
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КЛЮЧИ ГАЕЧНЫЕ РАЗВОДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 7275-75
ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Технические условия Adjustable wrenches. Specifications |
ГОСТ 7275-75 |
Дата введения с 01.01.78
Настоящий стандарт распространяется на разводные ключи, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, № 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
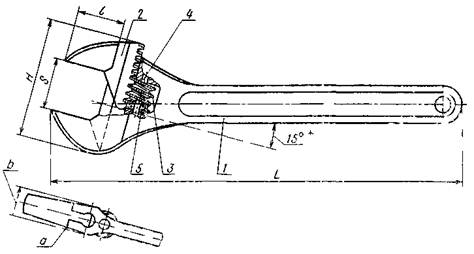
1.1. Основные размеры разводных ключей должны соответствовать указанным на чертеже и в табл. 1.
* Допускается изготовлять с углом наклона 22°30'
1 - корпус ключа, 2 - губка подвижная, 3 - червяк, 4 - ось червяка, 5 - пружина
Примечания
1. Чертеж не определяет конструкцию.
2. Размер L дан без учета защитно-декоративных покрытий.
мм
|
Применяемость |
S, не менее |
L ±IТ17 |
Н, не менее |
b ±IТ17 |
l |
|
|
7813-0031 |
|
12 |
(110) 100 |
50 |
2 |
13 |
|
7813-0032 |
|
19 |
(160) 150 |
60 |
10 |
18 |
|
7813-0033 |
|
24 |
200 |
75 |
12 |
23 |
|
7813-0034 |
|
30 |
250 |
90 |
15 |
28 |
|
7813-0035 |
|
36 |
300 |
90 |
18 |
33 |
|
7813-0036 |
|
46 |
(380) 375 |
135 |
22 |
43 |
|
7813-0037 |
|
50 |
450 |
180 |
26 |
52 |
Примечания
1. Размеры S и Н даны при наибольшем раскрытии губок.
2. Значения, заключенные в скобки, следует применять до 01.01.91.
Пример условного обозначения разводного ключа с размером зева S = 30 мм, с покрытием Н12.Х1:
Ключ 7813-0034 Н12.Х1 ГОСТ 7275-75
(Измененная редакция, Изм. № 2).
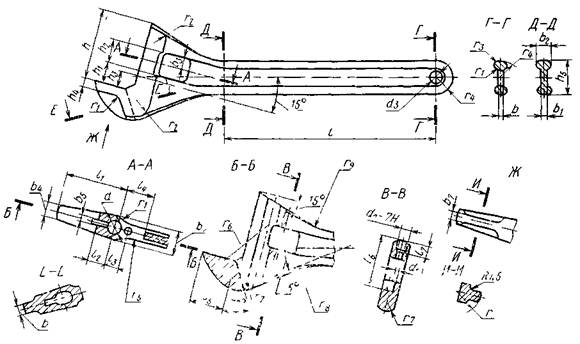
1.2. Конструкция и основные размеры деталей ключей приведены в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ключи должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам и образцам-эталонам, утвержденным в установленном порядке.
Детали ключей должны быть изготовлены из материалов, указанных в табл. 2.
|
Наименование деталей |
Марка стали |
Твердость HRСэ после термообработки, не менее |
|
|
Корпус |
40ХФА ГОСТ 4543 |
Рабочая часть |
45,5 |
|
40Х ГОСТ 4543 |
41,5 |
||
|
45 ГОСТ 1050 |
Ручка на длине 1/3 L от вершины зева |
32 |
|
|
Подвижная губка |
40ХФА ГОСТ 4543 |
45,5 |
|
|
40Х ГОСТ 4543 |
41,5 |
||
Примечания
1. Допускается применять стали других марок с физико-механическими свойствами в термически обработанном состоянии не ниже чем у сталей, указанных в табл. 2.
2. (Исключено, Изм. № 2).
