МИНИСТЕРСТВО АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ ССР
ОБЩЕСОЮЗНЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ПРЕДПРИЯТИЙ МАШИНОСТРОЕНИЯ,
ПРИБОРОСТРОЕНИЯ И МЕТАЛЛООБРАБОТКИ
ЦЕХИ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ МЕТАЛЛА
ОНТП 04-86
Минавтопром
УТВЕРЖДЕНЫ МИНАВТОПРОМОМ
Протокол № 1 от 11 февраля 1986 г.
по согласованию с Госстроем СССР
и ГКНТ СССР письмо № 45-1006
от 3 декабря 1985 г.
Москва - 1986
Настоящие
«Общесоюзные нормы технологического проектирования предприятий машиностроения,
приборостроения и металлообработки. Цехи холодной листовой штамповки металла» ![]() являются пересмотром
действующих норм
являются пересмотром
действующих норм ![]() .
.
Нормы выполнены головной организацией Гипроавтопром Минавтопрома совместно с институтами-соисполнителями: ГипроНИИэлектро Минэлектротехпрома, Гипротракторосельхозмаш Минтракторосельхозмаша, ЛГПИ Минпромсвязи.
Пересмотр норм выполнен на основании:
Постановления Совета Министров СССР от 28.01.85 № 96 «О дальнейшем совершенствовании проектно-сметного дела и повышении роли экспертизы и авторского надзора в строительстве»;
Постановления ЦК КПСС и Совета Министров СССР от 07.08.85 № 773 «О мерах по коренному повышению технического уровня, качества машиностроительной продукции и развитию машиностроения как основы научно-технического прогресса в XII пятилетке и в перспективе до 2000 года»;
основных направлений по пересмотру норм технологического проектирования цехов и предприятий машиностроения, приборостроения и металлообработки Госстроя СССР (письмо № 20/8-31 от 01.03.85).
При пересмотре норм учтены новейшие достижения науки и техники, передовой опыт проектирования, строительства и эксплуатации предприятий, прогрессивные технологические процессы и оборудование.
С
введением в действие настоящих норм утрачивают силу «Общесоюзные нормы технологического
проектирования предприятий машиностроения, приборостроения и металлообработки.
Цехи холодной листовой штамповки металла» ![]() .
.
Директор института В.А. Устинов
Главный инженер института Е.В. Любимов
Начальник технического отдела В.И. Титов
Руководитель разработки Ю.А. Пчелкин
Замечания и предложения направлять по адресу:
125299, г. Москва, улица Космонавта Волкова, 18.
|
Министерство автомобильной промышленности СССР (Минавтопром) |
Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Цехи холодной листовой штамповки металла |
|
|
Взамен |
1. ОБЩАЯ ЧАСТЬ
1.1. Основные положения
Нормы должны применяться при разработке технологических решений проектов строительства новых, реконструкции, расширения и технического перевооружения действующих цехов (участков) холодной листовой штамповки металла предприятий машиностроения, приборостроения и металлообработки.
Нормами определяются основные параметры цехов (участков) - количество оборудования, численность работающих и объемно-планировочные решения.
При разработке проектов должны учитываться последние достижения науки и техники, предусматриваться прогрессивные технологические процессы, новейшее высокопроизводительное оборудование, эффективные средства механизации и автоматизации производственных процессов, прогрессивные формы управления ими, в том числе применение АСУП и АСУТН, научная организация труда, региональное использование площадей, материальных ресурсов, исключение или технически возможное снижение загрязнения окружающей среды.
При разработке новых прогрессивных решений и технологических процессов, применении нового прогрессивного оборудования, реконструкции и техническом перевооружении производства, учитывая конкретные условия при наличии технико-экономических обоснований и разрешения вышестоящей инстанции, которой подчиняется проектная организация, допускаются отступления от данных норм.
Кроме настоящих норм при проектировании следует руководствоваться также действующими нормами, инструкциями и правилами проектирования.
|
Внесены Гипроавтопромом |
Утверждены Минавтопромом протокол № 1 от 11.02.86 г. |
Срок введения в действие 01.07.86 |
1.2. Фонды времени работы оборудования, рабочих и рабочих мест
Эффективные годовые фонды времени работы оборудования, рабочих и рабочих мест принимать по ОНТП «Фонды времени работы оборудования и рабочих».
Цехи холодной листовой штамповки металла следует проектировать на двухсменный режим работы, кроме уникального оборудования, автоматических линий и РТК, которые следует проектировать на трехсменный режим работы.
Продолжительность рабочей недели - 41 ч
Количество рабочих дней в году - 253
2. НОРМЫ ДЛЯ РАСЧЕТА КОЛИЧЕСТВА ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ
2.1. Методика расчета
Расчетное количество производственного оборудования Nр должно быть определено по формуле (1):
 , (1)
, (1)
где Тр - расчетная станкоемкость по каждой группе оборудования (определяется по маршрутным ведомостям или картам технологических процессов), ст. ч;
Тп - продолжительность наладки каждой группы оборудования в рабочие смены (определяется по табл. 6 - 9), ч;
Кисп.ср. - средний коэффициент использования оборудования по группе (принимать по табл. 10);
Фэ - эффективный годовой фонд времени работы оборудования (принимать по соответствующим нормам), ч.
Принятое количество оборудования следует определять округлением расчетного до ближайшего целого числа.
Средний коэффициент использования оборудования следует определять делением расчетного количества на принятое.
