СПРАВКА
Источник публикации
Документ опубликован не был
Примечание к документу
Название документа
"Общемашиностроительные нормативы времени на разметочные работы"
(утв. Постановлением Госкомтруда СССР от 25.03.1991 N 78)
"Общемашиностроительные нормативы времени на разметочные работы"
(утв. Постановлением Госкомтруда СССР от 25.03.1991 N 78)
Содержание
Утверждены
Государственного комитета СССР
по труду и социальным вопросам
от 25 марта 1991 г. N 78
НА РАЗМЕТОЧНЫЕ РАБОТЫ
Сборник содержит нормативы неполного штучного времени на приемы, комплексы приемов и операции разметочных работ.
Нормативы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам от 25 марта 1991 г. N 78 и рекомендованы для применения на машиностроительных предприятиях.
Общемашиностроительные нормативы времени разработаны Центральным бюро нормативов по труду совместно с Научно-исследовательским, проектным и внедренческим центром организации труда в тяжелом машиностроении (НИоргтруд), г. Краматорск Министерства тяжелого машиностроения СССР.
Сборник нормативов предназначен для нормирования труда рабочих, занятых выполнением разметочных работ в цехах (участках) машиностроительных предприятий с единичным и мелкосерийным типами производства.
Нормативы охватывают труд разметчиков.
1.1. Сборник общемашиностроительных нормативов времени предназначается для технического нормирования разметочных работ на машиностроительных предприятиях с единичным и мелкосерийным типом производства.
Тип производства характеризуется коэффициентом закрепления операций в соответствии с ГОСТ 3.1121-84.
1.2. В основу разработки нормативов времени приняты следующие данные:
хронометражные наблюдения;
технические характеристики инструмента, оборудования;
результаты анализа организации труда и мероприятия по ее совершенствованию.
1.3. При разработке нормативов времени использованы следующие нормативно-методические материалы:
Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Мелкосерийное и единичное производство
Общемашиностроительные нормативы времени на заготовительные работы по металлоконструкциям
Отраслевые нормативы времени;
Типовые проекты организации рабочих мест разметчика базовых и корпусных деталей и слесаря механосборочных работ
ГОСТы.
1.4. Нормативы неполного штучного времени на выполнение разметочных работ, а также нормативы вспомогательного времени на установку и снятие деталей рассчитаны по эмпирическим формулам зависимости (с последующим округлением), учитывают полное содержание работ данного приема или комплекса приемов.
При выполнении разметочных работ несколькими рабочими, приведенное в нормативных картах время применяется с коэффициентом 1,0 для первого рабочего; с коэффициентом 0,25 для второго рабочего и с коэффициентом 0,2 для третьего рабочего.
При выводе эмпирических формул зависимости учтены основные факторы продолжительности приема или комплекса приемов. Числовые значения факторов (масса, длина, ширина детали, диаметр окружности и др.), приведенные в системе "до" следует понимать включительно. Нормативы времени рассчитаны для наибольших значений факторов.
1.5. Сборник содержит нормативы подготовительно-заключительного времени, вспомогательного времени на установку и снятие детали и нормативы неполного штучного времени на выполнение разметочных операций и состоит из общей части; характеристики применяемого оборудования и технологии работы; организации труда и нормативной части.
1.5.1. Общая часть содержит методические рекомендации расчета норм времени на разметочные работы; примеры расчета норм времени.
1.5.2. Характеристика применяемого оборудования и технология работы содержит перечень основного универсального оборудования, измерительного инструмента, приспособлений.
1.5.3. Организация труда содержит организационно-технические условия выполнения разметочных работ, схему планировки рабочего места разметчиков.
1.5.4. Нормативная часть содержит нормативы времени подготовительно-заключительного, вспомогательного на установку и снятие детали, а также нормативы неполного штучного времени на выполнение разметочных операций.
1.6. Нормативы подготовительно-заключительного времени (карта 1) приведены в зависимости от сложности работы, способа установки детали, а также габаритных размеров разметочных плит.
1.7. Нормативы вспомогательного времени на установку и снятие детали (карты 2 - 6) предусматривают все наиболее распространенные способы установки выверки деталей, виды установочных приспособлений.
В целях упрощения пользования нормативами вспомогательное время (на установку и снятие детали, на кантование и повороты детали) включает в себя время на организационное обслуживание, отдых и личные потребности в размере 12% от оперативного времени.
1.8. Нормативы неполного штучного времени на выполнение операции включают:
оперативное время;
время на обслуживание рабочего места, перерывов на отдых и личные потребности.
Время на обслуживание рабочего места, перерывов на отдых и личные потребности включено в карты 7 - 44 неполного штучного времени в размере 12% от оперативного времени.
1.9. Норма времени и ее составляющие.
Норма времени на выполнение разметочной операции (Нвр) состоит из нормы подготовительно-заключительного времени (Tп.з) и нормы штучного времени (Tш)
Норма штучного времени (Tш) при пользовании настоящими нормативами определяется путем суммирования вспомогательного времени на установку и снятие детали и неполного штучного времени на выполнение элементов разметочных операций по формуле:

где Нвр - норма времени, мин.;
Tш - норма штучного времени, мин.;
Tп.з - норма подготовительно-заключительного времени, мин.;
Tв.у - вспомогательное время на установку и снятие детали, мин., принимается при условии выполнения разметчиком указанных работ;
 - неполное штучное время на выполнение элементов разметочных операций;
- неполное штучное время на выполнение элементов разметочных операций;К1 - поправочный коэффициент на штучное время, учитывающий условия выполнения работы;
К2 - поправочный коэффициент на штучное время, учитывающий число деталей в партии;
n - число деталей в партии.
Поправочные коэффициенты К1 и К2 приведены в карте 45.
1.10. Нормативы времени могут быть использованы при расчете комплексных норм времени при внедрении коллективной формы организации труда.
При коллективной форме организации труда комплексные нормы затрат труда рабочих могут быть получены на основе применения корректирующих коэффициентов к сумме операционных норм, рассчитанных для условий индивидуальной организации труда. Возможно использование корректирующих коэффициентов к сумме отдельных составляющих комплексной нормы, отражающих суммарное значение затрат времени по категориям этих затрат.
1.10.1. Расчет комплексной нормы времени определяется по формуле:
где Нвр.i - норма времени на изготовление i-й детали бригадо-комплекта;
i = 1, 2, 3...n - количество деталей, входящих в бригадо-комплект
Нвр.i находится по формуле:
где Нвр.i - норма времени на выполнение i-й операции, чел.-ч;
Кэф - коэффициент эффекта бригадной работы (Кэф < 1) отражает среднюю величину роста производительности труда, которая ожидается при переходе от индивидуальной к коллективной организации труда и учитывается в комплексных нормах. Коэффициенты эффекта бригадной работы устанавливаются на уровне предприятия, принимаемые в течение срока, на который они рассчитаны, если не меняются условия производства.
1.10.2. Более полные и подробные данные см. "Методические рекомендации по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования труда". М.: Экономика, 1987.
1.11. При установлении на предприятиях нормы времени на основе настоящих нормативов тарификация работ должна производиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16.01.85 N 17/2-54.
Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по сборнику.
1.12. До введения на предприятиях настоящих нормативов необходимо привести организационно-технические условия в соответствии с запроектированными и осуществить производственный инструктаж рабочих.
В тех случаях, когда время на разметочные работы по действующим на предприятиях местным нормативам меньше норм времени, рассчитанных по данным нормативам, увеличивать эти более прогрессивные нормы времени не следует.
1.13. Для пояснения порядка пользования нормативами ниже приводятся расчеты норм времени.
Пример 1.
Исходные данные
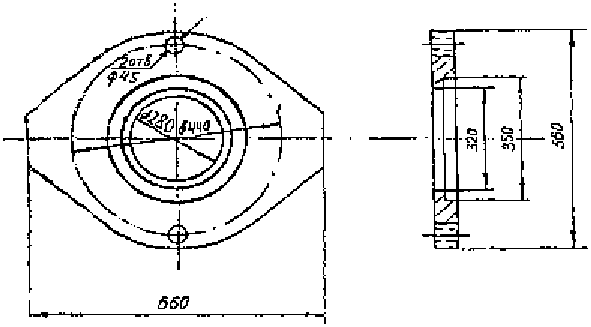
Наименование детали - фланец.
Вид заготовки - листовой прокат.
Масса детали - 48 кг.
Количество деталей в партии - 6 шт.
Производство - механосборочное.
Состояние размечаемой поверхности - обработанная.
Условия выполнения работы - на высоте.
Оборудование - разметочная плита.
Инструмент - линейка измерительная, циркуль, угольник
N п/п | Наименование операции | Факторы, влияющие на продолжительность выполнения | Номер карты, позиции, индекс | Время, мин. |
1 | 2 | 3 | 4 | 5 |
1. | Застропливание изделия, установка на плиту, выверка установки детали | Способ установки - краном; Масса детали - 48 кг; Выверка в одной плоскости, точно | 7,37 | |
2. | Окрашивание поверхности разметки | Ширина поверхности - 500 мм; Длина поверхности - 660 мм | 1,31 | |
3. | Установка центровой планки | Материал центровой планки - дерево; Длина планки - 280 мм | 0,89 | |
4. | Нахождение центра окружности | Состояние поверхности - обработанная; Диаметр окружности - 320 мм; Метод разметки - геометрическим построением | 0,41 | |
5. | Накернивание центра окружности | Положение плоскости - горизонтальное; Количество накерниваемых точек - 1 шт. | 0,06 | |
6. | Разметка осевых линий | Положение плоскости - горизонтальное; Инструмент - линейка и угольник; Суммарная длина осевых линий - 1220 мм; Количество линий - 2 шт. | 1,98 | |
7. | Проведение окружности циркулем | Положение плоскости - горизонтальное; | ||
Диаметр окружности: | ||||
320 мм | 0,30 | |||
350 мм | 0,30 | |||
440 мм | 0,34 | |||
8. | Деление окружности на части | Положение плоскости - горизонтальное; Число делений - 2; Метод разметки - аналитическим расчетом; Диаметр окружности - 440 мм | 1,24 | |
9. | Накернивание точек пересечения осевых линий с окружностью | Положение плоскости - горизонтальное; Количество окружностей одного размера - 2 шт.; Диаметр окружности - 440 мм | 0,89 | |
10. | Накернивание точек на окружности | Положение плоскости - горизонтальное; Диаметр окружности - 45 мм; Количество окружностей - 2 шт. Количество накерниваемых точек - 4 шт. | 0,31 x 2 = 0,62 | |
Диаметр окружности - 320 мм; Количество накерниваемых точек - 8 шт. | 0,75 | |||
11. | Проведение окружности циркулем | Положение плоскости - горизонтальное; Материал детали - сталь; Диаметр окружности - 45 мм; Количество - 2 шт. | 0,16 x 2 = 0,32 | |
12. | Подготовительно-заключительное время (Tп.з) | Разметочная плита 1200 x 1200 мм Сложность работы - средняя | 3,0 |
Расчет нормы штучного времени (Tш)
Tш = [7,37 + (1,31 + 0,89 + 0,41 + 0,06 + 1,98 + 0,94 + 1,24 + 0,89 + 1,37 + 0,32) x 1,1] x 0,90 = 15,95 мин.
По карте 45
поправочный коэффициент, учитывающий условия выполнения работы К1 = 1,1;
поправочный коэффициент в зависимости от количества деталей в партии К2 = 0,9. (Механосборочное производство)
Норма времени на выполнение разметочной операции (Нвр):

Пример 2.

Исходные данные
Наименование детали - корпус контейнеродержателя
Вид заготовки - стальная отливка
Количество деталей в партии - 2 шт.
Производство - механосборочное
Состояние размечаемой поверхности - необработанная
Условия выполнения работы - на высоте
Оборудование - разметочная плита
N п/п | Наименование операции | Факторы, влияющие на продолжительность выполнения | Номер карты, позиции, индекс | Время, мин. | |
1 | 2 | 3 | 4 | 5 | |
1. | Установка детали (поверхности "А") на разметочную плиту, выверить по плоскостям "Б" и "В" относительно разметочной плиты | Способ установки - краном; Характер выверки - точно; Масса - 10000 кг; Выверка в одной плоскости | 42,2 | ||
2. | Подготовка поверхности к разметке (нанесение красителя кистью) | Диаметр - 1260 мм; ширина поверхности - 50 мм | 1,18 x 1,1 = 1,30 | ||
диаметр - 1340 мм; ширина поверхности - 30 мм | 1,38 x 1,1 = 1,52 | ||||
диаметр - 280 мм; ширина поверхности - 50 мм 4 бобышки, две стороны; | 0,43 x 4 x 2 x 1,1 = 3,78 | ||||
диаметр - 300 мм, ширина поверхности - 50 мм 2 бобышки | 0,51 x 2 x 1,1 = 1,12 | ||||
3. | Установка мерительного инструмента на размер | Рейсмас; диапазон измерения 0 - 500 мм; устанавливаемый размер - 450 мм; | 0,19 | ||
штангенциркуль; диаметр - 1260 мм; | 0,40 | ||||
диаметр - 1340 мм; | 0,40 | ||||
циркуль; диаметр - 280 мм; | 0,20 | ||||
диаметр - 300 мм | 0,20 | ||||
4. | Проведение разметочных линий на поверхностях | Состояние поверхности - необработанная с выступами; рейсмас; предел измерения - 0 - 500 мм; диаметр - 1260 мм диаметр - 1340 мм; | 1,57 | ||
предел намерения - 0 - 250 мм; диаметр - 280 мм; 4 бобышки, две стороны | 0,45 x 4 x 2 = 3,6 | ||||
5. | Разметка отверстий на поверхностях | Состояние поверхности - необработанная; Положение плоскости - горизонтальное; Диаметр отверстия - 180 мм - 2 шт. | 0,24 x 2 x 1,1 = 0,53 | ||
Состояние поверхности - необработанная; Положение плоскости - горизонтальное; Разметочный штангенциркуль; диаметр - 1340 мм; работу выполняют 2 человека | 3,81 x 1,1 = 4,19 3,81 x 0,25 x 1,1 = 1,05 | ||||
диаметр - 1260 мм; работу выполняют 2 человека | 3,81 x 1,1 = 4,19 3,81 x 0,25 x 1,1 = 1,05 | ||||
6. | Накернивание точек на окружности | Положение плоскости - горизонтальное; диаметр - 1260 мм; количество накерниваемых точек - 10 шт., | 1,05 | ||
диаметр - 1340 мм; количество накерниваемых точек - 10 шт., | 1,05 | ||||
диаметр - 280 мм; количество накерниваемых точек - 6 шт.; 4 бобышки, две стороны | 0,58 x 4 x 2 = 4,64 | ||||
7. | Подготовительно-заключительное время | Разметочная плита 1500 x 3000 мм; домкраты; сложность работы - средняя | 4,6 | ||
Расчет нормы штучного времени (Tш)
Tш = [42,2 + (1,30 + 1,52 + 3,78 + 1,12 + 0,19 + 0,40 + 0,40 + 0,20 + 0,20 + 1,57 + 1,57 + 3,6 + 0,53 + 4,19 + 1,05 + 4,19 + 1,05 + 1,05 + 1,05 + 4,64) x 1,1] x 1, 1 = 87,08 мин.
По карте 45
поправочный коэффициент, учитывающий условия выполнения работы К1 = 1,1;
поправочный коэффициент в зависимости от количества деталей в партии К2 = 1,1 (Механосборочное производство)
Норма времени на выполнение разметочной операции (Нвр):

И ТЕХНОЛОГИЯ РАБОТЫ
Нормативы времени разработаны с учетом применения для выполнения разметочных работ следующего основного универсального оборудования, приспособлений и инструмента.
2.1. Для установки, выверки и снятия деталей применяют: кран мостовой электрический грузоподъемностью 5 - 30 тс; кран консольный грузоподъемностью 0,25 - 2 тс.
Разметка деталей осуществляется на разметочных плитах, на которые устанавливают детали (заготовки), вспомогательные приспособления и инструмент. Размеры плит выбирают такими, чтобы ее ширина и длина были на 500 мм больше размеров размечаемой детали. Обычный размер таких плит: 750 x 1000, 1000 x 1500, 1500 x 3000 мм.
К приспособлениям для установки, выверки и закрепления размечаемых деталей относятся призмы разметочные, домкраты винтовые и гидравлические, клинья, прокладки, струбцины.
2.2. Для подготовки поверхности детали к разметке применяют с целью очистки от ржавчины металлические щетки. Для окрашивания, т.е. покрытия поверхностей перед разметкой, применяют чаще всего раствор суспензии мела с добавкой клея. Раствор наносится на размечаемую поверхность малярными кистями.
2.3. Для выполнения разметочных операций в качестве инструмента применяют чертилки, изготавливаемые из инструментальной стали марок У10 или У12 диаметром 3 - 5 мм, длиной 200 - 250 мм; кернеры применяют для нанесения вдоль рисок (линий) небольших конических углублений (керн).
Кернеры изготовляют из инструментальной углеродистой стали марок У7, У8 длиной 70 - 150 мм и диаметром 6 - 14 мм. Рабочий конец кернера имеет коническую заточку, которая заканчивается острием с углом при вершине 45 - 60°.
Для прочерчивания горизонтальных и вертикальных линий или на цилиндрических поверхностях деталей применяют рейсмасы, которые имеют три типа: малые с диапазоном измерения 0 - 250 мм, средние - 0 - 500 мм и большие - свыше 500 мм; штангенрейсмасы с диапазоном измерений 0 - 250, 60 - 630, 600 - 1600 мм.
2.4. Измерительный инструмент, применяемый при разметке деталей. Для измерения длин применяют металлические измерительные линейки с пределом измерений 150, 300, 500 и 1000 мм, для более точного перенесения размеров на размечаемую деталь применяют штангенциркули с диапазоном измерений 0 - 500, 500 - 1000, 800 - 2000 мм. Для отыскания центров на торцах круглых заготовок применяют специальный угломерный инструмент - центроискатели, для проведения окружностей дуг используются циркули.
Более подробные характеристики даны в каталогах и ГОСТах на указанные приспособления, инструмент.
3.1. Нормативы времени разработаны с учетом следующих условий организации труда и обслуживания рабочего места:
работа выполняется в закрытом помещении при нормальной температуре и освещении;
заготовки на рабочее место доставляются рабочими, занятыми обслуживанием производства;
номенклатура размечаемых деталей различна;
оборудование, инструмент и приспособления поддерживаются в исправном состоянии вспомогательными службами;
выполнение разметочных работ производится при наличии подетальных рабочих чертежей или эскизов, либо несложных сборочных чертежей, позволяющих определять все необходимые для разметки размеры;
инструмент на рабочее место получает и доставляет сам рабочий.
3.2. Рациональное расположение на рабочем месте технической и организационной оснастки, деталей, а также оснащенности рабочего места всеми необходимыми для выполнения разметочных операций способствуют осуществлению производственного процесса с максимальной производительностью труда.
Рабочие места разметчиков должны быть организованы и оснащены в соответствии с Типовыми проектами организации рабочих мест основных рабочих в механических цехах.
Типовая схема планировки организации рабочего места
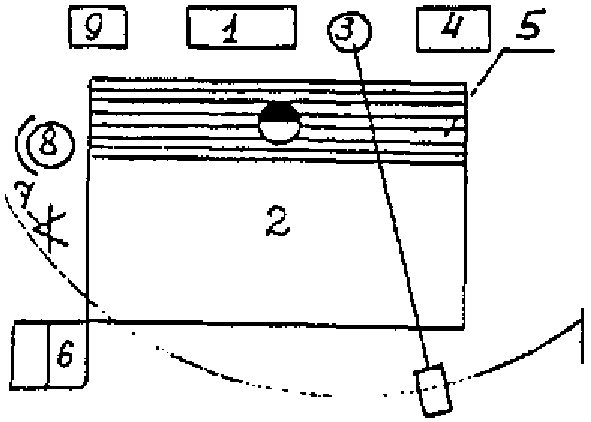
1 - стеллаж;
2 - плита разметочная;
3 - кран консольный;
4 - шкаф инструментальный;
5 - решетка под ноги;
6 - подставка переносная;
7 - планшет для чертежей;
8 - стул подъемно-поворотный;
9 - урна
Карта 1, лист 1 | ||||||
Содержание работы | ||||||
1. | Получить технологическую документацию и необходимый инструмент. | |||||
2. | Ознакомиться с работой и технологической документацией. | |||||
3. | Подготовить рабочее место в выполнению операции, наладить инструмент и приспособления. | |||||
4. | Снять инструмент и приспособления по окончании разметки партии деталей, убрать рабочее место | |||||
N позиции | Габаритные размеры разметочных плит, мм | Способ установки детали | Сложность работы | |||
Простая | Средняя | Сложная | ||||
Время T, мин. | ||||||
1200 x 1200 1000 x 2000 | На плите | 2,0 | 3,0 | 4,5 | ||
2 | В центрах | 2,2 | 3,3 | 5,0 | ||
3 | На призмах, подставках | 2.4 | 3,6 | 5,5 | ||
4 | В приспособлении, домкратах | 2,6 | 4,0 | 6,1 | ||
5 | 1500 x 3000 2000 x 4000 | На плите | 2,5 | 3,5 | 5,0 | |
6 | В центрах | 2,8 | 3,8 | 5,5 | ||
7 | На призмах, подставках | 3,1 | 4,2 | 6,0 | ||
В приспособлении, домкратах | 3,4 | 4,6 | 6,6 | |||
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ | Карта 1, лист 2 | ||||
N позиции | Габаритные размеры разметочных плит, мм | Способ установки детали | Сложность работы | ||
Простая | Средняя | Сложная | |||
Время T, мин. | |||||
9 | 3000 x 5000 4000 x 6000 | На плите | 3.0 | 4,1 | 5,1 |
10 | В центрах | 3,4 | 4,6 | 6,6 | |
11 | На призмах, подставках | 3,7 | 5,0 | 7,2 | |
12 | В приспособлении, домкратах | 4,0 | 5,3 | 7,7 | |
Характеристика сложности работ
Простая | - | разметка прямолинейных контуров и окружностей в одной плоскости с количеством размечаемых элементов до десяти. |
Средняя | - | разметка криволинейных контуров, отверстий, расположенных в разных плоскостях, уступов, пазов, прямоугольных окон с количеством размечаемых элементов до 16. |
Сложная | - | разметка сложных контуров в разных плоскостях с количеством размечаемых элементов свыше 16. |
УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 1 | |||||||||||||
Содержание работы | ||||||||||||||
1. Расставить домкраты, подготовить планки, клинья. 2. Установив вручную или с помощью крана детали на разметочную плиту. 3. Произвести выверку устанавливаемой детали. 4. Снять деталь вручную или краном | ||||||||||||||
N позиции | Методы установки и виды применяемых приспособлений | Количество деталей n, шт., до | Способ установки детали (изделия) | |||||||||||
Вручную | ||||||||||||||
Масса детали М, кг, до | ||||||||||||||
0,5 | 0,8 | 1,0 | 1,6 | 2,5 | 4,0 | 5,0 | 8,0 | 12 | 16 | 20 | ||||
Время на деталь T, мин. | ||||||||||||||
На разметочной плите простым наложением | Баз выверки | 3 | 0,14 | 0,17 | 0,18 | 0,21 | 0,25 | 0,30 | 0,32 | 0,38 | 0,44 | 0,49 | 0,53 | |
2 | 5 | 0,12 | 0,14 | 0,15 | 0,18 | 0,21 | 0,25 | 0,28 | 0,33 | 0,39 | 0,42 | 0,45 | ||
3 | 10 | 0,10 | 0,12 | 0,13 | 0,15 | 0,17 | 0,21 | 0,22 | 0,26 | 0,31 | 0,34 | 0,37 | ||
4 | 20 | 0,08 | 0,09 | 0,10 | 0,12 | 0,14 | 0,17 | 0,18 | 0,22 | 0,25 | 0,28 | 0,30 | ||
5 | 30 | 0,07 | 0,08 | 0,09 | 0,11 | 0,13 | 0,15 | 0,16 | 0,19 | 0,22 | 0,24 | 0,26 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 2 | |||||||||||
N позиции | Методы установки и виды применяемых приспособлений | Количество деталей n, шт., до | Способ установки детали (изделия) | |||||||||
