ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ»
Общество с ограниченной ответственностью
«Научно-исследовательский институт природных газов и газовых технологий -
ВНИИГАЗ»
Общество с ограниченной ответственностью
«Информационно-рекламный центр газовой промышленности»
СТАНДАРТ ОРГАНИЗАЦИИ
ДОКУМЕНТЫ НОРМАТИВНЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ,
СТРОИТЕЛЬСТВА И ЭКСПЛУАТАЦИИ ОБЪЕКТОВ ОАО «ГАЗПРОМ»
ИНСТРУКЦИЯ
ПО
ТЕХНОЛОГИИ ПРОИЗВОДСТВА РАБОТ НА ГАЗОПРОВОДАХ ВРЕЗКОЙ ПОД ДАВЛЕНИЕМ
СТО Газпром 2-2.3-116-2007
Дата введения - 2007-12-14
Предисловие
1 РАЗРАБОТАН Обществом с
ограниченной ответственностью «Научно-исследовательский институт природных
газов и газовых технологий - ВНИИГАЗ»
2 ВНЕСЕН Управлением по
транспортировке газа и газового конденсата Департамента по транспортировке,
подземному хранению и использованию газа ОАО «Газпром»
3 УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ Распоряжением ОАО «Газпром» от 03 апреля 2007 г. № 75 с 14 декабря
2007 г.
4 ВЗАМЕН РД
51-00158623-09-95 «Технология производства работ на газопроводах врезкой под
давлением, включая огневые работы»
Содержание
Стандарт ОАО «Газпром» «Инструкция по
технологии производства работ на газопроводах врезкой под давлением» разработан
на основе технологии компании «Т.Д. Вильямсон» (США, Бельгия) по врезке,
перекрытию полости трубы и сварке на газопроводах под давлением с учетом
зарубежных стандартов и российских нормативных документов, руководящих
материалов, рекомендованных компанией, результатов экспериментальных работ,
зарубежного и отечественного опыта применения технологии врезки под давлением.
В разработке стандарта принимали участие:
от ООО «ВНИИГАЗ» - к.т.н. В.Д. Гуссак,
В.И. Беспалов, Т.Д. Лучина;
от Управления по транспортировке газа и
газового конденсата Департамента по транспортировке, подземному хранению и
использованию газа ОАО «Газпром» - В.В. Салюков, Е.М. Вышемирский, А.В.
Шипилов;
от ООО «Уралтрансгаз» - П.М. Созонов,
С.В. Минеев, Ф.Ф. Юсупов.
1.1 Настоящий стандарт предназначен для
выполнения работ на газопроводах из стальных электросварных прямошовных и
спиральношовных труб из малоуглеродистых и низколегированных трубных сталей с
нормативным пределом прочности до 60 кгс/мм2 (588 МПа) включительно,
условным диаметром до 1400 мм включительно, фактической толщиной стенки не
менее 6,5 мм, избыточным давлением среды свыше 1,2 МПа (12 кгс/см2)
до 9,8 МПа (100 кгс/см2) включительно, находящихся в эксплуатации и
транспортирующих природный газ, стабильный и нестабильный конденсат, широкие
фракции легких углеводородов, в том числе для выполнения работ на магистральных
однониточных газопроводах и системах газопроводов, проложенных в едином
технологическом коридоре, газопроводах-отводах, шлейфах и технологических
трубопроводах компрессорных станций и дожимных компрессорных станций.
1.2 Настоящий стандарт регламентирует
организацию и технологию работ по врезке отводов, перемычек, лупингов,
переходов и выборочному капитальному ремонту (замене) дефектных участков
линейной части, запорно-регулирующей арматуры, соединительных деталей
трубопроводов без прекращения транспорта газа с врезкой байпаса и перекрытием
полости трубы с применением специальной технологии сварки (приварки) и врезки
под давлением с использованием специального оборудования.
1.3 Положения настоящего стандарта
обязательны к применению при ремонте, реконструкции газопроводов, а также
подключении вновь построенных газопроводов в газопроводы под давлением в целях
обеспечения бесперебойной подачи газа потребителям, сокращения потерь газа и
решения экологических проблем, связанных со стравливанием газа в атмосферу при
проведении указанных работ.
1.4 Стандарт устанавливает требования,
обязательные к исполнению всеми специализированными организациями, выполняющими
работы по проектированию, строительству, ремонту и реконструкции газопроводов.
В настоящем стандарте использованы
нормативные ссылки на следующие стандарты:
ГОСТ
12.4.004-74 Система стандартов безопасности труда. Респираторы фильтрующие
противогазовые РПГ-67. Технические условия
ГОСТ
12.4.010-75 Система стандартов безопасности труда. Средства индивидуальной
защиты. Рукавицы специальные. Технические условия
ГОСТ
12.4.137-84 Система стандартов безопасности труда. Обувь специальная
кожаная для защиты от нефти, нефтепродуктов, кислот, щелочей, нетоксичной и
взрывоопасной пыли. Технические условия
ГОСТ
26.008-85 Шрифты для надписей, наносимых методом гравирования.
Исполнительные размеры
ГОСТ 380-94 Сталь
углеродистая обыкновенного качества. Марки
ГОСТ
1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2601-84
Сварка металлов. Термины и определения основных понятий
ГОСТ 3749-77
Угольники поверочные 90°. Технические условия
ГОСТ
6996-66 Сварные соединения. Методы определения механических свойств.
ГОСТ 7502-98
Рулетки измерительные металлические. Технические условия
ГОСТ
7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8026-92 Линейки
поверочные. Технические условия
ГОСТ
8731-74 Трубы стальные бесшовные горячедеформированные. Технические
требования
ГОСТ 8732-78
Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ
9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной
и повышенных температурах
ГОСТ
9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и
наплавки. Классификация и общие технические условия
ГОСТ
9467-75 Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы
ГОСТ 14192-96 Маркировка грузов
ГОСТ
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ
15150-69 Машины, приборы и другие технические изделия. Исполнения для
различных климатических районов. Категории, условия эксплуатации, хранения и
транспортирования в части воздействия климатических факторов внешней среды
ГОСТ
15467-79 Управление качеством продукции. Основные понятия. Термины и
определения
ГОСТ
16037-80 Соединения сварные стальных трубопроводов. Основные типы,
конструктивные элементы и размеры
ГОСТ
16350-80 Климат СССР. Районирование и статистические параметры
климатических факторов для технических целей
ГОСТ
18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18895-97
Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ
19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат
листовой горячекатаный. Сортамент
ГОСТ
20295-88 Трубы стальные сварные для магистральных газонефтепроводов.
Технические условия
ГОСТ 21105-87
Контроль неразрушающий. Магнитопорошковый метод
ГОСТ
23667-85 Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы
измерения основных параметров
ГОСТ 23764-79
Гамма-дефектоскопы. Общие технические условия
ГОСТ
25113-86 Контроль неразрушающий. Аппараты рентгеновские для промышленной
дефектоскопии. Общие технические условия
ГОСТ
28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие
технические требования
ГОСТ
29335-92 Костюмы мужские для защиты от пониженных температур. Технические
условия
ГОСТ
29338-92 Костюмы женские для защиты от пониженных температур. Технические
условия
ГОСТ Р 12.4.013-97
Система стандартов безопасности труда. Очки защитные. Общие технические условия
СТО
Газпром 2-2.4-083-2006 Инструкция по неразрушающим методам контроля при
строительстве и ремонте промысловых и магистральных газопроводов
СТО
Газпром 2-3.5-046-2006 Порядок экспертизы технических условий на
оборудование и материалы, аттестации технологий и оценки готовности организаций
к выполнению работ по диагностике и ремонту объектов транспорта газа ОАО
«Газпром»
СТО
Газпром 14-2005 Типовая инструкция по безопасному ведению огневых работ на
газовых объектах ОАО «Газпром»
ОСТ 36 76-83
Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Цветной
метод
ОСТ 26
291-94 Сосуды и аппараты стальные сварные. Общие технические условия
Примечание - При пользовании настоящим стандартом
целесообразно проверить действие ссылочных стандартов по соответствующим
указателям, составленным на 1 января текущего года, и информационным
указателям, опубликованным в текущем году. Если ссылочный документ заменен
(изменен), то при пользовании настоящим стандартом следует руководствоваться
замененным (измененным) документом. Если ссылочный документ отменен без замены,
то положение, в котором дана ссылка на него, применяется в части, не
затрагивающей эту ссылку.
3.1 В настоящем
стандарте применены термины по ГОСТ
2601, ГОСТ
15467, а
также следующие термины с соответствующими определениями и сокращениями:
3.1.1 аттестационный центр: Организация,
являющаяся частью организационной структуры системы аттестации сварочного
производства и осуществляющая аттестацию сварщиков и специалистов сварочного
производства, сварочных материалов, оборудования и технологий в соответствии с
требованиями нормативных и методических документов системы аттестации
сварочного производства.
3.1.2 аттестованная технология сварки: Технология
сварки, прошедшая приемку и имеющая свидетельство об аттестации в соответствии
с требованиями РД
03-615-03 [1].
3.1.3 аттестованный сварочный материал: Сварочный
материал, прошедший аттестацию и имеющий свидетельство об аттестации в
соответствии с требованиями РД
03-613-03 [2].
3.1.4 аттестованное сварочное оборудование: Сварочное
оборудование, прошедшее аттестацию и имеющее свидетельство об аттестации в
соответствии с требованиями РД
03-614-03 [3].
3.1.5 аттестованный сварщик: Квалифицированный
сварщик, прошедший аттестацию и имеющий аттестационное удостоверение в
соответствии с требованиями ПБ
03-273-99 [4].
3.1.6 временный байпас: Участок трубы,
подключенный к магистральному газопроводу для временного использования.
3.1.7 газопровод-отвод: Газопровод, подключенный к магистральному
газопроводу для подачи газа потребителю (промышленным предприятиям, сельским
районам и поселкам, газораспределительным и радиорелейным станциям и проч.).
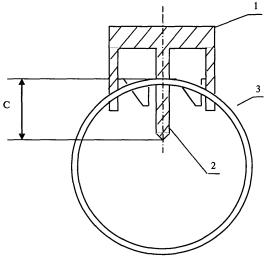
3.1.8 запорное
устройство «Стопл»: Устройство для перекрытия полости трубы газопровода
под давлением, состоящее из трех основных частей: гидравлического
цилиндра-привода, корпуса перекрывающей головки и самой головки.
3.1.9 зона
термического влияния: Участок основного металла, не подвергшийся
расплавлению, структура и свойства которого изменились в результате нагрева при
сварке или наплавке.
3.1.10 идентификация трубы: Процедура установления соответствия трубы
имеющемуся на нее документу о качестве.
3.1.11 контрольное сварное соединение; КСС: Сварное соединение,
выполняемое при аттестации сварщиков, сварочных материалов, сварочного
оборудования, технологий сварки, допускных испытаниях сварщиков и являющееся
однотипным по отношению к производственным сварным соединениям газопроводов.
3.1.12 лупинг: Участок трубы, подключенный к магистральному газопроводу
для постоянного использования.
3.1.13 Национальная ассоциация контроля и сварки; НАКС: Организация
(юридическое лицо), являющаяся организационно-структурной частью системы
аттестации сварочного производства и осуществляющая разработку нормативных и
методических документов, методическое руководство, контроль и координацию
деятельности аттестационных центров по аттестации сварщиков и специалистов
сварочного производства, сварочных материалов, оборудования и технологий,
ведение реестра аттестационных центров и результатов аттестаций.
3.1.14 однотипные сварные соединения: Группы сварных соединений,
выполняемых по одной и той же технологии сварки, имеющих общие основные
параметры с определенным диапазоном их значений (материал, металл, диаметр,
толщина стенки, конструктивные элементы и др.).
3.1.15 освидетельствование трубы: Процедура установления соответствия
трубы требованиям нормативных документов при отсутствии на нее документа о
качестве.
3.1.16 опасная зона магистрального газопровода: Зона, ограниченная
окружностью с радиусом, соответствующим минимально допустимому расстоянию
согласно СНиП 2.05.06-85* [5],
и центром в рабочей зоне, в которой вследствие возможной утечки газа или
газового конденсата может образоваться взрывоопасная концентрация и произойти
воспламенение (взрыв) или другие негативные последствия.
3.1.17 перемычка: Участок трубы, соединяющий
две параллельные нитки системы газопроводов или нитки двух систем газопроводов,
для постоянного использования.
3.1.18 перепускной патрубок: Патрубок для
подсоединения трубной обвязки запорного устройства.
3.1.19 полярность обратная: Полярность, при
которой электрод присоединяется к положительному полюсу источника питания дуги,
свариваемые элементы - к отрицательному.
3.1.20 притупление кромки: Нескошенная часть
торца кромки, подлежащей сварке.
3.1.21 разделка кромок: Придание кромкам,
подлежащим сварке, необходимой формы.
3.1.22 ремонт сварного шва: Исправление в
сварном шве дефектов, выявленных по результатам неразрушающих методов контроля.
3.1.23 ребра жесткости: Стальные уголки,
привариваемые к вырезаемому темплету для предотвращения его возможной
деформации и повреждения фрезы при врезке в газопровод под давлением.
3.1.24 сертификат: Документ о качестве
конкретных партий труб, удостоверяющий соответствие их качества требованиям
технических условий, а также специальным требованиям к контракту на поставку.
3.1.25 система аттестации сварочного производства; САСв:
Комплекс требований, определяющих правила и процедуру аттестации сварщиков,
специалистов сварочного производства, сварочных материалов, сварочного
оборудования, технологий сварки для производства сварочных работ при
изготовлении, реконструкции, монтаже и ремонте оборудования и объектов, надзор
за которыми осуществляет Ростехнадзор.
3.1.26 специализированная организация: Юридическое
лицо, выполняющее работы на объектах ОАО «Газпром», подтвердившее готовность к
выполнению работ в соответствии с нормативными документами ОАО «Газпром» и
Ростехнадзора.
3.1.27 специализированное подразделение
эксплуатирующей организации: Филиал эксплуатирующей организации,
выполняющее работы на объектах ОАО «Газпром», подтвердившее готовность к
выполнению работ в соответствии с нормативными документами ОАО «Газпром» и
Ростехнадзора.
3.1.28 специализированная бригада: Группа
специалистов, выполняющих работы определенного вида на объектах ОАО «Газпром».
3.1.29 проектная организация: Юридическое
лицо, выполняющее проектирование объектов ОАО «Газпром».
3.1.30 температура предварительного подогрева: Температура
подогрева кромок сварного соединения непосредственно перед операциями сварки.
3.1.31 температура сопутствующего (межслойного) подогрева: Минимальная
температура подогрева в зоне сварного шва, которая должна поддерживаться в
случае прерывания сварочного процесса, а также перед сваркой последующих слоев
шва после сварки предыдущих слоев.
3.1.32 технологическая карта сварки: Карта операционного описания
технологического процесса в технологической последовательности по всем
операциям подготовки, сборки и сварки с указанием технологических режимов сварки
и данных о средствах технологического оснащения, разработанная по форме типовой
технологической карты.
3.1.33 тройник разрезной: Тройник, состоящий из двух обечаек, которые
соединяют между собой сваркой при монтаже на газопроводе под давлением.
3.1.34 тройник разрезной отводной: Тройник понижающего диаметра для
подсоединения к магистральному газопроводу газопровода-отвода, байпаса,
лупинга.
3.1.35 тройник разрезной равнопроходной (стопльный): Тройник для монтажа
запорного устройства «Стопл».
3.1.36 тройник разрезной с боковым ответвлением: Тройник, имеющий
вертикальное и боковое ответвления для подсоединения в вертикальной и
горизонтальной плоскости к магистральному газопроводу газопровода-отвода,
перемычки, лупинга.
3.1.37 угол скоса кромки: Острый угол между плоскостью скоса кромки и
плоскостью торца свариваемого элемента.
3.1.38 уровень качества сварных соединений газопроводов: Совокупность
требований к допустимым размерам дефектов сварных соединений газопроводов в
зависимости от категории, характеристик и природно-климатических условий их
эксплуатации.
3.1.39 усиление сварного шва: Выпуклость шва, определяемая расстоянием
между плоскостью, проходящей через видимые линии границы сварного шва с
основным металлом, и поверхностью сварного шва.
3.1.40 эксплуатирующая организация: Юридическое лицо, осуществляющее
эксплуатацию газовых объектов ОАО «Газпром».
3.2 В настоящем стандарте применены
следующие сокращения:
АВП - аварийно-восстановительный поезд;
ВТД - внутритрубная диагностика;
ЗРА - запорно-регулирующая арматура;
ЗТВ - зона термического влияния;
ЛПУ МГ - линейно-производственное
управление магистрального газопровода;
НКПВ - нижний концентрационный предел
воспламенения;
ПИЛ - полевая испытательная лаборатория;
ППР - проект производства работ;
СДТ - соединительные детали трубопровода;
ТУ - технические условия;
УАВР - управление
аварийно-восстановительных работ.
4.1.1 Врезку отводов, новых
внутрисистемных и межсистемных перемычек, лупингов, переходов под давлением без
остановки транспорта газа применяют как способ ведения работ при реконструкции
и ремонте газопроводов, в том числе при подключении:
- вновь построенных газопроводов к
магистральным (к системе газопроводов);
- газопроводов-отводов (к промышленным
предприятиям, сельским районам и поселкам);
- камер запуска-приема устройств ВТД к
газопроводам;
- при внесении конструктивных изменений в
технологическую схему газопровода для повышения рабочего давления до проектного
и пропускной способности;
- при изменении проектной конструкции
переходов через авто-, железные дороги, водные преграды.
4.1.2 Врезку временного байпаса, лупинга
и перекрытие полости трубы под давлением применяют при проведении выборочного
капитального ремонта газопроводов с заменой или демонтажем дефектных участков
труб, ЗРА, СДТ без остановки транспорта газа.
4.2.1 Врезка газопровода-отвода
(перемычки, лупинга, перехода)
4.2.1.1 Подготовку магистрального газопровода
к врезке газопровода-отвода (перемычки, лупинга, перехода) под давлением
производят на основании проекта врезки газопровода-отвода (перемычки, лупинга,
перехода) под давлением.
4.2.1.2 Проекты плановых врезок
газопроводов-отводов (перемычек, лупингов, переходов) под давлением
разрабатывают в соответствии с производственными программами ОАО «Газпром» и на
основании требований настоящего стандарта.
4.2.1.3 Проект врезки газопровода-отвода
(перемычки, лупинга, перехода) под давлением разрабатывается проектной
организацией на основании данных, представляемых эксплуатирующей организацией,
и утверждается в установленном порядке.
4.2.1.4 На основании проекта врезки
газопроводов-отводов (перемычек, лупингов, переходов) под давлением
специализированная организация или специализированное подразделение
эксплуатирующей организации (УАВР, АВП), которые будут производить работы,
разрабатывают ППР.
4.2.1.5 В проекте указывают место врезки
газопровода-отвода (перемычки, лупинга, перехода) под давлением в газопровод,
которое определяют на основании анализа проектной, исполнительной и
эксплуатационной документации о проведении ремонтных работ за весь период
эксплуатации, а также данных обследования технического состояния газопровода с
использованием электрометрии, дефектоскопии на предмет отсутствия дефектов,
коррозии, вмятин, утонения стенки трубы и прочего в предполагаемом месте
врезки.
4.2.1.6 В проекте указывают исполнителя
подготовительных работ - эксплуатирующую организацию, на участке газопровода
которой планируется проведение работ по врезке газопровода-отвода (перемычки,
лупинга, перехода) под давлением.
4.2.1.7 В проекте приводят состав
подготовительных работ участка газопровода, которые включают в себя:
- подготовку трассы;
- разработку котлована;
- очистку трубы от изоляции;
- идентификацию или освидетельствование
трубы в предполагаемом месте врезки с привлечением, при необходимости,
специализированной организации;
- обеспечение допустимого рабочего
давления и скорости газа на участке газопровода в соответствии с проектом
производства работ;
- контроль за техническим состоянием
газопроводов в пределах опасной зоны от места врезки и обеспечение требований
техники безопасности на время проведения работ;
- выдачу наряда-допуска
специализированной бригаде на проведение работ по сварке и врезке под
давлением.
4.2.1.8 В проекте указывают исполнителя
сварочно-монтажных работ узла врезки и врезки газопровода-отвода (перемычки,
лупинга, перехода) - специализированную организацию или специализированное
подразделение эксплуатирующей организации (УАВР, АВП).
4.2.2 Выборочный капитальный ремонт с
применением технологии врезки под давлением
4.2.2.1 Подготовку газопровода к
выборочному капитальному ремонту с применением технологии врезки под давлением
производят на основании проекта выборочного капитального ремонта с применением
врезки под давлением.
4.2.2.2 Проекты выборочного капитального
ремонта с применением врезки под давлением разрабатывают в соответствии с
программой капитального ремонта объектов ОАО «Газпром» и на основании
требований настоящего стандарта.
4.2.2.3 Проект выборочного капитального
ремонта с применением врезки под давлением разрабатывается проектной
организацией на основании данных, представляемых эксплуатирующей организацией,
и утверждается в установленном порядке.
4.2.2.4 На основании проекта выборочного
капитального ремонта с применением врезки под давлением на газопроводе
специализированная организация или специализированное подразделение
эксплуатирующей организации разрабатывают ППР по врезке байпаса и перекрытию
полости трубы под давлением.
4.2.2.5 В проекте указывают протяженность
подлежащих ремонту участков, метод ремонта, места врезок, которые определяют на
основании обследования технического состояния трубы и изоляционного покрытия с
использованием электрометрии, дефектоскопии, изучения и анализа проектной,
исполнительной и эксплуатационной документации о проведении ремонтных работ на
газопроводе за весь период эксплуатации.
4.2.2.6 В проекте указывают исполнителя
подготовительных работ участка газопровода к выборочному капитальному ремонту с
применением врезки под давлением - эксплуатирующую организацию.
4.2.2.7 В проекте указывают исполнителя
сварочно-монтажных работ узла врезки, врезки байпаса и перекрытия полости
газопровода - специализированную организацию или специализированное
подразделение эксплуатирующей организации.
4.2.2.8 В проекте указывают исполнителя
работ по подготовке байпаса и ремонту (замене, демонтажу) участка трубы (ЗРА,
СДТ) - специализированную организацию.
4.2.2.9 Организацию работ, обеспечение
безопасности и проведение комплекса подготовительных и сварочных работ
осуществляют на основании требований настоящего стандарта и плана организации
огневой работы, разработанного в соответствии с требованиями СТО
Газпром 14 и отраженного в ППР по
врезке газопроводов-отводов (перемычек, лупингов) под давлением, ППР
выборочного капитального ремонта с применением врезки под давлением,
утвержденных в установленном порядке эксплуатирующей организацией.
4.2.3 План организации огневой работы по
врезке газопровода-отвода (перемычки, лупинга, перехода), байпаса и перекрытию
полости газопровода включает:
- наименование объекта, место и сроки
проведения работ;
- состав специализированной бригады,
ответственных за проведение работ;
- подробную
схему и характеристику участка газопровода, на котором должны производиться
врезка и перекрытие полости газопровода;
- организацию
рабочего места, расстановку оборудования и механизмов, охранных постов, средств
связи и др.;
- расчет
допустимого рабочего давления на участке газопровода при сварке и врезке под
давлением;
- конструкцию и
расчет узла врезки;
- сертификаты
на применяемое оборудование и материалы;
- перечень
оборудования, механизмов и средств контроля качества работ;
-
исполнительную документацию по изготовлению, испытанию и контролю сварных
соединений элементов узла врезки (включая операционные технологические карты
сборки и сварки узлов и/или деталей узлов врезки);
- технические и
технологические требования к производству работ (включая порядок переключений
участка газопровода, технологического оборудования);
- контроль
качества сварных соединений при проведении работ по сварке под давлением на
участке газопровода (включая порядок, методы и объем контроля);
- требования
техники безопасности при проведении работ.
5.1.1
Идентификацию и освидетельствование трубы проводят в соответствии с
требованиями ВРД
39-1.11-014-2000 [6].
5.1.2 При
отсутствии данных о химическом составе металла трубы, эквиваленте углерода,
классе прочности и марке трубной стали врезку с применением сварки на
газопроводе под давлением вести не допускается.
5.1.3 При
наличии сертификатов на трубы в связи с неравномерностью химического состава
газопроводных труб по длине рекомендуется уточнить химический состав металла
трубы в предполагаемом месте приварки узла врезки в соответствии с приложением
А.
5.1.4
Эквивалент углерода и механические свойства металла привариваемых элементов
узла врезки должны соответствовать требованиям, изложенным в 6.12.
Эквивалент
углерода [С]э вычисляют по формуле
 (1)
(1)
где С, Mn, Cr, Mo, V, Ti, Mb, Cu, Ni, В -
содержание в составе металла трубной стали, соответственно, углерода, марганца,
хрома, молибдена, ванадия, титана, ниобия, меди, никеля, бора (для сталей, в
индекс которых входит бор), проценты от массы.
5.1.5 Работы по
врезке под давлением на газопроводах рекомендуется производить на участках,
выполненных из труб с предпочтительно низким эквивалентом углерода - не более
0,46.
5.1.2 Толщину
стенки газопровода замеряют на расстоянии порядка 100 мм по обе стороны
окружности места приварки. Выполнение работ в местах с утонением стенки,
выходящим за минусовой допуск (по ТУ на трубы) не допускается, и место врезки
сдвигают.
5.2.2
Отклонения от номинальных размеров наружных диаметров и овальность труб
(отношение разности между наибольшим и наименьшим диаметром в одном сечении к
номинальному диаметру) не должны превышать пределов, обеспечивающих допустимый
зазор при сварке узла врезки с поверхностью газопровода (см. раздел 7).
Для измерений используют рулетки измерительные по ГОСТ 7502, поверочные линейки по ГОСТ 8026 и др. При превышении
пределов отклонений в предполагаемом месте врезки место врезки сдвигают.
5.3 Определение параметров технологического
режима работы газопровода при врезке под давлением
5.3.1
Максимально допустимое рабочее давление на участке газопровода при проведении
работ по сварке, врезке и перекрытию полости трубы Рдоп, кгс/см2 (´ 0,1 МПа), вычисляют по формуле
 (2)
(2)
где k - коэффициент, принимаемый в
зависимости от категории участка равным 0,72 для III-IV категорий, 0,6 - для I-II
категорий, 0,5 - для категории В;
k1 - коэффициент сварного шва,
принимаемый равным: для прямошовных электросварных дуговой сваркой и бесшовных
труб - 1, для спирально-шовных труб - 0,8;
sт - предел текучести металла
трубы газопровода, принимаемый по ТУ на трубы, кгс/мм2;
d - фактическая толщина стенки трубы в месте
приварки (по результатам замера), мм;
с - поправочный коэффициент,
учитывающий потерю прочности нагретого металла стенки трубы в месте сварки,
равный 2,4 мм;
Dн - наружный диаметр трубы в
месте приварки (по результатам замера), мм.
Категории
участков газопровода устанавливают по СНиП
2.05.06-85*
[5], с учетом конкретных
условий категории допускается повышать. В случае проведения работ по врезке между участками разных категорий следует принимать
наименьшее значение Рдоп.
При разработке конкретного проекта
проектная организация определяет величину рабочего давления в предполагаемом
месте врезки, значение которой не должно превышать максимально допустимое,
рассчитанное по формуле (2).
5.3.2 Проводят замер фактических значений
параметров режима работы участка газопровода: рабочего давления Рраб,
скорости газа Vг, температуры газа tг, температуры воздуха tв.
5.4.1 Обследуют участок газопровода, где
планируется врезка отвода, лупинга, перемычки либо ремонт, и смежных
газопроводов (параллельных или пересекающих его) в границах опасной зоны по СНиП 2.05.06-85* [5],
приведенных в таблице 1, с целью обнаружения мест, поврежденных коррозией,
выявления и устранения утечек взрывоопасных веществ, легковоспламеняющихся
жидкостей, по своей интенсивности и местоположению представляющих опасность при
выполнении огнеопасных работ.
Запрещается на время производства работ
на газопроводе врезкой под давлением подъем давления на параллельных и
пересекающих его нитках газопроводов.
Таблица 1 - Радиусы опасных зон
|
Рабочее давление, кгс/см2, (´0,1 МПа)
|
Св. 25 до 100 включ.
|
Св. 12 до 25 включ.
|
|
Условный диаметр, мм
|
300 и менее
|
Св. 300 до 600 включ.
|
Св. 600 до 800 включ.
|
Св. 800 до 1000 включ.
|
Св. 1000 до 1200 включ.
|
Св. 1200 до 1400 включ.
|
300 и менее
|
Св. 300
|
|
Радиусы опасных зон, м
|
75
|
125
|
150
|
200
|
225
|
250
|
75
|
100
|
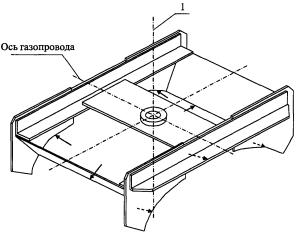
5.4.2 Определяют расположение продольной оси и
глубину заложения газопровода. Расположение продольной оси отмечают колышками,
устанавливаемыми через 50 м. Знаки высотой от 1,5 до 2,0 м с указанием
фактической глубины заложения устанавливают в пределах видимости на прямых
участках трассы не более чем через 50 м в местах пересечения с отводом,
лупингом, байпасом.
Определяют положения газопровода в
вертикальной (глубина заложения) и горизонтальной (в плане) плоскостях с
использованием трассоискателей, искателей повреждений. Уточнение положения оси
газопровода производят медным щупом.
5.4.3 Оконтуривают границы опасной зоны,
как показано на рисунке 1, закрепив на местности предупредительные знаки.
5.4.4 Обследуют и, при необходимости,
ремонтируют вдольтрассовые и подъездные дороги.
5.4.5 Для защиты от атмосферных осадков и
ветра места монтажа узлов врезки и перекрытия полости газопровода обеспечивают
навесом или укрытием.
5.4.6 Специализированная организация,
специализированное подразделение эксплуатирующей организации подготавливают
комплект оборудования, инвентарь, материалы для выполнения работ по сварке и
подогреву зоны сварных соединений, врезке и перекрытию полости трубы на
газопроводе под давлением строго в соответствии с проектом по врезке или
проектом выборочного капитального ремонта на газопроводе под давлением.
5.4.7 Не допускается проводить работы на
газопроводе под давлением без проекта, разработанного специализированной
проектной организацией и утвержденного в установленном порядке, а также
отступать от проекта работ.
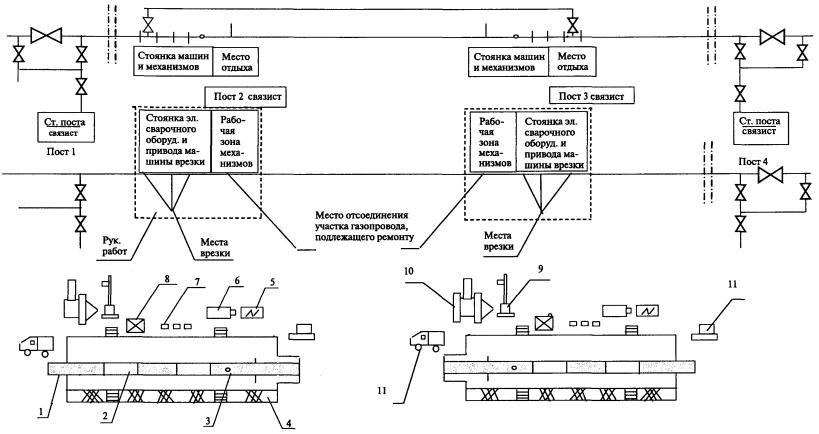
5.4.8 Виды ремонта и схемы организации
работ по врезке отвода (перемычки, лупинга, перехода), байпаса с размещением
оборудования приведены на рисунках 2, 3, 4.
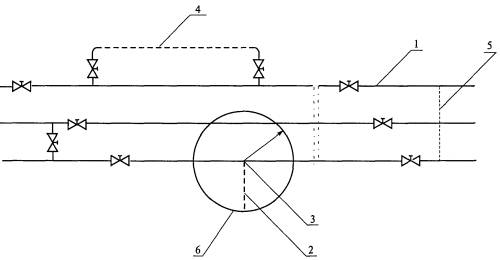
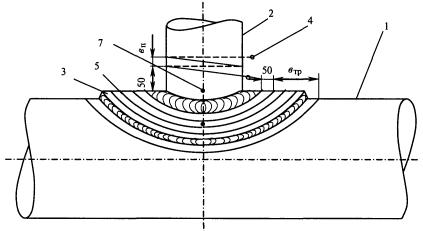
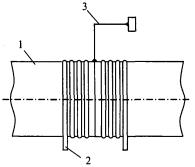
1 - магистральный газопровод; 2 - ось
газопровода-отвода (перемычки между системами газопроводов); 3 - место врезки
газопровода отвода в магистральный газопровод; 4 - врезка лупинга; 5 - врезка
перемычки между нитками магистрального газопровода; 6 - граница опасной зоны
при врезке газопровода-отвода (перемычки между системами газопроводов)
Рисунок 1 - Схема магистрального газопровода
с указанием места врезки отвода (перемычки, лупинга)
5.5.1 Разработку котлована производят
согласно требованиям правил [7].
Вскрытие газопровода, находящегося под давлением, и разработку котлована
экскаватором производят при условии приближения режущих кромок зубьев ковша на
расстояние не ближе 2 м до образующей трубы газопровода со всех ее сторон,
ходовая часть и опорные элементы экскаватора не должны перемещаться
непосредственно над газопроводом. Доработку оставшегося грунта вокруг трубы и
под трубой производят только вручную, без применения ударных инструментов. Под
трубой грунт разрабатывают ниже нижней образующей трубы на глубину порядка
0,5-0,6 м.
5.5.2 Крутизну откосов
котлована определяют в зависимости от его глубины, типа грунта и его состояния
в соответствии с таблицей 2. Крутизну откоса определяют отношением его высоты к
заложению.