Пример расчета количества и загрузки оборудования представлен в приложении 1.
Классификации листовых деталей по размерам приведена в табл. 1.
Таблица 1
|
Толщина исходного материала, мм |
Ориентировочная площадь детали в плане, м2 |
Ориентировочная масса детали, кг |
|
|
Крупные и особо крупные |
|||
|
Тонколистовые |
менее 4 |
2,5 - 8,0 |
4,0 - 30,0 |
|
Толстолистовые |
более 4 |
2,5 - 10,0 |
4,0 - 200,0 |
|
Средние |
|||
|
Тонколистовые |
менее 4 |
до 0,6 |
0,3 - 3,5 |
|
Толстолистовые |
более 4 |
до 0,6 |
0,3 - 5,0 |
|
Мелкие и особо мелкие |
|||
|
Тонколистовые |
менее 4 |
до 0,2 |
до 1,5 |
|
Толстолистовые |
более 4 |
до 0,2 |
до 1,5 |
Примечание. Ориентировочная масса дана для стальных деталей.
Классификация цехов холодной листовой штамповки металла (по типу производства) приведена в табл. 2.
Таблица 2
|
Тип производства |
|||||
|
массовое |
крупносерийное |
среднесерийное |
мелкосерийное |
единичное |
|
|
Характер производства |
поточное, непрерывное |
поточное, крупными партиями |
поточное, средними партиями |
групповая штамповка |
|
|
|
|
||||
|
Типы оборудования |
автоматические и поточно-механизированные линии, специальные штамповочные автоматы |
переналаживаемые автоматические и поточно-механизированные линии, штамповочные автоматы |
поточные линии, универсальные прессы, полуавтоматы |
универсальное оборудование |
мелкие и средние универсальные прессы, обтяжные и листогибочные прессы, вальцы, вибрационные и роликовые ножницы и т.п. |
|
|
робототехнические комплексы (РТК) |
гибкие производственные системы (ГПС) или их элементы, гибкие производственные модули ГПМ, гибкие производственные комплексы ГПК, линии ГПЛ, гибкие автоматизированные производства (ГАН) |
|||
Примечание. В зависимости от числа закрепленных за прессом детале-операций производство делится на: массовое - до 5, крупносерийное - до 20, среднесерийное - до 50, мелкосерийное - свыше 50 (везде включительно), единичное - неограниченно.
Разбивка прессов по группам приведена в табл. 3.
Таблица 3
|
Прессы усилием, кН |
|||||||
|
механические |
автоматы листоштамповочные |
винтовые |
гидравлические |
||||
|
однокривошипные |
двух-, четырехкривошипные |
одностоечные |
рамные простого действия |
колонные |
|||
|
Особо мелкие |
до 250 |
- |
до 1600 |
- |
до 250 |
- |
- |
|
Мелкие |
400 - 1600 |
- |
2500 - 8000 |
400 - 1600 |
400 - 1600 |
- |
- |
|
Средние |
2000 - 6300 |
1000 - 2500 |
10000 - 20000 |
2000 - 6300 |
2000 - 6300 |
2500 - 6300 |
- |
|
Крупные |
8000 - 16000 |
3150 - 6300 |
20000 - 40000 |
до 10000 |
- |
- |
до 16000 |
|
Особо крупные |
св. 20000 |
8000 - 20000 |
- |
- |
- |
- |
до 25000 |
|
Специальные |
- |
св. 25000 |
св. 40000 |
- |
- |
- |
св. 25000 |
Примечание. Прессы двойного действия относить к каждой конкретной группе по усилию вытяжного ползуна.
Нормы величин партий штампуемых деталей представлены в табл. 4.
Таблица 4
|
Отношение суточной производительности линии или пресса к суточному потреблению деталей |
Усредненная величина партии, рабоч. день |
|
3 |
10 |
|
6 |
15 |
|
12 |
25 |
|
24 |
35 |
|
48 |
50 |
Нормы времени на наладку автоматических линий холодной листовой штамповки металла (замена штампов, регулирование, пробная штамповка, контроль, замена и наладка средств автоматизации и механизации) представлены в табл. 5.
Таблица 5
|
Средняя продолжительность наладки (ч) при количестве прессов в линии, ед. |
||||||||||
|
2 |
3 |
4 |
5 - 7 |
|||||||
|
Количество наладчиков, чел. |
||||||||||
|
4 |
6 |
2 |
4 |
6 |
2 |
4 |
6 |
4 |
6 |
|
|
Специальная |
7 |
5 |
- |
8 |
6 |
- |
- |
- |
- |
- |
|
Крупной штамповки |
- |
- |
- |
- |
- |
- |
5,0 |
4 |
8 |
6 |
|
Средней штамповки |
- |
- |
- |
3 |
2 |
8,0 |
4,5 |
3 |
6 |
4 |
|
Мелкой штамповки |
- |
- |
2 |
1 |
- |
2,6 |
1,3 |
- |
- |
- |
Примечания: 1. Время наладки учитывает оснащение линий механизмами и устройствами для быстрой смены оснастки.
2. Время на наладку в рабочие смены принимать по табл. 7.
3. Количество наладчиков по одному и тому же виду оборудования определять исходя из условия оптимальной загрузки оборудования в соответствии с данными табл. 10.
Нормы времени на наладку поточно-механизированных линий холодной листовой штамповки металла (замена штампов, регулирование, пробная штамповка, контроль, замена и наладка средств механизации и автоматизации) представлены в табл. 6.
