ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И ПРОЕКТНО-ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ
ОРГАНИЗАЦИИ, МЕХАНИЗАЦИИ
И ТЕХНИЧЕСКОЙ ПОМОЩИ СТРОИТЕЛЬСТВУ
(ЦНИИОМТП) ГОССТРОЯ СССР
РУКОВОДСТВО
ПО ОКРАШИВАНИЮ
ПОВЕРХНОСТЕЙ
СТРОИТЕЛЬНЫХ
КОНСТРУКЦИИ
АГРЕГАТАМИ
БЕЗВОЗДУШНОГО
РАСПЫЛЕНИЯ
![]()
МОСКВА СТРОЙИЗДAT 1981
Рекомендовано к изданию секцией технологии и механизации строительного производства НТС ЦНИИОМТП Госстроя СССР.
Приведены описания конструкции и устройства отдельных узлов агрегатов, правила их технической эксплуатации. Рассмотрены дефекты окрашивания при работе агрегатов и методы их устранения, приемы выполнения операций и процесса окрашивания в целом, применяемые окрашивающие и вспомогательные материалы, а также технико-экономические показатели. Особое внимание уделено вопросам охраны труда и техники безопасности.
Для инженерно-технических работников проектных и строительных организаций, занимающихся окрашиванием конструкций агрегатами 2600Н и 7000Н.
Табл. 7, рис. 18.
ПРЕДИСЛОВИЕ
Увеличение объемов отделочных работ должно проводиться за счет роста производительности труда без увеличения численности рабочих. Большое место в отделочных работах занимают малярные работы. На смену традиционным методам окрашивания - кистью, валиком, пневматическим распылением - приходят новые высокопроизводительные методы, одним из которых является метод безвоздушного распыления.
В настоящее время Вильнюсским производственным объединением строительно-отделочных машин Минстройдормаша СССР серийно выпускаются агрегаты безвоздушного распыления 2600Н и 7000Н*.
_____________
* В паспорте заводов-изготовителей агрегаты названы «агрегаты окрасочные высокого давления 2600Н и 7000Н. В соответствии с ГОСТ 9.072-77 их следует называть «агрегаты безвоздушного распыления 2600Н или 7000Н».
Несмотря на широкое применение этих агрегатов в строительстве, ряд вопросов, связанных с технологией нанесения покрытий, применяемыми материалами и их технологическими параметрами, организацией малярных работ, технического обслуживания и ремонта агрегатов, еще недостаточно освещен в технической литературе.
При составлении Руководства использован опыт работы треста Мосотделстрой № 5, отделочных трестов Главмоспромстроя, строительных организаций Минстроя Литовской ССР и др., а также результаты экспериментальных работ ЦНИИОМТП.
Руководство направлено на повышение эффективности использования агрегатов безвоздушного распыления 2600Н и 7000Н в строительных организациях.
Разработано кандидатами техн. наук А.Н. ПУЧКОВЫМ, Е.П. ГНИЦЕВИЧЕМ, М.А. ЛАСТОВЦЕВЫМ, инж. А.Л. СИРОТИНСКИМ (ЦНИИОМТП), инж. А.И. КАДЖИСОМ (Минстрой Литовской ССР).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководство разработано в качестве пособия по использованию в строительстве агрегатов безвоздушного распыления 2600Н и 7000Н.
1.2. В дополнение к настоящему Руководству следует пользоваться следующими документами:
Агрегаты окрасочные высокого давления 2600Н и 7000Н, паспорт ПС, 1980;
СНиП III-21-73 «Отделочные покрытия строительных конструкций»; СНиП III-4-79 «Техника безопасности в строительстве».
2. ОКРАШИВАНИЕ БЕЗВОЗДУШНЫМ РАСПЫЛЕНИЕМ И ОБЛАСТЬ ПРИМЕНЕНИЯ
2.1. Окрашивание безвоздушным распылением основано на дроблении лакокрасочного материала при выходе его из сопла с большой скоростью за счет перепада давления и осаждении распыленных частиц материала на окрашиваемой поверхности.
2.2. По сравнению с пневматическим распылением метод безвоздушного распыления позволяет:
снизить удельный расход лакокрасочного материала на 20 - 30 % за счет уменьшения потерь на туманообразование;
уменьшись расход растворителей на 15 - 25 %, так как можно распылять более вязкие материалы;
увеличить производительность труда в 1,5 - 2 раза в связи с возможностью нанесения меньшего количества слоев покрытия;
улучшить санитарно-гигиенические условия труда, так как уменьшается загрязнение окружающего воздуха вредными веществами.
2.3. Метод безвоздушного распыления можно применять для окрашивания строительных конструкций по бетону, штукатурке, каменной и кирпичной кладке, металлу, дереву и другим материалам как в построечных, так и заводских условиях.
2.4. Лакокрасочные материалы, содержащие цемент, каменную муку, алюминиевый порошок, песок и большое количество мела, непригодны для нанесения агрегатами безвоздушного распыления.
2.5. Перила, сетки, стержни, трубы малых диаметров, оконные переплеты и другие узкие или решетчатые формы изделия методом безвоздушного распыления окрашивать малоэффективно из-за большой потери лакокрасочного материала.
2.6. Агрегатами безвоздушного распыления наносятся грунтовки, жидкие шпаклевки, краски, эмали и лаки, имеющие для агрегата 2600Н условную вязкость по ВЗ-4 до 200 с и крупность твердых частиц до 0,08 мм и соответственно для агрегата 7000Н до 300 с и до 0,14 мм.
2.7. Для обеспечения нормальной работы агрегатов безвоздушного распыления необходимо применять чистые лакокрасочные материалы и тару, своевременно производить техническое обслуживание и текущий ремонт агрегатов.
2.8. Годовой экономический эффект от внедрения одного агрегата 2600Н - 2,85 тыс. руб. и 7000H - 5,34 тыс. руб. по сравнению с УБРХ-1М.
3. АГРЕГАТЫ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ 2600Н И 7000Н
Назначение, состав и принцип действия
3.1. Агрегаты предназначены для безвоздушного окрашивания строительных конструкций и элементов из различных материалов в построечных и заводских условиях.
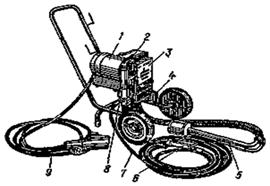
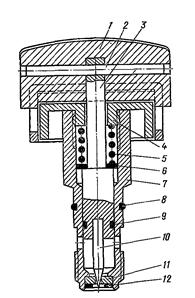
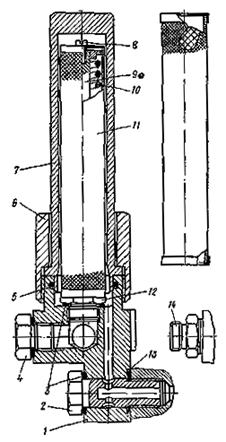
3.2. Агрегаты 2600Н (рис. 1) и 7000Н (рис. 2) включают в себя электродвигатель, защитно-отключающее устройство и насосный узел с фильтром высокого давления, установленные на двухколесной тележке со съемной рукояткой, всасывающую систему, рукав высокого давления с пистолетом, электрокабель, инструменты и принадлежности.
|
|
|
|
Рис. 1. Агрегат безвоздушного распыления 2600Н 1 - электродвигатель; 2 - выключатель в защитно-отключающее устройство; 3 - насос; 4 - тележка со съемной рукояткой; 5 - всасывающая система; 6 - пистолет; 7 - рукав высокого давления; 8 - фильтр высокого давления; 9 - электрокабель |
Рис. 2. Агрегат безвоздушного распыления 7000Н 1 - насос; 2 - тележка со съемной рукояткой; 3 - электродвигатель; 4 - защитно-отключающее устройство и выключатель; 5 - электрокабель; 6 - тележка; 7 - пистолет; 8 - рукав высокого давления; 9 - всасывающая система; 10 - фильтр высокого давления |
3.3. В транспортном положении всасывающая система, рукав высокого давления и электрокабель укладываются на тележке.
