СПРАВКА
Источник публикации
М., "Недра", 1984
Примечание к документу
Название документа
"Положение о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях Министерства цветной металлургии СССР"
(утв. Минцветметом СССР 06.10.1981)
"Положение о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях Министерства цветной металлургии СССР"
(утв. Минцветметом СССР 06.10.1981)
Содержание
Министр цветной
металлургии СССР
П.Ф.ЛОМАКО
6 октября 1981 года
ПОЛОЖЕНИЕ
О ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНЫХ РЕМОНТАХ
ОБОРУДОВАНИЯ И ТРАНСПОРТНЫХ СРЕДСТВ НА ПРЕДПРИЯТИЯХ
МИНИСТЕРСТВА ЦВЕТНОЙ МЕТАЛЛУРГИИ СССР
Издание второе, переработанное и дополненное
Изложены основные сведения о системе планово-предупредительных ремонтов; требования, предъявляемые к эксплуатации, техническому обслуживанию и ремонту технологического оборудования; нормативы периодичности, продолжительности и трудоемкости технических осмотров и ремонтов.
Второе издание (1-е изд. - 1975) Положения о планово-предупредительных ремонтах технологического оборудования предприятий цветной металлургии СССР разработано институтом Кавказгипроцветмет при участии ЦНОТцветмета, Института титана, ВАМИ, Гиредмета, а также СКБ ГОМ.
Положение предназначено для инженерно-технических работников, связанных с эксплуатацией, ремонтом технологического оборудования, планированием ремонтных работ и проектированием ремонтных служб предприятий.
Второе издание Положения о планово-предупредительных ремонтах технологического оборудования предприятий Министерства цветной металлургии СССР подготовлено на основе обобщения предложений и замечаний предприятий и организаций отрасли, рекомендаций Управления главного механика Министерства цветной металлургии СССР по совершенствованию существующей системы планово-предупредительных ремонтов, обобщения документальных данных о фактической периодичности, продолжительности и трудоемкости технических осмотров и ремонтов технологического оборудования.
Положение содержит сведения о системе планово-предупредительного ремонта и его организации на предприятиях Министерства цветной металлургии, а также требования, предъявляемые к эксплуатации, техническому обслуживанию и ремонту оборудования.
В приложениях к Положению приведены нормативы периодичности, продолжительности и трудоемкости выполнения технических осмотров, текущих и капитальных ремонтов, предназначенные для планирования осмотров и ремонтов оборудования.
Положение разработано институтом Кавказгипроцветмет при участии Центра по научной организации труда и управления производством в цветной металлургии (ЦНОТцветмет), Всесоюзного научно-исследовательского института алюминиевой, магниевой и электродной промышленности (ВАМИ), Иркутского филиала ВАМИ, Государственного ордена Октябрьской Революции научно-исследовательского и проектного института редкометаллической промышленности (Гиредмет), Всесоюзного научно-исследовательского и проектного института титана (Институт титана), Специального конструкторского бюро горно-обогатительного оборудования (СКБ ГОМ), КазЦНОТцветмета и представителей 48 ведущих предприятий и ремонтных трестов отрасли.
В разработке Положения и ремонтных нормативов приняли участие: В.Н. Бутенко, А.Н. Лукушина, Л.Л. Пекшина, В.И. Постолит (КГЦМ); А.А. Татарников, Н.М. Борисова (ЦНОТцветмет); С.А. Егоров, Н.Ф. Данилов (ВАМИ); К.П. Гришин, В.А. Буткина (Гиредмет); Ф.Е. Лукьяненко (Институт титана); Б.Б. Каган (СКБ ГОМ).
Консультацию и редактирование Положения и ремонтных нормативов провели: Ф.П. Ельцев, В.П. Саушкин, Е.Н. Симакова.
1.1. С вводом в действие настоящего Положения теряет силу утвержденное в 1973 г. Положение о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях цветной металлургии СССР (М., Недра, 1975).
1.2. Положение о планово-предупредительных ремонтах (ППР) содержит основные указания по обеспечению исправного состояния, работоспособности и эксплуатационной надежности технологического оборудования и является обязательным для всех предприятий и организаций Министерства цветной металлургии СССР.
1.3. Планово-предупредительный ремонт проводится для предотвращения прогрессирующего износа, поломок и преждевременного выхода из строя действующего оборудования для поддержания его в постоянной эксплуатационной готовности и обеспечения его эффективной и безопасной работы.
ППР состоит из циклически повторяющихся во времени профилактических работ по осмотру и ремонту оборудования.
1.4. Положение разработано с учетом проведения планово-предупредительных ремонтов индустриальными методами на базе централизации и специализации их выполнения.
1.5. В Положении (см. приложение 2) приведены нормативы периодичности, продолжительности и трудоемкости ремонтов основного оборудования для открытых горных работ, подземных рудников, обогатительных фабрик, алюминиевых, глиноземных и криолитовых заводов, предприятий по производству свинца, цинка, олова, меди, никеля, кобальта, титана, магния, редких металлов и полупроводниковых материалов, ртути, сурьмы, заводов по обработке, вторичной переработке цветных металлов, предприятий по производству твердых сплавов и тугоплавких металлов, электродных заводов, цехов по производству серной кислоты, медного купороса, суперфосфата, а также оборудования общего назначения.
1.6. В Положении не приведены нормативы ремонтов металлорежущего, кузнечно-прессового, литейного, дорожно-строительного, геологоразведочного, электротехнического и энергетического, подъемно-транспортного оборудования общепромышленного назначения, а также оборудования промышленности строительных материалов, автомобильного и железнодорожного транспорта. При планировании и проведении ремонтов перечисленного оборудования следует руководствоваться Единой системой планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий (М., Машиностроение, 1967), Положением о планово-предупредительном ремонте оборудования предприятий промышленности строительных материалов (М., Стройиздат, 1968), Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта (М., Транспорт, 1977), Положением о планово-предупредительном ремонте и рациональной эксплуатации электрооборудования на предприятиях цветной металлургии (М., Центроэнергоцветмет, 1972), Системой планово-предупредительного ремонта оборудования и сетей промышленной энергетики (М., Энергия, 1978), Положением о планово-предупредительном ремонте оборудования, применяемого на геологоразведочных работах (М., 1978), Рекомендациями по организации технического обслуживания и ремонта строительных машин (М., Стройиздат, 1978) и другими действующими положениями и системами ППР.
Для оборудования цехов по производству серной кислоты и суперфосфата, не приведенного в приложении П2.17 и П2.19, рекомендуется руководствоваться Системой технического обслуживания и ремонта оборудования предприятий химической промышленности (М., 1976).
При планировании и проведении ремонтов импортного оборудования следует руководствоваться рекомендациями фирм-изготовителей.
планово-предупредительного ремонта
2.1. Под системой ППР понимается совокупность организационных и технических мероприятий по эксплуатации, обслуживанию и ремонту оборудования, направленных на предупреждение преждевременного износа деталей, узлов и механизмов и на повышение надежности оборудования.
2.2. Сущность системы ППР заключается в том, что после наработки оборудованием определенного количества часов производятся технические осмотры и различные виды плановых ремонтов этого оборудования, чередование и периодичность которых определяются назначением, конструктивными особенностями и условиями его эксплуатации.
2.3. Основным методом системы ППР является метод периодического ремонта, при котором очередные плановые ремонты оборудования выполняются в заранее установленные сроки после наработки им определенного количества часов, причем содержание каждого ремонта уточняется в процессе проведения технического осмотра оборудования в зависимости от состояния отдельных его деталей и узлов. Ремонт электрооборудования осуществляется в те же сроки, что и ремонт технологического оборудования.
Для оборудования, определяющего производственную мощность цеха (предприятия) и работающего без резерва, должен применяться такой метод ремонта, при котором в установленный срок в обязательном порядке выполняется весь объем каждого из очередных видов ремонта.
2.4. Основным содержанием системы ППР являются:
обязательное выполнение правил технической эксплуатации оборудования и норм его технического обслуживания;
своевременное и качественное проведение плановых ремонтов оборудования.
3.1. В системе ППР по вопросам эксплуатации оборудования, планирования и проведения ремонтных работ, учета и отчетности приняты как установленные ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения, так и нестандартизированные следующие понятия и термины (табл. 1). Принятый в ГОСТ 18322-78 термин "изделие" в табл. 1 заменен на термин "оборудование".
Таблица 1
Термин | Определение | Примечание |
Орудия производства, в которых для выполнения определенной части технологического процесса размещаются материалы или заготовки, средства воздействия на них и при необходимости - источники энергии | ||
Агрегат | Совокупность ряда машин, механизмов, устройств и сооружений, связанных единым технологическим процессом и предназначенных для совместной эффективной работы | |
Машина | Комплекс механизмов, предназначенных для выполнения полезной работы, связанной с процессом производства или транспортирования, либо преобразования энергии | |
Механизм | Система кинематически взаимосвязанных узлов и деталей, предназначенная для совершения определенных целесообразных движений | |
Узел | Разъемное или неразъемное соединение нескольких деталей, представляющее собой сборочную единицу, входящую в машину | |
Деталь | Элемент машины, представляющий собой одно целое, который не может без разрушения быть разобран на более простые составляющие звенья | |
Эксплуатация | Совокупность всех фаз использования оборудования по назначению и всех видов его обслуживания | |
Надежность | Свойство оборудования выполнять заданные функции, сохраняя во времени значения установленных эксплуатационных показателей в заданных пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонтов, хранения, транспортирования | |
Работоспособность | Состояние оборудования, при котором оно способно выполнять заданные функции, сохраняя значения заданных параметров в пределах, установленных нормативно-технической документацией | |
Наработка | Продолжительность или объем работы оборудования | |
Исправное состояние | Состояние оборудования, при котором оно соответствует всем требованиям, установленным нормативно-технической документацией | |
Неисправность | Состояние оборудования, при котором оно не соответствует хотя бы одному из требований, установленных нормативно-технической документацией | |
Износ | Результат изнашивания машины, оцениваемый непосредственно по изменению размеров или по косвенным признакам | |
Изнашивание (в машинах) | Процесс постепенного изменения размеров детали машины по ее поверхности, происходящий при трении | |
Износостойкость (в машинах) | Способность материала (либо детали машины, либо сочетания сопряженных материалов или деталей машин) оказывать сопротивление изнашиванию в определенных условиях службы или испытания | |
Прочность | Способность материала сопротивляться разрушению и образованию остаточных деформаций от действия напряжений | |
Срок службы | Календарная продолжительность эксплуатации оборудования | |
Ремонт | Комплекс операций по восстановлению исправности или работоспособности оборудования и восстановлению ресурсов оборудования или его составных частей | |
Техническое обслуживание | Комплекс операций или операция по поддержанию работоспособности или исправности оборудования при использовании по назначению, ожидании, хранении и транспортировании | |
Ремонтный цикл | Наименьшие повторяющиеся интервалы времени или наработка оборудования, в течение которых выполняются в определенной последовательности в соответствии с требованиями нормативно-технической документации все установленные виды ремонта | |
Структура ремонтного цикла | Перечень и последовательность повторяющихся плановых технических осмотров и ремонтов оборудования, выполняемых на протяжении ремонтного цикла | |
Межремонтный период | Время между двумя последовательно проведенными ремонтами | Без учета продолжительности ремонта |
Периодичность технического обслуживания (ремонта) | Интервал времени или наработки между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности | |
Продолжительность технического обслуживания (ремонта) | Календарное время проведения одного технического обслуживания (ремонта) данного вида | Для металлургических печей не включается время, необходимое для предварительного их охлаждения и последующие сушку и разогрев |
Трудоемкость технического обслуживания (ремонта) | Трудозатраты на проведение одного технического обслуживания (ремонта) данного вида | |
Плановый ремонт | Ремонт, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации | |
Текущий ремонт | Ремонт, выполняемый для обеспечения или восстановления работоспособности оборудования и состоящий в замене и (или) восстановлении отдельных частей | |
Капитальный ремонт | Ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса оборудования с заменой или восстановлением любых его частей, включая базовые | |
Модернизация (оборудования) | Приведение машин или технологических установок в соответствие с современными требованиями путем относительно незначительных изменений конструкции материала или метода обработки | |
Запасная часть | Составная часть оборудования, предназначенная для замены находившейся в эксплуатации такой же части с целью поддержания или восстановления исправности или работоспособности оборудования | |
Консервация оборудования | Специальная обработка деталей и узлов оборудования для предотвращения коррозии во время хранения, транспортирования или длительной временной остановки |
4.1. Эффективное использование оборудования возможно лишь при рациональной его эксплуатации и бережном отношении к нему со стороны обслуживающего персонала. В соответствии с действующими Правилами технической эксплуатации основного технологического оборудования различных подотраслей Министерства цветной металлургии СССР к работе по обслуживанию и ремонту оборудования допускаются лица, признанные медицинской комиссией годными для выполнения работы по профессиям и усвоившие: правила технической эксплуатации (ПТЭ); инструкции по профессии; правила и инструкции по технике безопасности, охране труда и производственной санитарии; должностные инструкции.
4.2. Эксплуатационный персонал должен знать: устройство обслуживаемого оборудования; назначение контрольно-измерительных приборов; технологический режим работы; правила безопасной эксплуатации оборудования; действия эксплуатационного персонала при авариях на оборудовании и несчастных случаях; порядок приема и сдачи смены.
Знание ПТЭ эксплуатационным и ремонтным персоналом проверяется специальной экзаменационной комиссией в сроки, установленные ПТЭ. Лицам, успешно сдавшим экзамены, должно быть выдано удостоверение на право работы по данной профессии.
Контроль за выполнением ПТЭ возлагается на инженерно-технический персонал, в обязанности которого входят обслуживание и ремонт оборудования.
4.3. Техническое обслуживание оборудования представляет собой комплекс мероприятий, направленных на предупреждение преждевременного износа машин и агрегатов путем точного выполнения правил технической эксплуатации, а также своевременного устранения мелких неисправностей.
4.4. Техническое обслуживание включает:
ежесменное техническое обслуживание;
ежесуточную проверку правильной эксплуатации и технического состояния оборудования;
периодические технические осмотры (ТО), выполняемые после наработки оборудованием определенного количества часов.
4.5. Ежесменное техническое обслуживание является основным профилактическим мероприятием, направленным на увеличение межремонтных периодов. Для своевременного и качественного обслуживания оборудования администрация предприятия обязана:
закрепить все оборудование за эксплуатационным персоналом, назначив приказом по предприятию лиц из числа инженерно-технических работников, ответственных за технически исправное состояние, безопасную и правильную эксплуатацию оборудования;
установить порядок осуществления и оформления передачи и приема оборудования по сменам (сменными мастерами, бригадирами, машинистами, аппаратчиками и др.);
ознакомить под расписку и обеспечить эксплуатационный персонал инструкцией по эксплуатации и обслуживанию оборудования;
снабдить эксплуатационный персонал инструментом, приборами, смазочным инвентарем и другими техническими средствами, необходимыми для ухода за оборудованием.
4.6. Инструкция по ежесменному техническому обслуживанию и уходу за оборудованием должна содержать:
перечень и последовательность всех операций и работ, которые эксплуатационный персонал обязан производить в течение смены;
перечень наиболее часто встречающихся неисправностей оборудования и признаков, свидетельствующих об их наличии;
описание способов устранения наиболее часто встречающихся неисправностей, а также перечень необходимых для этого инструментов, приборов, материалов, приспособлений и других технических средств;
указания по безопасным методам обслуживания оборудования;
правила содержания рабочих мест;
указания о составе профилактических работ при приемке смены и при подготовке оборудования к сдаче новой смене.
4.7. В объем ежесменного технического обслуживания оборудования входят:
регулярный наружный осмотр, очистка, проверка наличия и смазка оборудования в соответствии с режимом смазки и ПТЭ смазочных систем;
проверка работы предохранительных устройств, состояния масляных и охлаждающих систем, наличия и исправности ограждающих устройств;
наблюдение за работой контрольно-измерительных приборов и автоматических устройств, за натяжением и состоянием ремней, тросов, цепей, за состоянием крепежных деталей;
проверка действия тормозов и приспособлений для остановки оборудования;
регулирование оборудования;
устранение мелких неисправностей и др.
4.8. Ежесменным техническим обслуживанием предусматривается обязательная, правильно организованная передача оборудования по сменам.
Администрация предприятия определяет перечень оборудования, на которое обязательно ведение журнала приема и сдачи смен (см. приложение 1, форма 1).
Принимая оборудование, сменный мастер, бригадир или машинист лично проверяет состояние оборудования и качество его уборки.
Все замеченные ненормальности в работе оборудования должны быть зафиксированы в журнале приема и сдачи смен или в сменном рапорте начальника (мастера) смены и устранены.
4.9. Ежесуточная проверка правильной эксплуатации и технического состояния оборудования предупреждает преждевременный выход его из строя. Проверка осуществляется лицами, ответственными за технически исправное состояние и безопасную эксплуатацию оборудования. Все замеченные ими неисправности оборудования должны быть зафиксированы в журнале приема и сдачи смен и устранены.
4.10. Технические осмотры производятся для проверки технического состояния оборудования, выявления и устранения неисправностей, а также определения объема предстоящего планового ремонта.
Результаты осмотров заносятся в формуляр оборудования (согласно ГОСТ 2.601-68), а в случае отсутствия формуляра - в агрегатный журнал (см. приложение 1, форма 2).
4.11. Технические осмотры оборудования выполняются эксплуатационным персоналом с участием ремонтного персонала по графику, как правило, в ремонтные смены и дни, а также в периоды технологических простоев.
Для выполнения технических осмотров непрерывно действующего оборудования должно предусматриваться специальное время.
4.12. В объем технического осмотра входят:
вскрытие люков и крышек, осмотр и проверка состояния узлов и механизмов, выполнение мелких ремонтных работ;
выявление и уточнение объема работ ближайшего планового ремонта;
регулирование основных узлов;
проверка правильности переключения и исполнения команд, поданных с пульта управления;
проверка исправности ограничителей и упоров.
4.13. Наладка сложного или уникального оборудования выполняется по специальным инструкциям заводов-изготовителей или организаций, разработавших это оборудование, с привлечением в необходимых случаях специализированных наладочных организаций.
4.14. Подъемно-транспортное оборудование, технологические сосуды, работающие под давлением, и подъемники подвергаются освидетельствованиям, испытаниям, надзору и обслуживанию в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (М., Металлургия, 1970) и Правил устройства и безопасной эксплуатации грузоподъемных кранов (М., Металлургия, 1970).
4.15. Техническое освидетельствование и надзор за работой шахтных подъемных установок и вентиляторов главного проветривания осуществляются в соответствии с требованиями Единых правил безопасности при разработке рудных, нерудных и россыпных месторождений подземным способом (М., Недра, 1977).
5.1. Системой ППР предусматриваются ремонты двух видов: текущий (Т) и капитальный (К). При наличии в оборудовании узлов и деталей с большой разницей в износостойкости предусматриваются различные по объему текущие ремонты (Т1 и Т2).
5.2. Текущий ремонт - вид планового ремонта, при котором производятся очистка, частичная разборка оборудования, замена или восстановление футеровки, отдельных деталей, узлов и механизмов, полная или частичная замена смазочных материалов, проверка креплений, замена вышедших из строя крепежных деталей и наладка оборудования. При текущем ремонте печных агрегатов производится частичная замена огнеупорной кладки, гарнитуры, водоохлаждаемой арматуры и других элементов печей.
5.3. Текущие ремонты выполняются силами ремонтных бригад предприятия, а в случае производства крупных текущих ремонтов (по графикам, утверждаемым вышестоящей организацией) также с привлечением подрядных специализированных организаций.
5.4. Капитальный ремонт - вид планового ремонта, при котором должны быть восстановлены первоначальные качественные характеристики оборудования: производительность, мощность, точность и др. При капитальном ремонте производятся очистка, полная разборка оборудования, промывка узлов, замена или ремонт базовых деталей, замена всех изношенных деталей и узлов, сборка и наладка оборудования. При капитальном ремонте печных агрегатов производится замена всей или большей части каркаса, газоходов, огнеупорной кладки, гарнитуры и других элементов печей.
5.5. Текущие и капитальные ремонты агрегатным, узловым или крупноблочным методами осуществляются на месте работы оборудования или на ремонтных площадках (экскаваторы, дробилки, печи, разливочные и агломерационные машины и др.), а машиносменным методом - в ремонтных цехах или мастерских (насосы, оборудование для подземных горных работ, мешалки и др.).
5.6. Капитальные ремонты могут проводиться непрерывно в полном объеме или частями - рассредоточенно в течение планируемого года.
5.7. Одновременно с капитальным ремонтом при необходимости осуществляется модернизация оборудования по чертежам завода-изготовителя, проектной организации или предприятия, эксплуатирующего оборудование. Под модернизацией понимаются изменения и усовершенствования конструкций оборудования, направленные на повышение производительности, износостойкости и надежности, а также на улучшение условий его обслуживания, ремонта и других эксплуатационных качеств.
5.8. Выбор объектов, определение технической направленности и объемов работ по модернизации, разработке технических заданий, конструкторской и другой документации, а также практическое осуществление работ по модернизации оборудования производятся соответствующими техническими службами предприятий с привлечением специализированных ремонтных, проектных и других организаций.
5.9. Общее руководство работами по модернизации оборудования осуществляется главным инженером предприятия.
5.10. Продолжительность простоя оборудования при осуществлении капитального ремонта с модернизацией устанавливается с учетом объема работ, связанных с модернизацией.
6.1. В приложении 2 приведены нормативы периодичности, продолжительности, трудоемкости одного ремонта и технического осмотра и среднегодовой трудоемкости ремонтов и технических осмотров основного оборудования Министерства цветной металлургии СССР, разработанные на основе действующих норм и нормативов, обобщения опыта передовых предприятий и организаций отрасли, с учетом соблюдения установленных режимов работы оборудования, действующих правил технической эксплуатации, технологических инструкций, надлежащей организации и своевременного, качественного выполнения ремонтов и технических осмотров.
6.2. Периодичность технических осмотров определяется в основном сроками службы изнашивающихся деталей, а также необходимостью устранения пропусков в соединениях аппаратов и трубопроводов, подтяжки и регулировки узлов и механизмов, влияющих на безопасность и эффективность работы оборудования.
6.3. Периодичность текущих ремонтов устанавливается с учетом регламентированных заводами-изготовителями и проверенных практикой сроков службы изнашивающихся узлов и деталей, а также стойкости огнеупорной кладки и кислотоупорной футеровки оборудования. При этом принимается во внимание, что по истечении указанных сроков дальнейшая работа оборудования без ремонта приводит к прогрессирующему его износу и выходу из строя.
6.4. Периодичность капитальных ремонтов определяется сроками службы базовых деталей и узлов, а также необходимостью выполнения работ по модернизации оборудования.
6.5. С помощью нормативов периодичности ремонтов устанавливается структура ремонтного цикла, которую можно изобразить графически.
В случае, когда технические осмотры выполняются с остановкой оборудования, например для самосвального автопоезда МОАЗ-6401-9585 (см. приложение П2.2), структура ремонтного цикла имеет вид:
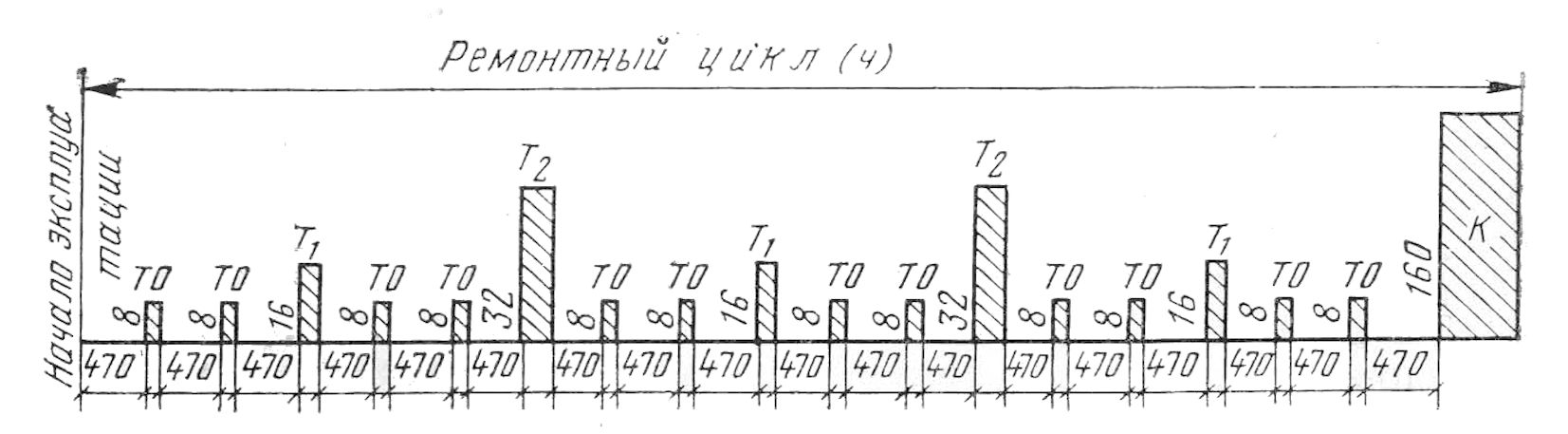
где ТО - технический осмотр, выполняемый через 470 ч работы, продолжительностью 8 ч (с остановкой оборудования); Т1 - первый текущий ремонт, выполняемый через 1410 ч, продолжительностью 16 ч; Т2 - второй текущий ремонт, выполняемый через 2820 ч работы, продолжительностью 32 ч; К - капитальный ремонт, выполняемый через 8460 ч, продолжительностью 160 ч.
В ремонтном цикле 12 технических осмотров, 3 первых текущих ремонта, 2 вторых текущих ремонта и один капитальный ремонт.
Для печи КС (см. приложение П2.6) структура ремонтного цикла без остановки на ТО имеет вид:
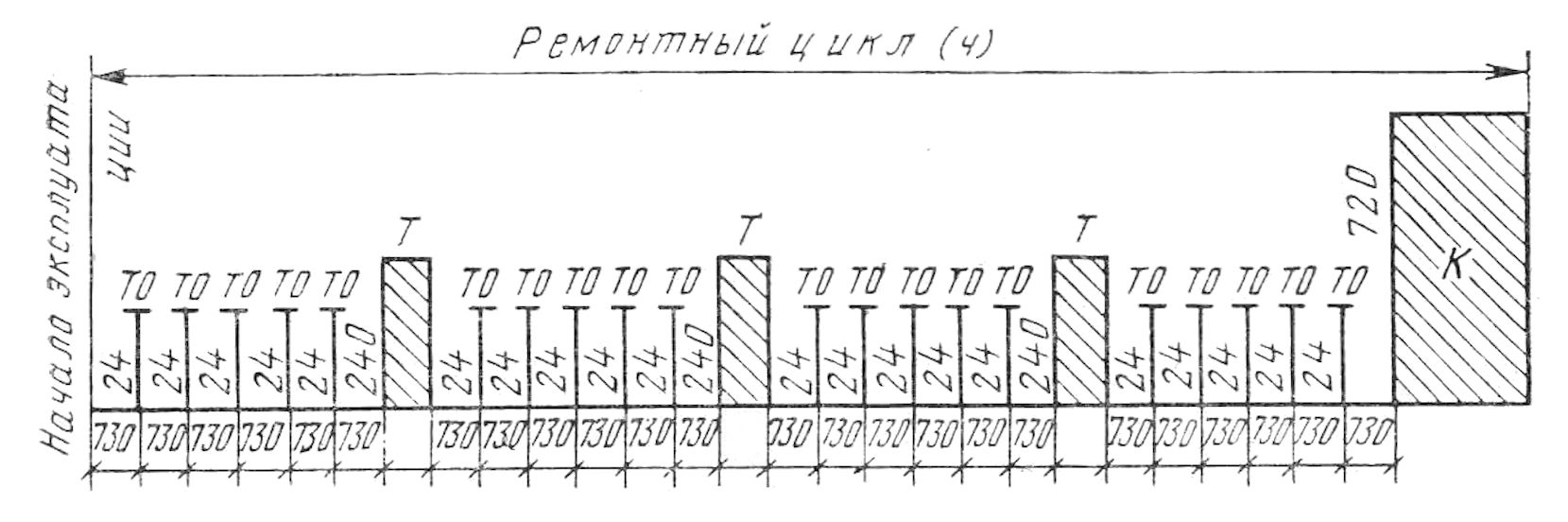
В ремонтном цикле 20 технических осмотров, выполняемых в течение 24 ч каждый без остановки печи, 3 текущих ремонта, выполняемых через 4380 ч работы с остановкой на 240 ч, и один капитальный ремонт, выполняемый через 17520 ч работы, продолжительностью 720 ч.
6.6. В нормативы продолжительности ремонтов не включается простой оборудования в течение смен, выходных и праздничных дней, в которые не производятся технические осмотры и ремонты.
6.7. Нормативы периодичности и продолжительности являются обязательными для планирования ремонтов оборудования для открытых горных работ, подземных рудников, обогатительных фабрик, алюминиевых, глиноземных и криолитовых заводов, предприятий по производству свинца, цинка, олова, меди, никеля, кобальта, титана, магния, редких металлов и полупроводниковых материалов, ртути, сурьмы, заводов по обработке и вторичной переработке цветных металлов, предприятий по производству твердых сплавов и тугоплавких металлов, электродных заводов, цехов по производству серной кислоты, медного купороса и суперфосфата, а также оборудования общего назначения.
6.8. Нормативная трудоемкость ремонта учитывает время на выполнение полного объема слесарных, сварочных, резательных, гуммировочных и футеровочных работ, включая разборку, ремонт и замену изношенных деталей и узлов, футеровку, ремонт фундаментов, сборку и испытание, а также время на выполнение вспомогательных работ по подноске инструментов, материалов и запасных частей, устройству и разборке лесов, настилов и подмостей, обслуживанию подъемно-транспортных средств и вентиляционных устройств с учетом времени на подготовительно-заключительные операции и регламентированный отдых.
6.9. Нормативами трудоемкости не учитываются: ремонт электрооборудования; станочные и другие работы, связанные с изготовлением запасных частей, заменяемых при ремонте; транспортирование оборудования за пределами рабочей зоны; устройство нового фундамента; ремонт магистральных транспортирующих средств или передаточных устройств (трубопроводов, трубопроводов гидросмеси, газоходов и т.д.).
6.10. Нормативы трудоемкости ремонтов приведены для условий выполнения работ с применением грузоподъемных устройств и прогрессивных методов проведения ремонтов (узлового, стендового, машиносменного и др.).
6.11. При производстве работ по ремонту оборудования в условиях, снижающих производительность труда (стесненность, повышенная или пониженная температура на рабочем месте, повышенная загазованность и пр.), к приведенным нормативам трудоемкости рекомендуется применять поправочные коэффициенты, указанные в пунктах 13 и 14 общей части Единых норм и расценок (ЕНиР) на строительные, монтажные и ремонтно-строительные работы (М., Стройиздат, 1979).
При выполнении ремонтных работ в условиях, предусмотренных пунктами 13 и 14 ЕНиР, может быть определен только один из перечисленных коэффициентов, величина которого должна устанавливаться в каждом отдельном случае актом, утвержденным руководителем предприятия (организации) по согласованию с комитетом профсоюза.
6.12. Трудоемкость ремонта оборудования, не охваченного приведенными в приложении 2 нормативами, но сходного по конструкции, условиям эксплуатации и ремонта, определяется с применением поправочных коэффициентов (в зависимости от изменения массы оборудования), приведенных ниже:
Коэффициент изменения массы | 0,41 -0,5 | -0,51 -0,6 | - 0,61 - 0,7 | -0,71 -0,8 | -0,81 -0,9 | -0,91 -1,09 | -1,1 -1,2 | -1,21 -1,3 | -1,31 -1,4 | -1,41 -1,5 |
Коэффициент изменения трудоемкости | 0,75 | 0,8 | 0,85 | 0,9 | 0,95 | 1,0 | 1,1 | 1,15 | 1,2 | 1,25 |
6.13. При определении нормативов для однотипного оборудования, применение которого возможно в нескольких подотраслях цветной металлургии (грохоты, дробилки, насосы, конвейеры и пр.), следует пользоваться показателями раздела "Оборудование общего назначения" (см. приложение П.2.20) или другими приложениями Положения, где это оборудование указано. Например, при определении нормативов для инерционного грохота ГИТ-11 (ГЖ-2), применяемого в электродной подотрасли и в обогащении, необходимо использовать показатели, указанные в приложении П.2.3.
6.14. Основанием для определения нормативной трудоемкости ремонтов послужили сборники, вошедшие в перечень нормативных материалов по труду, обязательных для применения на предприятиях и в организациях Министерства цветной металлургии СССР, изданные до 1 января 1981 г. и применяемые при нормировании работ по ремонту оборудования, а также фактические данные по трудоемкости ремонтов, полученные на предприятиях и в специализированных ремонтных организациях отрасли. С выходом в свет после указанного срока отраслевых, межотраслевых сборников норм и нормативов, а также поправочных коэффициентов к ним приведенная в настоящем Положении нормативная трудоемкость ремонта и технического осмотра соответствующего оборудования должна быть пересмотрена.
6.15. Нормативы трудоемкости ремонта предназначены для планирования объема ремонтных работ и численности ремонтных рабочих, но не могут служить основанием как для оплаты труда рабочих ремонтников и взаиморасчетов между предприятиями и подрядными организациями, так и для увеличения плановой численности промышленно-производственных рабочих предприятия (организации).
6.16. На предприятиях, где фактические трудозатраты ниже нормативных, объем ремонтных работ и численность ремонтников должны рассчитываться по достигнутой трудоемкости.
6.17. Плановая численность ремонтных рабочих, необходимая для выполнения годового объема ремонтных работ, определяется по формуле

где ТР - годовые суммарные трудозатраты на ремонт оборудования цеха, предприятия, чел.-ч; Фн - номинальный годовой фонд рабочего времени одного рабочего - количество часов в году в соответствии с режимом работы (без учета потерь); Кп.в - коэффициент планируемого выполнения норм выработки; Ксп - коэффициент списочного состава, который рассчитывается по формуле Ксп = Фн / Фэ, где Фэ - эффективный (расчетный) годовой фонд рабочего времени (по плановому балансу рабочего времени).
Годовые суммарные трудозатраты определяются как сумма произведений нормативной среднегодовой трудоемкости ремонтов и технических осмотров на число единиц оборудования по следующей формуле:

i
где t', t", t - нормативная среднегодовая трудоемкость технических
о о о
i
осмотров отдельных видов оборудования; t' , t" , t - нормативная
тр тр тр
среднегодовая трудоемкость текущих ремонтов отдельных видов оборудования;
i
t' , t" , t - нормативная среднегодовая трудоемкость капитальных ремонтов
кр кр кр
i
отдельных видов оборудования; N', N", N - число единиц отдельных видов
оборудования.
Нормативная среднегодовая трудоемкость технических осмотров и ремонтов определяется умножением среднегодовой трудоемкости, приведенной в приложении 2, на коэффициент использования оборудования.
Среднегодовая трудоемкость технических осмотров и ремонтов определена с учетом нормативов периодичности и трудоемкости одного ремонта (технического осмотра) при коэффициенте экстенсивной загрузки Кэ = 1 и номинальном годовом фонде времени работы оборудования соответствующих производств для трехсменного режима работы.
6.18. В исключительных случаях с разрешения Минцветмета СССР допускается на основе приведенных в приложении нормативов периодичности и продолжительности разрабатывать для особых условий эксплуатации оборудования (применение морской воды при обогащении, повышенное содержание фтора в исходном сырье для производства суперфосфата и др.) соответствующие нормативы, которые в дальнейшем представляются на утверждение главному инженеру предприятия, а для оборудования, простой в ремонте которого вызывает снижение выпуска продукции, - вышестоящей организации.
6.19. Для оборудования, не вошедшего в таблицы нормативов и условия эксплуатации которого отличаются от указанных в пункте 6.18, разрешается разрабатывать и утверждать в установленном порядке местные нормативы периодичности, продолжительности и трудоемкости, показатели которых не должны приводить к снижению выпуска продукции и к увеличению плановой численности промышленно-производственных рабочих предприятия (организации).
В случае невозможности соблюдения указанных условий разрешение на разработку местных нормативов необходимо получать в вышестоящей организации.
6.20. По мере проведения организационно-технических мероприятий по улучшению эксплуатации и качества ремонтов оборудования, совершенствованию технологии и организации изготовления узлов и деталей, повышающих их износостойкость, нормативы пересматриваются в установленном порядке.
7.1. Планирование работ по ремонту оборудования осуществляется в соответствии с нормативами, приведенными в настоящем Положении или разработанными предприятиями и утвержденными в порядке, указанном в пункте 6.19.
7.2. Все работы, выполняемые по системе ППР, кроме ежесменного обслуживания и ежесуточной проверки оборудования, производятся по утвержденным планам.
Ответственность за выполнение планов ремонта оборудования несут администрации предприятий и их подразделений.
Выполнение плана ремонтов обязательно для руководителей предприятий и цехов так же, как и выполнение плана выпуска основной продукции.
7.3. Планы ремонтов оформляются в виде графиков ППР на основное оборудование, перечень которого утверждается руководителем предприятия.
На каждом предприятии должны составляться:
годовой график ППР основного оборудования предприятия (приложение 1, форма 4);
годовой график ППР оборудования цеха, участка (приложение 1, форма 4-а);
месячный график ППР оборудования цеха, участка (приложение 1, форма 5).
Рекомендуется составлять перспективный график капитальных ремонтов на 5 - 10 лет (по произвольной форме).
На неработающее оборудование необходимо в графике указывать причины простоя и планировать проведение работ по консервации.
7.4. Основанием для составления годового графика ППР являются:
данные о состоянии оборудования, накопленные в процессе его эксплуатации и технических осмотров;
нормативы периодичности и продолжительности ремонтов оборудования;
перспективный график капитальных ремонтов.
Годовой график ППР предприятия увязывается с технологическими и организационными условиями производства, с планами работ по модернизации оборудования, механизации и автоматизации производственных процессов, согласовывается со службой главного энергетика и утверждается главным инженером предприятия.
Утвержденный график должен быть доведен до цехов не позднее чем за 15 дней до начала планируемого года.
Годовой график ремонтов оборудования предприятия согласно перечню, установленному министерством, утверждается вышестоящей организацией.
Годовые и месячные графики ремонтов, к выполнению которых привлекаются специализированные подрядные организации, согласовываются с ними и утверждаются в порядке, установленном министерством.
7.5. Для определения периодичности проведения ремонтов в сутках (месяцах, годах), приведенную в приложении 2, периодичность ремонтов необходимо разделить на номинальный фонд времени работы оборудования в сутки (месяц, год), который для различных режимов работы предприятий принимается по табл. 2.
Таблица 2
Характеристика производства | Число рабочих дней в году | Номинальный фонд времени работы оборудования, ч | ||
в сутки | в месяц | в год | ||
С прерывным технологическим процессом | 253 | 16,4 | 346 | 4160 |
То же | 260 | 16 | 346 | 4160 |
" | 260 | 24 | 520 | 6240 |
" | 305 | 12 | 305 | 3660 |
" | 305 | 14 | 346 | 4160 |
" | 305 | 18 | 458 | 5490 |
" | 305 | 21 | 520 | 6240 |
С непрерывным технологическим процессом | 340 | 24 | 680 | 8160 |
То же | 365 | 24 | 730 | 8760 |
7.6. Месячные графики ППР составляются на основе годового графика. При составлении месячного графика уточняются даты ремонтов и их продолжительность. В месячный график при необходимости включаются также ремонты, не предусмотренные годовым графиком ППР. График подписывается начальником цеха, его заместителем по оборудованию (механиком цеха) и утверждается главным механиком предприятия.
Утвержденный месячный график ППР является основным документом, регламентирующим проведение ремонтов и осмотров оборудования на планируемый месяц. Один экземпляр графика до начала планируемого месяца передается цеху для исполнения, другой - отделу главного механика для контроля.
7.7. Порядок планирования капитальных ремонтов устанавливается следующий:
заявки на капитальный ремонт оборудования в следующем году цехи подают в отдел главного механика предприятия в августе, предприятия - в республиканские органы управления и всесоюзные промышленные объединения в сентябре.
Республиканские органы управления и всесоюзные промышленные объединения составляют сводные графики ремонтов, согласовывают их с Управлением главного механика, утверждают и рассылают предприятиям - в октябре.
Управление главного механика составляет сводный график министерства на основные виды оборудования (руднотермические, крупные вращающиеся печи, сернокислотные установки, роторные комплексы и т.д.), утверждает его у руководства министерства и направляет в республиканские органы управления и всесоюзные промышленные объединения - до 15 ноября;
не позднее чем за 1 - 1,5 мес. до начала планируемого года составляются титульные списки на капитальные ремонты оборудования, которые утверждаются директором предприятия и рассылаются цехам.
7.8. Ведомости дефектов (см. приложение 1, форма 6) к капитальным ремонтам оборудования составляются цехами за 6 мес. до остановки оборудования на ремонт, утверждаются главным механиком предприятия и не менее чем за 3 мес. до начала ремонта передаются исполнителям ремонта.
Ведомости дефектов к текущим ремонтам составляются цехами во время выполнения предшествующего ремонту технического осмотра, утверждаются главным механиком предприятия и передаются исполнителям ремонта.
Перед остановкой оборудования на капитальный ремонт и во время ремонта ведомость дефектов корректируется в соответствии с фактическим объемом ремонтных работ. Откорректированная ведомость дефектов согласовывается с главным механиком предприятия.
7.9. При подготовке крупных текущих и капитальных ремонтов оборудования на основании ведомости дефектов составляется сетевой или оперативный график выполнения этих работ, в котором отражаются также сроки обеспечения необходимыми материалами, изделиями, запасными частями, узлами и механизмами (см. приложение 1, форма 7).
График составляется исполнителем ремонта совместно с цехом-заказчиком, согласовывается со всеми соисполнителями ремонта, с главным механиком и утверждается главным инженером предприятия.
7.10. Для руководства крупными ремонтами оборудования приказом директора предприятия назначается начальник ремонта в соответствии с Положением о начальнике ремонта на предприятиях Министерства цветной металлургии СССР.
При привлечении к ремонту специализированной организации приказом по этой организации назначается ответственный руководитель ремонта.
и приемка его после ремонта
8.1. Начальники цехов обязаны останавливать оборудование на ремонт в соответствии с утвержденным месячным графиком ремонта. Отклонения от утвержденных графиков могут допускаться в случае особой необходимости только по согласованию с главным механиком предприятия и с разрешения директора или главного инженера предприятия, а по оборудованию, остановка которого на ремонт утверждается вышестоящей организацией, только с разрешения этой организации.
Отклонения от утвержденных графиков должны быть оформлены актом не позднее чем за месяц до намеченного ремонта.
8.2. Перед остановкой оборудования на ремонт цех-заказчик подготовляет оборудование к ремонту, счищает остатки технологических материалов, осуществляет надежное отключение от сетей и коммуникаций, обеспечивает безопасность ведения ремонтных работ и передает схемы отключения исполнителям ремонта.
8.3. Передача в текущий ремонт специализированным организациям оборудования и приемка его после ремонта оформляются актом (см. приложение 1, форма 8).
Сведения о выполненных текущих ремонтах должны быть занесены в формуляр оборудования или в агрегатный журнал.
8.4. Передача в капитальный ремонт оборудования и приемка его после ремонта оформляются актом формы 01-3 ЦСУ СССР (см. приложение 1, форма 9).
При проведении капитальных ремонтов оборудования технологических линий и комплексов приемка выполненных работ производится поагрегатно по промежуточным актам.
9.1. Ремонт оборудования выполняется силами ремонтных служб предприятий с привлечением специализированных ремонтных организаций объединения "Союзцветметремонт", трестов "Казцветметремонт" и "Азцветметремстрой", Управления главного энергетика, других министерств и ведомств.
9.2. Специализированные ремонтные организации объединения "Союзцветметремонт", трестов "Казцветметремонт" и "Азцветметремстрой" выполняют крупные текущий и капитальный ремонты по видам оборудования и по составу работ, утвержденных руководством министерства.
9.3. Для своевременного и качественного проведения планово-предупредительных ремонтов оборудования предприятия обязаны:
организовывать специализированные ремонтные участки, бригады для выполнения технических осмотров и текущих ремонтов, обеспечивая необходимые условия их производительной работы, причем ремонтные бригады должны быть основным звеном в организации ремонтного производства;
привлекать специализированные организации для выполнения капитальных и крупных текущих ремонтов;
обеспечивать выполнение действующих правил техники безопасности и противопожарной безопасности всеми рабочими, привлеченными к выполнению ремонтных работ;
обеспечивать неснижаемый запас быстроизнашивающихся запасных частей и материалов в установленных количестве и номенклатуре;
организовывать снабжение ремонтных рабочих инструментами, комплектами узлов и деталей, такелажными и подъемными приспособлениями, ремонтными и другими материалами.
Снабжение ремонтных рабочих специализированных ремонтных организаций инструментами, приспособлениями, материалами и т.п. осуществляется в соответствии с Положением о договорах на подрядные ремонтные работы, выполняемые специализированными организациями объединения "Союзцветметремонт" Министерства цветной металлургии СССР.
9.4. Для систематического повышения степени механизации ремонтных работ предприятиям и специализированным ремонтным организациям необходимо:
обеспечивать ремонтные бригады механизированным инструментом;
оснащать ремонтные цехи и участки подъемно-транспортными механизмами и такелажными приспособлениями;
разрабатывать и осуществлять типовые схемы механизации часто повторяющихся на предприятии ремонтных работ.
9.5. Наиболее прогрессивной формой организации ремонтов оборудования на предприятиях является централизованная, при которой капитальные и крупные текущие ремонты осуществляются преимущественно специализированными ремонтными организациями, а прочие текущие ремонты - специализированными цехами, участками и бригадами, подведомственными главному механику предприятия.
9.6. Для осуществления централизации ремонтов оборудования предприятия обязаны:
организовать ремонтные цехи, участки и бригады, специализированные по ремонту однотипного оборудования, подчинив их главному механику предприятия;
организовать в ремонтно-механических цехах производство, восстановление и ремонт деталей и узлов оборудования с выдачей их на центральный склад запасных частей;
организовать обеспечение покупными запасными деталями, узлами и материалами.
9.7. Дальнейшая централизация ремонтного хозяйства на предприятиях цветной металлургии должна осуществляться путем:
расширения и развития существующих ремонтных цехов и специализированных ремонтных организаций отрасли, углубления их специализации;
создания районных баз (цехов и заводов) по централизованному производству запасных частей, узлов и сменного оборудования.
9.8. На предприятиях следует применять индустриальные методы ремонта оборудования: агрегатный, узловой, машиносменный, стендовый, крупноблочный, надвижки.
Агрегатный и узловой методы используются в случаях, когда ремонт должен выполняться в минимальные сроки, при этом изношенные агрегаты или узлы заменяются заранее отремонтированными или новыми. Агрегатный и узловой методы целесообразно применять при ремонтах горного, обогатительного и металлургического оборудования (экскаваторы, погрузочные машины, флотомашины; агломашины и др.).
Машиносменный метод применяется для капитальных ремонтов малогабаритного оборудования, при котором подлежащее ремонту оборудование заменяется на заранее отремонтированное (насосы, вентиляторы, воздуходувки и др.).
Стендовый метод, как разновидность агрегатного, предусматривает выполнение на специализированных стендах (как стационарных, так и передвижных) ремонта электролизеров, конверторов, рудоразмольных мельниц, замены их футеровки и др.
Крупноблочный метод ремонта, при котором ремонт или изготовление крупных узлов и блоков оборудования выполняется в подготовительный период, применяется для ремонта металлургического оборудования: руднотермических печей, печей кипящего слоя, шахтных печей, контактных аппаратов и др.
Метод надвижки в сочетании с крупноблочными методами ремонта обеспечивает сокращение простоя крупнотоннажного оборудования в ремонте и повышение качества ремонта. Для этих целей на площадке около работающего агрегата собирается из крупных блоков новый агрегат, заменяемый агрегат демонтируется и на освободившийся фундамент путем надвижки (горизонтальной или вертикальной) устанавливается новый.
Указанный метод с высокой эффективностью применяется на ремонтах крупнотоннажного металлургического оборудования.
9.9. Для внедрения узлового и машиносменного методов на предприятиях должен быть создан оборотный фонд запасных узлов и машин путем изготовления и приобретения новых, а также восстановления изношенных. Потребность в оборотном фонде для каждого предприятия определяется в зависимости от числа однотипных узлов и машин, а также продолжительности их ремонта по формуле
где M1 - продолжительность ремонта машины (узла), ч; M2 - время на снятие, транспортирование и установку узла (машины), ч; N - число однотипного оборудования, подлежащего ремонту за определенный период (месяц, квартал, год); M - число рабочих часов ремонтного цеха за тот же период.
9.10. В отдельных случаях, где это технически возможно и экономически целесообразно, капитальные ремонты следует проводить рассредоточенно, в дни плановых остановок на текущий ремонт с некоторым целесообразным увеличением продолжительности этих остановок.
Рассредоточение капитального ремонта во времени позволяет существенно сократить специальную остановку оборудования на ремонт, так как при этом одновременно с текущим выполняется капитальный ремонт или замена отдельных узлов и механизмов оборудования.
9.11. При подготовке крупных ремонтов для своевременного и качественного их выполнения составляются руководства по ремонту, в которых предусматриваются многоярусное и параллельное ведение работ, монтаж укрупненными узлами и блоками, применение узлового и машиносменного методов ремонта. При этом учитывается, что ремонт оборудования, определяющего производственную мощность цеха (предприятия) и работающего без резерва, производится круглосуточно по непрерывному графику, независимо от исполнителя работ (силами предприятия или подрядной организации).
9.12. Руководство по ремонту разрабатывается исполнителем работы и, в зависимости от объема и характера ремонта, согласовывается с главным инженером предприятия или начальником цеха-заказчика. Календарные сроки проведения ремонтных работ определяются в оперативном или сетевом графике, согласованном со всеми соисполнителями ремонта и утвержденном заказчиком.
9.13. При подготовке и проведении ремонта предприятие-заказчик производит следующие работы:
освобождает приобъектные и ремонтные площадки, монтажные проемы и подготавливает их к приему запчастей, нестандартизированного оборудования, металлоконструкций и материалов;
в соответствии с руководством по ремонту своевременно обеспечивает подачу воды, воздуха, пара, электроэнергии; обеспечивает разводку по рабочей зоне осветительной сети, подключение сварочных аппаратов, электродвигателей, механизмов;
до начала ремонтных работ осуществляет полное и надежное отключение электроприводов, паро-, водогазопроводов и других коммуникаций ремонтируемого и смежного с ним по технологической цепи оборудования, в полном соответствии с действующими правилами;
осуществляет очистку оборудования от остатков технологических продуктов;
подготавливает в соответствии с требованиями техники безопасности и промсанитарии площадки, которые будут использоваться во время ремонта;
проверяет и поддерживает в технически исправном состоянии участвующие в ремонте стационарные грузоподъемные средства.
9.14. В течение подготовительного периода исполнитель производит следующие работы:
получает от заказчика и с его разрешения завозит в приобъектный склад или на ремонтные площади запасные части, оборудование, металлоконструкции и материалы, необходимые для ремонта;
завозит и заблаговременно устанавливает в соответствии с руководством по ремонту монтажные механизмы и приспособления, электросварочные аппараты и др.;
организует в передаваемых ему в аренду помещениях склады для хранения инструмента и приспособлений, запасных частей, материалов;
в соответствии с оперативным графиком производит расстановку ремонтных бригад, знакомит линейных инженерно-технических работников и бригадиров с предстоящими объемами работ и совместно с заказчиком организует инструктаж по технике безопасности.
9.15. До остановки оборудования на ремонт исполнитель ремонта совместно с руководством цеха-заказчика удостоверяются в наличии необходимых запасных частей и материалов, наличии и исправности специального инструмента и такелажных приспособлений.
9.16. Взаимоотношения между исполнителем ремонта и заказчиком при подготовке и проведении ремонтных работ регламентируются договорными обязательствами, совместно принятыми в соответствии с положениями о договорах на подрядные работы, выполняемыми специализированными организациями Министерства цветной металлургии СССР и других министерств и ведомств.
9.17. Ответственность за объемы, сроки и качество ремонтных работ, выполняемых силами ремонтных цехов или подрядных организаций, несут начальник ремонтного цеха или руководитель организации, выполняющей эти работы.
Ответственность за выполнение ремонта в целом (в полном соответствии с ведомостью дефектов) несут начальник производственного цеха, его заместитель по оборудованию (механик цеха) и начальник ремонта.
Гарантийные обязательства исполнителя ремонта в соответствии с ГОСТ 19504-74 и Положением о гарантийных ремонтах технологического оборудования предприятий Министерства цветной металлургии СССР, выполняемых организациями объединения "Союзцветметремонт", должны быть отражены в паспорте или формуляре отремонтированного оборудования.
9.18. Ответственность за правильную организацию системы планово-предупредительного ремонта и эксплуатации оборудования несут главные механики предприятий согласно Типовому положению об отделе (управлении) главного механика предприятий цветной металлургии, утвержденному приказом министерства N 250 от 20 мая 1968 г.
10.1. С целью повышения качества ремонтных работ предприятия и специализированные ремонтные организации обязаны предусматривать в разрабатываемых перспективных планах социального, технического и экономического развития мероприятия по повышению качества ремонтов, а также разрабатывать и внедрять у себя комплексную систему управления качеством продукции (в том числе и ремонтной продукции).
10.2. Контроль за качеством ремонтных работ в процессе их проведения осуществляют руководители цеха, владеющего оборудованием.
10.3. Порядок проведения работ по оценке качества выполняемых ремонтов должен регламентироваться стандартом предприятия, разработанным в соответствии с действующими государственными, отраслевыми и республиканскими стандартами применительно к конкретным условиям.
10.4. При оценке факторов, определяющих качество ремонта, необходимо учитывать показатели, характеризующие:
качество ремонтно-технологической документации;
качество ремонтно-технологического оборудования и оснастки, в том числе испытательного оборудования и средств измерения;
соответствие технической документации качества материалов, полуфабрикатов, заготовок, комплектующих изделий, применяемых при ремонте;
качество труда лиц, занятых на ремонтных работах;
соблюдение правил техники безопасности и охраны труда.
Оценка качества ремонта должна осуществляться в соответствии с ГОСТ 20831-75.
10.5. Оценка качества выполненных ремонтных работ фиксируется в акте приемки оборудования после ремонта.
11.1. Производственные цехи (участки) ежемесячно отчитываются перед отделом главного механика предприятия о проведении ремонтов оборудования, выполненных за месяц (см. приложение 1, форма 5).
11.2. Отдел главного механика предприятия систематически следит за правильной эксплуатацией и техническим обслуживанием оборудования, контролирует выполнение плановых ремонтов в соответствии с графиком ППР и ежемесячно информирует вышестоящую организацию (ВПО или республиканские органы управления) о работе ремонтно-механической службы предприятия, об уровнях эксплуатации и ремонта основного оборудования (по произвольной форме).
11.3. Предприятия представляют республиканским органам управления и всесоюзным промышленным объединениям 15 июля и 15 января полугодовые отчеты по форме 5-ТП и ежегодно в срок до 1 февраля - сведения о деятельности ремонтно-механической службы.
11.4. Республиканские органы управления и всесоюзные промышленные объединения представляют годовые сводные отчеты по форме 5-ТП Управлению главного механика в срок до 1 марта.
11.5. Специализированные подрядные ремонтные организации отчитываются перед своими вышестоящими организациями ежемесячно и ежегодно по форме N 1-кс (рем.).
эксплуатационного и ремонтного персонала
12.1. Предприятия должны вести систематическую работу по совмещению профессий эксплуатационного и ремонтного персонала, расширению зон обслуживаемого им оборудования и привлечению эксплуатационного технологического персонала к техническому обслуживанию оборудования и к ремонтам. При этом имеется в виду:
объединение профессий электросварщика и газорезчика, обучение ремонтных слесарей, бригадиров и дежурных слесарей специальностям электросварщиков, газосварщиков и газорезчиков и поручение им соответствующих работ в смене и при ремонтах оборудования;
обучение эксплуатационного технологического персонала ремонтным профессиям;
расширение участков, обслуживаемых дежурным персоналом, путем целесообразного их объединения;
применение стимулирующих методов оплаты труда, направленных на внедрение перечисленных выше рекомендаций.
и организация их хранения
13.1. Обеспечение предприятий запасными частями к машинам и оборудованию через территориальные органы материально-технического снабжения Госснаба СССР возложено на отделы (управления) материально-технического снабжения предприятия, в составе которых непосредственная работа по снабжению запасными частями осуществляется бюро (сектором, группой) запасных частей.
13.2. Разработка и реализация планов материально-технического снабжения запасными частями к отечественным машинам и оборудованию осуществляются в соответствии с Руководством по составлению заявок на запасные части к отечественному оборудованию и машинам, получаемым через территориальные органы материально-технического снабжения Госснаба СССР, и реализации фондов на них и Правилами снабжения потребителей запасными частями к автомобилям, тракторам, сельскохозяйственным и другим машинам организациями системы Госкомсельхозтехники СССР.
