СПРАВКА
Источник публикации
М., "Экономика", 1988
Примечание к документу
Название документа
"Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках. Массовое производство"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках. Массовое производство"
(утв. Госкомтрудом СССР)
Содержание
Утверждены
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ И ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ
РАБОЧЕГО МЕСТА НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
МАССОВОЕ ПРОИЗВОДСТВО
Нормативы времени разработаны Хмельницким технологическим институтом бытового обслуживания Министерства высшего и среднего специального образования УССР совместно с Центральным бюро нормативов по труду при Научно-исследовательском институте труда Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций, объединений и предприятий машиностроительных министерств.
Сборник содержит нормативы вспомогательного времени, времени на обслуживание рабочего места, времени перерывов на отдых и личные потребности при работе на металлорежущих станках в механических цехах машиностроительных предприятий, имеющих массовое производство.
Издание рассчитано на нормировщиков и технологов, а также на других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на станочную обработку деталей в механических цехах машиностроительных предприятий, имеющих массовое производство.
Нормативы времени рассмотрены, одобрены и рекомендованы для применения в машиностроении и металлообработке Экспертно-методическим советом ЦБНТ.
Настоящий сборник является пересмотренным и переработанным изданием ранее выпущенных нормативов того же наименования (М.: НИИ труда, 1970, 1974) и разработан на основе базовой системы микроэлементных нормативов времени. В сборнике приведены формулы зависимостей, что позволяет на предприятиях рассчитывать нормы времени с помощью ЭВМ.
С выходом настоящего сборника отменяются Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках (Массовое производство) (М.: Машиностроение, 1970, 1974). Срок действия нормативов 1987 - 1991 гг.
1.1. Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места предназначены для расчета технически обоснованных норм времени в механических цехах с массовым производством. Нормативы могут быть использованы для расчета комплексных норм в соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности, одобренными Научным советом по труду и социальным вопросам Госкомтруда СССР (М.: НИИ труда, 1981).
Нормативные затраты времени представлены как в форме таблиц, так и в виде аналитических зависимостей, расчет которых осуществляется с помощью программы COMPLEX, разработанной НИИ труда и Гомельским политехническим институтом, и сервисных программ CONTP1 и CONTP2, подготовленных Хмельницким технологическим институтом бытового обслуживания.
1.2. В основу разработки нормативов вспомогательного времени положена базовая система микроэлементных нормативов времени (БСМ), рекомендованная постановлением Госкомтруда СССР и ВЦСПС N 279/18-214 от 19 ноября 1982 года для широкого внедрения в практику оперативной и нормативно-исследовательской работы по организации и нормированию труда; материалы исследований по технологии и организации производства на предприятиях разных отраслей машиностроения. Кроме того, были использованы следующие нормативные материалы, а также данные предприятий, собранные по теме:
первичные материалы производственных наблюдений по технологии и организации труда ряда машиностроительных предприятий;
определение нормативов времени на отдых и личные потребности (М.: НИИ труда, 1982);
разработка нормативных материалов для нормирования труда рабочих: Методические рекомендации (М.: НИИ труда, 1983);
отраслевые нормативы времени;
типовые решения организации рабочих мест в производственных цехах машиностроительных предприятий;
паспортные данные металлорежущих станков (каталоги, проекты).
1.3. При разработке нормативов на отдых и личные надобности использовались межотраслевые методические рекомендации "Определение нормативов на отдых и личные надобности" (М.: НИИ труда, 1982), в которых отражены последние экспериментальные данные о влиянии различных элементов труда на организм работающих, а также разработан метод интегральной оценки работ по степени их тяжести.
1.4. При укрупнении микроэлементов использован методический подход, обеспечивающий правильный учет и управление величиной организационно-технических факторов, влияющих на затраты времени, возможность активного и направленного поиска на этой основе резервов экономии времени. Нормативная часть сборника подразделяется на следующие группы приемов:
приемы, связанные с промежуточным перемещением деталей;
перемещение вручную необработанных деталей массой до 20 кг на рабочем месте из зоны хранения или промежуточного положения в зону установки на станке (в приспособлении);
перемещение вручную обработанных деталей массой до 20 кг на рабочем месте из зоны снятия в зону хранения или зону промежуточного положения со станка (из приспособления);
поворот (кантование) детали (приспособления);
перемещение или поворот предметов, необходимых для выполнения операции и постоянно находящихся на рабочем месте;
установка детали (приспособления) на станок (в приспособление);
снятие детали (приспособления) со станка (из приспособления);
закрепление или открепление детали (приспособления) на станке (в приспособлении);
управление станком (приспособлением) и механизмами;
контрольные измерения детали;
смазка, очистка детали (инструмента, приспособления).
В ряде нормативных карт приведено время на техническое и организационное обслуживание рабочего места, на отдых и личные потребности.
1.5. В соответствии с принятыми группами приемов вспомогательного времени на каждом рабочем месте станочника выделяются следующие зоны:
хранения необработанных деталей;
хранения обработанных деталей;
промежуточного расположения деталей;
установки необработанных деталей;
снятия обработанных деталей;
закрепления (открепления) деталей;
хранения крепежного инструмента, приспособлений, измерительного инструмента;
управления станком (приспособлением);
технологического воздействия;
контрольных измерений.
1.6. Данными нормативами предусматривается перемещение вручную деталей массой до 20 кг, а свыше 20 кг с помощью механизированных подъемников, транспортных средств (на подвесках, по монорельсу, в тележке) и приспособлений (рольганги, склизы). Не допускается перемещение деталей массой свыше 15 кг вручную женщинами, а также мужчинами, не достигшими 18 лет.
1.7. В соответствии с указанной классификацией приемов и зон приложения труда на рабочем месте в нормативных картах приводятся микроэлементное содержание групп приемов, методы и способы их выполнения, особенности и порядок применения нормативных карт.
1.7.1. Под промежуточным перемещением деталей следует понимать:
приемы, связанные с перемещением деталей между рабочими местами (перемещение подъемником, в тележке, по рольгангу, склизу, загрузка в тару, бункер совком и лотком; укладка в тару, на стол вручную);
приемы по перемещению необработанных деталей (приспособлений) на рабочем месте из зоны хранения в промежуточное положение, удобное для последующего перемещения в зону установки (перемещение на стол, станину, верхнюю часть суппорта) - перекрываются машинным временем;
приемы по перемещению обработанных деталей (приспособлений) на рабочем месте из промежуточного положения на столе, станине, суппорте в зону хранения - перекрываются машинным временем;
перемещение деталей (приспособлений) по поверхности.
Нормативы времени на приемы, связанные с промежуточным перемещением деталей, даны в зависимости от способа укладки, перемещения деталей, применяемой тары. В каждой нормативной карте приводится как микроэлементное содержание комплекса движений, так и описание последних в кодах БСМ <1>.
--------------------------------
<1> Классификация микроэлементов базовой системы и их кодирование приведены в приложении 5.1.
1.7.2. В нормативных картах на промежуточное перемещение содержатся нормативы времени на работу одной и двумя руками. При массе детали (M) свыше 8 кг и размере ее наибольшей стороны (LM) более 500 мм рекомендуется работа двумя руками.
Нормативы времени, приводимые в нормативных картах, разработаны для расстояния перемещения руки к детали (S) и расстояния перемещения детали (SM) в диапазоне 100 - 750 мм. При S = SM > 750 мм добавляется время на дополнительные движения, связанные с перемещением на расстояние 750 - 6000 мм.
Перемещение с помощью подвески, тележки, по рольгангу, поверхности на расстояние SM > 750 мм также нормируется по карте 4.1.14, так как микроэлементное моделирование показало, что элементы перемещения перекрываются микроэлементом "Ходить".
Нормативное время группы приемов, связанных с промежуточным перемещением деталей, рассчитано на работу без инструмента и рукавиц с твердыми, легкозахватываемыми предметами при малой степени контроля. Для измененных условий работы в ряде нормативных карт предусмотрены поправочные коэффициенты.
Перемещение отбрасыванием в груду допускается при складировании заготовок и деталей после черновой обработки.
При одновременном перемещении нескольких деталей в таре время на одну деталь определяется делением времени по карте на число деталей в таре.
1.7.3. Перемещение необработанных деталей на рабочем месте в зону установки для последующей обработки осуществляется из зоны хранения необработанных деталей или из промежуточного положения.
Нормативное время группы приемов по перемещению необработанных деталей в зону установки приводится в зависимости от способа их хранения на рабочем месте (груда, ряд, стопа, штабель, гнезда тары, штыри, крюки, бункер).
Нормативами предусматривается перемещение вручную необработанных деталей на рабочем месте в зону установки для последующей обработки. Нормативные затраты времени для перемещения деталей одной рукой в зону установки из груды (ряда, стопы, штабеля) даны для деталей массой M <= 8 кг, из гнезд тары (штырей, крюков, бункера) - M <= 4 кг.
Для перемещения необработанных деталей в зону установки практически нехарактерна малая степень контроля (К1), предусматривающая выполнение трудовых движений без зрительного контроля, на основе кинестетического чувства. Нормативное время для данной группы приемов рассчитано на работу при средней степени контроля (К2).
При одновременном перемещении нескольких деталей время на одну деталь определяется делением нормативного времени на перемещение суммарной массы на число одновременно перемещаемых деталей с учетом времени на сбор (карта 4.2.3) и раскладку (карта 4.2.4) при укладке в гнезда тары (на крюки, штыри, в бункер) каждой последующей после первой детали.
1.7.4. Перемещение обработанных деталей на рабочем месте из зоны снятия после обработки осуществляется в зону хранения обработанных деталей или в промежуточное положение.
Нормативы времени на перемещение обработанных деталей из зоны снятия из приспособления, со станка приведены в зависимости от способа последующей укладки в зоне хранения или промежуточного положения.
Нормативами предусматривается перемещение вручную обработанных деталей из зоны снятия в зону хранения или промежуточного положения. Нормативные затраты времени для перемещения деталей одной рукой в зону хранения при укладке их в груду (ряд, стопу, штабель) даны для деталей массой M <= 8 кг, из гнезда тары (со штырей, крюков, из бункера) - M <= 4 кг.
При укладке обработанных деталей в груду допускается перемещение отбрасыванием, если оно не приводит к изменению их формы и размеров. При данном методе работы нормативное время корректируется на соответствующий поправочный коэффициент.
При одновременном перемещении нескольких деталей после обработки время на одну деталь определяется делением нормативного времени на перемещение суммарной массы на число одновременно перемещаемых деталей с учетом времени на сбор (карта 4.3.4) и раскладку (карта 4.3.5) при укладке в гнезда тары (на крюки, штыри, в бункер) каждой последующей после первой детали.
1.7.5. Под поворотом детали (приспособления) понимается изменение вручную положения установленной детали (приспособления) путем поворота ее в пространстве на угол. Под кантованием детали (приспособления) понимается поворот ее вокруг горизонтальной оси с упором на поверхность, принцип рычага, при этом ось вращения проходит через точку опоры.
Нормативами предусматривается поворот (кантование) детали (приспособления) массой до 70 кг. Нормативные затраты времени на поворот (кантование) одной рукой даны для деталей (приспособлений), масса которых не превышает 10 кг, а размер наибольшей стороны - 500 мм.
Для каждого способа работы (одной, двумя руками) приводятся нормативы в зависимости от плоскости поворота (горизонтальная, вертикальная). Угол поворота (YR) в соответствии с БСМ является влияющим фактором только при поворотах в горизонтальной плоскости. Максимальный угол одного поворота (кантования) (YR) по карте равен 180°. Поворот (кантование) на угол свыше 180° рассматривается как два или более отдельных поворота, время на которые берется по карте 4.4.1 соответствующее число раз.
1.7.6. Перемещение предметов, необходимых для выполнения операций и постоянно находящихся на рабочем месте, - крепежного инструмента (ключи, съемные рукоятки, воротки), приспособлений (патроны, прихваты, крышка люнета, плита кондуктора, предохранительный щиток), приспособлений для погрузки (совки, лотки) и т.д. - осуществляется непосредственно перед их использованием или поворотом в рабочее положение, а также после использования с целью возврата в зону хранения или исходное положение. Перемещение предметов из одного рабочего положения в другое (например, ключа от болта к болту) учтено в приемах по их использованию (например, закрепить ключом). Эти предметы могут перемещаться в пространстве (съемные предметы) скольжением по направляющим или поворотом вокруг закрепленной оси.
В соответствии с типом инструмента (приспособления) сформировано микроэлементное содержание комплекса движений, а также установлены соответствующие нормативные зависимости. Кроме того, в нормативах учтена цель перемещения инструмента, так как при его перемещении в рабочее положение степень контроля, как правило, выше, чем при перемещении из рабочего положения. При перемещениях съемного инструмента учтены также способы его хранения (на плоскости, в гнездах), оказывающие влияние на микроэлементный состав комплекса, наличие в нем простых или более сложных в выполнении трудовых движений.
Дополнительные указания о необходимости приемов по перемещению съемных инструментов приведены в примечаниях к картам нормативов.
1.7.7. Установка производится после перемещения детали в зону установки для последующей обработки, а также для тех приспособлений, ручное манипулирование которыми заканчивается установкой (хомутик, гайка, винт, болт, шайба и т.д.).
Установка представляет собой комплекс движений, выполняемых пальцами или кистью руки с целью ориентации и совмещения по плоскости; ориентации, совмещения и продвижения на вал или в отверстие двух и более деталей.
Нормативы времени на установку детали (приспособления) приведены в зависимости от вида базовой поверхности - плоскость или выступ (отверстие).
Нормативное время на установку детали с помощью подъемника определяется по карте 4.6.1 или 4.6.2 для установки вручную. При установке подъемником масса детали корректируется на коэффициент 0,06 и по ее полученному значению определяется время по этим картам. Учитывается также время на управление подъемником (карта 4.9.1), а для случаев установки детали (приспособления) на выступ или в отверстие и время на перемещение детали на длину продвижения (карта 4.1.7).
При работе одной рукой нормативные затраты времени на установку (простым наложением, по риске, кромке, с совмещением отверстий) даны для деталей, масса которых M <= 4 кг, а размер наибольшей стороны LM <= 500 мм; с совмещением выступа и отверстия - соответственно M <= 4 кг и LM <= 500 мм.
В нормативных картах учтены способы совмещения деталей, так как по мере перехода, например, от простого наложения к совмещению по риске, кромке, отверстиям (установка на плоскость) или от совмещения симметричных деталей к полусимметричным, несимметричным (установки на вал или в отверстие) увеличивается количество корректирующих микродвижений по ориентации и совмещению двух деталей, детали и приспособления и, следовательно, увеличиваются затраты времени на выполнение комплекса в целом.
Кроме того, нормативные затраты времени на установку детали с совмещением выступа и отверстия даны с учетом вида соединения (свободное, плотное, тугое).
В нормативных картах предусмотрены поправочные коэффициенты и дополнительное время на измененные условия работы - закрытый способ совмещения, установка мелких деталей (диаметром или толщиной Z <= 5 мм), установка с совмещением по двум и более рискам, кромкам и т.д.
1.7.8. Снятие имеет место только в том случае, если предмет находится на выступе, вале, в пазу или в отверстии.
Нормативное время на снятие детали с помощью подъемника определяется по карте 4.7.1, предназначенной для снятия вручную. При снятии подъемником масса детали корректируется на коэффициент 0,06 и по ее полученному значению определяется время по карте 4.7.1. Учитывается также время на управление подъемником (карта 4.9.1) и перемещение детали подъемником на длину продвижения из приспособления (карта 4.1.7).
При работе одной рукой нормативные затраты времени на снятие даны для деталей, масса которых M <= 4 кг, а размер наибольшей стороны LM <= 500 мм.
Нормативы разработаны с учетом вида соединения (свободное, плотное, тугое) и способа разъединения детали (симметрично, полусимметрично, несимметрично), оказывающих существенное влияние на величину прилагаемого усилия, степень контролирования детали, а отсюда и на затраты времени.
1.7.9. Закрепление имеет место после установки тех деталей (приспособлений), местоположение которых в зоне технологического воздействия под влиянием на них усилий, развиваемых в ходе обработки, не должно изменяться. Соответственно открепление имеет место только в том случае, если деталь (приспособление) перед обработкой была закреплена.
Нормативные затраты времени приводятся в зависимости от способа закрепления (открепления) детали, приспособления (рычагом, маховиком, педалью, гаечным ключом, отверткой, ударами молотка и т.д.). При закреплении с помощью пневматических, гидравлических приспособлений время на закрепление определяется с учетом времени на срабатывание механизма по карте 4.9.10.
В нормативных картах на закрепление (открепление) деталей с помощью съемных инструментов время дается с учетом того, что инструмент к началу комплекса уже находится в руке у места установки.
1.7.10. Управление станком (приспособлением) и механизмами представляет собой комплекс движений по воздействию на органы управления. В зависимости от вида органов управления (кнопка, рычаг, маховик, пакетный выключатель, педаль и т.д.) даны и нормативные затраты времени на управление.
Для учета времени срабатывания механизмов управления (пневматического, гидравлического) приведена нормативная карта 4.9.10.
Время на дополнительные движения, связанные с подводом режущего инструмента по риске или лимбу, приводится в нормативных картах - соответственно 4.9.4 и 4.9.5.
1.7.11. Вспомогательное время на контрольные измерения предусматривает выполнение контрольных приемов с помощью как универсального, так и специального измерительного инструмента.
Время на контрольные измерения предусматривает, что в момент начала приема измерительный инструмент находится в руке рабочего (в зоне измерения). В нормативных картах затраты времени приведены на один промер (промер в одной точке). В зависимости от точности обработки время на контрольные измерения определяется умножением времени промера в одной точке на необходимое число точек промера (карта 4.10.32). Время на контрольные измерения определяется с учетом периодичности измерений (карта 4.10.33).
Время на контрольные измерения включается в норму штучного времени только в том случае, когда оно не может быть перекрыто машинным временем.
1.7.12. Нормативные карты на вспомогательное время, за исключением группы приемов по смазке, очистке детали, а также на отдых и личные потребности приведены в индексной форме. Время по таким картам определяется в следующем порядке:
по заданным значениям каждого из количественных факторов находится соответствующий ему индекс в столбце индексов;
индексы по каждому количественному фактору, влияющему на продолжительность времени комплекса, суммируются;
в строке, соответствующей сумме индексов количественных факторов, и в столбце времени определяется время на комплекс.
Ключ для определения времени по сумме индексов значений количественных факторов дается по карте 4.1.1.
1.7.13. На время выполнения приведенных выше комплексов движений оказывают влияние как количественные, так и качественные факторы.
В качестве основных количественных факторов, оказывающих влияние на продолжительность комплексов, связанных с перемещением, учитываются расстояние до детали (деталей) (S) и расстояние перемещения детали (деталей) (SM) в мм. Измерение расстояния рекомендуется проводить по прямой, соединяющей проекции начальной и конечной точек перемещения руки (туловища) или детали на горизонтальную плоскость.
В случае когда имеем дело не с конкретной точкой и ограниченным местом расположения детали или части оборудования, а с довольно большой зоной (радиусом свыше 250 мм) их расположения, в зоне хранения необработанных деталей имеет место вариация расстояний для каждого единичного случая перемещения руки. В этих условиях необходимо определить расстояние между центрами зон. За центр зоны принимается центр сферы, описанной вокруг точек захвата деталей или их частей, расположенных в этой зоне. Например, за центр зоны хранения необработанных деталей принимается центр сферы, описанной вокруг места захвата всех расположенных в этой зоне деталей.
Количественным фактором, оказывающим влияние на продолжительность целого ряда комплексов движений, является масса детали (M) в кг. По мере увеличения массы время выполнения комплексов движений, как правило, увеличивается, что обусловливается возрастанием применяемого усилия, необходимого для осуществления полного контроля над предметом.
На время выполнения комплексов движений, связанных с поворотами (кантованием) деталей (приспособлений) или поворотом туловища, оказывает влияние угол поворота (YR) в градусах. По мере увеличения угла поворота удлиняется расстояние, на которое перемещается деталь, и соответственно увеличивается время на ее перемещение. Угол поворота предмета измеряется следующим образом: если рука ничего не держит или в ней находится небольшой предмет, то измеряется угол поворота точки, находящейся у основания указательного пальца. Если в руке находится предмет, размеры которого больше ладони (рычаг закрепления детали в приспособлении), то измеряется угол поворота этого предмета.
По мере увеличения длины деталей время выполнения многих комплексов увеличивается, что обусловливается неудобством работы с деталями. В связи с этим размер наибольшей стороны предмета (LM) в мм выступает в качестве влияющего фактора в группах комплексов, связанных с перемещением, поворотом, установкой деталей.
На время выполнения отдельных комплексов движений, связанных с установкой, снятием, закреплением деталей, управлением станком (приспособлением), существенное влияние оказывает такой количественный фактор, как диаметр резьбы, штурвала, маховика (D) в мм.
В качестве количественного фактора, влияющего на время выполнения комплексов движений, связанных с установкой деталей на выступ или в отверстие и их снятием, выступает длина продвижения детали (LD) в мм относительно вала, отверстия и т.д.
К наиболее часто встречающимся качественным факторам, оказывающим влияние на время выполнения комплексов, относятся:
степень контроля (К);
степень ориентирования (ОР);
степень осторожности (ОС);
стесненность (СТ);
применяемый инструмент (И).
Качественный фактор "Степень контроля" (К) имеет три характеристики: малую, среднюю и большую. Чем больше степень контроля, тем меньше скорость выполнения отдельных микроэлементов, а следовательно, и больше время выполнения всего комплекса движений. Характеристики фактора "Степень контроля" различны для разных микроэлементов.
Малая степень контроля (К1) при выполнении микроэлементов: "Протянуть руку" означает, что деталь находится в другой руке или на ней лежит другая рука; "Переместить" - соответствует перемещению предметов до упора или к другой руке; "Взять" - деталь лежит на поверхности, изолирована от остальных, имеется пространство, достаточное для подведения руки, пальцев между предметами, и можно свободно обхватить предмет раскрытыми пальцами руки.
Средняя степень контроля (К2) соответствует протягиванию руки к единичной детали, положение которой заранее определено или известно только приблизительно, к деталям, расположенным в ряд; перемещению деталей в определенное или приблизительное место; взятию деталей, расположенных в ряд, стопу, штабель, плотно прилегающих друг к другу.
Большая степень контроля (К3) имеет место: при протягивании руки к деталям, смешанным с другими деталями, находящимися в груде, к мелким деталям, диаметр или толщина, которых меньше 5 мм; при перемещении детали, предшествующем ее установке на плоскость, на выступ или в отверстие; при взятии детали из груды или мелких деталей, диаметр или толщина которых меньше 5 мм.
Разновидностью степени контроля является степень ориентирования, которая подразделяется на малую (без ориентирования), среднюю и большую степени ориентирования.
Малая степень ориентирования (ОР1) при выполнении микроэлемента "Установить на плоскость" соответствует простому наложению одного предмета на другой и не требует дополнительных движений по коррекции положения предмета; при выполнении микроэлементов "Установить на выступ или в отверстие", "Разъединить" - соединению (разъединению) полностью симметричных, например, цилиндрических деталей, приспособлений (валов, втулок), не требующих дополнительных корректирующих движений.
Средней степени ориентирования (ОР2) соответствует установка предмета на плоскость с совмещением кромок, рисок; установка на выступ или в отверстие при соединении (разъединении) полусимметричных деталей, приспособлений, когда необходимо осуществлять корректирующие повороты вокруг оси (установка гаек, гаечных ключей на гайку (болт), винта в отверстие, детали в кулачковый патрон).
К большой степени ориентирования (ОР3) относится установка детали (приспособления) на плоскость с совмещением отверстий, шпильками в отверстия, на шпильки; установка на выступ или в отверстие и разъединение несимметричных деталей (приспособлений), соединяемых (разъединяемых) только в одном положении (установка детали в центре, снятие детали из трехкулачкового патрона и люнета), т.е. трудовые элементы, требующие целого ряда последовательных корректирующих движений.
Качественный фактор "Степень осторожности" при выполнении станочных работ имеет две характеристики: без осторожности и среднюю степень осторожности.
Комплексы, выполненные без осторожности (ОС1), предполагают работу с твердыми, легкозахватываемыми деталями (инструментом, приспособлениями).
Средняя степень осторожности (ОС2) имеет место при выполнении трудовых движений над твердыми, труднозахватываемыми деталями (инструментом, приспособлениями). К последним относятся плоские детали (инструмент, приспособление), детали, плотно прилегающие к поверхности, детали, находящиеся в приспособлении, детали (инструмент, приспособления) сложной формы.
Качественный фактор "Стесненность" характеризуется тремя характеристиками: свободно, стесненно, очень стесненно.
Характеристика "Свободно" (СТ1) при выполнении микроэлементов "Повернуть вокруг оси", "Ходить" показывает, что помех нет.
Характеристика "Стесненно" (СТ2) при выполнении микроэлемента "Повернуть вокруг оси" означает, что имеются помехи с одной стороны на расстоянии >= 15 мм; при ходьбе по замасленному полу или по сухому, ровному и твердому полу, но с помехами (переходы от станка к станку, от станка к стеллажу).
Характеристика "Очень стесненно" (СТ3) имеет место только при выполнении микроэлемента "Повернуть вокруг оси" и означает, что имеются помехи на расстоянии <15 мм с двух, трех сторон.
Характеристиками качественного фактора "Применяемый инструмент" при выполнении станочных работ являются:
без инструмента, принадлежностей, рукой (И1);
рукой в рукавице (И3).
1.8. Для каждой нормативной карты, рассчитанной на основе микроэлементов, приводится приложение, в котором отражены основные положения, принятые при ее разработке.
Описания комплексов движений в кодах БСМ содержат сведения о разновидностях микроэлементов. Так, например:
знаки 1, 2, N, записанные после вида микроэлемента, означают работу соответственно одной, двумя руками или свободу в выборе метода работы;
знак A - микроэлемент выполняется в одной из плоскостей (горизонтальной, вертикальной);
знак { - совмещение или одновременное выполнение микроэлементов во времени;
знак W - плотность соединения при установке.
В приложениях наряду с существенными определены и несущественные факторы, которые, как показали результаты статистической обработки, хотя и не оказывают определенного влияния на продолжительность комплексов, однако учитывались при формировании их исходных затрат времени и, следовательно, косвенно отражены в нормативных затратах.
В приложениях в зависимости от того, допускается ли изменение значения фактора при выполнении комплекса движений или оно носит фиксированный характер, влияющие факторы подразделяются на постоянные и переменные. Для последних приводятся также диапазоны изменения, с учетом которых разрабатывались нормативные затраты времени на комплекс.
1.9. В общем виде состав операций по приемам следующий:
переместить деталь к рабочему месту;
переместить деталь на рабочем месте из зоны хранения в промежуточное положение (перекрывается машинным временем);
переместить деталь из промежуточного положения в зону установки;
установить деталь;
закрепить деталь;
управление станком;
машинное время;
управление станком;
открепить деталь;
снять деталь;
повернуть деталь;
переместить деталь из зоны снятия в промежуточное положение;
контрольные измерения (возможно перекрытие машинным временем);
переместить деталь из промежуточного положения в зону хранения (перекрывается машинным временем).
В случае когда при выполнении каждого из приемов применяется вспомогательный инструмент (приспособления), поворачиваются их части, надо учитывать также приемы по перемещению, установке, снятию или повороту их.
1.10. Комплексы движений могут выполняться последовательно или совмещаться во времени.
Под последовательными понимаются такие комплексы движений, которые выполняются (следуют) во времени один за другим. Например, прием, связанный с установкой детали в цанговый патрон, предполагает выполнение двух последовательных комплексов движений "Перемещение необработанной детали из зоны хранения или зоны промежуточного положения в зону установки в приспособлении (на станке)" и "Установка детали (приспособления) с совмещением выступа и отверстия".
Совмещенными называются такие комплексы движений, которые выполняются двумя и более органами тела в один и тот же промежуток времени. Как правило, при совмещении комплексов движений повышается контроль за их выполнением, что снижает скорость, а следовательно, увеличивает время их выполнения.
Время выполнения двух совмещенных комплексов движений определяется в следующем порядке. Ко времени перекрывающего комплекса движений (комплекса с наибольшей продолжительностью или того комплекса, выполнение которого началось раньше) добавляется время перекрываемого (меньшего по продолжительности) комплекса движений, умноженное на поправочный коэффициент, отражающий эффект совмещения. Формула для определения нормативного времени на выполнение двух совмещенных комплексов движений имеет вид
tс = tб + tм · Kс, (1)
где:
tс - нормативное время выполнения двух совмещенных комплексов движений;
tб - нормативное время выполнения большего по продолжительности комплекса движений;
tм - нормативное время выполнения меньшего по продолжительности комплекса движений;
Kс - коэффициент совмещения для комплексов движений, равный 0,5.
1.11. Время на обслуживание рабочего места (техническое и организационное) дано по типам станков и рассчитано в нормативах для рабочих, обслуживающих один станок.
При нормировании многостаночных работ для расчета нормы времени необходимо пользоваться Межотраслевыми методическими рекомендациями и научно обоснованными нормативными материалами по развитию многостаночного (многоагрегатного) обслуживания и расширению зон обслуживания в промышленности (М.: НИИ труда, 1983).
1.11.1. Время на техническое обслуживание рабочего места включает в себя:
смену затупившегося режущего инструмента (для станков, работающих лезвийными инструментами), периодическую правку шлифовального круга и смену его вследствие износа (для шлифовальных станков);
регулировку и подналадку станков в процессе работы;
периодическую уборку стружки на рабочем месте в процессе работы.
Время на техническое обслуживание рабочего места устанавливается по нормативам в зависимости от типа станка и характера выполняемой работы двумя способами:
для станков шлифовальной группы, а также станков с многоинструментальной наладкой, работающих с переменными условиями эксплуатации режущих инструментов, время на техническое обслуживание рабочего места (tтех) рассчитывается с учетом стойкости лимитирующего инструмента при его затуплении и количества инструментов в наладке (или времени на одну правку) по следующей формуле:
 (2)
(2)или
 (3)
(3)где:
tо - основное (технологическое) время операции, мин.;
tп - время на одну правку, мин.;
tсм - время на смену одного или нескольких режущих инструментов в наладке и время на подналадку станка, мин.;
T - период стойкости одного или лимитирующего режущего инструмента; устанавливается по нормативам режимов резания, мин.;
для станков, работающих одним режущим инструментом с постоянными условиями эксплуатации инструмента (зубообрабатывающие, резьбообрабатывающие, протяжные и др.), время на техническое обслуживание рабочего места дано в процентах от основного времени и рассчитывается по формуле
 (4)
(4)где:
tтех - время на техническое обслуживание, мин.;
tо - основное (технологическое) время, мин.;
aтех - время на техническое обслуживание рабочего места, выраженное в процентах.
1.11.2. Организационное обслуживание рабочего места предусматривает:
осмотр и опробование оборудования;
раскладку инструмента в начале и уборку его в конце смены;
получение инструктажа в течение смены;
уборку рабочего места в конце смены, сбор стружки и отходов в зоне рабочих мест (рабочее место включает в себя основное и вспомогательное оборудование, технологическую и организационную оснастку).
Время на организационное обслуживание рабочего места и время перерывов на отдых и личные потребности дано в нормативах в процентах от оперативного времени и рассчитывается по формуле
 (5)
(5)где:
tорг + tотл - время на организационное обслуживание рабочего места и время на отдых и личные надобности, мин.;
tо - основное (технологическое) время, мин.;
tв - вспомогательное время, мин.;
aорг + aотл - время на организационное обслуживание рабочего места, отдых и личные надобности в процентах.
1.11.3. Время на отдых и личные потребности в нормативах (карта 4.14.1) приводится в зависимости от значений физической нагрузки, монотонности, темпа работы, рабочей позы, оказывающих существенное влияние на работоспособность и здоровье станочников.
1.12. Норма штучного времени рассчитывается по формуле
Tш = tо + tв + tтех + tорг + tотл (6)
или
 (7)
(7)где tоп - оперативное время, мин.
При расчете нормы штучного времени необходимо учитывать условия выполнения работы станочниками на конкретных рабочих местах поточной линии.
В массовом производстве работа станочника производится, как правило, в течение длительного времени без переналадки оборудования. В этих условиях на стабильность выполнения трудовой операции во времени существенное влияние оказывает величина продолжительности такта производства от заготовительных цехов до сборки на главном конвейере, и в первую очередь на поточных линиях механической обработки. Чем больше величина такта поточной линии, тем больше трудовых элементов выполняется на рабочем месте, растет число вариантов их сочетаний, а следовательно, меньше и устойчивость выполнения операции во времени.
Для учета различных масштабов производства в нормативах предусмотрены поправочные коэффициенты на вспомогательное время в зависимости от продолжительности такта поточной линии (табл. 1).
1.13. Тарификационная работа должна проводиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих (выпуск 2), утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам N 17/2-54 от 16 января 1985 г. (М.: Машиностроение, 1986). Несоответствие квалификации рабочего установленному разряду работ не может служить основанием для каких-либо изменений норм времени.
Таблица 1
Такт работы поточной линии, мин., до | 0,5 | 1,0 | 2,0 | 4,0 | 8,0 и более |
Коэффициент на вспомогательное время K | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
Примечания: 1. Тактом работы поточной линии считается промежуток времени между запуском или выпуском на поточной линии следующих друг за другом деталей (комплектов на машину). Такт работы поточной линии рассчитывается по формуле
 (8)
(8)где:
tтп - время такта работы поточной линии, мин.;
Ф - годовой, квартальный или месячный фонд времени работы одного рабочего, мин.;
П - программа, соответствующая фонду времени, шт.
2. Вышеуказанные поправочные коэффициенты на вспомогательное время применяются при расчетах штучного времени с учетом фактического такта работы поточной линии, установленного исходя из планируемого задания.
Для правильного пользования нормативами приводятся примеры расчета норм штучного времени.
1.14. Примеры расчета норм штучного времени.
1.14.1. Пример расчета нормы штучного времени при обработке червяка рулевого управления на круглошлифовальном станке:
деталь - червяк рулевого управления;
масса детали до обработки - 0,8 кг, после обработки - 0,7 кг;
размеры детали - 140 x 40 мм;
операция - круглошлифовальная;
число одновременно устанавливаемых деталей - 1;
основное время обработки детали - 0,75 мин.;
стойкость инструмента - 15 мин.;
способ установки и закрепления - в центрах с креплением рычагом механического зажима;
контрольные измерения - скобой индикаторной, способ хранения - на плоскости, точность измерения - 1Т8, измеряемый размер - 10 мм, длина измеряемой поверхности - 140 мм, масса скобы - 0,5 кг, длина скобы - 200 мм;
организация рабочего места - детали берутся и укладываются одной рукой в ряд на столик.
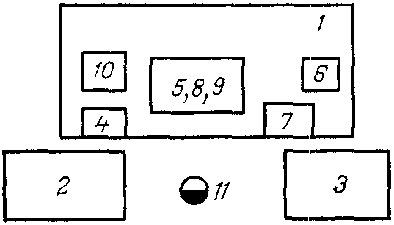
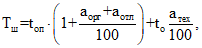
Рис. 1.1. Схема планировки рабочего места шлифовщика:
1 - круглошлифовальный станок; 2 - зона хранения
необработанных деталей; 3 - зона хранения обработанных
деталей; 4 - зона промежуточного положения деталей; 5 - зона
установки и снятия деталей; 6 - зона закрепления; 7 - зона
управления станком; 8 - зона технологического воздействия;
9 - зона контрольных измерений; 10 - зона хранения
контрольно-измерительного инструмента;
11 - рабочее место шлифовщика
Определение вспомогательного времени.
1. Время на перемещение одной рукой необработанной детали массой 0,8 кг из ряда в зоне хранения на станину определяется по карте 4.1.2, лист 1.
Рука к детали перемещается на расстояние S = 600 мм, чему соответствует индекс 3, деталь перемещается на расстояние SM = 600 мм, индекс 4, масса детали M = 0,8 кг, индекс 3, длина наибольшей стороны детали LM = 140 мм, индекс 2.
Сумма индексов составит 3 + 4 + 3 + 2 = 12, чему соответствует время 30 тыс. долей мин. Деталь легкозахватываемая, перемещается без рукавиц. Это время перекрывается основным временем.
2. Время на перемещение одной рукой необработанной детали массой M = 0,8 кг из ряда на станине в зону установки определяется по карте 4.2.1, лист 1.
Рука к детали перемещается на расстояние S = 300 мм, чему соответствует индекс 2, деталь перемещается на расстояние SM = 200 мм, индекс 2, масса детали M = 0,8 кг, индекс 1.
Сумма индексов 2 + 2 + 1 = 5, время на комплекс 16 тыс. долей мин.
3. Время на установку одной рукой детали массой M = 0,8 кг в центра определяется по карте 4.6.3, лист 1.
Массе детали M = 0,8 кг соответствует индекс 8, длине наибольшей стороны детали LM = 140 мм - индекс 7, длине продвижения детали на центра LD = 7 мм - индекс 0.
Сумма индексов 8 + 7 + 0 = 15, чему соответствует 6,2 тыс. долей мин. При установке детали в центра принимается большая степень ориентирования Kор3 = 2,2. Тогда время на комплекс составит 6,2 · 2,2 = 13,64 тыс. долей мин.
4. Время на закрепление детали рычагом механического зажима определяется по карте 4.8.1.
Рука перемещается к рычагу механического зажима на расстояние S = 200 мм, чему соответствует индекс 2, длине рычага D = 200 мм - индекс 1, углу поворота рычага YR = 45° - индекс 0.
Сумма индексов 2 + 1 + 0 = 3, время на комплекс, соответствующее индексу 3, составит 18 тыс. долей мин. Время срабатывания механизма равно нулю.
5. Время на включение вращения шпинделя кнопкой определяется по карте 4.9.1, лист 1.
Рука перемещается к кнопке на расстояние S = 400 мм, чему соответствует индекс 7. Время на комплекс составит 10 тыс. долей мин. Время срабатывания механизма равно нулю.
6. Время ожидания вращения шпинделя определяется по карте 4.9.11 и составляет 8 тыс. долей мин.
7. Время на перемещение абразивного круга в продольном и поперечном направлении двумя руками с помощью маховиков определяется по карте 4.9.3, лист 1. Время менее продолжительного комплекса является частично перекрываемым.
Рука к маховику перемещается на расстояние S = 400 мм, чему соответствует индекс 5, углу поворота первого маховика YR = 60° - индекс 1, второго маховика YR = 45° - индекс 0, диаметру первого маховика D = 240 мм - индекс 3, диаметру второго маховика D = 170 мм - индекс 3.
Сумма индексов для первого маховика 5 + 1 + 3 = 9, чему соответствует 18 тыс. долей мин. Сумма индексов для второго маховика 5 + 0 + 3 = 8, чему соответствует 16 тыс. долей мин.
Время на выполнение двух совмещенных комплексов составит 18 + 16 · 0,5 = 26 (тыс. долей мин.).
8. Время на подвод абразивного круга в продольном направлении определяется по карте 4.9.4 и составляет 7 тыс. долей мин.
9. Время на подвод абразивного круга в поперечном направлении определяется по карте 4.9.4 и составляет 7 тыс. долей мин.
10. Основное время.
11. Время на перемещение (отвод) абразивного круга в продольном и поперечном направлении определяется по карте 4.9.3, лист 1. Время менее продолжительного комплекса является частично перекрываемым.
Расстоянию перемещения руки к маховику S = 400 мм соответствует индекс 5, диаметру первого маховика D = 240 мм - индекс 3, диаметру второго маховика D = 170 мм - индекс 3, углу поворота первого маховика YR = 60° - индекс 1, углу поворота второго маховика YR = 45° - индекс 0.
Сумма индексов для первого маховика 5 + 3 + 1 = 9, время составляет 18 тыс. долей мин. Сумма индексов для второго маховика 5 + 3 + 0 = 8, время составляет 16 тыс. долей мин.
Время на выполнение двух совмещенных комплексов составит 18 + 16 · 0,5 = 26 (тыс. долей мин.).
12. Время на выключение вращения шпинделя кнопкой определяется по карте 4.9.1, лист 1.
Рука перемещается к кнопке на расстояние S = 400 мм, чему соответствует индекс 7. Время на комплекс составляет 10 тыс. долей мин.
13. Время на ожидание остановки Вращения шпинделя определяется по карте 4.9.11. Время на комплекс составляет 50 тыс. долей мин.
14. Время на перемещение индикаторной скобы из зоны хранения на плоскости в зону контрольных измерений определяется по карте 4.5.1.
Рука перемещается к скобе на расстояние S = 200 мм, чему соответствует индекс 1, расстояние перемещения скобы из зоны хранения в зону контрольных измерений составляет SM = 300 мм, индекс 3, масса скобы M = 0,5 кг, индекс 2.
Сумма индексов 1 + 3 + 2 = 6, время составляет 15 тыс. долей мин.
По карте 4.10.33 определяем периодичность контрольных измерений. Для точности измерений 0,01 (1Т8), размера D = 10 мм (позиция 4) и работы инструментом, установленным на размер (индекс "б"), периодичность контрольных измерений составит 0,4. Тогда время на комплекс составит 15 · 0,4 = 6,0 (тыс. долей мин.) и перекрывается машинным временем.
15. Время на контроль детали индикаторной скобой определяется по карте 4.10.21, примечание 3.
Измеряемому размеру D = 10 мм соответствует индекс 2 и время на одно измерение 12 тыс. долей мин. Согласно примечанию 3 по карте 4.10.32 определяем необходимое число точек промеров. Для измеряемого размера D = 10 мм (поз. 17) и измеряемой длины L = 140 мм (индекс "б") необходим контрольный промер в двух точках.
Время на перемещение скобы между точками промера определяется по карте 4.5.1, лист 1, примечание 4.
Расстоянию перемещения руки к инструменту соответствует индекс 0, расстояние перемещения скобы между точками промера SM = 140 мм, индекс 1, масса скобы M = 0,5 кг, индекс 2.
Сумма индексов 0 + 1 + 2 = 3, время составляет 12,5 тыс. долей мин. Согласно примечанию 4 вычитаем 7 тыс. долей мин. и получаем 5,5 тыс. долей мин.
Время на контрольные измерения определяется следующим образом: к произведению времени одного промера на число точек промеров прибавляется время на перемещение инструмента между точками промера: 12 · 2 + 5,5 = 29,5 (тыс. долей мин.).
Полученную величину умножаем на периодичность контрольных измерений - 0,4 (см. карту 4.10.34, п. 14) : 29,5 · 0,4 = 11,8 (тыс. долей мин.).
Результат перекрывается машинным временем.
16. Время на перемещение индикаторной скобы из зоны контрольных измерений в зону хранения определяется по карте 4.5.1, лист 1, примечание 4. Расстояние перемещения руки к скобе принимается минимальное с индексом 0, расстояние перемещения скобы SM = 300 мм, индекс 3, масса скобы M = 0,5 кг, индекс 4, длина скобы LM = 200 мм, индекс 5.
Сумма индексов 0 + 4 + 3 + 5 = 12, время соответствует 16 тыс. долей мин. Из него вычитаем 7 тыс. долей мин. (примечание 4): 16 - 7 = 9 (тыс. долей мин.). Полученное значение времени умножаем на периодичность контрольных измерений - 0,4 (см. п. 14): 9 · 0,4 = 3,6 (тыс. долей мин.).
Результат перекрывается машинным временем.
17. Время на открепление детали рычагом механического зажима определяется по карте 4.8.1, лист 1.
Расстоянию перемещения руки к рычагу S = 400 мм соответствует индекс 4, длина рычага D = 200 мм, индекс 1, угол поворота рычага YR = 45°, индекс 0.
Сумма индексов 4 + 1 + 0 = 5, время соответствует 20 тыс. долей мин.
18. Время на снятие одной рукой детали массой 0,7 кг из центров определяется по карте 4.7.1, лист 1.
Массе детали M = 0,7 кг соответствует индекс 6, длине продвижения детали при снятии LD = 7 мм - индекс 0.
Сумма индексов 6 + 0 = 6, время соответствует 3,5 тыс. долей мин. Снятию детали из центров соответствует средняя степень ориентирования Kор2 = 1,6. Тогда время на комплекс составит 3,5 · 1,6 = 5,6 (тыс. долей мин.).
19. Время на перемещение одной рукой обработанной детали массой M = 0,7 кг из зоны снятия в ряд на станине определяется по карте 4.3.2, лист 1.
Расстоянию перемещения руки к детали S = 200 мм соответствует индекс 1, расстоянию перемещения детали из зоны снятия в ряд на станине SM = 200 мм - индекс 2, массе детали M = 0,7 кг - индекс 5, длине наибольшей стороны детали LM = 140 мм - индекс 4.
Сумма индексов 1 + 2 + 5 + 4 = 12. Время на комплекс составляет 22 тыс. долей мин.
20. Время на перемещение одной рукой обработанной детали массой M = 0,7 кг из ряда на станине в зону хранения (в ряд на столик) определяется по карте 4.1.2, лист 1.
Расстоянию перемещения руки к детали S = 400 мм соответствует индекс 2, расстоянию перемещения детали со станины в зону хранения SM = 400 мм - индекс 2, массе детали M = 0,7 кг - индекс 3, длине наибольшей стороны детали LM = 140 мм - индекс 2.
Сумма индексов 2 + 2 + 3 + 2 = 9. Время на комплекс составляет 26 тыс. долей мин. и перекрывается основным временем.
В итоге неперекрываемое вспомогательное время составит 239,2 тыс. долей мин.
По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от такта поточной линии. Для данной детали такт поточной линии установлен 1,3 мин., отсюда коэффициент на вспомогательное время равен 1.
Результаты определения вспомогательного времени систематизированы в расчетно-нормировочной карте 1.1.
Наименование операции: круглошлифовальная N 70
N п/п | Содержание по комплексам | Факторы, определяющие время | N карты, листа и примечания | Сумма индексов (N позиции, индекс) | Поправочные коэффициенты на время | Вспомогательное время на деталь, тыс. долей мин. | ||||||
Расстояние до детали, инструмента, приспособления, механизма, мм | Расстояние перемещения детали, инструмента, приспособления, механизма, мм | Масса детали, инструмента, приспособления, кг | Длина рукоятки инструмента, приспособления или детали, диаметр маховика, мм | Угол поворота или число оборотов рукоятки инструмента, приспособления | Длина продвижения при установке (снятии), мм | |||||||
неперекрываемое | перекрываемое | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1 | Перемещение необработанной детали из зоны хранения в зону промежуточного расположения на станине | 600 | 600 | 0,8 | 140 | 30,0 | ||||||
2 | Перемещение необработанной детали из зоны промежуточного расположения в зону установки | 300 | 200 | 0,8 | 140 | 16,0 | ||||||
3 | Установка детали в центра | 0,8 | 140 | 7 | Kор3 | 13,6 | ||||||
4 | Закрепление детали рычагом механического зажима | 200 | 200 | 45° | 18,0 | |||||||
5 | Включить вращение шпинделя | 400 | 10,0 | |||||||||
6 | Ожидание вращения шпинделя | 8,0 | ||||||||||
7 | Перемещение абразивного круга в продольном и поперечном направлении двумя руками с помощью маховиков | 400 | 240; | 1/6; | 9; | 18,0; | ||||||
400 | 170 | 1/8 | 16 x 0,5 = 8 | |||||||||
8 | Подвести абразивный круг в продольном направлении | 0 | 7,0 | |||||||||
9 | Подвести абразивный круг в поперечном направлении | 0 | 7,0 | |||||||||
10 | Основное время | |||||||||||
11 | Перемещение (отвод) абразивного круга в продольном и поперечном направлении двумя руками с помощью маховиков | 400 | 240; | 1/6; | 9; | 18,0; | ||||||
400 | 170 | 1/8 | 16 x 0,5 = 8 | |||||||||
12 | Выключить вращение шпинделя кнопкой | 400 | 10,0 | |||||||||
13 | Ожидание остановки вращения шпинделя | 50,0 | ||||||||||
14 | Перемещение индикаторной скобы из зоны хранения в зону контрольных измерений | 200 | 300 | 0,5 | 200 | 6,0 | ||||||
15 | Контроль детали индикаторной скобой | 140 | 11,8 | |||||||||
16 | Перемещение индикаторной скобы из зоны контрольных измерений в зону хранения | 300 | 0,5 | 200 | 3,6 | |||||||
17 | Открепление детали рычагом механического зажима | 400 | 200 | 45° | 20 | |||||||
18 | Снятие детали из центров | 0,7 | 140 | 7 | Корг | 5,6 | ||||||
19 | Перемещение обработанной детали из зоны снятия в зону промежуточного расположения | 200 | 200 | 0,7 | 140 | 22 | ||||||
20 | Перемещение обработанной детали из зоны промежуточного расположения в зону хранения | 400 | 400 | 0,7 | 140 | 26,0 | ||||||
Итого вспомогательного времени | 239,2 | |||||||||||
Поправочный коэффициент на вспомогательное время | 1 | |||||||||||
Вспомогательное время с учетом фактического такта поточной линии | 239,2 | |||||||||||
Основное время, мин. | 0,75 | |||||||||||
Время на техническое обслуживание, мин. | 0,09 | |||||||||||
Время на организационное обслуживание, мин. | 0,017 | |||||||||||
Время на отдых и личные потребности, мин. | 0,049 | |||||||||||
Норма штучного времени, мин. | 1,145 | |||||||||||
Определение времени на техническое обслуживание рабочего места.
Время на техническое обслуживание рабочего места рассчитывается по формуле

Время на одну правку (tм = 1,8) определено по карте 4.12.7, поз. 1, индекс "а".
Определение времени на организационное обслуживание рабочего места.
Время на организационное обслуживание рабочего места рассчитывается по формуле

Время на организационное обслуживание в процентах от оперативного времени (aорг = 1,7) определено по карте 4.13.1, лист 2, поз. 23, индекс "а".
Определение времени на отдых и личные потребности.
Время на отдых и личные потребности рассчитывается по формуле

Время перерывов на отдых и личные потребности в процентах от оперативного времени (aотл = 5) определено по карте 4.14.1.
Числу трудовых действий в час 782 (произведение числа комплексов трудовых движений в операции 17 на возможное число выполнения операции в течение часа с учетом такта линии 46) соответствует индекс 2, рабочей позе "стоя" - индекс 4. Значения физической нагрузки (масса детали M = 0,8 < 6 кг) и монотонности (tоп = 0,976 > 0,50 мин.) принимаются как благоприятные и индексы по ним не назначаются. Сумма индексов составит 2 + 4 = 6, что соответствует aотл = 5% от оперативного времени.
Норма штучного времени определяется по формуле
Tш = tо + tв + tтех + tорг + tотл
или
Tш = 0,750 + 0,239 + 0,090 + 0,017 + 0,049 = 1,145 (мин.)
1.14.2. Пример расчета нормы штучного времени при обработке коленчатого вала на токарном станке:
деталь - коленчатый вал;
масса детали до обработки - 20 кг, после обработки - 17,3 кг;
размеры детали -  74 x 544 мм;
74 x 544 мм;
операция - токарная;
число одновременно устанавливаемых деталей - 1;
основное время обработки детали - 0,85 мин.;
стойкость инструмента - 45 мин.;
способ установки и закрепления - в центрах с накидной крышкой, зажим болтом с поджатием центром задней бабки;
организация рабочего места - детали снимаются и укладываются двумя руками на люльку подвесного конвейера (4 детали).
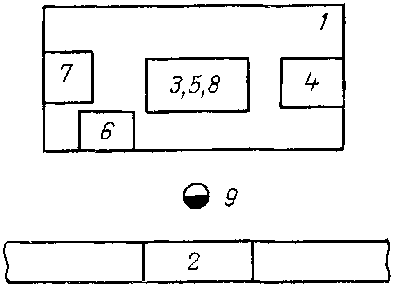
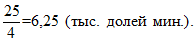
Рис. 1.2. Схема планировки рабочего места токаря:
1 - токарный станок; 2 - конвейер для подвешивания деталей;
3 - зона установки и снятия детали; 4 - зона закрепления
задней бабкой; 5 - зона закрепления болтом;
6 - зона управления станком; 7 - зона хранения
крепежного инструмента; 8 - зона технологического
воздействия; 9 - рабочее место токаря
Расчет вспомогательного времени.
1. Время на перемещение 4 деталей в люльке по навесному конвейеру к рабочему месту определяется по карте 4.1.9, лист 1.
Руки к люльке с деталями перемещаются на расстояние S = 200 мм, чему соответствует индекс 0, расстояние перемещения SM = 750 мм, индекс 1, масса деталей с люлькой M = 150 кг, индекс 1. Сумма индексов 0 + 1 + 1 = 2. Время на комплекс составляет 25 тыс. долей мин. Время на одну деталь определяется делением времени на комплекс на число деталей в люльке.
2. Время на перемещение двумя руками необработанной детали массой M = 20 кг из люльки в зону установки определяется по картам 4.2.2, лист 2, примечания 3, 4; 4.1.14, лист 1. По карте 4.2.2 определяется время на комплекс для расстояний до 750 мм.
Руки к детали в люльке перемещаются на расстояние S = 1000 мм. По карте 4.2.2 определяем индекс для расстояния до 750 мм, который равен 4. Деталь из люльки в зону установки перемещается на расстояние SM = 1300 мм. По карте 4.2.2, лист 2, определяем индекс для расстояния до 750 мм, который равен 6. Масса детали M = 20 кг, чему соответствует индекс 8. Длина наибольшей стороны детали LM = 544 мм, чему соответствует индекс 2.
Сумма индексов 4 + 6 + 8 + 2 = 20. Время по карте 42 тыс. долей мин.
Согласно примечаниям 3 и 4 к карте 4.2.2 добавка времени на перемещение на расстояние свыше 750 мм определяется по карте 4.1.14, лист 1.
Расстоянию перемещения к детали S = 1000 мм соответствуют индекс 0 и добавка времени 4 тыс. долей мин. Расстоянию перемещения детали SM = 1300 мм соответствует индекс О, массе детали M = 20 кг - индекс 1, длине наибольшей стороны LM = 544 мм - индекс 1.
Сумма индексов составляет 0 + 1 + 1 = 2.
Добавка времени на перемещение детали из люльки в зону установки составляет 18 тыс. долей мин. Добавка времени на комплекс 2 составит 4 + 18 = 22 (тыс. долей мин.).
3. Время на установку двумя руками детали массой M = 20 кг в центра определяется по карте 4.6.3, лист 1.
Масса детали M = 20 кг, чему соответствует индекс 13.
Длина наибольшей стороны детали LM = 544 мм, индекс 7. Длина продвижения детали при установке в центра LD = 15 мм, индекс 0.
Сумма индексов 13 + 7 + 0 = 20, соответствующее время 16 тыс. долей мин.
При установке деталей в центра принимается большая степень ориентирования Kор3 = 2,2.
Время на комплекс определяется произведением времени по карте на поправочный коэффициент: 16 · 2,2 = 35,2 (тыс. долей мин.).
4. Время на закрепление детали поворотом маховика задней бабки на 3 оборота определяется по карте 4.8.3, лист 1.
Для первого оборота маховика при расстоянии перемещения руки к маховику S = 600 мм соответствует индекс 4, углу поворота YR = 360° - индекс 3, диаметру маховика D = 400 мм - индекс 2.
Сумма индексов 4 + 3 + 2 = 9, соответствующее время 29 тыс. долей мин.
Каждому последующему обороту маховика при диаметре маховика D = 400 мм соответствует индекс 6, соответствующее время 8 тыс. долей мин. Время на комплекс составит 29 + 2 · 8 = 45 (тыс. долей мин.).
5. Время на поворот накидной крышки (в рабочее положение) определяется по карте 4.5.2, лист 1.
Расстояние перемещения руки к крышке S = 600 мм, чему соответствует индекс 5. Угол поворота крышки YR = 90°, индекс 1. Длина крышки D = 200 мм, индекс 2.
Сумма индексов 5 + 1 + 2 = 8, соответствующее время 22 тыс. долей мин.
6. Время на поворот болта к прорези (в рабочее положение) определяется по карте 4.5.2, лист 1.
Расстояние перемещения руки к болту S = 300 мм, индекс 3. Угол поворота болта YR = 45°, индекс 0. Длина болта D = 200 мм, индекс 2.
Сумма индексов 3 + 0 + 2 = 5, соответствующее время 18 тыс. долей мин.
7. Время на установку болта массой M = 0,05 кг в прорезь определяется по карте 4.6.3, лист 1, и составляет 6,2 тыс. долей мин.
8. Время на перемещение гайки к болту определяется по карте 4.5.1, лист 1.
Расстояние перемещения руки к гайке S = 600 мм, индекс 3. Расстояние перемещения гайки из зоны хранения на станине к болту SM = 600 мм, индекс 5. Масса гайки M = 0,02 кг, индекс 0.
Сумма индексов 3 + 5 + 0 = 8, время на комплекс 17 тыс. долей мин.
9. Время на наживление гайки на болт определяется по карте 4.6.4, лист 1.
Диаметр резьбы D = 48 мм, индекс 5, время на комплекс 44 тыс. долей мин.
10. Время на перемещение ключа к гайке (в рабочее положение) определяется по карте 4.5.1, лист 1.
Расстояние перемещения руки к ключу S = 500 мм, индекс 3. Расстояние перемещения ключа из зоны хранения на станине к гайке SM = 600 мм, индекс 5. Масса ключа M = 1,5 кг, индекс 4. Сумма индексов 3 + 5 + 4 = 12, время на комплекс 22 тыс. долей мин.
11. Время на закрепление гайки ключом на 5 оборотов определяется по карте 4.8.6, лист 1.
Диаметр резьбы D = 48 мм, индекс 8. Соответствующее время на один оборот ключом 48 тыс. долей мин., на каждый последующий оборот - 35 тыс. долей мин. Время на комплекс составит 48 + 4 · 35 = 188 (тыс. долей мин.).
12. Время на перемещение ключа из зоны закрепления в зону хранения на станине (из рабочего положения) определяется по карте 4.5.1, лист 1, примечание 4.
В случае когда ключ находится в руке, согласно примечанию 4 принимаем минимальное расстояние перемещения руки к ключу (до 120 мм) с индексом 0. Расстояние перемещения ключа из зоны закрепления в зону хранения SM = 600 мм, индекс 6. Масса ключа M = 1,5 кг, индекс 7. Длина ключа LM = 700 мм, индекс 9.
Сумма индексов 0 + 6 + 7 + 9 = 22. Время по карте 26 тыс. долей мин. Согласно примечанию 4 вычитаем 7 тыс. долей мин. Время на комплекс 26 - 7 = 19 тыс. долей мин.
13. Время на включение вращения шпинделя кнопкой определяется по карте 4.9.1, лист 1.
Расстояние перемещения руки к кнопке S = 600 мм, индекс 9. Время на комплекс 13 тыс. долей мин.
14. Время на ожидание вращения шпинделя определяется по карте 4.9.11, позиция 1, и составляет 8 тыс. долей мин.
15. Время на включение подачи кнопкой определяется по карте 4.9.1.
Расстояние перемещения руки к кнопке включения подачи S = 100 мм, индекс 2. Время на комплекс 6,5 тыс. долей мин.
16. Основное время.
17. Время на выключение вращения шпинделя кнопкой определяется по карте 4.9.1, лист 1.
Расстояние перемещения руки к кнопке S = 200 мм, индекс 4. Время на комплекс 8 тыс. долей мин.
18. Время на ожидание остановки вращения шпинделя определяется по карте 4.9.11, поз. 2, и составляет 50 тыс. долей мин.
19. Время на перемещение ключа из зоны хранения на станине к гайке (в рабочее положение) определяется по карте 4.5.1, лист 1.
Расстояние перемещения руки к ключу S = 200 мм, индекс 1. Расстояние перемещения ключа из зоны хранения к гайке SM = 600 мм, индекс 5. Масса ключа M = 1,5 кг, индекс 4.
Сумма индексов 1 + 5 + 4 = 10. Время на комплекс 20 тыс. долей мин.
20. Время на открепление гайки ключом на 5 оборотов определяется по карте 4.8.6, лист 1.
Диаметр резьбы D = 48 мм, индекс 8. Время на один оборот ключом 48 тыс. долей мин., на каждый последующий оборот - 35 тыс. долей мин. Время на комплекс составит 48 + 4 · 35 = 188 (тыс. долей мин.).
21. Время на перемещение ключа из зоны открепления в зону хранения на станине (из рабочего положения) определяется по карте 4.5.1, лист 1, примечание 4.
В случае когда ключ находится в руке рабочего, согласно примечанию 4 принимаем минимальное расстояние перемещения руки к ключу с индексом 0. Расстояние перемещения ключа из зоны открепления в зону хранения SM = 600 мм, индекс 6. Масса ключа M = 1,5 кг, индекс 7. Длина ключа = 700 мм, индекс 9.
Сумма индексов 0 + 6 + 7 + 9 = 22. Время по карте 26 тыс. долей мин. Согласно примечанию 4 вычитаем 7 тыс. долей мин. Время на комплекс составит 26 - 7 = 19 тыс. долей мин.
22. Время на снятие гайки с болта определяется по карте 4.7.2, лист 1.
Диаметр резьбы D = 48 мм, индекс 5. Время на комплекс 37 тыс. долей мин.
23. Время на перемещение гайки от болта в зону хранения на станине (из рабочего положения) определяется по карте 4.5.1, лист 1.
Расстояние перемещения руки к гайке S = 600 мм, индекс 3. Расстояние перемещения гайки от болта в зону хранения SM = 600 мм, индекс 6. Масса гайки M = 0,02 кг, индекс 0. Диаметр гайки LM = 60 мм, индекс 3.
Сумма индексов 3 + 6 + 0 + 3 = 12. Время на комплекс 16 тыс. долей мин.
24. Время на поворот болта из прорези (из рабочего положения) определяется по карте 4.5.2, лист 1.
Расстояние перемещения руки к болту S = 600 мм, индекс 5. Угол поворота болта YR = 45°, индекс 0. Длина болта D = 200 мм, индекс 2.
Сумма индексов 5 + 0 + 2 = 7. Время на комплекс 17 тыс. долей мин.
25. Время на поворот накидной крышки (откинуть крышку) определяется по карте 4.5.2, лист 1.
Расстояние перемещения руки к крышке S = 300 мм, индекс 3. Угол поворота крышки YR = 90°, индекс 1. Длина крышки D = 200 мм, индекс 2.
Сумма индексов 3 + 1 + 2 = 6. Время на комплекс 16 тыс. долей мин.
26. Время на открепление детали поворотом маховика задней бабки на 3 оборота определяется по карте 4.8.3, лист 1.
Для первого оборота расстояние перемещения руки к маховику S = 600 мм, индекс 4, угол поворота маховика YR = 360°, индекс 3, диаметр маховика D = 400 мм, индекс 2.
Сумма индексов 4 + 3 + 2 = 9, соответствующее время 29 тыс. долей мин.
Для каждого последующего оборота диаметр маховика D = 400 мм, индекс 6, соответствующее время 8 тыс. долей мин.
Время на комплекс составит 29 + 2 · 8 = 45 (тыс. долей мин.).
27. Время на снятие двумя руками обработанной детали массой M = 17,3 кг из центров определяется по карте 4.7.1, лист 1.
Масса детали M = 17,3 кг, индекс 9. Длина продвижения детали при снятии LD = 15 мм, индекс 0.
Сумма индексов 9 + 0 = 9, соответствующее время 7,6 тыс. долей мин.
При снятии из центров принимается средняя степень ориентирования Kор2 = 1,6. Время на комплекс составит 7,6 · 1,6 = 12,2 (тыс. долей мин.).
28. Время на перемещение двумя руками обработанной детали массой M = 17,3 кг из зоны снятия в люльку определяется по картам 4.3.3, лист 3, примечание 4; 4.1.14, лист 1.
Расстояние перемещения руки к детали S = 400 мм определяется по карте 4.3.3, лист 3, индекс 2. Расстояние перемещения детали из зоны снятия к люльке SM = 1300 мм. По карте 4.3.3 определяется время перемещения для расстояния до 750 мм, индекс 5. Масса детали M = 17,3 кг, индекс 14. Длина наибольшей стороны детали LM = 544 мм, индекс 8. Длина продвижения детали в люльке LD = 10 мм, индекс 0.
Сумма индексов 2 + 5 + 14 + 8 + 0 = 29, соответствующее время 56 тыс. долей мин.
Согласно примечанию 4 по карте 4.1.14 определяется добавка времени для перемещения детали на расстояние свыше 750 мм. Расстояние SM = 1300 мм, индекс 0. Масса детали M = 17,3 кг, индекс 1, длина наибольшей стороны детали LM = 544 мм, индекс 1.
Сумма индексов 0 + 1 + 1 = 2. Добавка времени составит 18 тыс. долей мин.
29. Время на перемещение 4 деталей в люльке от рабочего места определяется по картам 4.1.9, лист 1, примечания 2, 4; 4.1.14, лист 1.
Расстояние перемещения руки к люльке S = 200 мм по карте 4.1.9, лист 1, индекс 0, расстояние перемещения люльки SM = 750 мм, индекс 1, масса люльки с деталями M = 150 кг, индекс 1. Сумма индексов 0 + 1 + 1 = 2, соответствующее время 25 тыс. долей мин. Время на одну деталь составит  (тыс. долей мин.).
(тыс. долей мин.).
(тыс. долей мин.).Согласно примечанию 2 при расстоянии перемещения люльки с деталями свыше 750 мм добавляем время по карте 4.1.14 для усилия до 4 кг.
Расстоянию перемещения люльки SM = 1000 мм соответствует индекс 0. Усилие перемещения M = 20 кг, индекс 1, длина наибольшей стороны LM = 544 мм, индекс 1. Сумма индексов 0 + 1 + 1 = 2.
Добавка времени составляет 18 тыс. долей мин. На одну деталь  (тыс. долей мин.).
(тыс. долей мин.).
(тыс. долей мин.).Итого неперекрываемое вспомогательное время составит 1027,2 тыс. долей мин.
По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от такта поточной линии.
Для данной детали такт поточной линии, установленный в соответствии с программой выпуска, равен 2,5 мин. Коэффициент на вспомогательное время соответственно равен 1,1.
Результаты определения вспомогательного времени систематизированы в расчетно-нормировочной карте 1.2.
Определение времени на техническое обслуживание рабочего места.
Время на техническое обслуживание рабочего места определяется по формуле