Краном | ||||||||||||
Масса детали М, кг, до | ||||||||||||
30 | 50 | 80 | 120 | 200 | 360 | 500 | 800 | 1000 | ||||
Время на деталь T, мин. | ||||||||||||
6 | На разметочной плите простым наложением | Без выверки | 3 | 1,57 | 1,88 | 2,23 | 2,58 | 3,10 | 3,83 | 4,31 | 5,11 | 5,53 |
7 | 5 | 1,34 | 1,61 | 1,91 | 2,21 | 2,66 | 3,29 | 3,70 | - | - | ||
8 | 10 | 1,09 | 1,31 | 1,55 | 1,80 | 2,16 | - | - | - | - | ||
9 | 20 | 0,89 | 1,07 | 1,26 | - | - | - | - | - | - | ||
30 | 0,78 | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 3 | ||||||||||
N позиции | Методы установки и виды применяемых приспособлений | Характер выверки | Способ установки детали (изделия) | ||||||||
Вручную | |||||||||||
Масса детали М, кг, до | |||||||||||
3,0 | 5,0 | 6,3 | 8,0 | 10 | 12 | 16 | 20 | ||||
Время на деталь T, мин. | |||||||||||
На разметочной плите с клиньями, планками | С выверкой в одной плоскости | Грубо | 0,37 | 0,52 | 0,62 | 0,73 | 0,85 | 0,97 | 1,18 | 1,38 | |
12 | Точно | 0,56 | 0,80 | 0,94 | 1,11 | 1,30 | 1,48 | 1,81 | 2,17 | ||
13 | С выверкой в двух плоскостях | Грубо | 0,52 | 0,74 | 0,87 | 1,03 | 1,20 | 1,37 | 1,67 | 1,95 | |
Точно | 0,78 | 1,11 | 1,31 | 1,54 | 1,80 | 2,05 | 2,51 | 2,93 | |||
Индекс | а | б | в | г | д | е | ж | з | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 4 | |||||||||||||||||
N позиции | Методы установки и виды применяемых приспособлений | Характер выверки | Способ установки детали (изделия) | |||||||||||||||
Краном | ||||||||||||||||||
Масса детали М, кг, до | ||||||||||||||||||
30 | 50 | 80 | 100 | 250 | 500 | 800 | 1000 | 2000 | 3000 | 5000 | 8000 | 12000 | 16000 | 25000 | ||||
Время на деталь T, мин. | ||||||||||||||||||
На разметочной плите с клиньями, планками | С выверкой в одной плоскости | Грубо | 4,16 | 4,85 | 5,58 | 5,97 | 7,86 | 9,68 | 11,1 | 11,9 | 14,7 | 16,6 | 19,3 | 22,2 | 25,1 | 27,4 | 31,3 | |
16 | Точно | 6,33 | 8,49 | 9,08 | 11,9 | 14,7 | 16,9 | 18,1 | 22,3 | 25,2 | 29,4 | 33,8 | 38,2 | 41,6 | 47,6 | |||
17 | С выверкой в двух плоскостях | Грубо | 5,77 | 6,73 | 7,74 | 8,28 | 10,9 | 13,4 | 15,5 | 16,5 | 20,3 | 23,0 | 26,8 | 30,8 | 34,8 | 38,0 | 43,4 | |
18 | Точно | 8,49 | 9,89 | 11,4 | 12,2 | 16,0 | 19,7 | 22,7 | 24,3 | 29,9 | 33,8 | 39,4 | 45,4 | 51,2 | 55,8 | 63,8 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 5 | |||||||||||||||||
N позиции | Методы установки и виды применяемых приспособлений | Характер выверки | Способ установки детали (изделия) | |||||||||||||||
Краном | ||||||||||||||||||
Масса детали М, кг, до | ||||||||||||||||||
30 | 50 | 80 | 100 | 250 | 500 | 800 | 1000 | 2000 | 3000 | 5000 | 8000 | 12000 | 16000 | 25000 | ||||
Время на деталь T, мин. | ||||||||||||||||||
19 | На разметочной плите с клиньями, планками, домкратами | С выверкой в одной плоскости | Грубо | 4,66 | 5,43 | 6,26 | 6,69 | 8,80 | 10,8 | 12,5 | 13,3 | 16,4 | 18,6 | 21,6 | 24,9 | 28,1 | 30,7 | 35,0 |
20 | Точно | 6,99 | 8,15 | 9,38 | 10,0 | 13,2 | 16,3 | 18,7 | 20,0 | 24,6 | 27,8 | 32,4 | 37,4 | 46,0 | 52,6 | |||
21 | С выверкой в двух - трех плоскостях | Грубо | 6,33 | 7,37 | 8,49 | 9,08 | 11,9 | 14,7 | 16,9 | 18,1 | 22,3 | 25,2 | 29,4 | 33,8 | 38,2 | 41,6 | 47,6 | |
Точно | 9,43 | 11,0 | 12,7 | 13,5 | 17,8 | 21,9 | 25,3 | 27,0 | 33,2 | 37,5 | 43,8 | 50,4 | 56,9 | 62,0 | 70,9 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 6 | |||||||||||||||||
N позиции | Методы установки и виды применяемых приспособлений | Характер выверки | Способ установки детали (изделия) | |||||||||||||||
Краном | ||||||||||||||||||
Масса детали М, кг, до | ||||||||||||||||||
30 | 50 | 80 | 100 | 250 | 500 | 800 | 1000 | 2000 | 3000 | 5000 | 8000 | 12000 | 16000 | 25000 | ||||
Время на деталь T, мин. | ||||||||||||||||||
На столе станка с домкратами, подставками и клиньями с креплением болтами | С выверкой в одной плоскости | Грубо | 7,77 | 8,91 | 10,1 | 10,7 | 13,8 | 16,6 | 18,8 | 20,0 | 24,1 | 26,9 | 30,9 | 35,1 | 39,1 | 42,3 | 47,7 | |
24 | Точно | 11,6 | 13,3 | 15,1 | 16,1 | 20,6 | 24,8 | 28,1 | 29,9 | 36,0 | 40,2 | 46,2 | 52,4 | 58,5 | 63,2 | 71,3 | ||
25 | С выверкой в двух - трех плоскостях | Грубо | 10,4 | 12,0 | 13,6 | 14,5 | 18,5 | 22,3 | 25,3 | 26,9 | 32,5 | 36,2 | 41,6 | 47,2 | 52,7 | 56,9 | 64,2 | |
Точно | 15,6 | 17,9 | 20,3 | 21,6 | 27,6 | 33,3 | 37,8 | 40,2 | 48,4 | 54,0 | 62,0 | 70,4 | 78,6 | 84,9 | 95,8 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 7 | ||||||||||||||||
N позиции | Способ установки | Характер выверки | Длина детали L, мм, до | Способ установки детали (изделия) | |||||||||||||
Вручную | Краном | ||||||||||||||||
Масса детали М, кг, до | |||||||||||||||||
3 | 5 | 8 | 10 | 16 | 20 | 30 | 50 | 80 | 160 | 300 | 600 | 1000 | 1500 | ||||
Время на деталь T, мин. | |||||||||||||||||
На призмах | Без выверки | 1250 | 0,30 | 0,42 | 0,50 | 0,72 | 1,40 | 1,52 | 1,65 | 1,86 | 2,07 | 2,32 | 2,54 | 2,72 | |||
28 | 2000 | - | - | - | - | - | - | 1,72 | 1,87 | 2,03 | 2,28 | 2,54 | 2,86 | 3,12 | 3,34 | ||
3000 | - | - | - | - | - | - | 2,20 | 2,40 | 2,60 | 2,92 | 3,25 | 3,66 | 3,99 | 4,27 | |||
30 | 5000 | - | - | - | - | - | - | 2,57 | 2,80 | 3,04 | 3,42 | 3,80 | 4.28 | 4,67 | 5,00 | ||
По рейсмасу | 1250 | 0,29 | 0,40 | 0,54 | 0,63 | 0,85 | 0,98 | 1,52 | 1,66 | 1,80 | 2,02 | 2,25 | 2,53 | 2,76 | 2,96 | ||
32 | 2000 | - | - | - | - | - | - | 1,87 | 2,04 | 2,21 | 2,44 | 2,77 | 3,11 | 3,39 | 3,64 | ||
3500 | - | - | - | - | - | - | 2,39 | 2,61 | 2,83 | 3,18 | 3,54 | 3,98 | 4,34 | 4,65 | |||
34 | 5000 | - | - | - | - | - | - | 2,80 | 3,05 | 3,31 | 3,72 | 4,14 | 4,66 | 5,08 | 5,44 | ||
Индекс | б | в | г | д | ж | з | и | к | л | м | н | о | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 8 | ||||||||||||||||
N позиции | Способ установки | Характер выверки | Длина детали L, мм, до | Способ установки детали (изделия) | |||||||||||||
Вручную | Краном | ||||||||||||||||
Масса детали М, кг, до | |||||||||||||||||
3 | 5 | 8 | 10 | 16 | 20 | 30 | 50 | 80 | 160 | 300 | 600 | 1000 | 1500 | ||||
Время на деталь T, мин. | |||||||||||||||||
35 | В призмах | По штангенрейсмасу | 1250 | 0,46 | 0,62 | 0,71 | 0,97 | 1,68 | 1,84 | 1,99 | 2,24 | 2,49 | 2,80 | 3,06 | 3,28 | ||
36 | 2000 | - | - | - | - | - | - | 2,07 | 2,26 | 2,45 | 2,75 | 3,06 | 3,45 | 3,76 | 4,03 | ||
37 | 3500 | - | - | - | - | 2,65 | 2,89 | 3,13 | 3,52 | 3,92 | 4,41 | 4,84 | 5,15 | ||||
38 | 5000 | - | - | - | - | - | - | 3,10 | 3,38 | 3,66 | 4,12 | 4,59 | 5,16 | 5,63 | 6,03 | ||
39 | По индикатору | 1250 | 0,35 | 0,48 | 0,66 | 0,76 | 1,03 | 1,19 | 1,81 | 1,97 | 2,14 | 2,40 | 2,67 | 3,01 | 3,28 | 3,52 | |
2000 | - | - | - | - | - | - | 2,23 | 2,43 | 2,63 | 2,96 | 3,30 | 3,71 | 4,04 | 4,33 | |||
41 | 3500 | - | - | - | - | - | - | 2,84 | 3,10 | 3,36 | 3,78 | 4,21 | 4,73 | 5,16 | 5,53 | ||
42 | 5000 | - | - | - | - | - | - | 3,33 | 3,63 | 3,93 | 4,42 | 4,92 | 5,54 | 6,04 | 6,47 | ||
Индекс | а | б | в | г | д | е | з | и | к | л | м | н | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 9 | |||||||||||||||||
N позиции | Способ установки | Характер выверки | Длина детали L, мм, до | Способ установки детали (изделия) | ||||||||||||||
Вручную | Краном | |||||||||||||||||
Масса детали М, кг, до | ||||||||||||||||||
3 | 5 | 8 | 10 | 16 | 20 | 30 | 50 | 80 | 160 | 300 | 600 | 1000 | 1500 | |||||
Время на деталь T, мин. | ||||||||||||||||||
43 | На роликовой опоре | Без выверки | 1250 | 0,22 | 0,32 | 0,45 | 0,52 | 0,74 | 0,86 | 1,36 | 1,48 | 1,60 | 1,80 | 2,01 | 2,26 | 2,46 | 2,64 | |
44 | 2000 | - | - | - | - | - | - | 1,68 | 1,83 | 1,98 | 2,23 | 2,48 | 2,79 | 3,04 | 3,26 | |||
45 | 3500 | - | - | - | - | - | - | 2,13 | 2,32 | 2,52 | 2,83 | 3,15 | 3,55 | 3,87 | 4,15 | |||
46 | 5000 | - | - | - | - | - | - | 2,50 | 2,72 | 2,95 | 3,32 | 3,69 | 4,15 | 4,53 | 4,85 | |||
47 | Гидроуровнем | 1250 | 0,31 | 0,43 | 0,58 | 0,67 | 0,91 | 1,05 | 1,48 | 1,61 | 1,75 | 1,97 | 2,19 | 2,46 | 2,68 | 2,88 | ||
48 | 2000 | - | - | - | - | - | - | 1,82 | 1,98 | 2,15 | 2,42 | 2,69 | 3,03 | 3,30 | 3,54 | |||
49 | 3500 | - | - | - | - | - | - | 2,33 | 2,54 | 2,75 | 3,09 | 3,44 | 3,87 | 4,22 | 4,52 | |||
50 | 5000 | - | - | - | - | - | - | 2,72 | 2,97 | 3,22 | 3,62 | 4,03 | 4,53 | 4,94 | 5,29 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 10 | ||||||||||||||||
N позиции | Способ установки | Характер выверки | Длина детали L, мм, до | Способ установки детали (изделия) | |||||||||||||
Вручную | Краном | ||||||||||||||||
Масса детали М, кг, до | |||||||||||||||||
3 | 5 | 8 | 10 | 16 | 20 | 30 | 50 | 80 | 160 | 300 | 600 | 1000 | 1500 | ||||
Время на деталь T, мин. | |||||||||||||||||
51 | На призмах | Без выверки | 1250 | 0,34 | 0,49 | 0,58 | 0,82 | 1,66 | 1,79 | 2,01 | 2,24 | - | - | ||||
По рейсмасу | 1250 | 0,31 | 0,43 | 0,58 | 0,67 | 0,91 | 1,05 | 1,68 | 1,84 | 1,99 | 2,24 | 2,49 | 2,80 | - | - | ||
53 | 2000 | - | - | - | - | - | - | 2,07 | 2,26 | 2,45 | 2,75 | 3,06 | 3,45 | - | - | ||
54 | 3500 | - | - | - | - | - | - | 2,65 | 2,89 | 3,13 | 3,52 | 3,92 | 4,41 | - | - | ||
55 | 5000 | - | - | - | - | - | - | 3,10 | 3,38 | 3,66 | 4,12 | 4,59 | 5,16 | - | - | ||
По штангенрейсмасу | 1250 | 0,37 | 0,51 | 0,70 | 0,80 | 1,09 | 1,26 | 1,93 | 2,11 | 2,28 | 2,57 | 2,86 | 3,21 | - | - | ||
57 | 2000 | - | - | - | - | - | - | 2,37 | 2,59 | 2,80 | 3,16 | 3,51 | 3,95 | - | - | ||
58 | 3500 | - | - | - | - | - | - | 3,04 | 3,31 | 3,59 | 4,04 | 4,49 | 5,05 | - | - | ||
59 | 5000 | - | - | - | - | - | - | 3,55 | 3,88 | 4,20 | 4,72 | 5,26 | 5,91 | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 11 | ||||||||||||||||
N позиции | Способ установки | Характер выверки | Длина детали L, мм, до | Способ установки детали (изделия) | |||||||||||||
Вручную | Краном | ||||||||||||||||
Масса детали М, кг, до | |||||||||||||||||
3 | 5 | 8 | 10 | 16 | 20 | 30 | 50 | 80 | 160 | 300 | 600 | 1000 | 1500 | ||||
Время на деталь T, мин. | |||||||||||||||||
В центрах | По индикатору | 1250 | 0,39 | 0,54 | 0,73 | 0,85 | 1,15 | 1,33 | 2,10 | 2,29 | 2,48 | 2,79 | 3,10 | - | - | - | |
61 | 2000 | - | - | - | - | - | - | 2,58 | 2,81 | 3,04 | 3,42 | 3,81 | - | - | - | ||
62 | 3500 | - | - | - | - | - | - | 3,30 | 3,59 | 3,89 | 4,38 | 4,87 | - | - | - | ||
5000 | - | - | - | - | - | - | 3,86 | 4,21 | 4,56 | 5,13 | 5,70 | - | - | - | |||
Индекс | б | в | г | д | з | и | к | л | н | о | |||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 12 | |
Формулы зависимости | ||
T = 0,10 · М0,76 - поз. 51, инд. а - е формула (10) | ||
T = 0,85 · M0,17 - поз. 51, инд. ж - м формула (11) | ||

ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 13 | ||||||||||||||||
Значения коэффициента пропорциональности "C" | |||||||||||||||||
Номер формулы | |||||||||||||||||
Номер позиции | |||||||||||||||||
1 - 5 | 6 - 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 |
Значения "C" | |||||||||||||||||
0,25 | 0,64 | 0,17 | 0,26 | 0,24 | 3,36 | 1,50 | 2,28 | 2,08 | 3,06 | 1,68 | 2,52 | 2,28 | 3,40 | 3,10 | 4,63 | 4,17 | 6,22 |
Номер формулы | |||||||||||||||||
Номер позиции | |||||||||||||||||
27 | 31 | 35 | 39 | 43 | 47 | 27 - 30 | 31 - 34 | 35 - 38 | 39 - 42 | 43 - 46 | 47 - 50 | 52 | 56 | 60 | 52 - 55 | 56 - 59 | 60 - 63 |
Индекс | |||||||||||||||||
а - е | а - е | а - е | а - е | а - е | а - е | ж - о | ж - о | ж - о | ж - о | ж - о | ж - о | а - е | а - е | а - е | ж - м | ж - м | ж - м |
Значения "C" | |||||||||||||||||
0,087 | 0,14 | 0,16 | 0,17 | 0,10 | 0,15 | 0,034 | 0,037 | 0,041 | 0,044 | 0,033 | 0,036 | 0,15 | 0,18 | 0,19 | 00,41 | 00,47 | 0,051 |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ (ЛИТЬЕ, ПОКОВКИ И СВАРНЫЕ КОНСТРУКЦИИ) | Карта 2, лист 14 |
Примечания: 1. Характер выверки "грубо" предусматривает выверку с точностью до 2,0 мм; при выверке "точно" предусматривается выверка с точностью до 0,5 мм. 2. Нормативы времени рассчитаны на установку деталей с необработанной поверхностью; при установке деталей с обработанной поверхностью приведенное в нормативной карте время применяется с коэффициентом 0,8. | |
УСТАНОВКА И СНЯТИЕ ДЕТАЛИ ВРУЧНУЮ (ЛИСТОВОЙ И ПРОФИЛЬНЫЙ ПРОКАТ) | Карта 3, лист 1 | |||||||||
Содержание работы | ||||||||||
Установка "У" | Снятие "С" | |||||||||
Взять, переместить и опустить деталь или заготовку на рабочее место | Взять, переместить и опустить деталь или заготовку на складочное место | |||||||||
Установка и снятие "У" и "С" | ||||||||||
N позиции | На одного рабочего | На двух рабочих | ||||||||
Масса детали (заготовки) М, кг, до | ||||||||||
0,3 | 1,0 | 2,5 | 4,0 | 8,0 | 16 | 20 | 35 | 50 | 60 | |
Время на деталь (заготовку) T, мин. | ||||||||||
0,09 | 0,13 | 0,16 | 0,19 | 0,23 | 0,28 | 0,30 | 0,51 | 0,66 | 0,76 | |
Установка "У" | ||||||||||
2 | 0,06 | 0,08 | 0,09 | 0,11 | 0,13 | 0,15 | 0,17 | 0,27 | 0,35 | 0,41 |
Снятие "С" | ||||||||||
0,03 | 0,05 | 0,07 | 0,08 | 0,10 | 0,11 | 0,13 | 0,24 | 0,31 | 0,35 | |
Индекс | б | в | г | д | е | и | ||||
Формулы зависимости | ||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛИ ВРУЧНУЮ (ЛИСТОВОЙ И ПРОФИЛЬНЫЙ ПРОКАТ) | Карта 3, лист 2 | |
Значения коэффициента пропорциональности "C" | ||
N позиции | Индекс | |
а - ж | з - к | |
Значения "C" | ||
1 | 0,123 | 0,035 |
2 | 0,07 | 0,019 |
3 | 0,054 | 0,017 |
Примечания:
1. Нормативы времени рассчитаны на перемещение деталей или заготовок длиной до 4 м, при длине деталей (заготовок) свыше 4 м приведенное в нормативной карте время применяется с коэффициентом 1,2.
2. При перемещении пакетов или карт раскроя и необходимости отнесения затрат на одну деталь приведенное в нормативной карте время делить на число деталей в пакете или карте раскроя. При этом, если детали в пакете не скреплены, то приведенное в нормативной карте время применяется с коэффициентом 1,25.
УСТАНОВКА И СНЯТИЕ ДЕТАЛИ ПОДЪЕМНО-ТРАНСПОРТНЫМИ МЕХАНИЗМАМИ (ЛИСТОВОЙ И ПРОФИЛЬНЫЙ ПРОКАТ) | Карта 4, лист 1 | |||||||||||||
Содержание работы | ||||||||||||||
Установка "У" | Снятие "С" | |||||||||||||
I вариант | Застропить деталь или заготовку, переместить, краном, установить на рабочее место, отстропить | Застропить деталь или заготовку, переместить краном, установить на складочное место, отстропить | ||||||||||||
II вариант | Застропить деталь или заготовку, переместить лебедкой на стол-рольганг машины | Столкнуть деталь или заготовку с стол-рольганг и подправить в пакете (для последующей строповки) | ||||||||||||
Установка и снятие "У" и "С" | ||||||||||||||
N позиции | Вариант выполнения приемов | Число обслуживаемых краном рабочих мест | Масса детали (пакета) М, кг, до | |||||||||||
100 | 200 | 400 | 800 | 1500 | 3000 | 5000 | 8000 | 15000 | 20000 | |||||
Время на деталь (заготовку) T, мин. | ||||||||||||||
1 | Установка | I | I (без вызова крана) | 0,94 | 1,15 | 1,34 | 1,65 | 1,98 | 2,35 | 2,72 | 3,10 | 3,70 | 4,00 | |
Снятие | I | |||||||||||||
2 | Установка | II | 0,56 | 0,70 | 0,80 | 0,98 | 1,16 | 1,41 | 1,64 | 1,86 | 2,22 | 2,40 | ||
Снятие | II | |||||||||||||
3 | Установка | I | 0,70 | 0,86 | 1,02 | 1,20 | 1,45 | 1,78 | 2,07 | 2,36 | 2,81 | 3,04 | ||
Снятие | II | |||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛИ ПОДЪЕМНО-ТРАНСПОРТНЫМИ МЕХАНИЗМАМИ (ЛИСТОВОЙ И ПРОФИЛЬНЫЙ ПРОКАТ) | Карта 4, лист 2 | |||||||||||
N позиции | Вариант выполнения приемов | Число обслуживаемых краном рабочих мест | Масса детали (пакета) М, кг, до | |||||||||
100 | 200 | 400 | 800 | 1500 | 3000 | 5000 | 8000 | 15000 | 20000 | |||
Время на деталь (заготовку) T, мин. | ||||||||||||
4 | Установка II | 1 (без вызова крана) | 0,81 | 0,97 | 1,15 | 1,43 | 1,70 | 2,00 | 2,34 | 2,67 | 3,18 | 3,44 |
Снятие I | ||||||||||||
5 | Установка I | 2 - 3 | 1,16 | 1,37 | 1,65 | 2,00 | 2,41 | 2,90 | 3,38 | 3,84 | 4,59 | 4,96 |
Снятие I | ||||||||||||
6 | Установка I | 0,81 | 0,96 | 1,15 | 1,37 | 1,65 | 2,00 | 2,32 | 2,64 | 3,15 | 3,40 | |
Снятие II | ||||||||||||
7 | Установка II | > 3 | 1,37 | 1,65 | 2,00 | 2,42 | 2,87 | 3,44 | 4,09 | 4,62 | 5,52 | 5,97 |
Снятие I | ||||||||||||
8 | Установка I | 0,91 | 1,12 | 1,33 | 1,58 | 1,89 | 2,28 | 2,66 | 3,03 | 3,61 | 3,90 | |
Снятие II | ||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛИ ПОДЪЕМНО-ТРАНСПОРТНЫМИ МЕХАНИЗМАМИ (ЛИСТОВОЙ И ПРОФИЛЬНЫЙ ПРОКАТ) | Карта 4, лист 3 | |||||||||||
N позиции | Вариант выполнения приемов | Число обслуживаемых краном рабочих мест | Масса детали (пакета) М, кг, до | |||||||||
100 | 200 | 400 | 800 | 1500 | 3000 | 5000 | 8000 | 15000 | 20000 | |||
Время на деталь (заготовку) T, мин. | ||||||||||||
Установка "У" | ||||||||||||
9 | I | 1 | 0,49 | 0,60 | 0,70 | 0,85 | 1,02 | 1,23 | 1,43 | 1,62 | 1,94 | 2,10 |
10 | 2 - 3 | 0,60 | 0,70 | 0,84 | 1,02 | 1,23 | 1,47 | 1,71 | 1,95 | 2,32 | 2,51 | |
> 3 | 0,70 | 0,84 | 1,02 | 1,23 | 1,47 | 1,76 | 2,10 | 2,36 | 2,81 | 3,04 | ||
12 | II | 1 | 0,35 | 0,42 | 0,49 | 0,63 | 0,73 | 0,88 | 1,03 | 1,15 | 1,38 | 1,49 |
Снятие "С" | ||||||||||||
13 | I | 1 | 0,46 | 0,56 | 0,66 | 0,81 | 0,96 | 1,12 | 1,31 | 1,49 | 1,78 | 1,92 |
14 | 2 - 3 | 0,56 | 0,67 | 0,82 | 1,00 | 1,19 | 1,40 | 1,68 | 1,91 | 2,28 | 2,46 | |
15 | > 3 | 0,67 | 0,81 | 0,98 | 1,18 | 1,40 | 1,68 | 1,96 | 2,23 | 2,66 | 2,88 | |
16 | II | 1 | 0,21 | 0,28 | 0,31 | 0,35 | 0,43 | 0,53 | 0,61 | 0,69 | 0,83 | 0,90 |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА И СНЯТИЕ ДЕТАЛИ ПОДЪЕМНО-ТРАНСПОРТНЫМИ МЕХАНИЗМАМИ (ЛИСТОВОЙ И ПРОФИЛЬНЫЙ ПРОКАТ) | Карта 4, лист 4 | ||||||||||||||
Формула зависимости | T = C · М0,28 | ||||||||||||||
Значения коэффициента пропорциональности "C" | |||||||||||||||
Номер позиции | |||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
Значения "C" | |||||||||||||||
0,25 | 0,15 | 0,19 | 0,215 | 0,31 | 0,213 | 0,373 | 0,244 | 0,131 | 0,157 | 0,19 | 0,093 | 0,12 | 0,154 | 0,18 | 0,056 |
Примечания:
1. Нормы времени рассчитаны на перемещение деталей или заготовок на расстояние до 10 - 15 м, на каждые последующие 10 м добавлять 0,1 мин.
2. Нормы времени рассчитаны на перемещение деталей (заготовок) длиной до 6 м; при длине деталей (заготовок) свыше 6 м приведенное в нормативной карте время применяется с коэффициентом 1,2.
3. При работе краном с электромагнитными или вакуумными захватами приведенное в нормативной карте время применяется с коэффициентом 0,8.
4. При перемещении пакетов деталей или карт раскроя и необходимости отнесения затрат на одну деталь, приведенную в нормативной карте, норму времени делить на число деталей в пакете или карте раскроя. При этом, если в пакете детали не скреплены, приведенное в нормативной карте время применяется с коэффициентом 1,25.
КАНТОВКА И ПОВЕРТЫВАНИЕ ИЗДЕЛИЙ | Карта 5, лист 1 | ||||||||||||
1. Кантование краном мостовым и кран-балкой | |||||||||||||
Содержание работы | |||||||||||||
Застропить, кантовать, расстропить | |||||||||||||
N позиции | Способ застропливания | Количество строп | Кран мостовой | Кран-балка | |||||||||
Угол поворота, градус | |||||||||||||
90 | 180 | 90 | 180 | ||||||||||
Время T, мин. | |||||||||||||
1 | Крюками или захватами | 1 | 0,5 | 0,7 | 0,7 | 1,0 | |||||||
2 | 2 | 0,6 | 0,8 | 0,8 | 1,1 | ||||||||
3 | Тросами | 1 | 0,8 | 1,1 | 1,0 | 1,4 | |||||||
4 | 2 | 1,1 | 1,3 | 1,3 | 1,6 | ||||||||
Индекс | а | б | в | г | |||||||||
2. Повертывание вручную | |||||||||||||
N позиции | Плоскость поворота | Угол поворота L, градус | Масса изделия М, кг, до | ||||||||||
3 | 4 | 5 | 6 | 8 | 11 | 14 | 18 | 20 | |||||
Время T, мин. | |||||||||||||
Горизонтальная | 90 | 0,030 | 0,035 | 0,040 | 0,043 | 0,050 | 0,059 | 0,066 | 0,075 | 0,079 | |||
180 | 0,046 | 0,053 | 0,059 | 0,065 | 0,075 | 0,088 | 0,100 | 0,110 | 0,120 | ||||
Вертикальная | 90 | 0,040 | 0,046 | 0,050 | 0,056 | 0,065 | 0,076 | 0,086 | 0,097 | 0,100 | |||
180 | 0,055 | 0,063 | 0,071 | 0,077 | 0,089 | 0,100 | 0,120 | 0,130 | 0,140 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ КАНТОВКА И ПОВЕРТЫВАНИЕ ИЗДЕЛИЙ | Карта 5, лист 2 | |
Формулы зависимости | ||
Примечание. Нормативы времени рассчитаны на изделие длиной до 1,5 м. При длине свыше 1,5 м приведенное в нормативной карте время применяется с коэффициентом 1,3.
УСТАНОВКА ШАБЛОНА | Карта 6, лист 1 | ||||||
Содержание работы | |||||||
1. Взять шаблон, установить на размечаемую поверхность, закрепить. 2. Открепить, отложить шаблон | |||||||
N позиции | Площадь шаблона S, дм2, до | Вид поверхности | |||||
Плоская | Цилиндрическая | ||||||
Положение плоскости | |||||||
Горизонтальное | Вертикальное | Горизонтальное | |||||
Способ установки | |||||||
Без крепления | С креплением | Без крепления | С креплением | Без крепления | С креплением | ||
Время T, мин. | |||||||
1 | 5 | 0,12 | 0,19 | 0,13 | 0,20 | 0,16 | 0,24 |
2 | 10 | 0,14 | 0,22 | 0,16 | 0,24 | 0,19 | 0,29 |
3 | 20 | 0,17 | 0,26 | 0,19 | 0,29 | 0,23 | 0,34 |
4 | 35 | 0,20 | 0,30 | 0,22 | 0,33 | 0,26 | 0,39 |
5 | 60 | 0,23 | 0,35 | 0,25 | 0,38 | 0,30 | 0,45 |
6 | 100 | 0,26 | 0,40 | 0,28 | 0,43 | 0,34 | 0,51 |
7 | 150 | 0,29 | 0,44 | 0,32 | 0,48 | 0,37 | 0,57 |
8 | 200 | 0,31 | 0,47 | 0,34 | 0,51 | 0,40 | 0,61 |
9 | 250 | 0,33 | 0,50 | 0,36 | 0,54 | 0,42 | 0,64 |
10 | 300 | 0,34 | 0,52 | 0,37 | 0,57 | 0,44 | 0,67 |
Индекс | а | б | в | г | д | е | |
Формула зависимости | T = C · S0,25 | ||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ УСТАНОВКА ШАБЛОНА | Карта 6, лист 2 | ||||||
Значения коэффициента пропорциональности "C" | |||||||
N позиции | Индекс | ||||||
а | б | в | г | д | е | ||
Значения "C" | |||||||
1 - 10 | 0,082 | 0,125 | 0,090 | 0,136 | |||
Примечание. При разметке цилиндрической поверхности в вертикальной плоскости приведенное в нормативной карте время по индексам "д - е" применяется с коэффициентом 1,1.
