СПРАВКА
Источник публикации
Документ опубликован не был
Примечание к документу
Взамен "Общемашиностроительных укрупненных нормативов времени на ручную, автоматическую и полуавтоматическую электродуговую сварку под флюсом" (М.: ЦБПНТ, 1962 г.).
Название документа
"Общемашиностроительные укрупненные нормативы времени на ручную, автоматическую и полуавтоматическую сварку под флюсом. Единичное и мелкосерийное производство"
(утв. Госкомтрудом СССР)
"Общемашиностроительные укрупненные нормативы времени на ручную, автоматическую и полуавтоматическую сварку под флюсом. Единичное и мелкосерийное производство"
(утв. Госкомтрудом СССР)
Содержание
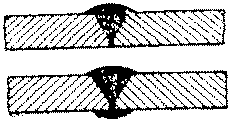
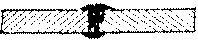
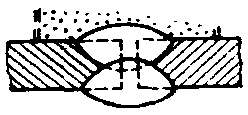
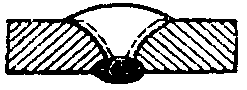
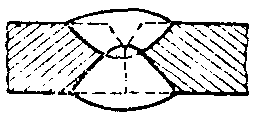
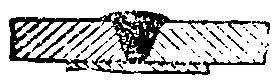
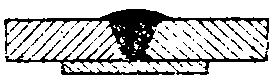
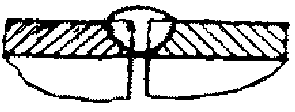
Карта 4. Швы стыковых соединений V-образные с криволинейным скосом двух кромок, двусторонние. Швы расчетно-непроницаемые
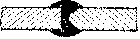
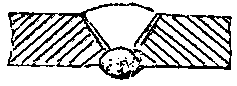
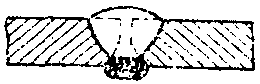
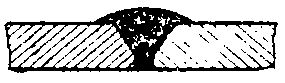
Карта 62. Фланцы, стаканы, штуцеры - приварка (швом таврового соединения без скоса кромок, односторонним)
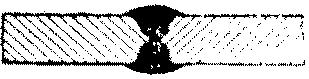
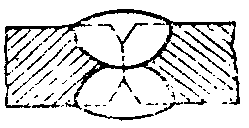
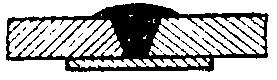
Карта 64. Косынки, кницы, ребра жесткости - приварка (швом таврового соединения без скоса кромок, двусторонним)
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ УКРУПНЕННЫЕ НОРМАТИВЫ
ВРЕМЕНИ НА РУЧНУЮ, АВТОМАТИЧЕСКУЮ И ПОЛУАВТОМАТИЧЕСКУЮ
СВАРКУ ПОД ФЛЮСОМ
ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО
Издание второе, переработанное и дополненное
Настоящие укрупненные нормативы времени содержат материалы для расчета технически обоснованных норм времени на ручную, автоматическую и полуавтоматическую сварку под слоем флюса и полуавтоматическую сварку порошковой проволокой малоуглеродистых и низколегированных сталей. Нормативы предназначены для применения на машиностроительных и судостроительных предприятиях с единичным и мелкосерийным характером производства.
Нормативы одобрены и рекомендованы для применения на машиностроительных предприятиях секций по нормированию труда в машиностроении Экспертно-методического совета ЦБПНТ.
Настоящие нормативы времени разработаны Центральным научно-исследовательским институтом технологии судостроения под методическим руководством Центрального бюро промышленных нормативов по труду при Научно-исследовательском институте труда Государственного комитета Совета Министров СССР по вопросам труда и заработной платы. Настоящее издание соответствует изданию 1968 г.
Условные обозначения | Наименование | Единица измерения |
Tпар | Норма времени на партию | мин. |
Tншк | Неполное штучно-калькуляционное время на 1 пог. м шва | мин./пог. м |
Tшкд | Штучно-калькуляционное время на сварку детали | мин. |
Tншкд | Неполное штучно-калькуляционное время на сварку детали | мин. |
Tобс | Время обслуживания рабочего места | мин. |
Tотл | Время на отдых и личные надобности | мин. |
Tпз | Подготовительно-заключительное время | мин. |
Подготовительно-заключительное время в процентах от оперативного времени | % | |
Время обслуживания рабочего места в процентах от оперативного времени | % | |
Время на отдых и личные надобности в процентах от оперативного времени | % | |
tви | Вспомогательное время, зависящее от изделия и типа оборудования | мин. |
S | Толщина металла | мм |
K | Катет шва | мм |
Y | Сила тока | а |
Vсв | Скорость сварки | м/час |
v | Напряжение на дуге | в |
d | Диаметр электрода или электродной проволоки | мм |
l | Длина шва | м |
L | Общая длина швов на изделии | м |
Настоящие укрупненные нормативы времени содержат материалы для расчета технически обоснованных норм времени на ручную, автоматическую и полуавтоматическую сварку под слоем флюса и полуавтоматическую сварку порошковой проволокой малоуглеродистых и низколегированных сталей. Нормативы предназначены для применения на машиностроительных и судостроительных предприятиях с единичным и мелкосерийным характером производства. Нормативы разработаны на основе изданных ЦБПНТ в 1966 г. "Общемашиностроительных нормативов времени на ручную электродуговую сварку малоуглеродистых и низколегированных сталей" и "Общемашиностроительных нормативов времени на автоматическую и полуавтоматическую электродуговую сварку малоуглеродистых и низколегированных сталей", ГОСТов, основных положений и отраслевых нормативов по сварке, действующих на предприятиях тяжелого, транспортного машиностроения, химического машиностроения, судостроительной промышленности и др.
Приведенные в укрупненных нормативах времени данные относятся к наиболее часто применяемым маркам сталей, электродов, электродной проволокой и флюсов.
Укрупненные нормативы времени предназначены для технического нормирования электродуговой сварки нормализованных деталей, узлов и изделий, наиболее характерных для машиностроительных предприятий. В нормативах отражен современный уровень техники, технологии, организации производства и труда при выполнении сварочных работ, преобладающих на ведущих машиностроительных предприятиях, и учтен опыт сварщиков-новаторов.
При разработке укрупненных нормативов использованы результаты исследований и расчеты по проверке исходных данных и материалы хронометражных наблюдений по ручной, автоматической и полуавтоматической электросварке предприятий тяжелого, транспортного, химического, строительно-дорожного машиностроения и судостроительной промышленности.
Проект укрупненных нормативов был апробирован более чем на 30 ведущих предприятиях машиностроения, в том числе на заводах: Барнаульском котельном, Харьковском транспортного машиностроения им. Малышева, киевском "Стройдормаш", славянском "Коксохиммаш", Ижорском им. А.А. Жданова, Смелянском машиностроительном, Балтийском им. Орджоникидзе и др. Материалы апробации были учтены при выпуске настоящих укрупненных нормативов. С выходом данных нормативов теряют силу и считаются аннулированными "Общемашиностроительные укрупненные нормативы времени на ручную, автоматическую и полуавтоматическую электродуговую сварку под флюсом" (М., ЦБПНТ, 1962 г.).
Укрупненные нормативы времени упрощают методику нормирования и ускоряют расчеты норм времени в условиях мелкосерийного и единичного производства без заметного снижения относительной точности и универсальности дифференцированных нормативов. Сборник укрупненных нормативов времени содержит два раздела.
Первый раздел. Укрупненные нормативы времени на 1 пог. м шва сварных соединений (ручная, автоматическая и полуавтоматическая сварка), карты 1 - 28.
Второй раздел. Укрупненные нормативы времени на сварные соединения нормализованных деталей, узлов и деталей общего назначения (ручная, автоматическая и полуавтоматическая сварка), карты 29 - 102.
Укрупненные нормативы времени включают:
- подготовительно-заключительное время;
- основное время;
- вспомогательное время;
- время обслуживания рабочего места;
- время перерывов на отдых и личные надобности.
Укрупненные нормативы времени на 1 пог. м шва содержат неполное штучно-калькуляционное время, учитывающее:
Основное время Tо - время горения дуги и наплавления металла электрода или электродной проволоки.
Вспомогательное время tвш, зависящее от длины шва, включает затраты времени на зачистку шва от шлака после каждого прохода; сбор флюса со шва и засыпку в бункер; осмотр, промер и клеймение шва; смену электрода и кассеты с электродной проволокой; проверку правильности установки головки автомата по центру шва с прокаткой вхолостую; откатку автомата в начальное положение; удаление остатка проволоки из головки полуавтомата и автомата; подачу проволоки в мундштук головки; переходы сварщика с полуавтоматом к началу шва при многопроходной сварке и подтягивание проводов.
Время обслуживания рабочего места Tобс и время на отдых и личные надобности Tотл.
Время обслуживания рабочего места включает затраты на раскладку и уборку инструмента; включение, регулирование и выключение источника питания и токопроводов; инструктаж мастера в процессе работы; подготовку автомата или полуавтомата к работе и уборку в конце смены; устранение мелких неполадок и обеспечение исправного состояния оборудования; поддержание заданного режима в процессе работы; уборку флюса после сварки; уборку рабочего места.
Время обслуживания рабочего места и время на отдых и личные надобности включено в неполное штучно-калькуляционное и штучно-калькуляционное время в процентах от оперативного времени:
для ручной сварки | 9% |
для автоматической сварки | 6 - 8% |
для полуавтоматической сварки | 10% |
Подготовительно-заключительное время Tпз при ручной, автоматической и полуавтоматической сварке включает затраты времени на получение производственного задания и сварочного материала, на инструктаж и ознакомление с работой, на получение и сдачу инструмента и приспособлений, на подготовку приспособлений и настройку на заданный режим с опробованием режима на планках, сдачу работы.
Подготовительно-заключительное время определяется в процентах от оперативного времени в следующем размере:
Вид сварки | Сложность работы | ||
простая | средней сложности | сложная | |
в процентах от оперативного времени | |||
Ручная | 2 | 4 | 5 |
Автоматическая и полуавтоматическая | 4 | 6 | - |
Примечания:
1. Характеристика работы:
Простой считается сварка несложных изделий, не требующих изучения технологической документации, подготовки приспособлений и инструктажа мастера.
Средней сложности считается сварка изделий, имеющих несколько швов в различных положениях, требующих изучения технологической документации, подготовки приспособлений и инструктажа мастера.
Сложной считается сварка ответственных сложных изделий, требующих тщательного изучения технологической документации и чертежа, подготовки приспособлений, проведения мероприятий, связанных с уменьшением остаточных деформаций и внутренних напряжений в сравниваемых изделиях, а также дополнительного инструктажа рабочего мастером в процессе работы.
2. Для расчета укрупненных нормативов на ручную автоматическую и полуавтоматическую сварку принято подготовительно-заключительное время для работы простой сложности, выраженное в виде коэффициента к оперативному времени для ручной сварки:

для автоматической и полуавтоматической сварки:

Указанные коэффициенты включены в состав неполного штучно-калькуляционного времени (карты 1 - 22) и вспомогательного времени (карта 25 - 28).
Вспомогательное время tви, зависящее от изделия и типа оборудования, включает затраты времени на установку, поворот и снятие изделия; перемещение сварщика от шва к шву; закрепление и открепление деталей прижимными приспособлениями; подготовку к сварке изделия (узла).
Вспомогательное время, зависящее от изделия и типа оборудования, дано с учетом процентных начислений на обслуживание рабочего места, отдых, личные надобности и подготовительно-заключительную работу.
Вспомогательное время, зависящее от изделия и типа оборудования, включено в штучно-калькуляционное время (карты 93 - 102).
Коэффициенты к укрупненным нормативам времени при ручной сварке, учитывающие различные пространственные положения швов, различные марки электродов, условия выполнения работ, а также вид свариваемого шва и отрицательную температуру, даны в картах 23 - 24. Коэффициенты к неполному штучно-калькуляционному времени при автоматической и полуавтоматической сварке в зависимости от вида свариваемого шва и отрицательной температуры, а также учитывающие условия выполнения работ даны в карте 24. Неполное штучно-калькуляционное время, приведенное в разделах I (карты 1 - 22) и II (карты 29 - 78, 80 и 82 - 102), рассчитано для нормальных условий и для швов в нижнем положении по формуле:
Tншк = Tнш · Kпз, (1)
где Tнш - неполное штучное время на 1 пог. м шва, мин. (по дифференцированным "Общемашиностроительным нормативам времени на ручную электродуговую сварку малоуглеродистых и низколегированных сталей" и "Общемашиностроительным нормативам времени на автоматическую и полуавтоматическую электродуговую сварку малоуглеродистых и низколегированных сталей", изд. 1966 г.).
Неполное штучно-калькуляционное время, приведенное в картах 79 и 81, рассчитано для неповоротных швов с учетом коэффициента, учитывающего различные пространственные положения швов.
Неполное штучно-калькуляционное время на сварку труб, приведенное в разделе I (карта 22), рассчитано по формуле:
Tншкт = Tншк · l · K1 · K2 (2)
где l - длина шва свариваемого изделия, м;
K1 - коэффициент при сварке короткометражных швов;
K2 - коэффициент при сварке кольцевых швов.
Неполное штучно-калькуляционное время нормализованных деталей, узлов и деталей общего назначения, приведенное в разделе II (карты 29 - 92), рассчитано по формуле:
Tншкд = Tншк · l · K1 · K3 · K4, (3)
где K3 - коэффициент, учитывающий пространственные положения швов;
K4 - коэффициент при сварке криволинейных швов.
Штучно-калькуляционное время на сварку нормализованных деталей и деталей общего назначения, приведенное в разделе II (карты 93 - 102), рассчитано по формуле:
Tшкд = Tншк · l · K1 + tви, (4)
где tви - вспомогательное время, зависящее от изделия и типа оборудования, мин.
1. При пользовании картами укрупненных нормативов неполного штучно-калькуляционного времени на 1 пог. м шва расчет нормы времени производится по формуле:
Tпар = (Tншк · L + Tви) · nпар, (5)
L - общая длина всех однотипных швов на свариваемом изделии, м;
tви - вспомогательное время, зависящее от изделия и типа оборудования, мин.;
nпар - количество изделий в партии.
2. При пользовании картами неполного штучно-калькуляционного времени на сварку нормализованных деталей, узлов и деталей общего назначения расчет нормы времени производится по формуле:
Tпар = (Tншкд + tви) · nпар, (6)
где Tншкд - неполное штучно-калькуляционное время на сварку нормализованных деталей, узлов или деталей общего назначения, мин. (карты 29 - 92).
3. При пользовании картами штучно-калькуляционного времени на сварку деталей общего назначения расчет нормы времени производится по формуле:
Tпар = Tшкд · nпар, (7)
Нормативные карты сборника рассчитаны:
для сварочных работ, выполняемых в условиях мелкосерийного производства, которые характеризуются разнообразной номенклатурой свариваемых деталей, при незначительной степени единовременного повторения и когда рабочее место находится в зоне источника тока (не требуется его перемещения в течение рабочей смены);
для работ, выполняемых в условиях единичного производства, которые характеризуются разнообразной и с неповторяющейся номенклатурой свариваемых деталей, а также при случае необходимости перемещения источников тока в течение рабочей смены.
Для единичного производства следует применять поправочный коэффициент K = 1,1. Укрупненные нормативы могут быть также использованы при расчете норм времени для работ, выполняемых в условиях серийного и крупносерийного производства. При этом следует применять поправочные коэффициенты для серийного производства K = 0,9, для крупносерийного производства - K = 0,8.
ПРИМЕР 1. Определить норму времени на сварку трех двутавровых балок.
Исходные данные
1. Длина балки 6 м.
2. Шов тавровый без скоса кромок, двусторонний, индекс шва П-Т1.
3. Катет шва 6 мм.
4. Длина швов 36 м.
5. Ток постоянный, полярность обратная.
6. Условия выполнения работы - удобные.
7. Вес одного узла 300 кг.
8. Узел требуется установить, один раз повернуть и снять при помощи крана.
9. Сварка производится полуавтоматом.
Расчет нормы времени
Неполное штучно-калькуляционное время определяется по карте 15, с одной стороны шва оно равно 3,6 мин./пог. м.
Вспомогательное время tви, зависящее от изделия и типа оборудования, определяется по карте 25:
установка - 2,3 мин.
поворот - 2,3 мин.
снятие и транспортировка - 2,0 мин.
Тогда: tви = (2,34 + 2,3 + 2,0) · 3 = 19,5 мин.
Таким образом, норма времени на сварку трех балок будет равна.
Tн = 3,6 x 2 x 36 + 19,5 = 278,7 мин.
ПРИМЕР 2. Определить норму времени на приварку двух штуцеров к корпусу цилиндрического сосуда.
Исходные данные
1. Шов таврового соединения без скоса кромок, односторонний, индекс шва Т4.
2. Катет шва 8 мм.
3. Положение шва нижнее, условия сварки удобные.
4. Марка электрода ОЗС-3.
5. Диаметр электрода 6 мм.
6. Сила тока 400 а.
7. Диаметр одного штуцера 400 мм.
8. Вес одного штуцера 12 кг.
9. Расстояние между штуцерами 0,9 м.
10. В процессе сварки требуется установить два штуцера и закрепить съемной струбциной.
Расчет нормы времени
Неполное штучно-калькуляционное время на приварку одного штуцера определяется по карте 67:
для K = 8 мм, Tншк = 8,1 мин.
Вспомогательное время, зависящее от свариваемого изделия, определяется как сумма времени на установку штуцеров на рабочее место, закрепление и открепление штуцеров съемной струбциной и перемещение сварщика с инструментом.
При весе штуцера 12 кг время на установку определяется по карте 25, позиция 3 и составляет 0,89 мин.
Время на закрепление и открепление штуцера съемной струбциной определяется по карте 28, позиция 7 и составляет 0,42 мин.
Время на перемещение сварщика с инструментом от одного штуцера до другого определяется по карте 25, позиция 16 и составляет 0,2 мин.
Тогда: tви = 0,89 + 0,42 + 0,2 = 1,51 мин.
Таким образом, норма времени на приварку двух штуцеров будет равна:
Tпар = (8,1 + 1,51) · 2 = 19,22 мин.
ПРИМЕР 3. Определить норму времени на автоматическую сварку пазовых продольных швов трех обечаек.
Исходные данные
1. Длина обечайки 5 м, диаметр 2 м.
2. Шов стыкового соединения без скоса кромок односторонний на флюсовой подушке, индекс шва Аф-С3.
3. Толщина металла 10 мм.
4. Общая длина швов 15 м.
5. Положение шва - нижнее.
6. Ток переменный, диаметр электродной проволоки 5 мм.
7. Сварка выполняется переносным автоматом.
8. Количество пазов - 9, обечайки - 3.
Штучно-калькуляционное время на сварку одного продольного шва стыкового соединения без скоса кромок, одностороннего на флюсовой подушке определяется по карте 102:
Tшк = 47 мин.
Согласно примечанию карты 102 при сварке обечаек с тремя пазами применяется коэффициент K = 2,2.
Тогда: Tшк = 47 · 2,2 = 103,4 мин.
Таким образом, норма времени на сварку трех обечаек будет равна:
Tпар = 103,4 · 3 = 310,2 мин.
ВЫПОЛНЕНИЯ РАБОТ
Укрупненными нормативами времени предусмотрены следующие организационно-технические условия труда на рабочих местах при выполнении ручной и механизированной сварки:
1. Доставка сварочных материалов, инструмента и приспособлений на рабочее место производится вспомогательными рабочими. Замена инструмента и приспособлений должна выполняться с минимальными затратами времени: на снабжение рабочего места комплектом сварочного инструмента и приспособлений постоянного пользования соответственно установленному для данного рабочего места перечню этой оснастки; на подготовку сварочного инструмента и приспособлений временного пользования и выдачу их рабочему одновременно с заданием на выполнение соответствующей работы.
2. Экономически целесообразное в данных условиях отделение вспомогательных и подготовительных функций от основных и распределение труда между производственными и обслуживающими рабочими. Разделение труда должно быть осуществлено:
а) по операциям технологического сварочного процесса;
б) по квалификации работ;
в) по видам работ - основным и вспомогательным.
Разделение труда по операциям технологического процесса позволяет специализировать рабочих на выполнении одной или нескольких определенных сварочных операций, распределить сварочные операции по рабочим местам, что повышает ответственность сварщика за качество и количество выполняемой работы.
Разделение труда по квалификации работ означает, что сварочные работы определенной сложности, точности и ответственности поручаются рабочим-сварщикам, имеющим соответствующую квалификацию. Отделение квалифицированной работы от неквалифицированной сочетается с операционным разделением труда. Такое разделение труда может носить характер бригадной работы, при которой бригадир выполняет наиболее сложные сварочные операции, а остальные члены бригады - более простые.
Освобождение сварщика от работ, не связанных с процессом сварки:
а) подача деталей, подлежащих сварке, на рабочее место сварщика вспомогательными рабочими;
б) выполнение вспомогательными рабочими подачи, кантовки, перестановки и уборки крупногабаритных тяжеловесных изделий с применением механизированных подъемно-транспортных средств;
в) подача узлов под сварку в собранном виде на прихватках;
г) подготовка для сварщика ограждений, подмостей заранее.
3. Поступление на участок сварки деталей и узлов, обработанных в соответствии с чертежами и техническими условиями на изготовление свариваемых изделий, с соблюдением конструктивных элементов подготовки кромок изделий под сварку, установленных ГОСТами и действующими ведомственными нормами.
4. Выполнение сварочных работ с использованием необходимой сборочно-сварочной оснастки.
5. Оборудование рабочего места сварщика комплектом исправного сварочного оборудования и инструмента (за сварщиком должен быть закреплен электрододержатель с проводом: кабель, подводящий ток и электрододержатель должны быть хорошо изолированы; все электрические контакты должны быть плотными).
6. Обслуживание электросварочного участка дежурным электромонтером и наладчиком автоматов (полуавтоматов).
7. Строгое соблюдение сварщиком заданных режимов и схем технологической последовательности сварки.
8. Снабжение сварщика всеми необходимыми средствами индивидуальной защиты.
9. При работе в труднодоступных и замкнутых пространствах необходимо выделить наблюдающего ("Типовая инструкция для наблюдающего при выполнении работ в замкнутых и труднодоступных помещениях на строящихся и ремонтируемых судах").
10. Изоляция производственного шума путем возможного перенесения пневматических работ в закрытые кабины, а также выполнение работ, вызывающих шум, в смены с наименьшим количеством работающих.
11. Изоляция света электрической дуги при электродуговой сварке путем возможного перенесения электросварочных работ в закрытые кабины.
12. Сдача выполненной сварщиком работы мастером или бригадиром ОТК.
Оборудование рабочего места сварщика
Правильная организация сварочных работ и хорошо оборудованное рабочее место сварщика повышают производительность труда и приучают сварщика к аккуратности, исполнительности и порядку.
К оборудованию рабочего места сварщика относятся:
1) рабочий стол (рис. 1);
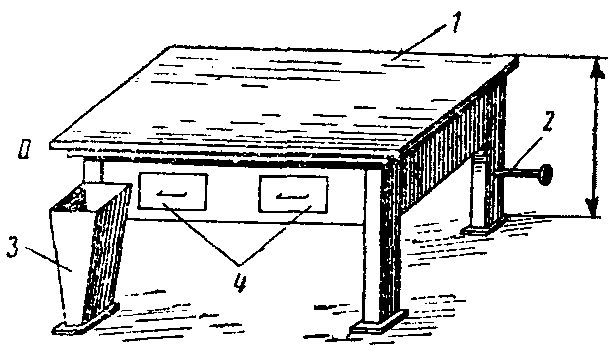 | 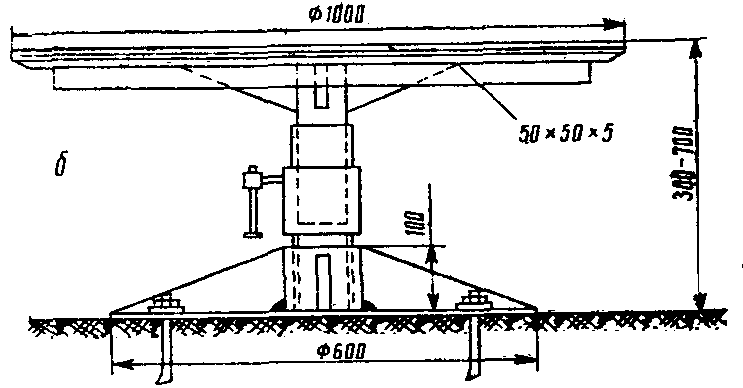 |
Рис. 1. Рабочие столы:
а - четырехугольный; б - вращающийся с регулировкой
по высоте
3) приспособления для защиты сварщика от лучей сварочной дуги и брызг расплавленного металла (щиток, шлем, маска);
4) инструменты (электрододержатель, пневмомолоток, щетка стальная и др.);
5) сборочно-сварочные приспособления (прижимы, струбцины, скобки и др.).
Для сварки небольших по размерам и весу изделий целесообразно пользоваться рабочим столом. Высота стола 0,5 - 0,6 м для работы сидя и около 0,9 м для работы стоя (рис. 1, а).
Крышка стола 1 площадью 1 м2 изготовляется из листовой стали толщиной 15 - 20 мм или из чугуна толщиной около 25 мм (чугунная крышка стола не коробится от нагревания). К нижней части крышки или к ножке стола приваривается стальной болт 2 диаметром около 20 мм для крепления токоподводящего кабеля. В столе имеется карман 3 для хранения электродов и два ящика 4, из которых один предназначен для хранения инструмента, а другой - для хранения документации.
На рис. 1, б показан вращающийся стол, при пользовании которым уменьшается число переходов сварщика с одного места на другое или число перестановок положения каждого изделия для выполнения каждого шва, так как поворотом стола место сварки легко подводится к сварщику. Стул сварщика целесообразно делать с винтовым подъемом для удобства поворота сварщика и для придания надлежащей высоты в зависимости от роста сварщика и размеров свариваемых изделий.
Щиты. Рабочее место электросварщика ограждается щитами (рис. 2) из огнестойкого, прочного и токонепроводящего материала. Обычно щиты представляют каркас, обшитый фанерой, которая покрыта огнестойким матовым составом, не отражающим лучи электрической дуги. Высота щита около 2 м.

Кабина. Если габаритные размеры и вес свариваемых деталей позволяет производить работы на столах, то рабочие столы следует располагать в кабинах. Примерная схема планировки рабочего места при сварке деталей в кабине показана на рис. 3. Свободная площадь кабины равна 3 - 4 м2.

при сварке деталей в кабине
1 - кабина; 2 - место для деталей; 3 - стул сварщика;
4 - рабочий стол; 5 - регулятор тока; 6 - место
для сваренных деталей
Низ края стенки кабины для свободного притока воздуха должен быть расположен на 250 мм выше пола. Вход в кабину загораживается щитом или брезентом. Пол кабины рекомендуется делать на бетонном основании, а стены кабины окрашивать огнестойкой матовой краской в серый, голубой или желтый цвет.
Щиток, шлем или маска служат для защиты глаз и лица сварщика от лучей электрической дуги и брызг расплавленного металла. Сварщик должен иметь комплект исправного инструмента:
электрододержатель типа ЭД-2;
пневматическое зубило для подрубки корня шва и зачистки околошовной зоны от брызг наплавленного металла;
газовый или воздушно-дуговой строгач для строжки корня шва;
пневматические машинки УПРЩ-1 (с наждачным кругом или стальными щетками) для зачистки кромок под сварку и зачистки сварных швов;
пневматические молотки МЗС для отбивки шлака;
щетки ручные стальные для зачистки кромок под сварку и зачистки сварных швов.
Из приспособлений на рабочем месте должны быть:
прижимы (стационарные, винтовые, пневмоприжимные, эксцентриковые) для крепления деталей при сварке;
струбцины (съемные, откидные, односторонние и двусторонние) для крепления деталей при сварке;
барашки, ручные тиски для крепления деталей;
скобы для обжатия деталей при сварке;
гребенки для крепления кромок листов под сварку.
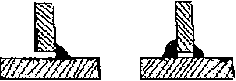
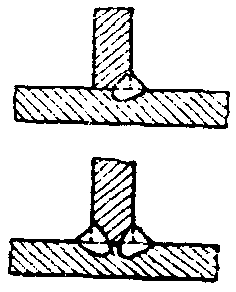
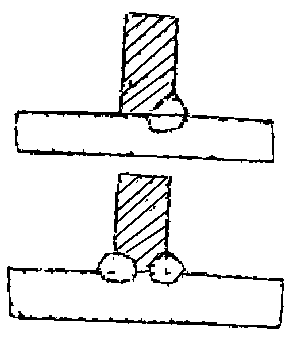
Шланговыми полуавтоматами ПДШ-500, ПШ-5 и наклонным электродом автомата АСУ целесообразно пользоваться для сварки угловых швов (рис. 4, 5).

Рис. 4. Сварка угловых швов шланговым
переносным полуавтоматом

Варианты установки переносного автомата с направляющими при сварке полотнищ швов показаны на рис. 6.

Рис. 6. Сварка полотнищ переносным автоматом
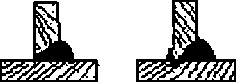
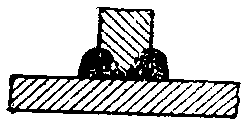
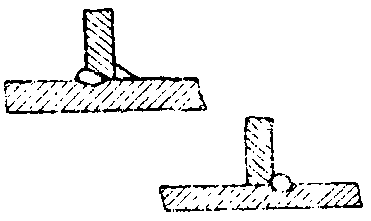
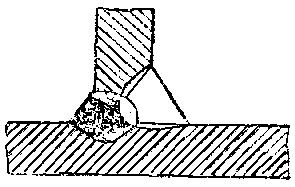
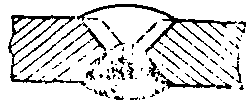
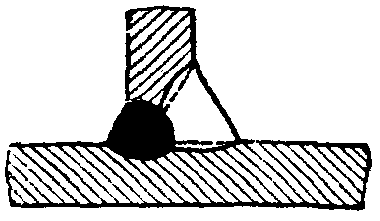
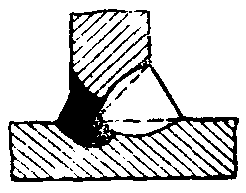
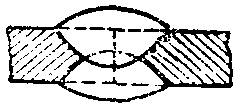
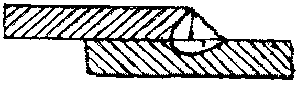
Автомат АДС-1000 рекомендуется использовать для сварки балок Т-образного сечения, собранных в сборочных кондукторах на прихватках (рис. 7).

Рис. 7. Сварка угловых швов Т-образного сечения
переносным автоматом
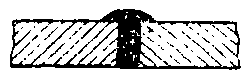
Применение переносного автомата при автоматической сварке основных продольных швов корпусной аппаратуры показано на рис. 8.

Рис. 8. Сварка продольных внутренних швов
корпусной аппаратуры переносным автоматом
Поворот консольной траверсы, подъем и опускание несущей конструкции сварочной установки отражены на рис. 9 при сварке кольцевых швов переносным автоматом.

Рис. 9. Сварка кольцевых швов переносным автоматом
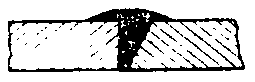
Применение подвижной оснастки стационарного автомата при сварке продольных швов обечаек показана на рис. 10.

Рис. 10. Сварка продольных швов стационарным автоматом
Применение стационарных автоматов при сварке кольцевых швов трубопроводов и корпусной аппаратуры показано на рис. 11.

Рис. 11. Сварка кольцевых швов трубопроводов и корпусной
аппаратуры стационарным автоматом
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА 1 ПОГ. М
ШВА СВАРНЫХ СОЕДИНЕНИЙ
(ручная, автоматическая и полуавтоматическая сварка)
НА 1 ПОГ. М ШВА СВАРНЫХ СОЕДИНЕНИЙ
Ручная сварка | ||
Положение шва нижнее | Карта 1 | |
 | Индекс шва С2; С3 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
Швы односторонние | ||
1 | 4,6 | - |
2 | 4,2 | - |
3 | 7,1 | - |
4 | 10,8 | 4,2 |
5 | 9,5 | 4,4 |
6 | 8,4 | 3,9 |
Швы двусторонние | ||
3 | 4,4 | - |
4 | 4,5 | 2,7 |
5 | 4,7 | 2,8 |
6 | 4,9 | 2,8 |
7 | 5,1 | 2,9 |
8 | 5,3 | 3,1 |
Примечание. Для швов двусторонних (С2) время дано на сварку с одной стороны шва, время на сварку шва с другой стороны брать по этой же карте с учетом коэффициента на положение шва в пространстве.
Ручная сварка | ||
Положение шва нижнее | Карта 2 | |
 | Индекс шва С5; С6 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
3 | 13,2 | 6,6 |
4 | 10,3 | 4,4 |
6 | 13,4 | 6,1 |
8 | 20,0 | 9,2 |
10 | 25,0 | 11,2 |
12 | 33,0 | 14,3 |
14 | 42,0 | 17,4 |
16 | 50,0 | 26,5 |
18 | 62,0 | 26,5 |
20 | 72,0 | 31,6 |
22 | 85,0 | 36,7 |
24 | 96,0 | 41,8 |
26 | 108,0 | 48,0 |
Примечание. Для швов двусторонних (С5) время дано на сварку с одной стороны шва. Для подварки с другой стороны следует прибавлять время по карте 12 в зависимости от способа разделки корня шва.
Ручная сварка | ||
Положение шва нижнее | Карта 3 | |
 | Индекс шва С8; С9 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
3 | 13,2 | 6,6 |
5 | 11,5 | 5,1 |
6 | 15,0 | 6,1 |
8 | 16,7 | 8,2 |
10 | 23,0 | 11,2 |
12 | 30,0 | 14,3 |
14 | 37,0 | 17,4 |
16 | 47,0 | 21,4 |
18 | 57,0 | 25,5 |
20 | 66,0 | 29,6 |
22 | 80,0 | 34,7 |
24 | 92,0 | 41,9 |
26 | 104,0 | 47,0 |
Примечание. Для швов двусторонних (С8) время дано на сварку с одной стороны шва. Для подварки с другой стороны следует прибавлять время по карте 12 в зависимости от способа разделки корня шва.
Ручная сварка | ||
Положение шва нижнее | Карта 4 | |
 | Индекс шва С11 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
20 | 56 | 27 |
22 | 62 | 29 |
24 | 70 | 33 |
26 | 78 | 37 |
28 | 86 | 40 |
30 | 97 | 45 |
32 | 106 | 49 |
34 | 112 | 52 |
36 | 122 | 56 |
38 | 133 | 61 |
40 | 148 | 65 |
42 | 152 | 69 |
44 | 164 | 75 |
46 | 175 | 80 |
48 | 186 | 85 |
50 | 195 | 89 |
52 | 207 | 94 |
54 | 221 | 100 |
56 | 230 | 105 |
58 | 244 | 111 |
60 | 257 | 118 |
Примечание. Время дано на сварку с одной стороны шва. Для подварки с другой стороны следует прибавлять время по карте 12 в зависимости от способа разделки корня шва.
Ручная сварка | ||
Положение шва нижнее | Карта 5 | |
 | Индекс шва С12 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
20 | 31 | 14,3 |
22 | 35 | 16,4 |
24 | 38 | 17,4 |
26 | 42 | 20,4 |
28 | 46 | 21,5 |
30 | 52 | 23,5 |
32 | 56 | 26,6 |
34 | 60 | 28,6 |
36 | 65 | 31,0 |
38 | 71 | 33,0 |
40 | 76 | 35,0 |
42 | 80 | 37,0 |
44 | 85 | 39,0 |
46 | 92 | 42,0 |
48 | 97 | 45,0 |
50 | 101 | 46,0 |
52 | 107 | 50,0 |
54 | 113 | 52,0 |
56 | 119 | 55,0 |
58 | 126 | 57,0 |
60 | 133 | 61,0 |
Примечание. Время дано на сварку с одной стороны шва. Для подварки с другой стороны следует прибавлять время по карте 12 в зависимости от способа разделки корня шва.
Ручная сварка | ||
Положение шва нижнее | Карта 6 | |
 | Индекс шва С13 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
12 | 13,3 | 6,1 |
14 | 15,3 | 7,2 |
16 | 19,4 | 9,2 |
18 | 22,5 | 10,2 |
20 | 25,5 | 11,2 |
22 | 29,6 | 12,3 |
24 | 33,7 | 15,3 |
26 | 37,8 | 16,3 |
28 | 42,0 | 19,4 |
30 | 46,0 | 21,4 |
32 | 51,0 | 23,5 |
34 | 55,0 | 24,5 |
36 | 61,0 | 27,6 |
38 | 67,0 | 29,6 |
40 | 72,0 | 33,7 |
Примечание. Время дано на сварку с одной стороны шва, время на сварку шва с другой стороны брать по этой же карте с учетом коэффициента на положение шва в пространстве.
Ручная сварка | ||
Положение шва нижнее | Карта 7 | |
 | Индекс шва С15 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
12 | 13,3 | 4,5 |
14 | 15,3 | 5,4 |
16 | 17,4 | 6,4 |
18 | 21,4 | 9,2 |
20 | 25,5 | 10,2 |
22 | 29,6 | 12,3 |
24 | 33,7 | 14,3 |
26 | 36,7 | 15,3 |
28 | 41,8 | 17,4 |
30 | 45,0 | 19,4 |
32 | 50,0 | 20,4 |
34 | 55,0 | 24,5 |
36 | 60,0 | 26,6 |
38 | 65,0 | 28,6 |
40 | 73,0 | 31,6 |
42 | 78,0 | 34,7 |
44 | 86,0 | 38,0 |
46 | 91,0 | 40,0 |
48 | 100,0 | 44,0 |
50 | 108,0 | 47,0 |
52 | 112,0 | 50,0 |
54 | 120,0 | 53,0 |
56 | 129,0 | 57,0 |
58 | 138,0 | 61,0 |
60 | 141,0 | 65,0 |
Примечание. Время дано на сварку с одной стороны шва, время на сварку шва с другой стороны брать по этой же карте с учетом коэффициента на положение шва в пространстве.
Ручная сварка | ||
Положение шва нижнее | Карта 8 | |
 | Индекс шва С17 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
30 | 49 | 23 |
32 | 53 | 25 |
34 | 57 | 27 |
36 | 59 | 28 |
38 | 63 | 29 |
40 | 68 | 32 |
42 | 73 | 34 |
44 | 79 | 36 |
46 | 84 | 38 |
48 | 88 | 40 |
50 | 93 | 43 |
52 | 93 | 43 |
54 | 98 | 44 |
56 | 103 | 46 |
58 | 108 | 49 |
60 | 112 | 51 |
Примечание. Время дано на сварку с одной стороны шва, время на сварку шва с другой стороны брать по этой же карте с учетом коэффициента на положение шва в пространстве.
Ручная сварка | ||
Положение шва нижнее | Карта 9 | |
 | Индекс шва Т1; Т4 | |
Катет шва, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
3 | 9,7 | 2,8 |
4 | 7,6 | 5,6 |
5 | 8,0 | 3,4 |
6 | 8,9 | 4,1 |
8 | 13,8 | 6,1 |
10 | 18,7 | 8,2 |
12 | 26,0 | 11,2 |
14 | 32,0 | 14,3 |
16 | 40,0 | 17,3 |
18 | 48,0 | 20,4 |
20 | 57,0 | 25,0 |
Примечание. Время дано на сварку с одной стороны шва, время на сварку шва с другой стороны брать по этой же карте с учетом коэффициента на положение шва в пространстве.
Ручная сварка | ||
Положение шва нижнее | Карта 10 | |
 | Индекс шва Т8; Т9 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
6 | 19,4 | 8,2 |
8 | 21,4 | 10,2 |
10 | 29 | 13,3 |
12 | 40 | 17,4 |
14 | 47 | 20,4 |
16 | 56 | 26 |
18 | 75 | 33 |
20 | 87 | 39 |
22 | 100 | 45 |
24 | 113 | 51 |
26 | 129 | 57 |
Примечание. Для швов двусторонних (Т8) время дано на сварку с одной стороны шва. Для подварки с другой стороны следует прибавлять время по карте 13.
Ручная сварка | ||
Положение шва нижнее | Карта 11 | |
 | Индекс шва Т10 | |
Толщина металла, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
12 | 15,3 | 6,2 |
14 | 18,4 | 8,2 |
16 | 21,4 | 11,2 |
18 | 32 | 13,3 |
20 | 35 | 16,3 |
22 | 40 | 18,4 |
24 | 46 | 19,4 |
26 | 52 | 23,5 |
28 | 58 | 26 |
30 | 63 | 29 |
32 | 71 | 32 |
34 | 79 | 35 |
36 | 99 | 44 |
38 | 107 | 49 |
40 | 115 | 51 |
42 | 126 | 56 |
44 | 133 | 59 |
46 | 141 | 63 |
48 | 164 | 75 |
50 | 174 | 80 |
52 | 199 | 89 |
54 | 210 | 94 |
56 | 222 | 100 |
58 | 234 | 106 |
60 | 247 | 111 |
Примечание. Время дано на сварку с одной стороны шва, время на сварку с другой стороны брать по этой же карте с учетом коэффициента на положение шва в пространстве.
