. Срезать при помощи газовой резки вентиляционную головку. Снять старую головку с комингса.
Изготовить. Разметить листовую сталь по шаблону, вырезать детали вентиляционной головки на пресс-ножницах. Согнуть конический патрубок с подгибкой кромок на вальцах. Собрать и прихватить под сварку детали вентиляционной головки, после сварки править головку, сварные швы и острые кромки зачистить пневматической турбинкой.
Установить. Установить головку на комингс под сварку, прихватить.
Наименование операции | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | |||||
100 | 150 | 200 | 250 | 300 | 350 | |||
Время на 1 головку | ||||||||
Снять | 3-2 | 0,28 | 0,30 | 0,32 | 0,36 | 0,40 | 0,45 | 1 |
Изготовить | 4-2 | 1,55 | 2,3 | 3,1 | 4,3 | 5,4 | 6,8 | 2 |
Установить | 4-2 | 0,55 | 0,60 | 0,65 | 0,70 | 0,80 | 0,90 | 3 |
Итого: | 4-2 | 2,38 | 3,2 | 4,07 | 5,36 | 6,6 | 8,5 | 4 |
а | б | в | г | д | е | |||
ШТАМПОВАННАЯ. ЗАМЕНА
Состав работы
Снять. Срезать при помощи газовой резки вентиляционную головку, снять старую головку с комингса.
Изготовить. Разметить листовую сталь по шаблону, вырезать детали вентиляционной головки на пресс-ножницах, отштамповать головку.
Собрать и прихватить под сварку все детали вентиляционной головки, сварные швы и острые кромки зачистить пневматической турбинкой.
Установить. Установить головку на комингс под сварку и прихватить.
Наименование операции | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | ||||||
150 | 200 | 300 | 400 | 500 | 600 | 700 | |||
Время на 1 головку | |||||||||
Снять | 3-2 | 0,28 | 0,32 | 0,40 | 0,48 | 0,55 | 0,65 | 0,75 | 1 |
Изготовить | 4-2 | 6,8 | 8,1 | 10,0 | 12,0 | 13,5 | 15,5 | 16,5 | 2 |
Установить | 4-2 | 0,55 | 0,65 | 0,80 | 0,95 | 1,15 | 1,30 | 1,45 | 3 |
Итого: | 4-2 | 7,63 | 9,07 | 11,2 | 13,43 | 15,2 | 17,45 | 18,7 | 4 |
а | б | в | г | д | е | ж | |||
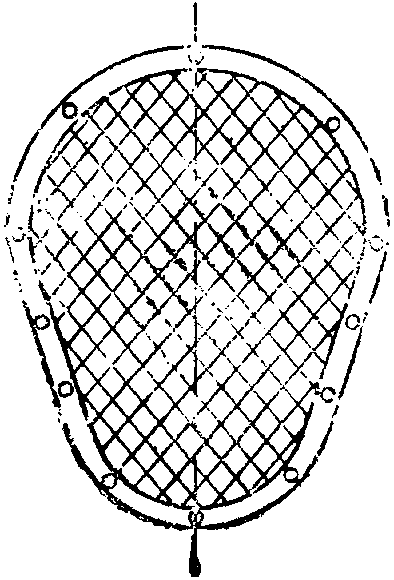
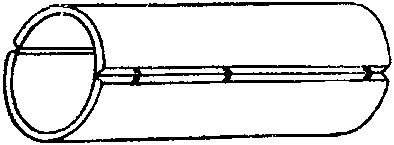
СЕТЧАТЫМ ПРЕДОХРАНИТЕЛЕМ. ЗАМЕНА
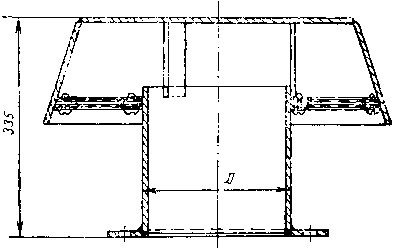
Состав работ
Снять. Отвернуть гайки, выбить болты (или срезать при помощи газовой резки) и снять старую головку со стакана.
Изготовить. Разметить листовую сталь согласно чертежу или по шаблону. Вырезать детали при помощи газовой резки и на станке. Сверлить отверстия, нарезать резьбу и собрать вентиляционную головку с прихваткой и креплением болтами.
Установить. Установить вентиляционную головку на стакан, закрепить, разметить отверстия на фланце, снять вентиляционную головку, сверлить отверстия. Изготовить и установить на фланец стакана парусиновую прокладку. Установить головку и закрепить болтами (при соединении на сварке - прихватить).
Наименование операции | Вид крепления | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | |||||
150 | 200 | 250 | 300 | 350 | 400 | ||||
Время на 1 головку | |||||||||
Снять | На болтах | 3-2 | 0,65 | 0,75 | 0,80 | 0,90 | 1,00 | 1,05 | 1 |
На сварке | 3-1 | 0,30 | 0,34 | 0,38 | 0,43 | 0,47 | 0,50 | 2 | |
Изготовить | - | 4-2 | 8,0 | 9,5 | 11,5 | 13,0 | 15,0 | 16,5 | 3 |
Установить | На болтах | 4-2 | 1,30 | 1,45 | 1,60 | 1,8 | 1,95 | 2,2 | 4 |
На сварке | 4-2 | 0,60 | 0,70 | 0,75 | 0,85 | 0,95 | 1,00 | 5 | |
Итого: | На болтах | 4-2 | 9,95 | 11,7 | 13,9 | 15,7 | 17,95 | 19,75 | 6 |
На сварке | 4-2 | 8,9 | 10,54 | 12,63 | 14,28 | 16,42 | 18,0 | 7 | |
а | б | в | г | д | е | ||||
Состав работы
Снять. Отвернуть гайки, выбить болты, снять сетку с вентиляционной головки.
Изготовить. Разметить листовую сталь на полосы, порезать на гильотинных ножницах. Разметить и вырезать сетку, изготовить шаблон, согнуть с нагревом полосы в обойму, заготовить и установить жесткости под сетку, установить обойму. Сверлить отверстия в обойме.
Установить. Установить и закрепить сетку болтами на вентиляционной головке.
Наименование операции | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | ||||||
200 | 250 | 300 | 400 | 500 | 600 | 800 | |||
Время на 1 сетку | |||||||||
Снять | 2 | 0,21 | 0,22 | 0,27 | 0,36 | 0,46 | 0,55 | 0,75 | 1 |
Изготовить | 3-2 | 1,05 | 1,10 | 1,35 | 1,80 | 2,3 | 2,7 | 3,7 | 2 |
Установить | 3-2 | 0,70 | 0,75 | 0,95 | 1,20 | 1,55 | 1,80 | 2,5 | 3 |
Итого: | 3-2 | 1,96 | 2,07 | 2,57 | 3,36 | 4,31 | 5,05 | 6,95 | 4 |
а | б | в | г | д | е | ж | |||
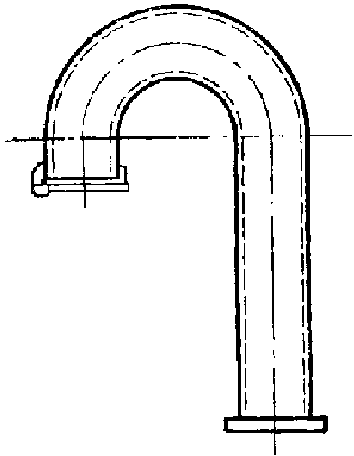
Состав работы
Снять. Отвернуть гайки, выбить болты, снять трубу и отложить в сторону.
Изготовить. Разметить и отрезать трубу, согнуть колено на 180° (на горячую, на станке из трех сегментов), отрезать с торцов по размеру. Установить фланец, прихватить, зачистить швы после сварки. Испытать трубу наливом воды.
Установить. Изготовить и установить прокладку, установить болты, установить трубу, затянуть гайки.
Наименование операции | Состав звена и разряд работы | Диаметр трубы, мм, до: | N | |||||||
32 | 57 | 89 | 108 | 133 | 194 | 219 | ||||
Время на 1 трубу | ||||||||||
Снять | 3-2 | 0,17 | 0,21 | 0,34 | 0,38 | 0,43 | - | - | 1 | |
4-2 | - | - | - | - | - | 0,6 | - | |||
4-3-2 | - | - | - | - | - | - | 0,9 | |||
Изготовить | С гибкой колена на горячую | 3-2 | 0,40 | 0,65 | - | - | - | - | - | 2 |
4-2 | - | - | 1,40 | - | - | - | - | |||
4-3-2 | - | - | - | 1,8 | 2,2 | 2,7 | 3,0 | |||
С гибкой колена на станке | 3 | 0,25 | - | - | - | - | - | - | 3 | |
3-2 | - | 0,47 | 0,65 | - | - | - | - | |||
4-2 | - | - | - | 0,80 | - | - | - | |||
4-3-2 | - | - | - | - | 1,10 | 1,70 | 2,0 | |||
Из 3 сегментов | 3-2 | - | 0,7 | 0,85 | 1,20 | 1,55 | - | - | 4 | |
4-2 | - | - | - | - | - | 1,90 | 2,1 | |||
Установить | 3-2 | 0,15 | 0,18 | - | - | - | - | - | 5 | |
4-2 | - | - | 0,26 | 0,34 | - | - | - | |||
4-3-2 | - | - | - | - | 0,43 | 0,60 | 0,70 | |||
а | б | в | г | д | е | ж | ||||
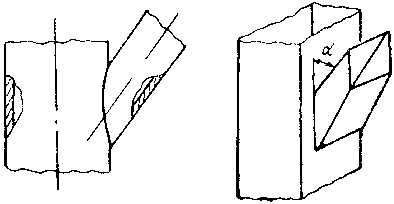
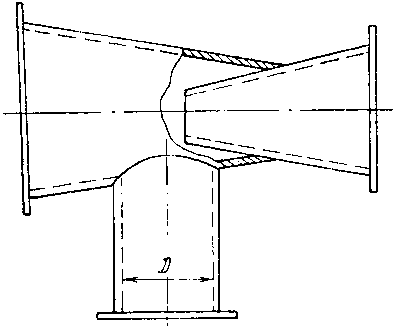
Состав работ
Установить трубы на плите, разметить по шаблону угол наклона патрубка, подрезать патрубок по трубе при помощи газовой резки. Разметить отверстие на трубе, вырезать, зачистить. Установить патрубок на трубе, прихватить. После сварки править и зачистить.
Толщина материала, мм, до: | Состав звена и разряд работы | Диаметр присоединяемого патрубка, мм, до: | N | ||||||
150 | 250 | 400 | 500 | 600 | - | - | |||
Периметр присоединяемого патрубка, мм, до: | |||||||||
400 | 800 | 1200 | 1500 | 1800 | 2100 | 2400 | |||
Время на 1 стык | |||||||||
2 | 4-2 | 0,31 | 0,50 | 0,70 | 0,85 | 1,00 | - | - | 1 |
4 | 4-2 | 0,43 | 0,65 | 0,90 | 1,10 | 1,3 | 1,45 | 1,65 | 2 |
а | б | в | г | д | е | ж | |||
Примечание. В зависимости от угла наклона патрубка время применять со следующими коэффициентами:
Угол наклона патрубка в градусах до: | 15 | 30 | 45 | 90 |
Значение коэффициента | 1,2 | 1,1 | 1,0 | 0,9 |
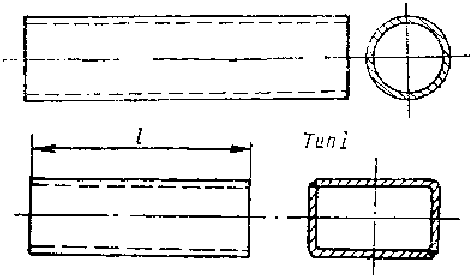
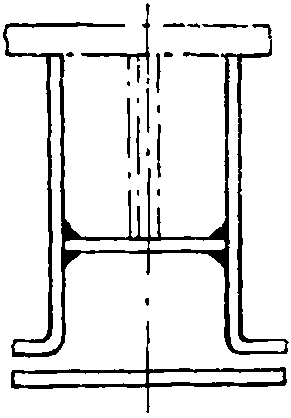
Тип I | Тип II |
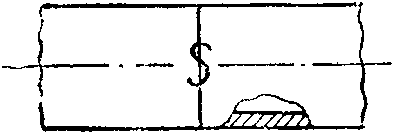 |  |
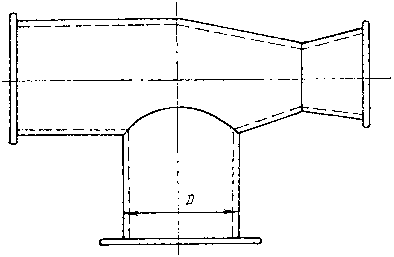
Состав работы
Установить трубы на плите, подогнать стыки, подрезать газовым резаком, зачистить, править торцы, прихватить. После сварки править и зачистить сварные швы.
Толщина материала, мм до: | Состав звена и разряд работы | Диаметр стыкуемого патрубка, мм до: | N | ||||||
150 | 250 | 400 | 500 | 600 | - | - | |||
Периметр стыкуемого патрубка, мм до: | |||||||||
400 | 800 | 1200 | 1500 | 1800 | 2100 | 2400 | |||
Время на 1 стык | |||||||||
2 | 4-2 | 0,15 | 0,18 | 0,27 | 0,30 | 0,35 | - | - | 1 |
4 | 4-2 | 0,18 | 0,25 | 0,35 | 0,38 | 0,40 | 0,45 | 0,55 | 2 |
а | б | в | г | д | е | ж | |||
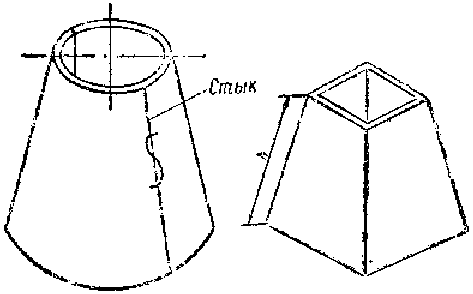
НА КРУГЛОЕ СЕЧЕНИЕ. ИЗГОТОВЛЕНИЕ
Состав работы
Разметить листовую сталь, отрезать под гильотинными и вибрационными ножницами четыре стенки патрубка, согнуть. Подогнать и собрать патрубок на электроприхватки, править после сварки, зачистить сварные швы.
Высота патрубка, мм, до: | Толщина материала, мм, до: | Состав звена и разряд работы | Диаметр отверстия, мм, до: | N | |||
100 | 300 | 500 | 600 | ||||
Периметр прямоугольного основания патрубка, мм, до: | |||||||
800 | 1600 | 2400 | 3000 | ||||
Время на 1 патрубок | |||||||
250 | 2 | 4-2 | 0,75 | 1,00 | - | - | 1 |
4 | 4-2 | 1,05 | 1,20 | - | - | 2 | |
500 | 2 | 4-2 | 0,95 | 1,25 | 1,45 | 1,60 | 3 |
4 | 4-2 | 1,20 | 1,55 | 1,90 | 2,1 | 4 | |
1000 | 2 | 4-2 | 1,20 | 1,55 | 1,90 | 2,1 | 5 |
4 | 4-2 | 1,55 | 1,90 | 2,3 | 2,5 | 6 | |
а | б | в | г | ||||
Примечания: 1. Время на снятие и установку переходного патрубка принимать по § 15.
2. При изготовлении патрубка со смещенными осями время применять с K = 1,3.
Состав работы
Разметить листовую сталь, отрезать на гильотинных и вибрационных ножницах, согнуть, подогнать и собрать патрубок, прихватить, править и зачистить после сварки.
Высота патрубка, мм, до: | Толщина материала, мм, до: | Состав звена и разряд работы | Диаметр верхнего отверстия, мм, до: | N | ||||
100 | 200 | 300 | 400 | 500 | ||||
Размеры овала по осям, мм, до: | ||||||||
100 --- 200 | 300 --- 400 | 400 --- 650 | 500 --- 850 | 600 ---- 6000 | ||||
Время на 1 патрубок | ||||||||
250 | 2 | 4-2 | 0,60 | 0,70 | 0,80 | 0,85 | - | 1 |
4 | 4-2 | 0,70 | 0,85 | 1,00 | 1,05 | - | 2 | |
500 | 2 | 4-2 | 0,75 | 0,85 | 0,95 | 1,10 | 1,20 | 3 |
4 | 4-2 | 0,95 | 1,05 | 1,20 | 1,30 | 1,40 | 4 | |
1000 | 2 | 4-2 | 1,00 | 1,15 | 1,30 | 1,40 | 1,50 | 5 |
4 | 4-2 | 1,20 | 1,40 | 1,55 | 1,65 | 1,80 | 6 | |
а | б | в | г | д | ||||
Примечания: 1. Нормы времени на снятие и установку переходного патрубка принимать по § 15.
2. При изготовлении патрубка со смещенными осями время применять с K = 1,3.
Состав работы
Снять. Разобрать фланцевые соединения, маркировать бирками, разобрать подвески. Снять воздухопровод и уложить на настил.
Изготовить. Разметить и отрезать материал на гильотинных ножницах, согнуть на вальцах или на кромкогибочном станке, соединить стык, прихватить. Править воздухопровод после сварки зачистить сварные швы.
Установить. Предварительно подогнать воздухопровод по месту с подрезкой торцов, установкой временных подвесок. Установить и подогнать фланцы, установить воздухопровод на монтажные болты, прихватить фланцы. Маркировать бирками, снять воздухопровод, окончательно прихватить фланцы под сварку, после сварки править, зачистить сварные швы.
Окончательно установить воздухопроводы на временных подвесках, изготовить и установить прокладки. Собрать фланцевое соединение.
Технические условия. Одно фланцевое соединение на 2 пог. м воздухопровода.
Наименование операции | Единица измерения | Состав звена и разряд работы | Диаметр круглого воздухопровода, мм до: | N | |||||||
100 | 300 | 500 | 600 | 800 | |||||||
Периметр прямоугольного воздухопровода, мм до | |||||||||||
400 | 1000 | 1600 | 2000 | 2500 | |||||||
Время на единицу измерения | |||||||||||
Снять | Одно фланцевое соединие | 3-2 | 0,40 | 0,43 | 0,60 | 0,70 | 0,80 | 1 | |||
Изготовить | Длина воздухопровода, мм, до: | 500 | Толщина материала, мм, до: | 2 | 4-2 | 0,35 | 0,40 | 0,50 | 0,55 | 0,65 | 2 |
4 | 0,40 | 0,45 | 0,55 | 0,60 | 0,70 | 3 | |||||
1000 | 2 | 0,45 | 0,50 | 0,60 | 0,65 | 0,80 | 4 | ||||
4 | 0,50 | 0,55 | 0,70 | 0,75 | 0,90 | 5 | |||||
1500 | 2 | - | 0,80 | 1,00 | 1,05 | 1,10 | 6 | ||||
4 | - | 0,90 | 1,20 | 1,25 | 1,30 | 7 | |||||
2000 | 2 | - | 0,95 | 1,15 | 1,20 | 1,25 | 8 | ||||
4 | - | 1,05 | 1,40 | 1,45 | 1,50 | 9 | |||||
2500 | 2 | - | 1,10 | 1,30 | 1,40 | 1,45 | 10 | ||||
4 | - | 1,20 | 1,60 | 1,65 | 1,70 | 11 | |||||
3000 | 2 | - | 1,25 | 1,50 | 1,60 | 1,65 | 12 | ||||
4 | - | 1,40 | 1,85 | 1,90 | 1,95 | 13 | |||||
Установить предварительно | Одно фланцевое соединение | 4-2 | 0,65 | 1,40 | 1,80 | 2,0 | 2,2 | 14 | |||
Установить окончательно | Одно фланцевое соединение | 4-2 | 0,45 | 0,85 | 1,55 | 2,0 | 2,1 | 15 | |||
а | б | в | г | д | |||||||
Примечания: 1. Табличные нормы времени, выделенные в рамке, предусматривают изготовление труб из двух полуобечаек, при изготовлении труб из одной обечайки время применять с K = 0,9.
2. При установке воздухопровода на сварке время применять с K = 0,8.
Состав работы
Изготовить. Разметить заготовки по шаблону, отрезать на гильотинных ножницах, согнуть на вальцах или на кромкогибочном станке, соединить стыки, прихватить. Править патрубок после сварки, зачистить сварные швы.
Собрать. Проверить размеры патрубка и фланцев, подогнать и установить фланцы на электроприхватки. После сварки подрубить торцы патрубка, править.
Наименование операции | Высота патрубка, мм до | Толщина материала, мм до: | Состав звена и разряд работы | Диаметр конусного патрубка, мм до: | N | ||||
100 | 300 | 500 | 600 | 800 | |||||
Периметр пирамидального патрубка, мм до: | |||||||||
400 | 1000 | 1600 | 2000 | 2500 | |||||
Время на 1 патрубок (2 фланца) | |||||||||
Изготовить | 250 | 2 | 4-2 | 0,30 | 0,40 | 0,50 | - | - | 1 |
4 | 0,35 | 0,45 | 0,65 | - | - | 2 | |||
500 | 2 | 0,40 | 0,50 | 0,60 | 0,65 | 0,75 | 3 | ||
4 | 0,45 | 0,55 | 0,70 | 0,75 | 0,85 | 4 | |||
1000 | 2 | 0,55 | 0,65 | 0,75 | 0,80 | 1,05 | 5 | ||
4 | 0,65 | 0,75 | 0,85 | 0,90 | 1,20 | 6 | |||
Собрать | 500 | 2 | 4-2 | 0,27 | 0,47 | 0,65 | 0,75 | 0,90 | 7 |
4 | 0,30 | 0,50 | 0,70 | 0,80 | 0,95 | 8 | |||
1000 | 2 | 0,31 | 0,55 | 0,75 | 0,85 | 1,05 | 9 | ||
4 | 0,35 | 0,60 | 0,85 | 0,90 | 1,10 | 10 | |||
а | б | в | г | д | |||||
Примечание. Для патрубков конусного и пирамидального сечения время рассчитано по большему диаметру или периметру.
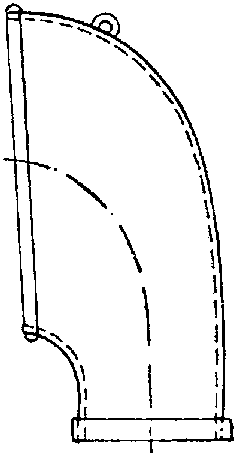
Тип I | Тип II |
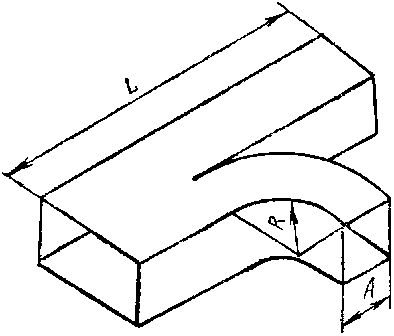 | 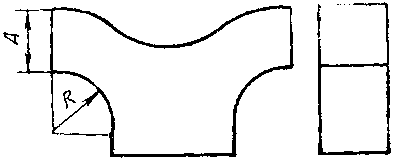 |
Состав работы
Разметить листовую сталь по шаблону, отрезать на гильотинных и вибрационных ножницах. Согнуть детали тройника на кромкогибочном станке. Подогнать стыки. Собрать тройник, прихватить. Править и зачистить после сварки.
Тип тройника | Длина тройника, мм до | Толщина материала, мм до: | Состав звена и разряд работы | Больший периметр тройника, мм до: | N | ||||||
400 | 800 | 1200 | 1600 | 2000 | 2500 | 3000 | |||||
Время на 1 тройник | |||||||||||
I | 500 | 2 | 4-2 | 1,65 | 1,85 | 2,2 | 2,5 | 2,7 | 3,0 | 3,3 | 1 |
4 | 4-2 | 2,2 | 2,4 | 2,9 | 3,3 | 3,5 | 3,9 | 4,3 | 2 | ||
1000 | 2 | 4-2 | 1,90 | 2,1 | 2,4 | 2,8 | 3,0 | 3,3 | 3,6 | 3 | |
4 | 4-2 | 2,5 | 2,7 | 3,2 | 3,6 | 4,0 | 4,3 | 4,8 | 4 | ||
1500 | 2 | 4-2 | 1,85 | 2,2 | 2,5 | 2,8 | 3,1 | 3,4 | 3,7 | 5 | |
4 | 4-2 | 2,3 | 2,7 | 3,1 | 3,5 | 3,8 | 4,1 | 4,3 | 6 | ||
2000 | 2 | 4-2 | 2,0 | 2,4 | 2,8 | 3,1 | 3,4 | 3,7 | 4,1 | 7 | |
4 | 4-2 | 2,5 | 3,0 | 3,5 | 3,8 | 4,2 | 4,5 | 5,0 | 8 | ||
II | - | 2 | 4-2 | 1,15 | 1,35 | 1,60 | 2,0 | 2,5 | 3,1 | 4,0 | 9 |
4 | 4-2 | 1,40 | 1,60 | 2,0 | 2,5 | 3,1 | 3,8 | 5,0 | 10 | ||
а | б | в | г | д | е | ж | |||||
Примечания: 1. Время рассчитано для R = 1,1A. При значениях R = 1,5A время применять с K = 1,1.
2. Время на снятие и установку тройника применять по § 15.
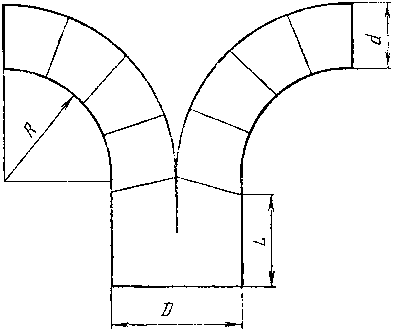
Состав работы
Разметить листовую сталь, отрезать на гильотинных и вибрационных ножницах. Согнуть детали тройника в вальцах. Подогнать детали между собой и прихватить. Править и зачистить после сварки.
Толщина материала, мм до: | Состав звена и разряд работы | Больший диаметр тройника D, мм до | N | ||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | |||
Время на 1 тройник | |||||||||
2 | 4-2 | 2,5 | 3,4 | 4,0 | 4,7 | 5,4 | 6,0 | 6,5 | 1 |
4 | 4-2 | 3,0 | 4,1 | 4,8 | 5,7 | 6,5 | 7,3 | 7,9 | 2 |
а | б | в | г | д | е | ж | |||
Примечания: 1. Время на снятие и установку тройника применять по § 15.
2. Нормы времени предусматривают изготовление прямоугольной части колена L = 500 мм и изготовление колена тройника, состоящего из 4 секций. При изготовлении колена с другим количеством секций время соответственно увеличивать или уменьшать согласно таблице.
Толщина материала, мм до: | Диаметр колена тройника D, мм до: | N | ||||||||||||
50 | 80 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | ||
Время на 1 секцию | ||||||||||||||
2 | 0,14 | 0,17 | 0,19 | 0,21 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,35 | 0,38 | 0,42 | 0,47 | 1 |
4 | 0,17 | 0,21 | 0,23 | 0,26 | 0,27 | 0,29 | 0,32 | 0,35 | 0,37 | 0,44 | 0,48 | 0,55 | 0,60 | 2 |
а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
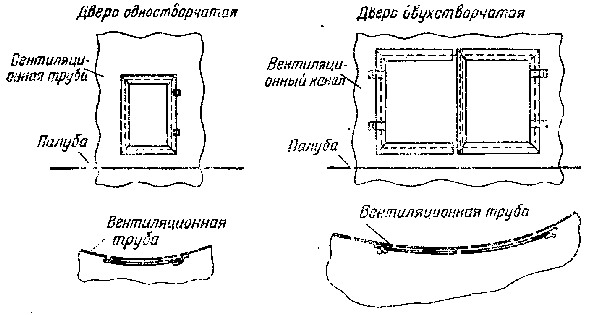
Состав работы
Разметить отверстия на трубе, вырезать, после газорезки зачистить кромки. Отрезать лист, выгнуть, разметить, отрезать и править полосы для рамки. Собрать рамку с дверцей и прихватить. Установить готовую дверцу на место и прихватить.
Конструкция дверцы | Толщина материала, мм до: | Состав звена и разряд работы | Время на дверцу | N |
Одностворчатая | 2 | 3-2 | 3,3 | 1 |
4 | 3-2 | 4,1 | 2 | |
Двухстворчатая | 2 | 3-2 | 4,6 | 3 |
4 | 3-2 | 5,5 | 4 |
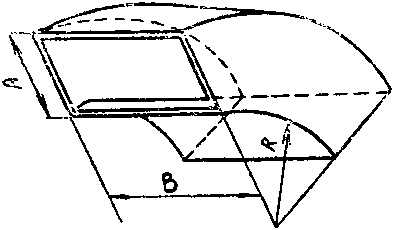
Состав работы
Разметить листовую сталь по шаблону, отрезать на гильотинных и вибрационных ножницах, выгнуть листы. Собрать колено, прихватить. После сварки править и зачистить.
Ширина сечения в мм до: | Толщина материала, мм до: | Состав звена и разряд работы | Высота сечения A, мм до: | N | |||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | ||||
Время на 1 колено | |||||||||||
100 | 2 | 4-2 | 0,75 | 0,90 | 1,05 | 1,15 | 1,30 | 1,45 | 1,60 | 1,70 | 1 |
4 | 4-2 | 0,90 | 1,05 | 1,20 | 1,30 | 1,50 | 1,70 | 1,85 | 1,95 | 2 | |
400 | 2 | 4-2 | 0,80 | 0,95 | 1,05 | 1,20 | 1,35 | 1,55 | 1,65 | 1,80 | 3 |
4 | 4-2 | 0,95 | 1,10 | 1,20 | 1,40 | 1,55 | 1,80 | 1,90 | 2,1 | 4 | |
700 | 2 | 4-2 | 0,80 | 1,00 | 1,15 | 1,30 | 1,35 | 1,55 | 1,70 | 1,85 | 5 |
4 | 4-2 | 0,95 | 1,15 | 1,35 | 1,50 | 1,55 | 1,80 | 1,95 | 2,2 | 6 | |
1000 | 2 | 4-2 | 0,85 | 1,05 | 1,20 | 1,30 | 1,40 | 1,60 | 1,80 | 1,95 | 7 |
4 | 4-2 | 1,00 | 1,20 | 1,40 | 1,50 | 1,60 | 1,85 | 2,1 | 2,3 | 8 | |
а | б | в | г | д | е | ж | з | ||||
Примечания: 1. Нормы времени рассчитаны для R = A. При значении R = 1,5A время применять с K = 1,15.
