СПРАВКА
Источник публикации
М., "Экономика", 1989
Примечание к документу
Название документа
"Общемашиностроительные нормативы времени на контактную сварку"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 05.08.1988 N 445/21-106)
"Общемашиностроительные нормативы времени на контактную сварку"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 05.08.1988 N 445/21-106)
Содержание
Утверждены
Постановлением
Государственного комитета СССР
по труду и социальным вопросам
и Секретариата ВЦСПС
от 5 августа 1988 г. N 445/21-106
Срок действия нормативов
до 1995 года
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
ВРЕМЕНИ НА КОНТАКТНУЮ СВАРКУ
Сборник содержит нормативы основного и вспомогательного времени на работы по контактной сварке, выполняемые в условиях массового и крупносерийного производства, а также нормативы неполного штучного и вспомогательного времени на укрупненные комплексы приемов для среднесерийного и мелкосерийного производства машиностроительных предприятий.
Нормативы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 5 августа 1988 г. N 445/21-106 и рекомендованы для применения на машиностроительных предприятиях.
Срок действия нормативов до 1995 г.
С введением в действие настоящих нормативов отменяются Общемашиностроительные нормативы времени на контактную сварку (М.: НИИ труда, 1979).
Общемашиностроительные нормативы времени разработаны ВНИИЭСО Министерства электротехнической промышленности СССР при участии и под методическим руководством Центрального бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций, объединений и предприятий машиностроительных министерств.
Нормативы охватывают труд сварщиков на машинах контактной (прессовой) сварки.
Обеспечение межотраслевыми нормативными и методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть на местах. Информация об этих книгах публикуется в аннотированных тематических планах выпуска литературы издательства "Экономика" и книготорговых бюллетенях.
1.1. Общемашиностроительные нормативы времени предназначены для установления технически обоснованных норм времени рабочим, занятым на работах по контактной сварке в условиях массового и серийного производства.
1.1.1. Одной из основных характеристик типа производства по ГОСТ 3.1121-84 является коэффициент закрепления операций (Кз.о), значение которого принимается для планового периода, равного одному месяцу:

где О - число различных операций; Р - число рабочих мест, на которых выполняются операции.
Массовое производство характеризуется устойчивой номенклатурой и большим объемом выпускаемых изделий, выполнением машиной одной технологической операции, работой оборудования без переналадок в течение длительного времени.
Кз.о = 1.
Серийное производство характеризуется изготовлением изделий периодически повторяющимися партиями или сериями.
В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций (Кз.о) различают крупносерийное, среднесерийное и мелкосерийное производство.
Кз.о принимается равным:
2...10 - для крупносерийного производства;
10...20 - для среднесерийного производства;
20...40 - для мелкосерийного производства.
1.2. Сборник нормативов охватывает основные способы контактной сварки: точечную, рельефную, шовную (роликовую) и стыковую, различаемые по характеру соединения, по типу оборудования и по особенностям технологического процесса.
1.3. В нормативных картах наряду с числовыми значениями приведены эмпирические формулы, по которым рассчитаны нормативы времени в зависимости от принятых факторов. Эти формулы могут быть использованы при расчете норм на ЭВМ.
1.4. Нормативная часть сборника состоит из 3 разделов:
1. Нормативы основного времени. Все типы производства;
2. Нормативы вспомогательного времени. Массовое и крупносерийное производство;
3. Нормативы неполного штучного и вспомогательного времени на укрупненные комплексы приемов. Среднесерийное и мелкосерийное производство.
1.5. В сборник включен ряд приложений, содержащих справочный материал:
1) краткие технические характеристики машин для контактной сварки;
2) режимы сварки, принятые при расчете основного времени.
1.6. Раздел 4.1 содержит нормативные карты, предназначенные для расчета основного времени контактной сварки.
Основное время контактной сварки (tо) состоит из времени собственного цикла сварки и времени, необходимого на включение сварочной машины.
Карты 1...4 содержат нормативы времени цикла сварки.
В связи с тем, что время включения сварочной машины зависит от положения рабочего (сидя, стоя) и от конструкции включающего устройства (кнопка, педаль и т.д.), оно выделено в отдельную карту (карта 5).
Основное время контактной сварки не зависит от типа производства.
1.7. Раздел 4.2 (карты 6...33) содержит нормативные карты вспомогательного времени (установка и снятие деталей, узлов; подготовка деталей, узлов к сварке и обработка после сварки; перемещение деталей, узлов в процессе сварки и т.п.) для массового и крупносерийного производства. Для условий среднесерийного и мелкосерийного производства эти карты применяются с поправочными коэффициентами (см. п. 1.11.6 Общей части).
1.8. Раздел 4.3 содержит нормативные карты неполного штучного (без учета времени на установку детали перед сваркой и снятие после сварки) и вспомогательного времени на укрупненные комплексы приемов для среднесерийного и мелкосерийного производства.
1.8.1. Неполное штучное время включает оперативное время, время на организационно-техническое обслуживание рабочего места, отдых и личные потребности. В целях укрупнения нормативов в неполное штучное время включено подготовительно-заключительное время. Неполное штучное время в картах 34...37 рассчитано по формуле:

где Tоп - оперативное время, мин.; Аобс - время организационно-технического обслуживания рабочего места, % от оперативного времени; Аотл - время на отдых и личные потребности, % от оперативного времени; Ап.з - подготовительно-заключительное время, % от оперативного времени.
Оперативное время рассчитано по формуле
Tоп = Tо + Tв, (1.3)
где Tо - основное время контактной сварки, мин.; Tв - вспомогательное время без учета времени на установку детали (узла) перед сверкой и снятия после сварки, мин.
1.8.2. При расчете нормативов неполного штучного и вспомогательного времени учтено подготовительно-заключительное время, время на организационно-техническое обслуживание, отдых и личные потребности для шовной, рельефной и стыковой сварки в размере 14 - 16% от оперативного времени, а для точечной сварки состав и продолжительность этого времени приведены в табл. 1.
Таблица 1
Наименование рабочего времени | Состав работы | Сложность выполняемой работы | |||
I | II | III | |||
Время, % от оперативного времени | |||||
Подготовительно-заключительное время | 1. | Получение сменного задания, наряда, чертежа | 4,0 | 6,0 | 10,0 |
2. | Получение инструмента, приспособления | ||||
3. | Ознакомление с чертежом, документацией, получение инструктажа и указаний от мастера | ||||
4. | Подготовка сварочной машины к работе | ||||
5. | Сдача технологической документации, инструмента, приспособлений после окончания работы | ||||
6. | Сдача готовой продукции | ||||
Время на организационно-техническое обслуживание рабочего места | 1. | Регулирование и настройка оборудования на режим сварки | 4,0 | 4,0 | 4,0 |
2. | Чистка и смазка инструмента, приспособлений и оборудования в процессе работы | ||||
3. | Чистка и заправка поверхности электродов, инструментов и их смена | ||||
4. | Получение инструктажа от мастера, изучение чертежей и технологического процесса в процессе работы | ||||
5. | Уборка рабочего места в течение и в конце смены | ||||
Время на отдых и личные потребности | 6,0 | 6,0 | 6,0 | ||
Итого | 14,0 | 16,0 | 20,0 | ||
1.9. При разработке нормативов в качестве исходных данных были использованы следующие материалы:
1) первичные материалы производственных наблюдений по организации труда, технологии, затратам времени и режимы сварки предприятий машиностроения;
2) Общемашиностроительные нормативы времени на контактную сварку (М.: НИИ труда, 1979);
3) Отраслевые нормативы времени на контактную сварку (М.: Минсельхозмаш, 1975);
4) Укрупненные нормативы времени на изготовление сборных панелей (Горький: НИИрадиопром, 1986);
5) Отраслевые нормативы времени на контактную сварку (М.: Министерство приборостроения средств автоматизации и систем управления. 1985).
6) паспортные данные машин для контактной сварки;
7) техническая литература по теме.
1.10. Нормативы времени могут быть использованы при расчете комплексных норм времени при внедрении коллективной формы организации труда. При коллективной форме организации труда комплексные нормы затрат труда могут быть получены на основе применения корректирующих коэффициентов к сумме операционных норм, рассчитанных для условий индивидуальной формы организации труда. Возможно использование корректирующих коэффициентов к сумме отдельных составляющих комплексной нормы, отражающих суммарное значение затрат времени по категориям этих затрат.
В этом случае комплексная норма определяется по формуле
где  - норма времени на изготовление i-й детали бригадокомплекта, чел.-ч; i = 1, 2, 3, ..., n - количество деталей, входящих в бригадокомплект;
- норма времени на изготовление i-й детали бригадокомплекта, чел.-ч; i = 1, 2, 3, ..., n - количество деталей, входящих в бригадокомплект;
где  - норма времени на выполнение j-й операции, чел.-ч; j = 1, 2, 3, ..., m - количество операций, необходимых для изготовления i-й детали;
- норма времени на выполнение j-й операции, чел.-ч; j = 1, 2, 3, ..., m - количество операций, необходимых для изготовления i-й детали;
Kэф - коэффициент эффекта бригадной работы (Kэф < 1).
Коэффициент эффекта бригадной работы (Kэф) учитывает среднюю величину роста производительности труда, ожидаемую при переходе от индивидуальной к коллективной форме организации труда, которая должна входить в комплексные нормы.
В результате перераспределения функций между членами бригады, осуществления взаимопомощи или взаимозаменяемости и т.п. сокращается необходимое время на выполнение закрепленного за бригадой объема работ, следовательно, должна снижаться соответствующая норма времени. Это происходит за счет уменьшения величины отдельных составляющих норм времени: вспомогательного времени, времени обслуживания рабочего места, регламентированных перерывов, подготовительно-заключительного времени, а также за счет перекрытия отдельных составляющих нормы времени машинным временем (в последнем случае величина каждой составляющей нормы времени может остаться и неизменной).
В сквозных бригадах трудоемкость изготовления бригадокомплекта может сокращаться за счет исключения отдельных элементов подготовительно-заключительного времени и времени обслуживания рабочего места при передаче смены "на ходу".
Коэффициенты эффекта бригадной работы (Kэф) устанавливаются на уровне предприятия и применяются в течение срока, на который они рассчитаны, если не меняются условия производства.
Более полные и подробные данные см. Методические рекомендации по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования (М.: Экономика, 1987).
1.11. Норма времени и ее составляющие.
1.11.1. Основное время контактной сварки рассчитывается по формулам:
а) при точечной сварке

б) при рельефной сварке
где tц - время цикла сварки, мин. (карты 1, 3); tвкл - время включения сварочной машины, мин. (карта 5); a - количество точек, свариваемых за одно включение машины.
Время цикла точечной и рельефной сварки рассчитывается по формуле
tц = tсж + tсв + tк + tп, (1.6)
где tсж - время выдержки "сжатие"; tсв - время сварки; tк - время выдержки "проковка"; tп - время выдержки "пауза".
В зависимости от конструктивных и технологических требований и имеющегося оборудования точечная сварка металлов может осуществляться на "мягких" и жестких" режимах.
Значения tсж, tк и tп определяются производительностью сварочной машины.
Учитывая, что производительность разных машин различна, при расчете принято, что точечную сварку деталей H < 2 мм производят на машинах производительностью 150 сварок/мин., точечную сварку деталей H >= 2 мм - на машинах производительностью 70 сварок/мин., а рельефную сварку - на машинах производительностью 60 сварок/мин. (где H - толщина детали, мм).
Указанную производительность машины развивают при сварке деталей минимальной толщины на "жестких" режимах.
При этом минимальные значения времени выдержки "сжатие", "проковка" и "пауза" tmin равны:
при точечной сварке деталей H < 2 мм - 0,12 с;
при точечной сварке деталей H >= 2 мм - 0,2 с;
при точечной сварке алюминиевых сплавов и рельефной сварке tmin - 0,32 с.
При условии tсж = tк = tп = tmin время цикла сварки (в мин.) рассчитывается по формулам:

в) основное время шовной сварки состоит из времени сварки шва, времени включения машины и рассчитывается по формуле

где tсв - время сварки 1 м шва, мин.; l - длина шва, м; tвкл - время включения шовной машины, мин.
Время сварки 1 м шва при контактной шовной сварке рассчитывается по формуле
где Vсв - скорость шовной сварки, м/мин.;
г) основное время стыковой сварки включает:
время включения машины;
при сварке оплавливанием: время предварительного подогрева, оплавления и осадки;
при сварке сопротивлением: время протекания сварочного тока.
1.11.2. Норма штучного времени рассчитывается по формулам:
а) для точечной сварки

б) для рельефной сварки

в) для шовной сварки

г) для стыковой сварки

где  - основное время сварки одной точки, мин.; i - количество точек, подлежащих сварке в данной операции;
- основное время сварки одной точки, мин.; i - количество точек, подлежащих сварке в данной операции;  - основное время рельефной сварки детали, мин.;
- основное время рельефной сварки детали, мин.;  - основное время шовной сварки на 1 м шва, мин.;
- основное время шовной сварки на 1 м шва, мин.;  - основное время сварки одного стыка, мин.; tв - вспомогательное время на операцию, мин.; K - коэффициент, учитывающий время на организационно-техническое обслуживание рабочего места, отдых и личные потребности;
- основное время сварки одного стыка, мин.; tв - вспомогательное время на операцию, мин.; K - коэффициент, учитывающий время на организационно-техническое обслуживание рабочего места, отдых и личные потребности;

где aобс - время организационно-технического обслуживания рабочего места, % от оперативного времени; aотл - время на отдых и личные потребности, % от оперативного времени.
1.11.3. Время на организационно-техническое обслуживание включает:
1) время на подвод и отвод охлаждающей жидкости;
2) время регулировки охлаждения электродов;
3) время подрегулировки режима сварки;
4) время зачистки контактной поверхности электрода;
5) время уборки рабочего места в течение и в конце смены.
Значение аобс и аотл для массового и крупносерийного производства приведено в карте 33, а для среднесерийного и мелкосерийного производства эти времена учтены при расчете нормативных величин.
1.11.4. Норма времени для массового и крупносерийного производства определяется суммированием основного и вспомогательного времени (разделы 4.1 и 4.2) и умножением этой суммы на коэффициент, учитывающий время организационно-технического обслуживания, отдых и личные потребности.
1.11.5. Для среднесерийного и мелкосерийного производства норма времени по данным нормативам определяется суммированием времени на установку и снятие деталей (узлов) и неполного штучного времени на комплекс приемов по формуле

где Tнш - неполное штучное время на комплекс приемов, мин. (карты 34...37);  - вспомогательное время на установку деталей перед сваркой и снятие после сварки, мин. (карты 38...40); K1 - коэффициент, учитывающий свариваемый материал (карта 41); K2 - коэффициент, учитывающий количество свариваемых узлов и партий (карта 41).
- вспомогательное время на установку деталей перед сваркой и снятие после сварки, мин. (карты 38...40); K1 - коэффициент, учитывающий свариваемый материал (карта 41); K2 - коэффициент, учитывающий количество свариваемых узлов и партий (карта 41).
1.11.6. На комплексы приемов, не предусмотренные разделом 4.3, норму времени следует рассчитывать по формулам и картам для массового и крупносерийного производства. Нормативные величины вспомогательного времени в таких случаях применять с поправочными коэффициентами: для среднесерийного производства - 1,25, мелкосерийного - 1,35.
1.12. Приведенные в сборнике числовые значения факторов: параметры деталей и сопрягаемых кромок, масса деталей, узлов и другие, в которых указано "до", следует понимать включительно.
1.13. В нормативных картах предусмотрено время на выполнение работы одним рабочим. В тех случаях, когда по технологическому процессу предусмотрено выполнение работы двумя и более рабочими, норму времени следует устанавливать каждому рабочему в зависимости от предусмотренных в технологии объемов работ.
1.14. При укладке деталей (узлов) в стопу, при установке и снятии мелких деталей при помощи пинцета к времени по картам раздела 4.2 следует применять коэффициент 1,2.
1.15. При точечной сварке время продвижения узла на шаг и время перемещения клещей может частично или полностью перекрываться основным временем раскрытия электродов, когда отсутствуют высокие требования к точности расположения сварных точек и при условии, что расстояние между ними не превышает 20 мм. В этом случае сварка производится в автоматическом режиме (за одно включение машины). При расстоянии между сварными точками, превышающем 20 мм, сварка каждой точки должна осуществляться в результате одного нажатия педали (кнопки). При этом время на перемещение определяется по карте 16.
1.16. Нормативные карты раздела 4.3 рассчитаны на сварку деталей (узлов) из низколегированной стали с учетом партии свариваемых узлов в количестве 63 штук. При других значениях этих факторов время по картам раздела 4.3 необходимо корректировать при помощи поправочных коэффициентов, помещенных в карте 41.
1.17. Тарификация работ должна проводиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16.01.1985 г. N 17/2-54, и последующим дополнениям и изменениям к нему. Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений нормативов времени, приведенных в сборнике.
1.18. При внедрении на предприятиях более прогрессивных, чем это предусмотрено в настоящих нормативах, организации труда, производства, технологии сварки и т.п., следует разрабатывать и вводить в установленном порядке местные нормативы времени.
1.19. До введения нормативов времени необходимо привести организационно-технические условия в сварочных цехах (участках) в соответствие с запроектированными в нормативах и осуществить производственный инструктаж рабочих.
1.20. Для пояснения порядка пользования нормативами ниже приведены примеры расчета норм времени при точечной, шовной и стыковой сварке деталей.
ПРИМЕРЫ РАСЧЕТА НОРМЫ ВРЕМЕНИ
Пример 1. Определить норму времени на сварку панели.
Исходные данные
Материал - Ст. 3; габариты узла - 25 x 150 x 280; масса узла - 1,7 кг; тип производства - массовое; способ сварки - точечная.
N п/п | Содержание приемов | Факторы, влияющие на продолжительность | Основное время, мин. | Вспомогательное время, мин. | Номер карты, позиция, индекс |
1 | Установить панель на стол | Масса детали - 1,5 кг по кромке | - | 0,029 | |
2 | Установить шаблон на панель | Длина шаблона - 300 мм | - | 0,022 | |
3 | Установить деталь N 1 по шаблону | Масса детали - 0,2 кг | - | 0,014 | |
4 | Установить узел с шаблоном на электрод машины | Масса (с шаблоном) - 2,2 кг, толщина деталей - 2 + 2 | - | 0,030 | |
5 | Приварить деталь N 1 к панели точечной сваркой | "Мягкий" режим, шаг - 30 мм, | 0,02 · 6 = 0,12 | - | |
количество точек - 6, | 0,015 · 6 = 0,09 | - | |||
масса узла - 2,2 кг | 0,0063 · 5 = 0,031 | ||||
6 | Установить деталь N 2 по шаблону | По штырю, | - | ||
масса детали - 0,1 кг | - | 0,017 | |||
7 | Повернуть узел на электроде | Масса узла - 2,3 кг, | - | 0,011 | |
угол поворота - 90° | - | ||||
8 | Приварить деталь N 2 к панели точечной сваркой | Толщина деталей - 1 + 2, | 0,011 · 3 = 0,033 | - | |
количество точек - 3, | 0,015 · 3 = 0,045 | - | |||
шаг - 20 мм | |||||
9 | Снять узел с электрода | Масса узла - 2,3 кг, | - | 0,030 · 0,7 = 0,021 | |
длина - 300 мм | |||||
10 | Снять шаблон с узла | Длина шаблона - 300 мм | - | 0,015 | |
0,288 | 0,190 |
Нвр = (tо · i + tв) · K = (0,288 + 0,19) · 1,11 = 0,530 мин.
Пример 2. Определить норму времени на сварку цилиндра.
Исходные данные
Материал - алюминиевый сплав; толщина материала - 3,0 мм; габариты -  430 x 200 мм; масса узла - 2,3 кг; тип производства - массовое; способ сварки - шовная.
430 x 200 мм; масса узла - 2,3 кг; тип производства - массовое; способ сварки - шовная.
N п/п | Содержание приемов | Факторы, влияющие на продолжительность | Основное время, мин. | Вспомогательное время, мин. | Номер карты, позиция, индекс |
1 | Установить фиксирующее приспособление на цилиндр | Длина приспособления - 200 мм, масса узла - 3,5 кг (с приспособлением) | - | 0,047 | |
2 | Установить узел на нижний ролик машины | - | 0,036 | ||
3 | Включить шовную машину и прихватить сваркой в 2 местах | Длина прихватки - 20 мм, | 0,015 · 2 = 0,03 | - | |
Длина шага сварки - 220 мм, | 3,33 · 0,02 · 2 = 0,133 · 1,1 = 0,146 | - | |||
два продвижения - 100 мм, | 0,0103 · 2 = 0,0206 | ||||
один поворот на 180° | 0,032 | ||||
4 | Сварить цилиндр шовной сваркой | Длина шва - 430 мм, | 3,33 · 0,430 = 1,432 | - | |
масса узла - 3,5 кг | - | ||||
5 | Снять узел с ролика машины | - | 0,036 · 0,7 = 0,025 | ||
Итого | 1,608 | 0,161 |

Пример 3. Определить норму времени на сборку вала руля.
Исходные данные
Материал - сталь 20; габариты узла  20 x 1000 мм; масса узла - 2,5 кг; тип производства - массовое; способ сварки - стыковая.
20 x 1000 мм; масса узла - 2,5 кг; тип производства - массовое; способ сварки - стыковая.
N п/п | Содержание приемов | Факторы, влияющие на продолжительность | Основное время, мин. | Вспомогательное время, мин. | Номер карты, позиция, индекс |
1 | Установить вал на электрод машины по упору | Масса вала - 1,8 кг | - | 0,040 | |
2 | Закрепить вал | Пневмозажим | - | 0,024 | |
3 | Установить червяк руля на электрод машины с выверкой соосности | Масса червяка - 0,7 кг | - | 0,056 | |
4 | Закрепить червяк | Пневмозажим | - | 0,024 | |
5 | Опустить предохранительный щиток | - | 0,015 | ||
6 | Сварить вал руля с червяком оплавлением | 0,243 | - | ||
7 | Поднять предохранительный щиток | - | 0,020 | ||
8 | Отжать оба зажима, снять узел с электрода машины | Масса - 2,5 кг | - | 0,042 · 0,7 = 0,029 | |
Итого | 0,243 | 0,208 |
Нвр = (tос + tв) · K = (0,243 + 0,208) 1,14 = 0,514 мин.
Пример 4. Определить норму времени на сварку шторы.
Исходные данные
Материал - низкоуглеродистая сталь; толщина материала - 2,0 мм; масса узла - 10,9 кг; группа сложности узла - 1; количество деталей в узле - 8 шт.; тип производства - среднесерийное; количество узлов в партии - 100 шт.; способ сварки - точечная.
N п/п | Содержание приемов | Факторы, влияющие на продолжительность | Время, мин. | Номер карты, позиция, индекс | Примечание |
1 | Установить детали в приспособление, закрепить детали откидными струбцинами | Масса узла - 10,9 кг количество деталей - 8; количество точек крепления - 10 | 3,02 + (0,35 · 3) = 4,07 | Коэффициенты K1, K2 - на толщину материала (примечание 1, карта 34) и количество узлов в партии (карта 41) | |
2 | Установить узел на электрод машины точечной сварки. Приварить детали точечной сваркой | Группа сложности - 1, количество точек - 70, шаг сварки - 50 мм | 1,265 + (0,066 · 60) = 5,225 | ||
Итого |
Нвр = (Tнш · K1 + Tв) · K2 = (5,225 · 1,1 +
+ 4,07) · 0,93 = 9,13 мин.
И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Для контактной сварки применяют машины различных типов. Эти машины классифицируются по следующим признакам.
По назначению - на универсальные и специальные машины. Универсальные машины предназначены для сварки разнообразных узлов и деталей, специальные машины предназначены для сварки определенных узлов. В настоящем сборнике приводятся нормативы времени при работе только на универсальных машинах.
По виду получаемых при сварке соединений - на точечные, шовные, рельефные и стыковые машины.
По конструктивному исполнению - на стационарные машины прессового типа, стационарные машины радиального типа и подвесные машины.
По типу источника сварочного тока - на машины переменного тока, постоянного тока, низкочастотные и конденсаторные.
Для обозначения типов машин согласно ГОСТ 297-80 используют комбинацию из букв и цифр.
Точечные подвесные машины переменного тока типа МТП и шовные машины переменного тока МШ используют преимущественно для сварки деталей из низкоуглеродистой стали. На точечных машинах переменного тока (прессовых) типа МТ можно сваривать как углеродистые, так и легированные стали.
Точечные, шовные и рельефные машины постоянного тока типа МТВ, МШВ и МРВ, низкочастотные типа МТН и МРН и конденсаторные типа МТК и МРК, а также стыковые машины для сварки сопротивлением типа МСС позволяют проводить сварку углеродистых и легированных сталей, титана, алюминиевых сплавов и других материалов и сплавов, свариваемых контактной сваркой.
2.2. Сущность технологического процесса контактной сварки заключается в следующем.
При точечной сварке детали сваривают в определенных точках, расположенных под электродами контактной машины. Управление циклом сварки во всех современных машинах автоматическое. При нажатии на педаль детали сжимаются между электродами; после выдержки времени "сжатие" включается сварочный ток и детали нагреваются до образования между электродами расплавленного ядра. По истечении выдержки времени "сварка" сварочный ток выключается и детали выдерживаются под давлением в течение времени, необходимого для кристаллизации металла ядра. Сварку закаливающихся сталей производят в двухимпульсном режиме, пропуская через детали после сварочного импульса импульс тока термообработки. После окончания выдержки времени "проковка" электроды расходятся и остаются в разведенном состоянии в течение времени выдержки "пауза". Если машина работает в режиме серия "сварок" (устанавливается на регуляторе цикла сварки), то по истечении выдержки времени "пауза" цикл сварки повторяется. При установке на регуляторе режима "одиночная сварка" для повторения цикла сварки необходимо повторное нажатие на педаль. Во время паузы между сварками детали перемещают для сварки следующей точки или производят смену деталей.
При рельефной сварке детали сваривают одновременно в нескольких точках, положение которых определяется рельефами, выштампованными на одной из деталей. Цикл рельефной сварки аналогичен циклу точечной сварки. При рельефной сварке за один ход верхней электродной плиты, как правило, сваривают все рельефы, а в паузе между сварками производят смену деталей.
При шовной сварке детали соединяют швом, состоящим из сварных точек, обычно перекрывающих одна другую. Особенность шовной сварки состоит в том, что она выполняется с помощью двух вращающихся дисковых роликов, между которыми сжаты и прокатываются свариваемые детали. В большинстве случаев сварка осуществляется при непрерывном вращении роликов и прерывистом включении тока.
При стыковой сварке детали соединяют торцами по всей поверхности их касания. Применяют два способа стыковой сварки: сопротивлением и оплавлением. При сварке сопротивлением детали, зажатые в губках стыковой машины, сжимают и после этого включают сварочный ток. Соединение образуется в результате расплавления или совместной пластической деформации металла свариваемых торцов деталей в процессе осадки на заданную величину. При сварке оплавлением торцы соединяемых деталей нагревают током до расплавления металла при их сближении под действием небольшого усилия, а затем быстро сжимают детали путем приложения повышенного усилия осадки. Для соединения деталей большого сечения применяют сварку оплавлением с подогревом. При этом детали сначала подогревают методом сопротивления путем кратковременных замыканий их торцов, затем включают процесс оплавления и после его окончания производят осадку.
Нормативы времени на контактную сварку составлены с учетом следующих условий организации труда и обслуживания рабочего места:
1) сварочное оборудование находится в исправном состоянии;
2) доставка деталей к рабочим местам производится вспомогательными рабочими;
3) детали выполнены в соответствии с чертежами и технологией;
4) работа выполняется рабочими, имеющими соответствующую квалификацию и навык в работе;
5) техническое обслуживание сварочных машин возложено на наладчиков и электромонтеров;
6) перемещение деталей к рабочему месту предусмотрено на расстояние 1,5 м, при большем расстоянии на каждый метр добавлять 0,02 мин. Рабочее место снабжено вытяжной вентиляцией, тарой для мелких деталей, подвесным конвейером или стеллажом для крупных деталей. Во время работы сварщик должен иметь фартук, рукавицы и очки с простыми стеклами для защиты глаз от брызг. Место работы, где производится стыковая сварка оплавлением, должно иметь ограждающие щиты.
При внедрении на предприятиях более совершенных, чем это предусмотрено нормативами, организации производства, труда, технологии работы, оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать методами технического нормирования и вводить в установленном порядке местные нормы, соответствующие более высокой производительности труда.
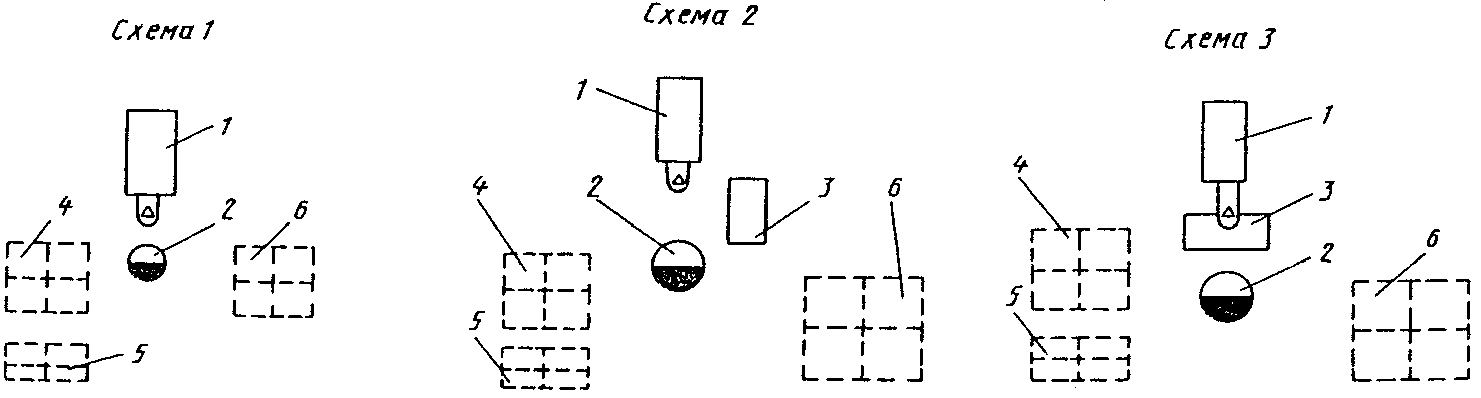

