|
НИИЖБ ГОССТРОЯ СССР |
|
РЕКОМЕНДАЦИИ |
МОСКВА - 1978
Печатается по решению секции теории железобетона НТС НИИЖБ Госстроя СССР (протокол от 25 июля 1978 г.).
Рекомендации содержат основные положения по применению в предварительно-напряженных железобетонных конструкциях, предназначенных для эксплуатации в условиях сложных сочетаний воздействий и нагрузок, стержневой термически упрочненной арматуры стойкой против коррозионного растрескивания классов Атп-V и Атп-VI. Приведены требования к производству работ.
Рекомендации предназначены для инженерно-технических работников проектных организаций и заводов железобетонных изделий.
Рис. 2.
ПРЕДИСЛОВИЕ
Рекомендации предусматривают применение стержневой термически упрочненной арматуры стойкой против коррозионного растрескивания классов Атп-V и Атп-VI в предварительно-напряженных железобетонных конструкциях, эксплуатируемых в условиях сложных сочетаний воздействий и нагрузок, а также в агрессивной газовой среде, в конструкциях, рассчитываемых на выносливость, и в длинномерных конструкциях, стержни арматуры которых соединяются по длине сваркой.
В результате совместных работ, проведенных Макеевским металлургическим заводом им. С.М. Кирова, Институтом черной металлургии Минчермета СССР и НИЖЕ Госстроя СССР, на Макеевском заводе освоен выпуск термически упрочненной арматуры диаметром 16 - 25 мм, подвергнутой после упрочнения специальной обработке токами высокой частоты* (арматура условно обозначена Атп).
______________
* Авт. свид. № 433815.
Исследования показали, что такая арматура помимо высокой прочности обладает повышенной пластичностью, высокой стойкостью против коррозионного растрескивания, повышенной выносливостью и хорошей свариваемостью при дуговой сварке.
Рекомендации разработаны НИИЖБ лабораторией арматуры (кандидаты техн. наук Н.М. Мулин и И.Г. Хаит) при участии лаборатории коррозии (д-р техн. наук. проф. С.Н. Алексеев и канд. техн. наук Г.М. Красовская).
Дирекция НИИЖБ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ И ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
1.1. Настоящими Рекомендациями можно руководствоваться при проектировании и изготовлении предварительно-напряженных железобетонных конструкций, армированных стержневой термически упрочненной сталью классов Атп-V и Атп-VI, стойкой против коррозионного растрескивания.
1.2. Арматурная сталь классов Атп-V и Атп-VI должна отвечать требованиям ТУ 14-1-1318-75 «Сталь стержневая термически упрочненная стойкая против коррозионного растрескивания для армирования предварительно-напряженных железобетонных конструкций».
1.3. В качестве напрягаемой арматуры рекомендуется преимущественно применять:
а) в конструкциях, эксплуатируемых в агрессивной газовой среде, - сталь классов Атп-V и Атп-VI;
б) в конструкциях, рассчитываемых на выносливость, - сталь класса Атп-V;
в) в конструкциях, рассчитываемых на выносливость и эксплуатируемых в агрессивной газовой среде, - сталь класса Атп-V;
г) в длинномерных конструкциях, эксплуатируемых неагрессивной газовой среде, не рассчитываемых на выносливость, стержни арматуры которых должны соединяться по длине сваркой, - сталь класса Атп-V.
1.4. Арматурную сталь классов Атп-V и Атп-VI рекомендуется применять в предварительно-напряженных железобетонных конструкциях, эксплуатируемых в агрессивной газовой среде, в которых нормами ограничивается применение арматуры классов Ат-IV, Ат-V, Ат-VI и А-V.
Арматурную сталь классов Атп-V и Атп-VI диаметром 16 - 25 мм следует применять в таких конструкциях взамен упрочненной вытяжкой арматуры класса А-IIIв и горячекатаной класса А-IV.
1.5. Требования по категории трещиностойкости и максимальной допустимой ширине раскрытия трещин, предъявляемые к железобетонным конструкциям с арматурной сталью классов Атп-V и Атп-VI, эксплуатируемым в агрессивной газовой среде, те же, что и к конструкциям с арматурой класса А-IV (СНиП II-28-73 «Защита строительных конструкций от коррозии», табл. 6).
1.6. При применении в железобетонных конструкциях арматурной стали классов Атп-V и Атп-VI должны соблюдаться требования главы СНиП II-28-73 по антикоррозионной защите железобетонных конструкций (максимальной толщины защитного слоя бетона, плотности бетона, защитных покрытий поверхности бетона).
1.7. Расчет и конструирование элементов предварительно-напряженных железобетонных конструкций с арматурной сталью классов Атп-V и Атп-VI следует выполнять в соответствии с требованиями главы СНиП II-21-75 «Бетонные и железобетонные конструкции», так же как конструкций с арматурной сталью классов Ат-V и Ат-VI, и с соблюдением положений «Руководства по проектированию предварительно-напряженных железобетонных конструкций из тяжелого бетона» (М., Стройиздат, 1977), а также дополнительных требований, изложенных в пп. 1.8 - 1.15 настоящих Рекомендаций.
