ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ
ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ
ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

ЗАПОЛНЕНИЕ
ТЕМПЕРАТУРНЫХ ШВОВ
ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ АЭРОДРОМОВ
МАСТИКАМИ И ГЕРМЕТИКАМИ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта предназначена для использования при разработке проекта производства работ и организации работ и труда на объектах при устройстве покрытия комплектом машин «Автогрейд» или ДС-100.
В основу технологической карты положены следующие исходные данные:
цементобетонное покрытие шириной 7,5 м имеет поперечные швы сжатия через 6 м и продольные швы между смежными рядами. Швы нарезаны в затвердевшем бетоне нарезчиками с алмазными дисками;
швы заполняют битумно-полимерной мастикой БПМ-2 или тиоколовым герметикой;
сменная производительность звена по заполнению швов 600 м ряда или 1350 м швов (принята по производительности комплекта бетоноукладочных машин «Автогрейд» или ДС-100);
работу выполняют два звена в количестве 6 - 8 человек.
При изменении условий, принятых в настоящей технологической карте, требуется ее корректировка и привязка к новым условиям работы.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Швы заполняют изоляционными материалами немедленно после нарезки, но не позднее чем через 30 суток.
В процесс заполнения швов входят следующие операции:
прочистка и подготовка швов к заливке;
заполнение швов изоляционными материалами.
Прочистка и подготовка швов к заливке
Сразу после нарезки швы тщательно промывают водой от пульпы, просушивают и содержат в чистом состоянии до заполнения мастиками или герметиками.
Если швы заполняют через несколько суток после нарезки, тогда стальным крючком, насаженным на штуцер воздуховода, прочищают и одновременно продувают швы сжатым воздухом. Затем тщательно прочищают стенки шва стальной щеткой и окончательно продувают шов сжатым воздухом, очищая при этом прилегающие к шву полосы покрытия шириной 15 - 20 см.
Для того, чтобы изоляционный материал не вытекал из шва, по краям покрытия у торцов шва вплотную к покрытию забивают колышки (нащельники).
Сверху на паз прочищенного шва накладывают веревку толщиной в 1,5 - 2 раза больше ширины шва, затем поверхность бетона вдоль шва посыпают (припудривают) тонким слоем минерального порошка. Веревку после посыпки порошком убирают и приступают к заполнению шва изоляционным материалом.
А. ЗАПОЛНЕНИЕ ШВОВ БИТУМНО-ПОЛИМЕРНОЙ МАСТИКОЙ БПМ-2
Битумно-полимерная мастика БПМ-2 на основе обычного дорожного битума получена взамен мастики БПМ на основе гидроизоляционного тепломорозостойкого битума «Пластбит» (экспериментальные исследования проведены Центральной лабораторией Управления строительства автомобильной дороги Москва - Рига Главдорстроя).
Состав битумно-полимерной мастики БПМ-2
|
Материалы, составляющие мастику |
Количество в % |
|
|
состав № 1 |
состав № 2 |
|
|
Битум нефтяной дорожный БНД 40/60 (ГОСТ 11954-66) |
57 |
- |
|
Битум нефтяной дорожный БНД 60/90 (ГОСТ 11954-66) |
- |
47,5 |
|
Битум строительный БС-V |
38 |
47,5 |
|
Дивинилстирольный термоэластопласт ДСТ (ВТУ 33-3 № А-16-68) |
5 |
5 |
|
Цемент (ГОСТ 10178-62) или минеральный порошок (ГОСТ 16557-71) |
30 (сверх 100 %) |
30 (сверх 100 %) |
а) Приготовление мастики
Битумно-полимерную мастику БПМ-2 готовят централизованно на строительной базе. На место производства работ доставляют в виде брикетов и разогревают.
Готовят БПМ-2 следующим образом. На открытом воздухе в металлической емкости объемом 200 л готовят раствор ДСТ. Для этого в емкость заливают 120 кг бензина А-72 (ГОСТ 2084-67) и загружают 26,4 кг ДСТ так, чтобы весь ДСТ был втоплен в бензин (18 % ДСТ на 82 % растворителя). Емкость закрывают и оставляют в покое на 1 - 2 суток (в зависимости от температуры воздуха) до полного растворения ДСТ.
Раствор ДСТ в виде густого резинового клея хранят в закрытой емкости, так как по мере улетучивания бензина раствор густеет и ухудшается его смешение с битумом. Раствор ДСТ в бензине следует готовить по потребности и расходовать сразу после приготовления.