13.3. Обеспечение предприятий запасными частями к импортному оборудованию организуется согласно Руководству по составлению заявок на запасные части к импортным машинам и оборудованию, эксплуатируемым на предприятиях Министерства цветной металлургии СССР.
13.4. Изготовление в ремонтно-механических цехах предприятий новых запасных частей и восстановление бывших в работе обеспечивают отделы (управления) главного механика.
13.5. Основными задачами ремонтно-механического цеха предприятия являются:
обеспечение своевременного и качественного ремонта и модернизации оборудования подразделений предприятия;
изготовление запасных частей, литья, поковок, металлоконструкций, нестандартизированного оборудования и другой продукции, необходимой для ремонтно-эксплуатационных нужд предприятия;
полное и эффективное использование производственных мощностей участков и отделений на основе научной организации труда, внедрения новой техники, прогрессивной технологии и специализации производства;
рациональное и экономное использование топливно-энергетических, материальных и трудовых ресурсов, выделяемых на ремонтно-эксплуатационные нужды.
13.6. Обеспечение предприятий Министерства цветной металлургии СССР ремонтной продукцией собственного изготовления производится в порядке, оговоренном Руководством по составлению плана производства и кооперированных поставок ремонтно-механических подразделений предприятий цветной металлургии и Особыми условиями кооперированных поставок стального, чугунного и цветного литья, поковок, штамповок, изделий из пластмасс, металлокерамических изделий, сварных металлоконструкций, узлов и деталей машин.
13.7. Прием, учет, хранение и выдача запасных частей осуществляются в соответствии с Инструкцией по приемке, длительному хранению и выдаче материальных ценностей на складах предприятий Министерства цветной металлургии СССР.
13.8. Изготовленные ремонтно-механическим цехом запасные части сдаются по накладной на склад запасных частей предприятия.
13.9. На складе запасные части оприходуются приходным ордером и раскладываются по стеллажам и ячейкам. На каждую ячейку, где хранятся одинаковые детали, приклеивается материальный ярлык.
13.10. На основании приходного ордера, один экземпляр которого передается в бухгалтерию предприятия, поступившие на склад детали заносятся в карточку складского учета.
13.11. Детали со склада выдаются по требованиям с визой отдела главного механика предприятия. Полученные по требованиям запасные части каждые 10 дней разносятся по карточкам складского учета, а требования передаются в бухгалтерию предприятия.
и деталей оборудования
14.1. Важным условием успешной работы службы главного механика является четко организованное чертежное хозяйство. С этой целью на каждом предприятии организация и ведение чертежного хозяйства вменяются в обязанности конструкторскому бюро, подчиненному главному механику предприятия.
14.2. Основными задачами конструкторских бюро по ведению чертежного хозяйства являются: составление альбомов чертежей оборудования; получение чертежей на запасные части к оборудованию от заводов-изготовителей; изготовление чертежей на запасные части к оборудованию; копирование чертежей.
14.3. Работа конструкторского бюро ведется по плану, утверждаемому на квартал. Задания на выполнение чертежей выдаются механиками цехов через главного механика предприятия или его заместителя.
14.4. Рабочие чертежи, выполненные в конструкторском бюро, должны быть оформлены в соответствии с требованиями единой системы конструкторской документации (ЕСКД) и иметь номер по принятой в конструкторском бюро нумерации.
14.5. Одной из основных задач конструкторских бюро является систематическое выполнение работ по унификации и нормализации узлов и деталей оборудования.
Унификация деталей и узлов позволяет сократить число изготовляемых типоразмеров, совершенствовать их конструкцию, применять наиболее прогрессивную технологию их производства, включая упрочнение, а также снизить необходимый запас деталей и узлов на складах.
14.6. Предприятиям и проектным институтам при модернизации или реконструкции оборудования, в том числе нестандартизированного, необходимо максимально применять типовые узлы и детали.
14.7. При унификации деталей и узлов используются:
альбомы рабочих чертежей, в которых фиксируются все данные о деталях и узлах и требования к ним (размеры, материалы, качество обработки, допуски и т.д.);
паспорта оборудования (см. приложение 1, форма 3), в которых систематически фиксируются все изменения, вносимые при модернизации оборудования, его узлов и деталей.
14.8. Запрещается вносить изменения в конструкции узлов и деталей, получаемых предприятиями по линии Госснаба СССР и кооперированным поставкам.
В случае очень большой экономической эффективности изменения, последнее должно быть согласовано с институтом-разработчиком документации и заводом-изготовителем.
14.9. Учет, хранение и обращение конструкторской документации должны осуществляться в соответствии с ГОСТ 2.501-68 Единая система конструкторской документации. Правила учета и хранения.
14.10. Конструкторская документация сдается в технический архив на хранение в комплектном виде (полный комплект документации или завершенная часть, имеющая самостоятельное значение).
Текстовая документация (пояснительные записки, расчеты, сметы и др.) сдается на хранение в виде сброшюрованных томов первого экземпляра машинописного текста.
14.11. При приемке подлинников документов проверяются: комплектность документации; наличие подлинных подписей должностных лиц и ответственных за нормоконтроль; пригодность для хранения, многократного снятия копий, микрофильмирования.
14.12. Принятые на хранение документы учитываются в инвентарных книгах или на перфокартах перфокартотеки "Регистрация архивных экземпляров".
Инвентарные книги заполняются на основании данных основных надписей (штампов) и титульных листов сброшюрованных текстовых материалов.
Инвентарные книги ведутся отдельно на подлинники чертежей; текстовые документы; документы сторонних организаций; технические документы для служебного пользования.
14.13. Подлинники чертежей хранятся в развернутом виде в выдвижных ящиках по объектно-марочному принципу, при котором конструкторская документация систематизируется по объектам, внутри объекта - по видам оборудования, внутри видов оборудования - по возрастающей нумерации чертежей без учета их форматов.
14.14. Конструкторская документация, хранящаяся в техническом архиве, является частью информационного фонда и используется работниками предприятия и представителями сторонних организаций.
Лицам сторонних организаций документация выдается для ознакомления только в помещении технического архива по письменным запросам заинтересованных организаций и с разрешения руководства предприятия.
14.15. Поиск конструкторской документации осуществляется с помощью справочно-поискового аппарата, состоящего из каталогов или перфокартотек.
14.16. Подлинники чертежей могут выдаваться только: для изготовления дубликатов; для внесения изменений при наличии оформленных на это разрешений; для снятия светокопий.
14.17. На всех работников предприятия, пользующихся документами технического архива, должны заводиться формуляры библиотечного образца, которые располагают в картотеке по алфавиту фамилий абонентов.
14.18. При получении документов абонент обязан проверять их состояние, комплектность и расписываться в их получении в своем формуляре. В документации запрещается делать какие бы то ни было пометки, записи, изымать отдельные листы и заменять их другими, вносить изменения без оформления разрешений на внесение изменений.
14.19. При возвращении документов работники технического архива обязаны проверять их состояние, комплектность и погашать расписку абонента в его присутствии.
14.20. Выдача подлинников для внесения изменений, а также внесение изменений в подлинник должны производиться в соответствии с ГОСТ 2.503-74 Единая система конструкторской документации. Правила внесения изменений.
15.1. Документом, в котором концентрируются и систематизируются все данные о сменных деталях оборудования, является номенклатурная ведомость (см. приложение 1, форма 10).
Составление номенклатурных ведомостей имеет целью: определение и фиксирование сроков службы деталей; разработку нормативов для установления необходимого неснижаемого запаса деталей и узлов и составления заявок на их получение или на материалы для их изготовления.
15.2. Номенклатурные ведомости составляются для каждого вида оборудования на основании данных заводов-изготовителей и практических данных о сроках службы деталей.
По мере улучшения обслуживания и эксплуатации оборудования, повышения прочности и износостойкости деталей необходимо периодически вносить поправки в зафиксированные в номенклатурных ведомостях сроки службы деталей и узлов оборудования.
15.3. Внедрение мероприятий по повышению прочности и износостойкости деталей позволяет повысить срок службы деталей и увеличить межремонтный период работы оборудования.
С этой целью предприятия обязаны:
расширять применение износостойких материалов в узлах и деталях оборудования, таких как износостойкие хромистые чугуны, модифицированные стали, абразивостойкие и кислотостойкие полимерные материалы (резина, полиуретан, термопластик и др.), полимербетоны, жаростойкие бетоны;
совершенствовать конструкции деталей и узлов;
применять совершенную прогрессивную технологию изготовления деталей;
повышать точность и чистоту обработки поверхности деталей;
применять при восстановлении и ремонте узлов и деталей упрочняющую наплавку прогрессивными материалами (наплавочные порошки, ленты, порошковые проволоки), новые технологические процессы восстановления и упрочнения деталей, включая напыление полимерами и металлами, плазменное напыление порошками (карбидами) и др.;
применять для защиты поверхностного слоя деталей от воздействия агрессивных сред нанесение различных металлических и неметаллических покрытий (хромирование, гуммирование, нанесение химически стойких красок и др.);
обеспечить правильный подбор смазки и применение присадок к маслам и консистентным смазкам, повышающих их смазочные и противоизносные свойства.
15.4. Важнейшими условиями, обеспечивающими внедрение мероприятий по повышению прочности и износостойкости деталей, являются:
наличие на предприятиях квалифицированных кадров по упрочнению деталей (металловедов, термистов, наплавщиков и др.);
оснащение предприятий необходимым для выполнения упрочняющей технологии оборудованием и аппаратурой;
составление на каждом предприятии номенклатуры узлов и деталей, подлежащих изготовлению из износостойких, высокопрочных материалов (хромистые чугуны, модифицированные стали и сплавы, резины, термопласты и др.), упрочнению при производстве и восстановлении методами наплавки, напыления, и организация внедрения этих материалов и процессов;
организация систематического учета стойкости деталей;
использование имеющихся мощностей или организация новых цехов, участков для изготовления деталей из износостойких, высокопрочных материалов и упрочнения деталей.
16.1. Правильно организованная и рациональная смазка оборудования обеспечивает увеличение его долговечности, экономию смазочных к ремонтных материалов, запасных частей, снижение потребности в ремонтном персонале.
16.2. В соответствии с действующим законодательством об охране природы и рациональном использовании природных ресурсов, рекомендациями по организации смазочного хозяйства на предприятиях Министерства цветной металлургии СССР, Руководством по сбору и использованию отработанных нефтепродуктов, утвержденным Министерством цветной металлургии СССР 23 июля 1976 г., и Временной инструкцией по сбору, приему, хранению, рациональному использованию и транспортировке отработанных нефтепродуктов, утвержденной Госснабом СССР 2 октября 1981 г., предприятия обязаны организовывать полный сбор отработанных нефтепродуктов. Для решения этой задачи рекомендуется:
обеспечивать регенерацию отработанных нефтепродуктов;
разрабатывать мероприятия по предотвращению загрязнения почвы и водоемов отработанными маслами и нефтепродуктами;
назначать ответственных лиц за сбор отработанных масел и других нефтепродуктов, сдачу их на приемные пункты, нефтебазы нефтесбытовых организаций.
Основным руководящим материалом, определяющим порядок сбора отработанных нефтепродуктов и сдачи их на приемные пункты нефтебаз, является ГОСТ 21046-81 Нефтепродукты отработанные.
16.3. Предприятия обязаны создать пункты по приему, хранению и сдаче отработанных нефтепродуктов. Эти пункты должны состоять минимум из трех емкостей, оборудованных соответствующими перекачивающими средствами для приема и выдачи нефтепродуктов.
16.4. Регенерация отработанных и использование регенерированных масел на этом же предприятии являются наиболее рентабельным решением вопроса использования отработанных масел.
16.5. Вопросами смазки технологического оборудования должны заниматься группы (на крупных предприятиях) или старшие инженеры при отделах главного механика, а также механики и энергетики цехов, участков и транспортных хозяйств.
Под их контролем находятся:
раздаточные склады смазочных материалов;
маслозаправщики для передвижного оборудования;
участки обслуживания смазочных систем;
мастерская по ремонту смазочного оборудования и аппаратуры;
пункт регенерации масел;
группа по анализу смазок при химической лаборатории.
В их задачи входят:
наблюдение за работой оборудования, его смазкой и износом, подготовка и предъявление претензий заводам - поставщикам технологического оборудования по недостаточной износостойкости смазываемых узлов и деталей;
внедрение новых и реконструкция существующих смазочных систем, централизация и автоматизация смазки;
предъявление претензий к заводам-изготовителям технологического и смазочного оборудования и приборов смазки и организация сдачи смазочного оборудования в ремонт;
внедрение новых смазок и присадок;
разработка лимитов или норм расхода смазочных материалов и контроль за их соблюдением;
разработка и контроль мероприятий, обеспечивающих непопадание смазки в технологический процесс и в сточные воды;
внедрение механизации подачи и раздачи масел из мелкой тары;
своевременная очистка тары и емкостей;
составление заявок на смазочные материалы, подбор форм и наблюдение за учетом в смазочном хозяйстве, составление отчетов;
систематическая проверка качества смазочных материалов.
16.6. Организация смазочного хозяйства на предприятии должна начинаться с составления карт смазки оборудования. Карта смазки является первичным основным документом для последующего правильного решения всех вопросов смазочного хозяйства.
16.7. Карта смазки служит для расчетов: сменной, суточной, месячной и годовой потребности в смазочных материалах как для отдельного оборудования, так и для предприятия в целом; штата обслуживающего персонала; объема приема, хранения и транспортирования смазочных материалов на предприятии.
16.8. Если оборудование поступило на предприятие с картой смазки, то должна быть произведена оценка рекомендации завода-изготовителя по смазке этого оборудования с учетом условий эксплуатации его на данном предприятии (температурные условия, влажность, агрессивность окружающей среды и др.), а также применяемых на предприятии видов смазочных материалов.
Форма карты смазки и инструкция по ее заполнению, разработанные Куйбышевским филиалом Всесоюзного научно-исследовательского института нефтяной промышленности (ВНИИНП) приведены в приложении 1, форма 11.
16.9. Предприятия должны разрабатывать мероприятия по повышению уровня организации и улучшению работы смазочного хозяйства и обеспечивать постоянный контроль выполнения этих мероприятий.
16.10. Состояние смазочного хозяйства и пути его улучшения отражаются в справке о деятельности ремонтно-механической службы предприятия, ежегодно представляемой в Управление главного механика министерства.
17.1. Финансирование ремонтных работ производится в соответствии с Положением о порядке планирования, начисления и использования амортизационных отчислений в народном хозяйстве, утвержденным Госпланом СССР, Госстроем СССР, Министерством финансов СССР, Госбанком СССР, Стройбанком СССР и ЦСУ СССР 15 марта 1974 г., Положением о социалистическом и государственном предприятии, утвержденным Советом Министров СССР 4 октября 1965 г. N 731 и инструкцией Госбанка СССР "О порядке финансирования капитального ремонта основных фондов", утвержденной Госбанком СССР 27 сентября 1979 г.
17.2. Затраты на капитальный ремонт оборудования производятся за счет средств амортизационных отчислений в пределах сумм, запланированных на год. При неравномерном распределении затрат по кварталам предприятия должны использовать кредит банка на сезонный недостаток амортизационных отчислений.
17.3. Начисление амортизационных отчислений на капитальный ремонт производится отделом главного бухгалтера по нормам, утвержденным постановлением Совета Министров СССР.
17.4. Работы по модернизации оборудования, проводимые одновременно с капитальным ремонтом, могут финансироваться за счет средств амортизационных отчислений. При выполнении работ по модернизации оборудования, проводимых одновременно с реконструкцией предприятия, цеха и т.п., их финансирование производится за счет ассигнований на капитальное строительство или ссуд банка.
17.5. В тех случаях, когда это экономически целесообразно, предприятие взамен капитального ремонта может приобретать новое оборудование за счет амортизационных отчислений, предназначенных на капитальный ремонт.
17.6. Затраты на межремонтное обслуживание оборудования и текущие ремонты относятся на себестоимость выпускаемой продукции.
17.7. Отдел главного механика контролирует расходование средств на капитальный ремонт оборудования, находящегося в его ведении.
Контроль за расходованием средств на межремонтное обслуживание оборудования и текущие ремонты осуществляет руководство цеха, владеющего оборудованием.
ФОРМЫ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ И ИНСТРУКЦИИ ПО ИХ ЗАПОЛНЕНИЮ
Предприятие __________________
Цех __________________________
Участок ______________________
Журнал начат _________________
Журнал закончен ______________
В журнале ____________ страниц
Дата, смена и время работы | Техническое состояние оборудования. Неполадки и меры, принятые по их устранению | Простой оборудования | Фамилия и подпись | Указания лиц технического надзора | ||
Время остановки | Время пуска | Смену сдал | Смену принял | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
ИНСТРУКЦИЯ
ПО ВЕДЕНИЮ ЖУРНАЛА ПРИЕМА И СДАЧИ СМЕН
Журнал приема и сдачи смен ведется на оборудование, перечень которого определяется администрацией предприятия.
Ведение журнала является обязательным для сменного персонала, обслуживающего оборудование, и имеет целью повышение ответственности за надзор, уход и обеспечение бесперебойной работы оборудования. Журнал ведется также для учета работы оборудования.
Сдающий смену обязан сообщить или подробно описать принимающему о заслуживающих внимания обстоятельствах в работе прошедшей смены и своей подписью подтвердить правильность записей, сделанных им в журнале.
Принимающий смену обязан до начала смены ознакомиться с состоянием оборудования и в случае обнаружения им дефектов, не отраженных в записях журнала, сделать свои замечания с указанием принятых мер и расписаться.
Лица технического надзора, периодически проверяя правильность эксплуатации и техническое состояние оборудования, знакомятся с записями в журнале и дают необходимые письменные указания.
Журнал приема и сдачи смен должен содержаться в чистоте, записи должны производиться аккуратно, разборчиво. Журнал должен быть прошнурован и пронумерован.
Ответственность за хранение, состояние и правильность ведения журнала возлагается на мастера смены.
Предприятие __________________
Цех __________________________
Участок ______________________
______________________________________
(вид оборудования)
Журнал начат _____________________
Журнал закончен __________________
В журнале ________________ страниц
Наименование оборудования ___________________
Запись о дефектах, обнаруженных при осмотрах | Запись о работах, выполненных по устранению дефектов | ||||
Дата осмотра | Узел и характеристика дефектов | Подпись лица, производившего осмотр | Дата и объем выполненных работ по устранению дефектов | Фактический срок службы узла, детали | Подпись лица, ответственного за выполнение ремонта |
1 | 3 | 4 | 5 | 6 | |
ИНСТРУКЦИЯ ПО ЗАПОЛНЕНИЮ АГРЕГАТНОГО ЖУРНАЛА
Агрегатный журнал ведется на все виды основного оборудования, обеспечивающего выполнение установленного технологического процесса и заданной программы производства.
Журнал служит для систематического накопления данных о техническом состоянии и работоспособности оборудования и является, как и формуляр оборудования, исходным документом для установления характера и объемов плановых ремонтов, а также сроков службы узлов и деталей.
При включении в журнал нескольких видов оборудования, для каждого из них отводится соответствующее число страниц, которые указываются в оглавлении.
Записи об износе и других дефектах, обнаруженных в оборудовании, заносятся в графу 2 агрегатного журнала в день осмотра или ревизии, а запись о выполненных ремонтных работах - не позднее чем в двухдневный срок по окончании ремонта.
Характеристика дефектов, записываемых в агрегатный журнал, должна быть краткой, но ясной и достаточной для суждения о способе устранения дефекта путем ремонта детали на месте или замены ее новой.
Ответственность за хранение, состояние и правильность ведения агрегатных журналов возлагается на механика участка, отделения, цеха.
Контроль за правильностью заполнения журналов возлагается на отдел главного механика. Лица, осуществляющие проверку записей в журнале, вносят свои замечания и указания, касающиеся правильности ведения журнала, и расписываются, указав дату проверки.
Предприятие ___________________________
___________________________________________________________________________
(наименование оборудования)
Инвентарный N _____________________________________________________________
Место установки: __________________________________________________________
Главный механик предприятия _______________________________________________
Паспорт составил __________________________________________________________
Дата заполнения ___________________________________________________________
1. Модель или тип
2. Завод-изготовитель
3. Заводской N
4. Дата изготовления
5. Габариты:
длина
ширина
высота
6. Масса, т
7. Стоимость балансовая
8. Дата ввода в эксплуатацию
1. Назначение
2. Тип
3. Мощность, напряжение
4. Частота вращения
5. Масса, т
6. Завод-изготовитель
7. Заводской N
Наименование | Техническая характеристика, марка, ГОСТ | Количество | Примечание |
Узел | Наименование и номер подшипника | Размеры и материалы подшипника | Количество на узел | Примечание |
Узлы смазки и число точек | Система смазки | Тип и марка смазки | Норма расхода смазки | Периодичность смазки или замены масла | Примечание |
Узлы и их детали | N чертежа или ГОСТа | Количество в агрегате | Материал | Масса, кг | Срок службы |
Даты начала и окончания ремонта | Время простоя в ремонте, ч | Вид ремонта и его краткое описание. Наименование заменяемых узлов | Примечание | ||
по плану | фактически | ||||
Годы | 19__ | 19__ | ||||
Отработано часов |
ИНСТРУКЦИЯ ПО ЗАПОЛНЕНИЮ И ВЕДЕНИЮ ПАСПОРТА ОБОРУДОВАНИЯ
Паспорт заполняется на каждую единицу эксплуатируемого на предприятии основного оборудования с использованием, как правило, паспорта завода-изготовителя. Одновременно с этим оборудованию присваивается инвентарный номер, который сохраняется за ним на весь период эксплуатации.
Оборудование, на которое должны вестись паспорта, определяется перечнем, утвержденным главным инженером предприятия.
В V разделе паспорта указываются наименования и технические характеристики редукторов, вариаторов, цепных и ременных передач.
В VI разделе записываются все подшипники, принадлежащие данному оборудованию. Для подшипников скольжения указываются размеры и материалы.
Раздел VIII заполняется по мере накопления данных о сроках службы деталей.
В разделе X (примерно 25 - 30 стр.) записывается дата производства ремонта, описываются дефекты с перечислением замененных узлов и деталей, а в графе "Исполнитель" указывается организация, производившая ремонт, фамилия и должность ответственного лица.
При передаче оборудования новому владельцу паспорт передается вместе с ним.
УТВЕРЖДАЮ:
Предприятие ____________ Главный инженер предприятия
________________________ ____________________________
"__" _______________ 19__ г.
планово-предупредительных ремонтов оборудования на 19__ г.
N п/п | Оборудование | Инвентарный номер | Время выполнения ремонта | I квартал | II квартал | III квартал | ||||||
январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | ||||
1 | 3 | 4 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | ||
По плану | ||||||||||||
Фактически | ||||||||||||
IV квартал | Дата и продолжительность последнего капитального ремонта | Количество и продолжительность ремонтов | Общая продолжительность ремонтов оборудования, ч | Исполнители ремонта | ||||
октябрь | ноябрь | декабрь | ТО | Т | К | |||
14 | 15 | 16 | 21 | 22 | ||||
СОГЛАСОВАНО: Главный механик предприятия
Начальник цеха
Главный энергетик предприятия _________ Механик цеха
УТВЕРЖДАЮ:
Предприятие ____________ Главный механик предприятия
Цех (участок) ________________________________
"__" ___________________ 19__ г.
планово-предупредительных ремонтов оборудования на 19__ г.
N п/п | Оборудование | Инвентарный номер | Время выполнения ремонта | I квартал | II квартал | III квартал | ||||||
январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
По плану | ||||||||||||
Фактически | ||||||||||||
IV квартал | Дата и продолжительность последнего капитального ремонта | Количество и продолжительность ремонтов | Общая продолжительность ремонтов оборудования, ч | Исполнители ремонта | ||||
октябрь | ноябрь | декабрь | ТО | Т | К | |||
14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
Начальник цеха
Механик цеха
ИНСТРУКЦИЯ ПО СОСТАВЛЕНИЮ И ЗАПОЛНЕНИЮ ГОДОВОГО ГРАФИКА
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНЫХ РЕМОНТОВ ОБОРУДОВАНИЯ
1. Годовой график ППР составляется на основании нормативов периодичности и продолжительности ремонтов, установленных Положением о ППР, данных о состоянии оборудования, накопленных в процессе его эксплуатации и обслуживания, а также перспективного графика капитальных ремонтов.
2. Годовой график ремонтов оборудования цеха составляется ремонтной службой цеха, владеющего оборудованием, совместно с отделом главного механика предприятия в установленные сроки. График подписывается начальником и механиком цеха и утверждается главным механиком предприятия.
3. Годовой график ППР на основное оборудование предприятия составляется отделом главного механика предприятия на основании годовых графиков цехов и других структурных подразделений. График подписывается главным механиком предприятия, начальниками и механиками цехов и утверждается главным инженером предприятия.
4. Порядок заполнения годового графика следующий. В графе 2 записывается наименование оборудования. В графах 5 - 16 обозначаются сроки и продолжительности ремонтов по плану путем проведения горизонтальной линии между вертикальными колонками, соответствующими датам начала и окончания ремонта. Над этой линией условным буквенным обозначением указывается вид ремонта и цифрами (под линией) - его продолжительность в часах. Например: ТО/8 - технический осмотр продолжительностью 8 ч; Т/80 - текущий ремонт продолжительностью 80 ч; К/240 - капитальный ремонт продолжительностью 240 ч.
После проведения каждого ремонта фактические даты и продолжительность его выполнения отмечаются в предусмотренной для этого строке графика.
В графе 17 записывается дата последнего капитального ремонта, выполненного в предыдущие годы, а также его продолжительность в часах.
5. Годовой график ППР цеха составляется в двух экземплярах: один - для цеха, другой - для отдела главного механика предприятия.
6. Отметки в графиках о фактическом выполнении ремонтов производят по их окончании: в экземпляре цеха - механиком цеха, а в экземпляре отдела главного механика - инженером по ППР отдела главного механика.
УТВЕРЖДАЮ:
Главный механик предприятия
________________________________
"__" ___________________ 19__ г.
планово-предупредительных ремонтов оборудования
по ______________ цеху на ___________ месяц 19__ г.
N п/п | Оборудование | Инвентарный номер | Время выполнения ремонта | Числа месяца | ||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | ||||
1 | 3 | 4 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | ||
По плану | ||||||||||||||||||
Фактически | ||||||||||||||||||
Числа месяца | Продолжительность ремонта, ч | Исполнитель ремонта | Примечания | |||||||||||||||
16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | |||
20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 38 | ||
Всего предусматривалось ┌────────┬───────┬───────┐
│ ТО │ Т │ К │
Выполнено ├────────┼───────┼───────┤ Начальник цеха
│ │ │ │
в том числе с перенесением ├────────┼───────┼───────┤ Механик цеха
планового срока ремонта │ │ │ │
├────────┼───────┼───────┤
Не выполнено │ │ │ │
ИНСТРУКЦИЯ ПО СОСТАВЛЕНИЮ И ЗАПОЛНЕНИЮ МЕСЯЧНОГО ГРАФИКА
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНЫХ РЕМОНТОВ ОБОРУДОВАНИЯ
1. Месячный график ППР составляется для каждого цеха и включает все оборудование, подлежащее ремонту в планируемом месяце.
2. График составляется цехом, владеющим оборудованием, в сроки, установленные отделом главного механика.
3. Порядок заполнения графика следующий.
В графу 2 вносится оборудование, ремонт которого согласно годовому графику намечен на планируемый месяц, а также оборудование, фактически нуждающееся в ремонте.
В графах 5 - 35 обозначаются сроки и продолжительность ремонтов по
плану путем проведения горизонтальной линии между вертикальными колонками,
соответствующими датам начала и окончания ремонта. Над этой линией условным
буквенным обозначением указывается вид ремонта и цифрами (под линией) - его
ТО
продолжительность в часах. Например, -- - технический осмотр
8
Т К
продолжительностью 8 ч; -- - текущий ремонт продолжительностью 22 ч; --- -
22 180
капитальный ремонт продолжительностью 180 ч.
В графе 36 указывается общее время простоя оборудования в ремонте за месяц, в графе 37 - организация, производящая ремонт, и лицо, ответственное за ремонт.
После проведения каждого ремонта механик цеха отмечает фактические даты и продолжительность его выполнения в предусмотренной для этого строке графика.
УТВЕРЖДАЮ:
Главный механик предприятия
Предприятие ____________ ________________________________
Цех ____________________ "__" ___________________ 19__ г.
На _____________ ремонт _______________________________________
(вид ремонта) (наименование оборудования, инв. номер)
На _______________________ 19__ г.
N п/п | Наименование и объемы работ | Необходимые детали | Необходимые материалы | Примечание | ||||||
деталь | N чертежа | число, шт. | масса, кг | наименование материала и размер | марка ГОСТ | ед. изм. | число, шт. | |||
1 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
Начальник цеха
Механик цеха
ИНСТРУКЦИЯ ПО ЗАПОЛНЕНИЮ ВЕДОМОСТИ ДЕФЕКТОВ
НА РЕМОНТ ОБОРУДОВАНИЯ
1. Ведомость дефектов составляется с целью определения объема работ по ремонту оборудования, потребного количества деталей и материалов.
2. Данные ведомости дефектов служат основанием для составления сметы затрат на ремонт и для выдачи заказов на потребные к ремонту детали и материалы.
3. Порядок заполнения ведомости дефектов следующий.
В графе 2 указываются наименование и объемы демонтажных, ремонтных и монтажных работ, подлежащих выполнению.
В графах 3 - 10 дается перечень требуемых запасных частей и материалов, необходимых для выполнения ремонтных работ.
4. Ведомость дефектов подписывается начальником и механиком цеха и утверждается главным механиком предприятия.
5. Ведомость дефектов составляется в трех экземплярах: первый - для составления сметы, второй - для исполнителя работ, третий - остается в цехе, владеющем оборудованием.
УТВЕРЖДАЮ:
Предприятие ____________ Главный механик предприятия
Цех ____________________ ________________________________
"__" ___________________ 19__ г.
выполнения ремонта ___________________________ N ________
(наименование оборудования)
Начало ремонта ____________________, окончание ремонта ____________________
(дата, часы) (дата, часы)
N п/п | Наименование и объем работ | Продолжительность работ, числа месяца | Исполнители работ | Примечание | ||||||||||||||
Смены | ||||||||||||||||||
I | II | III | I | II | III | I | II | III | I | II | III | I | II | III | ||||
Число рабочих в смену | ||||||||||||||||||
1 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 19 | |||
Общее число рабочих в смену СОГЛАСОВАНО:
Начальник цеха ___________________ (Соисполнители)
Механик цеха _____________________ ________________________
Начальник ремонта ________________ ________________________
________________________
Главный механик предприятия _______
ИНСТРУКЦИЯ ПО СОСТАВЛЕНИЮ ОПЕРАТИВНОГО ГРАФИКА
ВЫПОЛНЕНИЯ РЕМОНТА
1. Целью составления оперативного графика является подготовка рациональной организации ремонта с установлением наиболее целесообразной последовательности выполнения работ и их взаимной увязки, обеспечивающих выполнение ремонта в установленные сроки.
2. При составлении оперативного графика:
устанавливается последовательность выполнения ремонтных работ, указанных в ведомости дефектов;
определяются ремонтные работы и операции, подлежащие выполнению параллельно (одновременно);
устанавливается продолжительность выполнения каждой работы.
3. Порядок заполнения оперативного графика следующий.
В графе 2 записываются наименования и объемы работ, подлежащих выполнению. В графах 3 - 17 показывается продолжительность отдельных работ в сменах или сутках в зависимости от общей продолжительности ремонта (число колонок зависит от сроков выполнения ремонта и может уменьшаться или увеличиваться).
Оперативный график составляется путем проведения горизонтальных линий между вертикальными колонками, соответствующими началу и окончанию каждой работы. Под этими линиями указывается количество рабочих в смену, необходимых для выполнения каждой работы.
В графе 18 указываются организации - исполнители работ.
4. Общая продолжительность ремонта по оперативному графику не должна превышать планового простоя в ремонте согласно месячному графику.
5. Отметка о фактическом выполнении работ производится нанесением на график соответствующих линий, отличающихся по цвету от линий, нанесенных при составлении графика.
6. Если на ремонт не составляется Руководство по ремонту, то основные мероприятия по технике безопасности указываются в оперативном графике ремонта и согласовываются с заместителем главного инженера по технике безопасности.
УТВЕРЖДАЮ:
Предприятие _____________________ Главный инженер предприятия
Цех _____________________________ (Главный механик)
___________________________
"__" ______________ 19__ г.
В ТЕКУЩИЙ РЕМОНТ
Составлен начальником ________________________________________ цеха
тов. _________________, с одной стороны, и начальником ____________________
цеха (организации) ________________________________________, производившего
ремонт, тов. ___________________________________ с другой, в том, что _____
___________________________________________________________________________
(наименование оборудования)
___________________________________________________________________________
инвентарный N ____________ находился в текущем ремонте с __________________
19__ г. по _____________________ 19__ г., т.е. _______________________ дней
с графиком
в соответствии ----------- (ненужное зачеркнуть).
вне графика
Ремонт произведен согласно ведомости дефектов N ___________________________
Перечень работ, выполненных помимо предусмотренных ведомостью дефектов:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Оборотная сторона формы 8
Перечень невыполненных работ, предусмотренных ведомостью дефектов, и
причины невыполнения
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Оценка качества выполненных работ
___________________________________________________________________________
(по плану) ч мин.
Начало ремонта ------------ --------------------------- --------------
(фактически) ч мин.
(по плану) ч мин.
Конец ремонта ------------ --------------------------- --------------
(фактически) ч мин.
(по плану) ч
Время простоя оборудования ------------ ---------------------------------
(фактически) ч
Сметная стоимость ремонта ___________________ руб.
Фактическая стоимость _______________________ руб.
"__" ___________________ 19__ г.
Начальник цеха __________________ Начальник цеха (организации),
производивший ремонт
_____________________________
Типовая ф. N ОС-3
Предприятие,
организация ___________________________ УТВЕРЖДАЮ:
________________________
(подпись руководителя)
"__" ___________ 19__ г.
ПРИЕМА-СДАЧИ ОТРЕМОНТИРОВАННЫХ, РЕКОНСТРУИРОВАННЫХ
И МОДЕРНИЗИРОВАННЫХ ОБЪЕКТОВ
от "___" __________ 19__ г.
Мы, _______________________________________________________________________
(должность, фамилия)
___________________________________________________________________________
___________________________________________________________________________
составили настоящий акт в том, что ________________________________________
(наименование объекта)
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
плановом
инвентарный N ____________, по заказу N ___________ находился в -----------
внеплановом
капитальном ремонте (реконструкции, модернизации) с _______________ 19__ г.
по _______________ 19__ г., т.е._______________ дней.
Предусмотренные ведомостью дефектов работы по капитальному ремонту
полностью
(реконструкции, модернизации), выполнены ----------------------------------
неполностью
___________________________________________________________________________
(указать, что именно не выполнено)
___________________________________________________________________________
___________________________________________________________________________
По окончании капитального ремонта (реконструкции, модернизации) объект
прошел испытание и сдан в эксплуатацию.
Оборотная сторона формы 9
Изменения в характеристике объекта, вызванные реконструкцией,
модернизацией _____________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Сдал ______________________________________________________________________
(должность, фамилия)
______________________________________________________
(подпись)
Принял ____________________________________________________________________
(должность, фамилия)
______________________________________________________
(подпись)
Справка
1. Сметная стоимость по утвержденному расчету (на фактически
выполненный объем работ):
а) капитального ремонта руб. __________________________________________
б) реконструкции (модернизации) руб. __________________________________
Начальник планового отдела ___________________________
(подпись)
2. Фактическая стоимость:
а) капитального ремонта руб. __________________________________________
б) реконструкции (модернизации) руб. __________________________________
Главный (старший) бухгалтер ___________________________
(подпись)
ИНСТРУКЦИЯ
ПО ЗАПОЛНЕНИЮ АКТА ПРИЕМА-СДАЧИ ОТРЕМОНТИРОВАННЫХ,
РЕКОНСТРУИРОВАННЫХ И МОДЕРНИЗИРОВАННЫХ ОБЪЕКТОВ -
ТИПОВАЯ ФОРМА N ОС-3 (УКАЗАНИЕ ЦСУ СССР)
Применяется для оформления приема-сдачи объектов основных средств из капитального ремонта, также реконструированных и модернизированных.
Акт составляется в двух экземплярах и подписывается работниками цеха (отдела), уполномоченными на приемку основных средств, и представителями цеха (предприятия), производившего капитальный ремонт, реконструкцию и модернизацию основных средств.
В акте указываются сметная стоимость капитального ремонта, реконструкции, модернизации по утвержденному расчету (на фактически выполненный объем работ) и фактическая стоимость законченных работ.
Первый экземпляр акта после заполнения справки о стоимости капитального ремонта, реконструкции и модернизации сдается в бухгалтерию предприятия (организации), которая производит соответствующие записи о произведенном капитальном ремонте, реконструкции и модернизации в инвентарных карточках (книгах) учета. В технический паспорт соответствующего объекта основных средств также должны быть внесены необходимые изменения в характеристику объекта, связанные с капитальным ремонтом, реконструкцией и модернизацией.
Предприятие _______________________ СОГЛАСОВАНО:
Цех _______________________________ Главный механик предприятия
Оборудование ______________________ _________________________________
"__" ____________________ 19__ г.
изнашивающихся деталей оборудования
N п/п | Узлы и детали | N чертежа | Номенклатурный N детали | Материал | Вид заготовки | Масса детали, кг | Средний срок службы детали | Число деталей | Средняя годовая потребность в деталях | Поставщик деталей | Норма неснижаемого запаса, шт. | Примечание | ||
в узле | всего | шт. | т | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
Механик цеха _______________________
ИНСТРУКЦИЯ ПО СОСТАВЛЕНИЮ НОМЕНКЛАТУРНОЙ ВЕДОМОСТИ
ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ
Номенклатурная ведомость является основным источником сведений при разработке норм запаса деталей и норм расхода ремонтных материалов на их изготовление.
Номенклатурную ведомость составляют цехи предприятий совместно с отделом главного механика. Ведомости согласовываются с главным механиком предприятия.
В номенклатурную ведомость вносятся все сменные и изнашивающиеся детали за исключением тестированных (подшипников качения, болтов, гаек, шплинтов и т.д.).
Номенклатура и срок службы деталей устанавливаются по данным паспортов и из практического опыта, накопленного за время эксплуатации и ремонтов оборудования.
Номенклатурные ведомости должны систематически уточняться по мере внедрения мероприятий по повышению стойкости деталей и улучшения эксплуатации оборудования.
Норму неснижаемого запаса определяют исходя из срока службы детали; типа одинаковых деталей; плановой продолжительности изготовления детали.
Предприятие _______________
(составляется на каждый вид оборудования)
Наименование оборудования ____________________ тип ________ модель ________
Дата заполнения карты ________________________
Завод-изготовитель и его адрес __________________________________
Дата выпуска оборудования ___________________ Заводской N _______
Дата пуска в эксплуатацию ___________________ Инвентарный N _____
Место установки _____________________________
Фактические данные о работе оборудования с момента начала
его эксплуатации
Годы | Продолжительность работы | Расход масла, кг | Наименование, тип масла, ГОСТ, ТУ | Годовая потребность в масле, т | Примечание | ||
часы в сутки | число суток | всего часов в год | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Условные обозначения: _________________________
N по схеме смазки | Узел смазки | Место смазки | Емкость для масла вместимостью, л | Режим смазки | Смазочное масло, ГОСТ, ТУ | Сроки ремонта | Возможность осмотра и отбора проб масла | Температура, °C -------- влажность среды, % | ||||||||
наименование | число точек смазки | металл | тип и N подшипника | частота вращения, об./мин. | Система смазки | Температура, °C | Давление (нагрузка), Па | Периодичность смазки или замены масла | основное | заменитель | ||||||
1 | 2 | 3 | 4 | 6 | 7 | 10 | 11 | 14 | ||||||||
по отдельным узлам оборудования
Главный механик предприятия _______________
1. В разделе I против слов "Место установки" указывается наименование или номер цеха (мастерской) в которой данное оборудование (станок) эксплуатируется.
2. В разделе II формы 11 все данные показываются за каждый год отдельно. Если данный станок в каком-то году не эксплуатировался совсем, в таблице делается запись - "не эксплуатировался".
3. В разделе III в "карте смазки" изображается или прикладывается отдельно фактическая схема смазки данного оборудования (станка) с точной расшифровкой условных обозначений.
4. В разделе IV даются краткие и исчерпывающие ответы на вопрос каждой графы формы.
В графе 5 указываются наименование и марка материала, находящегося в контакте с маслом. В графе 8 указывается объем (в литрах) заливаемого масла в резервуар, масляную ванну, маслонасос и т.д. В графе 9 - способ или система смазки, например, фитильная из резервуара, групповая фитильная, ручная, циркуляционная от насоса, капельная, ниппельная, разбрызгивание, ванна и др.
В графе 12 указывается периодичность смазки или замены масла, например, ежедневно, 3 раза в смену, 6 раз в сутки, 15 - 20 капель в минуту, замена масла 1 раз в 3 мес. и т.д.
В графе 13 указываются наименование, тип основного масла, ГОСТ или ТУ. В случае применения импортного масла даются его подробная характеристика и название фирмы - изготовителя масла.
В графе 15 приводятся сроки ремонта или замены отдельных деталей данного узла смазки или узла смазки в целом.
В графе 16 рекомендуется отмечать кратко: да - нет, да - да, нет - нет, имея в виду, что первое "да" или "нет" отвечает на вопрос о возможности или невозможности осмотра данного узла смазки, а второе "да" или "нет" отвечает на вопрос, можно или нельзя отобрать на анализ пробу масла, смазывающего данный узел.
В графе 17 указываются: в числителе - температура окружающей среды (воздуха), в знаменателе - влажность воздуха в процентах.
В разделе V помимо замеченных недостатков при применении масел приводятся условия хранения масел: материал и вид тары, наличие покрытия внутренней поверхности тары, температура и место хранения.
ПЕРИОДИЧНОСТИ, ПРОДОЛЖИТЕЛЬНОСТИ И ТРУДОЕМКОСТИ
РЕМОНТОВ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
N п/п | Оборудование и краткая техническая характеристика | Масса, т | Ремонт | Трудоемкость, чел.-ч | ||||
вид | периодичность, ч | продолжительность, ч | число в цикле | одного ремонта | среднегодовая | |||
1 | Т-100М, Т-100МЗ, Т-130 | 14 | ТО | 60 | 8 | 75 | 16 | 1200 |
Т1 | 240 | 24 | 19 | 48 | 912 | |||
Т2 | 960 | 72 | 5 | 168 | 840 | |||
К | 6000 | 240 | 1 | 520 | 520 | |||
2 | Т-180 | 17,6 | ТО | 60 | 8 | 75 | 16 | 1200 |
Т1 | 240 | 36 | 19 | 72 | 1368 | |||
Т2 | 960 | 72 | 5 | 168 | 840 | |||
К | 6000 | 330 | 1 | 800 | 800 | |||
3 | ДЭТ-250 | 28,2 | ТО | 100 | 8 | 48 | 16 | 768 |
Т1 | 500 | 48 | 6 | 96 | 576 | |||
Т2 | 1000 | 72 | 5 | 192 | 960 | |||
К | 6000 | 380 | 1 | 1400 | 1400 | |||
4 | объем черпака 50, 80 л | 28,2 - 180 | ТО | - | - | - | - | - |
Т1 | 585 | 8 | 8 | 32/8 <*> | 256/64 <*> | |||
Т2 | 1750 | 16 | 3 | 64/16 <*> | 192/48 <*> | |||
К | 7000 | 1000 | 1 | 1650 <**> | 1650 | |||
5 | объем черпака 150 л | 600 | ТО | - | - | - | - | - |
Т1 | 585 | 16 | 12 | 64/16 <*> | 512/128 <*> | |||
Т2 | 1750 | 24 | 5 | 192/48 <*> | 640/160 <*> | |||
К | 10500 | 1100 | 1 | 3680 <**> | 2453 | |||
6 | объем черпака 210, 250 л | 1500 | ТО | - | - | - | - | - |
Т1 | 585 | 16 | 12 | 160/32 <*> | 1280/256 <*> | |||
Т2 | 1750 | 24 | 5 | 352/96 <*> | 1173/320 <*> | |||
К | 10500 | 1400 | 1 | 6990 <**> | 4660 | |||
7 | объем черпака 380 л | 2225 | ТО | - | - | - | - | - |
Т1 | 585 | 16 | 12 | 192/32 <*> | 1536/256 <*> | |||
Т2 | 1750 | 24 | 5 | 384/96 <*> | 1280/320 <*> | |||
К | 10500 | 1500 | 1 | 7200 <**> | 4800 | |||
8 | объем черпака 600 л | 3500 | ТО | - | - | - | - | - |
Т1 | 585 | 16 | 16 | 224/32 <*> | 1792/256 <*> | |||
Т2 | 1750 | 32 | 7 | 416/96 <*> | 1456/336 <*> | |||
К | 14000 | 1800 | 1 | 13100 <**> | 6550 | |||
Землесос ЗГМ-2М, подача 1900 м3/ч | 9,1 | ТО | 175 | 4 | 16 | 16 | 512 | |
Т | 875 | 16 | 3 | 72 | 432 | |||
К | 3500 | 98 | 1 | 490 | 980 | |||
Отвалообразователь ОШ-105/1500, производительность 1500 м3/ч | 710 | ТО | 530 | 8 | 40 | 94 | 940 | |
Т | 3180 | 48 | 7 | 360 | 630 | |||
К | 25440 | 320 | 1 | 7780 | 1945 | |||
11 | МПД-4, МПД-4М, МПД-6 | 37,6 | ТО | 600 | 12 | 2 | 36/24 <*> | 216/144 <*> |
Т1 | 1200 | 24 | 1 | 72/48 <*> | 216/144 <*> | |||
Т2 | 2400 | 120 | 1 | 320 <***> | 960 | |||
К | - | - | - | - | - | |||
12 | ПКС-700, ПКС-1200 | 37,6 | ТО | 600 | 12 | 2 | 48/24 <*> | 288/144 <*> |
Т1 | 1200 | 24 | 1 | 96/48 <*> | 288/144 <*> | |||
Т2 | 2400 | 190 | 1 | 380 <***> | 1140 | |||
К | - | - | - | - | - | |||
13 | с ковшом объемом до 10 м3 | 7,2 | ТО | 480 | 24 | 13 | 70 | 684 |
Т | 2560 | 72 | 2 | 240 | 360 | |||
К | 7680 | 240 | 1 | 610 | 499 | |||
14 | с ковшом объемом 10 - 15 м3 | 8,6 | ТО | 480 | 24 | 13 | 80 | 782 |
Т | 2560 | 72 | 2 | 240 | 360 | |||
К | 7680 | 240 | 1 | 660 | 496 | |||
15 | с ковшом объемом 15 - 20 м3 | 15,7 | ТО | 480 | 24 | 13 | 84 | 821 |
Т | 2560 | 72 | 2 | 260 | 390 | |||
К | 7680 | 240 | 1 | 745 | 560 | |||
16 | шарошечного бурения СБШ-200, СБШ-2М | 40 - 50 | ТО | 50 | 4 | 192 | 8 | 768 |
Т1 | 250 | 16 | 36 | 75 | 1350 | |||
Т2 | 1000 | 72 | 11 | 480 | 2640 | |||
К | 12000 | 400 | 1 | 1690 | 845 | |||
17 | шарошечного бурения СБШ-250МН, БАШ-250 | 50 - 72 | ТО | 50 | 4 | 192 | 8 | 768 |
Т1 | 250 | 16 | 36 | 75 | 1350 | |||
Т2 | 1000 | 96 | 11 | 480 | 2640 | |||
К | 12000 | 530 | 1 | 2000 | 1000 | |||
18 | шарошечного бурения СБШ-320 | 110 | ТО | 50 | 7 | 192 | 14 | 1344 |
Т1 | 250 | 24 | 36 | 100 | 1800 | |||
Т2 | 1000 | 120 | 11 | 700 | 3850 | |||
К | 12000 | 700 | 1 | 3000 | 1500 | |||
19 | ударно-канатного бурения БУ-20-2М, БУ-20-2УШ | 10,2 | ТО | 470 | 8 | 10 | 16 | 128 |
Т | 1410 | 72 | 4 | 156 | 499 | |||
К | 7050 | 96 | 1 | 240 | 192 | |||
20 | СБМК-5, П-31, СБВ-125, 1СБУ100-125 | 1,1 - 4,8 | ТО | 530 | 8 | 22 | 8 | 64 |
Т | 1590 | 24 | 10 | 72 | 262 | |||
К | 17490 | 72 | 1 | 150 | 55 | |||
21 | СДВВ-II, ВУД-I | 11,4 | ТО | 470 | 8 | 10 | 16 | 128 |
Т | 1410 | 72 | 4 | 156 | 499 | |||
К | 7050 | 96 | 1 | 204 | 163 | |||
Экскаватор: | ||||||||
на гусеничном ходу Э-1003, Э-1004, Э-1251, Э-1252, объем ковша 1 - 1,25 м3 | 35 - 40 | ТО | - | - | - | - | - | |
Т1 | 530 | 24 | 32 | 72 | 576 | |||
Т2 | 1590 | 72 | 15 | 216 | 810 | |||
К | 25440 | 480 | 1 | 1700 | 425 | |||
23 | на гусеничном ходу Э-2503, Э-2505, объем ковша 2,5 - 3 м3 | 94 | ТО | - | - | - | - | - |
Т1 | 530 | 24 | 32 | 72 | 576 | |||
Т2 | 1590 | 72 | 15 | 360 | 1350 | |||
К | 25440 | 480 | 1 | 2500 | 625 | |||
24 | на гусеничном ходу ЭКГ-4; ЭКГ-4,6; ЭКГ-4,6А, ЭКГ-4,6Б, объем ковша 4 - 4,6 м3 | 185 | ТО | 530 | 24 | 32 | 96 | 768 |
Т1 | 1590 | 96 | 13 | 370 | 1202 | |||
Т2 | 8480 | 360 | 2 | 980 | 490 | |||
К | 25440 | 600 | 1 | 4220 | 1055 | |||
25 | на гусеничном ходу ЭКГ-4У, ЭКГ-8 | 330 | ТО | 530 | 36 | 48 | 96 | 768 |
Т1 | 1590 | 96 | 22 | 420 | 1540 | |||
Т2 | 19080 | 432 | 1 | 3600 | 600 | |||
К | 38160 | 720 | 1 | 6500 | 1083 | |||
26 | на гусеничном ходу ЭКГ-8И | 337 | ТО | 530 | 36 | 56 | 96 | 768 |
Т1 | 1590 | 96 | 26 | 440 | 1634 | |||
Т2 | 22260 | 432 | 1 | 3780 | 540 | |||
К | 44520 | 720 | 1 | 6800 | 971 | |||
27 | на гусеничном ходу ЭКГ-12,5 | 650 | ТО | 530 | 48 | 56 | 120 | 960 |
Т1 | 1590 | 96 | 26 | 780 | 2897 | |||
Т2 | 22260 | 432 | 1 | 4069 | 581 | |||
К | 44520 | 720 | 1 | 10190 | 1456 | |||
роторный ЭРГ-400 17/1,5-1000 | 520 | ТО | 530 | 24 | 40 | 203 | 1624 | |
Т1 | 1590 | 48 | 18 | 407 | 1465 | |||
Т2 | 15900 | 250 | 1 | 3950 | 790 | |||
К | 31800 | 500 | 1 | 11060 | 2212 | |||
Экскаватор: | ||||||||
шагающий ЭШ-5/45 | 240 | ТО | 530 | 16 | 48 | 72 | 691 | |
Т1 | 2650 | 48 | 10 | 560 | 1120 | |||
Т2 | 15900 | 240 | 1 | 1322 | 264 | |||
К | 31800 | 480 | 1 | 4880 | 976 | |||
30 | шагающий ЭШ-6/100, ЭШ-10/60, ЭШ-10/70А | 540 | ТО | 530 | 24 | 48 | 96 | 922 |
Т1 | 2650 | 72 | 10 | 780 | 1560 | |||
Т2 | 15900 | 300 | 1 | 3800 | 760 | |||
К | 31800 | 600 | 1 | 8540 | 1708 | |||
31 | шагающий ЭШ-14/75, ЭШ-15/90, ЭШ-15/90А | 1400 | ТО | 530 | 24 | 60 | 120 | 1200 |
Т1 | 3180 | 72 | 10 | 900 | 1500 | |||
Т2 | 19080 | 432 | 1 | 6500 | 1083 | |||
К | 38160 | 720 | 1 | 12000 | 2000 | |||
Комплекс горновскрышной в составе: | 7574 | ТО | - | - | - | - | - | |
Т1 | 730 | 120 | 66 | 4800 | 52800 | |||
экскаватор ЭРШР-1600-40/7; отвалообразователь ОШР-5000/195, перегружатель ПГ-5000/60, кабелепередвижчик СКП-1200/150 | Т2 | 8760 | 1460 | 5 | 65700 | 54750 | ||
К | 52560 | 2190 | 1 | 98550 | 16425 | |||
--------------------------------
<*> В числителе приведена общая трудоемкость с учетом работы эксплуатационного персонала, в знаменателе - трудоемкость ремонтного персонала.
Примечания.
Для оборудования, работающего в условиях Крайнего Севера, нормативы периодичности капитальных ремонтов применяются со следующими понижающими коэффициентами:
а) для Архангельской и Тюменской областей, Красноярского края и Якутской АССР - 1,6;
б) для Мурманской области, Коми АССР, Хабаровского края, Сахалинской и Камчатской областей - 1,5;
в) для районов, приравненных к районам Крайнего Севера, - 1,2;
г) для предприятий "Северовостокзолото" и "Якутзолото" - 2.