2. В зависимости от  время применять со следующими коэффициентами:
время применять со следующими коэффициентами:
Значение | 45 | 60 | 90 | 120 |
Значение коэффициента | 0,8 | 0,9 | 1,0 | 1,1 |
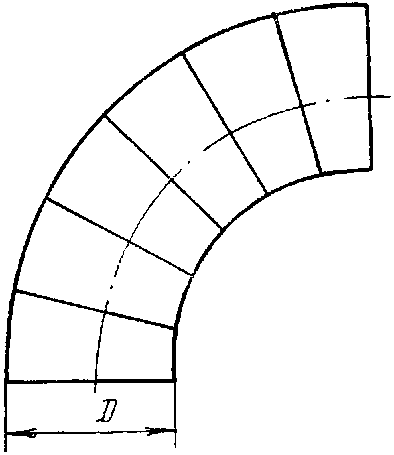
Состав работы
Разметить листовую сталь по шаблону, отрезать заготовки на дисковых ножницах или газом, снять фаски, зачистить кромки, подогнуть кромки для вальцовки, свальцевать, собрать под сварку, прихватить. Установить колено на место.
Технические условия. Колено состоит из 3 секций.
Условия работы. Резка листовой стали толщиной до 5 мм производится на дисковых ножницах, свыше - газовым резаком.
Наименование операции | Диаметр колена, мм до: | Состав звена и разряд работы | Толщина материала, мм, до: | N | |||||
2 | 4 | 5 | 6 | 10 | 12 | ||||
Время на 1 колено | |||||||||
Изготовить | 250 | 4-2 | 3,1 | 3,3 | 3,4 | 3,5 | 3,7 | 3,9 | 1 |
Установить | 0,47 | 0,50 | 0,50 | 0,55 | 0,60 | 0,60 | 2 | ||
Изготовить | 400 | 4-2-2 | 4,5 | 5,0 | 5,1 | 5,3 | 5,7 | 6,0 | 3 |
Установить | 0,70 | 0,70 | 0,70 | 0,75 | 0,80 | 0,85 | 4 | ||
Изготовить | 550 | 4-3-2 | 5,8 | 6,3 | 6,6 | 6,8 | 7,3 | 7,7 | 5 |
Установить | 0,90 | 0,95 | 1,00 | 1,05 | 1,10 | 1,15 | 6 | ||
Изготовить | 700 | 4-3-2 | 7,1 | 7,7 | 7,9 | 8,2 | 9,0 | 9,4 | 7 |
Установить | 1,00 | 1,10 | 1,25 | 1,30 | 1,40 | 1,45 | 8 | ||
Изготовить | 850 | 4-3-2 | 8,0 | 9,0 | 9,2 | 9,4 | 10,0 | 10,5 | 9 |
Установить | 1,20 | 1,30 | 1,35 | 1,40 | 1,50 | 1,55 | 10 | ||
Изготовить | 1000 | 4-3-2 | 9,3 | 10,2 | 10,6 | 11,0 | 12,0 | 12,5 | 11 |
Установить | 1,50 | 1,60 | 1,65 | 1,70 | 1,80 | 1,85 | 12 | ||
Изготовить | 1200 | 4-3-2 | 10,6 | 11,5 | 12,0 | 12,5 | 13,5 | 14,0 | 13 |
Установить | 1,35 | 1,70 | 1,80 | 1,85 | 2,0 | 2,1 | 14 | ||
а | б | в | г | д | е | ||||
Примечания: 1. При изготовлении колен до 2 шт. время применять с K = 1,25.
2. При количестве секций более 3 шт. время на каждую последующую секцию увеличивать на 25%.
Состав работы
Изготовить и установить заглушку с прокладкой на фланец трубы и закрепить. Заполнить трубу водой, осмотреть швы и отметить дефектные места. После проверки вылить воду из трубы, снять заглушку.
Условия работы. Испытание водой вентиляционных труб производится только тех участков, которые проходят через водонепроницаемые отсеки или коффердамы.
Длина трубы, мм до: | Состав звена и разряд работы | Диаметр трубы мм, до: | N | ||||
65 | 130 | 190 | 250 | 300 | |||
Периметр трубы, мм, до: | |||||||
200 | 400 | 600 | 800 | 1000 | |||
Время на 1 трубу | |||||||
250 | 4-2 | 0,27 | 0,41 | 0,50 | 0,60 | 0,65 | 1 |
500 | 4-2 | 0,28 | 0,42 | 0,50 | 0,60 | 0,65 | 2 |
1000 | 4-2 | 0,31 | 0,45 | 0,55 | 0,65 | 0,70 | 3 |
1500 | 4-2 | 0,33 | 0,48 | 0,60 | 0,70 | 0,75 | 4 |
2000 | 4-2 | 0,36 | 0,50 | 0,65 | 0,75 | 0,80 | 5 |
а | б | в | г | д | |||
Примечания: 1. При испытании труб с криволинейными участками, изготовленных набором отдельными сегментами, время применять с K = 1,15.
2. При повторном испытании труб время применять с K = 0,8.
Состав работы
Подготовить лист для разметки, разметить и накернить фланец, вырезать на вибрационных ножницах, зачистить и править фланец. Собрать два фланца под сверление на электроприхватки, разметить отверстия, сверлить. Срубить и зачистить электроприхватки.
Условия работы. При толщине материала до 4 мм время учитывает изготовление фланцев на вибрационных ножницах, более 4 мм - газорезкой.
Толщина материала, мм до: | Разряд работы | Внутренний диаметр фланца, мм до: | N | ||||||||
50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | |||
Время на 1 фланец | |||||||||||
2 | 3 | 0,18 | 0,20 | 0,25 | 0,28 | 0,36 | 0,47 | 0,55 | 0,65 | 0,75 | 1 |
3 | 3 | 0,19 | 0,22 | 0,26 | 0,30 | 0,37 | 0,47 | 0,60 | 0,70 | 0,80 | 2 |
4 | 3 | 0,19 | 0,23 | 0,27 | 0,32 | 0,41 | 0,51 | 0,65 | 0,75 | 0,85 | 3 |
5 | 3 | 0,15 | 0,18 | 0,22 | 0,26 | 0,33 | 0,40 | 0,50 | 0,60 | 0,70 | 4 |
а | б | в | г | д | е | ж | з | и | |||
Примечание. При изготовлении партии фланцев время применять в зависимости от количества изготовляемых фланцев в партии.
Количество фланцев | 1 | 5 | 10 | 15 | 20 |
Значение коэффициента | 1,3 | 1,25 | 1,2 | 1,1 | 1,0 |
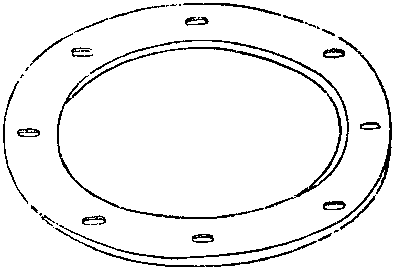
Состав работы
Разметить листовую сталь, отрезать на гильотинных ножницах. Править полосы вручную. Собрать фланец, прихватить. Править и зачистить место сварки, острые кромки и углы. Собрать два фланца, прихватить, разметить отверстия, сверлить. Срубить и зачистить электроприхватки.
Разряд работы | Периметр фланца, мм до: | |||||||
300 | 500 | 800 | 1200 | 1600 | 2000 | 2400 | 2800 | |
Время на 1 фланец | ||||||||
3 | 0,24 | 0,26 | 0,31 | 0,38 | 0,42 | 0,48 | 0,55 | 0,60 |
а | б | в | г | д | е | ж | з | |
Примечания: 1. Нормы времени рассчитаны на изготовление фланцев толщиной до 5 мм. При изготовлении фланцев из материала толщина до 7 мм и 10 мм время применять соответственно с K = 1,1 и K = 1,2.
2. Поправочные коэффициенты в зависимости от количества изготовляемых фланцев в партии.
Количество фланцев | 1 | 5 | 10 | 15 | 20 |
Значение коэффициента | 1,3 | 1,2 | 1,1 | 1,05 | 1,0 |
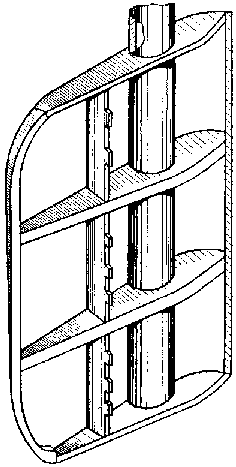
Тип I | Тип II | Тип III | Тип IV |
 |  |  |  |
Состав работы
Изготовить. Разметить полосовую сталь и отрезать на гильотинных ножницах, угольник - на пресс-ножницах. После резки править на плите. Снять размеры с трубы, разметить место гиба на полосах, согнуть (для типа III - просечь полку угольника в местах гиба и согнуть вручную; для типов I, II - вальцевать с последующей доводкой и гибкой углов вручную; для подвесок, изготовляемых из листового материала, гибку производить на кромкогибочном станке с механическим приводом, а в местах, затрудняющих гибку на станке, согнуть вручную).
Подогнать и собрать планки подвесок, прихватить, править после сварки (для типа IV), притупить острые углы. Разметить и сверлить отверстия в деталях подвесок.
Установить. Проверить положение труб в магистрали. Разметить места установки подвесок, зачистить под сварку.
Подогнать подвеску по месту с подрубкой концов подвески пневматическим зубилом.
Разметить и порезать вручную листовую резину на полосы для прокладок.
Завести подвеску на трубу, прихватить к подволоке (переборке), установить резиновую прокладку, закрепить болтами.
А. Подвески для труб круглого сечения
Наименование операции | Тип подвески | Состав звена и разряд работы | Диаметр трубы, мм до: | N | ||||
100 | 200 | 300 | 400 | 600 | ||||
Время на 1 подвеску | ||||||||
Изготовить | I | 3 | 0,36 | 0,32 | 0,36 | 0,40 | 0,44 | 1 |
II | 3 | 0,32 | 0,28 | 0,32 | 0,36 | 0,40 | 2 | |
Установить | I | 3-2 | 0,32 | 0,40 | 0,44 | 0,55 | 0,65 | 3 |
II | 3-2 | 0,28 | 0,36 | 0,40 | 0,48 | 0,60 | 4 | |
а | б | в | г | д | ||||
Б. Подвески для труб прямоугольного сечения
Наименование операции | Тип подвески | Состав звена и разряд работы | Периметр трубы, мм до: | N | ||||
500 | 1000 | 1500 | 2000 | 3000 | ||||
Время на 1 подвеску | ||||||||
Изготовить | III | 3 | 0,36 | 0,40 | 0,44 | 0,48 | 0,55 | 5 |
IV | 3 | 0,24 | 0,28 | 0,28 | 0,32 | 0,36 | 6 | |
Установить | III, IV | 3-2 | 0,32 | 0,40 | 0,55 | 0,60 | 0,70 | 7 |
а | б | в | г | д | ||||
Примечание. В зависимости от количества изготавливаемых подвесок в партии время применять со следующими коэффициентами:
Количество подвесок | 1 | 2 | 4 | 6 |
Значение коэффициента | 1,4 | 1,2 | 1,1 | 1,0 |
Состав работы
Очистить канал. Выявить дефектные участки, заменить или выправить стенки канала, изготовить и установить прокладки на фланцевых соединениях.
Состав звена и разряд работы | Сечение вентиляционного канала, мм до: | |||||
100 x 100 | 200 x 200 | 300 x 300 | 400 x 400 | 500 x 500 | 600 x 600 | |
Время на 1 пог. м | ||||||
4-3-1 | 0,75 | 0,85 | 1,05 | 1,25 | 1,50 | 1,80 |
а | б | в | г | д | е | |
Состав работы
Первый комплекс ремонта. Обстучать и провернуть на комингсе вентиляционную головку. Снять головку, зачистить комингс и патрубок от коррозии, смазать техническим вазелином.
Установить на место и опробовать в работе.
Второй комплекс ремонта. Снять вентиляционную головку с комингса. Очистить от коррозии, править сферу или частично заменить, прорезать резьбу для стопора. Установить на место и расходить.
Комплекс ремонта | Состав звена и разряд работы | Диаметр патрубка D, мм до: | N | ||||||
200 | 300 | 400 | 500 | 600 | 700 | 800 | |||
Время на 1 головку | |||||||||
Первый | 3-2 | 1,7 | 2,2 | 2,7 | 3,2 | 3,8 | 4,3 | 4,8 | 1 |
Второй | 4-2 | 2,1 | 3,0 | 3,8 | - | - | - | - | 2 |
4-3-2 | - | - | - | 6,8 | 8,4 | 9,5 | 10,5 | ||
а | б | в | г | д | е | ж | |||
СУДОВЫЕ УСТРОЙСТВА
Состав работы
Заменить обшивку. Срезать газовым резаком старую обшивку пера руля. Править листовую сталь на вальцах, разметить по шаблону заменяемые листы. Вырезать газовым резаком по разметке, разделать фаски стыков под электросварку и вырезать отверстия для приварки ребер жесткости и электрозаклепок, править листы после резки и зачистить пневматическим инструментом. Согнуть листы на прессе. Установить новые листы, прижать к ребрам жесткости, закрепить электроприхватками. Зачистить после сварки.
Изготовить перо руля. Править листовую сталь на вальцах, разметить по шаблону, отрезать на гильотинных ножницах листы обшивки руля, ребра жесткости руля вырезать газовым резаком, править листы и ребра жесткости после резки, разделать фаски стыков под электросварку, зачистить. Согнуть листы на прессе. Собрать перо руля под электросварку и прихватить. После сварки срубить гребенки и прихватки, сварные швы зачистить пневматическим инструментом.
Наименование операции | Вид листа | Диаметр баллера руля, мм | Состав звена и разряд работы | Время на 1 м2 обшивки | N |
Заменить листы обшивки | Прямой | До 100 | 4-3-2 | 2,5 | |
Свыше 100 | 5-3-2 | 2,8 | 2 | ||
Гнутый | До 100 | 4-3-2 | 3,8 | 3 | |
Свыше 100 | 5-3-2 | 4,7 | |||
Изготовить перо руля | - | До 100 | 4-3-2 | 6,0 | 5 |
Свыше 100 | 5-3-2 | 7,5 | 6 |
Состав работы
Разогреть гудрон, засыпать опилки, приготовить смесь, залить перо руля, установить заглушки.
Объем руля, м3 | Состав звена и разряд работы | Время на 1 перо руля | N |
2,5 | 3-2 | 20,2 | 1 |
1,5 | 3-2 | 15,7 | 2 |
Примечание. При заливке гудроном без опилок время применять с K = 1,25.
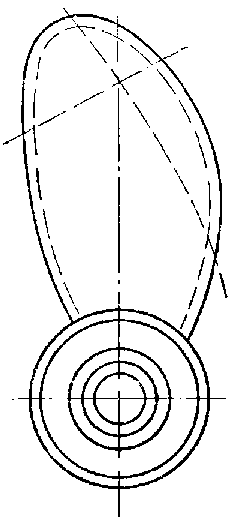
Состав работы
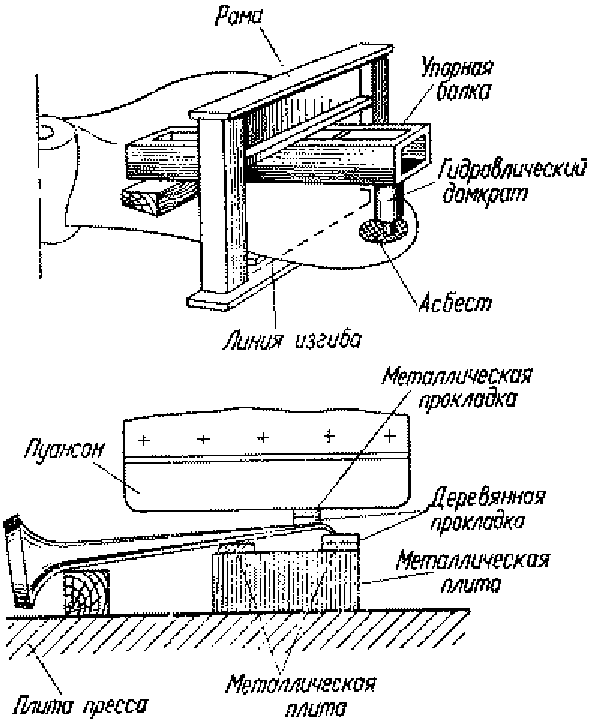
Править под прессом. Собрать из брусьев клетку и установить лопасть на горне для нагрева, нагреть.
Подать лопасть к прессу и установить, править, проверить по линейке, снять лопасть и уложить на подкладки.
После остывания проверить шаг винта, при необходимости лопасть вновь нагреть, править под прессом, довести вручную. Проверить шаг.
Гидропрессом. Уложить винт, установить раму, подготовить прокладки, установить гидропресс, нагреть лопасть, править, довести вручную, проверить шаг.
Технические условия. Отклонение по шагу после правки должно соответствовать ГОСТ 8054-59.
Материал винта - сталь.
Нагрев стальной лопасти производится до 900 - 1000 °C, латунной до 200 - 300 °C. Толщина лопасти в месте правки до 30 мм.
Способ правки | Стрелка прогиба, мм до: | Диаметр винта, мм, до: | N | |||||||||
400 | 500 | 750 | 1000 | 1500 | 2000 | 3000 | 4000 | 5000 | 6000 | |||
Время на 1 лопасть | ||||||||||||
Под прессом | 30 | 1,40 | 1,60 | 2,1 | 2,3 | 2,9 | 3,5 | 4,9 | 5,9 | 6,9 | 7,9 | 1 |
40 | 1,75 | 2,1 | 2,4 | 2,8 | 3,3 | 4,1 | 5,2 | 6,5 | 7,5 | 8,8 | 2 | |
50 | 2,2 | 3,4 | 2,9 | 3,2 | 4,0 | 4,5 | 5,8 | 7,0 | 8,3 | 9,5 | 3 | |
Состав звена и разряд работы | 5-3 | 5-3-2 | ||||||||||
Гидропрессом | 30 | 2,2 | 2,6 | 3,3 | 3,6 | 4,7 | 5,7 | 7,8 | 9,4 | 11,0 | 12,8 | |
40 | 2,8 | 3,3 | 3,9 | 4,5 | 5,3 | 6,5 | 8,4 | 10,4 | 12,0 | 14,0 | 5 | |
50 | 3,5 | 4,0 | 4,3 | 4,7 | 6,4 | 7,4 | 9,0 | 10,8 | 13,5 | 16,5 | ||
Состав звена и разряд работы | 5-3-2 | 5-3-2-2 | 5-3-2-2 | |||||||||
а | б | в | г | д | е | ж | з | и | к | |||
Примечания: 1. При толщине лопасти свыше 30 мм на каждые 2 мм толщины время применять с K = 1,05.
3. При правке латунных и бронзовых лопастей работу ведущего рабочего звене тарифицировать 6-м разрядом.
4. При правке лопасти с большей стрелкой прогиба время применять с коэффициентами:
Стрелка прогиба, мм | 50 | 75 | 100 | 125 | 150 |
Коэффициент | 1,0 | 1,15 | 1,3 | 1,4 | 1,5 |
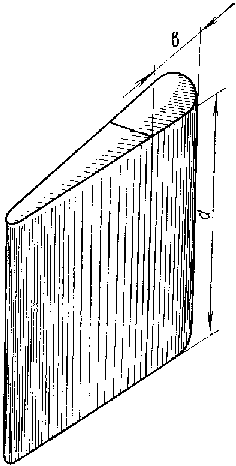
Состав работы
Снять. Зачистить и разметить дефектный участок, вырезать газовым резаком по периметру, править кромки, разделать и зачистить фаску под электросварку.
Изготовить. По образцу или по размерам, снятым с места, разметить листовую сталь, вырезать с припуском, согнуть вручную на плите по шаблону.
Установить. Доставить заготовку на место, установить, причертить и обрезать припуск, подогнать и закрепить электроприхватками.
Технические условия. Толщина металла до 10 мм.
Наименование операции | Состав звена и разряд работы | Размеры обтекателя b x a, мм | N | |||
1200 x 250 | 1800 x 400 | 2500 x 600 | 3000 x 600 | |||
Время на 1 обтекатель | ||||||
Снять | 4-2 | 1,10 | 1,60 | 2,3 | 2,7 | 1 |
Изготовить | 4-2 | 2,1 | 3,2 | 4,5 | 5,4 | 2 |
Установить | 4-2 | 1,5 | 2,2 | 3,2 | 3,8 | |
Итого: | 4-2 | 4,7 | 7,0 | 10,0 | 11,9 | 4 |
а | б | в | г | |||
Примечание. При установке старого обтекателя с правкой и зачисткой места установки после срезки время п. 3 применять с K = 1,3.
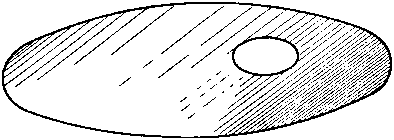
Состав работы
Снять. Зачистить и разметить дефектный участок, вырезать газовым резаком по периметру, править кромки, разделать и зачистить фаску под электросварку.
Изготовить. По размерам, снятым с места, разметить листовую сталь, вырезать с припуском, согнуть вручную на плите по шаблону.
Установить. Доставить заготовку на место, установить, причертить и обрезать припуск, подогнать и закрепить электроприхватками.
Технические условия. Размер обтекателя эхолота 10 x 700 x 800 мм.
Наименование операции | Состав звена и разряд работы | Время на 1 обтекатель | N |
Изготовить | 3-2 | 2,1 | 1 |
Установить | 3-2 | 1,50 | |
Итого: | 3-2 | 3,6 | 3 |
Примечание. При установке старого обтекателя с правкой и зачисткой места установки после срезки время п. 2 применять с K = 1,3.
Состав работы
Разметить, обрезать и править кницу.
Разметить, обрезать угольники, разрубить и согнуть углы на угольниках. Разметить и сверлить отверстия на угольниках.
Собрать под электросварку и прихватить.
После сварки установить и закрепить болтами или прихватить под сварку.
Вид крепления | Разряд работы | Время на 1 упор | N |
На болтах | 2 | 1,70 | 1 |
На сварке | 2 | 1,50 | 2 |
ПЛИТ МАШИННОКОТЕЛЬНОГО ОТДЕЛЕНИЯ. ЗАМЕНА
Состав работ
Снять. Разметить заменяемый участок обрешетника или банкета, обрезать газовым резаком, снять и удалить с судна, зачистить места реза у оставшихся узлов.
Изготовить. Разметить по шаблону листовую и профильную сталь, обрезать на пресс-ножницах угольник, кницы, стойки, править, разметить отверстия, сверлить на станке.
Установить. Подать на судно, собрать на электроприхватках детали обрешетника или банкета, проверить по струне. Съемные части закрепить болтами.
Технические условия. Замена 1 пог. м обрешетника предусматривает один горизонтальный угольник, две стойки и две кницы.
Наименование операции | Состав звена и разряд работы | Размеры профиля обрешетника, мм до: | N | |
50 x 50 x 5 | 90 x 56 x 8 | |||
Время на 1 пог. м обрешетника | ||||
Снять | 2-1 | 0,12 | 0,14 | 1 |
Изготовить и установить | 4-2 | 0,90 | 1,0 | 2 |
0,30 | 0,30 | 3 | ||
Итого: | 4-2 | 1,32 | 1,44 | 4 |
а | б | |||
Примечание. При конструкции обрешетника из двух угольников, собираемых в тавр, или из гнутых профилей время применять с K = 1,5.
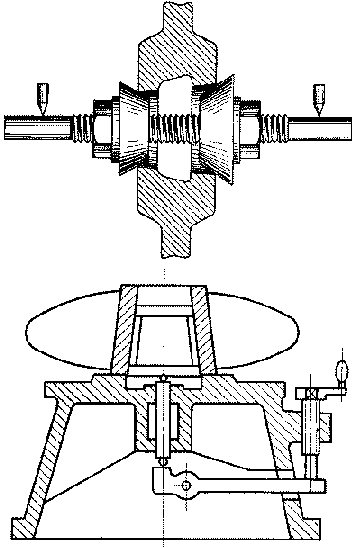
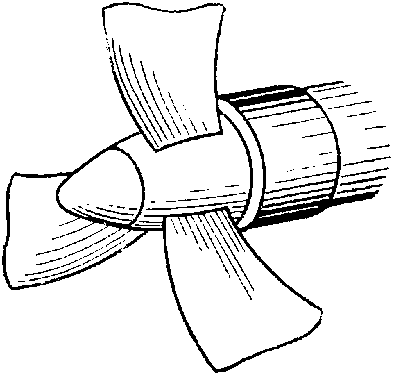
Состав работы
Обработать винт пневматическим или электрическим инструментом. Проверить по шаблонам и шаговым угольником с кантовкой винта в процессе работы.
Условия работы. Работа выполняется в цехе краном или кран-балкой. Толщина слоя снимаемого металла до 6 мм.
Наименование операции | Материал | Разряд работы | Под наплавку | После наплавки | N |
Время на 100 м2 обрабатываемой поверхности | |||||
Рубить | Сталь, Чугун | 3 | 0,17 | 0,35 | 1 |
Сталь нержавеющая | 3 | 0,21 | 0,42 | 2 | |
Бронза | 3 | 0,12 | 0,25 | 3 | |
Зачистить | Сталь, Чугун, Сталь нержавеющая | 3 | 0,005 | 0,10 | 4 |
Бронза | 3 | 0,06 | 0,12 | 5 | |
а | б | ||||
Состав работы
Завести винт на оправку и установить на ножи. Уравновесить гребной винт перекатыванием оправки с винтом на ножах и подвешиванием грузов на лопасти. Маркировать грузы, снять винт с ножей, разобрать оправку.
Условия работы. Работа выполняется на балансировочном стенде краном или кран-балкой.
Состав звена и разряд работы | Диаметр гребного винта, мм до: | N | ||||||||
300 | 500 | 1000 | 1500 | 2000 | 2500 | 3000 | 4000 | 5000 | ||
Время на 1 винт | ||||||||||
3-2 | 0,45 | 0,65 | - | - | - | - | - | - | - | 1 |
4-2 | - | - | 0,95 | - | - | - | - | - | - | 2 |
5-2 | - | - | - | 1,15 | 1,45 | 1,6 | 1,8 | 2,2 | 2,5 | 3 |
а | б | в | г | д | е | ж | з | и | ||
Состав работы
Срезать газовым резаком и зачистить пневматическим инструментом со всасывающей поверхности лопасти гребного винта. Проверить балансировку вращения оправки с винтом на ножах, предъявить ОТК и инспектору Регистра СССР.
Технические условия. Уравновешенный гребной винт должен вращаться при установке груза q на конце кромки лопасти, находящейся в горизонтальном положении. Винт стальной.
Масса груза 
где G - масса гребного винта, кг;
R - радиус гребного винта, мм;
K-1 - для винтов высшего класса (суда со скоростью v > 15 узлов)
K-2 - для винтов обычного класса (суда со скоростью v < 15 узлов).
Диаметр винта, мм до | Разряд работы | Масса снимаемого металла q, кг до: | N | |||||||||||
0,1 | 0,3 | 0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 7,0 | 10,0 | 15,0 | |||
Время на 1 винт | ||||||||||||||
300 | 3 | 1,15 | 1,60 | 2,0 | 2,9 | 4,2 | 5,1 | 6,9 | - | - | - | - | - | 1 |
400 | 3 | 1,10 | 1,55 | 1,9 | 2,8 | 4,1 | 5,0 | 6,8 | 8,6 | - | - | - | - | 2 |
500 | 4 | 1,05 | 1,50 | 1,8 | 2,8 | 4,0 | 4,9 | 6,7 | 8,5 | 10,0 | - | - | - | 3 |
750 | 4 | 1,00 | 1,45 | 1,75 | 2,7 | 4,0 | 4,8 | 6,6 | 8,4 | 9,9 | 13,3 | - | - | 4 |
1000 | 5 | 0,95 | 1,40 | 1,70 | 2,6 | 3,9 | 4,7 | 6,5 | 8,3 | 9,7 | 13,1 | - | - | 5 |
1250 | 5 | 0,90 | 1,35 | 1,65 | 2,5 | 3,8 | 4,7 | 6,4 | 8,1 | 9,6 | 13,0 | - | - | 6 |
1500 | 6 | - | - | 1,60 | 2,5 | 3,7 | 4,6 | 6,3 | 8,0 | 9,5 | 12,8 | 18,0 | - | 7 |
1750 | 6 | - | - | 1,55 | 2,4 | 3,6 | 4,4 | 6,1 | 7,8 | 9,3 | 12,6 | 17,8 | - | 8 |
2000 | 5 | - | - | 1,50 | 2,3 | 3,5 | 4,3 | 6,0 | 7,7 | 9,2 | 12,3 | 17,3 | 24,0 | 9 |
2500 | 5 | - | - | 1,40 | 2,2 | 3,3 | 4,1 | 5,8 | 7,4 | 8,8 | 12,0 | 16,8 | 23,0 | 10 |
3000 | 5 | - | - | - | 2,1 | 3,1 | 4,0 | 5,6 | 7,1 | 8,5 | 11,5 | 16,2 | 23,0 | 11 |
4000 | 5 | - | - | - | 1,90 | 2,8 | 3,6 | 5,1 | 6,6 | 7,9 | 10,8 | 15,0 | 21,5 | 12 |
5000 | 5 | - | - | - | 1,6 | 2,4 | 3,1 | 4,6 | 6,0 | 7,3 | 10,0 | 13,7 | 20,0 | 13 |
6000 | 5 | - | - | - | 1,25 | 1,9 | 2,5 | 3,8 | 5,0 | 6,3 | 8,8 | 12,6 | 19,0 | 14 |
а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. При балансировке чугунного винта время применять с K = 0,8, из нержавеющей стали с K = 1,2, бронзового винта с K = 0,8.
2. При балансировке винта с непарным количеством лопастей время применять с K = 1,05.
Состав работы
Обрезать газовым резаком поврежденную часть лопасти, разделать фаску под электросварку и зачистить пневматическим инструментом.
Снять шаблон с неповрежденной лопасти, по шаблону разметить и обрезать газовым резаком заготовку наделки. После оттяжки кондов подогнать наделку к лопасти, разделать газовым резаком фаску на стыке наделки и зачистить пневматическим инструментом. Установить наделку к лопасти и закрепить электроприхватками. После сварки сварной шов зачистить пневматическим инструментом, проверить шагомером и кромочным шаблоном шаг и форму лопасти и произвести необходимую правку.
Технические условия. Отклонение в размерах лопасти допускается по ГОСТ 8054-59.
Условия работы. Работа выполняется в цехе, перемещение винта - краном или кран-балкой.