В отдельной упаковке перевозятся пистолет, фильтр высокого давления и принадлежности.
Инструменты агрегата 7000Н хранятся в инструментальном ящике.
Принцип действия
3.4. Вращение электродвигателя (рис. 3, а и б) передается на эксцентрик (агрегат 2600Н) или через соединительную муфту на диск-маховик агрегата 7000Н и преобразуется в возвратно-поступательное движение поршня.
Под действием пружины поршень постоянно прижат к эксцентрику или диску-маховику.
3.5. Всасывание лакокрасочного материала происходит следующим образом.
При движении поршня в сторону мембраны жидкость прогибает мембрану и вытесняет воздух из полости «Краски».
При этом всасывающий клапан закрыт. При обратном движении поршня в полости «Краски» происходит всасывание лакокрасочного материала. При этом всасывающий клапан открыт.
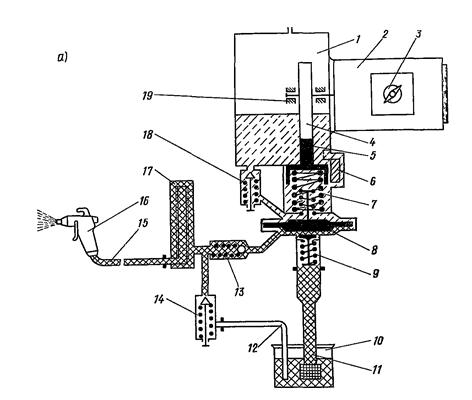

Рис. 3. Гидравлические схемы агрегатов
а - 2600Н; б - 7000Н; 1 - насос с гидропередачей; 2 - электродвигатель; 3 - защитно-отключающее устройство с выключателем; 4 - эксцентрик (2600Н) или диск-маховик (7000Н); 5 - поршень; 6 - маслофильтрующая пробка; 7 - пружины поршня; 8 - мембрана; 9 - всасывающий клапан; 10 - емкость с краской; 11 - всасывающий рукав с фильтром; 12 - перепускной рукав; 13 - нагнетательный клапан; 14 - перепускной клапан; 15 - рукав высокого давления; 16 - пистолет; 17 - фильтр высокого давления; 18 - регулятор давления; 19 - подшипник
3.6. Нагнетание лакокрасочного материала происходит при частично или полностью закрытом клапане регулятора давления и движении поршня в сторону мембраны. Жидкость (масло) давит на мембрану, которая прогибается, всасывающий клапан закрывается - и происходит нагнетание (выдавливание) лакокрасочного материала через открытый нагнетательный клапан в фильтр высокого давления и далее по рукаву высокого давления через пистолет на окрашиваемую поверхность. Перепускной клапан при этом закрыт.
3.7. Перекачка лакокрасочного материала «на себя», т.е. из приемной емкости через полость краски и опять в приемную емкость, происходит при закрытом клапане пистолета и открытом перепускном клапане.
3.8. При закрытом запорном клапане пистолета и открытом клапане регулятора давления мембрана находится в неподвижном положении, а гидравлическая жидкость (масло) под действием поршня при работающем электродвигателе перепускает масло из цилиндра поршневого насоса в полость коробки эксцентрика (диска-маховика).
3.9. Технические характеристики агрегатов представлены в табл. 1.
Общие виды агрегатов даны на рис. 4 и 5.
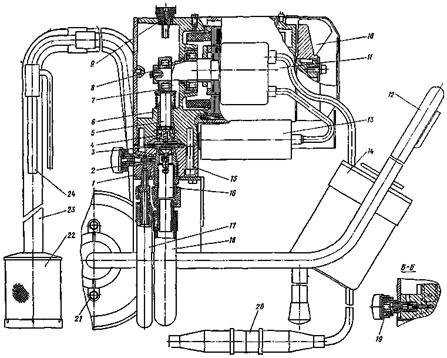
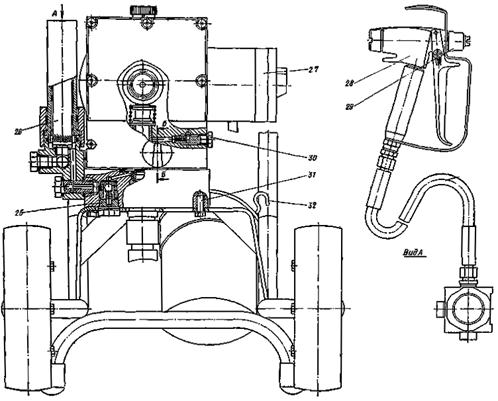
Рис. 4. Общий вид агрегата 2600Н
а - вид сбоку; б - вид спереди; 1 - корпус ступени краски; 2 - перепускной клапан; 3 - мембрана; 4 - вкладыш полиамидный; 5 - поршень; 6 - корпус масляной ступени; 7 - роликоподшипник с ограничительным кольцом; 8 - роликоподшипник; 9 - маслозаливочная пробка; 10 - крыльчатка; 11 - электродвигатель; 12 - съемная рукоятка; 13 - конденсатор; 14 - резервуар для фильтра; 15 - болт с внутренним шестигранником; 16 - патрубок; 17 - перепускной рукав; 18 - всасывающий рукав; 19 - регулятор давления; 20 - штепсельный разъем; 21 - тележка; 22 - фильтр; 23 - наконечник всасывающего рукава; 24 - наконечник перепускного рукава; 25 - нагнетательный клапан; 26 - фильтр высокого давления; 27 - защитно-отключающее устройство с выключателем; 28 - пистолет; 29 - сопло; 30 - маслофильтрующая пробка; 31 - болт с внутренним шестигранником; 32 - крюк
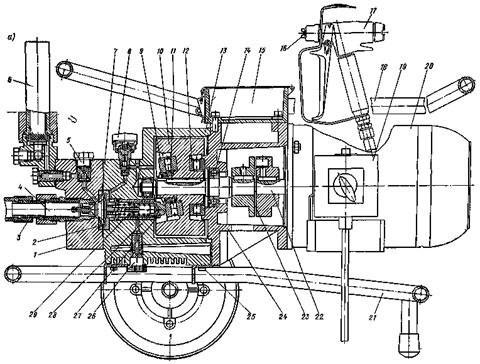
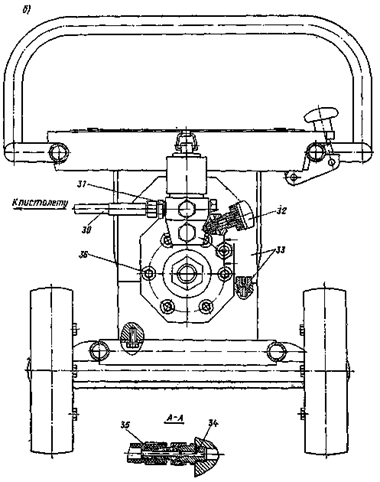
Рис. 5. Общий вид агрегата 7000Н
а - вид сбоку; б - вид спереди; 1 - корпус ступени краски; 2 - вставка полиамидная; 3 - рукав высокого давления; 4 - клапан всасывающий; 5 - нагнетательный клапан; 6 - фильтр высокого давления; 7 - мембрана; 8 - регулятор давления; 9 - роликовый упорный подшипник; 10 - маховик; 11 - подшипник игольчатый; 12 - роликовый упорный подшипник; 13 - корпус масляной ступени; 14 - шарикоподшипник; 15 - ящик для инструмента; 16 - сопло; 17 - пистолет; 18 - съемная рукоятка; 19 - защитно-отключающее устройство с выключателем; 20 - электродвигатель; 21 - тележка; 22 - вал электродвигателя; 23 - муфта; 24 - корпус; 25 - болт; 26 - пробка маслофильтрующая; 27 - поршень; 28 - вставка; 29 - подшипник игольчатый; 30 - рукав высокого давления; 31 - соединитель резьбовой для рукава высокого давления; 32 - перепускной клапан; 33 - маслозаливочная пробка; 34 - соединитель резьбовой для перепускного рукава; 35 - перепускной рукав; 36 - болты крепления
