ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНТАКТНАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ГОСТ 15878-79
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОНТАКТНАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ Конструктивные элементы и размеры Resistance welding. Welded joints. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. № 1926 срок действия установлен
с 01.07.80
до 01.07.85
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла.
2. В стандарте приняты следующие обозначения способов контактной сварки:
Кт - точечная;
Кр - рельефная;
Kш - шовная.
Для конструктивных элементов сварных соединений приняты следующие обозначения:
s и s1 - толщина детали;
d - расчетный диаметр литого ядра точки или ширина литой зоны шва;
h и h1 - величина проплавления;
g и g1 - глубина вмятины;
t - расстояние между центрами соседних точек в ряду;
с - расстояние между осями соседних рядов точек при цепном расположении;
с1 - расстояние между осями соседних рядов точек при шахматном расположении;
l - длина литии зоны шва;
f - величина перекрытия литых зон шва;
l1 - длина не перекрытой части литой зоны шва;
В - величина нахлестки;
и - расстояние от центра точки или оси шва до края нахлестки;
п - число рядов точек.
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы А и в табл. 2, 4, 6 - для соединений группы Б.
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
4. Величина нахлестки В для многорядных швов при цепном расположении точек В = 2и + с (п - 1); при шахматном расположении точек B = 2u + с1 (п - 1).
5. В зависимости от вида нахлестки сварного соединения величину нахлестки В следует определять в соответствии с черт. 4.
6. Расстояние от центра точки или оси шва до края нахлестки и должно быть не менее половины минимальной величины нахлестки.
7. Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В
случае ![]() > 2 минимальные величины нахлестки В,
расстояние между центрами соседних точек в ряду t и
расстояние между осями соседних рядов точек с следует увеличить в
1,2 - 1,3 раза.
> 2 минимальные величины нахлестки В,
расстояние между центрами соседних точек в ряду t и
расстояние между осями соседних рядов точек с следует увеличить в
1,2 - 1,3 раза.
8. При сварке трех и более деталей расчетный диаметр литого ядра точки d следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления h, h1 должна быть для магниевых сплавов от 20 до 70 %, титановых - от 20 до 95 % и остальных металлов и сплавов - от 20 до 80 % толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25 % длины литой зоны шва l.
При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение величины перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва.
11. Глубина вмятины g, g1 не должна быть более 20 %
толщины детали. При сварке деталей с отношением ![]() >
2, в случае применения одного из электродов с увеличенной плоской рабочей