Подварка | Ручная сварка | |
Карта 12 | ||
Глубина подварки, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
Без подрубки корня шва | ||
3 | 5,9 | 2,9 |
4 | 6,4 | 3,2 |
5 | 7,0 | 3,3 |
При разделке корня шва воздушно-дуговой строжкой | ||
3 | 4,9 | 3,2 |
4 | 6,1 | 3,8 |
5 | 7,5 | 3,6 |
При разделке корня шва воздушно-дуговой строжкой | ||
3 | 5,9 | 3,7 |
4 | 8,2 | 4,8 |
5 | 12,0 | 5,4 |
Подварка | Ручная сварка | |
Карта 13 | ||
Глубина подварки, мм | Марка электрода | |
УОНИ-13 | ОЗС-3 | |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||
Без подрубки корня шва | ||
3 | 4,8 | 2,4 |
При подрубке корня шва пневматическим инструментом | ||
3 | 5,7 | 2,6 |
4 | 6,0 | 2,8 |
5 | 6,3 | 2,5 |
Автоматическая сварка | |||||
Карта 14, лист 1 | |||||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток переменный | ||
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||||
стационарная установка | переносный автомат | стационарная установка | переносный автомат | ||
Швы стыковых соединений без скоса кромок, двусторонние А-С2 | 2 | 4,1 | 4,2 | - | - |
3 | 3,7 | 3,8 | - | - | |
4 - 5 | 4,1 | 4,2 | 3,9 | 4,0 | |
 | 6 | - | - | 4,5 | 4,6 |
8 - 12 | - | - | 5,2 | 5,4 | |
24 - 20 | - | - | 5,7 | 5,8 | |
Швы стыковых соединений без скоса кромок, двусторонние на флюсовой подушке Аф-С2 | 2 | 4,3 | 4,4 | - | - |
3 - 6 | 4,2 | 4,3 | - | - | |
7 - 14 | 5,5 | 5,6 | 6,0 | 6,5 | |
 | 16 - 20 | 7,2 | 7,3 | - | - |
16 - 22 | - | - | 6,6 | 6.7 | |
30 | - | - | 18,2 | 19,3 | |
40 | - | - | 28,0 | 29,0 | |
50 | - | - | 45,0 | 46,0 | |
Швы стыковых соединений без скоса кромок, двусторонние с ручной сваркой с другой стороны Ар-С2 | 2 | 2,1 | 2,2 | - | - |
3 | 1,9 | 2,0 | - | - | |
4 | 2,1 | 2,2 | - | - | |
5 | 2,3 | 2,4 | - | - | |
 | 4 - 5 | - | - | 2,1 | 2,2 |
6 | - | - | 2,2 | 2,3 | |
8 - 10 | - | - | 2,3 | 2,4 | |
12 | - | - | 2,8 | 2,9 | |
ШВЫ СТЫКОВЫХ СОЕДИНЕНИЙ | Автоматическая сварка | ||||
Карта 14, лист 2 | |||||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток переменный | ||
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||||
стационарная установка | переносный автомат | стационарная установка | переносный автомат | ||
Швы стыковых соединений без скоса кромок, односторонние на флюсовой подушке и флюса-медной подкладке Аф-С3, АМ-С3 | 2 | 2,8 | 2,9 | - | - |
3 | 2,2 | 2,3 | - | - | |
4 | 2,3 | 2,4 | - | - | |
5 | - | - | 2,6 | 2,7 | |
 | 6 | - | - | 2,6 | 2,7 |
5 - 6 | 2,6 | 2,7 | - | - | |
7 | - | - | 2,6 | 2,7 | |
8 - 10 | 7,1 | 7,3 | 6,5 | 6,6 | |
Швы стыковых соединений V-образные со скосом двух кромок, двусторонние А-С8 | 14 - 18 | - | - | 6,3 | 6,5 |
20 - 24 | - | - | 9,3 | 9,6 | |
 | |||||
Швы стыковых соединений V-образные со скосом двух кромок, двусторонние с двусторонней ручной подваркой корня шва Арр-С8 | 14 - 18 | - | - | 6,1 | 6,2 |
20 - 24 | - | - | 10,2 | 10,4 | |
26 - 30 | - | - | 13,9 | 14,2 | |
 | |||||
ШВЫ СТЫКОВЫХ СОЕДИНЕНИЙ | Автоматическая сварка | ||||
Карта 14, лист 3 | |||||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток переменный | ||
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||||
стационарная установка | переносный автомат | стационарная установка | переносный автомат | ||
Швы стыковых соединений V-образные со скосом двух кромок, двусторонние с ручной сваркой с другой стороны Ар-С8 | 5 | - | - | 2 | -2,1 |
6 - 8 | - | - | 2,6 | 2,7 | |
10 - 14 | - | - | 2,6 | 2,7 | |
 | |||||
Швы стыковых соединений X-образные с двумя симметричными скосами двух кромок, двусторонние А-С15 | 20 - 22 | - | - | 5,2 | 5,3 |
24 - 28 | - | - | 5,7 | 5,8 | |
30 - 38 | - | - | 13 | 13,2 | |
40 - 44 | - | - | 20,4 | 21 | |
 | 46 - 50 | - | - | 27 | 28 |
52 - 56 | - | - | 38 | 39 | |
58 - 60 | - | - | 51 | 52 | |
Швы стыковых соединений X-образные с двумя несимметричными скосами двух кромок, двусторонние ручной сваркой с другой стороны Ар-С16 | 20 - 22 | - | - | 6,5 | 6,5 |
24 - 28 | - | - | 10,2 | 10,4 | |
30 - 32 | - | - | 13,8 | 14,2 | |
34 - 36 | - | - | 19,2 | 19,4 | |
 | 38 - 40 | - | - | 23 | 24 |
42 - 44 | - | - | 27 | 28 | |
46 | - | - | 31 | 32 | |
48 | - | - | 34 | 35 | |
50 | - | - | 39 | 40 | |
52 - 56 | - | - | 48 | 49 | |
58 - 60 | - | - | 61 | 62 | |
ШВЫ ТАВРОВЫХ СОЕДИНЕНИЙ | Автоматическая сварка | ||||
Карта 14, лист 4 | |||||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток переменный | ||
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||||
стационарная установка | переносный автомат | стационарная установка | переносный автомат | ||
Швы тавровых соединений без скоса кромок, односторонние и двусторонние сплошные (сварка наклонным электродом) А-Т1, А-Т4 | 3 | 2,3 | 2,4 | - | - |
4 | - | - | 3,1 | 3,2 | |
5 | - | - | 2,2 | 2,3 | |
4 - 6 | 2,5 | 2,6 | - | - | |
6 - 8 | - | - | 2,2 | 2,3 | |
 | 7 - 8 | 2,7 | 2,6 | - | - |
10 - 12 | 8,2 | 8,4 | 5,6 | 5,7 | |
14 | 9.5 | 9,7 | 6,2 | 6,3 | |
16 | 14,7 | 14,9 | 9,6 | 9,9 | |
18 | 19,8 | 20 | 13,1 | 13,3 | |
Швы тавровых соединений со скосом одной кромки, двусторонние с ручной подваркой Ар-Т8 | 10 - 14 | 9,5 | 9,8 | - | - |
10 - 18 | - | - | 6,6 | 6,8 | |
16 - 18 | 12,6 | 12,9 | - | - | |
 | 20 | 19,8 | 20,2 | - | - |
22 | 25 | 25,4 | - | - | |
20 - 24 | - | - | 13,9 | 14,3 | |
24 | 26,5 | 27 | - | - | |
ШВЫ ТАВРОВЫХ СОЕДИНЕНИЙ | Автоматическая сварка | ||||
Карта 14, лист 5 | |||||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток переменный | ||
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||||
стационарная установка | переносный автомат - | стационарная установка | переносный автомат | ||
Швы тавровых соединений со скосом одной кромки, двусторонние А-Т10 | 16 - 18 | - | - | 5,9 | 6 |
20 - 28 | - | - | 6,3 | 6,4 | |
 | 30 - 34 | - | - | 14,1 | 14,4 |
36 - 40 | - | - | 15 | 15,3 | |
Примечание. Для швов А-Т1, А-Т4 время карты дано на сварку с одной стороны шва, время на сварку швов Т1, Т2, Т3 с другой стороны брать по этой же карте.
Полуавтоматическая сварка | |||
Карта 15, лист 1 | |||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток переменный |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||
Швы стыковых соединений без скоса кромок, двусторонние П-С2 | 2 | 4,9 | - |
3 - 4 | 5,5 | - | |
 | 3 - 5 | - | 5,6 |
5 - 8 | 6,0 | - | |
6 - 10 | - | 6,0 | |
10 - 14 | 6,7 | - | |
12 - 14 | - | 6,7 | |
16 - 18 | 7,5 | 6,9 | |
20 | 7,9 | 7,5 | |
Швы стыковых соединений без скоса кромок, двусторонние с ручной сваркой с другой стороны Пр-С2 | 2 | 2,7 | - |
3 | 3,4 | - | |
 | 3 - 5 | - | 3,0 |
4 - 5 | 3,4 | - | |
Швы стыковых соединений V-образные со скосом двух кромок, двусторонние П-С8 | 14 | - | 7,7 |
14 - 16 | - | - | |
 | 16 - 18 | 8,3 | |
18 | - | ||
20 | 13,3 | ||
22 - 24 | 14,4 | ||
Швы стыковых соединений V-образные со скосом двух кромок, двусторонние с двусторонней ручной подваркой корня шва Прр-С8 | 14 - 18 | 13,2 | 11,7 |
20 - 30 | 17,8 | 17,8 | |
 | |||
ШВЫ СТЫКОВЫХ СОЕДИНЕНИЙ | Полуавтоматическая сварка | ||
Карта 15, лист 2 | |||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток переменный |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||
Швы стыковых соединений V-образные со скосом двух кромок, двусторонние с ручной сваркой с другой стороны Пр-С8 | 5 - 6 | 7,6 | 6,4 |
8 - 18 | 8,5 | 7,6 | |
 | 20 | 13,2 | 11,8 |
Швы стыковых соединений X-образные с двумя симметричными скосами двух кромок, двусторонние П-С15 | 20 - 22 | 7,7 | 7,7 |
24 - 28 | 17,0 | - | |
 | 24 - 34 | - | 17,0 |
30 - 32 | 18,5 | - | |
34 - 40 | 28,5 | - | |
36 - 42 | - | 26,2 | |
42 - 46 | 39,0 | - | |
44 - 48 | - | 41,0 | |
48 - 50 | 48,0 | - | |
50 | - | 52,5 | |
52 - 56 | 63,0 | 67,0 | |
58 - 60 | 85,0 | 95,0 | |
Швы стыковых соединений X-образные с двумя несимметричными скосами двух кромок, двусторонние с ручной сваркой с другой стороны Пр-С16 | 20 - 22 | 13,2 | 13.5 |
24 - 32 | 17,8 | - | |
24 - 34 | - | 19,2 | |
 | 34 - 40 | 26,3 | - |
36 - 42 | - | 31,0 | |
42 - 46 | 39,0 | - | |
44 - 48 | - | 42,0 | |
48 - 50 | 49,2 | - | |
52 - 54 | 54,6 | - | |
50 - 60 | - | 52,5 | |
56 - 60 | 60,0 | - | |
ШВЫ ТАВРОВЫХ СОЕДИНЕНИЙ | Полуавтоматическая сварка | |||
Карта 15, лист 3 | ||||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток постоянный, полярность прямая | Ток переменный |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||||
Швы тавровых соединений без скоса кромок, односторонние и двусторонние П-Т1; П-Т4 | 3 | 4,1 | - | - |
 | 3 | 3,6 | - | - |
3 | 3,0 | - | - | |
4 | 3,6 | - | - | |
3 - 4 | 2,5 | 2,8 | 3,0 | |
5 - 6 | 3,6 | - | 3,6 | |
5 - 8 | - | 2,9 | - | |
7 | 4,1 | - | - | |
8 | - | - | 4,1 | |
8 - 10 | 4,8 | - | 4,8 | |
10 | - | - | - | |
12 | 8,7 | - | - | |
14 - 16 | 10,1 | - | - | |
18 | 12,4 | - | - | |
ШВЫ ТАВРОВЫХ СОЕДИНЕНИЙ | Полуавтоматическая сварка | |||
Карта 15, лист 4 | ||||
Наименование и индекс шва | Толщина металла, мм | Ток постоянный, полярность обратная | Ток постоянный, полярность прямая | Ток переменный |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | ||||
Швы тавровых соединений с двумя скосами одной кромки, двусторонние с ручной подваркой ПР-Т8 | 10 - 12 | 8,8 | - | - |
14 | 10,2 | - | - | |
 | 16 - 18 | 15,6 | - | - |
20 | 22,0 | - | - | |
22 - 24 | 28,0 | - | - | |
Швы тавровых соединений с двумя скосами одной кромки, двусторонние с ручной сваркой с другой стороны ПР-Т11 | 20 | 10,5 | - | - |
22 | 13,6 | - | - | |
 | 24 - 26 | 15,8 | - | - |
28 - 32 | 22 | - | - | |
34 - 36 | 30,4 | - | - | |
38 - 40 | 41 | - | - | |
Примечание. Для швов П-Т1, П-Т4 время карты дано на сварку с одной стороны шва, время на сварку швов Т1, Т2, Т3 с другой стороны брать по этой же карте.
Полуавтоматическая сварка порошковой проволокой | |||
Карта 16 | |||
Наименование и индекс шва | Толщина металла, мм | Порошковая проволока ПП-Ан1 | Порошковая проволока ПП-Ан2 |
Неполное штучно-калькуляционное время на 1 пог. м, мин. | |||
Швы стыковых соединений без скоса кромок, двусторонние П-С2 | 2 - 3 | 8,8 | 6,9 |
 | 5 - 6 | 9,3 | 7,4 |
8 - 10 | 9,9 | 8,1 | |
12 - 16 | 10,4 | 8,8 | |
18 - 20 | 11,5 | 9,7 | |
Швы тавровых соединений без скоса кромок, односторонние и двусторонние П-Т1, П-Т4 | 3 - 4 | 4,4 | 3,5 |
5 - 6 | 4,7 | 3,8 | |
 | 8 - 10 | 5,0 | 4,1 |
12 | 10,4 | 8,7 | |
14 - 16 | 10,9 | 9,4 | |
18 | 11,7 | 10,4 | |
Примечание. Для швов П-Т1, П-Т4 время карты дано на сварку с одной стороны шва, время на сварку швов Т1, Т2, Т3 с другой стороны брать по этой же карте.
НА 1 ПОГ. М ШВА
(ручная и автоматическая сварка труб)
Сварка труб | Ручная сварка | |
Карта 17, лист 1 | ||
Электроды УОНИ-13 | ||
Наименование и индекс шва | Толщина металла, мм | Неполное штучно-калькуляционное время на 1 пог. м, мин. |
Швы стыковых соединений без скоса кромок, односторонние, поворотные С-3 | 2 | 4,9 |
2,5 | 5,6 | |
 | ||
Швы стыковых соединений со скосом одной кромки, односторонние, поворотные С-6 | 3 | 20,4 |
3,5 | 25,0 | |
 | 4 | 19,5 |
5 | 26 | |
6 | 33 | |
7 | 27 | |
8 | 34 | |
9 | 39 | |
10 | 48 | |
11 | 53 | |
12 | 60 | |
14 | 73 | |
16 | 97 | |
18 | 128 | |
20 | 138 | |
Швы стыковых соединений со скосом одной кромки, односторонние с подкладкой, поворотные С-7 | 2 | 13,3 |
2,5 | 15,3 | |
 | 3 | 17,4 |
3,5 | 19,4 | |
4 | 21,5 | |
5 | 28 | |
6 | 21,5 | |
7 | 27 | |
8 | 39 | |
9 | 43 | |
10 | 46 | |
11 | 52 | |
12 | 58 | |
14 | 71 | |
16 | 70 | |
18 | 86 | |
20 | 91 | |
ШВЫ СТЫКОВЫХ СОЕДИНЕНИЙ Сварка труб | Ручная сварка | |
Карта 17, лист 2 | ||
Наименование и индекс шва | Толщина металла, мм | Неполное штучно-калькуляционное время на 1 пог. м, мин. |
Швы стыковых соединений со скосом двух кромок, односторонние, поворотные С-9 | 3 | 20,4 |
3,5 | 22,4 | |
 | 4 | 15,3 |
5 | 20,4 | |
6 | 25,0 | |
7 | 32,0 | |
8 | 32,0 | |
9 | 36,0 | |
10 | 46,0 | |
11 | 50,0 | |
12 | 63,0 | |
14 | 77,0 | |
16 | 93,0 | |
18 | 113,0 | |
20 | 137,0 | |
Швы стыковых соединений со скосом двух кромок, односторонние с подкладкой, поворотные С-10 | 2 | 12,3 |
2,5 | 14,3 | |
 | 3 | 16,3 |
3,5 | 18,4 | |
4 | 20,4 | |
5 | 25,0 | |
6 | 26,0 | |
7 | 27,0 | |
8 | 32,0 | |
9 | 40,0 | |
10 | 43,0 | |
11 | 49,0 | |
12 | 55,0 | |
14 | 68,0 | |
16 | 72,0 | |
18 | 78,0 | |
20 | 94,0 | |
Швы стыковых соединений со скосом двух кромок, односторонние на плавящейся вставке, поворотные С-10в | 2 | 10,2 |
2,5 | 12,3 | |
 | 3 | 13,3 |
3,5 | 17,4 | |
4 | 17,4 | |
5 | 21,4 | |
6 | 19,4 | |
7 | 22,4 | |
8 | 25,0 | |
9 | 31,0 | |
10 | 38,0 | |
11 | 42,0 | |
12 | 50,0 | |
14 | 62,0 | |
16 | 75,0 | |
18 | 91,0 | |
20 | 108,0 | |
Сварка фланцев с трубами | Ручная сварка | |
Карта 18 | ||
Наименование и индекс шва | Толщина металла, мм | Неполное штучно-калькуляционное время на 1 пог. м, мин. |
Швы стыковых соединений со скосом двух кромок, односторонние с подкладкой, поворотные С-10б | 2,0 | 12,3 |
2,5 | 13,3 | |
 | 3 | 17,3 |
3,5 | 17,3 | |
4 | 20,4 | |
5 | 25,0 | |
6 | 26,4 | |
7 | 27,0 | |
8 | 31,0 | |
9 | 36,0 | |
10 | 43,0 | |
11 | 48,0 | |
12 | 54,0 | |
14 | 54,0 | |
16 | 65,0 | |
18 | 78,0 | |
20 | 93,0 | |
Швы стыковых соединений с двумя несимметричными скосами двух кромок, двусторонние, поворотные, С-16а | 3 | 18,4 |
3,5 | 19,4 | |
 | 4 | 19,4 |
5 | 24,0 | |
6 | 27,0 | |
7 | 25,0 | |
8 | 27 | |
9 | 30 | |
10 | 38 | |
11 | 42 | |
12 | 46 | |
14 | 55 | |
16 | 65 | |
18 | 79 | |
20 | 94 | |
Примечание. Время карты для шва С-16а дано на сварку с двух сторон.
Сварка отростков с трубами | Ручная сварка | |
Карта 19 | ||
Наименование и индекс шва | Толщина металла, мм | Неполное штучно-калькуляционное время на 1 пог. м, мин. |
Швы угловых соединений со скосом одной кромки, односторонние, поворотные У-15 | 4 | 13,3 |
5 | 11,3 | |
 | 6 | 14,3 |
7 | 21,4 | |
8 | 25 | |
9 | 29 | |
10 | 35 | |
11 | 40 | |
12 | 47 | |
13 | 54 | |
14 | 61 | |
15 | 65 | |
16 | 62 | |
17 | 68 | |
18 | 73 | |
19 | 79 | |
20 | 85 | |
Сварка штуцеров и ниппелей с трубами | Ручная сварка | |
Карта 20 | ||
Наименование и индекс шва | Катет шва, мм | Неполное штучно-калькуляционное время на 1 пог. м, мин. |
Швы тавровых соединений со скосом одной кромки, односторонние, поворотные Н-15 | 2 | 4, 1 |
4 | 11,2 | |
 | 6 | 16,3 |
8 | 22,4 | |
10 | 34 | |
12 | 46 | |
14 | 52 | |
16 | 64 | |
18 | 82 | |
20 | 102 | |
Сварка труб | Автоматическая сварка | |
Карта 21, лист 1 | ||
Наименование и индекс шва | Толщина металла, мм | Неполное штучно-калькуляционное время на 1 пог. м, мин. |
Швы стыковых соединений без скоса кромок, односторонние Тр-1 | 2 - 3,5 | 2,1 |
 | ||
Швы стыковых соединений V-образные со скосом двух кромок, односторонние Тр-2 | 3 | 2,15 |
5 | 2,3 | |
 | 6 | 2,4 |
Швы стыковых соединений V-образные со скосом двух кромок, односторонние с подкладкой Тр-3 | 7 - 10 | 5,8 |
12 - 14 | 6,1 | |
 | 16 - 18 | 6,5 |
Швы стыковых соединений V-образные с криволинейным скосом двух кромок, односторонние Тр-5 | 15 - 18 | 6,1 |
20 - 22 | 9,6 | |
 | 24 - 26 | 10,2 |
28 - 32 | 13,8 | |
34 - 36 | 15,2 | |
38 - 40 | 16,0 | |
ШВЫ СТЫКОВЫХ И ТАВРОВЫХ СОЕДИНЕНИЙ Сварка труб | Автоматическая сварка | |
Карта 21, лист 2 | ||
Наименование и индекс шва | Толщина металла, мм | Неполное штучно-калькуляционное время на 1 пог. м, мин. |
Швы тавровых соединений без скоса кромок, двусторонние Н-14 | 4 | 2,5 |
6 | 2,7 | |
 | 8 | 6,6 |
10 - 12 | 8,9 | |
14 - 18 | 9,5 | |
20 - 22 | 14,5 | |
Примечание. Для шва Н-14 время дано на сварку с одной стороны шва.
Сварка поворотных труб | Автоматическая сварка | ||||||||||||||||||
Карта 22, лист 1 | |||||||||||||||||||
 | |||||||||||||||||||
Нейтральный диаметр трубы, мм | Индекс шва | ||||||||||||||||||
Тр-1 | Тр-2 | Тр-3 | Тр-5 | Н-14 | |||||||||||||||
Толщина стенки, мм | |||||||||||||||||||
2 - 3,5 | 3 | 5 | 6 | 7 - 10 | 12 - 14 | 16 - 18 | 15 - 18 | 20 - 22 | 24 - 26 | 28 - 32 | 34 - 36 | 38 - 40 | 4 | 6 | 8 | 10 - 12 | 14 - 18 | 20 - 22 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
30 | 0,27 | 0,25 | 0,27 | 0,29 | 0,68 | 0,89 | 0,95 | 0,89 | 1,13 | 1,19 | 1,64 | 1,79 | 1,90 | 0,29 | 0,31 | 0,78 | 1,05 | 1,11 | 1,70 |
40 | 0,31 | 0,33 | 0,35 | 0,37 | 0,87 | 0,92 | 0,99 | 0,92 | 1,44 | 1,54 | 2,08 | 2,30 | 2,42 | 0,38 | 0,41 | 1,00 | 1,29 | 1,44 | 2,18 |
50 | 0,42 | 0,43 | 0,46 | 0,48 | 1,06 | 1,22 | 1,30 | 1,22 | 1,24 | 2,02 | 2,80 | 3,06 | 3,20 | 0,51 | 0,54 | 1,31 | 1,78 | 1,90 | 2,90 |
60 | 0,505 | 0,51 | 0,55 | 0,58 | 1,38 | 1,45 | 1,56 | 1,45 | 2,28 | 2,40 | 3,30 | 3,64 | 3,80 | 0,61 | 0,64 | 1,57 | 2,18 | 2,22 | 3,40 |
70 | 0,59 | 0,60 | 0,64 | 0,67 | 1,59 | 1,68 | 1,78 | 1,68 | 2,64 | 2,80 | 3,82 | 4,20 | 4,45 | 0,70 | 0,75 | 1,84 | 2,42 | 2,62 | 3,92 |
80 | 0,66 | 0,67 | 0,72 | 0,75 | 1,82 | 1,92 | 2,04 | 1,92 | 3,00 | 3,20 | 4,35 | 4,58 | 5,0 | 0,79 | 0,86 | 2,08 | 2,80 | 3,00 | 4,55 |
90 | 0,67 | 0,70 | 0,75 | 0,78 | 1,86 | 1,97 | 2,10 | 1,97 | 3,08 | 3,28 | 4,45 | 4,90 | 5,15 | 0,81 | 0,87 | 2,14 | 2,88 | 3,08 | 4,65 |
100 | 0,75 | 0,77 | 0,82 | 0,86 | 2,03 | 2,16 | 2,32 | 2,16 | 3,40 | 3,60 | 4,95 | 5,40 | 5,70 | 0,90 | 0,97 | 2,36 | 3,20 | 3,40 | 5,15 |
110 | 0,82 | 0,84 | 0,90 | 0,95 | 2,26 | 2,40 | 2,56 | 2,35 | 3,76 | 4,00 | 5,40 | 6,10 | 6,30 | 0,99 | 1,07 | 2,60 | 3,50 | 3,72 | 5,65 |
120 | 0,89 | 0,91 | 0,99 | 1,03 | 2,46 | 2,58 | 2,78 | 2,58 | 4,05 | 4,30 | 5,90 | 6,45 | 6,80 | 1,07 | 1,15 | 2,80 | 3,80 | 4,05 | 6,15 |
ШВЫ СТЫКОВЫХ И ТАВРОВЫХ СОЕДИНЕНИЙ Сварка поворотных труб | Автоматическая сварка | ||||||||||||||||||
Карта 22, лист 2 | |||||||||||||||||||
Нейтральный диаметр трубы, мм | Индекс шва | ||||||||||||||||||
Тр-1 | Тр-2 | Тр-3 | Тр-5 | Н-14 | |||||||||||||||
Толщина стенки, мм | |||||||||||||||||||
2 - 3,5 | 3 | 5 | 6 | 7 - 10 | 12 - 14 | 16 - 18 | 15 - 18 | 20 - 22 | 24 - 26 | 28 - 32 | 34 - 36 | 38 - 40 | 4 | 6 | 8 | 10 - 12 | 14 - 18 | 20 - 22 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
130 | 0,99 | 1,02 | 1,09 | 1,13 | 2,72 | 2,86 | 3,60 | 2,88 | 4,50 | 4,80 | 6,50 | 7,15 | 7,55 | 1,19 | 1,28 | 3,10 | 4,20 | 4,50 | 6,80 |
140 | 1,07 | 1,09 | 1,17 | 1,23 | 2,92 | 3,08 | 3,28 | 3,08 | 4,85 | 5,15 | 7,00 | 7,70 | 8,25 | 1,28 | 1,38 | 3,36 | 4,50 | 4,80 | 7,35 |
150 | 1,14 | 1,15 | 1,25 | 1,30 | 3,10 | 3,30 | 3,50 | 3,30 | 5,15 | 5,50 | 7,50 | 8,25 | 8,70 | 1,36 | 1,47 | 3,58 | 4,80 | 5,15 | 7,80 |
160 | 1,21 | 1,24 | 1,32 | 1,37 | 3,32 | 3,50 | 3,74 | 3,50 | 5,50 | 5,85 | 8,00 | 8,75 | 9,25 | 1,45 | 1,56 | 3,80 | 5,15 | 5,50 | 8,85 |
170 | 1,17 | 1,19 | 1,29 | 1,35 | 3,20 | 3,40 | 3,62 | 3,40 | 5,30 | 5,67 | 7,65 | 8,45 | 8,95 | 1,37 | 1,51 | 3,52 | 5,00 | 5,30 | 8,05 |
180 | 1,23 | 1,26 | 1,35 | 1,47 | 3,36 | 3,48 | 3,78 | 3,48 | 6,55 | 6,00 | 8,15 | 8,90 | 9,45 | 1,47 | 1,60 | 3,90 | 5,25 | 5,55 | 8,50 |
190 | 1,32 | 1,35 | 1,46 | 1,52 | 3,68 | 3,78 | 4,10 | 3,78 | 5,00 | 6,40 | 8,70 | 9,55 | 10,1 | 1,59 | 1,72 | 4,10 | 5,65 | 6,00 | 9,15 |
200 | 1,38 | 1,47 | 1,52 | 1,60 | 3,78 | 4,00 | 4,30 | 4,00 | 6,30 | 6,70 | 9,10 | 10,1 | 10,5 | 1,68 | 1,78 | 4,40 | 5,90 | 6,80 | 9,55 |
220 | 1,78 | 1,57 | 1,68 | 1,76 | 4,20 | 4,40 | 4,70 | 4,40 | 6,90 | 7,35 | 10,2 | 11,0 | 11,5 | 1,82 | 1,99 | 4,80 | 6,50 | 6,90 | 10,5 |
240 | 1,66 | 1,70 | 1,82 | 1,89 | 4,50 | 4,75 | 5,15 | 4,75 | 7,55 | 7,95 | 10,9 | 12,0 | 12,7 | 1,99 | 2,14 | 5,25 | 7,05 | 7,55 | 11,5 |
260 | 1,78 | 1,84 | 1,89 | 2,10 | 4,95 | 5,15 | 5,55 | 5,15 | 8,10 | 8,60 | 11,8 | 12,9 | 13,7 | 2,10 | 2,72 | 5,55 | 7,55 | 8,10 | 12,4 |
280 | 1,94 | 2,00 | 2,10 | 2,20 | 5,35 | 5,65 | 6,00 | 5,65 | 8,80 | 9,45 | 12,8 | 14,1 | 14,9 | 2,32 | 2,52 | 6,10 | 8,30 | 8,80 | 13,4 |
300 | 2,08 | 2,12 | 2,32 | 2,42 | 5,65 | 6,00 | 6,40 | 6,00 | 9,45 | 10,1 | 13,7 | 15,0 | 15,9 | 2,52 | 2,72 | 6,50 | 8,80 | 9,45 | 14,8 |
320 | 2,20 | 2,30 | 2,42 | 2,52 | 6,10 | 6,40 | 6,80 | 6,40 | 10,10 | 10,70 | 14,5 | 16,0 | 16,8 | 2,62 | 2,84 | 6,96 | 9,25 | 10,1 | 13,2 |
340 | 2,32 | 2,42 | 2,62 | 2,72 | 6,50 | 6,80 | 7,35 | 6,80 | 10,70 | 11,40 | 15,5 | 17,0 | 18,0 | 2,84 | 3,04 | 7,45 | 9,95 | 10,7 | 16,3 |
360 | 2,42 | 2,52 | 3,72 | 2,84 | 6,85 | 7,25 | 7,65 | 7,25 | 11,20 | 12,10 | 16,5 | 18,0 | 19,1 | 2,94 | 3,24 | 7,85 | 10,5 | 11,2 | 17,2 |
380 | 2,62 | 2,72 | 2,82 | 3,06 | 7,25 | 7,55 | 8,10 | 7,55 | 11,90 | 12,70 | 17,3 | 18,9 | 20,1 | 3,14 | 3,46 | 8,30 | 11,10 | 11,9 | 18,2 |
400 | 2,72 | 2,82 | 3,06 | 3,14 | 7,65 | 8,10 | 8,60 | 8,10 | 12,60 | 13,40 | 18,4 | 20,1 | 21,6 | 3,36 | 3,56 | 8,80 | 11,70 | 12,6 | 19,1 |
420 | 2,96 | 3,06 | 3,26 | 3,36 | 8,00 | 8,40 | 9,05 | 8,40 | 13,20 | 14,20 | 19,2 | 21,0 | 22,0 | 3,46 | 3,78 | 9,10 | 12,40 | 13,2 | 20,1 |
ШВЫ СТЫКОВЫХ И ТАВРОВЫХ СОЕДИНЕНИЙ Сварка поворотных труб | Автоматическая сварка | ||||||||||||||||||
Карта 22, лист 3 | |||||||||||||||||||
Нейтральный диаметр трубы, мм | Индекс шва | ||||||||||||||||||
Тр-1 | Тр-2 | Тр-3 | Тр-5 | Н-14 | |||||||||||||||
Толщина стенки, мм | |||||||||||||||||||
2 - 3,5 | 3 | 5 | 6 | 7 - 10 | 12 - 14 | 16 - 18 | 15 - 18 | 20 - 22 | 24 - 26 | 28 - 32 | 34 - 36 | 38 - 40 | 4 | 6 | 8 | 10 - 12 | 14 - 18 | 20 - 22 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
440 | 3,06 | 3,14 | 3,36 | 3,46 | 8,40 | 8,80 | 9,45 | 8,80 | 13,9 | 14,7 | 20,2 | 22,0 | 23,0 | 3,68 | 4,00 | 9,55 | 12,9 | 13,9 | 21,00 |
460 | 3,14 | 3,24 | 3,46 | 3,68 | 8,70 | 9,25 | 9,80 | 9,25 | 14,4 | 15,3 | 21,0 | 23,0 | 24,2 | 3,78 | 4,10 | 9,95 | 12,4 | 14,4 | 22,00 |
480 | 3,24 | 3,36 | 3,66 | 3,78 | 9,10 | 9,65 | 10,3 | 9,65 | 15,0 | 16,00 | 21,8 | 24,2 | 25,2 | 4,00 | 4,30 | 10,80 | 14,1 | 15,0 | 23,00 |
500 | 3,46 | 3,58 | 3,78 | 4,00 | 9,55 | 10,1 | 10,8 | 10,1 | 15,8 | 16,80 | 22,8 | 25,2 | 26,2 | 4,20 | 4,50 | 10,9 | 14,7 | 15,7 | 24,2 |
520 | 3,56 | 3,66 | 4,00 | 4,20 | 9,85 | 10,4 | 11,1 | 10,4 | 16,4 | 17,30 | 24,20 | 26,2 | 27,2 | 4,30 | 4,75 | 11,6 | 15,2 | 16,4 | 25,2 |
540 | 3,66 | 3,78 | 4,10 | 4,30 | 10,2 | 10,5 | 11,5 | 10,5 | 16,8 | 17,80 | 24,2 | 27,2 | 28,2 | 4,40 | 4,85 | 11,5 | 15,8 | 16,8 | 25,2 |
560 | 3,88 | 4,00 | 4,30 | 4,40 | 10,5 | 11,00 | 12,1 | 11,0 | 17,3 | 19,00 | 25,2 | 28,2 | 29,2 | 4,60 | 5,05 | 12,2 | 16,5 | 17,3 | 26,2 |
580 | 4,00 | 4,10 | 4,40 | 4,60 | 11,0 | 11,5 | 12,4 | 11,5 | 17,9 | 19,40 | 26,2 | 29,4 | 30,4 | 4,85 | 5,25 | 12,6 | 16,8 | 17,8 | 27,4 |
600 | 4,10 | 4,20 | 4,50 | 4,75 | 11,3 | 12,0 | 12,8 | 12,1 | 18,9 | 20,00 | 27,2 | 30,4 | 31,6 | 4,95 | 5,35 | 13,1 | 17,9 | 18,9 | 28,4 |
620 | 4,30 | 4,40 | 4,75 | 4,95 | 11,7 | 12,5 | 13,4 | 12,5 | 19,4 | 20,8 | 28,4 | 31,6 | 32,6 | 5,15 | 5,55 | 13,6 | 18,4 | 19,4 | 29,4 |
640 | 4,40 | 4,50 | 4,85 | 5,05 | 12,1 | 12,8 | 13,7 | 12,8 | 20,00 | 21,4 | 29,4 | 32,6 | 33,6 | 5,25 | 5,75 | 13,9 | 18,7 | 20,0 | 30,4 |
660 | 4,60 | 4,70 | 5,05 | 5,35 | 12,6 | 13,4 | 14,3 | 13,4 | 21,00 | 22,00 | 30,4 | 33,6 | 34,6 | 5,55 | 6,00 | 14,5 | 19,5 | 21,00 | 31,4 |
680 | 4,75 | 4,85 | 5,15 | 5,35 | 12,9 | 13,7 | 14,6 | 13,7 | 21,40 | 23,00 | 31,6 | 34,6 | 35,6 | 5,65 | 6,10 | 14,7 | 20,00 | 21,4 | 31,6 |
700 | 4,85 | 4,95 | 5,35 | 5,55 | 13,3 | 14,1 | 15,0 | 14,1 | 22,00 | 23,6 | 32,60 | 35,6 | 37,8 | 5,75 | 6,10 | 15,3 | 20,60 | 22,00 | 33,6 |
750 | 5,15 | 5,25 | 5,65 | 6,00 | 14,2 | 15,00 | 16,00 | 15,00 | 23,00 | 25,2 | 33,60 | 37,8 | 40,0 | 6,20 | 6,70 | 16,3 | 20,00 | 23,00 | 34,6 |
800 | 5,55 | 6,65 | 6,10 | 6,40 | 15,2 | 16,00 | 17,00 | 16,00 | 25,2 | 27,2 | 36,80 | 40,00 | 43,00 | 6,60 | 7,15 | 17,14 | 23,0 | 25,20 | 37,8 |
850 | 5,90 | 6,00 | 6,50 | 6,70 | 16,0 | 17,00 | 18,30 | 17,00 | 26,2 | 28,4 | 38,80 | 43,00 | 45,00 | 7,05 | 7,65 | 18,5 | 25,2 | 26,2 | 41,00 |
900 | 6,20 | 6,40 | 6,80 | 7,10 | 17,2 | 18,00 | 19,50 | 18,00 | 28,4 | 30,4 | 41,00 | 45,00 | 47,00 | 7,45 | 8,10 | 19,5 | 26,2 | 28,2 | 43,00 |
950 | 6,60 | 6,75 | 7,25 | 7,55 | 17,8 | 18,8 | 20,2 | 18,8 | 29,4 | 31,4 | 44,00 | 47,00 | 50,5 | 7,90 | 8,50 | 20,6 | 27,2 | 29,4 | 45,00 |
1000 | 6,80 | 7,05 | 7,55 | 7,90 | 18,9 | 19,8 | 21,0 | 19,8 | 31,4 | 33,6 | 45,00 | 49,5 | 52,5 | 8,20 | 8,95 | 21,6 | 29,4 | 31,4 | 47,00 |
Ручная сварка | |||||||
Карта 23, лист 1 | |||||||
1. В зависимости от положения шва в пространстве | |||||||
N позиции | Типы швов | Толщина металла или катет шва, мм | Положение шва | ||||
нижнее | вертикальное | потолочное | горизонтальное | ||||
Коэффициенты | |||||||
1 | Швы стыковых соединений без скоса кромок С2; С3 | односторонние двусторонние | 1 - 6 | 1,0 | 1,3 | 1,6 | 1,5 |
3 | 1,3 | 1,45 | 1,3 | ||||
4 - 8 | 1,7 | 2,0 | 1,9 | ||||
2 | Швы стыковых соединений V-образные со скосом двух кромок, односторонние и двусторонние С8; С9 | 5 - 6 | 1,45 | 1,7 | 1,6 | ||
8 - 26 | 1,55 | 2,0 | 1,9 | ||||
3 | Швы стыковых соединений V-образные со скосом одной кромки, односторонние и двусторонние С5; С6 | 4 | 1,4 | 1,75 | 1,65 | ||
6 - 26 | 1,55 | 2,0 | 1,9 | ||||
4 | Швы стыковых соединений V-образные с криволинейным скосом двух кромок, двусторонние С11 | 20 - 60 | 1,55 | 1,85 | 1,75 | ||
5 | Швы стыковых соединений V-образные с криволинейным скосом двух кромок, двусторонние С12 | 20 - 60 | 1,55 | 1,85 | 1,75 | ||
КОЭФФИЦИЕНТЫ К НЕПОЛНОМУ ШТУЧНО-КАЛЬКУЛЯЦИОННОМУ ВРЕМЕНИ | Ручная сварка | |||||
Карта 23, лист 2 | ||||||
1. В зависимости от положения шва в пространстве | ||||||
N позиции | Типы швов | Толщина металла или катет шва, мм | Положение шва | |||
нижнее | вертикальное | потолочное | горизонтальное | |||
Коэффициенты | ||||||
6 | Швы стыковых соединений X-образные с двумя скосами двух кромок, двусторонние С15 | 12 | 1,0 | - | 1,4 | 1,3 |
12 - 60 | 1,5 | - | - | |||
14 - 60 | - | 1,8 | 1,7 | |||
7 | Швы стыковых соединений X-образные с двумя криволинейными скосами двух кромок, двусторонние С-17 | 30 - 60 | 1,55 | 1.85 | 1,75 | |
8 | Швы стыковых соединений K-образные с двумя скосами одной кромки, двусторонние С13 | 12 | 1,7 | - | - | |
12 - 40 | - | 1,75 | 1,65 | |||
14 - 40 | 1,5 | - | - | |||
9 | Швы тавровых соединений без скоса кромок, односторонние и двусторонние  | 4 - 6 | 1,8 | - | - | |
4 - 20 | - | 2,1 | 1,0 | |||
8 - 20 | 1,7 | - | - | |||
10 | Швы тавровых соединений с одним скосом одной кромки, односторонние и двусторонние Т8; Т9 | 6 | 1,3 | 1,45 | 1,0 | |
8 - 26 | 1,65 | 1,85 | 1,0 | |||
11 | Швы тавровых соединений с двумя скосами одной кромки, двусторонние Т10 | 12 - 60 | 1,65 | 1,85 | 1,0 | |
КОЭФФИЦИЕНТЫ К НЕПОЛНОМУ ШТУЧНО-КАЛЬКУЛЯЦИОННОМУ ВРЕМЕНИ | Ручная сварка | |
Карта 23, лист 3 | ||
2. В зависимости от условий выполнения работ | ||
N позиций | Условия выполнения сварки | Коэффициенты |
12 | В удобном положении | 1,00 |
13 | В неудобном положении | 1,04 |
14 | В закрытых объемах сечением более 0,7 м2 с двумя днищами | 1,06 |
15 | Конструкций с применением переносных лестниц высотой свыше 3 м | 1,09 |
16 | В закрытых объемах сечением менее 0,7 м2 с двумя или одним днищем | 1,15 |
Характеристика условий выполнения сварки
Удобным положением считается такое, при котором движения сварщика свободны, шов находится не выше уровня его груди, освещение нормальное.