Таблица 1
|
Единица измерения |
Агрегаты |
||
|
2600Н |
7000Н |
||
|
1. Производительность насоса при свободном истечении |
л/мин |
3,6 |
5,6 |
|
2. Давление нагнетания без подачи (при закрытом клапане пистолета-распылителя) |
МПа (кгс/см2) |
23,5 ± 0,5 (240 ± 5) |
24 ± 5 (245 ± 5) |
|
3. Давление нагнетания и подача насоса (на воде) при диаметре сопла, мм: |
|||
|
0,66 |
МПа (кгс/см2) |
13,7 ± 0,5 (140 ± 5) |
- |
|
л/мин |
2,45 |
15,7 ± 0,5 (160 ± 5) |
|
|
0,79 |
» |
- |
4,1 |
|
4. Высота всасывания |
м |
4 |
4,7 |
|
5. Мощность электродвигателя |
кВт |
1 |
2 |
|
6. Напряжение |
В |
220 |
380 |
|
7. Род тока |
- |
Однофазный |
Трехфазный |
|
8. Сила тока |
А |
6,3 |
4,5 |
|
9. Частота |
Гц |
50 |
50 |
|
10. Частота вращения электродвигателя |
об/мин |
1350 |
1410 |
|
11. Вязкость распыляемого материала по ВЗ-4 |
с |
До 200 |
До 300 |
|
12. Размер твердых частиц в материале |
мм |
До 0,08 |
0,14 |
|
13. Высота подачи при распылении |
м |
40 |
90 |
|
14. Нагнетательный рукав: |
|||
|
тип |
- |
Полимерный |
|
|
внутренний диаметр |
мм |
6 |
6 |
|
длина* |
м |
10 |
10 |
|
15. Габариты агрегата |
мм |
845×435×705 |
976×500×610 |
|
16. Масса |
кг |
50 |
80 |
_____________
* По заявкам потребителей завод-изготовитель поставляет дополнительно два рукава по 10 м с соответствующими соединениями.
Устройство агрегатов
3.10. Электропривод и электрооборудование включают в себя электродвигатель, защитноотключающее устройство и электрокабель.
3.11. Электродвигатель выполнен во взрывобезопасном исполнении. На корпусе электродвигателя размещены защитно-отключающее устройство и клемма «Земля».
3.12. Защитно-отключающее устройство предохраняет электродвигатель от перегрузок и автоматически отключает его от электросети при перегреве электродвигателя. На корпусе устройства расположен выключатель электродвигателя. Защитно-отключающее устройство и выключатель взрывобезопасны.
3.13. Электрокабель служит для подключения агрегатов к источнику тока, оснащен невзрывозащищенными полумуфтами штепсельного разъема. Длина кабеля 6 м, диаметр 16 мм, сечение жил для агрегата 2600H - 4 мм2, 7000Н - 2,5 мм2.
3.14. Муфта сцепления агрегата 7000Н служит для передачи вращения от электродвигателя к диску-маховику насосного узла.
3.15. Насосный узел состоит из поршневого насоса с гидравлической передачей и мембранного красконагнетательного насоса.
3.16. Поршневой насос включает в себя эксцентрик (агрегат 2600Н) или диск-маховик (агрегат 7000Н), цилиндр и подпружиненный поршень, размещенные в корпусе, заполненном маслом.
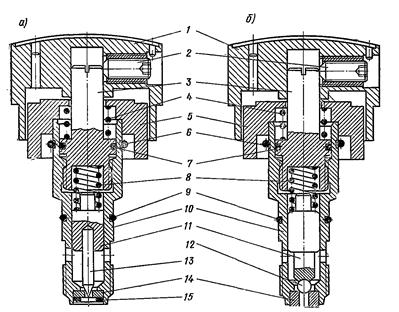
Рис. 6. Регуляторы давления в сборе
а - агрегата 2600Н; б - агрегата 7000Н; 1 - ручка в сборе; 2 - винт установочный; 3 - винт регулятора с хвостовиком; 4 - пружина; 5 - втулка упорная; 6 - скоба; 7 - кольцо уплотнительное; 8 - пружина регулятора; 9 - кольцо уплотнительное; 10 - корпус регулятора в сборе; 11 - держатель иглы клапана агрегата 2600Н; толкатель агрегата 7000Н; 12 - шарик Æ 4; 13 - игла; 14 - седло клапана; 15 - зажимное кольцо
На корпусе размещены регулятор давления (рис. 6), маслозаливочная и маслофильтрующая пробки, а также глазок для проверки уровня масла.
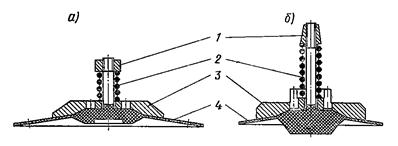
Рис. 7. Мембраны в сборе
а - агрегата 2600Н; б - агрегата 7000Н; 1 - гайка; 2 - пружина; 3 - шайба опорная; 4 - мембрана
|
|
|
|
Рис. 8. Всасывающий клапан агрегата 2600Н и агрегата 7000Н 1 - втулка; 2 - корпус; 3 - гайка; 4 - шайба; 5 - пружина всасывающего клапана; 6 - направляющая всасывающего клапана; 7 - кольцо уплотнительное; 8 - седло; 9 - шток с конусом клапана в сборе |
Рис. 9. Нагнетательный клапан в сборе а - агрегата 2600Н; б - агрегата 7000Н; 1 - пробка; 2 - уплотнение медное; 3 - штифт цилиндрический; 4 - пружина нагнетательного клапана; 5 - зажим седла клапана; 6 - шарик Æ 11 мм; 7 - седло нагнетательного клапана; 8 - кольцо уплотнительное; 9 - опора пружины агрегата 2600Н |
3.17. Мембранный красконагнетательный насос включает в себя мембрану (рис. 7), расположенную между корпусами поршневого и мембранного насосов, всасывающий (рис. 8), нагнетательный (рис. 9) и перепускной (рис. 10) клапаны.