Таблица 2 - Крутизна откосов котлована
|
Вид
грунтов
|
Крутизна
откосов при глубине выемки, м, не менее
|
|
1,5
|
3
|
5
|
|
Насыпные и
неуплотненные
|
1
: 0,67
|
1
: 1
|
1
: 1,25
|
|
Песчаные и
гравийные
|
1
: 0,50
|
1
: 1
|
1 : 1
|
|
Супесь
|
1
: 0,25
|
1
: 0,67
|
1 : 0,85
|
|
Суглинок
|
1
: 0
|
1
: 0,50
|
1 : 0,75
|
|
Глина
|
1
: 0
|
1
: 0,25
|
1 : 0,50
|
|
Лессы и
лессовидные
|
1
: 0
|
1
: 0,50
|
1 : 0,50
|
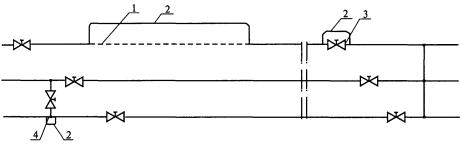
1 - ремонт (замена) участка газопровода с
устройством временного байпаса (лупинга); 2 - временный байпас; 3 - замена ЗРА
с устройством временного байпаса; 4 - замена СДТ (тройника) с устройством
временного байпаса
Рисунок 2 - Виды ремонта (замены) участка
газопровода, ЗРА, СДТ

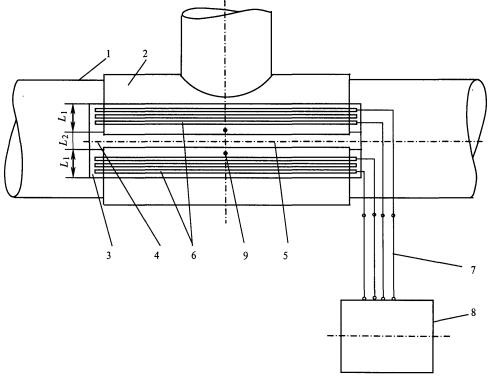
1 - магистральный газопровод; 2 -
газопровод-отвод; 3 - место установки разрезного тройника; 4 - отвал грунта; 5
- газорезательное оборудование; 6 - спецтехника; 7 - электростанция; 8 -
сварочное оборудование и оборудование для термообработки (подогрева); 9
-тройник; 10 - трубоукладчик (грузоподъемное оборудование); 11 - шаровой кран
(при использовании); 12 - машина для врезки
Рисунок 3 - Схема организации работ по врезке
отвода (лупинга) в магистральный газопровод
При напластовании различных видов грунта
крутизну откосов для всех видов пластов определяют по наиболее слабому типу
грунта.
5.5.3 Размеры котлована должны
обеспечивать размещение необходимого оборудования в зависимости от вида
выполняемых работ:
- по оси газопровода, вдоль его
образующей: размещение разрезных тройников для врезки и подсоединения отвода,
перемычки, лупинга, байпаса, перекрытия полости газопровода, перепускных
патрубков;
- перпендикулярно оси газопровода:
размещение плоской задвижки, шарового крана, машины для вырезания отверстия в трубе
газопровода, запорных устройств «Стопл» для перекрытия полости трубы.
Таблица 3 - Размеры котлована для врезки
газопровода-отвода, перемычки, лупинга
|
Диаметр газопровода, мм
|
Размеры котлована, м
|
|
A
|
B
|
L
|
l
|
H
|
h1
|
c
|
d
|
|
530
|
3,20
|
1,60
|
7,80
|
2,00
|
1,90
|
0,60
|
1,20
|
0,5-0,6
|
|
720
|
3,50
|
1,75
|
8,50
|
2,20
|
2,10
|
0,70
|
1,20
|
0,5-0,6
|
|
820
|
5,00
|
2,50
|
9,40
|
2,40
|
2,20
|
0,84
|
1,20
|
0,5-0,6
|
|
1020
|
6,00
|
3,00
|
10,70
|
2,60
|
2,60
|
0,90
|
1,20
|
0,5-0,6
|
|
1220
|
6,00
|
3,00
|
11,70
|
2,80
|
2,80
|
1,00
|
1,20
|
0,5-0,6
|
|
1420
|
6,00
|
3,00
|
12,50
|
2,80
|
3,00
|
1,20
|
1,20
|
0,5-0,6
|
Таблица 4 - Размеры
котлована для врезки байпаса, лупинга и запорных устройств «Стопл» при ремонте
участка газопровода с использованием комплекта оборудования компании «Т.Д.
Вильямсон» [8]
|
Диаметр газопровода, мм
|
Размеры котлована, м
|
|
b1
|
А
|
L
|
Н
|
h1
|
с
|
|
530
|
1,30
|
2,60
|
6,00
|
1,90
|
0,60
|
1,20
|
|
720
|
1,40
|
2,80
|
6,00
|
2,10
|
0,70
|
1,20
|
|
820
|
1,40
|
2,80
|
7,00
|
2,20
|
0,84
|
1,20
|
|
1020
|
1,50
|
3,00
|
9,00
|
2,60
|
0,90
|
1,20
|
|
1220
|
1,60
|
3,20
|
9,00
|
2,80
|
1,00
|
1,20
|
|
1420
|
1,70
|
3,40
|
9,00
|
3,00
|
1,20
|
1,20
|
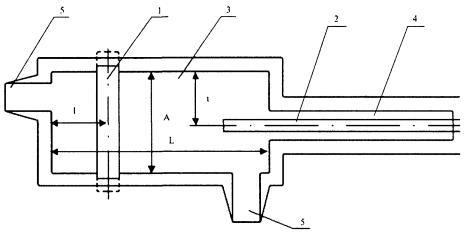
1 - магистральный газопровод; 2 -
газопровод-отвод; 3 - котлован; 4 – траншея газопровода-отвода; 5 - выход из
котлована; 6 - «карман» с насыпным грунтом; 7 - контур грунта, разрабатываемого
вокруг трубы вручную
Рисунок 5 - Котлован для горизонтальной
врезки газопровода-отвода (перемычки, лупинга) в магистральный газопровод
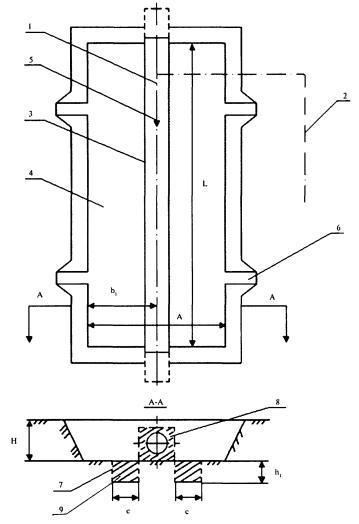
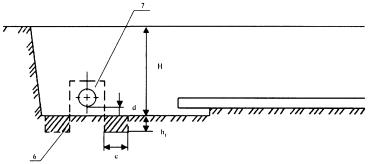
1 - ось магистрального газопровода; 2 - ось
байпаса; 3 - магистральный газопровод;
4 - котлован; 5 - направление транспорта газа; 6 - выход из котлована; 7
- «карманы»; 8 - грунт, разрабатываемый вокруг трубы вручную; 9 - насыпной
грунт
Рисунок 6 - Котлован для вертикальной врезки
байпаса (отвода) и запорных устройств «Стопл» в магистральный газопровод при
ремонте
Рекомендуемые размеры котлована
(максимальные) в зависимости от применяемого оборудования приведены в таблицах
3, 4 и на рисунках 5, 6.
Поверхность трубы, находящейся под
давлением, на всю длину участка газопровода в котловане очищают от остатков
грунта, изоляции на расстоянии не менее 100 мм в каждую сторону от границ
предполагаемых сварных соединений узлов врезки. Очистку производят вручную либо
пескоструйными установками, скребками, другими инструментами безударного
действия.
Определяют и намечают мелом на
поверхности трубы места врезки и установки узлов врезки (отводных патрубков,
разрезных тройников, перепускных патрубков).
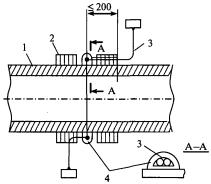
5.7.1 Проводят визуальный и неразрушающий
контроль сплошным сканированием ультразвуковым методом по ГОСТ
14782 полного периметра очищенной поверхности газопровода в месте монтажа
узла врезки, включая участки на расстоянии не менее 200 мм в каждую сторону от
границ предполагаемых сварных соединений узлов и/или деталей узлов врезки.
5.7.2 Проводят неразрушающий контроль
радиографическим методом по ГОСТ
7512 или ультразвуковым методом по ГОСТ
14782 полной длины заводского сварного шва (продольного и спирального) на
очищенной поверхности трубы газопровода на расстоянии не менее 100 мм в каждую
сторону от границ предполагаемых сварных соединений узлов врезки. Допускается
при необходимости применять дополнительные физические методы неразрушающего
контроля.
5.7.3 Для контроля качества металла трубы
и замера толщины стенки используют ультразвуковые толщиномеры по ГОСТ
28702 и дефектоскопы по ГОСТ
23667.
5.7.4 В месте монтажа узла врезки в
металле трубы и заводского сварного шва трубы (продольного или спирального) не
допускается наличие поверхностных и внутренних дефектов (расслоений, трещин,
раковин, коррозионных дефектов любой глубины и протяженности, рисок, задиров,
царапин глубиной более 5 % от толщины стенки).
Критерии оценки качества сварных швов
трубы (продольных и спиральных) неразрушающими физическими методами контроля должны
соответствовать требованиям, указанным в ТУ на трубы.
При обнаружении в контролируемых зонах
недопустимых поверхностных или внутренних дефектов место врезки сдвигают.
Наружные дефекты (риски, задиры, царапины) глубиной не более 0,2 мм,
составляющие не более 5 % от толщины стенки, устраняют шлифованием до величины
шероховатости поверхности RZ20-RZ30,
толщина стенки трубы не должна выходить за пределы минусового допуска по ТУ на
трубы.
Ремонт дефектов наплавкой не допускается.
5.7.5 Зачищают механическим способом
поверхность стенки газопровода в местах наложения кольцевых сварных швов
приварки узла врезки до металлического блеска с использованием приспособлений
безударного действия на расстояние 150 мм по обе стороны окружности сварки.
Забоины и задиры на основной трубе не допускаются.
5.7.6 Зашлифовывают выпуклость сварных
швов трубы газопровода (продольного или спирального) заподлицо с поверхностью
трубы на расстояние не менее 150 мм в каждую сторону от торцов узла врезки с
плавным переходом на наружную поверхность заводских швов. Зашлифовку производят
только после снижения давления на участке до величины допустимого (см. 5.3.1)
механическим способом с использованием шлифмашинки либо напильника.
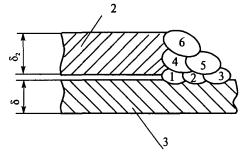
6 Конструктивное исполнение узла врезки под
давлением
6.1 Для выполнения работ по врезке
отводов (перемычек, лупингов, переходов), байпасов, запорных устройств «Стопл»
на газопроводах под давлением применяют следующие конструкции узла врезки,
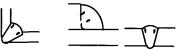
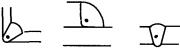
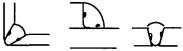
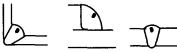
представленные на рисунке 7:
- тип I - отводной патрубок с усиливающей накладкой;
- тип Iа - отводной патрубок усиленный, без накладки;
- тип II - разрезная муфта с отводным патрубком (без
усиливающей накладки);
- тип III - разрезной тройник штампосварной, с
цельноштампованным ответвлением;
- тип IV - разрезной тройник сварной;
- тип V - разрезной тройник сварной с боковым ответвлением.
6.2 Исполнение узла врезки типа I производят на газопроводе, находящемся под давлением
газа, путем приварки отводного патрубка к газопроводу, затем усиливающей
накладки к газопроводу и отводному патрубку.
6.3 Исполнение узла врезки типа Iа производят путем приварки отводного усиленного
патрубка к газопроводу без накладки.
6.4 Исполнение узла врезки типа II производят путем приварки отводного патрубка к
газопроводу, затем сварки продольных швов муфты с использованием металлических
подкладных пластин между стенками газопровода и муфты вдоль продольных сварных
швов, затем муфты к отводному патрубку.
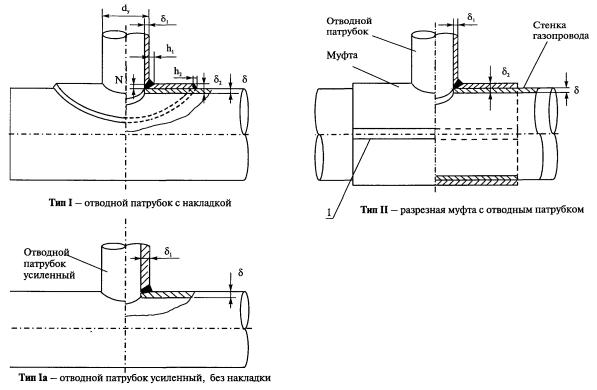
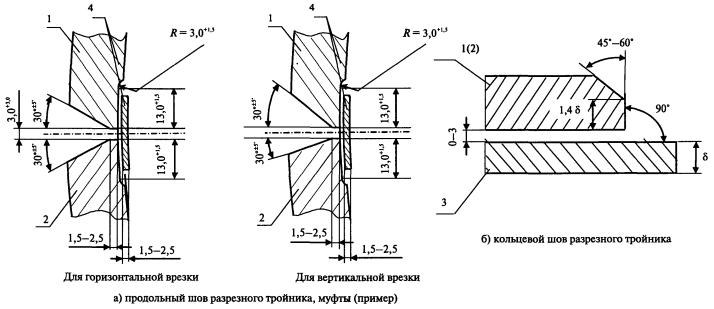
1 - продольные сварные
швы приварки обечаек муфты (могут быть сдвинуты по периметру трубы)
h1 min = 0,4 d1, но не менее 6 мм; h2 min
= 0,5 d2, но не менее 6 мм; h2 max
= d2; N = 2 ¸ 3 мм
Рисунок 7 - Конструктивное исполнение узла
врезки
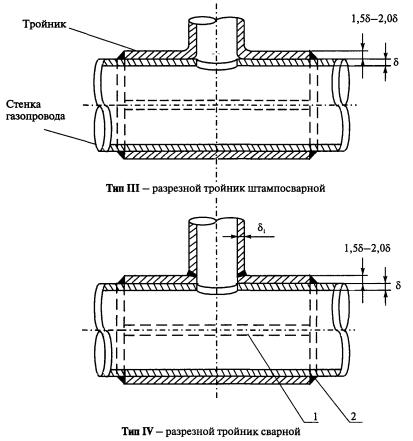
1 - сварные швы приварки половин тройника
друг к другу; 2 - сварные швы приварки тройника на газопроводе
Рисунок 7, лист 2
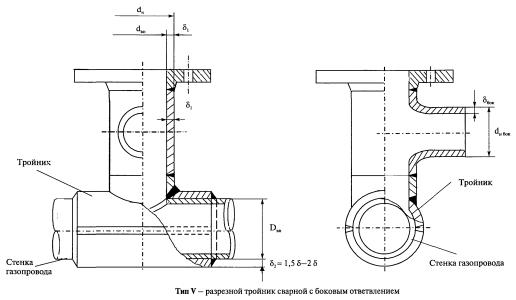
Рисунок 7, лист 3
6.5 Исполнение
узла врезки типов III, IV, V производят путем сварки
продольных швов разрезного тройника с использованием металлических подкладных
пластин между стенками газопровода и тройника вдоль продольных сварных швов,
затем кольцевых сварных швов приварки разрезного тройника к стенке газопровода.
Узлы врезки типов III, IV изготавливают во фланцевом
исполнении или с концом под приварку.
6.6 При выборе
конструктивного исполнения узла врезки на газопроводах под давлением следует
руководствоваться таблицей 5.
Таблица 5 -
Конструктивное исполнение узла врезки
|
Соотношение напряжений
|
Тип конструктивного исполнения узла врезки
при соотношении dн/Dн
|
|
sкц/sт
|
До 0,3 включ.
|
Св. 0,3
|
|
До 20 % включ.
|
Отводной патрубок с накладкой (I), отводной патрубок усиленный, без
накладки (Iа)
|
Отводной патрубок с накладкой (I)*, муфта с отводным патрубком (II)
|
|
Св. 20 % до 50 % включ.
|
Отводной патрубок с накладкой (I), отводной патрубок усиленный, без
накладки (Iа),
муфта с отводным патрубком (II)
|
Муфта с отводным патрубком (II), тройник (III, IV, V)
|
|
Св. 50 %
|
Муфта с отводным патрубком (II), тройник (III, IV, V)
|
Тройник (III, IV, V)
|
|
* Не распространяется на газопроводы из
спирально-шовных труб.
|
Кольцевые
напряжения в стенке газопровода в предполагаемом месте монтажа узла врезки sкц, кгс/мм2 (´10 МПа), вычисляют по
формуле
 (3)
(3)
где Р - проектное рабочее давление газа в
газопроводе в предполагаемом месте врезки, кгс/см2;
Dн, d - соответственно, наружный диаметр и толщина
стенки газопровода в предполагаемом месте врезки, мм.
На газопроводах
из спирально-шовных труб конструктивное исполнение узла врезки типа I
допускается принимать при соотношении наружных диаметров отводного патрубка и
газопровода dн/Dн не более 0,3; выбор типа
конструктивного исполнения (см. таблицу 5, столбец 2) производят с учетом
требований 7.3.1,
7.4.1,
7.5.1.
6.7 Для
отводных патрубков малого диаметра с условным диаметром dy
= 50 мм и
менее, трубных обвязок подключения устройств перекрытия полости газопровода,
промежуточных радиорелейных станций, КИП и А допускается применение
конструктивного исполнения узла врезки типа Iа взамен конструктивного
исполнения типа I, толщину стенки патрубков принимают равной 11 мм
для обеспечения прочности узла врезки.
6.8 Толщину
стенки отводного патрубка в узлах врезки с конструктивным исполнением I, II
принимают не менее чем в 1,5 раза превышающей расчетную толщину стенки
газопровода-отвода по проектному рабочему давлению.
Толщину стенки
усиливающей накладки в узлах с конструктивным исполнением I
принимают равной от 1,00 до 1,25 от толщины стенки газопровода. При толщине
стенки усиливающей накладки, равной толщине стенки газопровода, наружный
диаметр накладки принимают равным не менее чем двум диаметрам отводного
патрубка, для газопроводов из спирально-шовных труб уточняют с учетом
требований 7.3.1.
При толщине стенки усиливающей накладки, равной 1,25 от толщины стенки
газопровода, ширина накладки может быть принята равной 90 мм.
6.9 Толщину
стенки муфты в узлах с конструктивным исполнением II принимают равной 1,25
толщины стенки газопровода.
6.10 Толщину
стенки ответвлений разрезных тройников в узлах врезки с конструктивным
исполнением III, IV, V для отводных тройников
принимают не менее чем в 1,5 раза превышающей расчетную толщину стенки
газопровода-отвода по проектному рабочему давлению, для равнопроходных
тройников - равной толщине стенки магистральной части тройника.
Толщину стенки
магистральной части разрезного тройника в узлах врезки с конструктивным
исполнением III, IV, V принимают не менее чем в
1,5-2 раза превышающей толщину стенки газопровода.
6.11 Длину
разрезного тройника и муфты принимают равной не менее чем двум диаметрам
ответвления тройника (отводного патрубка муфты), для газопроводов из
спирально-шовных труб уточняют с учетом требований 7.4.1,
7.5.1.
6.12 Требования к механическим свойствам деталей узла врезки принимают
в соответствии с приложением Б.
Все
конструктивные детали узлов врезки должны быть изготовлены из сталей с
эквивалентом углерода [С]э не более 0,46 в соответствии с СНиП 2.05.06-85* [5].
6.13 Разрезные
тройники изготавливают в заводских условиях. Технические требования к тройникам
разрезным с конструктивным исполнением III, IV, V приведены в приложении В.
Допускается
изготовление разрезных муфт как в заводских, так и в условиях стационарных баз специализированных организаций и
предприятий ОАО «Газпром» при достаточной технической оснащенности.
6.14 Для подключения устройств перекрытия
полости газопровода «Стопл» применяют перепускные патрубки с трубной обвязкой -
фитинги TOR, приведенные в таблице 8, которые поставляют в
комплекте с оборудованием компании «Т.Д. Вильямсон» [8].
6.15 Для отводов диаметром до 100 мм
включительно к промежуточным радиорелейным станциям, обвязкам КИП и А
допускается использование:
1) узлов врезки типа Iа из трубных заготовок диаметром dy = 50
мм и толщиной стенки d=11 мм, один конец которых подготовлен под приварку к стенке
газопровода, другой - с толщиной стенки под приварку к шаровому крану с
условным диаметром dy = 50 мм, изготовленных как в заводских, так и в условиях
стационарных баз дочерних обществ и организаций ОАО «Газпром» при достаточной
технической оснащенности с обязательным оформлением на них технической
документации;
2) запорных узлов заводского изготовления
в двух исполнениях:
- «отводной патрубок - шаровой кран -
переходной патрубок», один конец которого подготовлен под приварку к стенке
газопровода, другой конец с резьбой (либо с приваренным фланцем) - под
резьбовое (или фланцевое) присоединение к адаптеру машины для врезки (ручного
сверлильного станка);
- шаровой кран с концами под приварку,
один конец которого подготовлен под приварку к отводному патрубку муфты, другой
конец с приваренным фланцем - под фланцевое присоединение к адаптеру машины для
врезки.
Размеры запорных узлов уточняют при
разработке конкретного проекта с учетом требований настоящего стандарта и
технических характеристик машин для врезки, работающих в комплекте. ТУ должны
быть согласованы с ОАО «Газпром».
6.16 Узлы и/или детали узлов врезки
изготавливают в соответствии с проектом врезки и рабочими чертежами,
утвержденными в установленном порядке.
На все конструкции узлов и/или деталей
узлов врезки (отводные патрубки, усиливающие накладки, разрезные тройники,
разрезные муфты, подкладные пластины) должны быть сертификаты качества или
паспорта заводов изготовителей. Конструкции узлов врезки поставляются
комплектно.
7 Сварочно-монтажные работы на газопроводе
под давлением
7.1 Общие требования
7.1.1 До проведения
сварочных работ на газопроводе под давлением на каждый узел врезки проводят
производственную аттестацию технологии сварки в конкретных условиях в
соответствии с РД 03-615-03 [1], которая
обеспечивает получение качественных сварных швов с необходимыми механическими
свойствами и внешним видом.
Производственную аттестацию технологий
сварки узлов врезки проводят на стенде с моделированием основных технических
параметров, идентичных реальным условиям производства работ по приварке узлов
врезки на газопроводах под давлением в соответствии с разделами Г.1-Г.6 (приложение
Г).
На основании положительных результатов
производственной аттестации специализированная организация, выполняющая
сварочные работы, разрабатывает и утверждает операционную технологическую карту
сборки и сварки узлов и/или деталей узлов врезки, в соответствии с которой
проводят подготовку, сборку и сварку узлов и/или деталей узлов врезки на
газопроводах под давлением.
7.1.2 До начала выполнения прихваток
независимо от температуры окружающего воздуха с целью удаления влаги
(конденсата) производят просушку и предварительный подогрев свариваемых кромок
узлов и/или деталей узлов врезки и поверхности газопровода в месте монтажа
узлов врезки.
7.1.3 Последовательность выполнения
процедур предварительного и сопутствующего подогрева, периодичность, режимы и
параметры сопутствующего подогрева с применением типов и марок специального
оборудования для подогрева отражают в операционной технологической карте сборки
и сварки узлов и/или деталей узлов врезки и выполняют в соответствии с
требованиями настоящего раздела.
7.1.4 До начала сварочных
работ с целью уточнения времени нахождения свариваемых кромок и стенки
газопровода в установленном интервале температур подогрева и периодичности
сопутствующего подогрева производят замер времени снижения температуры с
максимального до минимального уровня. Для этого при данном технологическом
режиме работы участка газопровода в предполагаемом месте приварки узла врезки производят нагрев поверхности трубы с
использованием газовой горелки до выбранного верхнего предела температурного
интервала предварительного нагрева и замер времени снижения температуры
поверхности до нижнего предела (обычно делают шесть замеров и вычисляют среднее
значение). Для измерения используют секундомер и контактный термометр. Время
охлаждения поверхности трубы до нижнего предела температурного интервала должно
быть не менее 90 с.
7.1.5 Сварку деталей
узлов врезки на газопроводе под давлением производят только в период нахождения
температуры нагрева свариваемых поверхностей в установленном интервале согласно
публикациям [9, 10].
Подогрев поверхности основной трубы для
приварки узла врезки к телу газопровода под давлением производят не менее чем
до 100 °С, но не более 250 °С, для термически упрочненных труб - не более 200
°С, для труб с контролируемой прокаткой - не более 150 °С.
Подогрев привариваемых кромок разрезного
тройника, накладки, патрубка при наложении кольцевых сварных швов приварки к
основной трубе газопровода производят до 150 °С.
Подогрев кромок стыков при сварке
продольных швов разрезного тройника, муфты производят до 150 °С.
Температура предыдущего слоя сварного шва
перед наложением последующего слоя должна быть не ниже 100 °С.
При снижении температуры подогретой
поверхности трубы газопровода ниже минимального значения температурного
интервала сварку следует прекратить и произвести подогрев поверхности трубы в
пределах указанного температурного интервала.
7.1.6 Для поддержания температуры нагрева
поверхности трубы в установленном интервале рекомендуется выполнять подогрев и
сварку по секторам. Количество секторов определяют по результатам замера
времени охлаждения поверхности трубы в конкретных условиях (см. 7.1.4).
Основным методом контроля температуры нагрева свариваемых поверхностей является
автоматический метод с применением термоэлектрических пирометров
(автоматических регистрирующих потенциометров, входящих в состав установок для
подогрева). Дополнительно для контроля температуры нагрева допускается
использование контактных термометров (термопар).
7.1.7 Получение и поддержание температуры
нагрева свариваемых соединений в установленном интервале (см. 7.1.5)
в течение заданного времени производят с использованием установок нагрева с
удельной мощностью нагревателей порядка 8-9 Вт/см2, обеспечивающих постоянный
равномерный подогрев поверхности трубы и поддержание температуры
предварительного и сопутствующего (межслойного) подогрева свариваемых
соединений в заданных пределах.
Примечание - К установкам нагрева относятся установки
индукционного нагрева токами средней частоты (2500 Гц) с водоохлаждаемыми
индукторами или индукторами из оголенного медного провода, установки для
нагрева способом электросопротивления с электронагревателями повышенной
мощности, установки для нагрева комбинированным способом с электронагревателями
типа КЭН.
В случае прекращения энергообеспечения
или при выходе из строя оборудования нагрева, электронагревателей допускается
проводить подогрев газонагревательными устройствами до замены вышедшего из
строя оборудования. При врезках отводов с условным диаметром до dу = 150 мм включительно допускается использование газовых
горелок. Контроль температуры нагрева осуществляют контактными цифровыми
термометрами (контактными термопарами) типа ТК-5-0,3.
Способы, параметры и оборудование для предварительного
и сопутствующего подогрева приведены в разделе Г.7
(приложение Г).
7.1.8 Ручную дуговую сварку (прихватку)
продольных стыковых, угловых, нахлесточных сварных соединений, наложение
наплавленных слоев шва приварки узлов и/или деталей узлов врезки к газопроводу
под давлением выполняют электродами с низким содержанием водорода с основным
видом покрытия по ГОСТ
9466. Назначение сварочных электродов производят исходя из класса прочности
стали узлов и/или деталей узлов врезки и труб газопровода, толщин стенок,
зазоров сварных соединений и слоев шва.
При использовании узлов и/или деталей
узлов врезки с классом прочности металла, превышающим класс прочности металла
трубы газопровода более чем на 10 %, подбор электродов производят исходя из
класса прочности металла трубы газопровода.
При использовании узлов и/или деталей
узлов врезки с классом прочности металла ниже класса прочности металла трубы
газопровода более чем на 10 % подбор электродов производят по среднему значению
классов прочности металла узлов и/или деталей узлов врезки и трубы газопровода.
Для сварочных электродов одной марки допускается подбор электродов производить
по данным сертификатов качества.
Подбор электродов для приварки продольных
сварных швов тройника (муфты) производят по металлу тройника (муфты).
7.1.9 Для выполнения
приварки узлов врезки на газопроводах под давлением применяют сварочные
материалы, основное сварочное (источники сварочного тока) и вспомогательное
(для резки труб, подготовки и сборки соединений к сварке, предварительного и
сопутствующего подогрева и др.) оборудование, отвечающее специальным
требованиям (включая сварочно-технологические свойства) и условиям
эксплуатации.
Сварочные материалы и оборудование должны
быть аттестованы согласно требованиям РД
03-613-03 [2], РД
03-614-03 [3]. Сварочные материалы и основное сварочное
оборудование, прошедшие аттестацию и рекомендованные к применению, приведены в
разделах Г.8,
Г.9
(приложение Г), которые могут дополняться в соответствии с требованиями СТО
Газпром 2-3.5-046. Сварочные
материалы и основное сварочное оборудование, не имеющее заключения на их
применение на объектах ОАО «Газпром» и свидетельства НАКС об аттестации, к
применению не допускаются.
7.1.10 Хранение и подготовку сварочных
материалов осуществляют в соответствии с требованиями заводов-изготовителей,
изложенными в технических условиях или на упаковке. Электроды непосредственно
перед сваркой прокаливают в соответствии с требованиями завода-изготовителя.
Допускается применение электродов, прокаленных в стационарных условиях и
доставленных на место производства работ в герметичных контейнерах или
термопеналах. Сварочные электроды хранят в сухих отапливаемых помещениях в
герметичных контейнерах (термопеналах) при температуре не ниже плюс 15 °С.
Поверхности свариваемых деталей тщательно высушивают от атмосферной влаги,
очищают от грязи, пыли и обезжиривают.
7.1.11 Параметры сварочного процесса
приварки узла врезки устанавливают в соответствии с основными требованиями по
обеспечению безопасности и качества сварочных работ:
- недопущение прожога стенки трубы;
- недопущение растрескивания металла в
зоне термического влияния вследствие охлаждения потоком газа;
- недопущение водородного растрескивания,
что должно быть подтверждено
положительными результатами производственной аттестации технологии сварки (см.
приложение Г).
7.1.12 Сварку выполняют с
применением сварочного оборудования преимущественно инверторного типа, на
постоянном токе обратной полярности («+» на электроде). Рекомендуемые режимы
для сварки стыковых, угловых, нахлесточных соединений узлов врезки с
газопроводом приведены в таблице 6.
Таблица 6 - Режимы сварки узлов врезки
|
Слои шва
|
Диаметр электродов, мм
|
Сварочный ток, А, положение при сварке
|
|
нижнее
|
вертикальное
|
потолочное
|
|
Наплавочные на поверхность действующего
газопровода
|
2,5; 2,6
|
От 60 до 90 включ.
|
От 50 до 80 включ.
|
От 60 до 70 включ.
|
|
От 3,0 до 3,25 включ.
|
От 90 до 120 включ.
|
От 90 до 110 включ.
|
От 80 до 110 включ.
|
|
Корневой (для стыковых), первый (для
угловых и нахлесточных)
|
2,5; 2,6
|
От 60 до 90 включ.
|
От 50 до 80 включ.
|
От 60 до 70 включ.
|
|
От 3,0 до 3,25 включ.
|
От 90 до 120 включ.
|
От 90 до 110 включ.
|
От 80 до 110 включ.
|
|
Заполняющие:
|
От 3,0 до 3,25 включ.
|
От 90 до 120 включ.
|
От 90 до 110 включ.
|
От 80 до 110 включ.
|
|
- первые;
|
3,25
|
От 100 до 120 включ.
|
От 90 до 110 включ.
|
От 80 до 110 включ.
|
|
- последующие
|
4,0
|
От 130 до 180 включ.
|
От 110 до 170 включ.
|
От 110 до 150 включ.
|
|
Облицовочные
|
3,25
|
От 100 до 120 включ.
|
От 90 до 110 включ.
|
От 80 до 110 включ.
|
|
4,0
|
От 130 до 180 включ.
|
От 110 до 170 включ.
|
От 110 до 150 включ.
|
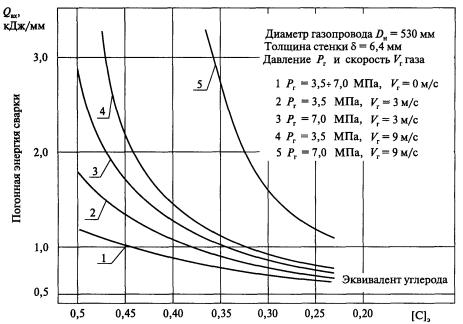
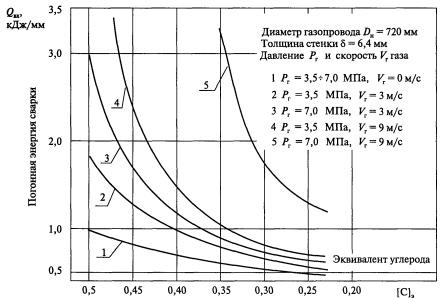
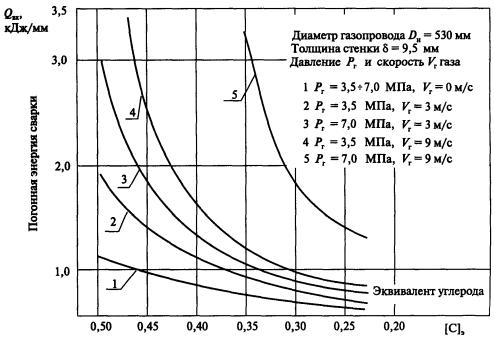
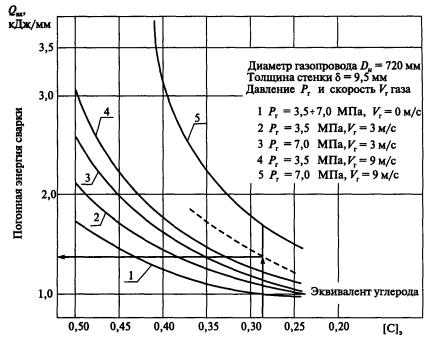
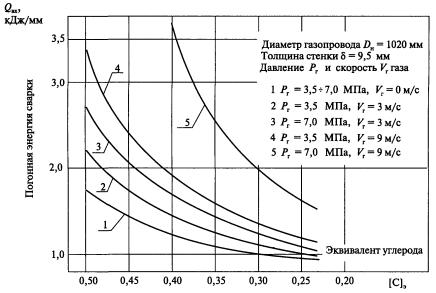
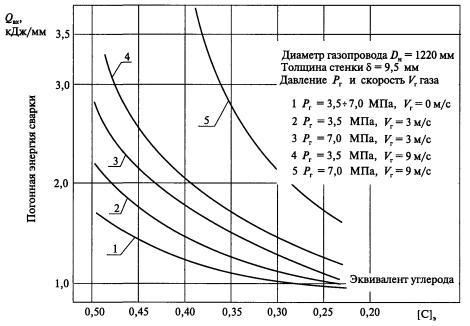
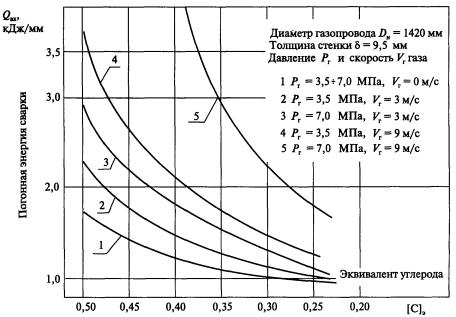
7.1.13
Для газопроводов с толщиной стенки 6,5 £ d £ 13 мм значения параметров
режима сварки узлов врезки уточняют на момент проведения работ из условия:
величина погонной энергии на конце дуги Qвх, должна быть не меньше величины допустимой погонной
энергии сварки Qвх.
