СПРАВКА
Источник публикации
М., "Экономика", 1987
Примечание к документу
Название документа
"Общемашиностроительные нормативы времени на электрохимическую и электрофизическую обработку деталей"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени на электрохимическую и электрофизическую обработку деталей"
(утв. Госкомтрудом СССР)
Утверждены
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА ЭЛЕКТРОХИМИЧЕСКУЮ И ЭЛЕКТРОФИЗИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ
Сборник содержит нормативы неполного штучного времени, нормы времени, нормативы времени на измерение, на установку и снятие деталей и подготовительно-заключительного времени на электрохимическую и электрофизическую обработку деталей.
Нормативы времени предназначены для нормировщиков, технологов и других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на электрохимическую и электрофизическую обработку деталей в условиях единичного и мелкосерийного производства и рекомендованы секцией ЭМС ЦБНТ для применения на предприятиях машиностроения.
Срок действия данных нормативов до 1992 г.
Общемашиностроительные нормативы времени разработаны Ленинградским Всесоюзным проектно-технологическим институтом энергетического машиностроения при участии нормативно-исследовательских организаций и предприятий машиностроительных министерств под методическим руководством Центрального бюро нормативов по труду при Научно-исследовательском институте труда Государственного комитета СССР по труду и социальным вопросам.
1.1. Сборник нормативов времени предназначен для расчета технически обоснованных норм времени на электрохимическую и электрофизическую обработку деталей, выполняемых на машиностроительных предприятиях в условиях мелкосерийного и единичного типов производства при индивидуальной организации труда.
При внедрении бригадной организации труда нормы времени могут быть использованы для расчета комплексных норм в соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности, изданными НИИ труда в 1981 г. и одобренными Научным советом по труду и социальным вопросам Госкомтруда СССР.
1.2. При разработке нормативов времени были использованы хронометражные наблюдения и фотографии рабочего времени ряда машиностроительных заводов, действующие отраслевые и заводские нормативы времени, результаты анализа материалов по организации производства и труда на рабочих местах, технические характеристики оборудования.
1.3. В нормативных картах приведены эмпирические формулы, по которым рассчитаны нормативы времени в зависимости от принятых факторов; эти формулы могут быть использованы при расчете норм времени на ЭВМ.
1.4. Сборник норм времени содержит:
нормативы неполного штучного времени на обработку деталей на электрохимических и электроэрозионных станках;
нормы штучного времени на анодно-механическую резку заготовок и электроэрозионное легирование поверхности;
вспомогательное время на установку и снятие детали;
вспомогательное время, связанное с переходом;
вспомогательное время на контрольные измерения;
время на обслуживание рабочего места, на отдых и личные надобности в пределах от 7,5 до 15% в зависимости от вида работ;
нормативы подготовительно-заключительного времени.
1.5. Нормативы неполного штучного времени Tншт (в мин.) рассчитаны по формуле
Tншт = (Tо + Tв) K,
где:
Tо - основное время, выведенное на основе хронометражных данных, мин.;
Tв - вспомогательное время, связанное с переходом, мин., включающее затраты на следующие операции:
для электрохимической обработки - закрывание и открывание камеры, включение и отключение рабочей жидкости, подведение и отведение электрода;
для электроэрозионной обработки - поднятие и опускание ванны, зажатие и отжатие каретки, подведение и отведение электрода, установка на механизме отсчета необходимой глубины обработки;
K - коэффициент к оперативному времени, учитывающий время обслуживания рабочего места, время на отдых и личные надобности, выраженные в процентах от оперативного времени, рассчитан по формуле
где:
aобс - время обслуживания рабочего места;
aотд - время на отдых и личные надобности.
1.6. В нормативы неполного штучного времени не вошло вспомогательное время на контрольные измерения, на установку и снятие деталей.
1.7. Для упрощения расчета в нормативных картах на анодно-механическую резку заготовок и электроэрозионное легирование поверхности даны нормы времени, которые содержат подготовительно-заключительное время в размере 2% от оперативного времени.
1.8. Расчет нормы штучного времени на операцию по настоящим нормативам производится по формуле
Tшт = (Tншт Kо + Tву + Tви) · Kn' Kст,
где:
Tшт - штучное время, мин.;
Tншт - неполное штучное время, мин.;
Kо - коэффициент, учитывающий материал обрабатываемой детали (см. п. 1.12);
Tву - вспомогательное время на установку и снятие детали, мин.;
Tви - вспомогательное время на измерение, мин.;
Kn - коэффициент, учитывающий количество деталей в партии (табл. 1);
Kст - коэффициент, учитывающий многостаночное обслуживание (см. п. 1.11).
Норма времени на одну деталь с учетом подготовительно-заключительного времени определяется по формуле

где:
Нвр - норма времени на одну деталь, мин.;
Tшт - штучное время, мин.;
Tпз - подготовительно-заключительное время, мин.;
n - количество деталей в партии, шт.
1.9. Приведенные в нормативной части сборника числовые значения факторов (площадь обработки, толщина детали и др.), в которых эти значения указаны "до", следует понимать включительно.
1.10. Нормативы времени рассчитаны на организационно-технические условия, соответствующие мелкосерийному характеру производства с выпуском 11 - 12 деталей в партии для электрохимического вида обработки и с выпуском 3 - 5 деталей для электроэрозионного вида обработки.
При изменении числа изделий в партии нормы времени следует применять с поправочными коэффициентами, величины которых приведены ниже.
Вид обработки | ||||||||
электрохимическая | электроэрозионная | |||||||
Количество деталей в партии, шт. | ||||||||
От 1 до 7 | От 8 до 10 | От 11 до 12 | От 13 до 25 | Свыше 25 | От 1 до 2 | От 3 до 5 | От 6 до 10 | Свыше 10 |
Поправочный коэффициент Kn | ||||||||
1,10 | 1,05 | 1,00 | 0,95 | 0,90 | 1,05 | 1,00 | 0,95 | 0,90 |
1.11. Нормативы времени рассчитаны для выполнения работ на одном станке. В случае многостаночного обслуживания следует к нормам времени применять поправочные коэффициенты: при обслуживании двух станков - 0,65; при обслуживании трех станков - 0,48.
1.12. Нормативы времени рассчитаны на конкретный обрабатываемый материал при оптимальной производительности, обеспечивающей заданную шероховатость обрабатываемой поверхности. В случае обработки деталей из других материалов к нормам времени применяются поправочные коэффициенты, приведенные в примечаниях к нормативным картам.
1.13. При выполнении работ с помощью подъемного крана время на вызов его (1,3 мин.) добавляют к норме штучного времени в каждом случае.
1.14. При внедрении на предприятиях более совершенных, чем это предусмотрено в нормативах времени, организации труда, технологии работы, оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормы, соответствующие более высокой производительности труда.
1.15. Ниже приведены примеры расчета норм времени по настоящим нормативам.
Пример 1
Исходные данные
Операция - электрохимическая обработка профиля пера лопатки.
Масса - 10 кг.
Материал - жаропрочный сплав.
Модель станка - ЭХО-2.
Приспособление - специальное с прижимной колодкой.
Характер установки детали - без выверки.
Припуск на обработку - 2,3 мм.
Угол наклона обрабатываемой поверхности к направлению движения ЭИ равен 30°.
Шероховатость поверхности -  мкм.
мкм.
Размер партии - 4 шт.
Расчет нормы времени на деталь сведен в табл. 2.
Таблица 2
Содержание работы | Факторы, влияющие на продолжительность | Величина значения фактора | Номер карты | Время, мин. | |
1. | Установить деталь в приспособление, снять | Масса | 10 кг | 1,50 | |
2. | Произвести электрохимическую обработку профиля пера лопатки | Припуск на обработку | 2,3 мм | 17,10 | |
Угол наклона | 30° | ||||
Шероховатость поверхности | |||||
3. | Произвести измерение в пяти сечениях | Измеряемый размер | 200 мм | 1,08 0,66 x 4 | |
Итого (Tншт + Tву + Tви) | 22,32 | ||||
Коэффициент, учитывающий размер партии деталей = 1,1 (см. табл. 1).
Tшт = (Tншт + Tву + Tви) · Kn = 22,32 · 1,1 = 24,55 мин.
Подготовительно-заключительное время равно 20 мин. (см. карту 33).

Пример 2
Исходные данные
Операция - электроимпульсная обработка штампа.
Масса - 15 кг.
Материал - 5ХНМ.
Модель станка - 4А722.
Способ установки детали - магнитная плита.
Характер установки детали - без выверки.
Площадь обработки - 7900 мм2.
Глубина обработки - 23,0 мм.
Шероховатость поверхности -  мкм.
мкм.
Размер партии - 12 шт.
Расчет нормы времени сведен в табл. 3.
Таблица 3
Содержание работы | Факторы, влияющие на продолжительность | Величина значения фактора | Номер карты | Время, мин. | |
1. | Установить деталь на магнитную плиту, снять | Масса | 15 кг | 0,70 | |
2. | Произвести обработку штампа | Площадь обработки | 7900 мм2 | 134,50 | |
Глубина обработки | 23,0 мм | ||||
Шероховатость поверхности | |||||
3. | Измерить размер штангенциркулем | Измеряемый размер | 158 мм | 0,42 | |
Точность измерения | 0,1; 0,02 мм | 0,36 | |||
Итого (Tншт + Tву + Tви) | 135,98 | ||||
Коэффициент, учитывающий размер партии деталей Kn = 0,9 (см. табл. 1).
Tшт = (Tншт + Tву + Tви) · Kn = 135,98 · 0,9 = 122,38 мин.
Подготовительно-заключительное время равно 9 мин. (см. карту 33).

На предприятиях используется большое количество оборудования, на котором выполняются разнообразные технологические операции по электрохимической, электроэрозионной и анодно-механической обработке деталей. Перечень моделей станков и технологических операций, которые выполняются на этих станках, приведен в табл. 4.
Таблица 4
Вид технологической операции | Номер карты | Вид обработки | ||
электрохимическая | электроэрозионная | анодно-механическая | ||
Модель станка | ||||
Обработка профиля пера лопатки | ЭХО-1 ЭХО-1А ЭХО-2 ЭХО-10А ЭГС-2 ЛЭ-187 ЛЭ-1100 МЭ-77 | - | - | |
МЭ-8 МЭ-64М МЭ-72М | - | |||
Обработка элементов лопатки: | ||||
карманов | ЭГС-2 MS-100 MS-200 | - | - | |
отверстий | - | МЭ-8 | - | |
колодцев | - | - | ||
зигов | - | 4В721 | - | |
Извлечение сломанного инструмента | - | 4611 4Б611 | - | |
Обработка штампов и пресс-форм | - | 4Г721 4А722 4Б722 4723 4Е723 4А724 4Е724 | - | |
Прошивание отверстий | MS-100 MS-200 | - | - | |
- | 157 | - | ||
- | МЭ-8 | - | ||
- | МЭ-30 | - | ||
- | 4Г721 4В721 4А722 4Б722 4723 4Е723 | - | ||
- | 183 | - | ||
- | "Эрозимат"-250 | - | ||
Прошивание щелей и пазов | - | 4В721 | - | |
- | 183 | - | ||
Обработка соединительных каналов | - | - | ||
Прямолинейное разрезание деталей и заготовок | - | 4531, 4531П, 4532 | - | |
Вырезка сложных контуров по копиру | - | |||
- | 4531ФЗ 4532ФЗ | - | ||
Легирование поверхности | - | ЭФИ-45 ЭФИ-46А | - | |
Резка заготовок | - | 4822 4А822 | ||
Таблица 5
ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
Наименование показателя | Модель станка | ||||||||
ЭХО-1 | ЭХО-1А | ЭХО-2 | ЭХО-10А | ЭГС-2 | MS-100, MS-200 | МЭ-77 | ЛЭ-187 | ЛЭ-1100 | |
Максимальная длина пера обрабатываемой лопатки, мм | 160 | 160 | 300 | 200 | 200 | - | 250 | 200 | 1500 |
Рабочий ток, А | 4500 | 4500 | 10000 | 5000 | 10000 | - | 6300 | 10000 | 1500 - 6000 |
Рабочее напряжение, В | 12 | 12 | 8 - 18 | 6 - 13 | 12 | 4 - 12 | 10 - 12 | 12 - 15 | 12 - 15 |
Электролиты | Водные растворы азотнокислого натрия, азотнокислого калия, хлористого натрия, хлористого калия | ||||||||
Материал электрода-инструмента | Медь, электроэрозионный графит, сталь 20Х13 | ||||||||
Таблица 6
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКОВ
ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Наименование показателя | Модель станка | ||||||
183 | 157 | МЭ64М | МЭ72М | МЭ-8, МЭ-30 | 4611 4Б611 | "Эрозимат"-250 | |
Мощность, кВ·А | 7,0 | 1,8 | - | - | 20 | 2 | 1,5 |
Габариты заготовки, мм: | |||||||
длина | 600 | 420 | - | - | 500 | - | |
ширина | 400 | 220 | 400 | - | |||
высота | 140 | 80 | - | 100 | |||
Масса обрабатываемой детали, кг | 250 | 25 | 250 | 400 | - | - | - |
Наибольшая производительность стали/твердого сплава | 115/46 мм3/мин. | 38/14 мм3/мин. | 15 - 20 шт. в смену | 5 - 8 шт. в смену | 25/- г/мин. | 70 мм3/мин. | 0,48/0,15 г/мин. |
Объем рабочей жидкости в ванне, л | 250 | 15 | - | - | - | 20 | - |
Максимальная длина обрабатываемой лопатки, мм | - | - | 250 | 400 | - | - | - |
Рабочая жидкость | Индустриальное масло и керосин в соотношении 1:1 | ||||||
Материал электрода-инструмента | Графитированный материал марки МПГ-6, МПГ-7, медь (N 1, 2, 3), латунь Л62, Л63 | ||||||
Наименование показателя | Модель станка | ||||||
4В721 | 4Г721 | 4А722, 4Б722 | 4723 | 4Е723 | 4А724 | 4Е724 | |
Мощность, кВ·А | 1,4 | 4,5 | 15 | 32 | 20 | 45 | 40 |
Габариты заготовки, мм: | |||||||
длина | 175 | 250 | 400 | 500 | 630 | 1000 | 800 |
ширина | 140 | 160 | 250 | 400 | 400 | 630 | 500 |
высота | 100 | 130 | 100 | 200 | 200 | 250 | 300 |
Масса обрабатываемой детали, кг | 3 | 30 | 120 | 450 | 750 | 1200 | 2500 |
Наибольшая производительность стали/твердого сплава, мм3/мин. | 30/15 | 250/- | 1500/- | 3500/- | 3000/- | 7000/- | 6000/- |
Объем рабочей жидкости в ванне, л | 42 | - | 120 | 550 | 600 | 1200 | - |
Рабочая жидкость | Индустриальное масло и керосин в соотношении 1:1 | ||||||
Материал электрода-инструмента | Графитированный материал марки МПГ-6, МПГ-7, медь (N 1, 2, 3), латунь Л62, Л63 | ||||||
Наименование показателя | Модель станка | ||||||
4531 | 4531П | 4532 | 4531ФЗ | 4532ФЗ | |||
Мощность, кВ·А | 0,25 | 1,2 | 2,0 | 2,75 | 2,9 | ||
Габариты заготовки, мм: | |||||||
длина | 160 | 160 | 320 | 120 | 250 | ||
ширина | 120 | 120 | 320 | 75 | 160 | ||
высота | 30 | 30 | 60 | 40 | 80 | ||
Диаметр электрода-проволоки, мм | 0,1 - 0,3 | 0,1 - 0,3 | 0,1 - 0,3 | 0,02 - 0,2 | 0,05 - 0,3 | ||
Наибольшая производительность стали/твердого сплава, мм3/мин. | -/8 | -/8 | -/7 | 22/18 | 35/18 | ||
Рабочая жидкость | Керосин | ||||||
Материал электрода-инструмента | Латунь Л62, Л63 | ||||||
Таблица 7
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УСТАНОВОК
ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ (ЛЕГИРОВАНИЕ ПОВЕРХНОСТИ)
Модель установки | Режим | Наименование показателя | |||
Напряжение на электродах, В | Ток, А | ||||
холостого хода | рабочее | короткого замыкания | рабочий | ||
ЭФИ-45 ЭФИ-46А | 1 | 15 | 9 - 13 | 3,5 | 0,8 - 1,2 |
2 | 25 | 10 - 18 | 3,7 | 1,2 - 1,5 | |
3 | 40 | 21 - 33 | 4,5 | 1,5 - 2,0 | |
4 | 75 | 30 - 48 | 4,3 | 2,0 - 2,5 | |
5 | 135 | 35 - 58 | 4,2 | 2,0 - 2,5 | |
6 | 190 | 48 - 68 | 4,5 | 2,0 - 2,8 | |
Таблица 8
ДЛЯ АНОДНО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Наименование показателя | Модель станка | |
4822 | 4А822 | |
Наибольший диаметр разрезаемого сечения, мм | 600 | 350 |
Окружная линейная скорость, м/с | 16 | 16 |
Мощность, кВ·А | 11 | 20 |
Сила тока, А | 300 | 300 |
Напряжение, В | 22 - 30 | 22 - 30 |
Производительность нержавеющей стали, см3/мин. | 20 - 25 | 20 - 25 |
При электрохимической обработке профиля пера лопатки станки используются в зависимости от длины лопатки; при электроэрозионной и анодно-механической обработке станки выбираются в зависимости от габарита обрабатываемой детали, площади обработки, глубины обрабатываемой поверхности.
Анодно-механическая резка металлов и сплавов производится металлической лентой шириной 20 мм и толщиной 0,25 мм; применяемая при резке деталей рабочая жидкость состоит из двух частей жидкого стекла и одной части воды.
Нормативы времени рассчитаны на следующие организационно-технические условия выполнения работ:
работа выполняется рабочим соответствующей квалификации согласно ЕТКС;
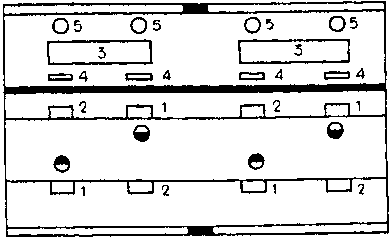
обработки с централизованным питанием электролитом:
1 - станок; 2 - источник питания; 3 - бак для электролита;
4 - насос; 5 - очистной агрегат
рабочее место оснащено всем необходимым, в соответствии с требованиями производственного процесса;
оборудование отвечает требованиям по качеству и производительности;
проверка детали рабочим производится на рабочем месте;
транспортировка деталей основными рабочими производится только в пределах рабочей зоны в радиусе до 5 м.
Ниже приводятся примеры организации рабочих мест.
В целях обеспечения повышения производительности труда рабочих, занятых электрохимической и электрофизической обработкой деталей, необходимо:
оборудовать производственные помещения согласно требованиям "Строительных норм и правил" СНиП II-90-81;
обеспечить площадь производственных помещений, выгороженную стенами или перегородками, не менее 4,5 м2 на каждого работающего и высоту помещения не менее 3,2 м;
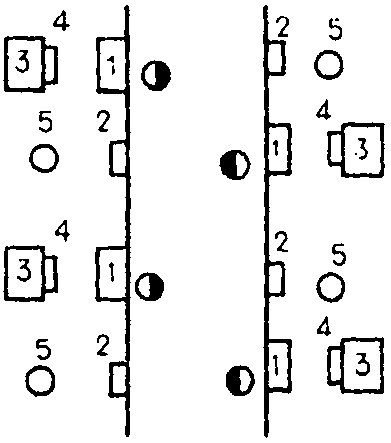
Рис. 3.2. Участок электрохимической и анодно-механической
обработки с индивидуальным питанием электролитом:
1 - станок; 2 - источник питания; 3 - бак для электролита;
4 - насос; 5 - очистной агрегат

1 - станок; 2 - источник питания; 3 - стеллаж
для электрода-инструмента; 4 - слесарный верстак
выполнить стены участка из химически стойких материалов, а покрытие пола - кислотно-щелочестойких;
оборудовать помещение естественной механической и смешанной вентиляцией, обеспечивающей чистоту воздуха и допустимые концентрации газа и пыли согласно ГОСТ 12.1.016-79;
обеспечить общее и местное освещение согласно ГОСТ 12.2.007.13-75, изоляцию производственного шума - ГОСТ 12.1.003-83, температурный режим - ГОСТ 12.1.005-76;
оборудовать рабочее место согласно рис. 3.1 - 3.3, обеспечивающее удобное расположение стеллажей, деталей, электродов-инструментов, верстаков согласно ГОСТ 12.3.002-75.
Обработка профиля пера лопатки Материал - жаропрочный сплав | Электрохимическая обработка | |||||||||||||||||
Карта 1 | ||||||||||||||||||
Формулы зависимости |  |  | ||||||||||||||||
Шероховатость поверхности, мкм | Модель станка | Обозначение времени | Угол наклона a°* | Припуск на обработку h, мм, до | ||||||||||||||
0,8 | 1,0 | 1,2 | 1,5 | 1,7 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 10,0 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||||
T1 | 90 | 2,3 | 2,9 | 3,5 | 4,4 | 4,9 | 5,8 | 7,3 | 8,7 | 10,2 | 11,6 | 14,5 | 17,4 | 20,3 | 23,3 | 29,1 | ||
ЭХО-1 | 60 | 3,2 | 4,0 | 4,8 | 6,0 | 6,8 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 19,9 | 23,9 | 27,9 | 31,9 | 39,9 | ||
ЭХО-1А | 45 | 4,0 | 5,0 | 6,0 | 7,5 | 8,5 | 10,0 | 12,5 | 15,0 | 17,5 | 20,0 | 25,0 | 29,9 | 34,9 | 39,9 | 49,9 | ||
ЭХО-2 | 30 | 5,5 | 6,9 | 8,2 | 10,3 | 11,6 | 13,7 | 17,1 | 20,5 | 24,0 | 27,4 | 34,2 | 41,1 | 47,9 | 54,8 | 68,5 | ||
15 | 9,4 | 11,8 | 14,1 | 17,6 | 20,0 | 23,5 | 29,4 | 35,4 | 41,2 | 47,0 | 58,7 | 70,5 | 82,3 | 94,1 | 117,6 | |||
ЭХО-10А | T2 | 90 | 2,0 | 2,5 | 3,1 | 3,9 | 4,4 | 5,2 | 6,6 | 8,0 | 9,4 | 10,9 | 13,7 | 16,6 | 19,5 | 22,5 | 28,4 | |
ЭГС-2 | 60 | 2,7 | 3,5 | 4,2 | 5,3 | 6,1 | 7,2 | 9,1 | 11,0 | 12,9 | 14,9 | 18,8 | 22,8 | 26,8 | 30,8 | 38,9 | ||
ЛЭ-187 | 45 | 3,4 | 4,3 | 5,3 | 6,7 | 7,6 | 9,0 | 11,4 | 13,8 | 16,2 | 18,6 | 23,5 | 28,5 | 33,5 | 38,5 | 48,7 | ||
ЛЭ-1100 | 30 | 4,7 | 6,0 | 7,2 | 9,1 | 10,4 | 12,3 | 15,6 | 18,9 | 22,2 | 25,6 | 32,3 | 39,1 | 46,0 | 52,9 | 66,9 | ||
МЭ-77 | 15 | 8,0 | 10,2 | 12,4 | 15,7 | 17,9 | 21,2 | 26,8 | 32,4 | 38,1 | 43,9 | 55,5 | 67,2 | 79,0 | 90,8 | 114,8 | ||
Примечания: 1. a* - угол наклона обрабатываемой поверхности к направлению движения электрода-инструмента.
2. Время в карте рассчитано для площадей обрабатываемой поверхности пера лопаток, указанных в паспортах станков.
