РЕКОМЕНДАЦИЯ
ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ ЕДИНСТВА
ИЗМЕРЕНИЯ
ЭВОЛЬВЕНТОМЕРЫ УНИВЕРСАЛЬНЫЕ
ИНОСТРАННЫХ ФИРМ: К. ЦЕЙСС ЙЕНА, МААГ,
КЛИНГЕЛЬНБЕРГ, ХОФЛЕР,
ОСАКА СЭЙМИЦУ КИКАЙ И ХАМАИ
МЕТОДИКА ПОВЕРКИ
МИ 2130-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
1991
СОДЕРЖАНИЕ
РЕКОМЕНДАЦИЯ
|
РЕКОМЕНДАЦИЯ Государственная система обеспечения единства измерений ЭВОЛЬВЕНТОМЕРЫ УНИВЕРСАЛЬНЫЕ Методика поверки |
МИ 2130-91 |
Дата введения 01.01.92
Настоящая рекомендация распространяется на универсальные эвольвентомеры (образцовые 2-го разряда и рабочие) иностранных фирм: К. Цейсс Йена (VG450); Мааг (РН100 и SP60); Клингельнберг (PFSИ640); Хофлер (EFR401, 631); Осака Сэймицу Кикай (GC4H) и Хамаи (5LИ, 6LИ) по СТ СЭВ 1311 и устанавливает методику их первичной и периодической поверок.
Рекомендация может быть использована также для поверки эвольвентомеров других фирм, имеющих аналогичную конструкцию.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками, указанными в таблице.
|
Наименование операции |
Номер пункта рекомендации |
Средства поверки и их нормативно-технические характеристики |
Проведение операции при |
|
|
первичной поверке |
периодической поверке |
|||
|
Внешний осмотр |
- |
Да |
Да |
|
|
Опробование |
- |
Да |
Да |
|
|
Определение метрологических характеристик эвольвентомеров |
|
|
|
|
|
Определение шероховатости поверхности измерительного наконечника |
Образцы шероховатости поверхности (сравнения) Ra = 0,05; 0,10; 0,20 мкм по ГОСТ 9378; микроинтерферометр типа МИИ-4 по ТУ 3-3.1145; профилограф-профилометр типа i по ГОСТ 19300 |
Да |
Нет |
|
|
Определение биения центров |
Головка измерительная пружинная малогабаритная 1ИПМ по ГОСТ 14712; штатив ШМ-1-8 по ГОСТ 10197 |
Да |
Да |
|
|
Определение отклонения от параллельности направления перемещения измерительного наконечника к оси центров |
Оправка цилиндрическая (приложение 1) |
Да |
Да |
|
|
Определение масштаба увеличения самописца |
Аттестованная эвольвентная мера 1-го разряда с радиусом основной окружности 60 мм |
Да |
Да |
|
|
Определение погрешности показаний эвольвентомера |
Аттестованные звольвентные меры 1-го разряда с радиусами основных окружностей 37, 60 и 150 мм |
Да |
Да |
|
|
Определение размаха показаний эвольвентомера |
Аттестованная эвольвентная мера 1-го разряда с радиусом основной окружности 60 мм |
Да |
Да |
|
1.2. Допускается применять другие, вновь разработанные или находящиеся в применении средства и методы поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям настоящей рекомендации.
1.3. Основные технические характеристики эвольвентомеров даны в приложении 2.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. Условия проведения поверки универсальных эвольвентомеров не относятся к вредным условиям производства.
2.2. При подготовке к проведению поверки следует соблюдать правила пожарной безопасности, установленные для работы с легковоспламеняющимися жидкостями, к которым относится бензин, используемый для промывки измерительных поверхностей от противокоррозионной смазки.
2.3. Перед включением приборов в электрическую сеть необходимо проверить состояние изоляции проводов и наличие заземления.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА к ней
3.1. При проведении поверки должны быть соблюдены следующие условия:
температура в помещении (20 ± 2) °С;
скорость изменения температуры не более 0,5 °С/ч;
относительная влажность воздуха должна составлять (60 ± 20) %;
атмосферное давление не более 101,3 + 3 кПа.
3.2. Перед проведением поверки должны быть выполнены следующие подготовительные работы:
направляющие приборов, центрирующие элементы, зажимные центры, измерительные наконечники должны быть очищены от смазки, промыты авиационным бензином и протерты чистой салфеткой;
средства поверки должны быть выдержаны на рабочем месте в течение 6 ч.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
При внешнем осмотре необходимо убедиться в том, что рабочие поверхности эвольвентомеров не имеют царапин, забоин, следов коррозии и других дефектов, влияющих на эксплуатационные качества эвольвентомеров.
В поле зрения отсчетного микроскопа не должно быть видимых, влияющих на точность отсчета, загрязнений окуляра, окулярной сетки и шкал.
Все движущиеся детали эвольвентомеров должны перемещаться плавно, без заеданий, рывков, но и без явно ощутимого люфта.