2.2. Ключи должны иметь прочность, определяемую испытательными крутящими моментами, приведенными в табл. 3.
|
Размер зева S, мм |
Испытательный минимальный крутящий момент, Н·м |
|
12 |
33 |
|
19 |
85 |
|
24 |
180 |
|
30 |
320 |
|
36 |
515 |
|
46 |
920 |
|
50 |
1370 |
2.1, 2.2. (Измененная редакция, Изм. 2).
2.3. Рабочие поверхности губок ключа должны быть параллельны между собой. Допускается отклонение от параллельности, направленное на уширение зева к его основанию, не превышающее 2°.
2.4. При повороте червяка подвижная губка ключа должна перемещаться по всей длине зева плавно, без заеданий.
2.5. В процессе эксплуатации ключа должно обеспечиваться удержание червяка от самопроизвольного проворота.
2.6. При боковом отжатии подвижной губки односторонний зазор между опорной ее поверхностью и поверхностью направляющих корпуса в зоне а не должен быть более, мм:
для ключей с размером зева S = 12 и 19 мм........... 0,25 (0,3)
« « « « « S = 24 и 30 мм........... 0,28 (0,4)
« « « « « S = 36 и 46 мм........... 0,3 (0,6)
« « « « « S = 50 мм................... 0,36
Примечание Значения, заключенные в скобки, следует применять до 01.01.91.
2.7. При полном сведении губок ключа должна быть обеспечена сходимость вершин их рабочих поверхностей.
Примечание. По согласованию с потребителем до 01.01.91 допускается необходимость губок, не превышающая:
для ключей с размером зева до 24 мм 3 мм,
» » » » » св. 24 мм 8 мм.
2.8. Параметры шероховатости поверхностей ключей по ГОСТ 2789 должны быть, мкм, не более:
опорных поверхностей губок и наружного контура.......... Ra 1,6
рабочих поверхностей зевов................................................. Ra 6,3
остальных поверхностей........................................................ Ra 12,5
2.6 - 2.8. (Измененная редакция, Изм. № 2).
2.9. (Исключен, Изм. № 2).
2.10. Ключи должны иметь одно из защитно-декоративных покрытий, указанных в табл. 5.
|
Наименование покрытия |
Обозначение |
||
|
по ГОСТ 9.306 |
по ГОСТ 9.032 |
||
|
1 |
Окисное с промасливанием |
Хим. окс. прм. |
- |
|
Фосфатное с промасливанием |
Хим. Фос. прм. |
- |
|
|
Хромовое толщиной 9 мкм |
Х9 |
- |
|
|
2 - 4 |
Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм |
Н12 Х |
- |
|
Цинковое толщиной 15 мкм хроматированное |
Ц15 хр |
- |
|
|
Фосфатное с последующей окраской рукояток нитроглифталевой эмалью НЦ-132 (или пентафталевой эмалью ГТФ-115) разных цветов по IV классу и нанесением полиакрилатного лака АК-113 на осветленные поверхности лезвий |
|
Хим. Фос. Эмаль НЦ-132 разн. цвет ГОСТ 6631, IV, лак АК-113 |
|
|
5 - 8 |
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом, толщиной 7 мкм |
Н14.Н7.Х |
- |
|
Кадмиевое толщиной 21 мкм хроматированное |
Кд21.хр |
- |
|
Табл. 4. (Исключена, Изм. № 1).
Примечания:
1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 5.
2. Ключи, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративные покрытия не ниже 2 группы условий эксплуатации по ГОСТ 9.303.
3. Допускается по согласованию с торгующими организациями для продажи через розничную торговую сеть применение покрытий, соответствующих 1 группе условий эксплуатации по ГОСТ 9.303.
(Измененная редакция, Изм. № 2).
2.11. Технические требования к качеству покрытий - по ГОСТ 9.301.
2.12. Полный установленный ресурс ключей - 10000 нагружений-завинчиваний с приложением крутящих моментов, указанных в табл. 3.
Критерием предельного состояния является невыполнение требований п. 2.4 или п. 2.5 или поломка червяка или рейки.
2.13. На ключе должны быть четко нанесены:
товарный знак предприятия-изготовителя;
размер зева;
обозначение ключа;
цена (для розничной продажи).
