ГОСТ 16037-80
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ
СТАЛЬНЫХ ТРУБОПРОВОДОВ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СОЕДИНЕНИЯ СВАРНЫЕ
СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы
и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
|
ГОСТ
16037-80
Взамен
ГОСТ 16037-70
|
Переиздание
(май 1999 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3-91)
Постановлением Государственного комитета СССР по
стандартам от 24 апреля 1980 г. № 1876 дата введения установлена
с 01.07.81
Ограничение
срока действия снято по протоколу 5-94 Межгосударственного Совета по
стандартизации, метрологии и сертификации (ИУС 11-12-94)
1. Настоящий стандарт распространяется на сварные
соединения трубопроводов из сталей и устанавливает основные типы,
конструктивные элементы и размеры сварных соединений труб с трубами и
арматурой.
Стандарт не распространяется на
сварные соединения, применяемые для изготовления самих труб из листового или
полосового материала.
Требования настоящего стандарта являются
обязательными.
2. В стандарте приняты следующие обозначения способов
сварки:
ЗП - дуговая
сварка в защитном газе плавящимся электродом;
ЗН - дуговая
сварка в защитном газе неплавящимся электродом;
Р - ручная
дуговая сварка;
Ф - дуговая
сварка под флюсом;
Г - газовая
сварка.
Для конструктивных элементов труб, арматуры
и сварных соединений приняты следующие обозначения:
s,
s1 - толщины стенок свариваемых деталей;
b - зазор между
кромками свариваемых деталей после прихватки;
e - ширина
сварного шва;
g - выпуклость
сварного шва;
d - толщина подкладного кольца;
а - толщина
шва;
с -
притупление кромки;
В - ширина
нахлестки;
l - длина муфты;
K - катет
углового шва;
K1 - катет углового шва
со стороны разъема фланца;
Dn - наружный
диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений
должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать
указанным в табл. 2 - 33.
Таблица 2
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s = s1
|
b
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
Сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Прел. откл.
|
Номин.
|
Пред. откл.
|
|
C2
|
|
|
ЗП;
Р
|
2,0
|
0,5
|
+0,5
|
4
|
+2
|
-
|
-
|
|
|
3,0
|
1,0
|
|
4,0-5,0
|
1,5
|
|
Ф
|
4,0
|
8
|
|
6,0
|
10
|
|
|
ЗH
|
2,0-3,0
|
0
|
+0,3
|
-
|
-
|
|
|
Г
|
1,0-1,6
|
0,5
|
±0,3
|
3
|
+1
|
0,5
|
+0,5
|
|
2,0-3,0
|
1,0
|
±0,5
|
4
|
+2
|
1,0
|
±0,5
|
Таблица 3
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
s = s1
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С4
|
|
|
Р; ЗН
|
2-3
|
ЗП
|
2-4
|
Таблица 4
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы и размеры
|
Способ сварки
|
s = s1
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С5
|
|
|
ЗП;
ЗН;
Р
|
2-3
|
Таблица 5
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы и размеры
|
Способ
сварки
|
s = s1
|
b
|
с
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