ПОДГОТОВКА ПОВЕРХНОСТЕЙ К РАЗМЕТКЕ | Карта 7, лист 1 | ||||||||||
Содержание работы | |||||||||||
1. Очистить поверхность отливки щеткой от грязи или поковки от окалины молотком слесарным. 2. Нанести кистью разметочную краску на размечаемую поверхность детали | |||||||||||
I. Очистка поверхности отливок щеткой | |||||||||||
N позиции | Длина поверхности L, мм, до или  мм, до мм, до | Ширина поверхности B, мм, до | |||||||||
50 | 70 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | ||
Время T, мин. | |||||||||||
100 | 0,19 | 0,24 | 0,32 | - | - | - | - | - | - | - | |
2 | 125 | 0,22 | 0,28 | 0,36 | 0,49 | - | - | - | - | - | - |
3 | 160 | 0,25 | 0,32 | 0,42 | 0,56 | - | - | - | - | - | - |
4 | 200 | 0,29 | 0,38 | 0,48 | 0,65 | 0,81 | - | - | - | - | - |
5 | 250 | 0,33 | 0,42 | 0,55 | 0,74 | 0,91 | - | - | - | - | - |
6 | 320 | 0,38 | 0,49 | 0,63 | 0,86 | 1,06 | 1,43 | - | - | - | - |
7 | 400 | 0,43 | 0,56 | 0,73 | 0,98 | 1,21 | 1,64 | 2,02 | - | - | - |
8 | 500 | 0,50 | 0,64 | 0,83 | 1,12 | 1,40 | 1,97 | 2,31 | 2,73 | - | - |
9 | 630 | 0,57 | 0,73 | 0,95 | 1,29 | 1,59 | 2,15 | 2,66 | 3,14 | - | - |
10 | 800 | 0,66 | 0,84 | 1,10 | 1,48 | 1,84 | 2,48 | 3,07 | 3,62 | 4,64 | - |
11 | 1000 | 0,75 | 0,97 | 1,25 | 1,70 | 2,10 | 2,84 | 3,51 | 4,14 | 5,31 | 6,91 |
12 | 1250 | 0,86 | 1,10 | 1,44 | 1,94 | 2,40 | 3,24 | 4,01 | 4,73 | 6,07 | 7,90 |
13 | 1600 | 1,00 | 1,28 | 1,67 | 2,25 | 2,78 | 3,76 | 4,65 | 5,48 | 7,04 | 9,16 |
14 | 2000 | 1,14 | 1,46 | 1,91 | 2,57 | 3,18 | 4,30 | 5,32 | 6,27 | 8,04 | 10,5 |
15 | 2500 | 1,30 | 1,67 | 2,18 | 2,94 | 3,64 | 4,91 | 6,08 | 7,17 | - | - |
16 | 3200 | 1,51 | 1,94 | 2,53 | 3,41 | 4,22 | 5,70 | 7,05 | 8,31 | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ПОДГОТОВКА ПОВЕРХНОСТИ К РАЗМЕТКЕ | Карта 7, лист 2 | ||||||||||
N позиции | Длина поверхности L, мм, до или  мм, до мм, до | Ширина поверхности B, мм, до | |||||||||
50 | 70 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | ||
Время T, мин. | |||||||||||
17 | 4000 | 1,73 | 2,22 | 2,89 | 3,90 | 4,82 | 6,51 | 8,06 | 9,50 | - | - |
18 | 5000 | 1,98 | 2,54 | 3,30 | 4,46 | 5,52 | 7,44 | 9,21 | 10,9 | - | - |
19 | 6300 | 2,27 | 2,91 | 3,79 | 5,12 | 6,34 | 8,55 | 10,5 | 12,5 | - | - |
20 | 8000 | - | - | 4,38 | 5,91 | 7,31 | 9,87 | 12,2 | 14,4 | - | - |
10000 | - | - | 5,00 | 6,76 | 8,36 | 11,3 | 14,0 | 16,5 | - | - | |
II. Очистка поверхности поковок от окалины молотком | |||||||||||
100 | 0,52 | 0,64 | 0,78 | - | - | - | - | - | - | - | |
23 | 125 | 0,59 | 0,72 | 0,88 | 1,12 | - | - | - | - | - | - |
24 | 160 | 0,68 | 0,82 | 1,01 | 1,28 | - | - | - | - | - | - |
25 | 200 | 0,77 | 0,93 | 1,15 | 1,45 | 1,71 | - | - | - | - | - |
26 | 250 | 0,87 | 1,05 | 1,29 | 1,64 | 1,94 | - | - | - | - | - |
27 | 320 | 0,99 | 1,21 | 1,48 | 1,88 | 2,22 | - | - | - | - | - |
28 | 400 | 1,12 | 1,36 | 1,68 | 2,12 | 2,51 | 3,17 | 3,75 | - | - | - |
29 | 500 | 1,27 | 1,54 | 1,90 | 2,40 | 2,83 | 3,59 | 4,24 | 4,82 | - | - |
30 | 630 | 1,44 | 1,75 | 2,15 | 2,72 | 3,22 | 4,07 | 4,81 | 5,48 | - | - |
31 | 800 | 1,64 | 2,00 | 2,46 | 3,10 | 3,67 | 4,64 | 5,49 | 6,25 | 7,59 | - |
32 | 1000 | 1,86 | 2,26 | 2,78 | 3,51 | 4,15 | 5,25 | 6,20 | 7,06 | 8,58 | 10,5 |
33 | 1250 | 2,10 | 2,55 | 3,14 | 3,97 | 4,69 | 5,94 | 7,01 | 7,98 | 9,70 | 11,9 |
34 | 1600 | 2,40 | 2,92 | 3,59 | 4,55 | 5,37 | 6,80 | 8,03 | 9,14 | 11,1 | 13,7 |
35 | 2000 | 2,72 | 3,30 | 4,07 | 5,14 | 6,08 | 7,89 | 9,08 | 10,3 | 12,6 | 15,4 |
36 | 2500 | 3,07 | 3,74 | 4,59 | 5,81 | 6,87 | 8,69 | 10,3 | 11,7 | - | - |
37 | 3200 | 3,52 | 4,28 | 5,26 | 6,66 | 7,87 | 9,95 | 11,8 | 13,4 | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ПОДГОТОВКА ПОВЕРХНОСТЕЙ К РАЗМЕТКЕ | Карта 7, лист 3 | ||||||||||
N позиции | Длина поверхности L, мм, до или  мм, до мм, до | Ширина поверхности B, мм, до | |||||||||
50 | 70 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | ||
Время T, мин. | |||||||||||
38 | 4000 | 3,98 | 4,84 | 5,95 | 7,53 | 8,90 | 11,2 | 13,3 | 15,1 | - | - |
39 | 5000 | 4,50 | 5,47 | 6,73 | 8,51 | 10,6 | 12,7 | 15,0 | 17,1 | - | - |
40 | 6300 | 5,11 | 6,21 | 7,64 | 9,66 | 11,4 | 14,4 | 17,1 | 19,4 | - | - |
41 | 8000 | 5,83 | 7,08 | 8,71 | 11,0 | 13,0 | 16,5 | 19,5 | 22,1 | - | - |
10000 | - | - | 8,99 | 11,4 | 13,4 | 17,0 | 20,1 | 22,9 | - | - | |
III. Окрашивание размечаемых поверхностей меловым раствором | |||||||||||
100 | 0,08 | 0,10 | 0,12 | - | - | - | - | - | - | - | |
44 | 325 | 0,10 | 0,12 | 0,14 | 0,18 | - | - | - | - | - | - |
45 | 160 | 0,12 | 0,14 | 0,17 | 0,21 | - | - | - | - | - | - |
46 | 200 | 0,14 | 0,16 | 0,20 | 0,25 | 0,29 | - | - | - | - | - |
47 | 250 | 0,16 | 0,19 | 0,23 | 0,29 | 0,34 | - | - | - | - | - |
48 | 320 | 0,19 | 0,23 | 0,28 | 0,35 | 0,41 | 0,51 | - | - | - | - |
49 | 400 | 0,22 | 0,27 | 0,33 | 0,41 | 0,48 | 0,60 | 0,70 | - | - | - |
50 | 500 | 0,26 | 0,32 | 0,39 | 0,48 | 0,57 | 0,70 | 0,83 | 0,94 | - | - |
51 | 630 | 0,31 | 0,38 | 0,46 | 0,57 | 0,67 | 0,83 | 0,98 | 1,10 | - | - |
52 | 800 | 0,37 | 0,45 | 0,54 | 0,68 | 0,79 | 0,99 | 1,16 | 1,58 | - | |
53 | 1000 | 0,52 | 0,64 | 0,80 | 0,93 | 1,16 | 1,35 | 1,54 | 1,86 | 2,26 | |
54 | 1250 | 0,61 | 0,75 | 0,93 | 1,09 | 1,37 | 1,60 | 1,81 | 2,18 | 2,64 | |
55 | 1600 | 0,61 | 0,73 | 0,89 | 1,12 | 1,31 | 1,63 | 1,91 | 2,17 | 2,60 | 3,17 |
56 | 2000 | 0,72 | 0,86 | 1,05 | 1,31 | 1,53 | 1,92 | 2,25 | 2,54 | 3,06 | 3,72 |
57 | 2500 | 0,84 | 1,01 | 1,23 | 1,54 | 1,80 | 2,25 | 2,64 | 2,98 | - | - |
58 | 3200 | 1,00 | 1,21 | 1,47 | 1,84 | 2,15 | 2,69 | 3,15 | 3,57 | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ПОДГОТОВКА ПОВЕРХНОСТЕЙ К РАЗМЕТКЕ | Карта 7, лист 4 | ||||||||||
N позиции | Длина поверхности L, мм, до или  мм, до мм, до | Ширина поверхности В, мм, до | |||||||||
50 | 70 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | ||
Время T, мин. | |||||||||||
59 | 4000 | 1,42 | 1,73 | 2,16 | 2,53 | 3,16 | 3,70 | 4,19 | - | - | |
60 | 5000 | 1,67 | 2,03 | 2,54 | 2,97 | 3,71 | 4,35 | 4,92 | - | - | |
61 | 6300 | 1,64 | 1,97 | 2,40 | 3,00 | 3,51 | 4,38 | 5,14 | 5,81 | - | - |
62 | 8000 | 1,94 | 2,34 | 2,85 | 3,56 | 4,17 | 5,21 | 6,10 | 6,90 | - | - |
10000 | - | - | 3,34 | 4,18 | 4,89 | 6,12 | 7,16 | 8,10 | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Формулы зависимости | |||||||||||
Примечания:
1. Нормативы времени рассчитаны на нанесение мелового раствора на обработанную поверхность. При нанесении мелового раствора на необработанную поверхность приведенное в нормативной карте время применяется с коэффициентом 1,1.
2. При окрашивании обработанных поверхностей раствором медного купороса приведенное в нормативной карте время применяется с коэффициентом 1,1.
3. Нормативы времени рассчитаны на нанесение мелового раствора на поверхности простой конфигурации. При нанесении мелового раствора на криволинейные, выпуклые, вогнутые поверхности приведенное в нормативной карте время применяется с коэффициентом 1,3.
УСТАНОВКА МЕРИТЕЛЬНОГО ИНСТРУМЕНТА НА РАЗМЕР | Карта 8, лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Определить устанавливаемый размер. 2. Установить инструмент на заданный размер | |||||||||||||
N позиции | Наименование инструмента | Предел (диапазон) измерения, мм | Точность измерения, мм | Устанавливаемый размер L, мм, до | |||||||||
25 | 50 | 100 | 200 | 300 | 500 | 800 | 1000 | 1500 | 2000 | ||||
Время T, мин. | |||||||||||||
Циркуль и линейка измерительная | 1000 | 0,5 | 0,12 | 0,14 | 0,16 | 0,18 | 0,22 | 0,24 | 0,25 | - | - | ||
Рейсмас | 0 - 250 | 0,5 | 0,10 | 0,12 | 0,13 | 0,15 | - | - | - | - | - | - | |
0 - 500 | 0,5 | 0,11 | 0,13 | 0,14 | 0,16 | 0,17 | - | - | - | - | |||
50 - 1000 | 0,5 | - | - | 0,19 | 0,22 | 0,24 | 0,26 | 0,28 | 0,29 | - | - | ||
Штангенциркуль | 0 - 500 | 0,1 | 0,08 | 0,10 | 0,11 | 0,13 | 0,14 | 0,16 | - | - | - | - | |
500 - 1600 | 0,1 | - | - | - | - | - | 0,24 | 0,30 | 0,33 | - | |||
800 - 2000 | 0,1 | - | - | - | - | - | - | 0,44 | 0,49 | 0,61 | 0,22 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ УСТАНОВКА МЕРИТЕЛЬНОГО ИНСТРУМЕНТА НА РАЗМЕР | Карта 8, лист 2 | ||||||||||||
N позиции | Наименование инструмента | Предел (диапазон) измерения, мм | Точность измерения, мм | Устанавливаемый размер L, мм, до | |||||||||
25 | 50 | 100 | 200 | 300 | 500 | 800 | 1000 | 1500 | 2000 | ||||
Время T, мин. | |||||||||||||
Штангенрейсмас | 60 - 630 | 0,1 | - | - | 0,30 | 0,34 | 0,36 | 0,40 | - | - | - | - | |
600 - 1600 | 0,1 | - | - | - | - | - | - | 0,50 | 0,52 | 0,56 | 0,59 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Формулы зависимости | T = 0,062 · L0,2 - поз. 1; | T = 0,042 · L0,21 - поз. 5; | |||||||||||
T = 0,056 · L0,18 - поз. 2; | T = 0,0083 · L0,55 - поз. 6; | ||||||||||||
T = 0,012 · L0,48 - поз. 3; | T = 0,011 · L0,55 - поз. 7; | ||||||||||||
T = 0,084 · L0,18 - поз. 4; | T = 0,13 · L0,18 - поз. 8; | ||||||||||||
T = 0,15 · L0,18 - поз. 9 | |||||||||||||
ПОДГОТОВКА И УСТАНОВКА ЦЕНТРОВОЙ ПЛАНКИ | Карта 9, лист 1 | ||||||
Содержание работы | |||||||
3. Подготовить на размер центровую планку. 2. Установить центровую планку в отверстие. 3. Вынуть центровую планку из отверстия | |||||||
N позиции | Длина центровой планки L, мм, до | Материал центровой планки | |||||
дерево | свинец | сталь | алюминиевые сплавы | ||||
Тип центровой планки | |||||||
нераздвижная | выдвижная | нераздвижная | выдвижная | ||||
Время T, мин. | |||||||
1 | 50 | 0,52 | 0,40 | 0,36 | - | 0,34 | 0,38 |
2 | 100 | 0,64 | 0,50 | 0,45 | - | 0,42 | 0,46 |
3 | 150 | 0,72 | 0,56 | 0,51 | - | 0,48 | 0,52 |
4 | 200 | 0,78 | 0,61 | 0,55 | - | 0,52 | 0,57 |
5 | 300 | 0,69 | 0,63 | 0,76 | 0,59 | 0,64 | |
6 | 500 | 1,03 | 0,81 | 0,73 | 0,88 | 0,68 | 0,75 |
7 | 800 | 1,19 | - | - | 1,02 | - | - |
8 | 1000 | 1,27 | - | - | 1,09 | - | - |
9 | 1200 | 1,34 | - | - | 1,15 | - | - |
Индекс | а | б | в | г | д | е | |
Формула зависимости | T = C · L0,3 | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ПОДГОТОВКА И УСТАНОВКА ЦЕНТРОВОЙ ПЛАНКИ | Карта 9, лист 2 | |||||
Значения коэффициента пропорциональности "C" | ||||||
N позиции | Индекс | |||||
а | б | в | г | д | е | |
Значения "C" | ||||||
1 - 9 | 0,174 | 0,125 | 0,112 | 0,137 | 0,106 | 0,116 |
СОПРЯЖЕНИЕ СТОРОН УГЛОВ | Карта 10, лист 1 | |||||||||
Содержание работы | ||||||||||
1. Взять инструмент для разметки. 2. Найти размеры на чертеже и произвести сопряжение сторон углов. 3. Отложить инструмент | ||||||||||
N позиции | Количество сторон сопряжения углов | Положение плоскости | Радиус сопряжения R, мм, до | |||||||
10 | 20 | 50 | 80 | 120 | 200 | 350 | 500 | |||
Время T, мин. | ||||||||||
две | Горизонтальное | 0,41 | 0,46 | 0,52 | 0,55 | 0,59 | 0,63 | 0,68 | 072 | |
Вертикальное | 0,47 | 0,52 | 0,59 | 0,63 | 0,67 | 0,72 | 0,77 | 0,86 | ||
четыре | Горизонтальное | 0,99 | 1,07 | 1,18 | 1,25 | 1,31 | 1,38 | 1,47 | 1,53 | |
Вертикальное | 1,12 | 1,21 | 1,34 | 1,41 | 1,47 | 1,56 | 1,66 | 1,72 | ||
Индекс | а | б | в | г | д | е | ж | з | ||
Формулы зависимости | T = 0,30 · R0,14 - поз. 1; | |||||||||
T = 0,34 · R0,14 - поз. 2; | ||||||||||
T = 0,77 · R0,11 - поз. 3; | ||||||||||
T = 0,87 · R0,11 - поз. 4 | ||||||||||
Примечания:
1. Нормативы времени рассчитаны на сопряжение под прямым углом, при сопряжении под произвольным углом, приведенное в нормативной карте время применяется с коэффициентом 1,1.
2. Нормативы времени рассчитаны на сопряжение сторон углов на обработанной поверхности. При построении сторон углов на необработанной поверхности, приведенное в нормативной карте время применяется с коэффициентом 1,1.
ДЕЛЕНИЕ ОТРЕЗКА И УГЛА НА ДВЕ РАВНЫЕ ЧАСТИ | Карта 11, лист 1 | ||||||||||
I. Деление отрезка на две равные части | |||||||||||
Содержание работы | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент для разметки. 3. Разделить отрезок на две равные части. 4. Отложить инструмент | |||||||||||
N позиции | Длина отрезка L, мм, до | ||||||||||
50 | 80 | 100 | 150 | 200 | 300 | 500 | 800 | 1000 | 1500 | 2000 | |
Время T, мин. | |||||||||||
0,25 | 0,31 | 0,33 | 0,39 | 0,43 | 0,51 | 0,62 | 0,74 | 0,80 | 0,93 | 1,04 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л |
II. Деление угла на две равные части | |||||||||||
Содержание работы | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент для разметки. 3. Разделить угол на две равные части. 4. Отложить инструмент | |||||||||||
N позиции | Длина стороны угла L, мм, до | ||||||||||
50 | 80 | 100 | 150 | 200 | 300 | 500 | 800 | 1000 | 1500 | 2000 | |
Время T, мин. | |||||||||||
0,41 | 0,48 | 0,52 | 0,60 | 0,66 | 0,75 | 0,89 | 1,03 | 1,11 | 1,27 | 1,40 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л |
Формулы зависимости | T<...> = 0,058 · L0,38 - поз. 1; T = 0,114 · L0,33 - поз. 2 | ||||||||||
НАХОЖДЕНИЕ ЦЕНТРОВ КРУГЛЫХ ДЕТАЛЕЙ | Карта 12, лист 1 | |||||||
I. Геометрическим построением | ||||||||
Содержание работы | ||||||||
1. Найти размеры на чертеже. 2. Взять циркуль, определить центр окружности методом геометрических построений. 3. Отложить циркуль | ||||||||
N позиции | Диаметр окружности Д, мм, до | |||||||
25 | 50 | 100 | 200 | 300 | 500 | 800 | 1000 | |
Время T, мин. | ||||||||
0,32 | 0,34 | 0,36 | 0,38 | 0,39 | 0,43 | 0,44 | ||
Индекс | а | б | в | г | д | е | ж | з |
II. Циркулем-центроискателем | ||||||||||
Содержание работы | ||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, установить циркуль-центроискатель и нанести засечки. 3. Соединить точки пересечения засечек осями. 4. Отложить инструмент | ||||||||||
N позиции | Диаметр окружности Д, мм, до | |||||||||
50 | 100 | 160 | 200 | 300 | 400 | 500 | 600 | 800 | 1000 | |
Время T, мин. | ||||||||||
0,36 | 0,41 | 0,44 | 0,46 | 0,49 | 0,52 | 0,54 | 0,55 | 0,59 | 0,61 | |
Индекс | а | б | в | г | д | е | ж | з | и | к |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАХОЖДЕНИЕ ЦЕНТРОВ КРУГЛЫХ ДЕТАЛЕЙ | Карта 12, лист 2 | |||||||
III. Универсальным инструментом | ||||||||
Содержание работы | ||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, наложить на размечаемую деталь. 3. Провести чертилкой линии с поворотом инструмента. 4. Отложить инструмент | ||||||||
N позиции | Наименование инструмента | Диаметр окружности Д, мм, до | ||||||
50 | 100 | 200 | 360 | 500 | 800 | 1000 | ||
Время T, мин. | ||||||||
Универсальный угломер | 0,43 | 0,48 | 0,54 | 0,60 | 0,64 | 0,69 | 0,73 | |
Универсальный центроискатель | 0,49 | 0,56 | 0,63 | 0,69 | 0,73 | 0,79 | 0,84 | |
Индекс | а | б | в | г | д | е | ж | |
Формулы зависимости | T = 0,25 · Д0,08 - поз. 1; T = 0,187 · Д0,17 - поз. 2; T = 0,221 · Д0,17 - поз. 3; T = 0,255 · Д0,17 - поз. 4 | |||||||
Примечания:
1. Нормативы времени рассчитаны на нахождение центра окружности на обработанных поверхностях. При нахождении центра окружности на необработанных поверхностях приведенное в нормативной карте время применяется с коэффициентом 1,1.
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАХОЖДЕНИЕ ЦЕНТРОВ КРУГЛЫХ ДЕТАЛЕЙ | Карта 12, лист 3 |
2. Нормативы времени рассчитаны на нахождение центров круглых деталей, расположенных на горизонтальной плоскости. При нахождении центров круглых деталей, расположенных не вертикальной плоскости, приведенное в нормативной карте время применяется с коэффициентом 1,1. | |
ДЕЛЕНИЕ ОКРУЖНОСТИ НА ЧАСТИ | Карта 13, лист 1 | |||||||
I. Геометрическим построением |  | |||||||
Содержание работы | ||||||||
1. Найти размеры и произвести необходимые расчеты. 2. Взять инструмент, разделить окружность на части. 3. Отложить инструмент | ||||||||
N позиции | Диаметр окружности Д, мм, до | Число делений n, до | ||||||
3 | 4 | 5 | 6 | 8 | 10 | 12 | ||
Время T, мин. | ||||||||
50 | 0,74 | 0,89 | 1,03 | 0,87 | 1,29 | 1,76 | 1,24 | |
2 | 100 | 0,93 | 1,11 | 1,28 | 1,08 | 1,61 | 2,20 | 1,55 |
3 | 200 | 1,16 | 1,39 | 1,60 | 1,35 | 2,01 | 2,74 | 1,94 |
4 | 300 | 1,32 | 1,58 | 1,83 | 1,53 | 2,29 | 3,12 | 2,21 |
5 | 500 | 1,55 | 1,86 | 2,15 | 1,81 | 2,70 | 3,68 | 2,60 |
6 | 800 | 1,80 | 2,17 | 2,50 | 2,10 | 3,13 | 4,27 | 3,02 |
1000 | 1,93 | 2,32 | 2,68 | 2,26 | 3,37 | 4,56 | 3,25 | |
Индекс | а | б | в | г | д | е | ж | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ДЕЛЕНИЕ ОКРУЖНОСТИ НА ЧАСТИ | Карта 13, лист 2 | |||||||||||||||
II. Аналитическим расчетом | ||||||||||||||||
Содержание работы | ||||||||||||||||
1. Найти размеры и произвести необходимые расчеты. 2. Взять инструмент, разделить окружность на части. 3. Отложить инструмент | ||||||||||||||||
N позиции | Диаметр окружности Д, мм, до | Число делений n, до | ||||||||||||||
3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 40 | 50 | 80 | 100 | ||
Время T, мин. | ||||||||||||||||
50 | 0,62 | 0,67 | 0,71 | 0,75 | 0,82 | 0,87 | 0,91 | - | - | - | - | - | - | - | - | |
9 | 100 | 0,76 | 0,83 | 0,88 | 0,93 | 1,00 | 1,07 | 1,13 | 1,22 | - | - | - | - | - | - | - |
10 | 200 | 0,94 | 1,02 | 1,08 | 1,14 | 1,24 | 1,32 | 1,39 | 1,50 | 1,60 | - | - | - | - | - | - |
11 | 300 | 1,06 | 1,15 | 1,22 | 1,29 | 1,40 | 1,49 | 1,57 | 1,70 | 1,81 | 1,90 | - | - | - | - | - |
12 | 500 | 1,34 | 1,43 | 1,50 | 1,63 | 1,73 | 1,82 | 1,98 | 2,10 | 2,21 | 2,36 | 2,55 | 2,72 | 3,10 | 3,30 | |
13 | 800 | 1,42 | 1,54 | 1,64 | 1,73 | 1,87 | 2,00 | 2,10 | 2,28 | 2,42 | 2,56 | 2,71 | 2,94 | 3,13 | 3,56 | 3,80 |
14 | 1000 | 1,52 | 1,65 | 1,76 | 1,85 | 2,00 | 2,12 | 2,25 | 2,43 | 2,56 | 2,73 | 2,90 | 3,15 | 3,35 | 3,82 | 4,07 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ДЕЛЕНИЕ ОКРУЖНОСТИ НА ЧАСТИ | Карта 13, лист 3 | |||||||||||||||
N позиции | Диаметр окружности Д, мм, до | Число делений n, до | ||||||||||||||
3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 40 | 50 | 80 | 100 | ||
Время T, мин. | ||||||||||||||||
15 | 1250 | 1,63 | 1,76 | 1,88 | 1,98 | 2,14 | 2,28 | 2,40 | 2,60 | 2,77 | 2,92 | 3,10 | 3,36 | 3,58 | 4,08 | 4,35 |
16 | 1600 | 1,75 | 1,90 | 2,02 | 2,12 | 2,31 | 2,46 | 2,59 | 2,80 | 2,98 | 3,14 | 3,34 | 3,63 | 3,86 | 4,30 | 4,68 |
17 | 2000 | 1,87 | 2,03 | 2,16 | 2,28 | 2,47 | 2,63 | 2,76 | 3,00 | 3,19 | 3,36 | 3,57 | 3,87 | 4,12 | 4,70 | 5,01 |
18 | 2500 | 2,00 | 2,17 | 2,31 | 2,43 | 2,64 | 2,81 | 2,96 | 3,20 | 3,41 | 3,59 | 3,82 | 4,14 | 4,41 | 5,03 | 5,35 |
19 | 3200 | 2,16 | 2,34 | 2,49 | 2,62 | 2,84 | 3,02 | 3,18 | 3,45 | 3,67 | 3,86 | 4,11 | 4,46 | 4,75 | 5,41 | 5,76 |
20 | 4000 | 2,31 | 2,50 | 2,66 | 2,80 | 3,04 | 3,23 | 3,40 | 3,67 | 3,93 | 4,14 | 4,40 | 4,77 | 5,08 | 5,79 | 6,16 |
5000 | 2,47 | 2,68 | 2,85 | 3,00 | 3,25 | 3,46 | 3,64 | 3,94 | 4,20 | 4,42 | 4,70 | 5,10 | 5,43 | 6,19 | 6,59 | |
Индекс | б | д | з | и | к | л | м | н | о | |||||||
Формулы зависимости | ||||||||||||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ДЕЛЕНИЕ ОКРУЖНОСТИ НА ЧАСТИ | Карта 13, лист 4 |
Примечания:
1. При делении окружности методом выполнения аналитических расчетов величина хорды определяется по формуле:
Lr = КS · Д мм,
где:
КS - коэффициент для определения длины хорды приведен в карте 14.
Д - диаметр окружности, мм.
2. Нормативы времени рассчитаны на выполнение работ на горизонтальной плоскости. При выполнении работ на вертикальной плоскости приведенное в нормативной карте время применяется с коэффициентом 1,1.
Карта 14, лист 1 | |||||||
Число равных частей n | КS | Число равных частей n | КS | Число равных частей n | КS | Число равных частей n | КS |
1 | 0 | 23 | 0,13617 | 45 | 0,06976 | 67 | 0,04687 |
2 | 1 | 24 | 0,13053 | 46 | 0,06824 | 68 | 0,04618 |
3 | 0,86603 | 25 | 0,12533 | 47 | 0,06679 | 69 | 0,04551 |
4 | 0,70711 | 26 | 0,12054 | 48 | 0,06540 | 70 | 0,04486 |
5 | 0,58779 | 27 | 0,11609 | 49 | 0,06407 | 71 | 0,04423 |
6 | 0,50000 | 28 | 0,11196 | 50 | 0,06279 | 72 | 0,04362 |
7 | 0,43388 | 29 | 0,10812 | 51 | 0,06156 | 73 | 0,04302 |
8 | 0,38268 | 30 | 0,10453 | 52 | 0,06380 | 74 | 0,04244 |
9 | 0,34202 | 31 | 0,10117 | 53 | 0,05924 | 75 | 0,04188 |
10 | 0,30902 | 32 | 0,09802 | 54 | 0,05814 | 76 | 0,04132 |
11 | 0,28173 | 33 | 0,09506 | 55 | 0.05709 | 77 | 0,04079 |
12 | 0,25882 | 34 | 0,09227 | 56 | 0,05607 | 78 | 0,04027 |
13 | 0,23932 | 35 | 0,08964 | 57 | 0,05509 | 79 | 0,03976 |
14 | 0,22252 | 36 | 0,08716 | 58 | 0,05414 | 80 | 0,03926 |
15 | 0,20791 | 37 | 0,08481 | 59 | 0,05322 | 81 | 0,03878 |
16 | 0,19509 | 38 | 0,08258 | 60 | 0,05234 | 82 | 0,03830 |
17 | 0,18375 | 39 | 0,08047 | 61 | 0,05148 | 83 | 0,03784 |
18 | 0,17365 | 40 | 0,07846 | 62 | 0,05065 | 84 | 0,03739 |
19 | 0,16459 | 41 | 0,07655 | 63 | 0,04985 | 85 | 0,03695 |
20 | 0,15643 | 42 | 0,07473 | 64 | 0,04907 | 86 | 0,03652 |
21 | 0,14904 | 43 | 0,07300 | 65 | 0,04831 | 87 | 0,03610 |
22 | 0,14231 | 44 | 0,07134 | 66 | 0,04758 | 88 | 0,03569 |
КОЭФФИЦИЕНТЫ ДЛЯ ОПРЕДЕЛЕНИЯ ДЛИНЫ ХОРДЫ ПРИ ДЕЛЕНИИ ОКРУЖНОСТИ НА РАВНЫЕ ЧАСТИ | Карта 14, лист 2 | ||||||
Число равных частей n | КS | Число равных частей n | КS | Число равных частей n | КS | Число равных частей n | КS |
89 | 0,03529 | 92 | 0,03414 | 95 | 0,03306 | 98 | 0,03205 |
90 | 0,03490 | 93 | 0,03377 | 96 | 0,03272 | 99 | 0,03173 |
91 | 0,03452 | 94 | 0,03341 | 97 | 0,03238 | 100 | 0,03141 |
ПРОВЕДЕНИЕ ОКРУЖНОСТЕЙ ЦИРКУЛЕМ | Карта 15, лист 1 | ||||||||||
Содержание работы | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, провести окружность (1/2 окружности). 3. Отложить инструмент | |||||||||||
N позиции | Характер окружности | Положение плоскости | Материал детали | Диаметр окружности Д, мм, до | |||||||
25 | 50 | 100 | 200 | 400 | 600 | 800 | 1000 | ||||
Время T, мин. | |||||||||||
1 | Полная | Горизонтальное | сталь, чугун | 0,13 | 0,20 | 0,37 | 0,40 | ||||
2 | цветной сплав | 0,10 | 0,13 | 0,16 | 0,20 | 0,24 | 0,27 | 0,30 | 0,32 | ||
3 | Вертикальное | сталь, чугун | 0,14 | 0,18 | 0,22 | 0,27 | 0,33 | 0,37 | 0,41 | 0,44 | |
4 | цветной сплав | 0,12 | 0,14 | 0,18 | 0,22 | 0,26 | 0,30 | 0,33 | 0,35 | ||
5 | 1/2 окружности | Горизонтальное | сталь, чугун | 0,11 | 0,14 | 0,17 | 0,21 | 0,25 | 0,29 | 0,31 | 0,34 |
6 | цветной сплав | 0,08 | 0,10 | 0,12 | 0,15 | 0,18 | 0,20 | 0,22 | 0,24 | ||
7 | Вертикальное | сталь, чугун | 0,12 | 0,15 | 0,18 | 0,22 | 0,27 | 0,31 | 0,33 | 0,36 | |
8 | цветной сплав | 0,09 | 0,11 | 0,13 | 0,16 | 0,20 | 0,22 | 0,24 | 0,26 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Формула зависимости | T = С · Д0,3 | ||||||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ПРОВЕДЕНИЕ ОКРУЖНОСТЕЙ ЦИРКУЛЕМ | Карта 15, лист 2 | ||||||
Значения коэффициента пропорциональности "C" | |||||||
N позиции | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Значения "C" | |||||||
0,050 | 0,040 | 0,055 | 0,044 | 0,042 | 0,030 | 0,045 | 0,033 |
Примечания:
1. Проведение окружности на деталях из цветных сплавов предусматривается путем одинарного прочерчивания. Проведение окружности на деталях из черных металлов - путем двойного прочерчивания.