Неудобным положением считается такое, при котором сварщик вынужден производить сварку в согнутом состоянии, а также при расположении свариваемого шва выше уровня груди сварщика.
КОЭФФИЦИЕНТЫ К НЕПОЛНОМУ ШТУЧНО-КАЛЬКУЛЯЦИОННОМУ ВРЕМЕНИ | Ручная сварка | |
Карта 23, лист 4 | ||
3. В зависимости от электродов различных марок | ||
N позиций | Марка электрода | Коэффициент |
17 | УОНИ-13 | 1,0 |
18 | АН-1 | 1,14 |
19 | ОМА-2 | 1,33 |
20 | ОЗЦ-1 | 1,45 |
21 | ОММ-5 | 0,9 |
22 | ЦМ-7 | 0,7 |
23 | ЦМ-7С | 0,5 |
24 | ОЗС-4 | 1,11 |
25 | ОЗС-2 | 1,37 |
26 | ВН-48 | 1,04 |
Примечания:
1. Приведенные коэффициенты должны применяться к неполному штучно-калькуляционному времени, рассчитанному для электродов марки УОНИ-13.
2. Величины коэффициентов установлены по фактическим данным машиностроительных предприятий, выполняющих сварку электродами различных марок.
3. По электродам марок ОММ-5, ЦМ-7 и ЦМ-7С произведено уточнение величин коэффициентов, приведенных в карте 24, лист 5 "Общемашино-строительных нормативов времени на ручную электродуговую сварку малоуглеродистых низколегированных сталей", изд. 1966 г.
КОЭФФИЦИЕНТЫ К НЕПОЛНОМУ ШТУЧНО-КАЛЬКУЛЯЦИОННОМУ ВРЕМЕНИ | Ручная сварка | ||||
Карта 23, лист 5 | |||||
4. В зависимости от свариваемых конструкций | |||||
N позиций | Группа швов | Наименование швов | Характеристика сварных соединений и требования, предъявляемые к ним | Коэффициенты | |
26 | I | Расчетно-непроницаемые | Сварные соединения, к которым предъявляются повышенные требования по механическим свойствам и требования непроницаемости, а также которые подвергаются особой проверке дефектоскопами и другими методами | 1,0 | |
27 | II | Расчетные | Сварные соединения, к которым предъявляются требования по механическим свойствам | 0,9 | |
28 | III | Непроницаемые | Сварные соединения, к которым предъявляются требования по непроницаемости | 0,9 | |
29 | IV | Нерасчетные | Сварные соединения, к которым не предъявляется особых требований кроме прочности соединения | 0,8 | |
Ручная, автоматическая и полуавтоматическая сварка | |||||||
Карта 24, лист 1 | |||||||
1. В зависимости от вида свариваемого шва | |||||||
N позиций | Вид шва | Длина шва, м до | |||||
0,05 | 0,10 | 0,25 | 0,50 | свыше 0,50 | |||
Коэффициенты | |||||||
1 | Короткометражный | 1,3 | 1,25 | 1,2 | 1,1 | 1,0 | |
2 | Кольцевой, свариваемый автоматической сваркой | Поворотный | 1,05 | ||||
3 | Неповоротный | 1,1 | |||||
4 | Кольцевой, свариваемый ручной и полуавтоматической сваркой | Криволинейный | 1,05 | ||||
5 | Прерывистый | 1,1 | |||||
6 | Общий коэффициент, учитывающий сварку кольцевых и короткометражных швов | Поворотный | 1,37 | 1,31 | 1,26 | 1,15 | 1,05 |
7 | Неповоротный | 1,43 | 1,37 | 1,32 | 1,21 | 1,10 | |
2. В зависимости от отрицательной температуры | |||||||
8 | Температура наружного воздуха или в неотапливаемом помещении в °C | Условия сварки | Коэффициенты | ||||
от 0 до -11° | 1,1 | ||||||
9 | ниже -11° | 1,2 | |||||
Примечание. Для машиностроительных конструкций с большим количеством короткометражных швов протяженностью до 0,1 м коэффициент 1,25 не применяется. В этих случаях дополнительное время к неполному штучному времени составляет 0,04 мин. на каждый короткометражный шов.
КОЭФФИЦИЕНТЫ К НЕПОЛНОМУ ШТУЧНО-КАЛЬКУЛЯЦИОННОМУ ВРЕМЕНИ | Автоматическая и полуавтоматическая сварка | ||
Карта 24, лист 2 | |||
3. В зависимости от условий выполнения работы | |||
N позиций | Условия выполнения сварки | Характер оборудования | Коэффициент |
Автоматическая сварка | |||
10 | В удобном положении | Стационарные автоматы | 0,97 |
11 | Переносные автоматы | 1,0 | |
12 | Внутренних швов в изделиях сечением до 1,5 x 1,5 м при длине более 1 м | 1,07 | |
13 | Наружных швов изделий на высоте более 2,0 м | 1,09 | |
Полуавтоматическая сварка | |||
14 | В удобном положении | Полуавтомат | 1,0 |
15 | В тесных местах в условиях, связывающих движения | 1,07 | |
16 | В закрытых свободных или полуоткрытых тесных объемах | 1,14 | |
17 | Конструкций с применением переносных лестниц высотой свыше 3 м | 1,18 | |
18 | Крупногабаритных объемных и полуобъемных конструкций с применением специальной оснастки (постелей, кондукторов и кантователей) | 1,27 | |
ОТ ИЗДЕЛИЯ И ТИПА ОБОРУДОВАНИЯ
Ручная, автоматическая полуавтоматическая сварка | ||||
Карта 25, лист 1 | ||||
1. Время на установку в приспособление или на рабочее место свариваемых изделий (узлов), поворот и снятие их | ||||
Вручную | ||||
N позиций | Вес изделия (узла), кг до | Установка | Поворот | Снятие и транспортировка |
Время на одно изделие, мин. | ||||
1 | 5 | 0,33 | 0,10 | 0,10 |
2 | 10 | 0,55 | 0,17 | 0,22 |
20 | 0,89 | 0,22 | 0,44 | |
4 | 30 | 1,67 | 0,28 | 0,67 |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, ЗАВИСЯЩЕЕ ОТ ИЗДЕЛИЯ И ТИПА ОБОРУДОВАНИЯ | Ручная, автоматическая и полуавтоматическая сварка | ||||||||||||
Карта 25, лист 2 | |||||||||||||
Краном | |||||||||||||
N позиций | Вес изделия (узла), кг до | Установка или поворот | Снятие и транспортировка | ||||||||||
Длина изделия, м до | |||||||||||||
2 | 4 | 6 | 8 | 10 | Св. 10 | 2 | 4 | 6 | 8 | 10 | Св. 10 | ||
Время на одно изделие, мин. | |||||||||||||
5 | 100 | 1,8 | 1,9 | 2,1 | 2,2 | 2,3 | 2,4 | 1,2 | 1,3 | 1,4 | 1,7 | 1,8 | 1,9 |
6 | 200 | 2,0 | 2,1 | 2,2 | 2,4 | 2,6 | 2,7 | 1,3 | 1,6 | 1,8 | 2,0 | 2,1 | 2,2 |
7 | 300 | 2,1 | 2,2 | 2,3 | 2,6 | 2,7 | 2,8 | 1,4 | 1,8 | 2,0 | 2,2 | 2,3 | 2,4 |
8 | 500 | 2,2 | 2,4 | 2,6 | 2,7 | 2,8 | 2,9 | 1,7 | 1,9 | 2,2 | 2,4 | 2,6 | 2,7 |
9 | 800 | 2,3 | 2,6 | 2,8 | 2,9 | 3,1 | 3,2 | 1,8 | 2,1 | 2,3 | 2,6 | 2,7 | 2,9 |
10 | 1000 | 2,4 | 2,8 | 3,0 | 3,3 | 3,5 | 3,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,2 | 3,3 |
11 | 3000 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,4 | - | 3,2 | 3,6 | 3,9 | 4,1 | 4,3 |
12 | 5000 | - | - | 6,2 | 6,6 | 6,9 | 7,1 | - | - | 5,2 | 5,6 | 5,8 | 6,0 |
13 | 10000 | - | - | - | 7,8 | 8,0 | 8,2 | - | - | - | 6,7 | 6,9 | 7,1 |
14 | 30000 | - | - | - | 11,1 | 11,4 | 11,8 | - | - | - | 10,0 | 10,3 | 10,7 |
15 | Св. 30000 | - | - | - | 15,0 | 15,5 | 15,9 | - | - | - | 13,3 | 13,8 | 14,2 |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, ЗАВИСЯЩЕЕ ОТ ИЗДЕЛИЯ И ТИПА ОБОРУДОВАНИЯ | Ручная, автоматическая и полуавтоматическая сварка |
Карта 25, лист 3 | |
Примечания: 1. Время в карте рассчитано на установку, поворот и снятие изделий (на столе, на полу, на плите, на стеллаже, на стенде, постели и роликовой опоре) вручную или при помощи одного крана без применения специальных приспособлений. 2. При установке, повороте и снятии изделий двумя кранами к нормам времени графы "Способ выполнения - краном" применять коэффициент 1,5. 3. Время в графе "Способ выполнения - вручную" рассчитано с учетом подноски изделий на расстояние до 3 м при высоте подъема и снятия изделия до 1 м. 4. Время в графе "Способ выполнения - краном" рассчитано с учетом вызова и перемещения крана к изделию, стропления и транспортировки изделия на расстояние до 40 м. При большем расстоянии прибавлять на каждые 10 м по 0,3 мин. 5. При повороте вручную цилиндрических изделий, установленных на роликовом вращателе, в карте учтено время перемещения. 6. При сварке многопроходных швов время на повороты следует умножать на количество проходов. | |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, ЗАВИСЯЩЕЕ ОТ ИЗДЕЛИЯ | Ручная сварка | ||||||||
Карта 25, лист 4 | |||||||||
II. Время на перемещение сварщика с инструментом | |||||||||
Свободное перемещение | |||||||||
N позиции | Перемещение на расстояние, м | 2 | 4 | 6 | 8 | 10 | 15 | 20 | |
Время на одно перемещение, мин. | 0,2 | 0,37 | 0,44 | 0,55 | 0,66 | 0,9 | 1,22 | ||
Затрудненное перемещение | |||||||||
N позиций | Характеристика перемещения | Высота ребер, привариваемых к листам, м | |||||||
0,4 | 0,8 | 1,1 | 1,3 | 1,5 | |||||
Время на одно перемещение, мин. | |||||||||
17 | Через набор в открытых объемах | 1,11 | 1,66 | - | - | - | |||
18 | Через горловину в закрытых объемах | - | 3,3 | 2,8 | 2,2 | 1,66 | |||
19 | Подъем, спуск на площадку, или леса одного яруса | - | - | 2,2 | - | - | |||
20 | Подъем и спуск при помощи переносных лестниц | на высоту до 3 м | - | - | 2,2 | - | - | ||
21 | на высоту до 10 м | - | - | 4,4 | - | - | |||
Автоматическая сварка переносным автоматом | |||||||||||||||
Карта 26, лист 1 | |||||||||||||||
Время на подготовку к сварке полотнищ и пазовых швов обечаек | |||||||||||||||
Содержание работы 1. Установка, выверка по шаблону и удаление направляющих переносного автомата. 2. Подготовка и установка флюсовой подушки (для швов с флюсовой подушкой). 3. Перестановка автомата на изделие или на направляющие и перемещение сварщика от шва к шву. 4. Установка головки по центру, засыпка флюса, пуск и отключение автомата. 5. Установление скорости сварки или скорости подачи электродной проволоки. 6. Установка и снятие изделия. 7. Подъем и спуск сварщика (при сварке пазов обечаек). | |||||||||||||||
N позиции | Характер шва | На плите, стенде высотой до 2 м | На стенде свыше 2 м | ||||||||||||
Вес изделия, т до | |||||||||||||||
0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | 0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | ||
Время на одно изделие, мин. | |||||||||||||||
Сварка полотнищ (или плоскостных конструкций) | |||||||||||||||
1 | Без флюсовой подушки | 10 | 14 | 17 | 20 | 25 | 30 | 36 | 12 | 16 | 19 | 22 | 27 | 34 | 39 |
2 | С флюсовой подушкой | 11 | 15 | 18 | 21 | 26 | 33 | 37 | 14 | 17 | 20 | 25 | 29 | 36 | 42 |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, ЗАВИСЯЩЕЕ ОТ ИЗДЕЛИЯ И ТИПА ОБОРУДОВАНИЯ | Автоматическая сварка переносным автоматом | |||||||||||||||
Карта 26, лист 2 | ||||||||||||||||
Время на подготовку к сварке полотнищ и пазовых швов обечаек | ||||||||||||||||
Сварка пазовых продольных швов обечаек | ||||||||||||||||
N позиции | Характер шва | На плите, стенде высотой до 2 м | На стенде свыше 2 м | |||||||||||||
Вес изделия, т до | ||||||||||||||||
0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | 0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | |||
Время на одно изделие, мин. | ||||||||||||||||
3 | Наружный | Без флюсовой подушки | 11 | 15 | 18 | 20 | 26 | 31 | 36 | 13 | 17 | 20 | 24 | 28 | 35 | 39 |
4 | С флюсовой подушкой | 13 | 17 | 20 | 24 | 27 | 34 | 37 | 15 | 18 | 21 | 26 | 30 | 37 | 43 | |
5 | Внутренний | Без флюсовой подушки | 12 | 16 | 19 | 22 | 27 | 35 | 38 | 11 | 15 | 18 | 20 | 25 | 30 | 35 |
6 | С флюсовой подушкой | 15 | 18 | 21 | 25 | 29 | 36 | 40 | 13 | 17 | 20 | 24 | 27 | 33 | 37 | |
Примечания:
1. Время в карте рассчитано с учетом одного шва на изделии. При наличии двух или более швов на каждый шов прибавлять по 5,0 мин. на подготовку к сварке.
2. При установке на магнитном стенде на каждое включение магнитного устройства прибавлять по 0,6 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, ЗАВИСЯЩЕЕ ОТ ИЗДЕЛИЯ И ТИПА ОБОРУДОВАНИЯ | Автоматическая сварка стационарным автоматом | |||||||||||||||
Карта 26, лист 3 | ||||||||||||||||
Время на подготовку к сварке объемных конструкций | ||||||||||||||||
Содержание работы 1. Перемещение и опускание несущей конструкции установки к шву. 2. Установление скорости сварки или скорости подачи электродной проволоки. 3. Установка головки по центру, засыпка флюса, пуск и отключение автомата. 4. Установка и снятие изделия. 5. Подъем и спуск сварщика | ||||||||||||||||
N позиции | Характер шва | Изделия объемом до 1,5 x 1,5 x 10 м или обечайки диаметром до 2 м | Изделия объемом свыше 1,5 x 1,5 x 10 м или обечайки диаметром свыше 2 м | |||||||||||||
Вес изделия, т до | ||||||||||||||||
0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | 0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | |||
Время да одно изделие, мин | ||||||||||||||||
Сварка кольцевых швов | ||||||||||||||||
7 | Наружный | Без флюсовой подушки | 9 | 11 | 14 | 19 | 23 | 30 | 33 | 10 | 12 | 15 | 20 | 24 | 31 | 35 |
8 | С флюсовой подушкой | 11 | 13 | 17 | 21 | 26 | 33 | 36 | 12 | 15 | 20 | 24 | 29 | 35 | 40 | |
9 | Внутренний | Без флюсовой подушки | 10 | 12 | 16 | 20 | 24 | 31 | 35 | 9 | 11 | 14 | 19 | 23 | 29 | 33 |
10 | С флюсовой подушкой | 12 | 15 | 20 | 24 | 29 | 34 | 41 | 11 | 14 | 18 | 22 | 26 | 33 | 36 | |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, ЗАВИСЯЩЕЕ ОТ ИЗДЕЛИЯ И ТИПА ОБОРУДОВАНИЯ | Автоматическая сварка стационарным автоматом | |||||||||||||||
Карта 26, лист 4 | ||||||||||||||||
Время на подготовку к сварке объемных конструкций | ||||||||||||||||
N позиции | Характер шва | Изделия объемом до 1,5 x 1,5 x 10 м или обечайки диаметром до 2 м | Изделия объемом свыше 1,5 x 1,5 x 10 м или обечайки диаметром свыше 2 м | |||||||||||||
Вес изделия, т до | ||||||||||||||||
0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | 0,5 | 1 | 3 | 5 | 10 | 30 | Св. 30 | |||
Время на одно изделие, мин. | ||||||||||||||||
Сварка пазовых продольных швов обечаек | ||||||||||||||||
11 | Наружный | Без флюсовой подушки | 9 | 11 | 14 | 19 | 23 | 30 | 33 | 10 | 12 | 15 | 20 | 24 | 31 | 36 |
12 | С флюсовой подушкой | 10 | 12 | 15 | 20 | 24 | 31 | 35 | 11 | 14 | 18 | 22 | 27 | 33 | 38 | |
13 | Внутренний | Без флюсовой подушки | 9 | 11 | 15 | 20 | 24 | 31 | 36 | 9 | 11 | 14 | 19 | 23 | 29 | 33 |
14 | С флюсовой подушкой | 11 | 13 | 16 | 21 | 27 | 33 | 37 | 10 | 12 | 15 | 20 | 25 | 31 | 36 | |
Примечание. Время в карте дано с учетом одного шва на изделии. При наличии двух и более швов на каждый шов прибавлять по 5,0 мин. на подготовку к сварке.
Автоматическая и полуавтоматическая, сварка | ||||||||
Карта 27 | ||||||||
Время на перемещение сварщика | ||||||||
Автоматическая сварка | ||||||||
N позиции | Характер перемещения и установка | Перемещение на расстояние, м до | ||||||
2 | 4 | 6 | 8 | 10 | ||||
Время на одно перемещение, мин. | ||||||||
Автоматическая сварка | ||||||||
1 | Свободное | Стационарная | 0,104 | 0,156 | 0,208 | 0,26 | 0,31 | |
2 | Переносная | 0,208 | 0,36 | 0,52 | 0,67 | 0,83 | ||
3 | Спуск или подъем, переход через препятствие и т.п. | Стационарная и переносная | 0,62 | 1,04 | 1,56 | 2,08 | 2,50 | |
Полуавтоматическая сварка | ||||||||
Свободное перемещение | ||||||||
4 | С подающим механизмом, шлангом и держателем | 0,34 | 0,51 | 0,69 | 0,86 | 1,03 | ||
Затрудненное перемещение | ||||||||
N позиций | Характер перемещения | Высота ребер, привариваемых к листам, м | ||||||
0,4 | 0,8 | 1,1 | 1,3 | 1,5 | ||||
Время на одно перемещение, мин. | ||||||||
5 | Через набор в открытых объемах | 1,7 | 2,6 | - | - | - | ||
6 | Через горловину в закрытых объемах | - | 5,1 | 4,3 | 3,4 | 2,6 | ||
7 | Подъем, спуск на площадку или леса одного яруса | - | - | 3,3 | - | - | ||
8 | Подъем и спуск при помощи переносных лестниц на высоту | до 3 м | - | - | 3,3 | - | - | |
до 10 м | - | - | 6,9 | - | - | |||
Автоматическая, полуавтоматическая и ручная сварка | |||||
Карта 28 | |||||
Время на установку, снятие и транспортировку цилиндрических изделий краном | |||||
Автоматическая сварка | |||||
N позиции | Вес изделия, т до | Установка изделия на планшайбу | Снятие и транспортировка изделия | ||
горизонтальную | вертикальную | наклонную | |||
Время на одно изделие, мин. | |||||
0,2 | 8,0 | 9,3 | 11,5 | 3,3 | |
2 | 0,3 | 8,8 | 10,4 | 13,1 | 3,5 |
3 | 0,5 | 9,9 | 13,2 | 14,9 | 3,7 |
0,8 | 12,0 | 16,0 | 17,6 | 4,0 | |
Примечание. Время в позициях 1 - 4 рассчитано с учетом затрат на вызов крана, его перемещение и стропление изделий.
Время на закрепление и открепление детали
Автоматическая, полуавтоматическая и ручная сварка
N позиции | Приспособления | Длина завертывания, мм до | ||
20 | 40 | 60 | ||
Время на одно закрепление и открепление детали | ||||
5 | Стационарный винтовой прижим | 0,33 | 0,55 | 0,88 |
6 | Пневмоприжим, эксцентриковый прижим | 0,16 | ||
Струбцина съемная | 0,42 | 0,66 | 1,1 | |
8 | Струбцина откидная односторонняя | 0,33 | 0,55 | 0,99 |
9 | Струбцина откидная двусторонняя | 0,44 | 0,66 | 1,1 |
10 | Барашек | 0,12 | 0,16 | - |
11 | Ручные тиски | 0,16 | 0,22 | 0,33 |
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА СВАРНЫЕ
СОЕДИНЕНИЯ НОРМАЛИЗОВАННЫХ ДЕТАЛЕЙ, УЗЛОВ И ДЕТАЛЕЙ
ОБЩЕГО НАЗНАЧЕНИЯ
(ручная, автоматическая и полуавтоматическая сварка)
НА СВАРКУ НОРМАЛИЗОВАННЫХ ДЕТАЛЕЙ, УЗЛОВ
И ДЕТАЛЕЙ ОБЩЕГО НАЗНАЧЕНИЯ
Ручная сварка | ||||||||||||||||||||
Карта 29 | ||||||||||||||||||||
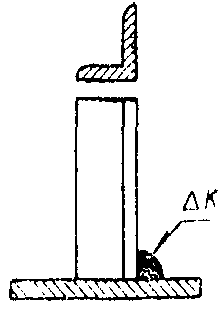 | Электроды УОНИ-13 Индекс шва Т1 - Т4 | |||||||||||||||||||
Катет шва, мм | N профиля угольников | |||||||||||||||||||
2 - 2,5 | 2,8 - 3,2 | 3,6 - 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | 11 | 12,5 | 14 | 16 | 18 | 20 | 22 | 25 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||||||||||||
3 | 1,0 | 1,3 | 1,6 | 2,0 | 2,2 | 2,6 | 2,8 | 2,9 | 3,0 | - | - | - | - | - | - | - | - | - | - | - |
4 | 0,8 | 1,0 | 1,2 | 1,6 | 1,8 | 2,0 | 2,2 | 2,2 | 2,4 | 2,6 | 2,9 | - | - | - | - | - | - | - | - | - |
5 | - | - | - | 1,7 | 1,8 | 2,0 | 2,3 | 2,3 | 2,5 | 2,7 | 3,0 | 3,4 | 3,7 | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | 2,6 | 2,6 | 2,8 | 3,0 | 3,3 | 3,6 | 4,2 | 4,7 | 4,8 | - | - | - | - | - |
8 | - | - | - | - | - | - | - | 4,0 | 4,3 | 4,6 | 5,2 | 5,8 | 6,4 | 7,2 | 7,5 | 8,5 | 9,6 | 10,7 | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 7,7 | - | 9,7 | 10,0 | 11,6 | 13,0 | 14,5 | 15,9 | 18,0 |
12 | - | - | - | - | - | - | - | - | - | - | - | 10,7 | - | 13,6 | 14 | 16,0 | 18,1 | 20,2 | 22,1 | 25,0 |
14 | - | - | - | - | - | - | - | - | - | - | - | 13,1 | - | 16,8 | - | 19,5 | - | 24,6 | 27,2 | 31,0 |
16 | - | - | - | - | - | - | - | - | - | - | - | 16,4 | - | 21 | - | 23,0 | - | 30,0 | 34,0 | 38,7 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 28,9 | - | 36,0 | - | 45,6 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 70,4 | - | 42,8 | - | 54,2 |
Ручная сварка | |||||||||||||||||||||||
Карта 30 | |||||||||||||||||||||||
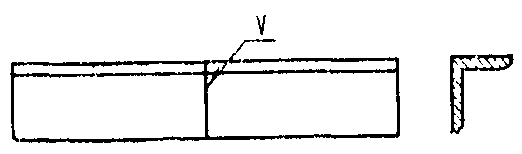 | Электроды УОНИ-13 Индекс шва С9 | ||||||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||||||
2 | 2,5 | 2,8 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | 11 | 12,5 | 14 | 16 | 18 | 20 | 22 | 25 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||||||
3 | 0,6 | 0,7 | 0,9 | 1,0 | 1,1 | 1,3 | 1,4 | 1,6 | 1,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | - | 1,2 | 1,3 | 1,5 | 1,7 | 1,8 | 2,0 | 2,1 | - | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 2,2 | 2,4 | 2,5 | 2,7 | 3,1 | 3,3 | 3,7 | - | - | - | - | - | - | - | |
8 | - | - | - | - | - | - | - | - | - | 2,7 | 2,8 | 3,0 | 3,4 | 3,7 | 4,1 | 4,7 | - | - | - | - | - | - | |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,7 | 5,1 | - | 6,3 | 7,2 | 8,1 | 8,8 | - | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 5,6 | - | 8,2 | 9,4 | 10,5 | 11,5 | 12,0 | - | - |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 8,1 | - | 10,1 | - | 12,9 | - | 16,0 | 17,0 | - |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,4 | - | 12,8 | - | 16,4 | - | 20,0 | 22,0 | 25,0 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 20,0 | - | - | - | 30,0 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 23,2 | - | 27,0 | - | 34,0 |
22 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 42,0 |
24 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 38,0 | - | 47,0 |
26 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 55,0 |
Ручная сварка | |||||||||||||||||||||||
Карта 31 | |||||||||||||||||||||||
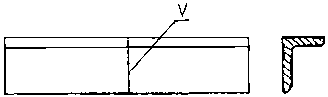 | Электроды УОНИ-13 Индекс шва С8 | ||||||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||||||
2 | 2,5 | 2,8 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | 11 | 12,5 | 14 | 16 | 18 | 20 | 22 | 25 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||||||
3 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | 2,3 | 2,5 | 2,7 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | - | 2,0 | 2,2 | 2,5 | 2,8 | 3,1 | 3,4 | 3,5 | - | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | - | 3,4 | 3,7 | 4,0 | 4,3 | 4,9 | 5,1 | 5,6 | - | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | - | - | 4,0 | 4,2 | 4,5 | 5,1 | 5,6 | 6,1 | 6,9 | - | - | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | 6,4 | 7,0 | - | 8,6 | 9,5 | 11,0 | 12,6 | - | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 8,6 | - | 10,7 | 12,1 | 13,6 | 15,6 | 16,9 | 23,0 | - |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,2 | - | 12,6 | - | 16,0 | - | 20,0 | 27,0 | - |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 12,6 | - | 15,1 | - | 19,8 | - | 24,0 | - | 30,0 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 23,4 | - | - | - | 36,0 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 27,5 | - | 31,0 | - | 40,0 |
22 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 48,0 |
24 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 43,0 | - | 54,0 |
26 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 59,0 |
Примечания:
2. Время на подварку дано без подрубки корня шва.
Ручная сварка | |||||||||||||||||||||||
Карта 32 | |||||||||||||||||||||||
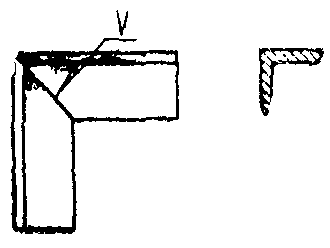 | Электроды УОНИ-13 Индекс шва С9 | ||||||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||||||
2 | 2,5 | 2,8 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | 11 | 12,5 | 14 | 16 | 18 | 20 | 22 | 25 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||||||
3 | 0,7 | 0,9 | 1,1 | 1,2 | 1,3 | 1,5 | 1,7 | 1,8 | 2,1 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | - | 1,5 | 1,7 | 1,9 | 2,1 | 2,3 | 2,5 | 2,4 | - | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | - | 2,4 | 2,5 | 2,7 | 2,9 | 3,3 | 3,6 | - | - | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | - | - | 2,8 | 3,0 | 3,2 | 3,6 | 3,9 | 4,4 | - | - | - | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,7 | 5,2 | 5,7 | 6,4 | 7,2 | 8,0 | - | - | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 7,0 | - | 8,7 | 9,8 | 11,0 | 12,3 | 13,6 | - | - |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 8,8 | - | 11,0 | - | 13,7 | - | 17,2 | 18,9 | - |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 11,5 | - | 14,2 | - | 18,0 | - | 22,5 | 24,7 | 27,8 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 21,9 | - | - | - | 33,9 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 25,9 | - | 32,4 | - | 40,0 |
22 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 48,4 |
24 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 42,5 | - | 53,4 |
26 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 61,4 |
Ручная сварка | |||||||||||||||||||
Карта 33 | |||||||||||||||||||
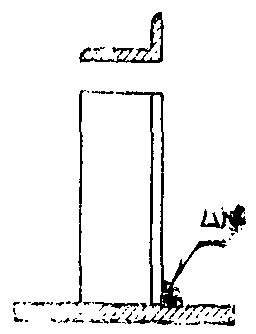 | Электроды УОНИ-13 Индекс шва Т1 - Т4 | ||||||||||||||||||
Катет шва, мм | N профиля угольников | ||||||||||||||||||
2,5/1,6 | 3,2/2 | 4/2,5 | 4,5/2,8 | 5/3,2 | 5,6/3,6 | 6,3/4,0 | 7/4,5 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | 11/7 | 12,5/8 | 14/9 | 16/10 | 18/11 | 20/12,5 | 25/16,5 | |
Неполное штучно-калькуляционное время на один торец, мин. | |||||||||||||||||||
3 | 0,9 | 1,1 | 1,4 | 1,6 | 1,8 | 2 | 2,3 | 2,8 | - | - | - | - | - | - | - | - | - | - | - |
4 | - | 0,9 | 1,1 | 1,3 | 1,4 | 1,6 | 1,8 | 2 | 2,2 | 2,3 | 2,3 | 2,6 | - | - | - | - | - | - | - |
5 | - | - | - | - | - | 1,7 | 1,9 | 2,1 | 2,3 | 2,4 | 2,5 | 2,7 | 3 | 3,4 | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 2,5 | 2,7 | 2,7 | 3 | 3,4 | 3,8 | 4,4 | 4,9 | - | - | - |
8 | - | - | - | - | - | - | - | - | 3,9 | - | 4,2 | 4,7 | 5,3 | 5,9 | 6,7 | 7,5 | 7,7 | 8,6 | 11 |
10 | - | - | - | - | - | - | - | - | - | - | - | 6,4 | - | 8 | 9 | 10,2 | 10,4 | 11,7 | 15 |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | 11,2 | - | 14,2 | 14,5 | 16,2 | 20,7 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 17,5 | - | 20 | 25,5 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 24,9 | 31,9 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 38,3 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 45,4 |
Ручная сварка | |||||||||||||||||||
Карта 34 | |||||||||||||||||||
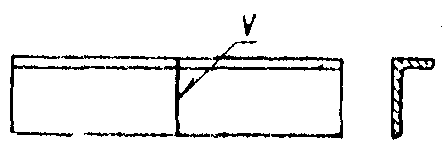 | Электроды УОНИ-13 Индекс шва С9 | ||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||
2,5/1,6 | 3,2/2 | 4/2,5 | 4,5/2,8 | 5/3,2 | 5,6/3,6 | 6,3/4,0 | 7/4,5 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | 11/7 | 12,5/8 | 14/9 | 16/10 | 18/11 | 20/12,5 | 25/16,5 | |
Неполное штучно-калькуляционное время на один торец, мин. | |||||||||||||||||||
3 | 0,7 | 0,9 | 1,1 | 1,2 | 1,4 | 1,5 | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | 1,3 | 1,4 | 1,6 | 1,7 | 1,8 | 2,0 | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 2,2 | 2,3 | 2,6 | 2,9 | 3,2 | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | 2,5 | - | 2,9 | 3,2 | 3,6 | 4,1 | 4,6 | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 4,5 | - | 5,6 | 6,4 | 6,6 | 7,4 | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | 7,4 | - | 8,6 | 9,6 | 10,7 | 13,7 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,6 | - | 13,2 | 17,0 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 16,8 | 21,4 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 26,0 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 30,0 |
Ручная сварка | |||||||||||||||||||
Карта 35 | |||||||||||||||||||
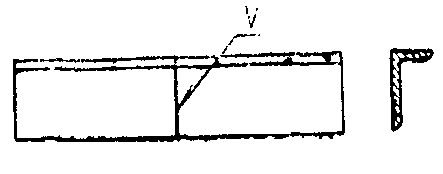 | Электроды УОНИ-13 Индекс шва С8 | ||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||
2,5/1,6 | 3,2/2 | 4/2,5 | 4,5/2,8 | 5/3,2 | 5,6/3,6 | 6,3/4,0 | 7/4,5 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | 11/7 | 12,5/8 | 14/9 | 16/10 | 18/11 | 20/12,5 | 25/16,5 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
3 | 1,0 | 1,3 | 1,6 | 1,8 | 2,0 | 2,2 | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | 2,0 | 2,2 | 2,5 | 2,6 | 2,8 | 3,1 | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 3,1 | 3,3 | 3,7 | 4,1 | 4,4 | - | - | - | - | - | |
8 | - | - | - | - | - | - | - | - | 3,4 | - | 4,0 | 4,4 | 4,9 | 5,7 | 6,2 | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 5,7 | - | 7,0 | 8,0 | 8,3 | 9,3 | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,2 | - | 10,4 | 11,6 | 13,0 | 16,6 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 12,6 | - | 15,7 | 20,2 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 19,3 | 24,6 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 29,2 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 33,5 |
Примечания:
2. Время на подварку дано без подрубки корня шва.