С8
|
|
с
|
ЗП;
Р
|
3
|
1
|
+0,5
|
0,5
|
+0,5
|
8
|
+2
|
1,5
|
+1,5
-1,0
|
|
4
|
10
|
|
5
|
11
|
|
6
|
12
|
|
7
|
13
|
+3
|
|
8
|
14
|
2,0
|
+2,0
-1,5
|
|
9
|
2
|
1,0
|
±0,5
|
16
|
+4
|
|
10
|
18
|
|
12
|
+1,0
|
20
|
|
14
|
22
|
+5
|
|
16
|
25
|
|
18
|
27
|
|
20
|
29
|
+7
|
Таблица 6
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s = s1
|
b
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
С10
|
|
|
ЗП;
Р
|
2
|
2
|
+2
|
9
|
+2
|
1,5
|
+1,5
-1,0
|
|
3
|
10
|
|
4
|
11
|
|
5
|
12
|
+3
|
|
6
|
13
|
|
7
|
14
|
+4
|
|
8
|
4
|
±l
|
16
|
2,0
|
+2,0
-1,0
|
|
9
|
18
|
|
10
|
19
|
|
12
|
5
|
+2
-1
|
21
|
+5
|
|
14
|
23
|
+6
|
|
16
|
26
|
|
18
|
28
|
|
20
|
31
|
+7
|
Таблица 7
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ
сварки
|
s = s1
|
b
|
с
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
С17
|
|
|
ЗП;
ЗН;
Р;
Г
|
3
|
1,0
|
+0,5
|
0,5
|
+0,5
|
7
|
+2
|
1,5
|
+1,5
-1,0
|
|
4
|
8
|
|
5
|
1,5
|
1,0
|
±0,5
|
9
|
|
6
|
11
|
|
7
|
12
|
+3
|
|
ЗП;
ЗН;
Р
|
8
|
2,0
|
+1,0
|
13
|
|
10
|
16
|
+4
|
2,0
|
+2,0
-1,5
|
|
12
|
18
|
|
14
|
21
|
|
16
|
+1,5
|
1,5
|
23
|
+6
|
|
18
|
26
|
|
20
|
28
|
Примечание. При способе сварки 3Н зазор b = 0+0,5.
Таблица 8
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s = s1
|
b
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
C18
|
|
|
ЗП;
ЗН;
Р
|
2
|
2
|
+1,0
|
7
|
+2
|
1,5
|
+1,5
-1,0
|
|
3-4
|
8
|
|
5
|
10
|
|
ЗП;
ЗН;
Р;
Ф
|
6-8
|
3
|
+1,0
-0,5
|
13
|
+3
|
|
9-10
|
15
|
|
12
|
18
|
|
14
|
4
|
+1,0
|
22
|
+4
|
|
16
|
24
|
2,0
|
+2,0
-1,5
|
|
18
|
20
|
+5
|
|
20
|
29
|
|
25-30
|
6
|
±l,0
|
39
|
+7
|
|
35-40
|
50
|
Таблица 9
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ
сварки
|
s = s1
|
b
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
С19
|
|
|
ЗП;
ЗН;
Р
|
2
|
2
|
+1,0
|
7
|
+2
|
1,5
|
+1,5
-1,0
|
|
3
|
8
|
|
4
|
9
|
|
5
|
10
|
|
6
|
3
|
+1,0
-0,5
|
12
|
+3
|
|
7
|
13
|
+4
|
|
8
|
14
|
|
10
|
16
|
+5
|
2,0
|
+2,0
-1,5
|
|
12
|
18
|
|
14
|
5
|
±1,0
|
23
|
+6
|
|
16
|
25
|
+8
|
|
18
|
27
|
|
20
|
30
|
Таблица 10
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ
сварки
|
s = s1
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
С46
|
|
|
ЗП;
ЗН;
Р
|
4
|
9
|
+2
|
1,5
|
+1,5
-1,0
|
|
5
|
10
|
|
6
|
11
|
|
7
|
12
|
|
8
|
13
|
|
9
|
14
|
+3
|
|
10
|
15
|
2,0
|
+2,0
-1,5
|
|
12
|
17
|
|
14
|
18
|
|
16
|
22
|
+5
|
|
18
|
24
|
|
20
|
27
|
Таблица 11
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ
сварки
|
s = s1
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С47
|
|
|
3Н
|
5-6
|
|
|
____________
* Допускается
увеличение до 2 мм.
Таблица 12
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s = s1
|
е
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
С48
|
|
|
3Н
|
6
|
16
|
+3
|
2,0
|
±0,5
|
|
7
|
17
|
|
8
|
|
9
|
18
|
3,0
|
±1,0
|
|
|
10
|
|
12
|
20
|
+4
|
|
14
|
23
|
4,0
|
|
16
|
|
18
|
27
|
|
20
|
|
25
|
30
|
__________
* Допускается
увеличение до 2 мм.