2. Нормативы времени рассчитаны на проведение окружностей на обработанной поверхности. При проведении окружностей на необработанной поверхности приведенное в нормативной карте время применяется с коэффициентом 1,1.
ПРОВЕДЕНИЕ ОКРУЖНОСТЕЙ РАЗМЕТОЧНЫМ ШТАНГЕНЦИРКУЛЕМ | Карта 16, лист 1 | |||||
Содержание работы |  | |||||
1. Найти размер на чертеже. | ||||||
2. Взять инструмент, провести окружность (1/2 окружности). | ||||||
3. Отложить инструмент | ||||||
N позиции | Характер окружности | Положение плоскости | Диаметр окружности Д, мм, до | |||
от 1000 - 1100 | 1600 | 2500 | 4000 | |||
Время T, мин. | ||||||
1 | Полная | Горизонтальное | 3,41 | 4,36 | 5,02 | |
2 | Вертикальное | 3,78 | 4,23 | 4,84 | 5,57 | |
3 | Половина | Горизонтальное | 3,13 | 3,50 | 4,00 | 4,61 |
4 | Вертикальное | 3,47 | 3,89 | 4,44 | 5,12 | |
Индекс | а | б | в | г | ||
Формула зависимости | T = С · Д0,3 | |||||
Значения коэффициента пропорциональности "C" | |||
Номер позиции | |||
1 | 2 | 3 | 4 |
Значения "C" | |||
0,417 | 0,463 | 0,383 | 0,422 |
Примечание. Нормативы времени рассчитаны на проведение окружностей на обработанной поверхности. При проведении окружностей на необработанной поверхности приведенное в нормативной карте время применяется с коэффициентом 1,1.
СОПРЯЖЕНИЕ КРИВЫХ | Карта 17, лист 1 | |||||||||||||
Содержание работы |  | |||||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить и провести кривую. 3. Отложить инструмент | ||||||||||||||
N позиции | Положение плоскости | Радиус сопряжения r, мм, до | ||||||||||||
10 | 16 | 25 | 40 | 50 | 80 | 100 | 160 | 250 | 400 | 500 | 800 | 1000 | ||
Время T, мин. | ||||||||||||||
Горизонтальное | 0,26 | 0,31 | 0,37 | 0,44 | 0,48 | 0,57 | 0,62 | 0,73 | 0,86 | 1,03 | 1,12 | 1,33 | 1,44 | |
Вертикальное | 0,29 | 0,35 | 0,41 | 0,49 | 0,53 | 0,63 | 0,68 | 0,81 | 0,96 | 1,14 | 1,24 | 1,47 | 1,60 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
Формулы зависимости | T = 0,112 · r0,37 - поз. 1; T = 0,124 · r0,37 - поз. 2 | |||||||||||||
Примечание.
Нормативы времени рассчитаны на выполнение работы на обработанной поверхности.
При выполнении работы на необработанной поверхности приведенное в нормативной карте время применяется с коэффициентом 1,1.
ПРОВЕДЕНИЕ РАЗМЕТОЧНЫХ ЛИНИЙ (РИСОК) | Карта 18, лист 1 | |||||||||||||||
Содержание работы | ||||||||||||||||
1. Найти размер на чертеже. 2. Взять инструмент, провести разметочную линию (риску). 3. Отложить инструмент | ||||||||||||||||
N позиции | Состояние поверхности | Разметочный инструмент | Предел (диапазон) измерения, мм | Длина размечаемой линии (риски) L, мм, до или  мм, до мм, до | ||||||||||||
100 | 150 | 200 | 300 | 500 | 630 | 800 | 1000 | 1600 | 2000 | 3000 | 4000 | 5000 | ||||
Время T, мин. | ||||||||||||||||
Необработанная с выступами и впадинами | Рейсмас | 0 - 250 | 0,09 | 0,12 | 0,15 | 0,19 | 0,28 | 0,32 | 0,38 | 0,62 | 0,72 | 0,95 | 1,16 | 1,36 | ||
2 | 0 - 500 | 0,11 | 0,14 | 0,17 | 0,23 | 0,32 | 0,38 | 0,44 | 0,52 | 0,71 | 0,83 | 1,10 | 1,35 | |||
3 | 50 - 1000 | 0,12 | 0,15 | 0,19 | 0,25 | 0,35 | 0,41 | 0,48 | 0,56 | 0,78 | 0,91 | 1,04 | 1,47 | 1,71 | ||
4 | Обработанная ровная | Рейсмас | 0 - 250 | 0,07 | 0,09 | 0,11 | 0,15 | 0,21 | 0,25 | 0,29 | 0,34 | 0,47 | 0,55 | 0,73 | 0,89 | 1,03 |
5 | 0 - 500 | 0,08 | 0,10 | 0,12 | 0,16 | 0,23 | 0,27 | 0,32 | 0,38 | 0,52 | 0,61 | 0,80 | 0,98 | 1,14 | ||
6 | 50 - 1000 | 0,09 | 0,11 | 0,14 | 0,18 | 0,26 | 0,31 | 0,36 | 0,42 | 0,58 | 0,68 | 0,90 | 1,10 | 1,28 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ПРОВЕДЕНИЕ РАЗМЕТОЧНЫХ ЛИНИЙ (РИСОК) | Карта 18, лист 2 | |||||||||||||||
N позиции | Состояние поверхности | Разметочный инструмент | Предел (диапазон) измерения, мм | Длина размечаемой линии (риски) L, мм, до или  мм, до мм, до | ||||||||||||
100 | 150 | 200 | 300 | 500 | 630 | 800 | 1000 | 1600 | 2000 | 3000 | 4000 | 5000 | ||||
Время T, мин. | ||||||||||||||||
7 | Обработанная ровная | Штангенрейсмас | 0 - 500 | 0,08 | 0,10 | 0,12 | 0,16 | 0,23 | 0,27 | 0,32 | 0,38 | 0,52 | 0,61 | 0,80 | 0,98 | 1,14 |
100 - 1000 | 0,09 | 0,12 | 0,15 | 0,19 | 0,28 | 0,32 | 0,38 | 0,45 | 0,62 | 0,72 | 0,95 | 1,16 | 1,36 | |||
Чертилка, линейка | 1000 | 0,08 | 0,11 | 0,13 | 0,17 | 0,24 | 0,27 | 0,32 | 0,37 | - | - | - | - | - | ||
10 | Чертилка, угольник | 500 | 0,07 | 0,10 | 0,12 | 0,15 | 0,21 | - | - | - | - | - | - | - | - | |
1000 | 0,10 | 0,13 | 0,16 | 0,21 | 0,29 | 0,34 | 0,40 | 0,46 | - | - | - | - | - | |||
Индекс | б | в | г | д | е | ж | и | к | л | м | ||||||
Формулы зависимости | ||||||||||||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ ПРОВЕДЕНИЕ РАЗМЕТОЧНЫХ ЛИНИЙ (РИСОК) | Карта 18, лист 3 | ||
Значения коэффициента пропорциональности "C" | |||
N позиции | Индекс | ||
а - н | а - з | ||
Значения "C" | |||
1 | 0,0038 | - | |
2 | 0,0044 | - | |
3 | 0,0048 | - | |
4 | 0,0029 | - | |
5 | 0,0032 | - | |
6 | 0,0036 | - | |
7 | 0,0032 | - | |
8 | 0,0038 | - | |
9 | - | 0,0039 | |
10 | - | 0,0035 | |
11 | - | 0,0048 | |
РАЗМЕТКА ЛИНИЙ ЧЕРТИЛКОЙ ПОД ЛИНЕЙКУ ИЛИ УГОЛЬНИК | Карта 19, лист 1 | ||||
Содержание работы |  | ||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить и провести линию. 3. Отложить инструмент | |||||
N позиции | Длина линии L, мм, до | Положение плоскости | |||
Горизонтальное | Вертикальное | ||||
Метод разметки линии | |||||
геометрическим построением | угольником | геометрическим построением | угольником | ||
Время T, мин. | |||||
1 | 20 | 0,10 | 0,07 | 0,11 | 0,09 |
2 | 30 | 0,13 | 0,10 | 0,14 | 0,11 |
3 | 40 | 0,15 | 0,12 | 0,17 | 0,13 |
4 | 50 | 0, 17 | 0,13 | 0,20 | 0,15 |
5 | 60 | 0,19 | 0,15 | 0,22 | 0,17 |
6 | 80 | 0,23 | 0,17 | 0,26 | 0,20 |
7 | 100 | 0,27 | 0,20 | 0,30 | 0,23 |
8 | 130 | 0,31 | 0,23 | 0,35 | 0,27 |
9 | 160 | 0,35 | 0,27 | 0,40 | 0,31 |
10 | 200 | 0,40 | 0,30 | 0,46 | 0,35 |
11 | 250 | 0,46 | 0,35 | 0,52 | 0,41 |
12 | 300 | 0,52 | 1 0,39 | 0,58 | 0,45 |
13 | 400 | 0,62 | 0,46 | 0,70 | 0,54 |
14 | 500 | 0,71 | 0,53 | 0,80 | 0,62 |
Индекс | а | б | в | г | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЛИНИЙ ЧЕРТИЛКОЙ ПОД ЛИНЕЙКУ ИЛИ УГОЛЬНИК | Карта 19, лист 2 | ||||
N позиции | Длина линии L, мм, до | Положение плоскости | |||
Горизонтальное | Вертикальное | ||||
Метод разметки линии | |||||
геометрическим построением | угольником | геометрическим построением | угольником | ||
Время T, мин. | |||||
15 | 630 | 0,82 | 0,61 | 0,92 | 0,71 |
16 | 800 | 0,94 | 0,71 | 1,06 | 0,83 |
17 | 1000 | 1,08 | 0,81 | 1,22 | 0,95 |
Индекс | а | б | в | г | |
Формула зависимости | T = C · L0,61 | ||||
Значения коэффициента пропорциональности "C" | |||||
N позиции | Индекс | ||||
а | б | в | г | ||
Значения "C" | |||||
1 - 17 | 0,016 | 0,012 | 0,018 | 0,014 | |
РАЗМЕТКА ПАРАЛЛЕЛЬНЫХ ЛИНИЙ | Карта 20, лист 1 | |||||||||||||||
Содержание работы |  | |||||||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить и прочертить прямую линию. 3. Разметить и прочертить параллельную линию. 4. Отложить инструмент | ||||||||||||||||
N позиций | Среднеарифметическая длина параллельных линий L, мм, до | Вид поверхности | ||||||||||||||
Плоская | Цилиндрическая | |||||||||||||||
Положение плоскости | ||||||||||||||||
Горизонтальное | Вертикальное | Горизонтальное | ||||||||||||||
Количество размечаемых линий n, шт. | ||||||||||||||||
2 | 3 | 4 | 5 | 6 | 2 | 3 | 4 | 5 | 6 | 2 | 3 | 4 | 5 | 6 | ||
Время T, мин. | ||||||||||||||||
1 | 50 | 0,35 | 0,46 | 0,54 | 0,63 | 0,70 | 0,40 | 0,51 | 0,61 | 0,70 | 0,78 | 0,46 | 0,59 | 0,71 | 0,81 | 0,91 |
2 | 80 | 0,42 | 0,53 | 0,64 | 0,73 | 0,82 | 0,46 | 0,60 | 0,71 | 0,82 | 0,92 | 0,54 | 0,69 | 0,83 | 0,95 | 1,06 |
3 | 100 | 0,45 | 0,58 | 0,69 | 0,79 | 0,87 | 0,50 | 0,64 | 0,77 | 0,88 | 0,99 | 0,58 | 0,75 | 0,89 | 1,03 | 1,15 |
4 | 160 | 0,53 | 0,68 | 0,81 | 0,93 | 1,04 | 0,59 | 0,75 | 0,90 | 1,04 | 1,16 | 0,68 | 0,88 | 1,05 | 1,20 | 1,35 |
5 | 200 | 0,58 | 0,73 | 0,87 | 1,00 | 1,12 | 0,63 | 0,81 | 0,97 | 1,12 | 1,25 | 0,74 | 0,94 | 1,13 | 1,30 | 1,45 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | и | н | о | п | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ПАРАЛЛЕЛЬНЫХ ЛИНИЙ | Карта 20, лист 2 | |||||||||||||||
N позиции | Среднеарифметическая длина параллельных линий L, мм, до | Вид поверхности | ||||||||||||||
Плоская | Цилиндрическая | |||||||||||||||
Положение плоскости | ||||||||||||||||
Горизонтальное | Вертикальное | Горизонтальное | ||||||||||||||
Количество размечаемых линий n, шт. | ||||||||||||||||
2 | 3 | 4 | 5 | 6 | 2 | 3 | 4 | 5 | 6 | 2 | 3 | 4 | 5 | 6 | ||
Время T, мин. | ||||||||||||||||
6 | 300 | 0,65 | 0,84 | 1,00 | 1,15 | 1,29 | 0,73 | 0,93 | 1,12 | 1,28 | 1,44 | 0,84 | 1,08 | 1,30 | 1,49 | 1,67 |
7 | 400 | 0,72 | 0,92 | 1,10 | 1,27 | 1,42 | 0,80 | 1,03 | 1,23 | 1,41 | 1,58 | 0,93 | 1,20 | 1,43 | 1,64 | 1,84 |
8 | 500 | 0,78 | 1,00 | 1,19 | 1,37 | 1,53 | 0,86 | 1,11 | 1,33 | 1,52 | 1,71 | 1,00 | 1,29 | 1,54 | 1,77 | 1,98 |
9 | 800 | 0,91 | 1,17 | 1,40 | 1,61 | 1,80 | 1,01 | 1,30 | 1,56 | 1,79 | 2,00 | 1,18 | 1,51 | 1,81 | 2,08 | 2,33 |
10 | 1000 | 0,98 | 1,26 | 1,50 | 1,73 | 1,94 | 1,09 | 1,41 | 1,68 | 1,93 | 2,16 | 1,27 | 1,63 | 1,95 | 2,24 | 2,51 |
11 | 1250 | 1,06 | 1,36 | 1,63 | 1,87 | 2,09 | 1,18 | 1,51 | 1,81 | 2,08 | 2,33 | 1,37 | 1,76 | 2,11 | 2,42 | 2,71 |
12 | 1600 | 1,15 | 1,48 | 1,77 | 2,03 | 2,28 | 1,28 | 1,65 | 1,97 | 2,27 | 2,54 | 1,49 | 1,92 | 2,29 | 2,63 | 2,95 |
13 | 2000 | 1,24 | 1,60 | 1,91 | 2,19 | 2,46 | 1,38 | 1,78 | 2,13 | 2,44 | 2,74 | 1,61 | 2,07 | 2,47 | 2,84 | 3,18 |
14 | 2500 | 1,34 | 1,72 | 2,06 | 2,37 | 2,66 | 1,49 | 1,92 | 2,30 | 2,64 | 2,95 | 1,74 | 2,23 | 2,67 | 3,06 | 3,43 |
Индекс | а | б | в | г | д | е | ж | з | и | к | м | н | о | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ПАРАЛЛЕЛЬНЫХ ЛИНИЙ | Карта 20, лист 3 | ||
Формула зависимости | T = C · L0,34 · n0,62 | ||
Значения коэффициента пропорциональности "C" | |||
N позиции | Индекс | ||
а - д | е - к | л - п | |
Значения "C" | |||
1 - 14 | 0,061 | 0,068 | 0,079 |
Примечание. При разметке цилиндрической поверхности в вертикальной плоскости приведенное в нормативной карте время по индексам "л - п" применяется с коэффициентом 1,1.
РАЗМЕТКА НАКЛОННЫХ ЛИНИЙ | Карта 21, лист 1 | ||||||||||||
Содержание работы |  | ||||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить и прочертить наклонные линии. 3. Отложить инструмент | |||||||||||||
N позиции | Среднеарифметическая длина линии L, мм, до | Положение плоскости | |||||||||||
Горизонтальное | Вертикальное | ||||||||||||
Количество размечаемых линий n, шт. | |||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | 5 | 6 | ||
Время T, мин. | |||||||||||||
1 | 50 | 0,29 | 0,45 | 0,58 | 0,69 | 0,79 | 0,88 | 0,33 | 0,50 | 0,64 | 0,77 | 0,88 | 0,99 |
2 | 80 | 0,34 | 0,53 | 0,68 | 0,81 | 0,93 | 1,04 | 0,38 | 0, 59 | 0,75 | 0,90 | 1,03 | 1,16 |
3 | 100 | 0,37 | 0,57 | 0,73 | 0,87 | 1,00 | 1,12 | 0,41 | 0,63 | 0,81 | 0,97 | 1,12 | 1,25 |
4 | 160 | 0,43 | 0,66 | 0,85 | 1,02 | 1,18 | 1,31 | 0,48 | 0,74 | 0,95 | 1,14 | 1,31 | 1,47 |
5 | 200 | 0,47 | 0,72 | 0,92 | 1,10 | 1,27 | 1,42 | 0,52 | 0,80 | 1,03 | 1,23 | 1,41 | 1,58 |
6 | 300 | 0,54 | 0,82 | 1,06 | 1,26 | 1,45 | 1,63 | 0,60 | 0,92 | 1,18 | 1,41 | 1,62 | 1,82 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА НАКЛОННЫХ ЛИНИЙ | Карта 21, лист 2 | ||||||||||||
N позиции | Средне арифметическая длина линии L, мм, до | Положение плоскости | |||||||||||
Горизонтальное | Вертикальное | ||||||||||||
Количество размечаемых линий n, шт. | |||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | 5 | 6 | ||
Время T, мин. | |||||||||||||
7 | 400 | 0,59 | 0,91 | 1,17 | 1,39 | 1,60 | 1,79 | 0,66 | 1,01 | 1,30 | 1,56 | 1,79 | 2,00 |
8 | 500 | 0,64 | 0,98 | 1,26 | 1,50 | 1,73 | 1,93 | 0,71 | 1,09 | 1,41 | 1,68 | 1,93 | 2,16 |
9 | 800 | 0,75 | 1,14 | 1,48 | 1,76 | 2,03 | 2,27 | 0,83 | 1,28 | 1,66 | 1,97 | 2,26 | 2,54 |
10 | 1000 | 0,81 | 1,24 | 1,59 | 1,90 | 2,19 | 2,45 | 0,90 | 1,38 | 1,78 | 2,13 | 2,44 | 2,73 |
11 | 1250 | 0,87 | 1,34 | 1,72 | 2,05 | 2,36 | 2,64 | 0,97 | 1,49 | 1,92 | 2,29 | 2,64 | 2,95 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Формула зависимости | T = C · L0,34 · n0,62 | ||||||||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА НАКЛОННЫХ ЛИНИЙ | Карта 21, лист 3 | ||
Значения коэффициента пропорциональности "C" | |||
N позиции | Индекс | ||
а - е | ж - м | ||
Значения "C" | |||
I - II | 0,077 | 0,086 | |
РАЗМЕТКА ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ЛИНИЙ (РИСОК) | Карта 22, лист 1 | ||||||||||
I. Разметка с помощью линейки и угольника | |||||||||||
Содержание работы | |||||||||||
1. Найти размер на чертеже. 2. Взять инструмент, прочертить линии (риску). 3. Прочертить перпендикулярную линию (риску), отложить инструмент | |||||||||||
N позиции | Количество взаимно перпендикулярных линий (рисок) n, шт., до | Суммарная длина взаимно перпендикулярных линий (рисок) L, мм, до | |||||||||
80 | 120 | 160 | 250 | 400 | 600 | 800 | 1000 | 1600 | 2000 | ||
Время T, мин. | |||||||||||
2 | 0,51 | 0,62 | 0,70 | 0,86 | 1,06 | 1,27 | 1,45 | 1,60 | 2,19 | ||
2 | 3 | 0,67 | 0,81 | 0,92 | 1,13 | 1,39 | 1,67 | 1,90 | 2,10 | 2,60 | 2,87 |
3 | 4 | 0,82 | 0,98 | 1,12 | 1,37 | 1,69 | 2,03 | 2,31 | 2,55 | 3,15 | 3,48 |
4 | 5 | 0,95 | 1,14 | 1,30 | 1,59 | 1,96 | 2,35 | 2,68 | 2,96 | 3,66 | 4,04 |
5 | 6 | 1,07 | 1,29 | 1,47 | 1,79 | 2,21 | 2,66 | 3,03 | 3,35 | 4,13 | 4,57 |
6 | 8 | 1,30 | 1,56 | 1,79 | 2,17 | 2,69 | 3,22 | 3,67 | 4,06 | 5,01 | 5,54 |
7 | 10 | 1,51 | 1,81 | 2,06 | 2,52 | 3,12 | 3,74 | 4,26 | 4,71 | 5,82 | 6,44 |
8 | 12 | 1,71 | 2,05 | 2,33 | 2,85 | 3,52 | 4,23 | 4,81 | 5,32 | 6,58 | 7,27 |
8 | 14 | 1,89 | 2,27 | 2,59 | 3,16 | 3,91 | 4,69 | 5,34 | 5,90 | 7,29 | 8,06 |
10 | 16 | 2,09 | 2,49 | 2,83 | 3,46 | 4,27 | 5,13 | 5,84 | 6,46 | 7,98 | 8,82 |
11 | 18 | 2,24 | 2,69 | 3,06 | 3,74 | 4,62 | 5,55 | 6,32 | 6,98 | 8,63 | 9,54 |
12 | 22 | 2,56 | 3,08 | 3,50 | 4,28 | 5,29 | 6,35 | 7,23 | 7,99 | 9,87 | 10,9 |
13 | 24 | 2,72 | 3,26 | 3,71 | 4,54 | 5,61 | 6,73 | 7,66 | 8,47 | 10,5 | 11,6 |
14 | 28 | 3,01 | 3,62 | 4,12 | 5,03 | 6,22 | 7,46 | 8,49 | 9,39 | 11,6 | 12,8 |
34 | 3,43 | 4,12 | 4,70 | 5,73 | 7,08 | 8,50 | 9,67 | 10,7 | 13,2 | 14,6 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ЛИНИЙ (РИСОК) | Карта 22, лист 2 | ||||||||||
II. Разметка геометрическим построением | |||||||||||
Содержание работы | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, прочертить линию (риску). 3. Произвести построением перпендикулярную линию (риску). 4. Прочертить перпендикулярную линию (риску), отложить инструмент | |||||||||||
N позиции | Количество взаимно перпендикулярных линий (рисок) n, шт., до | Суммарная длина взаимно перпендикулярных линий (рисок) L, мм, до | |||||||||
80 | 120 | 160 | 250 | 400 | 600 | 800 | 1000 | 1600 | 2000 | ||
Время T, мин. | |||||||||||
2 | 0,91 | 1,10 | 1,25 | 1,53 | 1,89 | 2,26 | 2,58 | 2,85 | 3,52 | 3,89 | |
17 | 3 | 1,20 | 1,44 | 1,64 | 2,00 | 2,47 | 2,97 | 3,38 | 3,74 | 4,62 | 5,11 |
18 | 4 | 1,45 | 1,75 | 1,99 | 2,43 | 3,00 | 3,60 | 4,10 | 4,53 | 5,60 | 6,19 |
19 | 5 | 1,70 | 2,03 | 2,31 | 2,82 | 3,48 | 4,18 | 4,76 | 5,26 | 6,50 | 7,19 |
20 | 6 | 1,91 | 2,29 | 2,61 | 3,19 | 3,94 | 4,73 | 5,38 | 5,95 | 7,35 | 8,13 |
21 | 8 | 2,31 | 2,79 | 3,16 | 3,86 | 4,78 | 5,73 | 6,52 | 7,21 | 8,91 | 9,85 |
22 | 10 | 2,69 | 3,23 | 3,67 | 4,49 | 5,55 | 6,66 | 7,58 | 8,38 | 10,3 | 11,4 |
23 | 12 | 3,04 | 3,64 | 4,15 | 5,07 | 6,27 | 7,52 | 8,56 | 9,47 | 11,7 | 12,9 |
24 | 14 | 3,37 | 4,04 | 4,60 | 5,62 | 6,95 | 8,34 | 9,49 | 10,5 | 13,0 | 14,3 |
25 | 16 | 3,68 | 4,42 | 5,03 | 6,15 | 7,60 | 9,12 | 10,4 | 11,5 | 14,2 | 15,7 |
26 | 18 | 3,98 | 4,78 | 5,44 | 6,66 | 8,22 | 9,87 | 11,2 | 12,4 | 15,3 | 17,0 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ЛИНИЙ (РИСОК) | Карта 22, лист 3 | ||||||||||
N позиции | Количество взаимно перпендикулярных линий (рисок) n, шт., до | Суммарная длина взаимно перпендикулярных линий (рисок) L, мм, до | |||||||||
80 | 120 | 160 | 250 | 400 | 600 | 800 | 1000 | 1600 | 2000 | ||
Время T, мин. | |||||||||||
27 | 22 | 4,56 | 5,47 | 6,23 | 7,61 | 9,40 | 11,3 | 12,8 | 14,2 | 17,5 | 19,4 |
28 | 24 | 4,83 | 5,80 | 6,60 | 8,07 | 9,97 | 12,0 | 13,6 | 15,1 | 18,6 | 20,6 |
29 | 28 | 5,36 | 6,43 | 7,32 | 8,95 | 11,1 | 13,3 | 15,1 | 16,7 | 20,6 | 22,8 |
34 | 6,10 | 7,32 | 8,34 | 10,2 | 12,6 | 15,1 | 17,2 | 19,0 | 23,5 | 26,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Формулы зависимости | |||||||||||
Примечания:
1. Нормативы времени рассчитаны на разметку взаимно перпендикулярных линий (рисок) на горизонтальной плоскости. При разметке на вертикальной плоскости приведенное в нормативной карте время применяется с коэффициентом 1,1.
2. При разметке с помощью линейки и угольника на цилиндрической поверхности приведенное в нормативной карте время применяется с коэффициентом 1,4.
РАЗМЕТКА ЛОМАНЫХ ЛИНИЙ (КОНТУРОВ) | Карта 23, лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить и провести ломаную линию (контур). 3. Отложить инструмент | |||||||||||||
N позиции | Положение плоскости | Степень кривизны ломаной линии (контура) | Длина ломаной линии (периметр контура) L, мм, до | ||||||||||
250 | 360 | 500 | 800 | 1000 | 1600 | 2500 | 3600 | 5000 | 8000 | 10000 | |||
Время T, мин. | |||||||||||||
1 | Горизонтальное | 1 | 5,11 | 6,00 | 6,93 | 8,52 | 9,40 | 11,6 | 14,1 | 16,5 | 19,1 | 23,5 | 25,9 |
2 | 2 | 6,02 | 7,06 | 8,16 | 10,0 | 11,1 | 13,6 | 16,6 | 19,4 | 22,5 | 27,6 | 30,5 | |
3 | 3 | 8,74 | 10,3 | 11,8 | 14,6 | 16,1 | 19,8 | 24,1 | 28,3 | 32,7 | 40,2 | 44,3 | |
4 | Вертикальное | 1 | 5,68 | 6,66 | 7,70 | 9,47 | 10,4 | 12,8 | 15,6 | 18,4 | 21,2 | 26,1 | 28,8 |
5 | 2 | 6,58 | 7,73 | 8,93 | 11,0 | 12,1 | 14,9 | 18,1 | 21,3 | 24,6 | 30,2 | 33,4 | |
6 | 3 | 9,65 | 11,3 | 13,1 | 16,1 | 17,8 | 21,8 | 26,6 | 31,2 | 36,0 | 44,3 | 48,9 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЛОМАНЫХ ЛИНИЙ (КОНТУРОВ) | Карта 23, лист 2 | |||||
Формула зависимости | T = С · L0,44 | |||||
Значения коэффициента пропорциональности "C" | ||||||
N позиции | 1 | 2 | 3 | 4 | 5 | 6 |
Значения "C" | 0,45 | 0,53 | 0,77 | 0,50 | 0,58 | 0,85 |
Характеристика степеней кривизны ломаной линии: | ||||||
1 - равнонаправленные линии, без точного построения углов; | ||||||
2 - равнонаправленные линии с одним - тремя точными построениями углов; | ||||||
3 - равнонаправленные линии с более чем тремя точными построениями углов | ||||||
Примечание. Нормативы времени рассчитаны на разметку ломаных линий (контуров) на деталях с обработанной поверхностью. При разметке ломаных линий (контуров) на деталях с необработанной поверхностью приведенное в нормативной карте время применяется с коэффициентом 1,1.
