СПРАВКА
Источник публикации
М., "Экономика", 1988
Примечание к документу
Документ утратил силу на территории Российской Федерации в связи с изданием Приказа Минтруда России от 20.10.2020 N 734.
Название документа
"Общемашиностроительные нормативы времени на очистно-обрубные, дробеструйные и травильные работы. Массовое, крупносерийное, среднесерийное, мелкосерийное и единичное производство"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 25.05.1987 N 341/18-13)
"Общемашиностроительные нормативы времени на очистно-обрубные, дробеструйные и травильные работы. Массовое, крупносерийное, среднесерийное, мелкосерийное и единичное производство"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 25.05.1987 N 341/18-13)
Утверждены
постановлением
Государственного комитета СССР
по труду и социальным вопросам
и Секретариата ВЦСПС
от 25 мая 1987 г. N 341/18-13
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА ОЧИСТНО-ОБРУБНЫЕ, ДРОБЕСТРУЙНЫЕ И ТРАВИЛЬНЫЕ РАБОТЫ
МАССОВОЕ, КРУПНОСЕРИЙНОЕ, СРЕДНЕСЕРИЙНОЕ,
МЕЛКОСЕРИЙНОЕ И ЕДИНИЧНОЕ ПРОИЗВОДСТВО
Общемашиностроительные нормативы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 25 мая 1987 г. N 341/18-13 и рекомендованы для применения на машиностроительных предприятиях.
Срок действия - до 1993 г.
С введением в действие настоящих нормативов отменяются Общемашиностроительные нормативы на очистно-обрубные, дробеструйные и травильные работы (М.: НИИ труда, 1976).
Сборник нормативов времени содержит нормативы оперативного времени на очистно-обрубные работы для массового и крупносерийного производства; укрупненные нормативы штучного времени на технологические комплексы приемов очистно-обрубных работ для среднесерийного, мелкосерийного и единичного производства; нормативы времени на исправление дефектов литья.
Сборник нормативов предназначен для нормирования труда рабочих, занятых выбивкой форм и стержней, очистно-обрубными работами при производстве литья из чугуна, углеродистых, низколегированных сталей и цветных металлов на машиностроительных предприятиях всех типов производства.
1.1. Нормативы времени предназначены для расчета технически обоснованных норм времени в литейных цехах массового, крупносерийного, среднесерийного, мелкосерийного и единичного производства машиностроительных предприятий.
1.2. При внедрении бригадной формы организации труда нормативы времени могут быть использованы для расчета комплексных норм времени в соответствии с "Методическими основами бригадной формы организации и стимулирования труда в промышленности", разработанными НИИ труда в 1981 г. и одобренными научным советом по труду и социальным вопросам Госкомтруда СССР.
1.3. В отличие от предыдущего (1976 г.) издания настоящий сборник дополнен разделами "Исправление дефектов литья" и "Описание категорий сложности деталей с эскизами". Кроме того, включены нормативы на следующие виды работ:
механическая обломка литниковой системы на роторной установке;
выбивка стержней на электрогидравлической установке;
очистка отливок в установке электрогидроэффекта;
зачистка механическим напильником; зачистка мелких отливок на стационарном наждачном станке; зачистка подвесным маятниковым станком с гидроусилителем; сортировка отливок.
В отдельных картах расширен диапазон числовых значений факторов, влияющих на величину норматива.
1.4. При разработке нормативов времени в качестве исходных материалов были использованы:
Общемашиностроительные нормативы времени на очистно-обрубные, дробеструйные и травильные работы (М.: НИИ труда, 1976);
отраслевые и заводские нормативы времени на указанные выше виды работ;
материалы хронометражных, фотохронометражных наблюдений и фотографий рабочего времени, проведенных на машиностроительных предприятиях;
технические характеристики оборудования, технологические процессы, правила техники безопасности и производственной санитарии;
предложения предприятий и типовые проекты организации рабочих мест.
1.5. Сборник содержит нормативы времени на выбивку форм и стержней, очистно-обрубные работы при производстве литья из чугуна, углеродистых, низколегированных сталей и цветных металлов, нормативы времени на исправление дефектов литья.
1.6. Нормативная часть сборника состоит из трех разделов.
В первом разделе предусмотрены дифференцированные нормативы оперативного времени на очистно-обрубные работы для массового и крупносерийного типов производства.
Во втором и третьем разделах предусмотрены укрупненные нормативы времени на технологические комплексы приемов очистно-обрубных работ для среднесерийного, мелкосерийного и единичного производства.
В нормативные карты на комплексы приемов кроме оперативного времени включено время на обслуживание рабочего места, отдых и личные потребности и подготовительно-заключительное время в размере от 15 до 18% оперативного времени в зависимости от вида очистно-обрубных работ. В картах предусмотрено время (в мин.) на выполнение работ одним рабочим. В тех случаях, когда по технологическому процессу предусмотрено выполнение работы двумя и более рабочими, норму времени следует устанавливать каждому рабочему в зависимости от предусмотренного в технологии объема работ.
Во всех трех разделах предусмотрены нормативы времени на исправление дефектов литья. Исправление дефектов литья не является характерным видом работ для данного сборника, но, учитывая просьбы предприятий и наличие таких нормативов в отраслевых сборниках на очистно-обрубные работы, этот раздел включен в общемашиностроительные нормативы времени.
При техническом нормировании работ в условиях массового и крупносерийного производства норма времени (Нвр, мин.) определяется по формуле

где Tшт - норма штучного времени на прием (комплекс приемов), мин.
где Tоп - оперативное время, мин.; aобс - время обслуживания рабочего места, % оперативного времени; aотл - время на отдых и личные потребности, % оперативного времени.
В условиях среднесерийного, мелкосерийного и единичного производства норма времени определяется по формуле

где Нвр - норма времени на технологический комплекс приемов, мин.; n - количество приемов.
При обломке литников на роторной линии норма времени определяется по формуле

где Tсм - продолжительность смены, мин.; Нв - норма выработки в смену, шт.; Нч - необходимая численность рабочих, обслуживающих роторную линию, чел.
Из условий работы роторной линии
Нв = Нп,
где Нп - производительность линии, шт.
Нп = A · Кив,
где A - расчетная (теоретическая) производительность линии, шт.; Кив - коэффициент использования линии по времени.

где П - количество одновременно обрабатываемых отливок, шт.; tтн - продолжительность одного цикла, мин.
Кив = Ка · Кб,
где Ка - коэффициент, показывающий удельный вес машинного времени в оперативном; Кб - коэффициент, показывающий удельный вес оперативного времени во времени смены.

где tм - машинное время на обрабатываемую единицу, мин.; tвн - вспомогательное неперекрываемое время, мин.


где Tобс - время на обслуживание рабочего места, мин.; Tотл - время на отдых и личные потребности, мин.; Tпт - время перерывов, предусмотренных технологическим процессом, мин.
Численность рабочих, обслуживающих роторную линию, рассчитывается по формуле

где  - вспомогательное перекрываемое время на комплексы приемов, мин.
- вспомогательное перекрываемое время на комплексы приемов, мин.
По условиям организации производства для обслуживания роторной линии необходимо не менее двух человек.
В соответствующих операциях очистки и обрубки отливок в нормативах на обслуживание рабочего места кроме общепринятых приемов (содержание в чистоте рабочего места, раскладывание и уборка инструмента и т.д.) учтено выполнение следующих работ.
Для отрезки заливов, литников и прибылей газовым пламенем. Подготовка к работе баллона, резака; присоединение шланга, регулировка пламени и давления.
Для очистных барабанов. Загрузка звездочек в барабаны в начале смены, в течение смены и уборка в конце смены.
Для дробеметных барабанов и камер. Загрузка дроби в бункер и очистка сепараторов, шлангов в течение рабочей смены, замена сопел (насадок), шлангов.
Для зачистки литья на станках и переносными кругами. Подготовка шарошек и их замена по мере износа, правка наждачного круга.
Для обрубки зубилами. Подготовка и смена пневматических зубил, молотков, крючков и других инструментов в течение смены, заточка зубил.
Особенности расчета норм времени на отдельные операции (комплексы приемов) изложены ниже.
Процесс выбивки форм нормируется путем расчета норм времени на одну форму по дифференцированным или укрупненным нормативам.
При расчете норм времени по укрупненным нормативам (в среднесерийном, мелкосерийном и единичном производстве) в один комплекс объединены все приемы работы по выбивке форм. В качестве факторов, влияющих на продолжительность времени, приняты площадь опок в свету и высота форм, которые берутся из технологического процесса или определяются по внутренним размерам опок с натуры.
Для определения нормы времени на одну отливку время, полученное по картам на одну форму, делится на число отливок в форме.
Норма времени на выбивку стержней устанавливается на одну отливку и может быть рассчитана (в зависимости от типа производства и применяемого оборудования) следующими способами.
Для массового и крупносерийного производства. При выбивке стержней из отливок пневматическим инструментом - определением по нормативным картам оперативного времени выбивки каждого стержня отдельно в зависимости от его объема и сложности и суммированием полученных данных на комплект стержней отливки.
При выбивке стержней из отливки на вибрационных машинах - определением по нормативным картам оперативного времени на комплекс выбивки по суммарному объему всего комплекта стержней отливки, принимая во внимание сложность работы на весь комплект.
Для среднесерийного производства. При выбивке стержней из отливок на вибрационных машинах, в гидравлических камерах и пневматическим инструментом - определением по нормативным картам штучного времени на комплекс выбивки по суммарному объему всего комплекта стержней отливки, принимая во внимание сложность работы в среднем на весь комплект.
Для мелкосерийного и единичного производства. При выбивке стержней из отливки пневматическим инструментом - определением по нормативным картам штучного времени на комплекс выбивки по суммарному объему всего комплекта стержней отливки, принимая во внимание сложность работы в среднем на весь комплект.
В мелкосерийном и единичном производстве норма времени на выбивку комплекта стержней отливки в гидравлической камере устанавливается в зависимости от черновой массы отливки и сложности работы.
Объемы выбиваемых стержней принимают по технологическим картам, а при отсутствии в картах требуемых данных - приближенно расчетом по размеру или массе стержня (принимая массу 1 дм3 стержня равной 1,7 кг).
В массовом и крупносерийном производстве нормы времени рассчитаны на выбивку стержней из смесей на синтетических смолах, а в среднесерийном, мелкосерийном и единичном производстве - на выбивку стержней, изготовленных на песчано-глинистых смесях.
Норму времени на цикл очистки отливок в камере определяют по картам нормативов суммированием следующих трех комплексов приемов: на загрузку тележки отливками и ее разгрузку, на подготовку камеры к работе и очистку поверхности отливок.
Площадь поверхности очистки отливки (при массовом, крупносерийном и среднесерийном производстве) определяют по габаритным размерам отливки без учета выступов и углублений.
Масса отливки принимается по данным технологического процесса.
Время на загрузку и разгрузку камеры отливками, а также на подготовку ее к работе определяют по нормативным картам.
Время непосредственной очистки отливок дробью не предусмотрено в нормативах, оно должно устанавливаться согласно технологической инструкции, разработанной на заводе в зависимости от конструктивных особенностей очищаемых отливок и технических возможностей имеющегося оборудования.
Время на подготовку барабана к пуску и разгрузке, загрузку и выгрузку отливок из барабана определяют по картам нормативов.
Время вращения барабана (непосредственной очистки) устанавливается по утвержденной технологической инструкции, разработанной на заводе, в зависимости от объема загружаемых отливок, от конструктивных особенностей и оптимального числа оборотов барабана в минуту.
Примерные значения времени вращения барабана при очистке машиностроительного литья приведены в табл. 1.1.
Таблица 1.1
Внутренний объем барабана, м3, до | Частота вращения барабана, об./мин. | Время вращения барабана, мин. |
1 | 25 - 30 | 35 - 50 |
2 | 17 - 20 | 45 - 60 |
Свыше 2 | 12 - 15 | 50 - 70 |
Примечание. Загрузка литья на 1 м3 внутреннего объема барабана составляет 0,5 - 1,5 т (в зависимости от массы и сложности отливок).
При одновременном обслуживании рабочим двух или более барабанов нормирование и оплата труда производятся в соответствии с действующим положением оплаты труда многостаночников.
Нормативами предусмотрено только вспомогательное время, связанное с перемещением отливок вручную, подъемно-транспортными средствами, навешиванием и перевешиванием их с одного конвейера на другой. Технологическое время непосредственного травления отливок не предусмотрено, оно должно устанавливаться согласно утвержденной технологической инструкции.
1.8. Приведенные в сборнике пределы числовых значений факторов, в которых указано "до", следует понимать включительно.
1.9. До введения нормативов времени необходимо привести организационно-технические условия в литейных цехах и на производственных участках в соответствие с запроектированными в нормативах и осуществить производственный инструктаж рабочих.
1.10. При внедрении на предприятиях более прогрессивной, чем это предусмотрено в настоящих нормативах, организации производства, труда, технологии работы и т.п. следует разрабатывать и вводить в установленном порядке местные нормативы времени.
1.11. Тарификация работ должна проводиться по единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 г. N 17/2-54. Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений нормативов времени, приведенных в сборнике.
Пример 1
Исходные данные
Наименование детали | Корпус |
Материал отливки | Серый чугун |
Метод формовки | Машинная |
Размер опок в свету, мм | 800 x 500 x 300 / 300 |
Количество отливок в форме, шт. | 1 |
Масса отливки, кг | 70 |
Тип производства | Крупносерийный |
Расчет нормы оперативного времени
N карты | Наименование комплекса приемов | Факторы, влияющие на продолжительность комплекса приемов | Значение фактора | Время, мин. |
Выбивка форм и стержней | ||||
Сбивка литниковых и выпорных чаш | Площадь основания чаши, дм2 | 4 | 0,262 · 2 = 0,524 | |
Количество чаш, шт. | 2 | |||
Выбивка форм на полуавтоматической установке | Площадь опоки в свету, дм2 | 40 | 0,215 | |
Высота формы, мм | 600 | |||
Снятие опок с выбивкой решетки | Площадь опоки в свету, дм2 | 40 | 0,157 | |
Расстояние перемещения, м | 1 | |||
Способ перемещения | Подъемником | |||
Снятие отливок с выбивной решетки и транспортировка отливок | Масса отливки, кг | 70 | 0,276 | |
Способ перемещения | Подъемником | |||
Расстояние перемещения, м | 3 | |||
Отбивка литниковой системы от отливок | Сечение литников и выпоров, см2 | 4 | 0,158 | |
Количество литников и выпоров, шт. | 2 | |||
Итого на выбивку формы | 1,330 | |||
Установка отливок на стержневую вибрационную машину и снятие их | Масса отливки, кг | 70 | 0,388 | |
Расстояние перемещения, м | 3 | |||
Способ перемещения | Подъемником | |||
Выбивка стержней из отливок на вибрационной машине | Объем стержней, дм3 | 16 | 0,629 | |
Категория сложности | II | |||
Итого на выбивку стержней | 1,017 | |||
Очистка и обрубка отливок | ||||
Загрузка тележки отливками и ее разгрузка после очистки в дробеструйной камере | Масса отливки, кг | 70 | 0,400 | |
Способ разгрузки | Подъемником | |||
Расстояние перемещения, м | 3 | |||
Подготовка дробеструйной камеры к работе | На тележке 10 отливок | - | 1,84 : 10 = 0,184 | |
Очистка поверхности отливок в дробеструйной камере | Площадь поверхности отливки, дм2 | 25 | 0,429 | |
Категория сложности | II | |||
Итого на очистку | 1,013 | |||
Обрубка остатков литников, выпоров и прибылей | Площадь сечения, см2 | 3,0 | 0,319 · 2 = 0,638 | |
Количество | 2 | |||
Итого на обрубку | 0,638 | |||
Зачистка отливок переносным наждачным кругом | Прямолинейные заливы: | |||
длина, дм | 8 | 0,340 | ||
толщина, мм | 2 | |||
Криволинейные заливы: | ||||
длина, дм | 8 | 0,532 | ||
толщина, мм | 2 | |||
Повертывание, кантовка отливок | Способ кантовки | Вручную | 0,144 | |
Угол поворота, град. | 180 | |||
Итого на зачистку | 1,016 | |||
Расчет нормы штучного времени
Выбивка формы

Выбивка стержней из отливок

Очистка поверхности отливки в дробеструйной камере

Обрубка остатков литников и выпоров

Зачистка отливки переносным наждачным кругом

Расчет нормы времени:

Пример 2
Исходные данные
Наименование детали | Крышка редуктора |
Материал отливки | Серый чугун |
Метод формовки | Машинная всухую |
Размер опок в свету, мм | 2000 x 1400 x 500 / 500 |
Количество отливок в форме, шт. | 1 |
Масса отливки, кг | 560 |
Тип производства | Среднесерийный |
Расчет нормы штучного времени
N карты | Наименование комплекса приемов | Факторы, влияющие на продолжительность комплекса приемов | Значение фактора | Время, мин. | |
Выбивка форм и стержней | |||||
Выбивка форм на выбивной вибрационной решетке | Площадь опоки в свету, м2 | 2,8 | 14,383 · 1,1 = 15,82 | ||
Высота формы, м | 1,0 | ||||
Транспортировка форм | Краном | ||||
Итого на выбивку форм | 15,82 | ||||
Удаление стержней и очистка поверхности отливок в гидравлической камере | |||||
1. | Загрузка тележки отливками и разгрузка | Способ загрузки, разгрузки отливки | Краном | 1,464 | |
Масса отливки, кг | 560 | 1,93 | |||
2. | Кантовка отливки | Длина отливки, м | 1,6 | ||
Масса отливки, кг | 560 | ||||
Способ кантовки | Краном | ||||
Удаление стержней из отливок в гидрокамере | Объем стержней, дм3 | 315 | 11,338 | ||
Категория сложности | II | ||||
Итого на удаление стержней | 14,732 | ||||
Очистка и обрубка отливок | |||||
Загрузка тележки отливками и ее разгрузка после очистки в дробеструйной камере | Способ загрузки и разгрузки | Краном | 0,952 | ||
Масса отливки, кг | 560 | ||||
Подготовка дробеструйной камеры к работе | На тележке 6 отливок | - | 2,05 : 6 = 0,34 | ||
Очистка поверхности отливок в дробеструйной камере | Площадь поверхности отливки, м2 | 3,8 | 8,21 | ||
Материал отливки | Чугун | ||||
Категория сложности | II | ||||
Итого на очистку отливок | 9,502 | ||||
Обрубка средних и крупных отливок | Материал отливки | Чугун | |||
Прямолинейные заливы: | |||||
длина, дм | 10 | 0,129 · 10 = 1,29 | |||
ширина, мм | 5 | ||||
Криволинейные заливы: | |||||
длина, дм | 30 | 0,217 · 30 = 6,51 | |||
ширина, мм | 5 | ||||
Обрубка остатков литников и выпоров | Материал отливки | Чугун | |||
Площадь сечения, см2 | 6 | 0,58 · 2 = 1,16 | |||
Количество | 2 | ||||
Итого на обрубку отливок | 8,96 | ||||
Зачистка отливок переносным наждачным кругом | Материал отливки | Чугун | |||
Прямолинейные заливы: | 0,63 | ||||
длина, м | 1,0 | ||||
ширина, мм | 5 | ||||
Криволинейные заливы: | 2,00 | ||||
длина, м | 3,0 | ||||
ширина, мм | 5,0 | ||||
Итого на зачистку отливок | 2,63 | ||||
Норма времени на отливку составит
Нвр = 15,82 + 14,732 + 9,502 + 8,96 + 2,63 = 51,644 мин.
Пример 3
Исходные данные
Наименование детали | Станина |
Материал отливки | Серый чугун |
Метод формовки | В опоках вручную, всухую |
Размер опок в свету, мм | 3500 x 1600 x 800 / 200 |
Количество отливок в форме, шт. | 1 |
Масса отливки, кг | 3060 |
Тип производства | Мелкосерийный |
Расчет нормы времени на технологические комплексы
N карты | Наименование комплекса приемов | Факторы, влияющие на продолжительность комплекса приемов | Значение фактора | Время, мин. | |
Выбивка форм и стержней | |||||
Выбивка форм на вибрационной решетке | Площадь опоки в свету, м2 | 5,6 | 29,75 · 1,1 = 32,72 | ||
Высота формы, м | 1,0 | ||||
Материал отливки | Чугун | ||||
Формовка | Всухую | ||||
Итого на выбивку форм | 32,72 | ||||
Удаление стержней и очистка поверхности отливок в гидравлической камере | Масса отливки, кг | 3060 | 41,92 | ||
Категория сложности | II | ||||
Итого на удаление стержней и очистку | 41,92 | ||||
Очистка и обрубка отливок | |||||
Очистка поверхности отливок в дробеструйной камере | |||||
1. | Загрузка тележки отливками и ее разгрузка | Способ загрузки | Краном | 2,320 | |
Масса отливки, кг | 3060 | ||||
2. | Подготовка камеры к работе | На тележке 2 отливки | 2,16 : 2 = 1,08 | ||
3. | Очистка поверхности отливок в дробеструйной камере | Масса отливки, кг | 3060 | 53,82 | |
Категория сложности | II | ||||
Материал | Чугун | ||||
Итого на очистку | 57,22 | ||||
Обрубка средних и крупных отливок | Материал отливки | Чугун | |||
Прямолинейные заливы: | |||||
длина, дм | 100 | 0,28 · 100 = 28,00 | |||
ширина, мм | 10 | ||||
Криволинейные заливы: | |||||
длина, дм | 50 | 0,47 · 50 = 23,50 | |||
ширина, мм | 10 | ||||
Внутренние заливы: | |||||
1. Прямолинейные: | |||||
длина, дм | 60 | 0,28 · 60 · 1,25 = 21,00 | |||
ширина, мм | 10 | ||||
2. Криволинейные: | |||||
длина, дм | 50 | 0,47 · 50 · 1,25 = 29,37 | |||
ширина, мм | 10 | ||||
Обрубка остатков литников, выпоров и прибылей | Площадь сечения, см2 | 9,6 | |||
Количество | 3 | 0,91 · 3 = 2,73 | |||
Материал | Чугун | ||||
Итого на обрубку | 104,60 | ||||
Зачистка отливок переносным наждачным кругом | Масса отливки, кг | 3060 | 43,94 | ||
Категория сложности | II | ||||
Материал | Чугун | ||||
Норма времени на отливку составит
Нвр = 32,72 + 41,92 + 57,22 + 104,60 + 43,94 = 280,40 мин.
Пример 4
Обломка литников на роторной линии.
Исходные данные
Количество одновременно обрабатываемых отливок (П), шт. | 3 |
Условия работы роторной линии | Нв = Нп |
Продолжительность смены (Тсм), мин. | 450 |
Время перерывов, предусмотренных технологическим процессом (Тпт), мин. | 27 |
Расчет нормы времени

1. Рассчитываем норму выработки
Нв = Нп = A · Кив,
где tтн - продолжительность одного цикла, мин. (определяется по карте 9).
Кив = Ка + Кб,

где 
В нашем примере tвн = 0, следовательно, Ка = 1, тогда tоп = - tм.
По карте 42 определяем:
aобс = 2%,
aотл = 12%, следовательно,
Tобс = 9 мин.,
Tотл = 54 мин.

Нв = Нп = 1071 · 0,8 = 857 шт. в смену.
2. Рассчитываем численность рабочих, обслуживающих роторную линию:

 определяем по карте 9:
определяем по карте 9:
3. Рассчитываем норму времени на отливку:
И ТЕХНОЛОГИЯ РАБОТЫ
Для выполнения финишных операций в термообрубных отделениях машиностроительных предприятий (выбивки форм, стержней из отливок и очистно-обрубные работы) применяется следующее оборудование.
2.1. Для выбивки форм.
Решетки вибрационные с механическим, пневматическим или с электрическим вибратором.
Модель | Грузоподъемность, т |
31210 | 0,63 |
3124 | 1,00 |
31212 | 1,6 |
31213 | 2,5 |
31214 | 4,0 |
31215 | 6,3 |
31216 | 10,0 |
31217 | 16,0 |
31218 | 25,0 |
3119 | 40,0 |
21,422 | 30,0 |
425,431 | 30,0 |
435,894 | 30,0 |
МР-9 | 30,0 |
ИР-41 | 30,0 |
ИП-120 | 30,0 |
Механизированные полуавтоматические и автоматические установки модели 3529, М1-5482, грузоподъемность 120,0 т.
2.2. Для удаления стержней и отливок.
Пневматические вибрационные машины моделей О-15, 411 с максимальным расстоянием между бабками 300 мм.
Гидравлические камеры моделей ЛН-407, ЛН-408, 414, 415, 417 с рабочим давлением воды, подаваемой к гидромониторам до 220 атм. с выкатной тележкой грузоподъемностью до 100 т.
Пневматические зубила моделей РК-4, РК-42 с давлением сжатого воздуха до 6 атм.
2.3. Для отрезки литников и прибылей.
Газовые резаки моделей УР "Пламя", РЗР-62, РВН-50, РК-62, РКФ. Применяется также процесс воздушно-дуговой резки. В качестве электродов используются графитизированные пластины. Применяются также ручная воздушно-плазменная резка металлов плазмотроном 061755 МН и ленточные пилы со скоростью ленты до 30 м/мин.
2.4. Для очистки и обрубки отливок.
Барабаны очистные дробеметные периодического действия моделей 42213М, 422233, 42233, 42216,4223642237 производительностью до 10,5 т/ч.
Барабаны очистные дробеметные непрерывного действия моделей 422322М, 42313М, 42334 производительностью до 15 т/ч.
Камеры очистные дробеметные периодического действия с подвесками моделей 42834, 42815, 42815М, 42816, 42816М, 42817, 42817М, 42825, 42826, 42827 производительностью на подвеске отливки до 11,2 т/ч.
Камеры очистные дробеметные периодического действия с тележками моделей 42634, 42634М, 42638, 42638М, 42639, 42639М производительностью до 30 т/ч.
Камеры очистные дробеметные непрерывного действия с подвесками моделей 42723, 42733, 42724, 4234, 42725, 42735 производительностью до 150 подвесок/ч.
Электрогидравлические установки моделей: 36121А, 36216, 36141А, 36214, 36216 производительностью до 16 т/ч.
Установка дробеметная модели 24601 производительностью до 1000 отливок/ч и модели 24604 производительностью до 200 подвесок/ч.
Камеры дробеметные моделей 24602, 24603 производительностью 200 подвесок/ч.
Установка дробеметная модели 24604 производительностью до 30 т/ч.
Камера гидроочистная периодического действия с ручным управлением модели 44712, производительностью до 185 см3/мин.
То же дробеструйная 44612.
2.5. Для зачистки отливок.
Машины зачистные полуавтоматические моделей 4579, 4626, 4606, 4625, 4590, 4580А, 4582,4618.
Механизированные комплексы для зачистки чугунных и стальных отливок моделей 99911, 99913.
Станки обдирочно-шлифовальные моделей 4608, 34364, ЗЕ-374, ЗЕ-375, ЗД382, МЗ-26П(Л).
Стационарные наждачные станки моделей 3М364, 33365, ЗМ366 с диаметром круга до 600 мм, шириной до 75 мм и частотой вращения до 1400 об./мин.
Переносные наждачные станки модели 3382 с диаметром круга до 250 мм, шириной до 40 мм и частотой вращения до 3000 об./мин.
Подвесные (маятниковые) наждачные станки модели 3374 с диаметром круга до 400 мм, шириной до 40 мм и частотой вращения до 2800 об./мин.
Технологический процесс очистки и обрубки отливок включает в себя ряд операций, задачей которых является удаление формовочной и стержневой смеси с наружных и внутренних поверхностей отливок, удаление литников, выпоров и прибылей, обрубка и зачистка заливов и неровностей на отливках.
Выбор способов выполнения операций производится в зависимости от типа производства, вида и особенностей литья, требований к качеству отливок, а также типа оборудования, которое имеется в цехе.
В разделе указаны основные технические характеристики очистно-обрубных машин. Более подробные характеристики даны в каталогах и паспортах, издаваемых разработчиками и изготовителями указанного оборудования.
В зависимости от типа производства нормативы времени на очистно-обрубные работы составлены с учетом следующих условий организации и обслуживания рабочего места.
1. Рабочие места, на которых производится выбивка форм, удаление стержней, очистка и обрубка отливок, отвечают требованиям охраны труда и оснащены необходимыми подъемно-транспортными средствами непрерывного или периодического действия (конвейерами, пневмотолкателями, подъемниками и т.п.), обеспечивающими нормальную бесперебойную работу.
2. Транспортировка залитых форм и отливок к рабочим местам выбивальщиков и обрубщиков производится средствами непрерывного транспорта или рабочими, обслуживающими производство, с помощью соответствующих подъемно-транспортных средств.
3. Вибрационные машины и пневматические зубила работают при постоянном давлении сжатого воздуха в сети в пределах 5 - 6 атм.
4. Предусматривается рациональная организация рабочего места с удобным расположением (на расстоянии 1 - 1,5 м от рабочего места) инструмента, приспособлений, исключающим лишние движения рабочих.
5. Предусматривается рациональное разделение труда между бригадами и членами бригад.
6. Заточка инструмента личного пользования в процессе работы производится в централизованном порядке.
7. Инструмент, средства индивидуальной защиты размещаются в инструментальных шкафах у рабочих мест.
8. Выбивка форм, стержней, очистка и обрубка литья производятся в строгом соответствии с установленным технологическим процессом и производственной инструкцией.
9. Ремонт и наладка очистного оборудования, приспособлений, а также пневматического инструмента производятся специальными рабочими.
10. Производственное задание и технологическая документация выдаются исполнителю мастером или бригадиром.
1. Рабочие места (участки) отвечают требованиям охраны труда и оснащены необходимыми подъемно-транспортными средствами (мостовыми кранами, подъемниками, рольштангами и т.п.), обеспечивающими нормальную бесперебойную работу.
2. Подача залитых форм и отливок к рабочим местам выбивальщиков и обрубщиков, уборка отливок и отходов с рабочих мест производятся рабочими, обслуживающими производство.
3. Транспортировка залитых форм, опок, отливок в пределах рабочего места производится исполнителем работ (на расстоянии до 5 м - подъемником или вручную, а более <...> м - краном).
4. Транспортировка и кантовка крупногабаритных отливок сложной конфигурации в пределах рабочего места производятся стропальщиками при непосредственном участии бригадира или исполнителя работ.
5. Выбивка стержней и очистка поверхности отливок пневматическим инструментом производятся при постоянном давлении сжатого воздуха в сети в пределах 5 - 6 атм. при наличии достаточного количества исправного инструмента (зубил) и шлангов.
6. Гидравлическая выбивка стержней и очистка литья производятся в специальных камерах при давлении воды на выходе из сопла гидромонитора 150 - 220 атм.
7. Подача газа к рабочим местам газоплазменной резки производится от магистрали или баллонов.
При подаче газа от баллонов доставка их к рабочим местам и установка осуществляются рабочими, обслуживающими производство.
8. Предусматривается рациональная организация рабочего места с удобным расположением инструмента, приспособлений, исключающим непроизводительные движения рабочих.
9. Предусматривается рациональное разделение труда между бригадами и членами бригад.
10. Заточка инструмента личного пользования в процессе работы производится исполнителем работ на специально установленном оборудовании.
11. Пневматические молотки, резаки, соединительные шланги, комплекты зубил, средства индивидуальной защиты размещаются в инструментальных шкафах у рабочих мест.
12. Выбивка форм, стержней, очистка и обрубка отливок производятся в строгом соответствии с установленным технологическим процессом и производственной инструкцией.
13. Ремонт и наладка очистного оборудования, приспособлений, пневматического инструмента производятся специальными рабочими.
14. Производственное задание, наряды и технологическая документация выдаются исполнителю работ мастером или бригадиром.
15. Инструктаж рабочего производит мастер или бригадир на рабочем месте.
16. Проверка и сдача выполненных работ производятся на рабочем месте.
Выбор формы организации труда и численного состава бригад решается для каждого цеха или участка в зависимости от масштаба производства, состава оборудования, размеров форм, развеса и сложности отливок.
Ниже приведены схемы планировки рабочих мест при выбивке форм, очистке и обрубке отливок.

Рис. 1. Схема планировки рабочего места
при выбивке форм на полуавтоматической установке
(массовое и крупносерийное производство):
1 - конвейер с формами; 2 - пневмотолкатель; 3 - стол
выбивной решетки; 4 - выбивная решетка; 5 - место рабочего

Рис 2. Схема планировки рабочего места при обламывании
литников и выпоров (массовое и крупносерийное производство):
1 - напольный конвейер с отливками;
2 - подвесной монорельсовый конвейер для транспортировки
литников и выпоров; 3 - место рабочего, занятого
отбивкой литников и выпоров; 4 - место рабочего,
занятого уборкой литников и выпоров

Рис. 3. Схема планировки рабочего места зачистки отливок
мелкого литья на стационарном наждачном станке
(массовое и крупносерийное производство):
1 - стационарный наждачный станок; 2 - ящик
для необработанных отливок; 3 - ленточный транспортер
подачи отливок к рабочему месту; 4 - склив; 5 - ящик
для необработанных отливок; 6 - ящик для сбора бракованных
отливок, литников, скрапа; 7 - ленточный транспортер уборки
бракованных отливок, литников, скрапа от рабочего места;
8 - ленточный транспортер подачи обнаждаченных отливок
на дальнейшие операции; 9 - вентилятор

Рис. 4. Схема планировки рабочего места при очистке
и обрубке мелких отливок (среднесерийное
и мелкосерийное производство):
1 - конвейер ленточный; 2 - барабан галтовочный; 3 - барабан
дробометный; 4 - конвейер ленточный; 5 - сортировочный круг;
6 - ящик с отливками для обнаждачивания; 7 - стационарный
наждачный станок; 8 - склив для передачи отливок;
9 - специальный стол для наждачника; 10 - ящик для отливок,
транспортируемых на грунтовку; 11 - кран-балка; 12 - ящик
для окончательного брака отливок; 13 - ящик для исправимого
брака; 14 - уборочная решетка; 15 - место рабочих

Рис. 5. Схема планировки рабочего места при очистке
и обрубке средних и крупных отливок (среднесерийное
и мелкосерийное производство):
1 - гидроочистная камера; 2 - дробеметная камера;
3 - железнодорожная колея с тележкой; 4 - кран консольный
стационарный с ручным поворотом; 5 - переносной наждачный
круг; 6 - инструментальный шкаф; 7 - подвесной (маятниковый)
наждачный станок; 8 - кран мостовой; 9 - уборочная решетка;
10 - место рабочего

Рис. 6. Исправление дефектов мелких отливок:
1 - стол с дефектными отливками; 2 - сварочные кабины;
3 - ленточный транспортер с исправленными отливками;
4 - защитная перегородка

