ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р |

АППАРАТЫ КОЛОННЫЕ
Технические требования
|
|
Москва Стандартинформ 2011 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН ЗАО «Петрохим Инжиниринг» (ЗАО «ПХИ»), ОАО «Всероссийский научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения» (ОАО «ВНИИНЕФТЕМАШ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 «Техника и технологии добычи и переработки нефти и газа»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 1072-ст
4 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
- Директива 97/23/ЕС Европейского парламента и совета от 29 мая 1997 г. по сближению законодательств государств-членов, касающегося оборудования, работающего под давлением в части выбора материалов, требований к конструкции, изготовлению и испытаниям;
- Европейский стандарт ЕН 13445-2002 «Сосуды, работающие под давлением без огневого подвода теплоты» (EN 13445-2002 «Unfired Pressure Vessels») в части выбора материалов, требований к конструкции, изготовлению и испытаниям
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
|
3 Классификация и типы колонных аппаратов. 3 7 Требования к изготовлению.. 10 8 Сварка и сварные соединения. 13 |
ГОСТ Р 53684-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АППАРАТЫ КОЛОННЫЕ
Технические требования
Columns. Technical requirements
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт распространяется на колонные аппараты, предназначенные для применения в технологических установках нефтеперерабатывающей, нефтехимической, химической, газовой и других смежных отраслей промышленности для проведения тепло- и массообменных процессов при контакте пара (газа) и жидкости (возможно присутствие нескольких жидких фаз), также и в присутствии дисперсной твердой фазы (в промывных аппаратах) и устанавливает основные технические требования к их проектированию, изготовлению, контролю, испытаниям и приемке.
В дополнение к требованиям настоящего стандарта следует руководствоваться нормами и правилами промышленной безопасности [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52857.1-2007 - ГОСТ Р 52857.12-2007 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ Р 51273-99 Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий
ГОСТ Р 51274-99 Сосуды и аппараты. Аппараты колонного типа. Нормы и методы расчета на прочность
ГОСТ 9617-76 Сосуды и аппараты. Ряды диаметров
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и типы колонных аппаратов
Колонные аппараты - цилиндрические вертикальные сосуды постоянного или переменного сечения, оснащенные внутренними тепло- и массообменными устройствами (тарелками или насадкой), а также вспомогательными узлами (ввода жидкости и пара, распределителями жидкости и пара, аккумуляторными устройствами для сбора жидкости, устройствами для размещения насадочных элементов и т.д.), обеспечивающими проведение технологического процесса [ректификации, абсорбции, экстрактивной ректификации, экстракции (при взаимодействии жидкость-жидкость), прямого теплообмена между паром (газом) и жидкостью и др.].
Для возможности доступа и монтажа внутренних устройств колонны диаметром менее 1000 мм выполняются царговыми.
В колоннах может поддерживаться различное давление. В зависимости от применяемого давления колонные аппараты подразделяются на атмосферные, вакуумные и аппараты, работающие под давлением.
Давление определяется технологическим процессом, происходящим в аппарате.
К атмосферным колоннам обычно относят колонны, в верхней части которых давление близко к атмосферному. Давление в нижней части колонн выше верхнего на величину гидравлического сопротивления внутренних устройств.
Пример исполнения атмосферной колонны приведен на рисунке 1. Колонна оснащена тарелками.
В вакуумных колоннах абсолютное давление в верхней части может достигать от 14 до 18 мм рт.ст. (от 1,87 до 2,4 кПа) и менее. Внутренние устройства вакуумных колонн обеспечивают перепад гидравлического сопротивления по колонне от верха до ввода сырья от 10 до 20 мм рт.ст. (от 1,33 до 2,66 кПа) и ниже.
Пример исполнения вакуумной колонны приведен на рисунке 2. Колонна оснащена насадкой и тарелками.
В колоннах, работающих под давлением (рисунок 3), давление вверху может достигать величин от нескольких атмосфер до нескольких десятков атмосфер.
Настоящий стандарт применяют совместно с ГОСТ Р 52630.