1.8. Основные механические свойства арматурной стали классов Атп-V и Атп-VI приведены в табл. 1.
Таблица 1
|
Номинальный диаметр стержней, мм |
Механические свойства |
Испытание на изгиб в холодном состоянии вокруг оправки диаметром, равным 5d стержня, в градусах |
||||
|
временное сопротивление σв кгс/мм2 |
условный предел текучести σ0,2 кгс/мм2 |
относительное удлинение после разрыва |
||||
|
δз, % |
δр, % |
|||||
|
не менее |
||||||
|
Атп-V |
16 - 20 |
100 |
80 |
10 |
3 |
45 |
|
22 - 25 |
8 |
2 |
||||
|
Атп-VI |
16 - 20 |
120 |
100 |
8 |
2 |
|
|
22 - 25 |
7 |
|||||
За нормативное сопротивление арматурной стали классов Атп-V и Атп-VI принимается браковочный минимум предела текучести σ0,2.
1.9. При расчете по прочности железобетонных элементов с арматурой классов Атп-V и Атп-VI при соблюдении условия ξ < ξR расчетное сопротивление арматуры Ra должно быть умножено на коэффициент условий работы mа4, определяемый в соответствии с п. 3.13 СНиП II-21-75, как для арматуры классов Ат-V и Ат-VI.
1.10. Арматурную сталь класса Атп-V рекомендуется применять в предварительно-напряженных железобетонных конструкциях, рассчитываемых на выносливость, взамен упрочненной вытяжкой и горячекатаной арматуры классов А-IIIв и А-IV. При этом рекомендуется преимущественно применять арматуру класса Атп-V с профилем по черт. 26 ГОСТ 5781-75 «Сталь горячекатаная для армирования железобетонных конструкций».
1.11. Расчетные сопротивления растянутой арматуры класса Атп-V
при расчете железобетонных конструкций на выносливость вычисляются путем
умножения расчетного сопротивления растянутой арматуры Ra (табл. 2) на
коэффициент условий работы арматуры ma1, принимаемый по табл. 3 в зависимости от характеристики цикла напряжений в арматуре  где σа мин и σа макс -
соответственно наименьшее и наибольшее значения напряжений в растянутой
арматуре в пределах цикла изменения нагрузки.
где σа мин и σа макс -
соответственно наименьшее и наибольшее значения напряжений в растянутой
арматуре в пределах цикла изменения нагрузки.
Таблица 2
|
Показатели арматуры, используемые в расчетах сечений элементов конструкций |
|||
|
I. Расчетные сопротивления, кгс/см2 |
|||
|
растяжению |
сжатию Ra.c |
||
|
продольной, поперечной (хомутов и отогнутых стержней) при расчете наклонных сечений на действие изгибающего момента Ra |
поперечной (хомутов и отогнутых стержней) при расчете наклонных сечений на действие поперечной силы Ra.x |
||
|
Атп-V |
6400 |
5100 |
4000 |
|
Атп-VI |
8000 |
6400 |
4000 |
|
Атп-V Атп-VI |
2. Коэффициент безопасности но арматуре Ка при расчете конструкции по предельным состояниям |
||
|
первой группы 1,25; второй группы 1 |
|||
|
Атп-V Атп-VI |
3. Модуль упругости Еа, кгс/см2 |
||
|
1900000 |
|||
Таблица 3
Коэффициенты ma1 арматуры класса Атп-V в зависимости от коэффициента асимметрии цикла ρа
|
ρа |
0,2 |
0,4 |
0,7 |
0,8 |
0,9 |
1 |
|
ma1 |
0,2 |
0,35 |
0,65 |
0,8 |
0,95 |
1 |
Примечания: 1. Значения ma1 для промежуточных значений ρа определяются интерполяцией.
2. Значения ma1 относятся к растянутой арматуре без сварных стыков.
3. Значения ma1 для стержней арматуры с профилем по ГОСТ 5781-75 черт. 2б могут быть увеличены при экспериментальном обосновании.
1.12. Арматурную сталь класса Атп-V рекомендуется применять в длинномерных конструкциях, стержни арматуры которых должны соединяться по длине сваркой. Ее следует применять в таких конструкциях, взамен упрочненной вытяжкой арматуры класса А-IIIв и горячекатаной класса А-IV.
Стыковые соединения арматуры класса Атп-V диаметром 16 - 25 мм следует выполнять дуговой электросваркой фланговыми швами с круглыми накладками длиной, равной 10d стержня (рис. 1).
1.13. Сварку арматуры класса Атп-V для соединений, указанных в п. 1.12, следует производить в соответствии с требованиями СН 393-78 «Инструкции по технологии сварки соединений арматуры и закладных деталей железобетонных конструкций» (М., Стройиздат, 1979), предъявляемыми к сварке арматуры класса А-IV марки 20ХГ2Ц.
