СПРАВКА
Источник публикации
М.: НИИ труда, 1981
Примечание к документу
Документ утратил силу на территории Российской Федерации в связи с изданием Приказа Минтруда России от 28.12.2020 N 963.
Взамен "Общемашиностроительных нормативов времени на горячую штамповку" издания 1968, 1974 гг.
Название документа
"Общемашиностроительные нормативы времени на горячую штамповку. Массовое, крупносерийное, серийное и мелкосерийное производство"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени на горячую штамповку. Массовое, крупносерийное, серийное и мелкосерийное производство"
(утв. Госкомтрудом СССР)
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА ГОРЯЧУЮ ШТАМПОВКУ
МАССОВОЕ, КРУПНОСЕРИЙНОЕ, СЕРИЙНОЕ
И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО
Сборник разработан Центральным бюро нормативов по труду при участии нормативно-исследовательских организаций машиностроительных Министерств.
Сборник состоит из общей части, примеров расчета норм времени, характеристики применяемого оборудования, нормативной части и приложения.
Нормативная часть сборника включает основное и вспомогательное время в зависимости от оборудования, на котором производится горячая штамповка.
Сборник нормативов времени рекомендован ЦБНТ для применения при расчете технически обоснованных норм в кузнечных цехах машиностроительных предприятий.
С выходом в свет настоящего сборника утратили силу: "Общемашиностроительные нормативы времени на горячую штамповку" издания 1968, 1974 гг.
Сборник нормативов предназначен для расчета технически обоснованных норм времени на горячую штамповку в кузнечных цехах машиностроительных заводов в условиях массового, крупносерийного, серийного и мелкосерийного производства.
Настоящий сборник разработан в результате изменения и дополнения "Общемашиностроительных нормативов времени на горячую штамповку" изд. 1968 г.
При разработке указанного сборника нормативов времени были использованы: отраслевые и заводские нормативы, фотографии рабочего дня и хронометражные наблюдения ряда машиностроительных заводов, технические характеристики оборудования.
Сборник содержит:
Классификацию поковок, изготовляемых на молотах (карта 1).
Нормативы основного и вспомогательного времени на штамповку поковок на молотах, прессах, горизонтально-ковочных, горизонтально-гибочных машинах, ковочных вальцах и машинах для горячей раскатки колец на штамповку в подкладных штампах, горячую и холодную обрезку заусенцев (облоя).
Нормативы основного и вспомогательного времени на заточку заусенцев на наждаках.
Нормативы вспомогательного времени на очистку поковок в галтовочных, дробеметных барабанах, дробеметных камерах и травильных ваннах.
Подготовительно-заключительное время на получение задания и смену штампов.
Время на обслуживание рабочего места, отдых и личные надобности.
Приведенные в сборнике пределы числовых показателей, в которых указано "до" следует понимать включительно.
До введения нормативов времени необходимо привести организационно-технические условия в кузнечных цехах и участках в соответствие с запроектированными в нормативах и осуществить производственный инструктаж рабочих.
На виды работ, связанных с горячей штамповкой, не предусмотренных настоящим сборником, а также при внедрении на предприятии более прогрессивной, чем это предусмотрено в сборнике организации производства, труда, технологии горячей штамповки и т.п., следует разработать и вводить в установленном порядке местные нормативы времени.
Составными частями нормы времени на горячую штамповку являются:
1. Основное (машинное) время.
2. Вспомогательное время.
3. Время на обслуживание рабочего места, отдых и личные надобности.
4. Подготовительно-заключительное время.
При штамповке на молотах основное время определяется как произведение времени одного удара молота (карта 5) на число ударов, необходимых для деформации металла (карта 3, 4). Это время рассчитано на штамповку стали и сплавов марок 1 группы, перечисленных в карте. При штамповке на молотах стали и сплавов других марок следует применять поправочные коэффициенты, приведенные в карте 2.
При штамповке поковок на прессах, горизонтально-ковочных и горизонтально-гибочных машинах на каждый ручей штампа затрачивается один удар. Основное время в этом случае определяется как произведение количества ручьев в штампе на время одного хода ползуна машины в минутах (карта 6).
При определении основного времени на раскатку колец на раскаточных машинах учтены основные факторы, влияющие на продолжительность машинного времени: наружный диаметр колец до и после раскатки, высота кольца и величина обжатия (карта 13).
Основное время на очистку наковок в дробеметных и галтовочных барабанах, дробеметных камерах и травильных ваннах определяется по действующему на заводе технологическому процессу.
Время на включение (нажатие педали) молота, пресса или машины может частично или полностью перекрываться вспомогательным временем на ручные приемы.
Время на открытие и закрытие дверки печи учтено в картах вспомогательного времени работы нагревальщика.
Вспомогательное время при горячей штамповке определяется как сумма времени на выполнение отдельных приемов вспомогательной работы с учетом возможных перекрытий основным временем и совмещением приемов.
Вспомогательное время включает в себя время на:
загрузку и выгрузку заготовок из печей;
очистку заготовок от окалины;
подачу нагретых заготовок на штамповку;
установку заготовок в ручей штампа;
перемещение поковок из ручья в ручей;
снятие поковки со штампа;
удаление окалины;
смену клещей;
загрузку и выгрузку из барабанов;
навешивание и снятие поковок с подвесного конвейера и т.п.
Поскольку продолжительность ручных приемов во всех картах сборника дана без учета их перекрытия, то при расчете оперативного времени доля затрат времени на выполнение некоторых приемов (переложить заготовку из ручья в ручей, нажать, педаль и др.) может быть уменьшена за счет возможного перекрытия рассматриваемых приемов основным временем или другими приемами.
При штамповке (высадке) нескольких поковок из заготовки (прутка) с одного нагрева норма времени на одну поковку определяется делением суммы времени всех вспомогательных ручных приемов и основного времени на количество поковок, штампуемых (высаживаемых) с одного нагрева.
Вспомогательное время при штамповке (высадке) поковок из прутка определяется исходя из средней массы прутка, которая определяется как среднеарифметическое из начальной и конечной массы прутка по формуле:

где Gср. - средняя масса прутка, по которой устанавливается время на ручные приемы в кг;
Gп - масса отдельной поковки в кг;
n - количество поковок, получаемых из прутка;
Z - масса остатка прутка в кг.
Для ручьев, имеющих "пояски", обеспечивающих устойчивое положение прутка в ручьях, масса остатка клещевины равняется

для ручьев без "поясков"

где d - диаметр прутка в см;
Время на обслуживание рабочего места, отдых и личные надобности включают в себя затраты на:
раскладку инструмента в начале смены и уборку его в конце смены;
уборку рабочего места на протяжении и в конце смены;
подналадку, регулировку оборудования в процессе работы (подбивку клиньев, подтяжку болтов, смазку направляющих, подправку инструмента, зачистку штампов, подготовку смазочных материалов, регулировку воздуха для сдувки окалины со штампа, подправку пода печи и др.);
загрузку звездочек в очистные галтовочные барабаны в начале и в течение смены и уборка их в конце смены;
загрузку дроби в бункеры дробеметных барабанов и камер, очистку сепараторов и шлангов в течение рабочей смены, замену сопел (насадок и др.);
пуск и остановку оборудования в начале и в конце работы.
Время на организационно-техническое обслуживание рабочего места и время на отдых и личные надобности для горячей штамповки поковок определяется в процентах от оперативного времени (карта 35).
Подготовительно-заключительное время складывается из затрат времени на:
а) получение производственного задания, инструктажа, ознакомление с работой, сдачу партии одинаковых поковок;
б) установку и снятие штампов (переналадку) и др.; в случае выполнения работы на молотах, прессах, горизонтально-ковочных машинах и другом оборудовании бригадой рабочих, состоящей из 3 - 5 человек, время на работы, перечисленные в пункте "а", частично перекрывается временем организационно-технического обслуживания (по уходу за оборудованием) и в норму времени на партию поковок включается в размере 50%; при выполнении работы 1 - 2 рабочими это время не перекрывается и включается в норму времени на партию поковок.
Время на переналадку штампов в массовом и крупносерийном производстве не нормируется, так как выполняется в подготовительную смену наладчиками.
В серийном производстве переналадка штампов перед штамповкой партии поковок производится бригадой кузнецов. В этом случае норма времени на переналадку штампов включается в норму времени на партию поковок. Подготовительно-заключительное время приведено в карте 36.
Норма штучного времени на горячую штамповку определяется по формуле:
Tш = (Tо + Tв) · K,
где Tо - основное время в мин.;
Tв - вспомогательное время в мин.

где aобс - время на организационно-техническое обслуживание в % от оперативного времени;
aотл - время на отдых и личные надобности в % от оперативного времени.
Значения K приведены в карте 35.
Норма времени на одну поковку с учетом подготовительно-заключительного времени определяется по формуле:

где Tпз - подготовительно-заключительное время;
n - количество поковок в партии.
При расчете нормы штучного времени принимаются во внимание лишь те переходы и приемы, которые не перекрываются. Если загрузка заготовок в печь и выгрузка их осуществляется нагревальщиком в то время, когда другие члены бригады (кузнец-штамповщик с подручным) производят ковку, то вспомогательное время на загрузку и выгрузку заготовок в норму штучного времени не включается. Нагрев заготовок в норму штучного времени не включается, так как нагрев производится параллельно с ковкой металла. При бригадном методе работы расчет нормы штучного времени производится по наиболее загруженному рабочему.
В нормативных картах дана продолжительность технологических переходов, выраженная в минутах. Для определения трудоемкости выполняемой работы (нормы времени на бригаду) в человеко-минутах надо рассчитанную норму времени умножить на численность бригады.
При очистке поковок в одном дробеметном или галтовочном барабане, травильной ванне у рабочего, как правило, за счет основного времени имеется свободное время, в течение которого можно выполнять работу по обслуживанию дополнительно других барабанов, ванн.
При одновременном обслуживании рабочим двух или более барабанов нормирование труда производится в соответствии с действующим положением труда многостаночников.
Пример 1. Расчет нормы штучного времени при штамповке на паровоздушном молоте с обрезкой поковки на обрезном прессе (для массового и крупносерийного производства).
Исходные данные:
Деталь - полуось
Материал - сталь 40
Масса заготовки в кг - 12
Размер заготовки в мм -  90 x 245
90 x 245
Количество поковок из заготовки - 1 шт.
Масса поковки в кг - 10,8
Масса облоя в кг - 1,2
Количество ручьев в штампе - 3
Сложность поковки - 2-II-б
Масса падающих частей молота в т - 5
Усилие обрезного пресса в тс - 250
Число ходов ползуна в мин. - 25
Тип муфты включения - фрикционная
Бригада - 3 человека.
N карты | N позиции, индекс | Содержание работы | Учитываемый фактор | Повторяемость приемов | Время в мин. | |
основное Tо | вспомогательное Tв | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Вспомогательное время нагревальщика (сварщика) металла | ||||||
7 | Взять заготовку из тары руками, поднести и загрузить на загрузочную площадку и протолкнуть пневмотолкателем в печь | Масса заготовки 12,0 кг | 1 | - | 0,076 | |
7 | Выгрузить заготовку из печи на транспортер клещами | Масса заготовки 12,0 кг | 1 | - | 0,074 | |
Итого: | 0,150 | |||||
Оперативное время кузнеца-штамповщика | ||||||
8 | Взять заготовку клещами с транспортера, установить в ручей, нажать педаль | Масса заготовки 12,0 кг | 1 | - | 0,051 | |
- | Штамповать заготовку в заготовительном ручье | Молот, 5 т | 1 | 0,014 | - | |
8 | Переложить поковку клещами из заготовительного ручья в предварительный (без перевертывания), нажать педаль | Масса заготовки 12,0 кг | 1 | - | 0,031 | |
- | Штамповать поковку в предварительном ручье | Молот, 5 т | 1 | 0,019 | - | |
8 | Переложить поковку клещами в окончательный ручей (без перевертывания) и нажать педаль | Масса поковки 12,0 кг | 1 | - | 0,040 | |
- | Штамповать поковку в окончательном ручье | Молот, 5 т | 1 | 0,019 | - | |
8 | Вынуть поковку из ручья и отбросить на транспортер | Масса поковки 12,0 кг | 1 | - | 0,031 | |
8 | Смазать ручьи штампа | Длина ручья 200 мм Ручей мелкий | 1 | - | 0,027 | |
Итого: | 0,052 | 0,189 | ||||
Учитывая поправочный коэффициент на марку стали (K1 = 1,15 по карте 2) к основному времени, получим:
Tо = 0,052 · 1,15 = 0,0598 мин.
T'оп = Tо + Tв = 0,0598 + 0,189 = 0,2488 мин.
Оперативное время кузнеца-штамповщика
12 | Взять поковку с транспортера клещами, уложить на штамп, нажать педаль | Масса поковки 12,0 кг | 1 | - | 0,087 | |
- | Обрезать поковку | Число ходов ползуна в мин. - 25 Муфта включения фрикционная | 1 | 0,042 | - | |
12 | Вынуть поковку клещами из под матрицы и отбросить на транспортер | Масса поковки 10,8 кг | 1 | - | 0,057 | |
12 | Снять облой со штампа и отбросить в тару | Масса облоя 1,2 кг | 1 | - | 0,031 | |
Итого: | 0,042 | 0,175 |
T"оп = Tо + Tв = 0,042 + 0,175 = 0,217 мин.
Выявляем наиболее загруженного рабочего, для чего сравниваем загруженность каждого члена бригады:
нагревальщика (сварщика) металла: - Tв.п. = 0,150 мин.
кузнеца-штамповщика T'оп = 0,249 мин.
кузнеца-штамповщика T"оп = 0,217 мин.
Расчет нормы штучного времени производится по наиболее загруженному члену бригады - кузнецу-штамповщику.
Tш = T'оп · K; Tш = 0,249 · 1,31 = 0,326
(K = 1,31 по карте 35)
Норма времени на бригады из 3-х чел. составит:
T = Tш · 3 = 0,326 · 3 = 0,978 чел./мин.
Пример 2. Расчет нормы штучного времени при штамповке поковок из прутка на горизонтально-ковочной машине.
Исходные дачные:
Деталь - гайка М36
Материал - Ст3
Масса заготовки в кг - 6,2
Размер заготовки в мм - 22 x 2000
Количество поковок из заготовки в шт. - 17
Масса поковки в кг - 0,3 кг
Средняя масса прутка в кг - 
Количество поковок с одного нагрева - 2
Количество ручьев в штампе - 4
Усилие машины в конце хода в тс - 250
Тип муфты включения - пневматическая
Бригада - 2 человека
Заготовки к машине подаются нагревальщиком
Тип производства массовый, крупносерийный
N п/п | N карты | N позиции | Содержание работы | Фактор продолжительности | Повторяемость приемов | Время в мин. | |
основное Tо | вспомогательное Tв | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | 10 | Взять заготовку со станины клещами, установить в ручей, нажать педаль | Средняя масса прутка 2,5 кг | 1 | - | 0,0325 | |
2 | - | Штамповать (высадка в трех ручьях и прошивка с обрезкой в 4-м ручье) | Число двойных ходов в мин. 60 Муфта включения пневматическая | 8 | 0,018 · 8 = 0,144 | - | |
3 | 10 | Переложить заготовку клещами из ручья в ручей и нажать педаль | Средняя масса прутка 2,5 кг | 6 | - | 0,013 · 6 = 0,078 | |
4 | 10 | Переложить поковку клещами из нижнего ручья в верхний, минуя промежуточный | Средняя масса прутка 2,5 кг | 1 | - | 0,017 | |
5 | 10 | Отложить заготовку на стол (расстояние 2 м) | Средняя масса прутка 2,5 кг | 1 | - | 0,030 | |
6 | 10 | Смазать штамп и пуансон | Усилие - 250 тс | 1 | - | 0,084 | |
Итого на 2 поковки | 0,144 | 0,2415 | |||||
на 1 поковку | 0,072 | 0,1208 | |||||
Tш = (Tо + Tв) · K; Tш = (0,072 + 0,1208) · 1,24 = 0,239 мин.
(K = 1,24 по карте 35)
Пример 3. Расчет нормы штучного времени на штамповку в подкладном штампе.
Исходные данные:
Деталь - ролик
Материал - сталь 45
Размер заготовки в мм -  80 x 61
80 x 61
Масса заготовки в кг - 2,4
Масса поковки в кг - 2,3
Размер партии - 30 шт.
Сложность работы - III группа
Масса падающих частей молота - 1,5 т
Состав бригады - 4 человека
Тип производства - мелкосерийный
N п/п | N карты | N позиции | Наименование переходов | Фактор продолжительности | Время в мин. | |
основное и неполное оперативное | вспомогательное Tв | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
1 | 24 | Загрузить заготовку в печь, выгрузить ее из печи и подать на боек молота | Масса 2,4 кг | - | 0,07 + 0,14 = 0,21 | |
2 | 23 | Осадить заготовку | H = 61 мм Д = 80 мм n = 35 мм | 0,24 | - | |
3 | 24 | Взять заготовку и установить в подкладной штамп, нажать педаль | Масса 2,4 кг | - | 0,064 | |
4 | 9б | Штамповать заготовку в подкладном штампе | Д = 145 мм Молот 1,5 т Сложность работы III | 0,16 | - | |
5 | 24 | Выбить поковку из подкладного штампа и отложить | Масса 2,3 кг | - | 0,080 | |
Итого: | 0,40 | 0,354 | ||||
Tш = (Tн.оп. + Tв) · K · K2;
Tш = (0,40 + 0,354) · 1,22 · 1,1 = 1,012 мин.
Tпар = Tш · n · Kз = 1,012 · 30 · 0,85 = 25,81 мин.
(K3 = 0,85 по карте 27)
Норма времени на бригаду составит:
T = Tпар · 4 = 103,29 чел./мин.
Нормативы времени, приведенные в сборнике рассчитаны на наиболее распространенное на машиностроительных предприятиях кузнечно-прессовое оборудование.
В массовом, крупносерийном и серийном производстве для горячей штамповки применяются главным образом паровоздушные штамповочные молоты, фрикционные молоты с падающей доской, кривошипные горячештамповочные прессы, горизонтально-ковочные машины и ротационные машины.
В мелкосерийном производстве штамповка производится с применением подкладных штампов. В приложении дана краткая техническая характеристика оборудования.
Изготовление деталей при горячей штамповке осуществляется в одноручьевом и в многоручьевом штампах.
При штамповке в одноручьевом штампе штамповка ведется в одном штамповочном (чистовом) ручье. Заготовительные операции выполняются на другом оборудовании.
При многоручьевой штамповке все ручьи - штамповочные и заготовительные - располагаются в одном штампе, и штамповка ведется на одном оборудовании.
Штамповка на ротационно-ковочных машинах представляет собой вытяжку в фасонных бойках с воздействием на заготовку с разных сторон. К ним относятся штамповка в ковочных пальцах и раскатка колец на машинах горячей раскатки. Для горячей раскатки применяются специальные полуавтоматические раскаточные машины различных размеров. Они широко применяются для изготовления, поковок подшипниковых колец, бандажей и подобных им деталей. Для горячей раскатки применяются заготовки кольцеобразной формы, изготовленные на горизонтально-ковочных машинах или прессах, а также литье. Горячей раскаткой получаются поковки с размерами и конфигурацией, близкой к готовой детали.
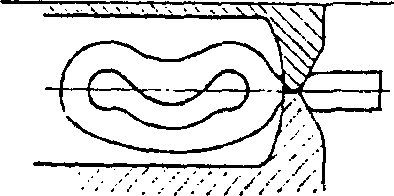
После штамповки в открытых штампах (на молотах и прессах) контурный и внутренний облой удаляется в обрезных штампных и кривошипных прессах. Обрезка различается горячая и холодная. Горячая обрезка необходима при штамповке деталей из высокоуглеродистых марок сталей. Она осуществляется на прессе непосредственно после штамповки.
Очистка поверхности стальных поковок от окалины осуществляется в галтовочных барабанах, дробеметная обработка и травление в растворах кислот.
Нормативы времени на горячую штамповку составлены с учетом следующих условий организации труда и рабочего места:
1. Нагревательные печи, ковочно-штамповочное оборудование, очистные установки и другое оборудование и приспособления находятся в исправном состоянии.
2. Технологическим процессом штамповки предусмотрены наивыгоднейшие размеры заготовок под штамповку, обеспечивающие минимальные затраты времени на деформацию металла.
3. Включение нагревательных печей и первичная загрузка заготовок в нагревательные печи производится до начала смены вспомогательным и рабочими.
4. Нагрев заготовок должен перекрываться временем штамповки, а также частично временем обслуживания рабочего места и времени на отдых и личные надобности.
5. В массовом и крупносерийном производстве переналадку штампов выполняют наладчики в подготовительную смену, а в серийном и мелкосерийном производстве переналадки штампов перед штамповкой партии поковок производится бригадой кузнецов.
6. Организация штамповочного хозяйства должна обеспечить своевременную подготовку штампов для их установки. Штаммы должны храниться в специально отведенном для них месте на стеллажах.
7. Доставка заготовок на рабочее место и уборка готовых поковок производится вспомогательными рабочими.
8. Рабочее место организовано так, что обеспечивает более полную механизацию поковок, для чего применяются склизы, скаты, транспортеры, монорельсы, подъемники и т.п.
9. В картах учтено перемещение заготовок (поковок) на расстояние до 2 - 3 м, при большем расстоянии на каждый метр добавлять 0,02 мин.
10. Загрузка и выгрузка заготовок массой до 20 кг осуществляется вручную, при массе свыше 20 кг - подъемно-транспортными средствами или 2 рабочими.
11. Периодичность очистки штампа от окалины и смазка его определяется на месте.
12. Рабочее место должно быть обеспечено необходимыми инструментами, приспособлениями, вентиляцией.
13. На рабочем месте должна поддерживаться чистота и порядок.
14. Освещение площадей как естественное, так и искусственное.
15. Метод работы - в основном бригадный.
Состав бригады должен быть минимальный, но таким, при котором достигается наилучшее использование ковочного и очистного оборудования.
Каждый член бригады должен быть по возможности равномерно загружен.
Примерный состав бригады при работе на различном штамповочном оборудовании дан в таблице 1.
Таблица 1
СОСТАВ БРИГАД
Оборудование | Профессия | Масса падающих частей в т, до: | ||||||||
1,0 | 2 | 3 | 4 | 6 | 8 | 10 | 12 | 16 | ||
Штамповочные молоты | Кузнец-штамповщик | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 4 | 4 |
Нагревальщик (сварщик) металла | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
Итого: | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 5 | 5 | |
Оборудование | Профессия | Усиление в тс, до | |||
630 | 1000 | 2500 | 1000 и св. | ||
Фрикционные кривошипные горячештамповочные прессы | Кузнец-штамповщик | 1 | 2 | 2 | 2 |
Нагревальщик (сварщик) металла | 1 | 1 | 1 | 1 | |
Итого: | 2 | 3 | 3 | 3 | |
Профессия | Горизонтально-ковочные машины | Горизонтально-гибочные машины | ||
Усилие в тс, до: | ||||
1800 | 2000 и св. | 200 | 200 и св. | |
Кузнец-штамповщик | 1 | 1 | 1 | 1 |
Нагревальщик (сварщик) металла | 1 | 1 | 1 | 1 |
Итого: | 2 | 2 | 2 | 2 |
Примечание. В случае подготовки заготовки на ковочных вальцах с последующей ее штамповкой на молоте или прессе вальцовщик включается в состав бригады.