Схемы организации рабочих мест для контактной сварки.
Оргтехоснастка для схем:
1 - машина контактной сварки; 2 - место сварщика;
3 - стол; 4 - стеллаж для крупных деталей; 5 - тара
для мелких предметов; 6 - стеллаж для готовых узлов;
7 - приспособление; 8 - рольганг; 9 - подвесной конвейер
Все типы производства | |||||
Точечная сварка | |||||
Время цикла сварки | Карта 1 | Лист 1 | |||
N позиции | Толщина металла H, мм, до | Низкоуглеродистые стали | Низколегированные стали | Алюминиевые и медные сплавы | |
"мягкий" режим | "жесткий" режим | ||||
Время на одну точку T, мин. | |||||
1 | 0,5 | 0,008 | 0,006 | 0,025 | 0,016 |
2 | 0,8 | 0,010 | 0,007 | 0,032 | 0,017 |
3 | 1,0 | 0,008 | 0,037 | 0,017 | |
4 | 1,2 | 0,012 | 0,008 | 0,042 | 0,017 |
5 | 1,5 | 0,014 | 0,009 | 0,04 9 | 0,018 |
6 | 2,0 | 0,013 | 0.059 | 0,018 | |
7 | 2,5 | 0,034 | 0,016 | 0,069 | 0,018 |
8 | 3,0 | 0,042 | 0,018 | 0,078 | 0,019 |
9 | 4,0 | 0,059 | 0,024 | 0,096 | 0,019 |
10 | 5,0 | 0,078 | 0,030 | - | 0,020 |
11 | 6,0 | 0,100 | 0,037 | - | - |
12 | 8,0 | 0,145 | 0,052 | - | - |
Индекс | а | б | в | г | |
Примечания: 1. При сварке деталей из материалов разной толщины время по карте следует принимать по минимальной толщине.
2. Время на включение и выключение машины следует добавлять по карте 5.
3. При сварке деталей с гальваническим покрытием время по карте применять с коэффициентом 1,15.






Все типы производства | ||||||||
Время цикла сварки | Шовная сварка | |||||||
I. Низкоуглеродистые стали | Карта 2 | Лист 1 | ||||||
N позиции | Толщина металла H, мм, до | Скорость сварки V, м/мин. | Время сварки 1 м шва T, мин. | N позиции | Толщина металла H, мм, до | Скорость сварки V, м/мин. | Время сварки 1 м шва T, мин. | |
1 | 0,5 | 1,5 | 0,66 | 14 | 2,0 | 0,6 | 1,66 | |
2 | 2,0 | 0,50 | 15 | 1,0 | 1,00 | |||
3 | 2,5 | 0,40 | 16 | 1,2 | 0,83 | |||
4 | 3,0 | 0,33 | 17 | |||||
5 | 0,8 | 0,9 | 1,11 | 18 | 2,5 | 0,7 | 1,43 | |
6 | 1,5 | 0,66 | 19 | 0,8 | 1,25 | |||
7 | 2,3 | 0,43 | 20 | 0,9 | 1,11 | |||
8 | 1,0 | 1,0 | 1,00 | 21 | 3,0 | 0,5 | 2,00 | |
9 | 1,5 | 0,66 | 22 | 0,7 | 1,43 | |||
10 | 2,0 | 0,50 | 23 | 0,9 | 1,11 | |||
11 | 1,5 | 0,7 | 1,43 | 24 | 4,0 | 0,4 | 2,50 | |
12 | 1,0 | 1,00 | 25 | 0,6 | 1,66 | |||
13 | 1,5 | 0,66 | 26 | 0,8 | 1,25 | |||
II. Низколегированные стали | III. Алюминиевые и медные сплавы | |||||||
27 | 0,5 | 0,8 | 1,25 | 35 | 0,5 | 1,2 | 0,83 | |
28 | 0,8 | 0,7 | 1,42 | 36 | 0,8 | 0,8 | 1,25 | |
29 | 1,0 | 0,6 | 1,66 | 37 | 1,0 | 0,7 | 1,43 | |
30 | 1,5 | 0,5 | 2,00 | 38 | 1,5 | 0,5 | 2,00 | |
31 | 2,0 | 0,5 | 2,00 | 39 | 2,0 | 0,4 | 2,50 | |
32 | 2,5 | 0,4 | 2,50 | 40 | 2,5 | 0,4 | 2,50 | |
33 | 3,0 | 0,4 | 2,50 | 41 | 3,0 | 0,3 | ||
34 | 4,0 | 0,3 | 3,33 | 42 | 4,0 | 0,2 | 5,00 | |
Индекс | а | б | ||||||
Примечания: 1. При сварке деталей из материалов разной толщины время по карте следует принимать по минимальной толщине.
2. Время на включение и выключение машины следует добавлять по карте 5.
3. При прихватке деталей шовной сваркой время на одну прихватку следует применять по карте с коэффициентом 1,1.

