СПРАВКА
Источник публикации
М.: "Экономика", 1987
Примечание к документу
Взамен Общемашиностроительных нормативов времени на холодную штамповку, высадку, обрезку и резку (М.: НИИ труда. 1976 - 1978).
Название документа
"Общемашиностроительные нормативы времени на холодную штамповку, резку, высадку и обрезку"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени на холодную штамповку, резку, высадку и обрезку"
(утв. Госкомтрудом СССР)
Утверждено
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА ХОЛОДНУЮ ШТАМПОВКУ, РЕЗКУ, ВЫСАДКУ И ОБРЕЗКУ
Нормативы времени разработаны Запорожским проектно-конструкторским и технологическим институтом (ЗПКТИ) Минавтопрома под методическим руководством Центрального бюро нормативов по труду при участии нормативно-исследовательских организаций различных министерств.
Нормативная часть сборника содержит основное время, дифференцированные нормативы вспомогательного времени на холодную штамповку, высадку, обрезку и резку на гильотинных ножницах для массового и крупносерийного производства и укрупненные комплексы штучного времени на холодную штамповку для мелкосерийного производства.
Сборник нормативов рекомендован ЦБНТ для применения при расчете технически обоснованных норм в прессовых цехах машиностроительных предприятий в условиях массового, крупносерийного, среднесерийного и мелкосерийного типов производства.
С выходом в свет настоящего сборника утрачивают силу Общемашиностроительные нормативы времени на холодную штамповку, высадку, обрезку и резку (М.: НИИ труда. 1976 - 1978).
Срок действия данных нормативов времени - до 1991 года.
1.1. Нормативы времени предназначены для нормирования работ в цехах холодной штамповки, высадки, обрезки и резки машиностроительных предприятий в условиях массового, крупносерийного, среднесерийного и мелкосерийного типов производства (ГОСТ 3.1108-74).
1.2. При внедрении бригадной формы организации труда нормативы могут быть использованы для расчета комплексных норм в соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности, разработанными НИИ труда в 1981 г., одобренными Научным советом по труду и социальным вопросам Госкомтруда СССР.
1.3. При разработке нормативов времени использованы:
результаты фотографий рабочего времени, хронометражных наблюдений;
отраслевые нормативы времени, а также результаты анализа материалов по организации производства и труда на рабочих местах;
технические характеристики оборудования.
1.4. В сборнике приводятся нормативы:
основного (машинного) времени и времени на включение оборудования на рабочий ход;
вспомогательного времени на холодную штамповку на прессах, на холодную высадку и обрезку на автоматах, резку листов, полос на заготовки на гильотинных ножницах. Нормативные карты рассчитаны применительно к условиям массового и крупносерийного типов производства;
штучного времени на холодную штамповку в условиях мелкосерийного типа производства;
для упрощения расчета норм в условиях среднесерийного и мелкосерийного типов производства влияние типа производства включено в карту 49 "Организационно-техническое обслуживание рабочего места и тип производства";
в карте 48 даны поправочные коэффициенты и дополнительное время к нормативам вспомогательного времени на отклонения от условий, принятых в нормативных картах.
Эмпирические формулы для расчета времени, приведенного в картах, где указан фактор "толщина металла", даны для стали, меди, медных сплавов.
1.5. Приведенные в сборнике пределы числовых показателей, в которых указано "до", следует понимать включительно.
1.6. До введения в действие нормативов времени необходимо привести организационно-технические условия в прессовых, заготовительных цехах и на участках в соответствие с запроектированными в настоящих нормативах (см. подраздел "Организация рабочего места"); осуществить производственный инструктаж рабочих.
1.7. На виды работ, связанные с холодной штамповкой, резкой, высадкой и обрезкой и не предусмотренные в настоящем сборнике, а также при внедрении на предприятии более совершенной, чем это предусмотрено в настоящих нормативах, организации производства, труда и технологии, повышающих производительность труда рабочих, (Следует разрабатывать и вводить в установленном порядке местные нормативы времени.
1.8. Расчет нормы штучного времени производится по формуле
Tш = (Tо + Tв) · K1, (1)
1.8.1. Здесь Tо - основное (машинное) время при штамповке, резке, высадке и обрезке равно времени одного двойного хода ползуна, увеличенному с помощью коэффициента K1 на время работы механизма включения или числа двойных ходов, за которое изготовляется одно изделие.
Основное время рассчитывается по формуле
 (2)
(2)где n - число двойных ходов ползуна пресса в минуту;
K1 - коэффициент, учитывающий время работы механизма включения (карта 2).
Для прессов с пальцевыми муфтами и муфтами с поворотной шпонкой следует пользоваться коэффициентами, приведенными для кулачковых муфт, приравнивая число пальцев и поворотных шпонок к числу кулачков.
Основное (машинное) время при штамповке на гидравлических прессах рассчитывается исходя из скоростей холостого, рабочего и возвратного ходов траверсы, расстояния перемещения траверсы в рабочем положении до определенного давления.
1.8.2. Tв - вспомогательное время на взятие заготовки (полосы), установку ее в штамп, продвижение, перевертывание (повертывание) заготовки, снятие детали (полосы), удаление отходов, включение и выключение пресса (ножниц) и др.
При расчете нормы штучного времени вспомогательное время на установку и снятие деталей учитывается полностью, так как по условиям техники безопасности штамповки категорически запрещается снимать и устанавливать детали при движении ползуна. Вместе с тем при нормировании следует учитывать возможные случаи перекрытия вспомогательного времени основным:
время продвижения заготовки до упора перекрывается временем обратного хода ползуна;
время подачи заготовки к штампу и уборке обработанной детали перекрывается машинным временем;
время установки заготовки первым рабочим в штамп, когда ползун находится в верхнем положении (без ввода рук в опасную зону), перекрывается временем съема детали со штампа вторым рабочим;
время подачи заготовки к штампу, выполняемой правой рукой, перекрывается временем съема детали со штампа, выполняемого левой рукой, и т.д.
Продолжительность приемов в нормативных картах дана без учета их перекрытия. Поэтому при расчете оперативного времени продолжительность его может быть уменьшена за счет возможного перекрытия указанных выше или других приемов машинным временем или другими приемами, если такое перекрытие не влечет за собой нарушения правил техники безопасности.
 (3)
(3)где aобс - время на обслуживание рабочего места, которое включает затраты на уборку рабочего места на протяжении и в конце смены, чистку и смазку оборудования, получение инструктажа и др.;
aтех - время на техническое обслуживание включает время на подналадку штампов и т.п.;
aотл - время на отдых и личные надобности.
Время на организационно-техническое обслуживание рабочего места и время на отдых и личные надобности приводятся в процентах от оперативного времени.
1.8.4. При штамповке деталей из полосы норма штучного времени определяется по формуле

где Tо - основное (машинное) время, мин.;
T2 - вспомогательное время на включение пресса, мин.;
T2 - вспомогательное время на установку полосы в штамп, мин.;
T3 - вспомогательное время на продвижение полосы на шаг, мин.;
T4 - вспомогательное время на удаление отхода, мин.;
T5 - вспомогательное время на снятие заготовки или детали, мин.;
n - число ходов пресса, приходящихся на одну полосу, шт.;
Z - число деталей, полученных за один двойной ход пресса, шт.
Если за один ход пресса получается одна деталь, то формула (4) примет следующий вид:

В тех случаях, когда штамповка полосы производится напровал, т.е. операция на снятие заготовки или детали отсутствует, а время на продвижение полосы и удаление отхода перекрывается другими приемами, формула (5) примет следующий вид:
 (6)
(6)Для определения нормы штучного времени на одну полосу при резке листа на полосы, а также на одну заготовку при разрезке полосы на штучные заготовки следует соответственно норму штучного времени на лист делить на количество полос, получаемых из одного листа, а норму штучного времени на полосу разделить на количество заготовок, получаемых из одной полосы.
1.8.5. При измененных по сравнению с принятыми в нормативных картах условиях работы следует пользоваться поправочными коэффициентами и другими данными, приведенными в карте 48.
1.9. Норма времени на одну заготовку с учетом подготовительно-заключительного времени определяется по формуле
 (7)
(7)где Tпз - подготовительно-заключительное время на партию деталей включает затраты времени на получение задания, технической документации и ознакомление с ней, получение и транспортировку инструмента (штампов, матриц), наладку и изготовление пробных деталей и предъявление их ОТК или мастеру (мин.);
n - количество деталей в партии, шт.
1.10. Норма выработки за смену определяется по формуле
 (8)
(8)где Tсм - продолжительность рабочей смены, мин.
1.11. Нормирование труда при многопрессовом обслуживании.
1.11.1. Основным условием для применения многопрессового обслуживания является наличие у рабочего машинно-свободного времени, в течение которого он полностью освобожден от функций обслуживания и наблюдения за автоматическим кузнечно-прессовым оборудованием.
При этом необходимо соблюдать соотношение
 (9)
(9)где Tмс - машинно-свободное время, в течение которого рабочий свободен от работы по обслуживанию пресса;
n - число обслуживаемых прессов (табл. 1.2);
Во время занятости рабочего на данном прессе входит вспомогательное время, как перекрываемое (Tвп), так и не перекрываемое машинным временем (Tвн), время активного наблюдения за процессом штамповки (Tан), а также время перехода от одного пресса к другому (Tп).
Tз = Tвп + Tвн + Tан + Tп, (10)
1.11.2. При определении количества прессов учитывают затраты на обслуживание рабочего места и затраты прошлого труда, овеществленного в оборудовании, которые существенно влияют на себестоимость обработки изделий.
Экономически выгодное число прессов, обслуживаемых основным рабочим, определяют путем сравнения расходов, связанных с работой рабочих и оборудования.
Сумма затрат на выполнение операции при многопрессовой работе (С), выражается формулой
 (11)
(11)где Tш - норма штучного времени на выполнение операции при многопрессовой работе;
Cор - расходы, связанные с одной минутой работы основного рабочего, при среднем проценте выполнения норм с учетом начисления на заработную плату, затрат на содержание вспомогательного и обслуживающего персонала;
Coi - расходы, связанные с работой пресса в течение одной минуты, включая амортизационные расходы, стоимость ремонта и техническое обслуживание; а также расходы на электроэнергию;
n - количество обслуживаемых прессов.
С увеличением количества обслуживаемых прессов расходы, связанные с одной минутой работы основного рабочего, падают, а расходы, связанные с работой пресса в течение одной минуты, растут.
1.11.3. В соответствии с требованиями, минимальной себестоимости изготовления детали при выборе количества прессов необходимо одновременно учитывать соотношение экономических показателей многопрессового обслуживания  и значение коэффициента занятости рабочего (Kз).
и значение коэффициента занятости рабочего (Kз).
Коэффициент занятости рабочего рассчитывается по формуле
 (12)
(12)где Tз - время занятости рабочего на данном прессе;
Tоп - оперативное время при работе на одном прессе.
При расчете расходов, связанных с одной минутой работы основного рабочего (Cор), учитывались средний разряд рабочего, тип производства, условия труда, начисления на зарплату, численность вспомогательных рабочих и младшего обслуживающего персонала.
Расходы, связанные с работой оборудования в течение одной минуты (Cо), определяют по формуле
Cо = A + Эс + Р коп./мин., (13)
где A - затраты на амортизацию;
Эс - затраты на электроэнергию (силовую);
Р - затраты на ремонт.
С достаточной точностью затраты на амортизацию оборудования можно рассчитать по формуле
A = Kо · 3,87 · 10-5 коп./мин., (14)
где Kо - оптовая цена единицы прессового оборудования, руб. (приложения 8 - 11).
Затраты на электроэнергию (силовую) рассчитывают по формуле
Эс = 4,87 · 10-2 Ng коп./мин., (15)
где Ng - суммарная мощность электродвигателей, кВт.
Для определения приведенных затрат на ремонт применяют формулу
 (16)
(16)где W - затраты на все виды планово-предупредительного ремонта за ремонтный цикл, приходящиеся на единицу ремонтной сложности основной части автоматического прессового оборудования (приложение 13);
R - группа ремонтной сложности основной части данного вида оборудования (приложение 15);
Tрц - длительность ремонтного цикла основной части оборудования (приложение 14);
Для некоторых моделей кузнечно-прессового оборудования значение величин Cо и Cор даны в приложении 17.
1.11.4. Количество прессов, обслуживаемых одним рабочим, определяется по табл. 1.1.
При расчете времени занятости время активного наблюдения за работой пресса принимается в размере 5% основного времени.
1.11.5. Норма штучного времени (Tш) при многопрессовом обслуживании определяется:
при работе на прессах-дублерах в массовом и крупносерийном производстве по формуле
 (17)
(17)где Tоп - оперативное время на единицу продукции при однопрессовом обслуживании;
n - количество прессов, обслуживаемых рабочими;
aорг - время организационного обслуживания пресса в процентах к оперативному времени;
aтех - время технического обслуживания пресса в процентах к оперативному времени;
aотл - время на отдых и личные надобности в процентах к оперативному времени;
при работе на прессах, изготовляющих неодинаковую продукцию в среднесерийном производстве, по формуле
 (18)
(18)где Kс - коэффициент совпадения времени занятости рабочего на одном из прессов с остановкой других прессов (табл. 1.2);
Таблица 1.1
ИСХОДЯ ИЗ УСЛОВИЯ НАИМЕНЬШИХ СУММАРНЫХ ЗАТРАТ
Соотношение Cо ---- Cор | Коэффициенты занятости (Kз) | |||||||||
0,05 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | |
0,50 | 8 | 5 | 4 | 4 | 2 | 2 | 2 | 2 | 2 | 1 |
0,75 | 7 | 5 | 3 | 3 | 2 | 2 | 2 | 2 | 1 | 1 |
1,0 | 5 | 4 | 3 | 2 | 2 | 2 | 2 | 1 | 1 | 1 |
1,5 | 5 | 3 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 |
2,0 | 4 | 3 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 1 |
2,5 | 4 | 3 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 1 |
3,0 | 4 | 3 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 1 |
4,0 | 3 | 3 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 1 |
5,0 | 3 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
6,0 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
Таблица 1.2
РАБОЧЕГО НА ОДНОМ ИЗ ПРЕССОВ С ОСТАНОВКОЙ ДРУГИХ ПРЕССОВ
Количество прессов, обслуживаемых одним рабочим, шт. | Коэффициент занятости рабочего (Kз), до | |||||||||
0,05 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | |
Коэффициент совпадения (Kс) | ||||||||||
2 | 1,00 | 1,01 | 1,02 | 1,04 | 1,06 | 1,09 | 1,12 | 1,16 | 1,20 | 1,25 |
3 | 1,01 | 1,02 | 1,05 | 1,09 | 1,15 | 1,22 | 1,25 | 1,39 | 1,49 | 1,60 |
4 | 1,01 | 1,04 | 1,09 | 1,16 | 1,26 | 1,38 | 1,52 | 1,68 | 1,85 | 2,03 |
5 | 1,01 | 1,05 | 1,13 | 1,25 | 1,40 | 1,59 | 1,80 | 2,03 | 2,27 | 2,51 |
6 | 1,02 | 1,07 | 1,19 | 1,36 | 1,58 | 1,84 | 2,12 | 2,41 | 2,70 | 3,00 |
7 | 1,02 | 1,10 | 1,26 | 1,49 | 1,79 | 2,12 | 2,45 | 2,80 | - | - |
8 | 1,02 | 1,13 | 1,34 | 1,65 | 2,02 | 2,41 | 2,80 | - | - | - |
Примечание. При бригадном обслуживании прессов Kс = 1.
при обслуживании прессов, изготовляющих продукцию небольшими партиями (мелкосерийное производство), по формуле
 (19)
(19)при многопрессовом обслуживании в величинах aорг и aтех учитывается простой оборудования в ожидании организационного и технического обслуживания из-за занятости рабочего на других прессах.
Поэтому aорг = n · a1орг, (20)
где a1орг - время организационного обслуживания в процентах к оперативному времени при обслуживании одного пресса;
при подналадке пресса самим рабочим
aтех = n · a1тех, (21)
где a1тех - время технического обслуживания в процентах к оперативному времени при обслуживании одного пресса,
при наладке пресса наладчиком n = 1.
Время на отдых и личные надобности в процентах к оперативному времени определяется так же, как при обслуживании одного пресса.
1.12. Нормирование труда на автоматических линиях.
При нормировании труда на автоматических линиях могут применяться нормы производительности линии, нормы времени, нормы обслуживания и нормативы численности рабочих.
1.12.1. Норма производительности автоматической линии - это ее производительность в единицу времени, установленная при полном использовании производственных возможностей оборудования линии в рациональных организационно-технических условиях с учетом опыта передовых рабочих.
Норма производительности устанавливается по лимитирующему оборудованию, входящему в состав линии. Например, на автоматических линиях в прессовом производстве лимитирующим оборудованием являются прессы двойного (тройного) действия, по производительности которых определяется норма производительности линии.
Норма производительности линии является в то же время нормой выработки обслуживающих ее рабочих.
Норма производительности линии (Нпл) определяется по формуле
Нпл = A - Kпв · Kн, (22)
где A - теоретическая производительность лимитирующего оборудования линии, шт.;
Kпв - коэффициент полезного времени, представляющий собой отношение времени работы линии в течение смены к продолжительности смены;
Kн - коэффициент, характеризующий неполное использование машины по не зависящим от рабочих техническим причинам.
Теоретическая производительность автоматической линии рассчитывается по формулам
 (23)
(23)где Tр - время, на которое устанавливается норма (час, смена), мин.;
t1 - время выполнения одной операции (обработка единицы продукции) в течение цикла, мин.;
 (24)
(24)где q - объем продукции, производимой за один цикл работы;
tц - продолжительность одного цикла работы линии, мин.
Коэффициент полезного времени линии (Kпв) определяется по формуле
 (25)
(25)где Tц - время цикличной работы линии в течение смены, мин.
Время цикла устанавливается по лимитирующему оборудованию, входящему в состав линии, при наиболее рациональном режиме его работы.
Время цикличной работы линии в течение смены определяется по формуле
Tц = Tсм · Tтех · Tп, (26)
где Tтех - время замены инструментов и другого технического оборудования участка линии в течение смены, мин.;
Tп - перерывы, вызванные организационным обслуживанием рабочего места, отдыхом и личными надобностями рабочего, мин.
1.12.2. Норма времени автоматической линии на единицу продукции может быть определена по формуле
 (27)
(27)где Нпл - норма производительности линии, шт.
1.13. Примеры расчета нормы времени и нормы выработки.
Пример 1. Расчет нормы штучного времени и нормы выработки при штамповке из ленты на многопозиционных прессах-автоматах (массовое и крупносерийное производство).
Исходные данные
Операция - вырубка детали с последующей вытяжкой, гибкой, пробивкой.
Материал - сталь.
Размеры заготовки - 3,8 x 420 - 175000 мм.
Масса рулона - 2,3 т.
Количество деталей из рулона - 570 шт.
Способ установки рулона ленты - спецтележка.
Способ съема детали - грейферным механизмом на склиз, в тару.
Способ удаления отходов - напровал в люк.
Штамповка в автоматическом режиме.
Характеристика кривошипного пресса, на котором производится
штамповка
Инвентарный номер пресса | Тип пресса | Усилие пресса, тс | Число двойных ходов ползуна в минуту | Машинное время (без учета времени работы механизма включения), мин. | Тип муфты включения | Машинное время (с учетом времени работы механизма включения), мин. | Способ включения | Время на выключение, мин. | Время на оргтехобслуживание, отдых и личные надобности, % от оперативного |
Кривошипный | 630 | 20 | 0,050 | С тремя кулачками | 0,059 | Кнопкой | 0,018 | 17 |
Расчет нормы штучного времени
Содержание работы | Номер карты | Номер позиции, индекс | Время на 100 шт., мин. | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
1. | Открепить и снять вручную три щеки с вала автоподачи | 43 |  | |||
2. | Поднять спсцтележку с рулоном на высоту 0,5 м (V подъема - 6,3 м/мин.) | 47 |  | |||
3. | Переместить спецтележку с рулоном к автоподаче на расстояние 1,5 м (V перемещения - 10 м/мин.) | 47 |  | |||
4. | Переместить спецтележку в исходное положение | 47 |  | |||
5. | Зацентровать рулон на оправке по внутреннему диаметру, закрепить посредством щек | 43 |  | |||
6. | Разрезать металлическую ленту ножницами в четырех местах | 43 |  | |||
7. | Взять конец рулона ленты, пропустить через рихтовочные валки и подающий механизм, заправить ленту в штамп нажатием кнопки и вращением рукоятки | 11 |  | |||
8. | Штамповать | 2 | 0,59 · 100 = 5,9 | |||
Итого | 5,9 | 2,164 | ||||
Определяем норму штучного времени по формуле:
Tш = (Tо + Tв) · K,
где Tо - основное время, мин.;
Tв - вспомогательное время, мин.;
K - коэффициент, учитывающий время на организационно-техническое обслуживание, отдых и личные надобности (карта 49, поз. 13а, б; 50а);
Tш = (5,9 + 2,164) · 1,17 = 9,43 мин. на 100 деталей;
Tш = 9,43 : 100 = 0,0943 мин. на 1 деталь
Определяем норму выработки по формуле:
где Нв - норма выработки, шт.;
Tсм - продолжительность смены, мин.
Пример 2. Расчет нормы штучного времени на штамповку деталей из полосы (многопозиционная штамповка, среднесерийное производство).
Исходные данные
Операция - последовательная вытяжка с вырубкой детали по контуру из полосы.
Размер полосы - 0,5 x 26 x 1000 мм, площадь полосы - 0,026 м2, площадь детали - 0,00035 м2.
Материал - сталь.
Шаг продвижения полосы - 22 мм.
Количество деталей из полосы - 45 шт.
Штамп - открытый с упором, пятипозиционный.
Способ подачи и установки заготовки - вручную.
Способ удаления детали - сжатым воздухом в тару.
Способ удаления отхода полосы (решетки) - вручную.
Положение рабочего - сидя.
Характеристика кривошипного пресса,
на котором производится штамповка
Инвентарный номер пресса | Тип пресса | Усилие пресса, тс | Число двойных ходов ползуна в минуту | Машинное время (без учета времени работы механизма включения), мин. | Тип муфты включения | Машинное время (с учетом времени работы механизма включения), мин. | Способ включения | Время на выключение, мин. | Время на оргтехобслуживание, отдых и личные надобности, % от оперативного |
Кривошипный | 50 | 90 | 0,011 | С двумя кулачками | 0,014 | Кнопкой на выносной колонке | 0,018 | 20 |
Расчет нормы штучного времени
Наименование переходов | Номер карты | Номер позиции, индекс | Время на 100 шт., мин. | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
1. | Взять полосу, смазать с одной стороны | 4 | - | - | 3,142 | |
2. | Установить полосу в штамп по упору | 6 | - | - | 3,587 | |
3. | Включить пресс | 1 | - | - | 0,018 x 100 = 1,8 | |
4. | Штамповать | 2 | 0,014 x 100 = 1,4 | - | - | |
5. | Продвинуть полосу на шаг | 7 | - | 0,339 | - | |
6. | Отбросить отход полосы (решетку) в люк | 9 | - | 1,921 | ||
Итого | 1,4 | 0,339 | 10,45 | |||

где Tо - основное (машинное) время с учетом времени работы механизма включения, мин.;
T1 - вспомогательное время на включение пресса, мин.;
T2 - вспомогательное время на установку полосы в штамп до упора, мин.;
T3 - вспомогательное время на продвижение полосы на шаг, мин.;
T5 - вспомогательное время на удаление отхода, мин.;
T6 - вспомогательное время на смазку заготовки, мин.;
n - количество деталей, получаемых из полосы, шт.;
nпоз - количество переходов до появления первой детали при многопозиционной штамповке,
K - коэффициент, учитывающий затраты времени на организационно-техническое обслуживание, тип производства, отдых и личные надобности (карта 49, поз. 1а, в, 40а), K = 1,20;
Kп - коэффициент, учитывающий положение рабочего при выполнении работы (карта 48), Кп = 0,8;

Тш = 0,04025 мин. на 1 деталь
где Tсм - продолжительность смены, мин.;
Нв - норма выработки, шт.
Пример 3. Расчет нормы времени на штамповку детали из индивидуальной заготовки за два хода ползуна пресса с поворотом заготовки на 180° (мелкосерийное производство).
Исходные данные
Операция - гибка.
Материал - сталь.
Размеры заготовки - 310 x 800, площадь - 0,25 м2, толщина - 1 мм.
Количество деталей из заготовки - 1 шт.
Вид штампа - открытый с упором.
Размеры штампа - 350 x 500.
Способ подачи и установки - вручную.
Способ съема детали - вручную.
Смазка штампа производится через одну деталь.
Количество деталей в партии - 250 шт.
Положение рабочего - стоя.
Установка и снятие штампа - производится рабочим.
Характеристика кривошипного пресса,
на котором производится штамповка
Инвентарный номер пресса | Тип пресса | Усилие пресса, тс | Число двойных ходов ползуна в минуту | Машинное время (без учета времени работы механизма включения), мин. | Тип муфты включения | Машинное время (с учетом времени работы механизма включения), мин. | Способ включения | Время на выключение, мин. | Время на оргтехобслуживание, отдых и личные надобности, % от оперативного |
Кривошипный | 250 | 40 | 0,025 | Фрикционная | 0,026 | Педаль | 0,015 | 35 |
Расчет нормы штучного времени
Наименование переходов | Номер карты | Номер позиции, индекс | Время на 100 шт., мин | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
1. | Смазать матрицу штампа | 4 | - | - | 4,101 | |
2. | Взять заготовку и установить в штамп по упору (свободно) | 14 | - | - | 4,785 | |
3. | Включить пресс на рабочий ход | 1 | - | 0,015 x 100 = 1,5 | ||
4. | Штамповать | 2 | 0,026 x 100 = 2,6 | - | - | |
5. | Повернуть заготовку на 180° | 8 | - | - | 2,291 | |
6. | Включить пресс на рабочий ход | 1 | - | - | 0,015 x 100 = 1,5 | |
7. | Штамповать | 2 | 0,026 x 100 = 2,6 | - | - | |
8. | Снять деталь со штампа и уложить в стопу (свободно) | 20 | - | - | 4,109 | |
Итого | 5,2 | 18,286 | ||||
где Tо - основное (машинное) время с учетом времени работы механизма включения, мин.;
Tв - вспомогательное время, мин.;
K - коэффициент, учитывающий время на организационно-техническое обслуживание, тип производства, отдых и личные надобности (карта 49, поз. 4а, г; 40а), K = 1,35;
Tш = (5,2 + 18,286) · 1,35 = 31,706 мин. на 100 деталей;
Tш = 31,706 : 100 = 0,31706 мин. на 1 деталь
Норма времени с учетом подготовительно-заключительного времени определяется по формуле

где Tпз - подготовительно-заключительное время, мин. (карта 50, поз. 1, 7д),
Tпз = 3 + 17 = 20 мин.;
nш - количество деталей в партии, шт.

Пример 4. Расчет нормы времени на штамповку детали из индивидуальной заготовки при работе на гидравлическом прессе (мелкосерийное производство).
Исходные данные
Операция - гибка.
Материал - сталь.
Размеры заготовки: площадь - 0,35 м, толщина - 0,9 мм.
Способ подачи и установки заготовки - вручную.
Вид штампа - открытый, размер штампа - 350 x 1000 мм.
Штамповка производится на гидравлическом прессе.
Усилие пресса - 1000 тс, скорость рабочего хода пресса - 10 мм/с.
Величина рабочего хода пресса (от начала деформации до окончания) - 250 мм. Количество рабочих в бригаде - 3 человека.
Положение рабочего - стоя.
Установка и снятие штампа производится рабочим.
Количество деталей в партии - 150 шт.
Расчет нормы штучного времени
Наименование переходов | Номер карты | Номер позиции, индекс | Время на 100 шт., мин. | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
1. | Взять заготовку и установить в штамп по упору или наружному контуру (свободно) | 14 | - | - | 5,046 | |
2. | Включить пресс на рабочий ход рычагом | 1 | - | - | 0,024 x 100 = 2,4 | |
3. | Штамповать | 3 | 0,605 x 100 = 60,5 | - | - | |
4. | Снять деталь со штампа и отбросить в сторону (свободно) | 20 | - | - | 2,281 | |
Итого | 60,5 | 9,727 | ||||
где T - основное (машинное) время с учетом времени работы механизма включения, мин.;
Tв - вспомогательное время, мин.;
K - коэффициент, учитывающий время на организационно-техническое обслуживание, тип производства, отдых и личные надобности (карта 49, поз. 15а, г; 40а), K = 1,31;
Tщ = (60,5 + 9,727) · 1,31 = 91,997 мин. на 100 деталей
Tш = 91,997 : 100 = 0,91997 мин. на 1 деталь
Норма времени с учетом подготовительно-заключительного времени определяется по формуле:

где Tпз - подготовительно-заключительное время, мин. (карта 50, поз. 1, 7д);
Tпз = 3 + 17 = 20 мин.;
nш = количество деталей в партии, шт.

Норма времени на бригаду составит
1,0533 · 3 = 3,1599 чел.-мин.
Пример 5. Расчет нормы обслуживания, нормы штучного времени и нормы выработки на холодную высадку заклепки (многопрессовое обслуживание, массовое производство).
Исходные данные
Операция - холодная высадка заклепки.
Материал - сталь 10 в мотках массой 50 кг.
Деталь - заклепка  12 x 20 мм, массой 0,0216 кг.
12 x 20 мм, массой 0,0216 кг.
Отход -  12 x 1567 мм.
12 x 1567 мм.
Количество деталей, получаемых из одного мотка проволоки, - 2225 шт.
Масса тары с деталями - 20 кг.
Количество деталей в таре - 830 шт.
Расстояние перехода - 3 м.
Матрица из твердых сплавов.
Работа на прессах-дублерах.
Характеристика холодновысадочного автомата
Инвентарный номер оборудования | Наименование и модель оборудования | Наибольший диаметр стержня высаживаемого изделия, мм | Число ходов высадочного ползуна в минуту | Время одного хода ползуна, мин. | Стоимость автомата, руб. | Мощность электродвигателей, кВт | Время на оргтехобслуживание, отдых и личные надобности, % от оперативного |
Автомат холодновысадочный двухударный с цельной матрицей А1221А | 12 | 100 | 0,010 | 27000 | 22 | 17 |
Расчет нормы штучного времени
Содержание работы | Номер карты | Номер позиции, индекс | Время на 100 деталей, мин | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
1. | Снять моток проволоки со штабеля, подкатить к рабочему месту на расстояние 6 м | 32 | - |  | - | |
2. | Выключить холодновысадочный автомат | 1 | - |  | - | |
3. | Застропить бунт проволок крюком | 45 | - | - |  | |
4. | Поднять на 1 м | 47 | - | - |  | |
5. | Переместить к стойке вручную на 2 м | 47 | - | - |  | |
6. | Опустить бунт проволоки на стойку | 47 | - | - |  | |
7. | Отстропить бунт проволоки | 45 | - | - |  | |
8. | Развязать три металлические вязки | 43 | - | - |  | |
9. | Выпрямить конец мотка проволоки | 34 | - | - |  | |
10. | Отрезать конец мотка проволоки для проверки | 34 | - | - |  | |
11. | Развести правильные ролики холодновысадочного автомата | 43 | - | - |  | |
12. | Вынуть отход | 43 | - | - |  | |
Содержание работы | Номер карты | Номер позиции, индекс | Время на 1000 деталей, мин. | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
13. | Установить конец мотка проволоки в правильные ролики | 34 | - | - |  | |
14. | Зажать правильные ролики холодновысадочного автомата | 43 | - | - |  | |
15. | Продвинуть конец проволоки до упора на малом ходу холодновысадочного автомата, отрезать конец проволоки отрезным ножом, удалить отрезанную заготовку | 34 | - | - |  | |
16. | Включить холодновысадочный автомат | 1 | - | - |  | |
17. | Основное время | 2 | 0,010 · 2 · 1000 = 20 | - | - | |
18. | Отставить ящик с деталями в сторону и установить на его место порожний ящик | 35 | - |  | - | |
19. | Высыпать детали из ящика в тележку | 35 | - |  | - | |
20. | Выключить холодновысадочный автомат | 1 | - | - |  | |
21. | Время на переходы | 48 | - |  | - | |
22. | Время технического обслуживания | 49 | - | 1,6 · 0,7 = 1,12 | - | |
23 | Время активного наблюдения | - | - | - | 20 · 0,05 = 1,0 | |
Итого | 20 | 2,504 | 0,868 | |||
Tз = Tвп + Tвн + Tан + Tп = 2,504 + 0,868 = 3,372.
Определяем соотношение экономических показателей многопрессового обслуживания 
Принимаем расходы, связанные с одной минутой работы основного рабочего (Cор), равными 1,63 коп./мин. (приложение 17).
Расходы, связанные с работой оборудования в течение одной минуты (Cо), определяем по формуле
Cо = A + Эс + Р коп./мин.,
где A - затраты на амортизацию;
Эс - затраты на электроэнергию (силовую);
Р - затраты на ремонт.
Затраты на амортизацию оборудования рассчитываем по формуле
A = Kо · 3,87 · 10-5 коп./мин.,
где Kо - оптовая цена единицы оборудования, руб. (приложение 11).
A = 27000 · 3,87 · 10-5 = 1,045 коп./мин.
Затраты на электроэнергию (силовую) определяем по формуле
Эс = 4,87 · 10-2 Ng коп./мин.,
где Ng - суммарная мощность электродвигателей, кВт (приложение 11);
Эс = 4,87 · 10-2 · 22 = 1,071 коп./мин.
Затраты на ремонт определяем по формуле
где W - затраты на все виды планово-предупредительного ремонта за ремонтный цикл, приходящиеся на единицу ремонтной сложности основной части автоматического прессового оборудования (приложение 13);
R - группа ремонтной сложности основной части данного вида оборудования;
Трц - длительность ремонтного цикла основной части оборудования (приложение 14);

Определяем расходы, связанные с работой холодновысадочного автомата в течение одной минуты (Cо):
Cо = 1,045 + 1,071 + 1,018 = 3,134 коп./мин.
Определяем соотношение 
Инвентарный номер ножниц | Завод-изготовитель, фирма или модель ножниц | Число двойных ходов в минуту | Мощность мотора, кВт | Машинное время (без учета работы механизма включения), мин. | Тип муфты включения | Машинное время (с учетом работы механизма включения), мин. | Способ включения | Время на включение, мин. | Время на оргтехобслуживание, отдых и личные надобности, % от оперативного |
Н-473 | 45 | 1,7 | 0,022 | Шпоночная | 0,033 | Педаль ножная | 0,015 | 13 |
Исходя из коэффициента занятости и соотношения экономических показателей  определяем количество холодновысадочных автоматов для обслуживания одним рабочим (табл. 1.1).
определяем количество холодновысадочных автоматов для обслуживания одним рабочим (табл. 1.1).
Норма обслуживания составит три холодновысадочных автомата.
Определяем норму штучного времени по формуле
Tоп - оперативное время на единицу продукции при однопрессовом обслуживании;
n - количество холодновысадочных автоматов, обслуживаемых рабочим;
aорг - время организационного обслуживания холодновысадочных автоматов в процентах к оперативному;
aтех - время технического обслуживания холодновысадочных автоматов в процентах к оперативному;
aотл - время на отдых и личные надобности в процентах к оперативному времени (карта 49, поз. 43а).
Определяем значение величин aорг и aтех:
aорг = n · a1орг = 3 · 3% = 9%.
где a1орг - время организационного обслуживания в процентах от оперативного времени при обслуживании одного холодновысадочного автомата, (карта 49, поз. 20а);

где a1тех - время технического обслуживания в процентах к оперативному времени при обслуживании одного холодновысадочного автомата (карта 49, поз. 26б).

Рассчитываем норму выработки;

где Нв - норма выработки в смену, шт.;
Тсм - продолжительность смены, мин.
Пример 6. Расчет нормы штучного времени и нормы выработки на резку стального листа (массовое и крупносерийное производство).
Исходные данные
Операция - резка заготовки из стального листа. Размер листа - 0,8 x 1000 x 2000 мм.
Размер заготовки - 0,8 x 1000 x 600 мм.
Размер отхода - 0,8 x 1000 x 200 мм.
Материал - сталь.
Шаг продвижения листа - 600 мм.
Количество деталей из листа - 3 шт.
Способ подачи и установки листа - вручную.
Способ удаления отхода - вручную.
Расчет нормы штучного времени
Содержание работы | Номер карты | Номер позиции, индекс | Время на 1000 листов, мин. | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
1. | Взять лист из стопы, установить на стол ножниц | 37 | - | - | 6,863 · 0,9 = 6,177 | |
2. | Включить ножницы | 1 | - | - | 0,015 · 100 = 1,5 | |
3. | Отрезать заготовку | 2 | 0,033 · 100 = 3,3 | - | - | |
4. | Продвинуть лист до упора | 39 | - | 0,011 · 100 = 1,1 <*> | 2,494 · 1,1 = 1,394 | |
5. | Включить ножницы | 1 | - | - | 0,015 · 100 = 1,5 | |
6. | Отрезать заготовку | 2 | 0,033 · 100 = 3,3 | - | - | |
7. | Продвинуть лист до упора | 39 | - | 0,011 · 100 = 1,1 <*> | 2,494 · 1,1 = 1,394 | |
8. | Включить ножницы | 1 | - | - | 0,015 · 100 = 1,5 | |
9. | Отрезать заготовку | 2 | 0,033 · 100 = 3,3 | - | - | |
10. | Взять отход, переместить на расстояние до 1 м, уложить в стопу | 41 | - | - | 2,7 | |
Итого | 9,9 | 2,2 | 16,165 | |||
--------------------------------
<*> Время берется по карте 2, п. 29а (Tо : 2).
Характеристика гильотинных ножниц,
на которых производится резка
Инвентарный номер ножниц | Завод-изготовитель, фирма или модель ножниц | Число двойных ходов в минуту | Мощность мотора, кВт | Машинное время (без учета работы механизма включения), мин. | Тип муфты включения | Машинное время (с учетом работы механизма включения), мин. | Способ включения | Время на включение, мин. | Время на оргтехобслуживание, отдых и личные надобности, % от оперативного |
Н-473 | 45 | 1,7 | 0,022 | Шпоночная | 0,033 | Педаль ножная | 0,015 | 13 |

где Tо - основное (машинное) время с учетом времени работы механизма включения, мин.;
Tв - вспомогательное время, мин.;
n - количество деталей из листа, шт.;
K - коэффициент, учитывающий затраты времени на организационно-техническое обслуживание, отдых и личные надобности (карта 49, поз. 16а, 44а), K = 1,13;

Tш = 9,818 : 100 = 0,09818 мин. на одну деталь
где Нв - норма выработки, шт.;
Тсм - длительность смены, мин.
Пример 7. Расчет нормы штучного времени и нормы выработки при резке листа на гильотинных ножницах с помощью механической лебедки (массовое и крупносерийное производство).
Исходные данные
Операция - резка заготовки из стального листа.
Размер листа - 4200 x 1400 x 4,5 мм.
Размер заготовки - 370 x 1400 x 4,5 мм.
Размер отхода - 500 x 1400 x 4,5 мм.
Материал - сталь.
Шаг продвижения листа - 370 мм.
Количество деталей из листа - 11 шт.
Способ подачи, установки и продвижения листа - с помощью механической лебедки.
Способ удаления отхода - вручную.
Расчет нормы штучного времени
Содержание работы | Номер карты | Номер позиции, индекс | Время на 1000 листов, мин. | |||
основное Tо | вспомогательное Tв | |||||
перекрываемое | неперекрываемое | |||||
1. | Поднести листозахват к разъему листов в пачке, разматывая трос с барабана лебедки на расстояние 6 м | 43 | - | - | (0,030 + 0,25 · 5) · 100 = 15,5 | |
2. | Расцепить, приподнять лист в пачке инструментом, подложить клин между листами | 43 | - | - | 0,145 · 100 = 14,5 | |
3. | Застропить лист металла листозахватом | 45 | - | - | 0,051 · 100 = 5,1 | |
4. | Подойти к ножницам на расстояние 6 м | 48 | - | - | 0,015 · 6 · 100 = 9,0 | |
5. | Включить лебедку рычагом | 1 | - | - | 0,024 · 11 · 100 = 26,4 | |
6. | Подать с помощью лебедки лист в ножницы на расстояние 2 м, установить по заднему упору (скорость перемещения V = 9 м/мин.) | 47 | - | - | 0,11 · 2 · 100 = 22,0 | |
7. | Включить ножницы | 1 | - | - | 0,015 · 11 · 100 = 16,5 | |
8. | Отрезать заготовку | 2 | 3,033 · 11 · 100 = 36,3 | - | - | |
9. | Продвинуть лист на шаг с помощью лебедки (скорость перемещения V = 9 м/мин.) | 47 | - | - | 0,11 · 0,37 · 10 · 100 = 40,7 | |
10. | Отстропить листозахват | 45 | - | - | 0,074 · 100 = 7,4 | |
11. | Взять отход, переместить на расстояние до 1 м, уложить в стопу | 41 | - | - | 5,201 | |
Итого | 36,3 | 162,3 | ||||
Определяем норму штучного времени по формуле

где Tо - основное (машинное) время с учетом времени работы механизма включения, мин.;
Tв - вспомогательное время, мин.;
n - количество деталей, получаемых из листа, шт.;
K - коэффициент, учитывающий затраты времени на оргтехобслуживание, отдых и личные надобности (карта 49, поз. 16а, 44а);