РАЗМЕТКА ПО ШАБЛОНАМ | Карта 24, лист 1 | |||
Содержание работы | ||||
1. Проверить положение шаблона и прижать к детали вручную. 2. Прочертить чертилкой контур | ||||
N позиции | Периметр размечаемого контура P, мм, до | Вид поверхности | ||
Плоская | Цилиндрическая | |||
Положение плоскости | ||||
Горизонтальное | Вертикальное | Горизонтальное | ||
Время T, мин. | ||||
1 | 100 | 0,22 | 0,24 | 0,28 |
2 | 160 | 0,24 | 0,26 | 0,31 |
3 | 250 | 0,26 | 0,29 | 0,34 |
4 | 400 | 0,29 | 0,32 | 0,38 |
5 | 600 | 0,31 | 0,35 | 0,41 |
6 | 1000 | 0,35 | 0,39 | 0,46 |
7 | 1500 | 0,38 | 0,42 | 0,50 |
8 | 2000 | 0,40 | 0,45 | 0,53 |
9 | 3000 | 0,44 | 0,49 | 0,58 |
10 | 4000 | 0,47 | 0,52 | 0,62 |
Индекс | а | б | ||
Формула зависимости | T = С · P0,21 | |||
Значения коэффициента пропорциональности "C" | ||||
N позиции | Индекс | |||
а | б | в | ||
Значения "C" | ||||
1 - 10 | 0,082 | 0,091 | 0,108 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ПО ШАБЛОНАМ | Карта 24, лист 2 |
Примечание. При разметке цилиндрической поверхности в вертикальной плоскости приведенное в нормативной карте время по индексу "в" применяется с коэффициентом 1,1. | |
НАКЕРНИВАНИЕ ЦЕНТРА ОКРУЖНОСТИ ИЛИ ЗАСЕЧЕК НА ЛИНИИ | Карта 25, лист 1 | |||||||||||
Содержание работы |  | |||||||||||
1. Взять кернер и молоток слесарный. 2. Установить кернер и накернить центр окружности или засечки на линии. 3. Отложить кернер и молоток слесарный | ||||||||||||
N позиции | Количество накерниваемых точек на детали n, шт., до | Вид поверхности | ||||||||||
Плоская | Цилиндрическая | |||||||||||
Положение плоскости | ||||||||||||
Горизонтальное | Вертикальное | Горизонтальное | ||||||||||
Расстояние между точками L, мм, до | ||||||||||||
20 | 100 | 250 | 500 | 20 | 100 | 250 | 500 | 20 | 100 | 250 | ||
Время T, мин. | ||||||||||||
1 | 1 | - | - | - | 0,07 | - | - | - | 0,07 | - | - | |
2 | 2 | 0,11 | 0,14 | 0,16 | 0,17 | 0,13 | 0,16 | 0,18 | 0,20 | 0,14 | 0,17 | 0,20 |
3 | 3 | 0,16 | 0,20 | 0,23 | 0,25 | 0,18 | 0,23 | 0,23 | 0,28 | 0,20 | 0,25 | 0,28 |
4 | 4 | 0,21 | 0,26 | 0,29 | 0,32 | 0,23 | 0,29 | 0,33 | 0,37 | 0,26 | 0,33 | 0,37 |
5 | 5 | 0,25 | 0,32 | 0,36 | 0,40 | 0,29 | 0,36 | 0,41 | 0,45 | 0,32 | 0,40 | 0,45 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАКЕРНИВАНИЕ ЦЕНТРА ОКРУЖНОСТИ ИЛИ ЗАСЕЧЕК НА ЛИНИИ | Карта 25, лист 2 | |||||||||||
N позиции | Количество накерниваемых точек на детали n, шт., до | Вид поверхности | ||||||||||
Плоская | Цилиндрическая | |||||||||||
Положение плоскости | ||||||||||||
Горизонтальное | Вертикальное | Горизонтальное | ||||||||||
Расстояние между точками L, мм, до | ||||||||||||
20 | 100 | 250 | 500 | 20 | 100 | 250 | 500 | 20 | 100 | 250 | ||
Время T, мин. | ||||||||||||
6 | 6 | 0,30 | 0,37 | 0,42 | 0,47 | 0,34 | 0,42 | 0,48 | 0,53 | 0,37 | 0,47 | 0,53 |
7 | 7 | 0,34 | 0,43 | 0,49 | 0,54 | 0,39 | 0,48 | 0,55 | 0,61 | 0,43 | 0,54 | 0,61 |
8 | 8 | 0,39 | 0,51 | 0,55 | 0,60 | 0,44 | 0,54 | 0,62 | 0,68 | 0,48 | 0,61 | 0,69 |
9 | 9 | 0,43 | 0,54 | 0,61 | 0,67 | 0,48 | 0,61 | 0,69 | 0,76 | 0,54 | 0,67 | 0,77 |
10 | 10 | 0,47 | 0,59 | 0,67 | 0,74 | 0,53 | 0,67 | 0,76 | 0,83 | 0,59 | 0,74 | 0,84 |
11 | 11 | 0,51 | 0,64 | 0,73 | 0,81 | 0,58 | 0,73 | 0,82 | 0,91 | 0,64 | 0,81 | 0,92 |
12 | 12 | 0,56 | 0,70 | 0,79 | 0,87 | 0,63 | 0,78 | 0,89 | 0,98 | 0,70 | 0,87 | 0,99 |
13 | 14 | 0,64 | 0,80 | 0,91 | 1,00 | 0,72 | 0,90 | 1,02 | 1,13 | 0,80 | 1,00 | 1,14 |
14 | 16 | 0,72 | 0,90 | 1,02 | 1,13 | 0,81 | 1,02 | 1,16 | 1,27 | 0,90 | 1,13 | 1,29 |
15 | 18 | 0,80 | 1,00 | 1,14 | 1,26 | 0,90 | 1,13 | 1,28 | 1,42 | 1,00 | 1,26 | 1,43 |
16 | 20 | 0,88 | 1,10 | 1,25 | 1,38 | 0,95 | 1,24 | 1,41 | 1,56 | 1,10 | 1,38 | 1,57 |
Индекс | а | б | в | г | д | е | ж | з | к | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАКЕРНИВАНИЕ ЦЕНТРА ОКРУЖНОСТИ ИЛИ ЗАСЕЧЕК НА ЛИНИИ | Карта 25, лист 3 | ||
Формула зависимости | T = С · n0,9 · L0,14 | ||
Значения коэффициента пропорциональности "C" | |||
N позиции | Индекс | ||
а - г | д - з | и - л | |
Значения "C" | |||
1 - 16 | 0,039 | 0,044 | 0,049 |
Примечание. При накернивании цилиндрической поверхности в вертикальной плоскости приведенное в нормативной карте время по индексам "и - л" применяется с коэффициентом 1,1.
НАКЕРНИВАНИЕ ТОЧЕК ПЕРЕСЕЧЕНИЯ ОСЕВЫХ ЛИНИЙ С ОКРУЖНОСТЬЮ | Карта 26, лист 1 | ||||||||||
Содержание работы |  | ||||||||||
1. Взять кернер и молоток. 2. Установить кернер, накернить точки пересечения осевых линий с окружностью. 3. Отложить кернер и молоток | |||||||||||
N позиции | Количество окружностей одного размера n, шт., до | Положение плоскости | |||||||||
Горизонтальное | Вертикальное | ||||||||||
Диаметр окружности Д, мм, до | |||||||||||
50 | 100 | 250 | 500 | 1000 | 50 | 100 | 250 | 500 | 1000 | ||
Время T, мин. | |||||||||||
1 | 0,37 | 0,40 | 0,44 | 0,48 | 0,51 | 0,42 | 0,45 | 0,50 | 0,53 | 0,58 | |
2 | 2 | 0,69 | 0,74 | 0,82 | 0,96 | 0,77 | 0,84 | 0,92 | 1,00 | 1,08 | |
3 | 3 | 0,99 | 1,07 | 1,18 | 1,28 | 1,38 | 1,12 | 1,20 | 1,33 | 1,45 | 1,55 |
4 | 4 | 1,28 | 1,39 | 1,53 | 1,66 | 1,79 | 1,45 | 1,56 | 1,72 | 1,86 | 2,01 |
5 | 5 | 1,57 | 1,70 | 1,88 | 2,02 | 2,18 | 1,77 | 1,91 | 2,11 | 2,28 | 2,46 |
6 | 6 | 1,85 | 2,00 | 2,21 | 2,38 | 2,57 | 2,08 | 2,25 | 2,49 | 2,68 | 2,90 |
7 | 7 | 2,13 | 2,30 | 2,54 | 2,74 | 2,96 | 2,39 | 2,58 | 2,86 | 3,08 | 3,33 |
8 | 8 | 2,40 | 2,59 | 2,86 | 3,09 | 3,33 | 2,70 | 2,91 | 3,22 | 3,48 | 3,75 |
9 | 9 | 2,67 | 2,88 | 3,18 | 3,43 | 3,71 | 3,00 | 3,24 | 3,58 | 3,86 | 4,17 |
10 | 10 | 2,93 | 3,16 | 3,50 | 3,78 | 4,08 | 3,30 | 3,56 | 3,94 | 4,25 | 4,59 |
11 | 11 | 3,19 | 3,45 | 3,81 | 4,11 | - | 3,59 | 3,88 | 4,29 | 4,63 | - |
12 | 12 | 3,45 | 3,73 | 4,12 | 4,45 | - | 3,89 | 4,19 | 4,64 | 5,01 | - |
13 | 14 | 3,97 | 4,28 | 4,74 | - | - | 4,46 | 4,82 | 5,33 | - | - |
14 | 16 | 4,48 | 4,83 | 5,34 | - | - | 5,03 | 5,43 | 6,01 | - | - |
Индекс | б | в | г | ж | з | и | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАКЕРНИВАНИЕ ТОЧЕК ПЕРЕСЕЧЕНИЯ ОСЕВЫХ ЛИНИЙ С ОКРУЖНОСТЬЮ | Карта 26, лист 2 | ||||||||||
N позиции | Количество окружностей одного размера n, шт., до | Положение плоскости | |||||||||
Горизонтальное | Вертикальное | ||||||||||
Диаметр окружности Д, мм, до | |||||||||||
50 | 100 | 250 | 500 | 1000 | 50 | 100 | 250 | 500 | 1000 | ||
Время T, мин. | |||||||||||
15 | 18 | 4,98 | 5,37 | 5,94 | - | - | 5,60 | 6,04 | 6,68 | - | - |
16 | 20 | 5,47 | 5,90 | 6,53 | - | - | 6,15 | 6,64 | 7,35 | - | - |
17 | 22 | 5,96 | 6,43 | - | - | - | 6,71 | 7,24 | - | - | - |
18 | 24 | 6,45 | 6,96 | - | - | - | 7,25 | 7,83 | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Формулы зависимости | |||||||||||
НАКЕРНИВАНИЕ ТОЧЕК НА ОКРУЖНОСТИ | Карта 27, лист 1 | ||||||||||||
Содержание работы |  | ||||||||||||
1. Взять кернер и молоток слесарный. 2. Установить кернер и накернить точки на окружности. 3. Отложить кернер и молоток слесарный | |||||||||||||
N позиции | Количество точек n, шт., до | Положение плоскости | |||||||||||
Горизонтальное | Вертикальное | ||||||||||||
Диаметр окружности Д, мм, до | |||||||||||||
50 | 150 | 500 | 1500 | 3000 | 5000 | 50 | 150 | 500 | 1500 | 3000 | 5000 | ||
Время T, мин. | |||||||||||||
1 | 2 | 0,16 | - | - | - | - | - | 0,18 | - | - | - | - | - |
2 | 3 | 0,24 | - | - | - | - | - | 0,26 | - | - | - | - | - |
3 | 4 | 0,35 | - | - | - | - | 0,34 | 0,39 | - | - | - | - | |
4 | 5 | 0,37 | 0,43 | 0,49 | - | - | - | 0,42 | 0,47 | 0,55 | - | - | - |
5 | 6 | 0,44 | 0,50 | - | - | - | - | 0,56 | 0,64 | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАКЕРНИВАНИЕ ТОЧЕК НА ОКРУЖНОСТИ | Карта 27, лист 2 | ||||||||||||
N позиции | Количество точек n, шт., до | Положение плоскости | |||||||||||
Горизонтальное | Вертикальное | ||||||||||||
Диаметр окружности Д, мм, до | |||||||||||||
50 | 150 | 500 | 1500 | 3000 | 5000 | 50 | 150 | 500 | 1500 | 3000 | 5000 | ||
Время T, мин. | |||||||||||||
6 | 7 | 0,51 | 0,58 | 0,67 | - | - | - | 0,56 | 0,64 | 0,74 | - | - | - |
7 | 8 | 0,57 | 0,65 | 0,86 | - | - | 0,63 | 0,72 | 0,84 | 0,95 | - | - | |
8 | 9 | - | 0,72 | 0,84 | 0,96 | 1,04 | - | - | 0,80 | 0,93 | 1,06 | 1,16 | - |
9 | 10 | - | 0,80 | 0,92 | 1,14 | - | - | 0,88 | 1,02 | 1,16 | 1,27 | - | |
10 | 11 | - | 0,87 | 1,00 | 1,14 | 1,24 | 1,32 | - | 0,96 | 1,11 | 1,27 | 1,38 | 1,47 |
11 | 12 | - | 0,94 | 1,09 | 1,24 | 1,34 | 1,43 | - | 1,04 | 1,20 | 1,37 | 1,49 | 1,59 |
12 | 14 | - | - | 1,25 | 1,42 | 1,55 | 1,64 | - | - | 1,38 | 1,58 | 1,71 | 1,83 |
13 | 16 | - | - | 1,40 | 1,60 | 1,74 | 1,85 | - | - | 1,56 | 1,78 | 1,93 | 2,06 |
14 | 18 | - | - | 1,56 | 1,78 | 1,94 | 2,06 | - | - | 1,73 | 1,98 | 2,15 | 2,29 |
15 | 20 | - | - | 1,72 | 1,96 | 2,13 | 2,26 | - | - | 1,91 | 2,17 | 2,36 | 2,52 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАКЕРНИВАНИЕ ТОЧЕК НА ОКРУЖНОСТИ | Карта 27, лист 3 | ||||||||||||
N позиции | Количество точек n, шт., до | Положение плоскости | |||||||||||
Горизонтальное | Вертикальное | ||||||||||||
Диаметр окружности Д, мм, до | |||||||||||||
50 | 150 | 500 | 1500 | 3000 | 5000 | 50 | 150 | 500 | 1500 | 3000 | 5000 | ||
Время T, мин. | |||||||||||||
16 | 22 | - | - | 1,87 | 2,14 | 2,32 | 2,47 | - | - | 2,08 | 2,37 | 2,57 | 2,74 |
17 | 24 | - | - | 2,03 | 2,31 | 2,51 | 2,67 | - | - | 2,24 | 2,56 | 2,78 | 2,97 |
18 | 28 | - | - | - | 2,65 | 2,88 | 3,07 | - | - | - | 2,94 | 3,20 | 3,41 |
19 | 32 | - | - | - | 2,99 | 3,25 | 3,46 | - | - | - | 3,32 | 3,61 | 3,85 |
20 | 36 | - | - | - | 3,33 | 3,62 | 3,84 | - | - | - | 3,69 | 4,01 | 4,28 |
21 | 40 | - | - | - | 3,66 | 3,98 | 4,23 | - | - | - | 4,06 | 4,41 | 4,70 |
22 | 44 | - | - | - | - | 4,33 | 4,61 | - | - | - | - | 4,80 | 5,12 |
23 | 48 | - | - | - | - | 4,68 | 4,98 | - | - | - | - | 5,20 | 5,54 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Формула зависимости | T = С · n0,9 · Д0,12 | ||||||||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАКЕРНИВАНИЕ ТОЧЕК НА ОКРУЖНОСТИ | Карта 27, лист 4 | |
Значения коэффициента пропорциональности "C" | ||
N позиции | Индекс | |
а - е | ж - м | |
Значения "C" | ||
1 - 23 | 0,055 | 0,061 |
НАКЕРНИВАНИЕ КОНТУРА ДЕТАЛИ, ЛИНИЙ ПО РАЗМЕТКЕ | Карта 28, лист 1 | |||||||
Содержание работы | ||||||||
1. Взять кернер и молоток слесарный. 2. Накернить контур детали или линию. 3. Отложить кернер и молоток слесарный | ||||||||
N позиции | Периметр контура, длина линии P, мм, до | Вид контура, линии | ||||||
Прямолинейный | Криволинейный | |||||||
Расстояние между точками накернивания L, мм, до | ||||||||
10 | 25 | 50 | 100 | 10 | 25 | 50 | ||
Время T, мин. | ||||||||
1 | 100 | 0,21 | - | - | - | 0,26 | - | - |
2 | 120 | 0,24 | 0,14 | - | - | 0,30 | 0,18 | - |
3 | 150 | 0,29 | 0,17 | - | - | 0,36 | 0,21 | - |
4 | 180 | 0,34 | 0,20 | 0,13 | - | 0,42 | 0,25 | 0,17 |
5 | 220 | 0,40 | 0,24 | 0,16 | 0,11 | 0,50 | 0,30 | 0,20 |
6 | 260 | 0,46 | 0,27 | 0,18 | 0,12 | 0,57 | 0,34 | 0,23 |
7 | 300 | 0,52 | 0,31 | 0,21 | 0,14 | 0,65 | 0,38 | 0,26 |
8 | 360 | 0,60 | 0,36 | 0,24 | 0,16 | 0,75 | 0,45 | 0,30 |
9 | 400 | 0,66 | 0,39 | 0,26 | 0,18 | 0,82 | 0,49 | 0,33 |
10 | 500 | 0,80 | 0,47 | 0,32 | 0,21 | 1,00 | 0,59 | 0,40 |
11 | 600 | 0,93 | 0,55 | 0,37 | 0,25 | 1,16 | 0,69 | 0,46 |
12 | 700 | 1,06 | 0,63 | 0,42 | 0,28 | 1,32 | 0,78 | 0,53 |
13 | 800 | 1,18 | 0,70 | 0,47 | 0,32 | 1,48 | 0,88 | 0,59 |
14 | 900 | 1,30 | 0,77 | 0,52 | 0,35 | 1,63 | 0,97 | 0,66 |
15 | 1000 | 1,43 | 0,85 | 0,61 | 0,38 | 1,78 | 1,06 | 0,71 |
Индекс | а | б | в | г | д | е | ж | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ НАКЕРНИВАНИЕ КОНТУРА ДЕТАЛИ, ЛИНИЙ ПО РАЗМЕТКЕ | Карта 28, лист 2 | |||||||
N позиции | Периметр контура, длина линии P, мм, до | Вид контура, линии | ||||||
Прямолинейный | Криволинейный | |||||||
Расстояние между точками накернивания L, мм, до | ||||||||
10 | 25 | 50 | 100 | 10 | 25 | 50 | ||
Время T, мин. | ||||||||
16 | 1200 | 1,66 | 0,98 | 0,66 | 0,45 | 2,08 | 1,23 | 0,83 |
17 | 1500 | 2,00 | 1,19 | 0,80 | 0,54 | 2,50 | 1,49 | 1,00 |
18 | 1800 | 2,34 | 1,38 | 0,93 | 0,63 | 2,92 | 1,73 | 1,17 |
19 | 2200 | - | 1,64 | 1,10 | 0,74 | - | 2,05 | 1,38 |
20 | 2600 | - | 1,89 | 1,27 | 0,86 | - | 2,36 | 1,59 |
21 | 3000 | - | - | 1,43 | 0,96 | - | - | 1,79 |
22 | 3600 | - | - | 1,67 | 1,12 | - | - | 2,09 |
23 | 4000 | - | - | 1,82 | 1,23 | - | - | 2,28 |
24 | 5000 | - | - | 2,20 | 1,48 | - | - | 2,75 |
Индекс | а | б | в | г | д | е | ж | |
Формула зависимости |  | |||||||
Значения коэффициента пропорциональности "C" | ||||||||
N позиции | Индекс | |||||||
а - г | д - ж | |||||||
Значения "C" | ||||||||
1 - 24 | 0,016 | 0,020 | ||||||
Примечание. Нормативы времени рассчитаны на накернивание контура детали или линий на горизонтальной плоскости. При накернивании контура детали или линий на вертикальной плоскости приведенное в нормативной карте время применяется с коэффициентом 1,1.
РАЗМЕТКА УСТУПОВ (ЗАНИЖЕНИЙ) | Карта 29, лист 1 | ||||||||||||
Содержание работы | 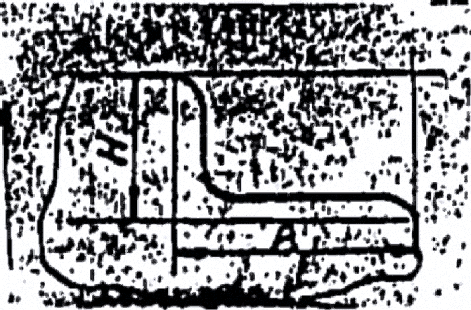 | ||||||||||||
1. Найти размеры на чертеже 2. Взять инструмент, разметить контур уступа (занижения) 3. Отложить инструмент | |||||||||||||
N позиции | Высота уступа (занижения) H, мм, до | Ширина уступа (занижения) B, мм, до | |||||||||||
15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 130 | 160 | 200 | 300 | ||
Время T, мин. | |||||||||||||
1 | 2 | 0,39 | 0,43 | 0,48 | 0,52 | 0,56 | 0,59 | 0,65 | 0,69 | - | - | - | - |
2 | 4 | 0,48 | 0,52 | 0,59 | 0,65 | 0,69 | 0,73 | 0,80 | 0,85 | 0,92 | - | - | - |
3 | 6 | 0,54 | 0,59 | 0,67 | 0,73 | 0,78 | 0,82 | 0,90 | 0,96 | 1,04 | 1,11 | - | - |
4 | 8 | 0,59 | 0,65 | 0,73 | 0,80 | 0,85 | 0,90 | 0,98 | 1,05 | 1,13 | 1,21 | 1,29 | - |
5 | 10 | 0,63 | 0,69 | 0,78 | 0,85 | 0,91 | 0,96 | 1,05 | 1,12 | 1,21 | 1,29 | 1,38 | 1,56 |
6 | 15 | 0,72 | 0,78 | 0,88 | 0,96 | 1,03 | 1,08 | 1,18 | 1,26 | 1,37 | 1,46 | 156 | 1,76 |
7 | 20 | 0,78 | 0,85 | 0,96 | 1,05 | 1,12 | 1,18 | 1,29 | 1,38 | 1,49 | 1,59 | 1,70 | 1,92 |
8 | 30 | 0,88 | 0,96 | 0,09 | 1,18 | 1,26 | 1,34 | 1,46 | 1,56 | 1,68 | 1,79 | 1,92 | 2,16 |
9 | 50 | 1,03 | 1,12 | 1,26 | 1,38 | 1,47 | 1,56 | 1,70 | 1,82 | 1,96 | 2,09 | 2,23 | 2,52 |
10 | 70 | 1,14 | 1,24 | 1,40 | 1,52 | 1,63 | 1,72 | 1,88 | 2,01 | 2,17 | 2,31 | 2,47 | 2,79 |
11 | 100 | 1,26 | 1,38 | 1,56 | 1,70 | 1,82 | 1,92 | 2,09 | 2,23 | 2,42 | 2,57 | 275 | 3,11 |
12 | 160 | 1,46 | 1,59 | 1,79 | 1,95 | 2,09 | 2,21 | 2,41 | 2,57 | 2,78 | 2,96 | 3,17 | 3,58 |
13 | 200 | 1,56 | 1,70 | 1,92 | 2,09 | 2,23 | 2,36 | 2,57 | 2,75 | 2,98 | 3,17 | 3,39 | 3,82 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Формула зависимости | T = 0,141 · Н0,3 · В0,3 | ||||||||||||
Примечание. Нормативы времени рассчитаны на разметку уступов (занижений) на вертикально расположенных поверхностях. При разметке на поверхностях, расположенных горизонтально, приведенное в нормативной карте время применяется с коэффициентом 1,1.
РАЗМЕТКА П-ОБРАЗНЫХ ПАЗОВ | Карта 30, лист 1 | ||||||||||||
Содержание работы |  | ||||||||||||
1. Найти размеры на чертеже 2. Взять инструмент, разметить контур паза 3. Отложить инструмент | |||||||||||||
N позиции | Высота паза H, мм, до | Ширина паза B, мм, до | |||||||||||
15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 130 | 160 | 200 | 300 | ||
Время T, мин. | |||||||||||||
1 | 2 | 0,56 | 0,61 | 0,69 | 0,75 | 0,80 | 0,85 | 0,92 | 0,99 | - | - | - | - |
2 | 4 | 0,69 | 0,75 | 0,85 | 0,93 | 0,99 | 1,04 | 1,14 | 1,22 | 1,32 | - | - | - |
3 | 6 | 0,78 | 0,85 | 0,96 | 1,04 | 1,12 | 1,18 | 1,29 | 1,38 | 1,49 | 1,58 | - | - |
4 | 8 | 0,85 | 0,92 | 1,04 | 1,14 | 1,22 | 1,29 | 1,40 | 1,50 | 1,62 | 1,73 | 1,85 | - |
5 | 10 | 0,91 | 0,99 | 1,12 | 1,22 | 1,30 | 1,38 | 1,50 | 1,60 | 1,74 | 1,85 | 1,98 | 2,23 |
6 | 15 | 1,02 | 1,12 | 1,26 | 1,38 | 1,47 | 1,55 | 1,69 | 1,81 | 1,96 | 2,09 | 2,23 | 2,52 |
7 | 20 | 1,12 | 1,22 | 1,35 | 1,50 | 1,60 | 1,69 | 1,85 | 1,98 | 2,14 | 2,27 | 2,43 | 2,74 |
8 | 30 | 1,26 | 1,38 | 1,55 | 1,69 | 1,81 | 1,91 | 2,09 | 2,23 | 2,41 | 2,57 | 2,75 | 3,10 |
9 | 50 | 1,47 | 1,66 | 1,81 | 1,98 | 2,11 | 2,23 | 2,43 | 2,60 | 2,81 | 2,99 | 3,20 | 3,62 |
10 | 70 | 1,63 | 1,77 | 2,00 | 2,18 | 2,34 | 2,47 | 2,69 | 2,88 | 3,11 | 3,31 | 3,54 | 4,00 |
11 | 100 | 1,81 | 1,98 | 2,23 | 2,43 | 2,60 | 2,75 | 2,99 | 3,20 | 3,46 | 3,69 | 3,94 | 4,45 |
12 | 160 | 2,09 | 2,27 | 2,57 | 2,80 | 2,99 | 3,16 | 3,45 | 3,69 | 3,99 | 4,24 | 4,54 | 5,12 |
13 | 200 | 2,23 | 2,43 | 2,75 | 2,99 | 3,20 | 3,38 | 3,68 | 3,98 | 4,26 | 4,54 | 4,85 | 5,48 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Формула зависимости | T = 0,202 · H0,3 · B0,3 | ||||||||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА П-ОБРАЗНЫХ ПАЗОВ | Карта 30, лист 2 |
Примечания: 1. Нормативы времени рассчитаны на разметку П-образных пазов на вертикально расположенных поверхностях. При разметке на поверхностях, расположенных горизонтально, приведенное в нормативной карте время применяется с коэффициентом 1,1. 2. При разметке П-образных пазов при помощи шаблонов приведенное в нормативной карте время применяется с коэффициентом 0,5. | |
РАЗМЕТКА Т-ОБРАЗНЫХ ПАЗОВ | Карта 31, лист 1 | |||||||||||
Содержание работы |  | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить контур паза. 3. Отложить инструмент | ||||||||||||
N позиции | A | B | C | Размеры паза, мм, до | ||||||||
Н | ||||||||||||
14 | 17 | 25 | 32 | 38 | 48 | 61 | 71 | 80 | ||||
Время T, мин. | ||||||||||||
1 | 10 | 16 | 7 | 1,61 | 1,73 | 2,01 | 2,20 | 2,35 | 2,57 | 2,82 | 2,98 | 3,12 |
2 | 14 | 23 | 9 | - | 1,84 | 2,13 | 2,34 | 2,50 | 2,73 | 2,99 | 3,17 | 3,31 |
3 | 18 | 30 | 12 | - | - | 2,23 | 2,45 | 2,61 | 2,85 | 3,13 | 3,31 | 3,47 |
4 | 22 | 37 | 16 | - | - | - | 2,54 | 2,71 | 2,96 | 3,24 | 3,44 | 3,59 |
5 | 28 | 46 | 20 | - | - | - | - | 2,83 | 3,09 | 3,39 | 3,59 | 3,76 |
6 | 36 | 56 | 25 | - | - | - | - | - | 3,24 | 3,54 | 3,75 | 3,93 |
7 | 42 | 68 | 32 | - | - | - | - | - | - | 3,64 | 3,86 | 4,04 |
8 | 48 | 80 | 36 | - | - | - | - | - | - | - | 3,95 | 4,14 |
Индекс | а | б | в | г | д | е | ж | з | и | |||
Формула зависимости | T = 0,39 · A0,18 · H0,38 | |||||||||||
Примечания:
1. Нормативы времени рассчитаны на разметку Т-образных пазов на вертикально расположенных поверхностях. При разметке на поверхностях, расположенных горизонтально, приведенное в нормативной карте время применяется с коэффициентом 1,1.