Рисунок 1 - Пример исполнения атмосферной тарельчатой колонны
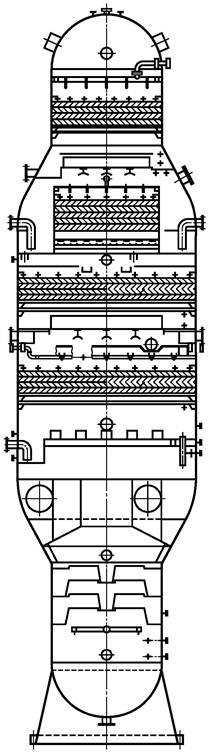
Рисунок 2 - Пример исполнения вакуумной колонны с насадкой и тарелками

Рисунок 3 - Пример исполнения колонны под давлением
4 Обозначения
В настоящем стандарте применены следующие обозначения:
а - относительная овальность корпуса аппарата;
b1 - ширина нижнего опорного кольца;
b2 - выступающая ширина нижнего опорного кольца;
b3 - длина верхнего опорного элемента;
b4 - ширина верхнего опорного элемента;
b5 - минимальное расстояние между двумя смежными ребрами;
b6 - максимальное расстояние между двумя смежными ребрами;
D - внутренний диаметр аппарата;
DH - наружный диаметр аппарата;
Do - внутренний диаметр опорной обечайки;
Dб - диаметр окружности фундаментных болтов;
е - расстояние от оси фундаментного болта до наружной поверхности опорной обечайки;
h - высота опорного узла;
S - толщина стенки обечайки;
S1 -толщина стенки днища;
s - исполнительная толщина стенки аппарата;
sо - исполнительная толщина стенки опорной обечайки;
sк - исполнительная толщина нижнего опорного кольца;
s2 - исполнительная толщина верхнего опорного кольца;
s4 - исполнительная толщина ребра.
5 Требования к конструкции
5.1 Общие требования
5.1.1 Конструкция аппарата должна обеспечить заданный режим эксплуатации, быть технологичной, надежной в течение срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность контроля технического состояния аппарата.
5.1.2 Срок службы аппарата должен устанавливаться разработчиком аппарата и указываться в технической документации.
5.1.3 Расчет на прочность аппаратов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 - ГОСТ Р 52857.12, ГОСТ Р 51274, ГОСТ Р 51273.
При расчете колонных аппаратов снеговые нагрузки не учитываются.
5.1.4 Аппараты, которые не могут транспортироваться в собранном виде, должны проектироваться из частей, соответствующих по габариту требованиям к перевозке транспортными средствами. Деление аппарата на транспортируемые части следует указывать в технической документации.
5.1.5 Аппараты, транспортируемые в собранном виде, а также отдельные транспортируемые части аппарата должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки аппаратов в проектное положение. Допускается использовать для этих целей технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы аппаратов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки аппаратов и их транспортируемых частей должны быть указаны в технической документации.
5.1.6 Базовые диаметры аппаратов рекомендуется принимать по ГОСТ 9617.
5.2 Требования к элементам корпусов аппаратов
5.2.1 Днища, крышки и переходы аппаратов принимаются по ГОСТ Р 52630 (подраздел 4.2).
5.2.2 Люки, лючки и штуцера принимаются по ГОСТ 52630 (подраздел 4.3).
5.2.3 Расположение отверстий - в соответствии с ГОСТ 52630 (подраздел 4.4).
5.3 Требования к опорам колонных аппаратов
5.3.1 Опорные обечайки колонных аппаратов представлены на рисунке 4.
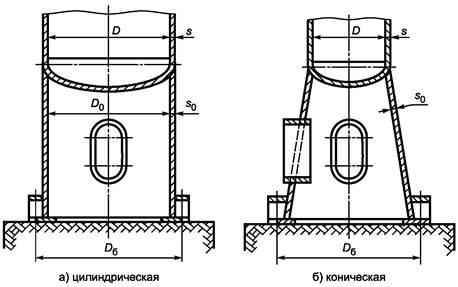
Рисунок 4 - Основные конструкции вертикальных опор аппаратов
5.3.2 Цилиндрическую опору следует присоединять к днищу аппарата таким образом, чтобы средние диаметры цилиндрических обечаек корпуса и опоры совпадали или расстояния между этими осями были минимальными (рисунок 5).
В случае смещения осей обечайки корпуса и опоры необходимо проверить прочность опорной обечайки с учетом дополнительных напряжений из-за смещения этих осей.