Таблица 6
|
Средняя продолжительность наладки (ч) при количестве прессов в линии, ед. |
|||||||||
|
2 |
3 |
4 |
5 - 7 |
||||||
|
Количество наладчиков, чел. |
|||||||||
|
2 |
4 - 5 |
2 |
4 - 5 |
2 |
4 |
6 |
4 |
6 |
|
|
Специальная |
- |
5 |
- |
4,0 |
- |
- |
- |
- |
- |
|
Крупной штамповки |
- |
- |
- |
- |
- |
2,5 |
2 |
3 |
2,5 |
|
Средней штамповки |
- |
- |
1,5 |
0,8 |
- |
1,0 |
- |
2 |
1,5 |
|
Мелкой штамповки |
0,4 |
- |
0,6 |
- |
0,3 |
0,4 |
- |
- |
- |
Примечания: Для линий, прессы в которых не оснащены механизмами для быстрой смены штампов, время наладки следует увеличивать на 20 - 25 %.
2. Время на наладку в рабочие смены принимать по табл. 7.
3. См. примечание 3 к табл. 5.
Нормы времени на наладку линий холодной листовой штамповки при укрупненных расчетах от эффективного годового фонда времени работы оборудования (%) представлены в табл. 7.
Таблица 7
|
Количество наименований деталей, закрепленных за линией, шт. |
Время на наладку, осуществляемую в рабочие смены, от общего времени на наладку, % |
||
|
до 10 |
более 10 |
||
|
Автоматическая: |
|
|
|
|
специальная |
25 |
- |
30 |
|
крупной штамповки |
18 - 20 |
- |
30 |
|
средней " |
10 |
15 |
30 |
|
мелкой " |
5 |
7 |
30 |
|
Поточно-механизированная: |
|
|
|
|
специальная |
20 |
- |
30 |
|
крупной штамповки |
5 - 6 |
7 - 8 |
50 |
|
средней " |
5 |
7 |
50 |
|
мелкой " |
3 |
5 |
70 |
Примечание. Для линий, прессы в которых не оснащены механизмами для быстрой смены штампов, время наладки следует увеличить на 20 %.
Нормы времени на наладку заготовительного оборудования, прессов, автоматов и отдельных прессов (замена инструмента, замена и наладка средств механизации и автоматизации, регулирование, пробная штамповка и контроль) представлены в табл. 8.
Таблица 8
|
Средняя продолжительность наладки (ч) при количестве наладчиков, чел. |
|||
|
1 |
2 |
4 |
|
|
Автоматическая линия: |
|
|
|
|
вырубки заготовок из широкого рулона |
- |
2,0 |
1 |
|
резки прямоугольных и трапециевидных заготовок |
- |
1,5 |
- |
|
Ножницы листовые (для листа до 4×2000 мм) |
0,2 |
0,1 |
- |
|
То же (для листа св. 4×2000 мм) |
0,5 |
0,3 |
- |
|
То же, с автоподачей листа |
1,0 |
0,5 |
- |
|
Ножницы многодисковые |
- |
1,0 |
- |
|
Прессы особо мелкие и мелкие |
0,5 |
- |
- |
|
То же, средние |
0,8 |
0,5 |
- |
|
" крупные |
- |
1,5 |
- |
|
" специальные |
- |
3,0 |
- |
|
Прессы вырубные |
2,0 |
1,0 |
- |
|
Прессы особо мелкие и мелкие с автоподачей |
1,0 |
0,6 |
- |
|
То же, средние |
1,2 |
0,7 |
- |
|
Пресс листогибочный |
- |
0,1 |
- |
|
То же, с программным управлением |
- |
0,2 - 0,5 |
- |
|
Машина листогибочная трех-четырехвалковая |
0,8 - 1,6 |
0,4 - 0,8 |
- |
|
Ножницы вибрационные и роликовые |
0,1 - 0,3 |
- |
- |
|
Пресс дыропробивной |
0,5 |
- |
- |
|
То же, с программным управлением |
- |
0,5 - 1,0 |
- |
Примечание. Меньшие значения принимать для более мелкого оборудования, в основном в приборостроении.
Нормы времени на наладку заготовительного оборудования, прессов-автоматов и отдельных прессов при укрупненных расчетах от эффективного годового фонда времени работы оборудования (%) представлены в табл. 9.
Таблица 9
|
Количество наименований деталей, закрепленных за единицей оборудования, шт. |
Время на наладку, осуществляемую в рабочие смены, от общего времени на наладку, % |
||
|
до 10 |
более 10 |
||
|
Автоматическая линия: |
|
|
|
|
вырубки заготовок из широкого рулона |
5 |
10 |
30 |
|
резки заготовок |
5 |
10 |
30 |
|
Ножницы листовые |
- |
5 |
90 |
|
То же, с автоподачей листа |
- |
7 |
80 |
|
Ножницы многодисковые |
- |
10 |
60 |
|
Прессы вырубные |
5 |
10 |
60 |
|
Прессы особо мелкие и мелкие |
4 |
8 |
95 |
|
То же, средние |
5 |
10 |
30 - 90 |
|
" крупные |
15 |
20 |
20 - 100 |
|
" специальные |
20 |
30 |
20 - 80 |
|
Прессы особо мелкие и мелкие с автоподачей |
5 |
10 |
85 |
|
То же, средние |
8 |
12 |
30 - 85 |
|
" крупные |
18 |
23 |
20 - 75 |
|
" специальные |
25 |
35 |
20 - 70 |
|
Прессы-автоматы особо мелкие и мелкие |
5 |
10 |
80 |
|
То же, средние |
15 |
20 |
20 |
|
" крупные |
20 |
25 |
20 |
|
" специальные |
- |
20 - 25 |
20 |
|
Пресс листогибочный |
- |
5 |
90 |
|
То же, с программным управлением |
- |
9 |
80 |
|
Машина листогибочная трех-четырехвалковая |
- |
12 |
90 |
|
Ножницы вибрационные и роликовые |
- |
7 |
90 |
|
Пресс дыропробивной |
- |
4 |
90 |
|
То же, с программным управлением |
- |
10 |
80 |
Коэффициенты использования оборудования приведены в табл. 10.