Прошивание карманов в лопатке Материал - жаропрочный сплав | Электрохимическая обработка | |||
Карта 2 | ||||
Формула зависимости | T = 3h | |||
Модель станка | Шероховатость поверхности, мкм | Площадь обработки, мм2, до | Глубина обработки h, мм, до | Время на один карман T, мин. |
6000 | 10,0 | 30,0 | ||
12,0 | 36,0 | |||
ЭГС-2 | 15,0 | 45,0 | ||
MS-100 | 17,0 | 51,0 | ||
MS-200 | 20,0 | 60,0 | ||
22,0 | 66,0 | |||
25,0 | 75,0 | |||
Прошивание отверстий в деталях Материал - жаропрочные и титановые сплавы | Электрохимическая обработка | |||
Карта 3 | ||||
Формула зависимости | T = 3,8h | |||
Модель станка | Шероховатость поверхности, мкм | Площадь обработки, мм2, до | Глубина обработки h, мм, до | Время на одно отверстие T, мин. |
400 | 80 | 304 | ||
100 | 380 | |||
125 | 475 | |||
MS-100 | 150 | 570 | ||
MS-200 | 200 | 760 | ||
250 | 950 | |||
300 | 1140 | |||
Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 90° | Электроэрозионная обработка | ||||||||||||||
Карта 4 | Лист 1 | |||||||||||||||
Формулы зависимости | T1 = 0,06h0,55 S0,59 | T2 = 0,0714h0,30 S0,69 | ||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 МЭ64М МЭ72М | T1 | 5 | 12,9 | 16,4 | 19,4 | 24,6 | 29,2 | 33,3 | 37,1 | 42,3 | 50,1 | 57,2 | 63,7 | 69,8 | 75,5 | |
6 | 14,2 | 18,1 | 21,4 | 27,2 | 32,3 | 36,8 | 41,0 | 46,8 | 55,4 | 63,2 | 70,4 | 77,1 | 83,4 | |||
7 | 15,5 | 19,7 | 23,4 | 29,7 | 35,2 | 40,1 | 44,6 | 50,9 | 60,4 | 68,8 | 76,7 | 84,0 | 90,8 | |||
8 | 16,7 | 21,2 | 25,1 | 31,9 | 37,8 | 43,1 | 48,0 | 54,8 | 64,9 | 74,1 | 82,5 | 90,3 | 97,7 | |||
10 | 18,9 | 24,0 | 28,4 | 36,1 | 42,8 | 48,8 | 54,3 | 62,0 | 73,4 | 83,7 | 93,3 | 102,1 | 110,5 | |||
12 | 20,9 | 26,5 | 31,4 | 39,9 | 47,3 | 53,9 | 60,0 | 68,5 | 81,1 | 92,6 | 103,1 | 112,9 | 122,1 | |||
15 | 23,6 | 30,0 | 35,5 | 45,1 | 53,4 | 61,0 | 67,9 | 77,4 | 91,8 | 104,7 | 116,6 | 127,7 | 138,1 | |||
18 | 26,1 | 33,1 | 39,2 | 49,8 | 59,1 | 67,4 | 75,0 | 85,6 | 101,4 | 115,7 | 128,8 | 141,1 | 152,7 | |||
T2 | 5 | 21,4 | 29,0 | 35,4 | 46,8 | 57,1 | 66,6 | 75,5 | 88,1 | 105,0 | 125,3 | 142,1 | 158,0 | 173,3 | ||
6 | 22,6 | 30,6 | 37,4 | 49,4 | 60,3 | 70,3 | 79,8 | 93,0 | 110,9 | 132,3 | 150,1 | 166,9 | 183,0 | |||
7 | 23,7 | 32,1 | 39,1 | 51,8 | 63,1 | 73,7 | 83,5 | 97,4 | 116,1 | 138,6 | 157,2 | 174,8 | 191,7 | |||
8 | 24,7 | 33,4 | 40,7 | 53,9 | 65,7 | 76,7 | 86,9 | 101,4 | 120,8 | 144,2 | 163,6 | 181,9 | 199,5 | |||
10 | 26,4 | 35,7 | 43,6 | 57,6 | 70,3 | 82,0 | 93,0 | 108,5 | 129,3 | 154,3 | 175,0 | 194,6 | 213,4 | |||
Примечание. a* - угол наклона обрабатываемой поверхности к направлению движения электрода-инструмента.
Неполное штучное время Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 90° | Электроэрозионная обработка | ||||||||||||||
Карта 4 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 | T2 | 12 | 27,9 | 37,7 | 46,0 | 60,9 | 74,2 | 86,6 | 98,2 | 114,6 | 136,5 | 163,0 | 184,8 | 205,6 | 225,4 | |
МЭ64М | 15 | 29,8 | 40,3 | 49,2 | 65,1 | 79,4 | 92,6 | 105,0 | 122,5 | 146,0 | 174,2 | 197,6 | 219,8 | 241,0 | ||
МЭ72М | 18 | 31,5 | 42,6 | 52,0 | 68,7 | 83,8 | 97,8 | 110,9 | 129,3 | 154,1 | 184,0 | 208,6 | 232,1 | 254,5 | ||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | ||||||||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | ||||||||||||||
Коэффициент Kо | 1,0 | 1,8 | ||||||||||||||
Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 60° | Электроэрозионная обработка | ||||||||||||||
Карта 5 | Лист 1 | |||||||||||||||
Формулы зависимости | T1 = 0,069h0,55 S0,59 | T2 = 0,0821h0,30 S0,69 | ||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 МЭ64М МЭ72М | T1 | 5 | 14,8 | 18,9 | 22,3 | 28,3 | 33,6 | 38,3 | 42,7 | 48,6 | 57,6 | 65,8 | 73,3 | 80,3 | 86,8 | |
6 | 16,3 | 20,8 | 24,6 | 31,3 | 37,1 | 42,3 | 47,2 | 53,8 | 63,7 | 72,7 | 81,0 | 88,7 | 95,9 | |||
7 | 17,8 | 22,7 | 26,9 | 34,2 | 40,5 | 46,1 | 51,3 | 58,5 | 69,5 | 79,1 | 88,2 | 96,6 | 104,4 | |||
8 | 19,2 | 24,4 | 28,9 | 36,7 | 43,5 | 49,6 | 55,2 | 63,0 | 74,6 | 85,2 | 94,9 | 103,8 | 112,4 | |||
10 | 21,7 | 27,6 | 32,7 | 41,5 | 49,2 | 56,1 | 62,4 | 71,3 | 84,4 | 96,3 | 107,3 | 117,4 | 127,1 | |||
12 | 24,0 | 30,5 | 36,1 | 45,9 | 54,4 | 62,0 | 69,0 | 78,8 | 93,3 | 106,5 | 118,6 | 129,8 | 140,4 | |||
15 | 27,1 | 34,5 | 40,8 | 51,9 | 61,4 | 70,2 | 78,1 | 89,0 | 105,6 | 120,4 | 134,1 | 146,9 | 158,8 | |||
18 | 30,0 | 38,1 | 45,1 | 57,3 | 68,0 | 77,5 | 86,3 | 98,4 | 116,6 | 133,1 | 148,1 | 162,3 | 175,6 | |||
T2 | 5 | 24,6 | 33,4 | 40,7 | 53,8 | 65,7 | 76,6 | 86,8 | 101,3 | 120,8 | 144,1 | 163,4 | 181,7 | 199,3 | ||
6 | 26,0 | 35,2 | 43,0 | 56,8 | 69,3 | 80,8 | 91,8 | 107,0 | 127,5 | 152,1 | 172,6 | 191,9 | 210,5 | |||
7 | 27,3 | 36,9 | 45,0 | 59,6 | 72,6 | 84,8 | 96,0 | 112,0 | 133,5 | 159,4 | 180,8 | 201,0 | 220,5 | |||
8 | 28,4, | 38,4 | 46,8 | 62,0 | 75,6 | 88,2 | 99,9 | 116,6 | 138,9 | 165,8 | 188,1 | 209,2 | 229,4 | |||
Примечание. a* - угол наклона обрабатываемой поверхности к направлению движения электрода-инструмента.
Неполное штучное время Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 60° | Электроэрозионная обработка | ||||||||||||||
Карта 5 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 | T2 | 10 | 30,4 | 41,1 | 50,1 | 66,2 | 80,8 | 94,3 | 107,0 | 124,8 | 148,7 | 177,4 | 201,3 | 223,8 | 245,4 | |
МЭ64М | 12 | 32,1 | 43,4 | 52,9 | 70,0 | 85,3 | 99,6 | 112,9 | 131,8 | 157,0 | 187,5 | 212,5 | 236,4 | 259,2 | ||
МЭ72М | 15 | 34,3 | 46,3 | 56,6 | 74,9 | 91,3 | 106,5 | 120,8 | 140,9 | 167,9 | 200,3 | 227,2 | 252,8 | 277,2 | ||
18 | 36,2 | 49,0 | 59,8 | 79,0 | 96,4 | 112,5 | 127,5 | 148,7 | 177,2 | 211,6 | 239,9 | 266,9 | 292,7 | |||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | ||||||||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | ||||||||||||||
Коэффициент Kо | 1,0 | 1,8 | ||||||||||||||
Обработка профиля пера лопатки Материал - жаропрочный сплав | a <*> равен 45° | Электроэрозионная обработка | ||||||||||||||
Карта 6 | Лист 1 | |||||||||||||||
Формулы зависимости | T1 = 0,0846h0,55 S0,59 | T2 = 0,1007h0,30 S0,69 | ||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 МЭ64М МЭ72М | T1 | 5 | 18,2 | 23,1 | 27,4 | 34,7 | 41,2 | 47,0 | 52,3 | 59,6 | 70,6 | 80,7 | 89,8 | 98,4 | 106,5 | |
6 | 20,0 | 25,5 | 30,2 | 38,4 | 45,5 | 51,9 | 57,8 | 66,0 | 78,1 | 89,1 | 99,3 | 108,7 | 117,6 | |||
7 | 21,9 | 27,8 | 33,0 | 41,9 | 49,6 | 56,5 | 62,9 | 71,8 | 85,2 | 97,0 | 108,1 | 118,4 | 128,0 | |||
8 | 23,5 | 29,9 | 35,4 | 45,0 | 53,3 | 60,8 | 67,9 | 77,3 | 91,5 | 104,5 | 116,3 | 127,3 | 137,8 | |||
10 | 26,6 | 33,8 | 40,0 | 50,9 | 60,3 | 68,8 | 76,6 | 87,4 | 103,5 | 118,0 | 131,6 | 144,0 | 155,8 | |||
12 | 29,5 | 37,4 | 44,3 | 56,3 | 66,7 | 76,0 | 84,6 | 96,6 | 114,4 | 130,6 | 145,4 | 159,2 | 172,2 | |||
15 | 33,3 | 42,3 | 50,0 | 63,6 | 75,3 | 86,0 | 95,7 | 109,1 | 129,4 | 147,6 | 164,4 | 180,1 | 194,7 | |||
18 | 36,8 | 46,7 | 55,3 | 70,2 | 83,3 | 95,0 | 105,8 | 120,7 | 143,0 | 163,1 | 181,6 | 199,0 | 215,3 | |||
T2 | 5 | 30,2 | 40,9 | 49,9 | 66,0 | 80,5 | 93,9 | 106,5 | 124,2 | 148,1 | 176,7 | 200,4 | 222,8 | 244,4 | ||
6 | 31,9 | 43,1 | 52,7 | 69,7 | 85,0 | 99,1 | 112,5 | 131,1 | 156,4 | 1865 | 211,6 | 235,3 | 258,0 | |||
7 | 33,4 | 45,3 | 55,1 | 73,0 | 89,0 | 103,9 | 117,7 | 137,3 | 163,7 | 195,4 | 221,7 | 246,5 | 270,3 | |||
8 | 34,8 | 47,1 | 57,4 | 76,0 | 92,6 | 108,1 | 122,5 | 143,0 | 170,3 | 203,3 | 230,7 | 256,5 | 281,3 | |||
Примечание. a* - угол наклона обрабатываемой поверхности к направлению движения электрода-инструмента.
Неполное штучное время Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 45° | Электроэрозионная обработка | ||||||||||||||
Карта 6 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 | T2 | 10 | 37,2 | 50,3 | 61,5 | 81,2 | 99,1 | 115,6 | 131,1 | 153,0 | 182,3 | 217,6 | 246,8 | 274,4 | 300,9 | |
МЭ64М | 12 | 39,3 | 53,2 | 64,9 | 85,9 | 104,6 | 122,1 | 138,5 | 161,6 | 192,5 | 229,8 | 260,6 | 289,9 | 317,8 | ||
МЭ72М | 15 | 42,0 | 56,8 | 69,4 | 91,8 | 112,0 | 130,6 | 148,1 | 172,7 | 205,9 | 245,6 | 278,6 | 309,9 | 339,8 | ||
18 | 44,4 | 60,1 | 73,3 | 96,9 | 118,2 | 137,9 | 156,4 | 182,3 | 217,3 | 259,4 | 294,1 | 327,3 | 358,8 | |||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | ||||||||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | ||||||||||||||
Коэффициент Kо | 1,0 | 1,8 | ||||||||||||||
Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 30° | Электроэрозионная обработка | ||||||||||||||
Карта 7 | Лист 1 | |||||||||||||||
Формулы зависимости | T1 = 0,12h0,55 S0,59 | T2 = 0,1428h0,30 S0,69 | ||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 МЭ64М МЭ72М | T1 | 5 | 25,8 | 32,8 | 38,8 | 49,2 | 58,4 | 66,6 | 74,2 | 84,6 | 100,2 | 114,4 | 127,4 | 139,6 | 151,0 | |
6 | 28,4 | 36,2 | 42,8 | 54,4 | 64,6 | 73,6 | 82,0 | 93,6 | 110,8 | 126,4 | 140,8 | 154,2 | 166,8 | |||
7 | 31,0 | 39,4 | 46,8 | 59,4 | 70,4 | 80,2 | 89,2 | 101,8 | 120,8 | 137,6 | 153,4 | 168,0 | 181,6 | |||
8 | 33,4 | 42,4 | 50,2 | 63,8 | 75,6 | 86,2 | 96,0 | 109,6 | 129,6 | 148,2 | 165,0 | 180,6 | 195,4 | |||
10 | 37,8 | 48,0 | 56,8 | 72,2 | 85,6 | 97,6 | 108,6 | 124,0 | 146,8 | 167,4 | 186,6 | 204,1 | 221,0 | |||
12 | 41,8 | 53,0 | 62,8 | 79,8 | 94,6 | 107,8 | 120,0 | 137,0 | 162,2 | 185,2 | 206,2 | 225,8 | 244,2 | |||
15 | 47,2 | 60,0 | 71,0 | 90,2 | 106,8 | 122,0 | 135,8 | 154,8 | 183,6 | 209,4 | 233,2 | 255,4 | 276,2 | |||
18 | 52,2 | 66,2 | 78,4 | 99,6 | 118,2 | 134,8 | 150,0 | 171,2 | 202,8 | 231,4 | 257,6 | 282,2 | 305,4 | |||
T2 | 5 | 42,8 | 58,0 | 70,8 | 93,6 | 114,2 | 133,2 | 151,0 | 176,2 | 210,5 | 250,6 | 284,2 | 316,0 | 346,6 | ||
6 | 45,2 | 61,2 | 74,8 | 98,8 | 120,6 | 140,6 | 159,6 | 186,0 | 221,8 | 264,6 | 300,2 | 333,8 | 366,0 | |||
Примечание. a* - угол наклона обрабатываемой поверхности к направлению движения электрода-инструмента.
Неполное штучное время Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 30° | Электроэрозионная обработка | ||||||||||||||
Карта 7 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 МЭ64М МЭ72М | T2 | 7 | 47,4 | 64,2 | 78,2 | 103,6 | 126,2 | 147,4 | 167,0 | 194,8 | 232,2 | 277,2 | 314,4 | 349,6 | 383,4 | |
8 | 49,4 | 66,8 | 81,4 | 107,8 | 131,4 | 153,4 | 173,8 | 202,8 | 241,6 | 288,4 | 327,2 | 363,8 | 399,0 | |||
10 | 52,8 | 71,4 | 87,2 | 115,2 | 140,6 | 164.0 | 186,0 | 217,0 | 258,6 | 308,6 | 350,0 | 389,2 | 426,8 | |||
12 | 55,8 | 75,4 | 92,0 | 121,8 | 148,4 | 173,2 | 196,4 | 229,2 | 273,0 | 326,0 | 369,6 | 411,2 | 450,8 | |||
15 | 59,6 | 80,6 | 98,4 | 130,2 | 158,8 | 185,2 | 210,0 | 245,0 | 292,0 | 348,4 | 395,2 | 439,6 | 482,0 | |||
18 | 63,0 | 85,2 | 104,0 | 137,4 | 167,6 | 195,6 | 221,8 | 258,6 | 308,2 | 368,0 | 417,2 | 464,2 | 509,0 | |||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | ||||||||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | ||||||||||||||
Коэффициент Kо | 1,0 | 1,8 | ||||||||||||||
Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 15° | Электроэрозионная обработка | ||||||||||||||
Карта 8 | Лист 1 | |||||||||||||||
Формулы зависимости | T1 = 0,2316h0,55 S0,59 | T2 = 0,2756h0,30 S0,69 | ||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 МЭ64М МЭ72М | T1 | 5 | 49,0 | 62,3 | 73,7 | 93,5 | 111,0 | 126,5 | 141,0 | 160,7 | 190,4 | 217,4 | 242,1 | 265,2 | 286,9 | |
6 | 54,0 | 68,8 | 81,3 | 103,4 | 122,7 | 139,8 | 155,8 | 180,6 | 213,8 | 244,0 | 271,7 | 297,6 | 321,9 | |||
7 | 58,9 | 74,9 | 88,9 | 112,9 | 133,8 | 152,4 | 169,5 | 196,5 | 233,1 | 265,6 | 296,1 | 324,2 | 350,5 | |||
8 | 63,5 | 80,6 | 95,4 | 121,2 | 143,6 | 163,8 | 182,4 | 211,5 | 250,5 | 286,0 | 318,5 | 348,6 | 377,1 | |||
10 | 71,8 | 91,2 | 107,9 | 137,2 | 162,6 | 185,4 | 209,6 | 239,3 | 283,3 | 323,1 | 360,1 | 394,1 | 426,5 | |||
12 | 79,4 | 100,7 | 119,3 | 151,6 | 179,7 | 204,8 | 231,6 | 264,4 | 313,0 | 357,4 | 398,0 | 435,8 | 471,3 | |||
15 | 89,7 | 114,0 | 134,9 | 171,4 | 202,9 | 231,8 | 262,1 | 298,8 | 354,3 | 404,1 | 450,1 | 492,9 | 533,1 | |||
18 | 99,2 | 125,8 | 149,0 | 189,2 | 224,6 | 256,1 | 289,5 | 330,4 | 391,4 | 446,6 | 497,2 | 544,6 | 589,4 | |||
T2 | 5 | 82,6 | 111,9 | 136,6 | 180,6 | 220,4 | 257,1 | 291,4 | 340,1 | 405,3 | 483,7 | 548,5 | 609,9 | 668,9 | ||
6 | 87,2 | 118,1 | 144,4 | 190,7 | 232,8 | 271,4 | 308,0 | 359,0 | 428,1 | 510,7 | 579,4 | 644,2 | 706,4 | |||
7 | 91,5 | 123,9 | 150,9 | 199,9 | 243,6 | 284,5 | 322,3 | 376,0 | 448,2 | 535,0 | 606,8 | 674,7 | 740,0 | |||
Примечание. a* - угол наклона обрабатываемой поверхности к направлению движения электрода-инструмента.