Ручная сварка | |||||||||||||||||||
Карта 36 | |||||||||||||||||||
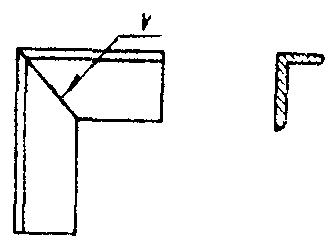 | Электроды УОНИ-13 Индекс шва С9 | ||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||
2,5/1,6 | 3,2/2 | 4/2,5 | 4,5/2,8 | 5/3,2 | 5,6/3,6 | 6,3/4,0 | 7/4,5 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | 11/7 | 12,5/8 | 14/9 | 16/10 | 18/11 | 20/12,5 | 25/16,5 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
3 | 0,7 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | 1,4 | 1,6 | 1,8 | 1,9 | 2,0 | 2,2 | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 2,2 | 2,3 | 2,5 | 2,7 | 3,0 | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | 2,4 | - | 2,8 | 3,0 | 3,3 | 3,7 | 4,2 | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 4,0 | - | 4,9 | 5,6 | 6,3 | 7,0 | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | 6,7 | - | 8,5 | 9,4 | 10,6 | 12,6 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,7 | - | 13,2 | 19,8 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 17,2 | 20,5 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 24,0 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 29,5 |
Ручная сварка | ||||||||||||||||
Карта 37 | ||||||||||||||||
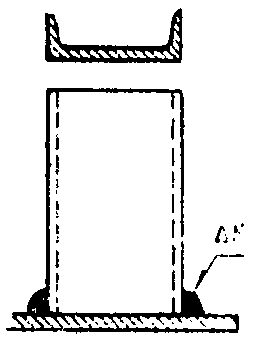 | Электроды УОНИ-13 Индекс шва Т1 - Т4 | |||||||||||||||
Катет шва, мм | N профиля швеллеров | |||||||||||||||
5 | 6,5 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | 40 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||||||||
3 | 2,4 | 2,9 | 3,2 | 3,9 | 4,5 | 5,2 | 5,4 | 6 | 6,6 | 7,3 | 8 | - | - | - | - | - |
4 | 1,9 | 2,3 | 2,5 | 3 | 3,5 | 4 | 4,2 | 4,7 | 5,2 | 5,7 | 6,2 | 6,8 | - | - | - | - |
5 | - | - | - | - | - | 4,3 | 4,5 | 4,9 | 5,5 | 6 | 6,6 | 7 | 7,7 | 8,4 | 9 | - |
6 | - | - | - | - | - | - | - | - | - | - | - | 7,9 | 8,6 | 9,3 | 10 | 10,9 |
8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 16,8 |
Ручная сварка | ||||||||||||||||
Карта 38 | ||||||||||||||||
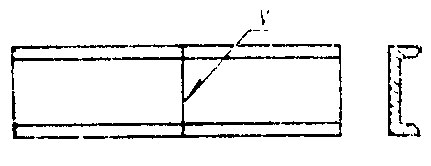 | Электроды УОНИ-13 Индекс шва С9 | |||||||||||||||
Толщина металла, мм | N профиля швеллеров | |||||||||||||||
5 | 6,5 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | 40 | |
Неполное штучно-калькуляционное время на один стык, мин. | ||||||||||||||||
5 | 1,4 | 1,7 | 2,0 | 2,5 | 2,9 | 3,3 | 3,5 | 3,9 | 4,3 | 4,7 | 5,1 | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | - | - | - | 7,3 | 8,0 | 12,7 | - | - |
8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,4 | 10,2 |
Ручная сварка | ||||||||||||||||
Карта 39 | ||||||||||||||||
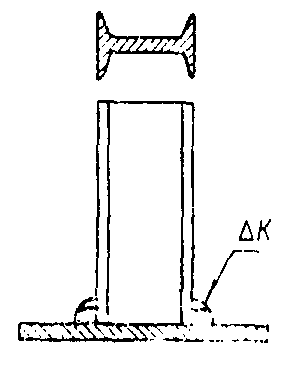 | Электроды УОНИ-13 Индекс шва Т1 - Т4 | |||||||||||||||
Катет шва, мм | N профиля двутавровых балок | |||||||||||||||
10 | 12 - 14 | 16 | 18 - 20 | 22 | 24 | 27 | 30 | 33 - 36 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||||||||
3 | 4,1 | 5,1 | 5,8 | 7,1 | 8,3 | - | - | - | - | - | - | - | - | - | - | - |
4 | - | 4,0 | 4,6 | 5,6 | 6,5 | 6,9 | 7,6 | - | - | - | - | - | - | - | - | - |
5 | - | - | 4,8 | 5,9 | 6,8 | 7,9 | 8,1 | 8,8 | 9,5 | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | 8,9 | 9,8 | 10,6 | 12,0 | 13,0 | 14,2 | - | - | - | - |
8 | - | - | - | - | - | - | - | - | - | 18,6 | 20,0 | 22,2 | 23,9 | 25,8 | 27,6 | - |
10 | - | - | - | - | - | - | - | - | - | - | - | - | 32,4 | 34,9 | 37,4 | 39,8 |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 52,0 | 55,4 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 67,3 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 84,1 |
Ручная сварка | ||||||||||||||||||
Карта 40 | ||||||||||||||||||
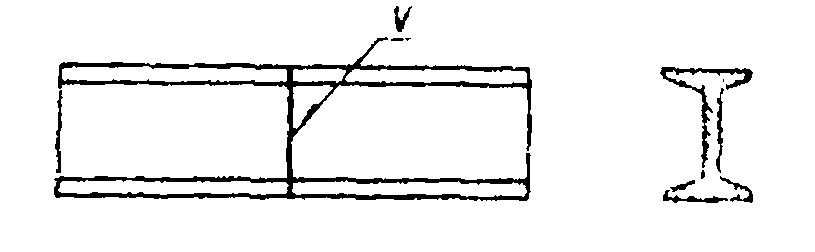 | Электроды УОНИ-13 Индекс шва С9 | |||||||||||||||||
Толщина металла, мм | N профиля двутавровых балок | |||||||||||||||||
10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 - 30 | 33 | 36 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | |
Неполное штучно-калькуляционное время на один стык, мин. | ||||||||||||||||||
5 | 2,8 | 3,3 | 3,8 | 4 | 4,7 | 5,1 | 5,6 | 6 | - | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 8 | 9 | - | - | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | - | - | 11 | 12 | 13 | - | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | 19 | 21 | 29 | 31 | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 40 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 52 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 63 |
Ручная сварка | |||||||||||||||
Карта 41 | |||||||||||||||
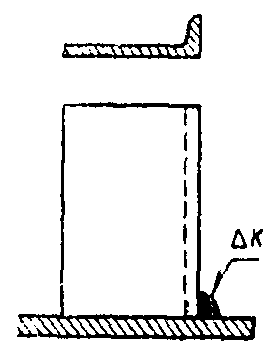 | Электроды УОНИ-13 Индекс шва Т1 - Т4 | ||||||||||||||
Катет шва, мм | N профиля полособульб | ||||||||||||||
5 | 5,5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | |
Неполное штучно-калькуляционное время на один торец, мин. | |||||||||||||||
3 | 1,4 | 1,5 | - | - | - | - | - | - | - | - | - | - | - | - | - |
4 | 1,1 | 1,2 | 1,3 | 1,5 | 1,7 | 1,9 | 2 | - | - | - | - | - | - | - | - |
5 | - | - | 1,4 | 1.6 | 1,8 | 2 | 2,2 | 2,4 | 2,8 | - | - | - | - | - | - |
6 | - | - | - | - | - | - | 2,4 | 2,7 | 3,1 | 3,5 | 4 | - | - | - | - |
8 | - | - | - | - | - | - | - | - | 4,8 | 5,5 | 6,2 | 6,8 | 7,5 | 7,5 | 8,3 |
10 | - | - | - | - | - | - | - | - | - | 7,4 | 8,4 | 9,3 | 10,2 | 10 | 11,3 |
12 | - | - | - | - | - | - | - | - | - | - | - | 12,9 | 14,2 | 14 | 15,7 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | 17,3 | 19,3 |
Ручная сварка | |||||||||||||||
Карта 42 | |||||||||||||||
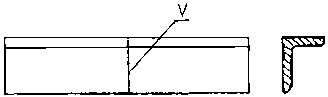 | Электроды УОНИ-13 Индекс шва С9 | ||||||||||||||
Толщина металла, мм | N профиля полособульб | ||||||||||||||
5 | 5,5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||
5 | 1,3 | 1,4 | 1,5 | 1,8 | 2,0 | 2,2 | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | 3,0 | 3,4 | - | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | 4,2 | 4,8 | 5,4 | - | - | - | - |
10 | - | - | - | - | - | - | - | - | 5,3 | 6,0 | 6,6 | 7,6 | 8,3 | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | 9,5 | 10,5 | 11,3 | 12,5 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | 13,6 | 15,1 |
Ручная сварка | ||||||||||||||||||||
Карта 43 | ||||||||||||||||||||
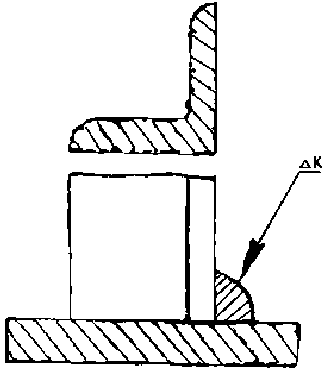 | Электроды ОЗС-3 Индекс шва Т1-Т4 | |||||||||||||||||||
Катет шва, мм | N профиля угольников | |||||||||||||||||||
2 - 2,5 | 2,8 - 3,2 | 3,6/4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | 11 | 12,5 | 14 | 16 | 18 | 20 | 22 | 25 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||||||||||||
3 | 0,3 | 0,4 | 0,5 | 0,8 | 0,6 | 0,7 | 0,8 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | - | - | - |
4 | 0,6 | 0,7 | 0,9 | 1,2 | 1,3 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,1 | - | - | - | - | - | - | - | - | - |
5 | - | - | - | 0,7 | 0,8 | 0,9 | 1 | 1 | 1 | 1,1 | 1,3 | 1,4 | 1,6 | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | 1,2 | 1,3 | 1,3 | 1,4 | 1,5 | 1,7 | 1,9 | 2,2 | 2,2 | - | - | - | - | - |
8 | - | - | - | - | - | - | - | 1,8 | 1,9 | 2 | 2,3 | 2,6 | 2,8 | 3,2 | 3,3 | 3,8 | 4,3 | 4,7 | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 3,4 | - | 4,3 | 4,4 | 5 | 5,6 | 6,4 | 7 | 7,9 |
12 | - | - | - | - | - | - | - | - | - | - | - | 4,6 | - | 5,9 | 10,5 | 6,9 | 7,8 | 8,7 | 9,5 | 10,8 |
14 | - | - | - | - | - | - | - | - | - | - | - | 5,9 | - | 7,5 | - | 8,7 | 10 | 11 | 12,2 | 13,8 |
16 | - | - | - | - | - | - | - | - | - | - | - | 7 | - | 9 | - | 10,6 | 12 | 13,3 | 14,7 | 16,7 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 12,3 | - | 15,3 | 18,2 | 19,4 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 15 | - | 18,4 | 22 | 23,8 |
Ручная сварка | |||||||||||||||||||||||
Карта 44 | |||||||||||||||||||||||
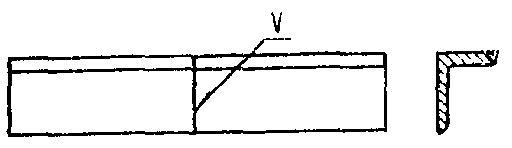 | Электроды ОЗС-3 Индекс шва Т1-Т4 | ||||||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||||||
2 | 2,5 | 2,8 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | 11 | 12,5 | 14 | 16 | 18 | 20 | 22 | 25 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||||||
3 | 0,28 | 0,4 | 0,43 | 0,5 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | - | 0,5 | 0,6 | 0,7 | 0,7 | 0,8 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,0 | 1,2 | 1,2 | - | - | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | - | - | 1,3 | 1,3 | 1,4 | 1,6 | 1,7 | 2,0 | 2,3 | 2,4 | - | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 2,4 | - | 3,0 | 3,2 | 3,6 | 4,2 | - | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 3,0 | - | 4,0 | 4,2 | 4,6 | 5,3 | 5,7 | - | - |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 3,6 | - | 4,8 | - | 5,6 | - | 6,9 | 7,5 | - |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,5 | - | - | - | 6,9 | - | 8,5 | 9,7 | 10,7 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 12,8 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,5 | - | 11,8 | - | 14,8 |
22 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 16,4 |
24 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 16,7 | - | 21,0 |
26 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 20,9 | - | 23,6 |
Ручная сварка | |||||||||||||||||||||||
Карта 45 | |||||||||||||||||||||||
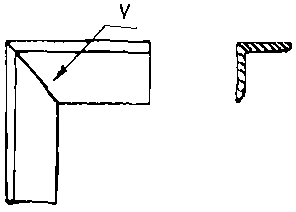 | Электроды ОЗС-3 Индекс шва С9 | ||||||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||||||
2 | 2,5 | 2,8 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | 11 | 12,5 | 14 | 16 | 18 | 20 | 22 | 25 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||||||
3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | - | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | - | - | - | - | - | - | - | - | - | - | |
6 | - | - | - | - | - | - | - | - | - | 0,9 | 1,0 | 1,3 | 1,4 | 1,5 | - | - | - | - | - | - | - | - | |
8 | - | - | - | - | - | - | - | - | - | 1,3 | 1,4 | 1,5 | 1,7 | 1,9 | 2,0 | - | - | - | - | - | - | - | |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | 2,4 | 2,6 | 2,7 | 3,0 | 3,5 | 4,0 | - | - | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 3,4 | - | 4,0 | 4,5 | 4,0 | 5,8 | 6,4 | - | - |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,3 | - | 5,0 | - | 6,5 | - | 8,1 | 8,9 | - |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 5,4 | - | 6,2 | - | 8,2 | - | 10,1 | 11,0 | 12,6 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,7 | - | - | - | 15,1 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 11,3 | - | 14,1 | - | 17,6 |
22 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 21,0 |
24 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 24,3 |
26 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 25,8 |
Ручная сварка | |||||||||||||||||||
Карта 46 | |||||||||||||||||||
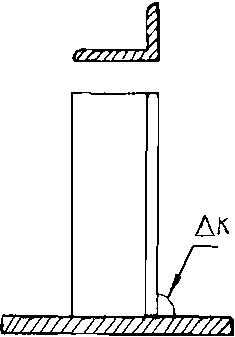 | Электроды ОЗС-3 Индекс шва Т1-Т4 | ||||||||||||||||||
Катет шва, мм | N профиля угольников | ||||||||||||||||||
2,5 - 1,6 | 3,2 - 2 | 4 - 2,5 | 4,5 - 2,8 | 5,0 - 3,2 | 5,6 - 3,6 | 6,3 - 4,0 | 7,0 - 4,5 | 7,5 - 5 | 8 - 5 | 9 - 5,6 | 10 - 6,3 | 11 - 7 | 12,5 - 8 | 14 - 9 | 16 - 10 | 18 - 11 | 20 - 12,5 | 25 - 16,5 | |
Неполное штучно-калькуляционное время на один торец, мин. | |||||||||||||||||||
3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,7 | - | - | - | - | - | - | - | - | - | - | - |
4 | - | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,6 | 1,7 | 1,7 | 2,0 | - | - | - | - | - | - | - |
5 | - | - | - | - | - | 0,7 | 0,8 | 0,9 | 1,0 | 1,0 | 1,0 | 1,2 | 1,3 | 1,5 | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 1,2 | 1,2 | 1,3 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | - | - | - |
8 | - | - | - | - | - | - | - | - | 1,7 | - | 1,9 | 2,1 | 2,3 | 2,6 | 3,0 | 3,3 | 3,4 | 3,8 | 4,9 |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | 3,5 | 4,0 | 4,5 | 4,6 | 5,1 | 6,5 |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,8 | - | 6,1 | 6,2 | 7,0 | 8,9 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 7,8 | - | 9,0 | 11,4 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,8 | 13,8 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 16,3 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 19,9 |
Ручная сварка | |||||||||||||||||||
Карта 47 | |||||||||||||||||||
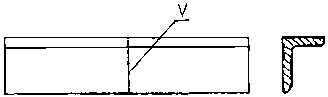 | Электроды ОЗС-3 Индекс шва С9 | ||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||
2,5 - 1,6 | 3,2 - 2 | 4 - 2,5 | 4,5 - 2,8 | 5 - 3,2 | 5,6 - 3,6 | 6,3 - 4,0 | 7 - 4,5 | 7,5 - 5 | 8 - 5 | 9 - 5,6 | 10 - 6,3 | 11 - 7 | 12,5 - 8 | 14 - 9 | 16 - 10 | 18 - 11 | 20 - 12,5 | 25 - 16,5 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
3 | 0,3 | 0,4 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,7 | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | 0,6 | 0,6 | - | 0,7 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | |
6 | - | - | - | - | - | - | - | - | 0,9 | 0,9 | 1,0 | 1,1 | 1,3 | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | 1,2 | - | 1,4 | 1,5 | 1,7 | 1,9 | 2,1 | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 2,0 | - | 2,6 | 2,9 | 3,3 | 3,6 | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | 3,3 | - | 4,0 | 4,6 | 6,5 | 6,5 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 5,2 | - | 8,0 | 9,8 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,8 | 11,7 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 13,5 |
Ручная сварка | |||||||||||||||||||
Карта 48 | |||||||||||||||||||
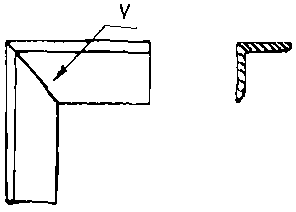 | Электроды ОЗС-3 Индекс шва С9 | ||||||||||||||||||
Толщина металла, мм | N профиля угольников | ||||||||||||||||||
2,5 - 1,6 | 3,2 - 2 | 4 - 2,5 | 4,5 - 2,8 | 5 - 3,2 | 5,6 - 3,6 | 6,3 - 4,0 | 7 - 4,5 | 7,5 - 5 | 8 - 5 | 9 - 5,6 | 10 - 6,3 | 11 - 7 | 12,5 - 8 | 14 - 9 | 16 - 10 | 18 - 11 | 20 - 12,5 | 25 - 16,5 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
3 | 0,3 | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | - | - | - | - | - | 0,6 | 0,6 | 0,7 | 0,76 | 0,76 | 0,9 | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 1,05 | 1,05 | 1,3 | 1,3 | 1,4 | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | 1,1 | - | 1,4 | 1,4 | 1,6 | 1,7 | 2,05 | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 1,9 | - | 2,3 | 2,7 | 3,05 | 3,4 | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | 3,03 | - | 4,07 | 4,4 | 5,05 | 5,9 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 5,4 | - | 6,3 | 7,4 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 7,9 | 10,0 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 11,3 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 13,3 |
Ручная сварка | ||||||||||||||||
Карта 49 | ||||||||||||||||
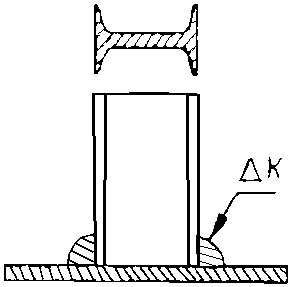 | Электроды ОЗС-3 Индекс шва Т1-Т4 | |||||||||||||||
Катет шва, мм | N профиля двутавровых балок | |||||||||||||||
10 | 12 - 14 | 16 | 18 - 20 | 22 | 24 | 27 | 30 | 33 - 36 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||||||||
3 | 1,2 | 1,5 | 1,7 | 2,1 | 2,4 | - | - | - | - | - | - | - | - | - | - | - |
4 | - | 2,9 | 3,4 | 4,1 | 4,8 | 5,1 | 5,6 | - | - | - | - | - | - | - | - | - |
5 | - | - | 2,0 | 2,5 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | 4,2 | 4,5 | 4,9 | 5,5 | 6,0 | 6,5 | - | - | - | - |
8 | - | - | - | - | - | - | - | - | - | 8,3 | 8,9 | 9,7 | 10,6 | 11.4 | 12,2 | - |
10 | - | - | - | - | - | - | - | - | - | - | - | - | 14,2 | 15,3 | 16,4 | 17,5 |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 22,4 | 23,9 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 30,1 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 36,4 |
Ручная сварка | |||||||||||||||||||
Карта 50 | |||||||||||||||||||
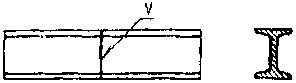 | Электроды ОЗС-3 Индекс шва С9 | ||||||||||||||||||
Толщина металла, мм | N профиля двутавровых балок | ||||||||||||||||||
10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||||||
5 | 1,3 | 1,5 | 1,7 | 1,9 | 2,2 | 2,4 | 2,6 | 2,8 | - | - | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | 3,7 | 3,9 | 4,1 | - | - | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | - | - | - | 5,8 | 6,3 | 6,9 | - | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 10,2 | 11,0 | - | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 14,4 | 15,4 | - |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 20,0 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 24,3 |
18 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 28,7 |
Ручная сварка | ||||||||||||||||
Карта 51 | ||||||||||||||||
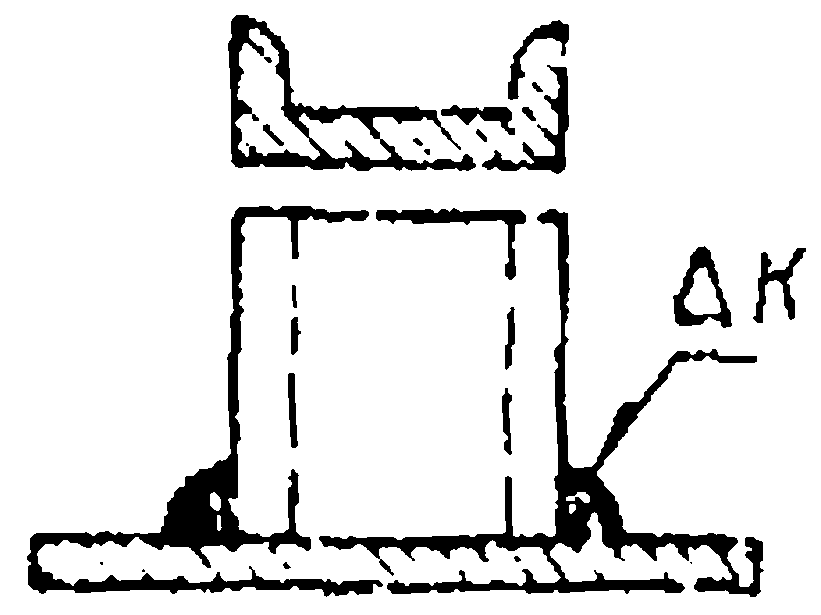 | Электроды ОЗС-3 Индекс шва Т1-Т4 | |||||||||||||||
Катет шва, мм | N профиля швеллеров | |||||||||||||||
5 | 6,5 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | 40 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||||||||
3 | 0,7 | 0,8 | 0,9 | 1,2 | 1,3 | 1,5 | 1,6 | 1,7 | 1,9 | 2 | 2,3 | - | - | - | - | - |
4 | 1,4 | 1,7 | 1,8 | 2,4 | 2,6 | 3 | 3,1 | 3,4 | 3,8 | 4,2 | 4,0 | 5 | - | - | - | - |
5 | - | - | - | - | 1.6 | 1,8 | 1,9 | 2 | 2,3 | 2,5 | 2,8 | 3 | 3,3 | 3,5 | 3,8 | - |
6 | - | - | - | - | - | - | - | - | - | - | - | 3,6 | 4 | 4,3 | 4,6 | 5 |
8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 7,5 |
Ручная сварка | ||||||||||||||||
Карта 52 | ||||||||||||||||
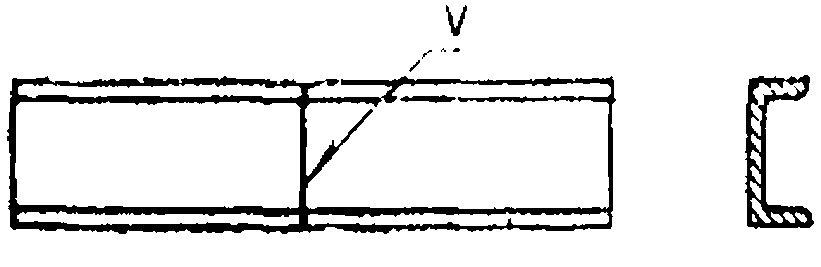 | Электроды ОЗС-3 Индекс шва С9 | |||||||||||||||
Толщина металла, мм | N профиля швеллеров | |||||||||||||||
5 | 6,5 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | 40 | |
Неполное штучно-калькуляционное время на один стык, мин. | ||||||||||||||||
5 | 1,3 | 1,5 | 1,7 | 2,0 | 2,4 | 2,8 | 2,8 | 3,1 | 3,5 | 3,8 | 4,2 | - | - | - | - | - |
6 | - | - | - | - | - | - | - | - | - | - | - | 5,4 | 5,9 | 6,4 | - | - |
8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 9,2 | 10,0 |
Ручная сварка | |||||||||||||||
Карта 53 | |||||||||||||||
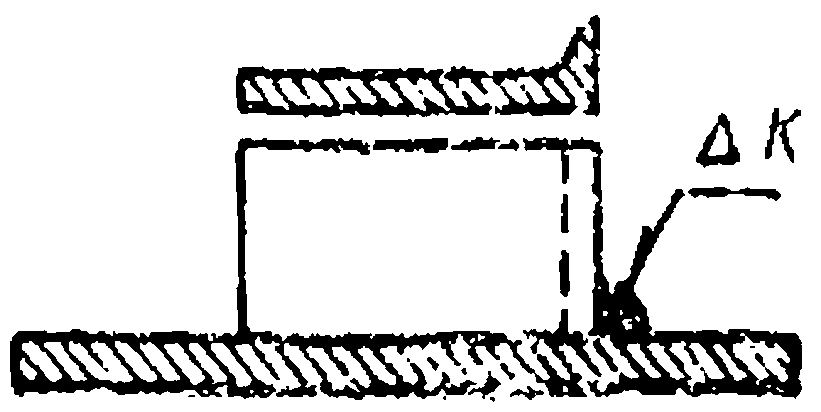 | Электроды ОЗС-3 Индекс шва Т1-Т4 | ||||||||||||||
Катет шва, мм | N профиля полособульб | ||||||||||||||
5 | 5,5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | |
Неполное штучно-калькуляционное время на один торец, мин. | |||||||||||||||
3 | 0,4 | 0,9 | - | - | - | - | - | - | - | - | - | - | - | - | - |
4 | 0,8 | 0,4 | 1 | 1 | 1,2 | 1,4 | 1.5 | - | - | - | - | - | - | - | - |
5 | - | - | 0,6 | 0,7 | 0,8 | 0,8 | 0,9 | 1 | 1,2 | - | - | - | - | - | - |
6 | - | - | - | 0,8 | 0,7 | 1 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | - | - | - | - |
8 | - | - | - | - | - | 1,5 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3 | 3,3 | 3,3 | 3,7 |
10 | - | - | - | - | - | - | - | 2,5 | 2,9 | 3,3 | 3,7 | 4 | 4,5 | 4,4 | 4,9 |
12 | - | - | - | - | - | - | - | - | 3,9 | 4,5 | 5 | 5,6 | 6,1 | 6 | 6,8 |
14 | - | - | - | - | - | - | - | - | - | 5,7 | 6,4 | 7 | 7,8 | 7,7 | 8,6 |
Ручная сварка | |||||||||||||||
Карта 54 | |||||||||||||||
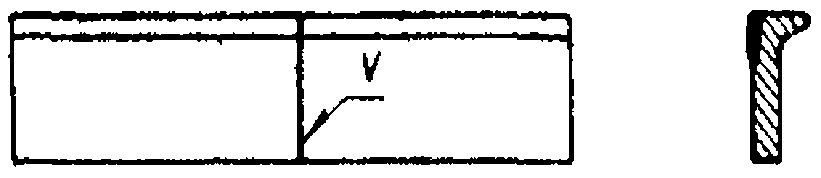 | Индекс шва С9 Электроды ОЗС-3 | ||||||||||||||
Толщина металла, мм | N профиля полособульб | ||||||||||||||
5 | 5,5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | |
Неполное штучно-калькуляционное время на один стык, мин. | |||||||||||||||
5 | 0,8 | 0,82 | 0,9 | 1,05 | 1,2 | 1,3 | - | - | - | - | - | - | - | - | - |
6 | - | - | - | - | - | - | 2,0 | 2,2 | 2,6 | - | - | - | - | - | - |
8 | - | - | - | - | - | - | - | - | 2,9 | 3,2 | 3,7 | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | 4,6 | 5,1 | 5,7 | 6,3 | - | - |
12 | - | - | - | - | - | - | - | - | - | - | - | 7,4 | 8,2 | 8,9 | 9,2 |
14 | - | - | - | - | - | - | - | - | - | - | - | - | - | 11 | 11,3 |
Полуавтоматическая сварка порошковой проволокой | ||||
Карта 55 | ||||
 | Индекс шва ПС-2 | |||
N профиля швеллеров | Марка порошковой проволоки | |||
ПП-АН1 | ПП-АН2 | |||
Толщина металла, мм | ||||
5 - 6 | 8 - 10 | 5 - 6 | 8 - 10 | |
Неполное штучно-калькуляционное время на один стык, мин. | ||||
14 - 16 | 4,9 | - | 3,9 | - |
18 | 5,7 | - | 4,7 | - |
20 | 6,4 | - | 5,1 | - |
22 | 7,0 | - | 5,5 | - |
24 | 7,6 | - | 6,1 | - |
27 | 8,2 | - | 6,6 | - |
30 | 9,0 | - | 7,2 | - |
33 | - | 10,3 | - | 8,4 |
36 | - | 11,1 | - | 9,1 |
40 | - | 12,0 | - | 9,8 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25, 27, 28.
Полуавтоматическая сварка порошковой проволокой | ||||||||
Карта 56 | ||||||||
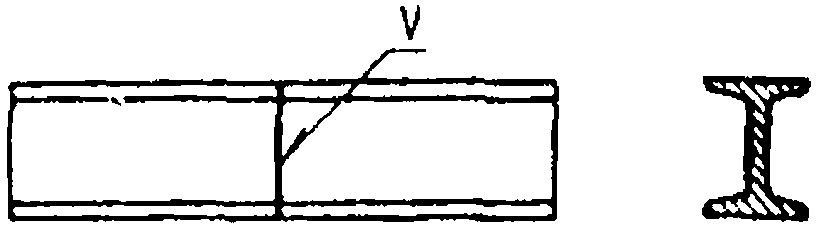 | Индекс шва ПС-2 | |||||||
N профиля | Марка порошковой проволоки | |||||||
ПП-АН1 | ПП-АН2 | |||||||
Толщина металла, мм | ||||||||
5 - 6 | 8 - 10 | 12 - 16 | 18 - 20 | 5 - 6 | 8 - 10 | 12 - 16 | 18 - 20 | |
Неполное штучно-калькуляционное время на один стык, мин. | ||||||||
18 | 6,5 | - | - | - | 5,2 | - | - | - |
20 | 7,2 | - | - | - | 5,8 | - | - | - |
22 | 7,9 | - | - | - | 6,4 | - | - | - |
24 | 8,5 | - | - | - | 6,7 | - | - | - |
27 | 9,3 | - | - | - | 7,4 | - | - | - |
30 | 10,3 | - | - | - | 8,0 | - | - | - |
33 | - | 11,5 | - | - | - | 9,4 | - | - |
36 | - | 12,2 | - | - | - | 10,0 | - | - |
40 | - | 13,4 | - | - | - | 11,0 | - | - |
45 | - | 14,5 | - | - | - | 11,9 | - | - |
50 | - | 15,8 | - | - | - | 12,9 | - | - |
55 | - | 17,1 | - | - | - | 14,0 | - | - |
60 | - | - | 19,4 | - | - | - | 16,5 | - |
65 | - | - | 20,8 | - | - | - | 17,6 | - |
70 | - | - | 22,1 | 24,0 | - | - | 18,7 | 20,3 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25, 27, 28.
Полуавтоматическая сварка порошковой проволокой | ||||||||||
Карта 57 | ||||||||||
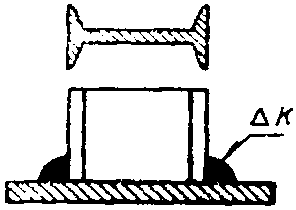 | Индекс шва ПТ1-ПТ2 | |||||||||
N профиля | Марка порошковой проволоки | |||||||||
ПП-АН1 | ПП-АН2 | |||||||||
Катет шва, мм | ||||||||||
3 - 4 | 5 - 6 | 8 - 10 | 12 | 14 - 16 | 3 - 4 | 5 - 6 | 8 - 10 | 12 | 14 - 16 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||
18 | 3,1 | 3,3 | - | - | - | 2,4 | 2,6 | - | - | - |
20 | 3,4 | 3,7 | - | - | - | 2,7 | 2,9 | - | - | - |
22 | 3,8 | 4,0 | - | - | - | 3,0 | 3,3 | - | - | - |
24 | 4,0 | 4,3 | - | - | - | 3,2 | 3,5 | - | - | - |
27 | 4,4 | 4,7 | - | - | - | 3,5 | 3,8 | - | - | - |
30 | - | 5,2 | - | - | - | - | 4,2 | - | - | - |
33 | - | 5,5 | - | - | - | - | 4,4 | - | - | - |
36 | - | 5,8 | - | - | - | - | 4,7 | - | - | - |
40 | - | 6,4 | 6,8 | - | - | - | 5,1 | 5,6 | - | - |
45 | - | 6,9 | 7,3 | -. | - | - | 5,6 | 6,0 | - | - |
50 | - | 7,5 | 8,0 | - | - | - | 6,1 | 6,6 | - | - |
55 | - | - | 8,7 | - | - | - | - | 7,1 | - | - |
60 | - | - | 9,3 | - | - | - | - | 7,7 | - | - |
65 | - | - | 10,0 | 21,0 | - | - | - | 8,2 | 17,5 | - |
70 | - | - | - | 22,0 | 23,0 | - | - | - | 18,3 | 20,0 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25, 27, 28.
Полуавтоматическая сварка порошковой проволокой | ||||||
Карта 58 | ||||||
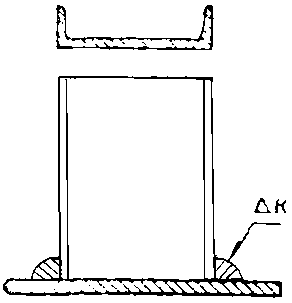 | Индекс шва ПТ1-ПТ4 | |||||
N профиля | Марка порошковой проволоки | |||||
ПП-АН1 | ПП-АН2 | |||||
Катет шва, мм | ||||||
3 - 4 | 5 - 6 | 8 - 10 | 3 - 4 | 5 - 6 | 8 - 10 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||
14 - 16 | 2,4 | - | - | 1,9 | - | - |
18 | 2,7 | 2,9 | - | 2,2 | 2,4 | - |
20 | 3,0 | 3,2 | - | 2,4 | 2,6 | - |
22 | 3,3 | 3,5 | - | 2,6 | 2,8 | - |
24 | 3,6 | 3,9 | - | 2,9 | 3,1 | - |
27 | 3,9 | 4,2 | - | 3,1 | 3,4 | - |
30 | - | 4,5 | - | - | 3,7 | - |
33 | - | 4,9 | - | - | 4,0 | - |
36 | - | 5,3 | - | - | 4,3 | - |
40 | - | 5,7 | 6,1 | - | 4,6 | 5,0 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25, 27, 28.
Полуавтоматическая сварка порошковой проволокой | ||||||
Карта 59 | ||||||
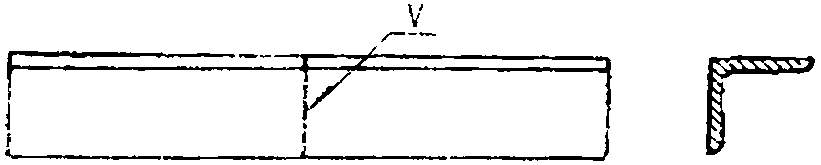 | Индекс шва ПС-2 | |||||
N профиля | Марка порошковой проволоки | |||||
ПП-АН1 | ПП-АН2 | |||||
Толщина металла, мм | ||||||
8 - 10 | 12 - 16 | 18 - 20 | 8 - 10 | 12 - 16 | 18 - 20 | |
Неполное штучно-калькуляционное время на один стык, мин. | ||||||
16 | 6,0 | 6,4 | 7,0 | 4,9 | 5,4 | 5,9 |
18 | 6,9 | 7,3 | 8,0 | 5,6 | 6,1 | 6,8 |
20 | 7,5 | 7,9 | 8,7 | 6,1 | 6,7 | 7,4 |
22 | 8,4 | 8,8 | 9,8 | 6,9 | 7,5 | 8,2 |
25 | 9,5 | 9,9 | 11,0 | 7,7 | 8,4 | 9,2 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25, 27, 28.
Полуавтоматическая сварка порошковой проволокой | ||||||||||
Карта 60 | ||||||||||
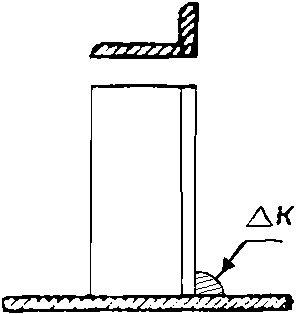 | Индекс шва ПТ1-ПТ4 | |||||||||
N профиля | Марка порошковой проволоки | |||||||||
ПП-АН1 | ПП-АН2 | |||||||||
Катет шва, мм | ||||||||||
3 - 4 | 5 - 6 | 8 - 10 | 12 | 14 - 16 | 3 - 4 | 5 - 6 | 8 - 10 | 12 | 14 - 16 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||
7,5/5 | 1,2 | 1,3 | 1,4 | - | - | 1,0 | 1,1 | 1,2 | - | - |
8/5 - 9/5,6 | 1.3 | 1,4 | 1,5 | - | - | 1,1 | 1,2 | 1,3 | - | - |
10/6,3 | 1,5 | 1,6 | 1,7 | - | - | 1,2 | 1,3 | 1.4 | - | - |
11/7 | 1,7 | 1,8 | 1,9 | - | - | 1,3 | 1,4 | 1,6 | - | - |
12,5/8 | 1,9 | 2,0 | 2,2 | 4,5 | - | 1,5 | 1,6 | 1,8 | 3,7 | - |
14/9 - 16/10 | - | 2,6 | 2,7 | 5,7 | 5,9 | - | 1,8 | 2,0 | 4,2 | 4,5 |
18/11 | - | 2,7 | 2,8 | 5,8 | - | - | 2,1 | 2,3 | 4,8 | - |
20/12,5 | - | - | 3,1 | 6,5 | 6,8 | - | - | 2,5 | 5,4 | 5,8 |
25/16,5 | - | - | 4,0 | 8,3 | 8,7 | - | - | 3,3 | 6,9 | 7,5 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25, 27, 28.
Полуавтоматическая сварка порошковой проволокой | ||||||||||||
Карта 61 | ||||||||||||
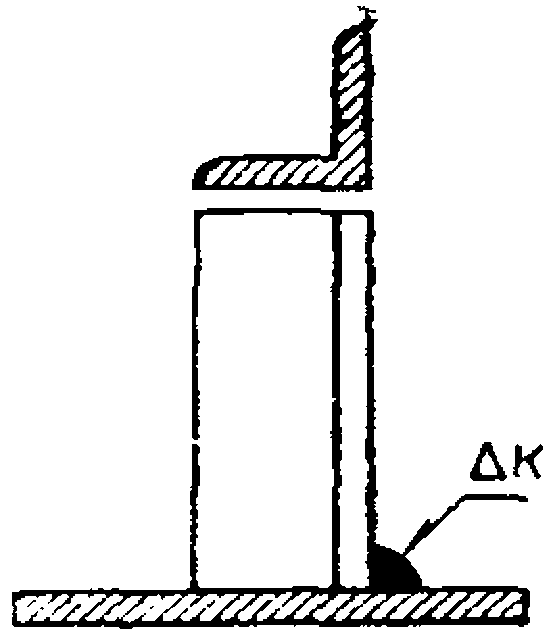 | Индекс шва П-Т1, П-Т4 | |||||||||||
N профиля | Марка порошковой проволоки | |||||||||||
ПП-АН1 | ПП-АН2 | |||||||||||
Катет шва, мм | ||||||||||||
3 - 4 | 5 - 6 | 8 - 10 | 12 | 14 - 16 | 18 | 3 - 4 | 5 - 6 | 8 - 10 | 12 | 14 - 16 | 18 | |
Неполное штучно-калькуляционное время на один торец, мин. | ||||||||||||
5 | 1,0 | 1,1 | - | - | - | - | 0,8 | 0,9 | - | - | - | - |
5,6 | 1,1 | 1,2 | - | - | - | - | 0,9 | 1,0 | - | - | - | - |
6,3 - 7 | 1,3 | 1,4 | - | - | - | - | 1.0 | 1,1 | - | - | - | - |
7,5 | 1,4 | 1,5 | 1,6 | - | - | - | 1,1 | 1,2 | 1,3 | - | - | - |
8 | 1,5 | 1,6 | 1,7 | - | - | - | 1,2 | 1,3 | 1,4 | - | - | - |
9 | 1,7 | 1,8 | 1,9 | - | - | - | 1,3 | 1,4 | 1,6 | - | - | - |
10 | - | 1,9 | 2,1 | 4,3 | 4,5 | - | - | 1,6 | 1,7 | 3,6 | 3,9 | - |
11 | - | 2,2 | 2,3 | - | - | - | - | 1,8 | 1,9 | - | - | - |
12,5 | - | 2,5 | 2,6 | 5,5 | 5,8 | - | - | 2,0 | 2,2 | 4,6 | 5,0 | - |
14 | - | - | 2,7 | 5,6 | - | - | - | - | 2,3 | 4,7 | - | - |
16 | - | - | 3,0 | 6,3 | 6,7 | 7,1 | - | - | 2,5 | 5,3 | 5,7 | 6,3 |
18 | - | - | 3,5 | 7,3 | - | - | - | - | 2,9 | 6,1 | - | - |
20 | - | - | 3,8 | 8,0 | 8,3 | 9,0 | - | - | 3,1 | 6,6 | 7,2 | 8,0 |
22 | - | - | 4,2 | 8,8 | 9,3 | - | - | - | 3,5 | 7,4 | 8,0 | - |
25 | - | - | - | 10,0 | 10,5 | 11,0 | - | - | - | 8,3 | 9,0 | 10,0 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25, 27, 28.