Таблица 13
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ
сварки
|
s = s1
|
b
|
е
|
g
|
d
+0,2
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
С49
|
|
|
ЗП;
ЗН;
Р
|
6
|
3
|
+1,0
-0,5
|
12
|
+3
|
1,5
|
+1,5
-1,0
|
2,5
(при Dу до 150 включ.) 3,0 (при Dу более 150)
|
|
7
|
13
|
|
8
|
14
|
|
9
|
15
|
2,0
|
+2,0
-1,5
|
|
10
|
16
|
|
12
|
18
|
+4
|
|
14
|
5
|
±1,0
|
23
|
|
16
|
25
|
|
18
|
27
|
|
20
|
30
|
Примечание. При способе сварки 3Н зазор b = 2,5+1,0.
Таблица 14
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s = s1
|
е
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
С50
|
|
|
ЗП;
ЗН;
Р
|
6
|
22
|
+3
|
2,5
|
+1,5
|
|
7
|
+4
|
|
8
|
23
|
|
9
|
+5
|
3,5
|
+2,0
|
|
10
|
24
|
|
12
|
27
|
|
14
|
23
|
+6
|
|
16
|
29
|
+8
|
|
18
|
30
|
|
20
|
33
|
Таблица 15
Размеры, мм
|
Условное обозначение
сварного соединения
|
Конструкционные
элементы и размеры
|
Способ сварки
|
s = s1
|
e
+2
|
|
подготовленных
кромок свариваемых деталей
|
cварного шва
|
|
С51
|
|
|
ЗН;
ЗН
|
2
|
11
|
|
3
|
12
|
|
4
|
13
|
|
5
|
14
|
|
6
|
Таблица 16
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструкционные
элементы и размеры
|
Способ сварки
|
s = s1
|
R
|
e
+6
|
g
|
a
±l°
|
|
подготовленных
кромок свариваемых деталей
|
cварного шва
|
Номин.
|
Пред. откл.
|
|
C52
|
|
|
Р;
ЗП;
Ф;
ЗН
|
7
|
4
|
18
|
2
|
±2
|
22°
|
|
11
|
21
|
|
16
|
6
|
27
|
15°
|
|
20
|
29
|
|
22
|
30
|
|
30
|
31
|
|
32
|
35
|
3
|
+2
-3
|
|
36
|
38
|
|
40
|
36
|
|
45
|
38
|
12°
|
|
60
|
48
|
Таблица 17
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструкционные
элементы и размеры
|
Способ сварки
|
s = s1
|
e
+6
|
g
|
|
подготовленных
кромок свариваемых деталей
|
cварного шва
|
Номин.
|
Пред. откл.