Время на смену инструмента и подналадку станка (tсм = 5,8) определено по карте 4.12.1, поз. 3, индекс 2.
Определение времени на организационное обслуживание рабочего места.
Время на организационное обслуживание рабочего места определяется по формуле

Время на организационное обслуживание в процентах от оперативного времени (aорг = 1,7) определено по карте 4.13.1, лист 1, поз. 3, индекс "а".
Определение времени на отдых и личные потребности.
Время на отдых и личные потребности определяется по формуле

Время перерывов на отдых и личные потребности в процентах от оперативного времени (aотл = 9) определено по карте 4.14.1.
Физической нагрузке при массе детали M = 20 кг, удельному весу времени, затрачиваемому на физические усилия более 50%  соответствует индекс 8, числу трудовых действий в час 624 (произведение числа комплексов трудовых движений 26 на возможное число выполнений операции в течение часа с учетом такта линии 24) - индекс 2, рабочей позе "стоя" - индекс 4.
соответствует индекс 8, числу трудовых действий в час 624 (произведение числа комплексов трудовых движений 26 на возможное число выполнений операции в течение часа с учетом такта линии 24) - индекс 2, рабочей позе "стоя" - индекс 4.
соответствует индекс 8, числу трудовых действий в час 624 (произведение числа комплексов трудовых движений 26 на возможное число выполнений операции в течение часа с учетом такта линии 24) - индекс 2, рабочей позе "стоя" - индекс 4.Сумма индексов 8 + 2 + 4 = 14, что соответствует aотл = 9% от оперативного времени.
Норма штучного времени определяется по формуле
Tш = tо + tв + tтех + tорг + tотл,
Tш = 0,850 + 1,130 + 0,110 + 0,034 + 0,178 = 2,302 (мин.)
1.14.3. Пример расчета нормы штучного времени при обработке коленчатого вала на шлифовальном станке:
деталь - коленчатый вал;
масса детали до обработки - 14,3 кг, после обработки - 14,0 кг;
размеры детали -  74 x 544 мм;
74 x 544 мм;
операция - шлифовальная;
число одновременно устанавливаемых деталей - 1;
основное время обработки деталей - 0,6 мин.;
стойкость инструмента - 15 мин.;
способ установки и закрепления - в центрах с гидравлическим зажимом педалью;
контрольные измерения - калибр-скобой, способ хранения - на столе, измеряемый размер - 74 мм, длина измеряемой поверхности - 544 мм, квалитет - 1Т8, масса скобы - 0,6 кг, длина скобы - 160 мм;
организация рабочего места - детали берутся и навешиваются двумя руками на подвесной конвейер.
Определение вспомогательного времени.
1. Время на перемещение необработанной детали массой M = 14,3 кг из зоны хранения (крюки подвесного конвейера) в зону установки на шлифовальном станке определяется по карте 4.2.2, лист 2, примечания 3, 4, и карте 4.1.14, лист 1.
Наименование операции: токарная N 50
N п/п | Содержание по комплексам | Факторы, определяющие время | N карты, листа и примечания | Сумма индексов (N позиции, индекс) | Поправочные коэффициенты на время | Вспомогательное время на деталь, тыс. долей мин. | ||||||
Расстояние до детали, инструмента, приспособления, механизма, мм | Расстояние перемещения детали, инструмента, приспособления, механизма, мм | Масса детали, инструмента, приспособления, кг | Длина рукоятки инструмента, приспособления или детали, диаметр маховика, мм | Угол поворота или число оборотов рукоятки инструмента, приспособления | Длина продвижения при установке (снятии), мм | |||||||
неперекрываемое | перекрываемое | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1 | Перемещение 4 деталей в люльке по навесному конвейеру к рабочему месту | 200 | 750 | 150 | 6,3 | |||||||
2 | Перемещение необработанной детали из люльки в зону установки | 1000 | 1300 | 20 | 544 | 42,0 | ||||||
22,0 | ||||||||||||
3 | Установка детали в центра | 20 | 544 | 15 | Kор3 | 35,2 | ||||||
4 | Закрепление детали поворотом маховика задней бабки | 600 | 400 | 3 | 45,0 | |||||||
5 | Поворот накидной крышки (накинуть крышку) | 600 | 200 | 90° | 22,0 | |||||||
6 | Поворот болта к прорези | 300 | 200 | 45° | 18,0 | |||||||
7 | Установка болта в прорезь | 0,05 | 10 | 6,2 | ||||||||
8 | Перемещение гайки к болту | 600 | 600 | 0,02 | 17,0 | |||||||
9 | Наживление гайки на болт | 0,02 | 48 | 44,0 | ||||||||
10 | Перемещение ключа к гайке | 500 | 600 | 1,50 | 700 | 22,0 | ||||||
11 | Закрепление гайки ключом | 48 | 5 | 188,0 | ||||||||
12 | Перемещение ключа в зону хранения | 600 | 1,50 | 700 | 19,0 | |||||||
13 | Включить вращение шпинделя кнопкой | 600 | 13,0 | |||||||||
14 | Ожидание вращения шпинделя | 8,0 | ||||||||||
15 | Включить подачу кнопкой | 100 | 6,5 | |||||||||
16 | Выключить вращение шпинделя кнопкой | 200 | 8,0 | |||||||||
17 | Ожидание остановки вращения шпинделя | 50,0 | ||||||||||
18 | Перемещение ключа к гайке | 200 | 600 | 1,50 | 700 | 20,0 | ||||||
19 | Открепление гайки ключом | 48 | 5 | 188,0 | ||||||||
20 | Перемещение гайки в зону хранения | 600 | 600 | 1,50 | 700 | 19,0 | ||||||
21 | Снятие гайки с болта | 48 | 37,0 | |||||||||
22 | Перемещение гайки в зону хранения | 600 | 600 | 0,02 | 16,0 | |||||||
23 | Поворот болта из прорези | 600 | 200 | 45° | 17,0 | |||||||
24 | Поворот накидной крышки (откинуть крышку) | 300 | 200 | 90° | 16.0 | |||||||
25 | Открепление детали поворотом маховика задней бабки | 600 | 400 | 3 | 45,0 | |||||||
26 | Снятие обработанной детали из центров | 17,30 | 544 | 15 | Kорг | 12,2 | ||||||
27 | Перемещение обработанной детали в люльку | 400 | 1300 | 17,30 | 544 | 10 | 56,0 | |||||
18,0 | ||||||||||||
28 | Перемещение 4 деталей в люльке от рабочего места | 200 | 1000 | 150,00 | 6,3 | |||||||
4,5 | ||||||||||||
Итого вспомогательного времени | 1027,2 | |||||||||||
Поправочный коэффициент на вспомогательное время в зависимости от такта поточной линии | 1,1 | |||||||||||
Вспомогательное время с учетом фактического такта поточной линии | 1129,9 | |||||||||||
Основное время, мин. | 0,850 | |||||||||||
Время на техническое обслуживание, мин. | 0,110 | |||||||||||
Время на организационное обслуживание, мин. | 0,034 | |||||||||||
Время на отдых и личные потребности, мин. | 0,178 | |||||||||||
Норма штучного времени, мин. | 2,302 | |||||||||||
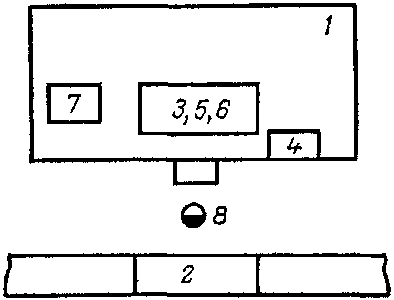
Рис. 1.3. Схема планировки рабочего места шлифовщика:
1 - шлифовальный станок; 2 - конвейер для подвешивания
деталей; 3 - зона установки и снятия детали;
4 - зона управления станком; 5 - зона технологического
воздействия; 6 - зона контрольных измерений; 7 - зона
хранения контрольно-измерительного инструмента;
8 - рабочее место шлифовщика
Перемещению руки к детали на расстояние S = 750 мм соответствует индекс 4, перемещению детали на расстояние SM = 750 мм - индекс 6, массе детали M = 14,3 кг - индекс 7, длине наибольшей стороны детали LM = 544 мм - индекс 2.
Сумма индексов 4 + 6 + 7 + 2 = 19, что соответствует времени на комплекс 40 тыс. долей мин.
Согласно примечаниям 3 и 4, если деталь находится на расстоянии S = SM > 750 мм, ко времени комплекса добавляется время по карте 4.1.14.
Переходу к предмету на расстояние S = 1000 мм соответствуют индекс 0 и время 4 тыс. долей мин., переходу с предметом массой M = 14,3 кг - индекс 1, длине наибольшей стороны M = 544 мм - индекс 1, расстоянию M = 1000 мм - индекс 0.
Сумма индексов 0 + 1 + 1 = 2, что соответствует времени на комплекс 18 тыс. долей мин. Добавка времени на переходы составит 4 + 18 = 22 (тыс. долей мин.).
2. Время на установку детали массой M = 14,3 кг в центра определяется по карте 4.6.3, лист 1.
При свободном соединении массе детали M = 14,3 кг соответствует индекс 12, длине наибольшей стороны детали LM = 544 мм - индекс 7, длине продвижения LD = 15 мм - индекс 0.
Сумма индексов 12 + 7 + 0 = 19, что соответствует времени на комплекс 15 тыс. долей мин. С учетом поправочного коэффициента на установку в центра Kор3 = 2,2 время на комплекс составит 15 · 2,2 = 33 (тыс. долей мин.).
3. Время на закрепление детали с помощью педали определяется по карте 4.9.9, лист 1.
Расстоянию до педали S = 150 мм в рабочей позе "стоя" соответствуют индекс 0 и время 14 тыс. долей мин.
4. Время на срабатывание гидравлического механизма равно 7 тыс. долей мин. (карта 4.9.10, позиция 2).
5. Время на включение подачи круга и вращения шпинделя двумя руками с помощью рычагов определяется по карте 4.9.2, лист 1.
Перемещению руки к рычагу подачи на расстояние S = 650 мм соответствует индекс 8, длине рычага D = 300 мм - индекс 2 и углу поворота рычага YR = 45° - индекс 0.
Сумма индексов 8 + 2 + 0 = 10, что соответствует времени на включение подачи 15 тыс. долей мин.
Перемещению руки к рычагу вращения шпинделя на расстояние S = 500 мм соответствует индекс 7, длине рычага D = 500 мм - индекс 3 и углу поворота рычага YR = 30° - индекс 0.
Сумма индексов 7 + 3 + 0 = 10, что соответствует времени на включение вращения шпинделя 15 тыс. долей мин.
Время на выполнение двух совмещенных комплексов составит 15 + 15 - 0,5 = 22,5 (тыс. долей мин.).
6. Время на ожидание вращения шпинделя равно 8 тыс. долей мин. (карта 4.9.11, позиция 1).
7. Основное время.
8. Время на ожидание остановки вращения шпинделя равно 50 тыс. долей мин. (карта 4.9.11, позиция 2).
9. Время на перемещение калибр-скобы из зоны хранения в зону контрольных измерений определяется по карте 4.5.1, лист 1, примечание 6.
Перемещению руки к калибр-скобе на расстояние S = 300 мм соответствует индекс 2, перемещению калибр-скобы на расстояние SM = 500 мм - индекс 5, массе калибр-скобы M = 0,6 кг - индекс 2.
Сумма индексов 2 + 5 + 2 = 9, что соответствует времени на комплекс 18 тыс. долей мин. Согласно примечанию 6 периодичность контрольных измерений детали на операцию равна 0,5 (карта 4.10.33, позиция 5, индекс "б").
С учетом периодичности время на комплекс по перемещению инструмента составит 18 · 0,5 = 9 (тыс. долей мин.).
Результат перекрывается основным временем.
10. Время на контроль детали калибр-скобой определяется по карте 4.10.19, лист 1, примечания 2, 3.
Измеряемому размеру D = 74 мм соответствует индекс 12 и время 22 тыс. долей мин.
Согласно примечанию 3 число точек промеров равно 4 (карта 4.10.32, поз. 5, индекс "д").
Согласно примечанию 2 карты 4.10.19 определяем время на перемещение калибр-скобы к следующей точке промера по карте 4.5.1. Принимаем минимальное расстояние перемещения руки к инструменту (примечание 3) с индексом 0; перемещению калибр-скобы на расстояние SM = 181 мм соответствует индекс 2, массе калибр-скобы M = 0,6 кг - индекс 2.
Сумма индексов 0 + 2 + 2 = 4, что соответствует времени 13 тыс. долей мин.
С учетом того, что инструмент находится в руке (карта 4.5.1, примечание 3), время на комплекс составит 13 - 7 = 6 (тыс. долей мин.).
Время на перемещение к трем последующим точкам промера составит 6 · 3 = 18 (тыс. долей мин).
Время на контроль детали калибр-скобой составит 22 · 4 + 18 = 106 (тыс. долей мин.).
С учетом периодичности контрольных измерений (см. п. 9) время на контрольные измерения составит 106 · 0,5 = 53 (тыс. долей мин.). Результат перекрывается основным временем.
11. Время на перемещение калибр-скобы из зоны контрольных измерений в зону хранения определяется по карте 4.5.1, лист 1, примечания 4, 6.
Согласно примечанию 4 принимаем минимальное расстояние перемещения руки к инструменту с индексом 0. Расстоянию перемещения калибр-скобы SM = 500 мм соответствует индекс 5, массе скобы M = 0,6 кг - индекс 5, длине наибольшей стороны скобы LM = 160 мм - индекс 5.
Сумма индексов 0 + 5 + 5 + 5 = 15, что соответствует времени 19 тыс. долей мин.
С учетом того, что калибр-скоба находится в руке рабочего, время на комплекс составит 19 - 7 = 12 (тыс. долей мин.).
С учетом периодичности контрольных измерений (см. п. 9) время на перемещение калибр-скобы составит 12 · 0,5 = 6 (тыс. долей мин). Результат перекрывается основным временем.
12. Время на открепление детали с помощью педали определяется по карте 4.9.9, лист 1.
Расстоянию до педали S = 15 мм в рабочей позе "стоя" соответствует индекс 0 и время 14 тыс. долей мин.
13. Время на срабатывание гидравлического механизма равно 7 тыс. долей мин. (карта 4.9.10, позиция 2).
14. Время на снятие обработанной детали массой M = 14,0 кг из центров определяется по карте 4.7.1, лист 1.
Массе детали M = 14,0 кг соответствует индекс 8, длине продвижения LD = 15 мм - индекс 0.
Сумма индексов 8 + 0 = 8, что соответствует времени на комплекс 7 тыс. долей мин.
С учетом поправочного коэффициента на ориентирование при снятии из центров Kорг = 1,6 время на комплекс составит 7 · 1,6 = 11,2 (тыс. долей мин.).
15. Время на перемещение обработанной детали массой M = 14,0 кг на конвейер определяется по карте 4.3.3, лист 3, примечание 4.
Расстоянию перемещения рук к детали S = 600 мм соответствует индекс 3, перемещению детали на расстояние SM = 750 мм - индекс 5, массе детали M = 14,0 кг - индекс 12, длине наибольшей стороны детали LM = 544 мм - индекс 5, длине продвижения детали при установке на крюки подвески LD = 10 мм - индекс 0.
Сумма индексов 3 + 5 + 12 + 8 + 0 = 28, что соответствует времени на комплекс 54 тыс. долей мин.
Согласно примечанию 4 время комплекса корректируется с учетом того, что деталь перемещается на расстояние SM = 750 мм по карте 4.1.14, лист 1.
Переходу на расстояние SM = 1000 мм соответствует индекс 0, массе детали M = 14,0 кг - индекс 1, длине наибольшей стороны детали LM = 544 мм - индекс 1.
Сумма индексов 0 + 1 + 1 = 2, что соответствует времени на комплекс 18 тыс. долей мин.
16. Время на перемещение подвески с деталью по навесному конвейеру определяется по карте 4.1.9, примечание 2. Расстоянию перемещения руки к подвеске S = 200 мм соответствует индекс 0, расстоянию перемещения подвески SM = 750 мм - индекс 1, массе подвески с деталью M = 100 кг - индекс 1.
Сумма индексов 0 + 1 + 1 = 2, что соответствует времени на комплекс 25 тыс. долей мин.
Согласно примечанию 2 ко времени комплекса добавляется время по карте 4.1.14, лист 1.
Переходу с подвеской на расстояние SM = 1000 мм соответствует индекс 0, усилию перемещения M = 20 кг - индекс 1, длине наибольшей стороны LM = 544 мм - индекс 1. Сумма индексов равна 0 + 1 + 1 = 2, что соответствует добавке времени на комплекс 18 тыс. долей мин.
В результате неперекрываемое вспомогательное время составит 342,5 тыс. долей мин.
По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от такта поточной линии. Для данной детали такт поточной линии установлен 1,1 мин., отсюда коэффициент на вспомогательное время равен 1.
Результаты определения вспомогательного времени систематизированы в расчетно-нормировочной карте 1.3.
Определение времени на техническое обслуживание рабочего места.
1. Время на техническое обслуживание рабочего места определяется по формуле

Время на одну правку круга (tп = 2,3 мин.) определено по карте 4.12.7, позиция 2, индекс "б".
Определение времени на организационное обслуживание рабочего места.
1. Время на организационное обслуживание рабочего места определяется по формуле

Время на организационное обслуживание в процентах от оперативного времени (aорг = 1,7%) определено по карте 4.13.1, лист 2, позиция 23, индекс "а".
Определение времени на отдых и личные потребности.
1. Время на отдых и личные потребности определяется по формуле

Наименование операции: шлифовальная N 420
N п/п | Содержание по комплексам | Факторы, определяющие время | N карты, листа и примечания | Сумма индексов (N позиции, индекс) | Поправочные коэффициенты на время | Вспомогательное время на деталь, тыс. долей мин. | ||||||
Расстояние до детали, инструмента, приспособления, механизма, мм | Расстояние перемещения детали, инструмента, приспособления, механизма, мм | Масса детали, инструмента, приспособления, кг | Длина рукоятки инструмента, приспособления или детали, диаметр маховика, мм | Угол поворота или число оборотов рукоятки инструмента, приспособления | Длина продвижения при установке (снятии), мм | |||||||
неперекрываемое | перекрываемое | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1 | Перемещение необработанной детали из зоны хранения в зону установки | 1000 | 1000 | 14,3 | 544 | 40 | ||||||
22 | ||||||||||||
2 | Установка детали в центра | 14,3 | 544 | 15 | Kор3 | 33 | ||||||
3 | Закрепление детали с помощью педали | 150 | 14 | |||||||||
4 | Срабатывание механизма | 7 | ||||||||||
5 | Включение подачи круга и вращения шпинделя двумя руками с помощью рычагов | 650; 500 | 300; 500 | 45° 30° | 15 x 0,5 = 7,5 | |||||||
6 | Ожидание вращения шпинделя | 8 | ||||||||||
7 | Основное время | |||||||||||
8 | Ожидание остановки вращения шпинделя | 50 | ||||||||||
9 | Перемещение калибр-скобы из зоны хранения в зону контрольных измерений | 300 | 500 | 0,6 | 160 | 9 | ||||||
10 | Контроль детали калибр-скобой | 181 | 0,6 | 160 | 53 | |||||||
11 | Перемещение калибр-скобы из зоны контрольных измерений в зону хранения | 500 | 0,6 | 160 | 6 | |||||||
12 | Открепление детали с помощью педали | 150 | 14 | |||||||||
13 | Срабатывание механизма | 7 | ||||||||||
14 | Снятие обработанной детали из центров | 14,0 | 15 | Kорг | 10 | |||||||
15 | Перемещение обработанной детали на конвейер | 600 | 1000 | 14,0 | 140 | 10 | 54 | |||||
18 | ||||||||||||
16 | Перемещение подвески с деталью по навесному конвейеру | 200 | 1000 | 100 | 25 | |||||||
18 | ||||||||||||
Итого вспомогательного времени | 342,5 | |||||||||||
Поправочный коэффициент на вспомогательное время в зависимости от такта поточной линии | 1 | |||||||||||
Вспомогательное время с учетом фактического такта поточной линии | 342,5 | |||||||||||
Основное время, мин. | 0,600 | |||||||||||
Время на техническое обслуживание, мин. | 0,092 | |||||||||||
Время на организационное обслуживание, мин. | 0,016 | |||||||||||
Время на отдых и личные потребности, мин. | 0,075 | |||||||||||
Норма штучного времени, мин. | 1,126 | |||||||||||
Время перерывов на отдых и личные надобности в процентах от оперативного времени (aотл = 8%) определено по карте 4.14.1.
Физической нагрузке при массе перемещаемых деталей, равной M = 14,1 - 14,3 кг и удельному весу времени, затрачиваемому на физические усилия > 50%  соответствует индекс 6, числу трудовых действий 605 (произведение числа комплексов трудовых движений 11 на возможное выполнение операции в течение часа с учетом такта линии 55) - индекс 2, рабочей позе "стоя" - индекс 4. Сумма индексов составит 6 + 2 + 4 = 12, что соответствует aотл = 8% от оперативного времени.
соответствует индекс 6, числу трудовых действий 605 (произведение числа комплексов трудовых движений 11 на возможное выполнение операции в течение часа с учетом такта линии 55) - индекс 2, рабочей позе "стоя" - индекс 4. Сумма индексов составит 6 + 2 + 4 = 12, что соответствует aотл = 8% от оперативного времени.
соответствует индекс 6, числу трудовых действий 605 (произведение числа комплексов трудовых движений 11 на возможное выполнение операции в течение часа с учетом такта линии 55) - индекс 2, рабочей позе "стоя" - индекс 4. Сумма индексов составит 6 + 2 + 4 = 12, что соответствует aотл = 8% от оперативного времени.Норма штучного времени определяется по формуле
Tш = tо + tв + tтех + tорг + tотл;
Tш = 0,6 + 0,343 + 0,092 + 0,016 + 0,075 = 1,126 (мин.).
1.14.4. Пример расчета нормы штучного времени при обработке водила на расточном станке:
деталь - корпус;
масса детали до обработки - 26 кг, после обработки - 25,5 кг;
размеры детали - 360 x 320 мм;
операция - расточная;
число одновременно устанавливаемых деталей - 1;
основное время обработки детали - 0,32 мин.;
стойкость инструмента - 45 мин.;
способ установки и закрепления - на штырь, зажим пневматический;
организация рабочего места - детали снимаются и навешиваются на конвейер с помощью подъемника.
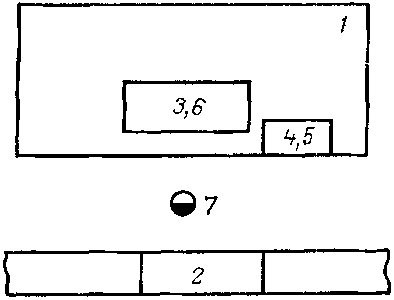
Рис. 1.4. Схема планировки рабочего места расточника:
1 - расточный станок; 2 - конвейер для деталей;
3 - зона установки и снятия деталей; 4 - зона крепления;
5 - зона управления станком; 6 - зона технологического
воздействия; 7 - рабочее место расточника
Определение вспомогательного времени.
1. Время на застропливание необработанной детали на 1 крюк определяется по карте 4.1.8, лист 1, и составляет 43 тыс. долей мин.
2. Время на включение подъемника кнопкой определяется по карте 4.9.1, лист 1.
Расстоянию перемещения руки к кнопке S = 600 мм соответствует индекс 9, время на комплекс 13 тыс. долей мин.
3. Время на поднятие детали массой 26 кг с люльки конвейера с помощью подъемника определяется по карте 4.1.7.
Длина продвижения детали при снятии 200 мм. Скорость подъема 8 м/мин.
Время на поднятие составит 
4. Время на выключение подъемника кнопкой определяется по карте 4.9.1, лист 1, примечание 3.
Рука находится на кнопке. Расстояние перемещения руки к кнопке принимаем минимальным с индексом 0. Время 5 тыс. долей мин.
Согласно примечанию 3 время на комплекс составит 5 - 2,5 = 2,5 тыс. долей мин.
5. Время на перемещение необработанной детали массой M = 26 кг на подвесках от конвейера в зону установки определяется по карте 4.1.9, лист 1, примечание 2, и карте 4.1.14, лист 1.
Расстоянию перемещения руки к детали S = 100 мм соответствует индекс 0, расстоянию перемещения детали на подвесках SM = 750 мм - индекс 1, массе детали с подвеской M = 100 кг - индекс 1.
Сумма индексов 0 + 1 + 1 = 2. Время на комплекс 25 тыс. долей мин. Согласно примечанию 2 добавка времени при перемещении на расстояние свыше 750 мм определяется по карте 4.1.14, лист 1. Расстоянию перемещения детали на подвесках SM = 1100 мм соответствует индекс 0.
В соответствии с примечанием 2 карты 4.1.9 при усилии перемещения до 20 кг по карте 4.1.14 соответствует индекс 1, длине детали LM = 360 мм - индекс 0. Сумма индексов 0 + 1 + 0 = 1. Добавка времени на комплекс 8 тыс. долей мин.
6. Время на установку детали массой M = 26 кг на штырь определяется по карте 4.6.3, лист 1, примечание 2.
В соответствии с примечанием 2 карты 4.6.3 массу детали умножим на 0,06 (26 · 0,06 = 1,56 кг) и примем эту величину при расчетах по карте 4.6.3.
Массе M = 1,56 кг соответствует индекс 11, длине наибольшей стороны детали LM = 360 мм - индекс 11, длине продвижения LD = 10 мм - индекс 0.
Сумма индексов 11 + 11 + 0 = 22. Время по карте 4.6.3 составит 9,3 тыс. долей мин.
7. Время на включение подъемника кнопкой определяется по карте 4.9.1, лист 1.
Расстояние перемещения руки к кнопке S = 100 мм, индекс 2, время на комплекс 6,5 тыс. долей мин.
8. Время на продвижение детали в приспособление подъемником определяется по карте 4.1.7, лист 1, поз. 2.
Длина продвижения детали при установке SM = 90 мм. Скорость спуска 8 м/мин. Время на перемещение составит 
9. Время на выключение подъемника кнопкой определяется по карте 4.9.1, лист 1, примечание 3.
При нахождении руки на кнопке принимается индекс 0. Время составит 5 тыс. долей мин.
Согласно примечанию 3 вычитаем 2,5 тыс. долей мин., время на комплекс составит 5 - 2,5 = 2,5 (тыс. долей мин.).
10. Время на расстропливание детали определяется по карте 4.1.8, лист 2, и составляет 19 тыс. долей мин.
11. Время на закрепление детали рычагом пневматического зажима определяется по карте 4.8.1, лист 1, примечание 2.
Расстояние перемещения руки к рычагу S = 400 мм, индекс 4. Длина рычага D = 100 мм, индекс 0. Угол поворота рычага YR = 90°, индекс 1.
Сумма индексов 4 + 0 + 1 = 5. Время по карте 20 тыс. долей мин.
12. Время на срабатывание пневматического механизма определяется по карте 4.9.10, поз. 3 и составляет 10 тыс. долей мин.
13. Время на поворот щитка (в рабочее положение) определяется по карте 4.5.2, лист 1.
Расстояние перемещения руки к щитку S = 300 мм, индекс 3. Угол поворота щитка YR = 120°, индекс 2. Длина щитка D = 400 мм, индекс 3.
Сумма индексов 3 + 2 +3 = 8. Время на комплекс 22 тыс. долей мин.
14. Время на включение вращения шпинделя кнопкой определяется по карте 4.9.1, лист 1.
Расстояние перемещения руки к кнопке S = 300 мм, индекс 6, время на комплекс 9,5 тыс. долей мин.
15. Время на ожидание вращения шпинделя определяется по карте 4.9.11 и составляет 8 тыс. долей мин.
16. Основное время.
17. Время на выключение вращения шпинделя кнопкой определяется по карте 4.9.1, лист 1.
Расстояние перемещения руки к кнопке S = 200 мм, индекс 4, время на комплекс 8 тыс. долей мин.
18. Время на ожидание остановки вращения шпинделя определяется по карте 4.9.11, поз. 2 и составляет 50 тыс. долей мин.
19. Время на поворот щитка (из рабочего положения) определяется по карте 4.5.2, лист 1.
Расстояние перемещения руки к щитку S = 300 мм, индекс 3, угол поворота щитка YR = 120°, индекс 2. Длина щитка D = 400 мм, индекс 3. Сумма индексов 3 + 2 + 3 = 8, время на комплекс 18 тыс. долей мин.
20. Время на открепление детали рычагом пневматического зажима определяется по карте 4.8.1, лист 1, примечание 2. Расстояние перемещения руки к рычагу S = 300 мм, индекс 3. Длина рычага D = 100 мм, индекс 0. Угол поворота рычага YR = 90°, индекс 1.
Сумма индексов 3 + 0 + 1 = 4. Время на комплекс 19 тыс. долей мин.
21. Время на срабатывание механизма пневматического зажима определяется по карте 4.9.10, строка 3, составляет 10 тыс. долей мин. и перекрывается последующим комплексом движений.
22. Время на застропливание детали определяется по карте 4.1.8, лист 1 и составляет 43 тыс. долей мин.
23. Время на включение подъемника кнопкой определяется по карте 4.9.1, лист 1. Расстояние перемещения руки к кнопке S = 600 мм, индекс 9. Время на комплекс 13 тыс. долей мин.
24. Время на перемещение (снятие) обработанной детали из приспособления определяется по карте 4.1.7, лист 1, строка 2. Длина продвижения при снятии LD равна 90 мм, скорость подъема 8 м/мин. Время на снятие составит 
25. Время на выключение подъемника кнопкой определяется по карте 4.9.1, лист 1, примечание 3.
При нахождении руки на кнопке расстояние перемещения принимается минимальным с индексом 0. Время 5 тыс. долей мин.
Согласно примечанию 3 время на комплекс составит 5 - 2,5 = 2,5 тыс. долей мин.
26. Время на перемещение обработанной детали массой 25,5 кг на подвесках из зоны снятия к конвейеру определяется по карте 4.1.9, лист 1, примечание 2, и карте 4.1.14, лист 1. Расстояние перемещения руки к детали S = 100 мм, индекс 0, расстояние перемещения детали SM = 750 мм, индекс 1, масса детали с подвеской M = 100 кг, индекс 1. Сумма индексов 0 + 1 + 1 = 2. Время на комплекс 25 тыс. долей мин. Согласно примечанию 2 добавка времени при перемещении на расстояние свыше 750 мм определяется по карте 4.1.14, лист 1. Расстояние перемещения детали на подвесках SM = 1100 мм, индекс 0. В соответствии с примечанием 2 карты 4.1.9 усилие перемещения до 20 кг, тогда по карте 4.1.14 индекс 1, длина наибольшей стороны детали LM = 360 мм, индекс 0.
Сумма индексов 0 + 1 + 0 = 1. Добавка времени на комплекс 8 тыс. долей мин.
27. Время на включение подъемника кнопкой определяется по карте 4.9.1, лист 1. Расстояние перемещения руки к кнопке S = 100 мм, индекс 2. Время на комплекс 6,5 тыс. долей мин.
28. Время на перемещение (опускание) детали на конвейер определяется по карте 4.1.7, лист 1, позиция 2.
Длина продвижения детали при установке на конвейер SM = 200 мм, скорость спуска 8 м/мин. Время на перемещение составит 
29. Время на выключение подъемника кнопкой определяется по карте 4.9.1, лист 1, примечание 3.
При нахождении руки на кнопке принимается индекс 0. Время составит 5 тыс. долей мин. Согласно примечанию 3 вычитаем 2,5 тыс. долей мин., время на комплекс составит 5 - 2,5 = 2,5 тыс. долей мин.
30. Время на расстропливание детали определяется по карте 4.1.8, лист 2 и составляет 19 тыс. долей мин. Неперекрываемое вспомогательное время составит 484,8 тыс. долей мин.
По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от такта поточной линии. Для данной детали такт поточной линии установлен 1,05 мин., отсюда коэффициент на вспомогательное время равен 1,0.
Результаты определения вспомогательного времени систематизированы в расчетно-нормировочной карте 1.4.
Определение времени на техническое обслуживание рабочего места.
1. Время на техническое обслуживание рабочего места определяется по формуле

Время на смену инструмента и подналадку станка (tсм = 5,8 мин.) определено по карте 4.12.1, позиция 3, индекс 2. Время на организационное обслуживание рабочего места определяется по формуле

Время на организационное обслуживание в процентах от оперативного времени (tорг = 1,7%) определено по карте 4.13.1, лист 1, поз. 9, индекс "а".
Определение времени на отдых и личные потребности.
Время на отдых и личные потребности определяется по формуле

Время перерывов на отдых и личные потребности в процентах от оперативного времени (aотл = 7%) определяется по карте 4.14.1.
Наименование операции: расточная N 155
N п/п | Содержание по комплексам | Факторы, определяющие время | N карты, листа и примечания | Сумма индексов (N позиции, индекс) | Поправочные коэффициенты на время | Вспомогательное время на деталь, тыс. долей мин. | ||||||
Расстояние до детали, инструмента, приспособления, механизма, мм | Расстояние перемещения детали, инструмента, приспособления, механизма, мм | Масса детали, инструмента, приспособления, кг | Длина рукоятки инструмента, приспособления или детали, диаметр маховика, мм | Угол поворота или число оборотов рукоятки инструмента, приспособления | Длина продвижения при установке (снятии), мм | |||||||
неперекрываемое | перекрываемое | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1 | Застропливание необработанной детали | 0 | 43,0 | |||||||||
2 | Включить подъемник кнопкой | 600 | 13,0 | |||||||||
3 | Перемещение (поднятие) детали с люльки конвейера | 26 | 200 | 25,0 | ||||||||
4 | Выключить подъемник кнопкой | 2,5 | ||||||||||
5 | Перемещение необработанной детали на подвесках от конвейера в зону установки | 100 | 1100 | 100 | 25,0 | |||||||
8,0 | ||||||||||||
6 | Установка детали на штырь с помощью подъемника | 26 | 9,3 | |||||||||
7 | Включить подъемник | 6,5 | ||||||||||
8 | Перемещение (опускание) детали в приспособлении | 90 | 11,0 | |||||||||
9 | Выключить подъемник | 2,5 | ||||||||||
10 | Расстропливание детали | 0 | 19,0 | |||||||||
11 | Закрепление детали рычагом пневматического зажима | 400 | 100 | 90° | 20,0 | |||||||
12 | Срабатывание механизма | 300 | 10,0 | |||||||||
13 | Поворот щитка (в рабочее положение) | 300 | 400 | 120° | 22,0 | |||||||
14 | Включить вращение шпинделя кнопкой | 300 | 9,5 | |||||||||
15 | Ожидание вращения шпинделя | 8,0 | ||||||||||
16 | Основное время | |||||||||||
17 | Выключить вращение шпинделя кнопкой | 200 | 8,0 | |||||||||
18 | Ожидание остановки вращения шпинделя | 50,0 | ||||||||||
19 | Поворот щитка (из рабочего положения) | 300 | 400 | 120° | 18,0 | |||||||
20 | Открепление детали рычагом пневматического зажима | 300 | 100 | 90° | 19,0 | |||||||
21 | Срабатывание механизма | 10 | ||||||||||
22 | Застропливание детали | 0 | 43,0 | |||||||||
23 | Включить подъемник кнопкой | 600 | 13,0 | |||||||||
24 | Перемещение (поднятие) обработанной детали из приспособления | 90 | 25,5 | 11,0 | ||||||||
25 | Выключить подъемник кнопкой | 2,5 | ||||||||||
26 | Перемещение обработанной детали на подвесках к конвейеру | 100 | 1100 | 100 | 25,0 | |||||||
8,0 | ||||||||||||
27 | Включить подъемник кнопкой | 100 | 6,5 | |||||||||
28 | Перемещение (опускание) детали на конвейер | 200 | 25,0 | |||||||||
29 | Выключить подъемник кнопкой | 2,5 | ||||||||||
30 | Расстропливание детали | 0 | 19,0 | |||||||||
Итого вспомогательного времени | 484,8 | |||||||||||
Поправочный коэффициент на вспомогательное время в зависимости от такта поточной линии | 1 | |||||||||||
Вспомогательное время с учетом фактического такта поточной линии | 484,8 | |||||||||||
Основное время, мин. | 0,32 | |||||||||||
Время на техническое обслуживание, мин. | 0,041 | |||||||||||
Время на организационное обслуживание, мин. | 0,014 | |||||||||||
Время на отдых и личные потребности, мин. | 0,056 | |||||||||||
Норма штучного времени, мин. | 0,916 | |||||||||||
Числу трудовых действий в час 1475 (произведение числа комплексов трудовых движений в операции 25 на возможное число выполнений операции в течение часа с учетом такта поточной линии 59) соответствует индекс 6, рабочей позе "стоя" - индекс 4. Согласно примечанию 2 значения физической нагрузки (перемещения детали M = 26 кг осуществляются с помощью подъемных механизмов) и монотонности (tоп = 0,8 мин. > 0,50 мин.) принимаются как благоприятные и индексы по ним не назначаются.
Сумма индексов 6 + 4 = 10, что соответствует aотл = 7% от оперативного времени.
Норма штучного времени определяется по формуле
Tш = tо + tв + tтех + tорг + tотл,
Tш = 0,320 + 0,485 + 0,041 + 0,014 + 0,056 = 0,916 (мин.).
1.14.5. Пример расчета нормы штучного времени при обработке червяка рулевого управления на зубофрезерном станке:
деталь - червяк рулевого управления;
масса детали до обработки - 0,8 кг, после обработки - 0,64 кг;
размеры детали -  46 x 140 мм;
46 x 140 мм;
операция - зубофрезерная;
число одновременно устанавливаемых деталей - 1;
основное время обработки - 4,2 мин.;
стойкость инструмента - 240 мин.;
способ установки и закрепления - на оправку с эксцентриковым и винтовым зажимом;
организация рабочего места - детали берутся и укладываются одной рукой в гнезда тары.
Рис. 1.5. Схема планировки рабочего места зуборезчика:
1 - зубофрезерный станок; 2 - зона хранения необработанных
деталей; 3 - зона хранения обработанных деталей;
4 - зона установки и снятия деталей; 5 - зона закрепления;
6 - зона управления станком; 7 - зона технологического
воздействия; 8 - рабочее место зуборезчика
Определение вспомогательного времени
1. Время на перемещение детали массой M = 0,8 кг из зоны хранения (гнезда тары) в зону установки определяется по картам 4.2.2, лист 1, примечание 3 и 4.1.14, лист 1.
По карте 4.2.2 определяем время для расстояния до 750 мм. Перемещению руки к детали на расстояние S = 1000 мм соответствует индекс 4, перемещению детали на расстояние SM = 600 мм - индекс 5, массе детали M = 0,8 кг - индекс 3.
Сумма индексов 4 + 5 + 3 = 12, что соответствует времени на комплекс 32 тыс. долей мин.
С учетом того что S > 750 мм, время добавляем по карте 4.1.14. Переходу к предмету на расстояние S = 1000 мм соответствуют индекс 0 и время 4 тыс. долей мин.
2. Время на установку детали массой M = 0,8 кг на оправку определяется по карте 4.6.3.
При свободном соединении детали массой M = 0,8 кг соответствует индекс 8, длине наибольшей стороны детали LM = 140 мм - индекс 7, длине продвижения LD = 15 мм - индекс 1.
Сумма индексов 8 + 7 + 1 = 16, что соответствует времени на комплекс 6,3 тыс. долей мин.
3. Время на закрепление детали винтовым зажимом на 2 оборота определяется по карте 4.8.5, лист 1.
Расстоянию до зажима S = 200 мм соответствует индекс 1, диаметру резьбы D = 16 мм - индекс 1.
Сумма индексов 1 + 1 = 2, что соответствует времени на комплекс для первого оборота 17 тыс. долей мин. Для второго оборота диаметру резьбы D = 16 мм соответствует индекс 2 и время 9 тыс. долей мин. Итого 17 + 9 = 26 (тыс. долей мин.).
4. Время на закрепление детали эксцентриковым зажимом определяется по карте 4.8.1, лист 1.
Расстоянию до детали S = 300 мм соответствует индекс 3, длине рычага D = 250 мм - индекс 1, углу поворота YR = 180° - индекс 3.
Сумма индексов 3 + 1 + 3 = 7, что соответствует времени на комплекс 23 тыс. долей мин.
5. Время на включение станка кнопкой определяется по карте 4.9.1, лист 1.
Расстоянию до кнопки S = 550 мм соответствует индекс 8 и время 12 тыс. долей мин.
6. Время на ожидание вращения шпинделя равно 8 тыс. долей мин. (карта 4.9.11, позиция 1).
7. Основное время.
8. Время на ожидание остановки вращения шпинделя равно 50 тыс. долей мин. (карта 4.9.11, позиция 2).
9. Время на открепление детали эксцентриковым зажимом определяется по карте 4.8.1, лист 1.
Расстоянию до детали S = 700 мм соответствует индекс 5, длине рычага D = 250 мм - индекс 1, углу поворота YR = 180° - индекс 3.
Сумма индексов 5 + 1 + 3 = 9, что соответствует времени на комплекс 26 тыс. долей мин.
10. Время на открепление детали винтовым зажимом вручную определяется по карте 4.8.5, лист 1.
Откреплению на 2 оборота при расстоянии до зажима S = 200 мм соответствует индекс 1, диаметру резьбы D = 16 мм - индекс 1.
Сумма индексов 1 + 1 = 2, что соответствует времени на комплекс для первого оборота 17 тыс. долей мин. Для второго оборота диаметру резьбы D = 16 мм соответствует индекс 2 и время 9 тыс. долей мин. Итого 17 + 9 = 26 (тыс. долей мин.).
11. Время на снятие детали с оправки определяется по карте 4.7.1, лист 1.
Массе обработанной детали M = 0,64 кг соответствует индекс 6, длине продвижения LD = 15 мм - индекс 0.
Сумма индексов 6 + 0 = 6, что соответствует времени на комплекс 3,5 тыс. долей мин.
12. Время на перемещение обработанной детали массой M = 0,64 кг из зоны установки (со станка) в зону хранения (на штыри, крюки) определяется по карте 4.3.3, лист 1.
Перемещению руки к детали на расстояние S = 150 мм соответствует индекс 1, массе детали M = 0,64 кг - индекс 5, расстоянию перемещения детали SM = 600 мм - индекс 7, длине продвижения LD = 40 мм - индекс 1, длине наибольшей стороны детали LM = 140 мм - индекс 5.
Сумма индексов равна 1 + 5 + 7 + 1 + 5 = 19, что соответствует времени на комплекс 25 тыс. долей мин.
Неперекрываемое вспомогательное время составит 241,8 тыс. долей мин.
По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от такта поточной линии. Для данной детали такт поточной линии установлен 5,4 мин., отсюда коэффициент на вспомогательное время равен 1,2.
Вспомогательное время с учетом такта поточной линии составит 241,8 · 1,2 = 290,2 (тыс. долей мин.).
Результаты определения вспомогательного времени систематизированы в расчетно-нормировочной карте 1.5.
Определение времени на техническое обслуживание рабочего места
Время на техническое обслуживание рабочего места определяется по формуле

Время на смену инструмента и подналадку станка (tсм = 1,8) определено по карте 4.12.3, лист 1, поз. 10, индекс "б".
Определение времени на организационное обслуживание рабочего места
Время на организационное обслуживание рабочего места определяется по формуле

Время на организационное обслуживание в процентах от оперативного времени (aорг = 1,8) определено по карте 4.13.1, лист 2, поз. 34, индекс "а".
Наименование операции: зубофрезерная N 110
N п/п | Содержание по комплексам | Факторы, определяющие время | N карты, листа и примечания | Сумма индексов (N позиции, индекс) | Поправочные коэффициенты на время | Вспомогательное время на деталь, тыс. долей мин. | ||||||
Расстояние до детали, инструмента, приспособления, механизма, мм | Расстояние перемещения детали, инструмента, приспособления, механизма, мм | Масса детали, инструмента, приспособления, кг | Длина рукоятки инструмента, приспособления или детали, диаметр маховика, мм | Угол поворота или число оборотов рукоятки инструмента, приспособления | Длина продвижения при установке (снятии), мм | |||||||
неперекрываемое | перекрываемое | |||||||||||
1 | Перемещение необработанной детали из зоны хранения в зону установки | 1000 | 600 | 0,80 | 140 | 40 | 32,0 | |||||
0,80 | 140 | 15 | 4,0 | |||||||||
2 | Установка детали на оправку | 6,3 | ||||||||||
3 | Закрепление детали винтовым зажимом вручную | 200 | 16 | 2 | 26,0 | |||||||
4 | Закрепление детали эксцентриковым зажимом | 300 | 250 | 180° | 23,0 | |||||||
5 | Включить вращение шпинделя кнопкой | 550 | 12,0 | |||||||||
6 | Ожидание вращения шпинделя | 8,0 | ||||||||||
7 | Основное время | |||||||||||
8 | Ожидание остановки вращения шпинделя | 50,0 | ||||||||||
9 | Открепление детали эксцентриковым зажимом | 700 | 250 | 180° | 26,0 | |||||||
10 | Открепление детали винтовым зажимом вручную | 200 | 16 | 2 | 26,0 | |||||||
11 | Снятие детали с оправки | 0,64 | 15 | 3,5 | ||||||||
12 | Перемещение обработанной детали из зоны установки в зону хранения | 150 | 600 | 0,64 | 140 | 25,0 | ||||||
Итого вспомогательного времени | 241,8 | |||||||||||
Поправочный коэффициент на вспомогательное время | 1,2 | |||||||||||
Вспомогательное время с учетом фактического такта поточной линии | 290,2 | |||||||||||
Основное время, мин. | 4,200 | |||||||||||
Время на техническое обслуживание, мин. | 0,042 | |||||||||||
Время на организационное обслуживание, мин. | 0,081 | |||||||||||
Время на отдых и личные надобности, мин. | 0,180 | |||||||||||
Норма штучного времени | 4,793 | |||||||||||
Определение времени на отдых и личные потребности
Время на отдых и личные потребности определяется по формуле

Время перерывов на отдых и личные потребности aотл = 4% оперативного времени определяется по карте 4.14.1, лист 1, примечание 3.
Нормы штучного времени
Tш = tо + tв + tтех + tорг + tотл,
Tш = 4,2 + 0,290 + 0,042 + 0,081 + 0,180 = 4,793 (мин.).
1.14.6. Пример расчета нормы штучного времени при обработке рычага на фрезерном станке:
деталь - рычаг переключения передач;
масса детали до обработки - 0,63 кг, после обработки - 0,60 кг;
размеры детали -  22 x 103 мм;
22 x 103 мм;
операция - фрезерная;
число одновременно устанавливаемых деталей - 3;
основное время обработки трех деталей - 0,12 мин.;
стойкость инструмента - 170 мин.;
способ установки и закрепления - три детали в оправке на плоскость, с упором с креплением пневматическим зажимом, масса оправки - 0,8 кг, длина оправки - 220 мм;
организация рабочего места - детали набираются в руку и отбрасываются по три в груду.
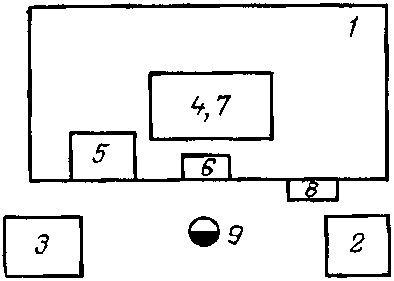
Рис. 1.6. Схема планировки рабочего места фрезеровщика:
1 - вертикально-фрезерный станок; 2 - зона хранения
необработанных
деталей; 3 - зона хранения обработанных деталей; 4 - зона
установки
и снятия деталей; 5 - зона закрепления; 6 - зона управления
станком; 7 - зона технологического воздействия;
8 - зона хранения инструмента и приспособлений;
9 - рабочее место фрезеровщика
Определение вспомогательного времени
1. Время на перемещение трех деталей к оправке определяется по карте 4.2.1, лист 1, примечания 3, 4, 5 и карте 4.1.14, лист 1.
По карте 4.2.1 определяем время для расстояний до 750 мм. Перемещению к деталям на расстояние S = 1000 мм соответствует индекс 5, детали перемещаются к приспособлению на расстояние SM = 1000 мм, индекс 8, масса перемещаемых деталей M = 0,63 · 3 = 1,89 кг, индекс 2.
Сумма индексов 5 + 8 + 2 = 15, что соответствует времени на комплекс 31 тыс. долей мин.
По карте 4.1.14 определяем добавку времени на расстояние свыше 750 мм.
При расстоянии перехода к предмету S = 1000 мм добавочное время 4 тыс. долей мин. Расстоянию перемещения предмета SM = 1000 мм соответствует индекс 0, массе M = 1,89 кг - индекс 0, длине наибольшей стороны детали LM = 103 мм - индекс 0.
Сумма индексов 0 + 0 + 0 = 0, что соответствует времени на комплекс 5 тыс. долей мин.
Суммарное добавочное время составит 4 + 5 = 9 (тыс. долей мин.).
Согласно примечанию 5 карты 4.2.1, лист 2 необходимо добавить время на раскладку каждой последующей детали по карте 4.2.4. Расстоянию перемещения руки к детали S = 100 мм соответствует индекс 1, расстоянию перемещения деталей SM = 100 мм - индекс 2.
Сумма индексов 1 + 2 = 3, что соответствует времени на комплекс 14 тыс. долей мин.
Добавочное время на вторую и третью деталь составит 14 · 2 = 28 (тыс. долей мин.).
2. Время на установку одной детали на оправку определяется по карте 4.6.3, лист 1.
Массе детали M = 0,63 кг соответствует индекс 7, длине наибольшей стороны детали LM = 103 мм - индекс 7, средней длине продвижения детали по оправке LD = 200 мм - индекс 5.
Сумма индексов 7 + 7 + 5 = 19, что соответствует времени по карте 7,7 тыс. долей мин.
Установка выполняется без ориентирования Kор1 = 1,0.
На три детали - 7,7 · 3 = 23,1 (тыс. долей мин.).
3. Время на перемещение оправки с деталями в зону установки на станке определяется по картам 4.2.1, лист 1, примечание 4 и 4.1.14, лист 1.
По карте 4.2.1 определяем время для расстояния до 750 мм. Перемещению руки к оправке с деталями на расстояние S = 100 мм соответствует индекс 0, оправка перемещается в зону установки на расстояние SM = 2200 мм, индекс 8, масса перемещаемой оправки с деталями M = 2,69 кг, индекс 2.
Сумма индексов 0 + 8 + 2 = 10, что соответствует времени на комплекс 22 тыс. долей мин.
Согласно примечанию 3 карты 4.2.1, лист 2 необходимо добавить время по карте 4.1.14.
Расстоянию перемещения оправки SM = 2200 мм соответствует индекс 1, массе перемещаемой оправки с деталями M = 2,69 кг - индекс 0, длине наибольшей стороны LM = 220 мм - индекс 0.
Сумма индексов 1 + 0 + 0 = 1, что соответствует времени 8 тыс. долей мин.
4. Время на установку оправки на станок определяется по карте 4.6.1, лист 1.
Массе устанавливаемой оправки M = 2,69 кг соответствует индекс 10, длине наибольшей стороны оправки LM = 220 мм - индекс 7.
Сумма индексов 10 + 7 = 17, что соответствует времени на комплекс 6,5 тыс. долей мин. Установке с совмещением по упору соответствует Kорг = 1,96. Время на установку составит 6,5 - 1,96 = 12,74 (тыс. долей мин.).
5. Время на закрепление оправки с деталями рычагом пневматического зажима определяется по карте 4.8.1, лист 1.
Перемещению руки к рычагу на расстояние S = 100 мм соответствует индекс 1, длине рычага пневматического зажима D = 150 мм - индекс 0, углу поворота рычага YR = 45° - индекс 0.
Сумма индексов 1 + 0 + 0 = 1, что соответствует времени на комплекс 16 тыс. долей мин.
6. Время на срабатывание механизма определяется по карте 4.9.10, лист 1.
Для пневматического диафрагменного механизма (поз. 3) это время составит 10 тыс. долей мин.
7. Время на включение подачи с помощью рычага определяется по карте 4.9.2, лист 1.
Перемещению руки к рычагу на расстояние S = 700 мм соответствует индекс 8, длине рычага включения подачи D = 120 мм - индекс 0, углу поворота рычага YR = 90° - индекс 2.
Сумма индексов 8 + 0 + 2 = 10, что соответствует времени на комплекс 15 тыс. долей мин.
8. Время на включение ускоренного перемещения стола с помощью рычага определяется по карте 4.9.2, лист 1, примечание 3.
Длине рычага D = 150 мм соответствует индекс 1, углу поворота рычага YR = 30° - индекс 0.
Сумма индексов 1 + 0 = 1, что соответствует времени на комплекс 8 тыс. долей мин.
При нахождении руки на рукоятке рычага в соответствии с примечанием 3 карты 4.9.2, лист 1 время включения ускоренного перемещения стола с помощью рычага составит 8 - 5,5 = 2,5 (тыс. долей мин.).
9. Основное время.
10. Время на выключение подачи двумя руками с помощью рычагов определяется по карте 4.9.2, лист 1.
Время на выключение подачи с помощью рычага соответствует времени включения и составляет 15 тыс. долей мин. (см. п. 7).
Определим время на выключение ускоренного перемещения стола с помощью рычага. Перемещению руки к рычагу на расстояние S = 300 мм соответствует индекс 5, длине рычага D = 150 мм - индекс 1, углу поворота рычага YR = 30° - индекс 0.
Сумма индексов 5 + 1 + 0 = 6, что соответствует времени на комплекс 11 тыс. долей мин. Время на выполнение двух совмещенных комплексов составит 15 + 11 · 0,5 = 20,5 (тыс. долей мин.).
11. Время на открепление оправки с деталями рычагом пневматического зажима определяется по карте 4.8.1, лист 1.
Перемещению руки к рычагу на расстояние S = 700 мм соответствует индекс 5, длине рычага D = 150 мм - индекс 0, углу поворота рычага YR = 45° - индекс 0.
Сумма индексов 5 + 0 + 0 = 5, что соответствует времени на комплекс 20 тыс. долей мин.
12. Время на срабатывание механизма определяется по карте 4.9.10, лист 1.
Для пневматического диафрагменного механизма (поз. 3) время составит 10 тыс. долей мин.
13. Время на перемещение оправки с деталями в зону хранения и сбрасывания деталей определяется по картам 4.3.1, лист 1, примечание 4 и 4.1.14, лист 1.
По карте 4.3.1 определяем время для расстояний до 750 мм.
Перемещению руки к оправке на расстояние S = 500 мм соответствует индекс 5, расстоянию перемещения оправки с деталями в зону хранения SM = 2200 мм - индекс 10, массе перемещаемой оправки с деталями M = 2,66 кг - индекс 3, длине наибольшей стороны оправки с деталями LM = 220 мм - индекс 2.
Сумма индексов 5 + 10 + 2 + 3 = 20, что соответствует времени на комплекс 29 тыс. долей мин.
Согласно примечанию 4 карты 4.3.1 ко времени комплекса необходимо добавить время на перемещение на расстояние свыше 750 мм.
Расстоянию перемещения оправки с деталями SM = 2200 мм соответствует индекс 1, массе оправки с деталями M = 2,66 кг - индекс 0, длине наибольшей стороны оправки LM = 220 мм - индекс 0. Сумма индексов 1 + 0 + 0 = 1, что соответствует времени на комплекс 8 тыс. долей мин.
Итого: неперекрываемое вспомогательное время на три детали составит 264,7 тыс. долей мин., а на одну деталь - соответственно  (тыс. долей мин.).
(тыс. долей мин.).
(тыс. долей мин.).По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от такта поточной линии. Для данной детали такт поточной линии установлен 0,6 мин., отсюда коэффициент на вспомогательное время равен 0,9.
Вспомогательное время с учетом такта поточной линии составит 88,2 · 0,9 = 79,4 (тыс. долей мин.).
Результаты определения вспомогательного времени систематизированы в расчетно-нормировочной карте 1.6.
Наименование операции: фрезерная N 10
N п/п | Содержание по комплексам | Факторы, определяющие время | N карты, листа и примечания | Сумма индексов (N позиции, индекс) | Поправочные коэффициенты на время | Вспомогательное время на деталь, тыс. долей мин. | ||||||
Расстояние до детали, инструмента, приспособления, механизма, мм | Расстояние перемещения детали, инструмента, приспособления, механизма, мм | Масса детали, инструмента, приспособления, кг | Длина рукоятки инструмента, приспособления или детали, диаметр маховика, мм | Угол поворота или число оборотов рукоятки инструмента, приспособления | Длина продвижения при установке (снятии), мм | |||||||
неперекрываемое | перекрываемое | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1 | Перемещение деталей к оправке (3 детали) | 1000 | 1000 | 3·0,63 | 103 | 31,0 | ||||||
9,0 | ||||||||||||
28,0 | ||||||||||||
2 | Установка трех деталей на оправку поочередно | 0,63 | 103 | Kор1 | 23,1 | |||||||
3 | Перемещение оправки с деталями в зону установки на станке | 100 | 2200 | 2,69 | 220 | 22,0 | ||||||
8,0 | ||||||||||||
4 | Установка оправки на станок | 2,69 | 220 | Kор2 | 12,7 | |||||||
5 | Закрепление оправки с деталями рычагом пневматического зажима | 100 | 150 | 45° | 16,0 | |||||||
6 | Срабатывание механизма | 10,0 | ||||||||||
7 | Включение подачи с помощью рычага | 700 | 120 | 90° | 15,0 | |||||||
8 | Включение ускоренного перемещения стола с помощью рычага | 150 | 30° | 2,5 | ||||||||
9 | Основное время | |||||||||||
10 | Выключение подачи и ускоренного перемещения двумя руками с помощью рычагов | 700; | 120; | 90°; | 10; | 15,0 | ||||||
300 | 150 | 30° | 11 · 0,5 = 5,5 | |||||||||
11 | Открепление оправки с деталями рычагом пневматического зажима | 700 | 150 | 45° | 20,0 | |||||||
12 | Срабатывание механизма | 10,0 | ||||||||||
13 | Перемещение оправки с деталями в зону хранения обработанных деталей и сбрасывание деталей | 500 | 2200 | 2,66 | 220 | 29,0 | ||||||
8 | ||||||||||||
Итого вспомогательного времени | На три детали | 264,7 | ||||||||||
На одну деталь | 88,2 | |||||||||||
Поправочный коэффициент на вспомогательное время в зависимости от такта поточной линии | 0,9 | |||||||||||
Вспомогательное время с учетом фактического такта поточной линии | 79,4 | |||||||||||
Вспомогательное время приводится в расчете на одновременную обработку трех деталей | ||||||||||||
Основное время, мин. | 0,0400 | |||||||||||
Время на техническое обслуживание, мин. | 0,0004 | |||||||||||
Время на организационное обслуживание, мин. | 0,0014 | |||||||||||
Время на отдых и личные надобности, мин. | 0,0065 | |||||||||||
Норма штучного времени, мин. | 0,1270 | |||||||||||
Определение времени на техническое обслуживание рабочего места.
Время на техническое обслуживание рабочего места определяется по формуле

Время на смену инструмента и подналадку станка (tсм = 1,8) определено по карте 4.12.3, лист 1, поз. 10, индекс "б".
Определение времени на организационное обслуживание рабочего места.
Время на организационное обслуживание рабочего места определяется по формуле

Время на организационное обслуживание в процентах от оперативного времени (aорг = 1,2%) определено по карте 4.13.1, лист 1, позиция 15, индекс "б".
Определение времени на отдых и личные потребности.
Время на отдых и личные потребности определяется по формуле

