СПРАВКА
Источник публикации
М., "Экономика", 1988
Примечание к документу
Название документа
"Общемашиностроительные нормативы времени и режимов резания на обработку глубоких отверстий (сверление, растачивание, развертывание и раскатывание). Среднесерийное, мелкосерийное и единичное производство"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени и режимов резания на обработку глубоких отверстий (сверление, растачивание, развертывание и раскатывание). Среднесерийное, мелкосерийное и единичное производство"
(утв. Госкомтрудом СССР)
Содержание
Карта 16. Развертывание отверстий. Развертки Р6М5. Поле допуска H7. Шероховатость поверхности Ra 0,8
Карта 28. Растачивание отверстий. Резцы Т5К10. Поле допуска H7. Шероховатость поверхности Ra 1,6 - 0,8
Утверждены
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
И РЕЖИМОВ РЕЗАНИЯ НА ОБРАБОТКУ ГЛУБОКИХ ОТВЕРСТИЙ
(СВЕРЛЕНИЕ, РАСТАЧИВАНИЕ, РАЗВЕРТЫВАНИЕ И РАСКАТЫВАНИЕ)
СРЕДНЕСЕРИЙНОЕ, МЕЛКОСЕРИЙНОЕ И ЕДИНИЧНОЕ ПРОИЗВОДСТВО
Нормативы разработаны Литовским научно-производственным объединением по комплексному проектированию станкостроительных предприятий Министерства станкостроительной и инструментальной промышленности СССР при участии нормативно-исследовательских организаций, объединений и предприятий машиностроительных министерств под методическим руководством Центрального бюро нормативов по труду при Научно-исследовательском институте труда Государственного комитета. СССР по труду и социальным вопросам.
Сборник содержит нормативы вспомогательного времени на установку и снятие детали, подготовительно-заключительного времени, неполного штучного времени и режимов резания на операции по обработке глубоких отверстий (сверление, растачивание, развертывание и раскатывание), выполняемые на токарных, сверлильных станках и станках для глубокого сверления и растачивания в условиях среднесерийного, мелкосерийного и единичного производства.
Сборник рассчитан на нормировщиков и технологов, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на станочную обработку глубоких отверстий в механических цехах машиностроительных предприятий, имеющих среднесерийный, мелкосерийный и единичный характер производства.
Нормативы времени рассмотрены, одобрены и рекомендованы для применения в машиностроении и металлообработке секцией по нормированию труда в машиностроении Экспертно-методического совета ЦБНТ.
Срок действия нормативов времени до 1992 г.
Общемашиностроительные нормативы разработаны впервые.
Обеспечение межотраслевыми нормативными материалами по труду осуществляется по централизованным заявкам министерств и ведомств.
L - длина обрабатываемого отверстия, мм;
D - диаметр обрабатываемого отверстия, мм;
l1 + l2 - величина врезания и перебега инструмента, мм;
z - число резцов в сверлильной головке;
t - глубина резания, мм;
S - подача на один оборот детали или инструмента, мм/об.;
n - частота вращения шпинделя, об./мин.;
V - скорость резания, м/мин.;
Hв - норма времени, мин.;
Tш - штучное время, мин.;
Tнш - неполное штучное время, мин.;
tо - основное (технологическое) время, мин.;
tву - вспомогательное время на установку и снятие детали, мин.;
tпер - вспомогательное время, связанное с переходом, мин.;
tобс - время на организационно-техническое обслуживание рабочего места, мин.;
tотл - время, на отдых и дачные потребности, мин.;
tпз - подготовительно-заключительное время, мин.;
Kп - поправочный коэффициент на штучное время в зависимости от количества деталей в партии;
Kм - поправочный коэффициент от обрабатываемого материала;
Kмд - поправочный коэффициент к неполному штучному времени в зависимости от массы детали;
Kго - поправочный коэффициент к неполному штучному времени при обработке глухих отверстий спиральным сверлом;
Kтс - поправочный коэффициент к неполному штучному времени при сверлении отверстий кольцевыми сверлами, оснащенными пластинками из твердого сплава;
a - время на обслуживание рабочего места, отдых и личные потребности в процентах от оперативного времени;
П - припуск.
1.1. Общемашиностроительные нормативы времени и режимов резания на обработку глубоких отверстий (сверление, растачивание, развертывание и раскатывание) предназначены для применения в основных и вспомогательных цехах заводов в условиях среднесерийного, мелкосерийного и единичного типов производства при индивидуальной организации труда.
1.2. При внедрении бригадной организации труда нормативы могут быть использованы для расчета комплексных норм в соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности (М.: НИИ труда, 1981), одобренными Научным советом по труду и социальным вопросам Госкомтруда СССР.
Сборник содержит нормативы подготовительно-заключительного времени, времени на установку и снятие детали, нормативы неполного штучного времени на проход.
1.3. При разработке сборника были использованы хронометражные наблюдения, карты обследования режимов резания, фотографии рабочего дня, проведенные для этих целей на заводах в разных отраслях машиностроения, оптимальные технологические процессы, результаты анализа трудовых процессов, организации рабочих мест, действующие заводские нормативы времени и следующие нормативы и литературные материалы:
Укрупненные нормативы времени на глубокое сверление отверстий перовыми, шнековыми, спиральными, кольцевыми сверлами. Серийное и мелкосерийное производство, разработанные Минским филиалом Оргстанкинпрома (М.: НИИМаш, 1982);
Укрупненные нормативы времени на раскатку отверстий и обкатку наружных цилиндрических поверхностей на токарно-винторезных станках. Серийное, мелкосерийное и единичное производство, разработанные Минским филиалом Оргстанкинпрома (М.: НИИМаш, 1971);
Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство (М.: НИИ труда, 1982);
Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Среднесерийное и крупносерийное производство (М.: НИИ труда, 1983);
Общемашиностроительные нормативы режимов резания и нормы расхода инструмента для тяжелых токарных станков. Резцы сборные твердосплавные. ГСПКТБ. Оргприминструмент (М.: НИИМаш, 1980);
Общемашиностроительные нормативы режимов резания с механическим креплением многогранных твердосплавных пластин. Обработка на станках с ручным управлением. ГСПКТБ <*> Оргприминструмент (М.: НИИМаш, 1979);
--------------------------------
<*> Головное специальное производственное конструкторское технологическое бюро.
Общемашиностроительные нормативы режимов резания сверлами из современных марок быстрорежущих сталей. ГСПКТБ Оргприминструмент (М.: НИИМаш, 1979);
Положение о порядке разработки нормативных материалов для нормирования труда (М.: НИИ труда, 1983);
Типаж металлорежущего инструмента.
1.4. Неполное штучное время в картах нормативов рассчитано для определенных заданных технологических условий выполнения работы. Для случаев обработки, отличающихся от принятых при расчете нормативов, в картах приводятся поправочные коэффициенты на неполное штучное время, учитывающее другие условия выполнения работ.
Норма штучного времени, установленная по настоящим нормативам, должна быть скорректирована на коэффициент в зависимости от серийности по карте 1.
1.5. Типы производства характеризуются коэффициентом закрепления операций (Kзо) в соответствии с ГОСТ 31108-74.
Коэффициент закрепления операций есть отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест и определяется по формуле
 (1)
(1)где
О - число различных операций; Р - число рабочих мест, выполняющих различные операции.
В соответствии с ГОСТ 31108-74 этот коэффициент принимают равным:
10 < Kзо < 20 - среднесерийное производство;
20 < Kзо < 40 - мелкосерийное производство.
Значение коэффициента закрепления принимается для планового периода, равного одному месяцу.
1.6. Нормативы времени разработаны для действующего металлорежущего оборудования с учетом передовой технологии и организации производства и предназначены для расчета технически обоснованных норм времени при обработке глубоких отверстий, выполняемых на токарно-винторезных, крупных токарных, вертикально и радиально-сверлильных станках и станках для глубокого сверления и растачивания, с режимами работы оборудования, предусматривающими применение твердосплавного инструмента (для токарных резцов, зенкеров и разверток) и инструмента из быстрорежущей стали (для сверл, зенкеров и разверток).
1.7. Сверление глубоких отверстий связано с определенными технологическими особенностями.
Основными из них являются:
небольшая жесткость инструмента ввиду его большого вылета;
трудность отвода стружки из зоны резания;
невозможность наблюдения за сверлением глубоких отверстий.
1.8. Нормативная часть сборника состоит из двух разделов: 1-й раздел - среднесерийное производство; 2-й раздел - мелкосерийное и единичное производство.
В каждом разделе помещены нормативы времени на глубокое сверление, рассверливание, растачивание, зенкерование, развертывание и раскатывание глубоких отверстий.
1.9. На каждый вид обработки приведены карты нормативного времени;
подготовительно-заключительного времени на партию деталей;
вспомогательного времени на установку и снятие детали;
неполного штучного времени на обработку отверстия.
1.10. Нормативы времени рассчитаны на обработку при одностаночном обслуживании. При расчете норм времени при многостаночном обслуживании следует использовать рекомендации НИИ труда "Развитие многостаночного обслуживания и расширение зон обслуживания в промышленности. Межотраслевые методические рекомендации и научно обоснованные нормативные материалы" (М.: НИИ труда, 1983).
1.11. При внедрении на предприятиях более совершенной, чем это предусмотрено в нормативах, организации производства, труда и технологии работы, оборудования, машин, оснастки, повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормативы, соответствующие более высокой производительности труда.
1.12. Норма времени
1.12.1. Норма времени на выполнение станочной операции состоит из нормы подготовительно-заключительного времени и нормы штучного времени и определяется по формуле
 (2)
(2)1.12.2. Норма штучного времени определяется как сумма времени на установку и снятие детали и неполного штучного времени, скорректированного на поправочные коэффициенты, учитывающие измененные условия работы, и поправочные коэффициенты на штучное время в зависимости от размера партии деталей (карта 1).
Tш = (tву + Tнш · Kм · Kмд) · Kп, (3)
где
Tшт - неполное штучное время, мин.; Kп - поправочный коэффициент на штучное время в зависимости от размера партии деталей; Kм - поправочный коэффициент в зависимости от обрабатываемого материала; Kмд - поправочный коэффициент в зависимости от массы детали.
1.12.3. При установлении на предприятиях норм времени на основе нормативов времени наименование профессий и разряд работ должны производиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденному постановлением Государственного комитета Совета Министров СССР по труду и социальным вопросам и ВЦСПС N 17/2-54 от 16 января 1985 г. с учетом последующих дополнений и изменений к нему.
Несоответствие квалификации рабочего установленному на предприятии разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по нормативам сборника.
1.13. Нормативы неполного штучного времена
1.13.1. Нормативы неполного штучного времени, приведенные в нормативных картах сборника, учитывают трудоемкость обработки в зависимости от диаметра и длины обрабатываемого отверстия и рассчитаны по следующей формуле
Tнш = tо + tпер + tобс + tотл, (4)
где
tо - основное (технологическое) время, мин.; tпер - вспомогательное время, связанное с переходом, мин.; tтех - время на организационно-техническое обслуживание рабочего места, мин.; tотл - время на отдых и личные потребности, мин.
Основное (технологическое) время рассчитано по формуле
 (5)
(5)где
L - длина обрабатываемого отверстия, мм; l1 + l2 - величина врезания и перебега инструмента, мм; S - подача на один оборот детали или инструмента, мм/об.; n - частота вращения шпинделя, об./мин.
1.13.2. При сверлении глубоких отверстий на токарных станках в люнетах к неполному штучному времени следует применять коэффициенты, указанные в карте 2.
1.13.3. В нормативных картах неполного штучного времени учтена обработка конструкционных и легированных сталей; на обработку чугуна и медных сплавов приведены поправочные коэффициенты.
1.13.4. Вспомогательное время, связанное с переходом, включает время, необходимое для выполнения всех действий рабочего, обеспечивающих выполнение основной (технологической) работы. Кроме того, вспомогательное время, связанное с переходом при обработке спиральными сверлами, включает время на ввод и вывод сверла для удаления стружки по мере увеличения длины отверстия и время на периодическую смену удлинителя для увеличения длины сверления. Число выводов сверла для удаления стружки и величина прохода сверла до смены удлинителя приведены в приложении 1.
1.13.5. В нормативы неполного штучного времени включено время на организационно-техническое обслуживание рабочего места, отдых и личные потребности в зависимости от типа оборудования в процентах от оперативного времени (табл. 1.1).
1.13.6. Поправочные коэффициенты на штучное время в зависимости от типа производства и числа деталей в партии приведены в карте 1.
1.13.7. В приложениях 1 - 3 к сборнику как справочный материал приведены число выводов спирального сверла для удаления стружки, ориентировочная длина сверления до смены удлинителя и величины врезания и перебега инструмента.
Таблица 1.1
ОТДЫХ И ЛИЧНЫЕ ПОТРЕБНОСТИ
Наименование станков | Время в % от оперативного |
Токарные | 10 |
Сверлильные | 9,5 |
Станки для глубокого сверления и растачивания | 11 - 12 |
1.14. Нормативы вспомогательного времени на установку и снятие детали.
1.14.1. Нормативы времени на установку и снятие детали предусматривают типовые способы установки, выверки и крепления деталей.
1.14.2. Нормативами предусматривается установка и снятие деталей массой до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
Установка вручную деталей массой свыше 20 кг дана в нормативах для использования в отдельных случаях при обработке на участках, где отсутствуют подъемно-транспортные средства.
1.14.3. Вспомогательное время на установку и снятие детали приведено с учетом времени на обслуживание рабочего места, перерыва на отдых и личные потребности.
1.15. Нормативы подготовительно-заключительного времени
1.15.1. Нормативы подготовительно-заключительного времени предусматривают выполнение следующих работ:
получение наряда и технической документации на рабочем месте;
ознакомление с технологическим процессом, чертежом и получение необходимого инструмента на рабочем месте;
подготовка рабочего места, наладка оборудования, инструмента и приспособлений;
установка и снятие инструмента и приспособлений до начала обработки партии деталей и после окончания.
1.15.2. Нормативы подготовительно-заключительного времени представлены в виде укрупненных комплексов приемов работы. Кроме того, в картах приведены нормативы времени на выполнение отдельных приемов подготовительно-заключительной работы, не включенные в комплексы, но которые могут иметь место в отдельных случаях.
1.15.3. Подготовительно-заключительное время определяется как сумма времени на наладку станка, зависящего от вида наладки, числа инструментов, участвующих в операции, времени, затрачиваемого в случаях работы с каким-либо дополнительным, нерегулярно встречающимся в работе приспособлением на операцию.
1.15.4. В случаях если на станке систематически выполняют однотипные операции по обработке конструктивно-сходных деталей, а также при бригадной форме организации труда, когда производится межсменная передача обрабатываемых изделий, размер подготовительно-заключительного времени может быть уменьшен по сравнению с нормативным на 30 - 50%.
Нормативы времени рассчитаны для применения при нормировании работ, выполняемых на оборудовании, широко распространенном на предприятиях. К этому оборудованию относятся токарные, сверлильные станки и станки для глубокого сверления и растачивания модели, технические характеристики которых указаны в приложениях 14 - 16.
Приведенные в сборнике нормативы времени на выполнение технологических операций рассчитаны на характерную для среднесерийного, мелкосерийного и единичного типов производства организацию труда.
Приняты следующие организационно-технические условия.
Характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. Обработка производится преимущественно на универсальном оборудовании с применением универсальных нормализованных и специальных приспособлений и инструментов.
Детали, сходные по конструкционным и технологическим признакам, закреплены за группой станков, имеющих одинаковые эксплуатационные характеристики.
Продолжительность цикла работы станков между двумя переналадками при обработке партии деталей составляет по времени 0,25 - 4 рабочих смены. За рабочим местом закреплено по 10 - 20 операций.
Обработка деталей на станках выполняется на основании подробно разработанных технологических карт с указанием режимов работы оборудования, времени выполнения каждого перехода и нормы штучного времени.
Наряды на работу, технологическая документация, заготовки, предусмотренные технологией инструменты и приспособления доставляются к рабочему месту вспомогательными рабочими. Инструмент затачивается в централизованном порядке.
Рабочее место обеспечено необходимым комплектом приспособлений, способствующих сокращению вспомогательного времени.
Характеризуется большой номенклатурой выпускаемых изделий, преобладанием универсального оборудования, универсальной оснастки, режущего и измерительного инструмента. На рабочих местах выполняются редко повторяющиеся операции, работа производится мелкими партиями, технологическая документация оформляется в основном в виде маршрутных карт. Только для трудоемких деталей и для деталей, изготовление которых носит серийный характер, разрабатываются операционные технологические процессы.
Инструмент и приспособления доставляются на рабочее место самим рабочим, а заготовки - вспомогательными рабочими.
3.3.1. На участке станочных работ рабочее место должно быть оснащено всем необходимым в соответствии с требованиями производственного процесса и условиями выполнения работы с соблюдением правил охраны труда.
Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски.
3.3.2. При рациональной организации рабочих мест рекомендуется придерживаться существующих общих положений (см. Типовые положения организации труда на рабочих местах станочников. М.: НИИмаш, 1977).
3.3.3. Освещение рабочих мест должно быть достаточным и правильным. Требуемая освещенность определяется характером выполняемой работы и действующими санитарными нормами. Рекомендуется принимать нормы освещенности для металлорежущих станков в соответствии с СНиП II-4-79. При местном освещении свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь.
3.3.4. Рабочее место токаря оснащается:
двухсекционной тумбочкой для инструмента;
производственным столом;
стеллажом елочным (применяется при обработке длинномерных деталей длиной свыше 800 мм);
стеллажом для приспособлений;
производственной тарой;
планшетом для чертежей;
решеткой под ноги рабочему.

Рис. 1. Рабочее место токаря:
1 - тумбочка инструментальная двухсекционная С3746.05;
2 - стол производственный С3702.51; 3 - стеллаж елочный
С3729.14 (применяется при обработке длинномерных деталей
длиной свыше 800 мм); 4 - стеллаж для приспособлений
СД3725.01А; 5 - стеллаж-подставка СД3702.10А; 6 - тара
производственная; 7 - планшет для чертежей СД3750.04;
8 - решетка под ноги рабочему
3.3.5. Рабочее место сверловщика на вертикально-сверлильном станке оснащается:
тумбочкой инструментальной двухсекционной;
столом приемным;
стеллажом для приспособлений;
стеллажом-подставкой;
тарой производственной;
планшетом для чертежей;
решеткой под ноги рабочему.

Рис. 2. Рабочее место сверловщика
на вертикально-сверлильном станке:
1 - тумбочка инструментальная двухсекционная С3736.05;
2 - стол приемный С3705.23; 3 - стеллаж для приспособлений
СД3725.01А; 4 - стеллаж-подставка СД3702Л0А; 5 - тара
производственная; 6 - планшет для чертежей СД3750.04;
7 - решетка под ноги рабочему
3.3.6. Рабочее место сверловщика на радиально-сверлильном станке оснащается:
шкафом инструментальным;
столиком приемным передвижным;
стеллажом для вертикального хранения;
стеллажом-подставкой;
подставкой под корпусные детали;
планшетом для чертежей;
решеткой под ноги рабочему.
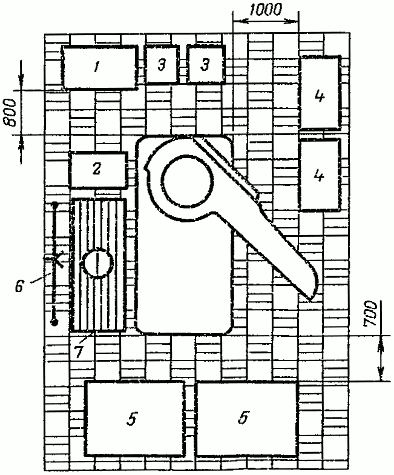
Рис. 3. Рабочее место сверловщика
на радиально-сверлильном станке:
1 - шкаф инструментальный СМ3712.09; 2 - столик приемный
передвижной СД3705.02А; 3 - стеллаж для вертикального
хранения СМ3721.16; 4 - стеллаж-подставка СД3702.10А;
5 - подставка под корпусные детали СД3738.05; 6 - планшет
для чертежей СМ3799.05; 7 - решетка под ноги рабочему
Карта 1 | |||||||||
Тип производства | |||||||||
Мелкосерийное и единичное | Среднесерийное | ||||||||
Число деталей в партии | |||||||||
1 - 2 | 3 - 5 | 6 - 10 | 11 - 20 | 21 - 25 | 26 - 40 | 41 - 63 | 64 - 100 | 101 - 160 | свыше 160 |
Коэффициент на штучное время Kп | |||||||||
1,3 | 1,1 | 0,90 | 1,05 | 0,95 | 0,90 | 0,85 | 0,8 | ||
Карта 2 | ||||||
1. Допустимые скорости в зависимости от массы деталей. Обработка тяжеловесных жестких деталей | ||||||
Лимитирующее приспособление | Ограничение | Масса обрабатываемой детали, т | ||||
1 | 3 | 5 | 10 | |||
Люнет | скольжения | Допустимая скорость V, м/мин. (скорость вращения поверхности, соприкасающейся с кулачками) | 28 | 16 | 14 | 10 |
качения | 76 | 44 | 36 | 25 | ||
2. Поправочные коэффициенты к неполному штучному времени в зависимости от массы детали Kмд | ||||||
Приспособление | Часть массы детали, приходящаяся на люнет, до | Эскиз | Масса детали, т, до | Поправочный коэффициент Kмд | ||
При работе с люнетом | 1 -- 2 |  | 5 - 10 | |||
Рис. 4. | ||||||
 | 5 | 1,18 | ||||
Рис. 5. | 10 | 1,23 | ||||
Методические указания
Нормативы предназначаются для нормирования работ, выполняемых на токарновинторезных и крупных токарных станках, и содержат нормативы для расчета технически обоснованных норм времени на следующие виды работ: сверление, зенкерование, растачивание, развертывание и раскатывание.
В зависимости от массы обрабатываемых деталей даны средние и крупные токарные станки, широко распространенные на предприятиях отечественного производства, которые имеют полный набор подач, чисел оборотов и достаточную мощность (см. приложение 14).
Для достижения высокой производительности станка при растачивании отверстий черновую обработку следует выполнять с максимально допустимой глубиной резания, обеспечивающей снятие припуска за минимальное число проходов. Это даст возможность наиболее полно использовать мощность станка при рациональном использовании инструмента. При чистовой обработке число проходов зависит от требуемой шероховатости и точности поверхности, жесткости системы "станок - приспособление - деталь - инструмент" и погрешности предшествующей обработки.
Укрупненные комплексы вспомогательного времени, связанного с переходом, рассчитаны с учетом следующих основных факторов, влияющих на величину вспомогательного времени:
характера обрабатываемой поверхности;
точности обрабатываемой поверхности;
числа проходов при обработке поверхности;
размеров обрабатываемой поверхности;
размеров станка, на котором производится обработка.
В нормативных картах неполного штучного времени учтено следующее содержание работ:
подвести инструмент к детали;
совместить оси инструмента и отверстия;
сверлить (зенкеровать, расточить, развернуть и раскатать) отверстие;
вывести и ввести сверло для удаления стружки;
сменить удлинитель или инструмент;
очистить отверстие от стружки.
Для пояснения порядка пользования нормативами ниже приводится пример расчета нормы времени.
 | ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ | |||||
Исходные данные для расчета | ||||||
Наименование операции | Сверление отверстия | |||||
Наименование детали | Пресс-штемпель | |||||
Тип производства | Среднесерийный | |||||
Число деталей в партии, шт. | 30 | |||||
Масса обрабатываемой детали, кг | 400 кг | |||||
Рис. 6 | Марка материала | Сталь 45, | ||||
Обрабатывающий инструмент | Сверло перовое Р6М5 | |||||
Способ установки детали | В 4-кулачковом патроне и люнете | |||||
Наименование станка | Токарно-винторезный | Диаметр и длина сверления | D - 50 мм L - 1300 мм | |||
N п/п | Расчет нормы времени | |||||
Содержание работы | Время, мин. | Номер карты | ||||
1 | Установить деталь в 4-кулачковом патроне и люнете с выверкой | 15,50 | ||||
2 | Сверлить отверстие D - 50 мм L - 1300 мм | 65,00 | ||||
3 | Поправочный коэффициент на штучное время в зависимости от числа деталей в партии | 1,05 | ||||
4 | Норма подготовительно-заключительного времени | 14,00 | ||||
5 | Установить и снять люнет | 4,00 | ||||
Tш = (Tнш + tву) · Kп = (65,0 + 15,5) · 1,05 = 84,5 мин. |  | |||||
Среднесерийное производство | |||||||||
Токарные станки | |||||||||
Карта 3 | |||||||||
I. Наладка станка, инструмента и приспособлений | |||||||||
N позиции | Вид обработки и наладки | Число режущих инструментов в наладке | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | ||||||
400 | 630 | 1000 | 2000 | 3000 | |||||
Время, мин. | |||||||||
1 | Обработка отверстий деталей | 2 | 14 | 16 | 19 | 21 | 25 | ||
2 | 4 | 16 | 18 | 21 | 28 | 32 | |||
3 | 6 | 20 | 23 | 27 | 31 | 35 | |||
4 | Групповая обработка отверстий деталей | 2 | 9 | 10 | 11 | - | - | ||
5 | 4 | 11 | 13 | 14 | - | - | |||
6 | 6 | 15 | 18 | 20 | 23 | - | |||
II. Получение инструмента и приспособлений до начала и сдача их после окончания обработки | |||||||||
7 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 3 - 10 | |||||||
III. Добавлять к времени на наладку станка | |||||||||
8 | При растачивании кулачков патрона | 6 | 8 | 8 | - | - | |||
9 | При смене кулачков патрона | в трехкулачковом | 4 | 5 | 6 | 9 | 12 | ||
10 | в четырехкулачковом | 6 | 7 | 8 | 20 | 25 | |||
11 | При обработке с люнетом | 4 | 5 | 6 | 14 | 17 | |||
12 | При установке и снятии противовеса на планшайбу | 7 | 8 | 9 | 9 | 11 | |||
13 | При установке и снятии сверлильной головки диаметром, мм, до | 100 | 4,0 | 5,0 | 6,0 | - | - | ||
14 | 200 | 6,0 | 6,0 | 7,0 | - | - | |||
15 | 400 | 7,0 | 9,0 | 10,0 | - | - | |||
16 | При обработке по упору | 2,0 | 2,5 | - | - | - | |||
17 | При установке и снятии стружкодержателя | - | 4,0 | - | - | - | |||
18 | Переустановить кулачок без коробки | - | - | - | 5,0 | 6,0 | |||
19 | Переустановить кулачок с коробкой при креплении шестью болтами | - | - | - | 9,0 | 12,0 | |||
Индекс | а | б | в | г | д | ||||
Среднесерийное производство | ||||||||||||||||
Токарные станки | ||||||||||||||||
Карта 4 | ||||||||||||||||
N позиции | Способ крепления и характер выверки детали | Способ установки детали | ||||||||||||||
Вручную | Мостовым краном | |||||||||||||||
Масса детали, кг, до | ||||||||||||||||
3 | 5 | 8 | 12 | 20 | 30 | 30 | 80 | 250 | 500 | 1000 | 2000 | 5000 | ||||
Время, мин. | ||||||||||||||||
1 | В самоцентрирующем патроне с креплением ключом | Без выверки | 0,35 | 0,41 | 0,47 | 0,55 | 0,60 | 0,90 | - | - | - | - | - | - | - | |
2 | С выверкой | на биение мелом | 0,60 | 0,65 | 0,70 | 0,82 | 1,1 | 1,25 | 3,2 | 3,5 | 3,8 | - | - | - | - | |
3 | по индикатору | 1,25 | 1,35 | 1,50 | 1,70 | 2,10 | 2,5 | 4,1 | 5,2 | 5,5 | - | - | - | - | ||
4 | В самоцентрирующем патроне с пневматическим зажимом | Без выверки | 0,19 | 0,21 | 0,25 | 0,31 | 0,38 | 0,44 | 2,8 | 3,1 | 3,5 | - | - | - | - | |
5 | С выверкой на биение мелом | 0,44 | 0,50 | 0,55 | 0,65 | 0,90 | 1,05 | 3,5 | 4,1 | 4,5 | - | - | - | - | ||
6 | В самоцентрирующем патроне и люнете с выверкой | 0,50 | 0,60 | 0,66 | 0,77 | 0,95 | 1,15 | 4,4 | 5,1 | 5,5 | 9,6 | 11,2 | 13,0 | 15,0 | ||
7 | В четырехкулачковом патроне и люнете с выверкой | 1,20 | 1,40 | 1,80 | 2,00 | 2,20 | 2,50 | 7,8 | 9,2 | 13,0 | 15,5 | 18,5 | 22,0 | 24,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
Примечания: 1. При переустановке детали время по карте применять с коэффициентом 0,8.
2. Нормативы времени на установку и снятие детали массой свыше 250 кг рассчитаны при обработке деталей на тяжелых токарных станках.
3. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшить на 1,5 мин.
4. При работе с подъемником или краном время дано на установку и снятие детали с захватом ее клещами. При установке детали с захватом ее тросом или цепью время по карте следует увеличить: для деталей массой до 300 кг - на 0,2 мин.; свыше 300 кг - на 0,3 мин.
Сверление отверстий Сталь | Среднесерийное производство | ||||||||||||||
Токарные станки | |||||||||||||||
Сверла перовые Р6М5 | |||||||||||||||
Карта 5 | Лист 1 | ||||||||||||||
 | |||||||||||||||
Рис. 7 | |||||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||||
250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||||
50 | 13,0 | 15,0 | 17,5 | 19,5 | 22,0 | 24,0 | 27,0 | 29,5 | 31,5 | 33,5 | 36,0 | 40,5 | 0,20 | 127 | 20 |
60 | 14,5 | 17,0 | 19,5 | 22,0 | 24,5 | 27,0 | 29,5 | 32,0 | 37,0 | 39,5 | 41,5 | 44,0 | 0,21 | 107 | 20 |
70 | - | 18,0 | 20,5 | 23,0 | 25,5 | 28,0 | 30,5 | 33,5 | 37,5 | 41,0 | 44,5 | 47,0 | 0,22 | 100 | 22 |
80 | - | 20,0 | 22,5 | 25,5 | 28,0 | 31,0 | 33,5 | 36,5 | 39,0 | 43,0 | 46,0 | 48,5 | 0,23 | 87 | 22 |
90 | - | - | 26,0 | 29,0 | 32,0 | 35,0 | 38,0 | 41 | 44 | 47 | 52 | 55 | 0,24 | 76 | 21 |
100 | - | - | 30,5 | 34,0 | 37,5 | 41,0 | 44,5 | 48 | 52 | 55 | 59 | 62 | 0,25 | 63 | 20 |
110 | - | - | - | 38,5 | 42,5 | 46,5 | 50 | 54 | 58 | 62 | 65 | 69 | 0,26 | 55 | 19 |
120 | - | - | - | 41,5 | 45,5 | 49,5 | 54 | 58 | 62 | 66 | 70 | 74 | 0,27 | 50 | 19 |
140 | - | - | - | - | 48,5 | 53 | 57 | 61 | 65 | 70 | 74 | 78 | 0,29 | 45 | 20 |
160 | - | - | - | - | 59 | 64 | 68 | 73 | 77 | 82 | 86 | 91 | 0,30 | 40 | 20 |
180 | - | - | - | - | - | 72 | 77 | 82 | 86 | 91 | 96 | 100 | 0,31 | 38 | 21 |
200 | - | - | - | - | - | 90 | 96 | 101 | 107 | 112 | 117 | 123 | 0,32 | 32 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
850 | 900 | 950 | 1000 | 1100 | 1200 | 1300 | 1400 | 1500 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||
50 | 42,5 | 45 | 47 | 49 | 55 | 59 | 65 | 69 | 74 | 0,20 | 127 | 20 |
60 | 46,5 | 49 | 53 | 55 | 60 | 65 | 72 | 77 | 82 | 0,21 | 107 | 20 |
70 | 49,5 | 52 | 54 | 57 | 64 | 69 | 74 | 79 | 88 | 0,22 | 100 | 22 |
80 | 55,0 | 57 | 60 | 63 | 68 | 74 | 84 | 89 | 95 | 0,23 | 87 | 22 |
90 | 58,0 | 61 | 68 | 71 | 77 | 83 | 89 | 101 | 107 | 0,24 | 76 | 21 |
100 | 68,0 | 71 | 75 | 78 | 90 | 97 | 104 | 111 | 118 | 0,25 | 63 | 20 |
110 | 73,0 | 79 | 83 | 87 | 95 | 109 | 117 | 125 | 133 | 0,26 | 55 | 19 |
120 | 78,0 | 82 | 86 | 93 | 101 | 109 | 125 | 133 | 141 | 0,27 | 50 | 19 |
140 | 82,0 | 87 | 91 | 95 | 104 | 118 | 127 | 135 | 151 | 0,29 | 45 | 20 |
160 | 96,0 | 100 | 105 | 109 | 119 | 128 | 142 | 152 | 161 | 0,30 | 40 | 20 |
180 | 105,0 | 110 | 114 | 119 | 128 | 138 | 147 | 156 | 172 | 0,31 | 38 | 21 |
200 | 128,0 | 133 | 139 | 144 | 155 | 166 | 176 | 187 | 198 | 0,32 | 32 | 20 |
Сверление отверстий Сталь | Среднесерийное производство | ||||||||||
Токарные станки | |||||||||||
Сверла перовые Р6М5 | |||||||||||
Карта 5 | Лист 2 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
1600 | 1700 | 1800 | 1900 | 2000 | 2200 | 2400 | 2600 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
50 | 83 | 87 | 92 | 97 | 101 | 112 | 121 | 132 | 0,19 | 127 | 20 |
60 | 93 | 98 | 104 | 111 | 116 | 128 | 138 | 153 | 0,20 | 107 | 20 |
70 | 106 | 112 | 122 | 127 | 133 | 146 | 157 | 172 | 0,21 | 90 | 20 |
80 | 112 | 124 | 130 | 136 | 142 | 157 | 169 | 185 | 0,22 | 80 | 20 |
90 | 124 | 131 | 138 | 149 | 156 | 170 | 186 | 200 | 0,23 | 71 | 20 |
100 | 139 | 146 | 154 | 161 | 168 | 188 | 203 | 224 | 0,24 | 63 | 20 |
110 | 145 | 161 | 169 | 177 | 185 | 201 | 224 | 240 | 0,25 | 55 | 19 |
120 | 154 | 163 | 171 | 186 | 195 | 212 | 229 | 254 | 0,26 | 50 | 19 |
140 | 187 | 197 | 207 | 218 | 228 | 253 | 273 | 294 | 0,27 | 40 | 17 |
160 | 199 | 215 | 225 | 235 | 246 | 266 | 287 | 320 | 0,28 | 38 | 19 |
180 | 222 | 234 | 246 | 276 | 288 | 311 | 335 | 359 | 0,29 | 32 | 18 |
200 | 233 | 258 | 270 | 283 | 295 | 339 | 364 | 388 | 0,30 | 30 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
2800 | 3000 | 3200 | 3400 | 3700 | 4000 | 4300 | 4600 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
50 | 141 | 150 | - | - | - | - | - | - | 0,19 | 127 | 20 |
60 | 164 | 174 | - | - | - | - | - | - | 0,20 | 107 | 20 |
70 | 183 | 195 | 207 | - | - | - | - | - | 0,21 | 90 | 20 |
80 | 197 | 215 | 228 | - | - | - | - | - | 0,22 | 80 | 20 |
90 | 221 | 234 | 254 | 267 | - | - | - | - | 0,23 | 71 | 20 |
100 | 238 | 253 | 275 | 290 | 319 | 341 | - | - | 0,24 | 63 | 20 |
110 | 265 | 281 | 297 | 319 | 343 | 370 | 394 | - | 0,25 | 55 | 19 |
120 | 271 | 288 | 312 | 329 | 360 | 385 | 416 | 441 | 0,26 | 50 | 19 |
140 | 314 | 342 | 362 | 382 | 420 | 451 | 489 | 520 | 0,27 | 40 | 17 |
160 | 341 | 362 | 382 | 413 | 444 | 475 | 517 | 548 | 0,28 | 38 | 19 |
180 | 399 | 423 | 447 | 482 | 518 | 553 | 589 | 640 | 0,29 | 32 | 18 |
200 | 412 | 437 | 482 | 506 | 543 | 579 | 632 | 669 | 0,30 | 31 | 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Среднесерийное производство | ||||||||||
Токарные станки | |||||||||||
Сверла перовые Р6М5 | |||||||||||
Карта 5 | Лист 3 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
4900 | 5200 | 5500 | 5500 | 6100 | 6500 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время, мин. | |||||||||||
140 | 551 | - | - | - | - | - | - | 0,27 | 40 | 17 | |
160 | 591 | 622 | 653 | - | - | - | - | 0,28 | 38 | 19 | |
180 | 675 | 711 | 760 | 793 | 831 | 878 | 933 | 0,29 | 32 | 13 | |
200 | 706 | 769 | 805 | 842 | 892 | 941 | 1002 | 0,30 | 30 | 20 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||
Обрабатываемый материал | |||||||||||
Сталь | Чугун | Медные сплавы | |||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||
Коэффициент Kм | |||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||
Сверление отверстий Сталь | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Сверла шнековые Р6М5 | ||||||||||||
Карта 6 | Лист 1 | |||||||||||
 | ||||||||||||
Рис. 8 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 70 | 80 | 90 | 100 | 110 | 120 | 135 | 150 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||
8 | 1,05 | 1,25 | 1,35 | 1,7 | 2,2 | 2,3 | 2,5 | 3,0 | 3,7 | 0,11 | 630 - 800 | 16 - 20 |
12 | 1,50 | 1,65 | 1,85 | 2,0 | 2,4 | 2,6 | 2,7 | 3,2 | 3,5 | 0,13 | 500 | 19 |
16 | - | - | 2,00 | 2,2 | 2,3 | 2,5 | 2,7 | 3,1 | 3,5 | 0,15 | 400 | 20 |
20 | - | - | - | - | 2,1 | 2,3 | 2,4 | 2,7 | 2,9 | 0,20 | 355 | 22 |
25 | - | - | - | - | - | 2,3 | 2,5 | 2,7 | 2,9 | 0,23 | 250 | 20 |
32 | - | - | - | - | - | - | - | - | 3,1 | 0,40 | 200 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
170 | 190 | 210 | 230 | 250 | 275 | 300 | 325 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
8 | 4,2 | 4,8 | 5,4 | 5,8 | 6,5 | 6,9 | 7,4 | 7,8 | 0,11 | 630 | 16 |
12 | 4,1 | 5,0 | 5,5 | 5,9 | 6,7 | 7,2 | 7,6 | 8,3 | 0,13 | 450 - 500 | 17 - 19 |
16 | 4,1 | 4,8 | 5,2 | 5,7 | 6,4 | 6,9 | 7,8 | 8,4 | 0,15 | 355 - 400 | 18 - 20 |
20 | 3,5 | 3,8 | 4,4 | 4,7 | 5,1 | 5,5 | 5,8 | 7,6 | 0,20 | 250 - 355 | 16 - 22 |
25 | 3,3 | 3,6 | 4,2 | 4,5 | 4,8 | 5,3 | 5,7 | 6,1 | 0,28 | 250 | 20 |
32 | 3,4 | 3,7 | 3,9 | 4,2 | 4,5 | 5,1 | 5,4 | 5,8 | 0,40 | 200 | 20 |
40 | - | 3,6 | 3,9 | 4,2 | 4,5 | 4,9 | 5,3 | 5,8 | 0,45 | 160 | 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Среднесерийное производство | ||||||||||
Токарные станки | |||||||||||
Сверла шнековые Р6М5 | |||||||||||
Карта 6 | Лист 2 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
8 | 8,2 | - | - | - | - | - | - | - | 0,11 | 630 | 16 |
12 | 8,7 | 9,7 | - | - | - | - | - | - | 0,13 | 450 | 17 |
16 | 9,1 | 10,2 | 11,4 | 12,7 | 13,7 | 14,9 | 16,0 | 17,0 | 0,15 | 355 | 18 |
20 | 8,8 | 9,3 | 10,4 | 11,5 | 12,4 | 13,6 | 15,1 | 16,6 | 0,20 | 250 - 355 | 16 |
25 | 7,7 | 9,7 | 11,0 | 12,1 | 13,4 | 14,5 | 15,9 | 17,0 | 0,28 | 180 - 250 | 14 - 20 |
32 | 6,5 | 7,2 | 7,9 | 11,3 | 12,3 | 13,2 | 14,6 | 15,5 | 0,40 | 150 - 200 | 15 - 20 |
40 | 6,2 | 6,9 | 7,8 | 8,6 | 10,5 | 12,5 | 14,0 | 15,0 | 0,45 | 125 - 160 | 16 - 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
25 | 18,1 | 19,7 | 21,0 | 22,0 | 23,5 | 24,5 | 26,5 | - | 0,28 | 180 | 14 |
32 | 16,4 | 17,3 | 18,9 | 19,8 | 20,5 | 22,5 | 24,5 | 26,5 | 0,40 | 150 | 15 |
40 | 16,0 | 17,0 | 18,2 | 19,2 | 20,0 | 21,0 | 23,5 | 25,5 | 0,45 | 125 | 16 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||
Обрабатываемый материал | |||||||||||
Сталь | Чугун | Медные сплавы | |||||||||
До 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||
Коэффициент Kм | |||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||
Примечание. Большие пределы значений скоростей резания приведены для обработки отверстий длиной <= 15D; меньшие значения скоростей соответствуют длинам L > 15D.