|
|
С53
|
|
|
P;
ЗП;
Ф
|
16
|
26
|
2
|
±2
|
|
20
|
30
|
|
22
|
|
|
30
|
33
|
|
32
|
3
|
+2
-3
|
|
36
|
35
|
|
40
|
36
|
|
45
|
37
|
|
60
|
46
|
Таблица 18
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструкционные элементы
и размеры
|
Способ сварки
|
s = s1
|
b
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
cварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
С54
|
|
|
ЗП;
P
|
3
|
1,5
|
+1,0
-0,5
|
8
|
+2
|
1,5
|
+1,5
-1,0
|
|
4
|
9
|
|
5
|
10
|
|
6
|
12
|
+3
|
|
7
|
13
|
+4
|
|
8
|
14
|
|
10
|
2,0
|
+1,0
-0,5
|
16
|
2,0
|
+2,0
-1,0
|
|
12
|
18
|
+5
|
|
|
14
|
20
|
|
16
|
3,0
|
22
|
|
|
18
|
24
|
+6
|
|
20
|
26
|
|
22
|
28
|
|
24
|
30
|
+7
|
|
25
|
32
|
Таблица 19
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструкционные
элементы и размеры
|
Способ сварки
|
s = s1
|
c
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
cварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
C55
|
|
|
ЗП;
Р
|
3
|
2
|
+1,0
|
8
|
+2
|
1,5
|
+1,5
-1,0
|
|
4
|
9
|
|
5
|
10
|
|
6
|
3
|
+1,0
-0,5
|
12
|
+3
|
|
7
|
13
|
+5
|
|
8
|
14
|
|
10
|
16
|
+6
|
2,0
|
+2,0
-1,5
|
|
|
|
12
|
4
|
18
|
3,0
|
|
14
|
21
|
|
16
|
23
|
+7
|
|
18
|
25
|
|
20
|
28
|
|
22
|
5
|
31
|
4,0
|
|
24
|
33
|
|
25
|
35
|
Таблица 20
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструкционные
элементы и размеры
|
Способ сварки
|
s = s1
|
c
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
cварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
С56
|
|
|
ЗП;
P
|
3
|
1,5
|
+1,0
-0,5
|
5
|
+2
|
1,5
|
+1,5
-1,0
|
|
4
|
7
|
|
5
|
8
|
|
6
|
9
|
|
7
|
2,0
|
+2,0
-0,5
|
10
|
+3
|
|
8
|
12
|
|
10
|
14
|
+4
|
2,0
|
+2,0
-1,5
|
|
12
|
16
|
|
14
|
20
|
+6
|
|
16
|
22
|
|
18
|
24
|
+8
|
|
20
|
26
|
|
25-30
|
35
|
3,0
|
|
35-40
|
48
|
Таблица 21
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструкционные элементы
и размеры
|
Способ сварки
|
s
|
К
+2
|
|
подготовленных
кромок свариваемых деталей
|
cварного шва
|
|
HI
|
|
|
Г
|
1,0
|
2
|
|
1,5
|
|
ЗП;
ЗН;
Р;
Г
|
2,0
|
3
|
|
2,5
|
|
3,0
|
4
|
|
3,5
|
5
|
|
4,0
|
|
5,0
|
7
|
Примечание. Допускается применение штуцеров
и ниппелей с фаской.
Таблица 22
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s
|
К
|
В, не
более
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
|
Н3
|
|
|
ЗП;
Р
|
2-20
|
s+1
|
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
|
|
Г
|
1,6-7,0
|
Таблица 23
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s
|
К
|
1
±5
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
Н4
|
|
|
ЗП;
Р
|
2-20
|
1,3s+1
|
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
|
|
Г
|
1,6-7,0
|
Таблица 24
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
Dн
|
f
|
K, не менее
|
b, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У15
|
|
|
ЗП;
Р
|
14-25
|
K-1
|
3
|
0,05
|
|
32-57
|
4
|
|
76-159
|
5
|
|
194
|
6
|
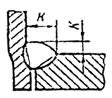
Примечание. Значение «К»
определяется при проектировании.
Таблица 25
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы и размеры
|
Способ сварки
|
s
|
b, не более
|
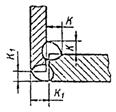
К
|
К1
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У5
|
|
|
ЗП;
Р
|
2-15
|
0,5 (при Dн до 45 включ.)
|
s+1
|
s (при s до 3 включ.)
|
|
1,0 (при Dн св. 45 до 194 включ.)
|
3 (при s св. 3)
|
|
1,5 (при Dн св. 194)
|
|
Таблица 26
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы и размеры
|
Способ сварки
|
Dн
|
b, не более
|
f
|
K, не менее
|
K1
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У7
|
|
|
ЗП;
Р
|
14-25
|
0,5
|
K-1
|
3
|
s (при s до 3 включ.)
|
|
32-57
|
4
|
|
76-159
|
1,0
|
5
|
3 (при s св. 3)
|
|
194
|
6
|
|
|
219
|
1,5
|
7
|
|
|
245
|
8
|
|
|
273-325
|
9
|
|
|
377-530
|
10
|
|
Примечание. Значение «К»
определяется при проектировании.