Все стопорное винты и устройства должны надежно крепить соответствующие детали в требуемом положении.
Переключатель измерительного наконечника должен обеспечивать свободный переход с правого профиля зуба на левый в соответствии с нанесенными на нем обозначениями.
4.3. Определение метрологических параметров
4.3.1. Шероховатость поверхности измерительного наконечника определяют визуальным сравнением с образцами шероховатости поверхности или на микроинтерферометре путем измерения высоты неровностей по интерференционной картине.
Параметр шероховатости поверхности измерительного наконечника должен быть Rа ≤ 0,08 мкм (Rmax ≤ 0,1 мкм) по ГОСТ 2789.
4.3.2. Определение биения центров эвольвентомера
Штатив с измерительной головкой помещают на верхней рабочей плоскости станины прибора, а наконечник измерительной головки упирают в поверхность поверяемого центра на расстоянии 2 - 3 мм от его вершины перпендикулярно к образующей конуса.
Биение центра при повороте его на 3600 не должно превышать 0,003 мм.
4.3.3. Отклонение от параллельности направления перемещения измерительного наконечника к оси центров определяют следующим образом.
Цилиндрическую оправку (см. приложение 1) устанавливают в центрах прибора. Измерительный наконечник эвольвентомера приводят в соприкосновение с боковой образующей оправки и устанавливают стрелку отсчетного устройства вблизи нуля. Перемещая наконечник на всем пределе его хода, отмечают показания отсчетного устройства эвольвентомера.
Отклонение от параллельности направления перемещения измерительного наконечника к оси центров не должно превышать 0,005 мм на длине хода 100 мм.
4.3.4. Масштаб увеличения самописца определяют с помощью эвольвентной меры 1-го разряда с радиусом основной окружности 60 мм, служащей для определения погрешности эвольвентомера.
Эвольвентную меру устанавливают на оправке в центрах прибора, а самописец настраивают на запись.
При поверке снимают две пары диаграмм: одну - по левому профилю, другую - по правому. При снятии диаграмм продольную каретку устанавливают на значения r0 + b и r0 - b, где r0 - радиус основной окружности эвольвентной меры, мм, «b» - произвольное небольшое число, например 20 или 30 мкм.
Масштаб увеличения самописца вычисляют на основе полученных диаграмм (черт. 1 и 2) по формуле
|
|
где a1 и а2 - числовые значения, измеренные по оси абсцисс на полученных диаграммах, мм;
b - разность между значением, установленным на продольной каретке, и радиусом основной окружности эвольвентной меры, мкм;
l - числовое значение, измеренное по оси ординат на полученной диаграмме, мм.
Длину обката, соответствующую длине по оси ординат, выбирают произвольно и откладывают на графике между двумя произвольными горизонтальными прямыми. Линии, вычерченные самописцем, спрямляют при помощи линейки, после чего отсчитывают значения a1 и а2.

Черт. 1. Диаграмма, снятая по левому профилю,
для определения масштаб увеличения самописца

Черт. 2. Диаграмма, снятая по правому профилю,
для определения масштаба увеличения самописца
Вычисленный по приведенной выше формуле масштаб увеличения w самописца не должен отличаться от номинального (1000:1) более чем на 10 %.
4.3.5. Погрешность эвольвентомера определяют с помощью звольвентных мер 1-го разряда с номинальными радиусами основных окружностей 37, 60 и 150 мм, аттестованных в органах Госстандарта.
Примечание. При отсутствии эвольвентной меры радиусом основной окружности 37 мм, погрешность эвольвентомеров допускается определять по двум эвольвентным мерам 1-го разряда с радиусами основных окружностей 60 и 150 мм.
До поверки аттестованные эвольвентные меры должны находиться в помещении, где проводят поверку, не менее 6 ч.
Погрешность прибора определяют следующим образом. В центрах эвольвентомера устанавливают эвольвентную меру и, настроив отсчетное устройство для регистрации результатов, устанавливают действительное значение радиуса основной окружности применяемой эвольвентной меры (переворачивая ее в центрах прибора), записывают показания эвольвентомера при левом и правом обкатах. Эту операцию позволяет проводить симметричное расположение меры относительно оправки.
Полученные эвольвентограммы включают погрешность эвольвентомера и эвольвентной меры.
Суммарную погрешность определяют по расстоянию между двумя прямыми, параллельными оси ординат, ограничивающими эвольвентограмму профиля на указанной в аттестате на меру длины (угла) развернутости.
Примечание. При отсутствии этих указаний в аттестатах оценка проводится на максимально возможном угле (длине) развернутости эвольвентной меры.
Для определения погрешности эвольвентомера это расстояние необходимо разделить на значение увеличения самописца и из погрешности исключить значение погрешности профиля эвольвентной меры, приведенное в аттестате.
