МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВНОЕ ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
ПО СТРОИТЕЛЬСТВУ
Всесоюзный институт по проектированию организации
энергетического строительства
«ОРГЭНЕРГОСТРОЙ»
Тема № 5628 РАЗДЕЛ 12 ПЛАНА ЦО 1985 г.
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СООРУЖЕНИЕ
ВЛ И ПС 35 - 1150 кВ
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
К-5-24и
СОЕДИНЕНИЕ СТАЛЕАЛЮМИНИЕВЫХ ПРОВОДОВ
СЕЧЕНИЕМ 120
- 700 мм2 И ГРОЗОЗАЩИТНЫХ
ТРОСОВ С-50 ÷ 70
|
ЗАМ. ГЛАВНОГО ИНЖЕНЕРА |
Г.Я. ЭЛЕНБОГЕН |
|
|
НАЧАЛЬНИК ОТДЕЛА ЭМ-20 |
05.07.85 |
В.А. ПОЛУБОКОВ |
|
ГЛАВНЫЙ СПЕЦИАЛИСТ |
03.07.85 |
Е.Н. КОГАН |
|
ГЛАВНЫЙ ИНЖЕНЕР ПРОЕКТА |
03.07.85 г. |
А.А. КУЗИН |
1985 г.
Технологические карты (сборник) К-5-24и разработаны отделом технологии электросетевого строительства (отдел ЭМ-20) института «Оргэнергострой».
Сборник К-5-24и состоит из семи типовых технологических карт на соединение сталеалюминиевых проводов сечением 120 - 185 мм2 способом скрутки, на монтаж прессуемых зажимов на сталеалюминиевых проводах сечением 240 - 700 мм2 и стальных тросах С-50 ÷ 70, а также на термитную сварку проводов в анкерных шлейфах.
С выпуском настоящего сборника аннулируется сборник типовых технологических карт K-V-19 (ОМ-1680).
В работе принимали участие:
старший инженер Н.И. Кудинова
инженер Е.Г. Смирнова
В технологические карты К-5-24и внесены следующие изменения:
1. Замена нормативных документов, приведенных в сборнике карт, на действующие - в 2006 г.
2. Замена механизмов на современные, распространенные на строительстве ВЛ.
|
Типовые технологические карты |
ВЛ 35 - 1150 кВ |
|
Опрессовка сталеалюминиевых проводов сечением 120 - 700 мм2 и грозозащитных тросов С-50 ÷ 70 |
ОБЩАЯ ЧАСТЬ
1. Настоящие типовые технологические карты (сборник) К-5-24; является руководством при соединении сталеалюминиевых проводов сечением 120 - 185 мм2 методом скрутки, опрессовке натяжных, соединительных и заземляющих зажимов при монтаже сталеалюминиевых проводов сечением 240 - 700 мм2 и грозозащитных тросов С-50 ÷ 70, термитной сварке проводов сечением 120 - 700 мм2 в шлейфах, а также служат пособием при составлении проектов производства работ на строительстве воздушных линий электропередачи.
2 Сборник состоит из 7-ми типовых технологических карт:
К-5-24-1и Монтаж методом скрутки овальных соединительных зажимов на сталеалюминиевых проводах сечением 120 - 185 мм2.
К-5-24-2и Опрессовка натяжных зажимов типа НАС на сталеалюминиевых проводах сечением 240 - 700 мм2.
К-5-24-3и Опрессовка соединительных зажимов типа САС на сталеалюминиевых проводах сечением 240 - 700 мм2.
К-5-24-4и Опрессовка натяжных зажимов и типа НС на стальных грозозащитных тросах С-50 ÷ 70.
К-5-24-5и Опрессовка соединительных зажимов типа СВС на стальных грозозащитных тросах С-50 ÷ 70.
К-5-24-6и Опрессовка заземляющих зажимов типа ЗПС на стальных грозозащитных тросах С-50 ÷ 70.
К-5-24-7и Термитная сварка сталеалюминиевых проводов сечением 120 - 700 мм2.