Площадь наделки, см2 до: | Состав звена и разряд работы | Время на 1 лопасть | N |
200 | 3-2 | 3,5 | 1 |
500 | 4-2 | 4,0 | 2 |
1000 | 5-2 | 4,3 | 3 |
2000 | 5-3-2 | 5,8 | 4 |
3000 | 5-3-2 | 6,3 | 5 |
Примечания: 1. При изготовлении свыше двух наделок винта время применять с K = 0,85.
2. При изготовлении наделки площадью свыше 3000 см2 на каждые последующие 500 см2 время увеличивать на 0,2 ч.
3. При изготовлении наделки бронзового винта время применять с K = 0,8, для винта из нержавеющей стали - с K = 1,2.
И ДЕЙДВУДНОЙ ВТУЛКОЙ (КРОНШТЕЙНОМ). ЗАМЕНА
Состав работы
Снять. Срезать газовым резаком старый кожух, зачистить места прихватки.
Изготовить и установить. Снять размеры с места, разметить листовую сталь, обрезать по разметке на пресс-ножницах, согнуть две цилиндрические полуобечайки на гибочных вальцах, разделать газовым резаком фаски под электросварку и зачистить. Установить на место и закрепить на электроприхватках.
Технические условия. Толщина металла до 10 мм, ширина кожуха до 300 мм.
Наименование операции | Ширина кожуха | Состав звена и разряд работы | Диаметр кожуха, мм до: | N | ||
250 | 400 | 700 | ||||
Время на 1 кожух | ||||||
Снять | - | 3 | 0,12 | 0,17 | 0,20 | 1 |
Изготовить и установить | 200 | 3-2 | 1,2 | 1,6 | - | |
300 | - | 1,75 | 2,0 | |||
а | б | в | ||||

Состав работы
Снять. Срезать или срубить детали крепления протектора. Снять протектор.
Изготовить. Разметить и нарезать полосы для планок, править и зачистить.
Установить. Зачистить места установки, установить протектор и прихватить.
Наименование операций | Разряд работы | Время на 1 протектор | N |
Снять | 2 | 0,085 | 1 |
Изготовить | 2 | 0,085 | 2 |
Установить | 2 | 0,17 | 3 |
Итого: | 2 | 0,34 | 4 |
Примечания: 1. При одновременном изготовлении партии протекторов свыше 5 шт. время применять с K = 0,85.
2. При замене алюминиево-магниевых протекторов время применять с K = 1,6.
Состав работы
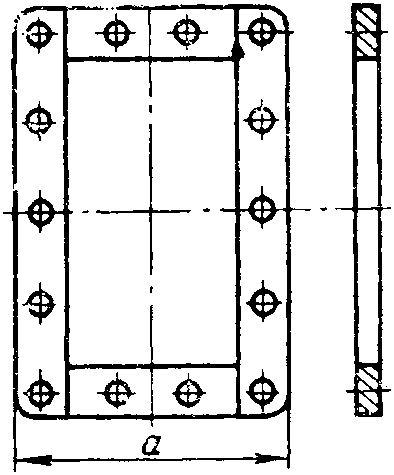
Разметить листовую сталь по шаблону, отрезать при помощи газовой резки или под прессом, править после резки, отогнуть фланцы, собрать под сварку, прихватить, править, после сварки зачистить шлак и кромки, разметить, накернить и сверлить отверстия.
Тип | Полупериметр основания, мм | Состав звена и разряд работы | Толщина материала, мм до: | N | |
10 | 16 | ||||
Время на 1 обойму | |||||
I | До 450 | 3-2 | 1,85 | 2,2 | 1 |
Свыше 450 | 3-2 | 2,6 | 3,1 | 2 | |
II | До 450 | 3-2 | 1,10 | 1,45 | 3 |
Свыше 450 | 3-2 | 1,60 | 1,85 | 4 | |
III | До 450 | 3-2 | 1,60 | 1,90 | 5 |
Свыше 450 | 3-2 | 2,3 | 2,9 | 6 | |
IV | До 450 | 3-2 | 1,60 | 2,4 | 7 |
Свыше 450 | 3-2 | 2,3 | 3,1 | 8 | |
V | До 500 | 3-2 | 1,60 | 2,7 | 9 |
Свыше 500 | 3-2 | 1,95 | 2,9 | 10 | |
VI | До 500 | 3-2 | 1,60 | 2,7 | 11 |
Свыше 500 | 3-2 | 2,4 | 4,0 | 12 | |
VII | До 600 | 3-2 | 3,2 | 5,0 | 13 |
Свыше 600 | 3-2 | 4,2 | 6,3 | 14 | |
VIII | До 600 | 3-2 | 3,2 | 5,5 | 15 |
600 - 800 | 3-2 | 4,0 | 6,1 | 16 | |
Свыше 800 | 3-2 | 4,8 | 7,0 | 17 | |
а | б | ||||
Состав работы
Снять. Отвернуть гайки, выбить болты или срезать сварной шов газовым резаком, снять клюз.
Установить. Разметить отверстия клюза на шаблоне. Перенести с шаблона на клюз отверстия под болты. Разметить отверстия под клюз на фальшборте и центры отверстий под болты. Сверлить отверстия в клюзе и листе. Зачистить место установки, окрасить место под клюз и клюз. Установить клюз на прокладки и закрепить болтами, или разметить место установки клюза на фальшборте. Зачистить место установки, окрасить место под клюз и клюз. Установить и прихватить клюз.
Наименование операции | Способ установки | Состав звена и разряд работы | Размеры в свету, мм | N | |||
160 x 115 | 250 x 180 | 500 x 320 | |||||
Время на 1 клюз | |||||||
Снять | На сварке | 2 | 0,20 | 0,24 | 0,38 | 1 | |
На болтах | 0,50 | 0,60 | 0,95 | 2 | |||
Установить | На старое место | на сварке | 3-2 | 0,90 | 1,05 | 1,20 | 3 |
на болтах | 3-2 | 1,10 | 1,30 | 1,50 | 4 | ||
На новое место | на сварке | 4-2 | 1,00 | 1,15 | 1,30 | 5 | |
на болтах | 4-2 | 1,50 | 1,80 | 2,1 | 6 | ||
а | б | в | |||||
Примечание. При снятии клюза с выжиганием болтов время применять с K = 0,3.
Состав работы
Разметить на листовой стали заготовки трубы, вырезать на гильотинных ножницах, отштамповать под прессом, подать заготовки на плиту, разметить и снять фаски автогеном, собрать под сварку, прихватить, править после сварки и зачистить сварные швы.
Технические условия. Труба из 2 половин.
Диаметр трубы, мм до: | Состав звена и разряд работы | Толщина листа, мм до: | N | |||
13 | 16 | 19 | 22 | |||
Время на 1 пог. м трубы | ||||||
250 | 5-3-2 | 1,80 | 1,90 | 2,0 | 2,1 | 1 |
300 | 5-3-2 | 2,1 | 2,2 | 2,3 | 2,4 | 2 |
350 | 5-3-2 | 2,4 | 2,5 | 2,6 | 2,7 | 3 |
500 | 5-3-2 | 2,8 | 3,0 | 3,1 | 3,2 | 4 |
а | б | в | г | |||
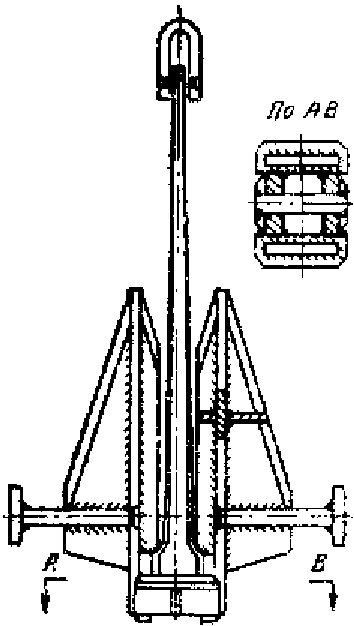
Состав работы
Согласно чертежу подготовить детали под сварку, собрать и прихватить.
Масса якоря, т до: | Состав звена и разряд работы | Время на 1 якорь | N |
0,5 | 4-2-2 | 4,9 | 1 |
1,0 | 4-2-2 | 5,5 | 2 |
1,5 | 4-2-2 | 6,9 | 3 |
Состав работы
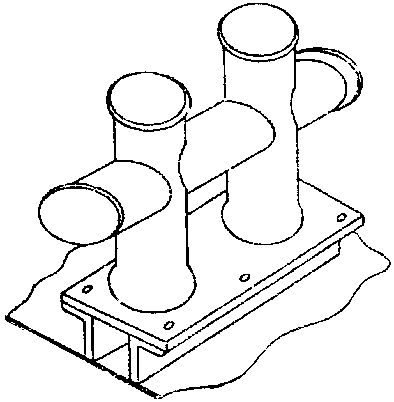
Разметить по чертежу на листовой стали детали, вырезать, править после резки. Согнуть патрубки, пригнать стыки под сварку и прихватить, после сварки править. Изготовить два упора и одну внутреннюю распорку, находящуюся между патрубками. Установить с подгонкой на нижний опорный лист патрубки. Пригнать и прихватить к патрубкам заглушки, распорки и упоры. Зачистить сварные швы после сварки.
Размеры кнехта, мм до: | Состав звена и разряд работы | Конструкция кнехта | N | |
Из листовой стали | Из готовых труб | |||
Время на 1 кнехт | ||||
520 x 180 | 4-2 | 5,4 | 3,8 | 1 |
750 x 250 | 4-2 | 6,2 | 4,3 | 2 |
950 x 350 | 4-2 | 7,0 | 5,0 | 3 |
1180 x 430 | 4-3-3 | 10,5 | 7,4 | 4 |
1600 x 600 | 4-3-2 | 12,5 | 9,0 | 5 |
а | б | |||
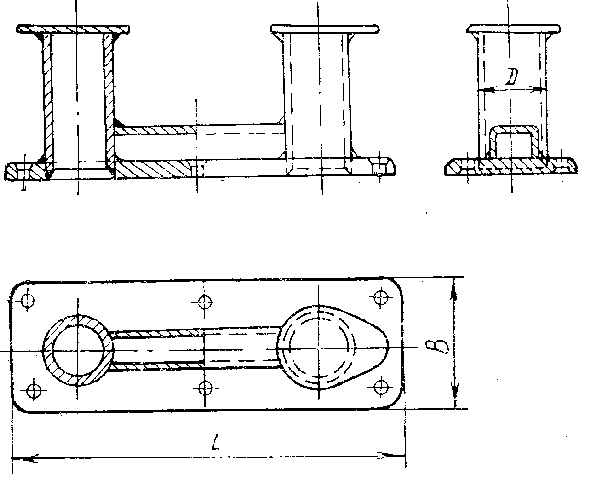
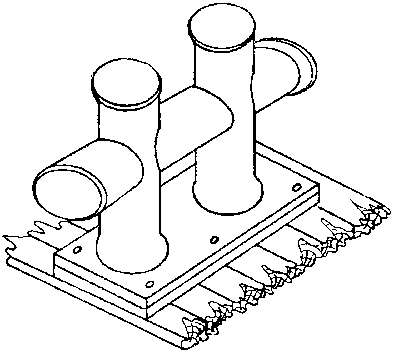
Состав работы
Разметить на листовой стали нижний лист с двумя отверстиями под битенги, заглушки на битенги и крестовую трубу, вырезать, править после резки кромки и запилить.
Отогнуть кромки нижнего листа по ширине, разметить и отрезать трубы для битенгов и крестовин. Разметить на битенгах отверстия для прохода крестовой трубы. Собрать лист с битенгами, крестовой трубой и заглушками, прихватить. После сварки править и зачистить.
Размеры кнехта, мм до: | Состав звена и разряд работы | Конструкция кнехта | N | |
Из листовой стали | Из готовых труб | |||
Время на 1 кнехт | ||||
450 x 175 | 4-2 | 5,1 | 3,4 | 1 |
660 x 240 | 4-2 | 7,6 | 5,1 | 2 |
850 x 320 | 4-2 | 9,3 | 6,8 | 3 |
1200 x 450 | 4-3-2 | 12,7 | 9,8 | 4 |
а | б | |||
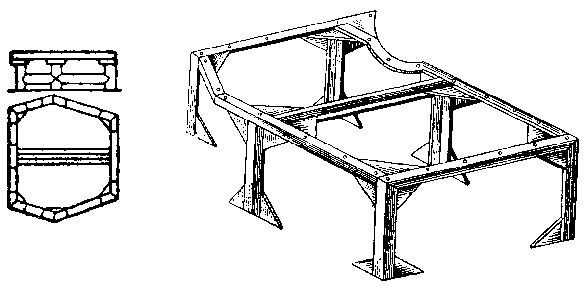
Состав работы
Разметить на листовой стали нижний и верхний листы, кницы и заглушки, вырезать и править. Разметить на листах отверстия для прохода патрубков, вырезать, после резки зачистить кромки. Разметить на листовой стали наружные обделочные полосы и внутреннюю полосу жесткости. Вырезать, после резки править. Согнуть два патрубка для битенгов из листовой стали или разметить и обрезать готовую трубу для битенгов, после резки зачистить кромки. Собрать заготовленные детали кнехта под сварку, прихватить, после сварки править, сварные швы зачистить пневматической турбинкой.
Конструкция кнехта | Состав звена и разряд работы | Размер кнехта, мм до: | N |
1250 x 430 x 10 | |||
Время на 1 кнехт | |||
Из готовых труб | 4-2 | 6,6 | 1 |
Из листовой стали | 4-2 | 10,0 | 2 |
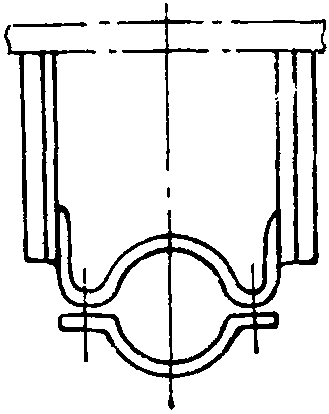
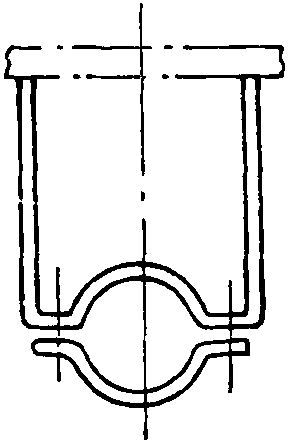
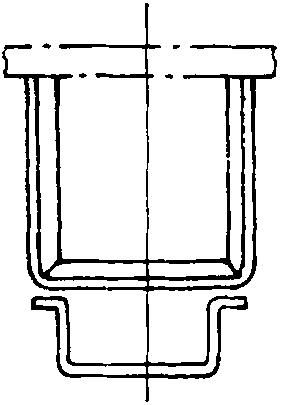
На деревянной подушке | На фундаменте |
 |  |
Состав работы
Снять. Срезать гайки, выбить винты, стронуть кнехт или кип с места, снять с фундамента.
Сверлить отверстия. Установить кнехт или кип на фундамент, перевести отверстия на фундамент, снять кнехт или кип. Сверлить пневматической машинкой отверстия в фундаменте для установки винтов.
Установить. Очистить опорную поверхность фундамента. Изготовить прокладки, установить кнехт или кип на прокладку на фундамент и закрепить винтами с подмоткой пеньки на белилах под головки винтов и шайб гаек.
Кнехт
Наименование операции | Вид установки | Состав звена и разряд работы | Размер кнехта, мм до: | N | |||||
450 x 175 | 900 x 270 | 1000 x 300 | 1450 x 430 | 1650 x 500 | 2250 x 700 | ||||
Диаметр и количество болтов | |||||||||
Время на 1 кнехт | |||||||||
Снять | На деревянной подушке | 3-1 | 0,75 | 0,80 | 0,95 | 1,20 | 1,40 | 1,50 | 1 |
На металлическом фундаменте | 3-1 | 0,55 | 0,60 | 0,70 | 0,90 | 1,00 | 1,20 | 2 | |
Сверлить отверстия | На деревянной подушке | 3-1 | 0,60 | 0,80 | 1,50 | 2,6 | 3,2 | 4,8 | 3 |
На металлическом фундаменте | 3-1 | 0,50 | 0,65 | 1,25 | 2,2 | 2,7 | 4,0 | 4 | |
Установить | На деревянной подушке | 4-2 | 0,60 | 0,75 | 0,90 | 1,10 | 1,35 | 1,50 | 5 |
На металлическом фундаменте | 4-2 | 0,50 | 0,60 | 0,70 | 0,90 | 1,10 | 1,25 | 6 | |
а | б | в | г | д | е | ||||
Киповая планка
Наименование операции | Вид установки | Состав звена и разряд работы | Размер киповой планки, мм до: | N | |||||
300 x 75 | 500 x 115 | 600 x 150 | 700 x 180 | 1000 x 250 | 1100 x 270 | ||||
Диаметр и количество болтов | |||||||||
Время на 1 киповую планку | |||||||||
Снять | На деревянной подушке | 3-1 | 0,45 | 0,65 | 0,85 | 1,00 | 1,10 | 1,20 | 7 |
На металлическом фундаменте | 6-1 | 0,35 | 0,50 | 0,65 | 0,75 | 0,85 | 1,00 | 8 | |
Сверлить отверстия | На деревянной подушке | 3-1 | 0,40 | 0,90 | 1,50 | 2,0 | 2,5 | 2,7 | 9 |
На металлическом фундаменте | 3-1 | 0,35 | 0,75 | 1,25 | 1,70 | 2,1 | 2,3 | 10 | |
Установить | На деревянной подушке | 4-2 | 0,40 | 0,55 | 0,70 | 0,90 | 1,00 | 1,20 | 11 |
На металлическом фундаменте | 4-2 | 0,35 | 0,45 | 0,60 | 0,75 | 0,85 | 1,00 | 12 | |
а | б | в | г | д | е | ||||
Примечание. При установке кнехта или киповой планки под электросварку время применять с K = 0,5.
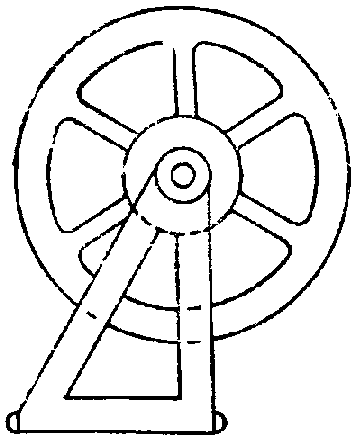
Состав работы
Снять. Срезать гайки, выбить болты крепления вьюшки к фундаменту, снять вьюшку.
Изготовить. Разметить по чертежу и вырезать детали на гильотинных ножницах, согнуть станины, ободы, барабан и кницы, разметить и вырезать отверстия в барабане газовым резаком, собрать вьюшку под сварку, после сварки зачистить сварные швы, загрунтовать, для гибки ободов и барабана изготовить шаблоны. Править после сварки.
Установить. Установить вьюшку на фундамент, разметить отверстия для крепления, снять вьюшку, сверлить отверстия в фундаменте для болтов.
Очистить и окрасить опорные поверхности фундамента и вьюшки. Установить вьюшку на фундамент, установить болты в отверстия фундамента, навернуть и затянуть гайки.
Наименование операции | Состав звена и разряд работы | Диаметр барабана, мм до | N | ||||
200 | 250 | 300 | 400 | 450 | |||
Время на 1 вьюшку | |||||||
Снять | 2-2 | 0,50 | 0,55 | 0,60 | 0,60 | 0,65 | 1 |
Изготовить | 3-2 | 7,2 | 7,6 | 8,1 | 9,0 | 9,5 | 2 |
Установить | 3-2 | 0,70 | 0,75 | 0,80 | 0,90 | 1,05 | |
а | б | в | г | д | |||
Примечание. При установке вьюшки на сварке время п. 3 применять с K = 0,5.
Разметить на листовой стали диски вьюшки и детали фундамента, вырезать, править, опилить кромки дисков напильником, собрать вьюшку, разметить и сверлить отверстия в фундаменте, установить вьюшку.
Наименование операции | Состав звена и разряд работы | Время на 1 вьюшку | N |
Изготовить | 3-2 | 6,7 | 1 |
Установить | 3-2 | 1,00 |
Примечание. При установке вьюшки на сварке время п. 2 применять с K = 0,5.
Состав работы
Разметить листы для дисков и патрубка, вырезать по разметке, согнуть патрубок на вальцах. Разметить пруток, согнуть обод, править и установить на место, собрать барабан под сварку, править после сварки.
Диаметр диска, мм | Состав звена и разряд работы | Диски с ребрами жесткости | Диски без ребер жесткости | N | ||
Толщина диска, мм | ||||||
до 5 | свыше 5 | до 5 | свыше 5 | |||
Время на 1 барабан | ||||||
До 500 | 4,8 | 5,6 | 3,5 | 4,1 | 1 | |
Свыше 500 | 3-2 | 5,6 | 6,3 | 4.2 | 4,9 | 2 |
а | б | в | г | |||
Состав работы
Остропить стрелу краном и уложить на брусья, приварить кронштейны для крепления струны, натянуть струну и снять замеры между стрелой и струной. Подготовить, остропить и подвесить груз на стрелу, выдержать, снять груз, измерить прогиб стрелы. Снять струну, срубить кронштейн, снять груз, стропы и стрелу.
Условия работы. Испытание стрелы выполняется в соответствии с инструкцией.
Состав звена и разряд работы | Грузоподъемность стрелы, тс до: | ||||
1 | 5 | 10 | 25 | 60 | |
Время на 1 стрелу | |||||
4-2 | 2,9 | 4,8 | 5,1 | 5,6 | 6,1 |
а | б | в | г | д | |
Состав работы
Выложить клетки или установить опоры, уложить стрелу, подготовить и установить стойки для струны и натянуть струну. Доставить и подвесить груз на стрелу. Нагреть место изгиба, править, после правки проверить прямолинейность стрелы.
Диаметр стрелы, мм, до: | Состав звена и разряд работы | Время на 1 стрелу | N |
150 | 5-4-3-2 | 10,0 | |
200 | 5-4-3-2 | 11,0 | 2 |
350 | 6-4-3-2 | 42,0 | 3 |
400 | 5-4-3-2 | 13,0 |
Примечания: 1. Норма времени предусматривает правку одного участка стрелы. При правке каждого последующего участка стрелы время для п. п. 1 - 4 увеличивать на 50%.
2. При правке стрелы под прессом время применять с K = 0,6.
ИЗГОТОВЛЕНИЕ И УСТАНОВКА
Состав работы
Разметить детали хомута, отрезать, править, согнуть, отогнуть фланцы, разметить и сверлить отверстия, зачистить кромки, изготовить петли хомута и прихватить, зачистить после сварки, собрать хомут. Проверить прилегание хомута по конфигурации стрелы.
Состав звена и разряд работы | Время на 1 хомут |
4-2 | 1,7 |
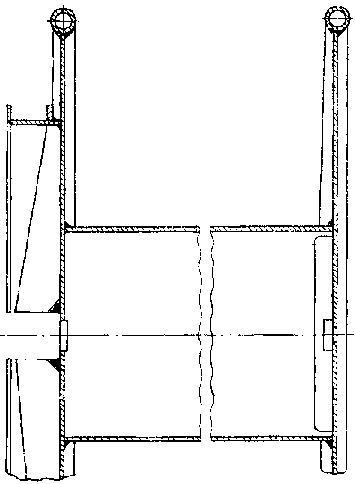
Состав работы
Подготовить и установить блоки. Выложить стрелу на блоках, разметить линии реза, отрезать дефектный участок.
Выпрессовать внутреннюю часть обечайки с помощью нагрева и талей. Разделать кромки для подварки. Подогнуть кромки листа под прессом, свальцевать обечайку.
Изготовить и править подкладки по внутреннему диаметру, внутреннюю жесткость (крестовину).
Установить жесткость в обечайку, прихватить с двух сторон по длине.
Состыковать новую обечайку со старой частью стрелы.
После установки обечайки подогнать жесткости, прихватить, после сварки запилить.
Напрессовать с нагревом втулки на отремонтированную обечайку.
Запрессовать с нагревом обечайки с кольцами в обечайку центральной части. Прихватить кольцевые швы. После сварки править стрелу и проверить по струнам.
Испытать стрелу согласно программе.
Технические условия:
1. Грузоподъемность стрелы 60 тс.
2. Диаметр стрелы 508 мм, 
3. Длина обечайки 1500 - 2000 мм.
4. Подкладка 50 x 3 мм.
5. Внутренние жесткости L = 1200 - 1500 мм, 
6. При длине обечайки 1600 мм обечайки стрелы изготавливаются из двух половин на прессе.
Длина цилиндрической вставки, мм, до: | Состав звена и разряд работы | Время на 1 стрелу | N |
1500 | 5-4-2-2 | 33,0 | 1 |
2000 | 5-4-2-2 | 35,0 | 2 |
Без вставки | 5-4-2-2 | 26,0 | 3 |

Состав работы
Разметить, вырезать заготовки для патрубков, после гибки подогнать патрубки, срубить фаски, состыковать и прихватить патрубки. Подогнать и собрать стрелу или мачту, проверить по струне, после сварки править, зачистить сварку.
Диаметр патрубка, D, мм до: | Состав звена и разряд работы | Толщина материала, мм, до: | N | ||||
6 | 8 | 10 | 12 | 14 | |||
Время на 1 пог. м | |||||||
Цилиндрическая часть | |||||||
250 | 5-3-2 | 1,8 | 2,6 | 3,3 | 4,0 | 4,9 | 1 |
350 | 5-3-2 | 2,6 | 3,3 | 4,1 | 4,9 | 5,6 | 2 |
500 | 5-3-2 | 3,6 | 4,6 | 5,6 | 6,6 | 7,7 | 3 |
Коническая часть | |||||||
250 | 5-3-2 | 2,2 | 3,4 | 4,2 | 5,1 | 6,2 | 4 |
350 | 5-3-2 | 3,3 | 4,3 | 5,1 | 6,1 | 7,1 | 5 |
500 | 5-3-2 | 4,5 | 5,8 | 7,1 | 8,3 | 9,6 | 6 |
а | б | в | г | д | |||
ИЗГОТОВЛЕНИЕ
Состав работы
Изготовить шаблон.
Разметить буквы и грузовую марку на листе, вырезать, зачистить кромки, править.
Разметить на судне место установки, установить марку на место и прихватить.
Разряд работы | Время на 1 шт. |
3 | 3,3 |
Состав работы
Снять. Срезать газовым резаком грузовую марку и диск Плимсоля, зачистить после газовой резки.
Изготовить шаблон. Разметить на картоне по чертежу грузовую марку и вырезать шаблон.
Разметить. Разметить по шаблону на корпусе судна грузовую марку или восстановить старую и накернить.
Изготовить. Получить материал, разметить, вырезать по разметке, править вручную, запилить кромки напильником.
Установить. Установить на место грузовую марку и буквы.
Наименование операции | Состав звена и разряд работы | Время на 1 грузовую марку | N | |
Изготовить шаблон | 5-2 | 2,4 | 1 | |
Разметить грузовую марку на судне | 4 | 0,40 | 2 | |
Диск Плимсоля | Снять | 3 | 0,10 | 3 |
Изготовить | 3-1 | 0,50 | 4 | |
Установить | 3-1 | 0,40 | 5 | |
Грузовую марку | Снять | 3 | 0,10 | 6 |
Изготовить | 3-1 | 0,70 | 7 | |
Установить | 3-1 | 0,40 | 8 | |
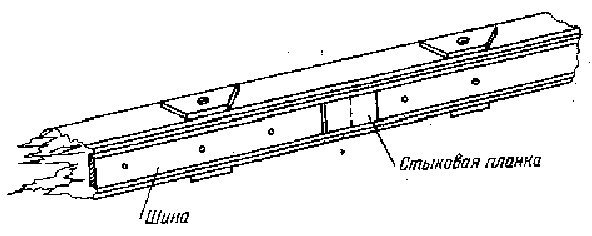
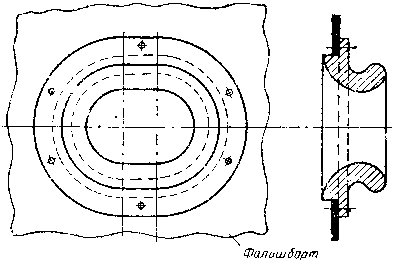
Снять. Вынуть ерши и снять шину.
Изготовить. Разметить новую шину, стыковые планки и планки для крепления деревянного привального бруса. Отрезать на гильотинных ножницах. После резки править шину на плоскость и на ребро, зачистить кромки. Сверлить отверстия под ерши.
Установить. Установить шину на место на ерши с гибкой по месту. Установить и прихватить стыковые планки и планки для крепления деревянного привального бруса.
Наименование операции | Ширина шины, мм, до: | Состав звена и разряд работы | Толщина шины, мм, до: | N | ||
8 | 10 | 14 | ||||
Время на 10 пог. м | ||||||
Снять | 100 | 3-1 | 0,60 | 0,75 | - | 1 |
300 | 3-1 | 0,70 | 0,90 | 1,05 | 2 | |
400 | 3-1 | - | 1,50 | 1,80 | 3 | |
Изготовить | 100 | 3-1 | 0,75 | 1,10 | - | 4 |
200 | 3-1 | 0,90 | 1,25 | 1,40 | 5 | |
400 | 3-1 | - | 2,0 | 2,3 | 6 | |
Установить | 100 | 3-1 | 1,05 | 1,60 | - | |
200 | 3-1 | 1,40 | 1,85 | 2,1 | ||
400 | 3-1 | - | 3,0 | 3,4 | ||
Итого: | 100 | 3-1 | 2,4 | 3,45 | - | 10 |
200 | 3-1 | 3,0 | 4,0 | 4,55 | 11 | |
400 | 3-1 | - | 6,5 | 7,5 | 12 | |
а | б | в | ||||
Примечания: 1. При замене шины привального бруса в оконечности судна время применять с K = 1,4.
3. При замене шин общей длиной до 10 пог. м время применять с K = 1,4.
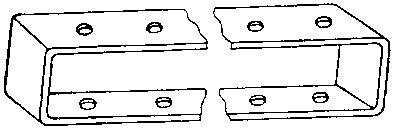
Состав работы
Разметить полосы на листовой стали. Порезать полосы, согнуть углы под прессом. Сверлить и зенковать отверстия, прихватить половинки оковки между собой.
Технические условия. Толщина листовой стали 
Вид изготовления | Разряд работы | Длина оковки, мм до: | N | |
400 | 700 | |||
Время на 1 оковку | ||||
С гибкой и сверлением | 2 | 0,17 | 0,22 | 1 |
Без гибки | 2 | 0,14 | 0,18 | 2 |
Без сверления | 2 | 0,14 | 0,18 | 3 |
а | б | |||
Состав работы
Разметить листовую сталь по шаблону, накернить, вырезать при помощи газовой резки контур и отверстия, зачистить кромки после резки, нагреть, отогнуть фланец под прессом, править щеку.