В отдельной емкости (мешалке) готовят смесь дорожного и строительного битумов. В готовую смесь битумов, разогретую до температуры 110 - 120 °С, при потушенной топке или выключенном электроподогреве и тщательном перемешивании добавляют раствор ДСТ в количестве, обеспечивающем 5 % ДСТ по отношению к битуму в расчете на сухое вещество ДСТ (по расчету на каждые 950 г битума вводят 278 г 18 %-ного раствора ДСТ).
Смесь битумов с раствором ДСТ тщательно перемешивают и выдерживают в течение 2 часов при температуре 110 - 120 °С и при обязательном принудительном перемешивании.
В готовую смесь при непрерывном перемешивании вводят слегка подогретый сухой цемент или минеральный порошок в количестве 30 % сверх 100 % от битумно-полимерной смеси (по расчету на 100 кг битумно-полимерной смеси вводят 30 кг цемента или минерального порошка). После тщательного перемешивания мастика готова.
Готовую мастику разливают в формы, присыпанные цементом (примерно размером 20×20×10 см или 30×20×20 см). Готовые брикеты до применения выдерживают не менее 14 - 20 суток на открытом воздухе под навесом.
Мастику готовят под наблюдением представителя лаборатории.
б) Заполнение швов битумно-полимерной мастикой
Предварительная прогрунтовка стенок швов при заполнении мастикой БПМ-2 не требуется.
Готовые брикеты мастики на месте работ разогревают при обязательном перемешивании и отбирают пробы для лаборатории.
Швы заполняют мастикой БПМ-2 при помощи конусных леек на колесах или заливщиком швов ДС-67. При использовании конусной лейки ее заполняют горячей мастикой и устанавливают над швом так, чтобы носок лейки вошел в шов. Затем слегка открывают клапан и равномерно перемещают лейку вдоль шва, заполняя шов мастикой. В конце шва клапан закрывают.
Температура мастики в момент заливки должна быть 120 - 130 °С. По мере расходования мастики загружают котел готовыми брикетами, следят за температурой мастики в котлах и перемещают битумные котлы по участку работ.
Для заполнения швов мастиками применяют также заливщик швов ДС-67, оборудованный на автомобиле УАЗ-452Д. В комплект оборудования входят емкость для мастики, две системы подогрева мастики, рабочий орган, промывочная емкость, компрессор и оборудование для подготовки швов (красконагнетательный бак для разжиженного битума и удочки с наконечниками и распылителями).
Разогретую на базе до рабочей температуры мастику (160 - 180 °С) загружают в емкость для мастики заливщика, и доставляют к месту работ, поддерживая температуру в период транспортирования при помощи системы подогрева выхлопными газами.
Можно разогревать брикеты на месте работ в емкости для мастики заливщика при помощи системы подогрева жидкостно-топливной горелкой. Поддержание рабочей температуры мастики в процессе работы осуществляют также жидкостно-топливной горелкой.
Топливо (керосин) к топливной горелке подается сжатым воздухом от компрессора, рабочее давление в топливном баке не должно превышать 3 кгс/см2. Контроль за давлением осуществляют по манометру.
Розжиг и правила эксплуатации жидкостно-топливной горелки даны в приложении 2.
Температуру мастики в емкости для мастики объемом 150 л проверяют по температурным датчикам: температура не должна превышать 180 °С.
Заполнение шва горячей мастикой производят при помощи рабочего органа, состоящего из емкости для мастики объемом 25 л, масляной рубашки с подогревающей трубой, сопла с клапаном, рычажного механизма управления соплом, рукояти и опорной пяты.
Вначале выхлопными газами автомобиля или лампой разогревают масло в масляной рубашке, затем из основной емкости для мастики битумным насосом в рабочий орган заправляют горячую мастику. Для этого ставят кран управления битумным насосом в положение «выдача», затем из кабины автомобиля включают привод битумного насоса и сливным шлангом через заливную горловину заполняют рабочий орган. Горловину закрывают, и во время заполнения швов поддерживают лампой Б-1 температуру масла в масляной рубашке в пределах 130 - 160 °С. Сопло рабочего органа вводят в паз на 3/4 глубины, нажимом рукоятки на клапан открывают выходное отверстие сопла и, перемещая рабочий орган, заполняют шов мастикой.
После остывания мастики в швах все ее наплывы срезают металлической лопаточкой. Прослойка минерального порошка способствует легкому отделению мастики и приданию шву опрятного вида.
Перед каждой заправкой рабочего органа обязательно надо включать битумный насос на режим «циркуляция» для перемешивания мастики.
По мере расходования мастики готовые брикеты загружают в емкость для мастики заливщика швов ДС-67.