3. До начала опрессования зажимов на проводах и грозозащитных тросах необходимо выполнить следующие работы:
3.1. Организовать в составе монтажной бригады специальное звено, обученное правилам техники безопасности и производству работ по опрессовке зажимов и термитной сварке проводов в анкерных шлейфах;
3.2. Наладить (в необходимых случаях отремонтировать) все инструменты, приспособления, механизмы и укомплектовать материалы.
ПРИМЕЧАНИЕ: Ежедневно, перед началом монтажа, следует проверять наличие масла в опрессовочном агрегате, уплотнение пресса и клапан-ограничитель.
3.3. Проверить каждый зажим на отсутствие трещин, вмятин, коррозии, а также проверить его линейные размеры - длину и внутренний диаметр;
3.4. Проверить размеры матриц для гидравлического пресса. Матрицы должны быть комплектными, а диаметр их прессующей поверхности должен отличаться от номинального не более чем на +0,2 мм. В противном случае комплект матриц должен быть отбракован.
4. При подготовке зажимов непосредственно перед опрессовкой необходимо:
4.1. Протереть стальную часть зажимов для проводов и зажимы для грозозащитных тросов ветошью, смоченной в бензине, и очистить ершом внутреннюю полость от смазки и загрязнений;
4.2. Нанести на внутреннюю поверхность стальной части тонкий и равномерный слой смазки ЗЭС;
4.3. Очистить внутреннюю поверхность алюминиевого корпуса от смазки и загрязнений и протереть корпус ветошью, смоченной в бензине;
4.4. Нанести на внутреннюю поверхность корпуса тонкий слой смазки ЗЭС и удалить окисную пленку металлическим ершом до появления металлического блеска. В случае соединения проводов способом скручивании аналогичную подготовку произвести для алюминиевого вкладыша овальных зажимов.
5. До соединения проводов термитной сваркой необходимо:
5.1. Высверлить отверстия в термитных патронах для выхода газов при сварке, если эти отверстии не выполнены на заводе;
5.2. Очистить провода от грязи и тщательно промыть в бензине.
6. Размеры термитных патронов для сварки проводов в анкерных шлейфах должны соответствовать сечению свариваемых проводов.
7. Работы по опрессовке сталеалюминиевых проводов и грозозащитных тросов следует выполнять соблюдая: «Правила техники безопасности при производстве электромонтажных работ на объектах Минэнерго СССР».
7.1. Запрещается находиться под гирляндами изоляторов, монтажными блокажи, проводами, тросами и другими предметами во время их подъема, а также находиться или проходить под местом термитной сварки.
7.2. При монтаже и демонтаже воздушных линий большой протяженности провода отдельных смонтированных участков длиной 3 - 5 км должны закорачиваться и заземляться.
7.3. Заземляющие проводники сначала присоединяются к «земле», а затем к проводам и тросам.
7.4. При приближении грозы и во время грозы работы по монтажу проводов и тросов, а также пребывание людей рядом с опорами запрещаются.
7.5. Обрезать провода и тросы следует только с помощью соответствующего инструмента (ножовки, тросоруба). Обрубать провода и тросы зубилом запрещается.
7.6. Запрещается применять этилированный бензин для промывки концов проводов и соединительных зажимов.
7.7. После опрессовки проводов и тросов следует обязательно спилить напильником образовавшиеся на соединительном или натяжном зажиме заусенцы.
7.8. Термитная сварка проводов должна производиться согласно «Типовой инструкции по сварке неизолированных проводов с помощью термитных патронов - ТИ-34-70-005-82» (М. Союзтехэнерго, 1982 г.) «Межотраслевые правила по охране труда (правил безопасности) при эксплуатации электроустановок» РД 153-34.0-03.150-00 ПОТ Р М-016-2001. «Правилами пожарной безопасности при проведении сварочных и других огневых работ» и «Правилами пользования инструментом и приспособлениями, применяемыми при ремонте и монтаже энергетического оборудования». (М.: Энергия, 1973 г.)