На корпусе насоса имеются штуцеры для присоединения всасывающего и перепускного рукавов.
3.18. К корпусу красконагнетательного насоса присоединен распределитель, служащий для пропуска лакокрасочного материала из насоса через фильтр высокого давления в нагнетательный рукав. На корпусе распределителя имеются штуцер для нагнетательного рукава и две заглушки, вместо которых может присоединяться второй нагнетательный рукав. Распределитель прикреплен к корпусу насоса пустотелым винтом, по которому краска поступает в фильтр.
|
|
|
|
Рис. 10. Перепускной клапан 1 - ручка в сборе; 2 - штифт; 3 - держатель иглы; 4 - тарелка; 5 - пружина перепускного клапана; 6 - шайба; 7 - корпус перепускного клапана; 8 - кольцо уплотнительное; 9 - кольцо уплотнительное; 10 - игла клапана; 11 - седло клапана: 12 - зажимное кольцо |
Рис. 11. Фильтр высокого давления Справа - вставной фильтр с сеткой в сборе: 1 - распределитель; 2 - винт пустотелый; 3 - уплотнение; 4 - заглушка; 5 - кольцо уплотнительное; 6 - гайка накидная; 7 - корпус фильтра; 8 - болт; 9 - штифт в сборе; 10 - опорная пружина; 11 - вставной фильтр с сеткой в сборе; 12 - соединительная деталь; 13 - кольцо уплотнительное; 14 - штуцер соединительный |
3.19. Фильтр высокого давления (рис. 11) устанавливается на патрубок распределителя и закрепляется накидной гайкой. В корпусе фильтра размещены штифт с опорной пружиной и сменный сетчатый фильтр.
3.20. Всасывающая система (рис. 12) включает в себя всасывающий рукав, обратного слива и сменные фильтрующие узлы для красок и лаков (барабанный с металлической сеткой или колпачковый с плоскими капроновыми сетками).
3.21. Нагнетательный рукав выполнен из полиэтилена. Состоит из внутренней и наружной оболочек и навивок из капроновой нити с токопроводящими жилами. На концах рукав имеет арматуру для присоединения к агрегату и пистолету.
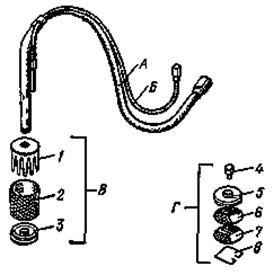
Рис. 12. Всасывающая система в сборе
А - всасывающий рукав с ниппелем, втулкой, накидной гайкой и переходником; Б - рукав обратного слива с ниппелем, втулкой, накидной гайкой и переходником; В - фильтрующий узел для дисперсий; Г - фильтрующий узел для лаков; 1 - стакан под фильтр; 2 - фильтрующий цилиндр с размером ячеек сетки 0,8 мм; 3 - днище фильтра; 4 - переходной штуцер; 5 - колпачок фильтра; 6 - фильтр тонкой очистки с размером ячеек сетки 0,2 мм; 7 - фильтр грубой очистки с размером ячеек сетки 0,4 мм; 8 - стопорное кольцо
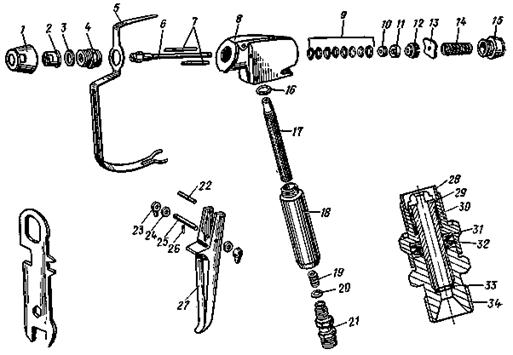
Рис. 13. Пистолет Г-10-1
А - сборочные детали пистолета; Б - ключ комбинированный; В - скоба пусковая в сборе; Г - шарнирное соединение в разрезе; 1 - накидная гайка; 2 - сопло; 3 - уплотнение; 4 - проставка в сборе с седлом; 5 - скоба защитная; 6 - стержень клапана в сборе с шариком и шарикодержателем; 7 - нажимной штифт; 8 - корпус; 9 - тарельчатая пружина; 10 - втулка нажимная; 11 - манжета уплотнительная; 12 - винт поджимной; 13 - пластина нажимная; 14 - пружина нажимная; 15 - винт регулировочный; 16 - уплотнение ручки; 17 - фильтр вставной сменный; 18 - ручка; 19 - пружина; 20 - кольцо уплотнительное; 21 - шарнирное соединение; 22 - штифт; 23 - рычаг поворотный; 24 - шайба тормозная; 25 - палец; 26 - цилиндрический штифт; 27 - скоба пусковая; 28 - штуцер поворотный; 29 - винт пустотелый; 30 - кольцо сальника; 31 - шайба; 32 - пружина тарельчатая; 33 - кольцо уплотнительное; 34 - штуцер соединительный
Рис. 14. Сопло
а - стандартное; б - быстрозаменяемое; 1 - оправа сопла; 2 - сопло распылительное; 3 - уплотнение полиамидное; 4 - втулка
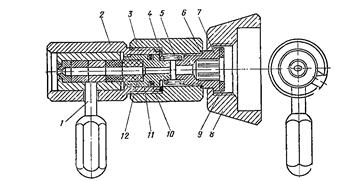
Рис. 15. Приспособление для быстрой смены сопел Квик-Чейндж с быстрозаменяемым соплом
1 - сопло быстрозаменяемое (сменное); 2 - оправа сопла; 3 - переходник; 4 - кольцо уплотнительное; 5 - пружина; 6 - кольцо уплотнительное; 7 - держатель; 8 - гайка накидная (от пистолета); 9 - уплотнение; 10 - кольцо уплотнительное; 11 - втулка уплотнения; 12 - уплотнение
3.22. Пистолет (рис. 13) предназначен для распыления лакокрасочного материала на окрашиваемую поверхность. Включает в себя корпус с запорным клапаном и пусковую скобу с фиксатором, рукоятку, сменный вставной фильтр, защитную скобу и шарнирное соединение.
Пистолет присоединяется к нагнетательному рукаву через шарнирное соединение рукоятки.
3.23. В комплекте агрегатов также имеются сопла (рис. 14) стандартные и быстрозаменяемые, приспособление для смены сопел Квик-Чейндж (рис. 15), заземлитель, запасные части и инструмент.
Подготовка агрегатов к работе
3.24. При получении агрегатов с завода-изготовителя необходимо к раме тележки агрегата 2600Н прикрепить штифтами съемную рукоятку, а съемную рукоятку агрегата 7000Н присоединить к его инструментальному ящику откидным винтом с барашком.
3.25. На распределитель насосного узла агрегата закрепить фильтр высокого давления.
3.26. К насосному узлу агрегата присоединить всасывающую систему и рукав обратного слива, к распределителю - рукав высокого давления. Вместо заглушки на распределителе можно к нему присоединить второй рукав высокого давления.
3.27. Раскатать бухту рукава высокого давления, не допуская его закручивания, смятия и резких перегибов, и присоединить к нему пистолет.