В конце смены оставшуюся мастику сливают в другую емкость, а емкость для мастик, битумный насос, мастикопровод и рабочий орган не позднее 3 мин промывают керосином.
Для промывки емкости для мастики 20 - 30 л керосина прокачивают насосом не менее 10 - 12 мин. Для хранения и перевозки керосина на заливщике швов смонтирована промывочная емкость объемом 50 л. Подачу керосина в емкость для мастики осуществляют под давлением в 0,5 атм.
Б. ЗАПОЛНЕНИЕ ШВОВ ТИОКОЛОВЫМ ГЕРМЕТИКОМ (ИЗОЛОМ)
Тиоколовый герметик, изготовляемый на основе синтетического каучука (тиокола), представляет собой пасту, способную после вулканизации превращаться в резиноподобную эластичную массу.
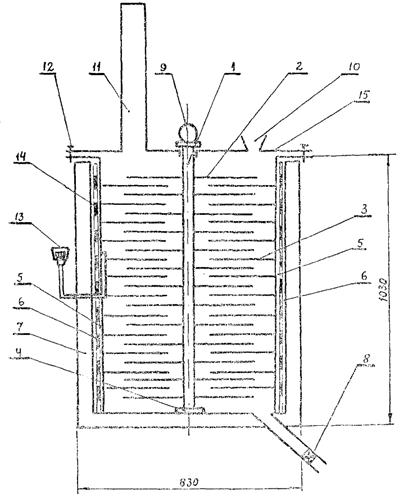
Приготовление тиоколового герметика и заполнение швов производят смесительным агрегатом конструкции Союздорнии, состоящим из мешалки (миксера), компрессора, двух заливщиков и приспособлений для подготовки швов.
а) Приготовление тиоколового герметика
Тиоколовый герметик приготовляют на месте работ непосредственно перед заполнением швов путем смешения в холодном состоянии двух компонентов: герметизирующей пасты и вулканизирующей пасты № 30, поставляемых заводами химической промышленности.
Герметизирующая паста сметанообразной консистенции черного цвета поступает в алюминиевых баках емкостью 45 л.
Вулканизирующая паста № 30 - густая, темно-серого цвета, поступает в баках емкостью 45 л. При необходимости перед употреблением ее разводят небольшим количеством воды (5 - 7 %) и тщательно перемешивают.
Герметизирующую пасту и отмеренную мерной емкостью вулканизирующую пасту загружают в заливщик (герметизирующей пасты - 100 и вулканизирующей пасты № 30 - 20 весовых частей), затем в заливщик вставляют мешалку принудительного действия (миксер) и тщательно перемешивают пасту в течение 4 - 6 мин до получения массы однородного цвета и консистенции. После этого мешалку поднимают, заливщик герметично закрывают уплотнительной крышкой, на которую предварительно устанавливают сопла необходимой ширины. Крышку закрепляют винтами.
Приготовленная паста пригодна для применения в течение 6 - 8 часов.
Бетонное покрытие на месте приготовления герметика во избежание загрязнения посыпают песком.
В начале смены смеситель и заливщики очищают от застывшего герметика и за 15 - 20 мин до начала приготовления герметика стенки заливщиков и лопасти мешалки для предупреждения налипания смазывают 5 %-ным раствором полиизобутилена в бензине.
б) Заполнение швов
При заполнении швов тиоколовым герметиком грани швов не грунтуют. Отдельные загрязненные места граней швов протирают ацетоном и подсушивают сжатым воздухом.
Швы заполняют тиоколовым герметиком за один прием, не доливая при этом до поверхности покрытия на 3 - 5 мм.
Заполненный герметиком и герметично закрытый заливщик перемещают к шву. Реборду направляющего переднего колеса ставят на паз, а заливщик переводят в рабочее положение (опрокидывают на 125° крышкой вниз). Сопло вводят в паз на 3/4 глубины и создают в емкости рабочее давление. Нажимом рукоятки на клапан открывают выходное отверстие и, передвигая заливщик по шву со скоростью примерно 3 - 4 м/мин, заполняют шов герметиком. Под давлением паз шва равномерно заполняется герметиком снизу вверх.
Давление в заливщике создают компрессором смесительного агрегата. Давление должно быть достаточным для регулярного поступления нужного количества герметика из сопла (1,5 - 3 атм).
Скорость заполнения швов герметиком зависит от ширины шва, давления в системе, навыка оператора.
Работу по заполнению швов битумно-полимерной мастикой или тиоколовым герметиком производят только в сухую погоду при положительной температуре воздуха (не менее +5 °С).