Рис. 7. Исправление дефектов крупных отливок:
1 - стол-накопитель; 2 - рольганг; 3 - кабина сварщика
Массовое и крупносерийное производство | |||||||
КАРТА 1 | |||||||
Содержание работы | |||||||
Подъемником | |||||||
1. Застропить форму за цапфы опок, приподнять и переместить на расстояние до 1 м к решетке. 2. Поставить форму на решетку и расстропить. 3. Переместить подъемник в исходное положение. | |||||||
Вручную | |||||||
1. Сдвинуть форму с конвейера на решетку или рольганг. 2. Переместить (до 1 м) форму по рольгангу | |||||||
N позиции | Способ перемещения | Площадь опоки S, дм2, до | |||||
10 | 20 | 30 | 50 | 100 | 200 | ||
Время на форму, мин. | |||||||
1 | Подъемником | 0,100 | 0,125 | 0,143 | 0,168 | 0,210 | 0,260 |
2 | Вручную: | ||||||
сдвинуть форму | 0,030 | - | |||||
переместить по рольгангу | 0,025 | 0,03 | |||||
Индекс | а | б | |||||
T = 0,048 S0,32 - подъемником
Примечания: 1. При подаче на выбивную решетку стопки опок время рассчитывать по формуле
T = t · [1 + 0,1 (n - 1)],
где t - время на технологический комплекс приемов по карте, мин.; n - число опок в стопке.
2. При перемещении кран-балкой время по карте принимать с коэффициентом 1,5.
Массовое и крупносерийное производство | ||||||||||
КАРТА 2 | ||||||||||
Содержание работы | ||||||||||
1. Взять молоток, подойти к форме. 2. Надломить ударами молотка литниковую или выпорную чашу. 3. Удалить чашу с формы. 4. Положить молоток и чашу на место. | ||||||||||
N позиции | Площадь основания чаши S, дм2, до | |||||||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | |
Время на чашу, мин. | ||||||||||
1 | 0,09 | 0,104 | 0,129 | 0,153 | 0,182 | 0,210 | 0,262 | 0,311 | 0,358 | 0,446 |
Индекс | а | б | в | г | д | е | ж | з | и | к |
T = 0,09 S0,77
Массовое и крупносерийное производство | |||||
КАРТА 3 | |||||
Содержание работы | |||||
1. Взять молоток, подойти к форме (к стопке опок). 2. Сбить скобы молотком и отбросить в ящик (на пол). 3. Положить молоток на место. | |||||
N позиции | Количество скоб n, шт. | ||||
2 | 4 | 6 | 8 | 10 | |
Время, мин. | |||||
1 | 0,126 | 0,218 | 0,302 | 0,380 | 0,454 |
Индекс | а | б | в | г | д |
T = 0,072 n0,8
Массовое и крупносерийное производство | ||||||||
КАРТА 4 | Лист 1 | |||||||
Содержание работы | ||||||||
1. Сдвинуть форму пневматическим толкателем на решетку. 2. Выбить форму на решетке. | ||||||||
Формовка всырую | ||||||||
N позиции | Площадь опоки в свету S, дм2, до | Высота формы H, мм, до | ||||||
200 | 300 | 400 | 500 | 600 | 800 | 1000 | ||
Время на форму, мин. | ||||||||
Отливки из чугуна | ||||||||
1 | 10 | 0,053 | 0,065 | - | - | - | - | - |
2 | 12 | 0,059 | 0,072 | - | - | - | - | - |
3 | 14 | 0,065 | 0,080 | 0,092 | - | - | - | - |
4 | 16 | 0,071 | 0,086 | 0,100 | - | - | - | - |
5 | 20 | 0,082 | 0,099 | 0,115 | 0,128 | - | - | - |
6 | 25 | 0,094 | 0,114 | 0,132 | 0,147 | - | - | - |
7 | 30 | 0,105 | 0,128 | 0,147 | 0,164 | - | - | - |
8 | 35 | 0,116 | 0,141 | 0,162 | 0,181 | 0,198 | - | - |
9 | 40 | - | 0,153 | 0,176 | 0,196 | 0,215 | - | - |
10 | 45 | - | 0,164 | 0,189 | 0,211 | 0,231 | 0,266 | - |
11 | 50 | - | 0,176 | 0,202 | 0,226 | 0,247 | 0,285 | - |
12 | 60 | - | 0,197 | 0,226 | 0,253 | 0,276 | 0,318 | - |
13 | 70 | - | 0,216 | 0,249 | 0,278 | 0,304 | 0,350 | 0,390 |
14 | 80 | - | 0,235 | 0,271 | 0,302 | 0,330 | 0,380 | 0,424 |
15 | 90 | - | 0,253 | 0,291 | 0,325 | 0,355 | 0,409 | 0,456 |
16 | 100 | - | - | 0,311 | 0,347 | 0,379 | 0,437 | 0,487 |
17 | 120 | - | - | 0,348 | 0,388 | 0,425 | 0,489 | 0,545 |
18 | 140 | - | - | 0,383 | 0,427 | 0,467 | 0,538 | 0,600 |
19 | 160 | - | - | 0,416 | 0,464 | 0,507 | 0,584 | 0,652 |
20 | 200 | - | - | 0,478 | 0,533 | 0,583 | 0,671 | 0,749 |
T = 0,00095 S0,62 · H0,49 | ||||||||
Отливки из стали и медных сплавов | ||||||||
21 | 10 | 0,061 | 0,075 | - | - | - | - | - |
22 | 12 | 0,069 | 0,084 | - | - | - | - | - |
23 | 14 | 0,076 | 0,092 | 0,106 | - | - | - | - |
24 | 16 | 0,082 | 0,100 | 0,115 | - | - | - | - |
25 | 20 | 0,094 | 0,115 | 0,133 | 0,148 | - | - | - |
26 | 25 | 0,108 | 0,132 | 0,152 | 0,170 | - | - | - |
27 | 30 | 0,121 | 0,148 | 0,171 | 0,190 | - | - | - |
28 | 35 | 0,134 | 0,163 | 0,188 | 0,209 | 0,229 | - | - |
29 | 40 | - | 0,177 | 0,204 | 0,227 | 0,249 | - | - |
30 | 45 | - | 0,190 | 0,219 | 0,245 | 0,267 | 0,308 | - |
31 | 50 | - | 0,203 | 0,234 | 0,261 | 0,286 | 0,329 | - |
32 | 60 | - | 0,228 | 0,262 | 0,292 | 0,320 | 0,368 | - |
33 | 70 | - | 0,251 | 0,268 | 0,322 | 0,352 | 0,405 | 0,452 |
Индекс | а | б | в | г | д | е | ж | |
ВЫБИВКА ФОРМ НА ПОЛУАВТОМАТИЧЕСКОЙ РЕШЕТКЕ | Массовое и крупносерийное производство | |||||||
КАРТА 4 | Лист 2 | |||||||
N позиции | Площадь опоки в свету S, дм2, до | Высота формы H, мм, до | ||||||
200 | 300 | 400 | 500 | 600 | 800 | 1000 | ||
Время на форму, мин. | ||||||||
34 | 80 | - | 0,272 | 0,313 | 0,350 | 0,382 | 0,440 | 0,491 |
35 | 90 | - | 0,293 | 0,337 | 0,376 | 0,411 | 0,474 | 0,528 |
36 | 100 | - | - | 0,360 | 0,401 | 0,439 | 0,505 | 0,564 |
37 | 120 | - | - | 0,403 | 0,449 | 0,492 | 0,566 | 0,631 |
38 | 140 | - | - | 0,444 | 0,495 | 0,541 | 0,623 | 0,695 |
39 | 160 | - | - | 0,482 | 0,537 | 0,588 | 0,677 | 0,755 |
40 | 200 | - | - | 0,553 | 0,617 | 0,675 | 0,777 | 0,867 |
T = 0,0011 S0,62 · H0,49 | ||||||||
Отливки из алюминиевых и магниевых сплавов | ||||||||
41 | 10 | 0,040 | 0,048 | - | - | - | - | - |
42 | 12 | 0,044 | 0,054 | - | - | - | - | - |
43 | 14 | 0,049 | 0,060 | 0,069 | - | - | - | - |
44 | 16 | 0,053 | 0,065 | 0,074 | - | - | - | - |
45 | 20 | 0,061 | 0,074 | 0,085 | 0,094 | - | - | - |
46 | 25 | 0,070 | 0,085 | 0,098 | 0,109 | - | - | - |
47 | 30 | 0,078 | 0,095 | 0,109 | 0,117 | - | - | - |
48 | 35 | 0,086 | 0,105 | 0,120 | 0,134 | 0,147 | - | - |
49 | 40 | - | 0,114 | 0,132 | 0,147 | 0,161 | - | - |
50 | 45 | - | 0,123 | 0,141 | 0,157 | 0,172 | 0,198 | - |
51 | 50 | - | 0,131 | 0,151 | 0,168 | 0,184 | 0,212 | - |
52 | 60 | - | 0,147 | 0,169 | 0,189 | 0,207 | 0,238 | - |
53 | 70 | - | 0,162 | 0,186 | 0,208 | 0,227 | 0,262 | 0,292 |
54 | 80 | - | 0,176 | 0,201 | 0,225 | 0,246 | 0,283 | 0,316 |
55 | 90 | - | 0,189 | 0,218 | 0,244 | 0,266 | 0,307 | 0,342 |
56 | 100 | - | - | 0,232 | 0,258 | 0,286 | 0,325 | 0,363 |
57 | 120 | - | - | 0,260 | 0,290 | 0,317 | 0,365 | 0,407 |
58 | 140 | - | - | 0,286 | 0,319 | 0,349 | 0,402 | 0,448 |
59 | 160 | - | - | 0,311 | 0,347 | 0,379 | 0,436 | 0,487 |
60 | 200 | - | - | 0,357 | 0,398 | 0,436 | 0,501 | 0,559 |
Индекс | а | б | в | г | д | е | ж | |
T = 0,00071 S0,62 · H0,49
Примечания: 1. Время в карте рассчитано на выбивку форм, изготовленных всырую.
2. При выбивке форм, изготовленных всухую, время по карте принимать с коэффициентом 1,1.
3. При выбивке форм на полуавтоматической установке снятие порожних опок с решетки предусмотрено сдвигом следующей формы с конвейера на выбивную решетку пневматическим толкателем. При сдвиге порожних опок с решетки на конвейер другим пневмотолкателем к нормативному времени карты следует добавлять 0,022 мин.
Массовое и крупносерийное производство | ||||||||
КАРТА 5 | Лист 1 | |||||||
Содержание работы | ||||||||
1. Подать форму пневмотолкателем на выбивную решетку. 2. Выбить форму на решетке. 3. Переместить форму пневмотолкателем на литейный конвейер. | ||||||||
Формовка всырую | ||||||||
N позиции | Площадь опоки в свету S, дм2, до | Высота формы H, мм, до | ||||||
200 | 300 | 400 | 500 | 600 | 800 | 1000 | ||
Время на форму, мин. | ||||||||
Отливки из чугуна | ||||||||
1 | 10 | 0,058 | 0,071 | - | - | - | - | - |
2 | 12 | 0,065 | 0,078 | - | - | - | - | - |
3 | 14 | 0,071 | 0,087 | 0,100 | - | - | - | - |
4 | 16 | 0,078 | 0,095 | 0,109 | - | - | - | - |
5 | 20 | 0,089 | 0,109 | 0,125 | 0,140 | - | - | - |
6 | 25 | 0,102 | 0,125 | 0,144 | 0,161 | - | - | - |
7 | 30 | 0,115 | 0,140 | 0,161 | 0,180 | - | - | - |
8 | 35 | 0,126 | 0,154 | 0,177 | 0,197 | 0,216 | - | - |
9 | 40 | - | 0,167 | 0,192 | 0,214 | 0,234 | - | - |
10 | 45 | - | 0,180 | 0,207 | 0,231 | 0,253 | 0,291 | - |
11 | 50 | - | 0,192 | 0,221 | 0,247 | 0,270 | 0,311 | - |
12 | 60 | - | 0,212 | 0,245 | 0,273 | 0,299 | 0,344 | - |
13 | 70 | - | 0,237 | 0,273 | 0,304 | 0,333 | 0,383 | 0,428 |
14 | 80 | - | 0,257 | 0,296 | 0,330 | 0,361 | 0,415 | 0,463 |
15 | 90 | - | 0,276 | 0,318 | 0,355 | 0,388 | 0,447 | 0,499 |
16 | 100 | - | - | 0,340 | 0,380 | 0,416 | 0,479 | 0,534 |
17 | 120 | - | - | 0,381 | 0,424 | 0,464 | 0,534 | 0,596 |
18 | 140 | - | - | 0,419 | 0,466 | 0,510 | 0,587 | 0,655 |
19 | 160 | - | - | 0,456 | 0,508 | 0,556 | 0,640 | 0,714 |
20 | 200 | - | - | 0,523 | 0,584 | 0,639 | 0,735 | 0,820 |
T = 0,00104 S0,62 · H0,49 | ||||||||
Отливки из стали и медных сплавов | ||||||||
21 | 10 | 0,067 | 0,082 | - | - | - | - | - |
22 | 12 | 0,075 | 0,091 | - | - | - | - | - |
23 | 14 | 0,082 | 0,100 | 0,116 | - | - | - | - |
24 | 16 | 0,090 | 0,109 | 0,126 | - | - | - | - |
25 | 20 | 0,103 | 0,126 | 0,145 | 0,161 | - | - | - |
26 | 25 | 0,118 | 0,144 | 0,166 | 0,185 | - | - | - |
27 | 30 | 0,132 | 0,162 | 0,186 | 0,208 | - | - | - |
28 | 35 | 0,146 | 0,178 | 0,205 | 0,228 | 0,250 | - | - |
29 | 40 | - | 0,194 | 0,222 | 0,248 | 0,271 | - | - |
30 | 45 | - | 0,208 | 0,239 | 0,267 | 0,292 | 0,338 | - |
31 | 50 | - | 0,222 | 0,255 | 0,285 | 0,312 | 0,359 | - |
32 | 60 | - | 0,248 | 0,286 | 0,319 | 0,349 | 0,402 | - |
Индекс | а | б | в | г | д | е | ж | |
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВИБРАЦИОННОЙ РЕШЕТКЕ | Массовое и крупносерийное производство | ||||||||
КАРТА 5 | Лист 2 | ||||||||
N позиции | Площадь опоки в свету S, дм2, до | Высота формы H, мм, до | |||||||
200 | 300 | 400 | 500 | 600 | 800 | 1000 | |||
Время на форму, мин. | |||||||||
33 | 70 | - | 0,274 | 0,315 | 0,351 | 0,384 | 0,442 | 0,493 | |
34 | 80 | - | 0,297 | 0,342 | 0,381 | 0,417 | 0,480 | 0,536 | |
35 | 90 | - | 0,319 | 0,368 | 0,410 | 0,449 | 0,517 | 0,576 | |
36 | 100 | - | - | 0,393 | 0,438 | 0,479 | 0,551 | 0,615 | |
37 | 120 | - | - | 0,440 | 0,490 | 0,536 | 0,618 | 0,689 | |
38 | 140 | - | - | 0,484 | 0,540 | 0,590 | 0,680 | 0,758 | |
39 | 160 | - | - | 0,526 | 0,586 | 0,641 | 0,738 | 0,823 | |
40 | 200 | - | - | 0,603 | 0,674 | 0,736 | 0,848 | 0,946 | |
T = 0,0012 S0,62 · H0,49 | |||||||||
Отливки из алюминиевых и магниевых сплавов | |||||||||
41 | 10 | 0,043 | 0,052 | - | - | - | - | - | |
42 | 12 | 0,048 | 0,059 | - | - | - | - | - | |
43 | 14 | 0,053 | 0,065 | 0,074 | - | - | - | - | |
44 | 16 | 0,058 | 0,070 | 0,081 | - | - | - | - | |
45 | 20 | 0,066 | 0,081 | 0,093 | 0,104 | - | - | - | |
46 | 25 | 0,076 | 0,093 | 0,107 | 0,119 | - | - | - | |
47 | 30 | 0,085 | 0,104 | 0,119 | 0,133 | - | - | - | |
48 | 35 | 0,094 | 0,114 | 0,131 | 0,147 | 0,160 | - | - | |
49 | 40 | - | 0,124 | 0,143 | 0,159 | 0,174 | - | - | |
50 | 45 | - | 0,133 | 0,154 | 0,177 | 0,187 | - | - | |
51 | 50 | - | 0,142 | 0,164 | 0,183 | 0,200 | 0,230 | - | |
52 | 60 | - | 0,159 | 0,184 | 0,205 | 0,224 | 0,258 | - | |
53 | 70 | - | 0,175 | 0,202 | 0,225 | 0,246 | 0,284 | 0,316 | |
54 | 80 | - | 0,190 | 0,219 | 0,245 | 0,268 | 0,308 | 0,344 | |
55 | 90 | - | 0,205 | 0,236 | 0,263 | 0,288 | 0,331 | 0,370 | |
56 | 100 | - | - | 0,252 | 0,281 | 0,307 | 0,354 | 0,395 | |
57 | 120 | - | - | 0,282 | 0,315 | 0,344 | 0,396 | 0,442 | |
58 | 140 | - | - | 0,310 | 0,346 | 0,379 | 0,436 | 0,486 | |
59 | 160 | - | - | 0,337 | 0,376 | 0,411 | 0,474 | 0,528 | |
60 | 200 | - | - | 0,387 | 0,432 | 0,472 | 0,544 | 0,607 | |
Индекс | а | б | в | г | д | е | ж | ||
T = 0,00077 S0,62 · H0,49
Примечание. Время в карте рассчитано на выбивку форм, изготовленных всырую. При выбивке форм, изготовленных всухую, время по карте принимать с коэффициентом 1,1.
Массовое и крупносерийное производство | |||||||
КАРТА 6 | |||||||
Содержание работы | |||||||
Подъемником | |||||||
1. Застропить опоку за цапфы, приподнять и переместить на расстояние до 1 м. 2. Поставить опоку на конвейер или рольганг и расстропить. 3. Переместить подъемник в исходное положение. | |||||||
Вручную | |||||||
1. Подойти, взять опоку и переместить (до 1 м). 2. Поставить опоку на конвейер или рольганг и вернуться в исходное положение. | |||||||
По рольгангу | |||||||
Подойти к рольгангу, переместить опоку до 1 м и развернуть ее. | |||||||
N позиции | Способ перемещения | Площадь опоки S, дм2, до | |||||
10 | 20 | 30 | 50 | 100 | 200 | ||
Время на опоку, мин. | |||||||
1 | Подъемником | 0,092 | 0,117 | 0,134 | 0,157 | 0,196 | 0,245 |
2 | Вручную | 0,048 | 0,067 | - | - | - | - |
3 | По рольгангу | 0,024 | 0,030 | 0,035 | 0,042 | 0,054 | 0,068 |
Индекс | а | б | в | г | д | е | |
T = 0,045 S0,32 - подъемником
T = 0,0107 S0,35 - по рольгангу
Примечания: 1. При снятии с выбивной решетки стопки опок время рассчитывать по формуле
T = t · [1 + 0,1 (n - 1)], мин.,
где t - время на технологический комплекс приемов по карте, мин.; n - число опок в стопке.
2. При перемещении кран-балкой время по карте принимать с коэффициентом 1,5.
Массовое и крупносерийное производство | |||||||||
КАРТА 7 | |||||||||
Содержание работы | |||||||||
Подъемником, краном | |||||||||
1. Застропить отливку крюком или захватом и поднять ее. 2. Переместить отливку на расстояние до 3 м. 3. Опустить отливку на место, освободить стропы. 4. Переместить подъемник и исходное положение. | |||||||||
Вручную | |||||||||
1. Взять крючок и зацепить отливку. 2. Отбросить отливку с решетки (до 2 м). 3. Положить крючок на место. | |||||||||
По рольгангу | |||||||||
1. Подойти к рольгангу и взять отливку. 2. Переместить отливку по рольгангу (до 1 м). | |||||||||
N позиции | Масса отливки М, кг, до | Способ перемещения | N позиции | Масса отливки М, кг, до | Способ перемещения | ||||
подъемником | вручную | по рольгангу | подъемником | вручную | по рольгангу | ||||
Время на отливку, мин. | Время на отливку, мин. | ||||||||
1 | 1 | - | 0,040 | - | 11 | 70 | 0,226 | - | 0,045 |
2 | 2 | - | 0,052 | - | 12 | 100 | 0,253 | - | 0,050 |
3 | 3 | - | 0,061 | - | 13 | 150 | 0,284 | - | 0,057 |
4 | 5 | - | 0,072 | - | 14 | 200 | 0,316 | - | 0,063 |
5 | 7 | - | 0,082 | - | 15 | 300 | 0,360 | - | 0,071 |
6 | 10 | - | 0,094 | 0,024 | 16 | 500 | 0,424 | - | - |
7 | 15 | - | 0,109 | 0,027 | 17 | 700 | 0,472 | - | - |
8 | 20 | - | 0,121 | 0,030 | 18 | 1000 | 0,529 | - | - |
9 | 30 | 0,172 | - | 0,034 | 19 | 1500 | 0,600 | - | - |
10 | 50 | 0,203 | - | 0,040 | 20 | 2000 | 0,665 | - | - |
Индекс | а | б | в | Индекс | а | б | в | ||
T = 0,058 М0,32 - подъемником
T = 0,04 М0,37 - вручную
T = 0,0115 М0,32 - по рольгангу
Примечания: 1. При выполнении работы двумя рабочими время по карте принимать с коэффициентом 1,8.
2. При перемещении отливок на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при передвижении с грузом до 20 кг - 0,02 мин.; при передвижении без груза - 0,015; при перемещении с подъемником - 0,025 в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
3. При навеске отливок на крюки подвесного конвейера время принимать по карте 23.
Массовое и крупносерийное производство | |||||||||||||
КАРТА 8 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Взять молоток, кувалду. 2. Отбить литниковую систему. 3. Положить молоток, кувалду. | |||||||||||||
N позиции | Количество питателей, выпоров N, шт. | Сечение питателей, выпоров S, см2, до | |||||||||||
0,2 | 0,5 | 1 | 2 | 3 | 5 | 7 | 10 | 12 | 14 | 17 | 20 | ||
Время, мин. | |||||||||||||
Отливки из стали | |||||||||||||
1 | 1 | - | 0,024 | 0,037 | 0,058 | 0,074 | 0,102 | 0,126 | 0,157 | 0,176 | 0,193 | 0,216 | 0,241 |
2 | 2 | - | 0,038 | 0,059 | 0,089 | 0,115 | 0,158 | 0,194 | 0,242 | 0,271 | 0,299 | 0,337 | 0,373 |
3 | 3 | - | 0,049 | 0,076 | 0,115 | 0,149 | 0,204 | 0,251 | 0,313 | 0,351 | 0,386 | 0,435 | 0,481 |
4 | 4 | - | 0,058 | 0,091 | 0,139 | 0,178 | 0,244 | 0,301 | 0,375 | 0,420 | 0,462 | 0,522 | 0,577 |
5 | 6 | - | 0,076 | 0,117 | 0,179 | 0,230 | 0,315 | 0,388 | 0,485 | 0,543 | 0,597 | 0,673 | 0,745 |
6 | 8 | - | 0,091 | 0,141 | 0,214 | 0,275 | 0,378 | 0,466 | 0,581 | 0,650 | 0,716 | 0,807 | 0,893 |
7 | 10 | - | 0,104 | 0,162 | 0,247 | 0,317 | 0,435 | 0,536 | 0,669 | 0,748 | 0,824 | 0,929 | 1,027 |
8 | 12 | - | 0,117 | 0,182 | 0,277 | 0,356 | 0,488 | 0,601 | 0,750 | 0,840 | 0,924 | 1,042 | 1,153 |
9 | 14 | - | 0,129 | 0,200 | 0,305 | 0,392 | 0,538 | 0,663 | 0,827 | 0,925 | 1,018 | 1,148 | 1,270 |
10 | 16 | - | 0,140 | 0,212 | 0,331 | 0,426 | 0,585 | 0,721 | 0,899 | 1,007 | 1,107 | 1,249 | 1,381 |
11 | 18 | - | 0,151 | 0,235 | 0,357 | 0,459 | 0,630 | 0,776 | 0,968 | 1,084 | 1,193 | 1,346 | 1,488 |
T = 0,0376 N0,63 · S0,62 | |||||||||||||
Отливки из чугуна | |||||||||||||
12 | 1 | - | 0,016 | 0,025 | 0,038 | 0,049 | 0,068 | 0,083 | 0,104 | 0,117 | 0,128 | 0,145 | 0,160 |
13 | 2 | - | 0,030 | 0,040 | 0,071 | 0,091 | 0,125 | 0,154 | 0,192 | 0,215 | 0,237 | 0,267 | 0,295 |
14 | 3 | - | 0,035 | 0,054 | 0,083 | 0,107 | 0,146 | 0,180 | 0,225 | 0,252 | 0,277 | 0,312 | 0,345 |
15 | 4 | - | 0,043 | 0,066 | 0,101 | 0,130 | 0,179 | 0,220 | 0,275 | 0,308 | 0,339 | 0,382 | 0,423 |
16 | 6 | - | 0,057 | 0,087 | 0,135 | 0,173 | 0,238 | 0,293 | 0,365 | 0,409 | 0,450 | 0,508 | 0,561 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
T = 0,0025 N0,70 · S0,62
ОТБИВКА ЛИТНИКОВОЙ СИСТЕМЫ ОТ ОТЛИВКИ ВРУЧНУЮ | Массовое и крупносерийное производство | ||||||||||||
КАРТА 8 | Лист 2 | ||||||||||||
N позиции | Количество питателей, выпоров N, шт. | Сечение питателей, выпоров S, см2, до | |||||||||||
0,2 | 0,5 | 1 | 2 | 3 | 5 | 7 | 10 | 12 | 14 | 17 | 20 | ||
Время, мин. | |||||||||||||
Отливки из алюминиевых сплавов | |||||||||||||
17 | 1 | 0,014 | 0,022 | 0,031 | 0,044 | 0,054 | 0,070 | 0,083 | 0,099 | 0,108 | 0,117 | 0,129 | 0,140 |
18 | 2 | 0,023 | 0,036 | 0,051 | 0,072 | 0,088 | 0,114 | 0,135 | 0,162 | 0,178 | 0,192 | 0,211 | 0,229 |
19 | 3 | 0,030 | 0,048 | 0,068 | 0,096 | 0,118 | 0,153 | 0,181 | 0,216 | 0,237 | 0,255 | 0,281 | 0,305 |
20 | 4 | 0,037 | 0,059 | 0,083 | 0,118 | 0,145 | 0,187 | 0,222 | 0,265 | 0,290 | 0,313 | 0,345 | 0,375 |
21 | 6 | 0,050 | 0,079 | 0,111 | 0,158 | 0,193 | 0,250 | 0,296 | 0,353 | 0,387 | 0,418 | 0,460 | 0,499 |
22 | 8 | 0,061 | 0,096 | 0,136 | 0,193 | 0,237 | 0,306 | 0,362 | 0,434 | 0,475 | 0,513 | 0,565 | 0,613 |
23 | 10 | 0,072 | 0,113 | 0,160 | 0,227 | 0,278 | 0,359 | 0,425 | 0,508 | 0,556 | 0,601 | 0,662 | 0,718 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
T = 0,0313 N0,71 · S0,50
Примечание. При отбивке литников у отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
Массовое и крупносерийное производство | ||
КАРТА 9 | ||
Наименование элементов затрат времени | Затраты времени на отливку, мин. | |
1. | Вспомогательное перекрываемое время: | |
0,25 | ||
Продвинуть отливку при помощи крюка; | ||
0,33 | ||
2. | Технологически необходимое время на обработку отливки в линии (машине): | |
tтн - продолжительность одного цикла | 1,26 | |
Массовое и крупносерийное производство | |||||
КАРТА 10 | |||||
Содержание работы | |||||
Вручную | |||||
Взять литник или отливку с пола и положить в тару. | |||||
Подъемником | |||||
Застропить литник или отливку, положить в тару, расстропить. | |||||
N позиции | Масса литника, отливки М, кг, до | Время на литник, отливку, мин. | N позиции | Масса литника, отливки М, кг, до | Время на литник, отливку, мин. |
Вручную | |||||
1 | 0,3 | 0,035 | 9 | 5,0 | 0,070 |
2 | 0,5 | 0,040 | 10 | 6,0 | 0,074 |
3 | 0,7 | 0,043 | 11 | 8,0 | 0,079 |
4 | 1,0 | 0,047 | 12 | 10,0 | 0,084 |
5 | 1,5 | 0,052 | 13 | 12,0 | 0,087 |
6 | 2,0 | 0,056 | 14 | 16,0 | 0,094 |
7 | 3,0 | 0,062 | 15 | 20,0 | 0,099 |
8 | 4,0 | 0,067 | |||
T = 0,047 М0,25 | |||||
Подъемником | |||||
16 | 25,0 | 0,116 | 21 | 80 | 0,155 |
17 | 30,0 | 0,121 | 22 | 100 | 0,163 |
18 | 40,0 | 0,130 | 23 | 120 | 0,171 |
19 | 50,0 | 0,137 | 24 | 160 | 0,184 |
20 | 60,0 | 0,144 | 25 | 200 | 0,194 |
T = 0,052 М0,25
Примечание. В карте время рассчитано при укладке литников или отливок с пола. При укладке литников или отливок с конвейера время по карте принимать с коэффициентом 0,9.
Массовое и крупносерийное производство | |||||||||||
КАРТА 11 | Лист 1 | ||||||||||
Содержание работы | |||||||||||
Вручную | |||||||||||
1. Взять отливку, переместить (на расстояние до 1 м) к машине. 2. Установить отливку на машину, закрепить ее упорами бабок, включить вибратор. 3. Выключить вибратор, открепить отливку, снять с машины и положить на место. | |||||||||||
Подъемником | |||||||||||
1. Застропить отливку, поднять ее, переместить (на расстояние до 3 м) к машине. 2. Установить отливку на машину, закрепить ее упорами бабок, включить вибратор. 3. Выключить вибратор, открепить отливку, снять с машины, переместить (до 3 м), опустить на место и расстропить. 4. Переместить подъемник в исходное положение. | |||||||||||
N позиции | Масса отливки М, кг, до | Вручную | Подъемником | N позиции | Масса отливки М, кг, до | Вручную | Подъемником | N позиции | Масса отливки М, кг, до | Вручную | Подъемником |
Время на отливку, мин. | Время на отливку, мин. | Время на отливку, мин. | |||||||||
1 | 1,0 | 0,054 | - | 4 | 3,0 | 0,088 | - | 7 | 6,0 | 0,119 | - |
2 | 1,5 | 0,065 | - | 5 | 4,0 | 0,099 | - | 8 | 8,0 | 0,135 | |
3 | 2,0 | 0,074 | - | 6 | 5,0 | 0,110 | - | 9 | 10,0 | 0,149 | - |
Индекс | а | б | а | б | а | б | |||||
УСТАНОВКА ОТЛИВОК НА СТЕРЖНЕВУЮ ВИБРАЦИОННУЮ МАШИНУ И СНЯТИЕ ИХ | Массовое и крупносерийное производство | ||||||||||
КАРТА 11 | Лист 2 | ||||||||||
N позиции | Масса отливки М, кг, до | Вручную | Подъемником | N позиции | Масса отливки М, кг, до | Вручную | Подъемником | N позиции | Масса отливки М, кг, до | Вручную | Подъемником |
Время на отливку, мин. | Время на отливку, мин. | Время на отливку, мин. | |||||||||
10 | 12 | 0,061 | - | 16 | 60 | - | 0,303 | 22 | 400 | - | 0,623 |
11 | 16 | 0,183 | - | 17 | 80 | - | 0,338 | 23 | 500 | - | 0,679 |
12 | 20 | 0,202 | - | 18 | 100 | - | 0,368 | 24 | 600 | - | 0,727 |
13 | 30 | - | 0,233 | 19 | 150 | - | 0,430 | 25 | 800 | - | 0,811 |
14 | 40 | - | 0,260 | 20 | 200 | - | 0,479 | 26 | 1000 | - | 0,884 |
15 | 50 | - | 0,283 | 21 | 300 | - | 0,559 | ||||
Индекс | а | б | Индекс | а | б | Индекс | а | б | |||
T = 0,064 М0,38 - подъемником
T = 0,054 М0,44 - вручную
Примечания: 1. При выполнении работы двумя рабочими время по карте принимать с коэффициентом 1,8.
2. При перемещении отливок на расстояние свыше предусмотренного в карте, на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
Массовое и крупносерийное производство | ||||||||||
КАРТА 12 | ||||||||||
Содержание работы | ||||||||||
Произвести выбивку стержней | ||||||||||
N позиции | Объем стержней в отливке V, дм3, до | Отливки из чугуна | Отливки из стали и медных сплавов | Отливки из алюминиевых и магниевых сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
1 | 6 | 0,276 | 0,367 | 0,482 | 0,313 | 0,410 | 0,538 | 0,222 | 0,295 | 0,386 |
2 | 8 | 0,323 | 0,430 | 0,565 | 0,367 | 0,480 | 0,631 | 0,260 | 0,345 | 0,452 |
3 | 10 | 0,365 | 0,486 | 0,639 | 0,415 | 0,543 | 0,713 | 0,294 | 0,390 | 0,511 |
4 | 12 | 0,404 | 0,537 | 0,706 | 0,459 | 0,600 | 0,789 | 0,325 | 0,431 | 0,565 |
5 | 14 | 0,440 | 0,585 | 0,768 | 0,499 | 0,653 | 0,858 | 0,354 | 0,469 | 0,615 |
6 | 16 | 0,473 | 0,629 | 0,827 | 0,537 | 0,703 | 0,923 | 0,381 | 0,505 | 0,662 |
7 | 20 | 0,535 | 0,712 | 0,935 | 0,608 | 0,795 | 1,044 | 0,431 | 0,571 | 0,748 |
8 | 25 | 0,605 | 0,805 | 1,057 | 0,687 | 0,898 | 1,180 | 0,487 | 0,646 | 0,846 |
9 | 30 | 0,669 | 0,889 | 1,168 | 0,760 | 0,993 | 1,305 | 0,533 | 0,714 | 0,935 |
10 | 40 | 0,783 | 1,042 | 1,369 | 0,890 | 1,164 | 1,529 | 0,631 | 0,837 | 1,095 |
11 | 50 | 0,886 | 1,178 | 1,548 | 1,006 | 1,315 | 1,728 | 0,713 | 0,946 | 1,238 |
12 | 60 | 0,979 | 1,302 | 1,711 | 1,112 | 1,454 | 1,910 | 0,789 | 1,046 | 1,369 |
13 | 80 | 1,147 | 1,525 | 2,004 | 1,303 | 1,704 | 2,238 | 0,924 | 1,225 | 1,603 |
14 | 100 | 1,297 | 1,725 | 2,266 | 1,473 | 1,926 | 2,530 | 1,045 | 1,385 | 1,813 |
Индекс | а | б | в | г | д | е | ж | з | и | |
TI = 0,103 V0,55 | TI = 0,117 V0,55 | TI = 0,083 V0,55 | ||||||||
TII = 0,137 V0,55 | TII = 0,153 V0,55 | TII = 0,110 V0,55 | ||||||||
TIII = 0,18 V0,55 | TIII = 0,201 V0,55 | TIII = 0,144 V0,55 | ||||||||
Примечания: 1. В карте время рассчитано на выбивку стержней, изготовленных из смесей на синтетических смолах.
2. При выбивке стержней, изготовленных на песчано-масляных крепителях, время по карте принимать с коэффициентом 0,85.
3. При выбивке стержней, изготовленных из быстротвердеющих смесей, время по карте принимать с коэффициентом 1,15.
Массовое и крупносерийное производство | ||
КАРТА 13 | ||
Содержание работы | Время на одну отливку, мин. | |
1. | Загрузка отливок в установку: | |
подвести подъемник к подвесному конвейеру, застропить отливку, снять с крюка подвесного конвейера; | ||
переместить отливку к установке на расстояние 3 - 5 м; | ||
опустить отливку на загрузочное устройство, разгрузить отливки в установку | ||
2. | Управление процессом выбивки | |
3. | Выгрузка отливок из установки: | |
подвести подъемник, застропить отливку, переместить на расстояние до 3 - 5 м к подвесному конвейеру; | ||
навесить отливку на крюк подвесного конвейера, расстропить крюк подъемника, возвратить подъемник к установке | ||
Всего | 1,37 | |
Массовое и крупносерийное производство | ||||
КАРТА 14 | Лист 1 | |||
Содержание работы | ||||
1. Отбить молотком, ломиком, кувалдой знаки стержня. 2. Выбить из отливки стержень. 3. Удалить из отливки стержневую смесь. 4. Выколотить земляные болваны. | ||||
N позиции | Объем стержня V, дм3, до | Категория сложности | ||
I | II | III | ||
Время на стержень, мин. | ||||
Отливки из чугуна и стали | ||||
1 | 1 | 0,109 | 0,154 | 0,206 |
2 | 2 | 0,156 | 0,218 | 0,289 |
3 | 4 | 0,223 | 0,308 | 0,406 |
4 | 6 | 0,276 | 0,377 | 0,496 |
5 | 8 | 0,320 | 0,435 | 0,571 |
6 | 10 | 0,360 | 0,487 | 0,634 |
7 | 12 | 0,395 | 0,533 | 0,696 |
8 | 14 | 0,428 | 0,576 | 0,751 |
9 | 16 | 0,459 | 0,616 | 0,802 |
10 | 20 | 0,516 | 0,689 | 0,894 |
11 | 30 | 0,637 | 0,843 | 1,091 |
12 | 40 | 0,739 | 0,974 | 1,256 |
13 | 50 | 0,830 | 1,089 | 1,438 |
14 | 60 | 0,913 | 1,193 | 1,532 |
15 | 80 | 1,060 | 1,377 | 1,764 |
16 | 100 | 1,191 | 1,540 | 1,968 |
17 | 120 | 1,309 | 1,687 | 2,152 |
18 | 140 | 1,418 | 1,822 | 2,321 |
19 | 160 | 1,520 | 1,948 | 2,478 |
20 | 190 | 1,662 | 2,123 | 2,696 |
21 | 250 | 1,917 | 2,435 | 3,084 |
22 | 300 | 2,108 | 2,667 | 3,372 |
TI = 0,1086 V0,52 | TII = 0,1540 V0,50 | TIII = 0,206 V0,49 | ||
Отливки из алюминиевых и магниевых сплавов | ||||
23 | 0,2 | 0,062 | 0,104 | 0,119 |
24 | 0,4 | 0,083 | 0,135 | 0,157 |
25 | 0,6 | 0,099 | 0,157 | 0,185 |
26 | 0,8 | 0,111 | 0,175 | 0,208 |
27 | 1,0 | 0,122 | 0,191 | 0,227 |
28 | 2,0 | 0,163 | 0,249 | 0,300 |
29 | 3,0 | 0,193 | 0,290 | 0,352 |
30 | 4,0 | 0,218 | 0,323 | 0,395 |
Индекс | а | б | в | |
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Массовое и крупносерийное производство | |||
КАРТА 14 | Лист 2 | |||
N позиции | Объем стержня V, дм3, до | Категория сложности | ||
I | II | III | ||
Время на стержень, мин. | ||||
31 | 6,0 | 0,259 | 0,377 | 0,465 |
32 | 8,0 | 0,292 | 0,421 | 0,521 |
33 | 10,0 | 0,321 | 0,458 | 0,570 |
34 | 12,0 | 0,347 | 0,491 | 0,613 |
35 | 14,0 | 0,370 | 0,521 | 0,652 |
36 | 16,0 | 0,391 | 0,548 | 0,688 |
37 | 20,0 | 0,430 | 0,596 | 0,752 |
38 | 25,0 | 0,472 | 0,649 | 0,823 |
39 | 30,0 | 0,509 | 0,696 | 0,885 |
40 | 40,0 | 0,574 | 0,776 | 0,993 |
41 | 50,0 | 0,631 | 0,844 | 1,085 |
42 | 60,0 | 0,681 | 0,905 | 1,168 |
43 | 80,0 | 0,768 | 1,010 | 1,310 |
44 | 100,0 | 0,844 | 1,099 | 1,432 |
45 | 120,0 | 0,911 | 1,178 | 1,541 |
46 | 130,0 | 0,942 | 1,214 | 1,591 |
Индекс | а | б | в | |
TI = 0,122 V0,42; | TII = 0,191 V0,38; | TIII = 0,227 V0,40 | ||
Примечания: 1. Время в карте рассчитано на выбивку стержней, изготовленных из смесей на синтетических смолах.
2. При выбивке стержней, изготовленных на песчано-масляных крепителях, время по карте принимать с коэффициентом 0,85.
3. При выбивке стержней, изготовленных из быстротвердеющих смесей, время по карте принимать с коэффициентом 1,15.
Массовое и крупносерийное производство | ||||||||||||
КАРТА 15 | ||||||||||||
Содержание работы | ||||||||||||
Вручную | ||||||||||||
Довернуть или кантовать отливку вручную с помощью лома (рычага). | ||||||||||||
Подъемником, краном | ||||||||||||
1. Застропить отливку краном или цепью. 2. Повернуть или кантовать отливку, расстропить. | ||||||||||||
N позиции | Угол поворота, град. | Вручную | Подъемником | |||||||||
Масса отливки М, кг, до | ||||||||||||
10 | 15 | 20 | 30 | 40 | 60 | 80 | 200 | 300 | 500 | 1000 | ||
Время на один поворот или кантовку, мин. | ||||||||||||
1 | 90 | 0,045 | 0,054 | 0,062 | 0,074 | 0,084 | 0,101 | 0,115 | 0,267 | 0,304 | 0,356 | 0,447 |
2 | 180 | 0,056 | 0,068 | 0,077 | 0,092 | 0,105 | 0,126 | 0,144 | 0,321 | 0,366 | 0,431 | 0,538 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
TI = 0,016 М0,45 | TI = 0,049 М0,32 | |||||||||||
TII = 0,02 М0,45 | TII = 0,059 М0,32 | |||||||||||
Массовое и крупносерийное производство | ||||||||||
КАРТА 16 | ||||||||||
Содержание работы | ||||||||||
1. Взять клещи, крючок. 2. Вытащить каркас, отбросить в сторону. 3. Положить клещи, крючок на место. | ||||||||||
N позиции | Длина каркаса (арматуры) l, мм, до | Категория сложности | N позиции | Длина каркаса (арматуры) l, мм, до | Категория сложности | |||||
I | II | III | I | II | III | |||||
Время, мин. | Время, мин. | |||||||||
1 | 100 | 0,020 | 0,029 | 0,041 | 6 | 400 | 0,032 | 0,047 | 0,068 | |
2 | 150 | 0,023 | 0,033 | 0,048 | 7 | 500 | 0,035 | 0,051 | 0,074 | |
3 | 200 | 0,025 | 0,037 | 0,053 | 8 | 600 | 0,038 | 0,055 | 0,079 | |
4 | 250 | 0,028 | 0,040 | 0,058 | 9 | 800 | 0,042 | 0,061 | 0,088 | |
5 | 300 | 0,030 | 0,042 | 0,061 | 10 | 1000 | 0,045 | 0,066 | 0,095 | |
Индекс | а | б | в | Индекс | а | б | в | |||
TI = 0,0038 l0,36
TII = 0,0055 l0,36
TIII = 0,0079 l0,36
Массовое и крупносерийное производство | ||||||
КАРТА 17 | ||||||
Содержание работы | ||||||
1. Взять пневматическое зубило. 2. Очистить место отрезки литника и прибыли от формовочной смеси. 3. Положить пневматическое зубило на место. | ||||||
Очистка круглых литников и прибылей | ||||||
N позиции | Диаметр сечения D, мм, до | Время на литник, прибыль, мин. | N позиции | Диаметр сечения D, мм, до | Время на литник, прибыль, мин. | |
1 | 20 | 0,078 | 7 | 60 | 0,169 | |
2 | 25 | 0,092 | 8 | 80 | 0,206 | |
3 | 30 | 0,104 | 9 | 100 | 0,241 | |
4 | 35 | 0,116 | 10 | 120 | 0,274 | |
5 | 40 | 0,127 | 11 | 160 | 0,335 | |
6 | 50 | 0,148 | 12 | 200 | 0,392 | |
T = 0,0096 D0,70 | ||||||
Очистка прямоугольных литников и прибылей | ||||||
N позиции | Длина (периметр) очистки литника, прибыли l, мм, до | Время на литник, прибыль, мин. | N позиции | Длина (периметр) очистки литника, прибыли l, мм, до | Время на литник, прибыль, мин. | |
13 | 50 | 0,066 | 20 | 250 | 0,205 | |
14 | 60 | 0,076 | 21 | 300 | 0,233 | |
15 | 80 | 0,092 | 22 | 400 | 0,285 | |
16 | 100 | 0,108 | 23 | 500 | 0,333 | |
17 | 120 | 0,123 | 24 | 600 | 0,379 | |
18 | 160 | 0,150 | 25 | 800 | 0,463 | |
19 | 200 | 0,175 | 26 | 1000 | 0,541 | |
T = 0,0043 l0,70
Примечание. При очистке заливов время принимать 0,4 мин. на 1 пог. м.
Массовое и крупносерийное производство | ||||||||||
КАРТА 18 | ||||||||||
Содержание работы | ||||||||||
1. Взять и поднести резак к отливке. 2. Зажечь горючую смесь на выходе из резака, отрегулировать пламя и давление (выполняется периодически). 3. Отрезать залив или ребро. 4. Перекрыть подачу горючей смеси. 5. Положить резак на место. | ||||||||||
N позиции | Ширина сечения h, мм, до | Длина сечения l, мм, до | ||||||||
50 | 70 | 100 | 150 | 200 | 300 | 500 | 700 | 1000 | ||
Время на один рез, мин. | ||||||||||
1 | 2 | 0,058 | 0,082 | 0,116 | 0,173 | 0,230 | 0,344 | 0,570 | 0,796 | 1,133 |
2 | 3 | 0,069 | 0,096 | 0,136 | 0,204 | 0,271 | 0,404 | 0,671 | 0,936 | 1,332 |
3 | 4 | 0,077 | 0,108 | 0,153 | 0,228 | 0,304 | 0,454 | 0,753 | 1,050 | 1,495 |
4 | 5 | 0,084 | 0,117 | 0,167 | 0,250 | 0,332 | 0,496 | 0,823 | 1,148 | 1,634 |
5 | 6 | 0,091 | 0,126 | 0,180 | 0,269 | 0,357 | 0,534 | 0,885 | 1,235 | 1,758 |
6 | 8 | 0,102 | 0,142 | 0,202 | 0,301 | 0,401 | 0,599 | 0,933 | 1,386 | 1,973 |
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,00092 l0,99 · h0,40
Массовое и крупносерийное производство | ||||||||
КАРТА 19 | Лист 1 | |||||||
Содержание работы | ||||||||
1. Взять и поднести резак к литнику или прибыли. 2. Зажечь горючую смесь на выходе из резака, отрегулировать пламя и давление (выполняется периодически). 3. Подогреть место резки. 4. Отрезать литник, прибыль. 5. Перекрыть подачу горючей смеси. 6. Положить резак на место. | ||||||||
Отрезка литников и прибылей круглого сечения ацетиленокислородным пламенем | ||||||||
Диаметр сечения D, мм до | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 |
Время на один рез, мин. | 0,119 | 0,148 | 0,178 | 0,209 | 0,241 | 0,273 | 0,340 | 0,409 |
Диаметр сечения D, мм, до | 80 | 90 | 100 | 120 | 140 | 160 | 180 | 200 |
Время на один рез, мин. | 0,480 | 0,553 | 0,628 | 0,782 | 0,940 | 1,104 | 1,271 | 1,443 |
Индекс | а | б | в | г | д | е | ж | з |
T = 0,0025 D1,2
Отрезка литников и прибылей прямоугольного
сечения ацетиленокислородным пламенем
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||
10 | 12 | 10 | 20 | 25 | 30 | 40 | ||
Время на один рез, мин. | ||||||||
1 | 25 | 0,056 | 0,060 | 0,068 | 0,074 | 0,081 | - | - |
2 | 30 | 0,067 | 0,072 | 0,081 | 0,088 | 0,097 | 0,104 | - |
3 | 35 | 0,078 | 0,084 | 0,094 | 0,103 | 0,113 | 0,121 | - |
4 | 40 | 0,089 | 0,096 | 0,108 | 0,117 | 0,129 | 0,138 | 0,174 |
5 | 45 | 0,100 | 0,108 | 0,121 | 0,132 | 0,144 | 0,155 | 0,180 |
6 | 50 | 0,111 | 0,120 | 0,134 | 0,147 | 0,161 | 0,172 | 0,193 |
7 | 55 | 0,122 | 0,131 | 0,147 | 0,160 | 0,176 | 0,189 | 0,212 |
8 | 00 | 0,133 | 0,143 | 0,161 | 0,176 | 0,192 | 0,207 | 0,232 |
9 | 70 | 0,155 | 0,167 | 0,187 | 0,205 | 0,224 | 0,241 | 0,270 |
10 | 80 | 0,177 | 0,190 | 0,213 | 0,233 | 0,255 | 0,275 | 0,238 |
11 | 90 | 0,199 | 0,214 | 0,240 | 0,262 | 0,287 | 0,309 | 0,346 |
12 | 100 | 0,221 | 0,237 | 0,266 | 0,291 | 0,318 | 0,342 | 0,384 |
13 | 120 | 0,264 | 0,284 | 0,319 | 0,349 | 0,381 | 0,410 | 0,460 |
14 | 140 | 0,308 | 0,331 | 0,372 | 0,406 | 0,444 | 0,478 | 0,536 |
15 | 160 | 0,351 | 0,378 | 0,424 | 0,464 | 0,507 | 0,345 | 0,612 |
16 | 180 | 0,395 | 0,425 | 0,477 | 0,521 | 0,570 | 0,613 | 0,688 |
17 | 200 | 0,438 | 0,471 | 0,528 | 0,578 | 0,632 | 0,680 | 0,763 |
Индекс | а | б | в | г | д | е | ж | |
ОТРЕЗКА ЛИТНИКОВ И ПРИБЫЛЕЙ ГАЗОВЫМ ПЛАМЕНЕМ | Массовое и крупносерийное производство | |||||||
КАРТА 19 | Лист 2 | |||||||
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||
50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время на один рез, мин. | ||||||||
6 | 50 | 0,212 | - | - | - | - | - | - |
7 | 55 | 0,232 | - | - | - | - | - | - |
8 | 60 | 0,253 | 0,273 | - | - | - | - | - |
9 | 70 | 0,295 | 0,318 | - | - | - | - | - |
10 | 80 | 0,337 | 0,362 | 0,406 | - | - | - | - |
11 | 90 | 0,379 | 0,407 | 0,457 | - | - | - | - |
12 | 100 | 0,420 | 0,452 | 0,507 | 0,554 | - | - | - |
13 | 120 | 0,503 | 0,541 | 0,607 | 0,664 | 0,714 | - | - |
14 | 140 | 0,586 | 0,630 | 0,707 | 0,773 | 0,832 | - | - |
15 | 160 | 0,669 | 0,720 | 0,807 | 0,883 | 0,950 | 1,065 | - |
16 | 180 | 0,752 | 0,809 | 0,907 | 0,992 | 1,067 | 1,197 | - |
17 | 200 | 0,834 | 0,898 | 1,007 | 1,101 | 1,184 | 1,329 | 1,453 |
Индекс | з | и | к | л | м | н | о | |
T = 0,00092 l0,99 · h0,40
Примечания: 1. Время в карте рассчитано на чистоту кислорода 99,5%. При изменении чистоты кислорода время по карте принимать с коэффициентами:
Чистота применяемого кислорода, % | 99,8 | 99,5 | 99,2 | 99,0 | 98,5 | 98,0 |
Поправочный коэффициент | 0,92 | 1,00 | 1,06 | 1,11 | 1,19 | 1,25 |
2. При керосинокислородной резке время по карте принимать с коэффициентом 1,3.
3. При кислородно-флюсовой резке время по карте принимать с коэффициентом 1,5.
4. При резке пропан-бутановой смесью, коксовым или природным газом время по карте принимать с коэффициентом 1,15.
5. При резке легированной стали время по карте принимать с коэффициентом 1,15.
Массовое и крупносерийное производство | ||||||||||||
КАРТА 20 | ||||||||||||
Содержание работы | ||||||||||||
1. Взять (застропить) отливку, переместить на расстояние до 1 м, положить на стол пилы (расстропить). 2. Взять (застропить) отливку со столп, переместить, (до 1 м), положить на место (расстропить). | ||||||||||||
Вручную | Подъемником | |||||||||||
Масса отливки М, кг, до | ||||||||||||
1 | 3 | 5 | 7 | 10 | 15 | 20 | 30 | 50 | 70 | 100 | 150 | 200 |
Время на отливку, мин. | ||||||||||||
0,041 | 0,067 | 0,083 | 0,097 | 0,113 | 0,135 | 0,153 | 0,208 | 0,245 | 0,273 | 0,305 | 0,348 | 0,381 |
Индекс а | б | в | г | д | е | ж | з | и | к | л | м | н |
T1 = 0,041 М0,44 | T2 = 0,07 М0,32 | |||||||||||
Примечание: При перемещении отливок на расстояние свыше предусмотренного в карте, на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
Массовое и крупносерийное производство | ||||||||
КАРТА 21 | Лист 1 | |||||||
Содержание работы | ||||||||
1. Подвести отливку для отрезки литника или прибыли. 2. Отрезать литник или прибыль. | ||||||||
Отрезка круглых сечений | ||||||||
N позиции | Диаметр сечения литника D, мм, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | N позиции | Диаметр сечения литника D, мм, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | |
Время на один рез, мин. | Время на один рез, мин. | |||||||
1 | 10 | 0,018 | 0,015 | 13 | 55 | 0,094 | 0,080 | |
2 | 12 | 0,022 | 0,018 | 14 | 60 | 0,102 | 0,086 | |
3 | 14 | 0,025 | 0,021 | 15 | 70 | 0,118 | 0,100 | |
4 | 16 | 0,029 | 0,024 | 16 | 80 | 0,134 | 0,114 | |
5 | 18 | 0,032 | 0,027 | 17 | 90 | 0,150 | 0,128 | |
6 | 20 | 0,035 | 0,030 | 18 | 100 | 0,166 | 0,141 | |
7 | 25 | 0,044 | 0,037 | 19 | 120 | 0,198 | 0,168 | |
8 | 30 | 0,052 | 0,044 | 20 | 140 | 0,230 | 0,195 | |
9 | 35 | 0,061 | 0,052 | 21 | 160 | 0,261 | 0,222 | |
10 | 40 | 0,069 | 0,059 | 22 | 180 | 0,292 | 0,249 | |
11 | 45 | 0,077 | 0,066 | 23 | 200 | 0,324 | 0,275 | |
12 | 50 | 0,085 | 0,073 | |||||
Индекс | а | б | Индекс | а | б | |||
T1 = 0,002 D0,96
T2 = 0,0017 D0,96
ОТРЕЗКА ЛИТНИКОВ И ПРИБЫЛЕЙ ЛЕНТОЧНОЙ ПИЛОЙ | Массовое и крупносерийное производство | |||||||
КАРТА 21 | Лист 2 | |||||||
Отрезка прямоугольных сечений отливки из алюминиевых сплавов | ||||||||
N позиции | Длина сечения l, мм, до | Ширина сечении h, мм, до | ||||||
10 | 12 | 16 | 20 | 25 | 30 | 40 | ||
Время на один рез, мин. | ||||||||
1 | 20 | 0,027 | 0,031 | 0,038 | 0,044 | - | - | - |
2 | 30 | 0,030 | 0,034 | 0,042 | 0,049 | 0,059 | 0,067 | - |
3 | 40 | 0,033 | 0,038 | 0,046 | 0,054 | 0,064 | 0,073 | 0,089 |
4 | 50 | 0,035 | 0,040 | 0,050 | 0,058 | 0,068 | 0,078 | 0,096 |
5 | 60 | 0,037 | 0,042 | 0,052 | 0,061 | 0,072 | 0,082 | 0,101 |
6 | 80 | 0,041 | 0,046 | 0,057 | 0,067 | 0,079 | 0,090 | 0,110 |
7 | 100 | 0,043 | 0,049 | 0,061 | 0,071 | 0,084 | 0,096 | 0,118 |
8 | 120 | 0,046 | 0,052 | 0,064 | 0,076 | 0,089 | 0,101 | 0,125 |
9 | 140 | 0,048 | 0,055 | 0,067 | 0,079 | 0,093 | 0,106 | 0,130 |
10 | 160 | 0,050 | 0,057 | 0,070 | 0,082 | 0,097 | 0,110 | 0,136 |
11 | 200 | 0,054 | 0,061 | 0,075 | 0,088 | 0,103 | 0,118 | 0,145 |
Индекс | а | б | в | г | д | е | ж | |
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||
50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время на одни рез, мин. | ||||||||
12 | 50 | 0,112 | - | - | - | - | - | - |
13 | 60 | 0,119 | 0,135 | - | - | - | - | - |
14 | 80 | 0,129 | 0,148 | 0,182 | - | - | - | - |
15 | 100 | 0,138 | 0,158 | 0,194 | 0,228 | - | - | - |
16 | 120 | 0,146 | 0,167 | 0,205 | 0,241 | 0,275 | - | - |
17 | 140 | 0,153 | 0,175 | 0,215 | 0,252 | 0,288 | - | - |
18 | 160 | 0,159 | 0,182 | 0,224 | 0,263 | 0,299 | 0,368 | - |
19 | 200 | 0,170 | 0,194 | 0,239 | 0,281 | 0,320 | 0,394 | 0,463 |
Индекс | а | б | в | г | д | е | ж | |
T = 0,00208 l0,30 · h0,72
Примечание, При отрезке литников и прибылей у отливок из магниевых сплавов время по карте принимать с коэффициентом 0,85.
Массовое и крупносерийное производство | ||||||||||||
КАРТА 22 | ||||||||||||
Содержание работы | ||||||||||||
I. Навешивание или снятие вручную | ||||||||||||
Подойти, взять отливку из тары (стола, рольганга), переместить на расстояние до 1 м, навесить на подвеску конвейера. Подойти, снять отливку с подвески конвейера, переместить на расстояние до 1 м, положить в тару (на стол, рольганг). | ||||||||||||
II. Навешивание или снятие подъемником | ||||||||||||
Переместить подъемник к отливке. Застропить отливку, поднять ее, переместить на расстояние до 3 м, навесить на подвеску конвейера, расстропить. Переместить подъемник к отливке. Застропить ее, снять с подвески, переместить (до 3 м), положить отливку на место, расстропить. | ||||||||||||
Вручную | ||||||||||||
N позиции | Вид работы | Масса отливки М, кг, до | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | ||
Время на отливку, мин. | ||||||||||||
1 | Навешивание | 0,021 | 0,029 | 0,036 | 0,041 | 0,046 | 0,051 | 0,057 | 0,065 | 0,071 | 0,079 | 0,091 |
2 | Снятие | 0,018 | 0,025 | 0,031 | 0,036 | 0,040 | 0,043 | 0,049 | 0,056 | 0,061 | 0,068 | 0,078 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T1 = 0,021 М0,49;
T2 = 0,018 М0,49
Подъемником
N позиции | Вид работы | Масса отливки М, кг, до | |||||||||
30 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | 400 | 500 | ||
Время на отливку, мин. | |||||||||||
1 | Навешивание | 0,151 | 0,166 | 0,189 | 0,207 | 0,223 | 0,253 | 0,278 | 0,316 | 0,347 | 0,373 |
2 | Снятие | 0,134 | 0,147 | 0,167 | 0,183 | 0,196 | 0,224 | 0,245 | 0,279 | 0,306 | 0,329 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T1 = 0,051 М0,32;
T2 = 0,045 М0,32
Примечания: 1. При перемещении отливок на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
2. Время непосредственной очистки поверхности отливок в камере устанавливается по утвержденной технологической инструкции.
С ОДНОГО КОНВЕЙЕРА НА ДРУГОЙ | Массовое и крупносерийное производство | |||||||||
КАРТА 23 | ||||||||||
Содержание работы | ||||||||||
Вручную | ||||||||||
1. Подойти; снять отливку с подписки конвейера, переместить ни расстояние до 1 м. 2. Навесить отливку на подвеску другого конвейера. | ||||||||||
Подъемником | ||||||||||
1. Переместить подъемник к конвейеру, застропить отливку, переместить на расстояние до 3 м. 2. Навесить отливку на подвеску другого конвейера, расстропить. | ||||||||||
Перевешивание вручную | ||||||||||
Масса отливки М, кг, до | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 |
Время на отливку, мин. | ||||||||||
0,021 | 0,029 | 0,036 | 0,041 | 0,046 | 0,051 | 0,058 | 0,065 | 0,071 | 0,079 | 0,091 |
T = 0,021 М0,49
Перевешивание подъемником
Масса отливки М, кг, до | |||||||||
30 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | 400 | 500 |
Время на отливку, мин. | |||||||||
0,190 | 0,208 | 0,237 | 0,260 | 0,279 | 0,318 | 0,349 | 0,397 | 0,435 | 0,467 |
T = 0,064 М0,32
Примечание. При перемещении отливок на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
Массовое и крупносерийное производство | ||||||||||
КАРТА 24 | ||||||||||
Содержание работы | ||||||||||
Вручную | ||||||||||
1. Подойти к отливке, взять ее, переместить на расстояние до 2 м и положить на тележку. 2. Подойти к отливке, снять ее с тележки, переместить (до 2 м) и положить на место. | ||||||||||
Подъемником | ||||||||||
1. Переместить подъемник к отливке, застропить ее, подать к тележке на расстояние до 3 м. 2. Установить отливку на тележку, расстропить. 3. Переместить подъемник к отливке, застропить ее на тележке, переместить (до 3 м). 4. Положить отливку на место, расстропить. | ||||||||||
Вручную | ||||||||||
Масса отливки М, кг, до | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 |
Время на отливку, мин. | ||||||||||
0,063 | 0,085 | 0,102 | 0,116 | 0,128 | 0,139 | 0,157 | 0,174 | 0,188 | 0,207 | 0,235 |
T = 0,063 М0,44
Подъемником
Масса отливки М, кг, до | ||||||||||
30 | 50 | 70 | 100 | 150 | 200 | 300 | 500 | 700 | 1000 | 2000 |
Время на отливку, мин. | ||||||||||
0,267 | 0,315 | 0,350 | 0,393 | 0,447 | 0,490 | 0,558 | 0,658 | 0,732 | 0,821 | 1,030 |
T = 0,09 М0,32
Примечание. При перемещении отливок ни расстояние свыше предусмотренного и карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при передвижении без груза - 0,013; при перемещении подъемником - 0,025 мин в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
Массовое и крупносерийное производство | |||
КАРТА 25 | |||
N позиции | Содержание работы | Дробеструйная камера | Дробеметная камера |
Время, мин. | |||
1 | Вкатить тележку с отливками в камеру | 0,43 | 0,43 |
2 | Закрепить тележку и раскрепить поворотный круг | - | 0,14 |
3 | Закрыть двери камеры | 0,17 | 0,17 |
4 | Пустить и остановить механизмы | - | 0,39 |
5 | Надеть и снять шлем | 0,17 | - |
6 | Включить и выключить дробеструйный аппарат | 0,13 | - |
7 | Открыть двери камеры | 0,21 | 0,21 |
8 | Закрепить поворотный круг | - | 0,06 |
9 | Очистить путь от дроби | 0,30 | 0,30 |
10 | Раскрепить тележку | - | 0,06 |
11 | Выкатить тележку из камеры | 0,43 | 0,43 |
Итого | 1,84 | 2,19 | |
Индекс | а | б | |
В ДРОБЕСТРУЙНОЙ КАМЕРЕ | Массовое и крупносерийное производство | |||||||||
КАРТА 26 | ||||||||||
Содержание работы | ||||||||||
Очистить наружные и внутренние поверхности отливки струей дроби | ||||||||||
N позиции | Площадь поверхности отливки S, дм2, до | Отливки из чугуна и медных сплавов | Отливки из стали | Отливки из алюминиевых и магниевых сплавов | ||||||
Категории сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
1 | 6 | 0,090 | 0,107 | 0,135 | 0,135 | 0,164 | 0,205 | 0,045 | 0,053 | 0,068 |
2 | 8 | 0,119 | 0,142 | 0,178 | 0,178 | 0,216 | 0,271 | 0,059 | 0,071 | 0,089 |
3 | 10 | 0,147 | 0,176 | 0,221 | 0,221 | 0,269 | 0,336 | 0,074 | 0,088 | 0,111 |
4 | 12 | 0,176 | 0,211 | 0,264 | 0,264 | 0,321 | 0,401 | 0,088 | 0,105 | 0,133 |
5 | 16 | 0,233 | 0,278 | 0,349 | 0,349 | 0,424 | 0,530 | 0,116 | 0,138 | 0,175 |
6 | 20 | 0,289 | 0,346 | 0,433 | 0,433 | 0,526 | 0,658 | 0,144 | 0,172 | 0,218 |
7 | 25 | 0,359 | 0,429 | 0,538 | 0,538 | 0,654 | 0,817 | 0,179 | 0,213 | 0,270 |
8 | 30 | 0,428 | 0,512 | 0,642 | 0,642 | 0,780 | 0,975 | 0,214 | 0,255 | 0,322 |
9 | 40 | 0,566 | 0,677 | 0,849 | 0,849 | 1,031 | 1,289 | 0,283 | 0,337 | 0,426 |
10 | 50 | 0,703 | 0,840 | 1,054 | 1,054 | 1,281 | 1,601 | 0,351 | 0,418 | 0,529 |
11 | 60 | 0,838 | 1,003 | 1,258 | 1,258 | 1,528 | 1,910 | 0,419 | 0,439 | 0,631 |
12 | 80 | 1,108 | 1,326 | 1,662 | 1,662 | 2,020 | 2,525 | 0,554 | 0,659 | 0,835 |
13 | 100 | 1,376 | 1,646 | 2,064 | 2,064 | 2,508 | 3,135 | 0,688 | 0,819 | 1,036 |
14 | 120 | 1,642 | 1,965 | 2,464 | 2,464 | 2,994 | 3,742 | 0,821 | 0,977 | 1,237 |
15 | 160 | 2,171 | 2,597 | 3,256 | 3,256 | 3,957 | 4,947 | 1,085 | 1,292 | 1,635 |
16 | 200 | 2,696 | 3,224 | 4,043 | 4,043 | 4,914 | 6,142 | 1,348 | 1,604 | 2,030 |
Индекс | а | б | в | г | д | е | ж | з | и | |
TI = 0,0158 S0,97 | TI = 0,0237 S0,97 | TI = 0,0079 S0,97 | ||||||||
TII = 0,0189 S0,97 | TII = 0,0288 S0,97 | TII = 0,0094 S0,97 | ||||||||
TIII = 0,0237 S0,97 | TIII = 0,036 S0,97 | TIII = 0,119 S0,97 | ||||||||
Примечание. При очистке поверхности отливок пневматическим инструментом время по карте 63 принимать с коэффициентом 0,8.
Массовое и крупносерийное производство | ||||||
КАРТА 27 | ||||||
Содержание работы | ||||||
1. Переместить подъемник к крышке барабана. 2. Застропить крышку подъемником, установить ее на барабан, закрепить планкой-задвижкой или болтами, расстропить. 3. Включить мотор (пустить барабан). 4. Выключить мотор (остановить барабан). 5. Открепить планочное и болтовое крепление крышки. 6. Застропить крышку подъемником, снять ее с барабана, положить на место и расстропить. | ||||||
N позиции | Способ крепления | Внутренний объем барабана V, м3, до | ||||
0,5 | 1,0 | 1,5 | 2,0 | 3,0 | ||
Время на барабан, мин. | ||||||
1 | Планкой-задвижкой | 1,17 | 1,62 | - | - | - |
2 | Болтами и планкой | - | 3,15 | 3,92 | 4,58 | 5,70 |
Индекс | а | б | в | г | д | |
T = 3,15 V0,54 - болтами и планкой
Примечание. При расчете нормы времени время, указанное в карте, разделить на число отливок, обрабатываемых в барабане.
Массовое и крупносерийное производство | |||
КАРТА 28 | |||
Содержание работы | |||
Управление барабаном | |||
Включить и выключить все механизмы (дробемет, подъем ковша, под барабана, закрытие и открытие дверец барабана, шибера). | |||
Загрузка барабана ковшом скипа | |||
Поднять ковш скипа с отливками по направляющей к барабану, выгрузить отливки в барабан, возвратить ковш скипа в исходное положение. | |||
Механизированная разгрузка барабана | |||
Выгрузить отливки из барабана в тару или на ленточный транспортер путем обратного хода транспортера (пода барабана). | |||
N позиции | Содержание работы | Время на скип, барабан, мин. | |
1 | Управление барабаном | 0,36 | |
2 | Загрузка барабана ковшом скипа | 0,90 | |
Механизированная разгрузка барабана емкостью, кг, до: | |||
3 | 500 | 1,08 | |
4 | 1000 | 1,62 | |
Массовое и крупносерийное производство | ||||||||||
КАРТА 29 | ||||||||||
Содержание работы | ||||||||||
Вручную | ||||||||||
1. Подойти, взять отливку, поднести (до 1 м) и положить в барабан. 2. Взять отливку, вынуть из барабана и положить на место. | ||||||||||
Подъемником | ||||||||||
1. Подойти, застропить отливку, поднять и подвезти (до 3 м) к барабану. 2. Положить отливку в барабан, расстропить или загрузить отливки из ящика (перевертыванием). 3. Подать ящик на место и расстропить. 4. Застропить отливку, вынуть из барабана, подать ее на место и расстропить. | ||||||||||
Опрокидыванием люльки (кюбеля) конвейера | ||||||||||
1. Открыть защелки люльки и повернуть ее. 2. Выгрузить отливку в ковш скипа. 3. Повернуть люльку в исходное положение и закрыть защелку. | ||||||||||
Ящиком | ||||||||||
1. Переместить подъемник к ящику, застропить, переместить (до 3 м). 2. Загрузить отливки из ящика (перевертыванием) в ковш скипа, подать ящик на место, расстропить. | ||||||||||
N позиции | Способ выполнения | Масса отливки М, кг, до | ||||||||
1 | 2 | 3 | 4 | 5 | 7 | 10 | 15 | 20 | ||
Время на отливку, мин. | ||||||||||
Вручную | ||||||||||
1 | Загрузить | 0,030 | 0,042 | 0,051 | 0,059 | 0,066 | 0,078 | 0,093 | 0,113 | 0,130 |
2 | Выгрузить | 0,033 | 0,046 | 0,057 | 0,065 | 0,073 | 0,086 | 0,102 | 0,124 | 0,143 |
T1 = 0,03 М0,49 | T2 = 0,033 М0,49 | |||||||||
Загрузить | ||||||||||
Подъемником: | ||||||||||
1 | поштучно | 0,240 | 0,300 | 0,350 | 0,409 | 0,489 | 0,556 | 0,664 | 0,832 | 0,964 |
2 | ящиком | - | - | - | 0,980 | 1,100 | 1,190 | 1,330 | 1,540 | 1,690 |
3 | люлькой конвейера | - | - | - | 0,144 | 0,155 | 0,162 | 0,174 | 0,190 | - |
T1 = 0,054 М0,44 | T2 = 0,027 М0,28 | T3 = 0,0166 М0,17 | ||||||||
Выгрузить | ||||||||||
4 | Подъемником | 0,280 | 0,350 | 0,410 | 0,480 | 0,570 | 0,650 | 0,770 | 0,970 | 1,130 |
5 | Поворотом барабана | 0,220 | 0,240 | |||||||
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,063 М0,44
Примечания: 1. При взятии вручную одновременно нескольких отливок время по карте определяется, исходя из общей массы отливок.
2. При загрузке отливок совком, лотком время на прием принимать 0,074 мин., лопатой - 0,095 мин.
Массовое и крупносерийное производство | |||||||||||
КАРТА 30 | Лист 1 | ||||||||||
Содержание работы | |||||||||||
Вручную | |||||||||||
1. Взять отливку и подать (на расстояние до 3 м) на верстак или стол. 2. Установить отливку в тиски или в специальное приспособление. 3. Закрепить отливку в тисках винтовым или рычажным зажимом. 4. Повернуть отливку во время работы необходимое число раз. 5. Повторить закрепление и раскрепление отливки в тисках. 6. Вынуть отливку из тисков, приспособления и положить на место. | |||||||||||
Подъемником | |||||||||||
1. Переместить подъемник к отливке, застропить ее, подать (на расстояние до 3 м) на верстак или стол. 2. Установить отливку в тиски или специальное приспособление. 3. Закрепить отливку в тисках винтовым или рычажным зажимом. 4. Повернуть отливку во время работы необходимое число раз. 5. Повторить закрепление и раскрепление отливки в тисках. 6. Застропить отливку, вынуть из тисков, приспособления, переместить (до 3 м), положить на место, расстропить. | |||||||||||