Время перерывов на отдых и личные потребности в процентах от оперативного времени (aотл = 5,5%) определено по карте 4.14.1, лист 1.
Монотонности работы (tц = 0,380 тыс. долей мин.) соответствует индекс 1, числу трудовых действий в час 1000 (произведение числа комплексов трудовых движений 10 на число операций, выполняемых в течение часа на данном рабочем месте с учетом такта поточной линии, 100) - индекс 2, рабочей позе "стоя" - индекс 4. Значения физической нагрузки (масса трех деталей с оправкой M = 2,66 - 2,69 < 6 кг) принимаются как благоприятные и по ним индексы не назначаются.
Сумма индексов 1 + 2 + 4 = 7, что соответствует aотл = 5,5% от оперативного времени.
Норма штучного времени.
Tш = tо + tв + tтех + tорг + tотл;
Tш = 0,040 + 0,079 + 0,0004 + 0,0014 + 0,0065 = 0,127 (мин.).
Сборник нормативов разработан с учетом преобладающего на производстве следующего типажа оборудования, приведенного в табл. 2.
Таблица 2
N п/п | Наименование станков | Параметры | Основные размеры по группам станков | Модели станков |
1 | Токарные многорезцовые | Наибольший диаметр обрабатываемого изделия, мм | 125 - 500 | 1Н713, НТ-300Д, 1А720, НТ-100, МК-8929, 1А893 |
2 | Токарные многошпиндельные полуавтоматы | Наибольший диаметр обрабатываемого прутка, мм | 25 - 600 | КА-371, 1240-6, 1-824, А240П-6, МТ-30, 1К-282 |
3 | Револьверные | Наибольший диаметр обрабатываемых деталей, мм из прутка в патроне | 25 - 73, 125 - 420 | 1325Ф30, 1П426ДФЗ, 1К341, 1341, 1А416, РХ-60, 1365, АТ-12, 1Н325, 1425 |
4 | Расточные | Диаметр шпинделя, мм | 14 - 330 | 2А710, 2731П, 2635, 06-3970, 2450, КК-1668, 2Е450АМФ4 |
5 | Вертикально-сверлильные многошпиндельные | Диаметр сверления на количество шпинделей | 2Н106П-2, 10А556 2135, 2С150, 2Г175 | |
6 | Вертикально-сверлильные | Наибольший условный диаметр сверления, мм | 3 - 70 | НС-18, НК-20, 2Н118, 2118, 2А135, С-35, 2Р135Ф2-1, 2Н103П, 2170 |
7 | Горизонтально- и вертикально-фрезерные | Размеры поверхности рабочего стола, мм | 200 x 1600 | 6Н81Г, 6Н11, 6Р80, 6Н13П, ВМ27, 672К, 67К25ПФ2-0 |
8 | Продольно-фрезерные | То же | 320 x 2500 | 6622, ГФ2071, ГФ766, А661, ВК-20 |
9 | Карусельно-фрезерные | Диаметр стола, мм | 750 - 2000 | 6А23, 6М23В, ГФ2064 |
10 | Барабанно-фрезерные | Наибольший диаметр контура, обрабатываемой детали, мм | 100 - 2300 | ГФ398, 6С21В, 602102 |
11 | Шлицефрезерные | Наибольший диаметр обрабатываемой детали, мм | 150 - 500 | 5А352П, 5350А |
12 | Шпоночно-фрезерные вертикальные | Наибольшая ширина фрезеруемого паза, мм | 50 | 6А95, ДФ88А |
13 | Копировально-фрезерные | Диаметр стола, мм, до | 1250 | ГФ583, 6Г676 |
Рабочая поверхность стола, мм | 750 x 1300 | |||
14 | Круглошлифовальные | Наибольший размер шлифования, мм диаметр, длина в наборе | 120 - 300 190 - 1400 | ХШ-2-55, 3131, 3161, 3А423, 3М131, 3Д180, 3Е153, 3А174 |
15 | Внутришлифовальные | Диаметр шлифуемого отверстия, мм | 6 - 800 | 3А255, 3К27А, 3260, 3А230, 3225П, 3А229 |
16 | Плоскошлифовальные с прямоугольным столом | Размеры рабочей поверхности стола (ширина на длину), мм | 125 - 1000 | 3Г71, 3А640, 3Б711, 3701, 3711, 3В732, 3Б722 |
17 | Плоскошлифовальные с круглым столом | Диаметр стола, мм, до | 2500 | 3762, 3Д740, 3А320, 3Б741, 3772Б |
18 | Бесцентровошлифовальные | Диаметр шлифуемого изделия, мм | 8 - 500 | 3Г182, 3186, 3А184, 3Д180, 3867 |
19 | Хонинговальные | Диаметр хонингования, мм | 20 - 800 | 3Н82, 3К83-2С, 3820 |
Ход, мм | 200 - 2000 | |||
20 | Станки для суперфиниша | Диаметр обрабатываемого изделия, мм | 250 - 600 | 3804, ВС-22, 3Д871Б |
Длина обрабатываемого изделия, мм | 30 - 2000 | |||
21 | Вертикально-доводочные | Наибольшие размеры обрабатываемой детали, мм, до | 220 | ОФ26А, ОФ61А, 3804, 3808, СППД2 |
Высота детали, мм | 3 - 100 | |||
22 | Зубошлифовальные | Диаметр обрабатываемых колес, мм | 125 - 1250 | 5А851, 5Д833, 5835, 5892А |
Модуль | 1,5 - 16,0 | |||
23 | Зубофрезерные | Диаметр обрабатываемой детали, мм | 25 - 2000 | 5А326, 5А312, 5Д32, 5К310, Е3-106, СТ-113 |
Модуль | 1 - 20 | |||
24 | Шлицешлифовальные | Диаметр обрабатываемой детали, мм | 11 - 200 | 3450, 3922Е, 3451Б, 3В451ВФ20, 3П451 |
25 | Зубодолбежные | Диаметр обрабатываемого изделия, мм | 80 - 2000 | 5В150, 5А110, 5В12, 5140, 5М14, 5107, 5Б161, МА-75 |
Модуль | 0,2 - 12,0 | |||
26 | Зубошевинговальные | Диаметр обрабатываемого изделия, мм | 125 - 3200 | 5717, 5702А, 5А714, ВС208, 5913, 5717С-1 |
Модуль | 1,5 - 16,0 | |||
27 | Зубозакругляющие | Диаметр обрабатываемого изделия, мм | 320 - 500 | 5А580, 5582, 5Б525 |
Модуль, до | 8 | |||
28 | Зубострогальные для прямозубых конических колес | Модуль | 2,5 - 80,0 | 5282, 5П23, 5230, 5А520П, 5А83 |
29 | Резьбонарезные | Наибольший диаметр нарезаемой резьбы, мм, до | М16 | Р-54, 3А053, 2036, 4А462 |
30 | Резьбофрезерные | Наибольший диаметр нарезаемой резьбы, мм, до | 50 - 140 | КТ85, 5К63, 5М62 |
Длина, мм | 30 - 900 | |||
31 | Гайконарезные | Наибольший диаметр нарезаемой резьбы, мм, до | 2,6 - 30,0 | Р-54, 2062, 4М-27, МФ140 |
32 | Резьбонакатные полуавтоматы | Диаметр нарезаемой резьбы, мм | 2 - 100 | 5936, А9518, НР-3 |
33 | Болтонарезные | Диаметр нарезаемой резьбы, мм, до | 65 | 5Д07, 5А05, 5М5662 |
34 | Горизонтально-протяжные станки | Номинальное тяговое усилие, кг | 10000 - 40000 | 7Б510, 7А540, МП119, МП14, МП186 |
35 | Вертикально-протяжные станки для внутреннего протягивания | Номинальное тяговое усилие, кг | 5000 - 20000 | 7Б705В, 766, 7665, 7Б66-1, 7667 |
36 | Вертикально-протяжные станки для наружного протягивания | Номинальное тяговое усилие, кг | 5000 - 20000 | 774, 776, 7Б75Н067, МП7733, МП7Б65, МП142 |
37 | Заточные автоматы и полуавтоматы (для заточки сверл и шлифования конуса на вершине заготовок) | Диаметр затачиваемых сверл, мм | 6 - 15 | 365Б2, И198М1 |
38 | Центровальные | Наибольший диаметр изделия, мм | 40 - 160 | ВС-150, ВС-110, 2912-1 |
Наибольшая длина изделия, мм | 500 - 2000 | М1Р71М104, М1Р71М | ||
39 | Агрегатные | - | - | 5А799, 4А465, ЗА618, ХА-12992, 10А759, 11А102, 2ХГ874, 9А560 |
3.1. Приведенные в сборнике нормативы времени предназначены для технического нормирования станочных работ в поточно-массовом производстве машиностроительных предприятий.
В нормативах предусмотрены важнейшие организационно-технические условия, характерные для массового производства, а именно:
предприятия, цеха (участки) выпускают изделия ограниченной и устойчивой номенклатуры с высоким уровнем специализации производства;
в составе оборудования преобладают специализированные и специальные металлорежущие станки, широко применяются специальный инструмент и приспособления, предназначенные для выполнения строго определенных операций, закрепленных за данным оборудованием;
оборудование расположено на каждой поточной линии в порядке выполнения технологического процесса, причем каждая деталь имеет свою поточную линию;
за каждым станком на каждой линии закреплена вполне определенная и постоянно выполняемая операция;
обработка деталей на станках поточной линий производится на основании карт технологических процессов, составленных с разделением по операциям, переходам и комплексам и указанием в них режимов резания и нормативов времени на выполнение каждого перехода комплекса с подсчетом нормы штучного времени на операцию;
подналадка оборудования производится в подготовительную смену или во время перерывов в работе оборудования. Смена инструмента производится наладчиками в тех случаях, когда после нее требуется подналадка оборудования или данный станок лимитирует работу участка;
станки, обрабатывающие тяжелые детали, обеспечены подъемно-транспортными средствами (подъемниками, рольгангами, склизами);
заточка инструмента централизована;
заготовки находятся на расстоянии до 1000 мм от рабочего места при установке вручную и на расстоянии до 3000 мм при установке с помощью подъемника.
Время в нормативных картах на приемы работы рассчитано на перемещения к детали или перемещения с деталями на расстояние до 750 мм. Время на дополнительные перемещения на расстояние свыше 750 мм определяется по карте 4.1.14.
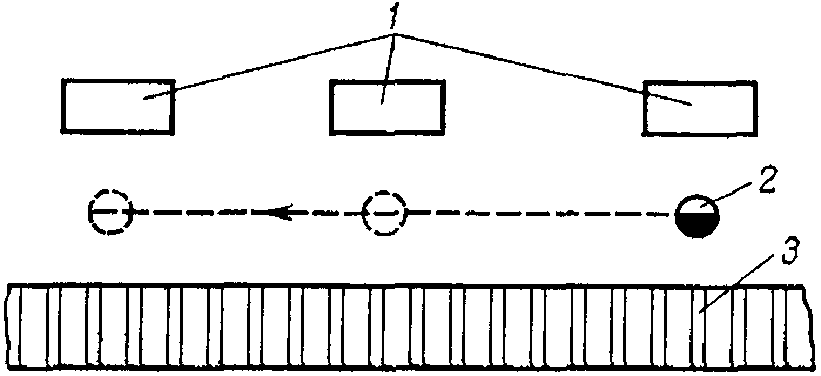
Рис. 3.1. Схема планировки рабочего места, оснащенного
рольгангом, при системе регламентированного
обслуживания инструментом:
1 - станок; 2 - рабочий; 3 - рольганг
или транспортер
3.2. В массовом производстве обеспечение рабочих мест заготовками, инструментом, технологической оснасткой производится, как правило, в рамках системы регламентированного обслуживания производства и организации труда вспомогательных рабочих. В соответствии с регламентом обслуживания для той или иной функции рабочего места устанавливаются наименование (шифр, типоразмер) и количество заготовок (инструмента, приспособлений), период их замены или пополнения, размеры запасов.
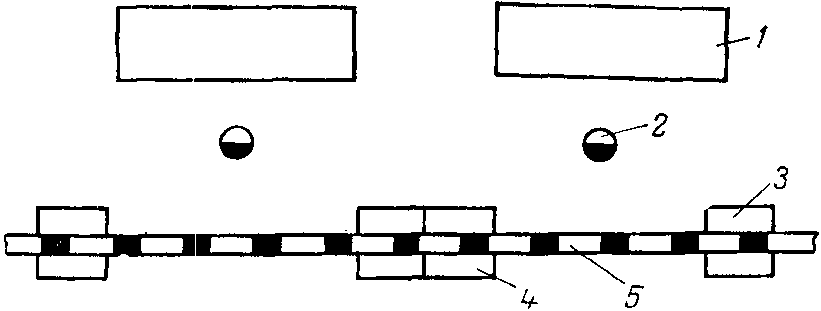
Рис. 3.2. Схема планировки рабочего места
при функционировании подсистемы регламентированного
обслуживания инструментом:
1 - станок; 2 - рабочий;
3 - тара для заготовок; 4 - тара для готовых деталей;
5 - электротельфер
3.3 В условиях функционирования подсистемы регламентированного обслуживания инструментом обеспечивается его своевременная доставка на рабочие места, принудительная замена инструмента, отпадает необходимость создания страховых запасов на рабочем месте, а следовательно, и оснащения рабочего места оператора инструментальными тумбочками, предназначенными для хранения большого постоянного набора инструментов.
С учетом этого, а также специфических конкретных условий механической обработки в условиях массового производства разрабатываются планировка и оснащение рабочих мест станочников поточных линий.
Рис. 3.3. Тара для готовых деталей -
подставка со свечами для шестерен
3.4. Типовые, планировки рабочих мест в механических цехах с массовым типом производства.
Рис. 3.4. Столик приемный передвижной СД3705.02А
Предназначен для размещения деталей, легких приспособлений,
тары с заготовками. Грузоподъемность 300 кг.
Габариты 850 x 630 x 820 мм.
Изготовитель - Кувандыкский завод
механических прессов. Чертеж N СД3705.02А
3.5. Оргоснастка рабочих мест в механических цехах с массовым типом производства.
Оснащение рабочих мест станочников оргоснасткой должно производиться на основе типовых конструкций.
Специальная оргоснастка проектируется в исключительных случаях, если по тем или иным причинам не подходит типовая.
Ниже приведены отдельные конструкции типовой оргоснастки.
Рис. 3.5. Щит экранный
Устанавливается у вертикально-фрезерных станков
для предотвращения разлета стружки.
Габариты 1500 x 1500 мм. Собственного изготовления
Рис. 3.6. Тара для заготовок
Предназначена для хранения деталей навалом.
Грузоподъемность 100 кг.
Габариты 1000 x 650 x 770 мм.
Собственного изготовления
Рис. 3.7. Стеллаж-подставка СД3702.10А
Предназначен для хранения деталей, узлов, приспособлений
массой до 2000 кг. Габариты 1250 x 750 x 300 мм.
Изготовитель - Иркутский станкостроительный
завод. Чертеж N СД3702.10А
Рис. 3.8. Стеллаж елочный С3729.14
Предназначен для складирования длинномерных деталей.
Габариты 2600 x 800 x 1500 мм. Масса 120 кг.
Разработчик - институт "Оргстанкиниром". Москва.
Чертеж N С3729.14