Все типы производства | ||
Рельефная сварка | ||
Время цикла сварки | Карта 3 | |
N позиции | Толщина металла H, мм, до | Низкоуглеродистые стали |
Время на одну деталь T, мин. | ||
1 | 0,5 | 0,016 |
2 | 0,8 | 0,018 |
3 | 1,0 | 0,019 |
4 | 1,5 | 0,021 |
5 | 2,0 | 0,022 |
6 | 2,5 | 0,026 |
7 | 3,0 | 0,031 |
8 | 4,0 | 0,043 |
9 | 5,0 | 0,055 |
10 | 6,0 | 0,069 |
Примечания: 1. При сварке деталей из материалов разной толщины время по карте следует принимать по минимальной толщине.
2. Время на включение и выключение машины следует добавлять по карте 5.
3. Основное время при рельефной сварке не зависит от количества одновременно свариваемых рельефов.
T = 0,96 + 0,16 H1,5 - позиции 1 - 4;
T = 0,64 + 0,24 H1,5 - позиции 5 - 10.
Все типы производства | ||||||||
Время цикла сварки | Карта 4 | Лист 1 | ||||||
I. Стыковая сварка оплавлением | ||||||||
Низкоуглеродистые стали | ||||||||
N позиции | Размеры свариваемой поверхности | Способ сварки | ||||||
диаметр Д, мм, до | сторона квадрата B, мм, до | площадь поперечного сечения S, мм2, до | непрерывным оплавлением | оплавлением с подогревом | ||||
Время на один стык T, мин. | ||||||||
1 | 5 | 4 | 20 | 0,044 | 0,10 | |||
2 | 10 | 9 | 80 | 0,103 | 0,20 | |||
3 | 15 | 14 | 200 | 0,171 | 0,30 | |||
4 | 20 | 18 | 320 | 0,40 | ||||
5 | 25 | 22 | 500 | 0,321 | 0,50 | |||
6 | 30 | 27 | 700 | 0,401 | 0,60 | |||
7 | 40 | 36 | 1260 | 0,485 | 0,80 | |||
8 | 50 | 44 | 1960 | 0,755 | 1,00 | |||
9 | 70 | 65 | 4000 | - | 1,40 | |||
10 | 100 | 90 | 8000 | - | 2,00 | |||
Индекс | а | б | ||||||
II. Стыковая сварка сопротивлением | ||||||||
Низкоуглеродистые стали | ||||||||
N позиции | Размеры свариваемой поверхности | Время на один стык T, мин. | ||||||
диаметр Д, мм, до | сторона квадрата B, мм, до | площадь поперечного сечения S, мм2, до | ||||||
1 | 0,5 | 0,4 | 0,2 | 0,005 | ||||
2 | 1,0 | 0,9 | 0,8 | 0,010 | ||||
3 | 2,0 | 1,8 | 3,2 | 0,020 | ||||
4 | 4,0 | 3,6 | 12,1 | 0,040 | ||||
5 | 6,0 | 5,4 | 28,0 | 0,060 | ||||
6 | 8,0 | 7,2 | 50,0 | 0,080 | ||||
7 | 10,0 | 9,0 | 80,0 | 0,100 | ||||
8 | 12,0 | 11,0 | 115,0 | 0,120 | ||||
Индекс | в | |||||||
Примечание. Время на включение и выключение машины следует добавлять по карте 5.
T = 0,006 · Д1,236 - позиции 1 - 10, индекс а;
T = 0,02 · Д - позиции 1 - 10, индекс б;
T = 0,01 · Д - позиции 1 - 8, индекс в.
Все типы производства | ||||
Контактная сварка | ||||
Карта 5 | ||||
Содержание работы | ||||
Протянуть руку или поставить ногу и включить (выключить) машину на рабочий ход. | ||||
N позиции | Способ включения, выключения | Положение рабочего | Время T, мин. | |
1 | Педалью ножной | Стоя | ||
2 | Педалью ножной | Сидя | 0,010 | |
3 | Кнопкой | Стоя | 0,018 | |
4 | Тумблером | " | 0,015 | |
5 | Рычагом | " | 0,024 | |
6 | Рычагом и кнопкой | " | 0,026 | |
7 | Двумя тумблерами | " | 0,020 | |
8 | Поднять или опустить электрод поворотом рукоятки | " | 0,012 | |
9 | Педалью ножной и кнопкой (двумя кнопками) | " | 0,022 | |
Индекс | а | |||
Примечание. На включение, выключение сварочных клещей и пистолета при контактной точечной сварке устанавливать время 0,006 мин.
МАССОВОЕ И КРУПНОСЕРИЙНОЕ ПРОИЗВОДСТВО | |||||||||
Массовое и крупносерийное производство | |||||||||
Контактная сварка | |||||||||
Вспомогательное время | Карта 6 | ||||||||
Содержание работы | |||||||||
Взять деталь (узел). Установить деталь (узел) на стол, на деталь. | |||||||||
N позиции | Масса детали (узла) M, кг, до | Длина детали (узла) L, мм, до | |||||||
200 | 500 | 1000 | 1500 | 2000 | 2500 | 3000 | |||
Время T, мин. | |||||||||
1 | 0,25 | 0,015 | 0,017 | 0,019 | 0,020 | 0,021 | 0,022 | 0,023 | |
2 | 0,40 | 0,017 | 0,019 | 0,021 | 0,023 | 0,024 | 0,025 | 0,026 | |
3 | 0,60 | 0,019 | 0,022 | 0,024 | 0,026 | 0,027 | 0,028 | 0,029 | |
4 | 1,00 | 0,022 | 0,025 | 0,028 | 0,030 | 0,031 | 0,032 | 0,033 | |
5 | 1,60 | 0,025 | 0,032 | 0,034 | 0,036 | 0,037 | 0,038 | ||
6 | 2,00 | 0,027 | 0,031 | 0,035 | 0,037 | 0,038 | 0,040 | 0,041 | |
7 | 2,50 | 0,029 | 0,034 | 0,037 | 0,040 | 0,041 | 0,043 | 0,044 | |
8 | 3,20 | 0,031 | 0,036 | 0,040 | 0,043 | 0,044 | 0,046 | 0,047 | |
9 | 4,00 | 0,034 | 0,039 | 0,043 | 0,046 | 0,048 | 0,049 | 0,051 | |
10 | 5,00 | 0,036 | 0,041 | 0,046 | 0,049 | 0,051 | 0,052 | 0,054 | |
11 | 6,30 | 0,039 | 0,044 | 0,049 | 0,052 | 0,054 | 0,056 | 0,058 | |
12 | 8,00 | 0,041 | 0,047 | 0,053 | 0,056 | 0,058 | 0,060 | 0,062 | |
13 | 10,0 | 0,044 | 0,051 | 0,056 | 0,060 | 0,062 | 0,065 | 0,066 | |
14 | 12,0 | 0,047 | 0,054 | 0,059 | 0,063 | 0,066 | 0,068 | 0,070 | |
15 | 16,0 | 0,051 | 0,058 | 0,065 | 0,069 | 0,072 | 0,074 | 0,076 | |
16 | 20,0 | 0,054 | 0,062 | 0,069 | 0,074 | 0,077 | 0,079 | 0,082 | |
17 | 25,0 | 0,058 | 0,067 | 0,074 | 0,079 | 0,082 | 0,085 | 0,087 | |
18 | 30,0 | 0,061 | 0,070 | 0,078 | 0,083 | 0,087 | 0,090 | 0,092 | |
19 | 40,0 | 0,067 | 0,077 | 0,085 | 0,091 | 0,095 | 0,098 | 0,100 | |
20 | 50,0 | 0,072 | 0,082 | 0,091 | 0,097 | 0,101 | 0,104 | 0,107 | |
Индекс | а | б | в | г | д | е | ж | ||
Примечание. При одновременной установке нескольких деталей время, приведенное в карте, применять с коэффициентом 0,8 на каждую деталь.
T = 0,01 · M0,30 · L0,15.
Массовое и крупносерийное производство | |||||||||||||
Вспомогательное время | Контактная сварка | ||||||||||||
Карта 7 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
Взять деталь (узел). Установить деталь (узел). | |||||||||||||
N позиции | Масса детали (узла) M, кг, до | Способ установки | |||||||||||
по контуру и риске | по штырю, отверстию | ||||||||||||
Длина детали (узла) L, мм, до | |||||||||||||
200 | 500 | 1000 | 1500 | 2000 | 3000 | 200 | 500 | 1000 | 1500 | 2000 | 3000 | ||
Время T, мин. | |||||||||||||
1 | 0,25 | 0,019 | 0,022 | 0,024 | 0,026 | 0,027 | 0,029 | 0,022 | 0,025 | 0,027 | 0,029 | 0,030 | 0,032 |
2 | 0,40 | 0,022 | 0,025 | 0,028 | 0,030 | 0,031 | 0,033 | 0,025 | 0,029 | 0,032 | 0,033 | 0,035 | 0,037 |
3 | 0,60 | 0,025 | 0,028 | 0,031 | 0,033 | 0,035 | 0,037 | 0,028 | 0,032 | 0,036 | 0,038 | 0,039 | 0,041 |
4 | 1,00 | 0,028 | 0,033 | 0,036 | 0,038 | 0,040 | 0,043 | 0,033 | 0,038 | 0,042 | 0,044 | 0,046 | 0,048 |
5 | 1,60 | 0,032 | 0,037 | 0,041 | 0,044 | 0,046 | 0,049 | 0,038 | 0,043 | 0,048 | 0,050 | 0,053 | 0,056 |
6 | 2,00 | 0,034 | 0,039 | 0,044 | 0,046 | 0,048 | 0,052 | 0,041 | 0,046 | 0,051 | 0,054 | 0,056 | 0,059 |
7 | 2,50 | 0,037 | 0,042 | 0,046 | 0,049 | 0,052 | 0,055 | 0,044 | 0,050 | 0,055 | 0,058 | 0,060 | 0,064 |
8 | 3,20 | 0,039 | 0,045 | 0,050 | 0,053 | 0,055 | 0,059 | 0,047 | 0,054 | 0,059 | 0,062 | 0,065 | 0,068 |
9 | 4,00 | 0,042 | 0,048 | 0,053 | 0,057 | 0,059 | 0,063 | 0,050 | 0,057 | 0,063 | 0,067 | 0,069 | 0,073 |
10 | 5,00 | 0,045 | 0,051 | 0,057 | 0,060 | 0,063 | 0,067 | 0,054 | 0,061 | 0,067 | 0,071 | 0,074 | 0,078 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
УСТАНОВКА ДЕТАЛИ (УЗЛА) НА ДЕТАЛЬ, В ПРИСПОСОБЛЕНИЕ | Массовое и крупносерийное производство | |||||||||||||
Вспомогательное время | Контактная сварка | |||||||||||||
Карта 7 | Лист 2 | |||||||||||||
N позиции | Масса детали (узла) M, кг, до | Способ установки | ||||||||||||
по контуру и риске | по штырю, отверстию | |||||||||||||
Длина детали (узла) L, мм, до | ||||||||||||||
200 | 500 | 1000 | 1500 | 2000 | 3000 | 200 | 500 | 1000 | 1500 | 2000 | 3000 | |||
Время T, мин. | ||||||||||||||
11 | 6,30 | 0,047 | 0,054 | 0,060 | 0,064 | 0,067 | 0,071 | 0,058 | 0,066 | 0,072 | 0,076 | 0,079 | 0,084 | |
12 | 8,00 | 0,051 | 0,058 | 0,065 | 0,069 | 0,072 | 0,076 | 0,062 | 0,071 | 0,078 | 0,082 | 0,085 | 0,090 | |
13 | 10,0 | 0,054 | 0,062 | 0,069 | 0,073 | 0,076 | 0,081 | 0,066 | 0,075 | 0,083 | 0,088 | 0,091 | 0,096 | |
14 | 12,0 | 0,057 | 0,065 | 0,072 | 0,077 | 0,080 | 0,085 | 0,070 | 0,079 | 0,087 | 0,092 | 0,096 | 0,102 | |
15 | 16,0 | 0,062 | 0,071 | 0,078 | 0,083 | 0,087 | 0,092 | 0,076 | 0,087 | 0,095 | 0,101 | 0,105 | 0,111 | |
16 | 20,0 | 0,066 | 0,075 | 0,083 | 0,089 | 0,093 | 0,098 | 0,082 | 0,093 | 0,102 | 0,108 | 0,112 | 0,119 | |
17 | 25,0 | 0,070 | 0,080 | 0,089 | 0,094 | 0,099 | 0,105 | 0,087 | 0,099 | 0,109 | 0,115 | 0,120 | 0,127 | |
18 | 30,0 | 0,074 | 0,084 | 0,094 | 0,099 | 0,104 | 0,110 | 0,092 | 0,105 | 0,115 | 0,122 | 0,127 | 0,134 | |
19 | 40,0 | 0,080 | 0,091 | 0,101 | 0,108 | 0,113 | 0,120 | 0,100 | 0,114 | 0,125 | 0,133 | 0,138 | 0,146 | |
20 | 50,0 | 0,085 | 0,097 | 0,108 | 0,115 | 0,120 | 0,127 | 0,107 | 0,122 | 0,134 | 0,142 | 0,148 | 0,156 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
T = 0,0128 · M0,28 · L0,15 - позиции 1 - 20, индекс а - е;
T = 0,016 · M0,3 · L0,138 - позиции 1 - 20, индекс ж - м.
УСТАНОВКА ДЕТАЛИ (УЗЛА) НА ДЕТАЛЬ, В ПРИСПОСОБЛЕНИЕ | Массовое крупносерийное производство | |||||||||
Вспомогательное время | Контактная сварка | |||||||||
Карта 7 | Лист 3 | |||||||||
N позиции | Масса детали (узла) M, кг, до | Способ установки | ||||||||
по направляющим, по двум плоскостям | в центр приспособления | под пружинные зажимы | ||||||||
Длина детали (узла) L, мм, до | ||||||||||
200 | 500 | 1000 | 1500 | 2000 | 3000 | |||||
Время T, мин. | ||||||||||
21 | 0,25 | 0,039 | 0,046 | 0,052 | 0,056 | 0,059 | 0,063 | - | 0,038 | |
22 | 0,40 | 0,045 | 0,053 | 0,060 | 0,064 | 0,068 | 0,073 | - | 0,044 | |
23 | 0,60 | 0,051 | 0,060 | 0,068 | 0,073 | 0,076 | 0,082 | - | 0,050 | |
24 | 1,00 | 0,059 | 0,070 | 0,079 | 0,085 | 0,089 | 0,095 | 0,068 | 0,058 | |
25 | 1,60 | 0,068 | 0,080 | 0,091 | 0,098 | 0,102 | 0,110 | 0,078 | 0,067 | |
26 | 2,00 | 0,073 | 0,086 | 0,097 | 0,104 | 0,109 | 0,117 | 0,084 | 0,071 | |
27 | 2,50 | 0,078 | 0,092 | 0,104 | 0,111 | 0,117 | 0,126 | 0,090 | 0,076 | |
28 | 3,20 | 0,084 | 0,099 | 0,112 | 0,120 | 0,126 | 0,135 | 0,096 | 0,082 | |
29 | 4,00 | 0,090 | 0,106 | 0,119 | 0,128 | 0,135 | 0,145 | 0,103 | 0,088 | |
30 | 5,00 | 0,096 | 0,113 | 0,128 | 0,137 | 0,144 | 0,155 | 0,110 | 0,094 | |
31 | 6,30 | 0,103 | 0,121 | 0,137 | 0,147 | 0,154 | 0,166 | 0,118 | 0,101 | |
32 | 8,00 | 0,111 | 0,130 | 0,147 | 0,158 | 0,166 | 0,178 | 0,127 | - | |
Индекс | а | б | в | г | д | е | ж | з | ||
УСТАНОВКА ДЕТАЛИ (УЗЛА) НА ДЕТАЛЬ, В ПРИСПОСОБЛЕНИЕ | Массовое и крупносерийное производство | |||||||||
Вспомогательное время | Контактная сварка | |||||||||
Карта 7 | Лист 4 | |||||||||
N позиции | Масса детали (узла) M, кг, до | Способ установки | ||||||||
по направляющим, по двум плоскостям | в центр приспособления | под пружинные зажимы | ||||||||
Длина детали (узла) L, мм, до | ||||||||||
200 | 500 | 1000 | 1500 | 2000 | 3000 | |||||
Время T, мин. | ||||||||||
33 | 10,0 | 0,119 | 0,139 | 0,157 | 0,169 | 0,177 | 0,190 | 0,136 | - | |
34 | 12,0 | 0,125 | 0,147 | 0,166 | 0,178 | 0,187 | 0,201 | 0,143 | - | |
35 | 16,0 | 0,136 | 0,160 | 0,181 | 0,194 | 0,204 | 0,219 | 0,156 | - | |
36 | 20,0 | 0,146 | 0,171 | 0,193 | 0,208 | 0,218 | 0,234 | 0,167 | - | |
37 | 25,0 | 0,156 | 0,183 | 0,207 | 0,222 | 0,233 | 0,251 | 0,179 | - | |
38 | 30,0 | 0,165 | 0,193 | 0,218 | 0,235 | 0,247 | 0,265 | 0,189 | - | |
39 | 40,0 | 0,180 | 0,211 | 0,238 | 0,256 | 0,269 | 0,288 | 0,206 | - | |
40 | 50,0 | 0,192 | 0,225 | 0,254 | 0,273 | 0,287 | 0,308 | 0,220 | - | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечания: 1. При одновременной установке нескольких деталей время, приведенное в карте, применять с коэффициентом 0,8 на каждую деталь.
2. При установке детали в приспособление с совмещением 2 - 3 отверстий время по карте применять с коэффициентом 1,1 к времени для способа установки по штырю, отверстию.
3. При установке деталей (узлов) с подбивкой молотком до полного прилегания к времени по карте применять коэффициент 1,3.
4. При установке детали в приспособление с совмещением отверстия при помощи бородка к времени по карте прибавлять 0,04 мин.
T = 0,0235 · M0,3 · L0,175 - позиции 21 - 40, индекс а - е;
T = 0,068 · M0,3 - позиции 21 - 40, индекс ж;
T = 0,058 · M0,3 - позиции 21 - 40, индекс з.
Массовое и крупносерийное производство | |||||||
Вспомогательное время | Контактная сварка | ||||||
Карта 8 | |||||||
Содержание работы | |||||||
Взять деталь, одеть (или вставить) на другую деталь (узел), совмещая по кромке. | |||||||
N позиции | Масса детали M, кг, до | Диаметр детали Д, мм, до | |||||
100 | 150 | 200 | 250 | 300 | |||
Время T, мин. | |||||||
1 | 0,25 | 0,014 | 0,017 | 0,020 | 0,022 | 0,024 | |
2 | 0,40 | 0,018 | 0,022 | 0,026 | 0,029 | 0,031 | |
3 | 0,60 | 0,023 | 0,028 | 0,032 | 0,036 | 0,039 | |
4 | 1,00 | 0,030 | 0,037 | 0,042 | 0,047 | 0,052 | |
5 | 1,60 | 0,039 | 0,048 | 0,055 | 0,061 | 0,067 | |
6 | 2,00 | 0,044 | 0,054 | 0,062 | 0,069 | 0,076 | |
7 | 2,50 | 0,050 | 0,061 | 0,070 | 0,079 | 0,086 | |
8 | 3,20 | 0,057 | 0,070 | 0,080 | 0,090 | 0,099 | |
9 | 4,00 | 0,064 | 0,079 | 0,091 | 0,102 | 0,111 | |
10 | 5,00 | 0,073 | 0,089 | 0,103 | 0,115 | 0,126 | |
11 | 6,30 | 0,083 | 0,101 | 0,117 | 0,131 | 0,143 | |
12 | 8,00 | 0,094 | 0,115 | 0,133 | 0,149 | 0,163 | |
13 | 10,0 | 0,106 | 0,130 | 0,151 | 0,168 | 0,184 | |
Индекс | а | б | в | г | д | ||
T = 0,003 · Д0,5 · M0,55 - позиции 1 - 13, индекс а - д.
Массовое и крупносерийное производство | ||||||
Вспомогательное время | Точечная и шовная сварка | |||||
Карта 9 | ||||||
Содержание работы | ||||||
Взять шаблон, установить. Снять шаблон, отложить. | ||||||
N позиции | Длина шаблона L, мм, до | Установить шаблон | Снять шаблон | |||
по кромке | по штырю, отверстию | по направляющим, плоскостям | ||||
Время T, мин. | ||||||
1 | 100 | 0,013 | 0,015 | 0,020 | 0,009 | |
2 | 125 | 0,014 | 0,017 | 0,022 | 0,010 | |
3 | 160 | 0,016 | 0,019 | 0,025 | 0,011 | |
4 | 200 | 0,018 | 0,021 | 0,027 | 0,013 | |
5 | 250 | 0,019 | 0,023 | 0,030 | 0,014 | |
6 | 315 | 0,025 | 0,032 | |||
7 | 400 | 0,024 | 0,028 | 0,036 | 0,017 | |
8 | 500 | 0,027 | 0,031 | 0,039 | 0,019 | |
9 | 630 | 0,030 | 0,034 | 0,043 | 0,021 | |
10 | 800 | 0,033 | 0,038 | 0,048 | 0,023 | |
11 | 1000 | 0,037 | 0,042 | 0,052 | 0,026 | |
12 | 1250 | 0,041 | 0,046 | 0,057 | 0,029 | |
13 | 1600 | 0,046 | 0,051 | 0,064 | 0,032 | |
14 | 2000 | 0,051 | 0,057 | 0,070 | 0,036 | |
Индекс | а | б | в | г | ||
T = 0,015 · L0,464 - позиции 1 - 14, индекс а;
T = 0,0020 · L0,440 - позиции 1 - 14, индекс б;
T = 0,003 · L0,414 - позиции 1 - 14, индекс в;
T = 0,011 · L0,464 - позиции 1 - 14, индекс г.
Массовое и крупносерийное производство | ||||||||||
Вспомогательное время | Точечная и шовная сварка | |||||||||
Карта 10 | ||||||||||
Содержание работы | ||||||||||
Взять деталь, установить по шаблону. | ||||||||||
N позиции | Масса детали (узла) M, кг, до | Способ фиксации детали | ||||||||
по контуру, риске | по штырю, отверстию | по направляющим, плоскостям | ||||||||
Длина детали L, мм, до | ||||||||||
500 | 1000 | 2000 | 500 | 1000 | 2000 | 500 | 1000 | 2000 | ||
Время T, мин. | ||||||||||
1 | 0,25 | 0,016 | 0,019 | 0,017 | 0,019 | 0,021 | 0,022 | 0,024 | 0,027 | |
2 | 0,40 | 0,016 | 0,019 | 0,021 | 0,020 | 0,022 | 0,024 | 0,025 | 0,028 | 0,030 |
3 | 0,60 | 0,018 | 0,021 | 0,024 | 0,023 | 0,025 | 0,027 | 0,028 | 0,031 | 0,034 |
4 | 1,00 | 0,021 | 0,024 | 0,027 | 0,026 | 0,029 | 0,032 | 0,033 | 0,036 | 0,039 |
5 | 1,60 | 0,024 | 0,027 | 0,031 | 0,030 | 0,033 | 0,037 | 0,037 | 0,040 | 0,044 |
6 | 2,00 | 0,025 | 0,029 | 0,033 | 0,032 | 0,036 | 0,039 | 0,039 | 0,043 | 0,047 |
7 | 2,5 | 0,027 | 0,031 | 0,035 | 0,035 | 0,039 | 0,042 | 0,042 | 0,046 | 0,050 |
8 | 3,2 | 0,029 | 0,033 | 0,038 | 0,037 | 0,041 | 0,045 | 0,045 | 0,049 | 0,053 |
9 | 4,0 | 0,030 | 0,035 | 0,040 | 0,040 | 0,044 | 0,048 | 0,047 | 0,052 | 0,056 |
10 | 5,0 | 0,032 | 0,037 | 0,043 | 0,047 | 0,052 | 0,050 | 0,055 | 0,060 | |
11 | 6,3 | 0,034 | 0,040 | 0,046 | 0,046 | 0,050 | 0,055 | 0,054 | 0,058 | 0,064 |
12 | 8,0 | 0,037 | 0,042 | 0,049 | 0,049 | 0,054 | 0,059 | 0,057 | 0,062 | 0,068 |
13 | 10,0 | 0,039 | 0,045 | 0,052 | 0,052 | 0,058 | 0,064 | 0,061 | 0,066 | 0,072 |
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,006 · M0,275 · L0,2 - позиции 1 - 13, индекс а - в;
T = 0,011 · M0,3 · L0,14 - позиции 1 - 13, индекс г - е;
T = 0,015 · M0,27 · L0,125 - позиции 1 - 13, индекс ж - и.
Массовое и крупносерийное производство | |||||||||||
Вспомогательное время | Точечная сварка | ||||||||||
Карта 11 | |||||||||||
Содержание работы | |||||||||||
Взять деталь (узел); установить на электрод. | |||||||||||
N позиции | Масса детали (узла) M, кг, до | Плоские детали (узлы) | Объемные детали (узлы) | ||||||||
Длина детали (узла) L, мм, до | |||||||||||
700 | 1000 | 1500 | 2000 | 3000 | 700 | 1000 | 1500 | 2000 | 3000 | ||
Время T, мин. | |||||||||||
1 | 0,25 | 0,015 | 0,016 | 0,016 | 0,017 | 0,018 | 0,017 | 0,018 | 0,019 | 0,020 | 0,021 |
2 | 0,40 | 0,017 | 0,018 | 0,019 | 0,020 | 0,021 | 0,020 | 0,021 | 0,022 | 0,022 | 0,024 |
3 | 0,60 | 0,019 | 0,020 | 0,021 | 0,022 | 0,023 | 0,022 | 0,023 | 0,024 | 0,025 | 0,027 |
4 | 1,00 | 0,023 | 0,024 | 0,025 | 0,026 | 0,027 | 0,026 | 0,027 | 0,028 | 0,030 | 0,031 |
5 | 1,60 | 0,026 | 0,027 | 0,028 | 0,029 | 0,031 | 0,030 | 0,031 | 0,033 | 0,034 | 0,036 |
6 | 2,00 | 0,028 | 0,029 | 0,030 | 0,032 | 0,033 | 0,032 | 0,033 | 0,035 | 0,036 | 0,038 |
7 | 2,50 | 0,031 | 0,033 | 0,034 | 0,035 | 0,034 | 0,036 | 0,037 | 0,039 | 0,041 | |
8 | 3,20 | 0,032 | 0,033 | 0,035 | 0,036 | 0,038 | 0,037 | 0,038 | 0,040 | 0,042 | 0,044 |
9 | 4,00 | 0,034 | 0,036 | 0,037 | 0,039 | 0,041 | 0,039 | 0,041 | 0,043 | 0,045 | 0,047 |
10 | 5,00 | 0,036 | 0,038 | 0,040 | 0,041 | 0,044 | 0,042 | 0,044 | 0,046 | 0,048 | 0,050 |
11 | 6,30 | 0,039 | 0,041 | 0,043 | 0,044 | 0,047 | 0,045 | 0,047 | 0,049 | 0,051 | 0,054 |
12 | 8,00 | 0,042 | 0,044 | 0,046 | 0,048 | 0,050 | 0,049 | 0,050 | 0,053 | 0,055 | 0,058 |
13 | 10,0 | 0,045 | 0,047 | 0,049 | 0,051 | 0,054 | 0,052 | 0,054 | 0,057 | 0,059 | 0,062 |
14 | 12,0 | 0,047 | 0,050 | 0,052 | 0,054 | 0,057 | 0,055 | 0,057 | 0,060 | 0,062 | 0,065 |
15 | 16,0 | 0,052 | 0,054 | 0,057 | 0,059 | 0,062 | 0,060 | 0,062 | 0,065 | 0,068 | 0,071 |
16 | 20,0 | 0,055 | 0,058 | 0,061 | 0,063 | 0,066 | 0,064 | 0,066 | 0,070 | 0,072 | 0,076 |
17 | 25,0 | 0,059 | 0,062 | 0,065 | 0,067 | 0,071 | 0,068 | 0,071 | 0,075 | 0,077 | 0,081 |
18 | 30,0 | 0,062 | 0,065 | 0,069 | 0,071 | 0,075 | 0,072 | 0,075 | 0,079 | 0,082 | 0,086 |
19 | 40,0 | 0,068 | 0,071 | 0,075 | 0,077 | 0,081 | 0,078 | 0,082 | 0,086 | 0,089 | 0,094 |
20 | 50,0 | 0,073 | 0,076 | 0,080 | 0,083 | 0,087 | 0,084 | 0,087 | 0,092 | 0,095 | 0,100 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечания: 1. При установке (снятии) на электрод приспособления с деталями (узлом) к массе детали (узла) прибавлять массу приспособления.
2. При снятии детали (узла) с электрода к времени по карте применять коэффициент 0,7.
T = 0,0099 · L0,125 · M0,3 - позиции 1 - 20, индекс а - д;
T = 0,0114 · L0,125 · M0,3 - позиции 1 - 20; индекс е - к.
Массовое и крупносерийное производство | ||||||||||||
Вспомогательное время | Шовная сварка | |||||||||||
Карта 12 | ||||||||||||
Содержание работы | ||||||||||||
Взять деталь, узел, установить на ролик. | ||||||||||||
N позиции | Масса детали (узла) M, кг, до | Плоские детали (узлы) | Объемные детали (узлы) | |||||||||
Длина детали (узла) L, мм, до | ||||||||||||
700 | 1000 | 1500 | 2000 | 3000 | 700 | 1000 | 1500 | 2000 | 3000 | |||
Время T, мин. | ||||||||||||
1 | 0,25 | 0,015 | 0,016 | 0,017 | 0,018 | 0,019 | 0,017 | 0,018 | 0,019 | 0,020 | 0,020 | |
2 | 0,40 | 0,017 | 0,018 | 0,019 | 0,020 | 0,021 | 0,019 | 0,020 | 0,021 | 0,022 | 0,023 | |
3 | 0,60 | 0,018 | 0,019 | 0,021 | 0,022 | 0,023 | 0,021 | 0,022 | 0,023 | 0,024 | 0,026 | |
4 | 1,00 | 0,021 | 0,022 | 0,023 | 0,024 | 0,026 | 0,024 | 0,026 | 0,027 | 0,028 | 0,029 | |
5 | 1,60 | 0,023 | 0,025 | 0,026 | 0,027 | 0,029 | 0,028 | 0,029 | 0,031 | 0,032 | 0,033 | |
6 | 2,00 | 0,025 | 0,026 | 0,028 | 0,029 | 0,031 | 0,030 | 0,031 | 0,033 | 0,034 | 0,036 | |
7 | 2,50 | 0,026 | 0,028 | 0,029 | 0,031 | 0,033 | 0,032 | 0,032 | 0,035 | 0,036 | 0,038 | |
8 | 3,20 | 0,028 | 0,029 | 0,031 | 0,033 | 0,035 | 0,034 | 0,035 | 0,037 | 0,039 | 0,041 | |
9 | 4,00 | 0,029 | 0,031 | 0,033 | 0,034 | 0,037 | 0,037 | 0,039 | 0,041 | 0,043 | ||
10 | 5,00 | 0,031 | 0,033 | 0,035 | 0,037 | 0,039 | 0,038 | 0,040 | 0,042 | 0,043 | 0,046 | |
11 | 6,30 | 0,033 | 0,035 | 0,037 | 0,039 | 0,041 | 0,041 | 0,042 | 0,045 | 0,046 | 0,049 | |
12 | 8,00 | 0,035 | 0,037 | 0,039 | 0,041 | 0,044 | 0,043 | 0,045 | 0,048 | 0,049 | 0,052 | |
13 | 10,0 | 0,037 | 0,039 | 0,042 | 0,043 | 0,046 | 0,046 | 0,048 | 0,051 | 0,052 | 0,055 | |
14 | 12,0 | 0,039 | 0,041 | 0,043 | 0,045 | 0,043 | 0,049 | 0,051 | 0,053 | 0,055 | 0,058 | |
15 | 16,0 | 0,042 | 0,044 | 0,047 | 0,049 | 0,052 | 0,053 | 0,055 | 0,058 | 0,060 | 0,063 | |
16 | 20,0 | 0,044 | 0,046 | 0,049 | 0,052 | 0,055 | 0,056 | 0,058 | 0,061 | 0,064 | 0,067 | |
17 | 25,0 | 0,046 | 0,049 | 0,052 | 0,054 | 0,058 | 0,059 | 0,062 | 0,065 | 0,068 | 0,071 | |
18 | 30,0 | 0,049 | 0,052 | 0,055 | 0,057 | 0,061 | 0,062 | 0,065 | 0,069 | 0,071 | 0,076 | |
19 | 40,0 | 0,052 | 0,055 | 0,059 | 0,061 | 0,065 | 0,068 | 0,071 | 0,074 | 0,077 | 0,081 | |
20 | 50,0 | 0,055 | 0,058 | 0,062 | 0,065 | 0,069 | 0,072 | 0,075 | 0,079 | 0,082 | 0,086 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Примечания: 1. При установке на ролик приспособления с деталями (узлом) к массе детали (узла) прибавлять массу приспособления, а к норме времени применять коэффициент 0,6.
2. При снятии детали (узла) с ролика машины время применять по карте соответственно массе детали с коэффициентом 0,7.
T = 0,0078 · M0,250 · L0,150 - позиции 1 - 20, индекс а - д;
T = 0,0108 · M0,275 · L0,125 - позиции 1 - 20, индекс е - к.
Массовое и крупносерийное производство | |||
Вспомогательное время | Рельефная сварка | ||
Карта 13 | |||
Содержание работы | |||
Взять деталь. Установить в гнездо электрода. Снять деталь из гнезда электрода, отложить. | |||
N позиции | Масса детали M, кг, до | Время T, мин. | |
1 | 0,010 | 0,027 | |
2 | 0,016 | 0,030 | |
3 | 0,025 | 0,034 | |
4 | 0,040 | 0,038 | |
5 | 0,060 | 0,042 | |
6 | 0,10 | 0,047 | |
7 | 0,16 | 0,053 | |
8 | 0,25 | 0,059 | |
9 | 0,40 | 0,066 | |
10 | 0,60 | 0,073 | |
11 | 1,00 | 0,082 | |
12 | 1,60 | 0,092 | |
13 | 2,00 | 0,098 | |
14 | 2,50 | 0,103 | |
15 | 3,20 | 0,109 | |
Индекс | а | ||
Примечания: 1. При одновременной установке нескольких деталей время, приведенное в карте, применять с коэффициентом 0,8 на каждую деталь.
2. При установке деталей в гнезда электродов, имеющих фиксирующие штыри, время, приведенное в карте, применять с коэффициентом 1,2 на каждую деталь.
T = 0,0824 · M0,243.
