СПРАВКА
Источник публикации
М., НИИ труда, 1984
Примечание к документу
Название документа
"Общемашиностроительные нормативы времени на изготовление цилиндрических пружин"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени на изготовление цилиндрических пружин"
(утв. Госкомтрудом СССР)
Содержание
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ПРУЖИН
Сборник содержит нормативы режимов обработки и вспомогательного времени при навивке пружин на автоматах, станках и приспособлениях, а также нормативы подготовительно-заключительного времени, времени на организационно-техническое обслуживание, отдых и личные надобности в зависимости от вида оборудования и способа навивки пружин.
Общемашиностроительные нормативы времени на изготовление цилиндрических пружин (для всех типов производства) разработаны Центральным бюро нормативов по труду при участии нормативно-исследовательских организаций и предприятий машиностроения.
Сборник нормативов рассчитан для нормировщиков и технологов, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на изготовление цилиндрических пружин в цехах и участках предприятий машиностроения.
Нормативы одобрены и рекомендованы ЦБНТ для применения на предприятиях машиностроения.
С введением настоящего сборника ранее действующий сборник издания 1974 г. отменяется.
Приведенные в сборнике нормативы времени предназначены для технического нормирования работ при изготовлении цилиндрических пружин для всех типов производства.
За основу в сборнике принято среднесерийное производство с числом деталей в партии 100 шт. Для другого числа деталей в партии применяются поправочные коэффициенты, приведенные в карте 2.
В основу разработки указанного сборника положены хронометражные наблюдения, фотографии рабочего дня ряда машиностроительных предприятий, результаты изучения организации труда, кроме того, были использованы действующие нормативы на изготовление цилиндрических пружин и отраслевые нормативы времени.
Сборник содержит нормативы режимов обработки и вспомогательного времени при навивке пружин на автоматах, нормы штучного времени на приемы, комплексы приемов и операции по изготовлению цилиндрических пружин, а также нормативы подготовительно-заключительного времени, времени на организационно-техническое обслуживание, отдых и личные надобности в зависимости от вида оборудования и способа навивки пружин.
Нормативы времени рассчитаны на приемы и комплексы приемов, составленные по технологическим признакам и видам работ, встречающимся при изготовлении пружин, и установлены с учетом основных факторов, влияющих на их продолжительность.
Приведенные в нормативной части сборника числовые значения факторов "до" следует понимать включительно. Нормативные величины рассчитаны на крайние значения факторов.
Норма времени (Нвр) при навивке пружины на автомате определяется по следующей формуле:

--------------------------------
<1> При расчете нормы времени в массовом производстве подготовительно-заключительное время не включается.
где Tо - основное (технологическое) время, мин.;
Tвсп - вспомогательное время, мин.;
ап.з - подготовительно-заключительное время;
аобс - время организационно-технического обслуживания в % от оперативного времени;
аотл - время на отдых и личные надобности в % от оперативного.
На остальные виды работ для упрощения расчета в нормативных картах приводится норма времени, в которой содержится подготовительно-заключительное время, время на обслуживание рабочего места, время на отдых и личные надобности в размере 9 - 16% от оперативного времени в зависимости от вида работ и оборудования. В этом случае расчет нормы времени на операцию производится по формуле:
Нвр = (T1 + T2 + T3 + ... + Tn) · K мин.,
где T1...Tn - нормативное время, взятое из карт на выполнение отдельных приемов и комплексов приемов при изготовлении пружин, мин.;
K - коэффициент, учитывающий число деталей в партии.
На работы, не предусмотренные сборником, а также при внедрении на предприятиях более прогрессивной технологии, организации производства и труда следует разрабатывать и вводить в установленном порядке технически обоснованные местные нормативы времени.
При внедрении бригадной формы организации труда нормативы могут быть использованы для расчета комплексных норм в соответствии с "Методическими основами бригадной формы организации и стимулирования труда в промышленности", разработанными НИИ труда и одобренными Госкомтрудом СССР.
До введения на предприятиях настоящих нормативов необходимо провести организационно-технические мероприятия, обеспечивающие выполнение предусмотренных норм и осуществить производственный инструктаж рабочих.
Ниже приводятся примеры расчета норм времени по настоящим нормативам.
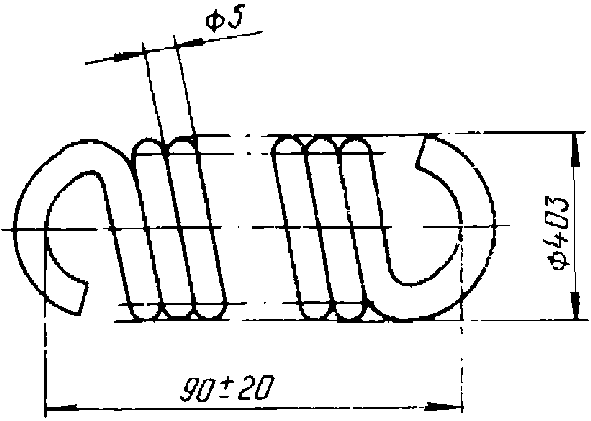
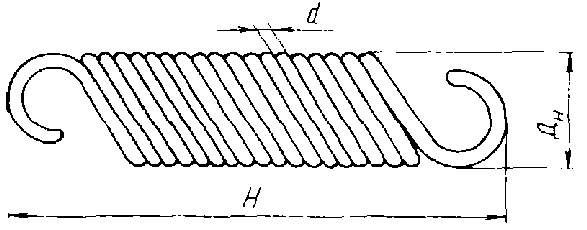
Пример 1. Изготовить пружину растяжения. | ||
 | ||
Исходные данные: | ||
Обрабатываемый материал и характер заготовки | - | - проволока стальная углеродистая пружинная 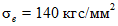 |
Наружный диаметр пружины | - | D = 40,0 мм |
Диаметр проволоки | - | d = 5 мм |
Число витков пружины | - | z = 11,5 |
Шаг пружины | - | S = 5 мм |
Число деталей в партии | - | 12 шт. |
Тип производства | - | мелкосерийное |
N операции | Наименование операции, комплекса приемов | Факторы, влияющие на продолжительность операции | Номер карты и позиции | Время, мин. | |
1 | Навивочная | ||||
Навить заготовку на токарном станке 1К62 | D = 40,0 мм d = 5 мм z = 40 навивается заготовка на 3 пружины | 1,2 Время на 1 пружину: 1,2 мин. : 3 = 0,4 | |||
2 | Слесарная | ||||
а) | Рубить заготовку на пружины с числом витков 12,5 на плите зубилом | d = 5 мм H = 60 мм | 0,26 | ||
б) | Гнуть зацепы в полвитка с обеих сторон в оправке, закрепленной в тисках | D = 40,0 мм d = 5 мм | 0,51 | ||
в) | Править пружину по шагу на плите, зубилом и молотком | D = 40,0 мм d = 5 мм z = 11,5 | 0,31 x 2 = 0,62 | ||
г) | Проверка пружины трехкратным растяжением на ручном прессе | D = 40,0 мм z = 11,5 S = d d = 5 мм | 0,082 x 1,25 = 0,102 | ||
д) | Промыть пружину в ванне | D = 40,0 мм H = 60 мм | 0,16 | ||
Итого времени | 2,052 | ||||
3 | Поправочный коэффициент на число деталей в партии | Партия - 12 шт. | Коэффициент 1,15 | ||
Нвр = 2,052 · 1,15 = 2,36 мин.
Пример 2. Изготовить пружину сжатия. | ||
 | ||
Исходные данные | ||
Обрабатываемый материал | - | сталь легированная рессорнопружинная 50ХГА, горячекатанная  |
Наружный диаметр пружины | - | Dп = 125 мм |
Диаметр прутка | - | d = 25 мм |
Высота пружины | - | H = 225 мм |
Число рабочих витков пружины | - | z = 4,5 |
Шаг пружины | - | S = 50 мм |
Число деталей в партии | - | n = 30 шт. |
Тип производства | - | среднесерийное |
N операции | Наименование операции, комплекса приемов | Факторы, влияющие на продолжительность операции | Номер карты и позиции | Время, мин. |
1 | Навивочная | |||
Навить заготовку пружины в горячем состоянии на токарном станке 1К62 | D = 125 мм d = 25 мм z = 4,5 S = 50 мм | 1,5 x 1,15 = 1,72 | ||
2 | Слесарная | |||
Поджатие опорных витков и правка по шагу | D = 125 мм d = 25 мм z = 4,5 | 3,6 | ||
3 | Шлифовальная | |||
Шлифование торцов пружин с обеих сторон предварительное и окончательное на обдирочно-шлифовальном станке | D = 125 мм d = 25 мм | 1,24 + 5,6 = 6,8 | ||
4 | Обжатие | |||
Трехкратное обжатие пружин на гидравлическом прессе | Dн = 125 мм z = 4,5 | 0,36 | ||
Итого времени | 12,48 | |||
5 | Поправочный коэффициент на число деталей в партии | Партия 30 шт. | 1,07 | |
Нвр = 12,48 · 1,07 = 13,3 мин.
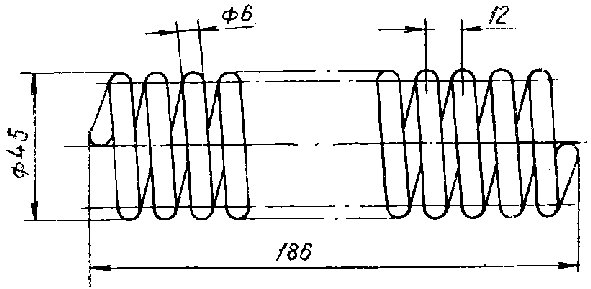
Пример 3. Изготовить пружину сжатия на автомате. | ||
 | ||
Исходные данные: | ||
Обрабатываемый материал | - | проволока стальная углеродистая пружинная  |
Оборудование | - | Автомат "Слиппер" N 3 |
Средний диаметр пружины | Dср = 39 мм; | |
Диаметр проволоки | - | d = 6 мм |
Высота пружины | - | H = 186 мм |
Число витков пружины | - | z = 15,5 |
Шаг пружины | - | S = 12 мм |
N позиции | Наименование операции, комплекса приемов | Факторы, влияющие на продолжительность операции | Номер карты и позиции | Время, мин. |
1 | Установить моток проволоки на вращающееся приспособление и заправить конец проволоки в автомат | Масса мотка - 60 кг Количество пружин из одного мотка - 145 Расстояние перемещения - 10 м | 2,9 + 2,1 = 5 На одну пружину: 5,0 : 145 = 0,0345 | |
2 | Навить и отрезать пружину на автомате | Dср = 39 мм d = 6 мм z = 15,5 V = 20 м/мин. | z1 = 159 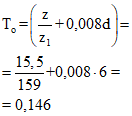 | |
Итого оперативного времени | 0,18 | |||
3 | Организационно-техническое обслуживание, отдых и личные надобности | 14% | ||

Нормативы на изготовление пружин разработаны применительно к следующим типам оборудования:
1. Пружинно-навивочные автоматы и полуавтоматы.
2. Токарные станки.
3. Пружинно-навивочные станки.
4. Эксцентриковые прессы и ножницы для рубки заготовок и отгибки зацепов.
5. Обдирочно-шлифовальные и специализированные станки для шлифования торцов пружин.
6. Пневмоприспособления для отгибки конца пружины, развития средней части пружины.
7. Ручные приспособления для навивки пружин, гибки зацепов, правки и обжатия пружин.
8. Испытательные стенды для проверки пружин на горизонтальное 3-кратное растяжение.
9. Гидравлические пресса для правки пружин по шагу и высоте 3-кратного обжатия.
Навивка пружин на токарно-винторезных станках производится в холодном и горячем состоянии. Мелкие пружины навивают вручную на оправках в тисках, в ручных приспособлениях или с механическим приводом.
Подбор оправок для навивки пружин на токарных станках и вручную производится с учетом упругих деформаций навиваемой проволоки, которая определяется ее механическими свойствами. Учитывая увеличение диаметра навитой пружины после ее снятия с оправки, последние берутся несколько меньшего диаметра, чем требуемый внутренний диаметр пружины. В приложении 1 приведены диаметры оправок для навивки пружин из проволоки нормальной прочности с  . Для проволоки, прочность которой отличается от указанной в нормативной карте, даны поправочные коэффициенты.
. Для проволоки, прочность которой отличается от указанной в нормативной карте, даны поправочные коэффициенты.
. Для проволоки, прочность которой отличается от указанной в нормативной карте, даны поправочные коэффициенты.Разрезка витых заготовок на отдельные пружины производится кусачками, зубилом, на абразивно-отрезных станках, на прессах.
Гибка зацепов у пружин растяжения осуществляется плоскогубцами, в ручных приспособлениях, в тисках.
Ниже приведены виды приспособлений для подгибки зацепов.
Торцы пружин сжатия в зависимости от требований подвергают шлифованию на шлифовально-обдирочных станках различных типов и моделей, широко используемых на машиностроительных заводах.
Технологическая операция обжатия пружин имеет целью вызвать пластическую деформацию в тех местах пружины, где образовались забоины, вмятины и перенапряжения, что обеспечивает стабильность в работе. Кроме того, данная операция выполняет и контрольные функции для обнаружения скрытых трещин, которые могли возникнуть на различных этапах изготовления.

Приспособление для подгибки зацепов в полвитка

Приспособление при подгибке зацепа в полвитка
с удлиненной частью для спрямления витка

Приспособление при подгибке зацепа в полвитка
с удлиненной частью для подгибки витка
Для более ответственных пружин сжатия применяется операция заневоливания, которая заключается в их нагружении до соприкосновения витков и выдерживания их в таком состоянии в течение 6 - 48 часов.
Для пружин растяжения заневоливание заключается в их нагружении растягивающей нагрузкой, равной рабочей или на 30 - 50% ее превышающей. В нормативах приводятся данные для изготовления пружин из круглой пружинной стальной проволоки, поставляемой в упрочненном и неупрочненном виде. Навивка пружин на автоматах выполняется из проволоки, поставляемой в упрочненном виде. На токарных станках и на оправках вручную пружины навивают из материалов, поставляемых в любом виде.
В таблице 1 приводятся основные технические характеристики автоматов.
Таблица 1
Техническая характеристика | А562 | А563А | А520 | А521 | А522А | СА524 | ПН-1 | Слипер и Хартлей | Вафисс | А525 | ПНА-0 | ПНА-1 | ПНА-2 | А512 | А514 | ЗИМ-410 | ЗИМ-430 | ||||
1 | 2 | 3 | УФМ-2 | УФМ-3 | УФМ-4 | ||||||||||||||||
Наибольший диаметр навиваемой проволоки, мм | 3 | 6,3 | 1,6 | 2,5 | 4,0 | 10 | 1,0 | 1,6 | 3,4 | 6,4 | 3,0 | 6,0 | 12 | 16 | 0,8 | 1,3 | 3 | 4 | 10 | 0,3 | 0,8 |
Наибольший наружный диаметр навиваемой пружины, мм | 50 | 75 | 25 | 40 | 60 | - | - | 25,4 | 50,8 | 63,5 | 40 | 80 | 160 | - | 19,5 | 25 | 60 | - | - | 6,0 | 10 |
Наибольшая теоретическая производительность, шт./мин. | 60 | 25 | 128 | 110 | 100 | - | 150 | 150 | 100 | 50 | - | - | - | 22,5 | 83 | 66 | 150 | 56 | 52 | 180 | 150 |
Скорость подачи проволоки, м/мин. | - | - | - | - | - | - | - | 1,0 | 1,2 | 2,1 | 20 | 23 | 10 | - | - | - | - | - | - | - | - |
Принятая в нормативах организация труда разработана с учетом прогрессивных форм его разделения и передового опыта работы на предприятиях. Нормативы разработаны с учетом следующих организационно-технических условий:
получение нарядов, чертежей и технологической документации осуществляется на рабочем месте;
контроль готовых пружин осуществляется контролерами на специализированном участке;
оборудование, приспособления и инструменты находятся в полной исправности;
освещение рабочего места должно быть достаточным и правильным, не менее 150 лк;
вращающиеся части станков должны иметь предохранительные щитки;
шлифовальные станки должны быть оснащены очистительными устройствами для улавливания пыли;
расположение оборудования, производственной мебели, тары не должно создавать стесненных условий работы. Ниже приводятся типовые схемы планировки рабочих мест.

Схема 1. Планировка рабочего места при навивке пружин
на токарном станке:
1 - токарный станок; 2 - тара для готовых пружин;
3 - вращающееся приспособление с мотком проволоки;
4 - место рабочего; 5 - инструментальная тумбочка

Схема 2. Планировка рабочего места при навивке пружин
на автоматах:
1 - автоматы; 2 - место рабочего; 3 - тара
для готовых деталей; 4 - вращающееся приспособление
с мотком проволоки; 5 - склад металла; 6 - тельфер;
7 - инструментальная тумбочка

Схема 3. Планировка рабочего места при обрубке пружин
на прессе:
1 - пресс; 2 - тяга для заготовок;
3 - тара для готовых деталей

Схема 4. Планировка рабочего места при шлифовке торцов
на обдирочном станке:
1 - обдирочно-шлифовальный станок;
2 - тара для заготовок; 3 - тара для готовых деталей
При горячей навивке пружин печи для нагрева заготовок должны располагаться на таком расстоянии от пружинно-навивочных станков, чтобы нагретые заготовки сохраняли требуемую температуру нагрева при подаче их из печи к месту навивки. Для этого печи располагают на расстоянии не более 2 м от навивочных станков. В цехах горячей навивки пружин должна работать приточно-вытяжная вентиляция.
ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ
НАДОБНОСТИ; ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ В ЗАВИСИМОСТИ
ОТ МАСШТАБА ПРОИЗВОДСТВА
Все типы оборудования, приспособления | ||||||
Карта 1 | ||||||
Содержание работы: 1. Получение наряда, заготовок, технической документации, ознакомление с чертежом, заданием, получение инструктажа 2. Подналадка оборудования, смена вышедшего из строя инструмента; раскладывание в начале и уборка в конце смены инструмента 3. Уборка рабочего места в процессе работы и в конце смены; сдача наряда, готовых деталей, документации, инструмента после выполнения задания | ||||||
N позиции | Вид оборудования | Подготовительно-заключительное время, ап.з | Обслуживание рабочего места, аобс. | Отдых и личные надобности, аотл. | ||
Время в % от оперативного | ||||||
1 | Пружинно-навивочные автоматы и полуавтоматы | 2 | 10 | 4 | ||
2 | Токарные станки | Навивка | холодная | 2 | 4 | 4 |
3 | горячая | 3 | 5 | 6 | ||
4 | Пружинно-шлифовальные станки | 2 | 8 | 4 | ||
5 | Обдирочно-шлифовальные станки | Диаметр проволоки, мм, до | 8 | 2 | 4 | 4 |
6 | св. 8 | 3 | 5 | 5 | ||
7 | Эксцентриковый пресс | 8 | 2 | 4 | 6 | |
8 | св. 8 | 2 | 5 | 8 | ||
9 | Рычажные ножницы | 4 | 2 | 3 | 4 | |
10 | Настольные приспособления | 8 | 2 | 3 | 4 | |
11 | Слесарные работы | 4 | 2 | 3 | 4 | |
12 | св. 4 | 2 | 4 | 4 | ||
Все типы производства | |||||||||||
Карта 2 | |||||||||||
Тип производства | |||||||||||
Мелкосерийное и единичное | Среднесерийное | Крупносерийное и массовое | |||||||||
Число деталей в партии, шт., до | |||||||||||
3 | 10 | 16 | 40 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | св. 1600 |
Коэффициент, K | |||||||||||
1,3 | 1,2 | 1,15 | 1,07 | 1,0 | 0,93 | 0,87 | 0,81 | 0,76 | 0,7 | 0,65 | 0,6 |
Примечание. Поправочные коэффициенты применяются на все времена в картах сборника, кроме карт 3 и 4.
Вращающееся приспособление | |||||||||||
Вспомогательное время | |||||||||||
Карта 3 | |||||||||||
I. Установка бунта проволоки на вращающееся приспособление 1. Взять бунт проволоки вручную или застропить 2. Переместить к рабочему месту 3. Установить бунт на вращающееся приспособление 4. Снять скрепляющие вязки II. Заправка проволоки в автомат 1. Выправить и зачистить конец проволоки 2. Вставить проволоку в правящие подающие ролики, подвинуть до упора и зажать в ролики 3. Включить и выключить автомат | |||||||||||
N позиции | Вид работы | Расстояние перемещения L, мм, до | Способ перемещения | ||||||||
вручную | подъемно-транспортными механизмами | ||||||||||
Масса бунта проволоки M, кг, до | |||||||||||
10 | 20 | 30 | 40 | 60 | 80 | 100 | |||||
Время на бунт T, мин. | |||||||||||
I | 5 | 1,35 | 1,70 | 2,0 | 2,2 | 2,55 | 2,85 | 3,1 | |||
2 | 10 | 1,5 | 1,95 | 2,25 | 2,5 | 3,2 | 3,5 | ||||
3 | 15 | 1,6 | 2,05 | 2,4 | 2,65 | 3,1 | 3,45 | 3,75 | |||
20 | 1,7 | 2,15 | 2,5 | 2,8 | 3,25 | 3,6 | 3,95 | ||||
5 | На каждые последующие 5 м добавлять | 0,12 | 0,18 | 0,20 | 0,22 | 0,26 | 0,30 | 0,34 | |||
II | Диаметр проволоки d, мм, до | ||||||||||
0,5 | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | ||||
Время T, мин. | |||||||||||
1,0 | 1,3 | 1,65 | 1,9 | 2,45 | 2,7 | 2,9 | |||||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечание. Для определения времени на одну пружину приведенное в нормативной карте время делить на количество пружин, получаемых из мотка проволоки.
T = 1,3 · d0,35 - позиция 6
Пружинно-навивочный автомат | ||||||||||||
Режимы обработки | ||||||||||||
Карта 4 | ||||||||||||
N позиции | Скорость подачи проволоки V, м/мин. | Диаметр проволоки d, мм, до | Средний диаметр навиваемой пружины Dср, мм, до | |||||||||
5 | 10 | 12,5 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | |||
Число витков, навиваемых в мин., z1 | ||||||||||||
1 | 60 | 1,0 | 3822 | 1911 | 1529 | 1194 | 955 | 764 | 597 | 478 | 382 | 318 |
2 | 55 | 3503 | 1752 | 1401 | 1095 | 876 | 701 | 547 | 438 | 350 | 292 | |
3 | 48 | 2,0 | 3057 | 1529 | 1223 | 955 | 764 | 611 | 478 | 382 | 306 | 255 |
4 | 42 | 2675 | 1338 | 1070 | 836 | 669 | 535 | 418 | 334 | 268 | 223 | |
5 | 38 | 4,0 | 2420 | 1210 | 968 | 756 | 605 | 484 | 378 | 303 | 242 | 202 |
6 | 32 | 2038 | 1019 | 815 | 637 | 510 | 408 | 318 | 255 | 204 | 170 | |
7 | 28 | 1783 | 892 | 713 | 557 | 446 | 357 | 279 | 223 | 178 | 149 | |
8 | 25 | 6,0 | 1592 | 796 | 637 | 498 | 398 | 318 | 249 | 199 | 159 | 133 |
9 | 22 | 1401 | 701 | 561 | 438 | 350 | 280 | 219 | 175 | 140 | 117 | |
10 | 20 | 1274 | 637 | 510 | 398 | 318 | 255 | 199 | 127 | 106 | ||
11 | 18 | 8,0 | 1146 | 573 | 459 | 358 | 287 | 230 | 179 | 143 | 115 | 96 |
12 | 16 | 1019 | 510 | 408 | 318 | 255 | 204 | 159 | 127 | 102 | 85 | |
13 | 14 | 892 | 446 | 356 | 279 | 223 | 178 | 139 | 111 | 89 | 74 | |
14 | 12 | 764 | 382 | 306 | 239 | 191 | 153 | 119 | 96 | 76 | 64 | |
15 | 10 | 637 | 318 | 255 | 199 | 159 | 127 | 100 | 80 | 64 | 53 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
1. Основное время на навивку и отрезку одной пружины рассчитывается по формуле:

где z - число витков пружины;
z1 - число витков пружины, навиваемых в 1 мин.;
d - диаметр проволоки, мм.
2. Для более точного расчета основного времени скорость подачи проволоки м/мин. следует принимать по паспорту станка, а число витков, навиваемых в 1 мин., считать по формуле:

где V - скорость подачи проволоки, м/мин.;
Dср - средний диаметр навиваемой пружины, мм.
3. В тех случаях, когда на автоматах устанавливаются более прогрессивные режимы, чем предусмотрено в карте, норму времени следует рассчитывать по этим режимам.
Токарные станки | ||||||||||||||||||
Штучное время | ||||||||||||||||||
Карта 5, лист 1 | ||||||||||||||||||
Содержание работы: 1. Подвести суппорт в исходное положение 2. Протянуть конец проволоки через натяжное устройство суппорта 3. Закрепить конец проволоки в оправке 4. Подвести центр задней бабки к оправке и поджать 5. Включить станок и навить пружину 6. Переключить станок на обратное вращение и расслабить пружину 7. Выключить станок 8. Отрубить заготовку пружины 9. Отвести центр задней бабки 10. Снять заготовку пружины с оправки и отложить | ||||||||||||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | Число оборотов шпинделя, об./мин. | ||||||||||||||
6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 125 | 160 | ||||
Время T, мин. | ||||||||||||||||||
1 | 5 | 0,3 | 0,16 | 0,17 | 0,19 | 0,20 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,33 | 0,35 | 0,39 | 0,42 | 0,45 | 0,49 | 500 |
2 | 0,5 | 0,17 | 0,19 | 0,20 | 0,21 | 0,24 | 0,26 | 0,28 | 0,30 | 0,33 | 0,35 | 0,38 | 0,42 | 0,45 | 0,49 | 0,53 | ||
3 | 1,0 | 0,18 | 0,21 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,33 | 0,36 | 0,39 | 0,42 | 0,46 | 0,50 | 0,54 | 0,59 | 450 | |
4 | 10 | 0,4 | 0,22 | 0,25 | 0,27 | 0,28 | 0,31 | 0,34 | 0,37 | 0,40 | 0,43 | 0,47 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 400 |
5 | 0,6 | 0,24 | 0,26 | 0,28 | 0,30 | 0,33 | 0,36 | 0,39 | 0,42 | 0,46 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | ||
6 | 1,0 | 0,25 | 0,28 | 0,30 | 0,32 | 0,36 | 0,39 | 0,42 | 0,46 | 0,49 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 360 | |
7 | 2,0 | 0,28 | 0,31 | 0,33 | 0,36 | 0,39 | 0,43 | 0,46 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | ||
8 | 15 | 0,8 | 0,29 | 0,33 | 0,35 | 0,38 | 0,42 | 0,45 | 0,49 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,95 | 320 |
9 | 2,0 | 0,33 | 0,37 | 0,40 | 0,43 | 0,47 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 | 1,05 | ||
10 | 2,8 | 0,35 | 0,39 | 0,42 | 0,45 | 0,49 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,95 | 1,00 | 1,10 | 290 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
НАВИВКА ПРУЖИН НА ТОКАРНЫХ СТАНКАХ | Токарные станки | |||||||||||||||||
Штучное время | ||||||||||||||||||
Карта 5, лист 2 | ||||||||||||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | Число оборотов шпинделя, об./мин. | ||||||||||||||
6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 125 | 160 | ||||
Время T, мин. | ||||||||||||||||||
11 | 20 | 1,2 | 0,36 | 0,40 | 0,43 | 0,46 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 | 1,00 | 1,10 | 260 |
12 | 2,0 | 0,38 | 0,42 | 0,46 | 0,48 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,45 | 0,95 | 1,00 | 1,10 | 1,2 | 230 | |
13 | 4,0 | 0,42 | 0,46 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 | 1,05 | 1,10 | 1,20 | 1,30 | 210 | |
14 | 25 | 2,0 | 0,42 | 0,47 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 | 1,05 | 1,15 | 1,20 | 1,35 | 190 |
15 | 5,0 | 0,48 | 0,50 | 0,55 | 0,60 | 0,65 | 0,75 | 0,80 | 0,85 | 0,95 | 1,00 | 1,05 | 1,20 | 1,30 | 1,40 | 1,50 | 170 | |
16 | 30 | 2,0 | 0,46 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 | 1,00 | 1,15 | 1,20 | 1,30 | 1,45 | 160 |
17 | 5,0 | 0,50 | 0,55 | 0,60 | 0,65 | 0,75 | 0,80 | 0,85 | 0,95 | 1,00 | 1,05 | 1,15 | 1,30 | 1,40 | 1,50 | 1,65 | ||
18 | 6,0 | 0,55 | 0,60 | 0,65 | 0,70 | 0,80 | 0,85 | 0,90 | 1,00 | 1,05 | 1,10 | 1,20 | 1,35 | 1,45 | 1,55 | 1,70 | ||
19 | 40 | 2,5 | 0,55 | 0,60 | 0,70 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 | 1,05 | 1,10 | 1,20 | 1,35 | 1,45 | 1,55 | 1,70 | 120 |
20 | 6,0 | 0,60 | 0,65 | 0,70 | 0,75 | 0,85 | 0,90 | 1,00 | 1,10 | 1,25 | 1,35 | 1,50 | 1,60 | 1,75 | 1,90 | |||
21 | 50 | 4,0 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | 1,00 | 1,05 | 1,15 | 1,25 | 1,35 | 1,40 | 1,55 | 1,70 | 1,85 | 2,00 | 94 |
22 | 8,0 | 0,70 | 0,75 | 0,85 | 0,90 | 1,00 | 1,05 | 1,15 | 1,25 | 1,35 | 1,45 | 1,55 | 1,75 | 1,85 | 2,00 | 2,20 | ||
23 | 80 | 5,0 | 0,80 | 0,90 | 1,00 | 1,05 | 1,15 | 1,25 | 1,35 | 1,45 | 1,55 | 1,70 | 1,80 | 2,00 | 2,15 | 2,35 | 2,55 | 80 |
24 | 8,0 | 0,85 | 0,95 | 1,05 | 1,10 | 1,20 | 1,30 | 1,40 | 1,55 | 1,65 | 1,80 | 1,95 | 2,15 | 2,30 | 2,50 | 2,70 | ||
25 | 10 | 0,90 | 1,00 | 1,10 | 1,15 | 1,25 | 1,35 | 1,45 | 1,60 | 1,75 | 1,85 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | ||
26 | 100 | 6,0 | 0,90 | 1,00 | 1,10 | 1,15 | 1,30 | 1,40 | 1,50 | 1,65 | 1,80 | 1,90 | 2,05 | 2,25 | 2,45 | 2,65 | 2,90 | 75 |
27 | 8,0 | 0,95 | 1,05 | 1,15 | 1,20 | 1,35 | 1,45 | 1,55 | 1,70 | 1,85 | 2,00 | 2,15 | 2,35 | 2,55 | 2,75 | 3,00 | ||
28 | 10 | 1,0 | 1,10 | 1,20 | 1,25 | 1,40 | 1,5 | 1,60 | 1,75 | 1,90 | 2,05 | 2,20 | 2,45 | 2,65 | 2,85 | 3,10 | ||
29 | 12 | 1,05 | 1,15 | 1,25 | 1,30 | 1,45 | 1,55 | 1,65 | 1,80 | 1,95 | 2,10 | 2,25 | 2,50 | 2,70 | 2,90 | 3,20 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
Примечания:
1. Время в нормативной карте рассчитано при шаге навивки, равном диаметру проволоки (S = d). При измененных условиях приведенное в нормативной карте время применяется с коэффициентами:
Шаг пружины | S = d | d < S <= 2d | 2d < S <= 3d | 3d < S <= 4d |
Коэффициент | 1,0 | 1,15 | 1,3 | 1,5 |
2. При навивке пружин из прутка приведенное в нормативной карте время применяется с коэффициентом 1,3.
3. Время в нормативной карте дано на навивку заготовки пружин. Для определения времени на одну пружину приведенное в нормативной карте время разделить на количество пружин, полученных из заготовки
T = 0,048 · D0,45 · d0,14 · z0,35
Пружинно-навивочный станок | ||||||||
Штучное время | ||||||||
Карта 6 | ||||||||
Содержание работы: 1. Установить бунт проволоки на катушку 2. Снять обвязку с бунта и вытянуть конец проволоки 3. Закрепить конец проволоки на оправке 4. Навить спираль 5. Снять спираль 6. Отмерить нужную длину спирали и откусить в размер 7. Свернуть спираль в кольцо и отложить | 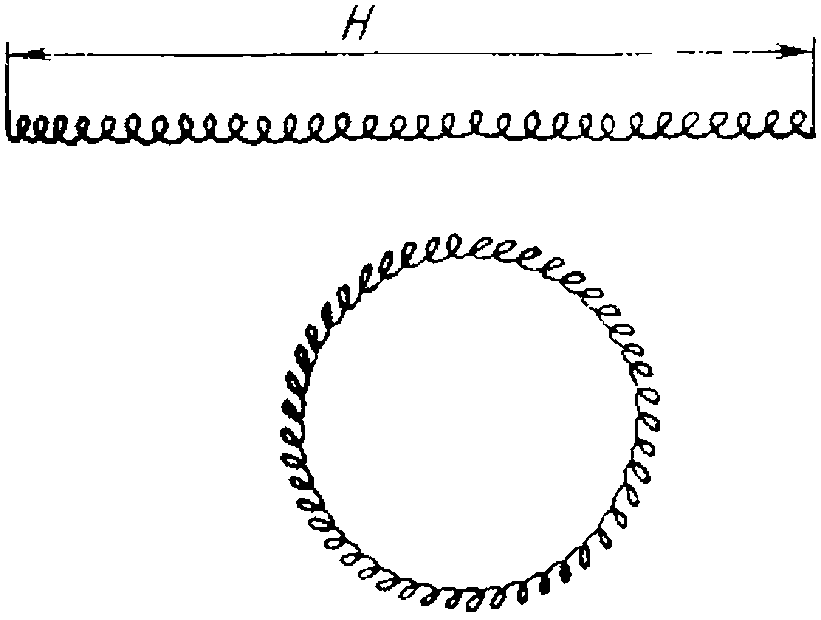 | |||||||
N позиции | Диаметр проволоки d, мм, до | Высота пружины Н, мм, до | ||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | ||
Время T, мин. | ||||||||
1 | 0,3 | 0,35 | 0,38 | 0,40 | 0,42 | 0,43 | 0,45 | 0,46 |
2 | 0,4 | 0,39 | 0,42 | 0,44 | 0,46 | 0,47 | 0,49 | 0,50 |
3 | 0,5 | 0,42 | 0,45 | 0,47 | 0,49 | 0,51 | 0,52 | 0,54 |
4 | 0,6 | 0,44 | 0,48 | 0,50 | 0,52 | 0,54 | 0,56 | 0,57 |
5 | 0,8 | 0,49 | 0,52 | 0,55 | 0,57 | 0,59 | 0,61 | 0,62 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. Время в нормативной карте рассчитано для навивки пружины с шагом, равным диаметру проволоки - d.