Таблица 10
|
Средний коэффициент использования оборудования по группе, Кисп.ср. |
|
|
Линии автоматические |
0,86 |
|
Линии поточно-механизированные |
0,82 |
|
Прессы-автоматы |
0,85 |
|
Прессы универсальные с автоподачей |
0,88 |
|
Прессы особо мелкие и мелкие |
0,90 |
|
То же, средние |
0,83 |
|
" крупные |
0,82 |
|
" специальные |
0,79 |
|
Прочее прессовое оборудование |
0,80 |
|
Заготовительное оборудование |
0,89 |
Примечание: В условиях средне- и мелкосерийного производства, когда оборудование принимается в необходимом комплекте, Кисп.ср. может быть ниже указанного в табл. 10.
3. НОРМЫ И ПОКАЗАТЕЛИ ДЛЯ РАСЧЕТА РАБОТАЮЩИХ
Работающие в цехах холодной листовой штамповки делятся на категории:
1. Рабочие, в том числе:
1.1. Основные рабочие, непосредственно занятые выполнением технологических операций, в том числе наладчики и установщики штампов на автоматических линиях и РТК.
1.2. Вспомогательные рабочие, в том числе:
1.2.1. Рабочие, непосредственно связанные с производством, - наладчик и установщики штампов (кроме указанных в категории 1.1), распределители работ, кладовщики ИТК.
1.2.2. Рабочие вспомогательного производства (служба ремонта оборудования и оснастки).
1.2.3. Рабочие транспортные и складские.
1.2.4. Рабочие прочие (на машинах для уборки производственных помещений, уборщики отходов основного и вспомогательного производств).
2. Инженерно-технические работники (ИТР), работающие как непосредственно в цехе, так и в его технологических, планово-диспетчерских бюро, лабораториях и эксплуатационных службах.
3. Счетно-конторский персонал (служащие) - работники бухгалтерии, конторские работники технологических и планово-диспетчерских бюро и складов, табельщики.
4. Младший обслуживающий персонал (МОП) - уборщики конторских помещений, курьеры и т.д.
5. Рабочие-контролеры основного производства (штат ОТК).
Методика определения численности основных рабочих
Количество основных рабочих Ко.р. следует определять по формуле (2):
 , (2)
, (2)
где Мi - годовое количество детале-операций, закрепленное за каждым типоразмером оборудования (линией);
Zo - средняя часовая производительность оборудования (принимается по отраслевым нормам производительности), детале-операция;
g - плотность бригады, чел. (по табл. 12, 13, 14);
Фр - эффективный годовой фонд времени рабочего, ч;
Ni - годовая станкоемкость без наладки, ст. ч;
Т - технологическая трудоемкость годовой программы, чел. ч.
Пример расчета технологической трудоемкости годовой программы приведен в приложении 1.
Методика определения численности вспомогательных рабочих (категория 1.2) представлена в табл. 11.
Таблица 11
|
Определение численности рабочих |
|
|
Рабочие категории 1.2.1. |
|
|
Наладчики и установщики штампов |
По трудоемкости наладок |
|
Распределители работ |
Принимать по 1 человеку в смену на 30 - 50 единиц оборудования |
|
Кладовщики ИРК |
Принимать но одному человеку на 100 - 120 основных рабочих |
|
Рабочие категории 1.2.2. |
|
|
Рабочие рембаз механика, энергетика, мастерских ремонта оснастки |
Определяются по нормам технологического проектирования ремонтных и инструментальных цехов машиностроительных, приборостроительных и металлообрабатывающих предприятий |
|
Рабочие категории 1.2.3. |
|
|
Транспортные рабочие: |
|
|
крановщики |
Принимать по одному человеку в смену на один кран |
|
стропальщики |
То же |
|
водители колесного транспорта |
Принимать по одному человеку в смену на каждое колесное средство |
|
Рабочие на складах: |
|
|
рабочие на складах металла и материалов |
Принимать по одному человеку в смену на 50 тыс. т. материалов в год |
|
распаковщики материалов |
Принимать по одному человеку в смену на 10 тыс. т. материалов в год |
|
учетчики заготовок |
Принимать по одному человеку в смену на 15 тыс. т. заготовок в год |
|
учетчики готовой продукции |
Принимать по одному человеку в смену на 20 тыс. т. готовой продукции в год |
|
кладовщики основного производства |
Принимать по одному человеку на 100 - 120 основных рабочих |
|
Рабочие категории 1.2.4. |
|
|
Уборщики производственных помещений (механизированная уборка) |
Принимать по одному человеку в смену на 4500 - 5000 м2 общей площади цехах) |
|
Машинисты пакетировочных прессов |
Принимать по одному человеку в смену на один пресс |
|
Рабочие по обслуживанию транспортеров систем уборки листовых отходов |
Принимать по одному человеку в смену на 340 - 400 м длины транспортера |
Примечания: 1. Количество вспомогательных рабочих, определенное расчетом, не может быть выше количества их, определенного в процентном отношении от основных рабочих, как это указано в табл. 15.