Tш = 20,4 : 100 = 0,204 мин. на 1 деталь.
где Нв - норма выработки, шт.;
Tсм - продолжительность смены, мин.
И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы предназначены для расчета технически обоснованных норм на холодную штамповку, высадку, обрезку и резку.
Основное оборудование, на которое разработаны нормативы времени:
для холодной штамповки - кривошипные, эксцентриковые и фрикционные прессы с числом двойных ходов ползуна от 5 до 500 в минуту;
для резки заготовок - гильотинные ножницы усилием от 5 до 2500 тс;
для холодной высадки и обрезки высаженных деталей - холодновысадочные автоматы следующих видов: одно-, двух- и трехударные с цельной и разъемной матрицей; многопозиционные, обрезные прессы-автоматы.
2.2. В сборнике предусмотрена штамповка деталей из ленты, полосы и индивидуальных заготовок. Толщина используемых в штамповке заготовок из стали, меди и медных сплавов не более 10 мм, из прочих цветных сплавов - не более 13 мм.
Холодная штамповка из полосы и ленты может быть как автоматизированной, так и неавтоматизированной.
При неавтоматизированной штамповке из полосы или ленты цикл обработки состоит из следующего: включить пресс, штамповать, продвинуть полосу на шаг штамповки (повторяется соответственно числу шагов штамповки в полосе); а при автоматизированной штамповке учитывается только время на прием работы "штамповать", так как остальные приемы цикла обработки осуществляются специальными механизмами при возврате ползуна в исходное положение.
2.3. При штамповке в комбинированных штампах последовательного действия независимо от степени автоматизации цикла обработки учитывается надбавка на первые удары (число их зависит от раскроя и числа переходов для получения детали, при которых готовой детали не получается).
2.4. При использовании специальных механизмов для автоматической подачи прием работы "установить полосу в штамп, продвинуть ее до постоянного и временного упора" должен включать захват полосы механизмом подачи.
2.5. В цикл обработки при штамповке из полосы, если штампуемая деталь выталкивается на поверхность штампа, а не проваливается в отверстие, необходимо дополнительно включать прием работы "сбросить (удалить) отштампованную деталь". При автоматическом цикле этот прием работы не учитывается, так как осуществляется специальными механизмами во время обратного хода ползуна пресса.
Если штамповка из полосы осуществляется с поворотом или переворотом полосы, то цикл загрузки и обработки следует повторить дважды и дополнить приемом работы "повернуть или перевернуть полосу".
2.6. При штамповке из пакета полос (многослойная штамповка) должно быть учтено дополнительное время, затрачиваемое на складывание, нескольких полос в пакет. Двухслойная штамповка применяется и для штучных заготовок.
2.7. На прессах или штампах-автоматах, снабженных загрузочными устройствами, возможна работа на самоходе, когда вспомогательное время почти полностью перекрывается.
В табл. 1.3 приведены варианты штамповки по количеству одновременно вырубаемых деталей.
Таблица 1.3
ВАРИАНТЫ ШТАМПОВКИ ПО КОЛИЧЕСТВУ ОДНОВРЕМЕННО
ВЫРУБАЕМЫХ ДЕТАЛЕЙ
Вариант штамповки | Характеристика варианта |
Однорядная вырубка из полосы | За рабочий ход пресса получается заготовка |
Многорядная вырубка из полосы | За рабочий ход пресса получается число деталей, равное числу рядов по ширине полосы |
Однорядная последовательно-параллельная вырубка из полосы | За рабочий ход пресса получается число деталей, определяемое числом параллельно расположенных пуансонов и принятой схемой штамповки |
Однорядная вырубка с разрезкой | За рабочий ход пресса получаются две детали |
Групповая вырубка | За рабочий ход пресса получается несколько различных деталей |
Комбинированная вырубка из полосы | За рабочий ход пресса получаются две и более детали разных габаритов и форм. При использовании комбинированных штампов могут быть и другие сочетания операций |
2.8. Холодная высадка широко применяется при производстве крепежных и других деталей: заклепок, болтов, винтов, шурупов, гаек, шариков, роликов, пробок, заглушек, звездочек и т.д.
Холодная высадка охватывает не только собственно высадку, но и ряд смежных, органически связанных с ней технологических процессов:
обжатие (редуцирование) стержня изделия путем вталкивания его в матрицу;
прошивку полости в стержне изделий;
образование в изделиях разнообразных выступов, шлицев, гнезд, граней.
Обрезка применяется для последующего формообразования высаженных изделий: получения шестигранника, квадрата, деталей типа звездочки, образования лысок и т.п.
Для холодной высадки применяется материал преимущественно круглого сечения. Высадка производится из калиброванной холоднотянутой бунтовой и прутковой стали диаметром 1,6 - 25 мм.
3.1. В нормативах предусмотрено соблюдение следующих организационно-технических условий труда:
рациональное разделение труда при обслуживании пресса и рабочего места;
своевременное и бесперебойное обеспечение штамповщика необходимыми материалами, полуфабрикатами и инструментом;
проведение необходимого инструктажа рабочих перед работой и в процессе работы;
своевременный контроль продукции и мероприятия по предупреждению брака;
рациональная расстановка оборудования и вспомогательных устройств (комплексов) работы с минимальной затратой времени;
обеспечение своевременной и бесперебойной подачи заготовок и уборки готовых деталей и отходов;
обеспечение рабочего места необходимым вспомогательным инструментом и приспособлениями (устройствами);
содержание в исправном состоянии пресса, штампов, ножниц, транспортных средств, подъемных механизмов и т.д.;
как правило, в массовом и крупносерийном производстве установка, наладка и снятие штампов, пуансонов и другой оснастки производятся специальными установщиками-наладчиками (самостоятельно или при участии рабочего);
использование разнообразных приспособлений к штампам, прессам и ножницам, которые облегчают выполнение ручных приемов (валковая подача, роликовая, встроенная в штамп и др.) при штамповке из первичных заготовок и рулонного материала; при штамповке вторичных заготовок - револьверная подача с приводом от машин, шиберная, грейферная, револьверная подача с индивидуальным приводом, механические руки, листоукладчики маятниковые, съемники лоткового типа средних прессов, пневмоукладчики и т.д.
3.2. Подача и съем заготовок массой до 20 кг производятся одним рабочим при условии, что сменный грузооборот не превышает 10 т для мужчин и 5 т для женщин. При большем сменном грузообороте или большей массе заготовок работу выполняют два человека и более или подъемно-транспортными средствами.
При изготовлении крупногабаритных деталей работу выполняют также два человека или более.
3.3. Состав бригады и расстановка рабочих на рабочих местах определяются в соответствии с технологическим процессом.
Примерные нормы плотности бригад приведены в табл. 1.4.
Таблица 1.4
НОРМЫ ПЛОТНОСТИ БРИГАД ПРИ РАБОТЕ
НА ОСНОВНОМ ПРЕССОВОМ ОБОРУДОВАНИИ
Оборудование | Число человек на единицу оборудования | ||
при ручных подаче и съеме | при ручной подаче и механизированном съеме | при механизированных подаче и съеме | |
Автоматические линии резки рулона | - | - | 2 - 3 |
Гильотинные ножницы Правильные вальцы | 2 - 3 | 1 - 2 | - |
Прессы двух- и четырехкривошипные двойного действия: | |||
усилием до 1600 - 2000 тс и размером стола слева направо 3,5 - 4,5 м | 4 - 5 | 3 - 4 | - |
суммарным усилием до 1000 тс и размером стола слева направо 2,8 - 2,5 м | 3 - 4 | 2 - 3 | |
Прессы двух- и четырехкривошипные простого действия: | |||
усилием до 3000 тс и размером стола слева направо 3,5 - 4,5 м | 4 - 5 | 3 - 4 | - |
усилием до 630 тс и размером стола слева направо 2,8 - 3,5 м | 3 - 4 | 2 - 3 | - |
усилием до 313 тс и размером стола слева направо 2 - 2,5 м | 2 | 1 - 2 | - |
Автоматические линии прессов | - | - | 1 |
Прессы однокривошипные усилием, тс: | |||
свыше 800 | 2 - 3 | 1 - 2 | - |
315 - 630 | 2 | 1 | - |
100 - 250 | 1 - 2 | 1 | - |
до 100 | 1 | 1 | - |
Прессы с автоматическими подачами | |||
усилием, тс: | |||
до 100 | - | - | 0,5 - 1 |
свыше 100 | - | - | 1 |
Прессы-автоматы многопозиционные усилием, тс: | |||
800 - 3150 | - | - | 2 |
80 - 630 | - | - | 1 |
до 80 | - | - | 0,5 - 1 |
Многоползунковые прессы-автоматы | - | - | 0,5 - 1 |
Примечания: 1. Прочерки в таблице означают отсутствие на данном оборудовании указанного способа подачи и съема.
2. Значение плотности 0,5 применяют, когда на участке устанавливаются более трех автоматов.
3.4. Нормативы времени могут быть использованы при расчете комплексных норм при бригадной форме организации труда.
Внедрение бригадной формы организации труда обеспечивает освоение смежных профессий, взаимозаменяемость рабочих, более широкое применение передовых приемов и методов выполнения работ, укрепление трудовой дисциплины, что значительно улучшает использование рабочего времени и оборудования и положительно отражается на производительности труда.
Высокая производительность труда достигается при правильной его организации и рациональной организации рабочего места, а также совмещением работ и профессий.
Существенная эффективность внедрения бригадной формы организации труда выявляется при многопрессовом обслуживании оборудования, при котором достигается более полное его использование за счет сокращения простоя прессов, ожидающих обслуживания. Кроме того, имеется возможность большого охвата многопрессовым обслуживанием за счет дополнительного охвата недозагруженного оборудования при индивидуальном обслуживании. Конкретные мероприятия по организации и внедрению бригадной формы организации многопрессового обслуживания изложены в методических рекомендациях "Развитие многостаночного обслуживания и расширение зон обслуживания в промышленности" (М.: НИИ труда, 1983).
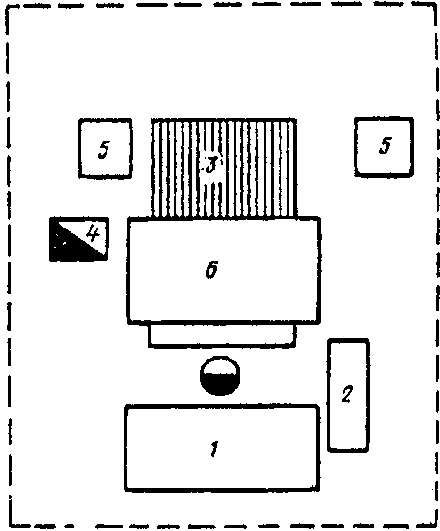
3.5. Ниже приведены схемы планировки и организации рабочих мест для оборудования, применяемого при холодной штамповке, высадке, обрезке и резке.
для основных типов прессов
Тип пресса | Вид заготовки | Способ подачи и штамповки | Схема рабочего места <*> |
Вертикальный одностоечный | Полосы | Ручная подача (штамповка напровал) | 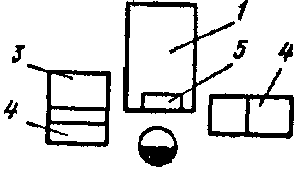 |
Ленты | Автоматическая подача (штамповка напровал) | 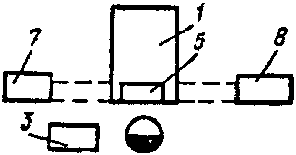 | |
Штучные заготовки | Ручная подача (штамповка с обратным выталкиванием) | 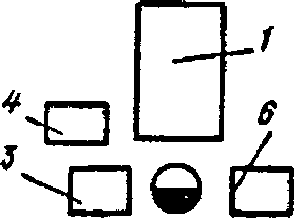 | |
Наклоняемый | Полосы | Ручная подача (штамповка с обратным выталкиванием) | 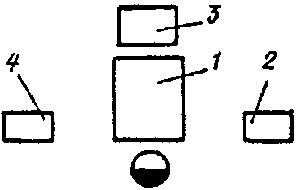 |
Ленты | Автоматическая подача (штамповка с обратным выталкиванием) | 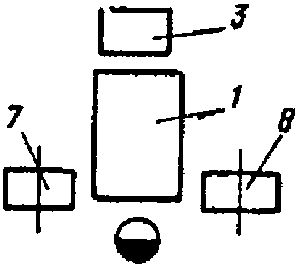 | |
Штучные заготовки | Ручная подача (штамповка с обратным выталкиванием) | 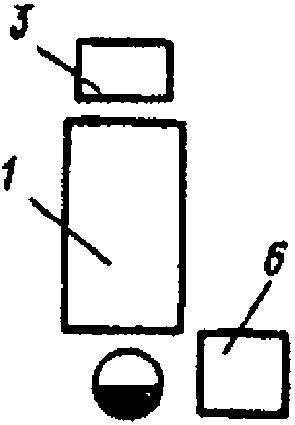 | |
Двухстоечный однокривошипный | Полосы | Ручная подача, поперечная (штамповка напровал) | 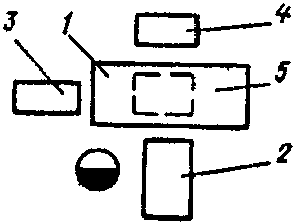 |
Штучные заготовки (мелкие) | Ручная подача (штамповка напровал) | 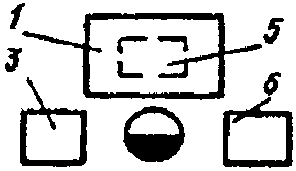 | |
Штучные заготовки (крупные | Ручная подача (штамповка с обратным выталкиванием) | 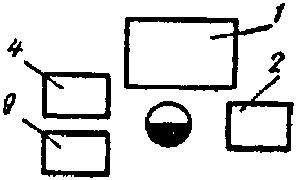 | |
Двухстоечный двухкривошипный и четырехкривошипный | Крупные штучные заготовки | Ручная подача (штамповка с обратным выталкиванием) | 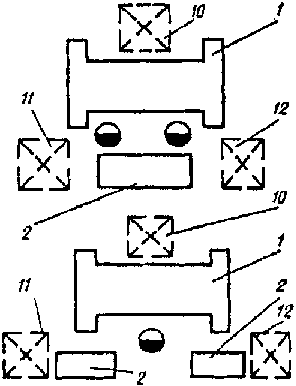 |
Двухстоечный двухкривошипный и четырехкривошипный | Крупные штучные заготовки | Ручная подача (штамповка с обратным выталкиванием) | 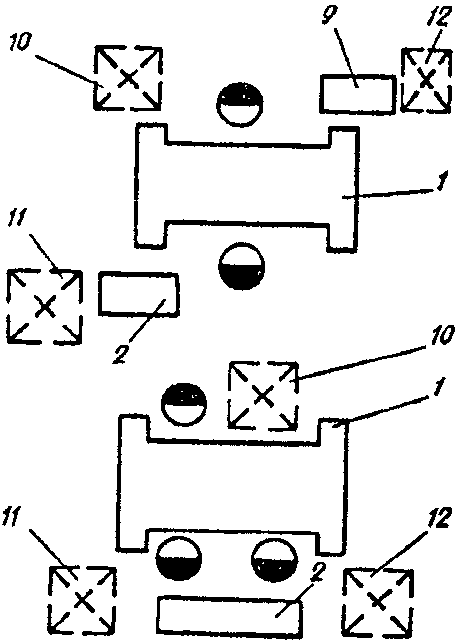 |
Гидравлический | Крупные штучные заготовки | Ручная подача (штамповка с обратным выталкиванием) | 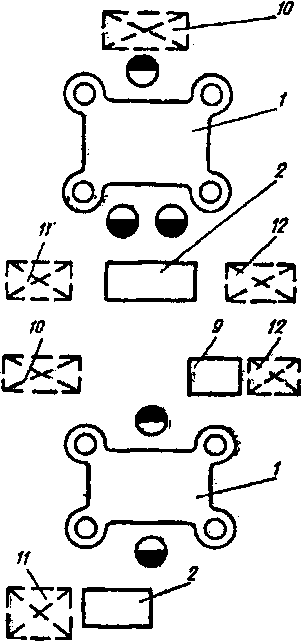 |
--------------------------------
<*> Обозначения в схемах: 1 - стол; 2 - стол для заготовок; 3 - ящик для готовых деталей; 4 - ящик для отходов; 5 - приемный ящик (в столе пресса); 6 - ящик для штучных заготовок; 7 - катушка с лентой; 8 - катушка с отходом; 9 - стол для готовых деталей; 10 - место для складывания отходов; 11 - место для складывания заготовок; 12 - место для складывания готовых деталей.
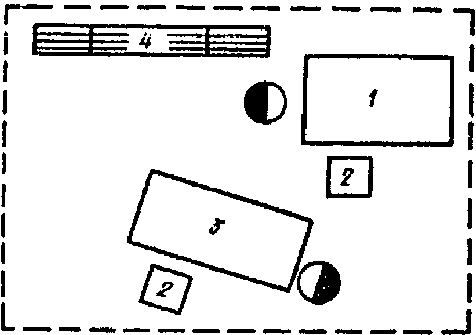
холодновысадочного автомата и обрезного пресса
1 - холодновысадочный автомат; 2 - тара для болтов; 3 - обрезной пресс; 4 - стеллаж для пруткового материала
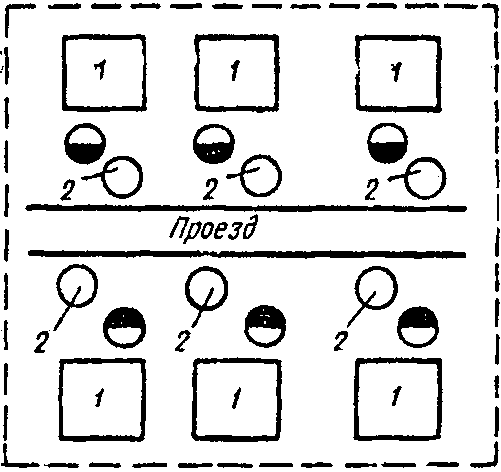
проволочно-гвоздильного автомата
1 - проволочно-гвоздильные автоматы; 2 - размоточные приспособления
на гильотинных ножницах
1 - стол для металла; 2 - стол для заготовок; 3 - листоукладчик; 4 - тара для заготовок; 5 - люк для отброса отходов; 6 - ножницы
и время на включение оборудования
Включение пресса или ножниц на рабочий ход | Карта 1 | ||
Содержание работы Повернуться или подойти к колонкам включения, протянуть руку или поставить ногу и включить пресс или ножницы на рабочий ход | |||
Номер позиции | Способ включения | Положение рабочего | Время на прием, мин. |
1 | Педалью ножной | Сидя | 0,010 |
2 | Педалью ножной | Стоя | |
3 | Кнопкой, рукояткой или кнопкой на выносной колонке | То же | |
4 | Педалью ножной и кнопкой или двумя рукоятками | " | 0,022 |
5 | Рычагом | " | |
6 | Рычагом и кнопкой | " | 0,026 |
7 | Двумя кнопками (двурукое) на одной колонке одним рабочим | " | 0,022 |
8 | Четырьмя кнопками (четырехрукое) на двух колонках двумя рабочими | " | 0,028 |
9 | Шестью кнопками (шестирукое) на трех колонках тремя рабочими | " | 0,030 |
10 | Восемью кнопками (восьмирукое) на четырех колонках четырьмя рабочими | " | 0,032 |
Индекс | а | ||
Примечание. При подсчете штучного времени, когда за один двойной ход ползуна пресса штампуется несколько заготовок, время по карте делить на полученное количество деталей.
Один двойной ход с учетом работы механизма включения механических прессов и гильотинных ножниц | Карта 2, лист 1 | ||||||
Номер позиции | Число двойных ходов ползуна в минуту | Время двойного хода ползуна, мин. | Время одного двойного хода с учетом работы механизма включения, мин. | ||||
фрикционная муфта или пневматическая | муфта с четырьмя кулачками | муфта с тремя кулачками | муфта с двумя кулачками | муфта с одним кулачком | |||
K1 = 1,0 | K1 = 1,05 | K1 = 1,125 | K1 = 1,167 | K1 = 1,25 | K1 = 1,5 | ||
1 | 5 | 0,200 | 0,210 | 0,225 | 0,233 | 0,250 | 0,300 |
2 | 6 | 0,167 | 0,175 | 0,188 | 0,195 | 0,208 | 0,250 |
3 | 7 | 0,143 | 0,150 | 0,161 | 0,166 | 0,179 | 0,214 |
4 | 8 | 0,125 | 0,131 | 0,141 | 0,146 | 0,156 | 0,183 |
5 | 9 | 0,111 | 0,116 | 0,125 | 0,130 | 0,139 | 0,167 |
6 | 10 | 0,100 | 0,105 | 0,112 | 0,117 | 0,125 | 0,150 |
7 | 11 | 0,091 | 0,095 | 0,102 | 0,106 | 0,114 | 0,136 |
8 | 12 | 0,083 | 0,087 | 0,093 | 0,097 | 0,104 | 0,125 |
9 | 13 | 0,077 | 0,081 | 0,087 | 0,090 | 0,095 | 0,115 |
10 | 14 | 0,071 | 0,075 | 0,080 | 0,083 | 0,089 | 0,107 |
11 | 15 | 0,067 | 0,070 | 0,075 | 0,078 | 0,084 | 0,100 |
12 | 16 | 0,063 | 0,066 | 0,071 | 0,073 | 0,078 | 0,094 |
13 | 17 | 0,059 | 0,062 | 0,066 | 0,069 | 0,074 | 0,088 |
14 | 18 | 0,056 | 0,058 | 0,063 | 0,065 | 0,070 | 0,084 |
15 | 19 | 0,053 | 0,055 | 0,060 | 0,062 | 0,066 | 0,079 |
16 | 20 | 0,050 | 0,052 | 0,056 | 0,062 | 0,075 | |
17 | 21 | 0,047 | 0,050 | 0,053 | 0,055 | 0,060 | 0,071 |
18 | 22 | 0,046 | 0,048 | 0,052 | 0,054 | 0,057 | 0,069 |
19 | 23 | 0,044 | 0,046 | 0,049 | 0,051 | 0,055 | 0,066 |
20 | 24 | 0,042 | 0,044 | 0,047 | 0,049 | 0,052 | 0,063 |
21 | 25 | 0,040 | 0,042 | 0,045 | 0,047 | 0,050 | 0,060 |
22 | 27 | 0,037 | 0,039 | 0,042 | 0,043 | 0,046 | 0,056 |
23 | 30 | 0,033 | 0,035 | 0,037 | 0,039 | 0,042 | 0,050 |
24 | 33 | 0,030 | 0,031 | 0,034 | 0,035 | 0,038 | 0,045 |
25 | 35 | 0,029 | 0,030 | 0,033 | 0,034 | 0,036 | 0,043 |
26 | 37 | 0,027 | 0,028 | 0,030 | 0,031 | 0,034 | 0,041 |
27 | 40 | 0,025 | 0,028 | 0,029 | 0,031 | 0,038 | |
28 | 43 | 0,023 | 0,024 | 0,026 | 0,027 | 0,029 | 0,035 |
29 | 45 | 0,023 | 0,025 | 0,026 | 0,028 | ||
30 | 48 | 0,021 | 0,022 | 0,023 | 0,024 | 0,026 | 0,031 |
31 | 50 | 0,020 | 0,021 | 0,022 | 0,023 | 0,025 | 0,030 |
32 | 55 | 0,018 | 0,019 | 0,020 | 0,021 | 0,027 | |
33 | 60 | 0,017 | 0,018 | 0,019 | 0,020 | 0,021 | 0,025 |
34 | 65 | 0,015 | 0,017 | 0,017 | 0,018 | 0,019 | 0,023 |
35 | 70 | 0,014 | 0,015 | 0,016 | 0,016 | 0,018 | 0,021 |
36 | 71-80 | 0,013 | 0,014 | 0,015 | 0,015 | 0,016 | 0,020 |
37 | 81-85 | 0,012 | 0,013 | 0,014 | 0,014 | 0,015 | 0,018 |
38 | 86-90 | 0,011 | 0,012 | 0,012 | 0,013 | 0,014 | 0,016 |
Индекс | а | б | в | г | д | е | |
Основное время Один двойной ход, с учетом работы механизма включения механических прессов и гильотинных ножниц | Карта 2, лист 2 | ||||||
Номер позиции | Число двойных ходов ползуна в минуту | Время двойного хода ползуна, мин. | Время одного двойного хода с учетом работы механизма включения, мин. | ||||
фрикционная муфта или пневматическая | муфта с четырьмя кулачками | муфта с тремя кулачками | муфта с двумя кулачками | муфта с одним кулачком | |||
K1 = 1,0 | K1 = 1,05 | K1 = 1,125 | K1 = 1,167 | K1 = 1,25 | K1 = 1,5 | ||
39 | 91 - 95 | 0,0110 | 0,0120 | 0,0120 | 0,0130 | 0,0140 | 0,0160 |
40 | 96 - 100 | 0,0110 | 0,0110 | 0,0120 | 0,0130 | 0,0150 | |
41 | 101 - 110 | 0,0100 | 0,0110 | 0,0110' | 0,0120, | 0,0130 | 0,0150 |
42 | 111 - 115 | 0,0090 | 0,0100 | 0,0100 | 0,0100 | 0,0110 | 0,0130 |
43 | 116 - 120 | 0,0080 | 0,0090 | 0,0090 | 0,0090 | 0,0100 | 0,0120 |
44 | 121 - 130 | 0,0080 | 0,0090 | 0,0090 | 0,0090 | 0,0100 | 0,0120 |
45 | 131 - 140 | 0,0070 | 0,00,70 | 0,00801 | 0,0080 | 0,0090 | 0,0110 |
46 | 141 - 150 | 0,0070 | 0,0070 | 0,0080 | 0,0080 | 0,0090 | 0,0100 |
47 | 151 - 180 | 0,0050 | 0,0058 | 0,0062 | 0,0064 | 0,0069 | 0,0083 |
48 | 181 - 200 | 0,0055 | 0,0053 | 0,0056 | 0,0058 | 0,0063 | 0,0075 |
49 | 201 - 250 | 0,0040 | 0,0042 | 0,0045 | 0,0047 | 0,0050 | 0,0060 |
50 | 251 - 300 | 0,0033 | 0,0035 | 0,0037 | 0,0039 | 0,0041 | 0,0050 |
51 | 301 - 400 | 0,0025 | 0,0026 | 0,0028 | 0,0029 | 0,0031 | 0,0038 |
52 | 401 - 500 | 10,0020 | 0,0021 | 0,0022 | 0,0023 | 0,0025, | 0,0030 |
Индекс | а | б | в | г | д | е | |
Примечание. Поправочные коэффициенты к основному времени, учитывающие застревание подаваемых заготовок в загрузочных устройствах при штамповке из штучных заготовок с автоматической подачей.
Загрузочные устройства | Величина коэффициента |
Магазинные шиберные загрузочные устройства | 1,03 - 1,05 |
Механические руки (электромагнитные и вакуумные) | 1,02 - 1,05 |
Бункерные загрузочные устройства с поштучной выдачей в магазин | 1,07 - 1,08 |
Бункерные загрузочные устройства с порционной <...>ции непрерывной выдачей в магазин | 1,03 - 1,05 |
Время работы гидравлического пресса | Карта 3 | ||||||||||||
Номер позиции | Скорость рабочего хода пресса, мм/с | Величина рабочего хода пресса при штамповке (от начала деформации до окончания), мм, до | |||||||||||
40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | ||
Время, мин. | |||||||||||||
1 | 4 | 0,355 | 0,397 | 0,453 | 0,525 | 0,612 | 0,718 | 0,868 | 1,038 | 1,247 | 1,532 | 1,893 | 2,323 |
2 | 5 | 0,317 | 0,350 | 0,395 | 0,453 | 0,523 | 0,608 | 0,730 | 0,867 | 1,038 | 1,263 | 1,555 | 1,900 |
3 | 4 | 0,290 | 0,317 | 0,355 | 0,403 | 0,463 | 0,533 | 0,635 | 0,750 | 0,895 | 1,084 | 1,328 | 1,617 |
4 | 8 | 0,255 | 0,277 | 0,305 | 0,342 | 0,387 | 0,440 | 0,518 | 0,605 | 0,715 | 0,858 | 1,043 | 1,263 |
5 | 10 | 0,233 | 0,250 | 0,273 | 0,303 | 0,340 | 0,383 | 0,447 | 0,517 | 0,722 | 0,872 | 1,050 | |
6 | 12 | 0,217 | 0,232 | 0,250 | 0,277 | 0,307 | 0,343 | 0,397 | 0,457 | 0,530 | 0,630 | 0,755 | 0,907 |
7 | 16 | 0,197 | 0,207 | 0,222 | 0,243 | 0,267 | 0,293 | 0,335 | 0,380 | 0,437 | 0,513 | 0,610 | 0,727 |
8 | 20 | 0,133 | 0,192 | 0,205 | 0,220 | 0,240 | 0,263 | 0,297 | 0,333 | 0,380 | 0,443 | 0,522 | 0,617 |
9 | 25 | 0,172 | 0,178 | 0,188 | 0,202 | 0,218 | 0,237 | 0,265 | 0,295 | 0,333 | 0,335 | 0,450 | 0,528 |
10 | 32 | 0,160 | 0,165 | 0,173 | 0,183 | 0,197 | 0,212 | 0,225 | 0,260 | 0,390 | 0,332 | 0,385 | 0,448 |
11 | 40 | 0,150 | 0,155 | 0,162 | 0,170 | 0,182 | 0,193 | 0,213 | 0,233 | 0,260 | 0,295 | 0,338 | 0,392 |
12 | 50 | 0,142 | 9,145 | 0,152 | 0,158 | 0,168 | 0,178 | 0,195 | 0,212 | 0,233 | 0,263 | 0,300 | 0,345 |
13 | 63 | 0,132 | 0,135 | 0,140 | 0,147 | 0,155 | 0,163 | 0,178 | 0,192 | 0.210 | 0,235 | 0,267 | 0,303 |
14 | 80 | 0,125 | 0,127 | 0,132 | 0,137 | 0,145 | 0,152 | 0,163 | 0,175 | 0,190 | 0,212 | 0,238 | 0,268 |
15 | 100 | 0,118 | 0,120 | 0,123 | 0,128 | 0,135 | 0,140 | 0,152 | 0,162 | 0,175 | 0,195 | 0,217 | 0,245 |
Индекс | а | б | в | г | ц | е | ж | з | и | к | л | м | |
на холодную штамповку на прессах
Смазка заготовок, полос и матриц штампов | Карта 4 | ||||||||||||||||||
Номер позиции | Содержание работы | Длина смазываемой поверхности L, м, до | Площадь смазываемой поверхности S, м2, до | ||||||||||||||||
0,1 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,25 | 1,50 | 1,90 | 2,0 | |||
Время на 100 заготовок, полос, мин. | |||||||||||||||||||
Взять кисть (щетку), смочить, смазать заготовку, полосу, отложить кисть (щетку) | 0,7 | 3,016 | 3,463 | 3,820 | 4,122 | 4,386 | 4,623 | 4,838 | 5,221 | - | - | - | - | - | - | - | - | - | |
2 | 1,0 | 3,608 | 3,980 | 4,295 | 4,570 | 4,817 | 5,041 | 5,440 | 5,789 | 6,101 | 6,385 | 6,647 | 6,890 | - | - | - | - | ||
3 | 1,5 | 3,292 | 3,780 | 4,170 | 4,500 | 4,788 | 5,047 | 5,282 | 5,699 | 6,065 | 6,392 | 6,690 | 6,964 | 7,219 | 7,790 | 8,289 | 8,985 | 9,144 | |
4 | 2,3 | - | - | - | - | - | 5,301 | 5,548 | 5,986 | 6,370 | 6,714 | 7,027 | 7,315 | 7,583 | 8,182 | 8,707 | 9,438 | 9,604 | |
3,4 | - | - | - | - | - | - | - | 6,262 | 6,663 | 7,023 | 7,350 | 7,651 | 7,931 | 8,558 | 9,107 | 9,872 | 10,046 | ||
Смазать матрицу штампа | Время на 100 матриц, мин. | ||||||||||||||||||
3,328 | 3,718 | 4,425 | 4,709 | 4,963 | 5,195 | 5,605 | 5,965 | 6,287 | 6,580 | 6,849 | 7,100 | 7,661 | 8,153 | 8,837 | 8,993 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||
T = 7,1 · S0,341 - поз. 6.
Примечания: 1. При смазывании заготовки, полосы с двух сторон время по карте применять с коэффициентом 1,8.
2. При смазывании заготовки, полосы способом окунания время по карте применять с коэффициентом 0,6.
3. При подсчете нормы штучного времени на деталь необходимо учитывать, что при операции глубокой вытяжки смазка заготовки, полосы или матрицы штампа производится на каждую деталь.
4. При подсчете нормы штучного времени на деталь время по карте делят на количество деталей, получаемых из заготовки, полосы.
Набор полос в пакет | Карта 5, лист 1 | |||||||
Содержание работы Набрать полосы в пакет, поднести и положить на стол | ||||||||
Номер. позиции | Количество полос в пакете n, шт. | Толщина металла | Длина полосы L, мм, до | |||||
500 | 700 | 1000 | 1500 | 2000 | ||||
сталь, медь, медные сплавы | цветные сплавы | Время на пакет, мин. | ||||||
1 | 2 | 0,2 | 0,4 | 0,079 | 0,084 | 0,090 | 0,098 | 0,103 |
2 | 0,5 | 1,0 | 0,069 | 0,074 | 0,079 | 0,085 | 0,090 | |
3 | 1,0 | 2,5 | 0,062 | 0,067 | 0,071 | 0,077 | 0,082 | |
4 | 1,5 | 4,0 | 0,059 | 0,063 | 0,067 | 0,073 | 0,077 | |
5 | 2,0 | 5,0 | 0,056 | 0,060 | 0,065 | 0,070 | 0,074 | |
6 | 3,0 | 6,0 | 0,066 | 0,070 | 0,075 | 0,081 | 0,086 | |
7 | 3 | 0,2 | 0,4 | 0,103 | 0,010 | 0,118 | 0,128 | 0,135 |
8 | 0,5 | 1,0 | 0,090 | 0,096 | 0,103 | 0,112 | 0,118 | |
9 | 1,0 | 2,5 | 0,082 | 0,087 | 0,093 | 0,101 | 0,107 | |
10 | 1,5 | 4,0 | 0,077 | 0,082 | 0,088 | 0,093 | 0,101 | |
11 | 2,0 | 5,0 | 0,074 | 0,079 | 0,084 | 0,095 | 0,097 | |
12 | 3,0 | 6,0 | 0,086 | 0,091 | 0,098 | 0,106 | 0,112 | |
13 | 4 | 0,2 | 0,4 | 0,124 | 0,133 | 0,142 | 0,154 | 0,163 |
14 | 0,5 | 1,0 | 0,109 | 0,116 | 0,125 | 0,135 | 0,143 | |
15 | 1,0 | 2,5 | 0,099 | 0,105 | 0,113 | 0,122 | 0,129 | |
16 | 1,5 | 4,0 | 0,093 | 0,099 | 0,106 | 0,115 | 0,122 | |
17 | 2,0 | 5,0 | 0,089 | 0,095 | 0,102 | 0,110 | 0,117 | |
18 | 3,0 | 6,0 | 0,104 | 0,111 | 0,119 | 0,128 | 0,136 | |
19 | 5 | 0,2 | 0,4 | 0,144 | 0,154 | 0,165 | 0,179 | 0,189 |
20 | 0,5 | 1,0 | 0,126 | 0,135 | 0,145 | 0,156 | 0,165 | |
21 | 1,0 | 2,5 | 0,114 | 0,122 | 0,131 | 0,141 | 0,150 | |
22 | 1,5 | 4,0 | 0,108 | 0,115 | 0,123 | 0,133 | 0,141 | |
23 | 2,0 | 5,0 | 0,103 | 0,110 | 0,118 | 0,128 | 0,135 | |
24 | 3,0 | 6,0 | 0,120 | 0,128 | 0,137 | 0,149 | 0,157 | |
25 | 6 | 0,2 | 0,4 | 0,163 | 0,174 | 0,186 | 0,202 | 0,213 |
26 | 0,5 | 1,0 | 0,142 | 0,152 | 0,163 | 0,176 | 0,187 | |
27 | 1,0 | 2,5 | 0,129 | 0,138 | 0,147 | 0,160 | 0,169 | |
28 | 1,5 | 4,0 | 0,121 | 0,130 | 0,139 | 0,150 | 0,159 | |
29 | 2,0 | 5,0 | 0,116 | 0,124 | 0,133 | 0,144 | 0,153 | |
30 | 3,0 | 6,0 | 0,135 | 0,145 | 0,155 | 0,168 | 0,177 | |
31 | 7 | 0,2 | 0,4 | 0,180 | 0,192 | 0,206 | 0,223 | 0,236 |
32 | 0,5 | 1,0 | 0,150 | 0,168 | 0,180 | 0,195 | 0,207 | |
33 | 1,0 | 2,5 | 0,143 | 0,152 | 0,163 | 0,177 | 0,187 | |
34 | 1,5 | 4,0 | 0,134 | 0,144 | 0,154 | 0,167 | 0,176 | |
35 | 2,0 | 5,0 | 0,129 | 0,138 | 0,148 | 0,160 | 0,169 | |
36 | 3,0 | 6,0 | 0,150 | 0,160 | 0,172 | 0,186 | 0,196 | |
Индекс | а | б | в | г | д | |||
Вспомогательное время Набор полос в пакет | Карта 5, лист 2 | |||||||
Номер позиций | Количество полос в пакете n, шт. | Толщина металла | Длина полосы L, мм, до | |||||
500 | 700 | 1000 | 1500 | 2000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||
Время на пакет, мин. | ||||||||
37 | 8 | 0,2 | 0,4 | 0,197 | 0,210 | 0,225 | 0,244 | 0,258 |
38 | 0,5 | 1,0 | 0,172 | 0,184 | 0,197 | 0,213 | 0,226 | |
39 | 1,0 | 2,5 | 0,156 | 0,166 | 0,178 | 0,193 | 0,204 | |
40 | 1,5 | 4,0 | 0,147 | 0,157 | 0,168 | 0,182 | 0,192 | |
41 | 2,0 | 5,0 | 0,141 | 0,150 | 0,161 | 0,174 | 0,185 | |
42 | 3,0 | 6,0 | 0,164 | 0,175 | 0,187 | 0,203 | 0,214 | |
43 | 9 | 0,2 | 0,4 | 0,213 | 0,227 | 0,243 | 0,263 | 0,279 |
44 | 0,5 | 1,0 | 0,186 | 0,199 | 0,213 | 0,231 | 0,244 | |
45 | 1,0 | 2,5 | 0,168 | 0,180 | 0,193 | 0,209 | 0,221 | |
46 | 1,5 | 4,0 | 0,159 | 0,169 | 0,182 | 0,197 | 0,208 | |
47 | 2,0 | 5,0 | 0,152 | 0,163 | 0,174 | 0,189 | 0,199 | |
48 | 3,0 | 6,0 | 0,177 | 0,189 | 0,202 | 0,219 | - | |
49 | 10 | 0,2 | 0,4 | 0,228 | 0,243 | 0,261 | 0,282 | - |
50 | 0,5 | 1,0 | 0,200 | 0,213 | 0,228 | 0,247 | - | |
51 | 1,0 | 2,5 | 0,180 | 0,193 | 0,207 | 0,224 | - | |
52 | 1,5 | 4,0 | 0,170 | 0,182 | 0,195 | 0,211 | - | |
53 | 2,0 | 5,0 | 0,163 | 0,174 | 0,187 | 0,202 | - | |
54 | 3,0 | 6,0 | 0,190 | 0,202 | 0,217 | 0,235 | ||
Индекс | а | б | в | г | д | |||
 - на все позиции при
- на все позиции при  - на все позиции при
- на все позиции при Примечания: 1. При расчетах и в нормативах принята ширина полосы, равная 100 мм. При увеличении ширины полосы на каждые 50 мм добавлять при толщине полосы до 2 мм 0,010 мин., до 3 мм - 0,012 мин.
2. Время на прием следует учитывать только в случае многослойной штамповки.
3. При расчете нормы штучного времени на деталь время по карте делят на количество деталей, получаемых из пакета.
Установка полосы в открытые штампы | Карта 6, лист 1 | ||||||||||||||||
Содержание работы Взять полосу со стола, подставки, пола. Поднести к штампу на расстояние до 1 м. Установить полосу в штамп | 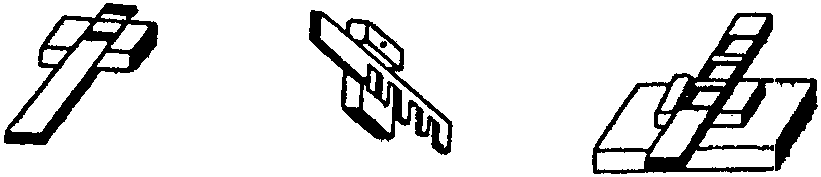 | ||||||||||||||||
Номер позиции | Конструкция штампа | Толщина металла | Ширина полосы H, мм, до | ||||||||||||||
50 | 60 | 70 | 80 | 100 | 125 | 150 | 200 | 250 | 300 | 400 | 450 | 550 | 700 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 полос, мин. | |||||||||||||||
С упором | 0,2 | 0,4 | 3,931 | 4,190 | 4,422 | 4,633 | 5,010 | 5,417 | 5,774 | 6,385 | 6,904 | 7,359 | 8,139 | 8,481 | 9,098 | 9,899 | |
2 | 0,5 | 1,0 | 3,823 | 4,035 | 4,228 | 4,571 | 4,943 | 5,268 | 5,826 | 6,300 | 6,715 | 7,426 | 7,738 | 8,302 | 9,033 | ||
3 | 1,0 | 2,5 | 3,346 | 3,567 | 3,763 | 3,945 | 4,265 | 4,612 | 4,915 | 5,436 | 5,878 | 6,265 | 6,929 | 7,220 | 7,746 | 8,428 | |
4 | 1,5 | 4,0 | 3,213 | 3,423 | 3,615 | 3,788 | 4,096 | 4,428 | 4,720 | 5,220 | 5,644 | 6,016 | 6,653 | 6,933 | 7,438 | 8,093 | |
2,0 | 5,0 | 3,122 | 3,328 | 3,512 | 3,681 | 3,979 | 4,303 | 4,586 | 5,072 | 5,484 | 5,845 | 6,465 | 6,737 | 7,227 | 7,863 | ||
3,0 | 6,0 | 3,217 | 3,429 | 3,619 | 3,792 | 4,100 | 4,434 | 4,726 | 5,226 | 5,651 | 6,023 | 6,661 | 6,942 | 7,447 | 8,102 | ||
7 | 4,0 | 7,0 | 3,517 | 3,749 | 3,957 | 4,146 | 4,483 | 4,847 | 5,166 | 5,714 | 6,178 | 6,585 | 7,283 | 7,589 | 8,141 | 8,858 | |
8 | 6,0 | 9,0 | 3,988 | 4,251 | 4,487 | 4,701 | 5,083 | 5,496 | 5,858 | 6,479 | 7,005 | 7,467 | 8,258 | 8,605 | 9,232 | 10,045 | |
9 | 9,0 | 3,5, | 4,522 | 4,820 | 5,088 | 5,331 | 5,764 | 6,232 | 6,643 | 7,347 | 7,944 | 8,467 | 9,364 | 9,758 | 10,468 | - | |
10,0 | 13,0 | 4,673 | 4,981 | 5,257 | 5,508 | 5,956 | 6,439 | 6,864 | 7,591 | 8,207 | 8,748 | 9,675 | 10,082 | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Вспомогательное время Установка полосы в открытые штампы | Карта 6, лист 2 | ||||||||||||||||
Содержание работы Взять полосу со стола, подставки, пола. Поднести к штампу на расстояние до 1 м. Установить полосу в штамп | |||||||||||||||||
Номер позиции | Конструкция штампа | Толщина металла | Ширина полосы H, мм, до | ||||||||||||||
50 | 60 | 70 | 80 | 100 | 125 | 150 | 200 | 250 | 300 | 400 | 450 | 550 | 700 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 полос, мин. | |||||||||||||||
Без упора | 0,2 | 0,4 | 4,323 | 4,608 | 4,864 | 5,096 | 5,510 | 5,958 | 6,350 | 7,023 | 7,594 | 8,094 | 8,951 | 9,328 | 10,007 | 10,888 | |
12 | 0,5 | 1,0 | 3,945 | 4,205 | 4,438 | 4,650 | 5,028 | 5,436 | 5,794 | 6,408 | 6,929 | 7,385 | 8,168 | 8,511 | 9,131 | 9,935 | |
13 | 1,0 | 2,5 | 3,681 | 3,923 | 4,141 | 4,339 | 4,691 | 5,072 | 5,406 | 5,979 | 6,465 | 6,891 | 7,621 | 7,941 | 8,519 | 9,270 | |
14 | 1,5 | 4,0 | 3,534 | 3,767 | 3,976 | 4,166 | 4,505 | 4,871 | 5,192 | 5,742 | 6,208 | 6,617 | 7,318 | 7,626 | 8,181 | 8,901 | |
2,0 | 5,0 | 3,434 | 3,660 | 3,863 | 4,048 | 4,377 | 4,733 | 5,044 | 5,579 | 6,032 | 6,429 | 7,110 | 7,410 | 7,949 | 8,649 | ||
3,0 | 6,0 | 3,538 | 3,771 | 3,980 | 4,170 | 4,509 | 4,875 | 5,197 | 5,747 | 6,214 | 6,623 | 7,325 | 7,633 | 8,189 | 8,910 | ||
17 | 4,0 | 7,0 | 3,868 | 4,123 | 4,351 | 4,559 | 4,930 | 5,330 | 5,681 | 6,283 | 6,794 | 7,241 | 8,008 | 8,345 | 8,953 | 9,741 | |
18 | 6,0 | 9,0 | 4,386 | 4,675 | 4,934 | 5,170 | 5,590 | 6,044 | 6,442 | 7,124 | 7,703 | 8,211 | 9,081 | 9,463 | 10,152 | 11,046 | |
19 | 9,0 | 3,5, | 4,973 | 5,301 | 5,595 | 5,862 | 6,339 | 6,854 | 7,305 | 8,079, | 8,735 | 9,311 | 10,297 | 10,730 | 11,511 | - | |
10,0 | 13,0 | 5,138 | 5,477 | 5,780 | 6,057 | 6,549 | 7,081 | 7,548 | 8,347 | 9,025 | 9,620 | 10,639 | 11,087 | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Вспомогательное время Установка полосы в открытые штампы | Карта 6, лист 3 | |||||
Примечания: 1. При работе в закрытых штампах время по карте следует применять с коэффициентом 1,1. 2. При подсчете нормы штучного времени время по карте следует делить на количество деталей, получаемых из полосы. 3. Время рассчитано на установку полосы длиной 1 м. При отклонении длины полосы от расчетной следует применять поправочные коэффициенты. | ||||||
Длина полосы, м, до | 0,7 | 1,0 | 1,5 | 2,3 | 3,4 | 5,1 |
Коэффициент | 0,96 | 1,0 | 1,04 | 1,08 | 1,12 | 1,16 |
 -
-  -
-  -
-  -
- Продвижение полосы на шаг в открытых штампах | Карта 7, лист 1 | |||||||||||||||
Содержание работы Продвинуть полосу на шаг | ||||||||||||||||
Номер позиции | Конструкция штампа | Ширина полосы H, мм, до | Толщина металла | Шаг продвижения полосы h, мм, до | ||||||||||||
15 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||||
Время на 100 продвижений, мин. | ||||||||||||||||
1 | 50 | 0,2 | 0,4 | 0,285 | 0,378 | 0,419 | 0,456 | 0,491 | 0,524 | 0,556 | 0,615 | 0,670 | 0,721 | 0,770 | 0,816 | |
2 | 0,5 | 1,0 | 0,255 | 0,375 | 0,409 | 0,440 | 0,470 | 0,498 | 0,551 | 0,600 | 0,646 | 0,689 | 0,731 | |||
3 | 1,0 | 2,5 | 0,235 | 0,312 | 0,345 | 0,376 | 0,405 | 0,432 | 0,458 | 0,507 | 6,552 | 0,594 | 0,634 | 0,672 | ||
4 | 1,5 | 4,0 | 0,224 | 0,297 | 0,329 | 0,358 | 0,386 | 0,412 | 0,436 | 0,483 | 0,526 | 0,566 | 0,604 | 0,641 | ||
5 | 2,0 | 5,0 | 0,216 | 0,287 | 0,318 | 0,346 | 0,372 | 0,398 | 0,422 | 0,466 | 0,508 | 0,547 | 0,584 | 0,619 | ||
6 | 3,0 | 6,0 | 0,236 | 0,312 | 0,346 | 0,376 | 0,405 | 0,433 | 0,458 | 6,507 | 0,552 | 0,594 | 0,635 | 0,673 | ||
7 | 4,0 | 7,0 | 0,254 | 0,337 | 0,373 | 0,406 | 0,438 | 0,467 | 0,495 | 0,548 | 0,597 | 0,642 | 0,685 | 0,727 | ||
8 | 6,0 | 9,0 | 0,283 | 0,376 | 0,416 | 0,453 | 0,488 | 0,520 | 0,552 | 0,611 | 0,665 | 0,716 | 0,765 | 0,810 | ||
9 | 9,0 | 12,0 | 0,316 | 0,419 | 6,464 | 6,505 | 6,544 | 0,581 | 0,615 | 0,680 | 0,741 | 0,798 | 0,852 | 0,903 | ||
10 | 10,0 | 13,0 | 0,325 | 0,431 | 0,476 | 0,519 | 0,560 | 0,597 | 0,633 | 0,700 | 6,763 | 0,821 | 0,876 | 0,929 | ||
11 | Открытый с упором | 100 | 0,2 | 0,4 | 0,370 | 0,491 | 0,544 | 0,592 | 0,638 | 0,681 | 0,722 | 0,798 | 0,869 | 0,936 | 0,999 | 1,059 |
12 | 0,5 | 1,0 | 0,322 | 0,440 | 0,487 | 0,531 | 0,571 | 0,610 | 0,646 | 0,715 | 0,779 | 0,839 | 0,895 | 0,949 | ||
13 | 1,0 | 2,5 | 0,305 | 0,405 | 0,448 | 0,488, | 0,526 | 0,561 | 0,595 | 0,658 | 0,717 | 0,772 | 0,824 | 0,873 | ||
14 | 1,5 | 4,0 | 0,291 | 0,386 | 0,427 | 0,465 | 0,501 | 0,534 | 0,567 | 0,627 | 0,683 | 0,735 | 0,785 | 0,832 | ||
15 | 2,0 | 5,0 | 0,281 | 0,373 | 0,412 | 0,449 | 0,484 | 0,516 | 0,547 | 0,606 | 0,660 | 0,710 | 0,758 | 0,804 | ||
16 | 3,0 | 6,0 | 0,305 | 0,405 | 0,448 | 0,489 | 0,526 | 0,562 | 0,595 | 0,659 | 0,717 | 0,772 | 0,824 | 0,874 | ||
17 | 4,0 | 7,0 | 0,330 | 0,438 | 0,484 | 0,528 | 0,569 | 0,606 | 0,643 | 0,711 | 0,775 | 0,834 | 0,890 | 0,943 | ||
18 | 6,0 | 9,0 | 0,368 | 0,488 | 0,540 | 0,588 | 0,633 | 0,676 | 0,716 | 0,793 | 0,863 | 0,930 | 0,992 | 1,052 | ||
19 | 9,0 | 12,0 | 0,410 | 0,544 | 0,602 | 0,655 | 0,706 | 0,753 | 0,799 | 0,884 | 0,962 | 1,036 | 1,107 | 1,173 | ||
20 | 10,0 | 13,0 | 0,421 | 0,560 | 0,619 | 0,674 | 0,726 | 0,775 | 0,822 | 0,909 | 0,990 | 1,066 | 1,138 | 1,207 | ||
21 | 200 | 0,2 | 0,4 | 0,481 | 0,638 | 0,706 | 0,769 | 0,828 | 0,884 | 0,937 | 1,037 | 1,129 | 1,216 | 1,298 | 1,378 | |
22 | 0,5 | 1,0 | 0,431 | 0,572 | 0,633 | 0,689 | 0,742 | 0,792 | 0,840 | 0,929 | 1,012 | 1,089 | 1,163 | 1,233 | ||
23 | 1,0 | 2,5 | 0,396 | 0,526 | 0,582 | 0,634 | 0,683 | 0,729 | 0,772 | 0,855 | 0,931 | 1,002 | 1,070 | 1,134 | ||
24 | 1,5 | 4,0 | 0,378 | 0,501 | 0,554 | 0,604 | 0,650 | 0,694 | 0,736 | 0,814 | 0,887 | 0,955 | 1,019 | 1,080 | ||
25 | 2,0 | 5,0 | 0,365 | 0,484 | 0,536 | 0,583 | 0,628 | 0,671 | 0,711 | 0,786 | 0,857 | 0,922 | 0,984 | 1,044 | ||
26 | 3,0 | 6,0 | 0,396 | 0,526 | 0,582 | 0,635 | 0,683 | 0,729 | 0,773 | 0,855 | 0,931 | 1,003 | 1,071 | 1,134 | ||
27 | 4,0 | 7,0 | 0,428 | 0,568 | 0,629 | 0,685 | 0,738 | 0,788 | 0,835 | 0,924 | 1,006 | 1,083 | 1,156 | 1,226 | ||
28 | 6,0 | 9,0 | 0,477 | 0,634 | 0,701 | 0,764 | 0,822 | 0,878 | 0,931 | 1,029 | 1,121 | 1,207 | 1,289 | 1,367 | ||
29 | 9,0 | 12,0 | 0,532 | 0,707 | 0,782 | 0,851 | 0,917 | 0,979 | 1,037 | 1,148 | 1,250 | 1,346 | 1,437 | 1,523 | ||
30 | 10,0 | 13,0 | 0,548 | 0,727 | 0,804 | 0,875 | 0,943 | 1,007 | 1,067 | 1,181 | 1,268 | 1,385 | 1,478 | 1,567 | ||
Индекс | а | б | в | г | д | в | ж | з | и | к | л | м | ||||
Вспомогательное время Продвижение полосы на шаг в открытых штампах | Карта 7, лист 2 | |||||||||||||||
Номер позиции | Конструкция штампа | Ширина полосы H, мм, до | Толщина металла | Шаг продвижения полосы h, мм, до | ||||||||||||
120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||||
Время на 100 продвижений, мин. | ||||||||||||||||
1 | 50 | 0,2 | 0,4 | 0,902 | 1,021 | - | - | - | - | - | - | - | - | - | - | |
2 | 0,5 | 1,0 | 0,809 | 0,915 | - | - | - | - | - | - | - | - | - | - | ||
3 | 1,0 | 2,5 | 0,744 | 0,842 | - | - | - | - | - | - | - | - | - | - | ||
4 | 1,5 | 4,0 | 0,709 | 0,802 | - | - | - | - | - | - | - | - | - | - | ||
5 | 2,0 | 5,0 | 0,685 | 0,775 | - | - | - | - | - | - | - | - | - | - | ||
6 | 3,0 | 6,0 | 0,745 | 0,842 | - | - | - | - | - | - | - | - | - | - | ||
7 | 4,0 | 7,0 | 0,804 | 0,910 | - | - | - | - | - | - | - | - | - | - | ||
8 | 6,0 | 9,0 | 0,896 | 1,014 | - | - | - | - | - | - | - | - | - | - | ||
9 | 9,0 | 12,0 | 0,999 | 1,131 | - | - | - | - | - | - | - | - | - | - | ||
10 | 10,0 | 13,0 | 1,026 | 1,163 | - | - | - | - | - | - | - | - | - | - | ||
11 | Открытый с упором | 100 | 0,2 | 0,4 | 1,172 | 1,326 | 1,555 | - | - | - | - | - | - | - | - | - |
12 | 0,5 | 1,0 | 1,050 | 1,188 | 1,393 | - | - | - | - | - | - | - | - | - | ||
13 | 1,0 | 2,5 | 0,966 | 1,093 | 1,282 | - | - | - | - | - | - | - | - | - | ||
14 | 1,5 | 4,0 | 0,920 | 1,041 | 1,221 | - | - | - | - | - | - | - | - | - | ||
15 | 2,0 | 5,0 | 0,889 | 1,006 | 1,180 | - | - | - | - | - | - | - | - | - | ||
16 | 3,0 | 6,0 | 0,967 | 1,094 | 1,283 | - | - | - | - | - | - | - | - | - | ||
17 | 4,0 | 7,0 | 1,044 | 1,182 | 1,385 | - | - | - | - | - | - | - | - | |||
18 | 6,0 | 9,0 | 1,164 | 1,318 | 1,545 | - | - | - | - | - | - | - | - | - | ||
19 | 9,0 | 12,0 | 1,298 | 1,468 | 1,722 | - | - | - | - | - | - | - | - | - | ||
20 | 10,0 | 13,0 | 1,335 | 1,510 | 1,772 | - | - | - | - | - | - | - | - | - | ||
21 | 200 | 0,2 | 0,4 | 1,522 | 1,722 | 2,020 | 2,286 | 2,529 | 2,734 | 2,965 | 3,165 | 3,356 | 3,712 | 4,043 | 4,354 | |
22 | 0,5 | 1,0 | 1,364 | 1,543 | 1,810 | 2,048 | 2,265 | 2,467 | 2,657 | 2,836 | 3,006 | 3,326 | 3,622 | 3,900 | ||
23 | 1,0 | 2,5 | 1,255 | 1,420 | 1,665 | 1,884 | 2,084 | 2,270 | 2,445 | 2,609 | 2,766 | 3,060 | 3,333 | 3,589 | ||
24 | 1,5 | 4,0 | 1,195 | 1,352 | 1,586 | 1,795 | 1,985 | 2,162 | 2,329 | 2,486 | 2,635 | 2,915 | 3,175 | 3,419 | ||
25 | 2,0 | 5,0 | 1,155 | 1,306 | 1,532 | 1,734 | 1,918 | 2,089 | 2,250 | 2,401 | 2,546 | 2,816 | 3,067 | 3,303 | ||
26 | 3,0 | 6,0 | 1,256 | 1,421 | 1,666 | 1,885 | 2,086 | 2,271 | 2,446 | 2,611 | 2,767 | 3,062 | 3,335 | 3,591 | ||
27 | 4,0 | 7,0 | 1,356 | 1,534 | 1,799 | 2,036 | 2,252 | 2,454 | 2,642 | 2,820 | 2,989 | 3,308 | 3,602 | 3,880 | ||
28 | 6,0 | 9,0 | 1,512 | 1,711 | 2,006 | 2,270 | 2,511 | 2,735 | 2,946 | 3,143 | 3,333 | 3,687 | 4,015 | 4,324 | ||
29 | 9,0 | 12,0 | 1,685 | 1,907 | 2,236 | 2,531 | 2,799 | 3,049 | 3,283 | 3,505 | 3,715 | 4,110 | 4,476 | 4,820 | ||
30 | 10,0 | 13,0 | 1,734 | 1,962 | 2,301 | 2,603 | 2,879 | 3,136 | 3,377 | 3,605 | 3,822 | 4,228 | 4,604 | 4,958 | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ш | ||||
Вспомогательное время Продвижение полосы на шаг в открытых штампах | Карта 7, лист 3 | |||||||||||||||
Номер позиции | Конструкция штампа | Ширина полосы H, мм, до | Толщина металла | Шаг продвижения полосы h, мм, до | ||||||||||||
15 | 25 | за | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | ||||||||||||||
31 | 400 | 0,2 | 0,4 | 0,625 | 0,829 | 0,917 | 0,999 | 1,075 | 1,148 | 1,217 | 1,346 | 1,466 | 1,579 | 1,685 | 1,787 | |
32 | 0,5 | 1,0 | 0,560 | 0,743 | 0,821 | 0,895 | 0,963 | 1,028 | 1,090 | 1,206 | 1314 | 1,414 | 1,510 | 1,601 | ||
33 | 1,0 | 2,5 | 0,515 | 0,683 | 0,756 | 0,823 | 0,887 | 0,946 | 1,003 | 1,110 | 1,209 | 1,302 | 1,389 | 1,473 | ||
34 | 1,5 | 4,0 | 0,490 | 0,651 | 0,720 | 0,784 | 0,844 | 0,901 | 0,956 | 1,057 | 1,151 | 1,240 | 1,323 | 1,403 | ||
35 | 2,0 | 5,0 | 0,474 | 0,629 | 0,696 | 0,758 | 0,816 | 0,871 | 0,923 | 1,021 | 1,112 | 1,198 | 1,278 | 1,355 | ||
36 | 3,0 | 6,0 | 0,515 | 0,684 | 0,756 | 0,824 | 0,887 | 0,947 | 1,004 | 1,110 | 1,209 | 1,302 | 1,390 | 1,473 | ||
37 | 4,0 | 7,0 | 0,556 | 0,739 | 0,817 | 0,890 | 0,958 | 1,023 | 1,084 | 1,200 | 1,306 | 1,407 | 1,502 | 1,592 | ||
38 | 6,0 | 9,0 | 0,620 | 0,823 | 0,911 | 0,992 | 1,068 | 1,140 | 1,208 | 1,337 | 1,456 | 1,569 | 1,674 | 1,774 | ||
39 | 9,0 | 12,0 | 0,669 | 0,918 | 1,016 | 1,106 | 1,190 | 1,271 | 1,348 | 1,490 | 1,624 | 1,748 | 1,866 | 1,978 | ||
40 | 10,0 | 13,0 | 0,711 | 0,944 | 1,044 | 1,138 | 1,225 | 1,307 | 1,386 | 1,533 | 1,670 | 1,798 | 1,920 | 2,035 | ||
41 | Открытый с упором | 550 | 0,2 | 0,4 | 0,704 | 0,935 | 1,034 | 1,126 | 1,213 | 1,294 | 1,372 | 1,518 | 1,653 | 1,780 | 1,900 | 2,015 |
42 | 0,5 | 1,0 | 0,631 | 0,837 | 0,926 | 1,009 | 1,086 | 1,160 | 1,229 | 1,360 | 1,481 | 1,595 | 1,703 | 1,805 | ||
43 | 1,0 | 2,5 | 0,581 | 0,770 | 0,852 | 0,928 | 1,000 | 1,067 | 1,131 | 1,251 | 1,363 | 1,468 | 1,567 | 1,661 | ||
44 | 1,5 | 4,0 | 6,553 | 0,734 | 0,812 | 0,884 | 0,952 | 1,016 | 1,077 | 1,192 | 1,298 | 1,398 | 1,492 | 1,582 | ||
45 | 2,0 | 5,0 | 0,534 | 0,709 | 0,784 | 0,854 | 0,920 | 0,982 | 1,041 | 1,152 | 1,254 | 1,350 | 1,442 | 1,528 | ||
46 | 3,0 | 6,0 | 0,581 | 0,771 | 0,853 | 0,929 | 1,000 | 1,067 | 1,132 | 1,252 | 1,364 | 1,468 | 1,568 | 1,662 | ||
47 | 4,0 | 7,0 | 0,628 | 0,832 | 0,921 | 1,004 | 1,080 | 1,153 | 1,222 | 1,353 | 1,473 | 1,586 | 1,693 | 1,795 | ||
48 | 6,0 | 9,0 | 0,699 | 0,928 | 1,027 | 1,118 | 1,204 | 1,286 | 1,363 | 1,508 | 1,642 | 1,786 | 1,888 | 2,000 | ||
49 | 9,0 | 12,0 | 0,780 | 1,035 | 1,145 | 1,247 | 1,342 | 1,433 | 1,520 | 1,680 | 1,818 | 1,971 | 2,104 | 2,230 | ||
50 | 10,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | - | ||
51 | 700 | 0,2 | 0,4 | 0,771 | 1,024 | 1,132 | 1,233 | 1,328 | 1,418 | 1,503 | 1,662 | 1,811 | 1,950 | 2,081 | 2,206 | |
52 | 0,5 | 1,0 | 0,691 | 0,917 | 1,014 | 1,105 | 1,190 | 1,270 | 1,346 | 1,489 | 1,622 | 1,747 | 1,864 | 1,977 | ||
53 | 1,0 | 2,5 | 0,636 | 0,844 | 0,933 | 1,017 | 1,095 | 1,169 | 1,239 | 1,370 | 1,493 | 1,607 | 1,716 | 1,819 | ||
54 | 1,5 | 4,0 | 0,606 | 0,804 | 0,889 | 0,968 | 1,043 | 1,113 | 1,180 | 1,305 | 1,422 | 1,531 | 1,634 | 1,732 | ||
55 | 2,0 | 5,0 | 0,585 | 0,776 | 0,859 | 0,936 | 1,007 | 1,075 | 1,140 | 1,261 | 1,374 | 1,479 | 1,579 | 1,674 | ||
56 | 3,0 | 6,0 | 0,636 | 0,845 | 0,934 | 1,017 | 1,096 | 1,170 | 1,239 | 1,371 | 1,494 | 1,608 | 1,717 | 1,820 | ||
57 | 4,0 | 7,0 | 6,687 | 0,912 | 1,005 | 1,099 | 1,183 | 1,262 | 1,339 | 1,481 | 1,613 | 1,737 | 1,854 | 1,966 | ||
58 | 6,0 | 9,0 | 6,766 | 1,017 | 1,125 | 1,225 | 1,319 | 1,408 | 1,492 | 1,651 | 1,798 | 1,937 | 2,067 | 1,933 | ||
59 | 9,0 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | - | ||
60 | 10,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
Вспомогательное время Продвижение полосы на шаг в открытых штампах | Карта 7, лист 4 | |||||||||||||||
Номер позиции | Конструкция штампа | Ширина полосы H, мм, до | Толщина металла | Шаг продвижения полосы h, мм, до | ||||||||||||
120 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | ||||||||||||||
31 | Открытый с упором | 400 | 0,2 | 0,4 | 1,977 | 2,237 | 2,623 | 2,968 | 3,284 | 3,576 | 3,851 | 4,111 | 4,358 | 4,821 | 5,251 | 5,654 |
32 | 0,5 | 1,0 | 1,771 | 2,004 | 2,350 | 2,659 | 2,942 | 3,204 | 3,450 | 3,683 | 3,904 | 4,319 | 4,704 | 5,065 | ||
33 | 1,0 | 2,5 | 1,629 | 1,844 | 2,162 | 2,447 | 2,707 | 2,948 | 3,175 | 3,389 | 3,592 | 3,974 | 4,329 | 4,661 | ||
34 | 1,5 | 4,0 | 1,552 | 1,756 | 2,060 | 2,331 | 2,578 | 2,808 | 3,024 | 3,228 | 3,422 | 3,785 | 4,123 | 4,440 | ||
35 | 2,0 | 5,0 | 1,499 | 1,697 | 1,990 | 2,252 | 2,491 | 2,713 | 2,921 | 3,118 | 3,306 | 3,657 | 3,983 | 4,289 | ||
36 | 3,0 | 6,0 | 1,631 | 1,845 | 2,164 | 2,448 | 2,708 | 2,950 | 3,176 | 3,330 | 3594 | 3,977 | 4,331 | 4,663 | ||
37 | 4,0 | 7,0 | 1,761 | 1,993 | 2,337 | 2,645 | 2,926 | 3,186 | 3,431 | 3,662 | 3,882 | 4,295 | 4,678 | 5,037 | ||
38 | 6,0 | 9,0 | 1,963 | 2,221 | 2,605 | 2,948 | 3,261 | 3552 | 3,824 | 4,082 | 4,328 | 4,788 | 5,215 | 5,615 | ||
39 | 9,0 | 12,0 | 2,189 | 2,476 | 2,904 | 3,286 | 3,635 | 3,959 | 4,264 | 4,551 | 4,825 | 5,337 | 5,814 | 6,260 | ||
40 | 10,0 | 13,0 | 2,251 | 2,547 | 2,988 | 3,381 | 3,739 | 4,073 | 4,386 | 4,682 | 4,963 | 5,490 | 5,980 | 6,439 | ||
41 | 550 | 0,2 | 0,4 | 2,229 | 2522 | 2,958 | 3,347 | 3,703 | 4,033 | 4,342 | 4,635 | 4,914 | 5,436 | 5,920 | 6,375 | |
42 | 0,5 | 1,0 | 1,997 | 2,259 | 2,650 | 2,998 | 3,317 | 3,613 | 3,890 | 4,152 | 4,402 | 4,870 | 5,304 | 5,711 | ||
43 | 1,0 | 2,5 | 1,837 | 2,079 | 2,438 | 2,759 | 3,052 | 3,324 | 3580 | 3,821 | 4,051 | 4,481 | 4,881 | 5,255 | ||
44 | 1,5 | 4,0 | 1,750 | 1,980 | 2,322 | 2,628 | 2,907 | 3,167 | 3,410 | 3,640 | 3,858 | 4,268 | 4,649 | 5,006 | ||
45 | 2,0 | 5,0 | 1,691 | 1,913 | 2,244 | 2,539 | 2,809 | 3,059 | 3,294 | 3,516 | 3,727 | 4,124 | 4,491 | 4,836 | ||
46 | 3,0 | 6,0 | 1,838 | 2,080 | 2,440 | 2,761 | 3,054 | 3,326 | 3,581 | 3,823 | 4,052 | 4,483 | 4,883 | 5,258 | ||
47 | 4,0 | 7,0 | 1,986 | 2,246 | 2,635 | 2,930 | 3,299 | 3592 | 3,868 | 4,130 | 4,377 | 4,843 | 5,274 | 5,679 | ||
48 | 6,0 | 9,0 | 2,214 | 2,504 | 2,938 | 3,324 | 3,677 | 4,005 | 4,313 | 4,604 | 4,880 | 5,399 | 5,880 | 6,331 | ||
49 | 9,0 | 12,0 | 2,467 | 2,792 | 3,275 | 3,706 | 4,100 | 4,465 | 4,807 | 5,132 | 5,440 | 6,018 | 6555 | 7,058 | ||
50 | 10,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | - | ||
51 | 700 | 0,2 | 0,4 | 2,441 | 2,762 | 3,239 | 3,665 | 4,055 | 4,416 | 4,756 | 5,076 | 5,381 | 5,953 | 6,484 | 6,982 | |
52 | 0,5 | 1,0 | 2,187 | 2,474 | 2,902 | 3,284 | 3,633 | 3,957 | 4,260 | 4,548 | 4,821 | 5,333 | 5,809 | 6,255 | ||
53 | 1,0 | 2,5 | 2,012 | 2,277 | 2,670 | 3,022 | 3,343 | 3,641 | 3,920 | 4,185 | 4,436 | 4,908 | 5,345 | 5,756 | ||
54 | 1,5 | 4,0 | 1,917 | 2,169 | 2,543 | 2,878 | 3,184 | 3,460 | 3,734 | 3,986 | 4,226 | 4,675 | 5,091 | 5,482 | ||
55 | 2,0 | 5,0 | 1,852 | 2,095 | 2,457 | 2,780 | 3,076 | 3,350 | 3,607 | 3,851 | 4,082 | 4,516 | 4,119 | 5,296 | ||
56 | 3,0 | 6,0 | 2,013 | 2,278 | 2,672 | 3,023 | 3,345 | 3,643 | 3,922 | 4,186 | 4,438 | 4,911 | 5,348 | 5,759 | ||
57 | 4,0 | 7,0 | 2,174 | 2,460 | 2,885 | 3,265 | 3,613 | 3,935 | 4,236 | 4,523 | 4,795 | 5,304 | 5,777 | 6,220 | ||
58 | 6,0 | 9,0 | 2,424 | 2,743 | 3,217 | 3,640 | 4,027 | 4,386 | 4,723 | 5,041 | 5,345 | 5,913 | 6,440 | 6,934 | ||
59 | 9,0 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | - | ||
60 | 10,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ш | ||||
 - на все позиции при
- на все позиции при  - на все позиции при
- на все позиции при Примечания: 1. Время на продвижение полосы на шаг в открытых штампах без упора следует применять по карте с коэффициентом 1,16.
2. При продвижении полосы на шаг в закрытых штампах время по карте применяют с коэффициентом 1,1.
3. Время рассчитано на продвижение полосы длиной 1 м. При отклонении длины полосы от расчетной следует применять поправочные коэффициенты:
Длина полосы, м, до | 0,7 | 1,0 | 1,5 | 2,3 | 3,4 | 5,1 | ||
Коэффициент | 0,96 | 1,0 | 1,04 | 1,08 | 1,12 | 1,16 | ||
4. При продвижении полосы на шаг свыше 800 мм необходимо применять поправочные коэффициенты: | ||||||||
Шаг продвижения полосы, мм до | 1000 | 1400 | 2000 | 2800 | ||||
Коэффициент | 1,15 | 1,32 | 1,62 | 1,74 | ||||
Повертывание или перевертывание заготовки или полосы и установка в штамп | Карта 8, лист 1 |  | |||||||||||||||
Содержание работы Взять (вынуть) заготовку или полосу, повернуть или перевернуть и установить в открытый штамп | |||||||||||||||||
Номер позиции | Конструкция штампа | Угол поворота, град., до | Толщина металла | Площадь заготовки или полосы S, м2, до | |||||||||||||
0,10 | 0,18 | 0,25 | 0,35 | 0,50 | 0,75 | 1,00 | 1,50 | 2,00 | 3,00 | 4,00 | 5,00 | 6,00 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||||
Время на 100 заготовок или полос, мин. | |||||||||||||||||
Открытый с упором | 90 | 0,2 | 0,4 | 1,530 | 1,786 | 1,947 | 2,128 | 2,337 | 2,600 | 2,804 | 3,120 | - | - | - | - | - | |
2 | 0,5 | 1,0 | 1,385 | 1,616 | 1,762 | 1,925 | 2,115 | 2,353 | 2538 | 2,823 | 3,045 | - | - | - | - | ||
3 | 1,0 | 25 | 1,284 | 1,499 | 1,634 | 1,785 | 1,961 | 2,182 | 2,353 | 2,618 | 2,824 | 3,141 | 3,388 | 3,593 | - | ||
4 | 1,5 | 4,0 | 1,229 | 1,434 | 1,563 | 1,708 | 1,876 | 2,087 | 2,251 | 2505 | 2,701 | 3,005 | - | - | - | ||
2,0 | 5,0 | 1,191 | 1,390 | 1,515 | 1,655 | 1,818 | 2,023 | 2,182 | 2,427 | 2,618 | - | - | - | - | |||
3,0 | 6,0 | 1,321 | 1542 | 1,681 | 1,837 | 2,018 | 2,245 | 2,421 | 2,693 | - | - | - | - | - | |||
7 | 4,0 | 7,0 | 1,433 | 1,672 | 1,823 | 1,992 | 2,187 | 2,434 | 2,625 | - | - | - | - | - | - | ||
8 | 6,0 | 9,0 | 1,605 | 1,874 | 2,043 | 2,232 | 2,451 | 2,727 | - | - | - | - | - | - | - | ||
9 | 9,0 | 12,0 | 1,799 | 2,100 | 2,289 | 2501 | 2,747 | - | - | - | - | - | - | - | - | ||
10,0 | 13,0 | 1,853 | 2,163 | 2,358 | 2576 | 2,830 | - | - | - | - | - | - | - | - | |||
180 | 0,2 | 0,4 | 2,155 | 2550 | 2,801 | 3,275 | 3,418 | 3,835 | 4,163 | 4,676 | - | - | - | - | - | ||
12 | 05 | 1,0 | 1,922 | 2,274 | 2,498 | 2,921 | 3,046 | 3,420 | 3,713 | 4,170 | 4,527 | - | - | - | - | ||
13 | 1,0 | 25 | 1,762 | 3,083 | 2,678 | 2,795 | 3,136 | 3,405 | 3,824 | 4,152 | 4,662 | 3,062 | 5,395 | ||||
14 | 15 | 4,0 | 1,675 | 1,982 | 2,177 | 2546 | 2,655 | 2581 | 3,237 | 3,635 | 3,946 | 4,432 | - | - | - | ||
2,0 | 5,0 | 1,616 | 1,912 | 2,106 | 2,456 | 2561 | 2,876 | 3,122 | 3506 | 3,807 | - | - | - | - | |||
3,0 | 6,0 | 1,746 | 2,066 | 2,269 | 2,498 | 2,767 | 3,107 | 3,373 | 3,788 | - | - | - | - | - | |||
17 | 4,0 | 7,0 | 1,890 | 2,236 | 2,457 | 2,705 | 2,995 | 3,364 | 3,652 | - | - | - | - | - | - | ||
19 | 6,0 | 9,0 | 2,114 | 2501 | 2,748 | 3,023 | 3,350 | 3,762 | - | - | - | - | - | - | - | ||
19 | 9,0 | 12,0 | 2,365 | 2,797 | 3,073 | 3,383 | 3,747 | - | - | - | - | - | - | - | - | ||
10,0 | 13,0 | 2,434 | 2,880 | 3,164 | 3,483 | 3,857 | - | - | - | - | - | - | - | - | |||
Открытый без упора | 90 | 0,2 | 0,4 | 1,663 | 1,941 | 2,116 | 2,312 | 2,539 | 2,825 | 3,047 | 3,390 | - | - | - | - | - | |
22 | 0,5 | 1,0 | 1,493 | 1,742 | 1,899 | 2,075 | 2,279 | 2,535 | 2,735 | 3,043 | 3,282 | - | - | - | - | ||
23 | 1,0 | 2,5 | 1,375 | 1,605 | 1,750 | 1,912 | 2,100 | 2,336 | 2,520 | 2,804 | 3,024 | 3,364 | 3,629 | 3,848 | - | ||
24 | 1,5 | 4,0 | 1,311 | 1,530 | 1,668 | 1,823 | 2,002 | 2,227 | 2,402 | 2,673 | 2,883 | 3,207 | - | - | - | ||
2,0 | 5,0 | 1,267 | 1,479 | 1,613 | 1,762 | 1,935 | 2,153 | 2,322 | 2,583 | 2,786 | - | - | - | - | |||
3,0 | 6,0 | 1,291 | 1,507 | 1,642 | 1,795 | 1,971 | 2,193 | 2,365 | 2,832 | - | - | - | - | - | |||
27 | 4,0 | 7,0 | 1,422 | 1,660 | 1,809 | 1,955 | 2,171 | 2,415 | 2,605 | - | - | - | - | - | - | ||
28 | 6,0 | 9,0 | 1,629 | 1,902 | 2,073 | 2,265 | 2,488 | 2,768 | - | - | - | - | - | - | - | ||
29 | 9,0 | 12,0 | 1,867 | 2,179 | 2,376 | 2,596 | 2,851 | - | - | - | - | - | - | - | - | ||
10,0 | 13,0 | 1,934 | 2,258 | 2,462 | 2,698 | 2,954 | - | - | - | - | - | - | - | - | |||
180 | |||||||||||||||||
0,2 | 0,4 | 2,440 | 2,848 | 3,105 | 3,392 | 3,726 | 4,145 | 4,471 | 4,974 | - | - | - | - | - | |||
32 | 05 | 1,0 | 2,184 | 2,549 | 2,779 | 3,036 | 3,335 | 3,710 | 4,002 | 4,452 | 4,802 | - | - | - | - | ||
33 | 1,0 | 2,5 | 2,008 | 2,344 | 2,556 | 2,792 | 3,067 | 3,412 | 3,680 | 4,094 | 4,416 | 4,913 | 5,299 | 5,619 | - | ||
34 | 1,5 | 4,0 | 1,912 | 2,232 | 2,433 | 2,658 | 2,920 | 3,248 | 3,504 | 3,898 | 4,204 | 4,678 | - | - | - | ||
2,0 | 5,0 | 1,847 | 2,156 | 2,350 | 2,568 | 2,820 | 3,137 | 3,384 | 3,765 | 4,061 | - | - | - | - | |||
3,0 | 6,0 | 2,049 | 2,391 | 2,607 | 2,848 | 3,129 | 3,481 | 3,754 | 4,177 | - | - | - | - | - | |||
37 | 4,0 | 7,0 | 2,228 | 2,601 | 2,836 | 3,098 | 3,403 | 3,768 | 4,083 | - | - | - | - | - | - | ||
38 | 6,0 | 9,0 | 2,509 | 2,928 | 3,192 | 3,488 | 3,831 | 4,262 | - | - | - | - | - | - | - | ||
39 | 9,0 | 12,0 | 2,824 | 3,296 | 3,593 | 3,926 | 4,312 | - | - | - | - | - | - | - | |||
10,0 | 13,0 | 2,912 | 3,399 | 3,706 | 4,049 | 4,447 | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
 -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
- Примечания: 1. При работе в закрытом штампе время по карте следует применять с коэффициентом 1,05.
2. При определении нормы штучного времени на деталь время по карте следует делить на количество деталей, получаемых из полосы.
Удаление отхода полосы (решетки) | Карта 9, лист 1 | ||||||||
Содержание работы Снять отход полосы со штампа и отбросить в люк, в тару | |||||||||
Номер позиции | Длина полосы L, м, до | Толщина металла | Ширина полосы H, мм, до | ||||||
60 | 100 | 160 | 250 | 400 | 600 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||
Время на 100 шт. отходов, мин. | |||||||||
1 | 0,7 | 0,2 | 0,4 | 1,898 | 2,179 | 2,474 | 2,791 | 3,168 | 3,353 |
2 | 0,5 | 1,0 | 1,715 | 1,968 | 2,235 | 2,521 | 2,862 | 3,193 | |
3 | 1,0 | 2,5 | 1,588 | 1,823 | 2,069 | 2,334 | 2,650 | 2,957 | |
4 | 1,5 | 4,0 | 1,518 | 1,742 | 1,978 | 2,232 | 2,533 | 2,827 | |
5 | 2,0 | 5,0 | 1,470 | 1,688 | 1,916 | 2,161 | 2,454 | 2,738 | |
6 | 3,0 | 6,0 | 1,590 | 1,826 | 2,073 | 2,338 | 2,654 | 2,961 | |
7 | 4,0 | 7,0 | 1,729 | 1,984 | 2,253 | 2,541 | 2,885 | 3,219 | |
8 | 6,0 | 9,0 | 1,944 | 2,232 | 2,534 | 2,859 | 3,245 | 3,621 | |
9 | 9,0 | 12,0 | 2,187 | 2,511 | 2,850 | 3,215 | 3,650 | 4,073 | |
10 | 10,0 | 13,0 | 2,255 | 2,588 | 2,939 | 3,315 | 3,764 | 4,199 | |
11 | 1,0 | 0,2 | 0,4 | 2,127 | 2,442 | 2,772 | 3,127 | 3,550 | 3,961 |
12 | 0,5 | 1,0 | 2,206 | 2,504 | 2,825 | 3,207 | 3,578 | ||
13 | 1,0 | 2,5 | 1,779 | 2,042 | 2,319 | 2,616 | 2,969 | 3,313 | |
14 | 1,5 | 4,0 | 1,701 | 1,952 | 2,217 | 2,500 | 2,839 | 3,167 | |
15 | 2,0 | 5,0 | 1,647 | 1,891 | 2,147 | 2,422 | 2,750 | 3,068 | |
16 | 3,0 | 6,0 | 1,782 | 2,046 | 2,322 | 2,620 | 2,974 | 3,318 | |
17 | 4,0 | 7,0 | 1,937 | 2,224 | 2,324 | 2,848 | 3,233 | 3,607 | |
18 | 6,0 | 9,0 | 2,179 | 2,501 | 2,839 | 3,203 | 3,636 | 4,057 | |
19 | 9,0 | 12,0 | 2,451 | 2,813 | 3,194 | 3,603 | 4,090 | 4,563 | |
20 | 10,0 | 13,0 | 2,527 | 2,900 | 3,293 | 3,715 | 4,217 | 4,705 | |
21 | 1,5 | 0,2 | 0,4 | 2,421 | 2,779 | 3,155 | 3,559 | 4,040 | 4,508 |
22 | 0,5 | 1,0 | 2,187 | 2,510 | 2,850 | 3,215 | 3,650 | 4,072 | |
23 | 1,0 | 2,5 | 2,025 | 2,324 | 2,639 | 2,977 | 3,379 | 3,770 | |
24 | 1,5 | 4,0 | 1,936 | 2,222 | 2,523 | 2,846 | 3,231 | 3,604 | |
25 | 2,0 | 5,0 | 1,875 | 2,152 | 2,443 | 2,756 | 3,129 | 3,491 | |
26 | 3,0 | 6,0 | 2,028 | 2,328 | 2,643 | 2,982 | 3,385 | 3,777 | |
27 | 4,0 | 7,0 | 2,205 | 2,531 | 2,873 | 3,241 | 3,679 | 4,105 | |
28 | 6,0 | 9,0 | 2,480 | 2,846 | 3,232 | 3,645 | 4,139 | - | |
29 | 9,0 | 12,0 | 2,789 | 3,202 | 3,635 | 4,100 | - | - | |
30 | 10,0 | 13,0 | 2,876 | 3,301 | 3,748 | 4,227 | - | - | |
31 | 2,3 | 0,2 | 0,4 | 2,775 | 3,185 | 3,616 | 4,079 | 4,631 | 5,166 |
32 | 0,5 | 1,0 | 2,506 | 2,877 | 3,266 | 3,684 | 4,183 | 4,667 | |
33 | 1,0 | 2,5 | 2,321 | 2,664 | 3,024 | 3,412 | 3,873 | 4,321 | |
34 | 1,5 | 4,0 | 2,219 | 2,547 | 2,891 | 3,261 | 3,703 | 4,131 | |
35 | 2,0 | 5,0 | 2,149 | 2,467 | 2,800 | 3,159 | 3,586 | 4,001 | |
36 | 3,0 | 6,0 | 2,324 | 2,668 | 3,029 | 3,417 | 3,879 | 4,328 | |
37 | 4,0 | 7,0 | 2,527 | 2,900 | 3,293 | 3,714 | 4,217 | - | |
38 | 6,0 | 9,0 | 2,842 | 3,262 | 3,704 | 4,178 | - | - | |
39 | 9,0 | 12,0 | 3,197 | 3,669 | 4,166 | - | - | - | |
40 | 10,0 | 13,0 | 3,296 | 3,783 | 4,295 | - | - | - | |
Индекс | а | б | в | г | д | е | |||
Вспомогательное время Удаление отхода полосы (решетки) | Карта 9, лист 2 | ||||||||
Номер позиции | Длина полосы L, м, до | Толщина металла | Ширина полосы H, мм, до | ||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 60 | 100 | 160 | 250 | 400 | 600 | ||
Время на 100 шт. отходов, мин. | |||||||||
41 | 3,4 | 0,2 | 0,4 | 3,143 | 3,608 | 4,096 | 4,620 | 5,246 | - |
42 | 0,5 | 1,0 | 2,839 | 3,259 | 3,700 | 4,174 | 4,738 | 5,287 | |
43 | 1,0 | 2,5 | 2,629 | 3,018 | 3,426 | 3,865 | 4,387 | 4,895 | |
44 | 1,5 | 4,0 | 2,513 | 2,885 | 3,275 | 3,694 | 4,194 | 4,680 | |
45 | 2,0 | 5,0 | 2,434 | 2,794 | 3,172 | 3,578 | 4,063 | 4,533 | |
46 | 3,0 | 6,0 | 2,633 | 3,022 | 3,431 | 3,871 | 4,395 | - | |
47 | 4,0 | 7,0 | 2,862 | 3,285 | 3,730 | 4,208 | - | - | |
48 | 6,0 | 9,0 | 3,219 | 3,695 | 4,195 | 4,733 | - | - | |
49 | 9,0 | 12,0 | 3,621 | 4,157 | 4,719 | - | - | - | |
50 | 10,0 | 13,0 | 3,733 | 4,285 | - | - | - | - | |
51 | 5,1 | 0,2 | 0,4 | 3,577 | 4,106 | 4,662 | 5,258 | - | - |
52 | 0,5 | 1,0 | 3,231 | 3,709 | 4,211 | 4,750 | 5,393 | 5,571 | |
53 | 1,0 | 2,5 | 2,992 | 3,434 | 3,899 | 4,398 | 4,993 | 5,326 | |
54 | 1,5 | 4,0 | 2,860 | 3,283 | 3,727 | 4,205 | 4,774 | - | |
55 | 2,0 | 5,0 | 2,770 | 3,180 | 3,610 | 4,072 | 4,624 | - | |
56 | 3,0 | 6,0 | 2,997 | 3,440 | 3,905 | 4,405 | - | - | |
57 | 4,0 | 7,0 | 3,257 | 3,739 | 4,245 | 4,789 | - | - | |
58 | 6,0 | 9,0 | 3,664 | 4,206 | 4,775 | - | - | - | |
59 | 9,0 | 12,0 | 4,121 | 4,730 | - | - | - | - | |
60 | 10,0 | 13,0 | 4,249 | 4,877 | - | - | - | - | |
Индекс | а | б | в | г | д | е | |||
 - на все позиции при
- на все позиции при  - на все позиции при
- на все позиции при Примечания: 1. При расчете нормы штучного времени на деталь время по карте следует делить на количество деталей, получаемых из полосы.
2. При работе в закрытом штампе время по карте следует применять с коэффициентом 1,1.
Установка рулона ленты в приспособление пресса вручную | Карта 10 | ||||||
Содержание работы Взять рулон, поднести на расстояние 1 м, установить рулон в приспособление пресса (катушку или бунтодержатель). Перерезать вязку проволоки диаметром 3 мм ножницами. Вытянуть, протереть и заправить конец ленты в штамп до постоянного или временного упора. Включить пресс на рабочий ход | |||||||
Номер позиции | Масса рулона Q, кг, до | ||||||
5,6 | 10,0 | 15,0 | 20,0 | 25,0 | 30,0 | 40,0 | |
Время на рулон, мин. | |||||||
1 | 1,676 | 2,044 | 2,295 | 2,492 | 2,656 | 2,799 | 3,039 |
Индекс | а | б | в | г | д | е | ж |
T = 1,058 · Q0,286
Примечания: 1. При подсчете нормы штучного времени на деталь время по карте делят на количество деталей, получаемых из рулона ленты.
2. При массе рулона от 20 до 40 кг установка в приспособление производится двумя рабочими;
3. На каждый дополнительный метр перемещения груза к времени по карте прибавляется 0,020 мин.
4. Установка рулона ленты массой свыше 40 кг производится с помощью грузоподъемных механизмов. При определении времени на установку рулона ленты используются карты 45, 47, 50.
Заправка конца рулона ленты в штамп | Карта 11, лист 1 | |||||||||||
Номер позиции | Содержание работы | Толщина металла | Ширина рулона H, мм до | |||||||||
0,02 | 0,03 | 0,05 | 0,06 | 0,03 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | |||
Время на рулон, мин. | ||||||||||||
Взять конец рулона ленты, установить в пневматический клещевой захват, заправить ленту в штамп нажатием кнопки | 0,5 | 2,23 | 2,79 | 3,71 | 4,11 | 4,82 | 5,47 | - | - | - | - | |
2 | 1,0 | 2,45 | 3,07 | 4,08 | 4,52 | 5,30 | 6,01 | - | - | - | ||
3 | 1,5 | 2,57 | 3,22 | 4,28 | 4,75 | 5,57 | 6,31 | - | - | - | - | |
4 | 2,0 | 2,67 | 3,35 | 4,45 | 4,93 | 5,78 | 6,55 | - | - | - | - | |
5 | 2,5 | 2,74 | 3,44 | 4,57 | 5,06 | - | - | - | - | - | - | |
3,0 | 2,82 | 3,53 | 4,69 | - | - | - | - | - | - | - | ||
Взять конец рулона ленты, пропустить через рихтовочные валки нажатием кнопки и заправить ленту вручную в штамп | 0,5 | - | - | 1,05 | 1,09 | 1,22 | 1,33 | 1,50 | 1,65 | 1,78 | 1,89 | |
8 | 1,0 | - | - | 1,62 | 1,71 | 1,88 | 2,05 | 2,31 | 2,52 | 2,74 | 2,91 | |
9 | 1,5 | - | - | 2,09 | 2,21 | 2,43 | 2,64 | 2,98 | 3,25 | 3,53 | 3,75 | |
10 | 2,0 | - | - | 2,51 | 2,65 | 2,91 | 3,18 | 3,58 | 3,91 | 4,25 | 4,51 | |
11 | 2,5 | - | - | 2,88 | 3,04 | 3,35 | 3,65 | 4,11 | 4,49 | 4,88 | 5,18 | |
12 | 3,0 | - | - | 3,22 | 3,40 | 3,74 | 4,08 | 4,59 | 5,01 | 5,45 | 5,79 | |
3,5 | - | - | 3,58 | 3,76 | 4,14 | 4,51 | 5,08 | 5,54 | 6,03 | 6,40 | ||
Взять конец рулона ленты, пропустить через рихтовочные валки и подающий механизм, заправить ленту в штамп нажатием кнопки и вращением рукоятки | 0,5 | - | - | - | - | - | - | - | 1,37 | 1,58 | 1,77 | |
15 | 1,0 | - | - | - | - | - | - | - | 2,12 | 2,44 | 2,74 | |
16 | 1,5 | - | - | - | - | - | - | - | 2,74 | 3,12 | 3,53 | |
17 | 2,0 | - | - | - | - | - | - | - | 3,28 | 3,78 | 4,42 | |
18 | 2,5 | - | - | - | - | - | - | - | 3,78 | 4,35 | 4,88 | |
19 | 3,0 | - | - | - | - | - | - | - | 4,24 | 4,88 | 5,47 | |
20 | 3,5 | - | - | - | - | - | - | - | 4,67 | 5,37 | 6,03 | |
4,0 | - | - | - | - | - | - | - | 5,08 | 5,84 | 6,56 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Карта 11, лист 2 | ||||||||||||
Номер позиции | Содержание работы | Толщина металла | Ширина рулона H, м, до | |||||||||
0,35 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | 1,00 | 1,20 | 1,40 | 1,60 | |||
Время на рулон, мин. | ||||||||||||
1 | Взять конец рулона ленты, установить в пневматический клещевой захват, заправить ленту в штамп нажатием кнопки | 0,5 | - | - | - | - | - | - | - | - | - | - |
2 | 1,0 | - | - | - | - | - | - | - | - | - | - | |
3 | 1,5 | - | - | - | - | - | - | - | - | - | - | |
4 | 2,0 | - | - | - | - | - | - | - | - | - | - | |
5 | 2,5 | - | - | - | - | - | - | - | - | - | - | |
6 | 3,0 | - | - | - | - | - | - | - | - | - | - | |
7 | Взять конец рулона ленты, пропустить через рихтовочные валки нажатием кнопки и заправить ленту вручную в штамп | 0,5 | 1,97 | - | - | - | - | - | - | - | - | - |
8 | 1,0 | 3,03 | - | - | - | - | - | - | - | - | - | |
9 | 1,5 | 3,91 | - | - | - | - | - | - | - | - | - | |
10 | 2,0 | 4,70 | - | - | - | - | - | - | - | - | - | |
11 | 2,5 | 5,39 | - | - | - | - | - | - | - | - | - | |
12 | 3,0 | 6,03 | - | - | - | - | - | - | - | - | - | |
13 | 3,5 | 6,67 | - | - | - | - | - | - | - | - | - | |
14 | Взять конец рулона ленты, пропустить через рихтовочные валки и подающий механизм, заправить ленту в штамп нажатием кнопки и вращением рукоятки | 0,5 | 1,95 | 2,12 | 2,44 | 2,74 | 3,02 | 3,28 | 3,78 | 4,24 | 4,67 | 5,08 |
15 | 1,0 | 3,02 | 3,28 | 3,78 | 4,24 | 4,67 | 5,08 | 5,84 | 6,56 | 7,22 | 7,86 | |
16 | 1,5 | 3,89 | 4,24 | 4,88 | 5,47 | 6,03 | 6,56 | 7,55 | 8,46 | 9,33 | 10,15 | |
17 | 2,0 | 4,67 | 5,08 | 5,86 | 6,56 | 7,22 | 7,86 | 9,04 | 10,15 | 11,18 | - | |
18 | 2,5 | 5,37 | 5,84 | 6,73 | 7,55 | 8,31 | 9,04 | 10,41 | - | - | - | |
19 | 3,0 | 6,03 | 6,56 | 7,55 | 8,46 | 9,33 | 10,14 | - | - | - | - | |
20 | 3,5 | 6,64 | 7,22 | 8,31 | 9,33 | 10,28 | - | - | - | - | - | |
21 | 4,0 | 7,22 | 7,86 | - | - | - | - | - | - | - | ||
Индекс | л | м | н | о | п | р | с | т | у | ф | ||
 -
-  -
-  -
- Снятие отштампованной ленты с наматывателя вручную | Карта 12 | |||||
Содержание работы Открепить остаток ленты в приспособлении. Снять остаток с катушки или бунтодержателя. Связать отход ленты проволокой. Отложить отход ленты | ||||||
Номер позиции | Масса отхода ленты Q, кг, до | |||||
1,0 | 3,0 | 5,0 | 10,0 | 15,0 | 20,0 | |
Время на рулон, мин. | ||||||
1 | 0,230 | 0,309 | 0,354 | 0,426 | 0,475 | 0,513 |
Индекс | а | б | в | г | д | е |
T = 0,23 · Q-0,268
Примечания: 1. Для расчета нормы штучного времени на деталь время по карте следует делить на количество деталей, получаемых из рулона ленты.
2. На каждый дополнительный метр перемещения груза к времени по карте следует прибавлять 0,020 мин.
Набор индивидуальных заготовок в пакет | Карта 13, лист 1 | ||||||||||||||||||||
Содержание работы Набрать заготовки в пакет, поднести и положить на стол | 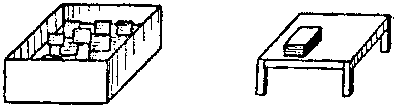 | ||||||||||||||||||||
Номер позиции | Количество заготовок в пакете n, шт. | Толщина металла | Площадь заготовки S, м2, до | ||||||||||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | 0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | ||
Время на один пакет, мин. | |||||||||||||||||||||
1 | 2 | 0,2 | 0,4 | 0,028 | 0,033 | 0,039 | 0,043 | 0,045 | 0,048 | 0,052 | 0,059 | 0,063 | 0,068 | 0,075 | 0,080 | 0,091 | 0,098 | 0,106 | 0,115 | 0,126 | 0,134 |
2 | 0,5 | 1,0 | 0,025 | 0,029 | 0,034 | 0,038 | 0,040 | 0,042 | 0,046 | 0,052 | 0,056 | 0,060 | 0,066 | 0,071 | 0,081 | 0,087 | 0,094 | 0,101 | 0,111 | 0,118 | |
3 | 1,0 | 2,5 | 0,023 | 0,027 | 0,031 | 0,034 | 0,037 | 0,038 | 0,042 | 0,047 | 0,051 | 0,055 | 0,060 | 0,064 | 0,073 | 0,079 | 0,085 | 0,092 | 0,101 | 0,108 | |
4 | 1,5 | 4,0 | 0,022 | 0,025 | 0,030 | 0,032 | 0,035 | 0,036 | 0,040 | 0,045 | 0,048 | 0,052 | 0,057 | 0,061 | 0,069 | 0,075 | 0,081 | 0,087 | 0,096 | - | |
5 | 2,0 | 5,0 | 0,021 | 0,024 | 0,028 | 0,031 | 0,033 | 0,035 | 0,038 | 0,043 | 0,046 | 0,050 | 0,055 | 0,059 | 0,067 | 0,072 | 0,078 | 0,84 | - | - | |
6 | 3,0 | 6,0 | 0,023 | 0,027 | 0,032 | 0,035 | 0,037 | 0,039 | 0,043 | 0,048 | 0,051 | 0,056 | 0,061 | 0,065 | 0,074 | 0,080 | 0,086 | - | - | - | |
7 | 3 | 0,2 | 0,4 | 0,036 | 0,042 | 0,049 | 0,054 | 0,058 | 0,061 | 0,067 | 0,075 | 0,080 | 0,087 | 0,095 | 0,102 | 0,116 | 0,125 | 0,135 | 0,146 | 0,160 | 0,170 |
8 | 0,5 | 1,0 | 0,032 | 0,037 | 0,044 | 0,048 | 0,051 | 0,054 | 0,059 | 0,066 | 0,071 | 0,077 | 0,084 | 0,090 | 0,103 | 0,110 | 0,119 | 0,129 | 0,141 | 0,151 | |
9 | 1,0 | 2,5 | 0,029 | 0,034 | 0,040 | 0,044 | 0,047 | 0,049 | 0,054 | 0,060 | 0,065 | 0,070 | 0,077 | 0,082 | 0,093 | 0,101 | 0,108 | 0,117 | 1,129 | - | |
10 | 1,5 | 4,0 | 0,028 | 0,032 | 0,038 | 0,041 | 0,044 | 0,046 | 0,051 | 0,057 | 0,061 | 0,066 | 0,073 | 0,078 | 0,088 | 0,095 | 0,103 | 0,111 | - | - | |
11 | 2,0 | 5,0 | 0,027 | 0,031 | 0,036 | 0,040 | 0,042 | 0,045 | 0,049 | 0,055 | 0,059 | 0,064 | 0,070 | 0,075 | 0,085 | 0,092 | 0,099 | - | - | - | |
12 | 3,0 | 6,0 | 0,030 | 0,030 | 0,040 | 0,044 | 0,047 | 0,049 | 0,034 | 0,061 | 0,066 | 0,071 | 0,078 | 0,083 | 0,095 | 0,102 | - | - | - | - | |
13 | 4 | 0,2 | 0,4 | 0,043 | 0,050 | 0,059 | 0,064 | 0,069 | 0,072 | 0,079 | 0,089 | 0,095 | 0,103 | 0,113 | 0,121 | 0,138 | 0,148 | 0,160 | 0,173 | 0,190 | 0,202 |
14 | 0,5 | 1,0 | 0,038 | 0,044 | 0,052 | 0,057 | 0,061 | 0,064 | 0,070 | 0,078 | 0,084 | 0,091 | 0,100 | 0,107 | 0,122 | 0,131 | 0,141 | 0,153 | 0,168 | 0,179 | |
15 | 1,0 | 2,5 | 0,035 | 0,040 | 0,047 | 0,052 | 0,055 | 0,058 | 0,064 | 0,071 | 0,077 | 0,083 | 0,091 | 0,097 | 0,111 | 0,119 | 0,129 | 0,139 | - | - | |
16 | 1,5 | 4,0 | 0,033 | 0,038 | 0,045 | 0,049 | 0,052 | 0,055 | 0,060 | 0,067 | 0,073 | 0,079 | 0,086 | 0,092 | 0,105 | 0,113 | 0,122 | - | - | - | |
17 | 2,0 | 5,0 | 0,032 | 0,037 | 0,043 | 0,047 | 0,050 | 0,053 | 0,058 | 0,065 | 0,070 | 0,076 | 0,083 | 0,088 | 0,101 | 0,109 | - | - | - | - | |
18 | 3,0 | 6,0 | 0,035 | 0,041 | 0,048 | 0,052 | 0,056 | 0,059 | 0,064 | 0,072 | 0,078 | 0,084 | 0,092 | 0,098 | 0,112 | - | - | - | - | - | |
19 | 5 | 0,2 | 0,4 | 0,049 | 0,057 | 0,067 | 0,073 | 0,078 | 0,082 | 0,090 | 0,101 | 0,109 | 0,118 | 0,129 | 0,138 | 0,157 | 0,169 | 0,183 | 0,198 | 0,217 | 0,231 |
20 | 0,5 | 1,0 | 0,043 | 0,051 | 0,059 | 0,065 | 0,069 | 0,073 | 0,080 | 0,089 | 0,096 | 0,104 | 0,114 | 0,122 | 0,139 | 0,150 | 0,161 | 0,173 | 0,191 | 0,204 | |
21 | 1,0 | 2,5 | 0,040 | 0,046 | 0,054 | 0,059 | 0,063 | 0,066 | 0,073 | 0,081 | 0,088 | 0,095 | 0,104 | 0,111 | 0,127 | 0,136 | 0,147 | 0,159 | - | - | |
22 | 1,5 | 4,0 | 0,037 | 0,044 | 0,051 | 0,056 | 0,060 | 0,063 | 0,069 | 0,077 | 0,083 | 0,090 | 0,099 | 0,105 | 0,120 | 0,129 | - | - | - | - | |
23 | 2,0 | 5,0 | 0,036 | 0,042 | 0,049 | 0,054 | 0,057 | 0,060 | 0,066 | 0,074 | 0,080 | 0,087 | 0,095 | 0,101 | 0,115 | 0,124 | - | - | - | - | |
24 | 3,0 | 6,0 | 0,040 | 0,047 | 0,055 | 0,060 | 0,064 | 0,067 | 0,073 | 0,082 | 0,089 | 0,096 | 0,105 | 0,112 | - | - | - | - | - | - | |
25 | 6 | 0,2 | 0,4 | 0,055 | 0,064 | 0,075 | 0,082 | 0,087 | 0,092 | 0,100 | 0,113 | 0,121 | 0,132 | 0,144 | 0,154 | 0,175 | 0,189 | 0,204 | 0,220 | 0,241 | 0,257 |
26 | 0,5 | 1,0 | 0,048 | 0,057 | 0,066 | 0,072 | 0,077 | 0,081 | 0,089 | 0,100 | 0,107 | 0,116 | 0,127 | 0,136 | 0,155 | 0,167 | 0,180 | 0,195 | 0,213 | - | |
27 | 1,0 | 2,5 | 0,044 | 0,051 | 0,060 | 0,066 | 0,070 | 0,074 | 0,081 | 0,091 | 0,098 | 0,106 | 0,116 | 0,124 | 0,141 | 0,152 | 0,164 | - | - | - | |
28 | 1,5 | 4,0 | 0,042 | 0,049 | 0,057 | 0,062 | 0,067 | 0,070 | 0,077 | 0,086 | 0,093 | 0,100 | 0,110 | 0,117 | 0,134 | 0,144 | - | - | - | - | |
29 | 2,0 | 5,0 | 0,040 | 0,047 | 0,055 | 0,060 | 0,064 | 0,067 | 0,074 | 0,083 | 0,089 | 0,096 | 0,106 | 0,113 | 0,128 | - | - | - | - | - | |
30 | 3,0 | 6,0 | 0,045 | 0,052 | 0,061 | 0,067 | 0,071 | 0,075 | 0,082 | 0,092 | 0,099 | 0,107 | 0,117 | 0,125 | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||
Вспомогательное время Набор индивидуальных заготовок в пакет | Карта 13, лист 2 | ||||||||||||||||||||
Номер позиции | Количество заготовок в пакете n, шт. | Толщина металла | Площадь заготовки S, м2, до | ||||||||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | 0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||||||||
Время на один пакет, мин. | |||||||||||||||||||||
31 | 7 | 0,2 | 0,4 | 0,060 | 0,070 | 0,082 | 0,090 | 0,096 | 0,101 | 0,110 | 0,123 | 0,133 | 0,144 | 0,158 | 0,168 | 0,192 | 0,207 | 0,223 | 0,242 | 0,265 | 0,282 |
32 | 0,5 | 1,0 | 0,053 | 0,062 | 0,072 | 0,079 | 0,085 | 0,089 | 0,097 | 0,109 | 0,118 | 0,127 | 0,140 | 0,149 | 0,170 | 0,183 | 0,197 | 0,213 | - | - | |
33 | 1,0 | 2,5 | 0,048 | 0,056 | 0,066 | 0,072 | 0,077 | 0,081 | 0,089 | 0,099 | 0,107 | 0,116 | 0,127 | 0,136 | 0,155 | 0,166 | 0,179 | - | - | - | |
34 | 1,5 | 4,0 | 0,046 | 0,053 | 0,062 | 0,068 | 0,073 | 0,077 | 0,084 | 0,094 | 0,101 | 0,110 | 0,120 | 0,128 | 0,146 | - | - | - | - | - | |
35 | 2,0 | 5,0 | 0,044 | 0,051 | 0,060 | 0,066 | 0,070 | 0,074 | 0,081 | 0,091 | 0,098 | 0,106 | 0,116 | 0,123 | 0,141 | - | - | - | - | - | |
36 | 3,0 | 6,0 | 0,049 | 0,057 | 0,067 | 0,073 | 0,078 | 0,082 | 0,090 | 0,101 | 0,108 | 0,118 | 0,129 | 0,137 | - | - | - | - | - | - | |
37 | 8 | 0,2 | 0,4 | 0,065 | 0,076 | 0,089 | 0,097 | 0,104 | 0,109 | 0,119 | 0,134 | 0,144 | 0,156 | 0,171 | 0,182 | 0,208 | 0,224 | 0,241 | 0,262 | 0,286 | 0,306 |
38 | 0,5 | 1,0 | 0,057 | 0,067 | 0,078 | 0,086 | 0,092 | 0,096 | 0,105 | 0,118 | 0,127 | 0,138 | 0,151 | 0,161 | 0,184 | 0,198 | 0,213 | 0,231 | - | ||
39 | 1,0 | 2,5 | 0,052 | 0,061 | 0,071 | 0,078 | 0,083 | 0,088 | 0,096 | 0,108 | 0,116 | 0,126 | 0,138 | 0,147 | 0,167 | 0,180 | - | - | - | - | |
40 | 1,5 | 4,0 | 0,050 | 0,058 | 0,068 | 0,074 | 0,079 | 0,083 | 0,091 | 0,102 | 0,110 | 0,119 | 0,130 | 0,139 | 0,159 | - | - | - | - | - | |
41 | 2,0 | 5,0 | 0,048 | 0,056 | 0,065 | 0,071 | 0,076 | 0,080 | 0,087 | 0,098 | 0,106 | 0,114 | 0,125 | 0,134 | - | - | - | - | - | - | |
42 | 3,0 | 6,0 | 0,053 | 0,062 | 0,072 | 0,079 | 0,084 | 0,089 | 0,097 | 0,109 | 0,117 | 0,127 | 0,139 | 0,149 | - | - | - | - | - | - | |
43 | 9 | 0,2 | 0,4 | 0,070 | 0,081 | 0,095 | 0,104 | 0,111 | 0,117 | 0,128 | 0,143 | 0,155 | 0,168 | 0,183 | 0,196 | 0,223 | 0,240 | 0,259 | 0,281 | 0,307 | 0,328 |
44 | 0,5 | 1,0 | 0,062 | 0,072 | 0,084 | 0,092 | 0,098 | 0,103 | 0,113 | 0,127 | 0,137 | 3,148 | 0,162 | 0,173 | 0,197 | 0,212 | 0,229 | 0,248 | - | - | |
45 | 1,0 | 2,5 | 0,056 | 0,066 | 0,077 | 0,084 | 0,089 | 0,094 | 0,103 | 0,115 | 0,124 | 0,135 | 0,148 | 0,157 | 0,180 | 0,193 | - | - | - | ||
46 | 1,5 | 4,0 | 0,053 | 0,062 | 0,072 | 0,079 | 0,085 | 0,089 | 0,097 | 0,109 | 0,118 | 0,128 | 0,140 | 0,149 | 0,170 | - | - | - | - | - | |
47 | 2,0 | 5,0 | 0,051 | 0,060 | 0,070 | 0,076 | 0,081 | 0,086 | 0,094 | 0,105 | 0,113 | 0,123 | 0,134 | 0,143 | - | - | - | - | - | - | |
48 | 3,0 | 6,0 | 0,057 | 0,066 | 0,077 | 0,085 | 0,091 | 0,095 | 0,104 | 0,117 | 0,126 | 0,136 | 0,149 | - | - | - | - | - | - | - | |
49 | 10 | 0,2 | 0,4 | 0,074 | 0,087 | 0,101 | 0,111 | 0,118 | 0,124 | 0,136 | 0,153 | 0,165 | 0,178 | 0,195 | 0,200 | 0,238 | 0,256 | 0,276 | 0,299 | 0,327 | 0,349 |
50 | 0,5 | 1,0 | 0,066 | 0,077 | 0,090 | 0,098 | 0,105 | 0,110 | 0,120 | 0,135 | 0,145 | 0,158 | 0,173 | 0,184 | 0,210 | 0,226 | 0,244 | 0,264 | - | - | |
51 | 1,0 | 2,5 | 0,060 | 0,070 | 0,082 | 0,089 | 0,095 | 0,100 | 0,110 | 0,123 | 0,132 | 0,144 | 0,157 | 0,168 | 0,191 | 0,206 | - | - | - | - | |
52 | 1,5 | 4,0 | 0,057 | 0,066 | 0,077 | 0,085 | 0,090 | 0,095 | 0,104 | 0,116 | 0,125 | 0,136 | 0,149 | 0,159 | - | - | - | - | - | - | |
53 | 2,0 | 5,0 | 0,054 | 0,064 | 0,074 | 0,081 | 0,087 | 0,091 | 0,100 | 0,112 | 0,121 | 0,131 | 0,143 | 0,153 | - | - | - | - | - | - | |
54 | 3,0 | 6,0 | 0,060 | 0,071 | 0,083 | 0,090 | 0,096 | 0,101 | 0,111 | 0,124 | 0,134 | 0,145 | 0,159 | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||
 - на все позиции при
- на все позиции при  - на все позиции при
- на все позиции при Примечания. 1. Время на прием необходимо учитывать в случае многослойной штамповки. 2. При расчете нормы штучного времени на деталь время по карте следует делить на количество деталей, получаемых из пакета.
Установка заготовки в штамп по упору, по наружному контору, на стол по трафарету или в кассетницу | Карта 14, лист 1 | ||||||||||||||
Содержание работы Взять (со стола пресса, из тары) заготовку, поднести и установить в штамп по упору, по наружному контуру, по трафарету или в кассетницу | 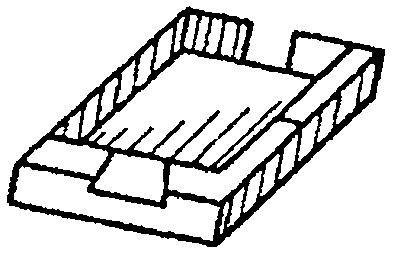 | ||||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | ||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
Время на 100 заготовок, мин. | |||||||||||||||
Свободно | 0,2 | 0,4 | 2,376 | 2,651 | 2,957 | 3,153 | 3,299 | 3,418 | 3,644 | 3,950 | 4,167 | 4,408 | 4,700 | 4,918 | |
2 | 0,5 | 1,0 | 2,154 | 2,404 | 2,681 | 2,859 | 2,992 | 3,099 | 3,304 | 3,582 | 3,777 | 3,996 | 4,261 | 4,458 | |
3 | 1,0 | 2,5 | 2,000 | 2,232 | 2,490 | 2,654 | 2,778 | 2,878 | 3,068 | 3,326 | 3,507 | 3,711 | 3,956 | 4,140 | |
4 | 1,5 | 4,0 | 1,915 | 2,137 | 2,384 | 2,541 | 2,660 | 2,755 | 2,937 | 3,184 | 3,358 | 3,553 | 3,788 | 3,964 | |
2,0 | 5,0 | 1,857 | 2,072 | 2,311 | 2,464 | 2,579 | 2,671 | 2,848 | 3,088 | 3,257 | 3,446 | 3,673 | 3,844 | ||
3,0 | 6,0 | 2,075 | 2,316 | 2,583 | 2,754 | 2,881 | 2,985 | 3,183 | 3,450 | 3,639 | 3,849 | 4,104 | 4,295 | ||
7 | 4,0 | 7,0 | 2,255 | 2,517 | 2,807 | 2,993 | 3,115 | 3,245 | 3,460 | 3,751 | 3,955 | 4,184 | 4,461 | 4,668 | |
8 | 6,0 | 9,0 | 2,537 | 2,830 | 3,158 | 3,367 | 3,524 | 3,650 | 3,891 | 4,218 | 4,449 | 4,706 | 5,018 | 5,061 | |
9 | 9,0 | 12,0 | 2,853 | 3,183 | 3,552 | 3,787 | 3,962 | 4,105 | 4,377 | 4,744 | 5,004 | 5,293 | 5,644 | 5,906 | |
10,0 | 13,0 | 2,941 | 3,282 | 3,662 | 3,905 | 4,086 | 4,232 | 4,513 | 4,892 | 5,159 | 5,458 | 5,819 | 6,090 | ||
Затруднено | 0,2 | 0,4 | 2,851 | 3,181 | 3,549 | 3,784 | 3,960 | 4,102 | 4,373 | 4,741 | 5,000 | 5,290 | 5,639 | 5,901 | |