Толщина материала, мм, до: | Разряд работы | Ширина щеки блока, мм до: | |||
150 | 250 | 350 | 450 | ||
Время на 1 щеку | |||||
3 | 3 | 0,17 | 0,34 | - | - |
5 | 3 | - | - | 0,34 | 0,43 |
а | б | в | г | ||
Примечание. При отгибке фланца вручную время применять с K = 1,2.
Состав работы
Править сварную или кованую шлюпбалку на прессе или на плите с нагревом. Проверить после правки по шаблону.
Конструкция шлюпбалки | Способ правки | Состав звена и разряд работы | Время на 1 шлюпбалку | N |
Сварная | Под прессом | 4-3-2 | 3,9 | 1 |
На плите | 4-3-2 | 5,6 | 2 | |
Кованая | Под прессом | 4-3-2 | 2,0 | 3 |
На плите | 4-3-2 | 2,8 | 4 |
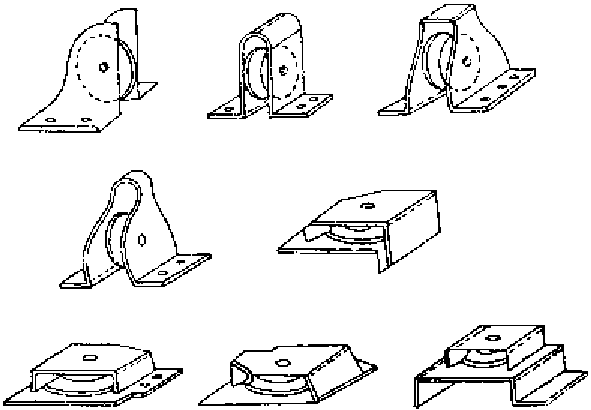
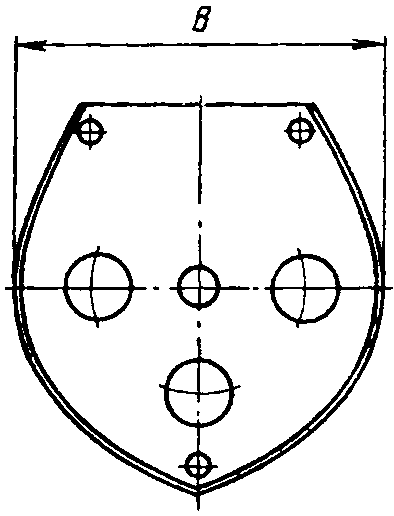
Тип I | Тип II | Тип III | Тип IV | Тип V |
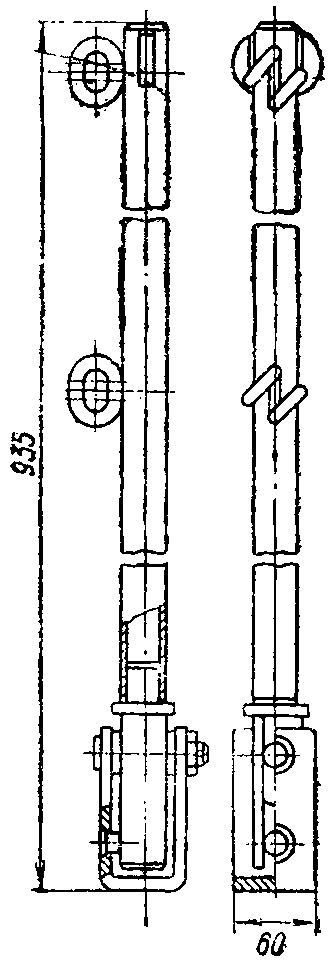 | 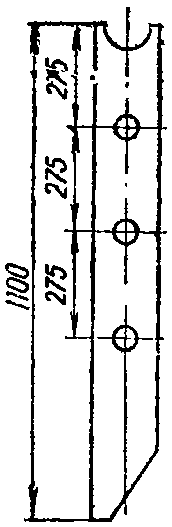 | 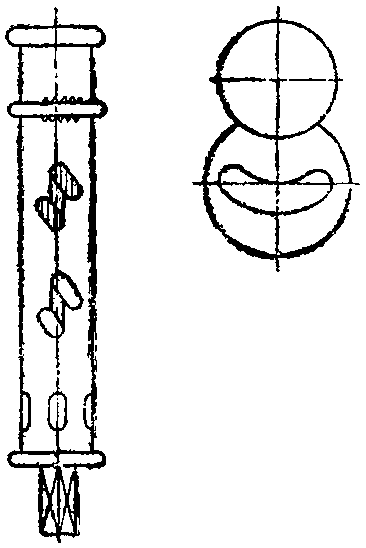 |
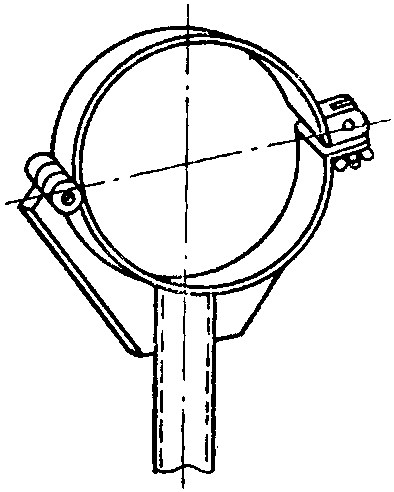
Состав работы
Снять. Отвернуть гайки и выбить болты на башмаках или срезать при помощи газовой резки, снять стойки с места вместе с поручнями. Срезать при помощи газовой резки башмаки леерных стоек.
Изготовить. Разметить и накернить заготовку стойки, отрезать на прессе, править, разметить и сверлить отверстия. Разметить заготовку для обоймы и отрезать, согнуть трубу и обойму под прессом. Навить пружину, отрезать виток для ушка, развести и закруглить концы. Изготовить головки. Собрать стойки под сварку, зачистить острые кромки и швы после сварки.
Установить. Соединить болтами пятку с башмаком или прихватить под сварку, разметить место установки, установить и прихватить башмак к палубе.
Наименование операции | Состав звена и разряд работы | Тип стойки | N | |||||
I | II | III | IV | V | Контрофорс | |||
Время на 1 стойку | ||||||||
Снять | 3-11 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 1 |
Изготовить | 3-1 | 1,10 | 0,45 | 0,40 | 0,28 | 0,70 | 0,30 | 2 |
Установить | 3-1 | 0,18 | 0,18 | 0,18 | 0,18 | 0,18 | 0,18 | 3 |
Итого: | 1,43 | 0,78 | 0,73 | 0,61 | 1,03 | 0,63 | 4 | |
а | б | в | г | д | е | |||
Примечание. При изготовлении стоек II и III типов без сверления отверстий время применять с K = 0,7.
Состав работы
Нагреть деформированное место газорезаком. Править леерную стойку.
Условия работы. Работа выполняется на судне.
Вид правки | Состав звена и разряд работы | Профиль стойки | N | |||
Трубчатый | Круглый сплошной | Прямоугольный | Угловой | |||
Время на 1 стойку | ||||||
С нагревом | 2-1 | 0,27 | 0,30 | 0,35 | 0,40 | 1 |
Без нагрева | 2-1 | 0,24 | 0,26 | 0,28 | 0,32 | 2 |
а | б | в | г | |||
Состав работы
Снять. Срезать при помощи газовой резки временное ограждение, снять с места и убрать в отведенное место.
Изготовить и установить. Изготовить и установить леерное ограждение со стойками из угольника, собрать стойки с прутками, прихватить. Технические условия. Леерное ограждение состоит из трех прутков.
Наименование операции | Состав звена и разряд работы | Время на 10 пог. м | N |
Снять | 3-1 | 0,7 | 1 |
Изготовить и установить | 3-1 | 1,7 | 2 |
Итого: | 3-1 | 2,4 | 3 |
Тип I | Тип II |
 |  |
Тип III | Тип IV |
 |  |
Состав работы
Разметить листовую сталь, вырезать при помощи газовой резки пятку леерной стойки, после резки править, зачистить кромки, сверлить отверстия. Собрать пятку с леерной стойкой под сварку.
Разряд работы | Тип пятки | ||
I | II | III, IV | |
Время на 1 пятку | |||
3 | 0,13 | 0,14 | 0,07 |
а | б | в | |
Тип I | Тип II | Тип III |
 |  |  |
Состав работы
Снять. Срезать при помощи газовой резки башмак леерной стойки, зачистить после резки.
Изготовить. Разметить, отрезать, править планки, разметить и пробить отверстия, согнуть башмаки под прессом, вырезать при помощи газовой резки стаканы, установить и прихватить детали башмака между собой.
Установить. Разметить место установки, установить и прихватить башмак к палубе.
Наименование операции | Состав звена и разряд работы | Тип башмака | N | ||
I | II | III | |||
Время на 10 башмаков | |||||
Снять | 2 | 0,07 | 0,07 | 0,07 | 1 |
Изготовить | 3-1 | 2,4 | 1,0 | 2,6 | 2 |
Установить | 3 | 0,10 | 0,10 | 0,10 | 3 |
Итого: | 3-1 | 2,57 | 1,17 | 2,77 | 4 |
а | б | в | |||
Состав работы
Подготовить рабочее место, нагреть пруток или трубу автогеном, править вручную.
Условия работы. Работа выполняется на судне.
Вид правки | Стрелка прогиба, мм | Состав звена и разряд работы | Диаметр прутка, мм, до | Диаметр трубы, мм до: | N | ||||||
16 | 19 | 22 | 25 | 28 | 38 | 50 | свыше 50 | ||||
Время на 10 пог. м | |||||||||||
Без нагрева | До 20 | 2-2 | 0,90 | 1,20 | 1,35 | 1,65 | 1,90 | - | - | - | 1 |
С нагревом | Свыше 20 | 2-2 | 1,25 | 1,55 | 1,90 | 2,1 | 2,4 | 2,8 | 3,0 | 3,2 | 2 |
а | б | в | г | д | е | ж | з | ||||
Примечание. Норма времени рассчитана на правку леерного ограждения общей длиной свыше 25 пог. м. При правке меньшей длины время применять с K = 1,1.
Состав работы
Срезать при помощи газовой резки старый пруток или трубу. Изготовить новые. Завести прутки или трубы в стойки, править и проверить правильность установки.
Условия работы. Работа выполняется на судне.
Наименование операции | Вид прутка или трубы | Состав звена и разряд работы | Диаметр прутка или трубы, мм до: | N | |||||
16 | 19 | 22 | 25 | 28 | 32 | ||||
Время на 10 пог. м прутка | |||||||||
Снять | Прямой гнутый | 3 | 0,16 | 0,17 | 0,18 | 0,19 | 0,20 | 0,21 | 1 |
Изготовить | Прямой | 3-1 | 0,20 | 0,22 | 0,23 | 0,24 | 0,25 | 0,26 | 2 |
Гнутый по обводу кормовой или носовой части | 0,60 | 0,65 | 0,95 | 1,05 | 1,20 | 1,40 | 3 | ||
Установить | Прямой | 3-1 | 0,33 | 0,40 | 0,45 | 0,55 | 0,65 | 0,80 | 4 |
Гнутый по обводу кормовой или носовой части | 0,50 | 0,60 | 0,70 | 0,85 | 1,05 | 1,30 | 5 | ||
Итого: | Прямой | 3-1 | 0,70 | 0,79 | 0,86 | 0,98 | 1,10 | 1,27 | 6 |
Гнутый по обводу кормовой или носовой части | 3-1 | 1,27 | 1,42 | 1,83 | 2,09 | 2,45 | 2,91 | 7 | |
а | б | в | г | д | е | ||||
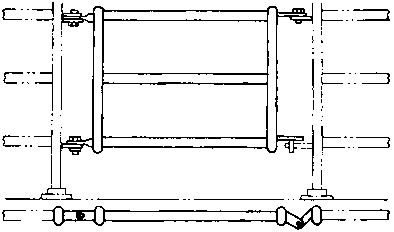
Состав работы
Изготовить. Согнуть из круглой стали раму, отрезать и пригнать под сварку, заготовить к ней скобы, хомуты и запоры, собрать дверь под сварку, прихватить, после сварки править и зачистить.
Установить. Установить дверь на петли на леерном ограждении, прихватить под сварку.
Наименование операции | Состав звена и разряд работы | Время на 1 дверь | N |
Изготовить | 3-1 | 3,9 | 1 |
Установить | 0,95 | 2 |
Состав работы
Снять с места размеры. Разметить листовую и угловую сталь, отрезать, править. Изготовить петли и запоры. Вырубить полки в угловой стали, согнуть раму, окрасить, собрать и прихватить детали двери. После сварки править дверь. Установить дверь на петли.
Размер двери, мм до: | Состав звена и разряд работы | Время на 1 дверь | N |
600 x 1000 | 3-1 | 8,1 | 1 |
600 x 1100 | 3-1 | 9,4 | 2 |
800 x 1200 | 3-1 | 10,5 | 3 |
Состав работы
Снять. Срезать при помощи газовой резки штормовые портики.
Изготовить. Разметить, отрезать, править, собрать и прихватить под сварку детали штормового портика. Править и зачистить после сварки.
Установить. Установить штормовые портики на место и прихватить. После сварки зачистить и расходить.
Наименование операции | Состав звена и разряд работы | Размер портика, мм до: | N | ||||
200 x 300 x 6 | 300 x 300 x 6 | 400 x 500 x 6 | 500 x 500 x 6 | 500 x 600 x 6 | |||
Время на 1 портик | |||||||
Снять | 3 | 0,24 | 0,28 | 0,30 | 0,35 | 0,40 | 1 |
Изготовить | 3-2 | 0,60 | 0,70 | 0,85 | 0,90 | 1,05 | 2 |
Установить | 3-2 | 0,36 | 0,42 | 0,50 | 0,55 | 0,65 | 3 |
Итого: | 3-2 | 1,20 | 1,40 | 1,65 | 1,80 | 2,1 | 4 |
Примечание. При изготовлении штормового портика меньшей или большей толщины за каждый миллиметр толщины время увеличивать или уменьшать на 5%.
ТРАПЫ ПАЛУБНЫЕ И ТРЮМНЫЕ, РЕШЕТКИ И ПЛИТЫ
(МАШИННО-КОТЕЛЬНОГО ОТДЕЛЕНИЯ)
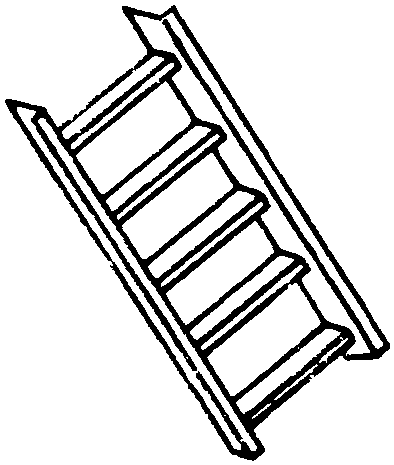 | 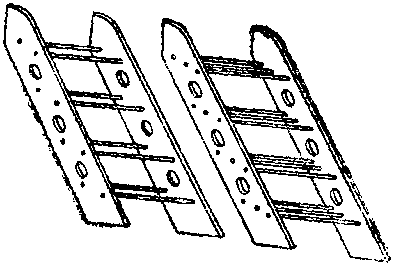 |
Состав работы
Снять. Срезать детали крепления, снять трап, зачистить места резки.
Изготовить трап со ступеньками из листовой стали. Разметить листовую и угловую сталь, отрезать, зачистить и править. Отогнуть фланцы, зачистить и править. Отогнуть фланцы по тетивам и ступенькам. Собрать под электросварку и прихватить. После сварки править и зачистить.
Трап со ступеньками из прутка. Разметить тетивы из листовой или угловой стали, отрезать, зачистить, править, сверлить и зенковать отверстия, загнуть лапки, разметить и нарезать прутки, править. Собрать трап под электросварку и прихватить. После сварки править и запилить кромки.
Установить. Изготовить детали крепления, разметить место установки, установить трап и закрепить.
Наименование операции | Тип тетивы или количество прутков в ступеньке | Состав звена и разряд работы | Толщина тетивы, мм до: | N | ||||
6 | 8 | 10 | 12 | |||||
Диаметр прутка, мм до: | ||||||||
- | 16 | 19 | 22 | |||||
Время на 1 пог. м трапа | ||||||||
Снять | - | 2-1 | 0,40 | 1 | ||||
Изготовить | Трап со ступеньками из листовой стали | Лист | 3-2 | 3,0 | 3,5 | 4,0 | 4,7 | 2 |
Угольник | 3-2 | 2,7 | 3,2 | 3,7 | 4,2 | 3 | ||
Трап со ступеньками из прутка | Один | 3-2 | - | 0,80 | 1,00 | 1,10 | 4 | |
Два | 3-2 | - | 11,25 | 1,36 | 1,45 | 5 | ||
Три | 3-2 | - | 1,60 | 1,70 | 1,90 | 6 | ||
Установить | - | 3-2 | 0,60 | 7 | ||||
- | а | б | в | г | ||||
Примечание. При изготовлении трапа без правки после сварки время применять с K = 0,9.
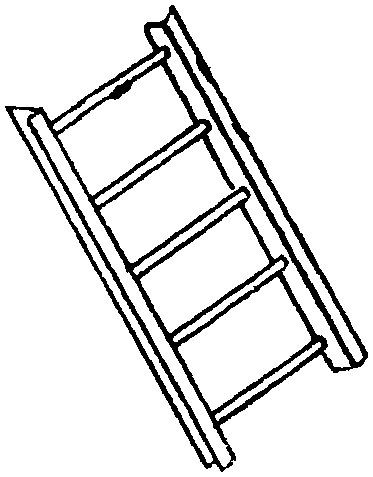
Состав работы
Править трап из угловой стали в грузовом трюме на месте с нагревом.
Состав звена и разряд работы | Толщина тетивы, мм до: | |||
6 | 8 | 10 | 12 | |
Время на 1 пог. м трапа | ||||
3-2-1 | 1,10 | 1,20 | 1,35 | 1,50 |
а | б | в | г | |
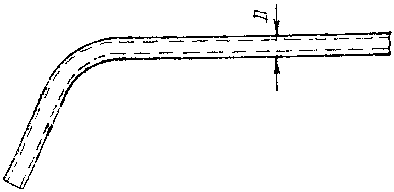 | 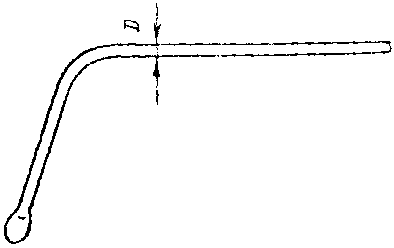 |
Состав работы
Снять шаблон с места, отрезать пруток или трубу, согнуть с нагревом, оттянуть лапки, установить поручень на место и прихватить.
Длина поручня, м до: | Диаметр поручня, мм | Состав звена и разряд работы | Заготовка | N | |
Труба | Пруток | ||||
Время на 1 поручень | |||||
2,5 | 22 | 3-2 | 1,25 | 1,10 | 1 |
Свыше 22 | 1,60 | 1,35 | 2 | ||
3,5 | 22 | 3-2 | 1,50 | 1,35 | 3 |
Свыше 22 | 1,80 | 1,60 | 4 | ||
4,5 | 22 | 3-2 | 1,80 | 1,60 | 5 |
Свыше 22 | 2,2 | 1,9 | 6 | ||
5,5 | 22 | 3-2 | 2.2 | 1,9 | 7 |
Свыше 22 | 2,6 | 2,3 | 8 | ||
а | б | ||||
Примечание. При установке поручня на болтах время применять с K = 1,2.
Состав работы
Снять. Срезать при помощи газовой резки старую ступеньку с трапа и зачистить места резки.
Изготовить. Разметить ступеньку, отрезать, править, отогнуть фланец.
Установить. Пригнать ступеньку к трапу и прихватить.
Править. Ступеньку трапа править вручную на месте с нагревом.
Наименование операции | Состав звена и разряд работы | Время на 1 ступеньку | N |
Снять | 2 | 0,17 | 1 |
Изготовить | 3-1 | 0,35 | 2 |
Установить | 3-1 | 0,25 | 3 |
Править | 2 | 0,40 | 4 |
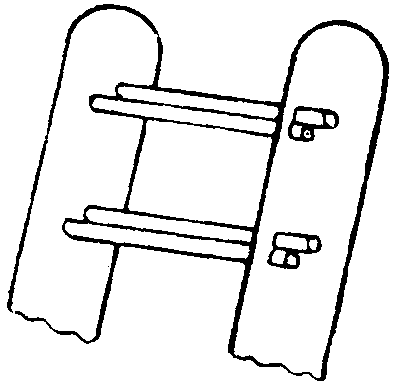
Состав работы
Заменить. Срезать при помощи газовой резки старую ступеньку, зачистить гнездо в тетивах, изготовить новую ступеньку, установить и прихватить.
Править. Ступеньку трапа править вручную на месте.
Наименование операции | Количество прутков в ступеньке | Состав звена и разряд работы | Время на 1 ступеньку | N |
Заменить | Один | 3-1 | 0,27 | 1 |
Два | 3-1 | 0,36 | 2 | |
Править | Один | 2 | 0,15 | 3 |
Два | 2 | 0,20 | 4 |
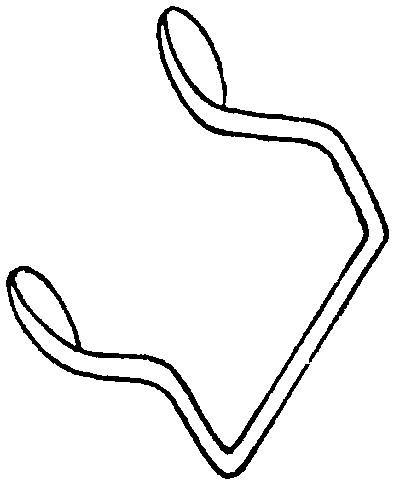
Состав работы
Снять. Срезать при помощи газовой резки старую ступеньку.
Изготовить. Разметить и отрезать пруток, оттянуть лапки, согнуть углы.
Установить. Зачистить места установки, установить на место и прихватить.
Править. Скоб-трап править на месте с нагревом вручную.
Условия работы. Гибка скоб-трапа и оттяжка производятся вручную.
Наименование операции | Состав звена и разряд работы | Диаметр прутка, мм до: | N | |
19 | 25 | |||
Время на 1 ступеньку | ||||
Снять | 2 | 0,06 | 0,08 | 1 |
Изготовить | 2-1 | 0,20 | 0,25 | |
Установить | 2-1 | 0,11 | 0,13 | 3 |
Править | 2 | 0,18 | 0,20 | 4 |
а | б | |||
Примечание. При изготовлении скоб-трапа без оттяжки лапок время п. 2 применять с K = 0,8.
Прямые | Фасонные |
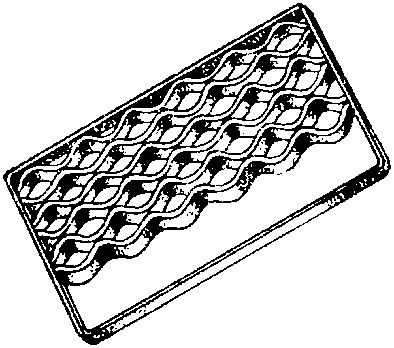 | 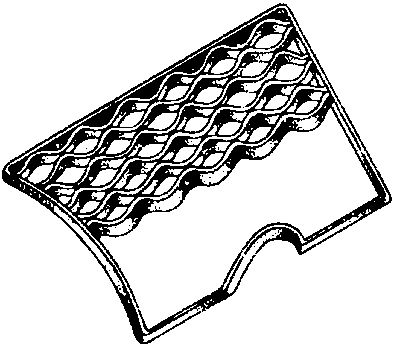 |
Состав работы
Снять. Отвернуть гайки, выбить болты, снять решетку.
Изготовить. Разметить листовую сталь на полосы, отрезать на гильотинных ножницах, править полосы, согнуть углы решетки.
После штамповки гофр собрать решетку под сварку, прихватить. После сварки зачистить острые кромки пневматической турбинкой.
Гофрировать. Подать полосы к прессу, гофрировать.
Править. Подать решетку к прессу, править после сварки.
Установить. Подогнать решетку по месту, разметить и сверлить отверстия для болтов, установить решетку и закрепить болтами.
Наименование операции | Состав звена и разряд работы | Вид решетки | N | |||
прямая | фасонная | прямая | фасонная | |||
Ширина решетки, мм до: | ||||||
700 | 1200 | |||||
Время на 1 пог. м решетки | ||||||
Снять | 2-1 | 0,25 | 0,34 | 1 | ||
Изготовить | 3-2 | 2,3 | 3,7 | 2,7 | 4,4 | 2 |
Гофрировать | 3-2 | 0,015 | 3 | |||
Править | 3-2 | 0,17 | 0,24 | 4 | ||
Установить | 3-2 | 0,60 | 0,85 | 0,70 | 1,05 | |
а | б | в | г | |||
Примечание. При установке старой решетки время п. 5 применять с K = 0,7. Состав звена и разряд работы 2-1.
Тип I Прямые | Фасонные |
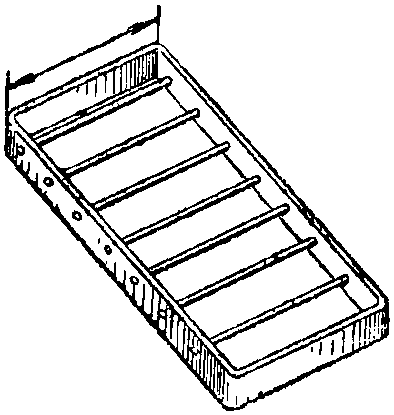 | 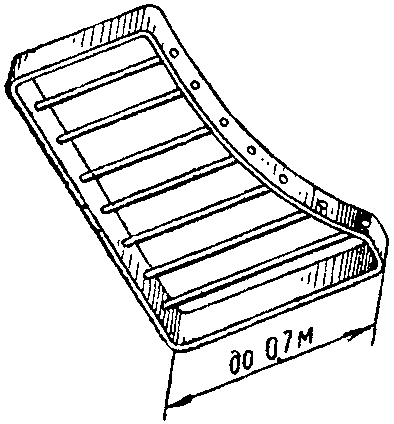 |
Тип II Прямые | Фасонные |
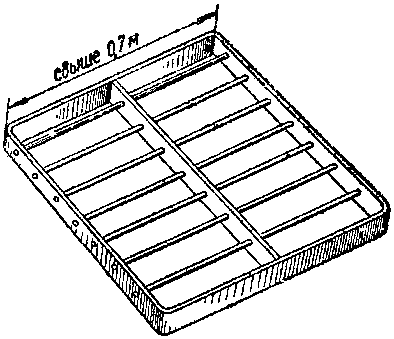 | 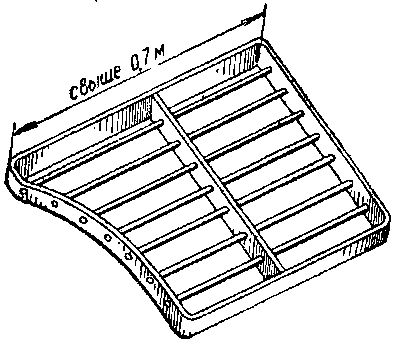 |
Состав работы
Отвернуть гайки, выбить болты, снять решетку. Разметить, вырезать, править прутки и полосы, согнуть углы решетки, обжать концы прутков, разметить, сверлить отверстия, собрать решетки и прихватить, править после сварки, острые кромки зачистить пневматической турбинкой. Подогнать решетку по месту, разметить, сверлить отверстия для болтов, установить решетку на место и закрепить болтами.
Наименование операции | Состав звена и разряд работы | Тип I | Тип II | Тип I | Тип I | Тип I | Тип II | N | ||||||
Прямая | Фасонная | Прямая | Фасонная | Прямая | Фасонная | Прямая | Фасонная | Прямая | Фасонная | Прямая | Фасонная | |||
Диаметр прутка, мм, до: | ||||||||||||||
16 | 19 | 22 | ||||||||||||
Время на 1 пог. м | ||||||||||||||
Снять | 2-1 | 0,25 | 0,34 | 0,25 | 0,34 | 0,25 | 0,34 | 1 | ||||||
Изготовить | 3-2 | 1,7 | 3,0 | 2,1 | 3,9 | 1,9 | 3,2 | 2,4 | 4,1 | 2,0 | 4,1 | 2,4 | 4,5 | 2 |
Установить | 3-2 | 0,60 | 0,85 | 0,70 | 1,00 | 0,60 | 0,85 | 0,70 | 1,00 | 0,60 | 0,85 | 0,70 | 1,00 | |
Итого: | 3-2 | 2,55 | 4,1 | 3,14 | 5,24 | 2,75 | 4,3 | 3,44 | 5,44 | 2,85 | 5,2 | 3,44 | 5,84 | 4 |
а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечание. При установке старой решетки время п. 3 применять с K = 0,7, состав звена и разряд работы 2-1.
Прямые плиты | Фасонные плиты |
 |  |
Состав работы
Снять. Вывернуть винты, маркировать и снять плиты.
Изготовить. Разметить новые по размерам или шаблонам, обрезать под прессом или газом, подогнать плиты по месту с вырезкой отверстий для труб и клапанов, править после резки на месте.
Установить. Установить плиты на обрешетник, закрепить винтами.
Условия работы
Сверление, зенкование, нарезание резьбы нормой времени не предусмотрено. При установке чугунных плит предусматривается подгонка по месту.
Наименование операции | Состав звена и разряд работы | Тип плиты | N | ||||
Прямая | Фасонная | Прямая | Фасонная | ||||
Толщина металла, мм до: | |||||||
до 7 | свыше 7 | ||||||
Время на 1 м2 | |||||||
Снять | Стальную | 2-2 | 0,20 | 0,25 | 0,22 | 0,28 | 1 |
Чугунную | - | - | 0,22 | - | 2 | ||
Изготовить | 3-1 | 1,00 | 1,30 | 1,10 | 1,40 | 3 | |
Установить | Стальную | 3-1 | 0,39 | 0,50 | 0,43 | 0,55 | 4 |
Чугунную | 3-1 | - | - | 0,90 | - | 5 | |
Итого: | Стальную | 3-1 | 1,59 | 2,05 | 1,75 | 2,23 | 6 |
Чугунную | 3-1 | - | - | 1,12 | - | 7 | |
а | б | в | г | ||||
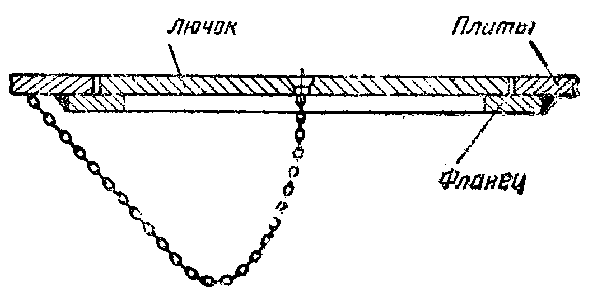
Состав работы
Вывернуть винты, снять плиту. Разметить, вырезать и зачистить отверстия в плите под лючок. По размерам выреза изготовить лист для лючка. Изготовить и установить детали подкрепления лючка.