поверхностью, а также при сварке в труднодоступных местах допускается
увеличение глубины вмятины до 30 % толщины детали.
>
2, в случае применения одного из электродов с увеличенной плоской рабочей
поверхностью, а также при сварке в труднодоступных местах допускается
увеличение глубины вмятины до 30 % толщины детали.
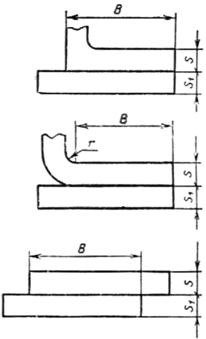
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой

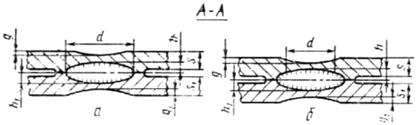
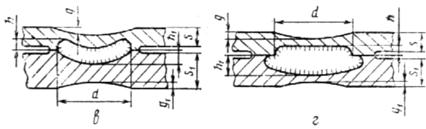
а - неплакированные металлы; б - плакированные металлы; в - детали неравной толщины; г - разноименные металлы
Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой

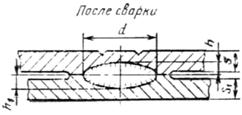
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой
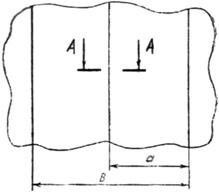

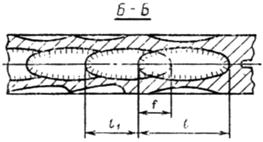
Таблица 1
мм
|
Группа соединения |
s = s1 |
d, не менее |
Однорядный шов В, не менее |
t, не менее |
c, не менее |
||
|
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
||||||
|
|
|
0,3 |
2,5 |
6 |
|
8 |
9,0 |
|
|
|
Св. 0,3 до 0,4 |
2,7 |
7 |
10 |
|
|
|
|
|
Св. 0,4 до 0,6 |
3,0 |
8 |
|
10 |
12,0 |
|
|
|
Св. 0,6 до 0,7 |
3,3 |
9 |
12 |
11 |
13,0 |
|
|
|
Св. 0,7 до 0,8 |
3,5 |
10 |
|
13 |
15,5 |
|
|
|
Св. 0,8 до 1,0 |
4,0 |
11 |
14 |
15 |
18,0 |
|
|
|
Св. 1,0 до 1,3 |
5,0 |
13 |
16 |
17 |
20,5 |
|
|
|
Св. 1,3 до 1,6 |
6,0 |
14 |
18 |
20 |
24,0 |
|
|
|
Св. 1,6 до 1,8 |
6,5 |
15 |
19 |
22 |
26,0 |
|
Kт |
А |
Св. 1,8 до 2,2 |
7,0 |
17 |
20 |
25 |
30,0 |
|
|
|
Св. 2,2 до 2,7 |
8,0 |
19 |
22 |
30 |
36,0 |
|
|
|
Св. 2,7 до 3,2 |
9,0 |
21 |
26 |
35 |
42,0 |
|
|
|
Св. 3,2 до 3,7 |
10,5 |
24 |
28 |
40 |
48,0 |
|
|
|
Св. 3,7 до 4,2 |
12,0 |
28 |
32 |
45 |
54,0 |
|
|
|
Св. 4,2 до 4,7 |
13,0 |
31 |
36 |
50 |
60,0 |
|
|
|
Св. 4,7 до 5,2 |
14,0 |
34 |
40 |
55 |
66,0 |
|
|
|
Св. 5,2 до 5,7 |
15,0 |
38 |
46 |
60 |
72,0 |
|
|
|
Св. 5,7 до 6,0 |
16,0 |
42 |
50 |
65 |
78,0 |
Примечание. Допускается уменьшение размеров t и с, при этом размер d должен соответствовать указанным в таблице.
Таблица 2
мм
|
Группа соединения |
s = s1 |
d, не менее |
Однорядный шов В, не менее |
t, не менее |
c, не менее |
||
|
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
||||||
|
|
|
0,3 |
1,5 |
4 |
6 |
7 |
8,5 |
|
|
|
Св. 0,3 до 0,4 |
1,7 |
5 |
7 |
|
|
|
|
|
Св. 0,4 до 0,5 |
2,0 |
6 |
8 |
8 |
10,0 |
|
|
|
Св. 0,5 до 0,6 |
2,2 |
7 |
9 |
|
|
|
|
|
Св. 0,6 до 0,8 |
2,5 |
8 |
10 |
10 |
12,0 |
|
Кт |
Б |
Св. 0,8 до 1,0 |
3,0 |
9 |
12 |
12 |
15,0 |
|
|
|
Св. 1,0 до 1,3 |
3,5 |
10 |
13 |
14 |
16,5 |
|
|
|
Св. 1,3 до 1,6 |
4,0 |
11 |
14 |
16 |
18,0 |
|
|
|
Св. 1,6 до 1,8 |
4,5 |
12 |
15 |
18 |
19,5 |
|
|
|
Св. 1,8 до 2,2 |
5,0 |
13 |
16 |
20 |
24,0 |
|
|
|
Св. 2,2 до 2,7 |
6,0 |
15 |
18 |
23 |
27,0 |
|
|
|
Св. 2,7 до 3,2 |
7,0 |
17 |
20 |
26 |
31,0 |
Примечание. Допускается уменьшение размеров t и с, при этом размер d должен соответствовать указанным в таблице.