Рисунок 5 - Узел стыковки опорной обечайки и днища аппарата
5.3.3 Основные конструкции опорных узлов приведены на рисунке 6.
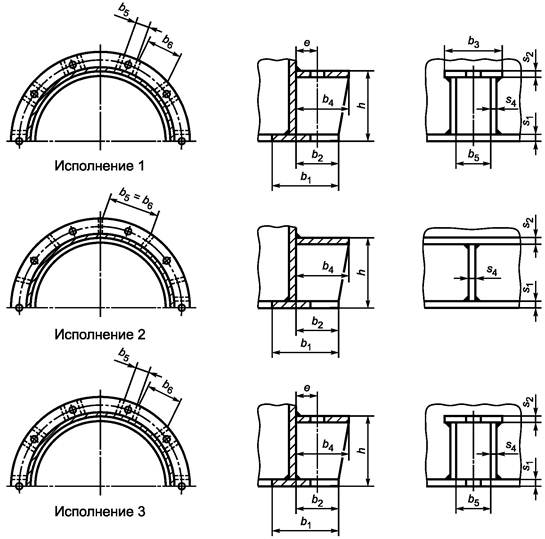
Рисунок 6 - Конструкции опорных узлов
5.4 Допускается установка колонных аппаратов на иные типы опор (стойки, лапы и др.) по указанию проектной организации.
6 Требования к материалам
6.1 При выборе материалов для изготовления колонных аппаратов следует учитывать расчетное давление, температуру стенки, химический состав и характер среды, технологические свойства и коррозионную стойкость материалов.
Колонные аппараты, как правило, устанавливаются на открытой площадке, поэтому при выборе материалов также необходимо учитывать среднюю температуру наиболее холодной пятидневки данного района с обеспеченностью 0,92 (СНиП 23-01) [2]. При этом пуск, остановка и испытания на герметичность выполняются в соответствии с «Регламентом проведения в зимнее время пуска (остановки) или испытания на герметичность сосудов» по ГОСТ Р 52630 (приложение М).
6.2 Требования к основным материалам, пределы их применения, назначение, условия применения, виды испытаний должны удовлетворять ГОСТ Р 52630.
6.3 Элементы, привариваемые непосредственно к корпусу колонного аппарата изнутри или снаружи (цилиндрические и конические опоры, подкладки под элементы металлоконструкций, опорные кольца под тарелки и др.), следует изготавливать из материалов того же структурного класса, что и корпус.
6.4 В колонных аппаратах, изготовленных из коррозионно-стойких сталей, допускается использовать цилиндрические или конические опоры из углеродистых сталей при условии, что к корпусу колонны приваривается переходная обечайка из коррозионно-стойкой стали высотой, определяемой расчетом.
6.5 В аппаратах из углеродистой стали полотна тарелок, клапаны, другие внутренние съемные детали и внутренний крепеж должны быть изготовлены из коррозионно-стойкой стали.
7 Требования к изготовлению
7.1 Общие требования
7.1.1 Перед изготовлением, монтажом следует проводить входной контроль основных и сварочных материалов и полуфабрикатов.
7.1.2 Требования к маркировке материалов, принятых к изготовлению аппаратов, а также к качеству поверхности элементов корпуса принимаются по ГОСТ Р 52630.
7.1.3 Предельные отклонения размеров принимаются в соответствии с ГОСТ 52630 (пункт 6.1.7).
7.2 Корпуса
7.2.1 После сборки и сварки обечаек корпус (без днищ) должен удовлетворять следующим требованиям:
а) отклонение по длине - не более ± 0,3 % номинальной длины, но не более ± 50 мм;
б) отклонение от прямолинейности - не более 2 мм на длине 1 м, но не более 30 мм при длине корпуса свыше 15 м.
При этом местная непрямолинейность не учитывается:
- в местах сварных швов;
- в зоне вварки штуцеров и люков в корпус;
- в зоне сопряжения разнотолщинных обечаек корпуса, выполненного с учетом допустимых смещений кромок в кольцевых швах аппарата.
7.2.2 Отклонение внутреннего (наружного) диаметра корпуса аппарата в местах установки тарелок или других внутренних устройств допускается не более ±0,5 % номинального диаметра, если в технической документации не оговорены более жесткие требования.