Рис. 1. Агрегат паровоздушного штамповочного молота
с массой падающих частей 1,0 - 3,0 т:
1 - полуметодическая печь; 2 - стол приемный; 3 - стул;
4 - приточная вентиляция; 5 - вальцы; 6 - транспортер;
7 - молот штамповочный; 8 - лоток; 9 - транспортер
наклонный; 10 - тара для облоя; 11 - пресс обрезной;
12 - тара для поковок; 13 - лоток; 14 - пульт
сигнализации (связи); 15 - тара для заготовок

Рис. 2. Агрегат кривошипного ковочно-штамповочного
пресса усилием 1000 - 3000 тс:
1 - тара для заготовок; 2 - нагревательное устройство;
3 - транспортер; 4 - лоток; 5 - пресс штамповочный;
6 - транспортер; 7 - пресс обрезной; 8 - тара для поковок;
9 - счетчик поковок; 10 - тара для облоя; 11 - стул;
12 - приточная вентиляция; 13 - механизм включения
переносной педальный; 14 - пульт сигнализации связи

Рис. 3. Агрегат горизонтально-ковочной машины
усилием 400 - 2000 тс:
1 - счетчик поковок; 2 - склиз; 3 - горизонтально-ковочная
машина; 4 - транспортер; 5 - тара для поковок; 6 - печь
пламенная; 7 - тара для заготовок; 8 - вентиляция приточная;
9 - стул; 10 - транспортер (монорельс, полоз); 11 - механизм
включения переносной педальный; 12 - тара для отходов;
13 - пульт сигнализации (связи); 14 - противовес
или пневмоподъемник

Рис. 4. Раскаточная машина МГР-300:
1 - раскаточная машина; 2 - пламенная печь; 3 - склиз;
4 - тара для заготовок; 5 - тара для поковок;
6 - приточная вентиляция
Все типы производства | |||||
Карта 1, лист 1 | |||||
Группа поковок | Подгруппа поковок | Группа сложности | |||
I | II | III | |||
1 | Поковки удлиненных форм некруглого сечения | "а" прямые с вытянутой осью | Поковки длиной до 300 мм с малыми перепадами площадей сечений по длине  | Поковки длиной до 400 мм с малыми перепадами площадей сечений по длине  длиной до 300 мм с большими перепадами Площадей сечений длиной до 300 мм с большими перепадами Площадей сечений  | Поковки длиной более 300 мм с большими перепадами площадей сечений по длине  все поковки длиной более 400 мм все поковки длиной более 400 мм |
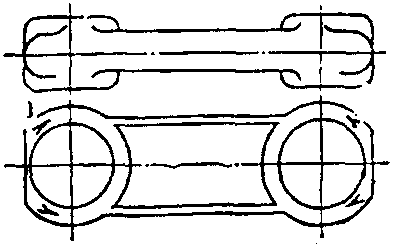 |  |  | |||
"б" с изогнутой осью | Поковки длиной до 250 мм с малыми перепадами площадей сечений по длине  | Поковки длиной до 350 мм с малыми перепадами площадей сечений по длине  длиной до 250 мм с большими перепадами площадей сечений по длине длиной до 250 мм с большими перепадами площадей сечений по длине  | Поковки длиной более 250 мм с большими перепадами площадей сечений по длине  все поковки длиной более 350 мм все поковки длиной более 350 мм | ||
 |  |  | |||
"в" с отростками и развилинами | Поковки типа вилок с развилинами с неглубокими легко обтекаемыми формами небольших размеров | Поковки типа развилин с глубокими труднообтекаемыми формами | Поковки длинные, с прямой и изогнутой осью, с относительно глубокими и труднообтекаемыми формами | ||
 |  | 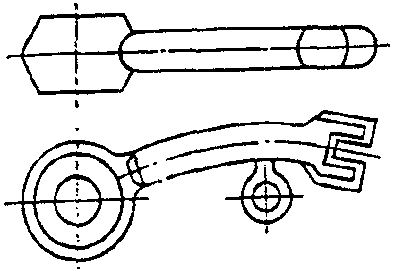 | |||
КЛАССИФИКАЦИЯ ПОКОВОК, ИЗГОТОВЛЯЕМЫХ НА МОЛОТАХ | Все типы производства | ||||
Карта 1, лист 2 | |||||
Группа поковок | Подгруппа поковок | Группа сложности | |||
I | II | III | |||
2 | Поковки ассиметричные и близкие к ним | "а" с укороченной осью | Поковки с легко обтекаемыми формами | Поковки со втулками типа крестовин, тройников с отростками | Поковки небольшой высоты с высокими втулками |
 |  |  | |||
"б" с удлиненной осью | Поковки длиной до 300 мм с малыми перепадами площадей сечений по длине  | Поковки длиной до 400 мм с малыми перепадами площадей сечений по длине  длиной до 350 мм с большими перепадами площадей длиной до 350 мм с большими перепадами площадей  | Поковки длиной более 300 мм с большими перепадами площадей сечений по длине  все поковки длиной более 400 мм все поковки длиной более 400 мм | ||
 |  |  | |||
3 | Поковки промежуточной и смешанной конфигурации | "а" промежуточной формы | Поковки типа крышек, фланцев некруглой формы с относительно неглубокими, легкообтекаемыми формами | Поковки промежуточной и смешанной формы с ребрами, выступами, ответвлениями относительно неглубокие с труднообтекаемыми формами | Поковки больших размеров с относительно глубокими и труднообтекаемыми формами |
 |  |  | |||
КЛАССИФИКАЦИЯ ПОКОВОК, ИЗГОТОВЛЯЕМЫХ НА МОЛОТАХ | Все типы производства | ||||
Карта 1, лист 3 | |||||
Группа поковок | Подгруппа поковок | Группа сложности | |||
I | II | III | |||
3 | Поковки промежуточной и смешанной конфигурации | "б" с вытянутой осью | Поковки смешанной формы с прямой осью, с относительно неглубокими, легкообтекаемыми формами | Поковки смешанной формы с изогнутой осью, с относительно неглубокими и легкообтекаемыми формами | Поковки больших размеров смешанной формы с изогнутой осью, с относительно глубокими формами |
 |  |  | |||
Все типы производства | |||||
Карта 2 | |||||
Группа сталей | |||||
I | II | III | IV | V | VI |
Марка сталей | |||||
Ст. 3 Ст. 4 Ст. 5 15 20 25 30 35 15Х 20Х Х17 15М 20М У7 У8 У10 Автоматные стали Медь | 40 45 50 30Х 40Х 45Х 50Х 25Х 40Н ОХМ 12ХМ 35ХМ 20ХФ 15ХГ 38ХС 40ХГ 35ХГ2 12ХН2 20ХН 12НМ 35СГ 18Г2С 18ХГТ 20ХГС 30ХГСА 30ХГН 38ХСН 25ГМ 34ХНМ 34ХНВ 38Х10 3Х13 Бронза | 40ХН 45ХН 50ХН 60ХН 30ХНЗ 12ХНЗА 12Х2Н4 15Х5МФ 18ХНВА 20ХГСНА 34Х2НЗМ 40ХНМ 45ХНВФА ШХ15 5ХНВ Латунь Алюминий и его сплавы | 9Х 9Х2 9ХФ 9Х2В 9Х2МФ ХВГ 5ХВГ 38ХМЮА 1Х18Н9 | Р9 Р18 Х17Н2 1Х18Н9Т 1Х18Н12Т 4Х12Н8Г8 МФБ (ЭИ481) 3819Н9М ВБТ (ЭИ572) Армко-железо Монель-металл | Х23Н18 ЭИ395 ЭИ405 ЭИ415 ХН77ТЮР (ЭИ437Б) ХН35ВТ ЭИ612 ХН35ВТР (ЭИ725) НШИЛЬ |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К ОСНОВНОМУ ВРЕМЕНИ, K1 | |||||
1,0 | 1,15 | 1,25 | 1,4 | 1,6 | 2,0 |
Все типы производства | ||||||||||||||
Карта 3, лист 1 | ||||||||||||||
Осадка | ||||||||||||||
 | Масса падающих частей молота в т, до | Масса заготовки в кг, до: | ||||||||||||
0,6 | 1,0 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | ||
Число ударов | ||||||||||||||
1 | 1 | 1 | 2 | 2 | 3 | - | - | - | - | - | - | - | - | |
2 | 1 | 1 | 1 | 1 | 2 | 2 | 3 | 4 | - | - | - | - | - | |
3 | - | - | - | 1 | 1 | 2 | 3 | 4 | 6 | - | - | - | - | |
6 | - | - | - | - | 1 | 1 | 9 | 3 | 5 | 7 | - | - | - | |
8 | - | - | - | - | - | 1 | 2 | 3 | 4 | 6 | 7 | 8 | - | |
10 | - | - | - | - | - | - | 1 | 2 | 3 | 4 | 6 | 7 | 8 | |
13 | - | - | - | - | - | - | - | - | 2 | 3 | 4 | 5 | 6 | |
16 | - | - | - | - | - | - | - | - | - | 2 | 3 | 4 | 5 | |
Примечания:
1. При расплющивании заготовки к приведенным данным применять поправочный коэффициент 0,75.
2. При выравнивании торцов заготовки ( торцы имеют скосы) и сбивки окалины, по заготовке осуществляется один удар (легкий).
торцы имеют скосы) и сбивки окалины, по заготовке осуществляется один удар (легкий).
торцы имеют скосы) и сбивки окалины, по заготовке осуществляется один удар (легкий).Протяжка
 | Отношение длины после протяжки к первоначальной длине заготовки | |||||||||||
1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 2,0 | 2,2 | 2,4 | 2,7 | |
Число ударов | ||||||||||||
2 | 3 | 4 | 5 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
Подкатка
 | Отношение первоначального диаметра к диаметру после оттяжки | ||||||||||||
1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | 2,2 | 2,4 | 2,6 | |
Число ударов | |||||||||||||
2 | 2 | 2 | 2 | 2 | 3 | 3 | 3 | 3 | 3 | 4 | 5 | 6 | |
Оттяжка хвостовика
 | Отношение первоначального диаметра к диаметру после оттяжки | ||||||||||
1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | 2,2 | |
Число ударов | |||||||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |
ЧИСЛО УДАРОВ ПРИ ШТАМПОВКЕ НА ШТАМПОВОЧНЫХ МОЛОТАХ В ЗАГОТОВИТЕЛЬНЫХ РУЧЬЯХ | Все типы производства | ||||
Карта 3, лист 2 | |||||
Правка | |||||
Масса поковки в кг | Число ударов | ||||
До 20 | 1 | ||||
Св. 20 | 1 - 2 | ||||
Гибка | |||||
Способ гибки | Толщина (диаметр) заготовки в мм | Число ударов | |||
 | Простой - заготовка изгибается менее чем в трех местах | До 50 | 1 | ||
Св. 50 | 2 | ||||
 | Сложный - заготовка изгибается в трех и более местах | До 50 | 2 | ||
Св. 50 | 3 | ||||
Пережим | |||||
 | Число ударов | ||||
1 | |||||
Обрубка | |||||
 | Число ударов | ||||
1 | |||||
Все типы производства | ||||||||||
Карта 4, лист 1 | ||||||||||
Группа сложности | Масса заготовки в кг, до: | Масса падающих частей молота в т, до: | ||||||||
1,0 | 1,5 | 2 | 3 | 6 | 8 | 10 | 13 | 16 | ||
Число ударов | ||||||||||
I | 0,25 | 1 | - | - | - | - | - | - | - | - |
0,4 | 2 | - | - | - | - | - | - | - | - | |
0,6 | 2 | 2 | - | - | - | - | - | - | - | |
1,0 | 2 | 2 | 1 | - | - | - | - | - | - | |
1,6 | 2 | 2 | 1 | - | - | - | - | - | - | |
2,5 | 3 | 2 | 2 | 2 | - | - | - | - | - | |
4,0 | 4 | 3 | 2 | 2 | 2 | - | - | - | - | |
6,0 | - | - | - | 3 | 2 | - | - | - | - | |
10,0 | - | - | - | - | 3 | - | - | - | - | |
II | 0,25 | 2 | 2 | 2 | - | - | - | - | - | - |
0,4 | 3 | 3 | 3 | - | - | - | - | - | - | |
0,6 | 3 | 3 | 3 | - | - | - | - | - | - | |
1,0 | 3 | 3 | 3 | 3 | - | - | - | - | - | |
1,6 | 3 | 3 | 3 | 3 | - | - | - | - | - | |
2,5 | 3 | 3 | 3 | 3 | - | - | - | - | - | |
4,0 | - | 4 | 3 | 3 | 3 | - | - | - | - | |
6,0 | - | 4 | 4 | 3 | 3 | 3 | - | - | - | |
10,0 | - | 4 | 4 | 4 | 3 | 3 | - | - | - | |
16 | - | - | 5 | 5 | 4 | 4 | - | - | - | |
25 | - | - | - | 6 | 5 | 5 | - | - | - | |
40 | - | - | - | - | 7 | 6 | - | - | - | |
60 | - | - | - | - | 9 | 8 | - | - | - | |
СУММАРНОЕ ЧИСЛО УДАРОВ ПРИ ШТАМПОВКЕ НА ШТАМПОВОЧНЫХ МОЛОТАХ В ПРЕДВАРИТЕЛЬНОМ И ОКОНЧАТЕЛЬНОМ РУЧЬЯХ | Все типы производства | |||||||||
Карта 4, лист 2 | ||||||||||
Группа сложности | Масса заготовки в кг, до | Масса падающих частей молота в т, до: | ||||||||
1,0 | 1,5 | 2 | 3 | 6 | 8 | 10 | 13 | 16 | ||
Число ударов | ||||||||||
III | 4 | - | 7 | 6 | 5 | - | - | - | - | - |
6 | - | 7 | 7 | 6 | 5 | - | - | - | - | |
10 | - | 7 | 7 | 7 | 6 | - | - | - | - | |
10 | - | - | 8 | 8 | 7 | 6 | - | - | - | |
25 | - | - | - | 8 | 7 | 6 | - | - | - | |
40 | - | - | - | 9 | 8 | 7 | 6 | - | - | |
60 | - | - | - | 10 | 10 | 8 | 7 | 7 | 6 | |
100 | - | - | - | - | 13 | 12 | 11 | 10 | 9 | |
130 | - | - | - | - | - | 13 | 12 | 12 | 11 | |
160 | - | - | - | - | - | 15 | 14 | 14 | 13 | |
250 | - | - | - | - | - | 23 | 22 | 21 | 20 | |
400 | - | - | - | - | - | - | - | 26 | 24 | |
Примечания:
1. В карте дается сумма ударов при штамповке в предварительном и окончательном ручьях. При штамповке поковок в двух ручьях время на прием "переложить из ручья в ручей" брать по картам 8, 17.
2. Группа сложности поковок определяется по карте 1.
3. Для тонкостенных поковок I группы сложности количество ударов определять по II группе сложности, II группу по III, а для тонкостенных поковок III группы сложности количество ударов брать с коэффициентом 1,45.
4. При штамповке поковок из прутка количество ударов на поковку определять по средней массе заготовки.
5. Количество ударов, приведенное в карте, рассчитано на штамповку поковок I группы сталей, на другие марки сталей количество ударов брать с поправочным коэффициентом, приведенным в карте 2.
Все типы производства | ||||
Карта 5 | ||||
Время на один удар молота | ||||
Масса падающих частей молота в т | Штамповочного | Фрикционного с доской | ||
в заготовительных ручьях (подкатном, протяжном и т.д.) | в предварительном и окончательном ручьях | высота подъема бабы в м | время на один удар в мин. | |
Время на один удар в мин. | ||||
0,63 | 0,006 | 0,008 | 0,5 | 0,013 |
0,75 | 0,008 | 0,010 | 0,6 | 0,014 |
1,0 | 0,009 | 0,011 | 0,7 | 0,016 |
1,5 | 0,010 | 0,013 | 0,8 | 0,018 |
2,0 | 0,011 | 0,015 | 0,9 | 0,019 |
3,0 | 0,012 | 0,017 | 1,0 | 0,020 |
5,0 | 0,014 | 0,019 | 1,0 | 0,022 |
0,0 | 0,015 | 0,020 | 1,2 | 0,024 |
8,0 | 0,017 | 0,022 | 1,5 | 0,027 |
10,0 | 0,018 | 0,024 | 1,6 | 0,029 |
13,0 | 0,020 | 0,027 | 1,8 | 0,033 |
16,0 | 0,024 | 0,033 | - | - |
Примечания:
1. При расчете норм указанную в карте среднюю продолжительность одного удара следует брать независимо от конструкции молота.
2. Для операции "Правка" время на один удар брать по заготовительным ручьям.
3. В тех случаях, когда при ковке в ручье требуется нажатие педали после каждого удара, время на нажатие педали брать соответственное число раз и прибавлять к основному времени - 0,01 мин.
Все типы производства | ||||||
Карта 6, лист 1 | ||||||
Количество двойных ходов ползуна в минуту | Время одного двойного хода (при непрерывных ходах) в мин. | Время одного двойного хода ползуна в мин. при включении пресса или машины на рабочий ход муфтой включения (с учетом сбрасывания механизма включения) | ||||
Тип муфты включения | ||||||
с заскакивающим сухарем | двухкулачковая | трехкулачковая | четырехкулачковая | фрикционная или пневматическая | ||
5 | 0,200 | 0,300 | 0,250 | 0,223 | 0,225 | 0,210 |
6 | 0,167 | 0,250 | 0,208 | 0,194 | 0,188 | 0,175 |
7 | 0,143 | 0,214 | 0,179 | 0,166 | 0,161 | 0,150 |
8 | 0,125 | 0,187 | 0,156 | 0,146 | 0,141 | 0,131 |
9 | 0,111 | 0,166 | 0,139 | 0,130 | 0,125 | 0,116 |
10 | 0,100 | 0,150 | 0,125 | 0,117 | 0,112 | 0,105 |
11 | 0,091 | 0,136 | 0,114 | 0,107 | 0,102 | 0,095 |
12 | 0,084 | 0,127 | 0,104 | 0,098 | 0,093 | 0,087 |
13 | 0,077 | 0,115 | 0,096 | 0,090 | 0,086 | 0,081 |
14 | 0,072 | 0,106 | 0,089 | 0,083 | 0,080 | 0,075 |
15 | 0,067 | 0,100 | 0,084 | 0,078 | 0,075 | 0,070 |
16 | 0,063 | 0,094 | 0,078 | 0,073 | 0,071 | 0,066 |
17 | 0,059 | 0,088 | 0,074 | 0,069 | 0,066 | 0,062 |
18 | 0,056 | 0,084 | 0,070 | 0,065 | 0,062 | 0,058 |
19 | 0,053 | 0,075 | 0,066 | 0,062 | 0,059 | 0,055 |
20 | 0,050 | 0,073 | 0,062 | 0,059 | 0,056 | 0,052 |
21 | 0,048 | 0,070 | 0,060 | 0,056 | 0,054 | 0,050 |
23 | 0,044 | 0,066 | 0,055 | 0,051 | 0,049 | 0,046 |
25 | 0,040 | 0,056 | 0,050 | 0,047 | 0,045 | 0,042 |
27 | 0,037 | 0,049 | 0,046 | 0,043 | 0,042 | 0,039 |
30 | 0,033 | 0,049 | 0,042 | 0,039 | 0,037 | 0,035 |
35 | 0,029 | 0,043 | 0,036 | 0,033 | 0,032 | 0,030 |
40 | 0,025 | 0,037 | 0,031 | 0,029 | 0,028 | 0,026 |
45 | 0,022 | 0,033 | 0,028 | 0,026 | 0,025 | 0,023 |
50 | 0,020 | 0,030 | 0,025 | 0,023 | 0,022 | 0,021 |
55 | 0,018 | 0,027 | 0,022 | 0,021 | 0,020 | 0,019 |
60 | 0,017 | 0,025 | 0,021 | 0,019 | 0,019 | 0,018 |
65 | 0,015 | 0,022 | 0,019 | 0,018 | 0,017 | 0,016 |
70 | 0,014 | 0,021 | 0,018 | 0,017 | 0,016 | 0,015 |
80 | 0,013 | 0,019 | 0,016 | 0,015 | 0,014 | 0,014 |
90 | 0,011 | 0,016 | 0,014 | 0,013 | 0,013 | 0,012 |
100 | 0,010 | 0,015 | 0,013 | 0,012 | 0,011 | 0,011 |
115 | 0,009 | 0,013 | 0,011 | 0,010 | 0,010 | 0,010 |
130 | 0,008 | 0,012 | 0,010 | 0,009 | 0,009 | 0,009 |
150 | 0,007 | 0,010 | 0,009 | 0,008 | 0,008 | 0,007 |
Примечания:
1. Время на включение машины на рабочий ход брать в размере: кнопкой или рукояткой стоя - 0,018 мин., ножной педалью стоя - 0,015 мин., сидя - 0,01 мин.
2. В тех случаях, когда при ковке в ручье требуется нажатие педали после каждого удара, время на нажатие педали брать соответственное число раз и прибавлять к основному времени - 0,01.
Массовое и крупносерийное производство | ||||||||||||||||||
Карта 7, лист 1 | ||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | |||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | |||||
Время в мин. | ||||||||||||||||||
1 | Загрузка заготовки в печь | Взять заготовку со стеллажа, из тары или пола, поднести и загрузить | в печь | руками | - | - | - | 0,025 | 0,028 | 0,031 | 0,035 | 0,039 | 0,043 | 0,048 | 0,053 | 0,058 | 0,066 | 0,074 |
2 | вилами по монорельсу | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
3 | на лоток склиза | руками | - | - | - | - | - | - | - | - | - | 0,049 | 0,054 | 0,06 | 0,070 | 0,078 | ||
4 | в бункер | руками | 0,0076 | 0,01 | 0,013 | 0,017 | 0,019 | 0,021 | 0,025 | 0,029 | 0,033 | 0,038 | 0,044 | - | - | - | ||
5 | в индуктор | клещами | - | - | - | 0,036 | 0,042 | 0,046 | 0,051 | 0,056 | 0,062 | 0,068 | 0,075 | 0,081 | 0,092 | 0,10 | ||
6 | на загрузочную площадку и протолкнуть пневмотолкателем | руками | - | - | - | - | - | - | - | 0,035 | 0,04 | 0,044 | 0,05 | 0,054 | 0,063 | 0,07 | ||
7 | клещами | - | - | - | - | - | - | - | 0,042 | 0,048 | 0,053 | 0,06 | 0,065 | 0,075 | 0,084 | |||
8 | вилами по монорельсу | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
9 | Выгрузка заготовки из печи | Выгрузить заготовку из печи и подать | на транспортер, пол | кочергой, клещами | - | 0,018 | 0,021 | 0,023 | 0,026 | 0,028 | 0,032 | 0,035 | 0,040 | 0,044 | 0,049 | 0,053 | 0,061 | 0,068 |
10 | стол, штамподержатель, штамп | клещами | 0,042 | 0,046 | 0,052 | 0,057 | 0,063 | 0,07 | 0,073 | 0,079 | 0,083 | 0,09 | 0,095 | 0,10 | 0,11 | 0,115 | ||
11 | вилами по монорельсу | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА МОЛОТАХ И ПРЕССАХ | Массовое и крупносерийное производство | ||||||||||||||
Карта 7, лист 2 | |||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||
12 | 16 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | |||||
Время в мин. | |||||||||||||||
1 | Загрузка заготовки в печь | Взять заготовку со стеллажа, из тары или пола, подвести и загрузить | в печь | руками | 0,08 | 0,092 | 0,105 | - | - | - | - | - | - | - | - |
2 | вилами на монорельсе | - | - | - | 0,09 | 0,10 | 0,115 | 0,125 | 0,145 | 0,16 | 0,18 | 0,20 | |||
3 | на лоток склиза | руками | 0,084 | 0,10 | 0,11 | - | - | - | - | - | - | - | - | ||
4 | в бункер | руками | - | - | - | - | - | - | - | - | - | - | - | ||
5 | в индуктор | клещами | 0,11 | 0,12 | - | - | - | - | - | - | - | - | - | ||
6 | на загрузочную площадку и протолкнуть пневмотолкателем | руками | 0,09 | 0,10 | - | - | - | - | - | - | - | - | |||
7 | клещами | 0,091 | 0,108 | 0,12 | - | - | - | - | - | - | - | - | |||
8 | вилами на монорельсе | - | - | - | 0,12 | 0,14 | 0,16 | 0,18 | 0,21 | 0,23 | 0,26 | 0,29 | |||
9 | Выгрузка заготовки из печи | Выгрузить заготовку из печи и подать | на транспортер, пол | кочергой, клещами | 0,084 | 0,097 | 0,115 | 0,132 | 0,15 | 0,16 | 0,17 | 0,19 | 0,21 | 0,24 | |
10 | стол, штамподержатель, штамп | клещами | 0,12 | 0, 13 | 0,14 | - | - | - | - | - | - | - | - | ||
11 | вилами на монорельсе | - | - | - | 0,11 | 0,12 | 0,14 | 0,15 | 0,17 | 0,19 | 0,21 | 0,24 | |||
Индекс | п | р | с | т | у | ф | х | ц | ч | ш | щ | ||||
Примечание. При загрузке в печь мелких заготовок лопатой или горстью, время берется для общей массы загружаемой в один прием.
