
МИНИСТЕРСТВО
ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАНДАРТЫ ОТРАСЛИ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ТРУБОПРОВОДОВ
ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛЕЙ
НА Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С
ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
ЧАСТЬ III
СТАНДАРТ ОТРАСЛИ
Детали и сборочные единицы
трубопроводов ТЭС
на Рраб <
2,2
МПа (22 кгс/см2), t ≤ 425 °С
ТРОЙНИКИ СВАРНЫЕ РАВНОПРОХОДНЫЕ
Конструкция и размеры
ОСТ 34 10.762-97
Предисловие
1 РАЗРАБОТАН АООТ Севзапэнергомонтажпроект
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Министерства топлива и энергетики РФ от 23 декабря 1997 г. № 443
3 ВЗАМЕН ОСТ 3410-762-92
СОДЕРЖАНИЕ
СТАНДАРТ ОТРАСЛИ
Детали и сборочные единицы трубопроводов ТЭС
на Рраб < 2,2 МПа (22 кгс/см2), t ≤
425 °С
ТРОЙНИКИ СВАРНЫЕ РАВНОПРОХОДНЫЕ
Конструкция и размеры
Дата введения 1998-03-01
1 Область применения
Настоящий стандарт распространяется на сварные равнопроходные тройники из углеродистой и низколегированной сталей для трубопроводов тепловых электростанций.
Стандарт соответствует требованиям «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды» РД 03-94, утвержденным Госгортехнадзором РФ [1].
Сварные равнопроходные тройники предназначены для применения на трубопроводах, на которые распространяются РД 03-94.
Допускается применение сварных равнопроходных тройников по настоящему стандарту для изготовления трубопроводов по СНиП 3.05.05-84, утвержденным Госстроем СССР [2].
Пределы применения сварных равнопроходных тройников приведены в таблице 1.
|
Условное давление Ру, МПа (кгс/см2) |
Рабочее давление Рраб, МПа (кгс/см2) для температуры рабочей среды, °С |
|||||
|
200 |
250 |
300 |
350 |
400 |
425 |
|
|
4,00 (40,0) |
- |
- |
|
- |
- |
2,0 (20) |
|
2,50 (25,0) |
2,2 (22,0) |
2,20 (22,0) |
1,90 (19,0) |
1,7 (17) |
1,5 (15) |
1,3 (13) |
|
1,60 (16,0) |
1,6 (16,0) |
1,40 (14,0) |
1,20 (12,0) |
- |
- |
- |
|
1,00 (10,0) |
1,0 (10,0) |
0,90 (9,0) |
0,75 (7,5) |
- |
- |
- |
|
0,63 (6,3) |
0,6 (6,0) |
0,54 (5,4) |
0,48 (4,8) |
- |
- |
- |
|
0,40 (4,0) |
0,4 (4,0) |
0,35 (3,5) |
0,30 (3,0) |
- |
- |
- |
1.1 Для трубопроводов тепловых сетей допускается применение сварных равнопроходных тройников на рабочее давление до 2,5 МПа при рабочей температуре до 200 °С.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ОСТ 34 10.747-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Трубы и прокат. Сортамент.
ОСТ 34 10.748-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Соединения сварные стыковые. Типы, конструктивные элементы и размеры.
ОСТ 34 10.766-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Технические требования.
3 Конструкция и размеры
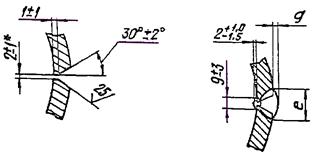
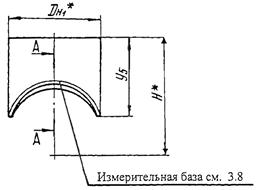
Конструкция и размеры сварных равнопроходных тройников должны соответствовать указанным на чертеже 1 и в таблицах 2 и 3.