Сверление отверстий Сталь | Среднесерийное производство | |||||||||
Токарные станки | ||||||||||
Сверла спиральные Р6М5 | ||||||||||
Карта 7 | Лист 1 | |||||||||
 | ||||||||||
Рис. 9 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
30 | 40 | 50 | 60 | 70 | 80 | 90 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||
6 | 1,25 | 1,45 | 1,70 | 1,95 | 2,30 | 2,50 | 2,8 | 0,05 | 1000 | 19 |
8 | - | 1,10 | 1,20 | 1,45 | 1,70 | 1,85 | 2,1 | 0,11 | 800 | 20 |
12 | - | - | - | 1,45 | 1,65 | 1,80 | 2,0 | 0,13 | 500 | 19 |
16 | - | - | - | - | - | 2,00 | 2,2 | 0,15 | 400 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
100 | 110 | 120 | 135 | 150 | 170 | 190 | 210 | 230 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||
6 | 3,3 | 3,6 | 3,8 | 4,2 | 4,6 | - | - | - | - | 0,05 | 900 | 17 |
8 | 2,5 | 2,8 | 3,0 | 3,7 | 4,0 | 4,9 | 5,2 | 6,2 | 6,6 | 0,11 | 560 - 800 | 14 - 20 |
12 | 2,3 | 2,5 | 2,7 | 3,5 | 3,7 | 4,1 | 6,5 | 6,9 | 7,2 | 0,13 | 450 - 500 | 17 - 19 |
16 | 2,3 | 2,5 | 2,6 | 3,3 | 3,6 | 4,0 | 5,8 | 6,2 | 6,6 | 0,15 | 400 | 20 |
20 | 2,6 | 2,8 | 3,0 | 3,3 | 3,5 | 4,0 | 5,5 | 5,9 | 6,3 | 0,20 | 315 | 20 |
25 | - | 3,5 | 3,8 | 4,1 | 4,4 | 4,8 | 5,2 | 6,0 | 6,4 | 0,22 | 250 | 20 |
32 | - | - | - | - | 4,2 | 4,7 | 5,1 | 5,6 | 6,0 | 0,25 | 200 | 20 |
40 | - | - | - | - | - | - | 5,1 | 5,6 | 6,0 | 0,30 | 160 | 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Среднесерийное производство | ||||||||||||
Токарные станки | |||||||||||||
Сверла спиральные Р6М5 | |||||||||||||
Карта 7 | Лист 2 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
250 | 275 | 300 | 325 | 350 | 400 | 450 | 500 | 550 | 600 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||
8 | 7,5 | 7,9 | 8,5 | 9,0 | 9,8 | - | - | - | - | - | 0,11 | 560 | 14 |
12 | 8,7 | 9,2 | 9,6 | 10,3 | 10,8 | 11,9 | - | - | - | - | 0,13 | 450 | 17 |
16 | 9,0 | 9,7 | 10,3 | 11,6 | 13,8 | 15,0 | 17,8 | 20,0 | 21,5 | 26,0 | 0,15 | 275 | 14 |
20 | 7,8 | 8,2 | 9,7 | 12,5 | 14,2 | 15,8 | 16,9 | 18,6 | 20,0 | 24,0 | 0,20 | 200 - 315 | 13 - 20 |
25 | 6,8 | 7,7 | 9,3 | 10,4 | 11,0 | 13,5 | 14,3 | 16,8 | 18,0 | 21,5 | 0,22 | 180 - 250 | 14 - 20 |
32 | 6,4 | 7,3 | 8,3 | 9,2 | 10,0 | 11,8 | 13,8 | 17,0 | 19,2 | 23,0 | 0,25 | 160 - 200 | 16 - 20 |
40 | 6,5 | 7,0 | 7,6 | 8,2 | 9,1 | 10,2 | 12,0 | 15,0 | 17,2 | 20,5 | 0,30 | 160 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||||
650 | 700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | |||||||||||||||
16 | 27,5 | 29,0 | - | - | - | - | - | - | - | - | 0,15 | 275 | 14 | ||
20 | 26,5 | 27,5 | - | - | - | - | - | - | - | - | 0,20 | 200 | 13 | ||
25 | 23,0 | 26,5 | 28 | 30 | 31,5 | 36 | - | - | - | - | 0,22 | 180 | 14 | ||
32 | 25,5 | 27,0 | 28 | 30 | 31,5 | 35 | 37 | 41 | 44 | 48 | 0,25 | 160 | 16 | ||
40 | 25,0 | 27,0 | 29 | 30 | 33,0 | 36 | 38 | 42 | 46 | 51 | 0,30 | 125 | 16 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||||
Обрабатываемый материал | |||||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||||
до 0,538 | 0,588 - 0,735 | свыше 0,735 | |||||||||||||
Коэффициент Kм | |||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||||
Примечания: 1. Большие пределы значений скоростей резания приведены для обработки отверстий длиной L <= 15D; меньшие значения скоростей соответствуют длинам L > 15D.
2. При сверлении глухих отверстий время по карте применять с коэффициентом Kго = 1,1.
Сверление отверстий Сталь | Среднесерийное производство | |||||||||
Токарные станки | ||||||||||
Сверла кольцевые Р6М5 | ||||||||||
Карта 8 | Лист 1 | |||||||||
 | ||||||||||
Рис. 10 | ||||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||
300 | 350 | 400 | 450 | 500 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||
100 | 2 | 25 - 30 | 27,5 | 31,5 | 35,0 | 39 | 43 | 0,24 | 60 | 18,8 |
120 | 30 - 35 | - | 36,0 | 40,5 | 45 | 49 | 0,25 | 50 | 18,6 | |
140 | 35 - 40 | - | - | - | - | 57 | 0,26 | 41 | 18,4 | |
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
550 | 600 | 700 | 800 | 900 | 1000 | 1100 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||||
100 | 2 | 25 - 30 | 46,5 | 50 | - | - | - | - | - | 0,24 | 60 | 18,8 |
120 | 30 - 35 | 54,0 | 58 | 67 | - | - | - | - | 0,25 | 50 | 18,6 | |
140 | 35 - 40 | 62,0 | 67 | 78 | 88 | - | - | - | 0,26 | 41 | 18,4 | |
170 | 40 - 45 | 72,0 | 77 | 89 | 101 | 113 | - | - | 0,27 | 34 | 18,2 | |
200 | 3 | 45 - 50 | - | 91 | 105 | 119 | 133 | 147 | - | 0,28 | 28 | 18,0 |
250 | 50 - 55 | - | - | 122 | 138 | 155 | 171 | 188 | 0,29 | 23 | 17,8 | |
300 | 55 - 60 | - | - | 143 | 162 | 181 | 200 | 220 | 0,30 | 19 | 17,6 | |
350 | 60 - 65 | - | - | 163 | 186 | 208 | 230 | 252 | 0,31 | 16 | 17,4 | |
400 | 65 - 70 | - | - | - | 221 | 247 | 274 | 300 | 0,32 | 13 | 17,2 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Сверла кольцевые Р6М5 | ||||||||||||
Карта 8 | Лист 2 | |||||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
1200 | 1300 | 1400 | 1500 | 1600 | 1700 | 1800 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||||
250 | 3 | 50 - 55 | 204 | 220 | 237 | 253 | 270 | 286 | 303 | 0,29 | 23 | 17,8 |
300 | 55 - 60 | 239 | 262 | 278 | 301 | 316 | 336 | 355 | 0,30 | 19 | 16,6 | |
350 | 60 - 65 | 274 | 296 | 319 | 341 | 363 | 385 | 407 | 0,31 | 16 | 17,4 | |
400 | 65 - 70 | 326 | 353 | 379 | 406 | 432 | 459 | 485 | 0,32 | 13 | 17,2 | |
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
1900 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | ||||
Время, мин. | |||||||||||||
250 | 3 | 50 - 55 | 319 | 335 | - | - | - | - | - | 0,29 | 23 | 17,8 | |
300 | 55 - 60 | 374 | 394 | 432 | - | - | - | - | 0,30 | 19 | 17,6 | ||
350 | 60 65 | 429 | 452 | 496 | 540 | 585 | - | - | 0,31 | 16 | 17,4 | ||
400 | 65 - 70 | 511 | 538 | 591 | 644 | 697 | 749 | 802 | 0,32 | 13 | 17,2 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Примечание. При обработке отверстий инструментом, оснащенным пластинками из твердого сплава, время по карте применять с коэффициентом Kтс = 0,7.
Зенкерование отверстий Сталь Поле допуска H12. Шероховатость поверхности Ra 6,3 - 3,2 | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Т15К6 | ||||||||||||
Карта 9 | ||||||||||||
 | ||||||||||||
Рис. 11 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | 300 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
14 | 0,9 | 1,00 | 1,05 | 1,15 | 1,20 | 1,3 | 1,45 | - | - | 0,45 | 630,0 | 28 |
20 | 1,0 | 1,10 | 1,20 | 1,30 | 1,40 | 1,5 | 1,75 | 2,00 | - | 0,52 | 400,0 | 25 |
30 | 1,1 | 1,25 | 1,35 | 1,50 | 1,65 | 1,8 | 2,00 | 2,40 | 2,7 | 0,80 | 200,0 | 19 |
40 | - | 1,40 | 1,55 | 1,75 | 1,90 | 2,1 | 2,40 | 2,85 | 3,2 | 0,80 | 160,0 | 20 |
50 | - | - | 2,00 | 2,20 | 2,40 | 2,7 | 3,10 | 3,80 | 4,4 | 0,90 | 100,0 | 16 |
60 | - | - | 2,10 | 2,40 | 2,60 | 2,9 | 3,50 | 4,10 | 4,8 | 1,00 | 80,0 | 15 |
70 | - | - | - | 2,60 | 2,90 | 3,3 | 3,90 | 4,70 | 5,5 | 1,10 | 63,0 | 14 |
80 | - | - | - | - | 3,30 | 3,7 | 4,40 | 5,30 | 6,3 | 1,20 | 50,0 | 13 |
90 | - | - | - | - | 3,50 | 3,9 | 4,70 | 5,70 | 6,6 | 1,40 | 40,0 | 11 |
100 | - | - | - | - | 4,00 | 4,5 | 5,40 | 6,60 | 7,8 | 1,50 | 31,5 | 10 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||||
40 | 3,7 | 4,1 | 4,6 | 5,0 | 5,4 | 5,9 | 6,3 | 6,7 | 0,8 | 160,0 | 20 |
50 | 5,0 | 5,6 | 6,2 | 6,8 | 7,4 | 8,0 | 8,6 | 9,3 | 0,9 | 100,0 | 16 |
60 | 5,6 | 6,2 | 6,9 | 7,6 | 8,3 | 9,0 | 9,7 | 10,3 | 1,0 | 80,0 | 15 |
70 | 6,3 | 7,1 | 7,9 | 8,7 | 9,5 | 10,3 | 11,0 | 11,8 | 1,1 | 63,0 | 14 |
80 | 7,2 | 8,1 | 9,0 | 9,9 | 10,7 | 11,7 | 12,7 | 13,6 | 1,2 | 50,0 | 13 |
90 | 7,6 | 8,6 | 9,6 | 10,6 | 11,6 | 12,5 | 13,5 | 14,5 | 1,4 | 40,0 | 11 |
100 | 9,0 | 10,1 | 11,3 | 12,4 | 13,6 | 14,7 | 15,9 | 17,1 | 1,5 | 31,5 | 10 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||
Обрабатываемый материал | |||||||||||
Сталь | Чугун | Медные сплавы | |||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||
Коэффициент Kм | |||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||
Зенкерование отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 3,2 - 1,6 | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Т15К6 | ||||||||||||
Карта 10 | ||||||||||||
 | ||||||||||||
Рис. 12 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | 300 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
14 | 1,00 | 1,10 | 1,20 | 1,30 | 1,40 | 1,5 | 1,7 | - | - | 0,34 | 630,0 | 28 |
20 | 1,10 | 1,25 | 1,35 | 1,50 | 1,65 | 1,8 | 2,0 | 2,40 | - | 0,40 | 400,0 | 25 |
30 | 1,35 | 1,55 | 1,75 | 1,95 | 2,20 | 2,4 | 2,8 | 3,30 | 3,9 | 0,52 | 200,0 | 19 |
40 | - | 1,65 | 1,90 | 2,10 | 2,30 | 2,6 | 3,1 | 3,70 | 4,2 | 0,58 | 160,0 | 20 |
50 | - | - | 2,10 | 2,40 | 2,70 | 3,0 | 3,5 | 4,25 | 4,9 | 0,78 | 100,0 | 16 |
60 | - | - | 2,40 | 2,80 | 3,10 | 3,5 | 4,2 | 5,00 | 5,9 | 0,80 | 80,0 | 15 |
70 | - | - | - | 3,10 | 3,50 | 3,8 | 4,6 | 5,60 | 6,6 | 0,90 | 63,0 | 14 |
80 | - | - | - | - | 3,80 | 4,3 | 5,2 | 6,30 | 7,4 | 1,00 | 50,0 | 13 |
90 | - | - | - | - | 4,30 | 4,8 | 5,8 | 7,00 | 8,3 | 1,10 | 40,0 | 11 |
100 | - | - | - | - | 4,90 | 5,5 | 6,6 | 8,10 | 9,5 | 1,20 | 31,5 | 10 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на поверхность, мин. | |||||||||||||
40 | 4,8 | 5,4 | 6,0 | 6,6 | 7,2 | 7,8 | 8,4 | 9,0 | 0,58 | 160,0 | 20 | ||
50 | 5,7 | 6,4 | 7,1 | 7,8 | 8,5 | 9,2 | 9,9 | 10,6 | 0,78 | 100,0 | 16 | ||
60 | 6,9 | 7,6 | 8,5 | 9,3 | 10,2 | 11,0 | 11,9 | 12,8 | 0,80 | 80,0 | 15 | ||
70 | 7,5 | 8,5 | 9,5 | 10,5 | 11,4 | 12,4 | 13,4 | 14,3 | 0,90 | 63,0 | 14 | ||
80 | 8,5 | 9,6 | 10,7 | 11,8 | 12,9 | 14,0 | 15,1 | 16,2 | 1,00 | 50,0 | 13 | ||
90 | 9,5 | 10,8 | 12,0 | 13,3 | 14,5 | 15,8 | 17,0 | 18,3 | 1,10 | 40,0 | 11 | ||
100 | 11,0 | 12,4 | 13,9 | 15,3 | 16,8 | 18,3 | 19,7 | 21,2 | 1,20 | 31,5 | 10 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Зенкерование отверстий Сталь Поле допуска H12. Шероховатость поверхности Ra 6,3 - 3,2 | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Р6М5 | ||||||||||||
Карта 11 | ||||||||||||
 | ||||||||||||
Рис. 13 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
40 | 60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | s, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
10 | 0,85 | 0,90 | 1,00 | 1,10 | 1,20 | 1,25 | 1,35 | - | - | 0,52 | 500 | 16 |
16 | 0,85 | 0,95 | 1,05 | 1,15 | 1,25 | 1,35 | 1,45 | 1,6 | - | 0,58 | 400 | 20 |
24 | 0,95 | 1,10 | 1,25 | 1,35 | 1,50 | 1,65 | 1,80 | 2,0 | 2,4 | 0,80 | 200 | 16 |
32 | - | 1,20 | 1,40 | 1,55 | 1,75 | 1,90 | 2,10 | 2,5 | 2,9 | 0,90 | 140 | 14 |
40 | - | - | 1,50 | 1,70 | 1,90 | 2,10 | 2,30 | 2,7 | 3,1 | 0,90 | 125 | 16 |
52 | - | - | - | 2,10 | 2,40 | 2,60 | 2,90 | 3,5 | 4,2 | 1,00 | 80 | 13 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на поверхность, мин. | |||||||||||||
32 | 3,3 | 3,7 | 4,2 | 4,6 | 5,1 | 5,5 | 5,9 | 6,4 | 6,8 | 0,50 | 140 | 14 | |
40 | 3,6 | 4,1 | 4,6 | 5,1 | 5,6 | 6,1 | 6,6 | 7,0 | 7,5 | 0,90 | 125 | 16 | |
52 | 4,8 | 5,5 | 6,2 | 6,9 | 7,6 | 8,3 | 9,0 | 9,7 | 10,3 | 1,00 | 80 | 13 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Зенкерование отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 3,2 - 1,6 | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Р6М5 | ||||||||||||
Карта 12 | ||||||||||||
 | ||||||||||||
Рис. 14 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
40 | 60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
10 | 0,90 | 1,00 | 1,10 | 1,20 | 1,30 | 1,4 | 1,50 | - | - | 0,42 | 500 | 16 |
16 | 0,90 | 1,10 | 1,20 | 1,35 | 1,45 | 1,6 | 1,75 | 2,0 | - | 0,42 | 400 | 20 |
24 | 1,15 | 1,35 | 1,55 | 1,80 | 2,00 | 2,3 | 2,50 | 2,9 | 3,4 | 0,50 | 200 | 16 |
32 | - | 1,50 | 1,75 | 2,00 | 2,30 | 2,5 | 2,80 | 3,3 | 4,0 | 0,60 | 140 | 14 |
40 | - | - | 1,90 | 2,20 | 2,50 | 2,8 | 3,10 | 3,6 | 4,4 | 0,60 | 125 | 16 |
52 | - | - | - | 2,50 | 2,80 | 3,1 | 3,50 | 4,2 | 5,0 | 0,80 | 80 | 13 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на поверхность, мин. | |||||||||||||
32 | 4,6 | 5,3 | 5,9 | 6,6 | 7,3 | 7,9 | 8,6 | 9,2 | 9,9 | 0,6 | 140 | 14 | |
40 | 5,1 | 5,8 | 6,6 | 7,3 | 8,0 | 8,8 | 9,5 | 10,3 | 11,0 | 0,6 | 125 | 16 | |
52 | 5,9 | 6,8 | 7,6 | 8,5 | 9,3 | 10,1 | 11,0 | 11,9 | 12,8 | 0,8 | 80 | 13 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | |||||||||||
Токарные станки Nд 100 - 160 кВт | ||||||||||||
Резцы Т5К10 | ||||||||||||
Карта 13 | Лист 1 | |||||||||||
 | ||||||||||||
Рис. 15 | ||||||||||||
Диаметр отверстия D, мм, до | Шероховатость поверхности Ra | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
300 | 400 | 500 | 600 | 700 | 800 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | ||||||||||||
40 | 12,5 | 2,5 | 9,4 | 11,2 | 13,1 | - | - | - | - | 0,15 | 400 | 50,0 |
4,0 | 10,5 | 12,7 | 14,9 | - | - | - | - | 0,20 | 250 | 31,4 | ||
6,3 | 2,0 | 9,4 | 11,2 | 13,1 | - | - | - | - | 0,15 | 400 | 50,0 | |
70 | 12,5 | 2,5 | 7,4 | 8,5 | 9,7 | 10,8 | 12,0 | 13,1 | 14,3 | 0,31 | 310 | 68,0 |
5,0 | 8,4 | 9,9 | 11,3 | 12,8 | 14,3 | 15,7 | 17,2 | 0,33 | 227 | 50,0 | ||
6,3 | 2,0 | 7,4 | 8,5 | 9,7 | 10,8 | 12,0 | 13,1 | 14,3 | 0,31 | 310 | 68,0 | |
100 | 12,5 | 3,0 | - | 10,6 | 12,2 | 13,9 | 15,5 | 17,2 | 18,8 | 0,41 | 163 | 51,0 |
6,0 | - | 11,9 | 13,9 | 15,8 | 17,8 | 19,8 | 21,5 | 0,36 | 156 | 49,0 | ||
6,3 | 2,0 | - | 10,0 | 11,5 | 13,0 | 14,5 | 16,0 | 17,6 | 0,34 | 214 | 65,0 | |
130 | 12,5 | 4,0 | - | 12,4 | 14,4 | 16,4 | 18,4 | 20,5 | 22,5 | 0,45 | 122 | 50,0 |
8,0 | - | 13,8 | 16,2 | 18,5 | 21,0 | 23,0 | 25,5 | 0,40 | 117 | 48,0 | ||
6,3 | 2,5 | - | 12,0 | 13,9 | 15,8 | 17,7 | 19,6 | 21,5 | 0,36 | 160 | 65,0 | |
160 | 12,5 | 4,0 | - | - | 15,9 | 18,2 | 20,5 | 22,5 | 25,0 | 0,50 | 96 | 49,0 |
8,0 | - | - | 18,7 | 21,5 | 24,5 | 27,0 | 30,0 | 0,43 | 90 | 46,0 | ||
6,3 | 2,5 | - | - | 15,4 | 17,6 | 19,8 | 22,0 | 24,0 | 0,40 | 125 | 64,0 | |
200 | 12,5 | 5,0 | - | - | 18,2 | 21,0 | 23,5 | 26,5 | 29,0 | 0,54 | 74 | 47,0 |
10,0 | - | - | 21,0 | 24,5 | 28,0 | 31,0 | 34,5 | 0,46 | 72 | 45,0 | ||
6,3 | 3,0 | - | - | 16,9 | 19,4 | 22,0 | 24,5 | 27,0 | 0,42 | 105 | 64,0 | |
250 | 12,5 | 5,0 | - | - | 21,5 | 25,0 | 28,5 | 31,5 | 35,0 | 0,57 | 58 | 46,0 |
10,0 | - | - | 25,5 | 29,5 | 33,5 | 37,5 | 41,5 | 0,50 | 54 | 43,0 | ||
6,3 | 3,5 | - | - | 20,5 | 23,5 | 27,0 | 30,0 | 33,0 | 0,44 | 80 | 63,0 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | ||||||||||||||
Токарные станки N 100 - 160 кВт | |||||||||||||||
Резцы Т5К10 | |||||||||||||||
Карта 13 | Лист 2 | ||||||||||||||
Диаметр отверстия D, мм, до | Шероховатость поверхности Ra | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2700 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | |||||||||||||||
300 | 12,5 | 6,0 | 43 | 50 | 58 | 66 | 73 | 81 | 88 | 96 | 107 | 119 | 0,63 | 46 | 44 |
12,0 | 51 | 60 | 69 | 78 | 38 | 97 | 106 | 115 | 129 | 143 | 0,55 | 44 | 42 | ||
6,3 | 3,5 | 41 | 49 | 56 | 64 | 71 | 78 | 86 | 93 | 104 | 115 | 0,47 | 64 | 61 | |
400 | 12,5 | 7,0 | 50 | 59 | 68 | 77 | 86 | 95 | 104 | 113 | 126 | 140 | 0,72 | 34 | 43 |
14,0 | 60 | 71 | 82 | 93 | 104 | 115 | 126 | 137 | 154 | 170 | 0,62 | 32 | 40 | ||
6,3 | 4,0 | 49 | 58 | 67 | 75 | 84 | 93 | 102 | 111 | 124 | 137 | 0,52 | 48 | 60 | |
500 | 12,5 | 8,0 | 57 | 67 | 77 | 88 | 98 | 108 | 119 | 129 | 145 | 160 | 0,79 | 27 | 42 |
15,0 | 67 | 80 | 92 | 105 | 117 | 129 | 142 | 154 | 173 | 192 | 0,68 | 26 | 41 | ||
6,3 | 4,0 | 52 | 61 | 71 | 80 | 90 | 99 | 109 | 118 | 132 | 146 | 0,60 | 39 | 61 | |
Диаметр отверстия D, мм, до | Шероховатость поверхности Ra | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
3300 | 3600 | 3900 | 4100 | 4400 | 4700 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | |||||||||||
300 | 12,5 | 6,0 | 166 | 181 | 196 | 205 | 220 | 235 | 0,56 | 40 | 38 |
12,0 | 195 | 213 | 230 | 241 | 259 | 276 | 0,50 | 38 | 35 | ||
6,3 | 3,5 | 152 | 166 | 479 | 188 | 202 | 215 | 0,43 | 57 | 54 | |
400 | 12,5 | 7,0 | 197 | 215 | 232 | 244 | 262 | 279 | 0,65 | 29 | 37 |
14,0 | 246 | 268 | 290 | 305 | 327 | 349 | 0,56 | 27 | 34 | ||
6,3 | 4,0 | 192 | 209 | 226 | 238 | 255 | 272 | 0,46 | 42 | 53 | |
500 | 12,5 | 8,0 | 230 | 251 | 271 | 285 | 306 | 326 | 0,70 | 23 | 36 |
16,0 | 278 | 303 | 328 | 345 | 370 | 395 | 0,60 | 22 | 35 | ||
6,3 | 4,0 | 211 | 229 | 248 | 261 | 280 | 299 | 0,53 | 33 | 52 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | |||||||||||||
Токарные станки Nд 100 - 160 кВт | ||||||||||||||
Резцы Т5К10 | ||||||||||||||
Карта 13 | Лист 3 | |||||||||||||
Диаметр отверстия D, мм, до | Шероховатость поверхности Ra | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
5000 | 5300 | 5600 | 5900 | 6100 | 6400 | 6700 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | ||||
Время на проход, мин. | ||||||||||||||
300 | 12,5 | 6,0 | 251 | 266 | 281 | 295 | 305 | 320 | 335 | 349 | 0,56 | 40 | 38 | |
12,0 | 295 | 313 | 330 | 347 | 359 | 376 | 394 | 411 | 0,50 | 33 | 35 | |||
6,3 | 3,5 | 230 | 244 | 257 | 271 | 280 | 293 | 306 | 320 | 0,43 | 57 | 54 | ||
400 | 12,5 | 7,0 | 298 | 316 | 333 | 351 | 363 | 380 | 398 | 415 | 0,65 | 29 | 37 | |
14,0 | 373 | 395 | 417 | 439 | 453 | 475 | 497 | 519 | 0,56 | 27 | 34 | |||
6,3 | 4,0 | 291 | 3,8 | 325 | 342 | 353 | 371 | 388 | 405 | 0,46 | 42 | 53 | ||
500 | 12,5 | 8,0 | 349 | 369 | 390 | 411 | 424 | 445 | 465 | 486 | 0,70 | 23 | 36 | |
16,0 | 422 | 447 | 472 | 497 | 513 | 538 | 563 | 588 | 0,60 | 22 | 35 | |||
6,3 | 4,0 | 319 | 338 | 357 | 376 | 388 | 407 | 426 | 445 | 0,53 | 33 | 52 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||||
Обрабатываемый материал | ||||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||||
Коэффициент Kм | ||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||||
Растачивание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 1,6 - 0,8 | Среднесерийное производство | ||||||||||
Токарные станки Nд 14 - 55 кВт | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 14 | |||||||||||
 | |||||||||||
Рис. 16 | |||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
300 | 400 | 500 | 600 | 700 | 800 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
40 | 1,0 | 10,8 | 12,7 | 14,6 | - | - | - | - | 0,35 | 163 | 20,0 |
70 | 1,5 | 9,2 | 10,6 | 12,0 | 13,4 | 14,9 | 16,3 | 17,7 | 0,87 | 90 | 18,1 |
100 | 2,0 | - | 13,0 | 15,1 | 17,1 | 19,1 | 21,0 | 23,0 | 0,95 | 63 | 17,6 |
130 | 2,5 | - | 15,8 | 18,3 | 21,0 | 23,5 | 26,0 | 28,5 | 1,07 | 40 | 17,1 |
160 | 3,0 | - | - | 21,0 | 24,0 | 27,0 | 30,0 | 33,0 | 1,12 | 32 | 17,1 |
200 | 3,0 | - | - | 22,5 | 26,0 | 29,0 | 32,5 | 36,0 | 1,20 | 27 | 16,9 |
250 | 3,5 | - | - | 26,0 | 30,0 | 34,0 | 38,0 | 42,0 | 1,27 | 22 | 16,6 |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2700 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||||||
300 | 3,5 | 58 | 68 | 78 | 88 | 93 | 109 | 119 | 129 | 145 | 160 | 1,34 | 16 | 16,4 |
400 | 4,0 | 64 | 75 | 87 | 98 | 110 | 116 | 133 | 145 | 162 | 179 | 1,47 | 13 | 16,1 |
500 | 4,0 | 77 | 85 | 105 | 119 | 133 | 147 | 162 | 176 | 191 | 218 | 1,56 | 10 | 15,9 |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
3300 | 3600 | 3900 | 4100 | 4400 | 4700 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||
300 | 3,5 | 185 | 201 | 217 | 228 | 244 | 260 | 1,27 | 16,0 | 15,7 |
400 | 4,0 | 224 | 232 | 251 | 264 | 283 | 302 | 1,40 | 12,5 | 15,4 |
500 | 4,0 | 252 | 275 | 297 | 312 | 342 | 357 | 1,47 | 10,0 | 15,2 |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
5000 | 5300 | 5600 | 5900 | 6100 | 6400 | 6700 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мм | ||||||||||||
300 | 3,5 | 278 | 295 | 311 | 327 | 338 | 354 | 370 | 387 | 1,27 | 16,0 | 15,7 |
400 | 4,0 | 322 | 341 | 360 | 379 | 391 | 410 | 429 | 448 | 1,40 | 12,5 | 15,4 |
500 | 4,0 | 381 | 403 | 426 | 448 | 463 | 486 | 508 | 531 | 1,47 | 10,0 | 15,2 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 15 | Лист 1 | ||||||||
 | |||||||||
Рис. 17 | |||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
100 | 150 | 200 | 250 | 300 | 350 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
20 | 4,0 | 5,2 | 6,4 | 7,6 | 8,8 | 10,0 | 0,80 | 200,0 ----- 80,0 | 12,6 ---- 5,0 |
30 | 4,3 | 5,7 | 7,0 | 8,4 | 9,7 | 11,1 | 0,90 | 160,0 ----- 63,0 | 15,0 ---- 5,9 |
40 | 4,9 | 6,5 | 8,2 | 9,8 | 11,4 | 13,0 | 0,95 | 100,0 ----- 56,0 | 12,6 ---- 7,0 |
50 | 5,3 | 7,1 | 8,9 | 10,7 | 12,5 | 14,3 | 1,00 | 80,0 ---- 50,0 | 12,6 ---- 7,8 |
60 | 5,5 | 7,4 | 9,2 | 11,1 | 13,0 | 14,0 | 1,20 | 63,0 ---- 40,0 | 11,9 ---- 7,5 |
70 | 5,9 | 7,9 | 10,0 | 12,0 | 14,0 | 16,0 | 1,40 | 50,0 ---- 31,5 | 11,0 ---- 6,9 |
80 | 6,6 | 9,0 | 11,4 | 13,8 | 16,2 | 18,5 | 1,50 | 40,0 ---- 25,0 | 10,0 ---- 5,0 |
90 | 7,6 | 10,4 | 13,2 | 16,0 | 18,8 | 21,5 | 1,60 | 31,5 ---- 20,0 | 8,9 --- 5,6 |
100 | 8,2 | 11,3 | 14,4 | 17,5 | 20,5 | 23,5 | 1,70 | 25,0 ---- 18,0 | 7,8 --- 5,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 15 | Лист 2 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
400 | 450 | 500 | 550 | 600 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
20 | 11,3 | 12,5 | 13,7 | 14,9 | 16,1 | 18,5 | 0,80 | 200,0 ----- 80,0 | 12,6 ---- 5,0 |
30 | 12,4 | 13,8 | 15,1 | 16,5 | 17,8 | 20,5 | 0,90 | 160,0 ----- 63,0 | 15,0 ---- 5,9 |
40 | 14,6 | 16,3 | 17,9 | 19,5 | 21,0 | 24,5 | 0,95 | 100,0 ----- 56,0 | 12,6 ---- 7,0 |
50 | 16,0 | 17,8 | 19,6 | 21,5 | 23,0 | 27,0 | 1,00 | 80,0 ---- 50,0 | 12,6 ---- 7,8 |
60 | 16,7 | 18,6 | 20,5 | 22,5 | 24,0 | 28,0 | 1,20 | 63,0 ---- 40,0 | 11,9 ---- 7,5 |
70 | 18,1 | 20,0 | 22,0 | 24,0 | 26,0 | 30,5 | 1,40 | 50,0 ---- 31,5 | 11,0 ---- 6,9 |
80 | 21,0 | 23,5 | 25,5 | 28,0 | 30,5 | 35,0 | 1,50 | 40,0 ---- 25,0 | 10,0 ---- 5,0 |
90 | 24,5 | 27,0 | 30,0 | 33,0 | 35,5 | 41,5 | 1,60 | 31,5 ---- 20,0 | 8,9 ---- 5,6 |
100 | 26,5 | 30,0 | 33,0 | 36,0 | 39,0 | 45,5 | 1,70 | 25,0 ---- 18,0 | 7,8 --- 5,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 15 | Лист 3 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
100 | 150 | 200 | 250 | 300 | 350 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
120 | 8,5 | 11,6 | 14,7 | 17,8 | 21,0 | 24,0 | 1,7 | 25 -- 18 | 9,4 --- 6,8 |