Величину
допустимой погонной энергии Qвх определяют по графическим
зависимостям, рекомендованным в публикации [12],
для данного типоразмера газопровода (диаметр Dн,
толщина стенки d), химического состава металла трубы
(эквивалент углерода [С]э), режима работы газопровода (допустимое
рабочее давление Рг = Рлоп, скорость
потока газа Vг), приведенным в приложении
Д.
7.1.14 Для
газопроводов с толщиной стенки 6,5 £ d £ 13 мм параметры
технологического режима работы газопровода (допустимое рабочее давление Рг, скорость потока газа Vг) на период проведения работ
уточняют по величине допустимой погонной энергии сварки Qвх.
7.1.15 При
сварке возбуждение дуги проводят только на свариваемых кромках узлов и/или
деталей узлов врезки. Запрещается зажигать дугу на поверхности металла узла
врезки и газопровода.
7.1.16
Количество слоев в продольных швах узлов и/или деталей узлов врезки зависит от
толщины стенки и параметров сборки (зазоры), рекомендуемое минимальное
количество слоев приведено в таблице 7. Количество слоев в угловых и
нахлесточных швах узлов и/или деталей узлов врезки с газопроводом зависит от
толщин свариваемых кромок.
7.1.17 В
процессе сварки на газопроводах под давлением обеспечивают строгий контроль
параметров режима сварки. При сварке перерывы в работе не допускаются. В случае
вынужденных перерывов необходимо поддерживать температуру предварительного
нагрева в месте сварки. Не допускается прекращать сварку до полного выполнения
шва.
7.1.18 В
процессе сварки каждый слой шва зачищают от шлака и брызг наплавленного металла
механическим способом с использованием шлифмашинок с набором дисковых
проволочных щеток.
Таблица 7 - Рекомендуемое
количество слоев в продольных швах
|
Толщина стенки трубы, мм
|
Количество слоев
|
|
До 12,0 включ.
|
2-3
|
|
Св. 12,0 до 15,0 включ.
|
3-4
|
|
Св. 15,0 до 18,0 включ.
|
4-5
|
|
Св. 18,0 до 20,0 включ.
|
5-6
|
|
Св. 20,0
|
В соответствии с технологической картой
|
7.1.19 По окончании сварки сварные швы накрывают
теплоизолирующим поясом до полного остывания. Сварные швы термообработке не
подлежат. В непосредственной близости от выполненного сварного шва наносят
клейма сварщиков.
7.2 Монтаж и приварка узла врезки с
конструктивным исполнением «отводной патрубок с накладкой» (тип I)
7.2.1 Монтаж отводного патрубка и
накладки производят на расстоянии порядка 1,5 диаметра газопровода от его
поперечного сварного шва.
Расстояние между сварным швом газопровода
(продольным или спиральным) и внешним сварным швом приварки накладки к стенке
газопровода допускается не менее 150 мм.
Монтаж отводного патрубка с накладкой (и
без накладки) на газопроводе из спирально-шовных труб следует производить на
равном удалении от спиральных сварных швов.
7.2.2 Монтаж, сборку и
сварку отводного патрубка с усиливающей накладкой с газопроводом производят в
следующей последовательности:
а) монтаж, сборка и сварка угловыми швами
(четырьмя) отводного патрубка с газопроводом;
б) сборка и сварка усиливающей накладки с
патрубком и газопроводом по двум вариантам:
- одновременная сварка усиливающей
накладки с патрубком и с газопроводом с поочередным нанесением слоев на
внутренних и наружных швах;
- последовательная сварка усиливающей
накладки с газопроводом наружными нахлесточными швами, затем с патрубком
внутренними угловыми швами.
Сборку и сварку отводного патрубка с
усиливающей накладкой с газопроводом выполняют в соответствии с требованиями
операционной технологической карты сборки и сварки отводного патрубка с
усиливающей накладкой, разработанной и утвержденной специализированной
организацией, выполняющей работы по сварке узла врезки на газопроводе.
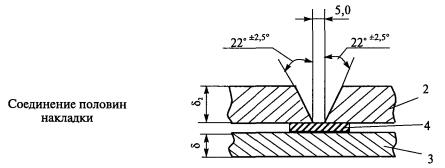
7.2.3 Целесообразно применять цельную
усиливающую накладку. Допускается изготовление усиливающей накладки из двух
половин.
Сборку и сварку стыковых швов накладки из
двух половин на подкладной пластине рекомендуется производить в стационарных
условиях на трубе (элементе трубы) того же диаметра, что и газопровод, в
следующей последовательности:
- прихватка сваркой к наружной
поверхности трубы (элемента трубы) торцов подкладной пластины длиной, равной
диаметру накладки плюс 30-50 мм в каждую сторону от наружной кромки накладки;
- сборка на подкладной пластине
продольных стыковых соединений половин накладки;
-
предварительный подогрев свариваемых кромок половин накладки до температуры 150
°С;
- выполнение
прихваток кромок продольного стыкового соединения половин накладок к подкладной
пластине и между собой;
- сварка
корневого, заполняющих и облицовочных слоев шва стыкового соединения половин накладки;
- механическое
удаление (обрезка) концов подкладных пластин, выступающих за наружные и
внутренние торцы накладки.
Начало и конец
каждого слоя корневого, заполняющих и облицовочных слоев шва стыкового
соединения половин накладки выполняют на подкладных пластинах за пределами
наружного и внутреннего торцов накладки. В процессе сварки температура
предыдущего слоя сварного шва перед наложением последующего слоя должна быть не
ниже 100 °С.
К сборке,
геометрическим параметрам сварного шва, предварительному подогреву, назначению
сварочных материалов, режимам сварки, последовательности выполнения слоев шва,
сопутствующему подогреву и контролю качества стыковых продольных соединений
накладки предъявляют те же требования, что и к сварке стыковых кольцевых соединений
труб одной толщины.
Сварку стыковых
соединений накладки из двух половин на подкладной пластине целесообразно
выполнять в нижнем положении.
Примечание - Подкладные пластины изготавливают из
малоуглеродистых сталей ВСт.3сп по ГОСТ
380, Стали 10, Стали 20 по ГОСТ
1050 толщиной от 2,0, до 3,0
мм, шириной 25,0 мм.
7.2.4
Подготовку патрубка и накладки (половин накладки) производят в стационарных
условиях до начала сварочно-монтажных работ на газопроводе под давлением.
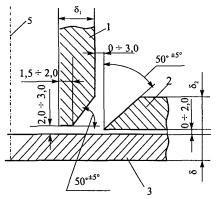
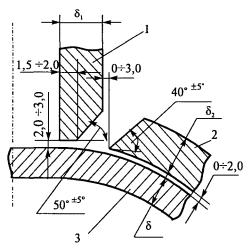
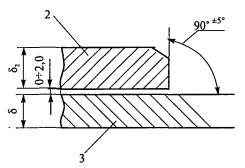
Разделку кромок под приварку производят в соответствии с рисунком 8.
Привариваемый торец патрубка обрезают по шаблону с углом скоса кромок 50°±5° с
притуплением от 1,5 до 2,0 мм. Накладку обрезают по шаблону с углом скоса
внутренних кромок 500±50, наружных кромок 90°±5°, кромок половин накладки 22°±5°. Наружные
и внутренние поверхности, прилегающие к кромкам патрубка и накладки (половин
накладки), зачищают до металлического блеска на ширину не менее 10 мм. В
накладке высверливают отверстие для вентиляции и отвода тепла в процессе ее
приварки диаметром от 6 до 8 мм.
7.2.5 Перед
монтажом удаляют влагу с поверхности трубы газопровода в месте установки
отводного патрубка с накладкой, нагревая ее нагревателем или газовой горелкой.
Забоины и задиры на основной трубе, патрубке и накладке не допускаются.
7.2.6 На
поверхности трубы газопровода устанавливают отводной патрубок, строго
контролируя поверочным угольником по ГОСТ 3749 угол в 90° между осями
трубы и патрубка. Допустимый зазор между
свариваемыми кромками отводного патрубка и поверхностью газопровода должен быть
в пределах от 2 до 3 мм.
Производят предварительный подогрев и
фиксируют отводной патрубок в установленном положении прихватками. Выполнение
прихваток кромок отводного патрубка при сварке с газопроводом должно
проводиться равномерно по периметру, количество прихваток должно быть не менее
трех длиной от 30 до 50 мм.
Выполнение прихваток в местах пересечения
продольного шва патрубка и газопровода не допускается.
Нагрев свариваемых поверхностей трубы
газопровода и отводного патрубка в месте приварки производят нагревателем или
газовой горелкой, обеспечивая равномерный нагрев свариваемых поверхностей.
Температура предварительного нагрева должна соответствовать требованиям 7.1.5.
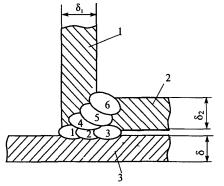
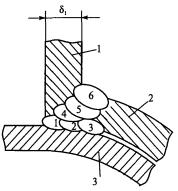
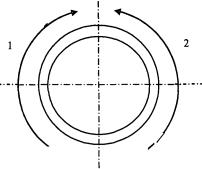
7.2.7 Сварные швы приварки патрубка и
накладки к газопроводу необходимо выполнять с обязательным наложением на стенку
газопровода наплавленного слоя шва. Сварку швов патрубка и накладки необходимо
выполнять обратноступенчатым способом в противоположных полуокружностях или
четвертях. Последовательность наложения валиков сварных швов патрубка и
накладки приведена на рисунке 9.
7.2.8 Приваривают отводной патрубок к
телу трубы газопровода угловым швом. Сварку первых четырех слоев шва (на
рисунке 9 валики 1-4, валик 3 наплавлен на поверхности трубы) приварки патрубка
к газопроводу рекомендуется выполнять электродами одной марки диаметром
2,5-3,25 мм, заполняющих и облицовочных - диаметром 3,0-4,0 мм типа Э50А,
приведенными в разделе Г.8
(приложение Г).
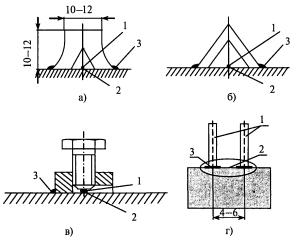
Усиление обратного валика первого
(корневого) слоя шва (валик 1) должно быть не более 1,5 мм (см. рисунок 9 а, б)
во избежание повреждения фрезы (сверла) при последующем вырезании отверстия в
стенке газопровода. Глубина проплавления стенки трубы газопровода под давлением
при наложении корневого и наплавленных слоев шва должна быть не более 2,4 мм.
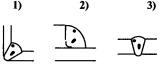
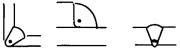
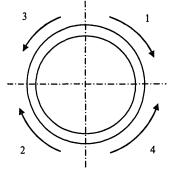
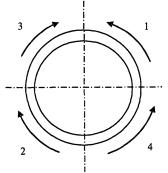
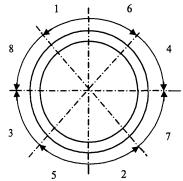
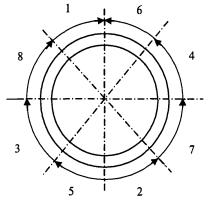
Рекомендуемый порядок наложения угловых
сварных швов приварки отводного патрубка, направление сварки при вертикальном и
горизонтальном расположении патрубка с учетом его диаметра приведены на рисунке
10.
7.2.9 В процессе
выполнения сварного шва каждый слой перед наложением последующего необходимо
тщательно очистить от шлака и брызг расплавленного металла и визуально
контролировать на отсутствие трещин и пор. По завершении приварки отводного
патрубка следует произвести визуальный контроль сварного шва по 8.1.4.
Контроль качества приварки следует производить неразрушающим методом согласно
8.3.1.
|
|
|
|
а)
параллельно оси газопровода
|
б)
перпендикулярно оси газопровода
|
в) параллельно оси газопровода
г) параллельно оси газопровода
1 - стенка отводного патрубка; 2 -
усиливающая накладка; 3 - стенка газопровода; 4 - подкладная пластина; 5 - ось
патрубка;
d - толщина стенки газопровода; d1 - толщина стенки отводного патрубка; d2 - толщина стенки накладки
Рисунок 8 - Параметры подготовки кромок
отводного патрубка и накладки
|
|
|
|
а) параллельно оси газопровода
|
б) перпендикулярно оси газопровода
|
в) перпендикулярно оси газопровода
1 - стенка отводного патрубка; 2 - стенка
усиливающей накладки; 3 - стенка газопровода; 4 - валики слоев сварного шва; d - толщина стенки газопровода; d1 - толщина стенки отводного патрубка; d2 - толщина стенки накладки
Рисунок 9 - Последовательность наложения
слоев сварных швов отводного патрубка и накладки с газопроводом
а) приварка патрубка диаметром dн < 108 мм
при вертикальной и горизонтальной врезке
|
|
|
|
При вертикальной врезке
|
При горизонтальной врезке
|
б) приварка патрубка диаметром dн = 108-159
мм
|
|
|
|
При вертикальной врезке
|
При горизонтальной врезке
|
в) приварка патрубка диаметром dн = 219-325 мм
Рисунок 10 - Порядок наложения угловых
сварных швов приварки отводного патрубка
7.2.10 На поверхности трубы газопровода
устанавливают накладку (либо две половины накладки), допустимый зазор между
поверхностью трубы и накладки должен быть в пределах от 0 до 2 мм.
При использовании цельной накладки
накладку располагают с равномерным зазором от 0 до 3 мм к приваренному
патрубку. Сварку двух половин накладки на стенке трубы газопровода проводят с
использованием металлических подкладных пластин.
Прихватки накладки по наружным кромкам с
поверхностью газопровода выполняют равномерно по окружности накладки.
Количество прихваток должно быть не менее двух при диаметре патрубка до 108 мм,
не менее трех при диаметре патрубка до 219 мм, не менее четырех при диаметре
патрубка до 426 мм, длина прихваток - от 30 до 50 мм.
7.2.11 Постоянную температуру нагрева при
сварке поддерживают в установленном интервале согласно 7.1.5
и приваривают накладку к отводному патрубку и стенке газопровода.
Рекомендуемый порядок наложения сварных
швов накладки с поочередным и последовательным наложением слоев внутреннего и
внешнего шва, направление сварки при вертикальном и горизонтальном расположении
патрубка приведены на рисунках 11 и 12. Количество слоев сварного шва
определяют в зависимости от толщины привариваемых поверхностей.
Сварку внутренних угловых швов
усиливающей накладки с патрубком и наружных нахлесточных швов с газопроводом с
поочередным наложением слоев, как показано на рисунке 11, выполняют
обратноступенчатым способом в следующем порядке:
а) сварка половины окружности одного
заполняющего слоя внутреннего углового шва накладки с отводным патрубком (см.
рисунок 9 а, б, валик 5);
б) наложение трех параллельных
наплавочных швов с перекрытием от 1,5 до 2,0 мм на поверхность газопровода
половины внешней окружности накладки (см. рисунок 9 в, валики 1-3);
в) сварка одним нахлесточным швом
(рисунок 9 в, валик 4) половины внешней окружности накладки с наплавленными
швами;
г) сварка противоположных половин
окружности аналогично а), б), в) 7.2.11;
д) сварка облицовочного слоя внутреннего
углового шва накладки с отводным патрубком (см. рисунок 9 а, б, валик 6);
е) сварка заполняющих и облицовочного
слоев внешнего нахлесточного шва (см. рисунок 9 в, валики 5-6) аналогично а),
б), в), г) 7.2.11 (валик 5 следует накладывать как можно ближе к валику 3).
Сварку внутренних угловых швов
усиливающей накладки с патрубком и наружных нахлесточных швов с газопроводом с
последовательным наложением слоев (см. рисунок 12) выполняют обратноступенчатым
способом в следующем порядке:
- наложение трех параллельных
валиков с перекрытием от 1,5 до 2,0 мм наплавочных швов на поверхность
газопровода (см. рисунок 9 в, валики 1-3);
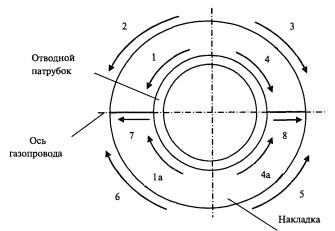
При
вертикальной врезке
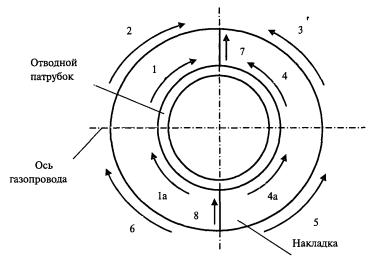
При
горизонтальной врезке
Наложение слоев сварных швов производят в
следующем порядке: 1 и 1а - наложение валика 5 (а, б); 2 и 3 - наложение
валиков 1, 2, 3 (в), затем валика 4 (в); 4 и 4а - наложение валика 5 (а, б); 5
и 6 - наложение валиков 1, 2, 3 (в), затем валика 4 (в); 1 и 1а - наложение
валика 5 (а, б) и т.д.; 7, 8 - наложение сварных швов приварки половин накладки
(порядковые номера валиков приняты по рисунку 9 а, б, в)
Рисунок 11 - Порядок наложения сварных швов
приварки накладки с поочередным наложением слоев внутреннего и внешнего
сварного шва
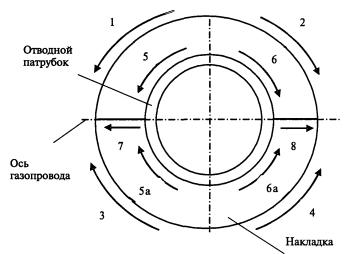
При вертикальной врезке
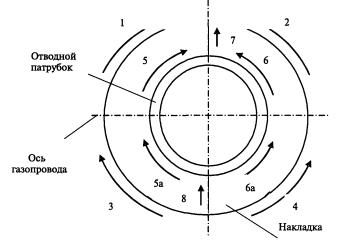
При горизонтальной врезке
Наложение слоев сварных швов производят в
следующем порядке: 1, 2, 3, 4 - наложение
валиков внешнего шва 1, 2, 3 (в), затем 4 (в), затем 5 (в), затем 6 (в); 5, 5а,
6, 6а - наложение валиков внутреннего шва 5 (а, б), затем 6 (а, б); 7, 8 -
наложение сварных швов приварки половин накладки (порядковые номера валиков
приняты по рисунку 9 а, б, в)
Рисунок 12 - Порядок наложения сварных швов
приварки накладки с последовательным наложением слоев внутреннего и внешнего
сварного шва
- сварка нахлесточных швов с
наплавленными швами (рисунок 9 в, валики 4-6);
- сварка внутренних угловых швов накладки
с отводным патрубком (см. рисунок 9 а, б, валики 5-6) (валик 5 следует
накладывать как можно ближе к валику 3).
7.2.12 Сварку первого (корневого) слоя
наружного нахлесточного шва рекомендуется выполнять электродами одной марки
диаметром 2,5-3,25 мм, заполняющих и облицовочных слоев наружного и внутреннего
швов - электродами диаметром 3,0-4,0 мм типа Э50А, приведенными в разделе Г.8
(приложение Г).
7.2.13 При сварке обратноступенчатым
способом следует соблюдать правила послойного смещения мест начала и окончания
сварки на величину от 25 до 30 мм.
Минимальный катет наружного нахлесточного
шва накладки с газопроводом должен быть равным 0,5 толщины стенки накладки, но
не менее 6 мм для газопровода с толщиной стенки 6,5 мм, максимальный катет не
должен превышать толщину стенки накладки.
Минимальный катет внутреннего углового
шва патрубка с накладкой должен быть равным 0,4 мм толщины стенки отводного
патрубка, но не менее 6 мм.
Облицовочные швы внутреннего углового шва
приварки патрубка к накладке (и половин накладки между собой) должны иметь
плавный переход к основному металлу патрубка и накладки с перекрытием наружных
свариваемых кромок в каждую сторону на величину от 2,5 до 3,5 мм.
7.2.14 В процессе наложения сварного шва
приварки накладки каждый слой перед наложением последующего необходимо
тщательно очистить от шлака и брызг расплавленного металла и проверить на
отсутствие трещин и пор.
7.2.15 По завершении наложения сварных
швов приварки накладки производят визуальный контроль сварных швов по 8.1.4
и контроль качества сварных швов неразрушающими методами согласно 8.3.1.
7.2.16 Монтаж и приварку
патрубков трубной обвязки запорных устройств перекрытия полости газопровода
«Стопл» производят аналогично 7.2.2-7.2.8.
7.3 Монтаж и приварка узла врезки с
конструктивным исполнением «разрезная муфта с отводным патрубком» (тип II)
7.3.1 Монтаж муфты с
отводным патрубком производят на расстоянии порядка 1,5 диаметра газопровода от
его поперечного сварного шва.
Расстояние между продольным сварным швом
газопровода из прямошовных труб и сварным швом приварки отводного патрубка и
муфты к стенке газопровода допускается не менее 150 мм. Расстояние между
продольным сварным швом газопровода из прямошовных труб и продольным сварным
швом муфты допускается не менее 150 мм.
Монтаж и приварку отводного патрубка на
газопроводе из спирально-шовных труб производят на равном расстоянии от
спиральных сварных швов.
7.3.2 Монтаж, сборку и сварку разрезной
муфты с отводным патрубком и газопроводом производят в следующей
последовательности:
- монтаж, сборка и сварка угловыми швами
(двумя) отводного патрубка с газопроводом;
- монтаж, сборка и сварка половин
разрезной муфты на газопроводе на подкладных пластинах;
- сварка угловыми швами патрубка с муфтой
и газопроводом.
7.3.3 Сборка и сварка должны выполняться
в соответствии с требованиями операционной технологической карты сборки и
сварки разрезной муфты с отводным патрубком, разработанной и утвержденной
специализированной организацией, выполняющей сварочные работы.
7.3.4 Разделку кромок отводного патрубка
и муфты производят в стационарных условиях до начала сварочно-монтажных работ
на газопроводе под давлением.
Разделку кромок отводного патрубка и
отверстия муфты для сварки с отводным патрубком производят по шаблону в
соответствии с рисунком 8 аналогично 7.2.4.
Разделку стыковых кромок для сварки продольных швов муфты производят в
соответствии с рисунком 13:
- стыковые кромки симметричной разделки с
углом скоса 30° ± 5° и притуплением от 1,5 до 2,5 мм для горизонтальной врезки;
- стыковые кромки несимметричной разделки
с углом скоса кромок верхней половины муфты 30° ± 5°, нижней половины - 10° ±
5° для вертикальной врезки.
Наружные и внутренние поверхности,
прилегающие к свариваемым кромкам патрубка и разрезной муфты, зачищают до
металлического блеска на ширину не менее 10 мм.
7.3.5 Удаляют влагу с поверхности трубы
газопровода в месте установки муфты с отводным патрубком, нагревая поверхность
трубы нагревателем или газовой горелкой.
7.3.6 Устанавливают отводной патрубок на
поверхности трубы, строго контролируя при этом поверочным угольником по ГОСТ 3749
угол 90° между осями трубы газопровода и отводного патрубка. Допустимый зазор
между отводным патрубком и поверхностью газопровода должен быть в пределах от 2
до 3 мм.
Производят предварительный подогрев и
фиксируют отводной патрубок в установленном положении прихватками. Прихватки
кромок отводного патрубка с стенкой газопровода выполняют равномерно по
периметру, количество прихваток должно быть не менее трех, длиной от 30 до 50
мм. Выполнение прихваток в местах пересечения продольного шва патрубка и
газопровода не допускается.
7.3.7 Приваривают патрубок к стенке
газопровода (корневой шов и один заполняющий), как показано на рисунке 9 а, б,
валики 1-2.
7.3.8 Устанавливают половины разрезной
муфты на поверхность газопровода. Допустимый зазор между муфтой и патрубком
принимают в пределах от 0 до 3 мм (см. рисунок 8 а, б). Допустимый зазор между
телом муфты и газопровода на продольных швах с учетом размещения подкладной
пластины (см. рисунок 13) принимают в пределах от 1,5 до 5,0 мм.
Производят предварительный нагрев и
выполняют прихватку половин муфты на продольных стыковых швах. Количество
прихваток определяется длиной продольного сварного шва, длина прихваток от 30
до 50 мм. Прихватки должны обеспечить проплавление свариваемых кромок с
подкладной пластиной и/или между собой согласно 7.4.7.
Прихватки зачищают механическим способом.
Сборку половин разрезной муфты на
газопроводе производят аналогично сборке половин разрезного тройника согласно 7.4.6.
При монтаже муфты используют
наружные центраторы или специальные монтажные разъемные муфты и снимают их
после наложения корневого шва.
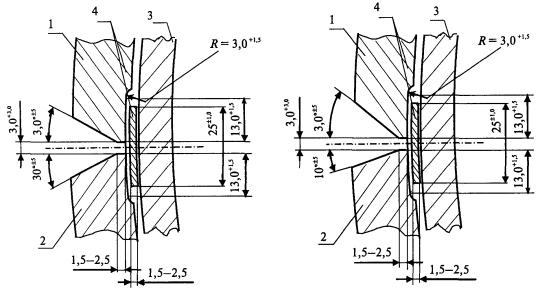
а) с выборкой под подкладную пластину (для
тройников - типы III-V и муфт - тип II)
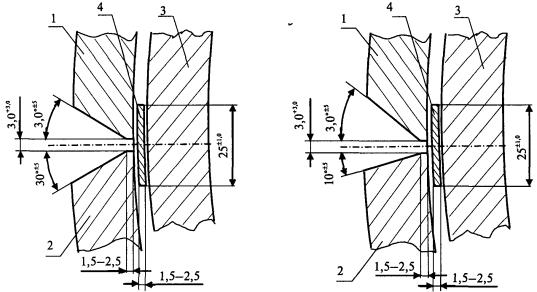
б) без выборки под подкладную пластину (для
муфт - тип II)
1 и 2 - верхняя и нижняя половины стенки
тройника, муфты; 3 - стенка газопровода; 4 - подкладная пластина под продольный
шов
Рисунок 13 - Форма разделки кромок и сборка
продольных стыковых соединений разрезного тройника, разрезной муфты (пример)
7.3.9 Сваривают продольные кромки муфты.
Сварку продольных стыковых сварных соединений половин разрезной муфты выполняют
аналогично сварке продольных стыковых сварных соединений половин разрезного
тройника согласно 7.4.8.
7.3.10 Муфту к отводному патрубку и
стенке газопровода приваривают аналогично приварке внутреннего шва накладки
(см. рисунок 9 а, б, валики 3-6, валик 3 наплавлен на поверхности трубы).
Сварку внутренних угловых швов половины муфты с отводным патрубком и стенкой
газопровода выполняют обратноступенчатым способом с поочередным нанесением
слоев (см. рисунок 9 а, б, валики 5, 6) электродами диаметром 2,5-4,0 мм с
режимами сварки, приведенными в таблице 6.
7.3.11 В процессе сварки производят
тщательную очистку от шлака и брызг наплавленного металла и контроль отсутствия
трещин и пор каждого слоя сварного шва перед наложением последующего. По
окончании сварки производят визуальный контроль сварных швов согласно 8.1.4
и контроль качества швов неразрушающими методами согласно 8.3.2.
7.3.12 Вентиляционное отверстие в теле
муфты герметизируют отверждающимся на воздухе герметиком во избежание коррозии
поверхности трубы газопровода под муфтой.
7.4 Монтаж и приварка узла врезки с
конструктивным исполнением «разрезной тройник» (типы III, IV, V)
7.4.1
Монтаж тройников от поперечных сварных швов газопровода допускается на
расстоянии порядка 1,5 диаметра газопровода.
При выборе
места для монтажа тройников для перекрытия полости газопровода следует учесть,
что в предполагаемом месте перекрытия полости газопровода не должно быть
продольного или спирального сварного шва по нижней образующей трубы.
При
вертикальной врезке разрезного тройника продольные стыковые соединения половин
тройника располагают на середине боковых четвертей трубы, при горизонтальной врезке
- на середине верхней и нижней четвертей трубы. Расстояние между продольным
сварным швом газопровода из прямошовных труб и продольным сварным швом тройника
допускается не менее 150 мм.
7.4.2 Монтаж,
сборку и сварку разрезного тройника с газопроводом производят в следующей
последовательности:
- монтаж,
сборка разрезного тройника и выполнение прихваток продольных стыковых
соединений с подкладной пластиной и/или между собой на газопроводе;
- сварка
половин разрезного тройника продольными швами на подкладной пластине;
- сварка
кольцевыми нахлесточными швами тройника с газопроводом.
7.4.3 Сборку и
сварку узла врезки выполняют в соответствии с требованиями операционной
технологической картой сборки и сварки разрезного тройника, разработанной
специализированной организацией, выполняющей сварочные работы. Типовая форма
операционной технологической карты сборки и сварки разрезного тройника
приведена в разделе Г.4
(приложение Г).
7.4.4 Разрезной
тройник должен иметь кромки, подготовленные под сварку и зачищенные
механическим способом до металлического блеска на ширину не менее 10 мм.
Разделку кромок продольных и кольцевых сварных швов разрезного тройника
производят в заводских условиях в соответствии с рисунком
В.5 (приложение В):
- стыковые
кромки симметричной разделки с углом скоса 30° ± 5° и притуплением от 1,5 до
2,5 мм для сварки продольных стыковых сварных соединений половин тройника при
горизонтальной врезке;
- стыковые
кромки несимметричной разделки с углом скоса кромок верхней половины тройника
30° ± 5°, нижней половины тройника 10° ± 5° для сварки продольных стыковых
соединений половин тройника при вертикальной врезке;
- торцевые
кромки тройника для сварки кольцевыми нахлесточными швами с газопроводом с
углом скоса 45° - 60°.
При вертикальной врезке разрезного
тройника продольные стыковые соединения половин тройника располагают на
середине боковых четвертей трубы, при горизонтальной врезке - на середине
верхней и нижней четвертей труб, расстояние между продольным швом газопровода и
продольным стыковым соединением разрезного тройника должно быть не менее 150
мм.
7.4.5 Удаляют влагу с поверхности трубы в
месте установки тройника, нагревая ее нагревателем или газовой горелкой.
Тройник устанавливают на трубу. Подгоняют
обе половины тройника к поверхности трубы, строго контролируя угол в 90° между
осями трубы и ответвления тройника.
Устанавливают (пропускают с торца
тройника) подкладные пластины в специальную выборку, выполненную в заводских
условиях. Подкладные пластины под продольными стыковыми соединениями разрезных
тройников должны выходить за торцы тройника на расстояние не менее 100 мм в
каждую сторону.
Примечание - Подкладные пластины изготавливают в
заводских условиях из малоуглеродистых сталей марок ВСт.3сп по ГОСТ 380, Стали 10, Стали 20 по ГОСТ
1050 толщиной от 1,5 до 2,5
мм, шириной 25 мм и поставляют в комплекте с разрезными тройниками.
7.4.6 Сборку разрезного
тройника и его фиксирование на газопроводе производят с необходимыми зазорами
для сварки. Допустимый зазор между половинами тройника на продольных стыках с
учетом размещения металлической подкладной пластины должен быть в пределах от
1,5 до 5 мм. Зазор между торцом тройника и поверхностью трубы на кольцевых швах
не должен превышать 3 мм. При превышении указанной величины зазора место
установки узла врезки сдвигают. Внутреннее смещение стыкуемых кромок
продольного стыкового соединения половин тройника не должно превышать 1,2 мм.
С целью исключения дефектов в начале и
конце сварки (стартовые поры, наплывы) на торцах тройников с условным диаметром
Dу = 700 мм, 1000 мм, 1200 мм, 1400 мм сварку продольных
стыковых соединений выполняют на временных выводных технологических планках
длиной от 50 до 60 мм, сваренных между собой с углом скоса кромок аналогично
7.4.4 и прихваченных сваркой к подкладным пластинам. После окончания сварки
технологические планки удаляют механическим способом вместе с концами
подкладных пластин.
При монтаже тройника используют сборочные
приспособления - специальные монтажные разъемные муфты или наружные центраторы
- и снимают их после сварки не менее 60 % длины корневого и первых двух
заполняющих слоев.
7.4.7 Производят
предварительный нагрев свариваемых поверхностей ручной дуговой сваркой
электродами, рекомендованными для сварки корневого слоя шва, и фиксируют обе
половины тройника между собой прихватками. Длина прихваток должна быть от 30 до
50 мм. Количество прихваток определяют по длине продольного сварного соединения
половин разрезного тройника. Прихватки должны обеспечить сплавление свариваемых
кромок с подкладной пластиной и/или между собой и зачищаться механическим
способом.