N позиции | Масса отливки М, кг, до | Способ установки | |||||||||
без крепления | с креплением | ||||||||||
Количество поворотов отливки n | |||||||||||
- | 1 | 2 | 3 | - | 1 | 2 | 3 | ||||
Время на отливку, мин. | |||||||||||
Вручную | |||||||||||
1 | 0,6 | 0,057 | 0,064 | 0,069 | 0,072 | 0,097 | 0,105 | 0,113 | 0,118 | ||
2 | 1,0 | 0,069 | 0,078 | 0,084 | 0,088 | 0,118 | 0,127 | 0,137 | 0,143 | ||
3 | 2,0 | 0,090 | 0,102 | 0,110 | 0,114 | 0,153 | 0,165 | 0,178 | 0,187 | ||
4 | 3,0 | 0,105 | 0,118 | 0,128 | 0,134 | 0,179 | 0,193 | 0,208 | 0,218 | ||
5 | 4,0 | 0,117 | 0,132 | 0,142 | 0,149 | 0,200 | 0,215 | 0,232 | 0,243 | ||
6 | 5,0 | 0,127 | 0,144 | 0,155 | 0,162 | 0,218 | 0,234 | 0,253 | 0,264 | ||
7 | 6,0 | 0,136 | 0,154 | 0,166 | 0,174 | 0,233 | 0,251 | 0,271 | 0,283 | ||
8 | 8,0 | 0,152 | 0,172 | 0,185 | 0,194 | 0,260 | 0,280 | 0,302 | 0,316 | ||
9 | 10,0 | 0,166 | 0,187 | 0,202 | 0,211 | 0,283 | 0,305 | 0,329 | 0,344 | ||
10 | 12,0 | 0,177 | 0,201 | 0,216 | 0,226 | 0,303 | 0,327 | 0,352 | 0,368 | ||
11 | 16,0 | 0,198 | 0,224 | 0,241 | 0,252 | - | - | - | - | ||
12 | 20,0 | 0,215 | 0,243 | 0,263 | 0,275 | - | - | - | - | ||
T1 = 0,069 М0,38 - без поворота | T2 = 0,118 М0,38 - без поворота | ||||||||||
T1 = 0,078 М0,44 · n0,11 | T2 = 0,127 М0,38 · n0,11 | ||||||||||
УСТАНОВКА ОТЛИВОК НА ВЕРСТАК, КРЕПЛЕНИЕ И СНЯТИЕ | Массовое и крупносерийное производство | ||||||||
КАРТА 30 | Лист 2 | ||||||||
N позиции | Масса отливки М, кг, до | Способ установки | |||||||
без крепления | с креплением | ||||||||
Количество поворотов отливки n | |||||||||
- | 1 | 2 | 3 | - | 1 | 2 | 3 | ||
Время на отливку, мин. | |||||||||
Подъемником | |||||||||
13 | 30 | 0,277 | 0,313 | 0,338 | 0,353 | 0,473 | 0,510 | 0,550 | 0,575 |
14 | 50 | 0,336 | 0,380 | 0,410 | 0,429 | 0,575 | 0,619 | 0,668 | 0,699 |
15 | 70 | 0,382 | 0,432 | 0,466 | 0,488 | 0,653 | 0,704 | 0,759 | 0,794 |
16 | 100 | 0,437 | 0,495 | 0,534 | 0,558 | 0,748 | 0,806 | 0,869 | 0,909 |
17 | 150 | 0,510 | 0,577 | 0,623 | 0,652 | 0,873 | 0,940 | 1,014 | 1,061 |
18 | 200 | 0,569 | 0,644 | 0,695 | 0,727 | 0,973 | 1,048 | 1,131 | 1,183 |
19 | 300 | 0,664 | 0,752 | 0,811 | 0,848 | 1,136 | 1,223 | 1,320 | 1,380 |
20 | 500 | 0,806 | 0,912 | 0,984 | 1,029 | 1,379 | 1,485 | 1,603 | 1,676 |
21 | 700 | 0,916 | 1,037 | 1,119 | 1,170 | 1,567 | 1,688 | 1,821 | 1,904 |
22 | 1000 | 1,049 | 1,187 | 1,281 | 1,340 | 1,794 | 1,933 | 2,086 | 2,181 |
23 | 1500 | 1,224 | 1,385 | 1,495 | 1,563 | 2,093 | 2,254 | 2,433 | 2,544 |
24 | 2000 | 1,365 | 1,545 | 1,667 | 1,743 | 2,335 | 2,515 | 2,714 | 2,838 |
Индекс | а | б | в | г | д | е | ж | з | |
T1 = 0,076 М0,38 - без поворота | T1 = 0,130 М0,38 - без поворота | ||||||||
T2 = 0,086 М0,38 · n0,11 | T2 = 0,140 М0,38 · n0,11 | ||||||||
Примечание. При креплении отливки в тисках с рычажным зажимом время по карте принимать с коэффициентом 0,9.
Массовое и крупносерийное производство | |||||||||
КАРТА 31 | |||||||||
Содержание работы | |||||||||
1. Взять пневматическое зубило, поднести к заливу. 2. Подрубить зубилом заливы по разъему и по знакам стержней снаружи и внутри отливки. 3. Обломать кувалдой (молотком) заливы. 4. Обрубить зубилом заливы и зачистить место обрубки. 5. Положить зубило на место. | |||||||||
N позиции | Ширина залива h, мм, до | Отливки из чугуна | Отливки из медных сплавов | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||||
Виды заливов | |||||||||
прямолинейные | криволинейные | прямолинейные | криволинейные | прямолинейные | криволинейные | прямолинейные | криволинейные | ||
Время на 1 дм длины, мин. | |||||||||
1 | 1,5 | 0,037 | 0,061 | 0,029 | 0,049 | 0,015 | 0,025 | 0,012 | 0,019 |
2 | 2,0 | 0,049 | 0,080 | 0,039 | 0,065 | 0,020 | 0,033 | 0,016 | 0,025 |
3 | 2,5 | 0,060 | 0,100 | 0,048 | 0,080 | 0,026 | 0,040 | 0,020 | 0,032 |
4 | 3,0 | 0,072 | 0,119 | 0,057 | 0,096 | 0,029 | 0,048 | 0,024 | 0,038 |
5 | 4,0 | 0,095 | 0,157 | 0,076 | 0,127 | 0,039 | 0,064 | 0,031 | 0,050 |
6 | 5,0 | 0,118 | 0,195 | 0,094 | 0,157 | 0,048 | 0,079 | 0,039 | 0,062 |
7 | 6,0 | 0,141 | 0,233 | 0,113 | 0,188 | 0,057 | 0,094 | 0,046 | 0,074 |
Индекс | а | б | в | г | д | е | ж | з | |
T1 = 0,0248 h0,97 | T1 = 0,0198 h0,97 | T1 = 0,0101 h0,97 | T1 = 0,0081 h0,97 | ||||||
T2 = 0,041 h0,97 | T2 = 0,033 h0,97 | T2 = 0,0166 h0,97 | T2 = 0,013 h0,97 | ||||||
Примечания: 1. При обрубке внутренних заливов время по карте принимать с коэффициентом 1,25.
2. При обрубке отливок из модифицированного чугуна время по карте принимать с коэффициентом 1,25.
3. При обрубке стальных отливок время по карте принимать с коэффициентом 1,6 от времени для обрубки отливок из чугуна.
4. При обрубке ручным зубилом время по карте принимать с коэффициентом 1,7, при обрубке одним молотком - с коэффициентом 1,4.
Массовое и крупносерийное производство | |||||||||
КАРТА 32 | |||||||||
Содержание работы | |||||||||
1. Взять пневматическое зубило. 2. Обрубить остатки литников, выпоров, прибылей и зачистить место обрубки. 3. Положить зубило на место. | |||||||||
N позиции | Площадь сечения S, см2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | N позиции | Площадь сечения S, см2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов |
Время на один питатель, выпор, мин. | Время на один питатель, выпор, мин. | ||||||||
1 | 2,0 | 0,240 | 0,361 | 0,179 | 12 | 10,0 | 0,742 | 1,113 | 0,551 |
2 | 2,5 | 0,281 | 0,422 | 0,209 | 13 | 12,0 | 0,843 | 1,264 | 0,626 |
3 | 3,0 | 0,319 | 0,479 | 0,237 | 14 | 16,0 | 1,031 | 1,546 | 0,766 |
4 | 3,5 | 0,356 | 0,534 | 0,264 | 15 | 20 | 1,205 | 1,087 | 0,896 |
5 | 4,0 | 0,391 | 0,586 | 0,290 | 16 | 25 | 1,409 | 2,113 | 1,047 |
6 | 4,5 | 0,424 | 0,636 | 0,315 | 17 | 30 | 1,600 | 2,401 | 1,190 |
7 | 5,0 | 0,457 | 0,685 | 0,339 | 18 | 35 | 1,783 | 2,674 | 1,325 |
8 | 6,0 | 0,519 | 0,778 | 0,386 | 19 | 40 | 1,958 | 2,936 | 1,455 |
9 | 7,0 | 0,578 | 0,867 | 0,429 | 20 | 45 | 2,126 | 3,189 | 1,580 |
10 | 8,0 | 0,634 | 0,952 | 0,472 | 21 | 50 | 2,288 | 3,433 | 1,701 |
11 | 9,0 | 0,689 | 1,034 | 0,512 | |||||
Индекс | а | б | в | Индекс | а | б | в | ||
T1 = 0,148 S0,7
T2 = 0,222 S0,7
T3 = 0,11 S0,7
Примечания: 1. При обрубке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
2. При обрубке ручным зубилом время по карте принимать с коэффициентом 1,7, при обрубке одним молотком - с коэффициентом 1,4.
Массовое и крупносерийное производство | ||||||||
КАРТА 33 | ||||||||
Содержание работы | ||||||||
1. Взять бородок, молоток, напильник или бормашинку. 2. Зачистить отверстие отливки от заливов и заусенцев. 3. Положить инструмент на место. | ||||||||
N позиции | Диаметр отверстия или сторона квадрата d, мм, до | Отливки из чугуна | Отливки из стали | Отливки из алюминиевых и медных сплавов | ||||
Вид отверстия | ||||||||
круглое T1 | прямоугольное или квадратное T2 | круглое T3 | прямоугольное или квадратное T4 | круглое T5 | прямоугольное или квадратное T6 | |||
Время на отверстие, мин. | ||||||||
1 | 5 | 0,027 | - | 0,043 | - | 0,011 | - | |
2 | 6 | 0,029 | - | 0,046 | - | 0,012 | - | |
3 | 8 | 0,032 | - | 0,051 | - | 0,013 | - | |
4 | 10 | 0,035 | 0,042 | 0,056 | 0,067 | 0,015 | 0,018 | |
5 | 12 | 0,038 | 0,045 | 0,061 | 0,072 | 0,016 | 0,019 | |
6 | 16 | 0,042 | 0,050 | 0,067 | 0,080 | 0,018 | 0,021 | |
7 | 20 | 0,045 | 0,055 | 0,072 | 0,088 | 0,019 | 0,023 | |
8 | 25 | 0,049 | 0,059 | 0,078 | 0,094 | 0,021 | 0,025 | |
9 | 30 | 0,053 | 0,063 | 0,085 | 0,100 | 0,022 | 0,026 | |
10 | 35 | 0,056 | 0,067 | 0,090 | 0,107 | 0,024 | 0,028 | |
11 | 40 | 0,059 | 0,070 | 0,094 | 0,112 | 0,025 | 0,029 | |
12 | 50 | 0,064 | 0,077 | 0,102 | 0,123 | 0,027 | 0,032 | |
13 | 60 | 0,068 | 0,082 | 0,109 | 0,131 | 0,029 | 0,034 | |
14 | 80 | 0,076 | 0,091 | 0,122 | 0,146 | 0,032 | 0,038 | |
15 | 100 | 0,082 | 0,099 | 0,131 | 0,158 | 0,034 | 0,042 | |
16 | 120 | 0,088 | 0,106 | 0,141 | 0,170 | 0,037 | 0,045 | |
17 | 160 | 0,098 | 0,118 | 0,157 | 0,189 | 0,041 | 0,050 | |
18 | 200 | 0,106 | 0,128 | 0,170 | 0,205 | 0,045 | 0,054 | |
Индекс | а | б | в | г | д | е | ||
T1 = 0,015 d0,37
T2 = 0,018 d0,37
T3 = 0,024 d0,37
T4 = 0,029 d0,37
T5 = 0,0063 d0,31
T6 = 0,00756 d0,37
Примечание. Нормативы рассчитаны на глубину отверстия до 10 мм. При большей глубине время по карте принимать с коэффициентами: при глубине отверстия до 20 мм - 1,1, при глубине отверстия свыше 20 мм - 1,2.
Массовое и крупносерийное производство | ||||||||
КАРТА 34 | ||||||||
Содержание работы | ||||||||
1. Подойти, взять отливку с конвейера, тары и поднести к кругу (до 1 м). 2. Зачистить на отливке заливы, остатки литников, выпоров, прибылей, местные утолщения и неровности. 3. Осмотреть отливку после зачистки и положить на место. | ||||||||
N позиции | Масса отливки М, кг, до | Отливки из стали | Отливки из алюминиевых сплавов | |||||
Категория сложности | ||||||||
I | II | III | I | II | III | |||
Время на отливку, мин. | ||||||||
1 | 0,01 | 0,008 | 0,009 | 0,013 | 0,006 | 0,009 | 0,013 | |
2 | 0,05 | 0,018 | 0,024 | 0,035 | 0,015 | 0,023 | 0,034 | |
3 | 0,08 | 0,022 | 0,032 | 0,046 | 0,019 | 0,030 | 0,045 | |
4 | 0,10 | 0,024 | 0,037 | 0,052 | 0,022 | 0,035 | 0,051 | |
5 | 0,20 | 0,033 | 0,056 | 0,079 | 0,033 | 0,053 | 0,076 | |
6 | 0,30 | 0,040 | 0,071 | 0,101 | 0,042 | 0,067 | 0,097 | |
Индекс | а | б | в | г | д | е | ||
TI = 0,0698 М0,46 | TI = 0,0857 М0,59 | |||||||
TII = 0,1462 М0,60 | TII = 0,1383 М0,60 | |||||||
TIII = 0,2083 М0,60 | TIII = 0,1948 М0,58 | |||||||
Массовое и крупносерийное производство | |||||||||
КАРТА 35 | Лист 1 | ||||||||
Содержание работы | |||||||||
1. Подойти, взять отливку с конвейера, тары, поднести к кругу (до 1 м). 2. Зачистить на отливке заливы, остатки литников, выпоров, прибылей, местные утолщения и неровности, 3. Осмотреть отливку после зачистки и положить на место. | |||||||||
N позиции | Длина залива l, мм, до | Прямолинейные заливы | |||||||
Масса отливки М, кг, до | |||||||||
0,5 | 1,0 | 3,0 | 5,0 | 7,0 | 10,0 | 15,0 | 20,0 | ||
Время на отливку, мин. | |||||||||
Отливки из чугуна | |||||||||
1 | 0,3 | 0,034 | 0,043 | 0,063 | 0,075 | - | - | - | - |
2 | 0,4 | 0,039 | 0,049 | 0,071 | 0,085 | - | - | - | - |
3 | 0,5 | 0,043 | 0,054 | 0,079 | 0,094 | - | - | - | - |
4 | 0,6 | 0,047 | 0,059 | 0,086 | 0,102 | - | - | - | - |
5 | 0,8 | 0,052 | 0,066 | 0,096 | 0,114 | 0,128 | - | - | - |
6 | 1,0 | 0,058 | 0,073 | 0,106 | 0,126 | 0,141 | 0,160 | - | - |
7 | 1,2 | 0,062 | 0,079 | 0,115 | 0,137 | 0,153 | 0,173 | - | - |
8 | 1,6 | 0,070 | 0,089 | 0,129 | 0,154 | 0,172 | 0,195 | 0,223 | - |
9 | 2,0 | 0,077 | 0,098 | 0,142 | 0,169 | 0,190 | 0,214 | 0,246 | 0,271 |
10 | 2,5 | 0,085 | 0,108 | 0,157 | 0,187 | 0,209 | 0,236 | 0,271 | 0,299 |
11 | 3,0 | 0,092 | 0,117 | 0,170 | 0,202 | 0,227 | 0,256 | 0,294 | 0,324 |
12 | 4,0 | 0,104 | 0,132 | 0,192 | 0,228 | 0,256 | 0,289 | 0,331 | 0,366 |
13 | 5,0 | - | 0,146 | 0,212 | 0,252 | 0,283 | 0,319 | 0,366 | 0,404 |
14 | 6,0 | - | 0,158 | 0,229 | 0,273 | 0,306 | 0,345 | 0,396 | 0,437 |
15 | 8,0 | - | - | 0,259 | 0,309 | 0,346 | 0,391 | 0,448 | 0,494 |
16 | 10,0 | - | - | - | 0,339 | 0,380 | 0,429 | 0,492 | 0,543 |
17 | 12,0 | - | - | - | 0,368 | 0,413 | 0,466 | 0,535 | 0,590 |
18 | 16,0 | - | - | - | - | 0,465 | 0,525 | 0,603 | 0,665 |
19 | 20,0 | - | - | - | - | - | 0,580 | 0,665 | 0,734 |
T1 = 0,073 l0,43 · М0,34 | |||||||||
Отливки из стали | |||||||||
20 | 0,3 | 0,039 | 0,050 | 0,073 | 0,086 | 0,097 | 0,109 | 0,126 | 0,139 |
21 | 0,4 | 0,045 | 0,057 | 0,083 | 0,099 | 0,110 | 0,124 | 0,142 | 0,157 |
22 | 0,5 | 0,049 | 0,062 | 0,090 | 0,107 | 0,121 | 0,136 | 0,157 | 0,173 |
23 | 0,6 | 0,053 | 0,067 | 0,097 | 0,116 | 0,131 | 0,148 | 0,169 | 0,187 |
24 | 0,8 | 0,060 | 0,076 | 0,110 | 0,131 | 0,147 | 0,167 | 0,192 | 0,211 |
25 | 1,0 | 0,066 | 0,084 | 0,122 | 0,145 | 0,163 | 0,184 | 0,211 | 0,233 |
26 | 1,2 | 0,072 | 0,091 | 0,132 | 0,157 | 0,176 | 0,199 | 0,228 | 0,252 |
27 | 1,6 | 0,081 | 0,103 | 0,150 | 0,178 | 0,200 | 0,225 | 0,259 | 0,285 |
28 | 2,0 | 0,089 | 0,113 | 0,164 | 0,195 | 0,219 | 0,247 | 0,284 | 0,313 |
29 | 2,5 | 0,099 | 0,125 | 0,182 | 0,216 | 0,242 | 0,273 | 0,314 | 0,346 |
30 | 3,0 | 0,107 | 0,135 | 0,196 | 0,233 | 0,262 | 0,295 | 0,339 | 0,374 |
Индекс | а | б | в | г | д | е | ж | з | |
ЗАЧИСТКА ОТЛИВОК НА СТАЦИОНАРНОМ НАЖДАЧНОМ СТАНКЕ | Массовое и крупносерийное производство | ||||||||
КАРТА 35 | Лист 2 | ||||||||
N позиции | Длина l, мм, до | Прямолинейные заливы | |||||||
Масса отливки М, кг, до | |||||||||
0,5 | 1,0 | 3,0 | 5,0 | 7,0 | 10,0 | 15,0 | 20,0 | ||
Время на отливку, мин. | |||||||||
31 | 4,0 | 0,120 | 0,152 | 0,221 | 0,263 | 0,295 | 0,333 | 0,382 | 0,421 |
32 | 5,0 | - | 0,168 | 0,244 | 0,290 | 0,326 | 0,368 | 0,422 | 0,465 |
33 | 6,0 | - | 0,182 | 0,264 | 0,315 | 0,353 | 0,398 | 0,457 | 0,504 |
34 | 8,0 | - | - | 0,298 | 0,354 | 0,397 | 0,448 | 0,515 | 0,568 |
35 | 10,0 | - | - | - | 0,391 | 0,438 | 0,494 | 0,568 | 0,625 |
36 | 12,0 | - | - | - | 0,423 | 0,475 | 0,536 | 0,615 | 0,678 |
37 | 16,0 | - | - | - | - | 0,537 | 0,606 | 0,696 | 0,767 |
38 | 20,0 | - | - | - | - | - | 0,667 | 0,766 | 0,845 |
T = 0,084 l0,43 · М0,34 | |||||||||
Отливки из алюминиевых сплавов | |||||||||
39 | 0,3 | 0,029 | 0,037 | 0,054 | 0,064 | - | - | - | - |
40 | 0,4 | 0,033 | 0,042 | 0,061 | 0,072 | - | - | - | - |
41 | 0,5 | 0,036 | 0,046 | 0,067 | 0,079 | - | - | - | - |
42 | 0,6 | 0,039 | 0,050 | 0,073 | 0,086 | - | - | - | - |
43 | 0,8 | 0,044 | 0,056 | 0,081 | 0,097 | 0,109 | - | - | - |
44 | 1,0 | 0,049 | 0,062 | 0,090 | 0,107 | 0,120 | 0,136 | - | - |
45 | 1,2 | 0,053 | 0,067 | 0,097 | 0,116 | 0,130 | 0,146 | - | - |
46 | 1,6 | 0,060 | 0,076 | 0,110 | 0,131 | 0,147 | 0,166 | 0,191 | - |
47 | 2,0 | 0,066 | 0,084 | 0,122 | 0,145 | 0,163 | 0,184 | 0,211 | 0,233 |
48 | 2,5 | 0,073 | 0,092 | 0,134 | 0,159 | 0,178 | 0,201 | 0,231 | 0,255 |
49 | 3,0 | 0,078 | 0,099 | 0,144 | 0,171 | 0,192 | 0,216 | 0,249 | 0,274 |
50 | 4,0 | 0,089 | 0,113 | 0,164 | 0,195 | 0,219 | 0,247 | 0,284 | 0,313 |
51 | - 5,0 | - | 0,124 | 0,180 | 0,214 | 0,240 | 0,271 | 0,311 | 0,343 |
52 | 6,0 | - | 0,134 | 0,195 | 0,232 | 0,260 | 0,293 | 0,336 | 0,371 |
53 | 8,0 | - | - | 0,221 | 0,263 | 0,295 | 0,333 | 0,382 | 0,421 |
54 | 10,0 | - | - | - | 0,289 | 0,324 | 0,365 | 0,419 | 0,462 |
55 | 12,0 | - | - | - | 0,311 | 0,349 | 0,394 | 0,452 | 0,498 |
56 | 16,0 | - | - | - | - | 0,395 | 0,446 | 0,512 | 0,565 |
57 | 20,0 | - | - | - | - | - | 0,492 | 0,565 | 0,623 |
T1 = 0,062 l0,43 · М0,34 | |||||||||
Отливки из магниевых сплавов | |||||||||
58 | 0,3 | 0,026 | 0,033 | 0,048 | 0,057 | - | - | - | - |
59 | 0,4 | 0,030 | 0,038 | 0,055 | 0,066 | - | - | - | - |
60 | 0,5 | 0,033 | 0,042 | 0,061 | 0,073 | - | - | - | - |
61 | 0,6 | 0,036 | 0,045 | 0,065 | 0,078 | - | - | - | - |
62 | 0,8 | 0,040 | 0,051 | 0,074 | 0,088 | 0,099 | - | - | - |
63 | 1,0 | 0,044 | 0,056 | 0,081 | 0,097 | 0,109 | 0,123 | - | - |
64 | 1,2 | 0,048 | 0,061 | 0,089 | 0,105 | 0,118 | 0,133 | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
ЗАЧИСТКА ОТЛИВОК НА СТАЦИОНАРНОМ НАЖДАЧНОМ СТАНКЕ | Массовое и крупносерийное производство | ||||||||
КАРТА 35 | Лист 3 | ||||||||
N позиции | Длина залива l, дм, до | Прямолинейные заливы | |||||||
Масса отливки М, кг, до | |||||||||
0,5 | 1,0 | 3,0 | 5,0 | 7,0 | 10,0 | 15,0 | 20,0 | ||
Время на отливку, мин. | |||||||||
65 | 1,6 | 0,054 | 0,069 | 0,100 | 0,119 | 0,134 | 0,151 | 0,173 | - |
66 | 2,0 | 0,059 | 0,075 | 0,109 | 0,130 | 0,145 | 0,164 | 0,188 | 0,208 |
67 | 2,5 | 0,065 | 0,083 | 0,121 | 0,143 | 0,161 | 0,182 | 0,208 | 0,230 |
68 | 3,0 | 0,071 | 0,090 | 0,131 | 0,156 | 0,174 | 0,197 | 0,226 | 0,249 |
69 | 4,0 | 0,081 | 0,102 | 0,148 | 0,176 | 0,198 | 0,223 | 0,256 | 0,282 |
70 | 5,0 | - | 0,112 | 0,163 | 0,194 | 0,217 | 0,245 | 0,281 | 0,310 |
71 | 6,0 | - | 0,121 | 0,176 | 0,209 | 0,234 | 0,265 | 0,304 | 0,335 |
72 | 8,0 | - | - | 0,199 | 0,237 | 0,265 | 0,300 | 0,344 | 0,379 |
73 | 10,0 | - | - | - | 0,261 | 0,293 | 0,330 | 0,379 | 0,418 |
74 | 12,0 | - | - | - | 0,281 | 0,316 | 0,357 | 0,409 | 0,451 |
75 | 16,0 | - | - | - | - | 0,357 | 0,403 | 0,462 | 0,510 |
76 | 20,0 | - | - | - | - | - | 0,444 | 0,510 | 0,562 |
T = 0,056 l0,433 · М0,34 | |||||||||
Криволинейные заливы | |||||||||
Отливки из чугуна | |||||||||
77 | 0,3 | 0,041 | 0,052 | 0,076 | 0,090 | - | - | - | - |
78 | 0,4 | 0,047 | 0,059 | 0,086 | 0,102 | - | - | - | - |
79 | 0,5 | 0,051 | 0,065 | 0,094 | 0,112 | - | - | - | - |
80 | 0,6 | 0,056 | 0,070 | 0,102 | 0,122 | - | - | - | - |
81 | 0,8 | 0,063 | 0,079 | 0,116 | 0,138 | 0,154 | - | - | - |
82 | 1,0 | 0,069 | 0,088 | 0,127 | 0,151 | 0,170 | 0,192 | - | - |
83 | 1,2 | 0,075 | 0,095 | 0,138 | 0,164 | 0,184 | 0,207 | - | - |
84 | 1,6 | 0,084 | 0,107 | 0,155 | 0,185 | 0,207 | 0,234 | 0,269 | - |
85 | 2,0 | 0,093 | 0,118 | 0,171 | 0,204 | 0,229 | 0,258 | 0,296 | 0,327 |
86 | 2,5 | 0,103 | 0,130 | 0,189 | 0,225 | 0,252 | 0,284 | 0,326 | 0,360 |
87 | 3,0 | 0,111 | 0,140 | 0,203 | 0,242 | 0,271 | 0,306 | 0,352 | 0,388 |
88 | 4,0 | 0,126 | 0,159 | 0,231 | 0,275 | 0,308 | 0,348 | 0,399 | 0,440 |
89 | 5,0 | - | 0,175 | 0,254 | 0,302 | 0,339 | 0,383 | 0,439 | 0,485 |
90 | 6,0 | - | 0,189 | 0,275 | 0,327 | 0,366 | 0,413 | 0,475 | 0,523 |
91 | 8,0 | - | - | 0,311 | 0,370 | 0,415 | 0,468 | 0,537 | 0,593 |
92 | 10,0 | - | - | - | 0,408 | 0,457 | 0,516 | 0,593 | 0,654 |
93 | 12,0 | - | - | - | 0,441 | 0,494 | 0,558 | 0,640 | 0,706 |
94 | 16,0 | - | - | - | - | 0,560 | 0,632 | 0,726 | 0,800 |
95 | 20,0 | - | - | - | - | - | 0,696 | 0,799 | 0,881 |
T = 0,876 l0,43 · М0,34 | |||||||||
Отливки из стали | |||||||||
96 | 0,3 | 0,047 | 0,060 | 0,087 | 0,103 | 0,116 | 0,131 | 0,150 | 0,165 |
97 | 0,4 | 0,053 | 0,067 | 0,097 | 0,116 | 0,131 | 0,148 | 0,169 | 0,187 |
Индекс | а | б | в | г | д | е | ж | з | |
ЗАЧИСТКА ОТЛИВОК НА СТАЦИОНАРНОМ НАЖДАЧНОМ СТАНКЕ | Массовое и крупносерийное производство | ||||||||
КАРТА 35 | Лист 4 | ||||||||
N позиции | Длина залива l, дм, до | Прямолинейные заливы | |||||||
Масса отливки М, кг, до | |||||||||
0,5 | 1,0 | 3,0 | 5,0 | 7,0 | 10,0 | 15,0 | 20,0 | ||
Время на отливку, мин. | |||||||||
98 | 0,5 | 0,058 | 0,074 | 0,108 | 0,128 | 0,144 | 0,163 | 0,186 | 0,205 |
99 | 0,6 | 0,063 | 0,080 | 0,116 | 0,138 | 0,156 | 0,176 | 0,202 | 0,222 |
100 | 0,8 | 0,072 | 0,091 | 0,132 | 0,157 | 0,176 | 0,199 | 0,228 | 0,252 |
101 | 1,0 | 0,079 | 0,100 | 0,145 | 0,173 | 0,194 | 0,219 | 0,251 | 0,277 |
102 | 1,2 | 0,085 | 0,108 | 0,157 | 0,187 | 0,209 | 0,236 | 0,271 | 0,300 |
103 | 1,6 | 0,096 | 0,122 | 0,177 | 0,211 | 0,236 | 0,267 | 0,306 | 0,339 |
104 | 2,0 | 0,107 | 0,135 | 0,196 | 0,233 | 0,262 | 0,295 | 0,339 | 0,373 |
105 | 2,5 | 0,117 | 0,148 | 0,215 | 0,256 | 0,287 | 0,324 | 0,372 | 0,410 |
106 | 3,0 | 0,127 | 0,160 | 0,232 | 0,277 | 0,310 | 0,350 | 0,402 | 0,443 |
107 | 4,0 | 0,144 | 0,182 | 0,264 | 0,315 | 0,353 | 0,398 | 0,457 | 0,504 |
108 | 5,0 | - | 0,200 | 0,290 | 0,345 | 0,387 | 0,437 | 0,502 | 0,553 |
109 | 6,0 | - | 0,216 | 0,314 | 0,373 | 0,419 | 0,473 | 0,542 | 0,598 |
110 | 8,0 | - | - | 0,356 | 0,423 | 0,475 | 0,536 | 0,615 | 0,678 |
111 | 10,0 | - | - | - | 0,465 | 0,521 | 0,589 | 0,675 | 0,745 |
112 | 12,0 | - | - | - | 0,503 | 0,564 | 0,637 | 0,731 | 0,806 |
113 | 16,0 | - | - | - | - | 0,638 | 0,720 | 0,826 | 0,911 |
114 | 20,0 | - | - | - | - | - | 0,794 | 0,912 | 1,005 |
T = 0,1 l0,433 · М0,34 | |||||||||
Отливки из алюминиевых сплавов | |||||||||
115 | 0,3 | 0,035 | 0,045 | 0,064 | 0,076 | - | - | - | - |
116 | 0,4 | 0,039 | 0,050 | 0,073 | 0,086 | - | - | - | - |
117 | 0,5 | 0,043 | 0,055 | 0,080 | 0,095 | - | - | - | - |
118 | 0,6 | 0,047 | 0,059 | 0,086 | 0,102 | - | - | - | - |
119 | 0,8 | 0,053 | 0,067 | 0,097 | 0,116 | 0,130 | - | - | - |
120 | 1,0 | 0,058 | 0,074 | 0,108 | 0,128 | 0,143 | 0,162 | - | - |
121 | 1,2 | 0,063 | 0,080 | 0,116 | 0,138 | 0,155 | 0,175 | - | - |
122 | 1,6 | 0,072 | 0,091 | 0,132 | 0,157 | 0,176 | 0,199 | 0,229 | - |
123 | 2,0 | 0,080 | 0,100 | 0,145 | 0,173 | 0,194 | 0,219 | 0,251 | 0,277 |
124 | 2,5 | 0,087 | 0,110 | 0,160 | 0,190 | 0,213 | 0,241 | 0,276 | 0,305 |
125 | 3,0 | 0,094 | 0,119 | 0,173 | 0,206 | 0,231 | 0,260 | 0,299 | 0,330 |
126 | 4,0 | 0,106 | 0,134 | 0,195 | 0,232 | 0,260 | 0,293 | 0,336 | 0,371 |
127 | 5,0 | - | 0,148 | 0,215 | 0,256 | 0,287 | 0,324 | 0,372 | 0,410 |
128 | 6,0 | - | 0,160 | 0,232 | 0,277 | 0,310 | 0,350 | 0,402 | 0,443 |
129 | 8,0 | - | - | 0,263 | 0,313 | 0,351 | 0,396 | 0,455 | 0,501 |
130 | 10,0 | - | - | - | 0,344 | 0,386 | 0,435 | 0,500 | 0,551 |
131 | 12,0 | - | - | - | 0,372 | 0,417 | 0,470 | 0,540 | 0,595 |
132 | 16,0 | - | - | - | - | 0,473 | 0,534 | 0,613 | 0,676 |
133 | 20,0 | - | - | - | - | - | 0,586 | 0,673 | 0,742 |
T = 0,074 l0,433 · М0,34 | |||||||||
Отливки из магниевых сплавов | |||||||||
134 | 0,3 | 0,032 | 0,040 | 0,058 | 0,069 | - | - | - | - |
135 | 0,4 | 0,036 | 0,045 | 0,065 | 0,078 | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
ЗАЧИСТКА ОТЛИВОК НА СТАЦИОНАРНОМ НАЖДАЧНОМ СТАНКЕ | Массовое и крупносерийное производство | ||||||||
КАРТА 35 | Лист 5 | ||||||||
N позиции | Длина залива l, дм, до | Прямолинейные заливы | |||||||
Масса отливки М, кг, до | |||||||||
0,5 | 1,0 | 3,0 | 5,0 | 7,0 | 10,0 | 15,0 | 20,0 | ||
Время на отливку, мин. | |||||||||
136 | 0,5 | 0,039 | 0,050 | 0,073 | 0,086 | - | - | - | - |
137 | 0,6 | 0,043 | 0,054 | 0,078 | 0,093 | - | - | - | - |
138 | 0,8 | 0,048 | 0,061 | 0,089 | 0,105 | 0,118 | - | - | - |
139 | 1,0 | 0,053 | 0,067 | 0,097 | 0,116 | 0,130 | 0,147 | - | - |
140 | 1,2 | 0,057 | 0,072 | 0,105 | 0,124 | 0,140 | 0,158 | - | - |
141 | 1,6 | 0,065 | 0,082 | 0,119 | 0,142 | 0,159 | 0,179 | 0,206 | - |
142 | 2,0 | 0,071 | 0,090 | 0,131 | 0,156 | 0,174 | 0,197 | 0,226 | 0,249 |
143 | 2,5 | 0,078 | 0,099 | 0,144 | 0,171 | 0,192 | 0,217 | 0,249 | 0,274 |
144 | 3,0 | 0,085 | 0,107 | 0,155 | 0,185 | 0,207 | 0,234 | 0,269 | 0,296 |
145 | 4,0 | 0,096 | 0,122 | 0,177 | 0,211 | 0,236 | 0,267 | 0,306 | 0,338 |
146 | 5,0 | - | 0,133 | 0,193 | 0,230 | 0,258 | 0,291 | 0,324 | 0,368 |
147 | 6,0 | - | 0,145 | 0,210 | 0,250 | 0,280 | 0,317 | 0,364 | 0,402 |
148 | 8,0 | - | - | 0,238 | 0,283 | 0,318 | 0,359 | 0,412 | 0,454 |
149 | 10,0 | - | - | - | 0,311 | 0,349 | 0,394 | 0,452 | 0,498 |
150 | 12,0 | - | - | - | 0,337 | 0,378 | 0,427 | 0,490 | 0,540 |
151 | 16,0 | - | - | - | - | 0,428 | 0,484 | 0,555 | 0,612 |
152 | 20,0 | - | - | - | - | - | 0,532 | 0,610 | 0,673 |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,067 l0,43 · М0,34
Примечание. При зачистке отливок из медных сплавов время по карте принимать с коэффициентом 0,9 от времени зачистки отливок из чугуна.
Массовое и крупносерийное производство | |||||||
КАРТА 36 | Лист 1 | ||||||
Содержание работы | |||||||
1. Взять круг и установить его над местом зачистки. 2. Включить вращение круга. 3. Зачистить заливы и поверхность отливки. 4. Выключить вращение круга. | |||||||
Зачистка заливов | |||||||
N позиции | Длина заливов l, дм, до | Прямолинейные заливы | Криволинейные заливы | ||||
Ширина сечения h, мм, до | |||||||
2 | 4 | 6 | 2 | 4 | 6 | ||
Время на отливку, мин. | |||||||
Отливки из чугуна | |||||||
1 | 1,0 | 0,086 | 0,108 | 0,122 | 0,135 | 0,168 | 0,192 |
2 | 1,2 | 0,097 | 0,122 | 0,138 | 0,152 | 0,190 | 0,216 |
3 | 1,6 | 0,117 | 0,146 | 0,167 | 0,185 | 0,231 | 0,263 |
4 | 2,0 | 0,136 | 0,170 | 0,193 | 0,213 | 0,266 | 0,303 |
5 | 2,5 | 0,157 | 0,196 | 0,224 | 0,247 | 0,308 | 0,351 |
6 | 3,0 | 0,177 | 0,221 | 0,252 | 0,278 | 0,347 | 0,396 |
7 | 4,0 | 0,215 | 0,268 | 0,305 | 0,337 | 0,421 | 0,479 |
8 | 5,0 | 0,250 | 0,312 | 0,355 | 0,390 | 0,486 | 0,554 |
9 | 6,0 | 0,281 | 0,351 | 0,399 | 0,439 | 0,549 | 0,625 |
10 | 8,0 | 0,340 | 0,424 | 0,483 | 0,532 | 0,564 | 0,756 |
11 | 10,0 | 0,393 | 0,491 | 0,559 | 0,617 | 0,770 | 0,876 |
12 | 12,0 | 0,444 | 0,555 | 0,632 | 0,695 | 0,868 | 0,988 |
13 | 16,0 | 0,537 | 0,670 | 0,763 | 0,840 | 1,049 | 1,194 |
14 | 20,0 | 0,622 | 0,776 | 0,884 | 0,974 | 1,215 | 1,384 |
15 | 25,0 | 0,720 | 0,829 | 1,024 | 1,128 | 1,409 | 1,604 |
16 | 30,0 | 0,813 | 1,014 | 1,155 | 1,313 | 1,639 | 1,866 |
T1 = 0,069 l0,66 · h0,32 | T2 = 0,108 l0,66 · h0,32 | ||||||
Отливки из стали | |||||||
17 | 1,0 | 0,102 | 0,128 | 0,145 | 0,162 | 0,203 | 0,231 |
18 | 1,2 | 0,115 | 0,143 | 0,163 | 0,187 | 0,234 | 0,266 |
19 | 1,6 | 0,140 | 0,175 | 0,198 | 0,225 | 0,280 | 0,319 |
20 | 2,0 | 0,162 | 0,203 | 0,231 | 0,250 | 0,312 | 0,355 |
21 | 2,5 | 0,187 | 0,234 | 0,266 | 0,300 | 0,374 | 0,426 |
22 | 3,0 | 0,211 | 0,263 | 0,300 | 0,337 | 0,421 | 0,479 |
23 | 4,0 | 0,256 | 0,319 | 0,364 | 0,399 | 0,499 | 0,568 |
24 | 5,0 | 0,296 | 0,369 | 0,420 | 0,462 | 0,577 | 0,656 |
25 | 6,0 | 0,335 | 0,418 | 0,475 | 0,524 | 0,654 | 0,745 |
26 | 8,0 | 0,403 | 0,503 | 0,573 | 0,637 | 0,795 | 0,905 |
27 | 10,0 | 0,468 | 0,584 | 0,665 | 0,736 | 0,919 | 1,047 |
Индекс | а | б | в | г | д | е | |
ЗАЧИСТКА ОТЛИВОК ПЕРЕНОСНЫМ НАЖДАЧНЫМ КРУГОМ | Массовое и крупносерийное производство | ||||||
КАРТА 36 | Лист 2 | ||||||
N позиции | Длина заливов l, дм, до | Прямолинейные заливы | Криволинейные заливы | ||||
Ширина сечения h, мм, до | |||||||
2 | 4 | 6 | 2 | 4 | 6 | ||
Время на отливку, мин. | |||||||
28 | 12,0 | 0,528 | 0,659 | 0,750 | 0,836 | 1,044 | 1,189 |
29 | 16,0 | 0,638 | 0,796 | 0,907 | 0,999 | 1,247 | 1,419 |
30 | 20,0 | 0,739 | 0,923 | 1,050 | 1,161 | 1,449 | 1,650 |
31 | 25,0 | 0,856 | 1,069 | 1,217 | 1,348 | 1,683 | 1,916 |
32 | 30,0 | 0,966 | 1,206 | 1,373 | 1,523 | 1,901 | 2,165 |
T1 = 0,082 l0,66 · h0,32 | T2 = 0,129 l0,66 · h0,32 | ||||||
Отливки из медных сплавов | |||||||
33 | 1,0 | 0,070 | 0,087 | 0,099 | 0,107 | 0,134 | 0,153 |
34 | 1,2 | 0,079 | 0,098 | 0,112 | 0,121 | 0,151 | 0,172 |
35 | 1,6 | 0,095 | 0,118 | 0,135 | 0,146 | 0,182 | 0,208 |
36 | 2,0 | 0,110 | 0,137 | 0,156 | 0,170 | 0,212 | 0,241 |
37 | 2,5 | 0,127 | 0,159 | 0,181 | 0,196 | 0,245 | 0,279 |
38 | 3,0 | 0,144 | 0,179 | 0,204 | 0,220 | 0,274 | 0,312 |
39 | 4,0 | 0,174 | 0,217 | 0,247 | 0,268 | 0,335 | 0,381 |
40 | 5,0 | 0,201 | 0,251 | 0,286 | 0,311 | 0,388 | 0,442 |
41 | 6,0 | 0,227 | 0,284 | 0,323 | 0,351 | 0,438 | 0,499 |
42 | 8,0 | 0,275 | 0,343 | 0,390 | 0,423 | 0,528 | 0,601 |
43 | 10,0 | 0,318 | 0,397 | 0,452 | 0,491 | 0,612 | 0,697 |
44 | 12,0 | 0,359 | 0,449 | 0,511 | 0,553 | 0,690 | 0,786 |
45 | 16,0 | 0,434 | 0,542 | 0,617 | 0,669 | 0,835 | 0,951 |
46 | 20,0 | 0,503 | 0,628 | 0,715 | 0,775 | 0,968 | 1,102 |
47 | 25,0 | 0,583 | 0,728 | 0,829 | 0,899 | 1,122 | 1,277 |
48 | 30,0 | 0,658 | 0,821 | 0,935 | 1,013 | 1,265 | 1,441 |
Индекс | а | б | в | г | д | е | |
T1 = 0,0558 l0,66 · h0,32 | T2 = 0,0086 l0,66 · h0,32 | ||||||
ЗАЧИСТКА ОТЛИВОК ПЕРЕНОСНЫМ НАЖДАЧНЫМ КРУГОМ | Массовое и крупносерийное производство | ||||||
КАРТА 36 | Лист 3 | ||||||
Зачистка поверхности отливок | |||||||
N позиции | Площадь зачищаемой поверхности S, дм2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | |||
Вид поверхности | |||||||
прямолинейная | криволинейная | прямолинейная | криволинейная | прямолинейная | криволинейная | ||
Время на отливку, мин. | |||||||
49 | 5,0 | 0,434 | 0,613 | 0,532 | 0,723 | 0,350 | 0,492 |
50 | 6,0 | 0,489 | 0,692 | 0,600 | 0,816 | 0,395 | 0,555 |
51 | 8,0 | 0,592 | 0,836 | 0,726 | 0,986 | 0,477 | 0,671 |
52 | 10,0 | 0,686 | 0,969 | 0,841 | 1,142 | 0,553 | 0,777 |
53 | 12,0 | 0,773 | 1,093 | 0,949 | 1,289 | 0,624 | 0,876 |
54 | 16,0 | 0,935 | 1,321 | 1,147 | 1,558 | 0,754 | 1,060 |
55 | 20,0 | 1,083 | 1,531 | 1,329 | 1,806 | 0,874 | 1,228 |
Индекс | а | б | в | г | д | е | |
T1 = 0,15 S0,66 | T1 = 0,184 S0,66 | T1 = 0,121 S0,66 | |||||
T2 = 0,212 S0,66 | T2 = 0,25 S0,66 | T2 = 0,17 S0,66 | |||||
Массовое и крупносерийное производство | |||||||
КАРТА 37 | Лист 1 | ||||||
Содержание работы | |||||||
1. Установить круг над местом зачистки. 2. Включить вращение круга. 3. Зачистить заливы и поверхность отливки (с продвижением отливки по рольгангу и поворотом ее). 4. Отнести круг в сторону и выключить вращение его. | |||||||
Зачистка заливов | |||||||
N позиции | Длина заливов l, дм, до | Прямолинейные заливы | Криволинейные заливы | ||||
Ширина сечения h, мм, до | |||||||
2 | 4 | 6 | 2 | 4 | 5 | ||
Время на отливку, мин. | |||||||
Отливки из чугуна | |||||||
1 | 1,0 | 0,077 | 0,097 | 0,110 | 0,120 | 0,150 | 0,170 |
2 | 1,2 | 0,087 | 0,109 | 0,124 | 0,135 | 0,168 | 0,192 |
3 | 1,6 | 0,106 | 0,132 | 0,151 | 0,164 | 0,204 | 0,232 |
4 | 2,0 | 0,122 | 0,153 | 0,174 | 0,190 | 0,237 | 0,270 |
5 | 2,5 | 0,142 | 0,178 | 0,202 | 0,220 | 0,274 | 0,312 |
6 | 3,0 | 0,160 | 0,199 | 0,227 | 0,247 | 0,309 | 0,351 |
7 | 4,0 | 0,193 | 0,242 | 0,275 | 0,300 | 0,374 | 0,426 |
8 | 5,0 | 0,223 | 0,279 | 0,318 | 0,347 | 0,433 | 0,493 |
9 | 6,0 | 0,252 | 0,315 | 0,358 | 0,391 | 0,488 | 0,555 |
10 | 8,0 | 0,306 | 0,382 | 0,435 | 0,473 | 0,591 | 0,672 |
11 | 10,0 | 0,353 | 0,441 | 0,502 | 0,548 | 0,684 | 0,779 |
12 | 12,0 | 0,399 | 0,499 | 0,568 | 0,618 | 0,771 | 0,878 |
13 | 16,0 | 0,482 | 0,602 | 0,685 | 0,746 | 0,932 | 1,061 |
14 | 20,0 | 0,559 | 0,698 | 0,795 | 0,865 | 1,080 | 1,230 |
15 | 25,0 | 0,648 | 0,809 | 0,921 | 1,002 | 1,251 | 1,425 |
16 | 30,0 | 0,727 | 0,912 | 1,038 | 1,131 | 1,412 | 1,607 |
17 | 40,0 | 0,884 | 1,103 | 1,256 | 1,368 | 1,708 | 1,944 |
T1 = 0,062 l0,66 · h0,32 | T2 = 0,096 l0,66 · h0,32 | ||||||
Отливки из стали | |||||||
18 | 1,0 | 0,094 | 0,117 | 0,133 | 0,149 | 0,185 | 0,211 |
19 | 1,2 | 0,106 | 0,132 | 0,150 | 0,168 | 0,209 | 0,238 |
20 | 1,6 | 0,128 | 0,160 | 0,181 | 0,203 | 0,252 | 0,288 |
21 | 2,0 | 0,148 | 0,185 | 0,210 | 0,235 | 0,292 | 0,333 |
22 | 2,5 | 0,172 | 0,214 | 0,243 | 0,273 | 0,339 | 0,386 |
23 | 3,0 | 0,194 | 0,242 | 0,275 | 0,308 | 0,382 | 0,436 |
24 | 4,0 | 0,235 | 0,292 | 0,332 | 0,372 | 0,462 | 0,527 |
25 | 5,0 | 0,272 | 0,338 | 0,385 | 0,431 | 0,535 | 0,610 |
26 | 6,0 | 0,307 | 0,382 | 0,434 | 0,486 | 0,604 | 0,688 |
27 | 8,0 | 0,371 | 0,462 | 0,525 | 0,588 | 0,730 | 0,832 |
28 | 10,0 | 0,430 | 0,535 | 0,608 | 0,681 | 0,846 | 0,964 |
29 | 12,0 | 0,485 | 0,603 | 0,686 | 0,768 | 0,954 | 1,088 |
Индекс | а | б | в | г | д | е | |
ЗАЧИСТКА ОТЛИВОК ПОДВЕСНЫМ (МАЯТНИКОВЫМ) НАЖДАЧНЫМ СТАНКОМ | Массовое и крупносерийное производство | ||||||
КАРТА 37 | Лист 2 | ||||||
N позиции | Длина заливов l, дм, до | Прямолинейные заливы | Криволинейные заливы | ||||
Ширина сечения h, мм, до | |||||||
2 | 4 | 6 | 2 | 4 | 6 | ||
Время на отливку, мин. | |||||||
30 | 16,0 | 0,586 | 0,729 | 0,829 | 0,929 | 1,153 | 1,315 |
31 | 20,0 | 0,679 | 0,845 | 0,961 | 1,076 | 1,336 | 1,524 |
32 | 25,0 | 0,787 | 0,979 | 1,113 | 1,247 | 1,548 | 1,766 |
33 | 30,0 | 0,887 | 1,104 | 1,255 | 1,406 | 1,746 | 1,992 |
T1 = 0,075 l0,66 · h0,32 | T2 = 0,119 l0,66 · h0,32 | ||||||
Отливки из медных сплавов | |||||||
34 | 1,0 | 0,062 | 0,078 | 0,089 | 0,097 | 0,122 | 0,138 |
35 | 1,2 | 0,070 | 0,088 | 0,100 | 0,109 | 0,138 | 0,156 |
36 | 1,6 | 0,085 | 0,106 | 0,121 | 0,132 | 0,166 | 0,188 |
37 | 2,0 | 0,098 | 0,123 | 0,141 | 0,153 | 0,193 | 0,218 |
38 | 2,5 | 0,114 | 0,143 | 0,163 | 0,178 | 0,223 | 0,253 |
39 | 3,0 | 0,128 | 0,161 | 0,184 | 0,200 | 0,252 | 0,286 |
40 | 4,0 | 0,155 | 0,195 | 0,222 | 0,242 | 0,304 | 0,344 |
41 | 5,0 | 0,179 | 0,226 | 0,257 | 0,281 | 0,353 | 0,399 |
42 | 6,0 | 0,202 | 0,254 | 0,290 | 0,316 | 0,398 | 0,450 |
43 | 8,0 | 0,245 | 0,308 | 0,351 | 0,383 | 0,481 | 0,544 |
44 | 10,0 | 0,283 | 0,357 | 0,407 | 0,443 | 0,558 | 0,631 |
45 | 12,0 | 0,320 | 0,402 | 0,459 | 0,500 | 0,629 | 0,711 |
46 | 16,0 | 0,386 | 0,486 | 0,555 | 0,605 | 0,760 | 0,860 |
47 | 20,0 | 0,448 | 0,563 | 0,643 | 0,701 | 0,881 | 0,997 |
48 | 25,0 | 0,522 | 0,651 | 0,742 | 0,815 | 1,102 | 1,156 |
49 | 30,0 | 0,589 | 0,735 | 0,837 | 0,919 | 1,147 | 1,306 |
Индекс | а | б | в | г | д | е | |
T1 = 0,050 l0,66 · h0,32 | T2 = 0,078 l0,66 · h0,32 | ||||||
ЗАЧИСТКА ОТЛИВОК ПОДВЕСНЫМ (МАЯТНИКОВЫМ) НАЖДАЧНЫМ СТАНКОМ | Массовое и крупносерийное производство | ||||||
КАРТА 37 | Лист 3 | ||||||
Зачистка поверхности | |||||||
N позиции | Площадь зачищаемой поверхности S, дм2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | |||
Вид поверхности | |||||||
прямолинейная T1 | криволинейная T2 | прямолинейная T3 | криволинейная T4 | прямолинейная T5 | криволинейная T6 | ||
Время, мин. | |||||||
50 | 1,0 | 0,136 | 0,189 | 0,160 | 0,225 | 0,108 | 0,153 |
51 | 2,0 | 0,215 | 0,299 | 0,253 | 0,356 | 0,171 | 0,242 |
52 | 3,0 | 0,281 | 0,390 | 0,330 | 0,465 | 0,223 | 0,316 |
53 | 4,0 | 0,340 | 0,472 | 0,399 | 0,562 | 0,270 | 0,382 |
54 | 5,0 | 0,393 | 0,547 | 0,463 | 0,651 | 0,312 | 0,443 |
55 | 6,0 | 0,444 | 0,617 | 0,522 | 0,734 | 0,352 | 0,499 |
56 | 8,0 | 0,537 | 0,746 | 0,631 | 0,888 | 0,426 | 0,603 |
57 | 10,0 | 0,622 | 0,868 | 0,731 | 1,028 | 0,494 | 0,699 |
58 | 12,0 | 0,701 | 0,974 | 0,825 | 1,160 | 0,557 | 0,789 |
59 | 16,0 | 0,848 | 1,178 | 0,997 | 1,402 | 0,673 | 0,954 |
60 | 20,0 | 0,982 | 1,365 | 1,156 | 1,625 | 0,780 | 1,105 |
61 | 25,0 | 1,138 | 1,582 | 1,339 | 1,883 | 0,904 | 1,208 |
62 | 30,0 | 1,284 | 1,784 | 1,510 | 2,124 | 1,019 | 1,444 |
63 | 40,0 | 1,552 | 2,157 | 1,826 | 2,568 | 1,232 | 1,746 |
64 | 50,0 | 1,798 | 2,499 | 2,115 | 2,976 | 1,428 | 2,023 |
65 | 60,0 | 2,028 | 2,819 | 2,386 | 3,336 | 1,611 | 2,282 |
66 | 80,0 | 2,452 | 3,408 | 2,885 | 4,057 | 1,947 | 2,759 |
67 | 100,0 | 2,841 | 3,949 | 3,343 | 4,687 | 2,256 | 3,197 |
Индекс | а | б | в | г | д | е | |
T1 = 0,136 S0,66
T2 = 0,189 S0,66
T3 = 0,160 S0,66
T4 = 0,225 S0,66
T5 = 0,108 S0,66
T6 = 0,153 S0,66
Примечание. При зачистке отливок подвесным (маятниковым) наждачным станком с гидроусилителем время по карте принимать с коэффициентом 0,8.
Массовое и крупносерийное производство | |||||||||
КАРТА 38 | Лист 1 | ||||||||
Содержание работы | |||||||||
1. Взять шарошку и установить ее над местом зачистки. 2. Зачистить заливы и поверхность отливки. 3. Положить шарошку на место. | |||||||||
Зачистка заливов | |||||||||
N позиции | Длина заливов l, дм, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||||||
прямолинейные заливы | криволинейные заливы | прямолинейные заливы | криволинейные заливы | ||||||
Ширина сечения h, мм, до | |||||||||
2 | 4 | 2 | 4 | 2 | 4 | 2 | 4 | ||
Время на отливку, мин. | |||||||||
1 | 0,5 | 0,052 | 0,065 | 0,081 | 0,102 | 0,043 | 0,053 | 0,066 | 0,083 |
2 | 0,6 | 0,059 | 0,073 | 0,092 | 0,115 | 0,048 | 0,060 | 0,075 | 0,093 |
3 | 0,8 | 0,071 | 0,089 | 0,111 | 0,138 | 0,058 | 0,080 | 0,090 | 0,121 |
4 | 1,0 | 0,082 | 0,103 | 0,128 | 0,160 | 0,067 | 0,084 | 0,105 | 0,131 |
5 | 1,2 | 0,093 | 0,116 | 0,145 | 0,189 | 0,076 | 0,099 | 0,118 | 0,154 |
6 | 1,6 | 0,112 | 0,140 | 0,175 | 0,219 | 0,092 | 0,115 | 0,143 | 0,178 |
7 | 2,0 | 0,130 | 0,162 | 0,203 | 0,253 | 0,106 | 0,133 | 0,166 | 0,190 |
8 | 2,5 | 0,151 | 0,188 | 0,235 | 0,294 | 0,123 | 0,154 | 0,192 | 0,240 |
9 | 3,0 | 0,170 | 0,212 | 0,265 | 0,331 | 0,139 | 0,174 | 0,216 | 0,270 |
0 | 4,0 | 0,206 | 0,257 | 0,321 | 0,401 | 0,168 | 0,210 | 0,262 | 0,327 |
1 | 5,0 | 0,238 | 0,297 | 0,372 | 0,464 | 0,195 | 0,243 | 0,303 | 0,378 |
2 | 6,0 | 0,269 | 0,335 | 0,419 | 0,524 | 0,220 | 0,274 | 0,342 | 0,427 |
3 | 8,0 | 0,325 | 0,406 | 0,507 | 0,633 | 0,266 | 0,332 | 0,413 | 0,516 |
4 | 10,0 | 0,377 | 0,470 | 0,587 | 0,733 | 0,308 | 0,384 | 0,479 | 0,598 |
5 | 12,0 | 0,425 | 0,530 | 0,663 | 0,827 | 0,347 | 0,435 | 0,540 | 0,675 |
6 | 16,0 | 0,513 | 0,641 | 0,801 | 1,000 | 0,420 | 0,524 | 0,653 | 0,816 |
7 | 20,0 | 0,595 | 0,743 | 0,928 | 1,159 | 0,487 | 0,608 | 0,757 | 0,945 |
Индекс | а | б | в | г | д | е | ж | з | |
T1 = 0,066 l0,66 · h0,32
T2 = 0,103 l0,66 · h0,32
T3 = 0,054 l0,66 · h0,32
T4 = 0,084 l0,66 · h0,32
ЗАЧИСТКА ОТЛИВОК ПНЕВМАТИЧЕСКОЙ ШАРОШКОЙ | Массовое и крупносерийное производство | ||||
КАРТА 38 | Лист 2 | ||||
Зачистка поверхности | |||||
N позиции | Площадь зачищаемой поверхности S, дм2, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||
Вид поверхности | |||||
прямолинейная T1 | криволинейная T2 | прямолинейная T3 | криволинейная T4 | ||
Время на отливку, мин. | |||||
18 | 0,2 | 0,090 | 0,121 | 0,072 | 0,096 |
19 | 0,3 | 0,117 | 0,158 | 0,088 | 0,126 |
20 | 0,4 | 0,142 | 0,191 | 0,113 | 0,152 |
21 | 0,5 | 0,165 | 0,221 | 0,131 | 0,177 |
22 | 0,6 | 0,186 | 0,250 | 0,148 | 0,199 |
23 | 0,8 | 0,224 | 0,302 | 0,179 | 0,241 |
24 | 1,0 | 0,260 | 0,350 | 0,207 | 0,279 |
25 | 1,2 | 0,293 | 0,395 | 0,233 | 0,315 |
26 | 1,6 | 0,355 | 0,477 | 0,282 | 0,380 |
27 | 2,0 | 0,411 | 0,553 | 0,327 | 0,441 |
28 | 2,5 | 0,476 | 0,641 | 0,379 | 0,511 |
29 | 3,0 | 0,537 | 0,723 | 0,427 | 0,576 |
30 | 4,0 | 0,650 | 0,875 | 0,517 | 0,697 |
31 | 5,0 | 0,752 | 1,012 | 0,599 | 0,807 |
32 | 6,0 | 0,848 | 1,142 | 0,675 | 0,910 |
33 | 8,0 | 1,025 | 1,381 | 0,817 | 1,101 |
34 | 10,0 | 1,188 | 1,600 | 0,946 | 1,275 |
Индекс | а | б | в | г | |
T1 = 0,26 S0,66
T2 = 0,35 S0,66
T3 = 0,207 S0,66
T4 = 0,279 S0,66
Примечание. При зачистке внутренней поверхности время по карте принимать с коэффициентом 1,3.
Массовое и крупносерийное производство | |||||||||||||||
КАРТА 39 | |||||||||||||||
Содержание работы | |||||||||||||||
1. Взять (застропить) отливку, переместить на расстояние до 1 м, установить в штамп (расстропить). 2. Произвести правку (прошивку) отливки. 3. Взять (застропить) отливку со штампа, переместить (до 1 м), положить на место (расстропить). | |||||||||||||||
N позиции | Категория сложности | Способ перемещения отливки | |||||||||||||
вручную | подъемником | ||||||||||||||
Масса отливки М, кг, до | |||||||||||||||
0,5 | 1 | 3 | 5 | 8 | 12 | 16 | 20 | 50 | 70 | 100 | 200 | 300 | 500 | ||
Время на отливку, мин. | |||||||||||||||
1 | I | 0,080 | 0,100 | 0,142 | 0,167 | 0,194 | 0,221 | 0,243 | 0,261 | 0,549 | 0,587 | 0,630 | 0,724 | 0,785 | 0,870 |
2 | II | 0,099 | 0,123 | 0,175 | 0,206 | 0,239 | 0,272 | 0,299 | 0,321 | 0,634 | 0,678 | 0,728 | 0,837 | 0,907 | 1,005 |
3 | III | 0,123 | 0,153 | 0,217 | 0,256 | 0,297 | 0,339 | 0,371 | 0,399 | 0,722 | 0,772 | 0,829 | 0,952 | 1,032 | 1,144 |
4 | IV | 0,153 | 0,191 | 0,271 | 0,329 | 0,371 | 0,423 | 0,464 | 0,497 | 0,809 | 0,865 | 0,929 | 1,067 | 1,158 | 1,282 |
5 | V | 0,184 | 0,230 | 0,327 | 0,385 | 0,447 | 0,509 | 0,558 | 0,599 | 0,918 | 0,982 | 1,055 | 1,212 | 1,314 | 1,456 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |
TI = 0,1 М0,32 | TI = 0,251 М0,20 | ||||||||||||||
TII = 0,123 М0,32 | TII = 0,29 М0,20 | ||||||||||||||
TIII = 0,153 М0,32 | TIII = 0,33 М0,20 | ||||||||||||||
TIV = 0,191 М0,32 | TIV = 0,37 М0,20 | ||||||||||||||
TV = 0,23 М0,32 | TV = 0,42 М0,20 | ||||||||||||||
Примечания:
1. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
2. При одновременной правке двух или трех отливок время по карте принимать с коэффициентом 0,75; при большом числе отливок - с коэффициентом 0,65 на каждую отливку.
3. При правке отливок массой свыше 20 кг с установкой в штамп вручную двумя рабочими время по карте принимать с коэффициентом 1,8.
4. При двойной рихтовке с поворотом отливки на 90° время по карте принимать с коэффициентом 1,15, с поворотом отливки на 180° - с коэффициентом 1,18.
НА МЕХАНИЧЕСКОМ НАПИЛЬНИКЕ (ДЛЯ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ) | Массовое и крупносерийное производство | ||||||||
КАРТА 40 | |||||||||
Содержание работы | |||||||||
1. Взять отливку, поднести к металлическому кругу. 2. Зачистить остатки питателей. 3. Осмотреть отливку и отбросить в тару, на транспортер. | |||||||||
N позиции | Высота остатков питателей H, мм, до | Масса отливки М, кг, до | |||||||
1 | 2 | 4 | 6 | 8 | 10 | 15 | 20 | ||
Время на отливку, мин. | |||||||||
Для металлических кругов с числом зубьев 100 x 100 | |||||||||
1 | 1,0 | 0,043 | 0,048 | 0,053 | 0,057 | 0,059 | 0,061 | 0,065 | 0,068 |
2 | 2,0 | 0,058 | 0,065 | 0,072 | 0,076 | 0,079 | 0,082 | 0,087 | 0,091 |
3 | 3,0 | 0,069 | 0,077 | 0,085 | 0,091 | 0,095 | 0,098 | 0,104 | 0,109 |
4 | 4,0 | 0,078 | 0,087 | 0,096 | 0,103 | 0,107 | 0,111 | 0,118 | 0,123 |
5 | 5,0 | 0,086 | 0,096 | 0,106 | 0,113 | 0,118 | 0,122 | 0,130 | 0,135 |
6 | 6,0 | 0,093 | 0,104 | 0,115 | 0,122 | 0,127 | 0,132 | 0,140 | 0,146 |
7 | 8,0 | 0,106 | 0,117 | 0,130 | 0,138 | 0,144 | 0,149 | 0,159 | 0,166 |
8 | 10,0 | 0,116 | 0,129 | 0,143 | 0,152 | 0,159 | 0,164 | 0,175 | 0,182 |
T = 0,0432 H0,43 · М0,15 | |||||||||
Для металлических кругов с числом зубьев 200 x 100 | |||||||||
9 | 1,0 | 0,049 | 0,055 | 0,061 | 0,065 | 0,067 | 0,070 | 0,074 | 0,077 |
10 | 2,0 | 0,066 | 0,073 | 0,081 | 0,086 | 0,090 | 0,093 | 0,099 | 0,103 |
11 | 3,0 | 0,077 | 0,086 | 0,096 | 0,101 | 0,106 | 0,109 | 0,116 | 0,121 |
12 | 4,0 | 0,087 | 0,097 | 0,107 | 0,114 | 0,120 | 0,123 | 0,131 | 0,137 |
13 | 5,0 | 0,096 | 0,106 | 0,118 | 0,125 | 0,131 | 0,135 | 0,143 | 0,150 |
14 | 6,0 | 0,103 | 0,114 | 0,127 | 0,135 | 0,141 | 0,145 | 0,155 | 0,161 |
15 | 8,0 | 0,116 | 0,129 | 0,143 | 0,152 | 0,158 | 0,164 | 0,174 | 0,182 |
16 | 10,0 | 0,127 | 0,141 | 0,156 | 0,166 | 0,173 | 0,179 | 0,191 | 0,200 |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,0494 H0,41 · М0,15
Массовое и крупносерийное производство | |||||||||||||
КАРТА 41 | |||||||||||||
Содержание работы | |||||||||||||
Взять отливку, осмотреть, отбросить в тару, на транспортир с сортировкой по наименованиям и разбраковкой исправимого и окончательного брака. | |||||||||||||
N позиции | Масса отливки М, кг, до | ||||||||||||
0,5 | 1 | 2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
Время на отливку, мин. | |||||||||||||
1 | 0,045 | 0,060 | 0,079 | 0,093 | 0,104 | 0,123 | 0,138 | 0,151 | 0,162 | 0,172 | 0,182 | 0,191 | 0,199 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н |
T = 0,06 М0,40
Содержание работы | ||||||||||||
Взять литник, отбросить в тару. | ||||||||||||
N позиции | Масса литника М, кг, до | |||||||||||
1 | 2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
Время на литник, мин. | ||||||||||||
1 | 0,030 | 0,040 | 0,047 | 0,05 3 | 0,063 | 0,071 | 0,078 | 0,084 | 0,087 | 0,092 | 0,099 | 0,103 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м |
T = 0,0303 М0,41
Массовое и крупносерийное производство | ||||||
КАРТА 42 | ||||||
Виды работ | На обслуживание рабочего места | На отдых и личные потребности при работе | ||||
вручную | подъемником | краном | ||||
Масса, кг | ||||||
до 10 | свыше 10 | |||||
Время, % оперативного времени | ||||||
Выбивка форм на выбивных решетках | 2 | 13 | 12 | 11 | ||
Выбивка стержней: | на вибрационных машинах | 2 | 14 | 11 | 10 | |
пневматическим инструментом | 2 | 13 | 12 | |||
на электрогидравлической установке "Искра-22" | 2 | - | 14 | 13 | ||
Отрезка литников и прибылей | газовым пламенем | 3 | 11 | 12 | 7 | 8 |
ленточной пилой | 2 | |||||
Отбивка литников от отливок | 2 | 20 | - | - | ||
Обломка литников на роторной линии | 2 | - | 12 | 11 | ||
Очистка отливок в галтовочных и дробеметных барабанах | 2 | 14 | 13 | 12 | ||
Очистка поверхности отливок в дробеструйных и дробеметных камерах | 2 | 14 | 13 | 12 | ||
Зачистка отливок на наждачных станках (всех типов) и пневматическими шарошками | 2 | 12 | 13 | 13 | 10 | |
Обрубка отливок | 2 | 14 | 13 | 12 | ||
Правка и прошивка отливок на прессах | 2 | 14 | 13 | 12 | ||
Сортировка отливок | 2 | 13 | - | - | ||
Исправление дефектов литья | 2 | 14 | 13 | 12 | ||
Массовое и крупносерийное производство | ||||||||||||
КАРТА 43 | ||||||||||||
Содержание работы | ||||||||||||
1. Взять и включить шлифовальную машину. 2. Зачистить место под разделку. 3. Разделать трещину. 4. Выключить и отложить шлифовальную машину. | ||||||||||||
N позиции | Глубина разделки мм, до | Ширина разделки h, мм, до | Длина разделки l, мм, до | |||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | |||
Время, мин. | ||||||||||||
1 | 5 | 5 | 5,80 | 6,47 | 6,91 | 7,23 | 7,50 | 7,72 | 7,91 | 8,08 | 8,24 | 8,38 |
2 | 10 | 6,52 | 7,28 | 7,77 | 8,14 | 8,43 | 8,68 | 8,90 | 9,09 | 9,27 | 9,42 | |
3 | 15 | 6,98 | 7,80 | 8,33 | 8,72 | 9,04 | 9,30 | 9,54 | 9,74 | 9,93 | 10,10 | |
4 | 20 | 7,33 | 8,19 | 8,74 | 9,16 | 9,49 | 9,77 | 10,02 | 10,23 | 10,43 | 10,60 | |
5 | 25 | 7,62 | 8,51 | 9,08 | 9,51 | 9,86 | 10,15 | 10,40 | 10,63 | 10,83 | 11,01 | |
6 | 10 | 5 | 6,60 | 7,37 | 7,86 | 8,24 | 8,54 | 8,79 | 9,01 | 9,20 | 9,38 | 9,54 |
7 | 10 | 7,42 | 8,29 | 8,85 | 9,27 | 9,60 | 9,89 | 10,13 | 10,35 | 10,55 | 10,73 | |
8 | 15 | 7,95 | 8,89 | 9,48 | 9,93 | 10,29 | 10,59 | 10,86 | 11,09 | 11,30 | 11,50 | |
9 | 20 | 8,35 | 9,33 | 9,96 | 10,43 | 10,80 | 11,12 | 11,40 | 11,65 | 11,87 | 12,07 | |
10 | 25 | 8,67 | 9,69 | 10,34 | 10,83 | 11,22 | 11,56 | 11,84 | 12,10 | 12,33 | 12,54 | |
11 | 15 | 5 | 7,25 | 8,10 | 8,64 | 9,05 | 9,38 | 9,66 | 9,90 | 10,11 | 10,30 | 10,48 |
12 | 10 | 8,16 | 9,11 | 9,72 | 10,18 | 10,55 | 10,86 | 11,14 | 11,38 | 11,59 | 11,79 | |
13 | 15 | 8,74 | 9,76 | 10,42 | 10,91 | 11,30 | 11,64 | 11,93 | 12,19 | 12,42 | 12,63 | |
14 | 20 | 9,18 | 10,25 | 10,94 | 11,46 | 11,87 | 12,22 | 12,53 | 12,80 | 12,04 | 13,26 | |
15 | 25 | 9,53 | 10,65 | 11,36 | 11,90 | 12,33 | 12,69 | 13,01 | 13,29 | 13,55 | 13,78 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T1 = 2,635 h0,17 · l0,16
T2 = 2,999 h0,17 · l0,16
T3 = 3,295 h0,17 · l0,16
Примечание. Нормативы времени рассчитаны на разделку трещин ручной шлифовальной машиной в нормальном положении. При работе в неудобном положении время по карте принимать с коэффициентом 1,2.
Массовое и крупносерийное производство | |||||||
КАРТА 44 | |||||||
Содержание работы | |||||||
1. Подготовка к выплавке (приготовить электроды, каску, рукавицы, держатель, настроить режим сварки). 2. Заправить электрод в держатель, надеть рукавицы, щиток, очки. 3. Выплавить трещины со снятием шлака в процессе выплавки. | |||||||
N позиции | Глубина разделки, мм, до | Ширина разделки h, мм, до | Длина выплавленной трещины, l, мм, до | ||||
100 | 200 | 300 | 400 | 500 | |||
Время, мин. | |||||||
1 | 20 | 15 | 1,24 | 2,49 | 3,73 | 4,98 | 6,23 |
2 | 20 | 1,66 | 3,32 | 4,98 | 6,64 | 8,30 | |
3 | 25 | 2,08 | 4,15 | 6,23 | 8,30 | 10,38 | |
4 | 30 | 2,49 | 4,98 | 7,47 | 9,96 | 12,45 | |
5 | 35 | 2,91 | 5,81 | 8,72 | 11,62 | 14,53 | |
6 | 40 | 3,32 | 6,64 | 9,96 | 13,28 | 16,60 | |
7 | 45 | 3,73 | 7,47 | 11,21 | 14,94 | 18,68 | |
8 | 50 | 4,15 | 8,30 | 12,45 | 16,60 | 20,75 | |
9 | 30 | 15 | 1,87 | 3,73 | 5,60 | 7,47 | 9,34 |
10 | 20 | 2,49 | 4,98 | 7,47 | 9,96 | 12,45 | |
11 | 25 | 3,11 | 6,23 | 9,34 | 12,45 | 15,56 | |
12 | 30 | 3,73 | 7,47 | 11,21 | 14,94 | 18,68 | |
13 | 35 | 4,36 | 8,72 | 13,07 | 17,43 | 21,79 | |
14 | 40 | 4,98 | 9,96 | 14,94 | 19,92 | 24,90 | |
15 | 45 | 5,60 | 11,21 | 16,81 | 22,41 | 28,01 | |
16 | 50 | 6,23 | 12,45 | 18,68 | 24,90 | 31,13 | |
Индекс | а | б | в | г | д | ||
T1 = 0,00083 h l
T2 = 0,001245 h l
Примечание. Нормативы времени рассчитаны на выплавку трещин вручную электродом  8 мм. При работе электродом
8 мм. При работе электродом  6 мм время по карте принимать с коэффициентом 1,2.
6 мм время по карте принимать с коэффициентом 1,2.
Массовое и крупносерийное производство | |||||
КАРТА 45 | |||||
Содержание работы | |||||
1. Подготовка к операции (приготовить электроды, каску, рукавицы, держатель, настроить режим сварки). 2. Восстановить стержень песком, заправить электрод в держатель. 3. Проверить корень разделки, подготовить разделанную поверхность вручную с зачисткой каждого валика электродом. | |||||
N позиции | Суммарная высота двух стенок разделанной трещины после заварки корня h x 2, мм, до | Длина разделанной трещины l, мм, до | |||
200 | 300 | 400 | 500 | ||
Время, мин. | |||||
1 | 30 | - | - | 16,81 | 21,25 |
2 | 40 | - | 17,05 | 23,07 | 29,16 |
3 | 50 | 14,25 | 21,81 | 29,50 | 37,29 |
4 | 60 | 17,40 | 26,65 | 36,05 | 45,56 |
Индекс | а | б | в | г | |
T = 0,000739 h1,1 · l1,05
Массовое и крупносерийное производство | ||||||||||||
КАРТА 46 | ||||||||||||
Содержание работы | ||||||||||||
1. Подготовка к наплавке (подготовить электроды, держатель, маску, рукавицы, настроить режим работы). 2. Заправить электрод в держатель, надеть маску, очки, рукавицы. 3. Наплавить недостающий слой металла с заменой электродов в процессе работы. 4. Положить держатель и зачистить место наплавки от шлака. | ||||||||||||
N позиции | Высота наплавки H, мм, до | Ширина наплавки h, мм, до | Длина наплавки l, мм, до | |||||||||
50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |||
Время, мин. | ||||||||||||
1 | 5 | 25 | 1,45 | 2,89 | 4,34 | 5,78 | 7,23 | 8,68 | 10,12 | 11,57 | 13,02 | 14,46 |
2 | 50 | 2,89 | 5,78 | 8,68 | 11,57 | 14,46 | 17,36 | 20,24 | 23,14 | 26,03 | 28,93 | |
3 | 75 | 4,34 | 8,68 | 13,01 | 17,36 | 21,69 | 26,03 | 30,37 | 34,71 | 39,04 | 43,39 | |
4 | 100 | 5,78 | 11,57 | 17,36 | 23,14 | 28,93 | 34,71 | 40,50 | 46,28 | 52,07 | 57,85 | |
5 | 8 | 25 | 2,01 | 4,01 | 6,02 | 8,03 | 10,04 | 12,04 | 14,05 | 16,06 | 18,07 | 20,07 |
6 | 50 | 4,02 | 8,03 | 12,05 | 16,06 | 20,08 | 24,09 | 28,10 | 32,12 | 36,13 | 40,15 | |
7 | 75 | 6,02 | 12,05 | 18,07 | 24,09 | 30,11 | 36,13 | 42,16 | 48,18 | 54,20 | 60,22 | |
8 | 100 | 8,03 | 16,06 | 24,09 | 32,12 | 40,15 | 48,18 | 56,21 | 64,24 | 72,27 | 80,30 | |
9 | 10 | 25 | 2,37 | 4,74 | 7,11 | 9,47 | 11,84 | 14,21 | 16,58 | 18,95 | 21,32 | 23,69 |
10 | 50 | 4,74 | 9,47 | 14,21 | 18,95 | 23,59 | 28,43 | 33,16 | 37,90 | 42,64 | 47,37 | |
11 | 75 | 7,11 | 14,21 | 21,32 | 28,43 | 35,53 | 42,64 | 49,74 | 56,85 | 63,96 | 71,06 | |
12 | 100 | 9,47 | 18,95 | 28,43 | 37,90 | 47,38 | 56,85 | 66,32 | 75,80 | 85,27 | 94,75 | |
13 | 15 | 25 | 3,30 | 6,61 | 9,91 | 13,22 | 16,52 | 19,83 | 23,13 | 26,44 | 29,74 | 33,05 |
14 | 50 | 6,61 | 13,22 | 19,83 | 26,44 | 33,05 | 39,66 | 46,27 | 52,88 | 59,49 | 66,10 | |
15 | 75 | 9,91 | 19,83 | 29,74 | 39,66 | 49,58 | 59,49 | 69,41 | 79,32 | 89,24 | 99,15 | |
16 | 100 | 13,22 | 26,44 | 39,66 | 52,88 | 66,10 | 79,32 | 92,54 | 105,76 | 118,98 | 132,20 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T1 = 0,001157 h l
T2 = 0,001606 h l
T3 = 0,001895 h l
T4 = 0,002644 h l
Примечание. Нормативы времени рассчитаны на дуговую наплавку вручную электродом  8 мм.
8 мм.
При работе электродом  6 мм время по карте принимать с коэффициентом 1,2.
6 мм время по карте принимать с коэффициентом 1,2.
Массовое и крупносерийное производство | ||||||||||||||||
КАРТА 47 | Лист 1 | |||||||||||||||
Содержание работы | ||||||||||||||||
1. Взять газовую горелку или электродержатель, поднести к отливке. 2. Заварить дефектное место. 3. Отложить газовую горелку или электродержатель. | ||||||||||||||||
I. ОТЛИВКИ ИЗ СТАЛИ | ||||||||||||||||
Газовая горелка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
1 | 2 | 0,19 | 0,26 | 0,31 | 0,36 | 0,39 | 0,43 | 0,47 | 0,54 | 0,60 | 0,65 | 0,70 | 0,74 | 0,78 | 0,82 | 0,90 |
2 | 4 | 0,27 | 0,37 | 0,44 | 0,51 | 0,56 | 0,61 | 0,67 | 0,77 | 0,85 | 0,93 | 1,00 | 1,06 | 1,12 | 1,17 | 1,28 |
3 | 6 | 0,33 | 0,45 | 0,54 | 0,62 | 0,69 | 0,75 | 0,83 | 0,95 | 1,05 | 1,14 | 1,22 | 1,30 | 1,38 | 1,44 | 1,57 |
4 | 8 | 0,38 | 0,52 | 0,63 | 0,72 | 0,80 | 0,87 | 0,96 | 1,10 | 1,22 | 1,32 | 1,42 | 1,51 | 1,59 | 1,67 | 1,82 |
5 | 10 | - | - | 0,71 | 0,81 | 0,89 | 0,97 | 1,08 | 1,23 | 1,36 | 1,48 | 1,59 | 1,69 | 1,78 | 1,87 | 2,04 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,0957 b0,51 · l0,46
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
6 | 5 | 1,41 | 1,79 | 2,07 | 2,29 | 2,47 | 2,64 | 2,78 | 2,92 | 3,04 | 3,15 |
7 | 10 | 2,05 | 2,61 | 3,01 | 3,33 | 3,60 | 3,83 | 4,05 | 4,24 | 4,42 | 4,58 |
8 | 20 | 2,98 | 3,79 | 4,37 | 4,84 | 5,23 | 5,57 | 5,88 | 6,17 | 6,42 | 6,66 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,2638 b0,54 · l0,35
Электродуговая сварка
Раковины
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
9 | 2 | 0,08 | 0,13 | 0,17 | 0,21 | 0,24 | 0,27 | 0,31 | 0,38 | 0,44 | 0,49 | 0,55 | 0,59 | 0,64 | 0,69 | 0,77 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
ЗАВАРКА ДЕФЕКТОВ | Массовое и крупносерийное производство | |||||||||||||||
КАРТА 47 | Лист 2 | |||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
10 | 4 | 0,10 | 0,16 | 0,22 | 0,26 | 0,30 | 0,34 | 0,39 | 0,40 | 0,54 | 0,61 | 0,68 | 0,74 | 0,80 | 0,85 | 0,96 |
11 | 6 | 0,12 | 0,19 | 0,24 | 0,29 | 0,34 | 0,38 | 0,44 | 0,53 | 0,62 | 0,59 | 0,77 | 0,84 | 0,90 | 0,97 | 1,09 |
12 | 8 | 0,13 | 0,21 | 0,27 | 0,32 | 0,37 | 0,42 | 0,48 | 0,58 | 0,67 | 0,76 | 0,84 | 0,91 | 0,99 | 1,06 | 1,19 |
13 | 10 | - | - | 0,28 | 0,34 | 0,40 | 0,45 | 0,52 | 0,62 | 0,72 | 0,81 | 0,90 | 0,98 | 1,06 | 1,13 | 1,27 |