2.14. Внутренняя упаковка ключей ВУ-1, ВУ-2, ВУ-3, ВУ-7 - по ГОСТ 9.014.
Остальные требования к маркировке и упаковке - по ГОСТ 18088.
2.12 - 2.14. (Введены дополнительно, Изм. № 2).
3. ПРИЕМКА
3.1. Приемка ключей - по ГОСТ 26810.
3.2. Испытания ключей на надежность должны проводиться один раз в три года не менее, чем на трех ключах одного типоразмера.
Разд. 3. (Измененная редакция, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Работоспособность ключей проверяют испытательными крутящими моментами. Ключи проверяют на испытательном стенде. Ключи с открытыми зевами устанавливают зевом на оправку, имеющую в поперечном сечении форму правильного шестигранника. Номинальные размеры шестигранных оправок должны быть равными минимальным охватываемым размерам «под ключ» нормальной точности по ГОСТ 6424.
Нагрузку следует прилагать к концу рукоятки на расстоянии не более 50 мм от ее торца в направлении, совпадающем с направлением отвода подвижной губки.
Твердость оправок - 53 ... 57 HRCэ.
Во время испытаний значение крутящего момента должно плавно возрастать до значений, указанных в табл. 3. Ключи должны выдерживать не менее трех нагружений.
После испытания ключи не должны иметь остаточной деформации и должны быть пригодными к дальнейшей работе.
(Измененная редакция, Изм. № 2).
4.1а. Испытания ключей на надежность должны проводиться на испытательных приспособлениях или стендах, при условиях испытаний, указанных в п. 4.1. При этом результаты испытаний считаются удовлетворительными, если каждый из контролируемых ключей не достигнет предельного состояния.
(Введен дополнительно, Изм. № 2).
4.3. Твердость ключей проверяют по ГОСТ 9013.
4.4. Шероховатость поверхностей ключей проверяют сравнением с образцами шероховатости или профилометрами (профилографами).
4.5. Внешний вид защитно-декоративных покрытий проверяют визуально.
4.6. Качество гальванических покрытий проверяют по ГОСТ 9.302.
(Введены дополнительно, Изм. № 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение ключей - по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. № 2).
6. ТЕХНИКА БЕЗОПАСНОСТИ
6.1. Конструкция ключа должна исключать возможность выпадания подвижной губки при разведении зева.
6.2. При эксплуатации ключей не допускается пользование дополнительными рычагами и использование ключа с размерами под зев свыше указанного на ключе.
(Измененная редакция, Изм. № 2).
Разд. 7. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ ДЕТАЛЕЙ ГАЕЧНЫХ РАЗВОДНЫХ КЛЮЧЕЙ
Поз. 1. Корпус ключа (черт. 1, табл. 1)
мм
|
s, не менее |
h |
h1 |
h2 H9 |
h3 |
h1 |
h5 |
b |
b1 |
b2 |
b3 |
b4 H5 |
|
12 |
22 |
4 |
8 |
4,5 |
3 |
12 |
2,0 |
2,5 |
4,0 |
10 |
5 |
|
19 |
34 |