130 | 9,3 | 12,7 | 16,2 | 19,6 | 23,0 | 26,5 | 1,7 | 23 -- 16 | 9,3 --- 6,5 |
140 | 9,8 | 13,5 | 17,2 | 21,0 | 24,5 | 28,5 | 1,7 | 21 -- 15 | 9,2 --- 6,5 |
150 | 10,5 | 14,5 | 18,5 | 22,5 | 26,5 | 30,5 | 1,8 --- 1,7 | 18 -- 14 | 8,4 --- 6,5 |
160 | 11,0 | 15,2 | 19,4 | 23,5 | 28,0 | 32,0 | 1,9 | 16 -- 12 | 8,0 --- 6,0 |
170 | 11,9 | 16,5 | 21,0 | 26,0 | 30,5 | 35,0 | 1,93 | 14 -- 11 | 7,5 --- 5,8 |
180 | 12,5 | 17,4 | 22,5 | 27,0 | 32,0 | 37,0 | 2,20 ---- 1,95 | 12 -- 10 | 6,8 --- 5,6 |
190 | 13,5 | 18,9 | 24,5 | 29,5 | 35,0 | 40,5 | 2,3 | 10 -- 8 | 5,9 --- 4,5 |
200 | 14,5 | 20,3 | 26,0 | 32,0 | 38,0 | 43,5 | 2,4 | 9 - 7 | 5,6 --- 4,4 |
220 | 15,6 | 21,5 | 28,0 | 34,0 | 40,5 | 46,5 | 2,6 | 8 - 6 | 5,5 --- 4,1 |
240 | 16,4 | 23,0 | 29,5 | 36,0 | 42,5 | 49,0 | 2,8 | 7,5 --- 5 | 5,2 --- 3,7 |
260 | 17,9 | 25,0 | 32,5 | 39,5 | 47,0 | 54,0 | 3,0 --- 3,3 | 6 - 4 | 4,8 --- 3,2 |
280 | 19,2 | 27,0 | 36,0 | 42,5 | 50,0 | 58,0 | 3,4 --- 4,0 | 5 - 3 | 4,3 --- 2,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 15 | Лист 4 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
400 | 450 | 500 | 550 | 600 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
120 | 27,0 | 30,0 | 33,0 | 36,5 | 39,5 | 45,5 | 1,7 | 25 -- 18 | 9,4 --- 6,8 |
130 | 30,0 | 33,0 | 37,0 | 40,5 | 43,5 | 50,0 | 1,7 | 23 -- 16 | 9,3 --- 6,5 |
140 | 32,0 | 35,5 | 39,5 | 43,0 | 47,0 | 54,0 | 1,7 | 21 -- 15 | 9,2 --- 6,5 |
150 | 34,5 | 38,5 | 42,5 | 46,5 | 50,0 | 58,0 | 1,8 --- 1,7 | 18 -- 14 | 8,4 --- 6,5 |
160 | 36,5 | 40,5 | 45,0 | 49,0 | 53,0 | 62,0 | 1,9 | 16 -- 12 | 8,0 --- 6,0 |
170 | 39,5 | 44,5 | 49,0 | 54,0 | 58,0 | 67,0 | 1,93 | 14 -- 11 | 7,5 --- 5,8 |
180 | 42,0 | 47,0 | 52,0 | 57,0 | 61,0 | 71,0 | 2,20 ---- 1,95 | 12 -- 10 | 6,8 --- 5,6 |
190 | 46,0 | 51,0 | 57,0 | 62,0 | 67,0 | 78,0 | 2,3 | 10 -- 8 | 5,9 --- 4,5 |
200 | 49,5 | 55,0 | 61,0 | 67,0 | 73,0 | 84,0 | 2,4 | 9 - 7 | 5,6 --- 4,4 |
220 | 52,0 | 59,0 | 65,0 | 71,0 | 77,0 | 90,0 | 2,6 | 8 - 6 | 5,5 --- 4,1 |
240 | 56,0 | 62,0 | 69,0 | 75,0 | 82,0 | 95,0 | 2,8 | 7,5 --- 5 | 5,2 --- 3,7 |
260 | 61,0 | 68,0 | 76,0 | 83,0 | 90,0 | 105,0 | 3,0 --- 3,3 | 6 - 4 | 4,8 --- 3,2 |
280 | 66,0 | 74,0 | 82,0 | 89,0 | 97,0 | 113,0 | 3,4 --- 4,0 | 5 - 3 | 4,3 --- 2,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | |||||||||
Токарные станки | ||||||||||
Развертки Т15К6 | ||||||||||
Карта 15 | Лист 5 | |||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
900 | 1000 | 1100 | 1200 | 1300 | 1400 | 1500 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||
120 | 55 | 61 | 67 | 72 | 78 | 84 | 90 | 1,8 | 25 -- 18 | 9,4 --- 6,7 |
130 | 58 | 64 | 70 | 77 | 83 | 89 | 95 | 2,0 | 20 -- 16 | 8,0 --- 6,5 |
140 | 60 | 66 | 73 | 79 | 86 | 92 | 98 | 2,1 | 18 -- 15 | 7,9 --- 6,6 |
150 | 60 | 66 | 73 | 79 | 86 | 92 | 98 | 2,3 | 16 -- 14 | 7,5 --- 6,5 |
160 | 62 | 68 | 75 | 82 | 88 | 95 | 101 | 2,5 | 15 -- 12 | 7,5 --- 6,0 |
170 | 62 | 68 | 75 | 82 | 88 | 95 | 102 | 2,7 | 14 -- 11 | 7,4 --- 5,8 |
180 | 65 | 72 | 79 | 86 | 93 | 100 | 107 | 2,9 | 12 -- 10 | 6,7 --- 5,6 |
190 | 70 | 77 | 85 | 92 | 100 | 107 | 115 | 3,3 | 10 -- 8 | 5,9 --- 4,8 |
200 | 72 | 80 | 88 | 96 | 103 | 111 | 119 | 3,6 | 9 - 7 | 5,6 --- 4,4 |
220 | 79 | 87 | 96 | 104 | 113 | 121 | 129 | 3,8 | 8 - 6 | 5,5 --- 4,1 |
240 | 84 | 93 | 102 | 111 | 120 | 129 | 138 | 4,2 | 7 - 5 | 5,2 --- 3,8 |
260 | 97 | 107 | 118 | 128 | 138 | 149 | 159 | 4,4 | 6 - 4 | 4,8 --- 3,3 |
280 | 105 | 116 | 127 | 138 | 150 | 161 | 172 | 5,2 | 5 - 3 | 4,3 --- 2,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 15 | Лист 6 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
1600 | 1700 | 1800 | 1900 | 2000 | 2200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
120 | 96 | 102 | 107 | 113 | 119 | 137 | 1,8 | 25 -- 18 | 9,4 --- 6,7 |
130 | 101 | 107 | 116 | 120 | 126 | 145 | 2,0 | 20 -- 16 | 8,0 --- 6,5 |
140 | 105 | 111 | 118 | 124 | 130 | 150 | 2,1 | 18 -- 15 | 7,9 --- 6,6 |
150 | 105 | 111 | 118 | 124 | 130 | 150 | 2,3 | 16 -- 14 | 7,5 --- 6,5 |
160 | 108 | 115 | 121 | 128 | 134 | 154 | 2,5 | 15 -- 12 | 7,5 --- 6,0 |
170 | 108 | 115 | 121 | 128 | 135 | 155 | 2,7 | 14 -- 11 | 7,4 --- 5,8 |
180 | 114 | 121 | 128 | 134 | 141 | 162 | 2,9 | 12 -- 10 | 6,7 --- 5,6 |
190 | 122 | 130 | 137 | 145 | 152 | 175 | 3,3 | 10 -- 8 | 5,9 --- 4,8 |
200 | 127 | 134 | 142 | 150 | 158 | 181 | 3,6 | 9 - 7 | 5,6 --- 4,4 |
220 | 138 | 146 | 155 | 163 | 172 | 197 | 3,8 | 8 - 6 | 5,5 --- 4,1 |
240 | 147 | 156 | 165 | 173 | 182 | 209 | 4,2 | 7 - 5 | 5,2 --- 3,8 |
260 | 170 | 180 | 190 | 201 | 211 | 243 | 4,4 | 6 - 4 | 4,8 --- 3,3 |
280 | 184 | 195 | 206 | 217 | 229 | 263 | 5,2 | 5 - 3 | 4,3 --- 2,6 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||
Обрабатываемый материал | |||||||||
Сталь | Чугун | Медные сплавы | |||||||
До 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||
Коэффициент Kм | |||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||
Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | ||||||||
Токарные станки | |||||||||
Развертки Р6М5 | |||||||||
Карта 16 | Лист 1 | ||||||||
 | |||||||||
Рис. 18 | |||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
100 | 150 | 200 | 250 | 300 | 350 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
20 | 4,3 | 5,7 | 7,1 | 8,4 | 9,8 | 11,1 | 0,9 | 160,0 ----- 63,0 | 10,3 ---- 3,9 |
30 | 5,3 | 7,1 | 8,9 | 10,7 | 12,5 | 14,3 | 1,0 | 80,0 ---- 50,0 | 7,5 --- 4,7 |
40 | 5,5 | 7,4 | 9,3 | 11,1 | 13,0 | 14,9 | 1,2 | 63,0 ---- 40,0 | 7,9 --- 5,0 |
50 | 5,9 | 7,9 | 9,9 | 12,0 | 14,0 | 16,0 | 1,4 | 50,0 ---- 31,5 | 7,8 --- 4,9 |
60 | 6,6 | 9,0 | 11,4 | 13,8 | 16,2 | 18,5 | 1,5 | 40,0 ---- 25,0 | 7,5 --- 4,7 |
70 | 7,6 | 10,4 | 13,2 | 16,0 | 18,8 | 21,5 | 1,6 | 31,5 ---- 20,0 | 6,9 --- 4,4 |
80 | 8,2 | 11,3 | 14,4 | 17,5 | 20,5 | 23,5 | 1,7 | 25,0 ---- 18,0 | 6,3 --- 4,5 |
90 | 8,9 | 12,4 | 15,8 | 19,3 | 22,5 | 26,0 | 1,8 | 20,0 ---- 16,0 | 5,6 --- 4,5 |
100 | 9,8 | 13,7 | 17,5 | 21,5 | 25,0 | 29,0 | 1,9 | 18,0 ---- 13,0 | 5,6 --- 4,1 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Среднесерийное производство | ||||||||
Токарные станки | |||||||||
Развертки Р6М5 | |||||||||
Карта 16 | Лист 2 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
400 | 450 | 500 | 550 | 600 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
20 | 12,5 | 13,8 | 15,2 | 16,5 | 17,9 | 20,5 | 0,9 | 160,0 ----- 63,0 | 10,0 ---- 3,9 |
30 | 16,0 | 17,8 | 19,6 | 21,5 | 24,0 | 27,0 | 1,0 | 80,0 ---- 50,0 | 7,5 --- 4,7 |
40 | 16,7 | 18,6 | 20,5 | 22,5 | 24,0 | 28,0 | 1,2 | 63,0 ---- 40,0 | 7,9 --- 5,0 |
50 | 18,1 | 20,0 | 22,0 | 24,0 | 26,0 | 30,5 | 1,4 | 50,0 ---- 31,5 | 7,8 --- 4,9 |
60 | 21,0 | 23,5 | 25,5 | 28,0 | 30,5 | 35,0 | 1,5 | 40,0 ---- 25,0 | 7,5 --- 4,7 |
70 | 24,5 | 27,0 | 30,0 | 33,0 | 35,5 | 41,5 | 1,6 | 31,5 ---- 20,0 | 6,9 --- 4,4 |
80 | 26,5 | 30,0 | 33,0 | 36,0 | 39,0 | 45,5 | 1,7 | 25,0 ---- 18,0 | 6,3 --- 4,5 |
90 | 29,5 | 33,0 | 36,5 | 40,0 | 43,5 | 50,0 | 1,8 | 20,0 ---- 16,0 | 5,6 --- 4,5 |
100 | 33,0 | 36,5 | 40,5 | 44,5 | 48,0 | 56,0 | 1,9 | 18,0 ---- 13,0 | 5,6 --- 4,1 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||
Сталь | Чугун | Медные сплавы | |||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||
Коэффициент Kм | |||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||
Примечание. Обработка производится в два прохода, значения режимов резания в числителе даны для чернового прохода, в знаменателе - для чистового прохода.
Раскатка отверстий после чистового растачивания или развертывания Сталь Поле допуска H7. Исходная шероховатость поверхности Ra 1,6 - 0,8. Достигаемая шероховатость поверхности Ra 0,4 - 0,1 | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Жесткие регулируемые роликовые раскатники | ||||||||||||
Карта 17 | ||||||||||||
 | ||||||||||||
Рис. 19 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
60 | 6,5 | 6,7 | 7,0 | - | - | - | - | - | - | 0,8 | 500 | 100 |
70 | 6,6 | 6,8 | 7,1 | 7,4 | - | - | - | - | - | 0,9 | 400 | |
80 | 6,7 | 6,9 | 7,1 | 7,5 | 7,7 | - | - | - | - | 0,9 | 400 | |
100 | 6,9 | 7,0 | 7,2 | 7,6 | 7,9 | 8,3 | 8,6 | 9,0 | 9,3 | 1,0 | 315 | |
120 | 7,3 | 7,7 | 8,1 | 8,5 | 8,9 | 9,3 | 9,7 | 10,1 | 10,5 | 1,1 | 257 | |
140 | 7,6 | 7,8 | 8,2 | 8,6 | 9,0 | 9,5 | 9,9 | 10,3 | 10,7 | 1,1 | 214 | |
160 | 7,8 | 7,9 | 8,3 | 8,8 | 9,3 | 9,7 | 10,2 | 10,6 | 11,1 | 1,2 | 200 | |
180 | - | 8,0 | 8,5 | 9,0 | 9,5 | 10,1 | 10,6 | 11,1 | 11,6 | 1,2 | 178 | |
200 | - | - | 8,6 | 9,1 | 9,7 | 10,2 | 10,8 | 11,3 | 11,8 | 1,3 | 157 | |
220 | - | - | - | 10,2 | 10,8 | 11,3 | 11,8 | 12,4 | 12,9 | 1,3 | 157 | |
250 | - | - | - | 10,6 | 11,2 | 11,8 | 12,4 | 13,0 | 13,6 | 1,4 | 127 | |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2300 | 2600 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
100 | 9,7 | 10,4 | 11,1 | 11,8 | 12,5 | 13,2 | 14,2 | 15,3 | 16,7 | 1,0 | 315 | 100 |
120 | 10,8 | 11,6 | 12,4 | 13,2 | 14,0 | 14,7 | 15,9 | 17,1 | 18,6 | 1,1 | 257 | |
140 | 11,1 | 12,0 | 12,8 | 13,6 | 14,5 | 15,3 | 16,5 | 17,8 | 19,5 | 1,1 | 214 | |
160 | 11,6 | 12,5 | 13,4 | 14,3 | 15,2 | 16,1 | 17,5 | 18,9 | 20,5 | 1,2 | 200 | |
180 | 12,1 | 13,2 | 14,8 | 15,2 | 16,3 | 17,3 | 18,8 | 20,4 | 22,5 | 1,2 | 178 | |
200 | 12,4 | 13,8 | 14,5 | 15,6 | 16,7 | 17,8 | 19,4 | 21,0 | 23,0 | 1,3 | 157 | |
220 | 13,5 | 14,5 | 15,6 | 16,7 | 17,8 | 18,9 | 20,5 | 22,0 | 24,5 | 1,3 | 157 | |
250 | 14,3 | 15,5 | 16,7 | 18,0 | 19,2 | 20,5 | 22,5 | 24,0 | 26,5 | 1,4 | 127 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Раскатка отверстий после чистового растачивания или развертывания Сталь Поле допуска H7. Исходная шероховатость поверхности Ra 1,6 - 0,8. Достигаемая шероховатость поверхности Ra 0,4 - 0,1 | Среднесерийное производство | |||||||||||
Токарные станки | ||||||||||||
Жесткие регулируемые шариковые раскатники | ||||||||||||
Карта 18 | ||||||||||||
 | ||||||||||||
Рис. 20 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
60 | 7,2 | 8,1 | 9,0 | - | - | - | - | - | - | 0,24 | 500 | 100 |
80 | 7,8 | 8,8 | 9,2 | 10,7 | 11,2 | - | - | - | - | 0,28 | 400 | |
110 | 8,1 | 9,2 | 10,3 | 11,4 | 12,5 | 13,6 | 14,7 | 15,7 | 16,8 | 0,32 | 315 | |
150 | 9,3 | 10,0 | 11,0 | 12,0 | 13,2 | 14,4 | 15,6 | 16,8 | 18,0 | 0,45 | 200 | |
200 | - | - | 12,0 | 13,0 | 14,1 | 15,5 | 16,9 | 18,3 | 19,7 | 0,50 | 157 | |
250 | - | - | - | 14,0 | 15,4 | 16,8 | 18,3 | 19,7 | 21,0 | 0,60 | 127 | |
300 | - | - | - | 15,0 | 16,8 | 18,5 | 20,0 | 22,0 | 23,5 | 0,60 | 107 | |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2300 | 2600 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
110 | 17,9 | 20,0 | 22,5 | 24,5 | 26,5 | 29,0 | 32,0 | 35,5 | 39,5 | 0,32 | 315 | 100 |
150 | 19,3 | 21,5 | 24,0 | 26,5 | 29,0 | 31,5 | 35,0 | 39,0 | 43,5 | 0,45 | 200 | |
200 | 21,0 | 24,0 | 26,5 | 29,5 | 32,5 | 35,0 | 39,5 | 43,5 | 49,0 | 0,50 | 157 | |
250 | 22,5 | 25,5 | 28,5 | 31,5 | 34,0 | 37,0 | 41,5 | 45,5 | 51,0 | 0,60 | 127 | |
300 | 25,5 | 29,0 | 32,0 | 35,5 | 39,0 | 42,5 | 47,5 | 53,0 | 60,0 | 0,60 | 107 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Нормативы предназначены для нормирования работ, выполняемых на вертикально- и радиально-сверлильных станках, и содержат нормативные материалы по следующим видам работ: сверление отверстий шнековыми, спиральными сверлами и рассверливание.
При разработке нормативов данного раздела приняты следующие условия:
нормативы рассчитаны на типовые сверлильные станки для диаметра сверления по стали до 8 мм с числом оборотов nmax = 1115 об./мин. и Nд = 2,2 кВт; для диаметра сверления до 40 мм с nmax = 160 об./мин. и Мд = 160 кВт;
для режущей части инструмента принята инструментальная быстрорежущая сталь Р6М5;
обработка производится с охлаждением;
режимы резания (глубина резания, подача и число оборотов) приняты в соответствии с кинематическими данными и эффективной мощностью типовых станков и допустимыми ограничивающими условиями.
В нормативных картах неполного штучного времени учтено следующее содержание работ:
подвести сверло к детали;
совместить оси сверла и отверстия;
сверлить отверстие;
выводы и вводы сверла для удаления стружки;
вывести сверло из отверстия.
подвести сверло к отверстию;
совместить оси сверла и отверстия;
рассверлить отверстие;
вывести сверло из отверстия.
Для пояснения порядка пользования нормативами ниже приводится пример расчета нормы времени.
 | ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ | |||||
Исходные данные для расчета | ||||||
Наименование операции | Рассверливание отверстия | |||||
Наименование детали | Плита | |||||
Тип производства | Среднесерийный | |||||
Число деталей в партии, шт. | 50 | |||||
Рис. 21 | Масса обрабатываемой детали, кг | 257 кг | ||||
Марка материала | Сталь 35 | |||||
Обрабатывающий инструмент | Сверло Р6М5 | |||||
Способ установки детали | На столе | |||||
Наименование станка | Радиально-сверлильный | Диаметр и длина отверстия | D / d = 40 / 20 мм; L = 900 мм | |||
N п/п | Расчет нормы времени | |||||
Содержание работы | Время, мин. | Номер карты | ||||
1 | Установить деталь на столе | 3,6 | ||||
2 | Рассверлить отверстие D / d = 40 / 20 мм L = 900 мм | 9,9 | ||||
3 | Поправочный коэффициент на штучное время в зависимости от числа деталей в партии | 1,0 | ||||
4 | Норма подготовительно-заключительного времени, мин. | 13,0 | ||||
Получение инструмента и приспособлений исполнителем, мин. | 7,0 | |||||
Tш = (Tнш + tву) · K, Tш = (9,9 + 3,6) · 1,0 = 13,5 | ||||||
 | ||||||
Среднесерийное производство | |||||||||
Сверлильные станки | |||||||||
Карта 19 | |||||||||
I. Наладка станка, инструмента и приспособлений | |||||||||
N позиции | Вид обработки и наладки | Число режущих инструментов в наладке | Наибольший диаметр сверления, мм, до | ||||||
12 | 25 | 50 | 75 | 100 | |||||
Время, мин. | |||||||||
1 | Обработка отверстий деталей | 3 | 10 | 12 | 13 | 14 | 15 | ||
2 | 6 | 11 | 14 | 15 | 16 | 17 | |||
3 | Групповая обработка отверстий деталей | 3 | 7 | 8 | 9 | 10 | 11 | ||
4 | 6 | 9 | 10 | 11 | 12 | 13 | |||
Индекс | а | б | в | г | д | ||||
II. Получение инструмента и приспособлений до начала и сдача их после окончания обработки | |||||||||
5 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 5 - 7 | |||||||
III. Добавлять к времени на наладку станка | |||||||||
6 | При обработке с многошпиндельной сверлильной головкой | - | 20,0 | ||||||
7 | При обработке с дополнительным столом | - | 3,0 | ||||||
8 | Повернуть стол на угол | - | 2,0 | ||||||
9 | При обработке по упору | 0,8 | 1,0 | 1,2 | |||||
Индекс | а | б | в | ||||||
Среднесерийное производство | ||||||||||||||||
Сверлильные станки | ||||||||||||||||
Карта 20 | ||||||||||||||||
N позиции | Способ крепления и характер выверки детали | Способ установки детали | ||||||||||||||
Вручную | Мостовым краном | |||||||||||||||
Масса детали, кг, до | ||||||||||||||||
3 | 5 | 8 | 12 | 20 | 30 | 30 | 80 | 200 | 500 | 1000 | 2000 | 3000 | ||||
Время, мин. | ||||||||||||||||
1 | На столе (плите) без крепления | 0,11 | 0,12 | 0,15 | 0,18 | 0,22 | 0,27 | 2,6 | 2,85 | 3,2 | 3,6 | 3,9 | 4,5 | 4,8 | ||
2 | На столе (плите) с креплением болтами и планками | Необработанная или обработанная отливка | Без выверки | 0,60 | 0,70 | 0,77 | 0,80 | 0,95 | 1,85 | 4,3 | 4,90 | 5,6 | 6,5 | 7,1 | 8,0 | 8,5 |
3 | Необработанная отливка | С выверкой | 1,10 | 1,31 | 1,53 | 1,81 | 2,30 | 3,20 | 5,5 | 6,40 | 7,2 | 8,4 | 9,5 | 10,5 | 11,3 | |
4 | Обработанная отливка | 0,82 | 1,00 | 1,20 | 1,35 | 1,65 | 2,40 | 5,0 | 5,60 | 6,5 | 7,3 | 8,2 | 9,1 | 9,7 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
Примечание. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшить на 1,5 мин.
Сверление отверстий Сталь | Среднесерийное производство | |||||||||||||
Сверлильные станки | ||||||||||||||
Сверла шнековые Р6М5 | ||||||||||||||
Карта 21 | Лист 1 | |||||||||||||
 | ||||||||||||||
Рис. 22 | ||||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
60 | 70 | 80 | 90 | 100 | 110 | 120 | 135 | 150 | 170 | 190 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||||
8 | 1,20 | 1,4 | 1,50 | 2,0 | 2,3 | 2,7 | 3,0 | 3,6 | 3,9 | 4,6 | 5,5 | 0,084 | 800 - 1115 | 20 - 28 |
12 | 1,35 | 1,8 | 1,95 | 2,1 | 2,2 | 2,6 | 2,8 | 3,3 | 3,7 | 4,2 | 6,0 | 0,105 | 630 - 750 | 24 - 28 |
16 | - | - | 2,20 | 2,3 | 2,5 | 2,7 | 2,8 | 3,5 | 3,8 | 4,8 | 5,1 | 0,140 | 475 | 24 |
20 | - | - | - | - | 2,2 | 2,3 | 2,5 | 2,7 | 3,0 | 3,6 | 3,9 | 0,190 | 355 | 22 |
25 | - | - | - | - | - | - | 2,6 | 2,8 | 3,1 | 3,4 | 3,7 | 0,280 | 250 | 20 |
32 | - | - | - | - | - | - | - | - | 3,3 | 3,5 | 3,8 | 0,410 | 200 | 20 |
40 | - | - | - | - | - | - | - | - | - | - | 4,4 | 0,450 | 160 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
210 | 230 | 250 | 275 | 300 | 325 | 350 | 400 | 450 | 500 | 550 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||||
8 | 6,1 | 6,4 | 7,1 | 7,5 | 8,2 | 8,6 | 9,0 | - | - | - | - | 0,084 | 800 | 20 |
12 | 6,3 | 6,7 | 7,5 | 7,9 | 8,3 | 9,0 | 9,5 | 10,3 | - | - | - | 0,105 | 630 | 24 |
16 | 6,1 | 6,6 | 7,5 | 8,0 | 9,1 | 9,8 | 10,2 | 12,7 | 14,7 | 16,9 | 18,2 | 0,140 | 475 | 16 |
20 | 5,0 | 5,3 | 6,0 | 6,6 | 7,2 | 9,4 | 11,2 | 13,0 | 15,3 | 17,4 | 18,5 | 0,190 | 250 - 355 | 16 - 22 |
25 | 4,4 | 4,7 | 5,0 | 5,7 | 6,2 | 7,9 | 9,3 | 11,5 | 14,8 | 15,9 | 17,2 | 0,280 | 180 - 250 | 14 - 20 |
32 | 4,1 | 4,3 | 5,2 | 6,1 | 7,0 | 8,6 | 10,0 | 11,0 | 13,0 | 15,0 | 17,5 | 0,410 | 150 - 200 | 15 - 20 |
40 | 4,7 | 5,1 | 5,4 | 5,7 | 6,8 | 7,2 | 7,8 | 8,7 | 10,3 | 12,0 | 13,5 | 0,450 | 125 - 160 | 16 - 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Среднесерийное производство | |||||||||||||
Сверлильные станки | ||||||||||||||
Сверла шнековые Р6М5 | ||||||||||||||
Карта 21 | Лист 2 | |||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
600 | 650 | 700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||||
16 | 20,0 | 21,0 | 22,0 | - | - | - | - | - | - | - | - | 0,14 | 315 | 16 |
20 | 20,0 | 21,0 | 22,0 | - | - | - | - | - | - | - | - | 0,19 | 250 | 16 |
25 | 18,3 | 20,0 | 21,0 | 22,0 | 23,0 | 24,5 | 26,5 | - | - | - | - | 0,28 | 180 | 14 |
32 | 18,0 | 18,5 | 18,8 | 19,7 | 20,6 | 22,5 | 23,0 | 24,0 | 25,5 | 27,5 | 30 | 0,41 | 150 | 15 |
40 | 15,0 | 16,7 | 17,6 | 18,6 | 19,6 | 21,5 | 22,5 | 23,3 | 25,0 | 27,0 | 30 | 0,45 | 125 | 16 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||||
Обрабатываемый материал | ||||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||||
Коэффициент Kм | ||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||||
Примечания: 1. Большие пределы значений скоростей резания приведены для обработки отверстий длиной L <= 15D; меньшие значения скоростей соответствуют длинам L > 15D.
2. При сверлении глухих отверстий время по карте применять с коэффициентом Kго = 1,1
Сверление отверстий Сталь | Среднесерийное производство | |||||||||
Сверлильные станки | ||||||||||
Сверла спиральные Р6М5 | ||||||||||
Карта 22 | Лист 1 | |||||||||
 | ||||||||||
Рис. 23 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
30 | 40 | 50 | 60 | 70 | 80 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время, мин. | ||||||||||
6 | 1,3 | 1,50 | 1,80 | 2,20 | 2,5 | 2,8 | 0,045 | 1120 | 21 | |
8 | - | 1,25 | 1,45 | 1,70 | 2,1 | 2,3 | 0,115 | 550 - 750 | 19 | |
12 | - | - | - | 1,95 | 2,1 | 2,2 | 0,160 | 500 | 19 | |
16 | - | - | - | - | - | 2,4 | 0,180 | 400 | 20 | |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
90 | 100 | 110 | 120 | 135 | 150 | 170 | 190 | 210 | 230 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||
6 | 3,0 | 3,5 | 4,0 | 4,3 | 4,7 | 5,20 | - | - | - | - | 0,045 | 1000 - 1120 | 19 - 20 |
8 | 2,5 | 2,9 | 3,1 | 3,3 | 4,1 | 4,30 | 5,2 | 5,6 | 6,5 | 6,8 | 0,115 | 550 - 750 | 14 - 19 |
12 | 2,4 | 2,7 | 3,0 | 3,2 | 3,8 | 4,20 | 4,9 | 6,2 | 7,0 | 7,7 | 0,160 | 455 - 500 | 17 - 19 |
16 | 2,8 | 2,9 | 3,1 | 3,2 | 3,5 | 3,90 | 4,7 | 5,9 | 6,6 | 7,4 | 0,180 | 400 | 20 |
20 | - | 3,0 | 3,1 | 3,3 | 3,5 | 3,75 | 4,3 | 5,2 | 6,2 | 7,0 | 0,200 | 355 | 22 |
25 | - | - | 3,5 | 3,7 | 3,9 | 4,10 | 4,3 | 5,2 | 5,7 | 6,6 | 0,250 | 275 | 22 |
32 | - | - | - | - | - | 4,50 | 4,8 | 5,1 | 5,4 | 6,2 | 0,300 | 250 | 25 |
40 | - | - | - | - | - | - | - | 5,8 | 6,2 | 6,7 | 0,400 | 180 | 23 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Среднесерийное производство | ||||||||||||
Сверлильные станки | |||||||||||||
Сверла спиральные Р6М5 | |||||||||||||
Карта 22 | Лист 2 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
250 | 275 | 300 | 325 | 350 | 400 | 450 | 500 | 550 | 600 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||
8 | 7,7 | 8,1 | 9,4 | 10,0 | 11,5 | - | - | - | - | - | 0,115 | 550 | 14 |
12 | 8,1 | 8,8 | 10,4 | 11,5 | 12,9 | 14,7 | - | - | - | - | 0,160 | 455 | 17 |
16 | 8,0 | 8,8 | 10,2 | 11,3 | 12,2 | 14,3 | 17,0 | 20,5 | 23,0 | 27,0 | 0,180 | 275 - 400 | 14 |
20 | 7,7 | 8,5 | 9,3 | 11,0 | 12,7 | 14,6 | 17,4 | 21,5 | 23,0 | 25,5 | 0,200 | 250 - 355 | 16 - 22 |
25 | 7,2 | 8,0 | 9,0 | 9,4 | 10,5 | 12,6 | 16,6 | 19,8 | 22,0 | 24,0 | 0,250 | 180 - 275 | 14 - 22 |
32 | 6,5 | 7,2 | 8,7 | 9,0 | 9,7 | 12,0 | 16,5 | 21,0 | 23,5 | 25,0 | 0,300 | 160 - 250 | 16 - 25 |
40 | 7,0 | 7,3 | 8,3 | 8,7 | 9,4 | 11,8 | 14,5 | 18,0 | 19,5 | 21,5 | 0,400 | 180 | 23 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
650 | 700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||
16 | 30,0 | 32,0 | - | - | - | - | - | - | - | - | 0,18 | 275 | 14 |
20 | 28,0 | 29,5 | - | - | - | - | - | - | - | - | 0,20 | 250 | 16 |
25 | 27,0 | 28,0 | 31,5 | 34,5 | 36 | 44,5 | - | - | - | - | 0,25 | 180 | 14 |
32 | 28,5 | 30,0 | 31,5 | 34,0 | 36 | 42,5 | 43,5 | 46 | 48 | 53 | 0,30 | 160 - 250 | 16 |
40 | 24,5 | 27,0 | 29,0 | 31,0 | 33 | 36,5 | 37,5 | 42 | 46 | 51 | 0,40 | 160 - 180 | 20 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Примечания: 1. Большие пределы значений скоростей резания приведены для обработки отверстий длиной L <= 15D; меньшие значения скоростей соответствуют длинам L > 15D.
2. При сверлении глухих отверстий время по карте применять с коэффициентом Kго = 1,1.