3.28. Подключить электрокабель к распределительному щиту электропитания. Распределительный щит должен иметь выключатель тока, плавкие вставки и заземление.
Первое подключение агрегата к электрической сети соответствующего напряжения должен производить специалист-электрик.
3.29. В холодное время года для предотвращения загустевания масла в гидросистеме необходимо не менее 30 мин выдержать агрегат в теплом помещении либо прогреть корпус поршневого насоса, но без применения открытого огня. Разжижать гидравлическое масло растворителями не допускается.
Запуск и работа агрегатов
3.30. Запуск и работа .агрегатов производятся при их расконсервации и нанесении лакокрасочных покрытий.
Для расконсервации агрегата, полученного с завода-изготовителя, необходимо приготовить не менее 3 л растворителя, например, уайт-спирита и залить его в расходную емкость (ведро, бидон и др.). Затем выполнить следующие операции:
а) опустить фильтрующий узел всасывающего рукава в расходную емкость, при этом патрубок рукава обратного слива также должен быть направлен в эту емкость;
б) установить выключатель электродвигателя в положении «0» («Выключено»), при этом выключатель на электрощите должен быть в положении «Выключено»;
в) регулятор давления поворотом влево на два оборота (до отказа) установить в положение подачи с минимальным давлением;
г) перепускной клапан установить в положение «1-1» («Открыто»);
д) отвести пусковую скобу пистолета вперед в положение «Закрыто» и зафиксировать фиксатором, установив его в положение «Назад», т.е. в сторону рукоятки;
е) включить подачу тока на распределительном щите, а также электродвигатель агрегата поворотом ручки выключателя в положение «1»; повернуть регулятор давления вправо на 1/2 оборота и прокачать через агрегат растворитель в течение 1 - 2 мин;
ж) направить выходное отверстие пистолета (без сопла) в расходную емкость с растворителем, закрыть перепускной клапан, установив его в положение «0-0», и медленно повернуть ручку регулятора давления вправо, открыть клапан пистолета пусковой скобой, установив фиксатор в положение «Вниз», и через пистолет прокачать растворитель 1 - 2 мин, после чего пистолет направить в другую емкость, освободить агрегат от растворителя и выключить его.
3.31. Перед нанесением лакокрасочного покрытия на пистолет установить стандартное сопло. Для этого вставить его с уплотнительной прокладкой в накидную гайку. Гайку навернуть на проставку пистолета и затянуть ключом. При этом большую ось эллипсного отверстия сопла установить перпендикулярно или параллельно оси рукоятки пистолета.
3.32. При использовании быстрозаменяемого сопла вместо стандартного необходимо накидную гайку от пистолета соединить с держателем приспособления для быстрой смены сопел Квик-Чейндж (см. рис. 14) и навернуть ее на проставку пистолета. После этого вставить в приспособление быстрозаменяемое сопло распылительным отверстием наружу и повернуть сопло в прорези приспособления до отказа вниз.
3.33. Лакокрасочный материал залить в расходную емкость, выполнить операции, изложенные в п. 3.30 (а - е), и после появления лакокрасочного материала из патрубка рукава обратного слива установить ручку регулятора давления поворотом влево на минимальное давление. Закрыть перепускной клапан, установив его ручку в положение «0-0», установить пусковую скобу пистолета в положение «Вниз» (открыто) и постепенно повышая давление поворотом ручки регулятора давления вправо произвести пробное окрашивание.
Остановка агрегатов
3.34. Для кратковременного прекращения окрасочных работ отпустить пусковую скобу пистолета в положение «Закрыто» и установить ее на фиксатор, повернув его в положение «Назад» (в сторону рукоятки).
3.35. Для остановки агрегата (дополнительно к п. 3.34) установить ручку регулятора давления поворотом влево на минимальное давление, выключить электродвигатель, установив его выключатель в положение «1», и открыть перепускной клапан поворотом его ручки в положение «1-1».
3.36. Для экстренной остановки агрегата выключить электродвигатель выключателем на электродвигателе или на распределительном щите электропитания и открыть перепускной клапан.
4. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ПРОЦЕССА ОКРАШИВАНИЯ
Материалы и технологические параметры
4.1. Лакокрасочные материалы должны, как правило, поступать на строительный объект в готовом к употреблению виде. Для их содержания необходимо использовать только чистую тару.
4.2. Перед употреблением красок, эмалей и жидких шпаклевок промышленного изготовления нужно удалить пленку с их поверхности, тщательно перемешать и профильтровать через сетку с 900 отверстиями на 1 см2 или через марлю в 2 - 3 слоя.
4.3. Размеры твердых частиц в лакокрасочном материале должны быть в 1,5 - 2 раза меньше размера малой оси эллипсного отверстия сопла.
4.4. Для доведения лакокрасочных материалов до рабочей консистенции необходимо использовать разбавители и растворители.
4.5. Условную вязкость большинства лакокрасочных материалов определяют вискозиметром ВЗ-4 в секундах, а тиксотропных материалов - в пуазах (П) по ротационному вискозиметру при градиенте скорости 180 с-1.
Масляные и алкидные краски
4.6. Масляные и алкидные краски (МА, ГФ, ПФ, КС по ГОСТ 9825-73) применяют для наружного и внутреннего или только для внутреннего окрашивания поверхностей по различным материалам.
4.7. В качестве разбавителя (связующего) используют различные олифы (масляные, глифталевые, пентафталевые, ксифталевые, комбинированные).
Для доведения красок до рабочей консистенции применяют уайт-спирит, скипидар, ксилол и другие растворителя в количестве до 5 % массы краски.
Для ускорения сушки покрытия в краски вводят сиккативы (ГОСТ 1003-73) в количестве 3 - 5 % массы краски.
Рабочая вязкость красок при нанесении агрегатами 2600Н и 7000Н должна быть 45 - 70 с по ВЗ-4, при окрашивании вертикальных плоскостей металлоконструкций - до 50 с.
4.8. Масляные и алкидные краски применяют при влажности бетонных и оштукатуренных поверхностей до 8 % и деревянных до 12 %. Белила титановые МА-21, МА-25 могут наноситься при большей влажности поверхностей.
Ориентировочный расход красок на 1 м2 поверхности при однослойном покрытии 120 - 160 г.
4.9. В качестве грунтовок применяют различные олифы вязкостью 16 - 30 с и разбавленные растворителем (уайт-спиритом, скипидаром, сольвентом каменноугольным) масляные и алкидные краски до вязкости 20 - 30 с. Для подцвечивания в олифы может вводиться небольшое количество пигментов (6 - 8 % по массе).
4.10. Время полного высыхания красок и грунтовок при t = 18 - 23 °С - 24 ч. Наносить краску после грунтовки или второй слой краски можно через 12 ч. Время полного высыхания красок 24 ч.
4.11. Для выравнивания поверхности под масляные и алкидные краски рекомендуется применять шпатлевки: остаточно-ксилосольвентную ОКС, безолифную незагнивающую БНШ и др. (приложение к ГОСТ 22844-77). Эти шпатлевки должны иметь вязкость по стандартному конусу при нанесении шпателем 6 - 8 см, средствами механизации (СО-21А и др.) - 12 - 16 см.