12 | 0,5 | 1,0 | 2,585 | 2,883 | 3,408 | 3,430 | 3,590 | 3,718 | 3,964 | 4,298 | 4,532 | 4,796 | 5,113 | 5,350 | |
13 | 1,0 | 2,5 | 2,400 | 2,677 | 2,988 | 3,185 | 3,334 | 3,453 | 3,681 | 3,991 | 4,209 | 4,453 | 4,747 | 4,968 | |
14 | 1,5 | 4,0 | 2,298 | 2,564 | 2,860 | 3,050 | 3,192 | 3,306 | 3,525 | 3,821 | 4,030 | 4,264 | 4,546 | 4,757 | |
2,0 | 5,0 | 2,229 | 2,486 | 2,774 | 2,957 | 3,095 | 3,206 | 3,418 | 3,705 | 3,907 | 4,134 | 4,408 | 4,613 | ||
3,0 | 6,0 | 2,491 | 2,779 | 3,101 | 3,305 | 3,459 | 3,583 | 3,820 | 4,141 | 4,368 | 4,621 | 4,927 | 5,156 | ||
17 | 4,0 | 7,0 | 2,708 | 3,020 | 3,370 | 3,593 | 3,760 | 3,895 | 4,152 | 4,502 | 4,748 | 5,023 | 5,355 | 5,604 | |
18 | 6,0 | 9,0 | 3,045 | 3,397 | 3,791 | 4,041 | 4,229 | 4,381 | 4,671 | 5,064 | 5,340 | 5,650 | 6,023 | 6,303 | |
19 | 9,0 | 12,0 | 3,425 | 3,821 | 4,264 | 4,546 | 4,757 | 4,928 | 5,254 | 5,645 | 5,065 | 6,355 | 6,775 | 7,089 | |
10,0 | 13,0 | 3,531 | 3,940 | 4,396 | 4,686 | 4,905 | 5,081 | 5,417 | 5,872 | 6,193 | 6,552 | 6,985 | 7,310 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Вспомогательное время Установка заготовки в штамп по упору, по наружному контору, на стол по трафарету или в кассетницу | Карта 14, лист 2 | ||||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | ||||||||||||
0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | 6,000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 заготовок, мин. | |||||||||||||
1 | Свободно | 0,2 | 0,4 | 5,397 | 5,684 | 5,995 | 6,342 | 6,761 | 7,076 | 7,546 | - | - | - | - | - |
2 | 0,5 | 1,0 | 4,893 | 5,153 | 5,435 | 5,749 | 6,130 | 6,415 | 6,839 | 7,157 | - | - | - | - | |
3 | 1,0 | 2,5 | 4,543 | 5,339 | 5,691 | 5,957 | 6,351 | 6,646 | 7,086 | 7,415 | 7,681 | - | |||
4 | 1,5 | 4,0 | 4,350 | 4,582 | 4,832 | 5,112 | 5,450 | 5,704 | 6,081 | 6,364 | 6,785 | - | - | - | |
5 | 2,0 | 5,0 | 4,218 | 4,443 | 4 685 | 4,952 | 5,285 | 5,531 | 5,897 | 6,171 | - | - | - | - | |
6 | 3,0 | 6,0 | 4,713 | 4 964 | 5 235 | 5,539 | 5,905 | 6,180 | 6,588 | - | - | - | - | - | |
7 | 4,0 | 7,0 | 5,123 | 5,396 | 5,691 | 6,020 | 6,418 | 6,717 | - | - | - | - | - | - | |
3 | 6,0 | 9,0 | 5,762 | 6,070 | 6,400 | 6,772 | 7,219 | - | - | - | - | - | - | - | |
9 | 9,0 | 12,0 | 6,481 | 6,827 | 7,199 | 7,616 | - | - | - | - | - | - | - | - | |
10 | 10,0 | 13,0 | 6,682 | 7,039 | 7,422 | 7,853 | - | - | - | - | - | - | - | - | |
11 | Затруднено | 0,2 | 0,4 | 6,476 | 6,821 | 7,193 | 7,610 | 8,114 | 8,491 | 9,053 | - | - | - | - | - |
12 | 0,5 | 1,0 | 5,871 | 6,184 | 6,520 | 6,900 | 7,356 | 7,698 | 8,207 | 8,589 | - | - | - | - | |
13 | 1,0 | 2,5 | 5,446 | 5,742 | 6,055 | 6,407 | 6,831 | 7,148 | 7,621 | 7,975 | 8,503 | 8,898 | 9,218 | - | |
14 | 1,5 | 4,0 | 5,220 | 5,498 | 5,798 | 6,134 | 6,540 | 6,845 | 7,297 | 7,636 | 8,142 | - | - | - | |
15 | 2,0 | 5,0 | 5,062 | 5,331 | 5,622 | 5,948 | 6,342 | 6,637 | 7,076 | 7,405 | - | - | - | - | |
16 | 3,0 | 6,0 | 5,657 | 5,958 | 6,284 | 6,648 | 7,088 | 7,418 | 7,909 | - | - | - | - | - | |
17 | 4,0 | 7,0 | 6,149 | 6,477 | 6,831 | 7,227 | 7,705 | 8,064 | - | - | - | - | - | - | |
18 | 6,0 | 9 0 | 6,917 | 7,286 | 7,684 | 8,129 | 8,667 | - | - | - | - | - | - | - | |
19 | 9,0 | 12,0 | 7,781 | 8,195 | 8,642 | 9,143 | - | - | - | - | - | - | - | - | |
20 | 10,0 | 13,0 | 8,022 | 8,448 | 8,910 | 9,427 | - | - | - | - | - | - | - | - | |
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ш | |||
 -
-  -
-  -
-  -
- Установка заготовки в штамп по шпилькам | Карта 15, лист 1 | |||||||||||||||
Содержание работы Взять, поднести и установить по шпилькам заготовку в штамп |  | |||||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | |||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||||
Время на 100 заготовок, мин. | ||||||||||||||||
Свободно | 0,2 | 0,4 | 2,835 | 3,167 | 3,539 | 3,776 | 3,954 | 4,098 | 4,372 | 4,744 | 5,007 | 5,301 | 5,656 | 5,922 | ||
2 | 0,5 | 1,0 | 2,555 | 2,856 | 3,191 | 4,405 | 3,565 | 3,695 | 3,942 | 4,278 | 4,514 | 4,779 | 5,099 | 5,340 | ||
3 | 1,0 | 2,5 | 2,363 | 2,641 | 2,950 | 3,148 | 3,296 | 3,416 | 3,645 | 3,955 | 4,174 | 4,419 | 4,715 | 4,937 | ||
4 | 1,5 | 4,0 | 2,257 | 2,522 | 2,818 | 3,007 | 3,148 | 3,263 | 3,482 | 3,778 | 3,987 | 4,221 | 4,505 | 4,717 | ||
2,0 | 5,0 | 2,185 | 2,442 | 2,728 | 2,911 | 3,048 | 3,159 | 3,371 | 3,658 | 3,860 | 4,086 | 4,361 | 4,566 | |||
3,0 | 6,0 | 2,393 | 2,674 | 2,987 | 3,188 | 3,337 | 3,459 | 3,691 | 4,005 | 4,226 | 4,475 | 4,775 | 5,000 | |||
7 | 4,0 | 7,0 | 2,601 | 2,906 | 3,247 | 3,465 | 3,628 | 3,760 | 4,012 | 4,353 | 4,595 | 4,865 | 5,190 | 5,435 | ||
8 | 6,0 | 9,0 | 2,926 | 3,269 | 3,652 | 3,897 | 4,081 | 4,229 | 4,513 | 4,897 | 5,168 | 5,471 | 5,838 | 6,113 | ||
9 | 9,0 | 12,0 | 3,291 | 3,677 | 4,109 | 4,383 | 4,590 | 4,757 | 5,076 | 5,508 | 5,812 | 6,154 | 6,566 | 6,876 | ||
10,0 | 13,0 | 3,391 | 3,791 | 4,235 | 4,520 | 4,732 | 4,904 | 5,234 | 5,679 | 5,993 | 6,345 | 6,770 | 7,089 | |||
Затруднено | 0,2 | 0,4 | 3,260 | 3,642 | 4,070 | 4,343 | 4,546 | 4,712 | 5,028 | 5,456 | 5,758 | 6,097 | 6,505 | 6,811 | ||
12 | 0,5 | 1,0 | 2,939 | 3,284 | 3,669 | 3,915 | 4,100 | 4,249 | 4,533 | 4,919 | 5,192 | 5,496 | 5,865 | 6,142 | ||
13 | 1,0 | 2,5 | 2,718 | 3,037 | 3,393 | 3,621 | 3,791 | 3,929 | 4,192 | 4,549 | 4,801 | 5,082 | 5,423 | 5,678 | ||
14 | 1,5 | 4,0 | 2,597 | 2,901 | 3,241 | 3,458 | 3,621 | 3,753 | 4,004 | 4,345 | 4,586 | 4,855 | 5,180 | 5,424 | ||
2,0 | 5,0 | 2,513 | 2,808 | 3,137 | 3,347 | 3,504 | 3,632 | 3,876 | 4,207 | 4,439 | 4,700 | 5,015 | 5,251 | |||
3,0 | 6,0 | 2,799 | 3,128 | 3,495 | 3,729 | 3,904 | 4,046 | 4,317 | 4,685 | 4,944 | 5,234 | 5,585 | 5,848 | |||
17 | 4,0 | 7,0 | 3,043 | 3,399 | 3,807 | 4,053 | 4,244 | 4,398 | 4,693 | 5,092 | 5,374 | 5,690 | 6,071 | 6,357 | ||
18 | 6,0 | 9,0 | 3,423 | 3,824 | 4,272 | 4,559 | 4,774 | 4,946 | 5,279 | 5,728 | 6,044 | 6,400 | 6,828 | 7,151 | ||
19 | 9,0 | 12,0 | 3,849 | 4,301 | 4,805 | 5,127 | 5,369 | 5,564 | 5,937 | 6,442 | 6,799 | 7,198 | 7,681 | 8,042 | ||
10,0 | 13,0 | 3,969 | 4,434 | 4,955 | 5,287 | 5,536 | 5,737 | 6,121 | 6,643 | 7,010 | 7,421 | 7,919 | 8,292 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
Вспомогательное время Установка заготовки в штамп по шпилькам | Карта 15, лист 2 | |||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | |||||||||||
0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||
Время на 100 заготовок, мин. | ||||||||||||||
1 | Свободно | 0,2 | 0,4 | 6,506 | 6,858 | 7,237 | 7,662 | 8,176 | 8,561 | 9,134 | - | - | - | - |
2 | 0,5 | 1,0 | 5,866 | 6,183 | 6,525 | 6,908 | 7,371 | 7,718 | 8,236 | 8,624 | - | - | - | |
3 | 1,0 | 2,5 | 5,424 | 5,717 | 6,034 | 6,388 | 6,816 | 7,137 | 7,616 | 7,974 | 8,509 | 8,909 | 9,233 | |
4 | 1,5 | 4,0 | 5,186 | 5,461 | 5,764 | 6,102 | 6,511 | 6,818 | 7,275 | 7,617 | 8,128 | - | - | |
5 | 2,0 | 5,0 | 5,016 | 5,287 | 5,579 | 5,907 | 6,303 | 6,600 | 7,042 | 7,374 | - | - | - | |
6 | 3,0 | 6,0 | 5,493 | 5,789 | 6,109 | 6,468 | 6,902 | 7,227 | 7,711 | - | - | - | - | |
7 | 4,0 | 7,0 | 5,971 | 6,293 | 6,641 | 7,031 | 7,502 | 7,855 | - | - | - | - | - | |
8 | 6,0 | 9,0 | 6,716 | 7,079 | 7,470 | 7,908 | 8,438 | - | - | - | - | - | - | |
9 | 9,0 | 12,0 | 7,556 | 7,961 | 8,402 | 8,895 | - | - | - | - | - | - | - | |
10 | 10,0 | 13,0 | 7,788 | 8,208 | 8,663 | 9,171 | - | - | - | - | - | - | - | |
11 | Затруднено | 0,2 | 0,4 | 7,483 | 7,887 | 8,323 | 8,812 | 9,402 | 9,845 | 10,505 | - | - | - | - |
12 | 0,5 | 1,0 | 6,746 | 7,111 | 7,504 | 7,945 | 8,477 | 8,877 | 9,472 | 9,918 | - | - | - | |
13 | 1,0 | 2,5 | 6,239 | 6,575 | 6,939 | 7,347 | 7,839 | 8,208 | 8,758 | 9,171 | 9,786 | 10,247 | 10,619 | |
14 | 1,5 | 4,0 | 5,959 | 6,281 | 6,629 | 7,017 | 7,488 | 7,841 | 8,366 | 8,796 | 9,347 | - | - | |
15 | 2,0 | 5,0 | 5,768 | 6,080 | 6,416 | 6,793 | 7,249 | 7,590 | 8,098 | 8,480 | - | - | - | |
16 | 3,0 | 6,0 | 6,425 | 6,772 | 7,146 | 7,566 | 8,073 | 8,754 | 9,020 | - | - | - | - | |
17 | 4,0 | 7,0 | 6,984 | 7,361 | 7,768 | 8,224 | 8,976 | 9,188 | - | - | - | - | - | |
18 | 6,0 | 9,0 | 7,855 | 8,279 | 8,737 | 9,250 | 9,870 | - | - | - | - | - | - | |
19 | 9,0 | 12,0 | 8,835 | 9,312 | 9,827 | 10,405 | - | - | - | - | - | - | - | |
10,0 | 13,0 | 9,110 | 9,601 | 10,132 | 10,727 | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | |||
 -
-  -
-  -
-  -
- Установка заготовки в штамп без фиксатора | Карта 16, лист 1 | ||||||||||||||
Содержание работы Взять, поднести и установить по шпилькам заготовку в штамп без фиксатора |  | ||||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | ||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
Время на 100 заготовок, мин. | |||||||||||||||
1 | Свободно | 0,2 | 0,4 | 2,402 | 2,672 | 2,973 | 3,165 | 3,308 | 3,424 | 3,645 | 3,943 | 4,153 | 4,387 | 4,670 | 4,881 |
2 | 0,5 | 1,0 | 2,130 | 2,370 | 2,637 | 2,807 | 2,934 | 3,037 | 3,232 | 3,497 | 3,683 | 3,891 | 4,142 | 4,329 | |
3 | 1,0 | 2,5 | 1,945 | 2,164 | 2,408 | 2,563 | 2,679 | 2,773 | 2,952 | 3,193 | 3,363 | 3,553 | 3,782 | 3,953 | |
4 | 1,5 | 4,0 | 1,845 | 2,052 | 2,284 | 2,431 | 2,541 | 2,630 | 2,799 | 3,028 | 3,189 | 3,369 | 3,586 | 3,749 | |
5 | 2,0 | 5,0 | 1,776 | 1,976 | 2,199 | 2,341 | 2,447 | 2,532 | 2,696 | 2,916 | 3,071 | 3,245 | 3,454 | 3,610 | |
6 | 3,0 | 6,0 | 2,032 | 2,261 | 2,516 | 2,678 | 2,799 | 2,897 | 3,083 | 3,336 | 3,513 | 3,712 | 3,951 | 4,130 | |
7 | 4,0 | 7,0 | 2,209 | 2,458 | 2,734 | 2,911 | 3,042 | 3,149 | 3,352 | 3,626 | 3,819 | 4,034 | 4,294 | 4,489 | |
8 | 6,0 | 9,0 | 2,484 | 2,764 | 3,076 | 3,274 | 3,422 | 3,542 | 3,770 | 4,078 | 4,295 | 4,538 | 4,830 | 5,049 | |
9 | 9,0 | 12,0 | 2,794 | 3,109 | 3,459 | 3,682 | 3,849 | 3,984 | 4,240 | 4,587 | 4,831 | 5,104 | 5,433 | 5,679 | |
10 | 10,0 | 13,0 | 2,881 | 3,206 | 3,567 | 3,796 | 3,968 | 4,107 | 4,372 | 4,730 | 4,981 | 5,262 | 5,602 | 5,855 | |
11 | Затруднено | 0,2 | 0,4 | 2,642 | 2,940 | 3,271 | 3,482 | 3,639 | 3,767 | 4,009 | 4,337 | 4,568 | 4,826 | 5,137 | 5,370 |
12 | 0,5 | 1,0 | 2,343 | 2,607 | 2,901 | 3,088 | 3,228 | 3,341 | 3,556 | 3,847 | 4,051 | 4,280 | 4,556 | 4,762 | |
13 | 1,0 | 2,5 | 2,140 | 2,381 | 2,649 | 2,820 | 2,948 | 3,051 | 3,247 | 3,513 | 3,700 | 3,909 | 4,161 | 4,349 | |
14 | 1,5 | 4,0 | 2,029 | 2,258 | 2,512 | 2,674 | 2,795 | 2,893 | 3,079 | 3,331 | 3,508 | 3,707 | 3,945 | 4,124 | |
15 | 2,0 | 5,0 | 1,954 | 2,174 | 2,419 | 2,575 | 2,692 | 2,786 | 2,965 | 3,208 | 3,379 | 3,569 | 3,799 | 3,972 | |
16 | 3,0 | 6,0 | 2,235 | 2,487 | 2,767 | 2,945 | 3,079 | 3,196 | 3,392 | 3,669 | 3,864 | 4,083 | 4,346 | 4,542 | |
17 | 4,0 | 7,0 | 2,430 | 2,703 | 3,008 | 3,202 | 3,347 | 3,464 | 3,687 | 3,988 | 4,201 | 4,438 | 4,724 | 4,938 | |
18 | 6,0 | 9,0 | 2,733 | 3,041 | 3,383 | 3,601 | 3,764 | 3,896 | 4,147 | 4,486 | 4,725 | 4,992 | 5,313 | 5,554 | |
19 | 9,0 | 12,0 | 3,074 | 3,420 | 3,805 | 4,050 | 4,234 | 4,382 | 4,664 | 5,046 | 5,314 | 5,614 | 5,976 | 6,247 | |
20 | 10,0 | 13,0 | 3,169 | 3,526 | 3,923 | 4,176 | 4,365 | 4,518 | 4,809 | 5,202 | 5,479 | 5,789 | 6,162 | 6,441 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Вспомогательное время Установка заготовки в штамп без фиксатора | Карта 16, лист 2 | |||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | |||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | ||
Время на 100 заготовок, мин. | ||||||||||||||
Свободно | 0,2 | 0,4 | 5,344 | 5,621 | 5,920 | 6,254 | 6,657 | 6,959 | 7,407 | - | - | - | - | |
2 | 0,5 | 1,0 | 4,739 | 4,985 | 5,250 | 5,547 | 5,904 | 6,172 | 6,569 | 6,867 | - | - | - | |
3 | 1,0 | 2,5 | 4,328 | 4,553 | 4,795 | 5,065 | 5,392 | 5,636 | 5,999 | 6,271 | 6,675 | 6,977 | 7,221 | |
4 | 1,5 | 4,0 | 4,104 | 4,317 | 4,547 | 4,803 | 5,113 | 5,344 | 5,689 | 5,947 | 6,330 | - | - | |
2,0 | 5,0 | 3,952 | 4,157 | 4,378 | 4,626 | 4,924 | 5,147 | 5,478 | 5,727 | - | - | - | ||
3,0 | 6,0 | 4,521 | 4,755 | 5,008 | 5,291 | 5,632 | 5,887 | 6,267 | - | - | - | - | ||
7 | 4,0 | 7,0 | 4,914 | 5,169 | 5,444 | 5,752 | 6,122 | 6,399 | - | - | - | - | - | |
8 | 6,0 | 9,0 | 5,527 | 5,814 | 6,123 | 6,469 | 6,886 | - | - | - | - | - | - | |
9 | 9,0 | 12,0 | 6,217 | 6,540 | 6,888 | 7,276 | - | - | - | - | - | - | - | |
10,0 | 13,0 | 6,410 | 6,743 | 7,101 | 7,502 | - | - | - | - | - | - | - | ||
Затруднено | 0,2 | 0,4 | 5,879 | 6,184 | 6,512 | 6,880 | 7,323 | 7,655 | 8,148 | - | - | - | - | |
12 | 0,5 | 1,0 | 5,214 | 5,484 | 5,776 | 6,102 | 6,495 | 6,789 | 7,227 | 7,554 | - | - | - | |
13 | 1,0 | 2,5 | 4,761 | 5,008 | 5,274 | 5,572 | 5,931 | 6,200 | 6,599 | 6,898 | 7,343 | 7,676 | 7,944 | |
14 | 1,5 | 4,0 | 4,515 | 4,749 | 5,002 | 5,284 | 5,624 | 5,879 | 6,258 | 6,542 | 6,963 | - | - | |
2,0 | 5,0 | 4,348 | 4,573 | 4,817 | 5,089 | 5,416 | 5,662 | 6,027 | 6,300 | - | - | - | ||
3,0 | 6,0 | 4,973 | 5,231 | 5,509 | 5,820 | 6,192 | 6,476 | 6,893 | - | - | - | - | ||
17 | 4,0 | 7,0 | 5,406 | 5,686 | 5,988 | 6,327 | 6,734 | 7,039 | - | - | - | - | - | |
18 | 6,0 | 9,0 | 6,080 | 6,396 | 6,736 | 7,116 | 7,574 | - | - | - | - | - | - | |
19 | 9,0 | 12,0 | 6,839 | 7,194 | 7,576 | 8,004 | - | - | - | - | - | - | - | |
10,0 | 13,0 | 7,051 | 7,417 | 7,811 | 8,252 | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | |||
 -
-  -
-  -
-  -
- Установка заготовки в штамп с выдвижными матрицами и другими приспособлениями | Карта 17 | ||||||||||||||||||||||
Содержание работы Взять, поднести и установить заготовку в специальное приспособление | |||||||||||||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | ||||||||||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | 0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||||||||||
Время на 100 заготовок, мин. | |||||||||||||||||||||||
Свободно | 0,2 | 0,4 | 2,812 | 3,113 | 3,447 | 3,659 | 3,817 | 3,944 | 4,186 | 4,513 | 4,742 | 4,997 | 5,304 | 5,533 | 6,032 | 6,331 | 6,652 | 7,010 | 7,440 | 7,762 | 8,238 | - | |
2 | 0,5 | 1,0 | 2,523 | 2,794 | 3,094 | 3,284 | 3,426 | 3,540 | 3,757 | 4,050 | 4,256 | 4,485 | 4,760 | 4,966 | 5,414 | 5,682 | 5,970 | 6,291 | 6,678 | 6,966 | 7,394 | 7,713 | |
3 | 1,0 | 2,5 | 2,325 | 2,575 | 2,851 | 3,026 | 3,157 | 3,262 | 3,462 | 3,732 | 3,921 | 4,133 | 4,386 | 4,576 | 4,989 | 5,236 | 5,501 | 5,797 | 6,153 | 6,419 | 6,813 | 7,108 | |
4 | 1,5 | 4,0 | 2,217 | 2,454 | 2,718 | 2,885 | 3,009 | 3,109 | 3,300 | 3,558 | 3,738 | 3,939 | 4,181 | 4,362 | 4,756 | 4,991 | 5,244 | 5,526 | 5,866 | 6,119 | 6,495 | 6,775 | |
2,0 | 5,0 | 2,143 | 2,372 | 2,627 | 2,788 | 2,909 | 3,006 | 3,190 | 3,439 | 3,613 | 3,808 | 4,042 | 4,216 | 4,537 | 4,824 | 5,069 | 5,342 | 5,670 | 5,915 | 6,278 | 6,549 | ||
3,0 | 6,0 | 2,222 | 2,461 | 2,725 | 2,892 | 3,017 | 3,117 | 3,309 | 3,567 | 3,748 | 3,950 | 4,192 | 4,373 | 4,768 | 5,004 | 5,257 | 5,540 | 5,881 | 6,135 | 6,512 | - | ||
7 | 4,0 | 7,0 | 2,416 | 2,675 | 2,962 | 3,144 | 3,297 | 3,389 | 3,597 | 3,877 | 4,077 | 4,293 | 4,557 | 4,754 | 5,183 | 5,439 | 5,715 | 6,023 | 6,392 | 6,669 | - | - | |
5 | 6,0 | 9,0 | 2,717 | 3,008 | 3,331 | 3,536 | 3,689 | 3,811 | 4,046 | 4,341 | 4,582 | 4,829 | 5,125 | 5,347 | 5,829 | 6,118 | 6,428 | 6,774 | 7,190 | - | - | - | |
9 | 8,0 | 12,0 | 3,056 | 3,384 | 3,747 | 3,977 | 4,149 | 4,287 | 4,550 | 4,905 | 5,154 | 5,431 | 5,765 | 6,014 | 6,557 | 6,881 | 7,230 | 7,619 | - | - | - | - | |
10,0 | 13,0 | 3,151 | 3,489 | 3,863 | 4,100 | 4,277 | 4,420 | 4,692 | 5,057 | 5,314 | 5,600 | 5,944 | 6,201 | 6,760 | 7,095 | 7,454 | 7,856 | - | - | - | - | ||
Затруднено | 0,2 | 0,4 | 3,233 | 3,580 | 3,964 | 4,208 | 4,389 | 4,536 | 4,814 | 5,190 | 5,453 | 5,746 | 6,099 | 6,363 | 6,937 | 7,280 | 7,649 | 8,061 | 8,556 | 8,926 | 9,474 | - | |
12 | 0,5 | 1,0 | 2,902 | 3,213 | 3,558 | 3,776 | 3,940 | 4,071 | 4,321 | 4,658 | 4,894 | 5,158 | 5,474 | 5,711 | 6,226 | 6,534 | 6,866 | 7,235 | 7,679 | 8,011 | 8,503 | 8,870 | |
13 | 1,0 | 2,5 | 2,674 | 2,961 | 3,279 | 3,480 | 3,630 | 3,751 | 3,982 | 4,292 | 4,510 | 4,753 | 5,044 | 5,262 | 5,737 | 6,021 | 6,326 | 6,667 | 7,076 | 7,382 | 7,835 | 8,174 | |
14 | 1,5 | 4,0 | 2,549 | 2,823 | 3,125 | 3,317 | 3,461 | 3,576 | 3,796 | 4,092 | 4,299 | 4,530 | 4,809 | 5,016 | 5,469 | 5,740 | 6,031 | 6,355 | 6,746 | 7,037 | 7,469 | 7,792 | |
2,0 | 5,0 | 2,464 | 2,728 | 3,021 | 3,207 | 3,345 | 3,457 | 3,669 | 3,955 | 4,156 | 4,379 | 4,648 | 4,849 | 5,287 | 5,548 | 5,829 | 6,143 | 6,521 | 6,802 | 7,220 | 7,532 | ||
3,0 | 6,0 | 2,556 | 2,830 | 3,133 | 3,326 | 3,469 | 3,585 | 3,805 | 4,102 | 4,310 | 4,542 | 4,821 | 5,029 | 5,483 | 5,754 | 6,046 | 6,371 | 6,763 | 7,055 | 7,488 | - | ||
17 | 4,0 | 7,0 | 2,778 | 3,076 | 3,406 | 3,615 | 3,771 | 3,897 | 4,136 | 4,459 | 4,685 | 4,937 | 5,240 | 5,467 | 5,960 | 6,255 | 6,572 | 6,926 | 7,351 | 7,669 | - | - | |
18 | 6,0 | 9,0 | 3,125 | 3,460 | 3,831 | 4,066 | 4,242 | 4,383 | 4,652 | 5,015 | 5,269 | 5,553 | 5,894 | 6,149 | 6,704 | 7,035 | 7,392 | 7,790 | 8,268 | - | - | - | |
19 | 8,0 | 12,0 | 3,514 | 3,891 | 4,309 | 4,573 | 4,771 | 4,930 | 5,233 | 5,641 | 5,927 | 6,246 | 6,630 | 6,916 | 7,540 | 7,913 | 8,314 | 8,762 | - | - | - | - | |
10,0 | 13,0 | 3,623 | 4,012 | 4,442 | 4,715 | 4,919 | 5,083 | 5,395 | 5,816 | 6,111 | 6,440 | 6,835 | 7,130 | 7,774 | 8,159 | 8,572 | 9,034 | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | |||
 -
-  -
-  -
-  -
- Выдвижение и установка матрицы в штамп | Карта 18 | ||||||||||||||
Номер позиции | Содержание приема | Расстояние перемещения L, м, до | Масса матриц Q, кг, до | ||||||||||||
2,6 | 3,4 | 4,7 | 5,8 | 10,5 | 13,3 | 18,3 | 26,7 | 33,9 | 45,2 | 56,0 | 88,9 | 116,4 | |||
Время на 100 продвижений, мин. | |||||||||||||||
Выдвинуть матрицу из штампа | 0,4 | 1,504 | 1,604 | 1,734 | 1,823 | 2,102 | 2,225 | 2,402 | 2,630 | 2,786 | 2,985 | 3,142 | 3,511 | 3,745 | |
2 | 0,5 | 1,708 | 1,822 | 1,969 | 2,071 | 2,388 | 2,527 | 2,728 | 2,987 | 3,163 | 3,390 | 3,568 | 3,987 | 4,253 | |
3 | 0,7 | 2,069 | 2,207 | 2,385 | 2,509 | 2,893 | 3,061 | 3,305 | 3,619 | 3,832 | 4,106 | 4,323 | 4,830 | 5,153 | |
4 | 0,9 | 2,388 | 2,547 | 2,752 | 2,895 | 3,338 | 3,533 | 3,814 | 4,176 | 4,422 | 4,739 | 4,989 | 5,574 | 5,946 | |
1,2 | 2,813 | 3,000 | 3,243 | 3,411 | 3,933 | 4,162 | 4,493 | 4,920 | 5,210 | 5,583 | 5,877 | 6,567 | 7,006 | ||
Задвинуть матрицу в штамп | 0,4 | 1,354 | 1,444 | 1,561 | 1,641 | 1,892 | 2,002 | 2,162 | 2,367 | 2,507 | 2,686 | 2,828 | 3,160 | 3,370 | |
7 | 0,5 | 1,537 | 1,640 | 1,772 | 1,864 | 2,149 | 2,274 | 2,455 | 2,688 | 2,847 | 3,051 | 3,211 | 3,588 | 3,827 | |
8 | 0,7 | 1,862 | 1,986 | 2,146 | 2,258 | 2,604 | 2,755 | 2,974 | 3,257 | 3,449 | 3,695 | 3,890 | 4,347 | 4,637 | |
9 | 0,9 | 2,149 | 2,292 | 2,477 | 2,605 | 3,004 | 3,180 | 3,433 | 3,758 | 3,980 | 4,265 | 4,490 | 5,017 | 5,351 | |
1,2 | 2,532 | 2,700 | 2,919 | 3,070 | 3,540 | 3,746 | 4,044 | 4,428 | 4,689 | 5,025 | 5,289 | 5,910 | 6,305 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
 -
-  -
- Переустановка заготовки в штампе с позиции на позицию | Карта 19 | |||||||||||||||
Содержание работы Взять заготовку и переложить из ручья в ручей | ||||||||||||||||
Номер позиции | Условия выполнения работы | Толщина металла | Площадь заготовки S, м2, до | |||||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 0,005 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | 0,180 | 0,250 | 0,350 | 0,500 | ||
Время на 100 заготовок, мин. | ||||||||||||||||
Свободно | 0,2 | 0,4 | 2,632 | 2,883 | 3,011 | 3,257 | 3,596 | 3,839 | 4,114 | 4,451 | 4,706 | 5,275 | 5,622 | 6,001 | 6,431 | |
2 | 0,5 | 1,0 | 2,380 | 2,607 | 2,722 | 2,945 | 3,252 | 3,471 | 3,720 | 4,024 | 4,255 | 4,769 | 5,083 | 5,426 | 5,814 | |
3 | 1,0 | 2,5 | 2,205 | 2,415 | 2,522 | 2,729 | 3,013 | 3,216 | 3,447 | 3,729 | 3,943 | 4,419 | 4,710 | 5,027 | 5,388 | |
4 | 1,5 | 4,0 | 2,109 | 2,310 | 2,412 | 2,610 | 2,882 | 3,076 | 3,296 | 3,566 | 3,771 | 4,226 | 4,504 | 4,808 | 5,153 | |
2,0 | 5,0 | 2,043 | 2,238 | 2,337 | 2,528 | 2,792 | 2,980 | 3,194 | 3,455 | 3,653 | 4,095 | 4,364 | 4,658 | 4,992 | ||
3,0 | 6,0 | 2,086 | 2,285 | 2,386 | 2,582 | 2,851 | 3,043 | 3,261 | 3,528 | 3,730 | 4,181 | 4,456 | 4,756 | 5,097 | ||
7 | 4,0 | 7,0 | 2,268 | 2,484 | 2,594 | 2,806 | 3,099 | 3,308 | 3,545 | 3,835 | 4,055 | 4,544 | 4,844 | 5,170 | 5,541 | |
8 | 6,0 | 9,0 | 2,551 | 2,794 | 2,918 | 3,156 | 3,485 | 3,720 | 3,987 | 4,313 | 4,561 | 5,112 | 5,448 | 5,815 | 6,232 | |
9 | 9,0 | 12,0 | 2,869 | 3,143 | 3,232 | 3,550 | 3,920 | 4,185 | 4,484 | 4,581 | 5,130 | 5,749 | 6,128 | 6,541 | 7,010 | |
10,0 | 13,0 | 2,958 | 3,240 | 3,383 | 3,660 | 4,042 | 4,314 | 4,623 | 5,002 | 5,289 | 5,928 | 6,318 | 6,744 | 7,227 | ||
Затруднено | 0,2 | 0,4 | 3,686 | 4,037 | 4,216 | 4,561 | 5,036 | 5,376 | 5,761 | 6,232 | 6,590 | 7,386 | 7,872 | 8,403 | 9,005 | |
12 | 0,5 | 1,0 | 3,332 | 3,650 | 3,812 | 4,124 | 4,553 | 4,860 | 5,209 | 5,635 | 5,958 | 6,678 | 7,116 | 7,598 | 8,142 | |
13 | 1,0 | 2,5 | 3,088 | 3,382 | 3,532 | 3,321 | 4,219 | 4,504 | 4,826 | 5,221 | 5,521 | 6,188 | 6,595 | 7,040 | 7,544 | |
14 | 1,5 | 4,0 | 2,953 | 3,235 | 3,378 | 3,654 | 4,035 | 4,307 | 4,616 | 4,993 | 5,280 | 5,918 | 6,307 | 6,733 | 7,215 | |
2,0 | 5,0 | 2,861 | 3,134 | 3,273 | 3,540 | 3,909 | 4,173 | 4,472 | 4,838 | 5,116 | 5,734 | 6,111 | 6,523 | 6,990 | ||
3,0 | 6,0 | 2,922 | 3,201 | 3,343 | 3,617 | 3,993 | 4,263 | 4,568 | 4,942 | 5,226 | 5,857 | 6,242 | 6,663 | 7,141 | ||
17 | 7,0 | 3,177 | 3,480 | 3,634 | 3,931 | 4,341 | 4,634 | 4,966 | 5,372 | 5,680 | 6,376 | 6,786 | 7,243 | 7,762 | ||
18 | 6,0 | 9,0 | 3,573 | 3,914 | 4,087 | 4,422 | 4,883 | 5,212 | 5,585 | 6,042 | 6,389 | 7,161 | 7,632 | 8,147 | 9,731 | |
19 | 9,0 | 12,0 | 4,019 | 4,403 | 4,597 | 4,974 | 5,492 | 5,862 | 6,282 | 6,796 | 7,186 | 8,055 | 8,585 | 9,164 | 9,820 | |
10,0 | 13,0 | 4,144 | 4,539 | 4,740 | 5,128 | 6,662 | 6,004 | 6,477 | 7,007 | 7,409 | 8,304 | 8,851 | 9,448 | 10,125 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
 -
-  -
-  -
-  -
- Примечание. При переустановке с позиции на позицию отформованных деталей с толщиной металла до 2 мм время по карте принимается по позициям, соответствующим толщине металла 2 мм.
Съем детали со штампа | Карта 20, лист 1 | ||||||||||||||
Номер позиции | Содержание работы | Толщина детали | Площадь детали S, м2, до | ||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
Время на 100 деталей, мин. | |||||||||||||||
Столкнуть деталь со штампа | 0,2 | 0,4 | 0,634 | 0,723 | 0,824 | 0,890 | 0,941 | 0,981 | 1,059 | 1,167 | 1,245 | 1,332 | 1,438 | 1,519 | |
2 | 0,5 | 1,0 | 0,563 | 0,644 | 0,734 | 0.792 | 0,837 | 0,873 | 0,943 | 1,040 | 1,108 | 1,185 | 1,280 | 1,352 | |
3 | 1,0 | 2,5 | 0,517 | 0,589 | 0,671 | 0,725 | 0,766 | 0,793 | 0,863 | 0,951 | 1,014 | 1,085 | 1,173 | 1,238 | |
4 | 1,5 | 4,0 | 0,491 | 0,559 | 0,638 | 0,698 | 0,728 | 0,760 | 0,820 | 0,904 | 0,964 | 1,031 | 1,113 | 1,176 | |
2,0 | 5,0 | 0,473 | 0.539 | 0,616 | 0,664 | 0,702 | 0,732 | 0,791 | 0,871 | 0,929 | 0,994 | 1,074 | 1,134 | ||
3,0 | 6,0 | 0,530 | 0,588 | 0,689 | 0,744 | 0,787 | 0,821 | 0,887 | 0,973 | 1,040 | 1,114 | 1,203 | 1,271 | ||
7 | 4,0 | 7.0 | 0,576 | 0,657 | 0,750 | 0,809 | 0,855 | 0,892 | 0,963 | 1,061 | 1,131 | 1,211 | 1,308 | 1,382 | |
8 | 6,0 | 9.0 | 0,648 | 0,739 | 0,842 | 0,910 | 0,961 | 1,003 | 1,084 | 1,193 | 1,273 | 1,362 | 1,471 | 1,553 | |
9 | 9,0 | 12,0 | 0,728 | 0,831 | 0,948 | 1,024 | 1,081 | 1,129 | 1,219 | 1,343 | 1,431 | 1,532 | 1,654 | 1,747 | |
10,0 | 13,0 | 0,751 | 0,857 | 0,977 | 1,056 | 1,115 | 1,163 | 1,256 | 1,384 | 1,476 | 1,580 | 1,706 | 1,802 | ||
Снять деталь со штампа, столкнуть за пресс | 0,2 | 0,4 | 0,699 | 0,815 | 0,949 | 1,038 | 1,105 | 1,161 | 1,269 | 1,420 | 1,529 | 1,652 | 1,809 | 1,927 | |
12 | 0,5 | 1,0 | 0,624 | 0,726 | 0,846 | 0,925 | 0,986 | 1,035 | 1,132 | 1,266 | 1,364 | 1,479 | 1,613 | 1,718 | |
13 | 1,0 | 2,5 | 0,572 | 0,666 | 0,776 | 0,849 | 0,904 | 0,950 | 1,038 | 1,161 | 1,250 | 1,353 | 1,479 | 1,575 | |
14 | 1,5 | 4,0 | 0,544 | 0,634 | 0,738 | 0,806 | 0,860 | 0,903 | 0,986 | 1,104 | 1,189 | 1,286 | 1,406 | 1,498 | |
2,0 | 5,0 | 0,525 | 0,611 | 0,712 | 0,778 | 0,829 | 0,870 | 0,951 | 1,065 | 1,147 | 1,240 | 1,356 | 1,517 | ||
3,0 | 6,0 | 0,586 | 0,682 | 0,795 | 0,869 | 0,925 | 0,972 | 1,063 | 1,189 | 1,281 | 1,385 | 1,514 | 1,613 | ||
17 | 4,0 | 7,0 | 0,636 | 0,742 | 0,864 | 0,944 | 1,006 | 1,057 | 1,155 | 1,292 | 1,391 | 1,506 | 1,646 | 1,753 | |
18 | 6,0 | 9,0 | 0,716 | 0,834 | 0,971 | 1,062 | 1,131 | 1,188 | 1,300 | 1,454 | 1,565 | 1,693 | 1,851 | 1,972 | |
19 | 9,0 | 12,0 | 0,806 | 0,938 | 1,093 | 1,194 | 1,273 | 1,337 | 1,462 | 1,635 | 1,761 | 1,904 | 2,083 | 2,219 | |
10,0 | 13,0 | 0,831 | 0,968 | 1,127 | 1,232 | 1,312 | 1,383 | 1,507 | 1,686 | 1,815 | 1,964 | 2,147 | 2,287 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Вспомогательное время Съем детали со штампа | Карта 20, лист 2 | |||||||||||||
Номер позиции | Содержание работы | Толщина металла | Площадь детали S, м2, до | |||||||||||
0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||
Время на 100 деталей, мин. | ||||||||||||||
1 | Столкнуть деталь со штампа | 0,2 | 0,4 | 1,698 | 1,808 | 1,928 | 2,063 | - | - | - | - | - | - | - |
2 | 0,5 | 1,0 | 1,512 | 1,609 | 1,715 | 1,836 | - | - | - | - | - | - | - | |
3 | 1,0 | 2,5 | 1,384 | 1,474 | 1,571 | 1,681 | 1,816 | 1,918 | - | - | - | - | - | |
4 | 1,5 | 4,0 | 1,315 | 1,400 | 1,492 | 1,597 | 1,724 | - | - | - | - | - | - | |
5 | 2,0 | 5,0 | 1,268 | 1,350 | 1,439 | 1,540 | - | - | - | - | - | - | - | |
6 | 3,0 | 6,0 | 1,421 | 1,512 | 1,612 | - | - | - | - | - | - | - | - | |
7 | 4,0 | 7,0 | 1,544 | 1,643 | - | - | - | - | - | - | - | - | - | |
8 | 6,0 | 9,0 | 1,737 | - | - | - | - | - | - | - | - | - | - | |
9 | 9,0 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | |
10 | 10,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | |
11 | Снять деталь со штампа, столкнуть за пресс | 0,2 | 0,4 | - | - | - | - | - | - | - | - | - | - | - |
12 | 0,5 | 1,0 | - | - | - | - | - | - | - | - | - | - | - | |
13 | 1,0 | 2,5 | - | - | - | - | - | - | - | - | - | - | - | |
14 | 1,5 | 4,0 | - | - | - | - | - | - | - | - | - | - | - | |
15 | 2,0 | 5,0 | - | - | - | - | - | - | - | - | - | - | - | |
16 | 3,0 | 6,0 | - | - | - | - | - | - | - | - | - | - | - | |
17 | 4,0 | 7,0 | - | - | - | - | - | - | - | - | - | - | - | |
18 | 6,0 | 9,0 | - | - | - | - | - | - | - | - | - | - | - | |
19 | 9,0 | 12,0 | - | - | - | - | - | - | - | - | - | - | - | |
20 | 10,0 | 13,0 | - | - | - | - | - | - | - | - | - | - | - | |
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | |||
Вспомогательное время Съем детали со штампа | Карта 20, лист 3 | |||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | ||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||||
Время на 100 деталей, мин. | ||||||||||||||||
Снять деталь со штампа и отбросить в сторону | Свободно | 0,2 | 0,4 | 0,763 | 0,889 | 1,036 | 1,132 | 1,207 | 1,267 | 1,385 | 1,551 | 1,670 | 1,805 | 1,975 | 2,103 | |
22 | 0,5 | 1,0 | 0,683 | 0,752 | 0,927 | 1,013 | 1,080 | 1,134 | 1,240 | 1,388 | 1,494 | 1,616 | 1,768 | 1,883 | ||
23 | 1,0 | 2,5 | 0,628 | 0,732 | 0,852 | 0,932 | 0,993 | 1,043 | 1,140 | 1,276 | 1,374 | 1,486 | 1,625 | 1,731 | ||
24 | 1,5 | 4,0 | 0,599 | 0,697 | 0,812 | 0,887 | 0,946 | 0,993 | 1,085 | 1,215 | 1,309 | 1,415 | 1,547 | 1,648 | ||
2,0 | 5,0 | 0,578 | 0,673 | 0,784 | 0,857 | 0,914 | 0,959 | 1,049 | 1,174 | 1,264 | 1,366 | 1,495 | 1,592 | |||
3,0 | 6,0 | 0,641 | 0,746 | 0,869 | 0,950 | 1,012 | 1,063 | 1,162 | 1,301 | 1,400 | 1,515 | 1,656 | 1,764 | |||
27 | 4,0 | 7,0 | 0,696 | 0,811 | 0,943 | 1,032 | 1,100 | 1,155 | 1,263 | 1,413 | 1,522 | 1,646 | 1,799 | 1,917 | ||
28 | 6,0 | 9,0 | 0,783 | 0,912 | 1,062 | 1,161 | 1,238 | 1,300 | 1,420 | 1,584 | 1,712 | 1,851 | 2,024 | 2,156 | ||
29 | 9,0 | 12,0 | 0,881 | 1,025 | 1,194 | 1,306 | 1,391 | 1,262 | 1,598 | 1,770 | 1,925 | 2,083 | 2,277 | 2,426 | ||
10,0 | 13,0 | 0,908 | 1,058 | 1,232 | 1,346 | 1,435 | 1,507 | 1,648 | 1,843 | 1,985 | 2,147 | 2,348 | 2,501 | |||
Затруднено | 0,2 | 0,4 | 1,232 | 1,436 | 1,671 | 1,828 | 1,947 | 2,045 | 2,236 | 2,502 | 2,694 | 2,914 | 3,186 | 3,394 | ||
32 | 0,5 | 1,0 | 1,096 | 1,276 | 1,487 | 1,625 | 1,732 | 1,819 | 1,988 | 2,225 | 2,396 | 2,591 | 2,833 | 3,019 | ||
33 | 1,0 | 2,5 | 1,003 | 1,168 | 1,361 | 1,488 | 1,585 | 1,664 | 1,820 | 2,036 | 2,192 | 2,372 | 2,593 | 2,762 | ||
34 | 1,5 | 4,0 | 0,952 | 1,109 | 1,292 | 1,412 | 1,505 | 1,580 | 1,727 | 1,933 | 2,082 | 2,252 | 2,462 | 2,623 | ||
2,0 | 5,0 | 0,918 | 1,069 | 1,245 | 1,361 | 1,450 | 1,523 | 1,665 | 1,863 | 2,006 | 2,170 | 2,372 | 2,527 | |||
3,0 | 6,0 | 1,024 | 1,193 | 1,390 | 1,520 | 1,619 | 1,700 | 1,859 | 2,080 | 2,240 | 2,423 | 2,650 | 2,822 | |||
37 | 4,0 | 7,0 | 1,114 | 1,297 | 1,511 | 1,652 | 1,760 | 1,849 | 2,021 | 2,261 | 2,435 | 2,633 | 2,879 | 3,067 | ||
38 | 6,0 | 9,0 | 1,253 | 1,459 | 1,699 | 1,858 | 1,979 | 2,079 | 2,273 | 2,543 | 2,739 | 2,962 | 3,239 | 3,451 | ||
39 | 9,0 | 12,0 | 1,409 | 1,642 | 1,912 | 2,090 | 2,227 | 2,338 | 2,557 | 2,861 | 3,081 | 3,332 | 3,643 | 3,881 | ||
10,0 | 13,0 | 1,453 | 1,692 | 1,971 | 2,155 | 2,296 | 2,411 | 2,636 | 2,949 | 3,176 | 3,435 | 3,756 | 4,001 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 4 | ||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | |||||||||||
0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
Время на 100 деталей, мин. | |||||||||||||||
21 | Снять деталь со штампа и отбросить в сторону | Свободно | 0,2 | 0,4 | 2,393 | 2,573 | 2,770 | 2,997 | 3,276 | 3,490 | 3,816 | - | - | - | - |
22 | 0,5 | 1,0 | 2,142 | 2,303 | 2,480 | 2,682 | 2,932 | 3,124 | 3,416 | 3,639 | - | - | - | ||
23 | 1,0 | 2,5 | 1,970 | 2,118 | 2,467 | 2,696 | 2,873 | 3,141 | 3,346 | - | - | - | |||
24 | 1,5 | 4,0 | 1,876 | 2,016 | 2,171 | 2,348 | 2,568 | 2,735 | 2,991 | 3,186 | - | - | - | ||
25 | 2,0 | 5,0 | 1,812 | 1,948 | 2,097 | 2,268 | 2,480 | 2,642 | 2,888 | 3,068 | - | - | - | ||
26 | 3,0 | 6,0 | 2,007 | 2,157 | 2,324 | 2,513 | 2,748 | 2,927 | 3,200 | - | - | - | - | ||
27 | 4,0 | 7,0 | 2,182 | 2,345 | 2,574 | 2,732 | 2,986 | 3,182 | - | - | - | - | - | ||
28 | 6,0 | 9,0 | 2,454 | 2,638 | 2,840 | 3,073 | 3,360 | - | - | - | - | - | - | ||
29 | 9,0 | 12,0 | 2,760 | 2,967 | 3,195 | 3,456 | - | - | - | - | - | - | - | ||
30 | 10,0 | 13,0 | 2,846 | 3,059 | 3,294 | 3,653 | - | - | - | - | - | - | - | ||
31 | Затруднено | 0,2 | 0,4 | 3,862 | 4,152 | 4,470 | 4,836 | 5,287 | 5,632 | 6,158 | - | - | - | - | |
32 | 0,5 | 1,0 | 3,434 | 3,693 | 3,976 | 4,300 | 4,702 | 5,000 | 5,477 | 5,834 | - | - | - | ||
33 | 1,0 | 2,5 | 3,143 | 3,379 | 3,633 | 3,936 | 4,303 | 4,584 | 5,011 | 5,339 | - | - | - | ||
34 | 1,5 | 4,0 | 2,984 | 3,208 | 3,454 | 3,737 | 4,085 | 4,352 | 4,758 | 5,069 | - | - | - | ||
35 | 2,0 | 5,0 | 2,876 | 3,092 | 3,329 | 3,601 | 3,933 | 4,195 | 4,586 | 4,885 | - | - | - | ||
36 | 3,0 | 6,0 | 3,211 | 3,452 | 3,718 | 4,021 | 4.397 | 4,684 | 5,075 | - | - | - | - | ||
37 | 4,0 | 7,0 | 3,491 | 3,753 | 4,041 | 4,370 | 4,779 | 5,091 | - | - | - | - | - | ||
38 | 6,0 | 9,0 | 3,927 | 4,221 | 4,545 | 4,916 | 5,375 | - | - | - | - | - | - | ||
39 | 9,0 | 12,0 | 4,416 | 4,748 | 5,112 | 5,530 | - | - | - | - | - | - | - | ||
40 | 10,0 | 13,0 | 4,554 | 4,895 | 5,271 | 5,702 | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 5 | |||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | ||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||||
Время на 100 деталей, мин. | ||||||||||||||||
Снять деталь со штампа и отложить на пол в тару | Свободно | 0,2 | 0,4 | 0,836 | 1,001 | 1,199 | 1,332 | 1,436 | 1,521 | 1,690 | 1,931 | 2,107 | 2,312 | 2,569 | 2,768 | |
42 | 0,5 | 1,0 | 0,752 | 0,900 | 1,078 | 1,198 | 1,291 | 1,368 | 1,512 | 1,736 | 1,895 | 2,079 | 2,310 | 2,489 | ||
43 | 1,0 | 2,5 | 0,694 | 0,831 | 0,995 | 1,105 | 1,191 | 1,262 | 1,398 | 1,557 | 1,748 | 1,918 | 2,131 | 2,297 | ||
44 | 1,5 | 4,0 | 0,662 | 0,793 | 0,949 | 1,055 | 1,137 | 1,204 | 1,338 | 1,528 | 1,660 | 1,830 | 2,034 | 2,192 | ||
2,0 | 5,0 | 0,640 | 0,767 | 0,918 | 1,020 | 1,099 | 1,165 | 1,294 | 1,478 | 1,613 | 1,770 | 1,967 | 2,120 | |||
3,0 | 6,0 | 0,702 | 0,841 | 1,007 | 1,119 | 1,206 | 1,278 | 1,420 | 1,622 | 1,770 | 1,942 | 2,158 | 2,326 | |||
47 | 4,0 | 7,0 | 0,761 | 0,910 | 1,090 | 1,211 | 1,305 | 1,383 | 1,537 | 1,757 | 1,916 | 2,102 | 2,336 | 2,517 | ||
48 | 6,0 | 9,0 | 0,850 | 1,018 | 1,219 | 1,354 | 1,459 | 1,546 | 1,718 | 1,890 | 2,142 | 2,350 | 2,612 | 2,814 | ||
49 | 9,0 | 12,0 | 0,950 | 1,138 | 1,363 | 1,514 | 1,632 | 1,729 | 1,921 | 2,194 | 2,394 | 2,627 | 2,919 | 3,146 | ||
10,0 | 13,0 | 0,978 | 1,171 | 1,402 | 1,558 | 1,679 | 1,779 | 1,977 | 2,258 | 2,457 | 2,705 | 3,005 | 3,238 | |||
Затруднено | 0,2 | 0,4 | 1,417 | 1,697 | 2,031 | 2,257 | 2,433 | 2,579 | 2,865 | 3,272 | 3,571 | 3,918 | 4,353 | 4,692 | ||
52 | 0,5 | 1,0 | 1,281 | 1,534 | 1,837 | 2,041 | 2,200 | 2,331 | 2,402 | 2,958 | 3,228 | 3,542 | 3,936 | 4,242 | ||
5 | 1,0 | 2,5 | 1,187 | 1,421 | 1,702 | 1,891 | 2,129 | 2,160 | 2,303 | 2,741 | 2,992 | 3,282 | 3,647 | 3,930 | ||
54 | 1,5 | 4,0 | 1,135 | 1,359 | 1,628 | 1,809 | 1,949 | 2,066 | 2,295 | 2,622 | 2,861 | 3,139 | 3,488 | 3,759 | ||
2,0 | 5,0 | 1,100 | 1,317 | 1,577 | 1,752 | 1,888 | 2,011 | 2,224 | 2,540 | 2,772 | 3,041 | 3,380 | 3,642 | |||
3,0 | 6,0 | 1,202 | 1,439 | 1,724 | 1,915 | 2,064 | 2,187 | 2,430 | 2,776 | 3,029 | 3,324 | 3,693 | 3,980 | |||
57 | 4,0 | 7,0 | 1,307 | 1,564 | 1,873 | 2,082 | 2,243 | 2,317 | 2,642 | 3,017 | 3,292 | 3,613 | 4,014 | 4,325 | ||
58 | 6,0 | 9,0 | 1,470 | 1,760 | 2,107 | 2,241 | 2,523 | 2,674 | 2,971 | 3,393 | 3,704 | 4,064 | 4,514 | 4,865 | ||
59 | 9,0 | 12,0 | 1,652 | 1,979 | 2,370 | 2,633 | 2,838 | 3,008 | 3,342 | 3,817 | 4,165 | 4,570 | 5,079 | 5,473 | ||
10,0 | 13,0 | 1,704 | 2,040 | 2,444 | 2,715 | 2,926 | 3,181 | 3,445 | 3,935 | 4,295 | 4,712 | 5,235 | 5,642 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 6 | ||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | |||||||||||
0,180 | 0,250 | 0,350 | 0,5 00 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
Время на 100 деталей, мин. | |||||||||||||||
41 | Снять деталь со штампа и отложить на пол в тару | Свободно | 0,2 | 0,4 | 3,226 | 3,513 | 3,834 | 4,207 | 4,675 | 5,037 | 5,598 | - | - | - | - |
42 | 0,5 | 1,0 | 2,900 | 3,159 | 3,448 | 3,873 | 4,203 | 4,530 | 5,033 | 5,424 | - | - | - | ||
43 | 1,0 | 2,5 | 2,676 | 2,915 | 3,182 | 3,486 | 3,878 | 4,180 | 4,644 | 5,005 | - | - | - | ||
44 | 1,5 | 4,0 | 2,553 | 2,781 | 3,035 | 3,300 | 3,700 | 3,988 | 4,431 | 4,775 | - | - | - | ||
45 | 2,0 | 5,0 | 2,470 | 2,689 | 2,936 | 3,221 | 3,578 | 3,857 | 4,286 | 4,618 | - | - | - | ||
46 | 3,0 | 6,0 | 2,710 | 2,951 | 3,221 | 3,534 | 3,927 | 4,232 | 4,703 | - | - | - | - | ||
47 | 4,0 | 7,0 | 2,928 | 3,194 | 3,437 | 3,825 | 4,250 | 4,580 | - | - | - | - | - | ||
48 | 6,0 | 9,0 | 3,279 | 3,571 | 3,897 | 4,276 | 4,751 | - | - | - | - | - | - | ||
49 | 9,0 | 12,0 | 3,666 | 3,992 | 4.357 | 4,781 | - | - | - | - | - | - | - | ||
50 | 10,0 | 13,0 | 3,773 | 4,109 | 4,486 | 4,921 | - | - | - | - | - | - | - | ||
51 | Затруднено | 0,2 | 0,4 | 5,467 | 5,953 | 6,498 | 7,130 | 7,922 | 8,537 | 9,487 | - | - | - | - | |
52 | 0,5 | 1,0 | 4,942 | 5,383 | 5,875 | 6,446 | 7,163 | 7,719 | 8,577 | 9,243 | - | - | - | ||
53 | 1,0 | 2,5 | 4,579 | 4,988 | 5,444 | 5,972 | 6,637 | 7,152 | 7,948 | 8,564 | - | - | - | ||
54 | 1,5 | 4,0 | 4,379 | 4,770 | 5,207 | 5,712 | 6,348 | 6,840 | 7,601 | 8,191 | - | - | - | ||
55 | 2,0 | 5,0 | 4,243 | 4,622 | 5,045 | 5,534 | 6,150 | 6,628 | 7,363 | 7,936 | - | - | - | ||
56 | 3,0 | 6,0 | 4,637 | 5,050 | 5,512 | 6,047 | 6,719 | 7,241 | 8,047 | - | - | - | - | ||
57 | 4,0 | 7,0 | 5,040 | 5,489 | 5,991 | 6,574 | 7,304 | 7,871 | - | - | - | - | - | ||
58 | 6,0 | 9,0 | 5,669 | 6,175 | 6,739 | 7,394 | 8,216 | - | - | - | - | - | - | ||
59 | 9,0 | 12,0 | 6,376 | 6,945 | 7,580 | 8,316 | - | - | - | - | - | - | - | ||
60 | 10,0 | 13,0 | 6,574 | 7,160 | 7,815 | 8,574 | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 7 | |||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | ||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 деталей, мин. | ||||||||||||||
Снять деталь со штампа и, не отходя с места, отложить на транспортер, склиз, рольганг и протолкнуть | Свободно | 0,2 | 0,4 | 1,077 | 1,290 | 1,544 | 1,716 | 1,849 | 1,960 | 2,178 | 2,487 | 2,714 | 2,978 | 3,308 | 3,566 | |
62 | 0,5 | 1,0 | 0,959 | 1,149 | 1,376 | 1,529 | 1,648 | 1,746 | 1,940 | 2,216 | 2,418 | 2,653 | 2,948 | 3,177 | ||
63 | 1,0 | 2,5 | 0,879 | 1,053 | 1,261 | 1,401 | 1,510 | 1,600 | 1,778 | 2,030 | 2,216 | 2,432 | 2,702 | 2,911 | ||
64 | 1,5 | 4,0 | 0,831 | 1,001 | 1,198 | 1,331 | 1,435 | 1,520 | 1,689 | 1,930 | 2,106 | 2,310 | 2,567 | 2,767 | ||
2,0 | 5,0 | 0,805 | 0,965 | 1,156 | 1,284 | 1,383 | 1,466 | 1,629 | 1,860 | 2,030 | 2,228 | 2,476 | 2,663 | |||
3,0 | 6,0 | 0,894 | 1,075 | 1,287 | 1,430 | 1,542 | 1,633 | 1,815 | 2,073 | 2,263 | 2,482 | 2,758 | 2,973 | |||
67 | 4,0 | 7,0 | 0,973 | 1,165 | 1,395 | 1,551 | 1,671 | 1,770 | 1,967 | 2,247 | 2,452 | 2,691 | 2,990 | 3,222 | ||
68 | 6,0 | 9,0 | 1,090 | 1,305 | 1,563 | 1,737 | 1,872 | 1,984 | 2,204 | 2,517 | 2,747 | 3,014 | 3,350 | 3,610 | ||
69 | 9,0 | 12,0 | 1,221 | 1,462 | 1,751 | 1,946 | 2,097 | 2,222 | 2,469 | 2,820 | 3,078 | 3,377 | 3,752 | 4,044 | ||
10,0 | 13,0 | 1,257 | 1,506 | 1,804 | 2,004 | 2,160 | 2,289 | 2,543 | 2,904 | 3,170 | 3,478 | 3,865 | 4,164 | |||
Затруднено | 0,2 | 0,4 | 1,348 | 1,615 | 1,933 | 2,148 | 2,316 | 2,453 | 2,726 | 3,114 | 3,398 | 3,729 | 4,143 | 4,465 | ||
72 | 0,5 | 1,0 | 1,197 | 1,344 | 1,716 | 1,899 | 2,056 | 2,178 | 2,375 | 2,764 | 3,017 | 3,310 | 3,633 | 3,964 | ||
73 | 1,0 | 2,5 | 1,093 | 1,309 | 1,569 | 1,742 | 1,878 | 1,991 | 2,211 | 2,525 | 2,757 | 3,025 | 3,361 | 3,622 | ||
74 | 1,5 | 4,0 | 1,038 | 1,243 | 1,488 | 1,653 | 1,782 | 1,888 | 2,098 | 2,396 | 2,615 | 2,865 | 3,189 | 3,436 | ||
2,0 | 5,0 | 1,000 | 1,188 | 1,434 | 1,593 | 1,716 | 1,819 | 2,021 | 2,308 | 2,519 | 2,764 | 3,072 | 3,310 | |||
3,0 | 6,0 | 1,120 | 1,269 | 1,606 | 1,784 | 1,922 | 2.038 | 2,263 | 2,586 | 2,821 | 3,096 | 3,440 | 3,707 | |||
77 | 4,0 | 7,0 | 1,213 | 1,453 | 1,740 | 1,933 | 2,083 | 2,209 | 2,453 | 2,803 | 3,058 | 3,356 | 3,729 | 4,018 | ||
78 | 6,0 | 9,0 | 1,359 | 1,628 | 1,949 | 2,166 | 2,335 | 2,474 | 2,749 | 3,139 | 3,426 | 3,759 | 4,178 | 4,502 | ||
79 | 9,0 | 12,0 | 1,523 | 1,823 | 2,183 | 2,426 | 2,615 | 2,771 | 3,079 | 3,516 | 3,838 | 4,211 | 4,679 | 5,043 | ||
10,0 | 13,0 | 1,569 | 1,878 | 2,249 | 2,499 | 2,693 | 2,854 | 3,172 | 3,622 | 3,953 | 4,337 | 4,819 | 5,194 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 8 | ||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | |||||||||||
0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 деталей, мин. | |||||||||||||
61 | Снять деталь со штампа и, не сходя с места, отложить на транспортер, склиз, рольганг и протолкнуть | Свободно | 0,2 | 0,4 | 4,155 | 4,525 | 4,939 | 5,419 | 6,022 | 6,489 | 6,711 | - | - | - | - |
62 | 0,5 | 1,0 | 3,702 | 4,032 | 4,401 | 4,828 | 5,365 | 5,782 | 6,425 | 6,923 | - | - | - | ||
63 | 1,0 | 2,5 | 3,392 | 3,694 | 4,033 | 4,424 | 4,917 | 5,298 | 5,888 | 6,345 | - | - | - | ||
64 | 1,5 | 4,0 | 3,224 | 3,511 | 3,828 | 4,204 | 4,672 | 5,035 | 5,594 | 6,028 | - | - | - | ||
65 | 2,0 | 5,0 | 3,109 | 3,386 | 3,695 | 4,054 | 4,505 | 4,855 | 5,395 | 5,814 | - | - | - | ||
66 | 3,0 | 6,0 | 3,463 | 3,773 | 4,117 | 4,517 | 5,019 | 5,410 | 6,011 | - | - | - | - | ||
67 | 4,0 | 7,0 | 3,754 | 4,089 | 4,463 | 4,896 | 5,440 | 5,863 | - | - | - | - | - | ||
68 | 6,0 | 9,0 | 4,206 | 4,580 | 4,999 | 5,485 | 6,050 | - | - | - | - | - | - | ||
69 | 9,0 | 12,0 | 4,711 | 5,131 | 5,601 | 6,144 | - | - | - | - | - | - | - | ||
70 | 10,0 | 13,0 | 4,852 | 5,285 | 5,768 | 6,329 | - | - | - | - | - | - | - | ||
71 | Затруднено | 0,2 | 0,4 | 5,202 | 5,665 | 6,184 | 6,785 | 7,539 | 8,124 | 9,028 | - | - | - | - | |
72 | 0,5 | 1,0 | 4,618 | 5,029 | 5,489 | 6,023 | 6,692 | 7,213 | 8,014 | 8,636 | - | - | - | ||
73 | 1,0 | 2,5 | 4,220 | 4,596 | 5,017 | 5,503 | 6,115 | 6,591 | 7,323 | 7,892 | - | - | - | ||
74 | 1,5 | 4,0 | 4,003 | 4,360 | 4,759 | 5,221 | 5,801 | 6,252 | 6,947 | 7,487 | - | - | - | ||
75 | 2,0 | 5,0 | 3,856 | 4,200 | 4,584 | 5,029 | 5,589 | 6,023 | 6,692 | 7,213 | - | - | - | ||
76 | 3,0 | 6,0 | 4,319 | 4,704 | 5,135 | 5,634 | 6,260 | 6,746 | 7,496 | - | - | - | - | ||
77 | 4,0 | 7,0 | 4,682 | 5,099 | 5,566 | 6,061 | 6,785 | 7,312 | - | - | - | - | - | ||
78 | 6,0 | 9,0 | 5,238 | 5,712 | 6,234 | 6,841 | 7,601 | - | - | - | - | - | - | ||
79 | 9,0 | 12,0 | 5,875 | 6,399 | 6,984 | 7,663 | - | - | - | - | - | - | - | ||
80 | 10,0 | 13,0 | 6,052 | 6,591 | 7,194 | 7,892 | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 9 | |||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | ||||||||||||
0,001 | 0,002 | 0,004 | 0,006 | 0,008 | 0,010 | 0,015 | 0,025 | 0,035 | 0,050 | 0,075 | 0,100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||||
Время на 100 деталей, мин. | ||||||||||||||||
Снять деталь со штампа и уложить в стопу на расстояние до 1 м | Свободно | 0,2 | 0,4 | - | - | - | - | - | 2,321 | 2,559 | 2,892 | 3,136 | 3,415 | 3,765 | 4,034 | |
82 | 0,5 | 1,0 | - | - | - | - | - | 2,070 | 2,281 | 2,579 | 2,796 | 3,046 | 3,357 | 3,597 | ||
83 | 1,0 | 2,5 | - | - | - | - | - | 1,898 | 2,092 | 2,365 | 2,564 | 2,793 | 3,078 | 3,298 | ||
84 | 1,5 | 4,0 | - | - | - | - | - | 1,804 | 1,989 | 2,248 | 2,437 | 2,655 | 2,927 | 3,136 | ||
2,0 | 5,0 | - | - | - | - | - | 1,741 | 1,919 | 2,169 | 2,351 | 2,561 | 2,823 | 3,025 | |||
3,0 | 6,0 | - | - | - | - | - | 1,943 | 2,142 | 2,421 | 2,625 | 2,859 | 3,153 | 3,378 | |||
87 | 4,0 | 7,0 | - | - | - | - | - | 2,112 | 2,328 | 2,632 | 2,854 | 3,109 | 3,426 | 3,671 | ||
88 | 6,0 | 9,0 | - | - | - | - | - | 2,376 | 2,619 | 2,961 | 3,209 | 3,496 | 3,854 | 4,129 | ||
89 | 9,0 | 12,0 | - | - | - | - | - | 2,673 | 2,946 | 3,330 | 3,610 | 3,933 | 4,334 | 4,644 | ||
10,0 | 13,0 | - | - | - | - | - | 2,756 | 3,037 | 3,433 | 3,722 | 4,954 | 4,469 | 4,789 | |||
Затруднено | 0,2 | 0,4 | - | - | - | - | - | 3,230 | 3,560 | 4,025 | 4,363 | 4,753 | 5,239 | 5,613 | ||
92 | 0,5 | 1,0 | - | - | - | - | - | 2,997 | 3,204 | 3,622 | 3,927 | 4,278 | 4,715 | 5,052 | ||
93 | 1,0 | 2,5 | - | - | - | - | - | 2,685 | 2,958 | 3,344 | 3,626 | 3,950 | 4,353 | 4,665 | ||
94 | 1,5 | 4,0 | - | - | - | - | - | 2,562 | 2,824 | 3,192 | 3,460 | 3,770 | 4,155 | 4,452 | ||
2,0 | 5,0 | - | - | - | - | - | 2,479 | 2,731 | 3,088 | 3,348 | 3,647 | 4,020 | 4,307 | |||
3,0 | 6,0 | - | - | - | - | - | 2,723 | 3,001 | 3,393 | 3,678 | 4,010 | 4,416 | 4,732 | |||
97 | 4,0 | 7,0 | - | - | - | - | - | 2,960 | 3,262 | 3,688 | 3,999 | 4,356 | 4,801 | 5,144 | ||
98 | 6,0 | 9,0 | - | - | - | - | - | 3,330 | 3,670 | 4,149 | 4,497 | 4,900 | 5,400 | 5,786 | ||
99 | 9,0 | 12,0 | - | - | - | - | - | 3,745 | 4,128 | 4,666 | 5,059 | 5,511 | 6,074 | 6,508 | ||
10,0 | 13,0 | - | - | - | - | - | 3,861 | 4,255 | 4,811 | 5,215 | 5,682 | 6,263 | 6,710 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 10 | ||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | |||||||||||
0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
Время на 100 деталей, мин. | |||||||||||||||
81 | Снять деталь со штампа и уложить в стопу на расстояние до 1 м | Свободно | 0,2 | 0,4 | 4,645 | 5,026 | 5,449 | 5,935 | 6,542 | 7,009 | 7,726 | - | - | - | - |
82 | 0,5 | 1,0 | 4,142 | 4,482 | 4,859 | 5,293 | 5,834 | 6,251 | 6,898 | 7,382 | - | - | - | ||
83 | 1,0 | 2,5 | 3,798 | 4,455 | 4,854 | 5,350 | 5,732 | 6,318 | 6,770 | 7,461 | 7,947 | 8,435 | |||
84 | 1,5 | 4,0 | 3,611 | 3,907 | 4,235 | 4,613 | 5,085 | 5,449 | 6,006 | 6,435 | 7,093 | - | - | ||
85 | 2,0 | 5,0 | 3,483 | 3,768 | 4,086 | 4,450 | 4,906 | 5,256 | 5,793 | 6,207 | - | - | - | ||
86 | 3,0 | 6,0 | 3,891 | 4,208 | 4,562 | 4,970 | 5,477 | 5,869 | 6,469 | - | - | - | - | ||
87 | 4,0 | 7,0 | 4,227 | 4,574 | 4,959 | 5,402 | 5,964 | 6,380 | - | - | - | - | |||
88 | 6,0 | 9,0 | 4,755 | 5,145 | 5,577 | 6,076 | 6,697 | - | - | - | - | - | - | ||
89 | 9,0 | 12,0 | 5,348 | 5,787 | 6,274 | 6,835 | - | - | - | - | - | - | - | ||
90 | 10,0 | 13,0 | 5,514 | 5,966 | 6,468 | 7,046 | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ||||
Вспомогательное время Съем детали со штампа | Карта 20, лист 11 | ||||||||||||||
Номер позиции | Содержание работы | Условия выполнения работы | Толщина металла | Площадь детали S, м2, до | |||||||||||
0,180 | 0,250 | 0,350 | 0,500 | 0,750 | 1,000 | 1,500 | 2,000 | 3,000 | 4,000 | 5,000 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
Время на 100 деталей, мин. | |||||||||||||||
91 | Снять деталь со штампа и уложить в стопу на расстояние до 1 м | Затруднено | 0,2 | 0,4 | 6,464 | 6,994 | 7,582 | 8,259 | 9,103 | 9,754 | 10,751 | - | - | - | - |
92 | 0,5 | 1,0 | 5,817 | 6,295 | 6,824 | 7,433 | 8,194 | 8,779 | 9,676 | 10,368 | - | - | - | ||
93 | 1,0 | 2,5 | 5,371 | 5,812 | 6,301 | 6,864 | 7,565 | 8,106 | 8,935 | 9,573 | 10,552 | 11,306 | 11,929 | ||
94 | 1,5 | 4,0 | 5,126 | 5,548 | 5,996 | 6,551 | 7,221 | 7,737 | 8,528 | 9,138 | 10,071 | - | - | ||
95 | 2,0 | 5,0 | 4,960 | 5,367 | 5,818 | 6,338 | 6,986 | 7,485 | 8,250 | 8,840 | - | - | - | ||
96 | 3,0 | 6,0 | 5,450 | 5,897 | 6,393 | 6,964 | 7,676 | 8,224 | 9,065 | - | - | - | - | ||
97 | 4,0 | 7,0 | 5,924 | 6,410 | 6,949 | 7,570 | 8,344 | 8,940 | - | - | - | - | - | ||
98 | 6,0 | 9,0 | 6,663 | 7,210 | 7,816 | 8,514 | 9,384 | - | - | - | - | - | - | ||
99 | 9,0 | 12,0 | 7,494 | 8,109 | 8,787 | 9,577 | - | - | - | - | - | - | - | ||
100 | 10,0 | 13,0 | 7,726 | 8,361 | 9,064 | 9,874 | - | - | - | - | - | - | - | ||
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ||||
 -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
- Примечание. При съеме отформованной детали с толщиной металла до 2 мм время по карте принимается по позициям, соответствующим толщине металла 2 мм.
Удаление отходов заготовки, полосы | Карта 21, лист 1 | ||||||||||||||||
Номер позиции | Способ удаления отходов | Условия выполнения работы | Толщина металла | Площадь отходов S, м2, до | |||||||||||||
0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,20 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов, мин. | |||||||||||||||
1 | Столкнуть со штампа (вытолкнуть со штампа) на стол пресса | Свободно | 0,2 | 0,4 | 0,921 | 1,051 | 1,135 | 1,197 | 1,250 | 1,294 | 1,332 | 1,367 | 1,398 | 1,427 | 1,475 | 1,539 | 1,628 |
2 | 0,5 | 1,0 | 0,819 | 0,935 | 1,010 | 1,065 | 1,112 | 1,152 | 1,185 | 1,216 | 1,249 | 1,270 | 1,315 | 1,370 | 1,446 | ||
3 | 1,0 | 2,5 | 0,751 | 0,857 | 0,925 | 0,976 | 1,019 | 1,055 | 1,086 | 1,114 | 1,140 | 1,163 | 1,203 | 1,255 | 1,327 | ||
4 | 1,5 | 4,0 | 0,713 | 0,813 | 0,878 | 0,926 | 0,967 | 1,002 | 1,031 | 1,058 | 1,086 | 1,104 | 1,142 | 1,191 | 1,260 | ||
5 | 2,0 | 5,0 | 0,687 | 0,784 | 0,847 | 0,893 | 0,933 | 0,966 | 0,994 | 1,020 | 1,043 | 1,065 | 1,101 | 1,149 | 1,215 | ||
6 | 3,0 | 6,0 | 0,707 | 0,806 | 0,870 | 0,918 | 0,958 | 0,992 | 1,021 | 1,048 | 1,072 | 1,094 | 1,131 | 1,180 | 1,248 | ||
7 | 4,0 | 7,0 | 0,768 | 0,877 | 0,947 | 0,998 | 1,043 | 1,079 | 1,111 | 1,140 | 1,166 | 1,190 | 1,230 | 1,284 | 1,358 | ||
8 | 6,0 | 9,0 | 0,864 | 0,986 | 1,064 | 1,122 | 1,172 | 1,214 | 1,249 | 1,282 | 1,311 | 1,338 | 1,383 | 1,443 | 1,526 | ||
9 | 9,0 | 12,0 | 0,972 | 1,109 | 1,198 | 1,263 | 1,319 | 1,365 | 1,405 | 1,442 | 1,475 | 1,505 | 1,556 | 1,624 | 1,717 | ||
10 | 10,0 | 13,0 | 1,002 | 1,143 | 1,235 | 1,302 | 1,360 | 1,408 | 1,448 | 1,487 | 1,520 | 1,552 | 1,605 | 1,674 | 1,770 | ||
11 | Затруднено | 0,2 | 0,4 | 1,244 | 1,420 | 1,533 | 1,617 | 1,688 | 1,748 | 1,799 | 1,846 | 1,888 | 1,987 | 1,993 | 2,079 | 2,198 | |
12 | 0,5 | 1,0 | 1,107 | 1,264 | 1,365 | 1,439 | 1,503 | 1,556 | 1,601 | 1,643 | 1,681 | 1,715 | 1,774 | 1,851 | 1,957 | ||
13 | 1,0 | 2,5 | 1,014 | 1,157 | 1,250 | 1,318 | 1,376 | 1,425 | 1,466 | 1,505 | 1,539 | 1,570 | 1,624 | 1,694 | 1,792 | ||
14 | 1,5 | 4,0 | 0,963 | 1,099 | 1,187 | 1,251 | 1,307 | 1,353 | 1,392 | 1,429 | 1,462 | 1,492 | 1,542 | 1,609 | 1,702 | ||
15 | 2,0 | 5,0 | 0,929 | 1,060 | 1,145 | 1,207 | 1,260 | 1,305 | 1,343 | 1,379 | 1,410 | 1,439 | 1,488 | 1,552 | 1,641 | ||
16 | 3,0 | 6,0 | 0,954 | 1,089 | 1,176 | 1,240 | 1,294 | 1,340 | 1,379 | 1,416 | 1,448 | 1,477 | 1,528 | 1,594 | 1,686 | ||
17 | 4,0 | 7,0 | 1,037 | 1,183 | 1,278 | 1,347 | 1,407 | 1,457 | 1,499 | 1,539 | 1,574 | 1,606 | 1,661 | 1,733 | 1,832 | ||
18 | 6,0 | 9,0 | 1,166 | 1,331 | 1,437 | 1,515 | 1,583 | 1,638 | 1,686 | 1,731 | 1,770 | 1,806 | 1,868 | 1,949 | 2,061 | ||
19 | 9,0 | 12,0 | 1,311 | 1,497 | 1,617 | 1,705 | 1,780 | 1,843 | 1,896 | 1,947 | 1,991 | 2,032 | 2,101 | 2,192 | 2,318 | ||
20 | 10,0 | 13,0 | 1,352 | 1,544 | 1,667 | 1,758 | 1,836 | 1,900 | 1,956 | 2,007 | 2,053 | 2,095 | 2,166 | 2,260 | 2,390 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
Вспомогательное время Удаление отходов заготовки, полосы | Карта 21, лист 2 | ||||||||||||||||
Номер позиции | Способ удаления отходов | Условия выполнения работы | Толщина металла | Площадь отходов S, м2, до | |||||||||||||
0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,50 | 2,00 | |||||
Время на 100 шт. отходов, мин. | |||||||||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||||
Столкнуть со штампа (вытолкнуть со штампа) на стол пресса | Свободно | 0,2 | 0,4 | 1,696 | 1,756 | 1,804 | 1,855 | 1,897 | 1,937 | 2,005 | 2,063 | 2,116 | 2,164 | 2,209 | 2,385 | - | |
2 | 0,5 | 1,0 | 1,509 | 1,564 | 1,610 | 1,651 | 1,688 | 1,724 | 1,785 | 1,836 | 1,883 | 1,926 | 1,966 | 2,123 | 2,241 | ||
3 | 1,0 | 2,5 | 1,383 | 1,433 | 1,475 | 1,512 | 1,547 | 1,579 | 1,635 | 1,682 | 1,725 | 1,764 | 1,801 | 1,945 | 2,053 | ||
4 | 1,5 | 4,0 | 1,313 | 1,359 | 1,400 | 1,436 | 1,468 | 1,499 | 1,552 | 1,597 | 1,638 | 1,675 | 1,710 | 1,846 | 1,951 | ||
2,0 | 5,0 | 1,266 | 1,310 | 1,350 | 1,385 | 1,416 | 1,446 | 1,497 | 1,540 | 1,579 | 1,616 | 1,649 | 1,780 | 1,881 | |||
3,0 | 6,0 | 1,300 | 1,347 | 1,386 | 1,423 | 1,455 | 1,486 | 1,538 | 1,582 | 1,623 | 1,660 | 1,694 | 1,830 | - | |||
7 | 4,0 | 7,0 | 1,415 | 1,464 | 1,509 | 1,547 | 1,582 | 1,615 | 1,673 | 1,720 | 1,765 | 1,805 | 1,842 | - | - | ||
8 | 6,0 | 9,0 | 1,591 | 1,646 | 1,696 | 1,740 | 1,779 | 1,816 | 1,880 | 1,934 | 1,984 | - | - | - | - | ||
9 | 9,0 | 12,0 | 1,789 | 1,852 | 1,908 | 1,957 | 2,001 | 2,043 | - | - | - | - | - | - | - | ||
10,0 | 13,0 | 1,845 | 1,910 | 1,967 | 2,018 | 2,063 | 2,107 | - | - | - | - | - | - | - | |||
Затруднено | 0,2 | 0,4 | 2,291 | 2,371 | 2,443 | 2,506 | 2,562 | 2,616 | 2,709 | 2,786 | 2,858 | 2,923 | 2,983 | 3,222 | - | ||
12 | 0,5 | 1,0 | 2,039 | 2,111 | 2,174 | 2,230 | 2,281 | 2,328 | 2,411 | 2,480 | 2,543 | 2,602 | 2,655 | 2,867 | 3,029 | ||
13 | 1,0 | 2,5 | 1,867 | 1,933 | 1,991 | 2,042 | 2,088 | 2,132 | 2,207 | 2,271 | 2,329 | 2,382 | 2,431 | 2,625 | 2,774 | ||
14 | 1,5 | 4,0 | 1,773 | 1,836 | 1,891 | 1,940 | 1,983 | 2,025 | 2,097 | 2,157 | 2,212 | 2,263 | 2,309 | 2,494 | 2,635 | ||
2,0 | 5,0 | 1,710 | 1,770 | 1,824 | 1,871 | 1,913 | 1,953 | 2,022 | 2,080 | 2,133 | 2,182 | 2,227 | 2,405 | 2,541 | |||
3,0 | 6,0 | 1,756 | 1,818 | 1,873 | 1,921 | 1,965 | 2,006 | 2,077 | 2,136 | 2,191 | 2,241 | 2,287 | 2,470 | - | |||
17 | 4,0 | 7,0 | 1,909 | 1,976 | 2,036 | 2,088 | 2,135 | 2,180 | 2,257 | 2,322 | 2,382 | 2,436 | 2,486 | - | - | ||
18 | 6,0 | 9,0 | 2,147 | 2,223 | 2,290 | 2,349 | 2,402 | 2,452 | 2,539 | 2,611 | 2,679 | - | - | - | - | ||
19 | 9,0 | 12,0 | 2,415 | 2,500 | 2,576 | 2,642 | 2,702 | 2,758 | - | - | - | - | - | - | - | ||
10,0 | 13,0 | 2,491 | 2,578 | 2,656 | 2,742 | 2,786 | 2,841 | - | - | - | - | - | - | - | |||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | ||||
Вспомогательное время Удаление отходов заготовки, полосы | Карта 21, лист 3 | ||||||||||||||||
Номер позиции | Способ удаления отходов | Условия выполнения работы | Толщина металла | Площадь отходов S, м2, до | |||||||||||||
0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,20 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов, мин. | |||||||||||||||
Отбросить со стола пресса в тару | Свободно | 0,2 | 0,4 | 1,215 | 1,416 | 1,546 | 1,650 | 1,730 | 1,804 | 1,864 | 1,921 | 1,971 | 2,018 | 2,099 | 2,206 | 2,350 | |
22 | 0,5 | 1,0 | 1,087 | 1,267 | 1,384 | 1,477 | 1,548 | 1,614 | 1,668 | 1,719 | 1,764 | 1,806 | 1,878 | 1.974 | 2,102 | ||
23 | 1,0 | 2,5 | 1,000 | 1,166 | 1,273 | 1,359 | 1,424 | 1,485 | 1,535 | 1,581 | 1,623 | 1,661 | 1,727 | 1,816 | 1,934 | ||
24 | 1,5 | 4,0 | 0,952 | 1,110 | 1,212 | 1,293 | 1,356 | 1,414 | 1,461 | 1,506 | 1,545 | 1,582 | 1,645 | 1,729 | 1,841 | ||
2,0 | 5,0 | 0,920 | 1,072 | 1,171 | 1,250 | 1,311 | 1,366 | 1,412 | 1,455 | 1,493 | 1,529 | 1,589 | 1,671 | 1,780 | |||
3,0 | 6,0 | 1,009 | 1,176 | 1,284 | 1,371 | 1,437 | 1,498 | 1,548 | 1,596 | 1,637 | 1,676 | 1,743 | 1,832 | 1,952 | |||
27 | 4,0 | 7,0 | 1,097 | 1,279 | 1,397 | 1,490 | 1,563 | 1,629 | 1,684 | 1,735 | 1,781 | 1,823 | 1,859 | 1,992 | 2,122 | ||
28 | 6,0 | 9,0 | 1,234 | 1,438 | 1,570 | 1,676 | 1,757 | 1,832 | 1,893 | 1,951 | 2,002 | 2,050 | 2,131 | 2,240 | 2,386 | ||
29 | 9,0 | 12,0 | 1,388 | 1,618 | 1,767 | 1,885 | 1,977 | 2,061 | 2,130 | 2,195 | 2,252 | 2,306 | 2,398 | 2,520 | 2,684 | ||
10,0 | 13,0 | 1,431 | 1,668 | 1,872 | 1,944 | 2,039 | 2,125 | 2,196 | 2,263 | 2,322 | 2,378 | 2,472 | 2,598 | 2,768 | |||
Затруднено | 0,2 | 0,4 | 1,944 | 2,266 | 2,474 | 2,641 | 2,769 | 2,887 | 2,983 | 3,074 | 3,155 | 3,230 | 3,358 | 3,530 | 3,760 | ||
32 | 0,5 | 1,0 | 1,739 | 2,027 | 2,213 | 2,362 | 2,477 | 2,582 | 2,669 | 2,750 | 2,822 | 2,889 | 3,004 | 3,157 | 3,363 | ||
33 | 1,0 | 2,5 | 1,600 | 1,865 | 2,036 | 2,173 | 2,279 | 2,376 | 2,455 | 2,530 | 2,596 | 2,658 | 2,764 | 2,905 | 3,094 | ||
34 | 1,5 | 4,0 | 1,523 | 1,775 | 1,939 | 2,069 | 2,169 | 2,262 | 2,337 | 2,409 | 2,471 | 2,530 | 2,631 | 2,765 | 2,946 | ||
2,0 | 5,0 | 1,472 | 1,715 | 1,873 | 1,999 | 2,096 | 2,186 | 2,259 | 2,328 | 2.388 | 2,445 | 2,542 | 2,672 | 2,847 | |||
3,0 | 6,0 | 1,615 | 1,882 | 2,055 | 2,193 | 2,300 | 2,397 | 2,478 | 2,553 | 2,620 | 2,682 | 2,789 | 2,931 | 3,122 | |||
37 | 4,0 | 7,0 | 1,755 | 2,046 | 2,234 | 2,384 | 2,500 | 2,607 | 2,694 | 2,776 | 2,848 | 2,916 | 3,032 | 3,187 | 3,395 | ||
38 | 6,0 | 9,0 | 1,974 | 2,300 | 2,512 | 2,681 | 2,811 | 2,931 | 3,029 | 3,121 | 3,203 | 3,279 | 3,410 | 3,584 | 3,817 | ||
39 | 9,0 | 12,0 | 2,220 | 2,587 | 2,826 | 3,016 | 3,162 | 3,297 | 3,407 | 3,511 | 3,603 | 3,689 | 3,835 | 4,031 | 4,294 | ||
10,0 | 13,0 | 2,290 | 2,668 | 2,914 | 3,110 | 3,261 | 3,400 | 3,514 | 3,621 | 3,715 | 3,804 | 3,955 | 4,151 | 4,428 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
Вспомогательное время Удаление отходов заготовки, полосы | Карта 21, лист 4 | ||||||||||||||||
Номер позиции | Способ удаления отходов | Условия выполнения работы | Толщина металла | Площадь отходов S, м2, до | |||||||||||||
0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,50 | 2,00 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов, мин. | |||||||||||||||
21 | Отбросить со стола пресса в тару | Свободно | 0,2 | 0,4 | 2,467 | 2,567 | 2,568 | 2,734 | 2,808 | 2,875 | 2,992 | 3,096 | 3,186 | 3,270 | 3,347 | 3,658 | - |
22 | 0,5 | 1,0 | 2,207 | 2,297 | 2,378 | 2,447 | 2,513 | 2,573 | 2,678 | 2,770 | 2,851 | 2,926 | 2,995 | 3,274 | 3,489 | ||
23 | 1,0 | 2,5 | 2,030 | 2,113 | 2,187 | 2,251 | 2,311 | 2,367 | 2,463 | 2,548 | 2,623 | 2,692 | 2,755 | 3,011 | 3,210 | ||
24 | 1,5 | 4,0 | 1,933 | 2,012 | 2,084 | 2,143 | 2,201 | 2,253 | 2,345 | 2,426 | 2,497 | 2,563 | 2,623 | 2,867 | 3,056 | ||
25 | 2,0 | 5,0 | 1,868 | 1,944 | 2,013 | 2,071 | 2,127 | 2,178 | 2,266 | 2,345 | 2,413 | 2,477 | 2,535 | 2,771 | 2,953 | ||
26 | 3,0 | 6,0 | 2,049 | 2,132 | 2,207 | 2,271 | 2,332 | 2,388 | 2,485 | 2,572 | 2,647 | 2,716 | 2,780 | 3,039 | 3,239 | ||
27 | 4,0 | 7,0 | 2,228 | 2,319 | 2,400 | 2,470 | 2,536 | 2,597 | 2,703 | 2,796 | 2,878 | 2,953 | 3,023 | - | - | ||
28 | 6,0 | 9,0 | 2,505 | 2,607 | 2,699 | 2,777 | 2,852 | 2,920 | 3,039 | 3,144 | 3,236 | - | - | - | - | ||
29 | 9,0 | 12,0 | 2,818 | 2,933 | 3,036 | 3,124 | 3,208 | 2,285 | - | - | - | - | - | - | - | ||
30 | 10,0 | 13,0 | 2,906 | 3,024 | 3,131 | 3,221 | 3,308 | 3,387 | - | - | - | - | - | - | - | ||
31 | Затруднено | 0,2 | 0,4 | 3,947 | 4,108 | 4,253 | 4,376 | 4,494 | 4,601 | 4,788 | 4,954 | 5,099 | 5,233 | 5,356 | 5,854 | - | |
32 | 0,5 | 1,0 | 3,531 | 3,675 | 3,804 | 3,914 | 4,020 | 4,115 | 4,283 | 4,432 | 4,561 | 4,681 | 4,791 | 5,237 | 5,582 | ||
33 | 1,0 | 2,5 | 3,249 | 3,381 | 3,500 | 3,601 | 3,698 | 3,786 | 3,941 | 4,077 | 4,196 | 4,307 | 4,408 | 4,818 | 5,135 | ||
34 | 1,5 | 4,0 | 3,092 | 3,218 | 3,332 | 3,428 | 3,520 | 3,604 | 3,751 | 3,881 | 3,995 | 4,099 | 4,196 | 4,586 | 4,888 | ||
35 | 2,0 | 5,0 | 2,989 | 3,110 | 3,220 | 3,313 | 3,402 | 3,483 | 3,625 | 3,751 | 3,860 | 3,962 | 4,055 | 4,432 | 4,724 | ||
36 | 3,0 | 6,0 | 3,278 | 3,412 | 3,532 | 3,634 | 3,732 | 3,821 | 3,977 | 4,114 | 4,234 | 4,346 | 4,448 | 4,862 | - | ||
37 | 4,0 | 7,0 | 3,564 | 3,709 | 3,840 | 3,951 | 4,057 | 4,154 | 4,323 | 4,473 | 4,604 | 4,725 | 4,836 | - | - | ||
38 | 6,0 | 9,0 | 4,008 | 4,171 | 4,318 | 4,443 | 4,562 | 4,671 | 4,862 | 5,030 | 5,177 | - | - | - | - | ||
39 | 9,0 | 12,0 | 4,508 | 4,692 | 4,857 | 4,998 | 5,132 | 5,255 | - | - | - | - | - | - | - | ||
40 | 10,0 | 13,0 | 4,649 | 4,838 | 5,009 | 5,154 | 5,292 | 5,419 | - | - | - | - | - | - | - | ||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | ||||
Вспомогательное время Удаление отходов заготовки, полосы | Карта 21, лист 5 | ||||||||||||||||
Номер позиции | Способ удаления отходов | Условия выполнения работы | Толщина металла | Площадь отходов S, м2, до | |||||||||||||
0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,20 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов, мин. | |||||||||||||||
Взять со стола пресса и отложить в стопу | Свободно | 0,2 | 0,4 | 2,013 | 2,378 | 2,621 | 2,809 | 2,961 | 3,095 | 3,211 | 3,314 | 3,411 | 3,497 | 3,655 | 3,855 | 4,135 | |
42 | 0,5 | 1,0 | 1,795 | 2,121 | 2,338 | 2,506 | 2,641 | 2,761 | 2,864 | 2,956 | 3,043 | 3,119 | 3,260 | 3,439 | 3,688 | ||
43 | 1,0 | 2,5 | 1,646 | 1,944 | 2,143 | 2,297 | 2,421 | 2,531 | 2,625 | 2,710 | 2,789 | 2,859 | 2,982 | 3,152 | 3,381 | ||
44 | 1,5 | 4,0 | 1,565 | 1,849 | 2,038 | 2,184 | 2,303 | 2,407 | 2,496 | 2,577 | 2,652 | 2,719 | 2,842 | 2,998 | 3,215 | ||
2,0 | 5,0 | 1,509 | 1,783 | 1,965 | 2,106 | 2,220 | 2,321 | 2,407 | 2,485 | 2,558 | 2,621 | 2,740 | 2,890 | 3,100 | |||
3,0 | 6,0 | 1,649 | 1,948 | 2,147 | 2,302 | 2,426 | 2,536 | 2,630 | 2,715 | 2,795 | 2,865 | 2,994 | 3,159 | 3,388 | |||
47 | 4,0 | 7,0 | 1,793 | 2,118 | 2,334 | 2,502 | 2,638 | 2,757 | 2,860 | 2,952 | 3,038 | 3,114 | 3,255 | 3,434 | 3,683 | ||
48 | 6,0 | 9,0 | 2,016 | 2,381 | 2,625 | 2,814 | 2,966 | 3,100 | 3,216 | 3,319 | 3,416 | 3,502 | 3,660 | 3,861 | 4,141 | ||
49 | 9,0 | 12,0 | 2,268 | 2,679 | 2,953 | 3,165 | 3,336 | 3,487 | 3,617 | 3,734 | 3,843 | 3,969 | 4,117 | 4,344 | 4,659 | ||
10,0 | 13,0 | 2,339 | 2,762 | 3,045 | 3,264 | 3,441 | 3,596 | 3,730 | 3,850 | 3,963 | 4,062 | 4,246 | 4,479 | 4,804 | |||
Затруднено | 0,2 | 0,4 | 2,617 | 3,091 | 3,407 | 3,652 | 3,850 | 4,024 | 4,174 | 4,308 | 4,435 | 4,545 | 4,751 | 5,012 | 5,375 | ||
52 | 0,5 | 1,0 | 2,334 | 2,757 | 3,039 | 3,258 | 3,434 | 3,589 | 3,723 | 3,843 | 3,956 | 4,055 | 4,238 | 4,471 | 4,795 | ||
53 | 1,0 | 2,5 | 2,140 | 2,527 | 2,786 | 2,986 | 3,148 | 3,290 | 3,413 | 3,523 | 3,626 | 3,717 | 3,885 | 4,098 | 4,369 | ||
54 | 1,5 | 4,0 | 2,035 | 2,403 | 2,649 | 2,840 | 2,994 | 3,129 | 3,246 | 3,350 | 3,448 | 3,535 | 3,694 | 3,897 | 4,180 | ||
2,0 | 5,0 | 1,962 | 2,317 | 2,555 | 2,738 | 2,886 | 3,017 | 3,129 | 3,230 | 3,325 | 3,408 | 3,562 | 3,758 | 4,030 | |||
3,0 | 6,0 | 2,143 | 2,532 | 2,791 | 2,991 | 3,153 | 3,296 | 3,419 | 3,529 | 3,632 | 3,723 | 3,891 | 4,105 | 4,403 | |||
57 | 4,0 | 7,0 | 2,330 | 2,753 | 3,034 | 3,252 | 3,428 | 3,583 | 3,717 | 3,837 | 3,949 | 4,048 | 4,231 | 4,463 | 4,787 | ||
58 | 6,0 | 9,0 | 2,620 | 3,095 | 3,412 | 3,657 | 3,855 | 4,029 | 4,180 | 4,314 | 4,441 | 4,552 | 4,758 | 5,019 | 5,383 | ||
59 | 9,0 | 12,0 | 2,948 | 3,482 | 3,838 | 4,114 | 4,337 | 4,533 | 4,702 | 4,853 | 4,996 | 5,120 | 5,352 | 5,646 | 6,055 | ||
10,0 | 13,0 | 3,040 | 3,591 | 3,958 | 4,243 | 4,472 | 4,674 | 4,849 | 5,005 | 5,152 | 5,280 | 5,519 | 5,822 | 6,244 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
Вспомогательное время Удаление отходов заготовки, полосы | Карта 21, лист 6 | ||||||||||||||||
Номер позиции | Способ удаления отходов | Условия выполнения работы | Толщина металла | Площадь отходов S, м2, до | |||||||||||||
0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,50 | 2,00 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов, мин. | |||||||||||||||
41 | Взять со стола пресса и отложить в стопу | Свободно | 0,2 | 0,4 | 4,360 | 4,555 | 4,725 | 4,883 | 5,023 | 5,151 | 5,382 | 5,582 | 5,765 | 5,929 | 6,081 | 6,701 | - |
42 | 0,5 | 1,0 | 3,889 | 4,063 | 4,214 | 4,355 | 4,480 | 4,594 | 4,800 | 4,979 | 5,142 | 5,288 | 5,424 | 5,977 | 6,406 | ||
43 | 1,0 | 2,5 | 3,565 | 3,724 | 3,863 | 3,993 | 4,107 | 4,211 | 4,400 | 4,564 | 4,713 | 4,848 | 4,972 | 5,479 | 5,872 | ||
44 | 1,5 | 4,0 | 3,390 | 3,541 | 3,674 | 3,797 | 3,905 | 4,005 | 4,184 | 4,340 | 4,482 | 4,610 | 4,728 | 5,210 | 5,584 | ||
45 | 2,0 | 5,0 | 3,269 | 3,415 | 3,542 | 3,661 | 3,766 | 3,861 | 4,035 | 4,185 | 4,322 | 4,445 | 4,559 | 5,024 | 5,384 | ||
46 | 3,0 | 6,0 | 3,572 | 3,732 | 3,871 | 4,001 | 4,115 | 4,220 | 4,409 | 4,573 | 4,723 | 4,857 | 4,982 | 5,490 | - | ||
47 | 4,0 | 7,0 | 3,883 | 4,057 | 4,208 | 4,349 | 4,474 | 4,587 | 4,793 | 4,972 | 5,134 | 5,281 | 5,416 | - | - | ||
48 | 6,0 | 9,0 | 4,367 | 4,561 | 4,732 | 4,890 | 5,030 | 5,158 | 5,390 | 5,591 | 5,773 | - | - | - | - | ||
49 | 9,0 | 12,0 | 4,912 | 5,131 | 5,323 | 5,501 | 5,659 | 5,803 | - | - | - | - | - | - | - | ||
50 | 10,0 | 13,0 | 5,066 | 5,292 | 5,490 | 5,673 | 5,836 | 5,984 | - | - | - | - | - | - | - | ||
51 | Затруднено | 0,2 | 0,4 | 5,668 | 5,921 | 6,142 | 6,348 | 6,530 | 6,696 | 6,996 | 7,257 | 7,494 | 7,707 | 7,905 | 8,711 | ||
52 | 0,5 | 1,0 | 5,056 | 5,282 | 5,479 | 5,663 | 5,825 | 6,163 | 6,241 | 6,474 | 6,685 | 6,876 | 7,052 | 7,771 | 8,328 | ||
53 | 1,0 | 2,5 | 4,635 | 4,842 | 5,023 | 5,191 | 5,339 | 5,475 | 5,721 | 5,934 | 6,128 | 6,302 | 6,464 | 7,123 | 7,634 | ||
54 | 1,5 | 4,0 | 4,407 | 4,604 | 4,776 | 4,936 | 5,077 | 5,207 | 5,440 | 5,643 | 5,827 | 5,993 | 6,147 | 6,774 | 7,260 | ||
55 | 0,2 | 5,0 | 4,250 | 4,439 | 4,605 | 4,759 | 4,896 | 5,020 | 5,245 | 5,441 | 5,619 | 5,779 | 5,927 | 6,532 | 7,000 | ||
56 | 3,0 | 6,0 | 4,643 | 4,850 | 5,031 | 5,199 | 5,348 | 5,484 | 5,730 | 5,944 | 6,138 | 6,313 | 6,475 | 7,135 | - | ||
57 | 4,0 | 7,0 | 5,048 | 5,273 | 5,470 | 5,653 | 5,815 | 5,963 | 6,230 | 6,463 | 6,674 | 6,864 | 7,040 | - | - | ||
58 | 6,0 | 9,0 | 5,676 | 5,929 | 6,151 | 6,357 | 6,539 | 6,705 | 7,006 | 7,267 | 7,504 | - | - | - | - | ||
59 | 9,0 | 12,0 | 6,385 | 6,670 | 6,919 | 7,151 | 7,356 | 7,543 | - | - | - | - | - | - | - | ||
60 | 10,0 | 13,0 | 6,584 | 6,878 | 7,135 | 7,374 | 7,585 | 7,778 | - | - | - | - | - | - | - | ||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | ||||
 -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
-  -
- Удаление высечек из-под штампа | Карта 22 | |||||||||
Номер позиции | Эскиз | Содержание работы | Длина плиты паза или листа L, м, до | Количество деталей N, через которые производится удаление высечек, шт., до | ||||||
4,0 | 6,0 | 10,0 | 16,0 | 25,0 | 40,0 | 65,0 | ||||
Время удаления высечек, приходящееся на 10 деталей, мин. | ||||||||||
 | Взять планку, сдвинуть высечки с плиты в тару, отложить планку | 0,60 | 2,022 | 1,348 | 0,809 | 0,505 | 0,323 | 0,202 | 0,124 | |
2 | 0,80 | 2,412 | 1,608 | 0,965 | 0,603 | 0,386 | 0,241 | 0,148 | ||
3 | 1,00 | 2,765 | 1,843 | 1,106 | 0,691 | 0,442 | 0,277 | 0,170 | ||
4 | 1,25 | 3,170 | 2,114 | 1,268 | 0,793 | 0,507 | 0,317 | 0,195 | ||
1,60 | 3,688 | 2,459 | 1,475 | 0,922 | 0.590 | 0,369 | 0,227 | |||
 | Взять крючок, удалить высечки из глубокого паза в тару, отложить крючок | 0,16 | 1,312 | 0,875 | 0,525 | 0,328 | 0,210 | 0,131 | 0,081 | |
7 | 0,25 | 1,640 | 1,093 | 0,656 | 0,410 | 0,262 | 0,164 | 0,101 | ||
Свыше 0,25 | 1,95 | 1,293 | 0,786 | 0,480 | 0,362 | 0,194 | 0,121 | |||
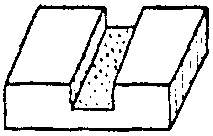 | Взять крючок, удалить высечки из сквозного паза в тару, отложить крючок | 0,25 | 1,050 | 0,690 | 0,407 | 0,251 | 0,158 | 0,097 | 0,059 | |
10 | 0,40 | 1,349 | 0,887 | 0,540 | 0,333 | 0,203 | 0,125 | 0,076 | ||
11 | 0,60 | 1,675 | 1,101 | 0,650 | 0,401 | 0,252 | 0,155 | 0,094 | ||
1,00 | 2,199 | 1,446 | 0,854 | 0,526 | 0,331 | 0,204 | 0,123 | |||
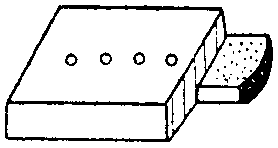 | Вынуть лист с высечками из-под штампа, ссыпать высечки в тару, установить лист под штамп | 0,40 | 2,199 | 1,446 | 0,854 | 0,5 26 | 0,331 | 0,204 | 0,123 | |
14 | 0,60 | 2,801 | 1,841 | 1,086 | 0,670 | 0,421 | 0,259 | 0,157 | ||
15 | 1,00 | 3,677 | 2,418 | 1,428 | 0,879 | 0,554 | 0,341 | 0,206 | ||
1,60 | 4,724 | 3,106 | 1,834 | 1,129 | 0,712 | 0,438 | 0,265 | |||
Индекс | а | б | в | г | д | е | ж | |||
 -
-  -
-  -
-  -
- Примечание. По данной карте следует брать вспомогательное время на удаление высечек площадью до 0,005 м2. Время при площади высечек свыше 0,005 м2 приведено в карте 23.
Удаление деталей (отходов) при вырубке напровал | Карта 23, лист 1 | |||||||||||||||
Содержание работы | ||||||||||||||||
Взять лоток из-под штампа, ссыпать детали (отходы) в тару и задвинуть лоток под штамп. Выгрести крючком детали (отходы) из-под штампа и бросить в тару | ||||||||||||||||
Номер позиции | Способ удаления деталей (отходов) | Толщина металла | Площадь детали (отхода) S, м2, до | |||||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 0,006 | 0,008 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 | 0,050 | 0,070 | 0,100 | 0,150 | ||
Время на 100 деталей (отходов), мин. | ||||||||||||||||
Лотком | 0,2 | 0,4 | 1,610 | 1,683 | 1,743 | 1,857 | 1,942 | 2,011 | 2 069 | 2,119 | 2,164 | 2,241 | 2,361 | 2,249 | 2,659 | |
2 | 0,5 | 1,0 | 1,450 | 1,516 | 1,570 | 1,673 | 1,749 | 1,811 | 1,864 | 1,909 | 1,949 | 2,018 | 2,127 | 2,249 | 2,396 | |
3 | 1,0 | 2,5 | 1,340 | 1,401 | 1,451 | 1,546 | 1,617 | 1,674 | 1,722 | 1,764 | 1,801 | 2,218 | 2,127 | 1,984 | 2,214 | |
4 | 1,5 | 4,0 | 1,279 | 1,338 | 1,385 | 1,476 | 1,544 | 1,598 | 1,644 | 1,684 | 1,720 | 1,781 | 1,877 | 1,984 | 2,114 | |
2,0 | 5,0 | 1,238 | 1,295 | 1,341 | 1,428 | 1,494 | 1,547 | 1 591 | 1,630 | 1,664 | 1,723 | 1,816 | 1,920 | 2,045 | ||
3,0 | 6,0 | 1,377 | 1,440 | 1,491 | 1,558 | 1,661 | 1,547 | 1,591 | 1,630 | 1,664 | 1,723 | 1,816 | 2,136 | 2,275 | ||
7 | 4,0 | 7,0 | 1,497 | 1,565 | 1,621 | 1,727 | 1,806 | 1,870 | 1,924 | 1,971 | 1,851 | 1,917 | 2,020 | 2,321 | 2,473 | |
8 | 6,0 | 9,0 | 1,683 | 1,761 | 1,823 | 1,942 | 2,031 | 2,103 | 2,164 | 1,971 | 2,012 | 2,083 | 2,196 | 2,611 | 2,781 | |
9 | 9,0 | 12,0 | 1,893 | 1,980 | 2,051 | 2,184 | 2,285 | 2,366 | 2,434 | 2,493 | 2,546 | 2,636 | 2,470 | 2,937 | 3,128 | |
10,0 | 13,0 | 1,952 | 2,042 | 2,114 | 2,252 | 2,356 | 2,439 | 2,509 | 2,570 | 2,625 | 2,718 | 2,864 | 3,028 | 3,226 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
Вспомогательное время Удаление деталей (отходов) при вырубке напровал | Карта 23, лист 2 | ||||||||||||||||
Содержание работы Взять лоток из-под штампа, ссыпать детали (отходы) в тару и задвинуть лоток под штамп. Выгрести крючком детали (отходы) из-под штампа и бросить в тару | |||||||||||||||||
Номер позиции | Способ удаления деталей (отходов) | Толщина металла | Площадь детали (отхода) S, м2, до | ||||||||||||||
0,006 | 0,008 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 | 0,050 | 0,070 | 0,100 | 0,150 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||||
Время на 100 деталей (отходов), мин. | |||||||||||||||||
Крючком | 0,2 | 0,4 | 2,603 | 2,717 | 2,809 | 2,983 | 3,114 | 3,219 | 3,308 | 3,385 | 3,453 | 3,570 | 3,753 | 3,958 | 4,205 | ||
12 | 0,5 | 1,0 | 2,345 | 2,447 | 2,530 | 2,688 | 2,805 | 2,900 | 2,980 | 3,049 | 3,110 | 3,216 | 3,381 | 3,565 | 3,788 | ||
13 | 1,0 | 2,5 | 2,166 | 2,261 | 2,338 | 2,483 | 2,592 | 2,680 | 2,754 | 2,818 | 2,874 | 2,971 | 3,124 | 3,295 | 3,500 | ||
14 | 1,5 | 4,0 | 2,069 | 2,159 | 2,232 | 2,371 | 2,475 | 2,559 | 2,629 | 2,690 | 2,744 | 2,837 | 2,983 | 3,146 | 3,342 | ||
2,0 | 5,0 | 2,002 | 2,089 | 2,160 | 2,295 | 2,395 | 2,476 | 2,544 | 2,603 | 2,656 | 2,746 | 2,887 | 3,044 | 3,234 | |||
3,0 | 6,0 | 2,200 | 2,296 | 2,374 | 2,521 | 2,632 | 2,721 | 2,796 | 2,861 | 2,918 | 3,017 | 3,172 | 3,345 | 3,553 | |||
17 | 4,0 | 7,0 | 2,391 | 2,496 | 2,580 | 2,741 | 2,861 | 2,958 | 3,039 | 3,110 | 3,172 | 3,279 | 3,448 | 3,636 | 3,863 | ||
18 | 6,0 | 9,0 | 2,689 | 2,807 | 2,902 | 3,083 | 3,218 | 3,327 | 3,418 | 3,498 | 3,568 | 3,689 | 3,878 | 4,090 | 4,345 | ||
19 | 9,0 | 12,0 | 3,025 | 3,157 | 3,264 | 3,467 | 3,619 | 3,742 | 3,845 | 3,934 | 4,013 | 4,149 | 4,362 | 4,600 | 4,887 | ||
10,0 | 13,0 | 3,119 | 3,255 | 3,365 | 3,575 | 3,732 | 3,858 | 3,964 | 4,056 | 4,138 | 4,277 | 4,497 | 4,743 | 5,038 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
 -
-  -
-  -
-  -
- Примечание. Продолжительность приема дана для случая, когда детали выгребаются рабочим на себя. Если рабочий переходит на другую сторону пресса, то ко времени по карте на каждый метр передвижения следует прибавлять 0,015 мин.
Удаление ящика с деталями или отходами из-под стола пресса при штамповке напровал | Карта 24 | ||||||
Содержание работы Выдвинуть ящик с деталями (отходами) из-под пресса, пересыпать детали (отходы) в тару и поставить порожний ящик под стол пресса | |||||||
Номер позиции | Масса ящика с деталями (отходами) Q, кг, до | ||||||
5,0 | 10,0 | 15,0 | 20,0 | 25,0 | 30,0 | 40,0 | |
Время, мин. | |||||||
1 | 0,067 | 0,119 | 0,166 | 0,210 | 0,252 | 0,293 | 0,371 |
Индекс | а | б | в | г | д | е | ж |
T = 0,018 · Q0,82
Перемещение детали по рольгангу и склизу | Карта 25 | ||||||||
Содержание работы 1. Переместить деталь по рольгангу | |||||||||
Номер позиции | Расстояние перемещения детали L, м, до | Масса детали Q, кг, до | |||||||
15 | 30 | 50 | 100 | 150 | 200 | 300 | 400 | ||
Время на деталь, мин. | |||||||||
2 | 0,028 | 0,033 | 0,038 | 0,045 | 0,049 | 0,053 | 0,058 | 0,062 | |
2 | 3 | 0,036 | 0,043 | 0,048 | 0,057 | 0,063 | 0,067 | 0,074 | 0,079 |
3 | 4 | 0,043 | 0,050 | 0,057 | 0,067 | 0,074 | 0,080 | 0,088 | 0,094 |
4 | 5 | 0,049 | 0,058 | 0,065 | 0,077 | 0,085 | 0,091 | 0,100 | 0,107 |
6 | 0,054 | 0,064 | 0,073 | 0,086 | 0,094 | 0,101 | 0,111 | 0,120 | |
Индекс | а | б | в | г | д | е | ж | з | |
2. Столкнуть деталь по склизу
Номер позиции | Масса детали Q, кг, до | |||||||
15 | 20 | 30 | 40 | 50 | 00 | 80 | 100 | |
Время на деталь, мин. | ||||||||
0,021 | 0,024 | 0,029 | 0,033 | 0,036 | 0,040 | 0,045 | 0,050 | |
Индекс | а | б | в | г | д | е | ж | з |
T = 0,006 · Q0,461 - поз. 6.
Примечание. При массе детали более 100 кг работу выполняют 2 рабочих.
Навеска или съем деталей с транспортного навесного конвейера | Карта 26 | ||||||||||
Содержание работы Навесить или снять деталь с подвесного конвейера, переместить на расстояние до 1 м. Взять или отложить на стеллаж, штабель | |||||||||||
Номер позиции | Наибольший размер детали, L, мм, до | Масса детали Q, кг, до | |||||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 15 | 20 | ||
Время на 100 деталей, мин. | |||||||||||
1 | 700 | 3,726 | 4,211 | 4,630 | 5,003 | 5,341 | 5,653 | 5,943 | 6,215 | 7,384 | 8,345 |
2 | 1000 | 3,896 | 4,403 | 4,841 | 5,231 | 5,585 | 5,911 | 6,214 | 6,499 | 7,721 | 8,725 |
3 | 1500 | 4,098 | 4,632 | 5,092 | 5,503 | 5,875 | 6,218 | 6,537 | 6,837 | 8,122 | 9,179 |
4 | 2000 | 4,249 | 4,801 | 5,279 | 5,704 | 6,090 | 6,446 | 6,777 | 7,087 | 8,420 | 9,515 |
5 | 2500 | 4,369 | 4,937 | 5,428 | 5,865 | 6,262 | 6,628 | 6,968 | 7,288 | 8,658 | 9,784 |
6 | 3000 | 4,469 | 5,051 | 5,553 | 6,001 | 6,407 | 6,781 | 7,129 | 7,456 | 8,858 | 10,010 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Т = 1,03 · L0,125 · Q0,425
Примечания: 1. При одновременном навешивании (снятии) более одной детали время по карте применять с коэффициентом 0,85.
2. При сложной навеске время по карте применять с коэффициентом 1,2.
3. Характер навески считается сложным, если требуется дополнительный перехват детали.
Установка и снятие плоских штампованных деталей при правке | Карта 27 | |||||||||||||||
Содержание работы Взять деталь и уложить на плиту штампа (разровнять), снять деталь и отложить в сторону | ||||||||||||||||
Номер позиции | Толщина металла | Площадь детали S, м2, до | ||||||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 0,0008 | 0,0012 | 0,0016 | 0,0022 | 0,0030 | 0,0040 | 0,0050 | 0,0075 | 0,0100 | 0,0200 | 0,0500 | 0,1000 | 0,2500 | 0,5000 | |
Время на одну деталь, мин. | ||||||||||||||||
1 | 2,0 | 5,0 | 0,023 | 0,025 | 0,027 | 0,030 | 0,032 | 0,034 | 0,036 | 0,040 | 0,043 | 0,052 | 0,065 | 0,077 | 0,097 | 0,116 |
2 | 3,0 | 6,0 | 0,025 | 0,028 | 0,030 | 0,032 | 0,035 | 0,037 | 0,039 | 0,044 | 0,047 | 0,056 | 0,070 | 0,084 | 0,106 | 0,126 |
3 | 4,0 | 7,0 | 0,026 | 0,029 | 0,031 | 0,034 | 0,037 | 0,040 | 0,042 | 0.046 | 0,050 | 0,059 | 0,075 | 0,089 | 0,112 | 0,134 |
4 | 6,0 | 9,0 | 0,030 | 0,033 | 0,036 | 0,039 | 0,042 | 0,045 | 0,048 | 0,053 | 0,057 | 0,068 | 0,085 | 0,101 | 0,128 | 0,152 |
5 | 9,0 | 12,0 | 0,035 | 0,038 | 0,041 | 0,045 | 0,048 | 0,052 | 0,055 | 0,061 | 0,066 | 0,078 | 0,098 | 0,117 | 0,148 | 0,176 |
6 | 10,0 | 13,0 | 0,036 | 0,040 | 0,043 | 0,047 | 0,050 | 0,054 | 0,057 | 0,063 | 0,068 | 0,081 | 0,102 | 0,122 | 0,153 | 0,183 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||