Рассверливание отверстий Сталь | Среднесерийное производство | ||||||||||||
Сверлильные станки | |||||||||||||
Сверла Р6М5 | |||||||||||||
Карта 23 | Лист 1 | ||||||||||||
 | |||||||||||||
Рис. 24 | |||||||||||||
Диаметр отверстия D, мм | Диаметр предварительно просверленного отверстия d, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 220 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время, мин. | |||||||||||||
25 | 10 | 1,15 | 1,3 | 1,45 | 1,60 | 1,70 | 1,85 | 2,0 | 2,2 | 2,3 | 0,48 | 315 | 25 |
15 | 1,10 | 1,2 | 1,35 | 1,50 | 1,60 | 1,75 | 1,9 | 2,0 | 2,2 | 0,52 | |||
30 | 15 | - | 1,4 | 1,55 | 1,75 | 1,90 | 2,10 | 2,2 | 2,4 | 2,6 | 0,52 | 250 | 24 |
20 | - | 1,3 | 1,45 | 1,60 | 1,75 | 1,90 | 2,1 | 2,2 | 2,4 | 0,57 | |||
40 | 15 | - | - | 1,90 | 2,10 | 2,30 | 2,50 | 2,8 | 3,0 | 3,2 | 0,55 | 180 | 23 |
20 | - | - | 1,75 | 1,95 | 2,10 | 2,30 | 2,5 | 2,8 | 3,0 | 0,60 | |||
30 | - | - | 1,65 | 1,85 | 2,00 | 2,20 | 2,4 | 2,6 | 2,8 | 0,63 | |||
50 | 20 | - | - | - | 2,60 | 2,90 | 3,20 | 3,5 | 3,8 | 4,1 | 0,59 | 125 | 20 |
30 | - | - | - | 2,50 | 2,80 | 3,00 | 3,3 | 3,6 | 3,9 | 0,62 | |||
60 | 20 | - | - | - | 3,30 | 3,70 | 4,10 | 4,5 | 4,9 | 5,3 | 0,55 | 100 | 19 |
30 | - | - | - | 3,20 | 3,60 | 4,00 | 4,3 | 4,7 | 5,1 | 0,57 | |||
Диаметр отверстия D, мм | Диаметр предварительно просверленного отверстия d, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время, мин. | |||||||||||||
25 | 10 | 2,5 | 2,9 | 3,2 | 3,6 | 4,0 | 4,3 | 4,7 | 5,0 | 5,4 | 0,48 | 315 | 25 |
15 | 2,4 | 2,7 | 3,0 | 3,4 | 3,7 | 4,0 | 4,4 | 4,7 | 5,0 | 0,52 | |||
30 | 15 | 2,8 | 3,2 | 3,7 | 4,1 | 4,5 | 4,9 | 5,3 | 5,8 | 6,2 | 0,52 | 250 | 24 |
20 | 2,6 | 3,0 | 3,4 | 3,8 | 4,1 | 4,5 | 4,9 | 5,3 | 5,7 | 0,57 | |||
40 | 15 | 3,5 | 4,1 | 4,6 | 5,2 | 5,8 | 6,3 | 6,9 | 7,4 | 8,0 | 0,55 | 180 | 23 |
20 | 3,3 | 3,8 | 4,3 | 4,8 | 5,3 | 5,8 | 6,3 | 6,8 | 7,3 | 0,60 | |||
30 | 3,1 | 3,6 | 4,1 | 4,6 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 | 0,63 | |||
50 | 20 | 4,5 | 5,3 | 6,0 | 6,8 | 7,5 | 8,3 | 9,0 | 9,7 | 10,5 | 0,59 | 125 | 20 |
30 | 4,3 | 5,0 | 5,7 | 6,4 | 7,1 | 7,8 | 8,5 | 9,3 | 10,0 | 0,62 | |||
60 | 20 | 5,9 | 6,9 | 7,9 | 8,9 | 9,9 | 10,8 | 11,8 | 12,8 | 13,8 | 0,55 | 100 | 19 |
30 | 5,7 | 6,6 | 7,6 | 8,6 | 9,5 | 10,5 | 11,4 | 12,4 | 13,4 | 0,57 | |||
Рассверливание отверстий Сталь | Среднесерийное производство | ||||||||||||||
Сверлильные станки | |||||||||||||||
Сверла Р6М5 | |||||||||||||||
Карта 23 | Лист 2 | ||||||||||||||
Диаметр отверстия D, мм | Диаметр предварительно просверленного отверстия d, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | ||||
Время, мин. | |||||||||||||||
25 | 10 | 5,8 | 6,1 | 6,5 | 6,9 | 7,2 | - | - | - | - | 0,48 | 315 | 25 | ||
15 | 5,4 | 5,7 | 6,0 | 6,4 | 6,7 | - | - | - | - | 0,52 | |||||
30 | 15 | 6,6 | 7,0 | 7,5 | 7,9 | 8,3 | 8,7 | 9,1 | 10,0 | 10,8 | 0,52 | 250 | 24 | ||
20 | 6,1 | 6,5 | 6,8 | 7,2 | 7,6 | 8,0 | 8,4 | 9,1 | 9,9 | 0,57 | |||||
40 | 15 | 8,5 | 9,0 | 9,6 | 10,2 | 10,7 | 11,3 | 11,8 | 12,9 | 14,0 | 0,55 | 180 | 23 | ||
20 | 7,8 | 8,3 | 8,8 | 9,3 | 9,9 | 10,4 | 10,9 | 11,9 | 12,9 | 0,60 | |||||
30 | 7,5 | 7,9 | 8,4 | 8,9 | 9,4 | 9,9 | 10,4 | 11,3 | 12,3 | 0,63 | |||||
50 | 20 | 11,2 | 12,0 | 12,7 | 13,4 | 14,2 | 14,9 | 15,7 | 17,2 | 18,6 | 0,59 | 125 | 20 | ||
30 | 10,7 | 11,4 | 12,1 | 12,8 | 13,5 | 14,2 | 14,9 | 16,3 | 17,7 | 0,62 | |||||
60 | 20 | 14,8 | 15,8 | 16,8 | 17,8 | 18,8 | 19,8 | 21,0 | 23,0 | 25,0 | 0,55 | 100 | 19 | ||
30 | 14,3 | 15,3 | 16,3 | 17,2 | 18,2 | 19,1 | 20,0 | 22,0 | 24,0 | 0,57 | |||||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||||
Обрабатываемый материал | |||||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||||
Коэффициент Kм | |||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||||
Нормативы предназначаются для нормирования работ, выполняемых на станках для обработки глубоких и точных отверстий. К таким станкам относятся станки группы РТ и КЖ, на которых можно выполнять операции по следующим схемам обработки отверстий:
консольно расположенным стеблем (для обработки изделий небольшой длины);
консольно расположенным стеблем с опорой через направляющие инструмента на обработанную поверхность отверстия, при этом подача осуществляется стеблем, работающим на "сжатие" или на "растяжение";
на двух опорах при растачивании отверстий в изделиях, установленных в планшайбах (левой и правой) или в планшайбе вертлюжной бабки в люнете.
Высокая производительность процесса обработки отверстий в изделиях, универсальность и широкие технологические возможности станков обеспечиваются за счет:
высокой жесткости станины и жесткой связи ее с фундаментом;
жесткой конструкции узлов, несущих обрабатываемую деталь в стебель;
бесступенчатого регулирования в широком диапазоне скорости резания и подачи в процессе работы станков, возможен выбор оптимальных режимов резания для инструмента, оснащенного твердым сплавом или из быстрорежущей стали;
применения различных схем установки изделий в люнетах открытого и закрытого типов, оснащенных устройством выверки оси изделия в вертикальной плоскости;
применения плавающих люнетов, обеспечивающих разгрузку шпинделя шпиндельной бабки и основных люнетов от массы изделия, что обеспечивает равномерную нагрузку узлов и станины и значительно уменьшает непрямолинейность оси изделия;
применения розетных методов подачи СОЖ и вымыва стружки.
При разработке нормативов данного раздела приняты следующие условия: нормативы рассчитаны на станках глубокого сверления и растачивания (см. приложение 16);
технологические режимы работы оборудования рассчитаны на применение инструмента из быстрорежущей стали и с пластинками из твердого сплава;
обработка производится с охлаждением.
В нормативных картах неполного штучного времени учтено следующее содержание работ:
Сверление отверстий
подвести сверло к детали;
совместить оси сверла и отверстия;
сверлить отверстие;
выводы и вводы сверла для удаления стружки;
сменить удлинитель или сверло;
очистить отверстие от стружки.
Растачивание отверстий
подвести резец к детали;
установить резец на размер;
расточить отверстие;
вывести резец из отверстия;
очистить отверстие от стружки.
Для пояснения порядка пользования нормативами ниже приводится пример расчета нормы времени.
 | ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ | |||||
Исходные данные для расчета | ||||||
Наименование операции | Растачивание отверстия | |||||
Наименование детали | Ползун | |||||
Тип производства | Среднесерийный | |||||
Число деталей в партии, шт. | 60 шт. | |||||
Масса обрабатываемой детали, кг | 1700 кг | |||||
Рис. 25 | Марка материала | Сталь 45 | ||||
Обрабатывающий инструмент | Резец Т5К10 | |||||
Способ установки | В 4-кулачковом патроне и 2 люнетах | |||||
Точность и шероховатость поверхности | Поле допуска H9. Шероховатость поверхности Ra 6,3 | |||||
Наименование станка | Станок для глубокого сверления и растачивания | Диаметр и длина растачивания, мм | D = 600 мм; L = 2000 мм; t = 8 мм | |||
N п/п | Расчет нормы времени | |||||
Содержание работы | Время, мин. | Номер карты | ||||
1 | Установить деталь в патроне и люнетах | 28 | ||||
2 | Расточить отверстие предварительно D = 600; L = 2000, t = 8 | 194 | ||||
3 | Норма подготовительно-заключительного времени, мин. | 25 | ||||
Получение инструмента и приспособлений исполнителем, мин. | 7 | |||||
4 | Поправочный коэффициент на штучное время в зависимости от числа деталей в партии | 1 | ||||
Tш = (Tнш + tву) · K, Tш = (194 + 28) · 1,0 = 222 мин.  | ||||||
Среднесерийное производство | |||||||
Станки для глубокого сверления и растачивания | |||||||
Карта 24 | |||||||
I. Наладка станка, инструмента и приспособлений | |||||||
N позиции | Вид обработки и наладки | Число люнетов, до | Наибольший наружный диаметр устанавливаемого изделия, мм | ||||
150 | 500 | 1000 | 1250 | ||||
Время, мин. | |||||||
1 | Обработка отверстий | 1 | 12 | 15 | 20 | 27 | |
2 | 2 | 15 | 19 | 25 | 33 | ||
3 | 3 | 19 | 23 | 29 | 39 | ||
II. Получение инструмента и приспособлений до начала и сдачи их после окончания обработки | |||||||
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 | |||||
III. Добавлять к времени на наладку станка | |||||||
5 | При работе с борштангой с установкой и снятием ее | При одной стойке | 8,0 | 11,0 | 14 | 19 | |
6 | При двух стойках | 18,0 | 22,0 | 27 | 33 | ||
7 | При трех стойках | 25,0 | 32,0 | 40 | 50 | ||
8 | При работе сверлильной, расточной или раскатной головкой с ее установкой и снятием | Диаметр головки, мм, до | 100 | 3,0 | 4,5 | 6 | 7 |
9 | 200 | 4,5 | 6,0 | 7 | 10 | ||
10 | 400 | - | 7,0 | 10 | 14 | ||
11 | 600 | - | - | 14 | 20 | ||
Индекс | а | б | в | г | |||
Среднесерийное производство | |||||||||||||||
Станки для глубокого сверления и растачивания | |||||||||||||||
Карта 25 | |||||||||||||||
N позиции | Способ установки детали <*> | Наибольший наружный диаметр устанавливаемого изделия D, мм, до | Число люнетов | Вручную | Мостовым краном | ||||||||||
Масса детали кг, до | Масса детали, кг, до | ||||||||||||||
8 | 12 | 20 | 30 | 0,1 | 0,3 | 1,0 | 3,0 | 7,5 | 15,0 | 30,0 | 50,0 | ||||
Время, мин. | |||||||||||||||
1 | В четырехкулачковом патроне и люнетах | 150 | 1 | 1,4 | 1,60 | 1,9 | 2,2 | 5,6 | 7,2 | 9,6 | 12,3 | - | - | - | - |
2 | 2 | - | 2,10 | 2,5 | 2,9 | 7,4 | 9,6 | 12,6 | 16,2 | - | - | - | - | ||
3 | 3 | - | - | - | - | 8,7 | 11,2 | 14,8 | 19,1 | - | - | - | - | ||
4 | 500 | 1 | 1,9 | 2,20 | 2,6 | 2,9 | 7,6 | 9,8 | 13,0 | 17,0 | 21,0 | - | - | - | |
5 | 2 | - | 2,90 | 3,4 | 3,9 | 10,0 | 13,0 | 17,0 | 22,0 | 27,0 | - | - | - | ||
6 | 3 | - | - | - | - | 12,0 | 15,0 | 20,0 | 26,0 | 32,0 | - | - | - | ||
7 | 1000 | 1 | 2,4 | 2,70 | 3,2 | 3,7 | 9,6 | 12,0 | 16,0, | 21,0 | 26,0 | 30,0 | 36 | - | |
8 | 2 | - | 3,60 | 4,3 | 4,9 | 13,0 | 16,0 | 22,0 | 28,0 | 34,0 | 40,0 | 47 | - | ||
9 | 3 | - | - | - | - | 15,0 | 19,0 | 25,0 | 32,0 | 40,0 | 47,0 | 55 | - | ||
10 | 1250 | 1 | - | - | - | - | - | 13,0: | 17,0 | 22,0 | 28,0 | 32,0 | 38 | 42 | |
11 | 2 | - | - | - | - | - | 17,0 | 23,0 | 29,0 | 36,0 | 42,0 | 50 | 56 | ||
12 | 3 | - | - | - | - | - | 20,0 | 27,0 | 34,0 | 43,0 | 50,0 | 59 | 66 | ||
13 | В вертлюге с односторонним креплением кулачками и люнетах | 50 | 1 | 1,2 | 1,35 | 1,6 | 1,8 | 4,7 | 6,1 | - | - | - | - | - | - |
14 | 100 | 1 | 1,5 | 1,70 | 2,0 | 2,3 | 5,9 | 7,6 | - | - | - | - | - | - | |
15 | 2 | 2,0 | 2,20 | 2,6 | 3,0 | 7,8 | 10,0 | - | - | - | - | - | - | ||
16 | 150 | 1 | 1,9 | 2,15 | 2,5 | 2,9 | 7,4 | 9,6 | 12,7 | 16,3 | - | - | - | - | |
17 | 2 | 2,5 | 2,80 | 3,3 | 3,8 | 9,8 | 12,7 | 16,7 | 21,5 | - | - | - | - | ||
18 | 500 | 1 | 2,5 | 2,90 | 3,4 | 3,9 | 10,1 | 13,0 | 17,1 | 22,1 | 27,2 | - | - | - | |
19 | 2 | - | 3,80 | 4,5 | 5,1 | 10,8 | 17,2 | 22,6 | 29,2 | 35,9 | - | - | - | ||
20 | 3 | - | - | - | - | 15,7 | 20,2 | 26,5 | 34,3 | 42,2 | - | - | - | ||
21 | 1000 | 1 | - | - | - | - | 13,0 | 16,0 | 22,0 | 28,0 | 34,0 | 40,0 | 47 | - | |
22 | 2 | - | - | - | - | 17,0 | 22,0 | 28,0 | 37,0 | 45,0 | 53,0 | 62 | - | ||
23 | 3 | - | - | - | - | 20,0 | 25,0 | 33,0 | 43,0 | 53,0 | 62,0 | 73 | - | ||
24 | 1250 | 1 | - | - | - | - | - | 17,0 | 23,0 | 29,0 | 36,0 | 43,0 | 50 | 56 | |
25 | 2 | - | - | - | - | - | 23,0 | 30,0 | 39,0 | 48,0 | 56,0 | 66 | 74 | ||
26 | 3 | - | - | - | - | - | 27,0 | 36,0 | 46,0 | 56,0 | 66,0 | 78 | 87 | ||
27 | В вертлюге с двухстороним креплением кулачками и люнете | 150 | 1 | 4,0 | 4,60 | 5,4 | 6,2 | 16,0 | 20,7 | 27,3 | 35,1 | 43,1 | 50,9 | - | - |
28 | 500 | 1 | 5,4 | 6,20 | 7,3 | 8,4 | 21,7 | 28,0 | 36,9 | 47,5 | 58,7 | 68,8 | - | - | |
29 | 1000 | 1 | - | - | - | - | 27,0 | 35,0 | 46,0 | 60,0 | 74,0 | 87,0 | 102 | - | |
30 | 1250 | 1 | - | - | - | - | 49,0 | 63,0 | 78,0 | 92,0 | 108,0 | 121,0 | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
--------------------------------
<*> В карте предусмотрена выверка с точностью 0,1; 0,2 мм, при необходимости более точной выверки время по карте применять с коэффициентом K = 1,3.
Сверление отверстий Сталь | Среднесерийное производство | ||||||||||||
Станки для глубокого сверления и растачивания | |||||||||||||
Сверла спиральные Р6М5 | |||||||||||||
Карта 26 | Лист 1 | ||||||||||||
 | |||||||||||||
Рис. 26 | |||||||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
800 | 900 | 1000 | 1200 | 1400 | 1600 | 1800 | S, мм/об. | n, об./мин. | V, м/мин. | ||||
Время, мин. | |||||||||||||
300 | 3 | 40 | 106 | 118 | 131 | 155 | 180 | 205 | 230 | 0,47 | 19,0 | 18 | |
350 | 118 | 131 | 145 | 173 | 201 | 229 | 256 | 0,51 | 15,8 | 17 | |||
400 | 126 | 138 | 153 | 186 | 215 | 245 | 275 | 0,54 | 13,8 | 17 | |||
500 | 145 | 163 | 180 | 214 | 248 | 282 | 317 | 0,60 | 10,8 | 17 | |||
Диаметр отверстия D. мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
2000 | 2200 | 2400 | 2600 | 2800 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | |||||||||||
300 | 3 | 40 | 255 | 280 | 301 | 329 | 351 | 376 | 0,47 | 19,0 | 18 |
350 | 284 | 312 | 340 | 367 | 395 | 423 | 0,51 | 15,8 | 17 | ||
400 | 305 | 331 | 364 | 391 | 421 | 454 | 0,54 | 13,8 | 17 | ||
500 | 351 | 385 | 419 | 454 | 488 | 522 | 0,60 | 10,8 | 17 | ||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||
3200 | 3500 | 4000 | 4500 | 5000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||
300 | 3 | 40 | 419 | 457 | 518 | 591 | 656 | 0,45 | 19,0 | 18 |
350 | 475 | 515 | 592 | 666 | 736 | 0,48 | 15,8 | 17 | ||
400 | 502 | 545 | 622 | 699 | 777 | 0,52 | 13,8 | 17 | ||
500 | 557 | 608 | 694 | 779 | 865 | 0,60 | 10,8 | 17 | ||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||
5500 | 6000 | 6500 | 7000 | 7500 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||
300 | 3 | 40 | 755 | 823 | 891 | 959 | 1027 | 0,43 | 19,0 | 18 |
350 | 848 | 925 | 1001 | 1077 | 1154 | 0,46 | 15,8 | 17 | ||
400 | 912 | 994 | 1076 | 1158 | 1240 | 0,49 | 13,8 | 17 | ||
500 | 1002 | 1092 | 1182 | 1272 | 1362 | 0,57 | 10,8 | 17 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Среднесерийное производство | |||||||||
Станки для глубокого сверления и растачивания | ||||||||||
Сверла кольцевые Р6М5 | ||||||||||
Карта 26 | Лист 2 | |||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||
8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||
300 | 3 | 40 | 1148 | 1219 | 1291 | 1362 | 1430 | 0,41 | 19,0 | 18 |
350 | 1286 | 1366 | 1446 | 1521 | 1606 | 0,44 | 15,8 | 17 | ||
400 | 1322 | 1404 | 1487 | 1555 | 1652 | 0,49 | 13,8 | 17 | ||
500 | 1452 | 1542 | 1632 | 1723 | 1813 | 0,57 | 10,8 | 17 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||
Обрабатываемый материал | ||||||||||
Сталь | Чугун | Медные сплавы | ||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||
Коэффициент Kм | ||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||
Примечание. При обработке отверстий инструментом, оснащенным пластинками из твердого сплава, время по карте применять с коэффициентом Kтс = 0,7.
Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 27 | Лист 1 | ||||||||||
 | |||||||||||
Рис. 27 | |||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
550 | 8 | 97 | 115 | 132 | 150 | 167 | 185 | 203 | 0,65 | 19,5 | 33,9 |
12 | 104 | 123 | 142 | 161 | 180 | 199 | 218 | 0,62 | 19,0 | 33,0 | |
15 | 109 | 129 | 149 | 168 | 188 | 208 | 228 | 0,60 | 18,8 | 32,7 | |
600 | 8 | 101 | 120 | 138 | 157 | 175 | 194 | 212 | 0,68 | 17,8 | 33,5 |
12 | 113 | 134 | 155 | 175 | 196 | 217 | 237 | 0,63 | 17,2 | 32,7 | |
15 | 118 | 139 | 161 | 182 | 204 | 225 | 247 | 0,61 | 17,0 | 32,5 | |
650 | 8 | 107 | 127 | 146 | 166 | 186 | 205 | 225 | 0,69 | 16,5 | 33,5 |
12 | 119 | 141 | 163 | 184 | 206 | 228 | 250 | 0,64 | 16,0 | 32,7 | |
15 | 124 | 147 | 170 | 193 | 216 | 239 | 261 | 0,62 | 15,8 | 32,3 | |
700 | 8 | 115 | 136 | 157 | 178 | 200 | 221 | 242 | 0,70 | 15,1 | 33,2 |
12 | 125 | 148 | 171 | 194 | 217 | 240 | 264 | 0,65 | 14,9 | 32,5 | |
15 | 131 | 155 | 179 | 204 | 228 | 252 | 276 | 0,63 | 14,7 | 32,3 | |
750 | 8 | 122 | 144 | 167 | 189 | 212 | 234 | 257 | 0,71 | 14,0 | 33,2 |
12 | 133 | 157 | 182 | 207 | 231 | 256 | 280 | 0,67 | 13,6 | 32,3 | |
15 | 140 | 166 | 192 | 218 | 244 | 270 | 296 | 0,64 | 13,5 | 31,9 | |
800 | 8 | 124 | 147 | 171 | 194 | 217 | 240 | 263 | 0,74 | 13,1 | 32,8 |
12 | 139 | 165 | 191 | 217 | 243 | 269 | 295 | 0,68 | 12,7 | 32,1 | |
15 | 143 | 170 | 196 | 223 | 249 | 276 | 302 | 0,67 | 12,6 | 31,9 | |
850 | 8 | 132 | 157 | 181 | 205 | 230 | 254 | 278 | 0,74 | 12,4 | 32,8 |
12 | 149 | 176 | 204 | 232 | 259 | 287 | 322 | 0,69 | 11,8 | 31,9 | |
15 | 155 | 184 | 212 | 241 | 269 | 298 | 327 | 0,67 | 11,7 | 31,4 | |
900 | 8 | 138 | 163 | 189 | 214 | 240 | 265 | 291 | 0,75 | 11,7 | 32,8 |
12 | 155 | 184 | 213 | 241 | 270 | 299 | 327 | 0,70 | 11,1 | 31,6 | |
15 | 161 | 190 | 220 | 250 | 279 | 309 | 339 | 0,68 | 11,1 | 31,4 | |
1000 | 8 | 155 | 184 | 213 | 242 | 271 | 300 | 329 | 0,76 | 10,2 | 32,3 |
12 | 169 | 201 | 233 | 264 | 296 | 327 | 359 | 0,71 | 10,0 | 31,2 | |
15 | 177 | 209 | 242 | 275 | 308 | 341 | 373 | 0,69 | 9,9 | 31,0 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 27 | Лист 2 | ||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
2400 | 2700 | 3000 | 3300 | 3600 | 3900 | 4100 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
550 | 8 | 220 | 247 | 273 | 300 | 326 | 353 | 370 | 0,65 | 19,5 | 33,9 |
12 | 237 | 265 | 294 | 322 | 351 | 379 | 398 | 0,62 | 19,0 | 33,0 | |
15 | 248 | 277 | 307 | 337 | 367 | 396 | 416 | 0,60 | 18,8 | 32,7 | |
600 | 8 | 230 | 259 | 286 | 314 | 342 | 370 | 388 | 0,68 | 17,8 | 33,5 |
12 | 258 | 289 | 320 | 352 | 383 | 414 | 435 | 0,63 | 17,2 | 32,7 | |
15 | 268 | 301 | 333 | 365 | 398 | 430 | 451 | 0,61 | 17,0 | 32,3 | |
650 | 8 | 245 | 274 | 303 | 333 | 362 | 392 | 412 | 0,69 | 16,5 | 33,5 |
12 | 272 | 305 | 338 | 370 | 403 | 436 | 458 | 0,64 | 16,0 | 32,7 | |
15 | 284 | 319 | 353 | 387 | 421 | 456 | 479 | 0,62 | 15,8 | 32,3 | |
700 | 8 | 263 | 295 | 327 | 358 | 390 | 422 | 443 | 0,70 | 15,1 | 33,2 |
12 | 287 | 324 | 356 | 391 | 425 | 460 | 483 | 0,65 | 14,9 | 32,5 | |
15 | 300 | 337 | 373 | 409 | 446 | 482 | 506 | 0,63 | 14,7 | 32,3 | |
750 | 8 | 279 | 313 | 347 | 381 | 415 | 448 | 471 | 0,71 | 14,0 | 33,2 |
12 | 296 | 331 | 367 | 403 | 438 | 474 | 498 | 0,67 | 13,6 | 32,3 | |
15 | 321 | 360 | 399 | 438 | 477 | 516 | 542 | 0,64 | 13,5 | 31,9 | |
800 | 8 | 286 | 321 | 355 | 390 | 425 | 459 | 482 | 0,74 | 13,1 | 32,8 |
12 | 322 | 360 | 399 | 437 | 476 | 515 | 541 | 0,68 | 12,7 | 32,1 | |
15 | 329 | 369 | 409 | 448 | 488 | 528 | 555 | 0,67 | 12,6 | 31,9 | |
850 | 8 | 303 | 339 | 376 | 403 | 449 | 485 | 510 | 0,74 | 12,4 | 32,8 |
12 | 342 | 383 | 424 | 465 | 507 | 539 | 576 | 0,69 | 11,8 | 31,9 | |
15 | 355 | 398 | 441 | 484 | 527 | 569 | 598 | 0,67 | 11,7 | 31,4 | |
900 | 8 | 316 | 354 | 392 | 431 | 469 | 507 | 532 | 0,75 | 11,7 | 32,8 |
12 | 356 | 399 | 442 | 485 | 528 | 572 | 600 | 0,70 | 11,1 | 31,6 | |
15 | 368 | 413 | 457 | 502 | 546 | 591 | 621 | 0,68 | 11,1 | 31,4 | |
1000 | 8 | 355 | 392 | 435 | 488 | 531 | 574 | 603 | 0,76 | 10,2 | 32,3 |
12 | 390 | 438 | 485 | 532 | 570 | 627 | 658 | 0,71 | 10,0 | 31,2 | |
15 | 406 | 455 | 505 | 554 | 603 | 652 | 685 | 0,69 | 9,9 | 31,0 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 27 | Лист 3 | ||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
4400 | 4700 | 5000 | 5500 | 6000 | 6500 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
550 | 8 | 397 | 423 | 450 | 495 | 557 | 602 | 648 | 0,65 - 0,63 | 19,5 | 33,9 |
12 | 427 | 455 | 484 | 533 | 600 | 649 | 699 | 0,62 - 0,60 | 19,0 | 33,0 | |
15 | 446 | 476 | 505 | 556 | 639 | 692 | 744 | 0,60 - 0,57 | 18,8 | 32,7 | |
600 | 8 | 416 | 444 | 471 | 519 | 566 | 649 | 698 | 0,68 - 0,64 | 17,8 | 33,5 |
12 | 466 | 497 | 528 | 581 | 633 | 704 | 758 | 0,63 - 0,61 | 17,2 | 32,7 | |
15 | 484 | 521 | 554 | 610 | 664 | 740 | 796 | 0,61 - 0,59 | 17,0 | 32,5 | |
650 | 8 | 441 | 470 | 500 | 551 | 600 | 649 | 743 | 0,69 - 0,65 | 16,5 | 33,5 |
12 | 491 | 523 | 556 | 604 | 667 | 722 | 803 | 0,64 - 0,62 | 16,0 | 32,7 | |
15 | 513 | 547 | 581 | 640 | 697 | 755 | 839 | 0,62 - 0,60 | 15,8 | 32,3 | |
700 | 8 | 475 | 507 | 539 | 593 | 646 | 690 | 752 | 0,70 | 15,1 | 33,2 |
12 | 518 | 552 | 587 | 646 | 704 | 762 | 819 | 0,65 | 14,9 | 32,5 | |
15 | 542 | 579 | 615 | 677 | 737 | 798 | 858 | 0,63 | 14,7 | 32,3 | |
750 | 8 | 505 | 538 | 572 | 630 | 687 | 734 | 799 | 0,71 | 14,0 | 33,2 |
12 | 551 | 588 | 625 | 688 | 750 | 811 | 864 | 0,67 | 13,6 | 32,3 | |
15 | 581 | 620 | 659 | 716 | 790 | 855 | 919 | 0,64 | 13,5 | 31,9 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 27 | Лист 4 | ||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
4400 | 4700 | 5000 | 5500 | 6000 | 6500 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
800 | 8 | 517 | 555 | 586 | 646 | 694 | 761 | 819 | 0,74 | 13,1 | 32,8 |
12 | 580 | 619 | 658 | 724 | 780 | 854 | 920 | 0,68 | 12,7 | 32,1 | |
15 | 594 | 634 | 674 | 742 | 808 | 875 | 941 | 0,67 | 12,6 | 31,9 | |
850 | 8 | 546 | 583 | 619 | 683 | 743 | 804 | 865 | 0,74 | 12,4 | 32,8 |
12 | 617 | 658 | 699 | 771 | 839 | 908 | 977 | 0,69 | 11,8 | 31,9 | |
15 | 641 | 684 | 727 | 800 | 872 | 943 | 1015 | 0,67 | 11,7 | 31,4 | |
900 | 8 | 571 | 609 | 647 | 713 | 777 | 829 | 904 | 0,74 | 12,4 | 32,8 |
12 | 643 | 686 | 729 | 804 | 875 | 947 | 1019 | 0,70 | 11,1 | 31,6 | |
15 | 665 | 709 | 754 | 831 | 905 | 979 | 1053 | 0,68 | 11,1 | 31,4 | |
1000 | 8 | 647 | 690 | 733 | 808 | 880 | 953 | 1025 | 0,76 | 10,2 | 32,3 |
12 | 706 | 753 | 800 | 882 | 943 | 1039 | 1118 | 0,71 | 10,0 | 31,2 | |
15 | 734 | 783 | 832 | 917 | 999 | 1081 | 1163 | 0,69 | 9,9 | 31,0 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | |||||||||
Станки для глубокого сверления и растачивания | ||||||||||
Резцы Т5К10 | ||||||||||
Карта 27 | Лист 5 | |||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
7500 | 8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||
550 | 8 | 693 | 739 | 810 | 857 | 904 | 951 | 0,63 - 0,61 | 19,5 | 33,9 |
12 | 748 | 797 | 892 | 944 | 996 | 1048 | 0,60 - 0,57 | 19,0 | 33,0 | |
15 | 797 | 849 | 932 | 986 | 1040 | 1095 | 0,57 - 0,55 | 18,8 | 32,7 | |
600 | 8 | 738 | 796 | 845 | 895 | 987 | 1038 | 0,64 - 0,61 | 17,8 | 33,5 |
12 | 811 | 864 | 918 | 971 | 1059 | 1114 | 0,61 - 0,59 | 17,2 | 32,7 | |
15 | 852 | 908 | 964 | 1020 | 1129 | 1188 | 1,59 - 0,56 | 17,0 | 32,5 | |
650 | 8 | 795 | 848 | 900 | 953 | 1005 | 1105 | 0,65 - 0,62 | 16,5 | 33,5 |
12 | 859 | 916 | 973 | 1029 | 1086 | 1198 | 0,62 - 0,59 | 16,0 | 32,7 | |
15 | 898 | 957 | 1016 | 1075 | 1134 | 1256 | 0,60 - 0,57 | 15,8 | 32,3 | |
700 | 8 | 827 | 898 | 953 | 1008 | 1064 | 1119 | 0,67 | 15,1 | 33,2 |
12 | 905 | 964 | 1024 | 1083 | 1143 | 1203 | 0,63 | 14,9 | 32,5 | |
15 | 948 | 1011 | 1073 | 1136 | 1198 | 1260 | 0,61 | 14,7 | 32,3 | |
750 | 8 | 856 | 952 | 1010 | 1069 | 1119 | 1187 | 0,71 - 0,68 | 14,0 | 33,2 |
12 | 934 | 1057 | 1122 | 1188 | 1253 | 1318 | 0,67 - 0,63 | 13,6 | 32,3 | |
15 | 984 | 1074 | 1149 | 1216 | 1283 | 1350 | 0,64 - 0,62 | 13,5 | 31,9 | |
800 | 8 | 877 | 934 | 1049 | 1110 | 1171 | 1232 | 0,74 - 0,70 | 13,1 | 32,8 |
12 | 983 | 1048 | 1182 | 1251 | 1320 | 1389 | 0,68 - 0,64 | 12,7 | 31,1 | |
15 | 1007 | 1074 | 1211 | 1282 | 1352 | 1423 | 0,67 - 0,63 | 12,6 | 31,9 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Среднесерийное производство | |||||||||
Станки для глубокого сверления и растачивания | ||||||||||
Резцы Т5К10 | ||||||||||
Карта 27 | Лист 6 | |||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
7500 | 8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||
850 | 8 | 926 | 987 | 1048 | 1174 | 1239 | 1303 | 0,74 - 0,70 | 12,4 | 32,8 |
12 | 1046 | 1115 | 1183 | 1328 | 1401 | 1474 | 0,69 - 0,65 | 11,8 | 31,9 | |
15 | 1086 | 1157 | 1229 | 1382 | 1458 | 1534 | 0,67 - 0,63 | 11,7 | 31,4 | |
900 | 8 | 967 | 1031 | 1095 | 1158 | 1293 | 1361 | 0,75 - 0,71 | 11,7 | 32,8 |
12 | 1091 | 1163 | 1234 | 1295 | 1444 | 1519 | 0,70 - 0,67 | 11,1 | 31,6 | |
15 | 1127 | 1201 | 1264 | 1350 | 1513 | 1592 | 0,68 - 0,64 | 11,1 | 31,4 | |
1000 | 3 | 1097 | 1169 | 1242 | 1314 | 1386 | 1458 | 0,76 | 10,2 | 32,3 |
12 | 1197 | 1276 | 1355 | 1434 | 1513 | 1614 | 0,71 | 10,0 | 31,2 | |
15 | 1245 | 1327 | 1409 | 1491 | 1573 | 1655 | 0,69 | 9,9 | 31,0 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||
Обрабатываемый материал | ||||||||||
Сталь | Чугун | Медные сплавы | ||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||
Коэффициент Kм | ||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||
Примечание. Большие пределы значений подачи приведены для обработки отверстий длиной L <= 15D; меньшие значения подачи соответствуют длинам L > 15D.
Растачивание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 1,6 - 0,8 | Среднесерийное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 28 | Лист 1 | ||||||||||
 | |||||||||||
Рис. 28 | |||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
600 | 0,6 | 120 | 142 | 164 | 186 | 208 | 229 | 251 | 1,67 | 6,1 | 11,3 |
700 | 138 | 164 | 189 | 215 | 240 | 266 | 292 | 1,75 | 5,0 | 11,1 | |
800 | 146 | 173 | 201 | 228 | 255 | 277 | 303 | 1,83 | 4,5 | 11,1 | |
900 | 1,0 | 163 | 193 | 223 | 253 | 284 | 314 | 344 | 1,90 | 3,9 | 10,9 |
1000 | 176 | 208 | 241 | 274 | 307 | 340 | 373 | 1,95 | 3,5 | 10,9 | |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
2400 | 2700 | 3000 | 3300 | 3600 | 3900 | 4100 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
600 | 0,6 | 273 | 306 | 339 | 375 | 405 | 438 | 460 | 1,67 | 6,1 | 11,3 |
700 | 317 | 356 | 394 | 432 | 471 | 509 | 535 | 1,75 | 5,0 | 11,1 | |
800 | 337 | 377 | 418 | 459 | 500 | 540 | 564 | 1,83 | 4,5 | 11,1 | |
900 | 1,0 | 375 | 420 | 462 | 511 | 556 | 602 | 632 | 1,90 | 3,9 | 10,9 |
1000 | 405 | 455 | 504 | 553 | 603 | 652 | 685 | 1,95 | 3,5 | 10,9 | |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
4400 | 4700 | 5000 | 5500 | 6000 | 6500 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
600 | 0,6 | 493 | 526 | 559 | 616 | 671 | 758 | 815 | 1,67 - 1,60 | 6,1 | 11,3 |
700 | 573 | 612 | 650 | 716 | 780 | 844 | 908 | 1,75 | 5,0 | 11,1 | |
800 | 609 | 650 | 690 | 760 | 828 | 896 | 965 | 1,83 | 4,5 | 11,1 | |
900 | 1,0 | 677 | 723 | 768 | 846 | 922 | 998 | 1073 | 1,90 | 3,9 | 10,9 |
1000 | 734 | 783 | 832 | 917 | 999 | 1082 | 1164 | 1,95 | 3,5 | 10,9 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 1,6 - 0,8 | Среднесерийное производство | |||||||||
Станки для глубокого сверления и растачивания | ||||||||||
Резцы T5K10 | ||||||||||
Карта 28 | Лист 2 | |||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
7500 | 8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||
600 | 0,6 | 872 | 930 | 987 | 1045 | 1102 | 1159 | 1,60 | 6,1 | 11,3 |
700 | 1018 | 1085 | 1152 | 1219 | 1286 | 1353 | 1,67 | 5,0 | 11,1 | |
800 | 1033 | 1101 | 1222 | 1293 | 1364 | 1435 | 1,83 - 1,75 | 4,5 | 11,1 | |
900 | 1,0 | 1149 | 1225 | 1300 | 1376 | 1513 | 1591 | 1,90 - 1,82 | 3,9 | 10,9 |
1000 | 1246 | 1328 | 1410 | 1492 | 1574 | 1656 | 1,95 | 3,5 | 10,9 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||
Обрабатываемый материал | ||||||||||
Сталь | Чугун | Медные сплавы | ||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||
Коэффициент Kм | ||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||
Примечание. Большие пределы значений подачи приведены для обработки отверстий длиной L <= 15D; меньшие значения подачи соответствуют длинам L > 15D.