Массовое и крупносерийное производство | |||||||||||||||||
Карта 8, лист 1 | |||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | |||||
Время в мин. | |||||||||||||||||
1 | Установка заготовки в ручей штампа | Взять заготовку, установить в заготовительный ручей и нажать педаль | клещами | с зеркала штампа | - | - | - | - | - | 0,12 | 0,014 | 0,015 | 0,16 | 0,18 | 0,019 | 0,21 | 0,023 |
2 | со штамподержателя | - | - | - | 0,021 | 0,023 | 0,024 | 0,025 | 0,026 | 0,028 | 0,030 | 0,032 | 0,033 | 0,035 | |||
3 | с транспортера, склиза, стола | 0,015 | 0,018 | 0,020 | 0,023 | 0,025 | 0,027 | 0,029 | 0,031 | 0,034 | 0,036 | 0,039 | 0,041 | 0,045 | |||
4 | подъемно-транспортными средствами | стола, склиза | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
5 | Перемещение поковки из ручья в ручей | Взять поковку клещами, переложить поковку из ручья в ручей и нажать педаль | без перевертывания | на ребро для обивки окалины после осадки, гибки и др. | - | - | - | - | - | - | - | 0,01 | 0,0105 | 0,011 | 0,0115 | 0,0118 | 0,012 |
6 | в предварительный | 0,011 | 0,013 | 0,014 | 0,016 | 0,017 | 0,018 | 0,019 | 0,021 | 0,022 | 0,023 | 0,025 | 0,026 | 0,028 | |||
7 | в окончательный | 0,013 | 0,014 | 0,015 | 0,018 | 0,020 | 0,021 | 0,024 | 0,025 | 0,028 | 0,031 | 0,034 | 0,035 | 0,038 | |||
8 | с перевертыванием другим концом | в предварительный | 0,021 | 0,025 | 0,027 | 0,030 | 0,032 | 0,034 | 0,036 | 0,04 | 0,042 | 0,044 | 0,046 | 0,045 | 0,053 | ||
9 | в окончательный | 0,025 | 0,029 | 0,033 | 0,038 | 0,042 | 0,045 | 0,048 | 0,052 | 0,055 | 0,060 | 0,065 | 0,068 | 0,075 | |||
10 | Поправить поковку в ручье штампа | - | 0,01 | 0,011 | 0,012 | 0,013 | 0,015 | 0,014 | 0,015 | 0,016 | 0,017 | ||||||
11 | Удаление окалины | Приподнять поковку, сдуть окалину со штампа, уложить в ручей и нажать педаль | - | - | - | - | - | - | - | 0,029 | 0,031 | 0,032 | 0,034 | 0,036 | 0,038 | ||
12 | Снятие поковки со штампа | Вынуть поковку из ручья, осмотреть | Отложить на штамп или штамподержатель | - | - | - | - | - | - | - | 0,12 | 0,013 | 0,015 | 0,016 | 0,018 | 0,020 | |
13 | Отложить на стол или транспортер | 0,014 | 0,015 | 0,016 | 0,017 | 0,019 | 6,021 | 0,022 | 0,024 | 0,027 | 0,029 | 0,032 | 0,034 | 0,035 | |||
14 | Отбросить на транспортер, склиз, пол, в тару | 0,012 | 0,013 | 0,014 | 0,015 | 0,016 | 0,017 | 0,019 | 0,020 | 0,022 | 0,024 | 0,025 | 0,027 | 0,029 | |||
15 | Подъемно-транспортными средствами и отложить на стол, транспортер, тару | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
16 | Столкнуть за молот на пол, транспортер, в тару | поковка не захватывается клещами | 0,009 | 0,0096 | 0,0102 | 0,011 | 0,0115 | 0,012 | 0,013 | 0,014 | 0,015 | 0,017 | 0,019 | 0,020 | 0,024 | ||
17 | поковка захватывается клещами | 0,01 | 0,011 | 0,012 | 0,013 | 0,013 | 0,014 | 0,015 | 0,016 | 0,018 | 0,02 | 0,022 | 0,025 | 3,028 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ РАБОТЕ НА МОЛОТАХ И ПРЕССАХ | Массовое и крупносерийное производство | ||||||||||||||
Карта 8, лист 2 | |||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | |||
Время в мин. | |||||||||||||||
18 | Перемещение поковки | Нажать педаль, вытолкнуть поковку из ручья выталкивателем, уложить в другой ручей и нажать педаль | - | - | - | 0,046 | 0,05 | 0,053 | 0,056 | 0,06 | 0,065 | 0,069 | 0,073 | 0,077 | 0,083 |
19 | Взять поковку и уложить в ручей штампа для горячей правки и нажать педаль | 0,019 | 0,020 | 0,021 | 0,022 | 0,023 | 0,023 | 0,024 | 0,025 | 0,028 | 0,03 | 0,033 | 0,036 | 0,04 | |
20 | Смена клещей | Отложить клещи в бачок и взять другие | - | - | - | 0,025 | 0,026 | 0,027 | 0,029 | 0,03 | 0,031 | 0,033 | 0,034 | 0,036 | 0,038 |
21 | Насыпать опилки, (уголь) в ручей штампа или в углубление поковки | 0,06 | |||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ РАБОТЕ НА МОЛОТАХ И ПРЕССАХ | Массовое и крупносерийное производство | |||||||||||||||
Карта 8, лист 3 | ||||||||||||||||
N позиции | Содержание работы | Длина ручья в мм, до: | ||||||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 600 | 800 | 1000 | 1250 | 1600 | 2000 | |||
Время в мин. | ||||||||||||||||
Сдуть окалину со штампа | 0,018 | 0,019 | 0,021 | 0,023 | 0,025 | 0,027 | 0,029 | 0,031 | 0,033 | 0,036 | 0,039 | 0,043 | 0,046 | 0,050 | ||
Смазать ручей | мелкий | 0,019 | 0,021 | 0,024 | 0,032 | 0,036 | 0,041 | 0,046 | 0,051 | 0,060 | 0,07 | 0,077 | 0,090 | 0,10 | ||
глубокий | 0,030 | 0,033 | 0,038 | 0,043 | 0,048 | 0,056 | 0,064 | 0,072 | 0,08 | 0,094 | 0,105 | 0,115 | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||
Примечания:
1. При работе штамповщика без нагревальщика время на ручные приемы нагревальщика брать по карте 7.
2. Прием "Поправить поковку в ручье штампа" следует применять при штамповке поковок с неглубоким залеганием в ручье (диски, фланцы, ключи и т.п.), выскакивающих из ручья при ударе. Количество поправок поковки в ручье штампа брать одну - две.
3. Смена клещей производится после оттяжки конца для следующей поковки.
4. Прием "Сдуть окалину со штампа" не нормируется (считается перекрываемым) в тех случаях, когда ручьи штампа обдуваются сжатым воздухом из шланга непрерывно.
5. Глубокими ручьями считаются ручьи, глубина которых больше диаметра или стороны заготовки.
6. Время насыпки опилок или угля на поковку дается 1 раз, последующие насыпания перекрываются верхним ходом бабы молота.
7. К трудно фиксируемым деталям относятся детали с мелкими формами, тонкие, неправильной конфигурации. К легко фиксируемым деталям относятся детали с глубокими формами.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ РАБОТЕ НА МОЛОТАХ И ПРЕССАХ | Массовое и крупносерийное производство | ||||||||||||||||
Карта 8, лист 4 | |||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||||
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | |||||
Время в мин. | |||||||||||||||||
1 | Установка заготовки в ручей штампа | Взять заготовку, установить в заготовительный ручей и нажать на педаль | клещами | с зеркала штампа | 0,020 | 0,028 | 0,031 | 0,034 | 0,037 | 0,041 | 0,045 | 0,049 | 0,053 | 0,60 | - | - | - |
2 | со штамподержателя | 0,037 | 0,039 | 0,042 | 0,044 | 0,046 | 0,050 | 0,053 | - | - | - | - | - | - | |||
3 | с транспортера, склиза, стола | 0,048 | 0,056 | 0,060 | 0,064 | 0,070 | 0,075 | - | - | - | - | - | - | ||||
4 | подъемно-транспортными средствами | стола, склиза | - | - | - | - | - | 0,096 | 0,103 | 0,112 | 0,125 | 0,132 | 0,140 | 0,150 | 0,165 | ||
5 | Перемещение поковки из ручья в ручей | Взять поковку клещами, переложить поковку из ручья в ручей и нажать педаль | без перевертывания | на ребро для сбивки окалины после осадки, гибки и др. | 0,013 | 0,0135 | 0,014 | 0,0145 | 0,0152 | 0,0157 | 0,016 | - | - | - | - | - | - |
6 | в предварительный ручей | 0,030 | 0,033 | 0,036 | 0,038 | 0,040 | 0,043 | 0,045 | 0,045 | - | - | - | - | ||||
7 | в окончательный | 0,042 | 0,049 | 0,053 | 0,059 | 9,063 | 0,070 | 0,076 | 0,081 | 0,090 | 0,098 | - | - | ||||
8 | с перевертыванием другим концом | в предварительный | 0,057 | 0,059 | 0,063 | 0,068 | 0,072 | 0,076 | 0,082 | - | - | - | - | - | - | ||
9 | в окончательный | 0,08 | 0,085 | 0,093 | 0,10 | 0,108 | 0,115 | 0,125 | - | - | - | - | - | - | |||
10 | Поправить поковку в ручье штампа | 0,018 | 0,019 | 0,020 | 0,021 | 0,022 | 0,024 | 0,025 | - | - | - | - | - | - | |||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ РАБОТЕ НА МОЛОТАХ И ПРЕССАХ | Массовое и крупносерийное производство | ||||||||||||||||
Карта 8, лист 5 | |||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||||
10,0 | 12,0 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | |||||
Время в мин. | |||||||||||||||||
11 | Удаление окалины | Приподнять поковку, сдуть окалину со штампа, уложить в ручей и нажать педаль | 0,04 | 0,043 | 0,046 | 0,048 | 0,051 | 0,055 | 0,058 | 0,061 | 0,064 | 0,070 | - | - | - | ||
12 | Снятие поковки со штампа | Вынуть поковку из ручья, осмотреть | Отложить на штамп или штамподержатель | 0,022 | 0,024 | 0,027 | 0,030 | 0,033 | 0,036 | 0,040 | 0,044 | 0,047 | 0,054 | 0,060 | - | - | |
13 | Отложить на стол или транспортер | 0,042 | 0,045 | 0,051 | 0,050 | 0,061 | 0,068 | 0,074 | - | - | - | - | - | - | |||
14 | Отбросить на транспортер, склиз, пол, в тару | 0,032 | 0,037 | - | - | - | - | - | - | - | - | - | - | ||||
15 | Подъемно-транспортными средствами и отложить на стол, транспортер, тару | - | - | - | 0,073 | 0,08 | 0,090 | 0,10 | 0,108 | 0,115 | 0,13 | 0,14 | 0,155 | 0,170 | |||
16 | Столкнуть за молот на пол, транспортер, в тару | поковка не захватывается клещами | 0,026 | 0,029 | 0,033 | 0,037 | - | - | - | - | - | - | - | - | - | ||
17 | поковка захватывается клещами | 0,032 | 0,035 | 0,040 | 0,044 | 0,050 | 0,056 | 0,063 | - | - | - | - | - | - | |||
18 | Перемещение поковки | Нажать педаль, вытолкнуть поковку из ручья выталкивателем, уложить в другой ручей и нажать педаль | 0,088 | 0,093 | 0,10 | - | - | - | - | - | - | - | - | - | - | ||
19 | Взять поковку и уложить в ручей штампа для горячей правки и нажать педаль | 0,044 | 0,048 | 0,054 | 0,06 | 0,066 | 0,073 | 0,080 | 0,088 | 0,096 | 0,11 | 0,12 | - | - | |||
20 | Смена клещей | Отложить клещи в бачок и взять другие | 0,039 | 0,041 | 0,043 | 0,045 | 0,047 | 0,049 | 0,051 | 0,054 | 0,056 | - | - | - | - | ||
21 | Насыпать опилки (уголь) в ручей штампа в углубление поковки | 0,095 | |||||||||||||||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | ||||
Массовое и крупносерийное производство | ||||||||||||||||
Карта 9, лист 1 | ||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | |||||||||||||
0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 25 | 40 | 60 | |||||
Время в мин. | ||||||||||||||||
1 | Установка заготовки в ручей штампа | Взять заготовку клещами со штамподержателя, установить в ручей штампа, нажать педаль | в заготовительный | 0,020 | 0,022 | 0,024 | 0,026 | 0,028 | 0,031 | 0,034 | 0,038 | 0,041 | 0,045 | 0,049 | - | |
2 | в предварительный или окончательный | свободная укладка | 0,030 | 0,033 | 0,036 | 0,039 | 0,042 | 0,046 | 0,051 | 0,057 | 0,061 | 0,067 | 0,073 | - | ||
3 | фиксированная укладка | 0,042 | 0,046 | 0,050 | 0,055 | 0,058 | 0,064 | 0,071 | 0,080 | 0,085 | 0,094 | 0,10 | - | |||
4 | Подъемными средствами со склиза, стола | - | - | - | - | - | - | - | - | - | 0,066 | 0,075 | 0,084 | |||
5 | Перемещение поковки из ручья в ручей | Взять поковку клещами, переложить из ручья в ручей, нажать педаль | из заготовительного в предварительный или окончательный | 0,015 | 0,016 | 0,018 | 0,019 | 0,021 | 0,023 | 0,026 | 0,029 | 0,032 | 0,035 | 0,039 | 0,042 | |
6 | из предварительного в окончательный | без перевертывания | 0,018 | 0,019 | 0,021 | 0,023 | 0,025 | 0,028 | 0,031 | 0,035 | 0,038 | 0,042 | 0,047 | 0,051 | ||
7. | с перевертыванием | 0,020 | 0,021 | 0,023 | 0,025 | 0,027 | 0,031 | 0,034 | 0,038 | 0,042 | 0,046 | 0,052 | 0,056 | |||
8 | С помощью подъемных средств | без поворота с подвозом и подхватом вилкой | - | - | - | - | - | - | - | - | 0,016 | 0,019 | 0,025 | 0,030 | ||
9 | с поворотом в висячем положении | - | - | - | - | - | - | - | - | 0,010 | 0,011 | |||||
10 | Нажать педаль пневмовыталкивателя, вытолкнуть поковку, переложить в предварительный или окончательный ручей, нажать педаль | - | - | 0,035 | 0,041 | 0,046 | 0,053 | 0,060 | 0,070 | 0,080 | 0,092 | 0,105 | 0,120 | |||
11 | Снятие поковки со штампа | Взять поковку клещами, вынуть из ручья, отбросить в окно пресса на транспортер, склиз, в тару | 0,011 | 0,013 | 0,014 | 0,016 | 0,019 | 0,021 | 0,024 | 0,628 | 0,032 | - | - | - | ||
12 | Взять поковку клещами, вынуть из ручья, столкнуть на транспортер, склиз, в тару | - | - | - | - | - | - | - | - | - | 0,035 | 0,042 | 0,048 | |||
13 | Взять поковку клещами, вынуть из ручья и отложить в штабель | - | - | - | - | - | - | 0,066 | 0,074 | 0,081 | - | - | - | |||
14 | Нажать педаль пневмовыталкивателя, вытолкнуть поковку из ручья, взять и отбросить в окно пресса на транспортер, склиз, в тару | - | - | 0,015 | 0,017 | 0,019 | 0,023 | 0,026 | 0,030 | 0,035 | 0,040 | 0,045 | 0,050 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||
Примечания:
1. При штамповке в одноручьевом штампе для заготовок массой более 5 кг время по карте брать с коэффициентом 1,3.