Массовое и крупносерийное производство | ||||||||||||||||
Вспомогательное время | Стыковая сварка | |||||||||||||||
Карта 14 | Лист 1 | |||||||||||||||
Содержание работы | ||||||||||||||||
Взять деталь, установить на электрод. | ||||||||||||||||
N позиции | Масса детали M, кг, до | Способ установки | ||||||||||||||
свободно по упору | с выверкой соосности | по приспособлению | ||||||||||||||
Длина детали L, мм, до | ||||||||||||||||
700 | 1000 | 1500 | 2000 | 3000 | 700 | 1000 | 1500 | 2000 | 3000 | 700 | 1000 | 1500 | 2000 | 3000 | ||
Время T, мин. | ||||||||||||||||
1 | 0,25 | 0,020 | 0,021 | 0,022 | 0,022 | 0,024 | 0,034 | 0,036 | 0,038 | 0,040 | 0,042 | 0,025 | 0,026 | 0,028 | 0,029 | 0,031 |
2 | 0,40 | 0,023 | 0,024 | 0,025 | 0,026 | 0,027 | 0,040 | 0,042 | 0,044 | 0,046 | 0,049 | 0,029 | 0,031 | 0,033 | 0,034 | 0,036 |
3 | 0,60 | 0,026 | 0,027 | 0,029 | 0,030 | 0,031 | 0,045 | 0,048 | 0,051 | 0,053 | 0,056 | 0,033 | 0,035 | 0,037 | 0,039 | 0,042 |
4 | 1,00 | 0,031 | 0,032 | 0,034 | 0,035 | 0,037 | 0,053 | 0,060 | 0,063 | 0,066 | 0,040 | 0,042 | 0,045 | 0,047 | 0,050 | |
5 | 1,60 | 0,036 | 0,037 | 0,039 | 0,041 | 0,043 | 0,062 | 0,066 | 0,070 | 0,073 | 0,077 | 0,047 | 0,050 | 0,053 | 0,055 | 0,059 |
6 | 2,00 | 0,039 | 0,042 | 0,044 | 0,046 | 0,067 | 0,071 | 0,075 | 0,078 | 0,083 | 0,051 | 0,054 | 0,057 | 0,060 | 0,064 | |
7 | 2,50 | 0,043 | 0,046 | 0,047 | 0,050 | 0,072 | 0,076 | 0,081 | 0,084 | 0,090 | 0,055 | 0,058 | 0,062 | 0,065 | 0,069 | |
8 | 3,20 | 0,045 | 0,047 | 0,049 | 0,051 | 0,054 | 0,077 | 0,082 | 0,087 | 0,091 | 0,097 | 0,060 | 0,063 | 0,067 | 0,070 | 0,075 |
9 | 4,00 | 0,048 | 0,051 | 0,053 | 0,055 | 0,058 | 0,084 | 0,088 | 0,094 | 0,098 | 0,104 | 0,065 | 0,069 | 0,073 | 0,076 | 0,081 |
10 | 5,00 | 0,052 | 0,054 | 0,057 | 0,059 | 0,062 | 0,091 | 0,096 | 0,102 | 0,106 | 0,112 | 0,070 | 0,074 | 0,079 | 0,082 | 0,088 |
11 | 6,30 | 0,056 | 0,059 | 0,062 | 0,064 | 0,067 | 0,097 | 0,103 | 0,109 | 0,114 | 0,121 | 0,076 | 0,081 | 0,086 | 0,089 | 0,095 |
12 | 8,00 | 0,061 | 0,063 | 0,067 | 0,069 | 0,073 | 0,105 | 0,111 | 0,118 | 0,123 | 0,131 | 0,083 | 0,088 | 0,093 | 0,097 | 0,103 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
УСТАНОВКА ДЕТАЛИ НА ЭЛЕКТРОД МАШИНЫ | Массовое и крупносерийное производство | |||||||||||||||||
Вспомогательное время | Стыковая сварка | |||||||||||||||||
Карта 14 | Лист 2 | |||||||||||||||||
N позиции | Масса детали M, кг, до | Способ установки | ||||||||||||||||
с выверкой соосности | по приспособлению | |||||||||||||||||
Длина детали L, мм, до | ||||||||||||||||||
700 | 1000 | 1500 | 2000 | 3000 | 700 | 1000 | 1500 | 2000 | 3000 | 700 | 1000 | 1500 | 2000 | 3000 | ||||
Время T, мин. | ||||||||||||||||||
13 | 10,00 | 0,065 | 0,068 | 0,072 | 0,074 | 0,078 | 0,113 | 0,119 | 0,127 | 0,132 | 0,140 | 0,090 | 0,095 | 0,101 | 0,105 | 0,112 | ||
14 | 12,00 | 0,069 | 0,072 | 0,076 | 0,079 | 0,083 | 0,120 | 0,127 | 0,135 | 0,141 | 0,149 | 0,096 | 0,101 | 0,107 | 0,112 | 0,119 | ||
15 | 16,00 | 0,076 | 0,079 | 0,084 | 0,087 | 0,091 | 0,131 | 0,138 | 0,147 | 0,153 | 0,164 | 0,106 | 0,112 | 0,119 | 0,124 | 0,132 | ||
16 | 20,00 | 0,082 | 0,085 | 0,090 | 0,093 | 0,098 | 0,142 | 0,149 | 0,159 | 0,166 | 0,176 | 0,114 | 0,121 | 0,128 | 0,134 | 0,142 | ||
17 | 25,00 | 0,088 | 0,092 | 0,097 | 0,100 | 0,105 | 0,152 | 0,161 | 0,171 | 0,178 | 0,189 | 0,124 | 0,131 | 0,139 | 0,145 | 0,154 | ||
18 | 30,00 | 0,093 | 0,097 | 0,103 | 0,106 | 0,112 | 0,161 | 0,170 | 0,181 | 0,189 | 0,201 | 0,132 | 0,139 | 0,148 | 0,154 | 0,164 | ||
19 | 40,00 | 0,102 | 0,107 | 0,113 | 0,117 | 0,123 | 0,177 | 0,187 | 0,199 | 0,207 | 0,220 | 0,146 | 0,154 | 0,163 | 0,171 | 0,181 | ||
20 | 50,00 | 0,110 | 0,115 | 0,121 | 0,125 | 0,132 | 0,191 | 0,201 | 0,214 | 0,223 | 0,237 | 0,158 | 0,166 | 0,177 | 0,184 | 0,196 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Примечания: 1. При снятии детали с электрода машины время принимать соответственно массе детали из раздела "свободно по упору" с коэффициентом 0,7.
2. При одновременной установке нескольких деталей время, приведенное в карте, следует применять с коэффициентом 0,8 на каждую деталь.
T = 0,0136 · M0,325 · L0,125 - позиции 1 - 20, индекс а - д;
T = 0,02 · M0,325 · L0,15 - позиции 1 - 20, индекс е - к;
T = 0,015 · M0,35 · L0,15 - позиции 1 - 20, индекс л - п.
Массовое и крупносерийное производство | |||||
Вспомогательное время | Контактная сварка | ||||
Карта 15 | Лист 1 | ||||
N позиции | Масса детали (узла) M, кг, до | 1. Повернуть деталь (узел) на столе | |||
Угол поворота | |||||
45 | 90 | 180 | |||
Время T, мин. | |||||
1 | 0,25 | 0,0041 | 0,0062 | 0,0094 | |
2 | 0,50 | 0,0049 | 0,0075 | 0,0113 | |
3 | 0,80 | 0,0056 | 0,0084 | 0,0128 | |
4 | 1,00 | 0,0059 | 0,0089 | 0,0135 | |
5 | 1,60 | 0,0067 | 0,0101 | 0,0153 | |
6 | 2,00 | 0,0071 | 0,0107 | 0,0162 | |
7 | 2,50 | 0,0075 | 0,0113 | 0,0172 | |
8 | 3,20 | 0,0080 | 0,0121 | 0,0183 | |
9 | 4,00 | 0,0084 | 0,0128 | 0,0194 | |
10 | 5,00 | 0,0089 | 0,0136 | 0,0206 | |
11 | 6,30 | 0,0095 | 0,0144 | 0,0218 | |
12 | 8,00 | 0,0101 | 0,0153 | 0,0232 | |
13 | 10,0 | 0,0107 | 0,0162 | 0,0246 | |
14 | 12,0 | 0,0112 | 0,0170 | 0,0258 | |
15 | 16,0 | 0,0121 | 0,0184 | 0,0278 | |
16 | 20,0 | 0,0128 | 0,0195 | 0,0295 | |
17 | 25,0 | 0,0136 | 0,0206 | 0,0312 | |
18 | 30,0 | 0,0143 | 0,0216 | 0,0328 | |
19 | 40,0 | 0,0154 | 0,0233 | 0,0353 | |
20 | 50,0 | 0,0163 | 0,0247 | 0,0374 | |
Индекс | а | б | в | ||
 - позиции 1 - 20, индекс а - в.
- позиции 1 - 20, индекс а - в.ПОВЕРТЫВАНИЕ ИЛИ ПЕРЕВЕРТЫВАНИЕ ДЕТАЛИ (УЗЛА) | Массовое и крупносерийное производство | |||||||
Вспомогательное время | Контактная сварка | |||||||
Карта 15 | Лист 2 | |||||||
N позиции | Масса детали (узла) M, кг, до | 2. Повернуть деталь (узел) на электроде | 3. Повернуть стол с изделиями | |||||
Угол поворота | ||||||||
45 | 90 | 180 | 45 | 90 | 180 | |||
Время T, мин. | ||||||||
21 | 0,25 | 0,0037 | 0,0055 | 0,0080 | - | - | - | |
22 | 0,50 | 0,0046 | 0,0068 | 0,0099 | - | - | - | |
23 | 0,80 | 0,0053 | 0,0077 | 0,011 | - | - | - | |
24 | 1,00 | 0,0057 | 0,0083 | 0,012 | - | - | - | |
25 | 1,60 | 0,0065 | 0,0096 | 0,014 | 0,0020 | 0,0029 | 0,0045 | |
26 | 2,00 | 0,0070 | 0,010 | 0,015 | 0,0021 | 0,0031 | 0,0047 | |
27 | 2,50 | 0,0075 | 0,016 | 0,0022 | 0,0033 | 0,0049 | ||
28 | 3,20 | 0,0081 | 0,012 | 0,017 | 0,0024 | 0,0035 | 0,0053 | |
29 | 4,00 | 0,0086 | 0,013 | 0,018 | 0,0025 | 0,0038 | 0,0056 | |
30 | 5,00 | 0,0092 | 0,013 | 0,020 | 0,0027 | 0,0040 | 0,0060 | |
31 | 6,30 | 0,0099 | 0,014 | 0,021 | 0,0028 | 0,0042 | 0,0063 | |
32 | 8,00 | 0,0106 | 0,016 | 0,022 | 0,0030 | 0,0045 | 0,0068 | |
33 | 10,0 | 0,0113 | 0,017 | 0,024 | 0,0032 | 0,0048 | 0,0072 | |
34 | 12,0 | 0,0120 | 0,018 | 0,026 | 0,0034 | 0,0051 | 0,0076 | |
35 | 16,0 | 0,0130 | 0,019 | 0,028 | 0,0037 | 0,0055 | 0,0082 | |
36 | 20,0 | 0,0140 | 0,020 | 0,030 | 0,0039 | 0,0058 | 0,0087 | |
37 | 25,0 | 0,0149 | 0,022 | 0,032 | 0,0041 | 0,0062 | 0,0092 | |
38 | 30,0 | 0,0158 | 0,023 | 0,034 | 0,0043 | 0,0065 | 0,0097 | |
39 | 40,0 | 0,0170 | 0,025 | 0,037 | 0,0047 | 0,0070 | 0,0105 | |
40 | 50,0 | 0,0180 | 0,027 | 0,039 | 0,0050 | 0,0074 | 0,0111 | |
Индекс | а | б | в | г | д | е | ||
 - позиции 21 - 40, индекс а - в;
- позиции 21 - 40, индекс а - в; - позиции 21 - 40, индекс г - е.
- позиции 21 - 40, индекс г - е.ПОВЕРТЫВАНИЕ ИЛИ ПЕРЕВЕРТЫВАНИЕ ДЕТАЛИ (УЗЛА) | Массовое и крупносерийное производство | ||||||
Вспомогательное время | Контактная сварка | ||||||
Карта 15 | Лист 3 | ||||||
N позиции | Масса детали (узла) M, кг, до | 4. Снять узел с электрода, повернуть, установить на электрод | 5. Снять узел с электрода, перевернуть, установить на электрод | ||||
Угол поворота | |||||||
90 | 180 | 90 | 180 | ||||
Время T, мин. | |||||||
41 | 0,25 | 0,010 | 0,016 | 0,014 | 0,021 | ||
42 | 0,50 | 0,012 | 0,019 | 0,017 | 0,026 | ||
43 | 0,80 | 0,014 | 0,021 | 0,020 | 0,030 | ||
44 | 1,00 | 0,015 | 0,023 | 0,021 | 0,032 | ||
45 | 1,60 | 0,017 | 0,025 | 0,024 | 0,036 | ||
46 | 2,00 | 0,018 | 0,027 | 0,025 | 0,038 | ||
47 | 2,50 | 0,019 | 0,029 | 0,027 | 0,041 | ||
48 | 3,20 | 0,020 | 0,031 | 0,029 | 0,044 | ||
49 | 4,00 | 0,021 | 0,031 | 0,047 | |||
50 | 5,00 | 0,023 | 0,034 | 0,033 | 0,050 | ||
51 | 6,30 | 0,024 | 0,036 | 0,035 | 0,053 | ||
52 | 8,00 | 0,026 | 0,039 | 0,037 | 0,057 | ||
53 | 10,0 | 0,027 | 0,041 | 0,040 | 0,060 | ||
54 | 12,0 | 0,028 | 0,043 | 0,042 | 0,063 | ||
55 | 16,0 | 0,031 | 0,046 | 0,045 | 0,069 | ||
56 | 20,0 | 0,032 | 0,049 | 0,048 | 0,073 | ||
57 | 25,0 | 0,034 | 0,052 | 0,051 | 0,078 | ||
58 | 30,0 | 0,036 | 0,055 | 0,054 | 0,082 | ||
59 | 40,0 | 0,039 | 0,059 | 0,059 | 0,089 | ||
60 | 50,0 | 0,041 | 0,062 | 0,062 | 0,094 | ||
Индекс | а | б | в | г | |||
 - позиции 41 - 60, индекс а, б;
- позиции 41 - 60, индекс а, б; - позиции 41 - 60, индекс в, г.
- позиции 41 - 60, индекс в, г.Примечание. Время в карте дано для деталей (узлов) длиной до 1000 мм, при увеличении длины к времени по карте применять коэффициент 1,1.
Массовое и крупносерийное производство | |||||||||||||
Вспомогательное время | Контактная сварка | ||||||||||||
Карта 16 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
Продвинуть деталь (узел) на шаг. | |||||||||||||
N позиции | Длина шага S, мм, до | Масса детали (узла) M, кг, до | |||||||||||
0,25 | 0,50 | 1,00 | 2,00 | 4,00 | 8,00 | 16,0 | 20,0 | 25,0 | 30,0 | 40,0 | 50,0 | ||
Время T, мин. | |||||||||||||
1 | 25 | 0,0033 | 0,0038 | 0,0043 | 0,0050 | 0,0057 | 0,0066 | 0,0075 | 0,0080 | 0,0082 | 0,0085 | 0,0090 | 0,0094 |
2 | 32 | 0,0036 | 0,0042 | 0,0048 | 0,0055 | 0,0073 | 0,0084 | 0,0087 | 0,0091 | 0,0095 | 0,0100 | 0,0105 | |
3 | 40 | 0,0040 | 0,0046 | 0,0053 | 0,0061 | 0,0070 | 0,0080 | 0,0092 | 0,0096 | 0,0100 | 0,0104 | 0,0111 | 0,0120 |
4 | 50 | 0,0044 | 0,0051 | 0,0058 | 0,0067 | 0,0077 | 0,0088 | 0,0100 | 0,0106 | 0,0110 | 0,0114 | 0,0121 | 0,0127 |
5 | 80 | 0,0054 | 0,0062 | 0,0071 | 0,0081 | 0,0093 | 0,0106 | 0,0123 | 0,0129 | 0,0135 | 0,0140 | 0,0148 | 0,0155 |
6 | 100 | 0,0059 | 0,0068 | 0,0078 | 0,0090 | 0,0118 | 0,0136 | 0,0142 | 0,0148 | 0,0153 | 0,0163 | 0,0171 | |
7 | 120 | - | - | 0,0084 | 0,0097 | 0,0111 | 0,0128 | 0,0146 | 0,0153 | 0,0160 | 0,0166 | 0,0176 | 0,0184 |
8 | 160 | - | - | 0,0095 | 0,0109 | 0,0126 | 0,0145 | 0,0165 | 0,0173 | 0,0181 | 0,0187 | 0,0199 | 0,0208 |
9 | 200 | - | - | - | 0,0121 | 0,0139 | 0,0160 | 0,0183 | 0,0191 | 0,0200 | 0,0210 | 0,0220 | 0,0230 |
10 | 250 | - | - | - | 0,0132 | 0,0152 | 0,0175 | 0,0200 | 0,0210 | 0,0219 | 0,0227 | 0,0240 | 0,0252 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ПРОДВИЖЕНИЕ ДЕТАЛИ (УЗЛА) НА ШАГ ВРУЧНУЮ | Массовое и крупносерийное производство | ||||||||||||
Вспомогательное время | Контактная сварка | ||||||||||||
Карта 16 | Лист 2 | ||||||||||||
N позиции | Длина шага S, мм, до | Масса детали (узла) M, кг, до | |||||||||||
0,25 | 0,50 | 1,00 | 2,00 | 4,00 | 8,00 | 16,0 | 20,0 | 25,0 | 30,0 | 40,0 | 50,0 | ||
Время T, мин. | |||||||||||||
11 | 320 | - | - | - | 0,0147 | 0,0169 | 0,0195 | 0,0223 | 0,0233 | 0,0243 | 0,0252 | 0,0268 | 0,0280 |
12 | 400 | - | - | - | 0,0161 | 0,0185 | 0,0213 | 0,0244 | 0,0255 | 0,0266 | 0,0276 | 0,0293 | 0,0306 |
13 | 500 | - | - | - | 0,0177 | 0,0203 | 0,0234 | 0,0268 | 0,0280 | 0,0293 | 0,0303 | 0,0322 | 0,0337 |
14 | 630 | - | - | - | - | 0,0224 | 0,0258 | 0,0296 | 0,0309 | 0,0323 | 0,0335 | 0,0360 | 0,0372 |
15 | 800 | - | - | - | - | 0,0248 | 0,0286 | 0,0327 | 0,0342 | 0,0357 | 0,0370 | 0,0393 | 0,0411 |
16 | 1000 | - | - | - | - | 0,0273 | 0,0315 | 0,0360 | 0,0377 | 0,0393 | 0,0408 | 0,0433 | 0,0453 |
17 | 1250 | - | - | - | - | - | 0,0347 | 0,0397 | 0,0415 | 0,0433 | 0,0440 | 0,0477 | 0,0499 |
18 | 1600 | - | - | - | - | - | 0,0385 | 0,0440 | 0,0461 | 0,0481 | 0,0498 | 0,0530 | 0,0553 |
19 | 2000 | - | - | - | - | - | 0,0423 | 0,0484 | 0,0506 | 0,0528 | 0,0548 | 0,0581 | 0,0608 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Примечания: 1. При автоматическом управлении время на продвижение детали на шаг перекрывается основным и в норме времени не учитывается.
2. При продвижении детали с приподнятием над электродом из-за выступов, впадин и т.п. на поверхности детали время, приведенное в карте, следует применять с коэффициентом 1,2.
3. При продвижении детали, закрепленной в приспособлении, принимать общую массу деталей с приспособлением.
T = 0,0011 · S0,425 · M0,2.
Массовое и крупносерийное производство | |||||||||||
Вспомогательное время | Контактная сварка | ||||||||||
Карта 17 | Лист 1 | ||||||||||
Содержание работы | |||||||||||
Взять узел, снять со стола, с приспособления, со стапеля машины, из кондуктора; отложить. | |||||||||||
N позиции | Масса узла M, кг, до | Снятие узла со стола | Снятие узла с приспособления | ||||||||
Длина узла L, мм, до | |||||||||||
200 | 500 | 1000 | 2000 | 3000 | 200 | 500 | 1000 | 2000 | 3000 | ||
Время T, мин. | |||||||||||
1 | 0,25 | 0,010 | 0,011 | 0,013 | 0,014 | 0,015 | 0,011 | 0,012 | 0,014 | 0,015 | 0,016 |
2 | 0,40 | 0,011 | 0,013 | 0,015 | 0,016 | 0,018 | 0,012 | 0,014 | 0,016 | 0,018 | 0,019 |
3 | 0,60 | 0,013 | 0,015 | 0,017 | 0,019 | 0,020 | 0,014 | 0,016 | 0,018 | 0,020 | 0,021 |
4 | 1,00 | 0,015 | 0,018 | 0,020 | 0,022 | 0,024 | 0,017 | 0,019 | 0,021 | 0,024 | 0,025 |
5 | 1,60 | 0,018 | 0,021 | 0,023 | 0,026 | 0,028 | 0,019 | 0,022 | 0,025 | 0,027 | 0,029 |
6 | 2,00 | 0,019 | 0,022 | 0,025 | 0,028 | 0,030 | 0,021 | 0,024 | 0,026 | 0,029 | 0,031 |
7 | 2,50 | 0,021 | 0,024 | 0,027 | 0,030 | 0,032 | 0,022 | 0,025 | 0,028 | 0,031 | 0,033 |
8 | 3,20 | 0,023 | 0,026 | 0,029 | 0,033 | 0,035 | 0,024 | 0,028 | 0,031 | 0,034 | 0,036 |
9 | 4,00 | 0,024 | 0,028 | 0,032 | 0,035 | 0,038 | 0,026 | 0,029 | 0,033 | 0,036 | 0,039 |
10 | 5,00 | 0,026 | 0,030 | 0,034 | 0,038 | 0,040 | 0,028 | 0,032 | 0,035 | 0,039 | 0,042 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
СНЯТИЕ УЗЛА СО СТОЛА, С ПРИСПОСОБЛЕНИЯ | Массовое и крупносерийное производство | ||||||||||
Вспомогательное время | Контактная сварка | ||||||||||
Карта 17 | Лист 2 | ||||||||||
N позиции | Масса узла M, кг, до | Снятие узла со стола | Снятие узла с приспособления | ||||||||
Длина узла L, мм, до | |||||||||||
200 | 500 | 1000 | 2000 | 3000 | 200 | 500 | 1000 | 2000 | 3000 | ||
Время T, мин. | |||||||||||
11 | 6,30 | 0,028 | 0,033 | 0,036 | 0,041 | 0,043 | 0,030 | 0,034 | 0,038 | 0,042 | 0,045 |
12 | 8,00 | 0,030 | 0,035 | 0,039 | 0,044 | 0,047 | 0,032 | 0,037 | 0,041 | 0,045 | 0,048 |
13 | 10,0 | 0,033 | 0,038 | 0,042 | 0,047 | 0,050 | 0,034 | 0,040 | 0,044 | 0,049 | 0,052 |
14 | 12,0 | 0,035 | 0,040 | 0,045 | 0,050 | 0,054 | 0,036 | 0,042 | 0,047 | 0,052 | 0,055 |
15 | 16,0 | 0,038 | 0,044 | 0,049 | 0,055 | 0,059 | 0,040 | 0,046 | 0,051 | 0,057 | 0,060 |
16 | 20,0 | 0,041 | 0,048 | 0,053 | 0,060 | 0,064 | 0,043 | 0,049 | 0,055 | 0,061 | 0,065 |
17 | 25,0 | 0,044 | 0,051 | 0,057 | 0,064 | 0,068 | 0,046 | 0,053 | 0,059 | 0,065 | 0,070 |
18 | 30,0 | 0,047 | 0,055 | 0,061 | 0,068 | 0,073 | 0,049 | 0,056 | 0,062 | 0,069 | 0,074 |
19 | 40,0 | 0,052 | 0,060 | 0,067 | 0,075 | 0,080 | 0,053 | 0,061 | 0,068 | 0,076 | 0,081 |
20 | 50,0 | 0,056 | 0,064 | 0,072 | 0,080 | 0,086 | 0,060 | 0,066 | 0,073 | 0,081 | 0,086 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечание. При снятии одновременно нескольких деталей время, приведенное в карте, применять с коэффициентом 0,8 на каждую деталь.
T = 0,00663 · M0,329 · L0,159 - позиции 1 - 20, индекс а - д;
T = 0,0073 · M0,317 · L0,154 - позиции 1 - 20, индекс е - к.
Массовое и крупносерийное производство | ||||
Вспомогательное время | Контактная сварка | |||
Карта 18 | Лист 1 | |||
Содержание работы | ||||
Установить прижим в рабочее положение. Закрепить деталь. Отжать прижим. Откинуть прижим в нерабочее положение. | ||||
N позиции | Тип зажимного приспособления | Эскиз | Время на прижим T, мин. | |
1 | Пневматический или пневмогидравлический |  | ||
2 | Эксцентриковый или шарнирный |  | 0,031 | |
3 | Откидной дуговой прижим |  | 0,035 | |
4 | Рычажный или откидная планка |  | 0,038 | |
5 | Съемный фиксатор | 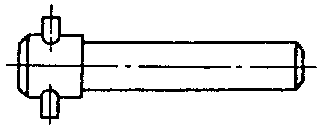 | 0,044 | |
Индекс | а | |||
ЗАКРЕПЛЕНИЕ И ОТКРЕПЛЕНИЕ ДЕТАЛИ (УЗЛА) В ПРИСПОСОБЛЕНИИ ВРУЧНУЮ | Массовое и крупносерийное производство | |||
Вспомогательное время | Контактная сварка | |||
Карта 18 | Лист 2 | |||
N позиции | Тип зажимного приспособления | Эскиз | Время на прижим T, мин. | |
6 | Выдвижной фиксатор | 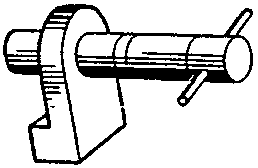 | 0,059 | |
7 | Пружинный фиксатор | 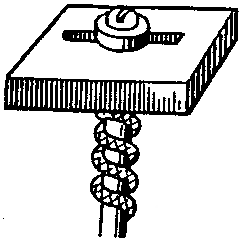 | 0,034 | |
8 | Винтовой прижим |  | 0,09 | |
9 | Хомутик с защелкой | 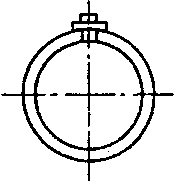 | 0,115 | |
10 | Пневмоскоба | 0,095 | ||
11 | Откидная (шарнирная) односторонняя струбцина |  | 0,045 | |
Индекс | а | |||
ЗАКРЕПЛЕНИЕ И ОТКРЕПЛЕНИЕ ДЕТАЛИ (УЗЛА) В ПРИСПОСОБЛЕНИИ ВРУЧНУЮ | Массовое и крупносерийное производство | ||||
Вспомогательное время | Контактная сварка | ||||
Карта 18 | Лист 3 | ||||
N позиции | Тип зажимного приспособления | Эскиз | Время на прижим T, мин. | ||
12 | Откидная (шарнирная) двухсторонняя струбцина |  | 0,600 | ||
13 | Съемная струбцина |  | 0,650 | ||
14 | Откидная опора |  | 0,065 | ||
15 | Клиновый зажим |  | 0,080 | ||
Стяжка винтовая или распорка | Длина приспособления, мм |  | |||
16 | 250 | ||||
17 | 500 | 0,049 | |||
18 | 1000 | 0,051 | |||
19 | 1500 | 0,053 | |||
Индекс | а | ||||
Массовое и крупносерийное производство | ||
Вспомогательное время | Стыковая сварка | |
Карта 19 | ||
Содержание работы | ||
Взять предохранительный щиток и закрыть рабочую зону сварки. Взять предохранительный щиток и открыть рабочую зону. | ||
N позиции | Наименование приема | Время T, мин. |
1 | Опустить предохранительный щиток | |
2 | Поднять предохранительный щиток | |
Индекс | а | |
Массовое и крупносерийное производство | |||||||
Вспомогательное время | Точечная сварка | ||||||
Карта 20 | |||||||
Содержание работы | |||||||
Взять клещи или пистолет и подвести к месту сварки, установить. Снять и отложить клещи или пистолет. | |||||||
N позиции | Наименование приема | Масса клещей, пистолета M, кг, до | |||||
3 | 5 | 8 | 12 | 20 | |||
Время T, мин. | |||||||
1 | Клещи | установить | 0,026 | 0,033 | 0,040 | 0,049 | 0,061 |
2 | снять | 0,015 | 0,019 | 0,023 | 0,027 | 0,035 | |
3 | Пистолет | установить | 0,031 | 0,040 | - | - | - |
4 | снять | 0,028 | 0,035 | - | - | - | |
Индекс | а | б | в | г | д | ||
T = 0,0158 · M0,452 - позиция 1;
T = 0,00908 M0,446 - позиция 2.
Массовое и крупносерийное производство | |||||||||||||
Вспомогательное время | Точечная сварка | ||||||||||||
Карта 21 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Взять клещи, пистолет. 2. Переместить клещи, пистолет на шаг. | |||||||||||||
N позиции | Длина шага перемещения S, мм, до | Масса клещей, пистолета в процессе работы M, кг, до | |||||||||||
3 | 5 | 8 | 10 | 16 | 20 | 3 | 5 | 8 | 10 | 16 | 20 | ||
Удобное положение рабочего | Неудобное положение рабочего | ||||||||||||
Время T, мин. | |||||||||||||
1 | 30 | 0,008 | 0,009 | 0,010 | 0,011 | 0,013 | 0,014 | 0,010 | 0,011 | 0,013 | 0,014 | 0,016 | 0,018 |
2 | 40 | 0,009 | 0,010 | 0,012 | 0,013 | 0,014 | 0,015 | 0,011 | 0,013 | 0,015 | 0,016 | 0,018 | 0,019 |
3 | 50 | 0,010 | 0,011 | 0,013 | 0,014 | 0,016 | 0,017 | 0,013 | 0,014 | 0,016 | 0,018 | 0,020 | 0,021 |
4 | 63 | 0,011 | 0,013 | 0,014 | 0,015 | 0,018 | 0,019 | 0,014 | 0,016 | 0,018 | 0,019 | 0,022 | 0,024 |
5 | 80 | 0,012 | 0,014 | 0,016 | 0,017 | 0,020 | 0,021 | 0,015 | 0,018 | 0,020 | 0,021 | 0,025 | 0,026 |
6 | 100 | 0,013 | 0,015 | 0,018 | 0,019 | 0,022 | 0,023 | 0,016 | 0,019 | 0,022 | 0,024 | 0,027 | 0,029 |
7 | 120 | 0,014 | 0,017 | 0,019 | 0,021 | 0,024 | 0,025 | 0,018 | 0,021 | 0,024 | 0,026 | 0,030 | 0,031 |
8 | 160 | 0,016 | 0,019 | 0,022 | 0,023 | 0,027 | 0,029 | 0,020 | 0,024 | 0,027 | 0,029 | 0,034 | 0,036 |
9 | 200 | 0,018 | 0,021 | 0,024 | 0,026 | 0,030 | 0,032 | 0,022 | 0,026 | 0,030 | 0,032 | 0,037 | 0,040 |
10 | 250 | 0,020 | 0,023 | 0,027 | 0,029 | 0,033 | 0,035 | 0,025 | 0,029 | 0,034 | 0,036 | 0,041 | 0,044 |
11 | 320 | 0,022 | 0,026 | 0,030 | 0,032 | 0,037 | 0,040 | 0,028 | 0,032 | 0,037 | 0,040 | 0,046 | 0,050 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ПЕРЕМЕЩЕНИЕ КЛЕЩЕЙ, ПИСТОЛЕТА В ПРОЦЕССЕ РАБОТЫ | Массовое и крупносерийное производство | ||||||||||||
Вспомогательное время | Точечная сварка | ||||||||||||
Карта 21 | Лист 2 | ||||||||||||
N позиции | Длина шага перемещения S, мм, до | Масса клещей, пистолета в процессе работы M, кг, до | |||||||||||
3 | 5 | 8 | 10 | 16 | 20 | 3 | 5 | 8 | 10 | 16 | 20 | ||
Удобное положение рабочего | Неудобное положение рабочего | ||||||||||||
Время T, мин. | |||||||||||||
12 | 400 | 0,025 | 0,029 | 0,033 | 0,035 | 0,041 | 0,044 | 0,031 | 0,036 | 0,041 | 0,044 | 0,051 | 0,055 |
13 | 500 | 0,027 | 0,032 | 0,037 | 0,039 | 0,045 | 0,048 | 0,034 | 0,040 | 0,046 | 0,049 | 0,056 | 0,060 |
14 | 630 | 0,030 | 0,035 | 0,041 | 0,044 | 0,050 | 0,054 | 0,038 | 0,044 | 0,051 | 0,055 | 0,063 | 0,067 |
15 | 800 | 0,034 | 0,039 | 0,045 | 0,048 | 0,056 | 0,060 | 0,043 | 0,049 | 0,056 | 0,060 | 0,070 | 0,075 |
16 | 1000 | 0,037 | 0,044 | 0,050 | 0,054 | 0,062 | 0,066 | 0,046 | 0,055 | 0,063 | 0,068 | 0,078 | 0,083 |
17 | 1250 | 0,041 | 0,048 | 0,055 | 0,059 | 0,068 | 0,073 | 0,051 | 0,060 | 0,069 | 0,074 | 0,085 | 0,091 |
18 | 1600 | 0,046 | 0,054 | 0,062 | 0,066 | 0,076 | 0,082 | 0,058 | 0,068 | 0,078 | 0,083 | 0,095 | 0,103 |
19 | 2000 | 0,051 | 0,059 | 0,068 | 0,073 | 0,084 | 0,090 | 0,064 | 0,074 | 0,085 | 0,091 | 0,105 | 0,113 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Примечания: 1. Если время перемещения клещей перекрывается временем на автоматическое раскрытие и сближение электродов, то время, приведенное в карте, в норму времени не включать.
2. Неудобным считается перемещение рабочего при работе в труднодоступных местах.
T = 0,0012 · S0,45 · M0,3 - позиции 1 - 19, индекс а - е;
T = 0,0015 · S0,45 · M0,3 - позиции 1 - 19, индекс ж - м.
Массовое и крупносерийное производство | ||
Вспомогательное время | Точечная сварка | |
Карта 22 | ||
Содержание работы | ||
Взять инструмент, зачистить или протереть контактную поверхность электрода, отложить инструмент (салфетку). | ||
N позиции | Способ зачистки | Время T, мин. |
1 | Шкуркой | 0,20 |
2 | Напильником | 0,13 |
3 | Салфеткой | 0,05 |
Индекс | а | |
Примечания: 1. Время на зачистку контактной поверхности электродов Tз определяется по формуле