Водоэмульсионные краски
4.12. Водоэмульсионные краски предназначены для окрашивания всех видов поверхностей, в том числе и пористых (картона), снаружи и внутри или только внутри помещений. Стиролбутадиеновые (каучуковые) не рекомендуются для окрашивания по дереву. Водоэмульсионные краски хорошо наносятся по старым масляным, эмалевым и водоэмульсионным покрытиям.
4.13. Промышленность выпускает поливинилацетатные (Э-ВА), каучуковые (Э-КЧ), полиакриловые (Э-АК), сополимервинилацетатные (Э-ВС) и другие водоэмульсионные краски.
4.14. Водоэмульсионные краски Э-ВА-27, Э-ВА-27А, Э-КЧ-26, Э-КЧ-26А, Э-АК-111, Э-ВА-17, Э-ВС-17 устойчивы к замораживанию (до минус 40 °С) и оттаиванию. Краски Э-ХВ-28, Э-КЧ-112 и Э-ВС-114 не устойчивы к замораживанию. Краски пожаро- и взрывобезопасны, нетоксичны.
4.15. Доведение красок до рабочей консистенции производят водой жесткостью не более 3 мг/экв. Вязкость красок для нанесения агрегатами безвоздушного распыления 60 - 80 с по ВЗ-4.
Перед употреблением краску процеживают через два слоя марли.
4.16. Краски наносят по штукатурным и бетонным поверхностям влажностью не более 8 %, по дереву - не более 12 %. При отрицательной температуре окрашивать не рекомендуется.
Время полного высыхания красок при t = 18 - 23 °С - 2 ч. Второй слой краски можно наносить через 0,5 - 1 ч.
Ориентировочный расход краски для однослойного покрытия составляет 118 - 180 г/м2.
4.17. Для грунтования поверхностей применяют разведенные водой водоэмульсионные краски до вязкости 20 - 30 с по ВЗ-4. Время высыхания грунтовки перед нанесением покровного слоя краски 15 - 20 мин.
При окрашивании металлических конструкций грунтование следует производить масляными и эмалевыми составами вязкостью 20 - 30 с по ВЗ-4.
4.18. Для выравнивания поверхностей применяют те же шпатлевки, что и при работе с масляными и алкидными красками, а также эмульсионную и поливинилацетатную (приложение к ГОСТ 22753-77).
Тиксотропные каучуковые эмали
4.19. Тиксотропные эмали КЧТС-1 и КЧ-771 предназначены для окрашивания внутренних и наружных поверхностей по бетону, металлу, асбестоцементу и другим материалам с получением химически стойкого однослойного покрытия большой толщины (85 - 120 мкм). Эти эмали не стекают с вертикальных поверхностей.
4.20. Разведение тиксотропных эмалей до рабочей вязкости (5 - 7 пуаз по ротационному вискозиметру при градиенте скорости 180 с-1), если это требуется, производят ксилолом в количестве не более 5 % массы эмали.
4.21. Перед окрашиванием влажность бетонных и оштукатуренных поверхностей не должна превышать 8 %, деревянных - 12 %. Эмали можно наносить при отрицательной температуре воздуха.
Время полного высыхания эмалей 24 ч, ориентировочный расход на однослойное покрытие 350 г/м2.
4.22. Для грунтования поверхностей следует применять лак КЧ вязкостью 20 - 25 с по ВЗ-4. Время полного высыхания лака при t = 18 - 23 °С - 1 ч.
Битумные материалы
4.23. Битумные материалы предназначены для внутреннего и наружного окрашивания по металлу и бетону.
4.24. Холодные битумные краски готовят в краскозаготовительных цехах. Краски представляют собой раствор битума марки III или IV в уайт-спирите или керосине в соотношении от 1:3 до 1:1,5.
Время полного высыхания битумных красок при t = 18 - 23 °С - 12 ч. Вязкость красок для нанесения агрегатами 2600Н и 7000Н должна быть 40 - 50 с.
4.25. Битумный лак БТ-577 выпускается промышленностью в готовом к применению виде.
Вязкость лака должна быть 35 - 40 с по ВЗ-4. Растворители для битумного лака - уайт-спирит, ксилол, сольвент, скипидар.
Время полного высыхания лака 24 ч, ориентировочный расход на однослойное покрытие 68 г/м2.
Битумный лак можно использовать в качестве основного покрытия или грунтовки вязкостью 20 - 25 с по ВЗ-4 под битумные краски.
4.26. Перед окрашиванием влажность бетонных поверхностей должна быть не более 8 %. Битумные материалы можно наносить при отрицательной температуре воздуха.
Сополимервинилхлоридные материалы
4.27. Сополимервинилхлоридные материалы (ХС) применяют для окрашивания внутренних и наружных поверхностей по металлу, бетону и дереву.
4.28. Для распыления агрегатами 2600Н и 7000Н применяют грунтовки ХС-077 (ТУ 6-10-803-75), ХС-068 (ТУ 6-10-820-75) и др., лаки ХС-76, ХС-784 и др., эмали ХС-781, ХС-710 (ГОСТ 9355-60), ХС-759 (ТУ 6-10-115-75) и др.
4.29. В качестве растворителей сополимервинилхлоридных материалов применяют растворитель Р-4, ацетон, ксилол и др.
4.30. Лаки и эмали применяют для окрашивания бетонных поверхностей влажностью до 8 %, деревянных - до 12 %.
4.31. Сополимервинилхлоридные материалы можно наносить при отрицательной температуре воздуха.
4.32. Время полного высыхания грунтовок, лаков и эмалей при t = 18 - 23 °С марки ХС 1 - 3 ч. Вязкость для нанесения агрегатами безвоздушного распыления: грунтовок 20 - 40 с по ВЗ-4, эмалей 50 - 60 с по ВЗ-4, лаков, используемых в качестве грунтовок, - 15 - 20 с по ВЗ-4, в качестве основного слоя - 30 - 40 с по ВЗ-4.
4.33. Сополимервинилхлоридные материалы могут наноситься по окрашиваемым поверхностям без предварительного их грунтования.
4.34. Ориентировочный расход лакокрасочного материала «а однослойное покрытие составит, г/м2:
для грунтовок ХС-077............................................................ 110
ХС-068........................................................... 162
» лаков ХС-76, ХС-784.............................................. 152
» эмалей ХС-781........................................................... 105
ХС-710........................................................... 150
Перхлорвиниловые и поливинилхлоридные материалы
4.35. Перхлорвиниловые и поливинилхлоридные материалы (ХВ) применяют для окрашивания наружных поверхностей по бетону, штукатурке, кирпично-каменной кладке, дереву и металлу.
4.36. Для доведения лакокрасочных материалов до рабочей консистенции применяют растворители Р-4, Р-5, ксилол, сольвент.
4.37. В качестве грунтовок под эмали и краски применяют лаки ХВ-148 (МРТУ 6-10-668-69), ХВ-784 (ГОСТ 7313-75), грунтовки ХС-010 (ГОСТ 9355-60), ХС-068 (ТУ 6-10-934-70), ХВ-050 (МРТУ 6-10-934-70).
Вязкость их должна быть от 15 - 20 с - для ХВ-148, до 30 - 40 с по ВЗ-4 - для ХС-010, ХС-068.
4.38. Для покровных слоев применяют краску ХВ-161 фасадную, эмали ХВ-16, ХВ-785, ХВ-124 (ГОСТ 10144-74) и др. Эмаль ХВ-125 применять не рекомендуется, так как в ее составе имеется алюминиевая пудра.
