ГОСТ 12414-94
(ИСО 4753-83)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЫ БОЛТОВ, ВИНТОВ
И ШПИЛЕК
РАЗМЕРЫ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении Госстандарта России
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6 от 21 октября 1994 г.)
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Белстандарт |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст ИСО 4753-83 «Изделия крепежные. Концы крепежных деталей с наружной метрической резьбой ИСО» за исключением двух типов ступенчатых концов (с конусом и со сферой), введенных дополнительно для потребностей экономики страны
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 сентября 1995 № 492 межгосударственный стандарт ГОСТ 12414-94 (ИСО 4753-83) введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 12414-66
5 ПЕРЕИЗДАНИЕ
ГОСТ 12414-94
(ИСО 4753-83)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Размеры Ends of bolts, screws and studs. |
Дата введения 1996-01-01
1. Область применения
Настоящий стандарт устанавливает формы и размеры концов болтов, винтов и шпилек с метрической резьбой диаметром от 1 до 52 мм.
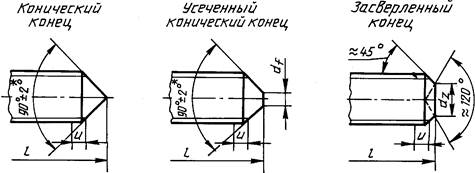
2. Размеры
Формы и размеры концов должны соответствовать указанным на рисунках и в таблице 1.



_______
* 120° ± 2° для винтов короткой длины.

Примечания
1. u = 2Р - участок неполной резьбы.
2. Наибольший диаметр торца стержня D должен быть меньше внутреннего диаметра резьбы.
3. Угол 48° относится только к части конца меньше внутреннего диаметра резьбы.
4. Радиус скругления R приблизительно равен 0,03 - 0,1 d.
5. Допускается другая форма канавки для стружки.
|
dp h 14 |
d*f h 16 |
dz h 14 |
dk h 14 |
z1 + IT14 |
z2 + IT14 |
z3 ≈ |
|
|
1 |
0,5 |
0,10 |
- |
- |
0,20 |
- |
0,1 |
|
1,2 |
0,6 |
0,12 |
- |
- |
0,30 |
- |
0,2 |
|
1,4 |
0,7 |
0,14 |
0,7 |
- |
0,35 |
0,70 |
0,2 |
|
1,6 |
0,8 |
0,16 |
0,8 |
- |
0,40 |
0,80 |
0,2 |
|
1,8 |
0,9 |
0,18 |
0,9 |
- |
0,45 |
0,90 |
- |
|
2 |
1,0 |
0,20 |
1,0 |
0,2 |
0,50 |
1,00 |
0,3 |
|
2,2 |
1,2 |
0,22 |
1,1 |
- |
0,55 |
1,10 |
- |
|
2,5 |
1,5 |
0,25 |
1,2 |
0,3 |
0,63 |
1,25 |
0,4 |
|
3 |
2,0 |
0,30 |
1,4 |
0,4 |
0,75 |
1,50 |
0,4 |
|
3,5 |
2,2 |
0,35 |
1,7 |
0,4 |
0,88 |
1,75 |
0,4 |
|
4 |
2,5 |
0,40 |
2,0 |
0,5 |
1,00 |
2,00 |
0,5 |
|
4,5 |
3,0 |
0,45 |
2,2 |
- |
1,12 |
2,25 |
- |
|
5 |
3,5 |
0,50 |
2,5 |
0,5 |
1,25 |
2,50 |
0,6 |
|
6 |
4,0 |
1,50 |
3,0 |
0,5 |
1,50 |
3,00 |
0,7 |
|
7 |
5,0 |
2,00 |
4,0 |
0,5 |
1,75 |
3,50 |
0,8 |
|
8 |
5,5 |
2,00 |
5,0 |
0,5 |
2,00 |
4,00 |
1,0 |
|
10 |
7,0 |
2,50 |
6,0 |
1,0 |
2,50 |
5,00 |
1,0 |
|
12 |
8,5 |
3,00 |
7,0 |
1,0 |
3,00 |
6,00 |
1,2 |
|
14 |
10,0 |
4,00 |
8,5 |
2,0 |
3,50 |
7,00 |
1,5 |
|
16 |
12,0 |
4,00 |
10,0 |
3,0 |
4,00 |
8,00 |
1,7 |
|
18 |
13,0 |
5,00 |
11,0 |
4,0 |
4,50 |
9,00 |
2,0 |
|
20 |
15,0 |
5,00 |
13,0 |
5,0 |
5,00 |
10,00 |
2,0 |
|
22 |
17,0 |
6,00 |
15,0 |
5,0 |
5,50 |
11,00 |
2,5 |
|
24 |
18,0 |
6,00 |
16,0 |
6,0 |
6,00 |
12,00 |
2,5 |
|
27 |
21,0 |
8,00 |
- |
7,0 |
6,70 |
13,50 |
- |
|
30 |
23,0 |
8,00 |
- |
7,0 |
7,50 |
15,00 |
- |
|
33 |
26,0 |
10,00 |
- |
8,0 |
8,20 |
16,50 |
- |
|
36 |
28,0 |
10,00 |
- |
8,0 |
9,00 |
18,00 |
- |
|
39 |
30,0 |
12,00 |
- |
8,0 |
9,70 |
19,50 |
- |
|
42 |
32,0 |
12,00 |
- |
8,0 |
10,50 |
21,00 |
- |
|
45 |
35,0 |
14,00 |
- |
11,0 |
11,20 |
22,50 |
- |
|
48 |
38,0 |
14,00 |
- |
14,0 |
12,00 |
24,00 |
- |
|
52 |
42,0 |
16,00 |
- |
- |
13,00 |
26,00 |
- |
(Поправка).
_______
* Для £ M5 плоская часть на конусе не обязательна, допускается незначительное округление конца
|
Ключевые слова: болты, винты, шпильки, размеры |
СОДЕРЖАНИЕ