Автопоезд самосвальный для подземных работ МОАЗ-6401-9585 | 19 | ТО | 470 | 8 | 12 | 16 | 128 | |
Т1 | 1410 | 16 | 3 | 72 | 144 | |||
Т2 | 2820 | 32 | 2 | 192 | 256 | |||
К | 8460 | 160 | 1 | 1000 | 666 | |||
Бульдозер дизельный подземный БПД-2Д на базе трактора Т-100 | 11,4 | ТО | 470 | 8 | 12 | 16 | 128 | |
Т1 | 1410 | 16 | 3 | 64 | 128 | |||
Т2 | 2820 | 32 | 2 | 100 | 133 | |||
К | 8460 | 160 | 1 | 576 | 384 | |||
3 | С-674, С-675, объем 100 л | 0,25 | ТО | 470 | 3 | 15 | 3 | 30 |
Т | 2820 | 12 | 2 | 20 | 26 | |||
К | 8460 | 40 | 1 | 70 | 46 | |||
4 | С-473, С-739, объем 165 л | 0,8 - 1,0 | ТО | 940 | 4 | 6 | 4 | 16 |
Т | 2820 | 12 | 2 | 24 | 32 | |||
К | 8460 | 48 | 1 | 100 | 66 | |||
5 | С-336, объем 590 л | 2 | ТО | 470 | 4 | 9 | 4 | 24 |
Т1 | 940 | 12 | 7 | 18 | 84 | |||
Т2 | 4230 | 24 | 1 | 36 | 24 | |||
К | 8460 | 64 | 1 | 150 | 100 | |||
Бетоноукладчик Б-1 | 0,8 | ТО | 470 | 3 | 14 | 3 | 18 | |
Т | 940 | 12 | 13 | 24 | 134 | |||
К | 13160 | 48 | 1 | 100 | 42 | |||
7 | УВГ-2,2; УВГ-4; УВ13-2,5; УВБ-4; ВГ-4М, объем 2 - 4 м3 | 0,7 - 3 | ТО | 470 | 2 | 5 | 2 | 20 |
Т | 2820 | 12 | 1 | 24 | 48 | |||
К | - | - | - | - | - | |||
8 | ВГ-8; ВГ-10; РВ-10, объем 8 - 10 м3 | 8,6 | ТО | 470 | 3 | 20 | 3 | 30 |
Т | 2820 | 12 | 3 | 24 | 36 | |||
К | 11280 | 48 | 1 | 72 | 36 | |||
Вагоны проходческие с донным конвейером ВПК-7, ВПК-10, объем кузова 7 - 10 м3 | 9,8 | ТО | 470 | 6 | 15 | 12 | 120 | |
Т | 2820 | 48 | 2 | 96 | 128 | |||
К | 8460 | 120 | 1 | 392 | 261 | |||
Вагонетки для перевозки людей ВП-18, ВЛ-10, ВЛ-15 | 2 | ТО | 470 | 3 | 25 | 3 | 30 | |
Т | 2820 | 16 | 4 | 24 | 38 | |||
К | 14100 | 32 | 1 | 72 | 29 | |||
11 | ВУПД-18; ВОК-1,5; ВОКР-1,5; ВЦ-2,5; ВЦ-3,2; ВВВ-16 | 5 | ТО | 730 | 2 | 50 | 2 | 20 |
Т | 4380 | 48 | 9 | 48 <*> | 86 | |||
К | 43800 | 96 | 1 | 120 <*> | 24 | |||
12 | ВОКД-2,4; ВОКД-3,6 | 19 - 46 | ТО | 730 | 4 | 50 | 4 | 40 |
Т | 4380 | 48 | 9 | 48 <*> | 86 | |||
К | 43800 | 96 | 1 | 200 <*> | 40 | |||
13 | 9,1 | ТО | 470 | 2 | 12 | 4 | 24 | |
Т | 94011 | 8 | 11 | 16 | 88 | |||
К | 280 | 40 | 1 | 137 | 68 | |||
14 | ДМЭ-17Х14,5; СМД-75; М 20Х20 | 72 | ТО | 470 | 4 | 18 | 12 | 96 |
Т1 | 1410 | 24 | 6 | 72 | 192 | |||
Т2 | 4230 | 48 | 2 | 240 | 213 | |||
К | 12690 | 160 | 1 | 500 | 222 | |||
15 | 1700 КМД | 30 | ТО | 470 | 4 | 45 | 12 | 120 |
Т | 2820 | 24 | 8 | 120 | 212 | |||
К | 25380 | 96 | 1 | 320 | 70 | |||
Каретки буровые СБКНС-2, СБКН-2П | 2,2 - 4,5 | ТО | 470 | 6 | 12 | 12 | 96 | |
Т | 1410 | 48 | 5 | 72 | 240 | |||
К | 8460 | 120 | 1 | 365 | 243 | |||
Комплекс проходческий КПВ-1, КПВ-1А, КПВ-15, КПВ-4, КПН-1, КПН-4, высота проходки 120 - 150 м | 7 - 9 | ТО | 470 | 4 | 15 | 4 | 40 | |
Т | 2820 | 24 | 2 | 48 | 64 | |||
К | 8460 | 80 | 1 | 144 | 96 | |||
Лебедка: | ||||||||
тягальная ЛПТ-2, ЛПТ-3, ЛВД, ШВ | 0,6 | ТО | 470 | 3 | 2 | 3 | 24 | |
Т | 1410 | 12 | 1 | 24 | 96 | |||
К | - | - | - | - | - | |||
маневровая МПЛ-11,4; ЛВД-2,4; ЛПП; ЛРУ1-2М | 0,7 - 3,3 | ТО | 470 | 6 | 2 | 6 | 48 | |
Т | 1410 | 12 | 1 | 12 | 48 | |||
К | - | - | - | - | - | |||
скреперная, мощность привода 10 - 30 кВт | 0,6 - 1,2 | ТО | 470 | 4 | 16 | 4 | 32 | |
Т | 1410 | 8 | 7 | 12 | 42 | |||
К | 11280 | 24 | 1 | 72 | 36 | |||
21 | скреперная, мощность привода 55 - 100 кВт | 3,5 - 4,5 | ТО | 470 | 6 | 16 | 6 | 48 |
Т | 1410 | 12 | 7 | 16 | 56 | |||
К | 11280 | 32 | 1 | 90 | 45 | |||
подъемная шахтная одноканатная, диаметр барабана 1200 - 1600 мм | 1,2 - 11,8 | ТО | 630 | 6 | 50 | 6 | 60 | |
Т | 3780 | 12 | 9 | 36 | 65 | |||
К | 37800 | 32 | 1 | 160 | 32 | |||
Машина подъемная шахтная одноканатная: | ||||||||
23 | диаметр барабана 2000 - 3000 мм | 25 - 30 | ТО | 630 | 6 | 50 | 6 | 60 |
Т | 3780 | 12 | 9 | 48 <*> | 86 | |||
К | 37800 | 48 | 1 | 380 <*> | 76 | |||
24 | диаметр барабана 4000 мм | 50 | ТО | 630 | 6 | 50 | 12 | 120 |
Т | 3780 | 24 | 9 | 96 <*> | 173 | |||
К | 37800 | 72 | 1 | 650 <*> | 130 | |||
25 | диаметр барабана 5000 - 6000 мм | 70 - 174 | ТО | 630 | 6 | 50 | 12 | 120 |
Т | 3780 | 24 | 9 | 120 <*> | 216 | |||
К | 37800 | 72 | 1 | 800 <*> | 160 | |||
26 | диаметр шкива 2100 - 3000 мм | 9 - 45 | ТО | 630 | 6 | 50 | 12 | 120 |
Т | 3780 | 12 | 9 | 48 <*> | 86 | |||
К | 37800 | 72 | 1 | 650 <*> | 130 | |||
27 | диаметр шкива 4000 - 5000 мм | 30 - 45 | ТО | 630 | 6 | 50 | 12 | 120 |
Т | 3780 | 24 | 9 | 96 <*> | 173 | |||
К | 37800 | 72 | 1 | 800 <*> | 160 | |||
Машина для зарядки шпуров ПМЗШ-2 | 12,3 | ТО | 470 | 6 | 12 | 12 | 96 | |
Т1 | 1410 | 16 | 3 | 48 | 96 | |||
Т2 | 2820 | 24 | 2 | 92 | 122 | |||
К | 8460 | 160 | 1 | 360 | 240 | |||
29 | ПНБ-2, ПНБ-2К | 6 - 6,8 | ТО | 470 | 6 | 12 | 12 | 96 |
Т1 | 1410 | 24 | 3 | 60 | 120 | |||
Т2 | 2820 | 48 | 2 | 144 | 192 | |||
К | 8460 | 120 | 1 | 690 | 460 | |||
30 | ПНБ-3Д, ПНБ-3К, ПНБ-4 | 26 - 34 | ТО | 470 | 12 | 12 | 32 | 256 |
Т1 | 1410 | 24 | 3 | 132 | 264 | |||
Т2 | 2820 | 48 | 2 | 240 | 319 | |||
К | 8460 | 192 | 1 | 900 | 600 | |||
Машина породопогрузочная: | ||||||||
31 | ППН-1С, объем ковша 0,25 м3 | 1 - 8 | ТО | 470 | 6 | 12 | 6 | 48 |
Т | 1410 | 16 | 5 | 24 | 80 | |||
К | 8460 | 56 | 1 | 150 | 100 | |||
32 | ППН-2У, ППМ-4, ППН-3 | 4,8 - 9 | ТО | 470 | 6 | 12 | 12 | 96 |
Т1 | 1410 | 16 | 4 | 36 | 96 | |||
Т2 | 4230 | 48 | 1 | 95 | 63 | |||
К | 8460 | 96 | 1 | 257 | 171 | |||
Машина погрузочно-доставочная СТ-5А; СТ-7; ЛК-1; ДК-2,8Д; ПД-8 | 24 | ТО | 470 | 6 | 12 | 12 | 96 | |
Т1 | 1410 | 16 | 3 | 72 | 144 | |||
Т2 | 2820 | 40 | 2 | 240 | 319 | |||
К | 8460 | 160 | 1 | 900 | 600 | |||
Машина для набрызга бетона и торкретирования БМ-60, БМ-70 | 1,4 | ТО | 470 | 4 | 30 | 4 | 40 | |
Т | 2820 | 12 | 5 | 18 | 30 | |||
К | 16920 | 48 | 1 | 80 | 26 | |||
Машины самоходные на базе тракторов Т-16, Т-16М | 2 - 2,2 | ТО | 470 | 6 | 30 | 6 | 90 | |
Т | 2820 | 24 | 5 | 60 | 150 | |||
К | 11280 | 72 | 1 | 396 | 198 | |||
36 | секционный, подача 50 - 100 м3/ч | 0,2 - 0,6 | ТО | 730 | 2 | 30 | 2 | 30 |
Т | 4380 | 6 | 5 | 12 | 30 | |||
К | 17520 | 12 | 1 | 24 | 12 | |||
секционный, подача 150 - 300 м3/ч | 0,8 - 1,5 | ТО | 730 | 2 | 30 | 2 | 30 | |
Т | 4380 | 6 | 5 | 12 | 30 | |||
К | 17520 | 24 | 1 | 72 | 36 | |||
38 | 10НМК-2, подача 1000 м3/ч | 6 | ТО | 730 | 4 | 10 | 4 | 40 |
Т | 4380 | 6 | 1 | 12 | 12 | |||
К | 8760 | 12 | 1 | 40 | 40 | |||
39 | 14М12Х4, подача 1200 м3/ч | 12 | ТО | 730 | 4 | 10 | 4 | 40 |
Т | 4380 | 6 | 1 | 24 | 24 | |||
К | 8760 | 12 | 1 | 72 | 72 | |||
40 | унифицированный на одну - две вагонетки объемом 4 м3 | 10,3 - 17 | ТО | 470 | 3 | 30 | 6 | 60 |
Т | 2820 | 6 | 5 | 60 | 100 | |||
К | 16920 | 48 | 1 | 290 | 96 | |||
41 | на одну вагонетку объемом 10 м3 | 42 | ТО | 470 | 6 | 12 | 6 | 48 |
Т | 1410 | 24 | 5 | 48 <*> | 160 | |||
К | 8460 | 96 | 1 | 576 <*> | 384 | |||
42 | электровибрационный 181-ПТ, 185-ПТ, 191-ПТ | 5,4 - 10,8 | ТО | 705 | 4 | 6 | 4 | 16 |
Т | 1410 | 8 | 5 | 16 | 53 | |||
К | 8460 | 48 | 1 | 144 | 96 | |||
43 | лотковый ПК-3, КТ-10, КТ-12 | 0,8 - 4 | ТО | 705 | 2 | 6 | 2 | 8 |
Т | 1410 | 8 | 5 | 16 | 53 | |||
К | 8460 | 24 | 1 | 60 | 40 | |||
Полок самоходный СП-8А, СП-18А | 12 - 13,5 | ТО | 470 | 6 | 12 | 12 | 96 | |
Т1 | 1410 | 18 | 3 | 72 | 144 | |||
Т2 | 2820 | 30 | 2 | 94 | 125 | |||
К | 8460 | 120 | 1 | 600 | 400 | |||
45 | НКР-100М, ГП-1 | 0,6 | ТО | 470 | 6 | 15 | 6 | 60 |
Т | 2820 | 12 | 2 | 18 | 24 | |||
К | 8460 | 32 | 1 | 68 | 45 | |||
46 | шарошечного бурения БШ-145 | 1,3 | ТО | 470 | 6 | 20 | 6 | 60 |
Т | 2820 | 48 | 3 | 48 | 72 | |||
К | 11280 | 72 | 1 | 213 | 106 | |||
Самоходный агрегат для крепления кровли СААК-3 | 12 | ТО | 470 | 6 | 12 | 12 | 96 | |
Т | 1410 | 24 | 5 | 80 | 266 | |||
К | 8460 | 120 | 1 | 1020 | 680 | |||
48 | вертикальных объемом 5 - 9,5 м3 | 10,4 - 17,5 | ТО | 470 | 2 | 10 | 4 | 40 |
Т1 | 2820 | 12 | 1 | 24 | 24 | |||
Т2 | 5640 | 48 | 1 | 90 <*> | 90 | |||
К | - | - | - | - | - | |||
49 | наклонных объемом до 5 м3 | 10 | ТО | 470 | 2 | 10 | 4 | 40 |
Т1 | 2820 | 12 | 1 | 12 | 12 | |||
Т2 | 5640 | 48 | 1 | 80 <*> | 80 | |||
К | - | - | - | - | - | |||
Толкатель вагонеток ТС, 1ТВС, ПТВ, ТК-22 | 1 | ТО | 470 | 2 | 30 | 2 | 20 | |
Т | 2820 | 12 | 5 | 12 | 20 | |||
К | 16920 | 24 | 1 | 48 | 16 | |||
51 | СБУ-2М, СБУ-2Б, СБУ-2К | 6,3 - 11 | ТО | 470 | 6 | 12 | 6 | 48 |
Т1 | 1410 | 18 | 3 | 36 | 72 | |||
Т2 | 2820 | 30 | 2 | 120 | 160 | |||
К | 8460 | 72 | 1 | 360 | 240 | |||
52 | самоходная СБУ-6 | 32 | ТО | 470 | 4 | 18 | 8 | 48 |
Т | 940 | 18 | 17 | 94 | 532 | |||
К | 16920 | 120 | 1 | 1240 | 413 | |||
Электровоз аккумуляторный АК-2У4, 5АРП-2 | 3 - 5 | ТО | 470 | 2 | 16 | 2 | 16 | |
Т | 1410 | 24 | 7 | 24 | 84 | |||
К | 11280 | 48 | 1 | 114 | 57 | |||
Электровоз: | ||||||||
54 | сцепной массой до 6 т | 1,8 - 6 | ТО | 470 | 2 | 30 | 2 | 20 |
Т | 2820 | 12 | 5 | 36 | 60 | |||
К | 16920 | 48 | 1 | 160 | 53 | |||
55 | сцепной массой 7 - 14 т | 7 - 14 | ТО | 470 | 2 | 30 | 2 | 20 |
Т | 2820 | 12 | 5 | 48 | 80 | |||
К | 16920 | 72 | 1 | 240 | 80 | |||
56 | сцепной массой 20 - 30 т | 20 - 30 | ТО | 470 | 6 | 30 | 6 | 60 |
Т | 2820 | 18 | 5 | 60 | 100 | |||
К | 16920 | 72 | 1 | 360 | 120 | |||
Экскаватор подземный ЭО-5112А | 35 | ТО | 470 | 6 | 8 | 24 | 192 | |
Т1 | 1410 | 12 | 2 | 180 | 360 | |||
Т2 | 2820 | 24 | 1 | 360 | 360 | |||
К | 5640 | 240 | 1 | 1080 | 1080 | |||
-------------------------------- | ||||||||
Вагоноопрокидыватель роторного типа на один 100-тонный вагон, диаметр 8 м, длина 17 м | 150 | ТО | 540 | 8 | 20 | 24 | 240 | |
Т | 3240 | 24 | 3 | 560 | 840 | |||
К | 12960 | 240 | 1 | 2400 | 1200 | |||
2 | ЩДС-1-4Х6, размеры загрузочного отверстия 400 x 600 мм | 6,1 | ТО | 540 | 2 | 60 | 4 | 40 |
Т1 | 3240 | 8 | 10 | 28 | 47 | |||
Т2 | 19440 | 16 | 1 | 46 | 8 | |||
К | 38880 | 24 | 1 | 86 | 14 | |||
3 | ЩДС-1-6Х9, размеры загрузочного отверстия 400 x 900 мм; 600 x 900 мм | 11,1 - 14,65 | ТО | 540 | 2 | 60 | 5 | 50 |
Т1 | 3240 | 8 | 10 | 35 | 58 | |||
Т2 | 19440 | 16 | 1 | 60 | 10 | |||
К | 38880 | 36 | 1 | 112 | 19 | |||
4 | ЩДС-1-9Х12, размеры загрузочного отверстия 900 x 1200 мм | 69,4 | ТО | 540 | 4 | 60 | 12 | 120 |
Т1 | 3240 | 24 | 10 | 96 | 160 | |||
Т2 | 19440 | 48 | 1 | 182 | 30 | |||
К | 38880 | 72 | 1 | 302 | 50 | |||
5 | ЩДС-1-12Х15, размеры загрузочного отверстия 1200 x 1500 мм | 137 | ТО | 540 | 8 | 60 | 19 | 190 |
Т1 | 3240 | 32 | 10 | 153 | 255 | |||
Т2 | 19440 | 64 | 1 | 286 | 48 | |||
К | 38880 | 96 | 1 | 477 | 80 | |||
6 | ЩДС-1-15Х21, размеры загрузочного отверстия 1500 x 2100 мм | 245 | ТО | 540 | 8 | 60 | 27 | 270 |
Т1 | 3240 | 40 | 10 | 219 | 365 | |||
Т2 | 19440 | 72 | 1 | 410 | 65 | |||
К | 38880 | 120 | 1 | 683 | 114 | |||
7 | ККД-500/75, ширина загрузочной щели 500 мм, разгрузочной - 75 мм | 40 | ТО | 540 | 4 | 48 | 22 | 176 |
Т1 | 1620 | 16 | 12 | 202 | 404 | |||
Т2 | 3240 | 24 | 11 | 300 | 550 | |||
К | 38880 | 36 | 1 | 350 | 58 | |||
8 | ККД-900/140, ширина загрузочной щели 900 мм, разгрузочной - 140 мм | 135 | ТО | 540 | 6 | 48 | 32 | 256 |
Т1 | 1620 | 36 | 12 | 313 | 626 | |||
Т2 | 3240 | 48 | 11 | 480 | 880 | |||
К | 38880 | 72 | 1 | 550 | 92 | |||
9 | ККД-1200/180, ширина загрузочной щели 1200 мм, разгрузочной - 180 мм | 229 | ТО | 540 | 8 | 48 | 50 | 400 |
Т1 | 1620 | 42 | 12 | 374 | 748 | |||
Т2 | 3240 | 60 | 11 | 596 | 1093 | |||
К | 38880 | 96 | 1 | 690 | 115 | |||
10 | редукционная КРД-900/110 | 278 | ТО | 540 | 8 | 48 | 29 | 232 |
Т1 | 1620 | 36 | 12 | 224 | 448 | |||
Т2 | 3240 | 60 | 11 | 420 | 770 | |||
К | 38880 | 96 | 1 | 700 | 117 | |||
11 | ККД-1500/180, ширина загрузочной щели 1500 мм, разгрузочной - 160 - 220 мм | 395 | ТО | 540 | 12 | 48 | 68 | 544 |
Т1 | 1620 | 48 | 12 | 444 | 888 | |||
Т2 | 3240 | 72 | 11 | 710 | 1302 | |||
К | 38880 | 120 | 1 | 816 | 136 | |||
12 | ширина полотна 1500 - 1800 мм, расстояние между осями звездочек 4500 - 9000 мм (1-15-45; 1-15-60; 1-15-90; 1-18-60; 1-18-90) | 42,2 - 66,2 | ТО | 540 | 8 | 20 | 6 | 60 |
Т1 | 3240 | 36 | 2 | 142 | 142 | |||
Т2 | 6480 | 48 | 1 | 196 | 98 | |||
К | 12960 | 72 | 1 | 316 | 158 | |||
13 | ширина полотна 1500 - 2400 мм, расстояние между осями звездочек 9000 - 15000 мм (1-15-120; 1-15-150; 1-18-120; 1-18-150; 1-24-90) | 68,2 - 93,1 | ТО | 540 | 8 | 20 | 8 | 80 |
Т1 | 3240 | 48 | 2 | 180 | 180 | |||
Т2 | 6480 | 72 | 1 | 240 | 120 | |||
К | 12960 | 96 | 1 | 440 | 220 | |||
14 | ширина полотна 1800 - 2400 мм, расстояние между осями звездочек 12000 18000 мм (1-18-180; 1-24-120; 1-24-150; 1-24-180) | 105,2 - 124,7 | ТО | 540 | 12 | 20 | 12 | 120 |
Т1 | 3240 | 72 | 2 | 240 | 240 | |||
Т2 | 6480 | 96 | 1 | 330 | 165 | |||
К | 12960 | 120 | 1 | 518 | 259 | |||
15 | ГИТ11 (ГЖ-2), размер сит 800 x 1600 мм | 0,6 | ТО | 540 | 2 | 18 | 2 | 18 |
Т | 2160 | 6 | 5 | 12 | 30 | |||
К | 12960 | 16 | 1 | 41 | 20 | |||
16 | ГИЛ32А, размеры сит 1250 x 2500 мм | 1,7 | ТО | 270 | 4 | 44 | 3 | 66 |
Т | 3240 | 6 | 3 | 9 | 14 | |||
К | 12960 | 16 | 1 | 42 | 21 | |||
17 | ГИТ32, размеры сит 1250 x 4000 мм | 2,5 | ТО | 270 | 4 | 44 | 4 | 88 |
Т | 3240 | 6 | 3 | 12 | 18 | |||
К | 12960 | 16 | 1 | 46 | 23 | |||
18 | Грохот самобалансовый инерционный ГСТ 42, размеры сит 1500 x 3000 мм | 2,7 | ТО | 270 | 4 | 44 | 5 | 110 |
Т | 3240 | 8 | 3 | 18 | 27 | |||
К | 12960 | 18 | 1 | 62 | 31 | |||
19 | ГИТ42, размеры сит 1500 x 3000 мм | 4,8 | ТО | 270 | 4 | 44 | 4 | 88 |
Т | 3240 | 8 | 3 | 18 | 27 | |||
К | 12960 | 24 | 1 | 72 | 36 | |||
20 | ГИТ51, размеры сит 1750 x 3000 мм | 6,9 | ТО | 270 | 4 | 44 | 6 | 132 |
Т | 3240 | 8 | 3 | 25 | 38 | |||
К | 12960 | 24 | 1 | 87 | 44 | |||
Дробилка конусная среднего дробления КСД-900 Гр, ширина загрузочной щели 115 мм, разгрузочной - 15 - 50 мм | 12,4 | ТО | 540 | 2 | 32 | 3 | 24 | |
Т1 | 1620 | 12 | 12 | 63 | 189 | |||
Т2 | 6480 | 24 | 3 | 116 | 87 | |||
К | 25920 | 36 | 1 | 190 | 48 | |||
Дробилка конусная среднего и мелкого дробления: | ||||||||
22 | КСД (КМД)-1200, диаметр основания дробящего конуса 1200 мм | 24,6 | ТО | 540 | 2 | 32 | 3 | 24 |
Т1 | 1620 | 16 | 12 | 68 | 204 | |||
Т2 | 6480 | 32 | 3 | 123 | 92 | |||
К | 25920 | 48 | 1 | 220 | 55 | |||
23 | КСД (КМД)-1750, диаметр основания дробящего конуса - 1750 мм | 47,3 | ТО | 540 | 2 | 32 | 4 | 32 |
Т1 | 1620 | 24 | 12 | 83 | 249 | |||
Т2 | 6480 | 60 | 3 | 150 | 113 | |||
К | 25920 | 96 | 1 | 268 | 67 | |||
24 | КСД (КМД)-2200, диаметр основания дробящего конуса 2200 мм | 83,1 | ТО | 540 | 2 | 32 | 5 | 49 |
Т1 | 1620 | 24 | 12 | 97 | 291 | |||
Т2 | 6480 | 72 | 3 | 170 | 128 | |||
К | 25920 | 120 | 1 | 312 | 78 | |||
25 | ширина полотна 1200 - 1500 мм, расстояние между осями звездочек 3000 - 6000 мм (2-12-30; 2-12-45; 2-12-60; 2-15-30; 2-15-45; 2-15-60) | 16,6 - 26,0 | ТО | 540 | 4 | 20 | 4 | 40 |
Т1 | 3240 | 16 | 2 | 65 | 65 | |||
Т2 | 6480 | 24 | 1 | 110 | 55 | |||
К | 12960 | 48 | 1 | 196 | 98 | |||
26 | ширина полотна 1200 - 2400 мм, расстояние между осями звездочек 4500 - 12000 мм (2-12-90; 2-12-120; 2-15-90; 2-15-120; 2-18-45; 2-18-60; 2-24-45; 2-24-60) | 30,4 - 50,7 | ТО | 540 | 4 | 20 | 6 | 69 |
Т1 | 3240 | 24 | 2 | 96 | 96 | |||
Т2 | 6480 | 18 | 1 | 140 | 70 | |||
К | 12960 | 60 | 1 | 246 | 123 | |||
27 | ширина полотна 1800 - 2400 мм, расстояние между осями звездочек 9000 - 1500 мм (2-18-90; 2-18-120; 2-18-150; 2-24-90; 2-24-120) | 63,1 - 73,3 | ТО | 540 | 8 | 20 | 8 | 80 |
Т1 | 3240 | 48 | 2 | 160 | 160 | |||
Т2 | 6480 | 72 | 1 | 210 | 105 | |||
К | 12960 | 96 | 1 | 420 | 210 | |||
28 | ширина полотна 1800 - 2400 мм, расстояние между осями звездочек 1500 - 1800 мм (2-18-180; 2-24-150; 2-24-180) | 82,5 - 100,8 | ТО | 540 | 8 | 20 | 10 | 100 |
Т1 | 3240 | 72 | 2 | 215 | 215 | |||
Т2 | 6480 | 96 | 1 | 315 | 158 | |||
К | 12960 | 120 | 1 | 480 | 240 | |||
29 | МСЦ-900Х1800, диаметр барабана 900 мм, длина 1800 мм | 5,2 | ТО | 680 | 2 | 40 | 3 | 30 |
Т | 4080 | 24 | 7 | 137 | 240 | |||
К | 32640 | 32 | 1 | 172 | 43 | |||
30 | МСЦ-1500Х3100, диаметр барабана 1500 мм, длина 3100 мм | 23,0 | ТО | 680 | 4 | 40 | 4 | 40 |
Т | 4080 | 32 | 7 | 159 | 278 | |||
К | 32640 | 48 | 1 | 210 | 53 | |||
31 | МСЦ-2100Х3000, диаметр барабана 2100 мм, длина 3000 мм | 50,0 | ТО | 680 | 8 | 40 | 8 | 80 |
Т | 4080 | 42 | 7 | 236 | 413 | |||
К | 32640 | 72 | 1 | 357 | 89 | |||
32 | МСЦ-2700Х3600, диаметр барабана 2700 мм, длина 3600 мм | 81,0 | ТО | 680 | 8 | 140 | 8 | 80 |
Т | 4080 | 48 | 7 | 260 | 455 | |||
К | 32640 | 96 | 1 | 406 | 102 | |||
33 | МСЦ-3200Х4500, диаметр барабана 3200 мм, длина 4500 мм | 140,0 | ТО | 680 | 8 | 40 | 8 | 80 |
Т | 4080 | 72 | 7 | 318 | 557 | |||
К | 32640 | 96 | 1 | 423 | 106 | |||
34 | МШР-1200Х1200, диаметр барабана 1200 мм, длина 1200 мм | 10,5 | ТО | 680 | 2 | 42 | 6 | 63 |
Т | 5440 | 24 | 5 | 109 | 136 | |||
К | 32640 | 42 | 1 | 259 | 65 | |||
35 | МШР-2100Х1500, диаметр барабана 2100 мм, длина 1500 мм | 36 | ТО | 680 | 8 | 42 | 4 | 42 |
Т | 5440 | 42 | 5 | 194 | 243 | |||
К | 32640 | 72 | 1 | 333 | 83 | |||
36 | МШР-2100Х3000, диаметр барабана 2100 мм, длина 3000 мм | 48 | ТО | 680 | 8 | 42 | 8 | 84 |
Т | 5440 | 48 | 5 | 242 | 303 | |||
К | 32640 | 72 | 1 | 348 | 87 | |||
37 | МШР-2700Х3600, диаметр барабана 2700 мм, длина 3600 мм | 80 | ТО | 680 | 8 | 42 | 8 | 84 |
Т | 5440 | 48 | 5 | 270 | 338 | |||
К | 32640 | 96 | 1 | 400 | 100 | |||
38 | МШР-3200Х3100, диаметр барабана 3200 мм, длина 3100 мм | 97 | ТО | 680 | 8 | 44 | 8 | 88 |
Т | 8160 | 72 | 3 | 293 | 220 | |||
К | 32640 | 96 | 1 | 436 | 109 | |||
39 | МШР-3600Х4000, диаметр барабана 3600 мм, длина 4000 мм | 160 | ТО | 680 | 8 | 44 | 8 | 88 |
Т | 8160 | 96 | 3 | 340 | 255 | |||
К | 32640 | 120 | 1 | 500 | 125 | |||
40 | МШР-3600Х5000, диаметр барабана 3600 мм, длина 5000 мм | 160 | ТО | 680 | 8 | 44 | 8 | 88 |
Т | 8160 | 96 | 3 | 349 | 262 | |||
К | 32640 | 120 | 1 | 512 | 128 | |||
Мельница самоизмельчения ММС-70-23, диаметр барабана 7000 мм, длина 2300 мм | 382,5 | ТО | 680 | 8 | 24 | 16 | 192 | |
Т1 | 1360 | 192 | 20 | 460 | 4600 | |||
Т2 | 4080 | 720 | 3 | 3168 | 4752 | |||
К | 16320 | 1080 | 1 | 5200 | 2600 | |||
42 | 1КСН-7,5, диаметр спирали 750 мм, длина - 5500 мм | 3 | ТО | 680 | 2 | 40 | 0,7 | 7 |
Т | 4080 | 16 | 7 | 33 | 58 | |||
К | 32640 | 24 | 1 | 85 | 21 | |||
43 | 1КСН-10, диаметр спирали 1000 мм, длина - 6500 мм | 5 | ТО | 680 | 2 | 40 | 0,7 | 7 |
Т | 4080 | 16 | 7 | 39 | 68 | |||
К | 32640 | 32 | 1 | 105 | 26 | |||
44 | 1КСН-12, 1КСН-15; 1КСН-20, диаметр спирали 1200 - 2000 мм, длина - 6500 - 8400 мм | 7 - 19 | ТО | 680 | 6 | 40 | 10 | 100 |
Т | 4080 | 32 | 7 | 124 | 217 | |||
К | 32 | 48 | 1 | 222 | 56 | |||
45 | 1КСН-24; 1КСН-30, диаметр спирали 2400 - 3000 мм, длина - 9200 - 12500 мм | 23 - 42 | ТО | 680 | 8 | 40 | 12 | 120 |
Т | 4080 | 32 | 7 | 198 | 347 | |||
К | 32640 | 60 | 1 | 360 | 90 | |||
Классификатор двухспиральный: | ||||||||
46 | 2КСП-12; 2КСП-15; 2КСП-20, диаметр спирали 1200 - 2000 мм, длина - 8400 - 13000 мм | 17 - 56 | ТО | 680 | 8 | 40 | 28 | 280 |
Т | 4080 | 60 | 7 | 295 | 516 | |||
К | 32640 | 72 | 1 | 407 | 102 | |||
47 | 2КСН-24; 2КСН-30, диаметр спирали 2400 - 3000 мм, длина - 9200 - 12500 мм | 37 - 72 | ТО | 680 | 8 | 40 | 30 | 300 |
Т | 4080 | 60 | 7 | 343 | 600 | |||
К | 32640 | 96 | 1 | 480 | 120 | |||
Классификатор гидравлический: | ||||||||
48 | КГ-4С, производительность 10 - 15 т/ч, наибольший размер питания до 3 мм | 2 | ТО | 1360 | 2 | 20 | 2 | 10 |
Т | 8160 | 8 | 3 | 9 | 7 | |||
К | 32640 | 24 | 1 | 55 | 14 | |||
49 | КГ-6, производительность 15 - 25 т/ч, наибольший размер питания до 2,5 мм | 3,3 | ТО | 1360 | 2 | 20 | 3 | 15 |
Т | 8160 | 8 | 3 | 14 | 11 | |||
К | 32640 | 24 | 1 | 79 | 20 | |||
50 | внутренний диаметр 250 - 500 мм | 0,26 - 0,78 | ТО | 1360 | 2 | 2 | 3 | 12 |
Т | 4080 | 8 | 1 | 14 | 28 | |||
К | - | - | - | - | - | |||
51 | внутренний диаметр 750 - 1000 мм | 1,9 - 3,3 | ТО | 1360 | 3 | 2 | 7 | 28 |
Т | 4080 | 12 | 1 | 36 | 72 | |||
К | - | - | - | - | - | |||
Гидроциклон футерованный каменным литьем, | ||||||||
52 | внутренний диаметр 250 - 500 мм | 0,22 - 0,6 | ТО | 1360 | 2 | 2 | 5 | 20 |
Т | 4080 | 8 | 1 | 31 | 62 | |||
К | - | - | - | - | - | |||
53 | внутренний диаметр 750 - 1000 мм | 1,25 - 1,9 | ТО | 1360 | 3 | 2 | 7 | 28 |
Т | 4080 | 12 | 1 | 46 | 92 | |||
К | - | - | - | - | - | |||
Питатель ленточный, ширина ленты 800 мм, расстояние между осями барабанов 1500 - 3000 мм | 0,5 - 1,5 | ТО | 680 | 2 | 40 | 4 | 40 | |
Т | 4080 | 8 | 7 | 15 | 26 | |||
К | 32640 | 16 | 1 | 33 | 8 | |||
Питатель дисковый ДЛ-10 легкого типа, диаметр диска 1000 мм | 0,7 - 1,3 | ТО | - | - | - | - | - | |
Т | 2040 | 4 | 15 | 8 | 30 | |||
К | 32640 | 12 | 1 | 25 | 6 | |||
56 | ФМ-1,0, объем камеры 1 м3 | 2,6 | ТО | 4080 | 2 | 1 | 4 | 4 |
Т | 8160 | 6 | 1 | 18 | 18 | |||
К | - | - | - | - | - | |||
57 | ФМ-2,5, объем камеры 2,5 м3 | 8,6 | ТО | 4080 | 3 | 1 | 5 | 5 |
Т | 8160 | 6 | 1 | 24 | 24 | |||
К | - | - | - | - | - | |||
58 | ФМ-6,3, объем камеры 6,3 м3 | 14,7 | ТО | 4080 | 3 | 1 | 6 | 6 |
Т | 8160 | 8 | 1 | 38 | 38 | |||
К | - | - | - | - | - | |||
59 | Машина флотационная пневмомеханическая: | |||||||
ФПМ-ГМО-1,2, объем камеры 1,2 м3 | 4,3 | ТО | 4080 | 2 | 1 | 4 | 4 | |
Т | 8160 | 6 | 1 | 16 | 16 | |||
К | - | - | - | - | - | |||
60 | ФПМ-ГМО-1,6, объем камеры 1,6 м3 | 6,8 | ТО | 4080 | 2 | 1 | 4 | 4 |
Т | 8160 | 6 | 1 | 20 | 20 | |||
К | - | - | - | - | - | |||
61 | МОД-1М, площадь решет 1 м2 | 1 | ТО | 2040 | 2 | 12 | 4 | 12 |
Т | 8160 | 8 | 3 | 9 | 7 | |||
К | 32640 | 16 | 1 | 43 | 11 | |||
62 | МОД-2М, площадь решет 2 м2 | 1,8 | ТО | 2040 | 3 | 12 | 4 | 12 |
Т | 8160 | 8 | 3 | 8 | 6 | |||
К | 32640 | 16 | 1 | 48 | 12 | |||
63 | МОД-3М, площадь решет 3 м2 | 2,7 | ТО | 2040 | 4 | 12 | 8 | 24 |
Т | 8160 | 12 | 3 | 16 | 12 | |||
К | 32640 | 24 | 1 | 74 | 19 | |||
64 | МОД-4М1, площадь решет 4 м2 | 3,5 | ТО | 2040 | 6 | 12 | 11 | 33 |
Т | 8160 | 12 | 3 | 16 | 12 | |||
К | 32640 | 32 | 1 | 102 | 26 | |||
65 | СКО-7,5, площадь дек 7,5 м2 | 1,7 | ТО | 4080 | 2 | 3 | 3 | 3 |
Т | 8160 | 16 | 2 | 41 | 27 | |||
К | 24480 | 24 | 1 | 62 | 21 | |||
66 | СКО-15, площадь дек 15 м2, две деки | 2,6 | ТО | 4080 | 2 | 3 | 4 | 4 |
Т | 8160 | 24 | 2 | 77 | 51 | |||
К | 24480 | 48 | 1 | 146 | 49 | |||
67 | СКО-22, площадь дек 22,5 м2, три деки | 3,3 | ТО | 4080 | 2 | 3 | 4 | 4 |
Т | 8160 | 32 | 2 | 109 | 73 | |||
К | 24480 | 60 | 1 | 186 | 62 | |||
68 | СКО-30, площадь дек 30 м2, четыре деки | 5,7 | ТО | 4080 | 4 | 3 | 5 | 5 |
Т | 8160 | 48 | 2 | 143 | 95 | |||
К | 24480 | 72 | 1 | 231 | 77 | |||
69 | СКО-45, площадь дек 45 м2 | 7 | ТО | 4080 | 4 | 3 | 8 | 8 |
Т | 8160 | 48 | 2 | 180 | 120 | |||
К | 24480 | 72 | 1 | 280 | 93 | |||
70 | КЧ-1, КЧ-1,6, объем 1,0 - 1,6 м3 | 0,5 - 1,0 | ТО | - | - | - | - | - |
Т | 6480 | 2 | 5 | 4 | 3 | |||
К | 38880 | 8 | 1 | 17 | 3 | |||
71 | КЧ-2, КЧ-2,5, объем 2,0 - 2,5 м3 | 2 - 2,5 | ТО | - | - | - | - | - |
Т | 6480 | 2 | 5 | 5 | 4 | |||
К | 38880 | 12 | 1 | 24 | 4 | |||
72 | КЧ-3,15, КЧ-4, объем 3,15 - 4,0 м3 | 3 - 8,4 | ТО | - | - | - | - | - |
Т | 6480 | 3 | 5 | 6 | 5 | |||
К | 38880 | 12 | 1 | 36 | 6 | |||
73 | Ц-2,5, площадь осаждения 5 м2 | 1,3 | ТО | 4080 | 1 | 6 | 1 | 1 |
Т | 8160 | 16 | 5 | 22 | 18 | |||
К | 48960 | 32 | 1 | 85 | 14 | |||
74 | Ц-4, площадь осаждения 12 м2 | 2 | ТО | 4080 | 2 | 6 | 1,6 | 2 |
Т | 8160 | 16 | 5 | 28 | 23 | |||
К | 48960 | 32 | 1 | 105 | 18 | |||
75 | Ц-6, площадь осаждения 28 м2 | 5 | ТО | 4080 | 2 | 6 | 1,6 | 2 |
Т | 8160 | 16 | 5 | 32 | 27 | |||
К | 48960 | 48 | 1 | 125 | 21 | |||
76 | Ц-9, площадь осаждения 63 м2 | 8 | ТО | 4080 | 2 | 6 | 1,8 | 2 |
Т | 8160 | 16 | 5 | 38 | 32 | |||
К | 48960 | 48 | 1 | 156 | 26 | |||
77 | Ц-12, площадь осаждения 110 м2 | 13 | ТО | 4080 | 2 | 6 | 2 | 2 |
Т | 8160 | 24 | 5 | 40 | 33 | |||
К | 48960 | 60 | 1 | 165 | 28 | |||
78 | Ц-15, Ц-18, площадь осаждения 175 - 250 м2 | 17 - 20 | ТО | 4080 | 2 | 6 | 2,5 | 3 |
Т | 8160 | 32 | 5 | 46 | 38 | |||
К | 48960 | 60 | 1 | 210 | 35 | |||
79 | Ц-25, площадь осаждения 506 м2 | 30,5 | ТО | 4080 | 4 | 6 | 4 | 4 |
Т | 8160 | 32 | 5 | 80 | 67 | |||
К | 48960 | 72 | 1 | 286 | 48 | |||
80 | Ц-30, площадь осаждения 700 м2 | 33,0 | ТО | 4080 | 4 | 6 | 4,5 | 5 |
Т | 8160 | 32 | 5 | 99 | 82 | |||
К | 48960 | 96 | 1 | 326 | 54 | |||
81 | Боу-5-1,75, поверхность фильтрования 5 м2 | 4,62 | ТО | 680 | 4 | 44 | 8 | 88 |
Т | 8160 | 16 | 3 | 31 | 23 | |||
К | 32640 | 32 | 1 | 127 | 32 | |||
82 | Боу-10-2,6, поверхность фильтрования 10 м2 | 8,37 | ТО | 680 | 6 | 44 | 11 | 121 |
Т | 8160 | 16 | 3 | 40 | 30 | |||
К | 32640 | 32 | 1 | 152 | 38 | |||
83 | Боу-20-2,6, поверхность фильтрования 20 м2 | 13,05 | ТО | 680 | 8 | 44 | 12 | 132 |
Т | 8160 | 24 | 3 | 49 | 37 | |||
К | 32640 | 48 | 1 | 206 | 52 | |||
84 | Боу-40-3, поверхность фильтрования 40 м2 | 17,77 | ТО | 680 | 8 | 44 | 14 | 154 |
Т | 8160 | 32 | 3 | 52 | 39 | |||
К | 32640 | 72 | 1 | 235 | 59 | |||
Вакуум-фильтр дисковый: | ||||||||
85 | ДУ9-1,8, ДУ18-1,8, поверхность фильтрования 9 - 18 м2 | 3,97 - 4,91 | ТО | 680 | 8 | 44 | 11 | 121 |
Т | 8160 | 24 | 3 | 59 | 44 | |||
К | 32640 | 32 | 1 | 136 | 34 | |||
86 | ДУ27-1,8; ДУ34-2,5, поверхность фильтрования 27 - 34 м2 | 5,86 - 8,58 | ТО | 680 | 8 | 44 | 16 | 176 |
Т | 8160 | 24 | 3 | 65 | 49 | |||
К | 32640 | 36 | 1 | 164 | 41 | |||
87 | ДУ51-2,5; ДУ68-2,5, поверхность фильтрования 51 - 68 м2 | 10,14 - 12,0 | ТО | 680 | 8 | 44 | 24 | 264 |
Т | 8160 | 32 | 3 | 96 | 72 | |||
К | 32640 | 48 | 1 | 218 | 55 | |||
88 | Д2-100-2,5, поверхность фильтрования 100 м2 | 17,6 | ТО | 680 | 16 | 44 | 42 | 462 |
Т | 8160 | 36 | 3 | 116 | 87 | |||
К | 32640 | 60 | 1 | 282 | 71 | |||
89 | диаметр барабана 1600 мм, длина 8000 - 12000 мм | 15 - 18 | ТО | 680 | 8 | 30 | 8 | 80 |
Т | 4080 | 48 | 5 | 130 | 217 | |||
К | 24480 | 72 | 1 | 325 | 108 | |||
90 | диаметр барабана 2200 мм, длина 10000 - 12000 мм | 30 - 32 | ТО | 680 | 8 | 30 | 10 | 100 |
Т | 4080 | 48 | 5 | 172 | 287 | |||
К | 24480 | 96 | 1 | 434 | 145 | |||
91 | диаметр барабана 2800 мм, длина 14000 - 16000 мм | 93 - 99 | ТО | 680 | 12 | 30 | 12 | 120 |
Т | 4080 | 60 | 5 | 227 | 378 | |||
К | 24480 | 120 | 1 | 530 | 177 | |||
92 | Гр 160/31,5, подача 150 м3/ч, напор 31,5 м | 0,6 | ТО | 680 | 4 | 9 | 6 | 36 |
Т | 1360 | 12 | 8 | 24 | 128 | |||
К | 12240 | 16 | 1 | 32 | 21 | |||
93 | Гр 400/40, подача 400 м3/ч, напор 40 м | 1,1 | ТО | 680 | 4 | 9 | 8 | 48 |
Т | 1360 | 16 | 8 | 32 | 170 | |||
К | 12240 | 24 | 1 | 45 | 30 | |||
94 | Гр1600/50, подача 1330 м3/ч, напор 50 м | 3,6 | ТО | 680 | 4 | 9 | 8 | 48 |
Т | 1360 | 16 | 8 | 40 | 213 | |||
К | 12240 | 32 | 1 | 69 | 46 | |||
95 | Гр4000/71, подача 4200 м3/ч, напор 71 м | 15,4 | ТО | 680 | 8 | 9 | 16 | 96 |
Т | 1360 | 24 | 8 | 100 | 533 | |||
К | 12240 | 96 | 1 | 192 | 128 | |||
96 | ВДВСХ1, 4ДВСХ1, подача 4 - 10 м3/ч, напор 4 м | 0,2 - 0,4 | ТО | 340 | 2 | 24 | 2 | 32 |
Т | 1020 | 4 | 11 | 10 | 73 | |||
К | 12240 | 12 | 1 | 22 | 15 | |||
97 | 2ВДВСХ2, 4ДВСХ2, подача 8 - 20 м3/ч, напор 4 м | 0,3 - 0,6 | ТО | 340 | 2 | 24 | 4 | 64 |
Т | 1020 | 8 | 11 | 17 | 125 | |||
К | 12240 | 16 | 1 | 32 | 21 | |||
98 | 100/16, подача 100 м3/ч, напор 16 м | 0,27 | ТО | 170 | 2 | 60 | 4 | 160 |
Т | 1020 | 4 | 11 | 8 | 59 | |||
К | 12240 | 6 | 1 | 15 | 10 | |||
99 | 100/31,5, напор 31,5 м | 0,58 | ТО | 170 | 2 | 60 | 4 | 160 |
Т | 1020 | 6 | 11 | 12 | 88 | |||
К | 12240 | 8 | 1 | 19 | 13 | |||
100 | 160/40 подача 160 м3/ч, напор 40 м | 0,61 | ТО | 170 | 2 | 60 | 5 | 200 |
Т | 1020 | 6 | 11 | 13 | 95 | |||
К | 12240 | 8 | 1 | 21 | 14 | |||
101 | 160/20, подача 160 м3/ч, напор 20 м | 0,59 | ТО | 170 | 2 | 60 | 5 | 200 |
Т | 1020 | 8 | 11 | 19 | 139 | |||
К | 12240 | 12 | 1 | 23 | 15 | |||
102 | 250/28, подача 250 м3/ч, напор 28 м | 0,62 | ТО | 170 | 2 | 60 | 6 | 240 |
Т | 1020 | 8 | 11 | 17 | 125 | |||
К | 12240 | 12 | 1 | 25 | 17 | |||
Примечания.
1. Периодичность ремонтов указана для оборудования, перерабатывающего руды средней крепости и абразивности.
2. Для оборудования, перерабатывающего руды другой крепости или абразивности, периодичность ремонтов определяется путем умножения нормативной периодичности, приведенной ниже, на коэффициент, учитывающий условия работы.
Коэффициент крепости по шкале проф. М.М. Протодьяконова | До 10 | От 10 до 14 | От 14 до 18 | Свыше 18 |
Средневзвешенный показатель абразивности, мг | До 10 | От 10 до 30 | От 30 до 45 | Свыше 45 |
Коэффициент, учитывающий условия работы | 1,5 | 1 | 0,8 | 0,6 |
3. Периодичность ремонтов шаровых мельниц указана для условий работы на I стадии измельчения. Для мельниц с резиновой футеровкой, работающих на II и III стадиях измельчения, периодичность текущих ремонтов увеличивается в 2 - 2,5 раза, а продолжительность ремонтов уменьшается в 2 раза. Для мельниц, работающих на II стадии измельчения, периодичность ремонтов увеличивается в 1,2 - 1,3 раза.
4. Для обогатительных фабрик с каскадным расположением дробильного оборудования к установленным трудозатратам применяются поправочные коэффициенты К = 1,2 - 1,5 в зависимости от действующих условий ремонта.
5. Для спиральных классификаторов, работающих в замкнутом цикле с мельницами самоизмельчения, к установленной периодичности ремонтов применяется коэффициент К = 0,75.
6. С учетом крайне стесненных условий ремонта вакуум-фильтров на Балхашской обогатительной фабрике к установленным нормативам продолжительности и трудоемкости капитального ремонта фильтров применяется коэффициент К = 2,5.
7. Периодичность ремонтов флотационных машин указана с учетом работы на основной и контрольной флотациях.
Для машин, работающих на перечистных операциях, периодичность ремонтов увеличивается в 2 - 3 раза. Масса флотомашин, продолжительность и трудоемкость ремонтов указаны на две камеры.
8. Периодичность ремонтов песковых насосов определена для насосов с рабочими органами из износостойких сплавов ИЧХ, работающих на гидросмесях до 50% твердого и максимальной крупности частиц до 2 мм. При крупности частиц свыше 2 мм к установленной периодичности применяются следующие поправочные коэффициенты:
От -4,0 до +0,5 | К1 = 0,75 |
От -8,0 до +4,0 | К2 = 0,60 |
От -50,0 до +0,8 | К3 = 0,45 |
9. Масса оборудования указана без электрооборудования и автоматических устройств. Масса сгустителей дана без чана.