Карта 29 | |||||||||||
I. Наладка станка, инструмента и приспособлений | |||||||||||
N позиции | Способ установки детали | Число инструментов в наладке | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | ||||||||
400 | 1000 | 2000 | 3000 | 400 | 1000 | 2000 | 3000 | ||||
С заменой установочных приспособлений | Без замены установочных приспособлений | ||||||||||
Время, мин. | |||||||||||
1 | В универсальном приспособлении | 3 - 4 | 15 | 17 | 24 | 30 | 10 | 12 | 20 | 25 | |
2 | 5 - 6 | 17 | 20 | 26 | 35 | 12 | 15 | 22 | 30 | ||
3 | В специальном приспособлении | 3 - 4 | 19 | 22 | 28 | 35 | 12 | 14 | 23 | 31 | |
4 | 5 - 6 | 22 | 25 | 31 | 40 | 14 | 17 | 26 | 34 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
II. Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплекс | |||||||||||
5 | Сменить кулачки в патроне | трехкулачковом | 4,0 | 5,0 | - | - | |||||
6 | четырехкулачковом | 6,0 | 8,0 | 20 | 25 | ||||||
7 | Расточить сырые кулачки патрона | 6,0 | 7,0 | - | - | ||||||
8 | Установить и снять (с регулировкой) | Патрон | 6,0 | 8,0 | - | - | |||||
9 | Люнет | 4,0 | 6,0 | 14 | 17 | ||||||
10 | Противовес на планшайбу | 7,0 | 9,0 | 13 | 15 | ||||||
11 | Копир или конусную линейку | 4,0 | 5,0 | 10 | 12 | ||||||
12 | Упор | 2,0 | 2,5 | - | - | ||||||
13 | Стружколоматель | 4,0 | |||||||||
14 | Сверлильную головку диаметром | D, мм, до | 100 | 4,5 | 5,8 | - | - | ||||
15 | 200 | 5,8 | 7,3 | - | - | ||||||
16 | 400 | 7,3 | 10,0 | - | - | ||||||
17 | Переустановить кулачок без коробки | - | - | 5 | 6 | ||||||
18 | Переустановить кулачок с коробкой при креплении | шестью болтами | - | - | 9 | 12 | |||||
19 | восемью болтами | - | - | 11 | 15 | ||||||
Индекс | а | б | в | г | |||||||
Мелкосерийное и единичное производство | |||||||||||||||||
Токарные станки | |||||||||||||||||
Карта 30 | |||||||||||||||||
Способ крепления и характер выверки детали | Способ установки | ||||||||||||||||
Вручную | Мостовым краном | ||||||||||||||||
Масса детали, кг, до | |||||||||||||||||
3 | 5 | 10 | 20 | 30 | 30 | 50 | 100 | 200 | 500 | 1000 | 2000 | 5000 | 10000 | ||||
Время, мин. | |||||||||||||||||
1 | В самоцентрирующем патроне | Без выверки | 0,59 | 0,71 | 0,92 | 1,20 | 1,43 | 4,6 | 5,2 | 5,8 | - | - | - | - | - | - | |
2 | С выверкой | на биение мелом | 1,10 | 1,20 | 1,43 | 1,80 | 2,10 | 5,2 | 6,4 | 8,5 | - | - | - | - | - | - | |
3 | по индикатору | 2,20 | 2,40 | 2,90 | 3,50 | 4,00 | 6,7 | 8,2 | 11,0 | - | - | - | - | - | - | ||
4 | В самоцентрирующем патроне и люнете с выверкой | 1,10 | 1,32 | 1,65 | 2,00 | 2,35 | 4,4 | 4,8 | 6,6 | 7,7 | 9,0 | 10,2 | 12,1 | 13,4 | - | ||
5 | В четырехкулачковом патроне | Без выверки | 0,88 | 1,00 | 1,25 | 1,55 | 1,85 | 4,7 | 5,2 | 5,8 | 6,5 | - | - | - | - | - | |
6 | С выверкой | на биение мелом | 1,45 | 1,75 | 2,20 | 2,75 | 3,30 | 7,4 | 8,4 | 9,5 | 11,0 | 12,6 | 14,5 | 16,5 | 18,2 | - | |
7 | по индикатору | 2,10 | 2,40 | 3,10 | 4,00 | 4,60 | 11,0 | 12,0 | 13,8 | 15,4 | 17,0 | 17,7 | 21,0 | 23,0 | - | ||
8 | В четырехкулачковом патроне и люнете с выверкой | 1,75 | 2,20 | 2,75 | 3,50 | 4,30 | 8,4 | 9,5 | 11,0 | 13,0 | 21,0 | 24,0 | 29,0 | 37,0 | 44 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Примечания: 1. При переустановке деталей вручную время по карте брать без изменений.
2. При переустановке деталей мостовым краном без выверки время по карте применять с коэффициентом K = 0,65; с выверкой по мелку или резцу K = 0,75; с выверкой по индикатору K = 0,85.
3. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшить на 1,5 мин.
Сверление отверстий Сталь | Среднесерийное производство | ||||||||||||||
Станки для глубокого сверления и растачивания | |||||||||||||||
Резцы Т5К10 | |||||||||||||||
Карта 31 | Лист 1 | ||||||||||||||
 | |||||||||||||||
Рис. 29 | |||||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||||
250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | |||||||||||||||
50 | 16 | 18,0 | 20,5 | 22,5 | 25,5 | 27,5 | 33,0 | 35,5 | 37,5 | 39,6 | 42,0 | 48,5 | 0,20 | 127 | 20 |
60 | 19 | 21,5 | 24,0 | 26,5 | 29,0 | 32,5 | 35,0 | 37,5 | 44,5 | 47,0 | 49,5 | 52,0 | 0,21 | 107 | 20 |
70 | - | 23,5 | 26,0 | 28,5 | 31,0 | 33,5 | 36,0 | 40,5 | 46,0 | 51,0 | 56,0 | 58,0 | 0,22 | 100 | 22 |
80 | - | 27,0 | 29,5 | 32.5 | 35,0 | 38,0 | 40.5 | 43,5 | 46,0 | 52,0 | 58,0 | 60,0 | 0,23 | 87 | 22 |
90 | - | - | 34,5 | 37,5 | 40,5 | 43,5 | 47,0 | 49,5 | 53,0 | 56,0 | 63,0 | 66,0 | 0,24 | 76 | 21 |
100 | - | - | 40,5 | 44,0 | 47,5 | 51,0 | 55,0 | 58,0 | 62,0 | 65,0 | 69,0 | 72,0 | 0,25 | 63 | 20 |
110 | - | - | - | 52,0 | 55,0 | 59,0 | 63,0 | 67,0 | 71,0 | 75,0 | 78,0 | 82,0 | 0,26 | 55 | 19 |
120 | - | - | - | 58,0 | 62,0 | 66,0 | 71,0 | 75,0 | 79,0 | 83,0 | 87,0 | 91,0 | 0,27 | 50 | 19 |
140 | - | - | - | - | 71,0 | 75,0 | 79,0 | 83,0 | 87,0 | 92,0 | 96,0 | 100,0 | 0,29 | 45 | 20 |
160 | - | - | - | - | 85,0 | 90,0 | 94,0 | 99,0 | 103,0 | 108,0 | 112,0 | 117,0 | 0,30 | 40 | 20 |
180 | - | - | - | - | - | 104,0 | 109,0 | 114,0 | 113,0 | 123,0 | 128,0 | 132,0 | 0,31 | 38 | 21 |
200 | - | - | - | - | - | 126,0 | 132,0 | 137,0 | 143,0 | 148,0 | 153,0 | 159,0 | 0,32 | 32 | 20 |
Диаметр отверстий D. мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
850 | 900 | 950 | 1000 | 1100 | 1200 | 1300 | 1400 | 1500 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||
50 | 50 | 53 | 55 | 57 | 65 | 69 | 77 | 81 | 86 | 0,20 | 127 | 20 |
60 | 54 | 57 | 64 | 66 | 71 | 76 | 85 | 90 | 95 | 0,21 | 107 | 20 |
70 | 60 | 63 | 65 | 68 | 78 | 83 | 88 | 93 | 106 | 0.22 | 100 | 22 |
80 | 69 | 71 | 74 | 77 | 82 | 88 | 102 | 107 | 113 | 0,23 | 87 | 22 |
90 | 70 | 72 | 85 | 88 | 94 | 100 | 106 | 123 | 129 | 0,24 | 76 | 21 |
100 | 82 | 85 | 89 | 92 | 110 | 117 | 124 | 131 | 138 | 0,25 | 63 | 20 |
110 | 86 | 95 | 99 | 103 | 111 | 123 | 141 | 149 | 157 | 0,26 | 55 | 19 |
120 | 95 | 99 | 103 | 111 | 119 | 127 | 144 | 152 | 169 | 0,27 | 50 | 19 |
140 | 104 | 109 | 111 | 117 | 126 | 139 | 148 | 156 | 182 | 0,29 | 45 | 20 |
160 | 122 | 126 | 131 | 135 | 145 | 154 | 173 | 183 | 192 | 0,30 | 40 | 20 |
180 | 137 | 142 | 146 | 151 | 160 | 170 | 179 | 188 | 211 | 0,31 | 38 | 21 |
200 | 164 | 169 | 175 | 180 | 191 | 202 | 212 | 223 | 234 | 0,32 | 32 | 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | ||||||||||
Токарные станки | |||||||||||
Сверла перовые Р6М5 | |||||||||||
Карта 31 | Лист 2 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
1600 | 1700 | 1800 | 1900 | 2000 | 2200 | 2400 | 2600 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
50 | 97 | 101 | 108 | 113 | 117 | 133 | 142 | 155 | 0,19 | 127,0 | 20 |
60 | 109 | 114 | 120 | 131 | 136 | 150 | 170 | 180 | 0,20 | 107,0 | 20 |
70 | 124 | 130 | 144 | 149 | 155 | 174 | 185 | 201 | 0,21 | 90,0 | 20 |
80 | 130 | 148 | 153 | 159 | 165 | 184 | 196 | 218 | 0,22 | 80,0 | 20 |
90 | 146 | 153 | 160 | 180 | 187 | 201 | 222 | 236 | 0,23 | 71,0 | 20 |
100 | 166 | 173 | 181 | 188 | 195 | 223 | 238 | 265 | 0,24 | 63,0 | 20 |
110 | 169 | 194 | 202 | 210 | 218 | 234 | 265 | 281 | 0,25 | 55,0 | 19 |
120 | 182 | 208 | 216 | 225 | 234 | 251 | 268 | 300 | 0,26 | 50,0 | 19 |
140 | 227 | 237 | 247 | 258 | 268 | 303 | 323 | 344 | 0,27 | 40,0 | 17 |
160 | 239 | 262 | 272 | 282 | 293 | 313 | 334 | 383 | 0,28 | 38,0 | 19 |
180 | 261 | 273 | 285 | 316 | 348 | 371 | 395 | 419 | 0,29 | 32,0 | 18 |
200 | 269 | 305 | 317 | 330 | 352 | 408 | 433 | 457 | 0,30 | 31,5 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
2800 | 3000 | 3200 | 3400 | 3700 | 4000 | 4300 | 4600 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
50 | 164 | 173 | - | - | - | - | - | - | 0,19 | 127,0 | 20 |
60 | 191 | 201 | - | - | - | - | - | - | 0,20 | 107,0 | 20 |
70 | 212 | 224 | 236 | - | - | - | - | - | 0,21 | 90,0 | 20 |
80 | 229 | 252 | 265 | - | - | - | - | - | 0,22 | 80,0 | 20 |
90 | 261 | 274 | 300 | 313 | - | - | - | - | 0,23 | 71,0 | 20 |
100 | 279 | 294 | 329 | 344 | 373 | 395 | - | - | 0,24 | 63,0 | 20 |
110 | 317 | 333 | 349 | 377 | 401 | 443 | 467 | - | 0,25 | 55,0 | 19 |
120 | 329 | 346 | 370 | 387 | 427 | 452 | 489 | 514 | 0,26 | 50,0 | 19 |
140 | 364 | 408 | 428 | 448 | 491 | 522 | 563 | 594 | 0,27 | 40,0 | 17 |
160 | 404 | 425 | 445 | 489 | 520 | 551 | 610 | 641 | 0,28 | 38,0 | 19 |
180 | 479 | 503 | 527 | 530 | 616 | 651 | 687 | 757 | 0,29 | 32,0 | 18 |
200 | 481 | 506 | 572 | 596 | 633 | 669 | 753 | 790 | 0,30 | 31,5 | 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Сверла перовые Р6М5 | ||||||||||||
Карта 31 | Лист 3 | |||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
4900 | 5200 | 5500 | 5800 | 6100 | 6500 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||||
140 | 625 | - | - | - | - | - | - | 0,27 | 40,0 | 17 | ||
160 | 706 | 737 | 768 | - | - | - | - | 0,28 | 38,0 | 19 | ||
180 | 792 | 828 | 896 | 931 | 967 | 1014 | 1074 | 0,29 | 32,0 | 18 | ||
200 | 827 | 906 | 942 | 979 | 1045 | 1094 | 1155 | 0,30 | 31,5 | 20 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Сверла шнековые Р6М5 | ||||||||||||
Карта 32 | Лист 1 | |||||||||||
 | ||||||||||||
Рис. 30 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 70 | 80 | 90 | 100 | 110 | 120 | 135 | 150 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
8 | 1,10 | 1,25 | 1,40 | 1,80 | 2,35 | 2,50 | 2,60 | 3,20 | 3,90 | 0,11 | 630 - 800 | 16 - 20 |
12 | 1,55 | 1,70 | 1,90 | 2,05 | 2,55 | 2,70 | 2,85 | 3,30 | 3,60 | 0,13 | 500 | 19 |
16 | - | - | 2,05 | 2,25 | 2,40 | 2,60 | 2,75 | 3,20 | 3,60 | 0,15 | 400 | 20 |
20 | - | - | - | - | 2,20 | 2,35 | 2,50 | 2,75 | 2,95 | 0,20 | 355 | 22 |
25 | - | - | - | - | - | 2,35 | 2,55 | 2,75 | 3,00 | 0,28 | 250 | 20 |
32 | - | - | - | - | - | - | - | - | 3,20 | 0,40 | 200 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
170 | 190 | 210 | 230 | 250 | 275 | 300 | 325 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
8 | 4,40 | 5,00 | 5,70 | 6,00 | 6,80 | 7,20 | 7,7 | 8,1 | 0,11 | 630 | 16 |
12 | 4,30 | 5,20 | 5,70 | 6,10 | 6,90 | 7,40 | 7,8 | 8,6 | 0,13 | 450 - 500 | 17 - 19 |
16 | 4,30 | 5,00 | 5,50 | 5,90 | 6,70 | 7,10 | 8,0 | 8,9 | 0,15 | 355 - 400 | 18 - 20 |
20 | 3,60 | 3,95 | 4,60 | 4,90 | 5,20 | 5,60 | 6,0 | 7,9 | 0,20 | 250 - 355 | 16 - 22 |
25 | 3,35 | 3,65 | 4,30 | 4,60 | 4,90 | 5,40 | 5,8 | 6,2 | 0,28 | 250 | 20 |
32 | 3,50 | 3,80 | 4,10 | 4,30 | 4,60 | 5,30 | 5,5 | 5,9 | 0,40 | 200 | 20 |
40 | - | 3,65 | 3,95 | 4,25 | 4,55 | 4,95 | 5,4 | 5,9 | 0,45 | 160 | 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | ||||||||||
Токарные станки | |||||||||||
Сверла шнековые Р6М5 | |||||||||||
Карта 32 | Лист 2 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
8 | 8,5 | - | - | - | - | - | - | - | 0,11 | 630 | 16 |
12 | 9,0 | 10,0 | - | - | - | - | - | - | 0,13 | 450 | 17 |
16 | 9,3 | 10,4 | 11,7 | 13,0 | 14,0 | 15,2 | 16,3 | 17,3 | 6,15 | 355 | 18 |
20 | 9,0 | 9,6 | 10,6 | 11,7 | 12,7 | 13,9 | 15,4 | 16,8 | 0,20 | 250 | 16 |
25 | 7,9 | 9,8 | 11,1 | 12,2 | 13,5 | 14,6 | 16,1 | 17,2 | 0,28 | 180 - 250 | 14 - 20 |
32 | 6,7 | 7,4 | 8,1 | 11,5 | 12,5 | 13,5 | 14,9 | 15,8 | 0,40 | 150 - 200 | 15 - 20 |
40 | 6,3 | 7,0 | 7,9 | 8,7 | 10,6 | 12,9 | 14,1 | 15,1 | 0,45 | 125 - 160 | 16 - 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||
25 | 18,3 | 20,0 | 21,0 | 22,5 | 23,5 | 24,5 | 27,0 | - | 0,28 | 180 | 14 |
32 | 16,9 | 17,6 | 19,3 | 20,0 | 21,0 | 23,0 | 25,0 | 27 | 0,40 | 150 | 15 |
40 | 16,1 | 17,1 | 18,4 | 19,4 | 20,5 | 21,5 | 24,5 | 26 | 0,45 | 125 | 16 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||
Обрабатываемый материал | |||||||||||
Сталь | Чугун | Медные сплавы | |||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||
Коэффициент Kм | |||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||
Примечание. Большие пределы значений скоростей резания приведены для обработки отверстий длиной L >= 15D; меньшие значения скоростей соответствуют длинам L > 15D.
Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||
Токарные станки | ||||||||||
Сверла спиральные Р6М5 | ||||||||||
Карта 33 | Лист 1 | |||||||||
 | ||||||||||
Рис. 31 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
30 | 40 | 50 | 60 | 70 | 80 | 90 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||
6 | 1,45 | 1,65 | 1,95 | 2,15 | 2,70 | 2,90 | 3,15 | 0,05 | 1000 | 19 |
8 | - | 1,25 | 1,40 | 1,70 | 1,95 | 2,10 | 2,45 | 0,11 | 800 | 20 |
12 | - | - | - | 1,75 | 1,90 | 2,10 | 2,25 | 0,13 | 500 | 19 |
16 | - | - | - | - | - | 2,40 | 2,60 | 0,15 | 400 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
100 | 110 | 120 | 135 | 150 | 170 | 190 | 210 | 230 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||
6 | 3,90 | 4,10 | 4,30 | 4,80 | 5,10 | - | - | - | - | 0,05 | 900 | 17 |
8 | 2,80 | 3,10 | 3,30 | 4,05 | 4,35 | 5,40 | 5,7 | 6,9 | - | 0,11 | 560 - 800 | 14-20 |
12 | 2,65 | 2,85 | 3,10 | 4,00 | 4,25 | 4,65 | 7,1 | 7,9 | 8,1 | 0,13 | 450 - 500 | 17 - 19 |
16 | 2,75 | 2,95 | 3,00 | 3,80 | 4,10 | 4,60 | 6,8 | 7,2 | 7,6 | 0,15 | 400 | 20 |
20 | 2,90 | 3,10 | 3,25 | 3,55 | 3,75 | 4,60 | 6,3 | 6,9 | 7,3 | 0,20 | 315 | 20 |
25 | - | 4,50 | 4,70 | 5,00 | 5,30 | 5,70 | 6,1 | 6,9 | 7,3 | 0,22 | 250 | 20 |
32 | - | - | - | - | 4,80 | 5,20 | 5,6 | 6,1 | 6,5 | 0,25 | 200 | 20 |
40 | - | - | - | - | - | - | 5,6 | 6,1 | 6,5 | 0,30 | 160 | 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | ||||||||||||
Токарные станки | |||||||||||||
Сверла спиральные Р6М5 | |||||||||||||
Карта 33 | Лист 2 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
250 | 275 | 300 | 325 | 350 | 400 | 450 | 500 | 550 | 600 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||
8 | 8,4 | 8,8 | 9,8 | 10,3 | 11,1 | - | - | - | - | - | 0,11 | 560 | 14 |
12 | 9,6 | 10,1 | 10,5 | 11,5 | 12,4 | 13,7 | - | - | - | - | 0,13 | 450 | 17 |
16 | 10,1 | 10,8 | 11,3 | 12,7 | 14,9 | 16,1 | 19,0 | 23,0 | 24,5 | 29,5 | 0,15 | 275 | 14 |
20 | 8,9 | 9,3 | 11,0 | 13,6 | 15,3 | 17,0 | 18,0 | 20,0 | 22,0 | 27,0 | 0,20 | 200 - 315 | 13 - 20 |
25 | 7,7 | 8,8 | 10,4 | 11,5 | 12,1 | 15,7 | 16,5 | 18,0 | 20,0 | 24,0 | 0,22 | 180 - 250 | 14 - 20 |
32 | 6,9 | 8,4 | 9,0 | 10,0 | 11,0 | 14,0 | 16,0 | 20,0 | 21,0 | 25,0 | 0,25 | 160 - 200 | 16 - 20 |
40 | 7,0 | 7,6 | 8,2 | 9,0 | 10,1 | 12,8 | 14,1 | 17,2 | 19,0 | 21,5 | 0,30 | 160 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
650 | 700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||
16 | 31 | 32,5 | - | - | - | - | - | - | - | - | 0,15 | 275 | 14 |
20 | 30 | 31,0 | - | - | - | - | - | - | - | - | 0,20 | 200 | 13 |
25 | 28 | 29,5 | 30,5 | 35,5 | 35 | 40,5 | - | - | - | - | 0,22 | 180 | 14 |
32 | 29 | 30,0 | 31,0 | 33,5 | 35 | 40,0 | 42 | 45 | 48 | 52 | 0,25 | 160 | 16 |
40 | 29 | 31,0 | 32,0 | 34,5 | 37 | 42,0 | 44 | 46 | 50 | 55 | 0,30 | 125 | 16 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Примечания: 1. Большие пределы значений скоростей резания приведены для обработки отверстий длиной L <= 15D; меньшие значения скоростей соответствуют длинам L > 15D.
2. При сверлении глухих отверстий время по карте применять с коэффициентом Kго = 1,1.
Сверление отверстий Сталь | Мелкосерийное и единичное производство | ||||||||||
Токарные станки | |||||||||||
Сверла кольцевые Р6М5 | |||||||||||
Карта 34 | Лист 1 | ||||||||||
 | |||||||||||
Рис. 32 | |||||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
300 | 350 | 400 | 450 | 500 | 550 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | |||||||||||
100 | 2 | 25 - 30 | 29 | 32,5 | 36,5 | 40,5 | 44 | 48 | 0,24 | 60 | 18,8 |
120 | 30 - 35 | - | 37,5 | 42,0 | 48,0 | 51 | 55 | 0,25 | 50 | 18,6 | |
140 | 35 - 40 | - | - | - | - | 59 | 63 | 0,26 | 41 | 18,4 | |
170 | 40 - 45 | - | - | - | - | - | 73 | 0,27 | 34 | 18,2 | |
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1300 | 1400 | 1500 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | |||||||||||||||
100 | 2 | 25 - 30 | 52 | - | - | - | - | - | - | - | - | - | 0,24 | 60 | 18,8 |
120 | 30 - 35 | 59 | 69 | - | - | - | - | - | - | - | - | 0,25 | 50 | 18,6 | |
140 | 35 - 40 | 69 | 79 | 89 | - | - | - | - | - | - | - | 0,26 | 41 | 18,4 | |
170 | 40 - 45 | 79 | 90 | 103 | 115 | - | - | - | - | - | - | 0,27 | 34 | 18,2 | |
200 | 3 | 45 - 50 | 93 | 107 | 120 | 135 | 149 | - | - | - | - | - | 0,28 | 28 | 18,0 |
250 | 50 - 55 | - | 124 | 140 | 157 | 173 | 190 | 206 | 222 | 239 | 255 | 0,29 | 23 | 17,8 | |
300 | 55 - 60 | - | 145 | 164 | 183 | 202 | 222 | 241 | 264 | 280 | 303 | 0,30 | 19 | 17,6 | |
350 | 60 - 65 | - | 165 | 188 | 210 | 232 | 254 | 276 | 298 | 321 | 343 | 0,31 | 16 | 17,4 | |
400 | 65 - 70 | - | - | 223 | 250 | 276 | 302 | 328 | 355 | 381 | 408 | 0,32 | 13 | 17,2 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||||||
Токарные станки | ||||||||||||||||
Сверла кольцевые Р6М5 | ||||||||||||||||
Карта 34 | Лист 2 | |||||||||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
1600 | 1700 | 1800 | 1900 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | ||||
Время, мин. | ||||||||||||||||
250 | 3 | 50 - 55 | 273 | 289 | 306 | 322 | 339 | - | - | - | - | - | 0,29 | 23 | 16,0 | |
300 | 55 - 60 | 318 | 337 | 357 | 376 | 395 | 434 | - | - | - | - | 0,30 | 19 | 16,0 | ||
350 | 60 - 65 | 365 | 387 | 409 | 431 | 453 | 498 | 542 | 587 | - | - | 0,31 | 16 | 15,8 | ||
400 | 65 - 70 | 434 | 460 | 487 | 513 | 540 | 593 | 645 | 698 | 751 | 804 | 0,32 | 13 | 15,7 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||||||
Обрабатываемый материал | ||||||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||||||
Коэффициент Kм | ||||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||||||
Примечание. При обработке отверстий инструментом, оснащенным пластинками из твердого сплава, время по карте применять с коэффициентом Kтс = 0,7.
Зенкерование отверстий Сталь Поле допуска H12. Шероховатость поверхности Ra 6,3 - 3,2 | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Т15К6 | ||||||||||||
Карта 35 | ||||||||||||
 | ||||||||||||
Рис. 33 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | 300 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
14 | 1,25 | 1,30 | 1,40 | 1,45 | 1,55 | 1,60 | 1,8 | - | - | 0,45 | 630,0 | 28 |
20 | 1,35 | 1,45 | 1,55 | 1,65 | 1,75 | 1,85 | 2,1 | 2,3 | - | 0,52 | 400,0 | 25 |
30 | 1,45 | 1,55 | 1,70 | 1,85 | 2,00 | 2,10 | 2,4 | 2,7 | 3,1 | 0,80 | 200,0 | 19 |
40 | - | 1,70 | 1,90 | 2,00 | 2,20 | 2,40 | 2,7 | 3,2 | 3,6 | 0,80 | 160,0 | 20 |
50 | - | - | 2,30 | 2,50 | 2,80 | 3,00 | 3,5 | 4,1 | 4,7 | 0,90 | 100,0 | 16 |
60 | - | - | 2,40 | 2,70 | 3,00 | 3,20 | 3,8 | 4,5 | 5,2 | 1,00 | 80,0 | 15 |
70 | - | - | - | 3,00 | 3,30 | 3,60 | 4,2 | 5,0 | 5,8 | 1,10 | 63,0 | 14 |
80 | - | - | - | - | 3,60 | 4,00 | 4,7 | 5,6 | 6,6 | 1,20 | 50,0 | 13 |
90 | - | - | - | - | 3,80 | 4,20 | 5,0 | 6,0 | 6,9 | 1,40 | 40,0 | 11 |
100 | - | - | - | - | 4,30 | 4,80 | 5,7 | 6,9 | 8,1 | 1,50 | 31,5 | 10 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||||
40 | 4,0 | 4,4 | 4,9 | 5,3 | 5,7 | 6,2 | 6,6 | 7,0 | 0,8 | 160,0 | 20 |
50 | 5,3 | 5,9 | 6,5 | 7,1 | 7,7 | 8,3 | 8,9 | 9,6 | 0,9 | 100,0 | 16 |
60 | 5,9 | 6,5 | 7,2 | 7,9 | 8,6 | 9,3 | 10,0 | 10,6 | 1,0 | 80,0 | 15 |
70 | 6,6 | 7,4 | 8,2 | 9,0 | 9,8 | 10,6 | 11,3 | 12,1 | 1,1 | 63,0 | 14 |
80 | 7,5 | 8,4 | 9,3 | 10,2 | 11,0 | 12,0 | 13,0 | 13,9 | 1,2 | 50,0 | 13 |
90 | 7,9 | 8,9 | 9,9 | 10,9 | 11,9 | 12,8 | 13,8 | 14,8 | 1,4 | 40,0 | 11 |
100 | 9,3 | 10,4 | 11,6 | 12,7 | 13,9 | 15,0 | 16,2 | 17,4 | 1,5 | 31,5 | 10 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||
Обрабатываемый материал | |||||||||||
Сталь | Чугун | Мерные сплавы | |||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||
Коэффициент Kм | |||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||
Зенкерование отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 3,2 - 1,6 | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Т15К6 | ||||||||||||
Карта 36 | ||||||||||||
 | ||||||||||||
Рис. 34 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | 300 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
14 | 1,30 | 1,40 | 1,5 | 1,60 | 1,70 | 1,85 | 2,0 | - | - | 0,34 | 630,0 | 28 |
20 | 1,40 | 1,55 | 1,7 | 1,85 | 1,95 | 2,10 | 2,4 | 2,7 | - | 0,40 | 400,0 | 25 |
30 | 1,65 | 1,90 | 2,1 | 2,30 | 2,50 | 2,70 | 3,1 | 3,7 | 4,2 | 0,52 | 200,0 | 19 |
40 | - | 2,00 | 2,2 | 2,40 | 2,70 | 2,90 | 3,4 | 4,0 | 4,6 | 0,58 | 160,0 | 20 |
50 | - | - | 2.5 | 2,70 | 3,00 | 3,30 | 3,9 | 4.6 | 5,3 | 0,78 | 100,0 | 16 |
60 | - | - | 2,8 | 3,10 | 3,50 | 3,80 | 4,5 | 5,3 | 6,2 | 0,80 | 80,0 | 15 |
70 | - | - | - | 3,40 | 3,80 | 4,20 | 5,0 | 5,9 | 6,9 | 0,90 | 63,0 | 14 |
80 | - | - | - | - | 4,20 | 4,60 | 5,5 | 6,6 | 7,7 | 1,00 | 50,0 | 13 |
90 | - | - | - | - | 4,60 | 5,10 | 6,1 | 7,3 | 8,6 | 1,10 | 40,0 | 11 |
100 | - | - | - | - | 5,20 | 5,80 | 6,9 | 8,4 | 9,8 | 1,20 | 31,5 | 10 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на поверхность, мин. | |||||||||||||
40 | 5,2 | 5,7 | 6,3 | 6,9 | 7,5 | 8,1 | 8,7 | 9,3 | 0,58 | 160,0 | 20 | ||
50 | 6,0 | 6,7 | 7,4 | 8,1 | 8,8 | 9,5 | 10,2 | 10,9 | 0,78 | 100,0 | 16 | ||
60 | 7,2 | 7,9 | 8,8 | 9,6 | 10,5 | 11,3 | 12,2 | 13,1 | 0,80 | 80,0 | 15 | ||
70 | 7,8 | 8,8 | 9,8 | 10,8 | 11,7 | 12.7 | 13,7 | 14,6 | 0,90 | 63,0 | 14 | ||
80 | 8,8 | 9,9 | 11,0 | 12,1 | 13,2 | 14,3 | 15,4 | 16,5 | 1,00 | 50,0 | 13 | ||
90 | 9,8 | 11,1 | 12.3 | 13,6 | 14,8 | 16,1 | 17,3 | 18,6 | 1,10 | 40,0 | 11 | ||
100 | 11,3 | 12,7 | 14,2 | 15,6 | 17,1 | 18,6 | 20,0 | 21,5 | 1,20 | 31,5 | 10 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Зенкерование отверстий Сталь Поле допуска H12. Шероховатость поверхности Ra 6,3 - 3,2 | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Р6М5 | ||||||||||||
Карта 37 | ||||||||||||
 | ||||||||||||
Рис. 35 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
40 | 60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
10 | 1,15 | 1,25 | 1,35 | 1,45 | 1,50 | 1,60 | 1,70 | - | - | 0,52 | 500 | 16 |
16 | 1,20 | 1,30 | 1,40 | 1,50 | 1,55 | 1,65 | 1,75 | 1,95 | - | 0,58 | 400 | 20 |
24 | 1,3 | 1,40 | 1,55 | 1,70 | 1,85 | 1,95 | 2,10 | 2,40 | 2,7 | 0,80 | 200 | 16 |
32 | - | 1,55 | 1,70 | 1,90 | 2,10 | 2,20 | 2,40 | 2,80 | 3,2 | 0,90 | 140 | 14 |
40 | - | - | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 3,00 | 3,5 | 0,90 | 125 | 16 |
52 | - | - | - | 2,40 | 2,70 | 3,00 | 3,30 | 3,80 | 4,5 | 1,00 | 80 | 13 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
32 | 3,6 | 4,1 | 4,5 | 4,9 | 5,4 | 5,8 | 6,2 | 6,7 | 7,1 | 0,9 | 140 | 14 |
40 | 4,0 | 4,4 | 4,9 | 5,4 | 5,9 | 6,4 | 6,9 | 7,3 | 7,8 | 0,9 | 125 | 16 |
52 | 5,2 | 5,8 | 6,5 | 7,2 | 7,9 | 8,6 | 9,3 | 10,0 | 10,7 | 1,0 | 80 | 13 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Зенкерование отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 3,2 - 1,6 | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Зенкер Р6М5 | ||||||||||||
Карта 38 | ||||||||||||
 | ||||||||||||
Рис. 36 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
40 | 60 | 80 | 100 | 120 | 140 | 160 | 200 | 250 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
10 | 1,20 | 1,35 | 1,40 | 1,55 | 1,65 | 1,75 | 1,85 | - | - | 0,42 | 500 | 16 |
16 | 1,30 | 1,40 | 1,55 | 1,65 | 1,30 | 1,95 | 2,00 | 2,3 | - | 0,42 | 400 | 20 |
24 | 1,45 | 1,70 | 1,90 | 2,10 | 2,30 | 2,60 | 2,80 | 3,2 | 3,8 | 0,50 | 200 | 16 |
32 | - | 1,85 | 2,10 | 2,30 | 2,60 | 2,90 | 3,10 | 3,7 | 4,3 | 0,60 | 140 | 14 |
40 | - | - | 2,20 | 2,50 | 2,80 | 3,10 | 3,40 | 4,0 | 4,7 | 0,60 | 125 | 16 |
52 | - | - | - | 2,80 | 3,10 | 3,50 | 3,80 | 4,5 | 5,3 | 0,80 | 80 | 13 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||||
32 | 5,0 | 5,6 | 6,2 | 6,9 | 7,6 | 8,2 | 8,9 | 9,5 | 10,2 | 0,6 | 140 | 14 |
40 | 5,4 | 6,2 | 6,9 | 7,6 | 8,3 | 9,1 | 9,8 | 10,6 | 11,3 | 0,6 | 125 | 16 |
52 | 6,2 | 7,1 | 7,9 | 8,8 | 9,6 | 10,4 | 11,3 | 12,2 | 13,1 | 0,8 | 80 | 13 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | ||||||||||||
Токарные станки Nд 14 - 55 кВт | |||||||||||||
Резцы Т5К10 | |||||||||||||
Карта 39 | Лист 1 | ||||||||||||
 | |||||||||||||
Рис. 37 | |||||||||||||
Диаметр от отверстия D, мм до | Шероховатость поверхности Rа | Глубина резания t, мм | Диаметр обрабатываемого отверстия L, мм, до | Режимы резаная | |||||||||
300 | 400 | 500 | 600 | 700 | 300 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | ||||
Время на проход, мин. | |||||||||||||
40 | 12,5 | 2,5 | 2,1 | 12,9 | 14,7 | - | - | - | - | 0,15 | 400 | 50 | |
4,0 | 12,2 | 14,4 | 16,6 | - | - | - | - | 0,20 | 250 | 31,4 | |||
6,3 | 2,0 | 11,1 | 12,9 | 14,7 | - | - | - | - | 0,15 | 400 | 50 | ||
70 | 12,5 | 2,5 | 9,0 | 10,1 | 11,3 | 12,4 | 13,6 | 14,7 | 15,9 | 0,31 | 310 | 68 | |
5,0 | 10,0 | 11,5 | 12,9 | 14,4 | 15,9 | 17,3 | 18,8 | 0,33 | 227 | 50 | |||
6,3 | 2,0 | 9,0 | 10,1 | 11,3 | 12,4 | 13,6 | 14,7 | 15,9 | 0,31 | 310 | 68 | ||
100 | 12,5 | 3,0 | - | 12,2 | 13,3 | 15,5 | 17,1 | 18,8 | 20,5 | 0,41 | 163 | 51 | |
6,0 | - | 13,5 | 15,5 | 17,4 | 19,4 | 21,5 | 23,5 | 0,36 | 156 | 49 | |||
6,3 | 2,0 | - | 11,6 | 13,1 | 14,6 | 16,1 | 17,6 | 19,2 | 0,34 | 214 | 65 | ||
130 | 12,5 | 4,0 | - | 14,3 | 16,3 | 1.8,3 | 20,5 | 22,5 | 24,5 | 0,45 | 122 | 50 | |
8,0 | - | 15,7 | 18,1 | 20,5 | 23,0 | 25,0 | 27,5 | 0,40 | 117 | 48 | |||