Рис. 3.9. Стеллаж вертикального хранения СМ3721.16
Предназначен для вертикального хранения оправок. Габариты
600 x 600 x 990 мм. Число мест 12 или 18. Масса 65
кг. Разработчик - институт "Оргстанкинпром". Минск.
Чертеж N СМ3721.16
Качественные факторы, принятые для разбивки
на отдельные нормативные карты
1. Применяемая тара: руками без тары; совком (лотком); в специальной таре.
2. Способ перемещения: в пространстве (на весу); скольжением по наклонной поверхности (склизу); скольжением по горизонтальной поверхности; перемещением по рольгангу; в тележке; подъемником вручную; подъемником механизированно.
3. Способ укладки: в груду, ряд (стопа, штабель), штыри (гнезда, крюки).
Способ укладки деталей: в груду | КАРТА 4.1.1 | ЛИСТ 1 | ||||||||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||||||||
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К3) | ||||||||||||||
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К3; И) | ||||||||||||||
3. | Переместить деталь (детали) в зону хранения или зону промежуточного положения (на стол, станину, в груду) | ПN (SM; М; LM) (ОС1; К2; И) | ||||||||||||||
4. | Отпустить | OTN (ОС1) | ||||||||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | ||||||||||||||
Масса детали (деталей), кг, 0,1 < M <= 8 | Масса детали (деталей), кг, 1 < M <= 20 | |||||||||||||||
Расстояние перемещения руки к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | ||||||||
< | 240 | 240 | 17,5 | 240 | 230 | 1,4 | 130 | 17 | ||||||||
1 | 350 | 300 | 1,5 | 19,0 | 350 | 300 | 2,5 | 250 | 18 | |||||||
2 | 550 | 400 | 8,0 | 20,0 | 500 | 400 | 5,0 | 400 | 19 | |||||||
Перемещение и укладка вручную детали (деталей) на стол (станину, в тару). Способ укладки деталей: в груду | КАРТА 4.1.1 | ЛИСТ 2 | |||||||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | |||||||||||||
Масса детали (деталей), кг, 0,1 < M <= 8 | Масса детали (деталей), кг, 1 < M <= 20 | ||||||||||||||
Расстояние перемещения руки к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |||||||
< | 500 | 21,0 | 700 | 550 | 10,0 | 750 | 20 | ||||||||
< | 22,0 | 750 | 750 | 20,0 | 1300 | 21 | |||||||||
5 | 24,0 | 2000 | 22 | ||||||||||||
6 | 26,0 | 23 | |||||||||||||
> | 25 | ||||||||||||||
8 | 29,0 | 26 | |||||||||||||
9 | 31,0 | 27 | |||||||||||||
10 | 33,0 | 29 | |||||||||||||
11 | 30 | ||||||||||||||
12 | 31 | ||||||||||||||
13 | 33 | ||||||||||||||
Перемещение и укладка вручную детали (деталей) на стол (станину, в тару). Способ укладки деталей: в груду | КАРТА 4.1.1 | ЛИСТ 3 | |||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | |||||||
Масса детали (деталей), кг, 0,1 < M <= 8 | Масса детали (деталей), кг, 1 < M <= 20 | ||||||||
Расстояние перемещения руки к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны LM, мм, до | Время на комплекс t, тыс. доли мин. | |
14 | 35 | ||||||||
15 | 36 | ||||||||
16 | 38 | ||||||||
17 | 40 | ||||||||
Поправочные коэффициенты на время
для измененных условий работы:
для труднозахватываемых деталей Koc2 = 1,10 | |
при работе в рукавицах Kиз = 1,08 | |
при перемещении детали (деталей) отбрасыванием | |
Kсп2 = 0,69 | Kсп2 = 0,84 |
t = 2,45S0,166 SM0,219 M0,035 Kос Kи Kсп | t = 2,33S0,138 SM0,169 M0,076 LM0,085 Kос Kи Kсп |
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
5. При переходе по ступенькам без груза добавлять 7 тыс. долей мин. на каждую ступеньку, по ступенькам с грузом - 10 тыс. долей мин.
6. При одновременном перемещении нескольких деталей время на одну деталь определять делением времени по картам 4.1.1, 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
7. При выполнении операции в рабочей позе "сидя" и необходимости перехода добавлять 34 тыс. долей мин. на выполнение элементов "встать" и "сесть".
8. При укладке деталей в тару с просчетом добавлять 4 тыс. долей мин. на каждую деталь.
КАРТА 4.1.2 | ЛИСТ 1 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К3) | ||||||||
2. | Взять деталь (детали) | BN (М; Z; LM) (ОС; К3; И) | ||||||||
3. | Переместить деталь (детали) в зону хранения или зону промежуточного положения (на станину, конвейер, рольганг, в тару) | ПN (SM; М; LM) (ОС1; К3; И) | ||||||||
4. | Установить деталь на плоскость в ряд (стопу, штабель) | УПN (M; LM) (ОС; ОР1; И) | ||||||||
5. | Отпустить | OTN (ОС1) | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | ||||||||
Масса детали (деталей), кг, 0,1 < M <= 4 | Масса детали (деталей), кг, 1 < M <= 20 | |||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 250 | 250 | 0,15 | 60 | 17 | 250 | 250 | 1,2 | 120 | 17 |
1 | 350 | 300 | 0,30 | 100 | 18 | 400 | 350 | 2,0 | 150 | 18 |
2 | 450 | 400 | 0,50 | 150 | 19 | 600 | 450 | 2,5 | 200 | 19 |
3 | 650 | 500 | 1,00 | 300 | 20 | 750 | 650 | 4,0 | 300 | 20 |
4 | 750 | 600 | 2,00 | 450 | 21 | 750 | 5,0 | 400 | 21 | |
5 | 750 | 4,00 | 500 | 22 | 8,0 | 550 | 22 | |||
6 | 23 | 11,0 | 800 | 23 | ||||||
7 | 24 | 16,0 | 1050 | 24 | ||||||
8 | 25 | 20,0 | 1450 | 25 | ||||||
26 | 2000 | 27 | ||||||||
10 | 28 | 28 | ||||||||
11 | 29 | 29 | ||||||||
30 | 31 | |||||||||
13 | 32 | 32 | ||||||||
14 | 34 | 34 | ||||||||
15 | 35 | 36 | ||||||||
16 | 37 | 38 | ||||||||
Перемещение и укладка вручную детали (деталей) на стол (станину, конвейер, рольганг, в тару). Способ укладки деталей: в ряд (стопу, штабель) | КАРТА 4.1.2 | ЛИСТ 2 | |||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | |||||||||
Масса детали (деталей), кг, 0,1 < M <= 4 | Масса детали (деталей), кг, 1 < M <= 20 | ||||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | ||
17 | 39 | 39 | |||||||||
18 | 41 | 41 | |||||||||
19 | 43 | 43 | |||||||||
20 | 46 | ||||||||||
21 | 48 | ||||||||||
22 | 50 | ||||||||||
23 | 53 | ||||||||||
24 | 55 | ||||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||||
для труднозахватываемых деталей Kос2 = 1,10 | |||||||||||
при работе в рукавицах Киз = 1,12 | |||||||||||
t = 2,23S0,146 SM0,194 M0,071 LM0,098 Kос Kи | t = 2,11S0,112 SM0,149 M0,133 LM0,155 Kос Kи | ||||||||||
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении зоны хранения деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
5. При переходе по ступенькам без груза добавлять 7 тыс. долей мин. на каждую ступеньку, по ступенькам с грузом - 10 тыс. долей мин.
6. При одновременном перемещении нескольких деталей время на одну деталь определять делением времени по картам 4.1.2, 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
7. При выполнении операции в рабочей позе "сидя" и необходимости перехода добавлять 34 тыс. долей мин. на выполнение элементов "встать" и "сесть".
8. При укладке деталей с просчетом добавлять 4 тыс. долей мин. на каждую деталь.
КАРТА 4.1.3 | ЛИСТ 1 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К3) | ||||||||
2. | Взять деталь (детали) | BN (М; Z; LM) (ОС; К3; И) | ||||||||
3. | Переместить деталь (детали) в зону хранения (на конвейер, в спецтару) | ПN (SM; M; LM) (ОС1; К3; И) | ||||||||
4. | Установить деталь в гнездо (на штырь, крюк) | УOCN (M; LD; LM) (ОС; ОР1; И) | ||||||||
5. | Отпустить | OTN (OC1) | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | ||||||||
Масса детали (деталей), кг, 0,1 < M <= 4 | Масса детали (деталей), кг, 1 < M <= 20 | |||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 250 | 250 | 0,15 | 25 | 18,0 | 250 | 250 | 1,2 | 120 | 23 |
1 | 350 | 300 | 0,20 | 50 | 19,0 | 450 | 400 | 1,6 | 150 | 24 |
2 | 550 | 400 | 0,40 | 70 | 19,5 | 750 | 600 | 2,0 | 200 | 25 |
3 | 750 | 550 | 0,60 | 100 | 20,0 | 750 | 3,0 | 300 | 26 | |
4 | 750 | 1,00 | 200 | 21,0 | 4,0 | 450 | 27 | |||
5 | 1,50 | 300 | 22,5 | 6,0 | 600 | 29 | ||||
6 | 2,50 | 500 | 24,0 | 8,0 | 800 | 30 | ||||
7 | 4,00 | 25,0 | 11,0 | 1100 | 32 | |||||
8 | 26,0 | 15,0 | 1550 | 33 | ||||||
9 | 27,0 | 20,0 | 2000 | 35 | ||||||
10 | 29,0 | 37 | ||||||||
11 | 30,0 | 39 | ||||||||
12 | 32,0 | 41 | ||||||||
13 | 33,0 | 43 | ||||||||
14 | 35,0 | 45 | ||||||||
15 | 37,0 | 47 | ||||||||
16 | 38,0 | 49 | ||||||||
17 | 40,0 | 52 | ||||||||
18 | 42,0 | 54 | ||||||||
Перемещение и укладка вручную детали (деталей) на конвейер (в спецтару). Способ укладки деталей: в гнезда (на штыри, крюки) | КАРТА 4.1.3 | ЛИСТ 2 | |||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | |||||||||
Масса детали (деталей), кг, 0,1 < M <= 4 | Масса детали (деталей), кг, 1 < M <= 20 | ||||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | ||
19 | 45,0 | 57 | |||||||||
20 | 47,0 | 60 | |||||||||
21 | 63 | ||||||||||
22 | 66 | ||||||||||
23 | 70 | ||||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||||
для труднозахватываемых деталей | |||||||||||
Kос2 = 1,24 | Kос2 = 1,33 | ||||||||||
при работе в рукавицах Kиз = 1,12 | |||||||||||
t = 3,70S0,119 SM0,163 M0,099 LM0,097 Kос Kи | t = 3,95S0,085 SM0,113 M0,152 LM0,151 Kос Kи | ||||||||||
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
5. При переходе по ступенькам без груза добавлять 7 тыс. долей мин. на каждую ступеньку, по ступенькам с грузом - 10 тыс. долей мин.
6. При одновременном перемещении нескольких деталей:
на раскладку каждой последующей после первой детали добавлять время по карте 4.1.4;
время на одну деталь определять делением времени по картам 4.1.3, 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
7. При выполнении операции в рабочей позе "сидя" и необходимости перехода добавлять 34 тыс. долей мин. на выполнение элементов "встать" и "сесть".
8. При укладке деталей с просчетом добавлять 4 тыс. долей мин. на каждую деталь.
КАРТА 4.1.4 | ЛИСТ 1 | |||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||
1. | Перехватить деталь левой рукой | ВП | ||||||
2. | Протянуть правую руку к левой | ПР1 (S) (ОС1; К1) | ||||||
3. | Взять деталь правой рукой из левой | В1 (M; Z; LM) (ОС1; К1; И) | ||||||
4. | Переместить деталь в зону хранения | П1 (SM; M; LM) (ОС1; К3; И) | ||||||
5. | Установить деталь в гнездо (на штырь) | УОС1 (M; LD; LM) (ОС1; ОР1; И) | ||||||
6. | Отпустить | ОТ1 (ОС1) | ||||||
Индекс факторов или сумма индексов для определения времени | Масса детали, кг, 0,01 < M <= 0,1 | Масса детали, кг, 0,1 < M <= 1 | ||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали SM, мм, до | Масса детали M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 45 | 45 | 18 | 50 | 40 | 0,15 | 30 | 12,5 |
1 | 120 | 150 | 20 | 100 | 50 | 0,20 | 50 | 13,0 |
2 | 300 | 300 | 22 | 150 | 100 | 0,40 | 100 | 13,5 |
3 | 24 | 250 | 150 | 0,60 | 150 | 14,5 | ||
4 | 27 | 300 | 200 | 1,00 | 250 | 15,0 | ||
5 | 250 | 400 | 15,5 | |||||
6 | 300 | 500 | 16,5 | |||||
7 | 17,5 | |||||||
8 | 18,0 | |||||||
9 | 19,0 | |||||||
10 | 20,0 | |||||||
Раскладка деталей в гнезда (на штыри) при одновременном перемещении нескольких деталей (на одну деталь) | КАРТА 4.1.4 | ЛИСТ 2 | |||||||
Индекс факторов или сумма индексов для определения времени | Масса детали, кг, 0,01 < M <= 0,1 | Масса детали, кг, 0,1 < M <= 1 | |||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали SM, мм, до | Масса детали M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | ||
11 | 21,0 | ||||||||
12 | 22,0 | ||||||||
13 | 23,0 | ||||||||
14 | 24,5 | ||||||||
15 | 25,5 | ||||||||
16 | 27,0 | ||||||||
17 | 28,5 | ||||||||
18 | 29,5 | ||||||||
19 | 31,0 | ||||||||
20 | 32,5 | ||||||||
21 | 34,5 | ||||||||
Поправочный коэффициент на время для измененных условий работы | |||||||||
при работе в рукавицах Kос = 1,08 | |||||||||
t = 9,84S0,095 SM0,085 · Kи | t = 5,80S0,083 SM0,123 · M0,097 LM0,088 · Kи | ||||||||
КАРТА 4.1.5 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Переместить совок (лоток) к деталям | ПN (SM; M1; LM1) (ОС1; К2; К1) | |||
2. | Повернуть совок (лоток) на 90° | ПОВN (М1) (ОС1; И) | |||
3. | Нажать | НРУ | |||
4. | Переместить совок (лоток) в таре с деталями (набрать детали) | ПN (SM150; М1; LM1) (ОС1; К2; И) | |||
5. | Повернуть совок (лоток) на 90° | ПОВN (M) (ОС1; И) | |||
6. | Переместить совок (лоток) с деталями в зону хранения деталей | ПN (SM; M; LM1) (ОС1; К2; И) | |||
7. | Повернуть совок (лоток) на 90° (высыпать детали) | ПОВN (M) (ОС1; И) | |||
8. | Переместить совок (лоток) отбрасыванием (встряхнуть) | ПОТN (SM25; M1; LM1) (ОС; И) | |||
Одной рукой | Двумя руками | ||||
Масса совка (лотка) с деталями, кг, 2 < M <= 5 | Масса совка (лотка) с деталями, кг, 2 < M <= 20 | ||||
Время на комплекс t, тыс. доли мин. | Индекс фактора для определения времени | Масса совка (лотка) с деталями M, кг, до | Время на комплекс t, тыс. доли мин. | ||
62 | 0 | 3 | 52 | ||
1 | 9 | 57 | |||
2 | 20 | 63 | |||
t = 62 | t = 48,86M0,095 | ||||
Примечания: 1. В момент начала комплекса совок (лоток) находится в руке рабочего. Время на взятие и откладывание совка (лотка) брать по карте 4.5.1.
2. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии перемещения совка (лотка) к деталям свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения совка (лотка) с деталями свыше 750 мм добавлять время на переход по карте 4.1.14.
5. Время на одну деталь определять делением времени по картам 4.1.5, 4.1.14 на число деталей в совке (лотке).
КАРТА 4.1.6 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Протянуть руки к таре с деталями | ПР2 (S) (ОС1; К2) | ||
2. | Взять тару с деталями | В2 (M; LM1) (ОС1; К1; И) | ||
3. | Переместить тару к бункеру | П2 (SM; М; LM1) (ОС1; К2; И) | ||
4. | Повернуть тару на 90° (высыпать детали) | ПОВ2 (Р) (ОС1; И) | ||
5. | Переместить тару отбрасыванием (встряхнуть) | ПОТ2 (SM25; M1; LM1) (ОС1; И) | ||
6. | Повернуть тару на 90° | ПОВ2 (M1) (ОС1; И) | ||
7. | Переместить тару без деталей в зону хранения | П2 (SM; M1; LM1) (ОС1; К2; И) | ||
8. | Отпустить | ОТ2 (ОС1) | ||
Индекс фактора для определения времени | Масса тары с деталями M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 4 | 46 | ||
1 | 11 | 51 | ||
2 | 20 | 56 | ||
t = 43,43M0,082
Примечания: 1. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
2. При расстоянии до тары с деталями по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
3. При расстоянии перемещения тары с деталями по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. Время на сбор деталей в тару поочередно брать по карте 4.1.1. При сбрасывании (сгребании) рукой со станины в тару сразу всех деталей - 54 тыс. долей мин.
5. Время на одну деталь определять делением времени по картам 4.1.6, 4.1.14, определенного для суммарной массы, на число деталей в таре.
КАРТА 4.1.7 | |||||
N позиции | Грузоподъемность | Скорость, м/мин. | Время на 1 м, t, мин. | ||
подъема или спуска | передвижения | при подъеме или спуске | при передвижении | ||
1 | 125 | 12 - 14 | вручную | 0,083 - 0,072 | - |
8,0 | вручную | 0,125 | - | ||
3 | 250 | 9,0 | вручную | 0,111 | - |
4 | 18 - 20 | вручную | 0,056 - 0,050 | - | |
5 | 30,0 | вручную | 0,033 | - | |
6 | - | 18,5 | - | 0,054 | |
7 | 500 | 8,0 | 30,0 | 0,125 | 0,033 |
8 | 8,5 | вручную | 0,118 | - | |
9 | 12 - 16 | 27,5 - 31 | 0,083 - 0,063 | 0,036 - 0,032 | |
10 | 750 | 8,0 | 30,0 | 0,125 | 0,033 |
11 | 6,0 | 20,0 | 0,167 | 0,050 | |
12 | 7,5 | 30,0 | 0,134 | 0,033 | |
13 | 1000 | - | 20,0 | - | 0,050 |
14 | 8,0 | 30,0 | 0,125 | 0,033 | |
15 | - | 34,0 | - | 0,029 | |
Индекс | 1 | 2 | |||
Примечания: 1. Время перемещения грузоподъемных механизмов вручную определять по карте 4.1.9.
2. Время на установку с помощью грузоподъемных механизмов определять по картам 4.6.1, 4.6.2 или 4.6.3, примечание 2.
3. Время на застропливание или расстропливание определять по карте 4.1.8.
4. Время на включение или выключение грузоподъемного механизма брать по картам 4.9.1, 4.9.2 или 4.9.7.
КАРТА 4.1.8 | ЛИСТ 1 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Застропливание на два крюка Крупногабаритные детали | ||||
Сделать шаг | X (S) (СТ1) | |||
Протянуть руку к первому крюку | ПР1 (S) (ОС1; К2) | |||
Взять крюк | B1 (M; Z) (ОС1; К1; И) | |||
Переместить крюк к детали (таре с деталями) | П1 (SM; М; LM) (ОС1; К3; И) | |||
5. | Установить крюк в отверстие детали (тары с деталями) | УОС1 (M; LM; LD) (ОС1; ОР1; И) | ||
Отпустить крюк | ОТ1 (ОС1) | |||
Сделать шаг | X (S) (СТ1) | |||
Протянуть руку ко второму крюку | ПР1 (S) (ОС1; К2) | |||
Взять крюк | В1 (M; Z) (ОС1; К1; И) | |||
Переместить крюк к детали (таре с деталями) | П1 (SM; M; LM) (ОС1; К3; И) | |||
11. | Установить крюк в отверстие детали (тары с деталями) | УОС1 (M; LM; LD) (ОС1; ОР1; И) | ||
Отпустить крюк | ОТ1 (ОС1) | |||
13. | Нажать на кнопку | НРС | ||
14. | Всмотреться | ФВ | ||
Перевести взгляд | ПВ | |||
Всмотреться | ФВ | |||
Примечания: 1. При застропливании на один крюк из содержания комплекса исключаются п. п. 7 - 12, 15, 16.
2. При застропливании малогабаритных деталей из содержания комплекса исключаются п. п. 1, 7; п. п. 2 и 8, 3 и 9, 4 и 10, 6 и 12 выполняются одновременно левой и правой руками.
Застропливание | |||
На один крюк | На два крюка | ||
малогабаритных деталей | крупногабаритных деталей | малогабаритных деталей | крупногабаритных деталей |
Время на комплекс t, тыс. долей мин. | |||
43 | 56 | 65 | 106 |
Примечание. Время на одну деталь при застропливании (расстропливании) тары с деталями определять делением времени по карте 4.1.8 на число деталей в таре.
КАРТА 4.1.8 | ЛИСТ 2 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Расстропливание с двух крюков Крупногабаритные детали | ||||
Сделать шаг | X (S) СТ1) | |||
Протянуть руку к первому крюку | ПР1 (S) (ОС1; К2) | |||
Взять крюк | В1 (М; Z) (ОС1; К1; И) | |||
4. | Разъединить крюк с деталью (тарой с деталями) | РС1 (М; LD) (ОС1; ОР1; И) | ||
Отпустить крюк | ОТ1 (ОС1) | |||
Сделать шаг | X (S) (СТ1) | |||
Протянуть руку ко второму крюку | ПР1 (S) (ОС1; К2) | |||
Взять крюк | В1 (M; Z) (ОС1; К1 И) | |||
9. | Разъединить крюк с деталью (тарой с деталями) | РС1 (M; LD) (ОС1; ОР1; И) | ||
Отпустить крюк | ОТ1 (ОС1) | |||
2. При расстропливании малогабаритных деталей из содержания комплекса исключаются п. п. 1, 6; п. п. 2 и 7, 3 и 8, 5 и 10 выполняются одновременно левой и правой руками.
Расстропливание | |||
С одного крюка | С двух крюков | ||
малогабаритных деталей | крупногабаритных деталей | малогабаритных деталей | крупногабаритных деталей |
Время на комплекс t, тыс. долей мин. | |||
19 | 22 | 25 | 37 |
Поправочный коэффициент на время для измененных условий работы | |||
при работе в рукавицах Kиз = 1,08 | |||
Примечания: 1. При застропливании, расстропливании на три крюка ко времени по карте 4.1.8 листы 1, 2 на два крюка прибавлять время на один крюк. При застропливании, расстропливании на четыре крюка время по карте 4.1.8 листы 1, 2 на два крюка умножать на два.
2. Время на одну деталь при застропливании (расстропливании) тары с деталями определять делением времени по карте 4.1.8 на число деталей в таре.
КАРТА 4.1.8 | ЛИСТ 3 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Застропливание на две петли | ||||
Сделать шаг | X (S) (СТ1) | |||
2. | Протянуть руку к первой петле | ПР2 (S) (ОС1; К2) | ||
3. | Взять петлю | В2 (M; Z; LM) (ОС1; К1; И) | ||
4. | Переместить петлю к детали (таре с деталями) | П2 (SM; M; LM) (ОС1; К2; И) | ||
5. | Переместить (развести) стороны петли | П2 (SM1; M; LM) (ОС1; К2; И) | ||
6. | Установить (надеть) петлю на деталь | УОС2 (M; LM; LD) (ОС1; ОР2; И) | ||
Отпустить петлю | ОТ2 (ОС1) | |||
8. | ||||
9. | Нажать на кнопку | НРС | ||
10. | Всмотреться | ФВ | ||
11. | Перевести взгляд | ПВ | ||
12. | Всмотреться | ФВ | ||
Расстропливание с двух петель | ||||
Сделать шаг | X (S) (СТ1) | |||
2. | Протянуть руки к первой петле | ПР2 (S) (ОС1; К2) | ||
3. | Взять петлю | В2 (M; Z; LM) (ОС1; К1; И) | ||
4. | Снять петлю с детали (тары с деталями) | РС2 (M; LD) (ОС1; ОР1; И) | ||
Отпустить петлю | ОТ2 (ОС1) | |||
6. | ||||
На две петли | ||||
застропливание | расстропливание | |||
Время на комплекс t, тыс. доли мин. | ||||
94 | 38 | |||
Поправочный коэффициент на время для измененных условий работы | ||||
при работе в рукавицах Kиз = 1,08 | ||||
Примечание. Время на одну деталь при застропливании (расстропливании) тары с деталями определять делением времени по карте 4.1.8 на число деталей в таре.
КАРТА 4.1.8 | ЛИСТ 4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Застропливание захватами | |||
1. | Протянуть руки к захватам | ПР2 (S) (ОС1; К2) | |
2. | Взять захваты | В2 (M; Z20; LM) (ОС1; К1; И) | |
3. | Переместить (развести) захваты | П2 (SM; М; LM) (ОС1; К3; И) | |
4. | Установить захваты на деталь (тару с деталями) | УОС2 (M; LM; LD) (ОС1; ОР3; И) | |
5. | Отпустить захваты | ОТ2 (ОС1) | |
6. | Нажать на кнопку | НРС | |
7. | Всмотреться | ФВ | |
Расстропливание из захватов | |||
1. | Протянуть руки к захватам | ПР2 (S) (ОС1; К2) | |
2. | Взять захваты | В2 (M; Z20; LM) (ОС1; К1; И) | |
3. | Переместить (развести) захваты | П2 (SM; М; LM) (ОС1; К2; И) | |
4. | Снять захваты с детали (тары с деталями) | РС2 (M; LD) (ОС1; ОР3; И) | |
5. | Отпустить захваты | ОТ2 (ОС1) | |
Захватами | |||
застропливание | расстропливание | ||
Время на комплекс t, тыс. доли мин. | |||
71 | 46 | ||
Поправочный коэффициент на время для измененных условий работы | |||
при работе в рукавицах Kиз = 1,08 | |||
Примечание. Время на одну деталь при застропливании (расстропливании) тары с деталями определять делением времени по карте 4.1.8 на число деталей в таре.
КАРТА 4.1.9 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||
1. | Протянуть руку (руки) к подвеске (люльке, подъемнику) | ПРN (S) (ОС1; К2; И) | |||||||
2. | Взяться | ВЗN (ОС1; К1; И) | |||||||
3. | Нажать | НРУ | |||||||
4. | Переместить подвеску (люльку, подъемник) в зону рабочего места | ПРГN (SM; M; LM) (ОС1; К2; И) | |||||||
5. | Отпустить | ОТN (ОС1) | |||||||
Индекс факторов или сумма индексов для определения времени | Перемещение люльки (подъемника) без груза | Перемещение детали (деталей) на подвесках (в люльке, подъемнике) | |||||||
Расстояние перемещения руки (рук) к люльке (подъемнику) S, мм, до | Расстояние перемещения люльки (подъемника) SM, мм, до | Время на комплекс t, тыс. доли мин/ | Расстояние перемещения руки (рук) к подвеске (люльке, подъемнику) S, мм, до | Расстояние перемещения детали (деталей) на подвесках (в люльке, подъемнике) SM, мм, до | Масса детали (деталей) с подвеской (люлькой, подъемником) M, кг, до | Время на комплекс t, тыс. доли мин. | |||
400 | 400 | 16 | 350 | 400 | 70 | 22 | |||
1 | 600 | 750 | 18 | 550 | 750 | 270 | 24 | ||
750 | 20 | 750 | 500 | 25 | |||||
3 | 22 | 27 | |||||||
4 | 29 | ||||||||
5 | 31 | ||||||||
t = 2,27S0,207 SM0,138 | t = 3,77S0,157 SM0,106 M0,072 | ||||||||
Примечания: 1. При расстоянии до подвески (люльки, подъемника) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
2. При расстоянии перемещения подвески (люльки, подъемника) по горизонтали свыше 750 мм добавлять время по карте 4.1.14 на переход стесненно с усилием до 5 кг для люльки без груза, на переход с усилием до 20 кг для люльки с грузом.
3. Если рука уже находится на подвеске (люльке, подъемнике), время определять для S до 400 мм, а затем из него вычитать 8,5 тыс. долей мин.
4. При одновременном перемещении нескольких деталей в подвесной люльке время на одну деталь определять делением времени по картам 4.1.9, 4.1.14 на число деталей в люльке.
5. При перемещении детали (деталей) на подвесках (в люльке, подъемнике) по монорельсу по кривой время по карте умножать на 1,6.
КАРТА 4.1.10 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Протянуть руки к тележке | ПР2 (S200) (ОС1; К2; И) | |||
2. | Взяться | ВЗ2 (ОС1; К1; И) | |||
3. | Нажать | НРУ | |||
4. | Переместить тележку | П2 (SM; M; LM) (ОС1; К1; И) | |||
5. | Отпустить | ОТ2 (ОС1) | |||
Индекс фактора для определения времени | Без груза | С грузом | |||
Время на комплекс t, тыс. доли мин. | Масса тележки с грузом M2, кг, до | Время на комплекс t, тыс. доли мин. | |||
0 | 23 | 250 | 33 | ||
1 | 400 | 37 | |||
t = 23 | t = 30,08M0,028 | ||||
Примечания: 1. При расстоянии до тележки по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
2. При расстоянии перемещения тележки по горизонтали свыше 750 мм добавлять время по карте 4.1.14 на переход стесненно с усилием до 5 кг для тележки без груза, на переход стесненно с усилием до 20 кг для тележки с грузом.
3. При перемещении тележки по направляющим время по картам 4.1.10, 4.1.14 умножать на 0,57 (без груза) или на 0,34 (с грузом).
4. Время на одну деталь определять делением времени по картам 4.1.10, 4.1.14 на число деталей в тележке.
КАРТА 4.1.11 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Протянуть руку (руки) к детали (таре с деталями) | ПРN (S) (ОС1; К2; И) | ||||
2. | Взяться | ВЗN (ОС1; К1; И) | ||||
3. | Нажать | НРУ | ||||
4. | Переместить деталь (тару с деталями) по рольгангу | ПРГN (SM; M; LM) (ОС1; К2; И) | ||||
5. | Отпустить | ОТN (ОС1) | ||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки (рук) к детали (таре с деталями) S, мм, до | Расстояние перемещения детали (тары с деталями) SM, мм, до | Масса детали (тары с деталями) M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 350 | 400 | 40 | 14,0 | ||
1 | 450 | 600 | 150 | 15,0 | ||
2 | 600 | 750 | 16,0 | |||
3 | 750 | 17,0 | ||||
4 | 18,5 | |||||
5 | 20,0 | |||||
6 | 21,0 | |||||
t = 1,47S0,247 SM0,141 M0,023 | ||||||
Примечания: 1. При расстоянии до детали (тары с деталями) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
2. При расстоянии перемещения детали (тары с деталями) по горизонтали свыше 750 мм добавлять время по карте 4.1.14 на переход стесненно с усилием до 5 кг при массе детали (тары с деталями) до 40 кг и на переход стесненно с усилием до 20 кг при массе детали (тары с деталями) до 150 кг.
3. Если рука находится на детали (таре с деталями), необходимо время определять для S до 350 мм, а затем из него вычитать 9,6 тыс. долей мин.
4. При перемещении деталей в таре время на одну деталь определять делением времени по картам 4.1.11, 4.1.14 на число деталей в таре.
КАРТА 4.1.12 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Протянуть руку к детали (таре, приспособлению) | ПР1 (S) (ОС1; К2) | ||||
2. | Взяться за деталь (тару, приспособление) | ВЗ1 (ОС1; К1; И) | ||||
3. | Нажать | НРУ | ||||
4. | Переместить деталь (тару, приспособление) по поверхности | ПП1 (SM; М; LM) (ОС1; К; И) | ||||
5. | Отпустить | ОТ1 (ОС1) | ||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки к детали (таре, приспособлению) S, мм, до | Расстояние перемещения детали (тары, приспособления) SM, мм, до | Масса детали (тары, приспособления) M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 120 | 120 | 3 | 11,0 | ||
1 | 150 | 150 | 20 | 11,5 | ||
2 | 250 | 250 | 100 | 12,0 | ||
3 | 350 | 350 | 13,0 | |||
4 | 450 | 500 | 14,0 | |||
5 | 650 | 700 | 15,0 | |||
6 | 750 | 750 | 16,0 | |||
7 | 17,0 | |||||
8 | 18,0 | |||||
9 | 19,0 | |||||
10 | 21,0 | |||||
11 | 22,0 | |||||
12 | 23,0 | |||||
13 | 25,0 | |||||
14 | 27,0 | |||||
t = 1,94S0,191 SM0,181 M0,032 | ||||||
Примечания: 1. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
2. При расстоянии до детали (тары, приспособления) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
3. При расстоянии перемещения детали (тары, приспособления) свыше 750 мм добавлять время на переход по карте 4.1.14 для массы, умноженной на 0,15.
4. При перемещении деталей в таре время на одну деталь определять делением времени по картам 4.1.12, 4.1.14 на число деталей в таре.
КАРТА 4.1.13 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Протянуть руку (руки) к детали (таре с деталями) | ПРN (S) (ОС1; К2) | |||
2. | Взяться | ВЗN (ОС1; К1; И) | |||
3. | Нажать | НРУ | |||
4. | Переместить деталь (тару с деталями) по склизу | ППN (SM; M; LM) (ОС1; К1; И) | |||
Индекс фактора для определения времени | Масса детали (тары с деталями) M, кг, до | Время на комплекс t, тыс. доли мин. | |||
0 | 15 | 21 | |||
1 | 150 | 23 | |||
t = 19,85M0,031 | |||||
Примечание. При перемещении деталей в таре время на одну деталь определять делением времени по карте 4.1.13 на число деталей в таре.
КАРТА 4.1.14 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||
Переход к предмету | |||||||||
1. | Повернуть корпус | ПТ (Y) (П1) | |||||||
2. | Подойти к предмету | X (S) (СТ) | |||||||
3. | Повернуть корпус | ПТ (Y) (П1) | |||||||
Переход с предметом | |||||||||
1. | Повернуть корпус | ПТ (Y; M; LM) (П1) | |||||||
2. | Идти с предметом | X (SM; M; LM) (СТ) | |||||||
3. | Повернуть корпус | ПТ (Y; M; LM) (П1) | |||||||
Индекс факторов или сумма индексов для определения времени | К предмету | С предметом | |||||||
Расстояние перехода к предмету S, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения предмета SM, мм, до | Масса предмета (усилие перемещения) M, кг, до | Длина наибольшей стороны предмета LM, мм, до | Время на комплекс t, тыс. доли мин. | ||||
1500 | 4 | 1500 | 5 | 500 | 5 | ||||
2250 | 11 | 2250 | 20 | 2000 | 8 | ||||
3000 | 19 | 3000 | 18 | ||||||
3 | 3750 | 26 | 3750 | 22 | |||||
4 | 4500 | 34 | 4500 | 35 | |||||
5 | 5250 | 42 | 5250 | 45 | |||||
6 | 6000 | 49 | 6000 | 56 | |||||
7 | 63 | ||||||||
8 | 68 | ||||||||
Поправочный коэффициент на время для измененных условий работы | |||||||||
при ходьбе по скользкому полу, стесненно Kст2 = 1,50 | |||||||||
t = 0,01 (S - 750) Kст | t = 0,01 (SM - 750) M0,05 LM0,03 Kст | ||||||||
ДО 20 КГ НА РАБОЧЕМ МЕСТЕ ИЗ ЗОНЫ ХРАНЕНИЯ ИЛИ ЗОНЫ
ПРОМЕЖУТОЧНОГО ПОЛОЖЕНИЯ В ЗОНУ УСТАНОВКИ НА СТАНКЕ
(В ПРИСПОСОБЛЕНИИ)
Качественный фактор, принятый для разбивки на отдельные нормативные карты
Способ укладки деталей в зоне хранения или зоне промежуточного положения: в груду, в ряд (стопу, штабель), на штыри, крюки, в бункер
КАРТА 4.2.1 | ЛИСТ 1 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||
1 | Протянуть руку (руки) в зону хранения или зону промежуточного положения | ПРN (S) (ОС1; К) | ||||||||
2. | Взять деталь (детали) из ряда, груды на столе (станине, верхней части суппорта, рольганге, конвейере) | ВN (M; Z; LM) (ОС; К; И) | ||||||||
3. | Переместить деталь (детали) в зону установки | ПN (SM; M; LM) (ОС1; К3; И) | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | |||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 8 | |||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 125 | 125 | 13,5 | 120 | 110 | 0,2 | 11,5 | |||
1 | 200 | 200 | 15,0 | 200 | 150 | 1,0 | 12,0 | |||
2 | 400 | 350 | 16,5 | 300 | 200 | 4,0 | 13,0 | |||
3 | 700 | 600 | 18,0 | 450 | 250 | 8,0 | 14,0 | |||
4 | 750 | 750 | 20,0 | 700 | 300 | 15,0 | ||||
22,0 | 750 | 400 | 16,0 | |||||||
6 | 24,0 | 500 | 17,0 | |||||||
Перемещение вручную необработанных деталей из зоны хранения или зоны промежуточного положения в зону установки на станке (в приспособлении). Способ хранения деталей: в груде, ряду (стопе, штабеле) | КАРТА 4.2.1 | ЛИСТ 2 | |||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 8 | ||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Время на комплекс t, тыс. доли мин. | |
7 | 26,5 | 650 | 18,0 | ||||
8 | 29,0 | 750 | 19,0 | ||||
9 | 21,0 | ||||||
22,0 | |||||||
11 | 24,0 | ||||||
12 | 25,0 | ||||||
13 | 27,0 | ||||||
14 | 29,0 | ||||||
31,0 | |||||||
16 | 33,0 | ||||||
Поправочные коэффициенты на время для измененных условий работы | |||||||
для мелких (диаметром или толщиной Z <= 5 мм) или для перемешанных деталей Kкз = 1,08 | |||||||
t = 2,66S0,170 SM0,185 Kк | t = 1,91S0,150 SM0,264 M0,044 Kк | ||||||
Перемещение вручную необработанных деталей из зоны хранения или зоны промежуточного положения в зону установки на станке (в приспособлении). Способ хранения деталей: в груде, ряду (стопе, штабеле) | КАРТА 4.2.1 | ЛИСТ 3 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей), SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
0 | 120 | 110 | 1,5 | 150 | 11,0 |
1 | 150 | 150 | 3,0 | 250 | 11,5 |
2 | 250 | 200 | 5,0 | 450 | 12,0 |
3 | 350 | 250 | 10,0 | 800 | 13,0 |
4 | 550 | 300 | 20,0 | 1400 | 13,5 |
5 | 750 | 350 | 2000 | 14,0 | |
6 | 450 | 15,0 | |||
7 | 550 | 16,0 | |||
8 | 700 | 16,5 | |||
9 | 750 | 17,0 | |||
10 | 18,0 | ||||
11 | 19,0 | ||||
12 | 20,0 | ||||
13 | 21,0 | ||||
14 | 22,0 | ||||
15 | 23,0 | ||||
16 | 24,0 | ||||
17 | 25,0 | ||||
Перемещение вручную необработанных деталей из зоны хранения или зоны промежуточного положения в зону установки на станке (в приспособлении). Способ хранения деталей: в груде, ряду (стопе, штабеле) | КАРТА 4.2.1 | ЛИСТ 4 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
18 | 27,0 | ||||
19 | 28,0 | ||||
20 | 29,0 | ||||
21 | 31,0 | ||||
22 | 33,0 | ||||
23 | 34,0 | ||||
Поправочные коэффициенты на время для измененных условий работы: | |||||
для труднозахватываемых деталей Kос2 = 1,08 | |||||
при работе в рукавицах Kиз = 1,07 | |||||
для перемешанных деталей Kкз = 1,11 | |||||
t = 1,56S0,132 SM0,212 M0,076 LM0,083 Kос Kи Kк | |||||
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении зоны хранения деталей ниже пояса рабочего добавлять 1 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
на раскладку каждой последующей после первой детали добавлять время по карте 4.2.4;
время на одну деталь определять делением времени по картам 4.2.1 и 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
6. После данного комплекса учитывать время на установку детали по картам 4.6.1 - 4.6.3.
7. Если в момент начала комплекса деталь находится в руке рабочего, из времени по карте 4.2.1 для S до 120 мм вычитать 8 тыс. долей мин.
КАРТА 4.2.2 | ЛИСТ 1 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||
1. | Протянуть руку (руки) в зону хранения деталей | ПРN (S) (ОС1; К) | ||||||||
2. | Взять деталь | ВN (M; Z; LM) (ОС; К; И) | ||||||||
3. | Вынуть (снять) деталь из гнезда тары (из бункера, со штыря, крюка) | РСN (M; LD) (ОС; ОР1; И) | ||||||||
4. | Переместить деталь (детали) в зону установки | ПN (SM; M; LM) (ОС1; К3; И) | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | |||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 01 < M <= 4 | |||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 130 | 130 | 15,0 | 130 | 120 | 0,15 | 15 | |||
1 | 250 | 220 | 16,5 | 230 | 150 | 0,30 | 16 | |||
2 | 450 | 400 | 18,0 | 390 | 250 | 0,60 | 17 | |||
3 | 750 | 650 | 20,0 | 660 | 300 | 1,00 | 18 | |||
4 | 750 | 22,0 | 750 | 450 | 2,00 | 19 | ||||
5 | 24,0 | 600 | 4,00 | 20 | ||||||
6 | 26,5 | 750 | 22 | |||||||
7 | 29,0 | 23 | ||||||||
КАРТА 4.2.2 | ЛИСТ 2 | |||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | |||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 01 < M <= 4 | |||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Время на комплекс t, тыс. доли мин. | ||
8 | 25 | |||||||
9 | 26 | |||||||
10 | 28 | |||||||
11 | 30 | |||||||
12 | 32 | |||||||
13 | 34 | |||||||
14 | 36 | |||||||
15 | 38 | |||||||
Поправочные коэффициенты на время для измененных условий работы: | ||||||||
для труднозахватываемых деталей Kос2 = 1,18 | ||||||||
при работе в рукавицах Kиз = 1,06 | ||||||||
для мелких деталей (диаметром или толщиной Z <= 5 мм) Kкз = 1,06 | - | |||||||
t = 3,29S0,158 SM0,172 Kос Kи Kк | t = 4,21S0,120 SM0,198 M0,094 Kос Kи | |||||||
Перемещение вручную необработанных деталей из зоны хранения в зону установки на станке (в приспособлении). Способ хранения деталей: в гнездах тары (в бункере, на штырях, крюках) | КАРТА 4.2.2 | ЛИСТ 3 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
130 | 120 | 1,2 | 150 | 15 | |
1 | 200 | 150 | 2,0 | 350 | 16 |
2 | 350 | 200 | 2,5 | 750 | 17 |
3 | 550 | 300 | 4,0 | 1650 | 18 |
4 | 750 | 400 | 6,0 | 2000 | 19 |
5 | 550 | 8,0 | 20 | ||
6 | 750 | 12,0 | 21 | ||
7 | 18,0 | 22 | |||
8 | 20,0 | 23 | |||
9 | 24 | ||||
10 | 26 | ||||
11 | 27 | ||||
28 | |||||
13 | 30 | ||||
14 | 31 | ||||
15 | 33 | ||||
16 | 34 | ||||
17 | 36 | ||||
18 | 38 | ||||
Перемещение вручную необработанных деталей из зоны хранения в зону установки на станке (в приспособлении). Способ хранения деталей: в гнездах тары (в бункере, на штырях, крюках) | КАРТА 4.2.2 | ЛИСТ 4 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к детали (деталям) S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
40 | |||||
42 | |||||
21 | 44 | ||||
22 | 46 | ||||
Поправочные коэффициенты на время для измененных условий работы: | |||||
для труднозахватываемых деталей Kос2 = 1,25 | |||||
при работе в рукавицах Kиз = 1,07 | |||||
t = 3,63S0,099 SM0,159 M0,126 LM0,061 Kос Kи | |||||
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении зоны хранения деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
5. При одновременном перемещении нескольких деталей:
на сбор в руку каждой последующей после первой детали добавлять время по карте 4.2.3;
на раскладку каждой последующей после первой детали добавлять время по карте 4.2.4;
время на одну деталь определять делением времени по картам 4.2.2 и 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
6. После данного комплекса учитывать время на установку детали по картам 4.6.1 - 4.6.3.
КАРТА 4.2.3 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Протянуть руку в зону хранения деталей | ПР1 (S) (ОС1; К) | ||||
2. | Взять деталь | В1 (M; Z; LM) (ОС1; К1; И1) | ||||
3. | Вынуть (снять) деталь из гнезда тары (со штыря, крюка, из бункера) | РС1 (M; LD) (ОС1; ОР1; И1) | ||||
4. | Перехватить деталь | ВП | ||||
Индекс факторов или сумма индексов для определения времени | Масса детали, кг, 0,01 < M <= 0,1 | Масса детали, кг, 0,1 < M <= 1 | ||||
Расстояние перемещения руки к деталям S, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Масса детали M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 50 | 13 | 50 | 0,2 | 13 | |
1 | 100 | 15 | 100 | 0,5 | 14 | |
2 | 150 | 16 | 200 | 1,0 | 15 | |
3 | 300 | 17 | 300 | 16 | ||
4 | 17 | |||||
5 | 20 | |||||
Поправочные коэффициенты на время для измененных условий работы: | ||||||
для труднозахватываемых деталей Kос2 = 1,33 | ||||||
для мелких деталей (диаметром или толщиной Z <= 5 мм) | - | |||||
Kкз = 1,14 | ||||||
t = 8,35S0,141 Kос Kк | t = 9,52S0,131 M0,081 Kос | |||||
КАРТА 4.2.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Перехватить деталь | ВП |
2. | Протянуть правую руку к деталям в левой руке | ПР1 (S) (ОС1; К) |
3. | Взять деталь | В1 (M; Z; LM) (ОС1; К1; И1) |
4. | Переместить деталь в зону установки | П1 (SM; M; LM) (ОС1; К3; И1) |
Индекс факторов или сумма индексов для определения времени | Масса детали, кг, 0,01 < M <= 0,1 | Масса детали, кг, 0,1 < M <= 1 | |||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | ||
0 | 40 | 40 | 10,5 | 50 | 40 | 11 | |
1 | 90 | 70 | 11,5 | 100 | 70 | 12 | |
2 | 200 | 150 | 12,5 | 250 | 100 | 13 | |
300 | 250 | 14,0 | 300 | 200 | 14 | ||
4 | 300 | 15,0 | 300 | 16 | |||
5 | 17,0 | 17 | |||||
6 | 18,5 | 19 | |||||
7 | 20,0 | 21 | |||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||
для труднозахватываемых деталей Kос2 = 1,11 | |||||||
для мелких деталей (диаметром или толщиной Z <= 5 мм) Kкз = 1,28 | - | ||||||
t = 4,10S0,124 SM0,150 Kос Kк | t = 4,05S0,116 SM0,173 Kос | ||||||
ДО 20 КГ НА РАБОЧЕМ МЕСТЕ ИЗ ЗОНЫ СНЯТИЯ СО СТАНКА
(ИЗ ПРИСПОСОБЛЕНИЯ) В ЗОНУ ХРАНЕНИЯ ИЛИ ЗОНУ
ПРОМЕЖУТОЧНОГО ПОЛОЖЕНИЯ
Качественный фактор, принятый для разбивки на отдельные нормативные карты
Способ укладки деталей в зоне хранения или зоне промежуточного положения: в груду, в ряд (стопу, штабель), на штыри (гнезда, крюки)
КАРТА 4.3.1 | ЛИСТ 1 | ||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К) | |||||||
2. | Взять деталь (детали) | BN (К; Z; LM) (ОС; К1; И) | |||||||
3. | Переместить деталь (детали) в зону хранения или зону промежуточного положения (на стол, станину, верхнюю часть суппорта, конвейер, рольганг, тару) | ПN (SM; M; LM) (ОС1; К2; И) | |||||||
4. | Отпустить | OTN (ОС1) | |||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 8 | ||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | ||
0 | 125 | 125 | 11,5 | 120 | 110 | 0,2 | 50 | 11,0 | |
1 | 200 | 200 | 13,0 | 150 | 130 | 0,5 | 100 | 11,5 | |
2 | 350 | 350 | 14,0 | 200 | 160 | 2,0 | 400 | 12,0 | |
3 | 550 | 550 | 15,5 | 300 | 200 | 7,0 | 500 | 12,5 | |
4 | 750 | 750 | 17,0 | 400 | 250 | 8,0 | 13,0 | ||
5 | 19,0 | 600 | 300 | 14,0 | |||||
6 | 20,5 | 750 | 350 | 15,0 | |||||
7 | 23,0 | 450 | 15,5 | ||||||
8 | 25,0 | 550 | 16,0 | ||||||
9 | 700 | 17,0 | |||||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в груду | КАРТА 4.3.1 | ЛИСТ 2 | |||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 8 | ||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | ||
10 | 750 | 18,0 | |||||||
11 | 19,0 | ||||||||
12 | 20,0 | ||||||||
13 | 21,0 | ||||||||
14 | 22,0 | ||||||||
15 | 23,0 | ||||||||
16 | 24,0 | ||||||||
17 | 25,0 | ||||||||
18 | 27,0 | ||||||||
19 | 28,0 | ||||||||
20 | 29,0 | ||||||||
21 | 31,0 | ||||||||
22 | 32,0 | ||||||||
23 | 34,0 | ||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||
для мелких деталей (диаметром или толщиной Z <= 5 мм) Kкз = 1,07 | - | ||||||||
при перемещении детали (деталей) отбрасыванием Kсп2 = 0,67 | |||||||||
t = 2,01S0,191 SM0,191 Kк Kсп | t = 1,77S0,150 SM0,240 M0,041 LM0,042 Kсп | ||||||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в груду | КАРТА 4.3.1 | ЛИСТ 3 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям, S мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
0 | 120 | 110 | 1,5 | 150 | 13,0 |
1 | 150 | 150 | 3,0 | 250 | 13,5 |
2 | 250 | 200 | 5,0 | 450 | 14,0 |
3 | 350 | 250 | 11,0 | 850 | 15,0 |
4 | 550 | 300 | 20,0 | 1600 | 15,5 |
5 | 750 | 400 | 2000 | 16,0 | |
6 | 500 | 17,0 | |||
7 | 650 | 18,0 | |||
8 | 750 | 19,0 | |||
9 | 20,0 | ||||
10 | 21,0 | ||||
11 | 22,0 | ||||
12 | 23,0 | ||||
13 | 24,0 | ||||
14 | 25,0 | ||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в груду | КАРТА 4.3.1 | ЛИСТ 4 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
15 | 27,0 | ||||
16 | 28,0 | ||||
17 | 30,0 | ||||
18 | 31,0 | ||||
19 | 33,0 | ||||
34,0 | |||||
21 | 36,0 | ||||
22 | 38,0 | ||||
Поправочные коэффициенты на время для измененных условий работы: | |||||
для труднозахватываемых деталей Kос2 = 1,08 | |||||
при работе в рукавицах Kиз = 1,06 | |||||
при перемещении детали (деталей) отбрасыванием Kсп2 = 0,81 | |||||
t = 2,04S0,138 SM0,192 M0,072 LM0,079 Kос Kи Kсп | |||||
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
5. При одновременном перемещении нескольких деталей:
на сбор в руку каждой последующей после первой детали добавлять время по карте 4.3.4;
время на одну деталь определять делением времени по картам 4.3.1 и 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
6. При расположении детали (деталей) в зоне установки (снятия) в отверстии, пазе или на выступе учитывать время на снятие детали (деталей) по карте 4.7.1.
7. При укладке деталей в тару с просчетом добавлять 4 тыс. долей мин. на каждую деталь.
КАРТА 4.3.2 | ЛИСТ 1 | ||||||||||
Содержание комплекса | Обозначение микроэлемента по БСМ | ||||||||||
1. | Протянуть руку (руки) в зону снятия деталей | ПPN (S) (ОС1; К) | |||||||||
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К1; И) | |||||||||
3. | Переместить деталь (детали) в зону хранения или зону промежуточного положения (на стол, станину, верхнюю часть суппорта, конвейер, рольганг, тару) | ПN (SM; M; LM) (ОС1; К3; И) | |||||||||
4. | Установить деталь (детали) в ряд (стопу, штабель) | УПN (M; LM) (ОС; ОР1; И) | |||||||||
5. | Отпустить | OTN (ОС1) | |||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 4 | ||||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 125 | 125 | 40 | 13,5 | 120 | 120 | 0,12 | 60 | 12,0 | ||
1 | 200 | 225 | 500 | 15,0 | 200 | 150 | 0,20 | 70 | 12,5 | ||
2 | 350 | 400 | 16,0 | 300 | 200 | 0,30 | 90 | 13,0 | |||
3 | 600 | 700 | 18,0 | 450 | 300 | 0,40 | 120 | 14,0 | |||
4 | 750 | 750 | 19,5 | 750 | 400 | 0,50 | 150 | 14,5 | |||
5 | 21,5 | 500 | 0,70 | 200 | 15,5 | ||||||
6 | 24,0 | 700 | 1,00 | 250 | 16,0 | ||||||
7 | 26,0 | 750 | 1,50 | 300 | 17,0 | ||||||
8 | 29,0 | 2,00 | 400 | 18,0 | |||||||
9 | 32,0 | 3,00 | 500 | 19,0 | |||||||
10 | 4,00 | 20,0 | |||||||||
11 | 21,0 | ||||||||||
22,0 | |||||||||||
13 | 23,0 | ||||||||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в ряд (стопу, штабель) | КАРТА 4.3.2 | ЛИСТ 2 | |||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 4 | ||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |
14 | 24,0 | ||||||||
15 | 25,0 | ||||||||
16 | 26,0 | ||||||||
17 | 28,0 | ||||||||
18 | 29,0 | ||||||||
19 | 31,0 | ||||||||
20 | 32,0 | ||||||||
21 | 34,0 | ||||||||
22 | 35,0 | ||||||||
23 | 37,0 | ||||||||
24 | 39,0 | ||||||||
25 | 41,0 | ||||||||
26 | 43,0 | ||||||||
27 | 45,0 | ||||||||
28 | 47,0 | ||||||||
29 | 50,0 | ||||||||
30 | 52,0 | ||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||
для труднозахватываемых деталей Kос2 = 1,06 | |||||||||
при работе в рукавицах Kиз = 1,12 | |||||||||
t = 2,48S0,184 SM0,169 ZM0,021 Kос Kи | t = 2,25S0,101 SM0,165 M0,135 LM0,196 Kос Kи | ||||||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в ряд (стопу, штабель) | КАРТА 4.3.2 | ЛИСТ 3 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
0 | 150 | 120 | 1,1 | 110 | 13,0 |
1 | 250 | 200 | 1,4 | 130 | 14,0 |
500 | 300 | 1,8 | 150 | 14,5 | |
3 | 750 | 450 | 2,2 | 200 | 15,0 |
4 | 650 | 2,7 | 250 | 16,0 | |
5 | 750 | 3,0 | 300 | 17,0 | |
6 | 4,0 | 350 | 17,5 | ||
7 | 5,0 | 400 | 18,0 | ||
8 | 7,0 | 500 | 19,0 | ||
9 | 8,0 | 600 | 20,0 | ||
10 | 10,0 | 700 | 21,0 | ||
11 | 13,0 | 850 | 22,0 | ||
12 | 16,0 | 1050 | 24,0 | ||
13 | 20,0 | 1250 | 25,0 | ||
14 | 1500 | 26,0 | |||
15 | 1800 | 27,0 | |||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в ряд (стопу, штабель) | КАРТА 4.3.2 | ЛИСТ 4 | |||
Двумя руками | |||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. |
16 | 2000 | 29,0 | |||
17 | 30,0 | ||||
18 | 32,0 | ||||
19 | 33,0 | ||||
20 | 35,0 | ||||
21 | 37,0 | ||||
22 | 38,0 | ||||
23 | 40,0 | ||||
24 | 42,0 | ||||
25 | 44,0 | ||||
26 | 47,0 | ||||
27 | 49,0 | ||||
28 | 51,0 | ||||
29 | 54,0 | ||||
30 | 57,0 | ||||
31 | 60,0 | ||||
32 | 63,0 | ||||
33 | 66,0 | ||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в ряд (стопу, штабель) | КАРТА 4.3.2 | ЛИСТ 5 | |||
Индекс факторов или сумма индексов для определения времени | Двумя руками | ||||
Масса детали (деталей), кг, 1 < M <= 20 | |||||
Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |
34 | 69,0 | ||||
35 | 72,0 | ||||
36 | 76,0 | ||||
37 | 80,0 | ||||
Поправочные коэффициенты на время для измененных условий работы: | |||||
для труднозахватываемых деталей Kос2 = 1,08 | |||||
при работе в рукавицах Kиз = 1,16 | |||||
t = 1,65S0,074 SM0,115 M0,219 LM0,261 Kос Kи | |||||
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
5. При одновременном перемещении нескольких деталей:
на сбор в руку каждой последующей после первой детали добавлять время по карте 4.3.4;
время на одну деталь определять делением времени по картам 4.3.2 и 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
6. При расположении детали в зоне установки (снятия) в отверстии, пазу или на выступе учитывать время на снятие детали по карте 4.7.1.
7. При укладке деталей с просчетом добавлять 4 тыс. долей мин. на каждую деталь.
КАРТА 4.3.3 | ЛИСТ 1 | ||||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||||
1. | Протянуть руку (руки) в зону снятия детали (деталей) | ПРN (S) (ОС1; К) | |||||||||
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К1; И) | |||||||||
3. | Переместить деталь (детали) в зону хранения или зону промежуточного положения (на стол, станину, верхнюю часть суппорта, конвейер, рольганг, тару) | ПN (SM; M; LM) (ОС1; К3; И) | |||||||||
4. | Установить деталь (детали) в гнездо (на штырь, крюк) | УОСN (M; LD; LM) (ОС; ОР1; И) | |||||||||
5. | Отпустить | OTN (ОС1) | |||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 4 | ||||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Длина наибольшей стороны детали (деталей) LD, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 130 | 130 | 17,0 | 110 | 110 | 0,10 | 25 | 20 | 12,0 | ||
1 | 250 | 250 | 18,5 | 200 | 140 | 0,15 | 30 | 40 | 12,5 | ||
2 | 500 | 450 | 20,5 | 300 | 180 | 0,20 | 50 | 100 | 13,0 | ||
3 | 750 | 750 | 22,5 | 400 | 200 | 0,30 | 70 | 250 | 13,5 | ||
4 | 25,0 | 600 | 300 | 0,50 | 100 | 14,0 | |||||
5 | 27,0 | 750 | 350 | 0,70 | 150 | 14,5 | |||||
6 | 30,0 | 450 | 0,90 | 200 | 15,0 | ||||||
7 | 600 | 1,20 | 300 | 16,0 | |||||||
8 | 750 | 2,00 | 400 | 16,5 | |||||||
9 | 3,00 | 500 | 17,0 | ||||||||
10 | 4,00 | 18,0 | |||||||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в гнезда (на штыри, крюки) | КАРТА 4.3.3 | ЛИСТ 2 | |||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 4 | ||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Длина продвижения детали (деталей) LD, мм, до | Время на комплекс t, тыс. доли мин. | |
11 | 18,5 | ||||||||
12 | 19,0 | ||||||||
13 | 20,0 | ||||||||
14 | 21,0 | ||||||||
15 | 22,0 | ||||||||
16 | 22,5 | ||||||||
17 | 23,0 | ||||||||
18 | 24,0 | ||||||||
19 | 25,0 | ||||||||
20 | 26,0 | ||||||||
21 | 27,5 | ||||||||
22 | 29,0 | ||||||||
23 | 30,0 | ||||||||
24 | 31,0 | ||||||||
25 | 32,0 | ||||||||
КАРТА 4.3.3 | ЛИСТ 3 | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | ||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 4 | ||||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Длина продвижения детали (деталей) LD, мм, до | Время на комплекс t, тыс. доли мин. | |
26 | 33,0 | ||||||||
27 | 35,0 | ||||||||
28 | 36,0 | ||||||||
29 | 38,0 | ||||||||
30 | 39,0 | ||||||||
31 | 40,0 | ||||||||
32 | 42,0 | ||||||||
33 | 44,0 | ||||||||
34 | 46,0 | ||||||||
35 | 47,5 | ||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||
для труднозахватываемых деталей Kос2 = 1,24 | |||||||||
для мелких деталей (диаметром или толщиной Z <= 5 мм) Kкз = 1,06 | - | ||||||||
t = 4,20S0,145 SM0,158 Kос Kк | t = 2,96S0,102 SM0,167 M0,112 LM0,109 LD0,040 Kос | ||||||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в гнезда (на штыри, крюки) | КАРТА 4.3.3 | ЛИСТ 4 | ||||
Двумя руками | ||||||
Масса детали (деталей), кг, 1 < M <= 20 | ||||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Длина продвижения детали (деталей) LD, мм, до | Время на комплекс t, тыс. доли мин. |
150 | 120 | 1,1 | 110 | 15 | 18,0 | |
1 | 300 | 200 | 1,4 | 140 | 25 | 18,5 |
550 | 300 | 1,7 | 170 | 40 | 19,0 | |
3 | 750 | 450 | 2,0 | 200 | 75 | 20,0 |
4 | 650 | 2,5 | 250 | 150 | 21,0 | |
5 | 750 | 3,0 | 350 | 250 | 22,0 | |
6 | 4,0 | 400 | 22,5 | |||
7 | 5,0 | 500 | 23,5 | |||
8 | 6,0 | 650 | 24,0 | |||
9 | 7,0 | 800 | 25,0 | |||
10 | 9,0 | 950 | 26,0 | |||
11 | 11,0 | 1200 | 27,0 | |||
12 | 14,0 | 1500 | 29,0 | |||
13 | 17,0 | 1850 | 30,0 | |||
14 | 20,0 | 2000 | 31,0 | |||
15 | 32,0 | |||||
16 | 33,0 | |||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в гнезда (на штыри, крюки) | КАРТА 4.3.3 | ЛИСТ 5 | ||||
Двумя руками | ||||||
Масса детали (деталей), кг, 1 < M <= 20 | ||||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Длина продвижения детали (деталей) LD, мм, до | Время на комплекс t, тыс. доли мин. |
17 | 35,0 | |||||
18 | 36,0 | |||||
38,0 | ||||||
20 | 39,0 | |||||
21 | 41,0 | |||||
22 | 42,0 | |||||
23 | 44,0 | |||||
24 | 46,0 | |||||
25 | 48,0 | |||||
26 | 50,0 | |||||
27 | 52,0 | |||||
54,0 | ||||||
56,0 | ||||||
30 | 58,0 | |||||
31 | 60,0 | |||||
32 | 63,0 | |||||
33 | 65,0 | |||||
34 | 68,0 | |||||
35 | 70,0 | |||||
Перемещение вручную обработанной детали (деталей) из зоны снятия со станка (из приспособления) в зону хранения или зону промежуточного положения. Способ укладки деталей: в гнезда (на штыри, крюки) | КАРТА 4.3.3 | ЛИСТ 6 | ||||
Двумя руками | ||||||
Масса детали (деталей), кг, 1 < M <= 20 | ||||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения рук к деталям S, мм, до | Расстояние перемещения детали (деталей) SM, мм, до | Масса детали (деталей) M, кг, до | Длина наибольшей стороны детали LM, мм, до | Длина продвижения детали (деталей) LD, мм, до | Время на комплекс t, тыс. доли мин. |
36 | 73,0 | |||||
37 | 76,0 | |||||
38 | 79,0 | |||||
39 | 82,0 | |||||
40 | 86,0 | |||||
41 | 89,0 | |||||
Поправочные коэффициенты на время для измененных условий работы: | ||||||
для труднозахватываемых деталей Kос2 = 1,44 | ||||||
при работе в рукавицах Kиз = 1,08 | ||||||
t = 3,28S0,059 SM0,094 M0,188 LM0,182 LD0,069 Kос Kи | ||||||
Примечания: 1. При массе детали (деталей) свыше 20 кг перемещение выполняется с помощью подъемника (см. карту 4.1.7).
2. При расположении деталей ниже пояса рабочего добавлять 16 тыс. долей мин. на наклон и выпрямление туловища.
3. При расстоянии до детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
4. При расстоянии перемещения детали (деталей) по горизонтали свыше 750 мм добавлять время на переход по карте 4.1.14.
5. При одновременном перемещении нескольких деталей:
на сбор в руку каждой последующей после первой детали добавлять время по карте 4.3.4;
на раскладку каждой последующей после первой детали добавлять время по карте 4.3.5;
время на одну деталь определять делением времени по картам 4.3.3 и 4.1.14, определенного для суммарной массы, на число одновременно перемещаемых деталей.
6. При расположении детали в зоне установки (снятия) в отверстии, пазу или на выступе учитывать время на снятие детали по карте 4.7.1.
7. При укладке деталей с просчетом добавлять 4 тыс. долей мин. на каждую деталь.
КАРТА 4.3.4 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Протянуть руку к детали в зоне снятия | ПР1 (S) (ОС1; К) | ||
2. | Взять деталь | В1 (M; Z; LM) (ОС2; К1; И) | ||
3. | Перехватить деталь | ВП | ||
Масса детали, кг, 0,01 < M <= 1 | ||||
Индекс фактора для определения времени | Расстояние перемещения руки к детали S, мм, до | Время на комплекс t, тыс. доли мин. | ||
0 | 40 | 10 | ||
1 | 50 | 11 | ||
2 | 100 | 12 | ||
3 | 200 | 13 | ||
4 | 300 | 14 | ||
Поправочные коэффициенты на время для измененных условий работы: | ||||
для труднозахватываемых деталей Kос2 = 1,18 | ||||
для мелких деталей (диаметром или толщиной Z <= 5 мм) Kкз = 1,18 | ||||
t = 5,23S0,139 Kос Kк | ||||
КАРТА 4.3.5 | ЛИСТ 1 | ||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||
1 | Перехватить деталь левой рукой | ВП | |||||||
2. | Протянуть правую руку к деталям в левой руке | ПР1 (S) (ОС1; К) | |||||||
3. | Взять деталь правой рукой | B1 (M; Z; LM) (ОС1; К1; И) | |||||||
4. | Переместить деталь в зону хранения | П1 (SM; M; LM) (ОС1; К3; И) | |||||||
5. | Установить деталь в гнездо (на штырь, крюк) | УОС1 (M; LD; LM) (ОС1; ОР1; И) | |||||||
6. | Отпустить | ОТ1 (ОС1) | |||||||
Индекс факторов или сумма индексов для определения времени | Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали, кг, 0,1 < M <= 1 | |||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали SM, мм, до | Масса детали M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | ||
0 | 45 | 45 | 18,5 | 50 | 40 | 0,13 | 30 | 12,5 | |
1 | 140 | 120 | 20,0 | 100 | 50 | 0,20 | 50 | 13,0 | |
2 | 300 | 300 | 22,0 | 150 | 100 | 0,30 | 100 | 13,5 | |
3 | 24,5 | 250 | 150 | 0,60 | 150 | 14,0 | |||
4 | 27,0 | 300 | 200 | 0,90 | 200 | 15,0 | |||
5 | 250 | 1,00 | 350 | 16,0 | |||||
6 | 300 | 500 | 17,0 | ||||||
7 | 17,5 | ||||||||
8 | 18,0 | ||||||||
9 | 19,0 | ||||||||
10 | 20,0 | ||||||||
Раскладка деталей в гнезда (на штыри) при одновременном перемещении нескольких деталей (на одну деталь) | КАРТА 4.3.5 | ЛИСТ 2 | ||||||
Индекс факторов или сумма индексов для определения времени | Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали, кг, 0,1 < M <= 1 | ||||||
Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали SM, мм, до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к деталям S, мм, до | Расстояние перемещения детали SM, мм, до | Масса детали M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |
11 | 21,0 | |||||||
12 | 22,0 | |||||||
13 | 24,0 | |||||||
14 | 25,0 | |||||||
15 | 26,0 | |||||||
16 | 27,0 | |||||||
17 | 29,0 | |||||||
18 | 30,0 | |||||||
19 | 32,0 | |||||||
20 | 33,0 | |||||||
21 | 35,0 | |||||||
Поправочные коэффициенты на время для измененных условий работы: | ||||||||
для труднозахватываемых деталей Kос2 = 1,28 | ||||||||
при работе в рукавицах Kиз = 1,09 | ||||||||
для мелких деталей (диаметром или толщиной Z <= 5 мм) | - | |||||||
Kкз = 1,09 | ||||||||
t = 9,94S0,086 SM0,096 Kос Kи Kк | t = 6,06S0,081 SM0,120 M0,101 LM0,092 Kос Kи | |||||||
КАРТА 4.4.1 | ЛИСТ 1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку (руки) к детали (приспособлению) | ПРN (S) (ОС1; К2) | |
2. | Взять деталь (приспособление) | BN (M; Z; LM) (OC; К1; И) | |
3. | Повернуть деталь (приспособление) в горизонтальной (вертикальной) плоскости на угол | ПОYN (M; YR; LM) (ОС; И) | |
4. | Отпустить | ОТN (ОС1) | |
Индекс факторов или сумма индексов для определения времени | Одной рукой | |||||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 01 < M <= 10 | |||||||||
Плоскость поворота | ||||||||||
горизонтальная (вертикальная) | горизонтальная | вертикальная | ||||||||
Расстояние перемещения руки к детали (приспособлению) S, мм, до | Угол поворота детали (приспособления) YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Угол поворота детали (приспособления) YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Время на комплекс t, тыс. доли мин. | |
0 | 125 | 45 | 10,0 | 120 | 0,2 | 45 | 11,0 | 130 | 0,2 | 10 |
1 | 200 | 90 | 10,5 | 200 | 1,0 | - | 12,0 | 200 | 0,5 | 11 |
2 | 300 | - | 12,0 | 250 | 3,0 | 90 | 13,0 | 350 | 1,5 | 13 |
3 | 450 | 180 | 13,0 | 400 | 10,0 | 180 | 13,5 | 650 | 4,0 | 14 |
4 | 700 | 14,0 | 550 | 14,0 | 750 | 10,0 | 15 | |||
Поворот (кантование) детали (приспособления) | КАРТА 4.4.1 | ЛИСТ 2 | |||||||||
Одной рукой | |||||||||||
Индекс факторов или сумма индексов для определения времени | Масса детали (приспособления), кг, 0,01 < M <= 0,1 | Масса детали (приспособления), кг, 0,1 < M <= 10 | |||||||||
Плоскость поворота | |||||||||||
горизонтальная (вертикальная) | горизонтальная | вертикальная | |||||||||
Расстояние перемещения руки к детали (приспособлению) S, мм, до | Угол поворота детали (приспособления) YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Угол поворота детали (приспособления) YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Время на комплекс t, тыс. доли мин. | ||
5 | 750 | 15,0 | 750 | 15,0 | 17 | ||||||
6 | 17,0 | 16,0 | 18 | ||||||||
7 | 19,0 | 18,0 | 20 | ||||||||
8 | 21,0 | 19,0 | 22 | ||||||||
9 | 20,0 | ||||||||||
10 | 21,0 | ||||||||||
11 | 23,0 | ||||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||||
для труднозахватываемых деталей (приспособлений) Kос2 = 1,10 | |||||||||||
при работе в рукавицах Kиз = 1,09 | |||||||||||
t = 1,90S0,216 YR0,182 Kос Kи | t = 3,56S0,171 M0,046 YR0,137 Kос Kи | t = 5,58S0,181 M0,094 Kос Kи | |||||||||
Поворот (кантование) детали (приспособления) | КАРТА 4.4.1 | ЛИСТ 3 | |||||||
Двумя руками | |||||||||
Масса детали (приспособления), кг, 1 < M <= 70 | |||||||||
Индекс факторов или сумма индексов для определения времени | Плоскость поворота | ||||||||
горизонтальная | вертикальная | ||||||||
Расстояние перемещения руки к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Угол поворота детали (приспособления) YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 120 | 1,5 | 120 | 45 | 11,5 | 125 | 1,3 | 200 | 14 |
1 | 200 | 2,5 | 150 | - | 12,0 | 200 | 2,0 | 1000 | 15 |
2 | 250 | 5,0 | 250 | 90 | 13,0 | 300 | 3,5 | 2000 | 16 |
3 | 400 | 8,0 | 300 | - | 13,5 | 500 | 6,0 | 17 | |
4 | 550 | 15,0 | 450 | 180 | 14,0 | 750 | 10,0 | 18 | |
5 | 750 | 30,0 | 600 | 15,0 | 16,0 | 20 | |||
6 | 50,0 | 850 | 15,5 | 25,0 | 21 | ||||
7 | 70,0 | 1200 | 16,0 | 45,0 | 22 | ||||
8 | 1700 | 17,0 | 70,0 | 24 | |||||
9 | 2000 | 18,0 | 25 | ||||||
10 | 19,0 | 27 | |||||||
11 | 20,0 | 29 | |||||||
12 | 21,0 | 31 | |||||||
13 | 22,0 | 33 | |||||||
14 | 23,0 | 35 | |||||||
15 | 24,0 | ||||||||
16 | 25,0 | ||||||||
17 | 27,0 | ||||||||
Поворот (кантование) детали (приспособления) | КАРТА 4.4.1 | ЛИСТ 4 | |||||||
Двумя руками | |||||||||
Масса детали (приспособления), кг, 1 < M <= 70 | |||||||||
Индекс факторов или сумма индексов для определения времени | Плоскость поворота | ||||||||
горизонтальная | вертикальная | ||||||||
Расстояние перемещения руки к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Угол поворота детали (приспособления) YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения рук к детали (приспособлению) S, мм, до | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | |
18 | 28,0 | ||||||||
19 | 29,0 | ||||||||
20 | 31,0 | ||||||||
21 | 32,0 | ||||||||
22 | 34,0 | ||||||||
23 | 36,0 | ||||||||
24 | 37,0 | ||||||||
25 | 39,0 | ||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||
для труднозахватываемых деталей (приспособлений) | |||||||||
Kос2 = 1,12 | |||||||||
при работе в рукавицах Kиз = 1,11 | |||||||||
t = 2,22S0,126 M0,080 LM0,146 YR0,118 Kос Kи | t = 6,05S0,141 M0,127 LM0,045 Kос Kи | ||||||||
Примечания: 1. Если рука находится на детали, время определять для S до 120 мм, а затем из него вычитать 4,5 тыс. долей мин.
2. Поворот (кантование) на угол свыше 180° рассматривается как два или более отдельных поворота, время на которые берется по карте 4.4.1 соответствующее число раз.
3. При расстоянии перемещения руки (рук) к детали свыше 750 мм добавлять время по карте 4.1.14.
ДЛЯ ВЫПОЛНЕНИЯ ОПЕРАЦИИ И ПОСТОЯННО НАХОДЯЩИХСЯ
НА РАБОЧЕМ МЕСТЕ
Качественный фактор, принятый для разбивки на нормативные карты
Тип инструмента (приспособления):
съемный,
поворотный,
скользящий.
КАРТА 4.5.1 | ЛИСТ 1 | |||||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||||
В рабочее положение | ||||||||||||
1. | Протянуть руку в зону хранения инструмента (приспособления) | ПР1 (S) (ОС1; К2; И) | ||||||||||
2. | Взять инструмент (приспособление) | B1 (M; LM; Z) (ОС1; К1; И) | ||||||||||
3. | Вынуть из гнезда (снять со штыря) | PC1 (M; LD) (ОС1; ОР1; И) | ||||||||||
4. | Переместить в рабочее положение | П1 (SM; M; LM) (ОС1; К3; И) | ||||||||||
Из рабочего положения | ||||||||||||
1. | Протянуть руку к инструменту (приспособлению) | ПР1 (S) (ОС1; К2; И) | ||||||||||
2. | Взять инструмент (приспособление) | B1 (M; LM; Z) (ОС1; К1; И) | ||||||||||
3. | Переместить инструмент (приспособление) из рабочего положения в зону хранения | П1 (SM; M; LM) (ОС1; К2; И) | ||||||||||
4. | Положить на стол (установить на плоскость) | УП1 (M; LM) (ОС1; ОР1; И) | ||||||||||
5. | Установить в гнездо (надеть на штырь) | УОС1 (M; LD) (ОС1; ОР1; И) | ||||||||||
6. | Отпустить | ОТ1 (ОС1) | ||||||||||
Индекс факторов или сумма индексов для определения времени | В рабочее положение | Из рабочего положения | ||||||||||
Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Расстояние перемещения инструмента (приспособления), SM, мм, до | Масса инструмента (приспособления) M, кг, до | Способ хранения инструмента (приспособления) | Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Расстояние перемещения инструмента (приспособления) SM, мм, до | Масса инструмента (приспособления) M, кг, до | Длина инструмента (приспособления) LM, мм, до | Способ хранения инструмента (приспособления) | ||||
на плоскости | в гнезде, на штыре | на плоскости | в гнезде, на штыре | |||||||||
Время на комплекс t, тыс. доли мин. | Время на комплекс t, тыс. доли мин. | |||||||||||
0 | 130 | 120 | 0,14 | 10,0 | 15 | 130 | 120 | 0,10 | 25 | 9,0 | 12,0 | |
1 | 250 | 150 | 0,30 | 11,0 | 16 | 230 | 160 | 0,15 | 35 | 9,5 | 12,5 | |
2 | 400 | 250 | 0,60 | 11,5 | 17 | 400 | 220 | 0,25 | 55 | 10,0 | 13,0 | |
Перемещение съемного вспомогательного инструмента, приспособлений (втулок, оправок, державок, цанг, хомутиков, съемных планок, шайб и т.п.) | КАРТА 4.5.1 | ЛИСТ 2 | |||||||||
Индекс факторов или сумма индексов для определения времени | В рабочее положение | Из рабочего положения | |||||||||
Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Расстояние перемещения инструмента (приспособления) SM, мм, до | Масса инструмента (приспособления) M, кг, до | Способ хранения инструмента (приспособления) | Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Расстояние перемещения инструмента (приспособления) SM, мм, до | Масса инструмента (приспособления) M, кг, до | Длина инструмента (приспособления) LM, мм, до | Способ хранения инструмента (приспособления) | |||
на плоскости | в гнезде, на штыре | на плоскости | в гнезде, на штыре | ||||||||
Время на комплекс t, тыс. доли мин. | Время на комплекс t, тыс. доли мин. | ||||||||||
3 | 700 | 350 | 1,00 | 12,5 | 18 | 710 | 300 | 0,35 | 85 | 10,5 | 14,0 |
4 | 750 | 450 | 2,00 | 13,0 | 20 | 750 | 400 | 0,50 | 150 | 11,0 | 14,5 |
5 | 650 | 5,00 | 14,0 | 21 | 550 | 0,70 | 200 | 11,5 | 15,0 | ||
6 | 750 | 8,00 | 15,0 | 23 | 750 | 1,00 | 300 | 12,0 | 16,0 | ||
16,0 | 24 | 1,50 | 450 | 12,5 | 17,0 | ||||||
17,0 | 26 | 2,00 | 650 | 13,0 | 18,0 | ||||||
18,0 | 27 | 3,00 | 800 | 14,0 | 19,0 | ||||||
20,0 | 29 | 4,00 | 14,5 | 20,0 | |||||||
11 | 21,0 | 31 | 6,00 | 15,0 | 21,0 | ||||||
22,0 | 33 | 8,00 | 16,0 | 22,0 | |||||||
13 | 24,0 | 35 | 17,0 | 23,0 | |||||||
14 | 25,0 | 38 | 18,0 | 24,0 | |||||||
27,0 | 40 | 19,0 | 25,0 | ||||||||
16 | 29,0 | 43 | 20,0 | 27,0 | |||||||
Перемещение съемного вспомогательного инструмента, приспособлений (втулок, оправок, державок, цанг, хомутиков, съемных планок, шайб и т.п.) | КАРТА 4.5.1 | ЛИСТ 3 | |||||||||
Индекс факторов или сумма индексов для определения времени | В рабочее положение | Из рабочего положения | |||||||||
Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Расстояние перемещения инструмента (приспособления) SM, мм, до | Масса инструмента (приспособления) M, кг, до | Способ хранения инструмента (приспособления) | Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Расстояние перемещения инструмента (приспособления) SM, мм, до | Масса инструмента (приспособления) M, кг, до | Длина инструмента (приспособления) LM, мм, до | Способ хранения инструмента (приспособления) | |||
на плоскости | в гнезде, на штыре | на плоскости | в гнезде, на штыре | ||||||||
Время на комплекс t, тыс. доли мин. | Время на комплекс t, тыс. доли мин. | ||||||||||
17 | 21 | 28 | |||||||||
18 | 22 | 29 | |||||||||
19 | 23 | 31 | |||||||||
20 | 24 | 32 | |||||||||
21 | 25 | 34 | |||||||||
26 | 36 | ||||||||||
23 | 28 | 37 | |||||||||
24 | 29 | 39 | |||||||||
25 | 30 | 41 | |||||||||
26 | 32 | 43 | |||||||||
27 | 34 | 45 | |||||||||
28 | 35 | 47 | |||||||||
28 | 37 | 50 | |||||||||
30 | 39 | 52 | |||||||||
31 | 41 | 55 | |||||||||
Перемещение съемного вспомогательного инструмента, приспособлений (втулок, оправок, державок, цанг, хомутиков, съемных планок, шайб и т.п.) | КАРТА 4.5.1 | ЛИСТ 4 | |||
Поправочные коэффициенты на время для измененных условий работы: | |||||
для труднозахватываемых предметов | для труднозахватываемых предметов | ||||
- | Kос2 = 1,22 | Kос2 = 1,06 | Kос2 = 1,29 | ||
- | при работе в рукавицах | ||||
Kиз = 1,10 | - | ||||
С плоскости | На плоскость | ||||
t = 1,95S0,148 SM0,247 M0,069 | t = 2,16S0,108 SM0,177 M0,129 LM0,139 Kос Kи | ||||
Из гнезда (со штыря) | В гнездо (на штырь) | ||||
t = 4,66S0,115 SM0,189 M0,093 Kос | t = 3,83S0,087 SM0,155 M0,136 LM0,118 Kос | ||||
Примечания: 1. При расстоянии до инструмента (приспособления) свыше 750 мм добавлять время на переход по карте 4.1.14.
2. При расстоянии перемещения инструмента (приспособления) свыше 750 мм добавлять время на переход по карте 4.1.14.
3. Если в момент начала приема инструмент находится в руке или перемещение руки к инструменту перекрывается другими движениями, время определять для S до 130 мм, а затем из него вычитать 7 тыс. долей мин.
4. При перемещении из рабочего положения не выпускаемого из руки инструмента (гаечных, торцовых ключей, отверток, молотков, совков, щеток, калибр-скоб, калибр-пробок и т.п.) необходимо время определять для S до 130 мм, а затем из него вычитать 7 тыс. долей мин.
5. Время на установку и снятие болтов, шайб, планок, прихватов определять по картам 4.6.1 - 4.6.3, 4.7.1, время на наживление и снятие с резьбы гаек, винтов брать по картам 4.6.4 и 4.7.2.
6. При перемещении контрольно-измерительного инструмента время по карте корректируется с учетом периодичности измерений (карта 4.10.33).
КАРТА 4.5.2 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Протянуть руку к инструменту (приспособлению) | ПР1 (S) (ОС1; К2) | ||||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||||
3 | Повернуть в рабочее положение (из рабочего положения) | ПОРY1 (YR; D) (ОС1; К; И) | ||||
4 | Отпустить | ОТ1 (ОС1) | ||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Длина инструмента (приспособления) D, мм, до | Угол поворота инструмента (приспособления) YR, град., до | В рабочее положение | Из рабочего положения | |
Время на комплекс t, тыс. доли мин. | ||||||
0 | 120 | 60 | 60 | 13 | 11,0 | |
1 | 160 | 130 | 90 | 14 | 12,0 | |
2 | 230 | 300 | 135 | 15 | 12,5 | |
3 | 300 | 500 | 180 | 16 | 13,3 | |
4 | 440 | 17 | 14,0 | |||
600 | 18 | 15,0 | ||||
750 | 19 | 16,0 | ||||
20 | 17,0 | |||||
22 | 18,0 | |||||
9 | 23 | 20,0 | ||||
10 | 25 | 21,0 | ||||
11 | 26 | 22,0 | ||||
12 | 28 | 24,0 | ||||
Поправочный коэффициент на время для измененных условий работы | ||||||
при работе в рукавицах Kиз = 1,17 | ||||||
В рабочее положение | Из рабочего положения | |||||
t= 2,36S0,198 D0,081 YR0,127 Kи | t = 2,02S0,198 D0,081 YR0,127 Kи | |||||
Примечания: 1. При расстоянии до инструмента (приспособления) свыше 750 мм добавлять время на переход по карте 4.1.14.
2. Если инструмент находится в руке, время определять для S до 120 мм, а затем из него вычитать 6,5 тыс. долей мин.
КАРТА 4.5.3 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Протянуть руку к инструменту (приспособлению) | ПР1 (S) (ОС1; К2) | ||||
2. | Взяться | В31 (ОС1; К1; И) | ||||
3. | Переместить по поверхности | ПП1 (SM; M; LM) (ОС1; К2; И) | ||||
4. | Отпустить | ОТ1 (ОС1) | ||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки к инструменту (приспособлению) S, мм, до | Расстояние перемещения инструмента (приспособления) SM, мм, до | Масса инструмента (приспособления) M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 120 | 120 | 0,3 | 10,0 | ||
1 | 150 | 150 | 2,0 | 11,0 | ||
2 | 250 | 250 | 8,0 | 12,0 | ||
3 | 350 | 350 | 13,0 | |||
4 | 450 | 500 | 13,5 | |||
5 | 650 | 700 | 14,0 | |||
6 | 750 | 750 | 15,0 | |||
7 | 16,0 | |||||
8 | 17,0 | |||||
9 | 19,0 | |||||
10 | 20,0 | |||||
11 | 21,0 | |||||
12 | 23,0 | |||||
13 | 24,0 | |||||
14 | 26,0 | |||||
t = 2,01S0,9° SM0,183 M0,031 | ||||||
Примечание. При расстоянии до инструмента (приспособления) свыше 750 мм добавлять время на переход по карте 4.1.14.
НА СТАНОК (В ПРИСПОСОБЛЕНИЕ)
КАРТА 4.6.1 | ЛИСТ 1 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||
1. | Установить деталь (приспособление) на станок (в приспособление) простым наложением (по риске, кромке, упору, с совмещением отверстий) | УПN (M; LM) (ОС; ОР; И) | ||||||||
2. | Отпустить | ОТN (ОС1) | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | ||||||||
Масса детали (приспособления), кг, 0,01 < M <= 0,1 | Масса детали (приспособления), кг, 0,1 < M <= 4 | Масса детали (приспособления), кг, 1 < M <= 20 | ||||||||
Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 25 | 2,1 | 0,10 | 55 | 1,3 | 1,1 | 110 | 1,3 | ||
1 | 35 | 2,3 | 0,20 | 70 | 1,4 | 1,5 | 140 | 1,4 | ||
2 | 50 | 2,6 | 0,25 | 90 | 1,6 | 2,0 | 170 | 1,6 | ||
3 | 85 | 2,8 | 0,30 | 110 | 1,7 | 2,5 | 200 | 1,8 | ||
4 | 150 | 3,0 | 0,40 | 140 | 1,9 | 3,0 | 250 | 2,0 | ||
5 | 250 | 3,4 | 0,60 | 170 | 2,1 | 4,0 | 300 | 2,1 | ||
6 | 500 | 3,7 | 0,90 | 200 | 2,3 | 5,0 | 400 | 2,3 | ||
7 | 1,20 | 250 | 2,6 | 7,0 | 500 | 2,6 | ||||
8 | 1,70 | 350 | 2,8 | 9,0 | 600 | 2,8 | ||||
9 | 2,00 | 400 | 3,1 | 12,0 | 750 | 3,1 | ||||
10 | 3,00 | 500 | 3,4 | 16,0 | 1000 | 3,4 | ||||
Установка детали (приспособления) простым наложением, по риске, кромке, упору, с совмещением отверстий без предварительного ориентирования (симметричные совмещаемые поверхности) | КАРТА 4.6.1 | ЛИСТ 2 | ||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | ||||||
Масса детали (приспособления), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 4 | Масса детали (деталей), кг, 1 < M <= 20 | ||||||
Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | |
11 | 4,00 | 3,7 | 20,0 | 1200 | 3,8 | |||
12 | 4,1 | 1500 | 4,1 | |||||
13 | 4,5 | 1750 | 4,6 | |||||
14 | 5,0 | 2000 | 5,0 | |||||
15 | 5,5 | 5,5 | ||||||
16 | 6,0 | 6,0 | ||||||
6,5 | 6,5 | |||||||
18 | 7,0 | 7,0 | ||||||
19 | 8,0 | 8,0 | ||||||
20 | 9,0 | 9,0 | ||||||
21 | 10,0 | 10,0 | ||||||
22 | 11,0 | |||||||
23 | 12,0 | |||||||
24 | 13,0 | |||||||
25 | 14,0 | |||||||
Установка детали (приспособления) простым наложением, по риске, кромке, упору, с совмещением отверстий без предварительного ориентирования (симметричные совмещаемые поверхности) | КАРТА 4.6.1 | ЛИСТ 3 | |
Поправочные коэффициенты на время для измененных условий работы: | |||
для труднозахватываемых деталей Kос2 = 1,08 | |||
при работе в рукавицах Kиз = 1,24 | |||
При совмещении: | |||
простым наложением Kор1 = 1,00 | |||
по риске, кромке, упору | |||
Kор2 = 2,50 | Kор2 = 1,96 | Kор2 = 2,56 | |
совмещением отверстий | |||
Kор3 = 4,30 | Kор3 = 5,22 | Kор3 = 5,52 | |
t = 1,2LM0,202 Kос Kи Kор | t = 0,47M0,284 LM0,429 Kос Kи Kор | t = 0,17M0,364 LM0,450 Kос Kи Kор | |
Примечания: 1. В момент начала комплекса деталь (приспособление) находится в руке у места установки. Время на перемещение детали (приспособления) к месту установки брать по картам 4.2.1, 4.2.2, 4.5.1, а при массе детали (приспособления) более 20 кг - по картам 4.1.7 и 4.1.9.
2. При массе детали (приспособления) более 20 кг установка выполняется с помощью подъемно-транспортного механизма. Время на установку определять по карте 4.6.1, приняв массу детали (приспособления) равной 0,06 · M (M - масса детали, приспособления, кг) и добавляя время на управление подъемником (включить, выключить) по карте 4.9.1. В зависимости от способа совмещения (по риске, упору, кромке, отверстию) элементы управления (включить, выключить подъемник) брать n раз.
3. При установке с совмещением по двум и более рискам, или кромкам, или упорам, или отверстиям, или по кромке (риске) и упору, или по кромке (риске) и отверстию, упору и отверстию брать соответствующее время по карте 4.6.1 один раз с ориентированием и еще один раз без ориентирования, прибавив к полученной сумме 3 тыс. долей мин.
4. Данные карты 4.6.1 соответствуют открытому способу совмещения, то есть с помощью зрительного контроля. При закрытом способе совмещения, без зрительного контроля, время по карте умножать на 1,4.
5. При установке мелких деталей (диаметром или толщиной Z <= 5 мм) ко времени по карте 4.6.1 добавлять 7,4 тыс. долей мин.
КАРТА 4.6.2 | ЛИСТ 1 | |||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||
1. | Повернуть деталь (приспособление) в горизонтальной (вертикальной) плоскости на угол YR | ПОАN (M; YR; LM) (ОС; И) | ||||||
2. | Установить деталь (приспособление) простым наложением (по риске, кромке, упору, с совмещением отверстий) | УПN (M; LM) (ОС; ОР; И) | ||||||
3. | Отпустить | ОТN (ОС1) | ||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | |||||||
Масса детали (деталей), кг, 0,01 < M <= 0,1 | Масса детали (деталей), кг, 0,1 < M <= 4 | |||||||
Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | ||||
Степень ориентирования | Степень ориентирования | |||||||
средняя (частичная симметрия) | большая (отсутствие симметрии) | Средняя (частичная симметрия) | большая (отсутствие симметрии) | |||||
0 | 40 | 6 | 7,5 | 0,15 | 70 | 6,0 | 6,5 | |
1 | 170 | 7 | 8,0 | 0,25 | 100 | 6,5 | 7,0 | |
2 | 500 | 8 | 9,0 | 0,40 | 200 | 7,0 | 8,0 | |
3 | 0,70 | 400 | 8,0 | 9,0 | ||||
4 | 1,20 | 500 | 9,0 | 10,0 | ||||
5 | 2,00 | 9,5 | 11,0 | |||||
6 | 4,00 | 10,0 | 12,0 | |||||
7 | 11,0 | 13,0 | ||||||
8 | 13,0 | 14,0 | ||||||
9 | 14,0 | 16,0 | ||||||
10 | 15,0 | 17,0 | ||||||
Установка детали (приспособления) простым наложением, по риске, кромке, упору, с совмещением отверстий с предварительным ориентированием (частичная симметрия или отсутствие симметрии совмещаемых поверхностей) | КАРТА 4.6.2 | ЛИСТ 2 | |
Поправочные коэффициенты на время для измененных условий работы: | |||
для труднозахватываемых деталей (приспособлений) Kос2 = 1,09 | |||
при работе в рукавицах | |||
Kиз = 1,06 | Kиз = 1,16 | ||
При совмещении: | |||
простым наложением Kор1 = 1,00 | |||
по риске, кромке, упору | |||
Kор2 = 1,60 | Kор2 = 1,41 | ||
с совмещением отверстий | |||
Kор3 = 2,40 | Kор3 = 2,83 | ||
Средняя степень ориентирования | Средняя степень ориентирования | ||
t = 5,1LM0,065 Kос Kи Kор | t = 4,41M0,179 LM0,180 Kос Kи Kор | ||
Большая степень ориентирования | Большая степень ориентирования | ||
t = 6,25LM0,055 Kос Kи Kор | t = 5,20M0,173 LM0,165 Kос Kи Kор | ||
Установка детали (приспособления) простым наложением, по риске, кромке, упору, с совмещением отверстий с предварительным ориентированием (частичная симметрия или отсутствие симметрии совмещаемых поверхностей) | КАРТА 4.6.2 | ЛИСТ 3 | ||
Двумя руками | ||||
Масса детали (приспособления), кг, 1 < M <= 20 | ||||
Индекс факторов или сумма индексов для определения времени | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | |
Степень ориентирования | ||||
средняя (частичная симметрия) | большая (отсутствие симметрии) | |||
0 | 1,3 | 110 | 5,0 | 5,0 |
1 | 2,0 | 150 | 5,5 | 6,0 |
2 | 3,0 | 200 | 6,0 | 6,5 |
3 | 5,0 | 250 | 6,5 | 7,0 |
4 | 8,0 | 350 | 7,0 | 8,0 |
5 | 13,0 | 500 | 8,0 | 9,0 |
6 | 20,0 | 650 | 9,0 | 10,0 |
7 | 850 | 10,0 | 11,0 | |
8 | 1100 | 11,0 | 12,0 | |
9 | 1500 | 12,0 | 13,0 | |
10 | 2000 | 13,0 | 14,0 | |
11 | 14,0 | 16,0 | ||
12 | 16,0 | 17,0 | ||
13 | 17,0 | 19,0 | ||
14 | 19,0 | 21,0 | ||
15 | 21,0 | 23,0 | ||
16 | 23,0 | 25,0 | ||
Установка детали (приспособления) простым наложением, по риске, кромке, упору, с совмещением отверстий с предварительным ориентированием (частичная симметрия или отсутствие симметрии совмещаемых поверхностей) | КАРТА 4.6.2 | ЛИСТ 4 | |
Поправочные коэффициенты на время для измененных условий работы: | |||
для труднозахватываемых деталей (приспособлений) Kос2 = 1,09 | |||
при работе в рукавицах Kиз = 1,16 | |||
При совмещении: | |||
простым наложением Kор1 = 1,00 | |||
по риске, кромке, упору Kор2 = 1,71 | |||
с совмещением отверстий Kор3 = 3,05 | |||
Средняя степень ориентирования | t = 0,95М0,212 LM0,363 Kос Kи Kор | ||
Большая степень ориентирования | t = 1,11М0,203 LM0,345 Kос Kи Kор | ||
Примечания: 1. В момент начала комплекса деталь (приспособление) находится в руке у места установки. Время на перемещение детали (приспособления) к месту установки брать по картам 4.2.1, 4.2.2, 4.5.1, а при массе детали (приспособления) более 20 кг - по картам 4.1.7 и 4.1.9.
2. При массе детали (приспособления) более 20 кг установка выполняется с помощью подъемно-транспортного механизма. Время на установку определять по карте 4.6.2, приняв массу детали (приспособления) равной 0,06 · M (M - масса детали, приспособления, кг) и добавляя время на управление подъемником (включить, выключить) по карте 4.9.1. В зависимости от способа совмещения (по риске, упору, кромке, отверстию) элементы управления (включить, выключить подъемник) брать n раз.
3. При установке с совмещением по двум и более рискам, или кромкам, или упорам, или отверстиям, или по кромке (риске) и упору, или по кромке (риске) и отверстию, упору и отверстию брать соответствующее время по карте 4.6.2 один раз с ориентированием (средняя или большая степень) и еще один раз без ориентирования, прибавив к полученной сумме 3 тыс. долей мин.
4. Данные карты 4.6.2 соответствуют открытому способу совмещения, то есть с помощью зрительного контроля. При закрытом способе совмещения, без зрительного контроля, время по карте умножать на 1,4.
5. При установке мелких деталей (диаметром или толщиной Z <= 5 мм) ко времени по карте 4.6.2 добавлять 7,4 тыс. долей мин.
КАРТА 4.6.3 | ЛИСТ 1 | ||||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||||
1. | Установить деталь (приспособление) на вал (в отверстие) | YOWN (М; LD; LM) (ОС; ОР; И) | |||||||||
2. | Отпустить деталь (приспособление) | OTN (ОС1) | |||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | |||||||||
Масса детали (приспособления), кг, 0,01 < M <= 0,1 | Масса детали (приспособления), кг, 0,1 < M <= 4 | Масса детали (приспособления), кг, 1 < M <= 20 | |||||||||
Свободное соединение | Свободное соединение | ||||||||||
Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | |||
6,2 | 0,11 | 25 | 10 | 6,2 | 1,1 | 110 | 15 | 6,2 | |||
1 | 0,15 | 30 | 20 | 1,5 | 150 | 20 | |||||
2 | 0,20 | 40 | 40 | 2,0 | 200 | 40 | |||||
3 | 0,25 | 50 | 70 | 2,5 | 250 | 60 | |||||
4 | 0,30 | 70 | 120 | 3,0 | 300 | 100 | |||||
5 | 0,40 | 90 | 250 | 4,0 | 400 | 200 | |||||
6 | 0,50 | 100 | 5,0 | 500 | 250 | 6,5 | |||||
7 | 0,70 | 150 | 6,0 | 650 | 7,0 | ||||||
8 | 0,80 | 200 | 7,0 | 800 | 7,5 | ||||||
9 | 1,00 | 250 | 9,0 | 1050 | 8,0 | ||||||
10 | 1,50 | 300 | 11,0 | 1350 | 8,5 | ||||||
11 | 2,00 | 400 | 14,0 | 1750 | 9,0 | ||||||
12 | 2,50 | 500 | 18,0 | 2000 | 9,5 | ||||||
13 | 3,00 | 20,0 | 10,0 | ||||||||
14 | 3,50 | 11,0 | |||||||||
Установка детали (приспособления) с совмещением вала (выступа) и отверстия | КАРТА 4.6.3 | ЛИСТ 2 | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | ||||||||
Масса детали (приспособления), кг, 0,01 < M <= 0,1 | Масса детали (приспособления), кг, 0,1 < M <= 4 | Масса детали (приспособления), кг, 1 < M <= 20 | ||||||||
Свободное соединение | Свободное соединение | |||||||||
Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | ||
6,2 | 4,00 | 6,2 | 11,5 | |||||||
6,3 | 12,5 | |||||||||
17 | 6,7 | 13,0 | ||||||||
18 | 7,2 | 14,0 | ||||||||
7,7 | 15,0 | |||||||||
8,2 | 16,0 | |||||||||
21 | 8,7 | 17,0 | ||||||||
9,3 | 18,0 | |||||||||
23 | 10,0 | 20,0 | ||||||||
24 | 10,5 | 21,0 | ||||||||
25 | 11,0 | 22,0 | ||||||||
26 | 12,0 | 24,0 | ||||||||
27 | 13,0 | 25,0 | ||||||||
Установка детали (приспособления) с совмещением вала (выступа) и отверстия | КАРТА 4.6.3 | ЛИСТ 3 | ||||||||
Индекс факторов или сумма индексов для определения времени | Одной рукой | Двумя руками | ||||||||
Масса детали (приспособления), кг, 0,01 < M <= 0,1 | Масса детали (приспособления), кг, 0,1 < M <= 4 | Масса детали (приспособления), кг, 1 < M <= 20 | ||||||||
Свободное соединение | Свободное соединение | |||||||||
Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | ||
28 | 6,2 | 14,0 | 27,0 | |||||||
29 | 15,0 | 29,0 | ||||||||
30 | 16,0 | 31,0 | ||||||||
31 | 17,0 | 33,0 | ||||||||
32 | 18,0 | |||||||||
Поправочные коэффициенты на время для измененных условий работы: | ||||||||||
при плотном соединении | ||||||||||
Kп = 1,4 | Kп = 1,1 | - | ||||||||
при тугом соединении | ||||||||||
Kт = 2,6 | K = 2,0 | - | ||||||||
для труднозахватываемых деталей (приспособлений) Kос2 = 1,70 | ||||||||||
при работе в рукавицах Kиз = 1,09 | ||||||||||
Степень ориентирования: | ||||||||||
без ориентирования (симметричные совмещаемые поверхности) Kор1 = 1,00 | ||||||||||
средняя (частичная симметрия совмещаемых поверхностей) Kор2 = 1,60 | ||||||||||
большая (отсутствие симметрии совмещаемых поверхностей) Kор3 = 2,20 | ||||||||||
t = 6,2Kп Kос Kи Kор | t = 1,5М0,259 LM0,245 LD0,116 Kп Kос Kи Kор | t = 1,01М0,279 LM0,260 LD0,122 Kос Kи Kор |
Установка детали (приспособления) с совмещением вала (выступа) и отверстия | КАРТА 4.6.3 | ЛИСТ 4 | ||||||
Двумя руками | ||||||||
Масса детали (приспособления), кг, 1 < M <= 20 | ||||||||
Индекс факторов или сумма индексов для определения времени | Плотное соединение | Тугое соединение | ||||||
Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 1,1 | 150 | 15 | 8,7 | 1,1 | 130 | 15 | 17 |
1 | 1,3 | 200 | 40 | 1,3 | 200 | 50 | ||
2 | 1,6 | 400 | 85 | 1,5 | 350 | 100 | ||
3 | 1,9 | 650 | 200 | 1,8 | 600 | 200 | ||
4 | 2,2 | 1050 | 250 | 2,0 | 1000 | 250 | ||
5 | 2,6 | 1850 | 2,5 | 1650 | ||||
6 | 3,1 | 2000 | 3,0 | 2000 | ||||
7 | 3,7 | 3,5 | ||||||
8 | 4,5 | 9,0 | 4,2 | |||||
9 | 5,5 | 10,0 | 5,0 | 18 | ||||
10 | 6,5 | 10,5 | 6,0 | 19 | ||||
11 | 7,5 | 11,0 | 7,0 | 21 | ||||
12 | 9,0 | 12,0 | 8,0 | 22 | ||||
13 | 11,0 | 13,0 | 10,0 | 24 | ||||
14 | 13,0 | 14,0 | 11,0 | 25 | ||||
15 | 15,0 | 15,0 | 14,0 | 27 | ||||
16 | 18,0 | 15,5 | 16,0 | 29 | ||||
17 | 20,0 | 16,0 | 19,0 | 31 | ||||
18 | 18,0 | 20,0 | 33 | |||||
19 | 19,0 | 35 | ||||||
20 | 20,0 | 37 | ||||||
21 | 21,0 | 40 | ||||||
22 | 23,0 | 42 | ||||||
23 | 24,0 | 45 | ||||||
24 | 26,0 | 48 | ||||||
Установка детали (приспособления) с совмещением вала (выступа) и отверстия | КАРТА 4.6.3 | ЛИСТ 5 | |||||||
Двумя руками | |||||||||
Масса детали (приспособления), кг, 1 < M <= 20 | |||||||||
Индекс факторов или сумма индексов для определения времени | Плотное соединение | Тугое соединение | |||||||
Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина наибольшей стороны детали (приспособления) LM, мм, до | Длина продвижения вала относительно отверстия LD, мм, до | Время на комплекс t, тыс. доли мин. | ||
25 | 28,0 | 51 | |||||||
26 | 30,0 | 55 | |||||||
27 | 31,0 | 58 | |||||||
28 | 62 | ||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||
для труднозахватываемых деталей (приспособлений) Kос2 = 1,71 | |||||||||
при работе в рукавицах Kиз = 1,10 | |||||||||
Степень ориентирования: | |||||||||
без ориентирования (симметричные совмещаемые поверхности) Kор1 = 1,00 | |||||||||
средняя (частичная симметрия совмещаемых поверхностей) Kор2 = 1,57 | |||||||||
большая (отсутствие симметрии совмещаемых поверхностей) Kор3 = 2,34 | |||||||||
t = 2,64М0,369 LM0,122 LD0,076 Kос Kи Kор | t = 4,77М0,384 LM0,126 LD0,078 Kос Kи Kор | ||||||||
Примечания: 1. В момент начала комплекса деталь (приспособление) находится в руке у места установки. Время на перемещение детали (приспособления) к месту установки брать по картам 4.2.1, 4.2.2, 4.5.1, а при массе детали (приспособления) более 20 кг - по картам 4.1.7 и 4.1.9.
2. При массе детали (приспособления) более 20 кг установка выполняется с помощью подъемного механизма. Время на установку определять по карте 4.6.3, приняв массу детали (приспособления) равной 0,06 · M (M - масса детали, приспособления, кг) и добавляя время на управление подъемником (включить, выключить n раз) по карте 4.9.1.
3. Данные карты 4.6.3 соответствуют открытому способу совмещения, то есть с помощью зрительного контроля. При закрытом способе совмещения, без зрительного контроля, время по карте 4.6.3 умножать на 1,7.
4. При установке в отверстие и по риске (кромке), на выступ и по риске (кромке) суммировать время по карте 4.6.3 с ориентированием (средняя или большая степень) и по карте 4.6.3 без ориентирования, прибавив 3 тыс. долей мин.
5. При установке нескольких деталей норматив времени по карте 4.6.3 умножать на число устанавливаемых деталей, принимая среднюю длину продвижения.
6. При установке мелких деталей (диаметром Z <= 5 мм) добавлять 7,4 тыс. долей мин.
КАРТА 4.6.4 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Установить гайку (винт) на резьбу | УОС1 (М; LD; LM) (ОС1; ОР3; И) | |
2. | Навернуть гайку (винт) по резьбе рукой на два оборота | ПООС1 (D) (И; СТ1) | |
3. | Отпустить | ОТ1 (ОС1) | |
Индекс фактора для определения времени | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 10 | 28 | |
1 | 12 | 30 | |
2 | 20 | 33 | |
3 | 30 | 37 | |
4 | 42 | 40 | |
56 | 44 | ||
t = 16,31D0,251 | |||
Примечание. В момент начала комплекса гайка (винт) находится в руке у места установки. Время на перемещение гайки (винта) из места хранения к месту установки брать по карте 4.5.1.
(ИЗ ПРИСПОСОБЛЕНИЯ)
КАРТА 4.7.1 | ЛИСТ 1 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||
Снять деталь (приспособление) | PWN (M; LD) (ОС; ОР; И) | ||||||
Одной рукой | Двумя руками | ||||||
Индекс факторов или сумма индексов для определения времени | Масса детали, кг, 0,01 < M <= 0,1 | Масса детали (приспособления), кг, 0,1 < M <= 4 | Масса детали (приспособления), кг, 1 < M <= 20 | ||||
Масса детали (приспособления) M, кг, до | Длина продвижения детали (приспособления) LD, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина продвижения детали (приспособления) LD, мм, до | Время на комплекс t, тыс. доли мин. | ||
Время на комплекс t, тыс. доли мин. | |||||||
3,5 | 0,12 | 15 | 3,5 | 1,0 | 15 | 3,5 | |
1 | 0,16 | 30 | 1,6 | 30 | |||
2 | 0,20 | 60 | 2,0 | 70 | 4,0 | ||
3 | 0,30 | 130 | 3,0 | 160 | 4,3 | ||
4 | 0,40 | 250 | 4,0 | 250 | 4,7 | ||
5 | 0,60 | 6,0 | 5,2 | ||||
0,80 | 8,0 | 5,7 | |||||
7 | 1,00 | 3,9 | 11,0 | 6,3 | |||
1,50 | 4,3 | 15,0 | 7,0 | ||||
2,00 | 4,7 | 20,0 | 7,6 | ||||
10 | 3,00 | 5,2 | 8,3 | ||||
11 | 4,00 | 5,7 | 9,2 | ||||
Снятие детали (приспособления) со станка (из приспособления) | КАРТА 4.7.1 | ЛИСТ 2 | |||||
Индекс факторов или сумма индексов для определения времени | Масса детали, кг, 0,01 < M <= 0,1 | Масса детали (приспособления), кг, 0,1 < M <= 4 | Масса детали (приспособления), кг, 1 < M <= 20 | ||||
Масса детали (приспособления) M, кг, до | Длина продвижения детали (приспособления) LD, мм, до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Длина продвижения детали (приспособления) LD, мм, до | Время на комплекс t, тыс. доли мин. | ||
Время на комплекс t, тыс. доли мин. | |||||||
12 | 3,5 | 6,3 | 10,1 | ||||
13 | 6,9 | 11,1 | |||||
14 | 7,6 | ||||||
15 | 8,3 | ||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||
для труднозахватываемых деталей Kос2 = 1,75 | |||||||
при работе в рукавицах Kиз = 1,10 | |||||||
Степень ориентирования: | |||||||
малая Kор1 = 1 | средняя Kор2 = 1,6 | большая Kор3 = 2,4 | |||||
Плотность соединения: | |||||||
свободное Kс = 1 | плотное Kп = 1,5 | тугое Kт = 3,0 | |||||
t = 3,50Kос Kи Kор x x Kп | t = 2,95M0,300 LD0,130 Kос Kи x x Kор Kп | t = 2,44M0,300 LD0,120 Kос Kи x x Kор Kп | |||||
Примечания: 1. После снятия деталь (приспособление) находится в руке у места снятия. Время на перемещение детали (приспособления) брать по картам 4.3.1 - 4.3.3, 4.5.1, а при массе детали (приспособления) более 20 кг - по карте 4.1.7.
2. При массе детали (приспособления) более 20 кг снятие выполняется с помощью подъемного механизма. Время на снятие определять по картам 4.7.1 и 4.9.1 (включить, выключить подъемник).
3. При снятии нескольких деталей время по карте 4.7.1 умножать на число снимаемых деталей, принимая среднюю длину продвижения детали из приспособления.
4. При снятии мелких деталей (диаметром или толщиной Z <= 5 мм) добавлять 7,4 тыс. долей мин.
КАРТА 4.7.2 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Свинтить гайку (винт) на два оборота вручную | ПООС1 (D) (Н1; СТ1) | |
2. | Снять гайку (винт) | РС1 (М; LD) (ОС1; ОР3; И) | |
Индекс фактора для определения времени | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 10 | 23 | |
1 | 12 | 25 | |
2 | 16 | 27 | |
3 | 24 | 30 | |
4 | 36 | 33 | |
48 | 37 | ||
6 | 56 | 40 | |
t = 12,39D0,293 | |||
Примечание. После снятия гайка (винт) находится в руке у места снятия, время на перемещение гайки (винта) к месту хранения брать по карте 4.5.1.
НА СТАНКЕ (В ПРИСПОСОБЛЕНИИ)
Качественный фактор, принятый для разбивки на нормативные карты
Способ закрепления (открепления):
кнопкой (тумблером) (см. карту 4.9.1);
рычагом;
фиксатором;
маховиком;
штурвалом;
выключателем (см. карту 4.9.7);
педалью (см. карты 4.9.8 и 4.9.9);
болтом со звездочкой (барашком);
гаечным ключом;
торцовым ключом (воротком);
отверткой;
ударами молотка;
ударами детали (приспособления) о стол;
поворотом детали (приспособления) на кулачковой оправке;
завинчиванием вручную детали и приспособления на резьбовую оправку;
откреплением выколоткой (рычагом)
КАРТА 4.8.1 | ЛИСТ 1 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Протянуть руку к рычагу | ПР1 (S) (ОС1; К1) | ||||
2. | Взяться за рычаг | ВЗ1 (ОС1; К1) | ||||
3. | Нажать | НРУ | ||||
4. | Повернуть рычаг | ПОРА1 (YR; D) (К1; И) | ||||
5. | Отпустить | ОТ1 (ОС1) | ||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки к рычагу S, мм, до | Длина рычага D, мм, до | Угол поворота рычага YR, град., до | Время на комплекс t, тыс. доли мин. | ||
70 | 150 | 45 | 15 | |||
100 | 400 | 90 | 16 | |||
2 | 200 | 600 | 135 | 17 | ||
Закрепление (открепление) рычагом | КАРТА 4.8.1 | ЛИСТ 2 | ||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки к рычагу S, мм, до | Длина рычага D, мм, до | Угол поворота рычага YR, град., до | Время на комплекс t, тыс. доли мин. |
300 | 180 | 18 | ||
450 | 19 | |||
750 | 20 | |||
6 | 21 | |||
23 | ||||
8 | 24 | |||
26 | ||||
10 | 28 | |||
Поправочный коэффициент на время для измененных условий работы | ||||
при работе в рукавицах Kиз = 1,11 | ||||
t = 4,41S0,130 D0,071 YR0,103 Kи | ||||
Примечания: 1. При расстоянии до рычага свыше 750 мм добавлять время на переход по карте 4.1.14.
2. Время на срабатывание механизма брать по карте 4.9.10.
КАРТА 4.8.2 | |||
 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. Протянуть руку к фиксатору | ПР1 (S) (ОС1; К2) | ||
2. Взяться за фиксатор | ВЗ1 (ОС1; К1; И) | ||
3. Переместить (сжать пружину) | П1 (SM; M; LM) (ОС1; К2; И) | ||
4. Отпустить | ОТ1 (ОС1) | ||
Индекс фактора для определения времени | Расстояние перемещения руки к фиксатору S, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 60 | 9,0 | |
1 | 90 | 10,0 | |
2 | 140 | 11,0 | |
3 | 200 | 12,0 | |
4 | 300 | 13,0 | |
5 | 650 | 14,5 | |
6 | 700 | 16,0 | |
7 | 750 | 17,5 | |
t = 3,61S0,235 | |||
Примечание. При расстоянии до фиксатора свыше 750 мм добавлять время на переход по карте 4.1.14.
КАРТА 4.8.3 | ||
 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот | ||
1. | Протянуть руку к маховику | ПР1 (S) (ОС1; К2) |
2. | Взяться за маховик | ВЗ1 (ОС1; К1; И) |
3. | Повернуть маховик | ПОРА1 (YR; D) (К1; И) |
4. | Нажать | НРУ |
5. | Отпустить | ОТ1 (ОС1) |
Последующий оборот | ||
1. | Повернуть маховик | ПОРА1 (YR 360; D) (К1; И) |
Один оборот | Последующий оборот | ||||||
Индекс факторов и, сумма индексов для определения времени | Расстояние перемещения руки к маховику S, мм, до | Диаметр маховика D, мм, до | Угол поворота маховика YR, град., до | Время на комплекс t, тыс. доли мин. | Диаметр маховика D, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 70 | 50 | 45 | 16 | 50 | 4,5 | |
1 | 120 | 150 | 90 | 17 | 70 | 5,0 | |
2 | 200 | 500 | 180 | 19 | 100 | 5,5 | |
3 | 400 | 360 | 20 | 150 | 6,0 | ||
4 | 750 | 21 | 200 | 6,5 | |||
5 | 23 | 300 | 7,0 | ||||
24 | 450 | 8,0 | |||||
7 | 26 | 500 | 9,0 | ||||
8 | 27 | ||||||
29 | |||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||
при работе в рукавицах | |||||||
Kиз = 1,19 | Kиз = 1,35 | ||||||
t = 6,00S0,108 D0,067 YR0,097 Kи | t = 1,73D0,260 Kи | ||||||
Примечание. При расстоянии до маховика свыше 750 мм добавлять время на переход по карте 4.1.14.
КАРТА 4.8.4 | ЛИСТ 1 | |||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Поворот на угол YR <= 120° | ||||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на угол YR | ПОРА1 (YR 120; D) (К1; И) | ||
4. | Нажать | НРУ | ||
5. | Отпустить | ОТ1 (ОС1) | ||
Один оборот штурвала | ||||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
4. | Отпустить | ОТ1 (ОС1) | ||
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
6. | Взяться | ВЗ1 (ОС1; К1; И) | ||
7. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
8. | Отпустить | ОТ1 (ОС1) | ||
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
10. | Взяться | ВЗ1 (ОС1; К1; И) | ||
11. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
12. | Нажать | НРУ | ||
13. | Отпустить | ОТ1 (ОС1) | ||
Последующий оборот штурвала | ||||
1. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
4. | Отпустить | ОТ1 (ОС1) | ||
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
6. | Взяться | ВЗ1 (ОС1; К1; И) | ||
7. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
8. | Отпустить | ОТ1 (ОС1) | ||
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
10. | Взяться | ВЗ1 (ОС1; К1; И) | ||
11. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
12. | Отпустить | ОТ1 (ОС1) | ||
Закрепление (открепление) штурвалом | КАРТА 4.8.4 | ЛИСТ 2 | |||||||||
Индекс факторов или сумма индексов для определения времени | Поворот на угол YR <= 120° | Один оборот на 360° | Последующий оборот на 360° | ||||||||
Расстояние перемещения руки к штурвалу S, мм, до | Диаметр штурвала D, мм, до | Угол поворота штурвала YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к штурвалу S, мм, до | Диаметр штурвала D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр штурвала D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 65 | 150 | 45 | 18,0 | 100 | 120 | 37 | 110 | 25 | ||
1 | 100 | 450 | 90 | 19,0 | 450 | 300 | 40 | 200 | 28 | ||
2 | 200 | 800 | 120 | 20,5 | 750 | 700 | 44 | 350 | 30 | ||
3 | 300 | 22,0 | 800 | 49 | 600 | 34 | |||||
4 | 550 | 23,0 | 54 | 800 | 37 | ||||||
5 | 750 | 25,0 | 59 | ||||||||
6 | 26,5 | ||||||||||
7 | 28,0 | ||||||||||
8 | 30,0 | ||||||||||
9 | 32,0 | ||||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||||
при работе в рукавицах | |||||||||||
Kиз = 1,11 | Kиз = 1,21 | Kиз = 1,31 | |||||||||
t = 6,60S0,120 D0,056 YR0,086 Kи | t = 17,85S0,064 D0,107 Kи | t = 12,4D0,162 Kи | |||||||||
Примечание. При расстоянии до штурвала свыше 750 мм добавлять время на переход по карте 4.1.14.
КАРТА 4.8.5 | |||||||
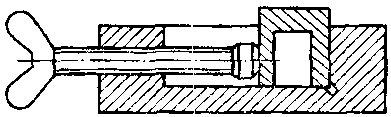 | |||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||
Один оборот болта | |||||||
1. | Протянуть руку к болту | ПР1 (S) (ОС1; К2) | |||||
2. | Взяться | ВЗ1 (ОС1; К1; И) | |||||
3. | Повернуть болт на один оборот | ПООС1 (D) (И; СТ) | |||||
4. | Отпустить болт | ОТ1 (ОС1) | |||||
Последующий оборот болта | |||||||
1. | Повернуть болт на один оборот | ПООС1 (D) (И; СТ) | |||||
Индекс факторов или сумма индексов для определения времени | Один оборот болта | Последующий оборот болта | |||||
Расстояние перемещения руки к болту S, мм, до | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 130 | 10 | 14 | 10 | 7 | ||
1 | 250 | 16 | 16 | 12 | 8 | ||
400 | 24 | 17 | 16 | 9 | |||
750 | 36 | 19 | 20 | 10 | |||
4 | 56 | 21 | 24 | 11 | |||
5 | 23 | 30 | 12 | ||||
6 | 26 | 36 | 13 | ||||
7 | 28 | 48 | 14 | ||||
Поправочные коэффициенты на время для измененных условий работы | |||||||
Стесненность при повороте болта: | |||||||
стесненно | |||||||
Kст2 = 1,45 | Kст2 = 1,64 | ||||||
очень стесненно | |||||||
Kст3 = 2,04 | Kст3 = 2,50 | ||||||
t = 4,39S0,162 D0,212 Kст | t = 3,09D0,410 Kст | ||||||
Примечание. При расстоянии до болта свыше 750 мм добавлять время на переход по карте 4.1.14.
КАРТА 4.8.6 | ЛИСТ 1 | |||||
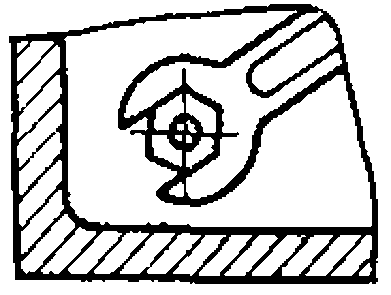 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
Один оборот ключом | ||||||
1. | Повернуть болт (гайку) ключом на один оборот с усилием | ПООУ1 (D) (И6; СТ) | ||||
Последующий оборот ключом | ||||||
1. | Повернуть болт (гайку) ключом на один оборот свободно | ПООС1 (D) (И6; СТ) | ||||
Индекс фактора для определения времени | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | ||||
Один оборот ключом | Последующий оборот ключом | |||||
0 | 8 | 17 | 13 | |||
1 | 10 | 20 | 15 | |||
2 | 12 | 22 | 16 | |||
3 | 16 | 24 | 18 | |||
4 | 20 | 29 | 21 | |||
5 | 24 | 32 | 23 | |||
6 | 30 | 35 | 26 | |||
Закрепление (открепление) детали гаечным ключом | КАРТА 4.8.6 | ЛИСТ 2 | |||
Индекс фактора для определения времени | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |||
Один оборот ключом | Последующий оборот ключом | ||||
7 | 36 | 39 | 28 | ||
56 | 48 | 35 | |||
Поправочные коэффициенты на время для измененных условий работы | |||||
Стесненность при повороте ключом: | |||||
стесненно Kст2 = 1,64 | |||||
очень стесненно Kст3 = 2,50 | |||||
Один оборот ключом t = 5,71D0,550 Kст | Последующий оборот ключом t = 4,14D0,550 Kст | ||||
Примечания: 1. В момент начала комплекса ключ находится в руке у места установки. Время на перемещение ключа к механизму закрепления для установки и после закрепления (открепления) и снятия к месту хранения брать по карте 4.5.1.
2. При применении вспомогательных приспособлений крепления:
время на перемещение (поворот) в рабочее положение для закрепления и к месту хранения после открепления гаек, болтов, шайб, планок, прихватов брать по картам 4.5.1, 4.5.2, 4.5.3;
время на установку планок, прихватов, крышек, болтов, шайб брать по картам 4.6.1, 4.6.2 или 4.6.3, время на снятие - по карте 4.7.1;
время на установку, наживление гаек, винтов брать по карте 4.6.4, время на снятие - по карте 4.7.2.
КАРТА 4.8.7 | ЛИСТ | ||
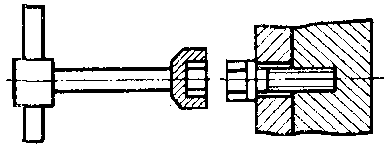 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Поворот ключом на угол YR <= 180° | |||
1. | Установить ключ (вороток) на болт (гайку) | УОС2 (M; LD; LM) (ОС1; ОР2; И) | |
2. | Повернуть болт (гайку) ключом (воротком) на угол YR <= 180° | ПОРА2 (YR 180; D) (К1; И) | |
3. | Нажать на рукоятку | НРУ | |
4. | Снять ключ (вороток) с болта (гайки) | РС2 (M; LD) (ОС1; ОР2; И) | |
Один оборот ключом | |||
1. | Установить ключ (вороток) на болт (гайку) | УОС2 (М; LD; LM) (ОС1; ОР2; И) | |
2. | Повернуть болт (гайку) ключом (воротком) на 180° | ПОРА2 (YR 180; D) (К1; И) | |
3. | Перехватить ключ (вороток) | ВП | |
4. | Повернуть болт (гайку) ключом (воротком) на 180° | ПОРА2 (YR 180; D) (К1; И) | |
5. | Нажать на рукоятку | НРУ | |
6. | Снять ключ (вороток) с болта (гайки) | РС2 (M; LD) (ОС1; ОР2; И) | |
Последующий оборот ключом | |||
1. | Повернуть болт (гайку) ключом (воротком) на 180° | ПОРА2 (YR180; D) (К1; И) | |
2. | Перехватить ключ (вороток) | ВП | |
3. | Повернуть болт (гайку) ключом (воротком на 180°) | ПОРА2 (YR180; D) (К1; И) | |
Закрепление (открепление) детали торцовым (коронным) ключом или воротком | КАРТА 4.8.7 | ЛИСТ 2 | ||||||||
Индекс факторов или сумма индексов для определения времени | Поворот на угол YR <= 180° | Один оборот | Последующий оборот | |||||||
Масса ключа (воротка) M, кг, до | Длина рукоятки ключа LM, мм, до | Угол поворота болта (гайки) ключом YR, град., до | Время на комплекс t, тыс. доли мин. | Масса ключа (воротка) M, кг, до | Длина рукоятки ключа LM, мм, до | Диаметр ключа D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр ключа D, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 0,12 | 140 | 45 | 21 | 0,15 | 150 | 150 | 32 | 130 | 17 |
1 | 0,20 | 270 | 120 | 22 | 0,20 | 400 | 350 | 35 | 200 | 18 |
2 | 0,30 | 500 | 180 | 23 | 0,40 | 500 | 500 | 37 | 350 | 20 |
3 | 0,40 | 25 | 0,80 | 39 | 500 | 22 | ||||
4 | 0,60 | 27 | 1,40 | 42 | ||||||
5 | 1,00 | 28 | 2,50 | 45 | ||||||
6 | 1,50 | 30 | 48 | |||||||
7 | 2,00 | 32 | 51 | |||||||
8 | 2,50 | 35 | 54 | |||||||
9 | 37 | 58 | ||||||||
10 | 39 | |||||||||
11 | 42 | |||||||||
12 | 45 | |||||||||
Закрепление (открепление) детали торцовым (коронным) ключом или воротком | КАРТА 4.8.7 | ЛИСТ 3 | |
Поправочные коэффициенты на время для измененных условий работы: | |||
при работе в рукавицах | |||
Kиз = 1,13 | Kиз = 1,18 | Kиз = 1,33 | |
t = 15,24M0,157 LM0,098 YR0,063 Kи | t = 21,24M0,110 LM0,071 D0,076 Kи | t = 6,98D0,188 Kи | |
Примечания: 1. В момент начала комплекса ключ находится в руке у места установки. Время на перемещение ключа к механизму закрепления для установки и после закрепления (открепления) и снятия к месту хранения брать по карте 4.5.1.
2. При применении вспомогательных приспособлений крепления:
время на перемещение (поворот) в рабочее положение для закрепления и к месту хранения после открепления гаек, болтов, шайб, планок, прихватов, крышек брать по картам 4.5.1, 4.5.2, 4.5.3;
время на установку планок, прихватов, крышек, болтов, шайб брать по картам 4.6.1, 4.6.2 или 4.6.3, время на снятие - по карте 4.7.1;
время на установку, наживление гаек, винтов брать по карте 4.6.4, время на снятие - по карте 4.7.2.
3. В случае необходимости поворота кулачкового патрона вручную для установки ключа время на поворот брать по карте 4.4.1.
КАРТА 4.8.8 | ЛИСТ 1 | |||
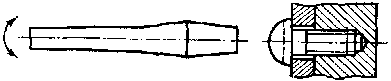 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Один оборот отверткой | ||||
Повернуть винт отверткой на один оборот с усилием | ПООУ1 (D) (И5; СТ) | |||
Последующий оборот отверткой | ||||
Повернуть винт отверткой на один оборот свободно | ПООС1 (D) (И5; СТ) | |||
Индекс фактора для определения времени | Один оборот отверткой | Последующий оборот отверткой | ||
Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 2 | 16 | 2 | 12 |
1 | 3 | 18 | 3 | 13 |
2 | 4 | 20 | 4 | 14 |
3 | 5 | 22 | 5 | 16 |
4 | 6 | 24 | 6 | 18 |
5 | 8 | 27 | 8 | 19 |
Закрепление (открепление) детали отверткой | КАРТА 4.8.8 | ЛИСТ 2 | |||
Индекс фактора для определения времени | Один оборот отверткой | Последующий оборот отверткой | |||
Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | ||
6 | 10 | 29 | 10 | 21 | |
7 | 12 | 32 | 12 | 23 | |
8 | 16 | 35 | 16 | 26 | |
Поправочные коэффициенты на время для измененных условий работы | |||||
Стесненность при повороте отверткой: | |||||
стесненно Kст2 = 1,64 | |||||
очень стесненно Kст3 = 2,50 | |||||
t = 12,52D0,400 Kст | t = 9,07D0,400 Kст | ||||
Примечания: 1. В момент начала комплекса отвертка находится в руке у места установки. Время на перемещение отвертки к механизму закрепления для установки и после закрепления (открепления) и снятия к месту хранения брать по карте 4.5.1.
2. При применении вспомогательных приспособлений крепления:
время на перемещение (поворот) в рабочее положение для закрепления и к месту хранения после открепления гаек, болтов, шайб, планок, прихватов, крышек брать по картам 4.5.1 - 4.5.3;
время на установку планок, прихватов, крышек, болтов, шайб брать по картам 4.6.1, 4.6.2 или 4.6.3, время на снятие - по карте 4.7.1;
время на установку, наживление гаек, винтов брать по карте 4.6.4, время на снятие - по карте 4.7.2.
КАРТА 4.8.9 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Переместить молоток (деталь, приспособление) вверх | П1 (SM250; M; LM) (ОС1; К3; И1) | ||
2. | Переместить молоток (деталь, приспособление) вниз (ударить) | П1 (SM250; M; LM) (ОС1; К1; И1) | ||
Индекс факторов или сумма индексов для определения времени | Масса молотка или детали (приспособления) M, кг, до | Длина молотка или детали (приспособления) LM, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 0,2 | 30 | 12 | |
1 | 0,6 | 70 | 13 | |
2 | 2,0 | 150 | 15 | |
3 | 6,5 | 350 | 16 | |
4 | 8,0 | 500 | 18 | |
5 | 19 | |||
6 | 21 | |||
7 | 23 | |||
8 | 25 | |||
t = 11,38M0,080 LM0,080 | ||||
Примечания: 1. В момент начала комплекса молоток (деталь, приспособление) находится в руке у места удара. Время на перемещение молотка к месту удара брать по карте 4.5.1 и умножать на 0,92. Время на перемещение детали (приспособления) к месту удара брать по картам 4.2.1 и 4.2.2 и умножать на 0,92.
2. Время по карте 4.8.9 умножать на число ударов.
КАРТА 4.8.10 | |||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||
1. | Перехватить деталь (приспособление) | ВП | |||||
2. | Повернуть деталь (приспособление) в горизонтальной (вертикальной) плоскости на угол YR | ПОА1 (M; YR) (ОС1; И) | |||||
3. | Отпустить | ОТ1 (ОС1) | |||||
Индекс факторов или сумма индексов для определения времени | В горизонтальной плоскости | В вертикальной плоскости | |||||
Масса детали (приспособления) M, кг, до | Угол поворота детали (приспособления) YR, град., до | Время на комплекс t, тыс. доли мин. | Масса детали (приспособления) M, кг, до | Время на комплекс t, тыс. доли мин. | |||
0 | 0,2 | 45 | 10 | 0,15 | 8 | ||
1 | 1,0 | 90 | 11 | 0,30 | 9 | ||
2 | 4,0 | - | 12 | 0,60 | 10 | ||
3 | 8,0 | 180 | 13 | 1,20 | 11 | ||
4 | 14 | 2,50 | 12 | ||||
5 | 16 | 5,00 | 13 | ||||
6 | 17 | 8,00 | 14 | ||||
Поправочный коэффициент на время для измененных условий работы | |||||||
при работе в рукавицах Kиз = 1,13 | |||||||
t = 5,57M0,065 YR0,186 Kи | t = 10,94М0,134 Kи | ||||||
Примечание. В момент начала комплекса деталь (приспособление) установлена на резьбу, рука находится на детали. Время на установку детали (приспособления) перед закреплением и снятие после открепления определяется по картам 4.6.3 и 4.7.1.
КАРТА 4.8.11 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Один оборот детали | |||
1. Повернуть деталь (приспособление) на один оборот рукой | ПООС1 (D) (И1; СТ1) | ||
2. Отпустить | ОТ1 (ОС1) | ||
Один оборот детали | |||
Индекс фактора для определения времени | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 2 | 5,0 | |
1 | 3 | 5,5 | |
2 | 4 | 6,0 | |
3 | 5 | 7,0 | |
4 | 6 | 7,5 | |
5 | 8 | 8,5 | |
6 | 12 | 9,0 | |
7 | 16 | 10,0 | |
8 | 20 | 11,0 | |
9 | 24 | 12,0 | |
10 | 30 | 14,0 | |
11 | 42 | 15,0 | |
12 | 56 | 16,0 | |
t = 4,09D0,356 | |||
Примечания: 1. В момент начала комплекса деталь установлена на резьбу и рука находится на детали. Время на установку детали на резьбу оправки перед закреплением и снятие после открепления определять по картам 4.6.4 и 4.7.2.
2. Время по карте умножать на число оборотов детали.
3. Время на поворот контргайки брать по карте 4.8.1.
КАРТА 4.8.12 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Установить рычаг в щель | УОП1 (М; LM; LD) (ОС1; ОР1; И) | ||
2. | Нажать рукой на рычаг | НРУ | ||
3. | Повернуть рычаг на 15 - 30° | ПОРА1 (D; YR) (ОС1; И) | ||
Индекс фактора для определения времени | Масса рычага M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 0,2 | 15 | ||
1 | 0,5 | 16 | ||
2 | 1,0 | 18 | ||
t = 18,42M0,095 | ||||
Примечание. В момент начала комплекса рычаг находится в руке рабочего у места его установки. Время на перемещение рычага из зоны хранения к месту его установки и время на перемещение рычага от места его установки в зону хранения брать по карте 4.5.1.
Качественный фактор, принятый для разбивки на нормативные карты
Орган механизма управления:
кнопка, тумблер;
рычаг;
маховик;
штурвал;
пакетный выключатель
педаль ручная
педаль ножная
КАРТА 4.9.1 | ЛИСТ 1 | |||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Протянуть руку к кнопке (тумблеру) | ПР1 (S) (ОС1; К2) | ||
2. | Нажать | НРС | ||
Включить (выключить) станок (приспособление, грузоподъемный механизм) или узел станка, вращение шпинделя, подачу с помощью кнопки | КАРТА 4.9.1 | ЛИСТ 2 | ||
Индекс фактора для определения времени | Расстояние перемещения руки к кнопке (тумблеру) S, мм, до | Время на комплекс t, тыс. доли мин. | ||
60 | 5,0 | |||
1 | 80 | 6,0 | ||
100 | 6,5 | |||
3 | 150 | 7,0 | ||
200 | 8,0 | |||
5 | 250 | 9,0 | ||
300 | 9,5 | |||
400 | 10,0 | |||
550 | 12,0 | |||
750 | 13,0 | |||
t = 1,43S0,337 | ||||
Примечания: 1. При расстоянии до кнопки свыше 750 мм добавлять время на переход по карте 4.1.14.
2. Время на срабатывание механизма брать по карте 4.9.10.
КАРТА 4.9.2 | ЛИСТ 1 | |||||
 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Протянуть руку к рычагу | ПР1 (S) (ОС1; К1) | ||||
2. | Взяться за рычаг | ВЗ1 (ОС1; К1; И) | ||||
3. | Повернуть рычаг | ПОРА1 (YR; D) (К1; И) | ||||
4. | Отпустить | ОТ1 (ОС1) | ||||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки к рычагу S, мм, до | Длина рычага D, мм, до | Угол поворота рычага YR, град., до | Время на комплекс t, тыс. доли мин. | ||
0 | 60 | 130 | 45 | 7,5 | ||
80 | 200 | 60 | 8,0 | |||
2 | 100 | 300 | 90 | 9,0 | ||
3 | 150 | 500 | 180 | 9,5 | ||
4 | 200 | 10,0 | ||||
5 | 300 | 10,5 | ||||
400 | 11,0 | |||||
7 | 550 | 12,0 | ||||
Включить (выключить) станок (приспособление, грузоподъемный механизм) или узел станка, вращение шпинделя, подачу или переключить направление вращения, изменить параметр режима резания с помощью рычага | КАРТА 4.9.2 | ЛИСТ 2 | ||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки к рычагу S, мм, до | Длина рычага D, мм, до | Угол поворота рычага YR, град., до | Время на комплекс t, тыс. доли мин. |
8 | 750 | 13,0 | ||
9 | 14,0 | |||
15,0 | ||||
11 | 16,0 | |||
12 | 17,0 | |||
13 | 18,0 | |||
14 | 19,0 | |||
Поправочный коэффициент на время для измененных условий работы | ||||
при работе в рукавицах Kиз = 1,19 | ||||
t = 1,21S0,202 D0,139 YR0,124 Kи | ||||
Примечания: 1. При расстоянии до рычага свыше 750 мм добавлять время на переход по карте 4.1.14.
2. Время на срабатывание механизма брать по карте 4.9.10.
КАРТА 4.9.3 | ЛИСТ 1 | |||||||
 | ||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||
Один оборот | ||||||||
1. | Протянуть руку к маховику | ПР1 (S) (ОС1; К2) | ||||||
2. | Взяться за маховик | ВЗ1 (ОС1; К1; И) | ||||||
3. | Повернуть маховик | ПОРА1 (YR; D) (К1; И) | ||||||
4. | Отпустить | ОТ1 (ОС1) | ||||||
Индекс факторов или сумма индексов для определения времени | Один оборот | Последующий оборот | ||||||
Расстояние перемещения руки к маховику S, мм, до | Диаметр маховика D, мм, до | Угол поворота маховика YR, град., до | Время на комплекс t, тыс. доли мин. | Диаметр маховика D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 60 | 50 | 45 | 10,0 | 50 | 4,5 | ||
1 | 100 | 100 | 90 | 10,5 | 70 | 5,0 | ||
2 | 150 | 150 | 180 | 11,0 | 100 | 5,5 | ||
3 | 250 | 300 | - | 12,0 | 150 | 6,0 | ||
4 | 300 | 500 | 360 | 13,0 | 200 | 6,5 | ||
5 | 500 | 13,5 | 300 | 7,0 | ||||
6 | 700 | 14,0 | 450 | 8,0 | ||||
7 | 750 | 15,0 | 500 | 9,0 | ||||
Перемещение узлов станка вращением маховика | КАРТА 4.9.3 | ЛИСТ 2 | ||||||
Индекс факторов или сумма индексов для определения времени | Один оборот | Последующий оборот | ||||||
Расстояние перемещения руки к маховику S, мм, до | Диаметр маховика D, мм, до | Угол поворота маховика YR, град., до | Время на комплекс t, тыс. доли мин. | Диаметр маховика D, мм, до | Время на комплекс t, тыс. доли мин. | |||
16,0 | ||||||||
18,0 | ||||||||
10 | 19,0 | |||||||
11 | 20,0 | |||||||
12 | 21,0 | |||||||
13 | 23,0 | |||||||
14 | 24,0 | |||||||
15 | 26,0 | |||||||
Поправочные коэффициенты на время для измененных условий работы: | ||||||||
при работе в рукавицах | ||||||||
Kиз = 1,19 | Kиз = 1,35 | |||||||
t = 2,50S0,137 D0,112 YR0,100 Kи | t = 1,73D0,260 Kи | |||||||
Примечания: 1. При расстоянии до маховика свыше 750 мм добавлять время на переход по карте 4.1.14.
2. При подводе инструмента по лимбу или по риске добавлять время по карте 4.9.5 или 4.9.4.
3. При перемещении шпинделя сверлильного станка время по карте 4.9.3 умножать на 0,65.
4. Если рука уже находится на маховике, из времени по карте для расстояния S до 60 мм вычитать 5,5 тыс. долей мин.
КАРТА 4.9.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Всмотреться | ФВ |
2. | Переместить маховик (штурвал) - довернуть | П1 (S; M; LM) (ОС1; К3; И1) |
Время на комплекс t, тыс. доли мин. | 7 | |
КАРТА 4.9.5 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Перевести взгляд | ПВ |
2. | Всмотреться в лимб | ФВ |
3. | Переместить маховик - довернуть | П1 (S; M; LM) (ОС1; К3; И1) |
Время на комплекс t, тыс. доли мин. | 11 | |
КАРТА 4.9.6 | ЛИСТ 1 | |||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Поворот штурвала на угол YR <= 120° | ||||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на угол YR | ПОРА1 (YR; D) (К1; И) | ||
4. | Отпустить | ОТ1 (ОС1) | ||
Один оборот штурвала | ||||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
4. | Отпустить | ОТ1 (ОС1) | ||
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
6. | Взяться | ВЗ1 (ОС1; К1; И) | ||
7. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
8. | Отпустить | ОТ1 (ОС1) | ||
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
10. | Взяться | ВЗ1 (ОС1; К1; И) | ||
11. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
12. | Отпустить | ОТ1 (ОС1) | ||
КАРТА 4.9.6 | ЛИСТ 2 | |||||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||||||||
Последующий оборот штурвала | ||||||||||||
1. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||||||||||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||||||||||
3. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||||||||||
4. | Отпустить | ОТ1 (ОС1) | ||||||||||
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||||||||||
6. | Взяться | ВЗ1 (ОС1; К1; И) | ||||||||||
7. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||||||||||
8. | Отпустить | ОТ1 (ОС1) | ||||||||||
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||||||||||
10. | Взяться | ВЗ1 (ОС1; К1; И) | ||||||||||
11. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||||||||||
12. | Отпустить | ОТ1 (ОС1) | ||||||||||
Индекс факторов или сумма индексов для определения времени | Поворот на угол YR <= 120° | Один оборот на 360° | Последующий оборот на 360° | |||||||||
Расстояние перемещения руки к штурвалу S, мм, до | Диаметр штурвала D, мм, до | Угол поворота штурвала YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к штурвалу S, мм, до | Диаметр штурвала D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр штурвала D, мм, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 60 | 120 | 45 | 10,5 | 100 | 120 | 28 | 110 | 25 | |||
1 | 85 | 250 | 60 | 11,0 | 300 | 250 | 31 | 200 | 28 | |||
2 | 120 | 550 | 90 | 12,0 | 750 | 500 | 34 | 350 | 30 | |||
3 | 200 | 800 | 120 | 13,0 | 800 | 37 | 600 | 34 | ||||
4 | 250 | 14,0 | 41 | 800 | 37 | |||||||
5 | 350 | 15,0 | 45 | |||||||||
6 | 500 | 16,0 | ||||||||||
7 | 700 | 17,0 | ||||||||||
Перемещение узлов станка вращением штурвала | КАРТА 4.9.6 | ЛИСТ 3 | |||||||
Индекс факторов или сумма индексов для определения времени | Поворот на угол YR <= 120° | Один оборот на 360° | Последующий оборот на 360° | ||||||
Расстояние перемещения руки к штурвалу S, мм, до | Диаметр штурвала D, мм, до | Угол поворота штурвала YR, град., до | Время на комплекс t, тыс. доли мин. | Расстояние перемещения руки к штурвалу S, мм, до | Диаметр штурвала D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр штурвала D, мм, до | Время на комплекс t, тыс. доли мин. | |
8 | 750 | 18 | |||||||
9 | 19 | ||||||||
10 | 20 | ||||||||
11 | 21 | ||||||||
12 | 23 | ||||||||
13 | 24 | ||||||||
14 | 26 | ||||||||
Поправочные коэффициенты на время для измененных условий работы: | |||||||||
при работе в рукавицах | |||||||||
Kиз = 1,18 | Kиз = 1,25 | Kиз = 1,31 | |||||||
t = 2,32S0,182 D0,083 YR0,128 Kи | t = 11,66S0,078 D0,132 Kи | t = 12,4D0,162 Kи | |||||||
Примечания: 1. При расстоянии до штурвала свыше 750 мм добавлять время на переход по карте 4.1.14.
2. При подводе инструмента штурвалом по риске добавлять время по карте 4.9.4.
3. Если рука уже находится на штурвале, из времени по карте вычитать 5,5 тыс. долей мин.
КАРТА 4.9.7 | ||||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Протянуть руку к выключателю | ПР1 (S) (ОС1; К2) | ||
2. | Взяться за выключатель | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть выключатель | ПОА1 (М0,05; YR 90) (ОС1; И) | ||
Индекс фактора для определения времени | Расстояние перемещения руки к выключателю S, мм, до | Время на комплекс, тыс. доли мин. | ||
0 | 125 | 13 | ||
1 | 200 | 14 | ||
2 | 300 | 16 | ||
3 | 500 | 17 | ||
4 | 750 | 19 | ||
Поправочный коэффициент на время для измененных условий работы | ||||
при работе в рукавицах Kиз = 1,07 | ||||
t = 4,91S0,211 Kи | ||||
Примечания: 1. При расстоянии до рычага свыше 750 мм добавлять время на переход по карте 4.1.14.
2. Время на срабатывание механизма брать по карте 4.9.10.
3. Если рука уже находится на выключателе, из времени по карте вычитать 5 тыс. долей мин.
КАРТА 4.9.8 | ||||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Протянуть руку к педали | ПР1 (S) (ОС1; К2) | ||
2. | Нажать рукой педаль | НРС | ||
3. | Переместить педаль | П1 (SM; М0,1; LM) (ОС1; К1; И1) | ||
4. | Убрать руку | ПР1 (S) (ОС1; К1) | ||
Индекс факторов или сумма индексов для определения времени | Расстояние перемещения руки S, мм, до | Расстояние перемещения педали SM, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 120 | 40 | 11 | |
1 | 200 | 70 | 12 | |
2 | 300 | 100 | 13 | |
3 | 450 | 15 | ||
4 | 700 | 16 | ||
5 | 750 | 18 | ||
6 | 19 | |||
7 | 21 | |||
t = 2,16S0,219 SM0,180 | ||||
Примечания: 1. При расстоянии до педали свыше 750 мм добавлять время на переход по карте 4.1.14.
2. Время на срабатывание механизма брать по карте 4.9.10.
3. Если рука уже находится на педали, из времени по карте вычитать 6,5 тыс. долей мин.
КАРТА 4.9.9 | |||||
 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Подойти к механизму управления | X (S) (СТ2) | |||
2. | Нажать на педаль ногой | СТУ | |||
3. | Отпустить педаль | СТС | |||
Индекс фактора для определения времени | Сидя | Стоя | |||
Время на комплекс t, тыс. доли мин. | Расстояние перехода S, мм, до | Время на комплекс t, тыс. доли мин. | |||
11 | 250 | 14 | |||
1 | 380 | 15 | |||
2 | 580 | 17 | |||
3 | 750 | 18 | |||
t = 11 | t = 4,22S0,222 | ||||
Примечания: 1. При расстоянии до педали свыше 750 мм добавлять время на переход по карте 4.1.14.
2. Время на срабатывание механизма брать по карте 4.9.10.
3. Если нога уже находится на педали, из времени по карте вычитать 6 тыс. долей мин.
КАРТА 4.9.10 | ||
N позиции | Тип механизма | Время на срабатывание t, тыс. доли мин. |
1 | Электрический | - |
Гидравлический | 7 | |
Пневматический диафрагменный | 10 | |
4 | Пневматический поршневой | 13 |
КАРТА 4.9.11 | ||
Ожидание вращения шпинделя t, тыс. долей мин. | 8 | |
Ожидание остановки вращения шпинделя t, тыс. долей мин. | 50 |
КАРТА 4.9.12 | ЛИСТ 1 | |||||||||||||
N позиции | Обрабатываемый материал | Вид подачи | Диаметр сверла, мм, до | Длина сверления, мм, до | ||||||||||
20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | ||||
Время на комплекс, мин. | ||||||||||||||
Стали углеродистые вязкие, стали жаропрочные | Ручная | 2 | 0,18 | 0,26 | - | - | - | - | - | - | - | - | - | |
2 | 3 | - | 0,18 | 0,26 | - | - | - | - | - | - | - | - | ||
3 | 5 | - | 0,03 | 0,10 | 0,18 | - | - | - | - | - | - | - | ||
4 | 10 | - | - | - | 0,03 | 0,10 | 0,18 | 0,24 | - | - | - | - | ||
5 | 15 | - | - | - | - | 0,03 | 0,08 | 0,11 | 0,15 | 0,20 | 0,24 | - | ||
6 | Механическая | 10 | - | - | - | 0,05 | 0,15 | 0,25 | 0,36 | - | - | - | - | |
7 | 15 | - | - | - | - | 0,05 | 0,11 | 0,18 | 0,24 | 0,30 | 0,36 | - | ||
8 | 20 | - | - | - | - | 0,05 | 0,09 | 0,14 | 0,18 | 0,22 | 0,27 | 0,36 | ||
9 | 25 | - | - | - | - | 0,05 | 0,08 | 0,12 | 0,16 | 0,19 | 0,23 | 0,30 | ||
10 | 30 | - | - | - | - | - | 0,05 | 0,08 | 0,12 | 0,16 | 0,19 | 0,27 | ||
11 | Стали конструкционные, латунь, алюминий | Ручная | 2 | 0,16 | 0,24 | - | - | - | - | - | - | - | - | - |
12 | 3 | - | 0,16 | 0,24 | - | - | - | - | - | - | - | - | ||
13 | 5 | - | 0,03 | 0,09 | 0,15 | - | - | - | - | - | - | - | ||
14 | 10 | - | - | - | 0,03 | 0,09 | 0,15 | 0,21 | - | - | - | - | ||
15 | 15 | - | - | - | 0,03 | 0,06 | 0,09 | 0,12 | 0,15 | 0,18 | 0,21 | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
Время на вводы и выводы сверла | КАРТА 4.9.12 | ЛИСТ 2 | ||||||||||||
N позиции | Обрабатываемый материал | Вид подачи | Диаметр сверла, мм, до | Длина сверления, мм, до | ||||||||||
20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | ||||
Время на комплекс, мин. | ||||||||||||||
16 | Стали конструкционные, латунь, алюминий | Механическая | 10 | - | - | - | 0,05 | 0,14 | 0,23 | 0,32 | - | - | - | - |
17 | 15 | - | - | - | 0,05 | 010 | 0,16 | 0,21 | 0,26 | 0,32 | - | - | ||
18 | 20 | - | - | - | 0,05 | 0,08 | 0,12 | 0,16 | 0,20 | 0,24 | 0,32 | - | ||
19 | 25 | - | - | - | 0,05 | 0,07 | 0,10 | 0,13 | 0,15 | 0,18 | 0,26 | - | ||
20 | 30 | - | - | - | - | 0,05 | 0,08 | 0,11 | 0,14 | 0,17 | 0,23 | - | ||
21 | Чугун, бронза | Ручная | 3 | - | 0,06 | 0,10 | - | - | - | - | - | - | - | - |
22 | 5 | - | - | - | 0,09 | - | - | - | - | - | - | - | ||
23 | 10 | - | - | - | 0,03 | 0,07 | 0,11 | 0,15 | - | - | - | - | ||
24 | 15 | - | - | - | - | 0,03 | 0,05 | 0,08 | 0,10 | 0,13 | 0,15 | - | ||
25 | Механическая | 10 | - | - | - | 0,05 | 0,11 | 0,17 | 0,23 | - | - | - | - | |
26 | 15 | - | - | - | - | 0,05 | 0,08 | 0,12 | 0,16 | 0,19 | 0,23 | 0,23 | ||
27 | 20 | - | - | - | - | 0,05 | 0,07 | 0,10 | 0,13 | 0,15 | 0,18 | 0,20 | ||
28 | 25 | - | - | - | - | 0,03 | 0,06 | 0,08 | 0,10 | 0,12 | 0,16 | 0,18 | ||
29 | 30 | - | - | - | - | - | 0,05 | 0,07 | 0,10 | 0,12 | 0,14 | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
КАРТА 4.9.13 | |||||||||||
N позиции | Обрабатываемый материал | Вид подачи | Диаметр сверления, мм, до | Длина сверления в диаметрах сверла | |||||||
3d | 4d | 5d | 6d | 7d | 8d | 9d | 10d | ||||
Число выводов сверла | |||||||||||
1 | Стали углеродистые вязкие, стали жаропрочные | Ручная | 3 | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 9 |
2 | 5 | - | - | 1 | 1 | 2 | 3 | 5 | 6 | ||
3 | 10 | 1 | 1 | 1 | 1 | 1 | 2 | 3 | 5 | ||
4 | 15 | 1 | 1 | 1 | 1 | 1 | 2 | 4 | 5 | ||
5 | Механическая | 20 | 1 | 1 | 1 | 1 | 2 | 3 | 4 | 5 | |
6 | 25 | 1 | 1 | 1 | 2 | 3 | 5 | - | - | ||
7 | 30 | 1 | 1 | 2 | 3 | 4 | - | - | - | ||
8 | Стали конструкционные, латунь, алюминий | Ручная | 3 | 1 | 1 | 2 | 3 | 4 | 5 | 7 | 8 |
9 | 5 | - | 1 | 1 | 1 | 1 | 2 | 4 | 5 | ||
10 | 10 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 3 | ||
11 | 15 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 4 | ||
12 | Механическая | 20 | 1 | 1 | 1 | 1 | 2 | 2 | 3 | 4 | |
13 | 25 | 1 | 1 | 1 | 1 | 2 | 4 | 5 | - | ||
14 | 30 | 1 | 1 | 1 | 2 | 3 | 5 | - | - | ||
15 | Чугун, бронза | Ручная | 5 | - | - | - | 1 | 1 | 1 | 2 | 3 |
16 | 10 | - | - | 1 | 1 | 1 | 1 | 1 | 3 | ||
17 | 15 | - | 1 | 1 | 1 | 1 | 1 | 2 | 3 | ||
18 | Механическая | 20 | - | 1 | 1 | 1 | 2 | 2 | 2 | 3 | |
19 | 25 | 1 | 1 | 1 | 1 | 2 | 3 | - | - | ||
20 | 30 | 1 | 1 | 1 | 1 | 2 | 4 | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | |||
КАРТА 4.9.14 | ЛИСТ 1 | |||||
N позиции | Тип и характеристика станка | Наименование частей станка | Скорость перемещения, м/мин. | |||
1 | Токарные многорезцовые | Наибольший диаметр обрабатываемого изделия, мм | 125 | Суппорт | продольно | 4,00 |
2 | 250 | 3,60 | ||||
3 | 400 | 3,40 | ||||
4 | 500 | 3,00 | ||||
5 | 125 | поперечно | 1,60 | |||
6 | 250 | 1,50 | ||||
7 | 400 | 1,50 | ||||
8 | 500 | 1,30 | ||||
9 | Токарные многошпиндельные полуавтоматы | Наибольший диаметр обрабатываемого прутка, мм | 630 | Суппорт | продольно | 1,98 |
10 | 630 | поперечно | 1,76 | |||
11 | Револьверные | Наибольший диаметр обрабатываемого прутка, мм | 40 | Револьверная головка | 8,00 | |
12 | 80 | 11,00 | ||||
13 | 40 | Суппорт | продольно | 3,00 | ||
14 | 80 | 2,50 | ||||
15 | 40 | поперечно | 1,30 | |||
16 | 80 | 1,00 | ||||
17 | Расточные | Наибольший диаметр растачивания, мм | 250 | Стол | продольно или поперечно | 2,50 |
18 | 250 | Шпиндельная бабка | 2,50 | |||
19 | 250 | Шпиндель | 2,80 | |||
20 | Горизонтально- или вертикально-фрезерные | Размеры поверхности рабочего стола, мм | 500 | Стол | продольно или поперечно | 3,00 |
21 | 800 | 2,80 | ||||
22 | 1250 | 2,40 | ||||
23 | 1600 | 2,30 | ||||
Средние скорости перемещения частей станков | КАРТА 4.9.14 | ЛИСТ 2 | ||||
N позиции | Тип и характеристика станка | Наименование частей станка | Скорость перемещения, м/мин. | |||
24 | Горизонтально- или вертикально-фрезерные | Размеры поверхности рабочего стола, мм | 500 | Стол | вертикально | 1,50 |
25 | 800 | 0,90 | ||||
26 | 1250 | 0,70 | ||||
27 | 1600 | 0,70 | ||||
28 | Продольно фрезерные | Наибольшие размеры поверхности рабочего стола, мм | 2500 | Стол | продольно | 3,00 |
29 | 2500 | Шпиндельные головки | горизонтально или вертикально | 1,40 | ||
30 | Шлицефрезерные | Наибольший диаметр изделия над станиной, мм | 500 | Каретка | обратное перемещение | 1,92 |
31 | Копировально-фрезерные | Размеры поверхности рабочего стола, мм | 320 x 1250 | Стол | продольно или поперечно | 2,40 |
32 | Круглошлифовальные | Наибольшие размеры шлифования, диаметр, мм | 250 | Стол | продольно | 5,00 |
33 | 250 | Шлифовальная бабка | продольно | 5,00 | ||
Средние скорости перемещения частей станков | КАРТА 4.9.14 | ЛИСТ 3 | ||||
N позиции | Тип и характеристика станка | Наименование частей станка | Скорость перемещения, м/мин. | |||
34 | Внутришлифовальные | Наибольший диаметр шлифуемого отверстия, мм | 6 - 800 | Стол | при быстром продольном подводе и отводе | 11,00 |
35 | при правке | 2,00 | ||||
36 | Плоскошлифовальные с прямоугольным столом | Размеры рабочей поверхности стола (ширина x длина) | 125 x 400 200 x 630 320 x 1000 | Стол | продольно | 25,00 |
37 | 125 x 400 200 x 630 320 x 1000 | Шлифовальная бабка | быстрое перемещение | 0,40 | ||
38 | Плоскошлифовальные с круглым столом | Диаметр стола, мм | 400 | Шлифовальная бабка | быстрое вертикальное перемещение | 0,35 |
39 | 800 | 0,32 | ||||
40 | 1000 | 0,22 | ||||
Средние скорости перемещения частей станков | КАРТА 4.9.14 | ЛИСТ 4 | ||||
N позиции | Тип и характеристика станка | Наименование частей станка | Скорость перемещения, м/мин. | |||
41 | Зубофрезерные | Диаметр обрабатываемой детали, мм, модуль 1 - 20 | 25 - 2000 | Фрезерная головка | вертикально- или горизонтально | 0,50 |
42 | 25 - 2000 | Стол или фрезерная стойка | горизонтально | 0,40 | ||
43 | Шлицешлифовальные | Диаметр обрабатываемой детали, мм | 11 - 200 | Каретка | быстрое перемещение | 0,45 |
44 | 11 - 200 | Стол | продольно | 8,00 | ||
45 | Резьбофрезерные, работающие дисковой фрезой | Наибольший диаметр нарезаемой резьбы, мм, до | 50 - 140 | Фрезерная головка | продольно | 3,40 |
46 | Горизонтально-протяжные станки | Номинальное тяговое усилие, кг | 10000 - 40000 | Скорость обратного хода протяжки, м/мин. | 20 | |
47 | Скорость подвода и отвода протяжки м/мин. | 15 | ||||
48 | Вертикально-протяжные станки | Номинальное тяговое усилие, кг | 5000 - 20000 | Наибольшая скорость обратного хода протяжки, м/мин. | 20 | |
КАРТА 4.10.1 | ЛИСТ 1 | ||
 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Цена деления 0,1 мм | |||
1. | Взяться левой рукой | ВЗ1 (ОС1; К1; И1) | |
2. | Переместить подвижную губку на измеряемый размер | ПП1 (SM3; М10,01; LM150) (ОС1; К3; И1) | |
3. | Установить штангенциркуль на измеряемую поверхность детали | УОС2 (М0,3; LM300; LD) (ОС1; ОР3; И1) | |
4. | Переместить губку до упора к детали | ПП1 (SM3; М10,01; LM150) (ОС1; К3; И1) | |
5. | Всмотреться в шкалу, в нониус | ФВ | |
6. | Снять штангенциркуль с детали | РС2 (М0,3; LD) (ОС1; ОР3; И1) | |
Цена деления 0,05 мм | |||
1. | Взяться левой рукой | ВЗ1 (ОС1; К1; И1) | |
2. | Переместить подвижную губку штангенциркуля на измеряемый размер детали | ПП1 (SM3; М10,01; LM150) (ОС1; К3; И1) | |
3. | Установить штангенциркуль на измеряемую поверхность детали | УОС2 (М0,3; LM300; LD) (ОС1; ОР3; И1) | |
4. | Переместить подвижную губку до упора к детали | ПП1 (SM3; М10,01; LM150) (ОС1; К3; И1) | |
5. | Повернуть зажимной винт три раза | ПОВ1 (М0,01; YR 120) (ОС1; К1) x 3 | |
6. | Перехватить гайку микрометрической подачи | ВП | |
7. | Повернуть гайку шесть раз | П1 (SM10; M0,01; LM6) (ОС1; К1; И1) x 6 | |
8. | Всмотреться в шкалу | ФВ | |
9. | Всмотреться в нониус | ФВ | |
10. | Повернуть зажимной винт три | ПОВ1 (М0,01; YR 120) (ОС1; И1) x 3 | |
11. | Снять штангенциркуль с детали | РС2 (М0,3; LD) (ОС1; ОР3; И1) | |
Штангенциркуль | КАРТА 4.10.1 | ЛИСТ 2 | |
Индекс фактора для определения времени | Цена деления 0,1 мм | Цена деления 0,05 мм | |
Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | Время на комплекс t, тыс. доли мин. | |
0 | 40 | 22 | 53 |
1 | 120 | 24 | |
2 | 200 | 27 | |
t = 17,1D0,084 | t = 53 | ||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время карты соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.2 | ЛИСТ 1 | ||
 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Цена деления 0,1 мм | |||
1. | Установить штангенглубиномер в отверстие детали | УОС1 (M0,3; LM280; LD) (ОС1; ОР3; И1) | |
2. | Взяться левой рукой за основание | ВЗ1 | |
3. | Переместить штангенглубиномер к торцу детали | ПП1 (SM3; M0,3; LM280) (ОС1; К1; И1) | |
4. | Перехватить правой рукой штангу штангенглубиномера | ВП | |
5. | Переместить подвижную штангу до упора | ПП1 (SM3; M0,3; LM280) (ОС1; К1; И1) | |
6. | Всмотреться в шкалу штангенглубиномера | ФВ | |
7. | Вынуть штангенглубиномер из отверстия | РС1 (M0,3; LD) (ОС1; ОР1; И1) | |
Цена деления 0,05 мм | |||
1. | Установить штангенглубиномер в отверстие детали | УОС1 (M0,3; LM280; LD) (ОС1; ОР3; И1) | |
2. | Взяться левой рукой за основание | ВЗ1 | |
3. | Переместить основание к торцу детали | ПП1 (SM3; M0,3; LM280) (ОС1; К1; И1) | |
4. | Перехватить правой рукой штангу штангенглубиномера | ВП | |
5. | Переместить подвижную штангу до упора | ПП1 (SM3; M0,3; LM280) (ОС1; К1; И1) | |
6. | Повернуть зажимной винт три раза | ПОВ1 (M0,01; YR120) (ОС1; И1) x 3 | |
7. | Перехватить гайку микрометрической подачи | ВП | |
8. | Повернуть гайку шесть раз | П1 (SM10; M0,01; LM5) (ОС1; К1; И1) x 6 | |
9. | Всмотреться в шкалу | ФВ | |
10. | Всмотреться в нониус | ФВ | |
11. | Повернуть зажимной винт три раза | ПОВ1 (M0,01; YR120) (ОС1; И1) x 3 | |
12. | Вынуть штангенглубиномер из отверстия | РС1 (M0,3; LD) (ОС1; ОР1; И1) | |
Штангенглубиномер | КАРТА 4.10.2 | ЛИСТ 2 | |
Индекс фактора для определения времени | Цена деления 0,1 мм | Цена деления 0,05 мм | |
Измеряемая глубина LD, мм, до | Время на комплекс t, тыс. доли мин. | Время на комплекс t, тыс. доли мин. | |
0 | 20 | 30 | 67 |
1 | 50 | 33 | |
2 | 170 | 36 | |
3 | 400 | 39 | |
t = 24,4LD0,084 | t = 67 | ||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время карты соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
Применяемое приспособление: приспособление с индикаторной головкой | КАРТА 4.10.3 | |||
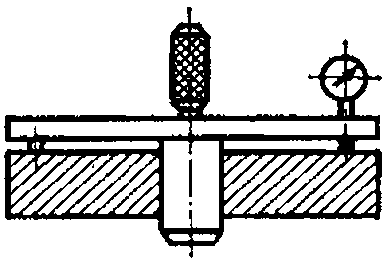 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Установить пробку приспособления в отверстие | УОС1 (M; LM; LD50) (ОС1; ОР1; И1) | ||
2. | Перевести взгляд на шкалу | ПВ | ||
3. | Всмотреться | ФВ | ||
4. | Повернуть приспособление в горизонтальной плоскости на 90° | ПОГ1 (M; YR90) (ОС1; И1) | ||
5. | Всмотреться | ФВ | ||
6. | Вынуть пробку из отверстия | РС1 (M; LD50) (ОС1; ОР1; И1) | ||
Индекс фактора для определения времени | Масса приспособления M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 0,1 | 22 | ||
1 | 0,2 | 24 | ||
2 | 0,5 | 27 | ||
t = 29,93M0,101 | ||||
Примечание. Время на перемещение и установку детали в измерительное приспособление брать по картам 4.2.1, 4.2.2 (неизмеренная деталь рассматривается в данном случае как необработанная), 4.6.1 - 4.6.3, время на снятие детали и перемещение детали на место брать по картам 4.7.1, 4.3.1 - 4.3.3.
Применяемый инструмент и приспособления: индикаторная головка типа 1ИГ (2ИГ, 1ГР3, 2ГР3); стойка С-I (С-II, С-III, С-IV); штатив (Ш-IIВ, Ш-I, ШМ-IIВ) | КАРТА 4.10.4 | ЛИСТ 1 | |
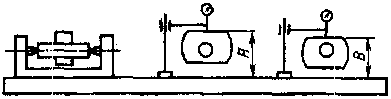 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку к контрольному валику | ПР1 (S) (ОС1; К2; И1) | |
2. | Взять валик | В1 (M1; Z) (ОС1; К1; И1) | |
3. | Переместить валик к детали | П1 (SM1; M2; LM1) (ОС1; К3; И1) | |
4. | Взяться за деталь | В31 | |
5. | Установить валик в отверстие | УОС1 (M1; LM1; LD) (ОС1; ОР1; И1) | |
6. | Переместить валик по отверстию | П1 (SM50; M1; LM1) (ОС1; К2; И1) | |
7. | Отпустить валик | ОТ1 (ОС1) | |
8. | Перехватить правой рукой деталь | ВП | |
9. | Переместить деталь в центр приспособления | П1 (SM200; M; LM) (ОС1; К3; И1) | |
10. | Установить деталь в центр приспособления | УП1 (M; LM) (ОС1; ОР2; И1) | |
11. | Отпустить деталь левой рукой | ОТ1 (ОС1) | |
12. | Перевести взгляд на шкалу | ПВ | |
13. | Повернуть деталь на угол до 180° (до получения наибольшего или наименьшего значения) | ПОВ1 (M) (ОС1; И1) | |
14. | Всмотреться | ФВ | |
15. | Повернуть деталь на угол 180° | ПОВ1 (M) (ОС1; И1) | |
16. | Всмотреться | ФВ | |
Измерение несимметричности поверхностей относительно оси отверстия Применяемый инструмент и приспособления: индикаторная головка типа 1ИГ (2ИГ, 1ГР3, 2ГР3), стойка С-I (С-II, С-III, С-IV), штатив (Ш-IIВ, Ш-I, ШМ-IIВ) | КАРТА 4.10.4 | ЛИСТ 2 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
17. | Провести вычисления | ФВ | ||||
18. | Протянуть левую руку к стопорному рычагу приспособления | ПР1 (S300) (ОС1; К2; И1) | ||||
19. | Нажать | НРС | ||||
20. | Переместить деталь на стол | П1 (SM200; M; LM) (ОС1; ОР1; И1) | ||||
21. | Отпустить рычаг | ОТ1 (ОС1) | ||||
22. | Установить деталь на стол | УП1 (M; LM) (ОС1; ОР1; И1) | ||||
23. | Отпустить деталь | ОТ1 (ОС1) | ||||
24. | Протянуть руку к валику | ПР1 (S200) (ОС1; К2; И1) | ||||
25. | Взять валик | В1 (M1; Z) (ОС1; К1; И1) | ||||
26. | Разъединить (вынуть валик из отверстия) | РС1 (M1; LD) (ОС1; ОР1; И1) | ||||
27. | Переместить валик на место | П1 (SM1; M1; LM1) (ОС1; К2; И1) | ||||
28. | Отпустить валик | ОТ1 (ОС1) | ||||
Индекс факторов или сумма индексов для определения времени | Масса детали M, кг, до | Длина наибольшей стороны детали LM, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 0,8 | 150 | 127 | |||
1 | 2,3 | 350 | 140 | |||
2 | 6,0 | 500 | 154 | |||
3 | 10,0 | 170 | ||||
4 | 187 | |||||
5 | 205 | |||||
t = 82,27M0,093 LM0,109 | ||||||
Примечание. Время на перемещение и установку детали в измерительное приспособление брать по картам 4.2.1, 4.2.2 (неизмеренная деталь рассматривается в данном случае как необработанная), 4.6.1 - 4.6.3, время на снятие детали и перемещение детали на место брать по картам 4.7.1, 4.3.1 - 4.3.3.
Применяемый инструмент и приспособления: индикаторная головка типа 1ИГ (2ИГ, 1ГР3, 2ГР3), стойка С-I (С-II, С-III, С-IV), штатив Ш-I (Ш-IIВ, ШМ-I, ШМ-IIВ), пинцет контролируемый размер до 5 мм | КАРТА 4.10.5 | ЛИСТ 1 | |
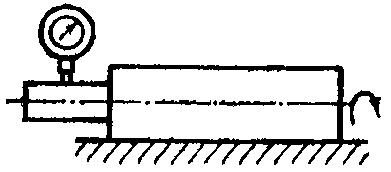 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку к пинцету | ПР1 (S1) (ОС1; К2; И1) | |
2. | Взять пинцет | В1 (M0,1; Z15; LM150) (ОС1; К1; И1) | |
3. | Переместить пинцет к контрольному валику | П1 (SM1; M0,1; LM150) (ОС1; К2; И1) | |
4. | Взять валик | В1 (M2; Z2; LM2) (ОС1; К1; И2) | |
5. | Переместить валик к детали | П1 (SM2; M2; LM2) (ОС1; К3; И2) | |
6. | Установить валик в отверстие | УОС1 (M2; LM2; LD) (ОС1; ОР1; И1) | |
7. | Взяться правой рукой за деталь | ВЗ1 (ОС1; К1; И1) | |
8. | Отпустить левой рукой валик | ОТ1 (ОС1) | |
9. | Переместить пинцет | П1 (SM2; M0,1; LM150) (ОС1; К2; И1) | |
10. | Отпустить | ОТ1 (ОС1) | |
11. | Переместить деталь по направляющим подставки | ПП1 (SM; M; LM) (ОС1; К; И1) | |
12. | Перевести взгляд на шкалу | ПВ | |
13. | Всмотреться | ФВ | |
14. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 | |
15. | Всмотреться | ФВ | |
16. | Повернуть деталь на 180° (до получения наибольшего или наименьшего значения по шкале) | ПОВ1 (M) (ОС1; И1) | |
17. | Всмотреться | ФВ | |
18. | Повернуть деталь на 180° | ПОВ1 (M) (ОС1; И1) | |
19. | Всмотреться | ФВ | |
20. | Переместить деталь по направляющим подставки | ПП1 (SM; M; LM) (ОС1; К; И1) | |
Измерение несоосности относительно базовой поверхности. Применяемый инструмент и приспособления: индикаторная головка типа 1ИГ (2ИГ, 1ГРЗ, 2ГР3), стойка С-I (С-II, С-III, С-IV), штатив Ш-I (III-IIВ, ШМ-I, ШМ-IIВ), пинцет контролируемый размер до 5 мм | КАРТА 4.10.5 | ЛИСТ 2 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
21. | Протянуть руку к валику | ПР1 (S2) (ОС1; К2; И2) | |||
22. | Взять валик | В1 (M2; Z2; LM2) (ОС1; К1; И2) | |||
23. | Разъединить (вынуть валик из отверстия) | РС1 (M2; LD) (OC1; OP1; И2) | |||
24. | Переместить валик на место | П1 (SM2; M2; LM2) (ОС1; К2; И2) | |||
25. | Опустить валик | ОТ1 (ОС1) | |||
26. | Отпустить деталь | ОТ1 (ОС1) | |||
27. | Переместить пинцет на место | П1 (SM1; M0,1; LM150) (ОС1; К2; И1) | |||
28. | Отпустить пинцет | ОТ1 (ОС1) | |||
Индекс фактора для определения времени | Масса детали M, кг, до | Время на комплекс t, тыс. доли мин. | |||
0 | 1 | 137 | |||
1 | 7 | 151 | |||
2 | 10 | 166 | |||
t = 142,22M0,054 | |||||
Примечание. Время на перемещение и установку детали в измерительное приспособление брать по картам 4.2.1, 4.2.2 (неизмеренная деталь рассматривается в данном случае как необработанная), 4.6.1 - 4.6.3, время на снятие детали и перемещение детали на место брать по картам 4.7.1, 4.3.1 - 4.3.3.
Применяемый инструмент и приспособления: индикаторная головка типа 1ИГ (2ИГ, 1ГР3, 2ГР3), стойка С-I (С-II, С-III, С-IV), штатив Ш-I (Ш-IIВ, ШМ-I, ШМ-IIВ), пинцет контролируемый размер свыше 5 мм | КАРТА 4.10.6 | ||||
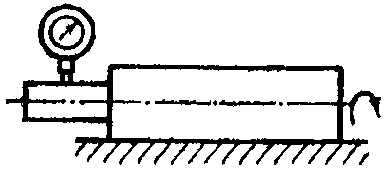 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Протянуть руку к валику | ПР1 (S1) (ОС2; К2; И1) | |||
2. | Взять валик | В1 (M1; Z1; LM1) (ОС1; К1; И1) | |||
3. | Переместить к отверстию | П1 (SM1; M1; LM1) (ОС1; К3; И1) | |||
4. | Взяться за деталь | ВЗ1 | |||
5. | Установить валик в отверстие | УОС1 (M; LM1; LD1) (ОС1; ОР1; И1) | |||
6. | Отпустить валик | ОТ1 (ОС1) | |||
7. | Переместить деталь по направляющим до упора | ПП1 (SM; M; LM) (ОС1; К; И1) | |||
8. | Перевести взгляд на шкалу | ПВ | |||
9. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 | |||
10. | Всмотреться | ФВ | |||
11. | Повернуть деталь на 180° | ПОВ1 (M) (ОС1; И1) | |||
12. | Всмотреться | ФВ | |||
13. | Переместить деталь по направляющим | ПП1 (SM; M; LM) (ОС1; К; И1) | |||
14. | Протянуть руку к валику | ПР1 (S1) (ОС1; К2; И1) | |||
15. | Взять валик | В1 (M1; Z1; LM1) (ОС1; К1; И1) | |||
16. | Разъединить (вынуть валик из отверстия) | РС1 (M1; LD1) (OC1; OP1; И1) | |||
17. | Переместить валик на место | П1 (SM1; M1; LM1) (ОС1; К2; И1) | |||
18. | Отпустить валик | ОТ1 (ОС1) | |||
19. | Отпустить деталь | ОТ1 (ОС1) | |||
Индекс фактора для определения времени | Масса детали M, кг, до | Время на комплекс t, тыс. доли мин. | |||
0 | 1,0 | 95 | |||
1 | 3,5 | 105 | |||
2 | 12,0 | 115 | |||
t = 100,44M0,075 | |||||
Примечание. Время на перемещение и установку детали в измерительное приспособление брать по картам 4.2.1, 4.2.2 (неизмеренная деталь рассматривается в данном случае как необработанная), 4.6.1 - 4.6.3, время на снятие детали и перемещение детали на место брать по картам 4.7.1, 4.3.1 - 4.3.3.
Применяемый инструмент и приспособления: индикаторная головка типа 1ИГ (2ИГ, 1ГР3, 2ГР3); стойка С-I (С-II, С-III, С-IV); штатив Ш-I (Ш-IIВ, ШМ-I, ШМ-IIВ) | КАРТА 4.10.7 | |||
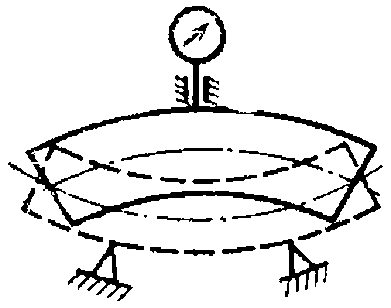 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Протянуть руку к детали | ПР1 (S) (ОС1; К2; И1) | ||
2. | Взяться за деталь | ВЗ1 (ОС1; К1; И1) | ||
3. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 | ||
4. | Перевести взгляд на шкалу | ПВ | ||
5. | Всмотреться | ФВ | ||
6. | Повернуть деталь на 90° (до получения наибольшего или наименьшего показания на шкале) | ПОВ1 (M) (ОС1; И1) | ||
7. | Всмотреться | ФВ | ||
8. | Повернуть деталь на 90° | ПОВ1 (M) (ОС1; И1) | ||
9. | Всмотреться | ФВ | ||
10. | Провести расчет | ФВ | ||
Индекс фактора для определения времени | Масса детали M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 0,7 | 48 | ||
1 | 1,6 | 53 | ||
2 | 3,5 | 58 | ||
3 | 7,5 | 64 | ||
4 | 10,0 | 70 | ||
t = 52,02M0,123 | ||||
Примечание. Время на перемещение и установку детали в измерительное приспособление брать по картам 4.2.1, 4.2.2 (неизмеренная деталь рассматривается в данном случае как необработанная), 4.6.1 - 4.6.3, время на снятие детали и перемещение детали на место брать по картам 4.7.1, 4.3.1 - 4.3.3.
Применяемый инструмент и приспособления: индикаторная головка типа 1ИГ (2ИГ, 1ГР3) стойка С-I (С-II, С-III, С-IV), штатив Ш-I (Ш-IIВ, ШМ-I, ШМ-IIВ) | КАРТА 4.10.8 | |||
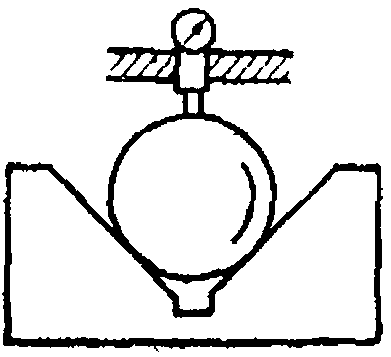 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Протянуть руку к детали | ПР1 (S) (ОС1; К2; И1) | ||
2. | Взяться за деталь | ВЗ1 (ОС1; К1; И1) | ||
3. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 | ||
4. | Перевести взгляд на шкалу | ПВ | ||
5. | Повернуть деталь на 90° (до получения наибольшего или наименьшего значения по шкале) | ПОВ1 (M) (ОС1; И1) | ||
6. | Всмотреться | ФВ | ||
7. | Повернуть деталь на 90° | ПОВ1 (M) (ОС1; И1) | ||
8. | Всмотреться | ФВ | ||
9. | Повернуть деталь на 90° | ПОВ1 (M) (ОС1; И1) | ||
10. | Всмотреться | ФВ | ||
11. | Взяться рукой за наконечник индикатора | ВЗ1 (ОС1; К1; И1) | ||
12. | Переместить наконечник индикатора вверх на 5 мм | П1 (SM5; M0,01; LM50) | ||
13. | Переместить деталь по направляющим стойки стола на 1/2 длины детали | ПП1 (SM; M; LM) (ОС1; К2; И1) | ||
14. | Отпустить наконечник индикатора | ОТ1 (ОС1) | ||
Индекс фактора для определения времени | Масса детали M, кг, до | Время на комплекс t, тыс. доли мин. | ||
0 | 0,7 | 108 | ||
1 | 1,4 | 119 | ||
2 | 3,0 | 131 | ||
3 | 5,5 | 144 | ||
4 | 10,0 | 159 | ||
t = 119,29M0,139 | ||||
Примечание. Время на перемещение и установку детали в измерительное приспособление брать по картам 4.2.1, 4.2.2 (неизмеренная деталь рассматривается в данном случае как необработанная), 4.6.1 - 4.6.3, время на снятие детали и перемещение детали на место брать по картам 4.7.1, 4.3.1 - 4.3.3.
КАРТА 4.10.9 | ЛИСТ 1 | ||||||||
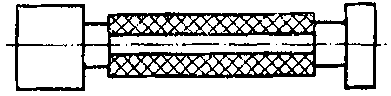 | |||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||
Промер проходной стороной | |||||||||
1. | Установить пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) | |||||||
2. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) | |||||||
Полный промер | |||||||||
1. | Установить пробку проходной стороной в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) | |||||||
2. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) | |||||||
3. | Переместить пробку на расстояние 100 мм | П1 (S100; M; LM;) (ОС1; К1; И1) | |||||||
4. | Повернуть пробку в вертикальной плоскости на 180° | ПОВ1 (M) (ОС1; И1) | |||||||
5. | Перехватить пробку | ВП | |||||||
6. | Переместить пробку непроходной стороной к отверстию детали | П1 (S100; M; LM;) (ОС1; К3; И1) | |||||||
7. | Установить пробку в отверстие детали | УОП1 (M; LM; LD2) (ОС1; ОР1; И1) | |||||||
8. | Нажать ("Непроход") | НРС | |||||||
Индекс факторов или сумма индексов для определения времени | Промер проходной стороной | Полный промер | |||||||
Измеряемый размер D, мм, до | Длина продвижения пробки LD, мм, до | Время на комплекс t, тыс. доли мин. | Измеряемый размер D, мм, до | Длина продвижения пробки LD, мм, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 1,2 | 13 | 3,3 | 1,3 | 15 | 17 | |||
1 | 2,0 | 20 | 3,5 | 2,5 | 55 | 19 | |||
2 | 3,0 | 40 | 4,0 | 5,0 | 185 | 21 | |||
Калибр-пробка гладкий двусторонний | КАРТА 4.10.9 | ЛИСТ 2 | ||||
Индекс факторов или сумма индексов для определения времени | Промер проходной стороной | Полный промер | ||||
Измеряемый размер D, мм, до | Длина продвижения пробки LD, мм, до | Время на комплекс t, тыс. доли мин. | Измеряемый размер D, мм, до | Длина продвижения пробки LD, мм, до | Время на комплекс t, тыс. доли мин. | |
3 | 4,0 | 70 | 4,5 | 10,0 | 200 | 23 |
4 | 6,0 | 120 | 5,0 | 20,0 | 25 | |
5 | 9,0 | 200 | 5,5 | 40,0 | 28 | |
6 | 13,0 | 6,0 | 50,0 | 31 | ||
7 | 20,0 | 6,5 | 34 | |||
8 | 30,0 | 7,0 | 37 | |||
9 | 45,0 | 8,0 | 41 | |||
10 | 50,0 | 9,0 | ||||
11 | 9,5 | |||||
12 | 10,5 | |||||
13 | 11,5 | |||||
14 | 12,5 | |||||
15 | 14,0 | |||||
t = 2,24D0,238 LD0,171 | t = 14,47D0,142 LD0,077 | |||||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.10 | ЛИСТ 1 | ||||||
 | |||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||
Промер проходной пробкой | |||||||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) | |||||
2. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) | |||||
Полный промер (двумя пробками) | |||||||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) | |||||
2. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) | |||||
3. | Установить непроходную пробку в отверстие детали | УОП1 (M; LM; LD2) (ОС1; ОР1; И1) | |||||
4. | Нажать ("Непроход") | НРС | |||||
Индекс факторов или сумма индексов для определения времени | Измеряемый размер D, мм, до | Длина продвижения пробки по детали LD, мм, до | Время на комплекс t, тыс. доли мин. | ||||
Промер проходной пробкой | Полный промер | ||||||
0 | 55 | 15 | 10,0 | 17,5 | |||
1 | 65 | 30 | 11,0 | 19,0 | |||
2 | 80 | 50 | 12,0 | 21,0 | |||
Калибр-пробка гладкий (проходной, непроходной) | КАРТА 4.10.10 | ЛИСТ 2 | ||
Индекс факторов или сумма индексов для определения времени | Измеряемый размер D, мм, до | Длина продвижения пробки по детали LD, мм, до | Время на комплекс t, тыс. доли мин. | |
Промер проходной пробкой | Полный промер | |||
3 | 90 | 100 | 13,0 | 23,0 |
4 | 100 | 200 | 14,5 | 25,5 |
5 | 16,0 | 28,0 | ||
6 | 17,5 | 31,0 | ||
7 | 19,0 | 34,0 | ||
8 | 21,0 | 38,0 | ||
Промер проходной пробкой t = 0,71D0,591 LD0,141 | ||||
Полный промер t = 1,50D0,546 LD0,140 | ||||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1; в случае полного промера - 2 раза для проходного и непроходного калибров.
2. Время на контроль детали калибр-пробкой гладким односторонним двупредельным брать по карте 4.10.10 для промера проходной пробкой и добавлять 2,7 тыс. долей мин. на элемент "Нажать".
КАРТА 4.10.11 | ЛИСТ 1 | ||
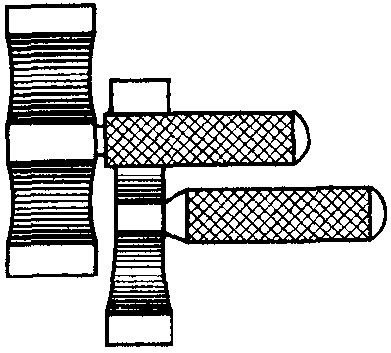 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Промер проходной пробкой | |||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) | |
2. | Повернуть пробку на 90° | ПОА1 (M; YR90) (ОС1; К1; И1) | |
3. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) | |
Полный промер (двумя пробками) | |||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) | |
2. | Повернуть пробку на 90° | ПОА1 (M; YR90) (ОС1; К1; И1) | |
3. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) | |
4. | Установить непроходную пробку в отверстие детали | УОП1 (M; LM; LD2) (ОС1; ОР1; И1) | |
5. | Нажать ("Непроход") | НРС | |
6. | Повернуть пробку на 90° | ПОА1 (M; YR90) (ОС1; И1) | |
7. | Нажать ("Непроход") | НРС | |
Калибр-пробка плоский (проходной, непроходной) | КАРТА 4.10.11 | ЛИСТ 2 | ||
Индекс факторов или сумма индексов для определения времени | Измеряемый размер D, мм, до | Длина продвижения пробки LD, мм, до | Время на комплекс t, тыс. доли мин. | |
Промер проходной пробкой | Полный промер | |||
0 | 85 | 15 | 13,0 | 30,5 |
1 | 110 | 40 | 14,5 | 33,5 |
2 | 140 | 100 | 16,0 | 37,0 |
3 | 175 | 130 | 17,5 | 41,0 |
4 | 220 | 19,5 | 45,0 | |
5 | 300 | 21,5 | 49,0 | |
6 | 23,5 | 54,0 | ||
7 | 26,0 | 60,0 | ||
8 | 28,5 | 66,0 | ||
Промер проходной пробкой t = 1,93D0,394 LD0,099 | ||||
Полный промер t = 4,82D0,377 LD0,096 | ||||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1; в случае полного промера - 2 раза для проходного и непроходного калибров.
2. Время на контроль детали калибр-пробкой гладким односторонним двупредельным брать по карте 4.10.11 и добавлять 2,7 тыс. долей мин. на элемент "Нажать".
КАРТА 4.10.12 | ||||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Установить пробку в отверстие детали | УОС1 (M; LM; LD) (ОС1; К3; И1) | ||
2. | Всмотреться | ФВ | ||
3. | Разъединить пробку с деталью | РС1 (M; LD) (ОС1; ОР1; И1) | ||
Индекс фактора для определения времени | Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | ||
0 | 15 | 9,5 | ||
1 | 20 | 11,0 | ||
2 | 25 | 12,0 | ||
3 | 30 | 13,0 | ||
4 | 40 | 14,0 | ||
5 | 50 | 15,5 | ||
6 | 60 | 17,0 | ||
7 | 75 | 19,0 | ||
8 | 90 | 20,5 | ||
9 | 115 | 23,0 | ||
10 | 125 | 25,0 | ||
t = 3,10D0,430 | ||||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.13 | ||||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. | Надеть кольцо на деталь | УОП1 (M; LM; LD) (ОС1; ОР3; И1) | ||
2. | Всмотреться | ФВ | ||
3. | Снять кольцо с детали | РП1 (M; LD) (ОС1; ОР2; И1) | ||
Индекс факторов или сумма индексов для определения времени | Измеряемый размер D, мм, до | Длина продвижения кольца по детали LD, мм, до | Время на комплекс t, тыс. доли мин. | |
0 | 15 | 40 | 17 | |
1 | 18 | 80 | 19 | |
2 | 20 | 150 | 21 | |
3 | 25 | 300 | 23 | |
4 | 30 | 500 | 25 | |
5 | 35 | 28 | ||
6 | 40 | 30 | ||
7 | 45 | 33 | ||
8 | 55 | 37 | ||
9 | 65 | 40 | ||
10 | 75 | 44 | ||
11 | 85 | 49 | ||
12 | 00 | 54 | ||
13 | 120 | 59 | ||
14 | 125 | 65 | ||
15 | 72 | |||
16 | 79 | |||
17 | 87 | |||
18 | 95 | |||
t = 2,19D0,600 LD0,139 | ||||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.14 | |||||||||
 |  | ||||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||||
1. | Установить пробку (втулку) в отверстие (на вал) | УОП1 (M; LM; LD) (ОС1; ОР1; И1) | |||||||
2. | Всмотреться в риску | ФВ | |||||||
3. | Повернуть пробку (втулку) на 5° два раза (покачать) | ПОВ1 (M) (ОС1; И1) x 2 | |||||||
4. | Вынуть (снять) пробку (втулку) | РП1 (M; LD) (ОС1; ОР1; И1) | |||||||
Индекс факторов или сумма индексов для определения времени | Калибр-пробка | Калибр-втулка | |||||||
Измеряемый размер D, мм, до | Длина продвижения пробки по детали LD, мм, до | Время на комплекс t, тыс. доли мин. | Измеряемый размер D, мм, до | Длина продвижения втулки по детали LD, мм, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 12 | 15 | 18 | 6 | 15 | 20 | |||
1 | 20 | 40 | 19 | 10 | 35 | 22 | |||
2 | 40 | 100 | 21 | 18 | 80 | 24 | |||
3 | 70 | 23 | 30 | 100 | 27 | ||||
4 | 125 | 26 | 50 | 29 | |||||
5 | 200 | 28 | 90 | 32 | |||||
6 | 31 | 100 | 35 | ||||||
7 | 34 | 39 | |||||||
8 | 43 | ||||||||
9 | 47 | ||||||||
t = 9,85D0,161 LD0,099 | t = 11,57D0,181 LD0,110 | ||||||||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.15 | ЛИСТ 1 | |||||
 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
Один оборот | ||||||
1. | Установить пробку проходной стороной в отверстие детали | УОС1 (M; LM; LD3) (ОС1; ОР3; И1) | ||||
2. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) | ||||
3. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | ||||
4. | Переместить пробку от отверстия детали на расстояние 100 мм | П1 (SM100; M; LM) (ОС1; К1; И1) | ||||
5. | Повернуть пробку на угол 180° | ПОВ1 (M) (ОС1; К1; И1) | ||||
6. | Переместить пробку к отверстию детали | П1 (SM100; M; LM) (ОС1; К3; И1) | ||||
7. | Установить пробку непроходной стороной в отверстие детали | УОС1 (M; LM; LD2) (ОС1; ОР3; И1) | ||||
8. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) | ||||
9. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | ||||
Последующий оборот (проходной стороной) | ||||||
1. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) | ||||
2. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | ||||
Индекс фактора для определения времени | Один оборот | Последующий оборот | ||||
Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 2,5 | 45 | 2,2 | 8 | ||
1 | 4,0 | 49 | 2,8 | 9 | ||
2 | 6,0 | 54 | 3,5 | 10 | ||
3 | 8,0 | 59 | 4,0 | 11 | ||
Калибр-пробка резьбовой двусторонний (полный промер) | КАРТА 4.10.15 | ЛИСТ 2 | ||
Индекс фактора для определения времени | Один оборот | Последующий оборот | ||
Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |
4 | 12,0 | 65 | 6,0 | 12 |
5 | 20,0 | 72 | 8,0 | 13 |
6 | 35,0 | 79 | 10,0 | 15 |
7 | 42,0 | 87 | 12,0 | 16 |
8 | 50,0 | 96 | 16,0 | 18 |
9 | 20,0 | 19 | ||
10 | 24,0 | 21 | ||
11 | 30,0 | 23 | ||
12 | 36,0 | 26 | ||
13 | 42,0 | 28 | ||
14 | 50,0 | 31 | ||
t = 38,20D0,226 | t = 6,17D0,410 | |||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
Полный промер (проходной и непроходной пробками) | КАРТА 4.10.16 | ЛИСТ 1 | ||||
 |  | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
Один оборот | ||||||
1. | Установить проходную пробку в отверстие детали | УОС1 (M; LM; LD3) (ОС1; ОР3; И1) | ||||
2. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) | ||||
3. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | ||||
4. | Установить непроходную пробку в отверстие детали | УОС1 (M; LM; LD3) (ОС1; ОР3; И1) | ||||
5. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) | ||||
6. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | ||||
Последующий оборот (проходной пробки) | ||||||
1 | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) | ||||
2. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | ||||
Индекс фактора для определения времени | Один оборот | Последующий оборот | ||||
Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 2,5 | 37 | 2,2 | 8,0 | ||
1 | 3,0 | 40 | 2,8 | 9,0 | ||
2 | 5,0 | 44 | 3,5 | 10,0 | ||
3 | 6,0 | 49 | 4,0 | 11,0 | ||
Калибр-пробка резьбовой односторонний. Полный промер (проходной и непроходной пробками) | КАРТА 4.10.16 | ЛИСТ 2 | ||
Индекс фактора для определения времени | Один оборот | Последующий оборот | ||
Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |
4 | 10,0 | 53 | 5,0 | 12,0 |
5 | 12,0 | 59 | 6,0 | 13,0 |
6 | 20,0 | 65 | 8,0 | 14,5 |
7 | 30,0 | 71 | 12,0 | 16,0 |
8 | 42,0 | 78 | 16,0 | 17,5 |
9 | 50,0 | 86 | 20,0 | 19,0 |
10 | 24,0 | 21,0 | ||
11 | 30,0 | 23,0 | ||
12 | 36,0 | 26,0 | ||
13 | 42,0 | 28,0 | ||
14 | 56,0 | 31,0 | ||
t = 30,40D0,264 | t = 6,17D0,410 | |||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1, в случае полного промера - 2 раза для проходного и непроходного калибров.
КАРТА 4.10.17 | ЛИСТ 1 | ||||||
 | |||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||
Один оборот (кольцо проходное или непроходное) | |||||||
1. | Установить кольцо на деталь | УОС1 (M; LM; LD3) (ОС1; ОР3; И1) | |||||
2. | Повернуть кольцо на один оборот | ПООС1 (D) (СТ1; И1) | |||||
3. | Повернуть кольцо на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | |||||
Последующий оборот (кольцо проходное) | |||||||
1. | Повернуть кольцо на один оборот | ПООС1 (D) (СТ1; И1) | |||||
2. | Повернуть кольцо на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) | |||||
Индекс фактора для определения времени | Один оборот (кольцо проходное или непроходное) | Последующий оборот (кольцо проходное) | |||||
Диаметр резьбы D, м, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 1,2 | 16 | 1,1 | 6,0 | |||
1 | 1,5 | 17 | 1,5 | 7,0 | |||
2 | 2,5 | 19 | 1,8 | 7,5 | |||
3 | 3,0 | 21 | 2,2 | 8,0 | |||
4 | 5,0 | 23 | 3,0 | 9,0 | |||
5 | 8,0 | 25 | 4,0 | 10,0 | |||
6 | 10,0 | 28 | 4,5 | 11,0 | |||
7 | 16,0 | 31 | 5,0 | 12,0 | |||
8 | 20,0 | 34 | 8,0 | 13,0 | |||
Калибр-кольцо резьбовой проходной или непроходной | КАРТА 4.10.17 | ЛИСТ 2 | ||
Индекс фактора для определения времени | Один оборот (кольцо проходное или непроходное) | Последующий оборот (кольцо проходное) | ||
Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | Диаметр резьбы D, мм, до | Время на комплекс t, тыс. доли мин. | |
9 | 30,0 | 37 | 10,0 | 15,0 |
10 | 42,0 | 41 | 12,0 | 16,0 |
11 | 64,0 | 45 | 16,0 | 18,0 |
12 | 80,0 | 50 | 20,0 | 19,0 |
13 | 100,0 | 55 | 24,0 | 21,0 |
14 | 30,0 | 23,0 | ||
15 | 36,0 | 26,0 | ||
16 | 48,0 | 28,0 | ||
17 | 56,0 | 31,0 | ||
18 | 72,0 | 34,0 | ||
19 | 80,0 | 38,0 | ||
20 | 100,0 | 42,0 | ||
t = 15,81D0,266 | t = 6,17D0,410 | |||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.18 | ||||||
 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
Промер проходной стороной | ||||||
1. | Установить скобу на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) | ||||
2. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) | ||||
Полный промер | ||||||
1. | Установить скобу проходной стороной на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) | ||||
2. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) | ||||
3. | Повернуть скобу на 180° | ПОВ1 (M) (ОС1; И1) | ||||
4. | Установить скобу непроходной стороной на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) | ||||
5. | Нажать | НРС | ||||
Индекс фактора для определения времени | Промер проходной стороной | Полный промер | ||||
Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 4 | 11,5 | 4,0 | 24,5 | ||
1 | 10 | 12,5 | 7,0 | 27,0 | ||
2 | 24 | 13,5 | 12,5 | 30,0 | ||
3 | 57 | 15,0 | 23,0 | 33,0 | ||
4 | 100 | 16,5 | 41,0 | 36,0 | ||
5 | 76,0 | 40,0 | ||||
6 | 100,0 | 44,0 | ||||
t = 10,05D0,110 | t = 20,71D0,161 | |||||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время по карте соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
3. В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.19 | ЛИСТ 1 | |||||
 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
1. | Установить скобу на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) | ||||
2. | Нажать ("Непроход") | НРС | ||||
3. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) | ||||
Индекс фактора для определения времени | Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 3,5 | 7,0 | ||||
1 | 4,5 | 7,5 | ||||
2 | 5,5 | 8,5 | ||||
3 | 7,5 | 9,5 | ||||
4 | 9,5 | 10,5 | ||||
5 | 12,5 | 11,5 | ||||
6 | 16,0 | 12,5 | ||||
7 | 21,0 | 13,5 | ||||
8 | 27,5 | 15,0 | ||||
9 | 35,5 | 16,5 | ||||
Калибр-скоба гладкая односторонний двупредельный | КАРТА 4.10.19 | ЛИСТ 2 | ||
Индекс фактора для определения времени | Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | ||
10 | 46,0 | 18,5 | ||
11 | 60,0 | 20,0 | ||
12 | 78,0 | 22,0 | ||
13 | 101,0 | 24,5 | ||
131,0 | 27,0 | |||
15 | 170,0 | 29,5 | ||
16 | 221,0 | 32,5 | ||
17 | 287,0 | 35,5 | ||
18 | 360,0 | 39,0 | ||
t = 4,72D0,365 | ||||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время по карте соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
3. В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.20 | ЛИСТ 1 | ||||
 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Установить скобу на деталь | УОС1 (M; LM; LD) (ОС1; ОР3; И1) | |||
2. | Повернуть скобу два раза | ПОВ1 (M) (ОС1; И1) x 2 | |||
3. | Нажать | НРС | |||
4. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) | |||
Индекс фактора для определения времени | Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 31 | 9 | |||
1 | 33 | 10 | |||
2 | 35 | 11 | |||
3 | 38 | 12 | |||
4 | 40 | 13 | |||
5 | 43 | 15 | |||
6 | 46 | 16 | |||
7 | 49 | 18 | |||
8 | 52 | 20 | |||
9 | 55 | 22 | |||
Калибр-скоба резьбовой | КАРТА 4.10.20 | ЛИСТ 2 | ||
Индекс фактора для определения времени | Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | ||
10 | 59 | 24 | ||
11 | 63 | 26 | ||
12 | 67 | 29 | ||
13 | 72 | 32 | ||
14 | 76 | 35 | ||
15 | 81 | 38 | ||
16 | 87 | 42 | ||
17 | 93 | 47 | ||
18 | 100 | 51 | ||
t = 0,06D1,480 | ||||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время по карте соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
3. В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.21 | |||||
 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Установить скобу на деталь | УОС1 (M0,5; LM200; LD) (ОС1; ОР2; И1) | |||
2. | Переместить скобу по измеряемому размеру два раза (покачать) | П1 (S25; M0,5; LM200) (ОС1; К3; И1) x 2 | |||
Повернуть скобу на 90° | ПОВ1 (M0,5) (ОС1; И1) | ||||
Всмотреться в шкалу | ФВ | ||||
5. | Разъединить (снять) скобу | РС1 (M0,5; LD) (ОС1; ОР2; И1) | |||
Индекс фактора для определения времени | Измеряемый размер D, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 1,5 | 10 | |||
1 | 5,0 | 11 | |||
16,0 | 12 | ||||
3 | 50,0 | 13 | |||
4 | 154,0 | 14 | |||
5 | 470,0 | 16 | |||
6 | 600,0 | 17 | |||
t = 9,78D0,085 | |||||
Примечания: 1. При измерении с проверкой на эллиптичность время по карте 4.10.21 умножать на 2.
2. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1 или 4.5.2 (для поворотной скобы).
3. Время по карте соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
4. В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.22 | |||||
 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Установить стержень с наконечниками в отверстие детали | УОС1 (M; LM; LD) (ОС1; ОР1; И1) | |||
2. | Всмотреться в шкалу измерительной головки | ФВ | |||
3. | Повернуть нутромер в вертикальной плоскости на 5° | ПОВ1 (M) (ОС1; И1) | |||
4. | Всмотреться в шкалу | ФВ | |||
5. | Повернуть нутромер в вертикальной плоскости на 10° | ПОВ1 (M) (ОС1; И1) | |||
6. | Всмотреться в шкалу | ФВ | |||
7. | Вынуть нутромер из отверстия детали | РС1 (M; LD) (ОС1; ОР1; И1) | |||
Индекс фактора для определения времени | Длина продвижения нутромера в отверстии LD, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 25 | 38 | |||
1 | 170 | 41 | |||
2 | 250 | 43 | |||
t = 32,74LD0,051 | |||||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время по карте соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
3. В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.23 | |||
 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Установить стенкомер на измеряемую поверхность | УП2 (M0,5; LM150) (ОС1; ОР2; И1) | |
2. | Нажать подвижной шток стенкомера до упора | НРС | |
3. | Всмотреться в шкалу индикатора | ФВ | |
4. | Отпустить шток | ОТ1 (ОС1) | |
Время на комплекс t, тыс. доли мин. | 10 | ||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время по карте соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
3. В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.24 | ЛИСТ 1 | ||||||
 |  | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||||
Шаблон (скоба для длин) односторонний | |||||||
1 | Взяться левой рукой за шаблон (скобу) | ВЗ1 | |||||
2. | Установить шаблон (скобу) на деталь | УП2 (M; LM) (ОС1; ОР2; И1) | |||||
3. | Разъединить шаблон (скобу) с деталью | РС2 (M; LD) (ОС1; ОР2; И1) | |||||
4. | Отпустить шаблон (скобу) левой рукой | ОТ1 (ОС1) | |||||
Шаблон (скоба для длин) двусторонний | |||||||
1. | Взяться левой рукой за шаблон (скобу) | ВЗ1 | |||||
2. | Установить шаблон (скобу) проходной стороной на деталь | УП2 (M; LM) (ОС1; ОР2; И1) | |||||
3. | Разъединить шаблон (скобу) с деталью | РС2 (M; LD) (ОС1; ОР1; И1) | |||||
4. | Переместить шаблон (скобу) от детали | П2 (SM100; M; LD) (ОС1; К2; И1) | |||||
5. | Повернуть шаблон (скобу) на 180° | ПОВ2 (M; YR180) (ОС1; И1) | |||||
6. | Переместить шаблон (скобу) непроходной стороной к детали | П2 (SM100; M; LD) (ОС1; К3; И1) | |||||
7. | Установить шаблон (скобу) на деталь | УП2 (M; LM) (ОС1; ОР2; И1) | |||||
8. | Нажать ("Непроход") | НРС | |||||
Индекс факторов для определения времени | Шаблон (скоба для длин) односторонний | Шаблон (скоба для длин) двусторонний | |||||
Измеряемый размер L, мм, до | Время на комплекс t, тыс. доли мин. | Измеряемый размер L, мм, до | Время на комплекс t, тыс. доли мин. | ||||
0 | 11 | 4,0 | 11 | 12 | |||
1 | 15 | 4,5 | 15 | 14 | |||
2 | 20 | 5,0 | 20 | 15 | |||
3 | 25 | 5,5 | 25 | 16 | |||
4 | 30 | 6,0 | 35 | 18 | |||
5 | 35 | 6,5 | 45 | 20 | |||
Шаблон линейный, угловой или скоба для длин односторонний, двусторонний | КАРТА 4.10.24 | ЛИСТ 2 | ||
Индекс факторов для определения времени | Шаблон (скоба для длин) односторонний | Шаблон (скоба для длин) двусторонний | ||
Измеряемый размер L, мм, до | Время на комплекс t, тыс. доли мин. | Измеряемый размер L, мм, до | Время на комплекс t, тыс. доли мин. | |
6 | 45 | 7,0 | 55 | 22 |
7 | 60 | 8,0 | 70 | 24 |
8 | 70 | 8,5 | 95 | 27 |
9 | 90 | 9,0 | 125 | 29 |
10 | 115 | 10,0 | 160 | 32 |
11 | 150 | 11,0 | 210 | 35 |
12 | 180 | 13,0 | 270 | 39 |
13 | 230 | 14,0 | 350 | 43 |
14 | 290 | 15,0 | 450 | 47 |
15 | 360 | 17,0 | 600 | 52 |
16 | 460 | 18,0 | 800 | 57 |
17 | 580 | 20,0 | 1000 | 63 |
18 | 730 | 22,0 | ||
19 | 925 | 24,0 | ||
20 | 1000 | 27,0 | ||
t = 1,55L0,410 | t = 5,40L0,360 | |||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.25 | |||||
 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
1. | Взяться за шаблон | ВЗ1 | |||
2. | Установить шаблон к детали | УП2 (M; LM) (ОС1; ОР3; И1) | |||
3. | Всмотреться в световую щель | ФВ | |||
4. | Перевести взгляд | ПВ | |||
5. | Всмотреться в световую щель | ФВ | |||
6. | Отпустить шаблон левой рукой | ОТ1 (ОС1) | |||
Индекс фактора для определения времени | Измеряемый размер L, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 11 | 8,0 | |||
1 | 15 | 9,0 | |||
2 | 20 | 9,5 | |||
3 | 25 | 10,0 | |||
4 | 30 | 11,5 | |||
5 | 40 | 13,0 | |||
6 | 50 | 14,0 | |||
7 | 65 | 15,0 | |||
8 | 85 | 17,0 | |||
9 | 110 | 19,0 | |||
10 | 140 | 20,0 | |||
11 | 180 | 22,0 | |||
12 | 230 | 25,0 | |||
13 | 300 | 27,0 | |||
14 | 400 | 30,0 | |||
15 | 500 | 33,0 | |||
t = 3,30L0,378 | |||||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.26 | ЛИСТ 1 | ||||
 | |||||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||||
На один выступ (впадину) | |||||
1. | Взяться за шаблон левой рукой | ВЗ1 | |||
2. | Установить шаблон к детали | УОС2 (M; LM; LD) (ОС1; ОР2; И1) | |||
3. | Всмотреться в световую щель | ФВ | |||
4. | Доустановить шаблон к детали | УОС2 (M; LM; LD) (ОС1; ОР3; И1) | |||
5. | Отпустить шаблон левой рукой | ОТ1 (ОС1) | |||
На каждый следующий выступ (впадину) | |||||
1. | Перевести взгляд | ПВ | |||
2. | Всмотреться в световую щель | ФВ | |||
Индекс фактора для определения времени | Измеряемый размер L, мм, до | Время на комплекс t, тыс. доли мин. | |||
0 | 11 | 13 | |||
1 | 15 | 14 | |||
2 | 20 | 15 | |||
3 | 25 | 17 | |||
4 | 35 | 19 | |||
5 | 45 | 21 | |||
Шаблон фасонный сложного профиля | КАРТА 4.10.26 | ЛИСТ 2 | ||
Индекс фактора для определения времени | Измеряемый размер L, мм, до | Время на комплекс t, тыс. доли мин. | ||
6 | 55 | 23 | ||
7 | 70 | 25 | ||
8 | 95 | 27 | ||
9 | 120 | 30 | ||
10 | 160 | 33 | ||
11 | 200 | 36 | ||
12 | 250 | 40 | ||
13 | 350 | 44 | ||
14 | 450 | 49 | ||
15 | 500 | 53 | ||
t = 5,57L0,361 | ||||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. В карте приведено время на измерение шаблоном одного выступа (впадины). На каждый следующий выступ (впадину) добавлять 8 тыс. долей мин.
КАРТА 4.10.27 | ||||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Щуп односторонний | ||||
Промер проходной стороной | ||||
1. | Установить щуп в щель | УОС1 (M0,025; LM200; LD75) (ОС1; ОР2; И1) | ||
2. | Разъединить (вынуть щуп из щели) | РС1 (M0,025; LD100) (ОС1; ОР2; И1) | ||
Полный промер (двумя щупами) | ||||
1. | Установить проходной щуп в щель | УОС1 (M0,025; LM200; LD100) (ОС1; ОР2; И1) | ||
2. | Разъединить (вынуть щуп из щели) | РС1 (M0,025; LD100) (ОС1; ОР2; И1) | ||
3. | Установить непроходной щуп в щель | УОС1 (M0,025; LM200; LD2) (ОС1; ОР2; И1) | ||
4. | Нажать ("Непроход") | НРС | ||
Щуп двусторонний | ||||
Полный промер | ||||
1. | Установить щуп проходной стороной в щель | УОС1 (M0,02; LM200; LD75) (ОС1; ОР2; И1) | ||
2. | Разъединить (вынуть щуп из щели) | РС1 (M0,02; LM200; LD75) (ОС1; ОР2; И1) | ||
3. | Переместить щуп от щели | П1 (SM100; M0,02; LM200) (ОС1; К1, И1) | ||
4. | Повернуть щуп на 180° | ПОВ1 (M0,02) (ОС1; И1) | ||
5. | Переместить щуп к щели | П1 (SM100; M0,02; LM200) (ОС1; К3; И1) | ||
6. | Установить щуп непроходной стороной в щель | УОС1 (M0,02; LM200; LD2) (ОС1; ОР2; И1) | ||
7. | Нажать | НРС | ||
Щуп односторонний | Щуп двусторонний | |||
Промер проходной стороной | Полный промер (двумя щупами) | Полный промер | ||
Время на комплекс t, тыс. доли мин. | ||||
14 | 24 | 39 | ||
t = 14 | t = 24 | t = 39 | ||
Примечания: 1. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
2. Время по карте соответствует измерению в одной точке. При измерении в нескольких точках время на перемещение инструмента к следующей точке брать по карте 4.5.1.
3. В зависимости от точности обработки время на контрольные измерения определяется умножением времени на промер в одной точке на необходимое число точек промера (карта 4.10.32) и с учетом периодичности измерений (карта 4.10.33 или 4.10.34).
КАРТА 4.10.28 | ||||||
 | ||||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||||
Щуп двусторонний | ||||||
Промер проходной стороной | ||||||
1. | Установить щуп в щель | УОС1 (M0,02; M200; LD75) (ОС1; ОР2; И1) | ||||
2. | Нажать | НРС | ||||
3. | Переместить щуп на длину щели | ПП1 (SM; M0,02; LM200) (ОС1; К2; И1) | ||||
4. | Разъединить (вынуть щуп из щели) | РС1 (M0,02; LD75) (ОС1; ОР2; И1) | ||||
Полный промер | ||||||
1. | Установить щуп в щель проходной стороной | УОС1 (M0,02; LM200; LD75) (ОС1; ОР2; И1) | ||||
2. | Нажать | НРС | ||||
3. | Переместить щуп на длину щели | ПП1 (SM; M0,02; LM200) (ОС1; К2; И1) | ||||
4. | Разъединить (вынуть щуп из щели) | РС1 (M0,02; LD75) (ОС1; ОР2; И1) | ||||
5. | Переместить щуп на 100 мм | П1 (SM100; M0,02; LM200) (ОС1; К2; И1) | ||||
6. | Повернуть щуп на 180° | ПОВ1 (M0,02) (ОС1; И1) | ||||
7. | Установить щуп непроходной стороной в щель | УОС1 (M0,02; LM200; LD2) (ОС1; ОР2; И1) | ||||
8. | Нажать ("Непроход") | НРС | ||||
Индекс фактора для определения времени | Промер проходной стороной | Полный промер | ||||
Длина измеряемой поверхности SM, мм, до | Время на комплекс t, тыс. доли мин. | Время на комплекс t, тыс. доли мин. | ||||
0 | 80 | 19 | 45 | |||
1 | 200 | 20 | ||||
2 | 400 | 23 | ||||
3 | 500 | 25 | ||||
t = 11,98SM0,113 | t = 45 | |||||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.29 | |
 | |
Содержание комплекса | Обозначение микроэлементов по БСМ |
1. Установить радиусомер к замеряемой поверхности до упора | УП1 (М0,1; LM100) (ОС1; ОР2; И1) |
2. Всмотреться в световой зазор | ФВ |
3. Перевести взгляд | ПВ |
4. Всмотреться в световой зазор | ФВ |
Время на комплекс t, тыс. доли мин. | 14 |
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.30 | ||||
 | ||||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
1. Взяться за линейку второй рукой | ВЗ1 | |||
2. Установить линейку | УП2 (M; LM) (ОС1; ОР3; И1) | |||
3. Всмотреться | ФВ | |||
4. Отпустить линейку второй рукой | ОТ1 (ОС1) | |||
Индекс фактора для определения времени | Длина линейки LM, мм, до | Время на комплекс, t, тыс. доли мин. | ||
0 | 150 | 12 | ||
1 | 300 | 15 | ||
2 | 500 | 18 | ||
3 | 1000 | 24 | ||
t = 2,66LM0,315 | ||||
Примечание. В момент начала комплекса инструмент находится в руке рабочего. Время на перемещение инструмента в рабочее положение (из зоны хранения к измеряемой поверхности) и из рабочего положения (от измеряемой поверхности в зону хранения) брать по карте 4.5.1.
КАРТА 4.10.31 | |
 | |
Содержание комплекса | Обозначение микроэлементов по БСМ |
1. Всмотреться в поверхность детали | ФВ |
2. Перевести взгляд на эталон | ПВ |
3. Всмотреться в поверхность эталона | ФВ |
4. Перевести взгляд на деталь | ПВ |
5. Всмотреться в поверхность детали | ФВ |
6. Перевести взгляд на эталон | ПВ |
7. Всмотреться в поверхность эталона | ФВ |
8. Принять решение | |
Время на комплекс t, тыс. доли мин. | 28 |
КАРТА 4.10.32 | ЛИСТ 1 | |||||||||
N позиции | Наименование инструмента | Квалитет или допуск изготовления детали, мм | Цена деления, мм | Измеряемый размер, мм, до | Измеряемая длина, мм, до | |||||
100 | 200 | 300 | 500 | 1000 | ||||||
Число точек контрольного промера | ||||||||||
1 | Калибры для валов - скобы предельные, односторонние, двусторонние, резьбовые | 11 - 13 | - | 50 | 1 | 1 | 2 | 2 | 3 | |
2 | 100 | 1 | 1 | 2 | 2 | 3 | ||||
3 | 300 | 1 | 1 | 1 | 2 | 2 | ||||
4 | 7 - 9 | - | 50 | 2 | 2 | 3 | 3 | 4 | ||
5 | 100 | 2 | 2 | 3 | 3 | |||||
6 | 300 | 2 | 2 | 3 | 3 | 3 | ||||
7 | 5 - 6 | - | 100 | 3 | 3 | 3 | 4 | 4 | ||
8 | Штангенциркуль | - | 0,10 | 50 | 1 | 1 | 2 | 2 | 3 | |
9 | 100 | 1 | 1 | 1 | 2 | 2 | ||||
10 | 200 | 1 | 1 | 2 | 2 | 3 | ||||
11 | - | 0,05 | 100 | 1 | 1 | 1 | 2 | 2 | ||
12 | 200 | 1 | - | - | - | - | ||||
13 | Нутромер или штихмас индикаторный | - | 0,01 | 50 | 2 | 2 | 3 | 3 | 4 | |
14 | 100 | 2 | 2 | 2 | 2 | 3 | ||||
15 | 300 | 2 | 2 | 2 | 3 | 4 | ||||
16 | 500 | 1 | 1 | 2 | 2 | 3 | ||||
Индекс | а | б | в | г | д | |||||
Число точек промеров обрабатываемой поверхности при контрольных измерениях | КАРТА 4.10.32 | ЛИСТ 2 | ||||||||
N позиции | Наименование инструмента | Квалитет или допуск изготовления детали, мм | Цена деления, мм | Измеряемый размер, мм, до | Измеряемая длина, мм, до | |||||
100 | 200 | 300 | 500 | 1000 | ||||||
Число точек контрольного промера | ||||||||||
17 | Скоба, стенкомер индикаторные | - | 0,01 | 50 | 2 | 3 | 3 | 3 | ||
18 | 100 | 2 | 2 | 3 | 3 | 4 | ||||
19 | 300 | 2 | 2 | 2 | 2 | 3 | ||||
20 | 500 | 3 | 3 | 3 | 3 | 4 | ||||
21 | Индикатор для измерения отклонений от геометрической формы | - | 0,01 | 50 | 1 | 1 | 2 | 2 | 3 | |
22 | 100 | 1 | 1 | 1 | 2 | 2 | ||||
23 | 300 | 1 | 1 | 1 | 1 | 2 | ||||
24 | 500 | 1 | 1 | 1 | 1 | 1 | ||||
25 | Калибры гладкие, резьбовые, шлицевые | - | - | Все размеры | 1 | |||||
26 | Штангенглубиномер | - | 0,05 | Все размеры | 1 | |||||
27 | Шаблоны фасонные, радиусомер | - | - | Все размеры | 1 | |||||
28 | Калибры продольные для длин (скобы-шаблоны) | - | - | Все размеры | 1 | |||||
29 | Оптический зубомер | - | - | Все размеры | 1 | |||||
30 | Щуп | - | - | Все размеры | 1 | |||||
Индекс | а | б | в | г | д | |||||
КАРТА 4.10.33 | ЛИСТ 1 | ||||||
N позиции | Виды обрабатываемых поверхностей | Операции и оборудование | Квалитет или допуск изготовления детали, мм | Измеряемый размер, мм, до | Способ достижения размеров обработки | ||
обеспечивается конструктивными размерами режущего инструмента | работа инструментом, установленным на размер | работа с пробными промерами | |||||
1 | Цилиндрические | Точение, растачивание, развертывание, шлифование наружное и внутреннее | 11 - 13 | 50 | 0,20 | 0,25 | 0,6 |
2 | 200 | 0,25 | 0,30 | 0,7 | |||
3 | свыше 200 | 0,30 | 0,40 | 0,8 | |||
4 | 8 - 10 | 50 | 0,30 | 1,0 | |||
5 | 200 | 0,40 | 1,0 | ||||
6 | свыше 200 | 0,50 | 0,60 | 1,0 | |||
7 | Бесцентровое шлифование | 11 - 13 | 100 | - | 0,01 | - | |
8 | 8 - 10 | 1.00 | - | 0,02 | - | ||
9 | Хонингование, суперфиниш | - | - | - | 1,00 | - | |
10 | Плоскости | Шлифование | 0,01 | 200 | - | - | 1,0 |
11 | 0,05 | 50 | - | - | 0,8 | ||
12 | 200 | - | - | 0,9 | |||
13 | свыше 200 | - | - | 1,0 | |||
14 | 0,10 | 50 | - | - | 0,7 | ||
15 | 200 | - | - | 0,8 | |||
16 | свыше 200 | - | - | 0,9 | |||
17 | 0,20 | 50 | - | - | 0,4 | ||
18 | 200 | - | - | 0,6 | |||
19 | свыше 200 | - | - | 0,8 | |||
Индекс | а | б | в | ||||
Периодичность контрольных измерений детали на операцию | КАРТА 4.10.33 | ЛИСТ 2 | |||||||
N позиции | Виды обрабатываемых поверхностей | Операции и оборудование | Квалитет или допуск изготовления детали, мм | Измеряемый размер, мм, до | Способ достижения размеров обработки | ||||
обеспечивается конструктивными размерами режущего инструмента | работа инструментом, установленным на размер | работа с пробными промерами | |||||||
20 | Плоскости | Фрезерование | 0,10 | 50 | - | 0,10 | - | ||
21 | 200 | - | 0,20 | - | |||||
22 | свыше 200 | - | 0,30 | - | |||||
23 | Резьба крепежная | Сверлильные станки | - | 10 | 0,01 | - | - | ||
24 | 25 | 0,02 | - | - | |||||
25 | 50 | 0,03 | - | - | |||||
26 | свыше 50 | 0,04 | - | - | |||||
27 | Резьбонакатные станки | - | 10 | - | 0,01 | - | |||
28 | 25 | - | 0,02 | - | |||||
29 | 50 | - | 0,03 | - | |||||
30 | Болторезные и гайконарезные станки | - | 10 | 0,10 | - | - | |||
31 | 25 | 0,20 | - | - | |||||
32 | 50 | 0,30 | - | - | |||||
33 | свыше 50 | 0,40 | - | - | |||||
34 | Резьбофрезерные станки | - | 100 | - | 0,20 | - | |||
35 | Резьбошлифовальные станки | - | 50 | - | 1,00 | - | |||
36 | Цилиндрические и плоские | Протягивание | 11 - 13 | - | - | 0,02 | - | ||
37 | 8 - 10 | - | - | 0,03 | - | ||||
38 | 6 - 7 | - | - | 0,10 | - | ||||
Индекс | а | б | в | ||||||
КАРТА 4.10.34 | ЛИСТ 1 | ||||||||
N позиции | Вид обработки | Измерительный инструмент | Квалитет или допуск изготовления детали, мм | Измеряемый размер, мм, до | |||||
25 | 50 | 100 | 200 | 300 | |||||
Число пробных измерений | |||||||||
1 | Круглое наружное шлифование | Калибры | 5 - 6 | 1,6 | 2,0 | 2,6 | - | - | |
2 | 7 - 8 | 0,5 | 0,8 | 1,2 | 1,6 | 2,0 | |||
3 | 9 - 10 | 0,2 | 0,4 | 0,5 | 0,8 | 1,0 | |||
4 | 11 - 12 | - | - | - | 0,1 | 0,4 | |||
5 | Универсальные инструменты | 5 - 6 | 0,8 | 1,2 | 1,6 | 2,0 | 2,6 | ||
6 | 7 - 8 | 0,4 | 0,5 | 0,8 | 1,2 | 1,6 | |||
7 | 9 - 10 | 0,2 | 0,3 | 0,4 | 0,6 | 0,8 | |||
8 | 11 - 12 | - | - | - | - | 0,1 | |||
9 | Шлифование отверстий | Калибры | 5 - 6 | 2,0 | 2,4 | 3,2 | - | - | |
10 | 7 - 8 | 0,8 | 1,2 | 1,8 | 2,4 | - | |||
11 | 9 - 10 | 0,5 | 0,8 | 1,0 | 1,2 | - | |||
12 | 11 - 12 | - | 0,4 | 0,5 | 0,8 | - | |||
13 | Универсальные инструменты | 5 - 6 | 1,2 | 1,6 | 2,0 | 2,8 | - | ||
7 - 8 | 0,5 | 0,8 | 1,2 | 1,6 | - | ||||
15 | 9 - 10 | 0,2 | 0,4 | 0,5 | 0,8 | - | |||
16 | 11 - 12 | - | - | - | 0,3 | - | |||
Индекс | а | б | в | г | д | ||||
Число пробных измерений при обработке на шлифовальных и доводочных станках | КАРТА 4.10.34 | ЛИСТ 2 | |||||||
N позиции | Вид обработки | Измерительный инструмент | Квалитет или допуск изготовления детали, мм | Измеряемый размер, мм, до | |||||
25 | 60 | 100 | 200 | 300 | |||||
Число пробных измерений | |||||||||
17 | Плоское шлифование | Все типы инструментов | 0,02 | - | 2,4 | 2,8 | - | - | |
18 | 0,03 | - | 2,0 | 2,4 | 2,8 | - | |||
19 | 0,04 | - | 1,5 | 2,0 | 2,3 | - | |||
20 | 0,05 | - | 1,2 | 1,5 | 1,9 | - | |||
21 | 0,07 | - | 0,5 | 0,9 | 1,0 | - | |||
22 | 0,10 | - | 0,4 | 0,6 | 0,8 | - | |||
23 | 0,15 | - | 0,1 | 0,2 | 0,4 | - | |||
24 | 0,20 | - | 0,1 | 0,1 | 0,2 | - | |||
25 | Хонингование | Все типы инструментов | 5 - 6 | 1,2 | 1,2 | 1,2 | 1,6 | - | |
26 | 7 - 8 | 0,8 | 0,8 | 0,8 | 1,2 | - | |||
27 | Лапингование | Все типы инструментов | 5 - 6 | 0,6 | 2,4 | 2,4 | - | - | |
28 | 7 - 8 | 0,8 | 1,6 | 1,6 | - | - | |||
Индекс | а | б | в | г | д | ||||
КАРТА 4.11.1 | ||||||
Содержание комплекса: набрать смазки, смазать центровые отверстия | ||||||
N позиции | Масса детали (оправки), кг, до | |||||
0,5 | 1,0 | 3,0 | 5,0 | 8,0 | 12,0 | |
Время на комплекс, мин. | ||||||
1 | 0,016 | 0,018 | 0,022 | 0,024 | 0,027 | 0,032 |
Индекс | а | б | в | г | д | е |
Примечание. Время по карте соответствует смазке одного отверстия. При смазке нескольких отверстий время по карте 4.11.1 умножать на число отверстий.
КАРТА 4.11.2 | |||||||||
Содержание комплекса: | протянуть руку, взять щетку (крючок) или шланг, провести щеткой (крючком) или шлангом по очищаемой поверхности, отложить щетку (крючок) или шланг | ||||||||
N позиции | Способ очистки | Ширина или диаметр очищаемой поверхности, мм, до | Обрабатываемый материал | Длина очищаемой поверхности, мм, до | |||||
50 | 200 | 300 | 400 | 600 | 1000 | ||||
Время на комплекс, мин. | |||||||||
1 | Сжатым воздухом | 100 | Чугун, сталь | 0,022 | 0,034 | 0,039 | 0,043 | 0,054 | 0,074 |
2 | 200 | 0,030 | 0,044 | 0,049 | 0,054 | 0,062 | 0,082 | ||
3 | Свыше 200 | 0,038 | 0,053 | 0,058 | 0,063 | 0,073 | 0,093 | ||
4 | Щеткой, крючком | 100 | Чугун, сталь | 0,018 | 0,038 | 0,049 | 0,057 | 0,071 | 0,091 |
5 | Бронза, алюминий | 0,021 | 0,041 | 0,053 | 0,062 | 0,078 | 0,102 | ||
6 | 200 | Чугун, сталь | 0,028 | 0,048 | 0,059 | 0,070 | 0,090 | 0,126 | |
7 | Бронза, алюминий | 0,030 | 0,053 | 0,065 | 0,077 | 0,098 | 0,134 | ||
8 | Свыше 200 | Чугун, сталь | 0,035 | 0,059 | 0,077 | 0,093 | 0,112 | 0,160 | |
9 | Бронза, алюминий | 0,037 | 0,065 | 0,084 | 0,102 | 0,123 | 0,175 | ||
10 | Эмульсией | 100 | Чугун, сталь | 0,029 | 0,039 | 0,043 | 0,047 | 0,053 | 0,065 |
11 | 200 | 0,031 | 0,040 | 0,045 | 0,048 | 0,054 | 0,066 | ||
12 | Свыше 200 | 0,033 | 0,042 | 0,046 | 0,049 | 0,055 | 0,067 | ||
Индекс | б | в | г | д | е | ||||
Примечание. Время на очистку базовых точек брать по графе "а".
КАРТА 4.11.3 | ||||||||||||
Содержание комплекса: протянуть руку, взять салфетку, протереть приспособление (деталь), отложить салфетку | ||||||||||||
N позиции | Сложность очищаемой поверхности | Диаметр или ширина очищаемой поверхности, мм, до | Вид поверхности | |||||||||
плоская | цилиндрическая | |||||||||||
Длина детали, мм, до | ||||||||||||
100 | 200 | 300 | 500 | 800 | 50 | 100 | 200 | 300 | 500 | |||
Время на комплекс, мин. | ||||||||||||
1 | Простая гладкая | 30 | - | - | - | - | - | 0,057 | 0,070 | 0,087 | 0,099 | 0,116 |
2 | 50 | 0,059 | 0,073 | 0,082 | 0,097 | 0,110 | 0,063 | 0,078 | 0,097 | 0,110 | 0,129 | |
3 | 100 | 0,067 | 0,083 | 0,094 | 0,110 | 0,126 | 0,072 | 0,090 | 0,110 | 0,125 | 0,147 | |
4 | 200 | - | 0,097 | 0,109 | 0,128 | 0,146 | 0,084 | 0,104 | 0,129 | 0,146 | 0,171 | |
5 | 300 | - | - | 0,120 | 0,139 | 0,160 | - | - | - | - | - | |
6 | 500 | - | - | - | - | 0,176 | - | - | - | - | - | |
7 | Сложная с выступами и впадинами | 30 | - | - | - | - | - | 0,074 | 0,091 | 0,114 | 0,129 | 0,150 |
8 | 50 | 0,077 | 0,094 | 0,107 | 0,126 | 0,145 | 0,082 | 0,102 | 0,126 | 0,142 | 0,167 | |
9 | 100 | 0,087 | 0,108 | 0,122 | 0,144 | 0,165 | 0,094 | 0,117 | 0,143 | 0,164 | 0,191 | |
10 | 200 | - | 0,126 | 0,142 | 0,166 | 0,190 | 0,109 | 0,135 | 0,167 | 0,190 | 0,220 | |
11 | 300 | - | - | 0,155 | 0,181 | 0,210 | - | - | - | - | - | |
12 | 500 | - | - | - | 0,200 | 0,230 | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
КАРТА 4.11.4 | |||||
N позиции | Масса очищаемой детали M, кг, до | ||||
1 | 5 | 8 | 12 | свыше 12 | |
Время на комплекс, мин. | |||||
1 | 0,072 | 0,089 | 0,095 | 0,102 | 0,110 |
Индекс | а | б | в | г | д |
КАРТА 4.11.5 | ||||||||||
N позиции | Содержание комплекса | Размер очищаемой поверхности, мм, до | ||||||||
Длина прямоугольного стола или плиты | Диаметр круглого стола | |||||||||
400 | 600 | 800 | 1000 | 1250 | 1600 | 2000 | 900 | 1500 | ||
Время на комплекс, мин. | ||||||||||
1 | Взять шланг, промыть стол эмульсией или содовой водой из шланга, отложить шланг (без протирки салфеткой) | 0,085 | 0,090 | 0,095 | 0,100 | 0,110 | 0,120 | 0,135 | 0,135 | 0,200 |
2 | Взять шланг, промыть стол эмульсией, отложить шланг, взять салфетку, протереть стол, отложить салфетку | 0,280 | 0,290 | 0,300 | 0,310 | 0,325 | 0,340 | 0,360 | 0,360 | 0,550 |
Индекс | а | б | в | г | д | е | ж | з | и | |
КАРТА 4.11.6 | ||
Содержание комплекса: протянуть руку, взять щетку, очистить протяжку от стружки, отложить щетку | ||
N позиции | Длина протяжки, мм, до | Время на комплекс, мин. |
1 | 500 | 0,026 |
2 | 1000 | 0,035 |
3 | Свыше 1000 | 0,055 |
Индекс | а | |
Примечание. Время на очистку производится во время холостого хода ползуна и в норму штучного времени не включается, а учитывается в занятости рабочего.
Содержание комплекса: снять затупившийся инструмент, отложить, взять новый инструмент, установить, отрегулировать его на размер, закрепить
Токарные операционные, многорезцовые, токарные многошпиндельные полуавтоматы, автоматы, расточные и револьверные станки | КАРТА 4.12.1 | ЛИСТ 1 | |||||
N позиции | Наименование инструмента | Способ установки и закрепления | Предельная погрешность установки, мм | Размер инструмента квадратного или цилиндрического сечения, мм, до | |||
10 x 10 | 15 x 15 | 25 x 25 | свыше 25 x 25 свыше | ||||
Время на смену одного инструмента, мин. | |||||||
1 | Резец проходной, расточной | В резцедержатель токарного суппорта | - | 1,0 | 1,3 | 1,5 | 1,7 |
2 | > 0,2 | 1,7 | 2,0 | 2,5 | 3,0 | ||
<= 0,2 | 2,5 | 3,3 | 4,0 | 5,8 | |||
4 | В гнездо револьверной головки | - | 2,0 | 2,5 | - | - | |
5 | Резец фасонный, резьбовой | В резцедержатель токарного суппорта | - | 1,5 | 2,0 | 2,5 | 3,0 |
6 | > 0,2 | 2,0 | 3,0 | 4,0 | 5,0 | ||
7 | <= 0,2 | 3,5 | 5,0 | 6,0 | 7,0 | ||
8 | В гнездо револьверной головки | - | 2,5 | 3,5 | - | - | |
9 | Резец фасочный, радиусный | В резцедержатель токарного суппорта | - | 0,9 | 1,2 | 1,3 | 1,4 |
10 | В гнездо револьверной головки | - | 1,2 | 1,5 | - | - | |
Индекс | а | б | в | г | |||
Смена режущего инструмента (с подналадкой) | Токарные операционные, многорезцовые, токарные многошпиндельные полуавтоматы, автоматы, расточные и револьверные станки | КАРТА 4.12.1 | ЛИСТ | |||||
N позиции | Наименование инструмента | Способ установки и закрепления | Предельная погрешность установки, мм | Размер инструмента квадратного или цилиндрического сечения, мм, до | ||||
10 x 10 | 15 x 15 | 25 x 25 | свыше 25 x 25 свыше | |||||
Время на смену одного инструмента, мин. | ||||||||
11 | Резец подрезной, отрезной, канавочный | В резцедержатель токарного суппорта | - | 0,8 | 1,1 | 1,2 | 1,3 | |
12 | В гнездо револьверной головки | - | 1,2 | 1,5 | - | - | ||
13 | Сверло, развертка, зенкер, сверло центровочное | В гнездо револьверной головки | - | 0,4 | 0,5 | 0,6 | 0,7 | |
14 | Метчик | В гнездо револьверной головки | - | 1,0 | 1,3 | - | - | |
Индекс | а | б | в | г | ||||
Примечание. Время на техническое обслуживание рабочего места