Массовое и крупносерийное производство | ||||||||||||||||||
Карта 10, лист 1 | ||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | ||||||
Время в мин. | ||||||||||||||||||
I. Приемы кузнеца-штамповщика | ||||||||||||||||||
1 | Установка заготовки в ручей штампа | Взять заготовку (пруток), установить в ручей, нажать педаль | со станины или из рук нагревальщика | руками | 0,015 | 0,016 | 0,018 | 0,020 | 0,0215 | 0,023 | 0,024 | 0,025 | 0,027 | 0,028 | 0,030 | 0,031 | 0,033 | |
2 | клещами | 0,019 | 0,021 | 0,023 | 0,026 | 0,0275 | 0,029 | 0,031 | 0,034 | 0,036 | 0,038 | 0,040 | 0,043 | |||||
3 | с помощью противовеса | руками | - | - | - | - | - | - | - | - | - | - | 0,023 | 0,025 | 0,029 | |||
4 | клещами | - | - | - | - | - | - | - | - | - | - | 0,029 | 0,031 | 0,036 | ||||
5 | пневматическим подъемником | руками | - | - | - | - | - | - | - | - | - | - | 0,04 | 0,044 | 0,05 | |||
6 | клещами | - | - | - | - | - | - | - | - | - | - | 0,052 | 0,056 | 0,064 | ||||
7 | со стола | руками | 0,024 | 0,027 | 0,029 | 0,033 | 0,034 | 0,036 | 0,038 | 0,040 | 6,042 | 0,044 | 0,046 | 0,048 | 0,052 | |||
8 | клещами | 0,030 | 0,033 | 0,036 | 0,040 | 0,043 | 0,045 | 0,047 | 0,050 | 0,053 | 0,055 | 0,058 | 0,060 | 0,064 | ||||
9 | с транспортера, склиза | пневматическим подъемником | руками | - | - | - | - | - | - | - | - | - | - | 0,05 | 0,054 | 0,062 | ||
10 | клещами | - | - | - | - | - | - | - | - | - | - | 0,072 | 0,078 | 0,090 | ||||
11 | из висячего положения | вилами на монорельсе | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
12 | из печи | вилами на монорельсе и вспомогательным рабочим | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | ||||||||||||||||
Карта 10, лист 2 | |||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | |||||
Время в мин. | |||||||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | |||||||||||||||||
13 | Перемещение заготовки из ручья в ручей | Переложить заготовку (пруток) из ручья и ручей штампа и нажать педаль | руками | - | - | 0,008 | 0,0086 | 0,0092 | 0,0096 | 0,010 | 0,0105 | 0,011 | 0,0115 | 0,012 | 0,0125 | 0,0135 | |
14 | клещами | 0,008 | 0,0088 | 0,0095 | 0,0105 | 0,0112 | 0,0118 | 0,0122 | 0,0138 | 0,0142 | 0,015 | 0,0158 | 0,0168 | ||||
15 | с помощью противовеса или вспомогательным рабочим | руками | - | - | - | - | - | - | - | - | - | - | 0,0082 | 0,0088 | 0,0092 | ||
16 | клещами | - | - | - | - | - | - | - | - | - | - | 0,012 | 0,0128 | 0,014 | |||
17 | пневматическим подъемником | руками | - | - | - | - | - | - | - | - | - | - | - | - | 0,016 | ||
18 | клещами | - | - | - | - | - | - | - | - | - | - | - | - | 0,019 | |||
19 | подъемным механизмом | 0,02 | |||||||||||||||
20 | Переложить заготовку из нижнего ручья в верхний, минуя промежуточные, и нажать педаль | руками | - | - | - | 0,012 | 0,0125 | 0,013 | 0,014 | 0,0145 | 0,015 | 0,016 | 0,0165 | 0,017 | 0,018 | ||
21 | клещами | 0,010 | 0,0115 | 0,0125 | 0,014 | 0,0145 | 0,0155 | 0,0165 | 0,018 | 0,019 | 0,020 | 0,0205 | 0,022 | ||||
22 | с помощью противовеса или вспомогательным рабочим | руками | - | - | - | - | - | - | - | - | - | - | 0,012 | 0,013 | 0,014 | ||
23 | клещами | - | - | - | - | - | - | - | - | - | - | 0,016 | 0,017 | 0,019 | |||
24 | Переложить заготовку из нижнего ручья штампа на нож для обрубки выдры и нажать педаль | руками | - | - | - | 0,010 | 0105 | 0,011 | 0,0115 | 0,012 | 0,0125 | 0,0132 | 0,014 | 0,0145 | 0,015 | ||
25 | клещами | 0,009 | 0,010 | 0,011 | 0,012 | 0,0125 | 0,013 | 0,014 | 6,0145 | 0,015 | 0,016 | 0,0165 | 0,017 | 0,018 | |||
26 | с помощью противовеса или вспомогательным рабочим | руками | - | - | - | - | - | - | - | - | - | - | 0,0115 | 0,012 | 0,013 | ||
27 | клещами | - | - | - | - | - | - | - | - | - | - | 0,015 | 0,0158 | 0,017 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | |||||||||||||||
Карта 10, лист 3 | ||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
Время в мин. | ||||||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | ||||||||||||||||
28 | Снятие поковки (остатка заготовки) со штампа | Вынуть заготовку из ручья, повернуть другим концом на столе или станине, сменить клещи, установить в ручей, нажать педаль | 0,046 | 0,051 | 0,056 | 0,063 | 0,065 | 0,069 | 0,072 | 0,076 | 0,080 | 0,084 | 0,088 | 0,092 | 0,098 | |
29 | Вынуть поковку из ручья и опустить в колодец машины (на конвейер) | руками | - | - | - | 0,0041 | 0,0043 | 0,0048 | 0,0052 | 0,0057 | 0,0062 | 0,0067 | 0,0073 | 0,0078 | 0,0086 | |
30 | клещами | 0,003 | 0,0035 | 0,0041 | 0,0049 | 0,0052 | 0,0058 | 0,063 | 0,0068 | 0,0074 | 0,0080 | 0,0088 | 0,0094 | 0,0103 | ||
31 | клещами с помощью пневмоподъемника | - | - | - | - | - | - | - | - | - | - | - | - | 0,0096 | ||
32 | клещами с помощью противовеса | - | - | - | - | - | - | - | - | - | - | 0,010 | 0,011 | 0,013 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | |||||||||||||||||
Карта 10, лист 4 | ||||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | ||||||
Время в мин. | ||||||||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | ||||||||||||||||||
33 | Снятие поковки (остатка заготовки) со штампа и откладывание (отбрасывание; опускание в колодец) | Вынуть поковку или остаток заготовки из ручья клещами или руками, отбросить в тару, на пол, на транспортер | 0,011 | 0,013 | 0,0145 | 0,017 | 0,018 | 0,019 | 0,0205 | 0,022 | 0,024 | 0,025 | 0,027 | 0,029 | 0,032 | |||
34 | Вынуть заготовку (поковку) из ручья руками или клещами, отложить на станину или передать в руки нагревальщика | без помощи подъемных средств | 0,084 | 0,009 | 0,0096 | 0,0105 | 0,011 | 0,0115 | 0,012 | 0,0125 | 0,013 | 0,0137 | 0,0142 | 0,0148 | 0,0157 | |||
35 | с помощью противовеса | - | - | - | - | - | - | - | - | - | - | 0,0115 | 0,0122 | 0,0137 | ||||
36 | пневмоподъемником | - | - | - | - | - | - | - | - | - | - | - | - | - | ||||
37 | Вынуть заготовку (поковку) из ручья руками или клещами, (положить на станину, отцепить противовес) отложить заготовку в тару, на стол, склиз или транспортер | без помощи подъемных средств | Расстояние в м | 1 | 0,014 | 0,0155 | 0,0175 | 0,020 | 0,0213 | 0,0225 | 0,024 | 0,0255 | 0,027 | 0,029 | 0,031 | 0,032 | 0,035 | |
38 | 2 | 0,0165 | 0,019 | 0,021 | 0,024 | 0,025 | 0,0265 | 0,028 | 0,032 | 0,034 | 0,036 | 0,038 | 0,041 | |||||
39 | с помощью противовеса | 1 | - | - | - | - | - | - | - | - | - | - | 0,043 | 0,046 | 0,052 | |||
40 | 2 | - | - | - | - | - | - | - | - | - | 0,051 | 0,055 | 0,062 | |||||
41 | пневмоподъемником | 1 | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
42 | 2 | - | - | - | - | - | - | - | - | - | - | - | - | - | ||||
43 | Смена клещей | Отложить клещи в бачок, взять другие | - | - | - | 0,025 | 0,026 | 0,027 | 0,029 | 0,03 | 0,031 | 0,033 | 0,034 | 0,036 | 0,038 | |||
44 | Поворачивание заготовки | Повернуть заготовку (пруток) в ручье | 0,0042 | 0,0042 | 0,0048 | 0,0052 | 0,0058 | 0,0065 | 0,0072 | 0,0078 | 0,0084 | |||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | ||||||||||||||||
Карта 10, лист 5 | |||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | |||||
Время в мин. | |||||||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | |||||||||||||||||
45 | Продвижение заготовки | Продвинуть заготовку до упора и нажать педаль | 0,008 | 0,009 | 0,010 | ||||||||||||
Смазка штампа | Взять кисть, смазать штамп и пуансон, отложить кисть | Номинальное усилие машины, тс, до | 400 | 0,84 | |||||||||||||
47 | 1250 | 0,092 | |||||||||||||||
48 | 2000 | 0,10 | |||||||||||||||
II. Приемы нагревальщика (сварщика) металла | |||||||||||||||||
49 | Загрузка заготовки в печь | Взять остаток заготовки от штамповщика и загрузить в печь | руками | - | - | - | - | - | - | - | - | - | 0,041 | 0,045 | 0,050 | 0,058 | |
50 | клещами | - | - | - | - | - | - | - | - | - | 0,046 | 0,052 | 0,057 | 0,066 | |||
51 | монорельсом | - | - | - | - | - | - | - | - | - | - | - | 0,058 | 0,064 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | ||||||||||||||||
Карта 10, лист 6 | |||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | |||||
Время в мин. | |||||||||||||||||
II. Приемы нагревальщика (сварщика) металла (продолжение) | |||||||||||||||||
52 | Загрузка заготовки в печь | Взять заготовку (пруток), из штабеля, ящика, стола; поднести и загрузить в печь | руками | - | - | - | 0,024 | 0,0265 | 0,0305 | 0,034 | 0,039 | 0,044 | 0,05 | 0,056 | 0,061 | 0,071 | |
53 | клещами | - | - | - | 0,029 | 0,0325 | 0,037 | 0,042 | 0,046 | 0,053 | 0,06 | 0,068 | 0,074 | 0,086 | |||
54 | вилами на монорельсе | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
55 | Выгрузка заготовки из печи | Вынуть заготовку (пруток) из печи и подать | на скребок, стол | руками | 0,031 | 0,035 | 0,041 | 0,043 | 0,046 | 0,050 | 0,054 | 0,058 | 0,062 | 0,066 | 0,070 | 0,076 | |
56 | клещами | 0,036 | 0,04 | 0,047 | 0,051 | 0,054 | 0,058 | 0,062 | 0,066 | 0,072 | 0,076 | 0,081 | 0,090 | ||||
57 | на станину или в руки штамповщика | руками | 0,036 | 0,04 | 0,047 | 0,051 | 0,054 | 0,058 | 0,062 | 0,066 | 0,072 | 0,076 | 0,081 | 0,090 | |||
58 | клещами | 0,044 | 0,050 | 0,058 | 0,062 | 0,066 | 0,072 | 0,077 | 0,082 | 0,090 | 0,097 | 0,102 | 0,11 | ||||
59 | вилами на монорельсе | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
60 | Вынуть заготовку из печи и подать по полозу к машине | - | - | - | - | - | - | - | - | - | 0,088 | 0,092 | 0,096 | 0,103 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
N позиции | Наименование приемов | Содержание работы | Длина очищаемого места в мм, до: | |||
100 | 150 | 200 | 250 | |||
Время в мин. | ||||||
61 | Очистка заготовки от окалины | Вынуть заготовку (пруток) из печи, поднести к гребенке, очистить от окалины | 0,018 | 0,031 | 0,044 | 0,058 |
Индекс | а | б | в | г | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | |||||||||||||||||
Карта 10, лист 1 (продолжение) | ||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||||||||
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | ||||||
Время в мин. | ||||||||||||||||||
I. Приемы кузнеца-штамповщика | ||||||||||||||||||
1 | Установка заготовки в ручей штампа | Взять заготовку (пруток), установить в ручей, нажать педаль | со станины или из рук нагревальщика | руками | 0,035 | 0,037 | 0,039 | 0,042 | - | - | - | - | - | - | - | - | - | |
2 | клещами | 0,045 | 0,048 | 0,051 | 0,054 | - | - | - | - | - | - | - | - | - | ||||
3 | с помощью противовеса | руками | 0,032 | 0,035 | 0,040 | 0,045 | 0,050 | 0,056 | 0,064 | 0,071 | 0,078 | - | - | - | - | |||
4 | клещами | 0,040 | 0,044 | 0,050 | 0,056 | 0,064 | 0,072 | 0,080 | 0,090 | 0,098 | - | - | - | - | ||||
5 | пневматическим подъемником | руками | 0,056 | 0,06 | 0,07 | 0,078 | 0,86 | 0,96 | 0,1 | 0,12 | 0,13 | - | - | - | - | |||
6 | клещами | 0,072 | 0,078 | 0,090 | 0,10 | 0,11 | 0,125 | 0,14 | 0,16 | 0,17 | - | - | - | - | ||||
7 | со стола | руками | 0,054 | 0,057 | 0,061 | 0,064 | - | - | - | - | - | - | - | - | - | |||
8 | клещами | 0,068 | 0,071 | 0,076 | 0,080 | - | - | - | - | - | - | - | - | - | ||||
9 | с транспортера, склиза | пневматическим подъемником | руками | 0,070 | 0,075 | 0,086 | 0,096 | 0,011 | 0,12 | 0,135 | 0,15 | 0,165 | - | - | - | - | ||
10 | клещами | 0,10 | 0,11 | 0,13 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | 0,24 | - | - | - | - | ||||
11 | из висячего положения | вилами на монорельсе | 0,020 | 0,022 | 0,025 | 0,028 | 0,031 | 0,035 | 0,039 | 0,044 | 0,048 | 0,55 | 0,062 | - | - | |||
12 | из печи | вилами на монорельсе и вспомогательным рабочим | 0,061 | 0,066 | 0,076 | 0,086 | 0,096 | 0,11 | 0,12 | 0,135 | 0,115 | 0,176 | 0,19 | 0,21 | 0,24 | |||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | ||||||||||||||||
Карта 10, лист 2 (продолжение) | |||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||||||||
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | |||||
Время в мин. | |||||||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | |||||||||||||||||
13 | Перемещение заготовки из ручья в ручей | Переложить заготовку (пруток) из ручья и ручей штампа и нажать педаль | руками | 0,014 | 0,0145 | 0,0155 | 0,0165 | - | - | - | - | - | - | - | - | - | |
14 | клещами | 0,0145 | 0,0180 | 0,0193 | 0,020 | - | - | - | - | - | - | - | - | - | |||
15 | с помощью противовеса или вспомогательным рабочим | руками | 0,011 | 0,0118 | 0,0130 | 0,014 | 0,0157 | 0,0175 | 0,019 | 0,021 | 0,022 | - | - | - | - | ||
16 | клещами | 0,0155 | 0,017 | 0,0185 | 0,020 | 0,022 | 0,024 | 0,026 | 0,0281 | 0,031 | - | - | - | - | |||
17 | пневматическим подъемником | руками | 0,018 | 0,019 | 0,021 | 0,023 | 0,026 | 0,028 | 0,031 | 0,034 | 0,037 | - | - | - | - | ||
18 | клещами | 0,121 | 0,023 | 0,026 | 0,028 | 0,031 | 0,034 | 0,038 | 0,042 | 0,045 | - | - | - | - | |||
19 | подъемным механизмом | 0,02 | |||||||||||||||
20 | Переложить заготовку из нижнего ручья на верхний, минуя промежуточные, и нажать педаль | руками | 0,019 | 0,0195 | 0,021 | 0,022 | - | - | - | - | - | - | - | - | - | ||
21 | клещами | 0,023 | 0,024 | 0,0255 | 0,027 | - | - | - | - | - | - | - | - | - | |||
22 | с помощью противовеса или вспомогательным рабочим | руками | 0,015 | 0,016 | 0,018 | 0,019 | 0,0205 | 0,022 | 0,024 | 0,026 | 0,028 | - | - | - | - | ||
23 | клещами | 0,020 | 0,0215 | 0,235 | 0,025 | 0,027 | 0,030 | 0,032 | 0,035 | 0,038 | - | - | - | - | |||
24 | Переложить заготовку из нижнего ручья штампа на нож для обрубки выдры и нажать педаль | руками | 0,016 | 0,0165 | 0,0175 | 0,018 | - | - | - | - | - | - | - | - | - | ||
25 | клещами | 0,019 | 0,020 | 0,021 | 0,022 | - | - | - | - | - | - | - | - | ||||
26 | с помощью противовеса или вспомогательным рабочим | руками | 0,014 | 0,015 | 0,0165 | 0,0175 | 0,019 | 0,020 | 0,022 | 0,0235 | 0,025 | - | - | - | - | ||
27 | клещами | 0,018 | 0,0195 | 0,021 | 0,023 | 0,0245 | 0,0265 | 0,0285 | 0,031 | 0,033 | - | - | - | - | |||
28 | Вынуть заготовку из ручья, повернуть другим концом на столе или станине, сменить клещи, установить в ручей, нажать педаль | 0,103 | 0,107 | 0,114 | 0,120 | 0,127 | - | - | - | - | - | - | - | - | |||
29 | Снятие поковки (остатка заготовки) со штампа | Вынуть поковку из ручья и опустить в колодец машины (на конвейер) | руками | 0,0094 | - | - | - | - | - | - | - | - | - | - | - | - | |
30 | клещами | 0,0113 | - | - | - | - | - | - | - | - | - | - | - | - | |||
31 | клещами с помощью пневмоподъемника | 0,0113 | 0,0130 | 0,0155 | 0,018 | 0,022 | 0,025 | 0,030 | 0,035 | 0,039 | - | - | - | - | |||
32 | клещами с помощью противовеса | 0,016 | 0,018 | 0,022 | 0,026 | 0,031 | 0,037 | 0,043 | 0,050 | 0,056 | - | - | - | - | |||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | |||||||||||||||||
Карта 10, лист 3 (продолжение) | ||||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||||||||
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | ||||||
Время в мин. | ||||||||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | ||||||||||||||||||
33 | Снятие поковки (остатка заготовки) со штампа | Вынуть поковку или остаток заготовки из ручья клещами или руками, отбросить в тару, на пол, на транспортер | 0,034 | 0,036 | 0,039 | 0,042 | 0,015 | - | - | - | - | - | - | - | - | |||
34 | Вынуть заготовку (поковку) из ручья, руками или клещами, отложить на станину или передать в руки нагревальщика | без помощи подъемных средств | 0,0162 | 0,017 | 0,0178 | 0,0185 | - | - | - | - | - | - | - | - | - | |||
35 | с помощью противовеса | 0,015 | 0,016 | 0,0175 | 0,019 | 0,021 | 0,023 | 0,025 | 0,027 | 0,029 | 0,032 | 0,034 | - | - | ||||
36 | пневмоподъемником | 0,039 | 0,042 | 0,016 | 0,050 | 0,054 | 0,059 | 0,064 | 0,070 | 0,074 | 0,082 | 0,038 | - | - | ||||
37 | Вынуть заготовку (поковку) из ручья руками или клещами, положить на станину, отцепить противовес и отложить заготовку в тару, на стол, склиз или транспортер | без помощи подъемных средств | Расстояние в м | 1 | 0,037 | 0,039 | 0,042 | 0,044 | - | - | - | - | - | - | - | - | - | |
38 | 2 | 0,044 | 0,046 | 0,056 | 0,053 | - | - | - | - | - | - | - | - | - | ||||
39 | 1 | 0,058 | 0,062 | 0,070 | 0,076 | 0,082 | 0,090 | 0,100 | 0,11 | 0,12 | 0,13 | 0,15 | 0,16 | 0,18 | ||||
40 | с помощью противовеса | 2 | 0,068 | 0,072 | 0,080 | 0,088 | 0,097 | 0,108 | 0,118 | 0,125 | 0,130 | 0,150 | 0,105 | 0,18 | 0,20 | |||
41 | пневмоподъемником | 1 | 0,046 | 0,050 | 0,056 | 0,062 | 0,067 | 0,074 | 0,081 | 0,089 | 0,095 | 0,110 | 0,012 | 0,13 | 0,145 | |||
42 | 2 | 0,054 | 0,058 | 0,065 | 0,072 | 0,078 | 0,085 | 0,093 | 0,103 | 0,112 | 0,125 | 0,14 | 0,15 | 0,17 | ||||
43 | Смена клещей | Отложить клещи в бачок, взять другие | 0,039 | 0,041 | 0,043 | 0,045 | 0,047 | 0,049 | 0,051 | 0,054 | 0,056 | - | - | - | - | |||
44 | Поворачивание заготовки | Повернуть заготовку (пруток) в ручье | 0,010 | 0,0105 | 0,0120 | 0,013 | 0,0145 | 0,0165 | 0,018 | 0,020 | 0,022 | 0,025 | 0,028 | 0,030 | 0,035 | |||
45 | Продвижение заготовки | Продвинуть заготовку до упора и нажать педаль | 0,010 | |||||||||||||||
46 | Смазка штампа | Взять кисть, смазать штамп и пуансон, отложить кисть | Номинальное усилие машины, тс, до | 400 | 0,084 | |||||||||||||
47 | 1250 | 0,092 | ||||||||||||||||
48 | 2000 | 0,10 | ||||||||||||||||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Массовое и крупносерийное производство | ||||||||||||||||
Карта 10, лист 4 (продолжение) | |||||||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||||||||
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | |||||
Время в мин. | |||||||||||||||||
I. Приемы нагревальщика (сварщика) металла (продолжение) | |||||||||||||||||
49 | Загрузка заготовки в печь | Взять остаток заготовки от штамповщика и загрузить в печь | руками | 0,066 | 0,072 | 0,084 | 0,094 | 0,107 | 0,12 | - | - | - | - | - | - | - | |
50 | клещами | 0,074 | 0,082 | 0,096 | 0,108 | 0,12 | 0,135 | - | - | - | - | - | - | - | |||
51 | монорельсом | 0,07 | 0,074 | 0,081 | 0,087 | 0,091 | 0,10 | 0,11 | 0,115 | 0,122 | 0,135 | 0,145 | 0,155 | 0,170 | |||
52 | Взять заготовку (пруток) из штабеля, ящика, стола; поднести и загрузить и печь | руками | 0,080 | 0,088 | 0,103 | 0,115 | 0,13 | 0,15 | - | - | - | - | - | - | - | ||
53 | клещами | 0,095 | 0,105 | 0,125 | 0,14 | 0,16 | 0,18 | - | - | - | - | - | - | - | |||
54 | вилами на монорельсе | - | - | 0,10 | 0,108 | 0,115 | 0,125 | 0,135 | 0,142 | 0,15 | 0,165 | 0,18 | 0,19 | 0,01 | |||
55 | Выгрузка заготовки из печи | Вынуть заготовку (пруток) из печи и подать | на скребок, стол | руками | 0,082 | 0,087 | 0,095 | 0,101 | 0,11 | 0,12 | - | - | - | - | - | - | - |
56 | клещами | 0,096 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | - | - | - | - | - | - | - | |||
57 | на станину или в руки штамповщика | руками | 0,096 | 0,10 | 0,11 | 0,12 | 0,13 | 0,11 | - | - | - | - | - | - | - | ||
58 | клещами | 0,15 | 0,125 | 0,138 | 0,15 | 0,16 | 0,17 | - | - | - | - | - | - | - | |||
59 | вилами на монорельсе | - | - | 0,15 | 0,16 | 0,175 | 0,19 | 0,21 | 0,225 | 0,24 | 0,27 | 0,29 | 0,31 | 0,35 | |||
60 | Вынуть заготовку из печи и подать по полозу к машине | 0,11 | 0,115 | 0,12 | 0,13 | 0,135 | 0,145 | - | - | - | - | - | - | - | |||