Установить под сварку петли, после сварки править, зачистить. Разметить, проколоть или сверлить отверстия под лючок, зачистить и установить лючок.
Разряд работы | Вид лючка | |
прямоугольный | круглый | |
Время на 1 лючок | ||
3 | 0,70 | 1,00 |
а | б | |
ДВЕРИ, СВЕТОВЫЕ ЛЮКИ, ИЛЛЮМИНАТОРЫ, ТАМБУРЫ,
ЦИСТЕРНЫ И КРЫШКИ ГОРЛОВИН
I | II | III |
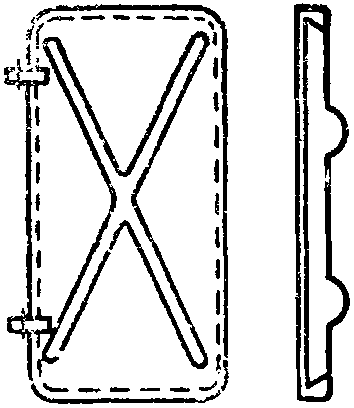 | 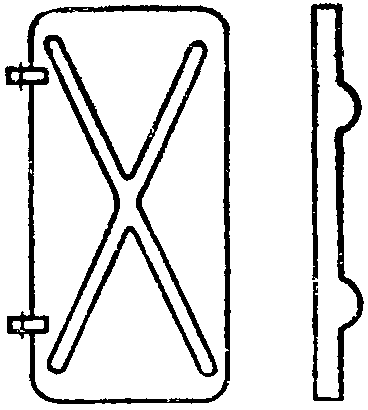 | 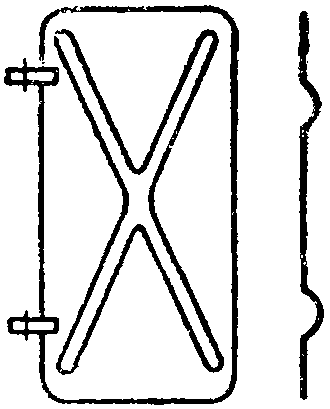 |
IV | V | VI - VII |
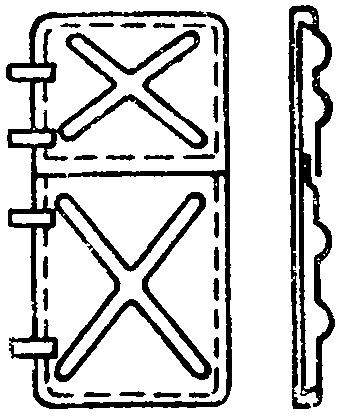 | 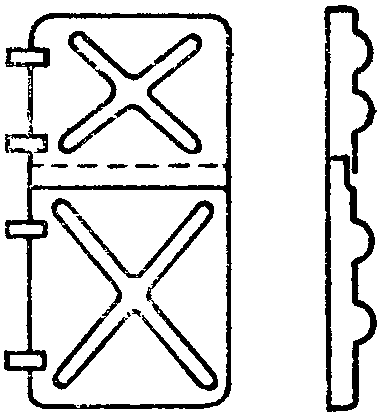 | 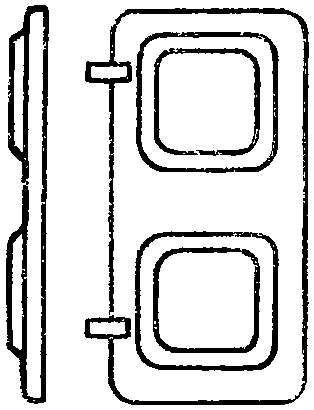 |
Состав работы
Разметить, вырезать и править полотно двери, жесткости и полосы для крепления резины. Разметить линии гиба, после гибки-штамповки двери править, подогнуть углы, собрать и прихватить детали двери. После сварки править дверь, подогнать по комингсу. Зачистить кромки и швы турбинкой.
Тип и наименование двери | Состав звена и разряд работы | Размер двери, мм до: | N | |||
600 x 400 | 1000 x 500 | 1700 x 650 | 1800 x 800 | |||
Время на 1 дверь | ||||||
I - Водонепроницаемая, без ребер жесткости, с полосами для крепления резины, с гофрами посередине | 4-2 | - | 5,6 | 7,2 | 8,5 | 1 |
II - Легкого типа с гофрами, с отбуртовкой без полос для крепления резины | 4-2 | - | 4,3 | 5,5 | 6,8 | 2 |
III - Легкого типа, без отбуртовки, с гофрами | 4-2 | - | 3,0 | 3,8 | 4,8 | 3 |
IV - Двустворчатая с рамками из угловой или полосовой стали | 4-2 | 6,0 | 8,2 | 10,4 | 12,6 | 4 |
V - Двустворчатая, без рамок из угловой или полосовой стали | 4-2 | 4,9 | 6,8 | 8,7 | 10,5 | 5 |
V и VI - Штамповка-гибка под прессом водонепроницаемых дверей с отгибкой кромок, с последующей правкой вручную | 4-2 | 1,05 | 6 | |||
VII - То же, штамповка легких дверей | 4-2 | 0,85 | 7 | |||
а | б | в | г | |||
Примечание. Нормы времени рассчитаны на штамповку дверей до 5 шт., при штамповке свыше 5 шт. применять следующие поправочные коэффициенты:
Количество дверей до: | 5 | 10 | 15 | 20 | Свыше 20 |
Коэффициент | 1,0 | 0,85 | 0,75 | 0,70 | 0,5 |
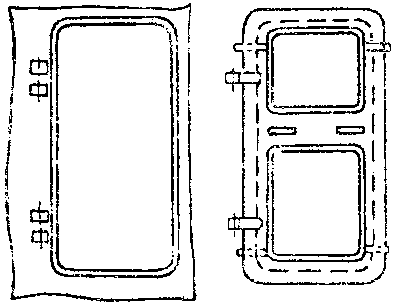
Состав работы
Снять. Расшплинтовать, выбить штыри из петель и снять дверь, маркировать суриком.
Установить. Установить дверь, вставить штыри, шплинтовать и расходить, подогнать дверь по комингсу.
Испытать. Закрыть дверь на задрайки, испытать поливом воды из брандспойта. Отметить и устранить выявленные дефекты.
Условия работы. Работа выполняется на судне согласно правилам Регистра СССР.
Наименование операции | Состав звена и разряд работы | Время на 1 дверь | N |
Снять | 3-2 | 0,65 | 1 |
Установить | 5-2 | 1,60 | 2 |
Испытать | 3-2 | 0,40 |
Примечание. При испытании дверей свыше 3 шт. время п. 3 применять со следующими коэффициентами:
Количество дверей | 3 | 10 | 20 | 50 |
Коэффициент | 1,0 | 0,97 | 0,93 | 0,88 |
ДЛЯ ВОДОНЕПРОНИЦАЕМОЙ ДВЕРИ. ИЗГОТОВЛЕНИЕ
Тип I | Тип II | Тип III |
 |  |  |
Состав работы
Разметить, отрезать, править полосы и кницы из листовой стали. Собрать под сварку и прихватить раму. Изготовить комингс, согнуть углы, собрать с рамой под сварку и прихватить, после сварки править; зачистить кромки и швы турбинкой.
Тип рамы | Состав звена и разряд работы | Размер рамы в свету, мм | N | |||
1650 x 800 x 6 | 1650 x 800 x 8 | 1800 x 800 x 6 | 1800 x 800 x 8 | |||
Время на 1 раму | ||||||
Тип I | ||||||
Из полос без отбуртовки кромок | 4-2 | 4,6 | - | 5,0 | - | 1 |
Тип II | ||||||
Из полос с отбуртовкой кромок | 4-2 | 6,0 | 6,2 | 6,5 | 6,7 | 2 |
Тип III | ||||||
Из угольника 75 x 50 мм | 4-2 | - | 3,4 | - | 3,8 | 3 |
а | б | в | г | |||
Состав работы
Разметить место выреза в переборке по размеру рамы, вырезать, зачистить и править кромки после газорезки, подогнать раму в сборе с дверью по периметру к переборке и прихватить.
Условия работы. Работа выполняется на судне.
Состав звена и разряд работы | Время на 1 раму |
5-3-2 | 3,4 |
Примечание. При установке под клепку с разметкой, сверлением и развертыванием отверстий по периметру рамы время применять с K = 2,0.
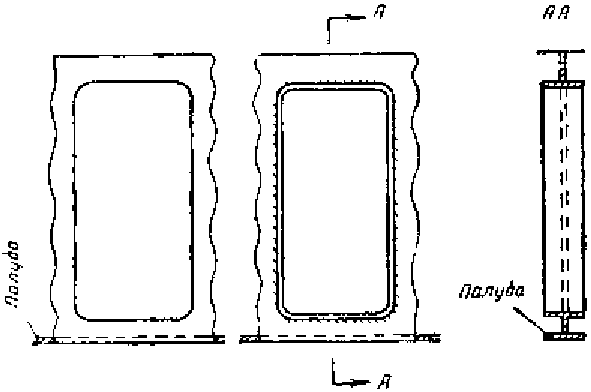
Состав работы
Разметить место выреза для двери в переборке, вырезать, после газорезки зачистить и править кромки. Снять размеры, изготовить комингс, согнуть углы по радиусу вручную и установить на место, прихватить, править комингс после сварки, зачистить кромки турбинкой.
Размер комингса в свету, мм | Состав звена и разряд работы | Время на дверь |
1650 x 800 | 4-2 | 3,4 |
I | II | III |
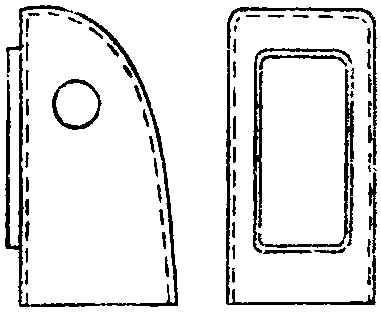 | 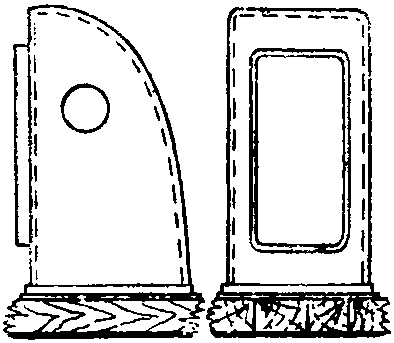 | 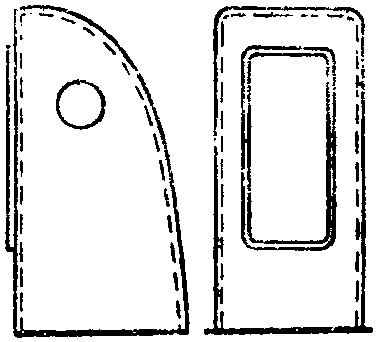 |
Состав работы
Разметить, отрезать листовую и угловую сталь, править после резки. Согнуть верхний лист, заготовить комингс двери, раму основания, сверлить отверстия, собрать тамбур под сварку, прихватить, установить после сварки, установить на болтах (на деревянную подушку).
Наименование операции | Состав звена и разряд работы | Толщина материала, мм | N | ||
до 3 | 4 | 5 и более | |||
Время на 1 тамбур | |||||
Изготовить тамбур под сварку без установки на место - тип I | 4-3-2 | 9,4 | 11,6 | 12,3 | 1 |
То же, с установкой на стальную палубу под сварку - тип III | 4-3-2 | 10,4 | 12,7 | 13,5 | 2 |
То же, с установкой на деревянную палубу на болтах или глухарях - тип II | 4-3-2 | 11,5 | 13,9 | 14,8 | 3 |
а | б | в | |||
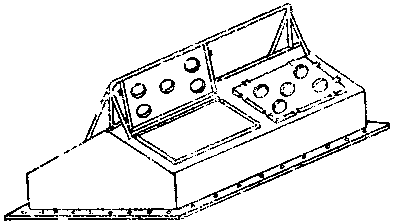
Состав работы
Снять. Отвернуть гайки, выбить болты. Снять световой люк. Снять прокладку и зачистить место установки.
Изготовить. Разметить на листовой стали детали светового люка, резать, после резки править. Зачистить кромки под электросварку. Загнуть листы и угольники, собрать под сварку и прихватить, после сварки править. Изготовить и установить крышки с отфланцовкой, изготовить рамки для крышки, подогнать крышки, сверлить отверстия, установить петли.
Установить. Изготовить прокладку, установить люк на старое место, завести болты. Затянуть гайки, испытать на герметичность.
Наименование операции | Периметр светового люка, м до: | Состав звена и разряд работы | Толщина материала, мм | N | ||
до 3 | 4 | 5 и более | ||||
Время на 1 световой люк | ||||||
Снять | 9,0 | 3-2 | 3,0 | 1 | ||
11,0 | 3,5 | 2 | ||||
13,0 | 4,2 | 3 | ||||
15,0 | 4,8 | 4 | ||||
Изготовить | 9,0 | 4-3-2 | 38,0 | 45,5 | 49,5 | 5 |
11,0 | 50,0 | 60 | 66 | 6 | ||
13,0 | 64 | 75 | 84 | 7 | ||
15,0 | 80 | 95 | 102 | 8 | ||
Установить | 9,0 | 4-2 | 3,0 | 9 | ||
11,0 | 3,5 | 10 | ||||
13,0 | 4,3 | 11 | ||||
15,0 | 4,8 | 12 | ||||
а | б | в | ||||
Состав работы
Пригнать кромки выреза по раме, подрубить, установить раму на прихватки под сверление, после сборки срубить прихватки.
Условия работы. Работа выполняется на судне.
Вид крепления | Состав звена и разряд работы | Тип иллюминатора | N | ||
Круглый | Прямоугольный | ||||
Размеры (диаметр) в свету, мм до: | |||||
200 | 300 | 452 x 612 | |||
Время на 1 иллюминатор | |||||
На сварке | 3-2 | 1,00 | 1,20 | 1,90 | 1 |
На винтах | 3-2 | 1,70 | 2,2 | 3,3 | 2 |
а | б | в | |||
Примечание. При установке иллюминатора на переборку толщиной меньше  время применять с K = 0,7.
время применять с K = 0,7.
время применять с K = 0,7.ФУНДАМЕНТ. ПРАВКА ПОСЛЕ СВАРКИ
Состав работы
Подать деталь на плиту, править после сварки с нагревом.
Условия работы. Работа выполняется в цехе.
Наименование изделия | Состав звена и разряд работы | Время на 1 деталь | N |
Дверь водонепроницаемая сварная | 4-3 | 1,00 | 1 |
Дверь штампованная после приварки угольника | 3-2 | 0,65 | 2 |
Комингс водонепроницаемой двери | 4-3 | 1,15 | 3 |
Крышка светового люка | 3-2 | 0,60 | 4 |
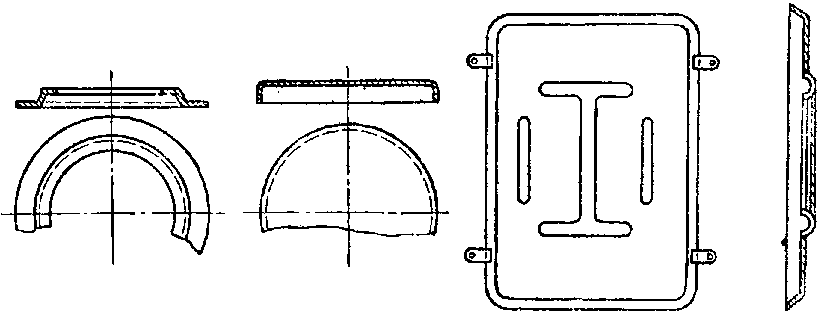
Состав работы
Разметить на листовой стали развертку крышки затемнителя, вырезать, разметить линию буртовки, штамповать крышку, срезать углы, править, обточить по контуру на наждачном станке. Изготовить ручки и ушки. Установить и прихватить их.
Технические условия. Толщина металла до 3 мм. Затемнитель для круглого или прямоугольного иллюминатора.
Состав звена и разряд работы | Время на 10 затемнителей |
3-2 | 6,6 |
Примечание. Время рассчитано на изготовление до 10 затемнителей. При изготовлении большего количества затемнителей время применять с K = 0,9.
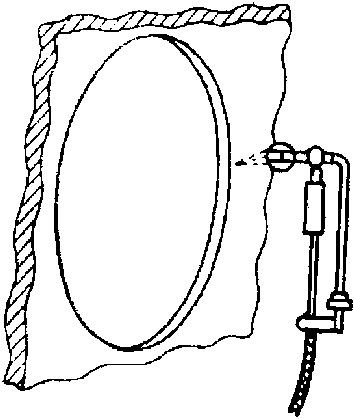
Состав работы
Разметить, вырезать по размеченному контуру отверстие под иллюминатор при помощи газовой резки. После резки зачистить кромки пневматической турбинкой.
Условия работы. Работа выполняется на судне.
Толщина листа, мм до: | Разряд работы | Тип иллюминатора | N | |||||||
Круглый | Прямоугольный | |||||||||
Диаметр в свету, мм до: | Размеры в свету, мм до: | |||||||||
150 | 200 | 250 | 300 | 350 | 180 x 240 | 300 x 450 | 400 x 600 | |||
Время на 1 отверстие | ||||||||||
6 | 3 | 0,18 | 0,22 | 0,24 | 0,27 | 0,28 | 0,24 | 0,28 | 0,35 | 1 |
9 | 3 | 0,19 | 0,23 | 0,26 | 0,27 | 0,30 | 0,26 | 0,31 | 0,37 | 2 |
12 | 3 | 0,20 | 0,24 | 0,27 | 0,29 | 0,31 | 0,27 | 0,32 | 0,39 | 3 |
15 | 3 | 0,21 | 0,26 | 0,28 | 0,30 | 0,33 | 0,28 | 0,36 | 0,40 | 4 |
18 | 3 | 0,22 | 0,27 | 0,29 | 0,31 | 0,35 | 0,30 | 0,38 | 0,44 | 5 |
а | б | в | г | д | е | ж | з | |||
ИЗГОТОВЛЕНИЕ
Состав работы
Разметить листовую сталь, отрезать заготовки стенок цистерны, ребер жесткости, донышек, корпуса и книц на гильотине, править детали вручную. Согнуть корпус цистерны в обечайку в вальцах с доводкой вручную, выбить сферу донышек в горячем состоянии вручную. Собрать цистерну с установкой ребер жесткости и кницами на электроприхватки.
Править цистерну после сварки и зачистить сварные швы. Разметить отверстия для горловин, люков и наварышей, вырезать газовым резаком и зачистить кромки пневматической машинкой.
Разметить листовую сталь для крышек горловин и наварышей. Вырезать газовым резаком, зачистить. Разметить и сверлить отверстия в обделках, крышках горловин и наварышах.
Нарезать резьбу в обделках и наварышах метчиком вручную. Установить обделки и наварыши, прихватить. Зачистить швы после сварки. Ввернуть шпильки в обделки и наварыши. Вырезать прокладки, установить крышки горловин и закрепить гайками. Вывернуть отжимные болты.
Условия работы. Изготовление цистерны производится в цехе и на сборочной площадке. Сборка цистерны больших размеров производится с помощью крана, малых размеров - вручную.
Цистерны цилиндрические емкостью 2 - 8 м3 изготавливаются с плоскими донышками.
Емкость цистерны, м3 до: | Тип цистерны | Состав звена и разряд работы | Толщина стенок цистерны, мм до: | N | |
4 | 8 | ||||
0,15 | Прямоугольная | 4-2 | 5,6 | 7,6 | 1 |
Цилиндрическая | 4-2 | 7,0 | 9,5 | 2 | |
0,30 | Прямоугольная | 4-2 | 7,6 | 10,0 | 3 |
Цилиндрическая | 4-2 | 9,5 | 12,5 | 4 | |
0,65 | Прямоугольная | 4-2 | 11,3 | 15,2 | 5 |
Цилиндрическая | 4-2 | 14,0 | 19,0 | 6 | |
1,0 | Прямоугольная | 4-2 | 13,6 | 17,6 | 7 |
Цилиндрическая | 4-2 | 17,0 | 22,0 | 8 | |
2,0 | Прямоугольная | 4-2 | 26,5 | 31,3 | 9 |
Цилиндрическая | 4-2 | 33,0 | 39,0 | 10 | |
4,0 | Прямоугольная | 4-2 | 33,0 | 38,3 | 11 |
Цилиндрическая | 4-2 | 41,0 | 49,0 | 12 | |
8,0 | Прямоугольная | 4-2-2 | 41,0 | 50,0 | 13 |
Цилиндрическая | 4-2-2 | 51,0 | 62,0 | 14 | |
а | б | ||||
Состав работы
Разметить, отрезать полосы, править, согнуть углы, разметить, отрезать и править угольники и кницы, собрать и прихватить. Разметить и сверлить отверстия, установить на место по длине.
Тип хомута | Состав звена и разряд работы | Длина хомута, мм до: | N | ||
3000 | 4000 | 5000 | |||
Время на 1 хомут | |||||
Цельный с угольниками | 2-2 | 0,90 | 1,10 | 1,40 | 1 |
Из двух половин | 2-2 | 1,55 | 1,95 | 2,4 | 2 |
С кницами | 2-2 | 1,30 | 1,70 | 1,95 | 3 |
а | б | в | |||
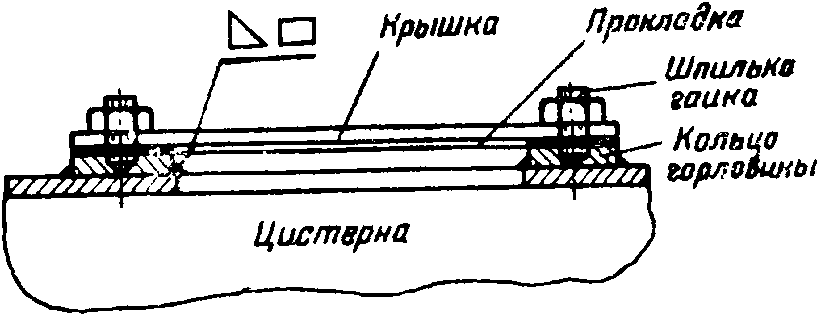
Состав работы
Снять крышку. Отвернуть гайки, ввернуть отжимные болты, отжать и снять крышку и прокладку.
Изготовить кольцо. Разметить кольцо по чертежу, вырезать газом, зачистить кромки, править вручную, сверлить отверстия под шпильки, зенковать под сварку.
Установить кольцо. Установить кольцо на место и прихватить. Зачистить кольцо после сварки.
Изготовить крышку. Разметить крышку горловины по чертежу, вырезать, зачистить, править крышку, разметить, сверлить отверстия.
Установить крышку. Очистить место под крышку, изготовить прокладку, установить крышку на прокладке и закрепить гайками.
Технические условия. Крышки толщиной до 
Наименование операции | Разряд работы | Размер горловины в свету, мм | N | |||
450 x 320 | 500 x 350 | 500 x 400 | 600 x 500 | |||
Время на 1 горловину | ||||||
Снять крышку | 2 | 0,50 | 0,55 | 0,60 | 0,70 | 1 |
Изготовить кольцо | 3 | 1,10 | 1,25 | 1,35 | 1,55 | |
Установить кольцо | 3 | 0,50 | 0,55 | 0,60 | 0,70 | 3 |
Изготовить крышку | 3 | 0,50 | 0,55 | 0,60 | 0,70 | 4 |
Установить крышку | 3 | 0,70 | 0,80 | 0,85 | 0,95 | 5 |
Итого: | 3 | 3,3 | 3,7 | 4,0 | 4,6 | 6 |
а | б | в | г | |||
Примечание. При изготовлении кольца из углового материала время п. 2 применять с K = 1,7.
СУДОВЫЕ ИЗДЕЛИЯ
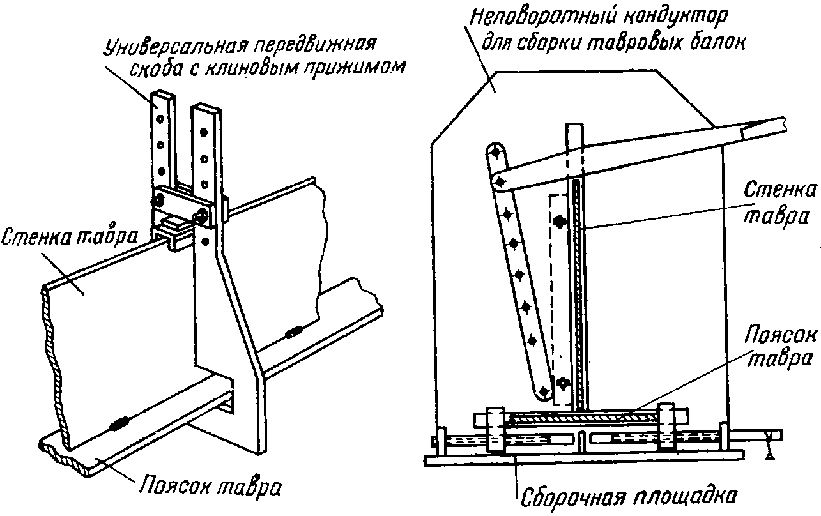
Состав работы
Разметить, отрезать и править после резки полосы. Разметить на пояске линию притыкания. Установить по разметке ребро, прижать и прихватить. Проверить тавровую балку по угольнику или малке.
Условия работы. Работа выполняется с помощью универсальной передвижной скобы.
Толщина стенки тавровой балки, мм до: | Высота тавра, мм до: | N | |||||
100 | 200 | 300 | 400 | 500 | 600 | ||
Время на 1 пог. м | |||||||
6 | 0,31 | 0,34 | 0,39 | 0,44 | 0,48 | 0,55 | 1 |
8 | 0,33 | 0,36 | 0,40 | 0,44 | 0,48 | 0,55 | 2 |
10 | 0,34 | 0,39 | 0,44 | 0,48 | 0,55 | 0,60 | 3 |
12 | 0,35 | 0,39 | 0,44 | 0,55 | 0,60 | 0,60 | 4 |
14 | 0,36 | 0,43 | 0,44 | 0,55 | 0,60 | 0,65 | 5 |
16 | 0,37 | 0,44 | 0,48 | 0,55 | 0,60 | 0,70 | 6 |
Состав звена и разряд работы | 3-2 | ||||||
а | б | в | г | д | е | ||
Примечания: 1. При изготовлении двутавровой балки применять соответствующее время с K = 1,2.
2. При изготовлении тавровых балок общим количеством до 10 пог. м время применять с K = 1,3.
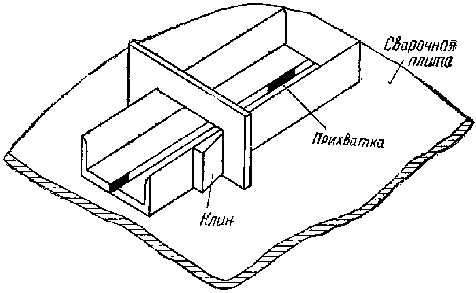
Состав работы
Разметить, отрезать и править после резки угольники, зачистить кромки пневмотурбинкой. Собрать, обжать и прихватить угольники, проверить по линейке. После сварки править и зачистить.
Высота швеллера, мм до: | Состав звена и разряд работы | Время на 1 пог. м | N |
120 | 3-2 | 0,24 | 1 |
160 | 3-2 | 0,27 | 2 |
180 | 3-2 | 0,34 | 3 |
200 | 3-2 | 0,47 | 4 |
Примечания: 1. При рубке фасок для сварки время применять с K = 1,25.
2. При изготовлении швеллера без правки время применять с K = 0,5.
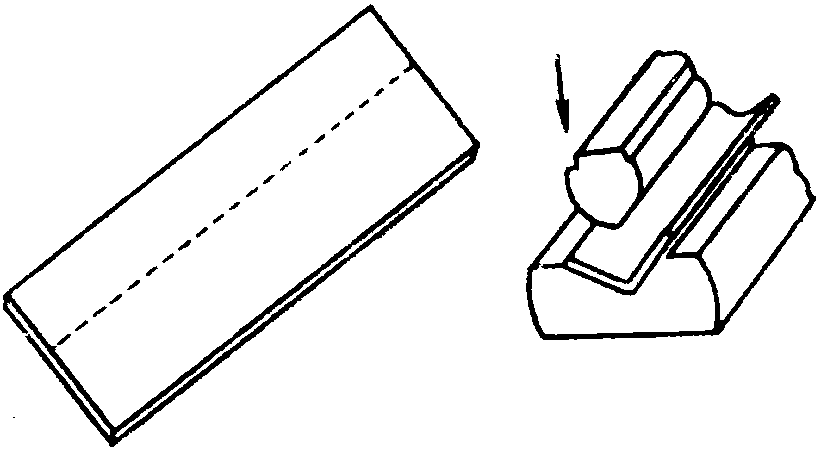
Состав работы
Разметить лист, отрезать полосы на гильотинных ножницах, править вручную, согнуть под прессом, после гибки править.
Размеры угольника, мм до: | Состав звена и разряд работы | Мощность пресса, т | N | |
500 | 100 | |||
Время на 100 пог. м | ||||
80 x 80 x 4 | 3-2-2 | 11,5 | 16,0 | 1 |
120 x 120 x 5 | 3-2-2 | 16,5 | 23,0 | 2 |
160 x 160 x 5 | 3-2-2 | 21,0 | 29,0 | 3 |
200 x 200 x 5 | 3-2-2 | 24,0 | 33,0 | 4 |
250 x 250 x 6 | 3-2-2 | 27,0 | 38,0 | 5 |
а | б | |||
Состав работы
Нагреть в печи заготовку, уложить на матрицу. Штамповать донышко, править на плите вручную, проверить форму по шаблону. Снять и отложить деталь в сторону.