где:
tо - основное (технологическое) время на операцию, мин.;
tсм - время на смену инструмента и подналадку станка при работе одним инструментом или суммарное время на смену всех работающих инструментов при многоинструментной обработке, мин.;
T - период стойкости при работе одним инструментом или расчетный период стойкости лимитирующего инструмента при многоинструментной обработке (устанавливается по нормативам режимов резания), мин.
Сверлильные одношпиндельные, многошпиндельные станки, полуавтоматы и автоматы | КАРТА 4.12.2 | |||||||
N позиции | Наименование инструмента | Способ установки и закрепления | Диаметр инструмента, мм | |||||
5 | 10 | 20 | 30 | 50 | свыше 50 | |||
Время на смену одного инструмента, мин. | ||||||||
1 | Сверло, зенкер, развертка, зенковка, цековка, метчик | В конус шпинделя | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,50 |
2 | В конус шпинделя с переходной втулкой | 0,40 | 0,45 | 0,50 | 0,55 | 0,60 | 0,65 | |
3 | В цанговый патрон | 0,50 | 0,55 | 0,60 | 0,65 | 0,80 | - | |
4 | В кулачковый патрон без установки по длине | 0,19 | 0,28 | 0,40 | 0,50 | - | - | |
5 | В кулачковый патрон с установкой по длине | 0,30 | 0,40 | 0,50 | 0,60 | - | - | |
6 | Комбинированные (многоступенчатые) сверла, зенкеры, развертки, центровочные сверла | - | - | - | - | 0,80 | 1,00 | |
Индекс | а | б | в | г | д | е | ||
Примечание. Время на техническое обслуживание рабочего места