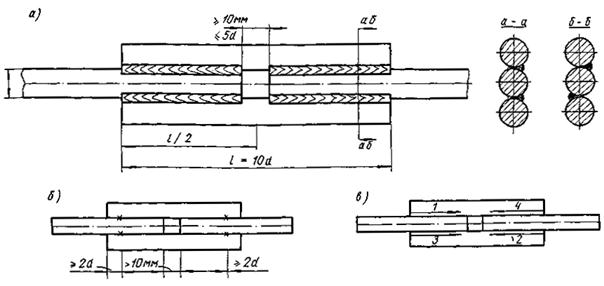
Рис. 1. Сварное соединение арматуры Атп, выполняемое дуговой электросваркой
а - конструкция сварного соединения; б - схема сборки; в - порядок и направление сварки
1, 2, 3, 4 - цифры, обозначающие последовательность сварки
1.14. Стыковые соединения арматуры класса Атп-V диаметром 16 - 18 мм допускается выполнять контактной стыковой электросваркой на машинах типа МСМУ-150М в соответствии с требованиями пп. 2.7 - 2.9 настоящих Рекомендаций.
2. ТРЕБОВАНИЯ К ПРОИЗВОДСТВУ РАБОТ
2.1. Поступающая арматура независимо от наличия сертификата должна подвергаться внешнему осмотру и испытаниям на растяжение по ГОСТ 12004-66 «Сталь арматурная. Методы испытаний на растяжение» и изгиб в холодном состоянии по ГОСТ 14019-68 «Металлы. Методы технологических испытаний на изгиб» для установления соответствия ее характеристик требованиям технических условий.
2.2. На поверхности стержней не должно быть трещин, раковин, плен и закатов; не допускаются местные механические повреждения в виде вмятин и насечек.
2.3. Арматуру классов Атп-V и Атп-VI надлежит хранить на стеллажах в закрытом сухом помещении.
2.4. Для закрепления стержней арматуры классов Атп-V и Атп-VI на упорах рекомендуется преимущественно применять временные концевые анкера в виде «высаженных головок», коротышей, приваренных дуговой сваркой, а также резьбовых наконечников, привариваемых к стержням контактной стыковой сваркой или сваркой трением.
2.5. Натяжение арматуры Атп-V и Атп-VI можно осуществлять как механическим, так и электротермическим (до температуры 500 °С) способами.
2.6. Подготовка к сварке, технология и режим дуговой сварки арматуры класса Атп-V должны выполняться в соответствии с требованиями СН 393-78.
2.7. Подготовка к сварке, технология и режим контактной стыковой электросварки арматуры класса Атп-V диаметром 16 - 18 мм должны выполняться в соответствии с требованиями СН 393-78 и пп. 2.8 и 2.9 настоящих Рекомендаций.
2.8. Машину МСМУ-150М необходимо модернизировать:
электроды машины заменить электродами со съемными губками (рис. 2);
заменить эксцентриковый кулачок механизма оплавления и осадки новым кулачком, обеспечивающим увеличение осадки на 5 мм;
конечный выключатель ВК-200, выключающий ток и регулирующий продолжительность осадки под током, заменить микровыключателей типа МП-1;
контроль продолжительности осадки под током осуществлять при помощи электросекундомера.
2.9. Сварку следует производить способом непрерывного оплавления, обеспечивая рекомендуемые параметры режима сварки (табл. 4).
Таблица 4
|
Ступень трансформатора (ориентировочно)* |
Установочная длина lуст, мм |
Положение вариатора скорости оплавления на делении: |
Продолжительность осадки под током Тос, c |
|
|
16 |
V |
35 - 40 |
8 |
0,15 - 0,35 |
|
18 |
VI |
40 - 45 |
10 |
0,2 - 0,55 |
______________
* Ступень трансформатора следует устанавливать минимальной из обеспечивающих устойчивое оплавление стержней без замыкания.
2.10. Технические требования, а также правила контроля и приемки сварных соединений арматуры класса Атп-V такие же, как для соединений арматуры класса А-V по ГОСТ 10922-75 «Арматурные изделия и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытаний» за исключением величины допускаемой несоосности стержней при контактной стыковой сварке, которая не должна превышать 0,03dн.
2.11. При производстве работ с арматурой классов Атп-V и Атп-VI необходимо руководствоваться также требованиями «Руководства по технологии изготовления предварительно-напряженных железобетонных конструкций» (М., Стройиздат, 1975), как к арматуре класса А-V.
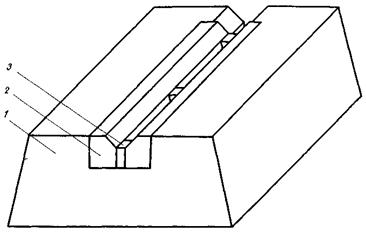
Рис. 2. Электроды машины МСМУ-150 со съемными губками
1 - электрод - медь; 2 - разъемная губка - медь; 3 - распорный вкладыш - медь
СОДЕРЖАНИЕ