14 | 15 | - | - | - | 0,39 | 0,45 | 0,51 | 0,59 | 0,71 | 0,82 | 0,92 | 1,02 | 1,11 | 1,20 | 1,28 | 1,45 |
15 | 20 | - | - | - | 0,43 | 0,49 | 0,56 | 0,64 | 0,77 | 0,89 | 1,01 | 1,11 | 1,21 | 1,31 | 1,40 | 1,58 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,0436 b0,31 · l0,65
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
16 | 5 | 0,79 | 0,99 | 1,13 | 1,24 | 1,33 | 1,41 | 1,48 | 1,55 | 1,60 | 1,66 |
17 | 10 | 1,15 | 1,44 | 1,64 | 1,80 | 1,93 | 2,05 | 2,15 | 2,25 | 2,33 | 2,41 |
18 | 20 | 1,68 | 2,10 | 2,39 | 2,62 | 2,81 | 2,98 | 3,12 | 3,27 | 3,39 | 3,51 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,1594 b0,54 · l0,32
ЗАВАРКА ДЕФЕКТОВ | Массовое и крупносерийное производство | |||||||||||||||
КАРТА 47 | Лист 3 | |||||||||||||||
II. ОТЛИВКИ ИЗ ЧУГУНА | ||||||||||||||||
Газовая сварка (без предварительного нагрева) | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
19 | 2 | 0,36 | 0,47 | 0,55 | 0,62 | 0,68 | 0,73 | 0,80 | 0,90 | 0,98 | 1,06 | 1,13 | 1,19 | 1,24 | 1,30 | 1,39 |
20 | 4 | 0,49 | 0,64 | 0,76 | 0,85 | 0,93 | 1,00 | 1,10 | 1,23 | 1,34 | 1,44 | 1,54 | 1,62 | 1,70 | 1,77 | 1,91 |
21 | 6 | 0,59 | 0,77 | 0,91 | 1,02 | 1,12 | 1,20 | 1,31 | 1,47 | 1,61 | 1,73 | 1,84 | 1,95 | 2,04 | 2,13 | 2,29 |
22 | 8 | 0,67 | 0,88 | 1,04 | 1,16 | 1,27 | 1,37 | 1,50 | 1,68 | 1,84 | 1,97 | 2,10 | 2,21 | 2,32 | 2,42 | 2,60 |
23 | 10 | - | - | 1,15 | 1,29 | 1,41 | 1,51 | 1,65 | 1,86 | 2,03 | 2,18 | 2,32 | 2,45 | 2,57 | 2,68 | 2,88 |
24 | 15 | - | - | - | 1,54 | 1,69 | 1,82 | 1,98 | 2,23 | 2,43 | 2,62 | 2,79 | 2,94 | 3,08 | 3,21 | 3,45 |
25 | 20 | - | - | - | 1,76 | 1,92 | 2,07 | 2,26 | 2,53 | 2,77 | 2,98 | 3,17 | 3,34 | 3,50 | 3,66 | 3,93 |
26 | 25 | - | - | - | 1,94 | 2,12 | 2,28 | 2,50 | 2,80 | 3,06 | 3,30 | 3,51 | 3,70 | 3,88 | 4,04 | 4,35 |
T = 0,1986 b0,45 · l0,40
Газовая сварка (после предварительного нагрева)
Раковины
27 | 2 | 0,15 | 0,20 | 0,23 | 0,27 | 0,29 | 0,32 | 0,35 | 0,40 | 0,44 | 0,48 | 0,51 | 0,54 | 0,57 | 0,60 | 0,65 |
28 | 4 | 0,21 | 0,28 | 0,34 | 0,38 | 0,42 | 0,45 | 0,50 | 0,57 | 0,63 | 0,68 | 0,73 | 0,77 | 0,81 | 0,85 | 0,92 |
29 | 6 | 0,25 | 0,35 | 0,41 | 0,47 | 0,52 | 0,56 | 0,62 | 0,70 | 0,77 | 0,84 | 0,90 | 0,95 | 1,00 | 1,05 | 1,16 |
30 | 8 | 0,29 | 0,40 | 0,48 | 0,54 | 0,60 | 0,65 | 0,71 | 0,81 | 0,89 | 0,97 | 1,04 | 1,10 | 1,16 | 1,21 | 1,31 |
31 | 10 | - | - | 0,54 | 0,61 | 0,67 | 0,72 | 0,80 | 0,91 | 1,00 | 1,09 | 1,16 | 1,23 | 1,30 | 1,36 | 1,47 |
32 | 15 | - | - | 0,66 | 0,75 | 0,82 | 0,89 | 0,98 | 1,11 | 1,23 | 1,33 | 1,43 | 1,52 | 1,60 | 1,67 | 1,81 |
33 | 20 | - | - | 0,76 | 0,86 | 0,95 | 1,03 | 1,14 | 1,29 | 1,43 | 1,55 | 1,65 | 1,75 | 1,85 | 1,94 | 2,10 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,0751 b0,51 · l0,44
Газовая сварка (после предварительного нагрева)
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | ||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | 160 | ||
Время на дефект, мин. | ||||||||||||||
34 | 5 | 0,96 | 1,24 | 1,43 | 1,58 | 1,72 | 1,83 | 1,94 | 2,03 | 2,12 | 2,20 | 2,35 | 2,49 | 2,61 |
35 | 10 | 1,36 | 1,75 | 2,02 | 2,24 | 2,43 | 2,60 | 2,74 | 2,88 | 3,00 | 3,12 | 3,33 | 3,52 | 3,69 |
36 | 20 | 1,93 | 2,47 | 2,86 | 3,17 | 3,44 | 3,67 | 3,88 | 4,07 | 4,25 | 4,41 | 4,71 | 4,98 | 5,22 |
37 | 25 | 2,15 | 2,76 | 3,20 | 3,55 | 3,84 | 4,10 | 4,34 | 4,55 | 4,75 | 4,93 | 5,27 | 5,57 | 5,84 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,1879 b0,5 · l0,36
ЗАВАРКА ДЕФЕКТОВ | Массовое и крупносерийное производство | |||||||||||||||
КАРТА 47 | Лист 4 | |||||||||||||||
Электродуговая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольший) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
38 | 2 | 0,10 | 0,16 | 0,21 | 0,25 | 0,30 | 0,33 | 0,38 | 0,47 | 0,54 | 0,61 | 0,67 | 0,74 | 0,80 | 0,85 | 0,96 |
39 | 4 | 0,13 | 0,20 | 0,26 | 0,31 | 0,36 | 0,41 | 0,48 | 0,58 | 0,67 | 0,75 | 0,84 | 0,91 | 0,99 | 1,06 | 1,19 |
40 | 6 | 0,14 | 0,23 | 0,30 | 0,36 | 0,41 | 0,47 | 0,54 | 0,65 | 0,76 | 0,85 | 0,95 | 1,03 | 1,12 | 1,20 | 1,35 |
41 | 8 | 0,16 | 0,25 | 0,32 | 0,39 | 0,45 | 0,51 | 0,59 | 0,72 | 0,83 | 0,94 | 1,04 | 1,13 | 1,22 | 1,31 | 1,48 |
42 | 10 | - | - | 0,35 | 0,42 | 0,48 | 0,55 | 0,63 | 0,77 | 0,89 | 1,00 | 1,11 | 1,21 | 1,31 | 1,40 | 1,58 |
43 | 15 | - | - | - | 0,48 | 0,55 | 0,62 | 0,72 | 0,87 | 1,01 | 1,14 | 1,26 | 1,37 | 1,48 | 1,59 | 1,80 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,052 b0,31 · l0,66
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | ||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | 160 | ||
Время на дефект, мин. | ||||||||||||||
44 | 5 | 0,86 | 1,10 | 1,28 | 1,42 | 1,54 | 1,64 | 1,73 | 1,82 | 1,90 | 1,97 | 2,10 | 2,22 | 2,33 |
45 | 10 | 1,22 | 1,56 | 1,81 | 2,00 | 2,17 | 2,32 | 2,45 | 2,57 | 2,68 | 2,79 | 2,98 | 3,15 | 3,30 |
46 | 20 | 1,72 | 2,21 | 2,56 | 2,83 | 3,07 | 3,28 | 3,47 | 3,64 | 3,80 | 3,94 | 4,21 | 4,45 | 4,67 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,1679 b0,50 · l0,36
ЗАВАРКА ДЕФЕКТОВ | Массовое и крупносерийное производство | |||||||||||||||
КАРТА 47 | Лист 5 | |||||||||||||||
III. ОТЛИВКИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | ||||||||||||||||
Газовая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
47 | 2 | 0,33 | 0,43 | 0,50 | 0,56 | 0,61 | 0,66 | 0,72 | 0,80 | 0,88 | 0,94 | 1,00 | 1,05 | 1,10 | 1,15 | 1,23 |
48 | 4 | 0,45 | 0,59 | 0,69 | 0,77 | 0,84 | 0,91 | 0,99 | 1,11 | 1,21 | 1,30 | 1,38 | 1,45 | 1,52 | 1,58 | 1,70 |
49 | 6 | 0,54 | 0,71 | 0,83 | 0,93 | 1,02 | 1,09 | 1,19 | 1,33 | 1,45 | 1,56 | 1,66 | 1,75 | 1,83 | 1,90 | 2,05 |
50 | 8 | 0,62 | 0,81 | 0,95 | 1,06 | 1,16 | 1,25 | 1,36 | 1,52 | 1,66 | 1,78 | 1,89 | 1,99 | 2,09 | 2,18 | 2,33 |
51 | 10 | - | - | 1,05 | 1,18 | 1,29 | 1,38 | 1,51 | 1,68 | 1,84 | 1,97 | 2,10 | 2,21 | 2,31 | 2,41 | 2,59 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,1817 b0,46 · l0,39
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
52 | 5 | 1,07 | 1,34 | 1,53 | 1,68 | 1,80 | 1,91 | 2,00 | 2,09 | 2,17 | 2,25 |
53 | 10 | 1,56 | 1,95 | 2,22 | 2,44 | 2,61 | 2,77 | 2,91 | 3,04 | 3,16 | 3,26 |
54 | 20 | 2,27 | 2,84 | 3,23 | 3,54 | 3,80 | 4,03 | 4,24 | 4,42 | 4,59 | 4,75 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,2157 b0,54 · l0,32
ЗАВАРКА ДЕФЕКТОВ | Массовое и крупносерийное производство | |||||||||||||||
КАРТА 47 | Лист 6 | |||||||||||||||
Электродуговая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
55 | 2 | 0,13 | 0,21 | 0,27 | 0,33 | 0,38 | 0,42 | 0,49 | 0,59 | 0,68 | 0,77 | 0,85 | 0,92 | 1,00 | 1,07 | 1,20 |
56 | 4 | 0,16 | 0,26 | 0,33 | 0,40 | 0,46 | 0,52 | 0,61 | 0,73 | 0,84 | 0,95 | 1,05 | 1,15 | 1,24 | 1,32 | 1,49 |
57 | 6 | 0,19 | 0,29 | 0,38 | 0,46 | 0,53 | 0,59 | 0,69 | 0,83 | 0,96 | 1,08 | 1,19 | 1,30 | 1,40 | 1,50 | 1,69 |
58 | 8 | 0,20 | 0,32 | 0,41 | 0,50 | 0,58 | 0,65 | 0,75 | 0,91 | 1,05 | 1,18 | 1,30 | 1,42 | 1,53 | 1,64 | 1,85 |
59 | 10 | - | - | 0,44 | 0,54 | 0,62 | 0,70 | 0,80 | 0,97 | 1,12 | 1,26 | 1,40 | 1,52 | 1,64 | 1,76 | 1,98 |
60 | 15 | - | - | - | 0,61 | 0,70 | 0,79 | 0,91 | 1,10 | 1,27 | 1,43 | 1,58 | 1,73 | 1,86 | 2,00 | 2,25 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,0678 b0,31 · l0,65
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
61 | 5 | 0,96 | 1,20 | 1,37 | 1,50 | 1,61 | 1,70 | 1,79 | 1,87 | 1,94 | 2,01 |
62 | 10 | 1,43 | 1,79 | 2,03 | 2,23 | 2,40 | 2,54 | 2,67 | 2,78 | 2,89 | 2,99 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,1928 b0,54 · l0,32
Примечания: 1. Время на подачу отливки к месту обработки и от места обработки принимать по карте 7, время на кантовку - по карте 15.
2. Количество дефектов по каждой отливке определяется как среднестатистическая величина по данным предприятий.
Среднесерийное производство | ||||||||||||
КАРТА 48 | Лист 1 | |||||||||||
Содержание работы | ||||||||||||
1. Сбить молотком литниковые, выпорные чаши (коробки) с формы, выбить смесь из них, отнести коробки и положить на место. 2. Подать подъемником или краном залитую форму на выбивную решетку. 3. Выбить форму на решетке. 4. Отбить литники и выпоры (у отливок из чугуна). 5. Снять отливки и опоки с выбивной решетки, переместить и положить на место. | ||||||||||||
Формовка всырую | ||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
Отливки из чугуна | ||||||||||||
1 | 0,10 | 0,545 | 0,610 | 0,670 | 0,777 | - | - | - | - | - | - | - |
2 | 0,12 | 0,623 | 0,697 | 0,765 | 0,887 | - | - | - | - | - | - | - |
3 | 0,16 | 0,766 | 0,858 | 0,942 | 1,091 | 1,224 | - | - | - | - | - | - |
4 | 0,20 | 0,901 | 1,009 | 1,107 | 1,284 | 1,437 | 1,558 | - | - | - | - | - |
5 | 0,25 | 1,056 | 1,183 | 1,298 | 1,504 | 1,684 | 1,850 | - | - | - | - | - |
6 | 0,30 | 1,205 | 1,350 | 1,481 | 1,717 | 1,922 | 2,111 | - | - | - | - | - |
7 | 0,35 | 1,348 | 1,511 | 1,658 | 1,921 | 2,151 | 2,363 | - | - | - | - | - |
8 | 0,40 | 1,483 | 1,662 | 1,824 | 2,113 | 2,366 | 2,599 | - | - | - | - | - |
9 | 0,50 | 1,741 | 1,951 | 2,141 | 2,481 | 2,778 | 3,051 | - | - | - | - | - |
10 | 0,60 | 1,985 | 2,224 | 2,441 | 2,829 | 3,167 | 3,479 | 4,024 | - | - | - | - |
11 | 0,80 | 2,441 | 2,735 | 3,002 | 3,479 | 3,895 | 4,278 | 4,949 | 5,548 | - | - | - |
12 | 1,00 | 2,869 | 3,214 | 3,527 | 4,088 | 4,577 | 5,027 | 5,816 | 6,520 | 7,152 | - | - |
13 | 1,20 | 3,270 | 3,660 | 4,021 | 4,660 | 5,218 | 5,731 | 6,632 | 7,433 | 8,154 | - | - |
14 | 1,60 | 4,022 | 4,506 | 4,945 | 5,731 | 6,417 | 7,048 | 8,154 | 9,141 | 10,028 | 11,620 | 13,170 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВИБРАЦИОННОЙ РЕШЕТКЕ | Среднесерийное производство | |||||||||||
КАРТА 48 | Лист 2 | |||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
15 | 2,00 | - | - | - | 6,733 | 7,538 | 8,279 | 9,579 | 10,738 | 11,780 | 13,650 | 15,290 |
16 | 2,50 | - | - | - | 7,902 | 8,852 | 9,722 | 11,248 | 12,610 | 13,833 | 16,030 | 17,960 |
17 | 3,00 | - | - | - | 9,018 | 10,097 | 11,089 | 12,830 | 14,383 | 15,778 | 18,280 | 20,480 |
18 | 3,50 | - | - | - | - | 11,278 | 12,386 | 14,330 | 16,065 | 17,624 | 20,420 | 22,880 |
19 | 4,00 | - | - | - | - | 12,420 | 13,640 | 15,780 | 17,690 | 19,400 | 22,480 | 25,190 |
20 | 5,00 | - | - | - | - | 14,580 | 16,020 | 18,530 | 20,770 | 22,790 | 26,400 | 29,580 |
21 | 6,00 | - | - | - | - | 16,630 | 18,260 | 21,130 | 23,690 | 25,980 | 30,110 | 33,730 |
22 | 8,00 | - | - | - | - | - | 22,460 | 26,140 | 29,140 | 31,960 | 37,030 | 41,740 |
23 | 10,00 | - | - | - | - | - | 26,380 | 30,550 | 34,220 | 37,540 | 43,490 | 48,720 |
24 | 12,00 | - | - | - | - | - | 30,080 | 34,690 | 39,010 | 42,800 | 49,590 | 55,560 |
25 | 16,00 | - | - | - | - | - | 37,000 | 42,810 | 47,990 | 52,650 | 61,000 | 68,340 |
T = 6,52 S0,72 · H0,51 | ||||||||||||
Отливки из стали и медных сплавов | ||||||||||||
26 | 0,10 | 0,604 | 0,674 | 0,740 | 0,858 | - | - | - | - | - | - | - |
27 | 0,12 | 0,688 | 0,770 | 0,845 | 0,979 | - | - | - | - | - | - | - |
28 | 0,16 | 0,846 | 0,947 | 1,043 | 1,205 | 1,349 | - | - | - | - | - | - |
29 | 0,20 | 0,995 | 1,114 | 1,222 | 1,418 | 1,587 | 1,72 | - | - | - | - | - |
30 | 0,25 | 1,166 | 1,306 | 1,433 | 1,661 | 1,860 | 2,04 | - | - | - | - | - |
31 | 0,30 | 1,335 | 1,491 | 1,635 | 1,896 | 2,122 | 2,31 | - | - | - | - | - |
32 | 0,35 | 1,489 | 1,668 | 1,831 | 2,121 | 2,375 | 2,61 | - | - | - | - | - |
33 | 0,40 | 1,638 | 1,835 | 2,014 | 2,333 | 2,612 | 2,87 | - | - | - | - | - |
34 | 0,50 | 1,922 | 2,154 | 2,364 | 2,740 | 3,068 | 3,37 | - | - | - | - | - |
35 | 0,60 | 2,192 | 2,456 | 2,695 | 3,124 | 3,497 | 3,84 | 4,44 | - | - | - | - |
36 | 0,80 | 2,695 | 3,020 | 3,315 | 3,842 | 4,301 | 4,72 | 5,47 | 6,13 | - | - | - |
37 | 1,00 | 3,158 | 3,549 | 3,895 | 4,514 | 5,054 | 5,55 | 6,42 | 7,20 | 7,90 | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВИБРАЦИОННОЙ РЕШЕТКЕ | Среднесерийное производство | |||||||||||
КАРТА 48 | Лист 3 | |||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
38 | 1,20 | 3,611 | 4,042 | 4,440 | 5,146 | 5,762 | 6,33 | 7,32 | 8,21 | 9,00 | - | - |
39 | 1,60 | 4,441 | 4,976 | 5,461 | 6,329 | 7,086 | 7,78 | 9,00 | 10,09 | 11,07 | 12,83 | 14,54 |
40 | 2,00 | - | - | - | 7,435 | 8,324 | 9,14 | 10,58 | 11,86 | 13,01 | 15,12 | 16,83 |
41 | 2,50 | - | - | - | 8,726 | 9,775 | 10,74 | 12,42 | 13,93 | 15,27 | 17,70 | 19,83 |
42 | 3,00 | - | - | - | 9,958 | 11,160 | 12,24 | 14,17 | 15,88 | 17,42 | 20,19 | 22,59 |
43 | 3,50 | - | - | - | - | 12,454 | 13,68 | 15,82 | 17,74 | 19,46 | 22,55 | 25,27 |
44 | 4,00 | - | - | - | - | 13,713 | 15,06 | 17,46 | 19,53 | 21,42 | 24,82 | 27,82 |
45 | 5,00 | - | - | - | - | 16,101 | 17,69 | 20,46 | 22,94 | 25,17 | 29,15 | 32,67 |
46 | 6,00 | - | - | - | - | 18,360 | 20,16 | 23,33 | 26,16 | 28,69 | 33,25 | 37,25 |
47 | 8,00 | - | - | - | - | - | 24,80 | 28,77 | 32,27 | 35,30 | 40,82 | 45,81 |
48 | 10,0 | - | - | - | - | - | 29,13 | 33,74 | 37,79 | 41,45 | 48,06 | 53,80 |
49 | 12,0 | - | - | - | - | - | 33,22 | 38,31 | 43,08 | 47,26 | 54,76 | 61,35 |
50 | 16,0 | - | - | - | - | - | 40,86 | 47,27 | 52,99 | 58,14 | 67,32 | 75,47 |
T = 7,2 S0,72 · H0,51 | ||||||||||||
Отливки из алюминиевых и магниевых сплавов | ||||||||||||
51 | 0,10 | 0,438 | 0,489 | 0,536 | 0,622 | - | - | - | - | - | - | - |
52 | 0,12 | 0,499 | 0,558 | 0,613 | 0,710 | - | - | - | - | - | - | - |
53 | 0,16 | 0,613 | 0,686 | 0,756 | 0,874 | 0,978 | - | - | - | - | - | - |
54 | 0,20 | 0,721 | 0,808 | 0,886 | 1,028 | 1,150 | 1,267 | - | - | - | - | - |
55 | 0,25 | 0,845 | 0,942 | 1,039 | 1,204 | 1,363 | 1,479 | - | - | - | - | - |
56 | 0,30 | 0,968 | 1,081 | 1,185 | 1,374 | 1,538 | 1,675 | - | - | - | - | - |
57 | 0,35 | 1,079 | 1,209 | 1,327 | 1,538 | 1,712 | 1,892 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВИБРАЦИОННОЙ РЕШЕТКЕ | Среднесерийное производство | |||||||||||
КАРТА 48 | Лист 4 | |||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
58 | 0,40 | 1,188 | 1,330 | 1,460 | 1,691 | 1,894 | 2,081 | - | - | - | - | - |
59 | 0,50 | 1,393 | 1,562 | 1,714 | 1,986 | 2,224 | 2,443 | - | - | - | - | - |
60 | 0,60 | 1,589 | 1,780 | 1,954 | 2,265 | 2,535 | 2,784 | 3,219 | - | - | - | - |
61 | 0,80 | 1,954 | 2,189 | 2,403 | 2,785 | 3,118 | 3,422 | 3,966 | 4,444 | - | - | - |
62 | 1,00 | 2,290 | 2,571 | 2,824 | 3,273 | 3,664 | 4,024 | 4,651 | 5,220 | 5,727 | - | - |
63 | 1,20 | 2,618 | 2,930 | 3,212 | 3,731 | 4,177 | 4,589 | 5,307 | 5,952 | 6,525 | - | - |
64 | 1,60 | 3,220 | 3,607 | 3,959 | 4,588 | 5,137 | 5,640 | 6,525 | 7,315 | 8,026 | 9,30 | 10,54 |
65 | 2,00 | - | - | - | 5,390 | 6,035 | 6,626 | 7,670 | 8,598 | 9,432 | 10,96 | 12,22 |
66 | 2,50 | - | - | - | 6,326 | 7,087 | 7,786 | 9,004 | 10,099 | 11,071 | 12,83 | 14,38 |
67 | 3,00 | - | - | - | 7,219 | 8,081 | 8,874 | 10,273 | 11,513 | 12,629 | 14,64 | 16,38 |
68 | 3,50 | - | - | - | - | 9,029 | 9,918 | 11,514 | 12,861 | 14,108 | 16,35 | 18,32 |
69 | 4,00 | - | - | - | - | 9,942 | 10,918 | 12,658 | 14,159 | 15,529 | 17,99 | 20,17 |
70 | 5,00 | - | - | - | - | 11,673 | 12,825 | 14,833 | 16,631 | 18,248 | 21,14 | 23,68 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T= 5,22 S0,72 · H0,51
Примечания: 1. Время в карте рассчитано на выбивку форм, изготовленных всырую.
2. При выбивке форм, изготовленных всухую, время по карте принимать с коэффициентом 1,1.
3. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
4. При одновременной выбивке нескольких форм время на каждую последующую форму свыше одной принимать по карте с коэффициентом 0,4.
5. Время в карте рассчитано на выбивку форм, изготовленных из песчано-глинистых смесей.
6. При выбивке форм, изготовленных из жидкосамотвердеющих или быстротвердеющих смесей на жидком стекле, время по карте принимать с коэффициентом 1,15.
Среднесерийное производство | |||||||||||||
КАРТА 49 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Сбить молотком литниковые, выпорные чаши (коробки) с формы, выбить смесь из них, отнести коробки и положить их на место. 2. Раскрепить и раскрыть форму вручную или краном, подъемником. 3. Вынуть отливку из формы (вручную, краном, подъемником), обломать литники и выпоры, переместить отливку и положить на место. 4. Выбить смесь из опок. 5. Переместить опоки и сложить в стопы. | |||||||||||||
Формовка всырую | |||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | |||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | ||
Время на форму, мин. | |||||||||||||
Отливки из чугуна | |||||||||||||
1 | 0,10 | 0,786 | 0,945 | 1,095 | - | - | - | - | - | - | - | - | - |
2 | 0,12 | 0,898 | 1,080 | 1,251 | - | - | - | - | - | - | - | - | - |
3 | 0,16 | 1,105 | 1,328 | 1,540 | 1,953 | - | - | - | - | - | - | - | - |
4 | 0,20 | 1,299 | 1,562 | 1,810 | 2,297 | 2,754 | - | - | - | - | - | - | - |
5 | 0,25 | 1,523 | 1,831 | 2,122 | 2,692 | 3,228 | - | - | - | - | - | - | - |
6 | 0,30 | 1,745 | 2,090 | 2,422 | 3,073 | 3,685 | - | - | - | - | - | - | - |
7 | 0,35 | 1,945 | 2,338 | 2,710 | 3,446 | 4,123 | - | - | - | - | - | - | - |
8 | 0,40 | 2,140 | 2,572 | 2,981 | 3,782 | 4,536 | 5,273 | - | - | - | - | - | - |
9 | 0,50 | 2,512 | 3,020 | 3,500 | 4,441 | 5,325 | 6,191 | - | - | - | - | - | - |
10 | 0,60 | 2,864 | 3,443 | 3,990 | 5,063 | 6,071 | 7,141 | - | - | - | - | - | - |
11 | 0,80 | 3,522 | 4,234 | 4,907 | 6,226 | 7,465 | 8,679 | 10,987 | 13,190 | - | - | - | - |
12 | 1,00 | - | 4,975 | 5,766 | 7,316 | 8,773 | 10,199 | 12,911 | 15,500 | - | - | - | - |
13 | 1,20 | - | 5,672 | 6,573 | 8,340 | 10,001 | 11,627 | 14,719 | 17,670 | - | - | - | - |
14 | 1,60 | - | - | 8,073 | 10,244 | 12,284 | 14,281 | 18,079 | 21,703 | 25,20 | 31,90 | 38,31 | - |
15 | 2,00 | - | - | - | 12,049 | 14,449 | 16,800 | 21,265 | 25,530 | 29,64 | 37,53 | 45,06 | - |
16 | 2,50 | - | - | - | 14,149 | 16,969 | 19,727 | 24,971 | 29,980 | 34,81 | 44,07 | 52,91 | - |
17 | 3,00 | - | - | - | - | 19,353 | 22,499 | 28,483 | 34,193 | 39,70 | 50,26 | 60,35 | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ВЫБИВКА ФОРМ НА ПЛАЦУ | Среднесерийное производство | ||||||||||||
КАРТА 49 | Лист 2 | ||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | |||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | ||
Время на форму, мин. | |||||||||||||
18 | 3,5 | - | - | - | - | 21,62 | 25,13 | 31,81 | 38,19 | 44,34 | 56,14 | 67,41 | - |
19 | 4,0 | - | - | - | - | 23,80 | 27,67 | 35,03 | 42,05 | 48,82 | 61,81 | 74,22 | - |
20 | 5,0 | - | - | - | - | 27,95 | 32,49 | 41,14 | 49,38 | 57,38 | 72,59 | 87,16 | - |
21 | 6,0 | - | - | - | - | - | 37,05 | 46,91 | 56,31 | 65,37 | 82,77 | 99,39 | - |
22 | 8,0 | - | - | - | - | - | 45,58 | 57,70 | 69,27 | 80,42 | 101,83 | 122,26 | 146,85 |
23 | 10,0 | - | - | - | - | - | 53,52 | 67,76 | 81,34 | 94,44 | 119,57 | 143,57 | 172,45 |
24 | 12,0 | - | - | - | - | - | 61,03 | 77,26 | 92,75 | 107,68 | 136,34 | 163,70 | 196,63 |
25 | 16,0 | - | - | - | - | - | 75,07 | 95,04 | 114,09 | 132,46 | 167,71 | 201,37 | 241,87 |
26 | 20,0 | - | - | - | - | - | 88,16 | 111,60 | 133,98 | 155,55 | 196,95 | 236,48 | 284,04 |
27 | 25,0 | - | - | - | - | - | 103,53 | 131,06 | 157,34 | 182,67 | 231,28 | 277,70 | 334,32 |
28 | 30,0 | - | - | - | - | - | 118,05 | 149,45 | 179,41 | 208,29 | 263,73 | 316,66 | 380,35 |
29 | 35,0 | - | - | - | - | - | 131,94 | 167,03 | 200,52 | 232,80 | 294,75 | 353,92 | 425,16 |
30 | 40,0 | - | - | - | - | 145,22 | 183,84 | 220,70 | 256,23 | 322,43 | 389,53 | 467,88 | |
T = 15,5 S0,72 · H0,82 | |||||||||||||
Отливки из стали медных сплавов | |||||||||||||
31 | 0,10 | 0,862 | 1,036 | 1,20 | - | - | - | - | - | - | - | - | - |
32 | 0,12 | 0,985 | 1,184 | 1,37 | - | - | - | - | - | - | - | - | - |
33 | 0,16 | 1,212 | 1,456 | 1,69 | 2,14 | - | - | - | - | - | - | - | - |
34 | 0,20 | 1,425 | 1,713 | 1,99 | 2,52 | 3,02 | - | - | - | - | - | - | - |
35 | 0,25 | 1,670 | 2,008 | 2,33 | 2,95 | 3,54 | - | - | - | - | - | - | - |
36 | 0,30 | 1,914 | 2,292 | 2,66 | 3,37 | 4,04 | - | - | - | - | - | - | - |
37 | 0,35 | 2,133 | 2,564 | 2,97 | 3,78 | 4,52 | - | - | - | - | - | - | - |
38 | 0,40 | 2,347 | 2,821 | 3,27 | 4,15 | 4,97 | 5,78 | - | - | - | - | - | - |
39 | 0,50 | 2,755 | 3,312 | 3,84 | 4,87 | 5,84 | 6,79 | - | - | - | - | - | - |
40 | 0,60 | 3,141 | 3,776 | 4,38 | 5,55 | 6,66 | 7,83 | - | - | - | - | - | - |
41 | 0,80 | 3,863 | 4,644 | 5,38 | 6,83 | 8,19 | 9,52 | 12,05 | 14,47 | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ВЫБИВКА ФОРМ НА ПЛАЦУ | Среднесерийное производство | ||||||||||||
КАРТА 49 | Лист 3 | ||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | |||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | ||
Время на форму, мин. | |||||||||||||
42 | 1,0 | - | 5,456 | 6,32 | 8,02 | 9,62 | 11,19 | 14,16 | 17,00 | - | - | - | - |
43 | 1,2 | - | 6,221 | 7,21 | 9,15 | 10,97 | 12,75 | 16,14 | 19,38 | 22,52 | - | - | - |
44 | 1,6 | - | - | 8,85 | 11,24 | 13,47 | 15,66 | 19,83 | 23,80 | 27,64 | 34,99 | 42,02 | - |
45 | 2,0 | - | - | - | 13,21 | 15,85 | 18,43 | 23,32 | 28,00 | 32,51 | 41,16 | 49,42 | - |
46 | 2,5 | - | - | - | 15,52 | 18,61 | 21,64 | 27,39 | 32,89 | 38,19 | 48,33 | 58,03 | - |
47 | 3,0 | - | - | - | - | 21,23 | 24,68 | 31,24 | 37,50 | 43,54 | 55,12 | 66,19 | - |
48 | 3,5 | - | - | - | - | 23,71 | 27,56 | 34,89 | 41,89 | 48,63 | 61,57 | 73,93 | - |
49 | 4,0 | - | - | - | - | 26,10 | 30,35 | 38,42 | 46,12 | - 53,54 | 67,79 | 81,40 | - |
50 | 5,0 | - | - | - | - | 30,65 | 35,63 | 45,12 | 54,16 | 62,93 | 79,61 | 95,59 | - |
51 | 6,0 | - | - | - | - | - | 40,64 | 51,44 | 61,76 | 71,70 | 90,78 | 109,25 | - |
52 | 8,0 | - | - | - | - | - | 50,00 | 63,28 | 75,97 | 88,20 | 111,68 | 134,09 | 161,10 |
53 | 10,0 | - | - | - | - | - | 58,70 | 74,32 | 89,10 | 103,58 | 131,14 | 157,46 | 189,10 |
54 | 12,0 | - | - | - | - | - | 66,94 | 84,74 | 101,72 | 118,10 | 149,53 | 179,54 | 215,70 |
55 | 16,0 | - | - | - | - | - | - | 104,24 | 125,13 | 145,28 | 183,94 | 220,86 | 265,30 |
56 | 20,0 | - | - | - | - | - | - | 122,40 | 146,95 | 170,60 | 216,00 | 259,39 | 311,50 |
T = 17,0 S0,72 · H0,82 | |||||||||||||
Отливки из алюминиевых и магниевых сплавов | |||||||||||||
57 | 0,10 | 0,626 | 0,753 | 0,872 | - | - | - | - | - | - | - | - | - |
58 | 0,12 | 0,715 | 0,860 | 0,997 | - | - | - | - | - | - | - | - | - |
59 | 0,16 | 0,880 | 1,058 | 1,227 | 1,556 | - | - | - | - | - | - | - | - |
60 | 0,20 | 1,035 | 1,245 | 1,442 | 1,830 | 2,19 | - | - | - | - | - | - | - |
61 | 0,25 | 1,213 | 1,459 | 1,691 | 2,145 | 2,57 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ВЫБИВКА ФОРМ НА ПЛАЦУ | Среднесерийное производство | |||||||||||
КАРТА 49 | Лист 4 | |||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
62 | 0,30 | 1,390 | 1,665 | 1,930 | 2,448 | 2,94 | - | - | - | - | - | - |
63 | 0,35 | 1,550 | 1,863 | 2,159 | 2,746 | 3,29 | - | - | - | - | - | - |
64 | 0,40 | 1,705 | 2,049 | 2,375 | 3,013 | 3,61 | 4,20 | - | - | - | - | - |
65 | 0,50 | 2,001 | 2,406 | 2,789 | 3,538 | 4,24 | 4,93 | - | - | - | - | - |
66 | 0,60 | 2,282 | 2,743 | 3,179 | 4,034 | 4,84 | 5,69 | - | - | - | - | - |
67 | 0,80 | 2,806 | 3,373 | 3,910 | 4,961 | 5,95 | 6,91 | 8,75 | 10,51 | - | - | - |
68 | 1,00 | - | 3,964 | 4,594 | 5,829 | 6,99 | 8,13 | 10,29 | 12,35 | - | - | - |
69 | 1,20 | - | 4,519 | 5,237 | 6,645 | 9,97 | 9,26 | 11,73 | 14,08 | - | - | - |
70 | 1,60 | - | - | 6,432 | 8,162 | 9,79 | 11,38 | 14,40 | 17,29 | 20,08 | 25,42 | 30,52 |
71 | 2,00 | - | - | 7,567 | 9,600 | 11,50 | 13,38 | 16,94 | 20,34 | 23,62 | 29,90 | 35,90 |
72 | 2,50 | - | - | 8,885 | 11,273 | 13,52 | 15,72 | 19,90 | 23,89 | 27,73 | 35,11 | 42,16 |
73 | 3,00 | - | - | 10,216 | 12,859 | 15,42 | 17,93 | 22,69 | 27,24 | 31,63 | 40,04 | 48,08 |
74 | 3,50 | - | - | - | 14,363 | 17,22 | 20,02 | 25,35 | 30,43 | 35,33 | 44,73 | 53,71 |
75 | 4,00 | - | - | - | 15,815 | 18,96 | 22,04 | 27,91 | 33,51 | 38,90 | 49,25 | 59,14 |
76 | 5,00 | - | - | - | - | 22,27 | 25,89 | 32,78 | 39,35 | 45,72 | 57,84 | 69,45 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 12,35 S0,72 · H0,82
Примечания: 1. Время в карте рассчитано на выбивку форм, изготовленных всырую.
2. При выбивке форм, изготовленных всухую, время по карте принимать с коэффициентом 1,1.
3. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
4. Время в карте рассчитано на выбивку форм, изготовленных из песчано-глинистых смесей.
5. При выбивке форм, изготовленных из жидкосамотвердеющих или быстротвердеющих смесей на жидком стекле, время по карте принимать с коэффициентом 1,15.
Среднесерийное производство | ||||||||||||||
КАРТА 50 | ||||||||||||||
Содержание работы | ||||||||||||||
Подъемником, краном | ||||||||||||||
1. Переместить подъемник, кран к отливке. 2. Застропить отливку, поднять и переместить (до 3 м). 3. Опустить отливку на место, расстропить. | ||||||||||||||
Вручную | ||||||||||||||
1. Подойти, взять отливку и переместить (до 2 м). 2. Положить отливку на место. | ||||||||||||||
Подъемником, краном | ||||||||||||||
N позиции | Масса отливки М, кг, до | |||||||||||||
50 | 70 | 100 | 200 | 300 | 500 | 700 | 1000 | 2000 | 3000 | 5000 | 7000 | 10000 | 20000 | |
Время на отливку, мин | ||||||||||||||
1 | 0,245 | 0,273 | 0,305 | 0,381 | 0,434 | 0,511 | 0,569 | 0,638 | 0,797 | 0,907 | 1,068 | 1,190 | 1,334 | 1,665 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о |
T = 0,07 М0,32
Вручную
N позиции | Масса отливки М, кг, до | |||||||
1 | 2 | 3 | 5 | 7 | 10 | 15 | 20 | |
Время на отливку, мин | ||||||||
1 | 0,057 | 0,074 | 0,085 | 0,103 | 0,117 | 0,134 | 0,155 | 0,173 |
Индекс | а | б | в | г | д | е | ж | з |
T = 0,057 М0,37
Примечание. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
Среднесерийное производство | ||||||||||||
КАРТА 51 | ||||||||||||
Содержание работы | ||||||||||||
Вручную | ||||||||||||
Кантовать отливку вручную с помощью лома (рычага) | ||||||||||||
Краном | ||||||||||||
1. Застропить отливку. 2. Кантовать отливку краном. 3. Расстропить отливку. | ||||||||||||
N позиции | Длина отливки l, м, до | Способ кантовки | ||||||||||
вручную | краном | |||||||||||
Масса отливки М, кг, до | ||||||||||||
30 | 50 | 100 | 300 | 500 | 1000 | 2000 | 3000 | 5000 | 10000 | 20000 | ||
Время на одну кантовку, мин. | ||||||||||||
1 | 1 | 0,257 | 0,332 | 0,470 | 1,123 | 1,290 | 1,490 | 1,730 | - | - | - | - |
2 | 2 | - | - | - | - | 1,670 | 1,930 | 2,230 | 2,430 | - | - | - |
3 | 3 | - | - | - | - | 1,940 | 2,240 | 2,590 | 2,820 | 3,140 | - | - |
4 | 5 | - | - | - | - | - | - | - | 3,420 | 3,800 | 4,400 | 5,080 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,047 М0,5 | T = 0,35 М0,21 · l0,37 | |||||||||||
В ГИДРАВЛИЧЕСКОЙ КАМЕРЕ | Среднесерийное производство | |||||||
КАРТА 52 | Лист 1 | |||||||
I. Загрузка тележки отливками и разгрузка | ||||||||
Содержание работы | ||||||||
1. Взять отливку вручную или краном, поднять, переместить на расстояние до 3 м, установить на тележку. 2. Вкатить тележку в камеру и закрыть дверь. 3. Открыть двери камеры, очистить путь, выкатить тележку из камеры. 4. Снять отливку с тележки вручную или краном, переместить и положить на место. | ||||||||
Загрузка и разгрузка вручную | Загрузка и разгрузка краном | |||||||
N позиции | Масса отливки М, кг, до | Время на отливку, мин. | N позиции | Масса отливки М, кг, до | Время на отливку, мин. | N позиции | Масса отливки М, кг, до | Время на отливку, мин. |
1 | 1 | 0,135 | 9 | 30 | 0,534 | 17 | 700 | 1,464 |
2 | 2 | 0,175 | 10 | 50 | 0,629 | 18 | 1000 | 1,642 |
3 | 3 | 0,203 | 11 | 70 | 0,701 | 19 | 2000 | 2,049 |
4 | 5 | 0,245 | 12 | 100 | 0,786 | 20 | 3000 | 2,333 |
5 | 7 | 0,278 | 13 | 150 | 0,895 | 21 | 5000 | 2,748 |
6 | 10 | 0,316 | 14 | 200 | 0,981 | 22 | 10000 | 3,430 |
7 | 15 | 0,368 | 15 | 300 | 1,117 | 23 | 15000 | 3,905 |
8 | 20 | 0,409 | 16 | 500 | 1,315 | 24 | 20000 | 4,281 |
T1 = 0,135 М0,37 | T2 = 0,18 М0,32 | |||||||
II. Кантовка отливок
Содержание работы | ||||||||||||
1. Открыть дверь камеры. 2. Выкатить тележку, взять вручную или застропить отливку, кантовать, расстропить. 3. Вкатить тележку в камеру, закрыть двери камеры. | ||||||||||||
N позиции | Длина отливки l, м, до | Способ кантовки | ||||||||||
вручную | краном | |||||||||||
Масса отливки М, кг | ||||||||||||
30 | 50 | 100 | 300 | 500 | 1000 | 2000 | 3000 | 5000 | 10000 | 20000 | ||
Время на одну кантовку, мин. | ||||||||||||
1 | 1 | 0,268 | 0,346 | 0,490 | 1,155 | 1,328 | 1,536 | 1,776 | - | - | - | - |
2 | 2 | - | - | - | - | 1,715 | 1,984 | 2,295 | 2,499 | - | - | - |
3 | 3 | - | - | - | - | 1,993 | 2,305 | 2,666 | 2,903 | 3,238 | - | - |
4 | 5 | - | - | - | - | - | - | - | 3,508 | 3,905 | 4,518 | 5,226 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T1 = 0,049 М0,5 | T2 = 0,36 М0,21 l0,37 | |||||||||||
УДАЛЕНИЕ СТЕРЖНЕЙ И ОЧИСТКА ПОВЕРХНОСТЕЙ ОТЛИВОК В ГИДРАВЛИЧЕСКОЙ КАМЕРЕ | Среднесерийное производство | |||||
КАРТА 52 | Лист 2 | |||||
III. Удаление стержней из отливок в гидрокамере | ||||||
Содержание работы | ||||||
1. Удалить стержни, очистить наружные и внутренние поверхности отливки от формовочной и стержневой смеси струей воды из гидромонитора. 2. Осмотреть отпилку и удалить из нее рамки и каркасы. | ||||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
1 | 3 | 0,459 | 0,565 | 0,679 | 0,819 | 0,997 |
2 | 4 | 0,551 | 0,678 | 0,814 | 0,982 | 1,195 |
3 | 5 | 0,634 | 0,780 | 0,937 | 1,130 | 1,375 |
4 | 6 | 0,711 | 0,875 | 1,051 | 1,268 | 1,543 |
5 | 8 | 0,852 | 1,049 | 1,260 | 1,520 | 1,849 |
6 | 10 | 0,981 | 1,207 | 1,450 | 1,749 | 2,128 |
7 | 12 | 1,111 | 1,354 | 1,627 | 1,962 | 2,388 |
8 | 16 | 1,319 | 1,623 | 1,950 | 2,352 | 2,862 |
9 | 20 | 1,518 | 1,868 | 2,245 | 2,707 | 3,294 |
10 | 25 | 1,748 | 2,150 | 2,583 | 3,115 | 3,791 |
11 | 30 | 1,960 | 2,412 | 2,898 | 3,494 | 4,253 |
12 | 35 | 2,160 | 2,658 | 3,193 | 3,851 | 4,687 |
13 | 40 | 2,350 | 2,891 | 3,474 | 4,189 | 5,098 |
14 | 50 | 2,704 | 3,328 | 3,998 | 4,820 | 5,867 |
15 | 60 | 3,032 | 3,731 | 4,482 | 5,405 | 6,578 |
16 | 80 | 3,636 | 4,474 | 5,376 | 6,482 | 7,889 |
17 | 100 | 4,185 | 5,150 | 6,187 | 7,461 | 9,080 |
18 | 120 | 4,695 | 5,777 | 6,940 | 8,369 | 10,186 |
19 | 160 | 5,627 | 6,924 | 8,319 | 10,032 | 12,209 |
20 | 200 | 6,477 | 7,970 | 9,575 | 11,546 | 14,052 |
21 | 250 | 7,455 | 9,173 | 11,020 | 13,289 | 16,173 |
22 | 300 | 8,362 | 10,289 | 12,361 | 14,906 | 18,142 |
23 | 350 | 9,215 | 11,338 | 13,622 | 16,427 | 19,992 |
24 | 400 | 10,024 | 12,333 | 14,818 | 17,868 | 21,747 |
25 | 500 | 11,537 | 14,195 | 17,054 | 20,565 | 25,029 |
26 | 600 | 12,941 | 15,923 | 19,130 | 23,068 | 28,076 |
27 | 800 | 15,512 | 19,087 | 22,931 | 27,652 | 33,655 |
28 | 1000 | 17,854 | 21,968 | 26,392 | 31,826 | 38,735 |
29 | 1200 | 20,027 | 24,642 | 29,605 | 35,700 | 43,449 |
30 | 1600 | 24,006 | 29,538 | 35,487 | 42,794 | 52,083 |
31 | 2000 | 27,630 | 33,996 | 40,844 | 49,253 | 59,944 |
32 | 2500 | 31,800 | 39,128 | 47,009 | 56,687 | 68,993 |
33 | 3000 | 35,671 | 43,891 | 52,731 | 63,587 | 77,390 |
34 | 3500 | 39,309 | 48,367 | 58,109 | 70,072 | 85,283 |
35 | 4000 | 42,759 | 52,612 | 63,209 | 76,222 | 92,768 |
36 | 5000 | 49,212 | 60,552 | 72,748 | 87,726 | 106,769 |
37 | 6000 | 55,203 | 67,924 | 81,604 | 98,405 | 119,767 |
38 | 8000 | 66,172 | 81,420 | 97,819 | 117,959 | 143,565 |
Индекс | а | б | в | г | д | |
УДАЛЕНИЕ СТЕРЖНЕЙ И ОЧИСТКА ПОВЕРХНОСТЕЙ ОТЛИВОК В ГИДРАВЛИЧЕСКОЙ КАМЕРЕ | Среднесерийное производство | |||||
КАРТА 52 | Лист 3 | |||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
39 | 10000 | 76,160 | 93,710 | 112,584 | 135,764 | 165,234 |
40 | 12000 | 85,430 | 105,116 | 126,288 | 152,288 | 185,346 |
41 | 16000 | 102,405 | 126,003 | 151,382 | 182,548 | 222,175 |
42 | 20000 | 117,862 | 145,022 | 174,231 | 210,103 | 255,710 |
43 | 25000 | 135,653 | 166,912 | 200,530 | 241,816 | 294,308 |
44 | 30000 | 152,165 | 187,229 | 224,939 | 271,250 | 330,132 |
Индекс | а | б | в | г | д | |
TI = 0,23 V0,63 | TII = 0,283 V0,63 | TIII = 0,34 V0,63 | TIV = 0,41 V0,63 | TV = 0,499 V0,63 | ||
Примечания: 1. Время в карте рассчитано на выбивку стержней, изготовленных из песчано-глинистых смесей.
2. При выбивке стержней, изготовленных из песчано-масляных смесей, время по карте принимать с коэффициентом 0,85.
3. При выбивке стержней, изготовленных из быстротвердеющих смесей на жидком стекле, время по карте принимать с коэффициентом 1,15.
4. Время на транспортировку отливок принимать по карте 50.
НА ВИБРАЦИОННОЙ МАШИНЕ | Среднесерийное производство | |||||
КАРТА 53 | Лист 1 | |||||
Содержание работы | ||||||
1. Установить отливку на машину и закрепить ее упорами бабок. 2. Включить вибратор, произвести выбивку и выключить вибратор. 3. Открепить отливку. | ||||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
Отливки из чугуна | ||||||
1 | 10 | 0,458 | 0,522 | 0,603 | 0,688 | 0,784 |
2 | 12 | 0,506 | 0,577 | 0,667 | 0,761 | 0,867 |
3 | 16 | 0,593 | 0,675 | 0,781 | 0,891 | 1,015 |
4 | 20 | 0,670 | 0,764 | 0,883 | 1,008 | 1,148 |
5 | 25 | 0,758 | 0,863 | 0,998 | 1,139 | 1,298 |
6 | 30 | 0,838 | 0,954 | 1,104 | 1,260 | 1,435 |
7 | 35 | 0,912 | 1,039 | 1,201 | 1,371 | 1,562 |
8 | 40 | 0,981 | 1,118 | 1,293 | 1,475 | 1,680 |
9 | 50 | 1,109 | 1,264 | 1,462 | 1,668 | 1,900 |
10 | 60 | 1,226 | 1,397 | 1,616 | 1,844 | 2,101 |
11 | 80 | 1,436 | 1,637 | 1,893 | 2,160 | 2,461 |
12 | 100 | 1,624 | 1,851 | 2,140 | 2,442 | 2,782 |
13 | 120 | 1,795 | 2,046 | 2,366 | 2,700 | 3,076 |
14 | 160 | 2,103 | 2,397 | 2,771 | 3,163 | 3,603 |
15 | 200 | 2,378 | 2,709 | 3,133 | 3,576 | 4,073 |
16 | 250 | 2,688 | 3,063 | 3,543 | 4,043 | 4,605 |
17 | 300 | 2,972 | 3,386 | 3,916 | 4,469 | 5,091 |
18 | 350 | 3,235 | 3,686 | 4,263 | 4,865 | 5,542 |
19 | 400 | 3,481 | 3,967 | 4,588 | 5,235 | 5,964 |
20 | 500 | 3,936 | 4,485 | 5,187 | 5,919 | 6,743 |
TI = 0,129 V0,55 | TII = 0,147 V0,55 | TIII = 0,17 V0,55 | TIV = 0,194 V0,55 | TV = 0,221 V0,55 | ||
Отливки из стали и медных сплавов | ||||||
21 | 10 | 0,511 | 0,578 | 0,667 | 0,766 | 0,873 |
22 | 12 | 0,565 | 0,639 | 0,737 | 0,847 | 0,965 |
23 | 16 | 0,662 | 0,749 | 0,864 | 0,992 | 1,130 |
24 | 20 | 0,748 | 0,847 | 0,977 | 1,122 | 1,278 |
25 | 25 | 0,846 | 0,957 | 1,104 | 1,269 | 1,445 |
26 | 30 | 0,935 | 1,058 | 1,221 | 1,402 | 1,597 |
27 | 35 | 1,018 | 1,152 | 1,329 | 1,526 | 1,738 |
28 | 40 | 1,095 | 1,240 | 1,430 | 1,643 | 1,871 |
29 | 50 | 1,238 | 1,402 | 1,617 | 1,857 | 2,115 |
30 | 60 | 1,369 | 1,549 | 1,787 | 2,053 | 2,338 |
31 | 80 | 1,603 | 1,815 | 2,093 | 2,405 | 2,739 |
32 | 100 | 1,813 | 2,052 | 2,367 | 2,719 | 3,097 |
33 | 120 | 2,004 | 2,268 | 2,616 | 3,006 | 3,424 |
Индекс | а | б | в | г | д | |
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК НА ВИБРАЦИОННОЙ МАШИНЕ | Среднесерийное производство | |||||
КАРТА 53 | Лист 2 | |||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
34 | 160 | 2,348 | 2,657 | 3,065 | 3,521 | 4,011 |
35 | 200 | 2,654 | 3,004 | 3,465 | 3,981 | 4,534 |
36 | 250 | 3,001 | 3,397 | 3,918 | 4,501 | 5,126 |
37 | 300 | 3,317 | 3,755 | 4,331 | 4,976 | 5,667 |
38 | 350 | 3,611 | 4,087 | 4,714 | 5,416 | 6,168 |
39 | 400 | 3,886 | 4,399 | 5,073 | 5,829 | 6,638 |
40 | 500 | 4,393 | 4,973 | 5,736 | 6,590 | 7,505 |
TI = 0,144 V0,55 | TII = 0,163 V0,55 | TIII = 0,188 V0,55 | TIV = 0,216 V0,55 | TV = 0,246 V0,55 | ||
Отливки из алюминиевых и магниевых сплавов | ||||||
41 | 10 | 0,365 | 0,415 | 0,479 | 0,550 | 0,628 |
42 | 12 | 0,404 | 0,459 | 0,530 | 0,608 | 0,694 |
43 | 16 | 0,473 | 0,538 | 0,620 | 0,712 | 0,813 |
44 | 20 | 0,535 | 0,608 | 0,701 | 0,805 | 0,919 |
45 | 25 | 0,605 | 0,687 | 0,793 | 0,910 | 1,040 |
46 | 30 | 0,669 | 0,760 | 0,877 | 1,006 | 1,149 |
47 | 35 | 0,728 | 0,827 | 0,954 | 1,095 | 1,251 |
48 | 40 | 0,783 | 0,890 | 1,027 | 1,179 | 1,346 |
49 | 50 | 0,886 | 1,006 | 1,161 | 1,333 | 1,522 |
50 | 60 | 0,979 | 1,112 | 1,283 | 1,473 | 1,683 |
51 | 80 | 1,147 | 1,303 | 1,503 | 1,726 | 1,971 |
52 | 100 | 1,297 | 1,573 | 1,700 | 1,951 | 2,228 |
53 | 120 | 1,433 | 1,628 | 1,879 | 2,157 | 2,463 |
54 | 160 | 1,679 | 1,907 | 2,201 | 1,521 | 2,886 |
55 | 200 | 1,898 | 2,157 | 2,488 | 2,857 | 3,262 |
56 | 250 | 2,146 | 2,438 | 2,813 | 3,330 | 3,688 |
57 | 300 | 2,373 | 2,695 | 3,110 | 3,571 | 4,077 |
58 | 350 | 2,583 | 2,934 | 3,385 | 3,887 | 4,438 |
59 | 400 | 2,780 | 3,157 | 3,643 | 4,183 | 4,776 |
60 | 500 | 3,142 | 3,570 | 4,119 | 4,729 | 5,400 |
Индекс | а | б | б | г | д | |
TI = 0,103 V0,55 | TII = 0,117 V0,55 | TIII = 0,135 V0,55 | TIV = 0,155 V0,55 | TV = 0,177 V0,55 | ||
Примечания: 1. Время в карте рассчитано на выбивку стержней, изготовленных из песчано-глинистых смесей.
2. При выбивке стержней, изготовленных из песчано-масляных смесей, время по карте принимать с коэффициентом 0,85.
3. При выбивке стержней, изготовленных из быстротвердеющих смесей на жидком стекле, время по карте принимать с коэффициентом 1,15.
4. При выбивке стержней, изготовленных на синтетических смолах, время по карте принимать с коэффициентом 0,8.
5. Время на транспортировку отливок к машине принимать по карте 50.
НА ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ УСТАНОВКЕ "ИСКРА-22" | Среднесерийное производство |
КАРТА 54 | |
Содержание работы | Время на одну отливку, мин. |
1. Загрузка отливок и установку: поднести подъемник к подвесному конвейеру, застропить отливку, снять с крюка подвесного конвейера; переместить отливку к установке на расстояние 3 - 5 м; опустить отливку на загрузочное устройство, разгрузить отливки в установку 2. Управление процессом выбивки 3. Выгрузка отливок из установки: подвести подъемник, застропить отливку, переместить на расстояние до 3 - 5 м к подвесному конвейеру; навесить отливку на крюк подвесного конвейера, расстропить крюк подъемника, возвратить подъемник к установке | <...> |
Всего | 1,51 |
Среднесерийное производство | ||||||
КАРТА 55 | Лист 1 | |||||
Содержание работы | ||||||
1. Обломать знаки стержней кувалдой, ломом. 2. Выбить из отливки стержни пневматическим зубилом. 3. Удалить из отливки стержневую смесь. 4. Расшатать и удалить каркасы (при необходимости разрубить и удалить частями). 5. Отбить земляные болваны. | ||||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на одну отливку, мин. | ||||||
Отливки из чугуна | ||||||
1 | 3 | 0,640 | 0,922 | 1,339 | 1,943 | 2,818 |
2 | 4 | 0,750 | 1,080 | 1,569 | 2,276 | 3,301 |
3 | 5 | 0,848 | 1,221 | 1,774 | 2,574 | 3,732 |
4 | 6 | 0,938 | 1,350 | 1,961 | 2,845 | 4,126 |
5 | 8 | 1,098 | 1,582 | 2,297 | 3,333 | 4,833 |
6 | 10 | 1,242 | 1,788 | 2,597 | 3,768 | 5,464 |
7 | 12 | 1,373 | 1,977 | 2,871 | 4,166 | 6,040 |
8 | 16 | 1,608 | 2,316 | 3,327 | 4,880 | 7,076 |
9 | 20 | 1,818 | 2,618 | 3,803 | 5,517 | 8,000 |
10 | 25 | 2,055 | 2,960 | 4,299 | 6,237 | 9,045 |
11 | 30 | 2,272 | 3,272 | 4,753 | 6,895 | 9,999 |
12 | 35 | 2,473 | 3,562 | 5,173 | 7,505 | 10,883 |
13 | 40 | 2,662 | 3,833 | 5,567 | 8,077 | 11,713 |
14 | 50 | 3,010 | 4,434 | 6,294 | 9,132 | 13,242 |
15 | 60 | 3,327 | 4,791 | 6,958 | 10,095 | 14,639 |
16 | 80 | 3,897 | 5,612 | 8,150 | 11,825 | 17,148 |
17 | 100 | 4,406 | 6,345 | 9,215 | 13,370 | 19,387 |
18 | 120 | 4,871 | 7,014 | 10,187 | 14,780 | 21,432 |
19 | 160 | 5,706 | 8,217 | 11,934 | 17,314 | 25,106 |
20 | 200 | 6,451 | 9,290 | 13,492 | 19,574 | 28,385 |
21 | 250 | 7,293 | 10,503 | 15,254 | 22,130 | 32,091 |
22 | 300 | 8,063 | 11,610 | 16,863 | 24,465 | 35,476 |
23 | 350 | 8,776 | 12,638 | 18,355 | 26,629 | 38,615 |
24 | 400 | 9,445 | 13,601 | 19,754 | 28,659 | 41,558 |
25 | 500 | 10,678 | 15,377 | 22,333 | 32,401 | 47,138 |
26 | 600 | 11,804 | 16,999 | 24,688 | 35,818 | 51,940 |
27 | 800 | 13,828 | 19,913 | 28,921 | 41,959 | 60,844 |
28 | 1000 | 15,634 | 22,513 | 32,697 | 47,438 | 58,789 |
29 | 1200 | 17,283 | 24,887 | 36,146 | 52,441 | 76,044 |
30 | 1600 | 20,245 | 29,153 | 42,342 | 61,430 | 89,080 |
31 | 2000 | 22,889 | 32,960 | 47,871 | 69,452 | 100,712 |
32 | 2500 | 25,878 | 37,264 | 54,122 | 78,521 | 113,863 |
33 | 3000 | 28,607 | 41,195 | 59,831 | 86,803 | 125,873 |
34 | 3500 | 31,139 | 44,840 | 65,125 | 94,485 | 137,012 |
35 | 4000 | 33,512 | 48,258 | 70,088 | 101,686 | 147,454 |
36 | 5000 | 37,888 | 54,559 | 79,240 | 114,964 | 166,708 |
37 | 6000 | 41,885 | 60,314 | 87,598 | 127,090 | 184,292 |
Индекс | а | б | в | г | д | |
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТУМЕНТОМ | Среднесерийное производство | |||||
КАРТА 55 | Лист 2 | |||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на одну отливку, мин. | ||||||
38 | 8000 | 49,064 | 70,653 | 102,615 | 148,875 | 215,883 |
39 | 10000 | 55,474 | 79,883 | 116,020 | 168,324 | 244,086 |
40 | 12000 | 61,322 | 88,304 | 128,251 | 186,069 | 269,817 |
41 | 16000 | 71,835 | 103,442 | 150,237 | 217,967 | 316,073 |
42 | 20000 | 81,215 | 116,949 | 169,855 | 246,429 | 357,345 |
43 | 25000 | 91,820 | 132,220 | 192,034 | 278,607 | 404,007 |
44 | 30000 | 101,505 | 146,166 | 212,290 | 307,994 | 446,620 |
TI = 0,35 V0,55 | TII = 0,504 V0,55 | TIII = 0,732 V0,55 | TIV= 1,062 V0,55 | TV = 1,54 V0,55 | ||
Отливки из стали и медных сплавов | ||||||
45 | 3 | 0,725 | 1,054 | 1,537 | 2,196 | 3,239 |
46 | 4 | 0,849 | 1,235 | 1,801 | 2,572 | 3,794 |
47 | 5 | 0,960 | 1,396 | 2,036 | 2,908 | 4,289 |
48 | 6 | 1,061 | 1,543 | 2,250 | 3,215 | 4,742 |
49 | 8 | 1,243 | 1,808 | 2,636 | 3,766 | 5,555 |
50 | 10 | 1,405 | 2,044 | 2,980 | 4,258 | 6,280 |
51 | 12 | 1,553 | 2,259 | 3,295 | 4,707 | 6,943 |
52 | 16 | 1,820 | 2,647 | 3,860 | 5,514 | 8,133 |
53 | 20 | 2,057 | 2,992 | 4,364 | 6,234 | 9,195 |
54 | 25 | 2,326 | 3,383 | 4,933 | 7,048 | 10,395 |
55 | 30 | 2,571 | 3,740 | 5,454 | 7,791 | 11,492 |
56 | 35 | 2,798 | 4,071 | 5,939 | 8,480 | 12,508 |
57 | 40 | 3,012 | 4,381 | 6,389 | 9,127 | 13,462 |
58 | 50 | 3,405 | 4,953 | 7,223 | 10,318 | 15,220 |
59 | 60 | 3,764 | 5,475 | 7,985 | 11,407 | 16,825 |
60 | 80 | 4,409 | 6,414 | 9,354 | 13,362 | 19,709 |
61 | 100 | 4,985 | 7,251 | 10,575 | 15,107 | 22,283 |
62 | 120 | 5,511 | 8,016 | 11,690 | 16,701 | 24,633 |
63 | 160 | 6,456 | 9,390 | 13,694 | 19,563 | 28,856 |
64 | 200 | 7,299 | 10,617 | 15,483 | 22,118 | 32,624 |
65 | 250 | 8,252 | 12,003 | 17,504 | 25,006 | 36,884 |
66 | 300 | 9,138 | 13,269 | 19,351 | 27,644 | 40,775 |
67 | 350 | 9,930 | 14,443 | 21,063 | 30,090 | 44,382 |
68 | 400 | 10,686 | 15,543 | 22,668 | 32,383 | 47,765 |
69 | 500 | 12,082 | 17,573 | 25,628 | 36,611 | 54,002 |
70 | 600 | 13,356 | 19,427 | 28,331 | 40,473 | 59,697 |
71 | 800 | 15,646 | 22,757 | 33,188 | 47,411 | 69,931 |
72 | 1000 | 17,689 | 25,729 | 37,521 | 53,602 | 79,062 |
73 | 1200 | 19,554 | 28,442 | 41,479 | 59,255 | 87,401 |
74 | 1600 | 22,906 | 33,318 | 48,589 | 69,413 | 102,384 |
75 | 2000 | 25,897 | 37,669 | 54,934 | 78,477 | 115,754 |
76 | 2500 | 29,279 | 42,558 | 62,107 | 88,725 | 130,869 |
Индекс | а | б | в | г | д | |
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Среднесерийное производство | |||||
КАРТА 55 | Лист 3 | |||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности отливки | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
77 | 3000 | 32,367 | 47,080 | 68,658 | 98,083 | 144,672 |
78 | 3500 | 35,232 | 51,246 | 74,734 | 106,762 | 157,474 |
79 | 4000 | 37,917 | 55,152 | 80,429 | 114,899 | 169,476 |
80 | 5000 | 42,868 | 62,353 | 90,932 | 129,902 | 191,606 |
81 | 6000 | 47,389 | 68,930 | 100,523 | 143,604 | 211,816 |
82 | 8000 | 55,513 | 80,746 | 117,755 | 169,008 | 248,126 |
83 | 10000 | 62,765 | 91,295 | 133,138 | 190,197 | 280,541 |
TI = 0,396 V0,55 | TII = 0,576 V0,55 | TIII = 0,84 V0,55 | TIV = 1,2 V0,55 | TV = 1,77 V0,55 | ||
Отливки из алюминиевых и магниевых сплавов | ||||||
84 | 3 | 0,388 | 0,549 | 0,780 | 1,098 | 1,559 |
85 | 4 | 0,454 | 0,643 | 0,913 | 1,286 | 1,826 |
86 | 5 | 0,514 | 0,727 | 1,032 | 1,454 | 2,065 |
87 | 6 | 0,568 | 0,804 | 1,141 | 1,607 | 2,283 |
88 | 8 | 0,665 | 0,941 | 1,337 | 1,883 | 2,674 |
89 | 10 | 0,752 | 1,064 | 1,511 | 2,129 | 3,023 |
90 | 12 | 0,832 | 1,177 | 1,671 | 2,353 | 3,342 |
91 | 16 | 0,974 | 1,378 | 1,958 | 2,757 | 3,915 |
92 | 20 | 1,101 | 1,558 | 2,213 | 3,117 | 4,426 |
93 | 25 | 1,245 | 1,762 | 2,502 | 3,524 | 5,004 |
94 | 30 | 1,376 | 1,948 | 2,766 | 3,896 | 5,532 |
95 | 35 | 1,498 | 2,120 | 3,011 | 4,240 | 6,021 |
96 | 40 | 1,612 | 2,282 | 3,240 | 4,563 | 6,480 |
97 | 50 | 1,823 | 2,580 | 3,663 | 5,159 | 7,326 |
98 | 60 | 2,015 | 2,852 | 4,049 | 5,703 | 8,099 |
99 | 80 | 2,361 | 3,341 | 4,744 | 6,681 | 9,487 |
100 | 100 | 2,669 | 3,777 | 5,563 | 7,554 | 10,726 |
101 | 120 | 2,950 | 4,175 | 5,929 | 8,350 | 11,857 |
102 | 160 | 3,456 | 4,891 | 6,945 | 9,782 | 13,890 |
103 | 200 | 3,908 | 5,530 | 7,852 | 11,059 | 15,704 |
104 | 250 | 4,418 | 6,252 | 8,877 | 12,503 | 17,754 |
105 | 300 | 4,884 | 6,911 | 9,814 | 13,822 | 19,627 |
106 | 350 | 5,316 | 7,522 | 10,682 | 15,045 | 21,364 |
107 | 400 | 5,721 | 8,096 | 11,496 | 16,191 | 22,992 |
108 | 500 | 6,468 | 9,153 | 12,997 | 18,306 | 25,994 |
109 | 600 | 7,150 | 10,118 | 14,368 | 20,236 | 28,736 |
Индекс | а | б | в | г | д | |
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Среднесерийное производство | |||||
КАРТА 55 | Лист 4 | |||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности отливки | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
110 | 800 | 8,376 | 11,853 | 16,831 | 23,705 | 33,662 |
111 | 1000 | 9,470 | 13,401 | 19,029 | 26,801 | 38,057 |
112 | 1200 | 10,468 | 14,514 | 21,036 | 29,628 | 42,071 |
113 | 1600 | 12,263 | 17,353 | 24,642 | 34,706 | 49,283 |
114 | 2000 | 13,864 | 19,619 | 27,859 | 39,239 | 55,719 |
Индекс | а | б | в | г | д | |
TI = 0,212 V0,55 | TII = 0,426 V0,55 | TIII = 0,30 V0,55 | TIV = 0,6 V0,55 | TV = 0,852 V0,55 | ||
Примечания: 1. Время в карте рассчитано на выбивку стержней, изготовленных из песчано-глинистых смесей,
2. При выбивке стержней, изготовленных из песчано-масляных смесей, время по карте принимать с коэффициентом 0,85.
3. При выбивке стержней, изготовленных из быстротвердеющих смесей на жидком стекле, время по карте принимать с коэффициентом 1,15.
4. При выбивке стержней, изготовленных на синтетических смолах, время по карте принимать с коэффициентом 0,8.
Среднесерийное производство | |||||
КАРТА 56 | |||||
Содержание работы | |||||
1. Взять пневматическое зубило. 2. Очистить место отрезки литника и прибыли от формовочной смеси. 3. Положить пневматическое зубило на место. | |||||
Очистка круглых литников и прибылей | |||||
N позиции | Диаметр сечения D, мм, до | Время на литник, прибыль, мин. | N позиции | Диаметр сечения D, мм, до | Время на литник, прибыль, мин. |
1 | 25 | 0,110 | 9 | 120 | 0,331 |
2 | 30 | 0,126 | 10 | 160 | 0,405 |
3 | 35 | 0,140 | 11 | 200 | 0,473 |
4 | 40 | 0,153 | 12 | 250 | 0,553 |
5 | 50 | 0,179 | 13 | 300 | 0,629 |
6 | 60 | 0,204 | 14 | 350 | 0,700 |
7 | 80 | 0,249 | 15 | 400 | 0,779 |
8 | 100 | 0,291 | 16 | 500 | 0,899 |
T = 0,0116 D0,70
Очистка прямоугольных литников и прибылей
N позиции | Длина (периметр) очистки литника, прибыли l, мм, до | Время на литник, прибыль, мин. | N позиции | Длина (периметр) очистки литника, прибыли l, мм, до | Время на литник, прибыль, мин. |
17 | 50 | 0,080 | 25 | 300 | 0,282 |
18 | 60 | 0,091 | 26 | 400 | 0,345 |
19 | 80 | 0,112 | 27 | 500 | 0,403 |
20 | 100 | 0,131 | 28 | 600 | 0,458 |
21 | 120 | 0,148 | 29 | 800 | 0,560 |
22 | 160 | 0,182 | 30 | 1000 | 0,655 |
23 | 200 | 0,212 | 31 | 1200 | 0,744 |
24 | 250 | 0,248 | 32 | 1600 | 0,910 |
T = 0,0052 l0,70
Примечание. При очистке заливов время принимать 0,4 мин. на 1 пог. м.
Среднесерийное производство | ||||||||
КАРТА 57 | Лист 1 | |||||||
Содержание работы | ||||||||
1. Взять и поднести резак к отливке. 2. Зажечь горючую смесь на выходе из резака, отрегулировать пламя и давление (выполняется периодически). 3. Подогреть место реза и отрезать заливы, ребра, литники, прибыли. 4. Перекрыть подачу горючей смеси. 5. Положить резак на место. | ||||||||
Резка круглых сечений ацетиленокислородным пламенем | ||||||||
Диаметр сечения D, мм, до | 25 | 30 | 35 | 40 | 50 | 60 | 80 | 100 |
Время на рез, мин. | 0,157 | 0,195 | 0,235 | 0,276 | 0,361 | 0,449 | 0,634 | 0,829 |
Диаметр сечения D, мм, до | 120 | 160 | 200 | 250 | 300 | 350 | 400 | 500 |
Время на рез, мин. | 1,032 | 1,457 | 1,904 | 2,489 | 3,098 | 3,727 | 4,375 | 5,718 |
T = 0,0033 D1,2
Резка прямоугольных сечений ацетиленокислородным пламенем
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | |||||||||
4 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | ||
Время на рез, мин. | |||||||||||
1 | 25 | 0,053 | 0,063 | 0,071 | 0,077 | 0,083 | 0,093 | 0,102 | 0,111 | - | - |
2 | 30 | 0,064 | 0,075 | 0,085 | 0,093 | 0,100 | 0,112 | 0,122 | 0,133 | 0,143 | - |
3 | 40 | 0,085 | 0,100 | 0,112 | 0,123 | 0,132 | 0,148 | 0,162 | 0,177 | 0,191 | 0,214 |
4 | 50 | 0,106 | 0,125 | 0,140 | 0,153 | 0,165 | 0,185 | 0,202 | 0,221 | 0,238 | 0,267 |
5 | 60 | 0,127 | 0,150 | 0,168 | 0,184 | 0,198 | 0,222 | 0,242 | 0,265 | 0,285 | 0,320 |
6 | 80 | 0,169 | 0,190 | 0,223 | 0,244 | 0,263 | 0,295 | 0,322 | 0,352 | 0,379 | 0,425 |
7 | 100 | 0,211 | 0,248 | 0,279 | 0,305 | 0,328 | 0,367 | 0,402 | 0,440 | 0,473 | 0,530 |
8 | 120 | 0,253 | 0,297 | 0,334 | 0,365 | 0,393 | 0,440 | 0,482 | 0,526 | 0,566 | 0,635 |
9 | 160 | 0,336 | 0,395 | 0,444 | 0,485 | 0,522 | 0,585 | 0,640 | 0,700 | 0,753 | 0,845 |
10 | 200 | 0,419 | 0,493 | 0,553 | 0,605 | 0,651 | 0,730 | 0,798 | 0,873 | 0,939 | 1,053 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
ОТРЕЗКА ЗАЛИВОВ, РЕБЕР, ЛИТНИКОВ И ПРИБЫЛЕЙ ГАЗОВЫМ ПЛАМЕНЕМ | Среднесерийное производство | ||||||||||
КАРТА 57 | Лист 2 | ||||||||||
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | |||||||||
4 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | ||
Время на рез, мин. | |||||||||||
11 | 250 | 0,523 | 0,615 | 0,690 | 0,755 | 0,812 | 0,911 | 0,996 | 1,089 | 1,171 | 1,314 |
12 | 300 | 0,627 | 0,737 | 0,827 | 0,904 | 0,972 | 1,091 | 1,193 | 1,304 | 1,403 | 1,574 |
13 | 400 | 0,833 | 0,980 | 1,099 | 1,202 | 1,293 | 1,450 | 1,586 | 1,734 | 1,865 | 2,092 |
14 | 500 | 1,039 | 1,222 | 1,371 | 1,499 | 1,612 | 1,809 | 1,978 | 2,162 | 2,326 | 2,610 |
15 | 600 | 1,244 | 1,464 | 1,642 | 1,795 | 1,931 | 2,167 | 2,369 | - | - | - |
16 | 800 | 1,655 | 1,946 | 2,183 | 2,387 | 2,568 | 2,881 | 3,150 | - | - | - |
17 | 1000 | 2,064 | 2,427 | 2,723 | 2,977 | 3,202 | 3,593 | 3,928 | - | - | - |
18 | На каждый последующий 1 м прибавлять | 2,000 | 2,380 | 2,650 | 2,950 | 3,150 | 3,500 | 3,900 | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||||
50 | 60 | 80 | 100 | 120 | 160 | 200 | 250 | 300 | ||
Время на рез, мин. | ||||||||||
19 | 50 | 0,29 | - | - | - | - | - | - | - | - |
20 | 60 | 0,35 | 0,38 | - | - | - | - | - | - | - |
21 | 80 | 0,47 | 0,50 | 0,56 | - | - | - | - | - | - |
22 | 100 | 0,58 | 0,62 | 0,70 | 0,77 | - | - | - | - | - |
23 | 120 | 0,70 | 0,75 | 0,84 | 0,92 | 0,99 | - | - | - | - |
24 | 160 | 0,92 | 0,99 | 1,11 | 1,22 | 1,31 | 1,47 | - | - | - |
25 | 200 | 1,15 | 1,24 | 1,39 | 1,52 | 1,63 | 1,83 | 2,00 | - | - |
26 | 250 | 1,44 | 1,55 | 1,73 | 1,90 | 2,04 | 2,29 | 2,50 | 2,73 | - |
27 | 300 | 1,72 | 1,85 | 2,08 | 2,27 | 2,44 | 2,74 | 3,00 | 3,28 | 3,52 |
28 | 400 | 2,29 | 2,46 | 2,76 | 3,02 | 3,25 | 3,64 | 3,98 | 4,36 | 4,68 |
29 | 500 | 2,85 | 3,07 | 3,44 | 3,77 | 4,05 | 4,54 | 4,97 | 5,43 | 5,84 |
Индекс | л | м | н | о | п | р | с | т | у | |
T = 0,00127 l0,99 · h0,40
ОТРЕЗКА ЗАЛИВОВ, РЕБЕР, ЛИТНИКОВ И ПРИБЫЛЕЙ ГАЗОВЫМ ПЛАМЕНЕМ | Среднесерийное производство | |||||||||||
КАРТА 57 | Лист 3 | |||||||||||
N позиции | Наружный диаметр D, мм, до | Внутренний диаметр d, мм, до | ||||||||||
100 | 120 | 160 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 800 | ||
Время на рез, мин. | ||||||||||||
Отрезка кольцевых сечений ацетиленокислородным пламенем | ||||||||||||
30 | 200 | 2,52 | - | - | - | - | - | - | - | - | - | - |
31 | 250 | 3,30 | 2,98 | 2,54 | - | - | - | - | - | - | - | - |
32 | 300 | 4,10 | 3,71 | 3,17 | 2,80 | - | - | - | - | - | - | - |
33 | 350 | 4,93 | 4,46 | 3,81 | 3,37 | 2,98 | - | - | - | - | - | - |
34 | 400 | 5,79 | 5,24 | 4,47 | 3,96 | 3,50 | 3,17 | - | - | - | - | - |
35 | 500 | 7,57 | 6,85 | 5,85 | 5,17 | 4,57 | 4,14 | 3,81 | 3,53 | - | - | - |
36 | 600 | 9,42 | 8,52 | 7,28 | 6,44 | 5,69 | 5,15 | 4,73 | 4,40 | 3,89 | - | - |
37 | 800 | - | - | 10,28 | 9,09 | 8,04 | 7,27 | 6,68 | 6,21 | 5,49 | 4,97 | - |
38 | 1000 | - | - | - | 11,88 | 10,51 | 9,50 | 8,73 | 8,11 | 7,18 | 6,49 | 5,54 |
39 | 1200 | - | - | - | - | 13,08 | 11,83 | 10,87 | 10,10 | 8,93 | 8,08 | 6,90 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |

Примечания: 1. Время по карте рассчитано на чистоту кислорода 99,5%. При изменении чистоты кислорода время по карте принимать с коэффициентами:
Чистота применяемого кислорода, % | 99,8 | 99,5 | 99,2 | 99,0 | 98,5 | 98,0 |
Поправочный коэффициент | 0,92 | 1,00 | 1,06 | 1,11 | 1,19 | 1,25 |
2. При керосинокислородной резке время по карте принимать с коэффициентом 1,3. 3. При кислородно-флюсовой резке время по карте принимать с коэффициентом 1,5. 4. При резке пропан-бутановой смесью, коксовым или природным газом время по карте принимать с коэффициентом 1,15. 5. При резке легированной стали время по карте принимать с коэффициентом 1,15. | ||||||
Среднесерийное производство | ||||||||||||||
КАРТА 58 | Лист 1 | |||||||||||||
I. Подача отливок на стол пилы | ||||||||||||||
Содержание работы | ||||||||||||||
1. Взять (застропить) отливку, переместить на расстояние до 1 м, положить на стол пилы (расстропить). 2. Взять (застропить) отливку со стола, переместить (до 1 м), положить на место (расстропить). | ||||||||||||||
N позиции | Вручную | Подъемником | ||||||||||||
Масса отливки М, кг, до | ||||||||||||||
1 | 3 | 5 | 7 | 10 | 15 | 20 | 50 | 70 | 100 | 150 | 200 | 300 | 500 | |
Время на отливку, мин. | ||||||||||||||
1 | 0,053 | 0,086 | 0,108 | 0,125 | 0,146 | 0,175 | 0,198 | 0,300 | 0,330 | 0,370 | 0,420 | 0,460 | 0,530 | 0,620 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о |
T1 = 0,053 М0,44 | T2 = 0,085 М0,32 | |||||||||||||
Примечание. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
II. Отрезка литников и прибылей ленточной пилой
Содержание работы | ||||||||||||
1. Подвести отливку для отрезки литника или прибыли. 2. Отрезать литник или прибыль. | ||||||||||||
Отрезка круглых сечений | ||||||||||||
N позиции | Отливки | Диаметр сечения D, мм, до | ||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время на отливку, мин. | ||||||||||||
1 | Из алюминиевых сплавов | 0,044 | 0,055 | 0,065 | 0,086 | 0,107 | 0,127 | 0,168 | 0,208 | 0,248 | 0,327 | 0,404 |
2 | Из магниевых сплавов | 0,037 | 0,046 | 0,055 | 0,072 | 0,090 | 0,107 | 0,141 | 0,175 | 0,208 | 0,274 | 0,340 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T1 = 0,0025 D0,96
T2 = 0,0021 D0,96
ОТРЕЗКА ЛИТНИКОВ И ПРИБЫЛЕЙ ЛЕНТОЧНОЙ ПИЛОЙ | Среднесерийное производство | |||||||
КАРТА 58 | Лист 2 | |||||||
Отрезка прямоугольных сечений. Отливки из алюминиевых сплавов | ||||||||
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||
10 | 12 | 16 | 20 | 25 | 30 | 40 | ||
Время на рез, мин. | ||||||||
1 | 20 | 0,035 | 0,040 | 0,049 | 0,057 | - | - | - |
2 | 30 | 0,039 | 0,045 | 0,055 | 0,065 | 0,076 | 0,087 | - |
3 | 40 | 0,043 | 0,049 | 0,060 | 0,071 | 0,083 | 0,095 | 0,116 |
4 | 50 | 0,046 | 0,052 | 0,064 | 0,075 | 0,089 | 0,101 | 0,124 |
5 | 60 | 0,048 | 0,055 | 0,068 | 0,080 | 0,094 | 0,107 | 0,131 |
6 | 80 | 0,053 | 0,060 | 0,074 | 0,087 | 0,102 | 0,116 | 0,143 |
7 | 100 | 0,056 | 0,064 | 0,079 | 0,093 | 0,109 | 0,124 | 0,153 |
8 | 120 | 0,060 | 0,068 | 0,084 | 0,098 | 0,115 | 0,131 | 0,162 |
9 | 140 | 0,062 | 0,071 | 0,088 | 0,103 | 0,121 | 0,138 | 0,169 |
10 | 160 | 0,065 | 0,074 | 0,091 | 0,107 | 0,126 | 0,143 | 0,176 |
11 | 200 | 0,069 | 0,079 | 0,097 | 0,114 | 0,134 | 0,153 | 0,188 |
Индекс | а | б | в | г | д | е | ж | |
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||
50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время на рез, мин. | ||||||||
4 | 50 | 0,146 | - | - | - | - | - | - |
5 | 60 | 0,154 | 0,176 | - | - | - | - | - |
6 | 80 | 0,168 | 0,192 | 0,236 | - | - | - | - |
7 | 100 | 0,180 | 0,205 | 0,252 | 0,296 | - | - | - |
8 | 120 | 0,190 | 0,216 | 0,266 | 0,313 | 0,357 | - | - |
9 | 140 | 0,199 | 0,227 | 0,279 | 0,327 | 0,373 | - | - |
10 | 160 | 0,207 | 0,236 | 0,290 | 0,341 | 0,387 | 0,478 | - |
11 | 200 | 0,221 | 0,252 | 0,310 | 0,364 | 0,416 | 0,511 | 0,600 |
Индекс | з | и | к | л | м | н | о | |
T = 0,0027 l0,30 · h0,72
Примечание. При обрезке литников и прибылей у отливок из магниевых сплавов время по карте принимать с коэффициентом 0,85.
Среднесерийное производство | ||
КАРТА 59 | ||
Наименование элементов затрат времени | Затраты времени на отливку, мин. | |
1. | Вспомогательное перекрываемое время: | 0,27 |
0,36 | ||
2. | Технологически необходимое время на обработку отливки в линии (машине): tтн - продолжительность одного цикла обработки | 1,39 |
Среднесерийное производство | |||||
КАРТА 60 | |||||
Содержание работы | |||||
Вручную | |||||
Взять литник или отливку с пола, конвейера и положить в тару. | |||||
Подъемником | |||||
Застропить литник или отливку, положить в тару, расстропить. | |||||
N позиции | Масса литника, отливки М, кг, до | Время на литник, отливку, мин. | N позиции | Масса литника, отливки М, кг, до | Время на литник, отливку, мин. |
Вручную | |||||
1 | 0,3 | 0,038 | 8 | 4,0 | 0,074 |
2 | 0,5 | 0,044 | 9 | 5,0 | 0,078 |
3 | 0,7 | 0,048 | 10 | 6,0 | 0,081 |
4 | 1,0 | 0,052 | 11 | 8,0 | 0,087 |
5 | 1,5 | 0,058 | 12 | 10,0 | 0,092 |
6 | 2,0 | 0,062 | 13 | 12,0 | 0,097 |
7 | 3,0 | 0,068 | 14 | 16,0 | 0,104 |
15 | 20,0 | 0,111 | |||
T = 0,052 М0,25 | |||||
Подъемником | |||||
16 | 25,0 | 0,127 | 21 | 80,0 | 0,170 |
17 | 30,0 | 0,133 | 22 | 100,0 | 0,180 |
18 | 40,0 | 0,143 | 23 | 120,0 | 0,189 |
19 | 50,0 | 0,152 | 24 | 160,0 | 0,203 |
20 | 60,0 | 0,159 | 25 | 200,0 | 0,214 |
Индекс | а | Индекс | а | ||
T = 0,057 М0,25
Примечание В карте время рассчитано на укладку литников или отливок с пола. При укладке литников с конвейера время по карте принимать с коэффициентом 0,9.
Среднесерийное производство | ||||||
КАРТА 61 | ||||||
Содержание работы | ||||||
Вручную | ||||||
1. Подойти, взять отливку, переместить на расстояние до 3 м и положить на тележку. 2. Подойти, взять отливку с тележки, переместить на расстояние до 3 м и положить на место. | ||||||
Подъемником, краном | ||||||
1. Переместить подъемник, кран к отливке, застропить ее, подать к тележке на расстояние до 3 м. 2. Установить отливку на тележку, расстропить. 3. Переместить подъемник, кран к отливке, застропить ее на тележке, переместить до 3 м. 4. Положить отливку на место, расстропить. | ||||||
Загрузка и разгрузка вручную | ||||||
N позиции | Масса отливки М, кг, до | Время на отливку, мин. | N позиции | Масса отливки М, кг, до | Время на отливку, мин. | |
1 | 1 | 0,081 | 6 | 6 | 0,178 | |
2 | 2 | 0,110 | 7 | 8 | 0,202 | |
3 | 3 | 0,131 | 8 | 10 | 0,223 | |
4 | 4 | 0,149 | 9 | 12 | 0,242 | |
5 | 5 | 0,164 | 10 | 15 | 0,267 | |
11 | 20 | 0,303 | ||||
T = 0,081 М0,44
Загрузка и разгрузка подъемником, краном
N позиции | Масса отливки М, кг, до | Время на отливку, мин. | N позиции | Масса отливки М, кг, до | Время на отливку, мин. |
12 | 30 | 0,347 | 21 | 1000 | 1,067 |
13 | 50 | 0,409 | 22 | 1500 | 1,215 |
14 | 70 | 0,456 | 23 | 2000 | 1,332 |
15 | 100 | 0,511 | 24 | 3000 | 1,517 |
16 | 150 | 0,581 | 25 | 5000 | 1,786 |
17 | 200 | 0,637 | 26 | 7000 | 1,989 |
18 | 300 | 0,726 | 27 | 10000 | 2,229 |
19 | 500 | 0,855 | 28 | 15000 | 2,538 |
20 | 700 | 0,952 | 29 | 20000 | 2,783 |
T = 0,117 М0,32
Примечание. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
Среднесерийное производство | |||
КАРТА 62 | |||
Содержание работы | Дробеструйная камера | Дробеметная камера | |
Время, мин. | |||
1. | Вкатить тележку с отливками в камеру | 0,48 | 0,48 |
2. | Закрепить тележку и раскрепить поворотный круг | - | 0,16 |
3. | Закрыть двери камеры | 0,19 | 0,19 |
4. | Пустить и остановить механизмы | - | 0,43 |
5. | Надеть и снять шлемы | 0,18 | - |
6. | Включить и выключить дробеструйный аппарат | 0,15 | - |
7. | Открыть двери камеры | 0,24 | 0,24 |
8. | Закрепить поворотный круг | - | 0,07 |
9. | Очистить путь от дроби | 0,33 | 0,33 |
10 | Закрепить тележку | - | 0,07 |
11 | .Выкатить тележку из камеры | 0,48 | 0,48 |
Итого | 2,05 | 2,45 | |
Среднесерийное производство | ||||||||||
КАРТА 63 | Лист 1 | |||||||||
Содержание работы | ||||||||||
Очистить наружные и внутренние поверхности отливки струей дроби. | ||||||||||
N позиции | Площадь поверхности отливки S, м2, до | Отливки из чугуна и медных сплавов | Отливки из стали | Отливки из алюминиевых и магниевых сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
1 | 0,06 | 0,11 | 0,13 | 0,16 | 0,16 | 0,20 | 0,25 | 0,05 | 0,07 | 0,08 |
2 | 0,08 | 0,14 | 0,18 | 0,22 | 0,21 | 0,26 | 0,33 | 0,07 | 0,09 | 0,11 |
3 | 0,10 | 0,18 | 0,22 | 0,27 | 0,27 | 0,33 | 0,41 | 0,09 | 0,11 | 0,14 |
4 | 0,12 | 0,21 | 0,26 | 0,33 | 0,32 | 0,40 | 0,49 | 0,11 | 0,13 | 0,16 |
5 | 0,16 | 0,28 | 0,35 | 0,43 | 0,42 | 0,52 | 0,65 | 0,14 | 0,18 | 0,22 |
6 | 0,20 | 0,35 | 0,44 | 0,54 | 0,53 | 0,66 | 0,81 | 0,18 | 0,22 | 0,27 |
7 | 0,25 | 0,44 | 0,54 | 0,67 | 0,66 | 0,81 | 1,00 | 0,22 | 0,27 | 0,33 |
8 | 0,30 | 0,52 | 0,65 | 0,80 | 0,78 | 0,97 | 1,20 | 0,26 | 0,33 | 0,40 |
9 | 0,35 | 0,61 | 0,75 | 0,93 | 0,91 | 1,13 | 1,40 | 0,30 | 0,38 | 0,47 |
10 | 0,40 | 0,70 | 0,86 | 1,06 | 1,04 | 1,29 | 1,59 | 0,35 | 0,43' | 0,53 |
11 | 0,50 | 0,86 | 1,07 | 1,32 | 1,29 | 1,60 | 1,98 | 0,43 | 0,54 | 0,66 |
12 | 0,60 | 1,03 | 1,28 | 1,58 | 1,55 | 1,92 | 2,37 | 0,52 | 0,64 | 0,79 |
13 | 0,80 | 1,37 | 1,70 | 2,09 | 2,05 | 2,54 | 3,14 | 0,68 | 0,85 | 1,04 |
14 | 1,00 | 1,71 | 2,11 | 2,60 | 2,55 | 3,16 | 3,91 | 0,85 | 1,06 | 1,30 |
15 | 1,20 | 2,03 | 2,52 | 3,11 | 3,05 | 3,78 | 4,67 | 1,02 | 1,27 | 1,55 |
16 | 1,60 | 2,69 | 3,34 | 4,12 | 4,04 | 5,01 | 6,20 | 1,35 | 1,68 | 2,06 |
17 | 2,00 | 3,35 | 4,16 | 5,13 | 5,03 | 6,23 | 7,71 | 1,68 | 2,09 | 2,56 |
18 | 2,50 | 4,17 | 5,18 | 6,38 | 6,26 | 7,76 | 9,60 | 2,09 | 2,60 | 3,19 |
Индекс | а | б | в | г | д | е | ж | з | и | |
ОЧИСТКА ПОВЕРХНОСТЕЙ ОТЛИВОК В ДРОБЕСТРУЙНОЙ КАМЕРЕ | Среднесерийное производство | |||||||||
КАРТА 63 | Лист 2 | |||||||||
N позиции | Площадь поверхности отливки S, м2, до | Отливки из чугуна и медных сплавов | Отливки из стали | Отливки из алюминиевых и магниевых сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
19 | 3,00 | 4,99 | 6,19 | 7,63 | 7,48 | 9,27 | 11,48 | 2,49 | 3,11 | 3,82 |
20 | 3,50 | 5,80 | 7,20 | 8,87 | 8,70 | 10,79 | 13,35 | 2,90 | 3,62 | 4,44 |
21 | 4,00 | 6,61 | 8,21 | 10,12 | 9,92 | 12,29 | 15,21 | 3,31 | 4,12 | 5,06 |
22 | 5,00 | 8,23 | 10,22 | 12,59 | 12,35 | 15,30 | 18,93 | 4,11 | 5,13 | 6,29 |
23 | 6,00 | 9,84 | 12,21 | 15,05 | 14,76 | 18,29 | 22,63 | 4,92 | 6,14 | 7,53 |
24 | 8,00 | 13,05 | 16,19 | 19,95 | 19,57 | 24,25 | 30,00 | 6,52 | 8,13 | 9,98 |
25 | 10,00 | 16,23 | 20,15 | 24,83 | 24,35 | 30,18 | 37,34 | 8,12 | 10,12 | 12,42 |
Индекс | а | б | в | г | д | е | ж | з | и | |
TI = 1,7 S0,98 | TI = 2,55 S0,98 | TI = 0,85 S0,98 | ||||||||
TII = 2,11 S0,98 | TII = 3,16 S0,98 | TII = 1,06 S0,98 | ||||||||
TIII = 2,6 S0,98 | TIII = 3,91 S0,98 | TIII = 1,3 S0,98 | ||||||||
Среднесерийное производство | ||||||||||||
КАРТА 64 | Лист 1 | |||||||||||
I. Загрузка скипа барабана | ||||||||||||
Содержание работы | ||||||||||||
Вручную | ||||||||||||
1. Подойти, взять отливку из тары, с рольганга. 2. Переместить на расстояние до 1 м, положить отливку в ковш скипа. | ||||||||||||
Подъемником, краном | ||||||||||||
1. Переместить подъемник, кран к отливке, ящику. 2. Застропить отливку (ящик), подать к скипу (до 3 м). 3. Положить отливку в ковш скипа и расстропить, загрузить отливки из ящика (перевертыванием), подать ящик на место и расстропить. | ||||||||||||
N позиции | Способ выполнения | Масса отливки М, кг, до | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | ||
Время на отливку, мин. | ||||||||||||
1 | Вручную | 0,032 | 0,043 | 0,052 | 0,059 | 0,065 | 0,070 | 0,080 | 0,088 | 0,100 | 0,110 | 0,120 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,032 М0,44
ОЧИСТКА ПОВЕРХНОСТЕЙ ОТЛИВОК В ДРОБЕМЕТНОМ ЛЕНТОЧНОМ БАРАБАНЕ | Среднесерийное производство | |||||||||
КАРТА 64 | Лист 2 | |||||||||
N позиции | Способ выполнения | Масса отливки или отливок М, кг, до | ||||||||
30 | 50 | 70 | 100 | 150 | 200 | 300 | 500 | |||
Время на отливку (ящик), мин. | ||||||||||
Подъемником, краном: | ||||||||||
2 | поштучно | 0,18 | 0,21 | 0,23 | 0,26 | 0,30 | 0,33 | - | - | |
3 | ящиком | - | - | - | 1,10 | 1,23 | 1,32 | 1,48 | 1,70 | |
Индекс | а | б | в | г | д | е | ж | з | ||
T = 0,06 М0,32 - поштучно
T = 0,317 М0,27 - ящиком
Примечания: 1. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
2. Время непосредственной очистки отливок в дробеметном ленточном барабане устанавливается по утвержденной технологической инструкции.
II. Управление барабаном и механизированная разгрузка
N позиции | Содержание работы | Время на скип, барабан, мин. |
4 | Управление барабаном | 0,41 |
5 | Загрузка барабана отливками ковшом скипа | 1,04 |
Механизированная разгрузка барабана: | ||
6 | емкость барабана до 500 кг | 1,08 |
7 | емкость барабана до 1000 кг | 1,62 |
Среднесерийное производство | ||||||
КАРТА 65 | Лист 1 | |||||
I. Подготовка барабана к пуску и разгрузке | ||||||
Содержание работы | ||||||
1. Застропить крышку краном и установить ее на барабан, закрепить планкой-задвижкой или болтами, расстропить. 2. Установить оградительную решетку. 3. Включить мотор (пустить барабан). 4. Выключить мотор (остановить барабан). 5. Снять оградительную решетку. 6. Раскрепить крышку барабана и застропить краном. 7. Снять крышку, положить на место и расстропить. | ||||||
N позиции | Способ крепления | Внутренний объем барабана V, м3, до | ||||
0,5 | 1,0 | 1,5 | 2,0 | 3,0 | ||
Время на барабан, мин. | ||||||
1 | Планкой-задвижкой | 1,80 | 2,50 | - | - | - |
2 | Болтами и планкой | - | 4,70 | 5,83 | 6,79 | 8,41 |
Индекс | а | б | в | г | д | |
Болтами и планкой - T = 4,7 V0,53
Примечание. При расчете нормы времени время, указанное в карте, разделить на число отливок, обрабатываемых в барабане.
II. Загрузка и выгрузка отливок из барабана
Содержание работы | ||||||||||
1. Загрузить отливку в барабан вручную или подъемником (краном). 2. Выгрузить отливку из барабана вручную или подъемником (краном). | ||||||||||
N позиции | Способ выполнения | Масса отливки М, кг, до | ||||||||
1 | 2 | 3 | 4 | 5 | 7 | 10 | 15 | 20 | ||
Время на отливку, мин. | ||||||||||
Вручную: | ||||||||||
1 | загрузить | 0,032 | 0,045 | 0,055 | 0,063 | 0,070 | 0,083 | 0,099 | 0,121 | 0,139 |
2 | выгрузить | 0,035 | 0,049 | 0,060 | 0,069 | 0,077 | 0,091 | 0,108 | 0,132 | 0,152 |
Индекс | а | б | в | г | д | е | ж | з | и | |
T1 = 0,032 М0,49
T2 = 0,035 М0,49
ОЧИСТКА ОТЛИВОК В ГАЛТОВОЧНОМ БАРАБАНЕ | Среднесерийное производство | |||||||||
КАРТА 65 | Лист 2 | |||||||||
N позиции | Способ выполнения | Масса отливки, отливок в ящике М, кг, до | ||||||||
30 | 50 | 70 | 100 | 150 | 200 | 300 | 500 | 700 | ||
Время на отливку, мин. | ||||||||||
Загрузить | ||||||||||
Подъемником: | ||||||||||
3 | поштучно | 0,27 | 0,34 | 0,39 | 0,46 | 0,54 | - | - | - | - |
4 | ящиком | - | - | - | 1,08 | 1,21 | 1,31 | 1,47 | 1,69 | 1,86 |
T = 0,063 М0,43 - поштучно | T = 0,297 М0,28 - ящиком | |||||||||
Выгрузить | ||||||||||
Подъемником: | ||||||||||
5 | поштучно | 0,32 | 0,39 | 0,45 | 0,53 | 0,63 | - | - | - | - |
6 | поворотом барабана | 0,23 | 0,26 | |||||||
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,073 М0,43 - поштучно
Среднесерийное производство | ||||
КАРТА 66 | ||||
Содержание работы | ||||
1. Взять отливку краном и установить в контейнер. 2. Установить контейнер с отливками и закрыть двери. 3. Очистить отливку от смеси. 4. Кантовать отливки в процессе очистки. 5. Открыть двери камеры и выгрузить контейнер с отливками. 6. Взять отливки краном и положить на место. | ||||
N позиции | Масса отливки М, кг, до | Категория сложности | ||
I | II | III | ||
Время на 1 отливку, мин. | ||||
1 | 100 | 9,556 | 11,205 | 12,948 |
2 | 125 | 10,926 | 12,810 | 14,804 |
3 | 150 | 12,189 | 14,291 | 16,515 |
4 | 200 | 14,485 | 16,984 | 19,626 |
5 | 250 | 16,561 | 19,417 | 22,438 |
6 | 300 | 18,475 | 21,662 | 25,032 |
7 | 400 | 21,956 | 25,743 | 29,748 |
8 | 500 | 25,101 | 29,431 | 34,010 |
9 | 800 | 33,279 | 39,019 | 45,090 |
10 | 1000 | 38,047 | 44,609 | 51,549 |
П | 1250 | 43,498 | 51,000 | 58,935 |
12 | 1500 | 48,526 | 56,895 | 65,747 |
13 | 2000 | 57,668 | 67,615 | 78,135 |
14 | 2500 | 65,930 | 77,301 | 89,328 |
Индекс | а | б | в | |
TI = 0,603 М0,60 | TII = 0,707 М0,60 | TIII = 0,817 М0,60 |
Примечание. Нормативы времени рассчитаны на удаление из отливок жидкоподвижных самотвердеющих смесей на жидком стекле. При удалении песчано-масляной смеси время по карте принимать с коэффициентом 0,75; песчано-глинистой - с коэффициентом 0,85.
Среднесерийное производство | |||||||
КАРТА 67 | Лист 1 | ||||||
Содержание работы | |||||||
1. Очистить наружные и внутренние поверхности отливки от пригоревшей формовочной смеси пневматическим зубилом. 2. Удалить с поверхности отливки приварившиеся холодильники, шпильки, наплывы. 3. Зачистить место под клеймо. | |||||||
N позиции | Площадь поверхности очистки S, м2, до | Отливки из чугуна и медных сплавов | Отливки из стали | ||||
Категория сложности | |||||||
I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||
1 | 0,20 | 0,44 | 0,63 | 0,92 | 0,56 | 0,82 | 1,19 |
2 | 0,25 | 0,54 | 0,78 | 1,13 | 0,70 | 1,02 | 1,47 |
3 | 0,30 | 0,64 | 0,93 | 1,35 | 0,83 | 1,21 | 1,75 |
4 | 0,40 | 0,85 | 1,22 | 1,77 | 1,09 | 1,59 | 2,30 |
5 | 0,50 | 1,04 | 1,51 | 2,19 | 1,35 | 1,96 | 2,84 |
6 | 0,60 | 1,24 | 1,80 | 2,60 | 1,60 | 2,33 | 3,38 |
7 | 0,80 | 1,63 | 2,36 | 3,42 | 2,10 | 3,07 | 4,44 |
8 | 1,00 | 2,02 | 2,92 | 4,23 | 2,60 | 3,79 | 5,49 |
9 | 1,20 | 2,40 | 3,47 | 5,03 | 3,09 | 4,51 | 6,53 |
10 | 1,60 | 3,16 | 4,56 | 6,61 | 4,06 | 5,92 | 8,58 |
11 | 2,00 | 3,90 | 5,64 | 8,17 | 5,02 | 7,32 | 10,61 |
12 | 2,50 | 4,82 | 6,97 | 10,10 | 6,21 | 9,05 | 13,11 |
13 | 3,00 | 5,74 | 8,29 | 12,01 | 7,38 | 10,76 | 15,59 |
14 | 4,00 | 7,54 | 10,90 | 15,79 | 9,70 | 14,14 | 20,49 |
15 | 5,00 | 9,32 | 13,47 | 19,51 | 12,00 | 17,48 | 25,33 |
Индекс | а | б | в | г | д | е | |
ОЧИСТКА ПОВЕРХНОСТЕЙ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Среднесерийное производство | ||||||
КАРТА 67 | Лист 2 | ||||||
N позиции | Площадь поверхности с очистки S, м2, до | Отливки из чугуна и медных сплавов | Отливки из стали | ||||
Категория сложности | |||||||
I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||
16 | 6,00 | 11,08 | 16,02 | 23,20 | 14,26 | 20,79 | 30,12 |
17 | 8,00 | 14,56 | 21,05 | 30,50 | 18,75 | 27,33 | 39,58 |
18 | 10,00 | 18,00 | 26,02 | 37,70 | 23,17 | 33,78 | 48,93 |
Индекс | а | б | в | г | д | е | |
TI = 2,02 S0,95 | TI = 2,60 S0,95 |
TII = 2,92 S0,95 | TII = 3,79 S0,95 |
TIII = 4,23 S0,95 | TIII = 5,49 S0,95 |
Примечания: 1. При очистке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
2. При очистке поверхности алюминиевых отливок время по карте принимать с коэффициентом 0,6 от времени на очистку отливок из чугуна.
3. При удалении оставшихся после гидроочистки каркасов, рамок и крючков время по карте принимать с коэффициентом 1,1.
Среднесерийное производство | |||||||||||||
КАРТА 68 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Взять отливку и подать на расстояние до 2 м на верстак или стол. 2. Установить отливку в тиски или в специальное приспособление. 3. Закрепить отливку в тисках винтовым или рычажным зажимом. 4. Взять пневматическое или ручное зубило. 5. Обрубить заливы и остатки питателей и выпоров. 6. Повернуть отливку во время обрубки необходимое число раз. 7. Раскрепить отливку, вынуть из тисков или приспособления и положить на место. | |||||||||||||
Обрубка пневматическим зубилом | |||||||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | Отливки из алюминиевых сплавов | ||||||||
Категория сложности | |||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||||||||
1 | 0,2 | 0,13 | 0,18 | 0,25 | 0,23 | 0,31 | 0,41 | 0,10 | 0,14 | 0,19 | 0,10 | 0,13 | 0,18 |
2 | 0,3 | 0,17 | 0,23 | 0,32 | 0,29 | 0,40 | 0,53 | 0,13 | 0,18 | 0,25 | 0,12 | 0,16 | 0,23 |
3 | 0,4 | 0,20 | 0,27 | 0,38 | 0,34 | 0,47 | 0,63 | 0,16 | 0,21 | 0,29 | 0,14 | 0,20 | 0,27 |
4 | 0,6 | 0,26 | 0,35 | 0,48 | 0,43 | 0,59 | 0,80 | 0,20 | 0,27 | 0,38 | 0,18 | 0,25 | 0,34 |
5 | 0,8 | 0,31 | 0,41 | 0,57 | 0,52 | 0,71 | 0,95 | 0,24 | 0,32 | 0,45 | 0,22 | 0,30 | 0,41 |
6 | 1,0 | 0,35 | 0,47 | 0,65 | 0,59 | 0,81 | 1,09 | 0,27 | 0,37 | 0,51 | 0,25 | 0,34 | 0,47 |
7 | 1,2 | 0,39 | 0,52 | 0,72 | 0,67 | 0,90 | 1,22 | 0,30 | 0,41 | 0,57 | 0,28 | 0,38 | 0,52 |
8 | 1,6 | 0,46 | 0,62 | 0,86 | 0,78 | 1,07 | 1,45 | 0,36 | 0,49 | 0,67 | 0,33 | 0,45 | 0,62 |
9 | 2,0 | 0,53 | 0,71 | 0,98 | 0,89 | 1,23 | 1,65 | 0,41 | 0,56 | 0,77 | 0,38 | 0,52 | 0,71 |
10 | 2,5 | 0,61 | 0,81 | 1,13 | 1,02 | 1,40 | 1,89 | 0,47 | 0,64 | 0,88 | 0,43 | 0,59 | 0,81 |
11 | 3,2 | 0,70 | 0,94 | 1,31 | 1,19 | 1,63 | 2,19 | 0,54 | 0,74 | 1,02 | 0,50 | 0,68 | 0,94 |
12 | 4,0 | 0,80 | 1,08 | 1,49 | 1,36 | 1,86 | 2,50 | 0,62 | 0,85 | 1,17 | 0,57 | 0,78 | 1,08 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ОБРУБКА МЕЛКИХ ОТЛИВОК | Среднесерийное производство | ||||||||||||
КАРТА 68 | Лист 2 | ||||||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | Отливки из алюминиевых сплавов | ||||||||
Категория сложности | |||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин | |||||||||||||
13 | 5,0 | 0,92 | 1,23 | 1,71 | 1,55 | 2,13 | 2,86 | 0,71 | 0,97 | 1,34 | 0,66 | 0,89 | 1,23 |
14 | 6,0 | 1,03 | 1,38 | 1,90 | 1,73 | 2,37 | 3,19 | 0,80 | 1,08 | 1,49 | 0,73 | 1,00 | 1,38 |
15 | 8,0 | 1,22 | 1,64 | 2,26 | 2,05 | 2,82 | 3,80 | 0,94 | 1,29 | 1,78 | 0,87 | 1,18 | 1,64 |
16 | 10,0 | 1,39 | 1,87 | 2,59 | 2,35 | 3,22 | 4,34 | 1,07 | 1,47 | 2,03 | 1,00 | 1,35 | 1,87 |
17 | 12,0 | 1,55 | 2,09 | 2,89 | 2,62 | 3,60 | 4,84 | 1,20 | 1,64 | 2,27 | 1,11 | 1,51 | 2,09 |
18 | 16,0 | 1,85 | 2,48 | 3,43 | 3,11 | 4,28 | 5,75 | 1,43 | 1,95 | 2,69 | 1,32 | 1,79 | 2,48 |
19 | 20,0 | 2,11 | 2,84 | 3,92 | 3,56 | 4,89 | 6,58 | 1,63 | 2,23 | 3,08 | 1,51 | 2,05 | 2,84 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
TI = 0,35 М0,60 | TI = 0,59 М0,60 | TI = 0,27 М0,60 | TI = 0,25 М0,60 | ||||||||||
TII = 0,47 М0,60 | TII = 0,81 М0,60 | TII = 0,37 М0,60 | TII = 0,34 М0,60 | ||||||||||
TIII = 0,65 М0,60 | TIII = 1,09 М0,60 | TIII = 0,51 М0,60 | TIII = 0,47 М0,60 | ||||||||||
Примечания: 1. При обрубке отливок ручным зубилом время по карте принимать с коэффициентом 1,7.
2. При обрубке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
3. При обрубке отливок из магниевых сплавов время по карте принимать с коэффициентом 0,8 от времени для обрубки отливок из алюминиевых сплавов.
Среднесерийное производство | |||||||||
КАРТА 69 | |||||||||
Содержание работы | |||||||||
1. Подрубить пневматическим зубилом заливы по разъему и знакам стержней снаружи и внутри отливки. 2. Обломать кувалдой заливы. 3. Обрубить зубилом заливы и зачистить место обрубки. | |||||||||
N позиции | Ширина залива h, мм, до | Отливки из чугуна | Отливки из медных сплавов | Отливки из алюминиевых сплавов | Отливки; из магниевых сплавов | ||||
Виды заливов | |||||||||
прямолинейные | криволинейные | прямолинейные | криволинейные | прямолинейные | криволинейные | прямолинейные | криволинейные | ||
Время на 1 дм длины, мин. | |||||||||
1 | 1,5 | 0,040 | 0,068 | 0,033 | 0,054 | 0,017 | 0,027 | 0,013 | 0,022 |
2 | 2,0 | 0,053 | 0,089 | 0,043 | 0,072 | 0,022 | 0,036 | 0,018 | 0,029 |
3 | 2,5 | 0,066 | 0,111 | 0,053 | 0,089 | 0,027 | 0,045 | 0,022 | 0,036 |
4 | 3,0 | 0,078 | 0,132 | 0,064 | 0,106 | 0,033 | 0,054 | 0,026 | 0,042 |
5 | 4,0 | 0,104 | 0,175 | 0,084 | 0,140 | 0,043 | 0,071 | 0,035 | 0,056 |
6 | 5,0 | 0,129 | 0,217 | 0,105 | 0,174 | 0,053 | 0,088 | 0,043 | 0,069 |
7 | 6,0 | 0,154 | 0,259 | 0,125 | 0,208 | 0,064 | 0,105 | 0,051 | 0,083 |
8 | 8,0 | 0,203 | 0,343 | 0,165 | 0,275 | 0,084 | 0,139 | 0,068 | 0,110 |
9 | 10,0 | 0,252 | 0,425 | 0,205 | 0,341 | 0,104 | 0,173 | 0,084 | 0,136 |
10 | 12,0 | 0,301 | 0,508 | - | - | - | - | - | - |
11 | 16,0 | 0,398 | 0,671 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
T1 = 0,0275 h0,97 | T1 = 0,022 h0,97 | T1 = 0,0112 h0,97 | T1 = 0,009 h0,97 | ||||||
T2 = 0,0456 h0,97 | T2 = 0,0366 h0,97 | T2 = 0,0185 h0,97 | T2 = 0,0146 h0,97 | ||||||
Примечания: 1. При обрубке внутренних заливов время по карте принимать с коэффициентом 1,25.
2. При обрубке отливок из модифицированного чугуна время по карте принимать с коэффициентом 1,25.
3. При обрубке стальных отливок время по карте принимать с коэффициентом 1,6 от времени для обрубки отливок из чугуна.
Среднесерийное производство | |||||||||
КАРТА 70 | |||||||||
Содержание работы | |||||||||
1. Взять пневматическое зубило. 2. Обрубить остатки литников, выпоров, прибылей и зачистить место обрубки. 3. Положить зубило на место. | |||||||||
N позиции | Площадь сечения S, см2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | N позиции | Площадь сечения S, см2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов |
Время на один питатель, выпор, мин. | Время на один питатель, выпор, мин. | ||||||||
1 | 2,0 | 0,27 | 0,41 | 0,20 | 11 | 9,0 | 0,77 | 1,16 | 0,57 |
2 | 2,5 | 0,31 | 0,47 | 0,23 | 12 | 10,0 | 0,83 | 1,25 | 0,62 |
3 | 3,0 | 0,36 | 0,54 | 0,27 | 13 | 12,0 | 0,95 | 1,42 | 0,70 |
4 | 3,5 | 0,40 | 0,60 | 0,30 | 14 | 16,0 | 1,16 | 1,74 | 0,86 |
5 | 4,0 | 0,44 | 0,66 | 0,32 | 15 | 20,0 | 1,35 | 2,04 | 1,00 |
6 | 4,5 | 0,48 | 0,72 | 0,35 | 16 | 25,0 | 1,58 | 2,38 | 1,17 |
7 | 5,0 | 0,51 | 0,77 | 0,38 | 17 | 30,0 | 1,80 | 2,70 | 1,33 |
8 | 6,0 | 0,58 | 0,88 | 0,43 | 18 | 35,0 | 2,00 | 3,01 | 1,48 |
9 | 7,0 | 0,65 | 0,98 | 0,48 | 19 | 40,0 | 2,20 | 3,31 | 1,63 |
10 | 8,0 | 0,71 | 1,07 | 0,53 | 20 | 45,0 | 2,38 | 3,59 | 1,77 |
21 | 50,0 | 2,57 | 3,87 | 1,90 | |||||
Индекс | а | б | в | Индекс | а | б | в | ||
T1 = 0,166 S0,7
T2 = 0,25 S0,7
T3 = 0,123 S0,7
Примечание. При обрубке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
Среднесерийное производство | |||||||||||||
КАРТА 71 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Взять отливку из тары, поднести (до 1 м) к кругу. 2. Зачистить на отливке заливы, остатки литников, выпоров, прибылей, местные утолщения и неровности поверхности. 3. Осмотреть отливку после зачистки и положить на место. | |||||||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | Отливки из алюминиевых сплавов | ||||||||
Категория сложности | |||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||||||||
1 | 0,01 | 0,011 | 0,016 | 0,023 | 0,014 | 0,020 | 0,030 | 0,009 | 0,013 | 0,018 | 0,013 | 0,018 | 0,026 |
2 | 0,03 | 0,021 | 0,030 | 0,043 | 0,026 | 0,039 | 0,057 | 0,018 | 0,025 | 0,035 | 0,025 | 0,035 | 0,050 |
3 | 0,05 | 0,029 | 0,041 | 0,059 | 0,036 | 0,051 | 0,077 | 0,024 | 0,034 | 0,048 | 0,033 | 0,048 | 0,068 |
4 | 0,10 | 0,044 | 0,062 | 0,088 | 0,054 | 0,077 | 0,116 | 0,036 | 0,051 | 0,072 | 0,050 | 0,072 | 0,103 |
5 | 0,20 | 0,066 | 0,094 | 0,133 | 0,081 | 0,116 | 0,174 | 0,054 | 0,077 | 0,108 | 0,075 | 0,108 | 0,155 |
6 | 0,25 | 0,075 | 0,107 | 0,152 | 0,093 | 0,132 | 0,199 | 0,062 | 0,088 | 0,124 | 0,086 | 0,124 | 0,177 |
7 | 0,30 | 0,084 | 0,119 | 0,169 | 0,103 | 0,147 | 0,221 | 0,069 | 0,098 | 0,138 | 0,096 | 0,138 | 0,197 |
8 | 0,40 | 0,099 | 0,141 | 0,200 | 0,122 | 0,175 | 0,262 | 0,082 | 0,116 | 0,163 | 0,114 | 0,163 | 0,233 |
9 | 0,50 | 0,113 | 0,161 | 0,229 | 0,140 | 0,199 | 0,299 | 0,093 | 0,133 | 0,186 | 0,130 | 0,186 | 0,266 |
10 | 0,60 | 0,126 | 0,179 | 0,254 | 0,155 | 0,222 | 0,333 | 0,104 | 0,148 | 0,207 | 0,144 | 0,207 | 0,296 |
11 | 0,80 | 0,149 | 0,212 | 0,302 | 0,184 | 0,263 | 0,394 | 0,123 | 0,175 | 0,245 | 0,171 | 0,245 | 0,350 |
12 | 1,00 | 0,170 | 0,242 | 0,344 | 0,210 | 0,300 | 0,450 | 0,140 | 0,200 | 0,280 | 0,195 | 0,280 | 0,400 |
13 | 1,20 | 0,189 | 0,269 | 0,383 | 0,234 | 0,334 | 0,501 | 0,156 | 0,223 | 0,312 | 0,217 | 0,312 | 0,445 |
14 | 1,60 | 0,224 | 0,319 | 0,454 | 0,277 | 0,396 | 0,594 | 0,185 | 0,264 | 0,369 | 0,257 | 0,369 | 0,528 |
15 | 2,00 | 0,256 | 0,364 | 0,518 | 0,316 | 0,452 | 0,677 | 0,211 | 0,301 | 0,421 | 0,294 | 0,421 | 0,602 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ЗАЧИСТКА ОТЛИВОК НА СТАЦИОНАРНОМ НАЖДАЧНОМ СТАНКЕ | Среднесерийное производство | ||||||||||||
КАРТА 71 | Лист 2 | ||||||||||||
N позиции | Масса, отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | Отливки из алюминиевых сплавов | ||||||||
Категория сложности | |||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||||||||
16 | 2,50 | 0,292 | 0,416 | 0,591 | 0,360 | 0,515 | 0,773 | 0,240 | 0,343 | 0,481 | 0,335 | 0,481 | 0,687 |
17 | 3,00 | 0,325 | 0,463 | 0,658 | 0,402 | 0,574 | 0,860 | 0,268 | 0,382 | 0,535 | 0,373 | 0,535 | 0,765 |
18 | 4,0 | 0,385 | 0,548 | 0,779 | 0,476 | 0,680 | 1,020 | 0,317 | 0,453 | 0,634 | 0,442 | 0,634 | 0,906 |
19 | 5,0 | 0,439 | 0,625 | 0,889 | 0,543 | 0,775 | 1,163 | 0,362 | 0,517 | 0,724 | 0,504 | 0,724 | 1,034 |
20 | 6,0 | 0,489 | 0,697 | 0,990 | 0,604 | 0,863 | 1,295 | 0,403 | 0,576 | 0,806 | 0,561 | 0,806 | 1,151 |
21 | 8,0 | 0,580 | 0,825 | 1,173 | 0,716 | 1,023 | 1,535 | 0,477 | 0,682 | 0,955 | 0,665 | 0,955 | 1,364 |
22 | 10,0 | 0,661 | 0,942 | 1,338 | 0,817 | 1,167 | 1,751 | 0,545 | 0,778 | 1,089 | 0,759 | 1,089 | 1,556 |
23 | 12,0 | 0,736 | 1,048 | 1,490 | 0,910 | 1,300 | 1,950 | 0,607 | 0,866 | 1,213 | 0,845 | 1,213 | 1,733 |
24 | 16,0 | 0,873 | 1,242 | 1,766 | 1,078 | 1,540 | 2,310 | 0,719 | 1,027 | 1,437 | 1,001 | 1,437 | 2,053 |
25 | 20,0 | 0,996 | 1,417 | 2,014 | 1,230 | 1,757 | 2,635 | 0,820 | 1,171 | 1,640 | 1,142 | 1,640 | 2,342 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
TI = 0,17 М0,59 | TI = 0,21 М0,59 | TI = 0,14 М0,59 | TI = 0,195 М0,59 | ||||||||||
TII = 0,242 М0,59 | TII = 0,30 М0,59 | TII = 0,20 М0,59 | TII = 0,28 М0,59 | ||||||||||
TIII = 0,344 М0,59 | TIII = 0,45 М0,59 | TIII = 0,28 М0,59 | TIII = 0,40 М0,59 | ||||||||||
Примечания: 1. При зачистке отливок из магниевых сплавов время по карте принимать с коэффициентом 0,85 от времени для зачистки отливок из алюминиевых сплавов.
2. На зачистку отливок, не обработанных предварительно в очистных барабанах, время по карте принимать с коэффициентом 1,3.
3. При зачистке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
Среднесерийное производство | |||||||||||||
КАРТА 72 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Взять круг, поднести и установить его над местом зачистки. 2. Включить вращение круга. 3. Зачистить на отливке заливы и поверхности отливки. 4. Выключить вращение круга. 5. Положить круг на место. | |||||||||||||
Зачистка заливов | |||||||||||||
N позиции | Длина заливов l, м, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | |||||||||
Виды заливов | |||||||||||||
прямолинейные | криволинейные | прямолинейные | криволинейные | прямолинейные | криволинейные | ||||||||
Ширина сечения h, мм, до | |||||||||||||
5 | 10 | 5 | 10 | 5 | 10 | 5 | 10 | 5 | 10 | 5 | 10 | ||
Время на отливку, мин. | |||||||||||||
1 | 0,3 | 0,29 | 0,36 | 0,44 | 0,55 | 0,34 | 0,43 | 0,53 | 0,66 | 0,23 | 0,29 | 0,35 | 0,44 |
2 | 0,4 | 0,35 | 0,43 | 0,53 | 0,66 | 0,42 | 0,52 | 0,64 | 0,80 | 0,28 | 0,34 | 0,43 | 0,53 |
3 | 0,5 | 0,40 | 0,50 | 0,61 | 0,77 | 0,48 | 0,60 | 0,74 | 0,93 | 0,32 | 0,40 | 0,50 | 0,62 |
4 | 0,6 | 0,45 | 0,56 | 0,69 | 0,86 | 0,54 | 0,68 | 0,84 | 1,05 | 0,36 | 0,45 | 0,56 | 0,70 |
5 | 0,8 | 0,55 | 0,68 | 0,84 | 1,05 | 0,66 | 0,82 | 1,01 | 1,27 | 0,44 | 0,54 | 0,68 | 0,84 |
6 | 1,0 | 0,63 | 0,79 | 0,97 | 1,21 | 0,76 | 0,95 | 1,17 | 1,47 | 0,51 | 0,63 | 0,78 | 0,98 |
7 | 1,2 | 0,71 | 0,89 | 1,09 | 1,37 | 0,86 | 1,07 | 1,32 | 1,65 | 0,57 | 0,71 | 0,88 | 1,10 |
8 | 1,6 | 0,86 | 1,08 | 1,32 | 1,65 | 1,04 | 1,29 | 1,60 | 2,00 | 0,69 | 0,86 | 1,07 | 1,33 |
9 | 2,0 | 1,00 | 1,25 | 1,53 | 1,91 | 1,20 | 1,50 | 1,86 | 2,32 | 0,80 | 1,00 | 1,24 | 1,55 |
10 | 2,5 | 1,16 | 1,44 | 1,78 | 2,22 | 1,39 | 1,74 | 2,15 | 2,68 | 0,93 | 1,16 | 1,43 | 1,79 |
11 | 3,0 | 1,31 | 1,63 | 2,00 | 2,50 | 1,57 | 1,96 | 2,43 | 3,03 | 1,04 | 1,30 | 1,62 | 2,02 |
12 | 4,0 | 1,58 | 1,97 | 2,42 | 3,02 | 1,90 | 2,37 | 2,93 | 3,66 | 1,26 | 1,58 | 1,95 | 2,44 |
13 | 5,0 | 1,83 | 2,28 | 2,81 | 3,50 | 2,20 | 2,74 | 3,40 | 4,24 | 1,46 | 1,83 | 2,97 | 9,83 |
14 | 6,0 | 2,06 | 2,58 | 3,17 | 3,95 | 2,48 | 3,09 | 3,83 | 4,79 | 1,65 | 2,06 | 2,56 | 3,19 |
15 | 8,0 | 2,49 | 3,11 | 3,83 | 4,78 | 3,00 | 3,74 | 4,64 | 5,79 | 1,99 | 2,49 | 3,09 | 3,86 |
16 | 10,0 | 2,89 | 3,61 | 4,44 | 5,54 | 3,47 | 4,34 | 5,37 | 6,70 | 2,31 | 2,88 | 3,58 | 4,47 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
T1 = 0,378 l0,66 · h0,32 | T1 = 0,454 l0,66 · h0,32 | T1 = 0,302 l0,66 · h0,32 | |||||||||||
T2 = 0,58 l0,66 · h0,32 | T2 = 0,702 l0,66 · h0,32 | T2 = 0,468 l0,66 · h0,32 | |||||||||||
ЗАЧИСТКА ОТЛИВОК ПЕРЕНОСНЫМ НАЖДАЧНЫМ КРУГОМ | Среднесерийное производство | ||||||
КАРТА 72 | Лист 2 | ||||||
Зачистка поверхности отливок | |||||||
N позиции | Площадь зачищаемой поверхности S, м2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | |||
Вид поверхности | |||||||
прямолинейная | криволинейная | прямолинейная | криволинейная | прямолинейная | криволинейная | ||
Время на отливку, мин. | |||||||
17 | 0,3 | 2,16 | 3,01 | 2,57 | 3,62 | 1,73 | 2,40 |
18 | 0,4 | 2,61 | 3,64 | 3,11 | 4,38 | 2,09 | 2,90 |
19 | 0,5 | 3,02 | 4,22 | 3,61 | 5,07 | 2,42 | 3,36 |
20 | 0,6 | 3,40 | 4,75 | 4,07 | 5,72 | 2,73 | 3,79 |
21 | 0,8 | 4,12 | 5,75 | 4,92 | 6,91 | 3,30 | 4,58 |
22 | 1,0 | 4,77 | 6,66 | 5,70 | 8,01 | 3,82 | 5,31 |
23 | 1,2 | 5,38 | 7,51 | 6,42 | 9,03 | 4,31 | 6,00 |
24 | 1,6 | 6,50 | 9,08 | 7,77 | 10,92 | 5,21 | 7,24 |
25 | 2,0 | 7,54 | 10,52 | 9,01 | 12,66 | 6,04 | 8,39 |
26 | 2,5 | 8,73 | 12,19 | 10,44 | 14,67 | 7,00 | 9,72 |
27 | 3,0 | 9,85 | 13,75 | 11,77 | 16,54 | 7,89 | 10,96 |
28 | 4,0 | 11,91 | 16,63 | 14,23 | 20,00 | 9,54 | 13,26 |
29 | 5,0 | 13,80 | 19,27 | 16,49 | 23,17 | 11,05 | 15,36 |
30 | 6,0 | 15,56 | 21,73 | 18,60 | 26,13 | 12,46 | 17,32 |
31 | 8,0 | 18,82 | 26,27 | 22,49 | 31,60 | 15,07 | 20,95 |
32 | 10,0 | 21,80 | 30,44 | 26,05 | 36,61 | 17,46 | 24,27 |
Индекс | а | б | в | г | д | е | |
T1 = 4,77 S0,66 | T1 = 5,7 S0,66 | T1 = 3,82 S0,66 | |||||
T2 = 6,66 S0,66 | T2 = 8,01 S0,66 | T2 = 5,31 S0,66 | |||||
Среднесерийное производство | |||||||||||||
КАРТА 73 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Установить круг над местом обдирки. 2. Включить вращение круга. 3. Зачистить на отливке заливы и поверхности отливки. 4. Отвести круг в сторону. 5. Выключить вращение круга. | |||||||||||||
Зачистка заливов | |||||||||||||
N позиции | Длина заливов l, м, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | |||||||||
Виды заливов | |||||||||||||
прямолинейные | криволинейные | прямолинейные | криволинейные | прямолинейные | криволинейные | ||||||||
Ширина сечения h, мм, до | |||||||||||||
5 | 10 | 5 | 10 | 5 | 10 | 5 | 10 | 5 | 10 | 5 | 10 | ||
Время на отливку, мин. | |||||||||||||
1 | 0,3 | 0,231 | 0, 288 | 0,355 | 0,443 | 0,278 | 0,348 | 0,432 | 0,538 | 0,181 | 0,226 | 0,285 | 0,356 |
2 | 0,4 | 0,279 | 0,349 | 0,429 | 0,536 | 0,337 | 0,421 | 0,521 | 0,651 | 0,219 | 0,273 | 0,345 | 0,431 |
3 | 0,5 | 0,324 | 0,404 | 0,497 | 0,621 | 0,390 | 0,488 | 0,604 | 0,754 | 0,254 | 0,317 | 0,400 | 0,499 |
4 | 0,6 | 0,365 | 0,456 | 0,561 | 0,700 | 0,440 | 0,550 | 0,682 | 0,851 | 0,286 | 0,357 | 0,451 | 0,563 |
5 | 0,8 | 0,442 | 0,551 | 0,678 | 0,847 | 0,533 | 0,665 | 0,824 | 1,029 | 0,346 | 0,432 | 0,545 | 0,681 |
6 | 1,0 | 0,512 | 0,639 | 0,786 | 0,982 | 0,617 | 0,771 | 0,956 | 1,193 | 0,402 | 0,501 | 0,632 | 0,790 |
7 | 1,2 | 0,577 | 0,721 | 0,867 | 1,107 | 0,681 | 0,869 | 1,054 | 1,345 | 0,443 | 0,565 | 0,696 | 0,890 |
8 | 1,6 | 0,698 | 0,871 | 1,072 | 1,339 | 0,842 | 1,051 | 1,303 | 1,627 | 0,547 | 0,683 | 0,867 | 1,076 |
9 | 2,0 | 0,809 | 1,010 | 1,242 | 1,551 | 0,974 | 1,218 | 1,510 | 1,885 | 0,634 | 0,792 | 0,999 | 1,248 |
10 | 2,5 | 0,937 | 1,136 | 1,440 | 1,797 | 1,131 | 1,410 | 1,749 | 2,183 | 0,735 | 0,917 | 1,158 | 1,445 |
11 | 3,0 | 1,057 | 1,320 | 1,624 | 2,027 | 1,275 | 1,591 | 1,973 | 2,463 | 0,829 | 1,035 | 1,306 | 1,630 |
12 | 4,0 | 1,278 | 1,596 | 1,963 | 2,450 | 1,542 | 1,924 | 2,386 | 2,978 | 1,002 | 1,251 | 1,579 | 1,972 |
13 | 5,0 | 1,481 | 1,871 | 2,275 | 2,840 | 1,787 | 2,229 | 2,764 | 3,450 | 1,162 | 1,450 | 1,830 | 2,284 |
14 | 6,0 | 1,670 | 2,063 | 2,566 | 3,203 | 2,015 | 2,515 | 3,118 | 3,891 | 1,310 | 1,635 | 2,064 | 2,576 |
15 | 8,0 | 2,022 | 2,524 | 3,106 | 3,878 | 2,439 | 3,044 | 3,774 | 4,711 | 1,586 | 1,980 | 2,500 | 3,119 |
16 | 10,0 | 2,340 | 2,922 | 3,595 | 4,488 | 2,822 | 3,524 | 4,368 | 5,453 | 1,836 | 2,292 | 2,891 | 3,610 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
T1 = 0,306 l0,66 · h0,32 | T1 = 0,369 l0,66 · h0,32 | T1 = 0,24 l0,66 · h0,32 | |||||||||||
T2 = 0,47 l0,66 · h0,32 | T2 = 0,571 l0,66 · h0,32 | T2 = 0,378 l0,66 · h0,32 | |||||||||||
ЗАЧИСТКА ОТЛИВОК ПОДВЕСНЫМ (МАЯТНИКОВЫМ) НАЖДАЧНЫМ СТАНКОМ | Среднесерийное производство | ||||||
КАРТА 73 | Лист 2 | ||||||
Зачистка поверхности отливок | |||||||
N позиции | Площадь зачищаемой поверхности S, м2, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | |||
Вид поверхности | |||||||
прямолинейная | криволинейная | прямолинейная | криволинейная | прямолинейная | криволинейная | ||
Время на отливку, мин. | |||||||
17 | 0,3 | 1,789 | 2,521 | 2,155 | 3,008 | 1,423 | 1,992 |
18 | 0,4 | 2,162 | 3,047 | 2,605 | 3,637 | 1,720 | 2,409 |
19 | 0,5 | 2,506 | 3,531 | 3,019 | 4,215 | 1,993 | 2,791 |
20 | 0,6 | 2,826 | 3,983 | 3,405 | 4,753 | 2,248 | 3,148 |
21 | 0,8 | 3,418 | 4,816 | 4,117 | 5,748 | 2,719 | 3,806 |
22 | 1,0 | 3,960 | 5,580 | 4,770 | 6,666 | 3,150 | 4,410 |
23 | 1,2 | 4,460 | 6,293 | 5,380 | 7,512 | 3,553 | 4,974 |
24 | 1,6 | 5,400 | 7,605 | 6,505 | 9,082 | 4,295 | 6,014 |
25 | 2,0 | 6,257 | 8,817 | 7,537 | 10,523 | 4,977 | 6,668 |
26 | 2,5 | 7,250 | 10,215 | 8,733 | 12,193 | 5,767 | 8,074 |
27 | 3,0 | 8,177 | 11,522 | 9,849 | 13,752 | 6,504 | 9,106 |
28 | 4,0 | 9,886 | 13,931 | 11,909 | 16,628 | 7,863 | 11,010 |
29 | 5,0 | 11,455 | 16,142 | 13,799 | 19,266 | 9,112 | 12,757 |
30 | 6,0 | 12,920 | 18,206 | 15,392 | 21,729 | 10,277 | 14,388 |
31 | 8,0 | 15,621 | 22,012 | 18,817 | 26,273 | 12,426 | 17,397 |
32 | 10,0 | 18,100 | 25,506 | 21,803 | 30,442 | 14,398 | 20,157 |
Индекс | а | б | в | г | д | е | |
T1 = 3,96 S0,66 | T1 = 4,77 S0,66 | T1 = 3,15 S0,66 | |||||
T2 = 5,58 S0,66 | T2 = 6,66 S0,66 | T2 = 4,41 S0,66 | |||||
Среднесерийное производство | |||||||||
КАРТА 74 | |||||||||
Содержание работы | |||||||||
1. Взять отливку, поднести к металлическому кругу. 2. Зачистить остатки питателей. 3. Осмотреть отливку и отбросить в тару на транспортер. | |||||||||
N позиции | Высота остатков питателей H, мм, до | Масса отливки М, кг, до | |||||||
1 | 2 | 4 | 6 | 8 | 10 | 15 | 20 | ||
Время на одну отливку, мин. | |||||||||
Для металлических кругов с числом зубьев 100 x 100 | |||||||||
1 | 1,0 | 0,047 | 0,053 | 0,059 | 0,063 | 0,066 | 0,068 | 0,071 | 0,074 |
2 | 2,0 | 0,064 | 0,070 | 0,079 | 0,084 | 0,087 | 0,090 | 0,096 | 0,100 |
3 | 3,0 | 0,075 | 0,084 | 0,094 | 0,099 | 0,104 | 0,108 | 0,114 | 0,119 |
4 | 4,0 | 0,086 | 0,096 | 0,106 | 0,113 | 0,118 | 0,122 | 0,129 | 0,135 |
5 | 5,0 | 0,095 | 0,105 | 0,117 | 0,124 | 0,130 | 0,134 | 0,142 | 0,149 |
6 | 6,0 | 0,100 | 0,114 | 0,126 | 0,134 | 0,140 | 0,145 | 0,154 | 0,161 |
7 | 8,0 | 0,116 | 0,129 | 0,143 | 0,152 | 0,159 | 0,164 | 0,174 | 0,182 |
8 | 10,0 | 0,128 | 0,142 | 0,157 | 0,167 | 0,175 | 0,181 | 0,192 | 0,200 |
T = 0,0475 H0,43 · М0,15 | |||||||||
Для металлических кругов с числом зубьев 200 x 100 | |||||||||
9 | 1,0 | 0,054 | 0,060 | 0,067 | 0,071 | 0,074 | 0,077 | 0,082 | 0,085 |
10 | 2,0 | 0,072 | 0,080 | 0,089 | 0,094 | 0,098 | 0,102 | 0,108 | 0,113 |
11 | 3,0 | 0,085 | 0,095 | 0,105 | 0,112 | 0,116 | 0,120 | 0,128 | 0,135 |
12 | 4,0 | 0,096 | 0,106 | 0,118 | 0,126 | 0,131 | 0,135 | 0,145 | 0,150 |
13 | 5,0 | 0,105 | 0,117 | 0,129 | 0,137 | 0,143 | 0,148 | 0,158 | 0,165 |
14 | 6,0 | 0,113 | 0,126 | 0,140 | 0,148 | 0,155 | 0,160 | 0,170 | 0,177 |
15 | 8,0 | 0,128 | 0,141 | 0,15? | 0,167 | 0,174 | 0,180 | 0,191 | 0,200 |
16 | 10,0 | 0,140 | 0,155 | 0,172 | 0,183 | 0,191 | 0,197 | 0,210 | 0,219 |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,0543 H0,41 · М0,15
Среднесерийное производство | |||||||||
КАРТА 75 | Лист 1 | ||||||||
Содержание работы | |||||||||
1. Поднести шарошку и установить ее над местом зачистки. 2. Зачистить заливы и поверхность отливки. 3. Положить шарошку на место. | |||||||||
Зачистка заливов | |||||||||
N позиции | Длина заливов l, м, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||||||
Виды заливов | |||||||||
прямолинейные | криволинейные | прямолинейные | криволинейные | ||||||
Ширина сечения h, мм, до | |||||||||
3 | 6 | 3 | 6 | 3 | 6 | 3 | 6 | ||
Время на отливку, мин. | |||||||||
1 | 0,10 | 0,102 | 0,128 | 0,158 | 0,197 | 0,083 | 0,104 | 0,127 | 0,159 |
2 | 0,12 | 0,115 | 0,144 | 0,179 | 0,223 | 0,094 | 0,118 | 0,143 | 0,179 |
3 | 0,16 | 0,140 | 0,174 | 0,216 | 0,269 | 0,114 | 0,142 | 0,173 | 0,217 |
4 | 0,20 | 0,162 | 0,202 | 0,250 | 0,312 | 0,132 | 0,165 | 0,201 | 0,251 |
5 | 0,25 | 0,187 | 0,234 | 0,289 | 0,362 | 0,153 | 0,191 | 0,232 | 0,291 |
6 | 0,30 | 0,211 | 0,264 | 0,327 | 0,408 | 0,173 | 0,216 | 0,263 | 0,328 |
7 | 0,40 | 0,256 | 0,319 | 0,395 | 0,494 | 0,209 | 0,261 | 0,318 | 0,397 |
8 | 0,50 | 0,296 | 0,370 | 0,458 | 0,572 | 0,242 | 0,302 | 0,368 | 0,460 |
9 | 0,60 | 0,334 | 0,417 | 0,517 | 0,645 | 0,273 | 0,341 | 0,415 | 0,519 |
10 | 0,80 | 0,404 | 0,505 | 0,625 | 0,780 | 0,331 | 0,413 | 0,506 | 0,627 |
11 | 1,00 | 0,469 | 0,585 | 0,724 | 0,904 | 0,283 | 0,478 | 0,582 | 0,727 |
12 | 1,20 | 0,529 | 0,660 | 0,817 | 1,020 | 0,432 | 0,540 | 0,657 | 0,820 |
13 | 1,60 | 0,639 | 0,798 | 0,988 | 1,233 | 0,523 | 0,653 | 0,657 | 0,991 |
14 | 2,00 | 0,703 | 0,925 | 1,087 | 1,430 | 0,575 | 0,757 | 0,794 | 1,150 |
15 | 2,50 | 0,858 | 1,072 | 1,327 | 1,656 | 0,702 | 0,876 | 1,066 | 1,331 |
16 | 3,00 | 0,968 | 1,208 | 1,496 | 1,868 | 0,792 | 0,989 | 1,202 | 1,501 |
17 | 4,00 | 1,170 | 1,461 | 1,809 | 2,258 | 0,957 | 1,195 | 1,454 | 1,815 |
18 | 5,00 | 1,356 | 1,693 | 2,096 | 2,617 | 1,110 | 1,385 | 1,685 | 2,104 |
Индекс | а | б | в | г | д | е | ж | з | |
T1 = 0,33 l0,66 · h0,32 | T1 = 0,27 l0,66 · h0,32 | ||||||||
T2 = 0,51 l0,66 · h0,32 | T2 = 0,41 l0,66 · h0,32 | ||||||||
ЗАЧИСТКА ОТЛИВОК ПНЕВМАТИЧЕСКОЙ ШАРОШКОЙ | Среднесерийное производство | ||||
КАРТА 75 | Лист 2 | ||||
Зачистка поверхности | |||||
N позиции | Площадь зачищаемой поверхности S, м2, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||
Вид поверхности | |||||
прямолинейная | криволинейная | прямолинейная | криволинейная | ||
Время на отливку, мин. | |||||
19 | 0,010 | 0,392 | 0,530 | 0,314 | 0,427 |
20 | 0,012 | 0,442 | 0,598 | 0,355 | 0,482 |
21 | 0,016 | 0,533 | 0,719 | 0,428 | 0,580 |