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | ы | ||||
N позиции | Наименование приемов | Содержание работы | Длина очищаемого места в мм, до: | ||
300 | 350 | 400 | |||
Время в мин. | |||||
61 | Очистка заготовки от окалины | Вынуть заготовку (пруток) из печи, поднести к гребенке, очистить от окалины | 0,073 | 0,090 | 0,11 |
Индекс | д | е | ж | ||
Массовое и крупносерийное производство | ||||||||||||||||||||||
Карта 11 | ||||||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | |||||||||||||||||||
1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | ||||
Время в мин. | ||||||||||||||||||||||
1 | Загрузка заготовки в печь | Взять заготовку (пруток) из штабеля ящика, пола, поднести и загрузить в печь | руками | 0,025 | 0,028 | 0,031 | 0,035 | 0,039 | 0,043 | 0,48 | 0,053 | 0,058 | 0,066 | 0,074 | 0,08 | 0,092 | 0,105 | - | - | - | - | - |
2 | клещами | 0,030 | 0,034 | 0,037 | 0,042 | 0,047 | 0,052 | 0,58 | 0,064 | 0,07 | 0,079 | 0,089 | 0,096 | 0,11 | 0,125 | - | - | - | - | - | ||
3 | вилами на монорельсе | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
4 | Выгрузить заготовку из печи клещами, кочергой на транспортер, склиз, пол | 0,023 | 0,020 | 0,028 | 0,032 | 0,035 | 0,040 | 0,014 | 0,019 | 0,053 | 0,061 | 0,068 | 0,074 | 0,084 | 0,097 | 0,107 | 0,12 | 0,135 | 0,15 | 0,16 | ||
5 | Установка заготовки в ковочные вальцы | Взять заготовку клещами и установить в ручей ковочных вальцев, нажать педаль | с транспортера, склиза, пола | 0,023 | 0,025 | 0,027 | 0,029 | 0,031 | 0,034 | 0,036 | 0,039 | 0,041 | 0,045 | 0,048 | 0,051 | 0,056 | 0,060 | 0,064 | 0,070 | 0,075 | - | - |
6 | из печи вилами на монорельсе | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,11 | 0,12 | 0,135 | 0,145 | ||
7 | Прокатать заготовку в ковочных вальцах | в одном ручье | - | - | - | - | - | - | - | - | 0,014 | 0,016 | 0,018 | 0,019 | 0,021 | 0,023 | 0,026 | 0,028 | 0,032 | 0,035 | 0,038 | |
8 | в двух ручьях | 0,022 | 0,024 | 0,026 | 0,028 | 0,031 | 0,034 | 0,037 | 0,040 | 0,043 | 0,048 | 0,052 | 0,056 | 0,062 | 0,068 | 0,074 | 0,080 | 0,088 | 0,096 | 0,10 | ||
9 | в трех ручьях. | 0,043 | 0,046 | 0,050 | 0,054 | 0,060 | 0,066 | 0,072 | 0,078 | 0,084 | 0,094 | 0,102 | 0,109 | 6,12 | 0,133 | 0,145 | 0,156 | 0,172 | 0,187 | 0,195 | ||
10 | Снятие заготовок с ковочных вальцев | Снять провальцованную заготовку клещами с ручья вальцев и | отбросить на транспортер, склиз, пол, в тару | 0,015 | 0,016 | 0,017 | 0,019 | 0,020 | 0,022 | 0,024 | 0,025 | 0,027 | 0,029 | 0,032 | 0,034 | 0,037 | - | - | - | - | - | - |
11 | отложить на стол | 0,017 | 0,019 | 0,021 | 0,022 | 0,024 | 0,017 | 0,029 | 0,032 | 0,034 | 0,038 | 0,042 | 0,045 | 0,051 | 0,056 | 0,061 | 0,068 | 0,074 | - | - | ||
12 | переместить к молоту по монорельсу | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,05 | 0,065 | 0,08 | 0,094 | ||
13 | Смена клещей | Отложить клещи в бачок, взять другие | 0,025 | 0,026 | 0,027 | 0,029 | 0,03 | 0,031 | 0,033 | 0,034 | 0,036 | 0,038 | 0,039 | 0,041 | 0,043 | 0,049 | 0,047 | 0,049 | 0,051 | 0,054 | 0,056 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | |||
Массовое и крупносерийное производство | ||||||||||||||||||||||
Карта 12, лист 1 | ||||||||||||||||||||||
I. Приемы кузнеца-штамповщика при горячей обрезке заусенца | ||||||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до: | |||||||||||||||||||
1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | ||||
Время в мин. | ||||||||||||||||||||||
1 | Установка поковки в штамп | Взять поковку клещами, уложить на штамп и нажать педаль | со стола | 0,045 | 0,048 | 0,050 | 0,053 | 0,056 | 0,059 | 0,062 | 0,068 | 0,072 | 0,075 | 0,080 | 0,085 | - | - | - | - | - | - | - |
2 | с транспортера, склиза, тары, пола | 0,052 | 0,055 | 0,058 | 0,061 | 0,065 | 0,070 | 0,073 | 0,071 | 0,083 | 0,093 | 0,098 | - | - | - | - | - | - | - | |||
3 | со склиза, с вертикальной установкой поковки на штамп | 0,057 | 0,06 | 0,064 | 0,068 | 0,072 | 0,076 | 0,708 | 0,086 | 0,092 | 0,096 | 0,103 | 0,11 | 0,117 | 6,122 | 0,132 | - | - | - | - | ||
4 | со штампа или штамподержателя | 0,034 | 0,036 | 3,038 | 0,040 | 0,043 | 0,045 | 0,047 | 0,061 | 0,054 | 6,057 | 0,062 | 0,065 | - | - | - | - | - | - | - | ||
5 | взять поковку вилами на монорельсе, со штампа или штамподержателя молота, нажать педаль | с подручным | - | - | - | - | - | - | - | - | - | - | - | - | 0,065 | 0,070 | 0,075 | 0,08 | 0,085 | 0,095 | - | |
6 | без подручного | - | - | - | - | - | - | - | - | - | - | - | - | 0,130 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | - | ||
7 | Перемещение поковки по штампу | Продвинуть поковку на штампе, установить в ручей, нажать на педаль | клещами | 0,031 | 0,033 | 0,035 | 0,037 | 0,04 | 0,042 | 0,044 | 0,047 | 0,050 | 0,053 | 0,056 | 0,065 | - | - | - | - | - | - | - |
8 | Поворот поковки | Повернуть поковку другим концом, установить на штамп и нажать педаль | клещами | 0,038 | 0,040 | 0,043 | 0,045 | 0,048 | 0,051 | 0,054 | 0,058 | 0,063 | 0,065 | 0,070 | 0,075 | - | - | - | - | - | - | - |
9 | монорельсом | - | - | - | - | - | - | - | - | - | - | - | - | 0,105 | 0,115 | 0,122 | 0,132 | 0,140 | 0,15 | 0,160 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ ГОРЯЧЕЙ И ХОЛОДНОЙ ОБРЕЗКЕ ЗАУСЕНЦЕВ (ОБЛОЯ) НА ПРЕССАХ | Массовое и крупносерийное производство | |||||||||||||||||||||
Карта 12, лист 2 | ||||||||||||||||||||||
I. Приемы кузнеца-штамповщика при горячей обрезке заусенцев (продолжение) | ||||||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до: | |||||||||||||||||||
1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | ||||
Время в мин. | ||||||||||||||||||||||
10 | Снятие поковки со штампа | Вынуть поковку клещами из-под матрицы, осмотреть и | переложить в ручей и нажать педаль | 0,042 | 0,044 | 0,047 | 0,051 | 0,055 | 0,059 | 0,063 | 0,069 | 0,074 | 0,078 | 0,086 | 0,093 | - | - | - | - | - | - | - |
1 | столкнуть на транспортер, склиз, в тару | 0,014 | 0,016 | 0,017 | 0,019 | 0,021 | 0,023 | 0,025 | 0,029 | 0,032 | 0,034 | 0,038 | 0,043 | 0,047 | 0,051 | 0,058 | 0,064 | - | - | - | ||
12 | отбросить на транспортер, склиз, в тару | 0,025 | 0,022 | 0,031 | 0,033 | 0,037 | 0,040 | 0,043 | 0,048 | 0,057 | 0,065 | 0,072 | - | - | - | - | - | - | - | |||
13 | взять на вилы монорельса и сбросить в тару | - | - | - | - | - | - | - | - | - | - | - | - | 0,13 | 0,15 | 0,16 | 0,17 | 0,18 | 0,20 | 0,21 | ||
14 | Укладка поковок | Снять поковку с транспортера, склиза, уложить в тару, штабель | 0,052 | 0,058 | 0,063 | 0,068 | 0,074 | 0,08 | 0,085 | 0,095 | 0,102 | 0,11 | 0,12 | 0,13 | - | - | - | - | - | - | - | |
15 | Снятие поковки со штампа | Вытолкнуть поковку из-под матрицы за пресс | клещами | 0,01 | 0,011 | 0,012 | 0,013 | 0,014 | 0,015 | 0,017 | 0,019 | 0,020 | 0,022 | 0,024 | 0,026 | - | - | - | - | - | - | - |
10 | прутком | 0,014 | 0,015 | 0,016 | 0,018 | 0,020 | 0,021 | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
17 | Очистка штампа | Очистить штамп щеткой от окалины и смазать | 0,080 | |||||||||||||||||||
18 | Удаление заусенца (облоя) | Снять заусенец (облой) со штампа, клещами, отбросить | в тару | 0,014 | 0,017 | 0,020 | 0,024 | 0,029 | 0,031 | 0,035 | 0,038 | 0,041 | 0,045 | 0,054 | 0,057 | 0,064 | 0,07 | 0,075 | 0,083 | 0,090 | 0,097 | |
19 | на склиз, транспортер | 0,013 | 0,016 | 0,019 | 0,023 | 0,027 | 0,021 | 0,033 | 0,036 | 0,039 | 0,043 | 0,046 | 0,051 | 0,054 | 0,061 | 0,067 | 0,071 | 0,079 | 0,085 | 0,092 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ ГОРЯЧЕЙ И ХОЛОДНОЙ ОБРЕЗКЕ ЗАУСЕНЦЕВ (ОБЛОЯ) НА ПРЕССАХ | Массовое и крупносерийное производство | ||||||||||||||||||
Карта 12, лист 3 | |||||||||||||||||||
II. Приемы кузнеца-штамповщика при холодной обрезке заусенцев | |||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Труднофиксируемые детали | Легкофиксируемые детали | |||||||||||||||
Масса поковки в кг, до: | |||||||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 0,25 | 0,4 | 0,6 | 1,0 | 1,0 | 2,5 | 4,0 | 6,0 | ||||
Время в мин. | |||||||||||||||||||
20 | Установка поковки в штамп | Взять поковку из тары, положить на стол | 0,013 | 0,014 | 0,015 | 0,017 | 0,019 | 0,021 | 0,023 | 0,025 | 0,013 | 0,014 | 0,015 | 0,017 | 0,019 | 0,021 | 0,023 | 0,025 | |
21 | Взять поковку из совка, уложить в штамп, нажать педаль | руками | 0,027 | 0,029 | 0,031 | 0,033 | 0,035 | 0,038 | 0,040 | 0,043 | 0,018 | 0,019 | 0,021 | 0,022 | 0,023 | 0,025 | 0,027 | 0,029 | |
22 | клещами | 0,032 | 0,034 | 0,037 | 0,040 | 0,042 | 0,046 | 0,048 | 0,052 | 0,021 | 0,023 | 0,025 | 0,027 | 0,028 | 0,030 | 0,032 | 0,035 | ||
23 | Взять поковку со стола, уложить в штамп, нажать педаль | руками | 0,030 | 0,032 | 0,035 | 0,038 | 0,040 | 0,043 | 0,047 | 0,049 | 0,020 | 0,021 | 0,023 | 0,025 | 0,027 | 0,029 | 0,031 | 0,033 | |
24 | клещами | 0,036 | 0,038 | 0,042 | 0,046 | 0,048 | 0,052 | 0,056 | 0,059 | 0,024 | 0,025 | 0,028 | 0,030 | 0,032 | 0,035 | 0,037 | 0,039 | ||
25 | Перемещение поковки по штампу | Переложить поковку клещами из ручья в ручей, нажать педаль | 0,034 | 0,036 | 0,039 | 0,042 | 0,045 | 0,049 | 0,053 | 0,057 | 0,022 | 0,024 | 0,026 | 0,028 | 0,030 | 0,033 | 0,035 | 0,037 | |
26 | Продвинуть поковку по штампу, установить следующую деталь на матрице, нажать педаль | 0,015 | 0,017 | 0,019 | 0,021 | 0,023 | 0,026 | 0,029 | 0,032 | 0,010 | 0,011 | 0,013 | 0,014 | 0,015 | 0,017 | 0,019 | 0,021 | ||
27 | Поворот поковки | Повернуть поковку другим концом и установить на матрице, нажать педаль | 0,040 | 0,043 | 0,046 | 0,050 | 0,055 | 0,059 | 0,064 | 0,068 | 0,027 | 0,029 | 0,031 | 0,033 | 0,037 | 0,039 | 0,043 | 0,045 | |
28 | Снятие поковки со штампа | Вытолкнуть поковку из-под матрицы | клещами в тару | 0,009 | 0,010 | 0,012 | 0,014 | 0,017 | 0,006 | 0,007 | 0,008 | 0,009 | 0,01 | ||||||
29 | прутком за пресс | 0,011 | 0,013 | 0,016 | 0,020 | 0,023 | 0,007 | 0,009 | 0,010 | 0,013 | 0,015 | ||||||||
30 | Очистка штампа | Очистить штамп щеткой от окалины и смазать | 0,250 | ||||||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ ГОРЯЧЕЙ И ХОЛОДНОЙ ОБРЕЗКЕ ЗАУСЕНЦЕВ (ОБЛОЯ) НА ПРЕССАХ | Массовое и крупносерийное производство | ||||||||||||
Карта 12, лист 4 | |||||||||||||
II. Приемы кузнеца-штамповщика при холодной обрезке заусенцев (продолжение) | |||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заусенца (облоя) в кг, до: | ||||||||||
0,1 | 0,125 | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | 0,50 | 0,6 | 0,8 | 1,0 | |||
Время в мин. | |||||||||||||
31 | Удаление заусенца (облоя) | Снять заусенец со штампа клещами, отбросить в тару, на транспортер | 0,012 | 0,014 | 0,015 | 0,017 | 0,018 | 0,020 | 0,022 | 0,024 | 0,027 | 0,029 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Примечания:
1. Масса заусенца определяется как разность между массой заготовки и поковки.
2. К труднофиксируемым деталям относятся детали с мелкими формами, тонкие, неправильной конфигурации; к легкофиксируемым деталям относятся детали с глубокими формами.
Модель машины МГР-250 | Массовое и крупносерийное производство | |||||
Карта 13, лист 1 | ||||||
Средний диаметр кольца в мм, до | Высота кольца в мм, до | Величина обжатия в мм, до: | ||||
1,76 | 2,8 | 4,5 | 7,2 | 11,5 | ||
Время в мин. на одно кольцо | ||||||
70 | 15 | 0,021 | 0,023 | 0,025 | 0,028 | 0,030 |
24 | 0,019 | 0,021 | 0,023 | 0,025 | 0,027 | |
38 | 0,017 | 0,019 | 0,021 | 0,023 | 0,025 | |
61 | 0,015 | 0,017 | 0,019 | 0,020 | 0,022 | |
77 | 15 | 0,025 | 0,028 | 0,030 | 0,033 | 0,037 |
24 | 0,023 | 0,025 | 0,027 | 0,030 | 0,033 | |
38 | 0,020 | 0,022 | 0,025 | 0,027 | 0,030 | |
61 | 0,019 | 0,020 | 0,022 | 0,024 | 0,027 | |
85 | 15 | 0,031 | 0,033 | 0,037 | 0,041 | 0,045 |
24 | 0,028 | 0,030 | 0,033 | 0,037 | 0,040 | |
38 | 0,025 | 0,027 | 0,030 | 0,033 | 0,036 | |
61 | 0,022 | 0,025 | 0,027 | 0,030 | 0,033 | |
93 | 15 | 0,038 | 0,040 | 0,044 | 0,048 | 0,053 |
24 | 0,033 | 0,036 | 0,040 | 0,044 | 0,049 | |
38 | 0,030 | 0,033 | 0,036 | 0,040 | 0,044 | |
61 | 0,027 | 0,030 | 0,033 | 0,036 | 0,039 | |
102 | 15 | 0,044 | 0,048 | 0,053 | 0,058 | 0,064 |
24 | 0,040 | 0,043 | 0,048 | 0,053 | 0,058 | |
38 | 0,036 | 0,040 | 0,044 | 0,048 | 0,053 | |
61 | 0,033 | 0,036 | 0,039 | 0,043 | 0,048 | |
113 | 15 | 0,054 | 0,059 | 0,065 | 0,071 | 0,078 |
24 | 0,048 | 0,053 | 0,058 | 0,064 | 0,071 | |
38 | 0,043 | 0,048 | 0,053 | 0,058 | 0,064 | |
61 | 0,039 | 0,043 | 0,048 | 0,052 | 0,058 | |
124 | 15 | 0,064 | 0,071 | 0,078 | 0,086 | 0,094 |
24 | 0,058 | 0,064 | 0,070 | 0,077 | 0,085 | |
38 | 0,052 | 0,058 | 0,003 | 0,070 | 0,076 | |
61 | 0,047 | 0,052 | 0,057 | 0,063 | 0,069 | |
136 | 15 | 0,077 | 0,085 | 0,093 | 0,103 | 0 113 |
24 | 0,070 | 0,077 | 0,085 | 0,093 | 0,103 | |
38 | 0,063 | 0,070 | 0,077 | 0,084 | 0,093 | |
71 | 0,057 | 0,063 | 0,069 | 0,076 | 0,084 | |
150 | 15 | 0,094 | 0,103 | 0,113 | 0,125 | 0,137 |
24 | 0,085 | 0,093 | 0,102 | 0,113 | 0,124 | |
38 | 0,076 | 0,084 | 0,092 | 0,102 | 0,112 | |
61 | 0,069 | 0,076 | 0,084 | 0,092 | 0,101 | |
165 | 15 | 0,113 | 0,124 | 0,137 | 0,150 | 0,165 |
24 | 0,103 | 0,112 | 0,123 | 0,136 | 0,149 | |
38 | 0,092 | 0,101 | 0,111 | 0,123 | 0,135 | |
61 | 0,083 | 0,092 | 0,101 | 0,111 | 0,122 | |
ОСНОВНОЕ ВРЕМЯ НА ГОРЯЧУЮ РАСКАТКУ КОЛЕЦ НА РАСКАТОЧНЫХ МАШИНАХ Модель машины МГР-300 | Массовое и крупносерийное производство | |||
Карта 13, лист 2 | ||||
Средний диаметр кольца в мм, до | Высота кольца в мм, до | Величина обжатия в мм, до: | ||
6,3 | 16,0 | 40,0 | ||
Время в мин. на одно кольцо | ||||
160 | 60 | 0,100 | 0,103 | 0,106 |
80 | 0,092 | 0,095 | 0,098 | |
110 | 0,084 | 0,086 | 0,089 | |
170 | 60 | 0,112 | 0,116 | 0,120 |
80 | 0,103 | 0,107 | 0,110 | |
110 | 0,094 | 0,097 | 0,100 | |
185 | 60 | 0,133 | 0,137 | 0,141 |
80 | 0,122 | 0,126 | 0,130 | |
110 | 0,111 | 0,115 | 0,119 | |
200 | 60 | 0,155 | 0,160 | 0,165 |
80 | 0,142 | 0,147 | 0,152 | |
110 | 0,130 | 0,134 | 0,138 | |
215 | 60 | 0,178 | 0,184 | 0,190 |
80 | 0,164 | 0,168 | 0,175 | |
110 | 0,150 | 0,154 | 0,159 | |
230 | 60 | 0,204 | 0,210 | 0,216 |
80 | 0,187 | 0,194 | 0,200 | |
110 | 0,171 | 0,176 | 0,182 | |
245 | 60 | 0,232 | 0,238 | 0,246 |
80 | 0,212 | 0,219 | 0,226 | |
110 | 0,182 | 0,200 | 0,206 | |
205 | 60 | 0,209 | 0,278 | 0,287 |
80 | 0,248 | 0,256 | 0,264 | |
110 | 0,227 | 0,233 | 0,240 | |
280 | 60 | 0,300 | 0,310 | 0,320 |
80 | 0,276 | 0,285 | 0,294 | |
110 | 0,252 | 0,260 | 0,268 | |
305 | 60 | 0,355 | 0,367 | 0,378 |
80 | 0,326 | 0,337 | 0,318 | |
110 | 0,297 | 0,307 | 0,317 | |
ОСНОВНОЕ ВРЕМЯ НА ГОРЯЧУЮ РАСКАТКУ КОЛЕЦ НА РАСКАТОЧНЫХ МАШИНАХ Модель машины МГР-250 | Массовое и крупносерийное производство | ||||
Карта 13, лист 3 | |||||
Средний диаметр кольца в мм, до | Высота кольца в мм, до | Величина обжатия в мм, до: | |||
9 | 14 | 22 | 35 | ||
Время в мин. на одно кольцо | |||||
260 | 63 | 0,227 | 0,262 | 0,304 | 0,350 |
185 | 0,198 | 0,228 | 0,264 | 0,305 | |
300 | 63 | 0,261 | 0,301 | 0,349 | 0,402 |
185 | 0,227 | 0,262 | 0,304 | 0,350 | |
340 | 63 | 0,300 | 0,346 | 0,401 | 0,462 |
185 | 0,261 | 0,302 | 0,349 | 0,403 | |
385 | 63 | 0,345 | 0,397 | 0,461 | 0,531 |
185 | 0,300 | 0,347 | 0,401 | 0,463 | |
440 | 63 | 0,397 | 0,458 | 0,530 | 0,611 |
185 | 0,345 | 0,399 | 0,462 | 0,532 | |
500 | 63 | 0,456 | 0,526 | 0,610 | 0,702 |
185 | 0,397 | 0,458 | 0,531 | 0,612 | |
Массовое и крупносерийное производство | |||||
Карта 14 | |||||
Содержание работы | |||||
Вручную | |||||
Взять заготовку, загрузить в печь | |||||
Краном | |||||
1. Уложить заготовку в ряд, продеть штангу 2. Застропить, подать, уложить на под печи, вынуть штангу | |||||
N позиции | Вручную | N позиции | Краном | ||
Масса заготовки в кг, до: | Время в мин. | Высота кольца в мм, до: | Время в мин. | ||
1 | 4,0 | 0,034 | 1 | 16 | 0,038 |
2 | 5,0 | 0,040 | 2 | 20 | 0,044 |
3 | 6,0 | 0,046 | 3 | 25 | 0,058 |
4 | 8,0 | 0,058 | 4 | 32 | 0,073 |
5 | 10,0 | 0,070 | 5 | 40 | 0,090 |
6 | 12 | 0,080 | 6 | 50 | 0,112 |
7 | 16 | 0,100 | 7 | 63 | 0,140 |
8 | 20 | 0,120 | 8 | 80 | 0,180 |
9 | 100 | 0,220 | |||
10 | 125 | 0,275 | |||
11 | 160 | 0,350 | |||
12 | 200 | 0,440 | |||
Индекс | а | Индекс | а | ||
Примечание. Время на выгрузку заготовок из печи перекрывается временем на приемы работы при раскатке колец (см. карту 15).
Массовое и крупносерийное производство | |||||
Карта 15 | |||||
Содержание работы | |||||
1. Взять заготовку с желоба клещами и установить на ролик, подвести бандаж, включить давление. 2. Выключить давление, отвести бандаж, снять заготовку с ролика и отложить в сторону | |||||
N позиции | Масса заготовки в кг, до: | Время в мин. | N позиции | Масса заготовки в кг, до: | Время в мин. |
1 | 1,0 | 0,056 | 13 | 16 | 0,24 |
2 | 1,2 | 0,058 | 14 | 20 | 0,27 |
3 | 1,6 | 0,061 | 15 | 25 | 0,30 |
4 | 2,0 | 0,062 | 16 | 32 | 0,35 |
5 | 2,5 | 0,067 | 17 | 40 | 0,40 |
6 | 3,2 | 0,070 | 18 | 50 | 0,45 |
7 | 4,0 | 0,073 | 19 | 63 | 0,58 |
8 | 5,0 | 0,120 | 20 | 80 | 0,75 |
9 | 6,3 | 0,140 | 21 | 100 | 0,98 |
10 | 8,0 | 0,160 | 22 | 120 | 1,20 |
11 | 10 | 0,180 | 23 | 160 | 1,50 |
12 | 12 | 0,200 | - | - | - |
Индекс | а | Индекс | а | ||
Серийное производство | |||||||||||||||||||||
Карта 16 | |||||||||||||||||||||
N п/п | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10,0 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | |||||
Время в мин. | |||||||||||||||||||||
1 | Загрузка заготовки в печь | Взять заготовку со стеллажа, из тары или с пола, поднести и загрузить | в печь | руками | - | - | - | 0,030 | 0,038 | 0,047 | 0,058 | 0,071 | 0,09 | 0,11 | 0,14 | 0,17 | - | - | - | - | - |
2 | вилами на монорельсе | - | - | - | - | - | - | - | - | - | 0,10 | 0,12 | 0,15 | 0,18 | 0,24 | 0,30 | 0,38 | 0,47 | |||
3 | клещами в ячеистую печь | 0,025 | 0,028 | 0,031 | 0,035 | 0,039 | - | - | - | - | - | - | - | - | - | - | - | - | |||
4 | на загрузочную площадку и протолкнуть пневмотолкателем | руками | - | - | - | - | - | 0,042 | 0,053 | 0,065 | 0,084 | 0,108 | 0,135 | - | - | - | - | - | - | ||
5 | клещами | - | - | - | - | - | 0,050 | 0,064 | 0,078 | 0,101 | 0,13 | 0,16 | - | - | - | - | - | ||||
6 | вилами по монорельсу | - | - | - | - | - | - | - | - | - | - | - | 0,17 | 0,216 | 0,276 | 0,35 | 0,45 | 0,60 | |||
7 | Выгрузка заготовки из печи | Выгрузить заготовку из печи на | транспортер, склиз, пол, совок | кочергой, клещами | 0,018 | 0,021 | 0,025 | 0,027 | 0,034 | 0,043 | 0,053 | 0,065 | 0,082 | 0,102 | 0,128 | 0,16 | 0,195 | 0,25 | 0,31 | - | - |
8 | стол, штамподержатель, штамп | клещами | 0,048 | 0,055 | 0,062 | 0,071 | 0,085 | 0,095 | 0,110 | 0,120 | 0,140 | 0,16 | 0,18 | - | - | - | - | - | - | ||
9 | Выгрузить заготовку из ячеистой печи клещами, сбить окалину и подать на стол | 0,095 | 0,105 | 0,11 | 0,12 | 0,13 | - | - | - | - | - | - | - | - | - | - | - | - | |||
10 | Укладка заготовки | Взять заготовку с пола, из тары руками и уложить на стеллаж | 0,021 | 0,024 | 0,028 | 0,032 | 0,037 | 0,043 | - | - | - | - | - | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||||
Примечание. При загрузке в печь мелких заготовок лопатой или горстью время брать для общей массы, загружаемой в один прием.