где T - время на зачистку контактной поверхности электрода (по карте); B - количество свариваемых точек, после которых производится зачистка.
2. При зачистке не только контактной поверхности электрода, но и боковой поверхности для придания ему правильной формы и требуемого отпечатка время по карте следует принимать с коэффициентом 1,5.
Массовое и крупносерийное производство | ||||||||||||||
Вспомогательное время | Точечная, стыковая, шовная сварка | |||||||||||||
Карта 23 | Лист 1 | |||||||||||||
I. Зачистка после точечной сварки | ||||||||||||||
Содержание работы | ||||||||||||||
Взять инструмент, зачистить выплески на точках, отложить инструмент. | ||||||||||||||
N позиции | Расположение точек | Инструмент | Количество точек n, шт., до | На каждые последующие 10 точек | ||||||||||
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | ||||
Время T, мин. | ||||||||||||||
1 | Подряд | Напильник, зубило | 0,050 | 0,058 | 0,072 | 0,085 | 0,101 | 0,123 | 0,146 | 0,173 | 0,206 | 0,248 | 0,295 | 0,023 |
2 | Шлифовальная машинка или пневматическое зубило | 0,040 | 0,046 | 0,058 | 0,068 | 0,081 | 0,098 | 0,117 | 0,138 | 0,165 | 0,198 | 0,236 | 0,018 | |
3 | Напильник или зубило | 0,065 | 0,075 | 0,094 | 0,111 | 0,131 | 0,160 | 0,190 | 0,225 | 0,268 | 0,322 | 0,384 | 0,03 | |
4 | В разных местах | Шлифовальная машинка или пневматическое зубило | 0,052 | 0,060 | 0,075 | 0,088 | 0,105 | 0,127 | 0,152 | 0,179 | 0,215 | 0,257 | 0,307 | 0,023 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
T = 0,0085 · n0,77 - позиции 1, индекс а - л;
T = 0,0068 · n0,77 - позиция 2, индекс а - л;
T = 0,011 · n0,77 - позиция 3, индекс а - л;
T = 0,0088 · n0,77 - позиция 4, индекс а - л.
ЗАЧИСТКА ПОВЕРХНОСТИ ПОСЛЕ СВАРКИ | Массовое и крупносерийное производство | ||||||||
Вспомогательное время | Точечная, стыковая, шовная сварка | ||||||||
Карта 23 | Лист 2 | ||||||||
II. Зачистка после стыковой сварки | |||||||||
Содержание работы | |||||||||
Взять инструмент, отбить грат от детали, отложить инструмент. | |||||||||
N позиции | Способ зачистки | Периметр грата L, мм, до | На каждые последующие 10 мм | ||||||
10 | 16 | 25 | 40 | 63 | 100 | 160 | |||
Время T, мин. | |||||||||
5 | Вручную зубилом (молотком) | 0,057 | 0,069 | 0,082 | 0,099 | 0,119 | 0,143 | 0,172 | 0,004 |
6 | Шлифовальной машинкой с абразивным кругом | 0,046 | 0,055 | 0,066 | 0,079 | 0,095 | 0,114 | 0,138 | 0,003 |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,0226 · L0,4 - позиция 5, индекс а - ж;
T = 0,018 · L0,4 - позиция 6, индекс а - ж.
ЗАЧИСТКА ПОВЕРХНОСТИ ПОСЛЕ СВАРКИ | Массовое и крупносерийное производство | ||||
Вспомогательное время | Точечная, стыковая и шовная сварка | ||||
Карта 23 | Лист 3 | ||||
III. Зачистка после шовной сварки | |||||
Содержание работы | |||||
Взять инструмент, зачистить от брызг и наплавленного металла, отложить инструмент. | |||||
N позиции | Длина зачистки l, мм, до | Инструмент | |||
напильник | механическая щетка | стальная щетка | шлифовальная машинка с абразивным кругом | ||
Время T, мин. | |||||
7 | 50 | 0,120 | 0,076 | 0,152 | 0,083 |
8 | 63 | 0,146 | 0,088 | 0,175 | 0,101 |
9 | 80 | 0,179 | 0,101 | 0,203 | 0,123 |
10 | 100 | 0,215 | 0,116 | 0,232 | 0,148 |
11 | 120 | 0,251 | 0,130 | 0,260 | 0,173 |
12 | 160 | 0,320 | 0,155 | 0,309 | 0,220 |
13 | 200 | 0,386 | 0,177 | 0,355 | 0,266 |
14 | 250 | 0,465 | 0,203 | 0,406 | 0,320 |
15 | 315 | 0,565 | 0,234 | 0,468 | 0,389 |
16 | 400 | 0,690 | 0,271 | 0,541 | 0,475 |
17 | 500 | 0,832 | 0,310 | 0,620 | 0,573 |
18 | 630 | 1,01 | 0,357 | 0,714 | 0,696 |
19 | 800 | 1,24 | 0,413 | 0,826 | 0,851 |
20 | 1000 | 1,49 | 0,473 | 0,947 | 1,03 |
21 | 1200 | 1,74 | 0,529 | 1,06 | 1,20 |
22 | 1600 | 2,21 | 0,630 | 1,26 | 1,52 |
23 | 2000 | 2,67 | 0,722 | 1,44 | 1,84 |
24 | 2500 | 3,22 | 0,828 | 1,66 | 2,22 |
25 | 3150 | 3,91 | 0,953 | 1,91 | 2,69 |
26 | 4000 | 4,77 | 1,10 | 2,20 | 3,29 |
27 | 5000 | 5,76 | 1,26 | 2,53 | 3,97 |
Индекс | а | б | в | г | |
T = 0,0045 · l0,84 - позиции 7 - 27; индекс а;
T = 0,007 · l0,61 - позиции 7 - 27; индекс б;
T = 0,014 · l0,61 - позиции 7 - 27, индекс в;
T = 0,0031 · l0,84 - позиции 7 - 27, индекс г.
Примечания: 1. При зачистке криволинейного шва к времени по карте применять коэффициент 1,15.
2. Нормативы времени рассчитаны на зачистку деталей (узлов) из низкоуглеродистой стали. При зачистке деталей (узлов) из других материалов время по карте применять с коэффициентами: низколегированной стали - 1,2, алюминиевых сплавов - 0,8.
Массовое и крупносерийное производство | |||||||||||
Вспомогательное время | Контактная сварка | ||||||||||
Карта 24 | |||||||||||
Содержание работы | |||||||||||
Проверить сварной шов внешним осмотром. | |||||||||||
N позиции | Вид сварки | Расположение точек | Количество точек n, шт., до | На каждые последующие 40 точек | |||||||
10 | 16 | 25 | 40 | 63 | 100 | ||||||
1 | Точечная | Подряд | Время T, мин. | ||||||||
0,020 | 0,029 | 0,041 | 0,058 | 0,083 | 0,118 | 0,035 | |||||
2 | В разных местах | 0,026 | 0,037 | 0,052 | 0,075 | 0,107 | 0,153 | 0,045 | |||
3 | Шовная | Длина шва l, мм, до | |||||||||
100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 | 5000 | ||
Время T, мин. | |||||||||||
0,035 | 0,046 | 0,061 | 0,081 | 0,107 | 0,142 | 0,189 | 0,248 | 0,331 | 0,379 | ||
Стыковая | Периметр грата L, мм, до | ||||||||||
16 | 40 | 100 | 250 | 400 | На каждые последующие 100 м | ||||||
Время T, мин. | |||||||||||
4 | 0,027 | 0,039 | 0,057 | 0,082 | 0,099 | 0,009 | |||||
T = 0,0034 · n0,77 - позиция 1;
T = 0,0044 · n0,77 - позиция 2;
T = 0,0021 · l0,61 - позиция 3;
T = 0,009 · L0,4 - позиция 4.
Массовое и крупносерийное производство | |||||||||||||
Вспомогательное время | Контактная сварка | ||||||||||||
Карта 25 | |||||||||||||
Содержание работы | |||||||||||||
Взять ветошь, протереть деталь (узел), отложить ветошь. | |||||||||||||
N позиции | Длина детали (узла) L, мм, до | Вид поверхности | |||||||||||
плоская | цилиндрическая | ||||||||||||
Ширина B или диаметр Д детали (узла), мм, до | |||||||||||||
50 | 100 | 125 | 160 | 200 | 250 | 50 | 100 | 125 | 160 | 200 | 250 | ||
Время T, мин. | |||||||||||||
1 | 100 | 0,045 | 0,057 | 0,061 | 0,066 | 0,071 | 0,077 | 0,057 | 0,073 | 0,079 | 0,086 | 0,093 | 0,100 |
2 | 125 | 0,048 | 0,061 | 0,065 | 0,071 | 0,076 | 0,082 | 0,061 | 0,078 | 0,084 | 0,091 | 0,099 | 0,107 |
3 | 160 | 0,052 | 0,065 | 0,070 | 0,076 | 0,081 | 0,087 | 0,065 | 0,083 | 0,090 | 0,098 | 0,106 | 0,114 |
4 | 200 | 0,055 | 0,069 | 0,074 | 0,080 | 0,086 | 0,093 | 0,069 | 0,088 | 0,095 | 0,104 | 0,112 | 0,122 |
5 | 250 | 0,059 | 0,073 | 0,079 | 0,086 | 0,092 | 0,099 | 0,074 | 0,094 | 0,101 | 0,111 | 0,120 | 0,129 |
6 | 315 | 0,062 | 0,078 | 0,084 | 0,091 | 0,098 | 0,105 | 0,078 | 0,100 | 0,108 | 0,118 | 0,127 | 0,138 |
7 | 400 | 0,067 | 0,084 | 0,090 | 0,097 | 0,105 | 0,113 | 0,084 | 0,107 | 0,115 | 0,126 | 0,136 | 0,147 |
8 | 500 | 0,071 | 0,089 | 0,095 | 0,103 | 0,111 | 0,120 | 0,089 | 0,114 | 0,123 | 0,134 | 0,145 | 0,156 |
9 | 630 | 0,076 | 0,095 | 0,102 | 0,110 | 0,119 | 0,127 | 0,095 | 0,121 | 0,131 | 0,143 | 0,154 | 0,167 |
10 | 800 | 0,081 | 0,101 | 0,109 | 0,118 | 0,127 | 0,136 | 0,101 | 0,129 | 0,140 | 0,152 | 0,165 | 0,178 |
11 | 1000 | 0,086 | 0,107 | 0,115 | 0,125 | 0,135 | 0,145 | 0,108 | 0,137 | 0,148 | 0,162 | 0,175 | 0,189 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
T = 0,0036 · L0,275 · B0,325 - позиции 1 - 11, индекс а - е;
T = 0,0041 · L0,275 · B0,35 - позиции 1 - 11, индекс ж - м.
Примечание. При протирке деталей ветошью, смоченной в растворителе, к норме времени применять коэффициент 1,3.
Массовое и крупносерийное производство | ||||||
Вспомогательное время | Контактная сварка | |||||
Карта 26 | Лист 1 | |||||
Содержание работы | ||||||
Взять деталь, установить на плиту. Взять инструмент, править деталь с проверкой по линейке с кантовкой и передвижением. Снять деталь и отложить. | ||||||
N позиции | Длина детали L, мм, до | Ширина детали B, мм, до | Толщина детали H, мм, до | |||
1 | 2 | 3 | 4 | |||
Время T, мин. | ||||||
1 | 120 | 60 | 0,041 | 0,068 | 0,091 | 0,112 |
2 | 120 | 0,056 | 0,092 | 0,124 | 0,152 | |
3 | 200 | 60 | 0,057 | 0,094 | 0,126 | 0,155 |
4 | 120 | 0,078 | 0,129 | 0,173 | 0,212 | |
5 | 200 | 0,099 | 0,162 | 0,217 | 0,267 | |
6 | 300 | 60 | 0,075 | 0,123 | 0,164 | 0,202 |
7 | 120 | 0,102 | 0,168 | 0,225 | 0,276 | |
8 | 200 | 0,128 | 0,211 | 0,283 | 0,348 | |
9 | 300 | 0,154 | 0,253 | 0,339 | 0,417 | |
10 | 450 | 60 | 0,097 | 0,160 | 0,214 | 0,263 |
11 | 120 | 0,133 | 0,218 | 0,292 | 0,360 | |
12 | 200 | 0,167 | 0,275 | 0,368 | 0,453 | |
13 | 300 | 0,200 | 0,330 | 0,442 | 0,543 | |
14 | 450 | 0,240 | 0,396 | 0,530 | 0,652 | |
15 | 600 | 120 | 0,160 | 0,263 | 0,409 | 0,434 |
16 | 200 | 0,201 | 0,331 | 0,444 | 0,546 | |
17 | 300 | 0,241 | 0,398 | 0,533 | 0,655 | |
18 | 450 | 0,290 | 0,477 | 0,639 | 0,786 | |
19 | 600 | 0,330 | 0,543 | 0,728 | 0,895 | |
20 | 800 | 120 | 0,193 | 0,317 | 0,425 | 0,523 |
21 | 200 | 0,243 | 0,400 | 0,535 | 0,658 | |
22 | 300 | 0,291 | 0,479 | 0,642 | 0,790 | |
23 | 450 | 0,349 | 0,575 | 0,770 | 0,947 | |
24 | 600 | 0,398 | 0,655 | 0,877 | 1,080 | |
25 | 800 | 0,453 | 0,746 | 0,999 | 1,228 | |
Индекс | а | б | в | г | ||
ПРАВКА ДЕТАЛЕЙ | Массовое и крупносерийное производство | |||||
Вспомогательное время | Контактная сварка | |||||
Карта 26 | Лист 2 | |||||
N позиции | Длина детали L, мм, до | Ширина детали B, мм, до | Толщина детали H, мм, до | |||
1 | 2 | 3 | 4 | |||
Время T, мин. | ||||||
26 | 1000 | 120 | 0,223 | 0,367 | 0,491 | 0,604 |
27 | 200 | 0,280 | 0,462 | 0,619 | 0,761 | |
28 | 300 | 0,337 | 0,554 | 0,742 | 0,913 | |
29 | 450 | 0,404 | 0,665 | 0,890 | 1,095 | |
30 | 600 | 0,460 | 0,757 | 1,014 | 1,248 | |
31 | 800 | 0,523 | 0,862 | 1,154 | 1,420 | |
32 | 1000 | 0,579 | 0,953 | 1,276 | 1,570 | |
33 | 1250 | 200 | 0,324 | 0,534 | 0,715 | 0,880 |
34 | 300 | 0,389 | 0,641 | 0,858 | 1,056 | |
35 | 450 | 0,467 | 0,769 | 1,029 | 1,266 | |
36 | 600 | 0,532 | 0,876 | 1,172 | 1,442 | |
37 | 800 | 0,605 | 0,997 | 1,335 | 1,642 | |
38 | 1000 | 0,669 | 1,102 | 1,476 | 1,815 | |
39 | 1250 | 0,740 | 1,218 | 1,631 | 2,007 | |
40 | 1800 | 200 | 0,411 | 0,677 | 0,906 | 1,115 |
41 | 300 | 0,493 | 0,812 | 1,088 | 1,338 | |
42 | 450 | 0,592 | 0,974 | 1,305 | 1,605 | |
43 | 600 | 0,674 | 1,110 | 1,486 | 1,828 | |
44 | 800 | 0,767 | 1,263 | 1,692 | 2,081 | |
45 | 1000 | 0,848 | 1,397 | 1,870 | 2,301 | |
46 | 1250 | 0,937 | 1,544 | 2,067 | 2,543 | |
Индекс | а | б | в | г | ||
T = 0,00029 · L0,65 · B0,45 · H0,72.
Массовое и крупносерийное производство | ||||||||
Вспомогательное время | Контактная сварка | |||||||
Карта 27 | ||||||||
Содержание работы | ||||||||
Взять инструмент. Маркировать (накернить) деталь. Отложить инструмент. | ||||||||
N позиции | Вид поверхности, способ кернения точек | Высота знака, мм, до | Количество знаков n, до | На каждый последующий знак добавлять | ||||
1 | 2 | 3 | 4 | 5 | ||||
Время T, мин. | ||||||||
1 | Плоская | 5 | 0,04 | 0,07 | 0,10 | 0,13 | 0,15 | 0,02 |
2 | Свыше 5 | 0,06 | 0,11 | 0,15 | 0,19 | 0,23 | 0,04 | |
3 | Цилиндрическая | 5 | 0,05 | 0,09 | 0,12 | 0,16 | 0,19 | 0,03 |
Свыше 5 | 0,08 | 0,14 | 0,20 | 0,26 | 0,31 | 0,05 | ||
4 | ||||||||
5 | По намеченным рискам | 0,08 | 0,13 | 0,17 | 0,21 | 0,24 | 0,03 | |
6 | По шаблону (детали) | 0,06 | 0,10 | 0,13 | 0,15 | 0,18 | 0,02 | |
Индекс | а | б | в | г | д | е | ||
T = 0,04 · n0,84 - позиция 1;
T = 0,06 · n0,84 - позиция 2;
T = 0,05 · n0,84 - позиция 3;
T = 0,08 · n0,84 - позиция 4;
T = 0,08 · n0,68 - позиция 5;
T = 0,06 · n0,68 - позиция 6.
Массовое и крупносерийное производство | |||||||||
Вспомогательное время | Контактная сварка | ||||||||
Карта 28 | |||||||||
Содержание работы | |||||||||
Взять деталь (узел), переместить на расстояние, положить. | |||||||||
N позиции | Масса детали (узла) M, кг, до | Расстояние перемещения S, м, до | На каждый последующий метр добавлять | ||||||
1 | 2 | 3 | 4 | 6 | 8 | 10 | |||
Время T, мин. | |||||||||
1 | 1,00 | 0,014 | 0,026 | 0,038 | 0,049 | 0,070 | 0,091 | 0,111 | 0,010 |
2 | 1,60 | 0,016 | 0,031 | 0,044 | 0,057 | 0,082 | 0,107 | 0,130 | 0,012 |
3 | 2,00 | 0,018 | 0,033 | 0,048 | 0,062 | 0,089 | 0,115 | 0,141 | 0,013 |
4 | 2,50 | 0,019 | 0,036 | 0,051 | 0,066 | 0,096 | 0,124 | 0,152 | 0,015 |
5 | 3,20 | 0,021 | 0,039 | 0,056 | 0,072 | 0,104 | 0,135 | 0,165 | 0,016 |
6 | 4,00 | 0,022 | 0,042 | 0,060 | 0,078 | 0,112 | 0,146 | 0,178 | 0,017 |
7 | 5,00 | 0,024 | 0,045 | 0,065 | 0,084 | 0,121 | 0,157 | 0,192 | 0,019 |
8 | 6,30 | 0,026 | 0,049 | 0,070 | 0,091 | 0,132 | 0,170 | 0,208 | 0,021 |
9 | 8,00 | 0,028 | 0,053 | 0,076 | 0,099 | 0,143 | 0,185 | 0,225 | 0,022 |
10 | 10,0 | 0,031 | 0,057 | 0,082 | 0,106 | 0,154 | 0,199 | 0,243 | 0,025 |
11 | 12,0 | 0,033 | 0,061 | 0,088 | 0,113 | 0,164 | 0,212 | 0,259 | 0,028 |
12 | 16,0 | 0,036 | 0,067 | 0,097 | 0,125 | 0,180 | 0,233 | 0,285 | 0,030 |
13 | 20,0 | 0,039 | 0,072 | 0,104 | 0,135 | 0,195 | 0,252 | 0,308 | 0,032 |
14 | 25,0 | 0,042 | 0,078 | 0,112 | 0,145 | 0,210 | 0,272 | 0,332 | 0,034 |
15 | 30,0 | 0,044 | 0,083 | 0,120 | 0,155 | 0,223 | 0,289 | 0,353 | 0,037 |
16 | 40,0 | 0,049 | 0,092 | 0,132 | 0,171 | 0,246 | 0,319 | 0,390 | 0,041 |
17 | 50,0 | 0,053 | 0,099 | 0,142 | 0,184 | 0,265 | 0,344 | 0,420 | 0,045 |
Индекс | а | б | в | г | д | е | ж | з | |
Примечание. При перемещении рабочего без груза необходимое время определять по позиции 1.
T = 0,014 · M0,34 · S0,90 - позиции 1 - 20; индекс а - з.
Массовое и крупносерийное производство | |||||||
Вспомогательное время | Контактная сварка | ||||||
Карта 29 | |||||||
Содержание работы | |||||||
Подойти к рольгангу и переместить деталь (узел) по рольгангу. | |||||||
N позиции | Масса детали (узла) M, кг, до | Расстояние перемещения S, м, до | На каждый последующий метр добавлять | ||||
0,5 | 1,0 | 2,0 | 3,0 | 4,0 | |||
Время T, мин. | |||||||
1 | 5 | 0,017 | 0,022 | 0,029 | 0,034 | 0,038 | 0,003 |
2 | 8 | 0,019 | 0,024 | 0,031 | 0,036 | 0,040 | 0,004 |
3 | 12 | 0,020 | 0,026 | 0,033 | 0,039 | 0,043 | 0,004 |
4 | 20 | 0,021 | 0,028 | 0,036 | 0,042 | 0,046 | 0,004 |
5 | 32 | 0,023 | 0,030 | 0,038 | 0,045 | 0,050 | 0,004 |
6 | 50 | 0,024 | 0,032 | 0,041 | 0,048 | 0,053 | 0,005 |
7 | 80 | 0,026 | 0,034 | 0,044 | 0,051 | 0,057 | 0,005 |
Индекс | а | б | в | г | д | е | |
T = 0,0176 · M0,150 · S0,375 - позиции 1 - 7, индекс а - д.
Массовое и крупносерийное производство | |||||||||||||||||
Вспомогательное время | Карта 30 | ||||||||||||||||
Содержание работы | |||||||||||||||||
Взять деталь, переместить к конвейеру. Навесить деталь на подвеску конвейера. | |||||||||||||||||
N позиции | Расстояние перемещения S, м, до | Масса детали (узла) M, кг, до | |||||||||||||||
0,5 | 0,7 | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 18 | 20 | ||
Время T, мин. | |||||||||||||||||
1 | 1 | 0,017 | 0,020 | 0,025 | 0,030 | 0,035 | 0,039 | 0,042 | 0,049 | 0,055 | 0,060 | 0,069 | 0,077 | 0,084 | 0,095 | 0,100 | 0,110 |
2 | 2 | 0,032 | 0,038 | 0,046 | 0,056 | 0,065 | 0,072 | 0,079 | 0,091 | 0,100 | 0,110 | 0,130 | 0,150 | 0,160 | 0,180 | 0,190 | 0,200 |
3 | 3 | 0,047 | 0,055 | 0,066 | 0,081 | 0,093 | 0,100 | 0,110 | 0,130 | 0,150 | 0,160 | 0,190 | 0,210 | 0,230 | 0,260 | 0,280 | 0,290 |
4 | 4 | 0,060 | 0,070 | 0,090 | 0,100 | 0,120 | 0,140 | 0,150 | 0,170 | 0,190 | 0,210 | 0,240 | 0,270 | 0,300 | 0,330 | 0,360 | 0,380 |
5 | 5 | 0,074 | 0,087 | 0,100 | 0,130 | 0,150 | 0,170 | 0,180 | 0,210 | 0,230 | 0,260 | 0,300 | 0,330 | 0,360 | 0,400 | 0,440 | 0,470 |
6 | 6 | 0,087 | 0,100 | 0,120 | 0,150 | 0,170 | 0,190 | 0,210 | 0,250 | 0,280 | 0,300 | 0,350 | 0,390 | 0,430 | 0,480 | 0,520 | 0,550 |
7 | 7 | 0,100 | 0,120 | 0,140 | 0,170 | 0,200 | 0,220 | 0,240 | 0,280 | 0,320 | 0,350 | 0,400 | 0,450 | 0,490 | 0,550 | 0,600 | 0,630 |
8 | 8 | 0,110 | 0,130 | 0,160 | 0,200 | 0,230 | 0,250 | 0,280 | 0,320 | 0,360 | 0,390 | 0,450 | 0,500 | 0,550 | 0,620 | 0,680 | 0,710 |
9 | 9 | 0,130 | 0,150 | 0,180 | 0,220 | 0,250 | 0,280 | 0,310 | 0,350 | 0,400 | 0,430 | 0,500 | 0,560 | 0,610 | 0,690 | 0,750 | 0,790 |
10 | 10 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,310 | 0,340 | 0,390 | 0,440 | 0,480 | 0,550 | 0,620 | 0,670 | 0,750 | 0,830 | 0,870 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
Примечание. При снятии детали (узла) с подвески конвейера к времени по карте применять коэффициент 0,8.
T = 0,0245 · S0,9 · M0,5.
Массовое и крупносерийное производство | |||||