4.39. Перхлорвиниловые и поливинилхлоридные материалы необходимо применять при влажности бетона и штукатурки не более 8 %, дерева - 12 %. Возможно окрашивание поверхностей при отрицательной температуре воздуха.
4.40. Вязкость краски и эмалей по ВЗ-4 должна быть, с:
для ХВ-161................................................................ 50 - 65
» ХВ-16................................................................. 30 - 40
» ХВ-785............................................................... 35 - 45
» ХВ-124............................................................... 50 - 60
4.41. Время практического высыхания при t = 18 - 23 °С составляет, ч:
для эмалей ХВ-16................................................................ 1 - 1,5
» » ХВ-124 и ХВ-785............................................. 2
» краски ХВ-161.............................................................. 4
» грунтовок ХС-010, ХС-068 и ХВ-050.............................. 1
» лака ХВ-148.............................................................. 4
4.42. Ориентировочный расход материалов на однослойное покрытие составляет, г/м2:
для краски ХВ-161................................................................ 125
» эмалей ХВ-16.................................................................. 180
ХВ-124................................................................ 207
ХВ-785................................................................ 150
» грунтовок ХС-010 110
ХС-068.............................................................. 162
ХВ-050.............................................................. 219
4.43. Для выравнивания поверхности под перхлорвиниловые и поливинилхлоридные материалы агрегатами безвоздушного распыления могут наноситься шпаклевки промышленного изготовления ХВ-00-04, ХВ-00-05, МС-006.
Масляно- и алкидностирольные материалы
4.44. Масляно- и алкидностирольные материалы (МС) предназначены для окрашивания наружных или внутренних поверхностей по металлу, дереву и пористым материалам.
4.45. Промышленность выпускает готовые к применению эмали МС-17 (ТУ 6-10-1012-75), МС-226, лак МС-25 (ТУ 6-10-1403-73), грунтовку МС-067 (МРТУ 6-10-789-68) и шпаклевку МС-006 (ГОСТ 10277-76).
4.46. Алкидностирольные материалы применяют при влажности деревянных поверхностей до 12 %, пористых - до 8 % при положительной температуре воздуха.
4.47. В качестве растворителей для доведения материалов до рабочей консистенции используют ксилол (МС-Г7, МС-067, МС-006), ксилол или сольвент (МС-226), ксилол или скипидар (МС-25).
4.48. При нанесении лакокрасочных материалов агрегатами безвоздушного распыления рабочая вязкость по ВЗ-4 должна быть, с:
для эмалей МС-17............................................................. 35 - 40
МС-226........................................................... 40 - 50
» грунтовки МС-067........................................................... 30 - 40
» лака МС-25............................................................. 25 - 35
» шпаклевки МС-006........................................................... 30 - 35
4.49. Время практического высыхания масляно- и алкидностирольных материалов при t = 18 - 23 °С - 0,25 - 1 ч.
4.50. В качестве сиккатива, вводимого в лакокрасочные материалы на строительной площадке, применяют для лака МС-25 экстрат № 1 или № 2 в количестве 1 - 2 % массы, эмалей МС-226 - сиккатив № 63 в количестве 2 - 5 % массы и МС-17 - сиккатив № 63 или № 64 в количестве 1,5 - 2 % массы эмали.
Нитроцеллюлозные материалы
4.51. Нитроцеллюлозные материалы (НЦ) предназначены для внутреннего и внешнего окрашивания металлических и деревянных поверхностей.
4.52. Нитроцеллюлозные материалы (эмали, лаки, грунтовки, шпаклевки) выпускаются промышленностью в готовом, для применения виде.
Материалы следует применять при окрашивании деревянных конструкций влажностью до 12 %, допускается производство окрасочных работ при отрицательной температуре воздуха.
4.53. Для доведения нитроцеллюлозных материалов до рабочей консистенции применяют растворители № 648, № 649, ксилол, сольвент, ацетон.
4.54. Вязкость материалов по ВЗ-4 для окрашивания агрегатами безвоздушного распыления должна быть, с:
для эмали НЦ-132............................................................................ 60 - 70
» лака НЦ-134 (ТУ 6-10-1291-72)............................................ 30 - 35
» грунтовки НЦ-081 (ТУ 6-10-902-75).............................................. 20 - 30
» шпаклевок НЦ-00-7, НЦ-00-8 и НЦ-00-9 (ГОСТ 10247-76)......... 35 - 40
4.55. При многослойном покрытии последующие слои можно наносить после грунтовки НЦ-081, лака НЦ-134 и шпаклевки НЦ-00-7 через 1 ч, эмали НЦ-132 и шпаклевок НЦ-00-8 и НЦ-00-9 через 2 - 3,5 ч.
4.56. Эмаль и лак НЦ хорошо сочетаются с грунтовками ГФ-020, ФЛ-03 и др.
4.57. Ориентировочный расход лакокрасочных материалов на однослойное покрытие составляет, г/м2:
для эмали НЦ-132........................................................... 150
» лака НЦ-134........................................................... 170
» шпаклевки НЦ-00-8.......................................................... 102
Пентафталевые материалы
4.58. Пентафталевые материалы (ПФ), в основе которых пентафталевая смола, предназначены для окрашивания поверхностей по металлу, дереву, штукатурке и другим пористым материалам.
4.59. Промышленность выпускает готовые к применению пентафталевые грунтовки, эмали и шпатлевки.
Применять материалы при влажности бетонных поверхностей больше 8 %, деревянных конструкций больше 12 % и при отрицательной температуре воздуха не рекомендуется.
4.60. Для доведения пентафталевых материалов до рабочей вязкости применяют ксилол, сольвент, уайт-спирит, скипидар.
Вязкость .материалов по ВЗ-4 для окрашивания агрегатами 2600Н и 7000Н должна быть, с:
для грунтовки ПФ-020 (ГОСТ 18186-79)........................... 30 - 35
» лаков ПФ-170......................................................... 35 - 40
ПФ-171 (ГОСТ 15907-70)........................... 45 - 50
» эмалей ПФ-115, ПФ-133 (ГОСТ 926-63*)
и ПФ-1105 (ТУ 6-10-1402-73).................... 60 - 70
для шпаклевки ПФ-002 (ГОСТ 10277-76)........................... 35
4.61. Минимально необходимое время высыхания лакокрасочных материалов при t = 18 - 23 °С для возможности нанесения последующего слоя в системе покрытия составляет, ч:
для эмалей ПФ-115, ПФ-133 и ПФ-1105..................... 12
» лаков ПФ-170......................................................... 8
ПФ-171......................................................... 5
Время-полного высыхания, ч:
для эмалей ПФ-115........................................................... 48
ПФ-133 и ПФ-1105....................................... 36
» лаков ПФ-170........................................................... 72
ПФ-171........................................................... 48
» грунтовки ПФ-020........................................................... 5
4.62. Ориентировочный расход лакокрасочных материалов на однослойное покрытие составляет, г/м2:
для эмалей ПФ-115 и ПФ-133......................................... 122
» лаков ПФ-170 и ПФ;171.......................................... 85
» грунтовки ПФ-020........................................................... 84
» шпаклевки ПФ-002........................................................... 84
4.63. Пентафталевые эмали сочетаются с грунтовками ГФ-020 (ГОСТ 4056-63*), ФЛ-03 (ГОСТ 9109-76), шпаклевками МС-006, масляными и другими составами.