Агрегат НЛП-АК-4,5 с 17 трехвалковыми клетями, производительность 4,5 т/ч | 130 | ТО | 243 | 4 | 48 | 12 | 288 | |
Т | 730 | 8 | 23 | 32 | 368 | |||
К | 17520 | 730 | 1 | 3500 | 1750 | |||
Аппарат пенный, диаметр 3210 мм, высота 6980 мм | 7 | ТО | 730 | 2 | 50 | 4 | 40 | |
Т | 4380 | 16 | 9 | 18 | 32 | |||
К | 43800 | 730 | 1 | 120 | 24 | |||
Виброразгрузчик ДП-6С | 7,5 | ТО | 730 | 4 | 10 | 4 | 40 | |
Т | 4380 | 8 | 1 | 32 | 32 | |||
К | 8760 | 32 | 1 | 160 | 160 | |||
4 | для раздачи фторсолей, высота 1200 мм, диаметр 800 мм, объем 180 л, производительность 5,5 т/ч | 1 | ТО | 365 | 2 | 60 | 4 | 48 |
Т | 730 | 8 | 59 | 8 | 94 | |||
К | 43800 | 32 | 1 | 96 | 19 | |||
5 | жидкостный ДЖА-730, производительность 10 т/ч | 1,55 | ТО | 730 | 0,5 | 24 | 0,5 | 4 |
Т | 2190 | 1,0 | 11 | 1 | 4 | |||
К | 26280 | 3 | 1 | 3 | 1 | |||
6 | непрерывного действия автоматический СБ-71а, производительность 10 т/ч | 1,9 | ТО | 243 | 4 | 72 | 4 | 96 |
Т | 730 | 8 | 35 | 32 | 374 | |||
К | 26280 | 24 | 1 | 96 | 32 | |||
7 | непрерывного действия автоматический ЛЛА-25А, производительность 10 т/ч | 1,75 | ТО | 243 | 2 | 72 | 2 | 48 |
Т | 730 | 6 | 35 | 5 | 59 | |||
К | 26280 | 24 | 1 | 33 | 11 | |||
Дробилка: | ||||||||
валковая ДДЗ-1Е, производительность 55 м3/ч | 3,1 | ТО | 730 | 2 | 16 | 4 | 32 | |
Т | 2190 | 8 | 7 | 31 | 109 | |||
К | 17520 | 72 | 1 | 96 | 48 | |||
зубчатая ДДЗ-4М, производительность 240 т/ч | 12,5 | ТО | 730 | 2 | 16 | 4 | 32 | |
Т | 2190 | 16 | 7 | 60 | 210 | |||
К | 17520 | 96 | 1 | 200 | 100 | |||
зубчатая ДДЗ-6, производительность 60 т/ч | 11,7 | ТО | 730 | 2 | 16 | 4 | 32 | |
Т | 2190 | 16 | 7 | 60 | 210 | |||
К | 17520 | 72 | 1 | 110 | 55 | |||
11 | двухвалковая Г100Х55, диаметр валка 1000 мм, ширина 550 мм, производительность 10 - 46 т/ч | 15,9 | ТО | 730 | 4 | 16 | 8 | 64 |
Т | 2190 | 16 | 7 | 60 | 210 | |||
К | 17520 | 72 | 1 | 125 | 63 | |||
молотковая СМ-170Б, производительность 200 т/ч | 6,3 | ТО | 730 | 4 | 8 | 8 | 64 | |
Т | 2190 | 16 | 3 | 60 | 180 | |||
К | 8760 | 72 | 1 | 210 | 210 | |||
13 | молотковая СМ-432, длина ротора 0,6 м, диаметр - 0,8 м | 3,1 | ТО | 365 | 2 | 24 | 4 | 48 |
Т | 730 | 7 | 23 | 14 | 161 | |||
К | 17520 | 72 | 1 | 80 | 40 | |||
щековая СМ-166А, производительность 30 м3/ч | 5,0 | ТО | 730 | 2 | 16 | 4 | 32 | |
Т | 2190 | 8 | 7 | 27 | 95 | |||
К | 17520 | 72 | 1 | 114 | 57 | |||
Ковш: | ||||||||
вакуумный с редуктором поворота, вместимость до 3 т | 3,4 | ТО | 365 | 4 | 3 | 4 | 72 | |
Т | 1460 | 6 | 1 | 23 | 138 | |||
К | - | - | - | - | - | |||
разливочный с редуктором поворота, вместимость до 5 т | 3,4 | 10 | 365 | 4 | 3 | 4 | 72 | |
Т | 1460 | 16 | 1 | 19 | 114 | |||
К | - | - | - | - | - | |||
Классификатор 1-КСН-12, габариты 1595 x 8140 x 3930 мм | 6,6 | ТО | 730 | 2 | 32 | 6 | 48 | |
Т | 2190 | 16 | 15 | 32 | 120 | |||
К | 35040 | 96 | 1 | 192 | 48 | |||
Конвейер: | ||||||||
ленточный в ванне, ширина 800 мм, длина 46000 мм | 15,5 | ТО | 730 | 4 | 16 | 4 | 32 | |
Т | 2190 | 24 | 7 | 20 | 70 | |||
К | 17520 | 48 | 1 | 125 | 63 | |||
разливочный для алюминиевых чушек с гидроопрокидывателем, производительность 3,5 т/ч | 12 | ТО | 243 | 2 | 48 | 4 | 96 | |
Т | 730 | 8 | 23 | 38 | 437 | |||
К | 17520 | 144 | 1 | 225 | 113 | |||
Кран: | ||||||||
мостовой с электроизоляцией, г/п 75/20 - 200/32 т | 110 - 190 | ТО | 243 | 2 | 120 | 16 | 384 | |
Т | 730 | 8 | 59 | 80 | 944 | |||
К | 43800 | 120 | 1 | 560 | 112 | |||
штыревой с электроизоляцией, г/п 10/10/10, длина 25 м | 77,4 | ТО | 243 | 2 | 96 | 8 | 192 | |
Т | 730 | 8 | 47 | 64 | 753 | |||
К | 35040 | 120 | 1 | 351 | 88 | |||
Машина: | ||||||||
для раздачи глинозема МРГ-4, 408 "В"-1 | 4,9 | ТО | 243 | 4 | 25 | 11 | 275 | |
Т | 730 | 64 | 11 | 64 | 704 | |||
К | 8760 | 336 | 1 | 346 | 346 | |||
для раздачи фторсолей | 0,42 | ТО | 243 | 4 | 48 | 4 | 96 | |
Т | 730 | 48 | 23 | 51 | 587 | |||
К | 17520 | 288 | 1 | 301 | 151 | |||
для пробивки корки электролита МПК-5 | 3,03 | ТО | 243 | 4 | 25 | 8 | 200 | |
Т | 730 | 64 | 11 | 64 | 704 | |||
К | 8760 | 336 | 1 | 250 | 250 | |||
25 | пневматическая для пробивки корки электролита | 1,2 | ТО | 243 | 4 | 25 | 4 | 100 |
Т | 730 | 8 | 11 | 11 | 121 | |||
К | 8760 | 48 | 1 | 64 | 64 | |||
26 | самоходная на гусеничном ходу для пробивки корки электролита | 0,89 | ТО | 365 | 4 | 108 | 4 | 72 |
Т1 | 1460 | 24 | 33 | 48 | 264 | |||
Т2 | 17520 | 36 | 2 | 72 | 24 | |||
К | 52560 | 120 | 1 | 220 | 37 | |||
напольно-рельсовая МНР-2М | 45 | ТО | 243 | 4 | 25 | 8 | 200 | |
Т | 730 | 8 | 11 | 60 | 660 | |||
К | 8760 | 240 | 1 | 620 | 620 | |||
28 | напольно-рельсовая ПМГК | 47,4 | ТО | 243 | 4 | 48 | 8 | 192 |
Т | 730 | 48 | 23 | 150 | 1725 | |||
К | 17520 | 240 | 1 | 380 | 190 | |||
самоходная пылеуборочная | 2,24 | ТО | 243 | 4 | 25 | 8 | 200 | |
Т | 730 | 32 | 11 | 64 | 704 | |||
К | 8760 | 192 | 1 | 190 | 190 | |||
для извлечения штырей, рабочее усилие 300 кН | 0,23 | ТО | 730 | 4 | 5 | 4 | 40 | |
Т | 4380 | 16 | 1 | 32 | 64 | |||
К | - | - | - | - | - | |||
пневмогидравлическая для правки штырей, рабочее усилие 430 кН | 0,209 | ТО | 730 | 4 | 5 | 4 | 40 | |
Т | 4380 | 8 | 1 | 24 | 48 | |||
К | - | - | - | - | - | |||
для забивки штырей на гусеничном ходу, рабочее давление 0,65 МПа | 0,8 | ТО | 730 | 4 | 24 | 8 | 64 | |
Т | 2190 | 16 | 11 | 32 | 118 | |||
К | 26280 | 48 | 1 | 72 | 24 | |||
загрузочная "Плюйко" | 8 | ТО | 730 | 8 | 16 | 16 | 128 | |
Т | 2190 | 24 | 7 | 64 | 224 | |||
К | 17520 | 120 | 1 | 200 | 100 | |||
опиковочная | 4,5 | ТО | 7304 | 8 | 40 | 16 | 160 | |
Т1 | 380 | 24 | 4 | 72 | 72 | |||
Т2 | 8760 | 60 | 3 | 120 | 90 | |||
К | 35040 | 120 | 1 | 200 | 50 | |||
флотационная ФМР-4, производительность 0,4 м3/мин, объем камеры 0,4 м3 | 10,7 <*> | ТО | 730 | 1 | 2 | 1 <*> | 8 | |
Т | 2190 | 2 | 1 | 4 <*> | 15 | |||
К | - | - | - | - | - | |||
Мельница: | ||||||||
шахтная ШМА-1300Х947 | 5 - 6 | ТО | 2190 | 4 | 6 | 8 | 16 | |
Т | 4380 | 48 | 5 | 96 | 160 | |||
К | 26280 | 120 | 1 | 400 | 133 | |||
37 | шаровая трубная, диаметр 1,5 м, длина 5,7 м | 41,1 | ТО | 730 | 2 | 24 | 4 | 24 |
Т | 1460 | 48 | 23 | 96 | 552 | |||
К | 35040 | 192 | 1 | 358 | 90 | |||
шаровая СМ-6001 | 21,7 | ТО | 730 | 6 | 32 | 3 | 24 | |
Т | 2190 | 16 | 15 | 38 | 143 | |||
К | 35040 | 120 | 1 | 77 | 19 | |||
39 | шаровая ШВМ-220/330, диаметр 2200 мм, длина 3300 мм, производительность 40 т/ч | 28,9 | ТО | 730 | 4 | 32 | 4 | 32 |
Т | 2190 | 24 | 15 | 50 | 188 | |||
К | 35040 | 120 | 1 | 480 | 120 | |||
Механизм заклинивания и расклинивания контактов | 0,012 | ТО | 730 | 2 | 5 | 2 | 20 | |
Т | 4380 | 4 | 1 | 4 | 8 | |||
К | - | - | - | - | - | |||
Мешалка: | ||||||||
цепная объемом 50 м3, диаметр 4000 мм, высота 4000 мм | 5,3 | ТО | 730 | 4 | 24 | 5 | 40 | |
Т | 2190 | 16 | 11 | 21 | 77 | |||
К | 26280 | 96 | 1 | 166 | 55 | |||
42 | цепная вертикальная объемом 240 м3, диаметр 6000 мм, высота 9000 мм | 15 | ТО | 730 | 2 | 40 | 4 | 32 |
Т | 2190 | 16 | 19 | 30 | 114 | |||
К | 43800 | 96 | 1 | 264 | 53 | |||
шнековая ОПУ-3 объемом 10 м3 | 5,0 | ТО | 730 | 3 | 32 | 6 | 48 | |
Т | 2190 | 16 | 15 | 18 | 68 | |||
К | 35040 | 60 | 1 | 136 | 34 | |||
44 | вместимостью до 10 т | 30,6 | ТО | 243 | 2 | 67 | 4 | 134 |
Т | 2920 | 6 | 5 | 22 | 55 | |||
К | 17520 | 60 | 1 | 180 | 90 | |||
45 | вместимостью 10 - 15 т | 100 - 120 | ТО | 243 | 2 | 48 | 5 | 120 |
Т | 730 | 8 | 23 | 56 | 644 | |||
К | 17520 | 160 | 1 | 290 | 145 | |||
46 | вместимостью 20 - 30 т | 122 | ТО | 243 | 2 | 48 | 3 | 72 |
Т | 730 | 8 | 23 | 12 | 138 | |||
К | 17520 | 240 | 1 | 540 | 270 | |||
47 | вместимостью 40 - 50 т | 184 | ТО | 243 | 2 | 48 | 4 | 96 |
Т | 730 | 12 | 23 | 96 | 1104 | |||
К | 17520 | 480 | 1 | 800 | 400 | |||
48 | вместимостью до 70 т | 235 | ТО | 243 | 2 | 48 | 4 | 96 |
Т | 730 | 16 | 23 | 128 | 1472 | |||
К | 17520 | 600 | 1 | 1280 | 640 | |||
49 | поворотный с газовым обогревом вместимостью 10 - 15 т | 55 | ТО | 730 | 8 | 18 | 8 | 72 |
Т | 2920 | 24 | 5 | 40 | 100 | |||
К | 17520 | 196 | 1 | 290 | 145 | |||
Насос камерный, подача 45 т/ч, длина 4520 мм | 1,3 | ТО | 730 | 4 | 40 | 5 | 40 | |
Т | 2190 | 8 | 19 | 34 | 129 | |||
К | 43800 | 72 | 1 | 163 | 33 | |||
Печь: | ||||||||
прокалочная вращающаяся УВП 3/45, диаметр 3000 мм, длина 45000 мм с холодильником | 445 | ТО | 730 | 8 | 8 | 80 <***> | 640 | |
Т | 2190 | 96 | 3 | 1120 | 3360 | |||
К | 8760 | 860 | 1 | 5600 | 5600 | |||
52 | прокалочная вращающаяся, диаметр 2350 мм, длина 45000 мм с холодильником | 260 | ТО | 730 | 8 | 9 | 80 <***> | 720 |
Т | 2920 | 96 | 2 | 418 | 836 | |||
К | 8760 | 720 | 1 | 5340 | 5340 | |||
электрическая поворотная, вместимость 10 т, тип А-300 | 125 | ТО | 730 | 2 | 16 | 16 <***> | 128 | |
Т | 2190 | 7 | 7 | 260 | 910 | |||
К | 17520 | 240 | 1 | 1300 | 650 | |||
54 | электрическая поворотная, вместимость 15 т | 180 | ТО | 730 | 4 | 16 | 12 <***> | 96 |
Т | 2190 | 24 | 7 | 52 | 182 | |||
К | 17520 | 240 | 1 | 640 | 320 | |||
руднотермическая СКБ-6012; 1КРБ-16,5, мощность 16,5 МВт | 600 | ТО | 730 | 15 | 32 | 40 | 320 | |
Т | 2190 | 48 | 15 | 800 | 3000 | |||
К | 35040 | 720 | 1 | 6300 | 15750 | |||
56 | руднотермическая, мощность 5 МВт | 160,7 | ТО | 730 | 15 | 22 | 40 | 440 |
Т | 8760 | 16 | 1 | 160 | 80 | |||
К | 17520 | 480 | 1 | 3300 | 1650 | |||
вакуум-фильтровальная газовая, объем 10 м3 | 70 | ТО | 730 | 8 | 27 | 8 | 72 | |
Т | 2920 | 24 | 8 | 40 | 106 | |||
К | 26280 | 480 | 1 | 550 | 183 | |||
Подогреватель порошков, диаметр 750 мм, длина 4000 мм, производительность 10 т/ч | 8,2 | ТО | 730 | 2 | 30 | 5 | 50 | |
Т | 4380 | 16 | 5 | 67 | 111 | |||
К | 26280 | 72 | 1 | 181 | 60 | |||
Портал для перетяжки анодной рамы, число захватов 24 | 4,0 | ТО | 730 | 1 | 2 | 1 | 8 | |
Т | 2190 | 2 | 1 | 4 | 16 | |||
К | - | - | - | - | - | |||
Пресс вальцовый брикетировочный, производительность 10 т/ч | 15 | ТО | 730 | 4 | 40 | 8 | 80 | |
Т | 4380 | 120 | 7 | 94 | 165 | |||
К | 35040 | 120 | 1 | 220 | 55 | |||
Реактор с пропеллерной мешалкой, диаметр 3000 мм, высота 5000 мм | 4,5 | ТО | 730 | 2 | 16 | 10 | 80 | |
Т | 2190 | 16 | 7 | 30 | 105 | |||
К | 17520 | 180 | 1 | 264 | 132 | |||
Сгуститель вертикальный с перемешивающим устройством Ц-9, высота 5000 мм, диаметр 3000 мм | 22,1 | ТО | 730 | 1,0 | 48 | 1,0 | 8 | |
Т | 2190 | 16 | 23 | 18 | 69 | |||
К | 52560 | 96 | 1 | 132 | 22 | |||
Смеситель: | ||||||||
лопастной, диаметр 400 мм, длина 3600 мм | 4,8 | ТО | 1460 | 8 | 15 | 16 | 80 | |
Т | 8760 | 48 | 2 | 64 | 43 | |||
К | 26280 | 120 | 1 | 260 | 86 | |||
64 | СНС/2-400, "Анод" и СМБ-2000 | 36,1 | ТО | 730 | 8 | 16 | 16 | 128 |
Т | 2190 | 24 | 7 | 200 | 700 | |||
К | 17520 | 96 | 1 | 805 | 403 | |||
Сушилка пятиполочная паровая | 32,7 | ТО | 730 | 4 | 40 | 8 | 64 | |
Т | 2190 | 16 | 19 | 41 | 156 | |||
К | 43800 | 24 | 1 | 77 | 15 | |||
Сушило конвейерное, длина 30 - 40 м | 100 | ТО | 730 | 4 | 44 | 8 | 88 | |
Т | 8760 | 48 | 3 | 720 | 540 | |||
К | 35040 | 360 | 1 | 1440 | 360 | |||
Тележка для перевозки жидкого металла, грузоподъемностью 10 т | 3,7 | ТО | 730 | 2 | 16 | 1 | 8 | |
Т | 2190 | 8 | 7 | 5 | 18 | |||
К | 17520 | 16 | 1 | 23 | 12 | |||
Трубопроводы трассы пневматической транспортировки глинозема | 100 м | ТО | 730 | 2 | 64 | 2 | 20 | |
Т | 2190 | 6 | 24 | 6 | 23 | |||
К | 55020 | 10 | 1 | 17 | 3 | |||
Установка полунепрерывного литья плоских слитков, производительность 3,3/7,5 т/ч | 32,4 | ТО | 243 | 2 | 48 | 16 | 384 | |
Т | 730 | 8 | 23 | 99 | 1139 | |||
К | 17520 | 730 | 1 | 1300 | 650 | |||
Чушкоукладчик, производительность 3,5 т/ч | 2 | ТО | 243 | 8 | 48 | 6 | 144 | |
Т | 730 | 16 | 23 | 58 | 667 | |||
К | 17520 | 96 | 1 | 275 | 138 | |||
71 | с обожжеными анодами, сила тока 50 кА | 62 | ТО | 730 | 2 | 40 | 4 | 40 |
Т | 4380 | 8 | 7 | 50 | 88 | |||
К | 35040 | 240 | 1 | 600 | 150 | |||
72 | с обожженными анодами, сила тока 100 - 120 кА | 115 - 130 | ТО | 730 | 2 | 35 | 4 | 40 |
Т | 4380 | 8 | 6 | 80 | 137 | |||
К | 30660 | 240 | 1 | 1600 | 457 | |||
73 | с обожженными анодами, сила тока 160 - 175 кА | 144 - 170 | ТО | 730 | 2 | 35 | 4 | 40 |
Т | 4380 | 16 | 6 | 80 | 137 | |||
К | 30660 | 240 | 1 | 2600 | 743 | |||
74 | с боковым токоподводом, сила тока 65 - 85 кА | 90 - 100 | ТО | 730 | 2 | 40 | 6 | 60 |
Т | 4380 | 8 | 7 | 64 | 112 | |||
К | 35040 | 360 | 1 | 1410 | 353 | |||
75 | с верхним токоподводом С-2, С-3, сила тока 130 кА | 176 - 179 | ТО | 730 | 2 | 40 | 4 | 40 |
Т | 4380 | 16 | 7 | 92 | 161 | |||
К | 35040 | 730 | 1 | 1920 | 480 | |||
76 | с верхним токоподводом С-4, С-7Н, С-8Б, С-8БМ, сила тока 150 кА | 176 - 201 | ТО | 730 | 2 | 35 | 4 | 40 |
Т | 4380 | 16 | 6 | 78 | 133 | |||
К | 30660 | 240/408 <**> | 1 | 1770/2100 <**> | 506/600 | |||
77 | для получения алюминия высокой чистоты, сила тока 50 кА | 40 - 73 | ТО | 730 | 2 | 50 | 2 | 20 |
Т | 4380 | 8 | 9 | 32 | 58 | |||
К | 43800 | 300 | 1 | 540 | 108 | |||
78 | для получения алюминия высокой чистоты, сила тока до 50 - 80 кА | 73 - 100 | ТО | 730 | 2 | 45 | 8 | 80 |
Т | 4380 | 8 | 8 | 64 | 113 | |||
К | 39420 | 300 | 1 | 1083 | 240 | |||
--------------------------------
<**> Для условий капитального ремонта электролизеров в корпусах электролиза. Для электролизеров, выдающих алюминий марки А-5 и выше, периодичность капитальных ремонтов может увеличиваться.
Примечания:
Технические осмотры и текущие ремонты миксеров и электролизеров производятся без остановки.
1 | поверхность нагрева 250 м2 | 19,7 | ТО | 730 | 8 | 30 | 27 <*> | 162 |
Т | 1460 | 72 | 29 | 200 | 1160 | |||
К | 43800 | 240 | 1 | 853 | 171 | |||
2 | поверхность нагрева 800 - 1000 м2 | 47 | ТО | 730 | 8 | 30 | 30 <*> | 180 |
Т | 1460 | 96 | 29 | 280 | 1624 | |||
К | 43800 | 360 | 1 | 1300 | 260 | |||
3 | поверхность нагрева 1600 м2 | 68,7 | ТО | 730 | 8 | 30 | 40 <*> | 240 |
Т | 1460 | 96 | 29 | 450 | 2610 | |||
К | 43800 | 480 | 1 | 2300 | 460 | |||
Батарея: | ||||||||
семиавтоклавная, диаметр 1,6 м, высота 13 м, давление 2,5 МПа | 17 | ТО | - | - | - | - | - | |
Т | 2920 | 96 | 11 | 256 | 704 | |||
К | 35040 | 144 | 1 | 760 | 190 | |||
5 | девятиавтоклавная, диаметр 2,55, высота 14,425 м, давление 1,4 МПа | 247 | ТО | - | - | - | - | - |
Т | 2190 | 120 | 15 | 417 | 1564 | |||
К | 35040 | 288 | 1 | 2285 | 571 | |||
диффузорная, диаметр 1,5 м, число диффузоров - 14 | 180 | ТО | - | - | - | - | - | |
Т | 2920 | 72 | 8 | 500 | 1330 | |||
К | 26280 | 360 | 1 | 2500 | 833 | |||
Бассейн коррекционный, объем 2000 м3 | 108 | ТО | - | - | - | - | - | |
Т | 8760 | 48 | 3 | 118 | 88 | |||
К | 35040 | 240 | 1 | 618 | 155 | |||
8 | Барабан сушильный, диаметр 2,5 м, длина 27 м | 155 | ТО | 730 | 8 | 40 | 24 | 240 |
Т | 4380 | 96 | 7 | 260 | 455 | |||
К | 35040 | 240 | 1 | 1820 | 455 | |||
9 | роторный грузоподъемностью 100 т | 150 | ТО | 540 | 8 | 20 | 24 | 240 |
Т | 3240 | 24 | 3 | 560 | 840 | |||
К | 12960 | 240 | 1 | 2400 | 1200 | |||
10 | боковой грузоподъемностью 120 т | 350,5 | ТО | 540 | 8 | 20 | 29 | 290 |
Т | 3240 | 24 | 3 | 943 | 1414 | |||
К | 12960 | 360 | 1 | 2900 | 1450 | |||
Воздуходувка ТВ-80/1,6 | 5,2 | ТО | 730 | 2 | 33 | 8 | 88 | |
Т | 8760 | 48 | 2 | 192 | 128 | |||
К | 26280 | 120 | 1 | 576 | 192 | |||
12 | вертикальный, высота 26 м | 20 | ТО | 730 | 16 | 16 | 32 | 256 |
Т | 2190 | 72 | 7 | 144 | 504 | |||
К | 17520 | 240 | 1 | 728 | 364 | |||
13 | трубчатый, диаметр 3,6 м, длина 36 м | 112 | ТО | 730 | 16 | 27 | 32 | 288 |
Т | 2920 | 144 | 8 | 336 | 896 | |||
К | 26280 | 240 | 1 | 1680 | 560 | |||
14 | трубчатый, диаметр 3,6 м, длина 46 м | 421,4 | ТО | 730 | 24 | 36 | 64 | 576 |
Т | 2920 | 240 | 11 | 560 | 1540 | |||
К | 35040 | 360 | 1 | 2440 | 610 | |||
Гидросепаратор, диаметр 8 м, высота 12 м | 60 | ТО | 1460 | 4 | 20 | 8 | 40 | |
Т | 8760 | 120 | 3 | 436 | 327 | |||
К | 35040 | 240 | 1 | 1432 | 358 | |||
Грохот инерционный ГИТ-71, размер сит 2450 x 5100 мм | 13,5 | ТО | 540 | 8 | 28 | 32 | 448 | |
Т | 4380 | 24 | 3 | 134 | 201 | |||
К | 17520 | 96 | 1 | 672 | 336 | |||
17 | объем 795 м3 | 55 | ТО | - | - | - | - | - |
Т | 8760 | 96 | 3 | 226 | 170 | |||
К | 35040 | 360 | 1 | 1130 | 283 | |||
18 | диаметр 7,3 м, высота 28 м, объем 1100 м3 | 70 | ТО | 730 | 4 | 44 | 8 | 88 |
Т | 8760 | 196 | 3 | 240 | 180 | |||
К | 35040 | 240 | 1 | 1200 | 300 | |||
19 | диаметр 9 м, высота 33,9 м, объем 1800 м3 | 106 | ТО | 730 | 4 | 44 | 8 | 88 |
Т | 8760 | 96 | 3 | 260 | 195 | |||
К | 35040 | 240 | 1 | 1300 | 325 | |||
20 | диаметр 10 м, высота 33,9 м, объем 2100 м3 | 175 | ТО | 730 | 4 | 44 | 8 | 88 |
Т | 8760 | 120 | 3 | 350 | 263 | |||
К | 35040 | 288 | 1 | 1440 | 360 | |||
Дробилка: | ||||||||
валковая, диаметр валков 450 мм, длина 500 мм | 5,1 | ТО | 730 | 2 | 30 | 2 | 20 | |
Т | 4380 | 8 | 5 | 16 | 27 | |||
К | 26280 | 48 | 1 | 96 | 32 | |||
молотковая, размер загрузочного отверстия 1300 x 1600 мм | 61 | ТО | 730 | 8 | 30 | 16 | 160 | |
Т | 4380 | 24 | 5 | 120 | 200 | |||
К | 26280 | 120 | 1 | 370 | 123 | |||
23 | молотковая УЗТМ, размер загрузочного отверстия 1450 x 1700 мм | 70 | ТО | 730 | 8 | 25 | 16 | 160 |
Т | 4380 | 24 | 4 | 180 | 288 | |||
К | 21900 | 120 | 1 | 560 | 224 | |||
Карбонизатор, рабочий объем 600 - 700 м3 | 35 | ТО | - | - | - | - | - | |
Т | 365 | 32 | 95 | 170 | 4038 | |||
К | 35040 | 144 | 1 | 850 | 213 | |||
трубная, диаметр 1,2 - 2,0 м, длина 10,5 - 13 м | 136,2 - 163,7 | ТО | 730 | 4 | 36 | 12 | 108 | |
Т | 2920 | 72 | 11 | 340 | 935 | |||
К | 35040 | 192 | 1 | 610 | 153 | |||
26 | трубная, диаметр 3,2 м, длина 15 м | 380 | ТО | 730 | 6 | 36 | 65 | 585 |
Т1 | 2920 | 96 | 10 | 735 | 1838 | |||
Т2 | 17520 | 144 | 1 | 1475 | 369 | |||
К | 35040 | 264 | 1 | 2984 | 746 | |||
27 | трубная, диаметр 4,0 м, длина 13,5 м | 455,7 | ТО | 730 | 8 | 36 | 70 | 630 |
Т1 | 2920 | 96 | 10 | 760 | 1900 | |||
Т2 | 17520 | 144 | 1 | 1690 | 423 | |||
К | 35040 | 264 | 1 | 3120 | 780 | |||
28 | двухкамерная СМ-436 | 3,8 | ТО | 730 | 2 | 36 | 2 | 18 |
Т | 2920 | 12 | 11 | 36 | 99 | |||
К | 35040 | 48 | 1 | 98 | 25 | |||
29 | углеразмольная, производительность 32 т/ч | 68 | ТО | 730 | 8 | 44 | 48 | 528 |
Т | 8760 | 48 | 3 | 240 | 180 | |||
К | 35040 | 144 | 1 | 1284 | 321 | |||
Мешалка цепная, диаметр 2 - 4 м, высота 2 - 5 м | 1 - 11,7 | ТО | 1460 | 4 | 12 | 8 | 32 | |
Т | 4380 | 24 | 5 | 86 | 144 | |||
К | 26280 | 72 | 1 | 248 | 82 | |||
31 | Мешалка цепная, диаметр 4 - 10,5 м, высота 5 - 13 м | 18 - 36,6 | ТО | 1460 | 4 | 12 | 12 | 48 |
Т | 4380 | 48 | 5 | 128 | 214 | |||
К | 26280 | 96 | 1 | 365 | 122 | |||
32 | подача 11 - 30 м3/ч | 0,3 | ТО | 730 | 2 | 27 | 2 | 18 |
Т | 2920 | 12 | 8 | 24 | 48 | |||
К | 26280 | 48 | 1 | 96 | 32 | |||
33 | подача 50 - 60 м3/ч | 1 | ТО | 730 | 2 | 27 | 2 | 18 |
Т | 2920 | 12 | 8 | 24 | 48 | |||
К | 26280 | 48 | 1 | 120 | 40 | |||
Насос поршневой У8-3, подача 4000 л/мин | 18,7 | ТО | 730 | 8 | 45 | 16 | 144 | |
Т | 2920 | 48 | 14 | 240 | 672 | |||
К | 43800 | 144 | 1 | 1200 | 240 | |||
35 | подача до 100 м3/ч | 0,2 - 0,5 | ТО | 730 | 2 | 6 | 4 | 24 |
Т | 1460 | 8 | 5 | 16 | 80 | |||
К | 8760 | 12 | 1 | 24 | 24 | |||
36 | подача от 100 до 200 м3/ч | 0,5 - 0,9 | ТО | 730 | 2 | 6 | 4 | 24 |
Т | 1460 | 10 | 5 | 16 | 80 | |||
К | 8760 | 16 | 1 | 36 | 36 | |||
37 | подача до 800 м3/ч | 2,5 | ТО | 730 | 2 | 9 | 9 | 72 |
Т | 2920 | 10 | 2 | 28 | 56 | |||
К | 8760 | 18 | 1 | 100 | 100 | |||
38 | подача от 800 до 1800 м3/ч | 2,5 - 4 | ТО | 730 | 2 | 9 | 8 | 72 |
Т | 2920 | 12 | 2 | 36 | 72 | |||
К | 8760 | 48 | 1 | 120 | 120 | |||
39 | Насос центробежный 18НДС, подача 1980 - 2700 м3/ч | 5,6 | ТО | 730 | 4 | 18 | 8 | 72 |
Т | 2920 | 16 | 5 | 48 | 120 | |||
К | 17520 | 48 | 1 | 144 | 72 | |||
Печь: | ||||||||
40 | спекания вращающаяся с холодильником, диаметр 2,5 м, длина 45 - 50 м | 260 | ТО | 730 | 8 | 25 | 16 | 160 |
Т | 4380 | 120 | 4 | 418 | 669 | |||
К | 21900 | 240 | 1 | 3900 | 1560 | |||
обжига известняка вращающаяся с холодильником, диаметр 3 м, длина 45 м | 445 | ТО | 730 | 8 | 30 | 80 | 800 | |
Т | 4380 | 120 | 5 | 1120 | 1867 | |||
К | 26280 | 240 | 1 | 5600 | 1867 | |||
спекания вращающаяся с холодильником, диаметр 3 м, длина 51,3 - 60 м | 650 | ТО | 730 | 8 | 18 | 80 | 720 | |
Т | 2920 | 120 | 5 | 1120 | 2800 | |||
К | 17520 | 288 | 1 | 6600 | 3300 | |||
43 | спекания вращающаяся с холодильником, диаметр 3,6 м, длина 60 - 70 м | 700 - 766 | ТО | 730 | 8 | 18 | 90 | 810 |
Т | 2920 | 120 | 5 | 1520 | 3800 | |||
К | 17520 | 360 | 1 | 7600 | 3800 | |||
44 | спекания вращающаяся с холодильником, диаметр 4,5 - 5,0 м, длина 100 м | 1700 | ТО | 730 | 24 | 20 | 80 | 800 |
Т1 | 4380 | 168 | 2 | 6000 | 6000 | |||
Т2 | 8760 | 264 | 1 | 7500 | 3750 | |||
К | 17520 | 672 | 1 | 18900 | 9450 | |||
45 | спекания вращающаяся, диаметр 3,6/3,3/3,6 м, длина 150 м | 1400 | ТО | 730 | 24 | 16 | 40 <*> | 320 |
Т | 2190 | 144 | 7 | 2519 | 8817 | |||
К | 17520 | 240 | 1 | 13436 | 6718 | |||
46 | спекания вращающаяся, диаметр 5 м, длина 185 м с холодильником, дымососами, вентиляторами, батарейными циклонами | 3380 | ТО | 1460 | 48 | 8 | 570 <*> | 2280 |
Т1 | 4380 | 264 | 2 | 12740 | 12740 | |||
Т2 | 8760 | 312 | 1 | 18580 | 9290 | |||
К | 17520 | 624 | 1 | 29900 | 14950 | |||
кальцинации вращающаяся, диаметр 2,5 - 3,8 м, длина 50 м | 500 | ТО | 730 | 8 | 18 | 32 <*> | 288 | |
Т | 2920 | 96 | 5 | 1120 | 2800 | |||
К | 17520 | 288 | 1 | 5600 | 2800 | |||
48 | кальцинации вращающаяся, диаметр 3,5/3,8 - 4/3,6 м, длина 75 м | 680 - 800 | ТО | 730 | 8 | 18 | 64 <*> | 576 |
Т | 2920 | 96 | 5 | 1400 | 3500 | |||
К | 17520 | 360 | 1 | 8350 | 4175 | |||
49 | кальцинации вращающаяся, диаметр 4,5 м, длина 110 м с холодильником кипящего слоя, дымососом и вентилятором | 2435 | ТО | 2160 | 48 | 4 | 262 <*> | 524 |
Т | 4380 | 240 | 3 | 4668 | 7002 | |||
К | 17520 | 480 | 1 | 12340 | 6170 | |||
50 | кальцинации вращающаяся, диаметр 4,5 м, длина 110 м с холодильником диаметром 3,6 м, длиной 36 м | 1500 | ТО | 730 | 8 | 18 | 80 <*> | 720 |
Т | 2920 | 240 | 5 | 4800 | 12000 | |||
К | 17520 | 600 | 1 | 17600 | 8800 | |||
шахтная для обжига извести, диаметр 5,4 - 6,2 м | 324 - 510 | ТО | 730 | 8 | 9 | 64 | 576 | |
Т | 2920 | 96 | 2 | 1460 | 2920 | |||
К | 8760 | 480 | 1 | 7300 | 7300 | |||
52 | диаметр 16 м, высота 9 м | 96,0 | ТО | 730 | 4 | 21 | 8 <*> | 84 |
Т | 5840 | 168 | 2 | 960 | 960 | |||
К | 17520 | 264 | 1 | 1985 | 993 | |||
53 | диаметр 20 м, высота 14 м | 235 | ТО | 730 | 4 | 21 | 8 <*> | 84 |
Т | 5840 | 168 | 2 | 2220 | 2220 | |||
К | 17520 | 264 | 1 | 3600 | 1800 | |||
54 | одноярусный, диаметр 8 м, высота 15 м | 110 | ТО | 730 | 8 | 30 | 18 <*> | 180 |
Т | 4380 | 72 | 5 | 240 | 400 | |||
К | 26280 | 240 | 1 | 780 | 260 | |||
55 | одноярусный, диаметр 20 м | 87 - 125 | ТО | 230 | 4 | 108 | 8 <*> | 288 |
Т | 4380 | 120 | 5 | 480 | 800 | |||
К | 26280 | 240 | 1 | 960 | 320 | |||
56 | одноярусный, диаметр 40 м | 332 - 426 | ТО | 230 | 4 | 108 | 8 <*> | 288 |
Т | 4380 | 240 | 5 | 1920 | 3200 | |||
К | 26280 | 480 | 1 | 3840 | 1280 | |||
57 | трехъярусный, диаметр 14 м | 170 | ТО | 230 | 4 | 108 | 10 <*> | 360 |
Т | 4380 | 120 | 5 | 600 | 1000 | |||
К | 26280 | 240 | 1 | 1200 | 400 | |||
58 | пятиярусный, диаметр 16 м, высота 9 м | 96 | ТО | 730 | 8 | 20 | 16 <*> | 160 |
Т | 4380 | 160 | 3 | 1080 | 1620 | |||
К | 17520 | 288 | 1 | 2110 | 1055 | |||
59 | пятиярусный, диаметр 20 м | 235 | ТО | 730 | 4 | 16 | 8 <*> | 64 |
Т | 2190 | 168 | 7 | 1920 | 6720 | |||
К | 17520 | 288 | 1 | 3840 | 1920 | |||
Сушилка барабанная, диаметр 2,2 и 3,2 м, длина 20 м | 58,9 - 155,8 | ТО | 730 | 8 | 24 | 24 | 144 | |
Т | 1460 | 96 | 23 | 336 | 1932 | |||
К | 35040 | 240 | 1 | 1680 | 420 | |||
Теплообменник пластинчатый, поверхность теплообмена 160 м2 | 9,3 | ТО | 730 | 8 | 33 | 32 | 352 | |
Т | 8760 | 48 | 2 | 220 | 147 | |||
К | 26280 | 360 | 1 | 672 | 224 | |||
62 | Теплообменник трубчатый, поверхность нагрева 800 - 1200 м2 | 82 - 120,0 | ТО | 1460 | 8 | 15 | 16 | 80 |
Т | 8760 | 240 | 2 | 720 | 480 | |||
К | 26280 | 480 | 1 | 2880 | 960 | |||
Установка: | ||||||||
для вакуумной дегазации, разливки и кристаллизации галлия С-2301 | 1,8 | ТО | 2190 | 8 | 9 | 16 | 48 | |
Т | 8760 | 24 | 2 | 52 | 34 | |||
К | 26280 | 48 | 1 | 96 | 32 | |||
холодильная ХМ-22 (Ду-400) | 12,0 | ТО | 730 | 4 | 24 | 8 | 642 | |
Т | 2190 | 36 | 11 | 76 | 79 | |||
К | 26280 | 96 | 1 | 195 | 65 | |||
Фильтр: | ||||||||
карусельный К-50у | 11,0 | ТО | 730 | 8 | 94 | 38 | 228 | |
Т | 1460 | 120 | 23 | 720 | 4140 | |||
К | 35040 | 240 | 1 | 2030 | 508 | |||
листовой ЛВАЖ-125 | 9,3 | ТО | 730 | 8 | 30 | 8 | 80 | |
Т | 4380 | 96 | 5 | 67 | 111 | |||
К | 26280 | 144 | 1 | 260 | 86 | |||
67 | листовой ЛВАЖ-225 | 12 | ТО | 730 | 8 | 30 | 16 | 160 |
Т | 4380 | 96 | 5 | 384 | 640 | |||
К | 26280 | 168 | 1 | 840 | 280 | |||
Фильтр-сгуститель, диаметр 5,75 м | 87,3 | ТО | 730 | 8 | 24 | 24 | 144 | |
Т | 1460 | 72 | 23 | 316 | 1817 | |||
К | 35040 | 192 | 1 | 968 | 242 | |||
Цементатор производства галлия, футерованный винипластом, диаметр 1600 мм, высота 1600 мм | 2 | ТО | 2190 | 24 | 9 | 32 | 96 | |
Т | 8760 | 72 | 2 | 96 | 64 | |||
К | 26280 | 168 | 1 | 195 | 64 | |||
70 | АОГ-1800-3 | 13,3 | ТО | 243 | 4 | 72 | 8 | 192 |
Т | 73026 | 48 | 35 | 92 | 1073 | |||
К | 280 | 120 | 1 | 360 | 120 | |||
71 | АГ-183м | 14,6 | ТО | 146 | 4 | 144 | 8 | 384 |
Т | 730 | 36 | 35 | 150 | 1750 | |||
К | 26280 | 120 | 1 | 2000 | 666 | |||
72 | НГП-2К-1200-Н | 9,7 | ТО | 240 | 4 | 74 | 8 | 197 |
Т | 730 | 48 | 35 | 112 | 1306 | |||
К | 26280 | 240 | 1 | 360 | 120 | |||
--------------------------------
Для оборудования содопоташного производства периодичность ремонтов увеличивается в 2,5 - 3 раза.
Аппарат свинцовый перегонный, диаметр 1100 мм, высота 1800 мм | 2,2 | ТО | 730 | 24 | 10 | 36 | 360 | |
Т | 4380 | 72 | 1 | 105 | 105 | |||
К | 8760 | 120 | 1 | 248 | 248 | |||
Бак-сборник гуммированный, футерованный угольно-графитовыми плитами, объем 32 м3, диаметр 3200 мм, высота 4000 мм | 16 | ТО | 730 | 24 | 33 | 14 | 154 | |
Т | 8760 | 120 | 2 | 380 | 253 | |||
К | 26280 | 1800 | 1 | 2060 | 687 | |||
Бак-сборник гуммированный, футерованный угольно-графитовыми блоками, объем 40 м3, диаметр 3600 мм, высота 4090 мм | 20 | ТО | 730 | 24 | 33 | 14 | 154 | |
Т | 8760 | 180 | 2 | 490 | 327 | |||
К | 26280 | 2520 | 1 | 2840 | 947 | |||
Башня абсорбционная гуммированная, футерованная угольно-графитовыми блоками, высота 13700 мм, диаметр 3220 мм | 98 | ТО | 730 | 24 | 33 | 14 | 154 | |
Т | 8760 | 360 | 2 | 2630 | 1756 | |||
К | 26280 | 2520 | 1 | 15180 | 5060 | |||
Камера осадительная гуммированная угольно-графитовыми блоками, объем 63 м3, диаметр 4000 мм, высота 6725 мм | 37 | ТО | 730 | 24 | 55 | 21 | 231 | |
Т | 8760 | 240 | 4 | 720 | 576 | |||
К | 43800 | 2160 | 1 | 8510 | 1702 | |||
Лоток разлива сернокислого алюминия футерованный, длина 10000 мм, ширина 2300 мм, высота 350 мм | 8,6 | ТО | 730 | 24 | 10 | 48 | 480 | |
Т | 4380 | 120 | 1 | 132 | 132 | |||
К | 8760 | 1460 | 1 | 2520 | 2520 | |||
Печь: | ||||||||
реакционная противоточная футерованная хромомагнезитовым кирпичом и угольными блоками, диаметр 3200 мм, длина 50000 мм | 330 | ТО | 730 | 72 | 11 | 120 | 1320 | |
Т | - | - | - | - | - | |||
К | 8760 | 1200 | 1 | 10400 | 10400 | |||
реакционная прямоточная футерованная хромомагнезитовым кирпичом и угольными блоками, диаметр 3000 мм, длина 51000 мм | 316 | ТО | 730 | 48 | 22 | 120 | 1320 | |
Т | 8640 | 240 | 1 | 1120 | 560 | |||
К | 17520 | 768 | 1 | 15120 | 7560 | |||
сушильная для фтористого натрия, диаметр 2000 мм, длина 10000 мм | 27 | ТО | 730 | 24 | 30 | 21 | 210 | |
Т | 4360 | 140 | 5 | 169 | 281 | |||
К | 26280 | 720 | 1 | 2420 | 807 | |||
10 | сушильная футерованная угольно-графитовыми блоками и шамотным кирпичом, диаметр 3200 мм, длина 50000 мм | 340 | ТО | 730 | 72 | 11 | 120 | 1320 |
Т | - | - | - | - | - | |||
К | 8760 | 1200 | 1 | 11920 | 11920 | |||
Промыватель турбулентный Ду-700 гумированный и футерованный угольно-графитовыми плитами, высота 11300 мм | 3 | ТО | 730 | 24 | 33 | 35 | 385 | |
Т | 8760 | 120 | 2 | 140 | 93 | |||
К | 26280 | 1800 | 1 | 3770 | 1257 | |||
Реактор: | ||||||||
варки криолита, гуммированный, футерованный угольнографитовыми плитами, объем 20 м3, диаметр 2800 мм, высота 3280 мм | 11,5 | ТО | 730 | 24 | 33 | 21 | 231 | |
Т | 8760 | 120 | 2 | 180 | 120 | |||
К | 26280 | 1800 | 1 | 1250 | 417 | |||
13 | варки фтористого алюминия, футерованный угольнографитовыми плитами, объем 40 м3, диаметр 3600 мм, высота 4090 мм | 15 | ТО | 730 | 24 | 22 | 21 | 231 |
Т | 8760 | 180 | 1 | 180 | 90 | |||
К | 17520 | 2520 | 1 | 2960 | 1480 | |||
14 | варки сернокислого алюминия, футерованный магнезитовым кирпичом, диаметр 3000 мм, высота 2500 мм | 7 | ТО | 730 | 24 | 10 | 21 | 210 |
Т | 4380 | 120 | 1 | 180 | 180 | |||
К | 8760 | 1080 | 1 | 2200 | 2200 | |||
15 | варки фтористого натрия гуммированный, футерованный угольно-графитовыми блоками, объем 20 м3, диаметр 2800 мм, высота 3280 мм | 11,5 | ТО | 730 | 24 | 33 | 14 | 154 |
Т | 8760 | 240 | 2 | 180 | 120 | |||
К | 26280 | 1800 | 1 | 1250 | 417 | |||
очистки плавиковой кислоты, футерованный угольнографитовыми блоками, объем 12 м3, диаметр 2400 мм, высота 3000 мм | 8,4 | ТО | 730 | 24 | 33 | 14 | 154 | |
Т | 8760 | 120 | 2 | 95 | 63 | |||
К | 26280 | 1460 | 1 | 595 | 198 | |||
17 | кислоты гуммированный и футерованный угольно-графитовыми плитами, объем 10 м3, диаметр 2200 мм, высота 2600 мм | 13 | ТО | 730 | 24 | 33 | 14 | 154 |
Т | 8760 | 80 | 2 | 91 | 60 | |||
К | 26280 | 1440 | 1 | 1340 | 447 | |||
18 | кислоты гуммированный и футерованный угольно-графитовыми блоками, объем 16 м3, высота 3000 мм, диаметр 2600 мм | 14,6 | ТО | 730 | 24 | 33 | 14 | 154 |
Т | 8760 | 120 | 2 | 98 | 65 | |||
К | 26280 | 1560 | 1 | 2050 | 683 | |||
19 | неочищенной плавиковой кислоты гуммированный и футерованный угольнографитовыми блоками, объем 500 м3, диаметр 8000 мм, высота 10000 мм | 64 | ТО | 730 | 8 | 55 | 14 | 154 |
Т | 8760 | 120 | 4 | 77 | 62 | |||
К | 43800 | 2160 | 1 | 5878 | 1176 | |||
20 | Ц-12 для переработки кремнефтористого натрия, гуммированный и футерованный угольно-графитовыми блоками, диаметр 12000 мм, высота 3000 мм | 94,3 | ТО | 730 | 24 | 33 | 14 | 154 |
Т | 8760 | 240 | 2 | 302 | 201 | |||
К | 26280 | 3600 | 1 | 12457 | 4152 | |||
21 | Ц-12 для производства криолита, гуммированный и футерованный угольнографитовыми блоками, диаметр 12000 мм, высота 3000 мм | 94,3 | ТО | 730 | 24 | 55 | 21 | 231 |
Т | 8760 | 240 | 4 | 302 | 242 | |||
К | 43800 | 3600 | 1 | 12457 | 2491 | |||
Скруббер, гуммированный и футерованный угольно-графитовыми блоками, диаметр 3000 мм, высота 10500 мм | 22 | ТО | 730 | 24 | 33 | 35 | 385 | |
Т | 8760 | 240 | 2 | 1330 | 887 | |||
К | 26280 | 2160 | 1 | 7608 | 2536 | |||
Смеситель двухвалковый | 1,7 | ТО | 730 | 48 | 5 | 35 | 350 | |
Т | - | - | - | - | - | |||
К | 4380 | 360 | 1 | 510 | 1020 | |||
Фильтр: | ||||||||
барабанный вакуумный Бор 10-2,6 | 6,1 | ТО | 1460 | 24 | 8 | 14 | 56 | |
Т | 4380 | 120 | 3 | 70 | 105 | |||
К | 17520 | 360 | 1 | 596 | 298 | |||
вакуумный БШР-5 | 6,1 | ТО | 730 | 24 | 30 | 14 | 140 | |
Т | 4380 | 240 | 5 | 80 | 133 | |||
К | 26280 | 720 | 1 | 1050 | 350 | |||
Циклон-каплеуловитель, гуммированный и футерованный угольнографитовыми блоками, диаметр 2000 мм, высота 10580 мм | 13 | ТО | 730 | 24 | 33 | 14 | 154 | |
Т | 8760 | 240 | 2 | 112 | 74 | |||
К | 26280 | 1800 | 1 | 2950 | 983 | |||
Барабан: | ||||||||
охладительный оборотного агломерата, диаметр 2000 мм, длина 5000 мм | 25 | ТО | 730 | 6 | 30 | 12 | 120 | |
Т | 4380 | 48 | 5 | 96 | 160 | |||
К | 26280 | 192 | 1 | 680 | 226 | |||
смесительный двухопорный, диаметр 1000 мм, длина 3000 мм | 15 | ТО | 730 | 6 | 30 | 12 | 120 | |
Т | 4380 | 30 | 5 | 48 | 80 | |||
К | 26280 | 144 | 1 | 240 | 80 | |||
3 | смесительный двухопорный, диаметр 3000 мм, длина 8000 мм | 20 | ТО | 730 | 6 | 30 | 12 | 120 |
Т | 4380 | 30 | 5 | 92 | 153 | |||
К | 26280 | 144 | 1 | 390 | 130 | |||
Дробилка: | ||||||||
двухвалковая, диаметр валков 600 мм, длина 750 мм | 5,3 | ТО | 2190 | 6 | 12 | 12 | 36 | |
Т | 8760 | 36 | 3 | 72 | 54 | |||
К | 35040 | 72 | 1 | 145 | 36 | |||
5 | двухвалковая ДД315-12, диаметр валков 1500 мм, длина 1200 мм | 29 | ТО | 2190 | 12 | 12 | 12 | 36 |
Т | 8760 | 48 | 3 | 72 | 54 | |||
К | 35040 | 96 | 1 | 282 | 70 | |||
6 | двухвалковая Г150Х60 с гладкими валками | 32 | ТО | 2190 | 12 | 12 | 12 | 36 |
Т | 8760 | 48 | 3 | 72 | 54 | |||
Т | 35040 | 96 | 1 | 282 | 70 | |||
7 | четырехвалковая, диаметр валков 700 мм, длина 900 мм | 35 | ТО | 2190 | 12 | 12 | 24 | 72 |
Т | 8760 | 48 | 3 | 120 | 90 | |||
К | 35040 | 96 | 1 | 320 | 80 | |||
Грохот дисковый и восьмивалковый | 3,2 | ТО | 730 | 6 | 22 | 6 | 66 | |
Т | 8760 | 48 | 1 | 66 | 33 | |||
К | 17520 | 96 | 1 | 187 | 96 | |||
9 | вместимость 100 - 160 т | 11 | ТО | 730 | 8 | 33 | 8 | 88 |
Т | 8760 | 12 | 2 | 48 | 32 | |||
К | 26280 | 240 | 1 | 330 | 110 | |||
10 | вместимость 260 - 310 т | 16 | ТО | 730 | 8 | 33 | 16 | 176 |
Т | 8760 | 12 | 2 | 72 | 48 | |||
К | 26280 | 240 | 1 | 500 | 165 | |||
11 | грузоподъемность 10 т, пролет 14 - 23 м, режим работы тяжелый | 20 | ТО | 365 | 6 | 60 | 12 | 240 |
Т | 2190 | 12 | 11 | 72 | 263 | |||
К | 26280 | 72 | 1 | 420 | 140 | |||
12 | грузоподъемность 30/5 т, пролет 14 - 23 м, режим работы тяжелый | 40 | ТО | 365 | 6 | 60 | 12 | 240 |
Т | 2190 | 12 | 11 | 96 | 352 | |||
К | 25280 | 96 | 1 | 664 | 221 | |||
13 | грузоподъемность 50/5 т, пролет 14 - 23 м, режим работы тяжелый | 70 | ТО | 365 | 6 | 60 | 12 | 240 |
Т | 2190 | 24 | 11 | 112 | 410 | |||
К | 26280 | 120 | 1 | 700 | 233 | |||
Машина: | ||||||||
агломерационная, площадь спекания 16,5 - 18 м2 | 150 | ТО | 730 | 8 | 30 | 24 | 240 | |
Т | 4380 | 60 | 5 | 504 | 840 | |||
К | 26280 | 240 | 1 | 3600 | 1200 | |||
15 | агломерационная, площадь спекания 50 - 60 м2 | 400 | ТО | 730 | 8 | 40 | 32 | 320 |
Т1 | 4380 | 72 | 6 | 560 | 840 | |||
Т2 | 17520 | 120 | 1 | 3600 | 900 | |||
К | 35040 | 240 | 1 | 10000 | 2500 | |||
16 | агломерационная, площадь спекания 75 м2 | 530 | ТО | 730 | 8 | 40 | 32 | 320 |
Т1 | 4380 | 96 | 6 | 720 | 1080 | |||
Т2 | 17520 | 192 | 1 | 5600 | 1400 | |||
К | 35040 | 360 | 1 | 14000 | 3500 | |||
разливочная карусельная, диаметр 6000 - 8000 мм | 56 | ТО | 730 | 6 | 30 | 12 | 120 | |
Т | 4380 | 36 | 5 | 180 | 300 | |||
К | 26280 | 240 | 1 | 1430 | 476 | |||
шихтоусреднительная, производительность до 120 м3/ч | 78 | ТО | 730 | 6 | 30 | 18 | 180 | |
Т | 4380 | 96 | 5 | 360 | 600 | |||
К | 26280 | 192 | 1 | 1700 | 566 | |||
Печь: | ||||||||
отражательная, площадь пода 27 м2 | 350 | ТО | 730 | 6 <*> | 12 | 32 | 256 | |
Т | 2190 | 48 | 5 | 574 | 1913 | |||
К | 13140 | 240 | 1 | 5700 | 3800 | |||
шлаковозгоночная, площадь сечения в области фурм 20,4 м2 | 84 | ТО | 730 | 24 <*> | 22 | 120 | 1320 | |
Т | 8760 | 240 | 1 | 1800 | 900 | |||
К | 17520 | 480 | 1 | 6160 | 3080 | |||
шахтная, площадь сечения в области фурм 5 - 9 м2 | 200 | ТО | 730 | 8 <*> | 33 | 48 | 528 | |
Т | 8760 | 365 | 2 | 1440 | 960 | |||
К | 26280 | 730 | 1 | 4200 | 1400 | |||
22 | шахтная, площадь сечения в области фурм 10 - 14 м2 | 380 | ТО | 730 | 8 <*> | 33 | 96 | 1056 |
Т | 8760 | 365 | 2 | 2580 | 1720 | |||
К | 26280 | 730 | 1 | 7040 | 2346 | |||
электротермическая, мощность 4,5 МВт | 100 | ТО | 182 | 6 <*> | 35 | 18 | 787 | |
Т | 1460 | 32 | 4 | 240 | 1156 | |||
К | 7300 | 970 | 1 | 1800 | 2168 | |||
24 | электротермическая, мощность 9 МВт | 300 | ТО | 182 | 6 <*> | 35 | 24 | 1012 |
Т | 1460 | 32 | 4 | 320 | 1542 | |||
К | 7300 | 970 | 1 | 2300 | 2771 | |||
электрическая для плавки серебристой пенки, площадь 3,8 м2 | 8 | ТО | 730 | 6 | 20 | 16 | 160 | |
Т | 4380 | 24 | 3 | 96 | 144 | |||
К | 17520 | 72 | 1 | 480 | 240 | |||
-------------------------------- | ||||||||
1 | деревянный, объем 60 - 100 м3 | 4 - 5 | ТО | 2920 | 6 | 15 | 12 | 30 |
Т | 17520 | 80 | 2 | 100 | 33 | |||
К | 52560 | 144 | 1 | 290 | 48 | |||
2 | металлический, футерованный кислотоупорным кирпичом, объем 60 - 100 м3 | 12 - 20 | ||||||
ТО | 2920 | 6 | 15 | 12 | 30 | |||
Т | 17520 | 80 | 2 | 144 | 48 | |||
К | 52560 | 240 | 1 | 480 | 80 | |||
Бак отработанного электролита с арматурой и трубопроводами, объем 60 - 120 м3 | 6 - 25 | ТО | 2190 | 6 | 35 | 12 | 42 | |
Т | 17520 | 48 | 4 | 112 | 45 | |||
К | 87600 | 240 | 1 | 720 | 72 | |||
4 | деревянные, габарит ванны 2320 x 1130 x 1600 мм, каскад из 24 ванн | 30 | ТО | 1460 | 6 <*> | 24 | 12 | 48 |