В случае дождя, а также если по участку происходит движение автомобилей, заполненные швы укрывают битуминизированной бумагой или полиэтиленовой пленкой. Снимать укрытие со швов разрешается после начала вулканизации герметика, но не ранее 6 часов после заполнения шва.
Указания по технике безопасности
К работам по изоляции швов допускаются лица не моложе 18 лет.
Лица, занятые на варке, разогревании и транспортировании горячих битумно-полимерных мастик, должны быть предварительно проинструктированы о безопасных способах загрузки и разгрузки варочного котла, варки и разогревания мастик, транспортирования горячих мастик.
Все работающие с битумно-полимерной или тиоколовой мастиками должны быть ознакомлены со специальными требованиями противопожарной охраны при работе с горючими и взрывчатыми веществами.
К работе на заливщике швов ДС-67 или на специальном комплекте оборудования для заполнения швов тиоколовыми герметиками допускаются лица, хорошо знакомые с его устройством, правилами эксплуатации двигателей внутреннего сгорания и компрессоров и прошедшие специальный инструктаж.
Все работающие с мастиками должны быть обеспечены спецодеждой (хлопчатобумажным комбинезоном, резиновыми сапогами или кожаными ботинками, брезентовыми рукавицами и фартуками).
Рабочие, засыпающие компоненты в котел с расплавленным битумом, обеспечиваются защитными очками и респираторами марки Ф-46 или 2000; рабочие, приготовляющие тиоколовые герметики, резиновыми перчатками (медицинскими) и респираторами.
Для приготовления, транспортирования и заливки швов мастиками разрешается пользоваться только исправными машинами, инструментами и посудой (ведра, конусные лейки, весы, деревянные мешалки и т.д.).
При варке и разогревании битумно-полимерной мастики в битумоварочных котлах необходимо соблюдать следующие условия:
механическая мешалка с электроподогревом должна быть заземлена;
котел и мешалка должны быть исправными, без трещин, с плотно прилегающей крышкой, подвешенной на канате с противовесом;
котел должен быть закрыт, за исключением моментов перемешивания и загрузки материалов;
котел следует загружать со стороны, противоположной топке, и только на 3/4 его емкости;
во время варки и разогревания мастики металлические дверцы топки должны быть закрыты.
Не разрешается загружать в мешалку или в котел влажные материалы (битум, заполнители) во избежание сильного вспенивания массы, перелива через край и воспламенения.
Не допускается кипение и перелив пены через край. Нагрев контролируют термометром со шкалой не менее 200 °С, исправность термометра проверяют каждый раз перед началом работы.
Брать пробу мастики для определения готовности разрешается только специальными черпаками-лопатами.
В случае вспышки битумной массы в котле его нужно плотно закрыть крышкой. Тушить горящую массу следует только сухим песком или огнетушителем. Заливать водой горящий битум категорически запрещается.
В случае попадания на открытую поверхность кожи битумно-полимерной и тиоколовой мастики или составляющих, их нужно удалить чистой ватой, смоченной бензином или керосином, а затем смыть теплой водой с мылом.
При работе заливщиков швов необходимо постоянно следить за состоянием предохранительных клапанов в системе подачи сжатого воздуха. Работа с неисправными клапанами запрещается.
Запрещается снимать крышку с заливщика швов при наличии давления воздуха в емкости.
При работе заливщика швов ДС-67 перед запуском двигателя автомобиля приводы битумного насоса и компрессора должны быть отключены.
Запрещается включать привод битумного насоса до включения крана битумного насоса на режим работы «циркуляция» или «выдача».
Запрещается подогревать сливные краны котлов и емкостей для мастики паяльной лампой.
При работе с горячими мастиками соблюдать максимальную осторожность, не находиться вблизи струи горячей мастики и близко от топки или горелки.
Запрещается ремонтировать и регулировать узлы заливщика швов и смесителя при работающем двигателе.
Участок работ ограждают знаками, запрещающими проезд.
При
производстве работ по заполнению швов следует руководствоваться «Указаниями по производству и приемке аэродромно-строительных работ» СН
121-73, М., Стройиздат, 1974; «Техническими указаниями по устройству
деформационных швов в цементобетонных дорожных
покрытиях» ![]() Оргтрансстрой, М., 1969;
«Правилами техники безопасности при строительстве, ремонте и содержании автомобильных дорог», М.,
«Транспорт», 1969.
Оргтрансстрой, М., 1969;
«Правилами техники безопасности при строительстве, ремонте и содержании автомобильных дорог», М.,
«Транспорт», 1969.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по заполнению температурных швов изоляционными материалами выполняют, как правило, в дневное время.