Ручная сварка | |||||||||||||||||
Карта 62 | |||||||||||||||||
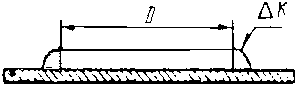 | Электроды УОНИ-13 Индекс шва Т4 | ||||||||||||||||
Катет шва, мм | Диаметр фланца, стакана, штуцера, мм до | ||||||||||||||||
100 | 120 | 140 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | 900 | 1000 | |
Неполное штучно-калькуляционное время на одно изделие, мин. | |||||||||||||||||
3 | 3,5 | 4,2 | 4,9 | 5,3 | 5,5 | 6,4 | 8,0 | 9,6 | 11,2 | 12,6 | 14,4 | 16,0 | 19,2 | 22,4 | 25,5 | 28,8 | 32,0 |
4 | 2,8 | 3,3 | 3,9 | 4,1 | 4,3 | 5,0 | 6,3 | 7,5 | 8,8 | 10,0 | 11,3 | 12,6 | 15,0 | 17,6 | 20,0 | 22,6 | 25,2 |
5 | 2,9 | 3,5 | 4,1 | 4,4 | 4,5 | 5,3 | 6,6 | 7,9 | 9,2 | 10,5 | 11,8 | 13,2 | 15,8 | 18,5 | 21,0 | 24,7 | 26,4 |
6 | 3,2 | 3,9 | 4,5 | 4,8 | 5,1 | 5,9 | 7,3 | 8,8 | 10,3 | 11,7 | 13,2 | 14,7 | 17,6 | 20,6 | 23,4 | 26,4 | 29,4 |
8 | 5,0 | 6,0 | 7,0 | 7,5 | 7,8 | 9,1 | 11,4 | 13,6 | 16,0 | 18,1 | 20,4 | 22,7 | 27,3 | 31,8 | 36,2 | 41,0 | 45,5 |
10 | 6,7 | 8,1 | 9,5 | 10,1 | 10,6 | 12,3 | 15,4 | 18,5 | 21,6 | 24,4 | 27,6 | 30,8 | 36,8 | 43,0 | 49,0 | 55,0 | 61,5 |
12 | 9,4 | 11,3 | 13,2 | 14,1 | 14,7 | 17,2 | 21,4 | 25,7 | 30,0 | 34,2 | 38,6 | 43,0 | 51,5 | 60,0 | 67,6 | 76,5 | 84,0 |
14 | 11,5 | 13,9 | 16,2 | 17,4 | 18,1 | 21,2 | 26,4 | 31,6 | 37,0 | 42,0 | 47,3 | 52,6 | 63,2 | 74,0 | 84,0 | 95,6 | 105,0 |
16 | 14,4 | 17,3 | 20,2 | 21,7 | 22,7 | 26,4 | 33,0 | 39,6 | 46,0 | 52,5 | 59,2 | 65,8 | 79,0 | 92,0 | 105,0 | 119,0 | 132,0 |
18 | 17,3 | 20,8 | 24,3 | 26,2 | 27,2 | 31,7 | 39,6 | 47,5 | 55,5 | 63,0 | 71,2 | 79,4 | 95,0 | 111,0 | 126,0 | 143,0 | 158,0 |
20 | 20,6 | 24,7 | 28,8 | 31,0 | 32,4 | 37,8 | 47,0 | 56,5 | 66,0 | 75,0 | 84,5 | 94,2 | 113,0 | 132,0 | 150,0 | 169,0 | 188,0 |
Ручная сварка | |||||||||||||||||
Карта 63 | |||||||||||||||||
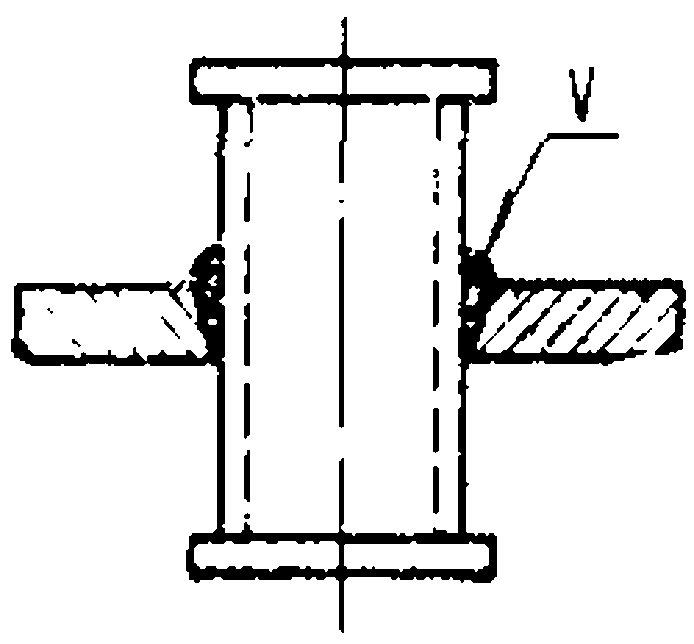 | Электроды УОНИ-13 Индекс шва Т9 | ||||||||||||||||
Толщина металла, мм | Диаметр фланца, стакана, штуцера, мм до | ||||||||||||||||
100 | 120 | 140 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | 900 | 1000 | |
Неполное штучно-калькуляционное время на одно изделие, мин. | |||||||||||||||||
6 | 7 | 8 | 10 | 11 | 11 | 13 | 16 | 19 | 22 | 24 | 29 | 32 | 38 | 45 | 51 | 57 | 63 |
8 | 8 | 9 | 11 | 12 | 12 | 14 | 18 | 21 | 25 | 28 | 32 | 35 | 42 | 49 | 56 | 64 | 69 |
10 | 10 | 12 | 15 | 16 | 17 | 19 | 24 | 29 | 33 | 38 | 43 | 48 | 57 | 67 | 76 | 86 | 94 |
12 | 14 | 17 | 20 | 22 | 23 | 26 | 33 | 39 | 46 | 53 | 59 | 66 | 79 | 92 | 105 | 119 | 130 |
14 | 17 | 20 | 24 | 25 | 27 | 31 | 39 | 46 | 54 | 62 | 69 | 77 | 92 | 108 | 123 | 139 | 153 |
16 | 20 | 24 | 29 | 30 | 32 | 37 | 46 | 55 | 64 | 74 | 83 | 92 | 110 | 128 | 147 | 166 | 183 |
18 | 27 | 32 | 38 | 40 | 43 | 49 | 61 | 74 | 86 | 99 | 111 | 123 | 147 | 172 | 196 | 222 | 244 |
20 | 31 | 37 | 44 | 47 | 50 | 57 | 71 | 86 | 100 | 115 | 128 | 143 | 171 | 200 | 229 | 259 | 284 |
22 | 00 | 43 | 51 | 54 | 58 | 66 | 82 | 99 | 115 | 132 | 148 | 165 | 197 | 230 | 263 | 297 | 326 |
24 | 41 | 49 | 58 | 61 | 65 | 75 | 93 | 112 | 130 | 149 | 167 | 186 | 222 | 260 | 297 | 336 | 368 |
26 | 46 | 55 | 66 | 70 | 75 | 85 | 105 | 128 | 148 | 170 | 190 | 213 | 254 | 296 | 340 | 382 | 420 |
Ручная сварка | |||||||||||||
Карта 64 | |||||||||||||
 | Электроды УОНИ-13 Индекс шва Т-1 | ||||||||||||
Катет шва, мм | Длина привариваемой кромки, мм до | ||||||||||||
100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | 350 | 400 | 450 | 500 | |
Неполное штучно-калькуляционное время на одну кромку, мин. | |||||||||||||
3 | 2,3 | 2,8 | 3,2 | 3,7 | 4,3 | 4,8 | 4,9 | 5,3 | 5,8 | 6,8 | 7,7 | 8,6 | 9,6 |
4 | 1,8 | 2,2 | 2,5 | 2,9 | 3,3 | 3,8 | 3,9 | 4,2 | 4,5 | 5,3 | 6,1 | 6,8 | 7,6 |
5 | 1,9 | 2,4 | 2,6 | 3,1 | 3,5 | 3,9 | 4,0 | 4,4 | 4,8 | 5,6 | 6,4 | 7,2 | 8,0 |
6 | 2,1 | 2,6 | 2,9 | 3,4 | 3,9 | 4,4 | 4,5 | 4,9 | 5,3 | 6,2 | 7,1 | 8,0 | 8,8 |
8 | 3,3 | 4,2 | 4,5 | 5,3 | 6,0 | 6,8 | 6,9 | 7,6 | 8,3 | 9,7 | 11,0 | 12,4 | 13,8 |
10 | 4,5 | 5,6 | 6,1 | 7,2 | 8,2 | 9,3 | 9,4 | 10,4 | 11,0 | 13,0 | 15,0 | 16,8 | 18,6 |
12 | 6,22 | 7,8 | 8,5 | 10,4 | 11,4 | 12,9 | 13,0 | 14,3 | 15,6 | 18,0 | 20,8 | 23,0 | 26,0 |
14 | 7,7 | 9,6 | 10,6 | 12,3 | 14,0 | 15,8 | 16,0 | 17,6 | 19,0 | 22,0 | 25,6 | 29,0 | 32,0 |
16 | - | - | - | - | 17,5 | 19,8 | 20,0 | 22,0 | 24,0 | 28,0 | 32,0 | 36,0 | 40,0 |
18 | - | - | - | - | - | - | - | - | 31,0 | 33,6 | 38,0 | 43,0 | 48,0 |
20 | - | - | - | - | - | - | - | - | 34,0 | 40,0 | 45,7 | 51,0 | 57,0 |
Ручная сварка | |||||||||||||
Карта 65 | |||||||||||||
 | Электроды УОНИ-13 Индекс шва Т9 | ||||||||||||
Толщина металла, мм | Длина привариваемой кромки, мм до | ||||||||||||
100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | 350 | 400 | 450 | 500 | |
Неполное штучно-калькуляционное время на одну кромку, мин. | |||||||||||||
6 | 2,4 | 2,9 | 3,5 | 4,1 | 4,7 | 5,2 | 5,4 | 5,9 | 6,4 | 7,5 | 8,5 | 9,6 | 10,7 |
8 | 2,7 | 3,2 | 3,8 | 4,5 | 5,1 | 5,7 | 5,9 | 6,5 | 7,1 | 8,2 | 9,4 | 10,6 | 11,8 |
10 | 0,6 | 4,3 | 5,2 | 6,1 | 7,0 | 7,8 | 8,0 | 8,8 | 9,6 | 11,2 | 12,8 | 14,4 | 16,0 |
12 | 5,0 | 6,0 | 7,5 | 8,4 | 9,6 | 10,8 | 11,0 | 12,1 | 13,2 | 15,4 | 17,6 | 19,8 | 2210 |
14 | 5,9 | 7,0 | 8,5 | 9,9 | 4,3 | 12,7 | 12,9 | 14,2 | 15,5 | 18,1 | 20,7 | 23,3 | 26,0 |
16 | 7,0 | 8,4 | 10,0 | 11,8 | 3,4 | 15,2 | 15,4 | 16,9 | 18,5 | 21,6 | 24,6 | 27,8 | 30,8 |
18 | - | - | - | - | 18,0 | 20,2 | 20,6 | 22,7 | 24,8 | 29,0 | 33,0 | 37,0 | 41,0 |
20 | - | - | - | - | 20,8 | 23,5 | 24,0 | 26,4 | 28,7 | 33,5 | 38,4 | 43,0 | 48,0 |
22 | - | - | - | - | - | - | - | - | 34,3 | 40,0 | 46,0 | 51,5 | 57,0 |
24 | - | - | - | - | - | - | - | - | 37,2 | 43,5 | 50,0 | 56,0 | 62,0 |
26 | - | - | - | - | - | - | - | - | 42,5 | 49,5 | 57,0 | 64,0 | 71,0 |
Ручная сварка | |||||||||||||
Карта 66 | |||||||||||||
 | Электроды УОНИ-13 Индекс шва Т8 | ||||||||||||
Толщина металла, мм | Длина привариваемой кромки, мм до | ||||||||||||
100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | 350 | 400 | 450 | 500 | |
Неполное штучно-калькуляционное время на одну кромку, мин. | |||||||||||||
6 | 3,0 | 3,7 | 4,3 | 5,1 | 5,8 | 6,5 | 6,8 | 7,3 | 8,0 | 9,4 | 10,6 | 12,0 | 13,3 |
8 | 3,3 | 3,9 | 4,6 | 5,5 | 6,2 | 7,0 | 7,2 | 7,9 | 8,7 | 10,0 | 11,5 | 13,0 | 14,4 |
10 | 4,2 | 5,0 | 6,0 | 7,1 | 8,1 | 9,1 | 9,3 | 10,2 | 11,2 | 13,0 | 15,0 | 16,8 | 18,6 |
12 | 5,6 | 6,7 | 8,3 | 9,4 | 10,7 | 12,1 | 12,3 | 13,5 | 14,8 | 17,3 | 19,7 | 22,2 | 24,6 |
14 | 6,5 | 7,7 | 9,3 | 10,9 | 12,4 | 14,0 | 14,2 | 15,6 | 17,1 | 20,0 | 22,8 | 25,7 | 28,6 |
16 | 7,6 | 9,1 | 10,8 | 12,8 | 14,5 | 16,5 | 16,7 | 18,3 | 20,1 | 23,5 | 26,7 | 30,2 | 33,4 |
18 | - | - | - | - | 19,1 | 21,5 | 21,9 | 24,1 | 26,4 | 30,8 | 35,0 | 39,4 | 43,6 |
20 | - | - | - | - | 21,9 | 24,8 | 25,3 | 27,8 | 30,3 | 35,4 | 40,5 | 45,4 | 50,6 |
22 | - | - | - | - | - | - | - | - | 35,9 | 42,0 | 48,0 | 54,0 | 56,6 |
24 | - | - | - | - | - | - | - | - | 38,8 | 45,4 | 52,0 | 58,4 | 64,6 |
26 | - | - | - | - | - | - | - | - | 44,1 | 51,4 | 59,0 | 66,4 | 73,6 |
1. Время на подварку дано без подрубки корня шва.
Ручная сварка | |||||||||||||||||
Карта 67 | |||||||||||||||||
 | Электроды ОЗС-3 Индекс шва Т4 | ||||||||||||||||
Катет шва, мм | Диаметр фланца, стакана, штуцера, мм до | ||||||||||||||||
100 | 120 | 140 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | 900 | 1000 | |
Неполное штучно-калькуляционное время на одно изделие, мин. | |||||||||||||||||
3 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 | 1,9 | 2,3 | 2,8 | 3,2 | 3,7 | 4,2 | 4,6 | 5,5 | 6,5 | 7,4 | 8,3 | 9,3 |
4 | 2,0 | 2,4 | 2,8 | 3,1 | 3,2 | 3,7 | 4,6 | 5,5 | 6,4 | 7,4 | 8,4 | 9,2 | 11,0 | 12,9 | 14,7 | 16,6 | 18,5 |
5 | 1,2 | 1,5 | 1,7 | 1,8 | 1,9 | 2,2 | 2,8 | 3,4 | 3,9 | 4,5 | 5,1 | 5,6 | 6,7 | 7,9 | 9,0 | 10,1 | 11,2 |
6 | 1,5 | 1,8 | 2,4 | 2,2 | 2,4 | 2,7 | 3,1 | 4,1 | 4,7 | 5,4 | 6,1 | 6,8 | 8,1 | 9,5 | 10,1 | 12,1 | 13,5 |
8 | 2,2 | 2,7 | 3,0 | 3,3 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8.1 | 9,1 | 10,1 | 12,0 | 14,2 | 16,0 | 18,1 | 20,2 |
10 | 3 0 | 3,6 | 4,1 | 4,5 | 4,7 | 5,4 | 6,8 | 8,1 | 9,5 | 10,8 | 12,2 | 13,5 | 16,2 | 19,0 | 21,5 | 24,2 | 27,0 |
12 | 4,1 | 4,7 | 5,5 | 6,1 | 6,3 | 7,4 | 9,3 | 11,1 | 12,9 | 14,8 | 16,7 | 18,5 | 22,0 | 26,0 | 29,1 | 33,2 | 37,0 |
14 | 5,2 | 6,2 | 7,1 | 7,8 | 8,1 | 9,7 | 11,8 | 14,2 | 16,5 | 18,9 | 21,3 | 23,6 | 28,2 | 33,0 | 37,5 | 42,4 | 47,2 |
16 | 6,2 | 7,5 | 8,6 | 9,4 | 9,8 | 11,4 | 14,3 | 17,1. | 19,8 | 22,8 | 25,8 | 28,5 | 34,0 | 40,0 | 45,5 | 51,2 | 57,0 |
18 | 7,4 | 8,9 | 10,2 | 11,1 | 11,6 | 13,5 | 16,8 | 20,1 | 23,4 | 27,0 | 30,2 | 33,6 | 40,2 | 47,0 | 53,6 | 60,4 | 67,3 |
20 | 9,1 | 10,9 | 12,4 | 13,6 | 14,2 | 16,5 | 20,6 | 24,7 | 28,8 | 33,0 | 37,3 | 41,3 | 49,2 | 57,7 | 65,6 | 74,0 | 82,5 |
Ручная сварка | |||||||||||||||||
Карта 68 | |||||||||||||||||
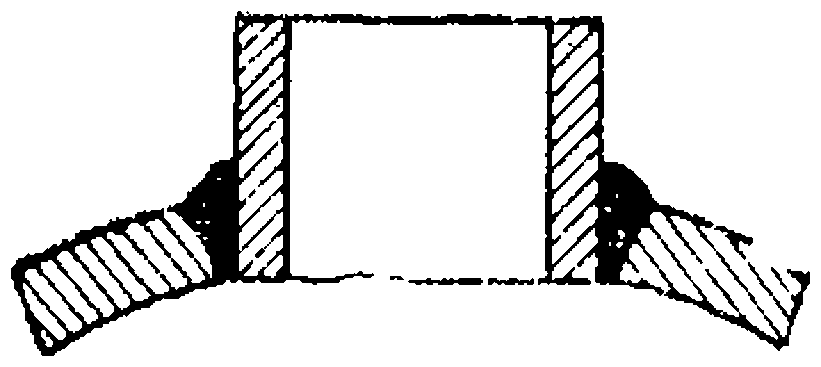 | Электроды ОЗС-3 Индекс шва Т9 | ||||||||||||||||
Толщина металла, мм | Диаметр фланца, стакана, штуцера, мм до | ||||||||||||||||
100 | 120 | 140 | 150 | 175 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | 900 | 1000 | |
Неполное штучно-калькуляционное время на одно изделие, мин. | |||||||||||||||||
6 | 2,9 | 3,5 | 4,2 | 4,4 | 4,8 | 5,4 | 6,7 | 8 | 9 | 11 | 12 | 13 | 16 | 19 | 22 | 24 | 27 |
8 | 3,7 | 4,4 | 5,2 | 5,5 | 5,9 | 6,7 | 8,4 | 10 | 12 | 13 | 15 | 17 | 20 | 23 | 27 | 32 | 33 |
10 | 4,8 | 5,7 | 6,8 | 7,2 | 7,7 | 8,8 | 11,0 | 13 | 15 | 17 | 20 | 22 | 26 | 30 | 35 | 39 | 43 |
12 | 6,2 | 7,5 | 8,9 | 9,4 | 10,0 | 11,0 | 14,0 | 17 | 20 | 23 | 26 | 29 | 34 | 40 | 46 | 52 | 57 |
14 | 7,3 | 8,8 | 10,0 | 11,0 | 12,0 | 13,0 | 17,0 | 20 | 23 | 27 | 30 | 34 | 40 | 47 | 54 | 62 | 68 |
16 | 9,3 | 11,0 | 13,0 | 14,0 | 15,0 | 17,0 | 21,0 | 26 | 30 | 34 | 38 | 43 | 51 | 60 | 68 | 77 | 85 |
18 | 12,0 | 14,0 | 17,0 | 18,0 | 19,0 | 22,0 | 27,0 | 33 | 38 | 44 | 49 | 54 | 65 | 76 | 87 | 98 | 107 |
20 | 14,0 | 17,0 | 20,0 | 21,0 | 23,0 | 26,0 | 32,0 | 39 | 45 | 51 | 58 | 64 | 77 | 90 | 102 | 116 | 127 |
22 | 16,0 | 19,0 | 23,0 | 24,0 | 26,0 | 30,0 | 37,0 | 45 | 52 | 59 | 67 | 74 | 89 | 103 | 118 | 134 | 146 |
24 | 18,0 | 22,0 | 26,0 | 27,0 | 30,0 | 34,0 | 42,0 | 50 | 59 | 67 | 75 | 84 | 100 | 117 | 134 | 151 | 166 |
26 | 20,0 | 25,0 | 29,0 | 31,0 | 33,0 | 38,0 | 47,0 | 56 | 65 | 75 | 84 | 94 | 112 | 132 | 150 | 169 | 186 |
Ручная сварка | ||||||||||||
Карта 69 | ||||||||||||
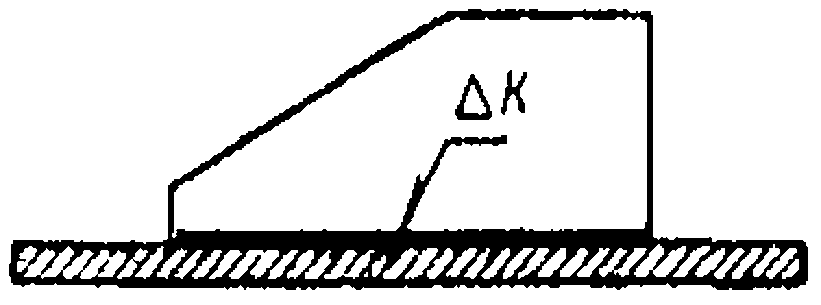 | Электроды ОЗС-3 Индекс шва Т1 | |||||||||||
Катет шва, мм | Длина привариваемой кромки, мм до | |||||||||||
100 | 125 | 150 | 175 | 200 | 225 | 250 | 300 | 350 | 400 | 450 | 500 | |
Неполное штучно-калькуляционное время на одну кромку, мин. | ||||||||||||
3 | 0,35 | 0,42 | 0,5 | 0,58 | 0,67 | 0,76 | 0,8 | 0,9 | 1,1 | 1,2 | 1,3 | 1,5 |
4 | 0,7 | 0,8 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 1,8 | 2,2 | 2,5 | 2,8 | 3,1 |
5 | 0,43 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | 1,5 | 1,9 |
6 | 0,5 | 0,6 | 0,7 | 0,9 | 1,0 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | 2,3 |
8 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,6 | 1,8 | 2,0 | 2,3 | 2,7 | 3,0 | 3,4 |
10 | 1,0 | 1,2 | 1,5 | 1,7 | 2,0 | 2,2 | 2,5 | 2,7 | 3,2 | 3,6 | 4,1 | 4,5 |
12 | 1,4 | 1,7 | 2,0 | 2,4 | 2,7 | 3,0 | 3,4 | 3,7 | 4,3 | 4,9 | 5,5 | 6,2 |
14 | 1,8 | 2,1 | 2,6 | 3,0 | 3,4 | 3,9 | 4,3 | 4,7 | 5,5 | 6,3 | 7,1 | 7,9 |
16 | 2,2 | 2,6 | 3,1 | 3,6 | 4,2 | 4,7 | 5,2 | 5,7 | 6,7 | 7,6 | 8,6 | 9,5 |
18 | 2,6 | 3,1 | 3,7 | 4,3 | 4,9 | 5,5 | 6,1 | 6,7 | 7,9 | 8,9 | 10,1 | 11,2 |
20 | 3,1 | 3,8 | 4,5 | 5,3 | 6,0 | 6,8 | 7,5 | 8,3 | 9,6 | 11,0 | 12,4 | 13,8 |
Примечания:
1. Время дано на сварку с одной стороны шва. Для сварки с другой стороны следует прибавлять время по карте 97.
Ручная сварка | ||||||||||||
Карта 70 | ||||||||||||
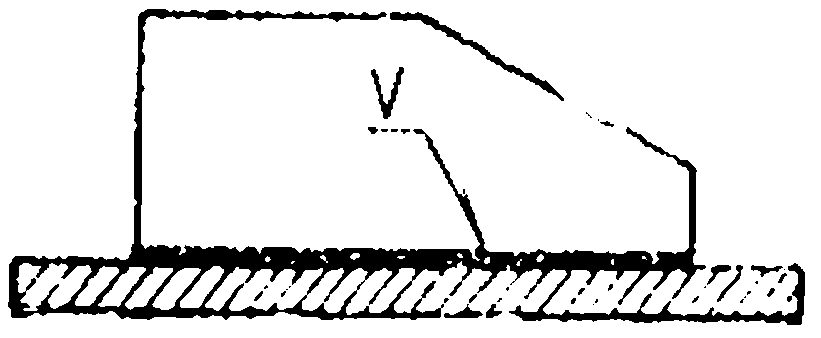 | Электроды ОЗС-3 Индекс шва Т9 | |||||||||||
Толщина металла, мм | Длина привариваемой кромки, мм до | |||||||||||
100 | 125 | 150 | 175 | 200 | 225 | 250 | 300 | 350 | 400 | 450 | 500 | |
Неполное штучно-калькуляционное время на одну кромку, мин. | ||||||||||||
6 | 1,0 | 1,2 | 1,5 | 1.7 | 2,0 | 2,2 | 2,5 | 2,7 | 3,2 | 3,6 | 4,1 | 4,5 |
8 | 1,3 | 1,5 | 1,8 | 2,1 | 2,4 | 2,8 | 3,1 | 3,4 | 3,6 | 4,5 | 5,0 | 5,6 |
10 | 1.7 | 2,0 | 2,3 | 2,8 | 3,2 | 3,6 | 4,0 | 4,4 | 5,1 | 5,9 | 6,6 | 7,3 |
12 | 2,2 | 2,6 | 3,1 | 3,7 | 4,2 | 4,7 | 5,2 | 5,7 | 6,7 | 7,7 | 8,6 | 9,6 |
14 | 2,6 | 3,1 | 3,7 | 4,3 | 4,9 | 5,5 | 6,1 | 6,7 | 7,9 | 9,0 | 10,1 | 11,2 |
16 | 3,3 | 3,9 | 4,7 | 5,5 | 6,2 | 7,0 | 7,8 | 8,6 | 10,0 | 11,4 | 12,9 | 14,3 |
18 | 4,4 | 5,0 | 5,9 | 6,9 | 7,9 | 8,9 | 9,9 | 10,9 | 12,7 | 14,5 | 16,3 | 18,2 |
20 | 4,9 | 5,9 | 7,0 | 8,2 | 9,4 | 10,5 | 11,7 | 12,9 | 13,7 | 17,2 | 19,3 | 21,5 |
22 | 5,6 | 6,8 | 8,1 | 9,5 | 10,8 | 12,1 | 13,5 | 14,9 | 17,3 | 19,8 | 22,3 | 24,8 |
24 | 6,6 | 7,9 | 9,2 | 10,5 | 12,2 | 13,8 | 15,2 | 17,1 | 19,6 | 22,4 | 25,2 | 28,0 |
26 | 7,1 | 8,6 | 10,3 | 19,0 | 18,7 | 15,4 | 17,1 | 18,8 | 21,0 | 25,1 | 28,3 | 31,0 |
Ручная сварка | ||||||||||||
Карта 71 | ||||||||||||
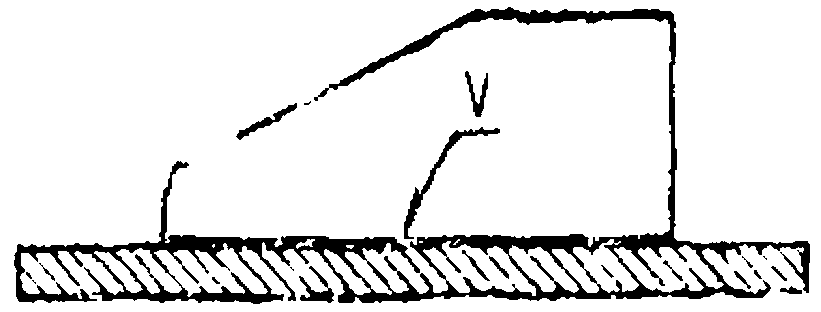 | Электроды ОЗС-3 Индекс шва Т8 | |||||||||||
Толщина металла, мм | Длина привариваемой кромки, мм до | |||||||||||
100 | 125 | 150 | 175 | 200 | 225 | 250 | 300 | 350 | 400 | 450 | 500 | |
Неполное штучно-калькуляционное время на одну кромку, мин. | ||||||||||||
6 | 1,27 | 1,6 | 1,9 | 2,2 | 2,6 | 2,8 | 3,2 | 3,5 | 4,2 | 4,7 | 5,4 | 5,9 |
8 | 1,57 | 1,9 | 2,2 | 2,6 | 3,0 | 3,4 | 3,8 | 4,2 | 4,6 | 5,6 | 6,3 | 7,0 |
10 | 1,97 | 2,4 | 2,7 | 3,3 | 3,8 | 4,2 | 4,7 | 5,2 | 6,1 | 7,0 | 7,9 | 8,7 |
12 | 2,47 | 3,0 | 3,5 | 4,2 | 4,8 | 5,3 | 5,9 | 6,5 | 7,7 | 8,8 | 9,9 | 11,0 |
14 | 2,87 | 3,5 | 4,1 | 4,8 | 5,5 | 6,1 | 6,8 | 7,5 | 8,9 | 10,1 | 11,4 | 12,6 |
16 | 3,57 | 4,3 | 5,1 | 6,0 | 6,8 | 7,6 | 8,5 | 9,4 | 11,0 | 12,5 | 14,2 | 15,7 |
18 | 4,67 | 5,4 | 6,3 | 7,4 | 8,5 | 9,5 | 10,6 | 11,7 | 13,7 | 15,6 | 17,5 | 19,6 |
20 | 5,17 | 6,3 | 7,4 | 8,7 | 10,0 | 11,1 | 12,4 | 13,7 | 14,7 | 18,3 | 20,6 | 22,9 |
22 | 5,87 | 7,2 | 8,5 | 10,0 | 11,4 | 12,7 | 14,2 | 15,7 | 18,3 | 20,9 | 23,6 | 26,2 |
24 | 6,87 | 8,3 | 9,6 | 11,0 | 12,8 | 14,4 | 15,9 | 17,9 | 20,6 | 23,5 | 26,5 | 29,4 |
26 | 7,37 | 9,0 | 10,7 | 12,5 | 14,3 | 16,0 | 17,8 | 19,6 | 22,9 | 26,2 | 29,5 | 32,8 |
Примечания:
1. Время на подварку дано без подрубки корня шва.
Ручная сварка | ||||||||||||||
Карта 72 | ||||||||||||||
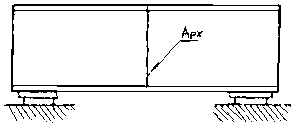 | Электроды УОНИ-13 Индекс шва Ар-С2 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
2 | 39,9 | 48,7 | 56,0 | 63,8 | 72,4 | 80,3 | 100 | 120 | 140 | 159 | 180 | 219 | 260 | 230 |
3 | 25 | 30,2 | 34,8 | 39,7 | 45,0 | 49,8 | 62,5 | 74,8 | 87 | 99 | 112 | 136 | 162 | 174 |
4 | 18 | 21,8 | 25,1 | 28,7 | 32,5 | 36,1 | 45,0 | 54,2 | 63 | 72 | 81 | 99 | 117 | 126 |
5 | 17 | 20,6 | 23,7 | 27,1 | 30,7 | 34,0 | 42,5 | 51,1 | 59,3 | 67,5 | 76,2 | 93 | 110 | 118 |
Ручная сварка | ||||||||||||||
Карта 73 | ||||||||||||||
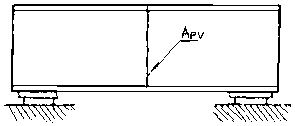 | Электроды УОНИ-13 Индекс шва Ар-С8 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
5 - 7 | 25,3 | 30,7 | 35,5 | 40,3 | 45,6 | 50,6 | 63,4 | 76,0 | 88,0 | 100,0 | 121,0 | 138,0 | 164,0 | 177,0 |
8 - 9 | 34,0 | 41,2 | 47,4 | 54,1 | 61,4 | 68,0 | 85,0 | 102,0 | 118,0 | 135,0 | 152,5 | 185,0 | 220,0 | 237,0 |
10 - 12 | 41,0 | 49,6 | 57,0 | 65,0 | 73,8 | 82,0 | 102,3 | 122,8 | 143,0 | 163,0 | 183,5 | 223,2 | 265,4 | 285,2 |
14 | 65,7 | 79,6 | 91,5 | 104,5 | 118,4 | 131,3 | 164,2 | 197,0 | 228,8 | 260,7 | 294,5 | 358,2 | 425,9 | 457,7 |
Ручная сварка | ||||||||||||||
Карта 74 | ||||||||||||||
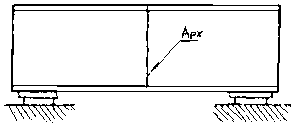 | Электроды УОНИ-13 Индекс шва Ар-С16 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
16 - 26 | 79 | 96 | 110 | 125 | 141 | 157 | 197 | 236 | 275 | 312 | 354 | 430 | 511 | 550 |
28 - 36 | 93 | 113 | 130 | 148 | 168 | 187 | 233 | 279 | 324 | 370 | 418 | 508 | 605 | 650 |
38 | 105 | 127 | 146 | 167 | 188 | 209 | 261 | 314 | 364 | 415 | 470 | 570 | 677 | 730 |
40 - 60 | 113 | 137 | 157 | 130 | 205 | 227 | 283 | 340 | 395 | 450 | 508 | 618 | 734 | 790 |
Ручная сварка | |||||||||
Карта 75 | |||||||||
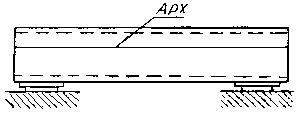 | Электроды УОНИ-13 Индекс шва Ар-С2 | ||||||||
Толщина металла, мм | Длина паза обечайки, мм | ||||||||
500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | |
Неполное штучно-калькуляционное время на один паз, мин. | |||||||||
2 | 6,4 | 6,9 | 8,1 | 9,3 | 10,4 | 11,6 | 13,9 | 16,2 | 18,5 |
3 | 4,0 | 4,3 | 5,0 | 5,8 | 6,5 | 7,2 | 8,6 | 10,1 | 11,5 |
4 | 2,9 | 3,1 | 3,6 | 4,2 | 4,7 | 5,2 | 6,2 | 7,3 | 8,3 |
5 | 2,6 | 2,9 | 3,4 | 3,8 | 4,3 | 4,8 | 5,8 | 6,7 | 7,7 |
Толщина металла, мм | Длина паза обечайки, мм | ||||||||
1800 | 2000 | 2200 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | |
Неполное штучно-калькуляционное время на один паз, мин. | |||||||||
2 | 20,8 | 23,4 | 25,5 | 29,0 | 34,8 | 40,5 | 46,4 | 52,2 | 58,0 |
3 | 13,0 | 14,4 | 15,8 | 18,0 | 21,6 | 25,2 | 28,8 | 32,4 | 36,0 |
4 | 9,3 | 10,4 | 11,5 | 13,0 | 15,6 | 18,2 | 20,8 | 23,4 | 26,0 |
5 | 8,6 | 9,6 | 10,5 | 12,0 | 14,4 | 16,8 | 19,2 | 21,6 | 24,0 |
Ручная сварка | |||||||||
Карта 76 | |||||||||
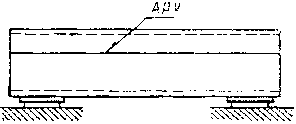 | Электроды УОНИ-13 Индекс шва Ар-С8 | ||||||||
Толщина металла, мм | Длина паза обечайки, мм | ||||||||
500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | |
Неполное штучно-калькуляционное время на один паз, мин. | |||||||||
5 - 6 | 4,0 | 4,4 | 5,1 | 5,8 | 6,6 | 7,3 | 8,7 | 10,2 | 11,7 |
8 | 5,4 | 5.9 | 6,9 | 7,8 | 8,8 | 9,8 | 11,7 | 13,7 | 15,7 |
10 - 12 | 6,5 | 7,6 | 8,2 | 9,4 | 10,6 | 11,8 | 14,2 | 16,5 | 18,9 |
14 | 10,4 | 11,4 | 13,3 | 15,2 | 17,1 | 19,0 | 22,8 | 26,6 | 30,4 |
Толщина металла, мм | Длина паза обечайки, мм | ||||||||
1800 | 2000 | 2200 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | |
Неполное штучно-калькуляционное время на один паз, мин. | |||||||||
5 - 6 | 13,1 | 14,6 | 16,1 | 18,2 | 22,0 | 25,6 | 29,2 | 32,8 | 36,6 |
8 | 17,6 | 19,6 | 21,6 | 24,5 | 29,4 | 34,4 | 39,2 | 44,0 | 49,0 |
10 - 12 | 21,2 | 23,6 | 26,0 | 29,6 | 35,4 | 41,4 | 47,2 | 53,0 | 59,0 |
14 | 34,2 | 38,0 | 42,0 | 47,5 | 57,0 | 66,5 | 76,0 | 85,5 | 95,0 |
Ручная сварка | |||||||||
Карта 77 | |||||||||
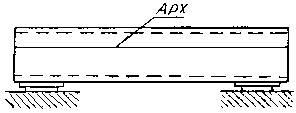 | Электроды УОНИ-13 Индекс шва Ар-С16 | ||||||||
Толщина металла, мм | Длина паза обечайки, мм | ||||||||
500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | |
Неполное штучно-калькуляционное время на один паз, мин. | |||||||||
20 - 26 | 12,5 | 13,6 | 15,9 | 18,2 | 20,4 | 22,7 | 27,2 | 31,8 | 36,3 |
28 - 36 | 14,8 | 16,1 | 18,8 | 21,5 | 24,2 | 26,9 | 32,3 | 37,7 | 43,0 |
38 | 16,6 | 18,1 | 21,1 | 24,2 | 27,2 | 30,2 | 36,2 | 42,3 | 48,3 |
40 - 60 | 18,0 | 19,6 | 22,9 | 26,2 | 29,4 | 32,7 | 39,2 | 45,8 | 52,3 |
Толщина металла, мм | Длина паза обечайки, мм | ||||||||
1800 | 2000 | 2200 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | |
Неполное штучно-калькуляционное время на один паз, мин. | |||||||||
20 - 26 | 40,8 | 45,4 | 49,9 | 56,7 | 68,1 | 79,5 | 90,8 | 102,2 | 113,5 |
28 - 36 | 48,4 | 53,8 | 59,2 | 67,3 | 80,7 | 94,2 | 107,6 | 121,0 | 134,5 |
38 | 54,4 | 60,4 | 66,4 | 75,5 | 90,6 | 105,7 | 120,8 | 135,9 | 151,0 |
40 - 60 | 58,9 | 65,4 | 71,9 | 81,8 | 98,1 | 114,5 | 130,8 | 147,2 | 163,5 |
Ручная сварка | ||||||||||||||||||||
Карта 78 | ||||||||||||||||||||
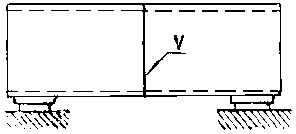 | Электроды УОНИ-13 | |||||||||||||||||||
Глубина подварки, мм | Диаметр обечайки, мм до | |||||||||||||||||||
400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | 3400 | 4000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||||||||
3 | 7,80 | 9,8 | 11,6 | 13,6 | 15,5 | 17,5 | 19,5 | 21,4 | 23,4 | 27,4 | 31,1 | 35,1 | 39,1 | 43,0 | 47,0 | 51,0 | 55,0 | 58,5 | 67,0 | 77,5 |
4 | 8,4 | 10,0 | 12,0 | 14,7 | 16,8 | 19,0 | 21,0 | 23,0 | 25,0 | 29,4 | 33,6 | 38,0 | 42,0 | 46,0 | 30,5 | 54,5 | 59,0 | 68,0 | 72,4 | 84,0 |
5 | 9,2 | 11,5 | 13,8 | 16,1 | 18,4 | 20,7 | 23,0 | 25,4 | 27,6 | 32,2 | 36,8 | 41,0 | 46,0 | 51,0 | 55,0 | 60,0 | 65,0 | 69,0 | 79,0 | 92,0 |
Ручная сварка | ||||||||||||||||||||
Карта 79 | ||||||||||||||||||||
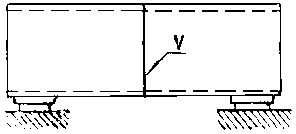 | Электроды УОНИ-13 | |||||||||||||||||||
Глубина подварки, мм | Диаметр обечайки, мм до | |||||||||||||||||||
400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | 3400 | 4000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||||||||
3 | 10,5 | 13,5 | 16,2 | 19,0 | 21,6 | 24,4 | 27,0 | 29,6 | 33,0 | 38,0 | 41,1 | 48,5 | 54,0 | 59,0 | 65,0 | 70,0 | 75,5 | 81,0 | 92,9 | 107,5 |
4 | 11,6 | 14,6 | 17,5 | 20,4 | 23,2 | 20,2 | 29,2 | 32,0 | 35,0 | 41,0 | 46,7 | 52,5 | 58,5 | 64,0 | 70,0 | 75,5 | 81,5 | 87,5 | 100,4 | 116,0 |
5 | 12,7 | 16,0 | 19,1 | 22,4 | 20,4 | 29,0 | 32,0 | 35,0 | 38,4 | 45,0 | 51,2 | 57,5 | 63,4 | 70,0 | 77,0 | 83,0 | 90,0 | 90,0 | 110,1 | 127,0 |
Ручная сварка | ||||||||||||||||||||
Карта 80 | ||||||||||||||||||||
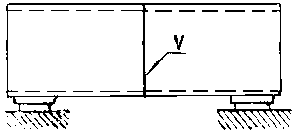 | Электроды УОНИ-13 | |||||||||||||||||||
Глубина подварки, мм | Диаметр обечайки, мм до | |||||||||||||||||||
400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | 3400 | 4000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||||||||
3 | 7,80 | 9,80 | 11,0 | 13,6 | 15,5 | 17,5 | 19,5 | 21,4 | 23,4 | 27,4 | 31,1 | 35,1 | 39,1 | 43,0 | 47,0 | 51,0 | 55,0 | 53,5 | 07,0 | 77,0 |
4 | 10,75 | 13,5 | 16,2 | 19,0 | 21,6 | 21,4 | 27,0 | 29,6 | 33,0 | 38,0 | 41,1 | 48,5 | 54,0 | 59,0 | 65,0 | 70,0 | 75,5 | 61,0 | 92,9 | 107,5 |
5 | 15,8 | 19,8 | 23,8 | 27,3 | 31,6 | 35,6 | 39,6 | 43,5 | 47,5 | 55,8 | 03,5 | 71,5 | 79,5 | 87,0 | 95,0 | 102,8 | 110,3 | 118,4 | 130,0 | 158,0 |
Ручная сварка | ||||||||||||||||||||
Карта 81 | ||||||||||||||||||||
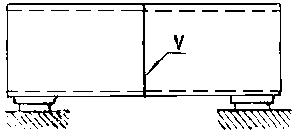 | Электроды УОНИ-13 | |||||||||||||||||||
Глубина подварки, мм | Диаметр обечайки, мм до | |||||||||||||||||||
400 | 500 | 000 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2600 | 3000 | 3400 | 4000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||||||||
3 | 10,75 | 13,50 | 16,20 | 9,00 | 21,60 | 24,40 | 27,0 | 29,6 | 33,0 | 38,0 | 41,1 | 48,5 | 54,0 | 59,0 | 65,0 | 70,0 | 75,5 | 81,0 | 92,9 | 107,5 |
4 | 14,9 | 18,7 | 22,4 | 26,2 | 29,8 | 33,6 | 37,4 | 41,0 | 45,0 | 52,5 | 59,7 | 67,0 | 75,0 | 82,0 | 69,5 | 97,0 | 105,0 | 111,8 | 128,5 | 149,0 |
5 | 21,8 | 27,4 | 32,8 | 38,4 | 43,5 | 49,0 | 54,5 | 60,0 | 65,5 | 76,5 | 87,3 | 98,0 | 109,3 | 120,0 | 133,0 | 142,0 | 153,0 | 164,0 | 187,9 | 210,8 |
Автоматическая сварка | |||||||||||||
Карта 82 | |||||||||||||
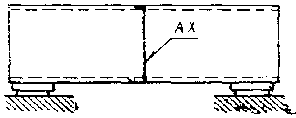 | Индекс шва А-С2 | ||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | ||||||||||||
1000 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | |||||||||||||
Ток постоянный, полярность обратная | |||||||||||||
2 | 7 | 9,5 | 11 | 12 | 13,5 | 17 | 20,5 | 23,5 | 27 | 30,5 | 37 | 44 | 47 |
3 | 6 | 8,5 | 9,5 | 11 | 12 | 15,5 | 18,5 | 21,5 | 24,5 | 27,5 | 33,5 | 39,5 | 42,5 |
4 - 5 | 7 | 9,5 | 11 | 12 | 13,5 | 17 | 20,5 | 23,5 | 27 | 30,5 | 37 | 44 | 47 |
Ток переменный | |||||||||||||
4 - 5 | 6,5 | 9 | 10 | 11,5 | 13 | 16 | 19,5 | 22,5 | 25,5 | 29 | 35 | 42 | 45 |
6 | 7,5 | 10.5 | 12 | 13,5 | 15 | 18,5 | 22,5 | 26 | 29,5 | 33,5 | 40,5 | 48 | 51,5 |
8 - 12 | 8,5 | 12 | 13,5 | 15,5 | 17 | 21,5 | 26 | 30 | 34 | 38,5 | 47 | 55,5 | 60 |
14 - 20 | 9,5 | 13 | 15 | 17 | 19 | 23,5 | 28,5 | 33 | 37,5 | 42 | 51,5 | 61 | 65,5 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | |||||||||||||
Карта 83 | |||||||||||||
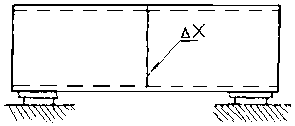 | Индекс шва А-С2 | ||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | ||||||||||||
1000 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | |||||||||||||
Ток постоянный, полярность обратная | |||||||||||||
2 | 7 | 9,5 | 11 | 12,5 | 14 | 17,5 | 21 | 24 | 27,5 | 31 | 38 | 45 | 48,5 |
3 | 6,5 | 9 | 10 | 11,5 | 12,5 | 15,5 | 19 | 22 | 25 | 28 | 34 | 40,5 | 43,5 |
4 - 5 | 7 | 9,5 | 11 | 12,5 | 14 | 17,5 | 21 | 24 | 27,5 | 31 | 38 | 45 | 48,5 |
Ток переменный | |||||||||||||
4 - 3 | 6,5 | 9 | 10,5 | 12 | 13 | 16,5 | 20 | 23 | 26 | 29,5 | 36 | 42,5 | 45,0 |
6 | 7,5 | 10,5 | 12 | 13,5 | 15 | 19 | 22,5 | 26,5 | 30 | 34 | 41,5 | 48,2 | 52,0 |
8 - 12 | 9 | 12,5 | 14 | 16 | 18 | 22,5 | 26,5 | 31 | 35,5 | 40 | 48,5 | 55,6 | 60,0 |
14 - 20 | 9,5 | 13,5 | 15 | 17 | 19 | 24 | 28,5 | 33,5 | 38 | 46 | 52,5 | 61,2 | 66,0 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | |||||||||||||||
Карта 84 | |||||||||||||||
 | Индекс шва А-С8 | ||||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | ||||||||||||||
1000 | 1200 | 1400 | 1000 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | 5500 | 0500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | |||||||||||||||
14 - 18 | 14 | 10,6 | 19,4 | 22 | 25 | 28 | 35 | 42 | 49 | 55 | 62 | 69 | 76 | 90 | 97 |
20 - 24 | 20 | 24 | 29 | 33 | 37 | 41 | 51 | 61 | 71 | 82 | 92 | 102 | 112 | 133 | 143 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | |||||||||||||||
Карта 85 | |||||||||||||||
 | Индекс шва А-С8 | ||||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | ||||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | |||||||||||||||
14 - 18 | 7 | 9 | 10 | 11 | 13 | 14 | 18 | 21 | 25 | 29 | 32 | 36 | 39 | 46 | 50 |
20 - 24 | 11 | 13 | 15 | 17 | 19 | 21 | 26 | 32 | 37 | 42 | 48 | 53 | 58 | 69 | 74 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | ||||||||||||||
Карта 86 | ||||||||||||||
 | Индекс шва А-15 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
Ток переменный | ||||||||||||||
20 - 22 | 8,6 | 10 | 12 | 14 | 15 | 17 | 21 | 26 | 30 | 34 | 38 | 47 | 56 | 60 |
24 - 28 | 9,4 | 11 | 13 | 15 | 17 | 19 | 23 | 28 | 33 | 37 | 42 | 51 | 61 | 166 |
30 - 38 | 21 | 26 | 30 | 34 | 39 | 43 | 54 | 64 | 75 | 85 | 96 | 117 | 139 | 149 |
40 - 44 | 34 | 41 | 47 | 54 | 61 | 67 | 84 | 100 | 117 | 133 | 151 | 184 | 218 | 234 |
46 - 50 | 45 | 54 | 52 | 71 | 80 | 89 | 107 | 128 | 155 | 177 | 200 | 243 | 290 | 310 |
52 - 56 | 63 | 76 | 87 | 100 | 113 | 126 | 157 | 188 | 220 | 250 | 280 | 342 | 406 | 437 |
58 - 60 | 84 | 102 | 117 | 134 | 152 | 168 | 210 | 252 | 293 | 334 | 378 | 460 | 546 | 586 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | ||||||||||||||
Карта 87 | ||||||||||||||
 | Индекс шва А-С15 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
Ток переменный | ||||||||||||||
20 - 22 | 8,5 | 10,5 | 12 | 14 | 15,5 | 12,5 | 22 | 26 | 30,5 | 34 5 | 39 | 42,5 | 56,5 | 61 |
24 - 28 | 9,5 | 11,5 | 13,5 | 15 | 12,5 | 19 | 24 | 29 | 33,5 | 38 | 43 | 52 | 62 | 66,5 |
30 - 38 | 22 | 26,5 | 30,5 | 34,5 | 39 | 43,5 | 54,2 | 65,5 | 76 | 86,5 | 97 5 | 119 | 141 | 152 |
40 - 44 | 34,5 | 42 | 48,5 | 55 | 62,5 | 69 | 86,5 | 104 | 120 | 137 | 155 | 188 | 225 | 242,5 |
46 - 50 | 46 | 56 | 64,5 | 73,5 | 83,5 | 92,5 | 115 | 139 | 161 | 183 5 | 207,5 | 252 | 300 | 322,5 |
52 - 56 | 64,5 | 78 | 90 | 10,2 | 116 | 123,5 | 161 | 193 | 225 | 255 | 238 5 | 350 | 416,5 | 450 |
58 - 60 | 86 | 104 | 120 | 137 | 155 | 172 | 215 | 252,5 | 300 | 340 | 385 | 468 | 555 | 600 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | ||||||||||||||
Карта 88 | ||||||||||||||
 | Индекс шва АР-С2 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
Ток постоянный, полярность обратная | ||||||||||||||
2 | 7 | 8,4 | 9,7 | 11 | 12,5 | 14 | 17 | 21 | 24 | 27 | 31 | 38 | 45 | 48 |
3 | 6,3 | 7,6 | 8,7 | 10 | 11 | 12,6 | 16 | 19 | 22 | 25 | 28 | 34 | 41 | 44 |
4 | 7 | 8,4 | 9,7 | 11 | 12,5 | 14 | 17 | 21 | 24 | 27 | 31 | 38 | 45 | 48 |
5 | 8 | 9 | 11 | 12 | 14 | 15 | 19 | 23 | 26 | 30 | 34 | 41 | 49 | 53 |
Ток переменный | ||||||||||||||
4 - 5 | 7 | 8,4 | 9,7 | 11 | 12,5 | 14 | 17 | 21 | 24 | 27 | 31 | 38 | 45 | 48 |
6 | 7,3 | 8,8 | 10 | 11,6 | 13 | 15 | 18 | 22 | 25 | 29 | 33 | 40 | 47 | 51 |
8 - 10 | 8 | 9 | 11 | 12 | 14 | 15 | 19 | 23 | 26 | 30 | 34 | 41 | 49 | 53 |
12 | 9,3 | 11 | 13 | 15 | 17 | 18 | 23 | 28 | 32 | 37 | 41 | 50 | 60 | 65 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | ||||||||||||||
Карта 89 | ||||||||||||||
 | Индекс шва Ар-С8 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4200 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
Ток переменный | ||||||||||||||
5 | 6,6 | 8 | 9,2 | 10,5 | 12 | 13 | 17 | 20 | 23 | 26 | 30 | 36 | 43 | 46 |
6 - 8 | 8,6 | 10,4 | 12 | 13,4 | 15,6 | 17 | 21 | 26 | 30 | 34 | 38 | 47 | 56 | 60 |
10 - 14 | 8,6 | 10,4 | 12 | 13,4 | 15,6 | 17 | 21 | 26 | 30 | 34 | 38 | 47 | 56 | 60 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Автоматическая сварка | ||||||||||||||
Карта 90 | ||||||||||||||
 | Индекс шва Ар-С16 | |||||||||||||
Толщина металла, мм | Диаметр обечайки, мм до | |||||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5500 | 6500 | 7000 | |
Неполное штучно-калькуляционное время на кольцевой шов, мин. | ||||||||||||||
Ток переменный | ||||||||||||||
20 - 22 | 21 | 26 | 30 | 34 | 39 | 43 | 54 | 64 | 75 | 85 | 96 | 117 | 139 | 150 |
24 - 28 | 34 | 41 | 47 | 54 | 61 | 67 | 84 | 101 | 117 | 133 | 151 | 184 | 218 | 234 |
30 - 32 | 45 | 55 | 63 | 72 | 82 | 91 | 114 | 136 | 159 | 180 | 204 | 248 | 296 | 318 |
34 - 36 | 64 | 77 | 88 | 100 | 114 | 127 | 158 | 190 | 220 | 252 | 284 | 346 | 410 | 442 |
38 - 40 | 76 | 92 | 106 | 120 | 137 | 152 | 190 | 228 | 264 | 300 | 340 | 415 | 490 | 530 |
42 - 44 | 89 | 108 | 124 | 142 | 160 | 178 | 222 | 266 | 310 | 350 | 400 | 485 | 580 | 620 |
46 | 102 | 124 | 142 | 162 | 185 | 204 | 256 | 307 | 356 | 405 | 460 | 560 | 660 | 710 |
48 | 112 | 136 | 156 | 178 | 202 | 224 | 280 | 338 | 390 | 445 | 503 | 615 | 715 | 780 |
50 | 128 | 156 | 179 | 204 | 232 | 257 | 322 | 386 | 450 | 510 | 580 | 700 | 835 | 900 |
52 - 56 | 158 | 192 | 220 | 252 | 286 | 316 | 396 | 475 | 550 | 630 | 710 | 865 | 1020 | 1100 |
58 - 60 | 200 | 244 | 280 | 320 | 363 | 402 | 503 | 603 | 700 | 800 | 900 | 1100 | 1300 | 1400 |
Примечание. Вспомогательное время, зависящее от изделия и типа оборудования, прибавлять по картам 25 - 28.