где:
tо - основное (технологическое) время на операцию, мин.;
tсм - время на смену инструмента и подналадку станка при работе одним инструментом или суммарное время на смену всех работающих инструментов при многоинструментной обработке, мин.;
T - период стойкости при работе одним инструментом или расчетный период стойкости лимитирующего инструмента при многоинструментной обработке (устанавливается по нормативам режимов резания), мин.
Фрезерные одношпиндельные, многошпиндельные станки и полуавтоматы | КАРТА 4.12.3 | ЛИСТ 1 | |||||||||
N позиции | Наименование инструмента | Способ установки и закрепления | Число фрез в наладке | Диаметр фрезы, мм, до | |||||||
50 | 80 | 100 | 160 | 200 | 320 | 400 | 500 | ||||
Время на смену комплекта инструмента, мин. | |||||||||||
1 | Фрезы торцовые | В конусе шпинделя с креплением натяжным болтом | 1 | 0,8 | 1,00 | 1,2 | 1,4 | 1,5 | 1,8 | 2,0 | 2,2 |
2 | 2 | 1,4 | 1,70 | 2,0 | 2,4 | 2,6 | 3,1 | 3,4 | 3,7 | ||
3 | 3 | 1,9 | 2,40 | 2,9 | 3,4 | 3,6 | 4,3 | 4,8 | 5,3 | ||
4 | 4 | 2,5 | 3,10 | 3,7 | 4,3 | 4,7 | 5,6 | 6,2 | 6,8 | ||
5 | В конусе шпинделя | 1 | 0,6 | ||||||||
6 | На концевой оправке с креплением болтом или гайкой с торца | 1 | 1,0 | 1,10 | 1,2 | 1,3 | 1,4 | 2,5 | 3,0 | 4,0 | |
7 | Фрезы концевые, пазовые | В самоцентрирующем патроне или конусе шпинделя станка | 1 | 0,6 | 0,65 | - | - | - | - | - | - |
8 | 2 | 0,9 | 1,00 | - | - | - | - | - | - | ||
9 | Набор фрез с оправкой | На шпинделе станка с креплением гайкой | - | 3 | 4,5 | ||||||
10 | Фрезы цилиндрические, червячные | На оправке с креплением гайкой и постановкой колец и кронштейна | 1 | 1,5 | 2,1 | 2,4 | 2,7 | 3,0 | - | - | |
11 | 2 | 2,0 | 2,30 | 2,6 | 3,0 | - | - | - | - | ||
12 | 3 | 2,5 | 2,80 | 3,1 | 3,4 | - | - | - | - | ||
13 | 4 | 3,0 | 3,30 | 3,7 | 4,0 | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Смена режущего инструмента (с подналадкой) | Фрезерные одношпиндельные, многошпиндельные станки и полуавтоматы | КАРТА 4.12.3 | ЛИСТ 2 | ||||||||
N позиции | Наименование инструмента | Способ установки и закрепления | Число фрез в накладке | Диаметр фрезы, мм, до | |||||||
50 | 80 | 100 | 160 | 200 | 320 | 400 | 500 | ||||
Время на смену комплекта инструмента, мин. | |||||||||||
14 | Фрезы дисковые, угловые, отрезные, фасонные | На оправке с креплением гайкой с постановкой колец и кронштейна | 1 | 1,5 | 2,00 | 2,5 | 3,0 | 3,5 | 4,0 | - | - |
15 | 2 | 1,9 | 2,40 | 2,9 | 3,4 | 3,9 | 4,4 | - | - | ||
16 | 4 | 2,7 | 3,10 | 3,5 | 3,9 | 4,4 | 4,9 | - | - | ||
17 | 6 | 3,5 | 3,90 | 4,4 | 4,9 | 5,4 | 5,9 | - | - | ||
18 | На оправке с креплением натяжным болтом, постановкой колец и кронштейна | 1 | 2,0 | ||||||||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечание. Время на техническое обслуживание рабочего места: при работе одной фрезой