Таблица 3
мм
|
Группа соединения |
s = s1 |
d, не менее |
Однорядный шов В, не менее |
|
|
|
|
0,3 |
2,5 |
5 |
|
|
|
Св. 0,3 до 0,4 |
2,7 |
|
|
|
|
Св. 0,4 до 0,6 |
3,0 |
6 |
|
|
|
Св. 0,6 до 0,7 |
3,3 |
|
|
|
|
Св. 0,7 до 0,8 |
3,5 |
7 |
|
|
|
Св. 0,8 до 1,0 |
4,0 |
8 |
|
|
|
Св. 1,0 до 1,3 |
5,0 |
10 |
|
|
|
Св. 1,3 до 1,6 |
6,0 |
12 |
|
Кр |
А |
Св. 1,6 до 1,8 |
6,5 |
13 |
|
|
|
Св. 1,8 до 2,2 |
7,0 |
14 |
|
|
|
Св. 2,2 до 2,7 |
8,0 |
16 |
|
|
|
Св. 2,7 до 3,2 |
9,0 |
18 |
|
|
|
Св. 3,2 до 3,7 |
10,5 |
21 |
|
|
|
Св. 3,7 до 4,2 |
12,0 |
22 |
|
|
|
Св. 4,2 до 4,7 |
13,0 |
24 |
|
|
|
Св. 4,7 до 5,2 |
14,0 |
26 |
|
|
|
Св. 5,2 до 5,7 |
15,0 |
28 |
|
|
|
Св. 5,7 до 6,0 |
16,0 |
30 |
Таблица 4
мм
|
Группа соединения |
s = s1 |
d, не менее |
Однорядный шов В, не менее |
|
|
|
|
0,3 |
1,5 |
3,0 |
|
|
|
Св. 0,3 до 0,4 |
1,7 |
|
|
|
|
Св. 0,4 до 0,5 |
2,0 |
4,0 |
|
|
|
Св. 0,5 до 0,6 |
2,2 |
|
|
|
|
Св. 0,6 до 0,8 |
2,5 |
5,0 |
|
|
|
Св. 0,8 до 1,0 |
3,0 |
6,0 |
|
|
|
Св. 1,0 до 1,3 |
3,5 |
|
|
|
|
Св. 1,3 до 1,6 |
4,0 |
8,0 |
|
Кр |
Б |
Св. 1,6 до 1,8 |
4,5 |
9,0 |
|
|
|
Св. 1,8 до 2,2 |
5,0 |
10,0 |
|
|
|
Св. 2,2 до 2,7 |
6,0 |
12,0 |
|
|
|
Св. 2,7 до 3,2 |
6,5 |
13,0 |
|
|
|
Св. 3,2 до 3,7 |
7,0 |
14,0 |
|
|
|
Св. 3,7 до 4,2 |
8,0 |
16,0 |
|
|
|
Св. 4,2 до 4,7 |
9,0 |
18,0 |
|
|
|
Св. 4,7 до 5,2 |
10,0 |
20,0 |
|
|
|
Св. 5,2 до 5,7 |
11,0 |
22,0 |
|
|
|
Св. 5,7 до 6,0 |
12,0 |
24,0 |
Таблица 5
мм
|
Группа соединения |
s = s1 |
d, не менее |
Однорядный шов В, не менее |
||
|
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
||||
|
|
|
0,3 |
2,5 |
6 |
|
|
|
|
Св. 0,3 до 0,4 |
|
7 |
10 |
|
|
|
Св. 0,4 до 0,6 |
3,0 |
8 |
|
|
|
|
Св. 0,6 до 0,8 |
3,5 |
10 |
12 |
|
|
|
Св. 0,8 до 1,0 |
4,0 |
11 |
14 |
|
|
|
Св. 1,0 до 1,3 |
5,0 |
13 |
16 |
|
Кш |
А |
Св. 1,3 до 1,6 |
6,0 |
14 |
18 |
|
|
|
Св. 1,6 до 1,8 |
6,5 |
15 |
19 |
|
|
|
Св. 1,8 до 2,2 |
7,0 |
17 |
20 |
|
|
|
Св. 2,2 до 2,7 |
7,5 |
19 |
22 |
|
|
|
Св. 2,7 до 3,2 |
8,0 |
21 |
26 |
|
|
|
Св. 3,2 до 3,7 |
9,0 |
24 |
28 |
|
|
|
Св. 3,7 до 4,0 |
10,0 |
28 |
30 |
Таблица 6
мм
|
Группа соединения |
s = s1 |
d, не менее |
Однорядный шов В, не менее |
||
|
Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы |
Алюминиевые, магниевые и медные сплавы |
||||
|
|
|
0,3 |
1,5 |
4 |
6 |
|
|
|
Св. 0,3 до 0,4 |
1,7 |
5 |
7 |
|
|
|
Св. 0,4 до 0,5 |
2,0 |
6 |
8 |
|
|
|
Св. 0,5 до 0,6 |
2,2 |
7 |
9 |
|
|
|
Св. 0,6 до 0,8 |
2,5 |
8 |
10 |
|
|
|
Св. 0,8 до 1,0 |
3,0 |
9 |
12 |
|
Кш |
Б |
Св. 1,0 до 1,3 |
3,5 |
10 |
13 |
|
|
|
Св. 1,3 до 1,6 |
4,0 |
11 |
14 |
|
|
|
Св. 1,6 до 1,8 |
4,5 |
12 |
15 |
|
|
|
Св. 1,8 до 2,2 |
5,0 |
13 |
16 |
|
|
|
Св. 2,2 до 2,7 |
6,0 |
15 |
18 |
|
|
|
Св. 2,7 до 3,2 |
7,0 |
17 |
20 |
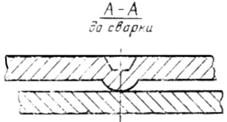
Виды нахлестки сварных соединений, выполняемых контактной точечной рельефной и шовной сваркой