7.9. К работе по сварке проводов с помощью термитных патронов могут быть допущены специально обученные лица не моложе 18 лет, имеющие квалификационную группу по электробезопасности не ниже III, а при выполнении работ на высоте - не ниже IV; лицам, которые допущены к проведению работ по сварке проводов, должен быть выдан талон-вкладыш установленного образца или сделана запись в удостоверении проверки знаний.
7.10. На проведение работ по сварке проводов должно выдаваться разрешение по установленной форме, а при работах в действующих установках, кроме того, наряд на работу.
7.11. Сварка проводов с помощью термитных патронов без письменного разрешения может быть разрешена на строительных площадках, ВЛ и в местах, не опасных в пожарном отношении, только специалистам высокой квалификации. Список специалистов, допущенных к самостоятельному приведению сварки проводов с помощью термитных патронов без получения письменного разрежения, объявляется распоряжением руководителя предприятия (объекта).
7.12. Проверка знаний инструкции по сварке проводов должна производиться не реже 1 раза в два года.
Электромонтеры, производящие сварку проводов с помощью термитных патронов, должны обеспечиваться специальной одеждой, специальной обувью (кожаными ботинками или сапогами; зимой - валенками) и головным убором (каской); При этом необходимо следить за тем, чтобы пряди волос не выпадали из-под головного убора.
7.13. При зажигании термитной спички и поджигании термитной шашки патрона необходимо находиться от загоревшей шашки на расстоянии не менее 0,5 м. Запрещается накланяться над горящей термитной шашкой.
7.14. При зажигании спичек и поджигании термитной шашки необходимо надеть защитные очки со светофильтром (синими стеклами или стеклами ТИС-1). После загорания термитной шайки следует опустить защитный кожух приспособления для сварки.
7.15. При работах по сварке вблизи сгораемых конструкций и материалов (деревянные опоры, подмости и др.) необходимо принять меры по очистке рабочего места от горючих материалов. Для исключения возможности соприкосновения горящей термитной спички и шашки со сгораемыми конструкциями и материалами необходимо подкладывать листовой асбест, стальной лист и т.п.
7.16. Запасные термитные патроны следует хранить в рабочей сумке отдельно от термитных спичек. Термитные спички надо хранить в заводской упаковке. Следует помнить, что они воспламеняются от трения одна о другую. Для предотвращения этого в заводской упаковке спички переложены парафинированной бумагой, которую нельзя удалить без надобности.
7.17. Запрещается во избежание ожогов трогать или поправлять рукой горящий или остывающий термопатрон.
7.18. Сгоревшие термитные спички необходимо класть в специальную стальную коробку, подвешенную около места работы, или на заранее подготовленную несгораемую площадку.
7.19. После остывания термитной шашки (до темного цвета), образовавшийся шлак следует сбивать в направлении от себя на заранее подготовленную площадку.
7.20. Место сварки необходимо оградить или поставить наблюдающего. Запрещается проход под местом сварки до окончания работы.
7.21. Запрещается пользоваться увлажненными термитными патронами. Необходимо следить за тем, чтобы вода не попала на горящий термитный патрон, так как это может вызвать взрыв и ожоги.
8. Сталеалюминиевые провода приняты по ГОСТ 839-80, грозозащитные тросы по ГОСТ 3063-80 и ГОСТ 3064-80. Зажимы на провода и грозозащитные тросы приняты по чертежам МО СКТБ ВПО СЭСИ.
|
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА |
ВЛ 35 - 1150 кВ |
|
Термитная сварка сталеалюминиевых проводов сечением 120 - 700 мм2 |
К-5-24-7и |
1. ОБЩАЯ ЧАСТЬ
Технологическая карта К-5-24-7и является руководством при соединении термитной сваркой сталеалюминиевых проводов сечением 120 - 700 мм2 в шлейфах анкерно-угловых опор и служит пособием при составлении проектов производства работ на ВД с проводами данных сечений.
2. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА ОДНО СОЕДИНЕНИЕ
|
Показатели |
Стальные тросы |
||
|
120 |
150-240 |
300-700 |
|
|
Соединение проводов термитной сваркой: |
|||
|
трудоемкость, чел.-час |
0,94 |
1,2 |
1,6 |
|
производительность звена за смену (8,2 часа), количество соединений, шт. |
17,5 |
13,5 |
10 |
3. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ РАБОТ
3.1. Работы по соединению термитной сваркой сталеалюминиевых проводов в шлейфах анкерно-угловых опор (рис. 7-1, 7-2) выполняются в процессе монтажа проводов на воздушных линиях электропередачи, звеном электролинейщиков в составе:
|
Профессия |
Разряд |
К-во человек |
Примечание |
|
Электролинейщик |
5 |
1 |
|
|
Электролинейщик |
3 |
1 |
|
|
Итого: |
2 |
3.2. При соединении проводов термитной сваркой следует руководствоваться требованиями «Типовой инструкции по сварке неизолированных проводов с помощью термитных патронов» ТИ 34-70-005-82-(М.: Союзтехэнерго 1982 г.)
3.3. Последовательность и способы выполнения основных операций:
3.3.1. Очистить провода от грязи, выпрямить их, наложить на каждом конце бандаж и ровно обрезать.
3.3.2. Обезжирить соединяемые концы проводов на длине 150 мм с тщательной промывкой в бензине.
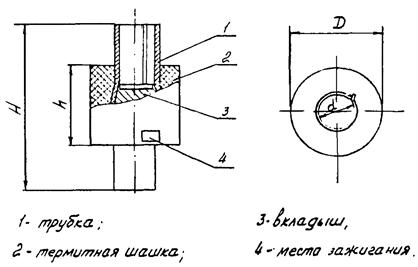
3.3.3. Просверлить в термитном патроне вертикальное отверстие по центру термитной массы на всю глубину, включая металлический кокиль, до алюминиевого вкладыша, (кроме ПА-800).
3.3.4. Вставить провода в термитный патрон до упора, предварительно очистить алюминиевый вкладыш патрона от оксидной пленки, концом напильника или отверткой.
3.3.5. Установить на проводах ограничители подачи на расстоянии 10 - 16 мм от концов кокиля термитного патрона (рис. 7-2).
3.3.6. Установить в зажимы сварочных приспособлений концы проводов вместе с патроном. Для того, чтобы расплавленный при сварке металл не вытекал, необходимо наложить на провода у концов кокиля уплотнение из 3 - 4 витков шнурового асбеста, а разрез кокиля должен быть кверху. С этой же целью во время сварки и до полного остывания металла необходимо сохранять горизонтальное расположение свариваемых проводов.
|
Тип патрона |
Марки свариваемых проводов по ГОСТ 839-80 |
Размеры, мм (рис. 7-1) |
|||||
|
трубки вкладыша |
Термитной шашки |
||||||
|
d |
Н |
диаметр |
высота |
D |
h |
||
|
ПАС-120 |
АС 120/19 и АС 120/27 |
16,2 |
65 |
23 |
17 |
43 |
35 |
|
ПАС-150 |
АС 150/19 и АС 150/24 |
18,2 |
80 |
26 |
18 |
43 |
50 |
|
ПАС-185 |
АС 185/24 и АС 185/29 |
20,3 |
100 |
28 |
26 |
50 |
60 |
|
ПАС-240 |
АС 240/32 и АС 240/39 |
22,7 |
100 |
31 |
26 |
60 |
60 |
|
ПАС-300 |
АС 300/39 и АС 300/48 АС 300/66 и АС 330/27 |
26,7 |
120 |
35 |
26 |
60 |
70 |
|
ПАС-400 |
АС 400/22 и АС 400/51 АС 400/64 и АС 400/93 |
30,5 |
125 |
40 |
27 |
65 |
80 |
|
ПАС-500 |
АС 500/27 и АС 500/64 |
32,2 |
125 |
41 |
27 |
65 |
80 |
|
ПАС-600 |
АС 600/72 |
34,8 |
130 |
46 |
25 |
70 |
90 |
|
ПА-800* |
АС 700/86 |
- |
115 |
- |
- |
85 |
100 |
Рис. 7-1. Термитные патроны ПАС ГОСТ 18492-79Е
_____________
* Термитный патрон ПА ТУ-84-547-80

Рис. 7-2. Последовательность сварки проводов в петлях с помощью термитных патронов типа ПАС с просверленным вертикальным отверстием и подачей концов проводов в зону сварки (а) и типа ПА без подачи концов проводов в зону сварки. (б)
1 - концы свариваемых проводов; 2 - проволочные бандажи; 3 - уплотнение из шнурового асбеста; 4 - термитная шашка; 5 - алюминиевый вкладыш; 6 - зажимы сварочного приспособления; 7 - сваренные провода; 8 - скребок из стальной проволоки; 9 - уплотнение из размоченного асбеста; 10 - присадочная проволока; 11 - алюминиевые колпачки или втулка.