7.2.3 Относительная овальность корпуса аппарата измеренная в соответствии с ГОСТ Р 52630, пункт 6.2.4) в местах установки тарелок или других внутренних устройств не должна превышать ± 0,5 %, если в технической документации не оговорены более жесткие требования.
7.2.4 Отклонения остальных размеров корпусов, кроме указанных выше, определяются по ГОСТ Р 52630.
7.3 Днища, фланцы, штуцера, люки, укрепляющие кольца
7.3.1 Указанные элементы корпусов аппаратов изготавливаются в полном соответствии с ГОСТ Р 52630 (подразделы 6.3 - 6.5).
7.4 Предельные отклонения размеров аппаратов, их сборочных единиц и деталей от номинальных должны соответствовать приведенным на рисунке 7.
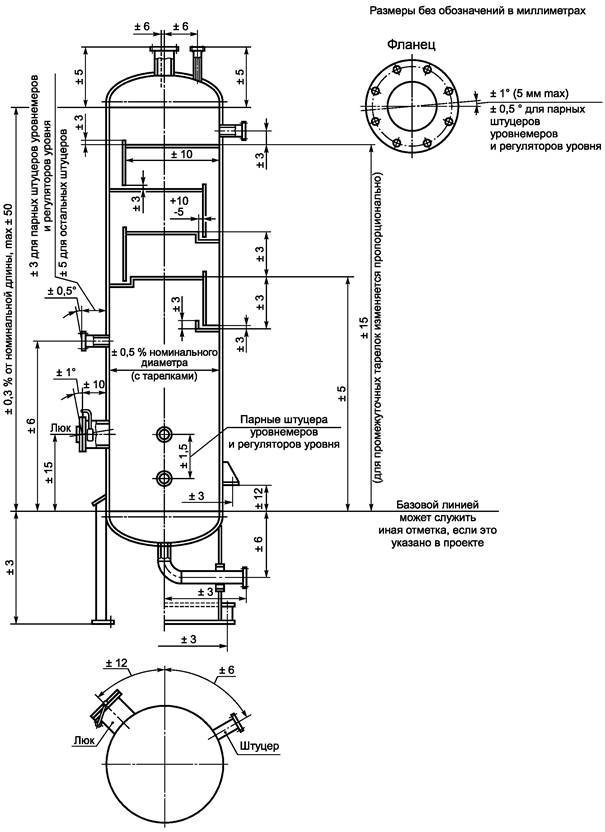
Рисунок 7 - Предельные отклонения размеров аппаратов, их сборочных единиц и деталей
7.5 Внутренние тепло- и массообменные контактные устройства тарельчатого типа (тарелки)
7.5.1 Тарелки должны изготавливаться в соответствии с требованиями настоящего стандарта и проекта.
7.5.2 Опорные детали тарелок должны быть приварены к корпусу аппарата сплошным односторонним верхним швом, если иное не указано в проектной документации.
7.5.3 Отклонение от перпендикулярности опорных деталей тарелок, привариваемых к корпусу аппарата, коси корпуса, относительно которой установлены устройства (риски) для выверки вертикальности его на монтажной площадке, не должно превышать значений, указанных в таблице 1.
Таблица 1 - Отклонения от перпендикулярности опорных деталей тарелок
В миллиметрах
|
Внутренний диаметр колонного аппарата |
Отклонение перпендикулярности |
|
|
Тарелки провальные: решетчатые и другие |
До 2000 |
± 2 |
|
От 2000 до 3000 |
± 3 |
|
|
Тарелки с переливами: клапанные, ситчатые, ситчатые с отбойными элементами, центробежные и другие |
До 3000 |
± 3 |
|
От 3000 до 6000 |
± 4 |
|
|
От 6000 и более |
± 5 |
7.5.4 Результаты замеров фактических отклонений от перпендикулярности опорных деталей тарелок заносятся в формуляр, заверенный отделом технического контроля завода-изготовителя. Формуляр прилагается к паспорту аппарата.
7.5.5 Отклонение по шагу между соседними тарелками не должно превышать ± 3 мм. Отклонение по высоте нижней тарелки не должно превышать ± 5 мм от нижней кромки обечайки корпуса и ± 15 мм до верхней тарелки, при этом для промежуточных тарелок оно пропорционально изменяется (рисунок 7).