при работе несколькими фрезами
где:
tо - основное (технологическое) время на операцию, мин.;
tсм - время на смену инструмента и подналадку станка при работе одной фрезой или суммарное время смены всех фрез, работающих при многоинструментной обработке, мин.;
T1, T2..., Tn - период стойкости одной или каждой фрезы при работе несколькими фрезами (устанавливается по нормативам режимов резания), мин.;
KT - поправочный коэффициент на стойкость в зависимости от числа фрез в наладке.
Поправочные коэффициенты на период стойкости инструмента
в зависимости от числа фрез в наладке
Число фрез в наладке | 1 | 2 | 4 | 6 и более |
Поправочный коэффициент | 0,85 | 0,70 | 0,50 |
Хонинговальные станки | КАРТА 4.12.4 | |||
N позиции | Наименование инструмента | Способ установки | Время, мин. | |
1 | Бруски хонинговальные (комплект) | В головку | 12 | |
Индекс | а | |||
Примечание. Время на техническое обслуживание рабочего места

где:
tо - основное (технологическое) время на операцию, мин.;
tсм - время на смену инструмента и подналадку станка, мин.;
T - период стойкости при работе одним инструментом (устанавливается по нормативам режимов резания), мин.
Зубофрезерные, зубодолбежные, зубошевинговальные, зубозакругляющие станки | КАРТА 4.12.5 | ||||
N позиции | Наименование инструмента | Способ установки и закрепления | Время, мин. | ||
1 | Фреза червячная | На оправку с креплением гайкой | 3,0 | ||
2 | Передвижка фрезы на новый зуб | 1,0 | |||
3 | Шевер | На оправку с креплением гайкой | 20,0 | ||
4 | Долбяк | На оправку с постановкой шайбы и креплением болтом | 2,5 | ||
5 | Зубозакругляющий зенкер | В кулачковом самоцентрирующем патроне | 0,8 | ||
6 | Шевер-рейка | На стол (подвижной) с креплением болтами | 40,0 | ||
Примечание. Время на техническое обслуживание рабочего места

где:
tо - основное (технологическое) время на операцию, мин.;
tсм - время на смену инструмента и подналадку станка, мин.;
T - период стойкости при работе одним инструментом (устанавливается по нормативам режимов резания), мин.
Резьбонарезные, резьбонакатные и протяжные станки | КАРТА 4.12.6 | ||||
N позиции | Наименование инструмента | Способ установки и закрепления | Время, мин. | ||
1 | Плашки резьбонарезные (комплект) | В закрытый паз головки с постановкой кольца | 2,0 | ||
2 | Плашки резьбонарезные | На оправке с креплением гайкой | 8,0 | ||
3 | Резьбонакатные ролики | На оправке с креплением гайкой | 9,0 | ||
4 | Протяжка круглая | Вертикально-протяжной станок | 0,5 | ||
5 | Горизонтально-протяжной станок | 0,3 | |||
6 | Протяжка плоская (наружное протягивание) | С креплением протяжки винтами | 25,0 | ||
Примечание. Время на техническое обслуживание рабочего места

где:
tо - основное (технологическое) время на операцию, мин.;
tсм - время на смену инструмента и подналадку станка, мин.;
T - период стойкости при работе одним инструментом (устанавливается по нормативам режимов резания), мин.
Содержание работы:
1. Правка абразивного круга инструментом, установленным в приспособлении: установить приспособление на станину станка или выдвинуть алмазный карандаш поворотом маховика, произвести правку, снять приспособление или отвести карандаш.
2. Правка абразивного круга вручную: взять шарошку со стальными дисками или шлифовальный брусок, произвести правку и отложить инструмент.
Круглошлифовальные станки | КАРТА 4.12.7 | ЛИСТ 1 | ||||||
N позиции | Способ правки | Правящий инструмент | Поверхность правки | Ширина круга или радиус, мм, до | Шероховатость поверхности Ra, мкм | |||
2,50 - 1,25 | 0,63 | |||||||
Время на одну правку, мин. | ||||||||
1 | С установкой правящего инструмента на станке | Алмаз, алмазно-металлический карандаш, твердосплавные диски и ролики | Периферия круга | 40 | 2,00 | |||
2 | 60 | 2,00 | ||||||
3 | 80 | 2,30 | 2,60 | |||||
4 | Торец | <= 10 | 1,50 | 1,60 | ||||
5 | > 10 | 1,70 | 1,80 | |||||
6 | Шлифовальный круг, гофрированные шарошки | Периферия круга | 40 | 1,60 | 1,90 | |||
7 | 60 | 1,80 | 2,20 | |||||
8 | 80 | 2,10 | 2,50 | |||||
9 | Торец | <= 10 | 1,30 | 1,50 | ||||
10 | > 10 | 1,50 | 1,70 | |||||
11 | Без установки правящего инструмента на станке | Алмазно-металлический карандаш, алмаз, твердосплавные диски и ролики | Периферия круга | 40 | 1,40 | 1,60 | ||
12 | 60 | 1,60 | 1,90 | |||||
13 | 80 | 1,80 | 2,20 | |||||
14 | Торец | <= 10 | 1,10 | 1,20 | ||||
15 | > 10 | 1,20 | 1,30 | |||||
Индекс | а | б | ||||||
Правка шлифовального круга | Круглошлифовальные станки | КАРТА 4.12.7 | ЛИСТ 2 | |||||
N позиции | Способ правки | Правящий инструмент | Поверхность правки | Ширина круга или радиус, мм, до | Шероховатость поверхности Ra, мкм | |||
2,50 - 1,25 | 0,63 | |||||||
Время на одну правку, мин. | ||||||||
16 | В державке в руках | Алмазно-металлический карандаш, брусок шлифовальный | Торец | <= 10 | 0,20 | 0,25 | ||
17 | > 10 | 0,25 | 0,30 | |||||
18 | Радиус и торец | Допуск на ради ус, мм, до | 0,2 | 2 | 0,60 | |||
19 | 0,5 | 0,45 | ||||||
20 | 1,0 | 0,30 | ||||||
21 | 0,2 | 5 | 0,75 | |||||
22 | 0,5 | 0,60 | ||||||
23 | 1,0 | 0,46 | ||||||
Индекс | а | б | ||||||
Примечание. Время на техническое обслуживание

где:
tп - время на одну правку, мин.;
tо - основное (технологическое) время на операцию, мин.;
T - период стойкости круга между правками (устанавливается по нормативам режимов резания), мин.
Внутришлифовальные станки | КАРТА 4.12.8 | |||||||||
N позиции | Способ правки | Правящий инструмент | Поверхность правки | Ширина круга или радиус, мм, до | Диаметр шлифовального круга, мм, до | |||||
50 | 150 | |||||||||
Шероховатость поверхности Ra, мкм | ||||||||||
2,50 - 1,25 | 0,63 | 2,50 - 1,25 | 0,63 | |||||||
Время на одну правку, мин. | ||||||||||
1 | Без установки правящего инструмента на станке | Алмаз, алмазно-металлический карандаш | Периферия круга | 20 | 0,80 | 0,90 | 0,90 | 1,00 | ||
2 | 30 | 0,90 | 1,00 | 1,00 | 1,10 | |||||
3 | 40 | 1,00 | 1,10 | 1,10 | 1,20 | |||||
4 | 60 | 1,10 | 1,20 | 1,20 | 1,30 | |||||
5 | Твердосплавные диски, ролики | Периферия круга | 20 | 1,10 | 1,20 | 1,20 | 1,30 | |||
6 | 30 | 1,20 | 1,50 | 1,40 | 1,50 | |||||
7 | 40 | 1,50 | 1,70 | 1,50 | 1,70 | |||||
8 | 60 | 1,70 | 2,00 | 1,80 | 2,10 | |||||
9 | Алмазно-металлический карандаш, брусок шлифовальный | Периферия круга | 20 | 0,40 | 0,45 | 0,45 | 0,55 | |||
10 | 30 | 0,50 | 0,60 | 0,55 | 0,70 | |||||
11 | 40 | 0,65 | 0,75 | 0,70 | 0,85 | |||||
12 | 60 | 0,90 | 1,05 | 0,95 | 1,10 | |||||
13 | Радиус и торец | Допуск на радиус, мм, до | 0,2 | 2 | 0,4 | 0,5 | ||||
14 | 0,5 | 0,3 | 0,4 | |||||||
15 | 0,2 | 0,5 | 0,6 | |||||||
16 | 0,5 | 3 | 0,4 | 0,5 | ||||||
17 | 1,0 | 0,3 | 0,4 | |||||||
18 | 0,2 | 0,6 | 0,7 | |||||||
19 | 0,5 | 5 | 0,5 | 0,6 | ||||||
20 | 1,0 | 0,4 | 0,5 | |||||||
Индекс | а | б | в | г | ||||||
Примечание. Время на техническое обслуживание

где:
tп - время на одну правку, мин.;
tо - основное (технологическое) время на операцию, мин.;
T - период стойкости круга между правками (устанавливается по нормативам режимов резания), мин.
Плоскошлифовальные станки, работающие периферией круга и торцом круга | КАРТА 4.12.9 | ||||||||
N позиции | Способ правки | Правящий инструмент | Поверхность правки | Ширина круга или радиус, мм, до | Шероховатость поверхности Ra, мкм | ||||
2,5 - 1,25 | 0,63 | ||||||||
Время на одну правку, мин. | |||||||||
1 | С установкой правящего инструмента на станке | Алмаз, алмазно-металлический карандаш, твердосплавные ролики, шлифовальный круг, шарошка | Периферия круга | <= 20 | 1,20 | 1,40 | |||
2 | 40 | 1,40 | 1,60 | ||||||
3 | 60 | 1,70 | 1,90 | ||||||
4 | Торец | <= 10 | 1,30 | 1,40 | |||||
5 | > 10 | 1,10 | 1,20 | ||||||
6 | В державке в руках | Алмазно-металлический карандаш, брусок шлифовальный | Периферия круга | <= 20 | 0,44 | 0,55 | |||
7 | 40 | 0,70 | 0,85 | ||||||
8 | 60 | 0,95 | 0,10 | ||||||
9 | Торец | <= 10 | 0,26 | 0,26 | |||||
10 | > 10 | 0,30 | 0,30 | ||||||
11 | Брусок шлифовальный | Радиус и торец | Допуск на радиус, мм, до | 0,2 | 2 | 0,65 | |||
19, | 0,5 | 0,55 | |||||||
13 | 1,0 | 0,35 | |||||||
14 | 0,2 | 5 | 0,80 | ||||||
15 | 0,5 | 0,65 | |||||||
16 | 1,0 | 0,50 | |||||||
Индекс | а | б | |||||||
Примечание. Время на техническое обслуживание

где:
tп - время на одну правку, мин.;
tо - основное (технологическое) время на операцию, мин.;
T - период стойкости круга между правками (устанавливается по нормативам режимов резания), мин.
2. Для плоскошлифовальных станков, работающих торцом круга, время по карте принимать с коэффициентом K = 0,65.
Бесцентрово-шлифовальные станки | КАРТА 4.12.10 | ||||||||
N позиции | Способ правки | Правящий инструмент | Поверхность правки | Ширина круга или радиус, мм, до | Шероховатость поверхности Ra, мкм | ||||
2,5 - 1,25 | 0,63 | ||||||||
Время на одну правку, мин. | |||||||||
1 | С установкой правящего инструмента на станке | Алмаз, алмазно-металлический карандаш | Периферия круга | 60 | 1,9 | 2,2 | |||
2 | 100 | 2,6 | 3,0 | ||||||
3 | 150 | 2,9 | 4,0 | ||||||
4 | 200 | 4,2 | 4,8 | ||||||
5 | Твердосплавные ролики | 60 | 1,6 | 1,9 | |||||
6 | 100 | 2,1 | 2,6 | ||||||
7 | 150 | 2,7 | 3,3 | ||||||
8 | 200 | 3,3 | 4,4 | ||||||
9 | Металлические диски, шарошки | 60 | 1,4 | - | |||||
10 | 100 | 1,8 | - | ||||||
11 | 150 | 2,3 | - | ||||||
12 | 200 | 2,8 | - | ||||||
13 | В державке в руках | Алмазно-металлический карандаш, брусок шлифовальный | Торец | - | 0,40 | ||||
14 | Радиус и торец | Допуск на радиус, мм, до | 0,2 | 2 | 0,95 | ||||
15 | 0,5 | 0,65 | |||||||
16 | 1,0 | 0,40 | |||||||
17 | 0,2 | 5 | 1,20 | ||||||
18 | 0,5 | 0,85 | |||||||
19 | 1,0 | 0,60 | |||||||
Индекс | а | б | |||||||
Примечание. Время на техническое обслуживание

где:
tп - время на одну правку, мин.;
tо - основное (технологическое) время на операцию, мин.;
T - период стойкости круга между правками (устанавливается по нормативам режимов резания), мин.
Разные станки | КАРТА 4.12.11 | ||
N позиции | Станки | Время на техническое обслуживание рабочего места в процентах от основного времени | |
1 | Хонинговальные суперфинишные и вертикально-доводочные | 4,0 | |
2 | Зубошлифовальные | 6,0 | |
3 | Шлицешлифовальные | 6,5 | |
4 | Резьбошлифовальные | 6,5 | |
5 | Зубострогальные для прямозубых конических колес | 2,5 | |
6 | Зуборезные для конических колес с криволинейным зубом | 2,5 | |
7 | Резьбофрезерные | 2,0 | |
8 | Гайконарезные | 2,0 | |
9 | Болторезные | 2,0 | |
10 | Центровальные | 1,5 | |
Индекс | а | ||
Примечание. Время на техническое обслуживание

где:
tо - основное (технологическое) время на операцию, мин.;
aтех - время на техническое обслуживание в процентах от основного времени.
Все станки | КАРТА 4.13.1 | ЛИСТ 1 | ||||
N позиции | Станки | Основные размеры или модели станков | Условия работы | |||
с охлаждением | без охлаждения | |||||
Время на организационное обслуживание рабочего места в процентах от оперативного времени | ||||||
1 | Токарно-центровые операционные | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | 300 | 1,3 | 1,0 | |
2 | 400 | 1,5 | 1,2 | |||
3 | 600 | 1,4 | ||||
4 | Токарные многорезцовые | - | 1,7 | 1,4 | ||
5 | Токарные многошпиндельные полуавтоматы типа | К371 | 2,4 | 2,1 | ||
6 | 1К282 | 3,1 | 2,9 | |||
7 | Резьботокарные полуавтоматы для коротких резьб | - | 1,3 | 1,0 | ||
8 | Револьверные | - | 1,3 | 1,0 | ||
9 | Расточные | - | 1,4 | |||
10 | Вертикально-сверлильные | - | 1,0 | 0,8 | ||
11 | Вертикально-сверлильные многошпиндельные | - | 2,4 | 2,1 | ||
12 | Горизонтально-сверлильные многошпиндельные | Размер стола, мм | до 200 x 1000 | 1,9 | 1,7 | |
13 | свыше 200 x 1000 | 2,4 | 2,1 | |||
14 | Сверлильные автоматы | - | 3,0 | 2,8 | ||
15 | Горизонтально- и вертикально-фрезерные | - | 1,4 | |||
16 | Продольно-фрезерные | - | 1,9 | 1,7 | ||
17 | Фрезерные полуавтоматы карусельного типа | Диаметр стола, мм, до | 750 | 2,4 | 2,1 | |
18 | 2000 | 3,0 | 2,8 | |||
19 | Фрезерные полуавтоматы барабанного типа | - | 2,4 | 2,1 | ||
20 | Шлицефрезерные | - | 2,1 | 1,7 | ||
21 | Шпоночно-фрезерные вертикальные | - | 1,4 | 1,2 | ||
22 | Копировально-фрезерные | - | 1,9 | 1,7 | ||
23 | Круглошлифовальные | - | 1,3 | |||
Индекс | а | б | ||||
Время на организационное обслуживание рабочего места | Все станки | КАРТА 4.13.1 | ЛИСТ 2 | |||
N позиции | Станки | Основные размеры или модели станков | Условия работы | |||
с охлаждением | без охлаждения | |||||
Время на организационное обслуживание рабочего места в процентах от оперативного времени | ||||||
24 | Внутришлифовальные | - | 2,0 | 1,7 | ||
25 | Плоскошлифовальные с круглым столом | Диаметр стола, мм, до | 900 | 1,8 | 1,5 | |
26 | 2500 | 2,0 | 1,8 | |||
27 | Плоскошлифовальные с прямоугольным столом | Длина стола, мм, до | 1000 | 1.8 | 1,5 | |
28 | 2000 | 2,0 | 1,8 | |||
29 | Бесцентрово-шлифовальные | - | 2,2 | - | ||
30 | Хонинговальные | - | 2,0 | - | ||
31 | Вертикально-доводочные | - | - | 2,0 | ||
32 | Станки для суперфиниша | - | 2,0 | - | ||
33 | Зубошлифовальные | - | 1,8 | 1,5 | ||
34 | Шлицешлифовальные | - | - | |||
35 | Зубофрезерные | - | 1,8 | 1,4 | ||
36 | Зубодолбежные, работающие круглыми долбяками | - | 1,8 | 1,4 | ||
37 | Зубодолбежные, работающие режущей рейкой | - | 1,8 | 1,4 | ||
38 | Зубошевинговальные | - | 1,6 | - | ||
39 | Зубозакругляющие | - | 1,6 | - | ||
40 | Зубострогальные для прямозубых конических колес | - | 1,8 | - | ||
41 | Зуборезные для конических колес с криволинейным зубом | - | 1,3 | - | ||
42 | Резьбофрезерные | - | 1,3 | 1,0 | ||
43 | Гайконарезные | - | 1,0 | 0,8 | ||
44 | Резьбонакатные полуавтоматы | - | 1,0 | 0,8 | ||
45 | Болторезные | - | 1,0 | 0,8 | ||
46 | Протяжные станки для внутреннего протягивания | - | 1,5 | - | ||
47 | Протяжные станки для наружного протягивания | - | 2,0 | - | ||
48 | Центровальные | - | - | 1,0 | ||
49 | Агрегатные | - | 4,3 | - | ||
50 | Настольно-сверлильные | - | - | 1,0 | ||
Индекс | а | б | ||||
КАРТА 4.14.1 | ЛИСТ 1 | |||||
Индекс факторов или сумма индексов для определения времени | Физическая нагрузка | Монотонность | Темп работы | Рабочая поза | Время перерывов на отдых и личные надобности aотл, % от оперативного времени | |
Масса перемещаемых деталей или затрачиваемые усилия M, кг | Время, затрачиваемое на физические усилия, % от времени смены | Оперативное время операции tоп, тыс. доли мин. | Число трудовых действий в час | |||
1 | - | - | 351 - 500 | - | - | 4,0 |
2 | 6 - 10 | < 50 | - | 601 - 1440 | "сидя" | |
3 | - | - | - | - | - | |
4 | 6 - 10 | > 50 | 31 - 350 | - | "стоя" | |
11 - 15 | < 50 | |||||
5 | - | - | - | - | 4,5 | |
6 | 11 - 15 | > 50 | - | 1441 - 2400 | 5,0 | |
16 - 20 | < 50 | - | ||||
7 | - | - | - | - | 5,5 | |
8 | 16 - 20 | > 50 | - | - | 6,0 | |
21 - 25 | < 50 | - | - | |||
9 | 21 - 25 | > 50 | - | более 2400 | 6,5 | |
26 - 30 | < 50 | - | ||||
10 | 26 - 30 | > 50 | - | 7,0 | ||
31 - 35 | < 50 | - | ||||
Все станки | КАРТА 4.14.1 | ЛИСТ 2 | ||||
Индекс факторов или сумма индексов для определения времени | Физическая нагрузка | Монотонность | Темп работы | Рабочая поза | Время перерывов на отдых и личные надобности aотл, % от оперативного времени | |
Масса перемещаемых деталей или затрачиваемые усилия M, кг | Время, затрачиваемое на физические усилия, % от времени смены | Оперативное время операции tоп, тыс. доли мин. | Число трудовых действий в час | |||
11 | - | - | - | - | 7,5 | |
12 | 31 - 35 | > 50 | - | - | 8,0 | |
13 | 8,5 | |||||
14 | 9,0 | |||||
15 | 9,5 | |||||
16 | 10,0 | |||||
17 | 10,5 | |||||
18 | 11,0 | |||||
19 | 11,5 | |||||
20 | 12,0 | |||||
Примечания: 1. Время на личные надобности в карте учтено в размере 2%.
2. Значения физической нагрузки (массы перемещаемых деталей) менее 6 - 10 кг, темпа работы менее 600 трудовых действий в час и оперативного времени операции (монотонности) более 500 тыс. долей мин. принимаются как благоприятные и время на отдых по ним отдельно не выделяется.
3. При значениях факторов, характеризующих физическую нагрузку и темп работы, меньше, а монотонность больше приведенных в карте, время перерывов на отдых и личные надобности принимается в минимальном размере - 4% оперативного времени.
4. Во время, затрачиваемое на физические усилия, включаются приемы вспомогательной работы, технического и организационного обслуживания рабочего места.
5. Число трудовых действий в час определяется путем умножения числа комплексов движений вспомогательного времени на операцию (см. расчетно-нормировочную карту) на число ее выполнений в течение часа.
6. Время перерывов на отдых и личные надобности свыше 12% соответствует условиям труда выше III категории тяжести и предполагает коренное улучшение условий труда.
ПРИЛОЖЕНИЕ 5.1 | ЛИСТ 1 | |||||
N п/п | Микроэлемент | Вид | Разновидность | |||
Наименование | Код | Наименование | Код | Наименование | Код | |
1 | Протянуть руку | ПР | - | - | Одну руку | ПР1 |
Две руки | ПР2 | |||||
2 | Переместить | П | В пространстве | П | Одной рукой | П1 |
Двумя руками | П2 | |||||
Отбрасыванием | ПОТ | Одной рукой | ПОТ1 | |||
Двумя руками | ПОТ2 | |||||
По поверхности | ПП | Одной рукой | ПП1 | |||
Двумя руками | ПП2 | |||||
По рольгангу, по роликам подвесного конвейера | ПРГ | Одной рукой | ПРГ1 | |||
Двумя руками | ПРГ2 | |||||
3 | Повернуть предмет | ПО | В горизонтальной плоскости | ПОГ | Одной рукой | ПОГ1 |
Двумя руками | ПОГ2 | |||||
В вертикальной плоскости | ПОВ | Одной рукой | ПОВ1 | |||
Двумя руками | ПОВ2 | |||||
Вокруг оси без усилия | ПООС | Одной рукой | ПООС1 | |||
Вокруг оси с усилием | ПООУ | Одной рукой | ПООУ1 | |||
Классификация и кодовые обозначения микроэлементов | ПРИЛОЖЕНИЕ 5.1 | ЛИСТ 2 | ||||
N п/п | Микроэлемент | Вид | Разновидность | |||
Наименование | Код | Наименование | Код | Наименование | Код | |
4 | Повернуть рукоятку (маховик) | ПОР | В горизонтальной плоскости | ПОРГ | Одной рукой | ПОРГ1 |
Двумя руками | ПОРГ2 | |||||
В вертикальной плоскости | ПОРВ | Одной рукой | ПОРВ1 | |||
Двумя руками | ПОРВ2 | |||||
5 | Установить на плоскость | УП | УП | Одной рукой | УП1 | |
Двумя руками | УП2 | |||||
6 | Установить на вал или в отверстие | УО | Свободное соединение | УОС | Одной рукой | УОС1 |
Двумя руками | УОС2 | |||||
Плотное соединение | УОП | Одной рукой | УОП1 | |||
Двумя руками | УОП2 | |||||
Тугое соединение | УОТ | Одной рукой | УОТ1 | |||
Двумя руками | УОТ2 | |||||
7 | Разъединить | Р | Свободное соединение | РС | Одной рукой | РС1 |
Двумя руками | РС2 | |||||
Плотное соединение | РП | Одной рукой | РП1 | |||
Двумя руками | РП2 | |||||
Тугое соединение | РТ | Одной рукой | РТ1 | |||
Двумя руками | РТ2 | |||||
8 | Взять | Р | Взять | В | Одной рукой | В1 |
Двумя руками | В2 | |||||
Взяться | ВЗ | Одной рукой | ВЗ1 | |||
Двумя руками | ВЗ2 | |||||
Перехватить предмет или передать предмет в другую руку | ВП | - | - | |||
Классификация и кодовые обозначения микроэлементов | ПРИЛОЖЕНИЕ 5.1 | ЛИСТ 3 | ||||
N п/п | Микроэлемент | Вид | Разновидность | |||
Наименование | Код | Наименование | Код | Наименование | Код | |
9 | Отпустить | ОТ | - | ОТ | Одной рукой | ОТ1 |
Двумя руками | ОТ2 | |||||
10 | Нажать рукой | НР | С незначительным усилием | НРС | Одной рукой | НРС1 |
Двумя руками | НРС2 | |||||
Со значительным усилием | НРУ | Одной рукой | НРУ1 | |||
Двумя руками | НРУ2 | |||||
11 | Движение ступни (ноги) | СТ | Без усилия | СТС | - | - |
С усилием | СТУ | - | - | |||
12 | Ходить | Х | - | - | - | - |
13 | Повернуть туловище | ПТ | - | - | - | - |
14 | Сесть | С | - | - | - | - |
15 | Встать из положения сидя | ВС | - | - | - | - |
16 | Нагнуться | Н | До колен | НК | - | - |
До пола | НП | - | - | |||
17 | Выпрямиться из положения нагнувшись | ВН | До колен | ВНК | - | - |
До пола | ВНП | |||||
18 | Всмотреться (фокусировка взгляда) | ФВ | - | - | - | - |
19 | Перевести взгляд | ПВ | - | - | - | - |
ДВИЖЕНИЙ И ДИАПАЗОНЫ ПЕРЕМЕННЫХ ФАКТОРОВ
Приложение к карте 4.1.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К3) |
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К3; И) |
3. | Переместить деталь (детали) в зону хранения или зону промежуточного положения (на стол, станину) в груду | ПN (SM; M; LM) (ОС1; К2; И) |
4. | Отпустить | OTN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 8 кг и LM <= 500 мм | |
2, двумя руками, при M <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2, для труднозахватываемых деталей | ||
К = | Ксп1, при укладке деталей | |
Ксп2, при отбрасывании деталей, при M <= 8 кг |
S = 200 - 750 мм, расстояние перемещения руки (рук) к деталям
SM = 200 - 750 мм, расстояние перемещения детали (деталей)
M = 0,1 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 20 - 2000 мм, длина наибольшей стороны детали
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой, масса (кг), 0,1 < M <= 8, t = 2,45S0,166 SM0,219 M0,035 Kос1 x Kи1 Kсп1;
2) двумя руками, масса (кг), 1 < M <= 20, t = 2,33S0,138 SM0,169 M0,076 x M0,085 Kос1 Kи1 Kсп1.
Приложение к карте 4.1.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К3) |
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К3; И) |
3. | Переместить деталь (детали) в зону хранения или зону промежуточного положения (на станину, конвейер, рольганг, в тару) | ПN (SM; M; LM) (ОС1; К3; И) |
4. | Установить деталь на плоскость (уложить в ряд, стопу, штабель) | УПN (M; LM) (ОС; ОР1; И) |
5. | Отпустить | OTN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и LM <= 500 мм | |
2, двумя руками, при М <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2, для труднозахватываемых деталей |
S = 200 - 750 мм, расстояние перемещения детали (деталей)
SM = 200 - 750 мм, расстояние перемещения руки к деталям
M = 0,1 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 20 - 2000 мм, длина наибольшей стороны детали
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой, масса (кг), 0,1 < M <= 4, t = 2,23S0,146 SM0,194 M0,071 LM0,098 x Kос1 Kи1;
2) двумя руками, масса (кг), 1 < M <= 20, t = 2,07S0,116 SM0,151 M0,127 LM0,154 x Kос1 Kи1.
Приложение к карте 4.1.3 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К3) |
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К3; И) |
3. | Переместить деталь (детали) в зону хранения (на конвейер, в спецтару) | ПN (SM; M; LM) (ОС1; К3; И) |
4. | Установить деталь в гнездо (на штырь, крюк) | УОСN (M; LD; LM) (ОС; ОР1; И) |
5. | Отпустить | OTN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и LM <= 500 мм | |
2, двумя руками, при М <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2, для труднозахватываемых деталей |
S = 200 - 750 мм, расстояние перемещения руки к деталям
SM = 200 - 750 мм, расстояние перемещения детали (деталей)
M = 0,1 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 2000 мм, длина наибольшей стороны детали
LD = 10 - 250 мм, длина продвижения детали в гнезде (на штыре, крюке)
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой, масса (кг), 0,1 < M <= 4, t = 3,70S0,119 SM0,163 M0,099 LM0,097 x Kос1 Kи1;
2) двумя руками, масса (кг), 1 < M <= 20, t = 3,95S0,085 SM0,113 M0,152 LM0,151 x Kос1 Kи1.
Приложение к карте 4.1.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Перехватить деталь левой рукой | ВП |
2. | Протянуть правую руку к левой | ПР1 (S) (ОС1; К1) |
3. | Взять деталь правой рукой из левой | В1 (M; Z; LM) (ОС1; К1; И) |
4. | Переместить деталь в зону хранения | П1 (SM; M; LM) (ОС1; К3; И) |
5. | Установить деталь в гнездо (на штырь) | УОС1 (M; LD; LM) (ОС1; ОР1; И) |
6. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 30 - 300 мм, расстояние перемещения руки к детали в левой руке
SM = 30 - 300 мм, расстояние перемещения детали
M = 0,1 - 1 кг, масса детали
Z = 1,0 - 20 мм, размер детали в месте захвата
LM = 20 - 500 мм, длина наибольшей стороны детали
LD = 10 - 200 мм, длина продвижения детали в гнезде (на штыре)
Нормативные зависимости, использованные при расчете таблиц:
1) масса (кг) 0,01 < M <= 0,1,
t = 9,84S0,095 SM0,085 Kи1;
2) масса (кг) 0,1 < M <= 1,
t = 5,80S0,083 SM0,123 M0,097 LM0,088Kи1.
Приложение к карте 4.1.5 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Переместить совок (лоток) к деталям | ПN (SM; M1; LM1) (ОС1; К2; K1) |
2. | Повернуть совок (лоток) на 90° | ПОВN (M1) (ОС1; И) |
3. | Нажать | НРУ |
4. | Переместить совок (лоток) в таре с деталями (набрать детали) | ПN (SM150; M1; LM1) (ОС1; К2; И) |
5. | Повернуть совок (лоток) на 90° | ПОВN (M) (ОС1; И) |
6. | Переместить совок (лоток) с деталями в зону хранения деталей | ПN (SM; M; LM1) (ОС1; К2; И) |
7. | Повернуть совок (лоток) на 90° (высыпать детали) | ПОВN (M) (ОС1; И) |
8. | Переместить совок (лоток) отбрасыванием (встряхнуть) | ПОВN (SM25; M1; LM1) (ОС1; И) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 5 кг | |
2, двумя руками, при M <= 20 кг | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 500 - 750 мм, расстояние перемещения совка (лотка) к деталям
SM = 500 - 750 мм, расстояние перемещения совка (лотка) к деталям
M1 = 1 - 4 кг, масса совка (лотка)
M = 2 - 20 кг, масса совка (лотка) с деталями
LM1 = 300 - 800 мм, длина совка (лотка)
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой, масса (кг) 2 < M <= 5, t = 62;
2) двумя руками, масса (кг) 1 < M <= 20, t = 48,86M0,095.
Приложение к карте 4.1.6 | ЛИСТ 1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руки к таре с деталями | ПР2 (S) (ОС1; К2) | |
2. | Взять тару с деталями | В2 (M; LM1) (ОС1; К1; И) | |
3. | Переместить тару к бункеру | П2 (SM; M; LM1) (ОС1; К2; И) | |
4. | Повернуть тару на 90° (высыпать детали) | ПОВ2 (M) (ОС1; И) | |
5. | Переместить тару отбрасыванием (встряхнуть) | ПОТ2 (SM25; M1; LM1) (ОС1; И) | |
6. | Повернуть тару на 90° | ПОВ2 (M1) (ОС1; И) | |
7. | Переместить тару без деталей в зону хранения | П2 (SM; M1; LM1) (ОС1; К2; И) | |
8. | Отпустить | ОТ2 (ОС1) | |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 500 - 750 мм, расстояние перемещения рук к таре с деталями
SM = 500 - 750 мм, расстояние перемещения тары с деталями
M1 = 1 - 4 кг, масса тары
M = 2 - 20 кг, масса тары с деталями
LM1 = 400 - 800 мм, длина тары
Нормативная зависимость, использованная при расчете таблицы:
t = 43,43M0,082
Сбрасывание деталей со станины (стола) в тару
(примечание 4 к карте 4.1.6)
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Переместить тару к станине (столу) | П2 (SM; M1; LM1) (ОС1; К2; И) |
2. | Установить тару на плоскость | УП2 (M1; LM1) (ОС1; ОР1; И) |
3. | Отпустить тару правой рукой | ОТ1 (ОС1) |
4. | Протянуть руку к деталям на станине (столе) | ПР1 (S) (ОС1; К3) |
5. | Установить руку на плоскость станины (стола) | УП1 (MO; LMO) (ОС1; ОР2; И) |
6. | Переместить детали скольжением со станины (стола) в тару (сгрести) | ПП1 (SM; M; LM) (ОС1; К2; И) |
7. | Протянуть руку к таре с деталями | ПР1 (S) (ОС1; К2) |
8. | Взяться за тару с деталями | ВЗ1 (ОС1; К2; И) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 400 - 600 мм, расстояние перемещения рук к деталям
SM = 400 - 600 мм, расстояние перемещения деталей
M1 = 1 - 4 кг, масса тары
M = 1 - 8 кг, масса деталей
LM1 = 400 - 600 мм, длина тары
LM = 400 - 600 мм, ширина зоны расположения деталей на станине (столе)
Нормативная зависимость, использованная при расчете таблицы:
t = 54
Приложение к карте 4.1.8 | ЛИСТ 1 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Застропливание на два крюка Крупногабаритные детали | ||||
Сделать шаг | X (S) (СТ1) | |||
Протянуть руку к первому крюку | ПР1 (S) (ОС1; К2) | |||
Взять крюк | В1 (M; Z) (ОС1; К1 И) | |||
Переместить крюк к детали (таре с деталями) | П1 (SM; M; LM) (ОС1; К3; И) | |||
5. | Установить крюк в отверстие детали (тары с деталями) | УОС1 (M; LM; LD) (ОС1; ОР1; И) | ||
Отпустить крюк | ОТ1 (ОС1) | |||
Сделать шаг | X (S) (СТ1) | |||
Протянуть руку ко второму крюку | ПР1 (S) (ОС1; К2) | |||
Взять крюк | В1 (M; Z) (ОС1; К1; И) | |||
Переместить крюк к детали (таре с деталями) | П1 (SM; M; LM) (ОС1; К3; И) | |||
11. | Установить крюк в отверстие детали (тары с деталями) | УОС1 (M; LM; LD) (ОС1; ОР1; И) | ||
Отпустить крюк | ОТ1 (ОС1) | |||
13. | Нажать на кнопку | НРС | ||
14. | Всмотреться | ФВ | ||
Перевести взгляд | ПВ | |||
Всмотреться | ФВ | |||
Примечания: 1. При застропливании на один крюк из содержания комплекса исключаются п. п. 7 - 12, 15, 16.
2. При застропливании малогабаритных деталей из содержания комплекса исключаются п. п. 1, 7; п. п. 2 и 8; 3 и 9; 4 и 10; 6 и 12 выполняются одновременно левой и правой руками.
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Расстропливание с двух крюков Крупногабаритные детали | |||
Сделать шаг | X (S) (СТ1) | ||
Протянуть руку к первому крюку | ПР1 (S) (ОС1; К2) | ||
Взять крюк | В1 (M; Z) (ОС1; К1; И) | ||
4. | Разъединить крюк с деталью (тарой) | РС1 (M; LD) (ОС1; ОР1; И) | |
Приложение к карте 4.1.8 | ЛИСТ 2 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Отпустить крюк | ОТ1 (ОС1) | |||
Сделать шаг | X (S) (СТ1) | |||
Протянуть руку ко второму крюку | ПР1 (S) (ОС1; К2) | |||
Взять крюк | В1 (M; Z) (ОС1; К1; И) | |||
9. | Разъединить крюк с деталью (тарой) | РС1 (M; LD) (ОС1; ОР1; И) | ||
Отпустить крюк | ОТ1 (ОС1) | |||
2. При расстропливании малогабаритных деталей из содержания комплекса исключаются пп. 1, 6; п. п. 2 и 7; 3 и 8; 5 и 10 выполняются одновременно левой и правой руками.
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах | ||
S - расстояние до крюка | ||
S = | 300 - 700 мм, для малогабаритных деталей | |
700 - 1200 мм, для крупногабаритных деталей | ||
SM - расстояние перемещения крюка к детали | ||
SM = | 300 - 700 мм, для малогабаритных деталей | |
700 - 750 мм, для крупногабаритных деталей | ||
M - масса крюка | ||
M = | 1 - 2 кг, для малогабаритных деталей | |
2 - 4 мм, для крупногабаритных деталей | ||
Z - размер крюка в месте захвата | ||
Z = | 15 - 25 кг, для малогабаритных деталей | |
25 - 50 мм, для крупногабаритных деталей | ||
LM - длина наибольшей стороны детали | ||
LM = | 500 - 1000 кг, для малогабаритных деталей | |
1000 - 2000 мм, для крупногабаритных деталей | ||
LD - длина продвижения крюка при установке в отверстие | ||
LD = | 100 - 200 мм, для малогабаритных деталей | |
200 - 300 мм, для крупногабаритных деталей | ||
Нормативные зависимости, использованные при расчете таблиц:
1. | застропливание: | |
а) | на один крюк: | |
малогабаритные детали t = 43; | ||
крупногабаритные детали t = 56; | ||
б) | на два крюка: | |
малогабаритные детали t = 65; | ||
крупногабаритные детали t = 106; | ||
2. | расстропливание: | |
а) | с одного крюка: | |
малогабаритные детали t = 19Kи1; | ||
крупногабаритные детали t = 22Kи1. | ||
б) | с двух крюков: | |
малогабаритные детали t = 25Kи1; | ||
крупногабаритные детали t = 37Kи1. | ||
Приложение к карте 4.1.8 | ЛИСТ 3 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Застропливание на две петли | ||||
Сделать шаг | X (S) (СТ1) | |||
2. | Протянуть руки к первой петле | ПР2 (S) (ОС1; К2) | ||
3. | Взять петлю | В2 (M; Z; LM) (ОС1; К1; И) | ||
4. | Переместить петлю к детали (таре с деталями) | П2 (SM; M; LM) (ОС1; К2; И) | ||
5. | Переместить (развести) стороны петли | П2 (SM; M; LM) (ОС1; К2; И) | ||
6. | Установить (надеть) петлю на деталь (тару с деталями) | УОС2 (M; LM; LD) (ОС1; ОР2; И) | ||
Отпустить петлю | ОТ2 (ОС1) | |||
8. | ||||
9. | Нажать на кнопку | НРС | ||
10. | Всмотреться | ФВ | ||
11. | Перевести взгляд | ПВ | ||
12. | Всмотреться | ФВ | ||
Расстропливание с двух петель | ||||
Сделать шаг | X (S) (СТ1) | |||
2. | Протянуть руки к первой петле | ПР2 (S) (ОС1; К2) | ||
3. | Взять петлю | В2 (M; Z; LM) (ОС1; К1; И) | ||
4. | Снять петлю с детали (тары с деталями) | РС2 (M; LD) (ОС1; ОР1; И | ||
Отпустить петлю | ОТ2 (ОС1) | |||
6. | ||||
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 300 - 1200 мм, расстояние до петли
SM = 300 - 750 мм, расстояние перемещения петли к детали (таре)
SM1 = 100 - 250 мм, расстояние перемещения (разведения) двух сторон петли
M = 2 - 5 кг, масса детали
Z = 10 - 20 мм, размер петли в месте захвата
LM = 1000 - 2000 мм, длина петли
LD = 200 - 300 мм, длина продвижения петли при надевании на деталь
Нормативные зависимости, использованные при расчете таблицы:
застропливание на две петли t = 94Kи1;
расстропливание с двух петель t = 38Kи1.
Приложение к карте 4.1.8 | ЛИСТ 4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Застропливание захватами | |||
1. | Протянуть руки к захватам | ПР2 (S) (ОС1; К2) | |
2. | Взять захваты | В2 (M; Z20; LM) (ОС1; К1; И) | |
3. | Переместить (развести) захваты | П2 (SM; M; LM) (ОС1; К3; И) | |
4. | Установить захваты на деталь (тару) | УОС2 (M; LM; LD) (ОС1; ОР3; И) | |
5. | Отпустить захваты | ОТ2 (ОС1) | |
6. | Нажать на кнопку | НРС | |
7. | Всмотреться | ФВ | |
Расстропливание из захватов | |||
1. | Протянуть руки к захватам | ПР2 (S) (ОС1; К2) | |
2. | Взять захваты | В2 (M; Z20; LM) (ОС1; К1; И) | |
3. | Переместить (развести) захваты | П2 (SM; M; LM) (ОС1; К2; И) | |
4. | Снять захваты с детали (тары) | РС2 (M; LD) (ОС1; ОР3; И) | |
5. | Отпустить захваты | ОТ2 (ОС1) | |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 500 - 700 мм, расстояние до захватов
SM = 100 - 300 мм, расстояние перемещения (разведения) захватов
M = 5 - 15 кг, усиление перемещения захватов
LM = 200 - 600 мм, длина наибольшей стороны захватов
LD = 50 - 150 мм, длина продвижения при установке захватов на деталь
Нормативные зависимости, использованные при расчете таблицы:
застропливание захватами t = 71Kи1;
расстропливание захватами t = 46Kи1.
Приложение к карте 4.1.9 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) к подвеске (люльке, подъемнику) | ПРN (S) (ОС1; К2; И) |
2. | Взяться | ВЗN (ОС1; К1; И) |
3. | Нажать | НРУ |
4. | Переместить подвеску (люльку, подъемник) в зону рабочего места | ПРГN (SM; M; LM) (ОС1; К2; И) |
5. | Отпустить | ОТN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой | |
2, двумя руками | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 300 - 750 мм, расстояние перемещения руки (рук) к подвеске (люльке, подъемнику)
SM = 300 - 750 мм, расстояние перемещения подвески (люльки, подъемника)
M = | M1 = 25 - 50 кг, масса подвески (люльки, подъемника) | |
M2 = 45 - 500 кг, масса подвески (люльки, подъемника) с деталью (деталями) |
LM = 1000 - 2000 мм, длина наибольшей стороны подвески (люльки, подъемника)
Нормативные зависимости, использованные при расчете таблицы:
1) без груза t = 2,27S0,207 SM0,138;
2) с грузом t = 3,770,157 SM0,106 M0,072.
Приложение к карте 4.1.10 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руки к тележке | ПР2 (S200) (ОС1; К2; И) |
2. | Взяться | ВЗ2 (ОС1; К1; И) |
3. | Нажать | НРУ |
4. | Переместить тележку | П2 (SM; M; LM) (ОС1; К1; И) |
5. | Отпустить | ОТ2 (ОС1) |
Переменные факторы и диапазоны их изменения
N = | И1, без рукавиц | |
И3, в рукавицах |
S = 500 - 750 мм, расстояние перемещения рук к тележке
SM = 500 - 750 мм, расстояние перемещения тележки
M = | M1 = 40 - 50 кг, масса тележки | |
M2 = 60 - 400 кг, масса тележки с грузом |
LM = 600 - 1500 мм, длина тележки
Нормативные зависимости, использованные при расчете таблицы:
1) без груза t = 23;
2) с грузом 
Приложение к карте 4.1.11 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку (руки) к детали (таре с деталями) | ПРN (S) (ОС1; К2; И) | |
2. | Взяться | ВЗN (ОС1; К1; И) | |
3. | Нажать | НРУ | |
4. | Переместить деталь (тару с деталями) по рольгангу | ПРГN (SM; M; LM) (ОС1; К2; И) | |
5. | Отпустить | ОТN (ОС1) | |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой | |
2, двумя руками | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 300 - 750 мм, расстояние перемещения руки (рук) к детали (таре с деталями)
SM = 300 - 750 мм, расстояние перемещения детали (тары с деталями) по рольгангу
M = 10 - 150 кг, масса детали (тары с деталями)
LM = 100 - 2000 мм, длина наибольшей стороны детали (тары)
Нормативная зависимость, использованная при расчете таблицы:
t = 1,47S0,247 SM0,141 M0,023.
Приложение к карте 4.1.12 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку к детали (таре, приспособлению) | ПР1 (S) (ОС1; К2) | |
2. | Взяться за деталь (тару, приспособление) | ВЗ1 (ОС1; К1; И) | |
3. | Нажать | НРУ | |
4. | Переместить деталь (тару, приспособление) по поверхности | ПП1 (SM; M; LM) (ОС1; К; И) | |
5. | Отпустить | ОТ1 (ОС1) | |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах | ||
К = | К2, перемещение в приблизительное место | |
К3, перемещение в точное место |
S = 100 - 750 мм, расстояние перемещения руки к детали (таре, приспособлению)
SM = 100 - 750 мм, расстояние перемещения детали (тары, приспособления)
M = 1 - 100 кг, масса детали (тары, приспособления)
LM = 100 - 2000 мм, длина наибольшей стороны детали (тары, приспособления)
Нормативная зависимость, использованная при расчете таблицы:
t = 1,94S0,191 SM0,181 M0,032.
Приложение к карте 4.1.13 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку (руки) к детали (таре с деталями) | ПРN (S) (ОС1; К2) | |
2. | Взяться | BЗN (ОС1; К1; И) | |
3. | Нажать | НРУ | |
4. | Переместить деталь (тару с деталями) по склизу | ППN (SM; M; LM) (ОС1; К1; И) | |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой | |
2, двумя руками | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 600 - 750 мм, расстояние перемещения руки (рук) к детали (таре)
SM = 400 - 600 мм, расстояние перемещения детали (тары) рукой (руками) по склизу <*>
M = 3 - 150 кг, масса детали (тары)
LM = 100 - 2000 мм, длина наибольшей стороны детали (тары)
--------------------------------
<*> Имеется в виду расстояние взмаха руки при сталкивании груза, дальнейшее перемещение груза происходит по инерции без участия рабочего.
Нормативная зависимость, использованная при расчете таблицы:
t = 19,85M0,031.
Приложение к карте 4.1.14 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Переход к предмету | |||
1. | Подойти к предмету | ПТ (Y) (П1) | |
2. | Повернуть корпус | X (S) (СТ) | |
3. | Переместить тележку | ПТ (Y) (П1) | |
Переход с предметом | |||
1. | Повернуть корпус | ПТ (Y; M; LM) (П1) | |
2. | Идти с предметом | X (SM; M; LM) (СТ) | |
3. | Повернуть корпус | ПТ (Y; M; LM) (П1) | |
Переменные факторы и диапазоны их изменения
СТ = | СТ1, свободно, по сухому ровному полу | |
СТ2, по скользкому полу или стесненно |
S = 750 - 6000 мм, расстояние перехода к предмету
SM = 750 - 6000 мм, расстояние перемещения предмета
M = 1 - 20 кг, масса или усилие перемещения предмета
LM = 100 - 2000 мм, длина наибольшей стороны предмета
Y = 45 - 180°, угол поворота корпуса
Нормативные зависимости, использованные при расчете таблицы:
переход к предмету
t = 0,01 (S - 750) Kст1;
переход с предметом
t = 0,01 (SM - 750) M0,060 LM0,030 Kст1.
Приложение к карте 4.2.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) в зону хранения или зону промежуточного положения | ПРN (S) (ОС1; К) |
2. | Взять деталь (детали) из ряда, груды, на столе (станине, верхней части суппорта, рольганге, конвейере) | BN (M; Z; LM) (ОС; К; И) |
3. | Переместить деталь (детали) в зону установки | ПN (SM; M; LM) (ОС1; К3; И) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 8 кг и LM <= 500 мм | |
2, двумя руками, при M <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2, для труднозахватываемых деталей | ||
К = | К2, при Z > 5 мм детали расположены в ряд | |
К3, при Z <= 5 мм или для перемешанных деталей |
S = 100 - 750 мм, расстояние перемещения руки (рук)
SM = 100 - 750 мм, расстояние перемещения детали (деталей)
M = 0,01 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 20 - 2000 мм, длина наибольшей стороны детали
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) | масса (кг) 0,01 < M <= 0,1, t = 2,66S0,170 SM0,185 Kк2; |
б) | масса (кг) 0,1 < M <= 8, t = 1,91S0,150 SM0,264 M0,044 Kк2; | |
2) двумя руками | масса (кг) 1< M <= 20, t = 1,56S0,132 SM0,212 M0,076 LM0,083 Kос1 Kи1 Kк2 |
Приложение к карте 4.2.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) в зону хранения деталей | ПРN (S) (ОС1; К) |
2. | Взять деталь | BN (M; Z; LM) (ОС; К; И) |
3. | Вынуть (снять) деталь из гнезда тары (из бункера, со штыря, крюка) | PCN (M; LD) (ОС; ОР1; И) |
4. | Переместить деталь (детали) в зону установки | ПN (SM; M; LM) (ОС1; К3; И) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и LM <= 500 мм | |
2, двумя руками, при M <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2, для труднозахватываемых деталей | ||
К = | К2, при Z > 5 мм | |
К3, при Z <= 5 мм |
S = 100 - 750 мм, расстояние перемещения руки (рук)
SM = 100 - 750 мм, расстояние перемещения детали (деталей)
M = 1 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 20 - 2000 мм, длина наибольшей стороны детали
LD = 10 - 250 мм, длина продвижения детали в гнезде (на штыре, крюке) при разъединении
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) | масса (кг) 0,01 < M <= 0,1, t = 3,29S0,158 SM0,172 Kос1 Kи1 Kк2; |
б) | масса (кг) 0,1 < M <= 4, t = 4,21S0,120 SM0,198 M0,094 Kос1 Kи1; | |
2) двумя руками | масса (кг) 1< M <= 20, t = 3,63S0,098 SM0,158 M0,126 LM0,061 Kос1 Kи1 |
Приложение к карте 4.2.3 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1 | Протянуть руку в зону хранения деталей | ПР1 (S) (ОС1; К) |
2. | Взять деталь | Вl (M; Z; LM) (ОС1; К1; И1) |
3. | Вынуть (снять) деталь из гнезда (со штыря, крюка, из бункера) | РС1 (M; LD) (ОС1; ОР1; И1) |
4. | Перехватить | ВП |
Переменные факторы и диапазоны их изменения
К = | К2, при Z > 5 мм | |
К3, при Z <= 5 мм |
S = 30 - 300 мм, расстояние перемещения руки к деталям
M = 0,01 - 1 кг, масса детали
Z = 1,0 - 20 мм, размер детали в месте захвата
LM = 20 - 500 мм, длина наибольшей стороны детали
LD = 10 - 200 мм, расстояние продвижения детали в гнезде тары
Нормативные зависимости, использованные при расчете таблицы:
1) масса (кг) 0,01 < M <= 0,1, | t = 8,35S0,141 Kос1 Kк2; |
2) масса (кг) 0,1< M <= 1, | t = 9,52S0,131 M0,081 Kос1. |
Приложение к карте 4.2.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Перехватить деталь | ВП |
2. | Протянуть правую руку к деталям в левой руке | ПР1 (S) (ОС1; К) |
3. | Взять деталь | В1 (M; Z; LM) (ОС1; К1; И1) |
4. | Переместить деталь в зону установки | П1 (SM; M; LM) (ОС1; К3; И1) |
Переменные факторы и диапазоны их изменения
К = | К2, при Z > 5 мм | |
К3, при Z <= 5 мм |
S = 30 - 300 мм, расстояние перемещения руки к деталям
SM = 30 - 300 мм, расстояние перемещения детали при раскладке в зоне установки
M = 0,01 - 1 кг, масса детали
Z = 1,0 - 20 мм, размер детали в месте захвата
LM = 20 - 500 мм, длина наибольшей стороны детали
Нормативные зависимости, использованные при расчете таблиц:
1) масса (кг) 0,01 < M <= 0,1, | t = 4,10S0,124 SM0,150 Kос1 Kк2; |
2) масса (кг) 0,1< M <= 1, | t = 4,05S0,116 SM0,173 Kос1. |
Приложение к карте 4.3.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) к детали (деталям) | ПРN (S) (ОС1; К) |
2. | Взять деталь (детали) | ВN (M; Z; LM) (ОС; К1; И) |
3. | Переместить деталь (детали) в зону хранения или промежуточного положения (на стол, станину, конвейер, рольганг, тару) | ПN (SM; M; LM) (ОС1; К2; И) |
4. | Отпустить | ОТN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 8 кг и LM <= 500 мм | |
2, двумя руками, при M <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
Kсп = | Kсп1, при укладке деталей | |
Kсп2, при отбрасывании деталей, M <= 8 кг | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2 = для труднозахватываемых деталей | ||
К = | К2, при Z > 5 мм, | |
К3, при Z <= 5 мм, M <= 1 кг |
S = 100 - 750 мм, расстояние перемещения руки (рук) к деталям
SM = 100 - 750 мм, расстояние перемещения детали (деталей)
M = 0,01 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 20 - 2000 мм, длина наибольшей стороны детали
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) | масса (кг) 0,01 < M <= 0,1, t = 2,01S0,191 SM0,191 Kк2 Kсп1; |
б) | масса (кг) 0,1 < M <= 8, t = 1,77S0,150 SM0,240 М0,041 LM0,042 Kсп1; | |
2) двумя руками | масса (кг) 1< M <= 20, t = 2,04S0,138 SM0,192 M0,072 LM0,079 Kос1 Kи1 Kсп1 |
Приложение к карте 4.3.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) в зону снятия деталей | ПРN (S) (ОС1; К) |
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К1; И) |
3. | Переместить деталь (детали) в зону хранения или промежуточного положения (на стол, станину, конвейер, рольганг, тару) | ПN (SM; M; LM) (ОС1; К3; И) |
4. | Установить деталь (детали) в ряд (стопу, штабель) | УПN (M; LM) (ОС; ОР1; И) |
5. | Отпустить | ОТN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и LM <= 500 мм | |
2, двумя руками, при M <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2, для труднозахватываемых деталей | ||
К = | К2, при Z > 5 мм, | |
К3, при Z <= 5 мм |
S = 100 - 750 мм, расстояние перемещения руки (рук) к деталям
SM = 100 - 750 мм, расстояние перемещения детали (деталей)
M = 0,01 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 20 - 2000 мм, размер наибольшей стороны детали
LD = 10 - 250 мм, длина продвижения детали
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) | масса (кг) 0,01 < M <= 0,1, t = 2,48S0,184 SM0,169 LM0,021 Kос1 Kи1; |
б) | масса (кг) 0,1 < M <= 4, t = 2,25S0,101 SM0,165 M0,135 LM0,196 Kос1 Kи1; | |
2) двумя руками | масса (кг) 1< M <= 20, t = 1,65S0,074 SM0,115 M0,219 LM0,261 Kос1 Kи1. |
Приложение к карте 4.3.3 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) в зону снятия детали (деталей) | ПРN (S) (ОС1; К) |
2. | Взять деталь (детали) | BN (M; Z; LM) (ОС; К1; И) |
3. | Переместить деталь (детали) в зону хранения или промежуточного положения (на стол, станину, конвейер, рольганг, тару) | ПN (SM; M; LM) (ОС1; К3; И) |
4. | Установить деталь в гнездо (на штырь, крюк) | УОСN (M; LD; LM) (ОС; ОР1; И) |
5. | Отпустить | ОТN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и LM <= 500 мм | |
2, двумя руками, при M <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей | |
ОС2, для труднозахватываемых деталей | ||
К = | К2, при Z > 5 мм, | |
К3, при Z <= 5 мм |
S = 100 - 750 мм, расстояние перемещения руки (рук) к деталям
SM = 100 - 750 мм, расстояние перемещения детали (деталей)
M = 0,01 - 20 кг, масса детали (деталей)
Z = 1,0 - 150 мм, размер детали в месте захвата
LM = 20 - 2000 мм, размер наибольшей стороны детали
LD = 10 - 250 мм, длина продвижения детали
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) | масса (кг) 0,01 < M <= 0,1, t = 4,20S0,145 SM0,158 Kос1 Kк2; |
б) | масса (кг) 0,1 < M <= 4, t = 2,96S0,102 SM0,167 M0,112 LM0,109 LD0,040 Kос1; | |
2) двумя руками | масса (кг) 1< M <= 20, t = 3,28S0,059 SM0,094 M0,188 LM0,182 LD0,009 Kос1 Kи1 |
Приложение к карте 4.3.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к детали в зоне снятия | ПР1 (S) (ОС1; К) |
2. | Взять деталь | В1 (M; Z; LM) (ОС2; К1; И) |
3. | Перехватить деталь | ВП |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах | ||
К = | К2, при Z > 5 мм, | |
К3, при Z <= 5 мм |
S = 30 - 300 мм, расстояние перемещения руки при сборе деталей в зоне установки
M = 0,01 - 1 кг, масса детали
Z = 1,0 - 20 мм, размер детали в месте захвата
LM = 20 - 500 мм, размер наибольшей стороны детали
Нормативная зависимость, использованная при расчете таблиц:
t = 5,23S0,189 Kос1 Kк2
Приложение к карте 4.3.5 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Перехватить деталь левой рукой | ВП |
2. | Протянуть правую руку к деталям в левой руке | ПР1 (S) (ОС1; К) |
3. | Взять деталь правой рукой | В1 (M; Z; LM) (ОС1; К1; И) |
4. | Переместить деталь в зону хранения | П1 (SM; M; LM) (ОС1; К3; И) |
5. | Установить деталь в гнездо (на штырь, крюк) | УОС1 (M; LD; LM) (ОС1; ОР1; И) |
6. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах | ||
К = | К2, при Z > 5 мм, | |
К3, при Z <= 5 мм |
S = 30 - 300 мм, расстояние перемещения руки при раскладке деталей в зоне установки
SM = 30 - 300 мм, расстояние перемещения детали от руки в зону хранения
M = 0,01 - 1 кг, масса детали
Z = 1,0 - 60 мм, размер детали в месте захвата
LM = 20 - 500 мм, размер наибольшей стороны детали
LD = 10 - 200 мм, расстояние продвижения детали в гнезде (на штыре) при раскладке
Нормативная зависимость, использованная при расчете таблиц:
1) масса (кг) 0,01 < M <= 0,1, | t = 9,94S0,086 SM0,096 Kос1 Kк2 Kи1; |
2) масса (кг) 0,1 < M <= 1, | t = 6,06S0,081 SM0,120 M0,101 LM0,092 Kос1 Kи1. |
Приложение к карте 4.4.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку (руки) к детали (приспособлению) | ПРN (S) (ОС1; К2) |
2. | Взять деталь (приспособление) | BN (M; Z; LM) (ОС; К1; И) |
3. | Повернуть деталь (приспособление) в горизонтальной (вертикальной) плоскости на угол | ПОАN (M; YR; LM) (ОС; И) |
4. | Отпустить | OTN (ОС1) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 10 кг и LM <= 500 мм | |
2, двумя руками, при M <= 70 кг и LM <= 2000 мм | ||
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей (приспособлений) | |
ОС2, для труднозахватываемых деталей (приспособлений) |
S = 100 - 750 мм, расстояние до детали (приспособления)
M = 0,01 - 70 кг, масса детали (приспособления)
LM = 20 - 2000 мм, длина наибольшей стороны детали (приспособления)
YR = 30° - 180°, угол поворота детали (приспособления)
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) | масса (кг) 0,01 < M <= 0,1, плоскость поворота горизонтальная (вертикальная), t = 1,90S0,216 YR0,182 Kос1 Kи1; |
б) | масса (кг) 0,1 < M <= 10, плоскость поворота горизонтальная, t = 3,56S0,171 M0,048 YR0,137 Kос 1 Kи 1; | |
в) | плоскость поворота вертикальная, t = 5,58 S0,181 M0,094 Kос1 Kи1; | |
2) двумя руками | а) | масса (кг) 1< M <= 70, плоскость поворота горизонтальная, t = 2,22 S0,126 M0,080 LM0,146 YR0,118 Kос1 Kи1; |
б) | плоскость поворота вертикальная, t = 6,05S1,141 M0,127 LM0,045 Kос1 Kи1. |
Приложение к карте 4.5.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
В рабочее положение | ||
1. | Протянуть руку в зону хранения инструмента | ПР1 (S) (ОС1; К2) |
2. | Взять инструмент | В1 (M; LM; Z) (ОС1; К1; И) |
3. | Вынуть из гнезда (снять со штыря) | РС1 (M; LD) (ОС1; ОР1; И) |
4. | Переместить в рабочее положение | П1 (SM; M; LM) (ОС1; К3; И) |
Из рабочего положения | ||
1. | Протянуть руку к инструменту | ПР1 (S) (ОС1; К2; И) |
2. | Взять инструмент | В1 (M; LM; Z) (ОС1; К1; И) |
3. | Переместить инструмент из рабочего положения в зону хранения | П1 (SM; M; LM) (ОС1; К2; И) |
4. | Положить на стол (установить на плоскость) | УП1 (M; LM) (ОС1; ОР1; И) |
5. | Установить в гнездо (надеть на штырь) | УОС1 (M; LD) (ОС1; ОР1; И) |
6. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 100 - 750 мм, расстояние перемещения руки к инструменту
SM = 100 - 750 мм, расстояние перемещения инструмента
M = 0,1 - 8 кг, масса инструмента
Z = 10 - 20 мм, размер инструмента в месте захвата
LM = 50 - 800 мм, длина инструмента
LD = 10 - 100 мм, длина продвижения инструмента в гнезде (на штыре)
Нормативные зависимости, использованные при расчете таблиц:
1. | перемещение в рабочее положение | а) | способ хранения на плоскости t = 1,95S0,148 SM0,247 M0,069; |
б) | способ хранения в гнезде (на штыре) t = 4,66S0,115 SM0,189 M0,093 Kос1; | ||
2. | перемещение из рабочего положения | а) | способ хранения на плоскости t = 2,16S0,108 SM0,177 M0,129 LM0,139 Kос1 Kи1; |
б) | способ хранения в гнезде (на штыре) t = 3,83S0,087 SM0,155 M0,136 LM0,118 Kос1. |
Приложение к карте 4.5.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к инструменту (приспособлению) | ПР1 (S) (ОС1; К2) |
2. | Взяться | ВЗ1 (ОС1; К1; И) |
3. | Повернуть в рабочее положение (из рабочего положения) | ПОРА1 (YR; D) (ОС1; К; И) |
4. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемого инструмента (приспособления) | |
ОС2, для труднозахватываемого инструмента (приспособления) | ||
К = | К1, при повороте из рабочего положения | |
К2 при повороте в рабочее положение |
S = 100 - 750 мм, расстояние перемещения руки к инструменту (приспособлению)
D = 40 - 500 мм, длина инструмента (приспособления)
YR = 30° - 180°, угол поворота инструмента (приспособления)
Нормативные зависимости, использованные при расчете таблиц:
1) поворот в рабочее положение, | t = 2,36S0,198 D0,081 YR0,127 Kи1; |
2) поворот из рабочего положения, | t = 2,02S0,198 D0,081 YR0,127 Kи1. |
Приложение к карте 4.5.3 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к предмету | ПР1 (S) (ОС1; К2) |
2. | Взяться | ВЗ1 (ОС1; К1; И) |
3. | Переместить предмет по поверхности | ПП1 (SM; M; LM) (ОС1; К2; И) |
4. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 100 - 750 мм, расстояние перемещения руки к предмету
SM = 25 - 750 мм, расстояние перемещения предмета
M = 0,1 - 8 кг, масса предмета
LM = 100 - 1000 мм, длина наибольшей стороны предмета
Нормативная зависимость, использованная при расчете таблиц:
t = 2,01S0,190 SM0,183 M0,031
Приложение к карте 4.6.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить деталь (приспособление) на станок (в приспособление) простым наложением (по риске, кромке, упору, с совмещением отверстий) | УПN (M; LM) (ОС; ОР; И) |
2. | Отпустить | ОТN (ОС1) |
Примечание. При установке мелких деталей (диаметром или толщиной Z <= 5 мм) добавлять в содержание комплекса:
Всмотреться - ФП
Перехватить - ВП
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и M <= 500 мм | |
2, двумя руками, при M <= 20 кг и M <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватыввемых предметов | |
ОС2, для труднозахватываемых предметов | ||
ОР = | ОР1, простым наложением | |
ОР2, по риске, кромке, упору | ||
ОР3, с совмещением отверстий |
M = 0,01 - 20 кг, масса предмета
LM = 20 - 2000 мм, размер наибольшей стороны предмета
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) | масса (кг) 0,01 < M <= 0,1, t = 1,2LM0,202 Kос1 Kи1 Kор1; |
б) | масса (кг) 0,1 < M <= 4, t = 0,47M0,284 LM0,429 Kос1 Kи1 Kор1; | |
2) двумя руками | масса (кг) 1 < M <= 20, t = 0,17M0,364 LM0,450 Kос1 Kи1 Kор1 |
Приложение к карте 4.6.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Повернуть деталь (приспособление) в горизонтальной (вертикальной) плоскости на угол | ПОАN (M; YR; LM) (ОС; И) |
2. | Установить деталь (приспособление) простым наложением (по риске, кромке, упору, с совмещением отверстий) | УПN (М; LM) (ОС; ОР; И) |
3. | Отпустить | ОТN (ОС1) |
Примечание. При установке мелких деталей (диаметром или толщиной Z <= 5 мм) добавлять в содержание комплекса:
Всмотреться - ФП
Перехватить - ВП.
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и M <= 500 мм | |
2, двумя руками, при M <= 20 кг и M <= 2000 мм | ||
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей (приспособлений) | |
ОС2, для труднозахватываемых деталей (приспособлений) | ||
ОР = | ОР1, простым наложением | |
ОР2, по риске, кромке, упору | ||
ОР3, с совмещением отверстий |
M = 0,01 - 20 кг, масса детали (приспособления)
LM = 20 - 2000 мм, размер наибольшей стороны детали (приспособления)
YR = | 45°, средняя степень ориентирования (при частичной симметрии совмещаемых поверхностей детали (приспособления) | |
75°, большая степень ориентирования (при отсутствии симметрии совмещаемых поверхностей детали (приспособления) |
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой, средняя степень ориентирования
а) масса (кг) 0,01 < M <= 0,1, t = 5,1LM0,065 Kос1 Kи1 Kор1;
б) масса (кг) 0,1 < M <= 4, t = 4,41M0,179 LM0,180 Kос1 Kи1 Kор1;
2) одной рукой, большая степень ориентирования
а) масса (кг) 0,01 < M <= 0,1, t = 6,25LM0,055 Kос1 Kи1 Kор1;
б) масса (кг) 0,1 < M <= 4, t = 5,20M0,173 LM0,165 Kос1 Kи1 Kор1;
3) двумя руками, масса (кг) 1 < М <= 20
а) средняя степень ориентирования, t = 0,95M0,212 LM0,353 Kос1 Kи1 Kор1;
б) большая степень ориентирования, t = 1,11M0,203 LM0,345 Kос1 Kи1 Kор1.
Приложение к карте 4.6.3 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить деталь (приспособление) на вал (в отверстие) | YOWN (M; LD; LM) (ОС; ОР; И) |
2. | Отпустить деталь (приспособление) | ОТN (ОС1) |
Примечание. При установке мелких деталей (диаметром или толщиной Z <= 5 мм) добавлять в содержание комплекса:
Всмотреться - ФП
Перехватить - ВП.
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг и LM <= 500 мм | |
2, двумя руками, при M <= 20 кг и LM <= 2000 мм | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей (приспособлений) | |
ОС2, для труднозахватываемых деталей (приспособлений) | ||
ОР = | ОР1, отсутствие ориентирования | |
ОР2, средняя степень ориентирования | ||
ОР3, большая степень ориентирования | ||
W = | С, при свободном соединении | |
П, при плотном соединении | ||
Т, при тугом соединении | ||
M = | 0,1 - 20 кг, масса детали (приспособления) | |
LM = | 20 - 2000 мм, размер наибольшей стороны детали (приспособления) | |
LD = | 10 - 250 мм, длина продвижения вала относительно отверстия | |
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой, свободное соединение: | |
а) масса (кг) 0,01 < M <= 0,1, | t = 6,2Kс Kос1 Kи1 Kор1; |
б) масса (кг) 0,1 < M <= 4, | t = 1,5M0,259 LM0,245 LD0,116 Kс1 Kос1 Kи1 Kор1; |
2) двумя руками, масса (кг) 1 < M <= 20: | |
а) свободное соединение, | t = 1,01M0,279 LM0,260 LD0,122 Kос1 Kи1 Kор1; |
б) плотное соединение, | t = 2,64M0,369 LM0,122 LD0,076 Kос1 Kи1 Kор1; |
в) тугое соединение, | t = 4,77M0,384 LM0,126 LD0,078 Kос1 Kи1 Kор1. |
Приложение к карте 4.6.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить гайку (винт) на резьбу | УОС1 (M; LD; LM) (ОС1; ОР3; И) |
2. | Навернуть гайку (винт) по резьбе рукой на два оборота | ПООС1 (D) (И; СТ1) |
3. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах | ||
M = | 0,01 - 0,1 кг, масса гайки (винта) | |
LM = | D, для гайки | |
LD, для винта | ||
D = | 8 - 56 мм, диаметр резьбы | |
LD = | 10 - 50 мм, размер наибольшей стороны гайки (винта) | |
Нормативная зависимость, использованная при расчете таблиц:
t = 16,31D0,251
Приложение к карте 4.7.1 | |
Содержание комплекса | Обозначение микроэлементов по БСМ |
Снять деталь (приспособление) | PWN (M; LD) (ОС; ОР; И) |
Переменные факторы и диапазоны их изменения
N = | 1, одной рукой, при M <= 4 кг | |
2, двумя руками, при M <= 20 кг | ||
И = | И1, без рукавиц | |
И3, в рукавицах | ||
ОС = | ОС1, для легкозахватываемых деталей (приспособлений) | |
ОС2, для труднозахватываемых деталей (приспособлений) | ||
ОР = | ОР1, без ориентирования | |
ОР2, средняя степень ориентирования | ||
ОР3, большая степень ориентирования | ||
W = | С, при свободном соединении | |
П, при плотном соединении | ||
Т, при тугом соединении |
M = 0,01 - 20 кг, масса детали (приспособления)
LD = 10 - 360 мм, длина продвижения детали (приспособления) при снятии
Нормативные зависимости, использованные при расчете таблиц:
1) одной рукой | а) масса (кг) 0,01 < M <= 0,1, t = 3,50Kос1 Kи1 Kор1 Kс; |
б) масса (кг) 0,1 < M <= 4, t = 2,95M0,300 LD0,130 Kос1 Kи1 Kор1 Kс; | |
2) двумя руками | масса (кг) 1 < M <= 20, t = 2,44M0,300 LD0,120 Kос1 Kи1 Kор1 Kс. |
Приложение к карте 4.7.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Свинтить гайку (винт) на два оборота вручную | ПООС1 (D) (И1; СТ1) |
2. | Снять гайку (винт) | РС1 (M; LD) (ОС1; ОР3; И) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
M = 0,01 - 0,1 кг, масса гайки (винта)
D = 8 - 56 мм, диаметр резьбы
LD = 10 - 50 мм, длина гайки (винта)
Нормативная зависимость, использованная при расчете таблиц:
t = 12,39D0,293
Приложение к карте 4.8.1 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку к рычагу | ПР1 (S) (ОС1; К1) | |
2. | Взяться за рычаг | ВЗ1 (ОС1; К1) | |
3. | Нажать | НРУ | |
4. | Повернуть рычаг | ПОРА1 (YR; D) (К1; И) | |
5. | Отпустить | ОТ1 (ОС1) | |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 кг, расстояние перемещения руки к рычагу
D = 100 - 600 мм, длина рычага
YR = 30° - 180°, угол поворота рукоятки рычага
Нормативная зависимость, использованная при расчете таблиц:
t = 4,41S0,130 D0,071 YR0,103 Kи1.
Приложение к карте 4.8.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к фиксатору | ПР1 (S) (ОС1; К2) |
2. | Взяться за фиксатор | ВЗ1 (ОС1; К1; И) |
3. | Переместить (сжать пружину) | П1 (SM; M; LM) (ОС1; К2; И) |
4. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 мм, расстояние перемещения руки к фиксатору
SM = 10 - 50 мм, расстояние перемещения пружины при сжатии
M = 1 - 5 кг, усилие сжатия
LM = 100 - 200 мм, длина фиксатора
Нормативная зависимость, использованная при расчете таблиц:
t = 3,61S0,235.
Приложение к карте 4.8.3 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот | ||
1. | Протянуть руку к маховику | ПР1 (S) (ОС1; К2) |
2. | Взяться за маховик | ВЗ1 (ОС1; К1; И) |
3. | Повернуть маховик | ПОРА1 (YR; D) (К1; И) |
4. | Нажать | НРУ |
5. | Отпустить | ОТ1 (ОС1) |
Последующий оборот | ||
1. | Повернуть маховик | ПОРА1 (YR; D) (К1; И) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 мм, расстояние перемещения руки к маховику
D = 40 - 500 мм, диаметр маховика
YR = 30° - 360°, угол поворота маховика
Нормативные зависимости, использованные при расчете таблиц:
1) один оборот, t = 6,00S0,108 D0,067 YR0,097 Kи1;
2) последующий оборот, t = 1,73D0,260 Kи1.
Приложение к карте 4.8.4 | ЛИСТ 1 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Поворот на угол YR <= 120° | ||||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на угол YR | ПОРА1 (YR; D) (К1; И) | ||
4. | Нажать | НРУ | ||
5. | Отпустить | ОТ1 (ОС1) | ||
Один оборот штурвала | ||||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
4. | Отпустить | ОТ1 (ОС1) | ||
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
6. | Взяться | ВЗ1 (ОС1; К1; И) | ||
7. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
8. | Отпустить | ОТ1 (ОС1) | ||
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
10. | Взяться | ВЗ1 (ОС1; К1; И) | ||
11. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
12. | Нажать | НРУ | ||
13. | Отпустить | ОТ1 (ОС1) | ||
Приложение к карте 4.8.4 | ЛИСТ 2 | |||
Содержание комплекса | Обозначение микроэлементов по БСМ | |||
Последующий оборот штурвала | ||||
1. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
2. | Взяться | ВЗ1 (ОС1; К1; И) | ||
3. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
4. | Отпустить | ОТ1 (ОС1) | ||
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
6. | Взяться | ВЗ1 (ОС1; К1; И) | ||
7. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
8. | Отпустить | ОТ1 (ОС1) | ||
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
10. | Взяться | ВЗ1 (ОС1; К1; И) | ||
11. | Повернуть штурвал на 120° | ПОРА1 (YR 120; D) (К1; И) | ||
12. | Отпустить | ОТ1 (ОС1) | ||
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 мм, расстояние перемещения руки к штурвалу
D = 80 - 800 мм, диаметр штурвала
YR = 30° - 120°, угол поворота штурвала
Нормативные зависимости, использованные при расчете таблиц:
1) поворот на угол YR <= 120°, | t = 6,60S0,120 D0,056 YR0,086 Kи1; |
2) один оборот на 360°, | t = 17,85S0,064 D0,107 Kи1; |
3) последующий оборот на 360° | t = 12,4D0,162 Kи1. |
Приложение к карте 4.8.5 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот болта | ||
1. | Протянуть руку к болту | ПР1 (S) (ОС1; К2) |
2. | Взяться | ВЗ1 (ОС1; К1; И) |
3. | Повернуть болт на один оборот | ПООС1 (D) (И; СТ) |
4. | Отпустить | ОТ1 (ОС1) |
Последующий оборот болта | ||
1. | Повернуть болт на один оборот | ПООС1 (D) (И; СТ) |
Переменные факторы и диапазоны их изменения
И = | И1, без рукавиц | |
И3, в рукавицах | ||
СТ = | СТ1, свободно | |
СТ2, стесненно | ||
СТ3, очень стесненно |
S = 100 - 750 мм, расстояние перемещения руки к болту
D = 8 - 56 мм, диаметр резьбы
Нормативные зависимости, использованные при расчете таблиц:
1) один оборот, | t = 4,39S0,162 D0,212 Kст1; |
2) последующий оборот, | t = 3,09D0,410 Kст1. |
Приложение к карте 4.8.6 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот ключом | ||
1. | Повернуть болт (гайку) ключом на один оборот с усилием | ПООУ1 (D) (И6; СТ) |
Последующий оборот ключом | ||
1. | Повернуть болт (гайку) ключом на один оборот свободно | ПООС1 (D) (И6; СТ) |
Переменные факторы и диапазоны их изменения
СТ = | СТ1, свободно | |
СТ2, стесненно | ||
СТ3, очень стесненно |
D = 8 - 48 мм, диаметр резьбы
Нормативные зависимости, использованные при расчете таблиц:
1) один оборот ключом | t = 5,71D0,0550 Kст1; |
2) последующий оборот ключом | i = 4,14D0,550 Kст1. |
Приложение к карте 4.8.7 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Поворот ключом на угол YR <= 180° | ||
1. | Установить ключ (вороток) на болт (гайку) | УОС1 (М; LD; LM) (ОС1; |
ОР2; И) | ||
2. | Повернуть болт (гайку) ключом (воротком) на угол YR <= 180° | ПОРА2 (YR; D) (К1; И) |
3. | Нажать на рукоятку | НРУ |
4. | Снять ключ (вороток) с болта (гайки) | РС2 (М; LD) (ОС1; ОР2; И) |
Один оборот ключом | ||
1. | Установить ключ (вороток) на болт (гайку) | УОС1 (М; LD; Ш) (ОС1; |
ОР2; И) | ||
2. | Повернуть болт (гайку) ключом (воротком) на 180° | ПОРА2 (YR 180; D) (К1; И) |
3. | Перехватить ключ (вороток) | ВП |
4. | Повернуть болт (гайку) ключом (воротком) на 180° | ПОРА2 (YR 180; D) (К1; И) |
5. | Нажать на рукоятку | НРУ |
6. | Снять ключ (вороток) с болта (гайки) | РС2 (М; LD) (ОС1; ОР2; И) |
Последующий оборот ключом | ||
1. | Повернуть болт (гайку) ключом (воротком) на 180° | ПОРА2 (YR 180; D) (К1; И) |
2. | Перехватить ключ (вороток) | ВП |
3. | Повернуть болт (гайку) ключом (воротком) на 180° | ПОРА2 (YR 180; D) (К1; И) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
M = 0,1 - 2,5 кг, масса ключа (воротка)
LM = 100 - 500 мм, длина рукоятки ключа (воротка)
YR = 30° - 180°, угол поворота болта (гайки) ключом
LD = 5 - 50 мм, длина продвижения ключа (воротка)
Нормативные зависимости, использованные при расчете таблиц:
1) поворот на угол YR <= 180°, | t = 15,24M0,157 LM0,098 YR0,063 Kи1; |
2) один оборот, | t = 21,24M0,110 LM0,071 D0,076 Kи1; |
3) последующий оборот, | t = 6,98D0,188 Kи1. |
Приложение к карте 4.8.8 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот отверткой | ||
1. | Повернуть винт отверткой на один оборот с усилием | ПООУ1 (D) (И5; СТ) |
Последующий оборот отверткой | ||
1. | Повернуть винт отверткой на один оборот свободно | ПООС1 (D) (И5; СТ) |
Переменные факторы и диапазоны их изменения
T = | СТ1, свободно | |
СТ2, стесненно | ||
СТ3, очень стесненно |
D = 2 - 16 мм, диаметр резьбы
Нормативные зависимости, использованные при расчете таблиц:
1) один оборот, | t = 12,52D0,400 Kст1; |
2) последующий оборот, | t = 9,07D0,400 Kст1. |
Приложение к карте 4.8.9 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Переместить молоток (деталь, приспособление) вверх | П1 (SM250; M; LM) (ОС1; К3; И1) |
2. | Переместить молоток (деталь, приспособление) вниз (ударить) | П1 (SM250; M; LM) (ОС1; К1; И1) |
Переменные факторы и диапазоны их изменения
M = 0,1 - 8 кг, масса молотка или детали (приспособления)
LM = 20 - 500 мм, длина молотка или детали (приспособления)
Нормативная зависимость, использованная при расчете таблиц:
t = 11,38M0,080 LM0,080
Приложение к карте 4.8.10 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Перехватить деталь (приспособление) | ВП |
2. | Повернуть деталь (приспособление) в горизонтальной (вертикальной) плоскости на угол YR | ПОА1 (М; YR) (ОС1; И) |
3. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
M = 0,1 - 8 кг, масса детали (приспособления)
YR = 45° - 180°, угол поворота детали (приспособления)
Нормативные зависимости, использованные при расчете таблиц:
1) поворот в горизонтальной плоскости,
t = 5,57M0,065 YR0,186 Kи1;
2) поворот в вертикальной плоскости,
t = 10,94M0,134 Kи1.
Приложение к карте 4.8.11 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот детали | ||
1. | Повернуть деталь (приспособление) на один оборот рукой | ПООС1 (D) (И1; СТ) |
2. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
D = 2 - 56 мм, диаметр резьбы
Нормативная зависимость, использованная при расчете таблицы:
t = 4,09D0,356
Приложение к карте 4.8.12 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить рычаг в щель | УОП1 (M; LM; LD) (ОС1; ОР1; И) |
2. | Нажать рукой на рычаг | НРУ |
3. | Повернуть рычаг на 15 - 30° | ПОРА1 (D; YR) (ОС1; И) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
M = 0,1 - 1 кг, масса рычага