Наружный диаметр донышка, мм до: | Толщина донышка, мм до | N | |||||||
6 | 8 | 10 | 12 | 14 | 18 | 22 | 28 | ||
Время на 1 донышко | |||||||||
500 | 0,9 | 1,15 | 1,35 | 1,60 | 1,90 | - | - | - | 1 |
700 | 1,20 | 1,45 | 1,70 | 2,0 | 2,3 | 2,9 | 3,4 | - | 2 |
900 | 1,35 | 1,7 | 2,1 | 2,4 | 2,7 | 3,4 | 4,2 | - | 3 |
1000 | 2,3 | 2,8 | 3,2 | 3,8 | 4,3 | 5,5 | 6,7 | 7,8 | 4 |
1200 | 2,7 | 3,2 | 3,8 | 4,4 | 5,0 | 6,3 | 7,6 | 9,0 | 5 |
1400 | 3,2 | 3,7 | 4,3 | 5,0 | 5,8 | 7,2 | 8,6 | 10,5 | 6 |
1600 | 3,4 | 4,1 | 4,9 | 5,6 | 6,5 | 8,1 | 9,5 | 11,3 | 7 |
1800 | 5,1 | 6,1 | 7,0 | 8,0 | 9,0 | 11,5 | 13,5 | 16,0 | 8 |
а | б | в | г | д | е | ж | з | ||
Состав звена и разряд работ
Наружный диаметр донышка, мм до: | Толщина донышка, мм | |
до 8 | более 8 | |
Разряд работы | ||
600 | 4-2 | 5-2 |
800 | 5-2 | 5-2 |
900 | 5-2 | 5-2 |
1800 | 5-2-2 | 5-3-2 |
более 1800 | 5-3-2-2 | 5-3-2-2 |
Примечания: 1. При штамповке донышка в проходном штапе для придания предварительной сферы время применять с K = 1,15.
2. Нормы времени даны на выбивку сферы высотой 0,1 диаметра при другой высоте сферы время увеличивать или уменьшать на 3% на каждый процент изменения высоты сферы от принятой величины Например, при выбивке сферы высотой 0,2 диаметра время применять с K = 1,3.
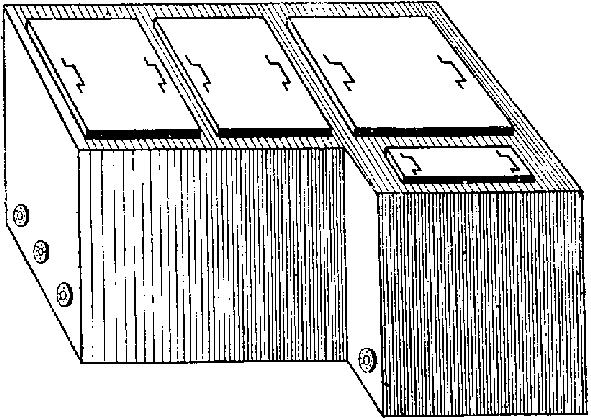
Состав работы
Снять. Разобрать плиты МКО. Отвернуть гайки, выбить болты и снять теплый ящик.
Изготовить. Разметить детали ящика по чертежу, отрезать, править, собрать под сварку и прихватить, после сварки править, зачистить, опрессовать ящик.
Установить. Разметить место установки теплого ящика, установить на место, разметить и сверлить отверстия под болты, установить и закрепить ящик, установить плиты МКО.
Наименование операции | Состав звена и разряд работы | Размеры ящика, мм до: | N | |||
700 x 800 x 700 | 1500 x 1000 x 800 | 2200 x 1150 x 1150 | 4000 x 3550 x 1510 | |||
Время на 1 ящик | ||||||
Снять | 4-2 | 1,50 | 1,70 | 1,80 | 2,0 | 1 |
Изготовить | 4-2 | 29,5 | 32,5 | 34,0 | 37,0 | 2 |
Установить | 4-2 | 2,3 | 2,6 | 2,8 | 3,0 | 3 |
Итого: | 4-2 | 33,3 | 36,8 | 38,6 | 42,0 | 4 |
а | б | в | г | |||
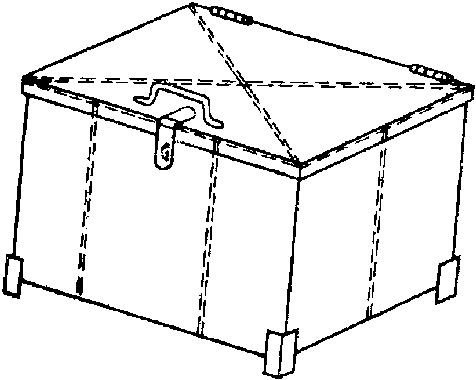
Состав работы
Изготовить. Разметить листовую и профильную сталь, отрезать, править. Изготовить детали ящика и крышки, зачистить кромки, собрать под сварку и прихватить. После сварки править и зачистить сварные швы.
Установить. Установить ящик на место и закрепить.
Наименование операции | Толщина материала, мм до: | Состав звена и разряд работы | Объем ящика, м3 до: | N | ||||||
0,1 | 0,25 | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | ||||
Время на 1 ящик | ||||||||||
Изготовить | 4 | 3-1 | 3,4 | 3,8 | 4,6 | 5,3 | 6,1 | 6,3 | 6,5 | 1 |
5 | 3-1 | 4,4 | 4,6 | 5,5 | 6,4 | 7,3 | 7,6 | 7,8 | 2 | |
Установить | 4 | 3-1 | 0,50 | 0,55 | 0,65 | 0,75 | 0,85 | 0,90 | 0,95 | 3 |
5 | 3-1 | 0,60 | 0,65 | 0,80 | 0,90 | 1,0 | 1,05 | 1,10 | 4 | |
а | б | в | г | д | е | ж | ||||
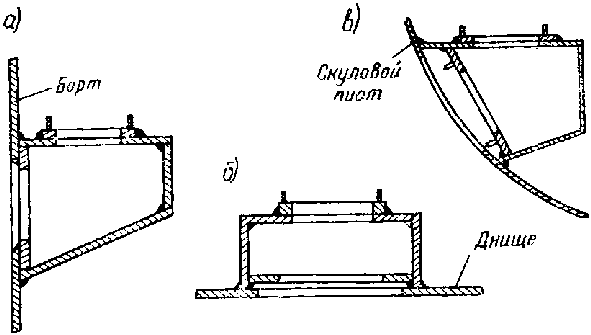
Состав работы
Разметить из листовой стали детали кингстонного ящика, вырезать, подготовить кромки под сварку, собрать и прихватить, после сварки править. Разметить место установки, вырезать лист наружной обшивки при помощи газовой резки, зачистить кромки после резки.
Установить и подогнать кромки кингстонного ящика по месту, прихватить.
Место установки ящика | Состав звена и разряд работы | Объем ящика, м3 до: | N | |||
0,4 | 0,6 | 0,8 | 1,0 | |||
Время на 1 ящик | ||||||
В средней части судна | 5-4-3 | 8,8 | 13,6 | 17,3 | 22,0 | 1 |
В кормовой оконечности судна | 5-4-3 | 12,8 | 20,0 | 25,6 | 33,0 | 2 |
а | б | в | г | |||
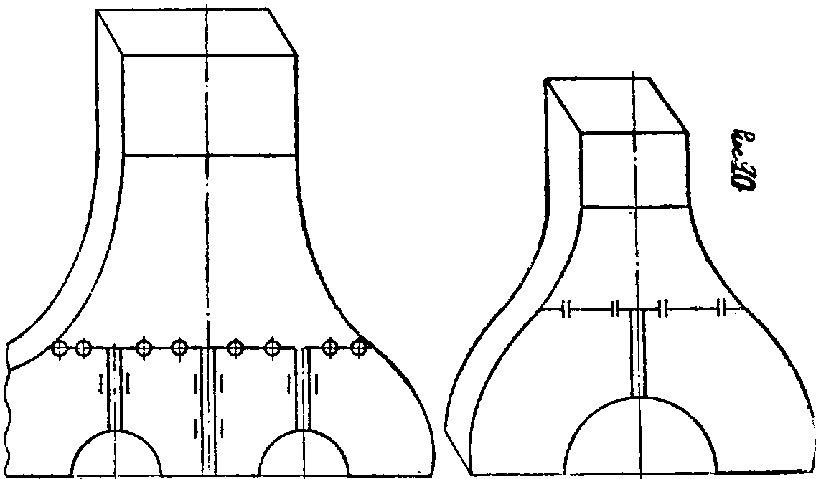
Состав работы
Разметить по чертежу или по размерам, снятым с места, дымник, изготовить шаблоны для гибки, нарезать и править листовую и угловую сталь, гнуть листовую и угловую сталь, разметить и сверлить отверстия под клепку; собрать дымник под сварку (клепку), изготовить дверцы дымника, подогнать и установить дверцы к дымнику.
Диаметр котла, м до: | Количество котлов | Состав звена и разряд работы | Конструкция дымника | N | |||||
сварная | клепаная | ||||||||
Однотопочный | Двухтопочный | Трехтопочный | Однотопочный | Двухтопочный | Трехтопочный | ||||
Время на 1 дымник | |||||||||
1,8 | 1 | 5-3-2 | 64,0 | 79,0 | 102 | 79,0 | 102 | 130 | 1 |
2,5 | 1 | 5-4-3-2 | 123 | 146 | 220 | 153 | 187 | 265 | 2 |
2,5 | 2 | 5-4-3-2 | 146 | 211 | 248 | 187 | 262 | 310 | 3 |
Свыше 2,5 | 1 | 5-4-3-2 | 144 | 177 | 221 | 183 | 232 | 275 | 4 |
Свыше 2,5 | 2 | 5-4-3-2 | 177 | 258 | 296 | 231 | 323 | 355 | 5 |
а | б | в | г | д | е | ||||
НА ВЕРХНЕЙ ЧАСТИ ДЫМНИКА. ИЗГОТОВЛЕНИЕ
Состав работы
Разметить по чертежу или по размерам, снятым с места, детали верхнего переходного конусообразного патрубка, изготовить шаблон для гибки, отрезать и править листовую и угловую сталь, гнуть листовую и угловую сталь, собрать переходной патрубок на дымнике и прихватить.
Диаметр котла, м до: | Количество котлов | Вид патрубка | Состав звена и разряд работы | Конструкция патрубка | N | |||||
сварная | клепаная | |||||||||
Однотопочный | Двухтопочный | Трехтопочный | Однотопочный | Двухтопочный | Трехтопочный | |||||
Время на 1 патрубок | ||||||||||
1,8 | 1 | С рубашкой | 6-3-2 | 12,0 | 14,8 | 19,2 | 14,8 | 19,2 | 24,5 | 1 |
Без рубашки | 7,2 | 8,8 | 11,5 | 8,8 | 11,5 | 14,8 | 2 | |||
2,5 | 1 | С рубашкой | 23,2 | 27,5 | 41,5 | 28,8 | 35,0 | 50,0 | 3 | |
Без рубашки | 13,6 | 16,5 | 25,0 | 17,2 | 21,2 | 30,0 | 4 | |||
2,5 | 2 | С рубашкой | 27,2 | 39,5 | 46,5 | 35,0 | 49,5 | 57,5 | 5 | |
Без рубашки | 16,5 | 24,0 | 28,0 | 21,2 | 29,6 | 35,2 | 6 | |||
Свыше 2,5 | 1 | С рубашкой | 27,2 | 33,2 | 41,6 | 34,5 | 43,5 | 52,0 | 7 | |
Без рубашки | 16,5 | 20,0 | 25,0 | 21,0 | 26,0 | 31,0 | 8 | |||
Свыше 2,5 | 2 | С рубашкой | 33,0 | 49,0 | 56,0 | 43,5 | 61,0 | 66,5 | 9 | |
Без рубашки | 20,0 | 29,5 | 33,0 | 26,0 | 36,5 | 40,0 | 10 | |||
а | б | в | г | д | е | |||||
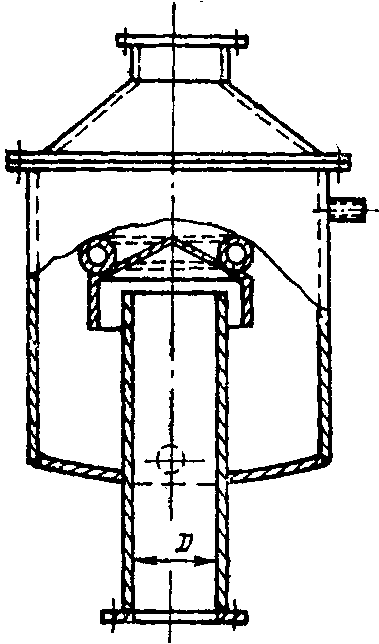
Состав работы
Разметить, вырезать, править, согнуть под прессом патрубки, прихватить под сварку обечайку, донышко, конус, трубу, скобы, фланцы. После сварки зачистить кромки и сварные швы.
Диаметр трубы D, мм до: | Высота искрогасителя, мм до: | Состав звена и разряд работы | Толщина материала, мм до: | N | ||
5 | 6 | 8 | ||||
Время на 1 искрогаситель | ||||||
150 | 250 | 4-2 | 2,8 | 3,0 | 3,5 | 1 |
200 | 500 | 4-2 | 2,9 | 3,2 | 3,6 | 2 |
300 | 250 | 4-2 | 3,1 | 3,6 | 3,9 | 3 |
400 | 500 | 4-2 | 3,6 | 3,9 | 4,0 | 4 |
а | б | в | ||||
Тип I | Тип II | Тип III | Тип IV |
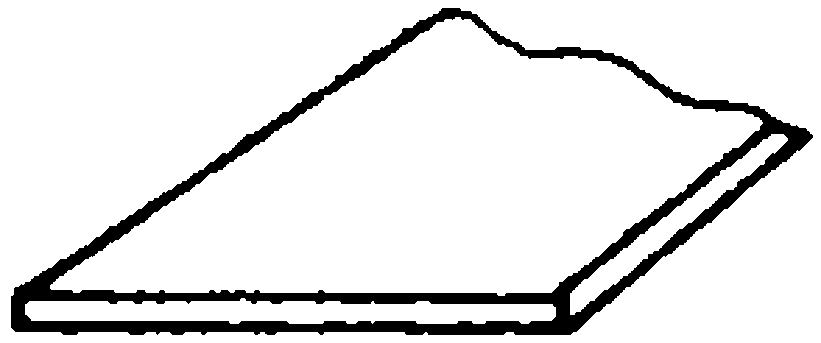 | 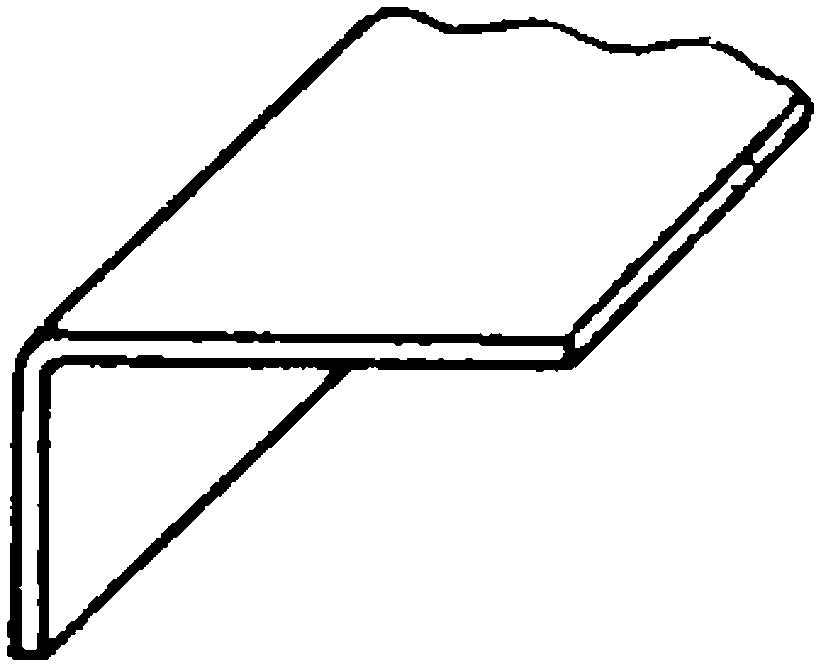 | 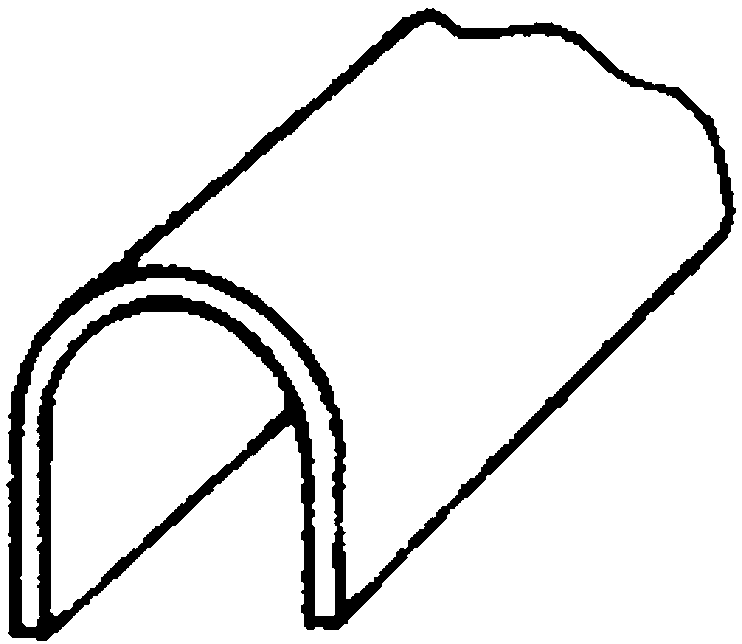 | 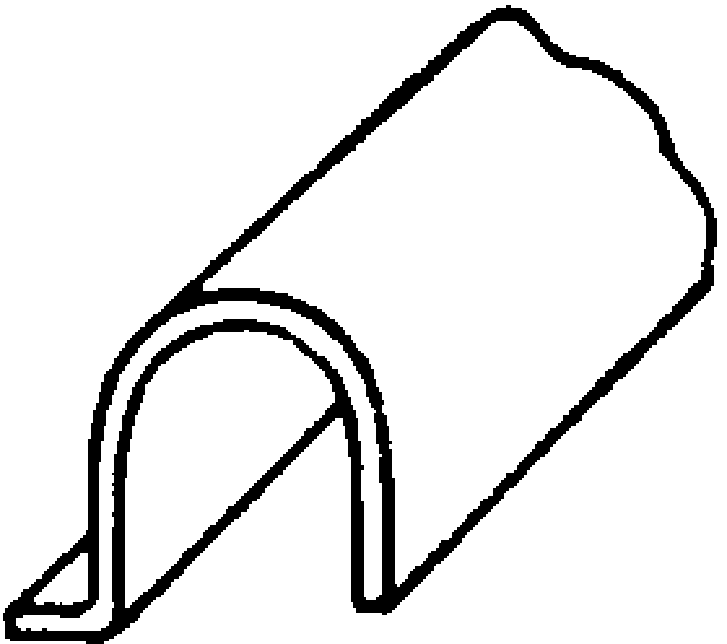 |
Тип V | Тип VI Тип | Тип VII | Тип VIII |
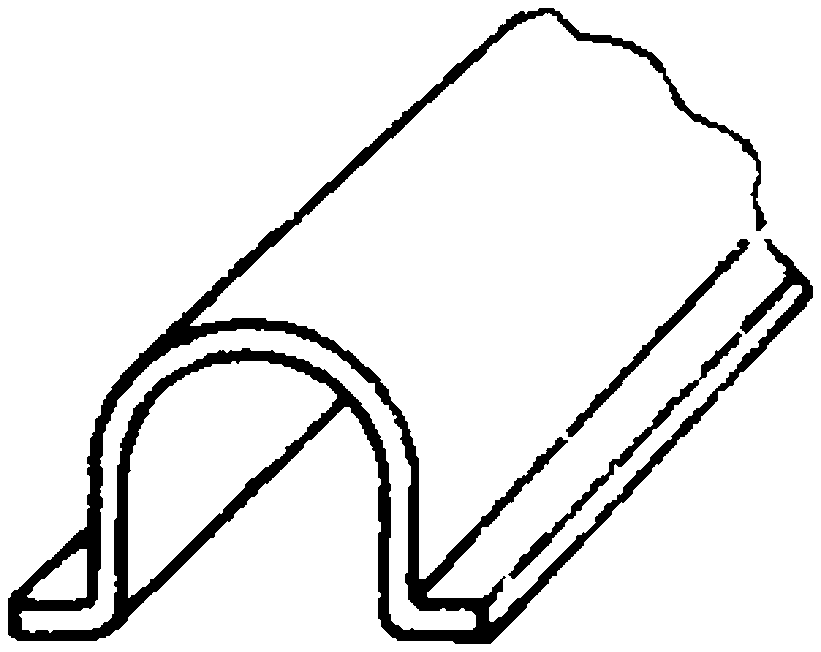 | 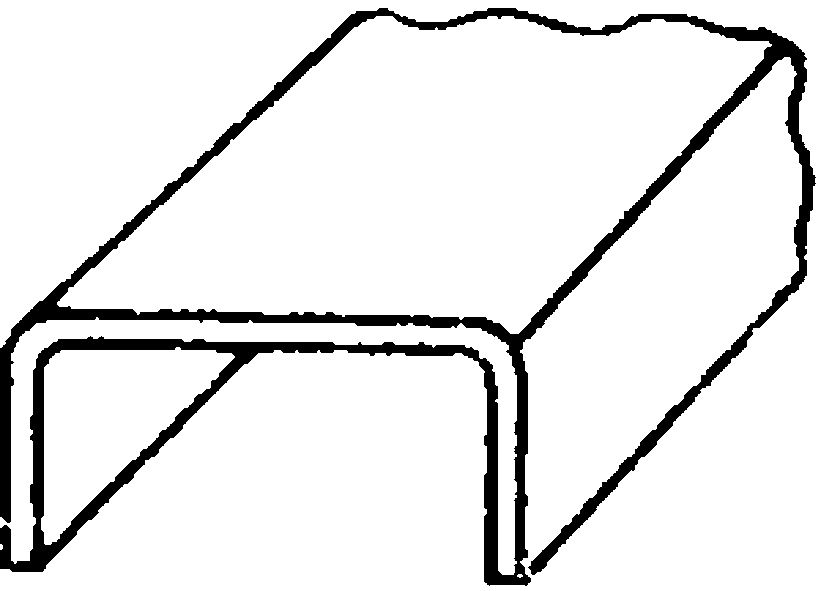 | 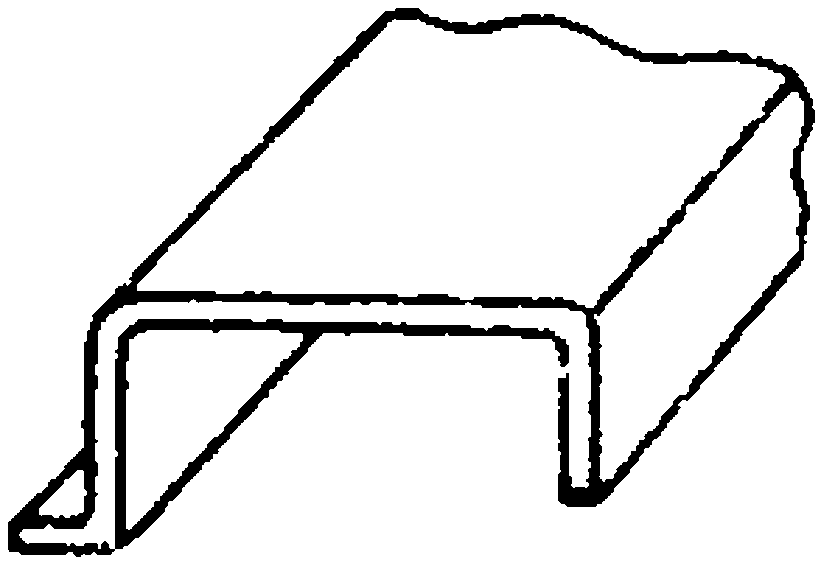 | 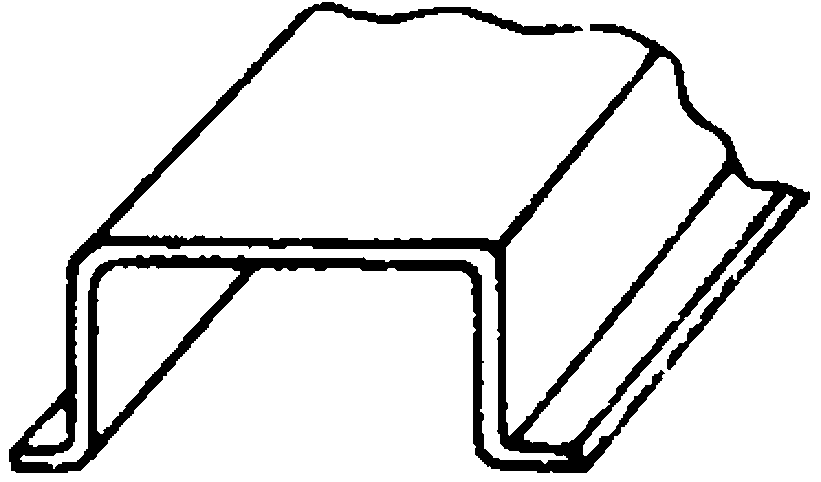 |
Состав работы
Снять. Отвернуть гайки, выбить болты и снять кожух.
Править. Править кожух прямой под прессом, криволинейный вручную.
Изготовить. Разметить листовую сталь, отрезать на гильотинных ножницах, править, согнуть кожух и отогнуть фланцы, сверлить отверстия.
Установить. Пригнать кожух по месту, установить болты, навернуть и затянуть гайки.
Условия работы. Изготовление и правка кожуха выполняются в цехе, снятие и установка на судне.
Наименование операции | Толщина кожуха, мм до: | Состав звена и разряд работы | Тип кожуха | N | ||||||||
I | II | III | IV | V | VI | VII | VIII | |||||
Ширина кожуха в развернутом виде, мм, до: | ||||||||||||
150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |||||
Время на 1 пог. м кожуха | ||||||||||||
Снять | 3 | 2 | 0,035 | 0,055 | 0,065 | 0,075 | 0,085 | 0,095 | 0,10 | 0,11 | 1 | |
6 | 0,055 | 0,065 | 0,075 | 0,085 | 0,095 | 0,10 | 0,11 | 0,13 | 2 | |||
8 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 3 | |||
12 | 0,07 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 4 | |||
Править | прямой | - | 3-2 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 5 |
3 | 0,14 | 0,17 | 0,20 | 0,24 | 0,28 | 0,32 | 0,38 | 0,41 | 6 | |||
криволинейный | 6 | 0,15 | 0,18 | 0,22 | 0,27 | 0,32 | 0,36 | 0,41 | 0,45 | 7 | ||
8 | 0,17 | 0,20 | 0,25 | 0,30 | 0,35 | 0,41 | 0,45 | 0,50 | 8 | |||
12 | 0,18 | 0,21 | 0,27 | 0,33 | 0,38 | 0,45 | 0,50 | 0,55 | 9 | |||
Изготовить | 3 | 0,26 | 0,30 | 0,36 | 0,41 | 0,45 | 0,55 | 0,55 | 0,60 | 10 | ||
6 | 0,30 | 0,36 | 0,41 | 0,45 | 0,55 | 0,60 | 0,65 | 0,70 | 11 | |||
8 | 0,33 | 0,37 | 0,45 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 12 | |||
12 | 0,36 | 0,41 | 0,50 | 0,55 | 0,65 | 0,70 | 0,75 | 0,80 | 13 | |||
Установить | 3 | 0,09 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,20 | 0,22 | 14 | ||
6 | 0,11 | 0,13 | 0,15 | 0,17 | 0,20 | 0,22 | 0,23 | 0,25 | 15 | |||
8 | 0,12 | 0,14 | 0,17 | 0,18 | 0,20 | 0,22 | 0,24 | 0,26 | 16 | |||
12 | 0,14 | 0,17 | 0,19 | 0,21 | 0,23 | 0,25 | 0,26 | 0,28 | 17 | |||
а | б | в | г | д | е | ж | з | |||||
Примечания: 1. За каждые 50 мм увеличения развернутой ширины кожуха время увеличивать на 5%.
2. При изготовлении кожуха с поворотами каждый изгиб считать как 1 пог. м кожуха.
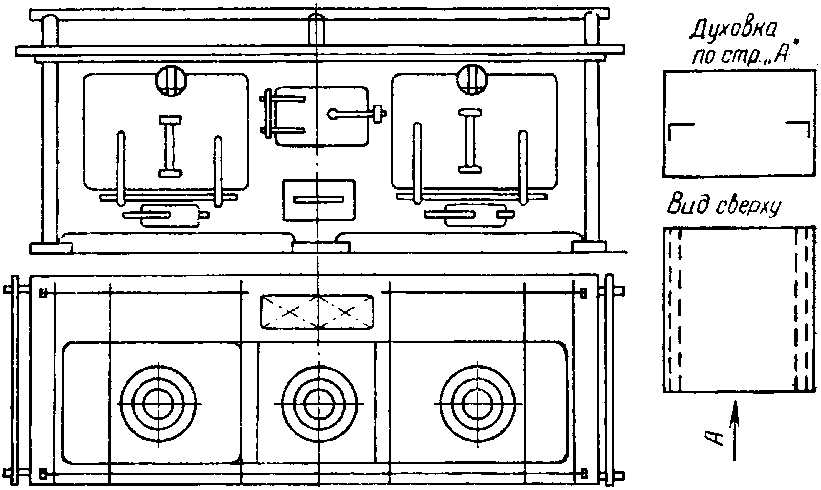
Состав работы
Снять. Вывернуть болты крепления и снять дымоход с места. Снять штормовое ограждение. Вывернуть болты крепления и снять камбузную плиту с места.
Изготовить. Разметить листовую и угловую сталь. Нарезать на гильотине и пресс-ножницах заготовки плиты. Править заготовки на плите вручную. Разметить отверстия в переднем и внутреннем отражательных листах для зольных ящиков, духовок и топки. Вырезать отверстия газовым резаком и зачистить края пневматической машинкой.
Изготовить нижнюю часть дымохода и зольные ящики с разметкой, резкой, правкой, гибкой, сверлением отверстий и сборкой на электроприхватки. Собрать корпус плиты на электроприхватки. Править после сварки и зачистить швы. Установить фаяс на место и закрепить винтами. Установить нижнюю часть дымохода на плиту на электроприхватки. Зачистить швы после сварки. Изготовить духовки, топку, дверцы духовок и топки, запоры, ручки петли с разметкой, резкой, правкой, гибкой, сверлением отверстий и сборкой на электроприхватки. Зачистить швы после сварки. Установить духовки и топку на плиту и закрепить винтами. Установить дверцы с петлями, запорами и расходить дверцы на легкость вращения.