22 | 0,020 | 0,619 | 0,837 | 0,497 | 0,674 |
23 | 0,025 | 0,720 | 0,972 | 0,578 | 0,784 |
24 | 0,030 | 0,809 | 1,098 | 0,649 | 0,880 |
25 | 0,040 | 0,981 | 1,323 | 0,785 | 1,062 |
26 | 0,050 | 1,134 | 1,530 | 0,909 | 1,233 |
27 | 0,060 | 1,278 | 1,728 | 1,026 | 1,395 |
28 | 0,080 | 1,548 | 2,088 | 1,242 | 1,683 |
29 | 0,100 | 1,791 | 2,421 | 1,431 | 1,953 |
30 | 0,120 | 2,025 | 2,736 | 1,620 | 2,196 |
31 | 0,160 | 2,439 | 3,303 | 2,268 | 3,078 |
32 | 0,250 | 3,278 | 4,437 | 2,628 | 3,564 |
33 | 0,300 | 3,699 | 5,004 | 2,961 | 4,023 |
34 | 0,400 | 4,473 | 6,048 | 3,591 | 4,869 |
35 | 0,500 | 5,184 | 7,002 | 4,158 | 5,643 |
36 | 0,600 | 5,850 | 7,902 | 4,689 | 6,363 |
37 | 0,800 | 7,065 | 9,540 | 5,670 | 7,686 |
38 | 1,000 | 8,190 | 11,070 | 6,570 | 8,910 |
Индекс | а | б | в | г | |
T1 = 8,19 S0,66 | T1 = 6,57 S0,66 | ||||
T2 = 11,07 S0,66 | T2 = 8,91 S0,66 | ||||
Примечание. При зачистке внутренней поверхности время по карте принимать с коэффициентом 1,3.
Среднесерийное производство | ||||||||||||||
КАРТА 76 | ||||||||||||||
Содержание работы | ||||||||||||||
1. Взять (застропитъ) отливку, переместить на расстояние до 1 м, установить в штамп (расстропить). 2. Произвести правку (прошивку) отливки. 3. Взять (застропить) отливку со штампа, переместить (до 1 м), положить на место (расстропить). | ||||||||||||||
N позиции | Категория сложности | Способ перемещения | ||||||||||||
вручную | подъемником | |||||||||||||
Масса отливки, М, кг, до | ||||||||||||||
1 | 3 | 5 | 8 | 12 | 16 | 20 | 50 | 70 | 100 | 200 | 300 | 500 | ||
Время на отливку, мин. | ||||||||||||||
1 | I | 0,110 | 0,156 | 0,184 | 0,213 | 0,244 | 0,267 | 0,287 | 0,580 | 0,630 | 0,690 | 0,819 | 0,907 | 1,031 |
2 | II | 0,137 | 0,195 | 0,229 | 0,266 | 0,303 | 0,333 | 0,357 | 0,665 | 0,723 | 0,790 | 0,940 | 1,040 | 1,182 |
3 | III | 0,171 | 0,243 | 0,286 | 0,332 | 0,379 | 0,415 | 0,446 | 0,763 | 0,830 | 0,907 | 1,079 | 1,194 | 1,357 |
4 | IV | 0,214 | 0,304 | 0,358 | 0,416 | 0,474 | 0,519 | 0,558 | 0,875 | 0,952 | 1,040 | 1,237 | 1,369 | 1,555 |
5 | V | 0,267 | 0,379 | 0,446 | 0,519 | 0,591 | 0,648 | 0,696 | 1,005 | 1,093 | 1,195 | 1,421 | 1,573 | 1,787 |
Индекс | а | б | в | г | д | е | ж | з | к | к | л | м | н | |
TI = 0,11 М0,32 | TI = 0,218 М0,25 | |||||||||||||
TII = 0,137 М0,32 | TII = 0,250 М0,25 | |||||||||||||
TIII = 0,171 М0,32 | TIII = 0,287 М0,25 | |||||||||||||
TIV = 0,214 М0,32 | TIV = 0,329 М0,25 | |||||||||||||
TV = 0,267 М0,32 | TV = 0,378 М0,25 | |||||||||||||
Примечания 1. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
2. При одновременной правке двух или трех отливок время по карте принимать с коэффициентом 0,75; при большем числе отливок - с коэффициентом 0,65 на каждую отливку.
3. При правке отливок массой свыше 20 кг с установкой в штамп вручную двумя рабочими время по карте принимать с коэффициентом 1,8.
Среднесерийное производство | |||||||||||||
КАРТА 77 | |||||||||||||
Содержание работы | |||||||||||||
Взять отливку, осмотреть, отбросить в тару, на транспортер с сортировкой по наименованиям и разбраковкой исправимого и окончательного брака. | |||||||||||||
N позиции | Масса отливки М, кг, до | ||||||||||||
0,5 | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | |
Время на отливку, мин. | |||||||||||||
1 | 0,050 | 0,066 | 0,087 | 0,102 | 0,115 | 0,135 | 0,152 | 0,166 | 0,178 | 0,189 | 0,200 | 0,210 | 0,219 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н |
T = 0,066 М0,40
Содержание работы | ||||||||||||
Взять литник, отбросить в тару. | ||||||||||||
N позиции | Масса литника М, кг, до | |||||||||||
1 | 2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
Время на литник, мин. | ||||||||||||
2 | 0,033 | 0,044 | 0,052 | 0,059 | 0,069 | 0,078 | 0,085 | 0,092 | 0,098 | 0,104 | 0,109 | 0,114 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м |
T = 0,0333 М0,41
Среднесерийное производство | ||||||||||||
КАРТА 78 | ||||||||||||
Содержание работы | ||||||||||||
1. Взять и включить шлифовальную машину. 2. Зачистить место под разделку. 3. Разделать трещину. 4. Выключить и отложить шлифовальную машину. | ||||||||||||
N позиции | Глубина разделки мм, до | Ширина разделки h, мм, до | Длина разделки l, мм, до | |||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | |||
Время, мин. | ||||||||||||
1 | 5 | 5 | 6,67 | 7,44 | 7,95 | 8,31 | 8,62 | 8,88 | 9,10 | 9,29 | 9,48 | 9,64 |
2 | 10 | 7,50 | 8,37 | 8,94 | 9,36 | 9,69 | 9,98 | 10,23 | 10,45 | 10,66 | 10,83 | |
3 | 15 | 8,03 | 8,97 | 9,58 | 10,03 | 10,40 | 10,69 | 10,97 | 11,20 | 11,42 | 11,61 | |
4 | 20 | 8,43 | 9,42 | 10,05 | 10,53 | 10,91 | 11,23 | 11,52 | 11,26 | 11,99 | 12,19 | |
5 | 25 | 8,76 | 9,79 | 10,44 | 10,94 | 11,34 | 11,67 | 11,96 | 12,22 | 12,45 | 12,66 | |
6 | 10 | 5 | 7,59 | 8,47 | 9,04 | 9,48 | 9,82 | 10,11 | 10,36 | 10,58 | 10,79 | 10,97 |
7 | 10 | 8,53 | 9,53 | 10,18 | 10,66 | 11,04 | 11,37 | 11,65 | 11,90 | 12,13 | 12,34 | |
8 | 15 | 9,14 | 10,22 | 10,90 | 11,42 | 11,83 | 12,18 | 12,49 | 12,75 | 12,99 | 13,22 | |
9 | 20 | 9,60 | 10,73 | 11,45 | 11,99 | 12,42 | 12,79 | 13,11 | 13,40 | 13,65 | 13,88 | |
10 | 25 | 9,97 | 11,14 | 11,89 | 12,45 | 12,90 | 13,29 | 13,62 | 13,91 | 14,18 | 14,42 | |
11 | 15 | 5 | 8,34 | 9,31 | 9,94 | 10,41 | 10,79 | 11,11 | 11,39 | 11,63 | 11,84 | 12,05 |
12 | 10 | 9,38 | 10,48 | 11,18 | 11,71 | 12,13 | 12,49 | 12,81 | 13,09 | 13,33 | 13,56 | |
13 | 15 | 10,05 | 11,22 | 11,98 | 12,55 | 12,99 | 13,39 | 13,72 | 14,02 | 14,28 | 14,52 | |
14 | 20 | 10,56 | 11,79 | 12,58 | 13,18 | 13,65 | 14,05 | 14,41 | 14,72 | 15,00 | 15,25 | |
15 | 25 | 10,96 | 12,25 | 13,06 | 13,69 | 14,18 | 14,59 | 14,96 | 15,28 | 15,58 | 15,85 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T1 = 3,03 h0,17 · l0,16
T2 = 3,449 h0,17 · l0,16
T3 = 3,789 h0,17 · l0,16
Примечание. Нормативы времени рассчитаны на разделку трещин ручной шлифовальной машиной в нормальном положении. При работе в неудобном положении время по карте принимать с коэффициентом 1,2.
Среднесерийное производство | |||||||
КАРТА 79 | |||||||
Содержание работы | |||||||
1. Подготовка к выплавке (приготовить электроды, каску, рукавицы, держатель, настроить режим сварки). 2. Заправить электрод в держатель, надеть рукавицы, щиток, очки. 3. Выплавить трещины со снятием шлака в процессе выплавки. | |||||||
N позиции | Глубина разделки мм, до | Ширина разделки h, мм, до | Длина выплавленной трещины l, мм, до | ||||
100 | 200 | 300 | 400 | 500 | |||
Время, мин. | |||||||
1 | 20 | 15 | 1,31 | 2,62 | 3,93 | 5,24 | 6,56 |
2 | 20 | 1,75 | 3,50 | 5,24 | 6,99 | 8,74 | |
3 | 25 | 2,19 | 4,37 | 6,56 | 8,74 | 10,93 | |
4 | 30 | 2,62 | 5,24 | 7,86 | 10,48 | 13,11 | |
5 | 35 | 3,06 | 6,12 | 9,18 | 12,23 | 15,29 | |
6 | 40 | 3,50 | 6,99 | 10,48 | 13,98 | 17,47 | |
7 | 45 | 3,93 | 7,86 | 1 1,80 | 15,73 | 19,66 | |
8 | 50 | 4,37 | 8,74 | 13,10 | 17,46 | 21,83 | |
9 | 30 | 15 | 1,97 | 3,93 | 5,90 | 7,87 | 9,83 |
10 | 20 | 2,62 | 5,24 | 7,86 | 10,49 | 13,11 | |
11 | 25 | 3,28 | 6,56 | 9,83 | 13,11 | 16,37 | |
12 | 30 | 3,93 | 7,86 | 11,80 | 15,73 | 19,65 | |
13 | 35 | 4,59 | 9,18 | 13,75 | 18,35 | 22,94 | |
14 | 40 | 5,24 | 10,48 | 15,73 | 20,98 | 26,20 | |
15 | 45 | 5,90 | 11,80 | 17,70 | 23,60 | 29,47 | |
16 | 50 | 6,56 | 13,11 | 19,66 | 26,20 | 32,75 | |
Индекс | а | б | в | г | д | ||
T1 = 0,00087 h · l
T2 = 0,0013 h · l
Примечание. Нормативы времени рассчитаны на выплавку трещин вручную электродом  8 мм.
8 мм.
При работе электродом  6 мм время по карте принимать с коэффициентом 1,2.
6 мм время по карте принимать с коэффициентом 1,2.
Среднесерийное производство | |||||
КАРТА 80 | |||||
Содержание работы | |||||
1. Подготовка к операции (приготовить электроды, каску, рукавицы, держатель, настроить режим сварки). 2. Восстановить стержень песком, направить электрод и держатель. 3. Проверить корень разделки, подготовить разделанную поверхность вручную с зачисткой каждого валика электродом. | |||||
N позиции | Суммарная высота двух стенок разделанной трещины после заварки корня H x 2, мм, до | Длина разделанной трещины l, мм, до | |||
200 | 300 | 400 | 500 | ||
Время, мин. | |||||
1 | 30 | - | - | 17,65 | 22,31 |
2 | 40 | - | 17,90 | 24,22 | 30,62 |
3 | 50 | 14,96 | 22,90 | 30,98 | 39,15 |
4 | 60 | 18,27 | 27,98 | 37,85 | 47,84 |
Индекс | а | б | в | г | |
T = 0,000775 H1,1 · l1,05
Среднесерийное производство | ||||||||||||
КАРТА 81 | ||||||||||||
Содержание работы | ||||||||||||
1. Подготовка к наплавке (подготовить электроды, держатель, маску, рукавицы, настроить режим работы). 2. Заправить электрод в держатель, надеть маску, очки, рукавицы. 3. Наплавить недостающий слой металла с заменой электродов в процессе работы. 4. Положить держатель и зачистить место наплавки от шлака. | ||||||||||||
N позиции | Высота наплавки, мм, до | Ширина наплавки h, мм, до | Длина наплавки l, мм, до | |||||||||
50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |||
Время, мин. | ||||||||||||
1 | 5 | 25 | 1,52 | 3,03 | 4,56 | 6,07 | 7,59 | 9,11 | 10,63 | 12,15 | 13,67 | 15,18 |
2 | 50 | 3,03 | 6,07 | 9,11 | 12,15 | 15,18 | 18,23 | 21,25 | 24,30 | 27,33 | 30,38 | |
3 | 75 | 4,56 | 9,11 | 13,66 | 18,23 | 22,67 | 27,33 | 31,89 | 36,44 | 40,99 | 45,56 | |
4 | 100 | 6,07 | 12,15 | 18,23 | 24,30 | 30,38 | 36,44 | 42,52 | 48,59 | 54,67 | 60,74 | |
5 | 8 | 25 | 2,11 | 4,21 | 6,32 | 8,43 | 10,54 | 12,64 | 14,75 | 16,86 | 18,97 | 21,07 |
6 | 50 | 4,22 | 8,43 | 12,65 | 16,86 | 21,08 | 25,29 | 29,50 | 33,70 | 37,94 | 42,16 | |
7 | 75 | 6,32 | 12,65 | 18,97 | 25,29 | 31,61 | 37,94 | 44,27 | 50,59 | 56,91 | 63,23 | |
8 | 100 | 8,43 | 16,86 | 25,29 | 33,73 | 42,16 | 50,59 | 59,02 | 67,45 | 75,88 | 84,31 | |
9 | 10 | 25 | 2,49 | 4,98 | 7,46 | 9,94 | 12,43 | 14,92 | 17,41 | 19,90 | 22,39 | 24,87 |
10 | 50 | 4,98 | 9,94 | 14,92 | 19,90 | 24,87 | 29,85 | 34,82 | 39,79 | 44,77 | 49,74 | |
11 | 75 | 7,46 | 14,92 | 22,39 | 29,85 | 37,31 | 44,77 | 52,23 | 59,69 | 67,16 | 74,61 | |
12 | 100 | 9,94 | 19,90 | 29,85 | 39,79 | 49,75 | 59,69 | 69,64 | 79,59 | 89,53 | 99,49 | |
13 | 15 | 25 | 3,46 | 6,94 | 10,40 | 13,88 | 17,35 | 20,82 | 24,29 | 27,76 | 31,23 | 34,70 |
14 | 50 | 6,94 | 13,88 | 20,82 | 27,76 | 34,70 | 41,64 | 48,58 | 55,52 | 62,46 | 69,40 | |
15 | 75 | 10,40 | 20,82 | 31,23 | 41,64 | 52,06 | 62,46 | 72,88 | 83,29 | 93,70 | 104,11 | |
16 | 100 | 13,88 | 27,76 | 41,64 | 55,52 | 69,40 | 83,29 | 97,17 | 111,05 | 124,93 | 138,81 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T1 = 0,001214 h · l
T2 = 0,001686 h · l
T3 = 0,001989 h · l
T4 = 0,002776 h · l
Примечание. Время в карте рассчитано на электродуговую наплавку вручную электродом  8 мм. При работе электродом
8 мм. При работе электродом  6 мм время по карте принимать с коэффициентом 1,2.
6 мм время по карте принимать с коэффициентом 1,2.
Серийное производство | ||||||
КАРТА 82 | ||||||
Содержание работы | ||||||
1. Взять отливку, осмотреть. 2. Замазать раковины, трещины на отливке. 3. Положить отливку. | ||||||
N позиции | Длина раковины, трещины l, мм, до | Глубина раковины, трещины b, мм, до | ||||
2 | 4 | 6 | 9 | 11 | ||
Время на один дефект, мин. | ||||||
1 | 2 | 0,059 | 0,069 | 0,077 | 0,084 | 0,088 |
2 | 4 | 0,065 | 0,078 | 0,085 | 0,094 | 0,099 |
3 | 6 | 0,070 | 0,083 | 0,091 | 0,101 | 0,105 |
4 | 8 | 0,073 | 0,086 | 0,096 | 0,105 | 0,110 |
5 | 10 | 0,076 | 0,089 | 0,099 | 0,109 | 0,114 |
6 | 12 | 0,078 | 0,092 | 0,102 | 0,112 | 0,118 |
7 | 14 | 0,080 | 0,094 | 0,104 | 0,114 | 0,121 |
8 | 16 | 0,082 | 0,097 | 0,107 | 0,118 | 0,123 |
9 | 18 | 0,084 | 0,099 | 0,109 | 0,120 | 0,126 |
10 | 20 | 0,085 | 0,101 | 0,110 | 0,122 | 0,128 |
11 | 22 | 0,086 | 0,102 | 0,112 | 0,124 | 0,130 |
12 | 24 | 0,087 | 0,103 | 0,113 | 0,125 | 0,131 |
13 | 26 | 0,088 | 0,105 | 0,116 | 0,127 | 0,133 |
14 | 28 | 0,089 | 0,106 | 0,117 | 0,128 | 0,134 |
15 | 30 | 0,090 | 0,107 | 0,118 | 0,130 | 0,136 |
Индекс | а | б | в | г | д | |
T = 0,0445 l0,16 · b0,24
Среднесерийное производство | ||||||||||||||||
КАРТА 83 | Лист 1 | |||||||||||||||
Содержание работы | ||||||||||||||||
1. Взять газовую горелку или электродержатель, поднести к отливке. 2. Заварить дефектное место. 3 Отложить газовую горелку или электродержатель. | ||||||||||||||||
I. ОТЛИВКИ ИЗ СТАЛИ | ||||||||||||||||
Газовая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
1 | 2 | 0,30 | 0,30 | 0,36 | 0,41 | 0,45 | 0,49 | 0,54 | 0,62 | 0,69 | 0,75 | 0,80 | 0,86 | 0,90 | 0,95 | 1,03 |
2 | 4 | 0,31 | 0,42 | 0,51 | 0,58 | 0,64 | 0,70 | 0,78 | 0,89 | 0,98 | 1,07 | 1,15 | 1,22 | 1,29 | 1,35 | 1,47 |
3 | 6 | 0,38 | 0,52 | 0,63 | 0,71 | 0,79 | 0,86 | 0,95 | 1,09 | 1,21 | 1,31 | 1,41 | 1,50 | 1,58 | 1,66 | 1,80 |
4 | 8 | 0,44 | 0,60 | 0,72 | 0,83 | 0,92 | 1,00 | 1,10 | 1,26 | 1,40 | 1,52 | 1,63 | 1,73 | 1,83 | 1,92 | 2,09 |
5 | 10 | - | - | 0,81 | 0,93 | 1,03 | 1,12 | 1,24 | 1,41 | 1,57 | 1,70 | 1,83 | 1,94 | 2,05 | 2,15 | 2,34 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,110 b0,51 · l0,46
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время, мин. | |||||||||||
6 | 5 | 1,62 | 2,06 | 2,38 | 2,63 | 2,84 | 3,03 | 3,20 | 3,35 | 3,49 | 3,62 |
7 | 10 | 2,35 | 2,10 | 3,46 | 3,82 | 4,13 | 4,40 | 4,65 | 4,87 | 5,08 | 5,27 |
8 | 20 | 3,42 | 4,36 | 5,02 | 5,56 | 6,01 | 6,40 | 6,76 | 7,08 | 7,38 | 7,66 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,303 b0,54 · l0,35
ЗАВАРКА ДЕФЕКТОВ | Среднесерийное производство | |||||||||||||||
КАРТА 83 | Лист 2 | |||||||||||||||
Электродуговая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
9 | 2 | 0,10 | 0,15 | 0,20 | 0,24 | 0,28 | 0,31 | 0,36 | 0,43 | 0,50 | 0,57 | 0,63 | 0,68 | 0,74 | 0,79 | 0,89 |
10 | 4 | 0,12 | 0,19 | 0,25 | 0,30 | 0,34 | 0,39 | 0,45 | 0,54 | 0,62 | 0,70 | 0,78 | 0,85 | 0,91 | 0,98 | 1,10 |
11 | 6 | 0,14 | 0,22 | 0,28 | 0,34 | 0,39 | 0,44 | 0,51 | 0,61 | 0,71 | 0,80 | 0,88 | 0,96 | 1,03 | 1,11 | 1,25 |
12 | 8 | 0,15 | 0,23 | 0,31 | 0,37 | 0,43 | 0,48 | 0,55 | 0,67 | 0,77 | 0,87 | 0,96 | 1,05 | 1,13 | 1,21 | 1,36 |
13 | 10 | - | - | 0,33 | 0,39 | 0,46 | 0,51 | 0,59 | 0,72 | 0,83 | 0,93 | 1,03 | 1,12 | 1,21 | 1,30 | 1,46 |
14 | 15 | - | - | - | 0,45 | 0,52 | 0,58 | 0,67 | 0,81 | 0,94 | 1,06 | 1,17 | 1,27 | 1,37 | 1,47 | 1,66 |
15 | 20 | - | - | - | 0,49 | 0,57 | 0,64 | 0,74 | 0,89 | 1,03 | 1,15 | 1,28 | 1,39 | 1,50 | 1,61 | 1,81 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,050 b0,31 · l0,65
Электродуговая сварка
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время, мин. | |||||||||||
16 | 5 | 0,91 | 1,14 | 1,30 | 1,42 | 1,53 | 1,62 | 1,70 | 1,78 | 1,85 | 1,91 |
17 | 10 | 1,32 | 1,66 | 1,89 | 2,07 | 2,22 | 2,37 | 2,48 | 2,58 | 2,68 | 2,77 |
18 | 20 | 1,93 | 2,41 | 2,74 | 3,01 | 3,23 | 3,43 | 3,60 | 3,76 | 3,99 | 4,03 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,1833 b0,54 · l0,32
ЗАВАРКА ДЕФЕКТОВ | Среднесерийное производство | |||||||||||||||
КАРТА 83 | Лист 3 | |||||||||||||||
II. ОТЛИВКИ ИЗ ЧУГУНА | ||||||||||||||||
Газовая сварка (без предварительного нагрева) | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
19 | 2 | 0,41 | 0,54 | 0,64 | 0,72 | 0,78 | 0,84 | 0,92 | 1,03 | 1,13 | 1,21 | 1,29 | 1,36 | 1,43 | 1,49 | 1,60 |
20 | 4 | 0,56 | 0,74 | 0,87 | 0,98 | 1,07 | 1,15 | 1,26 | 1,41 | 1,54 | 1,66 | 1,76 | 1,86 | 1,95 | 2,03 | 2,19 |
21 | 6 | 0,67 | 0,89 | 1,05 | 1,17 | 1,28 | 1,38 | 1,51 | 1,69 | 1,85 | 1,99 | 2,12 | 2,23 | 2,34 | 2,44 | 2,63 |
22 | 8 | 0,77 | 1,01 | 1,19 | 1,33 | 1,46 | 1,57 | 1,72 | 1,93 | 2,11 | 2,27 | 2,41 | 2,54 | 2,66 | 2,78 | 2,99 |
23 | 10 | - | - | 1,32 | 1,48 | 1,61 | 1,74 | 1,90 | 2,13 | 2,32 | 2,51 | 2,66 | 2,81 | 2,95 | 3,07 | 3,31 |
24 | 15 | - | - | - | 1,77 | 1,94 | 2,08 | 2,28 | 2,56 | 2,80 | 3,01 | 3,20 | 3,37 | 3,54 | 3,69 | 3,97 |
25 | 20 | - | - | - | 2,02 | 2,21 | 2,37 | 2,59 | 2,91 | 3,18 | 3,42 | 3,64 | 3,84 | 4,02 | 4,20 | 4,52 |
26 | 25 | - | - | - | 2,23 | 2,44 | 2,62 | 2,87 | 3,22 | 3,52 | 3,78 | 4,02 | 4,24 | 4,45 | 4,64 | 4,99 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,228 b0,45 · l0,40
ЗАВАРКА ДЕФЕКТОВ | Среднесерийное производство | |||||||||||||||
КАРТА 83 | Лист 4 | |||||||||||||||
Газовая сварка (после предварительного нагрева) | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
27 | 2 | 0,17 | 0,23 | 0,27 | 0,31 | 0,34 | 0,37 | 0,41 | 0,46 | 0,51 | 0,55 | 0,59 | 0,62 | 0,66 | 0,69 | 0,75 |
28 | 4 | 0,24 | 0,32 | 0,39 | 0,44 | 0,48 | 0,52 | 0,58 | 0,66 | 0,72 | 0,78 | 0,84 | 0,89 | 0,94 | 0,98 | 1,06 |
29 | 6 | 0,29 | 0,40 | 0,47 | 0,54 | 0,59 | 0,64 | 0,71 | 0,81 | 0,89 | 0,96 | 1,03 | 1,09 | 1,15 | 1,21 | 1,31 |
30 | 8 | 0,34 | 0,46 | 0,55 | 0,62 | 0,69 | 0,75 | 0,82 | 0,93 | 1,03 | 1,11 | 1,19 | 1,27 | 1,33 | 1,40 | 1,51 |
31 | 10 | - | - | 0,62 | 0,70 | 0,77 | 0,83 | 0,92 | 1,05 | 1,15 | 1,25 | 1,34 | 1,42 | 1,49 | 1,56 | 1,69 |
32 | 15 | - | - | 0,76 | 0,86 | 0,95 | 1,03 | 1,13 | 1,29 | 1,42 | 1,54 | 1,64 | 1,74 | 1,84 | 1,92 | 2,08 |
33 | 20 | - | - | 0,88 | 0,99 | 1,10 | 1,19 | 1,31 | 1,49 | 1,64 | 1,78 | 1,90 | 2,02 | 2,12 | 2,23 | 2,41 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,0864 b0,51 · l0,44
Газовая сварка (после предварительного нагрева)
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | ||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | 160 | ||
Время, мин. | ||||||||||||||
34 | 5 | 1,11 | 1,42 | 1,64 | 1,82 | 1,98 | 2,11 | 2,23 | 2,34 | 2,44 | 2,54 | 2,71 | 2,86 | 3,00 |
35 | 10 | 1,57 | 2,01 | 2,33 | 2,58 | 2,79 | 2,98 | 3,15 | 3,31 | 3,45 | 3,59 | 3,83 | 4,05 | 4,25 |
36 | 20 | 2,21 | 2,84 | 3,29 | 3,65 | 3,95 | 4,22 | 4,46 | 4,68 | 4,88 | 5,07 | 5,42 | 5,73 | 6,01 |
37 | 25 | 2,48 | 3,18 | 3,68 | 4,08 | 4,42 | 4,72 | 4,99 | 5,23 | 5,46 | 5,67 | 6,06 | 6,40 | 6,72 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,216 b0,50 · l0,36
ЗАВАРКА ДЕФЕКТОВ | Среднесерийное производство | |||||||||||||||
КАРТА 83 | Лист 5 | |||||||||||||||
Электродуговая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
38 | 2 | 0,16 | 0,18 | 0,24 | 0,29 | 0,33 | 0,37 | 0,43 | 0,52 | 0,60 | 0,68 | 0,75 | 0,82 | 0,88 | 0,94 | 1,06 |
39 | 4 | 0,14 | 0,23 | 0,29 | 0,36 | 0,41 | 0,46 | 0,53 | 0,64 | 0,75 | 0,84 | 0,93 | 1,01 | 1,09 | 1,16 | 1,32 |
40 | 6 | 0,16 | 0,26 | 0,33 | 0,40 | 0,47 | 0,52 | 0,61 | 0,73 | 0,84 | 0,95 | 1,05 | 1,15 | 1,24 | 1,33 | 1,50 |
41 | 8 | 0,18 | 0,28 | 0,37 | 0,44 | 0,51 | 0,57 | 0,66 | 0,80 | 0,92 | 1,04 | 1,15 | 1,25 | 1,35 | 1,45 | 1,63 |
42 | 10 | - | - | 0,39 | 0,47 | 0,55 | 0,61 | 0,71 | 0,86 | 0,99 | 1,11 | 1,23 | 1,34 | 1,45 | 1,55 | 1,75 |
43 | 15 | - | - | - | 0,54 | 0,62 | 0,70 | 0,81 | 0,97 | 1,12 | 1,26 | 1,40 | 1,52 | 1,64 | 1,76 | 1,98 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,598 b0,31 · l0,65
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | ||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | 160 | ||
Время, мин. | ||||||||||||||
44 | 5 | 0,99 | 1,27 | 1,47 | 1,63 | 1,77 | 1,88 | 1,99 | 2,09 | 2,18 | 2,27 | 2,42 | 2,56 | 2,68 |
45 | 10 | 1,40 | 1,79 | 2,08 | 2,30 | 2,50 | 2,67 | 2,82 | 2,96 | 3,08 | 3,20 | 3,42 | 3,62 | 3,79 |
46 | 20 | 1,98 | 2,54 | 2,94 | 3,26 | 3,53 | 3,77 | 3,98 | 4,18 | 4,36 | 4,53 | 4,84 | 5,11 | 5,37 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,193 b0,50 · l0,36
ЗАВАРКА ДЕФЕКТОВ | Среднесерийное производство | |||||||||||||||
КАРТА 83 | Лист 6 | |||||||||||||||
III. ОТЛИВКИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | ||||||||||||||||
Газовая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 23 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
47 | 2 | 0,38 | 0,49 | 0,58 | 0,65 | 0,71 | 0,76 | 0,83 | 0,93 | 1,01 | 1,08 | 1,15 | 1,21 | 1,27 | 1,32 | 1,42 |
48 | 4 | 0,52 | 0,68 | 0,80 | 0,89 | 0,97 | 1,04 | 1,14 | 1,27 | 1,39 | 1,49 | 1,58 | 1,67 | 1,75 | 1,82 | 1,95 |
49 | 6 | 0,62 | 0,82 | 0,96 | 1,07 | 1,17 | 1,26 | 1,37 | 1,53 | 1,67 | 1,80 | 1,91 | 2,01 | 2,10 | 2,19 | 2,35 |
50 | 8 | 0,71 | 0,93 | 1,09 | 1,22 | 1,33 | 1,43 | 1,56 | 1,75 | 1,91 | 2,05 | 2,18 | 2,29 | 2,40 | 2,50 | 2,69 |
51 | 10 | - | - | 1,21 | 1,36 | 1,48 | 1,59 | 1,73 | 1,94 | 2,11 | 2,27 | 2,41 | 2,54 | 2,66 | 2,77 | 2,98 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,209 b0,46 · l0,39
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время, мин. | |||||||||||
52 | 5 | 1,24 | 1,54 | 1,76 | 1,93 | 2,07 | 2,19 | 2,30 | 2,40 | 2,96 | 2,58 |
53 | 10 | 1,80 | 2,24 | 2,55 | 2,80 | 3,01 | 3,19 | 3,35 | 3,50 | 3,63 | 3,75 |
54 | 20 | 2,61 | 3,26 | 3,71 | 4,07 | 4,37 | 4,64 | 4,87 | 5,08 | 5,28 | 5,46 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,248 b0,54 · l0,32
ЗАВАРКА ДЕФЕКТОВ | Среднесерийное производство | |||||||||||||||
КАРТА 83 | Лист 7 | |||||||||||||||
Электродуговая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
55 | 2 | 0,15 | 0,24 | 0,31 | 0,37 | 0,43 | 0,49 | 0,56 | 0,68 | 0,78 | 0,88 | 0,97 | 1,06 | 1,15 | 1,23 | 1,38 |
56 | 4 | 0,19 | 0,30 | 0,38 | 0,46 | 0,54 | 0,60 | 0,70 | 0,84 | 0,97 | 1,09 | 1,21 | 1,32 | 1,42 | 1,52 | 1,72 |
57 | 6 | 0,21 | 0,34 | 0,44 | 0,53 | 0,61 | 0,68 | 0,79 | 0,95 | 1,10 | 1,24 | 1,37 | 1,49 | 1,61 | 1,73 | 1,95 |
58 | 8 | 0,23 | 0,37 | 0,48 | 0,57 | 0,66 | 0,75 | 0,86 | 1,04 | 1,20 | 1,36 | 1,50 | 1,63 | 1,77 | 1,89 | 2,13 |
59 | 10 | - | - | 0,51 | 0,62 | 0,71 | 0,80 | 0,93 | 1,12 | 1,29 | 1,45 | 1,61 | 1,75 | 1,89 | 2,03 | 2,28 |
60 | 15 | - | - | - | 0,70 | 0,81 | 0,91 | 1,05 | 1,27 | 1,46 | 1,65 | 1,82 | 1,99 | 2,14 | 2,30 | 2,59 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,78 b0,31 · l0,65
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время, мин. | |||||||||||
61 | 5 | 1,11 | 1,38 | 1,57 | 1,72 | 1,85 | 1,96 | 2,06 | 2,15 | 2,23 | 2,31 |
62 | 10 | 1,61 | 2,01 | 2,28 | 2,50 | 2,69 | 2,85 | 2,99 | 3,12 | 3,24 | 3,36 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,2217 b0,54 · l0,32
Примечания: 1. В карте учтено время на смену электрода.
2. Время на подачу отливки к месту обработки и от места обработки принимать по карте 50; время на кантовку - по карте 51.
3. Количество дефектов по каждой отливке определяется как среднестатистическая величина по данным предприятий.
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 84 | Лист 1 | |||||||||||
Содержание работы | ||||||||||||
1. Сбить литниковые, выпорные чаши (коробки) с формы, выбить смесь из них, отнести коробки и положить на место. 2. Подать подъемником или краном залитую форму на выбивную решетку. 3. Выбить форму на решетке. 4. Отбить литники и выпоры (у отливок из чугуна), убрать крючки. 5. Снять отливки и опоки с выбивной решетки, переместить и положить на место. | ||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
Формовка всырую | ||||||||||||
Отливки из чугуна | ||||||||||||
1 | 0,10 | 0,69 | 0,77 | 0,85 | 0,98 | - | - | - | - | - | - | - |
2 | 0,12 | 0,78 | 0,88 | 0,96 | 1,11 | - | - | - | - | - | - | - |
3 | 0,16 | 0,96 | 1,08 | 1,18 | 1,37 | 1,54 | - | - | - | - | - | - |
4 | 0,20 | 1,13 | 1,28 | 1,39 | 1,62 | 1,80 | 1,98 | - | - | - | - | - |
5 | 0,25 | 1,33 | 1,49 | 1,63 | 1,89 | 2,11 | 2,32 | - | - | - | - | - |
6 | 0,30 | 1,51 | 1,69 | 1,86 | 2,16 | 2,41 | 2,65 | - | - | - | - | - |
7 | 0,35 | 1,69 | 1,89 | 2,08 | 2,41 | 2,70 | 2,96 | - | - | - | - | - |
8 | 0,40 | 1,86 | 2,09 | 2,29 | 2,65 | 2,97 | - | - | - | - | - | - |
9 | 0,50 | 2,19 | 2,45 | 2,69 | 3,15 | 3,49 | 3,83 | - | - | - | - | - |
10 | 0,60 | 2,49 | 2,79 | 3,07 | 3,60 | 3,98 | 4,37 | 5,06 | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВИБРАЦИОННОЙ РЕШЕТКЕ | Мелкосерийное и единичное производство | |||||||||||
КАРТА 84 | Лист 2 | |||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
11 | 0,80 | 3,07 | 3,44 | 3,77 | 4,37 | 4,75 | 5,37 | 6,22 | 6,97 | - | - | - |
12 | 1,00 | 3,60 | 4,04 | 4,43 | 5,13 | 5,75 | 6,31 | 7,31 | 8,19 | - | - | - |
13 | 1,20 | 4,11 | 4,604 | 5,06 | 5,85 | 6,55 | 7,20 | 8,33 | 9,34 | - | - | - |
14 | 1,60 | 5,05 | 5,66 | 6,22 | 7,20 | 8,06 | 8,85 | 10,25 | 11,49 | 12,82 | 14,60 | 16,21 |
15 | 2,00 | - | - | - | 8,75 | 9,47 | 10,39 | 12,04 | 13,49 | 14,80 | 17,12 | 19,04 |
16 | 2,50 | - | - | - | 9,92 | 11,12 | 12,21 | 14,13 | 15,84 | 17,38 | 20,14 | 22,36 |
17 | 3,00 | - | - | - | 11,32 | 12,68 | 14,27 | 16,12 | 18,06 | 19,82 | 22,96 | 25,50 |
18 | 3,50 | - | - | - | - | 14,17 | 15,55 | 18,01 | 20,18 | 22,12 | 25,65 | 28,49 |
19 | 4,00 | - | - | - | - | 15,60 | 17,13 | 19,82 | 22,22 | 24,38 | 28,24 | 31,36 |
20 | 5,00 | - | - | - | - | 18,18 | 20,11 | 23,28 | 26,09 | 28,63 | 33,17 | 36,83 |
21 | 6,0 | - | - | - | - | 20,89 | 22,93 | 26,55 | 29,75 | 32,65 | 37,82 | 41,99 |
22 | 8,0 | - | - | - | - | - | 28,21 | 32,66 | 36,60 | 40,16 | 46,52 | 57,66 |
23 | 10,0 | - | - | - | - | - | 33,03 | 38,35 | 42,98 | 47,16 | 54,63 | 60,66 |
24 | 12,0 | - | - | - | - | - | - | 43,73 | 49,01 | 53,78 | 62,29 | 69,18 |
25 | 16,0 | - | - | - | - | - | - | 53,79 | 60,29 | 66,15 | 76,63 | 85,09 |
26 | 20,0 | - | - | - | - | - | - | 63,17 | 70,80 | 77,69 | 89,99 | 99,93 |
T = 8,19 S0,72 · H0,51 | ||||||||||||
Отливки из стали и медных сплавов | ||||||||||||
27 | 0,10 | 0,75 | 0,85 | 0,94 | 1,07 | - | - | - | - | - | - | - |
28 | 0,12 | 0,86 | 0,96 | 1,07 | 1,23 | - | - | - | - | - | - | - |
29 | 0,16 | 1,06 | 1,18 | 1,30 | 1,52 | 1,68 | - | - | - | - | - | - |
30 | 0,20 | 1,24 | 1,39 | 1,52 | 1,77 | 1,98 | 2,18 | - | - | - | - | - |
31 | 0,25 | 1,45 | 1,64 | 1,79 | 2,07 | 2,33 | 2,55 | - | - | - | - | - |
32 | 0,30 | 1,66 | 1,87 | 2,05 | 2,37 | 2,65 | 2,91 | - | - | - | - | - |
33 | 0,35 | 1,85 | 2,08 | 2,28 | 2,65 | 2,96 | 3,25 | - | - | - | - | - |
34 | 0,40 | 2,04 | 2,29 | 2,51 | 2,91 | 3,26 | 3,58 | - | - | - | - | - |
35 | 0,50 | 2,40 | 2,69 | 2,95 | 3,42 | 3,54 | 4,20 | - | - | - | - | - |
36 | 0,60 | 2,74 | 3,07 | 3,37 | 3,90 | 4,31 | 4,79 | 5,54 | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВИБРАЦИОННОЙ РЕШЕТКЕ | Мелкосерийное и единичное производство | |||||||||||
КАРТА 84 | Лист 3 | |||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
37 | 0,80 | 3,37 | 3,78 | 4,14 | 4,80 | 5,38 | 5,90 | 7,06 | 7,67 | - | - | - |
38 | 1,00 | 3,96 | 4,44 | 4,87 | 5,64 | 6,32 | 6,93 | 8,03 | 9,00 | 9,8 | - | - |
39 | 1,20 | 4,515 | 5,06 | 5,55 | 6,43 | 7,20 | 7,90 | 9,15 | 10,26 | 11,25 | - | - |
40 | 1,6 | 5,55 | 6,22 | 6,83 | 7,91 | 8,87 | 9,72 | 11,26 | 12,62 | 13,84 | 16,04 | 17,95 |
41 | 2,0 | - | - | - | 9,29 | 10,41 | 11,41 | 13,23 | 14,82 | 16,25 | 18,84 | 21,08 |
42 | 2,5 | - | - | - | 10,91 | 12,22 | 13,40 | 15,53 | 17,41 | 19,09 | 22,13 | 24,76 |
43 | 3,0 | - | - | - | 12,44 | 13,94 | 15,28 | 18,11 | 19,85 | 21,7 | 25,23 | 28,23 |
44 | 3,5 | - | - | - | - | 15,67 | 17,07 | 20,45 | 22,18 | 24,32 | 28,19 | 31,54 |
45 | 4,0 | - | - | - | - | 17,15 | 18,80 | 21,78 | 24,42 | 26,78 | 31,04 | 34,73 |
46 | 5,0 | - | - | - | - | 20,14 | 22,07 | 25,60 | 28,67 | 31,20 | 36,45 | 40,72 |
47 | 6,0 | - | - | - | - | 22,99 | 25,18 | 29,17 | 32,69 | 35,8 | 41,56 | 46,50 |
48 | 8,0 | - | - | - | - | - | 30,90 | 35,88 | 40,22 | 44,11 | 51,12 | 57,90 |
49 | 10,0 | - | - | - | - | - | 36,37 | 42,14 | 47,23 | 51,80 | 60,41 | 67,17 |
50 | 12,0 | - | - | - | - | - | 41,47 | 48,05 | 53,85 | 58,70 | 68,46 | 76,60 |
51 | 16,0 | - | - | - | - | - | 51,05 | 59,19 | 66,25 | 72,65 | 84,21 | 94,23 |
T = 9 S0,72 · Н0,51 | ||||||||||||
Отливки из алюминиевых и магниевых сплавов | ||||||||||||
52 | 0,10 | 0,55 | 0,62 | 0,67 | 0,79 | - | - | - | - | - | - | - |
53 | 0,12 | 0,62 | 0,70 | 0,78 | 0,89 | - | - | - | - | - | - | - |
54 | 0,16 | 0,77 | 0,87 | 0,95 | 1,09 | 1,24 | - | - | - | - | - | - |
55 | 0,20 | 0,90 | 1,01 | 1,13 | 1,28 | 1,44 | 1,58 | - | - | - | - | - |
56 | 0,25 | 1,06 | 1,19 | 1,31 | 1,51 | 1,71 | 1,86 | - | - | - | - | - |
57 | 0,30 | 1,20 | 1,35 | 1,49 | 1,80 | 1,93 | 2,13 | - | - | - | - | - |
58 | 0,35 | 1,35 | 1,53 | 1,67 | 1,94 | 2,16 | 2,36 | - | - | - | - | - |
59 | 0,40 | 1,49 | 1,68 | 1,85 | 2,14 | 2,29 | 2,61 | - | - | - | - | - |
60 | 0,50 | 1,76 | 1,98 | 2,16 | 2,52 | 2,79 | 3,04 | - | - | - | - | - |
61 | 0,60 | 1,98 | 2,25 | 2,43 | 2,77 | 2,86 | 3,20 | 3,47 | 4,05 | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВИБРАЦИОННОЙ РЕШЕТКЕ | Мелкосерийное и единичное производство | |||||||||||
КАРТА 84 | Лист 4 | |||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м до | ||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | ||
Время на форму, мин. | ||||||||||||
62 | 0,80 | 2,46 | 2,76 | 3,02 | 3,50 | 3,96 | 4,23 | 4,99 | 5,67 | - | - | - |
63 | 1,00 | 2,89 | 3,24 | 3,55 | 4,11 | 4,61 | 5,06 | 5,86 | 6,57 | 7,20 | - | - |
64 | 1,20 | 3,29 | 3,70 | 4,05 | 4,68 | 5,31 | 5,76 | 6,66 | 7,56 | 8,19 | - | - |
65 | 1,60 | 4,05 | 4,50 | 4,99 | 5,76 | 6,48 | 7,02 | 8,19 | 8,27 | 10,08 | 11,70 | 13,14 |
66 | 2,00 | - | - | - | 6,84 | 7,56 | 8,28 | 9,63 | 10,80 | 11,88 | 13,68 | 15,30 |
67 | 2,50 | - | - | - | 7,95 | 8,92 | 9,79 | 11,33 | 12,71 | 13,93 | 16,13 | 18,08 |
68 | 3,00 | - | - | - | 9,06 | 10,16 | 11,16 | 12,92 | 14,49 | 15,88 | 18,39 | 20,62 |
69 | 3,50 | - | - | - | - | 11,36 | 12,47 | 14,44 | 16,19 | 17,74 | 20,55 | 23,04 |
70 | 4,00 | - | - | - | - | 12,50 | 13,72 | 15,90 | 17,63 | 19,53 | 22,62 | 25,36 |
71 | 5,0 | - | - | - | - | 14,68 | 16,12 | 18,67 | 20,93 | 22,94 | 26,57 | 29,74 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 6,57 S0,72 · H0,51
Примечания:
1. Время в карте рассчитано на выбивку форм, изготовленных всырую.
2. При выбивке форм, изготовленных всухую, время по карте принимать с коэффициентом 1,1.
3. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
4. При одновременной выбивке нескольких форм время на каждую последующую форму свыше одной принимать по карте с коэффициентом 0,4.
5. Время в карте рассчитано на выбивку форм, изготовленных из песчано-глинистых смесей. При выбивке форм, изготовленных из жидкосамотвердеющих или быстротвердеющих смесей, время по карте принимать с коэффициентом 1,15.
Мелкосерийное и единичное производство | |||||||||||||
КАРТА 85 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Сбить литниковые выпорные чаши (коробки) с формы, выбить смесь из них, отнести коробки и положить на место. 2. Раскрепить и раскрыть форму вручную или краном, подъемником. 3. Вынуть отливку из формы (вручную, краном, подъемником), обломать литники и выпоры, переместить отливку и положить на место. 4. Выбить смесь из опок. 5. Переместить опоки и сложить в стопы | |||||||||||||
N позиции | Площадь в свету S, м2, до | Высота формы H, м, до | |||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | ||
Время на форму, мин. | |||||||||||||
Формовка всырую | |||||||||||||
Отливки из чугуна | |||||||||||||
1 | 0,10 | 0,86 | 1,04 | 1,21 | - | - | - | - | - | - | - | - | - |
2 | 0,12 | 0,98 | 1,18 | 1,38 | - | - | - | - | - | - | - | - | - |
3 | 0,16 | 1,21 | 1,46 | 1,69 | 2,14 | - | - | - | - | - | - | - | - |
4 | 0,20 | 1,43 | 1,71 | 1,99 | 2,52 | 3,02 | - | - | - | - | - | - | - |
5 | 0,25 | 1,67 | 2,01 | 2,33 | 2,95 | 3,55 | - | - | - | - | - | - | - |
6 | 0,30 | 2,04 | 2,29 | 2,66 | 3,37 | 4,05 | - | - | - | - | - | - | - |
7 | 0,35 | 2,13 | 2,56 | 2,97 | 3,76 | 4,52 | - | - | - | - | - | - | - |
8 | 0,40 | 2,34 | 2,82 | 3,27 | 4,16 | 4,98 | 5,78 | - | - | - | - | - | - |
9 | 0,50 | 2,76 | 3,31 | 3,84 | 4,87 | 5,84 | 6,79 | - | - | - | - | - | - |
10 | 0,60 | 3,14 | 3,77 | 4,38 | 5,55 | 6,67 | 7,74 | - | - | - | - | - | - |
11 | 0,80 | 3,87 | 4,64 | 5,39 | 6,83 | 8,20 | 9,52 | 12,05 | 14,47 | - | - | - | - |
12 | 1,00 | - | 5,45 | 6,33 | 8,02 | 9,63 | 11,18 | 14,15 | 17,00 | - | - | - | - |
13 | 1,20 | - | 6,22 | 7,22 | 9,14 | 10,98 | 12,75 | 16,14 | 19,38 | - | - | - | - |
14 | 1,60 | - | - | 8,88 | 11,24 | 13,50 | 15,68 | 19,85 | 23,84 | 27,69 | 36,18 | 42,82 | - |
15 | 2,00 | - | - | - | 13,21 | 15,86 | 18,42 | 23,31 | 27,99 | 32,52 | 41,17 | 49,43 | - |
16 | 2,50 | - | - | - | 15,51 | 18,62 | 21,63 | 27,37 | 32,88 | 38,18 | 48,34 | 58,05 | - |
17 | 3,00 | - | - | - | - | 21,23 | 24,66 | 31,19 | 37,49 | 43,54 | 55,12 | 66,19 | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ВЫБИВКА ФОРМ НА ПЛАЦУ | Мелкосерийное и единичное производство | ||||||||||||
КАРТА 85 | Лист 2 | ||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | |||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | ||
Время на форму, мин. | |||||||||||||
18 | 3,50 | - | - | - | - | 23,73 | 27,56 | 34,88 | 41,89 | 48,65 | 61,59 | 73,96 | - |
19 | 4,00 | - | - | - | - | 26,12 | 32,09 | 38,40 | 46,12 | 53,56 | 67,80 | 81,42 | - |
20 | 5,00 | - | - | - | - | 30,67 | 35,63 | 45,09 | 54,16 | 62,89 | 79,63 | 95,62 | - |
21 | 6,00 | - | - | - | - | - | 40,62 | 51,42 | 61,76 | 71,72 | 90,79 | 109,03 | 130,92 |
22 | 8,00 | - | - | - | - | - | 49,97 | 63,25 | 75,97 | 88,22 | 111,69 | 134,13 | 161,05 |
23 | 10,00 | - | - | - | - | - | 58,69 | 74,28 | 89,22 | 103,60 | 131,17 | 157,50 | 189,13 |
24 | 12,00 | - | - | - | - | - | 66,92 | 84,70 | 101,73 | 118,15 | 149,56 | 179,60 | 215,66 |
25 | 16,00 | - | - | - | - | - | 82,32 | 104,19 | 125,14 | 145,33 | 183,48 | 220,93 | 265,29 |
26 | 20,0 | - | - | - | - | - | 96,67 | 122,35 | 146,95 | 170,65 | 216,05 | 259,44 | 311,63 |
27 | 25,0 | - | - | - | - | - | 113,52 | 143,68 | 172,57 | 200,40 | 253,70 | 304,65 | 369,30 |
28 | 30,0 | - | - | - | - | - | 129,445 | 163,83 | 196,77 | 228,49 | 289,30 | 347,39 | 217,147 |
29 | 35,0 | - | - | - | - | - | 144,63 | 183,06 | 219,87 | 255,34 | 308,31 | 388,17 | 466,111 |
30 | 40,0 | - | - | - | - | - | 159,23 | 201,54 | 242,06 | 281,11 | 355,87 | 427,34 | 513,17 |
T = 17,64 S0,72 · H0,82 | |||||||||||||
Отливки из стали и медных сплавов | |||||||||||||
31 | 0,10 | 0,99 | 1,19 | 1,38 | - | - | - | - | - | - | - | - | - |
32 | 0,12 | 1,13 | 1,35 | 1,57 | - | - | - | - | - | - | - | - | - |
33 | 0,16 | 1,39 | 1,68 | 1,93 | 2,45 | - | - | - | - | - | - | - | - |
34 | 0,20 | 1,63 | 1,95 | 2,27 | 2,87 | 3,46 | - | - | - | - | - | - | - |
35 | 0,25 | 1,91 | 2,30 | 2,67 | 3,38 | 4,05 | - | - | - | - | - | - | - |
36 | 0,30 | 2,18 | 2,62 | 3,04 | 3,85 | 4,62 | - | - | - | - | - | - | - |
37 | 0,35 | 2,44 | 2,93 | 3,40 | 4,30 | 5,170 | - | - | - | - | - | - | - |
38 | 0,40 | 2,68 | 3,22 | 3,74 | 4,74 | 5,69 | 6,61 | - | - | - | - | - | - |
39 | 0,50 | 3,15 | 3,79 | 4,39 | 5,56 | 6,68 | 7,76 | - | - | - | - | - | - |
40 | 0,60 | 3,59 | 4,32 | 5,01 | 6,34 | 7,62 | 8,85 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ВЫБИВКА ФОРМ НА ПЛАЦУ | Мелкосерийное и единичное производство | ||||||||||||
КАРТА 85 | Лист 3 | ||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | |||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | ||
Время на форму, мин. | |||||||||||||
41 | 0,80 | 4,42 | 5,31 | 6,17 | 7,81 | 9,37 | 10,88 | 13,79 | 16,55 | - | - | - | - |
42 | 1,00 | - | 6,24 | 7,24 | 9,17 | 11,01 | 12,79 | 16,19 | 19,44 | - | - | - | - |
43 | 1,20 | - | 7,11 | 8,25 | 10,45 | 12,55 | 14,58 | 18,46 | 22,16 | - | - | - | - |
44 | 1,60 | - | - | 10,16 | 12,86 | 15,44 | 17,36 | 22,71 | 27,26 | 31,66 | 40,09 | 48,14 | - |
45 | 2,00 | - | - | - | 15,10 | 18,3 | 21,06 | 26,66 | 32,02 | 37,18 | 47,07 | 56,53 | - |
46 | 2,50 | - | - | - | 17,73 | 21,49 | 24,73 | 31,31 | 37,60 | 43,66 | 55,28 | 66,38 | - |
47 | 3,00 | - | - | - | - | 24,28 | 28,20 | 35,71 | 42,87 | 49,79 | 63,04 | 75,69 | - |
48 | 3,50 | - | - | - | - | 27,13 | 31,51 | 39,90 | 47,90 | 55,63 | 70,43 | 84,58 | - |
49 | 4,00 | - | - | - | - | 29,87 | 34,69 | 43,93 | 52,34 | 61,25 | 77,54 | 93,11 | - |
50 | 5,00 | - | - | - | - | 35,07 | 40,74 | 51,58 | 61,93 | 71,92 | 91,05 | 109,34 | - |
51 | 6,00 | - | - | - | - | - | 46,45 | 58,82 | 70,62 | 82,01 | 103,83 | 124,57 | - |
52 | 8,00 | - | - | - | - | - | 57,15 | 72,35 | 86,87 | 100,88 | 127,72 | 153,37 | 184,18 |
53 | 10,00 | - | - | - | - | - | 67,10 | 84,97 | 102,02 | 118,47 | 149,99 | 180,11 | 216,28 |
54 | 12,00 | - | - | - | - | - | 76,52 | 96,89 | 116,33 | 135,00 | 171,03 | 205,37 | 245,3 |
55 | 16,00 | - | - | - | - | - | - | 119,18 | 143,10 | 166,18 | 210,38 | 252,6 | 303,3 |
56 | 20,00 | - | - | - | - | - | - | 139,96 | 168,04 | 195,15 | 247,06 | 296,67 | 356,24 |
T = 19,44 S0,72 · H0,82 | |||||||||||||
Отливки из алюминиевых и магниевых сплавов | |||||||||||||
57 | 0,10 | 0,68 | 0,82 | 0,95 | - | - | - | - | - | - | - | - | - |
58 | 0,12 | 0,78 | 0,94 | 1,09 | - | - | - | - | - | - | - | - | - |
59 | 0,16 | 0,96 | 1,16 | 1,34 | 1,70 | - | - | - | - | - | - | - | - |
60 | 0,20 | 1,13 | 1,36 | 1,58 | 1,99 | 2,40 | - | - | - | - | - | - | - |
61 | 0,25 | 1,33 | 1,59 | 1,85 | 2,34 | 2,81 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ВЫБИВКА ФОРМ НА ПЛАЦУ | Мелкосерийное и единичное производство | ||||||||||||
КАРТА 85 | Лист 4 | ||||||||||||
N позиции | Площадь опоки в свету S, м2, до | Высота формы H, м, до | |||||||||||
0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | ||
Время на форму, мин. | |||||||||||||
62 | 0,30 | 1,51 | 1,83 | 2,11 | 2,68 | 3,21 | - | - | - | - | - | - | - |
63 | 0,35 | 1,69 | 2,03 | 2,36 | 3,00 | 3,59 | - | - | - | - | - | - | - |
64 | 0,40 | 1,86 | 2,23 | 2,60 | 3,29 | 3,95 | 4,59 | - | - | - | - | - | - |
65 | 0,50 | 2,18 | 2,62 | 3,05 | 3,86 | 4,64 | 5,39 | - | - | - | - | - | - |
66 | 0,60 | 2,49 | 3,00 | 3,48 | 4,40 | 5,29 | 6,15 | - | - | - | - | - | - |
67 | 0,80 | 3,07 | 3,09 | 4,28 | 5,42 | 6,51 | 7,56 | 9,57 | 11,49 | - | - | - | - |
68 | 1,00 | - | 4,33 | 5,03 | 6,37 | 7,64 | 8,88 | 11,24 | 13,50 | - | - | - | - |
69 | 1,20 | - | 4,94 | 5,73 | 7,26 | 8,71 | 10,12 | 12,82 | 15,39 | - | - | - | - |
70 | 1,60 | - | - | 7,05 | 8,93 | 10,91 | 12,45 | 15,77 | 18,93 | 21,99 | 27,84 | 34,00 | - |
71 | 2,00 | - | - | 8,28 | 10,48 | 12,59 | 14,62 | 18,52 | 22,23 | 25,82 | 32,69 | 39,25 | - |
72 | 2,50 | - | - | 9,72 | 12,31 | 14,78 | 17,17 | 21,74 | 26,11 | 30,32 | 38,39 | 46,10 | - |
73 | 3,00 | - | - | 11,09 | 14,04 | 16,86 | 19,58 | 24,79 | 29,77 | 34,57 | 43,77 | 50,72 | - |
74 | 3,50 | - | - | - | 15,69 | 18,84 | 21,88 | 27,70 | 33,27 | 38,63 | 48,91 | 56,68 | - |
75 | 4,00 | - | - | - | 17,27 | 20,74 | 24,09 | 30,50 | 36,62 | 42,53 | 53,85 | 62,40 | - |
76 | 5,00 | - | - | - | 20,28 | 24,36 | 28,29 | 35,82 | 43,01 | 49,94 | 63,23 | 73,28 | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
T = 13,5 S0,72 · H0,82
Примечания:
1. Время в карте рассчитано на выбивку форм, изготовленных всырую.
2. При выбивке форм, изготовленных всухую, время по карте принимать с коэффициентом 1,1.
3. Время в карте рассчитано на выбивку форм, изготовленных из песчано-глинистых смесей. При выбивке форм, изготовленных из жидкосамотвердеющих или быстротвердеющих смесей на жидком стекле, время по карте принимать с коэффициентом 1,15.
4. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,013 мин. в одну сторону.
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 86 | ||||||||||||
Содержание работы | ||||||||||||
1. Переместить кран к отливке. 2. Застропить отливку, поднять, переместить на расстояние до 5 м. 3. Опустить отливку на место, расстропить | ||||||||||||
N позиции | Масса отливки М, кг, до | |||||||||||
50 | 100 | 200 | 300 | 500 | 1000 | 2000 | 3000 | 5000 | 10000 | 20000 | 30000 | |
Время на отливку, мин. | ||||||||||||
1 | 0,28 | 0,35 | 0,43 | 0,49 | 0,58 | 0,73 | 0,91 | 1,04 | 1,21 | 1,53 | 1,90 | 2,17 |
Индекса | б | в | г | д | е | ж | з | и | к | л | м | |
T = 0,079 М0,32
Примечание. При перемещении отливок на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 87 | ||||||||||||
Содержание работы | ||||||||||||
Вручную Кантовать отливку вручную с помощью лома (рычага) | ||||||||||||
Краном | ||||||||||||
1. Застропить отливку. 2. Кантовать отливку краном, расстропить. | ||||||||||||
N позиции | Длина отливки l, м, до | Вручную | Краном | |||||||||
Масса отливки М, кг, до | ||||||||||||
30 | 50 | 100 | 500 | 1000 | 2000 | 3000 | 5000 | 10000 | 20000 | 30000 | ||
Время на отливку, мин. | ||||||||||||
1 | 1 | 0,27 | 0,35 | 0,05 | 1,36 | 1,58 | 1,83 | - | - | - | - | - |
2 | 3 | - | - | - | 2,05 | 2,37 | 2,74 | 2,98 | 3,32 | - | - | - |
3 | 5 | - | - | - | - | - | - | 3,60 | 4,01 | 4,64 | 5,37 | - |
4 | 8 | - | - | - | - | - | - | - | 4,78 | 5,53 | 6,39 | 6,96 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,05 М0,5 | T = 0,37 М0,21 · l0,37 | |||||||||||
Мелкосерийное и единичное производство | ||||||
КАРТА 88 | Лист 1 | |||||
Содержание работы | ||||||
1. Взять отливку вручную или краном, переместить (на расстояние до 5 м) и установить на тележку. 2. Вкатить тележку и камеру и закрыть двери. 3. Удалить стержни из отливки струей воды из гидромонитора. 4. Очистить наружные и внутренние поверхности отливки от формовочной и стержневой смеси, удалить из нее рамки и каркасы. 5. Кантовать отливку в процессе промывки. 6. Открыть двери камеры, очистить путь, выкатить тележку из камеры и осмотреть отливку. 7. Снять отливку с тележки вручную или краном и положить на место | ||||||
N позиции | Масса отливки М, кг, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
1 | 10 | 0,40 | 0,48 | 0,68 | 0,89 | 1,16 |
2 | 12 | 0,47 | 0,60 | 0,78 | 1,02 | 1,33 |
3 | 16 | 0,58 | 0,75 | 0,97 | 1,26 | 1,66 |
4 | 20 | 0,68 | 0,88 | 1,15 | 1,49 | 1,96 |
5 | 25 | 0,80 | 1,04 | 1,35 | 1,77 | 2,31 |
6 | 30 | 0,93 | 1,19 | 1,55 | 1,96 | 2,65 |
7 | 35 | 1,04 | 1,35 | 1,74 | 2,28 | 2,98 |
8 | 40 | 1,14 | 1,48 | 1,92 | 2,51 | 3,29 |
9 | 50 | 1,35 | 1,75 | 2,27 | 2,97 | 3,89 |
10 | 60 | 1,55 | 2,02 | 2,61 | 3,41 | 4,46 |
11 | 80 | 1,93 | 2,49 | 3,24 | 4,23 | 5,54 |
12 | 100 | 2,28 | 2,94 | 3,83 | 5,01 | 6,54 |
13 | 120 | 2,61 | 3,37 | 4,39 | 5,73 | 7,51 |
14 | 160 | 3,39 | 4,18 | 5,43 | 7,19 | 9,31 |
15 | 200 | 3,83 | 4,95 | 6,43 | 8,41 | 11,01 |
16 | 250 | 4,53 | 5,85 | 7,61 | 9,94 | 13,01 |
17 | 300 | 5,19 | 6,70 | 8,72 | 11,39 | 14,92 |
18 | 350 | 5,83 | 7,53 | 9,79 | 12,78 | 16,75 |
19 | 400 | 6,44 | 8,32 | 10,82 | 14,13 | 18,51 |
20 | 500 | 7,61 | 9,83 | 12,79 | 16,71 | 21,89 |
21 | 600 | 8,73 | 11,21 | 14,67 | 19,15 | 25,09 |
22 | 800 | 10,80 | 13,98 | 18,20 | 23,77 | 31,14 |
23 | 1000 | 12,80 | 16,54 | 21,52 | 28,10 | 36,81 |
24 | 1200 | 14,54 | 18,78 | 24,43 | 31,90 | 41,80 |
25 | 1600 | 18,42 | 23,30 | 30,32 | 39,59 | 51,87 |
26 | 2000 | 21,32 | 27,55 | 35,84 | 46,80 | 61,32 |
27 | 2500 | 25,21 | 32,57 | 42,37 | 55,33 | 72,49 |
28 | 3000 | 28,51 | 37,34 | 48,58 | 63,44 | 83,11 |
29 | 3500 | 32,45 | 41,92 | 54,54 | 71,21 | 93,30 |
30 | 4000 | 36,87 | 46,33 | 60,28 | 78,72 | 103,13 |
Индекс | а | б | в | г | д | |
УДАЛЕНИЕ СТЕРЖНЕЙ И ОЧИСТКА ПОВЕРХНОСТИ ОТЛИВОК В ГИДРАВЛИЧЕСКОЙ КАМЕРЕ | Мелкосерийное и единичное производство | |||||
КАРТА 88 | Лист 2 | |||||
N позиции | Масса отливки М, кг, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
31 | 5000 | 42,40 | 54,77 | 71,26 | 93,06 | 123,08 |
32 | 6000 | 48,61 | 62,79 | 81,77 | 106,69 | 139,78 |
33 | 8000 | 60,32 | 77,92 | 101,38 | 132,38 | 173,44 |