2. х) Для цехов, общей площадью свыше 10 тыс. м2 (кроме расположенных в отдельно стоящих корпусах).
Количество рабочих-контролеров (категория 5) принимать из расчета: один человек на 20 - 30 основных рабочих.
Нормы плотности бригад при работе на линиях холодной листовой штамповки металла приведены в табл. 12.
Таблица 12
|
Количество основных рабочих (чел.), обслуживающих линию, при количестве прессов, ед. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 - 7 |
|
|
Автоматическая: |
|
|
|
|
|
|
|
резки или вырубки заготовок из широкого рулона |
2 - 3 |
- |
- |
- |
- |
- |
|
специальная |
- |
5 - 7 |
6 - 8 |
- |
- |
- |
|
крупной штамповки |
- |
- |
- |
2 |
2 - 3 |
3 - 4 |
|
средней " |
- |
2 |
2 |
2 |
2 - 3 |
3 - 4 |
|
мелкой " |
- |
1 |
1 - 2 |
1 - 2 |
2 - 3 |
- |
|
Поточно-механизированная: |
|
|
|
|
|
|
|
специальная |
- |
6 - 8 |
10 - 12 |
- |
- |
- |
|
крупной штамповки |
- |
- |
6 - 8 |
8 - 10 |
10 - 12 |
12 - 14 |
|
средней " |
- |
- |
3 - 4 |
4 - 5 |
5 - 6 |
6 - 7 |
|
мелкой " |
- |
2 |
3 |
4 |
5 |
- |
Нормы плотности бригад при работе на ГПМ приведены в табл. 13.
Таблица 13
|
Количество операторов, обслуживающих один ГПМ, чел. |
|
|
Лист |
0,08 |
|
Полоса |
0,06 |
|
Лента |
0,25 |
|
Заготовка штучная |
0,10 |
Примечание. Данные таблицы относятся к прессовому оборудованию усилием до 1000 кН.
Нормы плотности бригад при работе на холоднолистоштамповочном оборудовании приведены в табл. 14.
Таблица 14
|
Количество основных рабочих на единицу оборудования, чел. |
|||
|
ручная подача и съем |
ручная подача и механизированный съем |
механизированная подача и съем |
|
|
Ножницы листовые |
2 - 3 |
1 - 2 |
- |
|
То же, с автоподачей материала |
- |
- |
1 |
|
Ножницы многодисковые |
2 - 3 |
1 - 2 |
1 |
|
Прессы вырубные |
1 - 3 |
1 - 2 |
1 |
|
Прессы мелкие и особо мелкие |
1 |
1 |
- |
|
То же, средние |
1 - 3 |
1 - 2 |
- |
|
" крупные |
1 - 4 |
1 - 3 |
- |
|
Прессы специальные |
1 - 4 |
1 - 3 |
- |
|
Прессы особо мелкие и мелкие с автоподачей |
- |
- |
0,3 - 1,0 |
|
То же, средние |
- |
- |
1,0 |
|
" крупные |
- |
- |
1,0 - 2,0 |
|
" специальные |
- |
- |
1,0 - 2,0 |
|
Прессы-автоматы особо мелкие и мелкие |
- |
- |
0,3 - 1,0 |
|
То же, средние |
- |
- |
0,5 - 1,0 |
|
" крупные |
- |
- |
1,0 |
|
" специальные |
- |
- |
1,0 - 2,0 |
|
Пресс листогибочный |
1 - 3 |
1 - 2 |
- |
|
То же, с программным управлением |
- |
- |
1,0 |
|
Машина листогибочная трех-четырехвалковая |
1 - 3 |
- |
1,0 - 2,0 |
|
Ножницы вибрационные и роликовые |
1 - 2 |
- |
- |
|
Пресс дыропробивной |
1 |
- |
- |
|
То же, с программным управлением |
- |
- |
1,0 |
Примечание. Большие значения плотности принимать для более габаритных и тяжелых деталей.
Нормы соотношения между группами работающих (для укрупненных расчетов) (%) приведены в табл. 15.