Установить старую. Установить плиту на место и закрепить болтами. Установить дымоход и закрепить болтами. Установить штормовое ограждение.
Установить новую плиту. Установить по шаблону, снятому с фундамента, разметить и сверлить отверстия для крепления плиты. Установить плиту на место и закрепить болтами. Установить дымоход и закрепить болтами.
Наименование операции | Состав звена и разряд работы | Разновидность плиты | N | ||||
С одной духовкой | С двумя духовками | ||||||
Размеры плиты, мм | |||||||
500 x 600 x 1000 | 750 x 850 x 1500 | 1000 x 1000 x 1500 | 750 x 1000 x 2000 | ||||
Время на 1 плиту | |||||||
Снять | 2-1 | 0,65 | 0,85 | 1,10 | 1,30 | 1 | |
Изготовить | 3-2 | 36,0 | 40,0 | 45,0 | 48,0 | 2 | |
Установить | старую | 3-2 | 0,85 | 1,10 | 1,30 | 1,50 | 3 |
новую | 3-2 | 1,70 | 1,90 | 2,1 | 2,4 | 4 | |
Итого: | старую | 3-2 | 37,5 | 41,95 | 47,4 | 50,8 | 5 |
новую | 3-2 | 38,35 | 42,75 | 48,2 | 51,7 | 6 | |
а | б | в | г | ||||
ИЗГОТОВЛЕНИЕ
Состав работы
Разметить по шаблону полосы, отрезать на гильотинных ножницах, править, согнуть углы, вырезать на них ножовкой замки для закладки полос. Изготовить стойки с лампами и развилкой, опилить кромки, установить на место, прихватить или установить на болты.
Состав звена и разряд работы | Размеры плиты, мм | ||
500 x 600 x 1000 | 750 x 850 x 1500 | 750 x 1000 x 2000 | |
Время на 1 плиту | |||
2-1 | 1,7 | 2,1 | 2,5 |
а | б | в | |
Состав работы
Накернить по разметке арабские или римские цифры на штевнях судна.
Технические условия. К I группе относятся - I, II, V, X, ко II группе III, IV, VI, VII, VIII, IX, XI, XII, XIII, XIV, XV, XVI, XIX, XXI; к III группе - XVII, XVIII, XXII, XXIII, XXIV, XXV, XXVI, XXVII, XXVIII, XXIX, XXX.
Условия работы. Работа выполняется на судне.
Тип цифры | Разряд работы | Высота цифры, мм до: | N | ||
100 | 200 | 300 | |||
Время на 10 цифр | |||||
Римская | 2 | 0,12 | 0,25 | 0,38 | 1 |
Арабская | 2 | 0,16 | 0,32 | 0,50 | 2 |
а | б | в | |||
Примечание. Нормы времени рассчитаны на кернение цифр II группы, при кернении цифр I группы время применять с K = 0,5; III группы - с K = 2,0.
Состав работы
Изготовить. Разметить, резать листовую сталь на полосы, править полосы, штамповать цифры.
Установить. Разметить место установки, установить и прихватить цифры.
Технические условия. К I группе относятся - 0, 1, 2, 3, 7, ко II группе 4, 5, 6, 8.
Наименование операции | Состав звена и разряд работы | Группы цифр | N | |
I | II | |||
Время на 10 цифр | ||||
Изготовить | 3 | 0,19 | 1 | |
Установить | 3-1 | 0,8 | 1,2 | 2 |
а | б | |||
Состав работы
Изготовить. Разметить, порезать листовую сталь на полосы, править полосы, разметить буквы, вырезать при помощи газовой резки или вырубить вручную зубилом, оббить шлак, опилить кромки.
Установить. Разметить место установки, установить и прихватить буквы.
Технические условия. К I группе относятся А, Г, И, Л, Н, О, П, С, Т, У, Х, Ч; ко II группе - Д, Е, К, М, Ш, Щ, Ц, Э, Ю; к III группе - Б, В, Ж, З, Р, Ф, Я.
Наименование операции | Состав звена и разряд работы | Группы букв | N | ||
I | II | III | |||
Время на 1 букву | |||||
Изготовить | 3 | 0,22 | 0,26 | 0,40 | 1 |
Установить | 3-2 | 0,09 | 0,13 | 0,17 | 2 |
а | б | в | |||
Примечание. Норма времени рассчитана на изготовление буквы высотой до 300 мм. За каждые 50 мм изменения высоты время увеличивать или уменьшать на 5%.
Состав работы
Разметить на листовой стали детали ширмы, вырезать, править, собрать под сварку, после сварки править. Зачистить. Заготовить два хомутика, крючок с обушком из круглой стали, собрать под сварку, опилить кромки и установить на место.
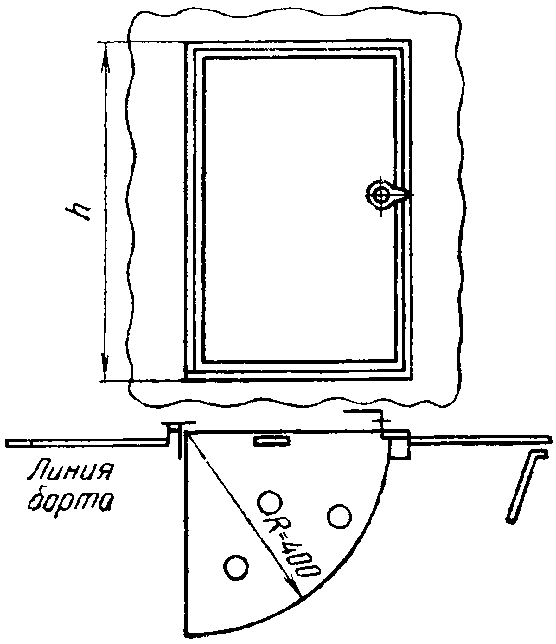
Технические условия. Толщина материала 3 мм.
Размеры ширмы, мм | Состав звена и разряд работы | С обводной полосой | Без обводной полосы | N |
Время на 1 ширму | ||||
500 x 200 | 3-2 | 2,4 | 2,1 | 1 |
1000 x 300 | 3-2 | 2,8 | 2,4 | 2 |
1500 x 330 | 3-2 | 3,2 | 2,8 | 3 |
а | б | |||
Состав работы
Снять. Срезать газовым резаком крепление кронштейна, зачистить после резки.
Изготовить. Разметить детали кронштейна, вырезать, править, отогнуть фланцы на листе или согнуть полосу по диаметру под сварку, изготовить шарнирное соединение и запор с обушком.
Установить. Разметить место установки кронштейна, установить на место и прихватить.
Наименование операции | Разряд работы | Тип кронштейна | N | |
С хомутом | Без хомута | |||
Время на 1 кронштейн | ||||
Снять | 2 | 0,10 | 0,10 | 1 |
Изготовить | 2 | 1,2 | 0,35 | 2 |
Установить | 2 | 0,3 | 0,3 | 3 |
Итого: | 2 | 1,6 | 0,75 | 4 |
а | б | |||
Состав работы
Править шпильки после приварки.
Разряд работы | Время на 100 шт. |
2 | 0,55 |
Состав работы
Изготовить обечайку. Править и разметить лист, вырезать заготовки, разделать, зачистить и подогнуть кромки, согнуть на вальцах, собрать обечайку, прихватить и править после сварки продольного шва.
Собрать обечайки. Установить сборочные приспособления и подогнать обечайки по кольцевому стыку, прихватить, срубить сборочные приспособления, править трубу после сварки.
Обечайки из одного листа
Диаметр трубы, мм до: | Состав звена и разряд работы | Толщина материала, мм до: | N | |||
4 | 8 | 12 | 16 | |||
Время на 1 пог. м трубы | ||||||
300 | 3-2 | 1,35 | 1,55 | - | - | |
520 | 3-2 | 1,65 | 1,80 | 2,1 | 2,4 | 2 |
1000 | 4-3-2 | 1,80 | 1,95 | 2,2 | 2,6 | 3 |
1500 | 4-3-2 | 2,1 | 2,3 | 2,6 | 3,0 | 4 |
2000 | 4-3-2 | 2,4 | 2,6 | 2,9 | 3,3 | 5 |
2500 | 4-3-2 | 2,7 | 2,9 | 3,2 | 3,7 | 6 |
3000 | 4-3-2 | 3,0 | 3,2 | 3,6 | 3,9 | 7 |
а | б | в | г | |||
Обечайки из двух половин
Диаметр трубы, мм до: | Состав звена и разряд работы | Толщина материала, мм до: | N | |||
4 | 8 | 12 | 16 | |||
Время на 1 пог. м трубы | ||||||
300 | 3-2 | 2,3 | 2,5 | - | - | 8 |
520 | 3-2 | 2,6 | 2,8 | 3,2 | 3,9 | 9 |
1000 | 4-3-2 | 2,9 | 3,2 | 3,6 | 4,1 | 10 |
1500 | 4-3-2 | 3,3 | 3,8 | 4,2 | 4,8 | 11 |
2000 | 4-3-2 | 3,8 | 4,1 | 4,7 | 5,4 | 12 |
2500 | 4-3-2 | 4,4 | 4,7 | 5,3 | 5,9 | 13 |
3000 | 4-3-2 | 4,9 | 5,3 | 5,8 | 6,3 | |
а | б | в | г | |||
Сборка обечаек по кольцевому стыку
Толщина листа, мм до: | Диаметр обечайки, мм до: | N | ||||||
300 | 520 | 1000 | 1500 | 2000 | 2500 | 3000 | ||
Время на 1 стык | ||||||||
4 | 0,30 | 0,38 | 0,55 | 0,75 | 0,85 | 0,95 | 1,05 | 15 |
8 | 0,34 | 0,47 | 0,70 | 0,85 | 1,05 | 1,15 | 1,30 | 16 |
12 | 0,43 | 0,60 | 0,85 | 1,05 | 1,20 | 1,35 | 1,55 | 17 |
16 | - | 0,70 | 1,00 | 1,20 | 1,40 | 1,60 | 1,80 | 18 |
Состав звена и разряд работы | 4-2 | 4-3-2 | ||||||
а | б | в | г | д | е | ж | ||
Примечания: 1. При изготовлении труб нецилиндрической формы время применять: для конусных K = 1,25; для квадратных K = 1,2; для эллиптических K = 1,25.
2. При изготовлении труб внахлестку время применять с K = 0,85.
3. При изготовлении труб под прессом путем постепенной гибки по ординатам время применять с K = 1,2.
4. При штамповке труб в холодном состоянии время применять с K = 0,4, в горячем с K = 0,5.
5. При изготовлении труб из материала толщиной свыше 16 мм за каждые дополнительные 2 мм толщины время увеличивать на 5%.
7. Нормы времени на сборку обечаек по кольцевому стыку рассчитаны на 1 стык, за каждый последующий стык время увеличивать на 80%.
8. Нормами времени предусмотрено изготовление обечайки длиной 2000 мм; для обечаек из заготовки другой длины время применять со следующими коэффициентами:
Длина заготовки, мм | 2000 | 1500 | 1000 |
Коэффициент | 1,0 | 1,25 | 1,4 |
Тип I | Тип II | Тип III | Тип IV |
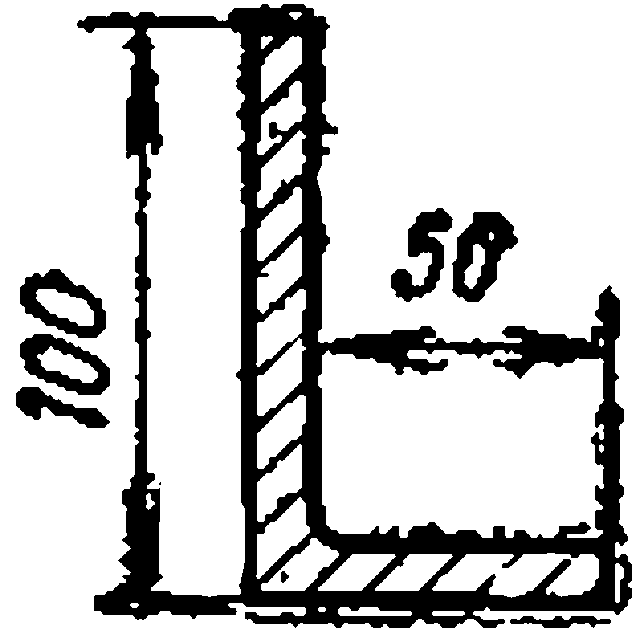 | 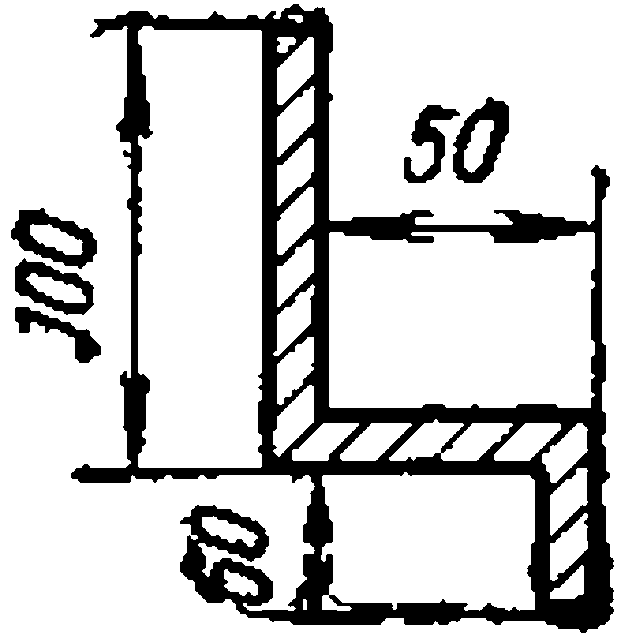 |  |  |
Состав работы
Изготовить. Разметить листовую сталь, отрезать по разметке на гильотинных ножницах, править после резки. Согнуть углы на кромкогибочном станке или вывернуть полосу в нижней части вручную с нагревом.
Установить. Разметить места установки, очистить их от краски и ржавчины, установить на место скобу, прихватить, править после сварки.
Править. Нагреть скобу рыбинса, править на месте.
Наименование операции | Тип скобы | Разряд работы | Толщина материала, мм до: | N | ||
6 | 10 | 20 | ||||
Время на 10 скоб | ||||||
Изготовить | I | 2 | 0,45 | 0,50 | - | 1 |
II | 0,50 | 0,55 | - | 2 | ||
III | 0,85 | 1,05 | - | 3 | ||
IV | - | - | 0,35 | 4 | ||
Установить | - | 2 | 0,65 | 5 | ||
Править | I | 2 | 0,85 | 0,90 | - | 6 |
II | 0,90 | 0,95 | - | 7 | ||
III | 1,20 | 1,30 | - | 8 | ||
IV | - | - | 0,80 | 9 | ||
а | б | в | ||||
Состав работы
Разметить место расположения водонепроницаемых переборок по обшивке корпуса судна. По днищу судна сверлить и зенковать спускные отверстия. После спуска воды установить заделки под сварку.
Условия работы. Работа выполняется на судне.
Диаметр отверстия, мм до | Состав звена и разряд работы | Толщина обшивки, мм до: | N | |||||
15 | Свыше 15 | |||||||
Количество отверстий до: | ||||||||
12 | 20 | свыше 20 | 12 | 20 | свыше 20 | |||
Время на 1 отверстие | ||||||||
20 | 3-2 | 0,26 | 0,18 | 0,16 | 0,33 | 0,23 | 0,20 | 1 |
30 | 3-2 | 0,30 | 0,21 | 0,18 | 0,40 | 0,28 | 0,24 | 2 |
а | б | в | г | д | е | |||
Состав работы
Разметить лист, вырезать, править на плите, гнуть фланцы, заготовить ручки, установить и прихватить.
Вид противня | Полупериметр противня, м | Состав звена и разряд работы | Толщина материала, мм до: | N | ||||
2 | 3 | 4 | 5 | 6 | ||||
Время на 1 противень | ||||||||
Прямоугольный | До 1,0 | 2 | 1,05 | 1,30 | 1,65 | 1,80 | 1,95 | 1 |
Свыше 1,0 за каждые 0,50 | 2-1 | 0,34 | 0,38 | 0,50 | 0,55 | 0,60 | 2 | |
Фасонный | До 1,0 | 3 | 2,1 | 2,5 | 2,7 | 2,9 | 3,1 | 3 |
Свыше 1,00 за каждые 0,50 | 3-1 | 0,43 | 0,50 | 0,55 | 0,65 | 0,70 | 4 | |
а | б | в | г | д | ||||
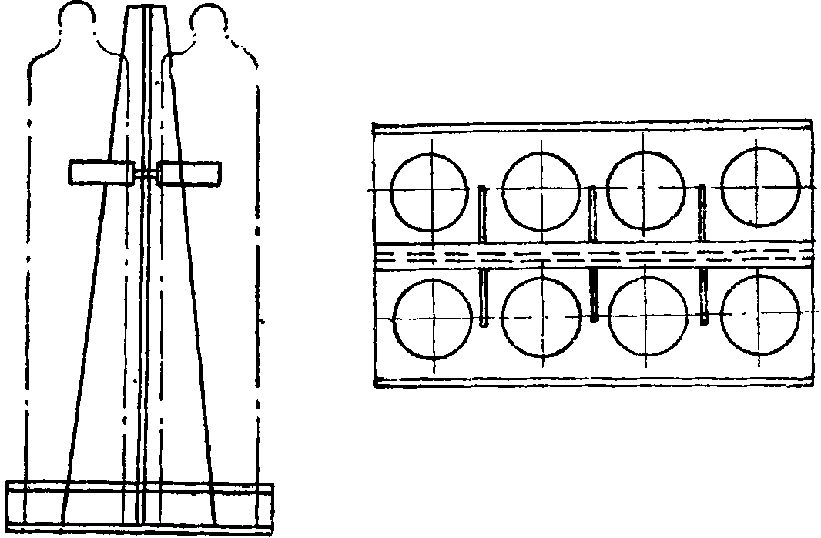
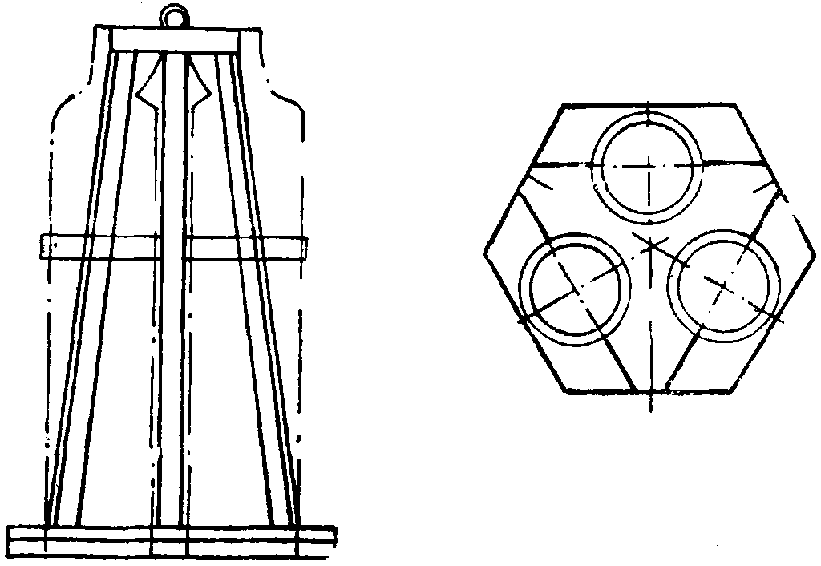
Состав работы
Разметить по чертежу листовой материал, отрезать на гильотинных ножницах и газорезаком, зачистить кромки после газовой резки, собрать площадки под сварку, прихватить, править, после сварки.
Тип площадки | Размер площадки, мм | Состав звена и разряд работы | Время на площадку | N |
Для 8 баллонов | 1200 x 700 x 1400 | 3-2 | 12,0 | 1 |
Для 3 баллонов | 936 x 1100 x 1650 | 3-2 | 8,2 | 2 |
а | ||||
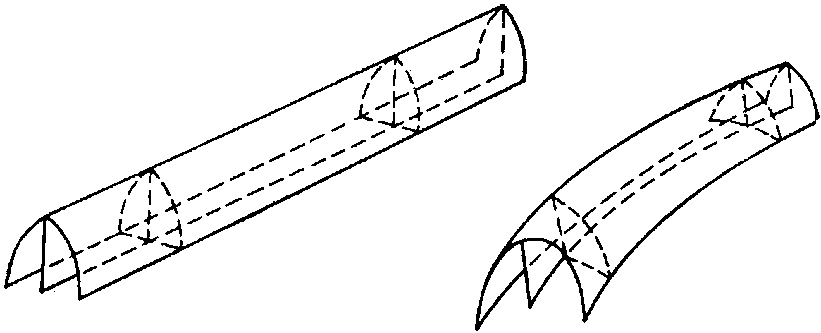
Состав работы
Снять. Разметить и зачистить линию реза заменяемого участка, вырезать газовым резаком, стронуть с места клиньями, снять, зачистить листы обшивки после газовой резки.
Изготовить. Разметить детали привального бруса, нарезать полосы и бракеты из листовой стали, править, зачистить кромки, после гибки править вручную, установить бракеты.
Наименование операции | Тип бруса | Состав звена и разряд работы | Вид заготовки | N | |||||
Лист | Труба | ||||||||
Диаметр трубы, мм до: | |||||||||
133 x 5 | 194 x 8 | 240 x 12 | 133 x 5 | 194 x 8 | 240 x 12 | ||||
Время на 1 пог. м | |||||||||
Снять | - | 3-2 | 0,25 | 0,28 | 0,36 | 0,17 | 0,20 | 0,25 | 1 |
Изготовить | Прямой | 4-3-2 | 0,65 | 0,75 | 0,95 | 0,45 | 0,55 | 0,65 | 2 |
Лекальный | 4-3-2 | 0,75 | 1,00 | 1,10 | 0,55 | 0,65 | 0,75 | 3 | |
Установить | Прямой | 4-3-2 | 0,85 | 0,90 | 1,15 | 0,60 | 0,65 | 0,80 | 4 |
Лекальный | 4-3-2 | 0,95 | 1,30 | 1,40 | 0,70 | 0,90 | 1,00 | 5 | |
Согнуть | - | 4-3-2 | 0,028 | 6 | |||||
Итого: | Прямой | 4-3-2 | 1,75 | 1,93 | 2,46 | 1,22 | 1,40 | 1,70 | 7 |
Лекальный | 4-3-2 | 1,98 | 2,6 | 2,89 | 1,45 | 1,77 | 2,03 | 8 | |
а | б | в | г | д | е | ||||
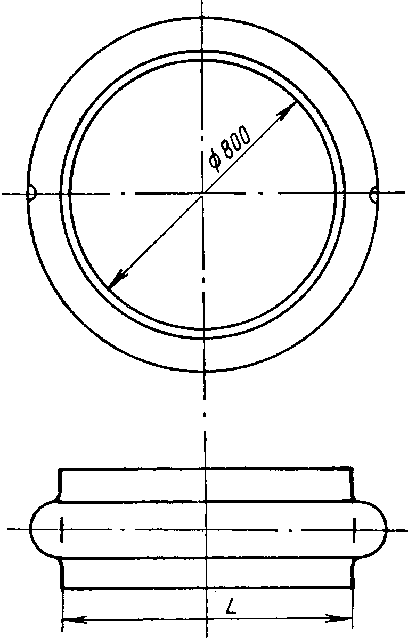
Состав работы
Разметить. Уложить лист на плиту, разметить по шаблону полосы.
Резать. Подать лист, установить ограничитель по разметке, отрезать полосу, подать лист для продолжения реза.
Штамповать. Уложить заготовку на матрицу, штамповать желоб, перемещая заготовку по матрице, снять лист.
Полукольцо согнуть. Нагреть заготовку в газовой печи. Вынуть из печи, уложить на матрицу, штамповать, сбить полукольцо с пуансона, очистить матрицу от окалины, смазать желоб маслом.
Разметить готовое полукольцо. Установить два полукольца на приспособлении, разметить рейсмусом четыре торца под обрезку.
Обрезка. Обрезать автогеном и разделать фаски под сварку.
Собрать кольцо. Уложить в кондуктор два полукольца, подогнать кромки с двух сторон, прихватить. После сварки снять с кондуктора. Зачистить сварку.
Обрезать малку. Установить на приспособлении кольцо, проверить и нанести линию реза мелом, обрезать малку по окружности, снять кольцо, очистить линию реза от шлака, проверить по шаблону и править.
Наименование операции | Состав звена и разряд работы | Основные размеры, мм | Время на 1 кольцо | N |
Разметить и обрезать | 2-2-1 | 1500 x 400 x 8 | 0,07 | 1 |
Штамповать гофру | 3-2 | 1500 x 400 x 8 | 0,085 | 2 |
Согнуть полукольцо | 4-3-2 | 0,21 | 3 | |
Разметить | 3-2 | 0,31 | 4 | |
Обрезать | 3 | L = 1600 | 0,38 | 5 |
Собрать кольцо | 3-2 | 1,25 | 6 | |
Обрезать малку | 3-2 | 0,70 | 7 | |
Итого: | 3,0 | 8 |
Состав работы
Разметить на листовой стали обечайку, донышки нижнее и верхнее, обделочные полосы, ушки. Разметить дужку из прутка. Отрезать, править, согнуть обечайку, полосы и дужку, собрать под сварку, после сварки править, зачистить сварные швы.
Технические условия. Толщина материала 3 - 5 мм.
Состав звена и разряд работы | Размеры кадки, мм | |
350 x 450 | 500 x 700 | |
Время на 1 кадку | ||
3-2 | 3,3 | 4,1 |
а | б | |
Состав работы
Разметить лист, отрезать, отогнуть фланцы, высадить углы, отрубить излишки на углах, править и установить крышку на готовые петли под электросварку.
Площадь крышки, мм2 до: | Состав звена и разряд работы | С высаженными углами | С вырубленными углами | N | ||||||
Толщина материала, мм до: | ||||||||||
3 | 4 | 5 | 6 | 3 | 4 | 5 | 6 | |||
Время на 1 крышку | ||||||||||
0,25 | 3-2 | 2,2 | 2,5 | 2,7 | 3,3 | 1,50 | 1,60 | 1,90 | 1,95 | 1 |
0,50 | 3-2 | 2,5 | 2,7 | 3,3 | 3,6 | 1,60 | 1,80 | 2,1 | 2,3 | 2 |
0,75 | 3-2 | 2,5 | 3,1 | 3,5 | 4,1 | 1,80 | 1,95 | 2,3 | 2,7 | 3 |
1,00 | 3-2 | 3,0 | 3,2 | 4,0 | 4,6 | 1,95 | 2,2 | 2,6 | 3,0 | 4 |
а | б | в | г | д | е | ж | з | |||
Состав работы
Снять. Сплавить электросварной шов в местах приварки полосы к палубе. Удалить заменяемую полосу. Подрубить места приварки полосы к палубе.
Изготовить. Разметить листовую сталь на полосы. Нарезать полосы на гильотинных ножницах. Править полосы после резки.
Установить. Разметить место установки полосы. Установить полосу на ребро и прихватить. Править полосы после приварки и зачистить сварку.
Наименование операции | Состав звена и разряд работы | Толщина полосы, мм до: | N | ||||||||
8 | 10 | 12 | |||||||||
Ширина полосы, мм, до: | |||||||||||
120 | 150 | 180 | 120 | 150 | 180 | 120 | 150 | 180 | |||
Время на 10 пог. м полосы | |||||||||||
Снять | 3-2 | 2,3 | 2,6 | 2,9 | 1 | ||||||
Изготовить | 3-2 | 1,00 | 1,05 | 1.10 | 1,20 | 1,30 | 1,35 | 1,50 | 1,65 | 1,75 | |
Установить | 3-2 | 1,10 | 1,20 | 1,35 | |||||||
а | б | в | г | д | е | ж | з | и | |||
§ 126. ОПОКА. ИЗГОТОВЛЕНИЕ
Тип I |
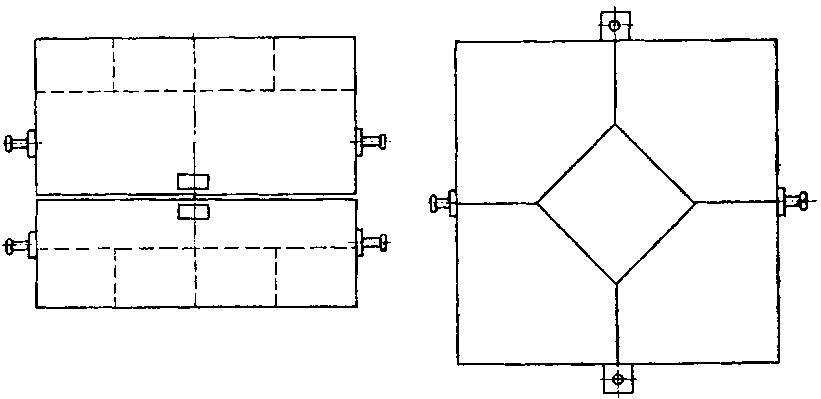 |
Тип II |
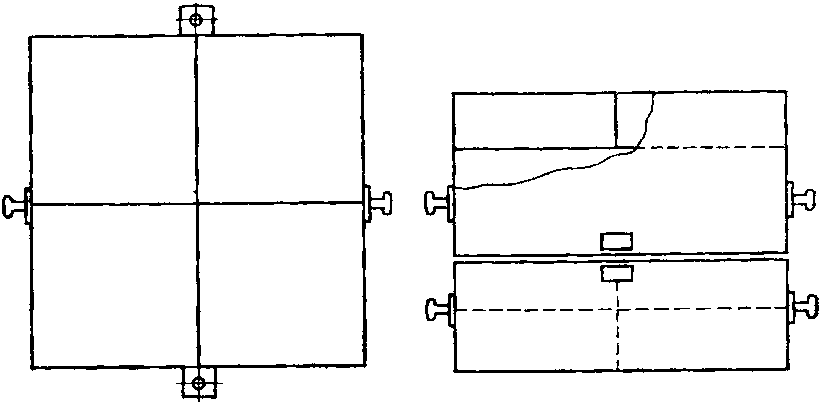 |
Состав работы
Разметить по чертежу листовой материал, порезать на полосы, собрать опоку под сварку согласно чертежу, прихватить. После сварки править.