34 | 10000 | 71,32 | 92,12 | 119,85 | 156,50 | 205,04 |
35 | 12000 | 81,77 | 105,61 | 137,41 | 179,43 | 235,08 |
36 | 16000 | 101,46 | 131,04 | 170,50 | 222,64 | 291,68 |
37 | 20000 | 119,94 | 154,92 | 201,56 | 263,20 | 344,82 |
38 | 25000 | 141,79 | 183,14 | 238,28 | 311,15 | 407,65 |
39 | 30000 | 162,57 | 209,98 | 273,20 | 356,74 | 467,38 |
40 | 35000 | 184,24 | 237,97 | 309,62 | 404,30 | 529,69 |
41 | 40000 | 201,71 | 260,54 | 338,99 | 442,65 | 579,93 |
42 | 50000 | 238,46 | 308,01 | 400,75 | 523,29 | 685,58 |
43 | 60000 | 273,40 | 353,15 | 459,47 | 599,97 | 786,04 |
Индекс | а | б | в | г | д | |
TI = 0,072 М0,75 | TII = 0,093 М0,75 | TIII = 0,121 М0,75 | TIV = 0,158 М0,75 | TV = 0,207 М0,75 |
Мелкосерийное и единичное производство | ||||||
КАРТА 89 | Лист 1 | |||||
Содержание работы | ||||||
1. Обломать знаки стержней кувалдой, ломом. 2. Выбить из отливки стержни пневматическим зубилом. 3. Удалить из отливки стержневую смесь. 4. Расшатать и удалить каркасы (при необходимости разрубить и удалить частями). 5. Отбить земляные болваны. 6. Кантовать отливку в процессе выбивки | ||||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
Отливки из чугуна | ||||||
1 | 3 | 0,69 | 1,00 | 1,45 | 2,10 | 3,06 |
2 | 4 | 0,80 | 1,16 | 1,69 | 2,46 | 3,58 |
3 | 5 | 0,91 | 1,31 | 1,91 | 2,79 | 4,05 |
4 | 6 | 1,00 | 1,45 | 2,12 | 3,08 | 4,47 |
5 | 8 | 1,18 | 1,69 | 2,48 | 3,61 | 5,24 |
6 | 10 | 1,33 | 1,92 | 2,80 | 4,08 | 5,92 |
7 | 12 | 1,47 | 2,12 | 3,10 | 4,51 | 6,55 |
8 | 16 | 1,72 | 2,48 | 3,63 | 5,28 | 7,67 |
9 | 20 | 1,95 | 2,80 | 4,10 | 5,97 | 8,67 |
10 | 25 | 2,20 | 3,17 | 4,64 | 6,75 | 9,81 |
11 | 30 | 2,43 | 3,51 | 5,12 | 7,47 | 10,84 |
12 | 40 | 2,85 | 4,11 | 6,80 | 8,75 | 12,70 |
13 | 50 | 3,22 | 4,64 | 6,79 | 9,88 | 14,36 |
14 | 60 | 3,56 | 5,13 | 7,51 | 10,93 | 15,87 |
15 | 80 | 4,18 | 6,01 | 8,81 | 12,80 | 18,60 |
16 | 100 | 4,72 | 6,89 | 9,94 | 14,48 | 21,02 |
17 | 120 | 5,22 | 7,51 | 10,99 | 16,00 | 23,24 |
18 | 160 | 6,11 | 8,80 | 12,88 | 18,74 | 27,23 |
19 | 200 | 6,92 | 9,95 | 14,56 | 21,20 | 30,78 |
20 | 250 | 7,84 | 11,25 | 16,46 | 23,96 | 34,80 |
21 | 300 | 8,64 | 12,44 | 18,20 | 26,46 | 38,47 |
22 | 400 | 10,12 | 14,57 | 21,32 | 31,03 | 45,07 |
23 | 500 | 11,44 | 16,47 | 24,10 | 35,09 | 50,9,5 |
24 | 600 | 12,65 | 18,21 | 24,64 | 38,78 | 56,32 |
25 | 800 | 14,81 | 21,33 | 31,21 | 45,44 | 65,98 |
26 | 1000 | 16,75 | 24,12 | 35,29 | 51,37 | 74,56 |
27 | 1200 | 18,52 | 26,65 | 39,01 | 56,79 | 82,46 |
28 | 1600 | 21,69 | 31,22 | 45,70 | 66,52 | 96,60 |
29 | 2000 | 24,52 | 35,31 | 51,66 | 75,21 | 109,21 |
30 | 2500 | 27,72 | 39,92 | 58,41 | 85,03 | 123,47 |
31 | 3000 | 30,65 | 44,14 | 64,57 | 93,99 | 136,50 |
32 | 4000 | 35,91 | 51,70 | 75,64 | 110,11 | 159,90 |
33 | 5000 | 40,59 | 58,45 | 85,52 | 124,50 | 180,78 |
34 | 6000 | 44,88 | 64,62 | 94,54 | 137,62 | 200,00 |
35 | 8000 | 52,57 | 76,70 | 110,74 | 161,21 | 234,11 |
36 | 10000 | 59,44 | 85,59 | 125,21 | 182,27 | 264,69 |
Индекс | а | б | в | г | д | |
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Мелкосерийное и единичное производство | ||||||
КАРТА 89 | Лист 2 | ||||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | |||||
I | II | III | IV | V | |||
Время на отливку, мин. | |||||||
37 | 12000 | 65,70 | 94,62 | 138,41 | 201,49 | 292,59 | |
38 | 16000 | 76,97 | 110,83 | 162,14 | 236,03 | 342,75 | |
39 | 20000 | 87,60 | 125,30 | 183,31 | 266,85 | 387,51 | |
40 | 25000 | 98,38 | 141,66 | 207,25 | 301,69 | 438,11 | |
41 | 30000 | 108,75 | 156,61 | 229,11 | 333,51 | 484,32 | |
TI = 0,375 V0,55 | TII = 0,54 V0,55 | TIII = 0,79 V0,55 | TIV = 1,15 V0,55 | TV = 1,67 V0,55 | |||
Отливки из стали и медных сплавов | |||||||
42 | 3 | 0,79 | 1,14 | 1,66 | 2,41 | 3,51 | |
43 | 4 | 0,93 | 1,34 | 1,95 | 2,83 | 4,11 | |
44 | 5 | 1,04 | 1,51 | 2,20 | 3,20 | 4,65 | |
45 | 6 | 1,15 | 1,67 | 2,49 | 3,54 | 5,14 | |
46 | 8 | 1,35 | 1,96 | 2,86 | 4,14 | 6,03 | |
47 | 10 | 1,53 | 2,21 | 3,23 | 4,68 | 6,81 | |
48 | 12 | 1,69 | 2,45 | 3,56 | 5,17 | 7,53 | |
49 | 16 | 1,98 | 2,87 | 4,18 | 6,06 | 8,82 | |
50 | 20 | 2,23 | 3,25 | 4,73 | 6,86 | 9,97 | |
51 | 25 | 2,52 | 3,67 | 5,34 | 7,75 | 11,28 | |
52 | 30 | 2,79 | 4,06 | 5,91 | 8,57 | 12,46 | |
53 | 40 | 3,27 | 4,75 | 6,92 | 10,90 | 14,60 | |
54 | 50 | 3,70 | 5,37 | 7,82 | 11,35 | 16,51 | |
55 | 60 | 4,09 | 5,94 | 8,65 | 12,55 | 18,25 | |
56 | 80 | 4,78 | 6,96 | 10,13 | 14,70 | 21,38 | |
Индекс | а | б | в | г | д | ||
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Мелкосерийное и единичное производство | |||||
КАРТА 89 | Лист 3 | |||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
57 | 100 | 5,41 | 7,87 | 11,46 | 16,62 | 24,17 |
58 | 120 | 5,98 | 8,70 | 12,66 | 18,37 | 26,72 |
59 | 160 | 7,01 | 10,20 | 14,84 | 21,50 | 31,30 |
60 | 200 | 7,92 | 11,52 | 16,77 | 24,35 | 35,38 |
61 | 250 | 8,95 | 13,02 | 18,96 | 27,51 | 40,01 |
62 | 300 | 9,91 | 14,40 | 20,96 | 30,41 | 44,23 |
63 | 400 | 11,60 | 16,87 | 24,56 | 35,62 | 51,81 |
64 | 500 | 13,12 | 19,07 | 27,76 | 40,27 | 58,58 |
65 | 600 | 14,50 | 21,08 | 30,69 | 44,52 | 64,76 |
66 | 800 | 16,99 | 24,69 | 35,95 | 52,15 | 75,86 |
67 | 1000 | 19,21 | 27,92 | 40,65 | 58,96 | 85,76 |
68 | 1200 | 21,23 | 30,86 | 44,93 | 65,18 | 94,81 |
69 | 1600 | 24,87 | 36,15 | 52,64 | 76,35 | 111,06 |
70 | 2000 | 28,12 | 40,87 | 59,51 | 86,32 | 125,56 |
71 | 2500 | 31,79 | 46,21 | 67,28 | 97,60 | 141,96 |
72 | 3000 | 36,15 | 51,08 | 74,38 | 107,88 | 156,93 |
73 | 4000 | 41,17 | 59,84 | 87,13 | 126,39 | 183,84 |
74 | 5000 | 46,55 | 67,66 | 98,51 | 142,89 | 207,84 |
75 | 6000 | 51,44 | 74,79 | 108,90 | 157,96 | 229,77 |
76 | 8000 | 60,28 | 87,61 | 127,57 | 185,04 | 269,15 |
77 | 10000 | 68,15 | 99,06 | 144,23 | 209,22 | 304,31 |
Индекс | а | б | в | г | д | |
TI = 0,43 V0,55 | TII = 0,625 V0,55 | TIII = 0,91 V0,55 | TIV = 1,32 V0,55 | TV = 1,92 V0,55 |
ВЫБИВКА СТЕРЖНЕЙ ИЗ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Мелкосерийное и единичное производство | |||||
КАРТА 89 | Лист 4 | |||||
N позиции | Объем стержней в отливке V, дм3, до | Категория сложности | ||||
I | II | III | IV | V | ||
Время на отливку, мин. | ||||||
Отливки из алюминиевых и магниевых сплавов | ||||||
78 | 3 | 0,42 | 0,59 | 0,84 | 1,19 | 1,69 |
79 | 4 | 0,49 | 0,70 | 0,99 | 1,39 | 1,98 |
80 | 5 | 0,56 | 0,79 | 1,11 | 1,57 | 2,24 |
81 | 6 | 0,62 | 0,87 | 1,23 | 1,74 | 2,48 |
82 | 8 | 0,72 | 1,02 | 1,44 | 2,04 | 2,90 |
83 | 10 | 0,82 | 1,15 | 1,63 | 2,31 | 3,28 |
84 | 12 | 0,90 | 1,27 | 1,80 | 2,55 | 3,63 |
85 | 16 | 1,06 | 1,49 | 2,11 | 2,99 | 4,25 |
86 | 20 | 1,19 | 1,69 | 2,39 | 3,38 | 4,80 |
87 | 25 | 1,35 | 1,91 | 2,70 | 3,82 | 5,43 |
88 | 30 | 1,49 | 2,11 | 2,99 | 4,22 | 6,00 |
89 | 40 | 1,75 | 2,49 | 3,50 | 4,94 | 7,03 |
90 | 50 | 1,99 | 2,79 | 3,95 | 5,59 | 7,95 |
91 | 60 | 2,19 | 3,09 | 4,37 | 6,18 | 8,79 |
92 | 80 | 2,56 | 3,62 | 5,12 | 7,24 | 10,30 |
93 | 100 | 2,90 | 4,09 | 5,79 | 8,18 | 11,64 |
94 | 120 | 3,20 | 4,52 | 6,40 | 9,05 | 12,87 |
95 | 160 | 3,75 | 5,30 | 7,50 | 10,06 | 15,08 |
96 | 200 | 4,24 | 5,99 | 8,48 | 11,98 | 17,05 |
97 | 250 | 4,79 | 6,77 | 9,58 | 13,54 | 19,28 |
98 | 300 | 5,30 | 7,49 | 10,60 | 14,97 | 21,31 |
99 | 400 | 6,21 | 8,77 | 12,41 | 17,54 | 24,96 |
100 | 500 | 7,02 | 9,91 | 14,03 | 19,83 | 28,20 |
101 | 600 | 7,76 | 10,96 | 15,51 | 21,92 | 31,20 |
102 | 800 | 9,09 | 12,84 | 18,17 | 25,68 | 36,55 |
103 | 1000 | 10,27 | 14,52 | 20,55 | 29,03 | 41,32 |
104 | 1200 | 11,36 | 16,05 | 22,71 | 32,10 | 45,67 |
105 | 1600 | 13,30 | 18,80 | 26,61 | 37,60 | 53,09 |
106 | 2000 | 15,04 | 21,25 | 30,08 | 42,51 | 60,50 |
Индекс | а | б | в | г | д | |
TI = 0,23 V0,55 | TII = 0,325 V0,55 | TIII = 0,46 V0,55 | TIV = 0,65 V0,55 | TV = 0,925 V0,55 |
Примечания: 1. Время в карте рассчитано на выбивку стержней, изготовленных из песчано-глинистых смесей.
2. При выбивке стержней, изготовленных из песчано-масляных смесей, время по карте принимать с коэффициентом 0,85.
3. При выбивке стержней, изготовленных из быстротвердеющих смесей на жидком стекле, время по карте принимать с коэффициентом 1,15.
Мелкосерийное и единичное производство | ||
КАРТА 90 | ||
Содержание работы | Время на одну отливку, мин. | |
1. | Загрузка отливок в установку: подвести подъемник к подвесному конвейеру, застропить отливку, снять с крюка подвесного конвейера; переместить отливку к установке на расстояние 3 - 5 м; опустить отливку на загрузочное устройство, разгрузить отливки в установку | <...> |
2. | Управление процессом выбивки | |
3. | Выгрузка отливок из установки: подвести подъемник, застропить отливку, переместить на расстояние до 3 - 5 м к подвесному конвейеру; навесить отливку на крюк подвесного конвейера, расстропить крюк подъемника, возвратить подъемник к установке | |
Всего | 1,59 | |
Мелкосерийное и единичное производство | |||||
КАРТА 91 | |||||
Содержание работы | |||||
1. Взять пневматическое зубило. 2. Очистить место отрезки литника и прибыли от формовочной смеси. 3. Положить пневматическое зубило на место. | |||||
Очистка круглых литников и прибылей | |||||
N позиции | Диаметр литника, прибыли D, мм, до | Время на литник, прибыль, мин. | N позиции | Диаметр литника, прибыли D, мм, до | Время на литник, прибыль, мин. |
1 | 25 | 0,14 | 10 | 200 | 0,62 |
2 | 30 | 0,16 | 11 | 250 | 0,72 |
3 | 40 | 0,20 | 12 | 300 | 0,81 |
4 | 50 | 0,23 | 13 | 400 | 0,99 |
5 | 60 | 0,26 | 14 | 500 | 1,16 |
6 | 80 | 0,32 | 15 | 600 | 1,32 |
7 | 100 | 0,38 | 16 | 800 | 1,61 |
8 | 120 | 0,42 | 17 | 1000 | 1,89 |
9 | 160 | 0,52 | 18 | 1200 | 2,15 |
T = 0,15 D0,70
Очистка прямоугольных литников и прибылей
N позиции | Длина (периметр) очистки литника, прибыли l, мм, до | Время на литник, прибыль, мин. | N позиции | Длина (периметр) очистки литника, прибыли l, мм, до | Время на литник, прибыль, мин. |
1 | 60 | 0,12 | 9 | 400 | 0,44 |
2 | 80 | 0,13 | 10 | 500 | 0,52 |
3 | 100 | 0,17 | 11 | 600 | 0,59 |
4 | 120 | 0,19 | 12 | 800 | 0,72 |
5 | 160 | 0,23 | 13 | 1000 | 0,84 |
6 | 200 | 0,27 | 14 | 1200 | 0,96 |
7 | 250 | 0,32 | 15 | 1600 | 1,17 |
8 | 300 | 0,36 | 16 | 2000 | 1,37 |
T = 0,0067 l0,70
Примечание. При очистке заливов время принимать по 0,4 мин. на 1 пог. м.
Мелкосерийное и единичное производство | |||||
КАРТА 92 | Лист 1 | ||||
Содержание работы | |||||
1. Взять и поднести резак к отливке. 2. Зажечь горючую смесь на выходе из резака, отрегулировать пламя и давление (выполняется периодически). 3. Подогреть место реза и отрезать заливы, ребра, литники, прибыли. 4. Перекрыть подачу горючей смеси. 5. Положить резак на место. | |||||
Резка круглых сечений ацетиленокислородным пламенем | |||||
N позиции | Диаметр сечения D, мм, до | Время на рез, мин. | N позиции | Диаметр сечения D, мм, до | Время на рез, мин. |
1 | 20 | 0,16 | 11 | 160 | 1,94 |
2 | 25 | 0,21 | 12 | 200 | 2,54 |
3 | 30 | 0,26 | 13 | 250 | 3,32 |
4 | 35 | 0,31 | 14 | 300 | 4,30 |
5 | 40 | 0,37 | 15 | 350 | 4,97 |
6 | 50 | 0,48 | 16 | 400 | 5,83 |
7 | 60 | 0,60 | 17 | 500 | 7,62 |
8 | 80 | 0,85 | 18 | 600 | 9,49 |
9 | 100 | 1,10 | 19 | 800 | 13,40 |
10 | 120 | 1,38 | 20 | 1000 | 17,52 |
T = 0,0044 D1,2
ОТРЕЗКА ЗАЛИВОВ, РЕБЕР, ЛИТНИКОВ И ПРИБЫЛЕЙ ГАЗОВЫМ ПЛАМЕНЕМ | Мелкосерийное и единичное производство | |||||||||||
КАРТА 92 | Лист 2 | |||||||||||
Резка прямоугольных сечений ацетиленокислородным пламенем | ||||||||||||
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||||||
4 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | ||
Время на рез, мин. | ||||||||||||
21 | 25 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | 0,16 | 0,18 | 0,19 |
22 | 30 | 0,08 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | 0,16 | 0,17 | 0,19 | 0,21 | 0,23 |
23 | 40 | 0,11 | 0,13 | 0,15 | 0,16 | 0,17 | 0,19 | 0,21 | 0,23 | 0,25 | 0,28 | 0,31 |
24 | 50 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | 0,24 | 0,26 | 0,29 | 0,31 | 0,35 | 0,38 |
25 | 60 | 0,17 | 0,20 | 0,22 | 0,24 | 0,26 | 0,29 | 0,32 | 0,35 | 0,37 | 0,42 | 0,46 |
26 | 80 | 0,22 | 0,26 | 0,29 | 0,31 | 0,34 | 0,38 | 0,42 | 0,46 | 0,49 | 0,56 | 0,61 |
27 | 100 | 0,28 | 0,32 | 0,36 | 0,40 | 0,43 | 0,48 | 0,52 | 0,57 | 0,62 | 0,69 | 0,76 |
28 | 120 | 0,33 | 0,39 | 0,44 | 0,48 | 0,51 | 0,58 | 0,63 | 0,69 | 0,74 | 0,83 | 0,91 |
29 | 160 | 0,44 | 0,51 | 0,58 | 0,63 | 0,68 | 0,76 | 0,84 | 0,91 | 0,98 | 1,10 | 1,22 |
30 | 200 | 0,55 | 0,64 | 0,72 | 0,79 | 0,85 | 0,95 | 1,04 | 1,14 | 1,23 | 1,38 | 1,51 |
31 | 250 | 0,68 | 0,80 | 0,90 | 0,99 | 1,06 | 1,19 | 1,30 | 1,42 | 1,53 | 1,72 | 1,88 |
32 | 300 | 0,82 | 0,96 | 1,08 | 1,18 | 1,27 | 1,43 | 1,57 | 1,70 | 1,83 | 2,57 | 2,25 |
33 | 400 | 1,09 | 1,28 | 1,44 | 1,57 | 1,69 | 1,90 | 2,07 | 2,27 | 2,49 | 2,73 | 2,99 |
34 | 500 | 1,36 | 1,59 | 1,79 | 1,96 | 2,11 | 2,36 | 2,58 | 2,83 | 3,04 | 3,41 | 3,73 |
35 | 600 | 1,63 | 1,91 | 2,15 | 2,35 | 2,52 | 2,83 | 3,09 | 3,38 | 3,64 | 4,08 | 4,46 |
36 | 800 | 2,16 | 2,54 | 2,85 | 3,12 | 3,35 | 3,76 | 4,12 | 4,50 | 4,84 | 5,43 | 5,94 |
37 | 1000 | 2,70 | 3,17 | 3,56 | 3,89 | 4,19 | 4,70 | 5,13 | 5,61 | 6,03 | 6,77 | 7,40 |
38 | На каждый последующий метр прибавлять | 2,7 | 3,2 | 3,6 | 3,9 | 4,2 | 4,7 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ОТРЕЗКА ЗАЛИВОВ, РЕБЕР, ЛИТНИКОВ И ПРИБЫЛЕЙ ГАЗОВЫМ ПЛАМЕНЕМ | Мелкосерийное и единичное производство | |||||||||||
КАРТА 92 | Лист 3 | |||||||||||
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||||||
60 | 80 | 100 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | 600 | ||
Время на рез, мин. | ||||||||||||
39 | 40 | 0,49 | - | - | - | - | - | - | - | - | - | - |
40 | 80 | 0,65 | 0,73 | - | - | - | - | - | - | - | - | - |
41 | 100 | 0,81 | 0,91 | 1,00 | - | - | - | - | - | - | - | - |
42 | 120 | 0,98 | 1,10 | 1,20 | 1,29 | - | - | - | - | - | - | - |
43 | 160 | 1,30 | 1,46 | 1,59 | 1,71 | 1,92 | - | - | - | - | - | - |
44 | 200 | 1,62 | 1,82 | 1,98 | 2,13 | 2,39 | 2,62 | - | - | - | - | - |
45 | 250 | 2,02 | 2,26 | 2,47 | 2,66 | 2,99 | 3,26 | 3,57 | - | - | - | - |
46 | 300 | 2,41 | 2,71 | 2,96 | 3,19 | 3,58 | 3,91 | 4,28 | 4,60 | - | - | - |
47 | 400 | 3,21 | 3,60 | 3,94 | 4,24 | 4,76 | 5,20 | 5,69 | 6,12 | 6,87 | - | - |
48 | 500 | 4,01 | 4,50 | 4,92 | 5,29 | 5,93 | 6,49 | 7,10 | 7,63 | 8,56 | 9,36 | - |
49 | 600 | 4,80 | 5,39 | 5,89 | 6,34 | 7,11 | 7,77 | 8,50 | 9,14 | 10,26 | 11,22 | 12,07 |
50 | 800 | 6,39 | 7,16 | 7,83 | 8,43 | 9,45 | 10,34 | 11,30 | 12,16 | 14,91 | 14,91 | 16,04 |
51 | 1000 | 7,97 | 8,94 | 9,77 | 10,51 | 11,79 | 12,89 | 14,10 | 15,16 | 17,01 | 18,60 | 20,01 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,00166 l0,99 · h0,40
Отрезка кольцевых сечений ацетиленокислородным пламенем
N позиции | Наружный диаметр D, мм, до | Внутренний диаметр d, мм, до | ||||||||||
100 | 120 | 160 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 800 | ||
Время на рез, мин. | ||||||||||||
52 | 200 | 3,25 | - | - | - | - | - | - | - | - | - | - |
53 | 250 | 4,25 | 3,85 | 3,28 | - | - | - | - | - | - | - | - |
54 | 300 | 5,29 | 4,79 | 4,08 | 3,61 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ОТРЕЗКА ЗАЛИВОВ, РЕБЕР, ЛИТНИКОВ И ПРИБЫЛЕЙ ГАЗОВЫМ ПЛАМЕНЕМ | Мелкосерийное и единичное производство | |||||||||||
КАРТА 92 | Лист 4 | |||||||||||
N позиции | Наружный диаметр D, мм, до | Внутренний диаметр d, мм, до | ||||||||||
100 | 120 | 160 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 800 | ||
Время на рез, мин. | ||||||||||||
55 | 350 | 6,37 | 5,76 | 4,92 | 4,35 | 3,84 | - | - | - | - | - | - |
56 | 400 | 7,87 | 6,76 | 5,74 | 5,10 | 4,51 | 4,08 | - | - | - | - | - |
57 | 500 | 9,74 | 8,84 | 7,54 | 6,67 | 5,90 | 5,34 | 4,90 | 4,56 | - | - | - |
58 | 600 | 12,16 | 11,00 | 9,39 | 8,31 | 7,34 | 6,64 | 6,10 | 5,67 | 5,01 | - | - |
59 | 800 | - | - | 13,26 | 11,73 | 10,37 | 9,38 | 8,62 | 8,01 | 7,08 | 6,41 | - |
60 | 1000 | - | - | - | 15,33 | 13,56 | 12,27 | 11,27 | 10,47 | 9,26 | 8,38 | 7,15 |
61 | 1200 | - | - | - | - | 16,91 | 15,29 | 14,06 | 13,11 | 11,59 | 10,45 | 8,93 |
62 | 1600 | - | - | - | - | 23,94 | 21,66 | 19,85 | 18,43 | 16,34 | 14,82 | 12,63 |
63 | 2000 | - | - | - | - | - | 28,31 | 26,03 | 24,13 | 21,37 | 19,28 | 16,53 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
Примечания: 1. Время в карте рассчитано на чистоту кислорода 99,5%. При изменении чистоты кислорода время по карте принимать с коэффициентами:
Чистота применяемого кислорода, % | 99,8 | 99,5 | 99,2 | 99,0 | 98,5 | 98,0 |
Поправочный коэффициент | 0,92 | 1,00 | 1,06 | 1,11 | 1,19 | 1,25 |
2. При керосинокислородной резке время по карте принимать с коэффициентом 1,3.
3. При кислородно-флюсовой резке время по карте принимать с коэффициентом 1,5.
4. При резке пропан-бутановой смесью, коксовым или природным газом время по карте принимать с коэффициентом 1,15.
5. При резке легированной стали время по карте принимать с коэффициентом 1,15.
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 93 | Лист 1 | |||||||||||
I. Подача отливок на стол пилы | ||||||||||||
Содержание работы | ||||||||||||
1. Взять (застропить) отливку, переместить (до 2 м), положить на стол (расстропить). 2. Снять (застропить) отливку со стола, переместить, положить на место (расстропить) | ||||||||||||
N позиции | Вручную | Подъемником | ||||||||||
Масса отливки М, кг, до | ||||||||||||
1 | 3 | 5 | 10 | 15 | 20 | 50 | 70 | 100 | 200 | 300 | 500 | |
Время на отливку, мин. | ||||||||||||
1 | 0,062 | 0,100 | 0,131 | 0,17 | 0,20 | 0,23 | 0,35 | 0,39 | 0,44 | 0,54 | 0,62 | 0,73 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м |
T = 0,062 М0,44 | T = 0,1 М0,32 | |||||||||||
Примечание. При перемещении отливки на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
II. Отрезка литников и прибылей | ||||||||||||
Содержание работы | ||||||||||||
1. Подвести отливку для обрезки литника или прибыли. 2. Отрезать литник или прибыль | ||||||||||||
Отрезка круглых сечений | ||||||||||||
N позиции | Отливка | Диаметр сечения D, мм, до | ||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время на рез, мин. | ||||||||||||
1 | Из алюминиевых сплавов | 0,06 | 0,07 | 0,08 | 0,11 | 0,14 | 0,16 | 0,21 | 0,27 | 0,32 | 0,42 | 0,52 |
ОТРЕЗКА ЛИТНИКОВ И ПРИБЫЛЕЙ ЛЕНТОЧНОЙ ПИЛОЙ | Мелкосерийное и единичное производство | |||||||||||
КАРТА 93 | Лист 2 | |||||||||||
N позиции | Отливка | Диаметр сечения D, мм, до | ||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время на рез, мин. | ||||||||||||
2 | Из магниевых сплавов | 0,05 | 0,06 | 0,07 | 0,10 | 0,12 | 0,14 | 0,19 | 0,23 | 0,28 | 0,37 | 0,45 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,0032 D0,96
T = 0,0028 D0,96
Отрезка прямоугольных сечений | ||||||||
N позиции | Длина сечения D, мм, до | Ширина сечения h, мм, до | ||||||
10 | 12 | 16 | 20 | 25 | 30 | 40 | ||
Время на рез, мин. | ||||||||
Отливки из алюминиевых сплавов | ||||||||
1 | 20 | 0,05 | 0,05 | 0,06 | 0,08 | - | - | - |
2 | 30 | 0,05 | 0,06 | 0,07 | 0,09 | 0,10 | 0,12 | - |
3 | 40 | 0,06 | 0,06 | 0,08 | 0,09 | 0,11 | 0,13 | 0,16 |
4 | 50 | 0,06 | 0,07 | 0,09 | 0,10 | 0,12 | 0,13 | 0,17 |
5 | 60 | 0,06 | 0,07 | 0,09 | 0,11 | 0,12 | 0,14 | 0,18 |
6 | 80 | 0,07 | 0,08 | 0,10 | 0,11 | 0,13 | 0,15 | 0,19 |
7 | 100 | 0,07 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,20 |
8 | 120 | 0,08 | 0,09 | 0,11 | 0,13 | 0,15 | 0,18 | 0,21 |
9 | 160 | 0,09 | 0,10 | 0,12 | 0,14 | 0,17 | 0,20 | 0,23 |
Индекс | а | б | в | г | д | е | ж | |
ОТРЕЗКА ЛИТНИКОВ И ПРИБЫЛЕЙ ЛЕНТОЧНОЙ ПИЛОЙ | Мелкосерийное и единичное производство | |||||||
КАРТА 93 | Лист 3 | |||||||
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||
10 | 12 | 16 | 20 | 25 | 30 | 40 | ||
Время на рез, мин. | ||||||||
10 | 200 | 0,09 | 0,11 | 0,13 | 0,15 | 0,18 | 0,21 | 0,25 |
11 | 250 | 0,10 | 0,11 | 0,14 | 0,15 | 0,19 | 0,22 | 0,27 |
12 | 300 | 0,10 | 0,12 | 0,15 | 0,17 | 0,20 | 0,23 | 0,28 |
13 | 400 | 0,11 | 0,13 | 0,16 | 0,19 | 0,22 | 0,25 | 0,30 |
14 | 500 | 0,12 | 0,14 | 0,17 | 0,20 | 0,23 | 0,27 | 0,33 |
Индекс | а | б | в | г | д | е | ж | |
N позиции | Длина сечения l, мм, до | Ширина сечения h, мм, до | ||||||
50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время на рез, мин. | ||||||||
4 | 50 | 0,19 | - | - | - | - | - | - |
5 | 60 | 0,22 | 0,23 | - | - | - | - | - |
6 | 80 | 0,22 | 0,25 | 0,31 | - | - | - | - |
7 | 100 | 0,23 | 0,27 | 0,33 | 0,39 | - | - | - |
8 | 120 | 0,25 | 0,29 | 0,35 | 0,41 | 0,47 | - | - |
9 | 160 | 0,28 | 0,31 | 0,48 | 0,47 | 0,53 | 0,66 | - |
10 | 200 | 0,30 | 0,33 | 0,41 | 0,50 | 0,56 | 0,69 | 0,82 |
11 | 250 | 0,32 | 0,36 | 0,45 | 0,52 | 0,60 | 0,73 | 0,86 |
12 | 300 | 0,33 | 0,38 | 0,47 | 0,55 | 0,62 | 0,77 | 0,91 |
13 | 400 | 0,37 | 0,42 | 0,51 | 0,60 | 0,69 | 0,84 | 1,00 |
14 | 500 | 0,38 | 0,44 | 0,54 | 0,64 | 0,73 | 0,90 | 1,05 |
Индекс | з | и | к | л | м | н | о | |
T = 0,0036 l0,30 · h0,72
Примечание. При отрезке литников и прибылей у отливок из магниевых сплавов время по карте принимать с коэффициентом 0,85.
Мелкосерийное и единичное производство | |||||||||||
КАРТА 94 | Лист 1 | ||||||||||
I. Загрузка тележки отливками и ее разгрузка | |||||||||||
Содержание работы | |||||||||||
Вручную | |||||||||||
1. Подойти, взять отливку, переместить на расстояние до 3 м и положить на тележку. 2. Подойти, взять отливку с тележки, переместить на расстояние до 3 м и положить на место | |||||||||||
Подъемником, краном | |||||||||||
1. Переместить подъемник, кран к отливке, застропить ее, подать к тележке на расстояние до 5 м. 2. Установить отливку на тележку, расстропить. 3. Переместить подъемник, кран к отливке, застропить ее на тележке, переместить до 5 м. 4. Положить отливку на место, расстропить. | |||||||||||
Загрузка и разгрузка вручную | |||||||||||
N позиции | Масса отливки М, кг, до | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | |
Время на отливку, мин. | |||||||||||
1 | 0,10 | 0,14 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | 0,29 | 0,31 | 0,34 | 0,39 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л |
T = 0,104 M0,44
II. Подготовка камер к работе
Содержание работы | Дробеструйная камера | Дробеметная камера |
Вкатить тележку с отливками в камеру | 0,50 | 0,50 |
Закрепить тележку и раскрепить поворотный круг | - | 0,17 |
Закрыть двери камеры | 0,20 | 0,20 |
Пустить и остановить механизмы | - | 0,45 |
Надеть и снять шлем | 0,20 | - |
Включить и выключить дробеструйный аппарат | 0,16 | - |
Открыть двери камеры | 0,25 | 0,25 |
ОЧИСТКА ПОВЕРХНОСТИ ОТЛИВОК В ДРОБЕСТРУЙНОЙ ИЛИ ДРОБЕМЕТНОЙ КАМЕРЕ | Мелкосерийное и единичное производство | |
КАРТА 94 | Лист 2 | |
Содержание работы | Дробеструйная камера | Дробеметная камера |
Закрепить поворотный круг | - | 0,07 |
Очистить путь от дроби | 0,35 | 0,35 |
Раскрепить тележку | - | 0,07 |
Выкатить тележку из камеры | 0,50 | 0,50 |
Итого | 2,16 | 2,56 |
Загрузка и разгрузка подъемником, краном
N позиции | Масса отливки М, кг, до | Время на отливку, мин. | N позиции | Масса отливки М, кг, до | Время на отливку, мин. |
1 | 30 | 0,45 | 11 | 1500 | 1,58 |
2 | 50 | 0,53 | 12 | 2000 | 1,73 |
3 | 70 | 0,59 | 13 | 3000 | 1,97 |
4 | 100 | 0,66 | 14 | 5000 | 2,32 |
5 | 150 | 0,75 | 15 | 7000 | 2,58 |
6 | 200 | 0,83 | 16 | 10000 | 2,99 |
7 | 300 | 0,94 | 17 | 15000 | 3,39 |
8 | 500 | 1,11 | 18 | 20000 | 3,62 |
9 | 700 | 1,24 | 19 | 30000 | 4,12 |
10 | 1000 | 1,39 | 20 | 50000 | 4,85 |
T = 0,152 М0,32
ОЧИСТКА ПОВЕРХНОСТИ ОТЛИВОК В ДРОБЕСТРУЙНОЙ ИЛИ ДРОБЕМЕТНОЙ КАМЕРЕ | Мелкосерийное и единичное производство | |||||||||
КАРТА 94 | Лист 3 | |||||||||
III. Очистка поверхности отливок в дробеструйной камере | ||||||||||
Содержание работы | ||||||||||
Очистить наружные и внутренние поверхности отливки струей дроби | ||||||||||
N позиции | Масса отливки, М, кг, до | Отливки из чугуна и медных сплавов | Отливки из стали | Отливки из алюминиевых и магниевых сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
1 | 10 | 0,66 | 0,81 | 1,00 | 1,01 | 1,25 | 1,53 | 0,70 | 0,86 | 1,06 |
2 | 12 | 0,75 | 0,92 | 1,14 | 1,15 | 1,42 | 1,74 | 0,80 | 0,98 | 1,21 |
3 | 16 | 0,92 | 1,13 | 1,39 | 1,41 | 1,74 | 2,13 | 0,97 | 1,20 | 1,48 |
4 | 20 | 1,07 | 1,32 | 1,63 | 1,64 | 2,04 | 2,49 | 1,14 | 1,40 | 1,73 |
5 | 25 | 1,26 | 1,54 | 1,90 | 1,92 | 2,38 | 2,91 | 1,33 | 1,64 | 2,02 |
6 | 30 | 1,43 | 1,75 | 2,16 | 2,18 | 2,70 | 3,31 | 1,51 | 1,86 | 2,29 |
7 | 40 | 1,75 | 2,14 | 2,65 | 2,67 | 3,31 | 4,05 | 1,85 | 2,27 | 2,80 |
8 | 50 | 2,04 | 2,50 | 3,09 | 3,12 | 3,87 | 4,73 | 2,16 | 2,65 | 3,27 |
9 | 60 | 2,32 | 2,35 | 3,51 | 3,55 | 4,39 | 5,38 | 2,46 | 3,02 | 3,72 |
10 | 80 | 2,84 | 3,48 | 4,30 | 4,34 | 5,37 | 6,57 | 3,01 | 3,70 | 4,55 |
11 | 100 | 3,32 | 4,07 | 5,02 | 5,07 | 6,28 | 7,69 | 3,53 | 4,32 | 5,33 |
12 | 120 | 3,77 | 4,62 | 5,71 | 5,76 | 7,14 | 8,73 | 3,99 | 4,91 | 6,05 |
13 | 160 | 4,61 | 5,65 | 6,98 | 7,05 | 8,73 | 10,68 | 4,89 | 6,00 | 7,40 |
14 | 200 | 5,39 | 6,61 | 8,16 | 8,24 | 10,20 | 12,49 | 5,71 | 7,02 | 8,65 |
15 | 250 | 6,30 | 7,73 | 9,54 | 9,64 | 11,93 | 14,60 | 6,68 | 8,21 | 10,11 |
16 | 300 | 7,15 | 8,78 | 10,80 | 10,95 | 13,55 | 16,59 | 7,59 | 9,30 | 11,50 |
17 | 400 | 8,75 | 10,74 | 13,20 | 13,40 | 16,57 | 20,28 | 9,28 | 11,40 | 14,10 |
18 | 500 | 10,69 | 12,60 | 15,56 | 15,65 | 19,37 | 23,71 | 10,85 | 13,37 | 16,40 |
19 | 600 | 11,62 | 14,26 | 17,61 | 17,79 | 22,01 | 26,94 | 12,33 | 15,10 | 18,67 |
20 | 800 | 14,15 | 17,45 | 21,54 | 21,75 | 26,92 | 32,95 | 15,18 | 18,50 | 22,83 |
21 | 1000 | 16,62 | 20,30 | 25,43 | 25,43 | 31,47 | 38,52 | 17,63 | 21,60 | 26,09 |
22 | 1200 | 18,88 | 23,17 | 28,61 | 28,89 | 35,76 | 43,77 | 20,02 | 24,60 | 30,32 |
Индекс | а | б | в | г | д | е | ж | з | и | |
ОЧИСТКА ПОВЕРХНОСТИ ОТЛИВОК В ДРОБЕСТРУЙНОЙ ИЛИ ДРОБЕМЕТНОЙ КАМЕРЕ | Мелкосерийное и единичное производство | |||||||||
КАРТА 94 | Лист 4 | |||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна и медных сплавов | Отливки из стали | Отливки из алюминиевых и магниевых сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
23 | 1600 | 23,10 | 28,34 | 34,98 | 35,34 | 43,73 | 53,53 | 24,49 | 30,09 | 37,09 |
24 | 2000 | 27,09 | 33,13 | 40,90 | 41,31 | 51,13 | 62,58 | 28,63 | 35,17 | 43,35 |
25 | 2500 | 31,66 | 38,73 | 47,82 | 48,30 | 59,77 | 73,16 | - | - | - |
26 | 3000 | 35,85 | 44,00 | 54,32 | 54,87 | 67,91 | 83,10 | - | - | - |
27 | 4000 | 43,85 | 53,82 | 66,45 | 67,11 | 83,06 | 101,63 | - | - | - |
28 | 5000 | 51,27 | 62,82 | 77,68 | 78,46 | 97,10 | 118,85 | - | - | - |
29 | 6000 | 58,24 | 71,41 | 88,25 | 89,14 | 110,32 | 135,03 | - | - | - |
30 | 8000 | 71,24 | 87,43 | 107,94 | 109,02 | 134,93 | 165,15 | - | - | - |
31 | 10000 | 83,28 | 102,21 | 126,20 | 127,45 | 157,74 | 193,07 | - | - | - |
32 | 12000 | 94,62 | 116,13 | 143,37 | 144,80 | 179,20 | 219,35 | - | - | - |
33 | 16000 | 115,73 | 142,03 | 175,35 | 177,10 | 219,19 | 268,29 | - | - | - |
34 | 20000 | 135,30 | 166,05 | 205,00 | 207,05 | 256,25 | 313,65 | - | - | - |
35 | 25000 | 158,17 | 194,12 | 239,66 | 242,05 | 299,57 | 366,67 | - | - | - |
36 | 30000 | 179,70 | 220,55 | 272,28 | - | - | - | - | - | - |
37 | 40000 | 219,80 | 269,74 | 333,02 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
TI = 0,132 М0,70 | TI = 0,202 М0,70 | TI = 0,14 М0,70 | ||||||||
TII = 0,162 М0,70 | TII = 0,25 М0,70 | TII = 0,172 М0,70 | ||||||||
TIII = 0,2 М0,70 | TIII = 0,306 М0,70 | TIII = 0,212 М0,70 | ||||||||
Примечания: 1. При перемещении отливок на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
2. Время непосредственной очистки поверхности отливок в дробеметной камере устанавливается по утвержденной технологической инструкции.
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 95 | ||||||||||||
1. Загрузка скипа барабана | ||||||||||||
Содержание работы | ||||||||||||
Вручную | ||||||||||||
1. Подойти, взять отливку из ящика. 2. Переместить на расстояние до 2 м, положить отливку в ковш скипа | ||||||||||||
Подъемником, краном | ||||||||||||
1. Переместить подъемник, кран к отливке, ящику. 2. Застропить отливку (ящик), подать к скипу (до 5 м). 3. Положить отливку в ковш скипа и расстропить, загрузить отливки из ящика (перевертыванием), подать ящик на место и расстропить. | ||||||||||||
N позиции | Способ выполнения работы | Масса отливки М, кг, до | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | ||
Время на отливку, мин. | ||||||||||||
1 | Вручную | 0,04 | 0,05 | 0,06 | 0,07 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,037 М0,44
N позиции | Способ выполнения работы | Масса отливки или отливок М, кг, до | |||||||
30 | 50 | 70 | 100 | 150 | 200 | 300 | 500 | ||
Время на отливку (ящик), мин. | |||||||||
Подъемником: | |||||||||
2 | поштучно | 0,21 | 0,24 | 0,28 | 0,31 | 0,35 | 0,39 | - | - |
3 | ящиком | - | - | - | 1,14 | 1,28 | 1,38 | 1,55 | 1,79 |
Индекс | а | б | в | г | д | е | ж | з | |
TI = 0,071 М0,32 | TII = 0,314 М0,28 | ||||||||
Примечание. При перемещении отливки на расстояние свыше указанного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 мин. в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
II. Управление барабаном и механизированная разгрузка
Содержание работы | Время на скип, барабан, мин. |
1. Управление барабаном | 0,46 |
2. Загрузка барабана отливками ковшом скипа | 1,50 |
3. Механизированная разгрузка барабана емкостью, кг, до: | |
500 | 1,20 |
1000 | 1,80 |
Мелкосерийное и единичное производство | |||||||
КАРТА 96 | Лист 1 | ||||||
I. Подготовка барабана к пуску и разгрузке | |||||||
Содержание работы | |||||||
1. Застроипить крышку краном и установить ее на барабан, закрепить планкой-задвижкой или болтами, расстропить. 2. Установить оградительную решетку. 3. Включить мотор (пустить барабан). 4. Выключить мотор (остановить барабан). 5. Снять оградительную решетку. 6. Раскрепить крышку барабана и застропить краном. 7. Снять крышку с барабана, положить на место и расстропить. | |||||||
N позиции | Способ крепления | Внутренний объем барабана V, м3, до | |||||
0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | ||
Время на барабан, мин. | |||||||
1 | Планкой-задвижкой | 2,28 | 3,23 | - | - | - | - |
2 | Болтами и планкой | - | 5,94 | 7,39 | 8,64 | 10,75 | 12,56 |
Индекс | а | б | в | г | д | е | |
T = 5,94 М0,54 - болтами и планкой
II. Загрузка и выгрузка отливок
Содержание работы | ||||||||||
1. Загрузить отливку в барабан вручную или краном (подъемником). 2. Выгрузить отливку из барабана вручную или краном (подъемником) | ||||||||||
N позиции | Способ выполнения | Масса отливки М, кг, до | ||||||||
1 | 2 | 3 | 4 | 5 | 7 | 10 | 15 | 20 | ||
Время на отливку, мин. | ||||||||||
1 | Вручную | 0,08 | 0,11 | 0,14 | 0,16 | 0,18 | 0,21 | 0,25 | 0,30 | 0,35 |
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,081 М0,49
ОЧИСТКА ОТЛИВОК В ГАЛТОВОЧНОМ БАРАБАНЕ | Мелкосерийное и единичное производство | |||||||||
КАРТА 96 | Лист 2 | |||||||||
N позиции | Способ выполнения | Масса отливки (отливок в ящике) М, кг, до | ||||||||
30 | 50 | 70 | 100 | 150 | 200 | 300 | 500 | 700 | ||
Время на отливку, ящик, мин. | ||||||||||
Подъемником: | ||||||||||
2 | поштучно | 0,72 | 0,89 | 1,03 | 1,20 | 1,43 | - | - | - | - |
3 | ящиком | - | - | - | 1,14 | 1,28 | 1,38 | 1,55 | 1,79 | 1,97 |
Выгрузить поворотом барабана | 0,25 | 0,28 | ||||||||
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,166 М0,43 - поштучно | T = 0,314 М0,28 - ящиком | |||||||||
Примечание. При расчете нормы времени время, указанное в карте, разделить на число отливок, обрабатываемых в барабане.
Мелкосерийное и единичное производство | |||||||
КАРТА 97 | Лист 1 | ||||||
Содержание работы | |||||||
1. Очистить наружные и внутренние поверхности отливки от пригоревшей формовочной смеси пневматическим зубилом. 2. Удалить с поверхности отливки приварившиеся шпильки, наплывы, плены. 3. Зачистить место код клеймо. 4. Кантовать отливку в процессе очистки | |||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна и медных сплавов | Отливки из стали | ||||
Категория сложности | |||||||
I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||
1 | 15 | 1,13 | 1,49 | 1,95 | 1,53 | 2,08 | 2,69 |
2 | 20 | 1,38 | 1,82 | 2,38 | 1,86 | 2,53 | 3,27 |
3 | 25 | 1,61 | 2,15 | 2,77 | 2,17 | 2,95 | 3,81 |
4 | 30 | 1,82 | 2,40 | 3,13 | 2,45 | 3,33 | 4,31 |
5 | 35 | 2,02 | 2,66 | 3,48 | 2,73 | 3,70 | 4,79 |
6 | 40 | 2,21 | 2,92 | 3,81 | 2,98 | 4,05 | 5,25 |
7 | 50 | 2,57 | 3,39 | 4,43 | 3,47 | 4,72 | 6,11 |
8 | 60 | 2,91 | 3,84 | 5,02 | 3,93 | 5,34 | 6,91 |
9 | 80 | 3,54 | 4,66 | 6,10 | 4,78 | 6,49 | 8,40 |
10 | 100 | 4,12 | 5,43 | 7,10 | 5,57 | 7,56 | 9,78 |
11 | 120 | 4,67 | 6,15 | 8,04 | 6,30 | 8,56 | 11,07 |
12 | 160 | 5,66 | 7,47 | 9,78 | 7,66 | 10,41 | 13,45 |
13 | 200 | 6,61 | 8,70 | 11,38 | 8,92 | 12,11 | 15,67 |
14 | 250 | 7,69 | 10,12 | 13,24 | 10,38 | 14,10 | 18,24 |
15 | 300 | 8,70 | 11,46 | 14,99 | 11,75 | 15,96 | 20,65 |
16 | 350 | 9,61 | 12,73 | 16,65 | 13,05 | 17,72 | 23,93 |
17 | 400 | 10,58 | 13,94 | 18,23 | 14,29 | 19,40 | 25,11 |
18 | 500 | 12,32 | 16,22 | 21,22 | 16,63 | 22,58 | 29,23 |
19 | 600 | 13,94 | 18,36 | 24,02 | 18,82 | 25,57 | 33,08 |
20 | 800 | 16,96 | 22,33 | 29,20 | 22,89 | 31,09 | 40,23 |
21 | 1000 | 19,74 | 26,99 | 33,99 | 26,44 | 36,18 | 46,82 |
22 | 1200 | 22,34 | 29,42 | 38,48 | 30,16 | 40,96 | 52,30 |
23 | 1600 | 27,17 | 35,77 | 46,79 | 36,68 | 49,81 | 64,45 |
24 | 2000 | 31,62 | 41,62 | 54,46 | 42,69 | 57,97 | 75,01 |
25 | 2500 | 36,80 | 48,45 | 63,38 | 49,68 | 67,47 | 87,30 |
26 | 3000 | 41,66 | 54,85 | 71,75 | 56,24 | 76,38 | 98,83 |
27 | 3500 | 46,26 | 60,91 | 79,68 | 62,46 | 84,82 | 109,75 |
28 | 4000 | 50,66 | 66,70 | 87,25 | 68,39 | 92,88 | 120,18 |
Индекс | а | б | в | г | д | е | |
ОЧИСТКА ПОВЕРХНОСТИ ОТЛИВОК ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ | Мелкосерийное и единичное производство | ||||||
КАРТА 97 | Лист 2 | ||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна и медных сплавов | Отливки из стали | ||||
Категория сложности | |||||||
I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||
29 | 5000 | 58,96 | 77,63 | 101,55 | 79,60 | 108,10 | 139,87 |
30 | 6000 | 66,74 | 87,88 | 115,95 | 90,11 | 122,36 | 158,33 |
31 | 8000 | 81,17 | 106,87 | 139,79 | 109,57 | 148,80 | 192,54 |
32 | 10000 | 94,46 | 124,38 | 162,69 | 127,53 | 173,10 | 224,09 |
33 | 12000 | 106,93 | 140,80 | 184,17 | 144,31 | 196,04 | 253,67 |
34 | 16000 | 130,03 | 171,21 | 223,95 | 175,5 | 238,40 | 308,48 |
35 | 20000 | 151,34 | 199,27 | 260,65 | 204,31 | 277,46 | 359,02 |
36 | 25000' | 176,14 | 231,92 | 303,36 | 237,79 | 322,93 | 417,85 |
37 | 30000 | 199,39 | 262,15 | 343,40 | - | - | - |
38 | 35000 | 221,43 | 291,55 | 381,35 | - | - | - |
39 | 40000 | 242,47 | 319,26 | 417,60 | - | - | - |
40 | 50000 | 282,21 | 371,57 | 486,02 | - | - | - |
Индекс | а | б | в | г | д | е | |
TI = 0,18 М0,68 | TI = 0,243 М0,68 | ||||||
TII = 0,237 М0,68 | TII = 0,33 М0,68 | ||||||
TIII = 0,31 М0,68 | TIII = 0,427 М0,68 | ||||||
Примечания: 1. При очистке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
2. При очистке поверхности отливок из алюминиевых сплавов время по карте принимать с коэффициентом 0,6 от времени на очистку отливок из чугуна.
3. При удалении оставшихся после гидроочистки каркасов, рамок и крючков время по карте принимать с коэффициентом 1,1.
4. При расчете времени на очистку поверхности отливок от фактора "площадь очистки" время принимать по карте 67 с коэффициентом 1,2.
Мелкосерийное и единичное производство | |||||||||||||
КАРТА 98 | |||||||||||||
Содержание работы | |||||||||||||
1. Взять отливку и подать на расстояние до 3 м на верстак или стол. 2. Установить отливку и тиски или специальное приспособление. 3. Закрепить отливку в тисках винтовым или рычажным зажимом. 4. Взять пневматическое или ручное зубило. 5. Обрубить заливы и остатки питателей, выпоров и прибылей. 6. Повернуть отливку во время обрубки необходимое число рам. 7. Положить зубило на место. 8. Раскрепить отливку, вынуть из тисков или приспособления и положить на место | |||||||||||||
Обрубка пневматическим зубилом | |||||||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | Отливки из алюминиевых сплавов | ||||||||
Категория сложности | |||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||||||||
1 | 0,2 | 0,17 | 0,24 | 0,32 | 0,30 | 0,41 | 0,55 | 0,14 | 0,19 | 0,26 | 0,13 | 0,17 | 0,23 |
2 | 0,3 | 0,22 | 0,31 | 0,41 | 0,38 | 0,52 | 0,70 | 0,18 | 0,24 | 0,33 | 0,16 | 0,22 | 0,30 |
3 | 0,4 | 0,26 | 0,36 | 0,45 | 0,45 | 0,62 | 0,84 | 0,21 | 0,29 | 0,39 | 0,19 | 0,26 | 0,34 |
4 | 0,5 | 0,30 | 0,42 | 0,56 | 0,52 | 0,71 | 0,95 | 0,24 | 0,33 | 0,45 | 0,22 | 0,30 | 0,41 |
5 | 0,6 | 0,34 | 0,46 | 0,63 | 0,58 | 0,79 | 1,07 | 0,27 | 0,37 | 0,50 | 0,24 | 0,33 | 0,45 |
6 | 0,8 | 0,40 | 0,55 | 0,74 | 0,69 | 0,94 | 1,27 | 0,32 | 0,44 | 0,60 | 0,28 | 0,39 | 0,54 |
7 | 1,0 | 0,46 | 0,63 | 0,85 | 0,79 | 1,07 | 1,45 | 0,37 | 0,50 | 0,68 | 0,33 | 0,45 | 0,62 |
8 | 1,2 | 0,51 | 0,70 | 0,96 | 0,87 | 1,19 | 1,62 | 0,41 | 0,56 | 0,76 | 0,37 | 0,50 | 0,69 |
9 | 1,6 | 0,61 | 0,84 | 1,13 | 1,04 | 1,42 | 1,92 | 0,49 | 0,67 | 0,91 | 0,43 | 0,60 | 0,82 |
10 | 2,0 | 0,70 | 0,96 | 1,29 | 1,19 | 1,62 | 2,20 | 0,56 | 0,76 | 1,04 | 0,50 | 0,68 | 0,93 |
11 | 2,5 | 0,80 | 1,09 | 1,48 | 1,36 | 1,85 | 2,51 | 0,64 | 0,87 | 1,18 | 0,57 | 0,78 | 1,07 |
12 | 3,0 | 0,89 | 1,22 | 1,64 | 1,52 | 2,07 | 2,80 | 0,71 | 0,98 | 1,32 | 0,63 | 0,87 | 1,19 |
13 | 4,0 | 1,06 | 1,45 | 1,95 | 1,81 | 2,46 | 3,33 | 0,85 | 1,16 | 1,57 | 0,76 | 1,04 | 1,42 |
14 | 5,0 | 1,21 | 1,66 | 2,23 | 2,07 | 2,81 | 3,81 | 0,97 | 1,32 | 1,80 | 0,87 | 1,18 | 1,62 |
15 | 6,0 | 1,35 | 1,85 | 2,49 | 2,31 | 3,14 | 4,24 | 1,08 | 1,48 | 2,00 | 0,97 | 1,32 | 1,81 |
16 | 8,0 | 1,60 | 2,13 | 2,96 | 2,74 | 3,73 | 5,04 | 1,29 | 1,76 | 2,38 | 1,15 | 1,57 | 2,15 |
17 | 10,0 | 1,83 | 2,51 | 3,38 | 3,14 | 4,26 | 5,77 | 1,47 | 2,01 | 2,72 | 1,31 | 1,79 | 2,46 |
18 | 12,0 | 2,04 | 2,80 | 3,77 | 3,50 | 4,75 | 6,44 | 1,64 | 2,24 | 3,04 | 1,47 | 2,00 | 2,74 |
19 | 16,0 | 2,43 | 3,33 | 4,49 | 4,16 | 5,65 | 7,65 | 1,95 | 2,67 | 3,61 | 1,74 | 2,38 | 3,26 |
20 | 20,0 | 2,78 | 3,81 | 5,13 | 4,75 | 6,46 | 8,75 | 2,23 | 3,05 | 4,13 | 1,99 | 2,72 | 3,72 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
TI = 0,46 М0,60 | TI = 0,788 М0,60 | TI = 0,37 М0,60 | TI = 0,33 М0,60 | ||||||||||
TII = 0,631 М0,60 | TII = 1,07 М0,60 | TII = 0,505 М0,60 | TII = 0,451 М0,60 | ||||||||||
TIII = 0,85 М0,60 | TIII = 1,45 М0,60 | TIII = 0,684 М0,60 | TIII = 0,617 М0,60 | ||||||||||
Примечания: 1. При обрубке ручным зубилом время по карте принимать с коэффициентом 1,7.
2. При обрубке отливок из магниевых сплавов время по карте принимать с коэффициентом 0,8 от времени для обрубки отливок из алюминиевых сплавов.
3. При обрубке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
Мелкосерийное и единичное производство | |||||||||
КАРТА 99 | |||||||||
Содержание работы | |||||||||
1. Подрубить пневматическим зубилом заливы по разъему и по знакам стержней снаружи и внутри отливки. 2. Обломать кувалдой заливы. 3. Обрубить зубилом заливы и зачистить место обрубки. | |||||||||
N позиции | Ширина залива h, мм, до | Отливки из чугуна | Отливки из медных сплавов | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||||
Виды заливов | |||||||||
прямолинейные TI | криволинейные TII | прямолинейные TI | криволинейные TII | прямолинейные TI | криволинейные TII | прямолинейные TI | криволинейные TII | ||
Время на 1 дм длины, мин. | |||||||||
1 | 1,5 | 0,05 | 0,08 | 0,04 | 0,06 | 0,01 | 0,03 | 0,01 | 0,02 |
2 | 2,0 | 0,06 | 0,10 | 0,05 | 0,08 | 0,02 | 0,04 | 0,02 | 0,03 |
3 | 2,5 | 0,07 | 0,12 | 0,06 | 0,10 | 0,03 | 0,05 | 0,02 | 0,04 |
4 | 3,0 | 0,09 | 0,15 | 0,07 | 0,12 | 0,04 | 0,06 | 0,03 | 0,05 |
5 | 4,0 | 0,12 | 0,19 | 0,09 | 0,16 | 0,05 | 0,08 | 0,04 | 0,06 |
6 | 5,0 | 0,15 | 0,24 | 0,11 | 0,19 | 0,06 | 0,10 | 0,05 | 0,08 |
7 | 6,0 | 0,17 | 0,29 | 0,14 | 0,23 | 0,07 | 0,12 | 0,06 | 0,09 |
8 | 8,0 | 0,23 | 0,38 | 0,18 | 0,30 | 0,09 | 0,15 | 0,08 | 0,12 |
9 | 10,0 | 0,28 | 0,47 | 0,23 | 0,38 | 0,11 | 0,19 | 0,09 | 0,15 |
10 | 12,0 | 0,34 | 0,56 | - | - | - | - | - | - |
11 | 16,0 | 0,45 | 0,74 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
TI = 0,0304 h0,97 | TI = 0,243 h0,97 | TI = 0,012 h0,97 | TI = 0,0098 h0,97 | ||||||
TII = 0,503 h0,97 | TII = 0,0403 h0,97 | TII = 0,0203 h0,97 | TII = 0,016 h0,97 | ||||||
Примечания: 1. При обрубке отливок из модифицированного чугуна время по карте принимать с коэффициентом 1,25.
2. При обрубке стальных отливок время по карте принимать с коэффициентом 1,6 от времени для обрубки отливок из чугуна.
3. При обрубке внутренних заливов время по карте принимать с коэффициентом 1,25.
Мелкосерийное и единичное производство | |||||||||
КАРТА 100 | |||||||||
Содержание работы | |||||||||
1. Взять пневматическое зубило. 2. Обрубить остатки литников, выпоров, прибылей и зачистить место обрубки. 3. Положить зубило на место | |||||||||
N позиции | Площадь сечения S, см2, до | Отливки из чугуна T1 | Отливки из стали T2 | Отливки из медных сплавов T3 | N позиции | Площадь сечения S, см2, до | Отливки из чугуна T1 | Отливки из стали T2 | Отливки из медных сплавов T3 |
Время на выпор, прибыль, мин. | Время на выпор, прибыль, мин. | ||||||||
1 | 2,0 | 0,31 | 0,46 | 0,23 | 15 | 50,0 | 2,92 | 4,38 | 2,15 |
2 | 2,5 | 0,36 | 0,54 | 0,27 | 16 | 60,0 | 3,32 | 4,97 | 2,44 |
3 | 3,0 | 0,41 | 0,61 | 0,30 | 17 | 80,0 | 4,06 | 6,08 | 2,99 |
4 | 4,0 | 0,50 | 0,75 | 0,37 | 18 | 100,0 | 4,75 | 7,11 | 3,50 |
5 | 5,0 | 0,58 | 0,87 | 0,43 | 19 | 120,0 | 5,40 | 8,08 | 3,97 |
6 | 6,0 | 0,66 | 0,99 | 0,49 | 15 | 160,0 | 6,60 | 9,88 | 4,86 |
7 | 8,0 | 0,81 | 1,21 | 0,60 | 21 | 200,0 | 7,72 | 11,55 | 5,68 |
8 | 10,0 | 0,91 | 1,42 | 0,70 | 22 | 250,0 | 9,02 | 13,50 | 6,63 |
9 | 12,0 | 1,08 | 1,61 | 0,79 | 23 | 300,0 | 10,25 | 15,34 | 7,53 |
10 | 16,0 | 1,32 | 1,97 | 0,97 | 24 | 400,0 | 12,53 | 18,76 | 9,22 |
11 | 20,0 | 1,54 | 2,30 | 1,13 | 25 | 500,0 | 14,65 | 21,93 | 10,77 |
12 | 25,0 | 1,80 | 2,70 | 1,32 | 26 | 600,0 | 16,64 | 25,92 | 12,24 |
13 | 30,0 | 2,05 | 3,06 | 1,50 | 27 | 800,0 | 20,35 | 30,46 | 14,97 |
14 | 40,0 | 2,50 | 3,74 | 1,84 | 28 | 1000,0 | 23,80 | 35,63 | 17,50 |
Индекс | а | б | в | Индекс | а | б | в | ||
T1 = 0,189 S0,70
T2 = 0,283 S0,70
T3 = 0,139 S0,70
Примечание. При обрубке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
Мелкосерийное и единичное производство | |||||||
КАРТА 101 | |||||||
Содержание работы | |||||||
1. Подойти, взять отливку с конвейера, тары, поднести ее к кругу (до 1 м). 2. Зачистить на отливке заливы, остатки литников, выпоров, прибылей, местные утолщения и неровности. 3. Осмотреть отливку после зачистки и положить на место | |||||||
N позиции | Масса отливки М, кг, до | Отливки из стали | Отливки из алюминиевых сплавов | ||||
Категория сложности | |||||||
I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||
1 | 0,01 | 0,01 | 0,01 | 0,02 | 0,01 | 0,01 | 0,02 |