Хлорированные полиэтиленовые материалы
4.64. Хлорированные полиэтиленовые материалы (ХП) предназначены для окрашивания внутренних и наружных поверхностей по бетону и другим пористым материалам с получением химически стойкого покрытия.
4.65. На строительные объекты поступают готовыми к применению эмаль ХП-799 и лак ХП-734. Применяют эти материалы при влажности штукатурных и бетонных поверхностей до 8 %. Возможно окрашивание при отрицательной температуре воздуха.
4.66. В качестве растворителя для этих материалов применяют сольвент, ксилол и смесь ксилола (30 %) и сольвента (70 %).
4.67. Вязкость материалов для нанесения агрегатами безвоздушного распыления должна быть для эмали ХП-799 180 - 240 с и лака ХП-734 20 - 40 с по ВЗ-4.
4.68. Лак ХП-734 применяют в качестве грунтовки под эмаль ХП-799 или в качестве покровного слоя.
Время практического высыхания эмали 3 ч, лака - 2 ч.
4.69. Ориентировочный расход лакокрасочных материалов на однослойное покрытие составляет для эмали ХП-799 280 г/м2, лака ХП-734 - 300 г/м2.
Эпоксидные материалы
4.70. Эпоксидные материалы (ЭП) применяют для внутреннего и наружного окрашивания по бетону и металлу.
Промышленность выпускает эпоксидные материалы в виде двух компонентов - основы и отвердителя.
В качестве основы эпоксидных материалов в строительном производстве применяют лаки ЭП-55 (ВТУ ГИПИ 4-4031-64), ЭП-540 (МРТУ 6-10-626-66), ЭП-741 (ТУ 6-10-1148-71), эмали ЭП-56, ЭП-255 (МРТУ 6-10-676-74), ЭП-773 (ТУ 6-10-1152-71) и др., шпаклевки ЭП-0010 (ГОСТ 10277-76) и ЭП-0020 (ТУ 6-10-1398-73).
4.71. Перед нанесением лакокрасочных материалов на поверхность необходимо на 100 г основы ввести отвердитель № 1 (ТУ 6-10-1263-72) в количестве, г:
для ЭП-55, ЭП-773 и ЭП-56................................................ 3,5
» ЭП-741............................................................................ 8
» ЭП-255............................................................................ 5
» ЭП-0010 и ЭП-0020....................................................... 8,5
а на 100 г ЭП-540 - 5 г отвердителя полиэтиленполиамина (ПЭПА) - ТУ 6-02-594-70.
Жизнеспособность этих материалов после введения отвердителя при t = 18 - 23 °С составит, ч:
для лаков.................................................................................. 1,5 - 3
» эмалей ЭП-56......................................................... 7
ЭП-255....................................................... 5
ЭП-773....................................................... 24
» шпаклевок ЭП-0010..................................................... 3 - 4
ЭП-0020..................................................... 1,5
4.72. Для доведения материалов до рабочей консистенции следует применять для ЭП-55, ЭП-741, ЭП-56, ЭП-255 растворитель Р-5, для ЭП-773, ЭП-0010, ЭП-0020 - растворитель № 646.
Рабочая вязкость по ВЗ-4 для нанесения агрегатами безвоздушного распыления должна быть для эмалей 50 - 60 с, лаков - 30 - 40 с, шпатлевок - 35 - 40 с.
4.73. В качестве грунтовок применяют лаки, а покровных слоев - эмали. Шпатлевки применяют не только для выравнивания поверхностей перед окрашиванием, но и в качестве одного из элементов лакокрасочного покрытия.
4.74. Эпоксидные материалы наносят на бетонные поверхности влажностью более 8 %. При отрицательной температуре воздуха окрашивание эпоксидными материалами не производят.
Время высыхания большинства эпоксидных материалов при t = 18 - 23 °С составляет 24 ч, эмали ЭП-255 - 6 ч.
4.75. Ориентировочный расход эпоксидных материалов на однослойное покрытие составляет, г/м2:
для лаков............................................................................... 135
» эмалей............................................................................. 150
» шпаклевок ЭП-0010..................................................... 165
ЭП-0020..................................................... 179
Кремнийорганические материалы
4.76. Кремнийорганические материалы (КО) применяют для окрашивания наружных поверхностей по бетону, штукатурке, асбестоцементу, пластмассам, дереву и металлу.
4.77. Для отделочных работ в строительстве промышленность выпускает эмали КО-174 и КО-198 (ТУ 6-02-841-74).
Эмали применяют при влажности бетонных и штукатурных поверхностей до 8 %, деревянных - до 12 %. Окрашивание можно производить при отрицательной температуре воздуха.
4.78. Доведение кремнийорганических материалов до рабочей консистенции производят ксилолом, сольвентом, толуолом.
Для грунтования поверхностей агрегатами 2600Н и 7000Н эмали разводят до вязкости 13 - 15 с, для покровных слоев вязкость эмалей должна быть 50 - 60 с по ВЗ-4.
4.79. Время межслойной сушки эмалей при t = 18 - 23 °С составляет 15 - 20 мин.
4.80. Ориентировочный расход материалов на однослойное покрытие: на гладкую поверхность - 150 г/м2, на рельефную поверхность типа «шуба» - 200 - 350 г/м2.
4.81. Основные технологические параметры окрашивания агрегатами безвоздушного распыления 2600Н и 7000Н применительно к некоторым лакокрасочным материалам приведены в табл. 2.
Подготовка поверхностей под окрашивание
4.82. Подготовка поверхностей строительных конструкций к окрашиванию предписывается ГОСТ 22753-77 и СНиП III-21-73*, где указаны требования к материалам и поверхностям, последовательность выполнения операций, методы контроля и составы шпатлевок.
4.83. В соответствии с требованиями стандартов и практики к началу отделочных процессов должны быть полностью закончены все монтажные и общестроительные работы, газовые и канализационные сети, опрессованы и опробованы отопительная и водопроводная сети.
4.84. Малярные работы в крупнопанельных домах следует начинать с верхних этажей с перемещением вниз. Подготовительные работы в ряде случаев допускается вести и с нижних при условии обеспечения над отделываемыми помещениями не менее трех смонтированных перекрытий, отсутствия монтажных работ над отделываемой секцией (захваткой), обеспечения защиты от промокания и от повреждения отделки.
4.85. В помещениях, сдаваемых под отделку в холодное время года, должны быть обеспечены температура не менее 8 °С и относительная влажность воздуха не более 70 %.
4.86. Для избежания неравномерной сушки и ухудшения качества малярной отделки необходимо принимать меры по устранению сквозняков (остекление окон и балконных дверей, фонарей и световых проемов цехов либо защита их щитами с полиэтиленовой пленкой и другие меры).
4.87. Освещенность поверхностей во время работы должна быть не менее 50 лк при простом окрашивании и не менее 100 лк - при улучшенном и высококачественном.
4.88. Малярные составы, доставляемые на объект из централизованных цехов и малярных мастерских, должны иметь паспорт, в котором указывают наименование, цвет (колер), состав (рецепт), назначение и способ доведения состава до рабочей вязкости. Эти же требования распространяются на импортные составы и краски. Допускается доставка отдельных компонентов и полуфабрикатов при наличии малярной станции, способной на высококачественную их переработку.