7.4.8 Производят
предварительный нагрев и сваривают продольные швы тройника. Последовательность
наложения слоев при сварке продольных швов разрезного тройника приведена на
рисунке 14.
При длине разрезных тройников менее 600
мм сварку продольных сварных соединений выполняют двумя сварщиками одновременно
с обеих сторон в противоположных направлениях (справа налево, слева направо) с
началом и окончанием сварки на технологических планках. При длине разрезных
тройников более 600 мм сварку продольных сварных соединений выполняют четырьмя
сварщиками одновременно с обеих сторон в противоположных направлениях (от
центра тройника к торцам, от торцов к центру тройника) с началом или окончанием
сварки на технологических планках, как показано на рисунке 15.
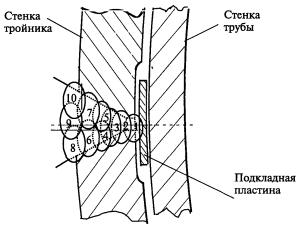
1-10 - порядковые номера слоев приварки
тройника
Рисунок 14 - Последовательность наложения
слоев при сварке продольных швов разрезного тройника
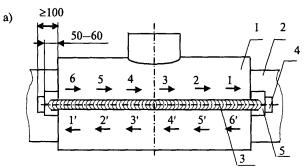
Общее направление сварки одновременно двумя
сварщиками продольных швов тройника Dy £ 600 мм
¬ справа налево
® слева направо
1, 2, 3, 4, 5, 6 - направление сварки
корневого и первых двух заполняющих слоев обратноступенчатым способом при общем
направлении сварки справа налево первого продольного стыкового соединения;
1', 2', 3', 4', 5', 6' - направление сварки
корневого и первых двух заполняющих слоев обратноступенчатым способом при общем
направлении сварки слева направо второго продольного стыкового соединения
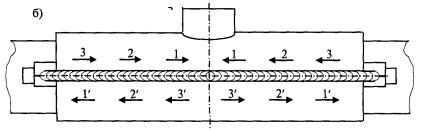
Общее направление сварки одновременно
четырьмя сварщиками продольных швов тройника Dy > 600 мм
¬ ® от центра к торцам
® ¬ от торцов к центру
1, 2, 3 - направление сварки корневого и
первых двух заполняющих слоев обратноступенчатым способом от центра к торцам
первого продольного стыкового соединения;
1', 2', 3' - направление сварки корневого и
первых двух заполняющих слоев обратноступенчатым способом от торцов к центру
второго продольного стыкового соединения
1 - разрезной тройник; 2 - газопровод; 3 -
продольный шов тройника; 4 - металлическая подкладная пластина под продольный
шов; 5 - V-образная
временная технологическая выводная планка
Рисунок 15 - Порядок наложения корневого и
первых двух заполняющих слоев продольных швов тройника двумя (а) и четырьмя (б)
сварщиками
7.4.9 Сварку корневого и первых двух
заполняющих слоев выполняют обратноступенчатым способом, соблюдая правила
послойного смещения мест начала и окончания сварки на величину от 25 до 30 мм.
Последующие заполняющие и облицовочные слои выполняют методом непрерывной
сварки наложением параллельных валиков с перекрытием от 2,0 до 3,0 мм в тех же
направлениях с началом или окончанием сварки на технологических планках. Первые заполняющие слои
сваривают по центру шва, последующие - параллельно. Сначала накладывают нижний
валик, далее средний, а затем верхний при расположении продольных швов на
боковых четвертях трубы газопровода. Общее усиление облицовочных слоев шва
должно быть высотой от 1 до 3 мм и иметь плавный переход к основному металлу
тройника с перекрытием наружных свариваемых кромок в каждую сторону на величину
от 2,5 до 3,5 мм.
7.4.10 В
процессе сварки производят тщательную очистку от шлака и брызг наплавленного
металла и контроль отсутствия трещин и пор каждого слоя сварного шва перед
наложением последующего. По окончании сварки производят визуальный контроль
продольных швов и контроль качества швов неразрушающими методами (см. 8.1.4, 8.3.3).
7.4.11
Аккуратно срезают шлифмашинкой концы металлических прокладок с технологическими
планками, превышающие длину тройника.
7.4.12 Приварку
кольцевых нахлесточных швов тройника к газопроводу производят в строгой
последовательности: сначала первое по направлению движения потока газа сварное
соединение, затем второе.
7.4.13 Приварку
кольцевых нахлесточных швов тройника на газопроводе под давлением производят с
обязательным наложением на тело трубы газопровода наплавленного шва с
последующей приваркой к нему тройника.
При превышении
эквивалента углерода тройника над эквивалентом углерода трубы приварку тройника
производят с обязательным наложением наплавленного шва на тело трубы
газопровода и на поверхность тройника.
7.4.14 Сварку
кольцевого нахлесточного шва тройника с газопроводом необходимо выполнять в
следующей последовательности:
- наложение
трех (четырех) параллельных наплавленных швов на поверхность полного периметра
газопровода, как показано на рисунке 16 I, II (валики 1, 2, 3); при
наложении наплавленных швов глубина проплавления стенки газопровода должна быть
не более 2,4 мм, ширина - не менее 1,4 толщины стенки газопровода;
- наложение
дополнительных наплавленных швов на поверхность трубы и тройника (при
превышении эквивалента углерода тройника над эквивалентом углерода трубы, для
уменьшения зазора) (см. рисунок 16 II, III, валики 1', 2', 3' и а, б,
в);
- сварка
заполняющих и облицовочных слоев кольцевых нахлесточных швов (см. рисунок 16 I, II,
валики 4-9).
Количество
слоев кольцевого нахлесточного сварного шва приварки тройника к стенке
газопровода зависит от толщины свариваемой кромки тройника. Величина катета
должна быть не менее 1,4 толщины стенки газопровода.
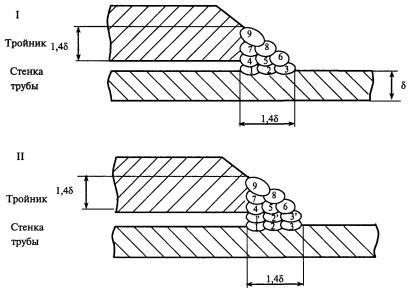
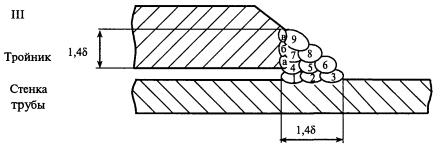
I - с одним слоем наплавленных валиков; II - с дополнительным слоем наплавленных
валиков; III
- со слоем наплавленных валиков на поверхность тройника;
d - толщина стенки газопровода; 1, 2, 3 -
порядковые номера валиков
Рисунок 16 - Последовательность наложения
слоев кольцевых нахлесточных швов тройника с газопроводом
Наложение наплавленных швов на
поверхность газопровода и тройника рекомендуется выполнять электродами
диаметром 2,5-3,25 мм ниточными швами шириной до 1,5 диаметра электрода,
заполняющих и облицовочных - электродами диаметром 3,0-4,0 мм, с основным
покрытием, одной марки типа Э50А в соответствии с разделом Г.8
(приложение Г). Ширина наплавленного слоя кольцевого нахлесточного сварного шва
приварки разрезного тройника к стенке газопровода должна быть 1,4 толщины
стенки газопровода.
Сварку производят
одновременно двумя сварщиками в противоположных четвертях окружности
газопровода обратноступенчатым способом в соответствии с рисунком 17 с
соблюдением правила послойного смещения мест начала и окончания сварки на
величину от 25 до 30 мм. Облицовочный слой кольцевого нахлесточного сварного
шва приварки разрезного тройника должен иметь плавный переход к основному
металлу тройника и перекрывать его на величину от 2,5 до 3,5 мм от сварного
шва.
7.4.15 В процессе наложения сварного шва
каждый слой перед наложением последующего тщательно очищают от шлака и брызг
расплавленного металла и визуально контролируют на отсутствие трещин и пор.
7.4.16 По завершении приварки кольцевого
нахлесточного шва дают ему остыть. Производят визуальную проверку шва и
контроль качества шва неразрушающими методами (см. 8.1.4,
8.3.3).
7.4.17 После завершения первого сварного
шва заваривают второй кольцевой шов в той же технологической
последовательности.
7.5 Монтаж и приварка ребер жесткости
7.5.1 На газопроводах из
спирально-шовных и прямошовных труб при вырезании отверстий условным диаметром Dу = 600 мм и более под давлением во избежание деформации
вырезаемого темплета и заклинивания фрезы используют ребра жесткости в
соответствии с приложением Е.
7.5.2 Производят монтаж и приварку
разрезного тройника в соответствии с 7.4.
7.5.3 Производят монтаж
ребер жесткости, строго контролируя их расположение на равном расстоянии от
стенок ответвления разрезного тройника.
7.5.4 Производят предварительный нагрев
свариваемых поверхностей и фиксируют ребра жесткости прихватками с внутренней
стороны. Прихватываемые кромки и направление прихваток изображены на рисунке
Е.1 (приложение
Е).
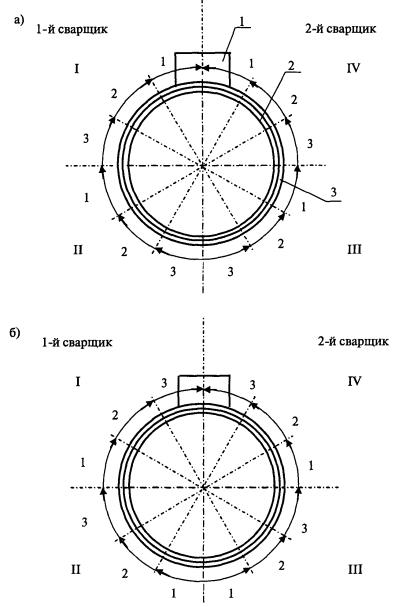
1,
2, 3 - последовательность
наложения участков шва; I, II,
III, IV - четверти окружности
а) первый (корневой) и
заполняющие слои шва; б) последние заполняющие слои шва;
1 - разрезной тройник; 2 -
газопровод; 3 - кольцевой шов тройника
Рисунок 17 - Порядок
наложения кольцевых нахлесточных швов тройника двумя сварщиками
8 Контроль качества сварных соединений узла
врезки в газопровод под давлением
8.1 Контроль
качества узла врезки в газопровод под давлением должен включать:
- входной контроль металла узлов и/или
деталей узлов врезки, контроль применяемых сварочных материалов и оборудования;
- операционный контроль в процессе сборки
и сварки узла врезки;
- визуальный и измерительный контроль
сварных соединений;
- контроль сварных соединений
неразрушающими методами.
8.1.1 Входной контроль металла узлов
и/или деталей узлов врезки, контроль применяемых сварочных материалов и
оборудования выполняют с целью подтверждения их соответствия требованиям
нормативной, технической и проектной документации.
Все детали узлов врезки заводского
изготовления (отводные патрубки, усиливающие накладки, разрезные тройники,
разрезные муфты), шаровые краны, фланцы, трубы, используемые для изготовления
деталей узлов врезки, должны быть изготовлены по ТУ, согласованным с ОАО
«Газпром».
Входной контроль узлов и/или деталей
узлов врезки, труб, используемых для изготовления деталей и/или узлов врезки,
проводят ультразвуковым методом по ГОСТ
14782 сплошным сканированием металла в условиях стационарных баз дочерних
обществ и организаций ОАО «Газпром».
Входной контроль привариваемых кромок
разрезных тройников (разрезных муфт), шаровых кранов и фланцев заводского
изготовления, прошедших заводские гидравлические испытания при Рисп = 1,5 Рраб, проводят магнитопорошковым методом по ГОСТ
21105 или капиллярным методом по ГОСТ 18442
(цветной красящей дефектоскопии по ОСТ 36 76).
Наличие дефектов металла сварных швов,
размеры которых превышают допустимые, приведенные в приложении
Ж, не допускаются.
На наружной поверхности тройников и муфт
заводского изготовления должна быть нанесена яркой несмываемой краской
маркировка. На наружной и внутренней поверхностях должно быть нанесено
антикоррозионное покрытие, за исключением поверхности и кромок, предназначенных
под сварку, которые должны иметь консервационную защиту на период
транспортировки и хранения, как указано в приложении В.
Сварочные материалы и оборудование,
предназначенные для использования при сварке узлов и/или деталей узлов врезки,
должны быть изготовлены по ТУ, согласованным с ОАО «Газпром» в соответствии с СТО
Газпром 2-3.5-046, аттестованы
согласно требованиям РД
03-613-03 [2] и РД
03-614-03 [3] и иметь свидетельство об аттестации (см. 7.1.9).
8.1.2 Операционный контроль в процессе
сборки и сварки выполняют ответственные за производство работ (мастера),
самоконтроль - исполнители работ. При операционном контроле проверяют
соответствие выполняемых работ требованиям настоящего стандарта, национальных
стандартов, стандартов ОАО «Газпром».
8.1.3 Визуальный и
измерительный контроль сварных соединений выполняют с целью подтверждения
соответствия выполнения операций сборки и сварки требованиям нормативной,
технической и проектной документации. Контроль качества работ при сборке и
сварке узлов и/или деталей узлов врезки выполняют в соответствии с требованиями
операционной технологической карты сборки и сварки узлов и/или деталей узлов
врезки (см. 7.1.1).
8.1.4 Все сварные
соединения узла врезки с газопроводом под давлением подвергают контролю
неразрушающими методами. Следует применять не менее двух методов неразрушающего
контроля в объеме 100 % каждый.
Контроль качества сварных соединений
узлов и/или деталей узлов врезки неразрушающими методами производят специалисты
неразрушающего контроля, аттестованные в соответствии с ПБ
03-440-02 [13].
8.1.4.1 Контроль качества сварных
соединений узла врезки «отводной патрубок с накладкой» (тип I) следует производить в два этапа.
Первый этап - проводится контроль
качества приварки отводного патрубка к стенке газопровода ультразвуковым
методом по ГОСТ
14782.
Второй этап - проводится контроль
качества сварных швов «накладка-патрубок» и «накладка-газопровод»
ультразвуковым методом по ГОСТ
14782, в качестве дублирующего контроля используют либо капиллярный метод
по ГОСТ 18442
(цветной красящей дефектоскопии по ОСТ 36 76), либо магнитопорошковый метод по ГОСТ
21105.
8.1.4.2 Контроль качества сварных
соединений «разрезной тройник» (типы III, IV, V) следует
производить в два этапа.
Первый этап - проводится контроль
качества продольных швов разрезного тройника ультразвуковым методом по ГОСТ
14782.
Второй этап - проводится контроль
качества кольцевых швов разрезного тройника ультразвуковым методом по ГОСТ
14782, в качестве дублирующего используют капиллярный метод по ГОСТ 18442
(цветной красящей дефектоскопии по ОСТ 36 76), либо магнитопорошковый метод по ГОСТ
21105.
8.1.4.3 Контроль качества сварных
соединений типа «разрезная муфта с отводным патрубком» (тип II) следует производить по 8.1.4.1 и 8.1.4.2.
8.2 Порядок проведения контроля качества
сварных соединений узлов врезки и оформление заключения по результатам контроля
должны соответствовать СТО
Газпром 2-2.4-083.
8.3 Для проведения контроля качества
сварных соединений узлов врезки применяют отечественное и зарубежное
оборудование, имеющее разрешение Ростехнадзора на применение.
8.4 Допустимые размеры дефектов сварных
швов приварки узла врезки на газопроводе под давлением приведены в приложении
Ж.
Исправление дефектов в сварных швах
допускается в случае, если суммарная длина дефектных участков не превышает 0,1
от периметра сварного шва. При исправлении дефектов давление транспортируемого
продукта должно быть снижено не менее чем на 30 % от величины проходного
рабочего давления на участке.
После проведения ремонтных работ
ремонтную зону плюс 100 мм с каждой стороны сварных швов подвергают повторному
контролю аналогично 8.1.3.
8.5 При оформлении допуска на выполнение
работ, оформлении результатов контроля качества при производстве работ по
сварке, врезке и перекрытию полости газопровода под давлением и в процессе
сдачи-приемки работ в эксплуатирующей организации должна вестись и храниться
следующая исполнительная документация:
- документы о качестве труб (в
предполагаемом месте врезки), узлов и/или деталей узлов врезки (сертификаты или
паспорта), сертификаты сварочных материалов;
- заключения по проверке качества сварных
соединений узла врезки;
- наряд-допуск на выполнение работ по
сварке под давлением;
- наряд-допуск на выполнение работ по
врезке под давлением;
- наряд-допуск на выполнение работ по
перекрытию полости газопровода под давлением;
- журнал учета работ по сварке на
газопроводах под давлением;
- журнал учета работ по врезке на
газопроводах под давлением;
- журнал учета работ по перекрытию
полости трубы на газопроводах под давлением;
- журнал регистрации результатов контроля
качества сварных соединений узла врезки физическими методами (материалы и
результаты контроля должны храниться в передвижной измерительной лаборатории);
- акт на гарантийное сварное соединение
узла врезки на газопроводах под давлением;
- акт на герметизацию технологических
отверстий;
- акт испытания на герметичность и
прочность узла врезки на газопроводах под давлением;
- акт приемки узла врезки на газопроводах
под давлением.
Исполнительная
документация на выполнение специализированной организацией, специализированным
подразделением эксплуатирующей организации работ по сварке, врезке и перекрытию
полости газопровода под давлением оформляют в соответствии с приложением
И.
8.6 Весь
комплекс работ по сварке, врезке и перекрытию на газопроводе под давлением
включают в перечень огневых работ и весь персонал, привлекаемый к работам,
должен иметь наряд-допуск в соответствии с требованиями СТО
Газпром 14.
9.1 Врезка через шаровой кран
9.1.1 Врезку
через шаровой кран применяют для подсоединения к магистральному газопроводу под
давлением газопроводов-отводов, лупингов, перемычек, переходов под авто-,
железными дорогами, через водные преграды.
9.1.2 Врезку
через шаровой кран выполняют, как правило, горизонтальным или вертикальным
способом через шаровой равнопроходной кран.
Тип исполнения
шарового крана - с концами под приварку. Шаровые краны по окончании работ
оставляют для постоянного использования на газопроводе-отводе (лупинге,
перемычке, переходе) как линейную ЗРА.
9.1.3
Горизонтальная врезка предусматривает расположение ответвления узла врезки,
концов под приварку шарового крана и направление движения фрезы машины для
врезки в одной плоскости с основным газопроводом, в который производится врезка,
параллельно поверхности земли, как показано на рисунке 18.
9.1.4
Вертикальная врезка предусматривает расположение ответвления узла врезки,
концов под приварку шарового крана и направление движения фрезы машины для
врезки перпендикулярно поверхности земли, как показано на рисунке 19.
Примечание - Допускается при необходимости для
надземной прокладки отводов условным диаметром Dу = 50 мм (типов I, Ia)
врезка перпендикулярно поверхности газопровода в любом пространственном
положении.
9.1.5 При
врезке газопровода-отвода с использованием узлов врезки типов I-IV
производят приварку узла врезки (отводного патрубка с накладкой, разрезной
муфты с отводным патрубком, разрезного тройника) в месте предполагаемого
подключения газопровода-отвода к магистральному газопроводу.
Исполнение
ответвления узла врезки - с концом под приварку. При подсоединении лупинга
(перемычки, перехода) производят приварку узлов врезки в местах предполагаемого
подключения к газопроводу.
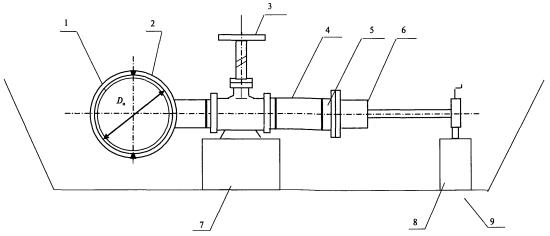
1 - магистральный газопровод с наружным
диаметром Dн; 2 - узел врезки типов I-IV
с концом ответвления под приварку; 3 - шаровой кран; 4 - переходной патрубок; 5
- ответный фланец; 6 - машина для врезки; 7 - фундаментная плита под шаровой
кран; 8 - опора под машину для врезки; 9 - котлован
Рисунок 18 - Горизонтальная врезка отвода
(лупинга, перемычки) через шаровой кран
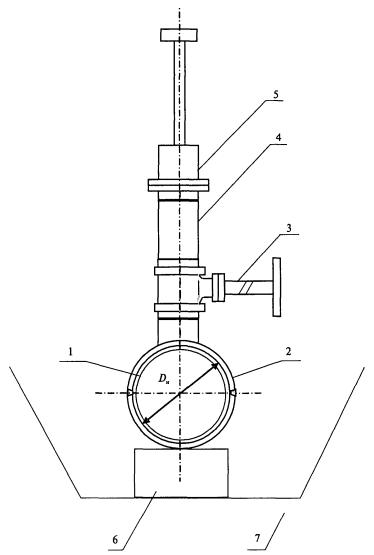
1 - магистральный газопровод с наружным диаметром Dн; 2 - узел врезки типов I-IV; 3 - шаровой кран; 4 - переходной патрубок;
5 - машина для врезки; 6 - фундаментная плита под узел врезки; 7 - котлован
Рисунок 19 - Вертикальная врезка отвода
(лупинга, перемычки, перехода) через шаровой кран
При врезках с условным диаметром Dу = 600 мм и более в спирально-шовные и прямошовные трубы
используют ребра жесткости (см. приложение
Е).
Монтаж и приварку узлов врезки и контроль
качества швов приварки производят в соответствии с требованиями разделов 7 и 8.
9.1.6 Подготовка к горизонтальной врезке через
шаровой кран
9.1.6.1 Шаровой кран устанавливают в
котловане на фундамент. Высота фундамента должна обеспечивать соосность
проходного сечения ответвления узла врезки и шарового крана. Для недопущения
перекосов при монтаже шарового крана строго контролируют вертикальность его
установки.
9.1.6.2 При врезке с использованием узлов
с конструктивным исполнением типов I-IV к ответвлению узла врезки приваривают конец под
приварку шарового крана (рисунок 18). К другому концу под приварку шарового
крана приваривают переходное кольцо (переходной патрубок) заводского
изготовления, к переходному патрубку приваривают ответный фланец для
последующего монтажа машины для врезки.
Примечание - Переходной патрубок используют для
последующего сварного соединения с газопроводом-отводом, лупингом, перемычкой,
переходом. Длину переходного патрубка принимают в зависимости от величины хода
штока (шпинделя) машины для врезки, но не менее 260 мм. Допускается
предварительная подготовка сварной конструкции «отводной патрубок - шаровой
кран - переходной патрубок - ответный фланец» с последующим монтажом его в
котловане и приваркой к газопроводу под давлением.
9.1.6.3 Контроль качества сварных швов
приварки шарового крана и ответного фланца проводится неразрушающими методами -
радиографическим по ГОСТ
7512 и ультразвуковым по ГОСТ
14782 в соответствии с требованиями СТО
Газпром 2-2.4-083.
9.1.6.4 На машине для врезки монтируют фрезу
с направляющим сверлом. Конструкция сверла должна предусматривать крепление
специальных стержней, удерживающих вырезанный темплет для удаления его из
трубы.
Проводят проверку отсутствия провисания
фрезы, выставляя фрезу в крайнее положение на полную длину рабочего хода
шпинделя.
9.1.6.5 Краном (трубоукладчиком) опускают
машину для врезки в котлован к шаровому крану.
Устанавливают прокладку (паранит или др.)
в гнездо ответного фланца. Монтажным подъемником выставляют машину в
горизонтальное положение, центрируют ответный фланец с фланцем машины и
соединительными болтами стягивают фланцы. Монтажный подъемник должен надежно
опираться на грунт котлована, при необходимости под подъемник устанавливают
деревянный настил.
9.1.7 Подготовка к вертикальной врезке через
шаровой кран
9.1.7.1 Под узлы врезки устанавливают
поддерживающие трубу газопровода опоры на твердых настилах, рассчитанные на
суммарный вес устанавливаемого оборудования.
9.1.7.2 При врезке с использованием
конструктивного исполнения типов I-IV (см. рисунок 19):
- подготавливают сварную конструкцию
«шаровой кран - переходной патрубок - ответный фланец» аналогично 9.1.6.2;
- краном (трубоукладчиком) опускают
сварную конструкцию в котлован к ответвлению узла врезки, расположенному
перпендикулярно поверхности земли, и сваривают конец под приварку шарового
крана с ответвлением узла врезки;
- на ответный фланец переходного патрубка
устанавливают прокладку (паранит или др.) и монтируют машину для врезки.
Приварку шарового крана и ответных
фланцев производят в соответствии с СТО Газпром 2-2.3-137-2007 [14],
контроль качества сварных швов приварки производят неразрушающими методами -
радиографическим по ГОСТ
7512 и ультразвуковым по ГОСТ
14782 в соответствии с требованиями СТО
Газпром 2-2.4-083.
Для недопущения перекосов при монтаже
строго контролируют вертикальность установки сварной конструкции «шаровой кран
- переходной патрубок - ответный фланец» и соосность проходного сечения
ответвления узла врезки, шарового крана и направляющего сверла машины для
врезки.
9.1.8 Открывают шаровой
кран, полость стыковочного узла продувают инертным газом в течение 5 минут,
подключают к штуцеру фланца машины баллон с инертным газом, производят проверку
на герметичность фланцевых соединений стыковочного узла под испытательным
давлением инертного газа 1,0 МПа продолжительностью 30 минут, контроль
испытательного давления производят по манометру, установленному на трубопроводе
подвода инертного газа.
При проверке герметичности стыковочного
узла сварные швы и фланцевые соединения покрывают мыльным раствором для
визуального обнаружения неплотностей.
9.1.9 Внешним осмотром
убеждаются в исправности запорной арматуры, манометров, соединительных
трубопроводов стыковочного узла.
Производят испытание узла врезки инертным
газом: поднимают давление инертного газа в стыковочном узле до уровня
испытательного, равного 1,1 от проходного рабочего давления на участке при
проведении пневматических испытаний, и выдерживают в течение двух часов
согласно СНиП III-42-80* [15].
Затем выравнивают давление инертного газа
в полости стыковочного узла до величины рабочего при проведении работ на
участке, но не выше допустимого Рдоп
при сварке и врезке под давлением (см. 5.3.1).
9.1.10 Процесс врезки
производят в два этапа.
На первом этапе высверливают отверстие в
трубе направляющим сверлом, вытесняют давлением газа инертный газ из полости
стыковочного узла через вентиляционный клапан машины, клапан закрывают,
выравнивают давление газа в стыковочном узле и газопроводе.
На втором этапе вырезают отверстие в
трубе фрезой. Подачу фрезы осуществляют вручную до соприкосновения с
поверхностью трубы. Фрезерование производят в автоматическом режиме, параметры
которого выбирают в зависимости от диаметра фрезы, прочности металла трубы и
толщины ее стенки.
По окончании вырезания отверстия в трубе
фрезу возвращают в адаптер машины, закрывают шаровой кран, сбрасывают давление
из адаптера машины, машину демонтируют.
9.1.11 Использование машин для врезки в
газопровод под давлением и выбор параметров режимов работы производят в строгом
соответствии с инструкцией по их эксплуатации.
Перечень специального оборудования и
комплектующих для выполнения работ по врезке в газопровод под давлением
компании «Т.Д. Вильямсон» [8] приведен в таблице 8. Допускается применение
оборудования других производителей, по своим техническим характеристикам,
соответствующие техническим требованиям ОАО «Газпром».
ТУ на оборудование должны быть
согласованы с ОАО «Газпром».
Специальное оборудование должно иметь
разрешение Ростехнадзора для применения.
9.1.12 Подготовку узла врезки к
подсоединению газопровода-отвода (лупинга, перемычки, перехода) проводят с
помощью:
а) сварного соединения:
- отрезают ответный фланец от переходного
патрубка шарового крана, подготавливают кромки переходного патрубка под
приварку;
- приваривают к переходному патрубку
заглушку в соответствии с СТО Газпром 2-2.3-137-2007 [14];
- производят контроль качества сварных
швов кольцевых стыков неразрушающими методами контроля - радиографическим по ГОСТ
7512 и ультразвуковым по ГОСТ
14782 согласно СТО
Газпром 2-2.4-083;
б) фланцевого соединения - к ответному
фланцу монтируют глухой фланец и закрепляют шпильками (болтами).
Для врезки лупинга (перемычки, перехода)
выполняют аналогичные работы в двух местах его подключения.
Таблица 8 - Перечень
специального оборудования и комплектующих для выполнения работ по врезке и
перекрытию полости газопровода под давлением
|
Наименование оборудования
|
Количество, шт.
|
|
при врезке отвода
|
при врезке байпаса
|
при врезке лупинга, перемычки
|
|
Разрезной тройник отводной
|
1
|
-
|
2
|
|
Шаровой запорный кран на отводной тройник
|
1
|
-
|
2
|
|
Разрезной тройник отводной с фланцем LOR
|
-
|
2
|
-
|
|
Разрезной тройник стопльный для перекрытия
полости газопровода с фланцем LOR
|
-
|
2
|
-
|
|
Разрезной тройник с боковым ответвлением, с
фланцем LOR
|
1
|
-
|
2
|
|
Фланцевый адаптер Spool с боковым ответвлением, с фланцами LOR
|
-
|
2
|
-
|
|
Перепускной фиттинг TOR с колпаком, заглушкой, уплотнительным
кольцом, ниппелем и трубной обвязкой
|
-
|
2
|
2
|
|
Плоские задвижки тройника:
|
|
|
|
|
- отводного;
|
-
|
2
|
-
|
|
- стопльного;
|
-
|
2
|
-
|
|
- с боковым ответвлением
|
1
|
-
|
2
|
|
Плоские задвижки
|
|
|
|
|
- перепускного фиттинга TOR;
|
-
|
2
|
2
|
|
- адаптера с боковым ответвлением
|
-
|
2
|
-
|
|
Машина для врезки с комплектом инструмента
и принадлежностей для вырезания отверстий и установки заглушек LOR (фреза, держатель фрезы, направляющее
сверло, держатель заглушки LOR, адаптер, фланец) диаметром:
|
|
|
|
|
- Dу 80-400 мм;
|
1
|
-
|
-
|
|
- Dy 300-900 мм;
|
1
|
1
|
1
|
|
- Dy 700-1500 мм
|
-
|
1
|
1
|
|
Ручной сверлильный станок в комплекте с
спиральным сверлом, адаптером, держателем заглушки TOR
|
-
|
1
|
1
|
|
Запорное устройство «Стопл» для перекрытия
полости трубы с уплотнительным элементом
|
-
|
2
|
2
|
|
Заглушка LOR с уплотнительным кольцом для тройника:
|
|
|
|
|
- отводного;
|
-
|
2
|
-
|
|
- стопльного;
|
-
|
2
|
-
|
|
- с боковым ответвлением
|
1
|
-
|
2
|
|
Глухой фланец с прокладкой для тройников:
|
|
|
|
|
- отводного;
|
-
|
2
|
-
|
|
- стопльного;
|
-
|
2
|
-
|
|
- с боковым ответвлением
|
1
|
-
|
2
|
9.1.13 По завершении работ поднимают давление на
отремонтированном участке до уровня проходного рабочего давления газопровода.
9.1.14 Сварные швы приварки узлов врезки
оформляют как гарантийные стыки.
9.2.1 Врезку через тройник с боковым
ответвлением применяют для подсоединения к магистральному газопроводу под
давлением газопроводов-отводов, лупингов, перемычек, переходов под авто-,
железными дорогами, через водные преграды, камер запуска-приема устройств ВТД.
Выполняют с помощью вертикальной врезки
перпендикулярно поверхности земли через плоские задвижки, установленные на
фланцах вертикальных ответвлений тройников. Отвод (лупинг, перемычка, переход)
подсоединяют параллельно поверхности земли сварным соединением к боковому
ответвлению тройника, как показано на рисунке 20. При необходимости на
перемычке устанавливают ЗРА.
9.2.2 При подсоединении отвода производят
приварку разрезного тройника с боковым ответвлением в месте предполагаемого
подключения отвода к магистральному газопроводу. При подсоединении лупинга,
перемычки, перехода производят приварку двух тройников с боковым ответвлением в
местах предполагаемого их подключения к магистральному газопроводу. При врезках
условным диаметром Dу = 600 мм и более в спирально-шовные и прямошовные трубы
используют ребра жесткости (см. приложение Е). Монтаж, приварку разрезных
тройников с боковым ответвлением и контроль качества сварных швов приварки
тройников производят в соответствии с требованиями разделов 7 и 8.
Исполнение вертикальных ответвлений тройников - фланцевое, боковых ответвлений
- с концом под приварку.
9.2.3 Под узел врезки устанавливают
поддерживающие трубу газопровода опоры на твердых настилах, рассчитанные на
суммарный вес устанавливаемого оборудования.
9.2.4 К боковому ответвлению тройника
приваривают отвод (перемычку, ответвление лупинга, перехода).
Контроль качества приварки отвода
(лупинга, перемычки, перехода) к боковому ответвлению тройника производят двумя
методами - ультразвуковым по ГОСТ
14782 и капиллярным по ГОСТ 18442
(цветной красящей дефектоскопии по ОСТ 36 76) в соответствии с СТО
Газпром 2-2.4-083.
9.2.5 На фланце вертикального ответвления
тройника монтируют плоскую задвижку и устанавливают машину для вырезания
отверстия, задвижку открывают.
9.2.6 Производят проверку на
герметичность фланцевых соединений стыковочного узла (см. 9.1.8).