При навивке пружин с шагом больше диаметра проволоки приведенное в нормативной карте время применяется с коэффициентами:
Шаг | 2d | 3d |
Коэффициент | 0,8 | 0,7 |
T = 0,228 · d0,32 · Н0,18
Приспособление с механическим приводом | |||||||||
Штучное время | |||||||||
Карта 7 | |||||||||
Содержание работы: 1. Закрепить конец проволоки в приспособлении 2. Включить станок и навить пружину на оправку 3. Выключить станок, отрубить пружину, снять с оправки, отложить в тару |  | ||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | ||||||
20 | 32 | 50 | 100 | 200 | 320 | 500 | |||
Время T, мин. | |||||||||
3,0 | 0.3 | 0,27 | 0,31 | 0,36 | 0,44 | 0,54 | 0,62 | 0,71 | |
2 | 0,5 | 0,34 | 0,39 | 0,45 | 0,55 | 0,68 | 0,78 | - | |
3 | 5,0 | 0,3 | 0,32 | 0,37 | 0,42 | 0,52 | 0,64 | 0,74 | 0,84 |
4 | 0,5 | 0,40 | 0,46 | 0,53 | 0,65 | 0,80 | 0,92 | 1,05 | |
1,0 | 0,54 | 0,63 | 0,72 | 0,88 | 1,1 | 1,25 | - | ||
8,0 | 0,5 | 0,58 | 0,63 | 0,69 | 0,77 | 0,87 | 0,95 | 1,05 | |
7 | 1,0 | 0,7 | 0,76 | 0,82 | 0,93 | 1,05 | 1,15 | 1,25 | |
8 | 2,0 | 0,85 | 0,93 | 1,0 | 1,15 | 1,3 | 1,4 | - | |
9 | 10 | 1 | 0,8 | 0,88 | 0,95 | 1,05 | 1,2 | 1,3 | - |
2 | 0,98 | 1,05 | 1,15 | 1,3 | 1,5 | - | - | ||
Индекс | а | б | в | г | д | е | ж | ||
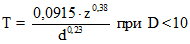
T = 0,13 · D0,33 · d0,44 · z0,3 - при D <= 5
T = 0,11 · D0,63 · d0,28 · z0,18 - при D > 5
В приспособлении на оправке | |||||||
Штучное время | |||||||
Карта 8 | |||||||
Содержание работы: 1. Закрепить конец проволоки на оправке 2. Навить пружину 3. Расслабить спираль 4. Отрубить пружину и снять с оправки | 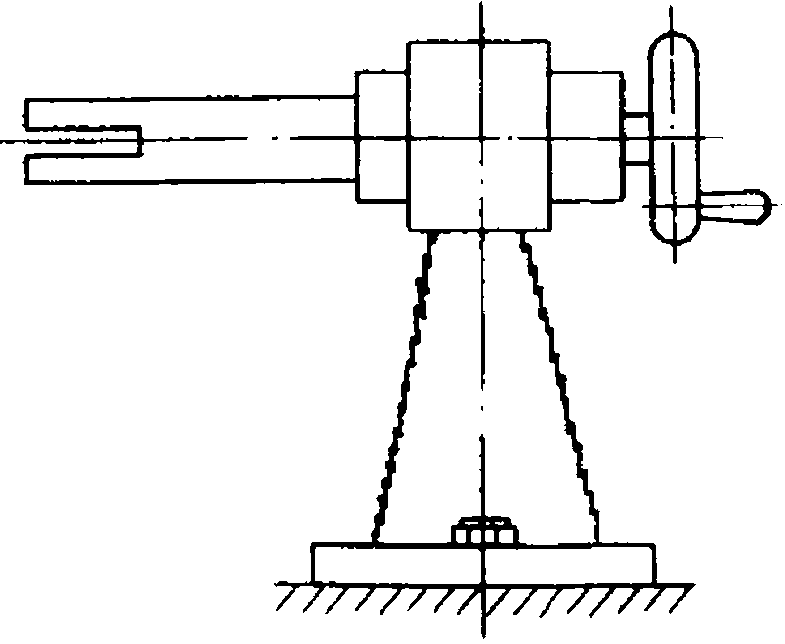 | ||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | ||||
3 | 5 | 7 | 10 | на каждые последующие 5 витков | |||
Время T, мин. | |||||||
2 | 0,2 | 0,17 | 0,20 | 0,22 | 0,24 | 0,04 | |
2 | 0,4 | 0,22 | 0,26 | 0,28 | 0,31 | 0,05 | |
3 | 3 | 0,4 | 0,25 | 0,29 | 0,31 | 0,35 | 0,06 |
0,6 | 0,29 | 0,33 | 0,36 | 0,40 | 0,07 | ||
4 | 0,4 | 0,17 | 0,19 | 0,21 | 0,24 | 0,05 | |
6 | 0,6 | 0,19 | 0,22 | 0,25 | 0,27 | 0,05 | |
7 | 0,8 | 0,22 | 0,25 | 0,27 | 0,30 | 0,05 | |
8 | 5 | 0,6 | 0,21 | 0,24 | 0,26 | 0,29 | 0,05 |
9 | 0,8 | 0,23 | 0,26 | 0,29 | 0,32 | 0,06 | |
10 | 1,0 | 0,25 | 0,29 | 0,31 | 0,35 | 0,06 | |
11 | 10 | 0,8 | 0,27 | 0,32 | 0,35 | 0,38 | 0,06 |
12 | 1,0 | 0,30 | 0,34 | 0,38 | 0,12 | 0,08 | |
13 | 2,0 | 0,38 | 0,41 | 0,48 | 0,53 | 0,09 | |
14 | 20 | 2,0 | 0,46 | 0,53 | 0,58 | 0,64 | 0,11 |
15 | 3,0 | 0,53 | 0,61 | 0,67 | 0,74 | 0,13 | |
4,0 | 0,59 | 0,67 | 0,71 | 0,82 | 0,15 | ||
Индекс | а | б | в | г | д | ||
Примечание. При навивке пружин на оправке вручную в тисках приведенное в нормативной карте время применяется с коэффициентом 2,0.
T = 0,19 · D0,26 · d0,36 · z0,28 - при D <= 3
T = 0,12 · D0,26 · d0,36 · z0,28 - при D > 3
Приспособление | ||||||||
Штучное время | ||||||||
Карта 9 | ||||||||
Содержание работы: 1. Взять пруток, установить в приспособление 2. Отогнуть конец прутка 3. Установить отогнутый конец прутка в другое отверстие приспособления и закрепить 4. Взять инструмент, навить пружину 5. Открепить пружину и отложить |  | |||||||
N позиции | Диаметр проволоки d, мм, до | Число витков z, до | ||||||
2 | 4 | 8 | 12 | 20 | 25 | 30 | ||
Время T, мин. | ||||||||
1 | 2 | 0,16 | 0,22 | 0,30 | 0,36 | 0,45 | 0,50 | 0,55 |
2 | 5 | 0,19 | 0,26 | 0,35 | 0,43 | 0,54 | 0,60 | 0,65 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. Время в нормативной карте рассчитано для навивки пружин диаметром до 10 мм. При других диаметрах пружины приведенное в нормативной карте время применяется с коэффициентами:
Наружный диаметр пружины, мм, до | 10 | 15 | 20 |
Коэффициент | 1,0 | 1,05 | 1,10 |
T = 0,1 · d0,19 · z0,46
Токарные станки | |||||
Вспомогательное время | |||||
Карта 10 | |||||
Содержание работы: 1. Установить бунт ленты на катушку, снять обвязку и вытянуть конец ленты 2. Установить оправку 3. Закрепить ленту на оправке 4. Включить станок 5. Выключить станок 6. Откусить или отрубить заготовку 7. Переместить суппорт в исходное положение 8. Отвести заднюю бабку 9. Снять заготовку с оправки и отложить | |||||
N позиции | Размер ленты, мм | Диаметр оправки D, мм, до | Длина оправки L, мм, до | ||
500 | 600 | 800 | |||
Время на одну спираль (заготовку) T, мин. | |||||
0,5 x 2,5 | 40 | 1,25 | 1,3 | 1,35 | |
1,5 x 4 | 40 | 1,3 | 1,35 | 1,40 | |
80 | 1,35 | 1,4 | 1,45 | ||
1,7 x 5 | 40 | 1,35 | 1,4 | 1,45 | |
5 | 80 | 1,45 | 1,5 | 1,55 | |
100 | 1,5 | 1,55 | 1,6 | ||
2 x 6 | 40 | 1,4 | 1,45 | 1,55 | |
8 | 80 | 1,5 | 1,55 | 1,6 | |
100 | 1,55 | 1,6 | 1,65 | ||
2,5 x 5 | 40 | 1,5 | 1,55 | 1,60 | |
11 | 80 | 1,55 | 1,60 | 1,65 | |
100 | 1,6 | 1,65 | 1,70 | ||
2,8 x 7 | 120 | 1,65 | 1,7 | 1,75 | |
Индекс | а | б | в | ||
Примечания:
1. Основное время на навивку пружин из ленты определяется по технологическому процессу.
2. В нормативной карте предусмотрено время на навивку заготовки для пружин. Для определения вспомогательного времени на навивку одной пружины необходимо приведенное в нормативной карте время разделить на количество пружин, полученных из заготовки.
T = 0,53 · L0,14 - позиция 1
T = 0,48 · D0,07 · L0,14 - позиции 10...12
T = 0,96 · L0,09 - позиция 13
Токарные станки | ||||||||||
Вспомогательное время | ||||||||||
Карта 11, лист 1 | ||||||||||
Содержание работы: 1. Установить бунт проволоки на катушку, снять обвязку и вынуть конец проволоки 2. Установить оправку (на партию деталей) 3. Закрепить проволоку на оправке 4. Включить станок 5. Выключить станок 6. Открепить оправку, продвинуть пружину в шпиндель станка 7. Закрепить оправку 8. Откусить или отрубить заготовку 9. Снять и отложить пружину 10. Переместить суппорт в исходное положение | ||||||||||
N позиции | Диаметр проволоки d, мм, до | Диаметр оправки D, мм, до | Количество продвижений N, до | |||||||
2 | 3 | 5 | 7 | |||||||
Длина оправки L, мм, до | ||||||||||
1000 | 1500 | 1000 | 1500 | 1000 | 1500 | 1000 | 1500 | |||
Время T, мин. | ||||||||||
1,0 | 20 | 1,2 | 1,3 | 1,75 | 2,25 | 2,8 | 3,6 | 3,8 | 4,9 | |
2 | 40 | 1,25 | 1,65 | 1,85 | 2,4 | 2,9 | 3,8 | 4,0 | 5,15 | |
3 | 1,5 | 20 | 1,25 | 1,6 | 1,8 | 2,35 | 2,9 | 3,7 | 3,9 | 5,05 |
4 | 40 | 1,3 | 1,7 | 1,5 | 2,45 | 3,0 | 3,9 | 4,1 | 5,25 | |
5 | 2,0 | 20 | 1,25 | 1,65 | 1,85 | 2,4 | 2,95 | 3,65 | 3,95 | 5,15 |
6 | 40 | 1,35 | 1,7 | 1,9 | 2,5 | 3,05 | 3,95 | 4,15 | 5,35 | |
60 | 1,4 | 1,75 | 2,0 | 2,55 | 3,15 | 4,05 | 4,25 | 5,5 | ||
3,0 | 25 | 1,35 | 1,7 | 1,9 | 2,35 | 2,95 | 3,65 | 3,9 | 4,9 | |
9 | 50 | 1,4 | 1,75 | 2,0 | 2,5 | 3,1 | 3,85 | 4,1 | 4,8 | |
10 | 70 | 1,45 | 1,8 | 2,05 | 2,6 | 3,15 | 3,95 | 4,2 | 5,25 | |
Индекс | а | б | в | г | д | е | ж | з | ||
НАВИВКА ПРУЖИН ПРИ МНОГОКРАТНОМ ПРОПУСКАНИИ СПИРАЛИ ЧЕРЕЗ ШПИНДЕЛЬ | Токарные станки | |||||||||
Вспомогательное время | ||||||||||
Карта 11, лист 2 | ||||||||||
N позиции | Диаметр проволоки d, мм, до | Диаметр оправки D, мм, до | Количество продвижений N, до | |||||||
2 | 3 | 5 | 7 | |||||||
Длина оправки L, мм, до | ||||||||||
1000 | 1500 | 1000 | 1500 | 1000 | 1500 | 1000 | 1500 | |||
Время T, мин. | ||||||||||
11 | 4 | 25 | 1,4 | 1,75 | 2,0 | 2,45 | 3,05 | 3,8 | 4,05 | 5,05 |
12 | 50 | 1,45 | 1,85 | 2,1 | 2,6 | 3,2 | 4,0 | 4,25 | 5,3 | |
13 | 70 | 1,5 | 1,9 | 2,15 | 2,65 | 3,3 | 4,1 | 4,35 | 5,45 | |
14 | 5 | 25 | 1,45 | 1,8 | 2,05 | 2,55 | 3,15 | 3,9 | 4,15 | 5,2 |
15 | 50 | 1,5 | 1,9 | 2,15 | 2,65 | 3,3 | 4,1 | 4,4 | 5,45 | |
16 | 70 | 1,55 | 1,95 | 2,2 | 2,7 | 3,4 | 4,2 | 4,5 | 5,6 | |
17 | 6 | 25 | 1,45 | 1,80 | 2,0 | 2,5 | 3,2 | 4,0 | 4,2 | 5,3 |
18 | 50 | 1,55 | 1,90 | 2,2 | 2,7 | 3,3 | 4,2 | 4,4 | 5,5 | |
70 | 1,60 | 2,0 | 2,25 | 2,8 | 3,4 | 4,3 | 4,6 | 5,7 | ||
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. Основное время определяется по технологическому процессу.
Пружинно-шлифовальные станки | ||||||
Штучное время | ||||||
Карта 12 | ||||||
Содержание работы: 1. Взять пружину, установить в отверстие загрузочного диска 2. Включить станок и подачу 3. Шлифовать торцы с двух сторон одновременно 4. Выключить станок и подачу 5. Снять пружину и отложить | ||||||
N позиции | Наружный диаметр пружины, D, мм, до | Диаметр проволоки d, мм, до | Высота пружины H, мм, до | |||
50 | 110 | 150 | ||||
Время T, мин. | ||||||
1 | 10 | 0,5 | 0,0098 | 0,0104 | 0,0106 | |
2 | 1 | 0,014 | 0,0147 | 0,015 | ||
3 | 2 | 0,019 | 0,0208 | 0,0213 | ||
4 | 20 | 2 | 0,029 | 0,03 | 0,031 | |
5 | 3 | 0,035 | 0,037 | 0,038 | ||
6 | 4 | 0,04 | 0,043 | 0,044 | ||
7 | 30 | 3 | 0,044 | 0,047 | 0,048 | |
8 | 4 | 0,05 | 0,054 | 0,055 | ||
9 | 5 | 0,057 | 0,06 | 0,061 | ||
10 | 6 | 0,062 | 0,066 | 0,068 | ||
11 | 50 | 4 | 0,067 | 0,071 | 0,073 | |
12 | 5 | 0,075 | 0,08 | 0,082 | ||
13 | 6 | 0,082 | 0,087 | 0,09 | ||
14 | 8 | 0,095 | 0,10 | 0,103 | ||
15 | 65 | 5 | 0,087 | 0,092 | 0,095 | |
16 | 6 | 0,095 | 0,10 | 0,104 | ||
17 | 8 | 0,11 | 0,117 | 0,119 | ||
18 | 10 | 0,12 | 0,13 | 0,134 | ||
Индекс | а | б | в | |||
Примечание. Снятие деталей происходит путем проталкивания при установке в загрузочный диск следующей детали.