Неполное штучное время Обработка профиля пера лопатки Материал - жаропрочный сплав | a* равен 15° | Электроэрозионная обработка | ||||||||||||||
Карта 8 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Припуск на обработку h, мм, до | Площадь обработки S, мм2, до | ||||||||||||
2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | 20000 | 25000 | 30000 | 35000 | 40000 | ||||
Время на одну лопатку T, мин. | ||||||||||||||||
МЭ-8 МЭ64М МЭ72М | T2 | 8 | 95,3 | 128,9 | 157,1 | 208,1 | 253,6 | 296,1 | 335,4 | 391,4 | 466,5 | 556,6 | 631,5 | 702,1 | 770,1 | |
10 | 101,9 | 137,8 | 168,3 | 222,3 | 271,4 | 316,5 | 359,0 | 418,8 | 499,1 | 595,6 | 675,5 | 751,2 | 823,7 | |||
12 | 107,7 | 145,5 | 177,6 | 235,1 | 286,4 | 334,3 | 379,1 | 442,4 | 526,9 | 629,2 | 713,3 | 793,6 | 870,0 | |||
15 | 115,0 | 155,6 | 189,9 | 251,3 | 306,5 | 357,4 | 405,3 | 472,9 | 563,6 | 672,4 | 762,7 | 848,4 | 930,3 | |||
18 | 121,6 | 164,4 | 200,7 | 265,2 | 323,5 | 377,5 | 428,1 | 499,1 | 594,8 | 710,2 | 805,2 | 895,9 | 982,4 | |||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | ||||||||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | ||||||||||||||
Коэффициент Kо | 1,0 | 1,8 | ||||||||||||||
Прошивание отверстий на профиле пера лопатки Материал - жаропрочный сплав | Электроэрозионная обработка | |||||||||||
Карта 9 | ||||||||||||
Формулы зависимости | T1 = 0,3282h0,56 S0,70 | T2 = 0,4376h0,56 S0,70 | ||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Режим работы | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | |||||||
сила тока, A | напряжение, B | 20 | 27 | 37 | 50 | 68 | 92 | 124 | ||||
Время на одно отверстие T, мин. | ||||||||||||
МЭ-8 | T1 | 20 - 40 | 10 - 30 | 5 | 6,6 | 8,1 | 10,1 | 12,5 | 15,5 | 19,2 | 23,6 | |
6,8 | 7,8 | 9,6 | 12,0 | 14,8 | 18,4 | 22,7 | 28,0 | |||||
9,2 | 9,3 | 11,4 | 14,2 | 17,6 | 21,8 | 26,9 | 33,2 | |||||
12,4 | 10,9 | 13,4 | 16,8 | 20,8 | 25,8 | 31,9 | 39,3 | |||||
 | T2 | 5 - 6 | 10 - 30 | 5 | 8,8 | 10,8 | 13,5 | 16,7 | 20,7 | 25,6 | 31,5 | |
6,8 | 10,4 | 12,8 | 16,0 | 19,7 | 24,5 | 30,3 | 37,3 | |||||
9,2 | 12,4 | 15,2 | 18,9 | 23,5 | 29,1 | 35,9 | 44,3 | |||||
12,4 | 14,5 | 18,0 | 22,4 | 27,7 | 34,4 | 42,5 | 52,4 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | ||||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | ||||||||||
Коэффициент Kо | 1,0 | 1,8 | ||||||||||
Прошивание колодцев на лопатке Материал - жаропрочный сплав | Электроэрозионная обработка | ||||||||||
Карта 10 | |||||||||||
Формула зависимости | T = 0,2731h1,65 S0,11 | ||||||||||
Модель станка | Шероховатость поверхности, мкм | Режим работы | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | |||||||
сила тока, A | напряжение, B | 2,0 | 2,7 | 3,6 | 4,9 | 6,6 | 8,9 | 12,0 | |||
Время на один колодец T, мин. | |||||||||||
МЭ-8 | 20 - 50 | 10 - 30 | 100 | 1,4 | 2,3 | 3,8 | 6,2 | 10,2 | 16,7 | 27,3 | |
150 | 1,5 | 2,4 | 3,9 | 6,5 | 10,7 | 17,5 | 28,6 | ||||
225 | 1,6 | 2,6 | 4,1 | 6,8 | 11,2 | 18,3 | 29,9 | ||||
338 | 2,7 | 4,3 | 7,1 | 11,7 | 19,1 | 31,3 | |||||
507 | 1,7 | 2,8 | 4,5 | 7,5 | 12,2 | 20,0 | 32,7 | ||||
736 | 1,8 | 2,9 | 4,7 | 7,8 | 12,7 | 20,8 | 34,1 | ||||
1104 | 1,9 | 3,0 | 4,9 | 8,1 | 13,3 | 21,7 | 35,6 | ||||
1656 | 3,2 | 5,1 | 8,5 | 13,9 | 22,8 | 37,3 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | |||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | |||||||||
Коэффициент Kо | 1,0 | 1,8 | |||||||||
Прошивание зига на лопатке Материал - жаропрочный сплав | Электроэрозионная обработка | ||||||||||
Карта 11 | |||||||||||
Формула зависимости | T = 0,3308h0,70 S0,51 | ||||||||||
Модель станка | Шероховатость поверхности, мкм | Режим работы | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | |||||||
сила тока, A | напряжение, B | 20 | 27 | 36 | 48 | 64 | 86 | 113 | |||
Время на один зиг T, мин. | |||||||||||
4В721 | 2,5 - 4,0 | 160 - 180 | 4,0 | 4,0 | 4,7 | 5,4 | 6,3 | 7.3 | 8,5 | 9,7 | |
5,4 | 5,0 | 5,8 | 6,7 | 7,8 | 9,0 | 10,4 | 12,0 | ||||
7,3 | 6,1 | 7,1 | 8,3 | 9,6 | 11,1 | 12,9 | 14,8 | ||||
9,8 | 7,5 | 8,8 | 10,2 | 11,8 | 13,6 | 15,8 | 18,2 | ||||
13,2 | 9,3 | 10,8 | 12,5 | 14,5 | 16,8 | 19,5 | 22,4 | ||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от | |||||||||||
Обрабатываемого материала | Жаропрочные сплавы | Титановые сплавы | |||||||||
Коэффициент Kо | 1,0 | 1,8 | |||||||||
Извлечение сломанного инструмента | Электроэрозионная обработка | ||||||||||
Карта 12 | |||||||||||
Формула зависимости | T = 1,7489h0,58 D0,23 | ||||||||||
Модель станка | Диаметр извлекаемого инструмента D, мм, до | Глубина обработки h, мм, до | |||||||||
2,0 | 2,7 | 3,6 | 4,9 | 6,6 | 8,9 | 12,0 | 16,5 | 22,0 | 30,0 | ||
Время на один инструмент T, мин. | |||||||||||
4611 4Б611 | 1,5 | 2,9 | 3,4 | 4,0 | 4,8 | 5,7 | 6,8 | 8,1 | 9,8 | 11,5 | 13,8 |
2,0 | 3,1 | 3,6 | 4,3 | 5,2 | 6,1 | 7,3 | 8,7 | 10,4 | 12,3 | 14,7 | |
2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,8 | 9,3 | 11,2 | 13,2 | 15,8 | |
3,6 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,3 | 9,9 | 11,9 | 14,1 | 16,9 | |
4,9 | 3,8 | 4,5 | 5,3 | 6,3 | 7,5 | 9,0 | 10,7 | 12,8 | 15,1 | 18,1 | |
6,6 | 4,0 | 4,8 | 5,7 | 6,8 | 8,1 | 9,6 | 11,4 | 13,7 | 16,2 | 19,4 | |
8,9 | 4,3 | 5,1 | 6,1 | 7,3 | 8,6 | 10,3 | 12,2 | 14,7 | 17,4 | 20,8 | |
12,0 | 4,6 | 5,5 | 6,5 | 7,8 | 9,3 | 11,0 | 13,1 | 15,7 | 18,6 | 22,3 | |
16,5 | 5,0 | 5,9 | 7,0 | 8,4 | 10,0 | 11,8 | 14,1 | 16,9 | 20,0 | 24,0 | |
22,0 | 5,3 | 6,3 | 7,5 | 9,0 | 10,6 | 12,7 | 15,0 | 18,1 | 21,4 | 25,6 | |
Обработка штампов и пресс-форм Материал - штампованная сталь | Электроэрозионная обработка | ||||||||
Карта 13 | Лист 1 | ||||||||
Формулы зависимости | T = 0,204S0,49 h0,50 | T = 0,0874S0,30 h0,40 | |||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | |||||
2000 | 2500 | 3200 | 4000 | 5000 | 6000 | ||||
Время на одну деталь T, мин. | |||||||||
4Г721 4А722 4Б722 4723 4Е723 4А724 4Е724 | T1 | 4,0 | 16,9 | 18,9 | 21,3 | 23,8 | 26,5 | 29,0 | |
5,0 | 18,9 | 21,1 | 23,8 | 26,6 | 29,6 | 32,4 | |||
6,0 | 20,7 | 23,1 | 26,1 | 29,1 | 32,5 | 35,5 | |||
8,0 | 23,9 | 26,7 | 30,1 | 33,6 | 37,5 | 41,0 | |||
11,0 | 28,1 | 31,3 | 35,3 | 39,4 | 43,9 | 48,0 | |||
15,0 | 32,8 | 36,5 | 41,2 | 46,0 | 51,3 | 56,1 | |||
20,0 | 37,8 | 42,2 | 47,6 | 53,1 | 59,3 | 64,8 | |||
27,0 | 43,9 | 49,0 | 55,3 | 61,7 | 68,8 | 75,3 | |||
36,0 | 50,7 | 56,6 | 63,9 | 71,3 | 79,5 | 86,9 | |||
50,0 | 59,8 | 66,7 | 75,3 | 84,0 | 93,7 | 102,4 | |||
65,0 | 68,2 | 76,1 | 85,8 | 95,7 | 106,8 | 116,8 | |||
90,0 | 80,2 | 89,5 | 100,9 | 112,7 | 125,7 | 137,4 | |||
120,0 | 92,6 | 103,3 | 116,6 | 130,1 | 145,1 | 158,7 | |||
150,0 | 103,6 | 115,5 | 130,3 | 145,4 | 162,3 | 177,4 | |||
T2 | 4,0 | 24,8 | 28,8 | 33,9 | 39,4 | 45,8 | 51,7 | ||
5,0 | 27,1 | 31,5 | 37,1 | 43,1 | 50,1 | 56,6 | |||
6,0 | 29,1 | 33,8 | 39,9 | 46,4 | 53,9 | 60,8 | |||
8,0 | 32,7 | 38,0 | 44,8 | 52,0 | 60,4 | 68,2 | |||
11,0 | 37,1 | 43,0 | 50,8 | 59,0 | 68,5 | 77,5 | |||
15,0 | 42,0 | 48,8 | 57,6 | 66,9 | 77,6 | 87,7 | |||
20,0 | 47,2 | 54,6 | 64,6 | 75,0 | 87,1 | 98,4 | |||
27,0 | 53,2 | 61,7 | 72,8 | 84,6 | 98,2 | 111,0 | |||
36,0 | 59,7 | 69,2 | 81,8 | 94,9 | 110,2 | 124,5 | |||
50,0 | 68,0 | 79,0 | 93,2 | 108,2 | 125,7 | 142,0 | |||
65,0 | 75,6 | 87,7 | 103,5 | 120,2 | 139,6 | 157,7 | |||
90,0 | 86,0 | 99,9 | 117,8 | 136,9 | 158,9 | 179,6 | |||
120,0 | 96,5 | 112,1 | 132,3 | 153,6 | 178,3 | 201,5 | |||
150,0 | 105,5 | 129,4 | 144,6 | 167,6 | 195,0 | 220,3 | |||
Неполное штучное время Обработка штампов и пресс-форм Материал - штампованная сталь | Электроэрозионная обработка | |||||||
Карта 13 | Лист 2 | |||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | ||||
8000 | 10000 | 12000 | 15000 | 17000 | ||||
Время на одну деталь T, мин. | ||||||||
4Г721 4А722 4Б722 4723 4Е723 4А724 4Е724 | T1 | 4,0 | 33,4 | 37,2 | 40,7 | 45,4 | 48,3 | |
5,0 | 37,3 | 41,6 | 45,5 | 50,8 | 54,0 | |||
6,0 | 40,9 | 45,6 | 49,8 | 55,6 | 59,1 | |||
8,0 | 47,2 | 52,6 | 57,5 | 64,2 | 68,3 | |||
11,0 | 55,3 | 61,7 | 67,5 | 75,3 | 80,0 | |||
15,0 | 64,6 | 72,1 | 78,8 | 87,9 | 93,5 | |||
20,0 | 74,6 | 83,2 | 91,0 | 101,5 | 107,9 | |||
27,0 | 86,7 | 96,7 | 105,7 | 117,9 | 125,4 | |||
36,0 | 100,1 | 111,6 | 122,0 | 136,2 | 144,8 | |||
50,0 | 117,9 | 131,6 | 143,8 | 160,5 | 170,6 | |||
65,0 | 134,5 | 149,9 | 164,0 | 182,9 | 194,5 | |||
90,0 | 158,2 | 176,5 | 192,9 | 215,3 | 228,9 | |||
120,0 | 182,7 | 203,8 | 222,8 | 248,6 | 264,3 | |||
150,0 | 204,2 | 227,9 | 249,1 | 277,9 | 295,5 | |||
T2 | 4,0 | 62,7 | 72.8 | 82,3 | 95,5 | 103,9 | ||
5,0 | 68,5 | 79,6 | 89,9 | 104,5 | 113,6 | |||
6,0 | 73,7 | 85,6 | 96,8 | 112,3 | 122,2 | |||
8,0 | 82,8 | 96,1 | 108,5 | 126,0 | 137,1 | |||
11,0 | 94,0 | 109,1 | 123,3 | 143,1 | 155,7 | |||
15,0 | 106,4 | 123,5 | 139,6 | 162,1 | 176,3 | |||
20,0 | 119,3 | 138,5 | 156,6 | 181,9 | 197,8 | |||
27,0 | 134,5 | 156,2 | 176,6 | 205,0 | 223,0 | |||
36,0 | 151,0 | 175,3 | 198,1 | 230,0 | 250,2 | |||
50,0 | 172,1 | 199,9 | 225,9 | 262,3 | 285,3 | |||
65,0 | 191,2 | 222,1 | 250,9 | 291,4 | 316,8 | |||
90,0 | 217,8 | 252,9 | 285,8 | 331,9 | 360,9 | |||
120,0 | 244,4 | 283,8 | 320,7 | 372,4 | 404,9 | |||
150,0 | 267,2 | 310,2 | 350,6 | 407,1 | 442,7 | |||
Неполное штучное время Обработка штампов и пресс-форм Материал - штамповая сталь | Электроэрозионная обработка | |||||||
Карта 13 | Лист 3 | |||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | ||||
22000 | 27000 | 33000 | 40000 | 48000 | ||||
Время на одну деталь T, мин. | ||||||||
4Г721 4А722 4Б722 4723 4Е723 4А724 4Е724 | T1 | 4,0 | 54,8 | 60,5 | 66,8 | 73,4 | 80,3 | |
5,0 | 61,2 | 67,7 | 74,7 | 82,1 | 89,7 | |||
6,0 | 67,1 | 74,2 | 81,8 | 89,9 | 98,3 | |||
8,0 | 77,4 | 85,6 | 94,5 | 103,8 | 113,5 | |||
11,0 | 90,8 | 100,4 | 110,8 | 121,7 | 133,1 | |||
15,0 | 106,0 | 117,2 | 129,3 | 142,1 | 155,4 | |||
20,0 | 122,4 | 135,4 | 149,3 | 164,1 | 179,5 | |||
27,0 | 142,3 | 157,3 | 173,5 | 190,7 | 208,5 | |||
36,0 | 164,3 | 181,6 | 200,4 | 220,2 | 240,8 | |||
50,0 | 193,5 | 214,0 | 236,2 | 259,5 | 283,7 | |||
65,0 | 220,7 | 244,0 | 269,3 | 295,9 | 323,5 | |||
90,0 | 259,7 | 287,1 | 316,8 | 348,2 | 380,7 | |||
120,0 | 299,9 | 331,6 | 365,8 | 402,0 | 439,5 | |||
150,0 | 335,3 | 370,7 | 409,0 | 449,5 | 491,5 | |||
T2 | 4,0 | 123,4 | 141,6 | 162,1 | 184,2 | 208,2 | ||
5,0 | 135,0 | 154,9 | 177,2 | 201,5 | 227,7 | |||
6,0 | 145,3 | 166,5 | 190,5 | 216,7 | 244,9 | |||
8,0 | 163,0 | 186,8 | 213,7 | 243,2 | 274,7 | |||
11,0 | 185,0 | 212,2 | 242,7 | 276,2 | 312,1 | |||
15,0 | 209,4 | 240,2 | 274,8 | 312,7 | 353,4 | |||
20,0 | 235,0 | 269,6 | 308,4 | 350,9 | 396,4 | |||
27,0 | 265,0 | 304,0 | 347,8 | 395,6 | 447,0 | |||
36,0 | 297,4 | 341,0 | 390,2 | 443,9 | 501,5 | |||
50,0 | 339,0 | 389,0 | 445,0 | 506,1 | 616,7 | |||
65,0 | 376,7 | 432,0 | 494,1 | 562,1 | 691,5 | |||
90,0 | 429,0 | 492,0 | 562,9 | 640,3 | 723,4 | |||
120,0 | 481,3 | 552,0 | 631,5 | 718,4 | 811,7 | |||
150,0 | 526,2 | 603,6 | 690,5 | 785,5 | 887,5 | |||
Неполное штучное время Обработка штампов и пресс-форм Материал - штамповая сталь | Электроэрозионная обработка | |||||||
Карта 13 | Лист 4 | |||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | ||||
55000 | 65000 | 75000 | 85000 | 100000 | ||||
Время на одну деталь T, мин. | ||||||||
4Г721 4А722 4Б722 4723 4Е723 4А724 4Е724 | T1 | 4,0 | 85,8 | 93,1 | 99,9 | 106,1 | 114,9 | |
5,0 | 95,9 | 104,1 | 111,6 | 118,7 | 128,2 | |||
6,0 | 105,1 | 114,0 | 122,3 | 130,0 | 140,2 | |||
8,0 | 121,3 | 131,6 | 141,2 | 150,1 | 162,1 | |||
11,0 | 142,2 | 154,4 | 165,6 | 176,0 | 190,6 | |||
15,0 | 166,1 | 180,3 | 193,3 | 205,6 | 222,5 | |||
20,0 | 191,8 | 208,2 | 223,3 | 237,4 | 257,0 | |||
27,0 | 222,8 | 241,9 | 259,4 | 275,8 | 298,3 | |||
36,0 | 257,3 | 279,3 | 299,6 | 318,5 | 344,9 | |||
50,0 | 303,3 | 329,1 | 353,1 | 375,4 | 406,4 | |||
65,0 | 345,8 | 375,3 | 402,5 | 428,0 | 463,4 | |||
90,0 | 406,9 | 441,6 | 473,7 | 503,6 | 545,0 | |||
120,0 | 469,8 | 509,9 | 546,7 | 581,3 | 629,5 | |||
150,0 | 525,3 | 570,1 | 611,5 | 649,8 | 703,7 | |||
T2 | 4,0 | 228,1 | 255,1 | 280,8 | 305,3 | 340,5 | ||
5,0 | 249,4 | 279,0 | 307,0 | 333,9 | 372,3 | |||
6,0 | 268,2 | 300,0 | 330,2 | 359,1 | 400,4 | |||
8,0 | 300,9 | 336,6 | 370,5 | 402,9 | 449,2 | |||
11,0 | 341,9 | 382,4 | 420,8 | 457,6 | 510,3 | |||
15,0 | 387,1 | 432,9 | 476,4 | 518,1 | 577,7 | |||
20,0 | 434,2 | 485,6 | 534,6 | 581,3 | 648,1 | |||
27,0 | 489,7 | 547,6 | 602,7 | 655,5 | 730,8 | |||
36,0 | 549,4 | 614,4 | 676,3 | 735,4 | 820,0 | |||
50,0 | 626,5 | 700,7 | 771,2 | 838,7 | 935,1 | |||
65,0 | 695,9 | 778,2 | 856,6 | 931,5 | 1038,6 | |||
90,0 | 729,5 | 886,5 | 975,6 | 1061,0 | 1183,1 | |||
120,0 | 889,2 | 994,4 | 1094,7 | 1190,3 | 1327,3 | |||
150,0 | 972,3 | 1087,4 | 1196,8 | 1301,6 | 1451,2 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | |
Коэффициент Kо | 1,0 | 0,8 | |
Шероховатости |  | ||
Коэффициент | 1,0 | 1,3 | 4,0 |
Прошивание цилиндрических отверстий малого диаметра Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||
Карта 14 | ||||||||||||
Формулы зависимости |   T2 = 7,9488h0,37 D0,58 при D >= 0,2 | |||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Марка материала электродной проволоки | Диаметр отверстия D, мм, до | Глубина обработки h, мм, до | |||||||
3,20 | 0,27 | 0,36 | 0,49 | 0,66 | 0,89 | 1,20 | 1,62 | |||||
Время на одно отверстие T, мин. | ||||||||||||
157 | T1 | Вольфрам | 0,02 | 4,0 | 4,9 | 5,9 | - | - | - | - | - | |
0,03 | 3,3 | 4,0 | 4,9 | 6,0 | - | - | - | - | ||||
0,04 | 2,8 | 3,5 | 4,3 | 5,3 | 6,5 | 8,0 | - | - | ||||
0,05 | 2,5 | 3,1 | 3,8 | 4,7 | 5,8 | 7,2 | - | - | ||||
0,07 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,1 | - | - | ||||
T2 | Латунь | 0,10 | 2,6 | 2,9 | 3,2 | 3,6 | 4,0 | 4,5 | 5,0 | 5,6 | ||
0,15 | 2,0 | 2,3 | 2,5 | 2,8 | 3,2 | 3,5 | 4,0 | 4,4 | ||||
0,20 | 1,7 | 1,9 | 2,1 | 2,4 | 2,7 | 3,0 | 3,4 | 3,7 | ||||
0,25 | 2,0 | 2,2 | 2,4 | 2,7 | 3,0 | 3,4 | 3,8 | 4,3 | ||||
0,30 | 2,2 | 2,4 | 2,7 | 3,0 | 3,4 | 3,8 | 4,2 | 4,7 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы |
Коэффициент Kо | 1,0 | 0,8 | 0,7 |
Прошивание отверстий на станке модели МЭ-8 Материал - жаропрочный сплав | Электроэрозионная обработка | |||||||||
Карта 15 | ||||||||||
Формулы зависимости | T1 = 0,0046S0,89 h0,89 T2 = 0,0228S0,89 h0,89 | |||||||||
Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | |||||||
600 | 900 | 1200 | 1600 | 2100 | 2800 | 3700 | 5000 | |||
Время на одно отверстие T, мин. | ||||||||||
T1 | 1,5 | 2,0 | 2,8 | 3,6 | 4,7 | 6,0 | 7,7 | 9,9 | 12,9 | |
1,8 | 2,3 | 3,3 | 4,3 | 5,5 | 7,1 | 9,1 | 11,7 | 15,3 | ||
2,4 | 3,0 | 4,3 | 5,5 | 7,1 | 9,1 | 11,7 | 15,0 | 19,6 | ||