Таблица 27
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы и размеры
|
Способ сварки
|
Dн
|
b, не более
|
f
|
К, не
менее
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
|
У8
|
|
|
ЗП
|
14-25
|
0,5
|
K1
|
3
|
|
32-57
|
4
|
|
76-159
|
1,0
|
5
|
|
194
|
6
|
|
219
|
1,5
|
7
|
|
245
|
8
|
|
273-325
|
9
|
|
377-530
|
10
|
Примечание. Значение «К»
определяется при проектировании.
Таблица 28
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s = s1
|
K
|
g
|
e
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. Откл.
|
Номин.
|
Пред. Откл.
|
Номин.
|
Пред. Откл.
|
|
У16
|
|

|
ЗП;
Р
|
2
|
3
|
+1
|
1,5
|
+1,0
-0,5
|
4
|
+2
|
|

|
|
3
|
|
4
|
4
|
6
|
Таблица 29
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы
и размеры
|
Способ сварки
|
s1
|
b, не более
|
К
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У17
|
|
|
Г
|
1-7
|
1
|
1,3 толщины более
тонкой детали
|
|

|
|
ЗП;
ЗН;
Р
|
2-20
|
2
|
|
Примечание. Соединение применяется при
отношении наружного диаметра ответвления к наружному диаметру трубы не более
0,5.
Таблица 30
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s1
|
b, не более
|
К
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У18
|
|

|
Г
|
1-7
|
1
|
1,3 толщины более
тонкой детали
|
|

|

|
ЗП;
Р;
ЗН
|
2-25
|
2
|
|
Примечание. Соединение применяется при отношении
наружного диаметра ответвления к наружному диаметру трубы более 0,5.
Таблица 31
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы и размеры
|
Способ сварки
|
s1
|
e
|
g
+2
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
|
У19
|
|
|
ЗП;
ЗН;
Р
|
4
|
8
|
+2
|
3
|
|
5
|
10
|
|
6
|
11
|
|
8
|
14
|
+3
|
|
|
|
10
|
16
|
+4
|
|
12
|
19
|
5
|
|
14
|
22
|
+5
|
|
16
|
24
|
+6
|
|
18
|
26
|
|
20
|
28
|
|
22
|
30
|
|
25
|
33
|
Таблица 32
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные элементы и размеры
|
Способ сварки
|
s2
|
b
|
e
|
g
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
У20
|
|
|
ЗП;
P;
ЗН
|
4-5
|
3
|
+1,0
-0,5
|
11
|
+4
|
2,5
|
+1
|
|
6
|
4
|
±1,0
|
14
|
4,0
|
+3
|
|
8
|
16
|
+5
|
6,0
|
|
10
|
19
|
+7
|
8,0
|
|
12
|
5
|
21
|
9,0
|
|
|
14
|
24
|
+8
|
10,0
|
|
16
|
26
|
11,0
|
+4
|
|
18
|
28
|
13,0
|
|
20
|
30
|
14,0
|
Примечания:
1. При способе
сварки 3Н зазор b = 2,0+0,5.
2. Длина
протачиваемой части приварыша, входящей в трубу, устанавливается при
проектировании соединения.
3. Величина s2
приведена после растопки.
Таблица 33
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы и размеры
|
Способ сварки
|
s1
|
b
|
e
|
g
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
У21
|
|

|
ЗП;
ЗН;
Р
|
4-5
|
3
|
+1,0
-0,5
|
10
|
+2
|
2,5
|
+1
|
|
6
|
4
|
±1,0
|
11
|
+4
|
4,0
|
+3
|
|
8
|
14
|
6,0
|
|
10
|
16
|
+5
|
8,0
|
|
12
|
5
|
19
|
+7
|
9,0
|
|
|
14
|
21
|
10,0
|
|
16
|
24
|
+8
|
11,0
|
+4
|
|
18
|
26
|
13,0
|
|
20
|
28
|
14,0
|
Примечание. При способе сварки НЗ зазор b = 2+0,5
5. При изготовлении тройников и крестовин из труб
должны применяться типы сварных соединений, установленные для отростков с
трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами -
соответственно типы сварных соединений труб с трубами или труб с фланцами.