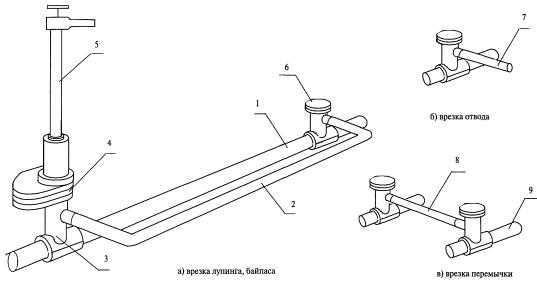
1 - магистральный газопровод; 2 - лупинг,
байпас; 3 - разрезной тройник с боковым ответвлением (тип V); 4 - плоская задвижка; 5 - машина для
врезки; 6 - глухой фланец; 7 - отвод; 8 - перемычка; 9 - параллельная нитка
многониточного газопровода (нитка подсоединяемой системы газопроводов)
Рисунок 20 - Врезка отвода (лупинга,
перемычки, байпаса) через тройник с боковым ответвлением
9.2.7 Производят испытание узла врезки
(см. 9.1.9).
9.2.8 Вырезают отверстие в стенке
газопровода и удаляют из трубы вырезанный темплет (см. 9.1.10). Закрывают
плоскую задвижку и демонтируют машину.
При подсоединении лупинга (байпаса,
перемычки, перехода) аналогичные работы производят на другом узле врезки.
9.2.9 Производят проверку на
герметичность и испытание отвода (лупинга, байпаса, перемычки, перехода) под
давлением перекачиваемого газа, равным допустимому рабочему на период
проведения работ по врезке в газопровод под давлением. Продолжительность
проверки и испытания байпаса принимают по СНиП III-42-80* [15].
9.2.10 Производят монтаж силовых
заглушек, демонтаж плоских задвижек, монтаж глухих фланцев:
- на борштангу машины для врезки
закрепляют силовую заглушку LOR;
- машину для врезки устанавливают на
плоскую задвижку тройника, выравнивают давление в адаптере машины, по обе
стороны задвижки и в газопроводе;
- открывают плоскую задвижку, опускают
заглушку LOR во фланец LOR вертикального ответвления тройника и устанавливают ее
в стопорном кольце фланца, сегментами стопорного кольца фланца LOR закрепляют заглушку;
- борштангу возвращают в адаптер машины,
стравливают газ из адаптера, демонтируют машину и плоскую задвижку;
- глухой фланец с прокладкой
устанавливают на фланец LOR
вертикального ответвления тройника и закрепляют болтами.
При подсоединении лупинга, байпаса,
перемычки, перехода аналогичные работы производят на другом узле врезки.
9.2.11 По завершении работ поднимают
давление на участке до уровня проходного рабочего давления в газопроводе.
9.2.12 Сварные швы приварки узлов врезки
оформляют как гарантийные стыки.
10.1.1 Выборочный капитальный ремонт
газопроводов с заменой дефектных участков труб, ЗРА, СДТ без прекращения
транспорта газа производят с врезкой временного байпаса либо вновь построенного
участка газопровода (лупинга) и перекрытием полости газопровода по концам
ремонтируемого участка.
10.1.2 Выборочный капитальный ремонт
газопроводов с применением врезки под давлением выполняют по следующим этапам:
- подготовка и монтаж байпаса либо вновь
построенного участка газопровода (лупинга);
- врезка и включение в работу байпаса
либо вновь построенного участка газопровода (лупинга);
- врезка под запорные устройства, монтаж
запорных устройств «Стопл» и перекрытие полости газопровода;
- ремонт участка газопровода (ремонт или
замена дефектной трубы, ЗРА, СДТ, демонтаж замененного участка газопровода);
- демонтаж запорных устройств «Стопл»,
байпаса;
- монтаж силовых заглушек, демонтаж
плоских задвижек, монтаж глухих фланцев.
10.2 Врезка временного байпаса и перекрытие
полости газопровода с использованием четырех разрезных тройников
10.2.1 Подсоединение временного байпаса и
перекрытие полости газопровода с использованием четырех разрезных тройников
выполняют с помощью вертикальной врезки перпендикулярно поверхности земли через
плоские задвижки, установленные на фланцах вертикальных ответвлений разрезных
тройников.
Временный байпас подсоединяют
перпендикулярно поверхности земли к вертикальным (либо горизонтальным)
ответвлениям тройников фланцевым соединением через плоские задвижки,
установленные на фланцах ответвлений тройников.
Производят приварку под давлением двух
разрезных отводных тройников типов III, IV для подсоединения байпаса, двух разрезных
равнопроходных (стопльных) тройников типа III, IV для монтажа
запорных устройств перекрытия полости газопровода «Стопл», двух перепускных
патрубков для монтажа трубной обвязки выравнивания давления запорных устройств
и стравливания газа, как показано на рисунке 21.
При врезках с условным диаметром
вырезаемого отверстия Dу
= 600 мм и более в спирально-шовные и
прямошовные трубы используют ребра жесткости в соответствии с приложением
Е.
Монтаж, приварку фиттингов, перепускных
патрубков и контроль качества сварных швов приварки производят в соответствии с
положениями разделов 7 и 8.
10.2.2 Под разрезные тройники
устанавливают поддерживающие трубу газопровода опоры на твердых настилах,
рассчитанные на суммарный вес устанавливаемого оборудования.
10.2.3 Подготовка и
монтаж временного байпаса
10.2.3.1 Подготовку временного байпаса
производят наземным способом с укладкой труб на лежки или инвентарные подкладки
с противораскатными упорами на бровке траншеи параллельно участку газопровода,
подлежащему ремонту.
10.2.3.2 Сборку и сварку труб в байпас
производят в соответствии с СТО Газпром 2-2.3-137-2007 [14].
Сборку труб с условным диаметром 500 мм и более производят с использованием
центраторов. К временному байпасу с обоих его концов приваривают по одному
инвентарному отводу с углом поворота 90° в направлении к месту врезки в
газопровод.
Примечание - Возможно проектирование и изготовление
инвентарного временного байпаса, состоящего из труб (трубных секций) с фланцами
и собираемого на трассе. При использовании инвентарного временного байпаса
впоследствии для ремонта других участков количество технологических операций по
его подготовке существенно сокращается, снижается трудоемкость, себестоимость и
продолжительность ремонта.
Контроль качества сварных швов производят
в соответствии с требованиями СТО
Газпром 2-2.4-083.
10.2.3.3 Рекомендуемый диаметр временного
байпаса и трубной обвязки выравнивания давления запорных устройств «Стопл» в
соответствии с [16]
приведен в таблице 9.
При выборе диаметра временного байпаса
допускается принимать величину большую, чем указано в таблице для данного
условного диаметра запорного устройства.
При определении протяженности временного
байпаса следует учесть, что расстояние между отводным тройником и тройником для
монтажа запорного устройства «Стопл» принимают равным от 1,5 до 2-х диаметров
газопровода.
Расстояние между тройниками для запорных
устройств и местом выполнения огневой работы должно быть не менее 8 м.
Диаметр и протяженность временного
байпаса уточняют при разработке конкретного проекта.
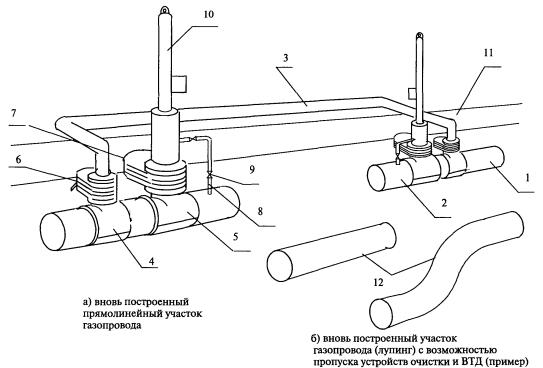
1 - магистральный газопровод; 2 -
ремонтируемый участок магистрального газопровода; 3 - временный байпас; 4 -
разрезной тройник (типы III, IV)
временного байпаса; 5 - разрезной тройник (типы III, IV) запорного устройства; 6 - плоская задвижка
временного байпаса; 7 - плоская задвижка запорного устройства; 8 - перепускной
патрубок; 9 - задвижка перепускного патрубка; 10 - запорное устройство «Стопл»;
11 - котлован; 12 - вновь построенный участок газопровода
Рисунок 21 - Врезка временного байпаса и
перекрытие полости газопровода с использованием четырех разрезных приварных
тройников
Таблица 9 - Диаметры
временного байпаса и трубной обвязки устройств перекрытия полости трубы
|
Условный диаметр головки запорного
устройства, мм
|
Допустимый перепад давления на запорном
устройстве, МПа
|
Условный диаметр временного байпаса, мм
|
Условный диаметр трубной обвязки запорного
устройства, мм
|
|
500
|
0,41
|
300
|
50
|
|
От 700 до 800 включ.
|
От 300 до 400 включ.
|
От 50 до 100 включ.
|
|
1000
|
0,31
|
От 500 до 600 включ.
|
От 50 до 200 включ.
|
|
1200
|
От 600 до 1000 включ.
|
От 100 до 200 включ.
|
|
1400
|
0,24
|
От 700 до 1000 включ.
|
От 100 до 200 включ.
|
10.2.4 Перечень специального оборудования и
комплектующих для выполнения работ по врезке в газопровод под давлением
компании «Т.Д. Вильямсон» [8]
приведен в таблице 8. Допускается применение оборудования других
производителей, по своим техническим характеристикам не уступающего
оборудованию компании «Т.Д. Вильямсон».
ТУ на оборудование должны быть
согласованы с ОАО «Газпром».
Специальное оборудование должно иметь
разрешение Ростехнадзора для применения.
10.2.5 Производят врезку
временного байпаса в следующем порядке:
- монтируют на отводной разрезной тройник
плоскую задвижку;
- устанавливают машину для врезки на
плоской задвижке и закрепляют шпильками, задвижку открывают;
- в полость стыковочного узла через штуцер
в адаптере машины закачивают инертный газ под давлением 1,0 МПа и выдерживают в
течение 30 мин для проверки герметичности фланцевых соединений стыковочного
узла;
- для испытания разрезного тройника после
приварки поднимают давление инертного газа в стыковочном узле до уровня
испытательного, равного 1,1 от проходного рабочего давления на участке, и
выдерживают в течение двух часов согласно СНиП III-42-80* [15];
- выравнивают давление инертного газа в
полости стыковочного узла до величины рабочего на участке при проведении работ,
но не выше допустимого Рдоп
при сварке и врезке под давлением (см. 5.3.1);
- направляющим сверлом высверливают
отверстие в магистральном газопроводе, поступающим через отверстие природным
газом вытесняют инертный газ из стыковочного узла через штуцер в адаптере
машины, выравнивают давление природного газа в адаптере машины и на участке
газопровода, одновременно проверяют герметичность фланцевых соединений, плоской
задвижки;
- фрезой вырезают отверстие в стенке
газопровода и удаляют из трубы вырезанный темплет;
- плоскую задвижку закрывают, машину
демонтируют.
Аналогичные работы производят
последовательно на другом конце участка, подлежащего ремонту.
10.2.6 Фланцы временного байпаса
подсоединяют к плоским задвижкам отводных тройников.
10.2.7 Плоские задвижки
открывают и направляют поток газа по временному байпасу для испытания и
проверки его на герметичность.
Проверку на герметичность и испытание
временного байпаса производят под давлением перекачиваемого газа, равным
допустимому рабочему на период проведения работ по врезке на газопроводах под
давлением.
Продолжительность проверки и испытания
временного байпаса принимают в соответствии с СНиП III-42-80* [15].
По завершении испытания плоские задвижки временного байпаса закрывают.
10.2.8 Одновременно с проведением работ
по подсоединению временного байпаса производят врезку под запорные устройства
«Стопл» в следующем порядке:
- на фланец равнопроходного (стопльного)
разрезного тройника для устройства «Стопл» монтируют плоскую задвижку;
- на машину для вырезания отверстия
устанавливают адаптер и фрезу с направляющим сверлом для вырезания
равнопроходных отверстий под запорные устройства;
- машину устанавливают на плоскую
задвижку равнопроходного (стопльного) тройника, проводят проверку герметичности
фланцевого соединения стыковочного узла, испытание тройника, вырезают отверстие
в газопроводе, закрывают задвижку и демонтируют машину (аналогично 10.2.5);
- для монтажа трубной обвязки запорного
устройства «Стопл» на ручной сверлильный станок устанавливают адаптер и
спиральное сверло, монтируют станок на фиттинг TOR перепускного патрубка, вырезают отверстие в трубе,
закрывают фиттинг TOR и демонтируют станок.
Аналогичную работу производят последовательно
на другом конце участка, подлежащего ремонту.
10.2.9 Перекрытие полости газопровода
производят в следующем порядке:
- на плоские задвижки равнопроходных
(стопльных) тройников одновременно или поочередно на обоих концах
ремонтируемого участка устанавливают запорные устройства «Стопл»;
- корпуса запорных устройств соединяют с
перепускными патрубками трубной обвязкой;
- открывают плоские задвижки отводных
тройников и вводят в работу временный байпас;
- открывают плоскую задвижку
равнопроходного (стопльного) тройника со вторым по направлению движения газа
запорным устройством и медленно вводят в полость трубы газопровода вторую по
направлению движения газа головку запорного устройства;
- при стабилизации давления на
перекрываемом участке после установки в рабочее положение второго по
направлению движения газа запорного устройства, открывают плоскую задвижку
равнопроходного (стопльного) тройника с первым по направлению движения газа
запорным устройством и медленно вводят в полость трубы первую по направлению движения
газа головку запорного устройства;
- сбрасывают
давление между запорными головками, освобождая участок газопровода, подлежащий
ремонту, от газа через трубную обвязку запорных устройств и свечи, врезаемые по
концам участка проведения огневых работ (аналогично 7.2.16).
Примечание - При установке запорных устройств «Стопл» и
в процессе производства ремонтных работ ведут контроль величины перепада
давления на головках запорных устройств и герметичности уплотняющих элементов
на головках по манометрам, установленным на трубных обвязках выравнивания
давления и корпусах запорных устройств.
10.2.10
Для повышения герметичности перед проведением огневых работ на ремонтируемом
участке после установки запорных устройств «Стопл» могут дополнительно
устанавливать запорные шары согласно СТО Газпром 14.
Порядок выполнения технологических операций по резке газопровода на
ремонтируемом участке, количество технологических отверстий и устанавливаемых
запорных шаров отражают в плане организации огневых работ при проведении
выборочного капитального ремонта.
Для вытеснения
газа, скопившегося в локальных участках между запорными устройствами «Стопл» и
запорными шарами, производят продувку локальных участков азотом (или воздухом),
подаваемым под давлением через свечи, монтаж которых производят дополнительно
между запорными устройствами «Стопл» и технологическими отверстиями для
запорных шаров.
10.2.11 Участок газопровода, подлежащий ремонту, ремонтируют в
соответствии с ВСН
51-1-97 [17].
При капитальном
ремонте участка газопровода методом замены трубы, ЗРА, СДТ демонтируют
дефектные участок трубы, ЗРА, СДТ, затем выполняют монтаж новых участка трубы,
ЗРА, СДТ, при замене трубы сохраняют категорию участка газопровода, установленную
при его проектировании.
10.2.12 После
ремонта участка газопровода удаляют запорные шары (в случае их использования) и
заваривают технологические отверстия согласно СТО
Газпром 14, вытесняют воздух из отремонтированного (либо вваренного вновь
построенного) участка и выравнивают давление по обе стороны запорных головок
каждого запорного устройства «Стопл» через перепускные патрубки трубной
обвязки.
10.2.13 Выводят
расположенную первой по направлению движения потока газа запорную головку,
затем вторую.
10.2.14 Проводят испытание отремонтированного (либо вваренного вновь
построенного) участка трубы под давлением газа, равным допустимому рабочему при
проведении ремонтных работ.
Инструкцию по проведению огневых работ
составляют эксплуатирующая и специализированная организации применительно к
конкретному газопроводу с учетом местных условий производства работ и
согласовывают с технадзором.
10.2.15 Демонтаж запорных устройств
«Стопл» и байпаса производят в следующем порядке:
- задвижки перепускных патрубков
закрывают, трубную обвязку между ними и корпусами запорных устройств
демонтируют;
- плоские задвижки равнопроходных
(стопльных) тройников закрывают, выпускают газ из корпусов запорных устройств и
демонтируют запорные устройства;
- плоские задвижки байпаса закрывают и
демонтируют байпас.
Работы проводят одновременно на двух
концах отремонтированного участка.
10.2.16 Монтаж четырех заглушек, демонтаж
четырех плоских задвижек, монтаж четырех глухих фланцев производят на
вертикальных ответвлениях тройников:
- на заглушке LOR закрепляют вырезанный темплет для предотвращения
застревания очистных устройств и дефектоскопов, предварительно очистив его от
наплавленных прихваток (см. 7.5.3);
- машину для врезки устанавливают на
плоскую задвижку равнопроходного (стопльного) тройника, открывают задвижку,
вытесняют воздух из адаптера машины, выравнивают давление в адаптере машины, по
обе стороны задвижки и в газопроводе;
- опускают заглушку LOR во фланец LOR
равнопроходного (стопльного) тройника и устанавливают ее в стопорном кольце
фланца, сегментами стопорного кольца фланца закрепляют заглушку;
- задвигают борштангу в адаптер машины,
стравливают газ из адаптера, демонтируют машину и плоскую задвижку;
- устанавливают глухой фланец с
прокладкой на фланец LOR тройника и
закрепляют болтами.
В указанной последовательности монтируют
заглушку LOR и глухой фланец на фланец
тройника байпаса.
Аналогичные работы производят на другом
конце участка.
10.2.17 Схема газопровода после демонтажа
байпаса приведена на рисунке 22. Схема организации работ по ремонту участка
газопровода с устройством байпаса приведена на рисунке 23. Рекомендуемый состав
специализированной бригады по сварке, врезке отвода, лупинга или байпаса и
перекрытию полости трубы под давлением приведен в таблице 10.
Специализированная бригада
должна пройти подготовку и аттестацию на выполнение работ по врезке и
перекрытию полости газопровода под давлением на предприятии - изготовителе
специального оборудования.
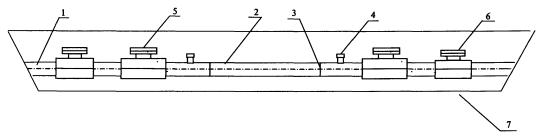
а)
отремонтированный или вновь построенный прямолинейный участок газопровода
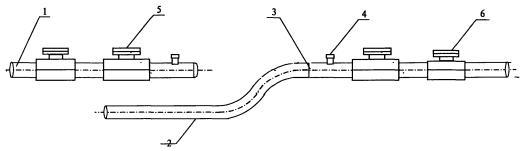
б)
вновь построенный участок газопровода (лупинг) с возможностью пропуска
устройств очистки и ВТД (пример)
1 - магистральный газопровод; 2 -
отремонтированный или вновь построенный участок газопровода; 3 - кольцевой шов
врезки отремонтированного или нового участка; 4 - перепускной патрубок с
заглушкой и колпаком; 5 - тройник разрезной (типы III, IV) запорного устройства с заглушкой и глухим
фланцем; 6 - тройник разрезной (типы III, IV) байпаса с заглушкой и глухим фланцем; 7 -
котлован
Рисунок 22 - Схема газопровода после
демонтажа байпаса и плоских задвижек
Таблица 10 - Состав бригады по сварке, врезке и перекрытию полости
трубы под давлением
|
Наименование профессий
|
Разряд
|
Количество человек при диаметре
газопровода, мм
|
|
от 530 до 820 включ.
|
от 1020 до 1420 включ.
|
|
Начальник участка*
|
|
1
|
1
|
|
Инженер-механик**
|
6
|
1
|
1
|
|
Старший мастер
|
1
|
1
|
|
Инженер в ПТО
|
1
|
1
|
|
Электросварщики, специально подготовленные
и аттестованные
|
4
|
До 8
|
|
Операторы (специалисты) по обслуживанию
машины для врезки и устройств перекрытия полости газопровода
|
2
|
2
|
|
Специалисты ПИЛ
|
|
2
|
2
|
|
Электрик
|
|
1
|
1
|
|
Всего:
|
|
8
|
12
|
______________
* При двух и более бригадах.
** Для каждой бригады.
Примечание - В состав бригады дополнительно включают
машинистов трубоукладчиков, используемых для монтажа тройников и специального
оборудования.
Эксплуатирующая
организация должна обеспечить проведение работ персоналом для обслуживания
применяемых технических средств, а также персоналом для выполнения неспециальных
работ.
10.2.18 По завершении работ поднимают давление на отремонтированном
участке до уровня проходного рабочего давления газопровода, проводят испытание
отремонтированного участка проходным рабочим давлением.
10.2.19 Сварные
швы приварки узлов врезки оформляют как гарантийные стыки.
10.3 Врезка временного байпаса и перекрытие
полости газопровода с использованием фланцевых адаптеров с боковым ответвлением
10.3.1 Врезку
временного байпаса и перекрытие полости газопровода с использованием фланцевых
адаптеров с боковым ответвлением выполняют с помощью вертикальной врезки
перпендикулярно поверхности земли через плоские задвижки, установленные на
фланцевых адаптерах, смонтированных на фланцах LOR ответвлений равнопроходных
тройников.
Байпас
подсоединяют параллельно поверхности земли к боковым ответвлениям фланцевых
адаптеров через плоские задвижки, установленные на фланцах боковых ответвлений
адаптеров, как показано на рисунке 24. По окончании ремонтных работ байпас
демонтируют.
10.3.2
Производят приварку двух равнопроходных (стопльных) тройников типов III, IV в
местах предполагаемого перекрытия полости трубы газопровода, двух перепускных
патрубков для монтажа трубной обвязки выравнивания давления запорных устройств
и стравливания газа. При врезках с условным диаметром вырезаемого отверстия Dy
= 600 мм и
более в спирально-шовные и прямошовные трубы используют ребра жесткости (см. приложение
Е). Монтаж, приварку фиттингов и контроль качества сварных швов приварки
производят в соответствии с требованиями разделов 7 и 8.
10.3.3 Под
равнопроходные (стопльные) тройники устанавливают поддерживающие трубу
газопровода опоры на твердых настилах, рассчитанные на суммарный вес
устанавливаемого оборудования.
10.3.4 Проводят
подготовку байпаса аналогично 10.2.3.
10.3.5 Врезку
байпаса и запорных устройств «Стопл» производят в следующем порядке:
- на
вертикальных ответвлениях равнопроходных (стопльных) тройников монтируют
фланцевые адаптеры с боковым ответвлением;
- на
вертикальном и боковом ответвлениях фланцевых адаптеров монтируют плоские
задвижки;
- на машину для
врезки монтируют адаптер и фрезу для вырезания равнопроходных отверстий;
- машину для
врезки устанавливают на плоскую задвижку вертикального ответвления фланцевого
адаптера, закрепляют шпильками;
- задвижку
вертикального ответвления фланцевого адаптера открывают, задвижку бокового
ответвления фланцевого адаптера оставляют закрытой, проводят проверку
герметичности фланцевых соединений стыковочного узла и испытание тройника;
- вырезают
отверстие в стенке газопровода, закрывают плоскую задвижку и демонтируют машину
аналогично 10.2.5.
- для монтажа
трубной обвязки запорных устройств «Стопл» на фиттинг TOR перепускного патрубка
устанавливают ручной сверлильный станок, вырезают отверстие в стенке трубы,
закрывают фиттинг TOR и демонтируют станок.
Примечание - Для проведения работ с использованием
фланцевых адаптеров с боковым ответвлением требуется использование машин для
врезки и устройств перекрытия с повышенной длиной хода шпинделя (штока).
Аналогичную
работу производят последовательно на другом конце участка, подлежащего ремонту.
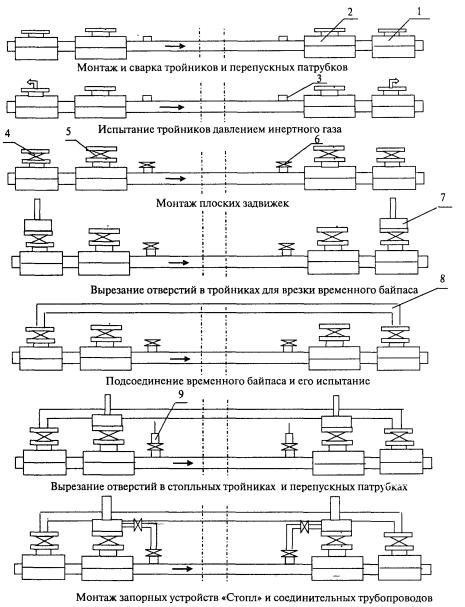
1 - разрезной тройник отводной с фланцем LOR; 2 - разрезной тройник стопльный с фланцем LOR; 3 - перепускной патрубок; 4 - плоская
задвижка отводного тройника; 5 - плоская задвижка стопльного тройника; 6 -
плоская задвижка перепускного патрубка; 7 - машина для вырезания отверстий; 8 -
временный байпас; 9 - ручной сверлильный станок
Рисунок 23 - Схема организации работ по
ремонту участка газопровода с устройством временного байпаса
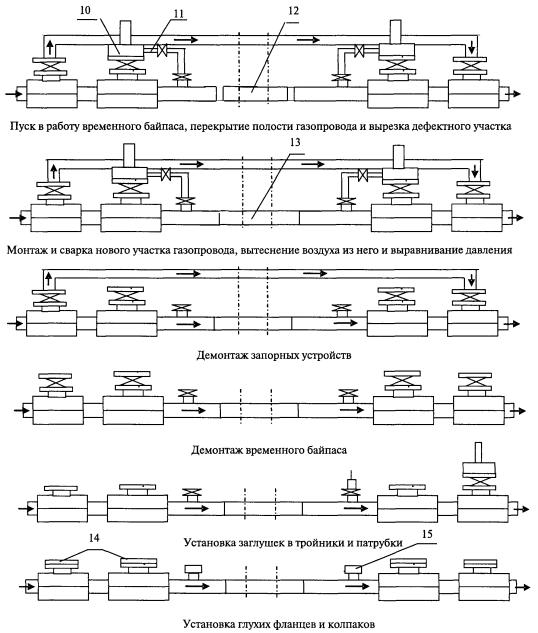
10 - запорное устройство «Стопл»; 11 -
соединительный трубопровод; 12 - участок газопровода, подлежащий вырезке
(ремонту); 13 - вновь построенный участок газопровода; 14 - глухой фланец; 15 -
колпак перепускного патрубка
Рисунок 23, лист 2
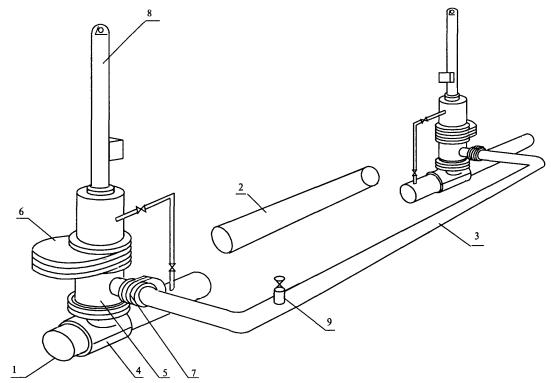
1 - магистральный газопровод; 2 -
ремонтируемый участок; 3 - байпас; 4 - разрезной тройник запорного устройства
(тип III,
IV); 5 - фланцевый
адаптер с боковым ответвлением; 6 - плоская задвижка запорного устройства; 7 -
плоская задвижка временного байпаса, 8 - запорное устройство; 9 - свеча
временного байпаса
Рисунок 24 - Врезка временного байпаса и
перекрытие полости газопровода с использованием фланцевых адаптеров с боковым
ответвлением
10.3.6
Подсоединяют фланцы байпаса к плоским задвижкам боковых ответвлений адаптеров.
10.3.7
Открывают плоские задвижки боковых ответвлений фланцевых адаптеров и направляют
поток газа по байпасу для испытания и проверки его на герметичность (см. 10.2.7)
в соответствии со СНиП III-42-80* [15].
По завершении испытания плоские задвижки фланцевых адаптеров закрывают.
10.3.8 Перекрытие
полости газопровода производят в следующем порядке:
- на плоские задвижки вертикальных
ответвлений фланцевых адаптеров устанавливают запорные устройства «Стопл»
одновременно или поочередно на обоих концах ремонтируемого участка;
- корпуса запорных устройств «Стопл»
соединяют с перепускными патрубками трубной обвязкой;
- плоские задвижки боковых ответвлений
фланцевых адаптеров открывают и вводят в работу байпас;
- открывают плоскую задвижку
вертикального ответвления фланцевого адаптера со вторым по направлению движения
газа запорным устройством и медленно вводят в полость трубы газопровода вторую
по направлению движения газа головку запорного устройства, контролируя величину
перепада давления на головках запорных устройств «Стопл» и герметичность
уплотняющих элементов на головках по манометрам, установленным на трубных
обвязках выравнивания давления и корпусах запорных устройств;
- при стабилизации давления на
перекрываемом участке после установки в рабочее положение второго по
направлению движения газа запорного устройства открывают плоскую задвижку
вертикального ответвления фланцевого адаптера с первым по направлению движения
газа запорным устройством и медленно вводят в полость трубы первую по
направлению движения газа головку запорного устройства;
- давление между запорными головками
сбрасывают через трубную обвязку запорных устройств и свечи, врезаемые по
концам участка проведения огневых работ (аналогично 7.2),
освобождая участок газопровода, подлежащий ремонту, от газа.
10.3.9 Для повышения герметичности
ремонтируемого участка перед проведением огневых работ после установки запорных
устройств «Стопл» могут дополнительно устанавливать запорные шары (см. 10.2.10).
10.3.10 Производят ремонт (замену)
дефектных трубы, ЗРА, СДТ (см. 10.2.11).
10.3.11 После ремонта участка газопровода
удаляют запорные шары (в случае их использования) и заваривают технологические
отверстия, вытесняют воздух из отремонтированного участка и выравнивают
давление по обе стороны запорных головок каждого запорного устройства «Стопл»
через перепускные патрубки трубной обвязки.
10.3.12 Выводят расположенную первой по
направлению движения потока газа запорную головку, затем вторую.
10.3.13 Проводят испытание
отремонтированного участка трубы (см. 10.2.14).
10.3.14 Демонтаж
запорных устройств «Стопл» и байпаса производят в следующем порядке:
- плоские задвижки перепускных патрубков
закрывают, трубную обвязку между ними и корпусами запорных устройств «Стопл»
демонтируют;
- закрывают плоские задвижки вертикальных
ответвлений фланцевых адаптеров, выпускают газ из корпусов запорных устройств и
демонтируют запорные устройства;
- закрывают плоские задвижки боковых
ответвлений фланцевых адаптеров и демонтируют байпас.
Работы проводят одновременно на двух
концах отремонтированного участка.
10.3.15 Монтаж двух
силовых заглушек LOR, демонтаж плоских задвижек с
вертикальных и боковых ответвлений фланцевых адаптеров, демонтаж двух фланцевых
адаптеров и монтаж двух глухих фланцев на вертикальных ответвлениях
равнопроходных (стопльных) тройников производят в следующем порядке:
- закрепляют на заглушке LOR вырезанный темплет для предотвращения застревания
очистных устройств и дефектоскопов, предварительно очистив его от наплавленных
прихваток (см. 7.5.3);
- машину для врезки устанавливают на
плоскую задвижку фланцевого адаптера, открывают плоскую задвижку, вытесняют
воздух из адаптера машины, выравнивают давление в адаптере машины, по обе
стороны задвижки и в газопроводе;
- опускают заглушку LOR во фланец LOR равнопроходного (стопльного)
тройника и устанавливают ее в стопорном кольце фланца, сегментами стопорного
кольца фланца закрепляют заглушку;
- задвигают борштангу в адаптер машины,
стравливают газ из адаптера, демонтируют машину, плоскую задвижку и фланцевый
адаптер;
- устанавливают глухой фланец с
прокладкой на фланец LOR
равнопроходного (стопльного) тройника и закрепляют его болтами.
Аналогичные работы производят
последовательно на другом конце участка.
10.3.16 При использовании способа
подсоединения байпаса и перекрытия полости газопровода через фланцевые адаптеры
с боковым ответвлением на газопроводе после демонтажа байпаса вместо четырех
равнопроходных (стопльных) тройников (см. рисунок 22) остаются два
равнопроходных (стопльных) тройника.
10.3.17 По завершении работ поднимают
давление на отремонтированном участке до уровня проходного рабочего давления
газопровода, проводят испытание отремонтированного участка проходным рабочим
давлением.
10.3.18 Сварные швы приварки узлов врезки
оформляют как гарантийные стыки.
10.4.1 Ремонт методом полной замены
участка газопровода с подсоединением вновь построенного участка и перекрытием
полости трубы через тройники с боковым ответвлением выполняют с помощью
вертикальной врезки перпендикулярно поверхности земли через плоские задвижки,
установленные на фланцах LOR вертикальных
ответвлений тройников.
Вновь построенный участок газопровода
подсоединяют к боковым ответвлениям тройников сварным соединением, как показано
на рисунке 25. Замененный участок газопровода демонтируют.
10.4.2 Производят приварку двух
равнопроходных тройников типа V с боковым
ответвлением в местах предполагаемого перекрытия полости трубы газопровода и
двух перепускных патрубков для монтажа трубной обвязки выравнивания давления
запорных устройств и стравливания газа. При врезках с условным диаметром
вырезаемого отверстия Dу
= 600 мм и более в спирально-шовные и
прямошовные трубы следует использовать ребра жесткости, как показано в
приложении Е. Монтаж, приварку тройников и контроль качества сварных швов
приварки производят в соответствии с положениями разделов 7 и 8.
10.4.3 Под тройники с боковым
ответвлением устанавливают поддерживающие трубу газопровода опоры на твердых
настилах, рассчитанные на суммарный вес устанавливаемого оборудования.
10.4.4 Проводят подготовку вновь
построенного участка газопровода в соответствии со СНиП III-42-80* [15].
10.4.5 На вертикальных ответвлениях
тройников монтируют плоские задвижки. Приваривают новый участок газопровода к
боковым ответвлениям тройников.
10.4.6 Врезку вновь построенного участка
газопровода и запорных устройств «Стопл» производят в следующем порядке:
- на машину для врезки монтируют адаптер
и фрезу для вырезания равнопроходных отверстий;
- машину для врезки устанавливают на
плоскую задвижку вертикального ответвления тройника, закрепляют шпильками,
задвижку открывают, проводят проверку герметичности фланцевых соединений
стыковочного узла и испытание тройника;
- вырезают отверстие в стенке
газопровода, закрывают плоскую задвижку и демонтируют машину (аналогично 10.2.5).