9 |
10 |
7,0 |
4 |
15 |
5,0 |
12 |
6 |
||
|
24 |
40 |
11 |
13 |
8,0 |
5 |
18 |
3,0 |
6,5 |
16 |
7 |
|
|
30 |
50 |
14 |
16 |
10,0 |
6 |
22 |
2,5 |
3,7 |
7,5 |
20 |
10 |
|
36 |
60 |
16 |
20 |
12,0 |
7 |
28 |
3,0 |
4,5 |
9,0 |
25 |
11 |
|
46 |
74 |
22 |
21 |
15,0 |
8 |
31 |
4,0 |
5,5 |
10,0 |
30 |
14 |
мм
|
s, не менее |
b5 H11 |
b6 |
b7 |
l |
l1 |
l3 -0,1 |
l3 +0,1 |
l4 |
l5 |
l6 |
l7 |
d H9 |
|
12 |
2,5 |
7 |
3 |
84 |
18 |
5,0 |
5,0 |
10 |
11 |
18 |
5 |
4,6 |
|
19 |
3,0 |
8 |
4 |
100 |
25 |
7,0 |
6,0 |
12 |
17 |
26 |
6 |
6,8 |
|
24 |
4,0 |
10 |
5 |
125 |
32 |
9,5 |
8,0 |
16 |
18 |
30 |
7 |
7,2 |
|
30 |
5,0 |
13 |
6 |
150 |
38 |
11,5 |
9,5 |
20 |
22 |
35 |
8 |
9,0 |
|
36 |
6,0 |
15 |
7 |
177 |
46 |
11,5 |
12,0 |
25 |
27 |
48 |
10 |
11,0 |
|
46 |
7,0 |
19 |
8 |
210 |
58 |
18,0 |
15,5 |
30 |
37 |
52 |
12 |
14,0 |
мм
|
s, не менее |
d1 H9 |
d2 |
d3 |
r |
r1 |
r2 |
r3 |
r4 |
r5 |
r6 |
r7 |
r8 |
r9 |
|
12 |
2,0 |
м3 |
5 |
3,0 |
1,5 |
3 |
1,5 |
6,0 |
35 |
28 |
9 |
30 |
25 |
|
19 |
3,0 |
М4 |
6 |
3,5 |
2,0 |
5 |
2,0 |
7,5 |
42 |
36 |
12 |
35 |
30 |
|
24 |
3,5 |
М5 |
8 |
4,0 |
2,5 |
6 |
2,5 |
9,0 |
50 |
48 |
15 |
42 |
35 |
|
30 |
4,5 |
М6 |
10 |
5,0 |
3,0 |
8 |
2,8 |
11,0 |
60 |
50 |
18 |
50 |
40 |
|
36 |
6,0 |
М8 |
12 |
6,0 |
4,0 |
10 |
3,0 |
14,0 |
70 |
68 |
22 |
60 |
45 |
|
46 |
8,0 |
м10 |
15 |
7,0 |
5,0 |
12 |
4,0 |
17,0 |
85 |
82 |
25 |
70 |
50 |
Примечания:
1. Резьба - по ГОСТ 24705. Предельные отклонения резьбы - по ГОСТ 16093.
2. Неуказанные предельные отклонения размеров: необработанных поверхности - по классу точности Т4 ГОСТ 7505, остальных - по IT16.
Поз 2. Губка подвижная

мм
|
s, не менее |
Н |
h |
h1 |
h2 |
h3 |
b +0,1 |
b1 |
b2 |
b3 |
b4 |
b5 d11 |
d e9 |
|
-0,1 |
0,1 |
|||||||||||
|
12 |
20,0 |
18 |
6 |
2,0 |
1,3 |
5,0 |
3 |
4 |
5 |
7 |
2,5 |
4,6 |
|
19 |
29,1 |
24 |
8 |
2,4 |
1,6 |
7,5 |
4 |
6 |
9 |
3,0 |
6,8 |
|
|
24 |
35,5 |
34 |
16 |
3,0 |
2,0 |
9,5 |
5 |
5 |
7 |
10 |
4,0 |
7,2 |
|
30 |
43,2 |
40 |
18 |
3,8 |
2,5 |
11,5 |
6 |
6 |
10 |
13 |
5,0 |
9,0 |
|
36 |
52,0 |
48 |
21 |
4,5 |
3,0 |
14,5 |
7 |
11 |
16 |
6,0 |
11,0 |
|
|
46 |
66,8 |
55 |
25 |
5,8 |
3,8 |
18,0 |
8 |
14 |
20 |
7,5 |
13,0 |
|
мм
|
s, не менее |
Р |
С +0,1 |
l |
r |
r1 |
r2 |
|
|
Номин. |
Пред. откл. |
||||||
|
12 |
2,5 |
±0,03 |
0,80 |
1,0 |
28 |
10 |
65 |
|
19 |
3,0 |
1,00 |
1,5 |
36 |
12 |
6 |
|
|
24 |
3,6 |
1,18 |
48 |
15 |
7 |
||
|
30 |
4,5 |
1,45 |
2,0 |
56 |
18 |
10 |
|
|
36 |
5,6 |
±0,04 |
1,85 |
68 |
22 |
11 |
|
|
46 |
7,0 |
2,30 |
2,5 |
82 |
26 |
14 |
|
Примечание. Неуказанные предельные отклонения размеров: необработанных поверхностей - по классу точности Т4 ГОСТ 7505; остальных - охватываемых - по Н14, охватывающих - по h14.