YR = 15° - 30°, угол поворота рычага
LD = 2 - 5 мм, длина продвижения рычага при установке в щель
Нормативная зависимость, использованная при расчете таблицы:
t = 18,42M0,095
Приложение к карте 4.9.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к кнопке (тумблеру) | ПР1 (S) (ОС1; К2) |
2. | Нажать | НРС |
Переменные факторы и диапазоны их изменения
S = 50 - 750 мм, расстояние перемещения руки к кнопке (тумблеру)
Нормативная зависимость, использованная при расчете таблицы:
t = 1,43S0,337
Приложение к карте 4.9.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к рычагу | ПР1 (S) (ОС1; К1) |
2. | Взяться за рычаг | ВЗ1 (ОС1; К1; И) |
3. | Повернуть рычаг | ПОРА1 (YR; D) (К1; И) |
4. | Отпустить | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 мм, расстояние перемещения руки к рычагу
D = 100 - 500 мм, длина рычага
YR = 30° - 180°, угол поворота рычага
Нормативная зависимость, использованная при расчете таблицы:
t = 1,21S0,202 D0,139 YR0,124 Kи1
Приложение к карте 4.9.3 | |
Содержание комплекса | Обозначение микроэлементов по БСМ |
Один оборот | |
1. Протянуть руку к маховику | ПР1 (S) (ОС1; К2) |
2. Взяться за маховик | ВЗ1 (ОС1; К1; И) |
3. Повернуть маховик | ПОРА1 (YR; D) (К1; И) |
4. Отпустить | ОТ1 (ОС1) |
Последующий оборот | |
1. Повернуть маховик | ПОРА1 (YR360; D) (К1; И) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 мм, расстояние перемещения руки к маховику
D = 40 - 500 мм, диаметр маховика
YR = 30° - 360°, угол поворота маховика
Нормативные зависимости, использованные при расчете таблицы:
1) один оборот, t = 2,50S0,157 D0,112 YR0,100 Kи1;
2) последующий оборот, t = 1,73D0,260 Kи1.
Приложение к карте 4.9.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Всмотреться | ФВ |
2. | Переместить маховик (штурвал) - довернуть | П1 (S; M; LM) (ОС1; К3; И1) |
Переменные факторы и диапазоны их изменения
S = 20 - 50 мм, расстояние перемещения маховика (штурвала)
M = 0,5 - 2 кг, усилие перемещения маховика (штурвала)
LM = 100 - 150 мм, длина рукоятки маховика (штурвала)
Нормативная зависимость, использованная при расчете таблицы:
t = 7
Приложение к карте 4.9.5 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Перевести взгляд | ПВ |
2. | Всмотреться в лимб | ФВ |
3. | Переместить маховик - довернуть | П1 (S; M; LM) (ОС1; К3; И1) |
Переменные факторы и диапазоны их изменения
S = 20 - 50 мм, расстояние перемещения маховика
M = 0,5 - 2 кг, усилие перемещения маховика
LM = 100 - 150 мм, длина рукоятки маховика
Нормативная зависимость, использованная при расчете таблицы:
t = 11
Приложение к карте 4.9.6 | ЛИСТ 1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Поворот штурвала на угол YR <= 120° | |||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | |
2. | Взяться | ВЗ1 (ОС1; К1; И) | |
3. | Повернуть штурвал на угол YR | ПОРА1 (YR120; D) (К1; И) | |
4. | Отпустить | ОТ1 (ОС1) | |
Один оборот штурвала | |||
1. | Протянуть руку к штурвалу | ПР1 (S) (ОС1; К2) | |
2. | Взяться | ВЗ1 (ОС1; К1; И) | |
3. | Повернуть штурвал на 120° | ПОРА1 (YR120; D) (К1; И) | |
4. | Отпустить | ОТ1 (ОС1) | |
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR120; D) (К1; И) | |
6. | Взяться | ВЗ1 (ОС1; К1; И) | |
7. | Повернуть штурвал на 120° | ПОРА1 (YR120; D) (К1; И) | |
8. | Отпустить | ОТ1 (ОС1) | |
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR120; D) (К1; И) | |
10. | Взяться | ВЗ1 (ОС1; К1; И) | |
11. | Повернуть штурвал на 120° | ПОРА1 (YR120; D) (К1; И) | |
12. | Отпустить | ОТ1 (ОС1) | |
Приложение к карте 4.9.6 | ЛИСТ 2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
Последующий оборот штурвала | |||
1. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR120; D) (К1; И) | |
2. | Взяться | ВЗ1 (ОС1; К1; И) | |
3. | Повернуть штурвал на 120° | ПОРА1 (YR120; D) (К1; И) | |
4. | Отпустить | ОТ1 (ОС1) | |
5. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR120; D) (К1; И) | |
6. | Взяться | ВЗ1 (ОС1; К1; И) | |
7. | Повернуть штурвал на 120° | ПОРА1 (YR120; D) (К1; И) | |
8. | Отпустить | ОТ1 (ОС1) | |
9. | Повернуть руку в первоначальное положение на 120° | ПОРА1 (YR120; D) (К1; И) | |
10. | Взяться | ВЗ1 (ОС1; К1; И) | |
11. | Повернуть штурвал на 120° | ПОРА1 (YR120; D) (К1; И) | |
12. | Отпустить | ОТ1 (ОС1) | |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 мм, расстояние перемещения руки к штурвалу
D = 80 - 800 мм, диаметр штурвала
R = 30° - 120°, угол поворота штурвала
Нормативные зависимости, использованные при расчете таблицы:
1) поворот на угол YR <= 120°, t = 2,32S0,182 D0,083 YR0,128 Kи1;
2) один оборот на 360°, t = 11,66S0,078 D0,132 Kи1;
3) последующий оборот на 360°, t = 12,4D0,162 Kи1.
Приложение к карте 4.9.7 | |
Содержание комплекса | Обозначение микроэлементов по БСМ |
1. Протянуть руку к выключателю | ПР1 (S) (ОС1; К2) |
2. Взяться за выключатель | ВЗ1 (ОС1; К1; И) |
3. Повернуть выключатель | ПОА1 (М0,05; YR90) (ОС1; И) |
Переменные факторы и диапазоны их изменения
А = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости | ||
И = | И1, без рукавиц | |
И3, в рукавицах |
S = 50 - 750 мм, расстояние перемещения руки к выключателю
Нормативная зависимость, использованная при расчете таблицы:
t = 4,91S0,211 Kи1
Приложение к карте 4.9.8 | |
Содержание комплекса | Обозначение микроэлементов по БСМ |
1. Протянуть руку к педали | ПР1 (S) (ОС1; К2) |
2. Нажать рукой на педаль | НРС |
3. Переместить педаль | П1 (SM; М0,1; LM) (ОС1; К1; И1) |
4. Убрать руку | ПР1 (S) (ОС1; К1) |
Переменные факторы и диапазоны их изменения
S = 100 - 750 мм, расстояние перемещения руки
SM = 30 - 100 мм, расстояние перемещения педали
LM = 100 - 400 мм, длина педали
Нормативная зависимость, использованная при расчете таблицы:
t = 2,16S0,219 SM0,180
Приложение к карте 4.9.9 | |
Содержание комплекса | Обозначение микроэлементов по БСМ |
1. Подойти к механизму управления | X (S) (СТ2) |
2. Нажать на педаль ногой | СТУ |
3. Отпустить | СТС |
Переменные факторы и диапазоны их изменения
S = 200 - 750 мм, расстояние до механизма управления
Нормативные зависимости, использованные при расчете таблицы:
1) "сидя" - t = 11;
2) "стоя" - t = 4,22 · S0,222.
Приложение к карте 4.10.1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Цена деления 0,1 мм | ||
1. | Взяться левой рукой | ВЗ1 (ОС1; К1; И1) |
2. | Переместить подвижную губку на измеряемый размер | ПП1 (SM3; М10,01; LM150) (ОС1; К3; И1) |
3. | Установить штангенциркуль на измеряемую поверхность детали | УОС2 (М0,3; LM300; LD) (ОС1; ОР3; И1) |
4. | Переместить губку до упора к детали | ПП1 (SM3; М0,01; LM150) (ОС1; К1; И1) |
5. | Всмотреться в шкалу, в нониус | ФЗ |
6. | Снять штангенциркуль с детали | РС2 (М0,3; LD) (ОС1; ОР3; И1) |
Цена деления 0,05 мм | ||
1. | Взяться левой рукой | ВЗ1 (ОС1; К1; И1) |
2. | Переместить подвижную губку штангенциркуля на измеряемый размер детали | ПП1 (SM3; М10,01; LM150) (ОС1; К3; И1) |
3. | Установить штангенциркуль на измеряемую поверхность детали | УОС2 (М0,3; LM300; LD) (ОС1; ОР3; И1) |
4. | Переместить подвижную губку до упора к детали | ПП1 (SM3; М10,01; LM150) (ОС1; К1; И1) |
5. | Повернуть зажимной винт три раза | ПОВ1 (M0,01; YR120) (ОС1; К1) x 3 |
6. | Перехватить гайку микрометрической подачи | ВП |
7. | Повернуть гайку шесть раз | П1 (SM10; M10,01; LM6) (ОС1; К1; И1) x 6 |
8. | Всмотреться в шкалу | ФЗ |
9. | Всмотреться в нониус | ФЗ |
10. | Повернуть зажимной винт три раза | ПОВ1 (M0,01; YR120) (ОС1; И1) x 3 |
11. | Снять штангенциркуль с детали | PC2 (M0,3; LD) (ОС1; ОР3; И1) |
Переменные факторы и диапазоны их изменения
D = 1 - 200 мм, измеряемый размер
 длина продвижения инструмента
длина продвижения инструментаНормативные зависимости, использованные при расчете таблицы:
1) цена деления 0,1 мм, t = 17,1 · D0,084;
2) цена деления 0,05 мм, t = 53.
Приложение к карте 4.10.2 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Цена деления 0,1 мм | ||
1. | Установить штангенглубиномер в отверстие детали | УОС1 (М0,3; LM280; LD) (ОС1; ОР3; И1) |
2. | Взяться левой рукой за основание | ВЗ1 |
3. | Переместить штангенглубиномер к торцу детали | ПП1 (SM3; М0,3; LM280) (ОС1; К1; И1) |
4. | Перехватить правой рукой штангу штангенглубиномера | ФВ |
5. | Переместить передвижную штангу до упора | ПП1 (SM3; М0,3; LM280) (ОС1; К1; И1) |
6. | Всмотреться в шкалу штангенглубиномера | ФВ |
7. | Вынуть штангенглубиномер из отверстия | РС1 (М0,3; LD) (ОС1; ОР1; И1) |
Цена деления 0,05 мм | ||
1. | Установить штангенглубиномер в отверстие детали | УОС1 (М0,3; LM280; LD) (ОС1; ОР3; И1) |
2. | Взяться левой рукой за основание | ВЗ1 |
3. | Переместить основание к торцу детали | ПП1 (SM3; М0,3; LM280) (ОС1; К1; И1) |
4. | Переместить правой рукой штангу штангенглубиномера | ВП |
5. | Переместить подвижную штангу до упора | ПП1 (SM3; М0,3; LM280) (ОС1; К1; И1) |
6. | Повернуть зажимной винт три раза | ПОВ1 (М0,01; YR120) (ОС1; И1) x 3 |
7. | Перехватить гайку микрометрической подачи | ВП |
8. | Повернуть гайку шесть раз | П1 (SM10; М0,01; LM5) (ОС1; К1; И1) x 6 |
9. | Всмотреться в шкалу | ФВ |
10. | Всмотреться в нониус | ФВ |
11. | Повернуть зажимной винт три раза | ПОВ1 (М0,01; YR120) (ОС1; И1) x 3 |
12. | Вынуть штангенглубиномер из отверстия | PC1 (М0,3; LD) (ОС1; OP1; И1) |
Переменные факторы и диапазоны их изменения
LD = 5 - 400 мм, измеряемая глубина
Нормативные зависимости, использованные при расчете таблицы:
1) цена деления 0,1 мм, t = 24,4LD0,084;
2) цена деления 0,05 мм, t = 67.
Приложение к карте 4.10.3 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить пробку приспособления в отверстие | УОС1 (M; LM; LD50) (ОС1; ОР1; И1) |
2. | Перевести взгляд на шкалу | ПВ |
3. | Всмотреться | ФВ |
4. | Повернуть приспособление в горизонтальной плоскости на 90° | ПОГ1 (M; YR90) (ОС1; И1) |
5. | Всмотреться | ФВ |
6. | Вынуть пробку из отверстия | РС1 (M; LD50) (ОС1; ОР1; И1) |
Переменные факторы и диапазоны их изменения
M = 0,05 - 0,5 кг, масса приспособления
LM - 5 - 150 мм, длина наибольшей стороны приспособления
Нормативная зависимость, использованная при расчете таблицы:
t = 29,93M0,101
Приложение к карте 4.10.4 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к контрольному валику | ПР1 (S) (ОС1; К2; И1) |
2. | Взять валик | В1 (M1; Z) (ОС1; К1; И1) |
3. | Переместить валик к детали | П1 (SM1; M1; LM1) (ОС1; К3; И1) |
4. | Взяться за деталь | ВЗ1 |
5. | Установить валик в отверстие | УОС1 (M1; LM1; LD) (ОС1; ОР1 И1) |
6. | Переместить валик по отверстию к детали | П1 (SM50; M1; LM1) (ОС1; К2; И1) |
7. | Отпустить валик | ОТ1 (ОС1) |
8. | Перехватить правой рукой деталь | ВП |
9. | Переместить деталь в центр приспособления | П1 (SM200; M; LM) (ОС1; К3; И1) |
10. | Установить деталь в центр приспособления | УП1 (M; LM) (ОС1; ОР2; И1) |
11. | Отпустить деталь левой рукой | ОТ1 (ОС1) |
12. | Перевести взгляд на шкалу | ПВ |
13. | Повернуть деталь на угол до 180° (до получения наибольшего или наименьшего значения) | ПОВ1 (M) (ОС1; И1) |
14. | Всмотреться | ФВ |
15. | Повернуть деталь на угол 180° | ПОВ1 (M) (ОС1; И1) |
16. | Всмотреться | ФВ |
17. | Провести вычисления | ФВ |
18. | Протянуть левую руку к стопорному рычагу приспособления | ПР1 (S300) (ОС1; К2; И1) |
19. | Нажать | НРС |
20. | Переместить деталь на стол | П1 (SM200; M; LM) (ОС1; ОР1; И1) |
21. | Отпустить рычаг | ОТ1 (ОС1) |
22. | Установить деталь на стол | УП1 (M; LM) (ОС1; ОР1; И1) |
23. | Отпустить деталь | ОТ1 (ОС1) |
24. | Протянуть руку к валику | ПР1 (S200) (ОС1; К2; И1) |
25. | Взять валик | В1 (M; Z) (ОС1; К1; И1) |
26. | Разъединить (вынуть валик из отверстия) | РС1 (M1; LD) (ОС1; ОР1; И1) |
27. | Переместить валик на место | П1 (SM1; M1; LM) (ОС1; К2; И1) |
28. | Отпустить валик | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
S = 400 - 600 мм, расстояние перемещения руки к валику
SM1 = 400 - 600 мм, расстояние перемещения валика
M = 0,5 - 10 кг, масса детали
M1 = 0,05 - 0,5 кг, масса валика
Z = 5 - 100 мм, размер валика в месте захвата
LM = 100 - 500 мм, длина наибольшей стороны детали
LM1 = 50 - 100 мм, длина валика
LD = 50 - 100 мм, длина продвижения валика при установке
Нормативная зависимость, использованная при расчете таблицы:
t = 82,27M0,093 LM0,109
Приложение к карте 4.10.5 | ЛИСТ 1 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | ||
1. | Протянуть руку к пинцету | ПР1 (S1) (ОС1; К2; И1) | |
2. | Взять пинцет | В1 (M0,1; Z15; LM150) (ОС1; К1; И1) | |
3. | Переместить пинцет к контрольному валику | П1 (SM1; M0,1; LM150) (ОС1; К2; И1) | |
4. | Взять валик | В1 (M2; Z2; LM2) (ОС1; К1; И2) | |
5. | Переместить валик к детали | П1 (SM2; M2; LM2) (ОС1; К3; И2) | |
6. | Установить валик в отверстие | УОС1 (M2; LM2; LD) (ОС1; ОР1; И1) | |
7. | Взяться правой рукой за деталь | ВЗ1 (ОС1; К1; И1) | |
8. | Отпустить левой рукой валик | ОТ1 (ОС1) | |
9. | Переместить пинцет | П1 (SM1; M0,1; LM150) (ОС1, К2; И1) | |
10. | Отпустить | ОТ1 (ОС1) | |
11. | Переместить деталь по направляющим подставки | ПП1 (SM; M; LM) (ОС1; К; И1) | |
12. | Перевести взгляд на шкалу | ПВ | |
13. | Всмотреться | ФП | |
14. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 | |
15. | Всмотреться | ФВ | |
Приложение к карте 4.10.5 | ЛИСТ 2 | |
Содержание комплекса | Обозначение микроэлементов по БСМ | |
16. | Повернуть деталь на 180° (до получения наибольшего или наименьшего значения по шкале) | ПОВ1 (M) (ОС1; И1) |
17. | Всмотреться | ФВ |
18. | Повернуть деталь на 180° | ПОВ1 (M) (ОС1; И1) |
19. | Всмотреться | ФВ |
20. | Переместить деталь по направляющим подставки | ПП1 (SM; M; LM) (ОС1; К; И1) |
21. | Протянуть руку к валику | ПР1 (S2) (ОС1; К2; И2) |
22. | Взять валик | В1 (M2; Z2; LM2) (ОС1; К1; И2) |
23. | Разъединить (вынуть валик из отверстия) | РС1 (M2; LD) (ОС1; ОР1; И2) |
24. | Переместить валик на место | П1 (SM2; M2; LM2) (ОС1; К2; И2) |
25. | Отпустить валик | ОТ1 (ОС1) |
26. | Отпустить деталь | ОТ1 (ОС1) |
27. | Переместить пинцет на место | П1 (SM1; M0,1; LM150) (ОС1; К2; И1) |
28. | Отпустить пинцет | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
S1 = 400 - 600 мм, расстояние перемещения руки к пинцету
S2 = 200 - 400 мм, расстояние перемещения руки к валику
SM = 50 - 200 мм, расстояние перемещения детали
SM1 = 400 - 600 мм, расстояние перемещения пинцета к валику
SM2 = 200 - 400 мм, расстояние перемещения валика
M = 0,5 - 10 кг, масса детали
M2 = 0,01 - 0,05 кг, масса валика
Z2 = 0,5 - 5 мм, размер валика в месте захвата
LM - 100 - 500 мм, длина наибольшей стороны детали
LM2 = 5 - 50 мм, длина валика
LD = 5 - 50 мм, длина продвижения валика
Нормативная зависимость, использованная при расчете таблицы:
t = 142,22M0,054
Приложение к карте 4.10.6 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к валику | ПР1 (S1) (ОС2; К2; И1) |
2. | Взять валик | В1 (M1; Z1; LM1) (ОС1; К1; И1) |
3. | Переместить к отверстию | П1 (SM1; M1; LM1) (ОС1; К3; И1) |
4. | Взяться за деталь | ВЗ1 |
5. | Установить валик в отверстие | УОС1 (M1; LM1, DL1) (ОС1; ОР1;. И1) |
6. | Отпустить валик | ОТ1 (ОС1) |
7. | Переместить деталь по направляющим до упора | ПП1 (SM; M; LM) (ОС1; К; И1) |
8. | Перевести взгляд на шкалу | ПВ |
9. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 |
10. | Всмотреться | ФВ |
11. | Повернуть деталь на 180° | ПОВ1 (M) (ОС1; И1) |
12. | Всмотреться | ФВ |
13. | Переместить деталь по направляющим | ПП1 (SM; M; LM) (ОС1; К; И1) |
14. | Протянуть руку к валику | ПР1 (S1) (ОС1; 2; И1) |
15. | Взять валик | В1 (M1; Z1; LM1) ОС1; К1; И1) |
16. | Разъединить (вынуть валик из отверстия) | РС1 (M1; LD1) (ОС1; ОР1; И1) |
17. | Переместить валик на место | П1 (SM1; M1; LM1) (ОС1; К2; И1) |
18. | Отпустить валик | ОТ1 (ОС1) |
19. | Отпустить деталь | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
S1 = 400 - 600 мм, расстояние перемещения руки к валику
SM = 50 - 200 мм, расстояние перемещения детали
SM1 = 400 - 600 мм, расстояние перемещения валика
M = 0,5 - 10 кг, масса детали
M1 = 0,05 - 0,5 кг, масса валика
Z1 = 5 - 100 мм, размер валика в месте захвата
LM = 100 - 500 мм, длина наибольшей стороны детали
LM1 = 50 - 100 мм, длина валика
LD1 = 50 - 100 мм, длина продвижения валика
Нормативная зависимость, использованная при расчете таблицы:
t = 100,41M0,075
Приложение к карте 4.10.7 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть руку к детали | ПР1 (S) (ОС1; К2; И1) |
2. | Взяться за деталь | ВЗ1 (ОС1; К1; И1) |
3. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 |
4. | Перевести взгляд на шкалу | ПВ |
5. | Всмотреться | ФВ |
6. | Повернуть деталь на 90° (до получения наибольшего или наименьшего показания по шкале) | ПОВ1 (M) (ОС1; И1) |
7. | Всмотреться | ФВ |
8. | Повернуть деталь на 90° | ПОВ1 (M) (ОС1; И1) |
9. | Всмотреться | ФВ |
10. | Провести расчет | ФВ |
Переменные факторы и диапазоны их изменения
S = 200 - 400 мм, расстояние перемещения руки к детали
M = 0,5 - 10 кг, масса детали
Нормативная зависимость, использованная при расчете таблицы:
t = 52,02 · M0,123
Приложение к карте 4.10.8 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Протянуть правую руку к детали | ПР1 (S) (ОС1; К2; И1) |
2. | Взяться за деталь | ВЗ1 (ОС1; К1; И1) |
3. | Повернуть деталь на 360° | ПОВ1 (M) (ОС1; И1) x 2 |
4. | Перевести взгляд на шкалу | ПВ |
5. | Повернуть деталь на 90° (до получения наибольшего или наименьшего значения по шкале) | ПОВ1 (M) (ОС1; И1) |
6. | Всмотреться | ФВ |
7. | Повернуть деталь на 90° | ПОВ1 (M) (ОС1; И1) |
8. | Всмотреться | ФВ |
9. | Повернуть деталь на 90° | ПОВ1 (M) (ОС1; И1) |
10. | Всмотреться | ФВ |
11. | Взяться рукой за наконечник индикатора | ВЗ1 (ОС1; К1; И1) |
12. | Переместить наконечник индикатора вверх на 5 мм | П1 (SM5; M0,01; LM50) (ОС1; К1; И1) |
13. | Переместить деталь по направляющим стойки стола на 1/2 длины детали | ПП1 (SM; M; LM) (ОС1; К2; И1 |
14. | Отпустить наконечник индикатора | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
S = 200 - 500 мм, расстояние перемещения руки к детали
SM = 25 - 200 мм, расстояние перемещения детали
M = 0,5 - 10 кг, масса детали
LM = 50 - 400 мм, длина наибольшей стороны детали
Нормативная зависимость, использованная при расчете таблицы:
t = 119,29 · M0,139
Приложение к карте 4.10.9 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Промер проходной стороной | ||
1. | Установить пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) |
2. | Разъединить пробку с деталью | РП1 (M; LD) (OCl; ОР1; И1) |
Полный промер | ||
1. | Установить пробку проходной стороной в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) |
2. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) |
3. | Переместить пробку на расстояние 100 мм | П1 (S100; M; LM) (OCl; КР; И1) |
4. | Повернуть пробку в вертикальной плоскости на 180° | ПОВ1 (M) (ОС1; И1) |
5. | Перехватить | ВП |
6. | Переместить пробку непроходной стороной к отверстию детали | П1 (S100; M; LM) (ОС1; К3; И1) |
7. | Установить пробку в отверстие детали | УОП1 (M; LM; LD2) (ОС1; ОР1; И1) |
8. | Нажать ("Непроход") | НРС |
Переменные факторы и диапазоны их изменения
M = 0,03 - 1 кг, масса пробки
LM = 50 - 160 мм, длина пробки
D = 1 - 50 мм, измеряемый размер
LD = 10 - 200 мм, длина продвижения пробки
Нормативные зависимости, использованные при расчете таблицы:
1) полный промер, t = 14,47D0,142 LD0,077;
2) промер проходной стороной, t = 2,24D0,238 LD0,171.
Приложение к карте 4.10.10 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Промер проходной пробкой | ||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) |
2. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) |
Полный промер (двумя пробками) | ||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) |
2. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) |
3. | Установить непроходную пробку в отверстие детали | УОП1 (M; LM; LD2) (ОС1; ОР1; И1) |
4. | Нажать ("Непроход") | НРС |
Переменные факторы и диапазоны их изменения
M = 0,1 - 2 кг, масса пробки
LM = 100 - 300 мм, длина пробки
D = 50 - 100 мм, измеряемый размер
LD = 10 - 200 мм, длина продвижения пробки
Нормативные зависимости, использованные при расчете таблицы:
1) полный промер (двумя пробками), t = 1,50D0,546 LD0,140;
2) промер проходной пробкой, t = 0,71D0,591 LD0,141.
Приложение к карте 4.10.11 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Промер проходной пробкой | ||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; ОР1; И1) |
2. | Повернуть пробку на 90° | ПОА1 (M; YR90) (ОС1; К1; И1) |
3. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) |
Полный промер (двумя пробками) | ||
1. | Установить проходную пробку в отверстие детали | УОП1 (M; LM; LD) (ОС1; L; Р1 И1) |
2. | Повернуть пробку на 90° | ПОА1 (M; YR90) (ОС1; К1; И1) |
3. | Разъединить пробку с деталью | РП1 (M; LD) (ОС1; ОР1; И1) |
4. | Установить непроходную пробку в отверстие детали | УОП1 (M; LM; LD2) (ОС1; ОР1; И1) |
5. | Нажать ("Непроход") | НРС |
6. | Повернуть пробку на 90° | ПОА1 (M; YR90) (ОС1; И1) |
7. | Нажать ("Непроход") | НРС |
Переменные факторы и диапазоны их изменения
A = | Г, поворот в горизонтальной плоскости | |
В, поворот в вертикальной плоскости |
M = 0,2 - 2,6 кг, масса пробки
LM = 120 - 160 мм, длина пробки
D = 75 - 300 мм, измеряемый размер
LD = 10 - 130 мм, длина продвижения пробки
Нормативные зависимости, использованные при расчете таблицы:
1) полный промер (двумя пробками), t = 4,82D0,377 LD0,096;
2) промер проходной пробкой, t = 1,93D0,394 LD0,099.
Приложение к карте 4.10.12 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить пробку в отверстие | УОС1 (М; LM; LD) (ОС1; К3; И1) |
2. | Всмотреться | ФВ |
3. | Разъединить пробку с деталью | РС1 (М; LD) (ОС1; ОР1; И1) |
Переменные факторы и диапазоны их изменения
М = 0,06 - 5,5 кг, масса пробки
LM = 100 - 200 мм, длина пробки
D = 14 - 125 мм, измеряемый диаметр
LD = 50 - 100 мм, длина продвижения пробки
Нормативная зависимость, использованная при расчете таблицы:
t = 3,10D0,430
Приложение к карте 4.10.13 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Надеть кольцо на деталь | УОП1 (М; LM; LD) (ОС1; ОР3; И1) |
2. | Всмотреться | ФВ |
3. | Снять кольцо с детали | РП1 (М; LD) (ОС1; ОР2; И1) |
Переменные факторы и диапазоны их изменения
M = 0,01 - 6 кг, масса кольца
LM = 30 - 170 мм, диаметр кольца
D = 14 - 125 мм, измеряемый размер
LD = 30 - 500 мм, длина продвижения кольца по детали
Нормативная зависимость, использованная при расчете таблицы:
t = 2,190,600LD0,139
Приложение к карте 4.10.14 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить пробку (втулку) в отверстие (на вал) | УОП1 (М; LM; LD) (ОС1; ОР1; И1) |
2. | Всмотреться в риску | ФВ |
3. | Повернуть пробку (втулку) на 5° два раза (покачать) | ПОВ1 (М) (ОС1; И1) |
4. | Вынуть (снять) пробку (втулку) | РП1 (М; LD) (ОС1; ОР1; И1) |
Переменные факторы и диапазоны их изменения
M = 0,2 - 4 кг, масса пробки (втулки)
LM = 100 - 300 мм, длина пробки (втулки)
D = 9 - 200 мм, измеряемый размер калибр-пробки;
D = 5 - 100 мм, калибр-втулки
LD - 10 - 100 мм, длина продвижения пробки (втулки)
Нормативные зависимости, использованные при расчете таблицы:
1) калибр-пробка, t = 9,85D0,161 LD0,099;
2) калибр-втулка, t = 11,57D0,181 LD0,110.
Приложение к карте 4.10.15 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот | ||
1. | Установить пробку проходной стороной в отверстие детали | УСО1 (M; LM; LD2) (ОС1; ОР3; И1) |
2. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) |
3. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
4. | Переместить пробку от отверстия детали на расстояние 100 мм | П1 (SM100; М; LM) (ОС1; К1; И1) |
5. | Повернуть пробку на угол 180° | ПОВ (M) (ОС1; К1; И1) |
6. | Переместить пробку к отверстию детали | П1 (SM100; М; LM) (ОС1; К3; И1) |
7. | Установить пробку непроходной стороной в отверстие детали | УОС1 (М; LM; LD2) (ОС1; ОР3; И1) |
8. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) |
9. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
Последующий оборот (проходной стороной) | ||
1. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) |
2. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
Переменные факторы и диапазоны их изменения
M = 0,01 - 1,2 кг, масса пробки
LM = 90 - 180 мм, диаметр пробки
D = 2 - 50 мм, диаметр резьбы
Нормативные зависимости, использованные при расчете таблицы:
1) один оборот, t = 38,20D0,226;
2) последующий оборот, t = 6,17D0,410.
Приложение к карте 4.10.16 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот | ||
1. | Установить проходную пробку в отверстие детали | УОС1 (М; LM; LD3) (ОС1; ОР3; И1) |
2. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) |
3. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
4. | Установить непроходную пробку в отверстие детали | УОС1 (M; LM; LD3) (ОС1; ОР3; И1) |
5. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) |
6. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
Последующий оборот (проходной пробки) | ||
1. | Повернуть пробку на один оборот | ПООС1 (D) (СТ1; И1) |
2. | Повернуть пробку на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
Переменные факторы и диапазоны их изменения
M = 0,03 - 0,7 кг, масса пробки
LM = 80 - 150 мм, длина пробки
D = 2 - 50 мм, диаметр резьбы
Нормативные зависимости, использованные при расчете таблицы:
1) один оборот, t = 30,40D0,264;
2) последующий оборот, t = 6,17D0,410.
Приложение к карте 4.10.17 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Один оборот (кольцо проходное или непроходное) | ||
1. | Установить кольцо на деталь | УОС1 (M; LM; LD3) (ОС1; ОР3; И1) |
2. | Повернуть кольцо на один оборот | ПООС1 (D) (СТ1; И1) |
3. | Повернуть кольцо на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
Последующий оборот (кольцо проходное) | ||
1. | Повернуть кольцо на один оборот | ПООС1 (D) (СТ1; И1) |
2. | Повернуть кольцо на один оборот в обратную сторону | ПООС1 (D) (СТ1; И1) |
Переменные факторы и диапазоны их изменения
M = 0,1 - 1 кг, масса кольца
LM = 20 - 80 мм, диаметр кольца
D = 1 - 100 мм, диаметр резьбы
Нормативные зависимости, использованные при расчете таблицы:
1) один оборот (кольцо проходное или непроходное), t = 15,81D0,266;
2) последующий оборот (кольцо проходное), t = 6,17D0,410.
Приложение к карте 4.10.18 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Промер проходной стороной | ||
1. | Установить скобу на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) |
2. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) |
Полный промер | ||
1. | Установить скобу проходной стороной на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) |
2. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) |
3. | Повернуть скобу на 180° | ПОВ1 (M) (ОС1; И1) |
4. | Установить скобу непроходной стороной на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) |
5. | Нажать | НРС |
Переменные факторы и диапазоны их изменения
SM = 5 - 10 мм, расстояние перемещения скобы
M = 0,03 - 0,04 кг, масса скобы
LM = 40 - 50 мм, длина скобы
D = 3 - 100 мм, измеряемый размер
LD = 0,5 - 5 мм, длина продвижения скобы
Нормативные зависимости, использованные при расчете таблицы:
1) промер проходной стороной, t = 10,05D0,110;
2) полный промер, t = 20,71D0,161.
Приложение к карте 4.10.19 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить скобу на деталь | УОС1 (M; LM; LD) (ОС1; ОР2; И1) |
2. | Нажать ("Непроход") | НРС |
3. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) |
Переменные факторы и диапазоны их изменения
M = 0,06 - 4,2 кг, масса скобы
LM = 40 - 500 мм, длина скобы
D = 3 - 360 мм, измеряемый размер
 длина продвижения скобы
длина продвижения скобыНормативная зависимость, использованная при расчете таблицы:
t = 4,72D0,365
Приложение к карте 4.10.20 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить скобу на деталь | УОС1 (M; LM; LD) (ОС1; ОР3; И1) |
2. | Повернуть скобу два раза | ПОВ1 (M) (ОС1; И1) x 2 |
3. | Нажать | НРС |
4. | Снять скобу с детали | РС1 (M; LD) (ОС1; ОР2; И1) |
Переменные факторы и диапазоны их изменения
M = 0,1 - 3,5 кг, масса скобы
LM = 30 - 150 мм, длина скобы
D = 30 - 100 мм, измеряемый размер
 длина продвижения скобы
длина продвижения скобыНормативная зависимость, использованная при расчете таблицы:
t = 0,06D1,480
Приложение к карте 4.10.21 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить скобу на деталь | УОС1 (М0,5; LM200; LD) (ОС1; ОР2; И1) |
2. | Переместить скобу по измеряемому размеру два раза | П1 (S25; М0,5; LM200) (ОС1; К3; И1) x 2 |
Повернуть скобу на 90° | ПОВ1 (М0,5) (ОС1; И1) | |
Всмотреться в шкалу | ФВ | |
5. | Разъединить (снять) скобу | РС1 (М0,5; LD) (ОС1; ОР2; И1) |
Переменные факторы и диапазоны их изменения
D = 1 - 600 мм, измеряемый размер
LD = 0,5 - 300 мм, длина продвижения скобы
Нормативная зависимость, использованная при расчете таблицы:
t = 9,78D0,085
Приложение к карте 4.10.22 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить стержень с наконечником в отверстие детали | УОС1 (M; LM; LD) (ОС1; ОР1; И1) |
2. | Всмотреться в шкалу измерительной головки | ФВ |
3. | Повернуть нутромер в вертикальной плоскости на 5° | ПОВ1 (M) (ОС1; И1) |
4. | Всмотреться в шкалу | ФВ |
5. | Повернуть нутромер в вертикальной плоскости на 10° | ПОВ1 (M) (ОС1; И1) |
6. | Всмотреться в шкалу | ФВ |
7. | Вынуть нутромер из отверстия детали | РС1 (М; LD) (ОС1; ОР1; И1) |
Переменные факторы и диапазоны их изменения
M = 1,5 - 3 кг, масса нутромера
LM = 200 - 400 мм, длина наибольшей стороны нутромера
LD = 5 - 250 мм, длина продвижения нутромера в отверстии
Нормативная зависимость, использованная при расчете таблицы:
t = 32,74LD0,051
Приложение к карте 4.10.23 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить стенкомер на измеряемую поверхность | УП2 (M0,5; LM150) (ОС1; ОР2; И1) |
2. | Нажать подвижной шток стенкомера до упора | НРС |
3. | Всмотреться в шкалу индикатора | ФВ |
4. | Отпустить шток | ОТ1 (ОС1) |
Нормативная зависимость, использованная при расчете таблицы:
t = 10
Приложение к карте 4.10.24 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Шаблон (скоба для длин) односторонний | ||
1. | Взяться левой рукой за шаблон (скобу) | ВЗ1 |
2. | Установить шаблон (скобу) на деталь | УП2 (M; LM) (ОС1; ОР2; И1) |
3. | Разъединить шаблон (скобу) с деталью | РС2 (M; LD) (ОС1; ОР2; И1) |
4. | Отпустить шаблон (скобу) левой рукой | ОТ1 (ОС1) |
Шаблон (скоба для длин) двусторонний | ||
1. | Взяться левой рукой за шаблон (скобу) | ВЗ1 |
2. | Установить шаблон (скобу) проходной стороной на деталь | УП2 (M; LM) (ОС1; ОР2; И1) |
3. | Разъединить шаблон (скобу) с деталью | РС2 (M; LD) (ОС1; ОР1; И1) |
4. | Переместить шаблон (скобу) от детали | П2 (SM100; M; LD) (ОС1; К2; И1) |
5. | Повернуть шаблон (скобу) на 180° | ПОВ2 (M; YR180) (ОС1; И1) |
6. | Переместить шаблон (скобу) непроходной стороной к детали | П2 (SM100; M; LD) (ОС1; К3; И1) |
7. | Установить шаблон (скобу) на деталь | УП2 (M; LM) (ОС1; ОР2; И1) |
8. | Нажать ("Непроход") | НРС |
Переменные факторы и диапазоны их изменения
M = 0,1 - 5,5 кг, масса шаблона (скобы)
LM = 50 - 1050 мм, длина наибольшей стороны шаблона (скобы)
L = 10 - 1000 мм, измеряемый размер
LD = 30 - 80 мм, длина продвижения шаблона (скобы)
Нормативные зависимости, использованные при расчете таблицы:
1) шаблон (скоба для длин) односторонний, t = 1,55L0,410;
2) шаблон (скоба для длин) двусторонний, t = 5,40L0,360.
Приложение к карте 4.10.25 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Взяться за шаблон | ВЗ1 |
2. | Установить шаблон к детали | УП2 (M; LM) (ОС1; ОР3; И1) |
3. | Всмотреться в световую щель | ФВ |
4. | Перевести взгляд | ПВ |
5. | Всмотреться в световую щель | ФВ |
6. | Отпустить шаблон левой рукой | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
M = 0,1 - 3 кг, масса шаблона
LM = 50 - 550 мм, длина наибольшей стороны шаблона
L = 10 - 500 мм, измеряемый размер
LD = 10 - 50 мм, длина продвижения шаблона
Нормативная зависимость, использованная при расчете таблицы:
t = 3,30 · L0,378
Приложение к карте 4.10.26 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
На один выступ (впадину) | ||
1. | Взяться за шаблон левой рукой | ВЗ1 |
2. | Установить шаблон к детали | УОС2 (M; LM; LD) (ОС1; ОР2; И1) |
3. | Всмотреться в световую щель | ФВ |
4. | Доустановить шаблон к детали | УОС2 (M; LM; LD) (ОС1; ОР2; И1) |
5. | Отпустить шаблон левой рукой | ОТ1 (ОС1) |
На каждый следующий выступ (впадину) | ||
1. | Перевести взгляд | ПВ |
2. | Всмотреться в световую щель | ФВ |
Переменные факторы и диапазоны их изменения
M = 0,1 - 3 кг, масса шаблона
LM = 50 - 550 мм, длина наибольшей стороны шаблона
L = 10 - 500 мм, измеряемый размер
LD = 10 - 50 мм, длина продвижения шаблона
Нормативная зависимость, использованная при расчете таблицы:
t = 5,57 · L0,361
Приложение к карте 4.10.27 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Щуп односторонний | ||
Промер проходной стороной | ||
1. | Установить щуп в щель | УОС1 (M0,025; LM200; LD75) (ОС1; ОР2; И1) |
2. | Разъединить (вынуть щуп из щели) | РС1 (M0,025; LD100) (ОС1; ОР2; И1) |
Полный промер (двумя щупами) | ||
1. | Установить проходной щуп в щель | УОС1 (M0,025; LM200; LD100) (ОС1; ОР2; И1) |
2. | Разъединить (вынуть щуп из щели) | РС1 (M0,025; LD100) (ОС1; ОР2; И1) |
3. | Установить непроходной щуп в щель | УОС1 (M0,025; LM200; LD2) (ОС1;ОР2; И1) |
4. | Нажать ("Непроход") | НРС |
Щуп двусторонний | ||
Полный промер | ||
1. | Установить щуп проходной стороной в щель | УОС1 (M0,02; LM200; LD75) (ОС1; ОР2; И1) |
2. | Разъединить (вынуть щуп из щели) | РС1 (M0,02; LM200; LD75) |
3. | Переместить щуп от щели | П1 (SM100; M0,02; LM200) (ОС1; К1;И1) |
4. | Повернуть щуп на 180° | ПОВ1 (M0,02) (ОС1; И1) |
5. | Переместить щуп к щели | П1 (SM100; M0,02; LM200) (ОС1; К3; И1) |
6. | Установить щуп непроходной стороной в щель | УОС1 (M0,02; LM200; LD2) (ОС1; ОР2; И1) |
7. | Нажать | НРС |
Нормативные зависимости, использованные при расчете таблицы:
1) щуп односторонний
а) промер проходной стороной, t = 14;
б) полный промер, t = 24;
2) щуп двусторонний полный промер, t = 39.
Приложение к карте 4.10.28 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
Щуп двусторонний | ||
Промер проходной стороной | ||
1. | Установить щуп в щель | УОС1 (M0,02; LM200; LD75) (ОС1; ОР2; И1) |
2. | Нажать | НРС |
3. | Переместить щуп на длину щели | ПП1 (SM; M0,02; LD200) (ОС1, К2; И1) |
4. | Разъединить (вынуть щуп из щели) | РС1 (M0,02; LD75) (ОС1; ОР2; И1) |
Полный промер | ||
1. | Установить щуп в щель проходной стороной | УОС1 (МО,02; LM200; LD75) (ОС1; ОР2; И1) |
2. | Нажать | НРС |
3. | Переместить щуп на длину щели | ПП1 (SM; M0,02; LM200) (ОС1; К2; И1) |
4. | Разъединить (вынуть щуп из щели) | РС1 (M0,02; LD75) (ОС1; ОР2; И1) |
5. | Переместить щуп на 100 мм | П1 (SM100; M0,02; LM200) (ОС1; К2; И1) |
6. | Повернуть щуп на 180° | ПОВ1 (M0,02) (ОС1; И1) |
7. | Установить щуп непроходной стороной в щель | УОС1 (M0,02; LM200; LD2) (ОС1; ОР2; И1) |
8 | Нажать ("Непроход") | НРС |
Переменные факторы и диапазоны их изменения
SM = 50 - 500 мм, длина измеряемой поверхности
Нормативные зависимости, использованные при расчете таблицы:
1) промер проходной стороной, t = 11,98 · SM0,113;
2) полный промер, t = 45.
Приложение к карте 4.10.29 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Установить радиусомер к замеряемой поверхности до упора | УП1 (M0,1; LM100) (ОС1; ОР2); И1) |
2. | Всмотреться в световой зазор | ФВ |
3. | Перевести взгляд | ПВ |
4. | Всмотреться в световой зазор | ФВ |
Нормативные зависимости, использованные при расчете таблицы:
t = 14
Приложение к карте 4.10.30 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Взяться за линейку второй рукой | ВЗ1 |
2. | Установить линейку | УП2 (M; LM) (ОС1; ОР3; И1) |
3. | Всмотреться | ФВ |
4. | Отпустить линейку второй рукой | ОТ1 (ОС1) |
Переменные факторы и диапазоны их изменения
M = 0,015 - 0,3 кг, масса линейки
M = 100 - 1000 мм, длина линейки
Нормативная зависимость, использованная при расчете таблицы:
t = 2,66LM0,315
Приложение к карте 4.10.31 | ||
Содержание комплекса | Обозначение микроэлементов по БСМ | |
1. | Всмотреться в поверхность детали | ФВ |
2. | Перевести взгляд на эталон | ПВ |
3. | Всмотреться в поверхность эталона | ФВ |
4. | Перевести взгляд на деталь | ПВ |
5. | Всмотреться в поверхность детали | ФВ |
6. | Перевести взгляд на эталон | ПВ |
7. | Всмотреться в поверхность эталона | ФВ |
Зависимость, использованная при построении таблицы:
t = 28