3,2 | 3,9 | 5,5 | 7,2 | 9,2 | 11,8 | 15,1 | 19,5 | 25,5 | ||
4,3 | 5,0 | 7,2 | 9,2 | 11,9 | 15,2 | 19,6 | 25,2 | 32,9 | ||
5,8 | 6,5 | 9,4 | 12,1 | 15,6 | 19,9 | 25,7 | 33,0 | 43,1 | ||
7,8 | 8,5 | 12,2 | 15,7 | 20,3 | 25,9 | 33,4 | 42,9 | 56,0 | ||
10,0 | 10,6 | 15,2 | 19,6 | 25,4 | 32,3 | 41,7 | 53,5 | 69,9 | ||
13,0 | 13,4 | 19,2 | 24,8 | 32,1 | 40,8 | 52,7 | 67,6 | 88,4 | ||
18,0 | 17,9 | 25,6 | 33,1 | 42,8 | 54,5 | 70,4 | 90,2 | 117,9 | ||
T2 | 1,5 | 9,7 | 13,9 | 18,0 | 23,2 | 29,6 | 38,2 | 49,0 | 64,1 | |
1,8 | 11,4 | 16,4 | 21,2 | 27,4 | 34,9 | 45,0 | 57,7 | 75,4 | ||
2,4 | 14,8 | 21,2 | 27,3 | 35,3 | 45,0 | 58,1 | 74,5 | 97,4 | ||
3,2 | 19,1 | 27,3 | 35,3 | 45,6 | 58,1 | 75,1 | 96,2 | 125,8 | ||
4,3 | 24,8 | 35,6 | 45,9 | 59,3 | 75,6 | 97,6 | 125,1 | 163,6 | ||
5,8 | 32,4 | 46,4 | 60,0 | 77,5 | 98,7 | 127,5 | 163,4 | 213,6 | ||
7,8 | 42,1 | 60,4 | 78,1 | 100,8 | 128,5 | 165,9 | 212,7 | 278,0 | ||
10,0 | 52,5 | 75,4 | 97,4 | 125,8 | 160,2 | 207,0 | 265,3 | 346,8 | ||
13,0 | 66,3 | 95,2 | 123,0 | 158,8 | 202,3 | 261,4 | 334,9 | 437,9 | ||
18,0 | 88,6 | 127,2 | 164,3 | 212,2 | 270,3 | 349,2 | 447,5 | 585,0 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы | |
Коэффициент Kо | 1,3 | 1,0 | 0,9 | 1,8 | 2,2 | 3,2 | 4,3 | |
Типа отверстия, шероховатости | Глухое | Предварительно вскрытое | ||||||
Коэффициент | 1,4 | 1,6 | 0,7 | |||||
Прошивание отверстий на станке модели МЭ-30 Материал - жаропрочный сплав | Электроэрозионная обработка | |||||||||
Карта 16 | ||||||||||
Формулы зависимости | T1 = 0,1178S0,57 h0,71 T2 = 0,1767S0,57 h0,71 | |||||||||
Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | |||||||
187 | 250 | 335 | 500 | 650 | 900 | 1200 | 2100 | |||
Время на одно отверстие T, мин. | ||||||||||
T1 | 1,0 | 2,3 | 2,7 | 3,3 | 4,0 | 4,7 | 5,7 | 6,6 | 9,3 | |
1,4 | 2,9 | 3,5 | 4,1 | 5,1 | 5,6 | 7,2 | 8,5 | 11,7 | ||
1,8 | 3,5 | 4,1 | 4,9 | 6,2 | 7,2 | 8,6 | 10,1 | 14,0 | ||
2,4 | 4,4 | 5,1 | 6,0 | 7,5 | 8,8 | 10,6 | 12,4 | 17,1 | ||
3,2 | 5,2 | 6,2 | 7,4 | 9,3 | 10,8 | 13,0 | 15,3 | 21,1 | ||
4,3 | 6,4 | 7,7 | 9,0 | 11,5 | 13,3 | 16,0 | 18,9 | 26,0 | ||
5,8 | 8,1 | 9,5 | 11,2 | 14,1 | 16,5 | 19,7 | 23,3 | 32,1 | ||
7,8 | 9,9 | 11,8 | 13,8 | 17,5 | 20,3 | 24,4 | 28,8 | 39,6 | ||
10,0 | 11,9 | 14,1 | 16,6 | 20,8 | 24,2 | 29,1 | 34,4 | 47,3 | ||
13,0 | 14,3 | 16,9 | 20,0 | 25,1 | 29,2 | 35,1 | 41,3 | 56,9 | ||
18,0 | 18,0 | 21,3 | 25,1 | 31,6 | 36,8 | 44,3 | 52,1 | 71,8 | ||
T2 | 1,0 | 3,5 | 4,1 | 4,9 | 6,1 | 7,1 | 8,5 | 10,0 | 13,8 | |
1,4 | 4,5 | 5,2 | 6,2 | 7,7 | 9,0 | 10,8 | 12,7 | 17,5 | ||
1,8 | 5,3 | 6,2 | 7,4 | 9,3 | 10,7 | 13,0 | 15,1 | 21,0 | ||
2,4 | 6,5 | 7,6 | 9,0 | 11,3 | 13,2 | 15,9 | 18,7 | 25,7 | ||
3,2 | 8,0 | 9,4 | 11,1 | 13,9 | 16,1 | 19,5 | 23,0 | 31,5 | ||
4,3 | 9,8 | 11,6 | 13,7 | 17,2 | 19,9 | 24,1 | 28,2 | 38,9 | ||
5,8 | 12,1 | 14,3 | 16,9 | 21,2 | 24,6 | 29,8 | 35,0 | 48,2 | ||
7,8 | 15,0 | 17,7 | 20,9 | 26,3 | 30,4 | 36,7 | 43,2 | 59,5 | ||
10,0 | 17,9 | 21,0 | 25,0 | 31,3 | 36,3 | 43,8 | 51,6 | 70,9 | ||
13,0 | 21,6 | 25,4 | 30,1 | 37,7 | 43,8 | 52,7 | 62,0 | 85,4 | ||
18,0 | 27,1 | 31,9 | 37,8 | 47,5 | 55,1 | 66,4 | 78,3 | 107,7 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы |
Коэффициент Ko | 1,3 | 1,0 | 0,9 | 1,8 | 2,2 | 3,2 | 4,3 |
Типа отверстия, шероховатости | Глухое | Предварительно вскрытое | |||||
Коэффициент | 1,4 | 1,6 | 0,7 | ||||
Прошивание отверстий на станке модели 4А722 Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||||
Карта 17 | Лист 1 | |||||||||||||||||
Формулы зависимости | T1 = 0,8303S0,48 h0,50 T2 = 1,2713S0,48 h0,50 | T1 = 4,4147S0,46 h0,50 T2 = 8,5771S0,51 h0,50 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | ||||||||||||||
1,0 | 1,4 | 1,9 | 2,6 | 3,5 | 4,7 | 6,4 | 8,7 | 12,0 | 16,0 | 22,0 | 30,0 | 40,0 | 55,0 | 75,0 | ||||
Время на одно отверстие T, мин. | ||||||||||||||||||
4А722 4Б722 4723 4Е723 4Г721 4В721 | T1 | 10 | 2,5 | 3,0 | 3,5 | 4,0 | 4,7 | 5,4 | 6,3 | 7,4 | 8,7 | 10,0 | 11,8 | 13,7 | 15,9 | 18,6 | 21,7 | |
15 | 3,1 | 3,6 | 4,2 | 4,9 | 5,7 | 6,6 | 7,2 | 9,0 | 10,6 | 12,2 | 14,3 | 16,7 | 19,3 | 22,6 | 26,4 | |||
18 | 3,2 | 3,9 | 4,6 | 5,4 | 6,2 | 7,2 | 8,4 | 9,8 | 11,5 | 13,3 | 15,6 | 18,2 | 21,0 | 24,7 | 28,8 | |||
24 | 3,8 | 4,5 | 5,3 | 6,2 | 7,1 | 8,3 | 9,7 | 11,3 | 13,2 | 15,3 | 17,9 | 20,9 | 24,1 | 28,3 | 33,1 | |||
32 | 4,4 | 5,2 | 6,0 | 7,1 | 8,2 | 9,5 | 11,1 | 12,9 | 15,2 | 17,5 | 20,6 | 24,0 | 27,7 | 32,5 | 37,9 | |||
43 | 5,0 | 5,9 | 7,0 | 8,1 | 9,5 | 11,0 | 12,8 | 14,9 | 17,5 | 20,2 | 23,7 | 27,7 | 31,9 | 37,5 | 43,7 | |||
58 | 5,8 | 6,9 | 8,0 | 9,4 | 10,9 | 12,6 | 14,8 | 17,2 | 20,2 | 23,3 | 27,4 | 31,9 | 36,9 | 43,2 | 50,5 | |||
76 | 6,6 | 7,9 | 9,2 | 10,7 | 12,4 | 14,4 | 16,8 | 19,6 | 23,0 | 26,6 | 31,1 | 36,4 | 41,9 | 49,2 | 57,5 | |||
105 | 7,8 | 9,2 | 10,7 | 12,5 | 14,5 | 16,8 | 19,6 | 22,9 | 26,9 | 31,0 | 36,4 | 42,5 | 49,0 | 57,5 | 67,1 | |||
140 | 8,9 | 10,5 | 12,3 | 14,4 | 16,7 | 19,3 | 22,5 | 26,3 | 30,8 | 35,6 | 41,7 | 48,8 | 56,3 | 66,0 | 77,0 | |||
187 | 10,2 | 12,1 | 14,1 | 16,5 | 19,1 | 22,2 | 25,9 | 30,2 | 35,4 | 40,9 | 48,0 | 56,0 | 64,7 | 75,8 | 88,6 | |||
250 | 11,8 | 13,9 | 16,2 | 19,0 | 22,0 | 25,5 | 29,7 | 34,7 | 40,7 | 47,0 | 55,1 | 64,4 | 74,4 | 87,2 | 101,8 | |||
335 | 13,5 | 16,0 | 18,7 | 21,8 | 25,3 | 29,3 | 34,2 | 39,9 | 46,9 | 54,1 | 63,5 | 74,1 | 85,6 | 100,3 | 117,2 | |||
500 | 16,4 | 19,4 | 22,6 | 26,4 | 30,7 | 35,6 | 41,5 | 48,4 | 56,8 | 65,6 | 76,9 | 89,8 | 103,7 | 121,6 | 142,0 | |||
650 | 18,6 | 22,0 | 25,6 | 30,0 | 34,8 | 40,3 | 47,1 | 54,9 | 64,4 | 74,4 | 85,9 | 101,9 | 117,9 | 137,9 | 161,1 | |||
900 | 21,7 | 25,7 | 29,9 | 35,1 | 40,7 | 47,1 | 55,0 | 64,1 | 75,3 | 87,0 | 102,0 | 119,1 | 137,5 | 161,2 | 188,3 | |||
1200 | 25,0 | 29,5 | 34,4 | 40,3 | 46,7 | 54,1 | 63,1 | 73,6 | 86,5 | 99,8 | 117,1 | 136,7 | 157,9 | 185,1 | 216,2 | |||
1600 | 28,7 | 33,9 | 39,5 | 46,2 | 53,6 | 62,1 | 72,5 | 84,5 | 99,3 | 114,6 | 134,4 | 156,9 | 181,3 | 212,6 | 248,2 | |||
2800 | 37,5 | 44,4 | 51,7 | 60,7 | 70,1 | 81,3 | 94,8 | 110,6 | 129,9 | 150,0 | 175,8 | 205,3 | 237,1 | 278,0 | 324,7 | |||
Неполное штучное время Прошивание отверстий на станке модели 4А722 Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 17 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | ||||||||||||
1,0 | 1,4 | 1,9 | 2,6 | 3,5 | 4,7 | 6,4 | 8,7 | 12,0 | 16,0 | 22,0 | 30,0 | 40,0 | ||||
Время на одно отверстие T, мин. | ||||||||||||||||
4А722 4Б722 4723 4Е723 4Г721 4В721 | T2 | 10 | 2,2 | 2,7 | 3,2 | 3,7 | 4,6 | 5,5 | 6,6 | 7,9 | 9,6 | 11,4 | 13,7 | 16,4 | 19,5 | |
15 | 2,8 | 3,4 | 4,1 | 4,7 | 5,8 | 6,9 | 8,3 | 9,9 | 12,0 | 14,2 | 17,2 | 20,6 | 24,5 | |||
18 | 3,1 | 3,8 | 4,5 | 5,2 | 6,4 | 7,7 | 9,2 | 11,0 | 13,3 | 15,8 | 19,0 | 22,9 | 27,1 | |||
24 | 3,6 | 4,4 | 5,3 | 6,1 | 7,6 | 9,0 | 10,8 | 12,9 | 15,6 | 18,5 | 22,4 | 26,9 | 31,8 | |||
32 | 4,2 | 5,2 | 6,2 | 7,1 | 8,9 | 10,6 | 12,7 | 15,2 | 18,4 | 21,8 | 26,3 | 31,6 | 37,4 | |||
43 | 5,0 | 6,1 | 7,3 | 8,4 | 10,5 | 12,5 | 15,0 | 17,9 | 21,7 | 25,7 | 31,0 | 37,2 | 44,1 | |||
58 | 5,9 | 7,2 | 8,6 | 9,9 | 12,4 | 14,7 | 17,7 | 21,2 | 25,6 | 30,4 | 36,7 | 44,0 | 52,2 | |||
76 | 6,9 | 8,4 | 10,1 | 11,5 | 14,4 | 17,2 | 20,6 | 24,7 | 29,8 | 35,3 | 42,6 | 51,2 | 60,7 | |||
105 | 8,3 | 10,1 | 12,0 | 13,8 | 17,3 | 20,6 | 24,7 | 29,6 | 35,7 | 42,4 | 51,1 | 61,4 | 72,7 | |||
140 | 9,7 | 11,8 | 14,2 | 16,2 | 20,3 | 24,2 | 29,0 | 34,7 | 42,0 | 49,8 | 60,0 | 72,1 | 85,4 | |||
187 | 11,4 | 14,3 | 17,2 | 19,7 | 24,6 | 29,3 | 35,1 | 42,1 | 50,2 | 60,3 | 70,6 | 84,8 | 100,5 | |||
250 | 13,4 | 16,4 | 19,6 | 22,9 | 28,1 | 33,4 | 40,1 | 48,1 | 58,1 | 68,8 | 83,1 | 99,8 | 118,2 | |||
335 | 15,8 | 19,3 | 23,1 | 26,5 | 33,1 | 39,4 | 47,2 | 56,6 | 68,4 | 81,1 | 97,9 | 117,5 | 139,3 | |||
500 | 19,8 | 24,1 | 28,9 | 33,1 | 41,4 | 49,3 | 59,1 | 70,9 | 85,7 | 101,5 | 122,5 | 147,1 | 174,3 | |||
650 | 22,9 | 27,9 | 33,4 | 38,4 | 47,9 | 57,1 | 68,5 | 82,1 | 99,2 | 117,6 | 141,9 | 170,4 | 201,9 | |||
900 | 27,5 | 33,5 | 40,1 | 46,1 | 57,5 | 68,5 | 82,2 | 98,5 | 119,0 | 141,1 | 170,2 | 204,4 | 242,2 | |||
Неполное штучное время Прошивание отверстий на станке модели 4А722 Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||
Карта 17 | Лист 3 | |||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | ||||||||||
1,0 | 1,4 | 1,9 | 2,6 | 3,5 | 4,7 | 6,4 | 8,7 | 12,0 | 16,0 | 22,0 | ||||
Время на одно отверстие T, мин. | ||||||||||||||
4А722 4Б722 4723 4Е723 4Г721 4В721 |  | T3 | 10 | 13 | 15 | 18 | 21 | 24 | 28 | 32 | 38 | 44 | 51 | 60 |
15 | 15 | 18 | 21 | 25 | 29 | 33 | 39 | 45 | 53 | 61 | 72 | |||
18 | 17 | 20 | 23 | 27 | 31 | 36 | 42 | 49 | 58 | 67 | 78 | |||
24 | 19 | 23 | 26 | 31 | 36 | 41 | 48 | 56 | 66 | 76 | 89 | |||
32 | 22 | 26 | 30 | 35 | 41 | 47 | 55 | 64 | 75 | 87 | 102 | |||
43 | 25 | 30 | 34 | 40 | 47 | 54 | 63 | 74 | 86 | 100 | 117 | |||
58 | 29 | 34 | 39 | 46 | 54 | 62 | 72 | 84 | 99 | 114 | 134 | |||
76 | 32 | 39 | 45 | 52 | 61 | 70 | 82 | 96 | 112 | 130 | 152 | |||
105 | 38 | 44 | 52 | 61 | 70 | 81 | 95 | 111 | 130 | 150 | 176 | |||
140 | 43 | 51 | 59 | 69 | 80 | 93 | 108 | 126 | 149 | 172 | 201 | |||
187 | 49 | 58 | 68 | 79 | 92 | 106 | 124 | 144 | 170 | 196 | 230 | |||
250 | 56 | 66 | 77 | 90 | 105 | 121 | 142 | 165 | 194 | 224 | 263 | |||
335 | 64 | 76 | 88 | 103 | 120 | 139 | 162 | 189 | 222 | 256 | 300 | |||
500 | 77 | 91 | 106 | 124 | 144 | 167 | 195 | 227 | 267 | 308 | 361 | |||
650 | 87 | 103 | 120 | 140 | 163 | 188 | 220 | 256 | 301 | 348 | 407 | |||
900 | 101 | 119 | 139 | 163 | 189 | 219 | 255 | 298 | 350 | 404 | 473 | |||
Неполное штучное время Прошивание отверстий на станке модели 4А722 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||
Карта 17 | Лист 4 | ||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | |||||||||
1,0 | 1,4 | 1,9 | 2,6 | 3,5 | 4,7 | 6,4 | 8,7 | 12,0 | 16,0 | ||||
Время на одно отверстие T, мин. | |||||||||||||
4А722 4Б722 4723 4Е723 4Г721 4В721 | T4 | 10 | 28 | 32 | 38 | 45 | 52 | 60 | 70 | 82 | 96 | 111 | |
15 | 34 | 40 | 47 | 55 | 64 | 74 | 86 | 101 | 118 | 137 | |||
18 | 38 | 44 | 52 | 60 | 70 | 81 | 95 | 111 | 130 | 150 | |||
24 | 43 | 51 | 60 | 70 | 81 | 94 | 110 | 128 | 150 | 174 | |||
32 | 50 | 59 | 69 | 81 | 94 | 109 | 127 | 148 | 174 | 201 | |||
43 | 58 | 69 | 81 | 94 | 109 | 127 | 148 | 172 | 202 | 234 | |||
58 | 68 | 81 | 94 | 110 | 127 | 148 | 177 | 201 | 236 | 272 | |||
76 | 78 | 92 | 108 | 126 | 146 | 169 | 198 | 230 | 271 | 312 | |||
105 | 92 | 109 | 127 | 149 | 172 | 200 | 233 | 272 | 319 | 368 | |||
140 | 107 | 126 | 147 | 172 | 200 | 231 | 270 | 315 | 369 | 427 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы | ||
Коэффициент KО | 1,0 | 0,8 | 0,7 | 1,4 | 1,7 | 2,5 | 3,3 | ||
Типа отверстия, шероховатости | Глухое | Предварительно вскрытое | |||||||
 |  | ||||||||
Коэффициент | 1,4 | 1,6 | 1,8 | 4,0 | 0,7 | ||||
Прошивание отверстий на станке модели 183 Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 18 | Лист 1 | |||||||||||||||
Формулы зависимости | T1 = 0,4490S0,42 h0,43 T2 = 0,2764S0,62 h0,62 | T3 = 0,4372S0,79 h0,79 T4 = 0,9911S0,83 h0,83 | ||||||||||||||
Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | |||||||||||||
20 | 24 | 32 | 43 | 58 | 76 | 105 | 140 | 187 | 250 | 335 | 500 | 750 | 1000 | |||
Время на одно отверстие T, мин. | ||||||||||||||||
T1 | 2,5 | 2,3 | 2,5 | 2,9 | 3,2 | 3,7 | 4,1 | 4,7 | 5,3 | 6,0 | 6,8 | 7,7 | 9,1 | 10,7 | 12,1 | |
3,2 | 2,6 | 2,8 | 3,2 | 3,6 | 4,1 | 4,6 | 5,2 | 5,9 | 6,7 | 7,5 | 8,5 | 10,1 | 11,9 | 13,5 | ||
4,3 | 3,0 | 3,2 | 3,6 | 4,1 | 4,6 | 5,2 | 5,9 | 6,7 | 7,6 | 8,5 | 9,7 | 11,4 | 13,6 | 15,3 | ||
5,8 | 3,4 | 3,6 | 4,1 | 4,6 | 5,3 | 5,9 | 6,8 | 7,6 | 8,6 | 9,7 | 11,0 | 13,0 | 15,4 | 17,4 | ||
7,6 | 1,8 | 4,1 | 4,7 | 5,3 | 6,0 | 6,7 | 7,8 | 8,7 | 9,8 | 11,0 | 12,5 | 14,6 | 17,3 | 19,5 | ||
10,0 | 4,3 | 4,6 | 5,2 | 5,9 | 6,7 | 7,5 | 8,5 | 9,6 | 10,9 | 12,3 | 13,9 | 16,4 | 19,5 | 22,0 | ||
13,0 | 4,8 | 5,1 | 5,8 | 6,6 | 7,4 | 8,3 | 9,6 | 10,8 | 12,2 | 13,8 | 15,6 | 18,4 | 21,8 | 24,6 | ||
18,0 | 5,5 | 5,9 | 6,7 | 7,6 | 8,6 | 9,6 | 11,0 | 12,4 | 14,0 | 15,9 | 17,9 | 21,2 | 25,1 | 28,3 | ||
24,0 | 6,2 | 6,7 | 7,5 | 8,5 | 9,7 | 10,9 | 12,4 | 14,0 | 15,8 | 17,9 | 20,2 | 23,9 | 28,4 | 32,0 | ||
33,0 | 7,1 | 7,7 | 8,7 | 9,8 | 11,1 | 12,4 | 14,3 | 16,1 | 18,2 | 20,5 | 23,2 | 27,5 | 32,6 | 36,7 | ||
45,0 | 8,1 | 8,8 | 9,9 | 11,2 | 12,7 | 14,2 | 16,3 | 18,4 | 20,8 | 23,5 | 26,5 | 31,4 | 34,2 | 42,0 | ||
T2 | 2,5 | 3,1 | 3,5 | 4,2 | 5,0 | 6,1 | 7,1 | 8,7 | 10,4 | 12,5 | 15,0 | 17,9 | 23,0 | 29,6 | 35,3 | |
3,2 | 3,6 | 4,1 | 4,9 | 5,9 | 7,1 | 8,3 | 10,2 | 12,2 | 14,6 | 17,5 | 20,9 | 26,8 | 34,5 | 41,2 | ||
4,3 | 4,4 | 4,9 | 5,9 | 7,0 | 8,5 | 10,0 | 12,2 | 14,6 | 17,5 | 20,9 | 25,1 | 32,2 | 41,4 | 49,5 | ||
5,8 | 5,3 | 5,9 | 7,0 | 8,5 | 10,2 | 12,0 | 14,7 | 17,6 | 21,1 | 25,2 | 30,2 | 38,7 | 49,8 | 59,5 | ||
7,6 | 6,7 | 7,0 | 8,3 | 10,0 | 12,1 | 14,2 | 17,4 | 20,8 | 24,9 | 29,8 | 35,7 | 45,8 | 58,9 | 70,4 | ||
10,0 | 7,4 | 8,3 | 9,9 | 11,9 | 14,3 | 16,9 | 20,6 | 24,7 | 29,5 | 35,4 | 42,4 | 54,3 | 69,8 | 83,5 | ||
13,0 | 8,7 | 9,7 | 11,6 | 13,9 | 16,8 | 19,9 | 24,3 | 29,0 | 34,7 | 41,6 | 49,8 | 63,3 | 82,2 | 98,2 | ||
18,0 | 10,6 | 11,9 | 14,2 | 17,1 | 20,6 | 24,3 | 29,7 | 35,5 | 42,5 | 50,9 | 60,9 | 78,2 | 100,5 | 120,2 | ||
24,0 | 12,7 | 14,2 | 16,9 | 20,4 | 24,6 | 29,0 | 35,5 | 42,4 | 50,8 | 60,8 | 72,8 | 93,5 | 120,2 | 143,6 | ||
33,0 | 15,5 | 17,3 | 20,7 | 24,9 | 29,9 | 35,4 | 43,3 | 51,7 | 61,9 | 74,1 | 88,8 | 113,9 | 146,4 | 175,0 | ||
45,0 | 18,7 | 21,0 | 25,1 | 30,2 | 36,3 | 42,9 | 52,4 | 62,7 | 74,9 | 89,8 | 107,6 | 138,0 | 177,4 | 212,1 | ||
Неполное штучное время Прошивание отверстий на станке модели 183 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||
Карта 18 | Лист 2 | ||||||||||||
Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | ||||||||||
20 | 24 | 32 | 43 | 58 | 76 | 105 | 140 | 187 | 250 | 335 | |||
Время на одно отверстие T, мин. | |||||||||||||
 | T3 | 2,5 | 9,6 | 11,1 | 13,9 | 17,6 | 22,3 | 27,6 | 35,6 | 44,7 | 56,1 | 70,6 | 89,0 |
3,2 | 11,7 | 13,5 | 16,9 | 21,4 | 27,1 | 33,6 | 43,4 | 54,4 | 68,4 | 86,0 | 108,4 | ||
4,3 | 14,8 | 17,1 | 21,4 | 27,0 | 34,3 | 42,4 | 54,8 | 68,7 | 86,4 | 108,7 | 136,9 | ||
5,8 | 18,7 | 21,6 | 27,1 | 34,2 | 43,3 | 53,7 | 69,3 | 86,9 | 109,3 | 137,5 | 173,2 | ||
7,6 | 23,1 | 26,7 | 33,5 | 42,3 | 53,6 | 66,4 | 85,7 | 107,5 | 135,2 | 170,0 | 214,3 | ||
10,0 | 28,8 | 33,2 | 41,7 | 52,6 | 66,7 | 82,6 | 106,6 | 133,8 | 168,1 | 211,5 | 266,5 | ||
13,0 | 35,4 | 40,8 | 51,2 | 64,7 | 82,0 | 101,6 | 131,2 | 164,6 | 206,8 | 260,2 | 327,9 | ||
18,0 | 45,7 | 52,8 | 66,2 | 83,7 | 106,0 | 131,3 | 169,5 | 212,7 | 267,3 | 336,3 | 423,8 | ||