7.5.6 Допуск на минимальное расстояние от сливной перегородки до вертикальной поверхности уголка приемного кармана (успокаивающей планки) - (+10 мм и минус 5 мм).
Допуск на расстояние от нижней кромки сливной перегородки до поверхности нижележащей тарелки при заглубленном приемном кармане - ± 5 мм на 1 м длины перегородки, но не более ± 15 мм на всю длину, а при отсутствии заглубленного кармана и наличии успокаивающей планки - ± 5 мм.
7.5.7 Штампованные детали тарелок должны быть чистыми, без трещин, надрывов, заусенцев.
7.5.8 Сварные швы опорных деталей тарелки, перекрываемые съемными деталями (полотнами и другими элементами), должны быть зачищены заподлицо с основным металлом.
7.5.9 Секции (полотна) тарелок могут изготавливаться сварными, при этом швы должны быть зачищены с двух сторон заподлицо с основным металлом.
7.5.10 Общий прогиб установленной тарелки не должен превышать значений, указанных в таблице 2.
Таблица 2 - Прогиб установленной тарелки
В миллиметрах
|
Прогиб тарелки |
|
|
До 3000 |
3,0 |
|
От 3000 до 4000 |
4,0 |
|
От 4000 и более |
5,0 |
7.6 Царговые колонны
7.6.1 Отклонение от параллельности уплотнительных поверхностей фланцев царг после механической обработки не должно превышать 0,4 мм на 1 м диаметра (рисунок 8), но не более 1 мм на диаметр царги.
Отклонение от перпендикулярности уплотнительных поверхностей фланцев царг к образующей обечайки не должно превышать 0,6 мм на 1 м высоты царги (рисунок 8), но не более 2 мм на всю высоту царги.

Рисунок 8 - Царга с фланцами
7.6.2 Отклонение от высоты царги с фланцами не должно превышать ± 2 мм на 1 м номинального размера, но не более ± 5 мм на всю высоту царги.
7.6.3 Царги колонн с фланцами, имеющими уплотнительные поверхности «шип-паз» или «выступ-впадина», для удобства установки прокладки следует выполнять так, чтобы фланцы с пазом или впадиной были нижними.
8 Сварка и сварные соединения
8.1 Аппараты могут быть изготовлены с применением всех видов промышленной сварки за исключением газовой.
8.2 Требования к сварке и сварным соединениям должны соответствовать ГОСТ Р 52630 (подраздел 6.8).
8.3 Сварные соединения
8.3.1 Продольные и кольцевые стыковые сварные швы корпуса должны выполняться с полным проваром, включая швы приварки днищ.
8.3.2 Условия применения угловых и тавровых соединений штуцеров, люков, фланцев регламентируются ГОСТ Р 52630 (пункт 6.9.1).
8.3.3 Нахлесточные сварные швы допускаются только для приварки укрепляющих колец и опорных элементов.
8.3.4 Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и т.п.) при условии контроля перекрываемого шва корпуса радиографическим или ультразвуковым методом.
8.4 Требования к сварным соединениям и к качеству сварных соединений по ГОСТ Р 52630 (подразделы 6.9 и 6.10).
8.5 Методы контроля сварных соединений по ГОСТ Р 52630.
8.5.1 Объем контроля сварных швов вакуумных колонн неразрушающими методами составляет ³ 25 %.
9 Гидравлическое испытание
Гидравлическое испытание колонных аппаратов на заводе-изготовителе, как правило, производится в горизонтальном положении.
Величина пробного давления аппарата при его испытании в вертикальном и горизонтальном положении одинаковая, если в процессе эксплуатации аппарата гидростатическое давление столба жидкости отсутствует (аппарат полностью не заполняется жидкостью).
При испытании аппарата в горизонтальном положении на заводе-изготовителе последний должен проверить прочность корпуса колонны с учетом принятого способа опирания аппарата.
10 Термическая обработка
Термическая обработка колонного аппарата (или его частей) при необходимости осуществляется в соответствии с ГОСТ Р 52630 (подраздел 6.11).
Библиография
|
[1] |
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением |
|
|
[2] |
Строительная климатология |
Ключевые слова: колонные аппараты, тепло- и массообменные контактные устройства, конструирование, материалы, изготовление, контроль и испытания