2. При разметке Т-образных пазов с помощью шаблона приведенное в нормативной карте время применяется с коэффициента 0,5.
РАЗМЕТКА ПАЗОВ ТИПА "ЛАСТОЧКИН ХВОСТ" | Карта 32, лист 1 | |||||||||||
Содержание работы | 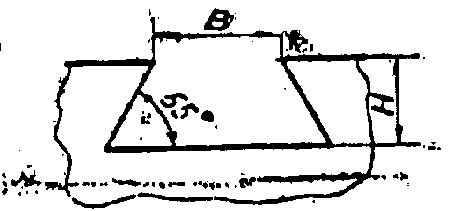 | |||||||||||
1. Найти размеры на чертеже 2. Взять инструмент, разметить контур паза. 3. Отложить инструмент | ||||||||||||
N позиции | Высота паза H, мм, до | Ширина паза B, мм, до | ||||||||||
15 | 20 | 30 | 40 | 50 | 70 | 100 | 130 | 160 | 200 | 300 | ||
Время T, мин. | ||||||||||||
1 | 10 | 1,14 | 1,24 | 1,40 | 1,53 | 1,63 | 1,80 | 2,01 | 2,17 | 2,31 | 2,47 | 2,79 |
2 | 15 | 1,28 | 1,40 | 1,58 | 1,72 | 1,84 | 2,04 | 2,27 | 2,46 | 2,61 | 2,79 | 3,15 |
3 | 20 | 1,40 | 1,52 | 1,72 | 1,88 | 2,01 | 2,22 | 2,47 | 2,68 | 2,85 | 3,04 | 3,44 |
4 | 30 | 1,58 | 1,72 | 1,95 | 2,12 | 2,27 | 2,51 | 2,79 | 3,02 | 3,22 | 3,44 | 3,88 |
5 | 50 | 1,84 | 2,01 | 2,27 | 2,47 | 2,64 | 2,92 | 2,26 | 3,52 | 3,75 | 4,01 | 4,54 |
6 | 70 | 2,04 | 2,22 | 2,51 | 2,74 | 2,93 | 3,24 | 3,60 | 3,90 | 4,15 | 4,44 | 5,01 |
7 | 100 | 2,27 | 2,47 | 2,79 | 3,04 | 3,26 | 3,60 | 4,01 | 4,34 | 4,62 | 4,94 | 5,57 |
8 | 160 | 2,61 | 2,85 | 3,22 | 3,51 | 3,75 | 4,15 | 4,62 | 5,00 | 5,32 | 5,68 | 6,42 |
9 | 200 | 2,79 | 3,04 | 3,44 | 3,75 | 4,01 | 4,44 | 4,94 | 5,34 | 5,68 | 6,08 | 6,86 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
Формула зависимости | T = 0,253 · H0,3 · B0,3 | |||||||||||
Примечания:
1. Нормативы времени рассчитаны на разметку пазов типа "Ласточкин хвост", расположенных на вертикальной плоскости. При разметке пазов на горизонтальной плоскости приведенное в нормативной карте время применяется с коэффициентом 1,1.
2. При разметке пазов с помощью шаблона приведенное в нормативной карте время применяется с коэффициентом 0,5.
РАЗМЕТКА ЦЕНТРОВ НА ВАЛАХ | Карта 33, лист 1 | |||||||||||||
Содержание работы | 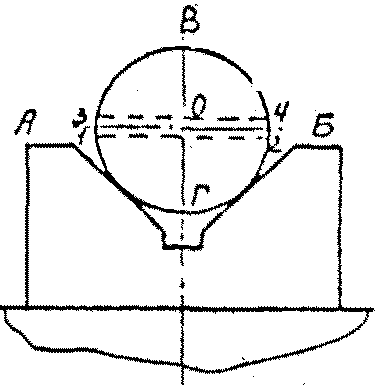 | |||||||||||||
1. Найти размеры на чертеже и произвести расчеты. 2. Взять рейсмас, провести линии (1, 2) с двух сторон вала. 3. Повернуть вал в приемах на 180°. 4. Провести линии (3, 4) с двух сторон вала. 5. Разделить пополам полученное расстояние и провести линию АБ с двух концов вала. 6. Повернуть вал на 90°, проверить линии АБ по угольнику. 7. Провести линии ВГ с двух сторон вала, отложить рейсмас | ||||||||||||||
N позиции | Длина вала L, мм, до | Диаметр вала Д, мм, до | ||||||||||||
30 | 50 | 80 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |||
Время T, мин. | ||||||||||||||
1 | 60 | 1,43 | - | - | - | - | - | - | - | - | - | - | - | |
2 | 100 | 1,72 | 2,13 | - | - | - | - | - | - | - | - | - | - | |
3 | 160 | 2,05 | 2,54 | 3,09 | - | - | - | - | - | - | - | - | - | |
4 | 200 | 2,22 | 2,75 | 3,36 | 3,68 | - | - | - | - | - | - | - | - | |
5 | 300 | 2,58 | 3,20 | 3,90 | 4,28 | 5,08 | 5,72 | - | - | - | - | - | - | |
6 | 400 | 2,87 | 3,56 | 4,34 | 4,76 | 5,66 | 6,37 | 7,00 | 7,55 | - | - | - | - | |
7 | 500 | 3,12 | 3,86 | 4,71 | 5,17 | 6,13 | 6,92 | 7,60 | 8,20 | 8,75 | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЦЕНТРОВ НА ВАЛАХ | Карта 33, лист 2 | ||||||||||||
N позиции | Длина вала L, мм, до | Диаметр вала Д, мм, до | |||||||||||
30 | 50 | 80 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | ||
Время T, мин. | |||||||||||||
8 | 800 | 3,71 | 4,60 | 5,60 | 6,15 | 7,30 | 8,23 | 9,04 | 9,76 | 10,4 | 11,0 | 11,6 | 12,1 |
9 | 1000 | 4,03 | 5,00 | 6,09 | 6,68 | 7,92 | 8,94 | 9,82 | 10,6 | 11,3 | 12,0 | 12,6 | 13,1 |
10 | 1500 | - | 5,80 | 7,07 | 7,76 | 9,21 | 10,4 | 11,4 | 12,3 | 13,1 | 13,9 | 14,6 | 15,3 |
11 | 2000 | - | 6, 46 | 7,86 | 8,64 | 10,2 | 11,6 | 12,7 | 13,7 | 14,6 | 15,5 | 16,2 | 17,0 |
12 | 2500 | - | 7,01 | 8,54 | 9,38 | 11,1 | 12,6 | 13,8 | 14,9 | 15,9 | 18,8 | 17,6 | 18,4 |
13 | 3000 | - | 7,50 | 9,14 | 10,0 | 11,9 | 13,4 | 14,8 | 15,9 | 17,0 | 20,0 | 18,9 | 19,7 |
14 | 4000 | - | - | 10,2 | 11,2 | 13,2 | 14,3 | 16,4 | 17,7 | 18,9 | 20,0 | 21,0 | 22,0 |
15 | 5000 | - | - | - | 12,1 | 14,4 | 16,2 | 17,8 | 19,2 | 20,5 | 21,7 | 228 | 23,8 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Формула зависимости | T = 0,075 · L0,37 · Д0,42 | ||||||||||||
Примечания:
1. Нормативы времени рассчитаны на разметку центров вала с двух сторон. При разметке центра с одной стороны вала приведенное в нормативной карте время применяется с коэффициентом 0,6.
2. Нормативы времени рассчитаны на разметку гладких цилиндрических валов. При разметке валов с уступами приведенное в нормативной карте время брать для среднего диаметра.
РАЗМЕТКА ДЕТАЛЕЙ НА ЧАСТИ В ДЕЛИТЕЛЬНОЙ ГОЛОВКЕ | Карта 34, лист 1 | |||||||||||
Содержание работы | ||||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить деталь с поворотом на последующее деление. 3. Отложить инструмент | ||||||||||||
N позиции | Вид установки | Масса детали М, кг, до | Количество делений n, до | |||||||||
4 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | |||
Время T, мин. | ||||||||||||
В патроне | 1 | 0,50 | 0,59 | 0,67 | 0,74 | 0,79 | 0,90 | 0,98 | 1,08 | 1,17 | 1,32 | |
2 | 3 | 0,56 | 0,66 | 0,75 | 0,82 | 0,89 | 1,00 | 1,10 | 1,21 | 1,30 | 1,47 | |
3 | 5 | 0,59 | 0,70 | 0,79 | 0,87 | 0,93 | 1,05 | 1,16 | 1,27 | 1,37 | 1,55 | |
4 | 8 | 0,62 | 0,73 | 0,83 | 0,91 | 0,98 | 1,10 | 1,21 | 1,33 | 1,44 | 1,62 | |
5 | 15 | 0,66 | 0,78 | 0,88 | 0,97 | 1,04 | 1,18 | 1,29 | 1,42 | 1,53 | 1,73 | |
20 | 0,68 | 0,81 | 0,91 | 1,00 | 1,08 | 1,21 | 1,33 | 1,46 | 1,58 | 1,78 | ||
В центрах с хомутиком | 1 | 0,76 | 0,88 | 0,97 | 1,05 | 1,12 | 1,25 | 1,35 | 1,46 | 1,56 | 1,73 | |
8 | 3 | 0,85 | 0,98 | 1,08 | 1,18 | 1,25 | 1,39 | 1,51 | 1,63 | 1,75 | 1,94 | |
9 | 5 | 0,89 | 1,03 | 1,14 | 1,24 | 1,32 | 1,46 | 1,59 | 1,72 | 1,84 | 2,04 | |
10 | 8 | 0,93 | 1,08 | 1,20 | 1,30 | 1,38 | 1,54 | 1,66 | 1,80 | 1,93 | 2,14 | |
11 | 15 | 0,99 | 1,15 | 1,27 | 1,38 | 1,47 | 1,64 | 1,77 | 1,92 | 2,05 | 2,27 | |
20 | 1,02 | 1,18 | 1,31 | 1,42 | 1,52 | 1,68 | 1,82 | 1,98 | 2,11 | 2,34 | ||
Индекс | а | б | в | г | д | е | ж | з | н | к | ||
Формулы зависимости | ||||||||||||
Примечания:
1. При проведении дополнительной риски с выносом на торец или диаметр детали к приведенному в нормативной карте времени прибавлять 0,04 мин. на каждую линию.
2. При проведении двойных рисок с накерниванием приведенное в нормативной карте время применяется с коэффициентом 1,6.
РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Индивидуальный раскрой - одна деталь из заготовки | Карта 35, лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Найти размеры на чертеже, произвести расчеты. 2. Взять инструмент, разметить контур детали, нанести контрольные керны по углам детали. 3. Отложить инструмент | |||||||||||||
N позиции | Длина детали L, мм, до | Ширина детали B, мм, до | Число рисок по контуру, n | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
Время на деталь T, мин. | |||||||||||||
1 | 450 | 200 | 0,24 | 0,41 | 0,58 | 0,73 | 0,87 | 1,01 | 1,14 | 1,28 | 1,40 | 1,53 | |
2 | 450 | 0,32 | 0,56 | 0,78 | 0,99 | 1,18 | 1,37 | 1,56 | 1,74 | 1,91 | 2,08 | ||
3 | 750 | 400 | 0,42 | 0,73 | 1,01 | 1,28 | 1,53 | 1,78 | 2,01 | 2,24 | 2,47 | 2,68 | |
4 | 750 | 0,53 | 0,93 | 1,29 | 1,63 | 1,95 | 2,26 | 2,56 | 2,85 | 3,14 | 3,42 | ||
5 | 1200 | 800 | 0,72 | 1,25 | 1,74 | 2,20 | 2,63 | 3,05 | 3,46 | 3,85 | 4,24 | 4,62 | |
6 | 1200 | 0,83 | 1,46 | 2,03 | 2,56 | 3,07 | 3,56 | 4,03 | 4,49 | 4,94 | 5,38 | ||
7 | 1800 | 900 | 0,95 | 1,66 | 2,31 | 2,92 | 3,50 | 4,06 | 4,59 | 5,12 | 5,63 | 6,13 | |
8 | 1800 | 1,24 | 2,17 | 3,01 | 3,80 | 4,55 | 5,28 | 5,98 | 6,66 | 7,33 | 7,98 | ||
9 | 2500 | 1200 | 1,29 | 2,25 | 3,13 | 3,95 | 4,74 | 5,49 | 6,22 | 6,93 | 7,62 | 8,30 | |
10 | 2400 | 1,67 | 2.93 | 4,08 | 5,14 | 6,16 | 7,15 | 8,10 | 9,02 | 9,92 | 10,8 | ||
11 | 3500 | 1200 | 1,60 | 2,75 | 3,82 | 4,82 | 5,78 | 6,70 | 7,59 | 8,46 | 9,30 | 10,1 | |
12 | 2400 | 2,04 | 3,58 | 4,97 | 6,27 | 7,51 | 8.71 | 9,86 | 11,0 | 12,1 | 13,2 | ||
1,3 | 4500 | 1200 | 1,82 | 3,19 | 4,43 | 5,59 | 6,70 | 7,77 | 8,80 | 9,81 | 10,8 | 11,7 | |
14 | 2400 | 2,37 | 4,15 | 5,77 | 7,28 | 8,72 | 10,1 | 11,4 | 12,8 | 14,0 | 15,3 | ||
15 | 6000 | 1200 | 2,16 | 3,79 | 5,26 | 6,64 | 7,96 | 9,22 | 10,4 | 11,6 | 12,8 | 13,9 | |
16 | 2400 | 2,81 | 4,92 | 6,84 | 8,64 | 10,3 | 12,0 | 13,6 | 15,1 | 16,6 | 18,1 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Индивидуальный раскрой - одна деталь из заготовки | Карта 35, лист 2 | |||||||||||
N позиции | Длина детали L, мм, до | Ширина детали B, мм, до | Число рисок по контуру, n | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
Время на деталь T, мин. | ||||||||||||
17 | 7500 | 1200 | 2,46 | 4,31 | 5,99 | 7,56 | 9,06 | 10,5 | 11,9 | 13,2 | 14,6 | 15,9 |
18 | 2400 | 3,20 | 5,61 | 7,79 | 9,84 | 11,8 | 13,7 | 15,5 | 17,2 | 19,0 | 20,6 | |
Индекс | а | б | в | г | д | е | ж | 3 | и | к | ||
Формула зависимости | T = 0,00086 · L0,59 · B0,38 n0,81 | |||||||||||
Примечания:
1. При отсутствии карты раскроя число рисок по контуру принимать:
а) для деталей с взаимно перпендикулярными сторонами на две единицы меньше числа сторон детали;
б) для деталей без перпендикулярных сторон - на единицу меньше числа сторон детали.
2. Нормы времени рассчитаны на выполнение разметки контуров деталей при отношении периметров заготовки к детали до 1,5; при отношении периметров заготовки к детали свыше 1,6 до 2,5 приведенное в нормативной карте время применяется с коэффициентом 1,1.
3. При разметке деталей, прошедших гибку, приведенное в нормативной карте время применяется с коэффициентом 1,5.
4. Нормативы времени рассчитаны на разметку контуров деталей без маркировки. При выполнении маркировки деталей к приведенному в нормативной карте времени добавлять:
Способ маркировки | ||
мелом или краской | клеймом | керном |
Время T, мин. на один маркируемый знак | ||
0,04 | 0,08 | 0,12 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Индивидуальный раскрой - одна деталь из заготовки | Карта 35, лист 3 |
5. Нормативы времени рассчитаны на разметку контуров деталей на разметочной плите или стеллаже. При разметке деталей разметочным кульманом приведенное в нормативной карте время применяется с коэффициентом 0,85 | |
РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Групповой раскрой - несколько деталей из заготовки | Карта 36, лист 1 | |||||
Содержание работы | ||||||
1. Найти размеры на чертеже и произвести расчеты. 2. Взять инструмент, разметить контур, нанести контрольные керны по углам детали. 3. Отложить инструмент | ||||||
I. Разные детали | ||||||
N позиции | Длина L, мм, до | Ширина B, мм, до | Число скосов на детали n, шт. | |||
0 | 2 | 3 | Свыше 3 | |||
Время на деталь T, мин. | ||||||
250 | 50 | 0,26 | 0,33 | 0,37 | 0,41 | |
2 | 80 | 0,31 | 0,39 | 0,45 | 0,50 | |
3 | 125 | 0,38 | 0,47 | 0,54 | 0,60 | |
4 | 200 | 0,46 | 0,57 | 0,66 | 0,72 | |
5 | 450 | 50 | 0,36 | 0,45 | 0,51 | 0,57 |
6 | 80 | 0,43 | 0,55 | 0,62 | 0,69 | |
7 | 125 | 0,52 | 0,66 | 0,75 | 0,82 | |
8 | 200 | 0,63 | 0,79 | 0,91 | 1,00 | |
9 | 300 | 0,75 | 0,94 | 1,03 | 1,18 | |
10 | 750 | 80 | 0,57 | 0,72 | 0,83 | 0,91 |
11 | 125 | 0,69 | 0,87 | 0,99 | 1,09 | |
12 | 200 | 0,84 | 1,05 | 1,20 | 1,32 | |
13 | 300 | 0,99 | 1,24 | 1,42 | 1,56 | |
14 | 500 | 1,22 | 1,53 | 1,75 | 1,92 | |
Индекс | а | б | в | г | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Групповой раскрой - несколько деталей из заготовки | Карта 36, лист 2 | |||||
N позиции | Длина L, мм, до | Ширина B, мм, до | Число скосов на детали n, шт. | |||
0 | 2 | 3 | Свыше 3 | |||
Время на деталь T, мин. | ||||||
15 | 1200 | 200 | 1,08 | 1,36 | 1,56 | 1,71 |
16 | 300 | 1,28 | 1,61 | 1,84 | 2,02 | |
17 | 500 | 1,58 | 1,98 | 2,27 | 2,49 | |
18 | 800 | 1,91 | 2,40 | 2,74 | 3,01 | |
19 | 1800 | 200 | 1,35 | 1,70 | 1,95 | 2,14 |
20 | 300 | 1,60 | 2,01 | 2,30 | 2,53 | |
21 | 500 | 1,97 | 2,48 | 2,83 | 3,12 | |
22 | 800 | 2,38 | 3,00 | 3,43 | 3,77 | |
23 | 1250 | 2,87 | 3,61 | 4,13 | 4,54 | |
24 | 2500 | 500 | 2,36 | 2,97 | 3,39 | 3,73 |
25 | 800 | 2,86 | 3,59 | 4,10 | 4,51 | |
26 | 1250 | 3,44 | 4,32 | 4,94 | 5,44 | |
27 | 2000 | 4,17 | 5,24 | 5,99 | 6,59 | |
28 | 3500 | 500 | 2,84 | 3,57 | 4,08 | 4,49 |
29 | 800 | 3,44 | 4,32 | 4,94 | 5,43 | |
30 | 1250 | 4,14 | 5,20 | 5,95 | 6,54 | |
31 | 2000 | 5,02 | 6,31 | 7,21 | 7,93 | |
32 | 4500 | 500 | 3,26 | 4,10 | 4,69 | 5,16 |
33 | 800 | 3,95 | 4,96 | 5,67 | 6,23 | |
34 | 1250 | 4,75 | 5,97 | 6,83 | 7,51 | |
Индекс | а | б | в | г | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Групповой раскрой - несколько деталей из заготовки | Карта 36, лист 3 | |||||
N позиции | Длина L, мм, до | Ширина В, мм, до | Число скосов на детали n, шт. | |||
0 | 2 | 3 | Свыше 3 | |||
Время на деталь T, мин. | ||||||
35 | 6000 | 500 | 3,82 | 4,81 | 5,49 | 6,04 |
36 | 800 | 4,62 | 5,81 | 6,64 | 7,30 | |
1250 | 5,57 | 7,00 | 8,00 | 8,80 | ||
II. Одинаковые детали из немерной заготовки | ||||||
250 | 50 | 0,23 | 0,29 | 0,33 | 0,36 | |
39 | 80 | 0,27 | 0,34 | 0,40 | 0,44 | |
40 | 125 | 0,33 | 0,41 | 0,48 | 0,53 | |
41 | 200 | 0,40 | 0,50 | 0,58 | 0,63 | |
42 | 450 | 50 | 0,32 | 0,40 | 0,45 | 0,50 |
43 | 80 | 0,38 | 0,48 | 0,55 | 0,61 | |
44 | 125 | 0,46 | 0,58 | 0,66 | 0,72 | |
45 | 200 | 0,55 | 0,70 | 0,80 | 0,88 | |
46 | 300 | 0,66 | 0,83 | 0,91 | 1,04 | |
47 | 750 | 80 | 0,50 | 0,63 | 0,73 | 0,80 |
48 | 125 | 0,61 | 0,77 | 0,87 | 0,96 | |
49 | 200 | 0,74 | 0,92 | 1,06 | 1,16 | |
50 | 300 | 0,87 | 1,09 | 1,25 | 1,37 | |
51 | 500 | 1,07 | 1,35 | 1,54 | 1,69 | |
52 | 1200 | 200 | 0,95 | 1,20 | 1,37 | 1,50 |
53 | 300 | 1,13 | 1,42 | 1,62 | 1,78 | |
54 | 500 | 1,39 | 1,74 | 2,00 | 2,19 | |
55 | 800 | 1,68 | 2,11 | 2,41 | 2,65 | |
Индекс | а | б | в | г | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Групповой раскрой - несколько деталей из заготовки | Карта 36, лист 4 | |||||
N позиции | Длина L, мм, до | Ширина B, мм, до | Число скосов на детали n, шт. | |||
0 | 2 | 3 | Свыше 3 | |||
Время на деталь T, мин. | ||||||
56 | 1800 | 200 | 1,19 | 1,50 | 1,72 | 1,88 |
57 | 300 | 1,41 | 1,77 | 2,02 | 2,23 | |
58 | 500 | 1,73 | 2,18 | 2,49 | 2,75 | |
59 | 800 | 2,09 | 2,64 | 3,02 | 3,32 | |
60 | 1250 | 2,53 | 3,18 | 3,63 | 4,00 | |
61 | 2500 | 500 | 2,08 | 2,61 | 2,98 | 3,28 |
62 | 800 | 2,52 | 3,16 | 3,61 | 3,97 | |
63 | 1250 | 3,03 | 3,80 | 4,35 | 4,79 | |
64 | 2000 | 3,67 | 4,61 | 5,27 | 5,80 | |
65 | 3500 | 500 | 2,50 | 3,14 | 3,59 | 3,95 |
66 | 800 | 3,03 | 3,80 | 4,35 | 4,78 | |
67 | 1250 | 3,64 | 4,58 | 5,24 | 5,76 | |
68 | 2000 | 4,42 | 5,55 | 6,34 | 6,98 | |
69 | 4500 | 500 | 2,87 | 3,61 | 4,13 | 4,54 |
70 | 800 | 3,48 | 4,36 | 4,99 | 5,48 | |
71 | 1250 | 4,18 | 5,25 | 6,01 | 6,61 | |
72 | 6000 | 500 | 3,36 | 4,23 | 4,83 | 5,32 |
73 | 800 | 4,07 | 5,11 | 5,84 | 6,42 | |
1250 | 4,90 | 6,16 | 7,04 | 7,74 | ||
Индекс | а | б | в | г | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Групповой раскрой - несколько деталей из заготовки | Карта 36, лист 5 | |||||
III. Одинаковые детали из мерной заготовки | ||||||
N позиции | Длина L, мм, до | Ширина B, мм, до | Число скосов на детали n, шт. | |||
0 | 2 | 3 | Свыше 3 | |||
Время на деталь T, мин. | ||||||
250 | 50 | 0,20 | 0,25 | 0,28 | 0,31 | |
76 | 80 | 0,23 | 0,29 | 0,34 | 0,38 | |
77 | 125 | 0,28 | 0,35 | 0,41 | 0,46 | |
78 | 200 | 0,34 | 0,43 | 0,50 | 0,54 | |
79 | 450 | 50 | 0,28 | 0,34 | 0,39 | 0,43 |
80 | 80 | 0,33 | 0,41 | 0,47 | 0,52 | |
81 | 125 | 0,40 | 0,50 | 0,57 | 0,62 | |
82 | 200 | 0,47 | 0,60 | 0,69 | 0,76 | |
83 | 300 | 0,57 | 0,71 | 0,78 | 0,89 | |
84 | 750 | 80 | 0,43 | 0,54 | 0,62 | 0,69 |
85 | 125 | 0,52 | 0,66 | 0,75 | 0,83 | |
86 | 200 | 0,64 | 0,79 | 0,91 | 1,00 | |
87 | 300 | 0,75 | 0,94 | 1,08 | 1,18 | |
88 | 500 | 0,92 | 1,16 | 1,32 | 1,45 | |
89 | 1200 | 200 | 0,82 | 1,03 | 1,18 | 1,29 |
90 | 300 | 0,97 | 1,22 | 1,39 | 1,53 | |
91 | 500 | 1,20 | 1,50 | 1,72 | 1,88 | |
92 | 800 | 1,44 | 1,81 | 2,07 | 2,28 | |
Индекс | а | б | в | г | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Групповой раскрой - несколько деталей из заготовки | Карта 36, лист 6 | |||||
N позиции | Длина L, мм, до | Ширина B, мм, до | Число скосов на детали n, шт. | |||
0 | 2 | 3 | Свыше 3 | |||
Время на деталь T, мин. | ||||||
93 | 1800 | 200 | 1,02 | 1,29 | 1,48 | 1,62 |
94 | 300 | 1,21 | 1,52 | 1,74 | 1,92 | |
95 | 500 | 1,49 | 1,87 | 2,14 | 2,37 | |
96 | 800 | 1,80 | 2,27 | 2,60 | 2,86 | |
97 | 1250 | 2,18 | 2,73 | 3,12 | 3,44 | |
98 | 2500 | 500 | 1,79 | 2,24 | 2,56 | 2,82 |
99 | 500 | 2,17 | 2,72 | 3,10 | 3,41 | |
100 | 1250 | 2,61 | 3,27 | 3,74 | 4,12 | |
101 | 2000 | 3,16 | 3,96 | 4,53 | 4,99 | |
102 | 3500 | 500 | 2,15 | 2,70 | 3,09 | 3,40 |
103 | 800 | 2,61 | 3,27 | 3,74 | 4,11 | |
104 | 1250 | 3,13 | 3,94 | 4,51 | 4,95 | |
105 | 2000 | 3,80 | 4,77 | 5,45 | 6,00 | |
106 | 4500 | 500 | 2,47 | 3,10 | 3,55 | 3,90 |
107 | 800 | 2,99 | 3,75 | 4,29 | 4,71 | |
108 | 1250 | 3,59 | 4,52 | 5,17 | 5,68 | |
109 | 6000 | 500 | 2,89 | 3,64 | 4,15 | 4,58 |
100 | 800 | 3,50 | 4,39 | 5,02 | 5,52 | |
1250 | 4,21 | 5,30 | 6,05 | 6,66 | ||
Индекс | а | б | в | г | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНТУРОВ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ Групповой раскрой - несколько деталей из заготовки | Карта 36, лист 7 | |
Формулы зависимости | ||
Значения коэффициента пропорциональности "C" | ||
N позиции | Формулы | |
Индекс | ||
а - г | ||
Значения "C" | ||
0,0025 | ||
0,0022 | ||
0,0019 | ||
Примечания:
1. Нормативы времени рассчитаны на разметку контуров деталей без маркировки. При выполнении маркировки деталей к приведенному в нормативной карте времени добавлять:
Способ маркировки | ||
мелом или краской | клеймом | керном |
Время T, мин. на один маркируемый знак | ||
0,04 | 0,08 | 0,12 |
2. Нормативы времени рассчитаны на разметку контуров деталей на разметочной плите или стеллаже. При разметке контуров деталей разметочным кульманом приведенное в нормативной карте время применяется с коэффициентом 0,85.