Серийное производство | ||||||||||||||||||||
Карта 17, лист 1 | ||||||||||||||||||||
N п/п | Наименование приема | Содержание работы | Масса заготовки в кг, до: | |||||||||||||||||
0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | |||||
Время в мин. | ||||||||||||||||||||
1 | Установка заготовки и ручей штампа | Взять заготовку, сбить окалину, установить в ручей или на зеркало штампа и нажать педаль | клещами | со стола | 0,022 | 0,025 | 0,030 | 0,035 | 0,041 | 0,048 | 0,055 | 0,065 | 0,076 | 0,090 | - | - | - | - | - | - |
2 | со штамподержателя | 0,019 | 0,021 | 0,025 | 0,029 | 0,033 | 0,038 | 0,043 | 0,05 | 0,058 | 0,063 | 0,075 | - | - | - | - | - | |||
3 | с зеркала штампа | - | - | 0,012 | 0,015 | 0,019 | 0,022 | 0, 026 | 0,032 | 0,030 | 0,016 | 0,057 | 0,067 | 0,083 | 0,10 | 0,12 | 0,15 | |||
4 | с транспортера, склиза, пола | 0,024 | 0,027 | 0,033 | 0,038 | 0,044 | 0,052 | 0,060 | 0,072 | 0,084 | 0,098 | - | - | - | - | - | - | |||
5 | подъемно-транспортными средствами | из печи | - | - | - | - | - | - | - | - | 0,09 | 0,11 | 0,13 | 0,15 | 0,18 | 0,21 | 0,25 | 0,30 | ||
6 | Перемещение поковки из ручья в ручей | Переложить поковку из ручья в ручей и нажать педаль | без перевертывания | свободная укладка | 0,012 | 0,014 | 0,017 | 0,02 | 0,023 | 0,027 | 0,032 | 0,038 | 0,045 | 0,053 | 0,063 | 0,074 | 0,090 | 0,11 | 0,13 | 0,15 |
7 | фиксированная укладка | 0,017 | 0,020 | 0,024 | 0,028 | 0,032 | 0,038 | 0,045 | 0,053 | 0,063 | 0,074 | 0,088 | 0,10 | 0,130 | 0,15 | - | - | |||
8 | с перевертыванием | свободная укладка | 0,018 | 0,021 | 0,025 | 0,030 | 0,034 | 0,040 | 0,048 | 0,057 | 0,067 | 0,079 | 0,094 | 0,11 | 0,13 | 0,16 | 0,19 | 0,26 | ||
9 | фиксированная укладка | 0,025 | 0,030 | 0,036 | 0,042 | 0,048 | 0,057 | 0,068 | 0,080 | 0,095 | 0,11 | 0,13 | 0,15 | 0,19 | 0,23 | - | - | |||
10 | Поправка поковки | Поправить клещами поковку в ручье штампа | 0,012 | 0,013 | 0,015 | 0,017 | 0,019 | 0,021 | 0,024 | 0,026 | 0,030 | 0,034 | 0,040 | - | - | - | ||||
11 | Удаление окалины из-под поковки | Приподнять поковку, сдуть окалину, уложить поковку в ручье, нажать педаль | 0,03 | 0,04 | 0,043 | 0,049 | 0,055 | 0,061 | 0,070 | 0,076 | 0,088 | - | - | - | ||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ РАБОТЕ НА МОЛОТАХ И ПРЕССАХ | Серийное производство | ||||||||||||||||||
Карта 17, лист 2 | |||||||||||||||||||
N п/п | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||||||
0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | ||||
Время в мин. | |||||||||||||||||||
12 | Снятие поковки со штампа | Вынуть поковку из ручья, осмотреть и | отложить на стол, транспортер, склиз, тару | 0,018 | 0,021 | 0,025 | 0,030 | 0,035 | 0,041 | 0,048 | 0,059 | 0,070 | 0,083 | 0,10 | 0,115 | 0,14 | 0,165 | 0,195 | 0,24 |
13 | отложить на зеркало штампа | - | - | - | - | - | - | - | 0,040 | 0,047 | 0,055 | 0,067 | 0,078 | 0,095 | 0,107 | 0,130 | 0,16 | ||
14 | отбросить на транспортер, склиз, пол, в тару | 0,016 | 0,018 | 0,021 | 0,024 | 0,028 | 0,033 | 0,037 | 0,043 | 0,049 | 0,055 | 0,065 | - | - | - | - | - | ||
15 | столкнуть за молот, на пол, транспортер, в тару | 0,014 | 0,016 | 0,018 | 0,021 | 0,024 | 0,028 | 0,032 | 0,037 | 0,042 | 0,048 | 0,056 | 0,065 | - | - | - | - | ||
16 | уложить на вилы монорельса, переместить к другому молоту на расстояние до 7 м, установить в ручей | - | - | - | - | - | - | - | - | - | 0,2 | 0,23 | 0,26 | 0,31 | 0,36 | 0,42 | 0,5 | ||
17 | Установка поковки в ручей | Взять поковку со стола, транспортера, уложить в ручей штампа для горячей правки и нажать педаль | 0,026 | 0,029 | 0,033 | 0,037 | 0,042 | 0,047 | 0,052 | 0,06 | 0,068 | 0,077 | 0,087 | 0,098 | 0,11 | 0,125 | - | - | |
18 | Осмотреть поковку после штамповки | 0,01 | 0,012 | 0,014 | 0,017 | 0,02 | 0,025 | 0,03 | 0,036 | 0,043 | 0,051 | - | - | - | - | ||||
19 | Смена клещей | Отложить клещи в бачок и взять другие | - | - | - | - | 0,026 | 0,033 | 0,036 | 0,039 | 0,043 | 0,047 | 0,051 | 0,056 | - | - | - | - | |
20 | Забросить опилки (или уголь) в ручей штампа или в углубление поковки | 0,06 | 0,10 | 0,12 | |||||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ РАБОТЕ НА МОЛОТАХ И ПРЕССАХ | Серийное производство | ||||||||||||||
Карта 17, лист 3 | |||||||||||||||
N позиции | Наименование приема | Содержание работы | Длина ручья в мм, до: | ||||||||||||
160 | 200 | 250 | 320 | 400 | 500 | 600 | 800 | 1000 | 1250 | 1600 | 2000 | ||||
Время в мин. | |||||||||||||||
21 | Сдуть окалину со штампа | 0,025 | 0,028 | 0,030 | 0,032 | 0,035 | 0,037 | 0,040 | 0,043 | 0,047 | 0,052 | 0,055 | 0,060 | ||
22 | Смазка ручья | Взять кисть, смазать ручей, отложить кисть | мелкий | 0,029 | 0,032 | 0,038 | 0,013 | 0,049 | 0,055 | 0,061 | 0,072 | 0,084 | 0,092 | 0,11 | 0,120 |
23 | |||||||||||||||
глубокий | 0,046 | 0,052 | 0,058 | 0,066 | 0,077 | 0,086 | 0,096 | 0,115 | 0,125 | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания:
1. При работе штамповщика без нагревальщика время на ручные приемы нагревальщика брать по карте 7.
2. Прием "Поправить поковку в ручье штампа" следует применять при штамповке поковок с неглубоким залеганием в ручье (диски, фланцы, ключи и т.п., выскакивающих из ручья при ударе. Количество поправок поковки в ручье штампа брать одну - две.
3. Смена клещей производится после оттяжки конца для следующей поковки.
4. Прием "Сдуть окалину со штампа" не нормируется (считается перекрываемым) в тех случаях, когда ручьи штампа обдуваются сжатым воздухом из шланга непрерывно.
5. Глубокими ручьями считаются ручьи, глубина которых больше дна метра или стороны заготовки.
6. Время насыпки опилок или угля на поковку дается 1 раз, последующие насыпания перекрываются верхним ходом бабы молота.
7. К труднофиксируемым деталям относятся детали с мелкими формами, тонкие, неправильной конфигурации. К легкофиксируемым деталям относятся детали с глубокими формами.
Серийное производство | ||||||||||||
Карта 18, лист 1 | ||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | ||||||
Время в мин. | ||||||||||||
I. Приемы кузнеца-штамповщика | ||||||||||||
1 | Установка заготовки и ручей штампа | Взять заготовку (пруток), установить в ручей, нажать педаль | со станины или из рук нагревальщика | руками | 0,018 | 0,020 | 0,022 | 0,025 | 0,027 | 0,030 | 0,034 | |
2 | клещами | 0,023 | 0,026 | 0,028 | 0,032 | 0,036 | 0,040 | 0,044 | ||||
3 | с помощью противовеса | руками | - | - | - | - | - | - | 0,025 | |||
4 | клещами | - | - | - | - | - | - | 0,031 | ||||
5 | пневматическим подъемником | руками | - | - | - | - | - | - | 0,048 | |||
6 | клещами | - | - | - | - | - | - | 0,062 | ||||
7 | со стола | руками | 0,029 | 0,032 | 0,034 | 0,038 | 0,042 | 0,046 | 0,052 | |||
8 | клещами | 0,036 | 0,040 | 0,04 | 0,048 | 0,054 | 0,060 | 0,066 | ||||
9 | с транспортера, склиза | пневматическим подъемником | руками | - | - | - | - | - | - | - | ||
10 | клещами | - | - | - | - | - | - | - | ||||
11 | из висячего положения | вилами на монорельсе | - | - | - | - | - | - | - | |||
12 | от нагревальщика лебедкой или другим подъемным механизмом | - | - | - | - | - | - | - | ||||
Индекс | а | б | в | г | д | е | ж | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | ||||||||||||
Карта 18, лист 1 (продолжение) | |||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||||
6,0 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | ||||||
Время в мин. | |||||||||||||
I. Приемы кузнеца-штамповщика | |||||||||||||
1 | Установка заготовки и ручей штампа | Взять заготовку (пруток), установить в ручей, нажать педаль | со станины или из рук нагревальщика | руками | 0,037 | 0,042 | 0,048 | 0,053 | - | - | - | - | |
2 | клещами | 0,048 | 0,055 | 0,062 | 0,068 | - | - | - | - | ||||
3 | с помощью противовеса | руками | 0,030 | 0,039 | 0,049 | 0,061 | 0,076 | 0,094 | - | - | |||
4 | клещами | 0,038 | 0,048 | 0,062 | 0,076 | 0,096 | 0,12 | - | - | ||||
5 | пневматическим подъемником | руками | 0,052 | 0,066 | 0,083 | 0,102 | 0,13 | 0,155 | - | - | |||
6 | клещами | 0,068 | 0,086 | 0,108 | 0,132 | 0,165 | 0,20 | - | - | ||||
7 | со стола | руками | 0,057 | 0,064 | 0,071 | 0,078 | - | - | - | - | |||
8 | клещами | 0,072 | 0,081 | 0,091 | 0,10 | - | - | - | - | ||||
9 | с транспортера, склича | пневматическим подъемником | руками | - | 0,084 | 0,105 | 0,13 | 0,16 | - | - | - | ||
клещами | - | 0,12 | 0,15 | 0,19 | 0,023 | - | - | - | |||||
10 | |||||||||||||
11 | из висячего положения | вилами на монорельсе | - | - | 0,029 | 0,036 | 0,045 | 0,054 | 0,070 | 0,086 | |||
12 | от нагревальщика лебедкой или другим подъемным механизмом | - | - | - | 0,080 | 0,088 | 0,098 | 0,011 | 0,125 | ||||
Индекс | з | и | к | л | м | н | о | п | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | ||||||||||
Карта 18, лист 2 | |||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | |||||
Время в мин. | |||||||||||
I. Приемы кузнеца-штамповщика | |||||||||||
13 | Перемещение заготовки из ручья в ручей | Переложить заготовку (пруток) из ручья в ручей штампа и нажать педаль | руками | - | - | 0,0093 | 0,0103 | 0,0115 | 0,0128 | 0,014 | |
14 | клещами | 0,0094 | 0,0103 | 0,0112 | 0,0125 | 0,014 | 0,0153 | 0,017 | |||
15 | с помощью противовеса или вспомогательным рабочим | руками | - | - | - | - | - | - | - | ||
16 | клещами | - | - | - | - | - | - | - | |||
17 | лебедкой или другим подъемным механизмом | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | |||||||||||
Карта 18, лист 2 (продолжение) | ||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||
6,0 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | |||||
Время в мин. | ||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | ||||||||||||
13 | Перемещение заготовки из ручья в ручей | Переложить заготовку (пруток) из ручья в ручей штампа и нажать педаль | руками | 0,015 | 0,017 | 0,019 | 0,021 | - | - | - | - | |
14 | клещами | 0,0185 | 0,205 | 0,023 | 0,025 | 0,028 | - | - | - | |||
15 | с помощью противовеса или вспомогательным рабочим | руками | 0,010 | 0,0128 | 0,0155 | 0,018 | 0,022 | - | - | - | ||
16 | клещами | 0,014 | 0,0185 | 0,022 | 0,026 | 0,032 | - | - | - | |||
17 | лебедкой или другим подъемным механизмом | - | - | - | 0,052 | 0,059 | 0,063 | 0,077 | 0,09 | |||
Индекс | з | и | к | л | м | н | о | п | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | ||||||||||
Карта 18, лист 3 | |||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | |||||
Время в мин. | |||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | |||||||||||
18 | Перемещение заготовки из ручья в ручей | Переложить заготовку из нижнего ручья в верхний, минуя промежуточный и нажать педаль | руками | - | - | 0,013 | 0,0145 | 0,016 | 0,0175 | 0,0195 | |
19 | клещами | 0,0125 | 0,14 | 0,15 | 0,17 | 0,0185 | 0,0205 | 0,0225 | |||
20 | с помощью противовеса или вспомогательным рабочим | руками | - | - | - | - | - | - | - | ||
21 | клещами | - | - | - | - | - | - | - | |||
22 | Переложить заготовку из нижнего ручья штампа на нож для обрубки выдры и нажать педаль | руками | - | - | 0,011 | 0,012 | 0,0135 | 0,0145 | 0,016 | ||
23 | клещами | 0,011 | 0,012 | 0,013 | 0,0145 | 0,016 | 0,018 | 0,020 | |||
24 | с помощью противовеса или вспомогательным рабочим | руками | - | - | - | - | - | - | - | ||
25 | клещами | - | - | - | - | - | - | - | |||
26 | Вынуть заготовку из ручья, повернуть другим концом на столе или станине, сменить клещи, установить в ручей, нажать педаль | 0,056 | 0,062 | 0,067 | 0,074 | 0,082 | 0,091 | 0,10 | |||
27 | Снятие поковки (остатка заготовки) со штампа и откладывание, отбрасывание | Вынуть поковку или остаток заготовки из ручья клещами, отбросить в тару, на пол, на транспортер | 0,0135 | 0,016 | 0,0175 | 0,0205 | 0,0235 | 0,027 | 0,031 | ||
28 | Вынуть поковку или заготовку из ручья клещами и отложить на пол, на стеллаж или в тару | расстояние в м | 1 | 0,023 | 0,027 | ||||||
29 | 1,5 | 0,029 | 0,034 | ||||||||
30 | 2,0 | 0,036 | 0,042 | ||||||||
31 | Передать заготовку нагревальщику из рук в руки | - | - | - | - | - | - | 0,023 | |||
32 | Взять заготовку из ручья штампа, очистить с ней окалину о нижний угол матрицы перед штамповкой в окончательном ручье | - | - | - | 0,05 | 0,056 | 0,064 | 0,072 | |||
Индекс | а | б | в | г | д | е | ж | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | |||||||||||
Карта 18, лист 3 (продолжение) | ||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | |||||||||
6,0 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | |||||
Время в мин. | ||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | ||||||||||||
18 | Перемещение заготовки из ручья в ручей | Переложить заготовку из нижнего ручья в верхний, минуя промежуточный, и нажать педаль | руками | 0,021 | 0,0235 | 0,026 | 0,029 | - | - | - | - | |
19 | клещами | 0,0245 | 0,027 | 0,030 | 0,0335 | - | - | - | - | |||
20 | с помощью противовеса или вспомогательным рабочим | руками | 0,015 | 0,019 | 0,022 | 0,026 | 0,031 | 0,036 | - | - | ||
21 | клещами | 0,019 | 0,025 | 0,030 | 0,035 | 0,012 | 0,048 | - | - | |||
22 | Переложить заготовку из нижнего ручья штампа на нож для обрубки выдры и нажать педаль | руками | 0,0175 | 0,0195 | 0,0215 | 0,24 | - | - | - | - | ||
23 | клещами | 0,0215 | 0,024 | 0,0265 | 0,030 | - | - | - | - | |||
24 | с помощью противовеса или вспомогательным рабочим | руками | 0,0145 | 0,017 | 0,020 | 0,023 | 0,027 | - | - | - | ||
25 | клещами | 0,018 | 0,0225 | 0,026 | 0,030 | 0,035 | - | - | - | |||
26 | Вынуть заготовку из ручья, повернуть другим концом на столе или станине, сменить клещи, установить в ручей, нажать педаль | 0,11 | 0,12 | 0,135 | 0,15 | 0,17 | - | - | - | |||
27 | Снятие поковки (остатка заготовки со штампа и откладывание, отбрасывание | Вынуть поковку или остаток заготовки из ручья клещами, отбросить в тару, на пол, на транспортер | 0,035 | 0,041 | 0,046 | 0,054 | - | - | - | - | ||
28 | Вынуть поковку или заготовку из ручья клещами и отложить на пол, на стеллаж или в тару | расстояние в м | 1 | 0,031 | 0,037 | 0,044 | 0,051 | 0,060 | 0,068 | 0,081 | - | |
29 | 1,5 | 0,039 | 0,046 | 0,054 | 0,063 | 0,074 | 0,085 | 0,10 | - | |||
30 | 2,0 | 0,048 | 0,058 | 0,068 | 0,080 | 0,093 | 0,108 | 0,13 | - | |||
31 | Передать заготовку нагревальщику из рук в руки | 0,026 | 0,032 | 0,034 | 0,044 | 0,053 | - | - | - | |||
32 | Взять заготовку из ручья штампа, очистить с ней окалину о нижний угол матрицы перед штамповкой в окончательном ручье | 0,080 | 0,091 | 0,102 | 0,115 | 0,13 | 0,145 | - | - | |||
Индекс | з | и | к | л | м | н | о | п | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | ||||||||||
Карта 18, лист 4 | |||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | |||||
Время в мин. | |||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | |||||||||||
33 | Смена клещей | Отложить клещи в бачок, взять другие | - | - | - | 0,025 | 0,027 | 0,03 | 0,033 | ||
34 | Поворачивание заготовки | Повернуть заготовку (пруток) в ручье | 0,005 | 0,0064 | 0,008 | ||||||
35 | Продвижение заготовки | Продвинуть заготовку до упора и нажать педаль | клещами | 0,01 | 0,01 | 5 | |||||
36 | клещами со вспомогательным рабочим | - | - | - | - | - | - | - | |||
37 | Смазка штампа | Взять кисть, смазать штамп и пуансон, отложить кисть | Номинальное усиление машины, тс, до | 400 | 0,084 | ||||||
38 | 1250 | 0,092 | |||||||||
39 | 2000 | 0,10 | |||||||||
II. Приемы нагревальщика (сварщика) металла | |||||||||||
40 | Загрузка заготовки в печь | Взять остаток заготовки от штамповщика и загрузить в печь | руками | - | - | - | - | - | - | 0,050 | |
41 | клещами | - | - | - | - | - | - | 0,055 | |||
42 | монорельсом | - | - | - | - | - | - | - | |||
43 | Взять заготовку (пруток) из штабеля, ящика стола, поднести и загрузить в печь | руками | - | - | - | 0,029 | 0,038 | 0,047 | 0,06 | ||
44 | клещами | - | - | - | 0,035 | 0,045 | 0,057 | 0,072 | |||
45 | вилами на монорельсе | - | - | - | - | - | - | - | |||
46 | Выгрузка заготовки из печи | Вынуть заготовку (пруток) из печи, подать | на скребок, стол | руками | 0,037 | 0,037 | 0,042 | 0,05 | 0,057 | 0,066 | 0,076 |
47 | клещами | 0,043 | 0,043 | 0,050 | 0,058 | 0,067 | 0,076 | 0,09 | |||
48 | на станину или в руки штамповщика | руками | 0,043 | 0,043 | 0,048 | 0,056 | 0,066 | 0,076 | 0,088 | ||
49 | клещами | 0,053 | 0,053 | 0,060 | 0,07 | 0,082 | 0,094 | 0,11 | |||
50 | монорельсом | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | ||||||||||||
Карта 18, лист 4 (продолжение) | |||||||||||||
N позиции | Наименование приемов | Содержание работы | Масса заготовки (средняя масса прутка) в кг, до: | ||||||||||
6,0 | 10 | 16 | 25 | 40 | |||||||||
Время в мин. | |||||||||||||
I. Приемы кузнеца-штамповщика (продолжение) | |||||||||||||
33 | Смена клещей | Отложить клещи в бачок, взять другие | 0,036 | 0,039 | 0,043 | 0,47 | 0,051 | 0,056 | - | - | |||
34 | Поворачивание заготовки | Повернуть заготовку (пруток) в ручье | 0,0095 | 0,012 | 0,015 | 0,018 | 0,023 | 0,027 | 0,035 | 0,043 | |||
35 | Продвижение заготовки | Продвинуть заготовку до упора и нажать педаль | клещами | 0,015 | - | - | - | - | - | - | |||
36 | клещами со вспомогательным рабочим | - | - | 0,045 | 0,051 | 0,060 | 0,066 | 0,076 | 0,09 | ||||
37 | Смазка штампа | Взять кисть, смазать штамп и пуансон, отложить кисть | Номинальное усилие машины, тс, до | 400 | 0,084 | ||||||||
38 | 1250 | 0,092 | |||||||||||
39 | 2000 | 0,10 | |||||||||||
II. Приемы нагревальщика (сварщика) металла (продолжение) | |||||||||||||
40 | Загрузка заготовки в печь | Взять остаток заготовки от штамповщика и загрузить в печь | руками | 0,062 | 0,080 | 0,105 | 0,13 | - | - | - | - | ||
41 | клещами | 0,070 | 0,090 | 0,117 | 0,15 | - | - | - | - | ||||
42 | монорельсом | 0,072 | 0,085 | 0,10 | 0,11 | 0,13 | 0,15 | 0,175 | 0,20 | ||||
43 | Взять заготовку (пруток) из штабеля, ящика стола, поднести и загрузить в печь | руками | 0,074 | 0,10 | 0,125 | 0,16 | 0,20 | - | - | - | |||
44 | клещами | 0,09 | 0,12 | 0,15 | 0,19 | 0,24 | - | - | - | ||||
45 | вилами на монорельсе | - | - | 0,12 | 0,14 | 0,16 | 0,18 | 0,22 | 0,26 | ||||
46 | Выгрузка заготовки из мечи | Вынуть заготовку (пруток) из печи, подать | на скребок, стол | руками | 0,086 | 0,10 | 0,115 | 0,135 | - | - | - | - | |
47 | клещами | 0,10 | 0,12 | 0,135 | 0,16 | - | - | - | - | ||||
48 | на станину или в руки штамповщика | руками | 0,10 | 0,115 | 0,135 | 0,155 | - | - | - | - | |||
49 | клещами | 0,122 | 0,145 | 0,165 | 0,19 | - | - | - | - | ||||
50 | монорельсом | - | - | 0,18 | 0,20 | 0,23 | 0,28 | 0,34 | - | ||||
Индекс | з | и | к | л | м | н | о | п | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА И НАГРЕВАЛЬЩИКА (СВАРЩИКА) МЕТАЛЛА ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ | Серийное производство | ||||||||
Карта 18, лист 5 | |||||||||
N позиции | Наименование приемов | Содержание работы | Длина очищаемого места в мм, до: | ||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | |||
Время в мин. | |||||||||
II. Приемы нагревальщика (сварщика) металла (продолжение) | |||||||||
51 | Очистка заготовки от окалины | Вынуть заготовку (пруток) из печи, поднести к гребенке, очистить от окалины | 0,018 | 0,031 | 0,044 | 0,058 | 0,073 | 0,090 | 0,11 |
Индекс | а | б | в | г | д | е | ж | ||
Серийное производство | ||||||||||||||
Карта 19, лист 1 | ||||||||||||||
I. Приемы кузнеца-штамповщика при горячей обрезке заусенцев | ||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до: | |||||||||||
1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | ||||
Время в мин. | ||||||||||||||
1 | Установка поковки в штамп | Взять поковку клещами, уложить на штамп и нажать педаль | со стола | 0,056 | 0,063 | 0,072 | 0,080 | 0,092 | 0,102 | 0,115 | - | - | - | - |
2 | с транспортера, склиза, пола | 0,062 | 0,070 | 0,080 | 0,090 | 0,105 | 0,120 | 0,135 | - | - | - | - | ||
3 | со штампа или штамподержателя молота | 0,041 | 0,046 | 0,053 | 0,059 | 0,068 | 0,078 | 0,090 | - | - | - | - | ||
4 | Перемещение поковки по штампу | Взять поковку вилами на монорельсе со штампа или штамподержателя молота, уложить на штамп и нажать педаль | - | - | - | - | - | - | - | 0,19 | 0,23 | 0,27 | 0,33 | |
5 | Продвинуть поковку на штампе, установить в ручей клещами и нажать педаль | 0,038 | 0,044 | 0,050 | 0,056 | 0,066 | 0,076 | 0,086 | - | - | - | - | ||
6 | Перевернуть поковку другим концом, установить в ручей клещами и нажать педаль | 0,045 | 0,052 | 0,060 | 0,067 | 0,077 | 0,090 | 0,100 | - | - | - | - | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ ГОРЯЧЕЙ И ХОЛОДНОЙ ОБРЕЗКЕ ЗАУСЕНЦЕВ (ОБЛОЯ) НА ПРЕССАХ | Серийное производство | |||||||||||||
Карта 19, лист 2 | ||||||||||||||
I. Приемы кузнеца-штамповщика при горячей обрезке заусенцев (продолжение) | ||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до: | |||||||||||
1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | ||||
Время в мин. | ||||||||||||||
7 | Установить прошивень (пуансон) на поковку | 0,1 | ||||||||||||
8 | Вынуть прошивень (пуансон) из матрицы и положить на место | 0,05 | ||||||||||||
9 | Снятие поковки со штампа | Взять поковку клещами из-под матрицы, осмотреть и | переложить в прошивной или правочный ручей и нажать педаль | 0,05 | 0,057 | 0,066 | 0,074 | 0,09 | 0,105 | 0,12 | - | - | - | - |
10 | отброситить на транспортер, скализ, тару | 0,03 | 0,038 | 0,044 | 0,052 | 0,065 | 0,080 | 0,098 | - | - | - | - | ||
11 | взять на вилы монорельса и сбросить в тару | - | - | - | - | - | - | - | 0,15 | 0,18 | 0,21 | 0,25 | ||
12 | столкнуть за молот на пол | - | - | - | - | - | - | 0,095 | 0,115 | 0,14 | 0,18 | 0,22 | ||
13 | Взять поковку на вилы монорельса, осмотреть и переместить на штамп молота на расстояние до 5 м | - | - | - | - | - | 0,16 | 0,19 | 0,22 | 0,26 | 0,31 | 0,36 | ||
14 | Укладка поковки | Снять поковку с транспортера, склиза, уложить в тару, штабель | 0,062 | 0,076 | 0,089 | 0,102 | 0,122 | 0,144 | 0,18 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до: | ||||||||||||
0,16 | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 25 | 40 | |||
Время в мин. | |||||||||||||||
15 | Удаление заусенца, высечки | Снять заусенец (облой) со штампа клещами и отбросить в тару | 0,017 | 0,020 | 0,024 | 0,027 | 0,034 | 0,040 | 0,048 | 0,057 | 0,066 | 0,80 | 0,098 | 0,115 | 0,14 |
16 | Вынуть высечку (выдру) из-под матрицы и отбросить в тару | 0,035 | 0,040 | 0,050 | 0,050 | 0,070 | 0,080 | 0,095 | 0,11 | 0,13 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
II. Приемы кузнеца-штамповщика при холодной обрезке заусенца
N позиции | Наименование приема | Содержание работы | Труднофиксируемые детали | Легкофиксируемые детали | |||||||||||
Масса поковки в кг, до: | |||||||||||||||
0,25 | 0,6 | 1,6 | 4,0 | 6,0 | 10 | 0,25 | 0,6 | 1,6 | 4,0 | 6,0 | 10 | ||||
Время в мин. | |||||||||||||||
17 | Установка поковки в штамп | Взять поковку из тары, положить на стол | руками | 0,015 | 0,018 | 0,021 | 0,023 | 0,025 | 0,032 | 0,015 | 0,018 | 0,021 | 0,023 | 0,025 | 0,032 |
18 | Взять поковку из совка, уложить в штамп и нажать педаль | руками | 0,032 | 0,036 | 0,042 | 0,046 | 0,05 | 0,065 | 0,018 | 0,021 | 0,025 | 0,027 | 0,030 | 0,038 | |
19 | клещами | 0,039 | 0,045 | 0,051 | 0,059 | 0,063 | 0,085 | 0,023 | 0,027 | 0,030 | 0,035 | 0,037 | 0,050 | ||
20 | Взять поковку со стола, уложить в штамп, нажать педаль | руками | 0,036 | 0,041 | 0,047 | 0,053 | 0,059 | 0,078 | 0,021 | 0,024 | 0,028 | 0,032 | 0,035 | 0,046 | |
21 | клещами | 0,043 | 0,048 | 0,055 | 0,063 | 0,067 | 0,095 | 0,025 | 0,028 | 0,032 | 0,037 | 0,040 | 0,065 | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ КУЗНЕЦА-ШТАМПОВЩИКА ПРИ ГОРЯЧЕЙ И ХОЛОДНОЙ ОБРЕЗКЕ ЗАУСЕНЦЕВ (ОБЛОЯ) НА ПРЕССАХ | Серийное производство | ||||||||||||||
Карта 19, лист 3 | |||||||||||||||
II. Приемы кузнеца-штамповщика при холодной обрезке заусенца (продолжение) | |||||||||||||||
N позиции | Наименование приема | Содержание работы | Труднофиксируемые детали | Легкофиксируемые детали | |||||||||||
Масса поковки в кг, до: | |||||||||||||||
0,25 | 0,6 | 1,6 | 4,0 | 6,0 | 10 | 0,25 | 0,6 | 1,6 | 4,0 | 6,0 | 10 | ||||
Время в мин. | |||||||||||||||
22 | Перемещение поковки по штампу | Продвинуть поковку по штампу, установить следующую деталь на матрицу | 0,018 | 0,022 | 0,028 | 0,035 | 0,039 | 0,06 | 0,011 | 0,013 | 0,016 | 0,020 | 0,023 | 0,035 | |
23 | Повернуть поковку другим концом и установить на матрице | 0,023 | 0,028 | 0,037 | 0,045 | 0,050 | 0,078 | 0,013 | 0,016 | 0,022 | 0,026 | 0,030 | 0,046 | ||
24 | Снятие поковки со штампа | Вынуть поковку из-под матрицы и отбросить в тару | руками | 0,022 | 0,025 | 0,028 | 0,032 | 0,035 | 0,047 | 0,013 | 0,014 | 0,017 | 0,019 | 0,021 | 0,028 |
25 | клещами | 0,026 | 0,029 | 0,033 | 0,038 | 0,041 | 0,055 | 0,055 | 0,017 | 0,019 | 0,022 | 0,024 | 0,039 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
N позиции | Наименование приема | Содержание работы | Масса заусенца (облоя) в кг, до: | |||||
0,1 | 0,16 | 0,25 | 0,4 | 0,6 | 1,0 | |||
Время в мин. | ||||||||
26 | Удаление заусенца, высечки | Снять заусенец со штампа клещами и отбросить в ящик | 0,018 | 0,021 | 0,024 | 0,026 | 0,028 | 0,033 |
Индекс | а | б | в | г | д | е | ||
Примечания:
1. Масса заусенца определяется как разность между массой заготовки и поковки.