Примечание. При установке и снятии одновременно нескольких деталей время по карте следует применять с поправочными коэффициентами:
Количество одновременно устанавливаемых деталей, шт. | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Поправочный коэффициент | |||||||||
1,0 | 0,70 | 0,57 | 0,50 | 0,44 | 0,41 | 0,38 | 0,35 | 0,33 | 0,31 |
Установка трубы в штамп | Карта 28 | ||||||||||||
Содержание работы Взять трубу со стола, подставки, пола. Поднести к штампу на расстояние до 1 м. Установить трубу в штамп | |||||||||||||
Номер позиции | Длина трубы, м, до | Толщина стенки | Наружный диаметр трубы d, мм, до | ||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 16 | 19 | 23 | 26 | 32 | 40 | 48 | 65 | 80 | 100 | ||
Время на 100 шт. труб, мин. | |||||||||||||
1 | 1,0 | 1,0 | 2,5 | 2,703 | 2,864 | 3,054 | 3,182 | 3,412 | 3,679 | 3,911 | 4,330 | 4,643 | 5,004 |
2 | 2,0 | 5,0 | 3,149 | 3,337 | 3,558 | 3,707 | 3,975 | 4,286 | 4,556 | 5,044 | 5,409 | 5,830 | |
3 | 3,0 | 6,0 | 3,446 | 3,652 | 3,894 | 4,057 | 4,350 | 4,691 | 4,987 | 5,521 | 5,920 | 6,380 | |
4 | 4,0 | 7,0 | 3,671 | 3,889 | 4,147 | 4,321 | 4,633 | 4,996 | 5,311 | 5,880 | 6,305 | 6,795 | |
5 | 6,0 | 9,0 | 4,017 | 4,256 | 4,538 | 4,728 | 5,070 | 5,467 | 5,812 | 6,434 | 6,899 | 7,436 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | |||