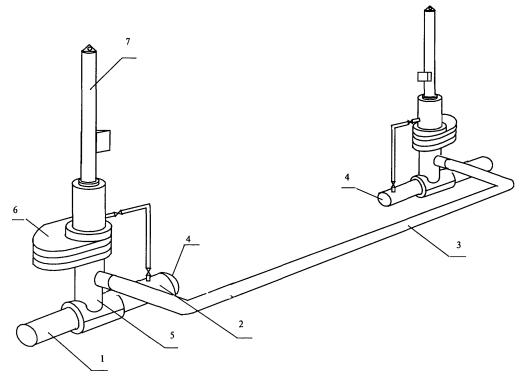
1 - магистральный газопровод; 2 -
ремонтируемый участок; 3 - вновь построенный участок газопровода; 4 -
сферические заглушки; 5 - разрезной тройник с боковым ответвлением (тип V); 6 - плоская задвижка запорного устройства;
7 - запорное устройство «Стопл»
Рисунок 25 - Врезка вновь построенного
участка и перекрытие полости газопровода через тройники с боковым ответвлением
- для монтажа
трубной обвязки запорных устройств «Стопл» на фиттинг TOR перепускного патрубка
устанавливают ручной сверлильный станок, вырезают отверстие в стенке трубы,
закрывают фиттинг и демонтируют станок.
Аналогичную
работу производят последовательно на другом конце участка, подлежащего ремонту.
10.4.7 Проводят
проверку на герметичность и испытание лупинга под давлением перекачиваемого
газа, равным допустимому рабочему на период проведения работ по врезке на
газопроводе под давлением. Продолжительность проверки и испытания принимают в
соответствии со СНиП III-42-80* [15].
10.4.8
Производят монтаж запорных устройств «Стопл» и перекрытие полости трубы
газопровода аналогично 10.3.8.
10.4.9 Для
повышения герметичности локализации ремонтируемого участка перед проведением
огневых работ после установки запорных устройств «Стопл» могут дополнительно
устанавливать запорные шары аналогично 10.2.10.
10.4.10
Замененный участок демонтируют, к трубе ремонтируемого газопровода приваривают
сферические заглушки.
10.4.11 По
окончании работ удаляют запорные шары и заваривают технологические отверстия (в
случае использования запорных шаров), выравнивают давление по обе стороны
запорных головок каждого запорного устройства «Стопл» через перепускные
патрубки трубной обвязки.
10.4.12
Производят демонтаж запорных устройств «Стопл» аналогично 10.3.14
одновременно на двух концах отремонтированного участка.
10.4.13
Производят монтаж силовых заглушек, демонтаж плоских задвижек и монтаж глухих
фланцев последовательно на одном, затем на другом конце ремонтируемого участка
аналогично 10.3.15.
10.4.14 При
ремонте методом врезки вновь построенного участка и перекрытия полости
газопровода через тройники с боковым ответвлением на газопроводе по завершении
работ вместо четырех разрезных тройников (см. рисунок 22) остаются два
разрезных тройника с боковым ответвлением.
10.4.15 По
завершении работ поднимают давление во вновь построенном участке до уровня
проходного рабочего давления газопровода, проводят испытание вновь построенного
участка проходным рабочим давлением.
10.4.16 Сварные
швы приварки узлов врезки оформляют как гарантийные стыки.
11.1 При врезке газопровода-отвода (перемычки,
лупинга, перехода) заключительные работы включают:
- присоединение газопровода-отвода
(перемычки, лупинга, перехода),
- очистку и изоляцию трубы магистрального
газопровода, узла врезки и газопровода-отвода (перемычки, лупинга, перехода),
- засыпку котлована и траншеи,
обустройство ограждения крановых узлов.
11.2 Подсоединение газопроводов-отводов,
перемычек между системами газопроводов, лупингов, переходов
11.2.1 В случае подсоединения
газопроводов-отводов, перемычек между системами газопроводов, лупингов,
переходов используют компенсаторы, которые монтируются с помощью сварного или
фланцевого соединения:
а) при использовании сварного соединения:
- компенсатор приваривают к переходному
патрубку шарового крана;
- производят монтаж и приварку к компенсатору
газопровода-отвода (перемычки, лупинга);
б) при использовании фланцевого
соединения:
- к компенсатору приваривают трубу-отвод
с фланцем;
- ответный фланец переходного патрубка
шарового крана состыковывают с фланцем компенсатора и закрепляют соединение
шпильками (болтами);
- производят монтаж и приварку к
компенсатору газопровода-отвода (перемычки, лупинга, перехода).
11.2.2 В случае монтажа
газопровода-отвода (перемычки, лупинга, перехода) без компенсатора выполняют
сварное соединение переходного патрубка шарового крана и газопровода-отвода
(перемычки, лупинга, перехода) либо фланцевое соединение ответного фланца
переходного патрубка шарового крана и фланца газопровода-отвода (перемычки,
лупинга, перехода);
11.2.3 Сборку и сварку стыков производят
согласно СТО Газпром 2-2.3-137-2007 [14],
контроль качества - согласно СТО
Газпром 2-2.4-083.
Гарантийные сварные соединения
контролируют радиографическим и ультразвуковым методами в объеме 100 % каждый.
По результатам расшифровки рентгеновских снимков и данных УЗК в случае
обнаружения дефектов, выходящих на поверхность, применяют капиллярный метод
дефектоскопии для уточнения границ дефектов.
11.3 Окончательную очистку поверхности
трубы магистрального газопровода, узла врезки и газопровода-отвода (перемычки,
лупинга, перехода) производят только вручную металлическими щетками или
электро-, пневмоинструментом с щетками. Очищенная поверхность должна быть
серого цвета с характерным металлическим блеском.
11.4 Изоляцию трубы магистрального
газопровода, узла врезки и газопровода-отвода (перемычки, лупинга, перехода)
производят в соответствии с нормативными документами ОАО «Газпром».
11.4.1 Трубы газопровода (перемычки,
лупинга, перехода), узла врезки и шаровой кран изолируют вручную покрытиями,
установленными проектом на магистральный газопровод и газопровод-отвод
(перемычку, лупинг).
11.4.2 Для изоляции подземной части
шарового крана и узла врезки (при использовании тройника с боковым
ответвлением), их поверхностей на расстоянии не менее 15 см над землей и отвода
(перемычки, лупинга) применяют изоляцию усиленного типа.
Надземную часть шарового крана, узла
врезки и отвода (перемычки, лупинга) изолируют покрытием для защиты от атмосферных
осадков.
11.4.3 Производят контроль качества
изоляционных покрытий на сплошность по всей поверхности, особенно нижней части,
визуально и дефектоскопом, толщину покрытия - толщиномером, прилипаемость
(адгезию) - адгезиметром.
11.5 Производят засыпку котлована и
траншеи:
- вручную вокруг трубы, узла врезки,
шарового крана насыпают мягкий грунт слоем не менее 20 см и уплотняют его;
- производят окончательную засыпку грунта
в котлован и траншею бульдозером, исключая наезд бульдозера на трубы, узел врезки
и повреждение наземной части шарового крана;
- засыпанный грунт планируют и наносят
плодородный слой грунта, перемещая его бульдозером из отвала временного
хранения.
11.6 При использовании шаровых кранов,
тройников с боковым ответвлением и устройств для перекрытия полости газопровода
типа «Стопл» с целью исключения их повреждения производят обустройство наземных
ограждений. Размеры ограждений и порядок производства работ вокруг них
регламентируют правила [20].
11.7 При подсоединении к магистральному
газопроводу перемычки, лупинга, перехода заключительный этап работ выполняют в
двух местах их подключения.
11.8 При выборочном капитальном ремонте
участка газопровода, ЗРА, СДТ с врезкой временного байпаса или вновь
построенного участка газопровода под давлением заключительный этап работ
включает:
- изоляцию отремонтированного или вновь
построенного участка трубы магистрального газопровода, разрезных тройников
(отводных, стопльных, с боковым ответвлением), перепускных патрубков, ЗРА, СДТ;
- засыпку
котлована;
- обустройство
наземных ограждений аналогично 11.6.
12.1 Врезку
отводов, перемычек, лупингов, байпасов, переходов и перекрытие полости
газопровода под давлением следует производить под руководством ответственного
лица, прошедшего проверку знаний правил производства работ и допущенного к
руководству этими работами.
12.2 Перед
началом работ ответственное лицо должно проинструктировать исполнителей по
мероприятиям, предусмотренным нарядом-допуском и планом организации огневых
работ (при сложных огневых работах).
12.3 При
выполнении работ необходимо соблюдать требования настоящего стандарта, СТО
Газпром 14 и правил [7].
12.4
Сварочно-монтажные работы, испытание узлов врезки, вырезку отверстий и
перекрытие полости газопровода под давлением выполняют специализированные
бригады.
Персонал
специализированных бригад должен быть аттестован на знание требований
настоящего стандарта.
Персонал, не
участвующий в проведении специализированных работ, на время их выполнения
должен находиться за пределами охранной зоны. Оборудование, не задействованное
в выполнении специализированных работ, также должно находиться за границами
охранной зоны.
Весь персонал,
занятый на выполнении как специализированных, так и неспециализированных работ,
должен быть обучен правилам и приемам оказания первой (доврачебной) помощи.
12.5 Машинисты
и операторы машин должны соблюдать требования по безопасной эксплуатации машин
согласно соответствующим инструкциям.
Механизмы и
средства транспорта с двигателями внутреннего сгорания должны иметь
искропламегасители на выхлопных трубах.
Осветительное,
сварочное оборудование и механизмы должны иметь исправную электропроводку.
12.6 Перед
началом работ должны быть определены границы опасной зоны.
Концентрация
горючих паров и газов в зоне проведения работ не должна превышать предельно
допустимую взрывобезопасную, равную 20 % от величины НКПВ. Количественное
содержание горючих газов и их паров в воздухе следует определять перед началом
огнеопасных работ и периодически в процессе их проведения газоиндикаторами. При
необходимости следует обеспечить принудительную вентиляцию зоны проведения
работ.
12.7 Огневые работы разрешается проводить
при наличии на месте их проведения необходимых противопожарных средств и
оборудования.
12.8 Работы по сварке и врезке на
газопроводах под давлением следует проводить только в светлое время суток, а
при плохой видимости места производства работ должны освещаться светильниками
во взрывозащищенном исполнении.
12.9 Места производства работ по врезке и
перекрытию должны быть защищены навесом или укрытием от атмосферных осадков и
ветра при его скорости более 5 м/с.
При скорости ветра выше 10 м/с проведение
сварочно-монтажных работ не допускается. При изменении направления ветра в
сторону расположения жилых зданий проведение работ по врезке под давлением следует
прекратить.
Место врезки должно располагаться на
расстоянии не менее 250 м от отдельно стоящих жилых зданий независимо от
категории участка газопровода.
12.10 Выполнение работ на оборудовании
для врезки и перекрытия полости газопровода под давлением следует производить в
строгом соответствии с инструкциями по эксплуатации специального оборудования.
12.11 При использовании шаровых кранов,
фланцевых соединений для подключения газопровода-отвода, перемычки, лупинга,
байпаса в перечне работ по обследованию линейной части магистрального
газопровода эксплуатирующей или специализированной организации следует
предусмотреть периодический осмотр крановых узлов, земляных колодцев в местах
фланцевых соединений на предмет отсутствия утечек и повреждения ограждений.
12.12 При очистке поверхности газопровода
персоналу следует пользоваться респираторами по ГОСТ
12.4.004 (либо марлевыми повязками) и иметь предохранительные очки по ГОСТ Р
12.4.013.
При работе на открытом воздухе в зимнее
время персонал должен быть обеспечен утепленной спецодеждой и спецобувью по ГОСТ
12.4.010, ГОСТ
12.4.137, ГОСТ
29335, ГОСТ
29338, защитными масками для лица.
12.13 Ответственность за соблюдение
требований техники безопасности и охраны труда, укомплектованность спецодеждой,
индивидуальными средствами защиты и средствами оказания первой помощи при
выполнении работ в соответствии с ППР возлагается на руководителя
специализированной организации (АВП, УАВР) или специализированного
подразделения эксплуатирующей организации, выполняющей работы.
Приложение
А
(обязательное)
А.1 Химический
анализ выполняют в трассовых условиях с применением переносных (мобильных)
приборов или в лабораторных условиях атомно-эмиссионными и/или другими
методами, регламентированными действующими нормативными документами и
обеспечивающими необходимую точность, соответствующую требованиям нормативной
документации на трубы нефтегазового сортамента и прокат для их изготовления.
Идентификацию металла труб проводят согласно требованиям ВРД
39-1.11-014-2000 [6].
А.2 Для
проведения анализа химического состава металла труб, находящихся под давлением,
применяют портативные оптико-эмиссионные анализаторы. Анализ поверхности
площадью 20´40 мм, зачищенной от следов
загрязнения, защитных покрытий, окалины и зашлифованной до металлического
блеска, проводят методом фотоэлектрического спектрального анализа по ГОСТ 18895 в среде аргона. Применяют
портативные оптико-эмиссионные анализаторы Spectroport производства фирмы SPECTRO
(Германия) и ARC-MET производства фирмы Metorex
(Финляндия), имеющих разрешение Ростехнадзора на применение.
А.3 Допускается
проведение анализа химического состава металла труб, находящихся под давлением,
в лабораторных условиях методом рентгеноспектрального микроанализа. Микропробы
(металлическая стружки, опилки) отбирают с поверхности анализируемой трубы,
зачищенной от следов загрязнения, защитных покрытий, окалины, в трех местах на
расстоянии от 5 до 10 мм друг от друга при размере частиц стружки площадью в
пределах от 0,25 до 1,0 мм2 и толщиной от 0,01 до 0,20 мм. Места
отбора микропроб выбирают на расстоянии не менее 20 мм от имеющихся сварных
швов, мест ремонта, приварки и других, где структура металла может быть
искажена. Для отбора микропроб используют шабер или другие приспособления.
Место соскоба микропробы должно иметь плавные края, не иметь царапин с острыми
углами и не выходить за минусовой допуск трубы. После снятия соскоба остаточную
толщину стенки трубы контролируют ультразвуковым методом по ГОСТ
14782 с
использованием толщиномеров по ГОСТ
28702.
Приложение Б
(обязательное)
Таблица Б.1
|
Толщина стенки тройников и деталей узлов
врезки d, d1, мм
|
Минимальный предел текучести sтmin,
МПа (кгс/мм2)
|
Временное сопротивление разрыву sв,
МПа (кгс/мм2)
|
Ударная вязкость KCU, Дж/см2 (кгс м/см2),
не менее
|
Ударная вязкость при минимальной
температуре стенки при эксплуатации KCV, Дж/см2 (кгс м/см2), не менее
|
|
До 16 включ.
|
325 (33)
|
|
29,4 (3)
|
|
|
Св. 16 до 25 включ.
|
|
От 490 (50)
|
29,4 (3)
|
|
|
Св. 25 до 30 включ.
|
310 (32)
|
до 588 (60)
|
39,2 (4)
|
29,4 (3)
|
|
Св. 30 до 32 включ.
|
|
включ.
|
49,0 (5)
|
|
|
Св. 32
|
295 (30)
|
|
49,0 (5)
|
|
Примечания
1 Допускается удлинительные
кольца ответвлений штампосварных тройников диаметром до 530 мм изготавливать из
материалов с sв не менее 412 МПа (42 кгс/мм2) на давление до 7,5 МПа (75
кгс/см2).
2 Относительное удлинение металла
тройников d5 не менее: при толщине стенки тройника до 20 мм - 20 %, свыше 20 мм - 19%.
3 Общие требования к готовым
изделиям: sт/sв не менее 0,6.
4 Ударную вязкость определяют на
образцах типов 1-3 по ГОСТ
9454 при температуре минус
60°С для районов Крайнего Севера и минус 40°С для остальных районов, если
проектная документация не регламентирует более жестких требований.
Приложение В
(обязательное)
В.1.1 Настоящие технические требования
распространяются на тройники разрезные сварные, штампосварные из стальных труб
и листовой стали из стальных отливок на Ру до 10,0
МПа (до 100 кгс/см2) (далее - тройники), равнопроходные и отводные,
условным диаметром Dу от 300 мм до 1400 мм, привариваемые на газопроводе под
давлением.
В.1.2 Тройники предназначены для
использования при производстве работ на газопроводах под давлением без
остановки транспорта газа для врезки отводов, перемычек и лупингов в
газопровод, для врезки байпасов и перекрытия полости трубы при проведении
выборочного капитального ремонта газопровода.
В.1.3 Тройники изготавливают в
климатическом исполнении УХЛ категории 1 по ГОСТ
15150. Минимальная температура воздуха при строительно-монтажных работах
для тройников - минус 40 °С (233 °К).
В.2.1 Тип конструктивного исполнения
тройников, применяемых для выполнения работ по врезке и перекрытию на
газопроводах под давлением (см. рисунки В.1-В.5):
- разрезной штампосварной с
цельноштампованным ответвлением (тип III);
- разрезной сварной с приварным
ответвлением (тип IV);
- то же во фланцевом исполнении в
комплекте с заглушкой и глухим фланцем;
- разрезной сварной с боковым
ответвлением, во фланцевом исполнении в комплекте с заглушкой и глухим фланцем
(тип V).
В.2.2 Тройники должны быть заводского
изготовления. Условное обозначение тройников при заказе должно содержать: тип
конструктивного исполнения, размеры, рабочее давление, ссылку на технические
условия предприятия-изготовителя.
Тройники должны соответствовать
требованиям настоящих технических условий, техническим условиям и рабочим
чертежам предприятия-изготовителя, утвержденным в установленном порядке.
В.2.3 Для тройников установлен следующий
ряд рабочих давлений: 5,4; 7,4; 9,8 МПа. Коэффициент надежности по нагрузке
(внутреннее давление в трубопроводе) тройников принимают п = 1,1; коэффициент условий работы т = 0,75; коэффициент безопасности по
материалу - согласно РД 51-31323949-58-2000 [20].
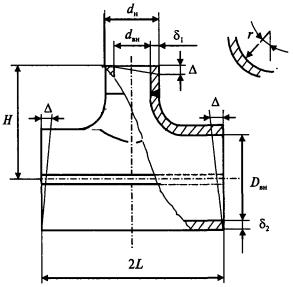
Рисунок B.1 - Тройник разрезной штампосварной
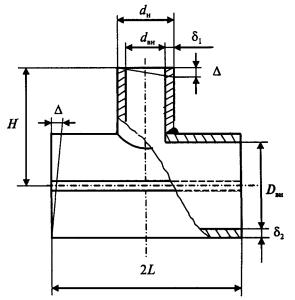
Рисунок В.2 - Тройник разрезной сварной
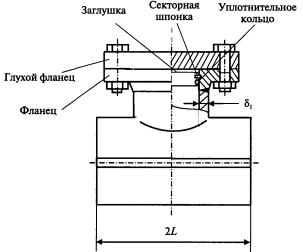
Рисунок В.3 - Тройник разрезной сварной,
штампосварной (типы III, IV)
во фланцевом исполнении в комплекте с заглушкой и глухим фланцем
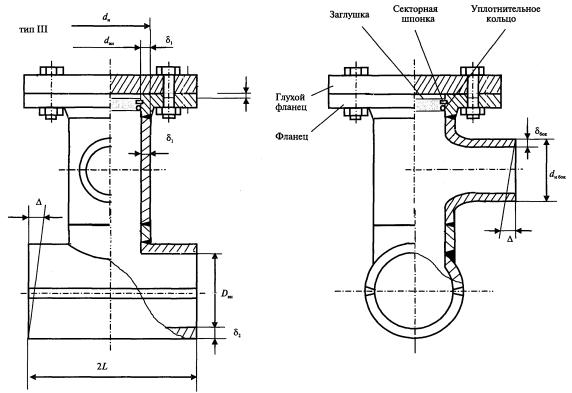
Рисунок В.4 - Тройник разрезной сварной с
боковым ответвлением в комплекте с заглушкой и глухим фланцем
В.2.4 Условные обозначения:
- Dвн -
внутренний диаметр тройника, Dвн = Dн г; Dвн ф = Dвн + DDвн;
- Dнг - наружный диаметр газопровода, мм;
- Dу вн - условный внутренний диаметр тройника;
- Dвн ф -
фактический внутренний диаметр тройника, мм;
- DDвн - предельное отклонение внутреннего диаметра
тройника, с учетом допуска на отклонение наружного диаметра газопровода от
номинального;
- dн, dвн - соответственно, наружный и внутренний диаметры
вертикального ответвления тройника, мм; dн £ Dвн;
- dн бок, dвн бок - соответственно, наружный и внутренний диаметры
бокового ответвления тройника, мм; dн бок £ Dвн;
- d1 - толщина
стенки вертикального ответвления тройника, мм;
- dбок -
толщина стенки бокового ответвления тройника, мм;
- d2 -
толщина стенки магистральной части тройника, мм;
- 2L - длина тройника, мм;
- Н
- условная высота тройника, мм;
- r - радиус закругления ответвления тройников
штампосварных.
В.2.5 При разработке и заказе тройников
принимают:
- условный внутренний диаметр
магистральной части тройников от 300 до 1400 мм; условный наружный диаметр
ответвлений тройников от 100 до 1400 мм;
- толщину стенки магистральной части
тройника не менее чем в 1,5¸2 раза превышающей толщину стенки газопровода; толщину
стенки ответвлений тройников не менее чем в 1,5 раза превышающей толщину стенки
газопровода-отвода, полученную по результатам гидравлического расчета;
- длину тройников равной не менее чем
двум внутренним диаметрам ответвления и не менее чем диаметр фланца ответвления
для тройников во фланцевом исполнении;
- условную высоту тройников минимально
возможной; для получения необходимой высоты ответвления тройников с концом под
приварку условную высоту принимают не менее 0,5 Dвн + d2 + 200
мм, тройников штампосварных - включая кольцо, приваренное к отбортованной
горловине, высотой не менее 0,2 dн
(или min 100 мм).
В.2.6 Размеры тройников и предельные
отклонения размеров уточняют при разработке конструкторской документации на
тройники.
В.2.7 Тройники для врезки отводов,
перемычек и лупингов через шаровые краны изготавливают с отводным патрубком с
концом под приварку (см. рисунки В.1-В.2), тройники для ремонта газопровода с
врезкой байпаса и перекрытием полости трубы изготавливают во фланцевом
исполнении (см. рисунок В.3). Тройники с боковым ответвлением изготавливают с
вертикальным отводным патрубком во фланцевом исполнении и боковым ответвлением
- с концом под приварку (см. рисунок В.4) или во фланцевом исполнении.
Высоту (длину) ответвлений тройников,
наружный диаметр, количество и диаметр отверстий фланцев уточняют при заказе
тройников с учетом технических характеристик специального оборудования,
работающего в комплекте с тройниками.
Фланцы тройников, герметизирующие
заглушки и глухие фланцы изготавливают по ТУ предприятия-изготовителя и рабочим
чертежам, утвержденным в установленном порядке. Фланцы LOR и заглушки LOR
компании «Т.Д. Вильямсон» [8] изготавливают по чертежам разработчика на
отечественном предприятии либо на предприятии разработчика.
В.2.8 Разделку кромок под приварку
продольных стыковых соединений и кольцевых соединений приварки тройников к телу
трубопровода выполняют в заводских условиях (см. рисунок В.5). Подкладные
пластины под продольные стыковые соединения тройников изготавливают в заводских
условиях и поставляют в комплекте с тройниками.
В.2.9 Форма разделки кромок под приварку
и приварка в заводских условиях ответвления к магистральной части тройника
сварного, кольца ответвления к отбортованной горловине тройника штампосварного,
фланцев к ответвлениям тройников должны соответствовать ГОСТ
16037.
Приварку выполняют в приспособлении,
обеспечивающем строго перпендикулярное положение оси ответвления и фланца к оси
магистральной части тройника. Допускается отклонение не более +1 мм. Приварку
выполняют с обязательной подваркой корня шва.
При наложении корневого слоя шва приварки
ответвлений тройников для врезки отводов, байпасов, перемычек, лупингов
допускается обратный валик высотой не более 1,5 мм. При наложении корневого
слоя шва приварки ответвлений тройников для перекрытия полости трубы обратный
валик не допускается, усиление сварного шва должно быть снято заподлицо с
внутренней поверхностью ответвления тройника.
В.2.10 Сборку и сварку тройников сварных
и штампосварных на отечественном предприятии производят согласно требованиям
технологической документации предприятия-изготовителя, разработанной в
соответствии с требованиями ОАО «Газпром», утвержденной в установленном
порядке.
В.2.11 Сварочные материалы, применяемые
при изготовлении сварных и штампосварных тройников, должны иметь сертификаты,
удовлетворять требованиям стандартов или технических условий на поставку
конкретной марки сварочных материалов и обеспечивать механические свойства
сварного соединения согласно СНиП 2.05.06-85* [5].
В.2.12 Для сварки тройников следует
применять электроды с основным покрытием. Выбор электродов производят в
зависимости от нормативного временного сопротивления разрыву основного металла.
Сварочные электроды, прошедшие аттестацию и рекомендованные к применению,
приведены в разделе Г.6 (приложение Г). Сварочные
электроды непосредственно перед их использованием прокаливают согласно
требованиям завода-изготовителя.
Применение порошковой проволоки для сварки
тройников при их изготовлении допускается при обязательной аттестации
соответствующей технологии.
В.2.13 Перед прихваткой и ручной дуговой
сваркой корневого шва приварки ответвления тройника выполняют предварительный
подогрев кромок. Параметры подогрева следует принимать согласно 7.1 в
зависимости от эквивалента углерода стали, толщины стенок стыкуемых элементов и
температуры окружающего воздуха.
В.2.14 Сварка должна быть многопроходной
из расчета два слоя на каждые 10 мм толщины. Каждый слой сварного шва перед
наложением последующего очищают металлической щеткой. Сварку производят без
перерывов в работе, при вынужденных перерывах, во время которых стык остывает,
перед возобновлением сварки обеспечивают подогрев согласно 7.1.
После сварки проводят тщательную очистку
зоны сварного соединения от брызг и загрязнений, наружный осмотр и обмер на
соответствие настоящим техническим требованиям.
В.2.15 Сварку при изготовлении тройников
выполняют сварщики с квалификацией не ниже 5 разряда, прошедшие аттестацию в
соответствии с ПБ
03-273-99 [4].
В.2.16 Тройники сварные и штампосварные
независимо от марки стали, толщины стенок, рабочего давления подвергают
термообработке - высокотемпературному отпуску для снижения уровня остаточных
напряжений. Термическую обработку производят по технологическому процессу
предприятия-изготовителя после получения положительных результатов
неразрушающего контроля качества.
В.3.1 Для изготовления разрезных сварных
и штампосварных тройников на отечественных предприятиях используют листовую
сталь, стальные электросварные прямошовные и бесшовные трубы с условным
диаметром от Dy = 300 до Dy = 1400 мм отечественной и импортной поставки,
рекомендованные для сооружения магистральных газопроводов РД
51-31323949-58-2000 [20].
Трубы и листовая сталь, используемые для изготовления тройников, должны
сопровождаться сертификатами соответствия требованиям ТУ на трубы с указанием
завода-изготовителя, марки стали, химического состава металла, прочностных
характеристик.
В.3.2 Для изготовления тройников с
условным диаметром Dу = 400 мм и менее применяют трубы по ГОСТ 8732,
ГОСТ
8731, гр. В повышенной точности изготовления по диаметру, а также трубы по ТУ
14-3-1128-82 [21]
из Стали 20 по ГОСТ
1050 для исполнения У по ГОСТ
15150.
Для изготовления тройников с условным
диаметром от Dу = 500 до Dy = 1400 мм применяют:
- стальной листовой прокат из сталей
класса прочности не ниже К 50 по ГОСТ 19903, ГОСТ
19281;
- трубы из стали с отношением предела
текучести к временному сопротивлению не более 0,75 для углеродистой стали, 0,8
- для низколегированной нормализованной стали согласно СНиП 2.05.06-85* [5].
Допускается применение сталей по другим
стандартам и техническим условиям, если установленные в них требования не ниже
регламентированных.
Для изготовления подкладных пластин под
продольные сварные соединения тройников толщиной от 1,5 до 2,5 мм, шириной 25
мм применяют малоуглеродистые стали марок ВСт.3сп по ГОСТ 380, Сталь
10, Сталь 20 по ГОСТ
1050.
В.3.2 Механические свойства металла
тройников принимают согласно приложению Б. Эквивалент углерода металла
тройников не должен превышать 0,46 согласно СНиП
2.05.06-85* [5].
В.3.3 Перед изготовлением тройников
проводят входной контроль металла применяемых стального листа, труб, заводского
сварного шва труб в объеме 100 % каждый. Контроль производят в 2 этапа:
визуальный и неразрушающими методами.
При визуальном контроле проверяют
соответствие:
- сварных швов электросварных прямошовных
труб требованиям ТУ на трубы.
Контроль неразрушающими методами
проводят:
- сварных швов электросварных прямошовных
труб - рентгенографическим по ГОСТ
7512 и ультразвуковым по ГОСТ
14782 методами.
Усиление внутреннего заводского сварного
шва труб, из которых изготавливают тройник, должно быть снято до высоты 0,5 мм
на всю длину тройника.
В.3.4 Трещины, рванины, расслоения,
вмятины, раковины в сварных швах и металле труб, используемых для изготовления
тройников, не допускаются. Наличие дефектов в сварных швах труб, используемых
для изготовления тройников, размеры которых превышают пределы, приведенные в приложении
Ж, не допускается. Зачистку внешних дефектов труб допускают при условии,
что толщина стенки труб после зачистки не выходит за пределы минусового допуска
на толщину стенки тройника.
Тройники сварные и штампосварные
подвергают систематическому пооперационному контролю в процессе сборки и сварки
на соответствие настоящим техническим требованиям.
Контроль температуры предварительного
подогрева свариваемых стыков производят при помощи контактных термометров или
термокарандашей.
Внешний осмотр тройников на отсутствие
недопустимых дефектов производят визуально. Обмер тройников на соответствие
настоящим требованиям производят с помощью шаблонов, угольников и других
инструментов и приспособлений.
Контроль сварных швов тройников
«ответвление - стенка тройника», «кольцо ответвления - отбортованная горловина»
производят неразрушающими методами в объеме 100 % каждый - ультразвуковым по ГОСТ
7512 и рентгенографическим по ГОСТ
14782, применяют автоматизированный ультразвуковой и рентгенотелевизионный
методы контроля. Для контроля качества сварных соединений тройников в заводских
условиях применяют аппараты рентгеновские по ГОСТ
25113 и гамма-дефектоскопы по ГОСТ 23764.
Сварочные материалы и оборудование,
применяемые при сварке тройников, должны отвечать требованиям 7.1.9.
В.5 Правила приемки и методы испытаний
В.5.1 Для проверки соответствия
изготовленных тройников техническим требованиям предприятие-изготовитель
проводит приемочный контроль, в процессе которого производят:
- внешний осмотр;
- проверку габаритных и присоединительных
размеров;
- контроль сварного шва тройников сварных
и штампосварных неразрушающими методами - рентгенографическим и ультразвуковым;
- проверку комплектности технической и
товарно-сопроводительной документации.
В.5.1.1 На наружной поверхности готовых
изделий не должно быть закатов, расслоений, грубых рисок, трещин, забоин,
вмятин.
Чистота обработки поверхностей тройника
должна соответствовать требованиям, указанным в конструкторской документации.
Кромки тройника и примыкающие к ним
внутренние и наружные поверхности не должны иметь следов ржавчины, масла и
других загрязнений.
В.5.1.2 Размеры тройника и предельные
отклонения не должны выходить за пределы установленных допусков. В качестве
контролируемого диаметра принимают фактический внутренний диаметр тройника Dвн ф.
В.5.1.3 Допустимые размеры дефектов в
сварных швах готовых изделий не должны выходить за установленные пределы в
соответствии с приложением
Ж. Ремонту подлежат сварные швы, у которых суммарная длина дефектных
участков не превышает 0,1 периметра сварного шва. Сварные швы подвергают только
однократному ремонту сваркой, повторное исправление отремонтированных швов не
допускается.
В.5.2 При приемочном контроле тройников
проверяют каждое изделие. На каждый тройник составляют паспорт. Образцы
паспортов на тройники отечественного производства приведены в разделе В.9.
В.5.3 Изготовленные разрезные тройники в
заводских условиях подвергают гидравлическому испытанию на стенде. Испытания
проводят под давлением Рисп =1,5 Рраб, где Рраб
- нормативное рабочее давление,
в течение двух часов без течи, потения и выпучивания тройников.
В комплект поставки тройников включают
прокладки, болты, гайки, ЗИП, эксплуатационную и товарно-сопроводительную
документацию. Все прокладки, болты, гайки и др. группируют при упаковывании,
упаковки сопровождают соответствующими надписями.
В комплект поставки тройников во
фланцевом исполнении включают заглушки с секторными шпонками и уплотнительными
кольцами круглого сечения, глухие фланцы.
Подкладные пластины поставляют в
комплекте с разрезными тройниками.
В.7.1 На наружную поверхность каждого
тройника наносят маркировку, содержащую следующие сведения: товарный знак и
наименование предприятия-изготовителя, наименование и типоразмер изделия,
условное давление, условное обозначение и заводской номер изделия, год
изготовления (две последние цифры), клеймо предприятия-изготовителя. Образец
маркировки тройников отечественного производства приведен в разделе В.9.
В.7.2 Маркировку производят на табличках
или ударным способом и размещают в местах, указанных на рабочих чертежах по ТУ
предприятия-изготовителя.
При ударном способе маркировку обводят в
рамку несмываемой краской и защищают антикоррозионной смазкой.
Маркировку на табличках наносят методом
гравирования по ГОСТ
26.008 (номер и год изготовления (две последние цифры) допускается наносить
ударным способом). Транспортную маркировку производят по ГОСТ 14192.