Т | 4380 | 36 | 11 | 96 | 176 | |||
К | 52560 | 192 <**> | 1 | 1000 | 166 | |||
5 | металлические, гуммированные винипластом, каскад из 27 - 32 ванн | 10 | ТО | 1460 | 6 <*> | 24 | 12 | 48 |
Т | 4380 | 36 | 11 | 72 | 139 | |||
К | 52560 | 192 <**> | 1 | 896 | 142 | |||
6 | металлические, футерованные кислотоупорной плиткой, габарит блока 6800 x 3200 x 1500 мм | 4 - 6 | ТО | 2920 | 6 <*> | 13 | 18 | 39 |
Т | 17520 | 80 | 2 | 240 | 80 | |||
К | 52560 | 240 <**> | 1 | 896 | 149 | |||
7 | из полимербетона, каскад из 24 - 32 ванн | 3 - 5 | ТО | 1460 | 6 <*> | 59 | 12 | 71 |
Т | - | - | - | - | - | |||
К | 87600 | 240 <**> | 1 | 570 | 57 | |||
Котел для плавки кадмия с электрообогревом, вместимость 0,5 - 1 т | 2 | ТО | 2190 | 6 | 15 | 6 | 18 | |
Т | 8760 | 24 | 4 | 40 | 32 | |||
К | 43800 | 72 | 1 | 140 | 28 | |||
Классификатор конусный для кислых растворов, диаметр 1700 - 2300 мм, высота 1800 - 2300 мм | 1 - 1,2 | ТО | 730 | 6 | 32 | 5 | 40 | |
Т | 2190 | 24 | 15 | 48 | 180 | |||
К | 35040 | 120 | 1 | 360 | 90 | |||
Кран-балка электрическая, грузоподъемность 3 - 5 т | 3 | ТО | 240 | 4 | 98 | 4 | 130 | |
Т | 2190 | 12 | 11 | 24 | 88 | |||
К | 26280 | 48 | 1 | 96 | 32 | |||
Кран мостовой электрический грейферный, грузоподъемность 10 т, пролет 14 - 23 м, режим работы тяжелый | 30 | ТО | 240 | 8 | 98 | 16 | 522 | |
Т | 2190 | 12 | 11 | 72 | 264 | |||
К | 26280 | 72 | 1 | 420 | 140 | |||
Машина: | ||||||||
разливочная карусельная, диаметр 3000 - 5000 м | 5 | ТО | 365 | 8 | 132 | 16 | 352 | |
Т | 4380 | 36 | 11 | 120 | 220 | |||
К | 52560 | 168 | 1 | 1080 | 180 | |||
13 | разливочная прямолинейная, производительность 4,8 - 9,6 т/ч | 28 | ТО | 365 | 8 | 132 | 16 | 352 |
Т | 4380 | 36 | 11 | 180 | 330 | |||
К | 52560 | 360 | 1 | 1610 | 268 | |||
катодоочистительная, производительность 80 - 100 катодов/ч | 3 | ТО | 365 | 4 | 72 | 4 | 72 | |
Т | 1460 | 8 | 23 | 16 | 92 | |||
К | 35040 | 72 | 1 | 96 | 24 | |||
Мельница шаровая СМ6002, диаметр барабана 1500 мм, длина 3000 мм | 8 | ТО | 730 | 8 | 27 | 16 | 144 | |
Т | 2920 | 48 | 8 | 110 | 293 | |||
К | 26280 | 120 | 1 | 420 | 140 | |||
16 | деревянный нефутерованный, объем 30 - 45 м3 | 7 | ТО | 2190 | 8 | 24 | 8 | 24 |
Т | 8760 | 36 | 7 | 80 | 70 | |||
К | 70080 | 240 | 1 | 317 | 39 | |||
17 | деревянный, футерованный свинцом, объем 30 - 45 м3 | 11,5 | ТО | 2190 | 8 | 30 | 8 | 24 |
Т | 8760 | 36 | 9 | 80 | 72 | |||
К | 87600 | 240 | 1 | 430 | 43 | |||
18 | металлический, футерованный кислотоупорным кирпичом, объем 30 - 45 м3 | 12 - 15 | ТО | 730 | 8 | 110 | 8 | 88 |
Т | 8760 | 48 | 9 | 96 | 86 | |||
К | 87600 | 240 | 1 | 720 | 72 | |||
Печь: | ||||||||
вращающаяся для вальцевания, диаметр 2,5 - 2,8 м, длина 40 - 42 м | 150 - 275 | ТО | 730 | 12 | 54 | 24 | 216 | |
Т | 2920 | 240 | 17 | 560 | 1585 | |||
К | 52560 | 480 | 1 | 7800 | 1300 | |||
20 | вращающаяся для вальцевания, диаметр 3,6 м, длина 50 м | 915 | ТО | 730 | 12 | 54 | 24 | 214 |
Т | 2920 | 360 | 17 | 720 | 2040 | |||
К | 52560 | 600 | 1 | 10850 | 1808 | |||
для обжига в кипящем слое (КС), площадь пода 29 - 32 м2 | 200 | ТО | 730 | 24 | 20 | 48 | 480 | |
Т | 4380 | 240 | 3 | 1200 | 1800 | |||
К | 17520 | 720 | 1 | 9500 | 4750 | |||
22 | для обжига в кипящем слое (КС) с испарительной установкой, площадь пода 33 - 36 м2 | 200 - 250 | ТО | 730 | 24 | 20 | 48 | 480 |
Т | 4380 | 240 | 3 | 1320 | 1980 | |||
К | 17520 | 720 | 1 | 12000 | 6000 | |||
плавильная индукционная ИЦ-20, ОКБ-163, вместимость 20 т | 44 | ТО | 730 | 8 | 27 | 16 | 144 | |
Т | 2920 | 240 | 8 | 110 | 293 | |||
К | 26280 | 720 | 1 | 1500 | 500 | |||
24 | плавильная индукционная ИЦ-40, вместимость 40 т | 51 | ТО | 730 | 8 | 27 | 16 | 144 |
Т | 2920 | 240 | 8 | 120 | 320 | |||
К | 26280 | 720 | 1 | 1680 | 560 | |||
25 | шахтная для проплава клинкера, площадь сечения в области фурм 2,5 м2 | 160 | ТО | - | - | - | - | - |
Т | 720 | 48 | 11 | 96 | 1077 | |||
К | 8640 | 120 | 1 | 864 | 881 | |||
отражательная, площадь пода 9,6 м2 | 160 | ТО | 730 | 8 | 50 | 16 | 160 | |
Т | 4380 | 96 | 9 | 280 | 504 | |||
К | 43800 | 240 | 1 | 3300 | 660 | |||
27 | отражательная, площадь пода 12,8 м2 | 190 | ТО | 730 | 8 | 50 | 16 | 160 |
Т | 4380 | 96 | 9 | 360 | 648 | |||
К | 43800 | 240 | 1 | 4100 | 820 | |||
28 | объем ковша 1,4 м3, высота подъема 18 м | 5 | ТО | 730 | 8 | 24 | 4 | 32 |
Т | 2190 | 16 | 11 | 24 | 88 | |||
К | 26280 | 72 | 1 | 280 | 92 | |||
29 | объем ковша 1,5 - 2,2 м3 | 4 | ТО | 730 | 8 | 24 | 4 | 32 |
Т | 2190 | 16 | 11 | 24 | 88 | |||
К | 26280 | 72 | 1 | 330 | 110 | |||
30 | объем 3 - 10 м3 | 4 | ТО | 730 | 4 | 60 | 4 | 40 |
Т | 4380 | 48 | 11 | 36 | 66 | |||
К | 52560 | 168 | 1 | 240 | 40 | |||
31 | объем 11 - 25 м3 | 5 - 9 | ТО | 730 | 4 | 60 | 6 | 60 |
Т | 4380 | 48 | 11 | 48 | 88 | |||
К | 52560 | 168 | 1 | 320 | 53 | |||
32 | объем 26 - 60 м3 | 10 - 30 | ТО | 730 | 8 | 60 | 6 | 60 |
Т | 4380 | 72 | 11 | 72 | 132 | |||
К | 52560 | 240 | 1 | 480 | 80 | |||
33 | объем 61 - 100 м3 | 30 - 60 | ТО | 730 | 8 | 60 | 8 | 80 |
Т | 4380 | 72 | 11 | 110 | 201 | |||
К | 52560 | 240 | 1 | 640 | 106 | |||
стальной сварной футерованный, объем до 20 м3 | 3,1 | ТО | 2920 | 4 | 16 | 4 | 8 | |
Т | 8760 | 24 | 7 | 72 | 63 | |||
К | 70080 | 96 | 1 | 300 | 36 | |||
35 | стальной сварной без футеровки, объем 20 - 40 м3 | 1,6 - 2,8 | ТО | 1460 | 4 | 25 | 4 | 20 |
Т | 8760 | 24 | 4 | 56 | 45 | |||
К | 43800 | 96 | 1 | 180 | 36 | |||
36 | отработанного электролита, стальной со свинцовой футеровкой, объем 500 м3 | 100 | ТО | 2920 | 4 | 16 | 4 | 8 |
Т | 8760 | 48 | 7 | 120 | 104 | |||
К | 70080 | 480 | 1 | 2100 | 262 | |||
37 | наружный железобетонный, футерованный кислотоупорным кирпичом, объем 450 - 700 м3 | 100 - 200 | ТО | 730 | 1 | 110 | 2 | 22 |
Т | 8760 | 24 | 9 | 120 | 108 | |||
К | 87600 | 480 | 1 | 2300 | 230 | |||
Сгуститель железобетонный, футерованный кислотоупорным кирпичом с центральным приводом, диаметр 12 - 18 м | 74 - 100 | ТО | 4380 | 8 | 15 | 24 | 36 | |
Т | 17520 | 96 | 4 | 140 | 56 | |||
К | 87600 | 480 | 1 | 1700 | 170 | |||
Штабелеукладчик чушкового цинка, производительность 160 - 320 чушек/ч | 1,8 | ТО | 365 | 4 | 66 | 4 | 88 | |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 72 | 1 | 156 | 52 | |||
--------------------------------
Аппарат выпарной из нержавеющей стали, поверхность теплообмена 27 м2 | 5 | ТО | 1460 | 2 | 20 | 8 | 32 | |
Т | 4380 | 48 | 9 | 84 | 151 | |||
К | 43800 | 120 | 1 | 504 | 101 | |||
Бак технологический с подогревателями и трубопроводами из нержавеющей стали, объем 20 - 40 м3 | 10 - 20 | ТО | - | - | - | - | - | |
Т | 4380 | 48 | 9 | 48 | 86 | |||
К | 43800 | 216 | 1 | 480 | 96 | |||
Барабан сушильный из углеродистой стали, диаметр 2800 мм, длина 14000 мм | 85 | ТО | 730 | 8 | 30 | 16 | 160 | |
Т | 4380 | 72 | 5 | 104 | 173 | |||
К | 26280 | 120 | 1 | 980 | 327 | |||
Вагонетка: | ||||||||
анодная, колея 900 мм, грузоподъемность 8 - 9 т | 2,6 | ТО | 730 | 2 | 40 | 4 | 40 | |
Т | 4380 | 48 | 7 | 48 | 84 | |||
К | 35040 | 72 | 1 | 185 | 46 | |||
катодная, колея 900 мм, грузоподъемность 8 - 9 т | 2,4 | ТО | 730 | 2 | 40 | 4 | 40 | |
Т | 4380 | 48 | 7 | 48 | 84 | |||
К | 35040 | 72 | 1 | 120 | 30 | |||
6 | футерованные винипластом, габарит ванны 450 x 1140 x 1300 мм, блок из 20 ванн | 10 | ТО | - | - | - | - | - |
Т | 30660 | 48 | 1 | 144 | 20 | |||
К | 61320 | 240 | 1 | 1750 | 250 | |||
7 | футерованные кислотоупорным кирпичом и рубероидом, габарит ванны 12890 x 4650 x 1655 мм, блок из 20 ванн | 100 | ТО | 730 | 6 | 100 | 18 | 180 |
Т | 4380 | 18 | 19 | 136 | 258 | |||
К | 87600 | 840 | 1 | 3443 <*> | 344 | |||
8 | чашевый, диаметр 4300 мм | 15 | ТО | 730 | 8 | 24 | 8 | 64 |
Т | 2190 | 24 | 11 | 24 | 88 | |||
К | 26280 | 120 | 1 | 425 | 142 | |||
9 | чашевый, диаметр 5500 мм | 20 | ТО | 730 | 8 | 24 | 8 | 64 |
Т | 2190 | 24 | 11 | 36 | 132 | |||
К | 26280 | 120 | 1 | 500 | 165 | |||
10 | тарельчатый, диаметр тарели 1500 мм | 5 | ТО | 1460 | 8 | 25 | 8 | 40 |
Т | 8760 | 48 | 4 | 60 | 48 | |||
К | 43800 | 120 | 1 | 220 | 44 | |||
Грохот инерционный, размер сита 1250 x 2500 мм | 1,7 | ТО | 730 | 4 | 16 | 4 | 32 | |
Т | 2190 | 12 | 7 | 12 | 42 | |||
К | 17520 | 24 | 1 | 45 | 23 | |||
Дробилка двухроторная С-691, ширина приемного отверстия 700 мм | 22,0 | ТО | 365 | 4 | 12 | 12 | 144 | |
Т1 | 730 | 16 | 10 | 48 | 480 | |||
Т2 | 4380 | 120 | 1 | 225 | 225 | |||
К | 8760 | 240 | 1 | 450 | 450 | |||
13 | с напыльником и пылевой камерой, вместимость 25 - 40 т | 145 | ТО | 730 | 8 | 24 | 16 | 128 |
Т | 2190 | 96 | 11 | 380 | 1393 | |||
К | 26280 | 192 | 1 | 5515 | 1838 | |||
с напыльником и пылевой камерой, вместимость 50 - 80 т | 250 | ТО | 730 | 12 | 24 | 32 | 256 | |
Т | 2190 | 96 | 11 | 800 | 2933 | |||
К | 26280 | 360 | 1 | 7200 | 2400 | |||
при работе на жидком металле, вместимость 80 т | 250 | ТО | 730 | 8 | 10 | 16 | 160 | |
Т | 4380 | 168 | 1 | 1700 | 1700 | |||
К | 8760 | 360 | 1 | 4800 | 4800 | |||
16 | КПС, ширина короба 500 - 650 мм, длина 12 м | 3 | ТО | 730 | 2 | 44 | 4 | 44 |
Т | 8760 | 12 | 3 | 24 | 18 | |||
К | 35040 | 48 | 1 | 130 | 33 | |||
17 | КПС, ширина короба 500 - 650 мм, длина 24 м | 6 | ТО | 730 | 2 | 44 | 6 | 66 |
Т | 8760 | 12 | 3 | 30 | 23 | |||
К | 35040 | 48 | 1 | 170 | 43 | |||
Кран электрический: | ||||||||
шаржирный завалочный, грузоподъемность 3 т, режим работы тяжелый | 65 | ТО | 243 | 2 | 160 | 4 | 128 | |
Т | 2190 | 12 | 19 | 120 | 456 | |||
К | 43800 | 96 | 1 | 480 | 96 | |||
мостовой, грузоподъемность 10, 20 т, режим работы тяжелый | 20 - 25 | ТО | 243 | 2 | 160 | 6 | 182 | |
Т | 2190 | 24 | 19 | 72 | 274 | |||
К | 43800 | 96 | 1 | 520 | 104 | |||
20 | мостовой разливочный трехкрюковый, грузоподъемность 50 - 80/20/20 т, режим работы тяжелый | 70 - 90 | ТО | 243 | 12 | 160 | 12 | 384 |
Т | 2190 | 24 | 19 | 120 | 456 | |||
К | 43800 | 192 | 1 | 1320 | 264 | |||
Машина: | ||||||||
катодомоечная с тяговой цепью из нержавеющей стали длиной 18 - 24 м | 14 | ТО | 1460 | 8 | 30 | 8 | 40 | |
Т | 8760 | 48 | 5 | 192 | 160 | |||
К | 52560 | 168 | 1 | 980 | 163 | |||
разливочная карусельная для отливки анодов и вайербарсов, диаметр карусели 10000 мм | 80 | ТО | 730 | 8 | 50 | 16 | 160 | |
Т1 | 4380 | 72 | 8 | 320 | 512 | |||
Т2 | 21900 | 144 | 1 | 620 | 124 | |||
К | 43800 | 360 | 1 | 1900 | 380 | |||
23 | разливочная карусельная для отливки анодов и вайербарсов в комплекте с анодосъемщиками, диаметр карусели 10000 мм | 100 | ТО | 1095 | 8 | 24 | 16 | 64 |
Т1 | 2190 | 72 | 12 | 240 | 480 | |||
Т2 | 4380 | 144 | 11 | 560 | 1026 | |||
К | 52560 | 730 | 1 | 3000 | 500 | |||
24 | разливочная карусельная для отливки анодов и вайербарсов в комплекте с анодосъемщиками, диаметр карусели 13000 мм | 150 | ТО | 1095 | 8 | 24 | 16 | 64 |
Т1 | 2190 | 72 | 12 | 220 | 440 | |||
Т2 | 4380 | 144 | 11 | 670 | 1228 | |||
К | 52560 | 730 | 1 | 3600 | 600 | |||
25 | разливочная карусельная для отливки анодов и вайербарсов диаметр карусели 13000 мм | 130 | ТО | 730 | 8 | 50 | 24 | 240 |
Т1 | 4380 | 96 | 8 | 380 | 608 | |||
Т2 | 21900 | 144 | 1 | 740 | 148 | |||
К | 43800 | 360 | 1 | 2240 | 448 | |||
26 | Машина разливочная для отливки анодов, работающая в цепи с анодными печами с жидким сырьем, диаметр карусели 13000 мм | 130 | ТО | 730 | 8 | 14 | 24 | 253 |
Т | 5840 | 96 | 1 | 320 | 240 | |||
К | 11680 | 240 | 1 | 2240 | 1684 | |||
Машина шихтоусреднительная, производительность 120 м3/ч | 99 | ТО | 730 | 8 | 30 | 18 | 180 | |
Т | 4380 | 96 | 5 | 350 | 600 | |||
К | 26280 | 192 | 1 | 1700 | 567 | |||
Мешалка стальная гуммированная футерованная, объем 10 - 20 м3 | 1 - 2 | ТО | 730 | 2 | 33 | 4 | 44 | |
Т | 8760 | 8 | 2 | 96 | 64 | |||
К | 26280 | 24 | 1 | 348 | 116 | |||
29 | вместимость 55 т | 155 | ТО | 730 | 8 | 50 | 16 | 160 |
Т | 4380 | 48 | 9 | 204 | 367 | |||
К | 43800 | 360 | 1 | 1600 | 320 | |||
30 | вместимость 200 т | 200 | ТО | 730 | 8 | 50 | 16 | 160 |
Т | 4380 | 48 | 9 | 360 | 648 | |||
К | 43800 | 360 | 1 | 2100 | 420 | |||
Печь: | ||||||||
анодная наклоняющаяся, вместимость 200 т | 250 | ТО | 1095 | 8 | 30 | 48 | 288 | |
Т1 | 4380 | 96 | 8 | 1390 | 2224 | |||
Т2 | 21900 | 120 | 1 | 3060 | 612 | |||
К | 43800 | 240 | 1 | 9280 | 1856 | |||
анодная и вайербарсовая стационарная, вместимость 100 - 200 т | 80 - 110 | ТО | 730 | 8 | 30 | 24 | 240 | |
Т | 4380 | 120 | 5 | 690 | 1150 | |||
К | 26280 | 480 | 1 | 5560 | 1853 | |||
33 | анодная и вайербарсовая при работе на жидком металле, вместимость 230 т | 250 | ТО | 730 | 8 | 14 | 24 | 255 |
Т | 5840 | 96 | 1 | 170 | 128 | |||
К | 11680 | 240 | 1 | 3500 | 2631 | |||
34 | анодная и вайербарсовая, вместимость 270 - 350 т | 900 | ТО | 730 | 8 | 30 | 48 | 480 |
Т | 4380 | 144 | 5 | 2100 | 3500 | |||
К | 26280 | 720 | 1 | 12340 | 4113 | |||
35 | анодная, вместимость 400 т | 900 | ТО | 1095 | 8 | 24 | 48 | 192 |
Т1 | 2190 | 72 | 12 | 1080 | 2160 | |||
Т2 | 4380 | 144 | 11 | 2100 | 3850 | |||
К | 52560 | 720 | 1 | 25000 | 4166 | |||
КС, площадь пода 7,4 м2 | 35 | ТО | 730 | 8 | 24 | 24 | 192 | |
Т | 2190 | 96 | 11 | 830 | 3043 | |||
К | 26280 | 480 | 1 | 4800 | 1600 | |||
37 | КС, площадь пода 16 м2 | 65 | ТО | 730 | 12 | 24 | 48 | 384 |
Т | 2190 | 104 | 11 | 1320 | 4840 | |||
К | 26280 | 720 | 1 | 9000 | 3000 | |||
38 | КС, площадь пода 32 м2 | 370 | ТО | 730 | 16 | 24 | 48 | 384 |
Т | 2190 | 120 | 11 | 1320 | 4840 | |||
К | 26280 | 720 | 1 | 12000 | 4000 | |||
отражательная, площадь пода 120 м2 | 982 | ТО | 730 | 8 | 8 | 24 | 192 | |
Т | 2190 | 72 | 3 | 2500 | 7500 | |||
К | 8760 | 480 | 1 | 17000 | 17000 | |||
40 | отражательная, площадь пода 190 м2 | 1442 | ТО | 730 | 8 | 8 | 24 | 192 |
Т | 2190 | 72 | 3 | 3320 | 9960 | |||
К | 8760 | 600 | 1 | 22000 | 22000 | |||
41 | отражательная, площадь пода 240 м2 | 2060 | ТО | 730 | 8 | 8 | 24 | 192 |
Т | 2190 | 96 | 3 | 4200 | 12600 | |||
К | 8760 | 720 | 1 | 28000 | 28000 | |||
электрическая дуговая рудоплавильная, мощность 33 МВт | 502 | ТО | 243 | 8 | 136 | 24 | 816 | |
Т | 4380 | 96 | 7 | 1850 | 3238 | |||
К | 35040 | 720 | 1 | 27000 | 6750 | |||
кислородно-взвешенной плавки КВП с котлом утилизатором | 300 | ТО | 730 | 24 | 14 | 176 | 1642 | |
Т1 | 3285 | 360 | 2 | 1800 | 2400 | |||
Т2 | 6570 | 480 | 1 | 3600 | 2400 | |||
К | 13140 | 720 | 1 | 87520 | 58346 | |||
Питатель: | ||||||||
ленточный В-1110, пр оизводительность 12 т/ч | 1,5 | ТО | 730 | 4 | 12 | 4 | 24 | |
Т | 1460 | 12 | 11 | 8 | 44 | |||
К | 17520 | 24 | 1 | 84 | 42 | |||
тарельчатый, диаметр 2000 мм | 5 | ТО | 730 | 4 | 32 | 16 | 128 | |
Т | 2190 | 24 | 15 | 48 | 180 | |||
К | 35040 | 120 | 1 | 240 | 60 | |||
Реактор стальной гуммированный с мешалкой, объем 3 - 10 м3 | 2 - 3 | ТО | 730 | 8 | 24 | 8 | 64 | |
Т | 2190 | 16 | 11 | 72 | 264 | |||
К | 26280 | 24 | 1 | 245 | 81 | |||
Сушилка вакуумная, диаметр 1000 мм, длина 4000 мм | 1,2 | ТО | 2920 | 8 | 6 | 8 | 16 | |
Т | 8760 | 72 | 2 | 144 | 96 | |||
К | 26280 | 120 | 1 | 490 | 162 | |||
Смеситель двухвальный, производительность 12 т/ч | 5,2 | ТО | 730 | 4 | 33 | 8 | 88 | |
Т | 8760 | 24 | 2 | 36 | 24 | |||
К | 26280 | 48 | 1 | 230 | 75 | |||
Установка для непрерывного производства вайербарсов и медной катанки, машина для загрузки печи катодами, печь индукционная ИЛК-16, миксер ИМОМ-2,5, кристаллизатор и др. | ТО | 730 | 24 | 80 | 42 | 420 | ||
Т1 | 4380 | 48 | 14 | 550 | 963 | |||
Т2 | 35040 | 360 | 1 | 1300 | 162 | |||
К | 70080 | 1080 | 1 | 3100 | 387 | |||
Шлаковоз, объем ковша 11 - 16,5 м3 | 60 - 65 | ТО | 730 | 8 | 40 | 32 | 256 | |
Т | 2190 | 36 | 19 | 120 | 456 | |||
К | 43800 | 120 | 1 | 800 | 160 | |||
-------------------------------- | ||||||||
Аппарат для электроконтактного обжига труб, длина труб 8 м, температура 500 - 600 °C | 4 | ТО | 730 | 4 | 45 | 4 | 36 | |
Т | 2920 | 16 | 14 | 48 | 134 | |||
К | 43800 | 48 | 1 | 224 | 45 | |||
Агрегат: | ||||||||
плавильно-разливочный, в составе: печь, миксер вместимостью 6 т и машина полунепрерывного литья | 150 | ТО | 730 | 8 | 30 | 32 | 320 | |
Т | 4380 | 72 | 5 | 600 | 1000 | |||
К | 26280 | 192 | 1 | 3520 | 1173 | |||
бесслитковой разливки и прокатки алюминиевой ленты, толщина ленты 10 - 25 мм, ширина 1000 мм | 25 | ТО | 730 | 8 | 30 | 24 | 240 | |
Т | 4380 | 48 | 5 | 600 | 1000 | |||
К | 26280 | 240 | 1 | 1500 | 500 | |||
дисковых ножниц, толщина разрезаемой ленты 0,05 - 0,5 мм, ширина 150 - 300 мм | 5 | ТО | 1460 | 8 | 12 | 8 | 24 | |
Т | 2920 | 16 | 11 | 72 | 198 | |||
К | 35040 | 72 | 1 | 230 | 57 | |||
5 | дисковых ножниц, толщина разрезаемой ленты 0,6 - 2,5 мм, ширина 300 - 750 мм | 12 | ТО | 1460 | 8 | 15 | 8 | 24 |
Т | 2920 | 32 | 14 | 128 | 358 | |||
К | 43800 | 96 | 1 | 320 | 64 | |||
6 | дисковых ножниц, толщина разрезаемой ленты 2,6 - 5 мм, ширина 400 - 1000 мм | 20 | ТО | 1460 | 8 | 15 | 12 | 36 |
Т | 2920 | 32 | 14 | 160 | 448 | |||
К | 43800 | 96 | 1 | 382 | 76 | |||
Автоматическая линия: | ||||||||
производства прутков и труб, диаметр изделий 5 - 25 мм, длина 2000 - 4000 мм | 62 | ТО | 730 | 8 | 50 | 32 | 320 | |
Т | 4380 | 88 | 9 | 360 | 648 | |||
К | 43800 | 168 | 1 | 1600 | 320 | |||
плющильная, в составе двух клетей "кварто", двух роликовых волок, правильной машины; скорость прокатки 1 м/с | ТО | 2190 | 8 | 10 | 24 | 48 | ||
Т | 4380 | 24 | 9 | 96 | 173 | |||
К | 43800 | 56 | 1 | 380 | 76 | |||
Линия: | ||||||||
поперечной резки, размеры ленты 120 x 0,4 - 4 мм, максимальный диаметр рулона 1050 мм | 280 | ТО | 365 | 8 | 40 | 32 | 640 | |
Т | 2190 | 48 | 7 | 380 | 1330 | |||
К | 17520 | 144 | 1 | 3060 | 1530 | |||
продольной резки, размеры ленты 1200 x 0,5 - 5 мм, максимальный диаметр рулона 1050 мм | 138 | ТО | 365 | 8 | 66 | 32 | 704 | |
Т | 4380 | 72 | 5 | 220 | 367 | |||
К | 26280 | 144 | 1 | 1800 | 600 | |||
резки слитков, диаметр слитка 145 - 360 мм, ширина 600 - 800 мм, длина 6000 мм | 136 | ТО | 730 | 8 | 54 | 16 | 144 | |
Т | 2920 | 96 | 17 | 480 | 1360 | |||
К | 52560 | 240 | 1 | 1725 | 287 | |||
правки и резки листов из рулонов, скорость 20 - 40 м/мин. | 50 | ТО | 730 | 8 | 48 | 16 | 128 | |
Т | 2190 | 48 | 23 | 260 | 997 | |||
К | 52560 | 120 | 1 | 970 | 162 | |||
сварки, размер ленты 400 x 4 - 60 x 1150 мм | 231 | ТО | 365 | 8 | 40 | 32 | 640 | |
Т | 2190 | 56 | 7 | 400 | 1400 | |||
К | 17520 | 120 | 1 | 2000 | 1000 | |||
травления, размер ленты 1200 x 0,2 - 2,5 x 1050 мм | 202 | ТО | 365 | 8 | 40 | 32 | 640 | |
Т | 2190 | 96 | 7 | 480 | 1680 | |||
К | 17520 | 192 | 1 | 3600 | 1800 | |||
15 | травления горячекатаных рулонов, размер ленты 1400 x 3,6 x 1000 мм | 304 | ТО | 365 | 8 | 20 | 32 | 640 |
Т | 2190 | 96 | 3 | 600 | 1800 | |||
К | 8760 | 192 | 1 | 3600 | 3600 | |||
широкой фрезеровки с адъюстажным оборудованием, толщина полосы 12 мм | 870 | ТО | 365 | 16 | 60 | 48 | 960 | |
Т | 2190 | 96 | 11 | 560 | 2053 | |||
К | 26280 | 240 | 1 | 9200 | 3067 | |||
Машина напольно-завалочная, грузоподъемность 0,5 - 1 т | 9 - 12 | ТО | 730 | 16 | 30 | 16 | 160 | |
Т | 4380 | 96 | 5 | 105 | 175 | |||
К | 26280 | 168 | 1 | 300 | 100 | |||
18 | Машина напольно-завалочная, грузоподъемность 3 т | 20 | ТО | 730 | 16 | 30 | 32 | 320 |
Т | 4380 | 120 | 5 | 140 | 233 | |||
К | 26280 | 240 | 1 | 460 | 153 | |||
19 | Машина литейная ПН-2, ПН-3 на три слитка, производительность 4,5 т/ч, длина слитка 4200 мм | 8 | ТО | 730 | 4 | 24 | 8 | 64 |
Т | 2190 | 32 | 11 | 96 | 352 | |||
К | 26280 | 96 | 1 | 690 | 230 | |||
Машина: | ||||||||
литейно-прокатная для получения ленты из жидкого металла, производительность 1 т/ч, размер ленты 8,5 x 1040 мм | 42 | ТО | 365 | 4 | 54 | 8 | 144 | |
Т | 1460 | 24 | 17 | 140 | 793 | |||
К | 26280 | 96 | 1 | 1400 | 467 | |||
центробежного литья, масса слитка 32 кг | 10 | ТО | 730 | 24 | 50 | 16 | 160 | |
Т | 4380 | 50 | 9 | 96 | 173 | |||
К | 43800 | 70 | 1 | 190 | 38 | |||
литейная горизонтальная, размер слитка 25 x 200 x 860 мм | 8 | ТО | - | - | - | - | - | |
Т | 730 | 32 | 47 | 96 | 1128 | |||
К | 35040 | 168 | 1 | 360 | 90 | |||
волочильная, 1 - 6-кратного волочения | 7,2 | ТО | 2190 | 16 | 15 | 32 | 96 | |
Т | 8760 | 48 | 4 | 136 | 109 | |||
К | 43800 | 96 | 1 | 245 | 49 | |||
24 | волочильная, 7 - 13-кратного волочения | 5,6 | ТО | 2190 | 16 | 15 | 32 | 96 |
Т | 8760 | 80 | 4 | 136 | 109 | |||
К | 43800 | 150 | 1 | 280 | 56 | |||
25 | волочильная, 15 - 22-кратного волочения | 2,5 | ТО | 1460 | 16 | 16 | 32 | 128 |
Т | 4380 | 80 | 7 | 120 | 210 | |||
К | 35040 | 170 | 1 | 310 | 77 | |||
правильная для труб и прутков диаметром 3 - 12 мм | 10 | ТО | 1460 | 8 | 20 | 8 | 32 | |
Т | 4380 | 16 | 9 | 64 | 115 | |||
К | 43800 | 64 | 1 | 210 | 42 | |||
27 | правильная для труб и прутков диаметром 13 - 38 мм | 15 | ТО | 1460 | 8 | 20 | 16 | 64 |
Т | 4380 | 16 | 9 | 64 | 115 | |||
К | 43800 | 72 | 1 | 276 | 55 | |||
28 | правильная для труб и прутков диаметром 30 - 114 мм | 16 | ТО | 1460 | 8 | 20 | 16 | 64 |
Т | 4380 | 32 | 9 | 96 | 173 | |||
К | 43800 | 90 | 1 | 276 | 55 | |||
29 | правильная, 5 - 11-валковая | 15 | ТО | 730 | 8 | 60 | 8 | 80 |
Т | 4380 | 32 | 11 | 96 | 176 | |||
К | 52560 | 96 | 1 | 256 | 43 | |||
30 | правильная, 17 - 23-валковая | 12 | ТО | 730 | 8 | 60 | 16 | 160 |
Т | 4380 | 40 | 11 | 144 | 264 | |||
К | 52560 | 120 | 1 | 400 | 66 | |||
правильно-отрезная, диаметр прутка 5 - 16 мм | 6,2 | ТО | 730 | 8 | 50 | 16 | 160 | |
Т | 4380 | 36 | 9 | 72 | 130 | |||
К | 43800 | 96 | 1 | 288 | 57 | |||
32 | правильная для профильного проката, скорость правки 48 м/мин. | 1,1 | ТО | 2190 | 8 | 15 | 8 | 24 |
Т | 8760 | 32 | 4 | 42 | 34 | |||
К | 43800 | 64 | 1 | 115 | 23 | |||
33 | правильно-перематывающая, ширина ленты 1100 мм, толщина 2 мм | 30 | ТО | 730 | 4 | 50 | 8 | 80 |
Т | 4380 | 20 | 9 | 80 | 144 | |||
К | 43800 | 96 | 1 | 550 | 110 | |||
перематывающая универсальная, ширина ленты 1100 мм, толщина 0,15 - 0,6 мм | 7 | ТО | 730 | 4 | 50 | 8 | 80 | |
Т | 4380 | 16 | 9 | 48 | 86 | |||
К | 43800 | 48 | 1 | 276 | 55 | |||
для развертывания рулонов ленты, ширина ленты 1000 - 1400 мм, толщина 4 - 7 мм | 8 | ТО | 2190 | 8 | 15 | 12 | 36 | |
Т | 8760 | 24 | 4 | 48 | 38 | |||
К | 43800 | 48 | 1 | 96 | 19 | |||
шабровочная для слитков, производительность 15 т/ч | 8 | ТО | 730 | 8 | 50 | 8 | 80 | |
Т | 4380 | 32 | 9 | 64 | 115 | |||
К | 43800 | 72 | 1 | 175 | 35 | |||
для крашения или лакирования фольги, толщина ленты от 0,03 до 0,15 мм | 20 | ТО | 1460 | 8 | 16 | 8 | 32 | |
Т | 4380 | 32 | 7 | 80 | 140 | |||
К | 35040 | 96 | 1 | 180 | 45 | |||
гелиопечатная, толщина ленты до 100 мкм | 17 | ТО | 1460 | 8 | 16 | 8 | 32 | |
Т | 4380 | 32 | 7 | 80 | 140 | |||
К | 35040 | 96 | 1 | 180 | 45 | |||
капировальная, ширина ленты 500 мм, толщина до 50 мкм | 20 | ТО | 1460 | 8 | 16 | 8 | 32 | |
Т | 4380 | 32 | 7 | 80 | 140 | |||
К | 35040 | 96 | 1 | 180 | 45 | |||
для сдваивания или раздваивания фольги, толщина ленты 7 - 15 мкм | 6 | ТО | 1460 | 4 | 16 | 8 | 32 | |
Т | 4380 | 24 | 7 | 48 | 84 | |||
К | 35040 | 72 | 1 | 150 | 37 | |||
41 | Печь плавильная индукционная в комплексе со вспомогательным устройством, вместимость 1,6 т | 8 | ТО | 730 | 8 | 30 | 16 | 160 |
Т | 4380 | 48 | 5 | 96 | 160 | |||
К | 26280 | 120 | 1 | 480 | 160 | |||
Печь плавильная индукционная вакуумная, вместимость 3 т | 75 | ТО | 730 | 8 | 50 | 16 | 160 | |
Т | 4380 | 36 | 9 | 96 | 173 | |||
К | 43800 | 120 | 1 | 800 | 160 | |||
плавильная дуговая, вместимость 0,5 - 1,6 т | 6 | ТО | 730 | 8 | 50 | 12 | 120 | |
Т | 4380 | 36 | 9 | 96 | 173 | |||
К | 43800 | 120 | 1 | 640 | 128 | |||
44 | плавильная дуговая вакуумная, вместимость 1 - 3 т | 50 | ТО | 730 | 24 | 66 | 16 | 176 |
Т | 8760 | 48 | 5 | 240 | 200 | |||
К | 52560 | 160 | 1 | 1080 | 180 | |||
плавильная отражательная, площадь пода 5 м2 | 80 | ТО | 730 | 8 | 20 | 24 | 240 | |
Т | 4380 | 72 | 3 | 360 | 540 | |||
К | 17520 | 180 | 1 | 700 | 350 | |||
нагревательная электрическая, мощность 75 - 230 кВт, температура 500 - 800 °C | 11 - 20 | ТО | 2190 | 8 | 9 | 24 | 72 | |
Т | 8760 | 48 | 2 | 112 | 75 | |||
К | 26280 | 100 | 1 | 480 | 160 | |||
47 | нагревательная электрическая, мощность 1000 кВт, температура 500 - 540 °C | 75 | ТО | 2190 | 8 | 9 | 32 | 96 |
Т | 8760 | 120 | 2 | 240 | 160 | |||
К | 26280 | 300 | 1 | 1260 | 420 | |||
48 | нагревательная электрическая конвейерная, мощность 170 - 240 кВт, температура 780 - 830 °C | 53 | ТО | 2190 | 24 | 9 | 24 | 72 |
Т | 8760 | 56 | 2 | 192 | 128 | |||
К | 26280 | 250 | 1 | 840 | 280 | |||
49 | нагревательная электрическая, мощность 32 - 36 кВт, температура 600 - 750 °C | 7 | ТО | 2190 | 7 | 12 | 16 | 48 |
Т | 8760 | 14 | 3 | 42 | 31 | |||
К | 35040 | 72 | 1 | 138 | 34 | |||
нагревательная электрическая с шагающим подом | ТО | 1460 | 24 | 20 | 48 | 240 | ||
Т | 8760 | 48 | 3 | 480 | 360 | |||
К | 35040 | 250 | 1 | 2500 | 625 | |||
51 | нагревательная на жидком или газообразном топливе, температура 800 - 1050 °C, площадь пода 10 - 15 м2 | 40 - 50 | ТО | - | - | - | - | - |
Т | 2190 | 56 | 7 | 144 | 504 | |||
К | 17520 | 192 | 1 | 960 | 480 | |||
52 | нагревательная на жидком или газообразном топливе, температура 1100 - 1400 °C, площадь пода 20 - 30 м2 | 200 - 220 | ТО | - | - | - | - | - |
Т | 2190 | 144 | 7 | 400 | 1400 | |||
К | 17520 | 240 | 1 | 1800 | 900 | |||
53 | нагревательная кольцевая газовая с вращающимся подом, диаметр пода 11 м, температура 800 - 1100 °C, производительность 20 т/ч | 316 | ТО | 730 | 8 | 20 | 16 | 160 |
Т | 4380 | 144 | 3 | 600 | 900 | |||
К | 17520 | 240 | 1 | 3000 | 1500 | |||
ПН-34, ПН-55, электрическая отжиговая конвейерная, длина 15 м, температура 500 - 600 °C | 80 | ТО | - | - | - | - | - | |
Т | 4380 | 24 | 9 | 80 | 144 | |||
К | 43800 | 96 | 1 | 243 | 49 | |||
55 | УКР-24, двухкамерная, электрическая отжиговая, мощность 800 кВт, температура 500 - 800 °C | 150 | ТО | 2190 | 8 | 10 | 16 | 32 |
Т | 4380 | 32 | 9 | 160 | 288 | |||
К | 43800 | 120 | 1 | 380 | 76 | |||
56 | ОКБ 4268А, электрическая отжиговая, мощность 600 кВт, температура 500 - 800 °C | 120 | ТО | 730 | 5 | 40 | 12 | 96 |
Т | 2190 | 48 | 19 | 160 | 608 | |||
К | 43800 | 120 | 1 | 960 | 192 | |||
ОКБ-185, светлого отжига, температура 500 - 800 °C, мощность 180 кВт | 25 | ТО | - | - | - | - | - | |
Т | 2190 | 40 | 11 | 72 | 264 | |||
К | 26280 | 96 | 1 | 230 | 76 | |||
ОКБ-170, светлого отжига, температура 800 °C, мощность 270 кВт | 37 | ТО | - | - | - | - | ||
Т | 2190 | 48 | 11 | 72 | 264 | |||
К | 26280 | 96 | 1 | 270 | 90 | |||
59 | ЦЭП-290, электрическая муфельная светлого отжига, размер муфеля 1000 x 1900 мм | 9 | ТО | - | - | - | - | |
Т | 4380 | 16 | 9 | 40 | 72 | |||
К | 43800 | 72 | 1 | 185 | 37 | |||
60 | отжига ОКБ4082, мощность 800 кВт, температура - 700 °C | 305 | ТО | 365 | 8 | 88 | 32 | 704 |
Т | 4380 | 96 | 7 | 360 | 630 | |||
К | 35040 | 240 | 1 | 2400 | 600 | |||
Пресс: | ||||||||
механический для правки труб и прутков, усилие 10 - 150 кН | 1,5 | ТО | 2160 | 8 | 15 | 24 | 72 | |
Т | 8760 | 24 | 4 | 70 | 56 | |||
К | 43800 | 48 | 1 | 160 | 32 | |||
62 | механический для правки труб и прутков, усилие 200 - 1400 кН | 2 - 12 | ТО | 2160 | 8 | 15 | 24 | 72 |
Т | 8760 | 24 | 4 | 120 | 96 | |||
К | 43800 | 48 | 1 | 250 | 50 | |||
гидравлический горизонтальный, усилие 1000 кН | 22 | ТО | 730 | 8 | 30 | 16 | 160 | |
Т | 4380 | 32 | 5 | 128 | 213 | |||
К | 26280 | 120 | 1 | 360 | 120 | |||
64 | гидравлический горизонтальный, усилие 6000 кН | 84 | ТО | 730 | 24 | 30 | 48 | 480 |
Т | 4380 | 60 | 5 | 360 | 600 | |||
К | 26280 | 180 | 1 | 840 | 280 | |||
65 | гидравлический горизонтальный, усилие 10000 - 15000 кН | 100 | ТО | 730 | 36 | 30 | 120 | 1200 |
Т | 4380 | 80 | 5 | 320 | 533 | |||
К | 26280 | 192 | 1 | 1300 | 433 | |||
66 | гидравлический горизонтальный, усилие 20000 кН | 200 | ТО | 730 | 32 | 30 | 140 | 1400 |
Т | 4380 | 80 | 5 | 500 | 833 | |||
К | 26280 | 200 | 1 | 1400 | 467 | |||
67 | гидравлический горизонтальный, усилие 35000 кН | 350 | ТО | 730 | 36 | 30 | 180 | 1800 |
Т | 4380 | 96 | 5 | 730 | 1217 | |||
К | 26280 | 250 | 1 | 1900 | 633 | |||
68 | усилием 500 - 1500 кН | 2,3 | ТО | 1460 | 4 | 30 | 8 | 40 |
Т | 8760 | 24 | 5 | 48 | 40 | |||
К | 52560 | 72 | 1 | 200 | 33 | |||
69 | усилием 2500 - 3000 кН | 5,5 | ТО | 2190 | 8 | 18 | 16 | 48 |
Т | 8760 | 36 | 5 | 72 | 60 | |||
К | 52560 | 72 | 1 | 280 | 46 | |||
70 | усилием 4000 - 6500 кН | 20 | ТО | 1460 | 16 | 30 | 22 | 110 |
Т | 8760 | 36 | 5 | 150 | 125 | |||
К | 52560 | 120 | 1 | 660 | 110 | |||
Стан: | ||||||||
прокатный ленточный ДУО, размеры валков 210 - 425 x 150 - 900 скорость прокатки до 1 м/с | 30 | ТО | 730 | 4 | 45 | 8 | 72 | |
Т | 2920 | 48 | 14 | 160 | 448 | |||
К | 43800 | 96 | 1 | 500 | 100 | |||
холодной прокатки ДУО, размер валков 350 - 650 x 500 - 1300, скорость прокатки до 1 м/с | 40 - 140 | ТО | 730 | 4 | 50 | 8 | 80 | |
Т | 4380 | 72 | 9 | 240 | 432 | |||
К | 43800 | 144 | 1 | 720 | 144 | |||
73 | прокатный ДУО 2 - 4-клетевой, размер валков 508 - 650 x 890 - 1600 мм | 48,5 - 89 | ТО | 730 | 8 | 40 | 24 | 240 |
Т | 4380 | 84 | 7 | 480 | 840 | |||
К | 35040 | 168 | 1 | 1380 | 345 | |||
горячей прокатки ДУО нереверсивный, размер валков 850 x 1500 мм | 337 | ТО | 730 | 8 | 30 | 96 | 960 | |
Т | 4380 | 80 | 5 | 480 | 800 | |||
К | 26280 | 192 | 1 | 2500 | 833 | |||
75 | горячей прокатки ДУО реверсивный, размер валков 800 x 1350 мм | 697 | ТО | 730 | 8 | 18 | 110 | 660 |
Т | 1460 | 64 | 17 | 960 | 5440 | |||
К | 26280 | 240 | 1 | 7080 | 2660 | |||
76 | горячей прокатки ДУО реверсивный, размер валков 850 x 1650 мм | 935 | ТО | 730 | 24 | 18 | 320 | 1920 |
Т | 1460 | 80 | 17 | 1200 | 6800 | |||
К | 26280 | 240 | 1 | 18000 | 6000 | |||
листопрокатный горячей прокатки ДУО реверсивный, размер валков 1100 x 4000 мм | 2612 | ТО | 730 | 8 | 40 | 48 | 480 | |
Т | 4380 | 130 | 7 | 960 | 1680 | |||
К | 35040 | 240 | 1 | 8550 | 2138 | |||
фольгопрокатный ДУО, размер валков 230 - 370 x 500 - 900 мм | 6 | ТО | 730 | 8 | 60 | 16 | 160 | |
Т | 4380 | 48 | 11 | 140 | 256 | |||
К | 52560 | 96 | 1 | 400 | 66 | |||
листопрокатный горячей прокатки Трио, размер валков 475 - 650/600 - 750 x 1000 - 1525 мм | 288 | ТО | 730 | 8 | 40 | 64 | 640 | |
Т | 4380 | 100 | 7 | 820 | 1435 | |||
К | 35040 <*> | 240 | 1 | 8200 <*> | 2050 | |||
прокатный "Кварто", размер валков 110 - 150/450 - 600 x 300 - 800 мм, скорость прокатки до 10 м/с | 30 | ТО | 730 | 8 | 32 | 24 | 192 | |
Т | 2190 | 48 | 15 | 240 | 900 | |||
К | 35040 | 120 | 1 | 690 | 172 | |||
81 | прокатный "Кварто-250", размер валков 250 x 750 x 1000 мм, 250 x 650 x 820 мм, 250 x 750 x 850 мм | 180 | ТО | 365 | 8 | 60 | 32 | 640 |
Т | 2190 | 48 | 11 | 400 | 1466 | |||
К | 26280 | 144 | 1 | 3500 | 1166 | |||
82 | прокатный "Кварто", размер валков 330/800 x 1225 мм | 180 | ТО | 730 | 8 | 40 | 32 | 320 |
Т | 4380 | 48 | 7 | 300 | 525 | |||
К | 35040 | 144 | 1 | 2000 | 500 | |||
83 | прокатный "Кварто-400", размер валков 420/1050 x 1200 мм | 874 | ТО | 730 | 8 | 32 | 48 | 384 |
Т | 2190 | 56 | 15 | 840 | 3150 | |||
К | 35040 | 144 | 1 | 8000 | 2000 | |||
84 | прокатный "Кварто-500", размер валков 520/1020 x 1400 мм | 1167 | ТО | 365 | 8 | 54 | 76 | 1368 |
Т | 1460 | 48 | 17 | 1200 | 6800 | |||
К | 26280 | 192 | 1 | 12500 | 4166 | |||
фольгопрокатный "Кварто-165", размер валков 165/400 x 1200 мм | 56 | ТО | 730 | 8 | 60 | 24 | 240 | |
Т | 4380 | 48 | 11 | 160 | 293 | |||
К | 52560 | 144 | 1 | 1200 | 200 | |||
86 | фольгопрокатный "Кварто", размер валков 250/610 - 750 x 1225 - 1650 мм | 87 | ТО | 730 | 8 | 40 | 24 | 240 |
Т | 4380 | 48 | 7 | 160 | 280 | |||
К | 35040 | 144 | 1 | 1500 | 375 | |||
87 | фольгопрокатный "Кварто-240" трехклетевой, размер валков 250/600 x 1200 мм | 360 | ТО | 730 | 8 | 60 | 48 | 480 |
Т | 4080 | 96 | 11 | 470 | 862 | |||
К | 52560 | 210 | 1 | 4700 | 783 | |||
88 | прокатный "Тандем" пятиклетевой, размер валков 115/440 x 710 мм | 175 | ТО | 365 | 8 | 54 | 16 | 288 |
Т | 1460 | 32 | 17 | 240 | 1360 | |||
К | 26280 | 196 | 1 | 3500 | 1166 | |||
89 | "Тандем-1000" трехклетевой непрерывной прокатки, размер валков 375/1000 x 1000 мм, 420/1050 x 1120 мм | 914 | ТО | 365 | 8 | 36 | 32 | 384 |
Т | 730 | 24 | 35 | 400 | 4666 | |||
К | 26280 | 240 | 1 | 7400 | 2466 | |||
90 | лентопрокатный 6-валковый, размер валков 75 - 160/165 - 350 x 180 - 450 мм | 14 | ТО | 730 | 8 | 50 | 16 | 160 |
Т | 4380 | 48 | 9 | 140 | 252 | |||
К | 43800 | 120 | 1 | 700 | 140 | |||
прокатный 12-валковый, размер валков 38 - 50 x 310 - 350 мм | 40 | ТО | 730 | 4 | 40 | 24 | 240 | |
Т | 4380 | 72 | 7 | 210 | 367 | |||
К | 35040 | 144 | 1 | 1100 | 275 | |||
92 | прокатный 20-валковый, размер валков 20 - 120 x 400 мм | 11,4 | ТО | 365 | 8 | 60 | 24 | 480 |
Т | 2190 | 36 | 11 | 120 | 440 | |||
К | 26280 | 144 | 1 | 1100 | 366 | |||
холодной прокатки труб ХПТР, диаметр труб 120 мм | 25 | ТО | 730 | 8 | 40 | 16 | 128 | |
Т | 2190 | 36 | 19 | 210 | 798 | |||
К | 43800 | 120 | 1 | 840 | 168 | |||
94 | холодной прокатки труб ХПТ-32; ХПТ-55 | 35 - 45 | ТО | 730 | 8 | 40 | 16 | 128 |
Т | 2190 | 48 | 19 | 210 | 798 | |||
К | 43800 | 192 | 1 | 1080 | 216 | |||
95 | холодной прокатки труб ХПТ-75 | 120 | ТО | 730 | 16 | 50 | 64 | 640 |
Т | 4380 | 72 | 9 | 400 | 720 | |||
К | 43800 | 240 | 1 | 1600 | 320 | |||
трубосварочный ТВЦ-10-76, диаметр свариваемых труб 22 - 32 мм | 45 | ТО | 730 | 4 | 40 | 16 | 128 | |
Т | 2190 | 24 | 19 | 240 | 912 | |||
К | 43800 | 144 | 1 | 1270 | 254 | |||
волочильный однониточный, усилие до 15 кН | 10 | ТО | 730 | 2 | 60 | 4 | 40 | |
Т | 4380 | 14 | 11 | 42 | 77 | |||
К | 52560 | 56 | 1 | 220 | 37 | |||
98 | волочильный однониточный, усилие 30 - 80 кН | 20 | ТО | 730 | 4 | 60 | 8 | 80 |
Т | 4380 | 24 | 11 | 60 | 110 | |||
К | 52560 | 72 | 1 | 346 | 58 | |||
99 | волочильный однониточный, усилие 100 - 150 кН | 28 | ТО | 730 | 4 | 60 | 8 | 80 |
Т | 4380 | 32 | 11 | 96 | 176 | |||
К | 52560 | 96 | 1 | 430 | 72 | |||
100 | волочильный однониточный, усилие 200 - 300 кН | 21 | ТО | 730 | 8 | 60 | 16 | 160 |
Т | 4380 | 48 | 11 | 112 | 205 | |||
К | 52560 | 120 | 1 | 526 | 88 | |||
101 | волочильный однониточный, усилие 400 - 500 кН | 70 | ТО | 730 | 8 | 60 | 16 | 160 |
Т | 4380 | 48 | 11 | 192 | 352 | |||
К | 52560 | 120 | 1 | 720 | 120 | |||
102 | волочильный однониточный, усилие 750 кН | 130 | ТО | 730 | 80 | 60 | 24 | 240 |
Т | 4380 | 48 | 11 | 240 | 440 | |||
К | 52560 | 120 | 1 | 1150 | 192 | |||
волочильный двух- и трехниточный с автоматической задачей труб, усилие 15 - 50 кН | 4 | ТО | 730 | 4 | 60 | 6 | 60 | |
Т | 4380 | 40 | 11 | 60 | 110 | |||
К | 52560 | 96 | 1 | 276 | 46 | |||
104 | волочильный двух- и трехниточный с автоматической задачей труб, усилие 80 - 120 кН | 10 | ТО | 730 | 4 | 60 | 8 | 80 |
Т | 4380 | 40 | 11 | 80 | 146 | |||
К | 52560 | 96 | 1 | 430 | 72 | |||
105 | волочильный трехниточный с автоматической задачей труб, усилие 150 кН | 24 | ТО | 730 | 8 | 60 | 8 | 80 |
Т | 4380 | 72 | 11 | 170 | 312 | |||
К | 52560 | 120 | 1 | 390 | 65 | |||
106 | волочильный трехниточный с автоматической задачей труб, усилие 300 кН | 44 | ТО | 730 | 8 | 60 | 8 | 80 |
Т | 4380 | 72 | 11 | 190 | 348 | |||
К | 52560 | 144 | 1 | 690 | 115 | |||
107 | волочильный ВСТ-1000; ВСТ-1500, диаметр барабана 1000 мм и 1500 мм, усилие 80 кН | 34 - 35 | ТО | 730 | 8 | 50 | 16 | 160 |
Т | 4380 | 80 | 9 | 320 | 576 | |||
К | 43800 | 128 | 1 | 920 | 184 | |||
Установка: | ||||||||
для травления ленты, размер ленты 0,1 x 3 x 300 - 750 мм | 15 | ТО | 730 | 8 | 24 | 16 | 128 | |
Т | 2190 | 48 | 11 | 144 | 528 | |||
К | 26280 | 120 | 1 | 550 | 183 | |||
109 | для травления листов и труб | 25 | ТО | - | - | - | - | - |
Т | 2190 | 16 | 11 | 32 | 117 | |||
К | 26280 | 120 | 1 | 750 <**> | 250 | |||
110 | струйного травления ленты, скорость травления 30 м/мин. | 56 | ТО | 730 | 8 | 24 | 16 | 128 |
Т | 2190 | 48 | 11 | 144 | 528 | |||
К | 26280 | 150 | 1 | 550 | 183 | |||
Фрезмашина для медных, латунных и алюминиевых слитков, размеры слитков 145 - 250 x 750 - 1250 x 1020 - 5000 мм | 56 | ТО | 730 | 8 | 40 | 16 | 160 | |
Т | 4380 | 48 | 7 | 140 | 245 | |||
К | 35040 | 120 | 1 | 560 | 140 | |||
Фрезагрегат с адъюстажным оборудованием, толщина полосы до 20 мм | 150 | ТО | 730 | 8 | 36 | 16 | 144 | |
Т | 2920 | 48 | 11 | 240 | 660 | |||
К | 35040 | 120 | 1 | 1200 | 300 | |||
--------------------------------
Примечание. Продолжительность и трудоемкость ремонтов прокатных станов приняты с учетом ремонта адъюстажного оборудования.
