МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR
STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
ГОСТ |
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ
И ЗАКЛАДНЫХ ИЗДЕЛИЙ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
|
|
Москва |
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
(ИУС 7-2018).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. № 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИИ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and
inserts for reinforced concrete structures.
Types, constructions and dimensions
Дата введения - 2015-07-01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012* Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
__________
* На территории Российской Федерации действует ГОСТ Р 57997-2017 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
(Поправка).
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 10922.
(Измененная редакция, Изм. № 1).
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 - Обозначения типов сварных соединений и способов их сварки
|
Тип сварного соединения |
Способ и технологические особенности сварки |
|||
|
Наименование |
Обозначение, номер |
Наименование |
Обозначение |
Положение стержней при сварке |
|
1 |
2 |
3 |
4 |
5 |
|
Крестообразное |
К1 |
Контактная точечная |
Кт |
Любое |
|
К3 |
Дуговая ручная или механизированная* прихватками |
Рп |
||
|
Мп |
||||
|
Стыковое |
С1 |
Контактная стыковая |
Ко |
Горизонтальное |
|
С5 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
||
|
С7 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С8 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
Вертикальное |
|
|
С10 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С14 |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
Мп |
Горизонтальное |
|
|
С15 |
Ванно-шовная на стальной скобе-накладке |
Рс |
||
|
С17 |
Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке |
Мп |
Вертикальное |
|
|
С19 |
Дуговая ручная многослойными швами на стальной скобе-накладке |
Рм |
||
|
С21 |
Дуговая ручная или механизированная* швами с накладками из стержней |
Рн |
Любое |
|
|
Мн |
||||
|
С23 |
Дуговая ручная или механизированная* швами внахлестку |
Рэ |
||
|
Мэ |
||||
|
Нахлесточное |
Н1 |
Дуговая ручная или механизированная* швами в среде СО2 |
Рш |
Любое |
|
Мш |
||||
|
Н2 |
Контактная по одному рельефу на пластине |
Кр |
Горизонтальное |
|
|
НЗ |
Контактная по двум рельефам на пластине |
Кр |
||
|
Тавровое |
Т1 |
Дуговая механизированная под флюсом без присадочного металла |
Мф |
Вертикальное |
|
Т2 |
Дуговая ручная с малой механизацией под флюсом без присадочного металла |
Рф |
||
|
Т11 |
Дуговая механизированная швами в среде СО2 в цекованное или раззенкованное отверстие |
Мз |
||
|
Т12 |
Дуговая ручная валиковыми швами в раззенкованное отверстие |
Рз |
||
|
* Допускается применение любого из перечисленных видов механизированной сварки: в среде СО2 либо СО2+Ar, порошковой проволокой, либо порошковой проволокой в среде СО2 |
||||
4.2 Условное обозначение сварного соединения имеет следующую структуру
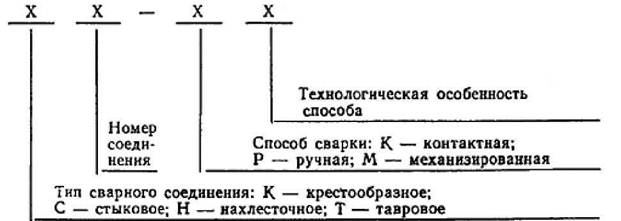
Пример условного обозначения стыкового соединения, выполненного ванно-шовной сваркой на стальной скобе-накладке, положение стержней горизонтальное:
С15-Рс
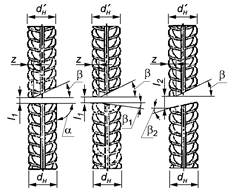
4.3 Для конструктивных элементов сварных соединений приняты обозначения:
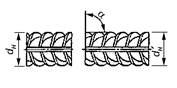
dн - номер профиля (номинальный диаметр стержня) по ГОСТ 34028 (на рисунках таблиц 2 - 17 изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 34028;
d1 - наружный диаметр стержня периодического профиля по ГОСТ 34028;
d'н - номинальный меньший диаметр стержня в сварных соединениях;
d0 - меньший диаметр раззенкованного или цекованного отверстия в плоском элементе;
D0 - больший диаметр раззенкованного или цекованного отверстия в плоском элементе;
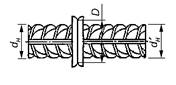
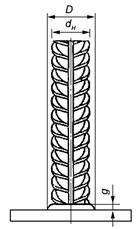
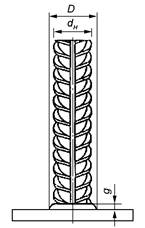
D - диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
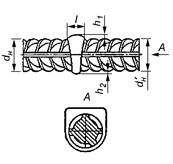
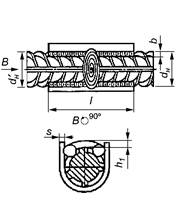
b - ширина сварного шва; суммарная величина вмятин;
bʹ, bʺ - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
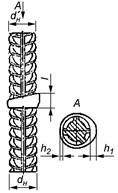
h1 - высота усиления наплавленного металла;
h2 - высота усиления корня сварного шва;
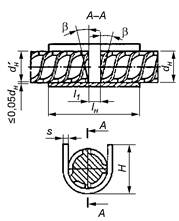
Н - высота скобы-накладки;
l - длина сварного шва;
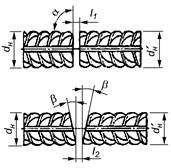
l1, l2 - зазоры до сварки между торцами стержней при различных разделках;
lн - длина скоб-накладок, накладок и нахлестки стержней;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения ТЗ;
s - толщина стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа на плоском элементе;
k1 - зазор между стержнем и плоским элементом в соединении Н3;
п - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
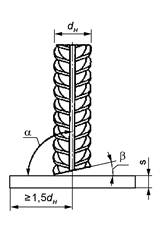
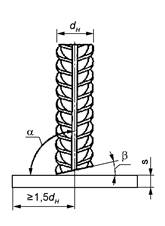
g - высота наплавленного металла («венчика») в тавровых соединениях;
α, α1, α2, β, β1, β2, γ, γ1 - угловые размеры конструктивных элементов сварных соединений.