В.7.3 Противокоррозионную защиту
тройников выполняют антикоррозионными материалами и покрытиями на их основе,
рекомендованными ОАО «Газпром» на соответствующий тип изделий, согласно
требованиям нормативной документации на применяемый материал. Покрытие наносят
в заводских (базовых) или трассовых условиях. В случае заводского (базового)
нанесения покрытий абразивной очистке и обработке антикоррозионным материалом
подвергают наружную и внутреннюю поверхность тройников за исключением концов
под приварку и поверхности тройника на расстоянии 80±20 мм от каждого конца. На
период транспортировки и хранения на сварную зону наносят консервационную
защиту, фаски защищают заглушками.
Для правильного сопряжения половин
тройника при его монтаже на газопроводе концы обеих половин с одной стороны
помечают яркой несмываемой краской.
В.7.4 При транспортировании тройников
соблюдают требования нормативных документов, регламентирующих правила перевозки
автомобильным, железнодорожным, речным и морским транспортом.
Тройники хранят в закрытом неотапливаемом
помещении при температуре окружающей среды от минус 50°С до плюс 50°С.
При транспортировании и хранении
тройников повреждения поверхности не допускают. Тройники укладывают на
деревянные доски. При погрузке тройников строго контролируют, чтобы стропы и
цепи, используемые при погрузке, не вступали в металлический контакт с
тройником. (Рекомендуется использовать деревянные прокладки.) Тройники с
покрытием заводского (базового) нанесения обеспечивают дополнительной защитой
(упаковкой) от механических повреждений на период транспортировки.
В.8.1 Тройники эксплуатируют в условиях с
умеренным, морским и холодным климатом по ГОСТ
16350.
В.8.2 Тройники монтируют на газопроводе,
находящемся под давлением перекачиваемого газа. В месте монтажа тройника
поверхность газопровода очищают от изоляции, места наложения сварных швов
приварки тройника к стенке газопровода зачищают до металлического блеска с
использованием приспособлений безударного действия не менее чем на 150 мм по
обе стороны окружности сварки. Выпуклость продольного сварного шва газопровода
зашлифовывают заподлицо с поверхностью трубы на расстояние, равное длине тройника плюс 50 мм с каждой
стороны от него, и проверяют на отсутствие дефектов ультразвуковым методом. При
обнаружении поверхностных или внутренних дефектов, утонения стенки трубы,
превышения допусков на размеры трубы место монтажа тройника сдвигают.
В.8.3 Сварку
продольных стыковых швов тройника между собой выполняют стыковым соединением со
скосом кромок односторонним швом на всю толщину стенки тройника до остающейся
металлической подкладной пластины между телом трубы и тройника. Сварку
кольцевых нахлесточных швов тройника с поверхностью трубы выполняют на толщину
стенки тройника, равную 1,4 толщины стенки газопровода.
При сварке
тройников на газопроводе под давлением применяют сварочные материалы и
оборудование согласно требованиям 7.1.9.
В.9 Образцы паспорта и маркировки разрезного
тройника
ПАСПОРТ
Тройник разрезной сварной
Предприятие-изготовитель
______________________________________________________
Адрес
________________________________________________________________________
Заводской №
__________________________________________________________________
Дата
изготовления _____________________________________________________________
Основные
технические данные
Наименование
и условное обозначение изделия ____________________________________
Рабочее
давление Рраб, МПа
(кгс/см2) _____________________________________________
Масса
___________________ кг
Температура
эксплуатации от минус _____°С до плюс _____°С.
Рабочая среда
_________________________________________________________________
Материал
тройника (листовая сталь, труба, марка стали, ГОСТ, ТУ):
Магистрали
тройника __________________, ответвления тройника ____________________
Копия
сертификата № _____________________
Химический
состав:
[С]э = С = Mn
= Si =
Ni = Сr = Cu = V =
Ti = Mo = S
=
Р =
Механические
свойства:
sв, кгс/мм2
= sт, кгс/мм2
= отн. удл., % = KCU__
(_____°С) =
Сведения о
сварщиках (Ф.И.О., клеймо) ___________________________________________
Вид сварки,
сварочный материал (ГОСТ, № сертификата) ____________________________
Метод
проверки качества сварных швов ___________________________________________
Термообработка
(температура, скорость нагрева, время выдержки, охлаждения) _________
Свидетельство
о приемке
Наименование
и обозначение изделия ____________________________________________
соответствует
требованиям ТУ ___________________________и признан годным для эксплуатации с
указанными в настоящем паспорте параметрами и средой.
Дата
заключения ___________________
Гарантии
поставщика. Изготовитель гарантирует соответствие тройника требованиям ТУ
_______________. При обнаружении дефектов, вызванных некачественным
изготовлением и утвержденных соответствующим актом, изготовитель обязуется
устранить дефекты.
Руководитель
предприятия _____________________ Начальник ОТК __________________
м.п.
«____» __________ 200____ г.
|
|
ПАСПОРТ
Тройник разрезной
штампосварной
Предприятие-изготовитель
________________________________________________________
Адрес
__________________________________________________________________________
Заводской №
____________________________________________________________________
Дата изготовления
_________________________
Основные технические
данные
Наименование и условное
обозначение изделия _______________________________________
Рабочее давление Рраб, МПа (кгс/см2)
________________________________________________
Масса ___________________
кг
Температура эксплуатации
от минус _____°С до плюс _____°С.
Рабочая среда
___________________________________________________________________
Материал тройника
(листовая сталь, труба, марка стали, ГОСТ, ТУ):
Магистрали тройника
_____________________, ответвления тройника ___________________
Копия сертификата №
_____________________
[С]э= С = Mn =
Si =
Ni = Cr
= Сu = V =
Ti = Mo
= S = P =
Механические свойства:
sв,
кгс/мм2 =
sт, кгс/мм2 = отн. удл., % = KCU__ (____°С)
=
Сведения о сварщиках (Ф.И.О., клеймо)
_____________________________________________
Вид сварки, сварочный материал (ГОСТ, № сертификата)
______________________________
Метод проверки качества сварных швов
_____________________________________________
Термообработка (температура, скорость нагрева, время
выдержки, охлаждения) ___________
Свидетельство о приемке
Наименование и обозначение изделия
_______________________________________________
соответствует требованиям ТУ
____________________________ и признан годным для эксплуатации с указанными в
настоящем паспорте параметрами и средой.
Дата заключения __________________
Гарантии поставщика. Изготовитель гарантирует
соответствие тройника требованиям ТУ _____________. При обнаружении дефектов,
вызванных некачественным изготовлением и утвержденных соответствующим актом,
изготовитель обязуется устранить дефекты.
Руководитель предприятия _____________________
Начальник ОТК ____________________
м.п.
«____» __________ 200____ г.
|
В.9.3 Образец маркировки разрезного тройника
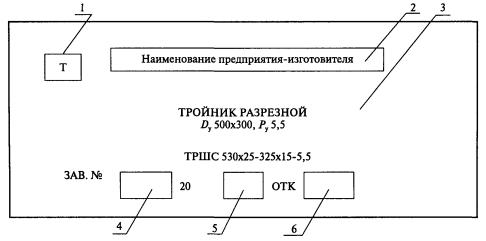
Условные обозначения: 1 - товарный знак
предприятия-изготовителя; 2 - наименование изделия, типоразмер изделия,
условное давление; 3 - условное обозначение изделия; 4 - заводской номер; 5 -
год изготовления (две последние цифры); 6 - клеймо ОТК.
Примеры обозначений тройников:
ТРШС 530´25-325´15-5,5
- тройник разрезной штампосварной с наружным диаметром 530 мм и толщиной стенки
25 мм, с наружным диаметром ответвления 325 мм и толщиной стенки 15 мм на
рабочее давление 5,5 МПа; ТР 530´25-325´15-5,5 - то же, тройник разрезной сварной.
Приложение Г
(обязательное)
Г.1.1 Производственную аттестацию
технологий сварки, применяемых при врезке узлов на газопроводе под давлением,
проводят согласно требованиям РД
03-615-03 [1] и других руководящих и методических документов САСв.
Г.1.2 Производственную аттестацию
технологий сварки, регламентированных настоящим стандартом, проводят с целью
подтверждения того, что организация, применяющая технологии сварки по врезке
узлов на газопроводе под давлением, обладает необходимыми техническими,
организационными возможностями и квалифицированными кадрами для выполнения
сварочных работ. Производственную аттестацию проводит организация, выполняющая
сварочные работы на газопроводе под давлением, совместно с аттестационным
центром по сварке газопроводов. Форма заявки на производственную аттестацию
технологий сварки приведена в разделе Г.2.
Г.1.3 Производственную аттестацию
проводят путем сварки КСС узлов и/или деталей узлов врезки, однотипных
производственным (по классам прочности материалов труб, диаметрам, толщинам
стенок, типам конструкций узлов врезки), на стенде с моделированием основных
технологических параметров, идентичных реальным условиям производства сварочных
работ по врезке узлов на газопроводе под давлением.
Г.1.4 Производственную аттестацию
технологий сварки узлов врезки выполняют в горизонтальном положении оси трубы
(допускается отклонение оси трубы от 0° до 10°), продольные стыковые сварные
соединения узлов врезки располагают на середине боковых четвертей трубы при
вертикальной врезке или на середине верхней и нижней четвертей трубы при
горизонтальной врезке.
Группы однотипных конструкций узлов
врезки, сварных соединений приведены в таблицах Г.1.1-Г.1.4.
Область распространения результатов
производственной аттестации технологий сварки узлов врезки: 1 группа - на
конструктивное исполнение узла врезки типа I; 2 группа - на конструктивное исполнение узла врезки
типов I-II; 3 группа -
на конструктивное исполнение узла врезки типов III-V, тип
конструктивного исполнения узла врезки принимают согласно 6.1.
Таблица Г.1.1 - Группы однотипных конструкций узлов врезки
|
Номер группы (индекс однотипности) по типам
|
Тип конструктивного исполнения узла врезки
|
Наименование
|
|
1
|
I
|
Отводной патрубок с усиливающей накладкой
|
|
2
|
II
|
Разрезная муфта с отводным патрубком
|
|
3
|
III
|
Разрезной тройник приварной штампосварной с
цельноштампованным ответвлением или литой
|
|
|
IV
|
Разрезной тройник приварной сварной
|
|
|
V
|
Разрезной тройник приварной с боковым
ответвлением
|
Таблица Г.1.2 - Группы
сварных соединений узлов и/или деталей узлов врезки по классам прочности
материалов свариваемых элементов
|
Номер группы (индекс однотипности) по
классу прочности материалов
|
Характеристики групп материалов
|
|
Нормативное значение временного
сопротивления разрыву, кгс/мм2 (МПа)
|
Диапазон классов прочности*
|
|
1 (М01)
|
До 529 (54) включ.
|
До К54 включ.
|
|
2 (М03)
|
Св. 529 (54) до 588 (60) включ.
|
От К55 до К60 включ.
|
|
* Классы прочности материалов по ГОСТ
20295.
|
Таблица Г.1.3 - Группы сварных соединений узлов и/или
деталей узлов врезки по номинальным диаметрам свариваемых элементов
|
Номер группы (индекс однотипности) по
диаметру
|
Диапазон номинальных диаметров*, мм
|
|
3
|
Св. 57 до 530 включ.
|
|
4
|
Св. 530
|
|
* За номинальный диаметр разрезных муфт и тройников
условно принимают значение наружного диаметра газопровода.
|
Таблица Г.1.4 - Группы
сварных соединений узлов и/или деталей узлов врезки по номинальным толщинам
стенки свариваемых элементов
|
Номер группы (индекс однотипности) по
диаметру
|
Диапазон номинальных толщин стенки, мм
|
|
3
|
Св. 6,5 до 19,0 мм включ.
|
|
4
|
Св. 19,0 мм
|
Примечание - С целью установления области
распространения результатов производственной аттестации на все типы
конструктивного исполнения узлов врезки рекомендуется при производственной аттестации
технологий сварки выполнять сварку узла врезки «разрезная муфта с отводным
патрубком» (тип конструктивного исполнения - II) со сваркой кольцевых
нахлесточных сварных соединений.
Область распространения результатов
производственной аттестации технологии сварки узлов и/или деталей узлов врезки
по классам прочности свариваемых элементов устанавливают: группа материалов М01
- на группу материалов М01; группу материалов М03 - на группы материалов М03,
М01.
Г.1.5 Технологические особенности
сварочно-монтажных работ при производственной аттестации технологий сварки
узлов врезки (параметры сборки, подогрева, тип, марку сварочных материалов и
оборудования, режимы сварки во всех пространственных положениях,
последовательность выполнения слоев сварных швов, геометрические параметры
сварных швов и др.) излагают в операционных технологических картах сборки и
сварки узлов при производственной аттестации технологий сварки.
Г.1.6 При производственной аттестации
технологий сварки на стенде рекомендуется руководствоваться основным параметром
- температурой (интервалом температур) стенки газопровода (конденсатопровода) и
использовать в качестве транспортируемого продукта для газопровода двуокись
углерода, для конденсатопровода - воду, обеспечивая следующие параметры стенда,
приведенного на рисунке Г.1.1:
- температура (интервал температур)
стенки трубы стенда должна соответствовать температуре (интервалу температур)
стенки газопровода (конденсатопровода), которая определяется скоростью потока и
давлением;
- скорость потока регулируют для
достижения необходимой температуры (интервала температур) стенки трубы стенда;
- давление регулируют для достижения
необходимой скорости потока, обеспечивающей температуру стенки трубы стенда.
Г.1.7 До начала сварочных работ при
производственной аттестации технологий сварки на стенде с целью уточнения
времени нахождения свариваемых кромок в интервале между максимальной и
минимальной температурой подогрева и уточнения периодичности подогрева в
предполагаемом месте сварки производят нагрев стенки согласно 7.1.4.
Г.1.8 Сварку КСС выполняют сварщики
специализированной организации, выполняющей сварочные работы узлов врезки на
газопроводе под давлением, аттестованные в соответствии с ПБ
03-273-99 [4] и РД
03-495-02 [22].
Г.1.9 КСС, выполненные в процессе
производственной аттестации технологий сварки, оценивают визуальным и
измерительным контролем, неразрушающим контролем физическими методами
(радиографическим и/или ультразвуковым, при необходимости капиллярным либо
магнитопорошковым) в объеме не менее 100 % и подвергают механическим
испытаниям. Виды механических испытаний КСС (на статическое растяжение,
статический изгиб, ударный изгиб, на излом с надрезом, металлографический
анализ и измерение твердости) и требования к свойствам КСС приведены в разделе Г.3.
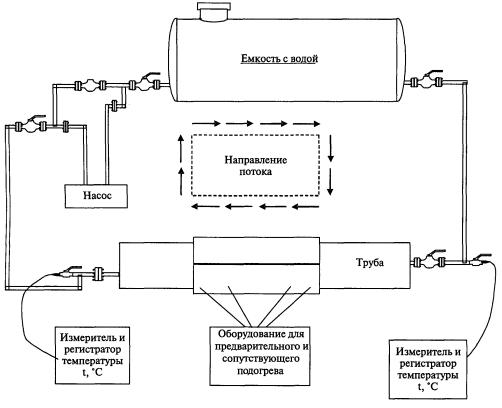
Рисунок Г.1.1 - Типовая схема стенда для
производственной аттестации технологий сварки узлов врезки в конденсатопровод
Г.1.10 Методы, объемы, нормы
оценки качества КСС неразрушающими физическими методами и свойства сварных
соединений по результатам механических испытаний указывают в программе
производственной аттестации в соответствии с требованиями нормативной
документации по сварке и контролю качества сварных соединений газопроводов и
настоящего стандарта.
Г.1.11 По результатам производственной
аттестации технологий сварки аттестационный центр оформляет заключение о
готовности специализированной организации, выполняющей сварочные работы, к
применению аттестованной технологии. В заключении указывают установленную
область распространения производственной аттестации технологий сварки с
параметрами, характеризующими технологические процессы сварки и типы
конструктивного исполнения узлов врезки. На основании заключения оформляют
свидетельство о производственной аттестации технологий сварки.
Г.1.12 На основании положительных
результатов производственной аттестации технологий сварки узлов врезки
разрабатывают операционные технологические карты сборки и сварки узлов и/или
деталей узлов врезки для выполнения работ на газопроводе под давлением, форма
которой приведена в разделе Г.4.
Г.1.13 Сварщики, выполняющие работы по
приварке узлов врезки на газопроводе под давлением, должны быть аттестованы в
соответствии с ПБ
03-273-99 [4] и РД
03-495-02 [22]
и пройти допускные испытания, в протоколах указывают ссылку на настоящий
стандарт.
Г.1.14 Допускные испытания сварщиков
проводят с целью подтверждения необходимых квалификационных способностей для
выполнения сварных соединений по аттестованным технологиям сварки узлов врезки
на газопроводе под давлением.
Г.1.15 Допускные испытания сварщиков
проводят в специализированной организации, выполняющей сварочные работы, перед
началом производства работ путем сварки КСС в присутствии представителя
технического надзора на основании технологических карт, разработанных по
аттестованным технологиям сварки.
Г.1.16 КСС для допускных испытаний
принимают однотипные производственным сварным соединениям и выполняют по
аттестованным технологиям сварки с соблюдением всех требований технологических
карт сварки, применяют те же сварочные материалы и оборудование, технику
ведения сварки и скорость выполнения операций технологий сварки, по которым
проведена производственная аттестация.
Г.1.17 Сварщиков, бригады сварщиков
признают прошедшими допускные испытания, если по результатам контроля качества
КСС получены положительные заключения, что должно быть отражено в протоколе
допускных испытаний по форме, приведенной в разделе Г.5.
Г.1.18 На основании протокола допускных
испытаний на каждого сварщика, в том числе при работе в составе бригады,
оформляют допускной лист, приведенный в разделе Г.6. Протокол допускных
испытаний и допускной лист оформляет специализированная организация, в которой
числятся сварщики и которая выполняет сварочные работы по аттестованным
технологиям сварки.
Г.1.19 Сварщики
считаются прошедшими допускные испытания и могут не выполнять сварку КСС, если:
- они выполняли
сварку КСС при производственной аттестации технологий сварки, при этом по
результатам контроля качества КСС получены положительные заключения;
- они были
ранее аттестованы в соответствии с ПБ
03-273-99 [4]
и РД
03-495-02 [22] в этой организации, при
этом сварка и контроль качества КСС при практическом экзамене выполнены в
полном соответствии с аттестованными технологиями сварки.
Г.1.20 Срок
действия допускного листа устанавливают на время выполнения сварщиком работы,
по которой он прошел допускные испытания, если перерыв в работе не превышает
трех месяцев, при этом срок действия листа не может быть более срока действия
аттестационного удостоверения.
Г.2 Форма заявки на проведение производственной
аттестации технологий сварки узлов врезки в газопровод
Г.2.1 Заявку
оформляют в двух экземплярах, один экземпляр передают в центр, второй хранят в
организации, направившей заявку в аттестационный центр. Аттестационный центр
указывает номер заявки.
Г.2.2 Форма
заявки на проведение производственной аттестации технологий сварки узлов врезки
в газопровод.
В
аттестационный центр _______________________________
Данные
организации-заявителя:
Наименование
организации ____________________________
Почтовый адрес
______________________________________
Телефон, факс
________________________________________
Исходящий №
___________________ дата ________________
ЗАЯВКА
на проведение
производственной аттестации технологии сварки узлов врезки
в газопровод № ________________
1 Общие сведения
1.1 Наименование (шифр)
технологии сварки, подлежащей аттестации ___________________
________________________________________________________________________________
(указывают наименование и обозначение (шифр)
производственно-технологической документации по сварке, присвоенные
организацией-заявителем, и дату утверждения технологии)
1.2 Вид аттестации
(первичная, внеочередная, периодическая) __________________________
1.3 Продолжительность
использования аттестуемой технологии сварки в организации ______
1.4 Наличие результатов
контроля производственных сварных соединений за последние 6 мес.
_______________________________________________________________________________
(заполняют при внеочередной и периодической
аттестации)
1.5 Наличие аттестованного
сварочного и термического оборудования ___________________
1.6 Наличие аттестованных
сварщиков и специалистов сварочного производства __________
(номера удостоверений и сроки действия)
1.7 Наличие аттестованной
лаборатории и специалистов по контролю качества сварных соединений
________________________________________________________________________
(номера свидетельств, удостоверений и срок
действия по видам контроля: визуальный, рентгенографический, ультразвуковой,
механические испытания и др.)
1.8 Должность, Ф.И.О. и
телефон уполномоченного специалиста организации-заявителя ____
2 Аттестационные
требования
2.1 Наименование
изготавливаемого оборудования и условия его эксплуатации ___________
(указывают категорию, рабочую температуру,
давление, коррозионную среду и т.п.)
2.2 Наименование объектов,
на которых применяют технологию сварки __________________
________________________________________________________________________________
(указывают группу технических устройств и
характер работ: изготовление, монтаж, ремонт)
2.3 Нормативная
документация по сварке ____________________________________________
2.4 Способ сварки
________________________________________________________________
2.5 Группа и марки
свариваемого материала __________________________________________
2.6 Вид свариваемых
деталей ______________________________________________________
2.7 Диапазон толщин
деталей, мм __________________________________________________
2.8 Диапазон радиусов
кривизны (диаметров) деталей, мм ______________________________
2.9 Тип сварного шва
_____________________________________________________________
2.10 Тип соединения
______________________________________________________________
2.11 Конструкция сварного
соединения ______________________________________________
2.12 Вид шва сварного
соединения __________________________________________________
2.13 Положение при сварке
________________________________________________________
2.14 Марки сварочных
материалов __________________________________________________
2.15 Вид покрытия
электродов _____________________________________________________
2.16 Наличие подогрева
___________________________________________________________
2.17 Наличие термической
обработки _______________________________________________
2.18 Другие требования
___________________________________________________________
3 Требования к оценке
качества контрольных сварных соединений ______________________
3.1 Нормативный документ
по контролю (в соответствии с категорией или группой объектов)
_______________________________________________________________________
Руководитель сварочного
производства
организации-заявителя
___________ __________________
(подпись) (Ф.И.О.)
Руководитель организации
___________ __________________
(подпись)
(Ф.И.О.)
м.п.
|
Г.2.3. По
каждому способу сварки оформляют отдельную заявку (за исключением применения сварки
(наплавки) комбинированными способами).
Г.2.4 К заявке
прилагают:
-
производственно-технологическую документацию или все данные технологического
процесса, необходимые для составления программы производственной аттестации
заявленной технологии, включая сведения о нормативной документации,
регламентирующей применение аттестуемой технологии сварки;
- по пункту 1.4
заявки - итоговую справку о результатах контроля производственных сварных
соединений, подписанную руководителем службы контроля контролирующей
организации и заверенную печатью организации-заявителя;
- по пунктам
1.5, 1.6, 1.7 заявки - ксерокопии документов;
- сведения о
технологии сварки по разделу 2 заявки приводят в виде таблиц, учитывающих все
параметры однотипности согласно настоящему стандарту.
- данные о
предыдущей аттестации, включая разрешение на применение технологии (при
наличии).
Г.3 Виды механических испытаний для
аттестации технологий сварки узлов врезки в газопровод под давлением
Г.3.1 Для определения механических свойств образцов КСС узлов и/или
деталей узлов врезки проводят испытания на статическое растяжение, статический
изгиб, ударный изгиб, излом с надрезом и измерение твердости.
Виды испытаний
и необходимое количество образцов КСС приведены в таблице Г.3.1.
Таблица Г.3.1 - Виды
механических испытаний и количество образцов КСС при аттестации технологий
сварки при врезке узлов в газопровод
|
Толщина
стенки, мм
|
Тип шва свариваемого элемента
|
Виды испытаний, количество образцов
|
|
Статическое растяжение
|
Статический изгиб
|
Ударный изгиб KCV*
|
Излом с надрезом
|
Металлографический анализ и определение
твердости
|
|
корнем наружу
|
корнем внутрь
|
корнем на ребро
|
по шву
|
по ЗТВ
|
|
До
12,5
|
Продольный стыковой
|
2
|
2
|
2
|
-
|
3
|
3
|
-
|
-
|
|
|
тройника, муфты, накладки
|
2
|
2
|
2
|
-
|
3
|
3
|
-
|
-
|
|
|
Угловой патрубка
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
2
|
|
|
Нахлесточный кольцевой накладки, тройника
|
-
|
-
|
-
|
-
|
-
|
-
|
4
|
4
|
|
Св.
12,5
|
Продольный стыковой
|
2
|
-
|
-
|
4
|
3**
|
3**
|
-
|
-
|
|
|
Угловой патрубка
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
2
|
|
|
Нахлесточный кольцевой накладки, тройника
|
-
|
-
|
-
|
-
|
-
|
-
|
4
|
4
|
|
* Испытание
на образцах типа IX по ГОСТ 6996 при толщине стенок 11 мм и более.
** При
толщине стенок свыше 19 мм испытания проводятся на удвоенном количестве
образцов.
|
Схемы вырезки образцов КСС приведены на рисунках
Г.3.1, Г.3.2. Образцы для проведения механических испытаний, испытаний на
ударную вязкость, излом с надрезом и замеров твердости вырезают из сварных
соединений перпендикулярно оси сварного шва.
Г.3.2.1 Испытания следует проводить на
образцах типа XII или XIII по ГОСТ 6996.
Размеры образца указаны в таблице Г.3.2.
Форма образца представлена на рисунке
Г.3.3.
Г.3.2.2 Усиление шва на образцах должно
быть снято механическим способом до уровня основного металла, при этом
допускается удалять основной металл по всей поверхности образца на глубину до
15 % от толщины стенки трубы, но не более 4 мм. Удаление основного металла с поверхности
образца производят только с той стороны, с которой снимают усиление шва.
Строгать усиление следует поперек шва. Острые кромки плоских образцов в
пределах рабочей части должны быть закруглены радиусом не более 1,0 мм путем
сглаживания напильником
вдоль кромки. Разрешается строгать усиление вдоль продольной оси шва с
последующим удалением рисок. Шероховатость поверхности Rz в
местах удаления усиления должна быть не более 6,3 мкм.
Г.3.2.3
Временное сопротивление разрыву, определяемое на плоских образцах со снятым
усилением, должно быть не ниже нормативного значения временного сопротивления
разрыву основного металла труб, регламентированного техническими условиями на
их поставку или национальным стандартом на трубы.
Г.3.3.1 Форма и
размеры образцов представлены в таблицах Г.3.3, Г.3.4 и на рисунке Г.3.4.
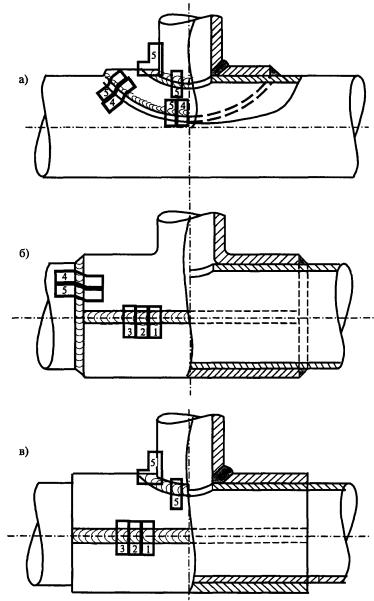
а) конструкций типа I; б) конструкций типов III, IV, V; в) конструкций типа II
1 - образцы для испытаний на статическое
растяжение; 2 - образцы для испытаний на статический изгиб; 3 - образцы для
испытаний на ударный изгиб; 4 - образцы для испытаний на излом с надрезом; 5 -
образцы для металлографического анализа и определения твердости
Рисунок Г.3.1 - Схема вырезки образцов для
механических испытаний сварных соединений узлов врезки
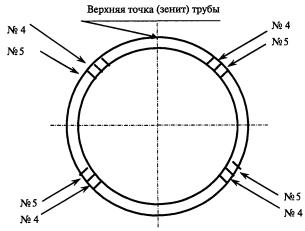
Образцы для испытаний: № 4 - излом с
надрезом; № 5 - металлографический анализ
и определение твердости
Рисунок Г.3.2 - Схема вырезки образцов КСС
для механических испытаний нахлесточных кольцевых швов при аттестации
технологий узлов врезки в газопровод
Таблица Г.3.2 - Плоские
образцы для испытаний на статическое растяжение
|
Толщина стенки, мм
|
Толщина образца, мм
|
Ширина рабочей части образца b, мм
|
Ширина захватной части образца b1, мм
|
Длина рабочей части образца l,
мм
|
Общая длина образца L, мм
|
|
Св. 6 до 10 включ.
|
Равна толщине стенки трубы
|
20 ± 0,5
|
30
|
60
|
l + 2h
|
|
Св. 10 до 25 включ.
|
|
25 ± 0,5
|
35
|
100
|
|
|
Св. 25 до 50 включ.
|
|
30 ± 0,5
|
40
|
160
|
|
|
Примечания
1 Длину захватной части
образца h устанавливают в зависимости от конструкции испытательной машины.
2 Скорость
погружения образцов в процессе испытаний должна составлять не более 15
мм/мин.
|
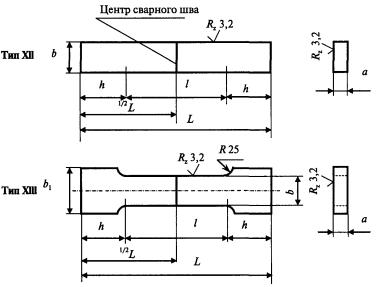
Рисунок Г.3.3 - Форма и размеры образцов
(типы XII
и XIII) для
испытаний сварного соединения на статическое растяжение
Таблица Г.3.3 - Размеры
образцов для испытаний на статический изгиб
|
Вид изгиба
|
Толщина основного металла S, мм
|
Ширина образца b, мм
|
Общая длина образца l, мм
|
Расстояние между опорами, мм
|
|
Корнем шва наружу или внутрь
|
До 12,5
|
1,5S, но не менее 10
|
2,5D + 80
|
2,5D
|
|
На ребро
|
От 12,5
|
12,5 ±0,2
|
От 180 до 200 включ.
|
80
|
Таблица Г.3.4 - Определение диаметра нагружающей оправки (В) для
испытаний на статический изгиб
|
Класс прочности
|
Вид испытания на изгиб
|
Диаметр нагружающей оправки, мм
|
|
До К50 включ.
|
Корнем шва наружу
|
25±2
|
|
На ребро
|
30±2
|
|
Св. К50 до К54 включ.
|
Корнем шва наружу
|
38±2
|
|
На ребро
|
40±2
|
|
От К55 до К65 включ.
|
Корнем шва наружу
|
48±2
|
|
На ребро
|
50±2
|
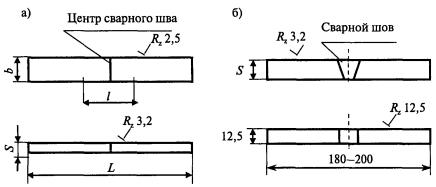
а) образец для изгиба корнем шва наружу или
внутрь; б) образец для изгиба на ребро
Рисунок Г.3.4 - Форма и размеры образцов (тип
XXVII) для испытаний
на статический изгиб
Г.3.3.2 Толщина образцов должна равняться толщине основного металла.
Усиление шва по обеим сторонам образца снимается механическим способом до
уровня основного металла. Разрешается строгать усиление шва в любом направлении
с последующим удалением рисок. Кромки образцов в пределах их рабочей части
должны быть закруглены радиусом не менее 0,1 толщины образца (но не более 2,0
мм) путем сглаживания напильником вдоль кромки.
Г.3.3.3
Обязательным условием проведения испытаний является плавность возрастания
нагрузки на образец. Испытания проводят со скоростью не более 15 мм/мин до
достижения нормируемого угла изгиба или угла изгиба, при котором образуется
первая, являющаяся браковочным признаком, трещина. Угол изгиба при испытании до
образования первой трещины замеряют в ненапряженном состоянии с погрешностью ± 2°.
Г.3.3.4 Среднее
арифметическое значение угла изгиба образцов должно быть не менее 120°, а
минимальное значение угла изгиба одного образца должно быть не ниже 100°. При
подсчете среднего арифметического значения угла изгиба все углы более 150°
следует принимать равными 150°.
Г.3.3.5 Если
длина трещин, возникающих в растянутой зоне образца в процессе испытания, не
превышает 20 % его ширины и составляет при этом не более 5 мм, то такие трещины
не являются браковочным признаком. Определяется также место образования трещины
или разрушения (металл шва, металл околошовной зоны или основной металл).
Г.3.4.1 При
испытании на ударный изгиб определяют ударную вязкость металла шва на образцах
Менаже типа VI (для толщины основного металла 11 мм и более) и
типа VII (для толщины металла от 6 до 11 мм) по ГОСТ 6996, если проектная
документация не регламентирует более жестких требований. Форма и размеры
образцов представлены на рисунке Г.3.5.
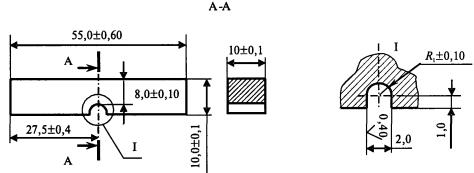
Рисунок Г.3.5 - Форма и размеры образцов на
ударный изгиб
Г.3.4.2 Вырезку
и изготовление двух комплектов образцов (по шву и по ЗТВ) следует производить
таким образом, чтобы одна из чистовых поверхностей каждого образца (после
окончательной обработки) располагалась на расстоянии от 2,0 до 3,0 мм от
внутренней поверхности трубы. При номинальной толщине стенки трубы от 6 до 11
мм допускается наличие необработанного основного металла на двух поверхностях
образца.
При номинальной
толщине стенки трубы свыше 19 мм для испытаний на ударный изгиб следует
изготовить два дополнительных комплекта образцов (по шву и по ЗТВ) таким
образом, чтобы одна из чистовых поверхностей каждого образца располагалась на
расстоянии от 2,0 до 3,0 мм от наружной поверхности трубы.
Каждый комплект
должен включать в себя не менее трех образцов.
Надрез наносят
перпендикулярно поверхности трубы, как показано на рисунке Г.3.6. При испытании
ЗТВ линия надреза должна пересекать линию сплавления сварного шва в середине
образца.