За погрешность эвольвентомера принимают максимальное значение разности результатов измерений из 6 серий (при измерении по трем эвольвентным мерам, по левому и правому профилю) и значений погрешности профиля эвольвентных мер, указанных в аттестатах.
Если погрешность эвольвентомера не превышает 0,0015 мм, то прибор может быть отнесен к образцовым средствам измерения (ОСИ) 2-го разряда, если же погрешность эвольвентомера превышает 0,0015 мм, то прибор может быть отнесен к рабочим средствам измерения (РСИ), что согласовано с требованиями к ОСИ 2-го разряда и РСИ соответственно (ГОСТ 8.181 «ГСИ. Государственный специальный эталон и общесоюзная поверочная схема для средств измерений длины для эвольвентных поверхностей»).
4.3.6. Размах показаний эвольвентомера определяют одновременно с определением погрешности по эвольвентной мере 1-го разряда с радиусом основной окружности 60 мм. Для этой цели измеряют эвольвенту не менее десяти раз при одном и том же угле развернутости.
Размах показаний эвольвентомера определяют как алгебраическую разность между наибольшим и наименьшим значением погрешности эвольвенты из 10 серий измерений (в каждой серии по 2 измерения: одно по левому, другое по правому профилю).
Размах показаний эвольвентомера не должен превышать 0,001 мм.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Положительные результаты государственной первичной поверки эвольвентомеров оформляют записью в паспорте, удостоверенной подписью поверителя.
5.2. Положительные результаты государственной периодической поверки оформляют выдачей свидетельства установленной формы.
5.3. Положительные результаты ведомственной поверки оформляют в порядке, установленном ведомственной метрологической службой.
5.4. Эвольвентомеры, не удовлетворяющие требованиям настоящей рекомендации, к применению в качестве образцовых не допускают, на них выдают извещение о непригодности с указанием причин.
ПРИЛОЖЕНИЕ 1
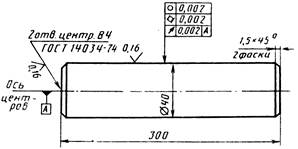
1. Материал - сталь У9 - У10 ГОСТ 1435.
2. 59... 65 HRCэ.
ПРИЛОЖЕНИЕ 2
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭВОЛЬВЕНТОМЕРОВ
Эвольвентомер фирмы К. Цейсс Йена VG450
|
Цена деления шкалы спирального микроскопа, мм |
0,001 |
|
Максимальный диаметр измеряемых зубчатых колес, мм |
450 |
|
Максимальное расстояние между центрами, мм |
520 |
|
Диаметр основной окружности, мм |
20 - 414 |
|
Модуль, мм |
0,8 - 10 |
|
Увеличение самописца |
1000× |
Эвольвентомер фирмы Maar SP60
|
Диаметр основной окружности, мм |
25 - 600 |
|
Модуль, мм |
1 - 20 |
|
Увеличение самописца |
200×, 500×, 1000×, 2000×, 5000× |
Эвольвентомер фирмы Клингельнберг PFSИ640
|
Диаметр измеряемых зубчатых колес |
20 - 640 |
|
Диаметр основной окружности, мм |
16 - 600 |
|
Максимальное расстояние между центрами, мм |
825 |
|
Модуль, мм |
1 - 20 |
|
Увеличение самописца |
50×, 100×, 200×, 500×, 1000×, 2000× |
Эвольвентомер фирмы Хофлер EFR401; EFR631
|
Диаметр основной окружности, мм |
9 - 350; 2 - 600 |
|
Максимальный диаметр измеряемых зубчатых колес, мм |
610; 620 |
|
Модуль, мм |
0,2 - 15; 0,5 - 20 |
|
Увеличение самописца |
250×, 500×, 1000×, 2000× |
Эвольвентомер фирмы Осака Сэймицу Кикай GС4Н
|
Диаметр основной окружности, мм |
25 - 400 |
|
Максимальный диаметр измеряемых зубчатых колес, мм |
450 |
|
Модуль, мм |
0,75 - 12 |
|
Увеличение самописца |
500×, 1000× |
Эвольвентомер фирмы Хамаи 5LИ; 6LИ
|
Минимальный диаметр основной окружности, мм |
45 |
|
Максимальный диаметр измеряемых зубчатых колес, мм |
500; 600 |
|
Модуль, мм |
1 - 12; 1 - 15 |
|
Увеличение самописца |
500× |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНА НПО «МЕТРОЛОГИЯ»
РАЗРАБОТЧИКИ
Г.Я. Гафанович, канд. техн. наук (руководитель темы); Ф.Г. Херсонская
2. УТВЕРЖДЕНА НПО «МЕТРОЛОГИЯ» 01.11.90 г., протокол № 11
3. ЗАРЕГИСТРИРОВАНА ВНИИМС 04.01.91 г.
4. ВЗАМЕН МИ 117-77
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Приложение 1 |
|
|
ГОСТ 9378-75 |
|
|
Приложение 1 |
|
|
ТУ 3-3.1145-81 |