ЗАСТРОПЛИВАНИЕ ИЛИ РАССТРОПЛИВАНИЕ | Контактная сварка | ||||
Вспомогательное время | Карта 31 | ||||
Содержание работы | |||||
I. Установить узел на плоскость, призму с совмещением кромок, рисок или простым наложением. | |||||
N позиции | Масса детали (узла) M, кг, до | Установить деталь (узел) | Снять деталь (узел) | ||
Время T, мин. | |||||
1 | 50 | 0,141 | 0,091 | ||
2 | 63 | 0,150 | 0,097 | ||
3 | 80 | 0,160 | 0,104 | ||
4 | 100 | 0,171 | 0,111 | ||
5 | 120 | 0,179 | 0,116 | ||
6 | 160 | 0,194 | 0,126 | ||
7 | 200 | 0,207 | 0,134 | ||
Индекс | а | б | |||
II. Застропить или расстропить. | |||||
N позиции | Способ эастропливания | Количество крюков, захватов N, шт. | Застропливание | Расстропливание | |
Время T, мин. | |||||
8 | Захватами | 1 | 0,048 | 0,034 | |
2 | 0,068 | 0,049 | |||
3 | 0,084 | 0,060 | |||
4 | 0,098 | 0,070 | |||
9 | Крюками | 1 | 0,032 | 0,023 | |
2 | 0,058 | 0,041 | |||
3 | 0,083 | 0,058 | |||
4 | 0,106 | 0,074 | |||
Индекс | а | б | |||
T = 0,0474 · M0,278 - позиции 1 - 7, индекс а;
T = 0,0306 · M0,279 - позиции 1 - 7, индекс б;
T = 0,0319 · N0,865 - позиция 9, индекс а;
T = 0,0225 · N0,863 - позиция 9, индекс б;
T = 0,0477 · N0,517 - позиция 8, индекс а;
T = 0,0337 · N0,527 - позиция 8, индекс б.
Массовое и крупносерийное производство | ||||||||||||||
Вспомогательное время | Контактная сварка | |||||||||||||
Карта 32 | ||||||||||||||
Содержание работы | ||||||||||||||
Переместить деталь (узел) с помощью грузоподъемного механизма на расстояние (высоту). | ||||||||||||||
N позиции | Грузоподъемные механизмы | Скорость подъема (передвижения) V, м/мин., до | Расстояние перемещения S, м, до | |||||||||||
1 | 2 | 3 | 4 | 5 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | |||
Время T, мин. | ||||||||||||||
1 | Тали, электрические тельферы, кран-балки с тельфером, пневмоподъемники | 3 | 0,333 | 0,667 | 1,00 | 1,330 | 1,670 | 2,670 | 3,330 | 4,00 | 5,00 | 6,670 | 8,33 | 10,0 |
2 | 5 | 0,200 | 0,400 | 0,60 | 0,800 | 1,000 | 1,600 | 2,000 | 2,40 | 3,00 | 4,000 | 5,00 | 6,0 | |
3 | 10 | 0,100 | 0,200 | 0,30 | 0,400 | 0,500 | 0,800 | 1,000 | 1,20 | 1,50 | 2,000 | 2,50 | 3,0 | |
4 | 15 | 0,067 | 0,133 | 0,20 | 0,267 | 0,333 | 0,533 | 0,667 | 0,80 | 1,00 | 1,330 | 1,67 | 2,0 | |
5 | 20 | 0,050 | 0,100 | 0,15 | 0,200 | 0,250 | 0,400 | 0,500 | 0,60 | 0,75 | 1,000 | 1,25 | 1,5 | |
6 | 30 | 0,033 | 0,067 | 0,10 | 0,133 | 0,167 | 0,267 | 0,333 | 0,40 | 0,50 | 0,667 | 0,833 | 1,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. На прием "включить" или "выключить" подъемник к времени по карте добавлять 0,015 мин.
T = S · V-1.
Массовое, крупносерийное производство | |||||||
Контактная сварка | |||||||
Карта 33 | |||||||
N позиции | Вид сварки | Оборудование | Организационное обслуживание | Техническое обслуживание | Отдых, личные потребности | Всего, % | Коэффициент к оперативному времени |
% к оперативному времени | |||||||
1 | Точечная, рельефная, шовная | Стационарная машина | 2 | 2 | 6 | 10 | 1,10 |
2 | Точечная | Клещи или пистолет | 2 | 3 | 6 | 11 | 1,11 |
3 | Стыковая | Машина с автоматическим управлением | 3 | 4 | 7 | 14 | 1,14 |
4 | Слесарные работы | Немеханизированные | 1 | - | 6 | 7 | 1,07 |
5 | Механизированные (пневмоинструмент | 1 | 1,5 | 10 | 12,5 | 1,125 | |
Индекс | а | б | в | г | д | ||
НА УКРУПНЕННЫЕ КОМПЛЕКСЫ ПРИЕМОВ. СРЕДНЕСЕРИЙНОЕ
И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО
Среднесерийное и мелкосерийное производство | |||||||||||
Неполное штучное время | Контактная сварка | ||||||||||
Карта 34 | Лист 1 | ||||||||||
Содержание работы | |||||||||||
Установить детали на нижний электрод. Сжать детали контактами электродов и приварить, перемещая узел на заданный шаг и поворачивая узел в процессе сварки. Зачистить электроды и выплески металлов на сваренных точках по мере необходимости. Проверить качество сварки внешним осмотром, отложить сваренный узел. | |||||||||||
N позиции | Масса детали (узла) M, кг, до | Группа сложности | Длина шага S, мм, до | Количество свариваемых точек в узле n, шт., до | На каждую последующую точку добавлять, мин. | ||||||
1 | 2 | 4 | 6 | 8 | 10 | ||||||
Время на один узел T, мин. | |||||||||||
1 | 0,25 | I | 20 | 0,159 | 0,228 | 0,332 | 0,413 | 0,482 | 0,544 | 0,029 | |
2 | 50 | 0,170 | 0,247 | 0,359 | 0,447 | 0,522 | 0,589 | 0,032 | |||
3 | II | 20 | 0,174 | 0,251 | 0,365 | 0,454 | 0,530 | 0,598 | 0,032 | ||
4 | 50 | 0,187 | 0,271 | 0,394 | 0,492 | 0,574 | 0,648 | 0,035 | |||
5 | III | 20 | 0,207 | 0,296 | 0,432 | 0,537 | 0,626 | 0,707 | 0,038 | ||
6 | 50 | 0,221 | 0,321 | 0,467 | 0,581 | 0,679 | 0,766 | 0,042 | |||
7 | 0,5 | I | 20 | 0,178 | 0,258 | 0,376 | 0,468 | 0,546 | 0,617 | 0,034 | |
8 | 50 | 0,193 | 0,280 | 0,408 | 0,507 | 0,593 | 0,669 | 0,036 | |||
9 | 100 | 0,206 | 0,300 | 0,435 | 0,541 | 0,633 | 0,714 | 0,038 | |||
10 | II | 20 | 0,196 | 0,283 | 0,413 | 0,515 | 0,601 | 0,679 | 0,038 | ||
11 | 50 | 0,212 | 0,308 | 0,449 | 0,558 | 0,652 | 0,736 | 0,040 | |||
12 | 100 | 0,227 | 0,330 | 0,478 | 0,595 | 0,696 | 0,785 | 0,042 | |||
13 | III | 20 | 0,231 | 0,335 | 0,489 | 0,607 | 0,710 | 0,802 | 0,044 | ||
14 | 50 | 0,251 | 0,364 | 0,530 | 0,659 | 0,771 | 0,869 | 0,047 | |||
15 | 100 | 0,268 | 0,390 | 0,566 | 0,703 | 0,823 | 0,928 | 0,049 | |||
Индекс | а | б | в | г | д | е | ж | ||||
СВАРКА ДЕТАЛЕЙ (УЗЛОВ) НА СТАЦИОНАРНЫХ ТОЧЕЧНЫХ МАШИНАХ | Среднесерийное и мелкосерийное производство | ||||||||||
Неполное штучное время | Контактная сварка | ||||||||||
Карта 34 | Лист 2 | ||||||||||
N позиции | Масса детали (узла) M, кг, до | Группа сложности | Длина шага S, мм, до | Количество свариваемых точек в узле n, шт., до | На каждую последующую точку добавлять, мин. | ||||||
1 | 2 | 4 | 6 | 8 | 10 | ||||||
Время на один узел T, мин. | |||||||||||
16 | 1,0 | I | 50 | 0,220 | 0,319 | 0,465 | 0,578 | 0,676 | 0,762 | 0,040 | |
17 | 100 | 0,235 | 0,341 | 0,497 | 0,618 | 0,722 | 0,814 | 0,042 | |||
18 | II | 50 | 0,242 | 0,351 | 0,511 | 0,636 | 0,743 | 0,838 | 0,044 | ||
19 | 100 | 0,259 | 0,375 | 0,547 | 0,680 | 0,794 | 0,895 | 0,046 | |||
20 | III | 50 | 0,286 | 0,414 | 0,605 | 0,751 | 0,879 | 0,991 | 0,052 | ||
21 | 100 | 0,306 | 0,443 | 0,646 | 0,803 | 0,939 | 1,058 | 0,055 | |||
22 | 3,0 | I | 50 | 0,270 | 0,392 | 0,570 | 0,710 | 0,829 | 0,936 | 0,050 | |
23 | 100 | 0,288 | 0,418 | 0,608 | 0,757 | 0,885 | 0,998 | 0,052 | |||
24 | 300 | 0,317 | 0,460 | 0,670 | 0,834 | 0,974 | 1,099 | 0,060 | |||
25 | II | 50 | 0,297 | 0,431 | 0,627 | 0,781 | 0,912 | 1,030 | 0,055 | ||
26 | 100 | 0,317 | 0,460 | 0,669 | 0,833 | 0,974 | 1,097 | 0,057 | |||
27 | 300 | 0,349 | 0,506 | 0,737 | 0,917 | 1,071 | 1,209 | 0,066 | |||
28 | III | 50 | 0,351 | 0,510 | 0,741 | 0,923 | 1,078 | 1,217 | 0,065 | ||
29 | 100 | 0,374 | 0,543 | 0,790 | 0,984 | 1,151 | 1,297 | 0,068 | |||
30 | 300 | 0,412 | 0,598 | 0,871 | 1,084 | 1,266 | 1,429 | 0,078 | |||
31 | 5,0 | I | 50 | 0,297 | 0,432 | 0,628 | 0,781 | 0,912 | 1,029 | 0,056 | |
32 | 100 | 0,316 | 0,459 | 0,668 | 0,831 | 0,971 | 1,096 | 0,058 | |||
33 | 300 | 0,349 | 0,507 | 0,738 | 0,918 | 1,072 | 1,209 | 0,066 | |||
34 | II | 50 | 0,326 | 0,475 | 0,691 | 0,859 | 1,003 | 1,132 | 0,062 | ||
35 | 100 | 0,348 | 0,505 | 0,735 | 0,914 | 1,068 | 1,206 | 0,064 | |||
36 | 300 | 0,384 | 0,558 | 0,812 | 1,010 | 1,179 | 1,330 | 0,073 | |||
37 | III | 50 | 0,386 | 0,561 | 0,816 | 1,015 | 1,185 | 1,338 | 0,073 | ||
38 | 100 | 0,411 | 0,597 | 0,868 | 1,080 | 1,262 | 1,425 | 0,075 | |||
39 | 300 | 0,454 | 0,659 | 0,959 | 1,193 | 1,394 | 1,571 | 0,086 | |||
40 | 7,0 | I | 50 | 0,316 | 0,459 | 0,668 | 0,831 | 0,971 | 1,095 | 0,059 | |
41 | 100 | 0,337 | 0,489 | 0,712 | 0,886 | 1,036 | 1,168 | 0,061 | |||
42 | 300 | 0,372 | 0,540 | 0,786 | 0,978 | 1,143 | 1,289 | 0,069 | |||
43 | II | 50 | 0,347 | 0,505 | 0,735 | 0,914 | 1,068 | 1,204 | 0,065 | ||
44 | 100 | 0,371 | 0,538 | 0,783 | 0,974 | 1,139 | 1,285 | 0,067 | |||
45 | 300 | 0,409 | 0,594 | 0,865 | 1,076 | 1,257 | 1,418 | 0,076 | |||
46 | III | 50 | 0,410 | 0,597 | 0,858 | 1,080 | 1,262 | 1,423 | 0,077 | ||
47 | 100 | 0,438 | 0,635 | 0,925 | 1,152 | 1,347 | 1,518 | 0,079 | |||
48 | 300 | 0,483 | 0,702 | 1,022 | 1,271 | 1,485 | 1,675 | 0,089 | |||
49 | 10 | I | 50 | 0,338 | 0,491 | 0,715 | 0,890 | 1,040 | 1,170 | 0,063 | |
50 | 100 | 0,360 | 0,524 | 0,761 | 0,947 | 1,107 | 1,249 | 0,065 | |||
51 | 300 | 0,397 | 0,578 | 0,840 | 1,045 | 1,222 | 1,378 | 0,073 | |||
52 | II | 50 | 0,372 | 0,540 | 0,787 | 0,979 | 1,144 | 1,286 | 0,069 | ||
53 | 100 | 0,396 | 0,576 | 0,837 | 1,042 | 1,218 | 1,374 | 0,072 | |||
54 | 300 | 0,437 | 0,636 | 0,924 | 1,150 | 1,344 | 1,516 | 0,080 | |||
55 | III | 50 | 0,439 | 0,638 | 0,930 | 1,157 | 1,352 | 1,521 | 0,082 | ||
56 | 100 | 0,468 | 0,681 | 0,989 | 1,231 | 1,439 | 1,624 | 0,085 | |||
57 | 300 | 0,516 | 0,751 | 1,092 | 1,359 | 1,589 | 1,791 | 0,095 | |||
58 | 15 | I | 50 | 0,365 | 0,531 | 0,772 | 0,960 | 1,122 | |||
59 | 100 | 0,388 | 0,565 | 0,821 | 1,021 | 1,194 | 1,347 | 0,069 | |||
60 | 300 | 0,429 | 0,623 | 0,906 | 1,127 | 1,318 | 1,486 | 0,077 | |||
61 | II | 50 | 0,402 | 0,584 | 0,849 | 1,056 | 1,234 | 1,392 | 0,073 | ||
62 | 100 | 0,427 | 0,622 | 0,903 | 1,123 | 1,313 | 1,482 | 0,076 | |||
63 | 300 | 0,558 | 0,685 | 0,997 | 1,240 | 1,450 | 1,635 | 0,085 | |||
64 | III | 50 | 0,475 | 0,690 | 1,004 | 1,248 | 1,459 | 1,645 | 0,086 | ||
65 | 100 | 0,504 | 0,735 | 1,067 | 1,327 | 1,552 | 1,751 | 0,090 | |||
66 | 300 | 0,558 | 0,810 | 1,178 | 1,465 | 1,713 | 1,932 | 1,001 | |||
Индекс | а | б | в | г | д | е | ж | ||||
СВАРКА ДЕТАЛЕЙ (УЗЛОВ) НА СТАЦИОНАРНЫХ ТОЧЕЧНЫХ МАШИНАХ | Среднесерийное и мелкосерийное производство | ||||||||||
Неполное штучное время | Контактная сварка | ||||||||||
Карта 34 | Лист 3 | ||||||||||
N позиции | Масса детали (узла) M, кг, до | Группа сложности | Длина шага S, мм, до | Количество свариваемых точек в узел n, шт., до | На каждую последующую точку добавлять, мин. | ||||||
1 | 2 | 4 | 6 | 8 | 10 | ||||||
Время на один узел T, мин. | |||||||||||
67 | 20 | I | 50 | 0,385 | 0,559 | 0,813 | 1,012 | 1,183 | 1,334 | 0,066 | |
68 | 100 | 0,410 | 0,596 | 0,866 | 1,078 | 1,260 | 1,421 | 0,068 | |||
69 | 300 | 0,452 | 0,658 | 0,956 | 1,189 | 1,390 | 1,568 | 0,077 | |||
70 | II | 50 | 0,424 | 0,615 | 0,894 | 1,113 | 1,301 | 1,467 | 0,073 | ||
71 | 100 | 0,451 | 0,656 | 0,953 | 1,186 | 1,386 | 1,563 | 0,075 | |||
72 | 300 | 0,497 | 0,724 | 1,052 | 1,308 | 1,529 | 1,725 | 0,085 | |||
73 | III | 50 | 0,501 | 0,727 | 1,057 | 1,316 | 1,538 | 1,734 | 0,086 | ||
74 | 100 | 0,533 | 0,775 | 1,126 | 1,401 | 1,638 | 1,847 | 0,088 | |||
75 | 300 | 0,588 | 0,854 | 1,243 | 1,546 | 1,807 | 2,038 | 0,100 | |||
76 | 30 | I | 50 | 0,415 | 0,603 | 0,877 | 1,091 | 1,275 | 1,439 | 0,073 | |
77 | 100 | 0,442 | 0,642 | 0,934 | 1,162 | 1,358 | 1,532 | 0,077 | |||
78 | 300 | 0,488 | 0,709 | 1,031 | 1,283 | 1,499 | 1,691 | 0,086 | |||
79 | II | 50 | 0,457 | 0,663 | 0,965 | 1,200 | 1,403 | 1,583 | 0,080 | ||
80 | 100 | 0,486 | 0,706 | 1,027 | 1,278 | 1,494 | 1,685 | 0,085 | |||
81 | 300 | 0,537 | 0,780 | 1,134 | 1,411 | 1,649 | 1,860 | 0,094 | |||
82 | III | 50 | 0,540 | 0,784 | 1,140 | 1,418 | 1,658 | 1,871 | 0,095 | ||
83 | 100 | 0,575 | 0,835 | 1,214 | 1,511 | 1,765 | 1,992 | 0,100 | |||
84 | 300 | 0,634 | 0,922 | 1,340 | 1,668 | 1,949 | 2,198 | 0,111 | |||
85 | 50 | I | 50 | 0,456 | 0,663 | 0,965 | 1,200 | 1,403 | 1,582 | 0,083 | |
86 | 100 | 0,486 | 0,706 | 1,027 | 1,278 | 1,493 | 1,684 | 0,088 | |||
87 | 300 | 0,536 | 0,780 | 1,133 | 1,410 | 1,648 | 1,859 | 0,099 | |||
88 | II | 50 | 0,502 | 0,729 | 1,062 | 1,320 | 1,543 | 1,740 | 0,091 | ||
89 | 100 | 0,535 | 0,777 | 1,130 | 1,406 | 1,642 | 1,852 | 0,097 | |||
90 | 300 | 0,590 | 0,858 | 1,246 | 1,551 | 1,813 | 2,045 | 0,109 | |||
91 | III | 50 | 0,593 | 0,862 | 1,255 | 1,561 | 1,824 | 2,057 | 0,108 | ||
92 | 100 | 0,632 | 0,918 | 1,335 | 1,661 | 1,941 | 2,189 | 0,114 | |||
93 | 300 | 0,697 | 1,014 | 1,473 | 1,833 | 2,142 | 2,417 | 0,129 | |||
Индекс | а | б | в | г | д | е | ж | ||||
T = 0,155 · M0,186 · n0,54 · S0,09 - для I группы сложности;
T = 0 1705 · M0,186 · n0,54 · S0,09 - для II группы сложности;
T = 0,202 · M0,186 · n0,54 · S0,09 - для III группы сложности.
Примечания: 1. Время в карте рассчитано на сварку низко углеродистой стали толщиной 1 мм, при других значениях толщины материала к времени по карте применять коэффициент:
Толщина материала H, мм, до | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 |
Коэффициент | 0,95 | 1,0 | 1,05 | 1,10 | 1,15 | 1,20 |
2. Характеристика сложности свариваемых узлов: | ||||||
Группа сложности узлов | Характеристика сложности узла | |||||
Шифр | Вид | |||||
I | Простые | Плоские узлы металлоконструкций независимо от характера стыкуемых поверхностей | ||||
II | Средней сложности | Узлы, в которых сварка ведется в нескольких плоскостях. При этом преобладающее число стыкуемых поверхностей деталей являются прямолинейными | ||||
III | Сложные | Узлы металлоконструкций со значительным числом криволинейных свариваемых поверхностей деталей | ||||
Среднесерийное и мелкосерийное производство | ||||||||||
Неполное штучное время | Точечная сварка | |||||||||
Карта 35 | ||||||||||
Содержание работы | ||||||||||
Взять сварочный пистолет или клещи. Произвести последовательно сварку точек. Проверить качество сварки внешним осмотром, отложить сварочный пистолет или клещи. | ||||||||||
N позиции | Оборудование | Толщина детали B, мм, до | Количество свариваемых точек в узле n, шт., до | На каждую последующую точку добавлять, мин. | ||||||
1 | 2 | 4 | 6 | 8 | 10 | |||||
Время на один узел T, мин. | ||||||||||
1 | Пистолет | 2 | 0,122 | 0,198 | 0,321 | 0,427 | 0,523 | 0,611 | 0,043 | |
2 | 3 | 0,153 | 0,248 | 0,403 | 0,536 | 0,656 | 0,767 | 0,054 | ||
3 | 4 | 0,179 | 0,291 | 0,472 | 0,627 | 0,767 | 0,897 | 0,063 | ||
4 | Пневматические клещи | 2 | 0,172 | 0,261 | 0,396 | 0,505 | 0,601 | 0,686 | 0,041 | |
5 | 3 | 0,211 | 0,318 | 0,483 | 0,616 | 0,733 | 0,838 | 0,051 | ||
6 | 4 | 0,243 | 0,368 | 0,559 | 0,713 | 0,848 | 0,970 | 0,056 | ||
7 | Рычажные клещи | 2 | 0,216 | 0,312 | 0,451 | 0,561 | 0,654 | 0,737 | 0,035 | |
8 | 3 | 0,258 | 0,374 | 0,542 | 0,672 | 0,785 | 0,884 | 0,047 | ||
9 | 4 | 0,294 | 0,426 | 0,617 | 0,766 | 0,894 | 1,007 | 0,060 | ||
Индекс | а | б | в | г | д | е | ж | |||
T = 0,083 · n0,7 · B0,556 - позиции 1 - 3;
T = 0,122 · n0,601 · B0,498 - позиции 4 - 6;
T = 0,157 · n0,535 · B0,453 - позиции 7 - 9.
Среднесерийное и мелкосерийное производство | ||||||||||||||||||||
Неполное штучное время | Шовная сварка | |||||||||||||||||||
Карта 36 | Лист 1 | |||||||||||||||||||
Содержание работы | ||||||||||||||||||||
Взять деталь и установить на нижний ролик. Сжать детали между роликами, сварить детали шовной сваркой. Проверить качество шва внешним осмотром, отложить сваренный узел. | ||||||||||||||||||||
N позиции | Масса детали (узла) M, кг, до | Скорость сварки V, м/мин., до | Длина шва l, мм, до | На каждые последующие 500 мм добавлять | ||||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | 700 | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 | ||||
Время T, мин. | ||||||||||||||||||||
1 | 0,25 | 0,5 | 0,363 | 0,514 | 0,629 | 0,726 | 0,812 | 0,890 | 0,960 | 1,030 | 1,150 | 1,379 | 1,648 | 2,018 | 2,330 | 2,605 | 2,854 | 3,082 | 3,295 | 0,39 |
2 | 1,0 | 0,257 | 0,365 | 0,446 | 0,516 | 0,577 | 0,632 | 0,682 | 0,730 | 0,816 | 0,968 | 1,157 | 1,418 | 1,637 | 1,830 | 2,005 | 2,165 | 2,315 | 0,27 | |
3 | 1,5 | 0,209 | 0,296 | 0,362 | 0,419 | 0,468 | 0,513 | 0,553 | 0,592 | 0,662 | 0,788 | 0,942 | 1,154 | 1,333 | 1,490 | 1,632 | 1,763 | 1,885 | 0,22 | |
4 | 2,0 | 0,186 | 0,256 | 0,313 | 0,361 | 0,405 | 0,443 | 0,479 | 0,512 | 0,572 | 0,680 | 0,813 | 0,995 | 1,149 | 1,285 | 1,408 | 1,520 | 1,625 | 0,19 | |
5 | 3,0 | 0,147 | 0,208 | 0,254 | 0,294 | 0,329 | 0,360 | 0,389 | 0,416 | 0,465 | 0,553 | 0,661 | 0,809 | 0,935 | 1,045 | 1,145 | 1,236 | 1,322 | 0,16 | |
6 | 0,50 | 0,5 | 0,404 | 0,571 | 0,699 | 0,807 | 0,903 | 0,989 | 1,067 | 1,142 | 1,276 | 1,529 | 1,828 | 2,239 | 2,585 | 2,890 | 3,166 | 3,420 | 3,656 | 0,43 |
7 | 1,0 | 0,286 | 0,405 | 0,496 | 0,573 | 0,640 | 0,701 | 0,757 | 0,810 | 0,906 | 1,074 | 1,284 | 1,572 | 1,816 | 2,030 | 2,214 | 2,402 | 2,568 | 0,30 | |
8 | 1,5 | 0,232 | 0,329 | 0,403 | 0,465 | 0,520 | 0,570 | 0,615 | 0,658 | 0,736 | 0,873 | 1,074 | 1,278 | 1,476 | 1,650 | 1,807 | 1,952 | 2,087 | 0,25 | |