(Измененная редакция, Изм. № 1).
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением А.
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением А.
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей классов А240, А400С, А500С, А600С, Ап600С, А800С, А1000С должны соответствовать требованиям ГОСТ 34028;
(Новая редакция, Изм. № 1).
5.4.1 (Исключен, Изм. № 1).
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
- класса В500С - действующим нормативным документам*;
__________
* В Российской Федерации действует ГОСТ Р 52544
- класса Вр-1 - ГОСТ 6727.
5.6 Арматура немерной длины классов Ап600С, А800С и Ат1000С, равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматуру применяют в качестве арматуры класса А400С без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
(Новая редакция, Изм. № 1).
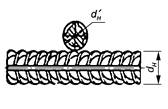
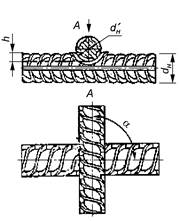
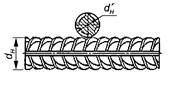
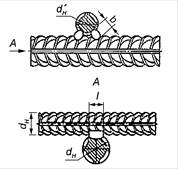
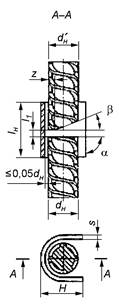
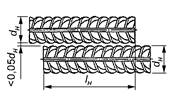
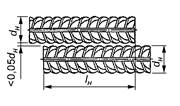
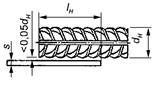
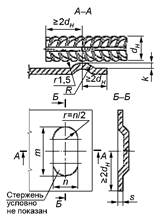
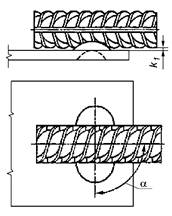
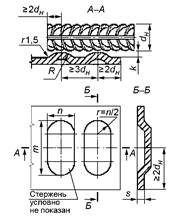
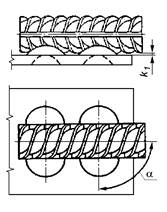
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке 1 и в таблицах 2 - 3.
|
|
|
Рисунок 1 - Крестообразное соединение, выполненное контактной точечной сваркой |
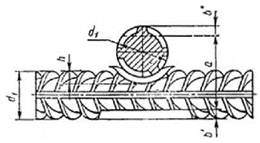
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К3 - от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок 1) определяют по формуле
|
|
где: а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин (b' + b"), мм.
Величины относительных осадок h/d'н для соединений типа К1 должны соответствовать приведенным в таблице 2.
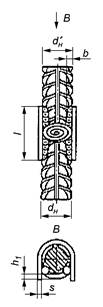
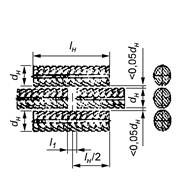
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 - 10.
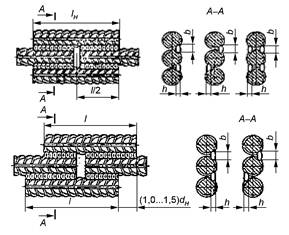
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах 11 - 13.
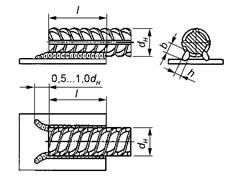
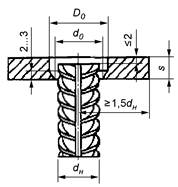
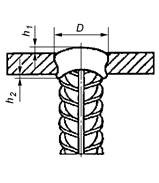
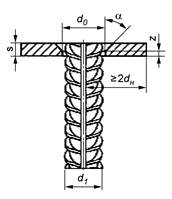
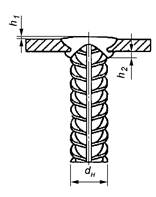
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах 14 - 17.
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264, ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах 7 - 8, в качестве материала скоб-накладок следует применять листовую сталь класса С235 - С255 по ГОСТ 27772.