Рисунок 1 Рисунок 2
Остальное см. рисунок 1
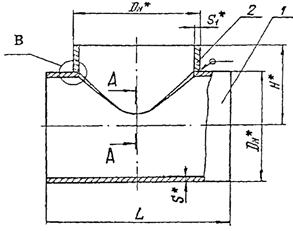
* Размеры для справок
Чертеж 1, лист 1
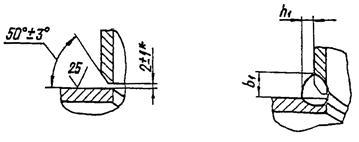
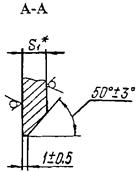
А-А
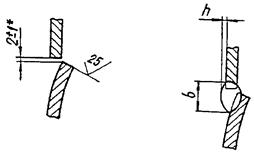
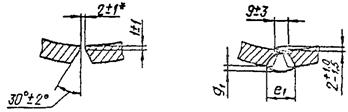
Подготовка кромок под сварку
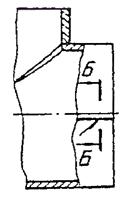
Б-Б
Подготовка кромок под сварку
* Размер для справок
Чертеж 1, лист 2
Размеры в миллиметрах
|
Обозначение тройника |
Условное давление Ру, МПа, (кгс/см2) |
Условный проход Dу |
Размеры присоединяемой трубы Dн´S |
Dн |
S |
S1 |
L |
H |
|
|
Номин. |
Пред. откл. |
||||||||
|
01 |
4,0 (40) |
65 |
76´3,0 |
76 |
4,0 |
4,0 |
350 |
-4 |
140 |
|
02 |
80 |
89´3,5 |
89 |
5,0 |
5,0 |
300 |
145 |
||
|
03 |
2,5 (25) |
4,5 |
3,5 |
||||||
|
04 |
100 |
108´4 |
108 |
6,0 |
4,0 |
320 |
175 |
||
|
05 |
4,0 (40) |
6,0 |
6,0 |
||||||
|
06 |
125 |
133´4 |
133 |
7,0 |
7,0 |
350 |
190 |
||
|
07 |
2,5 (25) |
6,0 |
4,0 |
||||||
|
08 |
150 |
159´5 |
159 |
7,0 |
5,0 |
400 |
200 |
||
|
09 |
4,0 (40) |
9,0 |
7,0 |
||||||
|
10 |
200 |
219´7 |
219 |
11,0 |
9,0 |
450 |
250 |
||
|
11 |
2,5 (25) |
9,0 |
7,0 |
||||||
|
12 |
250 |
273´8 |
273 |
11,0 |
8,0 |
500 |
280 |
||
|
13 |
4,0 (40) |
14,0 |
14,0 |
||||||
|
14 |
1,6 (16) |
273´6 |
8,0 |
8,0 |
|||||
|
15 |
300 |
325´6 |
325 |
550 |
325 |
||||
|
16 |
2,5 (25) |
325´8 |
16,0 |
10,0 |
|||||
|
17 |
4,0 (40) |
325 |
16,0 |
||||||
|
18 |
2,5 (25) |
350 |
377´9 |
377 |
11 |
11 |
650 |
350 |
|
|
19 |
4,0 (40) |
18 |
18 |
||||||
|
20 |
400 |
426´10 |
426 |
22 |
16 |
700 |
395 |
||
|
21 |
2,5 (25) |
16 |
12 |
||||||
|
22 |
1,6 (16) |
426´9 |
10 |
10 |
|||||
|
23 |
500 |
530´8 |
530 |
11 |
8 |
800 |
445 |
||
|
24 |
|
18 |
|||||||
|
25 |
2,5 (25) |
600 |
630´12 |
630 |
14 |
1000 |
535 |
||
|
26 |
1,6 (16) |
630´8 |
14 |
12 |
|||||
|
27 |
1,0 (10) |
10 |
10 |
||||||
|
28 |
700 |
720´9 |
720 |
11 |
9 |
1100 |
-6 |
580 |
|
|
29 |
1,6 (16) |
18 |
|||||||
|
30 |
2,5 (25) |
22 |
14 |
||||||
|
31 |
800 |
820´11 |
820 |
18 |
1200 |
630 |
|||
|
32 |
1,6 (16) |
820´9 |
18 |
11 |
|||||
|
33 |
1,0 (10) |
820´9 |
14 |
9 |
1200 |
||||
|
34 |
1,6 (16) |
1000 |
1020´10 |
1020 |
22 |
14 |
1600 |
790 |
|
|
35 |
1,0 (10) |
18 |
|||||||
|
36 |
0,6 (6) |
14 |
10 |
||||||
|
37 |
1200 |
1220´10 |
1220 |
14 |
11 |
1800 |
890 |
||
|
38 |
1,0 (10) |
18 |
14 |
||||||
|
39 |
1,6 (16) |
25 |
18 |
||||||
|
40 |
1400 |
1420´14 |
1420 |
25 |
2100 |
-10 |
1030 |
||
|
41 |
1,0 (10) |
22 |
14 |
||||||
|
42 |
0,6 (6) |
18 |
|||||||