Агрегат для производства баббита, производительность 10 т/сут. | 12 | ТО | 730 | 4 | 12 | 8 | 48 | |
Т | 1460 | 24 | 11 | 72 | 396 | |||
К | 17520 | 240 | 1 | 700 | 350 | |||
Барабан для обезлуживания белой жести | 9 | ТО | 730 | 8 | 30 | 8 | 80 | |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 96 | 1 | 320 | 106 | |||
Грохот барабанный, диаметр 2300 мм, длина 8000 мм | 20,0 | ТО | 730 | 4 | 12 | 4 | 24 | |
Т | 1460 | 8 | 11 | 16 | 88 | |||
К | 17520 | 72 | 1 | 200 | 100 | |||
Котел рафинировочный с электрообогревом, вместимость 25 т | 18 | ТО | 2190 | 8 | 21 | 24 | 84 | |
Т | 17520 | 36 | 2 | 72 | 24 | |||
К | 52560 | 120 | 1 | 320 | 54 | |||
Машина: | ||||||||
наполно-завалочная, грузоподъемность 0,5 - 1 т | 9 - 12 | ТО | 730 | 12 | 30 | 24 | 240 | |
Т | 4380 | 96 | 5 | 105 | 175 | |||
К | 26280 | 168 | 1 | 300 | 100 | |||
6 | напольно-завалочная, грузоподъемность 3 т | 20 | ТО | 730 | 24 | 30 | 24 | 240 |
Т | 4380 | 120 | 5 | 140 | 232 | |||
К | 26280 | 240 | 1 | 460 | 152 | |||
загрузочная пневматическая, вместимость камеры 4 т | 5 | ТО | 180 | 3 | 228 | 3 | 137 | |
Т | 2920 | 16 | 14 | 32 | 90 | |||
К | 43800 | 120 | 1 | 230 | 46 | |||
8 | длиной 9 м, для розлива цинка, алюминия, магния | 4 | ТО | 730 | 8 | 55 | 8 | 88 |
Т | 8760 | 24 | 4 | 64 | 51 | |||
К | 43800 | 72 | 1 | 240 | 48 | |||
9 | длиной 15 м | 12,5 | ТО | 730 | 8 | 30 | 8 | 80 |
Т | 4380 | 48 | 5 | 96 | 160 | |||
К | 26280 | 96 | 1 | 400 | 133 | |||
10 | длиной 20 м | 16,2 | ТО | 730 | 8 | 30 | 8 | 80 |
Т | 4380 | 48 | 5 | 110 | 183 | |||
К | 26280 | 144 | 1 | 500 | 167 | |||
11 | длиной 30 м | 19,5 | ТО | 730 | 8 | 30 | 16 | 160 |
Т | 4380 | 48 | 5 | 170 | 282 | |||
К | 26280 | 120 | 1 | 640 | 213 | |||
Ножницы аллигаторные Н-313, НА-313 | 7 | ТО | 730 | 4 | 20 | 4 | 40 | |
Т | 4380 | 16 | 3 | 32 | 48 | |||
К | 17520 | 72 | 1 | 200 | 100 | |||
Печь: | ||||||||
отражательная, площадь пода 9,6 м2 | 160 | ТО | 730 | 8 | 30 | 24 | 240 | |
Т | 4380 | 48 | 5 | 480 | 800 | |||
К | 26280 | 240 | 1 | 4090 | 1363 | |||
отражательная, площадь пода 12,8 м2 | 190 | ТО | 730 | 8 | 30 | 24 | 240 | |
Т | 4380 | 48 | 5 | 600 | 1000 | |||
К | 26280 | 240 | 1 | 4600 | 1533 | |||
15 | отражательная, площадь пода 30 м2 | 203 | ТО | 730 | 8 | 30 | 32 | 320 |
Т | 4380 | 48 | 5 | 740 | 1233 | |||
К | 26280 | 240 | 1 | 7800 | 2600 | |||
индукционная ИАТ-6, вместимость 6 т | 88 | ТО | 730 | 8 | 18 | 24 | 216 | |
Т | 2920 | 96 | 5 | 160 | 400 | |||
К | 17520 | 192 | 1 | 1170 | 585 | |||
17 | индукционная высокочастотная типа АЯКС, вместимость 4 т | 58 | ТО | 730 | 9 | 40 | 24 | 240 |
Т | 4380 | 48 | 7 | 144 | 252 | |||
К | 35040 | 120 | 1 | 820 | 205 | |||
вакуум-дистилляционная типа ИАКД, вместимость 6 т | 71 | ТО | 730 | 12 | 33 | 32 | 352 | |
Т | 8760 | 96 | 2 | 192 | 127 | |||
К | 26280 | 192 | 1 | 1920 | 640 | |||
Пресс: | ||||||||
пакетировочный ПГ-100, Б-122, ПГ-160, усилие до 1600 кН | 60 | ТО | 730 | 12 | 20 | 12 | 120 | |
Т | 4380 | 72 | 3 | 120 | 180 | |||
К | 17520 | 144 | 1 | 370 | 185 | |||
20 | пакетировочный ПГ-400, усилие 4000 кН | 14 | ТО | 730 | 18 | 20 | 29 | 200 |
Т | 4320 | 120 | 3 | 200 | 300 | |||
К | 17520 | 360 | 1 | 700 | 350 | |||
21 | пакетировочный ПГ-800, усилие 8000 кН | 27 | ТО | 730 | 24 | 20 | 35 | 350 |
Т | 4380 | 196 | 3 | 370 | 555 | |||
К | 17520 | 480 | 1 | 1100 | 550 | |||
22 | пакетировочный Б-101, усилие 15000 кН | 639 | ТО | 730 | 36 | 20 | 45 | 450 |
Т | 4380 | 240 | 3 | 450 | 675 | |||
К | 17520 | 720 | 1 | 1500 | 750 | |||
брикетировочный Б-654, усилие 6300 кН | 27 | ТО | 730 | 16 | 20 | 24 | 240 | |
Т | 4380 | 120 | 3 | 260 | 390 | |||
К | 17520 | 240 | 1 | 840 | 420 | |||
Линия: | ||||||||
сортировка лома производительностью 5 т/ч, в комплекте: ленточные конвейеры, пластинчатый питатель, сепараторы, приводная и натяжная станции, грохоты, бункер | 25 | ТО | 730 | 8 | 24 | 8 | 64 | |
Т | 2190 | 24 | 11 | 48 | 176 | |||
К | 26280 | 180 | 1 | 500 | 165 | |||
сушки стружки производительностью 2,5 - 5 т/ч, в комплекте: бункера, пластинчатые питатели, грохоты, элеваторы, печь барабанная, сепаратор, камера дожигания, форкамера | 80 | ТО | 730 | 24 | 20 | 24 | 240 | |
Т | 4380 | 72 | 3 | 360 | 540 | |||
К | 17520 | 480 | 1 | 2000 | 1000 | |||
Блок торсионных питателей, из шести питателей | 60 | ТО | 365 | 12 | 24 | 12 | 144 | |
Т | 730 | 36 | 23 | 60 | 690 | |||
К | 17520 | 240 | 1 | 770 | 385 | |||
Сепаратор магнитный МСШ-7 | 3,2 | ТО | 730 | 4 | 20 | 4 | 40 | |
Т | 4380 | 24 | 3 | 48 | 72 | |||
К | 17520 | 48 | 1 | 128 | 64 | |||
28 | магнитный барабанного типа | 3,2 | ТО | 730 | 8 | 10 | 8 | 80 |
Т | 4380 | 48 | 1 | 96 | 96 | |||
К | 8670 | 144 | 1 | 210 | 210 | |||
Станок для разделки кабеля СРК-2 | 3 | ТО | 730 | 8 | 30 | 8 | 80 | |
Т | 4380 | 32 | 5 | 64 | 106 | |||
К | 26280 | 72 | 1 | 200 | 66 | |||
Стружкодробилка молотковая СМ-2, производительность 1 - 2 т/ч | 4 | ТО | 730 | 8 | 15 | 8 | 80 | |
Т | 4380 | 24 | 2 | 72 | 96 | |||
К | 13140 | 48 | 1 | 156 | 103 | |||
Аппарат охлаждения реторт, восстановления и сепарации, диаметр 2000 мм, высота 5500 мм | 4 | ТО | 730 | 3 | 20 | 6 | 60 | |
Т | 4380 | 8 | 3 | 24 | 36 | |||
К | 17520 | 64 | 1 | 150 | 75 | |||
Бак с мешалкой, объем 100 м3 | 5 | ТО | 730 | 6 | 30 | 8 | 80 | |
Т | 4380 | 48 | 5 | 144 | 240 | |||
К | 26280 | 96 | 1 | 600 | 200 | |||
Брызгоуловитель гуммированный, диаметр 2500 мм, высота 10000 мм | 10 | ТО | - | - | - | - | - | |
Т | 4380 | 48 | 5 | 132 | 220 | |||
К | 26280 | 360 | 1 | 960 | 320 | |||
Ванна для травления, объем 3 м3 | 1,5 | ТО | 730 | 2 | 20 | 2 | 20 | |
Т | 4380 | 8 | 3 | 16 | 24 | |||
К | 17520 | 48 | 1 | 130 | 65 | |||
Дробилка: | ||||||||
дисковая для дробления титановой губки | 55 | ТО | 730 | 8 | 36 | 16 | 96 | |
Т | 1460 | 24 | 35 | 70 | 408 | |||
К | 52560 | 120 | 1 | 312 | 52 | |||
клиновая для дробления титановой губки | 54 - 57 | ТО | 730 | 8 | 36 | 16 | 96 | |
Т | 1460 | 24 | 35 | 70 | 408 | |||
К | 52560 | 120 | 1 | 312 | 52 | |||
Ковш: | ||||||||
вакуумный объемом 2 м3 | 5 | ТО | 365 | 6 | 3 | 12 | 216 | |
Т | 1460 | 16 | 1 | 32 | 192 | |||
К | - | - | - | - | - | |||
хлористого магния объемом 2 м3 | 3 - 3,5 | ТО | 365 | 8 | 18 | 14 | 252 | |
Т | 1460 | 16 | 5 | 32 | 160 | |||
К | 8760 | 40 | 1 | 160 | 160 | |||
с мешалкой универсальный футерованный для карналлита и шлама объемом 2 м3 | 5 | ТО | 365 | 6 | 18 | 12 | 216 | |
Т | 1460 | 16 | 5 | 32 | 160 | |||
К | 8760 | 48 | 1 | 180 | 180 | |||
Колонна: | ||||||||
абсорбционная для сжигания хлора с комплектом технологического оборудования, диаметр 800 мм, высота 17400 мм | 10 | ТО | 730 | 8 | 20 | 16 | 160 | |
Т | 4380 | 48 | 3 | 220 | 330 | |||
К | 17520 | 240 | 1 | 1140 | 570 | |||
дистилляционная с комплектом технологического оборудования, диаметр 600 - 1000 мм, высота 20000 мм | 40 | ТО | 730 | 8 | 60 | 16 | 160 | |
Т | 4380 | 48 | 11 | 240 | 440 | |||
К | 52560 | 365 | 1 | 1300 | 216 | |||
ректификационная с комплектом технологического оборудования, диаметр 600 - 1200 мм, высота 20000 мм | 35 - 40 | ТО | 730 | 16 | 60 | 60 | 600 | |
Т | 4380 | 48 | 11 | 240 | 440 | |||
К | 52560 | 365 | 1 | 1800 | 300 | |||
Компрессор хлорный, производительность 600 - 2000 м3/ч | 0,8 | ТО | - | - | - | - | - | |
Т | 730 | 3 | 2 | 6 | 48 | |||
К | 2190 | 4 | 1 | 16 | 64 | |||
Конвейер: | ||||||||
литейный магния, ширина 800 мм, длина 14 м | 15 | ТО | 730 | 12 | 20 | 24 | 240 | |
Т | 4380 | 24 | 3 | 54 | 81 | |||
К | 17520 | 80 | 1 | 560 | 280 | |||
15 | литейный магния, ширина 800 мм, длина 12 м | 11 - 12 | ТО | 730 | 8 | 20 | 24 | 240 |
Т | 4380 | 24 | 3 | 54 | 81 | |||
К | 17520 | 80 | 1 | 320 | 160 | |||
травильный, длина 27 м | 10 - 12 | ТО | 730 | 8 | 30 | 16 | 160 | |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 80 | 1 | 240 | 80 | |||
Кристаллизатор барабанный для отработанного электролита | 10 | ТО | 730 | 3 | 20 | 6 | 60 | |
Т | 4380 | 16 | 3 | 48 | 72 | |||
К | 17520 | 48 | 1 | 192 | 96 | |||
Линия поточная для литья и защитной обработки магния, производительность 70 т/сут. | 20 | ТО | 730 | 6 | 20 | 12 | 120 | |
Т | 4380 | 24 | 3 | 120 | 180 | |||
К | 17520 | 96 | 1 | 720 | 360 | |||
Мельница шаровая для размола титановых шлаков, производительность 25 т/ч | 70 | ТО | 365 | 8 | 60 | 16 | 320 | |
Т | 2190 | 48 | 11 | 144 | 528 | |||
К | 26280 | 160 | 1 | 600 | 200 | |||
Миксер для отработанного электролита, вместимость 20 т | 68 | ТО | 730 | 2 | 22 | 4 | 44 | |
Т | 8760 | 16 | 1 | 48 | 24 | |||
К | 17520 | 160 | 1 | 960 | 480 | |||
Насос: | ||||||||
кислотный титановый ТН-70 - 100, подача 25 м3/ч | 0,1 | ТО | - | - | - | - | - | |
Т | 2190 | 2 | 11 | 4 | 15 | |||
К | 26280 | 8 | 1 | 15 | 5 | |||
для откачки шлама и электролита | 0,4 | ТО | 240 | 1 | 4 | 1 | 25 | |
Т | 730 | 5 | 1 | 8 | 48 | |||
К | 1460 | 12 | 1 | 25 | 150 | |||
Печь: | ||||||||
23 | вращающаяся для обезвоживания карналлита, диаметр 2300 мм, длина 28 м | 180 | ТО | 730 | 8 | 45 | 40 | 360 |
Т | 2920 | 120 | 14 | 516 | 1445 | |||
К | 43800 | 680 | 1 | 4800 | 960 | |||
вращающаяся для обезвоживания карналлита, диаметр 3100 мм, длина 44000 мм | 366 | ТО | 730 | 8 | 32 | 48 | 384 | |
Т | 2190 | 144 | 15 | 710 | 2663 | |||
К | 35040 | 760 | 1 | 6600 | 1650 | |||
вакуумная дуговая УВД, масса слитка 6 т | 80 | ТО | 240 | 1 | 74 | 2 | 50 | |
Т | 730 | 48 | 35 | 120 | 1400 | |||
К | 26280 | 360 | 1 | 2880 | 960 | |||
26 | для переработки гидросмесей с системой конденсации, диаметр 4200 мм, высота 7000 мм | 140 | ТО | 730 | 16 | 40 | 60 | 600 |
Т | 4380 | 64 | 7 | 420 | 735 | |||
К | 35040 | 580 | 1 | 7200 | 1800 | |||
для переработки кубовых остатков | 13 | ТО | - | - | - | - | - | |
Т | 730 | 7 | 59 | 35 | 413 | |||
К | 43800 | 160 | 1 | 600 | 120 | |||
для сжигания хвостовых газов, габариты печи 4000 x 5000 x 7000 мм | 175 | ТО | - | - | - | - | - | |
Т | 730 | 7 | 59 | 28 | 330 | |||
К | 43800 | 120 | 1 | 1720 | 344 | |||
КС обезвоживания карналлита, производительность 180 - 250 т/сут. | 82 | ТО | 730 | 8 | 24 | 24 | 192 | |
Т | 2190 | 64 | 11 | 310 | 1137 | |||
К | 26280 | 672 | 1 | 4900 | 1633 | |||
непрерывного коксования брикетов, производительность 50 - 70 т/сут. | 110 - 150 | ТО | 730 | 8 | 30 | 16 | 160 | |
Т | 4380 | 168 | 5 | 960 | 1600 | |||
К | 26280 | 720 | 1 | 11400 | 3800 | |||
непрерывного рафинирования магния, вместимость 20 т | 110 | ТО | 730 | 2 | 18 | 4 | 36 | |
Т | 2920 | 24 | 5 | 96 | 240 | |||
К | 17520 | 360 | 1 | 1800 | 900 | |||
32 | электрическая для рафинирования магния, вместимость 3 т | 9 | ТО | 730 | 2 | 33 | 4 | 44 |
Т | 8760 | 8 | 2 | 24 | 16 | |||
К | 26280 | 72 | 1 | 340 | 113 | |||
рудоплавильная для выплавки титановых шлаков с системой газоочистки, мощность 5 МВт | 255 | ТО | 730 | 16 | 30 | 96 | 960 | |
Т | 4380 | 72 | 5 | 690 | 1150 | |||
К | 26280 | 600 | 1 | 14400 | 4800 | |||
34 | рудоплавильная для выплавки титановых шлаков с системой газоочистки, мощность 14,5 МВт | 700 | ТО | 240 | 16 | 138 | 180 | 6210 |
Т | 4380 | 192 | 7 | 1800 | 3150 | |||
К | 35040 | 1320 | 1 | 24000 | 6000 | |||
соляная непрерывного действия с миксерами, производительность 90 - 120 т/ сут. | 160 - 200 | ТО | 1460 | 8 | 10 | 16 | 64 | |
Т | 4380 | 48 | 4 | 180 | 288 | |||
К | 21900 | 880 | 1 | 8800 | 3520 | |||
электрическая соляная для переработки магниевого лома, вместимость 15 т | 43 | ТО | 730 | 12 | 23 | 24 | 276 | |
Т | - | - | - | - | - | |||
К | 17520 | 365 | 1 | 1460 | 730 | |||
электрическая для аппаратов восстановления ПВ-90 | 5,6 | ТО | 730 | 1 | 24 | 1 | 8 | |
Т | 2190 | 7 | 11 | 28 | 103 | |||
К | 26280 | 96 | 1 | 364 | 120 | |||
38 | электрическая для аппаратов восстановления ПВ-150 | 6 | ТО | 730 | 1 | 20 | 1 | 8 |
Т | 2190 | 7 | 9 | 21 | 76 | |||
К | 21900 | 90 | 1 | 312 | 125 | |||
39 | электрическая для аппаратов сепарации ПС-180 | 6,6 | ТО | 730 | 1 | 20 | 1 | 8 |
Т | 2190 | 7 | 9 | 28 | 100 | |||
К | 21900 | 96 | 1 | 336 | 134 | |||
40 | электрическая для аппаратов восстановления УКР-37Б, СШЗ-15 и УК-530 | 12,3 | ТО | 730 | 1 | 20 | 1 | 8 |
Т | 2190 | 24 | 9 | 48 | 173 | |||
К | 21900 | 144 | 1 | 570 | 228 | |||
41 | электрическая для аппаратов сепарации УКР-38А, СШВ-15 и УР-531 | 14 | ТО | 730 | 1 | 20 | 1 | 8 |
Т | 2190 | 24 | 9 | 48 | 173 | |||
К | 21900 | 144 | 1 | 540 | 216 | |||
42 | пекового кокса | 115 | ТО | 730 | 8 | 24 | 24 | 192 |
Т | 2190 | 24 | 11 | 102 | 374 | |||
К | 26280 | 96 | 1 | 800 | 267 | |||
43 | шлака | 158 | ТО | 730 | 8 | 27 | 24 | 216 |
Т | 2920 | 24 | 8 | 120 | 320 | |||
К | 26280 | 144 | 1 | 720 | 240 | |||
Пресс: | ||||||||
брикетировочный, усилие 6300 кН | 23 | ТО | 730 | 6 | 24 | 12 | 96 | |
Т | 2190 | 24 | 11 | 120 | 440 | |||
К | 26280 | 80 | 1 | 520 | 173 | |||
гидравлический для выдавливания криц, усилие 6300 кН | 23,6 | ТО | 730 | 12 | 20 | 24 | 240 | |
Т | 4380 | 24 | 3 | 72 | 108 | |||
К | 17520 | 80 | 1 | 460 | 230 | |||
гидравлический для дробления губки, усилие 15000 - 20000 кН | 166 | ТО | 240 | 8 | 73 | 16 | 390 | |
Т | 730 | 24 | 35 | 240 | 2800 | |||
К | 26280 | 288 | 1 | 1600 | 533 | |||
47 | кривошипный для дробления губки, усилие 6300 кН | 20 | ТО | 1095 | 6 | 16 | 12 | 48 |
Т | 2190 | 24 | 15 | 120 | 450 | |||
К | 35040 | 80 | 1 | 570 | 143 | |||
Реактор получения низших хлоридов с системой конденсации | 8 | ТО | 240 | 1 | 60 | 1 | 24 | |
Т | 730 | 7 | 29 | 21 | 244 | |||
К | 21900 | 96 | 1 | 420 | 168 | |||
49 | антрацита | 5 | ТО | 730 | 4 | 30 | 8 | 80 |
Т | 4380 | 8 | 5 | 24 | 40 | |||
К | 26280 | 32 | 1 | 160 | 53 | |||
50 | кокса | 5 | ТО | 730 | 4 | 18 | 8 | 48 |
Т | 1460 | 8 | 17 | 24 | 136 | |||
К | 26280 | 48 | 1 | 260 | 86 | |||
51 | шлака | 147 | ТО | 730 | 8 | 50 | 24 | 240 |
Т | 4380 | 24 | 9 | 120 | 216 | |||
К | 43800 | 120 | 1 | 720 | 144 | |||
Установка подачи жидкого кека | 38 | ТО | - | - | - | - | - | |
Т | 730 | 8 | 11 | 24 | 264 | |||
К | 8760 | 24 | 1 | 96 | 96 | |||
Установка смесильно-брикетировочная | 67 | ТО | - | - | - | - | - | |
Т | 730 | 48 | 11 | 260 | 2860 | |||
К | 8760 | 64 | 1 | 780 | 780 | |||
Фильтр рукавный хлорный, поверхность фильтрации 120 м2 | 10 | ТО | 730 | 2 | 30 | 2 | 20 | |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 48 | 1 | 190 | 63 | |||
55 | карналлитовый, производительность 150 т/сут. | 180 | ТО | 365 | 2 | 15 | 4 | 48 |
Т | 730 | 8 | 14 | 48 | 538 | |||
К | 10950 | 1296 | 1 | 5780 | 4624 | |||
56 | карналлитовый, производительность 200 т/сут. | 240 | ТО | 365 | 2 | 15 | 4 | 48 |
Т | 730 | 8 | 14 | 48 | 538 | |||
К | 10950 | 1334 | 1 | 6300 | 5040 | |||
57 | солевой двухкамерный с системой конденсации | 500 | ТО | 730 | 8 | 16 | 30 | 343 |
Т | - | - | - | - | - | |||
К | 12410 | 1540 | 1 | 18500 | 13214 | |||
58 | шахтный с системой конденсации | 260 | ТО | 730 | 8 | 24 | 32 | 256 |
Т | 2190 | 90 | 11 | 420 | 1540 | |||
К | 26280 | 730 | 1 | 10950 | 3650 | |||
Хлоропровод скребковый, диаметр 650 мм, длина 100 м | 36 | ТО | 730 | 6 | 30 | 18 | 180 | |
Т | 4380 | 24 | 5 | 96 | 160 | |||
К | 26280 | 120 | 1 | 600 | 200 | |||
60 | магниевый бездиафрагменный, сила тока 85 - 110 кА | 100 | ТО | 730 | 4 | 26 | 8 | 90 |
Т | 10220 | 48 | 1 | 102 | 44 | |||
К | 20440 | 360 | 1 | 2160 | 939 | |||
61 | магниевый бездиафрагменный СМЗ с нижним вводом анодов, сила тока 85 - 150 кА | 110 | ТО | 730 | 4 | 23 | 8 | 92 |
Т | - | - | - | - | - | |||
К | 17520 | 480 | 1 | 3300 | 1650 | |||
62 | магниевый бездиафрагменный с верхним вводом анодов, сила тока 150 - 170 кА | 180 | ТО | 730 | 4 | 17 | 8 | 86 |
Т | 6935 | 48 | 1 | 192 | 122 | |||
К | 13870 | 312 | 1 | 2590 | 1639 | |||
63 | магниевый диафрагменный, сила тока 60 - 170 кА | 110 | ТО | - | - | - | - | - |
Т | 8030 | 90 | 1 | 180 | 98 | |||
К | 16060 | 240 | 1 | 1840 | 1005 | |||
Примечание. В нормативы продолжительности и трудоемкости ремонтов металлургического оборудования не входят время простоя и трудозатраты на подготовку к ремонту, остановку, сушку, разогрев и пуск его.
1 | объем 10 - 20 м3 | 1,5 - 3 | ТО | 730 | 2 | 110 | 2 | 22 |
Т | 8760 | 24 | 9 | 36 | 32 | |||
К | 87600 | 80 | 1 | 180 | 18 | |||
2 | объем 25 - 40 м3 | 3 - 5 | ТО | 730 | 2 | 110 | 2 | 22 |
Т | 8760 | 24 | 9 | 60 | 54 | |||
К | 87600 | 120 | 1 | 240 | 24 | |||
3 | объем 5 м3 | 4 | ТО | 730 | 3 | 110 | 6 | 66 |
Т | 8760 | 24 | 9 | 72 | 65 | |||
К | 87 600 | 72 | 1 | 140 | 14 | |||
4 | объем 15 м3 | 60 | ТО | 2190 | 6 | 10 | 16 | 53 |
Т | 13140 | 72 | 1 | 112 | 37 | |||
К | 26280 | 144 | 1 | 280 | 92 | |||
5 | из нержавеющей стали, поверхность нагрева до 5 м2 | 0,8 | ТО | - | - | - | - | - |
Т | 4380 | 24 | 9 | 16 | 29 | |||
К | 43800 | 72 | 1 | 198 | 40 | |||
6 | стальной футерованный, поверхность нагрева 150 м2 | 18 | ТО | 730 | 6 | 30 | 16 | 160 |
Т | 4380 | 48 | 5 | 150 | 250 | |||
К | 26280 | 168 | 1 | 480 | 158 | |||
7 | стальной футерованный, поверхность нагрева 380 м2 | 25 | ТО | 730 | 6 | 30 | 16 | 160 |
Т | 4380 | 48 | 5 | 220 | 367 | |||
К | 26280 | 192 | 1 | 920 | 304 | |||
Барабан: | ||||||||
охлаждения, диаметр 1800 мм, длина 4800 мм | 25 | ТО | 730 | 4 | 30 | 80 | 80 | |
Т | 4380 | 48 | 5 | 96 | 160 | |||
К | 26280 | 192 | 1 | 680 | 227 | |||
9 | охлаждения, диаметр 2800 мм, длина 14000 мм | 40 | ТО | 730 | 4 | 30 | 8 | 80 |
Т | 4380 | 72 | 5 | 104 | 174 | |||
К | 26280 | 240 | 1 | 980 | 327 | |||
смесительный, диаметр 2000 мм, длина 3000 - 4000 мм | 10 | ТО | 730 | 4 | 30 | 12 | 120 | |
Т | 4380 | 48 | 5 | 48 | 80 | |||
К | 26280 | 120 | 1 | 240 | 79 | |||
сушильный, диаметр 1700 мм, длина до 10000 мм | 17 | ТО | - | - | - | - | - | |
Т | 2190 | 12 | 11 | 48 | 176 | |||
К | 26280 | 120 | 1 | 500 | 165 | |||
12 | сушильный, диаметр 2800 мм, длина 12000 мм | 62 | ТО | 730 | 4 | 30 | 8 | 80 |
Т | 4380 | 72 | 5 | 104 | 174 | |||
К | 26280 | 240 | 1 | 980 | 327 | |||
Башня: | ||||||||
абсорбции, диаметр 800 мм | 10 | ТО | 730 | 6 | 40 | 12 | 96 | |
Т | 2190 | 36 | 19 | 48 | 182 | |||
К | 43800 | 120 | 1 | 240 | 48 | |||
хлорирования, диаметр 1250 мм | 12 | ТО | 1460 | 6 | 15 | 12 | 60 | |
Т | 8760 | 36 | 2 | 96 | 64 | |||
К | 26280 | 240 | 1 | 700 | 231 | |||
Блок анодного растворения, площадь 10 м2 | ТО | - | - | - | - | - | ||
Т | 2920 | 6 | 5 | 18 | 45 | |||
К | 17520 | 120 | 1 | 576 | 288 | |||
Баки технологические нефутерованные, объем 18 - 20 м3 | 7 | ТО | 1460 | 2 | 25 | 4 | 20 | |
Т | 8760 | 12 | 4 | 24 | 19 | |||
К | 43800 | 96 | 1 | 180 | 36 | |||
17 | БГК-13, металлические, футерованные винипластом, габарит ванны 400 x 600 x 300 мм, серия из 58 ванн | 38 | ТО | 730 | 2 | 6 | 8 | 48 |
Т | 1460 | 6 | 5 | 24 | 120 | |||
К | 8760 | 480 | 1 | 957 | 957 | |||
18 | железобетонные, футерованные полиизобутиленом, рубероидом и кирпичом, габарит ванны 6320 x 1040 мм, блок из двух ванн | 15 | ТО | 730 | 4 <*> | 57 | 8 | 91 |
Т | 13140 | 24 | 2 | 96 | 38 | |||
К | 43800 | 240 | 1 | 1900 | 380 | |||
19 | железобетонные, футерованные полиизобутиленом, рубероидом и кирпичом, габарит ванны 8100 x 1040 мм, блок из двух ванн | 15 | ТО | 730 | 4 <*> | 57 | 8 | 91 |
Т | 13140 | 24 | 2 | 108 | 43 | |||
К | 43800 | 240 | 1 | 2300 | 460 | |||
20 | гирационный ГГТ-42, размер сит 1500 x 3750 мм | 7,8 | ТО | 540 | 3 | 27 | 6 | 74 |
Т | 2160 | 8 | 8 | 18 | 65 | |||
К | 19440 | 48 | 1 | 96 | 43 | |||
21 | инерционный ГИТ-32, размер сит 1200 x 2500 мм | 3,8 | ТО | 730 | 3 | 24 | 6 | 48 |
Т | 2190 | 12 | 11 | 24 | 88 | |||
К | 26280 | 24 | 1 | 64 | 21 | |||
22 | инерционный ГИТ-51, размер сит 1750 x 3500 мм | 6,8 | ТО | 730 | 3 | 24 | 6 | 48 |
Т | 2190 | 12 | 11 | 24 | 88 | |||
К | 26280 | 36 | 1 | 72 | 22 | |||
Дробилка двухвалковая с зубчатыми валками ДДЗЭ15-12, длина валка 1200 мм | 33 | ТО | 2190 | 12 | 12 | 12 | 36 | |
Т | 8760 | 48 | 3 | 72 | 54 | |||
К | 35040 | 96 | 1 | 282 | 71 | |||
24 | вместимость 8 - 10 т | 35 | ТО | - | - | - | - | - |
Т | 730 | 48 | 23 | 160 | 1840 | |||
К | 17520 | 120 | 1 | 2500 | 1250 | |||
25 | вместимость 25 - 30 т | 90 | ТО | 365 | 4 | 36 | 8 | 144 |
Т | 1460 | 72 | 11 | 240 | 1320 | |||
К | 17520 | 144 | 1 | 4280 | 2140 | |||
26 | с напыльником и пылевой камерой, вместимость 55 т | 338 | ТО | 730 | 8 | 30 | 16 | 160 |
Т1 | 4380 | 132 | 3 | 1000 | 1000 | |||
Т2 | 8760 | 240 | 2 | 3000 | 2000 | |||
К | 26280 | 360 | 1 | 5900 | 1967 | |||
27 | с напыльником и пылевой камерой, вместимость 80 т | 350 | ТО | 730 | 8 | 30 | 16 | 160 |
Т1 | 4380 | 132 | 3 | 1050 | 1050 | |||
Т2 | 8760 | 240 | 2 | 3100 | 2066 | |||
К | 26280 | 480 | 1 | 7340 | 2447 | |||
28 | для продувки кислородом никелевого штейна, вместимость 100 т | 301 | ТО | 365 | 4 | 18 | 8 | 96 |
Т1 | 730 | 120 | 16 | 200 | 2133 | |||
Т2 | 6570 | 192 | 1 | 3200 | 2133 | |||
К | 13140 | 336 | 1 | 8000 | 5333 | |||
29 | электрический грейферный, грузоподъемность 10 т, режим работы тяжелый | 41 | ТО | 243 | 2 | 96 | 6 | 192 |
Т | 2190 | 24 | 11 | 72 | 264 | |||
К | 26280 | 96 | 1 | 420 | 139 | |||
30 | электрический разливочный, грузоподъемность 5 - 20 т, режим работы тяжелый | 13 | ТО | 243 | 2 | 102 | 6 | 204 |
Т | 4380 | 24 | 5 | 72 | 120 | |||
К | 26280 | 96 | 1 | 420 | 139 | |||
31 | электрический разливочный, грузоподъемность 30 - 50 т, режим работы тяжелый | 48 | ТО | 243 | 2 | 102 | 12 | 408 |
Т | 4380 | 24 | 5 | 105 | 174 | |||
К | 26280 | 120 <**> | 1 | 680 | 227 | |||
Кран-перегружатель, грузоподъемность 30 т, пролет 76 м | 864 | ТО | 243 | 8 | 204 | 48 | 1632 | |
Т1 | 4380 | 36 | 10 | 360 | 600 | |||
Т2 | 26280 | 120 | 1 | 1440 | 240 | |||
К | 52560 | 240 | 1 | 3840 | 640 | |||
Машина: | ||||||||
агломерационная, площадь спекания 21 м2 | 150 | ТО | 730 | 8 | 44 | 24 | 264 | |
Т | 8760 | 96 | 3 | 640 | 480 | |||
К | 35040 | 240 | 1 | 5350 | 1338 | |||
34 | агломерационная, площадь спекания 50 м2 | 820 | ТО | 730 | 8 | 30 | 24 | 240 |
Т1 | 4380 | 72 | 4 | 800 | 1067 | |||
Т2 | 13140 | 120 | 1 | 4000 | 1333 | |||
К | 26280 | 288 | 1 | 10000 | 3333 | |||
агломерационная, площадь спекания 75 м2 | 880 | ТО | 730 | 8 | 30 | 32 | 320 | |
Т1 | 4380 | 96 | 4 | 1200 | 1600 | |||
Т2 | 13140 | 192 | 1 | 4840 | 1613 | |||
К' | 26280 | 360 | 1 | 14660 | 4887 | |||
разливочная прямолинейная двухленточная, длиной 42 м | 205 | ТО | 730 | 8 | 30 | 36 | 360 | |
Т | 4380 | 36 | 5 | 315 | 525 | |||
К | 26280 | 192 | 1 | 3500 | 1167 | |||
37 | разливочная карусельная, диаметр карусели 3000 - 5000 мм | 6 | ТО | 365 | 8 | 132 | 16 | 352 |
Т | 4380 | 36 | 11 | 120 | 220 | |||
К | 52560 | 168 | 1 | 1080 | 180 | |||
38 | разливочная карусельная, диаметр карусели 6000 - 10000 мм | 25 - 53 | ТО | 365 | 4 | 36 | 16 | 192 |
Т1 | 730 | 8 | 33 | 32 | 352 | |||
Т2 | 8760 | 48 | 2 | 315 | 210 | |||
К | 26280 | 168 | 1 | 1850 | 617 | |||
Пачук металлический футерованный, объем 32 - 70 м3 | 15 - 30 | ТО | - | - | - | - | - | |
Т | 8760 | 48 | 9 | 96 | 86 | |||
К | 87600 | 240 | 1 | 720 | 72 | |||
40 | Пачук-цементатор, объем 130 - 140 м3 | 80 | ТО | - | - | - | - | - |
Т | 8760 | 48 | 9 | 120 | 108 | |||
К | 87600 | 320 | 1 | 960 | 96 | |||
Печь: | ||||||||
руднотермическая трехэлектродная, мощность 4,5 МВт | ТО | - | - | - | - | - | ||
Т | 730 | 36 | 11 | 180 | 1980 | |||
К | 8760 | 96 | 1 | 1600 | 1600 | |||
42 | руднотермическая трехэлектродная, мощность 30 МВт | ТО | 365 | 8 | 100 | 24 | 480 | |
Т1 | 2190 | 96 | 18 | 1400 | 5040 | |||
Т2 | 21900 | 360 | 1 | 4600 | 920 | |||
К | 43800 | 1800 | 1 | 24500 | 4900 | |||
43 | руднотермическая трехэлектродная, мощность 45 МВт | ТО | 365 | 8 | 100 | 36 | 720 | |
Т1 | 2190 | 120 | 18 | 2050 | 7380 | |||
Т2 | 21900 | 360 | 1 | 4270 | 854 | |||
К | 43800 | 1800 | 1 | 32760 | 6552 | |||
44 | руднотермическая трехэлектродная, мощность 48 МВт | ТО | 365 | 8 | 100 | 36 | 720 | |
Т1 | 2190 | 120 | 18 | 3200 | 11520 | |||
Т2 | 21900 | 480 | 1 | 8600 | 1720 | |||
К | 43800 | 2160 | 1 | 58000 | 11600 | |||
45 | руднотермическая шестиэлектродная, мощность 28 МВт | ТО | 365 | 8 | 100 | 24 | 480 | |
Т1 | 2190 | 24 | 18 | 168 | 605 | |||
Т2 | 21900 | 360 | 1 | 4980 | 996 | |||
К | 43800 | 1800 | 1 | 26680 | 5336 | |||
электрическая трехэлектродная, для обеднения конвертерных шлаков, мощность 9,5 - 10 МВт, площадь пода 80 м2 | ТО | - | - | - | - | - | ||
Т1 | 730 | 24 | 34 | 80 | 906 | |||
Т2 | 13140 | 360 | 1 | 3500 | 1167 | |||
К | 26280 | 720 | 1 | 18000 | 6000 | |||
47 | электрическая трехэлектродная для обеднения конвертерных шлаков, мощность 9,5 - 10 МВт, площадь пода 120 м2 | ТО | 243 | 4 | 96 | 20 | 640 | |
Т1 | 2190 | 72 | 9 | 240 | 720 | |||
Т2 | 8760 | 360 | 2 | 3000 | 2000 | |||
К | 26280 | 1095 | 1 | 21900 | 7300 | |||
отражательная, площадь пода 32 м2 | ТО | 730 | 8 | 20 | 40 | 400 | ||
Т | 4380 | 96 | 3 | 1000 | 1500 | |||
К | 17520 | 480 | 1 | 7000 | 3500 | |||
"КС", площадь пода 24 - 28 м2, высота печного пространства 15 - 16 м | 200 | ТО | 730 | 12 | 30 | 48 | 480 | |
Т | 4380 | 168 | 5 | 1200 | 2000 | |||
К | 26280 | 480 | 1 | 9890 | 3297 | |||
50 | электрическая для плавки окиси кобальта, мощность 400 - 520 кВ·А | 5 | ТО | - | - | - | - | - |
Т | 730 | 16 | 11 | 130 | 1430 | |||
К | 8760 | 120 | 1 | 850 | 850 | |||
51 | электрическая для плавки закиси никеля ОКБ-892, мощность 7900 кВ·А | 227 | ТО | 730 | 24 | 16 | 72 | 768 |
Т | 6570 | 120 | 1 | 980 | 653 | |||
К | 13140 | 192 | 1 | 9800 | 6533 | |||
52 | электрическая камерная, мощность 75 кВа, габариты 2000 x 2500 мм | 10 | ТО | - | - | - | - | - |
Т | 730 | 16 | 35 | 60 | 700 | |||
К | 26280 | 120 | 1 | 400 | 193 | |||
53 | вращающаяся факельная, диаметр 1200 мм, длина 12000 мм | 30 | ТО | 730 | 7 | 33 | 14 | 154 |
Т | 8760 | 144 | 2 | 288 | 192 | |||
К | 26280 | 240 | 1 | 680 | 227 | |||
вращающаяся трубчатая, диаметр 1600 мм, длина 19000 мм | 58 | ТО | 730 | 8 | 40 | 16 | 160 | |
Т | 4380 | 96 | 7 | 170 | 298 | |||
К | 35040 | 240 | 1 | 840 | 210 | |||
55 | вращающаяся трубчатая, диаметр 2200 мм, длина 21000 мм | 80 | ТО | 730 | 8 | 40 | 16 | 160 |
Т | 4380 | 96 | 7 | 240 | 420 | |||
К | 35040 | 240 | 1 | 1300 | 325 | |||
56 | вращающаяся трубчатая, диаметр 2500 мм, длина 42000 мм | 160 | ТО | 730 | 8 | 40 | 16 | 160 |
Т | 4380 | 96 | 7 | 480 | 840 | |||
К | 35040 | 240 | 1 | 3300 | 825 | |||
57 | вращающаяся трубчатая, диаметр 4500 мм, длина 70000 мм | 700 | ТО | 730 | 8 | 30 | 24 | 240 |
Т | 4380 | 96 | 5 | 850 | 1417 | |||
К | 26280 | 240 | 1 | 5800 | 1933 | |||
электрическая РНБ-5500, мощность 5500 кВ·А | 280 | ТО | 240 | 18 | 52 | 64 | 2264 | |
Т | 6480 | 72 | 1 | 2200 | 1497 | |||
К | 12960 | 120 | 1 | 6500 | 4420 | |||
реакционная 10-подовая | ТО | 360 | 2 | 32 | 8 | 128 | ||
Т | 1095 | 48 | 15 | 320 | 2400 | |||
К | 17520 | 96 | 1 | 800 | 400 | |||
методическая для спекания порошка, мощность 120 кВт | 12 | ТО | - | - | - | - | - | |
Т | 2160 | 60 | 11 | 140 | 521 | |||
К | 25920 | 320 | 1 | 600 | 200 | |||
для сжигания кубовых остатков и сбросных газов, объем 5,9 м3 | ТО | - | - | - | - | - | ||
Т | 730 | 7 | 23 | 28 | 322 | |||
К | 17520 | 240 | 1 | 600 | 300 | |||
Сборник: | ||||||||
62 | футерованный, объем 45 - 50 м3 | 20 | ТО | - | - | - | - | - |
Т | 8760 | 6 | 9 | 24 | 22 | |||
К | 87600 | 120 | 1 | 290 | 29 | |||
63 | стальной футерованный свинцом, объем 400 - 500 м3 | 100 | ТО | - | - | - | - | - |
Т | 8760 | 48 | 9 | 120 | 108 | |||
К | 87600 | 720 | 1 | 2100 | 210 | |||
64 | гипохлорита железобетонный, футерованный кислотоупорным кирпичом, объем 250 м3 | 70 | ТО | - | - | - | ||
Т | 8760 | 24 | 9 | 60 | 54 | |||
К | 87600 | 360 | 1 | 1000 | 100 | |||
65 | серной кислоты футерованный, объем 100 м3 | 40 | ТО | 8760 | 12 | 8 | 24 | 19 |
Т | 43800 | 120 | 1 | 200 | 20 | |||
К | 87600 | 240 | 1 | 800 | 80 | |||
66 | Репульпатор металлический футерованный, объем 16 - 18 м3 | 10 | ТО | 730 | 8 <*> | 60 | 8 | 80 |
Т | 4380 | 24 | 11 | 24 | 44 | |||
К | 52560 | 72 | 1 | 180 | 30 | |||
Установка: | ||||||||
получения тетракарбоната никеля | ТО | - | - | - | - | - | ||
Т | 730 | 7 | 23 | 50 | 575 | |||
К | 17520 | 730 | 1 | 2350 | 1175 | |||
разложения с аппаратами и трубопроводами, диаметр 1600 мм, высота 7156 мм | ТО | - | - | - | - | - | ||
Т | 2160 | 24 | 19 | 48 | 182 | |||
К | 43800 | 240 | 1 | 600 | 120 | |||
испарения ТКН с двумя испарителями, поверхность теплообмена 22,9 м2 | ТО | - | - | - | - | - | ||
Т | 2160 | 24 | 19 | 48 | 182 | |||
К | 43800 | 240 | 1 | 600 | 120 | |||
Узел упаковки порошка с бункерами, объем 4,8 - 7 м3 | ТО | - | - | - | - | - | ||
Т | 8640 | 360 | - | 1200 | 1200 | |||
К | - | - | - | - | - | |||
Установка для перепуска мостовых кранов, грузоподъемность 100 т | ТО | 730 | 8 | 47 | 24 | 282 | ||
Т | - | - | - | - | - | |||
К | 35040 | 120 | 1 | 460 | 115 | |||
Шлаковоз, объем 11 - 16,5 м3 | 60 - 65 | ТО | 730 | 8 | 40 | 32 | 256 | |
Т | 2190 | 36 | 19 | 120 | 456 | |||
К | 43800 | 120 | 1 | 800 | 160 | |||
--------------------------------
Агрегат холодильный, холодопроизводительность 60000 - 90000 ккал/ч | 1,4 | ТО | 730 | 4 | 24 | 4 | 32 | |
Т | 2190 | 8 | 11 | 10 | 37 | |||
К | 26280 | 64 | 1 | 280 | 92 | |||
Автоклав, объем 11 м3, давление 2,5 МПа, температура 223 °C | 9 | ТО | 730 | 2 | 5 | 2 | 20 | |
Т | 4380 | 16 | 1 | 40 | 80 | |||
К | - | - | - | - | - | |||
3 | Бак, футерованный кирпичом АТМ, объем 25 м3 | 4,1 | ТО | 730 | 3 | 88 | 6 | 66 |
Т | 8760 | 8 | 7 | 48 | 42 | |||
К | 70080 | 80 | 1 | 400 | 50 | |||
Вакуум-фильтр барабанный БОК-5-1,75, поверхность фильтра из нержавеющей стали 5 м2 | 4,5 | ТО | 730 | 4 | 36 | 8 | 72 | |
Т | 9920 | 16 | 11 | 32 | 88 | |||
К | 35050 | 32 | 1 | 127 | 32 | |||
Гранулятор шлака, производительность 6 т/ч | 7,5 | ТО | 730 | 4 | 10 | 4 | 40 | |
Т | 4380 | 16 | 1 | 32 | 32 | |||
К | 8760 | 80 | 1 | 240 | 240 | |||
Декарбонизатор с деревянными насадками, производительность 30 т/ч | 2 | ТО | - | - | - | - | - | |
Т | 2190 | 16 | 3 | 28 | 84 | |||
К | 8760 | 48 | 1 | 96 | 96 | |||
Дистиллятор, производительность 300 - 500 л/ч | 1,5 | ТО | - | - | - | - | - | |
Т | 4380 | 16 | 5 | 16 | 27 | |||
К | 26280 | 48 | 1 | 64 | 21 | |||
Испаритель жидкого хлора ДУ-3-82 | 1,7 | ТО | 720 | 3 | 27 | 6 | 54 | |
Т | 2920 | 32 | 8 | 42 | 112 | |||
К | 26280 | 144 | 1 | 192 | 63 | |||
Кристаллизатор освинцованный, объем 3 м3 | 15 | ТО | - | - | - | - | - | |
Т | 2190 | 16 | 11 | 32 | 117 | |||
К | 26280 | 32 | 1 | 72 | 24 | |||
Колонна ректификационная, диаметр 600 мм, высота 7000 мм | 3 | ТО | 720 | 4 | 9 | 8 | 72 | |
Т | 2920 | 40 | 2 | 86 | 172 | |||
К | 8760 | 120 | 1 | 250 | 250 | |||
11 | объем до 3 м3 | 1 | ТО | 2190 | 3 | 9 | 3 | 9 |
Т | 8760 | 16 | 2 | 20 | 13 | |||
К | 26280 | 30 | 1 | 64 | 21 | |||
12 | объем 12 м3 | 7 | ТО | 2190 | 4 | 9 | 4 | 12 |
Т | 8760 | 24 | 2 | 24 | 16 | |||
К | 26280 | 56 | 1 | 112 | 37 | |||
13 | объем 1 м3 | 0,3 | ТО | - | - | - | - | - |
Т | 4380 | 12 | 15 | 15 | 28 | |||
К | 70080 | 32 | 1 | 72 | 9 | |||
14 | объем 10 м3, давление 1 МПа | 2,8 | ТО | - | - | - | - | - |
Т | 4380 | 16 | 15 | 24 | 45 | |||
К | 70080 | 48 | 1 | 96 | 11 | |||
Нейтрализатор стальной гуммированный, объем 18 м3 | 3,5 | ТО | 730 | 4 | 34 | 8 | 91 | |
Т | 13140 | 16 | 1 | 32 | 10 | |||
К | 26280 | 80 | 1 | 320 | 107 | |||
Нутч-фильтр, объем 5 м3 | 4,8 | ТО | 730 | 2 | 22 | 2 | 22 | |
Т | 8760 | 8 | 2 | 16 | 16 | |||
К | 17520 | 40 | 1 | 160 | 80 | |||
Охладитель водяной, поверхность 4,9 м2, производительность 40 т/ч | 5 | ТО | - | - | - | - | - | |
Т | 8760 | 16 | 2 | 16 | 10 | |||
К | 26280 | 24 | 1 | 72 | 24 | |||
Питатель-накопитель, объем 2 м3 | - | ТО | 730 | 8 | 30 | 16 | 160 | |
Т | 4380 | 16 | 5 | 48 | 80 | |||
К | 26280 | 120 | 1 | 238 | 78 | |||
Печь: | ||||||||
с вращающейся ретортой, диаметр 250 - 300 мм | 4 | ТО | 730 | 6 | 24 | 6 | 48 | |
Т | 2190 | 16 | 11 | 48 | 176 | |||
К | 26280 | 96 | 1 | 210 | 69 | |||
20 | вращающаяся, диаметр 1,2 - 2,2 м, длина 10 - 20 м | 14-16 | ТО | 2190 | 8 | 9 | 48 | 144 |
Т | 8760 | 144 | 2 | 480 | 320 | |||
К | 26280 | 280 | 1 | 1230 | 410 | |||
сопротивления, мощность 10 кВт | 3 | ТО | 730 | 4 | 24 | 4 | 32 | |
Т | 2190 | 8 | 11 | 16 | 58 | |||
К | 26280 | 24 | 1 | 96 | 32 | |||
22 | сопротивления ЦЭП-278Б, мощность 50 кВт | 3 | ТО | 486 | 6 | 48 | 6 | 96 |
Т | 4380 | 16 | 5 | 36 | 60 | |||
К | 26280 | 24 | 1 | 210 | 69 | |||
спекания ЦЭП-319, мощность 25 кВт | 3 | ТО | 2190 | 6 | 12 | 6 | 18 | |
Т | 8760 | 8 | 3 | 24 | 18 | |||
К | 35040 | 24 | 1 | 180 | 45 | |||
спекания ЦЭП-300, ЦЭП-301, ЦЭП-302, ЦЭП-342, мощность 50 - 75 кВт | 3 | ТО | 2190 | 8 | 16 | 8 | 32 | |
Т | 8760 | 16 | 7 | 48 | 84 | |||
К | 35040 | 24 | 1 | 270 | 67 | |||
подовая прокалочная, площадь пода 8 м2 | 40 | ТО | 730 | 8 | 20 | 10 | 100 | |
Т | 4380 | 40 | 3 | 120 | 180 | |||
К | 17520 | 48 | 1 | 300 | 150 | |||
26 | подовая прокалочная, площадь пода 2,5 м2 | 15 | ТО | 730 | 8 | 20 | 8 | 80 |
Т | 4380 | 16 | 3 | 64 | 96 | |||
К | 17520 | 48 | 1 | 140 | 70 | |||
вакуумная электронно-лучевая У-270 | 8 | ТО | 2190 | 16 | 9 | 32 | 96 | |
Т | 8760 | 32 | 2 | 80 | 53 | |||
К | 26280 | 80 | 1 | 320 | 106 | |||
28 | вакуумная электронно-лучевая ЕМО-200 | 20 | ТО | 2190 | 16 | 9 | 32 | 96 |
Т | 8760 | 48 | 2 | 160 | 105 | |||
К | 26280 | 96 | 1 | 460 | 152 | |||
циклонная, диаметр 1200 мм, производительность 100 т/ч | 8,8 | ТО | 730 | 8 | 10 | 8 | 40 | |
Т | 8760 | 40 | 1 | 160 | 80 | |||
К | 17520 | 128 | 1 | 300 | 150 | |||
вертикальная СКБ-5197, ОКБ-533, ОКБ-530, ОКБ-533М | 11 - 14,3 | ТО | 2190 | 8 | 9 | 16 | 48 | |
Т | 8760 | 192 | 2 | 610 | 407 | |||
К | 26280 | 320 | 1 | 980 | 327 | |||
ТВВ-4, С-1054, С-1116Б | 1,8 | ТО | 2920 | 8 | 6 | 16 | 32 | |
Т | 8760 | 48 | 2 | 77 | 51 | |||
К | 26280 | 96 | 1 | 180 | 59 | |||
плавильная ПВУ-1, Э-35 плазменная | 2 | ТО | 2920 | 8 | 6 | 16 | 32 | |
Т | 8760 | 24 | 2 | 40 | 26 | |||
К | 26280 | 48 | 1 | 96 | 32 | |||
кипящего слоя КС, производительность 10 т/ч | 6 | ТО | 240 | 8 | 16 | 24 | 582 | |
Т | 720 | 48 | 7 | 130 | 1379 | |||
К | 5760 | 80 | 1 | 200 | 303 | |||
Реактор: | ||||||||
с мешалкой, объем 70 м3 | 25 | ТО | 730 | 12 | 30 | 12 | 120 | |
Т | 4380 | 24 | 5 | 42,5 | 70 | |||
К | 26280 | 240 | 1 | 640 | 213 | |||
стальной эмалированный, объем 3,2 м3 | 2,8 | ТО | 2190 | 4 | 3 | 4 | 12 | |
Т | 8760 | 8 | 1 | 24 | 24 | |||
К | - | - | - | - | - | |||
из нержавеющей стали, объем 7 м3 | 4,5 | ТО | 2190 | 4 | 15 | 4 | 12 | |
Т | 8760 | 16 | 4 | 24 | 19 | |||
К | 43800 | 64 | 1 | 120 | 24 | |||
гуммированный, объем 9 м3 | 8 | ТО | 2190 | 8 | 15 | 8 | 24 | |
Т | 8760 | 32 | 4 | 64 | 51 | |||
К | 43800 | 52 | 1 | 144 | 29 | |||
футерованный титаном, объем 4 м3 | 3 | ТО | 4380 | 8 | 12 | 8 | 12 | |
Т | 17520 | 32 | 3 | 130 | 48 | |||
К | 70080 | 64 | 1 | 260 | 33 | |||
39 | стальной гуммированный кислотоупорным кирпичом, объем 12 м3 | 10 | ТО | 730 | 6 | 30 | 6 | 60 |
Т | 4380 | 18 | 5 | 36 | 60 | |||
К | 26280 | 64 | 1 | 240 | 79 | |||
гуммированный, объем 15 м3 | 10 | ТО | 2190 | 6 | 15 | 6 | 18 | |
Т | 8760 | 40 | 4 | 120 | 96 | |||
К | 43800 | 80 | 1 | 420 | 84 | |||
41 | гуммированный, объем 25 м3 | 15 | ТО | 2190 | 8 | 5 | 8 | 8 |
Т | 8760 | 56 | 4 | 180 | 144 | |||
К | 43800 | 120 | 1 | 630 | 126 | |||
42 | гуммированный футерованный плиткой АТМ, объем 6 м3 | 3,5 | ТО | 730 | 4 | 8 | 4 | 32 |
Т | 2190 | 8 | 3 | 12 | 36 | |||
К | 8760 | 80 | 1 | 220 | 220 | |||
43 | гуммированный футерованный плиткой АТМ, объем 10 м3 | 6 | ТО | 730 | 4 | 8 | 4 | 32 |
Т | 2190 | 12 | 3 | 18 | 54 | |||
К | 8760 | 96 | 1 | 320 | 320 | |||
44 | с мешалкой, гуммированный футерованный, объем 20 м3 | 4,1 | ТО | 730 | 8 | 50 | 12 | 120 |
Т | 4320 | 48 | 9 | 96 | 173 | |||
К | 43800 | 96 | 1 | 480 | 96 | |||
известкового молока, объем 10 м3 | 1,7 | ТО | 730 | 4 | 60 | 4 | 40 | |
Т | 4380 | 8 | 11 | 12 | 22 | |||
К | 52560 | 32 | 1 | 96 | 15 | |||
Репульпатор, объем 30 м3 | 15 | ТО | 730 | 6 | 40 | 6 | 48 | |
Т | 2190 | 32 | 19 | 64 | 243 | |||
К | 43800 | 80 | 1 | 320 | 64 | |||
Сборник гуммированный, объем 50 м3 | 20 | ТО | - | - | - | - | - | |
Т | 8760 | 96 | 5 | 128 | 106 | |||
К | 52560 | 180 | 1 | 600 | 100 | |||
48 | Смеситель двухбарабанный, диаметр внутреннего барабана 800 мм; наружного - 1200 мм | 20 | ТО | 2190 | 8 | 6 | 16 | 32 |
Т | 4380 | 32 | 5 | 96 | 159 | |||
К | 26280 | 80 | 1 | 240 | 79 | |||
Смеситель - эксцентриковый, вместимость 500 - 1000 л | 1 | ТО | 2190 | 4 | 6 | 4 | 8 | |
Т | 4380 | 8 | 5 | 16 | 27 | |||
К | 26280 | 48 | 1 | 96 | 32 | |||
Сгуститель одноярусный, диаметр 3,6 м, высота 1,8 м | 6 | ТО | 2190 | 8 | 15 | 8 | 24 | |
Т | 8760 | 32 | 4 | 96 | 77 | |||
К | 43800 | 80 | 1 | 320 | 64 | |||
Сушилка вакуумная СВЦР-4К | 1,2 | ТО | 2920 | 8 | 6 | 12 | 24 | |
Т | 8760 | 2 | 2 | 72 | 47 | |||
К | 26280 | 80 | 1 | 320 | 106 | |||
Теплообменник - "Труба в трубе" и дефлегматор | ТО | - | - | - | - | - | ||
Т | 4380 | 4 | 2 | 4 | 8 | |||
К | 8760 | 8 | 1 | 10 | 10 | |||
Установка редукционно-охладительная, производительность 20 т/ч | 0,5 - 0,8 | ТО | 2190 | 72 | 10 | 8 | 27 | |
Т | 13140 | 96 | 1 | 64 | 21 | |||
К | 26280 | 144 | 1 | 144 | 47 | |||
Фильтр-пресс рамный Ф1М5С-820/45К | 7,4 | ТО | 1460 | 4 | 16 | 8 | 64 | |
Т | 2190 | 12 | 7 | 48 | 168 | |||
К | 17520 | 24 | 1 | 192 | 96 | |||
Фильтр патронный ПА-241Т | 7,2 | ТО | 730 | 4 | 30 | 8 | 80 | |
Т | 2190 | 16 | 5 | 56 | 93 | |||
К | 26280 | 32 | 1 | 192 | 63 | |||
Ванна ультразвуковой мойки УЗВ-15М, УЗВ-17, УЖ-1800 | 1,2 | ТО | 1095 | 4 | 12 | 4 | 16 | |
Т1 | 2190 | 8 | 10 | 8 | 27 | |||
Т2 | 13140 | 16 | 1 | 24 | 8 | |||
К | 26280 | 24 | 1 | 39 | 13 | |||
Колонка ионоочищенной воды | 0,5 | ТО | 1095 | 2 | 12 | 2 | 8 | |
Т1 | 2190 | 3 | 10 | 3 | 10 | |||
Т2 | 13140 | 9 | 1 | 9 | 3 | |||
К | 26280 | 17 | 1 | 17 | 6 | |||
Машина вытягивания кварцевых труб и огневой обработки, диаметр 200 мм, длина 2000 мм | 1,7 | ТО | 730 | 4 | 24 | 8 | 64 | |
Т1 | 2190 | 8 | 10 | 13 | 43 | |||
Т2 | 13140 | 16 | 1 | 38 | 12 | |||
К | 26280 | 24 | 1 | 63 | 21 | |||
Машина напыления пятишпиндельная | 2,9 | ТО | 2190 | 6 | 6 | 6 | 18 | |
Т | 8760 | 12 | 1 | 12 | 6 | |||
К | 17520 | 96 | 1 | 128 | 64 | |||
Печь: | ||||||||
карбида кремния, габариты 1170 x 1700 x 1884 мм | 1,4 | ТО | 1460 | 48 | 6 | 48 | 144 | |
Т | 2920 | 96 | 5 | 96 | 240 | |||
К | 17520 | 120 | 1 | 120 | 60 | |||
направленной кристаллизации ОКБ-8053 | 3,2 | ТО | 1095 | 8 | 12 | 9 | 36 | |
Т1 | 2190 | 16 | 10 | 18 | 60 | |||
Т2 | 13140 | 24 | 1 | 54 | 18 | |||
К | 26280 | 32 | 1 | 90 | 30 | |||
7 | направленной кристаллизации Э-703 | 2,5 | ТО | 1095 | 3 | 12 | 3 | 12 |
Т1 | 2190 | 6 | 10 | 6 | 20 | |||
Т2 | 13140 | 19 | 1 | 19 | 6 | |||
К | 26280 | 31 | 1 | 31 | 10 | |||
диффузии СДО-125 | 2,8 | ТО | 1095 | 6 | 12 | 6 | 24 | |
Т1 | 2190 | 12 | 10 | 12 | 40 | |||
Т2 | 13140 | 24 | 1 | 38 | 12 | |||
К | 26280 | 32 | 1 | 62 | 20 | |||
восстановления, мощность 250 кВт | 8,5 | ТО | 730 | 6 | 50 | 6 | 60 | |
Т | 4380 | 24 | 9 | 24 | 43 | |||
К | 43800 | 120 | 1 | 128 | 26 | |||
10 | С-2061 | 0,95 | ТО | 1095 | 4 | 12 | 4 | 16 |
Т1 | 2190 | 8 | 10 | 10 | 33 | |||
Т2 | 13140 | 16 | 1 | 28 | 9 | |||
К | 26280 | 24 | 1 | 47 | 15 | |||
11 | ВУП-2К | ТО | 1095 | 4 | 12 | 11 | 44 | |
Т1 | 2190 | 8 | 10 | 24 | 80 | |||
Т2 | 13140 | 16 | 1 | 71 | 23 | |||
К | 26280 | 24 | 1 | 117 | 38 | |||
Пресс для наклейки пластин | 0,7 | ТО | 1095 | 4 | 12 | 4 | 16 | |
Т1 | 2190 | 8 | 10 | 8 | 27 | |||
Т2 | 13140 | 16 | 1 | 24 | 8 | |||
К | 26280 | 24 | 1 | 39 | 13 | |||
Система насыщения кислорода парами четыреххлористого кремния (расход 24 л/ч) | 0,4 | ТО | 4380 | 18 | 9 | 19 | 28 | |
Т | 17520 | 42 | 2 | 70 | 23 | |||
К | 52560 | 72 | 1 | 105 | 17 | |||
Станок: | ||||||||
14 | резки кремниевых пластин типа "Окамото" | 1 | ТО | 730 | 8 | 34 | 14 | 158 |
Т | 13140 | 16 | 1 | 42 | 14 | |||
К | 26280 | 24 | 1 | 70 | 23 | |||
резки пластин типа "Алмаз"; АСН-3Е | 1,5 | ТО | 730 | 8 | 34 | 11 | 124 | |
Т | 13140 | 16 | 1 | 33 | 11 | |||
К | 26280 | 24 | 1 | 55 | 18 | |||
16 | резки пластин типов ЖК-24-05, 1Б183, "Стакс" | 0,85 | ТО | 730 | 8 | 34 | 8 | 90 |
Т | 13140 | 16 | 1 | 24 | 8 | |||
К | 26280 | 24 | 1 | 39 | 13 | |||
резки слитков | ТО | 4380 | 2 | 5 | 2 | 2 | ||
Т | 8640 | 4 | 4 | 12 | 10 | |||
К | 43800 | 24 | 1 | 70 | 14 | |||
шлифовки кремниевых пластин типов МШ-259; Ю1-М3; Ю1М1; СДП | 0,5 | ТО | 1095 | 4 | 12 | 6 | 24 | |
Т1 | 2190 | 8 | 10 | 12 | 40 | |||
Т2 | 13140 | 16 | 1 | 35 | 11 | |||
К | 26280 | 24 | 1 | 53 | 17 | |||
19 | шлифовки кремниевых пластин типов В1М3, СПШ, ЖК-14-09, М201, ГПП-60, ПЛО72 | 0,85 | ТО | 1095 | 4 | 12 | 4 | 16 |
Т1 | 2190 | 8 | 10 | 8 | 27 | |||
Т2 | 13140 | 16 | 1 | 24 | 8 | |||
К | 26280 | 24 | 1 | 39 | 13 | |||
20 | шлифовки кремниевых пластин типов ХНП, АМ-00, АП-00 | 0,75 | ТО | 1095 | 4 | 12 | 4 | 16 |
Т1 | 2190 | 8 | 10 | 10 | 33 | |||
Т2 | 13140 | 16 | 1 | 28 | 9 | |||
К | 26280 | 24 | 1 | 47 | 15 | |||
полировки кремниевых пластин типов САШ-2, САШ-420 | 0,65 | ТО | 1095 | 4 | 12 | 7 | 28 | |
Т1 | 2190 | 8 | 10 | 14 | 47 | |||
Т2 | 13140 | 16 | 1 | 42 | 14 | |||
К | 26280 | 24 | 1 | 71 | 23 | |||
22 | двусторонней полировки типа 15ЖО3 | 1 | ТО | 1095 | 4 | 12 | 16 | 64 |
Т1 | 2190 | 8 | 10 | 34 | 113 | |||
Т2 | 13140 | 16 | 1 | 99 | 33 | |||
К | 26280 | 24 | 1 | 164 | 54 | |||
23 | полировки кремниевых пластин СДП-100 | 1 | ТО | 1095 | 4 | 12 | 13 | 52 |
Т1 | 2190 | 8 | 10 | 28 | 93 | |||
Т2 | 13140 | 16 | 1 | 82 | 27 | |||
К | 26280 | 24 | 1 | 136 | 45 | |||
Установка: | ||||||||
"Редмет-1", С-1187 | 2,8 | ТО | 1095 | 8 | 12 | 13 | 52 | |
Т1 | 2190 | 16 | 10 | 28 | 93 | |||
Т2 | 13140 | 24 | 1 | 82 | 27 | |||
К | 26280 | 32 | 1 | 136 | 45 | |||
25 | "Редмет-5" | ТО | 730 | 3 | 30 | 6 | 60 | |
Т | 4380 | 10 | 5 | 20 | 33 | |||
К | 26280 | 48 | 1 | 128 | 42 | |||
26 | "Редмет-8М" | 2,2 | ТО | 1095 | 8 | 12 | 15 | 60 |
Т1 | 2190 | 16 | 10 | 32 | 106 | |||
Т2 | 13140 | 24 | 1 | 94 | 31 | |||
К | 26280 | 32 | 1 | 156 | 51 | |||
27 | "Редмет-10", "Редмет-10М" | 3,8 | ТО | 1095 | 8 | 12 | 21 | 84 |
Т1 | 2190 | 16 | 10 | 46 | 153 | |||
Т2 | 13140 | 24 | 1 | 134 | 44 | |||
К | 26280 | 32 | 1 | 222 | 73 | |||
28 | "Редмет-12", С2404 | 4,1 | ТО | 1095 | 8 | 12 | 25 | 100 |
Т1 | 2190 | 16 | 10 | 55 | 183 | |||
Т2 | 13140 | 24 | 1 | 160 | 53 | |||
К | 26280 | 32 | 1 | 265 | 87 | |||
29 | БЗП "Кристалл-Ж" | ТО | 1460 | 7 | 12 | 17 | 68 | |
Т | 4380 | 32 | 5 | 40 | 66 | |||
К | 26280 | 80 | 1 | 320 | 107 | |||
30 | БЗП "Кристалл-ЕМ" | ТО | 1460 | 7 | 12 | 17 | 68 | |
Т | 4380 | 32 | 5 | 40 | 66 | |||
К | 26280 | 80 | 1 | 485 | 160 | |||
31 | БЗП "Кристалл-ДМ" | ТО | 1460 | 7 | 12 | 17 | 68 | |
Т | 4380 | 32 | 5 | 40 | 66 | |||
К | 26280 | 80 | 1 | 393 | 130 | |||
32 | БЗП "Кристалл-706", "Кристалл-206" | 3,5 - 3,8 | ТО | 1095 | 8 | 12 | 15 | 60 |
Т1 | 2190 | 16 | 10 | 33 | 110 | |||
Т2 | 13140 | 24 | 1 | 96 | 32 | |||
К | 26280 | 32 | 1 | 160 | 53 | |||
БЗП "Кристалл-501" | 4,5 | ТО | 1095 | 8 | 12 | 25 | 100 | |
Т1 | 2190 | 16 | 10 | 55 | 183 | |||
Т2 | 13140 | 24 | 1 | 160 | 53 | |||
К | 26280 | 32 | 1 | 265 | 87 | |||
"Поликристалл-24" | 2 | ТО | 730 | 8 | 24 | 25 | 200 | |
Т | 2190 | 40 | 11 | 200 | 732 | |||
К | 26280 | 80 | 1 | 440 | 147 | |||