Полуавтоматическая сварка | ||||||||||||||||
Карта 91, лист 1 | ||||||||||||||||
 | Индекс шва Т1-Т4 | |||||||||||||||
Катет шва, мм | Длина шва, мм до | |||||||||||||||
150 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2300 | 2600 | |
Неполное штучно-калькуляционное время на один шов, мин. | ||||||||||||||||
Ток постоянный, полярность обратная | ||||||||||||||||
3 | 0,54 | 0,9 | 1,32 | 1,65 | 1,8 | 2,1 | 2,4 | 2,7 | 3,0 | 3,6 | 4,2 | 4,8 | 5,4 | 6,0 | 6,9 | 7,8 |
4 - 6 | 0,65 | 1,19 | 1,59 | 1,98 | 2,16 | 2,52 | 2,88 | 3,24 | 3,6 | 4,33 | 5,05 | 5,76 | 6,49 | 7,2 | 8,3 | 9,35 |
7 | 0,74 | 1,35 | 1,8 | 2,25 | 2,46 | 2,88 | 3,28 | 3,7 | 4,1 | 4,91 | 5,75 | 6,55 | 7,39 | 8,2 | 9,43 | 10,7 |
8 - 10 | 0,88 | 1,58 | 2,12 | 2,64 | 2,88 | 3,36 | 3,84 | 4,33 | 4,8 | 5,75 | 6,7 | 7,66 | 8,75 | 9,6 | 11,0 | 12,5 |
12 | 1,56 | 2,88 | 3,82 | 4,79 | 5,2 | 6,1 | 6,95 | 7,82 | 8,7 | 10,4 | 12,2 | 13,9 | 15,7 | 17,4 | 20,0 | 22,6 |
14 - 16 | 1,81 | 3,33 | 4,45 | 5,55 | 6,05 | 7,05 | 8,1 | 9,1 | 10,1 | 12,1 | 14,15 | 16,2 | 18,2 | 20,2 | 23,2 | 26,2 |
18 | 2,24 | 4,1 | 5,45 | 6,85 | 7,45 | 8,7 | 9,9 | 11,2 | 12,4 | 14,9 | 17,4 | 19,9 | 22,4 | 24,8 | 28,6 | 32,3 |
БАЛКИ ТАВРОВЫЕ, ШВЕЛЛЕРЫ, ЛИСТЫ ЖЕСТКОСТИ, РЕБРА - ПРИВАРКА К ЛИСТАМ ПОЛУАВТОМАТОМ ПОД ФЛЮСОМ (ШВОМ ТАВРОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ОДНОСТОРОННИМ) | Полуавтоматическая сварка | ||||
Карта 91, лист 2 | |||||
Катет шва, мм | Длина шва, мм до | ||||
3000 | 3500 | 4000 | 4500 | 5000 | |
Неполное штучно-калькуляционное время на один шов, мин. | |||||
Ток постоянный, полярность обратная | |||||
3 | 9,0 | 10,5 | 12,0 | 13,5 | 15,0 |
4 - 6 | 10,7 | 12,6 | 14,4 | 16,2 | 18,0 |
7 | 12,3 | 14,3 | 16,4 | 18,4 | 20,5 |
8 - 10 | 14,4 | 16,8 | 19,2 | 21,6 | 24,0 |
12 | 26,0 | 30,4 | 34,8 | 39,2 | 43,5 |
14 - 16 | 30,4 | 35,4 | 40,5 | 45,5 | 50,5 |
18 | 37,3 | 43,5 | 49,6 | 56,0 | 62,0 |
БАЛКИ ТАВРОВЫЕ, ШВЕЛЛЕРЫ, ЛИСТЫ ЖЕСТКОСТИ, РЕБРА - ПРИВАРКА К ЛИСТАМ ПОЛУАВТОМАТОМ ПОД ФЛЮСОМ (ШВОМ ТАВРОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ОДНОСТОРОННИМ) | Полуавтоматическая сварка | ||||||||||||
Карта 91, лист 3 | |||||||||||||
Катет шва, мм | Длина шва, мм до | ||||||||||||
150 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | 1800 | |
Неполное штучно-калькуляционное время на один шов, мин. | |||||||||||||
Ток постоянный, полярность прямая | |||||||||||||
3 - 4 | 0,5 | 0,93 | 1,23 | 1,54 | 1,68 | 1,96 | 2,24 | 2,52 | 2,80 | 3,36 | 3,92 | 4,48 | 5,04 |
5 - 8 | 0,53 | 0,96 | 1,28 | 1,6 | 1,74 | 2,0 | 2,32 | 2,61 | 2,9 | 3,48 | 4,06 | 4,65 | 5,23 |
Катет шва, мм | Длина шва, мм до | |||||||
2000 | 2300 | 2600 | 3000 | 3500 | 4000 | 4500 | 5000 | |
Неполное штучно-калькуляционное время на один шов, мин. | ||||||||
3 - 4 | 5,6 | 6,45 | 7,27 | 8,4 | 9,8 | 11,2 | 12,6 | 14,0 |
5 - 8 | 5,8 | 6,67 | 7,55 | 8,7 | 10,1 | 11,6 | 13,1 | 14,5 |
БАЛКИ ТАВРОВЫЕ, ШВЕЛЛЕРЫ, ЛИСТЫ ЖЕСТКОСТИ, РЕБРА - ПРИВАРКА К ЛИСТАМ ПОЛУАВТОМАТОМ ПОД ФЛЮСОМ (ШВОМ ТАВРОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ОДНОСТОРОННИМ) | Полуавтоматическая сварка | ||||||||||||
Карта 91, лист 4 | |||||||||||||
Катет шва, мм | Длина шва, мм до | ||||||||||||
150 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | 1800 | |
Неполное штучно-калькуляционное время на один шов, мин. | |||||||||||||
Ток переменный | |||||||||||||
3 - 4 | 0,54 | 0,9 | 1,32 | 1,65 | 1,8 | 2,1 | 2,4 | 2,7 | 3,0 | 3,6 | 4,2 | 4,8 | 5,4 |
5 - 6 | 0,65 | 1,19 | 1,59 | 1,98 | 2,16 | 2,52 | 2,88 | 3,24 | 3,6 | 4,33 | 5,05 | 5,76 | 6,49 |
3 | 0,74 | 1,35 | 1,8 | 2,25 | 2,46 | 2,88 | 3,28 | 3,7 | 4,1 | 4,91 | 5,75 | 6,55 | 7,39 |
10 | 0,88 | 1 | 2,12 | 2,64 | 2,88 | 3,36 | 3,84 | 4,33 | 4,8 | 5,75 | 6,7 | 7,66 | 8,75 |
БАЛКИ ТАВРОВЫЕ, ШВЕЛЛЕРЫ, ЛИСТЫ ЖЕСТКОСТИ, РЕБРА - ПРИВАРКА К ЛИСТАМ ПОЛУАВТОМАТОМ ПОД ФЛЮСОМ (ШВОМ ТАВРОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ОДНОСТОРОННИМ) | Полуавтоматическая сварка | |||||||
Карта 91, лист 5 | ||||||||
Катет шва, мм | Длина шва, мм до | |||||||
2000 | 2300 | 2600 | 3000 | 3500 | 4000 | 4500 | 5000 | |
Неполное штучно-калькуляционное время на один шов, мин. | ||||||||
Ток переменный | ||||||||
3 - 4 | 6,0 | 6,9 | 7,8 | 9,0 | 10,5 | 12,0 | 13,5 | 15,0 |
5 - 6 | 7,2 | 8,3 | 9,35 | 10,8 | 12,6 | 14,4 | 16,2 | 18,0 |
8 | 8,2 | 9,44 | 10,66 | 12,3 | 14,3 | 16,4 | 18,4 | 20,4 |
10 | 9,6 | 11,0 | 12,5 | 14,4 | 16,8 | 19,2 | 21,6 | 24,0 |
Примечания:
1. Время карты дано на сварку с одной стороны изделия.
Полуавтоматическая сварка порошковой проволоки | |||||||||||||
Карта 92, лист 1 | |||||||||||||
 | |||||||||||||
Катет шва, мм | Длина шва, мм до | ||||||||||||
150 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | 1800 | |
Неполное штучно-калькуляционное время на один шов, мин. | |||||||||||||
Порошковая проволока ПП-АН1 | |||||||||||||
3 - 4 | 0,79 | 1,45 | 1,94 | 2,42 | 2,64 | 3,04 | 3,52 | 3,96 | 4,4 | 5,26 | 6,15 | 7,05 | 7,9 |
5 - 6 | 0,85 | 1,55 | 2,07 | 2,58 | 2,82 | 2,36 | 3,76 | 4,24 | 4,7 | 5,64 | 6,66 | 7,5 | 8,44 |
8 - 10 | 0,9 | 1,65 | 2,2 | 2,85 | 3,0 | 3,5 | 4,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 |
12 | 1,87 | 3,44 | 4,55 | 5,75 | 6,25 | 7,3 | 8,34 | 9,36 | 10,4 | 12,5 | 14,5 | 16,6 | 18,7 |
14 - 16 | 1,97 | 3,6 | 4,8 | 6,0 | 0,55 | 7,65 | 8,7 | 9,8 | 10,9 | 13,1 | 15,3 | 17,4 | 19,6 |
18 | 2,12 | 3,86 | 5,16 | 0,44 | 7,05 | 3,2 | 9,1 | 10,5 | 11,7 | 14,1 | 16,4 | 18,7 | 21,1 |
Порошковая проволока ПП-АН2 | |||||||||||||
3 - 4 | 0,63 | 1,16 | 1,54 | 1,92 | 2,1 | 2,46 | 2,8 | 3,16 | 3,5 | 4,2 | 4,9 | 5,6 | 6,3 |
5 - 6 | 0,69 | 1,25 | 1,67 | 2,1 | 2,28 | 2,66 | 3,01 | 3,42 | 3,8 | 4,56 | 5,34 | 6,1 | 6,85 |
8 - 10 | 0,74 | 1,35 | 1,8 | 2,25 | 2,46 | 2,88 | 3,28 | 3,7 | 4,1 | 4,91 | 5,75 | 6,55 | 7,39 |
12 | 1,56 | 2,83 | 3,82 | 4,79 | 5,2 | 0,1 | 6,95 | 7,82 | 8,7 | 10,4 | 12,2 | 13,9 | 15,7 |
14 - 16 | 1,7 | 3,1 | 4,15 | 5,16 | 5,65 | 6,6 | 7,54 | 8,47 | 9,4 | 11,3 | 13,2 | 15,05 | 16,9 |
14 | 1,87 | 3,44 | 4,55 | 5,75 | 6,25 | 7,3 | 8,34 | 9,36 | 10,4 | 12,5 | 14,6 | 16,6 | 18,7 |
БАЛКИ, ТАВРОВЫЕ, ШВЕЛЛЕРЫ, ЛИСТЫ ЖЕСТКОСТИ, РЕБРА - ПРИВАРКА К ЛИСТАМ ПОРОШКОВОЙ ПРОВОЛОКОЙ (ШВОМ ТАВРОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ОДНОСТОРОННИМ) | Полуавтоматическая сварка порошковой проволоки | |||||||
Карта 92, лист 2 | ||||||||
Катет шва, мм | Длина шва, мм до | |||||||
2000 | 2300 | 2600 | 3000 | 3500 | 4000 | 4500 | 5000 | |
Неполное штучно-калькуляционное время на один шов, мин. | ||||||||
Порошковая проволока ПП-АН1 | ||||||||
3 - 4 | 8,8 | 10,12 | 11,4 | 13,2 | 15,4 | 17,6 | 19,8 | 21,0 |
5 - 6 | 9,4 | 10,8 | 12,2 | 14,1 | 16,4 | 18,8 | 21,2 | 23,5 |
8 - 10 | 10,0 | 11,5 | 13,0 | 15,0 | 17,5 | 20,0 | 22,5 | 25,0 |
12 | 20,4 | 24,0 | 27,0 | 31,2 | 36,4 | 41,5 | 47,0 | 52,0 |
14 - 16 | 21,8 | 25,1 | 28,4 | 32,8 | 38,2 | 42,6 | 49 | 54,5 |
18 | 23,4 | 27,0 | 30,4 | 31,0 | 41,0 | 46,8 | 52,6 | 58,5 |
Порошковая проволока ПП-АН2 | ||||||||
3 - 4 | 7,0 | 8,05 | 9,1 | 10,5 | 12,2 | 14,0 | 15,7 | 17,5 |
5 - 6 | 7,6 | 8,75 | 9,9 | 11,4 | 13,3 | 15,2 | 17,1 | 19,0 |
8 - 10 | 8,2 | 9,43 | 10,7 | 12,3 | 14,3 | 16,4 | 18,4 | 20,5 |
12 | 17,4 | 20,0 | 22,6 | 26,0 | 30,4 | 34,8 | 39,2 | 43,5 |
14 - 16 | 19,8 | 21,6 | 24,4 | 28,2 | 32,9 | 37,6 | 42,3 | 57,0 |
18 | 20,4 | 24,0 | 27,0 | 31,2 | 36,4 | 41,5 | 47,0 | 52,0 |
Примечания:
1. Время карты дано на сварку с одной стороны изделия.
НОРМАЛИЗОВАННЫХ ДЕТАЛЕЙ И ДЕТАЛЕЙ ОБЩЕГО НАЗНАЧЕНИЯ
Автоматическая сварка | |||||||||
Продольные наружные швы | Карта 93, лист 1 | ||||||||
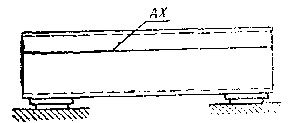 | Индекс шва А-С2 | ||||||||
Диаметр обечайки, мм | Толщина, металла, мм | Длина паза обечайки, мм до | |||||||
500 | 600 | 700 | 800 | 1000 | 1200 | 1400 | 1600 | ||
Штучно-калькуляционное время на один паз, мин. | |||||||||
500 - 2000 | Ток постоянный, полярность обратная | ||||||||
2 | 10,1 | 10,2 | 10,4 | 10,6 | 11 | 11,4 | 11,8 | 12,2 | |
3 | 10,1 | 10,1 | 10,3 | 10,4 | 10,8 | 11,2 | 11,5 | 11,9 | |
4 - 5 | 10,1 | 10,2 | 10,4 | 10,6 | 11 | 11,4 | 11,8 | 12,2 | |
Ток переменный | |||||||||
4 - 5 | 10 | 10,1 | 10,3 | 10,5 | 10,9 | 11,3 | 11,7 | 12 | |
6 | 10,3 | 10,4 | 10,6 | 10,8 | 11,3 | 11,8 | 12,2 | 12,7 | |
8 - 12 | 10,4 | 10,5 | 10,8 | 11,1 | 11,6 | 12 | 12,6 | 13,2 | |
14 - 20 | 10,5 | 10,7 | 11 | 11,2 | 11,8 | 12,4 | 12,9 | 13,5 | |
Свыше 2000 | Ток постоянный, полярность обратная | ||||||||
2 | 12,1 | 12,2 | 12,4 | 12,6 | 13 | 13,4 | 13,8 | 14,2 | |
3 | 12 | 12,1 | 12,3 | 12,4 | 12,8 | 13,2 | 13,5 | 13,9 | |
4 - 5 | 12,1 | 12,2 | 12,4 | 12,6 | 13 | 13,4 | 13,8 | 14,2 | |
Свыше 2000 | Ток переменный | ||||||||
4 - 5 | 12 | 12,1 | 12,3 | 12,5 | 12,9 | 13,3 | 13,7 | 14 | |
6 | 12,3 | 12,4 | 12,6 | 12,8 | 13,3 | 13,8 | 14,2 | 14,7 | |
8 - 12 | 12,4 | 12,5 | 12,8 | 13,1 | 13,6 | 14,1 | 14,6 | 15,2 | |
14 - 20 | 12,5 | 12,7 | 13 | 13,2 | 13,8 | 14,4 | 14,9 | 15,5 | |
ОБЕЧАЙКИ - СВАРКА ПАЗОВ СТАЦИОНАРНЫМ АВТОМАТОМ (ШВОМ СТЫКОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ДВУСТОРОННИМ) Продольные наружные швы | Автоматическая сварка | ||||||||
Карта 93, лист 2 | |||||||||
Диаметр обечайки, мм | Толщина, металла, мм | Длина паза обечайки, мм до | |||||||
1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | |||||||||
500 - 2000 | Ток постоянный, полярность обратная | ||||||||
2 | 13,6 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | |
3 | 13,3 | 13,6 | 14,5 | 15,4 | 16,3 | 17,2 | 18 | 19 | |
4 - 5 | 13,6 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | |
Ток переменный | |||||||||
4 - 5 | 13,4 | 13,8 | 14,8 | 15,7 | 16,7 | 17,6 | 18,5 | 19,5 | |
6 | 14,2 | 14,6 | 15,8 | 16,9 | 18 | 19 | 20 | 21,5 | |
8 - 12 | 14,7 | 15,2 | 16,5 | 17,8 | 19 | 20,5 | 21,5 | 23 | |
14 - 20 | 15 | 15,6 | 17 | 18,5 | 20 | 21 | 22,5 | 24 | |
Свыше 2000 | Ток постоянный, полярность обратная | ||||||||
2 | 15,6 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | |
3 | 15,2 | 15,6 | 16,5 | 17,4 | 18,5 | 19 | 20 | 21 | |
4 - 5 | 15,6 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | |
Свыше 2000 | Ток переменный | ||||||||
4 - 5 | 15,4 | 15,8 | 17,8 | 16,7 | 18,5 | 19,5 | 20,5 | 21,5 | |
6 | 16,2 | 16,6 | 17,8 | 19 | 20 | 21 | 22 | 23,5 | |
8 - 12 | 16,7 | 17,2 | 18,5 | 20 | 21 | 22,5 | 23,5 | 25 | |
14 - 20 | 17 | 17,6 | 19 | 20,5 | 22 | 23 | 24,5 | 26 | |
Примечание. К нормам времени карты применять следующие коэффициенты:
а) при сварке обечаек с двумя пазами - K = 1,6;
б) при сварке обечаек с тремя пазами - K = 2,2.
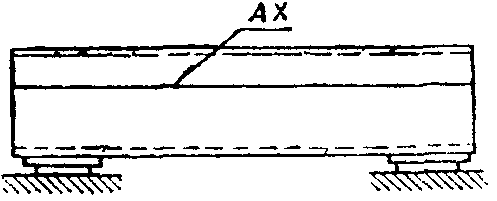
ОБЕЧАЙКИ - СВАРКА ПАЗОВ ПЕРЕНОСНЫМ АВТОМАТОМ (ШВОМ СТЫКОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ДВУСТОРОННИМ) Продольные внутренние швы | Автоматическая сварка | ||||||||
Карта 94, лист 2 | |||||||||
Диаметр обечайки, мм | Толщина, металла, мм | Длина паза обечайки, мм до | |||||||
1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | |||||||||
1000 - 1500 | Ток постоянный, полярность обратная | ||||||||
2 | 16,2 | 16,2 | 17,3 | 18,3 | 19,4 | 20,4 | 21,5 | 22,5 | |
3 | 15,7 | 15,8 | 16,8 | 17,7 | 18,7 | 19,6 | 20,6 | 21,5 | |
4 - 5 | 16,2 | 16,2 | 17,3 | 18,3 | 19,4 | 20,4 | 21,5 | 22,5 | |
Ток переменный | |||||||||
4 - 5 | 15,6 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | |
6 | 16,2 | 16,6 | 17,8 | 18,9 | 20 | 21 | 22,5 | 23,5 | |
8 - 12 | 16,9 | 17,4 | 18,8 | 20 | 21,5 | 23 | 24 | 25,5 | |
14 - 20 | 17,2 | 17,8 | 19,3 | 21 | 22 | 23,5 | 25 | 26,5 | |
Свыше 1500 | Ток постоянный, полярность обратная | ||||||||
2 | 19,8 | 20 | 21 | 22 | 23,5 | 24,5 | 25,5 | 26,5 | |
3 | 19,4 | 19,8 | 21 | 22 | 23 | 23,5 | 24,5 | 25,5 | |
4 - 5 | 19,8 | 20 | 21 | 22 | 23,5 | 24,5 | 25,5 | 26,5 | |
Ток переменный | |||||||||
4 - 5 | 19,6 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | |
6 | 20 | 20,5 | 22 | 23 | 24 | 25 | 26 | 27,5 | |
8 - 12 | 21 | 21,5 | 23 | 24 | 25,5 | 27 | 28 | 29,5 | |
14 - 20 | 21 | 22 | 23 | 25 | 26 | 27,5 | 29 | 30,5 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
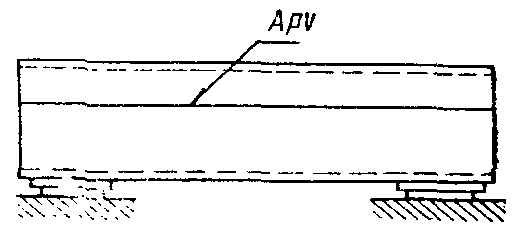
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | ||||||||
1800 | 2000 | 2400 | 2800 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
Ток переменный | ||||||||||
500 - 2000 | 14 - 18 | 16,8 | 17,4 | 18,7 | 20 | 20,5 | 22 | 24 | 25,5 | 27 |
20 - 24 | 19,5 | 20,5 | 22,5 | 24 | 25 | 27,5 | 30 | 32 | 35 | |
Свыше 2000 | 14 - 18 | 18,8 | 19,4 | 20,5 | 22 | 22,5 | 24 | 26 | 27,5 | 29 |
20 - 24 | 21,5 | 22,5 | 24,5 | 26 | 27 | 29,5 | 31 | 34 | 37 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
Автоматическая сварка | ||||||||||
Продольные внутренние швы | Карта 96 | |||||||||
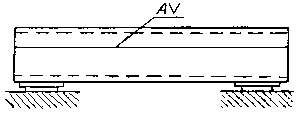 | Индекс шва А-С8 | |||||||||
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | ||||||||
500 | 600 | 700 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
Ток переменный | ||||||||||
1000 - 1500 | 14 - 18 | 13,8 | 14 | 14,3 | 14,6 | 15,3 | 16 | 16,6 | 17,3 | 18 |
20 - 24 | 14,6 | 14,9 | 15,3 | 15,8 | 16,8 | 17,8 | 18,7 | 19,7 | 20,5 | |
Свыше 1500 | 14 - 18 | 15,8 | 16 | 16,3 | 16,6 | 17,3 | 18 | 18,6 | 19,3 | 20 |
20 - 24 | 16,6 | 16,9 | 17,3 | 17,8 | 18,8 | 19,8 | 20,5 | 21,5 | 22,5 | |
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | ||||||||
2000 | 2200 | 2400 | 2600 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
Ток переменный | ||||||||||
1000 - 1500 | 14 - 18 | 20,5 | 21,5 | 22 | 22,5 | 24 | 25,5 | 27 | 29 | 31 |
20 - 24 | 23,5 | 24,5 | 25,5 | 26,5 | 28,5 | 31 | 33 | 36 | 38 | |
Свыше 1500 | 14 - 18 | 22,5 | 23,5 | 24 | 24,5 | 26 | 27,5 | 29 | 31 | 33 |
20 - 24 | 25,5 | 26,5 | 27,5 | 28,5 | 30,5 | 33 | 35 | 38 | 40 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
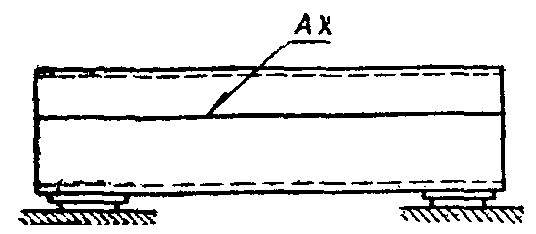
ОБЕЧАЙКИ - СВАРКА ПАЗОВ СТАЦИОНАРНЫМ АВТОМАТОМ (ШВОМ СТЫКОВОГО СОЕДИНЕНИЯ X-ОБРАЗНЫМ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ДВУХ КРОМОК, ДВУСТОРОННИМ) | Автоматическая сварка | ||||||||
Продольные наружные швы | Карта 97, лист 2 | ||||||||
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | |||||||
2000 | 2400 | 2800 | 3000 | 3300 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | |||||||||
500 - 2000 | Ток переменный | ||||||||
20 - 22 | 18,2 | 19,2 | 20,5 | 21 | 22 | 23,5 | 24,5 | 26 | |
24 - 28 | 18,6 | 19,7 | 22 | 21,5 | 23 | 24 | 25,5 | 27 | |
30 - 38 | 26 | 28,5 | 31 | 32,5 | 36 | 39 | 42 | 47 | |
40 - 44 | 33,5 | 37,5 | 41,5 | 43,5 | 46 | 54 | 59 | 64 | |
40 - 50 | 40 | 45,5 | 51 | 53,5 | 60 | 67 | 74 | 80 | |
52 - 56 | 51 | 59 | 66 | 70 | 80 | 89 | 98 | 108 | |
58 - 60 | 64 | 74 | 84 | 89 | 102 | 115 | 127 | 140 | |
Свыше 2000 | 20 - 22 | 22 | 23 | 24,5 | 25 | 26 | 27,5 | 28,5 | 30 |
24 - 28 | 22,5 | 23,5 | 25 | 25,5 | 27 | 28 | 29,5 | 31 | |
30 - 38 | 30 | 32,5 | 35,<...> | 36,5 | 40 | 43 | 46 | 51 | |
40 - 44 | 37,5 | 41,5 | 45,5 | 47,5 | 50 | 58 | 63 | 68 | |
46 - 50 | 44 | 49,5 | 55 | 57,5 | 64 | 71 | 78 | 84 | |
52 - 56 | 55 | 63 | 70 | 74 | 84 | 93 | 102 | 112 | |
58 - 60 | 68 | 78 | 88 | 93 | 106 | 119 | 131 | 144 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
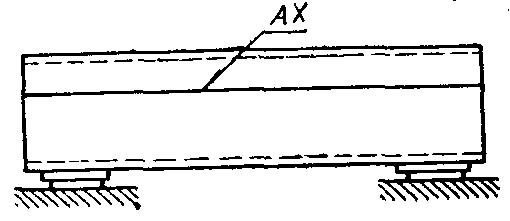
ОБЕЧАЙКИ - СВАРКА ПАЗОВ ПЕРЕНОСНЫМ АВТОМАТОМ (ШВОМ СТЫКОВОГО СОЕДИНЕНИЯ X-ОБРАЗНЫМ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ДВУХ КРОМОК, ДВУСТОРОННИМ) | Автоматическая сварка | ||||||||
Продольные внутренние швы | Карта 98, лист 2 | ||||||||
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | |||||||
2000 | 2400 | 2800 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | |||||||||
1000 - 1500 | Ток переменный | ||||||||
20 - 22 | 21,5 | 22,5 | 23,5 | 24 | 25,5 | 27 | 28 | 29,5 | |
24 - 28 | 22 | 23 | 24 | 25 | 26 | 27,5 | 29 | 30,5 | |
30 - 38 | 29 | 32 | 34,5 | 36 | 39 | 42,5 | 45,5 | 49 | |
40 - 44 | 37 | 41 | 45,5 | 47,5 | 53 | 58 | 63 | 69 | |
46 - 50 | 44 | 49,5 | 55 | 58 | 65 | 72 | 79 | 86 | |
52 - 56 | 55 | 63 | 71 | 75 | 84 | 94 | 104 | 114 | |
58 - 60 | 68 | 78 | 89 | 94 | 107 | 120 | 133 | 146 | |
Свыше 1500 | 20 - 22 | 26,5 | 27,5 | 28,5 | 29,0 | 30,5 | 32,0 | 33 | 34,5 |
24 - 28 | 27 | 28 | 29 | 30 | 31 | 32,5 | 34 | 35,5 | |
30 - 38 | 34 | 37 | 39,5 | 41 | 44 | 47,5 | 50,5 | 54 | |
40 - 44 | 42 | 46 | 50,5 | 52,5 | 58 | 63 | 68 | 74 | |
41 - 50 | 49 | 54,5 | 60 | 63 | 70 | 78 | 84 | 91 | |
52 - 56 | 60 | 68 | 76 | 80 | 89 | 99 | 109 | 119 | |
58 - 60 | 73 | 83 | 94 | 99 | 111 | 125 | 138 | 151 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
Автоматическая сварка | ||||||||||
Продольные наружные швы | Карта 99, лист 1 | |||||||||
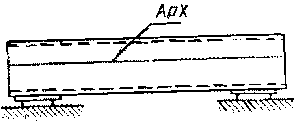 | Индекс шва Ар-С2 | |||||||||
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | ||||||||
500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
500 - 2000 | Ток постоянный, полярность обратная | |||||||||
2 | 10,1 | 10,3 | 10,5 | 10,7 | 10,9 | 11,1 | 11,5 | 12,0 | 12,4 | |
3 | 10,0 | 10,2 | 10,3 | 10,5 | 10,7 | 10,9 | 11,3 | 11,7 | 12,0 | |
4 | 10,1 | 10,3 | 10,5 | 10,7 | 10,9 | 11,1 | 11,5 | 12,0 | 12,4 | |
5 | 10,3 | 10,4 | 10,6 | 10,8 | 11,1 | 11,3 | 11,8 | 12,2 | 12,7 | |
Ток переменный | ||||||||||
4 - 5 | 10,1 | 10,3 | 10,5 | 10,7 | 10,9 | 11,1 | 11,5 | 12,0 | 12,4 | |
6 | 10,2 | 10,3 | 10,5 | 10,8 | 11,0 | 11,2 | 11,6 | 12,1 | 12,5 | |
8 - 10 | 10,3 | 10,4 | 10,6 | 10,8 | 11,1 | 11,3 | 11,8 | 12,2 | 12,7 | |
12 | 10,6 | 10,7 | 11,0 | 11,2 | 11,5 | 11,8 | 12,4 | 12,9 | 13,5 | |
Свыше 2000 | Ток постоянный, полярность обратная | |||||||||
2 | 10,1 | 10,3 | 10,5 | 10,7 | 10,9 | 11,1 | 11,5 | 12,0 | 12,4 | |
3 | 10,0 | 10,2 | 10,3 | 10,5 | 10,7 | 10,9 | 11,3 | 11,7 | 12,0 | |
4 | 10,1 | 10,3 | 10,5 | 10,7 | 10,9 | 11,1 | 11,5 | 12,0 | 12,4 | |
5 | 10,3 | 10,4 | 10,6 | 10,8 | 11,1 | 11,3 | 11,8 | 12,2 | 12,7 | |
Ток переменный | ||||||||||
4 - 5 | 11,1 | 11,3 | 11,5 | 11,7 | 11,9 | 12,1 | 12,5 | 13,0 | 13,4 | |
6 | 11,2 | 11,3 | 11,5 | 11,8 | 12,0 | 12,2 | 12,6 | 13,1 | 13,5 | |
8 - 10 | 11,3 | 11,4 | 11,6 | 11,8 | 12,1 | 12,3 | 12,8 | 13,2 | 13,7 | |
12 | 11,6 | 11,7 | 12,0 | 12,2 | 12,5 | 12,8 | 13,4 | 13,9 | 14,5 | |
ОБЕЧАЙКИ - СВАРКА ПАЗОВ СТАЦИОНАРНЫМ АВТОМАТОМ (ШВОМ СТЫКОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ДВУСТОРОННИМ) С РУЧНОЙ СВАРКОЙ С ДРУГОЙ СТОРОНЫ | Автоматическая сварка | ||||||||
Продольные наружные швы | Карта 99, лист 2 | ||||||||
Диаметр обечайки, мм | Толщина, металла, мм | Длина паза обечайки, мм до | |||||||
1800 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | |||||||||
500 - 2000 | Ток постоянный, полярность обратная | ||||||||
2 | 12,8 | 13,2 | 14,2 | 15,3 | 16,4 | 17,4 | 18,4 | 19,5 | |
3 | 12,4 | 12,8 | 13,8 | 14,7 | 15,7 | 16,6 | 17,5 | 18,5 | |
4 | 12,8 | 13,2 | 14,2 | 15,3 | 16,4 | 17,4 | 18,4 | 19,5 | |
5 | 13,2 | 13,6 | 14,8 | 15,9 | 17 | 18,2 | 19,3 | 20,5 | |
Ток переменный | |||||||||
4 - 5 | 13,8 | 14,2 | 15,2 | 16,3 | 17,4 | 18,4 | 19,4 | 20,5 | |
6 | 14 | 14,4 | 15,5 | 16,6 | 17,7 | 18,8 | 19,9 | 21 | |
8 - 10 | 14,2 | 14,6 | 15,8 | 16,9 | 18 | 19,2 | 20,3 | 21,5 | |
12 | 15 | 15,6 | 17 | 18,4 | 19,8 | 21 | 22,5 | 24 | |
Свыше 2000 | Ток постоянный, полярность обратная | ||||||||
2 | 13,8 | 14,2 | 15,2 | 16,3 | 17,4 | 18,4 | 19,4 | 20,5 | |
3 | 13,4 | 13,8 | 14,8 | 15,7 | 16,7 | 17,6 | 18,5 | 19,5 | |
4 | 13,8 | 14,2 | 15,2 | 16,3 | 17,4 | 18,4 | 19,4 | 20,5 | |
5 | 14,2 | 14,6 | 15,8 | 16,9 | 18 | 19.2 | 20,5 | 21,5 | |
Ток переменный | |||||||||
4 - 5 | 14,8 | 15,2 | 16,2 | 17,3 | 18,4 | 19,4 | 20,5 | 21,5 | |
6 | 15 | 15,4 | 16,5 | 17,6 | 18,7 | 19,8 | 21 | 22 | |
8 - 10 | 15,2 | 15,6 | 16,8 | 18 | 19 | 20 | 21,5 | 22,5 | |
12 | 16 | 16,6 | 18 | 19,4 | 21 | 22 | 23,5 | 25 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
Автоматическая сварка | ||||||||||
Продольные наружные швы | Карта 100 | |||||||||
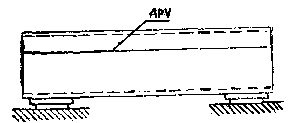 | Индекс шва Ар-С8 | |||||||||
Диаметр обечайки, мм | Толщина, металла, мм | Длина паза обечайки, мм до | ||||||||
500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
500 - 2000 | Ток переменный | |||||||||
5 | 10,1 | 10,2 | 10,4 | 10,6 | 10,8 | 11 | 11,4 | 11,8 | 12,2 | |
6 - 8 | 10,4 | 10,6 | 10,8 | 11,1 | 11,3 | 11,6 | 12 | 12,6 | 13,2 | |
10 - 14 | 10,1 | 10,2 | 10,4 | 10,6 | 10,8 | 11 | 11,4 | 11,8 | 12,2 | |
Свыше 2000 | 5 | 11,1 | 11,2 | 11,4 | 11,6 | 11,8 | 12 | 12,4 | 12,8 | 13,2 |
6 - 8 | 11,4 | 11,6 | 11,8 | 12,1 | 12,3 | 12,6 | 13 | 13,6 | 14,2 | |
10 - 4 | 11,4 | 11,6 | 11,8 | 12,1 | 12,3 | 12,6 | 13 | 13,6 | 14,2 | |
Диаметр обечайки, мм | Толщина, металла, мм | Длина паза обечайки, мм до | ||||||||
1800 | 2000 | 2200 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
500 - 2000 | Ток переменный | |||||||||
5 | 13,6 | 14 | 14,4 | 15 | 16 | 17 | 18 | 19 | 20 | |
6 - 8 | 14,7 | 15,2 | 15,7 | 16,5 | 17,8 | 19 | 20,5 | 21,5 | 23 | |
10 - 14 | 14,7 | 15,2 | 15,7 | 16,5 | 17,8 | 19 | 20,5 | 21,5 | 23 | |
Свыше 2000 | 5 | 14,6 | 15 | 15,4 | 16 | 17 | 18 | 19 | 20 | 21 |
6 - 8 | 15,7 | 16,2 | 16,7 | 17,5 | 18,8 | 20 | 21,5 | 22,5 | 24 | |
10-14 | 15 | 16,2 | 16,7 | 17,5 | 18,8 | 20 | 21,5 | 22,5 | 24 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
Автоматическая сварка | ||||||||||
Продольные наружные швы | Карта 101, лист 1 | |||||||||
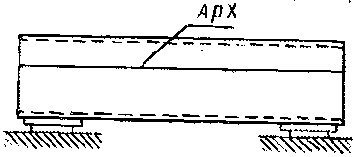 | Индекс шва Ар-С16 | |||||||||
Диаметр обечайки мм | Толщина, металла, мм | Длина паза обечайки, мм до | ||||||||
500 | 600 | 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
500 - 2000 | Ток переменный | |||||||||
20 - 22 | 13,6 | 13,9 | 14,6 | 15,2 | 16,5 | 17,8 | 19,1 | 20,5 | 21,5 | |
24 - 28 | 15,6 | 16,1 | 17,2 | 18,2 | 20 | 22 | 24 | 26 | 28 | |
30 - 32 | 17,6 | 18,3 | 19,7 | 21 | 24 | 26,5 | 29 | 32 | 35 | |
34 - 36 | 20,5 | 21,5 | 23,5 | 25,5 | 29 | 33 | 37 | 41 | 44,5 | |
38 - 40 | 22,5 | 24 | 26 | 28,5 | 33 | 37,5 | 42 | 47 | 51,5 | |
42 - 44 | 23 | 26 | 29 | 31,5 | 37 | 42,5 | 48 | 23 | 59 | |
46 | 27 | 28,5 | 31,5 | 35 | 41 | 47 | 53,5 | 60 | 66 | |
48 | 28,5 | 30,5 | 34 | 37 | 44 | 51 | 58 | 64,5 | 71 | |
50 | 31,5 | 33,5 | 37 | 41 | 49 | 57 | 65 | 72,5 | 80 | |
52 - 56 | 36,5 | 39 | 43,5 | 48,5 | 58 | 67,5 | 77 | 87 | 97 | |
58 - 60 | 43,5 | 46,5 | 53 | 59 | 71 | 83 | 95 | 108 | 120 | |
Свыше 2000 | Ток переменный | |||||||||
20 - 22 | 15,6 | 15,9 | 16,6 | 17,2 | 18,5 | 19,8 | 21 | 22,5 | 23,5 | |
24 - 28 | 17,6 | 18 | 19,2 | 20 | 22 | 24 | 26 | 28 | 30 | |
30 - 32 | 19,6 | 20 | 21,5 | 23 | 26 | 28,5 | 31 | 34 | 37 | |
34 - 36 | 22,5 | 23,5 | 25,5 | 27,5 | 31 | 35 | 39 | 43 | 46,5 | |
38 - 40 | 24,5 | 26 | 28 | 30,5 | 35 | 39,5 | 44 | 49 | 53,5 | |
42 - 44 | 27 | 28 | 31 | 33,5 | 39 | 44,5 | 50 | 55 | 61 | |
46 | 29 | 30,5 | 33,5 | 37 | 43 | 49 | 55,5 | 62 | 68 | |
48 | 30,5 | 32,5 | 36 | 39 | 46 | 53 | 60 | 66,5 | 73 | |
50 | 33,5 | 35,5 | 39 | 43 | 51 | 59 | 67 | 74,5 | 82 | |
52 - 56 | 38,5 | 41 | 45,5 | 50,5 | 60 | 69,5 | 79 | 89 | 99 | |
58 - 60 | 45,5 | 48,5 | 55,5 | 61 | 73 | 85 | 97 | 110 | 122 | |
ОБЕЧАЙКИ - СВАРКА ПАЗОВ СТАЦИОНАРНЫМ АВТОМАТОМ (ШВОМ СТЫКОВОГО СОЕДИНЕНИЯ X-ОБРАЗНЫМ С ДВУМЯ НЕСИММЕТРИЧНЫМИ СКОСАМИ ДВУХ КРОМОК, ДВУСТОРОННИМ) С РУЧНОЙ СВАРКОЙ С ДРУГОЙ СТОРОНЫ | Автоматическая сварка | ||||||||
Продольные наружные швы | Карта 101, лист 2 | ||||||||
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | |||||||
2000 | 2200 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | |||||||||
500-2000 | Ток переменный | ||||||||
20 - 22 | 26 | 27,5 | 30 | 30,5 | 36 | 39 | 42 | 50 | |
24 - 28 | 33,5 | 35,4 | 39,5 | 43,6 | 48,6 | 53,5 | 59 | 64 | |
30 - 32 | 40,6 | 43,4 | 39 | 54,5 | 61 | 68 | 75 | 82 | |
34 - 36 | 51 | 55 | 63 | 70,5 | 80 | 89,5 | 99 | 108,5 | |
38 - 40 | 59 | 63,5 | 73 | 82 | 93,5 | 105 | 117 | 128 | |
42 - 44 | 67 | 72,5 | 83 | 94 | 107,5 | 121 | 136 | 148 | |