Размеры опоки, мм до: | Состав звена и разряд работы | Время на 1 комплект | N | Размеры опоки, мм до: | Состав звена и разряд работы | Время на 1 комплект | N |
300 x 300 x 100 | 3-2 | 1,75 | 1 | 600 x 600 x 100 | 3 - 2 | 1,85 | 5 |
300 x 300 x 150 | 600 x 600 x 150 | ||||||
350 x 350 x 100 | 3-2 | 1,85 | 2 | 700 x 700 x 100 | 3 - 2 | 1,90 | 6 |
350 x 350 x 150 | 700 x 700 x 150 | ||||||
400 x 400 x 100 | 3-2 | 1,90 | 3 | 800 x 800 x 100 | 3 - 2 | 2,0 | 7 |
400 x 400 x 150 | 800 x 800 x 150 | ||||||
500 x 500 x 100 | 3-2 | 2,0 | 4 | 900 x 900 x 100 | 3 - 2 | 2,1 | 8 |
500 x 500 x 150 | 900 x 900 x 150 | ||||||
1000 x 1000 x 150 | 3 - 2 | 2,2 | 9 | ||||
1000 x 1000 x 250 |
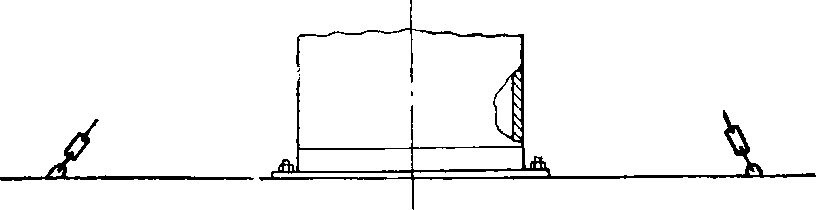
Состав работы
Снять. Отвернуть гайки, выбить болты. После снятия кожуха снять прокладку и очистить место установки.
Изготовить. Разметить листовую сталь, вырезать, состыковать в обечайки. Изготовить шаблоны для гибки и сборки, собрать кожух под электросварку, изготовить и установить кницы и сегментную обделку с гибкой по месту, разметить и вырезать отверстия под жалюзи и дверь, изготовить и установить жалюзи и дверь, прихватить, после сварки править и зачистить.
Установить. Изготовить и установить прокладку. После установки кожуха установить болты и навернуть гайки.
Наименование операции | Сечение кожуха | Состав звена и разряд работы | Диаметр кожуха, мм до: | N | |||
1000 | 1500 | 2000 | 2500 | ||||
Время на 1 кожух | |||||||
Снять | - | 2-1 | 1,35 | 1,90 | 2,8 | 3,5 | 1 |
Изготовить | Круглое | 4-3-2 | Время на 1 пог. м высоты кожуха | 2 | |||
0,50 | 0,75 | 1,00 | 1,25 | ||||
Овальное | 5-4-3 | 0,55 | 0,85 | 1,15 | 1,45 | 3 | |
Установить | - | 3-2 | Время на 1 кожух | 4 | |||
1,20 | 1,60 | 2,4 | 3,0 | ||||
а | б | в | г | ||||
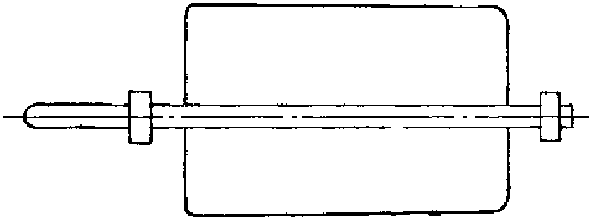
Состав работы
Разметить лист, отрезать, проколоть отверстия, разметить, отрезать и согнуть угольники балансира или лист балансира, установить подшипники, собрать регистр под сварку, после сварки править. Установить регистр на дымовую трубу.
Наименование операции | Диаметр регистра, м до: | N | |||||
0,5 | 0,7 | 1,0 | 1,5 | 2,0 | 2,5 | ||
Время на 1 регистр | |||||||
Изготовить | 4,1 | 4,5 | 5,0 | 8,1 | 8,6 | 10,8 | 1 |
Установить | 0,90 | 1,30 | 1,60 | 2,9 | 3,1 | 3,9 | 2 |
Состав звена и разряд работы | 3-2 | 3-2-2 | |||||
а | б | в | г | д | е | ||
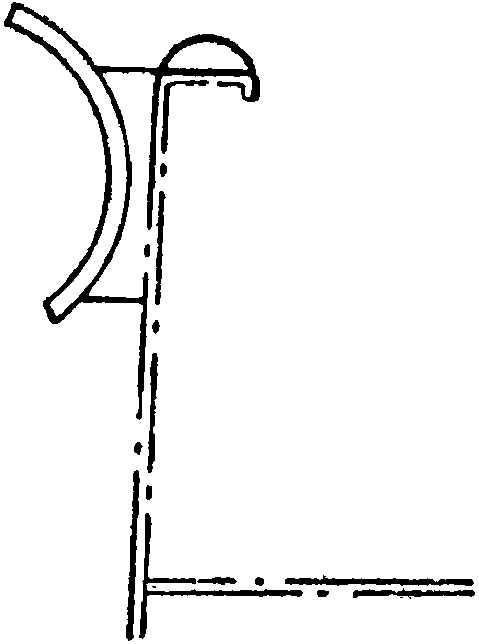
Состав работы
Разметить по чертежу детали ветроотражателя, отрезать, править, гнуть по заданному радиусу. Опилить острые кромки. Установить кницы и прихватить под сварку. Установить ветроотражатель, подогнать по месту и прихватить.
Тип ветроотражателя | Состав звена и разряд работы | Время на 1 пог. м длины ветроотражателя | N |
Однобортовый | 4-2 | 2,3 | 1 |
Двухбортовый | 4-2 | 3,7 | 2 |
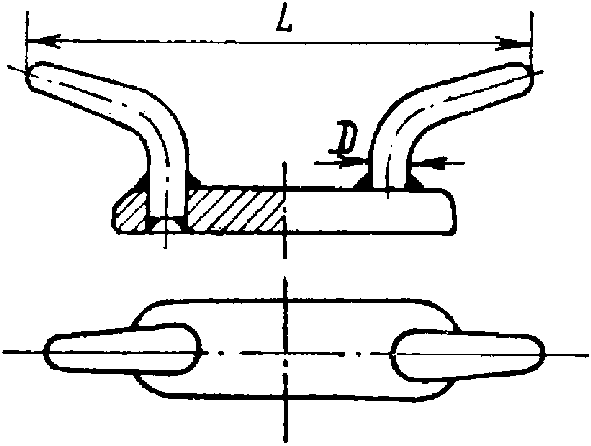
Состав работы
Снять. Снять при помощи газовой резки утку, зачистить места резки.
Изготовить. Разметить, отрезать, согнуть и опилить острые кромки.
Установить. Разметить место установки утки, установить и прихватить.
Наименование операции | Состав звена и разряд работы | Размер утки, мм до: | N | ||||
100 | 150 | 200 | 300 | 400 | |||
Время на 1 утку | |||||||
Снять | 2 | 0,16 | 0,19 | 0,20 | 0,22 | 0,24 | 1 |
Изготовить | 3-2 | 0,32 | 0,36 | 0,40 | 0,44 | 0,48 | 2 |
Установить | 3 | 0,19 | 0,21 | 0,22 | 0,24 | 0,27 | 3 |
Итого: | 3-2 | 0,67 | 0,76 | 0,82 | 0,90 | 0,99 | 4 |
а | б | в | г | д | |||
Тип I | Тип II |
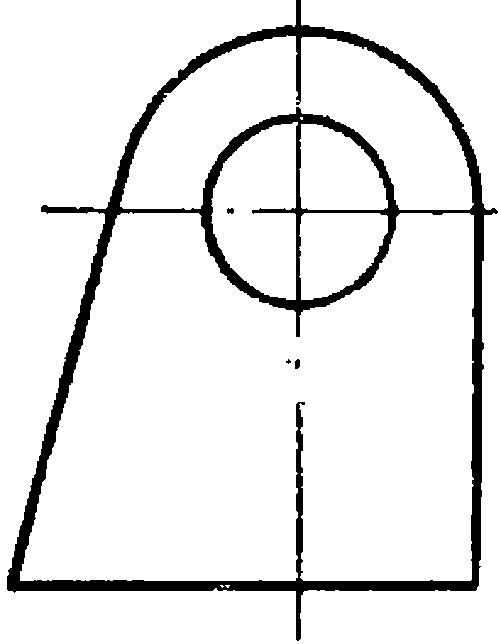 | 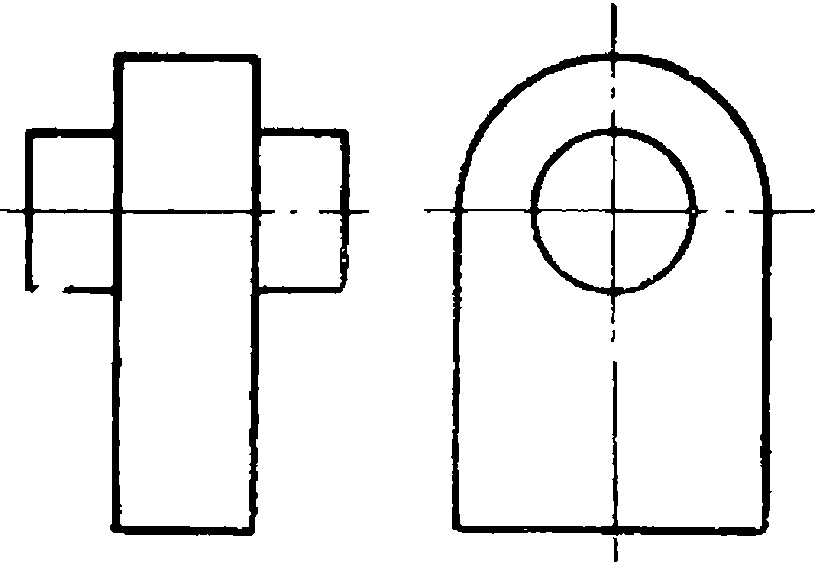 |
Состав работы
Изготовить. Разметить листовую сталь. Вырезать газовым резаком, править вручную на плите, зачистить кромки на наждачном станке. Разметить и сверлить отверстия. Собрать рым под сварку и прихватить. После сварки править.
Наименование операции | Толщина материала, мм до: | Разряд работы | Тип рыма | N | ||||||
I | II | |||||||||
Размеры рыма, мм до: | ||||||||||
100 x 100 | 150 x 150 | 200 x 200 | 100 x 200 | 150 x 150 | 200 x 200 | 250 x 250 | ||||
Время на 1 рым | ||||||||||
Изготовить | 6 | 2 | 0,06 | 0,07 | 0,07 | - | - | - | - | 1 |
12 | 2 | 0,07 | 0,08 | 0,10 | 0,36 | 0,44 | 0,50 | 0,55 | 2 | |
16 | 2 | 0,09 | 0,10 | 0,13 | 0,42 | 0,50 | 0,60 | 0,65 | 3 | |
22 | 2 | - | - | 0,17 | 0,50 | 0,60 | 0,70 | 0,70 | 4 | |
Установить | 2 | 0,12 | 0,16 | 0,20 | 0,24 | 0,24 | 0,28 | 0,28 | 5 | |
а | б | в | г | д | е | ж | ||||
Тип I | Тип II | Тип III |
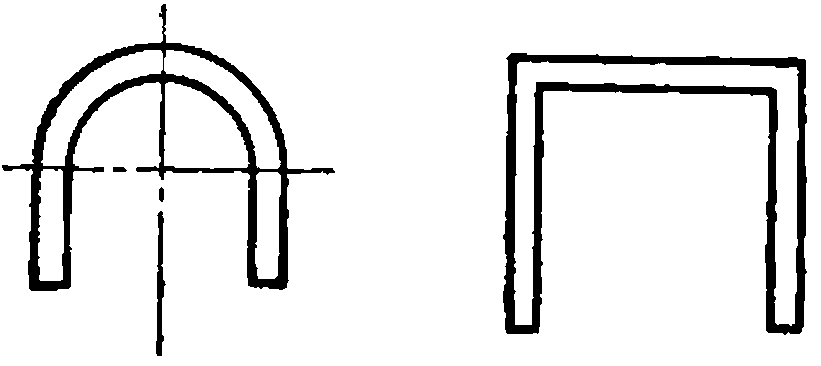 |  |  |
Состав работы
Изготовить и установить по месту крючки для изоляции под сварку.
Технические условия. Диаметр 6 - 8 мм. Длина крючка 50 мм.
Тип крючка | Разряд работы | Время на 100 шт. крючков | N |
I | 2 | 0,60 | 1 |
II | 2 | 0,40 | 2 |
III | 2 | 0,50 | 3 |
а | |||
Состав работы
Разметить, резать пруток, запилить концы, править.
Технические условия. Длина прутка 480 мм.
Разряд работы | Диаметр прутка, мм | |
До 16 | Свыше 16 | |
Время на 100 шт. штырей | ||
2 | 2,2 | 2,4 |
а | б | |
Состав работы
Срезать старые прутки, зачистить место установки новых прутков. Изготовить новые прутки, установить на место и прихватить.
Технические условия. Длина прутка до 250 мм.
Состав звена и разряд работы | Диаметр прутка, мм до: | Время на 10 прутков |
2-1 | 20 | 2,3 |
а |
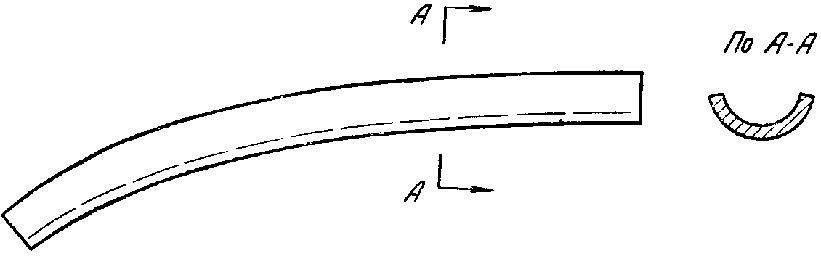
Состав работы
Разметить, отрезать, зачистить, согнуть, подогнать по месту, установить и прихватить.
Место установки козырька | Разряд работы | Время на 1 козырек | N |
Над дверью | 3 | 0,65 | 1 |
Над иллюминатором | 3 | 0,32 | 2 |
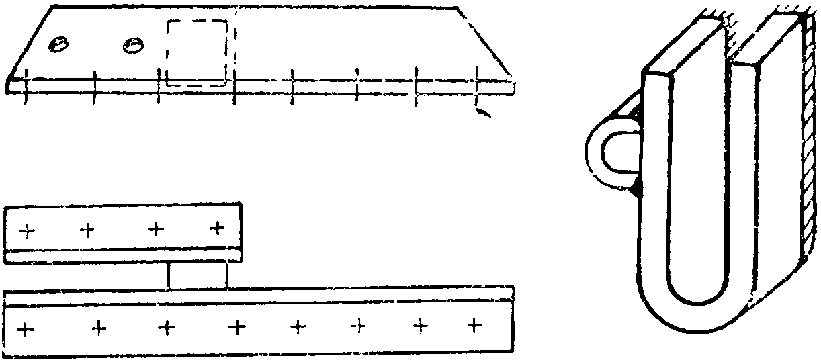
Состав работы
Выжечь и выбить заклепки или сплавить и зачистить сварку. Снять старое гнездо бимса. Разметить новое гнездо, сверлить отверстие под заклепки, окрасить суриком место постановки гнезда. Установить, обжать, развернуть и зенковать отверстия, подготовить под клепку с перестановкой болтов или прихватить под сварку.
Тип конструкции | Состав звена и разряд работы | Ширина грузового люка, м до: | N | ||
4,5 | 6,5 | 9,0 | |||
Время на 1 гнездо | |||||
Сварная | 4-2 | 1,20 | 1,60 | 1,80 | 1 |
Клепаная | 4-2 | 1,15 | 1,95 | 2,2 | 2 |
а | б | в | |||
ИЗГОТОВЛЕНИЕ И УСТАНОВКА
Тип I | Тип II | |
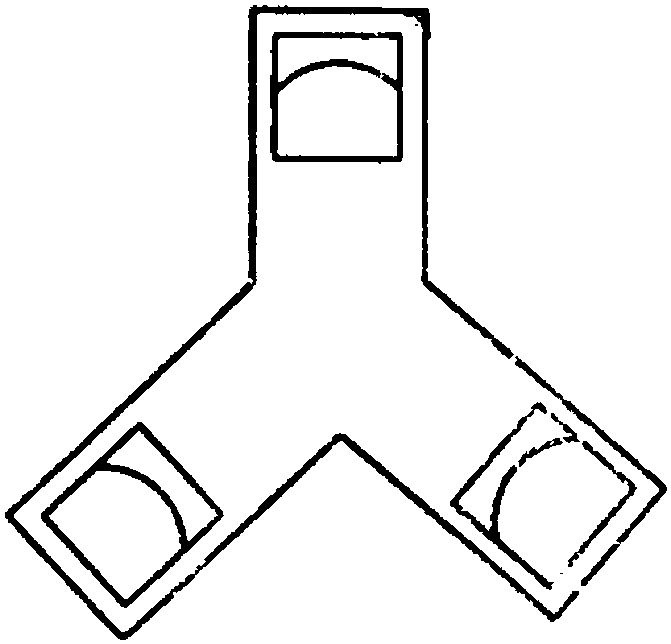 | 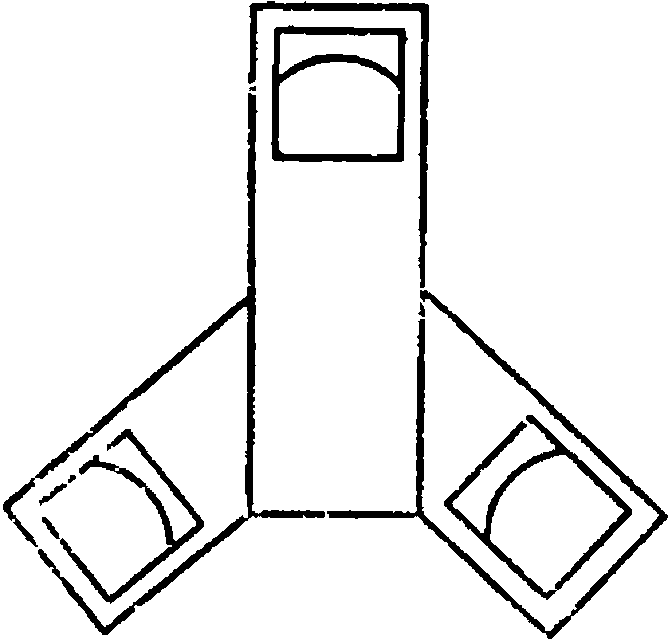 |
Состав работы
Изготовить. Разметить листовую сталь. Отрезать, править, опилить кромки и согнуть три крючка, установить крючки под сварку и прихватить. После сварки править, зачистить.
Установить. Разметить место установки подвески на судне. Установить под сварку, прихватить. Править после сварки.
Наименование операции | Тип подвески | Состав звена и разряд работы | Время на 1 подвеску | N |
Изготовить | I | 2-1 | 1,55 | |
II | 2-1 | 1,10 | 2 | |
Установить | - | 2-1 | 0,26 | 3 |
Примечание. При изготовлении подвесок без панели время п. 1 применять с K = 0,5.
Состав работы
Очистить линию реза. Зажечь резак, включить машину, вырезать фланец или наварыш. Отключить резак, отключить машину.
Наружный диаметр фланца, мм до: | Разряд работы | Толщина материала, мм до: | N | ||
12 | 20 | 32 | |||
Время на 10 деталей | |||||
200 | 2 | 0,36 | 0,45 | 0,55 | 1 |
300 | 2 | 0,60 | 0,80 | 0,95 | 2 |
400 | 2 | 0,85 | 1,10 | 1,20 | 3 |
500 | 2 | 1,00 | 1,25 | 1,60 | 4 |
600 | 2 | 1,20 | 1,45 | 1,90 | 5 |
700 | 2 | 1,40 | 1,75 | 2,2 | 6 |
800 | 2 | 1,55 | 1,95 | 2,4 | 7 |
900 | 2 | 1,70 | 2,2 | 2,7 | 8 |
1000 | 2 | 1,90 | 2,4 | 3,0 | 9 |
а | б | в | |||
Примечание. При вырезке только по наружному диаметру время применять с K = 0,65.
ИЗОЛЯЦИИ. ИЗГОТОВЛЕНИЕ И УСТАНОВКА
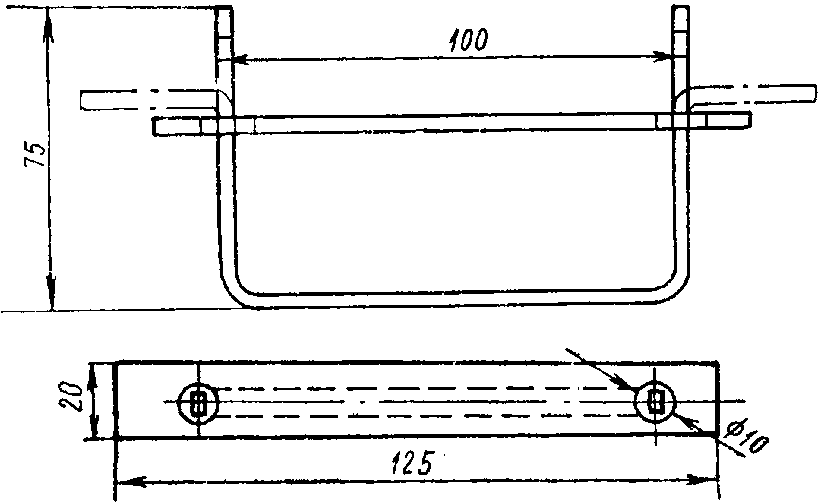
Состав работы
Изготовить. Разметить на листовой стали полосы, отрезать на гильотинных ножницах, согнуть скобы, проколоть отверстия в планках.
Установить. Взять скобу, установить в приспособление, установить на место и прихватить.
Наименование операции | Состав звена и разряд работы | Время на 100 скоросшивателей | N | |
Изготовить | Скобу | 2-1 | 0,70 | 1 |
Планку | 2-1 | 0,60 | 2 | |
Установить | На подволоке с набором (по набору) | 3-1 | 1,75 | 3 |
По переборке без набора | 3-1 | 0,95 | 4 | |
По переборке со стороны набора (по набору) | 3-1 | 1,60 | 5 | |
Состав работы
Изготовить. Разметить, вырезать заготовки, согнуть углы, править на плите вручную, изготовить рамку-шаблон, подогнать и прихватить продольный стык.
Установить. Разметить место установки духовки, установить на место и прихватить.
Наименование операции | Состав звена и разряд работы | Размер духовки, м3 до: | N | |
0,08 | Свыше 0,08 | |||
Время на 1 духовку | ||||
Изготовить | 2-1 | 2,1 | 2,4 | 1 |
Установить | 2-1 | 0,9 | 1,1 | 2 |
а | б | |||
РАБОТЫ ПО РЕМОНТУ СУДОВ ТЕХНИЧЕСКОГО ФЛОТА
Состав работы
Разметить, зачистить линии реза, вырезать старый лист черпаковой башни при помощи газовой резки, снять лист. Разметить, вырезать, править новый лист, сверлить отверстия или подготовить кромки под сварку. Установить лист на место с окраской мест прилегания, обжать сборочными болтами, развернуть и зенковать отверстия с перестановкой болтов или подогнать лист и прихватить.
Состав звена и разряд работы | Толщина листа, мм до: | |||
8 | 10 | 12 | 16 | |
Время на 1 м2 | ||||
5-3-2-1 | 2,4 | 3,1 | 4,1 | 5,5 |
а | б | в | г | |
Примечание. При установке старого листа после правки время применять с K = 0,9.
Состав работы
Срезать старый накладной лист при помощи газовой резки, зачистить места резки. Разметить, вырезать, править и согнуть новый накладной лист. Установить накладной лист под сварку и прихватить.
Состав звена и разряд работы | Толщина листа, мм | |
До 10 | Свыше 10 | |
Время на 1 м2 | ||
5-3-2-1 | 3,3 | 3,8 |
а | б | |
Состав работы
Снять шинельный лист с каретки. Проверить шаблон, перенести на шаблон отверстия с каретки. Разметить шинельный лист по шаблону. Подогнуть шинельный лист в вальцах по шаблону. Окрасить места прилегания листа. Установить лист на каретку. Подогнать по месту, обжать болтами.
Условия работы. Работа выполняется в цехе.
Состав звена и разряд работы | Толщина листа до 14 мм |
Время на 1 лист | |
5-3-2 | 10,0 |
(конструкция сварная)
Состав работы
Снять. Срезать при помощи газовой резки козырек с черпака по периметру. С помощью клиньев разъединить полку козырька и черпак, зачистить места реза пневматической турбинкой.
Изготовить. Разметить по шаблону козырек черпака, обрезать, зачистить и согнуть на гидравлическом прессе.
Установить. Разметить место установки козырька, зачистить. Разметить, вырезать, зачистить зубилом на козырьке места для электрозаклепок. Установить козырек на черпак по разметке. Прижать козырек с помощью клиньев и скоб с подогревом. Прихватить.
Технические условия. Размеры козырька: наружного - 250 x 2850 x 2650 x 22 мм; внутреннего - 330 x 2100 x 1900 x 25 мм.
Наименование операций | Вид козырька | Состав звена и разряд работы | Время на 1 козырек | N | |
Снять | Наружный | 4-2 | 2,9 | 1 | |
Внутренний | 4-2 | 2,5 | 2 | ||
Изготовить | Подготовить заготовку | Наружный | 3-2 | 1,05 | 3 |
Внутренний | 3-2 | 0,85 | 4 | ||
Согнуть козырек | - | 5-3-2-1 | 4,1 | 5 | |
Установить | Наружный | 5-3 2 | 3,7 | 6 | |
Внутренний | 5-3-2 | 3,8 | 7 | ||
Итого: | Наружный | 5-3-2 | 11,75 | 8 | |
Внутренний | 5-3-2 | 11,25 | 9 | ||
(конструкция клепаная)
Состав работы
Снять. Выжечь головки, выбить стержни заклепок, сплавить сварной шов, соединяющий козырек с черпаком. С помощью клиньев разъединить козырек и черпак, зачистить пневматическим зубилом места сплава.
Изготовить. Разметить по шаблону козырек черпака, отрезать, зачистить и согнуть на гидравлическом прессе. Разметить и сверлить отверстия под заклепки.
Установить. Установить с помощью крана козырек на 3 - 4 болта, совместить отверстия и обжать козырек от середины к концам на 20 болтов, развернуть и зенковать отверстия, свободные от болтов, после клепки снять болты, развернуть и зенковать оставшиеся отверстия.
Изготовить шаблон. Изготовить шаблон козырька, нанести отверстия под заклепки, маркировать.
Технические условия. Размеры козырька - 280 x 3995 мм.
Наименование операций | Состав звена и разряд работы | Время на 1 козырек | N |
Снять | 4-2 | 4,9 | 1 |
Изготовить | 3-2 | 1,8 | 2 |
Установить | 5-3-2 | 10,4 | 3 |
Согнуть | 5-3-2 | 4,1 | 4 |
Сверлить отверстия | 3 | 1,05 | 5 |
Изготовить шаблон | 3 | 0,43 | 6 |
Итого: | 5-3-2 | 22,68 | 7 |
Состав работы
Снять. Вывернуть болты, снять кожух верхнего черпакового привода
Установить. Установить после ремонта кожух, закрепить болтами.
Наименование операций | Размеры кожуха, мм | Состав звена и разряд работы | Время на 1 кожух | N |
Снять | 4000 x 2000 | 3-2 | 2,2 | 1 |
3000 x 1600 | 1,25 | 2 | ||
3000 x 900 | 1,10 | 3 | ||
1200 x 900 | 0,75 | 4 | ||
Установить | 4000 x 2000 | 4-2 | 3,3 | 5 |
3000 x 1600 | 2,0 | 6 | ||
3000 x 900 | 1,60 | 7 | ||
1200 x 900 | 1,10 | 8 |
Состав работы
Снять. Снять при помощи газовой резки листы ширмы.
Изготовить. Разметить на листовой стали ширмы, отрезать и зачистить кромки, отогнуть фланцы.
Собрать и прихватить детали между собой, после сварки править. Установить. Установить изготовленные листы ширмы на место.
Наименование операций | Состав звена и разряд работы | Время на 1 пог. м ширмы | N |
Снять | 4-3 | 0,55 | 1 |
Изготовить | 1,40 | 2 | |
Установить | 0,85 | 3 |
Состав работы
Выпрессовать. Подключить бензорез, разжечь, сделать два реза, после чего выбить половинки втулки и клин, зачистить отверстие пневматической турбинкой.
Запрессовать. Изготовить клин, установить майон и втулку на пресс и запрессовать, установить клин.
Наименование операций | Разряд работы | Время на 1 втулку | N |
Выпрессовать | 4 | 0,28 | 1 |
Запрессовать | 4 | 0,12 | 2 |
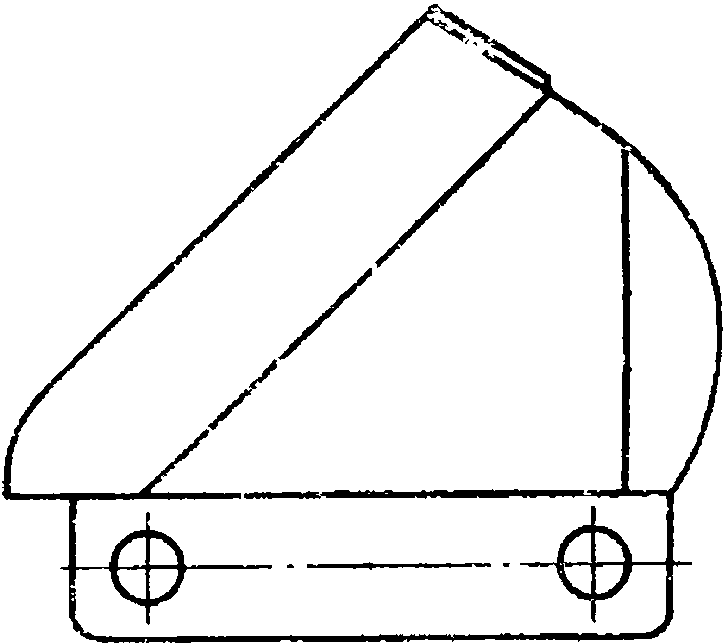
Состав работы
Разметить детали черпака и каретки, вырезать детали газовым резаком, срезать газом фаски, зачистить кромки после газовой резки. Согнуть донышко и шинельные листы под прессом с доводкой вручную, состыковать шинельные листы и донышко, согнуть накладную полосу. Согнуть полосы под каретку, Установить полосы, собрать каретку. Установить каретку на черпак и прихватить. После сварки править.
Состав звена и разряд работы | Время на 1 черпак |
5 - 3 | 54,0 |