Примечание. Время рассчитано на установку трубы длиной 1 м. При отклонении трубы от расчетной применяют поправочные коэффициенты:
Длина трубы, м, до | 0,7 | 1,0 | 1,5 | 2,3 | 3,4 | 5,1 |
Коэффициент | 0,96 | 1,0 | 1,04 | 1,08 | 1,12 | 1,16 |
Продвижение трубы на шаг | Карта 29 | |||||||||||
Содержание работы Продвинуть трубу на шаг | ||||||||||||
Номер позиции | Длина трубы, м, до | Наружный диаметр трубы, d, мм, до | Толщина стенки | Шаг продвижения трубы h, мм, до | ||||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | ||||||||||
1 | 1,0 | 16 | 1,0 | 2,5 | 0,500 | 0,735 | 0,919 | 1,078 | 1,220 | 1,349 | 1,480 | 1,583 |
2 | 2,0 | 5,0 | 0,609 | 0,896 | 1,120 | 1,314 | 1,486 | 1,644 | 1,804 | 1,929 | ||
3 | 3,0 | 6,0 | 0,686 | 1,006 | 1,258 | 1,476 | 1,670 | 1,847 | 2,026 | 2,167 | ||
4 | 4,0 | 7,0 | 0,744 | 1,093 | 1,367 | 1,603 | 1,814 | 2,006 | 2,201 | 2,354 | ||
5 | 6,0 | 9,0 | 0,835 | 1,227 | 1,534 | 1,799 | 2,036 | 2,251 | 2,470 | 2,642 | ||
6 | 32 | 1,0 | 2,5 | 0,654 | 0,961 | 1,202 | 1,410 | 1,596 | 1,764 | 1,936 | 2,071 | |
7 | 2,0 | 5,0 | 0,796 | 1,172 | 1,465 | 1,719 | 1,944 | 2,150 | 2,356 | 2,520 | ||
8 | 3,0 | 6,0 | 0,896 | 1,316 | 1,645 | 1,929 | 2,184 | 2,416 | 2,650 | 2,834 | ||
9 | 4,0 | 7,0 | 0,973 | 1,430 | 1,788 | 2,094 | 2,369 | 2,625 | 2,879 | 3,079 | ||
10 | 6,0 | 9,0 | 1,092 | 1,605 | 2,006 | 2,353 | 2,663 | 2,994 | 3,231 | 3,456 | ||
11 | 65 | 1,0 | 2,5 | 0,846 | 1,244 | 1,555 | 1,824 | 2,064 | 2,283 | 2,504 | 2,678 | |
12 | 2,0 | 5,0 | 1,030 | 1,516 | 1,895 | 2,223 | 2,514 | 2,782 | 3,052 | 3,264 | ||
13 | 3,0 | 6,0 | 1,159 | 1,702 | 2,129 | 2,497 | 2,826 | 3,125 | 3,428 | 3,667 | ||
14 | 4,0 | 7,0 | 1,259 | 1,849 | 2,312 | 2,712 | 3,069 | 3,394 | 3,724 | 3,983 | ||
15 | 6,0 | 9,0 | 1,413 | 2,076 | 2,596 | 3,044 | 3,445 | 3,807 | 4,179 | 4,470 | ||
16 | 100 | 1,0 | 2,5 | 1,000 | 1,470 | 1,838 | 2,156 | 2,440 | 2,698 | 2,960 | 3,166 | |
17 | 2,0 | 5,0 | 1,218 | 1,792 | 2,240 | 2,628 | 2,972 | 3,288 | 3,608 | 3,858 | ||
18 | 3,0 | 6,0 | 1,370 | 2,012 | 2,516 | 2,952 | 3,340 | 3,694 | 4,052 | 4,334 | ||
19 | 4,0 | 7,0 | 1,488 | 2,186 | 2,734 | 3,206 | 3,628 | 4,012 | 4,402 | 4,708 | ||
20 | 6,0 | 9,0 | 1,670 | 2,454 | 3,068 | 3,598 | 4,072 | 4,502 | 4,940 | 5,284 | ||
Индекс | а | б | в | г | д | е | ж | з | ||||