2. К труднофиксируемым деталям относятся детали с мелкими формами, тонкие, неправильной конфигурации; к легкофиксируемым деталям относятся детали с глубокими формами.
Серийное производство | |||||||||||
Карта 20 | |||||||||||
N позиции | Наименование приема | Содержание работы | Измерительный инструмент | Проверяемый размер в мм, до: | |||||||
60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1600 | ||||
Время в мин. | |||||||||||
1 | Контрольные измерения | Взять мерительный инструмент (шаблон). Промерить деталь. Отложить мерительный инструмент | метр | - | - | - | - | 0,12 | 0,14 | 0,18 | 0,22 |
2 | линейка | - | 0,070 | 0,077 | 0,086 | 0,097 | 0,105 | 0,12 | - | ||
3 | угольник | - | 0,095 | 0,115 | 0,135 | 0,165 | - | - | - | ||
4 | линейный шаблон | - | 0,035 | 0,042 | 0,050 | 0,060 | 0,070 | 0,085 | 0,105 | ||
5 | шаблон сложный с базировкой на 4 плоскости | - | 0,07 | 0,082 | 0,094 | 0,115 | 0,13 | - | - | ||
6 | штангенциркуль | 0,055 | 0,077 | 0,10 | 0,135 | 0,185 | 0,240 | 0,34 | 0,44 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечания:
1. Выборочность контроля поковок устанавливается по технологии.
2. При измерении метром учтено время на раскладывание и складывание метра.
Мелкосерийное производство | ||||||||||
Карта 21, лист 1 | ||||||||||
Содержание работы: Штамповать заготовку в подкладном штампе до получения необходимых размеров | ||||||||||
 |  |  | ||||||||
N позиции | Масса падающих частей молота в т, до | Группа сложности поковок | Диаметр поковки "Д" в мм, до | |||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | |||
Время в мин. | ||||||||||
1 | 0,75 | I | 0,05 | 0,10 | 0,22 | 0,34 | 0,46 | 0,60 | - | - |
2 | II | 0,10 | 0,22 | 0,43 | 0,66 | 0,92 | 1,19 | - | - | |
3 | III | 0,16 | 0,32 | 0,64 | 0,97 | 1,37 | 1,78 | - | - | |
4 | 1,0 | I | 0,04 | 0,09 | 0,16 | 0,24 | 0,32 | 0,43 | 0,58 | - |
5 | II | 0,07 | 0,16 | 0,28 | 0,45 | 0,68 | 0,86 | 1,15 | - | |
6 | III | 0,10 | 0,25 | 0,43 | 0,68 | 0,96 | 1,3 | 1,73 | - | |
7 | 1,5 | I | - | 0,07 | 0,10 | 0,16 | 0,23 | 0,28 | 0,36 | - |
8 | II | 0,06 | 0,12 | 0,20 | 0,30 | 0,42 | 0,54 | 0,68 | - | |
9 | III | 0,08 | 0,16 | 0,29 | 0,45 | 0,66 | 0,86 | 1,06 | - | |
10 | 2,0 | I | - | 0,04 | 0,07 | 0,10 | 0,16 | 0,23 | 0,30 | - |
11 | II | - | 0,07 | 0,14 | 0,22 | 0,30 | 0,45 | 0,61 | - | |
12 | III | - | 0,10 | 0,20 | 0,30 | 0,45 | 0,68 | 0,90 | - | |
13 | 2,5 | I | - | - | - | 0,08 | 0,12 | 0,18 | 0,25 | 0,32 |
14 | II | - | 0,05 | 0,10 | 0,16 | 0,23 | 0,32 | 0,43 | 0,70 | |
15 | III | - | 0,07 | 0,14 | 0,22 | 0,33 | 0,48 | 0,63 | 1,08 | |
16 | 3,0 | I | - | - | - | 0,06 | 0,09 | 0,13 | 0,18 | 0,30 |
17 | II | - | - | - | 0,14 | 0,20 | 0,28 | 0,38 | 0,63 | |
18 | III | - | - | 0,12 | 0,20 | 0,28 | 0,41 | 0,56 | 0,90 | |
ОСНОВНОЕ ВРЕМЯ НА ШТАМПОВКУ В ПОДКЛАДНЫХ ШТАМПАХ | Мелкосерийное производство | |||||||||
Карта 21, лист 2 | ||||||||||
N позиции | Масса падающих частей молота в т, до | Группа сложности поковок | Диаметр поковки "Д" в мм, до | |||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | |||
Время в мин. | ||||||||||
19 | 5,0 | I | - | - | - | - | 0,08 | 0,11 | 0,14 | 0,22 |
20 | II | - | - | - | - | 0,14 | 0,18 | 0,22 | 0,32 | |
21 | III | - | - | - | - | 0,22 | 0,27 | 0,32 | 0,45 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание.
I группа сложности - поковки простые типа глухих фланцев, колец;
II группа сложности - поковки средней сложности типа шестерен со втулками;
III группа сложности - поковки сложные, типа шестерен со втулками, выемками или выступами.
Мелкосерийное производство | |||||
Карта 22 | |||||
Пневматические молоты одностоечного типа | Паровоздушные ковочные молоты двойного действия арочного типа | ||||
Номинальная масса падающих частей молота в т, до: | Расстояние от зеркала нижнего бойка до нижней кромки буксы бабы | Время на один удар в мин. | Номинальная масса падающих частей молота в т, до: | Наибольший ход бабы в мм | Время на один удар в мин. |
0,150 | 370 | 0,005 | 1,0 | 1000 | 0,011 |
0,250 | 450 | 0,007 | 1,5 | 1150 | 0,021 |
0,400 | 530 | 0,008 | 20 | 1260 | 0,023 |
0,560 | 600 | 0,009 | 3,0 | 1450 | 0,025 |
0,760 | 670 | 0,01 | 4,0 | 1600 | 0,026 |
1,0 | 770 | 0,011 | 5,0 | 1700 | 0,028 |
Примечание. Основное (технологическое) время при штамповке в подкладных штампах определяется как произведение времени на один удар на число ударов молота.
Мелкосерийное производство | ||||||||||||
Карта 23, лист 1 | ||||||||||||
Содержание работы | ||||||||||||
Взять заготовку клещами, поставить ее на торец, осадить заготовку до требуемой высоты. | ||||||||||||
N позиции | Начальная высота заготовки в мм, до: | Диаметр заготовки в мм, до: | Конечная высота поковки в мм, до: | |||||||||
40 | 50 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | |||
Время в мин. | ||||||||||||
1 | 100 | 40 | 0,18 | 0,10 | 0,15 | 0,13 | - | - | - | - | - | - |
2 | 50 | 0,20 | 0,18 | 0,165 | 0,145 | - | - | - | - | - | - | |
3 | 60 | 0,22 | 0,30 | 0,18 | 0,10 | - | - | - | - | - | - | |
4 | 80 | 0,215 | 0,195 | 0,17 | - | - | - | - | - | - | ||
5 | 100 | 0,26 | 0,24 | 0,22 | 0,19 | - | - | - | - | - | - | |
6 | 125 | 60 | 0,27 | 0,24 | 0,22 | 0,20 | 0,18 | - | - | - | - | - |
7 | 80 | 0,30 | 0,27 | 0,25 | 0,22 | 0,20 | - | - | - | - | - | |
8 | 100 | 0,33 | 0,30 | 0,275 | 0,24 | 0,22 | - | - | - | - | - | |
9 | 125 | 0,36 | 0,325 | 0,30 | 0,26 | 0,24 | - | - | - | - | - | |
10 | 160 | 100 | 0,37 | 0,335 | 0,31 | 0,27 | 0,245 | 0,22 | - | - | - | - |
11 | 125 | 0,41 | 0,37 | 0,34 | 0,30 | 0,27 | 0,245 | - | - | - | - | |
12 | 140 | 0,45 | 0,41 | 0,38 | 0,33 | 0,30 | 0,27 | - | - | - | - | |
13 | 160 | 0,5 | 0,45 | 0,42 | 0,36 | 0,33 | 0,30 | - | - | - | - | |
ОПЕРАТИВНОЕ ВРЕМЯ ДЛЯ ОСАДКИ ЗАГОТОВКИ НА МОЛОТАХ | Мелкосерийное производство | |||||||||||
Карта 23, лист 2 | ||||||||||||
N позиции | Начальная высота заготовки в мм, до: | Диаметр заготовки в мм, до: | Конечная высота поковки в мм, до: | |||||||||
40 | 50 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | |||
Время в мин. | ||||||||||||
14 | 200 | 125 | 0,5 | 0,45 | 0,42 | 3,37 | 0,33 | 0,30 | 0,27 | - | - | - |
15 | 140 | 0,55 | 0,50 | 0,46 | 0,41 | 0,37 | 0,335 | 0,30 | - | - | - | |
16 | 180 | 0,60 | 3,54 | 0,50 | 0,44 | 0,40 | 0,365 | 3,33 | - | - | - | |
17 | 200 | 0,66 | 3,60 | 3,54 | 0,48 | 0,44 | 0,40 | 3,36 | - | - | - | |
18 | 250 | 125 | - | - | 0,55 | 0,48 | 0,43 | 0,40 | 0,36 | - | - | - |
19 | 140 | - | - | 0,60 | 0,52 | 0,47 | 0,43 | 0,38 | - | - | - | |
20 | 180 | - | - | 0,66 | 0,57 | 0,52 | 0,48 | 0,42 | - | - | - | |
21 | 200 | - | - | 0,72 | 0,63 | 0,57 | 0,51 | 0,46 | - | - | - | |
22 | 250 | - | - | 0,80 | 0,70 | 0,63 | 0,57 | 0,51 | - | - | - | |
23 | 320 | 180 | - | - | 0,77 | 0,68 | 0,62 | 0,56 | 0,50 | 0,45 | - | - |
24 | 200 | - | - | 0,85 | 0,75 | 0,68 | 0,61 | 0,55 | 0,50 | - | - | |
25 | 250 | - | - | 0,94 | 0,82 | 0,75 | 0,68 | 0,61 | 0,55 | - | - | |
26 | 320 | - | - | 1,05 | 0,92 | 0,83 | 0,75 | 0,68 | 0,60 | - | - | |
27 | 400 | 200 | - | - | - | - | - | - | 0,68 | 0,01 | 0,55 | 0,50 |
28 | 250 | - | - | - | - | - | - | 0,75 | 0,68 | 0,61 | 0,55 | |
29 | 320 | - | - | - | - | - | - | 0,83 | 0,75 | 0,68 | 0,61 | |
30 | 400 | - | - | - | - | - | - | 0,92 | 0,82 | 0,74 | 0,67 | |
31 | 500 | 250 | - | - | - | - | - | - | 0,95 | 0,86 | 0,77 | 0,70 |
32 | 320 | - | - | - | - | - | - | 1,05 | 0,94 | 0,85 | 0,76 | |
33 | 400 | - | - | - | - | - | - | 1,15 | 1,05 | 0,94 | 0,85 | |
34 | 500 | - | - | - | - | - | - | 1,25 | 1,15 | 1,05 | 0,93 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Примечание. В приведенной карте нормативов предусмотрено время на осадку заготовок с отношением высоты к диаметру <= 2,5.
Мелкосерийное производство | ||||||||||||
Карта 24 | ||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки (инструмента) в кг, до: | |||||||||
2,0 | 4,0 | 6,3 | 10 | 16 | 20 | 40 | 60 | 100 | ||||
Время в мин. | ||||||||||||
1 | Загрузка заготовок в печь | Взять заготовку захватом, клещами или руками, подать к печи и загрузить | в печь | 0,054 | 6,093 | 0,115 | 0,143 | 0,16 | 0,26 | 0,35 | - | |
2 | на загрузочную площадку и протолкнуть пневмотолкателем | 0,059 | 0,102 | 0,127 | 0,157 | 0,176 | 0,286 | 0,385 | - | |||
3 | Выгрузка заготовок из печи | Взять захват (вилы, кочергу), захватить заготовку, выгрузить и подать на боек молота | 0,112 | 0,16 | 0,18 | 0,21 | 0,23 | 0,35 | 0,45 | - | ||
4 | Установка заготовки в ручей штампа | Взять заготовку клещами и уложить в ручей штампа, нажать педаль | 0,050 | 0,075 | 0,088 | 0,102 | 0,112 | 0,135 | 0,165 | - | ||
5 | Снятие поковки со штампа | Выбить поковку из штампа, осмотреть поковку и отложить в сторону или тару | 0,065 | 0,080 | 0,095 | 0,10 | 0,13 | 0,14 | 0,17 | 0,21 | - | |
6 | Смена клещей | Отложить клещи в бачок и взять другие | 0,05 | 0,06 | 0,07 | - | ||||||
7 | Удаление окалины | Сдуть окалину со штампа | 0,10 | |||||||||
8 | Смазка штампа | Взять кисть, смазать штамп, отложить кисть | 0,12 | |||||||||
9 | Подача инструмента на боек молота и снятие его | Подать и снять инструмент с бойка молота | - | 0,08 | 0,110 | 0,15 | 0,21 | 0,24 | 0,40 | 0,52 | 0,76 | |
Индекс | а | б | в | г | д | е | ж | з | и | |||
Примечание. При загрузке или выгрузке в печь мелких заготовок лопатой время брать для общей массы, загружаемых в один прием.
Мелкосерийное производство | |||||||||
Карта 25 | |||||||||
Приемы | Время в мин. | ||||||||
Клеймение поковок под молотом | Масса падающих частей молота в т, до: | 0,5 | 0,01 | ||||||
1 | 0,10 | ||||||||
2 | 0,12 | ||||||||
3 | 0,15 | ||||||||
5 | 0,18 | ||||||||
Клеймение поковок вручную | 0,11 | ||||||||
Измерить поковку линейкой | 0,16 | ||||||||
Измерить поковку по диаметру кронциркулем | |||||||||
Измеряемый диаметр в мм, до: | |||||||||
50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 |
Время в мин. | |||||||||
0,044 | 0,050 | 0,057 | 0,065 | 0,073 | 0,083 | 0,095 | 0,105 | 0,120 | 0,135 |
Примечание. Время, приведенное в карте, рассчитано на один замер. При нескольких замерах время, данное в карте, следует умножать на количество замеров.
Мелкосерийное производство | ||||||
Карта 26 | ||||||
Размер партии поковок в шт., до: | 3 | 6 | 10 | 20 | 50 | св. 50 |
Величина поправочного коэффициента | 1,15 | 1,1 | 1,0 | 0,90 | 0,85 | 0,80 |
Все типы производства | |||||||||||||||||||
Карта 27, лист 1 | |||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||||||
0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | 10 | 12 | 16 | 20 | ||||
Время в мин. | |||||||||||||||||||
1 | Загрузка заготовки в печь | Взять заготовку со стеллажа, из тары, с пола, поднести и загрузить в печь | руками | - | - | 0,025 | 0,028 | 0,031 | 0,035 | 0,039 | 0,043 | 0,048 | 3,053 | 0,058 | 0,066 | 0,074 | 0,08 | 0,092 | 0,105 |
2 | клещами в щелевую печь | 0,03 | 0,033 | 0,037 | 6,038 | 0,04 | - | - | - | - | - | - | - | - | - | - | - | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА РУЧНЫЕ ПРИЕМЫ ПРИ РАБОТЕ НА ГОРИЗОНТАЛЬНО-ГИБОЧНЫХ МАШИНАХ | Все типы производства | ||||||||||||||||||
Карта 27, лист 2 | |||||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса заготовки в кг, до: | ||||||||||||||||
0,4 | 0,6 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | 10 | 12 | 16 | 20 | ||||
Время в мин. | |||||||||||||||||||
3 | Выгрузка заготовки из печи | Взять заготовку, вынуть из печи, подать на станину | клещами | 0,046 | 0,052 | 0,057 | 0,063 | 0,07 | 0,073 | 0,079 | 0,083 | 0,09 | 0,095 | 0,10 | 0,11 | 0,115 | 0,12 | 0,14 | 0,14 |
4 | клещами из щелевой печи сбить окалину | 0,10 | 0,107 | 0,12 | 0,125 | 0,13 | - | - | - | - | - | - | - | - | - | - | - | ||
5 | Установка детали в штамп | Взять заготовку со станины клещами и установить в штамп и нажать педаль | по упору | 0,017 | 0,018 | 0,021 | 0,022 | 0,023 | 0,025 | 0,026 | 0,028 | 0,029 | 0,031 | 0,033 | 0,035 | 0,037 | 0,039 | 0,041 | 0,044 |
6 | на штыри | 0,028 | 0,031 | 0,034 | 0,036 | 0,038 | 0,040 | 0,042 | 0,044 | 0,047 | 0,049 | 0,051 | 0,054 | 0,057 | 0,060 | 0,062 | 0,067 | ||
7 | Закрепить деталь рычагом | 0,015 | |||||||||||||||||
8 | Открепить деталь | 0,010 | |||||||||||||||||
9 | Снять деталь со штампа и отложить на стеллаж, в тару | 0,37 | 0,039 | 0,041 | 0,044 | 0,046 | 0,049 | 0,052 | 0,055 | 0,058 | 0,060 | 0,065 | 0,068 | 0,071 | 0,073 | 0,080 | |||
10 | Открепить деталь, снять со штампа и отбросить в сторону | 0,023 | 0,024 | 0,025 | 0,026 | 0,027 | 0,028 | 0,029 | 0,031 | 0,033 | 0,035 | 0,036 | 0,038 | 0,046 | 0,042 | 0,045 | 0,047 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |||
Примечание. При установке и снятии заготовок длиною свыше 2 м время по карте брать с коэффициентом 1,2.