РАЗМЕТКА ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ ПО ШАБЛОНАМ | Карта 37, лист 1 | |||||||||
Содержание работы | ||||||||||
1. Взять шаблон и наложить на заготовку. 2. Наметить линии наружного и внутреннего контуров. 3. Снять шаблон, отложить. | ||||||||||
N позиции | Длина детали L, мм, до | Ширина детали B, мм, до | Количество линий (элементов) контура n, до | |||||||
4 | 7 | 12 | 18 | 24 | 30 | 40 | 50 | |||
Время на деталь T, мин. | ||||||||||
1 | 125 | 125 | 0,27 | 0,30 | - | - | - | - | - | - |
2 | 250 | 250 | 0,57 | 0,63 | 0,76 | - | - | - | - | - |
3 | 450 | 225 | 0,84 | 0,92 | 1,12 | 1,29 | - | - | - | - |
4 | 450 | 1,08 | 1,18 | 1,44 | 1,66 | 1,84 | - | - | - | |
5 | 750 | 190 | 1,12 | 1,23 | 1,49 | 1,73 | 1,92 | 2,07 | 2,30 | 2,49 |
6 | 380 | 1,47 | 1,60 | 1,96 | 2,26 | 2,51 | 2,71 | 3,01 | 3,26 | |
7 | 750 | 1,88 | 2,05 | 2,50 | 2,89 | 3,20 | 3,47 | 3,85 | 4,17 | |
8 | 1200 | 300 | 1,90 | 2,07 | 2,52 | 2,91 | 3,23 | 3,50 | 3,88 | 4,21 |
9 | 600 | 2,43 | 2,65 | 3,23 | 3,74 | 4,14 | 4,49 | 4,98 | 5,40 | |
10 | 1200 | 3,11 | 3,40 | 4,14 | 4,78 | 5,31 | 5,75 | 6,37 | 6,91 | |
11 | 1800 | 450 | 2,94 | 3,22 | 3,92 | 4,53 | 5,02 | 5,44 | 6,03 | 6,54 |
12 | 900 | 3,77 | 4,12 | 5,02 | 5,80 | 6,44 | 6,97 | 7,73 | 8,38 | |
13 | 1800 | 4,84 | 5,29 | 6,44 | 7,44 | 8,26 | 8,94 | 9,92 | 10,8 | |
14 | 2500 | 600 | 4,12 | 4,50 | 5,49 | 6,34 | 7,03 | 7,62 | 8,44 | 9,16 |
15 | 1200 | 5,30 | 5,79 | 7,06 | 8,15 | 9,04 | 9,79 | 10,9 | 11,8 | |
16 | 2400 | 6,79 | 7,42 | 9,04 | 10,4 | 11,6 | 12,5 | 13,9 | 15,1 | |
17 | 3500 | 600 | 8,08 | 5,73 | 6,98 | 8,07 | 8,95 | 9,69 | 10,7 | 11,7 |
18 | 1200 | 6,73 | 7,36 | 8,97 | 10,4 | 11,5 | 12,4 | 13,8 | 15,0 | |
19 | 2400 | 8,65 | 9,45 | 11,5 | 13,3 | 14,8 | 16,0 | 17,7 | 19,2 | |
Индекс | а | б | в | г | д | е | ж | з | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ ПО ШАБЛОНАМ | Карта 37, лист 2 | |||||||||
N позиции | Длина детали L, м, до | Ширина детали B, мм, до | Количество линий (элементов) контура n, до | |||||||
4 | 7 | 12 | 18 | 24 | 30 | 40 | 50 | |||
Время на деталь T, мин. | ||||||||||
20 | 4500 | 1200 | 8,08 | 8,82 | 10,8 | 12,4 | 13,8 | 14,9 | 16,6 | 18,0 |
21 | 2400 | 10,4 | 11,3 | 13,8 | 16,0 | 17,7 | 19,2 | 21,3 | 23,1 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Формула зависимости | T = 0,0008 · L0,72 · В0,36 · n0,44 | |||||||||
Примечания:
1. Нормативы времени рассчитаны на разметку деталей без накернивания линий. При разметке деталей с накерниванием приведенное в нормативной карте время применяется с коэффициентом 1,3.
2. Нормативы времени рассчитаны на разметку деталей чертилкой. При разметке деталей мелом приведенное в нормативной карте время применяется с коэффициентом 0,85.
3. Нормативы времени рассчитаны на разметку деталей с применением шаблона толщиной до 1,0 мм. При разметке деталей с применением шаблона толщиной свыше 1,0 мм приведенное в нормативной карте время применяется с коэффициентом 1,1.
4. Нормативы времени рассчитаны на разметку деталей без маркировки. При выполнении маркировки к приведенному в нормативной карте времени добавлять:
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ ПО ШАБЛОНАМ | Карта 37, лист 3 | ||||||||||
Мелом или краской | Клеймом | ||||||||||
Количество знаков маркировки на детали | |||||||||||
4 - 7 | 8 - 11 | 12 - 15 | 16 - 20 | 21 - 25 | Время на каждый последующий знак, мин. | 4 - 7 | 8 - 11 | 12 - 15 | 16 - 20 | 21 - 25 | Время на каждый последующий знак, мин. |
Время на деталь T, мин. | Время на деталь T, мин. | ||||||||||
0,24 | 0,40 | 0,60 | 0,80 | 1,0 | 0,04 | 0,5 | 0,8 | 1,2 | 1,5 | 1,9 | 0,08 |
5. На эскизе показан пример подсчета линий (элементов) по контуру. На участках контура, ограниченных кривыми линиями, число линий считать в зависимости от величины угла до 180° - 2 линии; до 270° - 3 линии; замкнутый контур - 4 линии. При наличии участков, ограниченных волнистыми кривыми, число линий считать по числу перегибов плюс единица. | |||||||||||
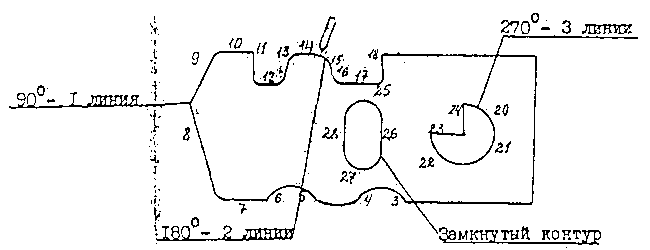 | |||||||||||
РАЗМЕТКА КОНЦОВ ТРУБ ПО ШАБЛОНАМ ПОД ФАСОННУЮ ОБРЕЗКУ | Карта 38, лист 1 | |||||||||
Содержание работы | ||||||||||
1. Взять шаблон и наложить на деталь. 2. Разметить линию обреза по шаблону и снять шаблон | ||||||||||
N позиции | Диаметр трубы Д, мм, до | Длина детали L, м, до | ||||||||
0,4 | 0,63 | 1,0 | 1,7 | 2,6 | 4,0 | 6,3 | 9,0 | 12 | ||
Время T, мин. | ||||||||||
1 | 25 | 0,37 | 0,42 | 0,47 | 0,54 | 0,60 | 0,67 | 0,76 | 0,83 | 0,89 |
2 | 38 | 0,49 | 0,55 | 0,62 | 0,71 | 0,79 | 0,89 | 1,00 | 1,09 | 1,18 |
3 | 54 | 0,61 | 0,69 | 0,78 | 0,89 | 1,00 | 1,12 | 1,26 | 1,38 | 1,49 |
4 | 76 | 0,77 | 0,87 | 0,98 | 1,12 | 1,25 | 1,40 | 1,58 | 1,73 | 1,86 |
5 | 110 | 0,98 | 1,10 | 1,25 | 1,43 | 1,60 | 1,79 | 2,01 | 2,20 | 2,38 |
6 | 133 | 1,11 | 1,25 | 1,41 | 1,62 | 1,81 | 2,03 | 2,28 | 2,50 | 2,69 |
7 | 160 | 1,26 | 1,41 | 1,60 | 1,83 | 2,05 | 2,29 | 2,58 | 2,82 | 3,04 |
8 | 245 | 1,67 | 1,87 | 2,11 | 2,43 | 2,71 | 3,03 | 3,41 | 3,74 | 4,03 |
9 | 325 | 2,01 | 2,26 | 2,55 | 2,92 | 3,27 | 3,65 | 4,11 | 4,51 | 4,86 |
10 | 426 | 2,40 | 2,70 | 3,05 | 3,50 | 3,90 | 4,37 | 4,92 | 5,39 | 5,81 |
11 | 530 | 2,77 | 3,12 | 3,52 | 4,04 | 4,51 | 5,04 | 5,68 | 6,22 | 6,71 |
12 | 630 | 3,11 | 3,50 | 3,94 | 4,53 | 5,05 | 5,65 | 6,36 | 6,98 | 7,52 |
Индекс | а | б | в | г | д | б | ж | з | и | |
Формула зависимости | T = 0,056 · Д0,66 · L0,25 | |||||||||
Примечания:
1. Нормативы времени рассчитаны на разметку заготовок из мерной трубы. При разметке заготовок из немерной трубы приведенное в нормативной карте время применяется с коэффициентом 1,1.
2. При измененных условиях выполнения работы приведенное в нормативной карте время применяется с поправочными коэффициентами:
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА КОНЦОВ ТРУБ ПО ШАБЛОНАМ ПОД ФАСОННУЮ ОБРЕЗКУ | Карта 38, лист 2 | ||||||
Форма размечаемого реза | Разновидность разметки | ||||||
Шаблон | Линия реза | Шаблон | Линия реза | Прямые трубы | Гнутые трубы | ||
 |  |  |  | с одного конца | с двух концов | с одного конца | с двух концов |
Коэффициент К | |||||||
1,0 | 1,1 | 1,0 | 1,7 | 1,2 | 2,0 | ||
3. Нормативы времени рассчитаны на разметку концов труб без маркировки. При выполнении маркировки к приведенному в нормативной карте времени добавлять:
Мелом или краской | Клеймом | ||||||||||
Количество знаков маркировки на детали | |||||||||||
4 - 7 | 8 - 11 | 12 - 15 | 16 - 20 | 21 - 25 | Время на каждый последующий знак, мм | 4 - 7 | 8 - 11 | 12 - 15 | 16 - 20 | 21 - 25 | Время на каждый последующий знак, мм |
Время на деталь T, мин. | Время на деталь T, мин. | ||||||||||
0,24 | 0,4 | 0,6 | 0,8 | 1,0 | 0,04 | 0,5 | 0,8 | 1,2 | 1,5 | 1,9 | 0,08 |
РАЗМЕТКА ОТВЕРСТИЙ НА ДЕТАЛЯХ ИЗ ТРУБ | Карта 39, лист 1 | ||||||
Содержание работы | |||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить центр отверстия. 3. Разметить контур отверстия. 4. Отложить инструмент | |||||||
N позиции | Диаметр трубы Д, мм, до | Длина трубы L, мм, до | Диаметр отверстия d, мм, до | ||||
50 | 100 | 150 | 200 | 300 | |||
Время на отверстие T, мин. | |||||||
1 | 76 | 2000 | 1,36 | - | - | - | - |
2 | 3000 | 1,50 | - | - | - | - | |
3 | 6000 | 1,77 | - | - | - | - | |
4 | 9000 | 1,95 | - | - | - | - | |
5 | 159 | 2000 | 1,60 | 1,75 | - | - | - |
6 | 3000 | 1,77 | 1,93 | - | - | - | |
7 | 6000 | 2,08 | 2,28 | - | - | - | |
8 | 9000 | 2,30 | 2,52 | - | - | - | |
9 | 426 | 2000 | 1,99 | 2,18 | 2,30 | 2,38 | - |
10 | 3000 | 2,19 | 2,40 | 2,53 | 2,63 | - | |
11 | 6000 | 2,59 | 2,84 | 2,99 | 3,10 | - | |
12 | 9000 | 2,86 | 3,13 | 3,30 | 3,42 | - | |
13 | 720 | 2000 | 2,24 | 2,45 | 2,58 | 2,68 | 2,82 |
14 | 3000 | 2,46 | 2,70 | 2,84 | 2,95 | 3,11 | |
15 | 6000 | 2,90 | 3,18 | 3,36 | 3,48 | 3,67 | |
16 | 9000 | 3,21 | 3,51 | 3,70 | 3,84 | 4,05 | |
Индекс | а | б | в | г | д | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ОТВЕРСТИЙ НА ДЕТАЛЯХ ИЗ ТРУБ | Карта 39, лист 2 | ||||||
N позиции | Диаметр трубы Д, м, до | Длина трубы L, м, до | Диаметр отверстия d, мм, до | ||||
50 | 100 | 150 | 200 | 300 | |||
Время на отверстие T, мин. | |||||||
17 | 1220 | 2000 | 2,34 | 2,45 | 2,58 | 2,68 | 2,82 |
18 | 3000 | 2,77 | 3,03 | 3,19 | 3.31 | 3,49 | |
19 | 6000 | 3,27 | 3,57 | 3,77 | 3,91 | 4,13 | |
20 | 9000 | 3,60 | 3,94 | 4,15 | 4,31 | 4,55 | |
Индекс | а | б | в | г | д | ||
Формула зависимости | T = 0,051 · Д0,22 · d0,13 · L0,24 | ||||||
РАЗМЕТКА РАЗВЕРТОК КОНТУРОВ КОНИЧЕСКИХ ОБЕЧАЕК | Карта 40, лист 1 | |||||||||||
Содержание работы |  | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить развертку обечайки (из одной или нескольких частей). 3. Отложить инструмент | ||||||||||||
N позиции | Диаметр обечайки Д, м, до | Высота обечайки H, м, до | Число частей обечайки n, шт. | N позиции | Диаметр обечайки Д, м, до | Высота обечайки H, м, до | Число частей обечайки n, шт. | |||||
1 | 2 | 3 | 1 | 2 | 3 | |||||||
Время T, мин. | Время T, мин. | |||||||||||
0,5 | 0,25 | 4,00 | 6,70 | 9,10 | 13 | 1,8 | 0,75 | 9,48 | 16,0 | 21,6 | ||
2 | 0,5 | 4,64 | 7,80 | 10,6 | 14 | 1,5 | 11,0 | 18,5 | 25,1 | |||
3 | 0,8 | 5,15 | 8,66 | 11,7 | 15 | 2,25 | - | 20,3 | 27,5 | |||
4 | 0,75 | 0,3 | 5,06 | 8,51 | 11,5 | 16 | 2,4 | 1,0 | 11,7 | 19,6 | 26,6 | |
5 | 0,7 | 6,10 | 10,2 | 14,0 | 17 | 2,0 | - | 22,8 | 31,0 | |||
6 | 1,0 | 6,60 | 11,2 | 15,0 | 18 | 3,0 | - | 25,0 | 33,9 | |||
7 | 1,0 | 0,4 | 6,20 | 10,4 | 14,1 | 19 | 3,2 | 1,25 | 14,1 | 23,7 | 32,2 | |
8 | 0,8 | 7,24 | 12,2 | 16,5 | 20 | 2,5 | - | 27,5 | 37,4 | |||
9 | 1,25 | 7,98 | 13,4 | 18,2 | 4,0 | - | 30,5 | 41,5 | ||||
10 | 1,3 | 0,5 | 7,41 | 12,4 | 16,9 | 4,0 | 1,25 | 16,4 | 27,5 | 37,4 | ||
11 | 1,0 | 8,64 | 14,5 | 19,7 | 23 | 2,5 | 19,0 | 32,0 | 43,5 | |||
12 | 1,5 | 9,42 | 15,8 | 21,5 | 24 | 4,0 | 21,2 | 35,6 | 48,3 | |||
Индекс | а | б | в | Индекс | г | д | е | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА РАЗВЕРТОК КОНТУРОВ КОНИЧЕСКИХ ОБЕЧАЕК | Карта 40, лист 2 | ||||||||||
N позиции | Диаметр обечайки Д, м, до | Высота обечайки Н, м, до | Число частей обечайки n, шт. | N позиции | Диаметр обечайки Д, м, до | Высота обечайки Н, м, до | Число частей обечайки n, шт. | ||||
1 | 2 | 3 | 1 | 2 | 3 | ||||||
Время T, мин. | Время T, мин. | ||||||||||
25 | 4,5 | 1,25 | 18,4 | 31,0 | 42,0 | 28 | 5,0 | 1,25 | 20,5 | 34,4 | 46,7 |
26 | 2,5 | 21,5 | 36,0 | 48,9 | 29 | 2,5 | 23,8 | 40,1 | 54,4 | ||
27 | 4,0 | 23,8 | 40,0 | 54,3 | 4,0 | 26,5 | 44,5 | 60,4 | |||
Индекс | а | б | в | Индекс | г | д | е | ||||
Формулы зависимости | |||||||||||
Примечание. Нормативы времени рассчитаны на разметку разверток контуров конических обечаек без накернивания; при выполнении разметки с накерниванием приведенное в нормативной карте время применяется с коэффициентом 1,3.
РАЗМЕТКА ДЕТАЛЕЙ ИЗ СОРТОВОГО ПРОКАТА (УГОЛОК, ШВЕЛЛЕР, ДВУТАВР) ПОД ОБРЕЗКУ СРЕЗОВ И ВЫРЕЗОВ | Карта 41, лист 1 | ||||||||||
Содержание работы | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить линии срезов, вырезов. 3. Отложить инструмент | |||||||||||
N позиции | Вид профиля | Форма размечаемого среза, выреза | Номер среза, выреза | Номер профиля N, до | |||||||
4 | 6,3 | 8 | 10 | 12,5 | 16 | 20 | 25 | ||||
Время на один срез, вырез T, мин. | |||||||||||
УГОЛОК |  | 1 | 0,41 | 0,49 | 0,54 | 0,59 | 0,65 | 0,72 | 0,79 | 0,86 | |
2 |  | 2 | 0,49 | 0,60 | 0,66 | 0,72 | 0,79 | 0,87 | 0,96 | 1,05 | |
3 |  | 3 | 0,56 | 0,68 | 0,75 | 0,82 | 0,90 | 1,00 | 1,09 | 1,20 | |
4 |  |  | 4 | 0,62 | 0,74 | 0,82 | 0,90 | 0,99 | 1,09 | 1,20 | 1,31 |
5 |  | 5 | 0,65 | 0,79 | 0,87 | 0,95 | 1,04 | 1,15 | 1,26 | 1,38 | |
6 |  | 6 | 0,69 | 0,83 | 0,91 | 1,00 | 1,10 | 1,22 | 1,33 | 1,46 | |
7 |  | 7 | 0,72 | 0,87 | 0,96 | 1,05 | 1,15 | 1,28 | 1,40 | 1,53 | |
 | 8 | 0,76 | 0,91 | 1,01 | 1,11 | 1,21 | 1,34 | 1,47 | 1,61 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ДЕТАЛЕЙ ИЗ СОРТОВОГО ПРОКАТА (УГОЛОК, ШВЕЛЛЕР, ДВУТАВР) ПОД ОБРЕЗКУ СРЕЗОВ И ВЫРЕЗОВ | Карта 41, лист 2 | ||||||||
N позиции | Вид профиля | Форма размечаемого среза, выреза | Номер среза, выреза | Номер профиля N, до | |||||
8 | 12 | 16 | 24 | 30 | 40 | ||||
Время на один срез, вырез T, мин. | |||||||||
Швеллер |  | 1 | 0,70 | 0,83 | 0,94 | 1,10 | 1,29 | 1,36 | |
10 |  | 2 | 0,87 | 1,02 | 1,15 | 1,36 | 1,49 | 1,68 | |
11 |  | 3 | 0,98 | 1,16 | 1,30 | 1,53 | 1,68 | 1,89 | |
12 |  | 4 | 1,06 | 1,25 | 1,40 | 1,66 | 1,81 | 2,04 | |
13 |  | 5 | 1,14 | 1,35 | 1,51 | 1,79 | 1,96 | 2,21 | |
14 |  | 6 | 1,21 | 1,42 | 1,60 | 1,89 | 2,07 | 2,33 | |
15 |  | 7 | 1,26 | 1,49 | 1,68 | 1,98 | 2,17 | 2,44 | |
 | 8 | 1,31 | 1,55 | 1,75 | 2,06 | 2,26 | 2,54 | ||
Индекс | а | б | в | г | д | е | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ДЕТАЛЕЙ ИЗ СОРТОВОГО ПРОКАТА (УГОЛОК, ШВЕЛЛЕР, ДВУТАВР) ПОД ОБРЕЗКУ СРЕЗОВ И ВЫРЕЗОВ | Карта 41, лист 3 | ||||||||
N позиции | Вид профиля | Форма размечаемого среза, выреза | Номер среза, выреза F | Номер профиля N, до | |||||
10 | 20 | 30 | 40 | 50 | 60 | ||||
Время на один срез, вырез T, мин. | |||||||||
Двутавр |  | 1 | 0,90 | 1,20 | 1,41 | 1,59 | 1,74 | 1,88 | |
18 |  | 2 | 1,11 | 1,47 | 1,74 | 1,96 | 2,14 | 2,31 | |
19 |  | 3 | 1,25 | 1,66 | 1,96 | 2,21 | 2,42 | 2,61 | |
20 |  | 4 | 1,36 | 1,81 | 2,14 | 2,41 | 2,64 | 2,84 | |
21 |  | 5 | 1,46 | 1,94 | 2,29 | 2,57 | 2,82 | 3,04 | |
22 |  | 6 | 1,54 | 2,05 | 2,42 | 2,72 | 2,98 | 3,21 | |
23 |  | 7 | 1,61 | 2,14 | 2,53 | 2,85 | 3,12 | 3,36 | |
Индекс | а | б | в | г | д | е | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ДЕТАЛЕЙ ИЗ СОРТОВОГО ПРОКАТА (УГОЛОК, ШВЕЛЛЕР, ДВУТАВР) ПОД ОБРЕЗКУ СРЕЗОВ И ВЫРЕЗОВ | Карта 41, лист 4 | |||||||||
N позиции | Вид профиля | Форма размечаемого среза, выреза | Номер среза, выреза F | Номер профиля N, до | ||||||
10 | 20 | 30 | 40 | 50 | 60 | |||||
Время на один срез, вырез T, мин. | ||||||||||
 | 8 | 1,68 | 2,23 | 2,63 | 2,96 | 3,22 | 3,50 | |||
Индекс | а | б | в | г | д | е | ||||
Формула зависимости | T = C · F0,30 · N0,41 | |||||||||
Значения коэффициента пропорциональности "С" | ||||||||||
N позиции | ||||||||||
Значения "C" | ||||||||||
0,23 | 0,30 | 0,35 | ||||||||
Примечания:
1. Нормативы времени рассчитаны на разметку деталей без шаблона. При разметке деталей по шаблону приведенное в нормативной карте время применяется с коэффициентом 0,8.
2. При маркировке деталей к времени приведенному в нормативной карте добавлять: мелом или краской 0,04 мин., клеймом - 0,08 мин. на один маркируемый знак.
РАЗМЕТКА СОРТОВОГО ПРОКАТА (УГОЛОК, ШВЕЛЛЕР, ДВУТАВР) ПОД РЕЗКУ НА ДЕТАЛИ И ПОД ОБРЕЗКУ ПРИПУСКОВ ПОСЛЕ ГИБКИ | Карта 42, лист 1 | ||||||||||
Содержание работы |  | ||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, отмерить длину и наметить линии реза, отложить инструмент | |||||||||||
I. Разметка под разрезку проката на детали | |||||||||||
N позиции | Вид профиля | Номер профиля N, до | Длина размечаемой детали L, м, до | ||||||||
0,5 | 0,7 | 1,0 | 1,6 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | |||
Время на деталь T, мин. | |||||||||||
Уголок | 4 | 0,22 | 0,26 | 0,29 | 0,35 | 0,38 | 0,44 | 0,53 | 0,63 | 0,73 | |
2 | 6,3 | 0,26 | 0,29 | 0,34 | 0,40 | 0,43 | 0,50 | 0,61 | 0,72 | 0,84 | |
3 |  | 8 | 0,28 | 0,32 | 0,36 | 0,43 | 0,47 | 0,54 | 0,66 | 0,78 | 0,91 |
4 | 10 | 0,30 | 0,34 | 0,39 | 0,46 | 0,50 | 0,58 | 0,70 | 0,84 | 0,97 | |
5 | 12,5 | 0,32 | 0,36 | 0,42 | 0,49 | 0,54 | 0,62 | 0,75 | 0,90 | 1,04 | |
6 | 16 | 0,35 | 0,39 | 0,45 | 0,53 | 0,58 | 0,67 | 0,81 | 0,97 | 1,12 | |
7 | 20 | 0,37 | 0,42 | 0,48 | 0.57 | 0,62 | 0,72 | 0,87 | 1,04 | 1,20 | |
Швеллер | 5 | 0,30 | 0,35 | 0,40 | 0,47 | 0,51 | 0,59 | 0,72 | 0,85 | 0,99 | |
9 | 8 | 0,35 | 0,40 | 0,46 | 0,54 | 0,59 | 0,69 | 0,83 | 0,99 | 1,15 | |
10 | 12 | 0,40 | 0,45 | 0,52 | 0,62 | 0,67 | 0,78 | 0,94 | 1,12 | 1,30 | |
11 | 16 | 0,44 | 0,50 | 0,57 | 0,67 | 0,73 | 0,85 | 1.03 | 1,22 | 1,42 | |
12 | 20 | 0,47 | 0,53 | 0,61 | 0,72 | 0,78 | 0,91 | 1,10 | 1,31 | 1,52 | |
13 | 27 | 0,52 | 0,58 | 0,67 | 0,79 | 0,86 | 1,00 | 1,21 | 1,44 | 1,67 | |
36 | 0,56 | 0,64 | 0,73 | 0,87 | 0,94 | 1,09 | 1,32 | 1,57 | 1,83 | ||
Двутавр | 12 | 0,70 | 0,79 | 0,91 | 1,08 | 1,17 | 1,36 | 1,64 | 1,96 | 2,27 | |
16 | 20 | 0,82 | 0,93 | 1,06 | 1,26 | 1,37 | 1,60 | 1,93 | 2,29 | 2,66 | |
17 | 30 | 0,93 | 1,06 | 1,20 | 1,43 | 1,56 | 1,81 | 2,19 | 2,60 | 3,02 | |
45 | 1,06 | 1,20 | 1,37 | 1,63 | 1,76 | 2,05 | 2,48 | 2,95 | 3,43 | ||
Индекс | б | в | г | д | е | ж | з | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА СОРТОВОГО ПРОКАТА (УГОЛОК, ШВЕЛЛЕР, ДВУТАВР) ПОД РЕЗКУ НА ДЕТАЛИ И ПОД ОБРЕЗКУ ПРИПУСКОВ ПОСЛЕ ГИБКИ | Карта 42, лист 2 | ||||||||
II. Разметка под обрезку припусков после гибки | |||||||||
N профиля | Вид профиля | Номер профиля N, до | Длина размечаемой детали L, м, до | ||||||
1,0 | 1,6 | 2,0 | 3,0 | 5,0 | 8,0 | 10 | |||
Время на деталь T, мин. | |||||||||
Уголок | 4 | 0,37 | 0,45 | 0,48 | 0,57 | 0,60 | 0,83 | 0,91 | |
20 | 6,3 | 0,45 | 0,54 | 0,58 | 0,68 | 0,84 | 1,00 | 1,10 | |
21 |  | 8 | 0,49 | 0,59 | 0,64 | 0,76 | 0,92 | 1,11 | 1,21 |
22 | 10 | 0,54 | 0,65 | 0,71 | 0,83 | 1,01 | 1,21 | 1,31 | |
23 | 12,5 | 0,59 | 0,71 | 0,77 | 0,91 | 1,11 | 1,33 | 1,45 | |
24 | 16 | 0,65 | 0,79 | 0,86 | 1,00 | 1,23 | 1,47 | 1,61 | |
20 | 0,72 | 0,86 | 0,94 | 1,10 | 1,34 | 1,61 | 1,76 | ||
Швеллер | 5 | 0,46 | 0,56 | 0,61 | 0,71 | 0,87 | 1,04 | 1,14 | |
27 | 8 | 0,56 | 0,68 | 0,74 | 0,86 | 1,05 | 1,27 | 1,38 | |
28 | 12 | 0,66 | 0,80 | 0,87 | 1,02 | 1,24 | 1,50 | 1,63 | |
29 | 16 | 0,75 | 0,90 | 0,98 | 1,15 | 1,40 | 1,68 | 1,84 | |
30 | 20 | 0,82 | 0,98 | 1,07 | 1,26 | 1,54 | 1,84 | 2,01 | |
31 | 27 | 0,93 | 1,11 | 1,21 | 1,42 | 1,74 | 2,08 | 2,27 | |
36 | 1,04 | 1,25 | 1,37 | 1,60 | 1,95 | 2,35 | 2,56 | ||
Двутавр | 12 | 1,11 | 1,33 | 1,45 | 1,70 | 2,07 | 2,49 | 2,72 | |
34 | 20 | 1,37 | 1,64 | 1,79 | 2,10 | 2,56 | 3,07 | 3,35 | |
35 | 30 | 1,61 | 1,94 | 2,11 | 2,48 | 3,02 | 3,63 | 3,96 | |
45 | 1,90 | 2,29 | 2,50 | 2,92 | 3,57 | 4,29 | 4,68 | ||
Индекс | б | в | г | д | е | ||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА СОРТОВОГО ПРОКАТА (УГОЛОК, ШВЕЛЛЕР, ДВУТАВР) ПОД РЕЗКУ НА ДЕТАЛИ И ПОД ОБРЕЗКУ ПРИПУСКОВ ПОСЛЕ ГИБКИ | Карта 42, лист 3 | ||
Формулы зависимости | |||
Значения коэффициента пропорциональности "C" | |||
N позиции | Индекс | ||
а - и | а - ж | ||
Значения "C" | |||
1 - 7 | 0,19 | - | |
0,24 | - | ||
0,42 | - | ||
- | 0,21 | ||
- | 0,24 | ||
- | 0,40 | ||
Примечания:
1. Нормативы времени рассчитаны на разметку одного конца детали. При разметке двух концов детали приведенное в нормативной карте время применяется с коэффициентом 1,7.