Примечания. 1. Время рассчитано на продвижение трубы длиной 1 м. При отклонении длины трубы от расчетной применяют поправочные коэффициенты:
Длина трубы, м, до | 0,7 | 1,0 | 1,5 | 2,3 | 3,4 | 5,1 |
Коэффициент | 0,96 | 1,0 | 1,04 | 1,08 | 1,12 | 1,16 |
2. При продвижении трубы на шаг свыше 800 мм необходимо применять поправочные коэффициенты:
Шаг продвижения трубы, мм, до | 1000 | 1400 | 2000 | 2800 |
Коэффициент | 1,15 | 1,32 | 1,62 | 1,74 |
Повертывание или перевертывание трубы и установка в штамп | Карта 30 | |||||||||||||
Содержание работы Взять (вынуть) трубу, повернуть или перевернуть и установить в штамп | ||||||||||||||
Номер позиции | Длина трубы, м, до | Угол поворота, град., до | Толщина стенки | Наружный диаметр трубы d, мм, до | ||||||||||
16 | 19 | 23 | 26 | 32 | 40 | 48 | 65 | 80 | 100 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | |||||||||||||
Время на 100 шт. труб, мин. | ||||||||||||||
1,0 | 90 | 1,0 | 2,5 | 0,842 | 0,882 | 0,927 | 0,958 | 1,012 | 1,074 | 1,127 | 1,221 | 1,290 | 1,369 | |
2 | 2,0 | 5,0 | 0,981 | 1,028 | 1,080 | 1,116 | 1,179 | 1,251 | 1,313 | 1,422 | 1,503 | 1,595 | ||
3 | 3,0 | 6,0 | 1,072 | 1,123 | 1,180 | 1,220 | 1,288 | 1,367 | 1,435 | 1,554 | 1,642 | 1,743 | ||
4 | 4,0 | 7,0 | 1,143 | 1,197 | 1,258 | 1,300 | 1,373 | 1,457 | 1,529 | 1,657 | 1,751 | 1,858 | ||
6,0 | 9,0 | 1,249 | 1,308 | 1,375 | 1,421 | 1,501 | 1,593 | 1,671 | 1,811 | 1,913 | 2,030 | |||
1,0 | 180 | 1,0 | 2,5 | 1,169 | 1,228 | 1,297 | 1,343 | 1,425 | 1,519 | 1,601 | 1,746 | 1,853 | 1,975 | |
7 | 2,0 | 5,0 | 1,362 | 1,431 | 1,490 | 1,565 | 1,660 | 1,770 | 1,865 | 2,034 | 2,159 | 2,301 | ||
8 | 3,0 | 6,0 | 1,488 | 1,563 | 1,651 | 1,710 | 1,814 | 1,934 | 2,038 | 2,223 | 2,359 | 2,514 | ||
9 | 4,0 | 7,0 | 1,586 | 1,666 | 1,760 | 1,822 | 1,934 | 2,061 | 2,173 | 2,369 | 2,515 | 2,680 | ||
6,0 | 9,0 | 1,734 | 1,821 | 1,923 | 1,992 | 2,113 | 2,253 | 2,374 | 2,589 | 2,748 | 2,929 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
 -
-  -
- Примечание. При отклонении длины трубы от расчетной применяют поправочные коэффициенты:
Длина трубы, м, до | 0,7 | 1,0 | 1,5 | 2,3 | 3,4 | 5,1 |
Коэффициент | 0,96 | 1,0 | 1,04 | 1,08 | 1,12 | 1,16 |
Удаление трубы со штампа | Карта 31, лист 1 | ||||||||||||
Содержание работы Снять трубу со штампа, отложить в сторону | |||||||||||||
Номер позиции | Длина трубы L, м, до | Толщина стенки | Наружный диаметр трубы d, мм, до | ||||||||||
16 | 19 | 23 | 26 | 32 | 40 | 48 | 65 | 80 | 100 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||
Время на 100 шт. труб, мин. | |||||||||||||
1 | 0,7 | 1,0 | 2,5 | 1,234 | 1,293 | 1,362 | 1,409 | 1,492 | 1,586 | 1,667 | 1,812 | 1,917 | 2,038 |
2 | 2,0 | 5,0 | 1,390 | 1,498 | 1,577 | 1,632 | 1,728 | 1,836 | 1,930 | 2,098 | 2,220 | 2,360 | |
3 | 3,0 | 6,0 | 1,557 | 1,632 | 1,719 | 1,779 | 1,883 | 2,002 | 2,103 | 2,286 | 2,419 | 2,512 | |
4 | 4,0 | 7,0 | 1,655 | 1,736 | 1,828 | 1,891 | 2,002 | 2,128 | 2,237 | 2,431 | 2,573 | 2,735 | |
5 | 6,0 | 9,0 | 1,804 | 1,890 | 1,992 | 2,060 | 2,181 | 2,318 | 2,436 | 2,649 | 2,803 | 2,980 | |
6 | 1,0 | 1,0 | 2,5 | 1,285 | 1,347 | 1,419 | 1,468 | 1,554 | 1,652 | 1,736 | 1,887 | 1,997 | 2,123 |
7 | 2,0 | 5,0 | 1,488 | 1,560 | 1,643 | 1,700 | 1,800 | 1,913 | 2,010 | 2,185 | 2,313 | 2,458 | |
8 | 3,0 | 6,0 | 1,622 | 1,700 | 1,791 | 1,853 | 1,961 | 2,085 | 2,191 | 2,381 | 2,520 | 2,679 | |
9 | 4,0 | 7,0 | 1,724 | 1,808 | 1,904 | 1,970 | 2,085 | 2,217 | 2,330 | 2,532 | 2,680 | 2,849 | |
10 | 6,0 | 9,0 | 1,879 | 1,969 | 2,075 | 2,146 | 2,272 | 2,415 | 2,538 | 2,759 | 2,920 | 3,104 | |
11 | 1,5 | 1,0 | 2,5 | 1,336 | 1,401 | 1,476 | 1,527 | 1,616 | 1,718 | 1,805 | 1,962 | 2,077 | 2,208 |
12 | 2,0 | 5,0 | 1,548 | 1,622 | 1,709 | 1,768 | 1,872 | 1,990 | 2,090 | 1,272 | 2,406 | 2,556 | |
13 | 3,0 | 6,0 | 1,687 | 1,768 | 1,863 | 1,927 | 2,039 | 2,168 | 2,279 | 2,328 | 2,621 | 2,786 | |
14 | 4,0 | 7,0 | 1,793 | 1,880 | 1,980 | 2,049 | 2,168 | 2,306 | 2,423 | 2,633 | 2,787 | 2,963 | |
15 | 6,0 | 9,0 | 1,954 | 2,048 | 2,158 | 2,232 | 2,363 | 2,512 | 2,640 | 2,869 | 3,037 | 3,228 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Вспомогательное время Удаление трубы со штампа | Карта 31, лист 2 | ||||||||||||
Содержание работы Снять трубу со штампа, отложить в сторону | |||||||||||||
Номер позиции | Длина трубы L, м, до | Толщина стенки | Наружный диаметр трубы d, мм, до | ||||||||||
16 | 19 | 23 | 26 | 32 | 40 | 48 | 65 | 80 | 100 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||
Время на 100 шт. труб, мин. | |||||||||||||
16 | 2,3 | 1,0 | 2,5 | 1,388 | 1,455 | 1,533 | 1,585 | 1,678 | 1,784 | 1,875 | 2,038 | 2,157 | 2,293 |
17 | 2,0 | 5,0 | 1,607 | 1,685 | 1,774 | 1,836 | 1,944 | 2,066 | 2,171 | 2,360 | 2,498 | 2,655 | |
18 | 3,0 | 6,0 | 1,752 | 1,836 | 1,934 | 2,001 | 2,118 | 2,252 | 2,366 | 2,571 | 2,722 | 2,893 | |
19 | 4,0 | 7,0 | 1,862 | 1,953 | 2,056 | 2,128 | 2,252 | 2,394 | 2,516 | 2,735 | 2,894 | 3,077 | |
20 | 6,0 | 9,0 | 2,029 | 2,127 | 2,241 | 2,318 | 2,454 | 2,608 | 2,741 | 2,980 | 3,154 | 3,352 | |
21 | 3,4 | 1,0 | 2,5 | 1,439 | 1,509 | 1,589 | 1,644 | 1,740 | 1,850 | 1,944 | 2,113 | 2,237 | 2,378 |
22 | 2,0 | 5,0 | 1,667 | 1.747 | 1,840 | 1,904 | 2,016 | 2,143 | 2,251 | 2,447 | 2,591 | 2,753 | |
23 | 3,0 | 6,0 | 1,817 | 1,904 | 2,006 | 2,075 | 2,196 | 2,335 | 2,454 | 2,667 | 2,822 | 3,000 | |
24 | 4,0 | 7,0 | 1,931 | 2,025 | 2,132 | 2,206 | 2,335 | 2,483 | 2,610 | 2,836 | 3,002 | 3,191 | |
25 | 6,0 | 9,0 | 2,104 | 2,205 | 2,324 | 2,404 | 2,545 | 2,705 | 2,843 | 3,090 | 3,270 | 3,476 | |
26 | 5,1 | 1,0 | 2,5 | 1,491 | 1,563 | 1,646 | 1,703 | 1,803 | 1,916 | 2,014 | 2,189 | 2,317 | 2,463 |
27 | 2,0 | 5,0 | 1,726 | 1,810 | 1,906 | 1,972 | 2,088 | 2,219 | 2,332 | 2,535 | 2,683 | 2,851 | |
28 | 3,0 | 6,0 | 1,882 | 1,972 | 2,078 | 2,149 | 2,275 | 2,419 | 2,542 | 2,762 | 2,923 | 3,108 | |
29 | 4,0 | 7,0 | 2,000 | 2,097 | 2,209 | 2,285 | 2,419 | 2,572 | 2,703 | 2.937 | 3,109 | 3,305 | |
30 | 6,0 | 9,0 | 2,180 | 2,284 | 2,401 | 2,488 | 2,636 | 2,801 | 2,944 | 3,200 | 3,387 | 3,601 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | |||

на холодную высадку и обрезку
Перекатывание мотка проволоки | Карта 32 | ||||||
Содержание работы Снять моток проволоки со штабеля, подкатить к рабочему месту | |||||||
Номер позиции | Масса мотка, кг, до | Расстояние перекатывания мотка, м, до | |||||
4 | 5 | 6 | 7 | 9 | 11 | ||
Время перекатывания, мин. | |||||||
1 | 20 | 0,134 | 0,167 | 0,200 | 0,234 | 0,284 | 0,361 |
2 | 25 | 0,152 | 0,189 | 0,226 | 0,267 | 0,324 | 0,411 |
3 | 30 | 0,166 | 0,208 | 0,250 | 0,294 | 0,361 | 0,454 |
4 | 35 | 0,180 | 0,226 | 0,271 | 0,320 | 0,390 | 0,468 |
5 | 45 | 0,201 | 0,251 | 0,301 | 0,354 | 0,433 | 0,547 |
6 | 55 | 0,225 | 0,281 | 0,395 | 0,484 | 0,611 | |
7 | 70 | 0,260 | 0,322 | 0,374 | 0,441 | 0,539 | 0,681 |
8 | 85 | 0,277 | 0,348 | 0,415 | 0,489 | 0,599 | 0,755 |
9 | 110 | 0,309 | 0,387 | 0,465 | 0,547 | 0,670 | 0,846 |
10 | 135 | 0,378 | 0,469 | 0,545 | 0,642 | 0,788 | 0,993 |
11 | 160 | 0,849 | 1,025 | 1,190 | 1,399 | 1,723 | 2,167 |
12 | 200 | 1,044 | 1,175 | 1,342 | 1,577 | 1,935 | 2,447 |
Индекс | а | б | в | г | д | е | |
Примечание. При перекатывании мотка проволоки массой свыше 135 кг работу выполняют 2 рабочих.
Установка мотка проволоки на стойку вручную | Карта 33 | |||||
Содержание работы Взять моток проволоки, установить на стойку вручную | ||||||
Номер позиции | Масса мотка проволоки, кг, до | |||||
7 | 10 | 15 | 20 | 25 | 30 | |
Время, мин. | ||||||
1 | 0,098 | 0,115 | 0,126 | 0,144 | 0,171 | 0,181 |
Индекс | а | б | в | г | д | е |
Заправка конца мотка проволоки | Карта 34 | ||||||||
Номер позиции | Содержание работы | Диаметр высаживаемого материала, мм, до | |||||||
6 | 8 | 10 | 12 | 14 | 16 | 20 | 25 | ||
Время, мин. | |||||||||
1 | Выпрямить конец мотка проволоки | 0,250 | 0,290 | 0,330 | 0,390 | 0,410 | 0,460 | 0,510 | |
2 | Отрезать конец мотка проволоки для проверки | 0,100 | 0,120 | 0,160 | 0,220 | 0,250 | 0,270 | 0,300 | |
3 | Установить конец мотка проволоки в правильные ролики | 0,047 | 0,049 | 0,051 | 0,056 | 0,058 | 0,061 | 0,064 | |
4 | Продвинуть конец проволоки до упора (на малом ходу автомата), отрезать конец проволоки отрезным ножом, удалить отрезанную заготовку | 0,280 | 0,290 | 0,310 | 0,360 | 0,380 | 0,410 | 0,450 | |
Индекс | а | б | в | г | д | е | ж | з | |
Примечание. Карта рассчитана для работы с малоуглеродистыми марками стали. При работе со среднеуглеродистыми и легированными марками стали время по карте применяют с коэффициентом 1,2.
Перемещение ящиков, наполненных деталями и порожних | Карта 35 | ||
Номер позиции | Содержание работы | Расстояние перемещения, м | Время, мин. |
1 | Поднести ящик с деталями к автомату и высыпать их в бункер | 1,5 | 0,10 |
2 | Отставить ящик с деталями в сторону и установить на его место порожний ящик (для сбора деталей) | 1,5 | |
3 | Высыпать детали из ящика в тележку (или переносную тару) | 1,0 | |
Индекс | а | ||
полос на гильотинных ножницах
Установка листа (полосы) вручную | Карта 36 | ||||||||||||||
Номер позиции | Содержание работы | Толщина металла | Площадь листа (полосы) S, м2, до | ||||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||||
0,50 | 0,75 | 1,00 | 1,50 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 | 4,50 | 5,00 | 6,00 | ||||
Время на 100 листов (полос), мин. | |||||||||||||||
Столкнуть лист с пачки, продвинутъ по направляющим на стол ножниц, установить по упору для отрезки дефектной кромки | 0,2 | 0,4 | 6,562 | 7,837 | 8,887 | 10,613 | - | - | - | - | - | - | - | - | |
2 | 0,5 | 1,0 | 5,873 | 7,014 | 7,958 | 9,494 | 10,774 | 11,878 | 12,862 | 13,760 | 14,588 | 15,359 | - | - | |
3 | 1,0 | 2,5 | 5,398 | 6,451 | 7,314 | 8,733 | 9,903 | 10,920 | 11,828 | 12,653 | 13,414 | 14,123 | 14,879 | 16,018 | |
4 | 1,5 | 4,0 | 5,142 | 6,136 | 6,963 | 8,316 | 9,428 | 10,401 | 11,264 | 12,046 | 12,778 | 13,450 | 14,079 | 15,251 | |
2,0 | 5,0 | 4,966 | 5,932 | 6,722 | 8,031 | 9,106 | 10,042 | 10,876 | 11,638 | 12,335 | 12,987 | - | - | ||
3,0 | 6,0 | 6,116 | 7,216 | 8,115 | 9,575 | 10,767 | 11,793 | 12,704 | - | - | - | - | - | ||
7 | 4,0 | 7,0 | 6,587 | 7,772 | 8,740 | 10,312 | 11,597 | - | - | - | - | - | - | - | |
8 | 6,0 | 9,0 | 7,314 | 8,629 | 9,701 | 11,450 | - | - | - | - | - | - | - | - | |
9 | 9,0 | 12,0 | 8,120 | 9,581 | 10,774 | - | - | - | - | - | - | - | - | - | |
10,0 | 13,0 | 8,344 | 9,845 | - | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
 -
-  -
- Примечание. При подсчете нормы штучного времени на заготовку время по карте делить на количество заготовок, получаемых из листа (полосы).
Установка листа (полосы) по переднему упору вручную | Карта 37 | ||||||||||||||
Номер позиции | Содержание работы | Толщина металла | Площадь листа (полосы) S, м2, до | ||||||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | 0,50 | 0,75 | 1,00 | 1,50 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 | 4,50 | 5,00 | 6,00 | ||
Время на 100 листов (полос), мин. | |||||||||||||||
Продвинуть лист (полосу) на стол ножниц, установить по переднему упору вручную | 0,2 | 0,4 | 5,106 | 5,950 | 6,631 | 7,727 | - | - | - | - | - | - | - | - | |
2 | 0,5 | 1,0 | 4,487 | 5,229 | 5,828 | 6,790 | 7,568 | 8,232 | 8,818 | 9,346 | 9,828 | 10,274 | - | - | |
3 | 1,0 | 2,5 | 4,070 | 4,742 | 5,285 | 6,158 | 7,466 | 7,997 | 8,475 | 8,913 | 9,318 | 9,695 | 10,385 | ||
4 | 1,5 | 4,0 | 3,844 | 4,478 | 4,991 | 5,816 | 6,482 | 7,051 | 7,552 | 8,004 | 8,418 | 8,800 | 9,156 | 9,808 | |
2,0 | 5,0 | 3,691 | 4,300 | 4,793 | 5,585 | 6,224 | 6,771 | 7,252 | 7,686 | 8,083 | 8,450 | - | - | ||
3,0 | 6,0 | 4,216 | 4,912 | 5,475 | 6,379 | 7,110 | 7,734 | 8,284 | - | - | - | - | - | ||
7 | 4,0 | 7,0 | 4,530 | 5,278 | 5,883 | 6,855 | 7,640 | - | - | - | - | - | - | - | |
8 | 6,0 | 9,0 | 5,014 | 5,842 | 6,511 | 7,586 | - | - | - | - | - | - | - | - | |
9 | 9,0 | 12,0 | 5,540 | 6,465 | 7,205 | - | - | - | - | - | - | - | - | - | |
10,0 | 13,0 | 5,696 | 6,637 | - | - | - | - | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
 -
-  -
- Примечание. При установке листа (полосы) по заднему упору время по карте принимают с коэффициентом 0,9; по метке - 1,1.
Повертывание (перевертывание) листа (полосы) | Карта 38 | |||||||||||||||
Номер позиции | Содержание работы | Угол поворота, град., до | Толщина металла | Площадь листа (полосы) S, м2, до | ||||||||||||
0,50 | 0,75 | 1,00 | 1,50 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 | 4,50 | 5,00 | 6,00 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 листов (полос), мин. | ||||||||||||||
Взять лист (полосу), повернуть или перевернуть | 90 | 0,2 | 0,4 | 2,139 | 2,928 | 3,660 | 5,011 | - | - | - | - | - | - | - | - | |
2 | 0,5 | 1,0 | 1,892 | 2,588 | 3,234 | 4,428 | 5,534 | 6,579 | 7,577 | 8,538 | 9,469 | 10,374 | - | - | ||
3 | 1,0 | 2,5 | 1,721 | 2,356 | 2,945 | 4,032 | 5,039 | 5,991 | 6,900 | 7,776 | 8,623 | 9,448 | 10,251 | 11,007 | ||
4 | 1,5 | 4,0 | 1,629 | 2,231 | 2,788 | 3,818 | 4,771 | 5,672 | 6,533 | 7,361 | 8,164 | 8,944 | 9,705 | 10,421 | ||
2,0 | 5,0 | 1,567 | 2,146 | 2,682 | 3,672 | 4,589 | 5,456 | 6,284 | 7,081 | 7,853 | 8,604 | - | - | |||
3,0 | 6,0 | 1,916 | 2,623 | 3,278 | 4,489 | 5,610 | 6,669 | 7,681 | - | - | - | - | - | |||
7 | 4,0 | 7,0 | 2,040 | 2,793 | 3,490 | 4,779 | 5,973 | - | - | - | - | - | - | - | ||
8 | 6,0 | 9,0 | 2,228 | 3,051 | 3,813 | 5,221 | - | - | - | - | - | - | - | - | ||
9 | 9,0 | 12,0 | 2,234 | 3,333 | 4,165 | - | - | - | - | - | - | - | - | - | ||
10,0 | 13,0 | 2,491 | 3,410 | - | - | - | - | - | - | - | - | - | - | |||
180 | 0,2 | 0,4 | 3,311 | 4,449 | 5,592 | 7,598 | - | - | - | - | - | - | - | - | ||
12 | 0 5 | 1,0 | 2,926 | 3,976 | 4,941 | 6,714 | 8,345 | 9,879 | 11,338 | 12,740 | 14,093 | 15,496 | - | - | ||
13 | 1,0 | 2,5 | 2,665 | 3,620 | 4,500 | 6,114 | 7,600 | 8,996 | 10,326 | 11,602 | 12,834 | 14,029 | 15,193 | 17,438 | ||
14 | 1,5 | 4,0 | 2,523 | 3,428 | 4,260 | 5,788 | 7,195 | 8,517 | 9,776 | 10,984 | 12,151 | 13,282 | 14,383 | 16,509 | ||
2,0 | 5,0 | 2,427 | 3,297 | 4,098 | 5,568 | 6,921 | 8,192 | 9,403 | 10,565 | 11,688 | 12,776 | - | - | |||
3,0 | 6,0 | 3,005 | 4,083 | 5,074 | 6,895 | 8,570 | 10,145 | 11,644 | - | - | - | - | - | |||
17 | 4,0 | 7,0 | 3,155 | 4,287 | 5,329 | 7,240 | 8,999 | - | - | - | - | - | - | - | ||
18 | 6,0 | 9,0 | 3,381 | 4,593 | 5,709 | 7,757 | - | - | - | - | - | - | - | - | ||
19 | 9,0 | 12,0 | 3,622 | 4,921 | 6,117 | - | - | - | - | - | - | - | - | - | ||
10,0 | 13,0 | 3,687 | 5,010 | - | - | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
 -
-  -
-  -
-  -
- Примечание. При расчете нормы штучного времени на заготовку время по карте делят на количество заготовок, получаемых из листа (полосы).
Продвижение листа на шаг | Карта 39, лист 1 | |||||||||
Содержание работы Продвинуть лист на шаг до упора | ||||||||||
Номер позиции | Толщина металла | Шаг продвижения листа h, мм, до | Размер листа по линии реза H, мм, до | |||||||
500 | 700 | 1000 | 1500 | 2000 | 2500 | 3000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | ||||||||
0,2 | 0,4 | 100 | 1,383 | 1,486 | 1,604 | 1,749 | 1,861 | 1,952 | 2,029 | |
2 | 200 | 1,769 | 1,901 | 2,052 | 2,238 | 2,380 | 2,496 | 2,595 | ||
3 | 300 | 2,043 | 2,195 | 2,369 | 2,584 | 2,748 | 2,882 | 2,997 | ||
4 | 400 | 2,262 | 2,431 | 2,624 | 2,862 | 3,043 | 3,192 | 3,319 | ||
5 | 500 | 2,449 | 2,632 | 2,840 | 3,098 | 3,294 | 3,456 | 3,593 | ||
6 | 600 | 2,612 | 2,807 | 3,030 | 3,305 | 3,515 | 3,687 | 3,833 | ||
7 | 800 | 2,893 | 3,109 | 3,356 | 3,660 | 3,893 | 4,083 | 4,245 | ||
8 | 1000 | 3,132 | 3,366 | 3,633 | 3,962 | 4,213 | 4,420 | 4,595 | ||
9 | 0,5 | 1,0 | 100 | 1,238 | 1,330 | 1,436 | 1,566 | 1,665 | 1,747 | 1,816 |
10 | 200 | 1,583 | 1,701 | 1,836 | 2,003 | 2,130 | 2,234 | 2,323 | ||
11 | 300 | 1,828 | 1,965 | 2,121 | 2,313 | 2,460 | 2,580 | 2,683 | ||
12 | 400 | 2,025 | 2,176 | 2,349 | 2,561 | 2,724 | 2,857 | 2,971 | ||
13 | 500 | 2,192 | 2,355 | 2,542 | 2,772 | 2,949 | 3,093 | 3,216 | ||
14 | 600 | 2,338 | 2,513 | 2,712 | 2,958 | 3,146 | 3,300 | 3,431 | ||
15 | 800 | 2,590 | 2,783 | 3,004 | 3,276 | 3,484 | 3,654 | 3,800 | ||
16 | 1000 | 2,803 | 3,012 | 3,251 | 3,546 | 3,771 | 3,956 | 4,113 | ||
17 | 1,0 | 2,5 | 100 | 1,138 | 1,223 | 1,320 | 1,440 | 1,531 | 1,606 | 1,670 |
18 | 200 | 1,456 | 1,564 | 1,689 | 1,842 | 1,959 | 2,054 | 2,136 | ||
19 | 300 | 1,681 | 1,807 | 1,950 | 2,127 | 2,262 | 2,372 | 2,467 | ||
20 | 400 | 1,862 | 2,001 | 2,160 | 2,355 | 2,505 | 2,627 | 2,732 | ||
21 | 500 | 2,015 | 2,166 | 2,338 | 2,550 | 2,711 | 2,844 | 2,957 | ||
22 | 600 | 2150 | 2,311 | 2,720 | 2,893 | 3,034 | 3,155 | |||
23 | 800 | 2,381 | 2,559 | 2,762 | 3,012 | 3,204 | 3,360 | 3,494 | ||
24 | 1000 | 2,578 | 2,770 | 2,990 | 3,261 | 3,468 | 3,637 | 3,782 | ||
25 | 1,5 | 4,0 | 100 | 1,084 | 1,165 | 1,257 | 1,371 | 1,458 | 1,529 | 1,590 |
26 | 200 | 1,386 | 1,490 | 1,608 | 1 753 | 1,865 | 1,956 | 2,034 | ||
27 | 300 | 1,601 | 1,720 | 1,857 | 2,025 | 2,153 | 2,259 | 2,349 | ||
28 | 400 | 1,773 | 1,905 | 2,056 | 2,243 | 2,385 | 2,502 | 2,601 | ||
29 | 500 | 1,919 | 2,062 | 2,226 | 2,428 | 2,582 | 2,708 | 2,816 | ||
30 | 600 | 2,047 | 2,200 | 2,375 | 2,590 | 2,754 | 2,889 | 3,004 | ||
31 | 800 | 2,267 | 2,437 | 2,630 | 2,868 | 3,050 | 3,200 | 3,327 | ||
32 | 1000 | 2,454 | 2,638 | 2,847 | 3,105 | 3,302 | 3,463 | 3,601 | ||
Индекс | а | б | в | г | д | е | ж | |||
Вспомогательное время Продвижение листа на шаг | Карта 39, лист 2 | |||||||||
Номер позиции | Толщина металла | Шаг продвижения листа h, мм, до | Размер листа по линии реза H, мм, до | |||||||
500 | 700 | 1000 | 1500 | 2000 | 2500 | 3000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | ||||||||
33 | 2,0 | 5,0 | 100 | 1,047 | 1,125 | 1,214 | 1,324 | 1,408 | 1,477 | 1,536 |
34 | 200 | 1,339 | 1,439 | 1,553 | 1,693 | 1,801 | 1,889 | 1,964 | ||
35 | 300 | 1,546 | 1,661 | 1,793 | 1,956 | 1,080 | 2,182 | 2,268 | ||
36 | 400 | 1,712 | 1,840 | 1,986 | 2,166 | 2,303 | 2,416 | 2,512 | ||
37 | 500 | 1,853 | 1,992 | 2,150 | 2,344 | 2,493 | 2,615 | 2,719 | ||
38 | 600 | 1,977 | 2,125 | 2,293 | 2,501 | 2,660 | 2,790 | 2,901 | ||
39 | 800 | 2,190 | 2,353 | 2,540 | 2,770 | 2,946 | 3,090 | - | ||
1 000 | 2,370 | 2,547 | 2,749 | 2,998 | 3,189 | - | - | |||
3,0 | 6,0 | 100 | 1,531 | 1,645 | 1,775 | 1,936 | 2,059 | 2,160 | 2,246 | |
42 | 200 | 1,958 | 2,104 | 2,271 | 2,476 | 2,634 | 2,763 | 2,872 | ||
43 | 300 | 2,261 | 2,430 | 2,622 | 2,860 | 3,041 | 3,190 | 3,317 | ||
44 | 400 | 2,504 | 2,691 | 2,904 | 3,167 | 3,368 | 3,533 | 3,674 | ||
45 | 500 | 2,710 | 2,913 | 3,144 | 3,428 | 3,646 | 3,825 | 3,977 | ||
46 | 600 | 2,891 | 3,107 | 3,354 | 3,658 | 3,890 | 4,080 | - | ||
47 | 800 | 3,202 | 3,441 | 3,714 | 4,051 | - | - | - | ||
48 | 1000 | 3,660 | 3,725 | 4,021 | 4,385 | - | - | - | ||
49 | 4,0 | 7,0 | 100 | 1,654 | 1,777 | 1,918 | 2,092 | 2,225 | - | - |
50 | 200 | 2,115 | 2,273 | 2,453 | 2,676 | 2,846 | - | - | ||
51 | 300 | 2,443 | 2,625 | 2,833 | 3,090 | 3,286 | - | - | ||
52 | 400 | 2,705 | 2,907 | 3,138 | 3,422 | 3,640 | - | - | ||
53 | 500 | 2,928 | 3,147 | 3,396 | 3,704 | 3,940 | - | - | ||
54 | 600 | 3,124 | 3,357 | 3,624 | 3,952 | - | - | - | ||
55 | 800 | 3,460 | 3,718 | 4,013 | - | - | - | - | ||
56 | 1000 | 3,745 | 4,025 | 4,344 | - | - | - | - | ||
57 | 5,0 | 8,0 | 100 | - | 1,887 | 2,037 | 2,221 | - | - | - |
58 | 200 | - | 2,414 | 2,605 | 2,841 | - | - | - | ||
59 | 300 | - | 2,787 | 3,008 | 3,281 | - | - | - | ||
60 | 400 | - | 3,087 | 3,332 | 3,634 | - | - | - | ||
61 | 500 | - | 3,342 | 3,607 | 3,933 | - | - | - | ||
62 | 600 | - | 3,565 | 3,848 | 4,196 | - | - | - | ||
63 | 800 | - | 3,948 | 4,261 | - | - | - | - | ||
64 | 1000 | - | 4,274 | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | |||
Вспомогательное время Продвижение листа на шаг | Карта 39, лист 3 | |||||||||
Номер позиции | Толщина металла | Шаг продвижения листа h, мм, до | Размер листа по линии реза H, мм, до | |||||||
500 | 700 | 1000 | 1500 | 2000 | 2500 | 3000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | ||||||||
65 | 6,0 | 9,0 | 100 | - | 1,982 | 2,139 | 2,333 | - | - | - |
66 | 200 | - | 2,535 | 2,736 | 2,984 | - | - | - | ||
67 | 300 | - | 2,927 | 3,160 | 3,446 | - | - | - | ||
68 | 400 | - | 3,242 | 3,499 | 3,817 | - | - | - | ||
69 | 500 | - | 3,509 | 3,788 | 4,131 | - | - | - | ||
70 | 600 | - | 3,744 | 4,041 | - | - | - | - | ||
71 | 800 | - | 4,147 | - | - | - | - | - | ||
72 | 1000 | - | 4,489 | - | - | - | - | - | ||
73 | 7,0 | 10,0 | 100 | - | 2,066 | 2,230 | - | - | - | - |
74 | 200 | - | 2,642 | 2,852 | - | - | - | - | ||
75 | 300 | - | 3,051 | 3,293 | - | - | - | - | ||
76 | 400 | - | 3,380 | 3,648 | - | - | - | - | ||
77 | 500 | - | 3,658 | 3,948 | - | - | - | - | ||
78 | 600 | - | 3,903 | 4,212 | - | - | - | - | ||
79 | 800 | - | 4,322 | - | - | - | - | - | ||
80 | 1000 | - | 4,679 | - | - | - | - | - | ||
81 | 8,0 | 11,0 | 100 | - | 2,142 | 2,311 | - | - | - | - |
82 | 200 | - | 2,739 | 2,956 | - | - | - | - | ||
83 | 300 | - | 3,163 | 3,414 | - | - | - | - | ||
84 | 400 | - | 3,503 | 3,781 | - | - | - | - | ||
85 | 500 | - | 3,792 | 4,093 | - | - | - | - | ||
86 | 600 | - | 4,045 | 4,366 | - | - | - | - | ||
87 | 800 | - | 4,480 | - | - | - | - | - | ||
88 | 1000 | - | - | - | - | - | - | - | ||
89 | 9,0 | 12,0 | 100 | - | 2,210 | 2,386 | - | - | - | - |
90 | 200 | - | 2,827 | 3,051 | - | - | - | - | ||
91 | 300 | - | 3,265 | 3,524 | - | - | - | - | ||
92 | 400 | - | 3,616 | 3,903 | - | - | - | - | ||
93 | 500 | - | 3,914 | 4,224 | - | - | - | - | ||
94 | 600 | - | 4,176 | - | - | - | - | - | ||
95 | 800 | - | - | - | - | - | - | - | ||
96 | 1000 | - | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | |||
Вспомогательное время Продвижение листа на шаг | Карта 39, лист 4 | |||||||||
Номер позиции | Толщина металла | Шаг продвижения листа h, мм, до | Размер листа по линии реза H, мм, до | |||||||
500 | 700 | 1000 | 1500 | 2000 | 2500 | 3000 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | ||||||||
97 | 10,0 | 13,0 | 100 | - | 2,274 | - | - | - | - | - |
98 | 200 | - | 2,908 | - | - | - | - | - | ||
99 | 300 | - | 3,359 | - | - | - | - | - | ||
100 | 400 | - | 3,720 | - | - | - | - | - | ||
101 | 500 | - | 4,296 | - | - | - | - | - | ||
102 | 600 | - | - | - | - | - | - | - | ||
103 | 800 | - | - | - | - | - | - | - | ||
1000 | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | |||
 -
-  -
- Примечания. 1. Время рассчитано на продвижение листа размером по направлению подачи в ножницы 1,5 м. При отклонении размера листа от расчетного применяют поправочные коэффициенты:
Размер листа по направлению подачи листа в ножницы, м, до | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 |
Коэффициент | 0,96 | 1,0 | 1,04 | 1,07 | 1,09 | 1,11 |
2. При продвижении листа на шаг с установкой по метке время по карте применяют с коэффициентом 1,1.
3. При расчете нормы штучного времени на заготовку пользуются формулой