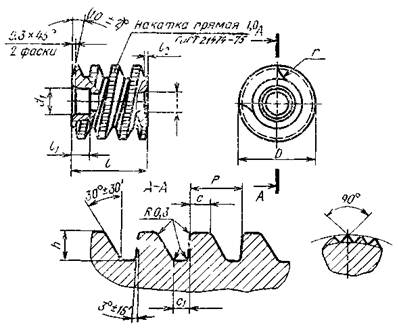
Поз. 3. Червяк (черт. 3, табл. 3)
мм
|
S, не менее |
D ±0,1 |
d Н9 |
d1 Н11 |
l е9 |
l1 |
|
12 |
8,0 |
2,0 |
3,5 |
8 |
2,5 |
|
19 |
10,0 |
3,0 |
4,5 |
10 |
3,0 |
|
24 |
13,0 |
3,5 |
5,0 |
13 |
3,6 |
|
30 |
16,0 |
4,5 |
6,0 |
16 |
4,0 |
|
36 |
20,0 |
6,0 |
7,5 |
20 |
5,0 |
|
46 |
26,0 |
8,0 |
8,5 |
24 |
6,0 |
мм
|
S, не менее |
l2 |
р |
h -0,1 |
с +0,1 |
r |
|
|
Номин. |
Пред. откл. |
|||||
|
12 |
0,5 |
2,5 |
±0,03 |
1,3 |
0,80 |
3,0 |
|
19 |
3,0 |
1,6 |
1,00 |
3,5 |
||
|
24 |
0,8 |
3,6 |
2,0 |
1,18 |
4,0 |
|
|
30 |
4,5 |
2,5 |
1,45 |
5,0 |
||
|
36 |
1,2 |
5,6 |
±0,04 |
3,0 |
1,85 |
6,0 |
|
46 |
7,0 |
3,8 |
2,30 |
7,0 |
||
Неуказанные предельные отклонения размеров: охватывающих - по Н14, охватываемых - по h14.
Поз. 4. Ось червяка

|
S, не менее |
d |
L |
d1 |
b |
h |
l |
с |
||
|
Номин. |
Пред. откл. |
±0,25 |
|||||||
|
12 |
м3 |
18 |
2,0 |
-0,04 -0,12 |
0,6 |
0,8 |
4 |
1,0 |
|
|
19 |
М4 |
24 |
3,0 |
1,0 |
1,1 |
5 |
|||
|
24 |
М5 |
26 |
3,5 |
-0,05 -0,15 |
1,2 |
1,2 |
6 |
||
|
30 |
М6 |
32 |
4,5 |
1,6 |
1,5 |
7 |
1,5 |
||
|
36 |
М8 |
38 |
6,0 |
2,0 |
2,0 |
8 |
|||
|
46 |
М10 |
46 |
8,0 |
2,5 |
2,5 |
10 |
|||
Неуказанные предельные отклонения размеров - по h11.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
Д.И. Семенченко, Г.А. Астафьева, А.М. Краснощекова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.11.75 № 3704
3. Срок проверки - 1990 г.,
периодичность проверки - 5 лет
4. Стандарт полностью соответствует ИСО 6787-82
5. Взамен ГОСТ 7275-62
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|
6. ПЕРЕИЗДАНИЕ (март 1993 г.) с Изменениями № 1, 2, утвержденными в марте 1987 г., в марте 1989 г. (ИУС 6-87, 6-89)
7. Срок действия продлен до 01.01.95 (Постановление Государственного комитета СССР по стандартам от 27.03.89 № 713.)
СОДЕРЖАНИЕ
|
5. Транспортирование и хранение. 5 Приложение Конструкция и основные размеры деталей гаечных разводных ключей. 5 |