3.3.7. Зажигать термитный патрон специальной спичкой со стороны рыхлой части термитной массы, отмеченной краской или наклейкой.
В процессе сварки строго следить за равномерной двухсторонней подачей сближением проводов под действием пружин сварочного приспособления или вручную. Ни в коем случае не допускать односторонней подачи, которая приводит к дефектности сварочного соединения.
3.3.8. Закончив сварку, не менять горизонтальное положение проводов и сварочного приспособления до тех пор, пока не остынет металл. После полного потемнения шлака сгоревшей термитной массы, сбить шлак легкими ударами, а сам кокиль снять при помощи отвертки и кусачек. Сварное соединение проводов зачистить кардощеткой.
3.4. Проверить качество сварного соединения.
Соединение считается удовлетворительным, если:
3.4.1. Нет пережога проволок наружного повива.
3.4.2. При перегибании провода отдельные проволоки не выламываются.
3.4.3. Глубина усадочной раковины не превышает 1/3 диаметра провода, но не более 6 мм для проводов АС 150 - АС 700.
4. ОРГАНИЗАЦИЯ И МЕТОДЫ ТРУДА РАБОЧИХ
4.1. Работы по термитной сварке проводов в шлейфах анкерно-угловых опор выполняются специально обученными электролинейщиками 5 и 3 разрядов из состава монтажной бригады, занятой на монтаже проводов и грозозащитных тросов на воздушных линиях электропередачи.
4.2. Работы по термитной сварке проводов в шлейфах анкерно-угловых опор производить с телескопической вышки или с монтажной люльки с помощью специальных приспособлений (клещей).
5. КАЛЬКУЛЯЦИЯ ТРУДОВЫХ ЗАТРАТ
|
Обоснование |
Наименование |
Объем работ |
Затраты труда при опрессовке, чел.-ч |
|
|
Моторным прессом |
Ручным прессом |
|||
|
ЕНиР 23 §23-3-27 табл. 2. п. 6 и 7 «б» и «в» |
Подготовка и термитная сварка проводов в шлейфах анкерно-угловых опор сечением 120 мм2 |
|||
|
120 мм2 |
одно соедин. |
0,94 |
0,47 |
|
|
150 - 240 мм2 |
одно соедин. |
1,2 |
0,6 |
|
|
300 - 700 мм2 |
одно соедин. |
1,6 |
0,8 |
|
6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
6.1. Инструменты, приспособления, материалы
|
Наименование |
Ед. измер. |
К-во |
Примечание |
|
Аппарат типа АСТП |
шт. |
1 |
Изготовитель: завод РЭТО Мосэнерго |
|
Тросоруб МИ-148 А |
шт. |
1 |
МО СКТБ ВПО СЭСИ |
|
Проволока мягкая вязальная |
м |
1 |
|
|
Термитные патроны и спички к ним |
Подбираются по сечению проводов |
||
|
Бензин (или другой растворитель) |
кг |
0,8 |
на 1 соединение |
|
Асбест шнуровой |
кг |
0,25 |
то же |
ПРИМЕЧАНИЕ. В таблице не учтен ручной инструмент, а также бригадный инвентарь по технике безопасности, предусмотренный табелем средств малой механизации.