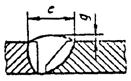
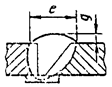
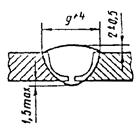
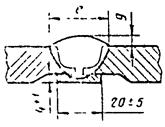
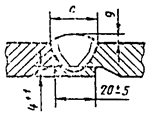
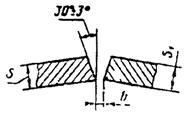
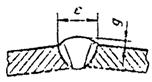
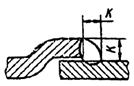
6. Сварка стыковых соединений деталей неодинаковой
толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей
одинаковой толщины; конструктивные элементы подготовленных кромок и размеры
сварного шва следует выбирать по большей толщине.
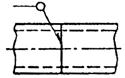
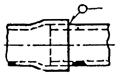
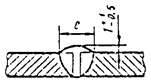
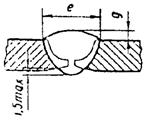
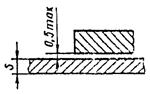
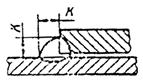
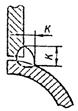
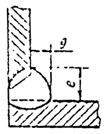
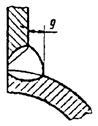
Для осуществления плавного перехода от одной детали к
другой допускается наклонное расположение поверхности шва (черт. 1).
Таблица 34
мм
|
Толщина тонкой
детали
|
Разность толщин
деталей
|
|
До 3
|
1
|
|
Св. 3 до 7
|
2
|
|
Св. 7 до 10
|
3
|
|
Св. 10
|
4
|
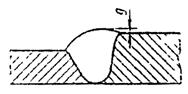
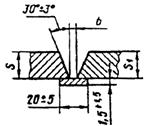
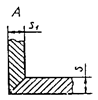
Черт. 1
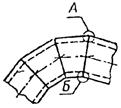
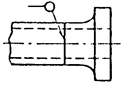
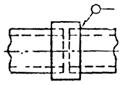
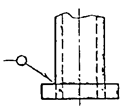
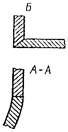
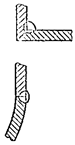
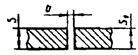
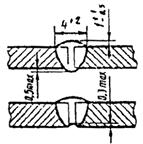
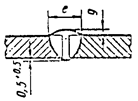
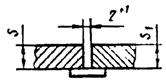
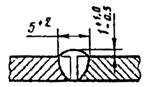
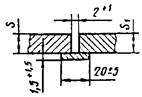
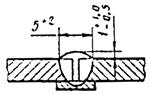
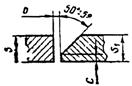
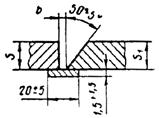
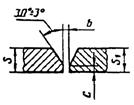
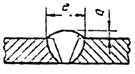
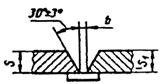
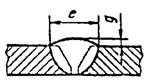
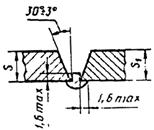
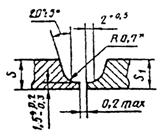
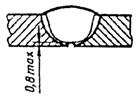
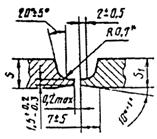
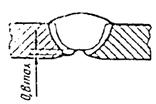
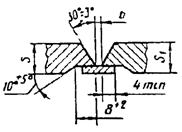
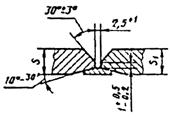
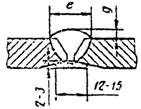
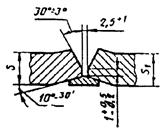
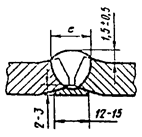
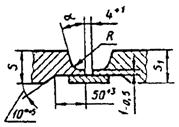
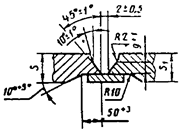
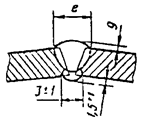
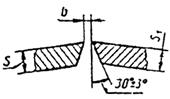
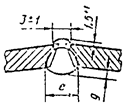
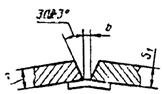
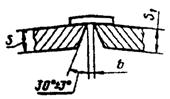
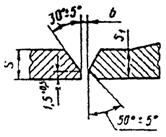