где t1 - время на заготовку, мин.;
t - время по карте, мин.;
n - количество продвижений листа;
N - количество заготовок из листа, шт.
4. При массе листа от 35 до 70 кг продвижение на шаг производится двумя рабочими. При массе листа свыше 70 кг продвижение на шаг производится с помощью механизмов.
Продвижение полосы на шаг | Карта 40, лист 1 | ||||||||||||
Содержание работы Продвинуть полосу до упора | |||||||||||||
Номер позиции | Ширина полосы H, мм, до | Толщина металла | Шаг продвижения h, мм, до | ||||||||||
15 | 50 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||||||
Время на 100 продвижений, мин. | |||||||||||||
25 | 0,2 | 0,4 | 0,445 | 0,571 | 0,728 | 0,841 | 0,932 | 1,009 | 0,917 | 1,192 | 1,376 | 1,525 | |
2 | 50 | 0,517 | 0,661 | 0,846 | 0,976 | 1,081 | 1,171 | 1,249 | 1,383 | 1,596 | 1,769 | ||
3 | 75 | 0,564 | 0,720 | 0,963 | 1,024 | 1,179 | 1,277 | 1,361 | 1,507 | 1,742 | 1,928 | ||
4 | 100 | 0,599 | 0,767 | 0,981 | 1,132 | 1,254 | 1,358 | 1,449 | 1,604 | 1,852 | 2,051 | ||
5 | 125 | 0,628 | 0,805 | 1,028 | 1,188 | 1,315 | 1,424 | 1,519 | 1,683 | 1,943 | 2,151 | ||
6 | 150 | 0,654 | 0,837 | 1,070 | 1,235 | 1,368 | 1,481 | 1,580 | 1,749 | 2,020 | 2,238 | ||
7 | 200 | 0,695 | 0,889 | 1,138 | 1,313 | 1,454 | 1,574 | 1,681 | 1,861 | 2,149 | 2,380 | ||
8 | 250 | 0,729 | 0,932 | 1,193 | 1,378 | 1,526 | 1,652 | 1,762 | 1,951 | 2,253 | 2,495 | ||
9 | 300 | 0,758 | 0,970 | 1,240 | 1,432 | 1,586 | 1,717 | 1,832 | 2,029 | 2,343 | 2,595 | ||
10 | 400 | 0,806 | 1,031 | 1,319 | 1,524 | 1,687 | 1,827 | 1,949 | 2,158 | 2,492 | 2,761 | ||
11 | 600 | 0,880 | 1,126 | 1,439 | 1,661 | 1,839 | 1,992 | 2,126 | 2,353 | 2,717 | 3,010 | ||
12 | 25 | 0,5 | 1,0 | 0,399 | 0,510 | 0,652 | 0,753 | 0,835 | 0,904 | 0,964 | 1,067 | 1,232 | 1,364 |
13 | 50 | 0,462 | 0,592 | 0,757 | 0,874 | 0,968 | 1,048 | 1,117 | 1,238 | 1,429 | 1,583 | ||
14 | 75 | 0,505 | 0,645 | 0,826 | 0,952 | 1,056 | 1,142 | 1,219 | 1,350 | 1,560 | 1,727 | ||
15 | 100 | 0,537 | 0,686 | 0,880 | 1,013 | 1,122 | 1,215 | 1,295 | 1,436 | 1,658 | 1,836 | ||
16 | 125 | 0,563 | 0,719 | 0,920 | 1,062 | 1,178 | 1,274 | 1,360 | 1,506 | 1,739 | 1,917 | ||
17 | 150 | 0,585 | 0,749 | 0,957 | 1,106 | 1,224 | 1,325 | 1,414 | 1,566 | 1,808 | 2,002 | ||
18 | 200 | 0,623 | 0,796 | 1,018 | 1,176 | 1,302 | 1,409 | 1,504 | 1,665 | 1,924 | 2,129 | ||
19 | 250 | 0,653 | 0,835 | 1,068 | 1,233 | 1,365 | 1,479 | 1,577 | 1,747 | 2,017 | 2,234 | ||
20 | 300 | 0,679 | 0,868 | 1,110 | 1,282 | 1,420 | 1,537 | 1,640 | 1,817 | 2,097 | 2,323 | ||
21 | 400 | 0,722 | 0,924 | 1,181 | 1,363 | 1,510 | 1,585 | 1,744 | 1,931 | 2,230 | 2,471 | ||
22 | 600 | 0,787 | 1,007 | 1,288 | 1,487 | 1,647 | 1,783 | 1,903 | 2,106 | 2,433 | 2,694 | ||
23 | 25 | 1,0 | 2,5 | 0,366 | 0,470 | 0,599 | 0,693 | 0,767 | 0,830 | 0,886 | 0,981 | 1,133 | 1,255 |
24 | 50 | 0,425 | 0,543 | 0,695 | 0,804 | 0,890 | 0,962 | 1,028 | 1,139 | 1,314 | 1,455 | ||
25 | 75 | 0,464 | 0,594 | 0,759 | 0,876 | 0,971 | 1,050 | 1,121 | 1,241 | 1,433 | 1,587 | ||
26 | 100 | 0,494 | 0,631 | 0,807 | 0,931 | 1,032 | 1,117 | 1,192 | 1,320 | 1,525 | 1,687 | ||
27 | 125 | 0,517 | 0,662 | 0,847 | 0,978 | 1,083 | 1,172 | 1,250 | 1,384 | 1,600 | 1,772 | ||
28 | 150 | 0,538 | 0,688 | 0,880 | 1,017 | 1,127 | 1,218 | 1,300 | 1,440 | 1,663 | 1,842 | ||
29 | 200 | 0,572 | 0,732 | 0,937 | 1,081 | 1,197 | 1,295 | 1,383 | 1,531 | 1,768 | 1,959 | ||
30 | 250 | 0,601 | 0,768 | 0,982 | 1,134 | 1,255 | 1,360 | 1,450 | 1,606 | 1,855 | 2,055 | ||
31 | 300 | 0,624 | 0,798 | 1,021 | 1,179 | 1,306 | 1,414 | 1,507 | 1,671 | 1,928 | 2,137 | ||
32 | 400 | 0,662 | 0,849 | 1,086 | 1,253 | 1,389 | 1,503 | 1,604 | 1,776 | 2,050 | 2,272 | ||
33 | 600 | 0,724 | 0,926 | 1,183 | 1,365 | 1,515 | 1,639 | 1,749 | 1,937 | 2,238 | 2,478 | ||
34 | 25 | 1,5 | 4,0 | 0,350 | 0,446 | 0,572 | 0,660 | 0,730 | 0,791 | 0,844 | 0,935 | 1,079 | 1,194 |
35 | 50 | 0,406 | 0,517 | 0,662 | 0,766 | 0,848 | 0,917 | 0,979 | 1,083 | 1,252 | 1,385 | ||
36 | 75 | 0,442 | 0,565 | 0,723 | 0,835 | 0,991 | 1,000 | 1,067 | 1,182 | 1,364 | 1,512 | ||
37 | 100 | 0,470 | 0,601 | 0,768 | 0,887 | 0,983 | 1,063 | 1,136 | 1,258 | 1,451 | 1,607 | ||
38 | 125 | 0,493 | 0,629 | 0,806 | 0,930 | 1,030 | 1,117 | 1,191 | 1,318 | 1,523 | 1,686 | ||
39 | 150 | 0,513 | 0,655 | 0,838 | 0,968 | 1,072 | 1,161 | 1,239 | 1,371 | 1,583 | 1,753 | ||
40 | 200 | 0,545 | 0,697 | 0,891 | 1,029 | 1,140 | 1,234 | 1,316 | 1,459 | 1,683 | 1,865 | ||
41 | 250 | 0,572 | 0,730 | 0,935 | 1,080 | 1,196 | 1,294 | 1,381 | 1,529 | 1,766 | 1,956 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Вспомогательное время Продвижение полосы на шаг | Карта 40, лист 2 | ||||||||||||
Номер позиции | Ширина полосы H, мм, до | Толщина металла | Шаг продвижения h, мм, до | ||||||||||
15 | 50 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 продвижений, мин. | |||||||||||
42 | 300 | 1,5 | 4,0 | 0,594 | 0,760 | 0,972 | 1,122 | 1,243 | 1,346 | 1,436 | 1,591 | 1,837 | 2,034 |
43 | 400 | 0,632 | 0,808 | 1,033 | 1,194 | 1,322 | 1,431 | 1,527 | 1,692 | 1,953 | 2,163 | ||
44 | 600 | 0,689 | 0,882 | 1,128 | 1,302 | 1,442 | 1,561 | 1,665 | 1,845 | 2,129 | 2,359 | ||
45 | 25 | 2,0 | 5,0 | 0,337 | 0,431 | 0,552 | 0,637 | 0,707 | 0,764 | 0,815 | 0,902 | 1,042 | 1,154 |
46 | 50 | 0,392 | 0,501 | 0,639 | 0,739 | 0,818 | 0,886 | 0,945 | 1,047 | 1,209 | 1,339 | ||
47 | 75 | 0,427 | 0,546 | 0,697 | 0,806 | 0,892 | 0,966 | 1,030 | 1,141 | 1,318 | 1,461 | ||
48 | 100 | 0,454 | 0,581 | 0,742 | 0,857 | 0,950 | 1,028 | 1,096 | 1,214 | 1,402 | 1,552 | ||
49 | 125 | 0,476 | 0,608 | 0,778 | 0,899 | 0,996 | 1,078 | 1,150 | 1,273 | 1,471 | 1,628 | ||
50 | 150 | 0,494 | 0,633 | 0,809 | 0,935 | 1,036 | 1,120 | 1,196 | 1,324 | 1,529 | 1,694 | ||
51 | 200 | 0,526 | 0,673 | 0,861 | 0,994 | 1,109 | 1,192 | 1,272 | 1,408 | 1,626 | 1,800 | ||
52 | 250 | 0,552 | 0,706 | 0,904 | 1,042 | 1,154 | 1,250 | 1,333 | 1,476 | 1,706 | 1,889 | ||
53 | 300 | 0,574 | 0,734 | 0,939 | 1,083 | 1,201 | 1,300 | 1,386 | 1,536 | 1,773 | 1,964 | ||
54 | 400 | 0,611 | 0,781 | 0,998 | 1,152 | 1,277 | 1,383 | 1,474 | 1,633 | 1,886 | 2,089 | ||
600 | 0,666 | 0,851 | 1,080 | 1,258 | 1,393 | 1,507 | 1,608 | 1,782 | 2,057 | 2,278 | |||
25 | 3,0 | 6,0 | 0,383 | 0,491 | 0,628 | 0,725 | 0,804 | 0,869 | 0,927 | 1,092 | 1,186 | 1,313 | |
57 | 50 | 0,445 | 0,569 | 0,728 | 0,840 | 0,931 | 1,008 | 1,075 | 1,191 | 1,375 | 1,523 | ||
58 | 75 | 0,485 | 0,621 | 0,794 | 0,917 | 1,067 | 1,099 | 1,172 | 1,299 | 1,500 | 1,661 | ||
59 | 100 | 0,516 | 0,660 | 0,845 | 0,975 | 1,080 | 1,169 | 1,248 | 1,382 | 1,594 | 1,766 | ||
60 | 125 | 0,541 | 0,693 | 0,886 | 1,022 | 1,132 | 1,227 | 1,308 | 1,450 | 1,673 | 1,853 | ||
61 | 150 | 0,563 | 0,719 | 0,948 | 1,063 | 1,178 | 1,274 | 1,361 | 1,506 | 1,739 | 1,927 | ||
62 | 200 | 0,598 | 0,766 | 0,979 | 1,131 | 1,253 | 1,355 | 1,446 | 1,602 | 1,850 | 2,049 | ||
63 | 250 | 0,628 | 0,804 | 1,028 | 1,186 | 1,314 | 1,422 | 1,517 | 1,681 | 1,940 | 2,150 | ||
64 | 300 | 0,653 | 0,836 | 1,068 | 1,233 | 1,366 | 1,479 | 1,577 | 1,747 | 2,017 | 2,234 | ||
65 | 400 | 0,694 | 0,888 | 1,137 | 1,312 | 1,453 | 1,572 | 1,677 | 1,858 | 2,146 | 2,377 | ||
66 | 600 | 0,757 | 0,969 | 1,239 | 1,431 | 1,584 | 1,716 | 1,829 | 2,027 | 2,340 | 2,592 | ||
67 | 25 | 4,0 | 7,0 | 0,415 | 0,530 | 0,679 | 0,783 | 0,867 | 0,939 | 1,001 | 1,109 | 1,281 | 1,419 |
68 | 50 | 0,481 | 0,615 | 0,786 | 0,908 | 1,006 | 1,089 | 1,161 | 1,287 | 1,485 | 1,646 | ||
69 | 75 | 0,525 | 0,672 | 0,858 | 0,991 | 1,097 | 1,191 | 1,267 | 1,403 | 1,621 | 1,794 | ||
70 | 100 | 0,558 | 0,714 | 0,912 | 1,053 | 1,167 | 1,262 | 1,348 | 1,493 | 1,724 | 1,908 | ||
71 | 125 | 0,585 | 0,748 | 0,957 | 1,106 | 1,224 | 1,325 | 1,413 | 1,565 | 1,807 | 2,002 | ||
72 | 150 | 0,608 | 0,778 | 0,995 | 1,150 | 1,272 | 1,378 | 1,470 | 1,628 | 1,879 | 2,082 | ||
73 | 200 | 0,650 | 0,828 | 1,059 | 1,222 | 1,353 | 1,465 | 1,563 | 1,731 | 1,999 | 2,214 | ||
74 | 250 | 0,678 | 0,868 | 1,110 | 1,282 | 1,420 | 1,537 | 1,639 | 1,816 | 2,097 | 2,322 | ||
75 | 300 | 0,706 | 0,917 | 1,154 | 1,333 | 1,476 | 1,597 | 1,705 | 1,888 | 2,180 | 2,414 | ||
76 | 400 | 0,750 | 0,960 | 1,227 | 1,417 | 1,570 | 1,699 | 1,813 | 2,007 | 2,318 | 2,567 | ||
77 | 600 | 0,818 | 1,047 | 1,339 | 1,546 | 1,712 | 1,853 | 1,977 | 2,190 | 2,529 | 2,801 | ||
78 | 25 | 6,0 | 9,0 | 0,462 | 0,592 | 0,756 | 0,873 | 0,967 | 1,047 | 1,117 | 1,238 | 1,429 | 1,583 |
79 | 50 | 0,536 | 0,686 | 0,877 | 1,013 | 1,122 | 1,214 | 1,295 | 1,435 | 1,657 | 1,835 | ||
80 | 75 | 0,584 | 0,748 | 0,957 | 1,106 | 1,223 | 1,324 | 1,413 | 1,565 | 1,807 | 2,001 | ||
81 | 100 | 0,622 | 0,795 | 1,017 | 1,174 | 1,301 | 1,409 | 1,503 | 1,664 | 1,921 | 2,128 | ||
82 | 125 | 0,652 | 0,835 | 1,067 | 1,232 | 1,364 | 1,477 | 1,576 | 1,746 | 2,017 | 2,232 | ||
83 | 150 | 0,677 | 0,868 | 1,110 | 1,282 | 1,419 | 1,536 | 1,639 | 1,816 | 2,096 | 2,321 | ||
84 | 200 | 0,722 | 0,922 | 1,180 | 1,362 | 1,510 | 1,634 | 1,743 | 1,930 | 2,229 | 2,469 | ||
85 | 250 | 0,757 | 0,968 | 1,239 | 1,429 | 1,583 | 1,714 | 1,828 | 2,025 | 2,339 | 2,590 | ||
86 | 300 | 0,787 | 1,006 | 1,287 | 1,486 | 1,646 | 1,783 | 1,901 | 2,106 | 2,431 | 2,693 | ||
87 | 400 | 0,837 | 1,070 | 1,369 | 1,581 | 1,751 | 1,895 | 2,021 | 2,239 | 2,583 | 2,864 | ||
88 | 600 | 0,912 | 1,168 | 1,493 | 1,724 | 1,909 | 2,067 | 2,206 | 2,442 | 2,819 | 3,124 | ||
89 | 25 | 9,0 | 12,0 | 0,516 | 0,659 | 0,844 | 0,974 | 1,079 | 1,168 | 1,245 | 1,380 | 1,594 | 1,764 |
90 | 50 | 0,598 | 0,765 | 0,978 | 1,129 | 1,251 | 1,354 | 1,445 | 1,601 | 1,848 | 2,047 | ||
91 | 75 | 0,652 | 0,835 | 1,067 | 1,232 | 1,364 | 1,477 | 1,575 | 1,745 | 2,016 | 2,232 | ||
92 | 100 | 0,694 | 0,887 | 1,134 | 1,310 | 1,451 | 1,572 | 1,676 | 1,856 | 2,143 | 2,373 | ||
93 | 125 | 0,728 | 0,930 | 1,190 | 1,374 | 1,522 | 1,648 | 1,758 | 1,947 | 2,249 | 2,490 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Вспомогательное время Продвижение полосы на шаг | Карта 40, лист 3 | ||||||||||||
Номер позиции | Ширина полосы H, мм, до | Толщина металла, | Шаг продвижения h, мм, до | ||||||||||
25 | 50 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | ||||
сталь, медь, медные сплавы | прочие, цветные сплавы | Время на 100 продвижений, мин. | |||||||||||
94 | 150 | 9,0 | 12,0 | 0,757 | 0,968 | 1,238 | 1,428 | 1,583 | 1,714 | 1,828 | 2,025 | 2,338 | 2,589 |
95 | 200 | 0,805 | 1,029 | 1,316 | 1,520 | 1,683 | 1,822 | 1,944 | 2,152 | 2,486 | 2,753 | ||
96 | 250 | 0,844 | 1,079 | 1,381 | 1,594 | 1,765 | 1,911 | 2,039 | 2,259 | 2,607 | 2,888 | ||
97 | 300 | 0,877 | 1,122 | 1,435 | 1,657 | 1,836 | 1,987 | 2,120 | 2,349 | 2,712 | 3,004 | ||
98 | 400 | 0,934 | 1,194 | 1,527 | 1,763 | 1,953 | 2,113 | 2,254 | 2,496 | 2,883 | 3,194 | ||
99 | 600 | - | - | - | - | - | - | - | - | - | - | ||
100 | 25 | 10,0 | 13,0 | 0,531 | 0,678 | 0,868 | 1,002 | 1,110 | 1,201 | 1,282 | 1,419 | 1,639 | 1,816 |
101 | 50 | 0,616 | 0,787 | 1,006 | 1,162 | 1,287 | 1,394 | 1,486 | 1,646 | 1,901 | 2,106 | ||
102 | 75 | 0,672 | 0,858 | 1,098 | 1,268 | 1,404 | 1,520 | 1,621 | 1,795 | 2,072 | 2,296 | ||
103 | 100 | 0,714 | 0,912 | 1,168 | 1,349 | 1,493 | 1,616 | 1,724 | 1,909 | 2,206 | 2,442 | ||
104 | 125 | 0,749 | 0,958 | 1,224 | 1,414 | 1,566 | 1,659 | 1,808 | 2,004 | 2,313 | 2,561 | ||
105 | 150 | 0,778 | 0,995 | 1,272 | 1,471 | 1,628 | 1,762 | 1,880 | 2,083 | 2,405 | 2,663 | ||
106 | 200 | 0,828 | 1,059 | 1,354 | 1,562 | 1,732 | 1,874 | 2,000 | 2,216 | 2,557 | 2,833 | ||
107 | 250 | 0,868 | 1,110 | 1,420 | 1,639 | 1,817 | 1,966 | 2,097 | 2,323 | 2,683 | 2,971 | ||
108 | 300 | 0,902 | 1,154 | 1,476 | 1,706 | 1,888 | 2,045 | 2,181 | 2,415 | 2,789 | 3,089 | ||
109 | 400 | 0,960 | 1,228 | 1,570 | 1,814 | 2,008 | 2,173 | 2,319 | 2,569 | 2,967 | 3,286 | ||
600 | - | - | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
 -
-  -
- Примечание. Время рассчитано на продвижение полосы длиной 1,5 м. При отклонении длины полосы от расчетной применяют поправочные коэффициенты:
Длина полосы, мм | 1100 | 1500 | 2000 | 2500 | 3000 | 3500 |
Коэффициент | 0,96 | 1,0 | 1,04 | 1,07 | 1,09 | 1,11 |
Удаление отхода (заготовки) | Карта 41, лист 1 | |||||||||||||||||
Номер позиции | Способ удаления отхода (заготовки) | Толщина металла | Площадь отхода (заготовки) S, м2, до | |||||||||||||||
0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 3,09 | 0,10 | 0,12 | 0,20 | 0,20 | 0,25 | 0,30 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов (заготовок), мин. | ||||||||||||||||
1 | Отбросить со стола ножниц в тару | 0,2 | 0,4 | 0,857 | 1,099 | 1,272 | 1,411 | 1,529 | 1,633 | 1,726 | 1,811 | 1,889 | 1,962 | 2,096 | 2,271 | 2,519 | 2,729 | 2,915 |
2 | 0,5 | 1,0 | 0,750 | 0,963 | 1,114 | 1,235 | 1,339 | 1,430 | 1,511 | 1,586 | 1,654 | 1,718 | 1,835 | 1,988 | 2,205 | 2,390 | 2,552 | |
3 | 1,0 | 2,5 | 0,678 | 0,871 | 1,007 | 1,117 | 1,211 | 1,293 | 1,367 | 1,434 | 1,496 | 1,554 | 1,659 | 1,798 | 1,994 | 2,161 | 2,308 | |
4 | 1,5 | 4,0 | 0,640 | 0,821 | 0,950 | 1,054 | 1,142 | 1,219 | 1,289 | 1,352 | 1,411 | 1,465 | 1,565 | 1,696 | 1,881 | 2,038 | 2,176 | |
5 | 2,0 | 5,0 | 0,613 | 0,787 | 0,911 | 1,011 | 1,095 | 1,169 | 1,236 | 1,297 | 1,353 | 1,405 | 1,501 | 1,626 | 1,804 | 1,955 | 2,037 | |
6 | 3,0 | 6,0 | 0,655 | 0,844 | 0,979 | 1,087 | 1,179 | 1,261 | 1,334 | 1,400 | 1,462 | 1,519 | 1,624 | 1,761 | 1,956 | 2,122 | 2,268 | |
7 | 4,0 | 7,0 | 0,707 | 0,911 | 1,056 | 1,173 | 1,273 | 1,360 | 1,439 | 1,511 | 1,577 | 1,639 | 1,752 | 1,901 | 2,111 | 2,290 | 2,448 | |
8 | 6,0 | 9,0 | 0,788 | 1,014 | 1,176 | 1,306 | 1,417 | 1,515 | 1,602 | 1,683 | 1,756 | 1,825 | 1,951 | 2,116 | 2,351 | 2,550 | 2,726 | |
9 | 9,0 | 12,0 | 0,877 | 1,129 | 1,310 | 1,455 | 1,578 | 1,687 | 1,784 | 1,873 | 1,956 | 2,032 | 2,172 | 2,357 | 2,617 | 2,840 | 3,035 | |
10 | 10,0 | 13,0 | 0,902 | 1,161 | 1,347 | 1,496 | 1,623 | 1,734 | 1,835 | 1,926 | 2,011 | 2,090 | 2,234 | 2,423 | 2,692 | 2,920 | 3,121 | |
11 | Взять со стола ножниц, отложить в стопу | 0,2 | 0,4 | 1,095 | 1,409 | 1,632 | 1,812 | 1,964 | 2,099 | 2,220 | 2,330 | 2,432 | 2,526 | 2,699 | 2,927 | 3,249 | 3,523 | 3,764 |
12 | 0,5 | 1,0 | 0,986 | 1,268 | 1,469 | 1,630 | 1,768 | 1,889 | 1,998 | 2,097 | 2,188 | 2,274 | 2,429 | 2,634 | 2,924 | 3,171 | 3,388 | |
13 | 1,0 | 2,5 | 0,910 | 1,171 | 1,356 | 1,505 | 1,632 | 1,744 | 1,845 | 1,936 | 2,021 | 2,099 | 2,243 | 2,432 | 2,928 | 3,128 | ||
14 | 14 | 4,0 | 0,869 | 1,117 | 1,294 | 1,437 | 1,458 | 1,665 | 1,760 | 1,848 | 1,929 | 2,004 | 2,141 | 2,322 | 2,577 | 2,795 | 2,986 | |
15 | 2,0 | 5,0 | 0,840 | 1,081 | 1,252 | 1,390 | 1,507 | 1,611 | 1,703 | 1,788 | 1,866 | 1,939 | 2,071 | 2,246 | 2,493 | 2,704 | 2,889 | |
16 | 3,0 | 6,0 | 0,918 | 1,181 | 1,368 | 1,519 | 1,647 | 1,760 | 1,861 | 1,953 | 2,039 | 2,118 | 2,263 | 2,454 | 2,724 | 2,954 | 3,156 | |
17 | 4,0 | 7,0 | 0,994 | 1,279 | 1,482 | 1,645 | 1,784 | 1,906 | 2,015 | 2,115 | 2,208 | 2,294 | 2,451 | 2,658 | 2,950 | 3,199 | 3,418 | |
18 | 6,0 | 9,0 | 1,113 | 1,431 | 1,658 | 1,840 | 1,996 | 2,132 | 2,255 | 2,367 | 2,470 | 2,566 | 2,742 | 2,973 | 3,301 | 3,579 | 3,824 | |
19 | 9,0 | 12,0 | 1,245 | 1,601 | 1,855 | 2,059 | 2,233 | 2,385 | 2,523 | 2,648 | 2,764 | 2,872 | 3,068 | 3,327 | 3,693 | 4,005 | 4,279 | |
20 | 10,0 | 13,0 | 1,282 | 1,648 | 1,910 | 2,120 | 2,299 | 2,456 | 2,597 | 2,727 | 2,846 | 2,957 | 3,159 | 3,425 | 3,802 | 4,123 | 4,405 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Вспомогательное время Удаление отхода (заготовки) | Карта 41, лист 2 | ||||||||||||||||
Номер позиции | Способ удаления отхода (заготовки) | Толщина металла | Площадь отхода (заготовки) S, м2, до | ||||||||||||||
0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,50 | 2,00 | 3,00 | 4,00 | 5,00 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов (заготовок), мин. | |||||||||||||||
Отбросить со стола ножниц в тару | 0,2 | 0,4 | 3,081 | 3,233 | 3,373 | 3,503 | 3,741 | 3,954 | 4,149 | 4,328 | 4,496 | 5,202 | - | - | - | - | |
2 | 0,5 | 1,0 | 2,698 | 2,830 | 2,953 | 3,067 | 3,275 | 3,462 | 3,633 | 3,790 | 3,936 | 4,550 | 5,052 | - | - | - | |
3 | 1,0 | 2,5 | 2,440 | 2,560 | 2,671 | 2,774 | 2,962 | 3,131 | 3,285 | 3,427 | 3,560 | 4,119 | 4,569 | 5,287 | 5,864 | 6,354 | |
4 | 1,5 | 4,0 | 2,300 | 2,414 | 2,518 | 2,615 | 2,793 | 2,952 | 3,098 | 3,232 | 3,357 | 3,884 | 4,308 | 4,985 | - | - | |
2,0 | 5,0 | 2,206 | 2,315 | 2,415 | 2,509 | 2,679 | 2,832 | 2,971 | 3,100 | 3,220 | 3,726 | 4,132 | - | - | - | ||
3,0 | 6,0 | 2,400 | 2,519 | 2,630 | 2,733 | 2,921 | 3,090 | 3,245 | 3,387 | 3,520 | 4,082 | - | - | - | - | ||
7 | 4,0 | 7,0 | 2,590 | 2,719 | 2,839 | 2,950 | 3,153 | 3,335 | 3,502 | 3,656 | 3,799 | - | - | - | - | - | |
8 | 6,0 | 9,0 | 2,883 | 3,027 | 3,160 | 3,284 | 3,510 | 3,714 | 3,899 | - | - | - | - | - | - | - | |
9 | 9,0 | 12,0 | 3,211 | 3,371 | 3,519 | 3,657 | - | - | - | - | - | - | - | - | - | - | |
10,0 | 13,0 | 3,301 | 3,466 | 3,619 | 3,760 | - | - | - | - | - | - | - | - | - | - | ||
Взять со стола ножниц, отложить в стопу | 0,2 | 0,4 | 3,981 | 4,179 | 4,361 | 4,531 | 4,841 | 5,120 | 5,374 | 5,609 | 5,828 | 6,752 | - | - | - | - | |
12 | 0,5 | 1,0 | 3,583 | 3,761 | 3,925 | 4,078 | 4,357 | 4,608 | 4,837 | 5,048 | 5,245 | 6,077 | 6,745 | - | - | - | |
13 | 1,0 | 2,5 | 3,308 | 3,473 | 3,624 | 3,766 | 4,023 | 4,255 | 4,466 | 4,661 | 4,843 | 5,611 | 6,229 | 7,216 | 8,011 | 8,686 | |
14 | 1,5 | 4,0 | 3,158 | 3,314 | 3,459 | 3,594 | 3,840 | 4,061 | 4,263 | 4,449 | 4,622 | 5,355 | 5,945 | 6,887 | - | - | |
2,0 | 5,0 | 3,055 | 3,207 | 3,347 | 3,477 | 3,715 | 3,929 | 4,124 | 4,304 | 4,472 | 5,181 | 5,751 | - | - | - | ||
3,0 | 6,0 | 3,338 | 3,503 | 3,656 | 3,799 | 4,059 | 4,293 | 4,506 | 4,703 | 4,886 | 5,661 | - | - | - | - | ||
17 | 4,0 | 7,0 | 3,615 | 3,794 | 3,960 | 4,114 | 4,396 | 4,649 | 4,880 | 5,093 | 5,291 | - | - | - | - | - | |
18 | 6,0 | 9,0 | 4,044 | 4,245 | 4,430 | 4,603 | 4,918 | 5,460 | - | - | - | - | - | - | - | ||
19 | 9,0 | 12,0 | 4,525 | 4,750 | 4,957 | 5,150 | - | - | - | - | - | - | - | - | - | - | |
10,0 | 13,0 | 4,659 | 4,890 | 5,104 | 5,303 | - | - | - | - | - | - | - | - | - | |||
Индекс | р | с | т | у | ф | х | ц | ч | ш | щ | ы | э | ю | я | |||
Вспомогательное время Удаление отхода (заготовки) | Карта 41, лист 3 | |||||||||||||||||
Номер позиции | Способ удаления отхода (заготовки) | Толщина металла | Площадь отхода (заготовки) S, м2, до | |||||||||||||||
0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,20 | 0,25 | 0,30 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов (заготовок), мин. | ||||||||||||||||
21 | Столкнуть отход (заготовку) за ножницы | 0,2 | 0,4 | 0,495 | 0,647 | 0,757 | 0,846 | 0,924 | 0,993 | 1,055 | 1,112 | 1,162 | 1,213 | 1,302 | 1,422 | 1,585 | 1,735 | 1,863 |
22 | 0,5 | 1,0 | 0,431 | 0,567 | 0,664 | 0,743 | 0,811 | 0,871 | 0,926 | 0,976 | 1,020 | 1,065 | 1,143 | 1,248 | 1,391 | 1,522 | 1,635 | |
23 | 1,0 | 2,5 | 0,391 | 0,514 | 0,602 | 0,673 | 0,735 | 0,790 | 0,840 | 0,885 | 0,925 | 0,965 | 1,037 | 1,131 | 1,264 | 1,381 | 1,483 | |
24 | 1,5 | 4,0 | 0,369 | 0,486 | 0,568 | 0,636 | 0,694 | 0,745 | 0,792 | 0,835 | 0,873 | 0,911 | 0,975 | 1,068 | 1,192 | 1,303 | 1,400 | |
25 | 2,0 | 5,0 | 0,354 | 0,466 | 0,545 | 0,610 | 0,666 | 0,715 | 0,760 | 0,801 | 0,838 | 0,874 | 0,939 | 1,025 | 1,145 | 1,250 | 1,343 | |
26 | 3,0 | 6,0 | 0,389 | 0,512 | 0,599 | 0,670 | 0,731 | 0,786 | 0,835 | 0,880 | 0,920 | 0,960 | 1,031 | 1,126 | 1,258 | 1,374 | 1,475 | |
27 | 4,0 | 7,0 | 0,420 | 0,552 | 0,647 | 0,723 | 0,789 | 0,848 | 0,901 | 0,950 | 0,993 | 1,037 | 1,113 | 1,215 | 1,358 | 1,482 | 1,592 | |
28 | 6,0 | 9,0 | 0,468 | 0,615 | 0,720 | 0,805 | 0,879 | 0,944 | 1,004 | 1,058 | 1,106 | 1,154 | 1,239 | 1,353 | 1,512 | 1,651 | 1,773 | |
29 | 9,0 | 12,0 | 0,521 | 0,685 | 0,802 | 0,897 | 0,979 | 1,052 | 1,118 | 1,179 | 1,232 | 1,286 | 1,381 | 1,507 | 1,684 | 1,839 | 1,975 | |
30 | 10,0 | 13,0 | 0,536 | 0,705 | 0,825 | 0,922 | 1,007 | 1,081 | 1,150 | 1,211 | 1,267 | 1,322 | 1,419 | 1,549 | 1,731 | 1,890 | 2,030 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Вспомогательное время Удаление отхода (заготовки) | Карта 41, лист 4 | ||||||||||||||||
Номер позиции | Способ удаления отхода (заготовки) | Толщина металла | Площадь отхода (заготовки) S, м2, до | ||||||||||||||
0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,50 | 2,00 | 3,00 | 4,00 | 5,00 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на 100 шт. отходов (заготовок), мин. | |||||||||||||||
Столкнуть отход (заготовку) за ножницы | 0,2 | 0,4 | 1,978 | 2,083 | 2,181 | 2,273 | 2,440 | 2,592 | 2,729 | 2,857 | 2,980 | 3,489 | 3,903 | 4,571 | 5,116 | 5,581 | |
22 | 0,5 | 1,0 | 1,737 | 1,829 | 1,915 | 1,996 | 2,143 | 2,276 | 2,397 | 2,509 | 2,617 | 3,064 | 3,428 | 4,014 | 4,493 | 4,901 | |
23 | 1,0 | 2,5 | 1,575 | 1,658 | 1,737 | 1,810 | 1,943 | 2,064 | 2,173 | 2,275 | 2,373 | 2,778 | 3,108 | 3,640 | 4,074 | 4,444 | |
24 | 1,5 | 4,0 | 1,487 | 1,565 | 1,639 | 1,709 | 1,834 | 1,948 | 2,051 | 2,148 | 2,240 | 2,623 | 2,934 | 3,436 | 3,846 | 4,195 | |
2,0 | 5,0 | 1,426 | 1,502 | 1,573 | 1,639 | 1,760 | 1,869 | 1,968 | 2,060 | 2,149 | 2,516 | 2,816 | 3,296 | 3,689 | - | ||
3,0 | 6,0 | 1,567 | 1,650 | 1,728 | 1,801 | 1,933 | 2,054 | 2,162 | 2,264 | 2,361 | 2,764 | 3,092 | 3,621 | - | - | ||
27 | 4,0 | 7,0 | 1,691 | 1,781 | 1,865 | 1,944 | 2,086 | 2,216 | 2,333 | 2,443 | 2,548 | 2,983 | 3,337 | - | - | - | |
28 | 6,0 | 9,0 | 1,883 | 1,983 | 2,076 | 2,164 | 2,323 | 2,468 | 2,598 | 2,720 | 2,837 | 3,322 | - | - | - | - | |
29 | 9,0 | 12,0 | 2,098 | 2,209 | 2,313 | 2,411 | 2,588 | 2,750 | 2,895 | 3,031 | 3,161 | - | - | - | - | - | |
10,0 | 13,0 | 2,157 | 2,271 | 2,378 | 2,478 | 2,660 | 2,826 | 2,976 | 3,115 | - | - | - | - | - | - | ||
Индекс | р | с | т | у | ф | х | ц | ч | ш | щ | ы | э | ю | я | |||
 -
-  -
-  -
-  -
-  -
-  -
- Примечание. При расчете нормы штучного времени на заготовку время по карте делят на количество заготовок, получаемых из листа.
Контрольные измерения | Карта 42, лист 1 | ||||||
Содержание работы Взять мерительный инструмент (шаблон). Промерить деталь. Отложить мерительный инструмент | |||||||
Номер позиции | Мерительный инструмент | Проверяемый размер P, мм, до | Количество деталей N, через которое производится промер, шт., до | ||||
25 | 40 | 65 | 100 | 160 | |||
Время промера, приходящееся на 100 деталей, мин. | |||||||
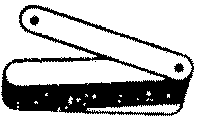 | 0,5 | 0,580 | 0,351 | 0,209 | 0,132 | 0,079 | |
2 | 0,8 | 0,680 | 0,411 | 0,245 | 0,154 | 0,093 | |
3 | 1,2 | 0,885 | 0,535 | 0,319 | 0,201 | 0,122 | |
4 | 2,0 | 1,132 | 0,684 | 0,407 | 0,256 | 0,156 | |
Метр | 3,0 | 1,274 | 0,831 | 0,455 | 0,311 | 0,189 | |
 | 0,4 | 0,364 | 0,228 | 0,140 | 0,091 | 0,056 | |
7 | 0,6 | 0,416 | 0,260 | 0,160 | 0,105 | 0,065 | |
Линейка | 1,0 | 0,492 | 0,380 | 0,189 | 0,123 | 0,077 | |
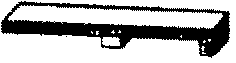 | 1,0 | 0,338 | 0,211 | 0,130 | 0,084 | 0,053 | |
10 | 1,4 | 0,416 | 0,260 | 0,160 | 0,104 | 0,065 | |
11 | 2,0 | 0,519 | 0,325 | 0,200 | 0,130 | 0,081 | |
12 | 2,8 | 0,540 | 0,400 | 0,246 | 0,160 | 0,100 | |
Линейный шаблон | 4,0 | 0,798 | 0,499 | 0,307 | 0,200 | 0,125 | |
 | 1,0 | 0,520 | 0,325 | 0,200 | 0,130 | 0,081 | |
Фасонный шаблон | |||||||
Индекс | а | б | в | г | д | ||
T = 13 · N-1,0 - поз. 14.
Примечание. Промер метром учитывает время на раскладывание и складывание метра.
Вспомогательное время Контрольные измерения | Карта 42, лист 2 | ||||||||||||||
Номер позиции | Мерительный инструмент | Измеряемый диаметр, мм, до | Промер проходной стороной | Промер непроходной стороной | |||||||||||
Число ниток резьбы, участвующих в промере | |||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | |||||
Время, мин. | |||||||||||||||
15 |  | Калибр (кольцо) резьбовой | 10 | 0,095 | 0,13 | 0,18 | 0,22 | 0,26 | 0,30 | 0,37 | 0,43 | 0,50 | 0,57 | 0,70 | 0,055 |
16 | 16 | 0,10 | 0,14 | 0,20 | 0,24 | 0,29 | 0,35 | 0,41 | 0,48 | 0,57 | 0,65 | 0,81 | 0,065 | ||
17 | 20 | 0,11 | 0,15 | 0,21 | 0,26 | 0,30 | 0,38 | 0,44 | 0,52 | 0,62 | 0,70 | 0,90 | 0,070 | ||
18 | 30 | 0,12 | 0,17 | 0,24 | 0,30 | 0,36 | 0,43 | 0,50 | 0,60 | 0,70 | 0,81 | 1,00 | 0,080 | ||
19 | 50 | 0,14 | 0,20 | 0,27 | 0,34 | 0,40 | 0,46 | 0,58 | 0,68 | 0,82 | 0,95 | 1,18 | 0,090 | ||
20 | 75 | 0,16 | 0,23 | 0,31 | 0,39 | 0,46 | 0,57 | 0,67 | 0,70 | 0,95 | 1,10 | 1,35 | 0,120 | ||
21 | 100 | 0,18 | 0,25 | 0,34 | 0,42 | 0,50 | 0,61 | 0,73 | 0,76 | 1,00 | 1,20 | 1,50 | 1,140 | ||
22 |  | 10 | 0,10 | 0,14 | 0,19 | 0,23 | 0,27 | 0,32 | 0,39 | 0,44 | - | - | - | 0,045 | |
23 | 20 | 0,12 | 0,17 | 0,23 | 0,29 | 0,34 | 0,40 | 0,48 | 0,58 | - | - | - | 0,050 | ||
24 | 50 | 0,17 | 0,27 | 0,36 | 0,46 | 0,53 | 0,60 | 0,75 | 0,90 | - | - | - | 0,070 | ||
25 | 75 | 0,20 | 0,33 | 0,46 | 0,56 | 0,67 | 0,80 | 0,98 | 1,20 | - | - | - | 0,090 | ||
26 | Калибр (пробка) резьбовой | 100 | 0,23 | 0,38 | 0,56 | 0,66 | 0,70 | 0,92 | 1,10 | 1,40 | - | - | - | 0,100 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Номер позиции | Мерительный инструмент | Точность измерения | Измеряемый диаметр, мм, до | Длина резьбы, мм, до | |||||
50 | 100 | 200 | 300 | 500 | |||||
Время, мин. | |||||||||
27 |  | Скоба резьбовая | Второй и третий классы | 25 | 0,050 | 0,060 | 0,070 | 0,080 | - |
28 | 50 | 0,065 | 0,078 | 0,090 | 0,100 | 0,120 | |||
29 | 100 | 0,075 | 0,090 | 0,110 | 0,120 | 0,140 | |||
30 | 200 | 0,085 | 0,100 | 0,120 | 0,130 | 0,160 | |||
31 | 300 | 0,100 | 0,120 | 0,130 | 0,150 | - | |||
Индекс | а | б | в | г | д | ||||
Примечание. При определении нормы времени на одну деталь необходимо учитывать периодичность измерений. На основании практических данных ряда заводов установлен коэффициент периодичности Кп = 0,02...0,04.
Отдельные приемы работ | Карта 43 | ||
Номер позиции | Содержание работы | Время, мин. | |
1 | Разрезать мягкую упаковку (рогожу, мешковину) ножницами или ножом, снять ее с рулона и положить в тару | 0,739 | |
Разрезать металлическую вязку (проволоку или ленту) ножницами: | |||
2 | в двух местах | 0,178 | |
3 | в трех - четырех местах | ||
4 | Развязать одну металлическую вязку | ||
5 | Открепить и снять вручную три щеки с вала автоматической подачи "Шуллер" | ||
6 | Зацентровать рулон на оправке по внутреннему диаметру, закрепить посредством щек | ||
Поднести захват к разъему листов (полос) в пачке, разматывая трос с барабана лебедки; | |||
7 | на первый метр | ||
8 | на каждый последующий метр | ||
9 | Расцепить, приподнять лист (полосу) в пачке инструментом, подложить клин (шарики) между листами | ||
10 | Развести правильные ролики холодновысадочного автомата | ||
11 | Зажать правильные ролики холодновысадочного автомата | ||
12 | Вынуть отход из правильных роликов холодновысадочного автомата | ||
Индекс | а | ||
Упаковывание рулона ленты, пакета листовых заготовок металлической упаковочной лентой | Карта 44 | |||||
Номер позиции | Содержание работы | Длина упаковочной ленты, м, до | ||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | ||
Время, мин. | ||||||
Взять со стола (подставки, пола) упаковочную ленту, пропустить ее по периметру в месте обвязки рулона (пакета) | 0,102 | 0,162 | 0,202 | 0,233 | 0,259 | |
2 | Взять замок со стола (подставки, пола), одеть замок на один конец упаковочной ленты, загнуть конец упаковочной ленты, пропустить через второй конец упаковочной ленты, подтянуть упаковочную ленту | 0,076 | 0,076 | 0,076 | 0,076 | 0,076 |
3 | Взять инструмент со стола (подставки, пола), затянуть упаковочную ленту по периметру в месте обвязки рулона (пакета) | 0,125 | 0,198 | 0,247 | 0,285 | 0,316 |
4 | Взять инструмент со стола (подставки, пола), зафиксировать замок на затянутой упаковочной ленте, отложить инструмент | 0,198 | 0,198 | 0,198 | 0,198 | 0,198 |
5 | Обрезать и отбросить в тару излишек упаковочной ленты, загнуть оставшийся конец упаковочной ленты, отложить инструмент | 0,192 | 0,192 | 0,192 | 0,192 | 0,192 |
Итого | 0,693 | 0,826 | 0,915 | 0,984 | 1,041 | |
Индекс | а | б | в | г | д | |
Примечание. При упаковке (одного рулона, пакета в нескольких местах увязки или нескольких рулонов, пакетов в одном месте увязки) последовательно время на каждую последующую увязку брать с коэффициентом 0,8 к позиции 1.
Застропливание или расстропливание пакета, рулона ленты, заготовки, бунта проволоки, листа металла | Карта 45 | |||
Содержание работы Застропливание или расстропливание пакета, рулона ленты, заготовки, бунта проволоки, листа металла и т.п. | ||||
Номер позиции | Способ застропливания | Количество строп (захватов) | Застропливание | Расстропливание |
1 | 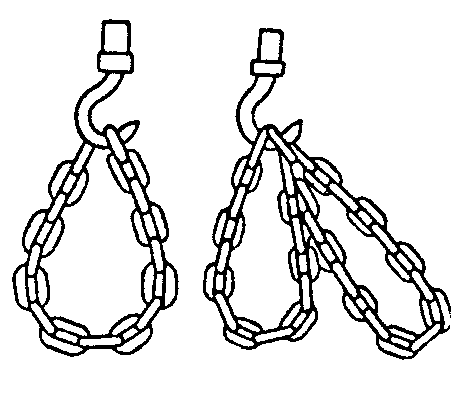 | 1 | 0,060 | 0,043 |
2 | Цепью | 2 | 0,074 | 0,051 |
3 | 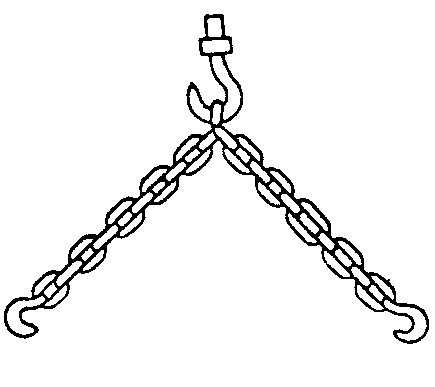 | 1 | ||
4 | Крюками | 2 | 0,056 | 0,039 |
5 | 3 | 0,076 | 0,055 | |
6 | 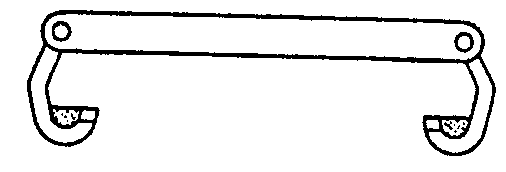 | 1 | 0,084 | 0,080 |
7 | Захватом | 2 | 0,178 | 0,094 |
8 | 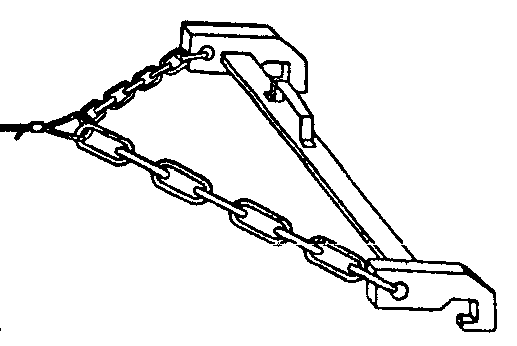 Листозахватом | 1 | ||
9 |  | 1 | 0,066 | 0,047 |
10 | Тросом | 2 | 0,034 | 0,060 |
Индекс | а | б | ||
Установка и снятие детали (заготовки, пакета) краном | Карта 46, лист 1 | |||||||||||||||
Содержание работы | ||||||||||||||||
Установка | Снятие | |||||||||||||||
1-й вариант | Застропить деталь (заготовку, пакет), переместить, положить на рабочее место, отстропить | Застропить деталь (заготовку, пакет), переместить, положить на складочное место, отстропить | ||||||||||||||
2-й вариант | Зацепить деталь (заготовку, пакет) крюком, переместить лебедкой на стол (рольганг) машины | Столкнуть вручную с рольганга и подправить в пакете (для следующей строповки) | ||||||||||||||
Номер позиции | Вариант выполнения приемов | Число обслуживаемых краном рабочих мест | На одного рабочего | На двух рабочих | ||||||||||||
Масса детали (заготовки, пакета), кг, до | ||||||||||||||||
100 | 200 | 400 | 800 | 1500 | 3000 | 6000 | 100 | 200 | 400 | 800 | 1500 | 3000 | 6000 | |||
Время на деталь (заготовки, пакет), мин. | ||||||||||||||||
А. Установка и снятие | ||||||||||||||||
1 | Установка-1 Снятие-1 | 1,35 | 1,65 | 1,95 | 2,35 | 2,85 | 3,35 | 4,10 | 1,90 | 2,35 | 3,00 | 3,70 | 4,70 | 5,70 | 7,10 | |
2 | Установка-2 Снятие-2 | 0,80 | 1,00 | 1,15 | 1,40 | 1,65 | 2,00 | 2,40 | 1,10 | 1,40 | 1,85 | 2,30 | 2,90 | 3,60 | 4,20 | |
3 | Установка-1 Снятие-2 | 1 (без вызова крана | 1,00 | 1,25 | 1,45 | 1,70 | 2,05 | 2,50 | 3,00 | 1,40 | 1,70 | 2,25 | 2,70 | 3,40 | 4,20 | 5,20 |
4 | Установка-2 | 1,15 | 1,40 | 1,65 | 2,05 | 2,55 | 2,85 | 3,50 | 1,60 | 2,05 | 2,60 | 3,30 | 4,20 | 5,10 | 6,10 | |
5 | Установка-1 Снятие-1 | 2 - 3 | 1,65 | 1,95 | 2,35 | 2,85 | 3,45 | 4,10 | 4,90 | 2,30 | 2,90 | 3,60 | 4,40 | 5,50 | 6,80 | 8,60 |
6 | Установка-1 Снятие-2 | 1,15 | 1,40 | 1,65 | 1,95 | 2,35 | 2,85 | 3,40 | 1,60 | 2,00 | 2,55 | 3,10 | 3,80 | 4,80 | 6,00 | |
7 | Установка-1 Снятие-1 | Свыше 3 | 1,95 | 2,35 | 2,85 | 3,45 | 4,10 | 4,90 | 5,85 | 2,70 | 3,35 | 4,20 | 5,30 | 6,60 | 8,20 | 10,20 |
8 | Установка-1 | 1,30 | 1,60 | 1,85 | 2,25 | 2,70 | 3,25 | 3,90 | 1,80 | 2,25 | 2,85 | 3,50 | 4,40 | 5,60 | 6,80 | |
Б. Установка | ||||||||||||||||
9 | 1 | 1 | 0,70 | 0,85 | 1,00 | 1,20 | 1,45 | 1,75 | 2,10 | 1,00 | 1,20 | 1,60 | 1,90 | 2,40 | 2,90 | 3,60 |
10 | 2 - 3 | 0,85 | 1,00 | 1,20 | 1,45 | 1,75 | 2,10 | 2,50 | 1,20 | 1,50 | 1,90 | 2,30 | 2,80 | 3,50 | 4,40 | |
11 | Свыше 3 | 1,00 | 1,20 | 1,45 | 1,75 | 2,10 | 2,50 | 3,00 | 1,40 | 1,75 | 2,20 | 2,70 | 3,40 | 4,20 | 5,20 | |
12 | 2 | - | 0,50 | 0,60 | 0,70 | 0,90 | 1,05 | 1,25 | 1,50 | 0,70 | 0,90 | 1,20 | 1,50 | 1,90 | 2,30 | 2,70 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | и | о | ||
Вспомогательное время Установка и снятие детали (заготовки, пакета) краном | Карта 46, лист 2 | |||||||||||||||
Номер позиции | Вариант выполнения приемов | Число обслуживаемых краном рабочих мест | На одного рабочего | На двух рабочих | ||||||||||||
Масса детали (заготовки, пакета), кг, до | ||||||||||||||||
100 | 200 | 400 | 800 | 1500 | 3000 | 6000 | 100 | 200 | 400 | 800 | 1500 | 3000 | 6000 | |||
Время на деталь (заготовку, пакет), мин. | ||||||||||||||||
В. Снятие | ||||||||||||||||
13 | 1 | 1 | 0,65 | 0,80 | 0,95 | 1,15 | 1,40 | 1,60 | 2,00 | 0,90 | 1,15 | 1,40 | 1,80 | 2,30 | 2,80 | 3,50 |
14 | 2 - 3 | 0,80 | 0,95 | 1,15 | 1,40 | 1,70 | 2,00 | 2,40 | 1,10 | 1,40 | 1,70 | 2,10 | 2,70 | 3,30 | 4,20 | |
15 | Свыше 3 | 0,95 | 1,15 | 1,40 | 1,70 | 2,00 | 2,40 | 2,85 | 1,30 | 1,60 | 2,00 | 2,60 | 3,20 | 4,00 | 5,00 | |
16 | 2 | - | 0,30 | 0,40 | 0,45 | 0,50 | 0,60 | 0,75 | 0,90 | 0,40 | 0,50 | 0,65 | 0,80 | 1,00 | 1,30 | 1,60 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||
Поправочные коэффициенты к времени по карте в зависимости от количества деталей в партии | |||||||||||
Масса детали, кг, до | Количество деталей в партии, шт., до | ||||||||||
3 | 8 | 15 | 25 | 40 | 70 | 120 | 180 | 250 | Свыше 250 | ||
Коэффициенты | |||||||||||
400 | 1,1 | 1,05 | 1,0 | 0,9 | 0,8 | 0,7 | |||||
1500 | 1,05 | 1,0 | 0,9 | 0,8 | 0,7 | ||||||
Свыше 1500 | 1,05 | 1,0 | 0,9 | 0,8 | 0,7 | 0,6 | |||||
Примечания. 1. Время рассчитано на перемещение деталей (заготовок, пакетов) до 10 - 15 м. На каждые последующие 10 м добавляют на одно перемещение на одного рабочего 0,1 мин.; на двух - 0,15 мин. На два перемещения (на установку и снятие) - соответственно 0,2 и 0,3 мин. 2. Время рассчитано на перемещение деталей (заготовок, пакетов) длиной до 6 м. При длине деталей (заготовок, пакетов) свыше 6 м нормы следует применять с коэффициентом 1,2. 3. При работе краном с электромагнитными или вакуумными захватами время по карте следует применять с коэффициентом 0,8. 4. При перемещении пакетов или карт раскроя и необходимости отнесения затрат на одну деталь время следует делить на число деталей в пакете или карте раскроя. При этом если детали в пакете не скреплены, время следует применять с коэффициентом 1,25.
Карта 47, лист 1 | ||||||
Номер позиции | Типы подъемно-транспортных механизмов | Грузоподъемность, кг, до | Скорость, м/мин. | Время на 1 м/мин. | ||
подъема | передвижения | подъема | передвижения | |||
1 | Тали электрические, кран-балки с электротельферами, пневмоподъемники, тельферы | 125 | 12 - 14 | Ручное | 0,08 - 0,07 | |
2 | 250 | 8 | ||||
3 | 9 | 0,11 | ||||
4 | 18 - 20 | 0,06 - 0,05 | ||||
5 | 500 | 3 | 0,133 | |||
6 | 8 | 18,5 | 0,13 | 0,05 | ||
7 | 30,0 | 0,03 | ||||
8 | 8,5 | Ручное | 0,12 | - | ||
9 | 12 - 16 | 27,5 - 31 | 0,08 - 0,06 | 0,04 - 0,03 | ||
10 | 750 | 8 | 30 | 0,13 | 0,03 | |
11 | 1000 | 6 | 20 | 0,17 | 0,05 | |
12 | 7,5 | 30 | 0,13 | 0,03 | ||
13 | 8 | Ручное 20 | - | |||
14 | 0,05 | |||||
15 | 30 | |||||
16 | 32 | 0,03 | ||||
17 | 34 | |||||
18 | 1500 | Ручное | - | |||
19 | 2000 | 7,5 | 30 | 0,03 | ||
20 | 3 | 20 | 0,05 | |||
21 | 28 | 0,04 | ||||
22 | 30 | 0,03 | ||||
23 | 3000 | 8 | 20 | 0,05 | ||
24 | 30 | 0,03 | ||||
Индекс | а | б | ||||
Перемещение детали, узла с применением подъемно-транспортных механизмов | Карта 47, лист 2 | |||||||
Номер позиции | Тип подъемно-транспортных механизмов | Грузоподъемность, кг, до | Скорость, м/мин. | Время на 1 м, мин. | ||||
подъема | передвижения | подъема | передвижения | |||||
поперечного (тележки) | продольного (крана) | поперечного (тележки) | продольного (крана) | |||||
25 | Мостовые краны | 3000 | 3,2 | 26,5 | 45 | 0,31 | 0,04 | 0,02 |
26 | 5 | 9,5 | 48 | 0,20 | 0,11 | |||
27 | 9 | 32 | 50 | 0,11 | 0,03 | |||
28 | 11 | 40 | 28,5 | 0,09 | 0,01 | |||
29 | 5000 | 10,7 | 38 | 108 | ||||
30 | 38,1 | 48 | 0,02 | |||||
31 | 39,2 | 89 | 0,01 | |||||
32 | 40 | 80 | ||||||
33 | 11 | 88 | ||||||
34 | 95 | |||||||
35 | 11,8 | 38 | 65 | 0,02 | ||||
36 | 11,9 | 38,6 | 81 | 0,08 | 0,01 | |||
37 | 12 | 29 | 48 | 0,08 | 0,04 | 0,02 | ||
38 | 60 | 100 | 0,02 | 0,01 | ||||
39 | 20 | 38 | 30 | 0,05 | 0,03 | 0,03 | ||
40 | 22 | 40 | 108 | 0,05 | 0,01 | |||
41 | 23 | 41 | 0,04 | 0,02 | ||||
42 | 24 | 126 | 0,04 | |||||
43 | 38 | 55 | 100 | 0,03 | ||||
44 | 38,6 | 38,1 | 0,03 | |||||
45 | 44 | 47,5 | 0,02 | 0,02 | ||||
Индекс | а | б | в | |||||
Перемещение детали, узла с применением подъемно-транспортных механизмов | Карта 47, лист 3 | |||||||
Номер позиции | Тип подъемно-транспортных механизмов | Грузоподъемность, кг, до | Скорость, м/мин. | Время на 1 м, мин. | ||||
подъема | передвижения | подъема | передвижения | |||||
поперечного | продольного | поперечного | продольного | |||||
46 | Тележка рулонницы многопозиционного пресса-автомата | 10000 | 6,3 | 10,0 | - | - | ||
47 | Лебедка подачи листа в гильотинные ножницы | 10000 | - | - | 1,0 | - | - | 1,0 |
48 | - | - | 3,0 | - | - | 0,33 | ||
49 | - | - | 6,0 | - | - | 0,17 | ||
50 | - | - | 9,0 | - | ||||
Индекс | а | б | в | |||||
Номер позиции | Передвижение подъемных механизмов вручную | Время на 1 м передвижения, мин. | ||
51 | По монорельсу | Без груза | 0,02 | |
52 | С грузом | По прямой | 0,03 | |
53 | По кривой (окружности) | |||
Индекс | а | |||
Примечания. 1. На приемы "взять колодку управления электроподъемника" или "выпустить колодку из рук" прибавлять 0,015 мин. 2. На прием "включить" или "выключить" прибавлять 0,015 мин. 3. Время на "застройку" и "отстропку" перед подъемом и спуском брать по карте 45.
Карта 48, лист 1 | |||
Номер позиции | Условия выполнения работы | Время, мин. | Коэффициент |
Выполнения работы: | |||
1 | стоя | - | 1,0 |
2 | сидя | - | 0,8 |
Установка заготовки: | |||
3 | в одноместный штамп | - | 1,0 |
4 | в двухместный штамп | - | 0,97 |
5 | в трехместный штамп | - | 0,94 |
6 | в четырехместный штамп | - | 0,90 |
Индекс | а | ||
Поправочные коэффициенты и дополнительное время к нормативам вспомогательного времени на отклонение от условий, принятых в нормативных картах | Карта 48, лист 2 | ||
Номер позиции | Условия выполнения работы | Время, мин. | Коэффициент |
Установка заготовки: | |||
7 | на одну шпильку, штифт | - | 1,0 |
8 | на две шпильки, штифта | - | 1,05 |
9 | на три шпильки, штифта | - | 1,1 |
10 | на четыре шпильки, штифта | - | 1,17 |
11 | на часть контура и штыри | - | 1,5 |
12 | В случае сцепления заготовок при установке в штамп | - | 1,2 |
Перемещение рабочего предусмотрено на расстояние свыше предусмотренного в картах на каждый дополнительный метр перемещения добавлять: | |||
13 | с грузом | 0,020 | - |
14 | без груза | - | |
15 | Установка заготовки: | ||
без крепления | - | - | |
с креплением при длине рычага, мм, до: | |||
16 | 125 | 0,017 | - |
17 | 250 | 0,019 | - |
18 | 500 | 0,022 | - |
с откреплением рычага, мм, до | |||
19 | 125 | 0,015 | - |
20 | 250 | 0,017 | - |
21 | 500 | 0,020 | - |
Выполнение работы: | |||
22 | одним рабочим | - | 1,0 |
23 | двумя рабочими | - | 0,8 |
Индекс | а | ||
Примечания. 1. Затрудненным считать такое положение, когда установка детали и съем детали или отхода производятся с помощью инструмента. 2. При снятии детали со штампа сжатым воздухом, сбрасывателем время на снятие в норму штучного времени не включается. 3. При штамповке из пакета заготовок норму времени следует определять как для полосы или индивидуальной заготовки, принимая толщину пакета за толщину заготовки.
и личные надобности
Карта 49, лист 1 | |||||||
Организационно-техническое обслуживание рабочего места Холодная штамповка на прессах и резка металла | |||||||
Номер позиции | Вид оборудования | Усилие пресса, тс | Вид штампа | Время, % от оперативного | |||
на организационное обслуживание | на техническое обслуживание и тип производства | ||||||
массовое и крупносерийное | среднесерийное | мелкосерийное | |||||
1 | Кривошипные, эксцентриковые и фрикционные прессы одинарного действия | До 100 | Разделительные и комбинированные | 2 | 28 | ||
2 | Прочие | 3 | 9 | 26 | |||
3 | До 300 | Разделительные и комбинированные | 4 | 3 | 12 | 29 | |
4 | Прочие | 10 | |||||
5 | До 1000 | Разделительные и комбинированные | 4 | 4 | 13 | 30 | |
6 | Прочие | 3 | 11 | 28 | |||
7 | Свыше 1000 | Разделительные и комбинированные | 4 | 5 | 14 | 31 | |
8 | Прочие | 3 | 12 | 29 | |||
9 | Кривошипные, эксцентриковые и фрикционные прессы двойного действия | До 100 | Вытяжные | 3 | 3 | 9 | 26 |
10 | До 300 | 4 | 10 | 27 | |||
11 | До 1000 | 5 | 11 | 28 | |||
12 | Свыше 1000 | 6 | 12 | 29 | |||
Индекс | а | б | в | г | |||
Время на организационно-техническое обслуживание, отдых и личные надобности | Карта 49, лист 2 | ||||||
Номер позиции | Вид оборудования | Усилие пресса, тс | Вид штампа | Время, % от оперативного | |||
на организационное обслуживание | на техническое обслуживание и тип производства | ||||||
массовое и крупносерийное | среднесерийное | мелкосерийное | |||||
13 | Многопозиционные прессы-автоматы | - | - | 14 | - | ||
14 | Гидравлические прессы | До 600 | 4 | 8 | 22 | ||
15 | До 1000 | - | 5 | 9 | |||
16 | Гильотинные ножницы | - | - | 5 | 9 | 11 | |
17 | Раскройные комплексы | - | - | 5 | 7 | - | - |
Индекс | а | б | в | г | |||
Примечание. В случае укладки нарезанных заготовок в тележку в два ряда и более добавлять время на организационное и техническое обслуживание в размере:
Номер позиции | Толщина листа, мм | Количество заготовок из листа, шт., до | ||
2 | 8 | свыше 8 | ||
Время на укладку заготовок в процентах к оперативному времени | ||||
18 | До 4 | 5 | 7 | 9 |
19 | Свыше 4 | 7 | 9 | 13 |
Индекс | а | б | в | |
Холодная высадка и обрезка
Номер позиции | Вид оборудования | Размер автомата, мм, до | Время, % от оперативного времени |
20 | Холодновысадочные автоматы | 12 | |
21 | 20 | 3,5 + атех | |
22 | Свыше 20 | 4,0 + атех | |
Индекс | а | ||
Значение атех определяется из соотношения  Данные для Tоп определяются при расчете, а для Tтех принимаются следующие:
Данные для Tоп определяются при расчете, а для Tтех принимаются следующие:
Данные для Tоп определяются при расчете, а для Tтех принимаются следующие:Время на организационно-техническое обслуживание, отдых и личные надобности | Карта 49, лист 3 | |||||||
Номер позиции | Наименование автомата | Размер, до | Материал, высаживаемой или обрезаемой детали | |||||
Цветные металлы | Сталь 3; 10; 15; 20; 25; 30 | Сталь 35; 30Х | Сталь 40; 45; 35Х; 38Х; 40Х | Сталь ШХ15; ШХ6; ШХ9 | ||||
ролики | шарики | |||||||
Время на подналадку автомата, смену и регулировку инструмента на 1000 деталей Tтех, мин. | ||||||||
23 | Одноударные | 12 мм (1/2") | 1,0 | 1,1 | 1,3 | 1,5 | 2,5 | 1,1 |
24 | 16 мм (5/8") | 1,3 | 1,5 | 2,0 | 2,3 | 3,4 | 1,7 | |
25 | 25 мм (1") | 2,5 | 3,1 | 3,7 | 4,5 | 6,6 | 3,3 | |
26 | Двухударные | 12 мм (1/2") | 1,3 | 1,7 | 1,9 | - | - | |
27 | 16 мм (5/8") | 2,3 | 2,4 | 2,5 | 2,6 | - | - | |
28 | 20 мм (3/4") | 3,0 | 3,2 | 3,3 | 3,5 | - | - | |
29 | Трехударные | 8 мм (5/16") | 1,4 | 1,9 | 2,1 | 2,7 | - | - |
30 | Двухпозиционные | 12 мм (1/3") | 1,6 | 1,7 | 1,8 | 2,0 | - | - |
31 | 16 мм (5/8") | 2,3 | 2,5 | 2,6 | 2,8 | - | - | |
32 | Трехпозиционные | 12 мм (1/2") | 1,9 | 2,1 | 2,3 | 2,6 | - | - |
33 | 16 мм (5/8") | 2,8 | 3,1 | 3,3 | 3,7 | - | - | |
34 | Четырехпозиционные | 12 мм (1/2") | 2,2 | 2,5 | 2,7 | 3,0 | - | - |
35 | 16 мм (5/8") | 3,3 | 3,7 | 4,0 | 4,4 | - | - | |
36 | Пятипозиционные | 12 мм (1/2") | 2,8 | 3,1 | 3,4 | 3,8 | - | - |
37 | 16 мм (5/8") | 4,0 | 4,5 | 4,9 | 5,4 | - | - | |
38 | Обрезные | 12 мм (1/2") | 1,5 | 2,0 | 2,3 | 2,9 | - | - |
39 | 20 мм (3/4") | 2,5 | 3,3 | 4,1 | 5,2 | - | - | |
Индекс | а | б | в | г | д | е | ||
Примечания. 1. Приведенное время дано для цельных матриц из углеродистой стали. Для разъемных матриц следует применять коэффициент 1,25, а для случая применения матриц из твердых сплавов - 0,7. 2. При высадке деталей длиной более 100 мм и массой более 60 г время по карте применяют с коэффициентом 1,2.
Время на организационно-техническое обслуживание, отдых и личные надобности | Карта 49, лист 4 | ||
Отдых и личные надобности | |||
Номер позиции | Вид работы | Масса заготовки, кг, до | Время, % от оперативного времени |
40 | Холодная штамповка при подаче заготовок вручную | 3 | |
41 | 8 | 7 | |
42 | 20 | 10 | |
43 | Высадка, обрезка | - | |
44 | Резка на гильотинных ножницах при подаче вручную | 20 | |
45 | 40 | 6 | |
46 | 100 | 7 | |
47 | 150 | 8 | |
48 | 200 | 10 | |
49 | Свыше 200 | 13 | |
50 | Установка и снятие деталей (заготовок) краном и механизированная подача | - | |
Индекс | а | ||
Карта 50, лист 1 | ||
Номер позиции | Содержание работы | Время на партию, мин. |
Получение наряда, инструктажа от мастера, ознакомление с работой; оформление наряда на сдачу деталей | 3 | |
2 | Получение материала (заготовок) и раскладка его на рабочем месте производятся вспомогательным рабочим. В том случае, когда это выполняется самим рабочим, время на эту работу устанавливается дополнительно, исходя из объема задания | |
Подготовительно-заключительное время | Карта 50, лист 2 | ||||||||
Для случая наладки штампа, матрицы и другой оснастки самим исполнителем добавлять время: | |||||||||
1. При наладке штампов по холодной штамповке | |||||||||
Номер позиции | Вид штампа | Тип пресса | Ширина штампа, м, до | Содержание работы | |||||
Установка | Снятие | Установка и снятие | |||||||
Длина штампа, м | |||||||||
до 1 | свыше 1 | до 1 | свыше 1 | до 1 | свыше 1 | ||||
Суммарное время, мин. | |||||||||
3 | Вытяжные, калибровочные, комбинированные, сложные | Одинарного действия | 0,5 | 24 | 26 | 4 | 5 | 28 | 31 |
4 | 1,0 | 29 | 33 | 6 | 7 | 35 | 40 | ||
5 | Гибочные, инструментальные | Двойного действия | 0,5 | 27 | 30 | 8 | 9 | 35 | 39 |
6 | 1,0 | 34 | 38 | 10 | 11 | 44 | 49 | ||
7 | Вырубные и простые, гибочные, инструментальные | Одинарного действия | 0,5 | 14 | 15 | 3 | 5 | 20 | |
8 | 1,0 | 16 | 18 | 4 | 6 | 20 | 22 | ||
9 | Упрощенные быстросъемные | - | 0,5 | 10 | - | 3 | - | 13 | - |
10 | - | 1,0 | 12 | - | 4 | - | 16 | - | |
11 | Отдельные блоки штампов | - | 0,5 | 6 | 7 | 3 | 4 | 9 | 11 |
Индекс | а | б | в | г | д | е | |||
Подготовительно-заключительное время | Карта 50, лист 3 | ||
2. При наладке высадочных и обрезных автоматов | |||
Номер позиции | Наименование автомата | Размер | Суммарное время, мин. |
12 | Одноударные с цельной матрицей | 5 - 12 мм (3/16 - 1/2") | 43 |
13 | 16 мм (5/8") | 47 | |
14 | 20 мм (3/4") | 76 | |
15 | Двухударные с цельной матрицей | 5 - 12 мм (3/16 - 1/2") | 69 |
16 | 16 мм (5/8") | 73 | |
17 | Двухударные с разъемной матрицей | 5 - 12 мм (3/16 - 1/2") | 78 |
18 | 16 мм (5/8") | 82 | |
19 | 20 мм (3/4") | 128 | |
20 | Трехударные с цельной матрицей | 5 - 16 мм (3/16 - 5/8") | 95 |
21 | 20 мм (3/4") | 168 | |
22 | Многопозиционные | 5 - 16 мм (3/16 - 5/8") | 243 |
23 | 20 мм (3/4") | 368 | |
24 | Обрезные | 5 - 12 мм (3/16 - 1/2") | 36 |
25 | 16 мм (5/8") | 47 | |
26 | 20 мм (3/4") | 52 | |
Индекс | а | ||
3. При наладке упоров гильотинных ножниц | |||
Номер позиции | Содержание работы | Длина перемещения упоров, мм, до | Суммарное время, мин. |
27 | Установка и наладка переднего и заднего упоров | 400 | 3,5 |
28 | 800 | 5,0 | |
29 | Свыше 800 | 6,5 | |
Индекс | а | ||
на прессах (мелкосерийное производство)
Штамповка деталей из полосы в вырубных штампах с упором напровал при работе пресса на самоходе | Карта 51, лист 1 | ||||||||
Содержание работы | |||||||||
Взять полосу, поднести и установить в штамп по упору. Включить ход пресса на самоход (педаль ножная, стоя, муфта трехкулачковая). Штамповать. Продвинуть полосу на шаг (перекрываемое). Снять отход полосы со штампа и бросить в люк, тару | |||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
Ширина полосы, мм, до | |||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||
50 | 100 | 150 | 250 | 450 | |||||
Время на одну деталь, мин. | |||||||||
1 | 32 | 50 | 0,2 | 0,4 | 0,073 | 0,074 | 0,075 | 0,076 | 0,077 |
2 | 1,0 | 2,5 | 0,073 | 0,074 | 0,074 | 0,075 | 0,077 | ||
3 | 2,0 | 5,0 | 0,072 | 0,073 | 0,074 | 0,076 | 0,077 | ||
4 | 4,0 | 7,0 | 0,073 | 0,075 | 0,076 | 0,077 | 0,079 | ||
5 | 6,0 | 9,0 | 0,073 | 0,075 | 0,076 | 0,079 | 0,080 | ||
6 | 10,0 | 13,0 | 0,075 | 0,076 | 0,079 | 0,079 | - | ||
7 | 100 | 0,2 | 0,4 | 0,079 | 0,081 | 0,082 | 0,084 | 0,086 | |
8 | 1,0 | 2,5 | 0,077 | 0,079 | 0,080 | 0,082 | 0,085 | ||
9 | 2,0 | 5,0 | 0,070 | 0,078 | 0,080 | 0,082 | 0,084 | ||
10 | 4,0 | 7,0 | 0,070 | 0,081 | 0,081 | 0,084 | 0,088 | ||
11 | 6,0 | 9,0 | 0,079 | 0,082 | 0,083 | 0,087 | 0,090 | ||
12 | 10,0 | 13,0 | 0,081 | 0,084 | 0,087 | 0,090 | - | ||
13 | 200 | 0,2 | 0,4 | - | 0,093 | 0,096 | 0,100 | 0,105 | |
14 | 1,0 | 2,5 | - | 0,090 | 0,092 | 0,096 | 0,101 | ||
15 | 2,0 | 5,0 | - | 0,089 | 0,091 | 0,096 | 0,099 | ||
16 | 4,0 | 7,0 | - | 0,092 | 0,095 | 0,100 | 0,105 | ||
17 | 6,0 | 9,0 | - | 0,095 | 0,097 | 0,104 | 0,109 | ||
18 | 10,0 | 13,0 | - | 0,098 | 0,104 | 0,109 | - | ||
19 | 400 | 0,2 | 0,4 | - | - | 0,138 | 0,148 | 0,160 | |
20 | 1,0 | 2,5 | - | - | 0,129 | 0,138 | 0,150 | ||
21 | 2,0 | 5,0 | - | - | 0,125 | 0,135 | 0,148 | ||
22 | 4,0 | 7,0 | - | - | 0,134 | 0,143 | 0,157 | ||
23 | 6,0 | 9,0 | - | - | 0,141 | 0,155 | 0,167 | ||
24 | 10,0 | 13,0 | - | - | 0,154 | 0,167 | - | ||
25 | 40 | 50 | 0,2 | 0,4 | 0,049 | 0,050 | 0,051 | 0,052 | 0,053 |
26 | 1,0 | 2,5 | 0,049 | 0,050 | 0,050 | 0,051 | 0,053 | ||
27 | 2,0 | 5,0 | 0,048 | 0,049 | 0,050 | 0,051 | 0,052 | ||
28 | 4,0 | 7,0 | 0,049 | 0,050 | 0,051 | 0,052 | 0,054 | ||
29 | 6,0 | 9,0 | 0,049 | 0,051 | 0,051 | 0,054 | 0,055 | ||
30 | 10,0 | 13,0 | 0,051 | 0,052 | 0,054 | 0,055 | - | ||
Индекс | а | б | в | г | д | ||||
Штучное время Штамповка деталей из полосы в вырубных штампах с упором напровал при работе пресса на самоходе | Карта 51, лист 2 | ||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Ширина полосы, мм, до | |||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
31 | 40 | 100 | 0,2 | 0,4 | 0,055 | 0,057 | 0,058 | 0,060 | 0,062 |
32 | 1,0 | 2,5 | 0,053 | 0,055 | 0,056 | 0,058 | 0,061 | ||
33 | 2,0 | 5,0 | 0,053 | 0,054 | 0,056 | 0,058 | 0,060 | ||
34 | 4,0 | 7,0 | 0,054 | 0,056 | 0,058 | 0,059 | 0,063 | ||
35 | 6,0 | 9,0 | 0,055 | 0,058 | 0,059 | 0,061 | 0,065 | ||
36 | 10,0 | 13,0 | 0,057 | 0,059 | 0,062 | 0,065 | - | ||
37 | 200 | 0,2 | 0,4 | - | 0,069 | 0,072 | 0,076 | 0,081 | |
38 | 1,0 | 2,5 | - | 0,066 | 0,068 | 0,072 | 0,077 | ||
39 | 2,0 | 5,0 | - | 0,065 | 0,067 | 0,071 | 0,075 | ||
40 | 4,0 | 7,0 | - | 0,068 | 0,071 | 0,074 | 0,080 | ||
41 | 6,0 | 9,0 | - | 0,070 | 0,073 | 0,079 | 0,084 | ||
42 | 10,0 | 13,0 | - | 0,074 | 0,079 | 0,084 | - | ||
43 | 400 | 0,2 | 0,4 | - | - | 0,113 | 0,124 | 0,135 | |
44 | 1,0 | 2,5 | - | - | 0,104 | 0,113 | 0,125 | ||
45 | 2,0 | 5,0 | - | - | 0,101 | 0,110 | 0,120 | ||
46 | 4,0 | 7,0 | - | - | 0,109 | 0,118 | 0,132 | ||
47 | 6,0 | 9,0 | - | - | 0,116 | 0,129 | 0,142 | ||
48 | 10,0 | 13,0 | - | - | 0,129 | 0,142 | - | ||
49 | 50 | 50 | 0,2 | 0,4 | 0,041 | 0,042 | 0,043 | 0,044 | 0,045 |
50 | 1,0 | 2,5 | 0,040 | 0,041 | 0,042 | 0,043 | 0,044 | ||
51 | 2,0 | 5,0 | 0,040 | 0,041 | 0,042 | 0,043 | 0,044 | ||
52 | 4,0 | 7,0 | 0,041 | 0,042 | 0,043 | 0,044 | 0,046 | ||
53 | 6,0 | 9,0 | 0,041 | 0,043 | 0,044 | 0,046 | 0,047 | ||
54 | 10,0 | 13,0 | 0,042 | 0,044 | 0,045 | 0,047 | - | ||
55 | 100 | 0,2 | 0,4 | 0,046 | 0,048 | 0,049 | 0,052 | 0,054 | |
56 | 1,0 | 2,5 | 0,045 | 0,047 | 0,048 | 0,050 | 0,052 | ||
57 | 2,0 | 5,0 | 0,045 | 0,046 | 0,047 | 0,050 | 0,051 | ||
58 | 4,0 | 7,0 | 0,045 | 0,048 | 0,049 | 0,051 | 0,054 | ||
59 | 6,0 | 9,0 | 0,046 | 0,049 | 0,051 | 0,054 | 0,056 | ||
60 | 10,0 | 13,0 | 0,048 | 0,051 | 0,054 | 0,056 | - | ||
61 | 200 | 0,2 | 0,4 | - | 0,061 | 0,064 | 0,068 | 0,072 | |
62 | 1,0 | 2,5 | - | 0,057 | 0,060 | 0,063 | 0,068 | ||
63 | 2,0 | 5,0 | - | 0,056 | 0,059 | 0,063 | 0,066 | ||
64 | 4,0 | 7,0 | - | 0,059 | 0,062 | 0,066 | 0,072 | ||
65 | 6,0 | 9,0 | - | 0,062 | 0,065 | 0,071 | 0,075 | ||
66 | 10,0 | 13,0 | - | 0,065 | 0,071 | 0,076 | - | ||
Индекс | а | б | в | г | д | ||||
Штучное время Штамповка деталей из полосы в вырубных штампах с упором напровал при работе пресса на самоходе | Карта 51, лист 3 | ||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
Ширина полосы, мм, до | |||||||||
сталь, медь, медные сплавы | прочие цветные сплавы | ||||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
67 | 50 | 400 | 0,2 | 0,4 | - | - | 0,105 | 0,115 | 0,127 |
68 | 1,0 | 2,5 | - | - | 0,096 | 0,105 | 0,116 | ||
69 | 2,0 | 5,0 | - | - | 0,093 | 0,102 | 0,111 | ||
70 | 4,0 | 7,0 | - | - | 0,101 | 0,110 | 0,123 | ||
71 | 6,0 | 9,0 | - | - | 0,110 | 0,121 | 0,133 | ||
72 | 10,0 | 13,0 | - | - | 0,121 | 0,133 | - | ||
73 | 63 | 50 | 0,2 | 0,4 | 0,034 | 0,035 | 0,036 | 0,037 | 0,038 |
74 | 1,0 | 2,5 | 0,034 | 0,034 | 0,035 | 0,036 | 0,037 | ||
75 | 2,0 | 5,0 | 0,033 | 0,034 | 0,035 | 0,036 | 0,037 | ||
76 | 4,0 | 7,0 | 0,034 | 0,035 | 0,036 | 0,037 | 0,039 | ||
77 | 6,0 | 9,0 | 0,034 | 0,036 | 0,037 | 0,038 | 0,040 | ||
78 | 10,0 | 13,0 | 0,035 | 0,037 | 0,038 | 0,040 | - | ||
79 | 100 | 0,2 | 0,4 | 0,039 | 0,041 | 0,043 | 0,045 | 0,047 | |
80 | 1,0 | 2,5 | 0,038 | 0,040 | 0,041 | 0,043 | 0,045 | ||
81 | 2,0 | 5,0 | 0,038 | 0,039 | 0,040 | 0,043 | 0,044 | ||
82 | 4,0 | 7,0 | 0,039 | 0,041 | 0,042 | 0,044 | 0,047 | ||
83 | 6,0 | 9,0 | 0,040 | 0,042 | 0,044 | 0,047 | 0,049 | ||
84 | 10,0 | 13,0 | 0,041 | 0,044 | 0,047 | 0,049 | - | ||
85 | 200 | 0,2 | 0,4 | - | 0,054 | 0,057 | 0,061 | 0,065 | |
86 | 1,0 | 2,5 | - | 0,051 | 0,053 | 0,056 | 0,061 | ||
87 | 2,0 | 5,0 | - | 0,049 | 0,052 | 0,056 | 0,059 | ||
88 | 4,0 | 7,0 | - | 0,052 | 0,055 | 0,059 | 0,064 | ||
89 | 6,0 | 9,0 | - | 0,055 | 0,057 | 0,064 | 0,068 | ||
90 | 10,0 | 13,0 | - | 0,058 | 0,063 | 0,068 | - | ||
91 | 400 | 0,2 | 0,4 | - | - | 0,098 | 0,109 | 0,120 | |
92 | 1,0 | 2,5 | - | - | 0,089 | 0,098 | 0,109 | ||
93 | 2,0 | 5,0 | - | - | 0,086 | 0,095 | 0,104 | ||
94 | 4,0 | 7,0 | - | - | 0,094 | 0,103 | 0,116 | ||
95 | 6,0 | 9,0 | - | - | 0,101 | 0,114 | 0,126 | ||
96 | 10,0 | 13,0 | - | - | 0,113 | 0,126 | - | ||
97 | 80 | 50 | 0,2 | 0,4 | 0,027 | 0,028 | 0,029 | 0,030 | 0,031 |
98 | 1,0 | 2,5 | 0,027 | 0,027 | 0,028 | 0,029 | 0,030 | ||
99 | 2,0 | 5,0 | 0,026 | 0,027 | 0,028 | 0,029 | 0,030 | ||
100 | 4,0 | 7,0 | 0,027 | 0,028 | 0,029 | 0,030 | 0,031 | ||
101 | 6,0 | 9,0 | 0,027 | 0,028 | 0,029 | 0,031 | 0,032 | ||
102 | 10,0 | 13,0 | 0,028 | 0,035 | 0,031 | 0,032 | - | ||
Индекс | а | б | в | г | д | ||||
Штучное время Штамповка деталей из полосы в вырубных штампах с упором напровал при работе пресса на самоходе | Карта 51, лист 4 | ||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Ширина полосы, мм, до | |||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
103 | 80 | 100 | 0,2 | 0,4 | 0,033 | 0,034 | 0,036 | 0,040 | 0,040 |
104 | 1,0 | 2,5 | 0,031 | 0,033 | 0,034 | 0,036 | 0,038 | ||
105 | 2,0 | 5,0 | 0,030 | 0,032 | 0,033 | 0,036 | 0,037 | ||
106 | 4,0 | 7,0 | 0,032 | 0,034 | 0,035 | 0,037 | 0,040 | ||
107 | 6,0 | 9,0 | 0,033 | 0,035 | 0,037 | 0,040 | 0,042 | ||
108 | 10,0 | 13,0 | 0,035 | 0,037 | 0,040 | 0,042 | - | ||
109 | 200 | 0,2 | 0,4 | - | 0,047 | 0,050 | 0,054 | 0,058 | |
110 | 1,0 | 2,5 | - | 0,044 | 0,046 | 0,050 | 0,054 | ||
111 | 2,0 | 5,0 | - | 0,042 | 0,045 | 0,049 | 0,052 | ||
112 | 4,0 | 7,0 | - | 0,045 | 0,048 | 0,052 | 0,057 | ||
113 | 6,0 | 9,0 | - | 0,048 | 0,051 | 0,056 | 0,061 | ||
114 | 10,0 | 13,0 | - | 0,051 | 0,056 | 0,061 | - | ||
115 | 400 | 0,2 | 0,4 | - | - | 0,091 | 0,101 | 0,113 | |
116 | 1,0 | 2,5 | - | - | 0,082 | 0,091 | 0,102 | ||
117 | 2,0 | 5,0 | - | - | 0,079 | 0,088 | 0,097 | ||
118 | 4,0 | 7,0 | - | - | 0,087 | 0,096 | 0,109 | ||
119 | 6,0 | 9,0 | - | - | 0,094 | 0,107 | 0,119 | ||
120 | 10,0 | 13,0 | - | - | 0,106 | 0,119 | - | ||
Индекс | а | б | в | г | д | ||||
Примечания. 1. Норма штучного времени дана с учетом перекрытия основным временем приема "продвинуть полосу на шаг". 2. При отклонении длины полосы от расчетной применяют поправочные коэффициенты:
Длина полосы, мм, до | 700 | 1000 | 1500 | 2300 | 3400 | 5100 |
Коэффициент | 1,02 | 1,0 | 0,97 | 0,96 | 0,95 | 0,94 |
3. При отклонении от приведенного в карте способа включения пресса к времени по карте добавляют время:
Способ включения | ||||||
Педалью ножной | Кнопкой, рукояткой, или кнопкой на выносной колонке | Педалью ножной и кнопкой или двумя рукоятками | Рычагом | Рычагом и кнопкой | Двумя кнопками | Четырьмя кнопками |
Время, мин. | ||||||
0 | + 0,003 | + 0,007 | + 0,009 | + 0,011 | + 0,009 | +0,013 |
4. При отклонении от приведенного в карте механизма включения пресса время по карте корректировать согласно карте 56.
Штамповка деталей из полосы в вырубных штампах при работе пресса на одиночном ударе | Карта 52, лист 1 | ||||||||
Содержание работы Взять полосу, поднести и установить в штамп по упору. Включить ход пресса (двумя кнопками, муфта трехкулачковая). Штамповать. Снять деталь со штампа, отбросить в сторону. Продвинуть полосу на шаг. Снять отход полосы (решетку) | |||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Ширина полосы, мм, до | |||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
1 | 32 | 50 | 0,2 | 0,4 | 0,125 | 0,129 | 0,134 | 0,141 | 0,144 |
2 | 1,0 | 2,5 | 0,120 | 0,124 | 0,128 | 0,134 | 0,139 | ||
3 | 2,0 | 5,0 | 0,118 | 0,122 | 0,125 | 0,133 | 0,136 | ||
4 | 4,0 | 7,0 | 0,121 | 0,128 | 0,132 | 0,139 | 0,145 | ||
5 | 6,0 | 9,0 | 0,124 | 0,131 | 0,136 | 0,144 | 0,150 | ||
6 | 10,0 | 13,0 | 0,131 | 0,136 | 0,144 | 0,154 | - | ||
7 | 100 | 0,2 | 0,4 | 0,133 | 0,140 | 0,147 | 0,157 | 0,162 | |
8 | 1,0 | 2,5 | 0,127 | 0,133 | 0,139 | 0,147 | 0,154 | ||
9 | 2,0 | 5,0 | 0,125 | 0,130 | 0,136 | 0,145 | 0,150 | ||
10 | 4,0 | 7,0 | 0,130 | 0,138 | 0,144 | 0,153 | 0,162 | ||
11 | 6,0 | 9,0 | 0,134 | 0,142 | 0,150 | 0,163 | 0,169 | ||
12 | 10,0 | 13,0 | 0,141 | 0,149 | 0,161 | 0,172 | - | ||
13 | 200 | 0,2 | 0,4 | - | 0,158 | 0,168 | 0,181 | 0,190 | |
14 | 1,0 | 2,5 | - | 0,148 | 0,156 | 0,167 | 0,177 | ||
15 | 2,0 | 5,0 | - | 0,144 | 0,152 | 0,164 | 0,171 | ||
16 | 4,0 | 7,0 | - | 0,154 | 0,164 | 0,175 | 0,187 | ||
17 | 6,0 | 9,0 | - | 0,161 | 0,171 | 0,188 | 0,198 | ||
18 | 10,0 | 13,0 | - | 0,171 | 0,187 | 0,202 | - | ||
19 | 400 | 0,2 | 0,4 | - | - | 0,206 | 0,224 | 0,240 | |
20 | 1,0 | 2,5 | - | - | 0,189 | 0,205 | 0,220 | ||
21 | 2,0 | 5,0 | - | - | 0,182 | 0,199 | 0,211 | ||
22 | 4,0 | 7,0 | - | - | 0,198 | 0,215 | 0,234 | ||
23 | 6,0 | 9,0 | - | - | 0,211 | 0,234 | 0,251 | ||
24 | 10,0 | 13,0 | - | - | 0,234 | 0,256 | - | ||
25 | 40 | 50 | 0,2 | 0,4 | 0,100 | 0,105 | 0,109 | 0,117 | 0,120 |
26 | 1,0 | 2,5 | 0,096 | 0,100 | 0,103 | 0,109 | 0,114 | ||
27 | 2,0 | 5,0 | 0,094 | 0,098 | 0,101 | 0,108 | 0,111 | ||
28 | 4,0 | 7,0 | 0,098 | 0,103 | 0,107 | 0,114 | 0,120 | ||
29 | 6,0 | 9,0 | 0,101 | 0,107 | 0,111 | 0,118 | 0,125 | ||
30 | 10,0 | 13,0 | 0,106 | 0,112 | 0,120 | 0,128 | - | ||
31 | 100 | 0,2 | 0,4 | 0,109 | 0,115 | 0,123 | 0,134 | 0,138 | |
32 | 1,0 | 2,5 | 0,103 | 0,108 | 0,114 | 0,122 | 0,129 | ||
Индекс | а | б | в | г | д | ||||
Штучное время Штамповка деталей из полосы в вырубных штампах при работе пресса на одиночном ударе | Карта 52, лист 2 | ||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Ширина полосы, мм, до | |||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
33 | 40 | 100 | 2,0 | 5,0 | 0,101 | 0,106 | 0,111 | 0,120 | 0,125 |
34 | 4,0 | 7,0 | 0,105 | 0,113 | 0,120 | 0,128 | 0,136 | ||
35 | 6,0 | 9,0 | 0,109 | 0,118 | 0,125 | 0,137 | 0,144 | ||
36 | 10,0 | 13,0 | 0,116 | 0,124 | 0,135 | 0,147 | - | ||
37 | 200 | 0,2 | 0,4 | - | 0,134 | 0,143 | 0,156 | 0,165 | |
38 | 1,0 | 2,5 | - | 0,124 | 0,132 | 0,142 | 0,152 | ||
39 | 2,0 | 5,0 | - | 0,120 | 0,127 | 0,139 | 0,146 | ||
40 | 4,0 | 7,0 | - | 0,130 | 0,139 | 0,150 | 0,161 | ||
41 | 6,0 | 9,0 | - | 0,136 | 0,146 | 0,163 | 0,172 | ||
42 | 10,0 | 13,0 | - | 0,146 | 0,161 | 0,176 | - | ||
43 | 400 | 0,2 | 0,4 | - | - | 0,181 | 0,199 | 0,215 | |
44 | 1,0 | 2,5 | - | - | 0,164 | 0,178 | 0,195 | ||
45 | 2,0 | 5,0 | - | - | 0,157 | 0,174 | 0,186 | ||
46 | 4,0 | 7,0 | - | - | 0,173 | 0,189 | 0,208 | ||
47 | 6,0 | 9,0 | - | - | 0,185 | 0,208 | 0,225 | ||
48 | 10,0 | 13,0 | - | - | 0,208 | 0,230 | - | ||
49 | 50 | 50 | 0,2 | 0,4 | 0,092 | 0,096 | 0,101 | 0,108 | 0,112 |
50 | 1,0 | 2,5 | 0,088 | 0,091 | 0,095 | 0,101 | 0,105 | ||
51 | 2,0 | 5,0 | 0,086 | 0,089 | 0,093 | 0,100 | 0,102 | ||
52 | 4,0 | 7,0 | 0,090 | 0,095 | 0,099 | 0,106 | 0,111 | ||
53 | 6,0 | 9,0 | 0,092 | 0,098 | 0,103 | 0,113 | 0,116 | ||
54 | 10,0 | 13,0 | 0,098 | 0,103 | 0,111 | 0,120 | - | ||
55 | 100 | 0,2 | 0,4 | 0,100 | 0,107 | 0,114 | 0,124 | 0,129 | |
56 | 1,0 | 2,5 | 0,095 | 0,101 | 0,106 | 0,114 | 0,120 | ||
57 | 2,0 | 5,0 | 0,092 | 0,098 | 0,103 | 0,112 | 0,116 | ||
58 | 4,0 | 7,0 | 0,097 | 0,105 | 0,111 | 0,120 | 0,128 | ||
59 | 6,0 | 9,0 | 0,101 | 0,109 | 0,116 | 0,129 | 0,135 | ||
60 | 10,0 | 13,0 | 0,108 | 0,116 | 0,127 | 0,138 | - | ||
61 | 200 | 0,2 | 0,4 | - | 0,125 | 0,135 | 0,148 | 0,156 | |
62 | 1,0 | 2,5 | - | 0,115 | 0,124 | 0,134 | 0,143 | ||
63 | 2,0 | 5,0 | - | 0,112 | 0,119 | 0,131 | 0,138 | ||
64 | 4,0 | 7,0 | - | 0,121 | 0,130 | 0,142 | 0,153 | ||
65 | 6,0 | 9,0 | - | 0,128 | 0,138 | 0,154 | 0,163 | ||
66 | 10,0 | 13,0 | - | 0,138 | 0,152 | 0,168 | - | ||
67 | 400 | 0,2 | 0,4 | - | - | 0,173 | 0,191 | 0,207 | |
68 | 1,0 | 2,5 | - | - | 0,155 | 0,171 | 0,186 | ||
69 | 2,0 | 5,0 | - | - | 0,149 | 0,165 | 0,178 | ||
70 | 4,0 | 7,0 | - | - | 0,165 | 0,184 | 0,200 | ||
71 | 6,0 | 9,0 | - | - | 0,177 | 0,200 | 0,216 | ||
72 | 10,0 | 13,0 | - | - | 0,199 | 0,221 | - | ||
Индекс | а | б | в | г | д | ||||
Штучное время Штамповка деталей из полосы в вырубных штампах при работе пресса на одиночном ударе | Карта 52, лист 3 | ||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Ширина полосы, мм, до | |||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
73 | 63 | 50 | 0,2 | 0,4 | 0,085 | 0,090 | 0,94 | 0,101 | 0,105 |
74 | 1,0 | 2,5 | 0,081 | 0,084 | 0,088 | 0,094 | 0,098 | ||
75 | 2,0 | 5,0 | 0,079 | 0,082 | 0,086 | 0,093 | 0,095 | ||
76 | 4,0 | 7,0 | 0,083 | 0,088 | 0,092 | 0,098 | 0,104 | ||
77 | 6,0 | 9,0 | 0,085 | 0,091 | 0,96 | 0,106 | 0,109 | ||
78 | 10,0 | 13,0 | 0,091 | 0,096 | 0,104 | 0,112 | - | ||
79 | 100 | 0,2 | 0,4 | 0,093 | 0,100 | 0,107 | 0,117 | 0,123 | |
80 | 1,0 | 2,5 | 0,088 | 0,093 | 0,099 | 0,107 | 0,113 | ||
81 | 2,0 | 5,0 | 0,085 | 0,091 | 0,096 | 0,105 | 0,109 | ||
82 | 4,0 | 7,0 | 0,090 | 0,098 | 0,104 | 0,113 | 0,121 | ||
83 | 6,0 | 9,0 | 0,094 | 0,102 | 0,109 | 0,122 | 0,128 | ||
84 | 10,0 | 13,0 | 0,101 | 0,109 | 0,120 | 0,131 | - | ||
85 | 200 | 0,2 | 0,4 | - | 0,118 | 0,128 | 0,141 | 0,150 | |
86 | 1,0 | 2,5 | - | 0,109 | 0,117 | 0,127 | 0,136 | ||
87 | 2,0 | 5,0 | - | 0,105 | 0,112 | 0,124 | 0,131 | ||
88 | 4,0 | 7,0 | - | 0,114 | 0,123 | 0,135 | 0,146 | ||
89 | 6,0 | 9,0 | - | 0,121 | 0,131 | 0,147 | 0,156 | ||
90 | 10,0 | 13,0 | - | 0,131 | 0,145 | 0,160 | - | ||
91 | 400 | 0,2 | 0,4 | - | - | 0,166 | 0,184 | 0,199 | |
92 | 1,0 | 2,5 | - | - | 0,149 | 0,164 | 0,179 | ||
93 | 2,0 | 5,0 | - | - | 0,142 | 0,158 | 0,171 | ||
94 | 4,0 | 7,0 | - | - | 0,158 | 0,173 | 0,192 | ||
95 | 6,0 | 9,0 | - | - | 0,170 | 0,193 | 0,209 | ||
96 | 10,0 | 13,0 | - | - | 0,192 | 0,214 | - | ||
97 | 80 | 50 | 0,2 | 0,4 | 0,078 | 0,083 | 0,087 | 0,094 | 0,098 |
98 | 1,0 | 2,5 | 0,074 | 0,077 | 0,081 | 0,087 | 0,091 | ||
99 | 2,0 | 5,0 | 0,072 | 0,076 | 0,079 | 0,086 | 0,088 | ||
100 | 4,0 | 7,0 | 0,076 | 0,081 | 0,085 | 0,092 | 0,096 | ||
101 | 6,0 | 9,0 | 0,079 | 0,084 | 0,089 | 0,098 | 0,102 | ||
102 | 10,0 | 13,0 | 0,084 | 0,089 | 0,097 | 0,105 | - | ||
103 | 100 | 0,2 | 0,4 | 0,087 | 0,093 | 0,104 | 0,110 | 0,116 | |
104 | 1,0 | 2,5 | 0,081 | 0,086 | 0,092 | 0,100 | 0,106 | ||
105 | 2,0 | 5,0 | 0,079 | 0,084 | 0,089 | 0,098 | 0,102 | ||
106 | 4,0 | 7,0 | 0,083 | 0,091 | 0,097 | 0,106 | 0,110 | ||
107 | 6,0 | 9,0 | 0,087 | 0,095 | 0,102 | 0,114 | 0,121 | ||
108 | 10,0 | 13,0 | 0,094 | 0,102 | 0,113 | 0,124 | - | ||
Индекс | а | б | в | г | д | ||||
Штучное время Штамповка деталей из полосы в вырубных штампах при работе пресса на одиночном ударе | Карта 52, лист 4 | ||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Ширина полосы, мм, до | |||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
109 | 80 | 200 | 0,2 | 0,4 | - | 0,111 | 0,121 | 0,134 | 0,143 |
110 | 1,0 | 2,5 | - | 0,102 | 0,110 | 0,120 | 0,129 | ||
111 | 2,0 | 5,0 | - | 0,098 | 0,105 | 0,117 | 0,124 | ||
112 | 4,0 | 7,0 | - | 0,107 | 0,116 | 0,128 | 0,139 | ||
113 | 6,0 | 9,0 | - | 0,114 | 0,124 | 0,140 | 0,149 | ||
114 | 10,0 | 13,0 | - | 0,022 | 0,138 | 0,153 | - | ||
115 | 400 | 0,2 | 0,4 | - | - | 0,159 | 0,177 | 0,193 | |
116 | 1,0 | 2,5 | - | - | 0,142 | 0,157 | 0,172 | ||
117 | 2,0 | 5,0 | - | - | 0,135 | 0,151 | 0,164 | ||
118 | 4,0 | 7,0 | - | - | 0,151 | 0,166 | 0,185 | ||
119 | 6,0 | 9,0 | - | - | 0,163 | 0,186 | 0,202 | ||
120 | 10,0 | 13,0 | - | - | 0,185 | 0,207 | - | ||
121 | 125 | 50 | 0,2 | 0,4 | 0,071 | 0,075 | 0,080 | 0,087 | 0,090 |
122 | 1,0 | 2,5 | 0,066 | 0,070 | 0,074 | 0,080 | 0,084 | ||
123 | 2,0 | 5,0 | 0,065 | 0,068 | 0,072 | 0,078 | 0,081 | ||
124 | 4,0 | 7,0 | 0,068 | 0,073 | 0,078 | 0,084 | 0,089 | ||
125 | 6,0 | 9,0 | 0,071 | 0,077 | 0,081 | 0,091 | 0,094 | ||
126 | 10,0 | 13,0 | 0,076 | 0,080 | 0,089 | 0,097 | - | ||
127 | 100 | 0,2 | 0,4 | 0,079 | 0,086 | 0,093 | 0,102 | 0,108 | |
128 | 1,0 | 2,5 | 0,073 | 0,079 | 0,085 | 0,092 | 0,099 | ||
129 | 2,0 | 5,0 | 0,071 | 0,076 | 0,082 | 0,090 | 0,095 | ||
130 | 4,0 | 7,0 | 0,076 | 0,083 | 0,089 | 0,098 | 0,106 | ||
131 | 6,0 | 9,0 | 0,080 | 0,088 | 0,095 | 0,107 | 0,113 | ||
132 | 10,0 | 13,0 | 0,086 | 0,094 | 0,105 | 0,116 | - | ||
133 | 200 | 0,2 | 0,4 | - | 0,104 | 0,114 | 0,126 | 0,135 | |
134 | 1,0 | 2,5 | - | 0,094 | 0,102 | 0,113 | 0,122 | ||
135 | 2,0 | 5,0 | - | 0,090 | 0,098 | 0,109 | 0,116 | ||
136 | 4,0 | 7,0 | - | 0,100 | 0,108 | 0,120 | 0,131 | ||
137 | 6,0 | 9,0 | - | 0,106 | 0,116 | 0,132 | 0,141 | ||
138 | 10,0 | 13,0 | - | 0,116 | 0,130 | 0,145 | - | ||
139 | 400 | 0,2 | 0,4 | - | - | 0,151 | 0,169 | 0,184 | |
140 | 1,0 | 2,5 | - | - | 0,134 | 0,149 | 0,164 | ||
141 | 2,0 | 5,0 | - | - | 0,127 | 0,143 | 0,155 | ||
142 | 4,0 | 7,0 | - | - | 0,143 | 0,159 | 0,177 | ||
143 | 6,0 | 9,0 | - | - | 0,155 | 0,177 | 0,193 | ||
144 | 10,0 | 3,0 | - | - | 0,176 | 0,198 | - | ||
Индекс | а | б | в | г | д | ||||
Штучное время Штамповка деталей из полосы в вырубных штампах при работе пресса на одиночном ударе | Карта 52, лист 5 | ||||||||
Номер позиции | Число двойных ходов ползуна в минуту, до | Шаг продвижения, мм, до | Толщина металла, мм, до | Длина полосы 1,0 м | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Ширина полосы, мм, до | |||||||
50 | 100 | 150 | 250 | 400 | |||||
Время на одну деталь, мин. | |||||||||
145 | 200 | 50 | 0,2 | 0,4 | 0,065 | 0,070 | 0,074 | 0,081 | 0,085 |
146 | 1,0 | 2,5 | 0,061 | 0,065 | 0,068 | 0,074 | 0,078 | ||
147 | 2,0 | 5,0 | 0,059 | 0,063 | 0,066 | 0,073 | 0,076 | ||
148 | 4,0 | 7,0 | 0,063 | 0,068 | 0,072 | 0,078 | 0,083 | ||
149 | 6,0 | 9,0 | 0,066 | 0,071 | 0,076 | 0,085 | 0,088 | ||
150 | 10,0 | 13,0 | 0,071 | 0,076 | 0,083 | 0,092 | - | ||
151 | 100 | 0,2 | 0,4 | 0,074 | 0,080 | 0,087 | 0,097 | 0,103 | |
152 | 1,0 | 2,5 | 0,068 | 0,073 | 0,079 | 0,087 | 0,093 | ||
153 | 2,0 | 5,0 | 0,066 | 0,071 | 0,076 | 0,085 | 0,089 | ||
154 | 4,0 | 7,0 | 0,070 | 0,077 | 0,084 | 0,092 | 0,100 | ||
155 | 6,0 | 9,0 | 0,074 | 0,082 | 0,089 | 0,101 | 0,107 | ||
156 | 10,0 | 13,0 | 0,081 | 0,089 | 0,099 | 0,110 | - | ||
157 | 200 | 0,2 | 0,4 | - | 0,098 | 0,108 | 0,121 | 0,129 | |
158 | 1,0 | 2,5 | - | 0,088 | 0,097 | 0,107 | 0,116 | ||
159 | 2,0 | 5,0 | - | 0,082 | 0,092 | 0,103 | 0,110 | ||
160 | 4,0 | 7,0 | - | 0,093 | 0,103 | 0,114 | 0,124 | ||
161 | 6,0 | 9,0 | - | 0,101 | 0,111 | 0,126 | 0,135 | ||
162 | 10,0 | 13,0 | - | 0,114 | 0,124 | 0,139 | - | ||
163 | 400 | 0,2 | 0,4 | - | - | 0,146 | 0,164 | 0,179 | |
164 | 1,0 | 2,5 | - | - | 0,128 | 0,143 | 0,159 | ||
165 | 2,0 | 5,0 | - | - | 0,122 | 0,138 | 0,150 | ||
166 | 4,0 | 7,0 | - | - | 0,137 | 0,153 | 0,171 | ||
167 | 6,0 | 9,0 | - | - | 0,149 | 0,171 | 0,188 | ||
168 | 10,0 | 13,0 | - | - | 0,171 | 0,192 | - | ||
Индекс | а | б | в | г | д | ||||
Примечания.
1. При отклонении длины заготовки от расчетной следует применять поправочные коэффициенты:
Длина полосы, мм, до | 700 | 1000 | 1500 | 2300 | 3400 | 5100 |
Коэффициент | 1,02 | 1,0 | 0,97 | 0,96 | 0,95 | 0,94 |
2. При отклонении от приведенных в карте способа и механизма включения пресса время по карте корректировать согласно карте 56.
Вырубка деталей из индивидуальной заготовки | Карта 53, лист 1 | |||||||||
Содержание работы Взять заготовку, поднести и установить в штамп. Включить ход пресса (двумя кнопками, муфта трехкулачковая). Штамповать. Снять деталь со штампа и отбросить в сторону. Отбросить отход со стола пресса в тару | ||||||||||
Номер позиции | Площадь заготовки, м2, до | Способ установки заготовки в штамп | Толщина металла, мм, до | Число двойных ходов ползуна в минуту, до | ||||||
32 | 40 | 50 | 63 | 80 | 160 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время, мин. | ||||||||
1 | 0,01 | По упору | 0,2 | 0,4 | 0,180 | 0,156 | 0,148 | 0,141 | 0,134 | 0,124 |
2 | 1,0 | 2,5 | 0,166 | 0,143 | 0,134 | 0,195 | 0,121 | 0,111 | ||
3 | 2,0 | 5,0 | 0,161 | 0,138 | 0,129 | 0,122 | 0,115 | 0,106 | ||
4 | 4,0 | 7,0 | 0,174 | 0,151 | 0,142 | 0,135 | 0,128 | 0,119 | ||
5 | 6,0 | 9,0 | 0,184 | 0,160 | 0,152 | 0,145 | 0,138 | 0,128 | ||
6 | 10,0 | 13,0 | 0,197 | 0,174 | 0,165 | 0,158 | 0,151 | 0,142 | ||
7 | По шпилькам | 0,2 | 0,4 | 0,189 | 0,166 | 0,157 | 0,150 | 0,143 | 0,134 | |
8 | 1,0 | 2,5 | 0,174 | 0,150 | 0,142 | 0,135 | 0,128 | 0,118 | ||
9 | 2,0 | 5,0 | 0,168 | 0,145 | 0,136 | 0,129 | 0,122 | 0,112 | ||
10 | 4,0 | 7,0 | 0,181 | 0,158 | 0,150 | 0,143 | 0,136 | 0,126 | ||
11 | 6,0 | 9,0 | 0,192 | 0,168 | 0,159 | 0,153 | 0,146 | 0,136 | ||
12 | 10,0 | 13,0 | 0,207 | 0,183 | 0,175 | 0,168 | 0,161 | 0,151 | ||
13 | Без фиксации | 0,2 | 0,4 | 0,180 | 0,156 | 0,148 | 0,141 | 0,134 | 0,124 | |
14 | 1,0 | 2,5 | 0,165 | 0,141 | 0,133 | 0,126 | 0,119 | 0,109 | ||
15 | 2,0 | 5,0 | 0,159 | 0,136 | 0,127 | 0,120 | 0,114 | 0,104 | ||
16 | 4,0 | 7,0 | 0,173 | 0,149 | 0,141 | 0,134 | 0,127 | 0,117 | ||
17 | 6,0 | 9,0 | 0,182 | 0,159 | 0,150 | 0,143 | 0,136 | 0,126 | ||
18 | 10,0 | 13,0 | 0,196 | 0,172 | 0,164 | 0,157 | 0,150 | 0,140 | ||
19 | 0,1 | По упору | 0,2 | 0,4 | 0,216 | 0,192 | 0,184 | 0,177 | 0,170 | 0,160 |
20 | 1,0 | 2,5 | 0,197 | 0,173 | 0,165 | 0,158 | 0,150 | 0,141 | ||
21 | 2,0 | 5,0 | 0,189 | 0,166 | 0,157 | 0,150 | 0,143 | 0,134 | ||
22 | 4,0 | 7,0 | 0,208 | 0,184 | 0,176 | 0,169 | 0,162 | 0,152 | ||
23 | 6,0 | 9,0 | 0,222 | 0,198 | 0,190 | 0,183 | 0,176 | 0,166 | ||
24 | 10,0 | 13,0 | 0,245 | 0,221 | 0,212 | 0,205 | 0,198 | 0,188 | ||
25 | По шпилькам | 0,2 | 0,4 | 0,230 | 0,206 | 0,198 | 0,191 | 0,184 | 0,174 | |
26 | 1,0 | 2,5 | 0,208 | 0,184 | 0,176 | 0,169 | 0,162 | 0,152 | ||
27 | 2,0 | 5,0 | 0,199 | 0,176 | 0,167 | 0,160 | 0,153 | 0,144 | ||
28 | 4,0 | 7,0 | 0,219 | 0,195 | 0,187 | 0,180 | 0,173 | 0,163 | ||
29 | 6,0 | 9,0 | 0,237 | 0,213 | 0,204 | 0,198 | 0,190 | 0,181 | ||
30 | 10,0 | 13,0 | 0,259 | 0,234 | 0,226 | 0,219 | 0,212 | 0,202 | ||
31 | Без фиксации | 0,2 | 0,4 | 0,215 | 0,192 | 0,183 | 0,177 | 0,169 | 0,160 | |
32 | 1,0 | 2,5 | 0,194 | 0,170 | 0,162 | 0,155 | 0,148 | 0,138 | ||
33 | 2,0 | 5,0 | 0,186 | 0,162 | 0,154 | 0,147 | 0,140 | 0,130 | ||
34 | 4,0 | 7,0 | 0,206 | 0,182 | 0,174 | 0,167 | 0,160 | 0,150 | ||
35 | 6,0 | 9,0 | 0,222 | 0,198 | 0,189 | 0,183 | 0,175 | 0,166 | ||
36 | 10,0 | 13,0 | 0,241 | 0,217 | 0,209 | 0,202 | 0,195 | 0,185 | ||
Индекс | а | б | в | г | д | е | ||||
Штучное время Вырубка деталей из индивидуальной заготовки | Карта 53, лист 2 | |||||||||
Номер позиции | Площадь заготовки, м2, до | Способ установки заготовки в штамп | Толщина металла, мм, до | Число двойных ходов ползуна в минуту, до | ||||||
32 | 40 | 50 | 63 | 80 | 160 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время, мин. | ||||||||
37 | 0,18 | По упору | 0,2 | 0,4 | 0,230 | 0,206 | 0,198 | 0,191 | 0,184 | 0,174 |
38 | 1,0 | 2,5 | 0,208 | 0,184 | 0,176 | 0,169 | 0,162 | 0,153 | ||
39 | 2,0 | 5,0 | 0,200 | 0,176 | 0,168 | 0,161 | 0,154 | 0,144 | ||
40 | 4,0 | 7,0 | 0,221 | 0,197 | 0,189 | 0,182 | 0,175 | 0,165 | ||
41 | 6,0 | 9,0 | 0,240 | 0,216 | 0,207 | 0,200 | 0,193 | 0,183 | ||
42 | 10,0 | 13,0 | 0,262 | 0,237 | 0,229 | 0,222 | 0,215 | 0,205 | ||
43 | По шпилькам | 0,2 | 0,4 | 0,245 | 0,225 | 0,213 | 0,206 | 0,199 | 0,189 | |
44 | 1,0 | 2,5 | 0,220 | 0,197 | 0,188 | 0,181 | 0,174 | 0,164 | ||
45 | 2,0 | 5,0 | 0,211 | 0,187 | 0,179 | 0,172 | 0,165 | 0,155 | ||
46 | 4,0 | 7,0 | 0,233 | 0,209 | 0,201 | 0,194 | 0,187 | 0,177 | ||
47 | 6,0 | 9,0 | 0,253 | 0,229 | 0,221 | 0,214 | 0,206 | 0,197 | ||
48 | 10,0 | 13,0 | 0,277 | 0,253 | 0,245 | 0,238 | 0,231 | 0,221 | ||
49 | Без фиксации | 0,2 | 0,4 | 0,229 | 0,206 | 0,197 | 0,190 | 0,183 | 0,174 | |
50 | 1,0 | 2,5 | 0,205 | 0,181 | 0,173 | 0,166 | 0,159 | 0,150 | ||
51 | 2,0 | 5,0 | 0,196 | 0,173 | 0,164 | 0,157 | 0,152 | 0,141 | ||
52 | 4,0 | 7,0 | 0,218 | 0,194 | 0,186 | 0,179 | 0,172 | 0,162 | ||
53 | 6,0 | 9,0 | 0,236 | 0,212 | 0,204 | 0,197 | 0,190 | 0,180 | ||
54 | 10,0 | 13,0 | 0,258 | 0,234 | 0,226 | 0,219 | 0,212 | 0,202 | ||
55 | 0,25 | По упору | 0,2 | 0,4 | 0,238 | 0,214 | 0,206 | 0,199 | 0,192 | 0,182 |
56 | 1,0 | 2,5 | 0,214 | 0,191 | 0,182 | 0,176 | 0,169 | 0,159 | ||
57 | 2,0 | 5,0 | 0,209 | 0,185 | 0,176 | 0,169 | 0,162 | 0,152 | ||
58 | 4,0 | 7,0 | 0,227 | 0,203 | 0,195 | 0,188 | 0,181 | 0,171 | ||
59 | 6,0 | 9,0 | 0,253 | 0,228 | 0,220 | 0,213 | 0,205 | 0,195 | ||
60 | 10,0 | 13,0 | 0,277 | 0,253 | 0,244 | 0,237 | 0,229 | 0,219 | ||
61 | По шпилькам | 0,2 | 0,4 | 0,254 | 0,230 | 0,222 | 0,215 | 0,208 | 0,198 | |
62 | 1,0 | 2,5 | 0,227 | 0,204 | 0,195 | 0,188 | 0,182 | 0,172 | ||
63 | 2,0 | 5,0 | 0,221 | 0,197 | 0,188 | 0,181 | 0,174 | 0,164 | ||
64 | 4,0 | 7,0 | 0,244 | 0,220 | 0,212 | 0,204 | 0,197 | 0,188 | ||
65 | 6,0 | 9,0 | 0,267 | 0,243 | 0,234 | 0,227 | 0,220 | 0,210 | ||
66 | 10,0 | 13,0 | 0,294 | 0,269 | 0,261 | 0,254 | 0,246 | 0,236 | ||
67 | Без фиксации | 0,2 | 0,4 | 0,237 | 0,213 | 0,205 | 0,198 | 0,191 | 0,181 | |
68 | 1,0 | 2,5 | 0,211 | 0,188 | 0,179 | 0,172 | 0,165 | 0,156 | ||
69 | 2,0 | 5,0 | 0,205 | 0,181 | 0,172 | 0,165 | 0,158 | 0,148 | ||