Установка водородного восстановления 30-стержневая | 1,5 | ТО | 2190 | 16 | 26 | 42 | 156 | |
Т | 30688 | 24 | 1 | 134 | 19 | |||
К | 61376 | 54 | 1 | 374 | 52 | |||
Установка наращивания эпитаксиальных слоев: | ||||||||
36 | УНЭС-2ПВ, "Вертикаль", С-2280; Э-116, 13И29 | 2 | ТО | 1095 | 8 | 12 | 13 | 52 |
Т1 | 2190 | 16 | 10 | 28 | 93 | |||
Т2 | 13140 | 24 | 1 | 82 | 27 | |||
К | 26280 | 32 | 1 | 137 | 45 | |||
37 | С1338; С-2100 | 1,9 | ТО | 1095 | 8 | 12 | 15 | 60 |
Т1 | 2190 | 16 | 10 | 32 | 106 | |||
Т2 | 13140 | 24 | 1 | 94 | 31 | |||
К | 26280 | 32 | 1 | 156 | 51 | |||
"Градиент-1.2"; | ||||||||
38 | С-2130; "Свет"; С-2430; "Хлорид" | 2,0 | ТО | 1095 | 8 | 12 | 10 | 40 |
Т1 | 2190 | 16 | 10 | 22 | 73 | |||
Т2 | 13140 | 24 | 1 | 64 | 21 | |||
К | 26280 | 32 | 1 | 105 | 35 | |||
Установка жидкостной эпитаксии С-2637 | ТО | 1095 | 8 | 12 | 17 | 68 | ||
Т1 | 2190 | 16 | 10 | 37 | 123 | |||
Т2 | 13140 | 24 | 1 | 108 | 36 | |||
К | 26280 | 32 | 1 | 180 | 60 | |||
Установка наращивания эпитаксиальных структур УНЭС-2ПК-А | ТО | 1095 | 8 | 12 | 17 | 68 | ||
Т1 | 2190 | 16 | 10 | 37 | 123 | |||
Т2 | 13140 | 24 | 1 | 108 | 36 | |||
К | 26280 | 32 | 1 | 180 | 60 | |||
41 | с колонкой диаметром 400 мм | - | ТО | 730 | 8 | 24 | 8 | 64 |
Т | 2190 | 16 | 11 | 16 | 58 | |||
К | 26280 | 80 | 1 | 140 | 46 | |||
42 | с колонкой диаметром 200 мм | - | ТО | 730 | 8 | 24 | 8 | 64 |
Т | 2190 | 16 | 11 | 16 | 58 | |||
К | 26280 | 80 | 1 | 120 | 40 | |||
43 | С-1551 | - | ТО | 1095 | 8 | 12 | 12 | 48 |
Т1 | 2190 | 16 | 10 | 23 | 77 | |||
Т2 | 13140 | 24 | 1 | 68 | 22 | |||
К | 26280 | 32 | 1 | 113 | 37 | |||
44 | ЭТС, Э-872, Э-903; "Одер", Э-733, 13Ж08 | 3,4 | ТО | 1095 | 8 | 12 | 6 | 24 |
Т1 | 2190 | 12 | 10 | 13 | 43 | |||
Т2 | 13140 | 24 | 1 | 38 | 12 | |||
45 | "Тантал", ТО 8901 (Ю1М1); "Волга", С2469, "Свет-1" | 3,5 | ТО | 1095 | 8 | 12 | 14 | 56 |
Т1 | 2190 | 16 | 10 | 31 | 103 | |||
Т2 | 13140 | 24 | 1 | 90 | 30 | |||
К | 26280 | 32 | 1 | 48 | 16 | |||
46 | Установка синтеза и направленной кристаллизации С-2198, С-1790, С1660, С2285 | 3,5 | Т1 | 730 | 16 | 34 | 28 | 317 |
Т2 | 13140 | 24 | 1 | 82 | 27 | |||
К | 26280 | 32 | 1 | 137 | 45 | |||
Установка синтеза и кристаллизации Т-233, Э-711, зонной очистки Э-731 | 1,5 | ТО | 1095 | 8 | 12 | 13 | 52 | |
Т1 | 2190 | 16 | 10 | 28 | 93 | |||
Т2 | 13140 | 24 | 1 | 82 | 27 | |||
К | 26280 | 32 | 1 | 137 | 45 | |||
48 | Установка направленной кристаллизации Э-1018, ПНК, С-597, синтеза ТК-1 | 2,5 | ТО | 1095 | 6 | 12 | 6 | 24 |
Т1 | 2190 | 12 | 10 | 12 | 40 | |||
Т2 | 13140 | 24 | 1 | 38 | 12 | |||
К | 26280 | 32 | 1 | 62 | 20 | |||
49 | Установка синтеза С2276 и зонной очистки Э1132 | 2,5 | ТО | 1095 | 8 | 12 | 22 | 88 |
Т1 | 2190 | 16 | 10 | 46 | 153 | |||
Т2 | 13140 | 24 | 1 | 134 | 44 | |||
К | 26280 | 32 | 1 | 222 | 73 | |||
50 | Установка синтеза Э-678 | 1,5 | ТО | 1095 | 2,5 | 12 | 5 | 20 |
Т1 | 2190 | 5 | 10 | 10 | 33 | |||
Т2 | 13140 | 24 | 1 | 28 | 9 | |||
К | 26280 | 32 | 1 | 47 | 15 | |||
Установка вакуумной термообработки С1505, С2061, С1559, С1133 | 1,4 | ТО | 1095 | 8 | 12 | 11 | 44 | |
Т1 | 2190 | 16 | 10 | 24 | 80 | |||
Т2 | 13140 | 24 | 1 | 71 | 23 | |||
К | 26280 | 32 | 1 | 117 | 39 | |||
Установка отжига образцов Э-719 | 2,1 | ТО | 1095 | 8 | 12 | 9 | 36 | |
Т1 | 2190 | 16 | 10 | 19 | 63 | |||
Т2 | 13140 | 24 | 1 | 54 | 18 | |||
К | 26280 | 32 | 1 | 89 | 29 | |||
Установка получения арсенида галлия; теллура Э-723 | 2,8 | ТО | 1095 | 8 | 12 | 13 | 52 | |
Т1 | 2190 | 16 | 10 | 28 | 93 | |||
Т2 | 13140 | 24 | 1 | 82 | 27 | |||
К | 26280 | 32 | 1 | 137 | 45 | |||
Установка ректификации мышьяка, теллура, кадмия и ртути | 2,3 | ТО | 1095 | 2 | 12 | 4 | 16 | |
Т1 | 2190 | 9 | 10 | 9 | 30 | |||
Т2 | 13140 | 24 | 1 | 26 | 9 | |||
К | 26280 | 32 | 1 | 46 | 15 | |||
Установка остекловывания, мощность 100 кВт | 1,5 | ТО | 730 | 3 | 30 | 6 | 60 | |
Т | 4380 | 10 | 5 | 20 | 33 | |||
К | 26280 | 48 | 1 | 128 | 42 | |||
Установка термической обработки наплавленных заготовок С-2155 | ТО | 730 | 8 | 30 | 8 | 80 | ||
Т | 4380 | 16 | 5 | 16 | 26 | |||
К | 26280 | 80 | 1 | 106 | 35 | |||
Установка непрерывного гидролиза | ТО | 730 | 2 | 27 | 2 | 18 | ||
Т | 2920 | 4 | 8 | 4 | 11 | |||
К | 26280 | 16 | 1 | 17 | 6 | |||
Установка зонной очистки и плавки Э-969; Э-1045 | 1 | ТО | 730 | 6 | 24 | 6 | 48 | |
Т | 2190 | 16 | 11 | 16 | 58 | |||
К | 26280 | 32 | 1 | 64 | 21 | |||
Установка выращивания м/к твердых растворов Э-702 | 3,2 | ТО | 1095 | 6 | 12 | 6 | 24 | |
Т1 | 2190 | 14 | 10 | 14 | 47 | |||
Т2 | 13140 | 24 | 1 | 38 | 12 | |||
К | 26280 | 32 | 1 | 62 | 20 | |||
Установка пирометрического осаждения УПО-20 | 2,95 | ТО | 1095 | 6 | 12 | 6 | 24 | |
Т1 | 2190 | 14 | 10 | 14 | 47 | |||
Т2 | 13140 | 24 | 1 | 38 | 12 | |||
К | 26280 | 32 | 1 | 62 | 20 | |||
Установка получения фосфатов галлия С1401 | 3,0 | ТО | 1095 | 8 | 12 | 10 | 40 | |
Т1 | 2190 | 16 | 10 | 22 | 73 | |||
Т2 | 13140 | 24 | 1 | 64 | 21 | |||
К | 26280 | 32 | 1 | 106 | 35 | |||
Установка демеркуризации | 2,4 | ТО | 1095 | 6 | 12 | 6 | 24 | |
Т1 | 2190 | 14 | 10 | 14 | 47 | |||
Т2 | 13140 | 24 | 1 | 38 | 12 | |||
К | 26280 | 32 | 1 | 62 | 20 | |||
Установка кристаллической очистки галлия С2440 | 3,3 | ТО | 1095 | 8 | 12 | 13 | 52 | |
Т1 | 2190 | 16 | 10 | 38 | 126 | |||
Т2 | 13140 | 24 | 1 | 82 | 27 | |||
К | 26280 | 32 | 1 | 137 | 45 | |||
64 | С1530; "Палладий-10" | 1,95 | ТО | 1095 | 4 | 12 | 9 | 36 |
Т1 | 2190 | 8 | 10 | 19 | 63 | |||
Т2 | 13140 | 16 | 1 | 54 | 18 | |||
К | 26280 | 24 | 1 | 89 | 30 | |||
65 | С1862; "Палладий-50", объем 50 м3 | ТО | 1095 | 4 | 12 | 13 | 52 | |
Т1 | 2190 | 8 | 10 | 28 | 93 | |||
Т2 | 13140 | 16 | 1 | 82 | 27 | |||
К | 26280 | 24 | 1 | 137 | 45 | |||
66 | С1531 | 1,5 | ТО | 1095 | 4 | 12 | 6 | 24 |
Т1 | 2190 | 8 | 10 | 14 | 47 | |||
Т2 | 13140 | 16 | 1 | 38 | 12 | |||
К | 26280 | 24 | 1 | 62 | 20 | |||
67 | УФ-400 | 1,75 | ТО | 1095 | 3 | 12 | 3 | 12 |
Т1 | 2190 | 6 | 10 | 6 | 20 | |||
Т2 | 13140 | 16 | 1 | 19 | 6 | |||
К | 26280 | 24 | 1 | 31 | 10 | |||
Установка механической мойки Ю1086; Ю1М | 0,85 | ТО | 1095 | 4 | 12 | 8 | 32 | |
Т1 | 2190 | 8 | 10 | 19 | 63 | |||
Т2 | 13140 | 16 | 1 | 54 | 18 | |||
К | 26280 | 24 | 1 | 89 | 29 | |||
Установка химобработки пластин и жидкостной мойки ЭМ213 | 0,7 | ТО | 1095 | 4 | 12 | 4 | 16 | |
Т1 | 2190 | 8 | 10 | 8 | 27 | |||
Т2 | 13140 | 16 | 1 | 24 | 8 | |||
К | 26280 | 24 | 1 | 39 | 13 | |||
Установка регенерации смол С1352 | 1,5 | ТО | 1095 | 4 | 12 | 8 | 32 | |
Т1 | 2190 | 8 | 10 | 18 | 60 | |||
Т2 | 13140 | 16 | 1 | 52 | 17 | |||
К | 26280 | 24 | 1 | 86 | 28 | |||
Цистерна для хранения ТХС и четыреххлористого кремния, объем 50 м3 | 6,9 | ТО | 8760 | 8 | 24 | 32 | 30 | |
Т | - | - | - | - | - | |||
К | 220000 | 40 | 1 | 200 | 8 | |||
Цистерна железнодорожная для транспортирования ТХС, объем 60 м3 | 22 | ТО | 4380 | 8 | 10 | 12 | 12 | |
Т | 8760 | 32 | 9 | 64 | 58 | |||
К | 87600 | 80 | 1 | 120 | 12 | |||
73 | Цистерна, емкость для ТХС, объем 2 м3 | 0,5 | ТО | 8760 | 6 | 3 | 12 | 7 |
Т | 21920 | 8 | 1 | 17 | 3 | |||
К | 43840 | 16 | 1 | 25 | 5 | |||
Аппарат вакуумного рафинирования, мощность 250 кВ·А | 30 | ТО | 730 | 24 | 36 | 96 | 864 | |
Т | 2920 | 144 | 11 | 300 | 825 | |||
К | 35040 | 480 | 1 | 1900 | 475 | |||
Гранулятор тарельчатый с системой загрузки, выгрузки и аспирационной установкой, диаметр тарели 3000 мм | 10 | ТО | 730 | 8 | 18 | 8 | 48 | |
Т1 | 1460 | 16 | 15 | 66 | 330 | |||
Т2 | 8760 | 48 | 2 | 216 | 144 | |||
К | 26280 | 96 | 1 | 400 | 133 | |||
Котел рафинировочный с электрообогревом, укрытиями, системой газоходов и охлаждения, вместимость 15 т, мощность 270 кВ·А | 8 | ТО | 2190 | 8 | 25 | 12 | 43 | |
Т | 20440 | 96 | 2 | 18 | 50 | |||
К | 61320 | 120 | 1 | 700 | 100 | |||
Печь: | ||||||||
для сушки гранул, производительность 10 т/ч | 21 | ТО | 730 | 24 | 55 | 24 | 264 | |
Т | 8760 | 48 | 4 | 260 | 208 | |||
К | 43800 | 96 | 1 | 1900 | 380 | |||
обжиговая восьмиподовая Г-45 | 110 | ТО | 730 | 60 | 34 | 120 | 1360 | |
Т | 13140 | 240 | 1 | 1670 | 556 | |||
К | 26280 | 1080 | 1 | 6000 <*> | 2000 | |||
электрическая дуговая для плавки съемов, мощность 400 кВ·А | 30 | ТО | 730 | 24 | 22 | 96 | 1056 | |
Т | 8760 | 144 | 1 | 500 | 250 | |||
К | 17520 | 240 | 1 | 1095 | 547 | |||
7 | электрическая дуговая с кессонированным поясом, мощность 1800 - 2800 кВ·А | 90 - 140 | ТО | 730 | 8 | 50 | 48 | 480 |
Т1 | 4380 | 240 | 5 | 530 | 530 | |||
Т2 | 8760 | 360 | 4 | 1170 | 936 | |||
К | 43800 | 720 | 1 | 6000 | 1200 | |||
фьюминговая, площадь пода 5,18 м2 | 135 | ТО | - | - | - | - | - | |
Т1 | 2920 | 60 | 1 | 800 | 800 | |||
Т2 | 4380 | 288 | 1 | 1600 | 1600 | |||
К | 8760 | 720 | 1 | 7200 | 7200 | |||
Реактор: | ||||||||
9 | РЧЭ-600; РЧЭН-1000, объем 0,6 - 1 м3 | 1,3 - 2 | ТО | 2190 | 8 | 3 | 8 | 24 |
Т | 8760 | 36 | 1 | 46 | 46 | |||
К | - | - | - | - | - | |||
10 | РЧЭН-2500, РЧЭН-3000, объем 2,5 - 3 м3 | 2,5 | ТО | 2190 | 8 | 3 | 8 | 24 |
Т | 8760 | 48 | 1 | 50 | 50 | |||
К | - | - | - | - | - | |||
Центрифуга погружная для центробежного рафинирования | 5 | ТО | 730 | 4 | 27 | 24 | 216 | |
Т | 2920 | 48 | 8 | 240 | 640 | |||
К | 26280 | 96 | 1 | 650 | 217 | |||
Шихтосмеситель СМ-24, длина 3000 мм | 12 | ТО | 730 | 6 | 50 | 6 | 60 | |
Т | 4380 | 48 | 9 | 48 | 86 | |||
К | 43800 | 96 | 1 | 560 | 112 | |||
-------------------------------- | ||||||||
1 | Барабан холодильный, диаметр 1200 мм, длина 8000 мм | 10 | ТО | 730 | 6 | 20 | 18 | 180 |
Т | 4380 | 24 | 3 | 72 | 108 | |||
К | 17520 | 48 | 1 | 288 | 144 | |||
Печь: | ||||||||
вращающаяся, диаметр 2,2 м, длина 20 м | 25 | ТО | 730 | 12 | 15 | 36 | 360 | |
Т | 4380 | 96 | 2 | 480 | 640 | |||
К | 13140 | 192 | 1 | 2600 | 1733 | |||
КС, площадь пода 7 м2 | 50 | ТО | 730 | 12 | 10 | 54 | 540 | |
Т | 4380 | 96 | 1 | 480 | 480 | |||
К | 8760 | 240 | 1 | 3200 | 3200 | |||
муфельная электрическая, мощность 300 кВ·А, диаметр муфеля 2200 мм, длина 16000 мм | 60 | ТО | 730 | 16 | 12 | 32 | 256 | |
Т | 2190 | 48 | 5 | 216 | 720 | |||
К | 13140 | 192 | 1 | 3300 | 2200 | |||
ретортная, диаметр 1020 мм, длина 7000 мм | 18 | ТО | 730 | 16 | 8 | 32 | 256 | |
Т | 2190 | 48 | 3 | 192 | 576 | |||
К | 8760 | 96 | 1 | 960 | 960 | |||
муфельная, работающая на природном газе, диаметр муфеля 1400 мм, длина 14500 мм, диаметр барабана печи 2500 мм | 101,4 | ТО | 730 | 8 | 16 | 24 | 192 | |
Т | 2190 | 48 | 7 | 210 | 735 | |||
К | 17280 | 168 | 1 | 686 | 343 | |||
Ванна электролизная стальная нефутерованная, объем ванны 2,2 м3, серия из 60 ванн | 60 | ТО | - | - | - | - | - | |
Т1 | 2190 | 8 | 15 | 96 | 288 | |||
Т2 | 8760 | 48 | 4 | 200 | 160 | |||
К | 43800 | 120 | 1 | 860 | 172 | |||
Дробилка молотковая С-599, производительность 10 - 15 т/ч | 2,3 | ТО | 730 | 6 | 40 | 12 | 120 | |
Т | 4320 | 24 | 7 | 48 | 84 | |||
К | 35040 | 48 | 1 | 96 | 24 | |||
3 | вместимость 4 т | 29 | ТО | - | - | - | - | - |
Т1 | 730 | 48 | 18 | 156 | 1404 | |||
Т2 | 2920 | 96 | 5 | 280 | 700 | |||
К | 17520 | 120 | 1 | 960 <*> | 480 | |||
4 | для штейна с напыльником, вместимость 10 т | 40 | ТО | - | - | - | - | - |
Т1 | 2190 | 96 | 6 | 288 | 864 | |||
Т2 | 8760 | 144 | 1 | 648 | 324 | |||
К | 17520 | 192 | 1 | 1920 <*> | 960 | |||
Конвейер разливочный, длина 15 м | 16 | ТО | 365 | 6 | 40 | 12 | 240 | |
Т | 2190 | 24 | 7 | 56 | 196 | |||
К | 17520 | 120 | 1 | 400 | 200 | |||
Печь: | ||||||||
отражательная, площадь пода 8 м2 | 52 | ТО | 730 | 8 | 16 | 24 | 192 | |
Т | 2190 | 72 | 7 | 180 | 630 | |||
К | 17520 | 120 | 1 | 1600 | 800 | |||
7 | отражательная, площадь пода 27 м2 | 350 | ТО | 730 | 8 | 16 | 32 | 256 |
Т | 2190 | 96 | 7 | 480 | 1680 | |||
К | 17520 | 240 | 1 | 4800 | 2400 | |||
КС, площадь пода 10 м2 | 48 | ТО | 730 | 12 | 20 | 48 | 480 | |
Т | 4320 | 96 | 3 | 590 | 885 | |||
К | 17520 | 240 | 1 | 4900 | 2450 | |||
руднотермическая СКБ-6103, мощность 2500 кВ·А | 140 | ТО | 730 | 24 | 18 | 96 | 864 | |
Т1 | 2920 | 120 | 3 | 1080 | 1620 | |||
Т2 | 5840 | 240 | 2 | 1920 | 1920 | |||
К | 17520 | 480 | 1 | 4800 | 2400 | |||
электрическая, мощность 500 кВт | 20 | ТО | 730 | 8 | 20 | 24 | 240 | |
Т | 4320 | 48 | 3 | 180 | 270 | |||
К | 17520 | 120 | 1 | 870 | 435 | |||
Реактор: | ||||||||
чугунный эмалированный, объем до 2 м3 | 2,9 | ТО | 2190 | 4 | 3 | 8 | 24 | |
Т | 8760 | 24 | 1 | 64 | 64 | |||
К | - | - | - | - | - | |||
12 | объемом 16 - 20 м3 | 2,8 - 5,5 | ТО | 730 | 6 | 36 | 12 | 108 |
Т | 2920 | 12 | 11 | 24 | 66 | |||
К | 35040 | 96 | 1 | 240 | 60 | |||
Репульпатор, объем 10 м3 | 8 | ТО | 730 | 6 | 40 | 12 | 120 | |
Т | 4380 | 12 | 7 | 24 | 42 | |||
К | 35040 | 72 | 1 | 180 | 45 | |||
Сгуститель металлический футерованный, диаметр 12 м, высота 3 м | 7,4 | ТО | 4380 | 6 | 15 | 18 | 27 | |
Т | 17520 | 72 | 4 | 192 | 77 | |||
К | 87600 | 120 | 1 | 700 | 70 | |||
Сушилка барабанная, диаметр 1600 мм, длина 8 м | 22 | ТО | 730 | 6 | 30 | 18 | 180 | |
Т | 4380 | 24 | 5 | 96 | 160 | |||
К | 26280 | 120 | 1 | 480 | 160 | |||
16 | двухрядный РФГ-У, поверхность фильтрования 224 м2 | 14,3 | ТО | 1460 | 18 | 20 | 36 | 180 |
Т | 8760 | 96 | 3 | 300 | 225 | |||
К | 35040 | 192 | 1 | 720 | 180 | |||
17 | со струйной продувкой РФСП-П, поверхность фильтрации 280 м2 | 14,5 | ТО | 730 | 12 | 55 | 60 | 660 |
Т | 8760 | 120 | 4 | 360 | 288 | |||
К | 43800 | 240 | 1 | 960 | 192 | |||
-------------------------------- | ||||||||
Автоклав с паровой рубашкой и мешалкой, объем 5 м3, избыточное давление 2500 кПа | 4 | ТО | 2190 | 8 | 10 | 16 | 53 | |
Т | 13140 | 24 | 1 | 72 | 24 | |||
К | 26280 | 48 | 1 | 123 | 40 | |||
Аппарат: | ||||||||
2 | 3 - 4 | ТО | 730 | 4 | 50 | 8 | 80 | |
Т | 4380 | 24 | 9 | 72 | 129 | |||
К | 43800 | 72 | 1 | 207 | 41 | |||
3 | выпарной, поверхность нагрева 100 м2 | 15 | ТО | 730 | 8 | 50 | 16 | 160 |
Т | 4380 | 48 | 9 | 134 | 241 | |||
К | 43800 | 120 | 1 | 425 | 85 | |||
сварочный типа ЦЭП-223, ОКБ-1303 | 1 | ТО | 2190 | 4 | 10 | 8 | 27 | |
Т | 13140 | 32 | 1 | 96 | 32 | |||
К | 26280 | 60 | 1 | 180 | 60 | |||
Выщелачиватель для спека вольфрамата натрия, вместимость 600 л | 2 | ТО | - | - | - | - | - | |
Т | 2190 | 24 | 3 | 24 | 72 | |||
К | 8760 | 96 | 1 | 105 | 105 | |||
Дезинтегратор однороторный, диаметр 1200 мм | 0,5 | ТО | 730 | 4 | 33 | 4 | 44 | |
Т | 8760 | 24 | 2 | 44 | 29 | |||
К | 26280 | 48 | 1 | 105 | 35 | |||
7 | вместимость 350 л | 3 | ТО | 730 | 4 | 30 | 4 | 40 |
Т | 4380 | 16 | 5 | 32 | 53 | |||
К | 26280 | 32 | 1 | 80 | 26 | |||
8 | вместимость 500 - 800 л | 4 - 7 | ТО | 730 | 8 | 20 | 8 | 80 |
Т | 4380 | 24 | 3 | 48 | 72 | |||
К | 17520 | 120 | 1 | 180 | 90 | |||
Кристаллизатор чугунный эмалированный, вместимость 400 - 630 л | 0,3 | ТО | 2920 | 4 | 10 | 4 | 10 | |
Т | 17520 | 36 | 1 | 48 | 12 | |||
К | 35040 | 72 | 1 | 92 | 23 | |||
Машина: | ||||||||
волочильная, одно-трехкратного волочения | 2 - 3 | ТО | 2920 | 8 | 4 | 16 | 24 | |
Т | 5840 | 48 | 3 | 96 | 107 | |||
К | 23360 | 96 | 1 | 223 | 82 | |||
11 | волочильная, шести-восьмикратного волочения | 0,4 | ТО | 2920 | 8 | 4 | 16 | 24 |
Т | 5840 | 48 | 3 | 72 | 81 | |||
К | 23360 | 72 | 1 | 144 | 53 | |||
ротационно-ковочная 201, 202, 203 | 0,7 | ТО | 820 | 4 | 4 | 8 | 57 | |
Т | 2460 | 32 | 1 | 72 | 128 | |||
К | 4920 | 72 | 1 | 144 | 256 | |||
перемотки проволоки | 0,4 | ТО | 2920 | 4 | 4 | 4 | 6 | |
Т | 5840 | 12 | 3 | 24 | 27 | |||
К | 23360 | 40 | 1 | 80 | 30 | |||
Мельница: | ||||||||
мокрого помола футерованная, вместимость 180 - 350 л | 4 - 5 | ТО | - | - | - | - | - | |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 72 | 1 | 216 | 71 | |||
сухого помола футерованная, вместимость 240 - 500 л | 2 - 4 | ТО | - | - | - | - | - | |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 48 | 1 | 175 | 58 | |||
16 | сухого помола нефутерованная, вместимость 240 - 500 л | 3 - 4 | ТО | - | - | - | - | - |
Т | - | - | - | - | - | |||
К | 17520 | 48 | 1 | 105 | 52 | |||
шаровая непрерывного действия для дробления, размола и просева карбида, вместимость 150 л | 0,3 | ТО | - | - | - | - | - | |
Т | 4380 | 16 | 5 | 36 | 60 | |||
К | 26280 | 32 | 1 | 105 | 35 | |||
Мешалка стальная гуммированная футерованная, объем 10 - 20 м3 | 1 - 2 | ТО | 2920 | 4 | 6 | 8 | 16 | |
Т | 8760 | 48 | 2 | 120 | 80 | |||
К | 26280 | 120 | 1 | 220 | 73 | |||
Нутч-фильтр гуммированный, поверхность фильтров до 2 м2 | 10 | ТО | - | - | - | - | - | |
Т | 2920 | 12 | 8 | 24 | 64 | |||
К | 26280 | 48 | 1 | 109 | 36 | |||
Печь: | ||||||||
вакуумная электрическая ЕМО-200, температура 1200 °C | 15 | ТО | 2920 | 16 | 6 | 32 | 64 | |
Т | 8760 | 120 | 2 | 376 | 250 | |||
К | 26280 | 240 | 1 | 860 | 286 | |||
21 | вакуумная электрическая СКБ-7004 | 1,2 | ТО | 2920 | 12 | 6 | 24 | 48 |
Т | 8760 | 48 | 2 | 112 | 74 | |||
К | 26280 | 120 | 1 | 480 | 160 | |||
22 | вакуумная электрическая ЦЭП-368, мощность 65 кВт | 12,8 | ТО | 2920 | 12 | 7 | 24 | 56 |
Т | 13140 | 80 | 1 | 244 | 80 | |||
К | 26280 | 168 | 1 | 700 | 233 | |||
23 | вакуумная для низкотемпературного отжига С-880, С-1293, температура 1500 - 2000 °C | 1,25 | ТО | 1460 | 8 | 16 | 16 | 64 |
Т | 4380 | 40 | 7 | 96 | 168 | |||
К | 35040 | 112 | 1 | 375 | 94 | |||
24 | вакуумная электрическая ОКБ-870, СТВ-3,8, мощность 300 кВт, температура 2200 °C | 30 | ТО | 2920 | 24 | 10 | 120 | 300 |
Т | 17520 | 120 | 1 | 900 | 225 | |||
К | 35040 | 240 | 1 | 2100 | 525 | |||
25 | вакуумная спекания, методическая ОКБ-8140, мощность 60 кВт, температура 1500 °C | 6,0 | ТО | 2190 | 16 | 12 | 16 | 48 |
Т | 8760 | 96 | 3 | 160 | 120 | |||
К | 35040 | 240 | 1 | 400 | 100 | |||
восстановления электрическая 13-трубная ОКБ-111А, ОКБ-1260, мощность 50 кВт, температура 1000 °C | 10 | ТО | 2190 | 8 | 6 | 16 | 48 | |
Т | 8760 | 56 | 1 | 172 | 86 | |||
К | 17520 | 96 | 1 | 420 | 210 | |||
27 | восстановления электрическая двухмуфельная, мощность 25 кВт, температура 500 °C | 2,5 | ТО | 2920 | 8 | 4 | 12 | 24 |
Т | 8760 | 24 | 1 | 96 | 48 | |||
К | 17520 | 48 | 1 | 180 | 90 | |||
28 | восстановления электрическая двухмуфельная, мощность 100 кВт, температура 800 °C | 5 | ТО | 2190 | 8 | 6 | 16 | 48 |
Т | 8760 | 32 | 1 | 164 | 82 | |||
К | 17520 | 64 | 1 | 315 | 157 | |||
29 | восстановления электрическая четырехмуфельная СКБ-7102А; СТН-1,6 x 50 x 0,4 - 4/94, мощность 100 кВт, температура 950 °C | 11 | ТО | 2190 | 8 | 2 | 24 | 48 |
Т | 4380 | 32 | 1 | 96 | 96 | |||
К | 8760 | 96 | 1 | 430 | 430 | |||
электрическая с вращающейся трубой, диаметр 350 - 500 мм, мощность 80 кВт, температура 800 °C | 11 - 15,3 | ТО | 2190 | 8 | 6 | 24 | 72 | |
Т | 8760 | 40 | 1 | 140 | 70 | |||
К | 17520 | 96 | 1 | 400 | 200 | |||
31 | спекания электрическая ЦЭП-214, мощность 25 кВт, температура 1200 - 1500 °C | 3 | ТО | - | - | - | - | - |
Т | 4380 | 16 | 3 | 36 | 54 | |||
К | 17520 | 36 | 1 | 116 | 58 | |||
КС, площадь пода 7 м2 | 35 | ТО | 1460 | 16 | 4 | 48 | 192 | |
Т | 4380 | 64 | 1 | 480 | 480 | |||
К | 8760 | 120 | 1 | 3200 | 3200 | |||
спекания электрическая однозонная муфельная, температура 900 - 950 °C | 1,5 | ТО | - | - | - | - | - | |
Т | 4380 | 16 | 3 | 36 | 54 | |||
К | 17520 | 36 | 1 | 116 | 58 | |||
34 | спекания электрическая трехзонная, мощность 40 кВт, температура 1500 °C | 4 | ТО | - | - | - | - | - |
Т | 4380 | 16 | 3 | 48 | 72 | |||
К | 17520 | 60 | 1 | 144 | 72 | |||
карбидизации, температура 1900 - 2000 °C, производительность 13 - 20 кг/ч | 1,6 | ТО | - | - | - | - | - | |
Т | 4380 | 16 | 3 | 36 | 54 | |||
К | 17520 | 48 | 1 | 144 | 72 | |||
36 | вращающаяся трубчатая, диаметр 1000 мм, длина 10 м | 50 | ТО | 2190 | 16 | 4 | 32 | 85 |
Т | 6570 | 24 | 1 | 300 | 200 | |||
К | 13140 | 120 | 1 | 840 | 560 | |||
вращающаяся трубчатая, диаметр 2200 мм, длина 20 м | 110 | ТО | 1460 | 16 | 4 | 32 | 128 | |
Т | 4380 | 48 | 1 | 524 | 524 | |||
К | 8760 | 144 | 1 | 2400 | 2400 | |||
38 | КВО-38, КО-30, усилие 25 - 63 кН | 1,2 - 1,4 | ТО | 730 | 2 | 30 | 4 | 40 |
Т | 4380 | 16 | 5 | 32 | 53 | |||
К | 26280 | 48 | 1 | 140 | 46 | |||
39 | кулачковый КВ-032, КАО-622Б, усилие 160 кН | 1,8 | ТО | 730 | 2 | 30 | 4 | 40 |
Т | 4380 | 24 | 5 | 45 | 75 | |||
К | 26280 | 56 | 1 | 175 | 58 | |||
40 | кривошипный, усилие 600 кН | 5,8 | ТО | 730 | 4 | 30 | 8 | 80 |
Т | 4380 | 32 | 5 | 60 | 100 | |||
К | 26280 | 72 | 1 | 250 | 82 | |||
Пресс: | ||||||||
гидравлический, усилие 1000 кН | 3 | ТО | 730 | 4 | 30 | 8 | 80 | |
Т | 4380 | 32 | 5 | 75 | 125 | |||
К | 26280 | 80 | 1 | 300 | 100 | |||
42 | гидравлический П801, усилие 5200 кН | 13 | ТО | 730 | 8 | 30 | 16 | 160 |
Т | 4380 | 48 | 5 | 160 | 265 | |||
К | 26280 | 120 | 1 | 700 | 233 | |||
горячего прессования ПА803, усилие 400 кН | 5,5 | ТО | 730 | 4 | 30 | 8 | 80 | |
Т | 4380 | 32 | 5 | 90 | 149 | |||
К | 26280 | 72 | 1 | 225 | 74 | |||
Реактор: | ||||||||
44 | стальной нефутерованный с мешалкой, объем 10 м3 | 3 | ТО | 2190 | 4 | 9 | 8 | 24 |
Т | 8760 | 16 | 2 | 32 | 21 | |||
К | 26280 | 40 | 1 | 102 | 34 | |||
45 | стальной нефутерованный с мешалкой, объем 20 м3 | 5 | ТО | 2190 | 4 | 9 | 8 | 24 |
Т | 8760 | 24 | 2 | 48 | 32 | |||
К | 26280 | 48 | 1 | 140 | 46 | |||
стальной гуммированный и футерованный с мешалкой, объем 10 м3 | 3 | ТО | 2190 | 4 | 9 | 8 | 24 | |
Т | 8760 | 24 | 2 | 48 | 32 | |||
К | 26280 | 56 | 1 | 180 | 60 | |||
47 | стальной гуммированный и футерованный с мешалкой, объем 20 м3 | 5 | ТО | 2190 | 8 | 9 | 16 | 48 |
Т | 8760 | 32 | 2 | 64 | 42 | |||
К | 26280 | 80 | 1 | 320 | 107 | |||
чугунный эмалированный, объем до 2 м3 | 1 - 4 | ТО | 2190 | 4 | 3 | 8 | 24 | |
Т | 8760 | 32 | 1 | 64 | 64 | |||
К | - | - | - | - | - | |||
Репульпатор с приводом, объем 20 м3 | 12 | ТО | 2190 | 8 | 6 | 16 | 32 | |
Т | 4380 | 32 | 5 | 64 | 106 | |||
К | 26280 | 96 | 1 | 350 | 116 | |||
50 | объем 1 м3 | 0,3 | ТО | - | - | - | - | - |
Т | 21900 | 30 | 1 | 60 | 12 | |||
К | 43800 | 16 <*> | 1 | 139 <**> | 28 | |||
51 | объем 10 м3 | 0,6 | ТО | - | - | - | - | - |
Т | 21900 | 48 | 1 | 96 | 19 | |||
К | 43800 | 24 <*> | 1 | 170 <**> | 34 | |||
52 | объемом 25 м3 | 3 - 5 | ТО | - | - | - | - | - |
Т | 21900 | 56 | 1 | 104 | 21 | |||
К | 43800 | 40 <*> | 1 | 198 <**> | 40 | |||
Сепаратор воздушный, объем 6 м3 избыточное давление 0,25 МПа | 2 | ТО | 4380 | 8 | 4 | 16 | 21 | |
Т | 13140 | 32 | 1 | 64 | 21 | |||
К | 26280 | 56 | 1 | 210 | 70 | |||
Сито вибрационное | 0,3 | ТО | 730 | 2 | 10 | 4 | 40 | |
Т | 4380 | 16 | 1 | 32 | 32 | |||
К | 8760 | 32 | 1 | 72 | 72 | |||
Смеситель: | ||||||||
шнековый, объем до 1,5 м3 | 3,5 | ТО | 2190 | 2 | 4 | 4 | 8 | |
Т | 4380 | 16 | 3 | 32 | 48 | |||
К | 17520 | 72 | 1 | 144 | 72 | |||
эксцентриковый, объем до 1,5 м3 | 1,3 | ТО | 4380 | 4 | 4 | 8 | 10 | |
Т | 13140 | 24 | 1 | 48 | 16 | |||
К | 26280 | 48 | 1 | 96 | 32 | |||
Сушилка электрическая ленточная, температура 120 - 220 °C, производительность 50 - 70 кг/ч | 0,8 | ТО | 4380 | 4 | 4 | 8 | 10 | |
Т | 13140 | 24 | 1 | 64 | 21 | |||
К | 26280 | 48 | 1 | 120 | 40 | |||
Стан: | ||||||||
горячей прокатки ДУО-350, диаметр рабочего валка 350 мм | 16 | ТО | 1460 | 8 | 12 | 16 | 64 | |
Т | 4380 | 48 | 5 | 144 | 240 | |||
К | 26280 | 120 | 1 | 500 | 166 | |||
59 | прокатный ДУО-500, диаметр рабочего валка 500 мм | 30 | ТО | 1460 | 8 | 12 | 16 | 64 |
Т | 4380 | 72 | 5 | 200 | 333 | |||
К | 26280 | 144 | 1 | 720 | 240 | |||
60 | прокатный шестивалковый, диаметр рабочего валка 130 мм | 12 | ТО | 1460 | 8 | 12 | 16 | 64 |
Т | 4380 | 48 | 5 | 120 | 200 | |||
К | 26280 | 96 | 1 | 466 | 154 | |||
прокатный "Кварто-110", размер валков 110/320 x 300 мм | 15 | ТО | 1460 | 8 | 12 | 16 | 64 | |
Т | 4380 | 56 | 5 | 120 | 200 | |||
К | 26280 | 120 | 1 | 466 | 154 | |||
62 | прокатный "Кварто-175", диаметр рабочего валка 175 мм | 28 | ТО | 1460 | 8 | 12 | 16 | 64 |
Т | 4380 | 72 | 5 | 144 | 240 | |||
К | 26280 | 144 | 1 | 683 | 227 | |||
цепной ЦС-28, ЦС-30, А-643И, усилие волочения 45 кН | 7,5 | ТО | 2190 | 8 | 9 | 16 | 48 | |
Т | 8760 | 32 | 2 | 96 | 64 | |||
К | 26280 | 96 | 1 | 300 | 100 | |||
холодной прокатки труб ХПТР-8-15; ХПТР-20-60 | 8-14 | ТО | 2160 | 12 | 11 | 16 | 44 | |
Т | 6570 | 48 | 4 | 144 | 144 | |||
К | 35040 | 96 | 1 | 375 | 94 | |||
тепловой прокатки труб ТПТР8-15 | 18,4 | ТО | 2190 | 16 | 11 | 24 | 60 | |
Т | 6570 | 96 | 4 | 300 | 300 | |||
К | 35040 | 192 | 1 | 750 | 187 | |||
Станок для сверления твердосплавных и алмазных фильер ВС-3А, ВС-7 и ВС-6А, диаметр сверления 0,03 - 0,3 мм | 0,6 | ТО | 2920 | 4 | 4 | 8 | 16 | |
Т | 8760 | 12 | 1 | 24 | 12 | |||
К | 17520 | 32 | 1 | 100 | 50 | |||
Установка: | ||||||||
электролитической очистки и травления проволоки, температура 1500 °C, диаметр проволоки 0,02 - 0,25 мм | 0,3 | ТО | 4380 | 4 | 4 | 8 | 10 | |
Т | 13140 | 12 | 1 | 24 | 8 | |||
К | 26280 | 48 | 1 | 160 | 53 | |||
отжига проволоки, температура 600 - 700 °C, производительность 20 м/мин. | 1,2 | ТО | 1460 | 4 | 12 | 8 | 32 | |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 40 | 1 | 160 | 53 | |||
для зонной плавки тугоплавких металлов С-248 М-1, С-1275 | 1,2 | ТО | 1460 | 4 | 12 | 8 | 32 | |
Т | 4380 | 24 | 5 | 72 | 120 | |||
К | 26280 | 96 | 1 | 260 | 86 | |||
Шкаф сушильный паровой | 0,6 | ТО | - | - | - | - | - | |
Т | 2190 | 8 | 11 | 16 | 58 | |||
К | 26280 | 24 | 1 | 48 | 16 | |||
--------------------------------
Автоматическая линия: | ||||||||
РЛ-025 для обработки электродов диаметром 75 - 400 мм | 45,2 | ТО | 243 | 8 | 140 | 16 | 448 | |
Т | 1095 | 24 | 39 | 96 | 749 | |||
К | 43800 | 440 | 1 | 2600 | 520 | |||
2 | РЛ-028, РЛ-029 для обработки электродов диаметром 250 - 400 мм | 83,8 | ТО | 243 | 8 | 240 | 16 | 480 |
Т | 1460 | 24 | 47 | 154 | 904 | |||
К | 70080 | 440 | 1 | 2600 | 325 | |||
3 | КЖЛ-1 для обработки электродов диаметром 450 - 710 мм | 130 | ТО | 243 | 8 | 240 | 16 | 480 |
Т | 1460 | 24 | 47 | 192 | 1127 | |||
К | 70080 | 440 | 1 | 3170 | 396 | |||
Автоклав вертикальный, объем 5 - 6 м3 | 3,7 - 4,0 | ТО | 365 | 2 | 60 | 4 | 80 | |
Т | 2160 | 24 | 11 | 48 | 176 | |||
К | 26280 | 96 | 1 | 190 | 63 | |||
Автомат: | ||||||||
5 | резьбонарезной МК-194 для электродов диаметром 75 - 200 мм | 15 | ТО | 243 | 4 | 240 | 8 | 240 |
Т | 1460 | 24 | 47 | 126 | 740 | |||
К | 70080 | 200 | 1 | 1050 | 131 | |||
резьбонарезной МК-191 и МК-193 для электродов диаметром 250 - 500 мм | 29-36 | ТО | 243 | 4 | 240 | 8 | 240 | |
Т | 1460 | 24 | 47 | 126 | 740 | |||
К | 70080 | 220 | 1 | 1152 | 144 | |||
МК-951 для изготовления ниппелей к электродам диаметром 75 - 175 мм | 22 | ТО | 243 | 4 | 240 | 8 | 240 | |
Т | 1460 | 24 | 47 | 72 | 422 | |||
К | 70080 | 220 | 1 | 1300 | 162 | |||
8 | МК-952 для изготовления ниппелей к электродам диаметром 200 - 500 мм | 24 | ТО | 243 | 4 | 240 | 8 | 240 |
Т | 1460 | 24 | 47 | 72 | 422 | |||
К | 70080 | 220 | 1 | 1300 | 162 | |||
9 | МК-953 для изготовления ниппелей к электродам диаметром 850 - 1200 мм | 28 | ТО | 243 | 4 | 240 | 8 | 240 |
Т | 1460 | 24 | 47 | 72 | 422 | |||
К | 70080 | 220 | 1 | 1300 | 162 | |||
Барабан для охлаждения подсыпки, диаметр 2300 мм, длина 14000 мм | 37,6 | ТО | 730 | 4 | 40 | 8 | 64 | |
Т | 2190 | 24 | 19 | 72 | 274 | |||
К | 43800 | 245 | 1 | 980 | 196 | |||
Бункер-смеситель с мешалкой и паровым обогревом, объем 3 м3 | 7,4 | ТО | 730 | 4 | 12 | 8 | 64 | |
Т | 2190 | 8 | 5 | 16 | 53 | |||
К | 13140 | 72 | 1 | 140 | 92 | |||
12 | барабанный, производительность 100 - 200 т/ч | 2,5 - 7,5 | ТО | 730 | 2 | 32 | 4 | 32 |
Т | 2190 | 16 | 15 | 32 | 120 | |||
К | 35040 | 48 | 1 | 96 | 24 | |||
13 | вибрационный, производительность 7,5 - 10 м3/ч | 0,6 - 1,9 | ТО | 730 | 2 | 24 | 4 | 32 |
Т | 2190 | 8 | 11 | 16 | 59 | |||
К | 26280 | 24 | 1 | 48 | 16 | |||
14 | жирационный ГЖ-1, ГЖ-2, производительность 0,5 - 15 т/ч, размер сит 800 x 1600 мм | 0,6 | ТО | 730 | 2 | 16 | 2 | 16 |
Т | 2190 | 4 | 7 | 8 | 28 | |||
К | 17520 | 18 | 1 | 50 | 25 | |||
15 | универсальный подвесной ГУП-II, производительность 0,1 т/ч, размер сит 1250 x 3500 мм | 2,6 | ТО | 730 | 2 | 16 | 4 | 15 |
Т | 2190 | 6 | 7 | 18 | 63 | |||
К | 17520 | 24 | 1 | 64 | 32 | |||
Дробилка: | ||||||||
валковая ДВГ-2М, диаметр валков 400 мм, длина 250 мм | 2,3 | ТО | 730 | 2 | 30 | 4 | 40 | |
Т | 4380 | 16 | 5 | 32 | 53 | |||
К | 26280 | 18 | 1 | 100 | 33 | |||
17 | валковая ДВЗ-3М, диаметр валков 800 мм, длина 900 мм | 7,1 | ТО | 730 | 3 | 30 | 6 | 60 |
Т | 4380 | 24 | 5 | 48 | 80 | |||
К | 26280 | 96 | 1 | 190 | 63 | |||
зубчато-валковая ДДЗ-99А, диаметр валков 1090 мм, длина 900 мм | 9,1 | ТО | 730 | 4 | 30 | 8 | 80 | |
Т | 4380 | 24 | 5 | 72 | 120 | |||
К | 26280 | 96 | 1 | 240 | 80 | |||
молотковая С-218М и С-431 размер загрузочного отверстия 450 x 295 мм | 2,7 | ТО | 730 | 4 | 30 | 8 | 80 | |
Т | 4380 | 16 | 5 | 32 | 53 | |||
К | 26280 | 48 | 1 | 144 | 48 | |||
20 | молотковая С-218 и С-431, размер загрузочного отверстия 450 x 295 мм, для дробления термоантрацита | 2,7 | ТО | 730 | 4 | 10 | 8 | 80 |
Т | 4380 | 16 | 1 | 32 | 32 | |||
К | 8760 | 48 | 1 | 144 | 144 | |||
щековая СМ-11Б, размер загрузочного отверстия 400 x 600 мм | 4,5 | ТО | 730 | 2 | 50 | 4 | 40 | |
Т | 4380 | 12 | 9 | 24 | 43 | |||
К | 43800 | 48 | 1 | 128 | 26 | |||
22 | щековая ЩКД-7, размер загрузочного отверстия 900 x 1200 мм | 32,5 | ТО | 730 | 4 | 50 | 12 | 120 |
Т | 4380 | 24 | 9 | 96 | 173 | |||
К | 43800 | 96 | 1 | 480 | 96 | |||
Машина формовочная роторная, производительность 6 т/ч | 2,1 | ТО | 730 | 4 | 16 | 8 | 64 | |
Т | 2190 | 24 | 7 | 48 | 168 | |||
К | 17520 | 48 | 1 | 288 | 144 | |||
24 | шаровая СМ-432, диаметр 900 мм, длина 1800 мм | 4,8 | ТО | 730 | 4 | 45 | 4 | 36 |
Т | 2920 | 24 | 14 | 72 | 201 | |||
К | 43800 | 72 | 1 | 240 | 48 | |||
25 | шаровая СПШ-3, диаметр 1500 мм, длина 3100 мм | 25,3 | ТО | 730 | 8 | 36 | 16 | 144 |
Т | 2920 | 24 | 11 | 96 | 264 | |||
К | 35040 | 96 | 1 | 410 | 103 | |||
26 | шаровая ШБМ-207/265 | 38,4 | ТО | 730 | 8 | 24 | 8 | 64 |
Т | 2190 | 24 | 11 | 96 | 351 | |||
К | 26280 | 120 | 1 | 410 | 156 | |||
Миксер-усреднитель электродной массы, вместимость 1000 л | 12,4 | ТО | 730 | 4 | 8 | 8 | 64 | |
Т | 2190 | 16 | 3 | 48 | 144 | |||
К | 8760 | 72 | 1 | 200 | 200 | |||
Миксер-усреднитель: | ||||||||
28 | МУ-2, вместимость 2000 л | 15 | ТО | 730 | 4 | 12 | 8 | 64 |
Т | 2190 | 16 | 5 | 56 | 186 | |||
К | 13140 | 80 | 1 | 240 | 160 | |||
29 | МУ-4000, вместимость 4000 л | 72 | ТО | 730 | 6 | 48 | 12 | 96 |
Т | 2190 | 24 | 23 | 64 | 245 | |||
К | 52560 | 96 | 1 | 600 | 100 | |||
30 | Миксер-усреднитель, вместимость 8000 л | 119,5 | ТО | 730 | 8 | 48 | 16 | 128 |
Т | 2190 | 24 | 23 | 144 | 552 | |||
К | 52560 | 120 | 1 | 750 | 125 | |||
31 | вместимостью 21 т | 7 | ТО | 730 | 8 | 45 | 16 | 144 |
Т | 2920 | 16 | 14 | 48 | 134 | |||
К | 43800 | 96 | 1 | 500 | 100 | |||
32 | вместимостью 50 - 60 т | 14,3 | ТО | 730 | 8 | 45 | 16 | 144 |
Т | 2920 | 24 | 14 | 72 | 201 | |||
К | 43800 | 120 | 1 | 600 | 120 | |||
33 | вместимостью 90 т | ТО | 730 | 8 | 45 | 16 | 144 | |
Т | 2920 | 36 | 14 | 72 | 201 | |||
К | 43800 | 168 | 1 | 850 | 170 | |||
34 | вместимостью 150 - 180 т | ТО | 730 | 8 | 45 | 16 | 144 | |
Т | 2920 | 48 | 14 | 96 | 269 | |||
К | 43800 | 192 | 1 | 1000 | 200 | |||
35 | ТО | 730 | 8 | 30 | 16 | 96 | ||
Т | 1460 | 56 | 29 | 110 | 638 | |||
К | 43800 | 240 | 1 | 1350 | 270 | |||
Печь: | ||||||||
графитировочная для чистого графита, с продувкой хлором, размеры рабочего пространства 2,45 x 2,2 x 15,7 м | 138 | ТО | - | - | - | - | - | |
Т | 2190 | 96 | 3 | 384 | 1152 | |||
К | 8760 | 280 | 1 | 2800 | 2800 | |||
37 | графитировочная, объем 48 м3, размеры рабочего пространства 2,2 x 1,8 x 12 м | ТО | - | - | - | - | - | |
Т | 2920 | 36 | 5 | 144 | 360 | |||
К | 17520 | 160 | 1 | 1600 | 800 | |||
38 | графитировочная с продувкой хлором, объем 48 м3, размеры рабочего пространства 2,2 x 1,8 x 12 м | ТО | - | - | - | - | - | |
Т | 2160 | 96 | 7 | 384 | 1344 | |||
К | 17520 | 280 | 1 | 2800 | 1400 | |||
39 | графитировочная, объем 120 м3, размеры рабочего пространства 2,6 x 2,9 x 16 м | ТО | - | - | - | - | - | |
Т | 2920 | 48 | 5 | 192 | 480 | |||
К | 17520 | 240 | 1 | 3600 | 1800 | |||
40 | графитировочная, объем 180 м3, размеры рабочего пространства 3,6 x 3,1 x 16 м | ТО | - | - | - | - | - | |
Т | 2920 | 72 | 5 | 288 | 720 | |||
К | 17520 | 360 | 1 | 6000 | 3000 | |||
41 | графитировочная сдвоенная, объем 300 м2, размеры рабочего пространства 2,8 x 3,2 x 32 м | ТО | - | - | - | - | - | |
Т | 2920 | 144 | 5 | 576 | 1440 | |||
К | 17520 | 480 | 1 | 11000 | 5500 | |||
обжиговая 20-камерная кольцевая | 3240 | ТО | - | - | - | - | - | |
Т | 730 | 96 <*> | 95 | 672 | 7980 | |||
К | 70080 | 1460 | 1 | 43000 | 5375 | |||
43 | обжиговая 26-камерная | 4220 | ТО | - | - | - | - | - |
Т | 730 | 122 <*> | 95 | 736 | 8740 | |||
К | 70080 | 1824 | 1 | 56000 | 7000 | |||
44 | обжиговая 30-камерная | 4860 | ТО | - | - | - | - | - |
Т | 730 | 148 <*> | 95 | 1000 | 11870 | |||
К | 70080 | 2190 | 1 | 65000 | 8125 | |||
45 | обжиговая 32-камерная | 5200 | ТО | - | - | - | - | - |
Т | 730 | 148 <*> | 95 | 1000 | 11870 | |||
К | 70080 | 2190 | 1 | 70 000 | 8750 | |||
прокалочная вращающаяся с барабанным холодильником, диаметр 1,6 м, длина 19,6 м | 172 | ТО | 730 | 4 | 24 | 16 | 128 | |
Т | 2190 | 48 | 11 | 144 | 527 | |||
К | 26280 | 240 | 1 | 2000 | 666 | |||
47 | прокалочная вращающаяся с холодильником, диаметр 1,7 м, длина 28 м | 384 | ТО | 730 | 4 | 24 | 16 | 128 |
Т | 2190 | 48 | 11 | 192 | 703 | |||
К | 26280 | 240 | 1 | 2900 | 966 | |||
48 | прокалочная вращающаяся с барабанным холодильником, диаметр 2,3 м, длина 40 м | 218 | ТО | 730 | 4 | 24 | 16 | 128 |
Т | 2190 | 60 | 11 | 240 | 880 | |||
К | 26280 | 360 | 1 | 4600 | 1533 | |||
49 | прокалочная вращающаяся с холодильником, диаметр 2,5 м, длина 42 м | 130,7 | ТО | 730 | 8 | 24 | 32 | 256 |
Т | 2190 | 72 | 11 | 280 | 1025 | |||
К | 26280 | 400 | 1 | 5000 | 1666 | |||
50 | прокалочная вращающаяся с холодильником, диаметр 3 м, длина 60 м | 512,3 | ТО | 730 | 8 | 24 | 32 | 256 |
Т | 2190 | 96 | 11 | 480 | 1760 | |||
К | 26280 | 480 | 1 | 9160 | 3053 | |||
51 | прокалочная 8-ретортная, для сушки материала | 180 | ТО | 243 | 8 <*> | 120 | 24 | 576 |
Т | 730 | 16 <*> | 59 | 96 | 1133 | |||
К | 43800 | 1340 | 1 | 7200 | 1440 | |||
52 | прокалочная 12-ретортная, для сушки материала | 240 | ТО | 243 | 12 <*> | 120 | 36 | 864 |
Т | 730 | 24 <*> | 59 | 144 | 1699 | |||
К | 43800 | 1460 | 1 | 9700 | 1940 | |||
53 | прокалочная 16-ретортная, для сушки материала | 300 | ТО | 243 | 16 <*> | 120 | 48 | 1152 |
Т | 730 | 24 <*> | 59 | 192 | 2265 | |||
К | 43800 | 1460 | 1 | 12800 | 2560 | |||
54 | прокалочная 8-ретортная, для прокалки коксов | 180 | ТО | 243 | 8 <*> | 96 | 24 | 576 |
Т | 730 | 16 <*> | 47 | 96 | 1128 | |||
К | 35040 | 1340 | 1 | 7300 | 1825 | |||
55 | прокалочная 12-ретортная, для прокалки коксов | 240 | ТО | 243 | 12 <*> | 96 | 36 | 864 |
Т | 730 | 24 <*> | 47 | 144 | 1692 | |||
К | 35040 | 1460 | 1 | 9850 | 2462 | |||
56 | прокалочная 16-ретортная, для прокалки коксов | 300 | ТО | 243 | 16 <*> | 96 | 48 | 1152 |
Т | 730 | 24 <*> | 47 | 192 | 2256 | |||
К | 35040 | 1460 | 1 | 13000 | 3250 | |||
57 | горизонтальный прошивной, усилие 6000 кН | 22 | ТО | 730 | 12 | 30 | 36 | 360 |
Т | 4380 | 48 | 5 | 192 | 320 | |||
К | 26280 | 144 | 1 | 900 | 300 | |||
58 | горизонтальный прошивной ДЭЗ, усилие 16000 кН | 160 | ТО | 730 | 24 | 30 | 48 | 480 |
Т | 4380 | 48 | 5 | 200 | 332 | |||
К | 26280 | 240 | 1 | 1800 | 600 | |||
59 | горизонтальный прошивной ПО-21, ПО-22, усилие 10000 - 16000 кН | 49 - 160 | ТО | 730 | 24 | 60 | 48 | 480 |
Т | 4380 | 48 | 11 | 200 | 366 | |||
К | 52560 | 240 | 1 | 1800 | 300 | |||
60 | горизонтальный прошивной ПО-23, усилие 25000 кН | 209,3 | ТО | 730 | 24 | 60 | 48 | 480 |
Т | 4380 | 48 | 11 | 220 | 402 | |||
К | 52560 | 240 | 1 | 2715 | 452 | |||
61 | горизонтальный прошивной, усилие 30000 кН | 119 | ТО | 730 | 30 | 30 | 60 | 600 |
Т | 4380 | 56 | 5 | 240 | 400 | |||
К | 26280 | 240 | 1 | 2200 | 733 | |||
62 | горизонтальный прошивной, усилие 35000 кН | 390 | ТО | 730 | 30 | 50 | 60 | 600 |
Т | 4380 | 56 | 9 | 240 | 432 | |||
К | 43800 | 240 | 1 | 2200 | 440 | |||
63 | горизонтальный прошивной, усилие 40000 кН | 174 | ТО | 730 | 30 | 40 | 60 | 600 |
Т | 4380 | 60 | 7 | 240 | 420 | |||
К | 35040 | 240 | 1 | 2200 | 550 | |||
64 | горизонтальный прошивной Д6248, усилие 63000 кН | 597 | ТО | 730 | 30 | 60 | 90 | 900 |
Т | 4380 | 72 | 11 | 320 | 585 | |||
К | 52560 | 480 | 1 | 4500 | 750 | |||
65 | горизонтальный прошивной, усилие 90000 кН | 585 | ТО | 730 | 30 | 30 | 120 | 1200 |
Т | 4380 | 72 | 5 | 320 | 533 | |||
К | 26280 | 288 | 1 | 3600 | 1200 | |||
66 | анодный вертикальный ПО-70, усилие 15000 кН | 158,6 | ТО | 730 | 24 | 30 | 48 | 480 |
Т | 4380 | 48 | 5 | 200 | 332 | |||
К | 26280 | 240 | 1 | 2000 | 666 | |||
67 | анодный вертикальный ПО-09, усилие 22000 кН | 189 | ТО | 730 | 24 | 60 | 48 | 480 |
Т | 4380 | 48 | 11 | 240 | 440 | |||
К | 52560 | 240 | 1 | 2500 | 416 | |||
68 | СМБ-2000 и "Анод-4", при работе на термоантраците | 16 - 18,9 | ТО | 730 | 4 | 8 | 12 | 96 |
Т | 2190 | 48 | 3 | 144 | 432 | |||
К | 8760 | 120 | 1 | 480 | 480 | |||
69 | СМБ-2000 и "Анод-4", при работе на нефтяных коксах | 16 - 18,9 | ТО | 730 | 4 | 16 | 12 | 96 |
Т | 2190 | 48 | 7 | 144 | 504 | |||
К | 17520 | 120 | 1 | 480 | 240 | |||
70 | непрерывного действия СН-300 | 13,7 | ТО | - | - | - | - | - |
Т | 730 | 32 | 23 | 64 | 736 | |||
К | 17520 | 120 | 1 | 360 | 180 | |||
71 | непрерывного действия СН-400 | 36,9 | ТО | - | - | - | - | |
Т | 730 | 32 | 23 | 96 | 1104 | |||
К | 17520 | 120 | 1 | 600 | 300 | |||
Сито барабанное, диаметр барабана 1520 мм | 3,8 | ТО | 730 | 4 | 32 | 8 | 64 | |
Т | 2190 | 8 | 15 | 16 | 60 | |||
К | 35040 | 36 | 1 | 120 | 30 | |||
-------------------------------- | ||||||||
1 | моногидратный футерованный с насадкой, диаметр 3500 мм, высота 12000 мм | 300 | ТО | 730 | 8 | 110 | 24 | 264 |
Т | 8760 | 140 | 9 | 320 | 288 | |||
К | 87600 | 720 | 1 | 7200 | 720 | |||
2 | моногидратный футерованный с насадкой, диаметр 5500 мм, высота 15000 мм | 500 | ТО | 730 | 8 | 110 | 36 | 396 |
Т | 8760 | 160 | 9 | 510 | 459 | |||
К | 87600 | 720 | 1 | 10900 | 1090 | |||
3 | олеумный нефутерованный, диаметр 5500 мм, высота 16000 мм | 230 | ТО | 730 | 8 | 110 | 24 | 265 |
Т | 8760 | 140 | 9 | 250 | 225 | |||
К | 87600 | 720 | 1 | 3600 | 360 | |||
4 | олеумный футерованный с насадкой, диаметр 5500 мм, высота 1600 мм | 570 | ТО | 730 | 8 | 110 | 36 | 396 |
Т | 8760 | 160 | 9 | 510 | 459 | |||
К | 87600 | 720 | 1 | 8500 | 850 | |||
5 | трехслойный футерованный, производительность 60 т/сут. | 200 | ТО | 730 | 8 | 66 | 24 | 264 |
Т | 8760 | 240 | 5 | 296 | 246 | |||
К | 52560 | 720 | 1 | 2700 | 450 | |||
6 | четырехслойный футерованный, производительность 120 т/сут. | 216 | ТО | 730 | 8 | 66 | 24 | 264 |
Т | 8760 | 240 | 5 | 360 | 300 | |||
К | 52560 | 1080 | 1 | 3400 | 567 | |||
7 | четырехслойный футерованный, производительность 180 - 240 т/сут. | 366 - 437 | ТО | 730 | 8 | 66 | 24 | 264 |
Т | 8760 | 240 | 5 | 450 | 374 | |||
К | 52560 | 1080 | 1 | 4250 | 708 | |||
8 | пятислойный футерованный, производительность 220 - 270 т/сут. | 380 - 500 | ТО | 730 | 8 | 66 | 24 | 264 |
Т | 8760 | 240 | 5 | 560 | 467 | |||
К | 52560 | 1460 | 1 | 5300 | 883 | |||
9 | пятислойный футерованный, производительность 360 - 425 т/сут. | 520 - 536 | ТО | 730 | 8 | 66 | 24 | 264 |
Т | 8760 | 240 | 5 | 720 | 600 | |||
К | 52560 | 1460 | 1 | 6600 | 1100 | |||
10 | пятислойный, производительность 540 т/сут. | 770 | ТО | 730 | 8 | 66 | 24 | 264 |
Т | 8760 | 240 | 5 | 900 | 750 | |||
К | 52560 | 1460 | 1 | 8200 | 1367 | |||
Башня: | ||||||||
сушильная футерованная с насадкой, диаметр 4000 мм, высота 15000 мм | 400 | ТО | 730 | 8 | 110 | 36 | 396 | |
Т | 8760 | 140 | 9 | 360 | 324 | |||
К | 87600 | 1000 | 1 | 8200 | 820 | |||
12 | сушильная футерованная с насадкой, диаметр 5500 мм, высота 16000 мм | 600 | ТО | 730 | 8 | 110 | 36 | 396 |
Т | 8760 | 140 | 9 | 510 | 459 | |||
К | 87600 | 1000 | 1 | 10900 | 1090 | |||
промывная футерованная без насадки, диаметр 4000 - 7500 мм, высота до 15000 мм | 150 - 250 | ТО | 730 | 8 | 66 | 36 | 396 | |
Т | 8760 | 140 | 5 | 250 | 208 | |||
К | 52560 | 600 | 1 | 4960 | 826 | |||
14 | промывная футерованная с насадкой, диаметр 4000 - 7500 мм, высота 8000 - 15000 мм | 300 - 500 | ТО | 730 | 8 | 66 | 36 | 396 |
Т | 8760 | 140 | 5 | 390 | 324 | |||
К | 52560 | 720 | 1 | 7190 | 1198 | |||
15 | с насадкой, диаметр 4000 - 5500 мм, высота до 12000 мм | 150 - 250 | ТО | 730 | 8 | 110 | 36 | 396 |
Т | 8760 | 120 | 9 | 200 | 180 | |||
К | 87600 | 480 | 1 | 8200 | 820 | |||
16 | без насадки, диаметр 4000 - 5500 мм, высота до 12000 мм | 90 - 220 | ТО | 730 | 8 | 110 | 36 | 396 |
Т | 8760 | 100 | 9 | 150 | 135 | |||
К | 87600 | 360 | 1 | 5700 | 570 | |||
Отстойник промывных кислот, футерованный полиизобутиленом и кислотоупорным кирпичом, объем 50 м3 | 25 | ТО | 730 | 8 | 110 | 24 | 264 | |
Т | 4380 | 96 | 9 | 180 | 162 | |||
К | 87600 | 360 | 1 | 2000 | 200 | |||
18 | слабой кислоты освинцованный, объем 50 м3 | 40 | ТО | 730 | 8 | 40 | 24 | 240 |
Т | 4380 | 48 | 7 | 125 | 219 | |||
К | 35040 | 240 | 1 | 1440 | 360 | |||
19 | крепкой кислоты, футерованный кислотоупорным кирпичом, объем 50 м3 | 40 | ТО | 730 | 8 | 46 | 24 | 276 |
Т | 17520 | 48 | 1 | 135 | 34 | |||
К | 35040 | 360 | 1 | 2080 | 520 | |||
20 | олеума, объем 50 м3 | 5 | ТО | 730 | 8 | 46 | 16 | 184 |
Т | 17520 | 48 | 1 | 130 | 33 | |||
К | 35040 | 240 | 1 | 1250 | 313 | |||
21 | промывных кислот, футерованный кислотоупорным кирпичом и полиизобутиленом, объем 50 м3 | 30 | ТО | 730 | 8 | 46 | 24 | 276 |
Т | 17520 | 48 | 1 | 135 | 34 | |||
К | 35040 | 360 | 1 | 2050 | 513 | |||
22 | поверхность теплообмена 1100 м2 | 45 | ТО | 2190 | 8 | 14 | 24 | 84 |
Т | 17520 | 120 | 1 | 240 | 60 | |||
К | 35040 | 480 | 1 | 693 | 173 | |||
23 | поверхность теплообмена 2100 м2 | 56 | ТО | 2190 | 8 | 14 | 24 | 84 |
Т | 17520 | 120 | 1 | 320 | 80 | |||
К | 35040 | 600 | 1 | 944 | 236 | |||
24 | поверхность теплообмена 3200 м2 | 60 | ТО | 2190 | 8 | 14 | 24 | 84 |
Т | 17520 | 120 | 1 | 480 | 120 | |||
К | 35040 | 730 | 1 | 1184 | 296 | |||
Холодильник: | ||||||||
оросительный крепких кислот из чугунных труб, поверхность 96 м2 | 6 - 8 | ТО | 730 | 8 | 22 | 16 | 176 | |
Т | 8760 | 48 | 1 | 130 | 65 | |||
К | 17520 | 240 | 1 | 640 | 320 | |||
26 | оросительный крепких кислот из нержавеющей стали, поверхность 96 м2 | 8 | ТО | 730 | 8 | 44 | 8 | 88 |
Т | 8760 | 24 | 3 | 40 | 30 | |||
К | 35040 | 120 | 1 | 440 | 110 | |||
27 | оросительный из антегмитовых труб, поверхность 64 м2 | 10 | ТО | 730 | 4 | 44 | 8 | 88 |
Т | 8760 | 16 | 3 | 30 | 23 | |||
К | 35040 | 120 | 1 | 300 | 75 | |||
кожухотрубный для промывных кислот из антегмитовых труб, поверхность 40 м2 | 3 | ТО | 730 | 4 | 55 | 4 | 44 | |
Т | 8760 | 8 | 4 | 10 | 8 | |||
К | 43800 | 96 | 1 | 200 | 40 | |||
Примечания:
1. Нормативы продолжительности ежегодных текущих ремонтов приведены для отдельных агрегатов сернокислотного производства.