T4 | 2,5 | 25,5 | 29,7 | 37,7 | 48,1 | 61,7 | 77,2 | 100,9 | 128,2 | 162,9 | 207,4 | 264,4 | |
3,2 | 31,3 | 36,4 | 46,3 | 59,1 | 75,8 | 94,9 | 124,1 | 157,5 | 200,3 | 254,9 | 324,9 | ||
4,3 | 40,0 | 46,6 | 59,1 | 75,6 | 96,8 | 121,2 | 158,5 | 201,3 | 255,9 | 325,7 | 415,2 | ||
5,8 | 51,2 | 59,6 | 75,7 | 96,7 | 123,9 | 155,1 | 202,8 | 257,6 | 327,5 | 416,8 | 531,4 | ||
7,6 | 64,1 | 74,7 | 94,7 | 120,9 | 155,1 | 194,1 | 253,8 | 322,3 | 409,7 | 521,4 | 664,8 | ||
10,0 | 80,5 | 93,7 | 118,9 | 152,0 | 194,8 | 243,81 | 318,9 | 404,9 | 514,8 | 655,2 | 835,3 | ||
Неполное штучное время Прошивание отверстий на станке модели 183 Материал - углеродистая сталь | Электроэрозионная обработка | |||||||
Карта 18 | Лист 3 | |||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы | |
Коэффициент Kо | 1,0 | 0,8 | 0,7 | 1,4 | 1,7 | 2,5 | 3,3 | |
Типа отверстия, шероховатости | Глухое | Предварительно вскрытое | ||||||
 |  | |||||||
Коэффициент | 1,4 | 1,6 | 1,8 | 4,0 | 0,7 | |||
Типа генератора | RC | ШГИ-40-440 | ШГИ-63-440, ШГИ-125-100М | |||||
Коэффициент | 1,0 | 0,75 | 0,7 | |||||
Прошивание отверстий на станке модели "Эрозимат" Материал - жаропрочный сплав | Электроэрозионная обработка | ||||||||||||
Карта 19 | Лист 1 | ||||||||||||
Формулы зависимости | T1 = 12,7973h0,62 S0,28 | T2 = 5,2462h0,43 S0,22 | T3 = 4,1326h0,36 S0,15 | ||||||||||
Шероховатость поверхности, мкм | Обозначение времени | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | ||||||||||
0,4 | 0,6 | 0,9 | 1,4 | 2,1 | 3,2 | 4,8 | 7,2 | 10,8 | 16,2 | 24,0 | |||
Время на одно отверстие T, мин. | |||||||||||||
T1 | 0,5 | 6,0 | 7,7 | 9,9 | 13,0 | 16,7 | 21,7 | 27,9 | 35,8 | 46,1 | 59,3 | 75,6 | |
0,8 | 6,8 | 8,8 | 11,3 | 14,8 | 19,0 | 24,7 | 31,8 | 40,9 | 52,6 | 67,6 | 86,2 | ||
1,2 | 7,6 | 9,8 | 12,6 | 16,6 | 21,3 | 27,7 | 35,6 | 45,8 | 58,9 | 75,7 | 96,6 | ||
1,8 | 8,5 | 11,0 | 14,1 | 18,9 | 23,9 | 31,0 | 39,9 | 51,3 | 66,0 | 84,8 | 108,2 | ||
2,7 | 9,6 | 12,3 | 15,8 | 20,8 | 26,8 | 34,8 | 44,8 | 57,5 | 73,9 | 95,0 | 121,2 | ||
4,1 | 10,8 | 13,8 | 17,8 | 23,4 | 30,1 | 39,1 | 50,2 | 64,6 | 83,1 | 106,8 | 136,3 | ||
6,2 | 12,1 | 15,5 | 20,0 | 26,3 | 33,8 | 43,9 | 56,4 | 72,5 | 93,3 | 119,9 | 153,0 | ||
9,3 | 13,5 | 17,4 | 22,4 | 29,4 | 37,9 | 49,1 | 63,2 | 81,3 | 104,5 | 134,3 | 171,4 | ||
14,0 | 15,2 | 19,5 | 25,1 | 33,0 | 42,4 | 55,1 | 70,9 | 91,1 | 117,2 | 150,6 | 192,2 | ||
21,0 | 17,0 | 21,9 | 28,1 | 37,0 | 47,5 | 61,7 | 79,4 | 102,1 | 131,2 | 168,7 | 215,3 | ||
32,0 | 19,1 | 24,6 | 31,6 | 41,6 | 53,5 | 69,5 | 89,5 | 114,8 | 147,7 | 189,9 | 242,3 | ||
48,0 | 21,4 | 27,6 | 35,4 | 46,6 | 59,9 | 77,8 | 100,1 | 128,7 | 165,4 | 212,7 | 271,4 | ||
70,0 | 23,8 | 30,6 | 39,4 | 51,8 | 66,6 | 86,5 | 111,2 | 143,0 | 183,9 | 236,4 | 301,6 | ||
 | T2 | 0,5 | 3,0 | 3,6 | 4,3 | 5,2 | 6,2 | 7,4 | 8,8 | 10,5 | 12,5 | 14,9 | 17,7 |
0,8 | 3,4 | 4,0 | 4,8 | 5,8 | 6,9 | 8,2 | 9,8 | 11,7 | 13,9 | 16,5 | 19,6 | ||
1,2 | 3,7 | 4,4 | 5,2 | 6,3 | 7,5 | 9,0 | 10,7 | 12,8 | 15,2 | 18,1 | 21,4 | ||
1,8 | 4,0 | 4,8 | 5,7 | 6,9 | 8,2 | 9,8 | 11,7 | 14,0 | 16,6 | 19,8 | 23,4 | ||
2,7 | 4,4 | 5,2 | 6,2 | 7,5 | 9,0 | 10,8 | 12,8 | 15,3 | 18,2 | 21,6 | 25,6 | ||
4,1 | 4,8 | 5,7 | 6,8 | 8,3 | 9,8 | 11,8 | 14,0 | 16,7 | 19,9 | 23,7 | 28,1 | ||
6,2 | 5,3 | 6,3 | 7,5 | 9,1 | 10,8 | 12,9 | 15,4 | 18,3 | 21,8 | 26,0 | 30,7 | ||
9,3 | 5,8 | 6,9 | 8,2 | 9,9 | 11,8 | 14,1 | 16,8 | 20,0 | 23,8 | 28,4 | 33,6 | ||
14,0 | 6,3 | 7,5 | 9,0 | 10,8 | 12,9 | 15,5 | 18,4 | 21,9 | 26,1 | 31,1 | 36,8 | ||
21,0 | 6,9 | 8,2 | 9,8 | 11,8 | 14,1 | 16,9 | 20,1 | 24,0 | 28,5 | 33,9 | 40,2 | ||
32,0 | 7,6 | 9,0 | 10,7 | 13,0 | 15,5 | 18,5 | 22,1 | 26,3 | 31,3 | 37,2 | 44,1 | ||
48,0 | 8,3 | 9,9 | 11,7 | 14,2 | 16,9 | 20,3 | 24,1 | 28,7 | 34,2 | 40,7 | 48,2 | ||
70,0 | 9,0 | 10,7 | 12,8 | 15,4 | 18,4 | 22,0 | 26,2 | 31,2 | 37,2 | 44,2 | 52,4 | ||
Неполное штучное время Прошивание отверстий на станке модели "Эрозимат" Материал - жаропрочный сплав | Электроэрозионная обработка | ||||||||||||
Карта 19 | Лист 2 | ||||||||||||
Шероховатость поверхности, мкм | Обозначение времени | Площадь обработки S, мм2, до | Глубина обработки h мм, до | ||||||||||
0,4 | 0,6 | 0,9 | 1,4 | 2,1 | 3,2 | 4,8 | 7,2 | 10,8 | 16,2 | 24,0 | |||
Время на одно отверстие T, мин. | |||||||||||||
T3 | 0,5 | 2,7 | 3,1 | 3,6 | 4,2 | 4,9 | 5,7 | 6,6 | 8,3 | 8,8 | 10,2 | 11,7 | |
0,8 | 2,9 | 3,3 | 3,8 | 4,5 | 5,2 | 6,1 | 7,0 | 8,9 | 9,4 | 10,9 | 12,5 | ||
1,2 | 3,1 | 3,5 | 4,1 | 4,8 | 5,5 | 6,5 | 7,5 | 9,5 | 10,0 | 11,6 | 13,3 | ||
1,8 | 3,2 | 3,7 | 4,3 | 5,1 | 5,9 | 6,9 | 7,9 | 10,1 | 10,6 | 12,3 | 14,2 | ||
2,7 | 3,4 | 4,0 | 4,6 | 5,4 | 6,3 | 7,3 | 8,4 | 10,7 | 11,3 | 13,1 | 15,1 | ||
4,1 | 3,7 | 4,2 | 4,9 | 5,8 | 6,7 | 7,8 | 9,0 | 11,4 | 12,0 | 13,9 | 16,0 | ||
6,2 | 3,9 | 4,5 | 5,2 | 6,1 | 7,1 | 8,3 | 9,6 | 12,1 | 12,8 | 14,8 | 17,1 | ||
9,3 | 4,2 | 4,8 | 5,6 | 6,5 | 7,5 | 8,8 | 10,2 | 12,9 | 13,6 | 15,7 | 18,1 | ||
14,0 | 4,4 | 5,2 | 5,9 | 6,9 | 8,0 | 9,3 | 10,8 | 13,7 | 14,5 | 16,7 | 19,3 | ||
21,0 | 4,7 | 5,4 | 6,3 | 7,4 | 8,5 | 9,9 | 11,5 | 14,6 | 15,4 | 17,8 | 20,5 | ||
32,0 | 5,0 | 5,7 | 6,7 | 7,8 | 9,1 | 10,6 | 12,2 | 15,5 | 16,4 | 18,9 | 21,8 | ||
48,0 | 5,3 | 6,1 | 7,1 | 8,3 | 9,6 | 11,2 | 13,0 | 16,5 | 17,4 | 20,1 | 23,2 | ||
70,0 | 5,6 | 6,5 | 7,5 | 8,8 | 10,2 | 11,9 | 13,7 | 17,4 | 18,4 | 21,3 | 24,5 | ||
Неполное штучное время Прошивание отверстий на станке модели "Эрозимат" Материал - жаропрочный сплав | Электроэрозионная обработка | ||||||
Карта 19 | Лист 3 | ||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы |
Коэффициент Kо | 1,3 | 1,0 | 0,9 | 1,8 | 2,2 | 3,2 | 4,3 |
Типа отверстия, шероховатости | Глухое | Предварительно вскрытое | |||||
 |  | ||||||
Коэффициент | 1,6 | 1,8 | 4,0 | 0,7 | |||
Прошивание пазов проволочным электродом Материал - алюминиевый сплав | Электроэрозионная обработка | ||||||||||
Карта 20 | |||||||||||
Формула зависимости | T = 21,9426h0,31 S0,49 | ||||||||||
Модель станка | Шероховатость поверхности, мкм | Режим работы | Диаметр электрода, мм, до | Глубина обработки h, мм, до | Площадь обработки S, мм2, до | ||||||
сила тока, А | напряжение, В | 2,0 | 2,7 | 3,6 | 4,8 | 6,5 | 8,8 | ||||
Время на один паз T, мин. | |||||||||||
4В721 | 0,4 - 0,6 | 140 - 160 | 0,08 - 0,15 | 2,0 | 38,2 | 44,3 | 51,0 | 58,7 | 68,1 | 79,1 | |
2,7 | 41,9 | 48,6 | 55,9 | 64,4 | 74,7 | 86,7 | |||||
3,6 | 45,8 | 53,1 | 61,1 | 70,4 | 81,7 | 94,7 | |||||
4,8 | 50,1 | 58,1 | 66,8 | 77,0 | 89,3 | 103,6 | |||||
6,5 | 55,1 | 63,8 | 73,4 | 84,5 | 98,1 | 113,8 | |||||
8,8 | 60,5 | 70,1 | 80,7 | 92,9 | 107,7 | 125,0 | |||||
12,0 | 66,6 | 77,1 | 88,8 | 102,2 | 118,8 | 137,6 | |||||
16,0 | 72,8 | 84,3 | 97,1 | 111,8 | 129,7 | 150,4 | |||||
22,0 | 80,0 | 93,1 | 107,2 | 123,4 | 143,1 | 166,1 | |||||
Поправочные коэффициенты на время обработки
для измененных условий заботы в зависимости от
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы |
Коэффициент Kо | 1,5 | 1,15 | 1,0 | 2,1 | 2,5 |
Прошивание щелей и пазов Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 21 | Лист 1 | ||||||||||||||||
Формулы зависимости | T1 = 0,5835S0,42 h0,49 | T3 = 1,4251S0,62 h0,64 | |||||||||||||||
T2 = 0,5015S0,62 h0,64 | T4 = 4,4224S0,69 h0,77 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки мм, до | Площадь обработки S, мм3, до | |||||||||||||
20 | 24 | 32 | 43 | 58 | 76 | 105 | 140 | 187 | 250 | 335 | 500 | 750 | 1000 | ||||
Время на одну щель (паз) T, мин. | |||||||||||||||||
183 | T1 | 1,0 | 2,1 | 2,2 | 2,5 | 2,8 | 3,2 | 3,6 | 4,1 | 4,6 | 5,3 | 5,9 | 6,7 | 7,6 | 9,8 | 11,7 | |
1,5 | 2,5 | 2,7 | 3,1 | 3,5 | 3,9 | 4,4 | 5,0 | 5,7 | 6,4 | 7,2 | 8,2 | 9,3 | 11,9 | 14,3 | |||
1,8 | 2,7 | 3,0 | 3,3 | 3,8 | 4,3 | 4,8 | 5,5 | 6,2 | 7,0 | 7,9 | 8,9 | 10,1 | 13,0 | 15,6 | |||
2,4 | 3,2 | 3,4 | 3,8 | 4,3 | 4,9 | 5,5 | 6,3 | 7,1 | 8,1 | 9,1 | 10,3 | 11,7 | 15,0 | 17,9 | |||
3,2 | 3,6 | 3,9 | 4,4 | 5,0 | 5,7 | 6,4 | 7,3 | 8,2 | 9,3 | 10,5 | 11,9 | 13,4 | 17,3 | 20,7 | |||
4,3 | 4,2 | 4,5 | 5,1 | 5,8 | 6,6 | 7,4 | 8,4 | 9,5 | 10,7 | 12,1 | 13,7 | 15,5 | 20,0 | 23,9 | |||
5,8 | 4,9 | 5,2 | 5,9 | 6,7 | 7,6 | 8,5 | 9,8, | 11,0 | 12,4 | 14,4 | 15,9 | 18,0 | 23,1 | 27,6 | |||
7,6 | 5,5 | 6,0 | 6,1 | 7,7 | 8,7 | 9,7 | 11,1 | 12,6 | 14,2 | 16,0 | 18,1 | 20,5 | 26,4 | 31,6 | |||
183 | T2 | 1,0 | 3,2 | 3,6 | 4,3 | 5,2 | 6,2 | 7,4 | 9,0 | 10,7 | 12,8 | 15,4 | 18,4 | 23,7 | 30,4 | 36,3 | |
1,5 | 4,2 | 4,7 | 5,6 | 6,7 | 8,1 | 9,5 | 11,6 | 13,9 | 16,7 | 19,9 | 23,9 | 30,7 | 39,4 | 47,1 | |||
1,8 | 4,7 | 5,2 | 6,3 | 7,5 | 9,1 | 10,7 | 13,1 | 15,6 | 18,7 | 22,4 | 26,9 | 34,5 | 44,3 | 52,9 | |||
2,4 | 5,6 | 6,3 | 7,5 | 9,0 | 10,9 | 12,9 | 15,7 | 18,8 | 22,5 | 26,9 | 32,3 | 41,4 | 53,2 | 63,6 | |||
3,2 | 6,8 | 7,6 | 9,1 | 10,9 | 13,1 | 15,5 | 18,9 | 22,6 | 27,0 | 32,4 | 38,8 | 49,8 | 64,0 | 76,5 | |||
4,3 | 8,2 | 9,1 | 10,9 | 13,1 | 15,8 | 18,7 | 22,8 | 27,3 | 32,7 | 39,1 | 46,9 | 60,2 | 77,3 | 92,4 | |||
5,8 | 9,9 | 11,1 | 13,2 | 15,9 | 19,1 | 22,6 | 27,7 | 33,1 | 39,6 | 47,4 | 56,8 | 72,9 | 93,6 | 111,9 | |||
7,6 | 11,7 | 13,2 | 15,7 | 18,9 | 22,8 | 26,9 | 32,9 | 39,3 | 47,0 | 56,3 | 67,3 | 86,6 | 111,3 | 133,0 | |||
Неполное штучное время Прошивание щелей и пазов Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||
Карта 21 | Лист 2 | |||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Глубина обработки, h, мм до | Площадь обработки S, мм2 до | ||||||||||
20 | 24 | 32 | 43 | 58 | 76 | 105 | 140 | 187 | 250 | 335 | ||||
Время на одну щель (паз) T, мин. | ||||||||||||||
183 |  | T3 | 1,0 | 9,1 | 10,2 | 12,2 | 14,7 | 17,7 | 20,9 | 25,5 | 30,5 | 36,5 | 43,7 | 52,4 |
1,5 | 11,8 | 13,2 | 15,8 | 18,9 | 22,8 | 26,9 | 32,9 | 39,4 | 47,1 | 56,4 | 67,6 | |||
1,8 | 13,3 | 14,9 | 17,8 | 21,4 | 25,8 | 30,5 | 37,3 | 44,5 | 53,3 | 63,8 | 76,5 | |||
2,4 | 16,0 | 17,9 | 21,4 | 25,7 | 30,9 | 36,6 | 44,7 | 53,4 | 63,9 | 76,5 | 91,7 | |||
3,2 | 19,3 | 21,6 | 25,8 | 30,9 | 37,3 | 44,1 | 53,9 | 64,4 | 77,0 | 92,2 | 110,6 | |||
4,3 | 23,2 | 25,9 | 31,0 | 37,3 | 44,9 | 53,1 | 64,8 | 77,5 | 92,7 | 111,0 | 133,1 | |||
5,8 | 28,3 | 31,7 | 37,9 | 45,5 | 54,8 | 64,8 | 79,1 | 94,6 | 113,2 | 135,5 | 162,5 | |||
7,6 | 33,4 | 37,4 | 44,7 | 53,7 | 64,7 | 76,5 | 93,4 | 111,7 | 133,6 | 160,0 | 191,8 | |||
T4 | 1,0 | 34,1 | 39,6 | 48,3 | 59,3 | 72,8 | 87,8 | 109,7 | 133,8 | 163,4 | 199,6 | 244,3 | ||
1,5 | 46,8 | 54,7 | 66,2 | 81,2 | 99,8 | 120,3 | 150,3 | 183,3 | 223,8 | 273,5 | 334,7 | |||
1,8 | 53,6 | 62,2 | 75,9 | 93,0 | 114,4 | 137,8 | 172,3 | 210,1 | 256,5 | 313,4 | 383,6 | |||
2,4 | 66,9 | 77,7 | 94,7 | 116,1 | 142,8 | 172,0 | 215,1 | 262,3 | 320,2 | 391,3 | 478,8 | |||
3,2 | 83,7 | 97,1 | 118,4 | 145,2 | 178,5 | 215,1 | 268,8 | 327,8 | 400,3 | 489,1 | 598,6 | |||
4,3 | 104,8 | 121,7 | 148,4 | 181,9 | 223,6 | 269,5 | 336,8 | 410,8 | 501,6 | 612,9 | 750,0 | |||
5,8 | 132,2 | 153,4 | 187,0 | 229,3 | 281,9 | 339,7 | 424,6 | 517,8 | 632,3 | 772,6 | 945,5 | |||
7,6 | 162,9 | 189,0 | 230,5 | 282,7 | 347,5 | 418,7 | 523,4 | 638,3 | 779,4 | 952,3 | 1165,4 | |||
Неполное штучное время Прошивание щелей и пазов Материал - углеродистая сталь | Электроэрозионная обработка | ||||||
Карта 21 | Лист 3 | ||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы |
Коэффициент Kо | 1,0 | 0,8 | 0,7 | 1,4 | 1,7 | 2,5 | 3,3 |
Типа генератора | RC | ШГИ-40-440 | ШГИ-63-440, ШГИ-125-100М | ||||
Коэффициент | 1,0 | 0,75 | 0,7 | ||||
Обработка соединительных каналов в корпусных деталях Материал - алюминиевый сплав | Электроэрозионная обработка | |||||||||||||||
Карта 22 | Лист 1 | |||||||||||||||
Формулы зависимости | T1 = 0,1022h1,45 S0,21 | T2 = 0,1429h1,45 S0,21 | ||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Выход электрода | Режим работы | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | ||||||||||
сила тока, A | напряжение, B | 4,0 | 5,4 | 7,3 | 10,0 | 13,5 | 18,2 | 24,6 | 33,2 | 44,8 | 60,5 | |||||
Время на обработку T, мин. | ||||||||||||||||
183 | T1 | Свободный | 10 - 20 | 25 - 27 | 6,0 | 1,1 | 1,7 | 2,7 | 4,2 | 6,5 | 10,0 | 15,5 | 23,9 | 36,9 | 57,1 | |
9,0 | 1,2 | 1,9 | 2,9 | 4,6 | 7,1 | 10,9 | 16,0 | 26,0 | 40,2 | 62,1 | ||||||
13,5 | 1,3 | 2,0 | 3,2 | 5,0 | 7,7 | 11,9 | 18,3 | 28,3 | 43,8 | 67,7 | ||||||
20,3 | 1,4 | 2,2 | 3,4 | 5,4 | 8,4 | 12,9 | 20,0 | 30,9 | 47,7 | 73,7 | ||||||
30,5 | 1,6 | 2,4 | 3,7 | 5,9 | 9,1 | 14,1 | 21,8 | 33,6 | 51,9 | 80,3 | ||||||
45,8 | 1,7 | 2,6 | 4,0 | 6,4 | 9,9 | 15,3 | 23,7 | 36,6 | 56,6 | 87,5 | ||||||
68,7 | 1,9 | 2,9 | 4,4 | 7,0 | 10,8 | 16,7 | 25,8 | 39,9 | 61,6 | 95,2 | ||||||
103,1 | 2,0 | 3,1 | 4,7 | 7,6 | 11,8 | 18,2 | 28,1 | 43,4 | 67,1 | 103,7 | ||||||
154,7 | 2,2 | 3,4 | 5,3 | 8,3 | 12,8 | 19,8 | 30,6 | 47,3 | 73,0 | 112,9 | ||||||
232,1 | 2,4 | 3,7 | 5,7 | 9,0 | 14,0 | 28,2 | 33,3 | 51,5 | 79,5 | 123,0 | ||||||
T2 | Затрудненный | 5 - 10 | 25 - 27 | 6,0 | 1,5 | 2,4 | 3,8 | 5,9 | 9,1 | 14,0 | 21,7 | 33,4 | 51,6 | 79,8 | ||
9,0 | 1,7 | 2,7 | 4,1 | 6,4 | 9,9 | 15,2 | 23,6 | 36,4 | 56,2 | 86,8 | ||||||
13,5 | 1,8 | 2,8 | 4,5 | 7,0 | 10,8 | 16,6 | 25,6 | 39,6 | 61,2 | 94,7 | ||||||
20,3 | 2,0 | 3,1 | 4,8 | 7,6 | 11,7 | 18,0 | 28,0 | 43,2 | 66,7 | 103,1 | ||||||
30,5 | 2,2 | 3,8 | 5,9 | 9,4 | 14,6 | 22,6 | 34,9 | 53,8 | 83,0 | 128,5 | ||||||
Неполное штучное время Обработка соединительных каналов в корпусных деталях Материал - алюминиевый сплав | Электроэрозионная обработка | |||||||||||||||
Карта 22 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Выход электрода | Режим работы | Площадь обработки S, мм2, до | Глубина обработки h, мм, до | ||||||||||
сила тока, А | напряжение, В | 4,0 | 5,4 | 7,3 | 10,0 | 13,5 | 18,2 | 24,6 | 33,2 | 44,8 | 60,5 | |||||
Время на обработку T, мин. | ||||||||||||||||
183 | T2 | Затрудненный | 5 - 10 | 25 - 27 | 45,8 | 2,7 | 4,2 | 6,4 | 10,2 | 15,8 | 24,5 | 37,9 | 58,6 | 90,6 | 140,0 | |
68,7 | 3,0 | 4,6 | 7,0 | 11,2 | 17,3 | 26,7 | 41,3 | 63,8 | 98,6 | 152,3 | ||||||
103,1 | 3,2 | 5,0 | 7,5 | 12,2 | 18,9 | 29,1 | 45,0 | 69,4 | 107,4 | 165,9 | ||||||
154,7 | 3,5 | 5,4 | 8,4 | 13,3 | 20,5 | 31,7 | 49,0 | 75,7 | 116,8 | 180,6 | ||||||
232,1 | 3,8 | 5,9 | 9,1 | 14,4 | 22,4 | 45,1 | 53,3 | 82,4 | 127,2 | 196,8 | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | ||
Коэффициент Kо | 1,5 | 1,15 | 1,0 | ||
Типа генератора | RC | ШГИ-40-440 | ШГИ-63-440, ШГИ-125-100М | ||
Коэффициент | 1,0 | 0,75 | 0,7 | ||
Прямолинейное разрезание деталей и заготовок Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 23 | Лист 1 | |||||||||||||||
Формулы зависимости |  |  |  | |||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | |||||||||||
1,5 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | ||||||||||||||||