T = 0,00285 · D0,55 · d0,5 · H0,08
Обдирочно-шлифовальный станок | ||||||||
Штучное время | ||||||||
Карта 13, лист 1 | ||||||||
Содержание работы: 1. Взять пружину, установить на оправку и поднести к наждачному кругу 2. Снять заусенцы по наружному диаметру и шлифовать торец 3. Измерить по угольнику перпендикулярность торца к образующей пружине и штангенциркулем высоту пружины 4. Перевернуть пружину 5. Снять заусенцы по наружному диаметру и шлифовать 2-й торец 6. Измерить по угольнику перпендикулярность торца к образующей пружине 7. Снять пружину с оправки и отложить |  | |||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Высота пружины H, мм, до | |||||
15 | 25 | 50 | 100 | 150 | 200 | |||
Время T, мин. | ||||||||
1 | 5 | 0,5 | 0,31 | 0,36 | 0,43 | 0,50 | 0,60 | 0,65 |
2 | 10 | 1,0 | 0,40 | 0,46 | 0,55 | 0,65 | 0,75 | 0,80 |
3 | 2,0 | 0,46 | 0,50 | 0,65 | 0,75 | 0,85 | 0,90 | |
4 | 20 | 2 | 0,50 | 0,60 | 0,70 | 0,85 | 0,95 | 1,05 |
5 | 3 | 0,55 | 0,65 | 0,75 | 0,90 | 1,05 | 1,10 | |
6 | 4 | 0,60 | 0,70 | 0,80 | 0,95 | 1,10 | 1,15 | |
7 | 40 | 3 | 0,60 | 0,70 | 0,85 | 1,05 | 1,15 | 1,25 |
8 | 4 | 0,65 | 0,75 | 0,90 | 1,1 | 1,2 | 1,3 | |
9 | 5 | 0,70 | 0,80 | 0,95 | 1,15 | 1,25 | 1,40 | |
10 | 6 | 0,75 | 0,85 | 1,0 | 1,2 | 1,3 | 1,45 | |
11 | 60 | 5 | 0,75 | 0,85 | 1,0 | 1,2 | 1,35 | 1,5 |
12 | 6 | 0,77 | 0,88 | 1,05 | 1,25 | 1,4 | 1,55 | |
13 | 8 | 0,8 | 0,9 | 1,1 | 1,35 | 1,5 | 1,6 | |
14 | 10 | 0,85 | 0,95 | 1,15 | 1,4 | 1,55 | 1,7 | |
Индекс | а | б | в | г | д | е | ||
ШЛИФОВАНИЕ ТОРЦОВ ПРУЖИНЫ ПРЕДВАРИТЕЛЬНОЕ (ДО ТЕРМООБРАБОТКИ) И ОКОНЧАТЕЛЬНОЕ (ПОСЛЕ ТЕРМООБРАБОТКИ) | Обдирочно-шлифовальный станок | |||||||
Штучное время | ||||||||
Карта 13, лист 2 | ||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Высота пружины H, мм, до | |||||
15 | 25 | 50 | 100 | 150 | 200 | |||
Время T, мин. | ||||||||
15 | 80 | 6 | 1,0 | 1,1 | 1,35 | 1,65 | 1,85 | 2,0 |
16 | 8 | 1,05 | 1,2 | 1,45 | 1,75 | 1,95 | 2,1 | |
17 | 10 | 1,1 | 1,25 | 1,5 | 1,8 | 2,0 | 2,2 | |
18 | 12 | 1,15 | 1,3 | 1,55 | 1,85 | 2,1 | 2,25 | |
19 | 100 | 8 | 1,1 | 1,25 | 1,5 | 1,8 | 2,0 | 2,15 |
20 | 10 | 1,15 | 1,3 | 1,55 | 1,9 | 2,1 | 2,25 | |
21 | 12 | 1,2 | 1,35 | 1,6 | 1,95 | 2,15 | 2,35 | |
22 | 14 | 1,25 | 1,4 | 1,65 | 2,0 | 2,25 | 2,4 | |
Индекс | а | б | в | г | д | е | ||
Примечания:
1. При шлифовании торцов пружин без надевания на оправку и без измерения перпендикулярности по угольнику или при выполнении единой операции шлифования приведенное в нормативной карте время применяется с коэффициентом 0,6.
2. Время в нормативной карте рассчитано при допуске на высоту пружины +/-2 мм. При измененных условиях приведенное в нормативной карте время применяется с коэффициентами:
Допуск на высоту пружины, мм, до | |||
+/- 0,5 | +/- 1,0 | +/- 2,0 | +/- 4,0 |
Коэффициент | |||
1,4 | 1,2 | 1,0 | 0,8 |
T = 0,13 · D0,17 · d0,19 · H0,27 - при D <= 60
T = 0,16 · D0,17 · d0,19 · H0,27 - при D > 60
ПРИ ИЗГОТОВЛЕНИИ ПРУЖИН
Кусачки, зубило, рычажные ножницы, абразивно-отрезной станок | ||||||||||||||
Штучное время | ||||||||||||||
Карта 14, лист 1 | ||||||||||||||
N позиции | Инструмент | Содержание работы | Высота пружины H, мм, до | Диаметр проволоки d, мм, до | ||||||||||
0,3 | 0,6 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10 | 12 | ||||
Время T, мин. | ||||||||||||||
1 | Кусачки | Взять заготовку и кусачки | 10 | 0,045 | 0,07 | 0,09 | 0,11 | 0,12 | 0,15 | - | - | - | - | - |
2 | Отрезать пружину в размер | 20 | 0,06 | 0,08 | 0,1 | 0,13 | 0,15 | 0,18 | - | - | - | - | - | |
3 | Отложить пружину и кусачки | 40 | 0,07 | 0,1 | 0,13 | 0,15 | 0,18 | 0,22 | - | - | - | - | - | |
4 | 60 | 0,08 | 0,11 | 0,14 | 0,17 | 0,2 | 0,24 | - | - | - | - | - | ||
5 | На каждые последующие | 20 | 0,01 | 0,01 | 0,01 | 0,02 | 0,02 | 0,02 | - | - | - | - | - | |
6 | Зубило | Взять заготовку и положить на плиту | 20 | - | - | 0,08 | 0,10 | 0,11 | 0,14 | 0,16 | 0,19 | 0,22 | - | - |
7 | Взять зубило и молоток | 40 | - | - | 0,1 | 0,12 | 0,15 | 0,18 | 0,21 | 0,30 | - | - | ||
8 | Отрубить пружину в размер | 60 | - | - | 0,12 | 0,15 | 0,17 | 0,21 | 0,25 | 0,30 | 0,35 | - | - | |
9 | Отложить пружину и молоток | 80 | - | - | 0,13 | 0,17 | 0,19 | 0,24 | 0,27 | 0,34 | 0,39 | - | - | |
10 | На каждые последующие | 20 | - | - | 0,01 | 0,02 | 0,02 | 0,03 | 0,03 | 0,04 | 0,04 | - | - | |
11 | Рычажные ножницы | Взять заготовку, отмерить длину пружины и установить на нож | 20 | - | 0,12 | 0,14 | 0,15 | 0,16 | - | - | - | - | - | - |
12 | 40 | - | 0,17 | 0,19 | 0,20 | 0,21 | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
ОТРЕЗКА, РУБКА ЗАГОТОВКИ НА ОТДЕЛЬНЫЕ ПРУЖИНЫ ВРУЧНУЮ | Кусачки, зубило, рычажные ножницы, абразивно-отрезной станок | |||||||||||||
Штучное время | ||||||||||||||
Карта 14, лист 2 | ||||||||||||||
N позиции | Инструмент | Содержание работы | Высота пружины H, мм, до | Диаметр проволоки d, мм, до | ||||||||||
0,3 | 0,6 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10 | 12 | ||||
Время T, мин. | ||||||||||||||
13 | Рычажные ножницы | Подвести нож и отрезать пружину в размер | 60 | - | 0,20 | 0,22 | 0,24 | 0,25 | - | - | - | - | - | - |
14 | 80 | - | 0,23 | 0,25 | 0,27 | 0,28 | - | - | - | - | - | - | ||
15 | На каждые последующие | 20 | - | 0,03 | 0,03 | 0,03 | 0,03 | - | - | - | - | - | - | |
Абразивно-отрезной станок | Взять заготовку, надеть на оправку | 20 | - | - | 0,07 | 0,08 | 0,087 | 0,1 | 0,11 | 0,12 | 0,13 | 0,14 | 0,145 | |
17 | Подвести к наждачному кругу и отрезать в размер | 40 | - | - | 0,105 | 0,12 | 0,13 | 0,145 | 0,155 | 0,175 | 0,19 | 0,20 | 0,215 | |
18 | Отложить пружину | 60 | - | - | 0,135 | 0,15 | 0,165 | 0,18 | 0,20 | 0,22 | 0,24 | 0,26 | 0,27 | |
19 | 80 | - | - | 0,16 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | 0,28 | 0,3 | 0,32 | ||
На каждые последующие | 20 | - | - | 0,025 | 0,025 | 0,025 | 0,03 | 0,03 | 0,04 | 0,04 | 0,04 | 0,05 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
Примечания:
1. При отрезке (обрубке) технологического припуска с двух сторон приведенное в нормативной карте время применяется с коэффициентом 1,5.
2. При отрезке пружины с отсчетом числа витков приведенное в нормативной карте время применяется с коэффициентом 1,3.
3. При отрезке пружины на абразивно-отрезном станке без надевания заготовки на оправку нормативное время по позициям 16...20 применяется с коэффициентом 0,8.
T = 0,045 · H0,28 · d0,5 - кусачки
T = 0,038 · H0,43 · d0,18 - рычажные ножницы
T = 0,0242· H0,39 · d0,52 - зубило
T = 0,013 · H0,57 · d0,28 - абразивно-отрезной станок
Эксцентриковый пресс | ||||||||||
Штучное время | ||||||||||
Карта 15 | ||||||||||
Содержание работы: 1. Взять заготовку пружины и установить заготовку на матрицу пресса до упора 2. Включить пресс 3. Отрубить пружину 4. Выключить пресс 5. Снять пружину и отложить |  | |||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Высота пружины H, мм, до | |||||||
50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | |||
Время на одну пружину T, мин. | ||||||||||
20 | 2 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | 0,10 | 0,11 | 0,12 | |
1 | 3 | 0,043 | 0,06 | 0,07 | 0,08 | 0,095 | 0,11 | 0,12 | 0,13 | |
2 | 4 | 0,045 | 0,062 | 0,072 | 0,084 | 0,1 | 0,12 | 0,13 | 0,14 | |
3 | 40 | 3 | 0,048 | 0,065 | 0,078 | 0,089 | 0,107 | 0,12 | 0,13 | 0,14 |
4 | 4 | 0,05 | 0,068 | 0,082 | 0,092 | 0,11 | 0,13 | 0,14 | 0,15 | |
5 | 5 | 0,051 | 0,07 | 0,084 | 0,096 | 0,115 | 0,135 | 0,145 | 0,155 | |
6 | 6 | 0,053 | 0,072 | 0,087 | 0,099 | 0,119 | 0,14 | 0,15 | 0,16 | |
7 | 50 | 4 | 0,05 | 0,07 | 0,08 | 0,096 | 0,115 | 0,13 | 0,145 | 0,15 |
8 | 5 | 0,053 | 0,073 | 0,087 | 0,099 | 0,119 | 0,135 | 0,15 | 0,16 | |
9 | 6 | 0,055 | 0,075 | 0,09 | 0,102 | 0,122 | 0,14 | 0,155 | 0,17 | |
10 | 8 | 0,057 | 0,078 | 0,094 | 0,107 | 0,128 | 0,145 | 0,16 | 0,175 | |
11 | 60 | 5 | 0,055 | 0,075 | 0,09 | 0,102 | 0,12 | 0,14 | 0,15 | 0,16 |
12 | 6 | 0,056 | 0,077 | 0,092 | 0,105 | 0,125 | 0,145 | 0,155 | 0,17 | |
13 | 8 | 0,059 | 0,08 | 0,096 | 0,109 | 0,13 | 0,15 | 0,165 | 0,18 | |
14 | 10 | 0,06 | 0,083 | 0,10 | 0,113 | 0,136 | 0,155 | 0,17 | 0,185 | |
15 | 70 | 6 | 0,058 | 0,079 | 0,094 | 0,107 | 0.129 | 0,145 | 0,16 | 0,18 |
16 | 8 | 0,06 | 0,082 | 0,099 | 0,11 | 0,135 | 0,15 | 0,17 | 0,185 | |
17 | 10 | 0,062 | 0,085 | 0,101 | 0,116 | 0,139 | 0,16 | 0,175 | 0,19 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. Время в нормативной карте рассчитано на число двойных ходов в мин., равное 250. При измененных условиях к приведенному в нормативной карте времени прибавлять:
Число двойных ходов в мин. | 200 | 150 | 130 | 110 | 100 | 90 | 70 | 50 |
Время, мин. | 0,001 | 0,003 | 0,004 | 0,005 | 0,006 | 0,008 | 0,010 | 0,016 |
T = 0,004 · D0,15 · d0,1 · H0,45
Эксцентриковый пресс | |||||||||
Вспомогательное время | |||||||||
Карта 16 | |||||||||
Содержание работы: 1. Взять пружину, установить в штамп 2. Включить пресс 3. Выключить пресс 4. Снять пружину и отложить | 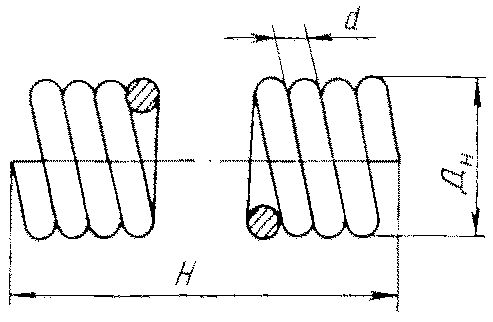 | ||||||||
N позиции | Диаметр проволоки d, мм, до | Высота пружины H, мм, до | |||||||
25 | 50 | 100 | 160 | 200 | 320 | 400 | 500 | ||
Время T, мин. | |||||||||
1 | 2 | 0,053 | 0,057 | 0,062 | 0,065 | 0,067 | 0,07 | 0,072 | 0,073 |
2 | 4 | 0,06 | 0,064 | 0,07 | 0,073 | 0,075 | 0,079 | 0,081 | 0,083 |
3 | 6 | 0,064 | 0,069 | 0,074 | 0,078 | 0,08 | 0,084 | 0,087 | 0,089 |
4 | 8 | 0,066 | 0,072 | 0,077 | 0,086 | 0,088 | 0,089 | 0,09 | 0,093 |
5 | 10 | 0,07 | 0,075 | 0,08 | 0,09 | 0,092 | 0,093 | 0,094 | 0,097 |
6 | На каждые последующие 2 мм | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 |
Индекс | а | б | в | г | д | е | ж | з | |
Примечания:
1. Основное время на обрубку концов определяется по техпроцессу.
2. Время в нормативной карте рассчитано на диаметр пружины до 20 мм. При других диаметрах приведенное в нормативной карте время применяется с коэффициентами:
Диаметр пружины D, мм, до | 20 | 40 | 70 и свыше |
Коэффициент | 1,0 | 1,15 | 1,3 |
T = 0,033 · d0,17 · H0,11
Плоскогубцы, тиски, оправка | ||||||||||||||
Штучное время | ||||||||||||||
Карта 17, лист 1 | ||||||||||||||
N позиции | Способ установки, инструмент | Содержание работы | Наружный диаметр пружины D, мм | Диаметр проволоки d, мм, до | ||||||||||
0,6 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10 | 12 | |||||
Время T, мин. | ||||||||||||||
В руках плоскогубцами | 1. | Взять пружину и плоскогубцы | До 25 | 0,12 | 0,14 | 0,15 | 0,17 | - | - | - | - | - | - | |
2. | Поджать виток с одной стороны | |||||||||||||
3. | Перевернуть пружину | |||||||||||||
4. | Поджать виток с другой стороны | |||||||||||||
5. | Отложить пружину и плоскогубцы | |||||||||||||
На оправке, закрепленной в тисках или на плите молотком | 1. | Взять пружину, установить оправку | До 25 | 0,16 | 0,20 | 0,23 | 0,26 | 0,3 | 0,34 | - | - | - | - | |
2. | Установить оправку с пружиной в тиски и закрепить | |||||||||||||
3. | Взять молоток и поджать виток с одной стороны. Отложить молоток | Св. 25 | - | 0,22 | 0,25 | 0,28 | 0,32 | 0,35 | 0,40 | 0,45 | 0,48 | 0,51 | ||
4. | Открепить тиски, перевернуть пружину, закрепить тиски | |||||||||||||
5. | Взять молоток и поджать виток с другой стороны | |||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
ПОДЖАТИЕ КРАЙНИХ ВИТКОВ У ПРУЖИН СЖАТИЯ ВРУЧНУЮ | Плоскогубцы, тиски, оправка | |||||||||||||
Штучное время | ||||||||||||||
Карта 17, лист 2 | ||||||||||||||
N позиции | Способ установки, инструмент | Содержание работы | Наружный диаметр пружины D, мм | Диаметр проволоки d, мм, до | ||||||||||
0,6 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10 | 12 | |||||
Время T, мин. | ||||||||||||||
6. | Открепить тиски, снять пружину и отложить | |||||||||||||
Между оправками, закрепленными в тисках | 1. | Взять пружину и установить между оправками | До 25 | 0,29 | 0,36 | 0,42 | 0,48 | 0,56 | 0,63 | - | - | - | - | |
2. | Взять пружину и установить между оправками | |||||||||||||
3. | Взять молоток и оправку и поджать виток с одной стороны | |||||||||||||
4. | Отложить оправку и молоток | Св. 25 | - | - | 0,44 | 0,5 | 0,59 | 0,66 | 0,7 | 0,87 | 0,95 | 1,05 | ||
5. | Открепить тиски, перевернуть пружину с оправками, закрепить | |||||||||||||
6. | Взять молоток и оправку и поджать виток с другой стороны | |||||||||||||
7. | Открепить тиски, снять пружину с оправками и отложить пружину | |||||||||||||
Индекс | а | б | в | г | д | е | ж | З | и | к | ||||
T = 0,14 · d0,24 - позиция 1
T = 0,2 · d0,37 - позиция 2
T = 0,22 · d0,34 - позиция 3
T = 0,36 · d0,40 - позиция 4
T = 0,38 · d0,40 - позиция 5
Плоскогубцы, тиски, оправки, приспособления | ||||||||||
Штучное время | ||||||||||
Карта 18, лист 1 | ||||||||||
 | ||||||||||
N позиции | Способ установки | Содержание работы | Диаметр проволоки d, мм, до | |||||||
0,5 | 1 | 2 | 3 | 4 | 5 | 6 | ||||
Время T, мин. | ||||||||||
В руках плоскогубцами или специальным пинцетом | 1. | Взять пружину и инструмент | 0,14 | 0,18 | 0,23 | 0,26 | 0,28 | 0,31 | 0,33 | |
2. | Загнуть конец пружины плоскогубцами или пинцетом | |||||||||
3. | Перевернуть пружину | |||||||||
4. | Загнуть второй конец | |||||||||
5. | Отложить пружину | |||||||||
В оправке, закрепленной в тисках | 1. | Взять пружину и установить в отверстие оправки, закрепить в тиски | 0,36 | 0,4 | 0,44 | 0,47 | 0,49 | 0,52 | ||
2. | Взять зубило и молоток, загнуть половину витка | |||||||||
3. | Отложить зубило и молоток | |||||||||
4. | Открепить тиски, перевернуть пружину с оправкой и закрепить | |||||||||
Индекс | а | б | в | г | д | е | ж | |||
ГИБКА ЗАЦЕПОВ ВИНТОВЫХ ПРУЖИН В ПОЛВИТКА | Плоскогубцы, тиски, оправки, приспособления | |||||||||
Штучное время | ||||||||||
Карта 18, лист 2 | ||||||||||
N позиции | Способ установки | Содержание работы | Диаметр проволоки d, мм, до | |||||||
0,5 | 1 | 2 | 3 | 4 | 5 | 6 | ||||
Время T, мин. | ||||||||||
5. | Взять зубило и молоток, загнуть половину витка с другой стороны | |||||||||
6. | Отложить зубило и молоток | |||||||||
7. | Открепить пружину, снять с оправки и отложить | |||||||||
В приспособлении для поочередной загибки зацепов | 1. | Взять пружину и установить в приспособление | 0,21 | 0,23 | 0,24 | 0,25 | 0,26 | 0,27 | 0,28 | |
2. | Отводом рычага загнуть конец в полвитка | |||||||||
3. | Перевернуть пружину | |||||||||
4. | Загнуть второй конец в полвитка | |||||||||
5. | Снять и отложить пружину | |||||||||
В настольном приспособлении для загибки зацепов одновременно с двух сторон | 1. | Взять пружину, установить в приспособление и закрепить центрирующей оправкой | 0,070 | 0,075 | 0,08 | 0,084 | 0,086 | 0,088 | 0,09 | |
2. | Загнуть одновременно зацепы с двух сторон отводом рычага | |||||||||
3. | Снять оправку, пружину с приспособления и отложить | |||||||||
Индекс | а | б | в | г | д | е | ж | |||
ГИБКА ЗАЦЕПОВ ВИНТОВЫХ ПРУЖИН В ПОЛВИТКА | Плоскогубцы, тиски, оправки, приспособления | |||||||||
Штучное время | ||||||||||
Карта 18, лист 3 | ||||||||||
N позиции | Способ установки | Содержание работы | Диаметр проволоки d, мм, до | |||||||
0,5 | 1 | 2 | 3 | 4 | 5 | 6 | ||||
Время T, мин. | ||||||||||
В тисках | 1. | Взять пружину, установить в тиски и закрепить | 0,42 | 0,5 | 0,59 | 0,66 | 0,71 | 0,75 | 0,78 | |
2. | Взять зубило и молоток и загнуть половину витка | |||||||||
3. | Отложить зубило и молоток, переустановить пружину | |||||||||
4. | Взять зубило и молоток, загнуть половину витка | |||||||||
5. | Открепить пружину и отложить | |||||||||
Индекс | а | б | в | г | д | е | ж | |||
Примечания:
1. При откусывании концов пружин с двух сторон после гибки зацепов приведенное в нормативной карте время применяется с коэффициентом 1,2.