Таблица 15
|
Тип производства |
||||||||
|
единичное и мелкосерийное |
среднесерийное |
|||||||
|
крупная штамповка |
средняя штамповка |
мелкая и особо мелкая штамповка |
комплексный цех |
крупная штамповка |
средняя штамповка |
мелкая и особо мелкая штамповка |
комплексный цех |
|
|
Вспомогательные рабочие от основных |
59,0 |
45,0 |
24,0 |
55,0 |
66,0 |
57,0 |
30,0 |
67,0 |
|
ИТР от числа рабочих |
8,0 |
7,0 |
6,0 |
7,0 |
9,0 |
8,0 |
7,0 |
8,0 |
|
Служащие от числа рабочих |
2,5 |
2,0 |
1,5 |
2,0 |
2,0 |
2,0 |
1,0 |
2,0 |
|
МОП от числа рабочих |
2,0 |
1,9 |
1,7 |
1,9 |
1,5 |
1,4 |
1,2 |
1,4 |
|
ИТР ОТК от числа рабочих |
2,0 |
1,8 |
1,6 |
1,8 |
1,0 |
0,9 |
0,7 |
0,9 |
|
Рабочие-контролеры от числа основных |
6,0 |
5,0 |
4,0 |
5,0 |
4,0 |
3,5 |
3,0 |
3,5 |
|
Вспомогательные рабочие от основных |
86 |
72,0 |
40,0 |
77,0 |
97,0 |
92,0 |
53,0 |
92,0 |
|
ИТР от числа рабочих |
10 |
10,0 |
9,0 |
10,0 |
11,0 |
10,0 |
9,0 |
10,0 |
|
Служащие от числа рабочих |
2 |
2,0 |
1,0 |
2,0 |
1,5 |
1,5 |
1,0 |
1,5 |
|
МОП от числа рабочих |
1 |
0,8 |
0,7 |
0,8 |
1,0 |
0,7 |
0,6 |
0,7 |
|
ИТР ОТК от числа рабочих |
1 |
0,8 |
0,6 |
0,8 |
0,8 |
0,6 |
0,5 |
0,6 |
|
Рабочие-контролеры от числа основных |
4 |
3,5 |
3,0 |
3,5 |
3,5 |
3,0 |
2,5 |
3,0 |
Примечания: 1. Количество вспомогательных рабочих приводится с учетом рабочих категории 1.2.2.
2. При организации корпусных централизованных ремонтных служб количество вспомогательных рабочих в цехах комплексных, крупной и средней штамповки следует принимать на 30 - 40 % меньше указанных в табл. 15.
3. Склады металла и готовых деталей, ремонтные службы в состав цехов особо мелкой и мелкой штамповки, как правило, не включаются.
Нормы для определения количества работающих в наибольшую смену (%) приведены в табл. 16.
Таблица 16
|
Тип производства |
||||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
|
|
Основные рабочие от общего количества |
60 |
50 |
50 |
50 |
|
Вспомогательные рабочие от общего количества |
60 |
55 |
55 |
50 |
|
ИТР от общего количества |
75 |
70 |
70 |
70 |
|
Служащие от общего количества |
75 |
70 |
70 |
70 |
|
ИТР в конторско-бытовых помещениях от количества ИТР |
60 |
60 |
60 |
60 |
|
Служащие в конторско-бытовых помещениях от количества служащих |
100 |
100 |
100 |
100 |
|
ИТР в цехе (в наибольшую смену) от количества ИТР |
40 |
40 |
40 |
40 |
При укрупненных расчётах количество женщин принимать от общего числа рабочих цеха, %:
для крупной штамповки 20 - 30;
" средней 40 - 50;
" мелкой 60 - 70.
Соотношение между категориями вспомогательных рабочих (для укрупненных расчетов) приведено в табл. 17.
Таблица 17
|
Отношение к общему числу вспомогательных рабочих, % |
|
|
1.2.1. |
27 |
|
1.2.2. |
48 |
|
1.2.3. |
23 |
|
1.2.4. |
2 |
Распределение профессий работающих по группам санитарной характеристики производственных процессов принимать в соответствии с «Общесоюзным классификатором».
4. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ЗДАНИЮ ЦЕХА, ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ
4.1. Методика определения площади цеха
Общая площадь цеха подразделяется на производственную и вспомогательную.
К производственной относится площадь, занимаемая производственным оборудованием, средствами автоматизации и механизации, производственным инвентарем, проездами и проходами между оборудованием и элементами здания, рабочими и складочными местами у оборудования, комнатами мастеров на производственных участках.
К вспомогательной относится площадь, занимаемая складами металла, заготовок, штампованных деталей, штампов, средств автоматизации и механизации, железнодорожными вводами, лабораториями, ремонтными службами, кладовыми, комнатами ОТК и др.
4.1.1. Методика определения общей площади цеха при разработке ТЭО (ТЭР)
Производственная площадь цеха определяется по табл. 19, вспомогательная - по табл. 18.
Площади под сантехнические и энергетические устройства и магистральные проезды определяются в целом по корпусу при разработке компоновочного плана (схемы).
4.1.2. Методика определения общей площади цеха при разработке проекта
Производственная площадь подтверждается или уточняется технологической планировкой.
Вспомогательная площадь определяется следующим образом:
площади складов и кладовых рассчитываются на основании данных раздела 7;
площади лабораторий и ремонтных служб, относящихся к цеху, рассчитываются по соответствующим нормам технологического проектирования.
Ориентировочные соотношения площадей подразделений цеха (для укрупненных расчетов) приведены в табл. 18.
Таблица 18
|
Площадь подразделения от общей площади цеха, % |
|||
|
особо крупная и крупная штамповка |
средняя штамповка |
мелкая штамповка |
|
|
Производственная |
35 - 60 |
50 - 65 |
55 - 68 |
|
Вспомогательная |
40 - 65 |
35 - 50 |
32 - 45 |
|
В том числе: |
|
|
|
|
склад металла |
2 - 15 |
1 - 10 |
0 - 9 |
|
склад заготовок |
5 |
4 |
3 |
|
склад штампов, средств механизации и автоматизации и контрольной оснастки |
10 - 16 |
10 - 14 |
12 - 14 |
|
склад деталей |
15 - 21 |
14 - 16 |
14 - 16 |
|
рембазы |
6 |
4 |
2 |
|
кладовые, лаборатории, вспомогательные помещения |
2 |
2 |
1 |
4.1.3. Нормы размеров пролетов и грузоподъемность подъемно-транспортных средств
4.1.3.1. Размеры пролетов (ширина и сетка колонн) цехов холодной листовой штамповки металла принимать во ГОСТ 23837-79, ГОСТ 24336-80.