4531 4531П 4532 | T1 | 0,1 | 15 | 2,5 | 2,9 | 3,7 | 4,7 | 6,0 | 7,6 | 9,8 | 12,4 | 15,9 | 20,1 | 25,6 | 33,0 | |
19 | 2,9 | 3,6 | 4,8 | 5,9 | 7,1 | 8,9 | 11,9 | 14,9 | 19,0 | 24,4 | 30,9 | 39,8 | ||||
27 | 4,0 | 4,8 | 5,9 | 7,7 | 9,5 | 12,5 | 15,4 | 20,2 | 25,5 | 32,1 | 41,0 | 52,9 | ||||
36 | 5,0 | 5,9 | 7,7 | 9,5 | 12,5 | 15,4 | 19,6 | 24,9 | 32,1 | 41,0 | 52,3 | 67,1 | ||||
49 | 6,4 | 7,7 | 9,5 | 12,5 | 15,4 | 19,6 | 25,5 | 32,1 | 41,6 | 52,3 | 66,5 | 86,1 | ||||
66 | 8,2 | 9,5 | 12,5 | 15,4 | 20,2 | 25,5 | 32,7 | 41,0 | 52,9 | 66,5 | 84,9 | 109,9 | ||||
89 | 10,4 | 11,9 | 16,0 | 19,6 | 25,5 | 32,1 | 41,0 | 52,3 | 67,1 | 84,9 | 108,1 | 139,6 | ||||
120 | 13,3 | 15,4 | 20,2 | 24,9 | 32,1 | 41,0 | 52,3 | 66,5 | 85,5 | 108,1 | 137,8 | 177,6 | ||||
162 | 16,9 | 19,6 | 25,5 | 32,1 | 41,0 | 52,3 | 67,1 | 84,9 | 109,3 | 137,8 | 175,8 | 227,0 | ||||
220 | 21,7 | 24,9 | 32,7 | 41,0 | 52,9 | 66,5 | 86,1 | 108,7 | 140,2 | 176,4 | 225,1 | 296,4 | ||||
0,2 | 15 | 2,2 | 2,5 | 3,2 | 4,1 | 5,2 | 6,6 | 8,5 | 10,8 | 14,3 | 18,1 | 23,1 | 29,8 | |||
19 | 2,6 | 3,0 | 4,2 | 4,8 | 6,5 | 7,7 | 10,1 | 13,1 | 16,6 | 21,4 | 26,7 | 35,1 | ||||
27 | 3,5 | 4,2 | 5,3 | 6,5 | 8,3 | 10,7 | 13,7 | 17,2 | 22,6 | 27,9 | 35,6 | 46,3 | ||||
36 | 4,4 | 5,3 | 6,5 | 8,3 | 10,7 | 13,7 | 17,2 | 22,0 | 27,9 | 35,0 | 45,1 | 58,2 | ||||
Неполное штучное время Прямолинейное разрезание деталей и заготовок Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 23 | Лист 2 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | |||||||||||
1,5 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 1,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | ||||||||||||||||
4531 4531П 4532 | T1 | 0,2 | 49 | 5,6 | 6,5 | 8,3 | 10,7 | 13,7 | 17,2 | 22,0 | 27,9 | 36,2 | 45,7 | 58,2 | 74,8 | |
66 | 7,1 | 8,3 | 10,7 | 13,7 | 17,2 | 22,0 | 27,9 | 35,6 | 45,7 | 58,2 | 74,3 | 95,6 | ||||
89 | 9,1 | 10,7 | 13,7 | 17,2 | 22,0 | 27,9 | 35,6 | 45,7 | 58,2 | 73,5 | 94,4 | 121,8 | ||||
120 | 11,6 | 13,7 | 17,2 | 22,0 | 27,9 | 35,0 | 45,7 | 58,2 | 74,8 | 94,4 | 120,0 | 155,0 | ||||
162 | 14,7 | 17,2 | 22,6 | 27,9 | 35,6 | 45,1 | 58,2 | 73,7 | 95,0 | 120,0 | 153,3 | 197,8 | ||||
220 | 18,9 | 22,0 | 28,5 | 35,6 | 45,7 | 58,2 | 74,8 | 94,4 | 121,8 | 153,8 | 196,0 | 253,0 | ||||
0,3 | 15 | 2,1 | 2,4 | 3,1 | 3,9 | 5,0 | 6,3 | 8,1 | 10,3 | 13,2 | 16,7 | 21,3 | 27,5 | |||
19 | 2,5 | 3,0 | 3,6 | 4,8 | 5,9 | 7,1 | 9,5 | 11,9 | 15,4 | 19,6 | 24,9 | 32,1 | ||||
27 | 3,3 | 3,6 | 4,8 | 5,9 | 7,7 | 10,0 | 12,5 | 16,0 | 20,8 | 26,1 | 33,3 | 42,8 | ||||
36 | 4,2 | 4,8 | 5,9 | 7,7 | 10,1 | 12,5 | 16,0 | 20,2 | 26,1 | 32,7 | 41,6 | 54,1 | ||||
49 | 5,4 | 5,9 | 7,7 | 9,5 | 12,5 | 16,0 | 20,2 | 26,1 | 33,3 | 42,2 | 53,5 | 68,9 | ||||
66 | 6,8 | 7,7 | 10,1 | 12,5 | 16,0 | 20,2 | 26,1 | 33,3 | 42,2 | 53,5 | 68,3 | 87,9 | ||||
89 | 8,7 | 9,5 | 12,5 | 16,0 | 20,2 | 25,5 | 33,3 | 42,2 | 54,1 | 68,3 | 86,7 | 112,3 | ||||
120 | 11,1 | 12,5 | 16,0 | 20,2 | 26,1 | 32,7 | 42,2 | 53,5 | 68,9 | 86,7 | 110,5 | 143,2 | ||||
162 | 14,1 | 16,0 | 20,8 | 25,5 | 33,3 | 41,6 | 54,1 | 68,3 | 87,9 | 110,5 | 141,4 | 182,4 | ||||
220 | 18,1 | 20,2 | 26,1 | 33,3 | 42,2 | 53,5 | 68,9 | 87,3 | 112,3 | 142,0 | 181,2 | 233,4 | ||||
Неполное штучное время Прямолинейное разрезание деталей и заготовок Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 23 | Лист 3 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | |||||||||||
1,5 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | ||||||||||||||||
4531 4531П 4532 | T2 | 0,1 | 15 | 3,3 | 3,8 | 4,9 | 6,2 | 7,9 | 10,0 | 12,9 | 16,4 | 21,0 | 26,6 | 33,9 | 43,7 | |
19 | 3,9 | 4,6 | 5,8 | 7,6 | 9,9 | 12,2 | 15,7 | 19,8 | 25,6 | 32,0 | 40,7 | 52,9 | ||||
27 | 5,2 | 5,8 | 8,1 | 9,9 | 12,8 | 16,3 | 20,9 | 26,1 | 33,7 | 42,4 | 54,6 | 70,3 | ||||
36 | 6,6 | 7,6 | 9,9 | 12,8 | 16,3 | 20,3 | 26,1 | 33,1 | 42,4 | 54,0 | 68,6 | 88,9 | ||||
49 | 8,4 | 9,9 | 12,8 | 16,3 | 20,9 | 26,1 | 33,7 | 42,4 | 54,6 | 69,1 | 88,3 | 113,9 | ||||
66 | 10,8 | 12,8 | 16,3 | 20,3 | 26,1 | 33,1 | 43,0 | 54,0 | 69,1 | 87,7 | 112,1 | 144,7 | ||||
89 | 13,8 | 15,7 | 20,9 | 26,1 | 33,7 | 41,8 | 54,6 | 69,1 | 88,9 | 112,1 | 142,9 | 184,2 | ||||
120 | 17,6 | 20,3 | 26,7 | 33,1 | 42,4 | 54,0 | 69,1 | 87,7 | 113,3 | 142,9 | 181,9 | 234,7 | ||||
162 | 22,4 | 26,1 | 33,7 | 42,4 | 54,6 | 68,6 | 88,3 | 112,1 | 144,1 | 181,9 | 231,8 | 299,8 | ||||
220 | 28,7 | 33,1 | 43,6 | 54,0 | 69,1 | 87,7 | 113,3 | 143,5 | 184,8 | 233,0 | 297,5 | 384,0 | ||||
0,2 | 15 | 2,9 | 3,3 | 4,3 | 5,4 | 7,0 | 8,8 | 11,3 | 14,4 | 18,5 | 23,3 | 29,7 | 38,4 | |||
19 | 3,5 | 4,1 | 5,2 | 6,4 | 8,7 | 10,5 | 13,9 | 17,4 | 22,1 | 27,9 | 36,0 | 45,9 | ||||
27 | 4,6 | 6,4 | 7,0 | 8,7 | 11,0 | 13,9 | 18,0 | 22,7 | 29,6 | 37,2 | 47,6 | 61,6 | ||||
36 | 5,8 | 7,0 | 8,7 | 11,6 | 13,9 | 18,0 | 22,7 | 29,1 | 37,2 | 47,1 | 60,4 | 77,9 | ||||
49 | 7,5 | 8,7 | 11,0 | 13,9 | 18,0 | 22,7 | 29,6 | 37,2 | 48,2 | 55,8 | 77,3 | 100,0 | ||||
Неполное штучное время Прямолинейное разрезание деталей и заготовок Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 23 | Лист 4 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | |||||||||||
1,5 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | ||||||||||||||||
4531 4531П 4532 | T2 | 0,2 | 66 | 9,5 | 11,6 | 14,5 | 18,0 | 23,2 | 29,1 | 37,8 | 47,6 | 61,0 | 77,3 | 98,2 | 126,7 | |
89 | 12,1 | 13,9 | 18,0 | 23,2 | 29,6 | 37,2 | 47,6 | 60,4 | 77,8 | 98,2 | 125,5 | 161,5 | ||||
120 | 15,4 | 18,0 | 23,2 | 29,1 | 37,2 | 47,1 | 61,0 | 77,3 | 99,4 | 124,9 | 159,8 | 206,3 | ||||
162 | 19,5 | 22,7 | 29,6 | 37,2 | 47,6 | 60,4 | 77,3 | 98,2 | 126,7 | 159,8 | 203,4 | 262,6 | ||||
220 | 25,0 | 29,0 | 37,8 | 47,6 | 61,0 | 77,3 | 99,4 | 126,1 | 162,1 | 204,5 | 260,9 | 336,4 | ||||
0,3 | 15 | 2,6 | 3,1 | 4,0 | 5,0 | 6,4 | 8,1 | 10,5 | 13,3 | 17,1 | 21,6 | 27,5 | 35,5 | |||
19 | 3,2 | 3,5 | 4,6 | 5,8 | 7,6 | 9,9 | 12,8 | 16,3 | 20,9 | 26,1 | 33,1 | 43,0 | ||||
27 | 4,3 | 5,2 | 6,4 | 8,1 | 10,5 | 13,4 | 16,8 | 21,5 | 27,3 | 34,9 | 44,2 | 56,9 | ||||
36 | 5,4 | 6,4 | 8,1 | 10,5 | 13,4 | 16,3 | 21,5 | 26,7 | 34,9 | 43,6 | 55,8 | 72,0 | ||||
49 | 6,9 | 8,1 | 10,5 | 12,9 | 16,8 | 20,9 | 27,3 | 34,9 | 44,7 | 56,4 | 71,5 | 92,4 | ||||
66 | 8,8 | 10,5 | 13,4 | 16,8 | 21,5 | 26,7 | 34,9 | 44,2 | 56,4 | 71,5 | 91,2 | 117,4 | ||||
89 | 11,2 | 12,8 | 16,8 | 20,9 | 27,3 | 34,3 | 44,2 | 55,8 | 72,0 | 91,2 | 115,6 | 149,9 | ||||
120 | 14,3 | 16,3 | 21,5 | 26,7 | 34,9 | 43,6 | 56,4 | 71,5 | 91,8 | 115,6 | 147,6 | 190,6 | ||||
162 | 18,2 | 20,9 | 27,3 | 34,3 | 44,2 | 55,8 | 72,0 | 91,2 | 116,8 | 147,6 | 188,2 | 243,4 | ||||
220 | 23,3 | 26,7 | 35,4 | 44,2 | 56,4 | 71,5 | 91,8 | 116,8 | 149,9 | 189,4 | 241,7 | 311,4 | ||||
Неполное штучное время Прямолинейное разрезание деталей и заготовок Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 23 | Лист 5 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | |||||||||||
1,5 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | ||||||||||||||||
4531 4531П 4532 | T3 | 0,1 | 15 | 4,7 | 5,5 | 7,2 | 9,0 | 11,5 | 14,6 | 18,8 | 23,8 | 30,6 | 38,6 | 49,3 | 63,6 | |
19 | 5,8 | 6,7 | 8,7 | 10,9 | 14,0 | 17,7 | 22,8 | 29,0 | 37,2 | 47,0 | 59,9 | 77,4 | ||||
27 | 7,7 | 8,9 | 11,7 | 14,6 | 18,8 | 23,7 | 30,6 | 38,8 | 49,8 | 62,9 | 80,2 | 103,6 | ||||
36 | 9,8 | 11,4 | 14,8 | 18,6 | 23,9 | 30,1 | 38,8 | 49,2 | 63,3 | 79,9 | 101,9 | 131,5 | ||||
49 | 12,7 | 14,7 | 19,1 | 24,0 | 30,8 | 38,9 | 50,1 | 63,6 | 81,7 | 103,2 | 131,6 | 169,8 | ||||
66 | 16,2 | 18,8 | 24,5 | 30,7 | 39,5 | 49,8 | 64,2 | 81,4 | 104,7 | 132,1 | 168,5 | 217,5 | ||||
89 | 20,8 | 24,1 | 31,4 | 39,4 | 50,6 | 63,9 | 82,2 | 104,3 | 134,1 | 169,3 | 215,9 | 278,7 | ||||
120 | 26,6 | 30,9 | 40,3 | 50,4 | 64,8 | 81,8 | 105,4 | 133,7 | 171,9 | 217,0 | 276,7 | 357,2 | ||||
162 | 34,2 | 39,6 | 51,7 | 64,7 | 83,2 | 105,0 | 135,2 | 171,5 | 220,5 | 278,4 | 355,0 | 458,2 | ||||
220 | 44,0 | 51,0 | 66,6 | 83,4 | 107,2 | 135,4 | 174,3 | 221,2 | 284,3 | 358,9 | 457,7 | 590,8 | ||||
0,2 | 15 | 4,1 | 4,8 | 6,2 | 7,8 | 10,0 | 12,7 | 16,3 | 20,7 | 26,6 | 33,6 | 42,9 | 55,4 | |||
19 | 5,0 | 5,8 | 7,6 | 9,5 | 12,2 | 15,4 | 19,9 | 25,2 | 32,4 | 40,9 | 52,2 | 67,4 | ||||
27 | 6,7 | 7,8 | 10,2 | 12,7 | 16,4 | 20,7 | 26,6 | 33,8 | 43,4 | 54,8 | 69,9 | 90,2 | ||||
36 | 8,5 | 9,9 | 12,9 | 16,2 | 20,8 | 26,2 | 33,8 | 42,9 | 55,1 | 69,6 | 88,7 | 114,5 | ||||
49 | 11,0 | 12,8 | 16,7 | 20,9 | 26,8 | 33,9 | 43,6 | 55,3 | 71,2 | 89,8 | 114,6 | 147,9 | ||||
66 | 14,1 | 16,4 | 21,3 | 26,7 | 34,4 | 43,4 | 55,9 | 70,9 | 91,1 | 115,0 | 146,7 | 189,3 | ||||
Неполное штучное время Прямолинейное разрезание деталей и заготовок Материал - углеродистая сталь | Электроэрозионная обработка | |||||||||||||||
Карта 23 | Лист 6 | |||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | |||||||||||
1,5 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | ||||||||||||||||
4531 4531П 4532 | T3 | 0,2 | 89 | 18,1 | 21,0 | 27,4 | 34,3 | 44,0 | 55,6 | 71,6 | 90,8 | 116,8 | 147,4 | 188,0 | 242,7 | |
120 | 23,2 | 26,9 | 35,1 | 43,9 | 56,4 | 71,3 | 91,8 | 116,4 | 149,7 | 188,9 | 240,9 | 311,0 | ||||
162 | 29,7 | 34,5 | 45,0 | 56,3 | 72,4 | 91,4 | 117,7 | 149,3 | 192,0 | 242,4 | 309,1 | 398,9 | ||||
220 | 38,3 | 44,4 | 58,0 | 72,6 | 93,3 | 117,8 | 151,8 | 192,5 | 247,5 | 312,5 | 398,5 | 514,3 | ||||
0,3 | 15 | 3,8 | 4,4 | 5,8 | 7,2 | 9,3 | 11,7 | 15,1 | 19,1 | 24,6 | 31,0 | 39,5 | 51,0 | |||
19 | 4,6 | 5,4 | 7,0 | 8,8 | 11,3 | 14,2 | 18,3 | 23,3 | 29,9 | 37,7 | 48,1 | 62,1 | ||||
27 | 6,2 | 7,2 | 9,4 | 11,7 | 15,1 | 19,1 | 24,5 | 31,1 | 40,0 | 50,5 | 64,4 | 83,1 | ||||
36 | 7,9 | 9,1 | 11,9 | 14,9 | 19,2 | 24,2 | 31,2 | 39,5 | 50,8 | 64,1 | 81,8 | 105,6 | ||||
49 | 10,2 | 11,8 | 15,4 | 19,2 | 24,7 | 31,2 | 40,2 | 51,0 | 65,6 | 82,8 | 105,6 | 136,4 | ||||
66 | 13,0 | 15,1 | 19,7 | 24,6 | 31,7 | 40,0 | 51,5 | 65,4 | 84,0 | 106,1 | 135,3 | 174,6 | ||||
89 | 16,7 | 19,3 | 25,2 | 31,6 | 40,6 | 51,3 | 66,0 | 83,8 | 107,7 | 135,6 | 173,4 | 223,8 | ||||
120 | 21,4 | 24,8 | 32,3 | 40,5 | 52,0 | 65,7 | 84,6 | 107,4 | 138,0 | 174,2 | 222,2 | 286,8 | ||||
162 | 27,4 | 31,8 | 41,5 | 51,9 | 66,8 | 84,3 | 108,6 | 137,7 | 177,0 | 223,5 | 285,0 | 367,9 | ||||
220 | 35,4 | 41,0 | 53,5 | 67,0 | 86,1 | 108,7 | 139,9 | 177,5 | 228,2 | 288,1 | 367,4 | 474,3 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы |
Коэффициент Kо | 1,0 | 0,8 | 0,4 | 0,9 | 0,6 | 2,0 | 2,5 |
Типа генератора | RC | ГКЦ | ГТМ | П-130-0,15 | |||
Коэффициент | 1,0 | 0,7 | 1,7 | 2,5 | |||
Вырезка сложных контуров по копиру на станке модели 4531 Материал углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 1 | ||||||||||||||||
Формулы зависимости |  |  | |||||||||||||||
 |  | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T1 | 0,1 | 10 | 2,4 | 3,1 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,6 | 14,4 | 18,1 | 22,4 | 27,9 | 35,3 | |
14 | 3,2 | 4,1 | 4,9 | 6,3 | 7,7 | 9,7 | 11,9 | 15,1 | 18,8 | 23,6 | 29,2 | 36,5 | 46,1 | ||||
19 | 4,1 | 5,2 | 6,3 | 8,0 | 9,8 | 12,3 | 15,3 | 19,2 | 23,9 | 30,1 | 37,2 | 46,5 | 58,7 | ||||
27 | 5,4 | 6,9 | 8,3 | 10,5 | 12,9 | 16,3 | 20,2 | 25,4 | 31,6 | 39,7 | 49,1 | 61,3 | 77,4 | ||||
36 | 6,7 | 8,6 | 10,4 | 13,2 | 16,3 | 20,4 | 25,3 | 31,9 | 39,6 | 49,8 | 61,7 | 76,9 | 97,1 | ||||
49 | 8,6 | 10,9 | 13,2 | 16,9 | 20,7 | 26,1 | 32,3 | 40,7 | 50,5 | 63,6 | 78,7 | 98,2 | 124,0 | ||||
66 | 10,8 | 13,9 | 16,8 | 21,4 | 26,2 | 33,0 | 40,8 | 51,5 | 63,9 | 80,4 | 99,5 | 124,3 | 156,9 | ||||
89 | 13,7 | 17,6 | 21,2 | 27,1 | 33,2 | 41,8 | 51,7 | 65,2 | 80,9 | 101,9 | 126,0 | 157,4 | 198,7 | ||||
120 | 17,4 | 22,3 | 26,9 | 34,3 | 42,1 | 52,9 | 65,5 | 82,5 | 102,5 | 128,9 | 159,6 | 199,3 | 251,6 | ||||
162 | 22,0 | 28,3 | 34,1 | 43,4 | 53,3 | 67,1 | 82,9 | 104,6 | 129,9 | 163,5 | 202,3 | 252,6 | 318,9 | ||||
220 | 28,1 | 36,0 | 43,4 | 55,3 | 67,9 | 85,4 | 105,7 | 133,2 | 165,5 | 208,2 | 257,6 | 321,7 | 406,2 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 2 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T1 | 0,2 | 10 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,0 | 10,1 | 12,5 | 15,8 | 19,5 | 24,4 | 30,8 | |
14 | 2,8 | 3,6 | 4,3 | 5,5 | 6,7 | 8,5 | 10,5 | 13,2 | 16,4 | 20,6 | 25,5 | 31,8 | 40,2 | ||||
19 | 3,5 | 4,5 | 5,5 | 7,0 | 8,6 | 10,8 | 13,3 | 16,8 | 20,8 | 26,2 | 32,4 | 40,5 | 51,1 | ||||
27 | 4,7 | 6,0 | 7,2 | 9,2 | 11,3 | 14,5 | 17,6 | 22,1 | 27,5 | 34,6 | 42,8 | 53,4 | 57,5 | ||||
36 | 5,9 | 7,5 | 9,0 | 11,5 | 14,2 | 17,8 | 22,0 | 27,8 | 34,4 | 43,4 | 53,7 | 67,1 | 84,7 | ||||
49 | 7,5 | 9,6 | 11,5 | 14,7 | 18,1 | 22,7 | 28,1 | 35,4 | 44,0 | 55,4 | 68,5 | 85,6 | 108,0 | ||||
66 | 9,5 | 12,1 | 14,6 | 18,6 | 22,9 | 28,8 | 35,6 | 44,8 | 55,7 | 70,1 | 86,7 | 108,3 | 136,7 | ||||
89 | 11,9 | 15,4 | 18,5 | 23,6 | 28,9 | 36,4 | 45,1 | 56,8 | 70,6 | 88,8 | 109,8 | 137,1 | 173,1 | ||||
120 | 15,2 | 19,4 | 23,4 | 29,9 | 36,7 | 46,1 | 57,1 | 71,9 | 89,3 | 112,4 | 139,1 | 173,6 | 219,2 | ||||
162 | 19,2 | 24,6 | 29,7 | 37,8 | 46,5 | 58,4 | 72,3 | 91,1 | 113,2 | 142,5 | 176,2 | 220,1 | 277,9 | ||||
220 | 24,5 | 31,4 | 37,8 | 48,2 | 59,2 | 74,4 | 92,1 | 116,0 | 144,2 | 181,4 | 224,4 | 280,3 | 353,8 | ||||
0,3 | 10 | 2,0 | 2,5 | 3,0 | 3,9 | 4,7 | 6,0 | 7,4 | 9,3 | 11,6 | 14,5 | 18,0 | 22,5 | 28,4 | |||
14 | 2,6 | 3,3 | 4,0 | 5,0 | 6,2 | 7,8 | 9,6 | 12,1 | 15,1 | 18,9 | 23,5 | 29,3 | 37,0 | ||||
19 | 3,2 | 4,2 | 5,0 | 6,4 | 7,9 | 9,9 | 12,3 | 15,5 | 19,2 | 24,2 | 29,9 | 37,3 | 47,1 | ||||
27 | 4,3 | 5,5 | 6,6 | 8,5 | 10,4 | 13,1 | 16,2 | 20,4 | 25,3 | 31,9 | 39,4 | 49,3 | 52,2 | ||||
36 | 5,4 | 6,9 | 8,3 | 10,6 | 13,1 | 16,4 | 20,3 | 25,6 | 31,8 | 40,0 | 49,5 | 61,8 | 78,1 | ||||
49 | 6,9 | 8,8 | 10,6 | 13,6 | 16,7 | 20,9 | 25,9 | 32,7 | 40,6 | 51,1 | 63,2 | 78,9 | 99,5 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 3 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T1 | 0,3 | 66 | 8,7 | 11,2 | 13,5 | 17,2 | 21,1 | 26,5 | 32,8 | 41,3 | 51,4 | 64,6 | 79,9 | 99,8 | 126,0 | |
89 | 11,0 | 14,1 | 17,0 | 21,7 | 26,7 | 33,6 | 41,5 | 52,3 | 63,0 | 81,8 | 101,2 | 126,4 | 159,6 | ||||
120 | 14,0 | 17,9 | 21,6 | 27,5 | 33,8 | 42,5 | 52,6 | 66,3 | 82,3 | 103,6 | 128,2 | 160,0 | 202,0 | ||||
162 | 17,7 | 22,7 | 27,3 | 34,9 | 42,8 | 53,9 | 66,7 | 84,0 | 104,4 | 131,3 | 162,5 | 202,9 | 256,1 | ||||
220 | 22,5 | 28,7 | 34,8 | 44,5 | 54,5 | 68,6 | 84,9 | 106,9 | 132,9 | 167,2 | 206,9 | 258,3 | 326,1 | ||||
T2 | 0,1 | 10 | 3,0 | 3,9 | 4,7 | 6,1 | 7,5 | 9,6 | 11,9 | 15,2 | 19,0 | 24,2 | 30,2 | 38,0 | 48,4 | ||
14 | 3,9 | 5,0 | 6,1 | 7,9 | 9,7 | 12,4 | 15,4 | 19,6 | 24,6 | 31,2 | 38,9 | 49,1 | 62,6 | ||||
19 | 4,9 | 6,3 | 7,7 | 9,9 | 12,3 | 15,6 | 19,4 | 24,7 | 31,0 | 39,4 | 49,1 | 61,9 | 78,9 | ||||