2. При гибке зацепа в полвитка с одной стороны приведенное в нормативной карте время применяется с коэффициентом 0,7.
T = 0,18 · d0,33 - позиция 1
T = 0,4 · d0,15 - позиция 2
T = 0,23 · d0,10 - позиция 3
T = 0,075 · d0,10 - позиция 4
T = 0,5 · d0,25 - позиция 5
Плоскогубцы, тиски, оправки, приспособления | ||||||||||
Штучное время | ||||||||||
Карта 19, лист 1 | ||||||||||
 | ||||||||||
N позиции | Способ установки | Содержание работы | Диаметр проволоки d, мм, до | |||||||
0,5 | 1 | 2 | 3 | 4 | 5 | 6 | ||||
Время T, мин. | ||||||||||
В руках плоскогубцами или специальным пинцетом | 1. | Взять пружину и инструмент | 0,23 | 0,27 | 0,32 | 0,36 | 0,38 | 0,40 | 0,42 | |
2. | Оттянуть и загнуть конец пружины плоскогубцами или пинцетом | |||||||||
3. | Перевернуть пружину | |||||||||
4. | Оттянуть второй конец | |||||||||
5. | Отложить пружину | |||||||||
В оправке, закрепленной в тисках с помощью молотка и зубила | 1. | Взять пружину и установить на оправку | 0,46 | 0,54 | 0,66 | 0,72 | 0,78 | 0,82 | 0,86 | |
2. | Взять молоток и отогнуть один конец пружины | |||||||||
3. | Перевернуть пружину с оправкой | |||||||||
4. | Отогнуть второй конец пружины молотком | |||||||||
5. | Отложить молоток | |||||||||
6. | Установить пружину с оправкой в тиски и закрепить | |||||||||
7. | Взять зубило и молоток, загнуть половину витка | |||||||||
8. | Отложить зубило и молоток | |||||||||
9. | Открепить тиски, перевернуть пружину с оправкой и закрепить | |||||||||
10. | Взять зубило и молоток, загнуть половину витка с другой стороны | |||||||||
11. | Отложить зубило и молоток | |||||||||
Индекс | а | б | в | г | д | е | ж | |||
ГИБКА ЗАЦЕПОВ ВИНТОВЫХ ПРУЖИН В ПОЛВИТКА С УДЛИНЕННОЙ ЧАСТЬЮ | Плоскогубцы, тиски, оправки, приспособления | |||||||||
Штучное время | ||||||||||
Карта 19, лист 2 | ||||||||||
N позиции | Способ установки | Содержание работы | Диаметр проволоки d, мм, до | |||||||
0,5 | 1 | 2 | 3 | 4 | 5 | 6 | ||||
Время T, мин. | ||||||||||
12. | Открепить пружину, снять с оправки и отложить | |||||||||
В приспособлении для поочередной загибки зацепов | 1. | Взять пружину, установить на цилиндрическую оправку приспособления | 0,25 | 0,3 | 0,35 | 0,39 | 0,43 | 0,45 | 0,47 | |
2. | Оттянуть конец пружины рычагом | |||||||||
3. | Перевернуть пружину | |||||||||
4. | Оттянуть второй конец пружины | |||||||||
5. | Взять пружину и установить во второе приспособление | |||||||||
6. | Загнуть конец пружины | |||||||||
7. | Перевернуть пружину | |||||||||
8. | Загнуть второй конец пружины | |||||||||
9. | Снять пружину и отложить | |||||||||
Индекс | а | б | в | г | д | е | ж | |||
T = 0,27 · d0,25 - позиция 1
T = 0,54 · d0,25 - позиция 2
T = 0,30 · d0,25 - позиция 3
Эксцентриковый пресс | ||||||||
Штучное время | ||||||||
Карта 20 | ||||||||
Содержание работы: 1. Взять пружину, установить в пресс 2. Включить пресс и отогнуть виток пружины 3. Перевернуть пружину 4. Включить пресс и отогнуть виток пружины с другой стороны 5. Снять пружину и отложить | ||||||||
N позиции | Наружный диаметр пружины D, мм, до | Высота пружины H, мм, до | ||||||
25 | 50 | 100 | 160 | 200 | 320 | 400 | ||
Время T, мин. | ||||||||
1 | 20 | 0,07 | 0,075 | 0,08 | 0,085 | 0,10 | 0,11 | 0,12 |
2 | 25 | 0,075 | 0,08 | 0,085 | 0,09 | 0,105 | 0,12 | 0,13 |
3 | 30 | 0,08 | 0,085 | 0,09 | 0,095 | 0,11 | 0,125 | 0,135 |
4 | 40 | 0,085 | 0,09 | 0,095 | 0,10 | 0,115 | 0,13 | 0,155 |
5 | 50 | 0,09 | 0,095 | 0,10 | 0,11 | 0,12 | 0,145 | 0,16 |
6 | 70 | 0,095 | 0,10 | 0,11 | 0,12 | 0,13 | 0,155 | 0,165 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. Время в нормативной карте рассчитано на число двойных ходов в мин., равное 250. При измененных условиях к приведенному в нормативной карте времени прибавлять:
Число двойных ходов в мин. | 200 | 150 | 130 | 110 | 100 | 90 | 70 | 50 |
Время, мин. | 0,001 | 0,003 | 0,004 | 0,005 | 0,006 | 0,008 | 0,010 | 0,016 |
T = 0,026 · D0,23 · H0,1 - при H <= 160 мм
T = 0,0091 · D0,23 · H0,32 - при H > 160 мм
Пневмоприспособление | ||||||
Штучное время | ||||||
Карта 21 | ||||||
Содержание работы: 1. Взять пружину, установить в приспособление 2. Закрепить пружину 3. Отогнуть большой конец пружины под углом 90° 4. Открепить пружину 5. Снять и отложить |  | |||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | ||||
0,5 | 1,0 | 3,5 | 4,0 | 5,0 | ||
Время T, мин. | ||||||
10 | 0,06 | 0,10 | 0,23 | 0,25 | 0,29 | |
1 | 20 | 0,08 | 0,13 | 0,30 | 0,33 | 0,38 |
2 | 40 | 0,11 | 0,17 | 0,39 | 0,42 | 0,49 |
Индекс | а | б | в | г | д | |
T = 0,044 · D0,37 · d0,65
Пневмоприспособление | |||||
Штучное время | |||||
Карта 22 | |||||
Содержание работы: 1. Взять одну или несколько пружин 2. Установить в приспособление 3. Закрепить пружину 4. Развить среднюю часть пружины 5. Открепить пружину 6. Снять пружину и отложить | 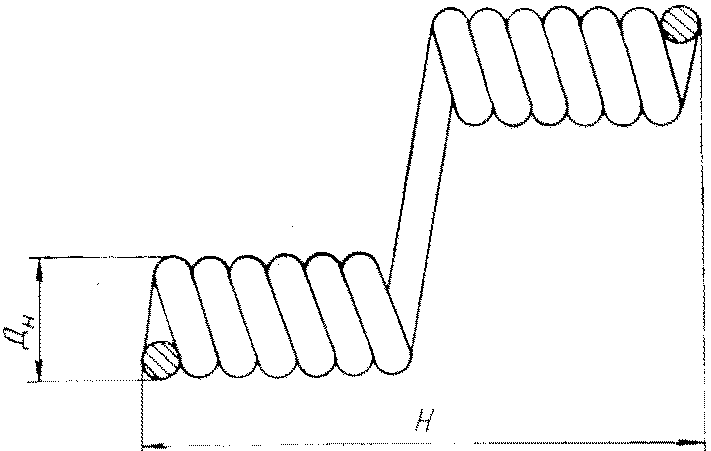 | ||||
N позиции | Наружный диаметр пружины D, мм, до | Высота пружины H, мм, до | |||
60 | 100 | 150 | 200 | ||
Время T, мин. | |||||
1 | 20 | 0,12 | 0,14 | 0,15 | 0,16 |
2 | 50 | 0,13 | 0,15 | 0,17 | 0,18 |
Индекс | а | б | в | г | |
T = 0,029 · D0,13 · Н0,25
ПРИ ИЗГОТОВЛЕНИИ ПРУЖИН
Приспособление | ||||||||||
Штучное время | ||||||||||
Карта 23, лист 1 | ||||||||||
Содержание работы: 1. Взять пружину, установить в приспособление 2. Править, выдержав шаг и высоту 3. Снять пружину, измерить штангенциркулем и по угольнику 4. Отложить пружину и инструмент | 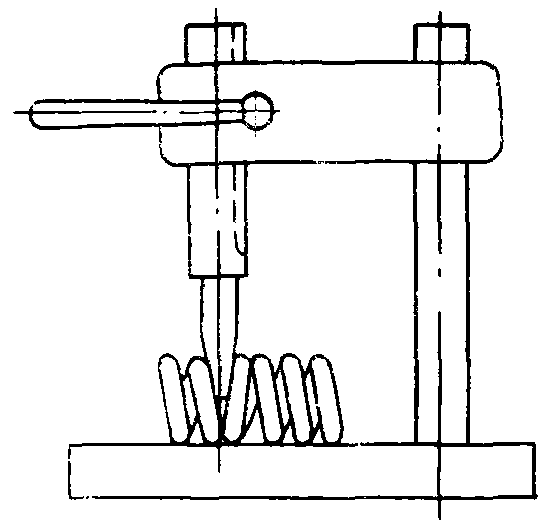 | |||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | |||||||
4 | 8 | 12 | 20 | 32 | 50 | 80 | 100 | |||
Время T, мин. | ||||||||||
1 | 6 | 0,5 | 0,18 | 0,24 | 0,28 | 0,34 | 0,40 | 0,47 | 0,55 | 0,60 |
2 | 1,0 | 0,14 | 0,19 | 0,23 | 0,28 | 0,33 | 0,39 | 0,47 | 0,53 | |
3 | 10 | 1,0 | 0,13 | 0,18 | 0,21 | 0,26 | 0,30 | 0,36 | 0,43 | 0,49 |
4 | 2,0 | 0,12 | 0,15 | 0,18 | 0,21 | 0,26 | 0,30 | 0,37 | 0,40 | |
5 | 20 | 2 | 0,11 | 0,15 | 0,18 | 0,22 | 0,28 | 0,34 | 0,42 | 0,45 |
6 | 3 | 0,12 | 0,17 | 0,21 | 0,26 | 0,32 | 0,39 | 0,49 | 0,55 | |
7 | 4 | 0,13 | 0,19 | 0,22 | 0,29 | 0,35 | 0,43 | 0,55 | 0,60 | |
8 | 40 | 3 | 0,16 | 0,21 | 0,26 | 0,33 | 0,40 | 0,49 | 0,65 | 0,70 |
9 | 4 | 0,18 | 0,24 | 0,29 | 0,36 | 0,45 | 0,55 | 0,70 | 0,75 | |
10 | 5 | 0,19 | 0,26 | 0,39 | 0,49 | 0,60 | 0,70 | 0,80 | ||
11 | 6 | 0,20 | 0,28 | 0,33 | 0,41 | 0,49 | 0,60 | 0,75 | 0,85 | |
12 | 50 | 4 | 0,19 | 0,26 | 0,31 | 0,39 | 0,49 | 0,60 | 0,70 | 0,90 |
13 | 5 | 0,20 | 0,28 | 0,33 | 0,42 | 0,50 | 0,65 | 0,80 | 0,85 | |
14 | 6 | 0,21 | 0,29 | 0,36 | 0,45 | 0,55 | 0,65 | 0,85 | 0,95 | |
15 | 8 | 0,24 | 0,33 | 0,39 | 0,49 | 0,65 | 0,75 | 0,95 | 1,00 | |
16 | 60 | 5 | 0,21 | 0,29 | 0,36 | 0,45 | 0,55 | 0,65 | 0,85 | 0,95 |
17 | 6 | 0,23 | 0,30 | 0,35 | 0,49 | 0,60 | 0,70 | 0,90 | 1,00 | |
18 | 8 | 0,25 | 0,35 | 0,42 | 0,55 | 0,65 | 0,80 | 1,0 | 1,05 | |
19 | 10 | 0,28 | 0,38 | 0,45 | 0,60 | 0,70 | 0,85 | 1,05 | 1,15 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Приспособление | ||||
Штучное время | ||||
Карта 24 | ||||
Содержание работы: 1. Взять пружину 2. Установить пружину на штырь 3. Повернуть рычаг до соприкосновения с последним витком пружины 4. Отжать последний виток пружины с одной стороны 5. Перевернуть пружину на 180° 6. Повторить приемы 2, 3 и 4 7. Отложить пружину | ||||
Диаметр проволоки d, мм, до | ||||
1,0 | 1,5 | 2,0 | 3,0 | |
Время T, мин. | ||||
0,66 | 0,77 | 0,85 | 0,99 | |
Индекс | ||||
а | б | в | г | |
T = 0,66 · d0,37
Плита | ||||||
Молоток | ||||||
Карта 25 | ||||||
Содержание работы: 1. Взять пружину и установить на плиту 2. Взять молоток 3. Рихтовать концы пружины 4. Отложить пружину | ||||||
Инструмент | Диаметр проволоки d, мм, до | |||||
0,4 | 0,8 | 1,0 | 1,5 | 2,0 | ||
Время T, мин. | ||||||
Молоток | 0,53 | 0,74 | 0,82 | 0,98 | 1,12 | |
Индекс | а | б | в | г | д | |
T = 0,816 · d0,46
Обдирочно-шлифовальный станок | |||||||||||
Штучное время | |||||||||||
Карта 26 | |||||||||||
Содержание работы: 1. Взять пружину и установить металлическую пластинку в опорный виток пружины 2. Скруглить конец крайнего витка пружины 3. Переустановить пластину в опорный виток пружины с другой стороны 4. Скруглить второй конец крайнего витка пружины 5. Вынуть пластину и отложить пружину | |||||||||||
N позиции | Диаметр проволоки d, мм, до | Высота пружины H, мм, до | |||||||||
15 | 32 | 50 | 80 | 100 | 150 | 200 | 250 | 320 | 400 | ||
Время T, мин. | |||||||||||
1 | 1,5 | 0,07 | 0,08 | 0,085 | 0,09 | 0,094 | 0,099 | 0,103 | 0,107 | 0,11 | 0,114 |
2 | 2,0 | 0,083 | 0,09 | 0,10 | 0,105 | 0,109 | 0,115 | 0,12 | 0,123 | 0,128 | 0,132 |
3 | 3,0 | 0,102 | 0,11 | 0,121 | 0,129 | 0,133 | 0,14 | 0,147 | 0,152 | 0,157 | 0,162 |
4 | 4,0 | 0,12 | 0,132 | 0,14 | 0,15 | 0,155 | 0,164 | 0,17 | 0,18 | 0,182 | 0,188 |
5 | 5,0 | 0,133 | 0,148 | 0,157 | 0,168 | 0,173 | 0,183 | 0,19 | 0,197 | 0,20 | 0,21 |
6 | 6,0 | 0,146 | 0,16 | 0,17 | 0,18 | 0,19 | 0,20 | 0,21 | 0,22 | 0,225 | 0,23 |
7 | 8,0 | 0,147 | 0,16 | 0,174 | 0,186 | 0,192 | 0,20 | 0,21 | 0,22 | 0,225 | 0,23 |
8 | 12 | 0,16 | 0,18 | 0,19 | 0,20 | 0,209 | 0,22 | 0,23 | 0,24 | 0,25 | 0,253 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,04 · d0,51 · H0,14 при d <= 6
T = 0,65 · d0,21 · H0,14 при d > 6
Напильник | ||||||||
Штучное время | ||||||||
Карта 27 | ||||||||
Содержание работы: 1. Взять пружину 2. Установить металлические пластинки в опорные витки пружины с двух сторон 3. Скруглить радиусы напильником у пружины с двух сторон 4. Отложить пружину | ||||||||
N позиции | Высота пружины H, мм, до | |||||||
Диаметр проволоки d, мм, до | 32 | 50 | 80 | 125 | 200 | 320 | 400 | |
Время T, мин. | ||||||||
1 | 2 | 0,16 | 0,17 | 0,18 | 0,19 | 0,20 | - | - |
2 | 3 | 0,20 | 0,21 | 0,22 | 0,23 | 0,24 | - | - |
3 | 4 | 0,22 | 0,23 | 0,25 | 0,26 | 0,27 | 0,28 | - |
4 | 6 | 0,27 | 0,28 | 0,30 | 0,31 | 0,33 | 0,34 | 0,35 |
5 | 8 | 0,31 | 0,32 | 0,34 | 0,35 | 0,37 | 0,39 | 0,40 |
6 | 12 | 0,37 | 0,39 | 0,41 | 0,43 | 0,45 | 0,46 | 0,48 |
Индекс | а | б | в | г | д | е | ж | |
Примечания:
1. При зачистке концов крайних витков пружины наждачным кругом приведенное в нормативной карте время применяется с коэффициентом 0,6.