9 | 2,0 | 0,201 | 0,284 | 0,348 | 0,402 | 0,449 | 0,491 | 0,531 | 0,568 | 0,635 | 0,754 | 0,901 | 1,104 | 1,275 | 1,425 | 1,561 | 1,686 | 1,803 | 0,21 | |
10 | 3,0 | 0,163 | 0,231 | 0,282 | 0,327 | 0,365 | 0,400 | 0,432 | 0,462 | 0,517 | 0,614 | 0,734 | 0,899 | 1,038 | 1,160 | 1,271 | 1,373 | 1,467 | 0,17 | |
11 | 1,0 | 0,5 | 0,449 | 0,635 | 0,777 | 0,897 | 1,004 | 1,100 | 1,187 | 1,270 | 1,420 | 1,693 | 2,024 | 2,479 | 2,862 | 3,200 | 3,505 | 3,786 | 4,048 | 0,48 |
12 | 1,0 | 0,318 | 0,450 | 0,551 | 0,636 | 0,711 | 0,779 | 0,841 | 0,900 | 1,006 | 1,191 | 1,423 | 1,743 | 2,012 | 2,250 | 2,465 | 2,662 | 2,846 | 0,34 | |
13 | 1,5 | 0,259 | 0,366 | 0,448 | 0,518 | 0,579 | 0,633 | 0,684 | 0,732 | 0,818 | 0,968 | 1,157 | 1,418 | 1,637 | 1,830 | 2,005 | 2,165 | 2,315 | 0,27 | |
14 | 2,0 | 0,223 | 0,316 | 0,386 | 0,447 | 0,499 | 0,547 | 0,590 | 0,632 | 0,706 | 0,836 | 0,999 | 1,224 | 1,413 | 1,580 | 1,731 | 1,869 | 1,999 | 0,23 | |
15 | 3,0 | 0,182 | 0,257 | 0,315 | 0,363 | 0,406 | 0,445 | 0,480 | 0,514 | 0,574 | 0,680 | 0,813 | 0,995 | 1,149 | 1,285 | 1,408 | 1,520 | 1,625 | 0,19 | |
16 | 3,0 | 0,5 | 0,529 | 0,749 | 0,916 | 1,059 | 1,184 | 1,297 | 1,400 | 1,497 | 1,674 | 2,000 | 2,391 | 2,928 | 3,381 | 3,780 | 4,141 | 4,473 | 4,781 | 0,56 |
17 | 1,0 | 0,375 | 0,531 | 0,650 | 0,751 | 0,840 | 0,920 | 0,993 | 1,062 | 1,187 | 1,405 | 1,679 | 2,057 | 2,375 | 2,655 | 2,908 | 3,141 | 3,358 | 0,39 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||
СВАРКА ДЕТАЛЕЙ (УЗЛОВ) НА МАШИНАХ ШОВНОЙ (РОЛИКОВОЙ) СВАРКИ | Среднесерийное и мелкосерийное производство | |||||||||||||||||||
Неполное штучное время | Шовная сварка | |||||||||||||||||||
Карта 36 | Лист 2 | |||||||||||||||||||
N позиции | Масса детали (узла) M, кг, до | Скорость сварки V, м/мин., до | Длина шва l, мм, до | На каждые последующие 500 мм добавлять | ||||||||||||||||
50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | 700 | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 | ||||
Время T, мин. | ||||||||||||||||||||
18 | 3,0 | 1,5 | 0,305 | 0,432 | 0,529 | 0,611 | 0,683 | 0,748 | 0,808 | 0,864 | 0,966 | 1,143 | 1,366 | 1,673 | 1,932 | 2,160 | 2,366 | 2,556 | 2,732 | 0,31 |
19 | 2,0 | 0,263 | 0,373 | 0,457 | 0,527 | 0,589 | 0,649 | 0,697 | 0,746 | 0,834 | 0,987 | 1,180 | 1,445 | 1,668 | 1,865 | 2,043 | 2,207 | 2,359 | 0,27 | |
20 | 3,0 | 0,214 | 0,303 | 0,370 | 0,428 | 0,479 | 0,525 | 0,567 | 0,606 | 0,678 | 0,802 | 0,958 | 1,174 | 1,355 | 1,515 | 1,660 | 1,793 | 1,916 | 0,22 | |
21 | 5,0 | 0,5 | 0,577 | 0,816 | 0,999 | 1,150 | 1,290 | 1,410 | 1,530 | 1,630 | 1,806 | 2,159 | 2,580 | 3,160 | 3,649 | 4,080 | 4,469 | 4,828 | 5,161 | 0,61 |
22 | 1,0 | 0,405 | 0,573 | 0,702 | 0,810 | 0,906 | 0,992 | 1,072 | 1,146 | 1,281 | 1,516 | 1,812 | 2,219 | 2,562 | 2,865 | 3,138 | 3,390 | 3,624 | 0,43 | |
23 | 1,5 | 0,329 | 0,466 | 0,571 | 0,659 | 0,737 | 0,807 | 0,871 | 0,929 | 1,041 | 1,233 | 1,474 | 1,805 | 2,084 | 2,330 | 2,552 | 2,757 | 2,947 | 0,33 | |
24 | 2,0 | 0,284 | 0,402 | 0,492 | 0,569 | 0,636 | 0,697 | 0,752 | 0,802 | 0,899 | 1,064 | 1,271 | 1,557 | 1,798 | 2,010 | 2,202 | 2,378 | 2,542 | 0,29 | |
25 | 3,0 | 0,231 | 0,327 | 0,400 | 0,463 | 0,517 | 0,567 | 0,612 | 0,654 | 0,731 | 0,865 | 1,034 | 1,266 | 1,462 | 1,635 | 1,791 | 1,935 | 2,068 | 0,23 | |
26 | 7,0 | 0,5 | 0,597 | 0,844 | 1,033 | 1,193 | 1,334 | 1,462 | 1,578 | 1,688 | 1,887 | 2,273 | 2,716 | 3,327 | 3,841 | 4,295 | 4,705 | 5,082 | 5,433 | 0,64 |
27 | 1,0 | 0,423 | 0,599 | 0,733 | 0,846 | 0,946 | 1,037 | 1,119 | 1,197 | 1,338 | 1,595 | 1,907 | 2,335 | 2,697 | 3,015 | 3,303 | 3,567 | 3,814 | 0,45 | |
28 | 1,5 | 0,344 | 0,487 | 0,596 | 0,688 | 0,769 | 0,843 | 0,910 | 0,973 | 1,088 | 1,296 | 1,550 | 1,898 | 2,191 | 2,450 | 2,684 | 2,899 | 3,100 | 0,37 | |
29 | 2,0 | 0,297 | 0,420 | 0,514 | 0,594 | 0,664 | 0,728 | 0,786 | 0,840 | 0,939 | 1,119 | 1,338 | 1,638 | 1,892 | 2,115 | 2,317 | 2,503 | 2,675 | 0,32 | |
30 | 3,0 | 0,242 | 0,342 | 0,418 | 0,483 | 0,540 | 0,592 | 0,639 | 0,683 | 0,764 | 0,910 | 1,088 | 1,332 | 1,538 | 1,720 | 1,884 | 2,035 | 2,176 | 0,26 | |
31 | 10 | 0,5 | 0,633 | 0,895 | 1,100 | 1,265 | 1,414 | 1,550 | 1,673 | 1,789 | 2,000 | 2,397 | 2,865 | 3,509 | 4,052 | 4,530 | 4,962 | 5,360 | 5,730 | 0,67 |
32 | 1,0 | 0,449 | 0,635 | 0,777 | 0,897 | 1,003 | 1,099 | 1,187 | 1,269 | 1,419 | 1,683 | 2,011 | 2,463 | 2,844 | 3,180 | 3,483 | 3,763 | 4,022 | 0,48 | |
33 | 1,5 | 0,365 | 0,516 | 0,631 | 0,729 | 0,816 | 0,893 | 0,965 | 1,032 | 1,153 | 1,368 | 1,635 | 2,002 | 2,312 | 2,585 | 2,832 | 3,059 | 3,270 | 0,39 | |
34 | 2,0 | 0,315 | 0,445 | 0,545 | 0,630 | 0,704 | 0,771 | 0,833 | 1,891 | 1,996 | 1,180 | 1,410 | 1,727 | 1,995 | 2,230 | 2,443 | 2,639 | 2,821 | 0,34 | |
35 | 3,0 | 0,256 | 0,362 | 0,443 | 0,512 | 0,573 | 0,628 | 0,678 | 0,725 | 0,810 | 0,960 | 1,148 | 1,406 | 1,623 | 1,815 | 1,988 | 2,148 | 2,296 | 0,27 | |
36 | 15 | 0,5 | 0,673 | 0,952 | 1,165 | 1,346 | 1,505 | 1,648 | 1,780 | 1,904 | 2,128 | 2,543 | 3,040 | 3,723 | 4,300 | 4,806 | 5,264 | 5,687 | 6,080 | 0,72 |
37 | 1,0 | 0,477 | 0,675 | 0,826 | 0,954 | 1,067 | 1,169 | 1,262 | 1,350 | 1,509 | 1,786 | 2,135 | 2,614 | 3,019 | 3,375 | 3,697 | 3,993 | 4,269 | 0,50 | |
38 | 1,5 | 0,388 | 0,549 | 0,672 | 0,776 | 0,868 | 0,950 | 1,026 | 1,098 | 1,227 | 1,453 | 1,736 | 2,126 | 2,455 | 2,745 | 3,007 | 3,248 | 3,472 | 0,41 | |
39 | 2,0 | 0,335 | 0,474 | 0,580 | 0,670 | 0,749 | 0,821 | 0,886 | 0,948 | 1,060 | 1,254 | 1,500 | 1,836 | 2,120 | 2,370 | 2,600 | 2,804 | 2,998 | 0,35 | |
40 | 3,0 | 0,272 | 0,385 | 0,472 | 0,545 | 0,609 | 0,668 | 0,721 | 0,771 | 0,862 | 1,020 | 1,217 | 1,491 | 1,722 | 1,925 | 2,109 | 2,278 | 2,435 | 0,29 | |
41 | 20 | 0,5 | 0,700 | 0,990 | 1,217 | 1,400 | 1,565 | 1,714 | 1,851 | 1,980 | 2,213 | 2,656 | 3,175 | 3,888 | 4,490 | 5,020 | 5,500 | 5,940 | 6,350 | 0,75 |
42 | 1,0 | 0,496 | 0,702 | 0,859 | 0,993 | 1,110 | 1,216 | 1,313 | 1,404 | 1,570 | 1,865 | 2 229 | 2,730 | 3,153 | 3,525 | 3,861 | 4,171 | 4,459 | 0,5 3 | |
43 | 1,5 | 0,404 | 0,571 | 0,699 | 0,807 | 0,902 | 0,988 | 1,067 | 1,114 | 1,276 | 1,516 | 1,812 | 2,219 | 2,562 | 2,865 | 3,138 | 3,390 | 3,624 | 0,43 | |
44 | 2,0 | 0,348 | 0,493 | 0,603 | 0,697 | 0,779 | 0,854 | 0,922 | 0,986 | 1,102 | 1,310 | 1,565 | 1,917 | 2,214 | 2,475 | 2,711 | 2,928 | 3,131 | 0,37 | |
45 | 3,0 | 0,283 | 0,401 | 0,491 | 0,567 | 0,634 | 0,694 | 0,750 | 0,802 | 0,896 | 1,066 | 1,274 | 1,561 | 1,802 | 2,015 | 2,207 | 2,384 | 2,549 | 0,30 | |
46 | 30 | 0,5 | 0,745 | 1,053 | 1,289 | 1,489 | 1,665 | 1,824 | 1,970 | 2,107 | 2,355 | 2,826 | 3,377 | 4,136 | 4,776 | 5,340 | 5,849 | 6,318 | 6,755 | 0,80 |
47 | 1,0 | 0,528 | 0,747 | 0,914 | 1,056 | 1,181 | 1,294 | 1,397 | 1,494 | 1,670 | 1,984 | 2,372 | 2,905 | 3,354 | 3,750 | 4,108 | 4,437 | 4,743 | 0,56 | |
48 | 1,5 | 0,429 | 0,607 | 0,743 | 0,859 | 0,960 | 1,052 | 1,136 | 1,215 | 1,358 | 1,614 | 1,929 | 2,360 | 2,728 | 3,050 | 3,341 | 3,609 | 3,858 | 0,45 | |
49 | 2,0 | 0,371 | 0,524 | 0,642 | 0,741 | 0,829 | 0,908 | 0,981 | 1,049 | 1,173 | 1,394 | 1,667 | 2,041 | 2,357 | 2,635 | 2,886 | 3,118 | 3,333 | 0,39 | |
50 | 3,0 | 0,302 | 0,426 | 0,522 | 0,603 | 0,674 | 0,739 | 0,798 | 0,853 | 0,954 | 1,132 | 1,353 | 1,658 | 1,914 | 2,140 | 2,344 | 2,532 | 2,707 | 0,32 | |
51 | 50 | 0,5 | 0,807 | 1,142 | 1,398 | 1,615 | 1,806 | 1,978 | 2,136 | 2,284 | 2,554 | 3,049 | 3,644 | 4,463 | 5,153 | 5,762 | 6,311 | 6,817 | 7,288 | 0,86 |
52 | 1,0 | 0,573 | 0,810 | 0,991 | 1,145 | 1,281 | 1,403 | 1,515 | 1,620 | 1,811 | 2,141 | 2,559 | 3,134 | 3,619 | 4,046 | 4,432 | 4,787 | 5,118 | 0,60 | |
53 | 1,5 | 0,466 | 0,659 | 0,806 | 0,931 | 1,041 | 1,141 | 1,231 | 1,317 | 1,472 | 1,741 | 2,081 | 2,548 | 2,943 | 3,290 | 3,604 | 3,893 | 4,162 | 0,49 | |
54 | 2,0 | 0,402 | 0,568 | 0,696 | 0,804 | 0,899 | 0,985 | 1,063 | 1,137 | 1,271 | 1,503 | 1,796 | 2,200 | 2,540 | 2,840 | 3,111 | 3,363 | 3,592 | 0,42 | |
55 | 3,0 | 0,326 | 0,463 | 0,566 | 0,654 | 0,731 | 0,801 | 0,865 | 0,925 | 1,034 | 1,222 | 1,461 | 1,789 | 2,066 | 2,310 | 2,530 | 2,733 | 2,922 | 0,34 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||
T = 0,045 · M0,15 · V-0,51 · l0,5.
Примечание. Время в карте рассчитано на сварку стали толщиной 1 мм, при других значениях толщины материала к времени по карте применять коэффициент:
Толщина материала H, мм, до | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 |
Коэффициент | 0,95 | 1,0 | 1,05 | 1,10 | 1,15 | 1,20 |
Среднесерийное и мелкосерийное производство | |||||
Неполное штучное время | Рельефная сварка | ||||
Карта 37 | |||||
Содержание работы | |||||
Взять деталь (узел), установить на нижнюю плиту. Произвести сжатие и сварку деталей. Проверить качество сварки внешним осмотром, отложить сваренный узел. | |||||
N позиции | Масса детали (узла) M, кг, до | Толщина свариваемого материала H, мм, до | |||
1 | 2 | 3 | 4 | ||
Время на один узел T, мин. | |||||
1 | 0,25 | 0,155 | 0,176 | 0,189 | 0,199 |
2 | 0,40 | 0,172 | 0,195 | 0,209 | 0,221 |
3 | 0,60 | 0,189 | 0,214 | 0,230 | 0,243 |
4 | 1,0 | 0,213 | 0,241 | 0,260 | 0,273 |
5 | 1,6 | 0,237 | 0,268 | 0,289 | 0,305 |
6 | 2,0 | 0,250 | 0,283 | 0,305 | 0,321 |
7 | 2,5 | 0,263 | 0,298 | 0,321 | 0,338 |
8 | 3,2 | 0,278 | 0,315 | 0,339 | 0,357 |
9 | 4,0 | 0,293 | 0,332 | 0,357 | 0,376 |
10 | 5,0 | 0,308 | 0,349 | 0,376 | 0,397 |
Индекс | а | б | в | г | |
T = 0,213 · M0,229 · H0,181.
Среднесерийное и мелкосерийное производство | ||||||||||||
Вспомогательное время | Контактная сварка | |||||||||||
Карта 38 | ||||||||||||
Содержание работы | ||||||||||||
Взять детали, установить в приспособление. Взять узел после сварки из приспособления, отложить на место. | ||||||||||||
N позиции | Количество деталей N, шт., до | Масса детали (узла) M, кг, до | ||||||||||
0,4 | 1,0 | 2,0 | 3,2 | 5,0 | 8,0 | 12,0 | 20,0 | 30,0 | 50,0 | |||
Время T, мин. | ||||||||||||
1 | 1 | 0,113 | 0,150 | 0,184 | 0,211 | 0,243 | 0,279 | 0,315 | 0,369 | 0,415 | 0,484 | |
2 | 2 | 0,176 | 0,234 | 0,288 | 0,330 | 0,378 | 0,435 | 0,490 | 0,574 | 0,648 | 0,754 | |
3 | 3 | 0,228 | 0,303 | 0,372 | 0,426 | 0,490 | 0,562 | 0,636 | 0,744 | 0,838 | 0,978 | |
4 | 4 | 0,273 | 0,364 | 0,449 | 0,513 | 0,591 | 0,678 | 0,765 | 0,896 | 1,000 | 1,170 | |
5 | 5 | 0,315 | 0,420 | 0,516 | 0,591 | 0,679 | 0,780 | 0,882 | 1,030 | 1,160 | 1,350 | |
6 | На каждую последующую деталь добавлять | 0,040 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T = 0,15 · N0,64 · M0,30 - позиции 1 - 5, индекс а - к.
Среднесерийное и мелкосерийное производство | ||||||||||||
Вспомогательное время | Контактная сварка | |||||||||||
Карта 39 | ||||||||||||
Содержание работы | ||||||||||||
Взять шаблон, установить; взять детали, установить по шаблону. Снять шаблон, отложить; взять узел, отложить. | ||||||||||||
N позиции | Количество деталей N, шт., до | Масса детали (узла) M, кг, до | ||||||||||
0,4 | 1,0 | 2,0 | 3,2 | 5,0 | 8,0 | 12,0 | 20,0 | 30,0 | 50,0 | |||
Время T, мин. | ||||||||||||
1 | 1 | 0,187 | 0,225 | 0,258 | 0,284 | 0,310 | 0,341 | 0,370 | 0,410 | 0,444 | 0,492 | |
2 | 2 | 0,251 | 0,301 | 0,346 | 0,380 | 0,415 | 0,546 | 0,495 | 0,548 | 0,594 | 0,658 | |
3 | 3 | 0,297 | 0,357 | 0,410 | 0,450 | 0,492 | 0,541 | 0,587 | 0,650 | 0,705 | 0,780 | |
4 | 4 | 0,335 | 0,403 | 0,463 | 0,508 | 0,556 | 0,610 | 0,662 | 0,733 | 0,795 | 0,881 | |
5 | 5 | 0,368 | 0,442 | 0,508 | 0,558 | 0,610 | 0,670 | 0,727 | 0,805 | 0,873 | 0,967 | |
6 | На каждую последующую деталь добавлять | 0,030 | 0,036 | 0,041 | 0,045 | 0,049 | 0,054 | 0,058 | 0,064 | 0,070 | 0,077 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T = 0,225 · M0,2 · N0,42.
Среднесерийное и мелкосерийное производство | |||||||||||||||
Вспомогательное время | Контактная сварка | ||||||||||||||
Карта 40 | Лист 1 | ||||||||||||||
Содержание работы | |||||||||||||||
Взять детали, установить в приспособление, закрепить откидными струбцинами. Открепить, взять узел после сварки из приспособления и отложить на место. | |||||||||||||||
N позиции | Количество точек крепления n, шт., до | Количество деталей N, шт., до | Масса детали (узла) M, кг, до | ||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,3 | 10,0 | 20,0 | 30,0 | 50,0 | ||||
Время T, мин. | |||||||||||||||
1 | 2 | 2 | 0,439 | 0,479 | 0,516 | 0,568 | 0,620 | 0,673 | 0,735 | 0,799 | 0,871 | 0,991 | 1,069 | 1,175 | |
2 | 3 | 0,546 | 0,596 | 0,643 | 0,707 | 0,772 | 0,838 | 0,915 | 0,996 | 1,085 | 1,234 | 1,331 | 1,464 | ||
3 | 4 | 0,638 | 0,697 | 0,751 | 0,826 | 0,901 | 0,979 | 1,069 | 1,163 | 1,268 | 1,442 | 1,555 | 1,710 | ||
4 | 5 | 0,720 | 0,786 | 0,847 | 0,932 | 1,020 | 1,110 | 1,210 | 1,313 | 1,431 | 1,627 | 1,755 | 1,929 | ||
5 | 4 | 2 | 0,572 | 0,625 | 0,673 | 0,741 | 0,808 | 0,879 | 0,959 | 1,043 | 1,137 | 1,293 | 1,395 | 1,534 | |
6 | 3 | 0,713 | 0,778 | 0,839 | 0,923 | 1,007 | 1,094 | 1,194 | 1,299 | 1,416 | 1,611 | 1,737 | 1,910 | ||
7 | 4 | - | 0,909 | 0,980 | 1,078 | 1,176 | 1,278 | 1,395 | 1,518 | 1,655 | 1,882 | 2,030 | 2,231 | ||
8 | 5 | 5 | - | 1,025 | 1,106 | 1,216 | 1,327 | 1,443 | 1,574 | 1,713 | 1,867 | 2,124 | 2,290 | 2,518 | |
9 | 6 | 2 | - | - | 0,787 | 0,866 | 0,944 | 1,027 | 1,120 | 1,219 | 1,329 | 1,511 | 1,630 | 1,792 | |
10 | 3 | - | - | 0,980 | 1,078 | 1,176 | 1,279 | 1,395 | 1,518 | 1,655 | 1,882 | 2,030 | 2,232 | ||
11 | 4 | - | - | 1,145 | 1,260 | 1,374 | 1,494 | 1,630 | 1,773 | 1,933 | 2,199 | 2,372 | 2,607 | ||
12 | 5 | - | - | 1,292 | 1,421 | 1,551 | 1,686 | 1,839 | 2,001 | 2,182 | 2,482 | 2,676 | 2,942 | ||
13 | 8 | 2 | - | - | 0,879 | 0,967 | 1,055 | 1,147 | 1,251 | 1,361 | 1,484 | 1,688 | 1,820 | 2,001 | |
14 | 3 | - | - | 1,094 | 1,204 | 1,314 | 1,428 | 1,558 | 1,695 | 1,848 | 2,102 | 2,267 | 2,492 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
УСТАНОВКА И СНЯТИЕ ДЕТАЛЕЙ В ПРИСПОСОБЛЕНИЕ С КРЕПЛЕНИЕМ | Среднесерийное и мелкосерийное производство | |||||||||||||
Вспомогательное время | Контактная сварка | |||||||||||||
Карта 40 | Лист 2 | |||||||||||||
N позиции | Количество крепления n, шт., до | Количество деталей N, шт., до | Масса детали (узла) M, кг, до | |||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,3 | 10,0 | 20,0 | 30,0 | 50,0 | |||
Время T, мин. | ||||||||||||||
15 | 8 | 4 | - | - | 1,279 | 1,407 | 1,533 | 1,668 | 1,820 | 1,981 | 2,159 | 2,456 | 2,649 | 2,912 |
16 | 5 | - | - | 1,443 | 1,587 | 1,732 | 1,883 | 2,054 | 2,235 | 2,437 | 2,772 | 2,989 | 3,286 | |
17 | 10 | 2 | - | - | 0,957 | 1,053 | 1,149 | 1,249 | 1,363 | 1,483 | 1,617 | 1,839 | 1,983 | 2,180 |
18 | 3 | - | - | 1,193 | 1,312 | 1,431 | 1,556 | 1,698 | 1,847 | 2,014 | 2,291 | 2,470 | 2,716 | |
19 | 4 | - | - | 1,393 | 1,533 | 1,672 | 1,818 | 1,983 | 2,158 | 2,353 | 2,676 | 2,886 | 3,173 | |
20 | 5 | - | - | 1,572 | 1,730 | 1,887 | 2,051 | 2,238 | 2,435 | 2,655 | 3,257 | 3,580 | ||
21 | На каждую последующую деталь добавлять | 0,110 | 0,120 | 0,130 | 0,140 | 0,160 | 0,190 | 0,220 | 0,250 | 0,300 | 0,400 | 0,460 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
T = 0,299 · n0,384 · N0,541 · M0,186.
Примечание. При установке деталей с подбивкой молотком до полного прилегания к времени по карте применять коэффициент 1,1.
Среднесерийное и мелкосерийное производство | ||||||
Контактная сварка | ||||||
Карта 41 | ||||||
N позиции | Наименование фактора | Значение фактора | Коэффициент | Применять в картах | ||
1 | Обрабатываемый материал - К1 | Низколегированная сталь | 1,2 | 34 - 37 | ||
2 | Низкоуглеродистая сталь | |||||
3 | Медные сплавы | 0,8 | ||||
4 | Алюминиевые сплавы | 0,6 | ||||
Количество узлов в партии, шт., до - К2 | Тип производства | Мелкосерийное | 6 | 1,4 | ||
10 | 1,32 | |||||
Среднесерийное | 16 | 1,23 | ||||
25 | 1,15 | |||||
40 | 1,07 | |||||
63 | ||||||
100 | 0,93 | |||||
160 | 0,87 | |||||
250 | 0,81 | |||||
400 | 0,76 | |||||
Индекс | а | |||||
Примечание. Количество деталей в партии (обрабатываемых на одном станке непрерывно) устанавливается по согласованию с плановыми органами завода как средняя величина для всех запусков изделий в производство в течение длительного времени (как правило, не менее года).
Приложение 1, лист 1 | |||||||
Низкоуглеродистые стали | |||||||
Толщина деталей | "Жесткие" режимы | "Мягкие" режимы | |||||
Ток | Длительность тока | Усилие электродов | Ток | Длительность тока | Усилие электродов | ||
мм | кА | С | даН | кА | С | даН | |
0,5 | 4,5 - 6,0 | 0,04 - 0,08 | 120 - 180 | 3,0 - 4,0 | 0,08 - 0,12 | 60 - 100 | |
0,8 | 6,0 - 8,5 | 0,08 - 0,16 | 180 - 280 | 4,0 - 5,5 | 0,16 - 0,24 | 90 - 160 | |
1,0 | 7,0 - 10,0 | 0,10 - 0,20 | 220 - 360 | 4,5 - 6,0 | 0,20 - 0,30 | 110 - 200 | |