27 | 6,4 | 8,3 | 10,1 | 12,9 | 16,0 | 20,4 | 25,4 | 32,3 | 40,5 | 51,4 | 64,2 | 80,8 | 103,0 | ||||
36 | 8,0 | 10,3 | 12,5 | 16,1 | 19,9 | 25,3 | 31,6 | 40,2 | 50,4 | 63,9 | 79,9 | 100,6 | 128,2 | ||||
49 | 10,1 | 13,0 | 15,8 | 20,4 | 25,2 | 32,0 | 39,9 | 50,8 | 63,7 | 80,9 | 100,9 | 127,2 | 162,1 | ||||
66 | 12,6 | 16,3 | 19,8 | 25,5 | 31,6 | 40,1 | 50,1 | 63,7 | 79,9 | 101,4 | 126,6 | 159,5 | 203,3 | ||||
89 | 15,8 | 20,5 | 24,9 | 32,0 | 39,7 | 50,4 | 62,9 | 80,0 | 100,3 | 127,3 | 158,9 | 200,2 | 255,1 | ||||
120 | 19,9 | 25,7 | 31,2 | 40,2 | 49,8 | 63,2 | 80,0 | 100,3 | 125,8 | 159,8 | 199,3 | 251,2 | 320,2 | ||||
162 | 24,9 | 32,3 | 39,2 | 50,5 | 52,5 | 79,4 | 99,1 | 126,1 | 158,0 | 200,7 | 250,4 | 315,5 | 402,2 | ||||
220 | 31,5 | 40,8 | 49,5 | 63,7 | 78,9 | 100,2 | 125,1 | 150,1 | 199,4 | 253,2 | 316,0 | 398,2 | 507,5 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 4 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T2 | 0,2 | 10 | 2,6 | 3,4 | 4,1 | 5,3 | 6,6 | 8,4 | 10,5 | 13,3 | 16,7 | 21,2 | 26,5 | 33,3 | 42,5 | |
14 | 3,4 | 4,4 | 5,4 | 6,9 | 8,5 | 10,8 | 13,5 | 17,2 | 21,6 | 27,4 | 34,2 | 43,1 | 54,9 | ||||
19 | 4,3 | 5,6 | 6,8 | 8,7 | 10,8 | 13,7 | 17,1 | 21,7 | 27,2 | 34,5 | 43,1 | 54,3 | 69,2 | ||||
27 | 5,6 | 7,3 | 8,8 | 11,4 | 14,1 | 17,9 | 22,3 | 28,3 | 35,5 | 45,1 | 56,3 | 70,9 | 90,4 | ||||
36 | 6,9 | 9,0 | 10,9 | 14,1 | 17,5 | 22,2 | 27,7 | 35,3 | 44,2 | 56,1 | 70,1 | 88,3 | 112,5 | ||||
49 | 8,8 | 11,4 | 13,9 | 17,9 | 22,1 | 28,1 | 35,0 | 44,6 | 55,9 | 71,0 | 88,6 | 111,6 | 142,2 | ||||
66 | 11,1 | 14,3 | 17,4 | 22,4 | 27,7 | 35,2 | 43,9 | 55,9 | 70,1 | 89,0 | 111,1 | 139,9 | 178,3 | ||||
89 | 13,9 | 18,0 | 21,8 | 28,1 | 34,8 | 44,2 | 55,2 | 70,2 | 87,9 | 111,7 | 139,4 | 175,6 | 223,8 | ||||
120 | 17,4 | 22,6 | 27,4 | 35,3 | 43,7 | 55,5 | 69,2 | 88,0 | 110,4 | 140,2 | 174,9 | 220,4 | 280,9 | ||||
162 | 21,9 | 28,4 | 34,4 | 44,3 | 54,9 | 69,7 | 87,0 | 110,6 | 138,7 | 176,1 | 219,7 | 276,9 | 352,9 | ||||
220 | 27,6 | 35,8 | 43,4 | 55,9 | 69,2 | 87,9 | 109,7 | 139,6 | 174,9 | 222,2 | 277,3 | 349,4 | 445,3 | ||||
0,3 | 10 | 2,4 | 3,2 | 3,8 | 4,9 | 6,1 | 7,8 | 9,7 | 12,3 | 15,5 | 19,6 | 24,5 | 30,9 | 39,4 | |||
14 | 3,2 | 4,1 | 5,0 | 6,4 | 7,9 | 10,0 | 12,5 | 15,9 | 20,0 | 25,4 | 31,6 | 40,0 | 50,8 | ||||
19 | 4,0 | 5,2 | 6,3 | 8,1 | 11,0 | 12,7 | 15,8 | 20,1 | 25,2 | 32,0 | 39,9 | 50,3 | 64,1 | ||||
27 | 5,2 | 6,7 | 8,2 | 10,5 | 13,0 | 16,5 | 20,6 | 26,2 | 32,9 | 41,8 | 52,1 | 65,7 | 83,7 | ||||
36 | 6,5 | 8,4 | 10,2 | 13,1 | 16,2 | 20,6 | 25,7 | 32,6 | 40,9 | 51,9 | 64,9 | 81,7 | 104,2 | ||||
49 | 8,2 | 10,6 | 12,8 | 16,5 | 20,5 | 25,9 | 32,4 | 41,3 | 51,7 | 65,7 | 81,9 | 103,3 | 131,7 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 5 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T2 | 0,3 | 66 | 10,2 | 13,3 | 16,1 | 20,7 | 25,7 | 32,6 | 40,7 | 51,7 | 64,9 | 82,4 | 102,8 | 129,5 | 165,9 | |
89 | 12,9 | 16,7 | 20,2 | 26,0 | 32,2 | 40,9 | 51,1 | 64,9 | 81,4 | 103,4 | 129,0 | 162,6 | 207,2 | ||||
120 | 16,1 | 20,9 | 25,4 | 38,7 | 40,4 | 51,4 | 64,1 | 81,5 | 102,2 | 129,8 | 161,9 | 204,0 | 260,1 | ||||
162 | 20,3 | 26,3 | 31,9 | 41,0 | 50,8 | 64,5 | 80,5 | 102,4 | 128,4 | 163,0 | 203,4 | 256,3 | 326,7 | ||||
220 | 25,6 | 33,1 | 40,2 | 51,8 | 64,1 | 81,4 | 101,6 | 129,2 | 161,9 | 205,7 | 256,7 | 323,4 | 412,2 | ||||
T3 | 0,1 | 10 | 3,9 | 5,1 | 6,2 | 8,0 | 10,0 | 12,6 | 15,8 | 20,4 | 25,3 | 32,2 | 40,3 | 50,9 | 65,1 | ||
14 | 5,0 | 6,5 | 7,9 | 10,2 | 12,7 | 16,2 | 20,2 | 25,8 | 32,4 | 41,3 | 51,7 | 65,3 | 83,6 | ||||
19 | 6,3 | 8,2 | 9,9 | 12,8 | 15,9 | 20,3 | 25,3 | 32,3 | 40,7 | 51,8 | 64,8 | 81,9 | 104,7 | ||||
27 | 8,1 | 10,6 | 12,9 | 16,6 | 20,6 | 26,3 | 32,9 | 41,9 | 52,7 | 67,2 | 84,1 | 106,3 | 135,9 | ||||
36 | 10,1 | 13,1 | 15,9 | 20,5 | 25,5 | 32,5 | 40,7 | 51,9 | 65,3 | 83,1 | 104,0 | 131,5 | 168,1 | ||||
49 | 12,6 | 16,4 | 19,9 | 25,8 | 32,1 | 40,8 | 51,1 | 65,1 | 81,9 | 104,4 | 130,7 | 165,2 | 211,2 | ||||
66 | 15,7 | 20,5 | 24,9 | 32,2 | 40,0 | 50,9 | 63,7 | 81,3 | 102,2 | 130,2 | 162,9 | 205,9 | 263,2 | ||||
89 | 19,7 | 25,5 | 31,1 | 40,1 | 49,9 | 63,5 | 79,5 | 101,4 | 127,5 | 162,4 | 203,2 | 256,8 | 328,4 | ||||
120 | 24,5 | 31,9 | 38,8 | 50,1 | 62,2 | 79,2 | 99,1 | 126,5 | 159,1 | 202,5 | 253,5 | 320,4 | 409,7 | ||||
162 | 30,6 | 39,8 | 48,4 | 62,5 | 77,7 | 98,9 | 123,8 | 157,9 | 198,6 | 252,9 | 316,6 | 400,1 | 511,6 | ||||
220 | 38,4 | 49,9 | 60,7 | 78,4 | 97,4 | 124,0 | 155,3 | 198,1 | 249,2 | 317,4 | 397,9 | 501,9 | 641,8 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 6 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | Т3 | 0,2 | 10 | 3,4 | 4,4 | 5,4 | 7,0 | 8,7 | 11,0 | 13,8 | 17,6 | 22,2 | 28,3 | 35,4 | 44,7 | 57,1 | |
14 | 4,4 | 5,7 | 6,9 | 8,9 | 11,1 | 14,2 | 17,7 | 22,6 | 28,5 | 36,3 | 45,4 | 57,3 | 73,3 | ||||
19 | 5,5 | 7,2 | 8,7 | 11,2 | 14,0 | 17,8 | 22,2 | 28,4 | 35,7 | 45,4 | 56,9 | 71,9 | 91,9 | ||||
27 | 7,1 | 9,3 | 11,3 | 14,6 | 18,1 | 23,4 | 28,8 | 36,9 | 46,3 | 58,9 | 73,8 | 93,2 | 119,2 | ||||
36 | 8,8 | 11,5 | 13,9 | 18,0 | 22,4 | 28,5 | 35,7 | 45,5 | 57,3 | 72,9 | 91,3 | 115,3 | 147,5 | ||||
49 | 11,1 | 14,4 | 17,5 | 22,6 | 28,1 | 35,8 | 44,8 | 57,2 | 71,9 | 91,6 | 114,6 | 144,9 | 185,2 | ||||
66 | 13,8 | 17,9 | 21,9 | 28,2 | 35,1 | 44,6 | 55,9 | 71,3 | 89,7 | 114,2 | 142,9 | 180,6 | 230,9 | ||||
89 | 17,2 | 22,4 | 27,3 | 35,2 | 43,7 | 55,7 | 69,7 | 88,9 | 111,9 | 142,5 | 178,3 | 225,3 | 288,1 | ||||
120 | 21,5 | 27,9 | 34,0 | 43,9 | 54,6 | 69,5 | 86,9 | 110,9 | 139,5 | 177,7 | 222,4 | 281,1 | 359,4 | ||||
162 | 26,8 | 34,9 | 42,5 | 54,9 | 68,1 | 86,8 | 108,6 | 138,6 | 174,2 | 221,9 | 277,7 | 350,9 | 448,8 | ||||
220 | 33,7 | 43,8 | 53,3 | 68,8 | 85,4 | 108,8 | 136,2 | 173,8 | 218,5 | 278,3 | 348,3 | 440,2 | 562,9 | ||||
0,3 | 10 | 3,2 | 4,1 | 5,0 | 6,5 | 8,0 | 10,2 | 12,8 | 16,3 | 20,5 | 26,2 | 32,7 | 41,4 | 52,9 | |||
14 | 4,1 | 5,3 | 6,4 | 8,3 | 10,3 | 13,1 | 16,4 | 20,9 | 26,4 | 33,6 | 42,0 | 53,1 | 67,9 | ||||
19 | 5,1 | 6,6 | 8,1 | 10,4 | 12,9 | 16,5 | 20,6 | 26,3 | 33,0 | 42,1 | 52,7 | 66,6 | 85,1 | ||||
27 | 6,6 | 8,6 | 10,4 | 13,5 | 16,8 | 21,3 | 26,7 | 34,1 | 42,9 | 54,6 | 68,3 | 86,3 | 110,4 | ||||
36 | 8,2 | 10,6 | 12,9 | 16,7 | 20,7 | 26,4 | 33,0 | 42,2 | 53,0 | 67,5 | 84,5 | 106,8 | 136,6 | ||||
49 | 10,3 | 13,3 | 16,2 | 20,9 | 26,0 | 33,2 | 41,5 | 52,9 | 66,6 | 84,8 | 106,2 | 134,2 | 171,5 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 7 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T3 | 0,3 | 66 | 12,8 | 16,6 | 20,2 | 26,1 | 32,5 | 41,3 | 51,7 | 66,0 | 83,0 | 105,7 | 132,3 | 167,2 | 213,8 | |
89 | 15,9 | 20,8 | 25,2 | 32,6 | 40,5 | 51,6 | 64,6 | 82,4 | 103,6 | 131,9 | 165,1 | 208,7 | 266,8 | ||||
120 | 19,9 | 25,9 | 31,5 | 40,7 | 50,5 | 64,4 | 80,5 | 102,8 | 129,2 | 164,6 | 205,9 | 260,3 | 332,8 | ||||
162 | 24,9 | 32,3 | 39,3 | 50,8 | 63,1 | 80,4 | 100,6 | 128,3 | 161,3 | 205,5 | 257,2 | 325,0 | 415,6 | ||||
220 | 31,2 | 40,5 | 49,3 | 63,7 | 79,1 | 100,8 | 126,1 | 160,9 | 202,4 | 257,7 | 322,6 | 407,6 | 521,2 | ||||
T4 | 0,1 | 10 | 5,1 | 6,6 | 8,0 | 10,2 | 12,6 | 15,8 | 19,7 | 24,8 | 30,9 | 39,1 | 48,5 | 60,7 | 76,9 | ||
14 | 6,6 | 8,5 | 10,3 | 13,2 | 16,2 | 20,5 | 25,4 | 32,1 | 39,9 | 50,5 | 62,6 | 78,4 | 99,3 | ||||
19 | 8,4 | 10,8 | 12,9 | 16,6 | 20,5 | 25,8 | 32,0 | 40,5 | 50,4 | 63,7 | 78,9 | 98,9 | 125,3 | ||||
27 | 10,9 | 14,0 | 16,9 | 21,7 | 26,7 | 33,7 | 41,8 | 52,9 | 65,9 | 83,1 | 103,1 | 129,2 | 163,6 | ||||
36 | 13,6 | 17,5 | 21,1 | 26,9 | 33,2 | 41,9 | 52,0 | 65,8 | 81,9 | 103,5 | 128,3 | 160,7 | 203,6 | ||||
49 | 17,2 | 22,1 | 26,7 | 34,1 | 42,0 | 53,0 | 65,8 | 83,1 | 103,8 | 130,8 | 162,3 | 203,2 | 257,4 | ||||
66 | 21,5 | 27,7 | 33,4 | 42,8 | 52,7 | 66,5 | 82,5 | 104,3 | 129,9 | 164,0 | 203,5 | 254,8 | 322,8 | ||||
89 | 27,0 | 34,8 | 42,0 | 53,5 | 66,1 | 83,4 | 103,5 | 130,9 | 163,1 | 205,8 | 255,4 | 319,8 | 405,1 | ||||
120 | 33,9 | 43,6 | 52,7 | 67,4 | 83,0 | 104,7 | 129,9 | 164,2 | 204,7 | 258,3 | 320,5 | 401,4 | 508,4 | ||||
162 | 42,6 | 54,8 | 66,2 | 84,6 | 104,2 | 131,5 | 163,2 | 206,3 | 257,1 | 324,5 | 402,6 | 504,2 | 638,7 | ||||
220 | 53,7 | 69,1 | 83,5 | 106,8 | 131,5 | 166,0 | 205,9 | 260,3 | 324,5 | 409,4 | 508,0 | 636,3 | 805,9 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 8 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T4 | 0,2 | 10 | 4,5 | 5,7 | 6,9 | 8,9 | 10,9 | 13,8 | 17,1 | 21,6 | 26,9 | 34,0 | 42,2 | 52,8 | 66,9 | |
14 | 5,8 | 7,4 | 9,0 | 11,5 | 14,1 | 17,8 | 22,1 | 27,9 | 34,8 | 43,9 | 54,5 | 68,2 | 86,4 | ||||
19 | 7,3 | 9,4 | 11,3 | 14,4 | 17,8 | 22,4 | 27,9 | 35,2 | 48,9 | 55,4 | 68,7 | 86,0 | 108,9 | ||||
27 | 9,5 | 12,2 | 14,7 | 18,9 | 23,2 | 29,3 | 36,4 | 45,9 | 57,3 | 72,3 | 89,7 | 112,4 | 142,3 | ||||
36 | 11,8 | 15,2 | 18,4 | 23,5 | 28,9 | 36,5 | 45,3 | 57,2 | 71,3 | 90,0 | 111,7 | 139,8 | 177,1 | ||||
49 | 14,9 | 19,2 | 23,1 | 29,7 | 36,5 | 46,1 | 57,2 | 72,3 | 90,1 | 113,7 | 141,1 | 176,8 | 223,9 | ||||
66 | 18,7 | 24,1 | 29,1 | 37,2 | 45,8 | 57,8 | 71,7 | 90,7 | 113,0 | 142,6 | 176,9 | 221,7 | 280,7 | ||||
89 | 23,5 | 30,2 | 36,5 | 46,7 | 57,5 | 72,6 | 90,0 | 113,8 | 141,9 | 179,0 | 222,1 | 278,2 | 352,4 | ||||
120 | 29,5 | 37,9 | 45,8 | 58,6 | 72,1 | 91,1 | 113,0 | 142,8 | 178,0 | 224,7 | 278,8 | 349,8 | 442,2 | ||||
162 | 37,0 | 47,7 | 57,5 | 73,6 | 90,7 | 114,4 | 141,9 | 179,4 | 223,7 | 282,2 | 350,2 | 438,6 | 555,5 | ||||
220 | 46,7 | 60,1 | 72,6 | 92,9 | 114,4 | 144,4 | 179,1 | 226,4 | 282,2 | 356,1 | 441,9 | 553,4 | 700,9 | ||||
0,3 | 10 | 4,1 | 5,3 | 6,4 | 8,2 | 10,1 | 12,7 | 15,8 | 19,9 | 24,9 | 31,6 | 38,9 | 48,7 | 61,7 | |||
14 | 5,3 | 6,8 | 8,3 | 10,6 | 13,0 | 16,4 | 20,4 | 25,8 | 32,1 | 40,5 | 50,3 | 62,9 | 79,7 | ||||
19 | 6,7 | 8,6 | 10,4 | 13,3 | 16,4 | 20,7 | 25,7 | 32,5 | 40,5 | 51,1 | 63,4 | 79,4 | 100,5 | ||||
27 | 8,8 | 11,3 | 13,6 | 17,4 | 21,4 | 27,0 | 33,6 | 42,4 | 52,9 | 66,7 | 82,8 | 103,7 | 131,3 | ||||
36 | 10,9 | 14,0 | 16,9 | 21,7 | 26,8 | 33,7 | 41,8 | 52,8 | 65,4 | 83,0 | 103,0 | 129,0 | 163,4 | ||||
49 | 13,8 | 17,7 | 21,4 | 27,4 | 33,7 | 42,5 | 52,8 | 66,7 | 83,2 | 104,9 | 130,2 | 163,1 | 206,5 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531 Материал - углеродистая сталь | Электроэрозионная обработка | ||||||||||||||||
Карта 24 | Лист 9 | ||||||||||||||||
Модель станка | Шероховатость поверхности, мкм | Обозначение времени | Диаметр электрода d, мм, до | Длина реза l, мм, до | Толщина детали b, мм, до | ||||||||||||
1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,5 | 6,0 | 8,2 | 11,0 | 15,0 | 20,0 | 27,0 | 37,0 | |||||
Время на один рез T, мин. | |||||||||||||||||
4531 4531П 4532 | T4 | 0,3 | 66 | 17,3 | 22,2 | 26,8 | 34,3 | 42,3 | 53,3 | 66,2 | 83,7 | 104,3 | 131,6 | 163,3 | 204,5 | 259,0 | |
89 | 21,7 | 27,9 | 33,7 | 43,1 | 53,1 | 66,9 | 83,1 | 105,0 | 130,9 | 165,2 | 204,9 | 256,7 | 325,1 | ||||
120 | 27,2 | 35,0 | 42,3 | 54,1 | 66,6 | 84,0 | 104,3 | 131,8 | 164,3 | 207,3 | 257,2 | 322,1 | 407,9 | ||||
162 | 34,2 | 43,9 | 53,1 | 67,9 | 83,6 | 105,6 | 130,9 | 165,5 | 206,3 | 260,4 | 323,1 | 404,6 | 512,5 | ||||
220 | 43,1 | 55,5 | 67,0 | 85,7 | 105,9 | 133,2 | 165,3 | 208,8 | 260,4 | 328,6 | 407,7 | 510,6 | 646,7 | ||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы |
Коэффициент Kо | 1,0 | 0,8 | 0,4 | 0,9 | 0,6 | 2,0 | 2,5 |
Типа генератора | RC | ГКЦ | ГТМ | П-130-0,15 | |||
Коэффициент | 1,0 | 0,7 | 1,7 | 2,5 | |||
Вырезка сложных контуров по копиру на станке модели 4531ФЗ Материал - жаропрочный сплав | Электроэрозионная обработка | |||||||||
Карта 25 | Лист 1 | |||||||||
Модель станка | Диаметр электрода d, мм, до | Шероховатость поверхности, мкм | Скорость обработки, мм/мин. | Толщина детали b, мм, до | Длина реза l, мм, до | |||||
10 | 15 | 23 | 35 | 50 | ||||||
Время на один рез T, мин. | ||||||||||
4531ФЗ | 0,1 | 0,450 | 2 | 24,2 | 35,3 | 53,1 | 79,7 | 113,0 | ||
0,140 | 5 | 73,4 | 109,1 | 166,2 | 251,9 | 359,0 | ||||
0,110 | 10 | 92,9 | 138,4 | 211,1 | 320,2 | 456,5 | ||||
0,080 | 15 | 127,0 | 189,5 | 289,5 | 439,5 | 627,0 | ||||
0,065 | 20 | 156,0 | 233,0 | 356,2 | 541,0 | 772,0 | ||||
0,056 | 25 | 180,0 | 269,0 | 411,4 | 625,0 | 892,0 | ||||
0,050 | 30 | 194,0 | 290,0 | 443,6 | 674,0 | 962,0 | ||||
4532ФЗ | 0,750 | 2 | 15,4 | 22,1 | 32,8 | 48,9 | 69,0 | |||
0,370 | 5 | 28,9 | 42,4 | 63,9 | 96,2 | 136,5 | ||||
0,180 | 10 | 57,6 | 85,4 | 129,9 | 196,6 | 280,0 | ||||
0,140 | 15 | 73,4 | 109,1 | 166,2 | 251,9 | 359,0 | ||||
0,110 | 20 | 93,1 | 138,7 | 211,5 | 320,9 | 457,5 | ||||
0,090 | 25 | 113,0 | 168,5 | 257,3 | 340,5 | 557,0 | ||||
0,080 | 30 | 127,0 | 189,5 | 289,5 | 439,5 | 627,0 | ||||
4531ФЗ | 0,2 | 2,00 | 2 | 7,0 | 9,5 | 13,5 | 19,5 | 27,0 | ||
1,31 | 5 | 9,6 | 13,4 | 19,5 | 28,6 | 40,0 | ||||
0,94 | 10 | 12,6 | 17,9 | 26,4 | 39,1 | 55,0 | ||||
0,73 | 15 | 15,7 | 22,6 | 33,5 | 50,0 | 70,5 | ||||
0,60 | 20 | 18,7 | 27,1 | 40,4 | 60,5 | 85,5 | ||||
0,52 | 25 | 21,2 | 30,8 | 46,2 | 69,2 | 98,0 | ||||
3,45 | 30 | 24,2 | 35,3 | 53,1 | 79,7 | 113,0 | ||||
0,40 | 35 | 27,0 | 39,5 | 59,5 | 89,5 | 127,0 | ||||
0,37 | 40 | 29,0 | 42,5 | 64,1 | 96,5 | 137,0 | ||||
0,33 | 50 | 30,5 | 44,8 | 67,6 | 101,8 | 144,5 | ||||
0,31 | 60 | 34,2 | 50,6 | 76,5 | 115,4 | 164,0 | ||||
4532ФЗ | 0,3 | 3,70 | 5 | 4,7 | 6,1 | 8,2 | 11,5 | 15,5 | ||
1,55 | 10 | 8,5 | 11,8 | 17,0 | 24,8 | 34,5 | ||||
1,12 | 15 | 10,9 | 15,4 | 22,5 | 33,2 | 46,5 | ||||
0,85 | 20 | 13,7 | 19,6 | 28,9 | 43,0 | 60,5 | ||||
0,70 | 25 | 16,2 | 23,3 | 34,7 | 51,7 | 73,0 | ||||
0,64 | 30 | 17,6 | 25,4 | 37,9 | 56,6 | 80,0 | ||||
Неполное штучное время Вырезка сложных контуров по копиру на станке модели 4531ФЗ Материал - жаропрочный сплав | Электроэрозионная обработка | ||||||||
Карта 25 | Лист 2 | ||||||||
Модель станка | Диаметр электрода d, мм, до | Шероховатость поверхности, мкм | Скорость обработки, мм/мин. | Толщина детали b, мм, до | Длина реза l, мм, до | ||||
10 | 15 | 23 | 35 | 50 | |||||
Время на один рез T, мин. | |||||||||
4531ФЗ | 0,3 | 0,56 | 40 | 19,8 | 28,7 | 42,9 | 64,3 | 91,0 | |
0,50 | 60 | 22,0 | 30,0 | 46,0 | 70,0 | 100,0 | |||
0,26 | 80 | 40,5 | 59,8 | 90,6 | 136,8 | 194,5 | |||
4532ФЗ | 4,50 | 5 | 4,2 | 5,3 | 7,1 | 9,7 | 13,0 | ||
1,90 | 10 | 7,3 | 10,0 | 14,2 | 20,6 | 28,5 | |||
1,38 | 15 | 9,3 | 13,0 | 18,8 | 27,6 | 38,5 | |||
1,06 | 20 | 11,4 | 16,1 | 23,6 | 35,9 | 49,0 | |||
0,90 | 25 | 13,1 | 18,7 | 27,5 | 40,9 | 57,5 | |||
0,87 | 30 | 13,5 | 19,3 | 28,5 | 42,3 | 59,5 | |||
0,77 | 40 | 15,0 | 21,5 | 31,9 | 47,5 | 67,0 | |||
0,66 | 60 | 17,2 | 24,8 | 37,0 | 55,2 | 78,0 | |||