Все типы производства | ||||
Карта 28 | ||||
N позиции | Длина затачиваемого контура поковки в мм, до: | Группа сложности поковок | ||
I | II | III | ||
Время на поковку в мин. | ||||
1 | 50 | 0,053 | 0,068 | 0,095 |
2 | 60 | 0,060 | 0,077 | 0,107 |
3 | 80 | 0,070 | 0,090 | 0,123 |
4 | 100 | 0,078 | 0,100 | 0,140 |
5 | 125 | 0,090 | 0,115 | 0,160 |
6 | 160 | 0,103 | 0,130 | 0,185 |
7 | 200 | 0,118 | 0,150 | 0,20 |
8 | 250 | 0,131 | 0,170 | 0,24 |
9 | 320 | 0,151 | 0,191 | 0,27 |
10 | 400 | 0,170 | 0,220 | 0,31 |
11 | 500 | 0,195 | 0,250 | 0,35 |
12 | 630 | 0,220 | 0,280 | 0,41 |
13 | 800 | 0,250 | 0,330 | 0,47 |
14 | 1000 | 0,29 | 0,370 | 0,53 |
15 | 1250 | 0,33 | 0,43 | 0,61 |
16 | 1600 | 0,38 | 0,48 | 0,70 |
17 | 2000 | 0,44 | 0,56 | 0,80 |
Индекс | а | б | в | |
Примечания:
1. К I группе сложности относятся поковки с малыми заусенцами, полученные на горизонтально-ковочных машинах, и поковки после обработки в барабанах.
2. Ко II группе сложности относятся детали простой конфигурации с плавными переходами (шестерни, рычаги, плоские поперечины и др.).
3. К III группе сложности относятся фасонные поковки (коленчатые валы, кулачковые валы и др.) с извилистой конфигурацией, имеющие резкие переходы, выступы по контуру и труднодоступные места для зачистки, а также поковки без последующей механической обработки.
4. В III и II группах сложности предусмотрена заточка заусенцев толщиной от 2 до 4 мм и шириной от 0,5 до 2 мм.
Все типы производства | ||||||||||||||||
Карта 29 | ||||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до | |||||||||||||
0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 20 | ||||||
Время в мин. | ||||||||||||||||
1 | Перемещение поковки | Взять из ящика поковку или несколько поковок, переместить и положить на стол | 0,014 | 0,015 | 0,017 | 0,02 | 0,022 | 0,025 | 0,029 | 0,032 | 0,037 | - | - | |||
2 | Взять поковку, поднести к наждаку и приноровиться | со стола | Расстояние в м | 0,5 | 0,015 | 0,016 | 0,018 | 0,019 | 0,021 | 0,023 | 0,025 | 0,027 | - | - | - | |
3 | 1,0 | 0,023 | 0,025 | 0,027 | 0,030 | 0,033 | 0,037 | 0,040 | 0,042 | - | - | - | ||||
4 | из ящика | 0,5 | - | - | - | - | - | - | - | - | 0,060 | 0,072 | 0,87 | |||
5 | Удаление поковки | Отбросить поковку | в ящик | 0,5 | 0,009 | 0,010 | 0,011 | 0,012 | 0,014 | 0,015 | 0,017 | 0,019 | - | - | - | |
6 | 1,5 | 0,013 | 0,014 | 0,015 | 0,017 | 0,019 | 0,021 | 0,023 | 0,025 | - | - | - | ||||
7 | Отложить поковку | в сторону | 1,0 | - | - | - | - | - | - | - | - | 0,03 | 0,037 | 0,042 | ||
8 | Поворот поковки | Повернуть поковку на 180°, приноровиться | - | 0,010 | 0,011 | 0,013 | 0,014 | 0,016 | 0,018 | 0,020 | 0,024 | 0,027 | 0,029 | |||
9 | Установка и снятие поковки на оправку | Взять поковку (кольцо) из ящика, надеть на деревянную оправку | 0,025 | - | - | - | - | - | - | |||||||
10 | Снять поковку (кольцо) с деревянной оправки | 0,018 | - | - | - | - | - | - | ||||||||
11 | Осмотр поковки | Осмотреть поковку | 0,009 | 0,011 | 0,013 | 0,016 | 0,020 | 0,026 | 0,033 | 0,037 | ||||||
12 | Подводка наждака | Взять и поднести переносной наждак к поковке на расстояние до 1 м | 0,06 | |||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Все типы производства | ||||
Карта 30 | ||||
Содержание работы | ||||
1. Переместить подъемник к крышке барабана 2. Застропить крышку подъемником, установить ее на барабан, закрепить планкой-задвижкой или болтами, расстропить 3. Включить мотор (пустить барабан) 4. Выключить мотор (остановить барабан) 5. Открепить планочное и болтовое крепление крышки 6. Застропить крышку подъемником, снять ее с барабана, положить на место и расстропить | ||||
N позиции | Способ крепления | Внутренний объем барабана в м3, до: | ||
0,5 | 1,0 | 1,5 | ||
Время на барабан в мин. | ||||
1 | Планкой-задвижкой | 1,3 | 1,8 | - |
2 | Болтами и планкой | - | 3,5 | 4,3 |
Индекс | а | б | в | |
Примечание. При расчете нормы штучного времени время, указанное в карте, разделить на число поковок, обрабатываемых в барабане.
Все типы производства | |||||||||||
Карта 31 | |||||||||||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до: | ||||||||
0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 20 | |||
Время в мин. | |||||||||||
1 | Загрузка барабана вручную | Взять поковку из тары, поднести, положить в барабан | 0,018 | 0,028 | 0,035 | 0,045 | 0,056 | 0,070 | 0,090 | 0,115 | 0,13 |
2 | Загрузка барабана платформой-склизом | Включить подъем платформы-склиза, загрузить в барабан. Включить спускание платформы-склиза | 0,5 | ||||||||
3 | Выгрузка поковок из барабана вручную | Взять поковку, вынуть из барабана и положить в тару | 0,020 | 0,033 | 0,042 | 0,052 | 0,066 | 0,082 | 0,105 | 0,135 | 0,170 |
4 | Выгрузка поковок поворотом барабана | Включить и повернуть барабан люком вниз. Выгрузить поковки в тару или наклонный желоб, возвратить барабан в исходное положение | 0,22 | ||||||||
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечания:
1. В карте предусмотрено перемещение поковок на расстояние до 1 м, при большем расстоянии на каждый последующий метр добавлять 0,015 мин.
2. При взятии одновременно нескольких поковок время для расчета брать исходя из общей массы.
3. При загрузке поковок совком время на прием брать 0,074 мин., лопатой - 0,095 мин.
Все типы производства | ||||||||||||||||
Карта 32 | ||||||||||||||||
Загрузка скипа барабана | ||||||||||||||||
Содержание работы | ||||||||||||||||
I. Вручную | ||||||||||||||||
Подойти, взять поковку из тары, переместить на расстояние до 1 м, положить поковку в ковш скипа | ||||||||||||||||
II. Подъемником | ||||||||||||||||
1. Переместить подъемник к поковке, ящику 2. Застропить поковку (ящик), подать к скипу (до 3 м) 3. Положить поковку в ковш скипа и расстропить, загрузить поковки из ящика (перевертыванием), подать ящик на место и расстропить | ||||||||||||||||
N позиции | Способ выполнения | Масса поковки в кг, до: | ||||||||||||||
1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 20 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | ||
Время в мин. | ||||||||||||||||
1 | I вручную | 0,036 | 0,044 | 0,054 | 0,066 | 0,080 | 0,10 | 0,120 | 0,145 | - | - | - | - | - | - | - |
2 | II подъемником, поштучно | - | - | - | - | - | - | - | - | 0,19 | 0,22 | 0,25 | 0,29 | 0,34 | - | - |
3 | II подъемником, ящиком | - | - | - | - | - | - | - | - | - | - | - | 1,20 | 1,35 | 1,55 | 1,75 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
Управление барабаном и механизированная разгрузка
N позиции | Содержание работы | Время на скип, барабан в мин. | ||
1 | Управление барабаном | 0,46 | ||
2 | Загрузка барабана поковками ковшом скипа | 1,15 | ||
3 | Механизированная разгрузка барабана | Емкость барабана, до: | 500 кг | 1,2 |
4 | 1000 кг | 1,8 | ||
5 | 2000 кг | 2,7 | ||
Примечания:
1. При перемещении поковок на расстояние больше, чем указано в карте, на каждый последующий 1 м прибавлять: при перемещении вручную - 0,015 мин., подъемником - 0,02 мин.
2. Время непосредственной очистки поверхности поковок в дробеметном барабане устанавливается по технологии.
Все типы производства | ||||||||||||||
Карта 33 | ||||||||||||||
N позиции | Наименование приема | Содержание работы | Масса поковки в кг, до: | |||||||||||
1 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 20 | 30 | 50 | 80 | 100 | |||
Время в мин. | ||||||||||||||
1 | Навешивание поковки на подвесной конвейер | Вручную | 0,022 | 0,027 | 0,034 | 0,043 | 0,052 | 0,067 | 0,085 | 0,095 | - | - | - | - |
Взять поковку из тары, переместить, навесить на подвеску конвейера | ||||||||||||||
2 | Подъемником | - | - | - | - | - | - | - | - | 0,135 | 0,165 | 0,195 | 0,210 | |
Переместить подъемник к поковке, застропить ее, навесить поковку на подвеску конвейера, расстропить | ||||||||||||||
3 | Перевешивание поковки с одного конвейера на другой | Вручную | 0,023 | 0,029 | 0,033 | 0,045 | 0,054 | 0,070 | 0,090 | 0,100 | - | - | - | - |
Снять поковку с подвески конвейера, переместить, навесить на подвеску другого конвейера | ||||||||||||||
4 | Подъемником | - | - | - | - | - | - | - | - | 0,220 | 0,270 | 0,320 | 0,340 | |
Переместить подъемник к конвейеру, застропить поковку, снять, переместить, навесить на подвеску другого конвейера, расстропить | ||||||||||||||
5 | Снятие поковки с подвесного конвейера | Вручную | 0,020 | 0,025 | 0,031 | 0,039 | 0,047 | 0,060 | 0,077 | 0,086 | - | - | - | - |
Снять поковку с подвески конвейера, переместить, уложить в тару | ||||||||||||||
6 | Подъемником | - | - | - | - | - | - | - | - | 0,115 | 0,140 | 0,165 | 0,180 | |
Переместить подъемник к поковке, застропить ее, снять с подвески, переместить, уложить в тару, расстропить | ||||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечания:
1. В карте предусмотрено перемещение поковок на расстояние до 1 м при большем расстоянии на каждый последующий метр добавлять: при перемещении вручную - 0,015 мин., подъемником - 0,020 мин.
2. При одновременном навешивании или снятии на подвесной конвейер больше одной детали время по карте брать с коэффициентом 0,85 на каждую деталь.
3. Время непосредственной очистки поверхности поковок в камере устанавливается по технологии.
Все типы производства | |||||||
Карта 34 | |||||||
Содержание работы | |||||||
I. Взять детали и загрузить в корзину или другую тару II. Загрузить корзину или другую тару с деталями в травильную или промывочную ванну при помощи подъемно-транспортных средств III. Выгрузить корзину или другую тару с деталями из травильной или промывочной ванны при помощи подъемно-транспортных средств | |||||||
Прием | Масса поковок в кг, до: | ||||||
50 | 100 | 200 | 400 | 800 | 1600 | ||
Время в мин. | |||||||
I | 0,37 | 0,52 | 0,75 | 1,03 | 1,55 | 2,20 | |
II | 1,90 | 2,0 | 2,10 | 2,20 | 2,30 | 2,50 | |
III | 1,80 | 1,90 | 2,0 | 2,10 | 2,20 | 2,35 | |
Массовое и крупносерийное производство | |||||
Карта 35, лист 1 | |||||
N позиции | Наименование оборудования | Усилие или вес падающих частей в т, до | Время в процентах от оперативного времени | Значение коэффициента  | |
на обслуживание рабочего места | на отдых и личные надобности | ||||
1 | Молоты | 0,5 | 7 | 13 | 1,20 |
2 | 1,0 | 8 | 13 | 1,21 | |
3 | 2,0 | 10 | 13 | 1,23 | |
4 | 5,0 | 12 | 15 | 1,27 | |
5 | 8,0 | 14 | 17 | 1,31 | |
6 | 10 | 17 | 18 | 1,35 | |
7 | Кривошипные горячештамповочные прессы | 630 | 9 | 15 | 1,24 |
8 | 1000 | 10 | 15 | 1,25 | |
9 | 1600 | 11 | 15 | 1,26 | |
10 | 2000 | 12 | 15 | 1,27 | |
11 | 4000 | 18 | 15 | 1,33 | |
12 | 8000 | 22 | 15 | 1,37 | |
13 | Фрикционные прессы | 100 | 8 | 14 | 1,22 |
14 | 400 | 9 | 14 | 1,23 | |
15 | 1000 | 10 | 15 | 1,25 | |
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ | Массовое и крупносерийное производство | ||||
Карта 35, лист 2 | |||||
N позиции | Наименование оборудования | Усилие или вес падающих частей в т, до | Время в процентах от оперативного времени | Значение коэффициента  | |
на обслуживание рабочего места | на отдых и личные надобности | ||||
16 | Горизонтально-ковочные машины | 200 | 8 | 15 | 1,23 |
17 | 300 | 9 | 15 | 1,24 | |
18 | 500 | 11 | 15 | 1,26 | |
19 | 800 | 11 | 16 | 1,27 | |
20 | 1000 | 11 | 17 | 1,28 | |
21 | 1800 | 13 | 18 | 1,31 | |
22 | св. 1800 | 14 | 19 | 1,33 | |
23 | Горизонтально-гибочные машины | 50 | 7 | 15 | 1,22 |
24 | 200 | 9 | 15 | 1,24 | |
25 | св. 200 | 10 | 17 | 1,27 | |
26 | Обрезные кривошипные прессы | 160 | 5 | 9 | 1,14 |
27 | 250 | 7 | 10 | 1,17 | |
28 | 400 | 8 | 11 | 1,19 | |
29 | 630 | 9 | 12 | 1,21 | |
30 | Ковочные вальцы | 20 | 6 | 15 | 1,21 |
21 - 65 | 8 | 15 | 1,23 | ||
N позиции | Наименование оборудования | Характеристика оборудования (модель) | Время в процентах от оперативного времени | Значение коэффициента  | |
на обслуживание рабочего места | на отдых и личные надобности | ||||
1 | Раскаточные | МГР-250 | 13,0 | 4,0 | 1,17 |
2 | МГР-300, МГР-500 | 16,0 | 4,0 | 1,20 | |
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ | Серийное и мелкосерийное производство | ||||
Карта 35, лист 3 | |||||
N позиции | Наименование оборудования | Усилие или вес падающих частей в т, до | Время в процентах от оперативного времени | Значение коэффициента  | |
на обслуживание рабочего места aобс | на отдых и личные надобности aотл | ||||
1 | Молоты | 0,5 | 6,5 | 12 | 1,19 |
2 | 1,0 | 7,5 | 12 | 1,20 | |
3 | 2,0 | 9,5 | 12 | 1,22 | |
4 | 5,0 | 11 | 14 | 1,25 | |
5 | 8,0 | 13 | 16 | 1,29 | |
6 | 10 | 15 | 17 | 1,32 | |
7 | 16 | 17 | 18 | 1,35 | |
8 | Кривошипные горячештамповочные прессы | 630 | 9 | 13 | 1,22 |
9 | 1000 | 10 | 13 | 1,23 | |
10 | 1600 | 11 | 14 | 1,25 | |
11 | 2000 | 12 | 15 | 1,27 | |
12 | 4000 | 13 | 15 | 1,28 | |
13 | 8000 | 14 | 17 | 1,31 | |
14 | Фрикционные прессы | 100 | 7 | 13 | 1,20 |
15 | 400 | 8 | 13 | 1,21 | |
16 | 1000 | 9 | 13 | 1,22 | |
17 | Горизонтально-ковочные машины | 250 | 7 | 13 | 1,20 |
18 | 500 | 8 | 15 | 1,23 | |
19 | 1000 | 9 | 16 | 1,26 | |
20 | 1250 и выше | 10 | 17 | 1,27 | |
21 | Горизонтально-гибочные машины | 50 | 6 | 13 | 1,19 |
22 | 200 | 8 | 13 | 1,21 | |
23 | св. 200 | 9 | 13 | 1,22 | |
24 | Обрезные кривошипные прессы | 160 | 5 | 8 | 1,13 |
25 | 250 | 7 | 9 | 1,16 | |
26 | 400 | 8 | 10 | 1,18 | |
27 | 630 | 9 | 11 | 1,20 | |
28 | Ковочные вальцы | 60 | 8 | 15 | 1,23 |
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ | Все типы производства | ||||||||
Карта 35, лист 4 | |||||||||
N позиции | Виды работ | Время в процентах от оперативного времени | Значение коэффициента  | ||||||
на обслуживание рабочего места aобс | на отдых и личные надобности aотл | при работе | |||||||
при работе | вручную | подъемником | |||||||
вручную | подъемником | масса, кг, до | |||||||
масса, кг, до | |||||||||
10 | 25 | 10 | 25 | ||||||
1 | Очистка поверхности поковок от окалины в дробеметных барабанах | 4 | 13 | 12 | 1,17 | 1,16 | |||
2 | Очистка поверхности поковок от окалины в дробеметных камерах | 4 | 13 | 12 | 1,17 | 1,16 | |||
3 | Зачистка заусенцев на наждачных станках | 2 | 9 | 11 | 10 | 1,11 | 1,13 | 1,12 | |
Серийное и мелкосерийное производства | |||||
Карта 36, лист 1 | |||||
I. Получение и сдача задания | |||||
N позиции | Содержание работы | Вид оборудования | |||
Молот | Горизонтально-ковочные и гибочные машины | Ковочные прессы и вальцы | Наждачный станок, дробометные барабаны, камеры и травильные ванны | ||
Подготовительно-заключительное время в % от оперативного времени | |||||
1. | Получение производственного задания | 4 | 3 | 3 | 2 |
2 | Получение инструктажа и ознакомление с работой | ||||
3 | Пробная штамповка (высадка) с подладкой штампа | ||||
4 | Сдача партии готовых поковок | ||||
II. Смена штампов на прессах и молотах
Содержание работы
1. Открепить штамп, отвернуть болты 4 - 10 шт. (выбить клинья).
2. Снять штамп.
3. Установить новый штамп.
4. Закрепить штамп болтами 4 - 10 шт. (вставить клинья и забить).
5. Проверить наладку штампа пробной штамповкой.
N позиции | Типы прессов, молотов | Усилие или масса падающих частей в т, до | Время на установку и снятие штампа в мин. |
1 | Молоты | 0,5 | 35 |
2 | 1,0 | 40 | |
3 | 2,0 | ||
4 | 5,0 | 45 | |
5 | 10 | 65 | |
6 | 16 | 70 |
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ | Серийное и мелкосерийное производства | |||
Карта 36, лист 2 | ||||
N позиции | Типы прессов, молотов | Усилие или масса падающих частей в т, до | Время на установку и снятие штампа в мин. | |
7 | Винтовые фрикционные прессы | 80 | 20 | |
8 | 160 | 25 | ||
9 | 250 | 30 | ||
10 | Эксцентриковые и кривошипные горячештампоночные прессы | 100 | 30 | |
11 | 200 | 35 | ||
12 | 400 | 40 | ||
13 | 630 | 50 | ||
14 | 1600 | 60 | ||
15 | 2500 | 70 | ||
16 | св. 2500 | 75 | ||
17 | Обрезные кривошипные прессы | 200 | 20 | |
18 | 500 | 25 | ||
19 | 1000 | 30 | ||
20 | 1600 | |||
21 | 2000 | 35 | ||
22 | Горизонтально-ковочные машины | 100 | 50 | |
23 | 250 | 60 | ||
24 | 400 | 80 | ||
25 | 630 | 90 | ||
26 | 900 | 100 | ||
27 | 1600 | 120 | ||
28 | 2500 | 135 | ||
29 | Горизонтально-гибочные машины | 50 | 20 | |
30 | 100 | 25 | ||
31 | 150 | 30 | ||
32 | 200 | 40 | ||
Примечания:
1. Нормативы времени, приведенные в карте, предусматривают установку штампов, предварительно подогретых.
2. Если смена штампов производится в подготовительную смену, то время на установку и снятие штампов в рабочее время бригады штамповщиков не включается.
3. Когда прессовщик входит в состав бригады штамповщиков, работающих на молотах, время на смену штампа на прессе включать в рабочее время бригады в тех случаях, когда оно не перекрывается сменой штампа на молоте.
4. Время на настройку упора принимать на ГКМ 2" - 12 мин., ГКМ 4" - 15 мин.
Молоты, прессы, гибочные машины | ||||||
Приложение 1, лист 1 | ||||||
Паровоздушные штамповочные молоты | Фрикционные молоты с доской | Кривошипные горячештамповочные прессы | ||||
Масса падающих частей молота в т | Число ударов в мин. | Номинальная масса, падающих частей молота в т | Число ударов в мин. | Номинальное усилие в тс | Число ходов ползуна в мин. | |
0,63 | 85 | 0,5 | 42 | 630 | 90 | |
1,0 | 80 | 0,75 | 40 | 1000 | 80 | |
1,5 | 75 | 1,0 | 40 | 1600 | 75 | |
2,0 | 70 | 1,5 | 38 | 2000 | 65 | |
3,15 | 60 | - | - | 2500 | 60 | |
5,0 | 60 | - | - | 3150 | 55 | |
8,0 | 50 | - | - | 4000 | 50 | |
10 | 40 | - | - | 5000 | 45 | |
16 | - | - | - | 6300 | 40 | |
- | - | - | - | 8000 | 35 | |
Кривошипные прессы общего назначения | Винтовые фрикционные прессы | Кривошипные гибочные машины | ||||
Номинальное усилие в тс | Число ходов ползуна в мин. | Номинальное усилие в тс | Число ходов ползуна в мин. | Номинальное усилие в тс | Число ходов ползуна в мин. | |
Тихоходные | ||||||
25 | 105 | 40 | 39 | 15 - 30 | 20 - 11 | |
40 | 90 | 63 | 40 | 50 - 100 | 18 - 11 | |
63 | 80 | 100 | 19 - 38 | 150 - 200 | 10 - 7 | |
80 | 80 | 160 | 19 - 36 | 250 - 300 | 9 - 6 | |
100 | 75 | 250 | 23 | 400 - 500 | 7 - 6 | |
135 | 70 | 400 | 20 | 750 | 6 | |
Быстроходные | ||||||
- | - | 630 | 25 | 5 - 7 | 65 - 60 | |
- | - | 1000 | 20 | 10 - 15 | 60 - 45 | |
- | - | - | - | 20 - 25 | 45 - 35 | |
- | - | - | - | 30 | 30 | |
КРАТКАЯ ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ | Обрезные, чеканочные прессы, горизонтально-ковочные и раскаточные машины | ||||||
Приложение 1, лист 2 | |||||||
Обрезные кривошипные прессы | Чеканочные кривошипно-коленные прессы | Горизонтально-ковочные машины | |||||
Номинальное усилие в тс | Число ходов ползуна в мин. | Номинальное усилие в тс | Число ходов ползуна в мин. | Номинальное усилие в тс | Наибольший диаметр исходного прутка в мм | Число ходов ползуна в мин. | |
200 | 50 | 160 | 70 | 100 | 20 | 95 | |
300 | 50 | 250 | 60 | 160 | 40 | 75 | |
400 | 45 | 400 | 50 | 250 | 50 | 60 | |
- | - | 630 | 40 | 400 | 80 | 45 | |
- | - | 1000 | 32 | 630 | 100 | 35 | |
- | - | 1600 | 25 | 800 | 120 | 33 | |
- | - | - | - | 1000 | 140 | 31 | |
- | - | - | - | 1250 | 160 | 27 | |
- | - | - | - | 1600 | 180 | 26 | |
- | - | - | - | 2000 | 210 | 25 | |
- | - | - | - | 2500 | 240 | 23 | |
- | - | - | - | 3150 | 270 | 21 | |
Раскаточные машины
Машина | Число оборотов верхнего валка, об./мин. | Диаметр верхнего валка в мм | Усилие верхнего валка в тс |
МГР-250 | 130 | 480 | 6 |
МГР-300 | 60 | 690 | 16 |
МГР-500 | 50 | 690 | 32 |