|
43 |
0,4 (4) |
14 |
|||||||
|
44 |
1600 |
1620´14 |
1620 |
2200 |
1130 |
||||
|
45 |
0,6 (6) |
18 |
|||||||
|
46 |
1,0 (10) |
22 |
18 |
||||||
Продолжение таблицы 2
Размеры в миллиметрах
|
Обозначение тройника |
b |
b1 |
h |
h1 |
e |
g |
Рисунок |
Масса, кг |
||
|
Не менее |
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
||||||
|
01 |
13 |
9 |
2 |
4 |
- |
- |
- |
- |
3,0 |
|
|
02 |
4,0 |
|||||||||
|
03 |
14 |
7 |
3,8 |
|||||||
|
04 |
5,9 |
|||||||||
|
05 |
18 |
12 |
6 |
6,5 |
||||||
|
06 |
9,8 |
|||||||||
|
07 |
18 |
7 |
4 |
7,7 |
||||||
|
08 |
9 |
12,2 |
||||||||
|
09 |
22 |
13 |
6 |
15,6 |
||||||
|
10 |
28 |
15 |
7 |
29,9 |
||||||
|
11 |
26 |
13 |
6 |
24,6 |
||||||
|
12 |
28 |
39,8 |
||||||||
|
13 |
32 |
21 |
3 |
10 |
53,6 |
|||||
|
14 |
21 |
13 |
2 |
6 |
31,9 |
|||||
|
15 |
41,8 |
|||||||||
|
16 |
26 |
17 |
8 |
52,1 |
||||||
|
17 |
36 |
24 |
12 |
80,5 |
||||||
|
18 |
27 |
18 |
9 |
74,2 |
||||||
|
19 |
39 |
26 |
3 |
13 |
119,5 |
|||||
|
20 |
36 |
24 |
12 |
163,9 |
||||||
|
21 |
28 |
19 |
9 |
125,9 |
||||||
|
22 |
26 |
17 |
8 |
83,0 |
||||||
|
23 |
28 |
14 |
2 |
7 |
120,8 |
|||||
|
24 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
2 |
178,5 |
||||
|
25 |
42 |
21 |
3 |
10 |
295,6 |
|||||
|
26* |
38 |
19 |
25 |
239,9 |
||||||
|
27 |
26 |
17 |
2 |
8 |
19 |
±4 |
2,0 |
±1,5 |
177,5 |
|
|
28 |
30 |
15 |
- |
- |
- |
- |
227,9 |
|||
|
29 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
2 |
336,2 |
||||
|
30 |
42 |
21 |
3 |
10 |
36 |
±6 |
3,0 |
+2,5 -1,5 |
427,7 |
|
|
31 |
52 |
26 |
13 |
610,9 |
||||||
|
32 |
36 |
18 |
9 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
440,8 |
||
|
33 |
30 |
15 |
2 |
8 |
25 |
±5 |
2,5 |
+2,0 -1,5 |
337,6 |
|
|
34 |
42 |
21 |
3 |
10 |
36 |
±6 |
3,0 |
+2,5 -2,0 |
881,2 |
|
|
35 |
34 |
17 |
2 |
8 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
704,9 |
|
|
36 |
- |
- |
- |
- |
575,5 |
|||||
|
37 |
36 |
18 |
3 |
9 |
777,7 |
|||||
|
38 |
42 |
21 |
10 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
2 |
1166,3 |
|
|
39 |
52 |
26 |
13 |
42 |
±8 |
3,0 |
+2,5 -2,0 |
1344,1 |
||
|
40 |
35 |
18 |
1966,4 |
|||||||
|
41 |
42 |
21 |
10 |
36 |
±6 |
1580,8 |
||||
|
42 |
30 |
±5 |
2,5 |
+2,0 -1,5 |
1353,8 |
|||||
|
43 |
32 |
25 |
1123,3 |
|||||||
|
44 |
1334,0 |
|||||||||
|
45 |
42 |
30 |
1605,2 |
|||||||
|
46 |
52 |
26 |
13 |
36 |
±6 |
3,0 |
+2,5 -2,0 |
1926,4 |
||
|
* Допускается применение тройника из сталей марок Ст3сп5 и Ст3Гпс4 на рабочее давление до 0,6 МПа (6 кгс/см2) при температуре tраб ≤ 200 °С |