6,3 | 2,5 | - | 13,9 | 15,8 | 17,7 | 19,6 | 21,5 | 23,5 | 0,36 | 160 | 65 | ||
160 | 12,5 | 4,0 | - | - | 17,8 | 20,0 | 22,5 | 24,5 | 27,0 | 0,50 | 96 | 49 | |
8,0 | - | - | 20,6 | 23,5 | 26,5 | 29,0 | 32,0 | 0,43 | 90 | 46 | |||
6,3 | 2,5 | - | - | 17,3 | 19,5 | 21,5 | 24,0 | 26,0 | 0,40 | 125 | 64 | ||
200 | 12,5 | 5,0 | - | - | 20,0 | 23,0 | 25,5 | 28,5 | 31,0 | 0,54 | 74 | 47 | |
10,0 | - | - | 23,0 | 26,5 | 29,5 | 33,0 | 36,5 | 0,46 | 72 | 45 | |||
6,3 | 3,0 | - | - | 18,8 | 21,5 | 24,0 | 26,5 | 29,0 | 0,42 | 105 | 64 | ||
250 | 12,5 | 5,0 | - | - | 23,5 | 27,0 | 30,5 | 33,5 | 37,0 | 0,57 | 58 | 46 | |
10,0 | - | - | 27,5 | 31,5 | 35,5. | 39,5 | 43,5 | 0,50 | 54 | 43 | |||
6,3 | 3,5 | - | - | 22,5 | 26,0 | 29,0 | 32,0 | 35,0 | 0,44 | 80 | 63 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | ||||||||||||||
Токарные станки N 100 - 160 кВт | |||||||||||||||
Резцы Т5К10 | |||||||||||||||
Карта 39 | Лист 2 | ||||||||||||||
Диаметр от отверстия D, мм до | Шероховатость поверхности Ra | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2700 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | |||||||||||||||
300 | 12,5 | 6,0 | 45 | 52 | 60 | 68 | 75 | 83 | 90 | 98 | 109 | 121 | 0,63 | 46 | 44 |
12,0 | 53 | 62 | 71 | 80 | 90 | 99 | 108 | 117 | 131 | 145 | 0,55 | 44 | 42 | ||
6,3 | 3,5 | 43 | 51 | 58 | 66 | 73 | 80 | 38 | 95 | 106 | 117 | 0,47 | 64 | 60 | |
400 | 12,5 | 7,0 | 52 | 61 | 70 | 79 | 88 | 97 | 106 | 115 | 128 | 142 | 0,72 | 34 | 43 |
14,0 | 62 | 73 | 84 | 95 | 106 | 117 | 128 | 139 | 156 | 172 | 0,62 | 32 | 40 | ||
6,3 | 4,0 | 51 | 60 | 69 | 77 | 86 | 95 | 104 | 113 | 126 | 139 | 0,52 | 48 | 60 | |
500 | 12,5 | 8,0 | 59 | 69 | 79 | 90 | 100 | 110 | 121 | 131 | 147 | 162 | 0,79 | 27 | 42 |
16,0 | 69 | 82 | 94 | 107 | 119 | 131 | 244 | 156 | 175 | 194 | 0,68 | 26 | 41 | ||
6,3 | 4,0 | 54 | 63 | 73 | 82 | 92 | 101 | 111 | 120 | 134 | 148 | 0,60 | 39 | 61 | |
Диаметр отверстия D, мм, до | Шероховатость поверхности Ra | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
3300 | 3600 | 3900 | 4100 | 4400 | 4700 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | |||||||||||
300 | 12,5 | 6,0 | 169 | 184 | 199 | 208 | 223 | 238 | 0,56 | 40 | 38 |
12,0 | 198 | 216 | 233 | 244 | 262 | 279 | 0,50 | 38 | 35 | ||
6,3 | 3,5 | 155 | 169 | 182 | 191 | 205 | 218 | 0,43 | 57 | 54 | |
400 | 12,5 | 7,0 | 200 | 218 | 235 | 247 | 265 | 282 | 0,65 | 29 | 37 |
14,0 | 249 | 271 | 293 | 308 | 330 | 352 | 0,56 | 27 | 34 | ||
6,3 | 4,0 | 195 | 212 | 229 | 241 | 258 | 275 | 0,46 | 42 | 53 | |
500 | 12,5 | 8,0 | 234 | 255 | 275 | 289 | 310 | 330 | 0,70 | 23 | 36 |
16,0 | 282 | 307 | 332 | 349 | 374 | 399 | 0,60 | 22 | 35 | ||
6,3 | 4,0 | 215 | 233 | 252 | 265 | 284 | 303 | 0,53 | 33 | 52 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | ||||||||||||
Токарные станки Nд 100 - 160 кВт | |||||||||||||
Резцы Т5К10 | |||||||||||||
Карта 39 | Лист 3 | ||||||||||||
Диаметр отверстия D, мм, до | Шероховатость поверхности Rа | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
5000 | 5300 | 5600 | 5900 | 6100 | 6400 | 6700 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | |||||||||||||
300 | 12,5 | 6,0 | 254 | 269 | 284 | 298 | 308 | 323 | 338 | 352 | 0,56 | 40 | 38 |
12,0 | 298 | 316 | 333 | 350 | 362 | 379 | 397 | 414 | 0,50 | 38 | 35 | ||
6,3 | 3,5 | 233 | 247 | 260 | 274 | 283 | 296 | 309 | 323 | 0,43 | 57 | 54 | |
400 | 12,5 | 7,0 | 301 | 319 | 336 | 354 | 366 | 383 | 401 | 418 | 0,65 | 29 | 37 |
14,0 | 376 | 398 | 420 | 442 | 456 | 478 | 500 | 522 | 0,56 | 27 | 34 | ||
6,3 | 4,0 | 294 | 311 | 328 | 345 | 356 | 374 | 391 | 408 | 0,46 | 42 | 53 | |
500 | 12,5 | 8,0 | 353 | 373 | 394 | 415 | 428 | 449 | 469 | 490 | 0,70 | 23 | 36 |
16,0 | 426 | 451 | 476 | 501 | 517 | 542 | 567 | 592 | 0,60 | 22 | 35 | ||
6,3 | 4,0 | 323 | 342 | 361 | 380 | 392 | 411 | 430 | 449 | 0,53 | 33 | 52 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Растачивание отверстий Сталь Поле допуска H7. Шерохватость поверхности Ra 1,6 - 0,8 | Мелкосерийное и единичное производство | |||||||||||
Токарные станки Nд 14 - 55 кВт | ||||||||||||
Резцы Т5К10 | ||||||||||||
Карта 40 | Лист 1 | |||||||||||
 | ||||||||||||
Рис. 38 | ||||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
300 | 400 | 500 | 600 | 700 | 800 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | ||||||||||||
40 | 1,0 | 13,0 | 15,0 | 17,0 | - | - | - | - | 0,35 | 163 | 20,0 | |
70 | 1,5 | 11,4 | 12,8 | 14,2 | 15,6 | 17,1 | 18,5 | 19,9 | 0,87 | 90 | 18,1 | |
100 | 2,0 | - | 15,2 | 17,3 | 19,3 | 21,5 | 24,5 | 25,5 | 0,95 | 63 | 17,6 | |
130 | 2,5 | - | 18,1 | 20,5 | 23,0 | 26,0 | 28,5 | 32,0 | 1,07 | 40 | 17,1 | |
160 | 3,0 | - | - | 23,0 | 26,0 | 29,5 | 32,5 | 35,5 | 1,12 | 32 | 17,1 | |
200 | 3,0 | - | - | 25,0 | 28,0 | 31,5 | 35,0 | 38,5 | 1,20 | 27 | 16,9 | |
250 | 3,5 | - | - | 28,5 | 32,5 | 36,0 | 40,0 | 44,0 | 1,27 | 22 | 16,6 | |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2700 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||||||
300 | 3,5 | 61 | 71 | 81 | 91 | 96 | 112 | 122 | 132 | 148 | 163 | 1,34 | 16 | 16,4 |
400 | 4,0 | 67 | 78 | 90 | 101 | 113 | 119 | 136 | 148 | 165 | 182 | 1,47 | 13 | 16,1 |
500 | 4,0 | 80 | 88 | 108 | 122 | 136 | 150 | 165 | 179 | 194 | 221 | 1,56 | 10 | 15,9 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 1,6 - 0,8 | Мелкосерийное и единичное производство | |||||||||
Токарные станки Nд 14 - 55 кВт | ||||||||||
Резцы Т5К10 | ||||||||||
Карта 40 | Лист 2 | |||||||||
Длина отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
3300 | 3600 | 3900 | 4100 | 4400 | 4700 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||
300 | 3,5 | 188 | 204 | 220 | 231 | 247 | 263 | 1,27 | 16,0 | 15,7 |
400 | 4,0 | 227 | 235 | 254 | 267 | 286 | 305 | 1,40 | 12,5 | 15,4 |
500 | 4,0 | 256 | 279 | 301 | 316 | 346 | 361 | 1,47 | 10,0 | 15,2 |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
5000 | 5300 | 5600 | 5900 | 6100 | 6400 | 6700 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||||
300 | 3,5 | 281 | 298 | 314 | 330 | 341 | 357 | 373 | 390 | 1,27 | 16,0 | 15,7 |
400 | 4,0 | 325 | 344 | 363 | 382 | 394 | 413 | 432 | 451 | 1,40 | 12,5 | 15,4 |
500 | 4,0 | 385 | 407 | 430 | 452 | 467 | 490 | 512 | 535 | 1,47 | 10,0 | 15,2 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,583 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Мелкосерийное и единичное производство | |||||||||
Токарные станки | ||||||||||
Развертки Т15К6 | ||||||||||
Карта 41 | Лист 1 | |||||||||
 | ||||||||||
Рис. 39 | ||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
100 | 150 | 300 | 250 | 300 | 350 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на поверхность, мин. | ||||||||||
20 | 4,8 | 6,0 | 7,2 | 8,4 | 9,6 | 10,8 | 0,80 | 200,0 ----- 80,0 | 12,6 ---- 5,0 | |
30 | 5,1 | 6,5 | 7,8 | 9,2 | 10,5 | 11,9 | 0,90 | 160,0 ----- 63,0 | 15,0 ---- 5,9 | |
40 | 5,7 | 7,3 | 9,0 | 10,6 | 12,2 | 13,8 | 0,95 | 100,0 ----- 56,0 | 12,6 ---- 7,0 | |
50 | 6,1 | 7,9 | 9,7 | 11,5 | 13,3 | 15,1 | 1,00 | 80,0 ---- 50,0 | 12,6 ---- 7,8 | |
60 | 6,3 | 8,2 | 10,0 | 11,9 | 13,8 | 15,7 | 1,20 | 63,0 ---- 40,0 | 11,9 ---- 7,5 | |
70 | 6,7 | 8,7 | 10,8 | 12,8 | 14,8 | 16,8 | 1,40 | 50,0 ---- 31,5 | 11,0 ---- 6,9 | |
80 | 7,4 | 9,8 | 12,2 | 14,6 | 17,0 | 19,3 | 1,50 | 40,0 ---- 25,0 | 10,0 ---- 5,0 | |
90 | 8,4 | 11,2 | 14,0 | 16,8 | 19,6 | 22,5 | 1,60 | 31,5 ---- 20,0 | 8,9 --- 5,6 | |
100 | 9,0 | 12,1 | 15,2 | 18,3 | 21,5 | 24,5 | 1,70 | 25,0 ---- 18,0 | 7,8 --- 5,6 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь | Мелкосерийное и единичное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 41 | Лист 2 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
400 | 450 | 500 | 550 | 600 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
20 | 12,1 | 13,3 | 14,5 | 15,7 | 16,9 | 19,3 | 0,80 | 200,0 ----- 80,0 | 12,6 ---- 5,0 |
30 | 13,2 | 14,6 | 15,9 | 17,3 | 18,6 | 21,5 | 0,90 | 160,0 ----- 63,0 | 15,0 ---- 5,9 |
40 | 15,4 | 17,1 | 18,7 | 20,5 | 22,0 | 25,0 | 0,95 | 100,0 ----- 56,0 | 12,6 ---- 7,0 |
50 | 16,8 | 18,6 | 20,5 | 22,0 | 24,0 | 27,5 | 1,00 | 80,0 ---- 50,0 | 12,6 ---- 7,8 |
60 | 17,5 | 19,4 | 21,5 | 23,0 | 25,0 | 28,5 | 1,20 | 63,0 ---- 40,0 | 8,9 --- 7,5 |
70 | 18,9 | 21,0 | 23,0 | 25,0 | 27,0 | 31,0 | 1,40 | 50,0 ---- 31,5 | 11,0 ---- 6,9 |
80 | 21,5 | 24,0 | 26,5 | 29,0 | 31,5 | 36,0 | 1,50 | 40,0 ---- 25,0 | 10,0 ---- 5,0 |
90 | 25,0 | 28,0 | 31,0 | 33,5 | 36,5 | 42,0 | 1,60 | 31,5 ---- 20,0 | 8,9 --- 5,6 |
100 | 27,5 | 30,5 | 33,5 | 37,0 | 40,0 | 46,0 | 1,70 | 25,0 ---- 18,0 | 7,8 --- 5,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Мелкосерийное и единичное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 41 | Лист 3 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
100 | 150 | 200 | 250 | 300 | 350 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
120 | 9,5 | 12,6 | 15,7 | 18,8 | 22,0 | 25,0 | 1,70 | 25 -- 18 | 9,4 -- 6,8 |
130 | 10,3 | 13,7 | 17,2 | 20,5 | 24,0 | 27,5 | 1,70 | 23 -- 16 | 9,3 -- 6,5 |
140 | 10,8 | 14,5 | 18,2 | 22,0 | 25,5 | 29,5 | 1,70 | 21 -- 15 | 9,2 -- 6,5 |
150 | 11,5 | 15,5 | 19,5 | 23,5 | 27,5 | 31,5 | 1,80 ---- 1,70 | 18 -- 14 | 8,4 -- 6,5 |
160 | 12,0 | 16,2 | 20,5 | 24,5 | 29,0 | 33,0 | 1,90 | 16 -- 12 | 8,0 -- 6,0 |
170 | 12,9 | 17,5 | 22,0 | 27,0 | 31,5 | 36,0 | 1,93 | 14 -- 11 | 7,5 -- 5,8 |
180 | 13,5 | 18,4 | 23,5 | 28,0 | 33,0 | 38,0 | 2,20 ---- 1,95 | 12 -- 10 | 6,8 --- 5,6 |
190 | 14,5 | 19,9 | 25,5 | 30,5 | 36,0 | 41,0 | 2,30 | 10 -- 8 | 5,9 --- 4,5 |
200 | 15,5 | 21,5 | 27,0 | 33,0 | 39,0 | 44,5 | 2,40 | 9 - 7 | 5,6 --- 4,4 |
220 | 17,0 | 23,0 | 29,5 | 35,5 | 41,5 | 48,0 | 2,60 | 8 - 6 | 5,5 --- 4,1 |
240 | 17,8 | 24,5 | 31,0 | 37,5 | 44,0 | 50,5 | 2,80 | 7 - 5 | 5,2 --- 3,7 |
260 | 19,3 | 26,5 | 33,5 | 41,0 | 48,0 | 55,0 | 3,00 ---- 3,30 | 6 - 4 | 4,8 --- 3,2 |
280 | 20,5 | 28,5 | 36,0 | 44,0 | 51,0 | 59,0 | 3,40 ---- 4,00 | 5 - 3 | 4,3 --- 2,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Мелкосерийное и единичное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 41 | Лист 4 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
400 | 450 | 500 | 550 | 600 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
120 | 28,0 | 31,0 | 34,0 | 37,5 | 40,5 | 46,5 | 1,70 | 25 -- 18 | 9,4 --- 6,8 |
130 | 31,0 | 34,0 | 38,0 | 41,5 | 44,5 | 51,0 | 1,70 | 23 -- 16 | 9,3 --- 6,5 |
140 | 33,0 | 36,5 | 40,5 | 44,0 | 48,0 | 55,0 | 1,70 | 21 -- 15 | 9,2 --- 6,5 |
150 | 35,5 | 39,5 | 43,5 | 47,5 | 51,0 | 59,0 | 1,8 --- 1,7 | 18 -- 14 | 8,4 --- 6,5 |
160 | 37,5 | 41,5 | 46,0 | 50,0 | 54,0 | 63,0 | 1,90 | 16 -- 12 | 8,0 --- 6,0 |
170 | 40,5 | 45,5 | 50,0 | 55,0 | 59,0 | 68,0 | 1,93 | 14 -- 11 | 7,5 --- 5,8 |
180 | 43,0 | 48,0 | 53,0 | 58,0 | 62,0 | 72,0 | 2,2 ---- 1,95 | 12 -- 10 | 6,8 --- 5,6 |
190 | 47,0 | 52,0 | 58,0 | 63,0 | 68,0 | 79,0 | 2,20 | 10 -- 8 | 5,9 --- 4,5 |
200 | 50,0 | 56,0 | 62,0 | 68,0 | 74,0 | 85,0 | 2,40 | 9 - 7 | 5,6 --- 4,4 |
220 | 54,0 | 60,0 | 66,0 | 72,0 | 78,0 | 91,0 | 2,60 | 8 - 6 | 5,5 --- 4,1 |
240 | 57,0 | 63,0 | 70,0 | 76,0 | 83,0 | 96,0 | 2,80 | 7 - 5 | 5,2 --- 3,7 |
260 | 62,0 | 69,0 | 77,0 | 84,0 | 91,0 | 106,0 | 3,0 --- 3,3 | 6 - 4 | 4,8 --- 3,2 |
280 | 67,0 | 75,0 | 83,0 | 90,0 | 98,0 | 114,0 | 3,4 --- 4,0 | 5 - 3 | 4,3 --- 2,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Мелкосерийное и единичное производство | |||||||||
Токарные станки | ||||||||||
Развертки Т15К6 | ||||||||||
Карта 41 | Лист 5 | |||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
900 | 1000 | 1100 | 1200 | 1300 | 1400 | 1500 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | ||||||||||
120 | 56 | 62 | 68 | 73 | 79 | 85 | 91 | 1,8 | 25 -- 18 | 9,4 --- 6,7 |
130 | 59 | 65 | 71 | 78 | 84 | 90 | 96 | 2,0 | 20 -- 16 | 8,0 --- 6,5 |
140 | 61 | 67 | 74 | 80 | 87 | 93 | 99 | 2,1 | 18 -- 15 | 7,9 --- 6,6 |
150 | 62 | 68 | 75 | 82 | 88 | 95 | 100 | 2,3 | 16 -- 14 | 7,5 --- 6,5 |
160 | 63 | 69 | 76 | 83 | 89 | 96 | 102 | 2,5 | 15 -- 12 | 7,5 --- 6,0 |
170 | 64 | 70 | 78 | 85 | 90 | 100 | 103 | 2,7 | 14 -- 11 | 7,4 --- 5,8 |
180 | 66 | 73 | 80 | 87 | 94 | 101 | 108 | 2,9 | 12 -- 10 | 6,7 --- 5,6 |
190 | 71 | 78 | 86 | 93 | 101 | 108 | 116 | 3,3 | 10 -- 8 | 5,9 --- 4,8 |
200 | 73 | 81 | 89 | 97 | 104 | 112 | 120 | 3,6 | 9 - 7 | 5,6 --- 4,4 |
220 | 80 | 88 | 97 | 105 | 114 | 122 | 130 | 3,8 | 8 - 6 | 5,5 --- 4,1 |
240 | 85 | 94 | 103 | 112 | 121 | 130 | 139 | 4,2 | 7 - 5 | 5,2 --- 3,8 |
260 | 98 | 108 | 119 | 129 | 139 | 150 | 160 | 4,4 | 6 - 4 | 4,8 --- 3,3 |
280 | 106 | 117 | 128 | 139 | 151 | 162 | 173 | 5,2 | 5 - 3 | 4,3 --- 2,6 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Мелкосерийное и единичное производство | ||||||||
Токарные станки | |||||||||
Развертки Т15К6 | |||||||||
Карта 41 | Лист 6 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
1600 | 1700 | 1800 | 1900 | 2000 | 2200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
120 | 97 | 103 | 108 | 114 | 120 | 138 | 1,8 | 25 -- 18 | 9,4 --- 6,7 |
130 | 102 | 108 | 117 | 121 | 127 | 146 | 2,0 | 20 -- 16 | 8,0 -- 6,5 |
140 | 106 | 112 | 119 | 125 | 131 | 151 | 2,1 | 18 -- 15 | 7,9 --- 6,6 |
150 | 107 | 114 | 120 | 126 | 133 | 153 | 2,3 | 16 -- 14 | 7,5 --- 6,5 |
160 | 109 | 116 | 122 | 129 | 135 | 155 | 2,5 | 15 -- 12 | 7,5 --- 6,0 |
170 | 110 | 119 | 127 | 130 | 137 | 156 | 2,7 | 14 -- 11 | 7,4 --- 5,8 |
180 | 115 | 122 | 129 | 135 | 142 | 163 | 2,9 | 12 -- 10 | 6,7 --- 5,6 |
190 | 123 | 131 | 138 | 146 | 153 | 176 | 3,3 | 10 -- 8 | 5,9 --- 4,8 |
200 | 123 | 135 | 143 | 151 | 159 | 182 | 3,6 | 9 - 7 | 5,6 --- 4,4 |
220 | 139 | 147 | 156 | 164 | 113 | 198 | 3,8 | 8 - 6 | 5,5 --- 4,1 |
240 | 148 | 157 | 166 | 174 | 183 | 210 | 4,2 | 7 - 5 | 5,2 --- 3,8 |
260 | 171 | 181 | 191 | 202 | 212 | 244 | 4,4 | 6 - 4 | 4,8 --- 3,3 |
280 | 185 | 196 | 207 | 218 | 230 | 264 | 5,2 | 5 - 3 | 4,3 --- 2,6 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||
Обрабатываемый материал | |||||||||
Сталь | Чугун | Медные сплавы | |||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||
Коэффициент Kм | |||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||
Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Мелкосерийное и единичное производство | ||||||||
Токарные станки | |||||||||
Развертки Р6М5 | |||||||||
Карта 42 | Лист 1 | ||||||||
 | |||||||||
Рис. 40 | |||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
100 | 150 | 200 | 250 | 300 | 350 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
20 | 5,15 | 6,5 | 7,9 | 9,2 | 10,6 | 11,9 | 0,9 | 160,0 ----- 63,0 | 10,0 --- 3,9 |
30 | 6,10 | 7,9 | 9,7 | 11,5 | 13,3 | 15,1 | 1,0 | 80,0 ---- 50,0 | 7,5 --- 4,7 |
40 | 6,30 | 8,2 | 10,1 | 11,9 | 13,8 | 15,7 | 1,2 | 63,0 ---- 40,0 | 7,9 --- 5,0 |
50 | 6,70 | 8,7 | 10,7 | 12,8 | 14,3 | 16,8 | 1,4 | 50,0 ---- 31,5 | 7,8 --- 4,9 |
60 | 7,40 | 9,8 | 12,2 | 14,6 | 17,0 | 19,3 | 1,5 | 40,0 --- 25,0 | 7,5 --- 4,7 |
70 | 8,40 | 11,2 | 14,0 | 16,8 | 19,6 | 22,5 | 1,6 | 31,5 ---- 20,0 | 6,9 --- 4,4 |
80 | 9,00 | 12,1 | 15,2 | 18,3 | 21,5 | 24,5 | 1,7 | 25,0 ---- 18,0 | 6,3 --- 4,5 |
90 | 9,70 | 13,2 | 16,6 | 20,0 | 23,5 | 27,0 | 1,8 | 20,0 ---- 16,0 | 5,6 --- 4,5 |
100 | 10,60 | 14,5 | 18,3 | 22,0 | 26,0 | 30,0 | 1,9 | 18,0 ---- 13,0 | 5,6 --- 4,1 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 0,8 | Мелкосерийное и единичное производство | ||||||||
Токарные станки | |||||||||
Развертки Р6М5 | |||||||||
Карта 42 | Лист 2 | ||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
400 | 450 | 500 | 550 | 600 | 700 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на поверхность, мин. | |||||||||
20 | 13,3 | 14,6 | 16,0 | 17,3 | 18,7 | 21,5 | 0,9 | 160,0 ----- 63,0 | 10,0 ---- 3,9 |
30 | 16,3 | 18,6 | 20,5 | 22,0 | 24,5 | 27,5 | 1,0 | 80,0 ---- 50,0 | 7,5 --- 4,7 |
40 | 17,5 | 19,4 | 21,5 | 23,0 | 25,0 | 29,0 | 1,2 | 63,0 ---- 40,0 | 7,9 --- 5,0 |
50 | 13,9 | 21,0 | 23,0 | 25,0 | 27,0 | 31,0 | 1,4 | 50,0 ---- 31,5 | 7,3 --- 4,9 |
60 | 21,5 | 24,0 | 26,5 | 29,0 | 31,5 | 36,0 | 1,5 | 40,0 ---- 25,0 | 7,5 --- 4,7 |
70 | 25,0 | 23,0 | 31,0 | 33,5 | 36,5 | 42,0 | 1,6 | 31,5 ---- 20,0 | 6,9 --- 4,4 |
80 | 27 5 | 30,5 | 33,5 | 37,0 | 40,0 | 46,0 | 1,7 | 25,0 ---- 18,0 | 6,3 ---- 4,5 |
90 | 30,5 | 34,0 | 37,5 | 40,5 | 44,0 | 51,0 | 1,3 | 20,0 ---- 16,0 | 5,6 --- 4,5 |
100 | 33,5 | 37,5 | 41,5 | 45,0 | 49,0 | 57,0 | 1,9 | 18,0 ---- 13,0 | 5,6 --- 4,1 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||
Обрабатываемый материал | |||||||||
Сталь | Чугун | Медные сплавы | |||||||
до 0,538 | 0,588 - 0,735 | свыше 0,735 | |||||||
Коэффициент Kм | |||||||||
0,9 | 1,1 | 0,3 | 0,6 | ||||||
Примечание. Обработка производится в два прохода. Значения режимов резания в числителе даны для чернового прохода, в знаменателе - для чистового прохода.
Раскатка отверстий после чистового растачивания или развертывания Сталь Поле допуска H7. Исходная шероховатость поверхности Ra 1,6 - 0,8. Достигаемая шероховатость поверхности Ra 0,4 - 0,1 | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Жесткие регулируемые роликовые раскатники | ||||||||||||
Карта 43 | ||||||||||||
 | ||||||||||||
Рис. 41 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
60 | 9,1 | 9,3 | 9,6 | - | - | - | - | - | - | 0,8 | 500 | 100 |
70 | 9,2 | 9,4 | 9,7 | 10,0 | - | - | - | - | - | 0,9 | 400 | |
80 | 9,3 | 9,5 | 10,0 | 10,7 | 11,0 | - | - | - | - | 0,9 | 400 | |
100 | 9,4 | 9,7 | 10,5 | 10,9 | 11,5 | 12,0 | 12,2 | 12,7 | 13,0 | 1,0 | 315 | |
120 | 10,3 | 10,7 | 11,1 | 11,5 | 11,9 | 12,3 | 12,7 | 13,1 | 13,5 | 1,1 | 257 | |
140 | 10,5 | 10,8 | 11,2 | 11,6 | 12,0 | 12,5 | 12,9 | 13,3 | 13,7 | 1,1 | 214 | |
160 | 10,7 | 10,9 | 11,3 | 11,8 | 12,3 | 12,7 | 13,2 | 13,6 | 14,1 | 1,2 | 200 | |
180 | - | 11,0 | 11,5 | 12,0 | 12,5 | 13,1 | 13,6 | 14,1 | 14,6 | 1,2 | 178 | |
200 | - | - | 11,6 | 12,1 | 12,7 | 13,2 | 13,8 | 14,3 | 14,8 | 1,3 | 157 | |
220 | - | - | - | 13,7 | 14,2 | 14,7 | 15,3 | 15,8 | 16,3 | 1,3 | 157 | |
250 | - | - | - | 13,3 | 14,4 | 14,9 | 15,5 | 16,0 | 16,6 | 1,4 | 127 | |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
1000 | 1200 | 1400 | 1600 | 1300 | 2000 | 2300 | 2600 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
100 | 12,3 | 13,0 | 13,7 | 14,4 | 15,1 | 15,8 | 16,8 | 17,9 | 19,3 | 1,0 | 315 | 100 |
120 | 13,8 | 14,6 | 15,4 | 16,2 | 17,0 | 17,7 | 18,9 | 20,0 | 21,5 | 1,1 | 257 | |
140 | 14,1 | 15,0 | 15,8 | 16,6 | 17,5 | 18,3 | 19,5 | 20,8 | 22,5 | 1,1 | 214 | |
160 | 14,6 | 15,5 | 16,4 | 17,3 | 18,2 | 19,1 | 20,5 | 22,0 | 23,5 | 1,2 | 200 | |
180 | 15,1 | 16,2 | 17,2 | 18,2 | 19,3 | 20,5 | 22,0 | 23,5 | 25,5 | 1,2 | 178 | |
200 | 15,4 | 16,5 | 17,5 | 18,6 | 19,7 | 21,0 | 22,5 | 24,0 | 26,0 | 1,3 | 157 | |
220 | 17,0 | 18,0 | 19,1 | 20,0 | 21,5 | 22,5 | 24,0 | 25,5 | 28,0 | 1,3 | 157 | |
250 | 17,8 | 19,0 | 20,0 | 21,5 | 22,5 | 24,0 | 26,0 | 27,5 | 30,0 | 1,4 | 127 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Раскатка отверстий после чистового растачивания или развертывания Сталь Поле допуска H7. Исходная шероховатость поверхности Ra 1,6 - 0,8. Достигаемая шероховатость поверхности Ra 0,4 - 0,1 | Мелкосерийное и единичное производство | |||||||||||
Токарные станки | ||||||||||||
Жесткие регулируемые шариковые раскатники | ||||||||||||
Карта 44 | ||||||||||||
 | ||||||||||||
Рис. 42 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
60 | 9,8 | 10,7 | 11,6 | - | - | - | - | - | - | 0,24 | 500 | 100 |
80 | 10,0 | 11,0 | 12,0 | 13,0 | 14,2 | - | - | - | - | 0,28 | 400 | |
110 | 11,1 | 12,0 | 13,3 | 14,4 | 15,5 | 16,6 | 17,7 | 18,7 | 19,8 | 0,32 | 315 | |
150 | 12,0 | 13,0 | 14,0 | 15,0 | 16,2 | 17,4 | 18,6 | 19,8 | 21,0 | 0,45 | 200 | |
200 | - | - | 15,0 | 16,2 | 17,1 | 18,5 | 19,9 | 21,5 | 22,7 | 0,50 | 157 | |
250 | - | - | - | 17,4 | 18,9 | 20,5 | 22,0 | 23,0 | 24,5 | 0,60 | 127 | |
300 | - | - | - | 18,5 | 20,5 | 22,0 | 23,5 | 25,5 | 27,0 | 0,60 | 107 | |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2300 | 2600 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время на проход, мин. | ||||||||||||
110 | 21,0 | 23,0 | 25,5 | 27,5 | 29,5 | 32,0 | 35,0 | 38,5 | 42,5 | 0,32 | 315 | 100 |
150 | 22,5 | 24,5 | 27,0 | 29,5 | 32,0 | 34,5 | 38,0 | 42,0 | 46,5 | 0,45 | 200 | |
200 | 24,0 | 27,0 | 29,5 | 32,5 | 35,5 | 38,0 | 42,5 | 46,5 | 52,0 | 0,50 | 157 | |
250 | 26,0 | 29,0 | 32,0 | 35,0 | 37,5 | 40,5 | 45,0 | 49,0 | 55,0 | 0,60 | 127 | |
300 | 29,0 | 32,5 | 35,5 | 39,0 | 42,5 | 46,0 | 51,0 | 57,0 | 64,0 | 0,60 | 107 | |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||
Коэффициент Kм | ||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||
Карта 45 | ||||||||||||||||
I. Наладка станка, инструмента и приспособлений | ||||||||||||||||
N позиции | Способ установки детали | Число инструментов в наладке | Наибольший диаметр сверления D, мм, до | |||||||||||||
6 | 12 | 25 | 30 | 50 | 75 | 100 | 6 | 12 | 25 | 30 | 50 | 75 | 100 | |||
С заменой установочных приспособлений | Без замены установочных приспособлений | |||||||||||||||
Время, мин. | ||||||||||||||||
1 | На столе или в приспособлении | 2 - 4 | 11 | 13 | 15 | 17 | 19 | 21 | 25 | 7 | 8 | 10 | 12 | 14 | 16 | 19 |
2 | 5 - 7 | 13 | 15 | 18 | 19 | 21 | 23 | 27 | 8 | 10 | 12 | 14 | 16 | 18 | 22 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||
II. Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплексы | |||||||||
N позиции | Наименование работы | Наибольший диаметр сверления D, мм, до | |||||||
6 | 12 | 25 | 35 | 50 | 75 | 100 | |||
Время, мин. | |||||||||
3 | Установить и снять | тиски или патрон | 1,5 | 2 | 2,5 | 3,0 | - | ||
4 | упор | - | 0,8 | 1 | 1,2 | ||||
5 | дополнительный стол | - | 4 | 5,0 | |||||
6 | многошпиндельную головку | - | 25 | ||||||
7 | Повернуть стол на угол | - | 2 | ||||||
8 | Подготовить яму для работы | - | 3 | ||||||
Индекс | а | б | в | г | д | е | ж | ||
Мелкосерийное и единичное производство | ||||||||||||||||||
Сверлильные станки | ||||||||||||||||||
Карта 46 | ||||||||||||||||||
N позиции | Способ установки, крепления и характер выверки детали | Масса детали, кг, до | ||||||||||||||||
3 | 5 | 10 | 20 | 30 | 50 | 100 | 200 | 400 | 800 | 1500 | 3000 | 5000 | 10000 | 20000 | 40000 | |||
Время, мин. | ||||||||||||||||||
1 | На столе (плите) без крепления | без выверки | 0,25 | 0,30 | 0,38 | 0,49 | 3,1 | 3,4 | 3,9 | 4,4 | 5,1 | 5,8 | 6,5 | 7,4 | 8,4 | 10,5 | 12,9 | 16 |
2 | с выверкой | 0,50 | 0,60 | 0,76 | 0,98 | 4,3 | 4,8 | 5,5 | 6,2 | 7,1 | 8,1 | 9,1 | 10,0 | 11,8 | 14,7 | 18,0 | 22 | |
3 | На столе (плите) с креплением болтами и планками | без выверки | 1,00 | 1,10 | 1,30 | 1,60 | 4,2 | 4,8 | 5,5 | 6,4 | 7,3 | 8,7 | 9,8 | 11,5 | - | - | - | - |
4 | с выверкой | 1,85 | 2,10 | 2,50 | 3,00 | 7,2 | 8,1 | 9,1 | 11,0 | 12,7 | 15,0 | 17,0 | 20,0 | - | - | - | - | |
5 | На столе (плите) с креплением пневматическим прихватом | с выверкой | 0,39 | 0,44 | 0,53 | 0,63 | 3,3 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,1 | 8,2 | - | - | - | - |
6 | В яме с креплением болтами и планками | без выверки | - | - | - | - | - | - | - | 7,5 | 8,9 | 10,7 | 12,6 | 15,0 | 17,0 | 21,0 | 29,0 | - |
7 | с выверкой | - | - | - | - | - | - | - | 8,9 | 10,7 | 12,8 | 15,0 | 18,0 | 20,0 | 25,0 | 30,0 | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
Примечания:
1. При установке деталей с необработанной установочной поверхностью к времени по карте применять коэффициент K = 1,2.
2. При переустановке деталей вручную время по карте принимать без изменений, при переустановке деталей с применением мостового крана без выверки к времени по карте применять коэффициент K = 0,65; с выверкой в одной плоскости - коэффициент K = 0,8; с выверкой в двух плоскостях - коэффициент K = 0,95.
3. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшить на 1,5 мин.
Мелкосерийное и единичное производство | |||||||||||||||
Сверлильные станки | |||||||||||||||
Карта 47 | |||||||||||||||
N позиции | Угол поворота при кантовке | Характер кантовки | Масса детали, кг, до | ||||||||||||
50 | 100 | 200 | 400 | 800 | 1500 | 3000 | 5000 | 10000 | 20000 | 40000 | свыше 40000 | ||||
Время, мин. | |||||||||||||||
1 | 90 | Удобная | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,1 | 3,8 | 4,4 | 5,3 | 6,4 | 9,0 | 14,0 | |
2 | Неудобная | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 8,6 | 10,5 | 13,0 | 17,0 | 24,0 | ||
3 | 180 | Удобная | 1,5 | 1,8 | 2,2 | 2,7 | 3,4 | 4,1 | 5,0 | 5,7 | 7,0 | 8,3 | 11,5 | 18,0 | |
4 | Неудобная | 3,0 | 3,7 | 4,5 | 5,6 | 7,0 | 8,2 | 10,0 | 11,5 | 14,0 | 17,5 | 23,0 | 32,0 | ||
5 | Транспортировка детали (туда и обратно) | Расстояние перемещения, м, до | 50 | 3,5 | 4 | 5,5 | |||||||||
6 | 100 | 5,0 | 6 | 8,0 | |||||||||||
7 | Для кантовки | свыше 100 | 7,0 | 8 | 10,0 | ||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания:
1. Время на кантовку ко времени на установку и снятие детали в тех случаях, когда в процессе выполнения операции имеет место переустановка детали.
2. Удобная застропка - при наличии у деталей просветов, выступов и т.д. для захвата стропами; неудобная застропка - сплошные детали, застрапливаются снаружи петлей.