Приложение 1

Гидравлический пресс МИ-1Б
1 - Насос; 2 - пресс; 3 - масляный бак; 4 - прижимная головка; 5 - салазки; 6 - рукоятка насоса; 7 - верхняя матрица; 8 - нижняя матрица; 9 - инструментальный ящик
Техническая характеристика
Рабочее давление поршня, т 50
Рабочее давление в цилиндре, ат. 450
Число качаний рукоятки на одно опрессование 10 - 12
Объем масляного бака, л 2,1
Габариты пресса, мм 1146×412×531
Масса, кг 84
Назначение:
Гидравлический пресс предназначен для монтажа методом опрессования неизолированных проводов и стальных тросов в натяжных, соединительных, ремонтных и других зажимах
Приложение 2
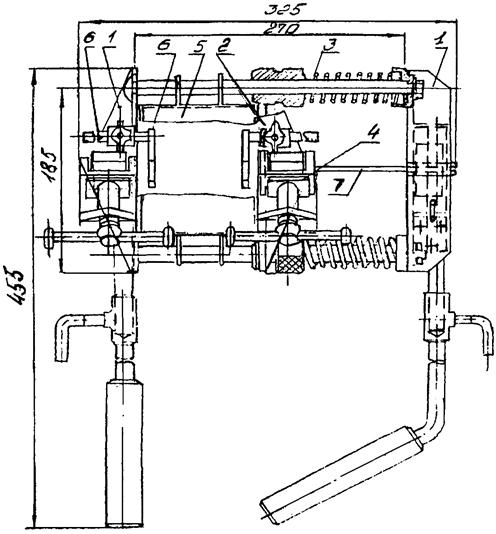
Аппарат типа АТСП для сварки проводов с помощью термитных патронов
1 - рама; 2 - подвижная каретка; 3 - пружины; 4 - зажимное устройство; 5 - защитный кожух; 6 - ограничители подачи; 7 - запарный рычаг.
Изготовитель: завод РЭТО Мосэнерго. ТУ 34-1649-79
Приложение 3

Приспособление МИ-230А для скручивания овальных соединителей
1 - подвижный зажим; 2 - неподвижная стойка; 3 - планшайба; 4 - разъемная плашка; 5 - отверстие для воротка; 6 - основание
РАСЧЕТ
ожидаемой экономической эффективности от внедрения технологических карт.
Ожидаемое сокращение численности рабочих в результате применения технологических карт - 3 человека в год, что составит 3×235 = 705 чел. дн., где 235 - среднегодовое число дней выхода на работу.
Годовой экономический эффект в соответствии с «Инструкцией по определению годового экономического эффекта» СН-423-71 вычисляются по формуле:
Э = (А1 - А2) + (А1 - А2)(0,15 + 0,5) + 0,6Д + 0,15(Г1 - Г2)750, где
А1 - А2 - годовая экономия основной зарплаты (при стоимости одного чел. дня 10 руб.) равна 705×10 = 7057 руб.
0,15 - коэффициент, учитывающий уменьшение накладных расходов на основную зарплату;
0,5 - коэффициент, учитывающий выплаты за подвижной характер работы;
0,6 - экономия накладных расходов от сокращения трудоемкости СМР на 1 чел. день. руб.;
Д - годовая экономии трудозатрат, чел. дн.;
Г1 - Г2 - уменьшение числа рабочих, чел.;
750 - удельные капвложения в непроизводственные фонды одного рабочего.
Годовая экономическая эффективность от внедрения технологических карт подсчитывается по формуле и составит:
Э = 7050 + 7050×0,65 + 0,6×705 + 0,15×3×750 = 12,4 тыс. руб.
СОДЕРЖАНИЕ
|
2. Технико-экономические показатели на одно соединение. 4 3. Организация и технология работ. 4 4. Организация и методы труда рабочих. 6 5. Калькуляция трудовых затрат. 7 |