2. При зачистке заусенцев на витках и по торцам с двух сторон напильником приведенное в нормативной карте время применяется с коэффициентом 1,5.
T = 0,084 · d0,46 · H0,10
Обдирочно-шлифовальный станок, точило, надфиль | ||||||||||
Штучное время | ||||||||||
Карта 28 | ||||||||||
Содержание работы: 1. Взять пружину 2. Обточить витки на 3/4 и снять заусенцы на обдирочно-шлифовальном станке или зачистить внутренние крайние витки на наждачном круге, или зачистить крайние витки надфилем с одной стороны пружины 3. Перевернуть пружину 4. Повторить прием 2 для другой стороны 5. Отложить пружину | ||||||||||
N позиции | Способ обработки | Наружный диаметр пружины D, мм, до | ||||||||
10 | 20 | 30 | 40 | |||||||
Диаметр проволоки d, мм, до | ||||||||||
0,5 | 1,0 | 2,0 | 2,0 | 3,0 | 4,0 | 3,0 | 4,0 | 4,0 | ||
Время T, мин. | ||||||||||
Обдирочно-шлифовальный станок | 0,086 | 0,12 | 0,16 | 0,25 | 0,29 | 0,33 | 0,38 | 0,43 | 0,52 | |
Наждачное точило | 0,20 | 0,27 | 0,36 | 0,58 | 0,69 | 0,78 | 0,91 | 1,00 | 1,05 | |
Надфиль | 0,13 | 0,18 | 0,26 | 0,32 | 0,39 | 0,45 | 0,43 | 0,50 | 0,55 | |
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,026 · D0,65 · d0,43 - позиция 1
T = 0,056 · D0,68 · d0,43 - позиция 2
T = 0,098 · D0,27 · d0,52 - позиция 3
ОТДЕЛЬНЫЕ ПРИЕМЫ ПРИ ИЗГОТОВЛЕНИИ ПРУЖИН
Ручное приспособление | ||||
Штучное время | ||||
Карта 29 | ||||
Содержание работы: 1. Взять пружину, установить на оправку 2. Обжать пружину трижды до соприкосновения витков 3. Снять пружину, отложить | 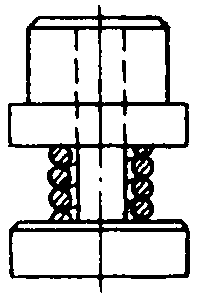 | |||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Шаг пружины S, мм | |
S <= 2d | S > 2d | |||
Время T, мин. | ||||
1 | 5,0 | 0,5 | 0,06 | 0,07 |
2 | 10 | 0,5 | 0,07 | 0,08 |
3 | 1,0 | 0,09 | 0,10 | |
4 | 2,0 | 0,11 | 0,13 | |
5 | 20 | 2 | 0,13 | 0,16 |
6 | 3 | 0,15 | 0,18 | |
7 | 30 | 3 | 0,17 | 0,20 |
8 | 4 | 0,19 | 0,22 | |
Индекс | а | б | ||
T = 0,045 · D0,29 · d0,32 - при S <= 2d
T = 0,053 · D0,29 · d0,32 - при S > 2d
Пресс | ||||||
Штучное время | ||||||
Карта 30 | ||||||
Содержание работы: 1. Взять пружины и установить в многоместное приспособление 2. Установить приспособление с пружинами под пресс 3. Включить пресс 4. Обжать пружины три раза 5. Выключить пресс 6. Выдвинуть приспособление 7. Снять и отложить пружины |  | |||||
N позиции | Наружный диаметр пружины D, мм, до | Высота пружины H, мм, до | ||||
30 | 50 | 80 | 100 | 160 | ||
Время на одну пружину T, мин. | ||||||
1 | 20 | 0,027 | 0,035 | 0,045 | 0,05 | 0,065 |
2 | 30 | 0,033 | 0,043 | 0,056 | 0,063 | 0,08 |
3 | 40 | 0.039 | 0,05 | 0,064 | 0,073 | 0,094 |
4 | 50 | 0,043 | 0,057 | 0,073 | 0,082 | 0,105 |
Индекс | а | б | в | г | д | |
Примечания:
1. Время в нормативной карте рассчитано на число одновременно обжимаемых пружин, равное 5. При другом числе пружин приведенное в нормативной карте время применяется с коэффициентами:
Число обжатий | Число одновременно обжимаемых пружин | ||
5 | 10 | 20 и выше | |
Коэффициент | |||
3 | 1,0 | 0,8 | 0,6 |
10 | 1,2 | 1,0 | 0,8 |
2. При проверке пружин растяжением приведенное в нормативной карте время применяется с коэффициентом 1,25.
3. Время на измерение пружины брать по нормативной карте 48.
T = 0,0009 · D0,53 · H0,53
Ручной пресс | ||||||||||
Штучное время | ||||||||||
Карта 31, лист 1 | ||||||||||
Содержание работы: 1. Взять пружину (пружины) и установить на оправку 2. Обжать пружину (пружины) 3 раза до соприкосновения витков 3. Снять пружину (пружины) и отложить |  | |||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Шаг пружины | |||||||
S <= 2d | S > 2d | |||||||||
Число витков z, до | ||||||||||
32 | 50 | 100 | 160 | 32 | 50 | 100 | 160 | |||
Время на одну пружину T, мин. | ||||||||||
1 | 20 | 1 | 0,055 | 0,06 | 0,065 | 0,07 | 0,005 | 0,07 | 0,075 | 0,08 |
2 | 2 | 0,06 | 0,065 | 0,075 | 0,08 | 0,07 | 0,08 | 0,085 | 0,09 | |
3 | 3 | 0,065 | 0,07 | 0,08 | 0,085 | 0,08 | 0,085 | 0,095 | 0,1 | |
4 | 4 | 0,07 | 0,075 | 0,085 | 0,09 | 0,085 | 0,09 | 0,10 | 0,11 | |
5 | 50 | 4 | 0,08 | 0,085 | 0,095 | 0,10 | 0,09 | 0,10 | 0,11 | 0,12 |
6 | 0 | 0,088 | 0,098 | 0,105 | 0,095 | 0,102 | 0,114 | 0,122 | ||
7 | 6 | 0,085 | 0,09 | 0,10 | 0,11 | 0,1 | 0,105 | 0,12 | 0,13 | |
8 | 8 | 0,09 | 0,095 | 0,105 | 0,115 | 0,105 | 0,11 | 0,125 | 0,135 | |
9 | 100 | 5 | 0,09 | 0,095 | 0,105 | 0,11 | 0,10 | 0,11 | 0,12 | 0,13 |
10 | 6 | 0,092 | 0,10 | 0,11 | 0,115 | 0,105 | 0,115 | 0,125 | 0,135 | |
11 | 8 | 0,095 | 0,105 | 0,115 | 0,12 | 0,11 | 0,12 | 0,13 | 0,145 | |
12 | 10 | 0,10 | 0,11 | 0,12 | 0,13 | 0,12 | 0,13 | 0,14 | 0,15 | |
13 | 12 | 0,105 | 0,112 | 0,125 | 0,135 | 0,122 | 0,131 | 0,145 | 0,155 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечания:
1. При проверке пружин растяжением приведенное в нормативной карте время применяется с коэффициентом 1,25.
2. Время в нормативной карте рассчитано на число одновременно устанавливаемых пружин до 5 и число обжатий 3. При ином числе приведенное в нормативной карте время применяется с коэффициентами:
ПРОВЕРКА ПРУЖИН ТРЕХКРАТНЫМ ОБЖАТИЕМ ИЛИ РАСТЯЖЕНИЕМ | Ручной пресс | ||
Штучное время | |||
Карта 31, лист 2 | |||
Число обжатий, до | Число одновременно обжимаемых пружин, до | ||
5 | 10 | 20 и выше | |
Коэффициент | |||
3 | 1,0 | 0,8 | 0,60 |
5 | 1,20 | 1,0 | 0,8 |
10 | 1,6 | 1,20 | 1,0 |
20 | 2,0 | 1,6 | 1,20 |
3. Время на измерение пружины брать по нормативной карте 48.
T = 0,024 · D0,1 · d0,2 · z0,15 - при S <= 2d
T = 0,028 · D0,1 · d0,2 · z0,15 - при S > 2d
Испытательный стенд | |||||||
Штучное время | |||||||
Карта 32 | |||||||
 | |||||||
Содержание работы: 1. Взять пружину, проверить длину пружины калибром 2. Установить пружину в кулачки патрона испытательного стенда и закрепить 3. Включить стенд 4. Проверить пружину на растяжение трехкратным растягиванием 5. Выключить стенд, открепить пружину и снять 6. Проверить длину пружины калибром 7. Отложить пружину | |||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | ||||
50 | 100 | 150 | 200 | 300 | |||
Время T, мин. | |||||||
1 | 60 | 3 | 1,10 | 1,15 | 1,20 | 1,25 | 1,30 |
2 | 6 | 1,14 | 1,20 | 1,24 | 1,27 | 1,32 | |
3 | 10 | 1,16 | 1,23 | 1,27 | 1,30 | 1,35 | |
Индекс | а | б | в | г | д | ||
T = 0,76 · d0,05 · z0,08
Грузовой прибор | ||||||||
Штучное время | ||||||||
Карта 33 | ||||||||
Содержание работы: | ||||||||
Растяжение 1. Взять пружину, повесить на крючок грузового прибора 2. Повесить на другой конец пружины груз 3. Проверить пружину на растяжение 4. Снять груз 5. Снять и отложить пружину | Сжатие 1. Взять пружину, надеть на стержень грузового прибора 2. Проверить пружину на сжатие 3. Снять пружину со стержня и отложить | |||||||
N позиции | Вид работы | Диаметр проволоки d, мм, до | ||||||
0,2 | 0,4 | 0,5 | 0,7 | 1,0 | 1,5 | |||
Время T, мин. | ||||||||
1 | Растяжение | 0,22 | 0,25 | 0,26 | 0,28 | 0,30 | 0,32 | |
2 | Сжатие | 0,15 | 0,16 | 0,165 | 0,17 | 0,175 | 0,18 | |
Индекс | а | б | в | г | д | е | ||
T = 0,3 · d0,18 - растяжение
T = 0,175 · d0,10 - сжатие
Укладка пружин в гофру | ||||||||||||
Штучное время | ||||||||||||
Карта 34 | ||||||||||||
Содержание работы: 1. Взять гофру, установить на стол 2. Взять пружину и установить во впадину гофры в горизонтальном положении 3. Повторить прием 2 по числу впадин в гофре 4. Отложить гофру с пружинами | ||||||||||||
Число пружин, укладываемых в гофру N, шт., до | ||||||||||||
50 | 75 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 |
Время на одну пружину T, мин. | ||||||||||||
0,08 | 0,10 | 0,11 | 0,14 | 0,16 | 0,17 | 0,19 | 0,20 | 0,21 | 0,23 | 0,24 | 0,25 | 0,26 |
Индекс | ||||||||||||
а | б | в | г | д | е | ж | з | и | к | л | м | н |
T = 0,0145 · N0,45
Отдельные приемы | |||||
Штучное время | |||||
Карта 35, лист 1 | |||||
N позиции | Наименование приема и содержание работы | Факторы продолжительности | Время T, мин. | ||
1 | I. Установка вкладышей | Количество вкладышей, шт., до | 3 | 0,09 | |
2 | Вставить вкладыши между витками для получения зазоров между витками | 5 | 0,13 | ||
3 | 8 | 0,18 | |||
4 | II. Разжатие пружины путем выпрямления внутренних витков пружины | Диаметр проволоки, d, мм | 4 | 0,065 | |
1. Взять пружину | |||||
2. Установить в пневмоприспособление | |||||
3. Разжать пружину | |||||
4. Снять и отложить пружину | |||||
5 | III. Испытание пружин грузом на сопротивление на приборе | Количество подгонок, до | 10 | 0,15 на одну подгонку | |
1. Взять пружину, надеть на шток прибора | |||||
2. Наложить груз в пределах 39 - 46 г | |||||
3. Проверить сопротивление пружины с подгонкой по мере надобности, т.е. снять пружину со штока, растянуть, снова надеть на шток и наложить груз | |||||
4. Снять деталь со штока и отложить | |||||
6 | IV. Гибка конца пружины в два приема в специальном приспособлении | Диаметр пружины, мм | 24 | 0,08 | |
1. Установить конец пружины в первое отверстие приспособления | Диаметр проволоки, мм | 1,3 | |||
2. Гнуть конец под нужным углом | |||||
3. Установить этот же конец во второе отверстие | Высота пружины, мм | 5,5 | |||
4. Гнуть конец под другим углом | |||||
5. Отложить пружину | |||||
ОТДЕЛЬНЫЕ ПРИЕМЫ РАБОТЫ | Отдельные приемы | ||||
Штучное время | |||||
Карта 35, лист 2 | |||||
N позиции | Наименование приема и содержание работы | Факторы продолжительности | Время T, мин. | ||
7 | V. Разрубка спирали на кольца с одновременной гибкой на эксцентриковом прессе | Диаметр кольца, мм | 52 | 0,085 | |
1. Взять спираль и установить в штамп, одновременно поворачивая до упора в торец проволоки | |||||
2. Разрубить спираль на кольца и гнуть одновременно, выдержав размер, по одной штуке за один ход пресса | Диаметр проволоки, мм | 3 | |||
3. Вынуть кольцо из штампа путем выдвижения каретки штампа на себя | |||||
4. Отложить кольцо | |||||
8 | VI. Растягивание пружины сальника вручную | Диаметр пружины, мм, до | 3 | 0,18 | |
1. Надеть навитую пружину на штырь | |||||
2. Растянуть пружину до нужной длины, отмеченной на штыре, вручную | Диаметр проволоки, мм, до | 0,3 | |||
3. Отложить пружину | |||||
9 | VII. Свертывание пружины сальника в кольцо вручную | Диаметр проволоки, мм, до | 0,3 | 0,22 | |
1. Взять растянутую пружину и соединить в кольцо вручную | |||||
2. Проверить по грузу | Диаметр кольца, мм, до | 10 | |||
3. Отложить пружину | |||||
Токарный станок | ||||||||||
Штучное время | ||||||||||
Карта 36, лист 1 | ||||||||||
Содержание работы: 1. Взять пруток и установить в печь для нагрева 2. Взять пруток клещами, заправить в приспособление на оправке 3. Навить пружину, переключить станок на обратное вращение и расслабить спираль 4. Отвести заднюю бабку, снять пружину клещами и уложить в тару 5. Установить суппорт в первоначальное положение и поджать оправку центром задней бабки | ||||||||||
N позиции | Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | |||||||
4 | 6 | 8 | 12 | 16 | 20 | 25 | 32 | |||
Время T, мин. | ||||||||||
1 | 60 | 10 | 0,42 | 0,50 | 0,65 | 0,80 | 0,95 | 1,10 | 1,25 | 1,45 |
2 | 12 | 0,46 | 0,60 | 0,70 | 0,90 | 1,05 | 1,20 | 1,40 | 1,6 | |
3 | 80 | 10 | 0,49 | 0,60 | 0,75 | 0,95 | 1,10 | 1,30 | 1,45 | - |
4 | 12 | 0,55 | 0,70 | 0,80 | 1,05 | 1,25 | 1,40 | 1,60 | - | |
5 | 16 | 0,65 | 0,80 | 1,00 | 1,25 | 1,45 | 1,70 | 1,90 | - | |
6 | 100 | 10 | 0,55 | 0,70 | 0,85 | 1,05 | 1,25 | 1,45 | 1,65 | - |