2. При маркировке деталей к времени, приведенному в нормативной карте, добавлять: мелом и краской 0,04 мин., клеймом - 0,08 мин. на один маркируемый знак.
РАЗМЕТКА СОРТОВОГО ПРОКАТА (КРУГ, КВАДРАТ, ТРУБА, РЕЛЬС) ПОД РЕЗКУ НА ДЕТАЛИ | Карта 43, лист 1 | ||||||||||
Содержание работы | |||||||||||
1. Найти размеры на чертеже. 2. Взять инструмент, разметить контуры по чертежу. 3. Отложить инструмент | |||||||||||
N позиции | Вид изделия | Диаметр Д, мм, до; сторона квадрата | Длина размечаемой детали L, мм, до | ||||||||
0,5 | 0,8 | 1,0 | 1,6 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | |||
Время на деталь T, мин. | |||||||||||
Круг | 10 | 0,22 | 0,27 | 0,29 | 0,35 | 0,39 | 0,46 | 0,57 | 0,70 | 0,83 | |
2 |  | 15 | 0,29 | 0,35 | 0,38 | 0,47 | 0,51 | 0,61 | 0,76 | 0,92 | 1,09 |
20 | 0,35 | 0,42 | 0,47 | 0,57 | 0,63 | 0,74 | 0,92 | 1,12 | 1,33 | ||
4 | 25 | 0,41 | 0,50 | 0,54 | 0,66 | 0,73 | 0,86 | 1,07 | 1,30 | 1,55 | |
5 | 30 | 0,46 | 0,56 | 0,62 | 0,75 | 0,82 | 0,98 | 1,21 | 1,48 | 1,75 | |
6 | 40 | 0,56 | 0,68 | 0,74 | 0,91 | 1,00 | 1,98 | 1,47 | 1,79 | 2,13 | |
7 | 50 | 0,65 | 0,79 | 0,87 | 1,06 | 1,17 | 1,38 | 1,71 | 2,09 | 2,48 | |
8 | 60 | 0,74 | 0,90 | 0,99 | 1,20 | 1,32 | 1,57 | 1,94 | 2,36 | 2,80 | |
9 | 80 | 0,90 | 1,09 | 1,20 | 1,46 | 1,61 | 1,90 | 2,36 | 2,88 | 3,41 | |
10 | 100 | 1,04 | 1,27 | 1,40 | 1,70 | 1,87 | 2,22 | 2,75 | 3,35 | 3,97 | |
11 | 125 | 1,22 | 1,48 | 1,63 | 1,92 | 2,18 | 2,58 | 3,20 | 3,90 | 4,62 | |
12 | 150 | 1,38 | 1,68 | 1,84 | 2,24 | 2,46 | 2,92 | 3,62 | 4,41 | 5,23 | |
13 | 170 | 1,50 | 1,83 | 2,00 | 2,44 | 2,68 | 3,18 | 3,94 | 4,80 | 5,69 | |
Квадрат | 10 | 0,08 | 0,10 | 0,11 | 0,14 | 0,15 | 0,18 | 0,22 | 0,27 | 0,32 | |
15 |  | 16 | 0,13 | 0,15 | 0,17 | 0,21 | 0,232 | 0,27 | 0,33 | 0,41 | 0,48 |
16 | 20 | 0,16 | 0,19 | 0,21 | 0,25 | 0,28 | 0,33 | 0,41 | 0,50 | 0,59 | |
17 | 30 | 0,22 | 0,27 | 0,30 | 0,36 | 0,40 | 0,47 | 0,59 | 0,72 | 0,85 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА СОРТОВОГО ПРОКАТА (КРУГ, КВАДРАТ, ТРУБА, РЕЛЬС) ПОД РЕЗКУ НА ДЕТАЛИ | Карта 43, лист 2 | ||||||||||
N позиции | Вид изделия | Сторона квадрата а, мм, до; диаметр Д, мм, до | Длина размечаемой детали L, мм, до | ||||||||
0,5 | 0,8 | 1,0 | 1,6 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | |||
Время на деталь T, мин. | |||||||||||
18 | Квадрат | 40 | 0,29 | 0,35 | 0,39 | 0,47 | 0,52 | 0,61 | 0,76 | 0,93 | 1,10 |
19 |  | 50 | 0,35 | 0,43 | 0,47 | 0,58 | 0,63 | 0,75 | 0,93 | 1,13 | 1,34 |
20 | 60 | 0,42 | 0,51 | 0,56 | 0,68 | 0,75 | 0,88 | 1,10 | 1,34 | 1,58 | |
21 | 80 | 0,54 | 0,66 | 0,72 | 0,88 | 0,97 | 1,15 | 1,42 | 1,73 | 2,05 | |
22 | 100 | 0,66 | 0,80 | 0,88 | 1,08 | 1,18 | 1,40 | 1,74 | 2,12 | 2,51 | |
23 | 125 | 0,81 | 0,98 | 1,08 | 1,32 | 1,44 | 1,71 | 2,12 | 2,59 | 3,07 | |
24 | 160 | 0,95 | 1,16 | 1,27 | 1,55 | 1,70 | 2,02 | 2,50 | 3,05 | 3,61 | |
25 | 180 | 1,12 | 1,37 | 1,50 | 1,83 | 2,00 | 2,38 | 2,95 | 3,59 | 4,26 | |
200 | 1,23 | 1,50 | 1,65 | 2,01 | 2,21 | 2,61 | 3,24 | 3,95 | 4,68 | ||
Труба | 25 | 0,39 | 0,46 | 0,50 | 0,60 | 0,65 | 0,75 | 0,91 | 1,08 | 1,26 | |
28 |  | 30 | 0,44 | 0,54 | 0,57 | 0,67 | 0,73 | 0,85 | 1,03 | 1,22 | 1,42 |
29 | 38 | 0,51 | 0,61 | 0,66 | 0,79 | 0,86 | 0,99 | 1,20 | 1,43 | 1,66 | |
30 | 50 | 0,61 | 0,73 | 0,79 | 0,94 | 1,03 | 1,19 | 1,44 | 1,71 | 1,99 | |
31 | 60 | 0,69 | 0,82 | 0,89 | 1,06 | 1,16 | 1,34 | 1,62 | 1,93 | 2,24 | |
32 | 76 | 0,81 | 0,96 | 1,05 | 1,24 | 1,35 | 1,57 | 1,90 | 2,26 | 2,62 | |
33 | 90 | 0,90 | 1,08 | 1,17 | 1,39 | 1,59 | 1,76 | 2,12 | 2,52 | 2,93 | |
110 | 0,97 | 1,15 | 1,25 | 1,49 | 1,62 | 1,88 | 2,27 | 2,71 | 3,14 | ||
Индекс | а | б | в | г | д | е | ж | з | и | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА СОРТОВОГО ПРОКАТА (КРУГ, КВАДРАТ, ТРУБА, РЕЛЬС) ПОД РЕЗКУ НА ДЕТАЛИ | Карта 43, лист 3 | ||||||||||
N позиции | Вид изделия | Тип рельса "П" | Длина размечаемой детали L, мм, до | ||||||||
0,5 | 0,8 | 1,0 | 1,6 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | |||
Время на деталь T, мин. | |||||||||||
Рельс | Р-8 | 0,55 | 0,65 | 0,71 | 0,84 | 0,91 | 1,06 | 1,28 | 1,52 | 1,77 | |
36 |  | Р-11 | 0,60 | 0,72 | 0,78 | 0,93 | 1,01 | 1,17 | 1,41 | 1,68 | 1,95 |
37 | Р-15 | 0,66 | 0,79 | 0,86 | 1,02 | 1,11 | 1,29 | 1,55 | 1,85 | 2,15 | |
38 | Р-24 | 0,77 | 0,91 | 0,99 | 1,18 | 1,28 | 1,49 | 1,80 | 2,14 | 2,49 | |
39 | Р-38 | 0,88 | 1,05 | 1,14 | 1,36 | 1,48 | 1,72 | 2,07 | 2,47 | 2,87 | |
40 | Р-43 | 0,92 | 1,09 | 1,19 | 1,41 | 1,53 | 1,78 | 2,15 | 2,56 | 2,98 | |
41 | Р-50 | 0,96 | 1,15 | 1,24 | 1,48 | 1,61 | 1,87 | 2,26 | 2,69 | 3,12 | |
42 | КР-70 | 1,07 | 1,27 | 1,38 | 1,64 | 1,78 | 2,07 | 2,50 | 2,98 | 3,46 | |
43 | К-80 | 1,11 | 1,33 | 1,44 | 1,71 | 1,86 | 2,16 | 2,61 | 3,11 | 3,61 | |
К-100 | 1,19 | 1,42 | 1,54 | 1,84 | 1,99 | 2,32 | 2,80 | 3,33 | 3,87 | ||
Индекс | а | б | в | г | д | е | ж | з | и | ||
Формулы зависимости | |||||||||||
Примечания: Нормативы времени рассчитаны на разметку одного конца детали. При разметке детали с двух концов приведенное в нормативной карте время применяется с коэффициентом 1,7. | |||||||||||
РАЗМЕТКА ЭЛЕМЕНТОВ КОНТУРОВ ДЕТАЛЕЙ | Карта 44, лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Найти размеры на чертеже, произвести расчеты. 2. Взять инструмент, разметить элементы контуров деталей, отложить инструмент. | |||||||||||||
N позиции | Элементы контура | Количество размечаемых линий n, до | Средне-арифметическое расстояние от базовой поверхности до размечаемых линий А, м, до | Длина размечаемой линии L, м, до | |||||||||
0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,2 | 1,6 | 2,0 | 3,0 | 4,0 | ||||
Время на линию T, мин. | |||||||||||||
1. Прямая линия | 3 | 0,5 | 0,21 | 0,24 | 0,28 | 0,31 | 0,39 | 0,46 | 0,54 | 0,61 | 0,78 | 0,92 | |
2 | 1,0 | 0,25 | 0,30 | 0,34 | 0,38 | 0,48 | 0,56 | 0,67 | 0,76 | 0,96 | 1,14 | ||
 | |||||||||||||
3 | 1,6 | 0,29 | 0,35 | 0,39 | 0,44 | 0,55 | 0,65 | 0,77 | 0,88 | 1,11 | 1,31 | ||
4 | 2,5 | 0,33 | 0,39 | 0,45 | 0,50 | 0,63 | 0,74 | 0,88 | 1,00 | 1,27 | 1,49 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЭЛЕМЕНТОВ КОНТУРОВ ДЕТАЛЕЙ | Карта 44, лист 2 | ||||||||||||
N позиции | Элементы контура | Количество размечаемых линий n, до | Средне-арифметическое расстояние от базовой поверхности до размечаемых линий А, м, до | Длина размечаемой линии L, м, до | |||||||||
0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,2 | 1,6 | 2,0 | 3,0 | 4,0 | ||||
Время на линию T, мин. | |||||||||||||
5 | 10 | 0,25 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,29 | 0,34 | 0,39 | 0,49 | 0,58 | |
6 | 0,5 | 0,16 | 0,19 | 0,21 | 0,24 | 0,30 | 0,36 | 0,42 | 0,48 | 0,60 | 0,72 | ||
7 | 1,0 | 0,19 | 0,23 | 0,26 | 0,29 | 0,37 | 0,44 | 0,52 | 0,59 | 0,75 | 0,88 | ||
8 | 1,6 | 0,23 | 0,27 | 0,30 | 0,33 | 0,43 | 0,51 | 0,60 | 0,67 | 0,85 | 1,02 | ||
9 | 15 | 0,12 | 0,10 | 0,11 | 0,13 | 0,14 | 0,18 | 0,21 | 0,25 | 0,28 | 0,36 | 0,43 | |
10 | 0,25 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,27 | 0,31 | 0,36 | 0,45 | 0,53 | ||
11 | 0,5 | 0,15 | 0,17 | 0,20 | 0,22 | 0,28 | 0,33 | 0,39 | 0,43 | 0,55 | 0,66 | ||
1,0 | 0,18 | 0,21 | 0,24 | 0,27 | 0,34 | 0,40 | 0,48 | 0,54 | 0,68 | 0,81 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЭЛЕМЕНТОВ КОНТУРОВ ДЕТАЛЕЙ | Карта 44, лист 3 | ||||||||||||
N позиции | Элементы контура | Количество размечаемых линий n, до | Средне-арифметическое расстояние от базовой поверхности до размечаемых линий А, м, до | Длина размечаемой линии L, м, до | |||||||||
0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,2 | 1,6 | 2,0 | 3,0 | 4,0 | ||||
Время на линию T, мин. | |||||||||||||
2. Кривая линия с построением | 6 | 0,5 | 2,90 | 3,24 | 3,54 | 3,80 | 4,26 | 4,98 | 5,57 | 6,08 | - | - | |
14 | 10 | 3,80 | 4,25 | 4,64 | 4,98 | 5,58 | 6,53 | 7,30 | 7,97 | 9,33 | - | ||
15 | 16 | - | 5,46 | 5,95 | 6,39 | 7,16 | 8,38 | 9,37 | 10,2 | 12,0 | 13,4 | ||
 | |||||||||||||
16 | 25 | - | - | 7,54 | 8,10 | 9,06 | 10,6 | 11,9 | 12,9 | 15,2 | 17,0 | ||
17 | 30 | - | - | - | 8,92 | 9,98 | 11,7 | 13,1 | 14,3 | 16,7 | 18,7 | ||
18 | 6 | 1,0 | 3,57 | 4,00 | 4,36 | 4,68 | 5,24 | 6,14 | 6,86 | 7,48 | - | - | |
19 | 10 | 4,68 | 5,24 | 5,71 | 6,14 | 6,87 | 8,04 | 9,00 | 9,81 | 11,5 | - | ||
20 | 16 | - | 6,72 | 7,33 | 7,87 | 8,81 | 10,3 | 11,5 | 12,6 | 14,7 | 16,5 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЭЛЕМЕНТОВ КОНТУРОВ ДЕТАЛЕЙ | Карта 44, лист 4 | ||||||||||||
N позиции | Элементы контура | Количество размечаемых линий n, до | Средне-арифметическое расстояние от базовой поверхности до размечаемых линий А, м, до | Длина размечаемой линии L, м, до | |||||||||
0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,2 | 1,6 | 2,0 | 3,0 | 4,0 | ||||
Время на линию T, мин. | |||||||||||||
21 | 25 | 1,0 | - | - | 9,29 | 9,97 | 11,2 | 13,1 | 14,6 | 15,9 | 18,7 | 20,9 | |
22 | 30 | - | - | - | 11,0 | 12,3 | 14,1 | 16,1 | 17,6 | 20,6 | 23,0 | ||
23 | 6 | 1,5 | 4,03 | 4,51 | 4,92 | 5,28 | 5,91 | 6,93 | 7,76 | 8,45 | - | - | |
24 | 10 | 5,29 | 5,91 | 6,45 | 6,93 | 7,75 | 9,08 | 10,1 | 11,1 | 13,0 | 14,8 | ||
25 | 16 | - | 7,59 | 8,28 | 8,89 | 9,94 | 11,6 | 13,0 | 14,2 | 16,6 | 18,9 | ||
26 | 25 | - | - | 10,5 | 11,3 | 12,6 | 14,7 | 16,5 | 18,0 | 21,1 | 24,0 | ||
30 | - | - | - | 12,4 | 13,9 | 16,2 | 18,2 | 19,8 | 23,2 | 26,4 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЭЛЕМЕНТОВ КОНТУРОВ ДЕТАЛЕЙ | Карта 44, лист 5 | |||||||||||
N позиции | Элементы контура | Длина дуги L, м, до | Радиус дуги R, м, до | |||||||||
0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,2 | 1,6 | 2,0 | 3,0 | 4,0 | |||
Время на дугу T, мин. | ||||||||||||
3. Дуговая линия с нахождением центра | 0,2 | 0,88 | 0,99 | 1,09 | 1,17 | 1,32 | 1,57 | 1,71 | 1,92 | 2,27 | 2,55 | |
29 | 0,3 | 0,98 | 1,10 | 1,21 | 1,30 | 1,47 | 1,74 | 1,90 | 2,14 | 2,52 | 2,83 | |
30 | 0,4 | 1,06 | 1,19 | 1,30 | 1,41 | 1,88 | 1,88 | 2,05 | 2,30 | 2,72 | 3,06 | |
31 |  | 0,6 | 1,18 | 1,32 | 1,45 | 1,56 | 2,10 | 2,10 | 2,27 | 2,56 | 3,02 | 3,41 |
32 | 0,8 | 1,26 | 1,43 | 1,55 | 1,68 | 2,23 | 2,23 | 2,45 | 2,76 | 3,26 | 3,64 | |
33 | 1,0 | 1,34 | 1,51 | 1,65 | 1,78 | 2,38 | 2,38 | 2,60 | 2,92 | 3,45 | 3,87 | |
34 | 1,25 | 1,42 | 1,60 | 1,75 | 1,89 | 2,52 | 2,52 | 2,75 | 3,10 | 3,66 | 4,10 | |
35 | 2,0 | - | 1,81 | 1,98 | 2,14 | 2,85 | 2,85 | 3,11 | 3,50 | 4,13 | 4,65 | |
36 | 3,0 | - | 2,01 | 2,20 | 2,37 | 3,16 | 3,16 | 3,46 | 3,89 | 4,59 | 5,16 | |
37 | 4,0 | - | - | - | 2,56 | 3,40 | 3,40 | 3,73 | 4,19 | 4,95 | 5,54 | |
5,0 | - | - | - | - | 3,61 | 3,61 | 3,95 | 4,44 | 5,25 | 5,88 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ РАЗМЕТКА ЭЛЕМЕНТОВ КОНТУРОВ ДЕТАЛЕЙ | Карта 44, лист 6 | |
Формулы зависимости | ||
 -
- Примечания: 1. Нормативы времени рассчитаны на разметку элементов контура деталей без накернивания. При разметке элементов контура деталей с накерниванием приведенное в нормативной карте время применяется с коэффициентом 1,2.
2. Средне-арифметическая величина рассчитывается путем сложения расстояний от базовой поверхности до каждой размечаемой линии и делится на количество линий.
Карта 45, лист 1 | ||||||||
1. Поправочные коэффициенты, учитывающие условия выполнения работы KI | ||||||||
N п/п | Условия выполнения работы | Коэффициент KI | ||||||
1 | Сверху (руки на уровне груди и чуть выше) или сбоку | 1,0 | ||||||
2 | Внизу, на высоте | 1,1 | ||||||
3 | В стесненных условиях | 1,2 | ||||||
4 | В потолочном положении (руки вытянуты над головой) | 1,3 | ||||||
5 | В тесных, полуоткрытых и закрытых объемах | 1,5 | ||||||
2. Поправочные коэффициенты, учитывающие число деталей в партии K2 | ||||||||
2.1. На разметочные работы, выполняемые в условиях механо-сборочного производства: | ||||||||
Количество деталей в партии, шт., до | ||||||||
2 | 3 | 5 | 10 | свыше 10 | ||||
Коэффициент K2 | ||||||||
1,1 | 1,0 | 0,95 | 0,90 | 0,85 | ||||
2.2. На разметочные работы, выполняемые в условиях заготовительного производства: | ||||||||
Количество деталей в партии, шт., до | ||||||||
5 | 10 | 20 | 30 | 50 | свыше 50 | |||
Коэффициент K2 | ||||||||
1,1 | 1,0 | 0,9 | 0,85 | 0,80 | 0,75 | |||
Приложение | ||||||||||
Минуты | Доли минуты | |||||||||
0,0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | |
0 | - | 0,002 | 0,003 | 0,005 | 0,007 | 0,008 | 0,010 | 0,012 | 0,013 | 0,015 |
1 | 0,017 | 0,018 | 0,020 | 0,022 | 0,023 | 0,025 | 0,027 | 0,028 | 0,030 | 0,032 |
2 | 0,033 | 0,035 | 0,037 | 0,038 | 0,040 | 0,042 | 0,043 | 0,045 | 0,047 | 0,048 |
3 | 0,050 | 0,052 | 0,054 | 0,055 | 0,057 | 0,058 | 0,060 | 0,062 | 0,063 | 0,065 |
4 | 0,067 | 0,068 | 0,070 | 0,072 | 0,073 | 0,075 | 0,077 | 0,078 | 0,080 | 0,082 |
5 | 0,083 | 0,085 | 0,087 | 0,088 | 0,090 | 0,092 | 0,093 | 0,095 | 0,097 | 0,098 |
6 | 0,100 | 0,102 | 0,103 | 0,106 | 0,106 | 0,108 | 0,110 | 0,112 | 0,113 | 0,115 |
7 | 0,117 | 0,118 | 0,120 | 0,122 | 0,123 | 0,125 | 0,127 | 0,128 | 0,130 | 0,132 |
8 | 0,133 | 0,135 | 0,137 | 0,138 | 0,140 | 0,142 | 0,143 | 0,145 | 0,146 | 0,148 |
9 | 0,150 | 0,151 | 0,153 | 0,155 | 0,157 | 0,158 | 0,160 | 0,161 | 0,163 | 0,165 |
10 | 0,167 | 0,169 | 0,170 | 0,172 | 0,174 | 0,175 | 0,177 | 0,179 | 0,180 | 0,182 |
11 | 0,183 | 0,185 | 0,187 | 0,189 | 0,190 | 0,192 | 0,193 | 0,195 | 0,197 | 0,199 |
12 | 0,200 | 0,202 | 0,204 | 0,205 | 0,207 | 0,208 | 0,210 | 0,212 | 0,214 | 0,215 |
13 | 0,217 | 0,218 | 0,220 | 0,222 | 0,224 | 0,225 | 0,227 | 0,228 | 0,230 | 0,232 |
14 | 0,234 | 0,235 | 0,237 | 0,238 | 0,240 | 0,242 | 0,244 | 0,245 | 0,247 | 0,248 |
15 | 0,250 | 0,252 | 0,254 | 0,255 | 0,257 | 0,258 | 0,260 | 0,262 | 0,264 | 0,265 |
16 | 0,267 | 0,268 | 0,270 | 0,272 | 0,273 | 0,275 | 0,277 | 0,278 | 0,280 | 0,282 |
17 | 0,284 | 0,285 | 0,287 | 0,288 | 0,190 | 0,292 | 0,293 | 0,295 | 0,297 | 0,299 |
18 | 0,300 | 0,302 | 0,303 | 0,305 | 0,307 | 0,309 | 0,310 | 0,312 | 0,314 | 0,315 |
19 | 0,317 | 0,318 | 0,320 | 0,322 | 0,324 | 0,325 | 0,327 | 0,328 | 0,330 | 0,332 |
20 | 0,333 | 0,335 | 0,337 | 0,338 | 0,340 | 0,342 | 0,344 | 0,345 | 0,346 | 0,348 |
21 | 0,350 | 0,352 | 0,353 | 0,355 | 0,357 | 0,359 | 0,360 | 0,362 | 0,363 | 0,365 |
22 | 0,367 | 0,369 | 0,370 | 0,372 | 0,374: | 0,375 | 0,377 | 0,379 | 0,380 | 0,382 |
23 | 0,384 | 0,385 | 0,387 | 0,388 | 0,390 | 0,392 | 0,394 | 0,395 | 0,397 | 0,398 |
24 | 0,400 | 0,402 | 0,403 | 0,405 | 0,407 | 0,409 | 0,410 | 0,412 | 0,413 | 0,415 |
25 | 0,417 | 0,418 | 0,420 | 0,422 | 0,423 | 0,425 | 0,427 | 0,429 | 0,430 | 0,432 |
26 | 0,434 | 0,435 | 0,437 | 0,438 | 0,440 | 0,442 | 0,443 | 0,445 | 0,447 | 0,449 |
27 | 0,450 | 0,452 | 0,455 | 0,457 | 0,458 | 0,459 | 0,460 | 0,462 | 0,463 | 0,465 |
28 | 0,467 | 0,468 | 0,470 | 0,472 | 0,473 | 0,475 | 0,477 | 0,478 | 0,480 | 0,482 |
29 | 0,484 | 0,485 | 0,487 | 0,488 | 0,490 | 0,492 | 0,493 | 0,495 | 0,497 | 0,498 |
30 | 0,500 | 0,502 | 0,503 | 0,505 | 0,507 | 0,508 | 0,510 | 0,512 | 0,513 | 0,515 |
31 | 0,517 | 0,519 | 0,520 | 0,522 | 0,523 | 0,525 | 0,527 | 0,528 | 0,530 | 0,532 |
32 | 0,533 | 0,535 | 0,537 | 0,538 | 0,540 | 0,542 | 0,543 | 0,545 | 0,547 | 0,548 |
33 | 0,550 | 0,552 | 0,553 | 0,555 | 0,557 | 0,558 | 0,560 | 0,562 | 0,563 | 0,565 |
34 | 0,567 | 0,568 | 0,570 | 0,572 | 0,573 | 0,575 | 0,577 | 0,579 | 0,580 | 0,582 |
35 | 0,584 | 0,585 | 0,587 | 0,589 | 0,590 | 0,592 | 0,593 | 0,595 | 0,597 | 0,598 |
36 | 0,600 | 0,602 | 0,603 | 0,605 | 0,607 | 0,608 | 0,610 | 0,612 | 0,613 | 0,615 |
37 | 0,617 | 0,618 | 0,620 | 0,622 | 0,623 | 0,625 | 0,627 | 0,629 | 0,630 | 0,632 |
38 | 0,634 | 0,635 | 0,637 | 0,639 | 0,640 | 0,642 | 0,643 | 0,645 | 0,647 | 0,648 |
39 | 0,650 | 0,652 | 0,653 | 0,655 | 0,657 | 0,658 | 0,660 | 0,662 | 0,663 | 0,665 |
40 | 0,667 | 0,668 | 0,670 | 0,672 | 0,673 | 0,675 | 0,677 | 0,678 | 0,680 | 0,682 |
41 | 0,684 | 0,685 | 0,687 | 0,689 | 0,690 | 0,692 | 0,693 | 0,695 | 0,697 | 0698 |
42 | 0,700 | 0,702 | 0,703 | 0,705 | 0,707 | 0,708 | 0,710 | 0,712 | 0,714 | 0,715 |
43 | 0,718 | 0,719 | 0,720 | 0,722 | 0,723 | 0,725 | 0,726 | 0,727 | 0,730 | 0,732 |
44 | 0,734 | 0,735 | 0,737 | 0,739 | 0,740 | 0,742 | 0,743 | 0,745 | 0,747 | 0,749 |
45 | 0,750 | 0,752 | 0,754 | 0,755 | 0,757 | 0,759 | 0,760 | 0,762 | 0,763 | 0,765 |
46 | 0,767 | 0,769 | 0,770 | 0,772 | 0,774 | 0,775 | 0,776 | 0,778 | 0,780 | 0,782 |
47 | 0,784 | 0,785 | 0,787 | 0,789 | 0,790 | 0,792 | 0,794 | 0,795 | 0,798 | 0,799 |
48 | 0,800 | 0,802 | 0,803 | 0,805 | 0,806 | 0,808 | 0,809 | 0810 | 0,812 | 0,815 |
49 | 0,817 | 0,818 | 0,820 | 0,821 | 0,824 | 0,825 | 0,826 | 0,828 | 0,830 | 0,832 |
50 | 0,834 | 0,836 | 0,837 | 0,839 | 0,840 | 0,842 | 0,843 | 0,845 | 0,846 | 0,848 |
51 | 0,850 | 0,852 | 0,854 | 0,855 | 0,856 | 0,859 | 0,860 | 0,862 | 0,864 | 0,865 |
52 | 0,867 | 0,868 | 0,870 | 0,871 | 0,873 | 0,875 | 0,876 | 0,878 | 0,880 | 0,882 |
53 | 0,883 | 0,885 | 0,886 | 0,888 | 0,890 | 0,892 | 0,893 | 0,895 | 0,897 | 0,898 |
54 | 0,900 | 0,902 | 0,904 | 0,905 | 0,906 | 0,908 | 0,910 | 0,912 | 0,914 | 0,916 |
55 | 0,917 | 0,918 | 0,920 | 0,922 | 0,924 | 0,925 | 0,927 | 0,929 | 0,930 | 0,931 |
56 | 0,933 | 0,935 | 0,936 | 0,938 | 0,940 | 0,942 | 0,944 | 0,946 | 0,947 | 0,949 |
57 | 0,950 | 0,952 | 0,954 | 0,955 | 0,956 | 0,958 | 0,960 | 0,961 | 0,962 | 0,965 |
58 | 0,967 | 0,969 | 0,970 | 0,971 | 0,973 | 0,974 | 0,975 | 0,976 | 0,978 | 0,980 |
59 | 0,984 | 0,985 | 0,987 | 0,988 | 0,990 | 0,992 | 0,993 | 0,995 | 0,996 | 0,998 |
60 | 1,000 | |||||||||