46 | 75 | 81 | 94 | 106 | 121 | 137 | 153 | 168 | |
48 | 81 | 88,5 | 101 | 115 | 132 | 149 | 169 | 183 | |
50 | 91 | 98,5 | 114 | 130 | 149 | 169 | 188 | 208 | |
52 - 56 | 105 | 116 | 135 | 154 | 178 | 201 | 220 | 249 | |
58 - 60 | 135 | 147 | 171 | 195 | 226 | 257 | 287 | 317 | |
Свыше 2000 | 20 - 22 | 30 | 31,5 | 34 | 36,5 | 40 | 43 | 46 | 54 |
24 - 28 | 37,5 | 39,4 | 43,5 | 47,6 | 52,6 | 57,5 | 63 | 68 | |
30 - 32 | 44,6 | 47,4 | 51 | 53,5 | 65 | 72 | 79 | 86 | |
34 - 36 | 55 | 59 | 67 | 74,5 | 84 | 93,5 | 103 | 112,5 | |
38 - 40 | 63 | 67,5 | 77 | 86 | 97,5 | 109 | 121 | 132 | |
42 - 44 | 71 | 76,5 | 87 | 98 | 111,5 | 125 | 140 | 152 | |
46 | 79 | 85 | 93 | 110 | 125 | 141 | 157 | 172 | |
48 | 85 | 92,5 | 105 | 119 | 136 | 153 | 173 | 187 | |
50 | 93 | 102,5 | 118 | 134 | 153 | 173 | 192 | 212 | |
52 - 56 | 109 | 120 | 139 | 158 | 182 | 205 | 224 | 253 | |
58 - 60 | 139 | 151 | 1175 | 237 | 261 | 291 | 321 | ||
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
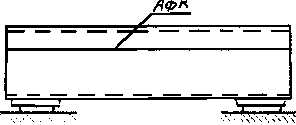
ОБЕЧАЙКИ - СВАРКА ПАЗОВ ПЕРЕНОСНЫМ АВТОМАТОМ (ШВОМ СТЫКОВОГО СОЕДИНЕНИЯ БЕЗ СКОСА КРОМОК, ОДНОСТОРОННИМ НА ФЛЮСОВОЙ ПОДУШКЕ) | Автоматическая сварка | |||||||||
Продольные внутренние швы | Карта 102, лист 2 | |||||||||
Диаметр обечайки, мм | Толщина металла, мм | Длина паза обечайки, мм до | ||||||||
1800 | 2000 | 2200 | 2600 | 3000 | 3500 | 4000 | 4500 | 5000 | ||
Штучно-калькуляционное время на один паз, мин. | ||||||||||
1000 - 1500 | Ток постоянный, полярность обратная | |||||||||
2 | 17,2 | 17,5 | 18,4 | 19,5 | 20,5 | 22 | 23,5 | 25 | 26,5 | |
3 | 16,1 | 16,5 | 17 | 18,0 | 19,0 | 20,5 | 21 | 22,4 | 23,5 | |
4 | 16,1 | 16,5 | 17,3 | 18,2 | 19,2 | 20,4 | 21,5 | 22,5 | 24,0 | |
5 - 6 | 16,5 | 17,4 | 18,0 | 19,4 | 20 | 21,5 | 22,5 | 24,5 | 25,5 | |
8 - 10 | 25,4 | 26,5 | 28 | 31,0 | 37,0 | 37,5 | 41,2 | 44,0 | 48,5 | |
Ток переменный | ||||||||||
5 | 16,8 | 17,4 | 17,9 | 19 | 20 | 21,5 | 23 | 24 | 25,5 | |
6 | 16,8 | 17,4 | 17,9 | 19 | 20 | 21,5 | 23 | 24 | 25,5 | |
7 | 16,8 | 17,4 | 17,9 | 19 | 20 | 21,5 | 23 | 24 | 25,5 | |
8 - 10 | 24 | 25,0 | 26,5 | 29 | 32 | 35 | 38 | 42 | 45 | |
Свыше 1500 | Ток постоянный, полярность обратная | |||||||||
2 | 19,2 | 19,5 | 20,4 | 21,5 | 22,5 | 24 | 25,5 | 27 | 28,5 | |
3 | 18 | 18,5 | 19 | 20,0 | 21,0 | 22,5 | 23 | 24,4 | 25,5 | |
4 | 18 | 18,5 | 19,3 | 20,2 | 21,2 | 22,4 | 23,5 | 24,5 | 26,0 | |
5 - 6 | 18,5 | 19,4 | 20,0 | 21,4 | 22 | 23,5 | 24,5 | 26,5 | 27,5 | |
8 - 10 | 27,4 | 28,5 | 30 | 33,0 | 39,0 | 39,5 | 43,2 | 46,0 | 50,5 | |
Ток переменный | ||||||||||
5 | 18,8 | 19,4 | 19,9 | 21 | 22 | 23,5 | 25 | 26 | 27,5 | |
6 | 18,8 | 19,4 | 19,9 | 21 | 22 | 33,5 | 25 | 26 | 27,5 | |
7 | 18,5 | 19,4 | 19,9 | 21 | 22 | 23,5 | 25 | 26 | 27,5 | |
8 - 10 | 26 | 27,0 | 28,5 | 31 | 34 | 37 | 40 | 44 | 47 | |
Примечание. К нормам времени карты применять коэффициенты:
а) при сварке обечайки с двумя пазами - K = 1,6;
б) при сварке обечайки с тремя пазами - K = 2,2.
РАСЧЕТ ДЛИНЫ ОБВАРИВАЕМЫХ КРОМОК РАВНОБОКОГО УГОЛЬНИКА
 | Формула расчета: l = 2 (2b - a), | ||||
где | l - длина обвариваемой кромки; b - ширина полки; a - толщина полки | ||||
N профиля | Положение кромок угольника в пространстве | Итого | |||
Вертикальное | Нижнее | Потолочное | |||
Длина обвариваемой кромки, мм | |||||
2 | 37 | 20 | 17 | 74 | |
2 | 36 | 20 | 16 | 72 | |
2,5 | 47 | 25 | 22 | 94 | |
2,5 | 46 | 25 | 21 | 92 | |
2,8 | 53 | 28 | 25 | 106 | |
3,2 | 61 | 32 | 29 | 122 | |
3,2 | 60 | 32 | 28 | 120 | |
3,6 | 69 | 36 | 33 | 138 | |
3,6 | 68 | 36 | 32 | 136 | |
4 | 77 | 40 | 37 | 134 | |
4 | 76 | 40 | 36 | 132 | |
4,5 | 87 | 45 | 42 | 174 | |
4,5 | 86 | 45 | 41 | 172 | |
4,5 | 85 | 45 | 40 | 170 | |
5 | 97 | 50 | 47 | 194 | |
5 | 96 | 50 | 46 | 192 | |
5 | 95,5 | 30 | 45 | 190 | |
5,6 | 108 | 56 | 52,5 | 217 | |
5,6 | 107 | 56 | 51 | 214 | |
5,6 | 107 | 56 | 51 | 214 | |
6,3 | 122 | 63 | 59 | 244 | |
6,3 | 121 | 63 | 58 | 242 | |
6,3 | 120 | 63 | 57 | 240 | |
7 | 135,5 | 70 | 65,5 | 271 | |
7 | 135 | 70 | 65 | 270 | |
7 | 134 | 70 | 64 | 268 | |
7 | 133 | 70 | 63 | 266 | |
7 | 132 | 70 | 62 | 264 | |
7,5 | 145 | 75 | 70 | 280 | |
7,5 | 144 | 75 | 69 | 288 | |
7,5 | 143 | 75 | 68 | 286 | |
7,5 | 142 | 75 | 67 | 284 | |
7,5 | 141 | 75 | 66 | 282 | |
8 | 154,5 | 80 | 74,5 | 309 | |
154 | 80 | 74 | 308 | ||
153 | 80 | 73 | 306 | ||
152 | 80 | 72 | 304 | ||
9 | 174 | 90 | 84 | 348 | |
173 | 90 | 83 | 340 | ||
172 | 90 | 82 | 344 | ||
171 | 90 | 81 | 342 | ||
10 | 193,5 | 100 | 93,5 | 387 | |
193 | 100 | 93 | 386 | ||
192 | 100 | 92 | 384 | ||
190 | 100 | 90 | 380 | ||
188 | 100 | 88 | 376 | ||
186 | 100 | 86 | 372 | ||
184 | 100 | 84 | 368 | ||
11 | 213 | 110 | 103 | 426 | |
212 | 110 | 102 | 424 | ||
12,5 | 242 | 125 | 117 | 484 | |
241 | 125 | 116 | 482 | ||
240 | 125 | 115 | 480 | ||
238 | 125 | 113 | 476 | ||
236 | 125 | 111 | 472 | ||
234 | 125 | 109 | 468 | ||
14 | 271 | 140 | 131 | 542 | |
270 | 140 | 130 | 540 | ||
268 | 140 | 128 | 536 | ||
16 | 310 | 160 | 150 | 620 | |
309 | 160 | 149 | 618 | ||
308 | 160 | 148 | 616 | ||
306 | 160 | 146 | 612 | ||
304 | 160 | 144 | 608 | ||
302 | 160 | 142 | 604 | ||
300 | 160 | 140 | 600 | ||
18 | 349 | 180 | 169 | 698 | |
348 | 180 | 168 | 696 | ||
20 | 388 | 200 | 168 | 776 | |
387 | 200 | 187 | 774 | ||
386 | 200 | 186 | 772 | ||
384 | 200 | 184 | 768 | ||
380 | 200 | 180 | 760 | ||
375 | 200 | 175 | 750 | ||
370 | 200 | 170 | 740 | ||
22 | 426 | 220 | 206 | 852 | |
424 | 220 | 204 | 848 | ||
25 | 484 | 250 | 234 | 968 | |
482 | 250 | 232 | 964 | ||
480 | 250 | 230 | 960 | ||
478 | 250 | 230 | 960 | ||
475 | 250 | 225 | 950 | ||
472 | 250 | 222 | 944 | ||
470 | 250 | 220 | 940 | ||
РАСЧЕТ ДЛИНЫ ОБВАРИВАЕМЫХ КРОМОК НЕРАВНОБОКОГО УГОЛЬНИКА
 | Формула расчета: l = 2 (B - a + b), | ||||
где | B - ширина большей полки; b - ширина меньшей полки; a - толщина полки; l - длина обвариваемой кромки | ||||
N профиля | Положение кромок угольника в пространстве | Итого | |||
Вертикальное | Нижнее | Потолочное | |||
Длина обвариваемой кромки, мм | |||||
2,5/1,6 | 47 | 16 | 13 | 76 | |
3,2/2 | 61 | 20 | 17 | 98 | |
3,2/2 | 60 | 20 | 16 | 96 | |
4/2,5 | 77 | 25 | 22 | 124 | |
4/2,5 | 76 | 25 | 21 | 122 | |
4,5/2,8 | 87 | 28 | 25 | 140 | |
4,5/2,8 | 86 | 28 | 24 | 138 | |
5/3,2 | 97 | 32 | 29 | 158 | |
5/3,2 | 96 | 32 | 28 | 156 | |
5,6/3,6 | 108,5 | 36 | 32,5 | 177 | |
5,6/3,6 | 108 | 36 | 32 | 176 | |
5,6/3,6 | 107 | 36 | 31 | 174 | |
6,3/4,0 | 122 | 40 | 36 | 198 | |
6,3/4,0 | 121 | 40 | 35 | 196 | |
7/4,5 | 135,5 | 45 | 40,5 | 221 | |
7/4,5 | 135 | 45 | 40 | 220 | |
7,5/5 | 145 | 50 | 45 | 240 | |
144 | 50 | 44 | 238 | ||
142 | 50 | 42 | 234 | ||
8/5 | 155 | 50 | 45 | 250 | |
154 | 50 | 44 | 248 | ||
9/5,6 | 174,5 | 56 | 50,5 | 281 | |
174 | 56 | 50 | 280 | ||
172 | 56 | 48 | 278 | ||
10/6,3 | 194 | 63 | 57 | 314 | |
193 | 63 | 56 | 312 | ||
192 | 63 | 55 | 310 | ||
190 | 63 | 53 | 306 | ||
11/7 | 213,5 | 70 | 63,5 | 347 | |
213 | 70 | 63 | 346 | ||
212 | 70 | 62 | 344 | ||
12,5/8 | 243 | 80 | 73 | 396 | |
242 | 80 | 72 | 394 | ||
240 | 80 | 70 | 390 | ||
238 | 80 | 68 | 386 | ||
14/9 | 272 | 90 | 82 | 444 | |
270 | 90 | 80 | 440 | ||
16/10 | 311 | 100 | 91 | 502 | |
310 | 100 | 90 | 500 | ||
308 | 100 | 88 | 496 | ||
306 | 100 | 86 | 492 | ||
18/11 | 350 | 110 | 100 | 560 | |
348 | 110 | 98 | 556 | ||
20/12,5 | 389 | 125 | 114 | 628 | |
388 | 125 | 113 | 626 | ||
386 | 125 | 111 | 622 | ||
384 | 125 | 109 | 618 | ||
25/16,5 | 488 | 165 | 153 | 806 | |
484 | 165 | 149 | 798 | ||
482 | 165 | 147 | 794 | ||
480 | 165 | 145 | 790 | ||
РАСЧЕТ ДЛИНЫ ОБВАРИВАЕМЫХ КРОМОК ПОЛОСОБУЛЬБА
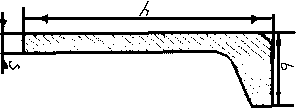 | Формула расчета: l = 2h + b + 0,6S, | ||||
где | l - длина обвариваемой кромки; h - высота профиля; b - ширина утолщенной части; S - толщина стенки | ||||
N профиля | Положение кромок угольника в пространстве | Итого | |||
Вертикальное | Нижнее | Потолочное | |||
Длина обвариваемой кромки, мм | |||||
5 | 88 | 16 | 14,4 | 118,4 | |
5,5 | 96,5 | 17 | 16,2 | 129,7 | |
6 | 105 | 19 | 18,0 | 142,0 | |
7 | 125 | 21 | 18,0 | 164 | |
8 | 145 | 22 | 18,0 | 185 | |
9 | 163,5 | 24 | 19,8 | 207,3 | |
10 | 182 | 26 | 21,6 | 229,6 | |
12 | 220,5 | 30 | 223,4 | 273,9 | |
14а | 259 | 33 | 25,2 | 317,2 | |
б | 253 | 35 | 32,4 | 320,4 | |
16а | 296 | 36 | 28,8 | 360,8 | |
б | 290 | 38 | 36,0 | 384,0 | |
18а | 333 | 40 | 32,4 | 405,4 | |
б | 327 | 42 | 39,6 | 408,6 | |
20а | 370 | 44 | 36,0 | 450 | |
б | 364 | 46 | 43,2 | 453,2 | |
22а | 407 | 48 | 39,6 | 494,6 | |
б | 401 | 50 | 46,8 | 497,8 | |
24а | 444 | 52 | 43,2 | 539,2 | |
б | 438 | 54 | 50,4 | 542,4 | |
27а | 504 | 55 | 43,2 | 602.2 | |
б | 498 | 57 | 50,4 | 605,4 | |
РАСЧЕТ ДЛИНЫ ОБВАРИВАЕМЫХ КРОМОК ДВУТАВРОВОЙ БАЛКИ
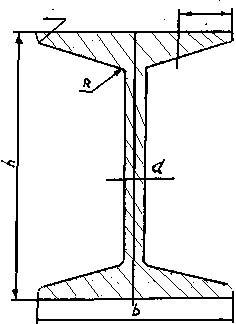 | Формула расчета периметра балки P = 4 [0,5 (h - d) + (b - R)], | ||||
где | h - высота балки; b - ширина полки; d - толщина стенки; t - средняя толщина полки; R - радиус внутреннего закругления | ||||
N профиля | Положение кромок тавровой балки в пространстве | Итого | |||
Вертикальное | Нижнее | Потолочное | |||
Длина обвариваемой кромки, мм | |||||
10 | 172 | 105,5 | 105,5 | 382 | |
12 | 211 | 123 | 123 | 457 | |
14 | 250 | 141 | 141 | 532 | |
16 | 289 | 157 | 157 | 603 | |
18 | 323 | 175 | 175 | 678 | |
18а | 327 | 195 | 195 | 717 | |
20 | 367 | 195 | 195 | 757 | |
20а | 366 | 215 | 215 | 796 | |
22 | 405 | 215 | 215 | 835 | |
22а | 404 | 235 | 235 | 874 | |
24 | 442 | 224 | 224 | 890 | |
24а | 441 | 244 | 244 | 929 | |
27 | 501 | 244 | 244 | 989 | |
27а | 499 | 264 | 264 | 1027 | |
30 | 559 | 263 | 263 | 1085 | |
30а | 557 | 283 | 283 | 1124 | |
33 | 615 | 273 | 273 | 1161 | |
36 | 671 | 282 | 282 | 1235 | |
40 | 748 | 302 | 302 | 1352 | |
45 | 843 | 311 | 311 | 1465 | |
50 | 939 | 330 | 330 | 1599 | |
55 | 1034 | 350 | 350 | 1734 | |
60 | 1129 | 369 | 369 | 1867 | |
65 | 1223 | 388 | 388 | 1999 | |
70 | 1317 | 407 | 407 | 2131 | |
70а | 1304 | 405 | 405 | 2114 | |
70б | 1287 | 403 | 403 | 2093 | |
РАСЧЕТ ДЛИНЫ ОБВАРИВАЕМЫХ КРОМОК ШВЕЛЛЕРА
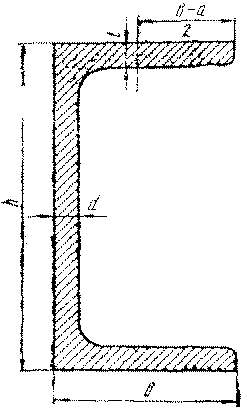 | Формула расчета периметра швеллера: P = 2(h + 2b - d), | ||||
где | h - высота швеллера; b - ширина полки; d - толщина стенки | ||||
N профиля | Положение кромок швеллера в пространстве | Итого | |||
Вертикальное | Нижнее | Потолочное | |||
Длина обвариваемой кромки, мм | |||||
5 | 86 | 60 | 60 | 206 | |
6,5 | 116 | 68 | 68 | 252 | |
8,0 | 145 | 76 | 76 | 297 | |
10 | 185 | 88 | 68 | 361 | |
12 | 225 | 99 | 99 | 423 | |
14 | 264 | 111 | 111 | 486 | |
14а | 283 | 119 | 119 | 521 | |
16 | 303 | 123 | 123 | 549 | |
16а | 302 | 131 | 131 | 564 | |
18 | 343 | 135 | 135 | 613 | |
18а | 341 | 139 | 139 | 619 | |
20 | 382 | 148 | 148 | 678 | |
20а | 381 | 155 | 155 | 691 | |
22 | 421 | 159 | 159 | 739 | |
22а | 420 | 169 | 169 | 758 | |
24 | 460 | 175 | 175 | 810 | |
24а | 459 | 185 | 185 | 829 | |
27 | 519 | 184 | 184 | 887 | |
30 | 579 | 194 | 194 | 967 | |
33 | 637 | 203 | 203 | 1043 | |
36 | 695 | 213 | 213 | 1121 | |
40 | 773 | 222 | 222 | 1217 | |
ДЛИНА КОЛЬЦЕВОГО СТЫКА
Диаметр, мм | Длина окружности, м | Диаметр, мм | Длина окружности, м | Диаметр, мм | Длина окружности, м |
100 | 0,314 | 400 | 1,255 | 2000 | 6,3 |
120 | 0,377 | 450 | 1,415 | 2500 | 7,85 |
140 | 0,439 | 500 | 1,570 | 3000 | 9,4 |
150 | 0,472 | 600 | 1,885 | 3500 | 11,0 |
175 | 0,539 | 700 | 2,2 | 4000 | 12,5 |
200 | 0,628 | 800 | 2,51 | 4500 | 14,1 |
219 | 0,689 | 900 | 2,825 | 5000 | 15,7 |
245 | 0,770 | 1000 | 3,14 | 5500 | 17,2 |
250 | 0,785 | 1200 | 3,78 | 6500 | 20,4 |
300 | 0,942 | 1400 | 4,40 | 7000 | 22,0 |
325 | 1,02 | 1600 | 5,0 | - | - |
350 | 1,1 | 1800 | 5,65 | - | - |
ПЛОЩАДИ ПОПЕРЕЧНЫХ СЕЧЕНИЙ ШВОВ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ ДЛЯ РУЧНОЙ СВАРКИ
ПО ГОСТУ 5264-58
Толщина металла или катет шва, мм | Типы швов | |||||||
 | 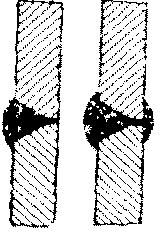 | 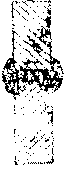 | 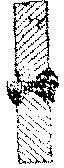 | |||||
Индекс шва C2 | Индекс шва C3 | Индексы швов C5, C6 | Индексы швов C8, C9 | Индексы швов C11 | Индексы швов C12 | Индексы швов C13 | Индексы швов C15 | |
Площади поперечных сечений швов, мм2 | ||||||||
1 | 7 | 3,3 | - | |||||
2 | - | 5,4 | - | |||||
3 | 7,1 | 11,5 | 24 | 24 | ||||
4 | 11,5 | 21,0 | 31 | - | ||||
5 | 13,0 | 23,8 | - | 37 | ||||
6 | 17,0 | 26,5 | 47 | 45 | ||||
7 | 18,0 | - | - | |||||
8 | 19,0 | 74 | 65 | |||||
10 | 99 | 96 | ||||||
12 | 132 | 125 | 46 | 44 | ||||
14 | 166 | 159 | 57 | 56 | ||||
16 | 205 | 200 | 75 | 68 | ||||
13 | 254 | 243 | 83 | 86 | ||||
20 | 302 | 290 | 246 | 132 | 104 | 101 | ||
22 | 356 | 347 | 279 | 150 | 120 | 117 | ||
24 | 414 | 400 | 310 | 164 | 135 | 137 | ||
26 | 477 | 461 | 346 | 183 | 155 | 153 | ||
Толщина металла или катет шва, мм | Типы швов | ||||
Индекс шва C11 | Индекс шва C12 | Индекс шва C13 | Индекс шва C15 | 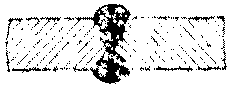 | |
Индекс шва C17 | |||||
Площади поперечных сечений швов, мм2 | |||||
28 | 383 | 203 | 174 | 173 | - |
30 | 430 | 224 | 195 | 188 | 214,0 |
32 | 470 | 247 | 219 | 210 | 232,5 |
34 | 505 | 269 | 239 | 233 | 251,0 |
36 | 549 | 288 | 264 | 257 | 264,0 |
38 | 593 | 312 | 291 | 283 | 383,5 |
40 | 640 | 337 | 317 | 310 | 303,0 |
42 | 682 | 351 | 343 | 327,0 | |
44 | 731 | 378 | 372 | 348,5 | |
46 | 781 | 405 | 403 | 370,0 | |
48 | 833 | 433 | 435 | 392,0 | |
50 | 879 | 450 | 468 | 414,0 | |
52 | 933 | 479 | 497 | 414,0 | |
54 | 990 | 509 | 532 | 437,0 | |
56 | 1038 | 530 | 569 | 460,5 | |
58 | 1097 | 562 | 607 | 484,0 | |
60 | 1157 | 594 | 646 | 499,5 | |
Толщина металла или катет шва, мм | Типы швов | ||
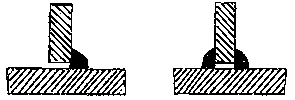 | 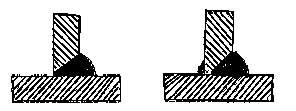 | 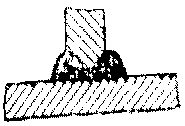 | |
Индексы швов T1, T4 | Индексы швов T8, T9 | Индекс шва T10 | |
Площади поперечных сечений швов, мм2 | |||
1 | - | ||
2 | - | ||
3 | 18 | ||
4 | 24 | ||
5 | 32 | ||
6 | 40 | 61 | |
7 | - | - | |
8 | 61 | 84 | |
10 | 85 | 120 | |
12 | 113 | 165 | 60 |
14 | 145 | 202 | 73 |
16 | 181 | 244 | 88 |
18 | 221 | 326 | 126 |
20 | 265 | 379 | 146 |
22 | 437 | 167 | |
24 | 499 | 189 | |
26 | 567 | ||
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка
Толщина металла, мм | Типы швов | |||||||
 |  | |||||||
Индекс шва С2 | Индекс шва С3 | |||||||
Марки электродов | ||||||||
УОНИ-13 | ОЗС-3 | УОНИ-13 | ОЗС-3 | |||||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
1 | - | - | - | - | 2 | 60 | - | - |
2 | - | - | - | - | 2,5 | 100 | - | - |
3 | 3 | 130 | - | - | 3 | 110 | - | - |
4 | 4 | 200 | 4 | 240 | 3 | 130 | 4 | 240 |
5 | 4 | 200 | 4 | 240 | 4 | 160 | 4 | 240 |
6 | 5 | 250 | 5 | 320 | 4 | 200 | 5 | 320 |
7 | 5 | 250 | 5 | 320 | - | - | - | - |
8 | 250 | 5 | 320 | - | - | - | - | |
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка
Толщина металла, мм | Типы швов | |||||||
 | 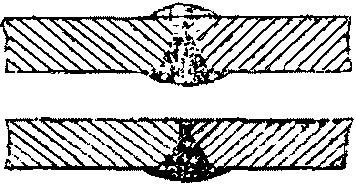 | |||||||
Индексы швов С5, С6 | Индексы швов С8, С9 | |||||||
Марки электродов | ||||||||
УОНИ-13 | ОЗС-3 | УОНИ-13 | ОЗС-3 | |||||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
3 | 3 | 130 | 4 | 240 | 3 | 130 | 4 | 240 |
4 | 4 | 190 | 5 | 300 | - | - | - | - |
5 | - | - | - | - | 4 | 200 | 5 | 300 |
6 | 4/5 | 200/280 | 5 | 300 | 4 | 209 | 5 | 300 |
8 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
10 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
12 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
14 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
16 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/3 | 300/400 |
18 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
20 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
22 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
24 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
26 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 210/280 | 5/6 | 300/400 |
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка
Толщина металла, мм | Типы швов | |||||||
 |  | |||||||
Индекс шва С11 | Индекс шва С12 | |||||||
Марки электродов | ||||||||
УОНИ-13 | ОЗС-3 | УОНИ-13 | ОЗС-3 | |||||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
20 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
22 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
24 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
26 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
28 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
30 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
32 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
34 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
36 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
38 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
40 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
42 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
44 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
46 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
48 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
50 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
52 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
54 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
56 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
58 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
60 | 5 | 250/280 | 5/6 | 300/400 | 5 | 150/280 | 5/6 | 300/400 |
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка
Толщина металла, мм | Типы швов | |||||||
 |  | |||||||
Индекс шва С13 | Индекс шва С15 | |||||||
Марки электродов | ||||||||
УОНИ-13 | ОЗС-3 | УОНИ-13 | ОЗС-3 | |||||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
12 | 4/5 | 200/280 | 5 | 300 | 4 | 200 | 6 | 400 |
14 | 4/5 | 200/280 | 5 | 300 | 4/5 | 200/280 | 6 | 400 |
16 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
18 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
20 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
22 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
24 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
26 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
28 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
30 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
32 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
34 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
36 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
38 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
40 | 4/5 | 200/280 | 5/6 | 300/400 | 4/5 | 200/280 | 6 | 400 |
42 | 4/5 | 200/280 | 6 | 400 | ||||
44 | 4/5 | 200/280 | 0 | 400 | ||||
46 | 4/5 | 200/280 | 6 | 400 | ||||
48 | 4/5 | 200/280 | 6 | 400 | ||||
50 | 4/5 | 200/280 | 6 | 400 | ||||
52 | 4/5 | 200/280 | 6 | 400 | ||||
54 | 4/5 | 200/280 | 6 | 400 | ||||
56 | 4/5 | 200/280 | 6 | 400 | ||||
58 | 4/5 | 200/280 | 6 | 400 | ||||
60 | 4/5 | 200/280 | 6 | 400 | ||||
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка
Толщина металла, мм | Типы швов | |||
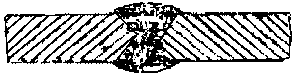 | ||||
Индекс шва С17 | ||||
Марки электродов | ||||
УОНИ-13 | ОЗС-3 | |||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
30 | 5 | 250/280 | 6 | 400 |
32 | 5 | 250/280 | 6 | 400 |
34 | 5 | 250/280 | 6 | 400 |
36 | 5 | 250/280 | 6 | 400 |
38 | 5 | 250/280 | 6 | 400 |
40 | 5 | 250/280 | 6 | 400 |
42 | 5 | 250/280 | 6 | 400 |
44 | 5 | 250/280 | 6 | 400 |
46 | 5 | 250/280 | 6 | 400 |
48 | 5 | 250/280 | 6 | 400 |
50 | 5 | 250/280 | 6 | 400 |
52 | 5 | 250/280 | 6 | 400 |
54 | 5 | 250/280 | 6 | 400 |
56 | 5 | 250/280 | 6 | 400 |
58 | 5 | 250/280 | 6 | 400 |
60 | 5 | 250/280 | 6 | 400 |
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка
Толщина металла или катет шва, мм | Типы швов | |||||||||||
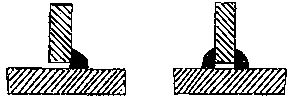 | 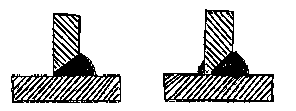 | 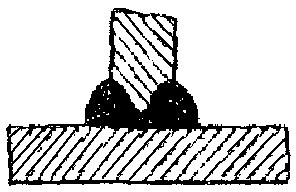 | ||||||||||
Индексы швов Т1, Т4 | Индексы швов Т8, Т9 | Индекс шва Т10 | ||||||||||
Марки электродов | ||||||||||||
УОНИ-13 | ОЗС-3 | УОНИ-13 | ОЗС-3 | УОНИ-13 | ОЗС-3 | |||||||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
3 | 3 | 120 | 5 | 300 | - | - | - | - | - | - | - | - |
4 | 4 | 200 | 5 | 300 | - | - | - | - | - | - | - | - |
5 | 5 | 250 | 6 | 400 | - | - | - | - | - | - | - | - |
6 | 5 | 280 | 6 | 400 | 4 | 200 | 5 | 300 | - | - | - | - |
8 | 5 | 280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | - | - | - | - |
10 | 5 | 280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | - | - | - | - |
12 | 5 | 280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 |
14 | 5 | 280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 |
16 | 5 | 280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 |
13 | 5 | 280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 |
20 | 5 | 280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 |
22 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | ||||
24 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | ||||
26 | 4/5 | 200/280 | 6 | 400 | 4/5 | 200/280 | 6 | 400 | ||||
НОРМАТИВОВ ВРЕМЕНИ
Ручная подварка
Глубина подварки, мм | Швы стыковых соединений | Швы тавровых соединений | ||||||
Марки электродов | ||||||||
УОНИ-13 | ОЗС-3 | УОНИ-13 | ОЗС-3 | |||||
Режимы сварки | ||||||||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
Без подрубки корня шва | ||||||||
3 | 4 | 200 | 5 | 300 | 3 | 120 | 5 | 300 |
4 | 4 | 200 | 5 | 300 | - | - | - | - |
5 | 4 | 200 | 5 | 300 | - | - | - | - |
При подрубке корня шва пневматическим инструментом | ||||||||
3 | 5 | 280 | 5 | 300 | 4 | 190 | 5 | 300 |
4 | 5 | 280 | 5 | 300 | 4 | 200 | 5 | 300 |
5 | 5 | 280 | 6 | 400 | 4 | 200 | 6 | 300 |
При разделке корня шва воздушно-дуговой строжкой | ||||||||
3 | 5 | 280 | 5 | 300 | - | - | - | - |
4 | 5 | 280 | 5 | 300 | - | - | - | - |
5 | 5 | 280 | 6 | 400 | - | - | - | - |
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка труб
Толщина металла, мм | Толщина металла, мм | |||
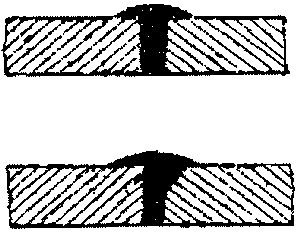 |  | |||
Индексы швов С3, С6 | Индекс шва С7 | |||
Марка электродов | ||||
УОНИ-13 | УОНИ-13 | |||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
2 | 2 | 70 | 3 | 110 |
2,5 | 2 | 70 | 3 | 110 |
3 | 2 | 70 | 3 | 100 |
3,5 | 2 | 70 | 3 | 120 |
4 | 2 | 110 | 3 | 120 |
5 | 2 | 110 | 3 | 120 |
6 | 2 | 110 | 4 | 140/200 |
7 | 3/4 | 120/140 | 4 | 140/200 |
8 | 3/4 | 120/140 | 4 | 140/200 |
9 | 3/4 | 120/140 | 4 | 140/200 |
10 | 3/4 | 120/140 | 4/5 | 140/200 |
11 | 3/4 | 120/140 | 4/5 | 140/200 |
12 | 3/4 | 120/140 | 4/5 | 140/200 |
14 | 3/4 | 120/140 | 4/5 | 140/200 |
16 | 3/4 | 120/140 | 4/5 | 200/250 |
18 | 3/4 | 120/140 | 4/5 | 200/250 |
20 | 3/4 | 120/140 | 4/5 | 200/250 |
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка труб
Толщина металла, мм | Типы швов | |||
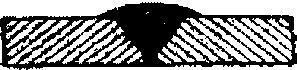 | 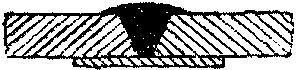 | |||
Индекс шва С9 | Индекс шва С10 | |||
Марка электродов | ||||
УОНИ-13 | УОНИ-13 | |||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
2 | - | - | 3 | 110 |
2,5 | - | - | 3 | 110 |
3 | 2 | 70 | 3 | 110 |
3,5 | 2 | 70 | 3 | 110 |
4 | 3 | 110 | 3 | 120 |
5 | 3 | 110 | 3 | 120 |
6 | 3 | 110 | 4/5 | 140/200 |
7 | 3/4 | 120/140 | 4/5 | 140/200 |
8 | 3/4 | 120/140 | 4/5 | 140/200 |
9 | 3/4 | 120/140 | 4/5 | 140/200 |
10 | 3/4 | 120/140 | 4/5 | 140/200 |
11 | 3/4 | 120/140 | 4/5 | 140/200 |
12 | 3/4 | 120/140 | 4/5 | 140/200 |
14 | 3/4 | 120/140 | 4/5 | 140/200 |
16 | 3/4 | 120/140 | 4/5 | 200/250 |
18 | 3/4 | 120/140 | 4/5 | 200/250 |
20 | 3/4 | 120/140 | 4/5 | 200/250 |
НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка труб
Толщина металла, мм | Типы швов | |||
 |  | |||
Индекс шва С10б | Индекс шва С10в | |||
Марка электродов | ||||
УОНИ-13 | УОНИ-13 | |||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
2 | 3 | 110 | 3 | 110 |
2,5 | 3 | 110 | 3 | 110 |
3 | 3 | 110 | 3 | 110 |
3,5 | 3 | 120 | 3 | 110 |
4 | 3 | 120 | 3 | 120 |
5 | 3 | 120 | 3 | 120 |
6 | 4/5 | 140/200 | 4/5 | 140/200 |
7 | 4/5 | 140/200 | 4/5 | 140/200 |
8 | 4/5 | 140/200 | 4/5 | 140/200 |
9 | 4/5 | 140/200 | 4/5 | 140/200 |
10 | 4/5 | 140/200 | 4/5 | 140/200 |
11 | 4/5 | 140/200 | 4/5 | 140/200 |
12 | 4/5 | 140/200 | 4/5 | 140/200 |
14 | 4/5 | 200/250 | 4/5 | 140/200 |
16 | 4/5 | 200/250 | 4/5 | 200/250 |
18 | 4/5 | 200/250 | 4/5 | 200/250 |
20 | 4/5 | 200/250 | 4/5 | 200/250 |
НОРМАТИВОВ ВРЕМЕНИ
Ручная сварка труб
Толщина металла, мм | Типы швов | |||||
 | 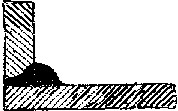 |  | ||||
Индекс шва С16а | Индекс шва У15 | Индекс шва Н15 | ||||
Марка электродов | ||||||
УОНИ-13 | УОНИ-13 | УОНИ-13 | ||||
диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | диаметр электрода, мм | сила тока, a | |
2 | - | 3 | 90 | |||
3 | 3 | 110 | - | - | ||
3,5 | 3 | 110 | - | - | ||
4 | 3 | 120 | 3 | 90 | 3 | 90 |
5 | 3 | 120 | 4 | 140 | - | - |
6 | 3 | 120 | 4 | 140 | 4 | 140 |
7 | 4/5 | 140/200 | 4/5 | 140/200 | - | - |
8 | 4/5 | 140/200 | 4/5 | 140/200 | 4/5 | 140/200 |
9 | 4/5 | 140/200 | 4/5 | 140/200 | - | - |
10 | 4/5 | 140/200 | 4/5 | 140/200 | 4/5 | 140/200 |
11 | 4/5 | 140/200 | 4/6 | 140/200 | - | - |
12 | 4/5 | 140/200 | 4/5 | 140/200 | 4/5 | 140/200 |
13 | - | - | 4/5 | 140/200 | - | - |
14 | 4/5 | 140/200 | 4/5 | 140/200 | 4/5 | 140/200 |
15 | - | - | 4/5 | 140/200 | - | - |
16 | 4/5 | 200/250 | 4/5 | 200/250 | 4/5 | 200/250 |
17 | - | - | 4/5 | 200/250 | - | - |
18 | 4/5 | 200/250 | 4/5 | 200/250 | 4/5 | 200/250 |
19 | - | - | 4/5 | 200/250 | - | - |
20 | 4/5 | 200/250 | 4/5 | 200/250 | 4/5 | 200/250 |
НОРМАТИВОВ ВРЕМЕНИ
Автоматическая сварка
Толщина металла, мм | Типы швов | |||||||||||||||
 |  |  |  | |||||||||||||
Индекс шва А-С2 | Индекс шва Аф-С2 | Индекс шва Ар-С2 | Индексы швов Аф-С3, Ам-С3 | |||||||||||||
Режимы сварки | ||||||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток постоянный, полярность обратная | ||||||||||||||||
2 | 1,6 | 150 - 200 | 30 - 32 | 50 - 66 | 1,6 | 110 - 140 | 30 - 32 | 50 - 55 | 1,6 | 150 - 200 | 30 - 32 | 50 - 55 | 1,6 | 200 - 230 | 24 - 26 | 32 - 35 |
3 | 2 | 220 - 250 | 30 - 32 | 60 - 70 | 2 | 210 - 350 | 32 - 34 | 40 - 60 | 2 | 230 - 240 | 30 - 32 | 60 - 65 | 2 | 300 - 320 | 29 - 31 | 40 - 50 |
4 | 2 | 280 - 350 | 30 - 32 | 50 - 60 | 2 | 210 - 350 | 32 - 34 | 40 - 60 | 2 | 320 - 350 | 30 - 32 | 50 - 55 | 3 | 460 - 480 | 31 - 33 | 40 - 45 |
5 | 2 | 280 - 350 | 30 - 32 | 50 - 60 | 2 | 210 - 350 | 32 - 34 | 40 - 60 | 2 | 320 - 350 | 30 - 32 | 40 - 45 | 3 | 500 - 550 | 32 - 34 | 35 - 40 |
6 | 2 | 210 - 350 | 32 - 34 | 40 - 60 | 3 | 500 - 550 | 32 - 34 | 35 - 40 | ||||||||
7 | 2 | 500 - 525 | 34 - 38 | 30 - 37 | - | - | - | - | ||||||||
8 | 2 | 500 - 525 | 34 - 38 | 30 - 37 | 4 | 675 - 725 | 35 - 36 | 28 - 30 | ||||||||
10 | 2 | 500 - 525 | 34 - 38 | 30 - 37 | 4 | 675 - 725 | 35 - 36 | 28 - 30 | ||||||||
12 | 2 | 500 - 525 | 34 - 38 | 30 - 37 | ||||||||||||
14 | 2 | 500 - 525 | 34 - 38 | 30 - 37 | ||||||||||||
16 | 2 | 525 - 550 | 40 - 42 | 20 - 25 | ||||||||||||
18 | 2 | 525 - 550 | 40 - 42 | 20 - 25 | ||||||||||||
20 | 2 | 525 - 550 | 40 - 42 | 20 - 25 | ||||||||||||
НОРМАТИВОВ ВРЕМЕНИ
Автоматическая сварка
Толщина металла, мм | Типы швов | |||||||||||||||||||
Индекс шва А-С2 | Индекс шва Аф-С2 | Индекс шва Ар-С2 | Индексы швов Аф-С3, Ам-С3 | 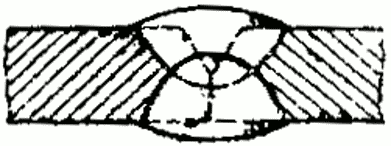 | ||||||||||||||||
Индекс шва А-С8 | ||||||||||||||||||||
Режимы сварки | ||||||||||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток переменный | ||||||||||||||||||||
4 | 3 | 400 - 450 | 32 - 34 | 55 - 65 | 3 | 420 - 450 | 31 - 34 | 50 - 55 | ||||||||||||
5 | 3 | 400 - 450 | 32 - 34 | 55 - 65 | 3 | 420 - 450 | 31 - 34 | 50 - 55 | 3 | 550 - 600 | 33 - 35 | 37 - 40 | ||||||||
6 | 4 | 450 - 550 | 32 - 34 | 45 - 50 | 5 | 500 - 600 | 34 - 36 | 45 - 50 | 4 | 650 - 700 | 34 - 36 | 30 - 40 | ||||||||
7 | 5 | 700 - 775 | 36 - 38 | 28 - 30 | 5 | 880 - 900 | 35 - 37 | 30 - 40 | ||||||||||||
8 | 5 | 700 - 900 | 34 - 40 | 35 - 40 | 5 | 700 - 775 | 36 - 38 | 28 - 30 | 5 | 750 - 850 | 36 - 40 | 40 - 45 | 5 | 950 - 1000 | 38 - 40 | 32 - 35 | ||||
10 | 5 | 700 - 900 | 34 - 40 | 35 - 40 | 5 | 700 - 775 | 36 - 38 | 28 - 30 | 5 | 750 - 850 | 36 - 40 | 40 - 45 | 5 | 950 - 1000 | 38 - 40 | 32 - 35 | ||||
12 | 5 | 700 - 900 | 34 - 40 | 35 - 40 | 5 | 700 - 775 | 36 - 38 | 28 - 30 | 5 | 750 - 850 | 36 - 40 | 34 - 46 | ||||||||
14 | 5 | 900 - 1000 | 38 - 44 | 30 - 35 | 5 | 700 - 775 | 36 - 38 | 28 - 30 | ||||||||||||
16 | 5 | 900 - 1000 | 38 - 44 | 30 - 35 | 6 | 950 - 1000 | 38 - 42 | 24 - 28 | 5 | 850 - 950 | 38 - 42 | 26 - 30 | ||||||||
18 | 5 | 900 - 1000 | 38 - 44 | 30 - 35 | 6 | 950 - 1000 | 38 - 42 | 24 - 28 | 5 | 850 - 950 | 38 - 42 | 26 - 30 | ||||||||
20 | 5 | 900 - 1000 | 38 - 44 | 30 - 35 | 6 | 950 - 1000 | 38 - 42 | 24 - 28 | 5 | 850 - 950 | 38 - 42 | 26 - 30 | ||||||||
22 | 6 | 950 - 1000 | 38 - 42 | 24 - 28 | 5 | 800 - 950 | 38 - 42 | 30 - 35 | ||||||||||||
24 | 5 | 800 - 950 | 38 - 42 | 30 - 35 | ||||||||||||||||
30 | 6 | 1000 - 1100 | 38 - 42 | 18 - 20 | 5 | 800 - 950 | 38 - 42 | 30 - 35 | ||||||||||||
40 | 6 | 1100 - 1150 | 42 - 44 | 16 - 18 | ||||||||||||||||
50 | 6 | 1200 - 1300 | 44 - 48 | 14 - 16 | ||||||||||||||||
НОРМАТИВОВ ВРЕМЕНИ
Автоматическая сварка
Толщина металла, мм | Типы швов | |||||||||||||||
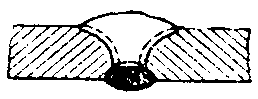 |  | 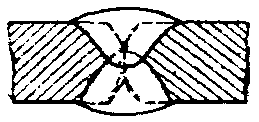 | 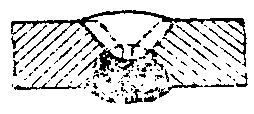 | |||||||||||||
Индекс шва Арр-С8 | Индекс шва Ар-С8 | Индекс шва А-С15 | Индекс шва Ар-С16 | |||||||||||||
Режимы сварки | ||||||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток переменный | ||||||||||||||||
5 | 3 | 440 - 450 | 32 - 34 | 50 - 60 | ||||||||||||
6 - 8 | 4 - 5 | 550 - 600 | 32 - 34 | 35 - 40 | ||||||||||||
10 - 14 | 5 | 700 - 900 | 36 - 38 | 35 - 40 | 5 | 700 - 900 | 36 - 38 | 35 - 40 | ||||||||
18 | 5 | 700 - 900 | 36 - 38 | 35 - 40 | 5 | 900 - 1000 | 40 - 42 | 35 - 40 | 5 | 850 - 900 | 36 - 42 | 25 - 35 | ||||
20 - 22 | 5 | 850 - 950 | 38 - 42 | 30 - 35 | 5 | 1000 - 1100 | 40 - 42 | 30 - 35 | 5 | 900 - 950 | 38 - 42 | 25 - 35 | ||||
24 | 5 | 850 - 950 | 38 - 42 | 30 - 35 | 5 | 1000 - 1100 | 40 - 42 | 30 - 35 | 5 | 900 - 950 | 38 - 42 | 25 - 35 | ||||
26 - 28 | 5 | 850 - 950 | 38 - 40 | 30 - 35 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 900 - 1000 | 38 - 44 | 25 - 35 | ||||
30 - 32 | 5 | 850 - 950 | 38 - 40 | 30 - 35 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 950 - 1000 | 38 - 44 | 25 - 30 | ||||
34 - 36 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 950 - 1000 | 38 - 44 | 25 - 30 | ||||||||
38 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 950 - 1000 | 38 - 44 | 25 - 30 | ||||||||
40 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 950 - 1000 | 38 - 44 | 25 - 30 | ||||||||
42 - 44 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 950 - 1000 | 38 - 44 | 25 - 30 | ||||||||
46 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 950 - 1000 | 38 - 44 | 25 - 30 | ||||||||
48 | 5 | 900 - 1000 | 40 - 42 | 30 - 35 | 5 | 950 - 1000 | 38 - 44 | 25 - 30 | ||||||||
52 - 56 | 5 | 1000 - 1100 | 42 - 44 | 25 - 30 | 5 | 1000 - 1100 | 44 - 48 | 20 - 25 | ||||||||
58 - 60 | 5 | 1100 - 1200 | 42 - 44 | 20 - 25 | 5 | 1100 - 1200 | 44 - 48 | 18 - 20 | ||||||||
НОРМАТИВОВ ВРЕМЕНИ
Автоматическая сварка
Толщина металла, мм | Типы швов | |||||||||||
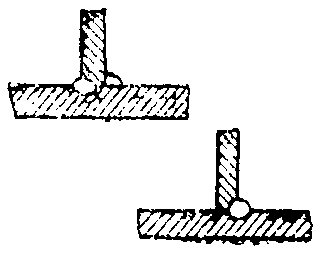 | 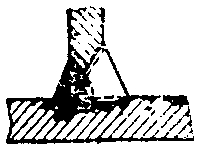 | 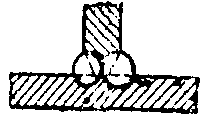 | ||||||||||
Индексы швов А-Т1, А-Т4 | Индекс шва Ар-Т8 | Индекс шва А-Т10 | ||||||||||
Режимы сварки | ||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток постоянный, полярность обратная | ||||||||||||
3 | 2 | 280 - 300 | 27 - 32 | 40 - 50 | ||||||||
4 - 6 | 2 | 300 - 350 | 30 - 32 | 35 - 45 | ||||||||
7 - 8 | 2 | 350 - 400 | 32 - 36 | 35 - 40 | ||||||||
10 - 12 | 2 | 350 - 400 | 32 - 36 | 20 - 25 | 2 | 450 - 600 | 42 - 44 | 18 - 20 | ||||
14 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | 2 | 450 - 600 | 42 - 44 | 18 - 20 | ||||
16 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | 2 | 450 - 600 | 42 - 44 | 20 - 25 | ||||
18 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | 2 | 450 - 600 | 42 - 44 | 20 - 25 | ||||
20 | 2 | 450 - 600 | 42 - 44 | 15 - 20 | ||||||||
22 | 2 | 450 - 600 | 42 - 44 | 15 - 20 | ||||||||
24 | 2 | 450 - 600 | 42 - 44 | 16 - 18 | ||||||||
Толщина металла, мм | Типы швов | |||||||||||
Индексы швов А-Т1, А-Т4 | Индекс шва Ар-Т8 | Индекс шва А-Т10 | ||||||||||
Режимы сварки | ||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток переменный | ||||||||||||
4 | 2 | 340 - 380 | 33 - 36 | 30 - 31 | ||||||||
5 | 3 | 440 - 460 | 29 - 32 | 50 - 55 | ||||||||
6 - 8 | 5 | 700 - 750 | 30 - 33 | 55 - 60 | ||||||||
10 - 12 | 5 | 740 - 760 | 33 - 35 | 40 - 50 | 5 | 900 - 950 | 38 - 42 | 25 - 35 | ||||
14 | 5 | 740 - 760 | 33 - 35 | 30 - 40 | 5 | 900 - 950 | 38 - 42 | 25 - 35 | ||||
16 | 5 | 740 - 760 | 33 - 35 | 30 - 40 | 5 | 900 - 950 | 38 - 42 | 25 - 35 | 5 | 650 - 700 | 34 - 36 | 25 - 35 |
18 | 5 | 740 - 760 | 33 - 35 | 30 - 40 | 5 | 900 - 950 | 38 - 42 | 25 - 35 | 5 | 650 - 700 | 34 - 36 | 25 - 35 |
20 - 24 | 5 | 850 - 900 | 38 - 40 | 25 - 35 | 6 | 900 - 1000 | 38 - 40 | 20 - 32 | ||||
28 | 6 | 900 - 1000 | 38 - 40 | 20 - 32 | ||||||||
30 - 34 | 5 | 900 - 950 | 38 - 40 | 20 - 32 | ||||||||
36 - 40 | 5 | 900 - 950 | 38 - 42 | 20 - 28 | ||||||||
РЕЖИМЫ СВАРКИ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Автоматическая сварка труб
Толщина металла, мм | Типы швов | |||||||||||||||
 | 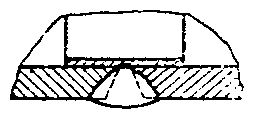 | 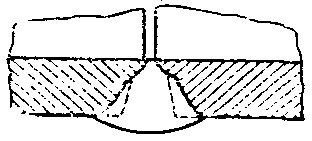 |  | |||||||||||||
Индексы швов Тр-1, Тр-2 | Индекс шва Тр-3 | Индекс шва Тр-5 | Индекс шва Н-14 | |||||||||||||
Режимы сварки | ||||||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
2 - 3,5 | 2 | 150 - 200 | 30 - 32 | 55 | - | - | - | - | ||||||||
4 | - | - | - | - | 2 | 280 - 300 | 27 - 32 | 35 - 45 | ||||||||
5 | 2 | 200 - 240 | 30 - 32 | 50 | - | - | - | - | ||||||||
6 | 2 | 260 - 300 | 30 - 32 | 45 | 2 | 300 - 350 | 30 - 32 | 30 - 40 | ||||||||
7 | 2 | 440 - 480 | 30 - 35 | 45 | - | - | - | - | ||||||||
8 | 2 | 440 - 480 | 30 - 35 | 45 | 2 | 350 - 400 | 32 - 36 | 30 - 35 | ||||||||
10 | 2 | 440 - 480 | 30 - 35 | 45 | 2 | 350 - 400 | 32 - 36 | 20 - 22 | ||||||||
12 | 2 | 440 - 480 | 30 - 35 | 40 | 2 | 350 - 400 | 32 - 36 | 20 - 22 | ||||||||
14 | 2 | 440 - 480 | 30 - 35 | 40 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | ||||||||
16 | 2 | 440 - 500 | 30 - 35 | 35 | 3 | 500 - 550 | 32 - 35 | 40 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | ||||
18 | 2 | 440 - 500 | 30 - 35 | 35 | 3 | 500 - 550 | 32 - 35 | 40 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | ||||
20 | 3 | 500 - 550 | 32 - 35 | 40 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | ||||||||
22 | 3 | 500 - 550 | 32 - 35 | 40 | 2 | 350 - 400 | 32 - 36 | 18 - 20 | ||||||||
24 | 3 | 550 - 575 | 35 - 37 | 35 | ||||||||||||
26 | 3 | 550 - 575 | 35 - 37 | 35 | ||||||||||||
28 | 3 | 550 - 575 | 35 - 37 | 35 | ||||||||||||
30 | 3 | 550 - 575 | 35 - 37 | 35 | ||||||||||||
32 | 3 | 550 - 575 | 35 - 37 | 35 | ||||||||||||
34 | 3 | 575 - 600 | 38 - 40 | 30 | ||||||||||||
36 | 3 | 575 - 600 | 38 - 40 | 30 | ||||||||||||
38 | 3 | 575 - 600 | 38 - 40 | 27 | ||||||||||||
40 | 3 | 575 - 600 | 38 - 40 | 27 | ||||||||||||
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Полуавтоматическая сварка
Толщина металла, мм | Типы швов | |||||||
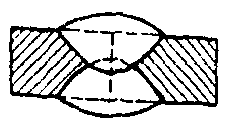 | 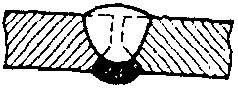 | |||||||
Индекс шва П-С2 | Индекс шва Пр-С2 | |||||||
Режимы сварки | ||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток постоянный, полярность обратная | ||||||||
2 | 1,6 | 150 - 180 | 28 - 30 | 40 - 45 | 1,6 | 150 - 180 | 28 - 30 | 35 - 40 |
3 | 2 | 200 - 300 | 30 - 32 | 35 - 40 | 1,6 | 190 - 200 | 28 - 30 | 25 - 30 |
4 | 2 | 200 - 300 | 30 - 32 | 35 - 40 | 25 - 30 | |||
5 | 2 | 300 - 400 | 35 - 40 | 30 - 35 | 25 - 30 | |||
8 | 2 | 300 - 400 | 35 - 40 | 30 - 35 | ||||
10 - 14 | 2 | 400 - 500 | 38 - 42 | 25 - 30 | ||||
16 - 18 | 2 | 550 - 600 | 38 - 42 | 22 - 26 | ||||
20 | 2 | 650 - 700 | 38 - 42 | 20 - 24 | ||||
Ток переменный | ||||||||
3 - 5 | 2 | 300 - 370 | 36 - 40 | 35 - 40 | 2 | 350 - 400 | 36 - 40 | 30 - 35 |
6 - 10 | 2 | 400 - 450 | 38 - 42 | 30 - 35 | ||||
12 - 14 | 2 | 500 - 550 | 40 - 44 | 25 - 30 | ||||
16 - 18 | 2 | 600 - 650 | 40 - 44 | 25 - 28 | ||||
20 | 2 | 700 - 750 | 40 - 44 | 24 - 26 | ||||
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Полуавтоматическая сварка
Толщина металла, мм | Типы швов | |||||||||||||||
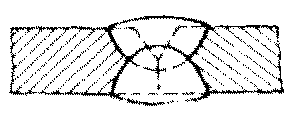 | 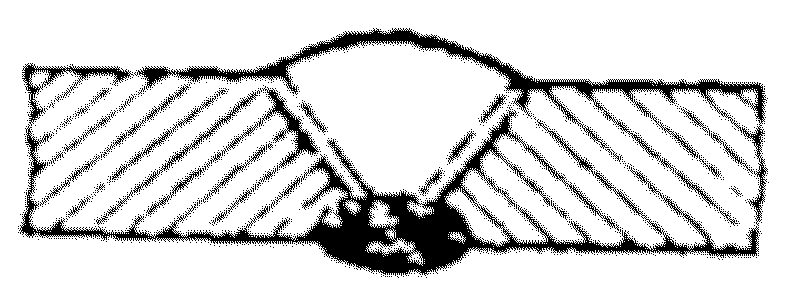 | 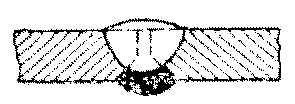 | 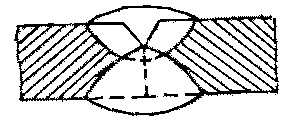 | |||||||||||||
Индекс шва П-С8 | Индекс шва Прр-С8 | Индекс шва Пр-С8 | Индекс шва П-С15 | |||||||||||||
Режимы сварки | ||||||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток постоянный, полярность обратная | ||||||||||||||||
5 - 6 | 2 | 320 - 350 | 30 - 32 | 25 - 30 | ||||||||||||
8 - 12 | 2 | 450 - 500 | 40 - 42 | 20 - 25 | ||||||||||||
14 - 16 | 2 | 450 - 500 | 40 - 42 | 25 - 30 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | 2 | 450 - 500 | 40 - 42 | 20 - 25 | ||||
18 | 2 | 450 - 500 | 40 - 42 | 20 - 25 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | 2 | 450 - 500 | 40 - 42 | 20 - 25 | ||||
20 - 22 | 2 | 450 - 500 | 40 - 42 | 20 - 25 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | 2 | 450 - 500 | 36 - 42 | 20 - 25 |
24 - 28 | 2 | 500 - 550 | 42 - 44 | 18 - 20 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | ||||
30 - 32 | 2 | 2 | 400 - 500 | 36 - 42 | 18 - 22 | |||||||||||
34 - 40 | 2 | 400 - 500 | 36 - 42 | 18 - 22 | ||||||||||||
42 - 46 | 2 | 400 - 500 | 36 - 42 | 16 - 22 | ||||||||||||
48 - 50 | 2 | 400 - 500 | 36 - 42 | 16 - 22 | ||||||||||||
52 - 56 | 2 | 400 - 500 | 36 - 42 | 16 - 20 | ||||||||||||
58 - 60 | 2 | 400 - 500 | 36 - 42 | 14 - 16 | ||||||||||||
Ток переменный | ||||||||||||||||
5 - 6 | 2 | 350 - 400 | 36 - 40 | 35 - 40 | ||||||||||||
8 - 12 | 2 | 450 - 550 | 40 - 44 | 25 - 30 | ||||||||||||
14 | 2 | 450 - 550 | 40 - 44 | 20 - 25 | 2 | 450 - 550 | 40 - 44 | 25 - 30 | ||||||||
16 - 18 | 2 | 450 - 550 | 40 - 44 | 18 - 22 | 2 | 450 - 550 | 40 - 44 | 25 - 30 | 2 | 450 - 550 | 40 - 44 | 25 - 30 | ||||
20 - 22 | 2 | 550 - 600 | 42 - 44 | 18 - 20 | 2 | 450 - 550 | 40 - 44 | 20 - 25 | 2 | 450 - 550 | 40 - 44 | 20 - 30 | ||||
24 - 34 | 2 | 550 - 600 | 42 - 44 | 18 - 20 | 2 | 450 - 500 | 40 - 44 | 20 - 25 | ||||||||
36 - 42 | 2 | 400 - 500 | 40 - 44 | 20 - 25 | ||||||||||||
44 - 48 | 2 | 400 - 500 | 40 - 44 | 20 - 25 | ||||||||||||
50 | 2 | 400 - 500 | 40 - 44 | 18 - 20 | ||||||||||||
52 - 56 | 2 | 400 - 500 | 40 - 44 | 18 - 20 | ||||||||||||
58 - 60 | 2 | 500 - 600 | 42 - 44 | 16 - 18 | ||||||||||||
2 | 500 - 600 | 42 - 44 | 12 - 14 | |||||||||||||
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Полуавтоматическая сварка
Толщина металла или катет шва, мм | Типы швов | |||||||||||||||
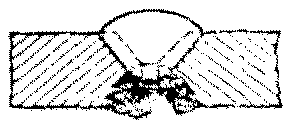 | 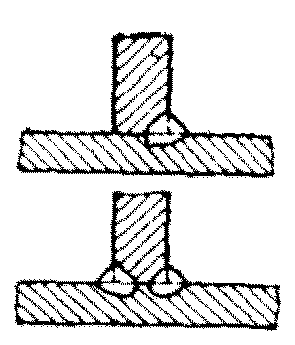 | 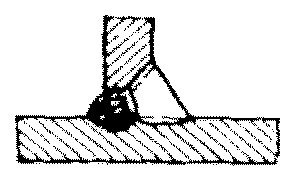 | 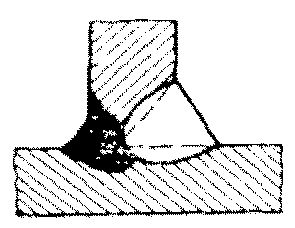 | |||||||||||||
Индекс шва Пр-С16 | Индексы швов П-Т1, П-Т4 | Индекс шва Пр-Т8 | Индекс шва Пр-Т11 | |||||||||||||
Режимы сварки | ||||||||||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток переменный, полярность обратная | ||||||||||||||||
3 | 1,6 | 170 - 180 | 24 - 26 | 25 | ||||||||||||
3 | 1,6 | 200 - 210 | 24 - 26 | 30 | ||||||||||||
3 | 1,6 | 220 - 230 | 24 - 26 | 40 | ||||||||||||
4 | 1,6 | 280 - 290 | 26 - 28 | 30 | ||||||||||||
3 - 4 | 2 | 280 - 320 | 28 - 30 | 50 - 60 | ||||||||||||
5 - 6 | 2 | 300 - 400 | 30 - 32 | 25 - 30 | ||||||||||||
7 | 2 | 340 - 380 | 30 - 32 | 20 - 25 | ||||||||||||
8 - 10 | 2 | 380 - 420 | 30 - 32 | 18 - 20 | 2 | 400 - 500 | 42 - 46 | 16 - 25 | ||||||||
12 | 2 | 380 - 420 | 32 - 34 | 20 - 25 | 2 | 400 - 500 | 42 - 46 | 16 - 25 | ||||||||
14 - 16 | 2 | 380 - 420 | 32 - 34 | 18 - 20 | 2 | 400 - 500 | 42 - 46 | 14 - 20 | ||||||||
18 | 2 | 380 - 420 | 32 - 34 | 12 - 15 | ||||||||||||
20 | 2 | 450 - 600 | 36 - 42 | 20 - 25 | 2 | 400 - 500 | 42 - 44 | 14 - 20 | 2 | 450 - 500 | 42 - 44 | 18 - 20 | ||||
22 | 2 | 450 - 600 | 36 - 42 | 20 - 25 | 2 | 450 - 500 | 42 - 44 | 14 - 18 | 2 | 450 - 500 | 42 - 44 | 14 - 25 | ||||
24 - 26 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | 2 | 450 - 500 | 42 - 44 | 14 - 18 | 2 | 450 - 500 | 42 - 44 | 14 - 20 | ||||
28 - 32 | 2 | 400 - 500 | 36 - 42 | 20 - 25 | 2 | 450 - 500 | 42 - 44 | 14 - 18 | ||||||||
34 - 36 | 2 | 400 - 500 | 36 - 42 | 18 - 22 | 2 | 450 - 500 | 42 - 44 | 12 - 16 | ||||||||
38 - 40 | 2 | 400 - 500 | 36 - 42 | 18 - 22 | 2 | 450 - 500 | 42 - 44 | 12 - 14 | ||||||||
42 - 60 | 2 | 400 - 500 | 36 - 42 | 16 - 22 | ||||||||||||
Толщина металла или катет шва, мм | Типы швов | |||||||
Индекс шва Пр-С16 | Индексы швов П-Т1; П-Т4 | |||||||
Режимы сварки | ||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Ток постоянный, полярность прямая | ||||||||
3 - 4 | 2 | 320 - 400 | 30 - 34 | 40 - 45 | ||||
5 - 8 | 2 | 420 - 450 | 35 - 40 | 40 - 42 | ||||
Ток переменный | ||||||||
3 - 4 | 2 | 250 - 300 | 24 - 32 | 35 - 40 | ||||
5 - 6 | 2 | 300 - 350 | 32 - 36 | 25 - 30 | ||||
8 | 2 | 420 - 440 | 36 - 40 | 20 - 25 | ||||
10 | 2 | 420 - 440 | 36 - 40 | 18 - 20 | ||||
20 - 22 | 2 | 450 - 500 | 40 - 44 | 20 - 25 | ||||
24 - 34 | 2 | 400 - 500 | 40 - 44 | 18 - 22 | ||||
36 - 60 | 2 | 400 - 500 | 40 - 44 | 18 - 20 | ||||
РЕЖИМЫ СВАРКИ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ
УКРУПНЕННЫХ НОРМАТИВОВ ВРЕМЕНИ
Полуавтоматическая сварка порошковой проволокой
Толщина металла или катет шва, мм | Типы швов | |||||||
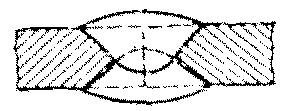 | 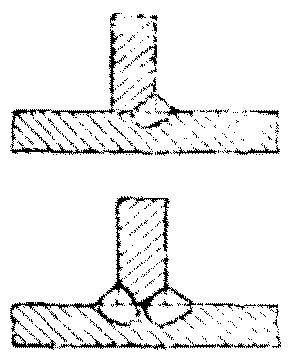 | |||||||
Индекс шва П-С2 | Индексы швов П-Т1, П-Т4 | |||||||
Режимы сварки | ||||||||
диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | диаметр электронной проволоки, мм | Сила тока, a | напряжение на дуге, b | скорость сварки, м/час | |
Порошковая проволока ПП-Ан1 | ||||||||
2 - 4 | 2,5 | 250 - 280 | 22 - 25 | 18 | 2,5 | 250 - 280 | 22 - 25 | 18 |
5 - 6 | 2,5 | 250 - 280 | 22 - 25 | 17 | 2,5 | 250 - 280 | 22 - 25 | 17 |
8 - 10 | 3 | 300 - 320 | 23 - 25 | 16 | 3,0 | 330 - 350 | 23 - 25 | 16 |
12 | 3 | 300 - 320 | 23 - 25 | 15 | 3,0 | 330 - 350 | 23 - 25 | 16 |
14 - 16 | 3 | 300 - 320 | 23 - 25 | 15 | 3,0 | 330 - 350 | 23 - 25 | 15 |
18 - 20 | 3 | 330 - 350 | 23 - 25 | 14 | 3,0 | 330 - 350 | 23 - 25 | 14 |
Порошковая проволока ПП-Ан2 | ||||||||
2 - 4 | 2,5 | 320 - 350 | 22 - 24 | 24 | 2,5 | 320 - 350 | 22 - 24 | 24 |
5 - 6 | 2,5 | 320 - 350 | 22 - 24 | 22 | 2,5 | 320 - 350 | 22 - 24 | 22 |
8 - 10 | 3,0 | 360 - 380 | 24 - 26 | 20 | 3,0 | 400 - 420 | 24 - 25 | 20 |
12 | 3,0 | 360 - 380 | 24 - 26 | 18 | 3,0 | 420 - 480 | 24 - 26 | 20 |
14 - 16 | 3,0 | 360 - 380 | 24 - 26 | 18 | 3,0 | 420 - 480 | 24 - 26 | 18 |
18 - 20 | 3,0 | 400 - 480 | 24 - 26 | 16 | 3,0 | 420 - 480 | 24 - 26 | 16 |
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРОЧНЫХ ПОЛУАВТОМАТОВ
Тип полуавтомата | Параметры характеристики | ||||||||
сила сварочного тока, a | диаметр электродной проволоки, мм | скорость подачи электродной проволоки, м/мин. | длина шланга, м | емкость бункера для флюса, дм3 | вес электродной проволоки в катушке, кг | скорость подачи электродной проволоки | род сварочного тока | Назначение | |
ПШ-5-1 | 80 - 650 | 1,2 - 2,0 | 1 - 10 | - | 0,4 | 8 | Зависимая | Переменный или постоянный | Для стыковых и угловых швов деталей из малоуглеродистой стали S = 3 - 20 мм |
ПДШМ-500 | 500 | 1,6 - 2,5 | 1,8 - 7 | 4 | 35 | 8 | Независимая | " | S = 3 - 20 мм |
ПШ-54 | 200 - 500 | 1,6 - 2,0 | 1,3 - 10 | 4 | 35 | 8 | Зависимая | " | " |
А-765 | до 450 | Сплошной 1,6 - 2; порошковой 1,6 - 3,5 | 0,97 - 9,7 | 5 | - | - | Переменный или постоянный (преимущественно постоянный) | Для сварки и наплавки швов сплошной и порошковой проволокой открытой дугой | |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРОЧНЫХ АВТОМАТОВ
Тип автомата | Параметры характеристики | ||||||||
сила сварочного тока, a | диаметр электродной проволоки, мм | скорость подачи электродной проволоки, м/мин. | скорость сварки, м/час | емкость бункера для флюса, дм3 | вес автомата, кг | скорость подачи электродной проволоки | род сварочного тока | Назначение | |
АДС-500 | 500 | 1,6 - 2,5 | 1,8 - 7 | 15 - 70 | 4 | 29 | Независимая | Постоянный | Для сварки малоуглеродистых сталей S = 20 - 30 мм |
АДС-1000-2 | 400 - 1200 | 6 | 0,5 - 2 | 15 - 80 | 12 | 65 | Зависимая | Переменный | Для сварки стыковых и угловых швов деталей из малоуглеродистой стали S = 6 - 30 мм |
АДФ-500 | 500 | 0,8 - 2,5 | 1,5 - 16 | 1,5 - 70 | 2,5 | 35 | Независимая | Постоянный | Для сварки стыковых и угловых швов деталей из малоуглеродистой стали S = 3 - 20 мм |
А-540 | 80 - 380 | 3 | 1,3 | 79 | - | 30 | " | " | Для приварки штуцеров диаметром 30 - 100 мм к барабанам котлов |
АДК-500-3 | 500 | 1,6 - 2,5 | 1,5 - 16 | 20 - 70 | 2 | 350 | " | " | Для сварки кольцевых швов стальных изделий цилиндрической формы диаметром 75 - 1200 мм |
АДК-500-5 | 1200 | ||||||||
АДК-500-6 | 650 | ||||||||
АБС | 300 - 1500 | 2 - 6 | 0,48 - 3,66 | 14 - 110 | 35 | 160 | Независимая | Постоянный или переменный | Для сварки продольных и кольцевых швов, стыковых, угловых и нахлесточных соединений S = 2 - 30 мм |
ТС-17-М | 400 - 1200 | 1,6 - 5 | 0,84 - 6,7 | 16 - 126 | 4,5 | 42,0 | " | " | Для сварки прямолинейных и кольцевых швов, стыковых, угловых и нахлесточных соединений S = 2 - 20 мм |
ТС-17-С | 400 - 1200 | 1,6 - 5 | 084 - 6,7 | 16 - 126 | 4,5 | 42,0 | |||
ТС-17-Р | 400 - 1200 | 1,6 - 5 | 0,95 - 7,3 | 16 - 126 | 4,5 | 42,0 | |||
ТС-26 | 300 - 1500 | 3,6 | 0,7 - 7,8 | 9 - 80 | 16 | 50 | " | Переменный | Сварка малоуглеродистой стали до S = 40 мм продольных кольцевых швов, стыковых соединений |
ТС-32 | 400 - 1200 | 2 - 5 | 2,3 - 4,7 | 24 - 50 | 9 | 68 | " | Постоянный | Для однопроходной односторонней сварки листового металла S = 3 - 12 мм |
УТ-2000 | 300 - 2000 | 3 - 8 | 0,6 - 4,8 | 10 - 320 | - | 130 | " | Переменный или постоянный | - |
УТ-1500 | 300 - 1500 | 3 - 6 | 0,6 - 4,8 | 10 - 80 | - | 75 | Независимая | Переменный или постоянный | - |
УТ-1250-3 | 400 - 1200 | 1,6 - 6 | 0,75 - 16 | 20 - 80 | 9 | 55 | " | " | Для сварки стыковых и угловых прямолинейных и криволинейных; швов S = 3 - 30 мм |
УТ-1200 | 300 - 1200 | 3 - 6 | 0,32 - 1,66 | 6 - 82,5 | - | 135 | " | " | - |
АСУ-2 | 500 | 2 | 1,6 - 6,6 | - | - | - | " | Постоянный | Для приварки к плоским листам полособульбового, углового и таврового профилей |
АСУ-138 | 180 - 500 | 1,6 - 2 | 1,66 - 6,0 | 25 - 75 | 35 | " | " | - | |
ДАСУ-1 | 200 - 500 | 2 | 0 - 8,0 | 15 - 60 | 53,7 | " | - | - | |
САГ-4 | 500 - 1000 | 4 - 6 | 0,6 - 2,5 | 20 - 74 | 22 | 52 | " | Постоянный или переменный | Для сварки продольных, преимущественно коротких швов, стыковых, угловых и нахлесточных соединений S = 6 - 20 мм |