1,2 | 8,0 - 11,0 | 0,14 - 0,24 | 260 - 420 | 5,0 - 7,0 | 0,24 - 0,42 | 130 - 240 | |
1,5 | 9,0 - 12,5 | 0,20 - 0,36 | 320 - 500 | 6,0 - 8,5 | 0,36 - 0,60 | 160 - 280 | |
2,0 | 11,0 - 14,0 | 0,26 - 0,50 | 400 - 650 | 7,5 - 10,0 | 0,50 - 0,80 | 200 - 360 | |
2,5 | 12,5 - 16,0 | 0,36 - 0,70 | 500 - 800 | 8,5 - 11,0 | 0,70 - 1,10 | 250 - 450 | |
3,0 | 14,0 - 18,0 | 0,50 - 0,90 | 650 - 1000 | 10,0 - 12,5 | 0,90 - 1,50 | 320 - 550 | |
4,0 | 17,0 - 24,0 | 0,70 - 1,20 | 800 - 1250 | 13,0 - 15,0 | 1,20 - 2,00 | 400 - 650 | |
5,0 | 20,0 - 27,0 | 1,00 - 1,80 | 1300 - 1600 | 14,0 - 18,0 | 1,80 - 3,00 | 500 - 800 | |
6,0 | 23,0 - 30,0 | 1,30 - 2,50 | 1500 - 2000 | 16,0 - 20,0 | 2,50 - 4,00 | 600 - 1000 | |
8,0 | 28,0 - 36,0 | 1,80 - 3,40 | 2000 - 2500 | 18,0 - 24,0 | 3,50 - 5,40 | 800 - 1200 | |
Низколегированные стали (с термообработкой в электродах машин) | ||||||
Толщина деталей | 1-й импульс | Длительность паузы | 2-й импульс | Усилие электродов | ||
Сварка | Термообработка | |||||
Ток | Длительность тока | Ток | Длительность тока | |||
мм | кА | С | С | кА | С | даН |
0,5 | 5,0 - 6,0 | 0,32 - 0,40 | 0,3 - 0,5 | 4,0 - 5,0 | 0,50 - 0,60 | 200 - 300 |
0,8 | 5,5 - 6,2 | 0,36 - 0,44 | 0,4 - 0, 6 | 4,5 - 5,2 | 0,60 - 0,74 | 250 - 350 |
1,0 | 6,2 - 6,7 | 0,42 - 0,50 | 0,6 - 0,7 | 4,8 - 5,5 | 0,68 - 0,78 | 400 - 500 |
1,2 | 7,2 - 7,7 | 0,46 - 0,54 | 0,7 - 0,9 | 5,0 - 6,0 | 0,72 - 0,86 | 500 - 600 |
1,5 | 8,7 - 9,2 | 0,56 - 0,64 | 0,8 - 1,1 | 6,2 - 7,4 | 0,86 - 0,96 | 600 - 800 |
2,0 | 10,0 - 11,0 | 0,74 - 0,84 | 1,0 - 1,4 | 7,0 - 8,0 | 1,10 - 1,30 | 800 - 1000 |
2,5 | 11,5 - 12,5 | 1,00 - 1,10 | 1,1 - 1,5 | 8,0 - 9,0 | 1,30 - 1,90 | 1000 - 1200 |
3,0 | 13,0 - 14,0 | 1,20 - 1,40 | 1,3 - 1,6 | 9,0 - 10,0 | 1,80 - 2,20 | 1100 - 1400 |
Коррозионно-стойкие стали | |||
Толщина деталей | Ток | Длительность тока | Усилие электродов |
мм | кА | С | даН |
0,5 | 4,5 - 5,0 | 0,08 - 0,12 | 250 - 300 |
0,8 | 4,5 - 5,0 | 0,12 - 0,16 | 300 - 400 |
1,0 | 5,0 - 5,7 | 0,16 - 0,18 | 350 - 450 |
1,2 | 5,5 - 6,0 | 0,18 - 0,20 | 450 - 550 |
1,5 | 6,0 - 7,6 | 0,20 - 0,24 | 500 - 650 |
2,0 | 7,5 - 8,5 | 0,24 - 0,30 | 800 - 900 |
2,5 | 9,0 - 10,0 | 0,30 - 0,34 | 1000 - 1100 |
3,0 | 10,0 - 11,0 | 0,34 - 0,42 | 1200 - 1400 |
РЕЖИМЫ ТОЧЕЧНОЙ СВАРКИ | Приложение 1, лист 2 | ||||||
Высокопрочные алюминиевые сплавы типа АМг6, Д16Т, М40 на машинах постоянного тока | |||||||
Толщина деталей | Усилие электродов | Включение ковочного усилия | Сварочный ток | ||||
сварочное | ковочное | основной | дополнительный | ||||
Ток | Длительность тока | Ток | Длительность тока | ||||
мм | даН | даН | С | кА | С | кА | С |
0,5 | 200 | 450 | 0,04 | 22 | 0,04 | 15 | 0,04 |
0,8 | 300 | 700 | 0,08 | 26 | 0,06 | 18 | 0,04 |
1,0 | 400 | 900 | 0,10 | 30 | 0,08 | 20 | 0,06 |
1,2 | 550 | 1300 | 0,12 | 33 | 0,10 | 24 | 0,10 |
1,5 | 700 | 1600 | 0,16 | 38 | 0,14 | 27 | 0,12 |
2,0 | 1000 | 2200 | 0,18 | 44 | 0,16 | 32 | 0,12 |
3,0 | 1300 | 3200 | 0,24 | 65 | 0,20 | 46 | 0,14 |
4,0 | 3000 | 6000 | 0,26 | 72 | 0,22 | 50 | 0,14 |
"Жесткие" режимы. Низкоуглеродистые стали | |||||
Толщина деталей | Ток | Длительность тока | Длительность паузы | Усилие роликов | Скорость сварки |
мм | кА | С | С | даН | м/мин. |
0,5 | 8,0 - 10,0 | 0,02 - 0,04 | 0,02 | 160 - 220 | 2,2 - 3,0 |
0,8 | 10,5 - 13,0 | 0,04 | 0,02 - 0,04 | 240 - 320 | 1,6 - 2,2 |
1,0 | 13,0 - 16,0 | 0,04 - 0,06 | 0,02 - 0,04 | 300 - 400 | 1,4 - 2,0 |
1,5 | 17,0 - 19,0 | 0,08 - 0,12 | 0,06 - 0,10 | 450 - 550 | 1,0 - 1,5 |
2,0 | 18,0 - 21,0 | 0,10 - 0,14 | 0,10 - 0,12 | 600 - 750 | 0,9 - 1,2 |
3,0 | 22,0 - 28,0 | 0,16 - 0,28 | 0,16 - 0,26 | 800 - 1000 | 0,6 - 1,0 |
РЕЖИМЫ ШОВНОЙ СВАРКИ | |||||
"Мягкие" режимы. Низкоуглеродистые стали | |||||
Толщина деталей | Ток | Длительность тока | Длительность паузы | Усилие роликов | Скорость сварки |
мм | кА | С | С | даН | м/мин. |
0,5 | 6,5 - 8,0 | 0,02 - 0,04 | 0,02 - 0,04 | 120 - 160 | 1,4 - 2,2 |
0,8 | 9,0 - 10,5 | 0,04 - 0,06 | 0,04 - 0,06 | 180 - 240 | 1,0 - 1,6 |
1,0 | 10,0 - 12,0 | 0,06 - 0,08 | 0,04 - 0,08 | 230 - 300 | 0,9 - 1,4 |
1,5 | 13,0 - 15,0 | 0,10 - 0,18 | 0,08 - 0,10 | 340 - 450 | 0,6 - 0,9 |
2,0 | 15,0 - 17,0 | 0,11 - 0,24 | 0,14 - 0,24 | 450 - 570 | 0,5 - 0,9 |
3,0 | 19,0 - 21,0 | 0,28 - 0,40 | 0,26 - 0,40 | 650 - 800 | 0,4 - 0,6 |
Коррозионно-стойкие стали | |||||
Толщина деталей | Ток | Длительность тока | Длительность паузы | Усилие роликов | Скорость сварки |
мм | кА | С | С | даН | м/мин. |
0,5 | 5,0 - 7,0 | 0,02 - 0,04 | 0,06 - 0,08 | 300 - 350 | 0,6 - 1,4 |
0,8 | 7,0 - 9,0 | 0,04 - 0,06 | 0,08 - 0,12 | 400 - 500 | 0,5 - 1,1 |
1,0 | 9,0 - 11,0 | 0,06 - 0,08 | 0,12 - 0,16 | 500 - 650 | 0,5 - 0,9 |
1,5 | 11,5 - 13,0 | 0,08 - 0,10 | 0,16 - 0,20 | 700 - 900 | 0,4 - 0,7 |
2,0 | 12,0 - 16,0 | 0,12 - 0,16 | 0,24 - 0,32 | 1000 - 1300 | 0,3 - 0,6 |
3,0 | 14,0 - 18,0 | 0,20 - 0,30 | 0,60 - 0,70 | 1300 - 1600 | 0,2 - 0,4 |
РЕЖИМЫ ШОВНОЙ СВАРКИ | Приложение 1, лист 3 | ||||
Низколегированные стали (с последующей термообработкой детали в печи) | |||||
Толщина деталей | Ток | Длительность тока | Длительность паузы | Усилие роликов | Скорость сварки |
мм | кА | С | С | даН | м/мин. |
0,5 | 7,0 - 8,0 | 0,10 - 0,12 | 0,12 - 0,16 | 300 - 350 | 0,8 - 0,9 |
0,8 | 7,5 - 8,5 | 0,12 - 0,14 | 0,14 - 0,20 | 350 - 400 | 0,7 - 0,8 |
1,0 | 9,5 - 10,5 | 0,14 - 0,16 | 0,18 - 0,24 | 500 - 600 | 0,6 - 0,7 |
1,5 | 14,0 - 16,0 | 0,18 - 0,20 | 0,26 - 0,32 | 800 - 900 | 0,5 - 0,6 |
2,0 | 17,0 - 19,0 | 0,20 - 0,22 | 0,30 - 0,36 | 1000 - 1150 | 0,5 - 0,6 |
3,0 | 22,0 - 23,0 | 0,30 - 0,44 | 0,36 - 0,44 | 1400 - 1600 | 0,3 - 0,4 |
Алюминиевые сплавы типа АМгЗ, Д16М на машинах постоянного тока | |||||
Толщина деталей | Усилие роликов | Ток | Длительность тока | Длительность паузы | Скорость сварки |
мм | даН | кА | С | С | м/мин. |
0,5 | 200 | 31 | 0,04 | 0,06 | 1,2 |
0,8 | 300 | 32 | 0,08 | 0,08 | 0,9 |
1,0 | 400 | 35 | 0,10 | 0,10 | 0,7 |
1,5 | 600 | 45 | 0,14 | 0,18 | 0,5 |
2,0 | 700 | 48 | 0,18 | 0,34 | 0,4 |
3,0 | 1200 | 62 | 0,22 | 0,68 | 0,3 |
РЕЖИМЫ РЕЛЬЕФНОЙ СВАРКИ | ||||
Низкоуглеродистые стали | ||||
Толщина деталей | Ток | Длительность тока | Усилие электродов | Длительность модуляции |
мм | кА | С | даН | С |
0,5 | 4,5 - 5,5 | 0,06 - 0,10 | 60 - 90 | 0,02 - 0,04 |
0,8 | 6,0 - 7,0 | 0,08 - 0,12 | 90 - 130 | 0,04 - 0,06 |
1,0 | 7,0 - 8,0 | 0,12 - 0,20 | 120 - 160 | 0,04 - 0,08 |
1,5 | 9,5 - 11,0 | 0,20 - 0,30 | 200 - 300 | 0,06 - 0,10 |
2,0 | 11,0 - 12,5 | 0,30 - 0,50 | 280 - 400 | 0,10 - 0,16 |
2,5 | 13,0 - 15,0 | 0,40 - 0,70 | 400 - 500 | 0,14 - 0,24 |
3,0 | 15,0 - 17,0 | 0,60 - 0,90 | 500 - 700 | 0,20 - 0,30 |
4,0 | 18,0 - 21,0 | 0,90 - 1,40 | 800 - 1100 | 0,30 - 0,40 |
5,0 | 21,0 - 24,0 | 1,30 - 2,00 | 1100 - 1500 | 0,40 - 0,50 |
6,0 | 23,0 - 27,0 | 1,80 - 2,70 | 1400 - 2000 | 0,50 - 0,60 |
РЕЖИМЫ СТЫКОВОЙ СВАРКИ | Приложение 1, лист 4 | ||||||||||
Низкоуглеродистые стали | |||||||||||
СВАРКА ОПЛАВЛЕНИЕМ С ПОДОГРЕВОМ | |||||||||||
Диаметр стержня | Площадь поперечного сечения | Скорость оплавления | Скорость осадки | Общий припуск при сварке | Длительность | Вторичное напряжение холостого хода | Усилие осадки | Мощность машины | |||
средняя | перед осадкой | подогрева | оплавления | ||||||||
мм | мм2 | мм/с | мм/с | мм | с | В | кг/мм2 | кВ · А | |||
10 | 80 | 1,5 - 2,0 | 4 - 5 | 20 - 30 | 7,3 | 2,0 | 2,5 | 4,0 | 4 - 6 | 6 | |
15 | 200 | 9,3 | 3,0 | 3,0 | 4,5 | 12 | |||||
20 | 320 | 12,6 | 5,5 | 4,5 | 5,0 | 30 | |||||
25 | 500 | 15,0 | 6,5 | 5,0 | 5,5 | 42 | |||||
30 | 700 | 16,0 | 8,0 | 6,0 | 5,5 | 57 | |||||
40 | 1260 | 20,0 | 20,0 | 7,0 | 7,0 | 100 | |||||
50 | 1960 | 22,0 | 30,0 | 9,0 | 6,0 | 155 | |||||
70 | 4000 | 26,0 | 65,0 | 14,0 | 6,5 | 310 | |||||
100 | 8000 | 38,0 | 160,0 | 24,0 | 7,0 | 500 | |||||
РЕЖИМЫ СТЫКОВОЙ СВАРКИ | |||||||||
Низкоуглеродистые стали | |||||||||
СВАРКА ОПЛАВЛЕНИЕМ БЕЗ ПОДОГРЕВА | |||||||||
Диаметр стержня | Площадь поперечного сечения | Скорость оплавления | Скорость осадки | Общий припуск при сварке | Длительность оплавления | Вторичное напряжение холостого хода | Усилие осадки | Мощность | |
средняя | перед осадкой | ||||||||
мм | мм2 | мм/с | мм/с | мм | с | В | кг/мм2 | кВ · А | |
10 | 80 | 1,5 - 2,0 | 4 - 5 | 20 - 30 | 8 | 5,0 | 4,5 | 10 - 12 | 19 |
15 | 200 | 12 | 6,0 | 5,0 | 38 | ||||
20 | 320 | 18 | 13,0 | 6,5 | 95 | ||||
25 | 500 | 22 | 16,5 | 8,0 | 130 | ||||
30 | 700 | 25 | 20,0 | 8,0 | 175 | ||||
40 | 1260 | 33 | 29,0 | 10,0 | 315 | ||||
50 | 1960 | 43 | 33,5 | 10,0 | 500 | ||||
Примечания: 1. Для сварки стержней квадратного и прямоугольного сечения удельное давление осадки увеличить на 20 - 30%.
2. Суммарная установочная длина составляет 1,5 диаметра стержня при сварке низкоуглеродистой стали; 2 - 2,4 диаметра стержня при сварке низколегированной стали.
Приложение 2, лист 1 | |||
Параметры | МТР-2401 IVXЛ4 | МТ-1222 VXЛ4 (МТ-2201) | МТ-1818 VXЛ4 (МТ-1618) |
Номинальный сварочный ток, кА | 16 | 12,5 | 16 |
Номинальная потребляемая мощность, кВ · А | 82 | 60 | 100 |
Номинальное усилие сжатия, даН | 630 | 630 | 630 |
Рекомендуемый диапазон толщин свариваемых деталей, мм | От 0,5 + 0,5 до 6,0 + 6,0 | Из низкоуглеродистой стали | Из низкоуглеродистой стали |
От 0,5 + 0,5 до 5,0 + 5,0 | От 0,5 + 0,5 до 3,0 + 3,0 | ||
Из нержавеющих сталей | Из титановых сплавов марки ОТ4 | ||
1,0 + 1,0 | от 0,5 + 0,5 до 2,0 + 2,0 | ||
Из алюминиевых сплавов | Из легированной стали марки 12 X 189Т | ||
0,6 + 0,6 | от 0,5 + 0,5 до 1,5 + 1,5 | ||
Максимальная производительность | Сварок/ч | Сварок/мин. | Сварок/мин. |
220 | 375 | 250 | |
Номинальный вылет, мм | 500 | 500 | 500 |
Номинальный раствор, мм | 180 | 150 | 220 |
Габаритные размеры, мм | 1315 x 450 x 1254 | 1340 x 470 x 1900 | 1470 x 450 x 2000 |
Масса, кг | 400 | 455 | 660 |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ ТОЧЕЧНОЙ СВАРКИ | Приложение 2, лист 2 | ||
Параметры | МТ-2827 VXЛ4 (МТ-2527) | МТ-4019 VXЛ4 (МТ-3201) | МТП-1110 VXЛ4 (МТП-810) |
Номинальный сварочный ток, кА | 25 | 32 | 8 |
Номинальная потребляемая мощность, кВ · А | 210 | 350 | 85 |
Номинальное усилие сжатия, даН | 1250 | 1600 | 250 (КТП-8-1); 320 (КТП-8-2) |
Рекомендуемый диапазон толщин свариваемых деталей, мм | Из низкоуглеродистой стали | Из низкоуглеродистой стали | Из низкоуглеродистой стали |
от 0,5 + 0,5 | на "жестком" режиме | ||
от 1,0 + 1,0 | до 5,0 + 5,0 | от 0,5 + 0,5 | |
до 6,0 + 6,0 | Из нержавеющей стали | до 1,2 + 1,2 | |
Из нержавеющей стали | от 0,5 + 0,5 | на "мягком" режиме | |
от 1,0 + 1,0 | до 3,0 + 3,0 | от 0,5 + 0,5 | |
до 2,5 + 2,5 | Из алюминиевых сплавов | до 1,5 + 1,5 | |
от 0,3 + 0,3 | |||
до 1,5 + 1,5 | |||
Максимальная производительность, сварок/мин. | 150 | 136 | При сварке листов из низкоуглеродистой стали толщиной 0,5 + 0,5 мм 165 |
Номинальный вылет, мм | 500 | 500 | 205 (КТП-8-1); 50 (КТП-8-2) |
Номинальный раствор, мм | 240 | 220 | - |
Габаритные размеры, мм | 1720 x 1130 x 2300 | 1620 x 550 x 2570 | Блока основного - 720 x 650 x 970 |
Клещей КТП-8-1 510 x 350 x 302 | |||
Клещей КТП-8-2 595 x 380 x 2,8 | |||
Масса, кг | 1100 | 1300 | Блока основного - 300 |
Клещей КТП-8-1 - 16 | |||
Клещей КТП-8-2 - 16 | |||
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ ТОЧЕЧНОЙ СВАРКИ | Приложение 2, лист 3 | |
Параметры | МТВР-400 IVXЛ4 | МТВ-8 002-IVXЛ4 |
Номинальный сварочный ток, кА | 40 | При сварке легких сплавов - 80 |
Номинальная потребляемая мощность, кВ · А | 350 | 650 |
Номинальное усиление сжатия, даН | 1200 | 7200 |
Рекомендуемый диапазон толщин свариваемых деталей, мм | Из высокопрочных алюминиевых сплавов | Из алюминиевых сплавов |
от 0,3 + 0,3 | от 0,5 + 0,5 | |
до 1,5 + 1,5 | до 4,5 + 4,5 | |
Из мягких алюминиевых сплавов | Из нержавеющих жаропрочных сталей и титановых сплавов | |
от 0,3 + 0,3 | ||
до 2,0 + 2,0 | от 0,8 + 0,8 | |
Из нержавеющих сталей | до 6,0 + 6,0 | |
от 0,3 + 0,3 | ||
до 2,5 + 2,5 | ||
Из низкоуглеродистой стали | ||
от 0,3 + 0,3 | ||
до 3,0 + 3,0 | ||
Максимальная производительность сварок/мин. | 60 | 60 |
Номинальный вылет, мм | 1200 | 1500 |
Номинальный раствор, мм | 390 | 600 |
Габаритные размеры, мм | Шкафа управления - 1246 x 350 x 600 | 3750 x 1160 x 1130 |
Машины - 1640 x 3040 x 900 | ||
Масса, кг | Шкафа управления - 130 | 6600 |
Машины - 2600 | ||
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ РЕЛЬЕФНОЙ СВАРКИ | Приложение 2, лист 4 | |
Параметры | МР-6918VXЛ4 (МР-4018) | МРВ-19001 |
Номинальный сварочный ток, кА | 40 | 120 |
Номинальная потребляемая мощность, кВ · А | 400 | 700 |
Номинальное усилие сжатия, даН | 2500 | 6300 |
Рекомендуемое максимальное количество одновременно свариваемых рельефов при толщине свариваемого металла, мм: | ||
0,5 + 0,5 | 8 | - |
1,0 + 1,0 | 5 | 15 |
2,0 + 2,0 | 3 | 10 |
4,0 + 4,0 | 2 | 7 |
Число двойных ходов в мин | 70 | 60 |
Номинальный вылет, мм | 300 | 500 |
Номинальный раствор, мм | 330 | - |
Габаритные размеры, мм | 1650 x 590 x 2740 | 2500 x 1650 x 3500 |
Масса, кг | 1200 | 6000 |
Номинальный сварочный ток, кА | 32 | 32 |
Номинальная потребляемая мощность, кВ · А | 323 | 250 |
Номинальное усилие сжатия электродов, даН | 1250 | 1250 |
Рекомендуемый диапазон толщин свариваемых деталей, мм: | ||
из низкоуглеродистой стали | От 0,8 + 0,8 | От 0,8 + 0,8 |
до 3,0 + 3,0 | до 3,0 + 3,0 | |
из нержавеющих сталей | От 0,8 + 0,8 | |
до 2,5 + 2,5 | ||
Линейная скорость, м/мин. | Роликовых электродов (при номинальном диаметре) 0,4 - 4,8 | Электродов (при номинальном диаметре) 0,3 - 4,5 |
Номинальный вылет, мм | 800 | 450 |
Габаритные размеры, мм | 1425 x 600 x 2400 | 1700 x 1000 x 2080 |
Масса, кг | 1700 | 1550 |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ СТЫКОВОЙ СВАРКИ СОПРОТИВЛЕНИЕМ | Приложение 2, лист 5 | ||
Параметры | МС-302 VXЛ4 (МСС-1901) | МС-802 VXЛ4 (МСО-201) | МСС-901 VXЛ4 |
Номинальный длительный вторичный ток, кА | 1,4 | 2,8 | 0,45 |
Номинальная потребляемая мощность, кВ · А | 12,2 | 24,5 | |
Номинальное усилие зажатия, даН | 300 | 2500 | 100 |
Номинальное усилие осадки, даН | 63 | От пружинного привода - 200 | 16 |
От рычажного привода - 2000 | |||
Диаметр свариваемых проволок, мм | При сварке сопротивлением из | ||
из стали 3 - 10 | низкоуглеродистой - 5 - 12,5; | из стали 0,5 - 7,0 | |
из меди 3 - 10 | при сварке оплавлением - 7 - 20 | из меди 0,4 - 5,0 | |
из алюминия 4 - 10 | из алюминия 0,5 - 6,0 | ||
Максимальная производительность сварок/ч | 200 | 150 | 300 |
Габаритные размеры, мм | 930 x 755 x 1180 | 1030 x 475 x 1175 | 570 x 490 x 1175 |
Масса, кг | 185 | 340 | 63 |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ РЕЛЬЕФНОЙ СВАРКИ | Приложение 2, лист 6 | ||
Параметры | МР-2517 | МР-4017 | МР-8001 |
Мощность, кВ · А | 160 | 368 | 850 |
Первичный ток, А | 345 | 970 | 2240 |
Номинальный сварочный ток, кА | 25,0 | 40,0 | 80,0 |
Длительный вторичный ток, кА | 11,2 | 18,0 | 36,0 |
Число ступеней регулирования коэффициента трансформации | 6 | 8 | 16 |
Пределы изменения вторичного напряжения, В | 2,6 - 5,2 | 5,6 - 11,2 | 2,5 - 10 |
Расстояние между электродными плитами, мм: | |||
минимальное | 120 | 120 | 50 |
максимальное | 330 | 330 | 450 |
Вертикальный ход верхней плиты (рабочий + дополнительный), мм | 100 | 120 | 200 |
Установочное перемещение нижней плиты, мм | - | - | 200 |
Максимальное усилие сжатия плит, кгс | 1568 | 2350 | 3140 |
Число двойных ходов в мин. при ходе, мм: | |||
10 | 150 | - | - |
20 | - | 70 | 60 |
Рекомендуемое число одновременно свариваемых рельефов при толщине деталей, мм: | |||
0,5 + 0,5 | 5 | 8 | - |
1,0 + 1,0 | 3 | 5 | 10 |
2,0 + 2,0 | - | 3 | 7 |
2,5 + 2,5 | 2 | - | - |
4,0 + 4,0 | 1 | 2 | 5 |
Габаритные размеры, мм: | |||
высота | 2200 | 2370 | 3300 |
ширина | 531 | 590 | 1030 |
длина | 1470 | 1250 | 1550 |
Масса, кг | 615 | 1430 | 3000 |
Примечание. Вылет (до центра плиты) 300 мм.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН ДЛЯ СТЫКОВОЙ СВАРКИ | Приложение 2, лист 7 | |||
Параметры | Автоматические машины для сварки оплавлением | |||
МСМУ-150 | МС-1604 | МСГА-300 | К-617 | |
Номинальная мощность, кВ · А | 150 | 100 | 300 | 150 |
Номинальный сварочный ток, А | 19000 | 16000 | 30000 | 20000 |
Максимальный ход подачи, мм | 20 | 70 | 170 | 95 |
Максимальное усилие осадки, кгс | 6500 | 5000 | 25000 | 16000 |
Тип зажимов | Пневматический | Пневматический | Пневмо-гидравлический | Гидравлический |
Максимальное усилие сжатия, кгс | 10000 | 10000 | 35000 | 32000 |
Количество свариваемых изделий/час., шт. | 80 | 100 | 20 | 39 |
Масса машины, кг | 2000 | 1750 | 750 | 37000 |