2. При остановке на ежегодный текущий ремонт цеха или системы продолжительность ремонта увеличивается до 480 - 600 ч.
1 | поверхность нагрева 5 м2 | 0,8 | ТО | - | - | - | - | - |
Т | 4380 | 8 | 9 | 16 | 29 | |||
К | 43800 | 48 | 1 | 198 | 40 | |||
2 | поверхность нагрева 20 м2 | 5 | ТО | - | - | - | - | - |
Т | 4380 | 24 | 9 | 48 | 86 | |||
К | 43800 | 72 | 1 | 300 | 60 | |||
3 | поверхность нагрева 100 м2 | 13 | ТО | - | - | - | - | - |
Т | 4380 | 32 | 9 | 78 | 140 | |||
К | 43800 | 120 | 1 | 425 | 85 | |||
4 | Бак технологический с арматурой и трубопроводами объем 20 - 40 м3 | 10 - 20 | ТО | - | - | - | - | - |
Т | 4380 | 24 | 9 | 48 | 86 | |||
К | 43800 | 216 | 1 | 480 | 96 | |||
Барабан сушильный, диаметр 1200 мм, длина 9200 мм | 25 | ТО | 2190 | 8 | 9 | 16 | 48 | |
Т | 8760 | 48 | 2 | 128 | 85 | |||
К | 26820 | 120 | 1 | 500 | 167 | |||
Башня натравочная, футерованная кислотоупорным кирпичом, диаметр 3000 мм, высота до 7000 мм | 17 | ТО | 730 | 6 | 60 | 12 | 120 | |
Т | 4380 | 72 | 11 | 192 | 351 | |||
К | 52560 | 360 | 1 | 2000 | 333 | |||
7 | из титана, объем 25 м3 | 7,8 | ТО | 730 | 2 | 88 | 2 | 22 |
Т | 8760 | 16 | 7 | 36 | 31 | |||
К | 70080 | 48 | 1 | 96 <*> | 12 | |||
8 | из нержавеющей стали, объем 25 м3 | 17 | ТО | 730 | 2 | 50 | 2 | 20 |
Т | 4380 | 16 | 9 | 36 | 65 | |||
К | 43800 | 120 | 1 | 240 | 48 | |||
Кристаллизатор вращающийся из нержавеющей стали, диаметр 1000 мм, длина 20000 мм | 4,2 | ТО | 730 | 6 | 60 | 12 | 120 | |
Т | 4380 | 24 | 11 | 48 | 88 | |||
К | 52560 | 144 | 1 | 480 | 80 | |||
10 | Кристаллизатор из нержавеющей стали с мешалкой, диаметр 1800 мм, вместимость 8,5 т | 4 | ТО | 730 | 6 | 60 | 6 | 60 |
Т | 4380 | 24 | 11 | 48 | 88 | |||
К | 52560 | 144 | 1 | 400 | 67 | |||
Оксидизер, объем 30 м3 | 9 | ТО | 730 | 6 | 50 | 6 | 60 | |
Т | 4380 | 12 | 9 | 24 | 43 | |||
К | 43800 | 192 | 1 | 288 | 58 | |||
Печь: | ||||||||
для выпарки медных солей, длина 20000 мм, ширина 10000 мм | 28 | ТО | 730 | 6 | 50 | 12 | 120 | |
Т | 4380 | 120 | 9 | 300 | 540 | |||
К | 43800 | 240 | 1 | 2800 | 560 | |||
отражательная, площадь пода 8 - 10 м2 | 83 | ТО | 730 | 8 | 30 | 24 | 240 | |
Т | 4380 | 96 <**> | 5 | 380 | 633 | |||
К | 26280 | 240 <**> | 1 | 3200 | 1066 | |||
14 | автоматическая горизонтальная, диаметр барабана 800 - 1200 мм | 3 - 7,5 | ТО | 730 | 4 | 60 | 4 | 40 |
Т | 4380 | 36 | 11 | 72 | 132 | |||
К | 52560 | 96 | 1 | 360 | 60 | |||
15 | подвесная, диаметр барабана 800 - 1200 мм | 1 - 1,9 | ТО | 730 | 4 | 60 | 4 | 40 |
Т | 4380 | 24 | 11 | 48 | 88 | |||
К | 52560 | 48 | 1 | 120 | 20 | |||
--------------------------------
Абсорбер с плавающей насадкой, диаметр 2000 - 3000 мм, высота до 7000 мм | 10,5 | ТО | - | - | - | - | - | |
Т | 2190 | 8 | 19 | 64 | 243 | |||
К | 43800 | 144 | 1 | 1300 | 260 | |||
Абсорбционная колонка стальная гуммированная, диаметр 2000 мм, высота 5000 мм | 4,8 | ТО | - | - | - | - | - | |
Т | 2190 | 16 | 31 | 64 | 248 | |||
К | 70080 | 144 | 1 | 1200 | 150 | |||
Аэромикс гуммированный, футерованный плиткой АТМ-1, диаметр 2800 мм, высота 12500 мм | 12,5 | ТО | - | - | - | - | - | |
Т | 4380 | 16 | 15 | 32 | 60 | |||
К | 70080 | 480 | 1 | 2600 | 325 | |||
Барабан сушильный, диаметр 1600 мм, длина 10000 - 14000 мм | 17 | ТО | 730 | 8 | 50 | 16 | 160 | |
Т | 4380 | 48 | 9 | 160 | 288 | |||
К | 43800 | 240 | 1 | 760 | 152 | |||
Башня промывная брызгоуловитель, диаметр 2600 мм, высота 7000 - 8700 мм | 11,3 | ТО | - | - | - | - | - | |
Т | 2190 | 8 | 19 | 16 | 61 | |||
К | 43800 | 144 | 1 | 1300 | 260 | |||
Вакуум-испаритель из стали ЭИ-943, диаметр 3000 мм, высота 6300 мм, объем 45 м3 | 12 | ТО | - | - | - | - | - | |
Т | - | - | - | - | - | |||
К | 87600 | 240 | 1 | 1200 | 120 | |||
7 | Вакуум-испаритель футерованный, объем 50 м3 | 48 | ТО | 730 | 4 | 16 | 16 | 128 |
Т | 2190 | 8 | 7 | 80 | 280 | |||
К | 17520 | 120 | 1 | 680 | 340 | |||
8 | К-50-11к4, площадь фильтрации 50 м2 | 44,8 | ТО | 243 | 8 | 165 | 24 | 792 |
Т | 2920 | 48 | 14 | 320 | 896 | |||
К | 43800 | 120 | 1 | 1200 | 240 | |||
9 | К-100-15к2, площадь фильтрации 100 м2 | 65 | ТО | 243 | 8 | 170 | 32 | 1088 |
Т | 4380 | 72 | 9 | 480 | 864 | |||
К | 43800 | 240 | 1 | 2000 | 400 | |||
10 | ВМ50/1000-15, про изводительность 50000 м3/ч | 3 - 5 | ТО | 243 | 4 | 68 | 8 | 272 |
Т | 4380 | 16 | 3 | 48 | 72 | |||
К | 17520 | 120 | 1 | 220 | 110 | |||
11 | ВМН-17, производительность 90000 м3/ч | 4,1 | ТО | 243 | 16 | 35 | 32 | 1120 |
Т | - | - | - | - | - | |||
К | 8760 | 120 | 1 | 240 | 240 | |||
Грохот инерционный С-785, площадь грохочения 7,8 м2 | 3,8 | ТО | 243 | 4 | 68 | 8 | 272 | |
Т | 4380 | 12 | 3 | 24 | 36 | |||
К | 17520 | 48 | 1 | 96 | 48 | |||
Дробилка: | ||||||||
молотковая СМ-431, производительность 8 т/ч | 2,2 | ТО | 243 | 4 | 68 | 8 | 272 | |
Т | 4380 | 16 | 3 | 32 | 48 | |||
К | 17520 | 48 | 1 | 144 | 72 | |||
двухвалковая зубчатая ДДЗ-16 | 1,38 | ТО | 730 | 4 | 18 | 8 | 72 | |
Т | 2920 | 16 | 5 | 32 | 80 | |||
К | 17520 | 48 | 1 | 96 | 48 | |||
Конвейер скребковый КПС-650 ширина короба 650 мм | 12 | ТО | 243 | 8 | 68 | 16 | 544 | |
Т | 4380 | 48 | 3 | 96 | 144 | |||
К | 17520 | 144 | 1 | 300 | 150 | |||
Лебедка скреперная двухбарабанная, тяговое усилие 40 - 60 кН | 6,2 | ТО | 730 | 4 | 16 | 4 | 32 | |
Т | 2190 | 16 | 7 | 32 | 112 | |||
К | 17520 | 48 | 1 | 120 | 60 | |||
Мельница трубная двухкамерная, диаметр 2000 мм, длина 10500 мм | 97,05 | ТО | 730 | 12 | 100 | 48 | 480 | |
Т | 4380 | 72 | 19 | 300 | 570 | |||
К | 87600 | 360 | 1 | 900 | 90 | |||
Мельница шаровая производительность 6 - 7 т/ч, диаметр 1500 мм, длина 5600 мм | 24,9 | ТО | 730 | 8 | 50 | 16 | 160 | |
Т | 4380 | 48 | 9 | 160 | 288 | |||
К | 43800 | 240 | 1 | 760 | 152 | |||
Пневмонасос двухкамерный, диаметр 1400 мм, производительность 40 т/ч | 3,5 | ТО | 730 | 8 | 35 | 16 | 187 | |
Т | - | - | - | - | - | |||
К | 26280 | 48 | 1 | 84 | 28 | |||
20 | объем 50 м3 | 45 | ТО | - | - | - | - | - |
Т | 4380 | 48 | 19 | 110 | 209 | |||
К | 87600 | 144 | 1 | 640 | 64 | |||
21 | объем 100 м3 | 69 | ТО | - | - | - | - | - |
Т | 4380 | 48 | 19 | 120 | 228 | |||
К | 87600 | 240 | 1 | 920 | 92 | |||
Репульпатор фосфогипса стальной футерованный с мешалкой, объем 40 - 60 м3 | 50 | ТО | 243 | 8 | 320 | 8 | 256 | |
Т | 2190 | 24 | 39 | 120 | 468 | |||
К | 87600 | 240 | 1 | 780 | 78 | |||
Сборник фильтрата футерованный, диаметр 3200 мм, высота 1400 мм | 16,8 | ТО | 243 | 8 | 170 | 16 | 544 | |
Т | 4380 | 24 | 9 | 72 | 130 | |||
К | 43800 | 120 | 1 | 320 | 64 | |||
Смеситель двухвальный, объем 4,6 м3 | 8,4 | ТО | 243 | 8 | 68 | 16 | 544 | |
Т | 4380 | 48 | 3 | 105 | 158 | |||
К | 17520 | 120 | 1 | 300 | 150 | |||
Сушилка распылительная СРЦ-9/420ВП, СРЦ-10/550ВП из нержавеющей стали, производительность 12 - 14 т/ч | 50-60 | ТО | 243 | 8 | 68 | 32 | 1088 | |
Т | 4380 | 120 | 3 | 400 | 600 | |||
К | 17520 | 480 | 1 | 2800 | 1400 | |||
26 | Сушилка распылительная стальная футерованная, диаметр 10000 мм, высота 10000 мм | 170 | ТО | 243 | 8 | 64 | 32 | 1024 |
Т | 2190 | 72 | 7 | 350 | 1225 | |||
К | 17520 | 312 | 1 | 1700 | 850 | |||
Сушилка барабанная, диаметр 2800 - 3200 мм, длина 20000 - 22000 мм | 97,9 | ТО | 243 | 8 | 68 | 16 | 544 | |
Т | 4380 | 96 | 3 | 280 | 420 | |||
К | 17520 | 240 | 1 | 1200 | 600 | |||
Скруббер "Дойля" стальной футерованный, диаметр 3600 мм, длина 9500 мм | 30 | ТО | - | - | - | - | - | |
Т | 8760 | 48 | 9 | 240 | 216 | |||
К | 87600 | 480 | 1 | 2000 | 200 | |||
Экстрактор стальной футерованный с мешалками, объем 600 м3 | 518 | ТО | 243 | 8 | 264 | 8 | 264 | |
Т | 2920 | 36 | 23 | 240 | 690 | |||
К | 70080 | 730 | 1 | 26 400 | 3300 | |||
Элеватор цепной тихоходный, ширина ковша 600 - 650 мм, высота 20 м | 14 | ТО | 243 | 8 | 68 | 16 | 544 | |
Т | 4380 | 48 | 3 | 96 | 144 | |||
К | 17520 | 192 | 1 | 380 | 190 | |||
Циклон, диаметр 3200 мм | 5,3 | ТО | - | - | - | - | - | |
Т | 4380 | 24 | 7 | 48 | 84 | |||
К | 35040 | 120 | 1 | 210 | 53 | |||
Насосы вакуумные <*>: | ||||||||
1 | РМК-2, ВВН-3 | 0,3 | ТО | 365 | 2 | 40 | 2 | 40 |
Т | 2190 | 8 | 7 | 8 | 28 | |||
К | 17520 | 8 | 1 | 10 | 5 | |||
2 | РМК-3, ВВН-12 | 0,5 | ТО | 730 | 2 | 24 | 2 | 16 |
Т | 2190 | 8 | 11 | 10 | 37 | |||
К | 26280 | 8 | 1 | 13 | 4 | |||
3 | РМК-4 | 1 | ТО | 730 | 2 | 24 | 2 | 16 |
Т | 2190 | 8 | 11 | 12 | 44 | |||
К | 26280 | 16 | 1 | 16 | 5 | |||
Насосы химические <**> центробежные типов КНЗ; ХНЗ; ЯМЗ; ЭИНЗ; ЭХТ; ЭЧ; ТК-3; RSt 100/80: | ||||||||
4 | 3/23-3/25; 5/23-5/25; 6/27-6/30, подача 20 - 40 м3/ч | ТО | 365 | 2 | 18 | 2 | 36 | |
Т | 1460 | 4 | 5 | 6 | 30 | |||
К | 8760 | 8 | 1 | 9 | 9 | |||
5 | 8/32-8/36; 10/35 т 20/28-20/35; 50/25, подача 41 - 80 м3/ч | ТО | 365 | 2 | 18 | 2 | 36 | |
Т | 1460 | 6 | 5 | 6 | 30 | |||
К | 8760 | 10 | 1 | 10 | 10 | |||
6 | ТК-3; 40/105; RSt 100/80, подача 81 - 120 м3/ч | ТО | 365 | 2 | 18 | 2 | 36 | |
Т | 1460 | 8 | 5 | 8 | 40 | |||
К | 8760 | 12 | 1 | 12 | 12 | |||
7 | подача 121 - 200 м3/ч | ТО | 365 | 2 | 18 | 2 | 36 | |
Т | 1460 | 10 | 5 | 10 | 50 | |||
К | 8760 | 14 | 1 | 14 | 14 | |||
8 | подача 201 - 300 м3/ч | ТО | 365 | 2 | 18 | 2 | 36 | |
Т | 1460 | 12 | 5 | 10 | 50 | |||
К | 8760 | 16 | 1 | 16 | 16 | |||
9 | поверхность фильтрования 32 м2 | 6,8 | ТО | 1460 | 4 | 20 | 8 | 40 |
Т | 8760 | 24 | 3 | 48 | 36 | |||
К | 35040 | 48 | 1 | 120 | 30 | |||
10 | поверхность фильтрования 56 м2 | 9 | ТО | 1460 | 8 | 20 | 10 | 50 |
Т | 8760 | 36 | 3 | 60 | 45 | |||
К | 35040 | 72 | 1 | 150 | 38 | |||
11 | поверхность фильтрования 70 м2 | 10,6 | ТО | 1460 | 8 | 20 | 12 | 60 |
Т | 8760 | 48 | 3 | 72 | 54 | |||
К | 35040 | 96 | 1 | 185 | 46 | |||
12 | поверхность фильтрования 100 м2 | 12 | ТО | 1460 | 8 | 20 | 16 | 80 |
Т | 8760 | 60 | 3 | 96 | 72 | |||
К | 35040 | 120 | 1 | 240 | 60 | |||
13 | поверхность фильтрования 20 м2 | 4,7 | ТО | 730 | 8 | 30 | 16 | 160 |
Т | 4380 | 48 | 5 | 104 | 173 | |||
К | 26280 | 120 | 1 | 300 | 100 | |||
14 | поверхность фильтрования 30 м2 | 7,6 | ТО | 730 | 8 | 30 | 16 | 160 |
Т | 4380 | 60 | 5 | 122 | 203 | |||
К | 26280 | 144 | 1 | 390 | 130 | |||
15 | поверхность фильтрования 45 м2 | 8,7 | ТО | 730 | 8 | 30 | 16 | 160 |
Т | 4380 | 72 | 5 | 148 | 246 | |||
К | 26280 | 168 | 1 | 480 | 160 | |||
16 | длина конвейера 20 м | 5 | ТО | 730 | 6 | 20 | 6 | 60 |
Т | 4380 | 16 | 3 | 60 | 90 | |||
К | 17520 | 32 | 1 | 148 | 74 | |||
17 | длина конвейера 40 м | 8,4 | ТО | 730 | 8 | 20 | 8 | 80 |
Т | 4380 | 24 | 3 | 72 | 108 | |||
К | 17520 | 48 | 1 | 215 | 108 | |||
18 | длина конвейера 50 м | 10,1 | ТО | 730 | 10 | 20 | 10 | 100 |
Т | 4380 | 36 | 3 | 90 | 135 | |||
К | 17520 | 72 | 1 | 253 | 127 | |||
19 | длина конвейера 80 м | 14,7 | ТО | 730 | 12 | 20 | 12 | 120 |
Т | 4380 | 48 | 3 | 120 | 180 | |||
К | 17520 | 96 | 1 | 359 | 180 | |||
20 | длина конвейера 20 м | 6,5 | ТО | 730 | 6 | 20 | 6 | 60 |
Т | 4380 | 24 | 3 | 72 | 108 | |||
К | 17520 | 72 | 1 | 238 | 119 | |||
21 | длина конвейера 40 м | 11,9 | ТО | 730 | 8 | 20 | 8 | 80 |
Т | 4380 | 48 | 3 | 96 | 144 | |||
К | 17520 | 96 | 1 | 392 | 196 | |||
22 | длина конвейера 50 м | 14 | ТО | 730 | 10 | 20 | 10 | 100 |
Т | 4380 | 60 | 3 | 120 | 180 | |||
К | 17520 | 120 | 1 | 467 | 234 | |||
23 | длина конвейера 80 м | 21,3 | ТО | 730 | 12 | 20 | 12 | 120 |
Т | 4380 | 72 | 3 | 144 | 216 | |||
К | 17520 | 144 | 1 | 702 | 351 | |||
Конвейер пластинчатый (ширина пластин 800 мм): | ||||||||
24 | длина конвейера 20 м | 14,9 | ТО | 730 | 8 | 20 | 8 | 80 |
Т | 4380 | 36 | 3 | 90 | 135 | |||
К | 17520 | 72 | 1 | 261 | 131 | |||
25 | длина конвейера 30 м | 19,9 | ТО | 730 | 10 | 20 | 10 | 100 |
Т | 4380 | 40 | 3 | 100 | 150 | |||
К | 17520 | 80 | 1 | 343 | 172 | |||
26 | длина конвейера 40 м | 26,1 | ТО | 730 | 12 | 20 | 12 | 120 |
Т | 4380 | 48 | 3 | 120 | 180 | |||
К | 17520 | 96 | 1 | 426 | 213 | |||
Конвейер пластинчатый, ширина пластин 1000 мм | ||||||||
27 | длина конвейера 30 м | 22,2 | ТО | 730 | 8 | 20 | 8 | 80 |
Т | 4380 | 48 | 3 | 120 | 180 | |||
К | 17520 | 120 | 1 | 367 | 184 | |||
Конвейер пластинчатый, ширина пластины 1200 мм | ||||||||
28 | длина конвейера 40 м | 32,5 | ТО | 730 | 12 | 20 | 12 | 120 |
Т | 4380 | 60 | 3 | 150 | 225 | |||
К | 17520 | 144 | 1 | 495 | 248 | |||
29 | длина конвейера 100 м | 110,4 | ТО | 730 | 16 | 20 | 24 | 240 |
Т | 4380 | 72 | 3 | 300 | 450 | |||
К | 17520 | 156 | 1 | 1330 | 665 | |||
30 | диаметр винта 200 мм, длина конвейера 15 м | 0,9 | ТО | 730 | 3 | 8 | 3 | 24 |
Т | 2190 | 14 | 3 | 14 | 42 | |||
К | 8760 | 24 | 1 | 27 | 27 | |||
31 | диаметр винта 300 мм, длина конвейера 15 м | 1,2 | ТО | 730 | 4 | 8 | 4 | 32 |
Т | 2190 | 16 | 3 | 20 | 60 | |||
К | 8760 | 24 | 1 | 41 | 41 | |||
32 | диаметр винта 400 мм, длина конвейера 15 м | 1,9 | ТО | 730 | 6 | 8 | 6 | 48 |
Т | 2190 | 20 | 3 | 27 | 81 | |||
К | 8760 | 32 | 1 | 54 | 54 | |||
33 | диаметр винта 500 мм, длина конвейера 15 м | 2,2 | ТО | 730 | 7 | 8 | 7 | 56 |
Т | 2190 | 20 | 3 | 34 | 102 | |||
К | 8760 | 36 | 1 | 68 | 68 | |||
--------------------------------
<*> Для насосов, выполненных из нержавеющей стали, периодичность ремонтов увеличивается в 2 - 2,5 раза.
<**> Для насосов, выполненных из титана, периодичность ремонтов увеличивается в 2 - 2,5 раза. При применении насосов на абразивных гидросмесях периодичность ремонтов уменьшается в 2 раза.
Примечания. Периодичность ремонтов указана для шнеков, работающих на дробленых материалах средней крепости и абразивности. При транспортировании более крепких и абразивных материалов периодичность ремонтов уменьшается в 1,25 раза. При длине шнека более 15 м нормативные данные по трудоемкости корректируются пропорционально длине шнека.
N п/п | Оборудование и краткая техническая характеристика | Масса, т | Ремонт | Трудоемкость, чел.-ч | ||||||
вид | периодичность, ч | продолжительность, ч | число в цикле | одного ремонта | среднегодовая | |||||
приводной и натяжной станции | конвейера (без приводной и натяжной станции) | приводной и натяжной станции | конвейера (без приводной и натяжной станции) | |||||||
34 | длина конвейера 50 м | ТО | 730 | 2 | 33 | 1 | 2 | 11 | 22 | |
Т | 8760 | 8 | 2 | 6 | 9 | 4 | 6 | |||
К | 26280 | 24 | 1 | 39 | 58 | 13 | 19 | |||
35 | длина конвейера 100 м | ТО | 730 | 2 | 33 | 2 | 3 | 22 | 33 | |
Т | 8760 | 8 | 2 | 12 | 19 | 8 | 13 | |||
К | 26280 | 32 | 1 | 79 | 116 | 26 | 38 | |||
36 | длина конвейера 160 м | ТО | 730 | 4 | 33 | 4 | 4 | 44 | 44 | |
Т | 8760 | 12 | 2 | 20 | 27 | 13 | 18 | |||
К | 26280 | 40 | 1 | 126 | 167 | 42 | 56 | |||
37 | длина конвейера 240 м | ТО | 730 | 4 | 33 | 6 | 6 | 66 | 66 | |
Т | 8760 | 16 | 2 | 30 | 41 | 20 | 27 | |||
К | 26280 | 48 | 1 | 189 | 250 | 63 | 83 | |||
Конвейер ленточный, (ширина ленты 650 - 800 мм): | ||||||||||
38 | длина конвейера 50 м | ТО | 730 | 3 | 33 | 1 | 2 | 11 | 22 | |
Т | 8760 | 8 | 2 | 8 | 11 | 5 | 7 | |||
К | 26280 | 24 | 1 | 51 | 67 | 17 | 22 | |||
39 | длина конвейера 100 м | ТО | 730 | 3 | 33 | 3 | 3 | 33 | 33 | |
Т | 8760 | 12 | 2 | 16 | 22 | 10 | 15 | |||
К | 26280 | 32 | 1 | 102 | 134 | 34 | 45 | |||
40 | длина конвейера 160 м | ТО | 730 | 4 | 33 | 5 | 5 | 55 | 55 | |
Т | 8760 | 16 | 2 | 26 | 32 | 17 | 21 | |||
К | 26280 | 40 | 1 | 163 | 193 | 54 | 64 | |||
41 | длина конвейера 240 м | ТО | 730 | 6 | 33 | 7 | 8 | 77 | 88 | |
Т | 8760 | 20 | 2 | 39 | 47 | 26 | 31 | |||
К | 26280 | 48 | 1 | 244 | 289 | 81 | 96 | |||
Конвейер ленточный, (ширина ленты 900 - 1000 мм): | ||||||||||
42 | длина конвейера 50 м | ТО | 730 | 8 | 33 | 2 | 2 | 22 | 22 | |
Т | 8760 | 8 | 2 | 12 | 14 | 8 | 9 | |||
К | 26280 | 32 | 1 | 65 | 90 | 22 | 30 | |||
43 | длина конвейера 100 м | ТО | 730 | 4 | 33 | 4 | 4 | 44 | 44 | |
Т | 8760 | 12 | 2 | 24 | 29 | 16 | 19 | |||
К | 26280 | 40 | 1 | 151 | 180 | 50 | 60 | |||
44 | длина конвейера 160 м | ТО | 730 | 6 | 33 | 7 | 6 | 77 | 66 | |
Т | 8760 | 16 | 2 | 39 | 42 | 26 | 28 | |||
К | 26280 | 48 | 1 | 226 | 259 | 75 | 86 | |||
45 | длина конвейера 240 м | ТО | 730 | 8 | 33 | 11 | 9 | 121 | 99 | |
Т | 8760 | 24 | 2 | 58 | 63 | 39 | 42 | |||
К | 26280 | 56 | 1 | 362 | 389 | 120 | 130 | |||
46 | длина конвейера 50 м | ТО | 730 | 4 | 33 | 3 | 3 | 33 | 33 | |
Т | 8760 | 12 | 2 | 17 | 18 | 11 | 12 | |||
К | 26280 | 40 | 1 | 110 | 115 | 37 | 38 | |||
47 | длина конвейера 100 м | ТО | 730 | 6 | 33 | 7 | 6 | 77 | 66 | |
Т | 8760 | 16 | 2 | 36 | 37 | 24 | 25 | |||
К | 26280 | 48 | 1 | 221 | 230 | 74 | 77 | |||
48 | длина конвейера 160 м | ТО | 730 | 8 | 33 | 11 | 9 | 121 | 99 | |
Т | 8760 | 24 | 2 | 57 | 53 | 38 | 35 | |||
К | 26280 | 56 | 1 | 35 | 331 | 12 | 110 | |||
49 | длина конвейера 240 м | ТО | 730 | 8 | 33 | 16 | 14 | 176 | 154 | |
Т | 8760 | 32 | 2 | 86 | 80 | 57 | 53 | |||
К | 26280 | 64 | 1 | 530 | 497 | 177 | 166 | |||
Конвейер ленточный, (ширина ленты 1600 - 2000 мм): | ||||||||||
50 | длина конвейера 50 м | ТО | 730 | 4 | 33 | 4 | 5 | 44 | 55 | |
Т | 8760 | 24 | 2 | 21 | 25 | 14 | 17 | |||
К | 26280 | 48 | 1 | 133 | 165 | 44 | 55 | |||
51 | длина конвейера 100 м | ТО | 730 | 6 | 33 | 8 | 10 | 88 | 110 | |
Т | 8760 | 32 | 2 | 43 | 50 | 29 | 33 | |||
К | 26280 | 64 | 1 | 265 | 330 | 88 | 110 | |||
52 | длина конвейера 160 м | ТО | 730 | 6 | 33 | 13 | 14 | 143 | 154 | |
Т | 8760 | 40 | 2 | 69 | 72 | 46 | 48 | |||
К | 26280 | 72 | 1 | 424 | 475 | 141 | 158 | |||
53 | длина конвейера 240 м | ТО | 730 | 8 | 33 | 20 | 22 | 220 | 242 | |
Т | 8760 | 48 | 2 | 104 | 108 | 69 | 72 | |||
К | 26280 | 96 | 1 | 637 | 713 | 212 | 238 | |||
Примечание. Для конвейеров с лентами на синтетической основе периодичность текущих ремонтов увеличивается в 1,5 раза.
54 | ширина ковша 160 - 250 мм, высота элеватора 10 м | 1 - 2 | ТО | 730 | 3 | 20 | 2 | 1 | 20 | 10 |
Т | 4380 | 12 | 3 | 8 | 6 | 12 | 9 | |||
К | 17520 | 24 | 1 | 47 | 34 | 24 | 17 | |||
55 | ширина ковша 350 мм, высота элеватора 10 м | 4 | ТО | 730 | 3 | 20 | 2 | 1 | 20 | 10 |
Т | 4380 | 12 | 3 | 9 | 6 | 14 | 9 | |||
К | 17520 | 32 | 1 | 55 | 38 | 28 | 19 | |||
56 | ширина ковша 450 мм, высота элеватора 10 м | 5,6 | ТО | 730 | 4 | 20 | 3 | 1 | 30 | 10 |
Т | 4380 | 12 | 3 | 14 | 6 | 21 | 9 | |||
К | 17520 | 40 | 1 | 85 | 40 | 43 | 20 | |||
57 | ширина ковша 600 мм, высота элеватора 10 м | 9,2 | ТО | 730 | 4 | 20 | 3 | 1 | 30 | 10 |
Т | 4380 | 24 | 3 | 19 | 11 | 29 | 17 | |||
К | 17520 | 48 | 1 | 102 | 52 | 51 | 26 | |||
58 | ширина ковша 800 мм, высота элеватора 10 м | 13 | ТО | 730 | 4 | 20 | 3 | 1 | 30 | 10 |
Т | 4380 | 32 | 3 | 22 | 10 | 33 | 15 | |||
К | 17520 | 72 | 1 | 108 | 54 | 54 | 27 | |||
59 | ширина ковша 250 мм, высота элеватора 10 м | 2,2 | ТО | 730 | 4 | 30 | 2 | 2 | 20 | 20 |
Т | 4380 | 12 | 5 | 9 | 15 | 15 | 25 | |||
К | 26280 | 32 | 1 | 55 | 50 | 18 | 17 | |||
60 | ширина ковша 300 мм, высота элеватора 10 м | 3,7 | ТО | 730 | 6 | 30 | 3 | 3 | 30 | 30 |
Т | 4380 | 12 | 5 | 14 | 18 | 23 | 30 | |||
К | 26280 | 40 | 1 | 85 | 54 | 28 | 15 | |||
61 | ширина ковша 500 мм, высота элеватора 10 м | 6,3 | ТО | 730 | 6 | 30 | 3 | 4 | 30 | 40 |
Т | 4380 | 16 | 5 | 16 | 20 | 27 | 33 | |||
К | 26280 | 48 | 1 | 90 | 60 | 30 | 20 | |||
62 | ширина ковша 600 мм, высота элеватора 10 м | 9,8 | ТО | 730 | 8 | 30 | 3 | 5 | 30 | 50 |
Т | 4380 | 32 | 5 | 19 | 21 | 32 | 35 | |||
К | 26280 | 56 | 1 | 102 | 64 | 34 | 21 | |||
63 | ширина ковша 800 мм, высота элеватора 10 м | 14,6 | ТО | 730 | 8 | 30 | 3 | 9 | 30 | 90 |
Т | 4380 | 40 | 5 | 22 | 26 | 37 | 43 | |||
К | 26280 | 80 | 1 | 108 | 72 | 36 | 24 |
Примечание. Периодичность ремонтов указана для элеваторов, работающих на дробленых материалах средней крепости и абразивности. При транспортировании более крепких и абразивных материалов периодичность ремонтов уменьшается в 1,25 раза.
Абсорбционная колонка 162
Автомат:
для изготовления ниппелей 152
резьбонарезной 152
Автоматическая линия:
для обработки электродов 152
производства прутков и труб 107
плющильная 107
Автопоезд самосвальный для подземных работ 56
Агрегат:
бесслитковой разливки и прокатки 107
дисковых ножниц 107
для производства баббита 118
НЛП-АК-4,5 79
плавильно-разливочный 107
самоходный для крепления кровли 60
холодильный 132
Аппарат:
вакуумного рафинирования 142
пенный 79
сварочный 146
для электроконтактного обжига труб 107
охлаждения реторт 120
перегонный 91
Аэромикс 162
Баки:
отработанного электролита 98
с мешалками 120
Барабаны:
для обезлуживания белой жести 118
Батареи:
автоклавные 86
диффузорные 86
Бассейн коррекционный 86
Башни:
натравочные 159
сушильные 86, 159
хлорирования 127
Бетономешалки 56
Бетоноукладчики 56
Блок:
анодного растворения 127
торсионных питателей 120
Бульдозер:
дизельный подземный 56
на базе тракторов 53
Бункер-смеситель с мешалкой 152
Вагонетки:
анодная 102
катодная 102
для перевозки людей 57
Вагоны:
проходческие 57
шахтные 57
Вакуум-испаритель 162
Ванны:
для травления 120
ультразвуковой мойки 136
Вибропитатели 57
Виброразгрузчики 79
Воздуходувки 86
Гидросепараторы 87
Гидроциклоны 74
Дезинтегратор 146
Декарбонизатор 132
Декомпозеры 87
Дозаторы 79
Драги электрические 53
Дробилки:
дисковые 120
клиновые 121
роторные 103
Землесосы 53
Камеры осадительные 92
Карбонизатор 87
Каретки буровые 57
Ковши:
для хлористого магния 121
с мешалкой 121
разливочные 80
Колонка ионоочищенной воды 136
Колонна:
абсорбционная 121
дистилляционная 121
Комплекс:
горновскрышной 63
проходческий 64
Компрессор хлорный 121
Конвейеры:
винтовые 167
литейные 121
скребковые 163
с погружными скребками 103
травильные 121
Котел для плавки кадмия 98
Кран-балки 98
Кран-перегружатель 128
Краны:
шаржирные 103
штыревые 81
Лебедки:
маневровые 58
подъемные 58
тягальные 58
Линия:
поперечной резки 108
продольной резки 108
поточная для литья и защитной обработки магния 122
правки и резки листов из рулонов 108
резки слитков 108
сварки 108
сортировки лома 119
сушки стружки 120
травления 108
широкой фрезеровки 108
Лоток розлива 92
Машина:
вытягивания кварцевых труб и огневой обработки 136
гелиопечатная 110
для развертывания рулонов ленты 110
для сдваивания и раздваивания фольги 111
для крашения или лакирования фольги 110
капировальная 111
литейная 109
литейно-прокатная 109
напыления 136
правильная для труб и прутков 109
правильно-отрезная 110
ротационно-ковочная 146
формовочная роторная 154
центробежного литья 109
шабровочная 110
Машины:
для зарядки шпуров 58
для забивки штырей 81
для извлечения штырей 81
для набрызга бетона 59
для правки штырей 81
для пробивки корки электролита 81
для раздачи глинозема 81
для раздачи фторсолей 81
катодомоечные 104
катодоочистительные 99
напольно-рельсовые 81
опиковочные 82
отсадочные 75
погрузочные 59
погрузочно-доставочные 59
подъемные шахтные 58
пылеуборочные самоходные 81
самоходные на базе колесных тракторов 59
Мельницы:
мокрого помола 147
самоизмельчения 73
стержневые 72
сухого помола 147
шахтные 82
Мешалки:
шнековые 82
Механизм заклинивания и расклинивания контактов 82
Монтежю 133
Насосы:
грунтовые 77
диафрагмовые 77
камерные 83
кислотные титановые 122
откачки шлама 122
песковые 77
поршневые 88
Нейтрализатор стальной гуммированный 133
Ножницы аллигаторные 118
Оксидизер 161
Опрокидыватели круговые 60
Отвалообразователи 54
Отстойник промывных кислот 159
Охладитель водяной 133
Пакет-пресс 113
Пекоплавители 154
Пекоприемники 154
Передел размольный 124
Печи:
анодные 105
анодные и вайербарсовые 105
вакуумные 147
вакуум-дистилляционные 119
вакуум-фильтровальные 84
вакуумные дуговые 122
вакуумные электронно-лучевые 134
вертикальные 134
вращающиеся для вельцевания 99
вращающиеся для обезвоживания карналлита 122
графитировочные 155
диффузии 136
для выпарки медных солей 161
для переработки кубовых остатков 122
для сжигания кубовых остатков 131
для сжигания хвостовых газов 122
индукционные 119
кальцинации вращающиеся 89
карбида кремния 136
карбидизации 149
кислородно-взвешенной плавки (КВП) 106
методические для спекания порошка 131
муфельная, работающая на природном газе 144
направленной кристаллизации 136
непрерывного коксования брикетов 123
непрерывного рафинирования магния 123
обжига вращающиеся 89
плавильные дуговые 111
плавильные плазменные 134
подовые прокалочные 134
реакционные противоточные 92
реакционные прямоточные 92
с вращающейся ретортой 133
соляные 123
сопротивления 133
ТВВ 134
фьюминговые 143
циклонные 134
шлаковозгоночные 97
электрические для плавки серебристой пенки 97
электрические дуговые 143
электрические обжиговые 112
электрические поворотные 83
электротермические 97
Питатели:
дисковые 74
качающиеся 60
тарельчатые 106
Питатель-накопитель 133
Пневмонасос 163
Подогреватель порошков 84
Подъемники скиповые 100
Полки самоходные 60
Портал для перетяжки анодной рамы 84
Пост вакуумный 137
Пресс:
автомат 149
вальцовый брикетировочный 84
горячего прессования 149
для дробления 124
наклейки пластин 137
механический 113
наклейки пластин 137
пакетировочный 119
Приборы промывочные 54
Реакторы:
из нержавеющей стали 134
известкового молока 135
очистки 93
получение низких хлоридов 124
футерованные титаном 135
Система насыщения кислорода 137
Скипы 61
Скреперы колесные 54
Смесители:
лопастные 84
шнековые 150
Смесительная машина 157
Стан:
прокатный ленточный 114
тепловой прокатки 151
трубосварочный 116
цепной 151
Станки:
для разделки кабеля 120
для сверления фильер 151
полировки пластин 138
резки пластин 137
резки слитков 137
шлифовки пластин 137
Столы концентрационные 75
Стружкодробилка 120
Сушила конвейерные 84
Сушилки:
полочные паровые 84
распылительные 164
электрические 150
Тележки для перевозки жидкого металла 84
Толкатель вагонеток 61
Трубопроводы глинозема 85
Узел упаковки порошка 132
Узлы дробильные 124
Установки:
буровые 61
вакуумной термообработки 140
водородного восстановления 139
выращивания м/к твердых растворов 141
демеркуризации 141
для вакуумной дегазации 91
для непрерывного производства вайербарсов и медной катанки 106
для травления 117
жидкой эпитаксии 139
испарения 131
кристаллической очистки галлия 141
механической мойки 142
непрерывного гидролиза 141
остекловывания 141
очистки водорода 141
очистки воды 141
очистки и травления проволоки 151
перепуска мостовых кранов 132
пирометрического осаждения 141
подачи жидкого кека 124
полунепрерывного литья слитков 85
получения арсенида галлия и теллура 140
получения тетракарбоната никеля 131
получения фосфатов галлия 141
разложения 131
регенерации смол 142
редукционно-охладительная 136
синтеза и кристаллизации 140
смесильно-брикетировочная 125
термической обработки заготовок 141
типа "Кристалл" 138
типа "Поликристалл" 139
типа "Редмет" 138
химобработки пластин 142
холодильная 91
Фильтр патронный 136
Фильтр-пресс камерный 165
Фильтры:
барабанные 94
вакуумные 94
карусельные 91
листовые 91
сгустители 91
Фрезагрегат 117
Фрезмашина 117
Хлораторы 125
Хлоропровод 125
Холодильник кожухотрубный 160
Холодильник оросительный 160
Цементаторы 91
Циклон 164
Циклон-каплеуловитель 95
Цистерна для хранения ТХС 142
Цистерна железнодорожная для транспортировки ТХС 142
Чаны контактные 75
Чушкоукладчики 85
Шихтосмесители 143
Шкаф сушильный 151
Штабелеукладчики 101
Экскаваторы:
на гусеничном ходу 55
подземные 61
роторные 55
шагающие 56
Экстрактор 164
Элеваторы:
Электровозы аккумуляторные 61
Электровозы подземные 61