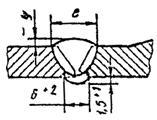
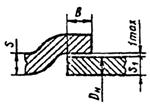
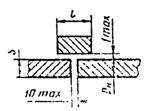
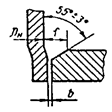
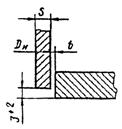
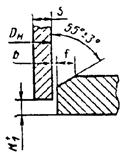
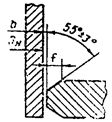
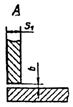
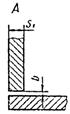
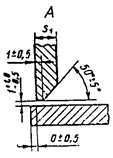
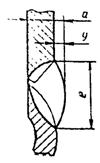
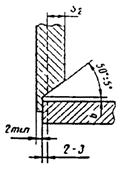
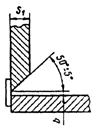
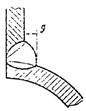
При разнице в толщине свариваемых деталей свыше
значений, указанных в табл. 34, на
детали, имеющей большую толщину s1, должен быть сделан скос до толщины тонкой детали s,
как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок
и размеры сварного шва следует выбирать по меньшей толщине.
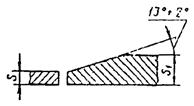
Черт. 2

Черт. 3
7. Шероховатость обрабатываемых под сварку
поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться
из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять
остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ
1050-88.
9. Зазор между остающейся подкладкой и трубой для
сварных соединений, контролируемых радиографическим метолом, должен быть не
более 0,2 мм, а для соединений, не контролируемых радиографированием, - не
более 0,5 мм.
Местные зазоры для указанных соединений допускаются до
0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или
внутренней поверхностью трубы должен быть не более 0,5 мм.
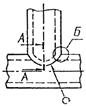
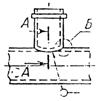
11. В сварных соединениях отростков с трубами
допускается присоединение отростков под углом до 45° к оси трубы.
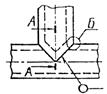
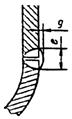
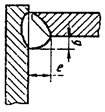
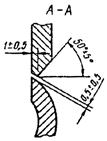
12. В соединениях У18 и У19 размеры е
и g в сечении А-А должны устанавливаться при проектировании,
при этом размер е должен перекрывать утонение стенки трубы, образуемое
при вырезке отверстия, на величину до 3 мм, а размер а должен быть не
менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять
развальцовкой конца трубы.
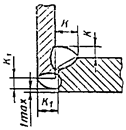
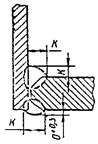
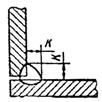
14. Предельные отклонения катета углового шва К,
К1 от номинального в случаях, не оговоренных в таблицах,
должны соответствовать:
+2 мм - при К £ 5 мм;
+3 мм - при 5 < К £ 12 мм;
+5 мм -
при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при
сварке в нижнем положении и до 3 мм при сварке в других пространственных
положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки
более 4 мм допускается сварка корня шва способом, отличным от основного способа
сварки.