7 | 12 | 0,60 | 0,80 | 0,95 | 1,20 | 1,40 | 1,60 | 1,85 | - | |
8 | 16 | 0,70 | 0,90 | 1,10 | 1,40 | 1,65 | 1,90 | 2,2 | - | |
9 | 20 | 0,80 | 1,05 | 1,25 | 1,60 | 1,90 | 2,2 | 2,5 | - | |
10 | 125 | 16 | 0,90 | 1,10 | 1,25 | 1,55 | 1,80 | 2,0 | - | - |
11 | 20 | 1,05 | 1,30 | 1,50 | 1,85 | 2,1 | 2,4 | - | - | |
12 | 25 | 1,25 | 1,80 | 2,2 | 2,5 | 2,8 | - | - | ||
13 | 160 | 16 | 1,05 | 1,25 | 1,45 | 1,80 | 2,1 | - | - | - |
14 | 20 | 1,25 | 1,50 | 1,75 | 2,1 | 2,5 | - | - | - | |
15 | 25 | 1,45 | 1,80 | 2,1 | 2,6 | 2,9 | - | - | - | |
16 | 32 | 1,80 | 2,2 | 2,5 | 3,1 | 3,6 | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | ||
НАВИВКА ПРУЖИН В ГОРЯЧЕМ СОСТОЯНИИ | Токарный станок | |||||||||
Штучное время | ||||||||||
Карта 36, лист 2 | ||||||||||
N позиции | Наружный диаметр пружины D, мм, до | Дин метр проволоки d, мм, до | Число витков z, до | |||||||
4 | 6 | 8 | 12 | 16 | 20 | 25 | 32 | |||
Время T, мин. | ||||||||||
17 | 200 | 20 | 1,40 | 1,75 | 2,00 | 2,5 | - | - | - | - |
18 | 25 | 1,70 | 2,1 | 2,4 | 2,9 | - | - | - | - | |
19 | 32 | 2,0 | 2,5 | 2,9 | 3,5 | - | - | - | - | |
20 | 40 | 2,4 | 3,0 | 3,4 | 4,2 | - | - | - | - | |
21 | 250 | 20 | 1,60 | 2,0 | 2,3 | 2,8 | - | - | - | - |
22 | 25 | 1,90 | 2,4 | 2,7 | 3,3 | - | - | - | - | |
23 | 32 | 2,3 | 2,9 | 3,3 | 4,1 | - | - | - | - | |
24 | 40 | 2,8 | 3,4 | 3,9 | 4,8 | - | - | - | - | |
25 | 50 | 3,3 | 4,1 | 4,7 | 5,7 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. Время в нормативной карте рассчитано при шаге навивки, равном диаметру проволоки (S = d). При измененных условиях приведенное в нормативной карте время применяется с коэффициентами:
Шаг пружины | S = d | d < S <= 2d | 2d < S <= 3d | 3d < S <= 4d |
Коэффициент | 1,0 | 1,15 | 1,3 | 1,5 |
T1 = 0,005 · D0,55 · d0,58 · z0,60 - для D <= 100
T2 = 0,0027 · D0,61 · d0,78 · z0,50 - для D > 100
Обдирочно-шлифовальный станок и гидравлический пресс | ||||||||
Штучное время | ||||||||
Карта 37 | ||||||||
Содержание работы: 1. Взять пружину из тары 2. Произвести надрез двух концов пружины на обдирочно-шлифовальном станке 3. Установить пружину на подставку пресса 4. Произвести последовательно обрубку двух концов пружины с двумя поворотами пружины на подставке пресса 5. Снять пружину и отложить | ||||||||
N позиции | Диаметр прутка пружины d, мм, до | Наружный диаметр пружины D, мм, до | ||||||
60 | 80 | 100 | 125 | 160 | 200 | 250 | ||
Время T, мин. | ||||||||
1 | 10 | 2,2 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | 5,3 |
2 | 12 | 2,6 | 3,1 | 3,5 | 4,0 | 4,7 | 5,4 | 6,1 |
3 | 16 | 3,2 | 3,9 | 4,4 | 5,1 | 5,9 | 6,6 | 7,7 |
4 | 20 | - | 4,6 | 5,3 | 6,1 | 7,0 | 8,1 | 9,2 |
5 | 25 | - | - | 6,3 | 7,2 | 8,4 | 9,6 | 11,1 |
6 | 32 | - | - | - | 8,8 | 10,3 | 11,8 | 13,5 |
7 | 40 | - | - | - | - | 12,3 | 14,0 | 16,1 |
Итого: | а | б | в | г | д | е | ж | |
T = 0,029 · d0,80 · D0,61
Плита, молоток | |||||||||||
Штучное время | |||||||||||
Карта 38 | |||||||||||
Содержание работы: 1. Взять пружину клещами из печи, положить на плиту, отложить клещи 2. Взять молоток и зубило, подогнуть опорные витки с двух сторон и править пружину 3. Измерить параметры по угольнику и линейке 4. Снять пружину и отложить | |||||||||||
N позиции | Наружный диаметр D, мм, до | Диаметр проволоки d, мм, до | Число витков z, до | ||||||||
4 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | |||
Время T, мин. | |||||||||||
1 | 60 | 10 | 0,90 | 1,20 | 1,45 | 1,70 | 1,90 | 2,4 | 2,8 | 3,3 | 3,9 |
2 | 12 | 1,00 | 1,30 | 1,60 | 1,90 | 2,2 | 2,6 | 3,1 | 3,6 | 4,3 | |
3 | 80 | 10 | 1,10 | 1,45 | 1,75 | 2,1 | 2,4 | 2,9 | 3,4 | 4,0 | 4,7 |
4 | 12 | 1,20 | 1,60 | 2,0 | 2,3 | 2,6 | 3,2 | 3,7 | 4,4 | 5,2 | |
5 | 16 | 1,40 | 1,90 | 2,3 | 2,7 | 3,1 | 3,8 | 4,4 | 5,2 | 6,2 | |
6 | 100 | 10 | 1,25 | 1,70 | 2,0 | 2,4 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 |
1 | 12 | 1,40 | 1,85 | 2,3 | 2,7 | 3,0 | 3,7 | 4,3 | 5,1 | 6,1 | |
8 | 16 | 1,65 | 2,2 | 2,7 | 3,1 | 3,6 | 4,4 | 5,1 | 6,0 | 7,1 | |
9 | 20 | 1,8 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 5,8 | 6,8 | 8,1 | |
10 | 125 | 16 | 1,90 | 2,5 | 3,2 | 3,7 | 4,3 | 5,3 | 6,2 | 7,3 | 8,8 |
11 | 20 | 2,2 | 3,0 | 3,7 | 4,4 | 5,1 | 6,3 | 7,4 | 8,7 | 10,5 | |
12 | 25 | 3,6 | 4,5 | 5,6 | 6,0 | 7,5 | 8,9 | 10,4 | 12,4 | ||
13 | 160 | 16 | 2,3 | 3,0 | 3,8 | 4,5 | 5,2 | 6,4 | 7,5 | 8,9 | 10,7 |
14 | 20 | 2,7 | 3,7 | 4,5 | 5,4 | 6,1 | 7,6 | 9,0 | 10,6 | 12,7 | |
15 | 25 | 3,2 | 4,4 | 5,4 | 6,4 | 7,3 | 9,0 | 10,7 | 12,6 | 15,1 | |
16 | 32 | 3,9 | 5,3 | 6,5 | 7,7 | 8,9 | 11,0 | 12,9 | 15,2 | 18,3 | |
17 | 200 | 20 | 3,2 | 4,4 | 5,4 | 6,4 | 7,3 | 9,0 | 10,7 | - | - |
18 | 25 | 3,9 | 5,2 | 6,4 | 7,6 | 8,7 | 10,8 | 12,7 | - | - | |
19 | 32 | 4,7 | 6,3 | 7,8 | 9,2 | 10,5 | 13,0 | 15,4 | - | - | |
20 | 40 | 5,6 | 7,5 | 9,3 | 11,0 | 12,5 | 15,5 | 18,3 | - | - | |
21 | 250 | 20 | 3,9 | 5,2 | 6,4 | 7,6 | 8,7 | 10,8 | - | - | - |
22 | 25 | 4,6 | 6,2 | 7,7 | 9,0 | 10,3 | 12,8 | - | - | - | |
23 | 32 | 5,6 | 7,5 | 9,3 | 11,0 | 12,5 | 15,5 | - | - | - | |
24 | 40 | 6,6 | 8,9 | 11,1 | 13,0 | 14,9 | 18,5 | - | - | - | |
25 | 50 | 8,1 | 10,6 | 13,5 | 15,9 | 18,2 | 22,5 | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
T1 = 0,006 · D0,66 · d0,57 · z0,71 - для D <= 100
T2 = 0,0018 · D0,78 · d0,78 · z0,74 - для D > 100
Обдирочно-шлифовальный станок | ||||||||
Штучное время | ||||||||
Карта 39 | ||||||||
Содержание работы: 1. Взять пружину и поднести к наждачному кругу 2. Снять заусенцы по наружному диаметру и шлифовать торец 3. Перевернуть пружину 4. Снять заусенцы и шлифовать торец с другой стороны 5. Отложить пружину | ||||||||
N позиции | Диаметр проволоки d, мм, до | Наружный диаметр пружины D, мм, до | ||||||
60 | 80 | 100 | 125 | 160 | 200 | 250 | ||
Время T, мин. | ||||||||
Предварительное шлифование | ||||||||
1 | 10 | 0,47 | 0,55 | 0,65 | 0,70 | 0,85 | 0,95 | 1,10 |
2 | 12 | 0,50 | 0,60 | 0,70 | 0,80 | 0,95 | 1,05 | 1,20 |
3 | 16 | 0,60 | 0,75 | 0,85 | 0,95 | 1,10 | 1,25 | 1,40 |
4 | 20 | - | - | 0,95 | 1,10 | 1,25 | 1,40 | 1,60 |
5 | 25 | - | - | 1,10 | 1,40 | 1,60 | 1,85 | |
6 | 32 | - | - | - | 1,40 | 1,65 | 1,85 | 2,1 |
7 | 40 | - | - | - | - | 1,85 | 2,1 | 2,5 |
Окончательное шлифование | ||||||||
8 | 10 | 2,2 | 2,6 | 2,9 | 3,4 | 3,9 | 4,4 | 5,1 |
9 | 12 | 2,4 | 2,8 | 3,3 | 3,7 | 4,3 | 4,9 | 5,6 |
10 | 16 | 2,8 | 3,3 | 3,8 | 4,4 | 5,1 | 5,8 | 6,6 |
11 | 20 | - | 3,8 | 4,3 | 4,9 | 5,7 | 6,6 | 7,5 |
12 | 25 | - | - | 4,9 | 6,5 | 7,4 | 8,5 | |
13 | 32 | - | - | - | 6,4 | 7,5 | 8,5 | 9,8 |
14 | 40 | - | - | - | - | 8,5 | 9,7 | 11,1 |
Индекс | а | б | в | г | д | е | ж | |
T = 0,011 · d0,58 · D0,59 - предварительное шлифование
T = 0,051 · d0,56 · D0,60 - окончательное шлифование
Напильник, шабер | |||||||
Штучное время | |||||||
Карта 40 | |||||||
Содержание работы: 1. Взять пружину, положить на стол 2. Зачистить заусенцы по внутреннему диаметру пружины напильником или шабером с обеих сторон 3. Отложить пружину | |||||||
N позиции | Диаметр прутка пружины d, мм, до | Наружный диаметр пружины D, мм, до | |||||
60 | 80 | 100 | 125 | 160 | 250 | ||
Время T, мин. | |||||||
1 | 10 | 0,30 | 0,34 | 0,38 | 0,42 | 0,47 | 0,60 |
2 | 12 | 0,33 | 0,38 | 0,42 | 0,47 | 0,50 | 0,65 |
3 | 16 | 0,39 | 0,45 | 0,50 | 0,55 | 0,60 | 0,75 |
4 | 20 | - | 0,50 | 0,55 | 0,65 | 0,70 | 0,90 |
5 | 32 | - | - | - | 0,85 | 0,95 | 1,20 |
6 | 40 | - | - | - | - | 1,10 | 1,35 |
Индекс | а | б | в | г | д | е | |
T = 0,0106 · d0,61 · D0,47
Обдирочно-шлифовальный станок | |||||||
Штучное время | |||||||
Карта 41 | |||||||
Содержание работы: 1. Взять пружину из тары 2. Скруглить радиусы пружины с двух сторон 3. Отложить пружину | |||||||
N позиции | Диаметр проволоки d, мм, до | Высота пружины H, мм, до | |||||
32 | 50 | 80 | 125 | 200 | 250 | ||
Время T, мин. | |||||||
1 | 10 | 0,13 | 0,15 | 0,17 | 0,20 | 0,23 | 0,24 |
2 | 12 | 0,23 | 0,26 | 0,30 | 0,35 | 0,40 | 0,43 |
3 | 16 | 0,29 | 0,33 | 0,38 | 0,43 | 0,50 | 0,55 |
4 | 20 | 0,34 | 0,39 | 0,45 | 0,50 | 0,60 | 0,65 |
5 | 25 | - | - | - | 0,60 | 0,70 | 0,75 |
6 | 32 | - | - | - | 0,75 | 0,85 | 0,90 |
7 | 40 | - | - | - | - | 1,00 | 1,10 |
Индекс | а | б | в | г | д | е | |
T = 0,012 · d0,77 · H0,30
Гидравлический пресс | |||||||||
Штучное время | |||||||||
Карта 42 | |||||||||
Содержание работы: 1. Взять пружину из тары и установить на штамп пресса 2. Развести пружину на прессе по шагу с одновременной правкой пружины по высоте и по угольнику 3. Произвести промеры требуемых параметров по угольнику и линейке 4. Уложить пружину в тару | |||||||||
N позиции | Наружный диаметр пружины D, мм, до | Число витков z, до | |||||||
4 | 8 | 12 | 16 | 20 | 25 | 32 | 40 | ||
Время T, мин. | |||||||||
1 | 60 | 0,48 | 0,60 | 0,70 | 0,80 | 0,85 | 0,90 | 1,00 | - |
2 | 80 | 0,60 | 0,80 | 0,90 | 1,00 | 1,10 | 1,15 | - | - |
3 | 100 | 0,75 | 0,95 | 1,10 | 1,20 | 1,30 | 1,40 | - | - |
4 | 125 | 0,85 | 1,10 | 1,30 | 1,45 | 1,55 | - | - | - |
5 | 160 | 1,05 | 1,35 | 1,60 | 1,75 | - | - | - | - |
6 | 200 | 1,30 | 1,65 | 1,90 | - | - | - | - | - |
7 | 250 | 1,55 | 2,00 | 2,3 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,0101 · D0,82 · z0,36
Гидравлический пресс | ||||||||
Штучное время | ||||||||
Карта 43, лист 1 | ||||||||
Содержание работы: 1. Взять пружину из тары и установить на стол пресса 2. Трехкратно обжать пружину 3. Произвести промеры требуемых параметров пружины 4. Уложить пружину в тару | ||||||||
N позиции | Наружный диаметр пружины D, мм, до | Число витков z, до | ||||||
4 | 8 | 12 | 16 | 20 | 25 | 32 | ||
Время T, мин. | ||||||||
1 | 60 | 0,16 | 0,20 | 0,25 | 0,28 | 0,30 | 0,33 | 0,36 |
2 | 80 | 0,21 | 0,26 | 0,31 | 0,35 | 0,38 | 0,41 | - |
3 | 100 | 0,24 | 0,31 | 0,37 | 0,41 | 0,45 | 0,49 | - |
4 | 125 | 0,29 | 0,44 | 0,49 | 0,55 | - | - | |
5 | 160 | 0,35 | 0,44 | 0,55 | 0,60 | - | - | - |
6 | 200 | 0,42 | 0,55 | 0,65 | - | - | - | - |
7 | 250 | 0,50 | 0,65 | 0,75 | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | |
Примечание. Время в нормативной карте рассчитано на число одновременно обжимаемых пружин, равное 5. При другом числе пружин приведенное в нормативной карте время применяется с коэффициентами:
ТРЕХКРАТНОЕ ОБЖАТИЕ ПРУЖИН НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | Гидравлический пресс | |||
Штучное время | ||||
Карта 43, лист 2 | ||||
Число обжатий | Число одновременно обжимаемых пружин | |||
5 | 10 | 20 и выше | ||
Коэффициент | ||||
3 | 1,0 | 0,8 | 0,6 | |
5 | 1,2 | 1,0 | 0,8 | |
10 | 1,6 | 1,2 | 1,0 | |
20 | 2,0 | 1,6 | 1,2 | |
T = 0,0038 · D0,79 · z0,38
Ванна | ||||||
Штучное время | ||||||
Карта 44 | ||||||
Содержание: 1. Взять приспособление (ведро, корзину) с пружинами и опустить в промывочную ванну 2. Промыть детали 3. Вынуть приспособление (ведро, корзину) с пружинами из ванны | ||||||
N позиции | Масса приспособления с пружинами М, кг, до | |||||
1,0 | 1,5 | 2,0 | 4,0 | 6,0 | 10 | |
Время на приспособление T, мин. | ||||||
1 | 0,14 | 0,15 | 0,16 | 0,19 | 0,21 | 0,24 |
Индекс | а | б | в | г | д | е |
Примечание. В нормативной карте предусмотрено время на групповое промывание пружин. Для определения времени на промывание одной пружины необходимо приведенное в нормативной карте время разделить на число пружин, промываемых одновременно в ванне.
