
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ДЕТАЛИ
И ЗАГОТОВКИ,
ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
ТОЧНОСТЬ, КАЧЕСТВО ПОВЕРХНОСТИ РЕЗА
ГОСТ 14792-80
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДЕТАЛИ
И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ Точность, качество поверхности реза Parts
and work pieces made by oxygen and plasma |
ГОСТ
Взамен
|
Дата введения 01.07.81
Постановлением Госстандарта № 997 от 25.06.91 снято ограничение срока действия
1. Настоящий стандарт распространяется на детали и заготовки, вырезаемые механизированной кислородной резкой из листовой углеродистой стали обыкновенного качества толщиной 5-100 мм и механизированной плазменно-дуговой резкой из листовой стали (углеродистой обыкновенного качества, высоколегированной коррозионностойкой, жаростойкой, жаропрочной) и листов алюминия и его сплавов толщиной 5-60 мм.
Стандарт устанавливает точность вырезаемых деталей и заготовок и показатели качества поверхности реза.
2. Класс точности вырезаемой детали или заготовки и показатели качества поверхности реза следует определять после удаления шлака и грата с поверхности реза.
3. Классы точности и предельные отклонения размеров вырезаемых деталей и заготовок от номинальных размеров должны соответствовать указанным в табл. 1.
4. Предельные отклонения вырезаемых деталей и заготовок от прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
Таблица 1
мм
|
Способы резки |
Толщина листа |
Предельные отклонения при номинальных размерах детали или заготовки |
||||
|
До 500 |
Св. 500 до 1500 |
Св. 1500 до 2500 |
Св. 2500 до 5000 |
|||
|
1 |
Кислородная и плазменно-дуговая |
5-30 |
±1,0 |
±1,5 |
±2,0 |
±2,5 |
|
31-60 |
±1,0 |
±1,5 |
±2,0 |
±2,5 |
||
|
Кислородная |
61-100 |
±1,5 |
±2,0 |
±2,5 |
±3,0 |
|
|
2 |
Кислородная и плазменно-дуговая |
5-30 |
±2,0 |
±2,5 |
±3,0 |
±3,5 |
|
31-60 |
±2,5 |
±3,0 |
±3,5 |
±4,0 |
||
|
Кислородная |
61-100 |
±3,0 |
±3,5 |
±4,0 |
±4,5 |
|
|
3 |
Кислородная и плазменно-дуговая |
5-30 |
±3,5 |
±3,5 |
±4,0 |
±4,5 |
|
31-60 |
±4,0 |
±4,0 |
±4,5 |
±5,0 |
||
|
Кислородная |
61-100 |
±4,5 |
±4,5 |
±5,0 |
±5,5 |
|
Примечание. Детали и заготовки следует измерять с погрешностью не более 0,5 мм.
5. Качество поверхности реза определяется сочетанием следующих показателей: отклонение поверхности реза от перпендикулярности, шероховатость поверхности реза, зона термического влияния.
6. Наибольшее отклонение поверхности реза от перпендикулярности (черт. 1) устанавливается в зависимости от толщины разрезаемого металла.
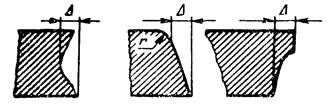
D - отклонение поверхности реза от перпендикулярности
Черт 1.
Классы вырезаемых деталей и заготовок в зависимости от наибольших отклонений поверхности реза от перпендикулярности и наибольшие отклонения поверхности реза от перпендикулярности должны соответствовать указанным в табл. 2.
Таблица 2
|
Способы резки |
Нормы при толщине разрезаемого металла, мм |
||||
|
5 - 12 |
13 - 30 |
31 - 60 |
61 - 100 |
||
|
1 |
Кислородная |
0,2 |
0,3 |
0,1 |
0,5 |
|
Плазменно-дуговая |
0,4 |
0,5 |
0,7 |
- |
|
|
2 |
Кислородная |
0,5 |
0,7 |
1,0 |
1,5 |
|
Плазменно-дуговая |
1,0 |
1,2 |
1,6 |
- |
|
|
3 |
Кислородная |
1,0 |
1,5 |
2,0 |
2,5 |
|
Плазменно-дуговая |
2,3 |
3,0 |
4,0 |
- |
|
Примечание. Радиус оплавления r верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля Rz по 10 точкам на базовой длине 8 мм.
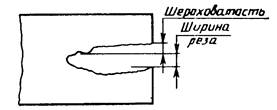
Черт. 2
При этом шероховатость поверхности реза измеряют для толщин разрезаемого металла до 60 мм в середине толщины, свыше 60 мм - в двух местах, отступая от верхней и нижней кромок на 10 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля Rz должны соответствовать указанным в табл. 3.
Таблица 3
|
Способы резки |
Нормы при толщине разрезаемого металла, мм |
||||
|
5 - 12 |
13 - 30 |
31 - 60 |
61 - 100 |
||
|
1 |
Кислородная |
0,050 |
0,060 |
0,070, |
0,085 |
|
Плазменно-дуговая |
0,050 |
0,060 |
0,070 |
- |
|
|
2 |
Кислородная |
0,080 |
0,160 |
0,250 |
0,500 |
|
Плазменно-дуговая |
0,100 |
0,200 |
0,320 |
- |
|
|
3 |
Кислородная |
0,160 |
0,250 |
0,500 |
1,000 |
|
Плазменно-дуговая |
0,200 |
0,320 |
0,630 |
- |
|
Примечание. На поверхности реза допускаются отдельные неровности, превышающие нормы шероховатости, указанные в таблице, величина и число которых устанавливается в технологической документации в зависимости от требований к вырезаемой детали или заготовке.
8. Зона термического влияния устанавливается только для плазменно-дуговой резки.
Трещины в зоне термического влияния и в зоне оплавленного металла не допускаются.
Классы вырезаемых деталей и заготовок в зависимости от наибольшего значения зоны термического влияния и наибольшие значения зоны термического влияния должны соответствовать указанным в табл. 4.
Таблица 4
|
Нормы при толщине разрезаемого металла (для аллюминиевых сплавов), мм |
|||
|
5-12 |
13-30 |
31-60 |
|
|
1 |
0,1 |
0,2 |
0,4 |
|
2 |
0,4 |
0,8 |
1,6 |
|
3 |
0,8 |
1,6 |
3,2 |
Примечания:
1. Значение зоны термического влияния включает толщину зоны оплавленного металла.
2. Толщина зоны термического влияния измеряется от фактически полученной поверхности.
3. Нормы для углеродистых сталей удваиваются, а для сталей аустенитного класса уменьшаются в два раза.
9. Классы вырезаемой детали или заготовки должны быть указаны в технологической документации на детали и заготовки и в нормативно-технической документации на машины для кислородной и плазменно-дуговой резки металлов и обозначены четырехзначным числом, указывающим класс точности вырезаемой детали или заготовки (табл. 1) и классы в зависимости от отклонения поверхности реза от перпендикулярности (табл. 2), шероховатости поверхности реза (табл. 3) и значения зоны термического влияния (табл. 4).
Если какой-либо показатель не определяют, то вместо его обозначения ставят 0.
Перед четырехзначным числом должно быть указано обозначение способа резки:
К - кислородная резка;
П - плазменно-дуговая резка.
Пример условного обозначения классов детали или заготовки, вырезаемой, плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза, 2-го класса в зависимости от значения зоны термического влияния:
П 1202 ГОСТ 14792-80