||||||||||
|
Примечание - При применении листовой стали марки 20К параметры среды применяются согласно приложению А |
||||||||||
Пример условного обозначения сварного равнопроходного тройника диаметром 108 мм и толщиной стенки корпуса 6 мм и штуцера 4 мм на условное давление Ру 2,5 МПа:
Тройник равнопроходный 108´6´4-2,5 03 ОСТ 34 10.762-97
Таблица 3
Размеры в миллиметрах
|
Обозначение тройника |
Позиция 1. Корпус |
Позиция 2. Штуцер |
|||
|
Dн´S |
L |
Материал по ОСТ 34 10.747 раздел |
Масса, кг |
Обозначение |
|
|
01 |
76´4,0 |
350 |
5 |
2,3 |
2-01 |
|
02 |
89´5,0 |
300 |
2,9 |
2-03 |
|
|
03 |
89´4,5 |
2,6 |
2-02 |
||
|
04 |
108´6,0 |
320 |
4,4 |
2-05 |
|
|
05 |
2-04 |
||||
|
06 |
133´7,0 |
350 |
6,8 |
2-06 |
|
|
07 |
133´6,0 |
5,9 |
2-07 |
||
|
08 |
159´7,0 |
400 |
9,4 |
2-09 |
|
|
09 |
159´9,0 |
11,8 |
2-08 |
||
|
10 |
219´11 |
450 |
21,8 |
2-10 |
|
|
11 |
219´9,0 |
18,2 |
2-11 |
||
|
12 |
273´11 |
500 |
30,1 |
2-13 |
|
|
13 |
273´14 |
38,0 |
2-12 |
||
|
14 |
273´8,0 |
4 |
22,2 |
2-13 |
|
|
15 |
325´8,0 |
550 |
28,4 |
2-16 |
|
|
16 |
325´10 |
5 |
35,5 |
2-15 |
|
|
17 |
325´16 |
56,1 |
2-14 |
||
|
18 |
377´11 |
650 |
53,4 |
2-18 |
|
|
19 |
377´18 |
86,8 |
2-17 |
||
|
20 |
426´22 |
700 |
126,1 |
2-19 |
|
|
21 |
426´16 |
92,5 |
2-20 |
||
|
22 |
426´10 |
700 |
4 |
58,6 |
2-21 |
|
23 |
530´11 |
800 |
9 |
91,1 |
2-24 |
|
24 |
530´18 |
11 |
149,7 |
||
|
25 |
630´18 |
1000 |
226,9 |
2-25 |
|
|
26 |
630´14 |
176,1 |
2-26 |
||
|
27 |
630´10 |
125,8 |
2-27 |
||
|
28 |
720´11 |
1100 |
9 |
171,9 |
2-29 |
|
29 |
720´18 |
11 |
280,2 |
||
|
30 |
720´22 |
343,8 |
2-28 |
||
|
31 |
820´22 |
1200 |
481,0 |
2-30 |
|
|
32 |
820´18 |
347,8 |
2-31 |
||
|
33 |
820´14 |
269,7 |
2-32 |
||
|
34 |
1020´22 |
1600 |
716,0 |
2-34 |
|
|
35 |
1020´18 |
584,0 |
2-35 |
||
|
36 |
1020´14 |
9 |
452,1 |
|
|
|
37 |
1220´14 |
1800 |
600,9 |
2-39 |
|
|
38 |
1220´18 |
11 |
772,4 |
2-38 |
|
|
39 |
1220´25 |
1079,6 |
2-37 |
||
|
40 |
1420´25 |
2100 |
1462,7 |
2-40 |
|
|
41 |
1420´22 |
1287,2 |
2-41 |
||
|
42 |
1420´18 |
1053,4 |
|||
|
43 |
1420´14 |
823,0 |
|||
|
44 |
1620´14 |
2200 |
960,5 |
2-44 |
|
|
45 |
1620´18 |
1231,7 |
|||
|
46 |
1620´22 |
1506,7 |
2-43 |
||
3.1 Конструкция и размеры штуцеров должны соответствовать указанным на чертеже 2 и в таблице 4.
Рисунок 1 Рисунок 2
Остальное см. Рисунок 1
* Размеры для справок
Чертеж 2, лист 1
Б-Б
Подготовка кромок под сварку
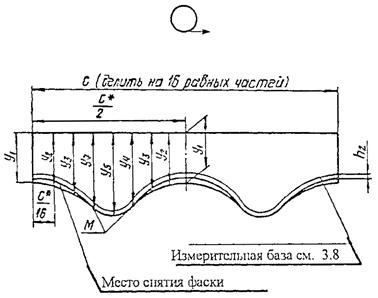
Угол фаски равномерно уменьшать до 0° в точках М
* Размеры для справок
Чертеж 2, лист 2