2 | 0,03 | 0,02 | 0,02 | 0,02 | 0,01 | 0,02 | 0,03 |
3 | 0,05 | 0,02 | 0,03 | 0,04 | 0,02 | 0,03 | 0,04 |
4 | 0,10 | 0,03 | 0,04 | 0,06 | 0,03 | 0,04 | 0,06 |
5 | 0,20 | 0,04 | 0,06 | 0,09 | 0,04 | 0,06 | 0,09 |
6 | 0,30 | 0,05 | 0,08 | 0,12 | 0,05 | 0,08 | 0,11 |
Индекс | а | б | в | г | д | е | |
TI = 0,081 М0,46 | TI = 0,099 М0,59 | ||||||
TII = 0,169 М0,60 | TII = 0,160 М0,60 | ||||||
TIII = 0,241 М0,60 | TIII = 0,225 М0,58 | ||||||
Мелкосерийное и единичное производство | |||||||||||||
КАРТА 102 | Лист 1 | ||||||||||||
Содержание работы | |||||||||||||
1. Взять отливку из тары, поднести (до 2 м) к кругу. 2. Зачистить на отливке заливы, остатки литников, выпоров, прибылей, местные утолщения и неровности. 3. Осмотреть отливку после зачистки и положить на место | |||||||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | Отливки из алюминиевых сплавов | ||||||||
Категория сложности | |||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||||||||
1 | 0,25 | 0,09 | 0,13 | 0,18 | 0,11 | 0,16 | 0,23 | 0,08 | 0,11 | 0,15 | 0,10 | 0,15 | 0,21 |
2 | 0,30 | 0,10 | 0,14 | 0,20 | 0,12 | 0,18 | 0,25 | 0,08 | 0,12 | 0,17 | 0,12 | 0,17 | 0,24 |
3 | 0,40 | 0,12 | 0,17 | 0,24 | 0,15 | 0,21 | 0,30 | 0,10 | 0,14 | 0,20 | 0,14 | 0,20 | 0,28 |
4 | 0,50 | 0,14 | 0,19 | 0,28 | 0,17 | 0,24 | 0,34 | 0,11 | 0,16 | 0,23 | 0,16 | 0,22 | 0,32 |
5 | 0,60 | 0,15 | 0,22 | 0,30 | 0,19 | 0,27 | 0,38 | 0,13 | 0,18 | 0,25 | 0,17 | 0,25 | 0,36 |
6 | 0,80 | 0,18 | 0,25 | 0,36 | 0,22 | 0,32 | 0,45 | 0,15 | 0,21 | 0,30 | 0,21 | 0,30 | 0,42 |
7 | 1,00 | 0,20 | 0,29 | 0,42 | 0,25 | 0,36 | 0,51 | 0,17 | 0,24 | 0,34 | 0,23 | 0,34 | 0,48 |
8 | 1,20 | 0,23 | 0,32 | 0,46 | 0,28 | 0,40 | 0,57 | 0,19 | 0,27 | 0,38 | 0,26 | 0,37 | 0,54 |
9 | 1,60 | 0,24 | 0,38 | 0,55 | 0,33 | 0,48 | 0,67 | 0,22 | 0,32 | 0,45 | 0,31 | 0,44 | 0,63 |
10 | 2,00 | 0,31 | 0,44 | 0,63 | 0,38 | 0,54 | 0,77 | 0,26 | 0,36 | 0,51 | 0,35 | 0,51 | 0,72 |
11 | 2,50 | 0,35 | 0,50 | 0,71 | 0,43 | 0,62 | 0,88 | 0,29 | 0,41 | 0,59 | 0,40 | 0,58 | 0,82 |
12 | 3,00 | 0,39 | 0,56 | 0,80 | 0,48 | 0,69 | 0,98 | 0,32 | 0,46 | 0,65 | 0,45 | 0,64 | 0,99 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
ЗАЧИСТКА ОТЛИВОК НА СТАЦИОНАРНОМ СТАНКЕ | Мелкосерийное и единичное производство | ||||||||||||
КАРТА 102 | Лист 2 | ||||||||||||
N позиции | Масса отливки M, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | Отливки из алюминиевых сплавов | ||||||||
Категория сложности | |||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||||||||
13 | 4,00 | 0,46 | 0,66 | 0,94 | 0,57 | 0,82 | 1,16 | 0,39 | 0,54 | 0,77 | 0,53 | 0,76 | 1,09 |
14 | 5,00 | 0,53 | 0,75 | 1,07 | 0,65 | 0,93 | 1,32 | 0,44 | 0,62 | 0,88 | 0,61 | 0,87 | 1,24 |
15 | 6,00 | 0,59 | 0,84 | 1,19 | 0,73 | 1,03 | 1,47 | 0,49 | 0,69 | 0,98 | 0,67 | 0,97 | 1,38 |
16 | 8,00 | 0,70 | 0,99 | 1,41 | 0,86 | 1,23 | 1,73 | 0,58 | 0,89 | 1,16 | 0,80 | 1,14 | 1,64 |
17 | 10,00 | 0,79 | 1,13 | 1,61 | 0,98 | 1,40 | 1,98 | 0,66 | 0,93 | 1,32 | 0,91 | 1,30 | 1,87 |
18 | 12,00 | 0,88 | 1,26 | 1,80 | 1,09 | 1,56 | 2,21 | 0,74 | 1,04 | 1,47 | 1,01 | 1,36 | 2,08 |
19 | 16,00 | 1,05 | 1,49 | 2,13 | 1,29 | 1,85 | 2,62 | 0,87 | 1,23 | 1,74 | 1,20 | 1,73 | 2,46 |
20 | 20,00 | 1,20 | 1,70 | 2,43 | 1,48 | 2,11 | 2,99 | 1,00 | 1,41 | 1,99 | 1,37 | 1,97 | 2,81 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
TI = 0,204 М0,59 | TI = 0,252 М0,59 | TI = 0,17 М0,59 | TI = 0,234 М0,59 | ||||||||||
TII = 0,29 М0,59 | TII = 0,36 М0,59 | TII = 0,24 М0,59 | TII = 0,336 М0,59 | ||||||||||
TIII = 0,415 М0,59 | TIII = 0,51 М0,59 | TIII = 0,34 М0,59 | TIII = 0,48 М0,59 | ||||||||||
Примечания:
1. При зачистке отливок из магниевых сплавов время по карте принимать с коэффициентом 0,85 от времени до зачистки отливок из алюминиевых сплавов.
2. При зачистке отливок из модифицированного чугуна или легированной стали время по карте принимать с коэффициентом 1,25.
3. На зачистку отливок, не обработанных предварительно в очистных барабанах, время по карте принимать с коэффициентом 1,3.
Мелкосерийное и единичное производство | ||||||||||
КАРТА 103 | Лист 1 | |||||||||
Содержание работы | ||||||||||
1. Взять круг, поднести и установить его над местом зачистки. 2. Включить вращение круга. 3. Зачистить на отливке заливы, остатки литников, выпоров, прибылей, местные утолщения и неровности на поверхности. 4. Выключить вращение круга. 5. Положить круг на место. 6. Кантовать отливку во время работы. | ||||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
1 | 20 | 1,42 | 1,79 | 2,19 | 1,73 | 2,14 | 2,63 | 1,15 | 1,43 | 1,75 |
2 | 25 | 1,61 | 2,05 | 2,52 | 1,99 | 2,46 | 3,02 | 1,33 | 1,64 | 2,01 |
3 | 30 | 1,81 | 2,30 | 2,82 | 2,22 | 2,75 | 3,38 | 1,48 | 1,84 | 2,25 |
4 | 35 | 1,99 | 2,53 | 3,11 | 2,45 | 3,03 | 3,72 | 1,63 | 2,02 | 2,47 |
5 | 40 | 2,18 | 2,75 | 3,37 | 2,66 | 3,29 | 4,04 | 1,78 | 2,20 | 2,69 |
6 | 50 | 2,49 | 3,16 | 3,87 | 3,05 | 3,78 | 4,64 | 2,03 | 2,52 | 3,09 |
7 | 60 | 2,79 | 3,53 | 4,33 | 3,42 | 4,23 | 5,10 | 2,28 | 2,82 | 3,46 |
8 | 80 | 3,33 | 4,29 | 5,17 | 4,09 | 5,04 | 6,20 | 2,72 | 3,37 | 4,13 |
9 | 100 | 3,82 | 4,85 | 5,94 | 4,69 | 5,86 | 7,12 | 3,13 | 3,87 | 4,74 |
10 | 120 | 4,28 | 5,43 | 6,65 | 5,25 | 6,50 | 7,98 | 3,50 | 4,34 | 5,31 |
11 | 160 | 5,12 | 6,49 | 7,96 | 6,28 | 7,77 | 9,54 | 4,20 | 5,19 | 6,35 |
12 | 200 | 5,88 | 7,45 | 9,13 | 7,21 | 8,92 | 10,95 | 4,81 | 5,96 | 7,30 |
13 | 250 | 6,75 | 8,56 | 10,49 | 8,28 | 10,24 | 12,58 | 5,52 | 6,84 | 8,37 |
14 | 300 | 7,56 | 9,59 | 11,74 | 9,27 | 11,47 | 14,08 | 6,18 | 7,66 | 9,38 |
15 | 350 | 8,32 | 10,54 | 12,92 | 10,20 | 12,62 | 15,49 | 6,80 | 8,43 | 10,31 |
16 | 400 | 9,03 | 11,45 | 14,03 | 11,08 | 13,70 | 16,82 | 7,38 | 9,15 | 11,20 |
17 | 500 | 10,37 | 13,15 | 16,12 | 12,72 | 15,74 | 19,32 | 8,48 | 10,51 | 12,86 |
18 | 600 | 11,61 | 14,72 | 18,05 | 14,25 | 17,62 | 21,63 | 9,50 | 11,70 | 14,40 |
Индекс | а | б | в | г | д | е | ж | з | и | |
ЗАЧИСТКА ОТЛИВОК ПЕРЕНОСНЫМ НАЖДАЧНЫМ КРУГОМ | Мелкосерийное и единичное производство | |||||||||
КАРТА 103 | Лист 2 | |||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
19 | 800 | 13,87 | 17,60 | 21,57 | 17,03 | 21,07 | 25,86 | 11,35 | 14,06 | 17,22 |
20 | 1000 | 15,93 | 20,21 | 24,77 | 19,56 | 24,19 | 29,70 | 13,04 | 16,15 | 19,77 |
21 | 1200 | 17,84 | 22,63 | 27,74 | 21,90 | 27,09 | 33,25 | 14,60 | 18,08 | 22,14 |
22 | 1600 | 21,32 | 27,04 | 33,15 | 26,17 | 32,38 | 39,75 | 17,45 | 21,62 | 26,46 |
23 | 2000 | 24,49 | 31,06 | 38,07 | 30,06 | 37,18 | 45,64 | 20,04 | 24,82 | 30,39 |
24 | 2500 | 28,12 | 35,67 | 43,72 | 34,52 | 42,70 | 52,42 | 23,01 | 28,51 | 34,90 |
25 | 3000 | 31,49 | 39,94 | 48,96 | 38,65 | 47,81 | 58,69 | 25,76 | 31,92 | 39,08 |
26 | 3500 | 34,65 | 43,94 | 53,87 | 42,52 | 52,61 | 64,58 | 28,35 | 35,12 | 43,00 |
27 | 4000 | 37,64 | 47,74 | 58,52 | 46,20 | 57,15 | 70,15 | 30,80 | 38,15 | 46,71 |
28 | 5000 | 43,23 | 54,82 | 67,20 | 53,05 | 65,63 | 80,56 | 35,37 | 43,81 | 53,64 |
29 | 6000 | 48,40 | 61,38 | 75,24 | 59,40 | 73,48 | 90,20 | - | - | - |
30 | 8000 | 57,85 | 73,37 | 89,93 | 71,00 | 87,83 | 107,82 | - | - | - |
31 | 10000 | 66,43 | 84,25 | 103,28 | 81,53 | 100,86 | 123,81 | - | - | - |
32 | 12000 | 74,38 | 94,33 | 115,63 | 91,29 | 112,93 | 138,63 | - | - | - |
33 | 16000 | 88,91 | 112,76 | 138,22 | 109,12 | 134,98 | 165,70 | - | - | - |
34 | 20000 | 102,10 | 129,49 | 158,73 | 125,31 | 155,01 | 190,29 | - | - | - |
35 | 25000 | 117,25 | 148,70 | 182,28 | 143,90 | 178,02 | 218,52 | - | - | - |
36 | 30000 | 131,29 | 166,50 | 204,09 | - | - | - | - | - | - |
37 | 35000 | 144,45 | 183,20 | 224,50 | - | - | - | - | - | - |
38 | 40000 | 156,92 | 199,01 | 243,95 | - | - | - | - | - | - |
39 | 50000 | 180,21 | 228,54 | 280,14 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
TI = 0,220 М0,62 | TI = 0,270 М0,62 | TI = 0,180 М0,62 | ||||||||
TII = 0,279 М0,62 | TII = 0,334 М0,62 | TII = 0,223 М0,62 | ||||||||
TIII = 0,342 М0,62 | TIII = 0,410 М0,62 | TIII = 0,273 М0,62 | ||||||||
Мелкосерийное и единичное производство | ||||||||||
КАРТА 104 | Лист 1 | |||||||||
Содержание работы | ||||||||||
1. Установить круг над местом зачистки. 2. Включить вращение круга. 3. Зачистить на отливке заливы, остатки литников, выпоров, прибылей, местные утолщения и неровности на поверхности (с продвижением отливки по рольгангу). 4. Отвести круг в сторону. 5. Выключить вращение круга. 6. Кантовать отливку во время работы. | ||||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
1 | 20 | 1,19 | 1,46 | 1,77 | 1,44 | 1,76 | 2,11 | 0,96 | 1,18 | 1,43 |
2 | 25 | 1,37 | 1,68 | 2,03 | 1,65 | 2,02 | 2,43 | 1,10 | 1,35 | 1,64 |
3 | 30 | 1,53 | 1,88 | 2,27 | 1,84 | 2,26 | 2,72 | 1,24 | 1,52 | 1,84 |
4 | 35 | 1,69 | 2,07 | 2,50 | 2,02 | 2,48 | 2,99 | 1,36 | 1,67 | 2,02 |
5 | 40 | 1,83 | 2,25 | 2,72 | 2,80 | 2,70 | 3,25 | 1,48 | 1,81 | 2,20 |
6 | 50 | 2,10 | 2,58 | 3,12 | 2,52 | 3,10 | 3,73 | 1,70 | 2,08 | 2,52 |
7 | 60 | 2,36 | 2,89 | 3,49 | 2,82 | 3,47 | 4,18 | 1,90 | 2,33 | 2,82 |
8 | 80 | 2,82 | 3,45 | 4,18 | 3,37 | 4,15 | 4,99 | 2,27 | 2,78 | 3,37 |
9 | 100 | 3,23 | 3,96 | 4,80 | 3,87 | 4,76 | 5,74 | 2,61 | 3,20 | 3,87 |
10 | 120 | 3,62 | 4,44 | 5,37 | 4,34 | 5,33 | 6,42 | 2,92 | 3,58 | 4,34 |
11 | 160 | 4,33 | 5,30 | 6,42 | 5,19 | 6,37 | 7,68 | 3,49 | 4,28 | 5,19 |
12 | 200 | 4,97 | 6,09 | 7,37 | 5,96 | 7,32 | 8,81 | 4,01 | 4,92 | 5,96 |
13 | 250 | 5,70 | 6,99 | 8,46 | 6,84 | 8,40 | 10,12 | 4,60 | 5,64 | 6,84 |
14 | 300 | 6,39 | 7,83 | 9,48 | 7,66 | 9,41 | 11,33 | 5,15 | 6,32 | 7,61 |
15 | 350 | 7,03 | 8,61 | 10,43 | 8,43 | 10,35 | 12,47 | 5,67 | 6,95 | 8,43 |
16 | 400 | 7,64 | 9,36 | 11,33 | 9,15 | 11,25 | 13,54 | 6,16 | 7,55 | 9,15 |
17 | 500 | 8,77 | 10,75 | 13,01 | 10,51 | 12,92 | 15,56 | 7,07 | 8,67 | 10,51 |
18 | 600 | 9,82 | 12,03 | 14,57 | 11,77 | 14,46 | 17,42 | 7,92 | 9,71 | 11,77 |
19 | 800 | 11,73 | 14,36 | 17,41 | 14,07 | 17,28 | 21,82 | 9,46 | 11,61 | 14,07 |
20 | 1000 | 13,47 | 16,52 | 19,99 | 16,15 | 19,85 | 23,91 | 10,87 | 13,33 | 16,15 |
Индекс | а | б | в | г | д | е | ж | з | и | |
ЗАЧИСТКА ОТЛИВОК ПОДВЕСНЫМ (МАЯТНИКОВЫМ) НАЖДАЧНЫМ СТАНКОМ | Мелкосерийное и единичное производство | |||||||||
КАРТА 104 | Лист 2 | |||||||||
N позиции | Масса отливки М, кг, до | Отливки из чугуна | Отливки из стали | Отливки из медных сплавов | ||||||
Категория сложности | ||||||||||
I | II | III | I | II | III | I | II | III | ||
Время на отливку, мин. | ||||||||||
21 | 1200 | 15,00 | 18,50 | 22,40 | 18,00 | 22,20 | 27,00 | 12,10 | 15,00 | 17,00 |
22 | 1600 | 18,00 | 22,00 | 26,80 | 21,00 | 26,40 | 32,20 | 14,40 | 17,80 | 21,20 |
23 | 2000 | 20,70 | 25,40 | 30,70 | 25,00 | 30,50 | 37,00 | 16,60 | 20,30 | 24,70 |
24 | 2500 | 23,78 | 29,15 | 35,28 | 28,50 | 35,03 | 42,19 | 19,17 | 23,52 | 28,51 |
25 | 3000 | 26,62 | 32,64 | 39,51 | 31,92 | 39,22 | 47,24 | 21,47 | 26,34 | 31,92 |
26 | 3500 | 29,29 | 35,91 | 43,47 | 35,12 | 43,15 | 51,98 | 23,62 | 28,98 | 35,12 |
27 | 4000 | 31,82 | 39,01 | 47,22 | 38,15 | 46,88 | 56,46 | 25,66 | 31,84 | 38,15 |
28 | 5000 | 36,55 | 44,80 | 54,23 | 43,82 | 53,84 | 64,84 | 29,50 | 36,15 | 43,82 |
29 | 6000 | 40,92 | 50,16 | 60,72 | 49,06 | 60,28 | 72,60 | - | - | - |
30 | 8000 | 48,91 | 59,95 | 72,68 | 58,64 | 72,05 | 86,78 | - | - | - |
31 | 10000 | 56,17 | 68,85 | 83,35 | 67,34 | 82,74 | 99,65 | - | - | - |
32 | 12000 | 62,89 | 77,09 | 93,32 | 75,40 | 92,64 | 111,58 | - | - | - |
33 | 16000 | 75,14 | 92,14 | 111,54 | 90,12 | 110,74 | 133,37 | - | - | - |
34 | 20000 | 86,32 | 105,82 | 128,09 | 103,50 | 127,17 | 153,16 | - | - | - |
35 | 25000 | 99,13 | 121,52 | 147,10 | 118,85 | 146,04 | 175,88 | - | - | - |
36 | 30000 | 111,00 | 136,06 | 164,71 | - | - | - | - | - | - |
37 | 35000 | 121,13 | 149,71 | 181,23 | - | - | - | - | - | - |
38 | 40000 | 132,67 | 162,63 | 196,87 | - | - | - | - | - | - |
39 | 50000 | 152,36 | 186,76 | 226,08 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
TI = 0,186 М0,82 | TI = 0,223 М0,62 | TI = 0,150 М0,62 | ||||||||
TII = 0,228 М0,62 | TII = 0,374 М0,62 | TII = 0,184 М0,62 | ||||||||
TIII = 0,276 М0,62 | TIII = 0,330 М0,62 | TIII = 0,223 М0,62 | ||||||||
Мелкосерийное и единичное производство | |||||||
КАРТА 105 | Лист 1 | ||||||
Содержание работы | |||||||
1. Поднести шарошку и установить над местом зачистки. 2. Зачистить на отливке заливы, остатки литников, местные утолщения и неровности на поверхности. 3. Положить шарошку на место. 4. Кантовать отливку во время работы. | |||||||
N позиции | Масса отливки М, кг, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||||
I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||
1 | 20 | 2,18 | 2,69 | 3,27 | 1,73 | 2,14 | 2,63 |
2 | 25 | 2,50 | 3,75 | 3,99 | 2,00 | 3,02 | 3,02 |
3 | 30 | 2,80 | 3,46 | 4,20 | 2,22 | 2,75 | 3,38 |
4 | 35 | 3,08 | 3,81 | 4,62 | 2,45 | 3,03 | 3,72 |
5 | 40 | 3,35 | 4,13 | 5,02 | 2,66 | 3,30 | 4,04 |
6 | 50 | 3,84 | 4,75 | 5,77 | 3,05 | 3,78 | 4,64 |
7 | 60 | 4,31 | 5,32 | 6,46 | 3,42 | 4,29 | 5,19 |
8 | 80 | 5,15 | 6,36 | 7,72 | 4,09 | 5,05 | 6,20 |
9 | 100 | 5,92 | 7,30 | 8,86 | 4,69 | 5,80 | 7,12 |
10 | 120 | 6,62 | 8,17 | 9,92 | 5,25 | 6,50 | 7,98 |
11 | 160 | 7,91 | 9,77 | 11,86 | 6,28 | 7,67 | 9,54 |
12 | 200 | 9,08 | 11,22 | 13,62 | 7,21 | 8,92 | 10,95 |
13 | 250 | 10,41 | 12,89 | 15,64 | 8,28 | 10,24 | 12,58 |
14 | 300 | 11,68 | 14,42 | 17,51 | 9,27 | 11,47 | 14,08 |
15 | 350 | 12,85 | 15,87 | 19,27 | 10,20 | 12,62 | 15,49 |
16 | 400 | 13,96 | 17,24 | 20,93 | 11,08 | 13,71 | 16,83 |
Индекс | а | б | в | г | д | е | |
ЗАЧИСТКА ОТЛИВОК ПНЕВМАТИЧЕСКОЙ ШАРОШКОЙ | Мелкосерийное и единичное производство | ||||||
КАРТА 105 | Лист 2 | ||||||
N позиции | Масса отливки М, кг, до | Отливки из алюминиевых сплавов | Отливки из магниевых сплавов | ||||
I | II | III | I | II | III | ||
Время на отливку, мин. | |||||||
17 | 500 | 16,03 | 19,80 | 24,04 | 12,73 | 15,74 | 19,33 |
18 | 600 | 17,94 | 22,17 | 26,92 | 14,25 | 17,63 | 21,64 |
19 | 800 | 21,45 | 26,50 | 32,17 | 17,03 | 21,07 | 25,86 |
20 | 1000 | 24,63 | 30,43 | 36,95 | 19,56 | 24,20 | 29,70 |
21 | 1200 | 27,58 | 34,07 | 41,36 | 21,90 | 27,09 | 33,26 |
22 | 1600 | 32,96 | 40,72 | 49,44 | 26,18 | 32,38 | 39,75 |
23 | 2000 | 37,85 | 46,76 | 56,78 | 30,06 | 37,19 | 45,65 |
Индекс | а | б | в | г | д | е | |
TI = 0,34 М0,62 | TI = 0,27 М0,62 | ||||||
TII = 0,42 М0,62 | TII = 0,334 М0,62 | ||||||
TIII = 0,51 М0,62 | TIII = 0,41 М0,62 | ||||||
Мелкосерийное и единичное производство | ||||||||||||||
КАРТА 106 | ||||||||||||||
Содержание работы | ||||||||||||||
1. Взять (застропить) отливку, переместить на расстояние до 1 м, установить в штамп (расстропить). 2. Произвести правку (прошивку) отливки. 3. Взять (застропить) отливку со штампа, переместить (до 1 м), положить на место (расстропить) | ||||||||||||||
N позиции | Категория сложности | Способ перемещения отливки | ||||||||||||
вручную | подъемником | |||||||||||||
Масса отливки М, кг, до | ||||||||||||||
1 | 3 | 5 | 8 | 12 | 16 | 20 | 50 | 70 | 100 | 200 | 300 | 500 | ||
Время на отливку, мин. | ||||||||||||||
1 | I | 0,12 | 0,17 | 0,20 | 0,24 | 0,27 | 0,30 | 0,32 | 0,64 | 0,70 | 0,76 | 0,91 | 1,01 | 1,14 |
2 | II | 0,15 | 0,21 | 0,25 | 0,29 | 0,34 | 0,37 | 0,40 | 0,74 | 0,80 | 0,88 | 1,04 | 1,15 | 1,31 |
3 | III | 0,19 | 0,27 | 0,32 | 0,37 | 0,42 | 0,46 | 0,49 | 0,84 | 0,92 | 1,00 | 1,20 | 1,32 | 1,50 |
4 | IV | 0,24 | 0,34 | 0,40 | 0,46 | 0,52 | 0,57 | 0,62 | 0,97 | 1,06 | 1,15 | 1,37 | 1,52 | 1,73 |
5 | V | 0,30 | 0,42 | 0,50 | 0,58 | 0,65 | 0,72 | 0,72 | 1,07 | 1,12 | 1,33 | 1,58 | 1,75 | 1,99 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
TI = 0,122 М0,32 | TI = 0,242 М0,25 | |||||||||||||
TII = 0,152 М0,32 | TII = 0,277 М0,25 | |||||||||||||
TIII = 0,190 М0,32 | TIII = 0,318 М0,25 | |||||||||||||
TIV = 0,237 М0,32 | TIV = 0,365 М0,25 | |||||||||||||
Tv = 0,296 М0,32 | Tv = 0,420 М0,25 | |||||||||||||
Примечания: 1. При перемещении отливок на расстояние свыше предусмотренного в карте на каждый дополнительный метр передвижения рабочего добавлять: при перемещении с грузом до 20 кг - 0,02 мин.; при перемещении без груза - 0,013; при перемещении с подъемником - 0,025 в одну сторону; при перемещении по рольгангу - 0,015 мин. в одну сторону.
2. При одновременной правке двух или трех отливок время по карте принимать с коэффициентом 0,75; при большем числе отливок - с коэффициентом 0,65 на каждую отливку.
3. При правке отливок массой свыше 20 кг с установкой в штамп вручную двумя рабочими время по карте принимать с коэффициентом 1,8.
Мелкосерийное и единичное производство | |||||||||
КАРТА 107 | |||||||||
Содержание работы | |||||||||
1. Взять отливку, поднести к металлическому кругу. 2. Зачистить остатки питателей. 3. Осмотреть отливку и отбросить в тару, на транспортер | |||||||||
N позиции | Высота остатков питателей H, мм, до | Масса отливки М, кг, до | |||||||
1 | 2 | 4 | 6 | 8 | 10 | 15 | 20 | ||
Время на отливку T, мин. | |||||||||
Для металлических кругов с числом зубьев 100 x 100 | |||||||||
1 | 1,0 | 0,05 | 0,06 | 0,08 | 0,06 | 0,07 | 0,07 | 0,07 | 0,09 |
2 | 2,0 | 0,07 | 0,07 | 0,08 | 0,08 | 0,09 | 0,09 | 0,10 | 0,10 |
3 | 3,0 | 0,08 | 0,09 | 0,10 | 0,10 | 0,10 | 0,11 | 0,12 | 0,12 |
4 | 4,0 | 0,09 | 0,10 | 0,11 | 0,12 | 0,12 | 0,13 | 0,14 | 0,14 |
5 | 5,0 | 0,10 | 0,10 | 0,12 | 0,13 | 0,14 | 0,14 | 0,15 | 0,16 |
6 | 6,0 | 0,10 | 0,12 | 0,13 | 0,14 | 0,15 | 0,15 | 0,16 | 0,17 |
7 | 8,0 | 0,12 | 0,13 | 0,15 | 0,16 | 0,17 | 0,17 | 0,18 | 0,19 |
8 | 10,0 | 0,13 | 0,15 | 0,16 | 0,18 | 0,18 | 0,19 | 0,20 | 0,21 |
T = 0,0499 H0,43 · М0,15 | |||||||||
Для металлических кругов с числом зубьев 200 x 100 | |||||||||
9 | 1,0 | 0,06 | 0,06 | 0,07 | 0,08 | 0,08 | 0,08 | 0,09 | 0,09 |
10 | 2,0 | 0,08 | 0,09 | 0,10 | 0,10 | 0,10 | 0,11 | 0,11 | 0,12 |
11 | 3,0 | 0,08 | 0,10 | 0,11 | 0,11 | 0,11 | 0,12 | 0,13 | 0,14 |
12 | 4,0 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | 0,14 | 0,15 | 0,16 |
13 | 5,0 | 0,11 | 0,12 | 0,15 | 0,14 | 0,15 | 0,17 | 0,16 | 0,17 |
14 | 6,0 | 0,12 | 0,13 | 0,16 | 0,16 | 0,16 | 0,16 | 0,18 | 0,19 |
15 | 8,0 | 0,13 | 0,15 | 0,16 | 0,18 | 0,18 | 0,18 | 0,20 | 0,21 |
16 | 10,0 | 0,15 | 0,16 | 0,18 | 0,19 | 0,20 | 0,21 | 0,22 | 0,23 |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,057 H0,41 · М0,15
Мелкосерийное и единичное производство | |||||
КАРТА 108 | |||||
Содержание работы | |||||
Вручную | |||||
Взять литник или отливку с пола, конвейера и положить в тару | |||||
Подъемником | |||||
Застропить литник или отливку, положить в тару, расстропить | |||||
N позиции | Масса литника, отливки М, кг до | Время на литник, отливку, мин. | N позиции | Масса литника, отливки М, кг, до | Время на литник, отливку, мин. |
Вручную | |||||
1 | 0,3 | 0,042 | 9 | 5,0 | 0,09 |
2 | 0,5 | 0,05 | 10 | 6,0 | 0,09 |
3 | 0,7 | 0,05 | 11 | 8,0 | 0,10 |
4 | 1,0 | 0,06 | 12 | 10,0 | 0,10 |
5 | 1,5 | 0,06 | 13 | 12,0 | 0,11 |
6 | 2,0 | 0,07 | 14 | 16,0 | 0,11 |
7 | 3,0 | 0,08 | 15 | 20,0 | 0,12 |
8 | 4,0 | 0,08 | |||
T = 0,057 М0,25 | |||||
Подъемником | |||||
16 | 25 | 0,14 | 21 | 80,0 | 0,19 |
17 | 30 | 0,15 | 22 | 100,0 | 0,20 |
18 | 40 | 0,16 | 23 | 120,0 | 0,21 |
19 | 50 | 0,17 | 24 | 160,0 | 0,22 |
20 | 60 | 0,18 | 25 | 200,0 | 0,24 |
T = 0,063 М0,25
Примечание. В карте время рассчитано на укладку литников или отливок с пола. При укладке литников с конвейера время по карте принимать с коэффициентом 0,9.
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 109 | ||||||||||||
Содержание работы | ||||||||||||
Взять отливку, осмотреть, отбросить в тару, на транспортер с сортировкой по наименованиям и разбраковкой исправимого и окончательного брака | ||||||||||||
Масса отливки М, кг, до | ||||||||||||
0,5 | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 |
Время на отливку, мин. | ||||||||||||
0,052 | 0,069 | 0,091 | 0,10 | 0,12 | 0,14 | 0,16 | 0,17 | 0,19 | 0,20 | 0,21 | 0,22 | 0,23 |
T = 0,069 М0,40
Содержание работы | |||||||||||
Взять литник, отбросить в тару | |||||||||||
Масса литника М, кг, до | |||||||||||
1 | 2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
Время на отливку, мин. | |||||||||||
0,035 | 0,056 | 0,055 | 0,06 | 0,07 | 0,08 | 0,09 | 0,09 | 0,10 | 0,11 | 0,11 | 0,12 |
T = 0,0350 М0,41
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 110 | ||||||||||||
Содержание работы | ||||||||||||
1. Взять и включить шлифовальную машину. 2. Зачистить место под разделку. 3. Разделать трещину. 4. Выключить и отложить шлифовальную машину. | ||||||||||||
N позиции | Глубина разделки b, мм, до | Ширина разделки h, мм, до | Длина разделки l, мм, до | |||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | |||
Время на дефект, мин. | ||||||||||||
1 | 5 | 5 | 7,25 | 8,09 | 8,84 | 9,04 | 9,37 | 9,65 | 9,89 | 10,10 | 10,30 | 10,47 |
2 | 10 | 8,15 | 9,10 | 9,71 | 10,17 | 10,54 | 10,85 | 11,12 | 11,36 | 11,59 | 11,77 | |
3 | 15 | 8,72 | 9,75 | 10,41 | 10,90 | 11,30 | 11,62 | 11,92 | 12,17 | 12,41 | 12,62 | |
4 | 20 | 9,16 | 10,24 | 10,92 | 11,45 | 11,86 | 12,21 | 12,52 | 12,79 | 13,04 | 13,25 | |
5 | 25 | 9,52 | 10,64 | 11,35 | 11,89 | 12,32 | 12,69 | 13,00 | 13,29 | 13,54 | 13,76 | |
6 | 10 | 5 | 8,25 | 9,21 | 9,82 | 10,30 | 10,67 | 10,99 | 11,26 | 11,50 | 11,72 | 11,92 |
7 | 10 | 9,27 | 10,36 | 11,06 | 11,59 | 12,00 | 12,36 | 12,66 | 12,94 | 13,19 | 13,41 | |
8 | 15 | 9,94 | 11,11 | 11,85 | 12,41 | 12,86 | 13,24 | 13,57 | 13,86 | 14,12 | 14,37 | |
9 | 20 | 10,44 | 11,66 | 12,45 | 13,04 | 13,50 | 13,90 | 14,25 | 14,56 | 14,84 | 15,09 | |
10 | 25 | 10,84 | 12,11 | 12,92 | 13,54 | 14,02 | 14,42 | 14,80 | 15,12 | 15,41 | 15,67 | |
11 | 15 | 5 | 9,06 | 10,12 | 10,80 | 11,31 | 11,72 | 12,07 | 12,37 | 12,64 | 12,87 | 13,10 |
12 | 10 | 10,20 | 11,39 | 12,15 | 12,72 | 13,19 | 13,57 | 13,92 | 14,22 | 14,49 | 14,74 | |
13 | 15 | 10,92 | 12,20 | 13,02 | 13,64 | 14,12 | 14,55 | 14,91 | 15,24 | 15,52 | 15,79 | |
14 | 20 | 11,47 | 12,81 | 13,67 | 14,32 | 14,84 | 15,27 | 15,66 | 16,00 | 16,30 | 16,58 | |
15 | 25 | 11,91 | 13,31 | 14,20 | 14,87 | 15,41 | 15,86 | 16,26 | 16,61 | 16,94 | 17,22 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T1 = 3,293 h0,17 l0,16
T2 = 3,749 h0,17 l0,16
T3 = 4,119 h0,17 l0,16
Примечание. Нормативы времени рассчитаны на разделку трещин ручной шлифовальной машиной в нормальном положении. При работе в неудобном положении время по карте принимать с коэффициентом 1,2.
Мелкосерийное и единичное производство | |||||||
КАРТА 111 | |||||||
Содержание работы | |||||||
1. Подготовка к выплавке (приготовить электроды, каску, рукавицы, держатель, настроить режим сварки). 2. Заправить электрод в держатель, надеть рукавицы, щиток, очки. 3. Выплавка трещин со снятием шлака в процессе выплавки. | |||||||
N позиции | Глубина разделки b, мм, до | Ширина разделки h, мм, до | Длина выплавленной трещины l, мм, до | ||||
100 | 200 | 300 | 400 | 500 | |||
Время, мин. | |||||||
1 | 20 | 15 | 1,38 | 2,76 | 4,14 | 5,52 | 6,90 |
2 | 20 | 1,84 | 3,68 | 5,52 | 7,36 | 9,20 | |
3 | 25 | 2,30 | 4,60 | 6,90 | 9,20 | 11,50 | |
4 | 30 | 2,76 | 5,52 | 8,28 | 11,04 | 13,80 | |
5 | 35 | 3,22 | 6,44 | 9,66 | 12,88 | 16,11 | |
6 | 40 | 3,68 | 7,36 | 11,04 | 14,72 | 18,40 | |
7 | 45 | 4,14 | 8,28 | 12,42 | 16,56 | 20,71 | |
8 | 50 | 4,60 | 9,20 | 13,80 | 18,39 | 23,00 | |
9 | 30 | 15 | 2,07 | 4,14 | 6,21 | 8,28 | 10,35 |
10 | 20 | 2,76 | 5,52 | 8,28 | 11,04 | 13,80 | |
11 | 25 | 3,45 | 6,90 | 10,35 | 13,80 | 17,24 | |
12 | 30 | 4,14 | 8,28 | 12,42 | 16,56 | 20,70 | |
13 | 35 | 4,83 | 9,66 | 14,48 | 19,32 | 24,15 | |
14 | 40 | 5,52 | 11,04 | 16,56 | 22,08 | 27,60 | |
15 | 45 | 6,21 | 12,42 | 18,63 | 24,84 | 31,04 | |
16 | 50 | 6,90 | 13,80 | 20,71 | 27,60 | 34,50 | |
Индекс | а | б | в | г | д | ||
T1 = 0,000916 h · l
T2 = 0,00138 h · l
Примечание. Нормативы времени рассчитаны на выплавку трещин вручную электродом  8 мм.
8 мм.
При работе электродом  6 мм время по карте принимать с коэффициентом 1,2.
6 мм время по карте принимать с коэффициентом 1,2.
Мелкосерийное и единичное производство | |||||
КАРТА 112 | |||||
Содержание работы | |||||
1. Подготовка к операции (подготовить электроды, каску, рукавицы, держатель, настроить режим сварки). 2. Восстановление стержня песком, заправка электрода в держатель. 3. Проверка корня разделки, подготовка разделанной поверхности вручную с зачисткой каждого валика электродом | |||||
N позиции | Суммарная высота двух стенок разделанной трещины после заварки корня H x 2, мм, до | Длина разделанной трещины l, мм, до | |||
200 | 300 | 400 | 500 | ||
Время, мин. | |||||
1 | 30 | 18,53 | 23,43 | ||
2 | 40 | - | 18,80 | 25,43 | 32,15 |
3 | 50 | 15,71 | 24,05 | 32,52 | 41,11 |
4 | 60 | 19,18 | 29,38 | 39,74 | 50,23 |
Индекс | а | б | в | г | |
T = 0,000813 H1,1 · l1,05
Мелкосерийное и единичное производство | ||||||||||||
КАРТА 113 | ||||||||||||
1. Содержание работы | ||||||||||||
1. Подготовка к наплавке (подготовить электроды, держатель, маску, рукавицы, настроить режим работы). 2. Заправить электрод в держатель, надеть маску, очки, рукавицы. 3. Наплавить недостающий слой металла с заменой электродов в процессе работы. 4. Положить держатель и зачистить место наплавки от шлака | ||||||||||||
N позиции | Высота наплавки H, мм, до | Ширина наплавки h, мм, до | Длина наплавки l, мм, до | |||||||||
50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |||
Время, мин. | ||||||||||||
1 | 5 | 25 | 1,60 | 3,18 | 4,79 | 6,37 | 7,97 | 9,56 | 11,16 | 12,76 | 14,35 | 15,94 |
2 | 50 | 3,18 | 6,37 | 9,56 | 12,76 | 15,94 | 19,14 | 22,31 | 25,51 | 28,70 | 31,90 | |
3 | 75 | 4,79 | 9,56 | 14,34 | 19,14 | 23,91 | 28,70 | 33,48 | 38,26 | 43,04 | 47,84 | |
4 | 100 | 6,37 | 12,76 | 19,14 | 25,51 | 31,90 | 38,26 | 44,65 | 51,02 | 57,40 | 63,78 | |
5 | 8 | 25 | 2,21 | 4,42 | 6,64 | 8,85 | 11,07 | 13,27 | 15,49 | 17,70 | 19,92 | 22,12 |
6 | 50 | 4,43 | 8,85 | 13,28 | 17,70 | 22,13 | 26,55 | 30,97 | 35,42 | 39,84 | 44,27 | |
7 | 75 | 6,64 | 13,28 | 19,92 | 26,55 | 33,19 | 39,84 | 46,48 | 53,12 | 59,75 | 66,39 | |
8 | 100 | 8,85 | 17,70 | 26,55 | 35,42 | 44,27 | 53,12 | 61,97 | 70,82 | 79,67 | 88,52 | |
9 | 10 | 25 | 2,61 | 5,23 | 7,83 | 10,44 | 13,05 | 15,67 | 18,28 | 20,89 | 23,51 | 26,11 |
10 | 50 | 5,23 | 10,44 | 15,67 | 20,89 | 26,11 | 31,34 | 36,56 | 41,78 | 47,01 | 52,23 | |
11 | 75 | 7,83 | 15,67 | 23,51 | 31,34 | 39,17 | 47,01 | 54,84 | 62,67 | 70,52 | 78,34 | |
12 | 100 | 10,44 | 20,89 | 31,34 | 41,78 | 52,24 | 62,67 | 73,12 | 83,57 | 94,01 | 104,46 | |
13 | 15 | 25 | 3,63 | 7,29 | 10,92 | 14,57 | 18,22 | 21,86 | 25,50 | 29,15 | 32,79 | 36,43 |
14 | 50 | 7,29 | 14,57 | 21,86 | 29,15 | 36,43 | 43,72 | 51,01 | 58,30 | 65,58 | 72,87 | |
15 | 75 | 10,92 | 21,86 | 32,79 | 43,72 | 54,66 | 65,58 | 76,52 | 87,45 | 98,38 | 109,31 | |
16 | 100 | 14,57 | 29,15 | 43,72 | 58,30 | 72,87 | 87,45 | 102,03 | 116,60 | 131,18 | 145,75 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
T1 = 0,001274 H · l
T2 = 0,00177 H · l
T3 = 0,002088 H · l
T4 = 0,002914 H · l
Примечание. Нормативы времени рассчитаны на дуговую наплавку вручную электродом  8 мм. При работе электродом
8 мм. При работе электродом  6 мм время по карте принимать с коэффициентом 1,2.
6 мм время по карте принимать с коэффициентом 1,2.
Мелкосерийное и единичное производство | ||||||
КАРТА 114 | ||||||
Содержание работы | ||||||
1. Взять отливку, осмотреть. 2. Замазать раковины, трещины на отливке. 3. Положить отливку. | ||||||
N позиции | Длина раковины, трещины l, мм, до | Глубина раковины, трещины b, мм, до | ||||
1 | 7 | 3 | 4 | 5 | ||
Время на один дефект, мин. | ||||||
1 | 2 | 0,065 | 0,076 | 0,085 | 0,092 | 0,097 |
2 | 4 | 0,071 | 0,086 | 0,093 | 0,103 | 0,109 |
3 | 6 | 0,077 | 0,091 | 0,100 | 0,111 | 0,115 |
4 | 8 | 0,080 | 0,095 | 0,106 | 0,115 | 0,121 |
5 | 10 | 0,084 | 0,098 | 0,109 | 0,120 | 0,125 |
6 | 12 | 0,096 | 0,101 | 0,112 | 0,123 | 0,130 |
7 | 14 | 0,098 | 0,103 | 0,114 | 0,125 | 0,133 |
8 | 16 | 0,099 | 0,107 | 0,118 | 0,130 | 0,135 |
9 | 18 | 0,100 | 0,109 | 0,120 | 0,132 | 0,139 |
10 | 20 | 0,104 | 0,111 | 0,121 | 0,134 | 0,141 |
11 | 22 | 0,105 | 0,112 | 0,123 | 0,136 | 0,143 |
12 | 24 | 0,106 | 0,113 | 0,124 | 0,137 | 0,144 |
13 | 26 | 0,117 | 0,115 | 0,128 | 0,140 | 0,146 |
14 | 28 | 0,118 | 0,117 | 0,129 | 0,141 | 0,147 |
15 | 30 | 0,119 | 0,118 | 0,130 | 0,143 | 0,150 |
Индекс | а | б | в | г | д | |
T = 0,0489 l0,16 · b0,24
Мелкосерийное и единичное производство | |||||||||||||||||
КАРТА 115 | Лист 1 | ||||||||||||||||
Содержание работы | |||||||||||||||||
1. Взять газовую горелку или электродержатель, поднести к отливке. 2. Заварить дефектное место. 3. Отложить газовую горелку или электродержатель. | |||||||||||||||||
1. Отливки из стали | |||||||||||||||||
Газовая сварка | |||||||||||||||||
Раковины | |||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | |||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | |||
Время на дефект, мин. | |||||||||||||||||
1 | 2 | 0,23 | 0,32 | 0,39 | 0,44 | 0,49 | 0,53 | 0,59 | 0,68 | 0,75 | 0,81 | 0,87 | 0,93 | 0,98 | 1,03 | 1,12 | |
2 | 4 | 0,33 | 0,45 | 0,55 | 0,63 | 0,70 | 0,76 | 0,84 | 0,96 | 1,07 | 1,15 | 1,24 | 1,32 | 1,40 | 1,47 | 1,59 | |
3 | 6 | 0,41 | 0,56 | 0,69 | 0,77 | 0,86 | 0,93 | 1,04 | 1,18 | 1,31 | 1,43 | 1,53 | 1,63 | 1,72 | 1,80 | 1,96 | |
4 | 8 | 0,47 | 0,65 | 0,79 | 0,80 | 0,99 | 1,08 | 1,20 | 1,37 | 1,52 | 1,65 | 1,77 | 1,88 | 1,99 | 2,08 | 2,27 | |
5 | 10 | - | - | 0,88 | 1,01 | 1,12 | 1,21 | 1,34 | 1,53 | 1,70 | 1,85 | 1,98 | 2,11 | 2,23 | 2,34 | 2,54 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
T = 0,1196 b0,51 · l0,46
Трещины
N позиции | Глубина трещины b мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
6 | 5 | 1,76 | 2,24 | 2,58 | 2,86 | 3,09 | 3,39 | 3,48 | 3,65 | 3,80 | 3,94 |
7 | 10 | 2,56 | 3,26 | 4,50 | 4,79 | 5,06 | 5,30 | 5,53 | 5,73 | 5,53 | 5,73 |
8 | 20 | 3,72 | 4,75 | 5,47 | 6,05 | 6,54 | 6,97 | 7,36 | 7,71 | 8,03 | 8,34 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,330 b0,54 · l0,35
ЗАВАРКА ДЕФЕКТОВ | Мелкосерийное и единичное производство | |||||||||||||||
КАРТА 115 | Лист 2 | |||||||||||||||
Электродуговая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
9 | 2 | 0,10 | 0,15 | 0,20 | 0,24 | 0,28 | 0,31 | 0,36 | 0,43 | 0,50 | 0,56 | 0,62 | 0,68 | 0,74 | 0,79 | 0,89 |
10 | 4 | 0,12 | 0,19 | 0,25 | 0,30 | 0,34 | 0,39 | 0,43 | 0,54 | 0,62 | 0,70 | 0,77 | 0,84 | 0,91 | 0,98 | 1,10 |
11 | 6 | 0,14 | 0,21 | 0,28 | 0,34 | 0,39 | 0,44 | 0,51 | 0,61 | 0,71 | 0,79 | 0,88 | 0,96 | 1,03 | 1,10 | 1,25 |
12 | 8 | 0,15 | 0,23 | 0,30 | 0,37 | 0,43 | 0,48 | 0,55 | 0,67 | 0,77 | 0,81 | 0,96 | 1,05 | 1,13 | 1,21 | 1,36 |
13 | 10 | - | - | 0,33 | 0,39 | 0,46 | 0,51 | 0,59 | 0,71 | 0,83 | 0,93 | 1,03 | 1,12 | 1,21 | 1,30 | 1,46 |
14 | 15 | - | - | - | 0,45 | 0,52 | 0,58 | 0,67 | 0,81 | 0,94 | 1,06 | 1,17 | 1,27 | 1,38 | 1,47 | 1,66 |
15 | 20 | - | - | - | 0,49 | 0,56 | 0,64 | 0,74 | 0,90 | 1,03 | 1,15 | 1,28 | 1,39 | 1,50 | 1,61 | 1,81 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,050 b0,31 · l0,65
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
16 | 5 | 0,91 | 1,14 | 1,30 | 1,42 | 1,53 | 1,62 | 1,70 | 1,78 | 1,84 | 1,91 |
17 | 10 | 1,33 | 1,66 | 1,89 | 2,03 | 2,22 | 2,36 | 2,47 | 2,58 | 2,68 | 2,77 |
18 | 20 | 1,93 | 2,41 | 2,74 | 3,01 | 3,23 | 3,42 | 3,69 | 3,76 | 3,90 | 4,03 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,1833 b0,54 · l0,32
ЗАВАРКА ДЕФЕКТОВ | Мелкосерийное и единичное производство | |||||||||||||||
КАРТА 115 | Лист 3 | |||||||||||||||
II. ОТЛИВКИ ИЗ ЧУГУНА | ||||||||||||||||
Газовая сварка (без предварительного нагрева) | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
19 | 2 | 0,45 | 0,59 | 0,69 | 0,78 | 0,85 | 0,92 | 1,01 | 1,12 | 1,23 | 1,32 | 1,46 | 1,48 | 1,55 | 1,62 | 1,74 |
20 | 4 | 0,61 | 0,80 | 0,95 | 1,06 | 1,16 | 1,25 | 1,37 | 1,53 | 1,68 | 1,80 | 1,92 | 2,02 | 2,12 | 2,21 | 2,38 |
21 | 6 | 0,73 | 0,91 | 1,14 | 1,28 | 1,40 | 1,50 | 1,64 | 1,84 | 2,01 | 2,17 | 2,30 | 2,43 | 2,54 | 2,66 | 2,85 |
22 | 8 | 0,83 | 1,10 | 1,30 | 1,45 | 1,59 | 1,71 | 1,87 | 2,10 | 2,29 | 2,47 | 2,62 | 2,77 | 2,90 | 3,02 | 3,25 |
23 | 10 | - | - | 1,43 | 1,61 | 1,75 | 1,89 | 2,08 | 2,32 | 2,53 | 2,73 | 2,90 | 3,06 | 3,21 | 3,34 | 3,60 |
24 | 15 | - | - | - | 1,93 | 2,11 | 2,27 | 2,48 | 2,78 | 3,04 | 3,27 | 3,48 | 3,67 | 3,85 | 4,01 | 4,32 |
25 | 20 | - | - | - | 2,19 | 2,40 | 2,58 | 2,82 | 3,17 | 3,46 | 3,72 | 3,96 | 4,18 | 4,38 | 4,57 | 4,92 |
26 | 25 | - | - | - | 2,43 | 2,65 | 2,85 | 3,12 | 3,50 | 3,70 | 4,12 | 4,38 | 4,62 | 4,84 | 5,05 | 5,43 |
T = 0,2482 b0,45 · l0,40 | ||||||||||||||||
Газовая сварка (после предварительного нагрева) | ||||||||||||||||
Раковины | ||||||||||||||||
27 | 2 | 0,18 | 0,24 | 0,29 | 0,33 | 0,37 | 0,40 | 0,44 | 0,50 | 0,55 | 0,60 | 0,64 | 0,68 | 0,71 | 0,75 | 0,81 |
28 | 4 | 0,26 | 0,35 | 0,42 | 0,47 | 0,52 | 0,57 | 0,63 | 0,71 | 0,78 | 0,85 | 0,91 | 0,96 | 1,03 | 1,06 | 1,15 |
29 | 6 | 0,32 | 0,43 | 0,51 | 0,58 | 0,64 | 0,70 | 0,77 | 0,87 | 0,96 | 1,05 | 1,12 | 1,19 | 1,25 | 1,31 | 1,42 |
30 | 8 | 0,37 | 0,50 | 0,60 | 0,68 | 0,75 | 0,81 | 0,89 | 1,01 | 1,12 | 1,21 | 1,30 | 1,37 | 1,46 | 1,51 | 1,64 |
31 | 10 | - | - | 0,69 | 0,76 | 0,84 | 0,91 | 1,00 | 1,25 | 1,25 | 1,36 | 1,45 | 1,54 | 1,62 | 1,70 | 1,84 |
32 | 15 | - | - | 0,82 | 0,93 | 1,03 | 1,11 | 1,23 | 1,40 | 1,54 | 1,67 | 1,79 | 2,00 | 2,10 | 2,09 | 2,26 |
33 | 20 | - | - | 0,95 | 1,08 | 1,19 | 1,29 | 1,42 | 1,62 | 1,78 | 1,93 | 2,07 | 2,19 | 2,31 | 2,42 | 2,62 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T = 0,0939 b0,51 · l0,44
ЗАВАРКА ДЕФЕКТОВ | Мелкосерийное и единичное производство | ||||||||||||||
КАРТА 115 | Лист 4 | ||||||||||||||
Газовая сварка (после предварительного нагрева) | |||||||||||||||
Трещины | |||||||||||||||
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | 160 | |||
Время на дефект, мин. | |||||||||||||||
34 | 5 | 1,20 | 1,54 | 1,79 | 1,98 | 2,15 | 2,29 | 2,42 | 2,54 | 2,65 | 2,76 | 2,94 | 3,12 | 3,26 | |
35 | 10 | 1,70 | 2,18 | 2,53 | 2,80 | 3,04 | 3,24 | 3,43 | 3,60 | 3,75 | 3,90 | 4,16 | 4,40 | 4,62 | |
36 | 20 | 2,41 | 3,09 | 3,57 | 3,96 | 4,30 | 4,59 | 4,85 | 5,09 | 5,31 | 5,51 | 5,81 | 6,22 | 6,53 | |
37 | 25 | 2,69 | 3,45 | 4,09 | 4,43 | 4,80 | 5,13 | 5,42 | 5,69 | 5,93 | 6,18 | 6,58 | 6,96 | 7,30 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
T = 0,2349 b0,50 · l0,36
Электродуговая сварка
Раковины
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
38 | 2 | 0,13 | 0,20 | 0,26 | 0,31 | 0,36 | 0,40 | 0,47 | 0,56 | 0,65 | 0,73 | 0,81 | 0,89 | 0,96 | 1,02 | 1,15 |
39 | 4 | 0,16 | 0,25 | 0,32 | 0,39 | 0,45 | 0,50 | 0,58 | 0,70 | 0,81 | 0,91 | 1,01 | 1,10 | 1,19 | 1,27 | 1,43 |
40 | 6 | 0,18 | 0,28 | 0,36 | 0,44 | 0,51 | 0,57 | 0,66 | 0,80 | 0,92 | 1,03 | 1,14 | 1,24 | 1,33 | 1,44 | 1,62 |
41 | 8 | 0,19 | 0,30 | 0,40 | 0,48 | 0,55 | 0,62 | 0,72 | 0,87 | 1,00 | 1,13 | 1,25 | 1,36 | 1,47 | 1,57 | 1,77 |
42 | 10 | - | - | 0,42 | 0,52 | 0,59 | 0,67 | 0,77 | 0,93 | 1,07 | 1,21 | 1,34 | 1,46 | 1,58 | 1,69 | 1,90 |
43 | 15 | - | - | - | 0,58 | 0,67 | 0,76 | 0,87 | 1,05 | 1,22 | 1,37 | 1,52 | 1,65 | 1,78 | 1,91 | 2,15 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T= 0,065 b0,31 · l0,65
ЗАВАРКА ДЕФЕКТОВ | Мелкосерийное и единичное производство | |||||||||||||
КАРТА 115 | Лист 5 | |||||||||||||
Трещины | ||||||||||||||
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | ||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | 160 | ||
Время на дефект, мин. | ||||||||||||||
44 | 5 | 1,07 | 1,38 | 1,60 | 1,77 | 1,92 | 2,05 | 2,17 | 2,27 | 2,37 | 2,46 | 2,63 | 2,78 | 2,92 |
45 | 10 | 1,52 | 1,95 | 2,26 | 2,50 | 2,71 | 2,81 | 3,06 | 3,21 | 3,35 | 3,48 | 3,72 | 3,93 | 4,13 |
46 | 20 | 2,15 | 2,76 | 3,19 | 3,54 | 3,84 | 4,09 | 3,33 | 4,55 | 4,74 | 4,93 | 5,26 | 5,56 | 5,83 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,2099 b0,50 · l0,36
ЗАВАРКА ДЕФЕКТОВ | Мелкосерийное и единичное производство | ||||||||||||||||
КАРТА 115 | Лист 6 | ||||||||||||||||
III. ОТЛИВКИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | |||||||||||||||||
Газовая заварка | |||||||||||||||||
Раковины | |||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм, до | |||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | |||
Время на дефект, мин. | |||||||||||||||||
47 | 2 | 0,41 | 0,54 | 0,63 | 0,70 | 0,77 | 0,82 | 0,90 | 1,00 | 1,09 | 1,18 | 1,25 | 1,32 | 1,38 | 1,43 | 1,54 | |
48 | 4 | 0,56 | 0,74 | 0,86 | 0,97 | 1,05 | 1,13 | 1,23 | 1,38 | 1,51 | 1,62 | 1,72 | 1,81 | 1,90 | 1,98 | 2,12 | |
49 | 6 | 0,68 | 0,89 | 1,04 | 1,16 | 1,27 | 1,36 | 1,48 | 1,67 | 1,82 | 1,95 | 2,07 | 2,18 | 2,28 | 2,38 | 2,56 | |
50 | 8 | 0,77 | 1,01 | 1,19 | 1,33 | 1,45 | 1,56 | 1,70 | 1,90 | 2,07 | 2,23 | 2,36 | 2,49 | 2,61 | 2,72 | 2,92 | |
51 | 10 | - | - | 1,31 | 1,47 | 1,61 | 1,73 | 1,88 | 2,10 | 2,30 | 2,47 | 2,62 | 2,76 | 2,89 | 3,01 | 3,23 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
T = 0,2271 b0,46 · l0,39
Трещины
N позиции | Глубина трещины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
52 | 5 | 1,34 | 1,67 | 1,96 | 2,09 | 2,25 | 2,38 | 2,50 | 2,61 | 2,71 | 2,82 |
53 | 10 | 1,95 | 2,44 | 2,78 | 3,04 | 3,27 | 3,46 | 3,64 | 3,89 | 3,94 | 4,08 |
54 | 20 | 3,54 | 4,04 | 4,22 | 4,75 | 5,04 | 5,29 | 5,52 | 5,74 | 5,74 | 5,93 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,2696 b0,54 · l0,32
ЗАВАРКА ДЕФЕКТОВ | Мелкосерийное и единичное производство | |||||||||||||||
КАРТА 115 | Лист 7 | |||||||||||||||
Электродуговая сварка | ||||||||||||||||
Раковины | ||||||||||||||||
N позиции | Глубина раковины b, мм, до | Длина раковины (наибольшая) или диаметр l, мм до | ||||||||||||||
2 | 4 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | ||
Время на дефект, мин. | ||||||||||||||||
55 | 2 | 0,16 | 0,26 | 0,34 | 0,41 | 0,47 | 0,53 | 0,61 | 0,74 | 0,85 | 0,96 | 1,06 | 1,15 | 1,22 | 1,33 | 1,50 |
56 | 4 | 0,20 | 0,32 | 0,42 | 0,50 | 0,58 | 0,66 | 0,66 | 0,76 | 0,91 | 1,05 | 1,19 | 1,31 | 1,43 | 1,55 | 1,65 |
57 | 6 | 0,23 | 0,36 | 0,47 | 0,57 | 0,66 | 0,75 | 0,86 | 1,03 | 1,29 | 1,35 | 1,40 | 1,62 | 1,75 | 1,88 | 2,11 |
58 | 8 | 0,25 | 0,40 | 0,52 | 0,62 | 0,72 | 0,81 | 0,94 | 1,13 | 1,31 | 1,47 | 1,63 | 1,77 | 1,92 | 2,05 | 2,31 |
59 | 10 | - | - | 0,55 | 0,67 | 0,77 | 0,87 | 1,00 | 1,40 | 1,58 | 1,74 | 1,90 | 2,05 | 2,20 | 2,20 | 2,48 |
60 | 15 | - | - | - | 0,76 | 0,88 | 0,99 | 1,14 | 1,37 | 1,59 | 1,79 | 1,98 | 2,16 | 2,32 | 2,49 | 2,81 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
T= 0,0847 b0,31 · l0,65
Трещины
N позиции | Глубина раковины b, мм, до | Длина трещины l, мм, до | |||||||||
10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время на дефект, мин. | |||||||||||
61 | 5 | 1,20 | 1,50 | 1,71 | 1,87 | 2,01 | 2,13 | 2,24 | 2,34 | 2,43 | 2,51 |
62 | 10 | 1,75 | 2,18 | 2,48 | 2,72 | 2,92 | 3,10 | 3,25 | 3,40 | 3,53 | 3,65 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
T = 0,241 b0,54 · l0,32
Примечание. 1. Время на подачу отливки к месту обработки и от места обработки принимать по карте 86, на кантовку - по карте 87.
2. Количество дефектов по каждой отливке определяется как среднестатистическая величина по данным предприятий.
I КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 116 | Лист 1 |
Характеристика сложности | ||
Отливки простой конфигурации с прямолинейными и криволинейными поверхностями с небольшим количеством окон, конструктивных ребер, выступов или углублений, с несколькими несложными открытыми стержнями и болванами. Места обработки легко доступны в процессе выполнения очистно-обрубных работ  | ||
I КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 116 | Лист 2 |
 | ||
КАРТА 116 | Лист 3 | |
 | ||
КАРТА 117 | Лист 1 | |
Характеристика сложности Отливки с прямолинейными и криволинейными поверхностями с наличием углублений, конструктивных ребер и выступов высотой до 100 мм, не усложняющих процесса очистно-обрубных работ, с простыми по конфигурации открытыми и закрытыми стержнями, удаляемыми через окна, сечение которых обеспечивает свободное удаление простых каркасов, рамок, прутков | ||
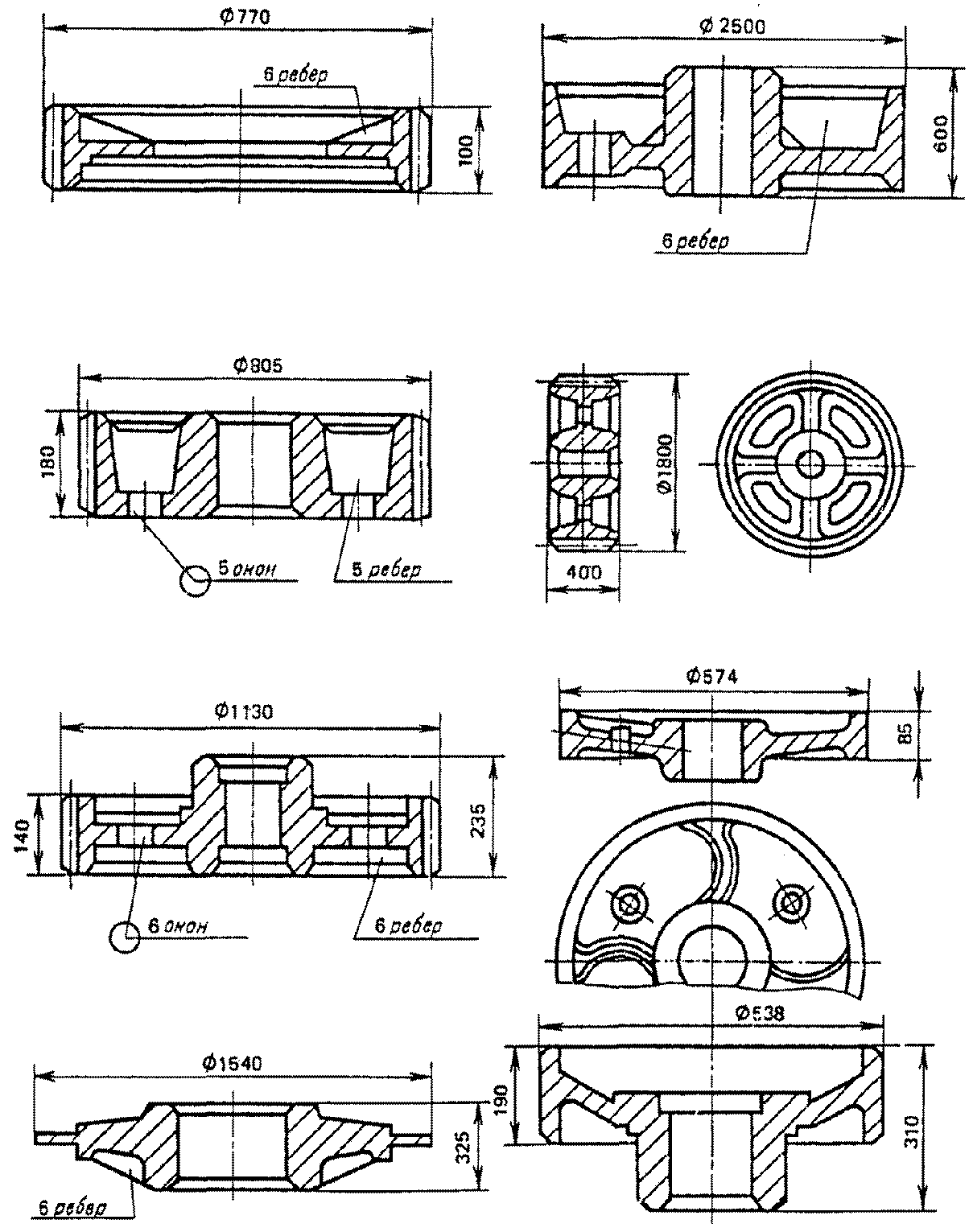 | ||
II КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 117 | Лист 2 |
 | ||
II КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 117 | Лист 3 |
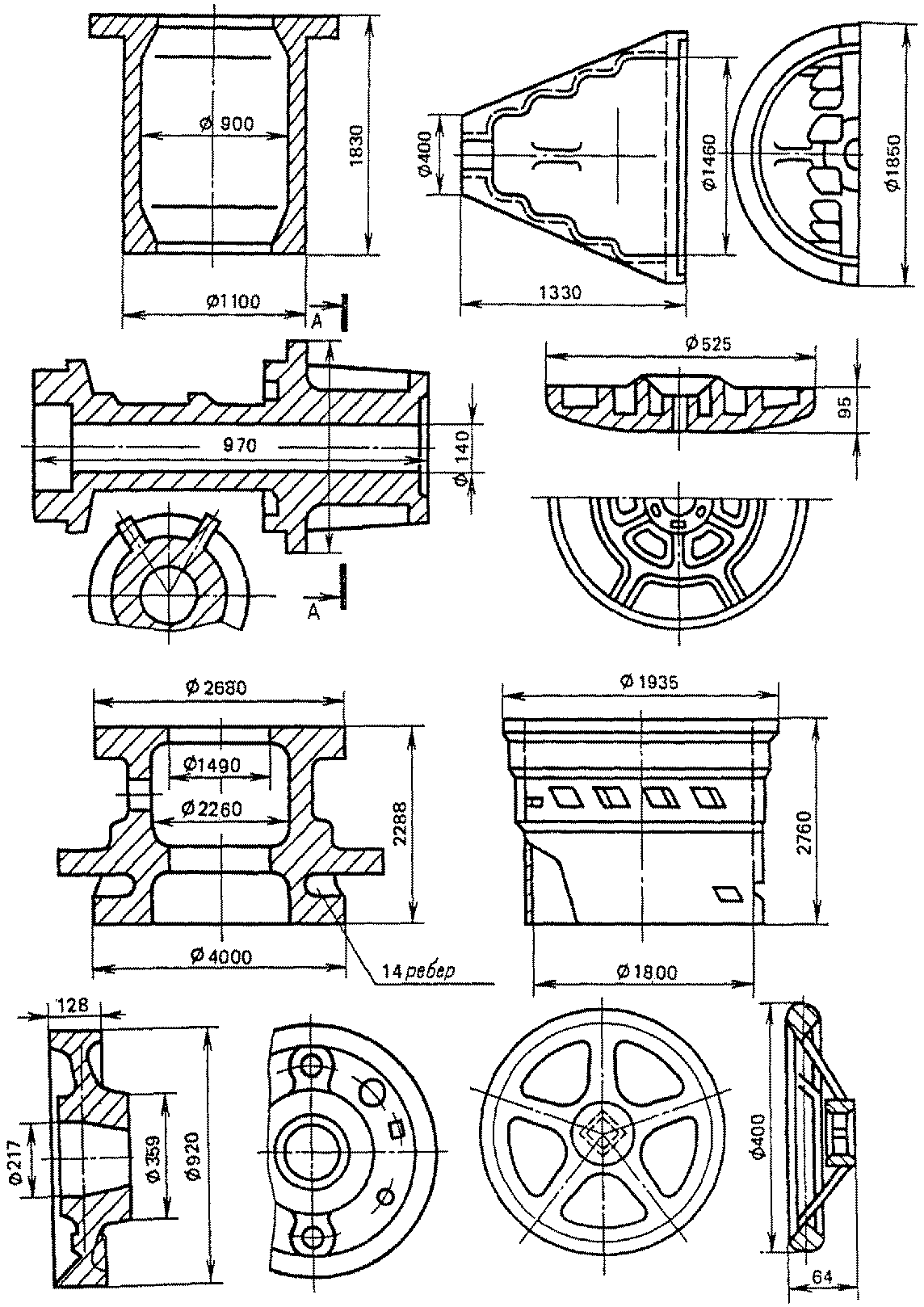 | ||
КАРТА 118 | Лист 1 | |
Характеристика сложности | ||
Отливки с прямолинейными и криволинейными поверхностями, с наличием выступов и углублений, окон, внутренних перегородок, конструктивных ребер высотой 100 - 200 мм, расстояние между которыми несколько усложняет процесс очистно-обрубных работ, с преобладающим количеством закрытых стержней простой конфигурации, имеющих по два и более знака. Стержни удаляются через окна, сечение которых меньше сечения тела стержня, что несколько затрудняет извлечение простых проволочных каркасов, рамок, прутков | ||
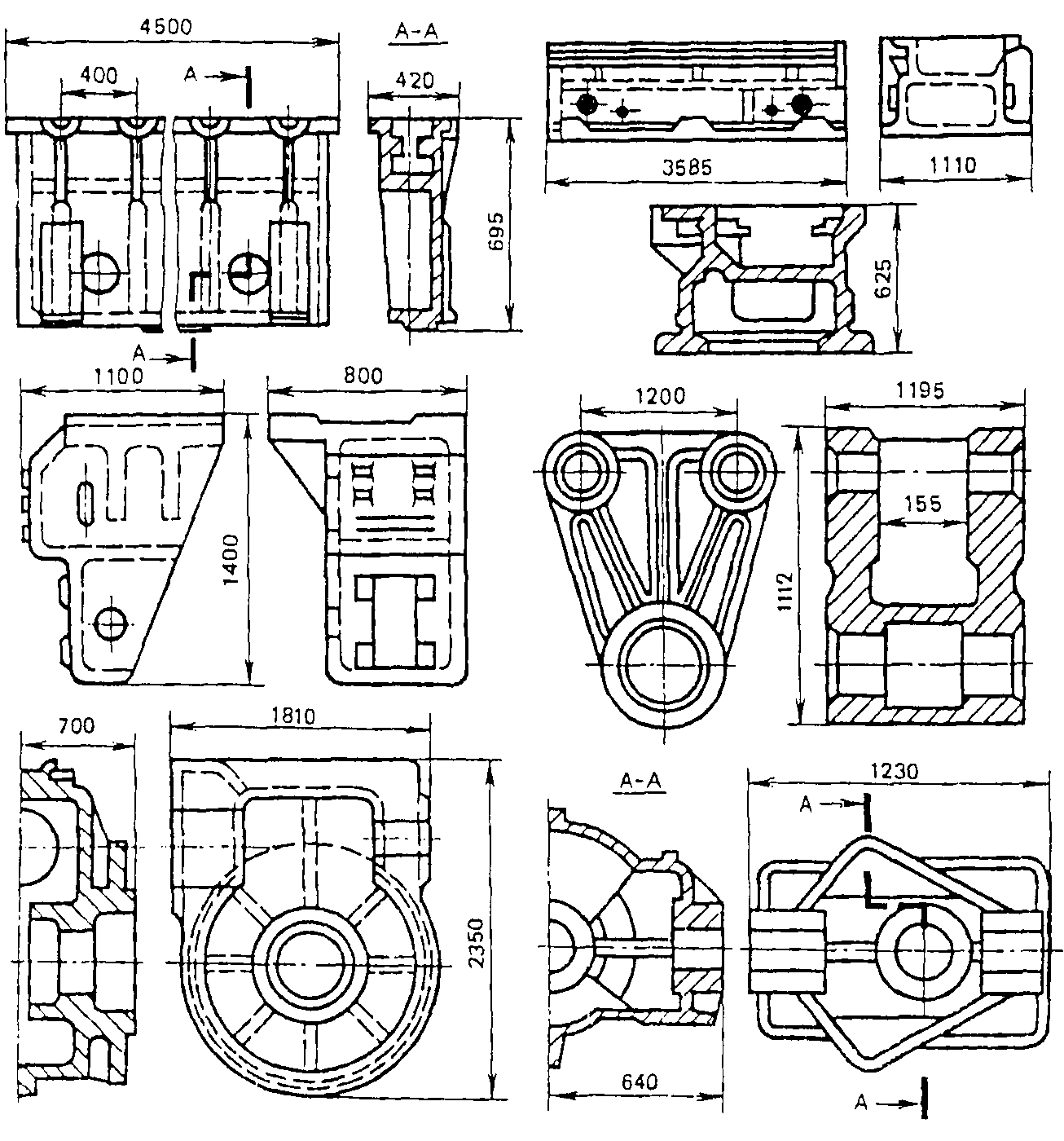 | ||
III КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 118 | Лист 2 |
 | ||
III КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 118 | Лист 3 |
 | ||
КАРТА 119 | Лист 1 | |
Характеристика сложности Отливки с фигурными очертаниями, сложные по конфигурации, с пересекающимися под различными углами поверхностями, с большим количеством выступов, углублений, перегородок, конструктивных ребер высотой свыше 200 мм, расположенных близко друг от друга и значительно затрудняющих очистно-обрубные работы, со сложными закрытыми стержнями, удаляемыми через один знак, а также с небольшим количеством сложных стержней, удаляемых через несколько знаков, но с сечением, значительно меньшим сечения тела стержня, что требует разрубки проволочных каркасов и литых рамок внутри отливки в процессе их извлечения | ||
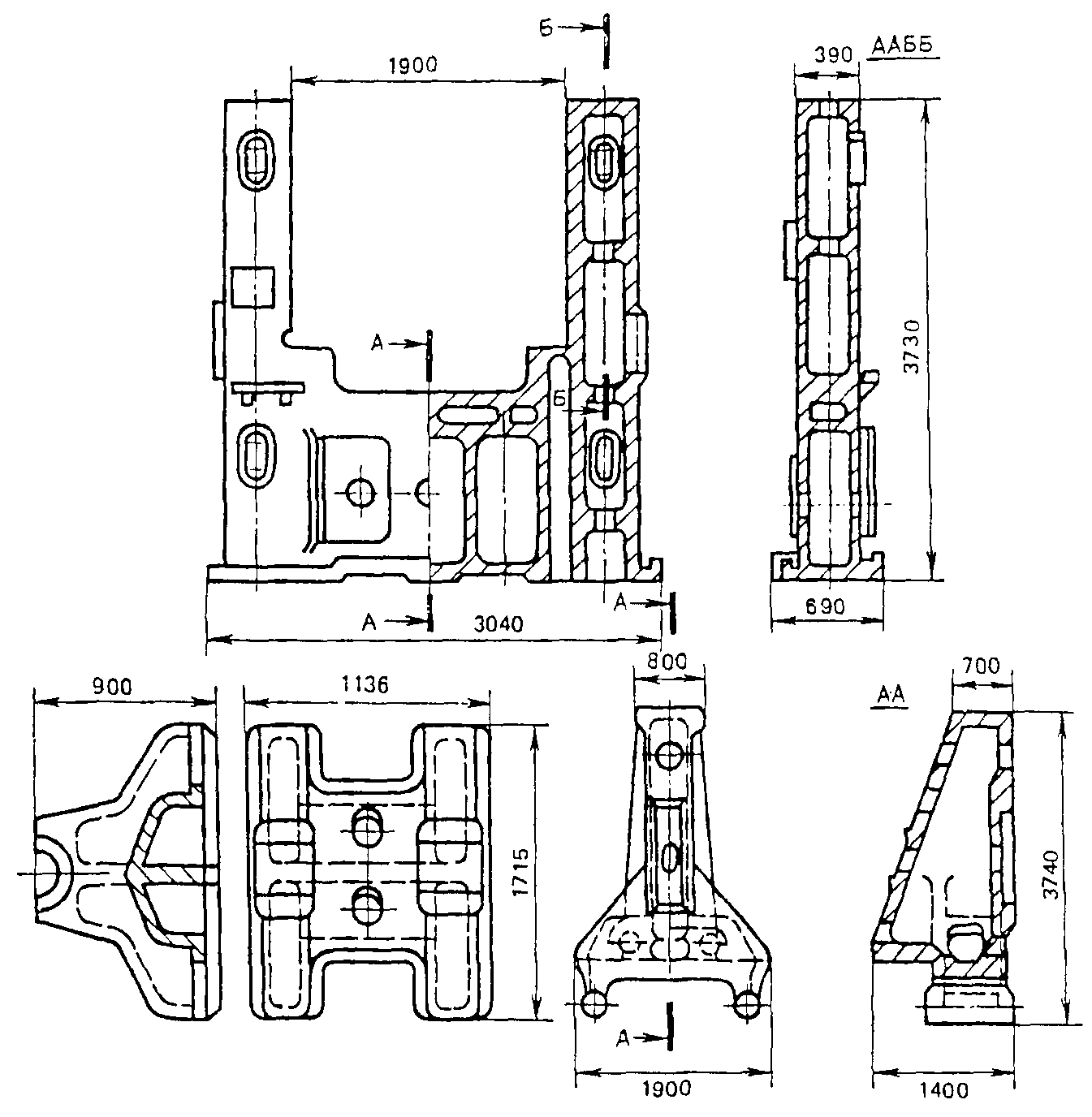 | ||
IV КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 119 | Лист 2 |
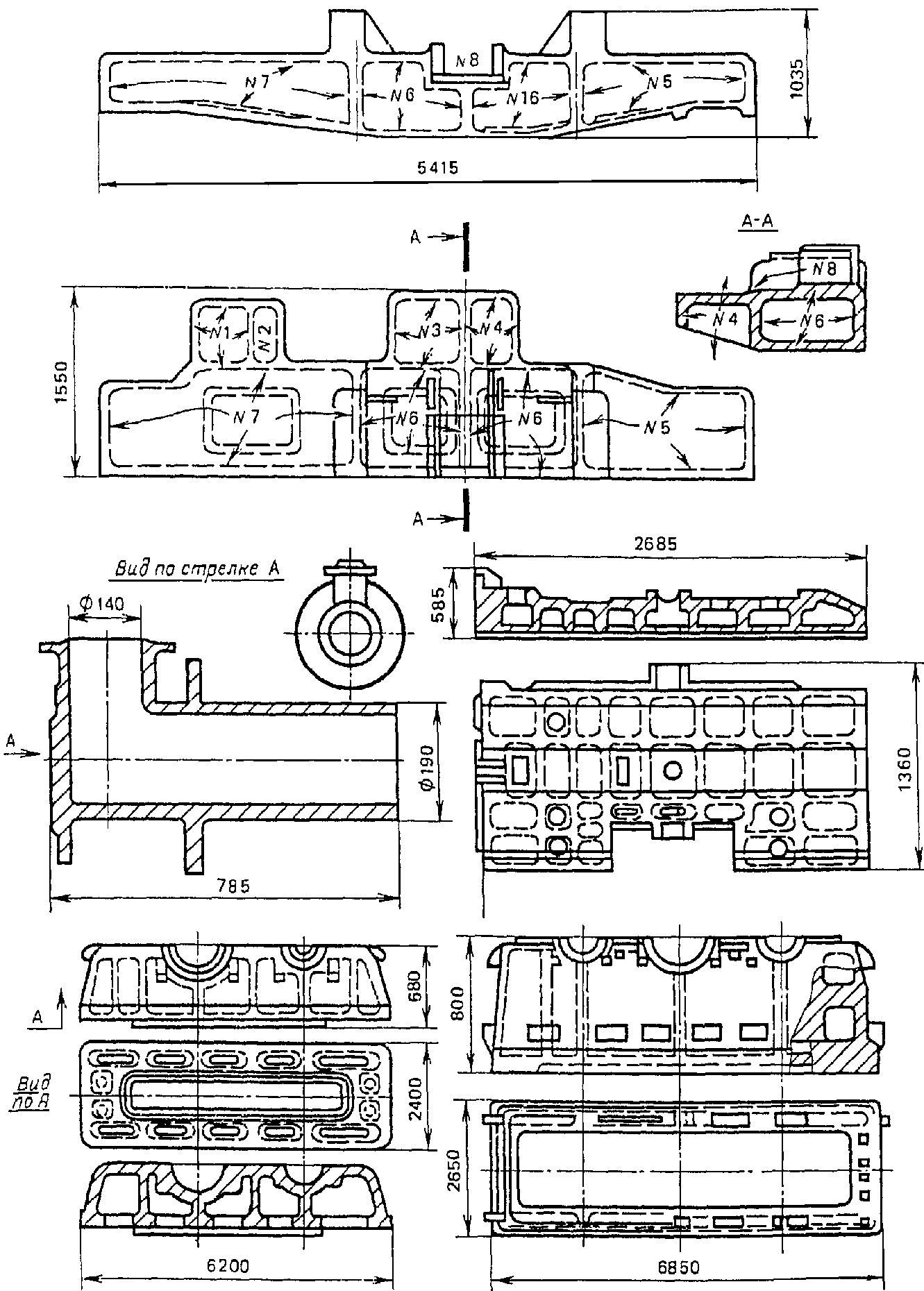 | ||
IV КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 119 | Лист 3 |
 | ||
КАРТА 120 | Лист 1 | |
Характеристика сложности Отливки, поверхность которых состоит из многих выступающих частей, и каждая часть имеют свою сложную конфигурацию со многими конструктивными ребрами, выступами и углублениями, со сложной системой и конфигурацией закрытых и открытых особо сложных стержней, образующих глубокие каналы и тонкие отводы с труднодоступными местами обработки, требующими большой осторожности и высокой квалификации исполнителей в процессе выполнения очистно-обрубных работ | ||
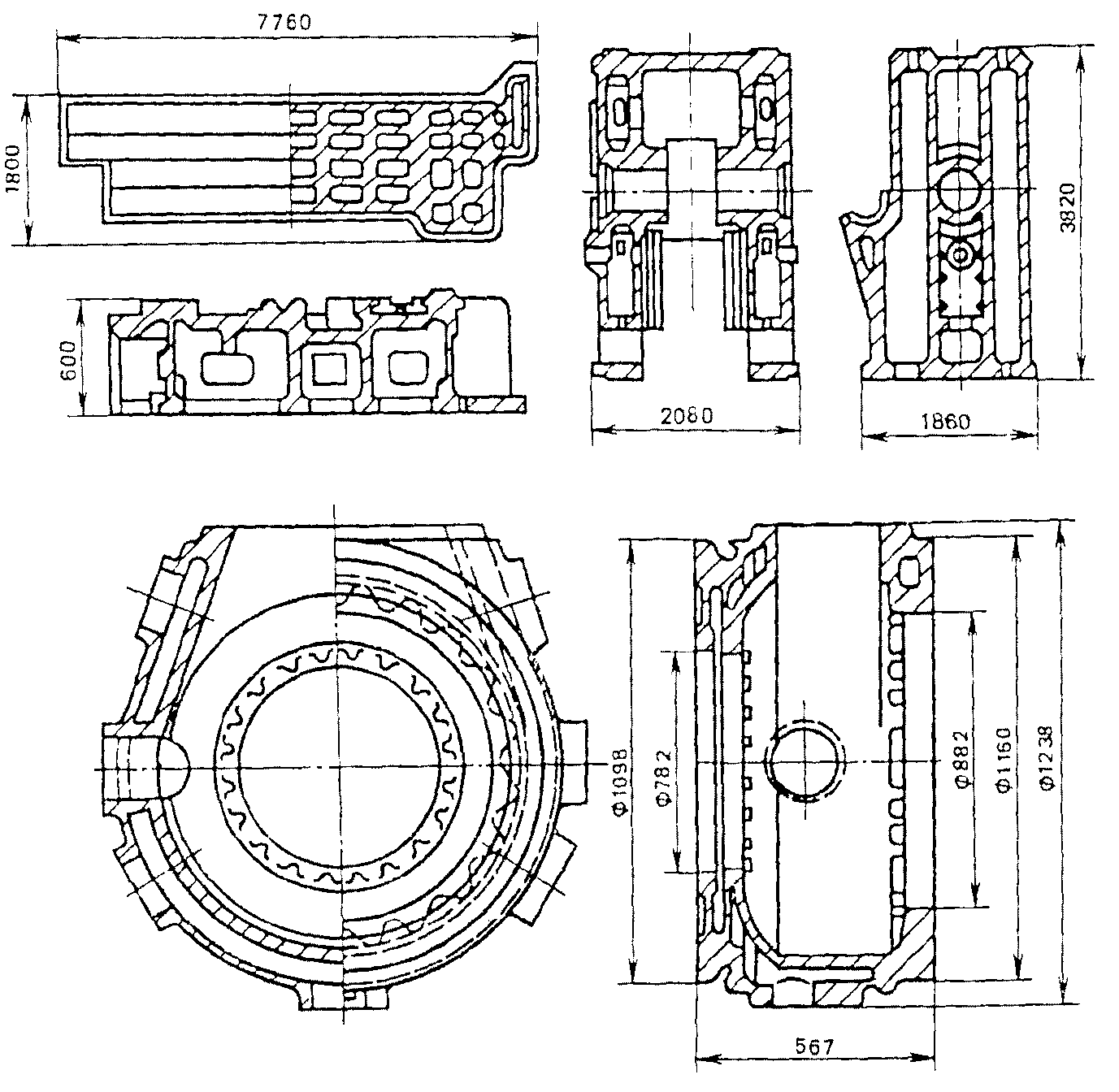 | ||
V КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 120 | Лист 2 |
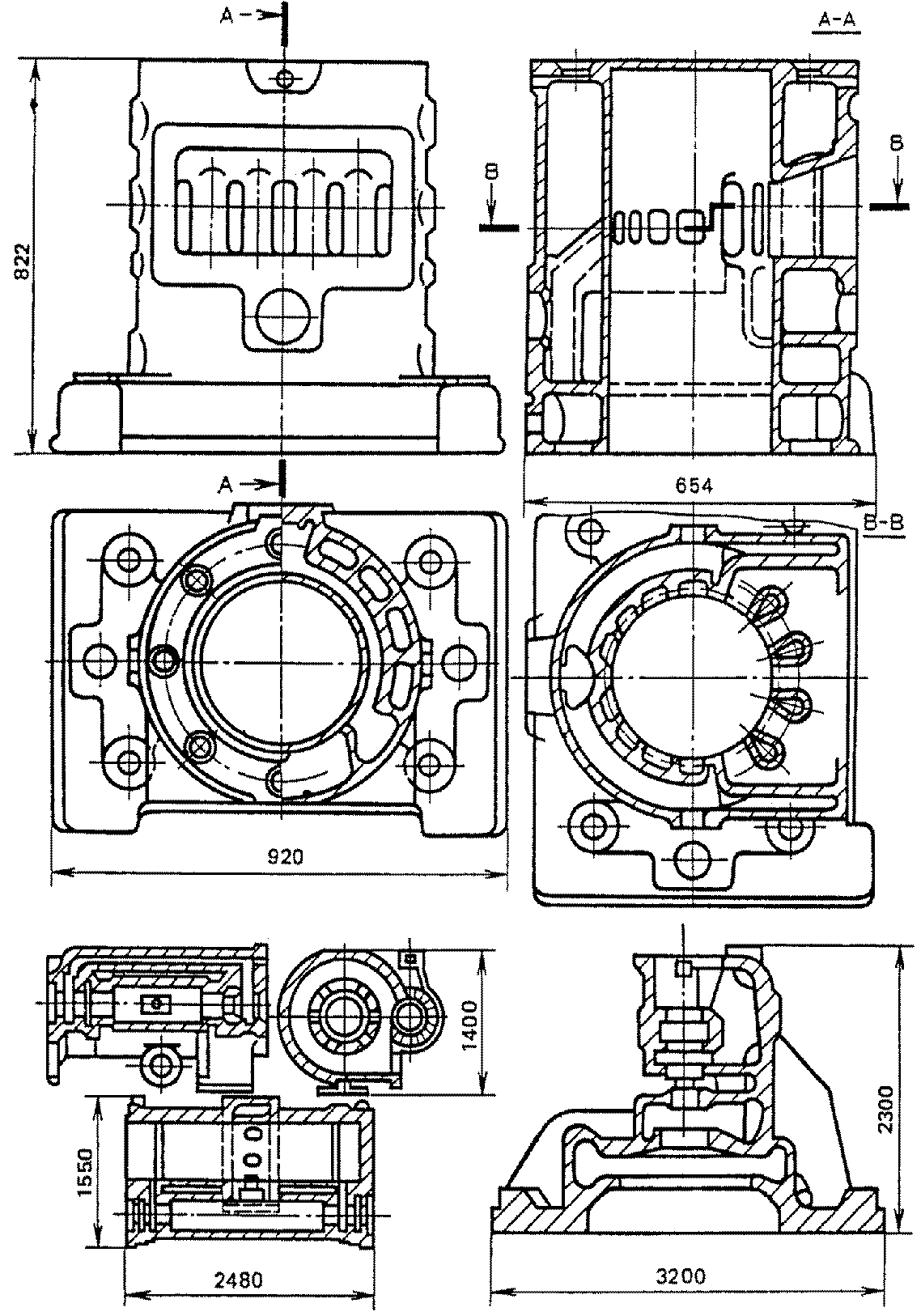 | ||
V КАТЕГОРИЯ СЛОЖНОСТИ | КАРТА 120 | Лист 3 |
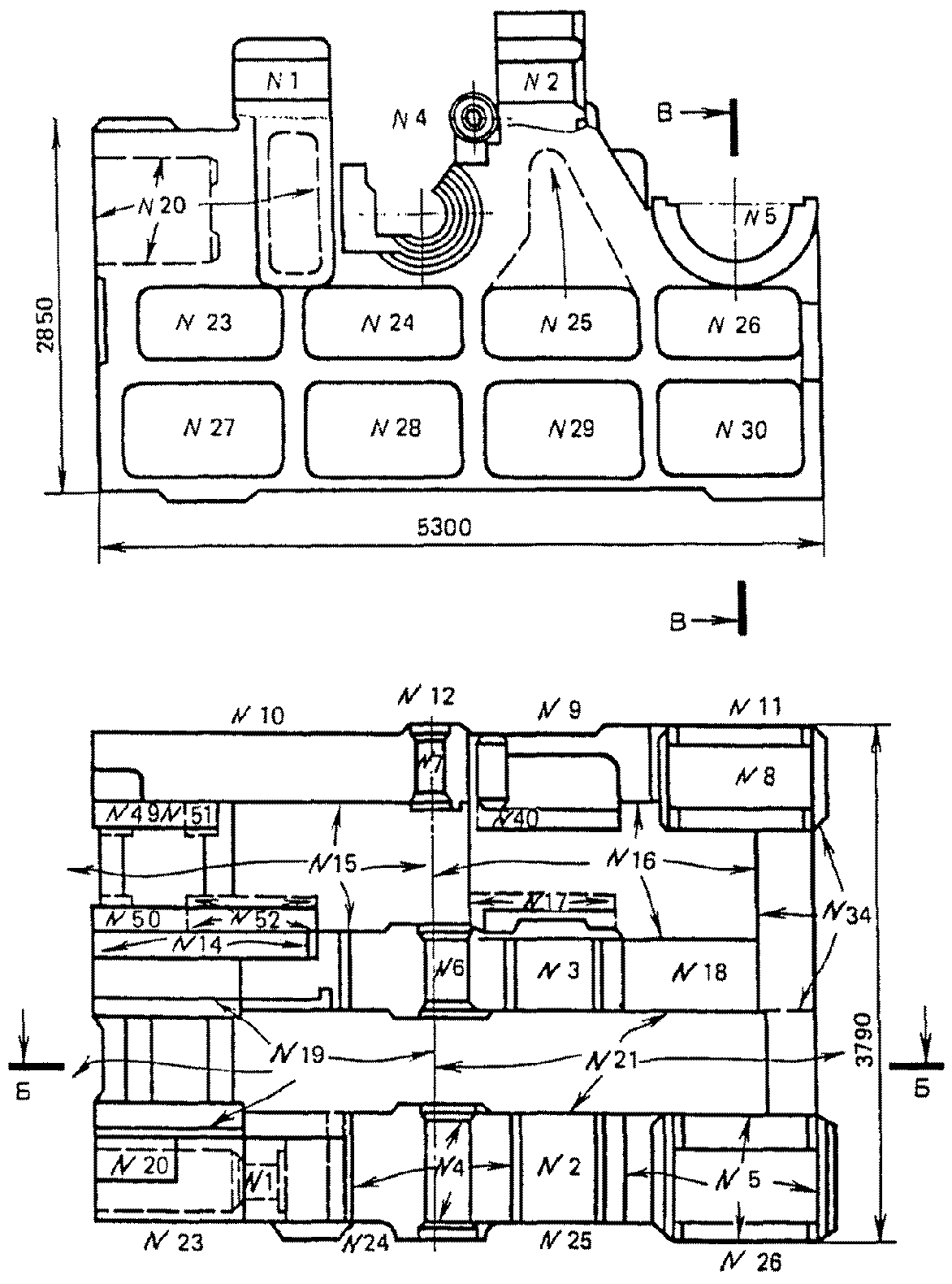 | ||