T = 0,137 · М0,25
Промывание и обдувка пружин | ||||||||||
Штучное время | ||||||||||
Карта 45 | ||||||||||
Содержание работы: | ||||||||||
Промывание в ванне 1. Взять пружину и опустить в промывочную ванну 2. Взять щетку (ерш) и промыть 3. Отложить щетку (ерш) 4. Вынуть пружину из ванны и отложить | Обдувка сжатым воздухом 1. Взять шланг 2. Открыть вентиль 3. Обдуть пружину 4. Закрыть вентиль 5. Отложить шланг | |||||||||
N позиции | Наименование операции | Диаметр пружины d, мм, до | Высота пружины H, мм, до | |||||||
20 | 32 | 50 | 80 | 125 | 200 | 300 | 500 | |||
Время T, мин. | ||||||||||
1 | Промывание в ванне | 25 | 0,10 | 0,11 | 0,13 | 0,14 | 0,16 | 0,18 | 0,19 | 0,22 |
2 | 40 | 0,11 | 0,13 | 0,14 | 0,18 | 0,21 | 0,22 | 0,26 | ||
3 | 60 | - | 0,15 | 0,17 | 0,18 | 0,21 | 0,23 | 0,20 | 0,30 | |
4 | 100 | - | 0,18 | 0,19 | 0,22 | 0,25 | 0,27 | 0,30 | 0,34 | |
5 | 160 | - | - | 0,22 | 0,26 | 0,29 | 0,32 | 0,35 | 0,40 | |
6 | 250 | - | - | - | 0,30 | 0,33 | 0,37 | 0,40 | 0,48 | |
7 | Обдувка сжатым воздухом | 25 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,10 | 0,11 | - |
8 | 40 | 0,05 | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | 0,14 | 0,18 | |
9 | 60 | - | 0,07 | 0,08 | 0,10 | 0,12 | 0,14 | 0,18 | 0,22 | |
10 | 100 | - | 0,09 | 0,10 | 0,13 | 0,15 | 0,19 | 0,22 | 0,27 | |
11 | 160 | - | - | 0,14 | 0,16 | 0,19 | 0,24 | 0,28 | 0,35 | |
12 | 250 | - | - | - | 0,20 | 0,24 | 0,30 | 0,35 | 0,43 | |
Индекс | а | б | в | г | д | е | ж | з | ||
T1 = 0,0168 · D0,32 · Н0,25 - промывание в ванне
T2 = 0,0022 · D0,48 · Н0,42 - обдувка сжатым воздухом
Заневоливание в приспособлении | |||||||
Штучное время | |||||||
Карта 46 | |||||||
Содержание работы: 1. Взять комплект пружины и установить в гнезда приспособления 2. Зажать сверху плитой, закрепить и произвести заневоливание | |||||||
N позиции | Наружный диаметр пружины D, мм, до | Число одновременно устанавливаемых пружин N, шт., до | Высота пружин H, мм, до | ||||
10 | 20 | 32 | 50 | 100 | |||
Время на одну пружину T, мин. | |||||||
1 | 10 | 1 | 0,18 | 0,20 | 0,23 | 0,25 | - |
2 | 2 | 0,13 | 0,15 | 0,17 | 0,18 | - | |
3 | 3 | 0,11 | 0,13 | 0,14 | 0,15 | - | |
4 | 4 | 0,10 | 0,11 | 0,12 | 0,14 | - | |
5 | 6 | 0,08 | 0,09 | 0,10 | 0,11 | - | |
6 | 8 | 0,07 | 0,08 | 0,09 | 0,10 | - | |
7 | 12 | 0,06 | 0,07 | 0,08 | 0,09 | - | |
8 | 20 | 0,045 | 0,05 | 0,06 | 0,07 | - | |
9 | 32 | 0,035 | 0,04 | 0,05 | 0,06 | - | |
10 | 25 | 1 | 0,22 | 0,26 | 0,28 | 0,31 | 0,36 |
11 | 2 | 0,16 | 0,19 | 0,21 | 0,23 | 0,27 | |
12 | 3 | 0,14 | 0,16 | 0,17 | 0,19 | 0,22 | |
13 | 4 | 0,12 | 0,14 | 0,15 | 0,17 | 0,20 | |
14 | 6 | 0,10 | 0,12 | 0,13 | 0,14 | 0,17 | |
15 | 8 | 0,09 | 0,10 | 0,11 | 0,13 | 0,15 | |
16 | 12 | 0,07 | 0,09 | 0,095 | 0,10 | 0,12 | |
17 | 20 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | |
18 | 50 | 1 | - | - | - | 0,37 | 0,43 |
19 | 2 | - | - | - | 0,27 | 0,32 | |
20 | 3 | - | - | - | 0,23 | 0,26 | |
21 | 4 | - | - | - | 0,20 | 0,23 | |
22 | 6 | - | - | - | 0,17 | 0,20 | |
23 | 8 | - | - | - | 0,15 | 0,17 | |
24 | 12 | - | - | - | 0,12 | 0,14 | |
25 | 100 | 1 | - | - | - | - | 0,51 |
26 | 2 | - | - | - | - | 0,37 | |
27 | 3 | - | - | - | - | 0,31 | |
28 | 4 | - | - | - | - | 0,28 | |
29 | 6 | - | - | - | - | 0,23 | |
30 | 8 | - | - | - | - | 0,20 | |
31 | 12 | - | - | - | - | 0,17 | |
Индекс | а | б | в | г | д | ||
Примечания:
1. В нормативной карте предусмотрено время на закрепление одной гайкой. При креплении детали большим количеством гаек на каждую последующую добавлять 0,3 мин.
2. При снятии пружин из гнезд многоместного приспособления приведенное в нормативной карте время применяется с коэффициентом 0,6.

Заневоливание под прессом | ||||||||
Штучное время | ||||||||
Карта 47 | ||||||||
Содержание работы: 1. Установить комплект пружин в гнезда приспособления 2. Установить плиту на пружины 3. Установить приспособление с пружинами на пресс, произвести операцию заневоливания | ||||||||
N позиции | Наружный диаметр пружины Dн, мм, до | Число одновременно устанавливаемых пружин N, шт., до | Высота пружины H, мм, до | |||||
80 | 100 | 125 | 100 | 200 | 300 | |||
Время на одну пружину T, мин. | ||||||||
1 | 40 | 1 | 0,55 | 0,60 | 0,70 | 0,80 | 0,90 | 1,1 |
2 | 2 | 0,39 | 0,44 | 0,50 | 0,55 | 0,65 | 0,80 | |
3 | 3 | 0,32 | 0,37 | 0,41 | 0,47 | 0,55 | 0,65 | |
4 | 4 | 0,28 | 0,32 | 0,36 | 0,41 | 0,46 | 0,55 | |
5 | 6 | 0,23 | 0,26 | 0,30 | 0,34 | 0,38 | 0,47 | |
6 | 8 | 0,20 | 0,23 | 0,26 | 0,30 | 0,33 | 0,41 | |
7 | 12 | 0,17 | 0,19 | 0,21 | 0,24 | 0,28 | 0,34 | |
8 | 20 | 0,13 | 0,15 | 0,17 | 0,19 | 0,22 | 0,27 | |
9 | 60 | 1 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,25 |
10 | 2 | 0,44 | 0,50 | 0,55 | 0,65 | 0,70 | 0,90 | |
11 | 3 | 0,37 | 0,41 | 0,47 | 0,55 | 0,70 | 0,74 | |
12 | 4 | 0,32 | 0,36 | 0,41 | 0,46 | 0,50 | 0,65 | |
13 | 6 | 0,27 | 0,30 | 0,34 | 0,38 | 0,43 | 0,55 | |
14 | 8 | 0,23 | 0,26 | 0,29 | 0,33 | 0,38 | 0,47 | |
15 | 12 | 0,19 | 0,22 | 0,24 | 0,28 | 0,31 | 0,39 | |
16 | 100 | 1 | - | 0,80 | 0,90 | 1,05 | 1,15 | 1,45 |
17 | 2 | - | 0,60 | 0,65 | 0,75 | 0,85 | 1,05 | |
18 | 3 | - | 0,49 | 0,55 | 0,60 | 0,70 | 0,85 | |
19 | 4 | - | 0,42 | 0,48 | 0,54 | 0,60 | 0,75 | |
20 | 6 | - | 0,35 | 0,39 | 0,45 | 0,50 | 0,60 | |
21 | 8 | - | 0,31 | 0,34 | 0,39 | 0,44 | 0,55 | |
22 | 160 | 1 | - | - | - | 1,20 | 1,35 | 1,70 |
16 | 2 | - | - | - | 0,85 | 1,00 | 1,20 | |
24 | 3 | - | - | - | 0,70 | 0,80 | 1,00 | |
25 | 4 | - | - | - | 0,60 | 0,70 | 0,90 | |
26 | 6 | - | - | - | 0,50 | 0,60 | 0,70 | |
27 | 250 | 1 | - | - | - | - | 1,55 | 1,95 |
28 | 2 | - | - | - | - | 1,10 | 1,40 | |
29 | 3 | - | - | - | - | 0,95 | 1,15 | |
30 | 4 | - | - | - | - | 0,80 | 1,00 | |
Индекс | а | б | в | г | д | е | ||
Примечание. При снятии пружин из гнезд многоместного приспособления приведенное в нормативной карте время применяется с коэффициентом 0,6.

Измерения | ||||
Штучное время | ||||
Карта 48 | ||||
N п/п | Измерительный инструмент | Измеряемый размер, мм, до | Время T, мин. | |
1 | Линейка масштабная | 25 | 0,03 | |
50 | 0,04 | |||
100 | 0,05 | |||
200 | 0,06 | |||
св. 200 | 0,08 | |||
2 | Штангенциркуль | 10 | 0,05 | |
25 | 0,06 | |||
50 | 0,07 | |||
3 | Скоба предельная односторонняя | 10 | 0,04 | |
25 | 0,045 | |||
50 | 0,05 | |||
4 | Шаблон для промера длины пружины | 50 | 0,05 | |
100 | 0,07 | |||
300 | 0,08 | |||
5 | Пробка двусторонняя | 10 | 0,06 | |
25 | 0,07 | |||
50 | 0,08 | |||
6 | Шаблон для промера угла перегиба | - | 0,06 | |
7 | Кольцо гладкое проходное | 20 | 0,056 | |
Измерительный прибор | |||||||
Штучное время | |||||||
Карта 49 | |||||||
Содержание работы: 1. Взять пружину и установить на оправку 2. Наложить груз 3. Произвести отсчет хода пружины по шкале 4. Снять груз 5. Снять пружину и отложить | |||||||
N позиции | Число накладываемых грузов, n, шт. | Общая масса груза М, кг, до | |||||
0,5 | 1,0 | 2,0 | 3,0 | св. 3,0 | |||
Время T, мин. | |||||||
1 | 1 | 0,05 | 0,055 | 0,06 | 0,07 | 0,085 | |
2 | 2 | 0,055 | 0,06 | 0,07 | 0,08 | 0,11 | |
3 | 3 | 0,08 | 0,09 | 0,10 | 0,11 | 0,13 | |
4 | 4 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | |
Индекс | а | б | в | г | д | ||
T1 = 0,056 · n0,21 · М0,19 - для n <= 2
T2 = 0,038 · n0,76 · М0,19 - для n > 2
Приложение 1, лист 1 | ||||||||||||||||
Подбор оправок для навивки пружин на токарных станках Проволока | ||||||||||||||||
Наружный диаметр пружины D, мм, до | Диаметр проволоки d, мм, до | Допуск на диаметр оправки | Материал оправки | |||||||||||||
0,3 | 0,5 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4 | 5 | 6 | 8 | 10 | |||
Диаметр оправки, мм, до | ||||||||||||||||
2 | 1,4 | 1,0 | +/- 0,1 | Серебрянка | ||||||||||||
3 | 2,2 | 1,8 | +/- 0,2 | |||||||||||||
5 | 4,2 | 3,6 | 2,7 | 2,4 | +/- 0,35 | |||||||||||
1 | 5,8 | 5,5 | 4,6 | 4,2 | 3,7 | |||||||||||
10 | 8,6 | 8,2 | 7,3 | 6,9 | 6,4 | |||||||||||
15 | 13,2 | 12,8 | 11,8 | 11,5 | 11,0 | 10,5 | ||||||||||
20 | 17,4 | 16,4 | 16,0 | 15,8 | 15,3 | 14,5 | 13,7 | +/- 0,4 | Сталь С - 0,6% | |||||||
25 | 21,0 | 20,7 | 20,0 | 19,2 | 18,2 | 17,3 | 16 | 15,5 | ||||||||
30 | 25,0 | 24,5 | 23,5 | 23,0 | 22,5 | 21,5 | 20,5 | 18,6 | ||||||||
35 | 30,7 | 28,9 | 28,0 | 27,0 | 26,0 | 25,0 | 23,3 | 21,5 | ||||||||
40 | 32,5 | 32,5 | 31,5 | 30,6 | 29,7 | 28,0 | 26,0 | 22,4 | +/- 0,6 | |||||||
45 | 35,4 | 34,4 | 32,5 | 30,7 | 27,0 | |||||||||||
50 | 39,0 | 37,0 | 35,4 | 31,6 | 28,0 | |||||||||||
Св. 50 | 41,8 | 40,6 | 37,1 | 34,7 | ||||||||||||
Примечание. В таблице приводятся диаметры оправок для навивки пружин из проволоки нормальной прочности. При навивке пружин из проволоки 175 кгс/мм2 <  < 150 кгс/мм2 следует применять поправочные коэффициенты, приводимые ниже.
< 150 кгс/мм2 следует применять поправочные коэффициенты, приводимые ниже.
СПРАВОЧНАЯ ТАБЛИЦА | Приложение 1, лист 2 | ||
Подбор оправок для навивки пружин на токарных станках Проволока | |||
Предел прочности проволоки при растяжении | Значение коэффициента К | Предел прочности проволоки при растяжении | Значение коэффициента К |
100...150 | 1,04 | 225...250 | 0,95 |
150...175 | 250...275 | 0,92 | |
175...200 | 0,98 | 275...300 | 0,91 |
200...225 | 0,96 | Более 300 | 0,90 |
Приложение 2 | |||||
Теоретическая масса 1000 пог. м проволоки Сталь пружинная | |||||
N позиции | Диаметр проволоки, мм | Масса 1000 пог. м, кг | N позиции | Диаметр проволоки, мм | Масса 1000 пог. м, кг |
1 | 0,20 | 0,2465 | 25 | 1,60 | 15,78 |
2 | 0,22 | 0,298 | 26 | 1,70 | 17,82 |
3 | 0,25 | 0,385 | 27 | 1,80 | 19,94 |
4 | 0,28 | 0,484 | 28 | 2,00 | 24,65 |
5 | 0,30 | 0,555 | 29 | 2,20 | 29,83 |
6 | 0,32 | 0,631 | 30 | 2,30 | 32,58 |
7 | 0,36 | 0,80 | 31 | 2,50 | 38,54 |
8 | 0,40 | 0,99 | 32 | 2,80 | 48,36 |
9 | 0,45 | 1,25 | 33 | 3,00 | 55,50 |
10 | 0,50 | 1,54 | 34 | 3,20 | 63,11 |
11 | 0,56 | 1,93 | 35 | 3,40 | 71,28 |
12 | 0,60 | 2,22 | 36 | 3,50 | 75,52 |
13 | 0,63 | 2,45 | 37 | 3,60 | 79,90 |
14 | 0,70 | 3,02 | 38 | 4,00 | 98,7 |
15 | 0,75 | 3,47 | 39 | 4,50 | 124,8 |
16 | 0,80 | 3,95 | 40 | 5,00 | 154,2 |
17 | 0,85 | 4,45 | 41 | 5,60 | 193,3 |
18 | 0,90 | 4,99 | 42 | 6,00 | 221,9 |
19 | 1,00 | 6,17 | 43 | 6,30 | 244,4 |
20 | 1,10 | 7,46 | 44 | 6,50 | 260,0 |
21 | 1,20 | 8,88 | 45 | 7,00 | 302,1 |
22 | 1,30 | 10,42 | 46 | 8,00 | 394,6 |
23 | 1,40 | 12,08 | 47 | 9,00 | 499,0 |
24 | 1,50 | 13,87 | 48 | 10,00 | 617,0 |