70 | 4,0 | 7,0 | 0,228 | 0,204 | 0,196 | 0,187 | 0,182 | 0,172 | ||
71 | 6,0 | 9,0 | 0,249 | 0,225 | 0,216 | 0,209 | 0,202 | 0,192 | ||
Индекс | а | б | в | г | д | е | ||||
Штучное время Вырубка деталей из индивидуальной заготовки | Карта 53, лист 3 | |||||||||
Номер позиции | Площадь заготовки, м2, до | Способ установки заготовки в штамп | Толщина металла, мм, до | Число двойных ходов ползуна в минуту, до | ||||||
32 | 40 | 50 | 63 | 80 | 160 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время, мин. | ||||||||
72 | 0,25 | Без фиксации | 10,0 | 13,0 | 0,273 | 0,248 | 0,240 | 0,232 | 0,225 | 0,215 |
73 | 0,35 | По упору | 0,2 | 0,4 | 0,246 | 0,223 | 0,214 | 0,208 | 0,201 | 0,191 |
74 | 1,0 | 2,5 | 0,222 | 0,198 | 0,190 | 0,183 | 0,176 | 0,166 | ||
75 | 2,0 | 5,0 | 0,216 | 0,192 | 0,183 | 0,176 | 0,169 | 0,159 | ||
76 | 4,0 | 7,0 | 0,246 | 0,221 | 0,212 | 0,205 | 0,198 | 0,188 | ||
77 | 6,0 | 9,0 | 0,263 | 0,238 | 0,229 | 0,222 | 0,215 | 0,205 | ||
78 | 10,0 | 13,0 | - | - | - | - | - | - | ||
79 | По шпилькам | 0,2 | 0,4 | 0,264 | 0,240 | 0,232 | 0,225 | 0,218 | 0,208 | |
80 | 1,0 | 2,5 | 0,236 | 0,212 | 0,204 | 0,197 | 0,190 | 0,180 | ||
81 | 2,0 | 5,0 | 0,228 | 0,204 | 0,196 | 0,189 | 0,182 | 0,172 | ||
82 | 4,0 | 7,0 | 0,259 | 0,235 | 0,226 | 0,219 | 0,212 | 0,202 | ||
83 | 6,0 | 9,0 | 0,278 | 0,253 | 0,245 | 0,238 | 0,230 | 0,220 | ||
84 | 10,0 | 13,0 | - | - | - | - | - | - | ||
85 | Без фиксации | 0,2 | 0,4 | 0,245 | 0,222 | 0,213 | 0,206 | 0,200 | 0,190 | |
86 | 1,0 | 2,5 | 0,218 | 0,195 | 0,186 | 0,179 | 0,173 | 0,163 | ||
87 | 2,0 | 5,0 | 0,211 | 0,187 | 0,179 | 0,172 | 0,165 | 0,155 | ||
88 | 4,0 | 7,0 | 0,237 | 0,217 | 0,209 | 0,202 | 0,194 | 0,184 | ||
89 | 6,0 | 9,0 | 0,259 | 0,234 | 0,225 | 0,218 | 0,211 | 0,201 | ||
90 | 10,0 | 13,0 | - | - | - | - | - | - | ||
91 | 0,45 | По упору | 0,2 | 0,4 | 0,253 | 0,229 | 0,221 | 0,214 | 0,207 | 0,197 |
92 | 1,0 | 2,5 | 0,230 | 0,206 | 0,198 | 0,191 | 0,184 | 0,174 | ||
93 | 2,0 | 5,0 | 0,220 | 0,196 | 0,188 | 0,181 | 0,174 | 0,164 | ||
94 | 4,0 | 7,0 | 0,251 | 0,226 | 0,218 | 0,210 | 0,203 | 0,193 | ||
95 | 6,0 | 9,0 | - | - | - | - | - | - | ||
96 | 10,0 | 13,0 | - | - | - | - | - | - | ||
97 | По шпилькам | 0,2 | 0,4 | 0,271 | 0,247 | 0,239 | 0,232 | 0,225 | 0,215 | |
98 | 1,0 | 2,5 | 0,245 | 0,221 | 0,213 | 0,206 | 0,199 | 0,188 | ||
99 | 2,0 | 5,0 | 0,234 | 0,210 | 0,201 | 0,194 | 0,187 | 0,177 | ||
100 | 4,0 | 7,0 | 0,265 | 0,241 | 0,232 | 0,225 | 0,218 | 0,208 | ||
101 | 6,0 | 9,0 | - | - | - | - | - | - | ||
102 | 10,0 | 13,0 | - | - | - | - | - | - | ||
103 | Без фиксации | 0,2 | 0,4 | 0,251 | 0,228 | 0,219 | 0,212 | 0,205 | 0,196 | |
104 | 1,0 | 2,5 | 0,226 | 0,202 | 0,194 | 0,187 | 0,180 | 0,170 | ||
105 | 2,0 | 5,0 | 0,216 | 0,192 | 0,183 | 0,176 | 0,169 | 0,159 | ||
106 | 4,0 | 7,0 | 0,247 | 0,222 | 0,214 | 0,207 | 0,199 | 0,189 | ||
107 | 6,0 | 9,0 | - | - | - | - | - | - | ||
108 | 10,0 | 3,0 | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ||||
Штучное время Вырубка деталей из индивидуальной заготовки | Карта 53, лист 4 | |||||||||
Номер позиции | Площадь заготовки, м2, до | Способ установки заготовки в штамп | Толщина металла, мм, до | Число двойных ходов ползуна в минуту, до | ||||||
32 | 40 | 50 | 63 | 80 | 160 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время, мин. | ||||||||
109 | 0,75 | По упору | 0,2 | 0,4 | 0,264 | 0,240 | 0,232 | 0,225 | 0,218 | 0,208 |
110 | 1,0 | 2,5 | 0,240 | 0,216 | 0,208 | 0,201 | 0,193 | 0,183 | ||
111 | 2,0 | 5,0 | 0,234 | 0,210 | 0,201 | 0,194 | 0,187 | 0,177 | ||
112 | 4,0 | 7,0 | - | - | - | - | - | - | ||
113 | 6,0 | 9,0 | - | - | - | - | - | - | ||
114 | 10,0 | 13,0 | - | - | - | - | - | - | ||
115 | По шпилькам | 0,2 | 0,4 | 0,284 | 0,260 | 0,252 | 0,245 | 0,238 | 0,228 | |
116 | 1,0 | 2,5 | 0,260 | 0,236 | 0,227 | 0,220 | 0,213 | 0,203 | ||
117 | 2,0 | 5,0 | 0,249 | 0,225 | 0,216 | 0,209 | 0,202 | 0,1.92 | ||
118 | 4,0 | 7,0 | - | - | - | - | - | - | ||
119 | 6,0 | 9,0 | - | - | - | - | - | - | ||
120 | 10,0 | 13,0 | - | - | - | - | - | - | ||
121 | Без фиксации | 0,2 | 0,4 | 0,263 | 0,239 | 0,231 | 0,224 | 0,217 | 0,207 | |
122 | 1,0 | 2,5 | 0,236 | 0,212 | 0,203 | 0,196 | 0,189 | 0,179 | ||
123 | 2,0 | 5,0 | 0,229 | 0,205 | 0,196 | 0,189 | 0,182 | 0,172 | ||
124 | 4,0 | 7,0 | - | - | - | - | - | - | ||
125 | 6,0 | 9,0 | - | - | - | - | - | - | ||
126 | 10,0 | 13,0 | - | - | - | - | ||||
127 | 1,0 | По упору | 0,2 | 0,4 | 0,271 | 0,250 | 0,242 | 0,235 | 0,228 | 0,218 |
128 | 1,0 | 2,5 | 0,248 | 0,224 | 0,216 | 0,209 | 0,202 | 0,192 | ||
129 | 2,0 | 5,0 | 0,242 | 0,217 | 0,209 | 0,202 | 0,194 | 0,184 | ||
130 | 4,0 | 7,0 | - | - | - | - | - | - | ||
131 | 6,0 | 9,0 | - | - | - | - | - | - | ||
132 | 10,0 | 13,0 | - | - | - | - | - | - | ||
133 | По шпилькам | 0,2 | 0,4 | 0,294 | 0,271 | 0,262 | 0,255 | 0,248 | 0,238 | |
134 | 1,0 | 2,5 | 0,265 | 0,241 | 0,232 | 0,225 | 0,218 | 0,208 | ||
135 | 2,0 | 5,0 | 0,257 | 0,233 | 0,224 | 0,217 | 0,210 | 0,200 | ||
136 | 4,0 | 7,0 | - | - | - | - | - | - | ||
137 | 6,0 | 9,0 | - | - | - | - | - | - | ||
138 | 10,0 | 13,0 | - | - | - | |||||
139 | Без фиксации | 0,2 | 0,4 | 0,272 | 0,248 | 0,240 | 0,233 | 0,226 | 0,216 | |
140 | 1,0 | 2,5 | 0,244 | 0,220 | 0,211 | 0,204 | 0,197 | 0,187 | ||
141 | 2,0 | 5,0 | 0,236 | 0,212 | 0,203 | 0,196 | 0,189 | 0,179 | ||
142 | 4,0 | 7,0 | - | - | - | - | - | - | ||
143 | 6,0 | 9,0 | - | - | - | - | - | - | ||
144 | 10,0 | 13,0 | - | - | - | - | - | - | ||
145 | 1,5 | По упору | 0,2 | 0,4 | 0,287 | 0,264 | 0,255 | 0,248 | 0,241 | 0,231 |
146 | 1,0 | 2,5 | 0,265 | 0,241 | 0,232 | 0,225 | 0,218 | 0,208 | ||
147 | 2,0 | 5,0 | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ||||
Штучное время Вырубка деталей из индивидуальной заготовки | Карта 53, лист 5 | |||||||||
Номер позиции | Площадь заготовки, м2, до | Способ установки заготовки в штамп | Толщина металла, мм, до | Число двойных ходов ползуна в минуту, до | ||||||
32 | 40 | 50 | 63 | 80 | 160 | |||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время, мин. | ||||||||
148 | 1,5 | По упору | 4,0 | 7,0 | - | - | - | - | - | - |
149 | 6,0 | 9,0 | - | - | - | - | - | - | ||
150 | 10,0 | 3,0 | - | - | - | - | - | - | ||
151 | По шпилькам | 0,2 | 0,4 | 0,309 | 0,285 | 0,277 | 0,270 | 0,263 | 0,253 | |
152 | 1,0 | 2,5 | 0,283 | 0,259 | 0,250 | 0,243 | 0,236 | 0,226 | ||
153 | 2,0 | 5,0 | - | - | - | - | - | - | ||
154 | 4,0 | 7,0 | - | - | - | - | - | - | ||
155 | 6,0 | 9,0 | - | - | - | - | - | - | ||
156 | 10,0 | 13,0 | - | - | - | - | - | - | ||
157 | Без фиксации | 0,2 | 0,4 | 0,285 | 0,262 | 0,253 | 0,246 | 0,239 | 0,229 | |
158 | 1,0 | 2,5 | 0,260 | 0,236 | 0,227 | 0,220 | 0,212 | 0,202 | ||
159 | 2,0 | 5,0 | - | - | - | - | - | - | ||
160 | 4,0 | 7,0 | - | - | - | - | - | - | ||
161 | 6,0 | 9,0 | - | - | - | - | - | - | ||
162 | 10,0 | 3,0 | - | - | - | - | - | - | ||
163 | 2,0 | По упору | 0,2 | 0,4 | 0,274 | 0,250 | 0,241 | 0,234 | 0,226 | 0,216 |
164 | 1,0 | 2,5 | - | - | - | - | - | - | ||
165 | 2,0 | 5,0 | - | - | - | - | - | - | ||
166 | 4,0 | 7,0 | - | - | - | - | - | - | ||
167 | 6,0 | 9,0 | - | - | - | - | - | - | ||
168 | 10,0 | 3,0 | - | - | - | - | - | - | ||
169 | По шпилькам | 0,2 | 0,4 | 0,293 | 0,269 | 0,260 | 0,253 | 0,246 | 0,236 | |
170 | 1,0 | 2,5 | - | - | - | - | - | - | ||
171 | 2,0 | 5,0 | - | - | - | - | - | - | ||
172 | 4,0 | 7,0 | - | - | - | - | - | - | ||
173 | 6,0 | 9,0 | - | - | - | - | - | - | ||
174 | 10,0 | 13,0 | - | - | - | - | - | - | ||
175 | Без фиксации | 0,2 | 0,4 | 0,269 | 0,244 | 0,235 | 0,228 | 0,221 | 0,211 | |
176 | 1,0 | 2,5 | - | - | - | - | - | - | ||
177 | 2,0 | 5,0 | - | - | - | - | - | - | ||
178 | 4,0 | 7,0 | - | - | - | - | - | - | ||
179 | 6,0 | 9,0 | - | - | - | - | - | - | ||
180 | 10,0 | 3,0 | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ||||
Примечание. При отклонении от приведенных в карте способа и механизма включения пресса время по карте корректировать согласно карте 56.
Гибка, вытяжка, надрезка, формовка, отбортовка деталей из индивидуальной заготовки | Карта 54, лист 1 | |||||||||
Содержание работы Взять заготовку, поднести и установить в штамп. Включить ход пресса (двумя кнопками, муфта трехкулачковая). Штамповать. Снять деталь со штампа и отбросить в сторону, в тару | ||||||||||
Номер позиции | Площадь заготовки, м2, до | Толщина металла, мм | Число двойных ходов ползуна в минуту, до | |||||||
32 | 40 | 50 | 63 | 80 | 100 | 160 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на одну деталь, мин. | ||||||||
1 | 0,001 | 0,2 | 0,4 | 0,142 | 0,119 | 0,110 | 0,103 | 0,096 | 0,092 | 0,087 |
2 | 1,0 | 2,5 | 0,135 | 0,112 | 0,103 | 0,096 | 0,089 | 0,085 | 0,080 | |
3 | 2,0 | 5,0 | 0,133 | 0,109 | 0,105 | 0,094 | 0,087 | 0,083 | 0,077 | |
4 | 4,0 | 7,0 | 0,140 | 0,116 | 0,108 | 0,101 | 0,094 | 0,090 | 0,084 | |
5 | 6,0 | 9,0 | 0,145 | 0,121 | 0,113 | 0,106 | 0,099 | 0,095 | 0,089 | |
6 | 10,0 | 13,0 | 0,152 | 0,129 | 0,120 | 0,113 | 0,106 | 0,102 | 0,097 | |
7 | 0,002 | 0,2 | 0,4 | 0,148 | 0,124 | 0,116 | 0,109 | 0,102 | 0,098 | 0,092 |
8 | 1,0 | 2,5 | 0,140 | 0,116 | 0,108 | 0,101 | 0,094 | 0,090 | 0,084 | |
9 | 2,0 | 5,0 | 0,137 | 0,113 | 0,105 | 0,098 | 0,091 | 0,087 | 0,081 | |
10 | 4,0 | 7,0 | 0,145 | 0,121 | 0,113 | 0,106 | 0,099 | 0,095 | 0,089 | |
11 | 6,0 | 9,0 | 0,151 | 0,127 | 0,119 | 0,112 | 0,105 | 0,101 | 0,095 | |
12 | 10,0 | 13,0 | 0,159 | 0,136 | 0,127 | 0,120 | 0,112 | 0,109 | 0,103 | |
13 | 0,006 | 0,2 | 0,4 | 0,158 | 0,135 | 0,126 | 0,119 | 0,112 | 0,108 | 0,102 |
14 | 1,0 | 2,5 | 0,149 | 0,125 | 0,117 | 0,110 | 0,103 | 0,099 | 0,093 | |
15 | 2,0 | 5,0 | 0,145 | 0,121 | 0,113 | 0,106 | 0,099 | 0,095 | 0,089 | |
16 | 4,0 | 7,0 | 0,155 | 0,131 | 0,123 | 0,116 | 0,109 | 0,105 | 0,099 | |
17 | 6,0 | 9,0 | 0,162 | 0,138 | 0,130 | 0,123 | 0,116 | 0,112 | 0,106 | |
18 | 10,0 | 13,0 | 0,172 | 0,148 | 0,140 | 0,133 | 0,129 | 0,122 | 0,116 | |
19 | 0,015 | 0,2 | 0,4 | 0,169 | 0,145 | 0,137 | 0,130 | 0,123 | 0,119 | 0,113 |
20 | 1,0 | 2,5 | 0,157 | 0,134 | 0,125 | 0,118 | 0,111 | 0,107 | 0,102 | |
21 | 2,0 | 5,0 | 0,153 | 0,129 | 0,121 | 0,114 | 0,107 | 0,103 | 0,097 | |
22 | 4,0 | 7,0 | 0,164 | 0,141 | 0,132 | 0,125 | 0,118 | 0,114 | 0,108 | |
23 | 6,0 | 9,0 | 0,173 | 0,149 | 0,141 | 0,134 | 0,126 | 0,127 | 0,117 | |
24 | 10,0 | 13,0 | 0,184 | 0,160 | 0,152 | 0,145 | 0,138 | 0,134 | 0,128 | |
25 | 0,050 | 0,2 | 0,4 | 0,185 | 0,161 | 0,153 | 0,146 | 0,139 | 0,135 | 0,129 |
26 | 1,0 | 2,5 | 0,171 | 0,147 | 0,139 | 0,132 | 0,125 | 0,121 | 0,115 | |
27 | 2,0 | 5,0 | 0,166 | 0,142 | 0,134 | 0,127 | 0,119 | 0,116 | 0,109 | |
28 | 4,0 | 7,0 | 0,180 | 0,156 | 0,148 | 0,140 | 0,134 | 0,130 | 0,124 | |
29 | 6,0 | 9,0 | 0,190 | 0,166 | 0,158 | 0,150 | 0,144 | 0,140 | 0,134 | |
30 | 10,0 | 13,0 | 0,207 | 0,183 | 0,175 | 0,168 | 0,161 | 0,157 | 0,151 | |
Индекс | а | б | в | г | д | е | ж | |||
Штучное время Гибка, вытяжка, надрезка, формовка, отбортовка деталей из индивидуальной заготовки | Карта 54, лист 2 | |||||||||
Номер позиции | Площадь заготовки, м2, до | Толщина металла, мм | Число двойных ходов ползуна в минуту, до | |||||||
32 | 40 | 50 | 63 | 80 | 100 | 160 | ||||
сталь, медь, медные сплавы | прочие цветные сплавы | Время на одну деталь, мин. | ||||||||
31 | 0,100 | 0,2 | 0,4 | 0,196 | 0,173 | 0,161 | 0,157 | 0,150 | 0,146 | 0,141 |
32 | 1,0 | 2,5 | 0,180 | 0,157 | 0,148 | 0,141 | 0,134 | 0,130 | 0,125 | |
33 | 2,0 | 5,0 | 0,174 | 0,151 | 0,142 | 0,135 | 0,128 | 0,124 | 0,119 | |
34 | 4,0 | 7,0 | 0,193 | 0,169 | 0,160 | 0,153 | 0,146 | 0,142 | 0,137 | |
35 | 6,0 | 9,0 | 0,202 | 0,178 | 0,169 | 0,162 | 0,155 | 0,151 | 0,146 | |
36 | 10,0 | 13,0 | 0,221 | 0,198 | 0,189 | 0,181 | 0,175 | 0,170 | 0,165 | |
37 | 0,180 | 0,2 | 0,4 | 0,207 | 0,183 | 0,176 | 0,157 | 0,161 | 0,157 | 0,154 |
38 | 1,0 | 2,5 | 0,189 | 0,166 | 0,157 | 0,150 | 0,143 | 0,139 | 0,134 | |
39 | 2,0 | 5,0 | 0,183 | 0,159 | 0,153 | 0,144 | 0,137 | 0,137 | 0,127 | |
40 | 4,0 | 7,0 | 0,200 | 0,177 | 0,168 | 0,161 | 0,154 | 0,150 | 0,145 | |
41 | 6,0 | 9,0 | 0,216 | 0,192 | 0,184 | 0,176 | 0,169 | 0,165 | 0,160 | |
42 | 10,0 | 13,0 | 0,234 | 0,210 | 0,202 | 0,195 | 0,187 | 0,184 | 0,178 | |
43 | 0,350 | 0,2 | 0,4 | 0,221 | 0,199 | 0,189 | 0,182 | 0,175 | 0,173 | 0,165 |
44 | 0,1 | 2,5 | 0,201 | 0,177 | 0,169 | 0,162 | 0,155 | 0,151 | 0,145 | |
45 | 2,0 | 5,0 | 0,196 | 0,172 | 0,163 | 0,156 | 0,149 | 0,145 | 0,139 | |
46 | 4,0 | 7,0 | 0,221 | 0,196 | 0,188 | 0,181 | 0,174 | 0,169 | 0,163 | |
47 | 6,0 | 9,0 | 0,235 | 0,210 | 0,202 | 0,195 | 0,187 | 0,183 | 0,177 | |
48 | 10,0 | 13,0 | - | - | - | - | - | - | - | |
49 | 0,750 | 0,2 | 0,4 | 0,235 | 0,215 | 0,206 | 0,199 | 0,192 | 0,188 | 0,182 |
50 | 1,0 | 2,5 | 0,218 | 0,194 | 0,186 | 0,179 | 0,172 | 0,168 | 0,162 | |
51 | 2,0 | 5,0 | 0,214 | 0,190 | 0,181 | 0,174 | 0,166 | 0,162 | 0,156 | |
52 | 4,0 | 7,0 | - | - | - | - | - | - | - | |
53 | 6,0 | 9,0 | - | - | - | - | - | - | - | |
54 | 10,0 | 13,0 | - | - | - | - | - | - | - | |
55 | 1,50 | 0,2 | 0,4 | 0,257 | 0,233 | 0,225 | 0,217 | 0,211 | 0,206 | 0,201 |
56 | 1,0 | 2,5 | 0,239 | 0,214 | 0,206 | 0,199 | 0,191 | 0,187 | 0,181 | |
57 | 2,0 | 5,0 | - | - | - | - | - | - | - | |
58 | 4,0 | 7,0 | - | - | - | - | - | - | - | |
59 | 6,0 | 9,0 | - | - | - | - | - | - | - | |
60 | 10,0 | 13,0 | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | |||
Примечание. При отклонении от приведенных в карте способа и механизма включения пресса время по карте корректировать согласно карте 56.
Штамповка деталей на гидравлических прессах | Карта 55, лист 1 | ||||||||||||
Содержание работы Установить заготовку в штамп (свободно). Включить ход пресса (двумя кнопками). Штамповать. Снять деталь со штампа и отложить на пол в ящик (свободно) | |||||||||||||
Номер позиции | Скорость рабочего хода пресса, мм/с, до | Величина рабочего хода пресса, мм, до | Площадь заготовки, м2, до | ||||||||||
0,001 | 0,002 | 0,006 | 0,015 | 0,050 | 0,100 | 0,180 | 0,350 | 0,750 | 1,500 | 2,000 | |||
Время на одну деталь, мин. | |||||||||||||
1 | 4 | 40 | 0,510 | 0,514 | 0,521 | 0,528 | 0,540 | 0,548 | 0,555 | 0,574 | 0,601 | 0,590 | 0,595 |
2 | 50 | 0,563 | 0,567 | 0,574 | 0,582 | 0,593 | 0,601 | 0,608 | 0,628 | 0,656 | 0,646 | 0,651 | |
3 | 63 | 0,634 | 0,638 | 0,645 | 0,653 | 0,664 | 0,672 | 0,680 | 0,701 | 0,730 | 0,719 | 0,725 | |
4 | 80 | 0,726 | 0,730 | 0,737 | 0,744 | 0,756 | 0,764 | 0,771 | 0,793 | 0,825 | 0,814 | 0,820 | |
5 | 100 | 0,836 | 0,840 | 0,847 | 0,855 | 0,866 | 0,874 | 0,881 | 0,906 | 0,940 | 0,929 | 0,935 | |
6 | 125 | 0,971 | 0,975 | 0,982 | 0,989 | 1,001 | 1,009 | 1,016 | 1,042 | 1,080 | 1,069 | 1,075 | |
7 | 160 | 1,161 | 1,165 | 1,173 | 1,180 | 1,191 | 1,199 | 1,207 | 1,236 | 1,278 | 1,267 | 1,273 | |
8 | 200 | 1,377 | 1,381 | 1,388 | 1,396 | 1,407 | 1,415 | 1,422 | 1,455 | 1,502 | 1,492 | 1,497 | |
9 | 250 | 1,643 | 1,647 | 1,654 | 1,661 | 1,673 | 1,681 | 1,688 | 1,725 | 1,778 | 1,768 | 1,773 | |
10 | 315 | 2,005 | 2,009 | 2,016 | 2,023 | 2,022 | 2,043 | 2,049 | 2,092 | 2,154 | 2,144 | 2,149 | |
11 | 400 | 2,463 | 2,467 | 2,474 | 2,482 | 2,493 | 2,154 | 2,508 | 2,558 | 2,631 | 2,620 | 2,626 | |
12 | 500 | 3,009 | 3,013 | 3,020 | 3,028 | 3,039 | 3,047 | 3,054 | 3,113 | 3,198 | 3,188 | 3,193 | |
13 | 6 | 40 | 0,427 | 0,431 | 0,438 | 0,446 | 0,457 | 0,465 | 0,472 | 0,490 | 0,515 | 0,504 | 0,510 |
14 | 50 | 0,462 | 0,466 | 0,473 | 0,480 | 0,492 | 0,500 | 0,507 | 0,525 | 0,550 | 0,540 | 0,545 | |
15 | 63 | 0,510 | 0,514 | 0,521 | 0,528 | 0,540 | 0,548 | 0,555 | 0,574 | 0,601 | 0,590 | 0,595 | |
16 | 80 | 0,596 | 0,600 | 0,607 | 0,615 | 0,626 | 0,634 | 0,641 | 0,662 | 0,690 | 0,680 | 0,685 | |
17 | 100 | 0,647 | 0,651 | 0,658 | 0,666 | 0,677 | 0,685 | 0,692 | 0,713 | 0,743 | 0,733 | 0,738 | |
18 | 125 | 0,736 | 0,740 | 0,747 | 0,754 | 0,766 | 0,774 | 0,781 | 0,804 | 0,836 | 0,825 | 0,830 | |
19 | 160 | 0,865 | 0,870 | 0,877 | 0,884 | 0,895 | 0,904 | 0,911 | 0,935 | 0,970 | 0,960 | 0,965 | |
20 | 200 | 1,011 | 1,015 | 1,023 | 1,030 | 1,041 | 1,050 | 1,057 | 1,084 | 1,122 | 1,111 | 1,117 | |
21 | 250 | 1,196 | 1,200 | 1,207 | 1,214 | 1,226 | 1,234 | 1,241 | 1,271 | 1,313 | 1,303 | 1,308 | |
22 | 315 | 1,436 | 1,440 | 1,447 | 1,454 | 1,468 | 1,474 | 1,481 | 1,515 | 1,563 | 1,552 | 1,558 | |
23 | 400 | 1,746 | 1,749 | 1,757 | 1,764 | 1,776 | 1,784 | 1,791 | 1,829 | 1,885 | 1,874 | 1,880 | |
24 | 500 | 2,113 | 2,117 | 2,124 | 2,131 | 2,143 | 2,151 | 2,158 | 2,279 | 2,266 | 2,256 | 2,261 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Штучное время Штамповка деталей на гидравлических прессах | Карта 55, лист 2 | ||||||||||||
Номер позиции | Скорость рабочего хода пресса, мм/с, до | Величина рабочего хода пресса, мм, до | Площадь заготовки, м2, до | ||||||||||
0,001 | 0,002 | 0,006 | 0,015 | 0,050 | 0,100 | 0,180 | 0,350 | 0,750 | 1,500 | 2,000 | |||
Время на одну деталь, мин. | |||||||||||||
25 | 10 | 40 | 0,355 | 0,359 | 0,366 | 0,373 | 0,385 | 0,393 | 0,400 | 0,417 | 0,440 | 0,429 | 0,434 |
26 | 50 | 0,376 | 0,380 | 0,388 | 0,395 | 0,406 | 0,415 | 0,422 | 0,439 | 0,462 | 0,451 | 0,457 | |
27 | 63 | 0,406 | 0,410 | 0,417 | 0,424 | 0,436 | 0,444 | 0,451 | 0,468 | 0,492 | 0,482 | 0,487 | |
28 | 80 | 0,444 | 0,448 | 0,455 | 0,462 | 0,474 | 0,478 | 0,489 | 0,507 | 0,532 | 0,521 | 0,527 | |
29 | 100 | 0,503 | 0,507 | 0,515 | 0,522 | 0,533 | 0,542 | 0,549 | 0,565 | 0,591 | 0,581 | 0,586 | |
30 | 125 | 0,545 | 0,549 | 0,557 | 0,564 | 0,575 | 0,583 | 0,591 | 0,610 | 0,638 | 0,627 | 0,632 | |
31 | 160 | 0,627 | 0,631 | 0,638 | 0,645 | 0,657 | 0,662 | 0,672 | 0,693 | 0,722 | 0,712 | 0,717 | |
32 | 200 | 0,716 | 0,720 | 0,727 | 0,734 | 0,746 | 0,754 | 0,761 | 0,783 | 0,814 | 0,804 | 0,809 | |
33 | 250 | 0,827 | 0,831 | 0,839 | 0,846 | 0,857 | 0,865 | 0,873 | 0,897 | 0,931 | 0,920 | 0,925 | |
34 | 315 | 0,976 | 0,980 | 0,987 | 0,994 | 1,006 | 1,014 | 1,021 | 1,048 | 1,085 | 1,075 | 1,080 | |
35 | 400 | 1,166 | 1,170 | 1,178 | 1,185 | 1,196 | 1,205 | 1,212 | 1,241 | 1,283 | 1,273 | 1,278 | |
36 | 500 | 1,392 | 1,396 | 1,404 | 1,411 | 1,422 | 1,431 | 1,438 | 1,471 | 1,518 | 1,507 | 1,513 | |
37 | 16 | 40 | 0,309 | 0,313 | 0,320 | 0,328 | 0,339 | 0,347 | 0,354 | 0,370 | 0,392 | 0,382 | 0,387 |
38 | 50 | 0,322 | 0,326 | 0,333 | 0,340 | 0,352 | 0,360 | 0,367 | 0,383 | 0,405 | 0,395 | 0,400 | |
39 | 63 | 0,341 | 0,345 | 0,352 | 0,359 | 0,371 | 0,379 | 0,386 | 0,403 | 0,425 | 0,415 | 0,420 | |
40 | 80 | 0,366 | 0,370 | 0,377 | 0,385 | 0,396 | 0,404 | 0,412 | 0,428 | 0,451 | 0,441 | 0,446 | |
41 | 100 | 0,398 | 0,402 | 0,409 | 0,417 | 0,428 | 0,436 | 0,443 | 0,461 | 0,484 | 0,474 | 0,479 | |
42 | 125 | 0,431 | 0,435 | 0,442 | 0,450 | 0,461 | 0,469 | 0,476 | 0,494 | 0,519 | 0,508 | 0,514 | |
43 | 160 | 0,484 | 0,488 | 0,496 | 0,503 | 0,514 | 0,523 | 0,530 | 0,548 | 0,574 | 0,564 | 0,569 | |
44 | 200 | 0,542 | 0,546 | 0,553 | 0,560 | 0,572 | 0,582 | 0,587 | 0,606 | 0,634 | 0,623 | 0,628 | |
45 | 250 | 0,614 | 0,618 | 0,625 | 0,633 | 0,644 | 0,652 | 0,659 | 0,680 | 0,709 | 0,698 | 0,704 | |
46 | 315 | 0,710 | 0,714 | 0,722 | 0,729 | 0,740 | 0,749 | 0,756 | 0,778 | 0,809 | 0,799 | 0,804 | |
47 | 400 | 0,832 | 0,836 | 0,846 | 0,852 | 0,864 | 0,872 | 0,879 | 0,903 | 0,937 | 0,927 | 0,932 | |
48 | 500 | 0,982 | 0,986 | 0,993 | 1,001 | 1,012 | 1,020 | 1,027 | 1,054 | 1,092 | 1,081 | 1,086 | |
49 | 25 | 40 | 0,277 | 0,281 | 0,289 | 0,296 | 0,307 | 0,316 | 0,323 | 0,338 | 0,359 | 0,349 | 0,354 |
50 | 50 | 0,285 | 0,289 | 0,296 | 0,304 | 0,315 | 0,323 | 0,330 | 0,346 | 0,367 | 0,356 | 0,362 | |
51 | 63 | 0,298 | 0,302 | 0,309 | 0,316 | 0,328 | 0,336 | 0,343 | 0,359 | 0,380 | 0,370 | 0,375 | |
52 | 80 | 0,316 | 6,319 | 0,327 | 0,334 | 0,345 | 0,354 | 0,361 | 0,377 | 0,399 | 0,388 | 0,393 | |
53 | 100 | 0,336 | 0,340 | 0,347 | 0,354 | 0,366 | 0,374 | 0,381 | 0,397 | 0,420 | 0,409 | 0,415 | |
54 | 125 | 0,360 | 0,364 | 0,371 | 0,379 | 0,390 | 0,398 | 0,405 | 0,422 | 0,445 | 0,434 | 0,440 | |
55 | 160 | 0,396 | 0,399 | 0,407 | 0,414 | 0,426 | 0,434 | 0,441 | 0,458 | 0,482 | 0,471 | 0,477 | |
56 | 200 | 0,434 | 0,438 | 0,445 | 0,452 | 0,464 | 0,473 | 0,479 | 0,497 | 0,521 | 0,511 | 0,516 | |
57 | 250 | 0,482 | 0,486 | 0,493 | 0,500 | 0,512 | 0,520 | 0,527 | 0,546 | 0,572 | 0,561 | 0,566 | |
58 | 315 | 0,548 | 0,552 | 0,559 | 0,566 | 0,578 | 0,586 | 0,593 | 0,613 | 0,640 | 0,630 | 0,635 | |
59 | 400 | 0,630 | 0,634 | 0,642 | 0,649 | 0,660 | 0,669 | 0,676 | 0,697 | 0,726 | 0,715 | 0,721 | |
60 | 500 | 0,730 | 0,733 | 0,741 | 0,748 | 0,760 | 0,768 | 0,775 | 0,797 | 0,829 | 0,818 | 0,824 | |
61 | 40 | 40 | 0,249 | 0,253 | 0,261 | 0,268 | 0,279 | 0,288 | 0,295 | 0,310 | 0,330 | 0,319 | 0,325 |
62 | 50 | 0,256 | 0,260 | 0,267 | 0,274 | 0,286 | 0,294 | 0,301 | 0,316 | 0,337 | 0,326 | 0,331 | |
63 | 63 | 0,265 | 0,269 | 0,277 | 0,283 | 0,295 | 0,303 | 0,310 | 0,325 | 0,346 | 0,335 | 0,341 | |
64 | 80 | 0,275 | 0,279 | 0,286 | 0,293 | 0,305 | 0,313 | 0,320 | 0,335 | 0,356 | 0,346 | 0,351 | |
65 | 100 | 0,290 | 0,294 | 0,301 | 0,309 | 0,320 | 0,328 | 0,335 | 0,351 | 0,372 | 0,362 | 0,367 | |
66 | 125 | 0,304 | 0,308 | 0,315 | 0,323 | 0,334 | 0,342 | 0,349 | 0,365 | 0,387 | 0,376 | 0,382 | |
67 | 160 | 0,329 | 0,333 | 0,341 | 0,348 | 0,359 | 0,368 | 0,375 | 0,391 | 0,413 | 0,403 | 0,408 | |
68 | 200 | 0,355 | 0,359 | 0,366 | 0,373 | 0,385 | 0,393 | 0,400 | 0,417 | 0,440 | 0,429 | 0,434 | |
69 | 250 | 0,389 | 0,393 | 0,400 | 0,408 | 0,419 | 0,427 | 0,434 | 0,452 | 0,475 | 0,465 | 0,470 | |
70 | 315 | 0,434 | 0,438 | 0,445 | 0,452 | 0,464 | 0,472 | 0,479 | 0,497 | 0,521 | 0,511 | 0,516 | |
71 | 400 | 0,488 | 0,492 | 0,499 | 0,507 | 0,518 | 0,524 | 0,533 | 0,552 | 0,578 | 0,568 | 0,573 | |
72 | 500 | 0,557 | 0,561 | 0,568 | 0,575 | 0,587 | 0,595 | 0,602 | 0,622 | 0,649 | 0,639 | 0,644 | |
73 | 63 | 40 | 0,227 | 0,231 | 0,238 | 0,245 | 0,256 | 0,265 | 0,272 | 0,286 | 0,306 | 0,296 | 0,301 |
74 | 50 | 0,230 | 0,234 | 0,242 | 0,249 | 0,260 | 0,269 | 0,276 | 0,290 | 0,310 | 0,300 | 0,305 | |
75 | 63 | 0,237 | 0,241 | 0,248 | 0,255 | 0,267 | 0,275 | 0,282 | 0,297 | 0,317 | 0,306 | 0,312 | |
76 | 80 | 0,246 | 0,250 | 0,257 | 0,264 | 0,276 | 0,284 | 0,291 | 0,306 | 0,326 | 0,316 | 0,321 | |
77 | 100 | 0,256 | 0,260 | 0,267 | 0,274 | 0,286 | 0,294 | 0,301 | 0,316 | 0,337 | 0,326 | 0,331 | |
78 | 125 | 0,266 | 0,270 | 0,277 | 0,285 | 0,296 | 0,304 | 0,311 | 0,326 | 0,347 | 0,337 | 0,342 | |
79 | 160 | 0,285 | 0,289 | 0,296 | 0,304 | 0,315 | 0,323 | 0,330 | 0,346 | 0,367 | 0,356 | 0,362 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Штучное время Штамповка деталей на гидравлических прессах | Карта 55, лист 3 | ||||||||||||
Номер позиции | Скорость рабочего хода пресса, мм/с, до | Величина рабочего хода пресса, мм, до | Площадь заготовки, м2, до | ||||||||||
0,001 | 0,002 | 0,006 | 0,015 | 0,050 | 0,100 | 0,180 | 0,350 | 0,750 | 1,500 | 2,000 | |||
Время на одну деталь, мин. | |||||||||||||
80 | 63 | 200 | 0,303 | 0,307 | 0,314 | 0,321 | 0,333 | 0,341 | 0,348 | 0,364 | 0,385 | 0,375 | 0,380 |
81 | 250 | 0,326 | 0,330 | 0,337 | 0,344 | 0,356 | 0,364 | 0,371 | 0,387 | 0.409 | 0,397 | 0,404 | |
82 | 315 | 0,357 | 0,361 | 0,369 | 0,376 | 0,387 | 0,396 | 0,403 | 0,420 | 0.442 | 0,432 | 0,437 | |
83 | 400 | 0,398 | 0,402 | 0,409 | 0,417 | 0,428 | 0,436 | 0,443 | 0,461 | 0,484 | 0,474 | 0,479 | |
84 | 500 | 0,444 | 0,448 | 0,455 | 0,462 | 0,474 | 0,482 | 0,489 | 0,507 | 0,532 | 0,521 | 0,527 | |
85 | 100 | 40 | 0,209 | 0,213 | 0,220 | 0,227 | 0,238 | 0,247 | 0,254 | 0,268 | 0,288 | 0,277 | 0,283 |
86 | 50 | 0,211 | 0,215 | 0,223 | 0,230 | 0,241 | 0,249 | 0,257 | 0,271 | 0,290 | 0,280 | 0,285 | |
87 | 63 | 0,215 | 0,219 | 0,226 | 0,234 | 0,245 | 0,253 | 0,260 | 0,275 | 0.294 | 0,284 | 0,289 | |
88 | 80 | 0,222 | 0,225 | 0,233 | 0,240 | 0,252 | 0,260 | 0,267 | 0,281 | 0.301 | 0,290 | 0,296 | |
89 | 100 | 0,230 | 0,234 | 0,242 | 0,249 | 0,260 | 0,269 | 0,276 | 0,290 | 0.310 | 0,300 | 0,305 | |
90 | 125 | 0,237 | 0,241 | 0,248 | 0,255 | 0,267 | 0,275 | 0,282 | 0,297 | 0,317 | 0,306 | 0,312 | |
91 | 160 | 0,252 | 0,256 | 0,263 | 0,271 | 0,282 | 0,290 | 0,297 | 0,312 | 0,333 | 0,322 | 0,327 | |
92 | 200 | 0,265 | 0,269 | 0,276 | 0,283 | 0,295 | 0,303 | 0,310 | 0,325 | 0,346 | 0,335 | 0,341 | |
93 | 250 | 0,281 | 0,285 | 0,292 | 0,300 | 0,311 | 0,319 | 0,326 | 0,342 | 0,363 | 0,352 | 0,358 | |
94 | 315 | 0,307 | 0,311 | 0,318 | 0,325 | 0,337 | 0,345 | 0,352 | 0,368 | 0,389 | 0,379 | 0,384 | |
95 | 400 | 0,335 | 0,339 | 0,346 | 0,353 | 0,365 | 0,373 | 0,380 | 0,396 | 0,418 | 0,408 | 0,413 | |
96 | 500 | 0,370 | 0,374 | 0,381 | 0,389 | 0,400 | 0,408 | 0,415 | 0,432 | 0,456 | 0,445 | 0,450 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Штучное время Штамповка деталей на гидравлических прессах | Карта 55, лист 4 | |||||
Примечания: 1. При отклонении толщины материала заготовки от расчетной к времени по карте следует применять поправочные коэффициенты: | ||||||
Скорость рабочего хода пресса, мм/с, до | Толщина заготовки из стали и медных сплавов, мм, до | |||||
0,2 | 1,0 | 2,0 | 4,0 | 6,0 | 10,0 | |
Толщина заготовки из прочных сплавов, мм, до | ||||||
0,4 | 2,5 | 5,0 | 7,0 | 9,0 | 13,0 | |
Величины поправочных коэффициентов | ||||||
5 | 1,02 | 1,01 | 1,0 | 1,01 | 1,02 | 1,04 |
12 | 1,03 | 1.01 | 1,0 | 1,02 | 1,04 | 1,05 |
32 | 1,04 | 1,01 | 1.0 | 1.03 | 1,05 | 1,07 |
100 | 1,06 | 1,02 | 1,0 | 1,04 | 1,07 | 1,12 |
2. При условии затрудненного выполнения работы время по карте следует применять с коэффициентом 1,10.
3. Время по карте для площади заготовки 1,500 м2 и 2,000 м2 (индексы к; л) рассчитано с учетом работы двух исполнителей.
4. При отклонении от приведенного в карте способа включения пресса время по карте корректировать согласно карте 56.
Карта 56 | ||||||
Номер позиции | Число двойных ходов ползуна в минуту | Механизм включения | ||||
фрикционная или пневматическая муфта | муфта с четырьмя кулачками | муфта с тремя кулачками | муфта с двумя кулачками | муфта с одним кулачком | ||
Время, мин. | ||||||
1 | 6 | -0,020 | -0,007 | 0 | +0,013 | +0,055 |
2 | 8 | -0,015 | -0,005 | 0 | +0,010 | +0,037 |
3 | 10 | -0,012 | -0,005 | 0 | +0,008 | +0,033 |
4 | 12 | -0,010 | -0,004 | 0 | +0,007 | +0,028 |
5 | 16 | -0,007 | -0,002 | 0 | +0,005 | +0,021 |
6 | 20 | -0,007 | -0,002 | 0 | +0,003 | +0,016 |
7 | 25 | -0,005 | -0,002 | 0 | +0,003 | +0,013 |
8 | 32 | -0,003 | -0,001 | 0 | +0,003 | +0,011 |
9 | 40 | -0,003 | -0,001 | 0 | +0,002 | +0,009 |
10 | 50 | -0,002 | -0,001 | 0 | +0,002 | +0,007 |
11 | 63 | -0,002 | -0,001 | 0 | +0,001 | +0,005 |
12 | 80 | -0,001 | -0,001 | 0 | +0,001 | +0,004 |
13 | 100 | -0,001 | -0,001 | 0 | +0,001 | +0,003 |
14 | 200 | -0,001 | -0,001 | 0 | +0,001 | +0,002 |
Индекс | а | б | в | г | д | |
Время в минутах, на которое следует увеличивать или уменьшать штучное время в зависимости от способа включения пресса:
Номер позиции | Способ включения | ||||||
педалью ножной | кнопкой, рукояткой или кнопкой на выносной колонке | педалью ножной и кнопкой или двумя рукоятками | рычагом | рычагом и кнопкой | двумя кнопками | четырьмя кнопками | |
Время, мин. | |||||||
15 | -0,007 | -0,004 | 0 | +0,002 | +0,004 | 0 | +0,006 |
Индекс | а | б | в | г | д | е | ж |
Приложение 1 | ||||
Толщина, мм | Сталь | Латунь | Бронза | Алюминий |
0,1 | 0,78 | 0,85 | 0,86 | 0,27 |
0,2 | 1,56 | 1,70 | 1,72 | 0,55 |
0,3 | 2,34 | 2,55 | 2,58 | 0,82 |
0,4 | 3,12 | 3,40 | 3,44 | 1,00 |
0,5 | 3,89 | 4,27 | 4,30 | 1,37 |
0,6 | 4,68 | 5,10 | 5,16 | 1,64 |
0,7 | 5,46 | 5,95 | 6,02 | 1,91 |
0,8 | 6,24 | 6,80 | 6,88 | 2,18 |
0,9 | 7,02 | 7,65 | 7,74 | 2,46 |
1,0 | 7,78 | 8,55 | 8,60 | 2,78 |
1,2 | 9,16 | 10,20 | 10,32 | 3,24 |
1,4 | 10,92 | 11,90 | 12,04 | 3,78 |
1,5 | 11,70 | 12,75 | 12,90 | 4,05 |
1,6 | 12,46 | 13,60 | 13,76 | 4,32 |
1,7 | 13,26 | 14,45 | 14,62 | 4,59 |
1,8 | 14,04 | 15,30 | 15,48 | 4,86 |
2,0 | 15,56 | 17,10 | 17,20 | 5,42 |
2,5 | 19,50 | 21,25 | 21,50 | 6,75 |
3,0 | 23,34 | 25,55 | 25,80 | 8,29 |
3,5 | 27,23 | 29,75 | 30,10 | 9,45 |
4,0 | 31,12 | 34,20 | 34,40 | 10,90 |
5,0 | 38,90 | 42,75 | 43,00 | 13,70 |
6,0 | 46,68 | 51,30 | 51,60 | 16,40 |
7,0 | 54,46 | 59,85 | 60,20 | 19,30 |
8,0 | 62,24 | 68,40 | 68,80 | 21,95 |
9,0 | 70,02 | 76,95 | 77,40 | 24,60 |
10,0 | 77,80 | 85,50 | 86,00 | 27,40 |
11,0 | 85,58 | 94,55 | 94,60 | 29,70 |
12,0 | 93,86 | 102,50 | 103,20 | 32,40 |
13,0 | 101,14 | 111,15 | 111,60 | 35,10 |
14,0 | 108,92 | 119,70 | 120,4 | 37,80 |
15,0 | 116,70 | 128,25 | 129,0 | 40,50 |
16,0 | 124,48 | 136,80 | 137,6 | 43,20 |
17,0 | 132,26 | 144,35 | 146,2 | 45,90 |
18,0 | 140,04 | 153,90 | 154,8 | 48,60 |
19,0 | 147,82 | 162,45 | 163,4 | 51,30 |
20,0 | 155,60 | 171,90 | 172,0 | 54,00 |
25,0 | 195,00 | 212,00 | 215,0 | 67,50 |
30,0 | 234,00 | 255,00 | 258,0 | 82,00 |
Приложение 2 | |||||
Материал | Сопротивление резанию кг/мм2 | Материал | Сопротивление резанию, кг/мм2 | ||
отожженного материала | неотожженого материала | отожженного материала | неотожженного материала | ||
Сталь 0,1% С | 25 | 32 | Бронза листовая | 35 | 50 |
Сталь 0,2% С | 32 | 40 | Алюминий | 18 | 25 |
Сталь 0,3% С | 36 | 48 | Дюралюминий | 28 | 40 |
Сталь 0,4% С | 42 | 56 | Цинк | 15 | 25 |
Сталь 0,6% С | 56 | 72 | Свинец | 6 | 6 |
Сталь 0,8% С | 72 | 90 | Олово | 8 | 8 |
Сталь 1,0% С | 80 | 105 | Нейзильбер | 30 | 50 |
Кремнистая сталь | 45 | 58 | Картон | - | 4 |
Нержавеющая сталь | 52 | 56 | Бумага | - | 3 |
Латунь | 20 | 38 | Бакелит | - | 8 |
Медь красная | 20 | 28 | Текстолит | - | 12 |
Материал не отожжен | Приложение 3 | ||||||||||
Периметр или длина окружности, мм | Диаметр, мм | Толщина материала, мм | |||||||||
0,35 | 0,5 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | ||
Потребное усилие, т | |||||||||||
120 | 40 | 1,7 | 2,4 | 3,8 | 4,8 | 5,2 | 7,2 | 9,6 | 14,4 | 19,2 | 24,0 |
200 | 65 | 2,8 | 4,0 | 6,4 | 8,0 | 10,4 | 12,0 | 16,0 | 24,0 | 32,0 | 40,0 |
300 | 100 | 4,2 | 6,0 | 9,6 | 12,0 | 15,6 | 18,0 | 24,0 | 36,0 | 48,0 | 60,0 |
400 | 125 | 5,6 | 8,0 | 12,8 | 16,0 | 21,0 | 24,0 | 32,0 | 48,0 | 64,0 | 80,0 |
500 | 160 | 7,0 | 10,0 | 16,0 | 20,0 | 26,0 | 30,0 | 40,0 | 60,0 | 80,0 | 100,0 |
600 | 190 | 8,4 | 12,0 | 19,2 | 24,0 | 31,0 | 36,0 | 48,0 | 72,0 | 98,0 | 120,0 |
700 | 225 | 9,8 | 14,0 | 22,4 | 28,0 | 36,0 | 42,0 | 56,0 | 84,0 | 112,0 | 140,0 |
800 | 255 | 11,2 | 16,0 | 25,6 | 32,0 | 41,5 | 48,0 | 64,0 | 96,0 | 128,0 | 160,0 |
900 | 290 | 12,6 | 18,0 | 28,8 | 36,0 | 47,0 | 54,0 | 72,0 | 108,0 | 144,0 | 180,0 |
1000 | 320 | 14,0 | 20,0 | 32,0 | 40,0 | 52,0 | 60,0 | 80,0 | 120,0 | 160,0 | 200,0 |
1100 | 350 | 15,4 | 22,0 | 35,2 | 44,0 | 57,0 | 66,0 | 88,0 | 132,0 | 176,0 | 220,0 |
1300 | 415 | 18,2 | 26,0 | 41,5 | 52,0 | 68,0 | 78,0 | 104,0 | 156,0 | 208,0 | 260,0 |
1500 | 480 | 21,0 | 30,0 | 47,5 | 60,0 | 78,0 | 90,0 | 120,0 | 160,0 | 240,0 | 300,0 |
1600 | 510 | 22,4 | 32,0 | 51,0 | 64,0 | 83,0 | 96,0 | 128,0 | 192,0 | 256,0 | 320,0 |
1800 | 575 | 25,2 | 36,0 | 57,5 | 72,0 | 94,0 | 108,0 | 144,0 | 216,0 | 288,0 | 360,0 |
2000 | 640 | 28,0 | 40,0 | 64,0 | 80,0 | 104,0 | 120,0 | 160,0 | 260,0 | 320,0 | 400,0 |
2200 | 700 | 30,8 | 44,0 | 70,0 | 88,0 | 114,0 | 132,0 | 176,0 | 264,0 | 352,0 | 440,0 |
2400 | 765 | 33,6 | 47,0 | 76,5 | 96,0 | 124,0 | 144,0 | 192,0 | 288,0 | 384,0 | 480,0 |
2600 | 830 | 36,4 | 52,0 | 83,0 | 104,0 | 135,0 | 156,0 | 208,0 | 312,0 | 416,0 | 520,0 |
2800 | 895 | 39,2 | 56,0 | 89,5 | 112,0 | 145,0 | 168,0 | 224,0 | 336,0 | 448,0 | 560,0 |
3000 | 955 | 42,0 | 60,0 | 96,0 | 120,0 | 156,0 | 180,0 | 240,0 | 360,0 | 480,0 | 600,0 |
3140 | 1000 | 44,0 | 62,8 | 100,5 | 125,6 | 162,0 | 188,0 | 252,0 | 376,0 | 502,4 | 628,0 |
Приложение 4 | |||||||||||
Периметр или длина окружности, мм | Диаметр, мм | Толщина материала, мм | |||||||||
0,35 | 0,5 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | ||
Потребное усилие, т | |||||||||||
120 | 40 | 1,6 | 2,3 | 3,6 | 4,6 | 5,7 | 5,9 | 9,1 | 13,6 | 18,2 | 22,8 |
200 | 65 | 2,6 | 3,8 | 6,1 | 7,6 | 9,5 | 9,9 | 15,2 | 22,8 | 30,4 | 38,0 |
300 | 100 | 4,0 | 5,7 | 9,1 | 11,4 | 14,8 | 17,0 | 22,8 | 34,2 | 45,6 | 57,0 |
400 | 125 | 5,3 | 7,6 | 12,2 | 15,2 | 19,8 | 22,9 | 30,4 | 45,6 | 60,8 | 75,0 |
500 | 160 | 6,6 | 9,5 | 15,2 | 19,0 | 24,6 | 28,5 | 38,0 | 57,0 | 76,0 | 95,0 |
600 | 190 | 8,0 | 11,4 | 18,2 | 23,0 | 29,6 | 34,0 | 45,5 | 68,4 | 91,2 | 114,0 |
700 | 225 | 9,3 | 13,3 | 21,3 | 26,5 | 34,5 | 40,0 | 53,0 | 79,8 | 106,4 | 133,0 |
800 | 255 | 10,6 | 15,2 | 24,4 | 32,0 | 39,5 | 46,0 | 61,0 | 91,2 | 121,6 | 152,0 |
900 | 290 | 12,0 | 17,0 | 27,5 | 34,0 | 44,0 | 51,5 | 63,3 | 102,6 | 136,8 | 171,0 |
1000 | 320 | 13,3 | 19,0 | 30,4 | 38,0 | 49,4 | 57,0 | 78,0 | 114,0 | 152,0 | 180,0 |
1100 | 350 | 14,6 | 20,8 | 33,5 | 42,0 | 54,0 | 62,5 | 83,6 | 125,4 | 167,2 | 209,0 |
1300 | 415 | 17,5 | 24,7 | 39,5 | 49,0 | 64,0 | 74,0 | 98,8 | 148,2 | 197,6 | 247,0 |
1500 | 480 | 20,0 | 28,5 | 45,5 | 57,0 | 74,0 | 85,0 | 114,0 | 171,0 | 228,0 | 285,0 |
1600 | 510 | 21,4 | 30,5 | 48,5 | 61,0 | 79,0 | 91,0 | 121,0 | 182,4 | 243,2 | 304,0 |
1800 | 575 | 24,0 | 34,0 | 54,0 | 68,5 | 89,0 | 102,0 | 137,0 | 205,2 | 273,6 | 342,0 |
2000 | 640 | 26,5 | 38,0 | 61,0 | 76,0 | 99,0 | 114,0 | 152,0 | 228,0 | 304,0 | 380,0 |
2200 | 700 | 29,3 | 42,0 | 67,0 | 88,5 | 108,0 | 125,0 | 168,0 | 250,0 | 334,4 | 418,0 |
2400 | 765 | 32,0 | 46,0 | 73,0 | 91,0 | 118,0 | 137,0 | 183,6 | 273,0 | 364,8 | 456,0 |
2600 | 830 | 34,5 | 49,5 | 79,0 | 99,0 | 123,0 | 148,0 | 198,0 | 296,4 | 395,2 | 494,0 |
2800 | 895 | 37,0 | 53,0 | 85,0 | 106,0 | 138,0 | 160,0 | 211,0 | 319,2 | 425,2 | 532,0 |
3000 | 955 | 40,0 | 57,0 | 91,0 | 114,0 | 143,0 | 170,0 | 226,0 | 342,0 | 456,0 | 570,0 |
3140 | 1000 | 41,8 | 59,5 | 95,5 | 119,0 | 155,0 | 179,0 | 240,0 | 358,0 | 477,8 | 596,6 |
Приложение 5 | |||||||||||
Периметр или длина окружности, мм | Диаметр, мм | Толщина материала, мм | |||||||||
0,35 | 0,5 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | ||
Потребное усилие, т | |||||||||||
120 | 40 | 1,0 | 1,5 | 2,4 | 3,0 | 3,9 | 4,5 | 6,0 | 9,0 | 12,0 | 15,0 |
200 | 65 | 1,7 | 2,5 | 4,0 | 5,0 | 6,5 | 7,5 | 10,0 | 15,0 | 20,0 | 25,0 |
300 | 100 | 2,6 | 3,7 | 6,0 | 7,5 | 9,7 | 11,2 | 15,0 | 22,5 | 30,0 | 37,5 |
400 | 125 | 3,5 | 5,0 | 8,0 | 10,0 | 13,0 | 15,0 | 20,0 | 30,0 | 40,0 | 50,0 |
500 | 160 | 4,4 | 6,2 | 10,0 | 12,5 | 16,2 | 18,7 | 25,0 | 37,5 | 50,0 | 62,5 |
600 | 190 | 5,2 | 7,5 | 12,0 | 15,0 | 19,5 | 22,5 | 30,0 | 45,0 | 60,0 | 75,0 |
700 | 225 | 6,1 | 8,7 | 14,0 | 17,5 | 22,7 | 26,0 | 35,0 | 52,5 | 70,0 | 87,5 |
800 | 255 | 7,0 | 10,0 | 16,0 | 20,0 | 26,0 | 30,0 | 40,0 | 60,0 | 80,0 | 100,0 |
900 | 290 | 7,8 | 11,5 | 18,0 | 22,5 | 29,2 | 33,5 | 45,0 | 67,5 | 90,0 | 112,5 |
1000 | 320 | 8,7 | 12,5 | 20,0 | 25,0 | 32,5 | 37,5 | 50,0 | 75,0 | 100,0 | 125,0 |
1100 | 350 | 9,6 | 13,8 | 22,0 | 27,5 | 35,5 | 41,5 | 55,0 | 82,5 | 110,0 | 137,5 |
1300 | 415 | 11,4 | 16,2 | 26,0 | 32,5 | 42,0 | 49,0 | 65,0 | 97,5 | 130,5 | 162,5 |
1500 | 480 | 13,2 | 18,8 | 30,0 | 37,5 | 48,5 | 56,5 | 75,0 | 112,5 | 150,0 | 187,5 |
1600 | 510 | 14,0 | 20,0 | 32,0 | 40,0 | 52,0 | 60,0 | 80,0 | 120,0 | 160,0 | 200,0 |
1800 | 575 | 15,8 | 22,5 | 36,0 | 45,0 | 58,5 | 68,0 | 90,0 | 135,0 | 180,0 | 225,0 |
2000 | 640 | 17,5 | 25,0 | 40,0 | 50,0 | 65,0 | 75,0 | 100,0 | 150,0 | 200,0 | 250,0 |
2200 | 700 | 19,3 | 27,5 | 44,0 | 55,0 | 71,0 | 83,0 | 110,0 | 165,0 | 220,0 | 275,0 |
2400 | 765 | 21,0 | 30,0 | 48,0 | 60,0 | 78,0 | 90,0 | 120,0 | 180,0 | 240,0 | 300,0 |
2600 | 830 | 22,7 | 32,5 | 52,0 | 65,0 | 84,0 | 98,0 | 130,0 | 195,0 | 260,0 | 325,0 |
2800 | 895 | 24,5 | 35,0 | 56,0 | 70,0 | 91,0 | 105,0 | 140,0 | 210,0 | 280,0 | 350,0 |
3000 | 955 | 26,2 | 37,5 | 60,0 | 75,0 | 97,0 | 112,0 | 150,0 | 225,0 | 300,0 | 375,0 |
3140 | 1000 | 27,5 | 39,0 | 62,0 | 78,0 | 120,0 | 117,0 | 157,0 | 237,5 | 314,0 | 392,5 |
Приложение 6 | |||||||||||
Периметр или длина окружности, мм | Диаметр, мм | Толщина материала, мм | |||||||||
0,35 | 0,5 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | ||
Потребное усилие, т | |||||||||||
120 | 40 | 0,3 | 0,7 | 1,2 | 1,4 | 1,9 | 2,1 | 2,9 | 4,5 | 5,7 | 7,2 |
200 | 65 | 0,8 | 1,2 | 1,9 | 2,4 | 3,1 | 3,6 | 4,8 | 7,2 | 9,6 | 12,0 |
300 | 100 | 1,3 | 1,8 | 2,9 | 3,6 | 4,7 | 5,4 | 7,2 | 10,8 | 14,4 | 18,0 |
400 | 125 | 1,7 | 2,4 | 3,8 | 4,8 | 6,2 | 7,2 | 9,6 | 14,4 | 19,2 | 24,0 |
500 | 160 | 2,1 | 3,0 | 4,8 | 6,0 | 7,8 | 9,0 | 12,0 | 18,0 | 24,0 | 30,0 |
600 | 190 | 2,5 | 3,6 | 5,8 | 7,2 | 9,4 | 10,8 | 14,4 | 21,6 | 28,8 | 36,0 |
700 | 225 | 2,9 | 4,2 | 6,7 | 8,4 | 10,9 | 12,6 | 16,3 | 25,2 | 33,6 | 42,0 |
800 | 255 | 3,4 | 4,8 | 7,7 | 9,6 | 12,5 | 14,4 | 19,2 | 28,8 | 38,4 | 48,0 |
900 | 290 | 3,8 | 5,4 | 8,7 | 10,8 | 14,0 | 16,2 | 21,5 | 32,4 | 43,2 | 54,0 |
1000 | 320 | 4,2 | 6,0 | 9,6 | 12,0 | 15,6 | 18,0 | 24,0 | 36,0 | 48,0 | 60,0 |
1100 | 350 | 4,6 | 6,6 | 10,6 | 13,2 | 17,2 | 19,8 | 26,4 | 39,8 | 52,8 | 66,0 |
1300 | 415 | 5,4 | 7,8 | 12,6 | 15,6 | 20,2 | 23,5 | 31,2 | 46,8 | 62,4 | 78,0 |
1500 | 480 | 6,3 | 9,0 | 14,4 | 18,0 | 23,4 | 27,0 | 36,0 | 54,0 | 72,0 | 90,0 |
1600 | 510 | 6,7 | 19,6 | 15,4 | 19,2 | 25,0 | 28,6 | 38,4 | 57,8 | 76,8 | 96,0 |
1800 | 575 | 7,5 | 10,8 | 17,8 | 21,6 | 28,0 | 34,5 | 43,2 | 64,8 | 85,4 | 108,0 |
2000 | 640 | 8,4 | 12,0 | 19,2 | 24,0 | 31,0 | 36,0 | 48,0 | 72,0 | 96,0 | 120,0 |
2200 | 700 | 9,2 | 13,2 | 21,2 | 26,4 | 34,2 | 39,5 | 52,8 | 79,2 | 105,6 | 132,0 |
2400 | 765 | 10,1 | 14,4 | 23,0 | 28,8 | 37,5 | 43,3 | 57,6 | 86,4 | 115,2 | 144,0 |
2600 | 830 | 10,9 | 15,6 | 25,0 | 31,2 | 40,0 | 47,0 | 62,4 | 93,6 | 124,8 | 156,0 |
2800 | 895 | 11,8 | 16,8 | 27,0 | 33,6 | 44,0 | 50,0 | 67,2 | 100,8 | 134,4 | 168,0 |
3000 | 955 | 12,6 | 18,0 | 29,0 | 36,0 | 47,0 | 54,0 | 72,0 | 108,0 | 144,0 | 180,0 |
3140 | 1000 | 13,2 | 18,8 | 30,0 | 37,7 | 48,5 | 56,2 | 75,4 | 113,0 | 150,0 | 188,4 |
Приложение 7 | |||||||
Диаметр, мм | Сторона квадрата, мм | Площадь | Диаметр, мм | Сторона квадрата, мм | Площадь | ||
см2 | м2 | см2 | м2 | ||||
11 | 10 | 1 | 0,0001 | 620 | 550 | 3000 | 0,30 |
22 | 20 | 4 | 0,0004 | 670 | 590 | 3500 | 0,35 |
35 | 30 | 10 | 0,001 | 710 | 630 | 4000 | 0,40 |
50 | 45 | 20 | 0,002 | 755 | 670 | 4500 | 0,45 |
60 | 55 | 30 | 0,003 | 800 | 700 | 5000 | 0,50 |
70 | 65 | 40 | 0,004 | 840 | 740 | 5500 | 0,55 |
80 | 70 | 50 | 0,005 | 870 | 770 | 6000 | 0,60 |
87 | 75 | 60 | 0,006 | 910 | 810 | 6500 | 0,65 |
95 | 85 | 70 | 0,007 | 946 | 840 | 7000 | 0,70 |
101 | 90 | 80 | 0,008 | 975 | 865 | 7500 | 0,75 |
106 | 95 | 90 | 0,009 | 1010 | 900 | 8000 | 0,80 |
112 | 100 | 100 | 0,01 | 1040 | 920 | 8500 | 0,85 |
160 | 140 | 200 | 0,02 | 1070 | 950 | 9000 | 0,90 |
195 | 175 | 300 | 0,03 | 1100 | 970 | 9500 | 0,95 |
225 | 200 | 400 | 0,04 | 1130 | 1000 | 10000 | 1,00 |
250 | 225 | 500 | 0,05 | 1180 | 1050 | 11000 | 1,10 |
275 | 245 | 600 | 0,06 | 1240 | 1100 | 12000 | 1,20 |
300 | 265 | 700 | 0,07 | 1380 | 1225 | 15000 | 1,50 |
320 | 280 | 800 | 0,08 | 1510 | 1340 | 18000 | 1,80 |
340 | 300 | 900 | 0,09 | 1630 | 1450 | 21000 | 2,10 |
355 | 315 | 1000 | 0,10 | 1870 | 1580 | 25000 | 2,50 |
435 | 390 | 1500 | 0,15 | 1940 | 1700 | 29000 | 2,90 |
500 | 450 | 2000 | 0,20 | 2100 | 1870 | 35000 | 3,50 |
560 | 500 | 2500 | 0,25 | 2250 | 2000 | 40000 | 4,00 |
Приложение 8, лист 1 | |||||
Наименование оборудования | Модель | Назначение и область применения | Номинальное усилие, кН | Число ходов ползуна в минуту | Оптовая цена, руб. |
Пресс кривошипный одностоечный с неподвижным столом | К115А | Для выполнения различных операций холодной штамповки | 500 | 90 | |
К115Б | 500 | 90 | |||
К117В | 500 | 45 | |||
К117Г | 1000 | 38 | |||
К117Е | 1000 | 75 | |||
Пресс кривошипный одностоечный | К1128 | Для выполнения различных операций холодной штамповки: вырубки, гибки, неглубокой вытяжки, пробивки и др. | 630 | 90 | |
Пресс однокривошипный открытый двухстоечный, простого действия, ненаклоняемый | К2110Б | 10 | 250 - 500 | 850п | |
К2114 | 25 | 200 - 400 | 760п | ||
К2118Б | 63 | 150 - 250 | 830п | ||
К2116Б | 40 | 160 - 320 | 980п | ||
Пресс однокривошипный открытый простого действия, ненаклоняемый с электромагнитной муфтой | КА2116 | Для вырубки, неглубокой вытяжки, гибки изделий из ленточного, листового и полосового металла и других холодноштамповочных работ | 40 | 320 | 1300у |
КА2114 | 25 | 200 - 400 | 1150у | ||
КА2118 | 63 | 250 | 1350у | ||
КД2120 | 100 | 170 | 2700п | ||
КД2122 | 160 | 120 | 3000п | ||
Пресс однокривошипный открытый двухстоечный, простого действия, ненаклоняемый | КД2124 | 250 | 120 | 5119п | |
КД2126 | 400 | 100 | 6000у | ||
КД2128 | 630 | 90 | 9069п | ||
К2130 | 1000 | 80 | 5200п | ||
К2130А | 1000 | 40 | 8200у | ||
Пресс однокривошипный открытый двухстоечный, простого действия, наклоняемый | КД2130 | 1000 | 80 | 13500у | |
К2132А | 1600 | 70 | 15750у | ||
КА2232 | 1600 | 8800у | |||
К2232 | 1600 | 37 | 8800п | ||
К2234 | 2500 | 34 | |||
Основные паспортные данные прессов отечественного производства | Приложение 8, лист 2 | ||||
Наименование оборудования | Модель | Назначение и область применения | Номинальное усилие, кН | Число ходов ползуна в минуту | Оптовая цена, руб. |
Пресс однокривошипный открытый одностоечный простого действия с передвижным столом и рогом | КД1424 | Для вырубки, неглубокой вытяжки, гибки изделий из ленточного и полосового металла и других холодноштамповочных работ. Изменение штамповой высоты дает возможность применять штампы различной высоты. При замене стола рогом пресс может быть использован для обработки деталей с замкнутым контуром | 250 | 120 | 6439п |
КД1426 | 400 | 100 | 7349п | ||
КА1428 | 630 | 90 | |||
К1430 | 1000 | 80 | 6700п | ||
Пресс однокривошипный открытый наклоняемый, простого действия | К230Е | Для выполнения различных операций холодной штамповки | 63 | 90 | |
КВ235 | 630 | 80 | |||
Пресс однокривошипный открытый двухстоечный, простого действия, ненаклоняемый | КБ245 | 630 | 45 | ||
К2318Б | 63 | 150; 200; 250 | 890п | ||
КД2320 | 100 | 170 | 3000п | ||
КД2322 | 160 | 120 | 3350п | ||
К2324 | 250 | 120 | 1850у | ||
КД2324 | 250 | 120 | 5600у | ||
КД2324А | 250 | 75 | 5500у | ||
КД2324В | 250 | 75 - 230 | 7000У | ||
КД2326 | 400 | 100 | 6175п | ||
КД2326В | 400 | 160 | 7500у | ||
КД2328 | 630 | 90 | 8750п | ||
К2330Б | 1000 | 90 | 6750п | ||
Пресс однокривошипный открытый двухстоечный, простого действия, наклоняемый, с автоподачей | К2330В | Для вырубки, гибки, неглубокой вытяжки изделий из ленточного, листового и полосового металла и других холодноштамповочных работ | 1000 | 80 | 16600р |
Основные паспортные данные прессов отечественного производства | Приложение 8, лист 3 | ||||
Наименование оборудования | Модель | Назначение и область применения | Номинальное усилие, кН | Число ходов ползуна в минуту | Оптовая цена, руб. |
Пресс однокривошипный открытый двухстоечный, простого действия, наклоняемый | КД2330 | 1000 | 95 | 12800п | |
К2332 | 1600 | 50 | |||
К2432 | 1600 | 37 | |||
КА2432 | 1600 | 70 | |||
Пресс однокривошипный открытый, простого действия, ненаклоняемый | КО134 | 2500 | 32 | 26500р | |
Пресс двухкривошипный открытый, простого действия | К3034 | Для вырубки, гибки, неглубокой вытяжки, пробивки изделий из ленточного, листового и полосового металла и других холодноштамповочных работ | 2500 | 30 | 80000у |
К3130А | 1000 | 50 | 39800п | ||
К3132А | 1600 | 40 | |||
Пресс однокривошипный закрытый, простого действия | КБ262 | 1600 | 37 | ||
КА2534 | 2500 | 32 | 19400п | ||
К2535 | 3150 | 32 | 21100п | ||
К2535А | 3150 | 16 | 24600п | ||
КА2536 | 4000 | 25 | 25200п | ||
К2538 | 6300 | 20 | 77600р | ||
КА2538 | 6300 | 20 | 39200у | ||
К2540 | Для выполнения операций холодной штамповки изделий из ленточного, листового и полосового металла и для холодной и горячей обрезки облоя поковок после штамповки | 10000 | 16 | 61100п | |
К2542 | 16000 | 10 | 102400п | ||
К2544 | 25000 | 6 | 255000р | ||
К400А | Для вытяжки изделий из листового и полосового металла | 63/45 | 180 | ||
К401 | 100/300 | 100 | |||
К479 | Для глубокой вытяжки и вырубки по контуру изделий и листового металла | 8000/5000 | 7 | ||
К480 | Для глубокой вытяжки изделий из листового металла. Одновременно с вытяжкой можно производить вырубку по контуру | 630/400 | 20 | ||
Основные паспортные данные прессов отечественного производства | Приложение 8, лист 4 | ||||
Наименование оборудования | Модель | Назначение и область применения | Номинальное усилие, кН | Число ходов ползуна в минуту | Оптовая цена, руб. |
К5535 | Для изготовления изделий из листового металла, требующих глубокой вытяжки, одновременно с вытяжкой на прессе можно производить вырубку по контуру | 3150/2000 | 10 | 53400п | |
Пресс однокривошипный закрытый, двойного действия | К5538 | 6300/4000 | 8 | 92500п | |
Пресс обрезной кривошипный закрытый | КА9532 | 1600 | 50 | 13500п | |
К9532 | 1600 | 37 | 8200 | ||
КБ9534 | 2500 | 32 | |||
К9536 | 4000 | 25 | 25500п | ||
К9538 | 6300 | 20 | 44100п | ||
К9540 | 10000 | 16 | 84650у | ||
К9542 | 16000 | 10 | 108400у | ||
К9544 | 25000 | 6 | 250000у | ||
Пресс двухкривошипный двухстоечный закрытый | К007 | Для выполнения работ, требующих относительно большого хода ползуна | 1000/630 | 12 | |
Пресс двухкривошипный закрытый, простого действия | К378А | Для изготовления крупногабаритных деталей из листового металла вырубкой, гибкой, формовкой, неглубокой вытяжкой и других холодноштамповочных работ | 10000 | 15 | |
К3730 | 1000 | 50 | 15000у | ||
Пресс двухкривошипный закрытый, простого действия | К3730А | Для вырубки, неглубокой вытяжки, гибки изделий из листового и полосового металла и других холодноштамповочных работ | 1000 | 50 | |
К3732 | 1600 | 45; 30; 22 | 15250п | ||
КБ3732 | 1600 | 48; 32; 24 | 2424400п | ||
К3534А | 2500 | 18 | 35000п | ||
К3534 | 2500 | 24 | 70000у | ||
К3735А | 3150 | 18 | 49500п | ||
К3537 | 4000 | 20 | 32640п | ||
КА3537 | 5000 | 20 | 50000у | ||
КА3539 | 8000 | 17 | 52000п | ||
КБ3539 | 8000 | 20 | 66300у | ||
К3540 | 10000 | 20 | 188000р | ||
К3541 | 12500 | 15 | 150000у | ||
К3544 | 25000 | 9; 7 | 600000у | ||
К3545Б | 31500 | 8 | 500000У | ||
Пресс двухкривошипный закрытый, двойного действия | КА6030 | Для глубокой вытяжки изделий из листового металла | 1000 | 10 | 26900у |
Основные паспортные данные прессов отечественного производства | Приложение 8, лист 5 | ||||
Наименование оборудования | Модель | Назначение и область применения | Номинальное усилие, кН | Число ходов ползуна в минуту | Оптовая цена, руб. |
Пресс двухкривошипный закрытый, двойного действия | К6537А | Для штамповки из листа крупногабаритных деталей удлиненной формы, требующих операций глубокой вытяжки | 5000/5000 | 12; 9 | |
Пресс четырехкривошипный закрытый, простого действия | К664 | Для выполнения различных операций холодной штамповки из листового металла, вырубки, гибки, формовки, неглубокой вытяжки | 5000 | 15 | |
К665 | 8000 | 15 | |||
Пресс четырехкривошипный закрытый, простого действия, с самовосстанавливающимся предохранителем: устройствами, обеспечивающими ускоренную смену штампов, микроприводом | К4540 | Для вырубки, вытяжки, гибки изделий из листового металла и других холодноштамповочных работ, применяется преимущественно для штамповки крупногабитных изделий сложной конфигурации | 10000 | 13; 15 | 450000у |
К4537А | 5000 | 14; 18 | 265000р | ||
К4039 | 8000 | 15 | 273000у | ||
К4537 | 5000 | 15 | 136500р | ||
Пресс четырехкривошипный закрытый, простого действия | К4542 | 16000 | 12 | 500000у | |
К4543 | 20000 | 12 | 435000у | ||
К4546 | 40000 | 6,5 | 800000у | ||
Пресс однокривошипный закрытый, двойного действия | КА5530 | Для изготовления изделий из листового металла, требующих глубокой вытяжки. Одновременно с вытяжкой на прессе можно производить вырубку по контуру | 1000/630 | 16 | 17000п |
Пресс чеканочный кривошипноколенный | К8332 | Для холодной калибровки чеканки, рельефной штамповки и других штамповочных операций, требующих относительно больших усилий при небольших рабочих ходах | 1600 | 63 | 9500у |
К8334 | 2500 | 60 | 14000у | ||
К8336 | 4000 | 50 | 12000п | ||
К8338 | 6300 | 40 | 15000у | ||
К8340 | 10000 | 32 | 22600п | ||
К8342 | 16000 | 25 | 33980п | ||
К8344 | 25000 | 20 | 180000у | ||
Основные паспортные данные прессов отечественного производства | Приложение 8, лист 6 | ||||
Наименование оборудования | Модель | Назначение и область применения | Номинальное усилие, кН | Число ходов ползуна в минуту | Оптовая цена, руб. |
Пресс винтовой фрикционный | Ф1224 | Для выполнения различных штамповочно-высадочных, рихтовочных и калибровочных работ | 250 | 30 | 3040п |
Ф1226 | 400 | 25 | |||
Ф1230 | 1000 | 19 | |||
Ф1234 | 2500 | 18 | 9140п | ||
Ф1236 | 4000 | 16 | 17800р | ||
Ф1238 | 6300 | 11 | 23100п | ||
Пресс винтовой с дугостаторным приводом | Ф1728 | 630 | 40 | 7800п | |
Ф1730 | 1000 | 38 | 8600п | ||
ФА1732 | 1600 | 19 | 10000п | ||
ФБ1732 | 1600 | 36 | 15000п | ||
Ф1734 | 2500 | 34 | 14700п | ||
Ф1736 | 4000 | 30 | 30400п | ||
Ф1738 | 6300 | 25 | 42700п | ||
Ф1740 | 10000 | 20 | 60000у | ||
Листогибочные прессы кривошипные | ИА1328 | Для изготовления гнутых профилей из листового металла, гибки, отбортовки и пробивки отверстий | 630 | 30; 10 | 11900у |
И1330 | 1000 | 30; 10 | 30100п | ||
И1330А | 1000 | 30; 10 | 16000п | ||
И1332 | 1600 | 24; 8 | 23900п | ||
И1332Б | 1600 | 24; 8 | 21000п | ||
И1334А | 2500 | 24; 8 | 35000п | ||
И1334Б | 2500 | 24; 8 | 35000у | ||
И1336 | 4000 | 18; 6 | 62000у | ||
Листогибочные прессы гидравлические | ИА1430 | 1000 | 500 | 25400п | |
ИА1430А | 1000 | 500 | 26700п | ||
И1430 | 1000 | 500 | 25400п | ||
ИА1432 | 1600 | 560 | 37500п | ||
И1432А | 1600 | 580 | 40500у | ||
ИА1432 | 1600 | 560 | |||
И1434А | 2500 | 630 | 48900п | ||
Одностоечные правильно-запрессовочные прессы гидравлические | П6339 | Для выполнения правки, запрессовки и других формоизменяющих операций листовой штамповки | 1000 | 420 - 600 | 8000п |
ПА6322 | 160 | 420 - 600 | |||
П6326 | 400 | 460 - 710 | 1950п | ||
П6328 | 630 | 460 - 710 | 4490п | ||
ПА6330 | 1000 | 400 - 750 | |||
ПА6332 | 1600 | 485 - 750 | 17000п | ||
П6334 | 2500 | 485 - 800 | 10000п | ||
П6334А | 2500 | 485 - 800 | 11900п | ||
Гидравлические одностоечные прессы с гидроподушкой | П3226А | Для выполнения правки запрессовки, гибки, вытяжки и т.д. | 400 | 710 | 15800у |
П3230 | 1000 | 750 | 11000у | ||
П3232 | 1600 | 750 | 17800у | ||
П3232А | 1600 | 750 | 13600у | ||
Листоштамповочные гидравлические рамные прессы простого действия | П311 | Для любых операций листовой штамповки | 1600 | 900 | 19800п |
П313 | 2500 | 1060 | 21603п | ||
П315 | 6300 | 1400 | 45000п | ||
Примечание. Оптовые цены приведены с индексами: п - прейскурантная, у - условная, р - разовая.
Приложение 9 | ||||||
Модель | Назначение и область применения | Состав комплекса (модели) | Оптовая цена, руб. | |||
Пресс | Подача | Правильно разматывающее устройство | Ножницы для резки от ходов | |||
ВП-3-10 | Для штамповки деталей из ленточного материала | КД2120 | ВП38 | ПУ8 (ПУ63) | НП1 | 14000у |
ВП-3-16 | КД2122 | ВП38 | ПУ8 (ПУ63) | НП1 | 14400у | |
АККД2122-1 | КД2122 | ВП38 | ПУ8 (ПУ63) | НП1 | 18000у | |
АККД2328-1 | КД2328 | ВГ139 | ПУ7 | НП2 | 19500у | |
К18.001 | КД2130А | ВП40 | ПУ9 (ПУ250) | НП2 | 22000у | |
АКК2132А | КД2132А | ВП37 | ПУ10 (ПУ400) | НП2 | 20000у | |
РКП-3-6,3 | КД2118 | РКП10 | ПУ8 (ПУ63) | НП1 | 8000у | |
РКП-3-10 | КД2120 | РКП9 | ПУ8 (ПУ63) | НП1 | 10000у | |
КП-3-16 | КД2122 | КП6 | ПУ8 (ПУ63) | НП1 | 14400у | |
Примечание. Оптовые цены приведены с индексом у - условная.
Приложение 10 | ||||||
Модель | Назначение и область применения | Номинальное усилие, кН | Ход ползуна, мм | Число ходов ползуна в минуту | Число позиций | Оптовая цена, руб. |
А6122А | Для последовательной многопозиционной штамповки изделий из металлической рулонной ленты с автоматическим переносом штампуемой детали с позиции на позицию | 160 | 100 | 35 - 120 | 8 | 15000у |
АА6124А | 250 | 125 | 50 - 130 | 10 | 34100п | |
А6126В | 400 | 160 | 40 - 90 | 10 | 49200п | |
А6128А | 630 | 200 | 22 - 65 | 10 | 32000у | |
АА6130А | 1000 | 250 | 25 - 65 | 8 | 84000п | |
АА6132 | 1600 | 280 | 16 - 40 | 8 | 60000у | |
АА6134 | 2500 | 320 | 14 - 36 | 8 | 70000у | |
АА6136 | 4000 | 360 | 16 - 32 | 8 | 281800п | |
АА6138 | 6300 | 400 | 12 - 25 | 8 | 455437р | |
А6140 | 10000 | 600 | 16 | 8 | 572000у | |
Основные технические данные листоштамповочных многопозиционных автоматов | |||||||
Модель | Назначение и область применения | Номинальное усилие, кН | Ход траверсы, мм | Число ходов траверсы в минуту | Наибольшая толщина ленты, мм | Наибольшая величина подачи ленты мм | Оптовая цена, руб. |
А6214 | Для выполнения различных операций холодной штамповки из ленты | 25 | 8 | 1000 - 400 | 1,0 | 32 | 7000у |
АБ6218 | 63 | 12 | 800 - 320 | 1,2 | 40 | 7500у | |
АБ6220 | 100 | 16 | 630 - 250 | 1,4 | 50 | 8000у | |
АБ6224 | 250 | 25 | 550 - 160 | 1,8 | 110 | 15800п | |
АБ6226 | 400 | 28 | 315 - 120 | 2,0 | 140 | 18000у | |
АБ6228 | 630 | 32 | 250 - 100 | 2,2 | 180 | 40000у | |
АА6230 | 1000 | 40 | 200 - 80 | 2,8 | 240 | 56000у | |
АА6232 | 1600 | 50 | 160 - 63 | 3,6 | 280 | 60000у | |
Примечание. Оптовые цены приведены с индексами: п - прейскурантная, у - условная, р - разовая.
Приложение 11, лист 1 | ||||||||||
Наименование оборудования | Модель | Назначение и область применения | Основные данные | |||||||
Наибольший диаметр стержня изделия, мм | Номинальное усилие, кН | Длина, мм | Ход | Число ходов высадочного ползуна в минуту | Мощность электродвигателей, кВт | Оптовая цена, руб. | ||||
стержня изделия | заготовки | высадочного ползуна | ||||||||
Автомат холодновысадочный двухударный, с цельной матрицей | АА1214А | Для изготовления из калиброванного металла заклепок, заготовок винтов и болтов или подобных изделий | 2,5 | 80 | 4 - 12 -------- 20 | 70 | 450 - 700 | 3,2 | 10000у | |
А1216 | 4 | 160 | 6 - 40 --------- 12 - 50 | 70 | 220 - 300 | 5,5 | 5240п | |||
АА1218 | 6 | 315 | 10 - 60 --------- 75 | 100 | 160 - 220 | 7,5 | 7000п | |||
А1218 | 6 | 315 | 10 - 30 --------- 18 - 45 | 80 | 250 - 550 (регулируемое бесступенчатое) | 8 | 5000у | |||
АА1219Б | 8 | 500 | 12 - 80 --------- 100 | 120 | 180 - 250 | 14 | 12600п | |||
АА1219 | 8 | 500 | 12 - 80 --------- 100 | 120 | 120 - 180 | 10 | 8100п | |||
А1221А | 12 | 1000 | 20 - 120 ---------- 160 | 200 | 75 - 100 | 22 | 27000п | |||
А1222А | 16 | 2000 | 25 - 140 ---------- 42 - 175 | 250 | 70 - 100 | 38,2 | 34600у | |||
А1222 | 20 | 2500 | 30 - 160 ---------- 200 | 280 | 60 - 80 | 50 | 34000п | |||
Автомат холодновысадочный двухударный, с разъемной матрицей | А1420А | Для изготовления заготовок болтов, винтов, заклепок и других подобных изделий | 10 | 800 | 40 - 200 ---------- 160 | 180 - 240 | 19 | 17600у | ||
А1421А | 12 | 1250 | 50 - 150 ---------- 195 | 200 | 100 - 140 | 22 | 22000п | |||
А1422А | 16 | 2000 | 65 - 190 ---------- 255 | 200 | 100 - 140 | 32 | 26000у | |||
Примечание. Оптовые цены приведены с индексами: п - прейскурантная, у - условная, р - разовая.
Основные паспортные данные холодновысадочных и обрезных автоматов | |||||||||
Наименование оборудования | Модель | Назначение и область применения | Основные данные | ||||||
Наибольший диаметр стержня изделия, мм | Номинальное усилие, кН | Наибольшая длина стержня изделия, мм | Наибольшая длина утонченной части стержня под накатывание резьбы, мм | Число ходов ползуна в минуту | Мощность электродвигателя, кВт | Оптовая цена, руб. | |||
Автомат обрезной | А2318 | Для холодной обрезки по контуру цилиндрических и другой формы головок заготовок на шестигранник, квадрат, прямоугольник, овал для снятия лысок и т.д. с одновременным утончением стержня под накатывание резьбы, а также для повторной высадки | 6 | 31,5 | 75 | 20 | 100 | 4,5 | 7000у |
АА2318 | 6 | 31,5 | 60 | 18 | 100 - 150 | 4,1 | 14000у | ||
А2318А | 6 | 31,5 | 30 | 18 | 180 - 275 | 4,5 | 8500у | ||
А2320 | 10 | 31,5 | 100 | 30 | 70 - 100 | 7,0 | 10000у | ||
А2322 | 16 | 1250 | 160 | 45 | 60 - 85 | 18, 34 | 24000п | ||
А2323 | 20 | 1250 | 55 | 40 - 60 | 17 | 25000у | |||
Основные паспортные данные холодновысадочных и обрезных автоматов | Приложение 11, лист 2 | ||||||||
Наименование оборудования | Модель | Назначение и область применения | Основные данные | ||||||
Наибольший диаметр стержня изделия, мм | Длина стержня изделия, мм | Наибольшая длина заготовок, мм | Наибольшие размеры шурупа, мм диаметр (------------) длина | Производительность, шт./мин. | Мощность электродвигателей, кВт | Оптовая цена, руб. | |||
Автомат-комбайн для полного изготовления винтов и шурупов | А1918 | Для изготовления из калиброванной проволоки винтов в законченном виде, с полукруглой цилиндрической или потайной головкой | 6 | 10 - 50 | 75 | 4 -- 35 | 100 - 150 | 10,6 | 24000у |
А1916А | 4 | 8 - 32 | 48 | 3 -- 25 | 110 - 150 | 6,7 | 8400п | ||
Основные паспортные данные холодновысадочных и обрезных автоматов | |||||||||
Наименование оборудования | Модель | Назначение и область применения | Основные данные | ||||||
Наибольший диаметр стержня изделия, мм | Номинальное усилие, кН | Длина стержня изделия, мм | Наибольшие размеры заготовок, мм диаметр (-----------) длина | Число ходов ползуна (регулируемого) в минуту | Мощность электродвигателей, кВт | Оптовая цена, руб. | |||
Автомат холодновысадочный четырехпозиционный с резьбонакатным устройством, с устройством для подрезки торца и снятия фаски | АБ1918 | Для изготовления из калиброванного металла заготовок болтов и различных изделий стержневого типа | 6 | 400 | 12 - 60 | 9 -- 65 | 70 - 130 | 8,0 | 40000у |
Автомат холодновысадочный четырехпозиционный с резьбонакатным устройством | АБ1919 | 18 | 630 | 16 - 75 | 11 -- 80 | 63 - 130 | 14,0 | 40000у | |
А1920 | 10 | 1000 | 20 - 90 | 13 ---- 100 | 56 - 90 | 29; 81 | 50000у | ||
А1919 | 8 | 630 | 16 - 75 | 11 -- 80 | 63 - 130 | 23 | 50000у | ||
АБ1920 | 10 | 1000 | 20 - 90 | 13 ---- 100 | 65 - 130 | 32,0 | 63370у | ||
А1921 | 12 | 1600 | 25 - 100 | 16 ---- 125 | 50 - 80 | 35,14 | 49800п | ||
А104А | 16 | 2500 | 30 - 130 | 20 ---- 150 | 42 - 70 | 63,14 | 52600п | ||
АБ1922 | 16 | 2000 | 30 - 150 | 20 ---- 160 | 45 - 105 | 55 | 103000п | ||
А1923 | 20 | 4000 | 40 - 150 | 25 ---- 180 | 36 - 60 | 61,9 | 130000у | ||
А1924 | 24 | 5000 | 50 - 180 | 32 ---- 220 | 30 - 50 | 75 | 154600р | ||
Примечание. Оптовые цены приведены с индексами: п - прейскурантная, у - условная, р - разовая.
Основные паспортные данные холодновысадочных и обрезных автоматов | Приложение 11, лист 4 | ||||||||
Наименование оборудования | Модель | Назначение и область применения | Основные данные | ||||||
Наибольший диаметр резьбы гайки, мм | Номинальное усилие, кН | Размеры гайки, мм под ключ (-------------) высота | Наибольший диаметр заготовки, мм | Число ходов ползуна в минуту | Мощность электродвигателя, кВт | Оптовая цена, руб. | |||
Автомат холодновысадочный пятипозиционный гаечный | АА1822 | Для изготовления из калиброванного металла заготовок шестигранных гаек с фасками и отверстиями под резьбу или им подобных изделий | 16 | 3150 | 27 -- 12 | 24 | 65 | 40 | 600000у |
АА1823 | 20 | 5000 | 32 -- 22 | 29 | 50 | 58,3 | 150000у | ||
АА1818 | 6 | 630 | 10 -- 5 | 9 | 40 - 180 | 6,81 | 18500п | ||
АА1824 | 27 | 630 | 41 -- 22 | 37 | 40; 50 | 84,7 | 150000у | ||
Автомат холодновысадочный четырехпозиционный гаечный | А1819А | 8 | 800 | 14 - 6 | 14 | 130 | 10,0 | 19500п | |
А1822 | 16 | 3300 | 27 -- 13 | 24 | 50 - 65 | 40,54 | 58000п | ||
А1824 | 24 | 6300 | 41 -- 22 | 37 | 42 | 75 | 15000у | ||
Автомат холодновысадочный трехпозиционный | А1617А | 5 | 250 | 8 -- 4 | 8 | 120 - 180 | 4,62 | 7500п | |
Автомат холодновысадочный многопозиционный гаечный | АБ1821 | 12 | 2000 | 22 -- 10 | 19 | 65 - 80 | 19 | 26300п | |
Примечание. Оптовые цены приведены с индексами: п - прейскурантная, у - условная, р - разовая.
Приложение 12 | ||||||||
Наименование оборудования | Модель | Назначение и область применения | Основные данные | |||||
Наибольшая толщина разрезаемого листа, мм | Наибольшая ширина разрезаемого листа, мм | Число ходов ножа в минуту | Угол наклона подвижного ножа | Мощность электродвигателя, кВт | Оптовая цена, руб. | |||
Ножницы листовые кривошипные с наклонным ножом | НД3312 | Для резки листового материала по прямой линии | 1,6 | 1600 | 100 | 0°50' | 2,7 | 3000у |
НД3312Б | 1,6 | 1000 | 100 | 0°50' | 2,2 | 3300у | ||
НД3314 | 2,5 | 1600 | 65 | 1°20' | 3,0 | 2400п | ||
НД3314Г | 2,5 | 1600 | 65 | 1°20' | 3,2 | 4500п | ||
НД3316 | 4,0 | 2000 | 65 | 1°20' | 7,5 | 3200п | ||
НД3316Г | 4,0 | 2000 | 65 | 1°19' | 7,5 | 5600п | ||
НА3218 | 6,3 | 3150 | 60 | 1°30' | 11,8 | 11900п | ||
НД3218Б | 6,3 | 2000 | 50 | 1°30' | 8,3 | 3350п | ||
НД3318 | 6,3 | 2000 | 50 | 1°30' | 9,4 | 5000п | ||
НД3318Г | 6,3 | 2000 | 50 | 1°30' | 9,4 | 7300п | ||
ПЛ3318Б | 6,3 | 3200 | 50 | 1°30' | 14,3 | 7000у | ||
Н3118 | 6,3 | 2000 | 55 | 1°30' | 7,5 | 2220п | ||
НК3421 | 12,0 | 2000 | 45 | 2°10' | 17,0 | 14800у | ||
Н3121 | 12,5 | 2000 | 40 | 2°10' | 18,5 | 6450п | ||
Н3211 | 12,5 | 3200 | 40 | 1°40' | 16,5 | 27000у | ||
Н3221 | 12,5 | 3200 | 40 | 1°40' | 16,5 | 27000у | ||
НБ478 | 16,0 | 3200 | 30 | 2°40' | 28,5 | 15200п | ||
Н3222 | 16,0 | 3200 | 30 | 2°10' | 28,2 | 20100п | ||
Н478А | 16,0 | 3200 | 30 | 2°00' | 28,5 | 20000п | ||
Н3223 | 20,0 | 3200 | 30 | 2°10' | 30,0 | 23900у | ||
Н481А | 20,0 | 3150 | 30 | 2°10' | 28,2 | 24300п | ||
Н482 | 25,0 | 3200 | 20 | 2°50' | 40,0 | 28600п | ||
Н483 | 32,0 | 3150 | 20 | 3°00' | 41,2 | 30100п | ||
Ножницы гидравлические листовые с наклонным ножом | Н3721 | 12,5 | 3200 | 12 | 1°...2°30' | 31,1 | 30300у | |
Примечание. Оптовые цены приведены с индексами: п - прейскурантная, у - условная.
Приложение 13 | |
Прессовые автоматы | W, руб. |
Средней сложности - R до 14 ед. | 200,0 |
Большой сложности - R 14 - 35 ед. | 350,0 |
Особой сложности - R свыше 35 ед. | 500,0 |
Приложение 14 | |
Прессовые автоматы | Tрц, ч |
Холодновысадочные, обрезные, гаечные, для штамповки шариков и роликов, резьбонакатные, проволочно-гвоздильные, пружинонавивочные, цепевязальные |  |
Листоштамповочные с верхним и нижним приводом |  |
Приложение 15, лист 1 | |||
Конструктивные особенности | Модель | Наибольший диаметр стержня изделия, мм (дюйм) | Категория сложности ремонта (R) |
Легкие и средние | |||
Двухударный с цельной матрицей | МВК-01 | 2,6 | 7 |
Одноударный с цельной матрицей | А-110 | 3,0 | 7 |
Двухударный с цельной матрицей | А-120 | 3,0 | 9 |
АА-120 | 4,0 | 10 | |
52-ВА | 5,0 | 11 | |
Трехударный с цельной матрицей | 53-ВА | 5,0 | 11 |
Двухударный с цельной матрицей | 2ХВВ5 | 5,0 | 11 |
А-121 | 6,0 | 11 | |
Двухударный с разъемной матрицей | А-161 | 6,0 | 15 |
Одноударный с цельной матрицей | А-111 | 6,0 | 15 |
Многопозиционный комбайн | А-101 | 6,0 | 21 |
Для штамповки шариков | А-141 | 6,3 | 7 |
Двухударный с разъемной матрицей | А-169 | 8,0 | 20 |
Двухударный с цельной матрицей | 82-ВА | 8,0 | 15 |
Многопозиционный комбайн | А-102 | 8,0 | 24 |
Для штамповки шариков | А-124 | 8,0 | 8 |
Двухударный с разъемной матрицей | А-162 | 10,0 | 23 |
2ПОМ-10 | 10,0 | 21 | |
Для штамповки шариков | А-124-А | 10,0 | 10 |
А-143 | 10,0 | 10 | |
Для штамповки роликов | ДР-5ШМ | 16,0 | 15 |
Одноударный с цельной матрицей | ДР-5РМ | 13,0 | 13 |
"Кизерлинг" | 3/16 | 5 | |
Для штамповки шариков | VKF | 3/16 | 5 |
Двухударный с цельной матрицей | "Ватербюри" | 3/8 | 9,5 |
Двухударный с разъемной матрицей | "Манвиль" | 3/8 | 9,5 |
Для штамповки шариков | VKF | 7/16 | 12 |
"Гринвуд" "Батлей" | 14 | 16 | |
Категории ремонтной сложности. Автоматы холодновысадочные | Приложение 15, лист 2 | ||
Конструктивные особенности | Модель | Наибольший диаметр стержня изделия, мм (дюйм) | Категория сложности ремонта (R) |
Крупные, тяжелые, особо тяжелые, уникальные | |||
Двухударный с цельной матрицей | А-123 | 12 | 23 |
А-123Б | 12 | 23 | |
Для изготовления шестигранных гаек | А-411 | 12 | 18 |
Двухударный с разъемной матрицей | 122-ВА | 12 | 26 |
А-163 | 12 | 26 | |
А-163Б | 12 | 26 | |
Многопозиционный комбайн | А-103 | 12 | 34 |
Одноударный с цельной матрицей | А-113 | 12 | 20 |
1ХВ12 | 12 | 18 | |
Двухударный с цельной матрицей | 132ВА | 13 | 24 |
Двухударный с разъемной матрицей | А-124 | 16 | 27 |
АА-124 | 16 | 31 | |
А-164 | 16 | 31 | |
АА-164 | 16 | 31 | |
Для изготовления шестигранных гаек | А-412 | 19 | 23 |
Двухударный с разъемной матрицей | А-166 | 25 | 51 |
Для изготовления шариков | А-148А | 25 | 21 |
А-148 | 28 | 29 | |
Двухударный с цельной матрицей | "Ватербюри" | 5/8 | 37 |
Для изготовления шариков | VKF | 25 | 25 |
Примечания. 1. Для оценки ремонтных особенностей механообрабатывающего и кузнечно-прессового оборудования за эталон принята ремонтосложность токарно-винторезного станка 1К62 с наибольшим диаметром обрабатываемого изделия 400 мм и расстоянием между центрами 1000 мм. Агрегату-эталону присвоена II категория сложности ремонта. 2. Для различных видов технологического оборудования, не предусмотренных единой системой ППР, а также уникального оборудования нормативные материалы (категория сложности ремонта и т.д.) должны разрабатываться отделом главного механика предприятия и утверждаться директором предприятия.
Приложение 16 | |
Автоматическое кузнечно-прессовое оборудование | |
Автоматы холодновысадочные, обрезные, резьбонакатные, проволочно-гвоздильные, пружинонавивочные и цепевязальные с диаметром заготовки, мм: | |
До 4 | 1,30 |
4 - 8 | 2,00 |
8 - 12 | 3,30 |
12 - 16 | 4,00 |
свыше 16 | 4,70 |
Автоматы листоштамповочные с верхним и нижним приводом усилие, тс: | |
до 20 | 1,00 |
20 - 200 | 1,30 |
200 - 1000 | 1,50 |
свыше 1000 | 1,70 |
Приложение 17, лист 1 | |||||
Правильно-отрезные автоматы для правки металла | |||||
Диаметр выправляемого и отрезаемого металла, мм | Длина отрезаемого металла (наибольшая/наименьшая), мм | Модель | Cор, коп./мин. | Cо, коп./мин. | Cо ---- Cор |
2,5 - 6,3 | 6000 - 1000 | ИА6118 | 1,630 | 0,817 | 0,501 |
6,3 - 16,0 | 9000 - 2000 | И6122 | 1,630 | 0,828 | 0,508 |
Листоштамповочные прессы-автоматы с нижним приводом | |||||
Номинальное усилие, тс | Размеры стола, мм | Модель | Cор, коп./мин. | Cо, коп./мин. | Cо ---- Cор |
16 | 350 x 380 | А840 | 1,705 | 0,405 | 0,237 |
25 | 480 x 450 | А841 | 1,720 | 0,696 | 0,405 |
63 | 950 x 600 | А843В | 1,798 | 0,795 | 0,442 |
100 | 1100 x 770 | А845 | 1,814 | 1,303 | 0,718 |
160 | 1300 x 110 | А846 | 1,830 | 1,963 | 1,073 |
250 | 1300 x 110 | А847С | 1,847 | 13,023 | 7,047 |
Прессы-автоматы кривошипные многопозиционные | |||||
Номинальное усилие, тс | Расстояние между столом и пуансонодержателем, мм | Модель | Cор, коп./мин. | Cо, коп./мин. | Cо ---- Cор |
16 | 320 | Д6122 | 1,705 | 0,881 | 0,517 |
20 | 320 | А821 | 1,705 | 0,678 | 0,398 |
25 | 400 | А6124 | 1,705 | 1,242 | 0,728 |
40 | 400 | А6126Б | 1,705 | 1,525 | 0,894 |
80 | 400 | А823 | 1,772 | 1,725 | 0,973 |
100 | 500 | А6130 | 1,772 | 2,410 | 1,360 |
160 | 670 | А6132А | 1,772 | 2,373 | 1,339 |
250 | 670 | А6134 | 1.814 | 3,606 | 1,988 |
400 | 800 | А6136А | 1,847 | 6,175 | 3,343 |
1000 | 1000 | А6140 | 1.847 | 10,902 | 5,902 |
Элементы затрат, приходящиеся на одну минуту работы автоматического кузнечно-прессового оборудования | Приложение 17, лист 2 | |||
Автоматы универсально-гибочные | ||||
Наибольший диаметр проволоки, мм | Модель | Cор, коп./мин. | Cо, коп./мин. | Cо ---- Cор |
0,8 | А910А | 1,630 | 0,576 | 0,353 |
2,0 | А912Г | 1,630 | 0,765 | 0,469 |
32,0 | А931В | 1,723 | 0,363 | 0,211 |
Холодновысадочные автоматы двухударные | ||||||
Наибольший диаметр стержня изделия, мм | Номинальное усилие, тс | Модель | Вид матрицы | Cор, коп./мин. | Cо, коп./мин. | Cо ---- Cор |
4 | 16 | А1216 | Цельная | 1,630 | 0,572 | 0,351 |
6 | 16 | А121Б | 1,630 | 0,670 | 0,411 | |
8 | 16 | А129 | 1,630 | 1,053 | 0,646 | |
12 | 125 | А1221 | 1,630 | 1,435 | 0,880 | |
16 | 125 | А124 | 1,645 | 1,693 | 1,029 | |
20 | 250 | А1223 | 1,678 | 4,788 | 2,853 | |
10 | 80 | А1420 | Разъемная | 1,630 | 1,003 | 0,615 |
12 | 80 | А163В | 1,630 | 1,803 | 1,106 | |
12 | 125 | А1421А | 1,630 | 2,567 | 1,575 | |
16 | 160 | А1422 | 1,678 | 2,450 | 1,460 | |
25 | 160 | А1424 | 1,723 | 5,648 | 3,278 | |
Приложение 18, лист 1 | |||||||||||
0,05 - 0,48 | 0,49 - 1,05 | 1,1 - 4,1 | 4,2 - 9,1 | 9,2 - 31 | 32 - 80 | ||||||
мин. | ч | мин. | ч | мин. | ч | мин. | ч | мин. | ч | мин. | ч |
0,05 | 0,00084 | 0,49 | 0,00616 | 1,1 | 0,0184 | 4,2 | 0,0700 | 9,2 | 0,153 | 32 | 0,535 |
0,052 | 0,00087 | 0,5 | 0,00834 | 1,15 | 0,0192 | 4,3 | 0,0718 | 9,3 | 0,155 | 33 | 0,55 |
0,055 | 0,00092 | 0,51 | 0,00850 | 1,2 | 0,02 | 4,4 | 0,0734 | 9,4 | 0,157 | 34 | 0,567 |
0,06 | 0,001 | 0,52 | 0,00867 | 1,25 | 0,0208 | 4,5 | 0,075 | 9,5 | 0,158 | 35 | 0,584 |
0,063 | 0,00105 | 0,53 | 0,00884 | 1,3 | 0,0217 | 4,6 | 0,0767 | 9,6 | 0,16 | 36 | 0,6 |
0,065 | 0,00108 | 0,54 | 0,009 | 1,35 | 0,0225 | 4,7 | 0,0784 | 9,7 | 0,161 | 37 | 0,617 |
0,07 | 0,00111 | 0,55 | 0,00917 | 1,4 | 0,0234 | 4,8 | 0,08 | 9,8 | 0,163 | 38 | 0,634 |
0,075 | 0,00125 | 0,56 | 0,00935 | 1,45 | 0,0242 | 4,9 | 0,0817 | 9,9 | 0,165 | 39 | 0,65 |
0,08 | 0,00133 | 0,57 | 0,0095 | 1,5 | 0,025 | 5,0 | 0,0834 | 10 | 0,167 | 40 | 0,667 |
0,085 | 0,00142 | 0,58 | 0,0097 | 1,55 | 0,0258 | 5,1 | 0,085 | 10,5 | 0,179 | 41 | 0,684 |
0,09 | 0,0015 | 0,59 | 0,00984 | 1,6 | 0,0267 | 5,2 | 0,0867 | 11 | 0,183 | 42 | 0,7 |
0,095 | 0,00158 | 0,6 | 0,01 | 1,65 | 0,0275 | 5,3 | 0,0884 | 11,5 | 0,192 | 43 | 0,718 |
0,1 | 0,00167 | 0,61 | 0,0102 | 1,7 | 0,0284 | 5,4 | 0,09 | 12 | 0,2 | 44 | 0,734 |
0,11 | 0,00183 | 0,62 | 0,0103 | 1,75 | 0,0292 | 5,5 | 0,0917 | 12,5 | 0,208 | 45 | 0,75 |
0,12 | 0,002 | 0,63 | 0,0106 | 1,8 | 0,03 | 5,6 | 0,0934 | 13 | 0,217 | 46 | 0,767 |
0,13 | 0,00217 | 0,64 | 0,0107 | 1,85 | 0,0309 | 5,7 | 0,095 | 13,5 | 0,225 | 47 | 0,784 |
0,14 | 0,00234 | 0,65 | 0,0108 | 1,9 | 0,0317 | 5,8 | 0,0967 | 14 | 0,234 | 48 | 0,8 |
0,15 | 0,0025 | 0,66 | 0,0110 | 1,95 | 0,0325 | 5,9 | 0,0984 | 14,5 | 0,242 | 49 | 0,817 |
0,16 | 0,00267 | 0,67 | 0,0112 | 2,0 | 0,0333 | 6,0 | 0,1 | 15 | 0,25 | 50 | 0,834 |
0,17 | 0,00283 | 0,68 | 0,0113 | 2,05 | 0,0342 | 6,1 | 0,102 | 15,5 | 0,258 | 51 | 0,85 |
0,18 | 0,003 | 0,69 | 0,0115 | 2,1 | 0,035 | 6,2 | 0,103 | 16 | 0,267 | 52 | 0,867 |
0,2 | 0,00333 | 0,7 | 0,0117 | 2,15 | 0,0359 | 6,3 | 0,105 | 16,5 | 0,275 | 53 | 0,884 |
0,21 | 0,00350 | 0,71 | 0,0118 | 2,20 | 0,0367 | 6,4 | 0,106 | 17,0 | 0,284 | 54 | 0,900 |
0,22 | 0,00367 | 0,72 | 0,0120 | 2,25 | 0,0375 | 6,5 | 0,108 | 17,5 | 0,292 | 55 | 0,917 |
0,23 | 0,00384 | 0,73 | 0,0122 | 2,30 | 0,0384 | 6,6 | 0,110 | 18,0 | 0,300 | 56 | 0,934 |
0,24 | 0,00400 | 0,74 | 0,0123 | 2,35 | 0,0392 | 6,7 | 0,112 | 38,5 | 0,309 | 57 | 0,950 |
0,25 | 0,00417 | 0,75 | 0,0125 | 2,40 | 0,0400 | 6,8 | 0,113 | 19,0 | 0,317 | 58 | 0,960 |
0,26 | 0,00434 | 0,76 | 0,0127 | 2,45 | 0,0409 | 6,9 | 0,115 | 19,5 | 0,325 | 59 | 0,984 |
0,27 | 0,00450 | 0,77 | 0,0128 | 2,50 | 0,0417 | 7,0 | 0,117 | 20,0 | 0,333 | 60 | 1,000 |
0,28 | 0,00467 | 0,78 | 0,0130 | 2,55 | 0,0425 | 7,1 | 0,118 | 20,5 | 0,342 | 61 | 1,020 |
0,29 | 0,00484 | 0,79 | 0,0132 | 2,60 | 0,0434 | 7,2 | 0,120 | 21,0 | 0,350 | 62 | 1,030 |
0,3 | 0,00500 | 0,80 | 0,0133 | 2,65 | 0,0442 | 7,3 | 0,122 | 21,5 | 0,359 | 63 | 1,050 |
0,31 | 0,00517 | 0,81 | 0,0135 | 2,70 | 0,0450 | 7,4 | 0,123 | 22,0 | 0,367 | 64 | 1,070 |
0,32 | 0,00534 | 0,82 | 0,0137 | 2,70 | 0,0450 | 7,5 | 0,125 | 122,5 | 0,375 | 65 | 1,080 |
0,33 | 0,00550 | 0,83 | 0,0138 | 2,75 | 0,0459 | 7,6 | 0,127 | 23,0 | 0,384 | 66 | 1,100 |
0,34 | 0,00567 | 0,84 | 0,0140 | 2,80 | 0,0467 | 7,7 | 0,128 | 23,5 | 0,392 | 67 | 1,120 |
0,35 | 0,00584 | 0,85 | 0,0142 | 2,85 | 0,0475 | 7,8 | 0,130 | 24,0 | 0,400 | 68 | 1,130 |
0,36 | 0,00600 | 0,86 | 0,0143 | 2,90 | 0,0484 | 7,9 | 0,132 | 24,5 | 0,409 | 69 | 1,150 |
0,37 | 0,00617 | 0,87 | 0,0145 | 2,95 | 0,0492 | 8,0 | 0,133 | 25,0 | 0,417 | 70 | 1,170 |
0,38 | 0,00634 | 0,88 | 0,0146 | 3,00 | 0,0500 | 8,1 | 0,135 | 25,5 | 0,425 | 71 | 1,180 |
0,39 | 0,00650 | 0,89 | 0,0148 | 3,10 | 0,0517 | 8,2 | 0,137 | 26,0 | 0,434 | 72 | 1,200 |
0,40 | 0,00667 | 0,90 | 0,0150 | 3,20 | 0,0535 | 8,3 | 0,138 | 27,0 | 0,450 | 73 | 1,220 |
0,41 | 0,00684 | 0,92 | 0,0153 | 3,30 | 0,055 | 8,4 | 0,140 | 27,5 | 0,459 | 74 | 1,230 |
0,42 | 0,00700 | 0,93 | 0,0155 | 3,40 | 0,0567 | 8,5 | 0,142 | 28,0 | 0,467 | 75 | 1,250 |
Перевод минут в часы | Приложение 18, лист 3 | ||||||||||
0,05 - 0,48 | 0,49 - 1,05 | 1,1 - 4,1 | 4,2 - 9,1 | 9,2 - 31 | 32 - 80 | ||||||
мин. | ч | мин. | ч | мин. | ч | мин. | ч | мин. | ч | мин. | ч |
0,43 | 0,00717 | 0,94 | 0,0157 | 3,5 | 0,0584 | 8,6 | 0,143 | 28,5 | 0,475 | 76 | 1,27 |
0,44 | 0,00734 | 0,95 | 0,0158 | 3,6 | 0,06 | 8,7 | 0,145 | 29 | 0,484 | 77 | 1,28 |
0,45 | 0.00750 | 0,96 | 0,016 | 3,7 | 0,0617 | 8,8 | 0,146 | 29,5 | 0,492 | 79 | 1,32 |
0,46 | 0,00768 | 0,97 | 0,0161 | 3,8 | 0,0634 | 8,9 | 0,148 | 30 | 0,5 | 80 | 1,33 |
0,47 | 0,00784 | 0,98 | 0,0163 | 3,9 | 0,065 | 31 | 0,517 | ||||
0,48 | 0,00800 | 1,00 | 0,0167 | 4,0 | 0,0667 | 9,0 | 0,15 | ||||
1,05 | 0,0175 | 4,1 | 0,0684 | 9,1 | 0,151 | ||||||
Приложение 19 | ||||||||||
Десятые доли | Сотые доли часа | |||||||||
0,00 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | |
Время, мин. | ||||||||||
0,0 | - | 0,6 | 1,2 | 1,8 | 2,4 | 3,0 | 3,6 | 4,2 | 4,8 | 5,4 |
0,1 | 6 | 6,6 | 7,2 | 7,8 | 8,4 | 9,0 | 9,6 | 10,2 | 10,8 | 11,4 |
0,2 | 12 | 12,6 | 13,2 | 13,8 | 14,4 | 15,0 | 15,6 | 16,2 | 16,8 | 17,4 |
0,3 | 18 | 18,6 | 19,2 | 19,8 | 20,4 | 21,0 | 21,6 | 22,2 | 22,8 | 23,4 |
0,4 | 24 | 24,6 | 25,2 | 25,8 | 26,4 | 27,0 | 27,6 | 28,2 | 28,8 | 29,4 |
0,5 | 30 | 30,6 | 31,2 | 31,8 | 32,4 | 33,0 | 33,6 | 34,2 | 34,8 | 35,4 |
0,6 | 36 | 36,6 | 37,2 | 37,8 | 38,4 | 39,0 | 39,6 | 40,2 | 40,8 | 41,4 |
0,7 | 42 | 42,6 | 43,2 | 43,8 | 44,4 | 45,0 | 45,6 | 46,2 | 46,8 | 47,4 |
0,8 | 48 | 48,6 | 49,2 | 49,8 | 50,4 | 51,0 | 51,6 | 52,2 | 52,8 | 53,4 |
0,9 | 54 | 54,6 | 55,2 | 55,8 | 56,4 | 57,0 | 57,6 | 58,2 | 58,8 | 59,4 |
Примечания. 1. Перевести 0,34 ч в минуты. По вертикальной графе слева находим 0,3 ч; по горизонтальной графе вверху находим 0,04 ч; на пересечении граф 0,3 и 0,04 находим для 0,34 ч время 20,4 мин.
2. Перевести 25,2 мин. в часы. Находим в таблице 25,2 мин. и определяем, что это время составит в часах: 0,4 ч + 0,02 ч = 0,42 ч.