4.1.3.2. Высота пролета выбирается по максимальной высоте принятого в проекте оборудования.
4.1.3.3. Грузоподъемность подъемно-транспортных средств выбирается исходя из технологических требований (погрузка-разгрузка и транспортирование металла, штампов и оснастки).
4.1.3.4. Во вновь строящихся корпусах холодной листовой штамповки металла ширину и высоту пролетов следует унифицировать в соответствии с требованиями главы СНиПа по проектированию производственных зданий.
4.1.3.5. Для вновь строящихся зданий цехов (участков) крупной и средней штамповки ширину пролета следует принимать равной 30 м.
4.1.3.6. Допускается по технологическим требованиям применение ширины пролетов, шага колонн и высот этажей, превышающих установленные стандартами на здания промышленных предприятий. При этом ширина пролетов и шаг колонн должны быть кратными 6 м, а высота этажей - 1,2 м.
Нормы удельной производственной площади на единицу оборудования (для укрупненных расчетов) представлены в табл. 19.
Таблица 19
|
Удельная производственная площадь, м2 |
|
|
Ножницы листовые |
25 - 90 |
|
То же, с автоподачей материала |
50 - 180 |
|
Ножницы многодисковые |
50 - 140 |
|
Прессы вырубные |
50 - 90 |
|
Прессы особо мелкие и мелкие |
4 - 12 |
|
То же, средние |
20 - 90 |
|
" крупные |
30 - 160 |
|
" специальные |
40 - 120 |
|
Прессы особо мелкие и мелкие с автоподачей |
8 - 25 |
|
То же, средние |
40 - 180 |
|
" крупные |
60 - 320 |
|
" специальные |
80 - 420 |
|
Прессы-автоматы особо мелкие и мелкие |
8 - 40 |
|
То же, средние |
55 - 65 |
|
" крупные |
100 - 140 |
|
То же, специальные |
180 - 420 |
|
Пресс листогибочный |
20 - 90 |
|
То же, с программным управлением |
40 - 180 |
|
Машина листогибочная трех-четырехвалковая |
25 - 80 |
|
Ножницы вибрационные и роликовые |
10 - 40 |
|
Пресс дыропробивной |
10 - 30 |
|
То же, с программным управлением |
20 - 60 |
|
Рабочее место |
5 - 6 |
Примечания: 1. Данные табл. 18 для средней и крупной штамповки относятся к пролету шириной 24 м. Для пролета шириной 30 м принимать повышающий коэффициент К = 1,25.
2. Большие значения относятся к более крупному оборудованию.
3. Для ИТР и служащих, работающих в цехе, предусматриваются конторские помещения на площади цеха из расчета по 4 - 6 м2 на 1 человека.
Нормы размеров фундамента надземного и подземного типов под прессы в пролете шириной 24 ч приведены в табл. 20.
Таблица 20
|
Размера, м |
Максимальная масса пресса со штампом, т |
||||||
|
в |
в1 |
в2 |
Н* |
h |
h1 |
||
|
Линии штамповки: |
|
|
|
|
|
|
|
|
крупной |
3,5 - 5,0 |
7,0 - 8,5 |
- |
5,0 - 5,5* |
1,8 - 2,6 |
- |
600 |
|
средней |
3,0 - 5,0 |
- |
3 - 5 |
3,0 - 4,0 |
- |
1,5 - 1,8 |
250 |
* Глубина фундамента «Н», большая указанной в табл. 20, допускается при соответствующем обосновании.


Рис. 1. Чертеж фундамента в разрезе (а) и плане (б).
Нормы размеров фундамента надземного и подземного типа и нагрузок на рамы под прессы в пролете шириной 30 м приведены в табл. 21.
Таблица 21
|
Размеры, м |
Максимальная масса пресса со штампом, т |
|||||||
|
в |
в1 |
в2 |
в3 |
Н |
h |
h1 |
||
|
Линия штамповки: |
|
|
|
|
|
|
|
|
|
крупной |
6 - 8 |
7 - 9 |
- |
- |
5,0 - 5,5* |
1,8 - 2,6 |
- |
600 |
|
средней |
- |
- |
3 - 6 |
4 - 7 |
3,0 - 4,0* |
- |
1,5 - 1,8 |
250 |
* Глубина фундамента, большая указанной в табл. 21, допускается при соответствующем обосновании.
Примечания к табл. 20, 21: 1. Размеры в, в1, в2, h, h1 уточняются по установочным чертежам запроектированного оборудования.
2. Размеры в, h, h1, Н пригодны также для проектирования фундаментов траншейного типа.

Рис. 2. Чертеж фундамента в разрезе (а) и плане (б)
Нормы длины пролетов и групповых фундаментов этажного типа для размещения крупных и средних прессов, складов штампов и вспомогательных помещений цеха приведены в табл. 22.