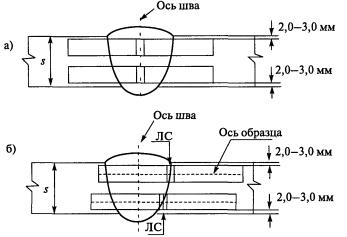
а - по металлу сварного шва; б - по металлу в
зоне термического влияния
Рисунок Г.3.6 - Схема выполнения надреза на
образцах для испытаний на ударный изгиб
Г.3.4.3 Испытания на ударную вязкость
проводятся при температуре минус 60 °С для районов Крайнего Севера и минус 40
°С для остальных районов, если проектная документация не регламентирует более
жестких требований.
Г.3.4.4 Ударная вязкость при принятой
температуре испытаний должна быть не менее 24,5 Дж/см2 (2,5 кгс×м/см2) при номинальной толщине стенки труб
от 6 до 10 мм, не менее 29,4 Дж/см2 (3,0 кгс×м/см2) при номинальной толщине стенки труб
свыше 10 и до 15 мм, не менее 39,2 Дж/см2 (4,0 кгс×м/см2) при номинальной толщине стенки труб
свыше 15 и до 25 мм, если проектная документация не регламентирует более
жестких требований. Ударная вязкость определяется как среднее арифметическое
значение по результатам испытаний трех образцов каждого комплекта, при этом на
одном образце допускается снижение ударной вязкости на 9,8 Дж/см2.
Г.3.5.1 Образцы для испытаний
нахлесточного соединения должны иметь ширину 25 мм (приблизительно), длину от
100 до 150 мм, как показано на рисунке Г.3.7, и должны быть вырезаны газовой
резкой или фрезой с последующей механической обработкой. Надрез делается
ножовкой со стороны, противоположной усилению сварного шва. Глубина надреза
равна толщине стенки трубы плюс половина высоты поперечного сечения сварного
шва. Допускается применение шлифмашинки (с узким шлифкругом) для выполнения
части наклонного надреза (пропила) на глубину, равную толщине стенки трубы.
Заключительную часть надреза следует выполнять ножовкой.
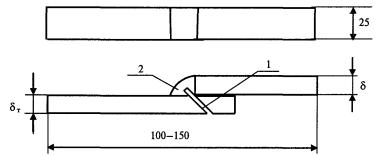
1 - надрез ножовкой по оси шва глубиной dт плюс половина высоты поперечного сечения
сварного шва; 2 - сварной шов; dт - толщина трубы, мм; d - толщина тройника, муфты, накладки, мм
Рисунок Г.3.7 - Форма и размеры образцов для
испытания металла шва нахлесточного соединения на излом
Г.3.5.2 Образцы должны быть разрушены
либо ударом молотка по центру при зажатых концах образца, либо ударом по
свободному концу при зажатом другом конце образца.
Г.3.5.3 При испытаниях образцов на излом
с надрезом проводится анализ поверхности излома после их разрушения на наличие
или отсутствие дефектов.
Образец считается принятым при условии:
- между слоями существует требуемое
проплавление кромок;
- трещины на поверхности излома
отсутствуют;
- максимальный размер газовой поры не
должен превышать 2,0 мм;
- суммарная площадь допустимых пор не
должна превышать 2 % площади излома образца;
- ширина шлаковых включений не должна
превышать 0,8 мм, а длина - 3,0 мм;
- расстояние между соседними шлаковыми
включениями должно быть не менее 12,0 мм.
Г.3.6.1 Образцы (макрошлифы) для
металлографического анализа и определения твердости вырезают из угловых
соединений «патрубок - труба - накладка» и кольцевых нахлесточных соединений
«тройник - труба».
Образцы вырезают таким образом, чтобы
были охвачены все участки сварного соединения (шов, зона термического влияния,
основной металл). Размеры образцов составляют: длина от 50 до 70 мм, ширина 25
мм, высота (для угловых соединений) от 50 до 70 мм.
Перед
проведением металлографического анализа производят травление образцов.
Г.3.6.2 При
металлографическом анализе оценивают качество проплавления кромок, размеры
углового шва и его дефектность.
Металлографический
анализ поперечного сечения сварного соединения должен показать:
- проплавление
кромок сварного соединения;
- сплавление
между слоями шва;
- отсутствие
трещин.
Г.3.6.3 Образцы
для определения твердости должны иметь обработанную поверхность в местах
замеров твердости с шероховатостью Rz не
более 0,80 мкм.
Схемы замера
твердости сварных соединений приведены на рисунке Г.3.8. В каждой зоне замера
должно быть не менее трех отпечатков (для ЗТВ и основного металла - с двух
сторон от оси шва). Значения твердости не должны превышать 350 HV10.
Образцы должны
иметь параллельные поверхности сечений шлифа.
Перед
проведением металлографического анализа производится травление образцов.
При
металлографическом анализе оценивают качество проплавления кромок, размеры
углового шва и его дефектность.
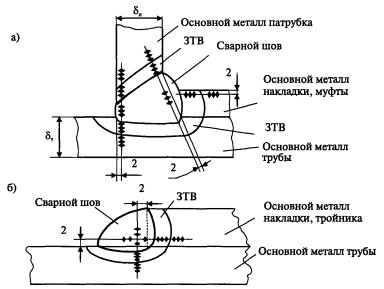
а - угловое соединение конструкций типов I,
II; б - угловое (нахлесточное) соединение конструкций типов I, III, IV, V
Рисунок Г.3.8 - Схема замера твердости
сварного шва, ЗТВ и основного металла
Г.4 Форма типовой операционной технологической
карты сборки и сварки узлов и/или деталей улов врезки
|
ТЕХНОЛОГИЧЕСКАЯ
КАРТА (ТИПОВАЯ)
сборки и ручной
дуговой сварки разрезного тройника (конструкции типов III, IV, V)
|
|
Организация
|
Наименование газопровода
|
Диаметр, толщина стенки, мм
|
Тип конструкции
|
Пространственное положение
|
Шифр карты
|
|
|
|
|
Разрезной тройник
|
Вертикальная врезка
|
Вертикальная врезка узла (тип конструкции
«б») в газопровод ВВУ («б»)
|
|
Характеристики труб газопровода
|
Дополнительные требования и рекомендации
|
|
Марка стали, № ТУ
|
Диаметр, мм
|
Толщина стенки dт, мм
|
Класс прочности
|
Нормативный предел прочности, МПа, (кгс/мм2)
|
Эквивалент углерода, %
|
• Выполнить визуальный и измерительный
контроль полного периметра очищенной поверхности газопровода в месте врезки
разрезного тройника в газопровод.
• Выполнить неразрушающий контроль
ультразвуковым сплошным сканированием полного периметра очищенной поверхности
газопровода, включая участки на расстоянии не менее ___ мм в каждую сторону
от границ предполагаемых угловых швов разрезного тройника.
|
|
|
|
|
|
|
|
• Выполнить неразрушающий радиографический
или ультразвуковой контроль полной длины продольного заводского шва очищенной
поверхности газопровода, включая участки на расстоянии не менее ____ мм в
каждую сторону от границ предполагаемых угловых швов разрезного тройника.
|
|
Характеристики
разрезного тройника
|
|
|
• Расслоения и другие недопустимые дефекты
не допускаются. Толщина стенки трубы не должна быть меньше минусового допуска
по ТУ на трубу. При наличии расслоений, других недопустимых дефектов, толщины
стенки, выходящей за минусовой допуск, необходимо изменить место установки
тройника.
• Разрезной тройник должен монтироваться на
газопроводе при допустимом давлении газа, ограниченном с учетом потери
прочности нагретого металла трубы газопровода в месте сварки угловых швов
разрезного тройника.
|
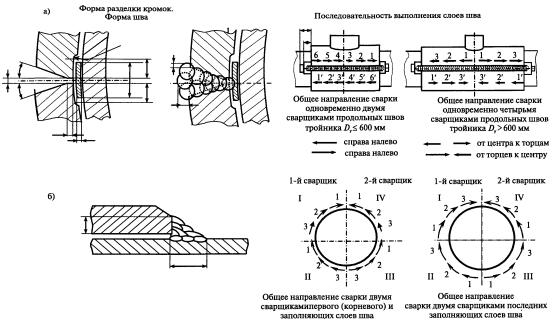
Подготовка под сварку,
последовательность сварки, параметры сварного шва
|
Режимы сварки
|
|
Наименование слоя шва
|
Тип
электродов
|
Марка электродов
|
Диаметр электродов
|
Сила сварочного тока, положение при сварке
|
Род тока, полярность
|
Напряжение на дуге, В
|
|
Нижнее
|
Вертикальное
|
Потолочное
|
|
Первый (корневой)
|
|
|
|
|
|
|
|
|
|
Заполняющие
|
|
|
|
|
|
|
|
|
|
Облицовочные
|
|
|
|
|
|
|
|
|
|
ПЕРЕЧЕНЬ И
ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
|
|
№ п/п
|
Операция
|
Содержание операций
|
Оборудование и инструмент
|
|
|
|
Подготовка
участка газопровода к сварке узлов врезки
|
|
|
1
|
Подготовка участка газопровода
|
• Удалить изоляционное покрытие и очистить
поверхность механическим способом на ширину не менее __ мм от предполагаемых
границ установки разрезного тройника
• Устранить шлифованием царапины, риски,
задиры более __ мм, но не более __ % от толщины стенки, при этом толщина
стенки не должна выходить за пределы минусового допуска по ТУ
• Удалить механическим способом усиление
продольных заводских швов заподлицо с наружной поверхностью газопровода на
расстояние не менее __ мм в каждую сторону от торцов разрезного тройника с
плавным переходом на наружную поверхность заводских швов
|
Скребок, металлическая щетка, шаблон УШС-3,
линейка, рулетка, штангенциркуль , шлифмашинка, дисковые проволочные щетки,
абразивные круги
|
|
|
|
Сборка разрезного
тройника
|
|
|
2
|
Сборка разрезного тройника
|
• Выполнить сборку разрезного тройника на
газопроводе на ____ центраторе.
• Выполнить прихватки подкладных пластин к
внутренней поверхности половин разрезного тройника по всей длине свариваемых
кромок со стороны разделки, концы подкладных пластин должны выступать за
торцы тройника на __ мм в каждую сторону.
• Продольные швы тройника должны
располагаться не ближе __ мм от продольных швов газопровода.
• Кольцевые швы тройника должны
располагаться не ближе __ мм от кольцевых швов газопровода.
• Величина зазора между газопроводом и
тройником не должна превышать __ мм.
• Величина зазора между свариваемыми
кромками продольных стыковых соединений должна быть __ мм.
• Величина внутреннего смещения кромок не
должна превышать __ мм
|
Шаблон УШС-3, линейка, рулетка,
штангенциркуль, наружный центратор ___, трубоукладчик, шлифмашинка
|
|
|
|
Сварка продольных
стыковых соединений (рисунок а)
|
|
|
3
|
Предвари-тельный подогрев
|
• Произвести просушку и предварительный
подогрев свариваемых кромок продольного стыкового соединения и поверхности
газопровода в месте сварки до температуры не ниже __°С. Ширина зоны нагрева
должна быть __ мм от оси сварного соединения
• Замерить температуру не менее чем в __
точках, равномерно по периметру разделки, на расстоянии __ мм от свариваемых
кромок
|
Установка _________
прибор замера температуры __________
|
|
|
|
• В процессе производства работ температуру
подогрева в месте сварки не ниже __ °С обеспечивать установками способом
индукционного нагрева, способом электросопротивления, комбинированным
способом, обеспечивающими мощность электронагревателей не менее 8-9 Вт/см2,
с периодичностью не реже __ с, установленной по результатам производственной
аттестации. Допускается дополнительно применять газонагревательные устройства
(кольцевые нагреватели, газовые горелки).
|
|
|
4
|
Сварка
|
• Выполнить равномерно по длине прихватки
длиной __ мм электродами для сварки корневого слоя шва не менее __ шт.
Прихватки зачистить от шлака, брызг, устранить видимые дефекты.
• Начало и окончание каждого слоя шва
выполнять на временных выводных технологических планках длиной __ мм,
предварительно прихваченных к подкладной пластине под углом скоса кромок
продольного стыкового соединения.
• Сварку всех слоев шва необходимо выполнять
одновременно с обеих сторон в противоположных направлениях сварщиками на
постоянном токе обратной полярности.
• Сварку корневого и первого, двух
заполняющих слоев рекомендуется выполнять обратноступенчатым способом, с
послойным смешением мест начала и окончания сварки на величину __ мм.
• Сварку корневого слоя шва выполнить
электродами с основным видом покрытия марки __ диаметром __.
• __ центратор снять после сварки __ %
корневого и первых двух заполняющих слоев шва. Зачистить от шлака, брызг
сваренные участки швов.
• Провести визуальный контроль качества
корневого сварного шва. Устранить шлифованием обнаруженные дефекты сварки.
• Сварку последующих заполняющих и
облицовочного слоев выполнить методом непрерывной сварки в тех же
направлениях с началом или окончанием сварки на технологических планках
электродами _________.
|
|
|
|
|
• Сварку последующих заполняющих слоев шва
выполнить параллельными валиками с перекрытием __ мм электродами с основным
видом покрытия марки __ диаметром __ с послойной зачисткой механическим
способом.
• Сварку облицовочного слоя выполнить тремя
параллельными валиками с перекрытием __ мм электродами с основным видом
покрытия марки __ диаметром __ методом непрерывной сварки. Сначала накладывается
нижний валик, далее средний, затем верхний.
• Провести визуальный контроль качества
сварного шва. Устранить шлифованием обнаруженные дефекты сварки. Общее
количество слоев не менее __.
• Удалить технологические планки
механическим способом вместе с подкладной пластиной.
• Накрыть теплоизолирующим материалом
продольные швы.
• Не допускаются перерывы в работе при
сварке продольных швов.
|
Сварочный источник тока ___, шлифмашинка,
дисковые проволочные щетки, абразивные круги, теплоизолирующий пояс, шаблон
сварщика, линейка, штангенциркуль.
|
|
|
|
Сварка кольцевых
нахлесточных соединений тройника с газопроводом (рисунок б)
|
|
|
5
|
Предварительный подогрев
|
• Произвести просушку и предварительный
подогрев свариваемых кромок кольцевого нахлесточного соединения и поверхности
газопровода в месте сварки до температуры не ниже __°С. Ширина зоны нагрева
должна быть __ мм от оси сварного соединения.
• Произвести контроль температуры не менее
чем в __ точках, равномерно по периметру разделки, на расстоянии __ мм от
свариваемых кромок.
• В процессе производства работ температуру
подогрева в месте сварки не ниже __°С обеспечивать установками способом
индукционного нагрева, способом электросопротивления, комбинированным
способом, обеспечивающими мощность электронагревателей порядка 8-9 Вт/см2
с периодичностью не реже __ с, установленной по результатам производственной
аттестации. Допускается дополнительно применять газонагревательные устройства
(кольцевые нагреватели, газовые горелки).
|
Электрические нагревательные устройства (или
с использованием индукционного метода), газовые подогреватели, газовые
горелки, прибор замера температуры ____
|
|
6
|
Сварка
|
• Сварку кольцевых нахлесточных швов
тройника к газопроводу должна производиться в строгой последовательности:
сначала первое сварное соединение по направлению движения потока газа, затем
второе.
• Сварку всех слоев шва выполнять
обратноступенчатым способом одновременно двумя сварщиками в противоположных
четвертях окружности, при этом соблюдать правила смещения мест начала и
окончания сварки на величину __ мм.
• Выполнить наплавку одного слоя
дополнительных __ параллельных валиков на поверхность газопровода в
количестве не менее __ шт. электродами с основным видом покрытия марки __
диаметром __. При необходимости для достижения необходимого зазора выполнить
сварку второго слоя дополнительных __ параллельных валиков. Ширина
наплавленных валиков должна быть не менее __ мм. При необходимости выполнить
наплавку одного слоя дополнительных валиков на поверхность тройника.
• Сварку заполняющих слоев шва выполнить
параллельными валиками с перекрытием __ мм электродами с основным видом
покрытия марки __ диаметром __ с послойной зачисткой механическим способом.
• Сварку облицовочных слоев выполнить
параллельными валиками с перекрытием __ мм электродами с основным видом
покрытия марки __ диаметром __.
• Количество слоев - не менее __, величина
катета должна быть не менее __ мм.
• Накрыть теплоизолирующим материалом
кольцевые швы до полного остывания. Не допускаются перерывы в работе при
сварке кольцевых нахлесточных швов.
|
Сварочный источник тока ____, шлифмашинка,
дисковые проволочные щетки, абразивные круги, теплоизолирующий пояс, шаблон
сварщика, линейка, штангенциркуль.
|
|
|
|
Клеймение
|
|
|
12
|
|
• Нанести несмываемой краской клейма сварщиков
в непосредственной близости от продольных и кольцевых сварных швов.
|
Несмываемая краска. Термокарандаш.
|
|
Контроль качества
|
|
13
|
|
• Контроль качества продольных сварных швов,
кольцевых угловых швов тройника должен производиться визуальным и
измерительным контролем, проверкой продольных сварных швов ультразвуковым,
кольцевых угловых швов двумя методами в объеме 100 % каждый.
• Методы неразрушающего контроля качества
сварных соединений должны соответствовать разделу 8, нормы оценки качества
сварных соединений должны соответствовать приложению Ж СТО Газпром
«Инструкция по технологии производства работ на газопроводах врезкой под
давлением».
|
Шаблон УШС-3, линейка, рулетка,
штангенциркуль, лупа, краска, кисточка, приборы УЗК, РК, МК и ЦД
|
|
Не оговоренные в данной технологической
карте операции должны выполняться в соответствии с требованиями СТО Газпром
«Инструкция по технологии производства работ на газопроводах врезкой под
давлением»
|
|
Карта утверждена: _______________
_______________ _______________ Дата: «__» ________ 200_ г.
должность подпись Ф.И.О.
Карта разработана: _______________
_______________ _______________ Дата: «__» ________ 200_ г.
должность подпись Ф.И.О.
|
Г.5 Форма протокола допускных испытаний
|
УТВЕРЖДАЮ:
________________________
________________________
(подпись)
«___» ____________ 200_ г.
(м.п.)
ПРОТОКОЛ ДОПУСКНЫХ ИСПЫТАНИЙ
№ ________ от _________
Объект
_________________________________________________________________________
|
1 Общие сведения о сварщике
(операторе)
|
|
|
|
|
1.1 Фамилия, имя,
отчество
|
|
|
|
|
1.2 Год рождения
|
|
|
|
|
1.3 Стаж работы по
сварке
|
|
|
|
|
1.4 Квалификационный
разряд по ОК
|
|
|
|
|
1.5 Клеймо
|
|
|
|
|
1.6 Номер
аттестационного удостоверения, срок действия
|
|
|
|
|
2 Данные о сварке
(наплавке) КСС
|
|
|
|
|
2.1 Вид (способ) сварки
|
|
|
|
|
2.2 Шифр нормативной
документации по сварке, технологической карты аттестованной технологии
сварки
|
|
|
|
|
2.3 Клеймо КСС
|
|
|
|
|
2.4 Группа и марка
свариваемого материала
|
|
|
|
|
2.5 Вид свариваемых
деталей
|
|
|
|
|
2.6 Тип шва
|
|
|
|
|
2.7 Слой шва
|
|
|
|
|
2.8 Диаметр, мм
|
|
|
|
|
2.9 Толщина, мм
|
|
|
|
|
2.10 Тип и вид
соединения
|
|
|
|
|
2.11 Положение при
сварке
|
|
|
|
|
2.12 Вид покрытия и
марка электродов
|
|
|
|
|
2.13 Марка присадочной
сварочной проволоки
|
|
|
|
|
2.14 Марка защитного
газа, флюса и др.
|
|
|
|
|
2.15 Дополнительная информация
о КСС
|
|
|
|
3 Контроль качества КСС
3.1 Нормативный документ по контролю
____________________________________________
3.2 Результаты контроля качества КСС
|
Вид контроля
|
Результат и номер Заключения
|
|
Клеймо КСС
|
|
|
|
|
Визуальный и измерительный
|
|
|
|
|
Радиографический
|
|
|
|
|
Ультразвуковой
|
|
|
|
|
Испытания на статический изгиб
|
|
|
|
Анализ
макрошлифов
|
|
|
|
4 Область распространения КСС
|
Параметры сварки
|
Обозначение условий сварки
|
Область распространения
|
|
Способ сварки
|
|
|
|
Вид деталей
|
|
|
|
Типы швов
|
|
|
|
Слой шва
|
|
|
|
Группа свариваемого материала
|
|
|
|
Сварочные материалы
|
|
|
|
Толщина деталей, мм
|
|
|
|
Наружный диаметр, мм
|
|
|
|
Положения при сварке
|
|
|
|
Вид соединения
|
|
|
Допускной лист № _________________ выдан
______________________
(подпись,
дата)
Представитель отдела главного сварщика______________
____________ _________________
(организация, должность)
(подпись, дата)
(Ф.И.О.)
Представитель службы контроля качества _____________
____________ _________________
(организация, должность)
(подпись, дата) (Ф.И.О.)
Представитель технического надзора _________________
____________ _________________
(организация, должность)
(подпись, дата)
(Ф.И.О.)
Примечания
1 В п. 1.5 указывают личное
клеймо сварщика, присвоенное приказом по организации, в п. 2.3 указывают
клеймо, присвоенное КСС при допускных испытаниях сварщика.
2 В п. 1.4 указывают общий
стаж работы по сварке.
3 В п.п. 2 и 3 вносят сведения
о каждом контрольном сварном соединении, сварку которого выполнял сварщик при
допускных испытаниях по конкретной технологической карте аттестованной
технологии сварки.
4 В п. 2.7 указывают слой шва
(корневой (К), подварочный (П), горячий проход (Гп), заполняющий (Зп),
облицовочный (О), наружный (Н), внутренний (В)), который выполнялся сварщиком
при допускных испытаниях.
5 В п. 2.15 вносят
дополнительные сведения о контрольных сварных соединениях, необходимых для
правильного определения области распространения (например, толщина слоя,
выполненного ручной сваркой при комбинированной сварке и т.п.).
6 В п. 3.1 вносят наименования
методов контроля качества, которые применялись при допускных испытаниях в
соответствии с требованиями нормативных документов и результатов
производственной аттестации технологии сварки.
7 Результаты контроля (п. 3.2)
указывают словами «удовлетворительно» и «неудовлетворительно» с указанием
номера и даты акта, заключения и т.п.
8 Область распространения
определяют в соответствии с требованиями нормативной документации и
технологической карты аттестованной технологии сварки.
9 Если при допускных
испытаниях выполнено несколько контрольных сварных соединений, области
распространения которых не перекрываются, то в графе «Область
распространения» раздельно указывают диапазон параметров области
распространения с учетом выполненных контрольных сварных соединений.
10 Информацию об области
распространения допускается указывать условными обозначениями, принятыми в РД
03-615-03 [1].
11 Протокол оформляют в двух
экземплярах, один из которых хранят в специализированной организации,
выполняющей сварочные работы, другой передают в составе исполнительной
документации.
12 Регистрацию допускного
листа выполняет служба контроля качества.
|
Г.6 Форма допускного листа сварщика
|
УТВЕРЖДАЮ:
_________________________
_________________________
(подпись)
«___» _____________ 200_
г.
(м.п.)
ДОПУСКНОЙ ЛИСТ СВАРЩИКА № _________ от
__________
Объект
_________________________________________________________________________
|
Общие сведения о
сварщике (операторе)
|
|
|
1 Фамилия, имя, отчество
|
|
|
2 Год рождения
|
|
|
4 Стаж работы по сварке
|
|
|
5 Квалификационный
разряд по ОК
|
|
|
6 Клеймо
|
|
|
7 Номер аттестационного
удостоверения, срок действия
|
|
|
8 Номер и дата протокола
допускных испытаний, срок действия
|
|
|
Параметры сварки
|
Область распространения
|
|
Способы сварки
|
|
|
Шифр нормативной документации по сварке,
технологической карты аттестованной технологии сварки
|
|
|
Шифр нормативной документации по контролю
качества КСС допускных испытаний
|
|
|
Характер выполняемых работ
|
|
|
Группы (марки) основного материала
|
|
|
Сварочные материалы
|
|
|
Типы швов
|
|
|
Типы сварных соединений
|
|
|
Виды сварных соединений
|
|
|
Форма разделки кромок
|
|
|
Диапазон диаметров свариваемых деталей,
мм
|
|
|
Диапазон толщин свариваемых деталей
|
|
|
Положения при сварке
|
|
|
Наличие подогрева
|
|
|
Наличие термической обработки
|
|
|
Вид, тип (марка) сварочного оборудования
|
|
Представитель отдела
главного сварщика ______________ _____________ ________________
(организация, должность)
(подпись, дата)
(Ф.И.О.)
Представитель службы
контроля качества _____________ ___________ __________________
(организация, должность)
(подпись, дата)
(Ф.И.О.)
|
Г.7 Способы, параметры и оборудование для
предварительного и сопутствующего подогрева
Г.7.1 Сварные соединения узлов и/или деталей узлов врезки (далее -
узлов врезки) по условиям тепловложения подразделяют на два вида:
- кольцевые
нахлесточные и угловые соединения, свариваемые непосредственно с поверхностью
газопроводов, находящихся под давлением, без прекращения транспорта газа;
- стыковые
продольные соединения (половин разрезных тройников и муфт), свариваемые между
собой на подкладных пластинах, не имеющие непосредственного контакта с
поверхностью газопроводов.
Г.7.2
Последовательность выполнения процедур подогрева, температуру предварительного
и сопутствующего (межслойного) подогрева, периодичность, режимы и параметры
подогрева с применением типов и марок специального оборудования и материалов
для подогрева отражают в операционных технологических картах сборки и сварки
узлов и/или деталей узлов врезки, разработанных по результатам производственных
аттестаций технологий сварки.
Г.7.3 При
выполнении подогрева сварных соединений узлов врезки в газопроводы, находящиеся
под давлением, без прекращения транспорта газа необходимо учитывать следующие
особенности:
-
ограниченность участков узлов врезки, на которых возможна установка
нагревательных устройств и теплоизоляционных материалов;
- необходимость
значительной мощности на ограниченных участках узлов врезки, что требует
применения нагревательных устройств с удельной мощностью порядка 8-9 Вт/см2.
Г.7.4 Способы предварительного и сопутствующего подогрева приведены в
таблице Г.7.1.
Таблица Г.7.1 - Способы
предварительного и сопутствующего подогрева
|
Способ нагрева
|
Схема
|
Условные обозначения
|
|
Индукционный (токами средней частоты, 2500
Гц)
|
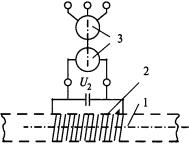
|
U1 - первичное напряжение;
U2 - вторичное напряжение;
1 - труба; 2 - индуктор; 3 -
преобразователь
|
|
Радиационный (электрическим сопротивлением)
|
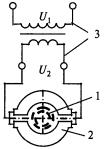
|
U1 - первичное напряжение;
U2 - вторичное напряжение;
1 - труба; 2 - электронагреватель; 3 -
трансформатор
|
|
Электронагреватель комбинированного
действия типа КЭН
|
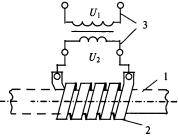
|
U1 - первичное напряжение;
U2 - вторичное напряжение;
1 - труба; 2 - нагреватель комбинированного
действия; 3 - трансформатор
|
При выборе способов и оборудования для
предварительного и сопутствующего (межслойного) подогрева учитывают параметры
технологического режима работы газопровода:
- допустимое рабочее давление (см. 5.3.1);
- скорость потока газа;
- температура газа.
Г.7.5 Для обеспечения необходимой
температуры подогрева рекомендуется поддерживать максимальную скорость потока
продукта: для газопроводов - не более 6,8 м/с, для конденсатопроводов - не
более 1,2 м/с.
Г.7.6 Величину необходимой мощности
нагрева Wcc для подогрева сварных соединений узлов врезки в
газопровод под давлением определяют на этапе производственной аттестации
технологий сварки узлов врезки.
Г.7.7 Мощность нагрева, необходимая для
подогрева соединений узлов врезки, свариваемых непосредственно с поверхностью
газопроводов диаметром 1420 мм, находящихся под давлением, должна быть в
пределах от 180 до 200 кВт.
Г.7.8 Мощность нагрева, необходимая для
подогрева соединений узлов врезок, свариваемых непосредственно с поверхностью
газопроводов диаметром от 325 мм до 1420 мм, приведена в таблице Г.7.2. При
определении необходимой мощности учтено, что толщина стенки узлов врезки в
1,25-1,50 раза превышает толщину стенки газопровода.
Таблица Г.7.2 - Распределение необходимой мощности
нагрева
|
Диаметр
газопровода Dг, мм
|
Необходимая
мощность Wcc, кВт
|
Распределение
мощности Wcc,
кВт
|
|
на
стенке газопровода Wт, кВт
|
на узлах врезки Wд, кВт
|
|
От
1020 до 1420 включ.
|
180-200
|
135-150
|
45-50
|
|
От
720 до 820 включ.
|
140-160
|
105-120
|
35-40
|
|
От
426 до 530 включ.
|
100-120
|
75-90
|
25-30
|
|
От
325 до 377 включ.
|
80-90
|
60-68
|
20-22
|
Г.7.9 Распределение необходимой мощности нагрева,
приведенное в таблице Г.7.2, определяется условиями:
Wт ³ (0,67 - 0,75) ´Wсс; (Г.1)
Wд £ (0,33 - 0,25) ´ Wcc, (Г.2)
где Wcc - мощность, необходимая для
нагрева сварного соединения, кВт;
Wт - мощность, необходимая для нагрева стенки газопровода,
кВт;
wд
- мощность, необходимая для нагрева
стенок узлов врезки, кВт.
Величины Wт и Wд
определяют в зависимости от параметров
технологического режима работы газопровода (допустимое рабочее давление,
скорость потока газа, температура газа), их значения уточняют при
производственной аттестации технологий сварки и непосредственно при
производстве работ.
Г.7.10 Для выполнения предварительного и
сопутствующего подогрева сварных соединений узлов врезки на газопроводах под
давлением применяют следующее оборудование:
- установки индукционного нагрева токами
средней частоты (2500 Гц) типа «Интерм» (ООО «НПП «Курай», Россия) мощностью от
63 до 250 кВт со статическими преобразователями серии ППЧ, индукторами из
оголенного медного провода типов М, МГ (ОАО «Москабель», Россия) или
водоохлаждаемыми индукторами типа ВГИК (ООО «НПП «Унитех», Россия). В трассовых
условиях установки с водоохлаждаемыми индукторами применяются при условии их
дополнительной комплектации системой охлаждения: в летнее время - водой, в
зимнее - тосолом;
- установки индукционного нагрева токами
средней частоты (2500 Гц) типа УТИ-250/2,4 (ООО «НПП «Унитех», Россия)
мощностью до 250 кВт со статическим преобразователем серии ППЧ, индукторами из
оголенного медного провода типов М, МГ (ОАО «Москабель», Россия) или
водоохлаждаемыми индукторами типа ВГИК (ООО «НПП «Унитех», Россия). В трассовых
условиях установки с водоохлаждаемыми индукторами применяются при условии их
дополнительной комплектации системой охлаждения: в летнее время - водой, в
зимнее - тосолом;
- установки индукционного нагрева токами
средней частоты (2500 Гц) типа УИТ (ООО «НПП «Элтерм», Россия) мощностью от 50
до 200 кВт со статическими преобразователями и индукторами из оголенного
медного провода типов М, МГ (ОАО «Москабель», Россия). В трассовых условиях
установки применяются без их дополнительной комплектации системой охлаждения;
- установки для нагрева типа ST (фирма Sokol-Therm, Германия) мощностью от 50 до 198 кВт с
использованием электронагревателей сопротивления типа нагревательных матов
стандартной и повышенной мощности, имеющие от 6 до 24 автономных каналов
нагрева с программными устройствами;
- установки для нагрева типа «Термо» (ООО
«РСП «Алексий», Россия) мощностью до 300 кВт с использованием
электронагревателей комбинированного действия типа КЭН (ООО «Нагрев», Россия),
имеющие до 6 автономных каналов нагрева с программными устройствами.
Г.7.11 Перечень оборудования, приведенный
в Г.7.10, может дополняться в соответствии с процедурой и требованиями СТО
Газпром 2-3.5-046.
Г.7.12 Подогрев кольцевых нахлесточных
сварных соединений индукционным способом
Г.7.12.1 Установки индукционного нагрева
токами средней частоты 2500 Гц, предназначенные для предварительного и
сопутствующего подогрева кольцевых нахлесточных сварных соединений узлов врезки
на газопроводах под давлением, должны обеспечивать:
- контроль температуры в зоне сварки в
4-х точках по периметру газопровода с использованием термопар и записью
температуры на диаграмме автоматического регистрирующего потенциометра;
- автоматическое отключение установки при
превышении допустимой температуры нагрева (см. 7.1.5)
в месте установки термопар под индуктором.
Г.7.12.2 При индукционном способе нагрева
токами средней частоты 2500 Гц используют схему нагрева от одной индукционной
установки по одной цепи с размещением на кольцевом нахлесточном сварном
соединении одного индуктора, состоящего из двух секций с перемычкой между
секциями, приведенную на рисунке Г.7.1, с параметрами, приведенными в таблице Г.7.3.
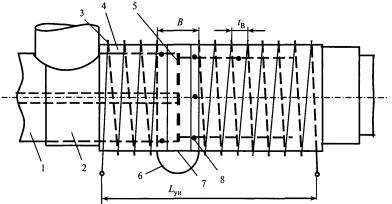
1 - разрезной тройник; 2 - теплоизоляция
трубы; 3 - гибкий индуктор; 4 - теплоизоляция зоны установки индуктора; 5 -
сварное соединение; 6 - перемычка между двумя половинами индуктора; 7 - съемный
теплоизоляционный мат; 8 - термопары; Lуи - установочная длина индуктора; В
- расстояние между двумя секциями индуктора (В = 80¸100 мм); tв - шаг витков индуктора
Рисунок Г.7.1 - Схема установки гибкого
индуктора из оголенного медного провода на кольцевое нахлесточное сварное
соединение для подогрева