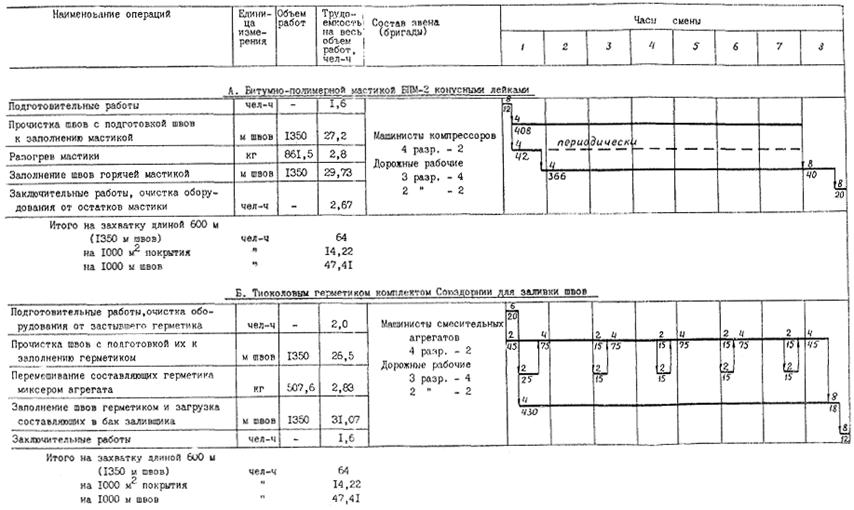
а) Заполнение швов битумно-полимерной мастикой БПМ-2 конусными лейками
Для заполнения пазов швов битумно-полимерной мастикой организуют 2 звена из 8 человек в следующем составе:
Машинисты компрессоров 4 разр. - 2
Дорожные рабочие: 3 разр. - 4
2 » - 2
Сменную захватку длиной 600 м делят на два одинаковых участка для одновременного ведения работ.
Основные обязанности в звеньях распределяют следующим образом.
Машинисты компрессоров обеспечивают подачу сжатого воздуха, прочищают и продувают швы сжатым воздухом.
Дорожные рабочие 3 разр. разогревают мастику, наливают разогретую мастику в конусные лейки и заполняют швы.
Дорожные рабочие 2 разр. очищают и готовят пазы швов к заполнению мастиками.
Отдыхают рабочие поочередно, не прекращая заполнение швов мастикой.
По мере заполнения швов все оборудование передвигают автомобилями по участку работ.
Закончив смену, рабочие очищают оборудование от остатков мастики скребком или промывают бензином.
б) Заполнение швов битумно-полимерной мастикой БПМ-2 заливщиками швов ДС-67 на автомобиле УАЗ-452Д
Для заполнения пазов швов битумно-полимерной мастикой БПМ-2 организуют два звена из 6 человек в следующем составе:
Машинисты заливщиков швов 5 разр. - 2
Дорожные рабочие: 3 разр. - 2
2 » - 2
Сменную захватку длиной 600 м делят на два одинаковых участка для одновременного ведения работ двумя заливщиками швов ДС-67.
Основные обязанности в звеньях распределяют следующим образом.
Машинисты заливщиков швов выполняют обязанности водителей машин, следят за работой узлов, агрегатов и систем подогрева заливщика швов, смонтированных на автомобиле УАЗ-452Д.
Дорожные рабочие 3 разр. заливают швы мастикой при помощи рабочих органов заливщиков, следят за подогревом масла в масляной рубашке, заполняют рабочие органы горячей мастикой.
Дорожные рабочие 2 разр. очищают швы и готовят их к заполнению мастикой.
Закончив смену, рабочие промывают все оборудование керосином.
в) Заполнение швов тиоколовым герметиком
Для заполнения пазов деформационных швов тиоколовым герметикой организуют 2 звена из 8 человек в следующем составе:
Машинисты смесительных агрегатов 4 разр. - 2
Дорожные рабочие: 3 разр. - 4
2 разр. - 2
Сменную захватку длиной 600 м делят на два одинаковых участка для одновременного ведения работ.
Основные обязанности в звеньях распределяют следующим образом.
Машинисты смесительных агрегатов обеспечивают подачу сжатого воздуха к заливщикам и на прочистку швов, миксером перемешивают составляющие герметика.
Дорожные рабочие 3 разр. отмеривают и загружают в заливщики составляющие герметика, закрывают герметично заливщики и заполняют швы.
Дорожные рабочие 2 разр. очищают швы и готовят их к заполнению герметиком.
Отдыхают рабочие поочередно, не прекращая заполнение швов.
В начале смены рабочие очищают оборудование от остатков застывшего герметика.
По мере заполнения швов все оборудование перемещают по участку работ.