3. Время на транспортировку добавляется ко времени на кантовку в случаях, когда деталь перемещается в сторону от станка на расстояние более 10 м.
Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||||
Сверлильные станки | ||||||||||||||
Сверла шнековые Р6М5 | ||||||||||||||
Карта 48 | Лист 1 | |||||||||||||
 | ||||||||||||||
Рис. 43 | ||||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
60 | 70 | 80 | 90 | 100 | 110 | 120 | 135 | 150 | 170 | 190 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||||
8 | 1,35 | 1,60 | 1,7 | 2,20 | 2,60 | 3,00 | 3,30 | 4,00 | 4,30 | 4,80 | 5,7 | 0,084 | 800 - 1115 | 20 - 28 |
12 | 1,65 | 2,05 | 2,2 | 2,40 | 2,85 | 3,00 | 3,15 | 3,90 | 4,10 | 4,75 | 6,8 | 0,105 | 630 - 750 | 24 - 28 |
16 | - | - | 2,6 | 2,75 | 2,90 | 3,10 | 3,25 | 4,10 | 4,35 | 5,70 | 6,0 | 0,140 | 475 | 24 |
20 | - | - | - | - | 2,70 | 2,85 | 3,00 | 3,25 | 3,50 | 5,00 | 5,4 | 0,190 | 355 | 22 |
25 | - | - | - | - | - | - | 3,10 | 3,30 | 3,60 | 3,90 | 4,2 | 0,280 | 250 | 20 |
32 | - | - | - | - | - | - | - | - | 4,00 | 4,25 | 4,5 | 0,410 | 200 | 20 |
40 | - | - | - | - | - | - | - | - | - | - | 5,1 | 0,450 | 160 | 20 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
210 | 230 | 250 | 275 | 300 | 325 | 350 | 400 | 450 | 500 | 550 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||||
8 | 7,3 | 7,6 | 8,3 | 8,7 | 9,2 | 9,6 | 10,0 | - | - | - | - | 0,084 | 800 | 20 |
12 | 7,4 | 7,8 | 8,5 | 8,9 | 9,3 | 9,7 | 10,2 | 11,1 | - | - | - | 0,105 | 630 | 24 |
16 | 7,1 | 7,7 | 8,5 | 10,0 | 11,5 | 12,1 | 13,7 | 14,9 | 16,3 | 17,8 | 19,1 | 0,140 | 475 | 16 |
20 | 6,3 | 6,7 | 7,5 | 8,4 | 9,2 | 11,5 | 13,4 | 15,0 | 16,8 | 18,0 | 19,3 | 0,190 | 250 - 355 | 16 - 22 |
25 | 5,2 | 5,5 | 5,8 | 7,0 | 8,4 | 9,6 | 10,0 | 14,6 | 15,7 | 16,8 | 18,2 | 0,280 | 180 - 250 | 14 - 20 |
32 | 4,8 | 5,0 | 5,3 | 7,2 | 8,7 | 10,5 | 11,0 | 12,0 | 13,0 | 16,4 | 17,3 | 0,410 | 150 - 200 | 15 - 20 |
40 | 5,5 | 5,8 | 6,1 | 6,4 | 8,4 | 9,0 | 10,0 | 11,0 | 12,5 | 14,0 | 16,0 | 0,450 | 125 - 160 | 16 - 20 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||||
Сверлильные станки | ||||||||||||||
Сверла шнековые Р6М5 | ||||||||||||||
Карта 48 | Лист 2 | |||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
600 | 650 | 700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||||
16 | 20,5 | 21,5 | 23,0 | - | - | - | - | - | - | - | - | 0,14 | 315 | 16 |
20 | 20,5 | 22,0 | 23,0 | - | - | - | - | - | - | - | - | 0,19 | 250 | 16 |
25 | 19,3 | 20,5 | 22,0 | 23 | 24 | 25,5 | 27,5 | - | - | - | - | 0,28 | 180 | 14 |
32 | 18,2 | 19,4 | 20,5 | 21 | 22 | 23,5 | 24,5 | 25,5 | 27,0 | 28,5 | 31 | 0,41 | 150 | 15 |
40 | 17,1 | 19,3 | 20,0 | 21 | 22 | 23,5 | 24,5 | 25,5 | 26,5 | 29,0 | 31 | 0,45 | 125 | 16 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||||
Обрабатываемый материал | ||||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||||
Коэффициент Kм | ||||||||||||||
0,9 0 | 1,1 | 0,8 | 0,6 | |||||||||||
Примечания: 1. Большие пределы значений скоростей резания приведены для обработки отверстий длиной L =< 15D; меньшие значения скоростей соответствуют длинам L > 15D.
2. При сверлении глухих отверстий время по карте применять с коэффициентом Kго = 1,1.
Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||
Сверлильные станки | ||||||||||||
Сверла спиральные Р6М5 | ||||||||||||
Карта 49 | Лист 1 | |||||||||||
 | ||||||||||||
Рис. 44 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||||
6 | 1,45 | 1,85 | 2,15 | 2,40 | 2,6 | 2,9 | 3,2 | 3,9 | 4,4 | 0,045 | 1120 | 21 |
8 | - | 1,45 | 1,70 | 2,00 | 2,4 | 2,5 | 3,0 | 3,4 | 3,7 | 0,115 | 550 - 750 | 19 |
12 | - | - | - | 2,55 | 2,7 | 2,8 | 3,0 | 3,2 | 3,6 | 0,160 | 500 | 19 |
16 | - | - | - | - | - | 3,4 | 3,6 | 3,7 | 3,8 | 0,180 | 400 | 20 |
20 | - | - | - | - | - | - | - | 3,7 | 3,9 | 0,200 | 355 | 22 |
25 | - | - | - | - | - | - | - | - | 4,0 | 0,250 | 275 | 22 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
120 | 135 | 150 | 170 | 190 | 210 | 230 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | ||||||||||
6 | 4,7 | 5,2 | 5,7 | - | - | - | - | 0,045 | 1000 - 1120 | 19 - 21 |
8 | 3,8 | 4,5 | 4,8 | 5,7 | 6,1 | 7,1 | 7,4 | 0,115 | 550 - 750 | 14 - 19 |
12 | 3,8 | 4,5 | 5,3 | 6,6 | 8,0 | 9,2 | 9,7 | 0,160 | 455 - 500 | 17 - 19 |
16 | 3,9 | 4,4 | 5,2 | 6,4 | 7,5 | 8,3 | 9,2 | 0,180 | 400 | 20 |
20 | 4,2 | 4,6 | 4,9 | 5,6 | 6,2 | 7,3 | 8,2 | 0,200 | 355 | 22 |
25 | 4,2 | 4,4 | 4,6 | 4,8 | 5,8 | 6,4 | 7,6 | 0,250 | 275 | 22 |
32 | - | - | 5,0 | 5,3 | 5,6 | 6,4 | 7,2 | 0,300 | 250 | 25 |
40 | - | - | - | - | 6,0 | 6,7 | 7,2 | 0,400 | 180 | 23 |
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
250 | 275 | 300 | 325 | 350 | 400 | 450 | 500 | 550 | 600 | S, мм/об. | n, об/мин. | V, м/мин. | |
Время, мин. | |||||||||||||
8 | 9,2 | 10,2 | 11,4 | 12,5 | 14,8 | - | - | - | - | - | 0,115 | 550 | 14 |
12 | 10,4 | 12,0 | 13,0 | 14,0 | 15,2 | 18,8 | - | - | - | - | 0,160 | 455 | 17 |
16 | 9,7 | 10,8 | 12,0 | 13,5 | 15,0 | 19,0 | 22,0 | 25 | 30,0 | 34 | 0,180 | 275 | 14 |
20 | 8,8 | 9,6 | 11,2 | 12,7 | 14,7 | 17,3 | 19,5 | 24 | 27,0 | 28 | 0,200 | 250 - 355 | 16 - 22 |
25 | 8,4 | 9,2 | 10,3 | 10,7 | 11,5 | 14,5 | 18,1 | 22 | 25,0 | 26 | 0,250 | 180 - 275 | 14 - 22 |
32 | 7,5 | 8,3 | 10,7 | 11,7 | 12,3 | 15,5 | 19,0 | 23 | 26,0 | 29 | 0,300 | 160 - 250 | 16 - 25 |
40 | 7,5 | 7,8 | 8,9 | 9,3 | 10,4 | 13,1 | 16,0 | 20 | 23,5 | 24 | 0,400 | 180 | 23 |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | ||||||||||||
Сверлильные станки | |||||||||||||
Сверла спиральные Р6М5 | |||||||||||||
Карта 49 | Лист 2 | ||||||||||||
Диаметр отверстия D, мм, до | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
650 | 700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |
Время, мин. | |||||||||||||
16 | 37,0 | 39,0 | - | - | - | - | - | - | - | - | 0,18 | 275 | 14 |
20 | 34,0 | 35,5 | - | - | - | - | - | - | - | - | 0,20 | 250 | 16 |
25 | 30,0 | 32,0 | 37,5 | 40,0 | 43 | 48,5 | - | - | - | - | 0,25 | 180 | 14 |
32 | 32,5 | 34,0 | 37,0 | 39,0 | 41 | 48,0 | 49,0 | 52 | 55 | 61 | 0,30 | 160 | 16 |
40 | 28,0 | 30,0 | 33,5 | 34,5 | 36 | 44,0 | 46,5 | 50 | 53 | 57 | 0,40 | 160 | 20 |
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||
Обрабатываемый материал | |||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||
Коэффициент Kм | |||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||
Примечания: 1. Большие пределы значений скоростей резания приведены для обработки отверстий длиной L =< 15D; меньшие значения скоростей соответствуют длинам L > 15D.
2. При сверлении глухих отверстий время по карте применять с коэффициентом Kго = 1,1.
Рассверливание отверстия Сталь | Мелкосерийное и единичное производство | ||||||||||||
Сверлильные станки | |||||||||||||
Сверла Р6М5 | |||||||||||||
Карта 50 | Лист 1 | ||||||||||||
 | |||||||||||||
Рис. 45 | |||||||||||||
Диаметр отверстия D, мм | Диаметр предварительно просверленного отверстия d, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 220 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время, мин. | |||||||||||||
25 | 10 | 1,50 | 1,65 | 1,80 | 1,95 | 2,05 | 2,20 | 2,35 | 2,55 | 2,65 | 0,48 | 315 | 25 |
15 | 1,45 | 1,55 | 1,70 | 1,85 | 1,95 | 2,10 | 2,25 | 2,35 | 2,55 | 0,52 | |||
30 | 15 | - | 1,75 | 1,90 | 2,10 | 2,25 | 2,45 | 2,55 | 2,75 | 2,95 | 0,52 | 250 | 24 |
20 | - | 1,65 | 1,80 | 1,95 | 2,10 | 2,25 | 2,45 | 2,55 | 2,75 | 0,57 | |||
40 | 15 | - | - | 2,25 | 2,45 | 2,65 | 2,85 | 3,15 | 3,35 | 3,55 | 0,55 | 180 | 23 |
20 | - | - | 2,10 | 2,30 | 2,45 | 2,65 | 2,85 | 3,15 | 3,35 | 0,60 | |||
30 | - | - | 2,00 | 2,20 | 2,35 | 2,55 | 2,75 | 2,95 | 3,15 | 0,63 | |||
50 | 20 | - | - | - | 2,95 | 3,25 | 3,55 | 3,85 | 4,15 | 4,45 | 0,59 | 125 | 20 |
30 | - | - | - | 2,85 | 3,15 | 3,35 | 3,65 | 3,95 | 4,25 | 0,62 | |||
60 | 20 | - | - | - | 3,65 | 4,05 | 4,45 | 4,85 | 5,20 | 5,50 | 0,55 | 100 | 19 |
30 | - | - | - | 3,55 | 3,95 | 4,35 | 4,65 | 5,00 | 5,40 | 0,57 | |||
Диаметр отверстия D, мм | Диаметр предварительно просверленного отверстия d, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время, мин. | |||||||||||||
25 | 10 | 2,85 | 3,25 | 3,55 | 3,95 | 4,35 | 4,65 | 5,00 | 5,3 | 5,7 | 0,48 | 315 | 25 |
15 | 2,75 | 3,05 | 3,35 | 3,75 | 4,05 | 4,3 | 4,75 | 5,0 | 5,3 | 0,52 | |||
30 | 15 | 3,15 | 3,35 | 4,05 | 4,45 | 4,85 | 5,20 | 5,60 | 6,0 | 6,5 | 0,52 | 250 | 24 |
20 | 2,95 | 3,35 | 3,75 | 4,15 | 4,45 | 4,85 | 5,20 | 5,6 | 6,0 | 0,57 | |||
40 | 15 | 3,85 | 4,45 | 4,95 | 5,50 | 6,00 | 6,80 | 7,20 | 7,7 | 8,3 | 0,55 | 180 | 23 |
20 | 3,65 | 4,15 | 4,65 | 5,10 | 5,60 | 6,10 | 6,60 | 7,1 | 7,8 | 0,60 | |||
30 | 3,45 | 3,95 | 4,45 | 4,95 | 5,30 | 5,80 | 6,30 | 6,8 | 7,3 | 0,63 | |||
50 | 20 | 4,85 | 5,65 | 6,30 | 7,10 | 7,80 | 8,60 | 9,30 | 10,0 | 10,8 | 0,59 | 125 | 20 |
30 | 4,65 | 5,30 | 6,00 | 6,70 | 7,50 | 8,10 | 8,80 | 9,6 | 10,5 | 0,62 | |||
60 | 20 | 6,20 | 7,20 | 8,20 | 9,20 | 10,20 | 11,10 | 12,10 | 13,1 | 14,1 | 0,55 | 100 | 19 |
30 | 6,00 | 7,00 | 8,00 | 9,00 | 10,00 | 11,00 | 11,70 | 12,8 | 13,7 | 0,57 | |||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Рассверливание отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||||
Сверлильные станки | ||||||||||||||
Сверла Р6М5 | ||||||||||||||
Карта 50 | Лист 2 | |||||||||||||
Диаметр отверстия D, мм | Диаметр предварительно просверленного отверстия d, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||||
700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100 | 1200 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||||||
25 | 10 | 6,0 | 6,4 | 6,8 | 7,2 | 7,6 | - | - | - | - | 0,48 | 315 | 25 | |
15 | 5,7 | 6,0 | 6,3 | 6,7 | 7,0 | - | - | - | - | 0,52 | ||||
30 | 15 | 7,0 | 7,3 | 7,8 | 8,2 | 8,6 | 9,0 | 9,4 | 10,3 | 11,1 | 0,52 | 250 | 24 | |
20 | 6,5 | 6,8 | 7,1 | 7,5 | 8,0 | 8,3 | 8,7 | 9,5 | 10,2 | 0,57 | ||||
40 | 15 | 8,8 | 9,3 | 10,0 | 10,5 | 11,0 | 11,6 | 12,1 | 13,2 | 14,3 | 0,55 | 180 | 23 | |
20 | 8,0 | 8,6 | 9,0 | 9,6 | 10,2 | 10,7 | 11,2 | 12,2 | 13,2 | 0,60 | ||||
30 | 7,8 | 8,2 | 8,7 | 9,2 | 9,7 | 0,2 | 10,7 | 11,6 | 12,6 | 0,63 | ||||
50 | 20 | 11,5 | 12,3 | 13,0 | 13,7 | 14,5 | 15,2 | 16,0 | 17,5 | 19,0 | 0,59 | 125 | 20 | |
30 | 11,0 | 11,7 | 12,5 | 13,0 | 13,8 | 14,5 | 15,2 | 16,5 | 18,0 | 0,62 | ||||
60 | 20 | 15,1 | 16,1 | 17,0 | 18,0 | 19,0 | 20,0 | 21,5 | 23,5 | 25,5 | 0,55 | 100 | 19 | |
30 | 14,6 | 15,6 | 26,6 | 17,5 | 18,5 | 19,5 | 20,5 | 22,5 | 24,5 | 0,57 | ||||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||||
Обрабатываемый материал | ||||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||||
Коэффициент Kм | ||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||||
Карта 51 | ||||||||
I. Наладка станка, инструмента и приспособлений | ||||||||
N позиции | Вид обработки и наладки | Число люнетов, до | Наибольший наружный диаметр устанавливаемого изделия, мм | |||||
150 | 500 | 1000 | 1250 | |||||
Время, мин. | ||||||||
1 | Обработка отверстий | 1 | 9,6 | 12 | 16 | 22 | ||
2 | 2 | 12,0 | 15 | 20 | 26 | |||
3 | 3 | 15,0 | 18 | 23 | 32 | |||
II. Получение инструмента и приспособлений до начала и сдача их после окончания обработки | ||||||||
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 | ||||||
III. Добавлять к времени на наладку станка | ||||||||
5 | При работе с борштангой с установкой и снятием ее | При одной стойке | 8,0 | 11,0 | 14 | 19 | ||
6 | При двух стойках | 18,0 | 22,0 | 27 | 33 | |||
7 | При трех стойках | 25,0 | 32,0 | 40 | 50 | |||
8 | При работе сверлильной, расточной или раскатной головкой с ее установкой и снятием | Диаметр головки, мм, до | 100 | 3,0 | 4,5 | 6 | 7 | |
9 | 200 | 4,5 | 6,0 | 7 | 10 | |||
10 | 400 | - | 7,0 | 10 | 14 | |||
11 | 600 | - | - | 14 | 20 | |||
Индекс | а | б | в | г | ||||
Мелкосерийное и единичное производство | |||||||||||||||
Станки для глубокого сверления и растачивания | |||||||||||||||
Карта 52 | |||||||||||||||
N позиции | Способ установки детали <*> | Наибольший наружный диаметр устанавливаемого изделия D, мм, до | Число люнетов | Вручную | Мостовым краном | ||||||||||
Масса детали, кг, до | Масса детали, т, до | ||||||||||||||
8 | 12 | 20 | 30 | 0,1 | 0,3 | 1 | 3 | 7,5 | 15 | 30 | 50 | ||||
Время, мин. | |||||||||||||||
1 | В четырехкулачковом патроне и люнете | 150 | 1 | 1,9 | 2,2 | 2,6 | 3,1 | 7,8 | 10,0 | 13,0 | 17 | - | - | - | - |
2 | 2 | - | 2,9 | 3,5 | 4,1 | 10,5 | 13,0 | 17,6 | 22 | - | - | - | - | ||
3 | 3 | - | - | - | - | 12,2 | 12,6 | 20,0 | 27 | - | - | - | - | ||
4 | 500 | 1 | 2,6 | 3,1 | 3,6 | 4,1 | 10,6 | 13,7 | 18,0 | 24 | 29 | - | - | - | |
5 | 2 | - | 4,1 | 4,7 | 5,5 | 14,0 | 18,0 | 24,0 | 30 | 38 | - | - | - | ||
6 | 3 | - | - | - | - | 17,0 | 21,0 | 28,0 | 36 | 45 | - | - | - | ||
7 | 1000 | 1 | 3,4 | 3,8 | 4,5 | 5,2 | 13,0 | 17,0 | 22,0 | 29 | 36 | 42 | 50 | - | |
8 | 2 | - | 5,0 | 6,0 | 6,8 | 18,0 | 22,0 | 30,0 | 39 | 47 | 56 | 66 | - | ||
9 | 3 | - | - | - | - | 21,0 | 27,0 | 35,0 | 45 | 56 | 66 | 77 | - | ||
10 | 1250 | 1 | - | - | - | - | - | 18,0 | 24,0 | 31 | 39 | 45 | 53 | 59 | |
11 | 2 | - | - | - | - | - | 24,0 | 32,0 | 41 | 50 | 59 | 70 | 78 | ||
12 | 3 | - | - | - | - | - | 28,0 | 38,0 | 47 | 60 | 70 | 83 | 92 | ||
13 | В вертлюге с односторонним креплением кулачками и люнетах | 50 | 1 | 1,7 | 1,9 | 2,2 | 2,5 | 6,6 | 8,5 | - | - | - | - | - | - |
14 | 100 | 1 | 2,1 | 2,4 | 2,8 | 3,2 | 8,3 | 10,6 | - | - | - | - | - | - | |
15 | 2 | 2,8 | 3,1 | 3,6 | 4,2 | 11,0 | 14,0 | - | - | - | - | - | - | ||
16 | 150 | 1 | 2,7 | 3,0 | 3,5 | 4,1 | 10,4 | 13,0 | 18,0 | 23 | - | - | - | - | |
17 | 2 | 3,5 | 3,9 | 4,6 | 5,3 | 11,2 | 18,0 | 23,0 | 30 | - | - | - | - | ||
18 | 500 | 1 | 3,5 | 4,1 | 4,8 | 5,5 | 14,0 | 18,0 | 24,0 | 31 | 38 | - | - | - | |
19 | 2 | - | 5,3 | 6,3 | 7,1 | 14,4 | 24,0 | 43,0 | 41 | 50 | - | - | - | ||
20 | 3 | - | - | - | - | 22,0 | 28,0 | 37,0 | 48 | 59 | - | - | - | ||
21 | 1000 | 1 | - | - | - | - | 18,0 | 22,0 | 31,0 | 39 | 47 | 56 | 66 | - | |
22 | 2 | - | - | - | - | 24,0 | 31,0 | 39,0 | 52 | 63 | 74 | 87 | - | ||
23 | 3 | - | - | - | - | 28,0 | 35,0 | 46,0 | 60 | 74 | 87 | 109 | - | ||
24 | 125 | 1 | - | - | - | - | - | 24,0 | 32,0 | 41 | 50 | 60 | 70 | 78 | |
25 | 2 | - | - | - | - | - | 32,0 | 42,0 | 54 | 67 | 78 | 92 | 104 | ||
26 | 3 | - | - | - | - | - | 38,0 | 50,0 | 64 | 78 | 92 | 109 | 122 | ||
27 | В вертлюге с двухсторонним креплением кулачками и | 150 | 1 | 5,6 | 6,4 | 7,6 | 8,7 | 22,0 | 29,0 | 38,0 | 49 | 61 | 71 | - | - |
28 | 500 | 1 | 7,5 | 8,7 | 10,2 | 11,8 | 30,0 | 39,0 | 51,0 | 66 | 82 | 96 | - | - | |
29 | 1000 | 1 | - | - | - | - | 38,0 | 49,0 | 64,0 | 84 | 103 | 122 | 143 | - | |
30 | 1250 | 1 | - | - | - | - | 68,0 | 88,0 | 109,0 | 129 | 151 | 169 | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
--------------------------------
<*> В карте предусмотрена выверка с точностью 0,1; 0,2 мм; при необходимости более точной выверки время по карте применять с коэффициентом K = 1,3.
Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||
Станки для глубокого сверления и растачивания | ||||||||||||
Сверла кольцевые Р6М5 | ||||||||||||
Карта 53 | Лист 1 | |||||||||||
 | ||||||||||||
Рис. 46 | ||||||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
800 | 900 | 1000 | 1200 | 1400 | 1600 | 1800 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||||
300 | 3 | 40 | 108 | 120 | 133 | 157 | 182 | 207 | 232 | 0,47 | 19,0 | 18 |
350 | 120 | 133 | 147 | 175 | 203 | 232 | 258 | 0,51 | 15,8 | 17 | ||
400 | 128 | 140 | 155 | 188 | 217 | 247 | 277 | 0,54 | 13,8 | 17 | ||
500 | 147 | 165 | 182 | 216 | 250 | 284 | 319 | 0,60 | 10,8 | 17 | ||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
2000 | 2200 | 2400 | 2600 | 2800 | 3000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | |||||||||||
300 | 3 | 40 | 257 | 282 | 303 | 331 | 353 | 378 | 0,47 | 19,0 | 18 |
350 | 286 | 314 | 342 | 369 | 397 | 425 | 0,51 | 15,8 | 17 | ||
400 | 307 | 333 | 366 | 393 | 423 | 456 | 0,54 | 13,8 | 17 | ||
500 | 353 | 387 | 421 | 456 | 490 | 524 | 0,60 | 10,8 | 17 | ||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||
3200 | 3500 | 4000 | 4500 | 5060 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||
300 | 3 | 40 | 421 | 459 | 520 | 593 | 658 | 0,45 | 19,0 | 18 |
350 | 477 | 517 | 594 | 668 | 738 | 0,48 | 15,8 | 17 | ||
400 | 504 | 547 | 624 | 701 | 779 | 0,52 | 13,8 | 17 | ||
500 | 559 | 610 | 696 | 781 | 867 | 0,60 | 10,8 | 17 | ||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||
5500 | 6000 | 6500 | 7000 | 7500 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время, мин. | ||||||||||
300 | 3 | 40 | 757 | 825 | 893 | 961 | 1029 | 0,43 | 19,0 | 18 |
350 | 850 | 927 | 1003 | 1079 | 1156 | 0,46 | 15,8 | 17 | ||
400 | 914 | 996 | 1078 | 1160 | 1242 | 0,49 | 13,8 | 17 | ||
500 | 1005 | 1095 | 1185 | 1275 | 1365 | 0,57 | 10,8 | 17 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий Сталь | Мелкосерийное и единичное производство | |||||||||||||
Станки для глубокого сверления и растачивания | ||||||||||||||
Сверла кольцевые Р6М5 | ||||||||||||||
Карта 53 | Лист 2 | |||||||||||||
Диаметр отверстия D, мм, до | Число резцов z | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||
8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | |||||||
Время, мин. | ||||||||||||||
300 | 3 | 40 | 1150 | 1221 | 1293 | 1364 | 1432 | 0,41 | 19,0 | 18 | ||||
350 | 1288 | 1368 | 1448 | 1523 | 1608 | 0,44 | 15,8 | 17 | ||||||
400 | 1324 | 1406 | 1489 | 1557 | 1654 | 0,49 | 13,8 | 17 | ||||||
500 | 1455 | 1545 | 1635 | 1725 | 1816 | 0,57 | 10,8 | 17 | ||||||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | ||||||||||||||
Обрабатываемый материал | ||||||||||||||
Сталь | Чугун | Медные сплавы | ||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | ||||||||||||
Коэффициент Kм | ||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | |||||||||||
Примечание. При обработке отверстий инструментом, оснащенным пластинками из твердого сплава, время по карте применять с коэффициентом Kтс = 0,7.
Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | |||||||||||
Станки для глубокого сверления и растачивания | ||||||||||||
Резцы Т5К10 | ||||||||||||
Карта 54 | Лист 1 | |||||||||||
 | ||||||||||||
Рис. 47 | ||||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | ||||||||||||
550 | 8 | 100 | 118 | 135 | 153 | 170 | 188 | 206 | 0,65 | 19,5 | 33,9 | |
12 | 107 | 126 | 145 | 164 | 183 | 202 | 221 | 0,62 | 19,0 | 33,0 | ||
15 | 112 | 132 | 152 | 171 | 191 | 211 | 231 | 0,60 | 18,8 | 32,7 | ||
600 | 8 | 104 | 123 | 141 | 160 | 178 | 197 | 215 | 0,68 | 17,8 | 33,5 | |
12 | 116 | 137 | 158 | 178 | 199 | 220 | 240 | 0,63 | 17,2 | 32,7 | ||
15 | 121 | 142 | 164 | 185 | 207 | 228 | 250 | 0,61 | 17,0 | 32,5 | ||
650 | 8 | 110 | 130 | 149 | 169 | 189 | 208 | 228 | 0,69 | 16,5 | 33,5 | |
12 | 122 | 144 | 166 | 187 | 209 | 231 | 253 | 0,64 | 16,0 | 32,7 | ||
15 | 127 | 150 | 173 | 196 | 219 | 242 | 264 | 0,62 | 15,8 | 32,3 | ||
700 | 8 | 118 | 139 | 160 | 181 | 203 | 224 | 245 | 0,70 | 15,1 | 33,2 | |
12 | 128 | 151 | 174 | 197 | 220 | 243 | 267 | 0,65 | 14,9 | 32,5 | ||
15 | 134 | 158 | 182 | 207 | 231 | 255 | 279 | 0,63 | 14,7 | 32,3 | ||
750 | 8 | 125 | 147 | 170 | 192 | 215 | 237 | 260 | 0,71 | 14,0 | 33,2 | |
12 | 136 | 160 | 185 | 210 | 234 | 259 | 283 | 0,67 | 13,6 | 32,3 | ||
15 | 143 | 169 | 195 | 221 | 247 | 273 | 299 | 0,64 | 13,5 | 31,9 | ||
800 | 8 | 127 | 150 | 174 | 197 | 220 | 243 | 266 | 0,74 | 13,1 | 32,8 | |
12 | 142 | 168 | 194 | 220 | 246 | 272 | 298 | 0,68 | 12,7 | 32,1 | ||
15 | 146 | 173 | 199 | 226 | 252 | 279 | 305 | 0,67 | 12,6 | 31,9 | ||
860 | 8 | 136 | 161 | 185 | 209 | 234 | 258 | 282 | 0,74 | 12,4 | 32,8 | |
12 | 153 | 180 | 208 | 236 | 263 | 290 | 326 | 0,69 | 11,8 | 31,9 | ||
15 | 159 | 188 | 216 | 245 | 273 | 302 | 331 | 0,67 | 11,7 | 31,4 | ||
900 | 8 | 142 | 167 | 193 | 217 | 244 | 269 | 295 | 0,75 | 11,7 | 32,8 | |
12 | 159 | 188 | 217 | 245 | 274 | 303 | 331 | 0,70 | 11,1 | 31,6 | ||
15 | 165 | 194 | 224 | 254 | 282 | 313 | 343 | 0,68 | 11,1 | 31,4 | ||
1000 | 8 | 159 | 188 | 217 | 246 | 275 | 304 | 333 | 0,76 | 10,2 | 32,3 | |
12 | 173 | 205 | 237 | 268 | 300 | 331 | 363 | 0,71 | 10,0 | 31,2 | ||
15 | 181 | 21 | 246 | 279 | 312 | 345 | 377 | 0,69 | 9,9 | 31,0 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 54 | Лист 2 | ||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
2400 | 2700 | 3000 | 3300 | 3600 | 3900 | 4100 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
550 | 8 | 223 | 250 | 276 | 303 | 329 | 356 | 373 | 0,65 | 19,5 | 33,9 |
12 | 240 | 268 | 297 | 325 | 354 | 382 | 401 | 0,62 | 19,0 | 33,0 | |
15 | 251 | 280 | 310 | 340 | 370 | 399 | 419 | 0,60 | 13,8 | 32,7 | |
600 | 8 | 233 | 262 | 289 | 317 | 345 | 373 | 391 | 0,68 | 17,8 | 33,5 |
12 | 261 | 292 | 323 | 355 | 386 | 417 | 438 | 0,63 | 17,2 | 32,7 | |
15 | 271 | 304 | 336 | 368 | 401 | 433 | 454 | 0,61 | 17,0 | 32,3 | |
650 | 8 | 248 | 277 | 306 | 336 | 365 | 395 | 415 | 0,69 | 16,5 | 33,5 |
12 | 275 | 308 | 341 | 373 | 406 | 439 | 461 | 0,64 | 16,0 | 32,7 | |
15 | 287 | 322 | 356 | 390 | 424 | 439 | 482 | 0,62 | 15,8 | 32,3 | |
700 | 8 | 266 | 298 | 330 | 361 | 393 | 425 | 446 | 0,70 | 15,1 | 33,2 |
12 | 290 | 327 | 359 | 394 | 428 | 463 | 436 | 0,65 | 14,9 | 32,5 | |
15 | 303 | 340 | 376 | 412 | 449 | 485 | 509 | 0,63 | 14,7 | 32,3 | |
750 | 8 | 282 | 316 | 350 | 384 | 418 | 451 | 474 | 0,71 | 14,0 | 33,2 |
12 | 299 | 334 | 370 | 406 | 441 | 477 | 501 | 0,61 | 13,6 | 32,3 | |
15 | 324 | 363 | 402 | 441 | 480 | 519 | 545 | 0,64 | 13,5 | 31,9 | |
800 | 8 | 289 | 324 | 358 | 393 | 428 | 462 | 485 | 0,74 | 13,1 | 32,8 |
12 | 325 | 363 | 402 | 440 | 479 | 518 | 544 | 0,68 | 12,7 | 32,1 | |
15 | 332 | 372 | 412 | 451 | 491 | 531 | 558 | 0,67 | 12,6 | 31,9 | |
850 | 8 | 307 | 343 | 380 | 407 | 453 | 489 | 514 | 0,74 | 12,4 | 32,8 |
12 | 346 | 387 | 428 | 469 | 511 | 543 | 580 | 0,69 | 11,8 | 31,9 | |
15 | 359 | 402 | 445 | 488 | 531 | 573 | 602 | 0,67 | 11,7 | 31,4 | |
900 | 8 | 320 | 358 | 396 | 435 | 473 | 511 | 536 | 0,75 | 11,7 | 32,8 |
12 | 360 | 403 | 446 | 489 | 532 | 576 | 604 | 0,70 | 11,1 | 31,6 | |
15 | 372 | 417 | 461 | 506 | 550 | 595 | 625 | 0,68 | 11,1 | 31,4 | |
1000 | 8 | 359 | 396 | 441 | 492 | 535 | 578 | 607 | 0,76 | 10,2 | 32,3 |
12 | 394 | 442 | 489 | 536 | 574 | 631 | 662 | 0,71 | 10,0 | 31,2 | |
15 | 410 | 459 | 509 | 558 | 607 | 656 | 689 | 0,69 | 9,9 | 31,0 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | |||||||||||
Станки для глубокого сверления и растачивания | ||||||||||||
Резцы Т5К10 | ||||||||||||
Карта 54 | Лист 3 | |||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
4400 | 4700 | 5000 | 5500 | 6000 | 6500 | 7000 | S, мм/об. | n, об/мин. | V, м/мин. | |||
Время на проход, мин. | ||||||||||||
550 | 8 | 400 | 426 | 453 | 498 | 561 | 606 | 652 | 0,65 - 0,63 | 19,5 | 33,9 | |
11 | 430 | 458 | 487 | 536 | 604 | 653 | 703 | 0,62 - 0,60 | 19,0 | 33,0 | ||
15 | 449 | 479 | 508 | 559 | 643 | 696 | 748 | 0,60 - 0,57 | 18,8 | 32,7 | ||
600 | 8 | 419 | 447 | 474 | 522 | 569 | 653 | 702 | 0,68 - 0,64 | 17,8 | 33,5 | |
12 | 469 | 500 | 531 | 584 | 636 | 708 | 762 | 0,63 - 0,61 | 17,2 | 32,7 | ||
15 | 487 | 524 | 557 | 613 | 667 | 744 | 800 | 0,61 - 0,59 | 17,0 | 32,5 | ||
650 | 8 | 444 | 473 | 503 | 554 | 603 | 652 | 747 | 0,69 - 0,65 | 16,5 | 33,5 | |
12 | 494 | 526 | 559 | 607 | 670 | 725 | 807 | 0,64 - 0,62 | 16,0 | 32,7 | ||
15 | 516 | 550 | 584 | 643 | 700 | 758 | 843 | 0,62 - 0,60 | 15,8 | 32,3 | ||
700 | 8 | 478 | 510 | 542 | 597 | 650 | 694 | 756 | 0,70 | 15,1 | 33,2 | |
12 | 521 | 555 | 590 | 650 | 708 | 766 | 723 | 0,65 | 14,9 | 32,5 | ||
15 | 545 | 582 | 618 | 681 | 741 | 802 | 862 | 0,63 | 14,7 | 32,3 | ||
750 | 8 | 508 | 541 | 575 | 634 | 691 | 738 | 803 | 0,71 | 14,0 | 33,2 | |
12 | 554 | 591 | 628 | 692 | 754 | 815 | 868 | 0,67 | 13,6 | 32,3 | ||
15 | 584 | 623 | 662 | 720 | 794 | 859 | 923 | 0,64 | 13,5 | 31,9 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | |||||||||||
Станки для глубокого сверления и растачивания | ||||||||||||
Резцы Т5К10 | ||||||||||||
Карта 54 | Лист 4 | |||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||||
4400 | 1700 | 5000 | 5500 | 6000 | 6500 | 7000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | ||||||||||||
800 | 8 | 520 | 558 | 539 | 650 | 698 | 765 | 323 | 0,74 | 13,1 | 32,8 | |
12 | 533 | 622 | 661 | 723 | 784 | 358 | 924 | 0,68 | 12,7 | 32,1 | ||
15 | 597 | 637 | 677 | 746 | 812 | 879 | 945 | 0,67 | 12,6 | 31,9 | ||
850 | 8 | 550 | 587 | 623 | 688 | 748 | 809 | 870 | 0,74 | 12,4 | 32,3 | |
12 | 621 | 662 | 703 | 776 | 844 | 913 | 982 | 0,69 | 4,8 | 31,9 | ||
15 | 645 | 688 | 731 | 805 | 377 | 948 | 1020 | 0,67 | 11,7 | 31,4 | ||
900 | 8 | 575 | 613 | 651 | 713 | 782 | 834 | 909 | 0,75 | 11,7 | 32,3 | |
12 | 647 | 690 | 733 | 809 | 330 | 952 | 1024 | 0,70 | 11,1 | 31,6 | ||
15 | 669 | 713 | 758 | 836 | 910 | 984 | 1058 | 0,68 | 11,1 | 31,4 | ||
1000 | 8 | 651 | 694 | 737 | 813 | 835 | 958 | 1030 | 0,76 | 10,2 | 32,3 | |
12 | 713 | 757 | 804 | 887 | 948 | 1044 | 1123 | 0,71 | 10,0 | 31,2 | ||
15 | 738 | 787 | 836 | 922 | 1004 | 1086 | 1168 | 0,69 | 9,6 | 31,0 | ||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | |||||||||
Станки для глубокого сверления и растачивания | ||||||||||
Резцы Т5К10 | ||||||||||
Карта 54 | Лист 5 | |||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | |||||||
7500 | 8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | ||||||||||
550 | 8 | 697 | 743 | 814 | 861 | 908 | 955 | 0,63 - 0,61 | 19,5 | 33,9 |
12 | 752 | 801 | 896 | 948 | 1000 | 1052 | 0,60 - 0,57 | 19,0 | 33,0 | |
15 | 801 | 853 | 936 | 990 | 1044 | 1099 | 0,57 - 0,55 | 18,8 | 32,7 | |
600 | 8 | 742 | 800 | 849 | 899 | 991 | 1042 | 0,64 - 0,61 | 17,8 | 33,5 |
12 | 815 | 868 | 922 | 975 | 1063 | 1118 | 0,61 - 0,59 | 17,2 | 32,7 | |
15 | 856 | 912 | 968 | 1024 | 1133 | 1192 | 0,59 - 0,56 | 17,0 | 32,5 | |
650 | 8 | 799 | 852 | 904 | 957 | 1009 | 1109 | 0,65 - 0,62 | 16,5 | 33,5 |
12 | 863 | 920 | 977 | 1033 | 1090 | 1202 | 0,62 - 0,59 | 16,0 | 32,7 | |
15 | 902 | 961 | 1020 | 1079 | 1138 | 1260 | 0,60 - 0,57 | 15,8 | 32,3 | |
700 | 8 | 831 | 902 | 957 | 1012 | 1068 | 1123 | 0,67 | 15,1 | 33,2 |
12 | 909 | 968 | 1028 | 1087 | 1147 | 1207 | 0,63 | 14,9 | 32,5 | |
15 | 952 | 1015 | 1077 | 1140 | 1202 | 1264 | 0,61 | 14,7 | 32,3 | |
750 | 8 | 860 | 956 | 1014 | 1073 | 1123 | 1191 | 0,71 - 0,68 | 14,0 | 33,2 |
12 | 938 | 1061 | 1126 | 1192 | 1257 | 1322 | 0,67 - 0,63 | 13,6 | 32,3 | |
15 | 988 | 1078 | 1153 | 1220 | 1287 | 1354 | 3,64 - 0,62 | 13,5 | 31,9 | |
800 | 8 | 881 | 938 | 1053 | 1114 | 1175 | 1236 | 0,74 - 0,70 | 13,1 | 32,8 |
12 | 987 | 1052 | 1186 | 1255 | 1324 | 1393 | 0,68 - 0,64 | 12,7 | 32,1 | |
15 | 1011 | 1078 | 1215 | 1286 | 1356 | 1427 | 0,67 - 0,63 | 12,6 | 31,9 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H9. Шероховатость поверхности Ra 12,5 - 6,3 | Мелкосерийное и единичное производство | ||||||||||||||
Станки для глубокого сверления и растачивания | |||||||||||||||
Резцы Т5К10 | |||||||||||||||
Карта 54 | Лист 6 | ||||||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||||||
7500 | 8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | |||||||
Время на проход, мин. | |||||||||||||||
850 | 8 | 931 | 992 | 1053 | 1179 | 1244 | 1308 | 0,74 - 0,70 | 12,4 | 32,8 | |||||
12 | 1051 | 1120 | 1188 | 1333 | 1406 | 1479 | 0,69 - 0,65 | 11,8 | 31,9 | ||||||
15 | 1091 | 1162 | 1234 | 1387 | 1463 | 1539 | 0,67 - 0,63 | 11,7 | 31,4 | ||||||
900 | 8 | 972 | 1036 | 1100 | 1163 | 1298 | 1366 | 0,75 - 0,71 | 11,7 | 32,8 | |||||
12 | 1096 | 1168 | 1239 | 1300 | 1449 | 1524 | 0,70 - 0,67 | 11,1 | 31,6 | ||||||
15 | 1132 | 1206 | 1269 | 1355 | 1518 | 1597 | 0,68 - 0,64 | 11,1 | 31,4 | ||||||
1000 | 8 | 1102 | 1174 | 1247 | 1319 | 1391 | 1463 | 0,76 | 10,2 | 32,3 | |||||
12 | 1202 | 1281 | 1360 | 1439 | 1518 | 1619 | 0,71 | 10,0 | 31,2 | ||||||
15 | 1245 | 1332 | 1414 | 1496 | 1578 | 1660 | 0,69 | 9,9 | 31,0 | ||||||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||||||
Обрабатываемый материал | |||||||||||||||
Сталь | Чугун | Медные сплавы | |||||||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||||||
Коэффициент Kм | |||||||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||||||
Примечание. Большие пределы значений подачи приведены для обработки отверстий длиной L <= 15D; меньшие значения подачи соответствуют длинам L > 15D.
