Изменение № 4 ГОСТ 19791-74 Смазка железнодорожная ЛЗ-ЦНИИ. Технические условия
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 06.03.90 № 373
Дата введения 01.08.90
Вводная часть. Второй абзац. Заменить обозначения. ИНа-Ка 6/10-3 на УНа-Кз 6/10-3,
третий абзац исключить
Пункт 1.1. Восьмой, девятый абзацы изложить в новой редакции: «Масло веретенное АУ беспарафиновых нефтей или масло АУ малосернистых нефтей или масло АУ сернистых нефтей до 100.
При изготовлении смазки допускается в качестве дисперсионной среды применять смесь масел АУ из малосернистых или сернистых нефтей и индустриального И-50А с температурой застывания не выше минус 20 °С».
Пункт 1.3 Таблицу изложить в новой редакции; дополнить примечанием:
|
Наименование показателя |
Норма |
Метод испытания |
|
1. Внешний вид |
Однородная мазь от светло-желтого до темно-желтого цвета |
По п. 3 2 |
|
2. Вязкость при 0 °С и среднем градиенте скорости деформации 10 с-1, Па-с, не более |
420 |
По ГОСТ 7163-84 |
|
|
450* |
|
|
3. Предел прочности при 50 °С, Па, не менее |
220 |
По ГОСТ 7143-73, метод Б |
|
|
200* |
|
|
4. Температура каплепадения, °С, не ниже |
135 |
По ГОСТ 6793-74 |
|
130* |
|
|
|
5. Коллоидная стабильность, % выделенного масла, не более |
|
По ГОСТ 7142-74 |
|
22 |
|
|
|
6. Массовая доля свободной щелочи в пересчете на NaOH, %, не более |
|
По ГОСТ 6707-76 |
|
0,2 |
|
|
|
7. Содержание механических примесей |
Отсутствие |
По ГОСТ 6479-73 |
|
8. Испаряемость при 100 °С за 1 ч, %, не более |
7,0 |
По ГОСТ 9566-74 |
|
8,5* |
|
|
|
9. Пенетрация при 25 °С, мм·10-1 |
200-260 |
По ГОСТ 5346-78, метод А или В |
|
10. Массовая доля воды, %, не более |
0,4 0,5* |
По ГОСТ 2477-65 |
Примечание. Знаком* обозначены нормы, действующие до 0101.93».
Пункты 2.2, 3.1. Заменить ссылку: ГОСТ 2517-80 на ГОСТ 2517-85.
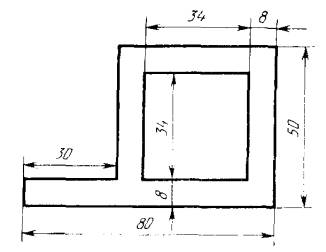
Пункт 3.2 изложить в новой редакции: «3.2. Для определения внешне,о вида смазку наносят на пластинку размерами 50´70´2 мм из стекла по ГОСТ 111-78 или другого бесцветного прозрачного стекла с помощью шаблона из металла, не подвергающегося коррозии, толщиной (2 ± 0,1) мм (чертеж). Предельные отклонения размеров шаблона ±1 мм. Шаблон плотно прикладывают к пластинке, обмазывают с помощью шпателя сначала внутренние края отверстия шаблона, а затем заполняют все отверстия шаблона слоем смазки выше толщины шаблона. Смазку уплотняют шпателем, ребром снимают излишки смазки, осторожно снимают с пластинки шаблон и просматривают ее в проходящем свете невооруженным глазом. Наличие мелкозернистой структуры не является браковочным признаком».
Пункт 3.3 исключить.
Пункт 4.1. Заменить единицу: л на дм3.
Пункт 5.2. Второй абзац изложить в новой редакции: «Ресурс работы смазки по времени - 5 лет, по пробегу - 500 тыс. км, допускается до 01.01.93 - 450 тыс. км».
(ИУС № 6 1990 г.)