0,42 | 80 | 25,8 | 37,7 | 56,7 | 85,3 | 121,0 | |||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Углеродистые, конструкционные и штамповые стали | Жаропрочные сплавы | Алюминиевые сплавы | Титановые сплавы | Медь и ее сплавы | Магнит ЮНДК | Твердые сплавы |
Коэффициент Kо | 1,2 | 1,0 | 0,5 | 1,1 | 0,7 | 2,4 | 3,0 |
Типа генератора | RC | ГКИ-250 | ГКЦ | ГТМ | |||
Коэффициент | 0,5 | 1,0 | 0,7 | 1,7 | |||
Легирование поверхности детали на установке типа ЭФИ | Электроэрозионная обработка | ||||||||||||||||
Карта 26 | |||||||||||||||||
Формулы зависимости | T1 = 0,1599S0,61 | T3 = 0,0969S0,61 | T3 = 0,0640S0,61 | ||||||||||||||
T2 = 0,1260S0,61 | T4 = 0,0785S0,61 | ||||||||||||||||
Модель установки | Шероховатость поверхности, мкм | Обозначение времени | Площадь обработки S, мм2, до | ||||||||||||||
100 | 150 | 225 | 330 | 500 | 750 | 1130 | 1700 | 2550 | 3800 | 5700 | 8600 | 13000 | 20000 | 30000 | |||
Время на обработку T, мин. | |||||||||||||||||
ЭФИ-45 ЭФИ-46А | Т1 | 2,7 | 3,4 | 4,4 | 5,5 | 7,1 | 9,1 | 11,6 | 14,9 | 19,1 | 24,4 | 31,3 | 40,2 | 51,7 | 67,2 | 86,1 | |
Т2 | 2,1 | 2,7 | 3,4 | 4,3 | 5,6 | 7,1 | 9,2 | 11,8 | 15,1 | 19,2 | 24,6 | 31,7 | 40,7 | 53,0 | 67,8 | ||
Т3 | 1,6 | 2,1 | 2,6 | 3,3 | 4,3 | 5,5 | 7,1 | 9,1 | 11,6 | 14,8 | 18,9 | 24,3 | 31,3 | 40,7 | 52,2 | ||
т4 | 1,3 | 1,7 | 2,1 | 2,7 | 3,5 | 4,5 | 5,7 | 7,3 | 9,4 | 12,0 | 15,3 | 19,7 | 25,4 | 33,0 | 42,3 | ||
Т5 | 1,1 | 1,4 | 1,7 | 2,2 | 2,8 | 3,6 | 4,7 | 6,0 | 7,7 | 9,8 | 12,5 | 16,1 | 20,7 | 26,9 | 34,5 | ||
Резка заготовок Материал - углеродистая сталь | Анодно-механическая резка | ||||||||
Карта 27 | |||||||||
Формула зависимости | T = 0,1267h0,49 l0,50 | ||||||||
Модель станка | Длина реза l, мм, до | Глубина обработки h, мм, до | |||||||
10 | 12 | 15 | 20 | 25 | 30 | 40 | 50 | ||
Время на один рез T, мин. | |||||||||
4822 4А822 | 20 | 1,75 | 1,91 | 2,14 | 2,46 | - | - | - | - |
25 | 1,96 | 2,14 | 2,39 | 2,75 | 3,07 | - | - | - | |
30 | 2,14 | 2,35 | 2,62 | 3,01 | 3,36 | 3,67 | - | - | |
40 | 2,48 | 2,71 | 3,02 | 3,48 | 3,88 | 4,24 | 4,88 | - | |
50 | 2,66 | 2,91 | 3,25 | 3,74 | 4,17 | 4,56 | 5,25 | 5,86 | |
60 | 3,03 | 3,32 | 3,70 | 4,26 | 4,75 | 5,20 | 5,98 | 6,67 | |
80 | 3,50 | 3,83 | 4,27 | 4,92 | 5,49 | 6,00 | 6,91 | 7,71 | |
100 | 6,92 | 4,28 | 4,78 | 5,50 | 6,13 | 6,58 | 7,71 | 8,62 | |
120 | - | 4,47 | 4,99 | 5,74 | 6,41 | 7,00 | 8,06 | 9,00 | |
140 | - | - | 5,38 | 6,19 | 6,91 | 7,55 | 8,70 | 9,70 | |
160 | - | - | - | 6,61 | 7,38 | 8,06 | 9,29 | 10,36 | |
200 | - | - | - | - | 8,23 | 9,00 | 10,36 | 11,55 | |
250 | - | - | - | - | - | 11,56 | 12,90 | - | |
Модель станка | Длина реза l, мм, до | Глубина обработки h, мм, до | ||||||
60 | 80 | 100 | 140 | 180 | 225 | 270 | ||
Время на один рез T, мин. | ||||||||
4822 4А822 | 60 | 7,30 | - | - | - | - | - | - |
80 | 8,43 | 9,70 | - | - | - | - | - | |
100 | 9,42 | 10,85 | 12,10 | - | - | - | - | |
120 | 10,32 | 11,88 | 13,25 | 15,63 | - | - | - | |
140 | 11,15 | 12,83 | 14,32 | 16,80 | - | - | - | |
160 | 11,92 | 13,72 | 15,30 | 18,05 | 20,41 | - | - | |
200 | 13,32 | 15,34 | 17,11 | 20,18 | 22,82 | - | - | |
250 | 14,89 | 17,15 | 19,13 | 22,56 | 25,52 | 28,47 | - | |
300 | 16,32 | 18,79 | 20,96 | 24,71 | 27,95 | 31,18 | 34,10 | |
350 | - | - | 22,64 | 26,70 | 30,19 | 33,68 | 36,83 | |
400 | - | - | 24,20 | 28,54 | 32,28 | 36,01 | 39,37 | |
450 | - | - | 25,67 | 30,27 | 34,23 | 38,19 | 41,76 | |
500 | - | - | 27,06 | 31,91 | 36,09 | 40,26 | 44,02 | |
600 | - | - | 29,64 | 34,95 | 39,53 | 44,10 | 48,22 | |
700 | - | - | 32,01 | 37,75 | 42,70 | 47,63 | 52,08 | |
800 | - | - | 34,22 | 40,36 | 45,65 | 50,92 | 55,68 | |
900 | - | - | 36,30 | 42,81 | 48,81 | 54,01 | 59,06 | |
1000 | - | - | 38,26 | 45,12 | 51,04 | 56,93 | 62,25 | |
1100 | - | - | 40,13 | 47,32 | 53,53 | 59,71 | 65,29 | |
1200 | - | - | 41,92 | 49,43 | 55,91 | 62,37 | 68,19 | |
1300 | - | - | 43,63 | 51,45 | 58,19 | 64,91 | 70,98 | |
Примечания. 1. При резке легированных и др. сталей время по карте применять с коэффициентом 1,2.
2. Время на смену ленты применять равным 4,8 мин.
Установка и снятие детали | Электрохимическая и электрофизическая обработка | ||||||
Карта 28 | Лист 1 | ||||||
Способ установки и крепления детали | Характер выверки | Способ установки детали | |||||
вручную | краном | ||||||
Масса детали, кг, до | |||||||
5 | 10 | 20 | 50 | 100 | 300 | ||
Время T, мин. | |||||||
На магнитной плите | Без выверки | 0,4 | 0,5 | 0,7 | 2,5 | 2,7 | 3,1 |
В приспособлении тремя зажимами | То же | 2,1 | 2,4 | 2,9 | 5,5 | 6,0 | 8,2 |
На подставке в кронштейне станка с креплением детали и копира двумя винтами | " | 2,7 | 2,9 | - | - | - | - |
На подставке в кронштейне станка с креплением одним винтом | " | 0,8 | 0,9 | - | - | - | - |
На столе станка с креплением прижимными планками | " | 1,3 | 1,5 | - | - | - | - |
В призме с креплением одним винтом | " | 0,6 | 0,7 | - | - | - | - |
На столе с креплением детали в призме прижимными планками | " | 1,6 | 1,7 | - | - | - | - |
На оправке | Без выверки | 0,9 | 1,1 | - | - | - | |
С выверкой по индикатору | 1,2 | 1,4 | - | - | - | - | |
В приспособлении для крепления кожуха с двух сторон специальными цангами с крепежными болтами | Без выверки | 2,0 | 3,0 | 3,5 | - | - | |
Щупом | 2,1 | 3,1 | 3,6 | - | - | ||
В приспособлении с фиксацией на штифт для крепления лопатки по плоскости замка винтом и планкой | Без выверки | 2,4 | 3,6 | - | - | - | |
Щупом | 2,5 | 3,7 | - | - | - | ||
В приспособлении с креплением по центровому отверстию пера лопатки, закрепленной в кассете, при помощи зажимной гайки | Без выверки | 0,9 | - | - | - | - | |
Щупом | 1,1 | - | - | - | - | ||
В приспособлении по плоскостям замка с фиксацией | Без выверки | 1,0 | 1,5 | - | - | - | - |
Вспомогательное время Установка и снятие детали | Электрохимическая и электрофизическая обработка | ||||||
Карта 28 | Лист 2 | ||||||
Способ установки и крепления детали | Характер выверки | Способ установки детали | |||||
вручную | краном | ||||||
Масса детали, кг, до | |||||||
5 | 10 | 20 | 50 | 100 | 300 | ||
Время T, мин. | |||||||
по штифту и крепление прижимной колодкой | Щупом | 1,1 | 1,7 | - | - | - | - |
В приспособлении с упором в торце по центровому отверстию пера лопатки при помощи зажимной гайки | Без выверки | 0,8 | 1,2 | - | - | - | - |
Щупом | 1,0 | 1,5 | - | - | - | - | |
В приспособлении по плоскостям замка с установкой дополнительной колодки, крепление по центровому отверстию пера лопатки при помощи зажимной гайки | Без выверки | 1,0 | 1,4 | - | - | - | - |
Щупом | 1,2 | 1,6 | - | - | - | - | |
В приспособлении по плоскостям замка с упором в торце замка лопатки, без крепления | Без выверки | 0,8 | 1,2 | - | - | - | - |
Щупом | 0,9 | 1,4 | - | - | - | - | |
В центрах с креплением накладной планкой | Без выверки | 1,1 | 1,2 | 2,0 | - | - | - |
На оправке с фиксацией на штифт с креплением болтом | То же | 1,0 | 1,5 | - | - | - | - |
В приспособлении для установки бандажа с креплением тремя верхними и десятью боковыми прижимами | " | 15,0 | 20,0 | 25,0 | 30,0 | - | - |
В приспособлении для установки бандажа с креплением четырьмя прижимными винтами | " | - | 3,5 | 5,0 | - | - | - |
В приспособлении на столе станка | " | 1,2 | 1,6 | - | - | - | - |
В контрольно-измерительном приспособлении | " | 0,6 | 0,7 | 0,9 | - | 3,5 | - |
С использованием делительного диска для крепления соплового аппарата по внутреннему диаметру с трех сторон цангами с крепежными болтами | " | 2,3 | 2,6 | - | - | - | - |
Электрохимическая и электрофизическая обработка | |
Карта 29 | |
Содержание работы | Время T, мин. |
Зажать и отжать каретку | 0,06 |
Поднять и опустить ванну с рабочей жидкостью | 0,50 |
Установить на механизме отсчета необходимую глубину обработки | 0,20 |
Включить или выключить генератор | 0,06 |
Включить вибратор и отрегулировать скорость подачи | 1,00 |
Включить подачу электрода-инструмента и отрегулировать скорость подачи | 1,00 |
Закрыть и открыть шторки ванны | 0,80 |
Установить токоподводную щетку | 0,12 |
Переместить деталь кран-балкой на расстояние до 20 м | 1,70 |
Переместить деталь кран-балкой на расстояние свыше 20 м | 2,30 |
Подготовка детали к установке, к проведению контрольных измерений | Электрохимическая и электрофизическая обработка | ||||||||||||
Карта 30 | |||||||||||||
Содержание работы | |||||||||||||
Подготовка детали к установке 1. Протереть деталь ветошью | Подготовка детали к проведению контрольных измерений 1. Скребком очистить поверхность детали от масла 2. Шприцем выбрать масло с обрабатываемой поверхности 3. Ветошью протереть деталь | ||||||||||||
Сложность детали | Ширина детали, мм, до | Подготовка детали к установке | Подготовка детали к проведению контрольных измерений | ||||||||||
Длина детали l, мм, до | |||||||||||||
100 | 200 | 450 | 700 | 1000 | 1500 | 100 | 200 | 450 | 700 | 1000 | 1500 | ||
Время на одну деталь T, мин. | |||||||||||||
Простые с гладкой поверхностью | 100 | 0,12 | 0,18 | 0,24 | - | 0,30 | 1,98 | 2,76 | 3,30 | 3,90 | 4,26 | 4,86 | |
200 | - | 0,24 | 0,30 | - | 0,36 | - | 3,30 | 4,26 | 4,80 | 5,40 | 6,00 | ||
450 | - | - | 0,36 | - | 0,42 | 0,48 | - | - | 5,40 | 6,18 | 6,84 | 7,92 | |
700 | - | - | - | 0,42 | 0,48 | 0,54 | - | - | - | 6,84 | 7,92 | 8,58 | |
Сложные с выступами и карманами | 100 | 0,18 | 0,24 | 0,30 | 0,36 | 0,42 | 2,28 | 3,90 | 4,80 | 5,64 | 6,18 | 7,02 | |
200 | - | 0,30 | 0,36 | 0,42 | 0,48 | 0,54 | - | 4,80 | 6,00 | 6,84 | 7,92 | 8,58 | |
450 | - | - | 0,48 | 0,54 | 0,66 | 0,72 | - | - | 7,92 | 8,58 | 9,96 | 11,40 | |
700 | - | - | - | 0,66 | 0,72 | 0,78 | - | - | - | 9,96 | 11,40 | 12,84 | |
Контроль детали | Электрохимическая и электрофизическая обработка | |||||||||||||
Карта 31 | Лист 1 | |||||||||||||
Содержание работы | ||||||||||||||
1. Взять инструмент, установить на размер 2. Произвести измерение 3. Отложить инструмент | ||||||||||||||
Наименование инструмента | Точность измерения, мм, до | Кратность измерения | Измеряемый размер, мм, до | |||||||||||
10 | 20 | 30 | 50 | 70 | 100 | 200 | 300 | 400 | 500 | 800 | 1000 | |||
Время на одно измерение T, мин. | ||||||||||||||
Штангенциркуль | 0,10 | Первое измерение | 0,12 | 0,18 | 0,18 | 0,24 | 0,30 | 0,30 | 0,42 | 0,48 | 0,54 | 0,60 | 0,72 | 0,78 |
Каждое последующее | 0,10 | 0,12 | 0,16 | 0,18 | 0,24 | 0,26 | 0,30 | 0,36 | 0,42 | 0,44 | 0,48 | 0,54 | ||
0,05 | Первое измерение | 0,18 | 0,20 | 0,24 | 0,30 | 0,36 | 0,42 | 0,48 | 0,54 | 0,60 | 0,72 | 0,84 | 0,90 | |
Каждое последующее | 0,12 | 0,16 | 0,18 | 0,24 | 0,26 | 0,30 | 0,36 | 0,42 | 0,48 | 0,54 | 0,60 | 0,66 | ||
0,02 | Первое измерение | 0,18 | 0,24 | 0,30 | 0,36 | 0,42 | 0,48 | 0,60 | 0,66 | 0,78 | 0,84 | 1,02 | 1,08 | |
Вспомогательное время Контроль детали | Электрохимическая и электрофизическая обработка | |||||||||||||
Карта 31 | Лист 2 | |||||||||||||
Наименование инструмента | Точность измерения, мм, до | Кратность измерения | Измеряемый размер, мм, до | |||||||||||
10 | 20 | 30 | 50 | 70 | 100 | 200 | 300 | 400 | 500 | 800 | 1000 | |||
Время на одно измерение T, мин. | ||||||||||||||
Каждое последующее | 0,18 | 0,24 | 0,30 | 0,36 | 0,42 | 0,48 | 0,54 | 0,66 | 0,72 | 0,78 | ||||
Штангенглубиномер | 0,10 | Первое измерение | 0,12 | 0,18 | 0,24 | 0,30 | 0,36 | 0,42 | 0,48 | 0,54 | 0,60 | - | ||
Каждое последующее | 0,12 | 0,18 | 0,24 | 0,30 | 0,36 | 0,42 | - | |||||||
Линейка металлическая | 1,00 | - | 0,12 | 0,18 | 0,24 | |||||||||
0,50 | - | 0,18 | 0,24 | |||||||||||
Примечания: 1. При измерении деталей штангенциркулем (штангенглубиномером) специальным время по карте применять с коэффициентом 1,2.
2. При измерении ступенчатой поверхности штангенциркулем специальным время по карте применять с коэффициентом 1,3.
Контроль внутреннего или наружного профилей рабочей части лопатки профильными шаблонами и щупом в контрольно-измерительном приспособлении | Электрохимическая и электрофизическая обработка | |||||||
Карта 32 | ||||||||
Содержание работы | ||||||||
1. Взять лопатку, установить в приспособление 2. Взять шаблоны последовательно, установить в приспособление 3. Произвести контроль зацепов шаблонов щупом последовательно 4. Измерить величину зазора между профилями шаблонов и лопатки щупом последовательно 5. Снять шаблоны и лопатку с приспособления, отложить | ||||||||
Точность измерения, мм, до | Кратность проверки сечений | Характер установки | ||||||
Вручную | Краном | |||||||
Длина лопатки l, мм, до | ||||||||
100 | 150 | 300 | 450 | 650 | 900 | 2000 | ||
Время на одно сечение T, мин. | ||||||||
0,1 | Первое сечение | 0,72 | 0,84 | 1,08 | 1,38 | 1,62 | 1,86 | 4,38 |
Каждое последующее | 0,48 | 0,54 | 0,66 | 0,78 | 0,84 | 0,90 | 1,08 | |
Электрохимическая и электрофизическая обработка | |||||
Карта 33 | Лист 1 | ||||
Содержание работы | |||||
1. Получение задания, инструктажа 2. Получение технологической документации, чертежей, инструкций, электродов-инструментов, приспособлений, измерительных инструментов 3. Ознакомление с сопроводительной и технологической документацией, чертежом, инструкцией | |||||
Вид обработки детали | |||||
Электрохимическая | Электрофизическая | ||||
обработка профиля пера лопатки | извлечение сломанного инструмента | прошивание отверстий окон, щелей; обработка штампов и пресс-форм | прямолинейное разрезание деталей, заготовок; обработка соединительных каналов | вырезка сложных контуров по копиру | |
Время T, мин. | |||||
25,0 | 20,0 | 7,0 | 9,0 | 11,0 | 15,0 |
Время на подготовительно-заключительную работу | Электрохимическая и электрофизическая обработка | ||
Карта 33 | Лист 2 | ||
Элементы, не включенные в комплексы | |||
Наименование элементов | Время, мин. | ||
Вставка, выверка детали или электрода | в одной плоскости | 5,0 | |
в двух плоскостях | 8,0 | ||
Смена электрода в процессе обработки без выверки | 2,0 | ||
Поворот на угол стола, детали, приспособления | 90° | 0,6 | |
180° | 0,8 | ||
Поворот на угол делительной головки | 90° | 0,1 | |
180° | 0,2 | ||
Слив и залив рабочей жидкости | 7,0 | ||
Электрохимическая и электрофизическая обработка | |||
Карта 34 | |||
Наименование затрат рабочего времени | Состав затрат рабочего времени | Вид обработки детали | |
электрохимическая | электроэрозионная и анодно-механическая | ||
Время, процент к оперативному | |||
Время на обслуживание рабочего места | 1. Подготовка оборудования, электродов-инструментов, приспособлений в начале и уборка их в конце смены 2. Очистка центрифуги дважды в смену 3. Подналадка оборудования, приспособлений в процессе работы 4. Замена инструмента, приспособлений в процессе работы 5. Уборка рабочего места 6. Передача смены | 8,0 | 1,5 |
Время на отдых и личные надобности | 7,0 | 6,0 | |