Растачивание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 1,6 - 0,8 | Мелкосерийное и единичное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 55 | Лист 1 | ||||||||||
 | |||||||||||
Рис. 48 | |||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
600 | 0,6 | 124 | 146 | 168 | 190 | 212 | 233 | 255 | 1,67 | 6,1 | 11,3 |
700 | 142 | 168 | 193 | 219 | 244 | 270 | 296 | 1,75 | 5,0 | 11,1 | |
800 | 150 | 177 | 205 | 232 | 259 | 286 | 281 | 1,83 | 4,5 | 11,1 | |
900 | 1,0 | 167 | 197 | 227 | 257 | 289 | 319 | 349 | 1,90 | 3,9 | 10,9 |
1000 | 180 | 313 | 245 | 279 | 311 | 345 | 377 | 1,95 | 3,5 | 10,9 | |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
2400 | 2700 | 3000 | 3300 | 3600 | 3900 | 4100 | S, мм/об. | n, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
600 | 0,6 | 277 | 310 | 343 | 376 | 409 | 442 | 464 | 1,67 | 6,1 | 11,3 |
700 | 321 | 360 | 398 | 436 | 475 | 513 | 539 | 1,75 | 5,0 | 11,1 | |
800 | 341 | 3,81 | 422 | 463 | 504 | 544 | 568 | 1,83 | 4,5 | 11,1 | |
900 | 1,0 | 379 | 425 | 467 | 515 | 560 | 607 | 637 | 1,90 | 3,9 | 10,9 |
1000 | 409 | 459 | 509 | 557 | 607 | 657 | 689 | 1,95 | 3,5 | 10,9 | |
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
4400 | 4700 | 5000 | 5500 | 6000 | 6500 | 7000 | S, мм/об. | N, об./мин. | V, м/мин. | ||
Время на проход, мин. | |||||||||||
600 | 0,6 | 497 | 530 | 563 | 621 | 676 | 763 | 818 | 1,67 - 1,60 | 6,1 | 11,3 |
700 | 577 | 616 | 654 | 721 | 785 | 849 | 913 | 1,75 | 5,0 | 11,1 | |
800 | 613 | 654 | 694 | 765 | 833 | 901 | 970 | 1,83 | 4,5 | 11,1 | |
900 | 1,0 | 681 | 727 | 773 | 852 | 928 | 1004 | 1079 | 1,90 | 3,9 | 10,9 |
1000 | 739 | 787 | 837 | 923 | 1005 | 1088 | 1170 | 1,95 | 3,5 | 10,9 | |
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Растачивание отверстий Сталь Поле допуска H7. Шероховатость поверхности Ra 1,6 - 0,8 | Мелкосерийное и единичное производство | ||||||||||
Станки для глубокого сверления и растачивания | |||||||||||
Резцы Т5К10 | |||||||||||
Карта 55 | Лист 2 | ||||||||||
Диаметр отверстия D, мм, до | Глубина резания t, мм | Длина обрабатываемого отверстия L, мм, до | Режимы резания | ||||||||
7500 | 8000 | 8500 | 9000 | 9500 | 10000 | S, мм/об. | n, об./мин. | V, м/мин. | |||
Время на проход, мин. | |||||||||||
600 | 0,6 | 877 | 935 | 992 | 1050 | 1107 | 1164 | 1,60 | 6,1 | 11,3 | |
700 | 1023 | 1090 | 1157 | 1224 | 1291 | 1358 | 1,67 | 5,0 | 11,1 | ||
800 | 1038 | 1106 | 1227 | 1298 | 1369 | 1440 | 1,83 - 1,75 | 4,5 | 11,1 | ||
900 | 1,0 | 1155 | 1231 | 1306 | 1382 | 1519 | 1597 | 1,90 - 1,82 | 3,9 | 10,9 | |
1000 | 1252 | 1334 | 1416 | 1498 | 1580 | 1662 | 1,95 | 3,5 | 10,9 | ||
Поправочные коэффициенты на неполное штучное время в зависимости от обрабатываемого материала | |||||||||||
Обрабатываемый материал | |||||||||||
Сталь | Чугун | Медные сплавы | |||||||||
до 0,588 | 0,588 - 0,735 | свыше 0,735 | |||||||||
Коэффициент Kм | |||||||||||
0,9 | 1,1 | 0,8 | 0,6 | ||||||||
Примечание. Большие пределы значений подачи приведены для обработки отверстий длиной L <= 15D; меньшие значения подачи соответствуют длинам L > 15D.
Приложение 1 | ||||||||||
Тип станка | Диаметр сверла D, мм | Длина сверления в диаметрах сверла, мм, до | ||||||||
6d | 7d | 8d | 9d | 10d | 14d | 20d | 25d | > 25d | ||
Число выводов сверла | ||||||||||
Сверлильные | 4 | 1 | 1 | 1 | 2 | 4 | 9 | 11 | 18 | 25 |
6 | 1 | 1 | 2 | 3 | 5 | 11 | 14 | 20 | 28 | |
8 | 1 | 1 | 2 | 3 | 6 | 12 | 17 | 23 | 32 | |
12 | 1 | 1 | 2 | 3 | 6 | 12 | 17 | 23 | 32 | |
16 | 1 | 1 | 2 | 4 | 6 | 12 | 17 | 23 | 32 | |
20 | 1 | 2 | 3 | 4 | 6 | 12 | 17 | 23 | 32 | |
25 | 2 | 3 | 5 | 7 | 10 | 14 | 20 | 25 | 34 | |
32 | 3 | 4 | 6 | 8 | 11 | 15 | 21 | 26 | 35 | |
40 | 5 | 6 | 9 | 12 | 15 | 19 | 24 | 28 | 37 | |
Токарные | 4 | - | 1 | 1 | 1 | 2 | 4 | 7 | 11 | 15 |
6 | 1 | 1 | 1 | 1 | 2 | 5 | 8 | 12 | 16 | |
8 | 1 | 1 | 1 | 2 | 3 | 6 | 10 | 14 | 18 | |
12 | 1 | 1 | 1 | 2 | 3 | 6 | 10 | 14 | 18 | |
16 | 1 | 1 | 1 | 2 | 3 | 6 | 10 | 14 | 18 | |
20 | 1 | 1 | 1 | 2 | 3 | 6 | 11 | 16 | 20 | |
25 | 1 | 1 | 3 | 4 | 6 | 7 | 12 | 17 | 21 | |
32 | 1 | 2 | 2 | 3 | 4 | 8 | 13 | 18 | 22 | |
40 | 1 | 3 | 3 | 4 | 5 | 10 | 15 | 20 | 24 | |
Приложение 2 | ||
Диаметр сверла, мм | Длина прохода до смены удлинителя, мм | |
6 | 140 | |
8 | 160 | |
12 | 180 | |
16 | 195 | |
20 | 220 | |
25 | 245 | |
32 | 275 | |
40 | 305 | |
Приложение 3 | ||||||||||||
Наименование операции | Диаметр инструмента, мм, до | |||||||||||
4 | 6 | 8 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 и более | ||
Врезание и перебег, мм | ||||||||||||
Сверление | 2,2 | 2,9 | 3,5 | 5,2 | 6,5 | 8,2 | 10,0 | 12,5 | 15,4 | 18,5 | 21,6 | |
Развертывание | - | 8 | 9 | 15 | 15 | 18 | 19 | 19 | 24 | 25 | 26 | |
Зенкерование | - | - | - | - | 3 | 3 | 3 | 4 | 4 | 5 | 5 | |
Рассверливание при глубине резания t, мм | 5 | - | - | - | - | 4 | 4 | 5 | 5 | 5 | 6 | 6 |
10 | - | - | - | - | - | 7 | 8 | 8 | 8 | 9 | 9 | |
15 | - | - | - | - | - | - | - | 11 | 11 | 12 | 12 | |
Наименование операции | Глубина резания t, мм | |||||||
2 | 4 | 5 | 8 | 10 | 12 | 16 | 20 | |
Врезание и перебег, мм | ||||||||
Растачивание | 3,5 | 6,0 | 8,0 | 11,0 | 13,0 | 15,0 | 18,0 | 24,0 |
Наименование операции | Диаметр отверстия, мм, до | |||||||
60 - 140 | 140 - 250 | |||||||
Врезание и перебег, мм | ||||||||
Раскатка | 8 | 10 | ||||||
Приложение 4 | ||||||||||||
Среднесерийное производство | ||||||||||||
Токарные станки | ||||||||||||
Длина отверстия в диаметрах сверла, мм, до | Диаметр сверла D, мм, до | |||||||||||
50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 140 | 160 | 180 | 200 | |
Время, мин. | ||||||||||||
8d | 1,23 | 1,26 | 1,60 | 2,15 | 3,3 | 4,46 | 5,7 | 6,7 | 8,0 | 14,5 | 21,7 | 31,4 |
10d | 1,30 | 1,50 | 2,25 | 3,10 | 4,6 | 6,30 | 7,9 | 9,0 | 13,3 | 19,5 | 27,5 | 43,6 |
15d | 2,31 | 3,69 | 5,40 | 6,20 | 8,8 | 11,00 | 14,3 | 15,5 | 20,0 | 33,5 | 44,0 | 62,0 |
20d | 4,60 | 4,72 | 7,28 | 10,00 | 13,5 | 19,10 | 21,0 | 21,8 | 24,6 | 45,0 | 59,0 | 80,0 |
25d | 5,64 | 6,50 | 10,70 | 14,80 | 18,0 | 24,10 | 27,3 | 29,7 | 31,0 | 54,0 | 70,0 | 95,0 |
30d | 7,20 | 9,10 | 14,30 | 16,60 | 21,0 | 30,10 | 36,0 | 36,0 | 37,5 | 64,0 | 84,0 | 119,0 |
35d | 7,90 | 11,50 | 15,00 | 19,00 | 28,0 | 37,00 | 41,0 | 41,0 | 45,0 | 75,0 | 96,0 | 131,0 |
40d | 8,24 | 12,70 | 17,50 | 24,00 | 33,00 | 43,90 | 44,0 | 46,0 | - | - | - | - |
50d | 10,00 | 17,00 | - | - | - | - | - | - | - | - | - | - |
60d | 11,0 | - | - | - | - | - | - | - | - | - | - | - |
Приложение 5 | ||||||||||||
Мелкосерийное и единичное производство | ||||||||||||
Токарные станки | ||||||||||||
Длина отверстия в диаметрах сверла, мм, до | Диаметр сверла D, мм, до | |||||||||||
50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 140 | 160 | 180 | 200 | |
Время, мин. | ||||||||||||
8d | 3,9 | 5,26 | 7,0 | 8,5 | 11,2 | 13,8 | 17,5 | 21,9 | 28,0 | 38 | 51 | 64 |
10d | 4,8 | 6,30 | 8,5 | 11,1 | 14,5 | 18,7 | 22,3 | 25,5 | 32,5 | 48 | 63 | 86 |
15d | 7,7 | 10,70 | 15,6 | 18,6 | 24,3 | 28,9 | 36,5 | 41,2 | 56,0 | 76 | 99 | 125 |
20d | 11,7 | 14,50 | 20,1 | 26,0 | 33,6 | 43,7 | 50,5 | 57,0 | 70,0 | 102 | 132 | 162 |
25d | 15,2 | 18,60 | 27,5 | 35,5 | 46,4 | 56,0 | 65,0 | 72,0 | 91,0 | 123 | 159 | 205 |
30d | 18,3 | 23,60 | 34,6 | 41,6 | 54,0 | 67,0 | 83,0 | 89,0 | 102,0 | 149 | 190 | 244 |
35d | 21,0 | 30,00 | 40,4 | 48,6 | 65,0 | 86,0 | 94,0 | 102,0 | 112,0 | 180 | 220 | 270 |
40d | 23,0 | 32,60 | 43,6 | 58,0 | 75,0 | 93,8 | 110,0 | 112,0 | - | - | - | - |
50d | 29,0 | 42,00 | - | - | - | - | - | - | - | - | - | - |
60d | 32,0 | - | - | - | - | - | - | - | - | - | - | - |
Приложение 6 | |||||||||||||||||
Токарные станки | |||||||||||||||||
Среднесерийное производство | Мелкосерийное и единичное производство | ||||||||||||||||
Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | ||||||||||||||
8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | 8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | ||
Время, мин. | Время, мин. | ||||||||||||||||
8 | 0,26 | 0,28 | 0,86 | 1,22 | 1,63 | 2,15 | 2,28 | 2,35 | 8 | 0,29 | 0,32 | 0,97 | 1,38 | 1,84 | 2,43 | 2,58 | 2,66 |
12 | 0,35 | 0,60 | 1,00 | 1,37 | 1,73 | 1,86 | 1,90 | - | 12 | 0,40 | 0,68 | 1,13 | 1,55 | 1,95 | 2,10 | 2,15 | - |
16 | 0,37 | 0,80 | 1,22 | 1,40 | 1,63 | 1,76 | 2,04 | 2,20 | 16 | 0,42 | 0,90 | 1,38 | 1,58 | 1,84 | 1,99 | 2,31 | 2,49 |
20 | 0,42 | 0,70 | 0,97 | 1,22 | 1,42 | 1,53 | 1,79 | - | 20 | 0,47 | 0,79 | 1,10 | 1,38 | 1,60 | 1,73 | 2,02 | - |
25 | 0,40 | 0,67 | 0,72 | 0,90 | 1,07 | 1,35 | 1,87 | 1,98 | 25 | 0,45 | 0,76 | 0,81 | 1,02 | 1,21 | 1,53 | 2,11 | 2,24 |
32 | 0,82 | 1,04 | 1,41 | 1,78 | 2,24 | 2,83 | 3,79 | 3,97 | 32 | 0,93 | 1,18 | 1,59 | 2,01 | 2,53 | 3,20 | 4,28 | 4,49 |
40 | 0,40 | 0,54 | 0,68 | 0,93 | 1,18 | 1,38 | 1,41 | - | 40 | 0,45 | 0,61 | 0,77 | 1,05 | 1,33 | 1,56 | 1,59 | - |
Приложение 7 | |||||||||||||||||
Сверлильные станки | |||||||||||||||||
Среднесерийное производство | Мелкосерийное и единичное производство | ||||||||||||||||
Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | ||||||||||||||
8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | 8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | ||
Время, мин. | Время, мин. | ||||||||||||||||
8 | 0,41 | 0,48 | 1,18 | 1,60 | 2,20 | 2,42 | 2,71 | 2,95 | 8 | 0,56 | 0,66 | 1,98 | 2,62 | 3,04 | 3,55 | 3,78 | 3,85 |
12 | 0,68 | 0,96 | 1,62 | 2,54 | 2,97 | 3,28 | 3,32 | - | 12 | 0,93 | 1,29 | 2,13 | 3,32 | 3,87 | 3,95 | 4,10 | - |
16 | 0,71 | 1,10 | 1,72 | 2,35 | 2,79 | 3,08 | 4,00 | 4,28 | 16 | 1,07 | 1,59 | 2,57 | 3,50 | 4,43 | 4,53 | 4,82 | 4,92 |
20 | 0,39 | 0,67 | 1,29 | 3,94 | 4,36 | 5,17 | 5,35 | - | 20 | 0,85 | 1,96 | 3,51 | 5,32 | 5,75 | 5,95 | 6,15 | - |
25 | 0,52 | 0,84 | 2,47 | 4,41 | 4,64 | 5,09 | 5,22 | 6,04 | 25 | 0,96 | 1,56 | 4,00 | 5,23 | 5,59 | 5,86 | 6,00 | 6,94 |
32 | 1,02 | 2,09 | 3,59 | 5,27 | 5,61 | 6,40 | 7,04 | 7,74 | 32 | 1,67 | 3,14 | 4,13 | 6,67 | 7,00 | 7,50 | 8,14 | 8,84 |
40 | 1,22 | 1,38 | 2,18 | 3,40 | 5,00 | 6,96 | 6,33 | - | 40 | 1,86 | 2,47 | 4,42 | 5,77 | 6,20 | 6,87 | 7,20 | - |
Приложение 8 | |||||||||||||||||
Токарные станки | |||||||||||||||||
Среднесерийное производство | Мелкосерийное и единичное производство | ||||||||||||||||
Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | ||||||||||||||
8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | 8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | ||
Время, мин. | Время, мин. | ||||||||||||||||
6 | 0,46 | 0,50 | 0,66 | 0,74 | 0,79 | - | - | - | 6 | 0,65 | 0,70 | 0,99 | 1,20 | 1,26 | - | - | - |
8 | 0,50 | 0,72 | 0,90 | 1,14 | 1,63 | 2,18 | 2,71 | 4,26 | 8 | 0,65 | 0,94 | 1,16 | 1,46 | 2,12 | 2,84 | 3,54 | 5,44 |
12 | 6,34 | 0,48 | 1,00 | 2,58 | 3,55 | 3,75 | 3,86 | - | 12 | 0,58 | 0,79 | 1,50 | 3,44 | 4,38 | 5,22 | 5,49 | - |
16 | 0,37 | 0,65 | 2,04 | 4,13 | 4,90 | 5,17 | 6,14 | 9,08 | 16 | 0,72 | 1,11 | 2,93 | 5,02 | 6,63 | 7,36 | 8,68 | 12,40 |
20 | 0,70 | 1,87 | 3,00 | 5,66 | 6,03 | 6,53 | 7,48 | - | 20 | 0,91 | 2,55 | 4,01 | 7,66 | 8,81 | 9,55 | 10,70 | - |
25 | 1,06 | 1,46 | 1,84 | 3,72 | 4,34 | 6,15 | 6,80 | 9,75 | 25 | 1,90 | 2,30 | 2,81 | 5,72 | 6,24 | 8,70 | 10,20 | 13,80 |
32 | 0,62 | 0,91 | 4,78 | 6,75 | 8,54 | 11,90 | 14,00 | 15,10 | 32 | 1,11 | 3,33 | 6,87 | 9,57 | 12,40 | 16,60 | 19,50 | 21,50 |
40 | 0,35 | 0,67 | 5,83 | 7,35 | 11,20 | 14,00 | - | - | 40 | 2,64 | 3,44 | 6,83 | 11,30 | 17,20 | 19,80 | - | - |
Приложение 9 | |||||||||||||||||
Сверлильные станки | |||||||||||||||||
Среднесерийное производство | Мелкосерийное и единичное производство | ||||||||||||||||
Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | Диаметр сверла D, мм, до | Длина отверстия в диаметрах сверла, мм, до | ||||||||||||||
8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | 8d | 10d | 15d | 20d | 25d | 30d | 35d | 45d | ||
Время, мин. | Время, мин. | ||||||||||||||||
6 | 0,53 | 0,80 | 1,15 | 1,32 | 1,44 | - | - | - | 6 | 0,69 | 0,93 | 1,21 | 1,70 | 2,00 | - | - | - |
8 | 0,63 | 0,79 | 1,07 | 1,54 | 2,05 | 2,56 | 2,99 | 4,89 | 8 | 0,84 | 1,05 | 1,66 | 1,95 | 3,05 | 4,04 | 5,44 | 8,59 |
12 | 0,97 | 1,56 | 2,32 | 3,95 | 5,34 | 6,87 | 7,91 | - | 12 | 1,53 | 2,16 | 4,76 | 5,81 | 8,10 | 10,60 | 12,80 | - |
16 | 1,22 | 1,81 | 3,77 | 5,48 | 6,70 | 8,83 | 11,40 | 17,60 | 16 | 2,71 | 3,50 | 5,36 | 8,66 | 11,90 | 13,40 | 18,20 | 21,90 |
20 | 1,19 | 2,56 | 4,15 | 8,29 | 10,20 | 11,20 | 12,60 | - | 20 | 2,50 | 3,45 | 5,89 | 10,90 | 12,70 | 13,30 | 18,10 | - |
25 | 1,91 | 2,77 | 3,71 | 6,74 | 9,27 | 11,90 | 13,60 | 20,60 | 25 | 2,35 | 3,86 | 4,88 | 8,58 | 11,60 | 17,30 | 20,20 | 24,10 |
32 | 2,45 | 3,76 | 10,40 | 13,90 | 16,20 | 19,90 | 23,80 | 27,60 | 32 | 3,35 | 6,16 | 12,30 | 17,80 | 21,00 | 25,90 | 30,40 | 36,90 |
40 | 3,21 | 5,21 | 11,20 | 15,70 | 19,20 | 27,50 | - | - | 40 | 3,78 | 6,20 | 13,40 | 18,70 | 27,50 | 33,00 | - | - |
Приложение 10 | ||||||||
Станки для глубокого сверления и растачивания | ||||||||
Среднесерийное производство | ||||||||
Вид обработки | Глубина отверстия, м | Диаметр отверстия D, мм, до | ||||||
100 | 200 | 400 | 800 | 1000 | ||||
Время, мин. | ||||||||
Кольцевое сверление | 1 - 3 | 2,80 | 3,10 | 3,50 | 4,5 | 4,9 | ||
> 3 | 4,20 | 4,50 | 4,90 | 6,5 | 7,0 | |||
Растачивание при поле допуска | H9 | <= 5 | 3,50 | 3,80 | 4,20 | 7,0 | 8,4 | |
> 5 | 4,50 | 4,90 | 5,30 | 8,4 | 10,5 | |||
H7 | <= 5 | 4,50 | 4,90 | 5,60 | 8,4 | 9,5 | ||
H8 | > 5 | 5,60 | 5,90 | 6,70 | 10,1 | 11,9 | ||
Раскатывание | <= 3 | 5,60 | 6,30 | 7,30 | - | - | ||
Развертывание | <= 3 | 1,26 | 1,54 | 1,82 | - | - | ||
Рассверливание, зенкерование | <= 3 | 0,60 | - | - | - | - | ||
Мелкосерийное и единичное производство | ||||||||
Вид обработки | Глубина отверстия, м | Диаметр отверстия D, мм, до | ||||||
100 | 200 | 400 | 800 | 1000 | ||||
Время, мин. | ||||||||
Кольцевое сверление | 1 - 3 | 4,0 | 4,50 | 5,0 | 6,5 | 7,0 | ||
> 3 | 6,0 | 6,50 | 7,0 | 9,3 | 10,0 | |||
Растачивание при поле допуска | H9 | <= 5 | 5,0 | 5,50 | 6,0 | 10,0 | 12,0 | |
> 5 | 6,5 | 7,00 | 7,5 | 12,0 | 15,0 | |||
H7 | <= 5 | 6,5 | 7,00 | 8,0 | 12,0 | 13,5 | ||
H8 | > 5 | 8,0 | 8,50 | 9,5 | 14,5 | 17,0 | ||
Раскатывание | <= 3 | 8,0 | 9,00 | - | - | - | ||
Развертывание | <= 3 | 2,0 | 2,45 | 3,2 | - | - | ||
Рассверливание, зенкерование | <= 3 | 0,9 | - | - | - | - | ||
Приложение 11 | ||||||||
N п/п | Назначение припуска | Поле допуска | Наибольший диаметр отверстия, мм | |||||
18 - 30 | 30 - 50 | 50 - 80 | 80 - 100 и более | |||||
Величина припуска П, мм | ||||||||
1 | Под растачивание | H7 | 1 - 2 | 1,2 - 2,5 | 1,5 - 4,0 | 2 - 4,0 | ||
2 | Под черновое развертывание | 0,25 | 0,30 | 0,40 | 0,50 | |||
3 | Под чистовое развертывание | 0,12 | 0,15 | 0,20 | 0,25 | |||
4 | Раскатка | H7 | Наибольший диаметр отверстия, мм | |||||
60 - 100 | 120 - 180 | 200 - 250 | ||||||
Величина припуска, мм | ||||||||
0,02 - 0,03 | 0,03 - 0,04 | 0,04 - 0,05 | ||||||
Приложение 12 | |||
Диаметр отверстия, мм | Размеры роликов в роликовых раскатниках, мм | Число роликов | Предел регулировки, мм |
12 - 18 | 3 | 5 | 1,0 |
19 - 22 | 4 | 5 | 1,0 |
23 - 38 | 5 | 5 | 1,5 |
39 - 44 | 6 | 5 | 2,0 |
45 - 56 | 8 | 5 | 2,0 |
57 - 70 | 10 | 5 | 2,5 |
71 - 96 | 12 | 5 | 3,0 |
97 - 126 | 14 | 5 | 3,0 |
127 - 160 | 16 | 5 | 3,0 |
161 - 196 | 18 | 5 | 3,0 |
197 - 240 | 20 | 7 | 4,0 |
241 - 286 | 22 | 7 | 4,0 |
287 - 336 | 24 | 7 | 4,0 |
337 - 390 | 26 | 9 | 4,0 |
Примечание. При обработке тонкостенных цилиндров диаметр ролика не должен превышать 12 мм.
Приложение 13 | ||||
Диаметр раскатки, мм | Диаметр шаров раскатки, дюйм | Число шаров | Толщина стенки цилиндра, мм | N упорного подшипника |
50 | 3/8 - 1/2 | 8 - 6 | 7 | 8106 |
65 | 1/2 - 5/8 | 10 - 8 | 7,5 - 8,0 | 8106 |
70 | 1/2 - 5/8 | 10 - 8 | 8 | 8109 |
75 | 1/2 - 5/8 | 10 - 8 | 9 | 8110 |
80 | 3/4 | 8 | 10 | 8110 |
90 | 3/4 | 8 | 10 - 12 | 8112 |
100 | 3/4 - 1 | 10 - 6 | 12 | 8114 |
110 | 3/4 - 1 | 10 - 8 | 12 | 8116 |
125 | 1 | 10 | 12 - 15 | 8117 |
150 | 1 | 12 | 15 - 17 | 8120 |
200 | 1 - 1/4 | 16 - 12 | 20 - 22 | 8130 |
250 | 1 1/4 - 1 2/4 | 15 - 11 | 23 - 25 | - |
300 | 1 3/4 | 12 | 28 - 30 | - |
Приложение 14 | |||||||
Основные данные | Модель станка | ||||||
1К62 | 163 | 165 | 1660 | 1670 | 1680 | 1680А | |
Высота центров, мм | 215 | 315 | 500 | 650 | 800 | 1000 | 1000 |
Расстояние между центрами, мм | 1400 | 2800 | 5000 | 6500 | 8600 | 10000 | 8600 |
Наибольший диаметр изделия, устанавливаемого над станиной, мм | 400 | 630 | 1000 | 1200 | 1600 | 2000 | 2000 |
Наибольшая длина обтачивания, мм | 1330 | 2520 | 4500 | 6500 | 8600 | 10000 | 8600 |
Наибольшая масса обрабатываемой детали, T | - | - | 5 | 30 | 50 | 50 | 50 |
Наибольшее перемещение суппорта, мм: | |||||||
продольное | 1330 | 1260 | 4500 | 5400 | 8700 | 8700 | 8700 |
поперечное | 140 | 430 | 600 | 850 | 900 | 900 | 900 |
Диапазон частоты вращения шпиндели, об./мин. | 12,5 - 2000,0 | 10 - 1800 | 5 - 550 | 3,15 - 200,00 | 2,5 - 160,0 | 2 - 128 | 2 - 128 |
Диапазон продольных подач, мм/об. | 0,07 - 4,16 | 0,1 - 3,2 | 0,20 - 3,05 | 0,19 - 11,40 | 0,2 - 38,0 | 0,2 - 38,0 | 0,2 - 38,0 |
Приложение 15 | |||
Модель станка | Основные данные | ||
Наибольший диаметр сверления, мм | Диапазон частоты вращения шпинделя, об./мин. | Диапазон подач, мм/об. | |
2А125 | 25 | 68 - 2620 | 0,10 - 0,81 |
2А135 | 35 | 68 - 1100 | 0,115 - 1,600 |
2592 | 25 | 150 - 825 | От руки |
2А592 | 25 | 175 - 980 | От руки |
2А53 | 35 | 50 - 2240 | 0,06 - 1,22 |
253 | 35 | 45 - 2090 | 0,03 - 1,00 |
2Б33 | 36 | 45 - 2090 | 0,3 - 1,0 |
2563 | 50 | 46 - 2280 | 0,075 - 0,980 |
255 | 50 | 30 - 1500 | 0,03 - 1,20 |
2А55 | 50 | 30 - 1900 | 0,05 - 2,20 |
2П55 | 50 | 20 - 900 | 0,1 - 0,8 |
2М55 | 50 | 20 - 2000 | 0,056 - 2,500 |
257 | 75 | 11,2 - 1400,0 | 0,037 - 2,000 |
2Б57 | 75 | 12,7 - 1400,0 | 0,10 - 2,12 |
2М57 | 75 | 12,5 - 1600,0 | 0,063 - 3,150 |
2М58 | 100 | 10 - 1250 | 0,063 - 3,150 |
Приложение 16 | |||||
Основные данные станков | Модели станков | ||||
РТ-601 | РТ-604 | РТ-605 | КЖ-1910 | КЖ-1934 | |
Наибольший диаметр, устанавливаемый над станиной, мм | 300,0 | 400,0 | 500 | 1250,0 | 3400,0 |
Наименьший и наибольший диаметр обрабатываемого отверстия, мм: | |||||
наименьший | 40,0 | 40,0 | 100 | 100,0 | 100,0 |
наибольший | 250,0 | 300,0 | 400 | 600,0 | 2200,0 |
Наименьшая и наибольшая длина обрабатываемого отверстия, мм: | |||||
наименьшая | 600,0 | 600,0 | 6300 | 2000,0 | 2700,0 |
наибольшая | 4000,0 | 4000,0 | 8000 | 10000,0 | 20000,0 |
Число оборотов шпинделя в минуту, об./мин. | 40,0 - 500,0 | 40,0 - 500,0 | 16 - 250 | 2,0 - 2000,0 | 3,3 - 4000,0 |
Подача, мм/мин. | 5,0 - 3000,0 | 5,0 - 3000 | 5 - 3000 | 0,5 - 1000,0 | 0,4 - 2200,0 |
Мощность главного двигателя, кВт | 27,7 | 24,7 | 55 | 85,0 | 160,0 |
Кожевников Д.В. Современная технология и инструмент для обработки глубоких отверстий. Обзор. М.: НИИмаш, 1981.
Костюкович С.С., Дечко Э.В., Долгов В.И. Точность обработки глубоких отверстий. М.: Высшая школа, 1978.
Справочник нормировщика машиностроения. Т. 4 М.: Машгиз, 1962.
Справочник технолога машиностроения. Т. 1. М.: Машиностроение, 1972.
Типаж металлорежущего инструмента на 1976 - 1980 г. Утверждено МС и ИП. Приказ N 450 от 17 декабря 1975 г. М., 1976.
Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительное при работе на металлорежущих станках. Мелкосерийное и единичное производство. М.: НИИ труда, 1976.
Общемашиностроительные нормативы режимов резания, сверления из современных марок быстрорежущих сталей. ГСПКТБ Оргприминструмент. М.: НИИмаш, 1978.
Отраслевая методика по разработке трудовых нормативов в системе Минстанкопрома. М.: НИИмаш, 1977.
Отраслевые укрупненные нормативы времени для технического нормирования работ, выполняемых на токарно-винторезных станках. Среднесерийное производство.
Минский филиал института Оргстанкинпром. М.: НИИмаш, 1977.
Отраслевые нормативы режимов резания и времени на глубокое сверление. ВПТИ тяжелого машиностроения. М.: НИИмаш, 1968.
Типовые проекты организации труда на рабочих местах станочников. М.: НИИмаш, 1977.