Таблица 22
|
Размеры, м, при ширине пролета |
|||||||
|
24 м |
30 м |
||||||
|
крупной штамповки |
средней штамповки |
l1 |
l2 |
L |
l1 |
l2 |
L |
|
4 - 10 |
6 - 15 |
48 - 60 |
36 - 42 |
96 - 108 |
48 - 60 |
24 - 30 |
81 - 96 |
|
св. 10 |
св. 15 |
48 - 60 |
48 - 54 |
108 - 120 |
48 - 60 |
36 - 42 |
96 - 108 |

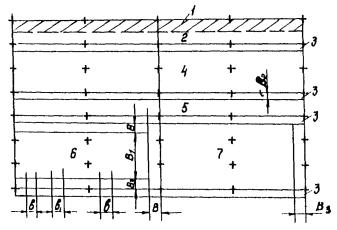
Рис. 3. Схема штамповочного пролета:
1 - оклад заготовок; 2 - проезд; 3 - групповой фундамент под линиями крупных и средних прессов; 4 - склад крупных и средних штампов, средств автоматизации и механизации контрольной оснастки; 5 - вспомогательные помещения, участки доделки и исправления дефектов в штамповках.
При размещении склада штампов, контрольных приспособлений средств автоматизации и механизации в других пролетах длина пролета может быть равной 60 - 72 м.
При определении величины «L» следует учитывать возможное увеличение количества закрепленных за линией деталей.
Нормы ширины проездов и проходов приведены в табл. 23.
Таблица 23
|
Обозначение |
Размеры, м |
|
|
Цеховые проходы |
- |
2,0 |
|
Магистральные проезды |
|
|
|
при протяжении до 200 м |
В |
5,0 |
|
Магистральные проезды длиной свыше 200 м |
В |
6,0 |
|
Проезды между линиями: |
|
|
|
крупных прессов |
В1 |
3,0 - 4,0 |
|
средних " |
В2 |
3,0 - 3,5 |
|
мелких " |
В3 |
2,5 - 3,0 |
|
Проезды между участками: |
|
|
|
при двухстороннем движении |
- |
4,0 - 6,0 |
|
при одностороннем движении |
- |
2,0 - 3,0 |
|
Проход для рабочих |
- |
1,0 - 1,2 |
|
Расстояние от границы проезда до: |
|
|
|
элементов здания |
d |
0,2 - 0,3 |
|
оборудования |
σ |
0,1 - 0,5 |
|
Расстояние от оборудования до элементов здания |
d1 |
0,2 - 0,8 |
Примечание. Располагать оборудование у стен (в т.ч. со световыми проемами) следует, предусматривая проезды вдоль стен для механизированной очистки и промывки остекления, ремонта и обслуживания оборудования шириной не менее 1,5 м.

Рис. 4. Схема штамповочного пролета:
а - шириной 24 м; б - шириной 30 м; 1, 2, 3 - крупный, средний и мелкий пресс соответственно.
Нормы расстояний между линиями крупных прессов при их поперечном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 24.
Таблица 24
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
||||
|
А |
б |
г |
г1 |
|||
|
Двойного и простого действия |
4000 - 20000 |
2,8 - 4,0 |
4 - 7 |
4 - 6 |
6 - 8 |
4 - 6 |

Рис. 5. Схема пролета крупной штамповки шириной 24 м:
1, 2 - головной (как правило, двойного действия) и линейный (простого действия) прессы соответственно; 3 - место для выкатного стола; 4 - механизм загрузки заготовок; 5 - межоперационный транспортер или другой механизм.
Схема может быть использована при реконструкции или техническом перевооружении действующего цеха.
Нормы расстояний между линиями крупных прессов при их продольном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 25.
Таблица 25
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
||||
|
А |
б |
г |
д |
|||
|
Двойного и простого действия |
4000 - 6000 |
2,5 - 12,0 |
4 - 7 |
1,0 - 1,5 |
1,5 - 2,0 |
0,7 - 0,8 |

Рис. 6. Схема пролета крупной штамповки шириной 24 м:
1, 2 - головной (как правило, двойного действия) и линейный (простого действия) прессы соответственно, 3 - подъемный стол, 4 - межоперационный транспортер или другой механизм.
Для прессов, у которых балка выталкивателя демонтируется в бок, размер «г» должен быть не менее длины ползуна.
Нормы расстояний между линиями средних прессов при их поперечном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 26.
Таблица 26
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
Двойного и простого действия |
2500 - 6300 |
1,0 - 2,5 |
3 - 5 |
9 - 7 |
3 - 5 |
4 - 6 |
3 - 5 |

Рис. 7. Схема пролета средней штамповки шириной 24 м:
1, 2 - головной (как правило, двойного действия) и линейный (простого действия) прессы соответственно; 3 - место выкатного стола; 4 - механизм загрузки заготовок; 5 - межоперационный транспортер.
Схема может быть использована при реконструкции или техническом перевооружении действующего цеха.
Нормы расстояния между линиями средних прессов при их продольном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 27.
Таблица 27
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
д |
|||
|
Двойного и простого действия |
2500 - 6300 |
1,5 - 2,5 |
3 - 7 |
9 - 5 |
1,0 - 1,5 |
1,5 - 2,0 |
0,7 - 0,8 |

Рис. 8. Схема пролета средней штамповки шириной 24 м:
1 - пресс; 2 - механизм загрузки заготовок; 3 - межоперационный транспортер или другой механизм.
Для прессов, у которых балка выталкивателя демонтируется в бок, размер «г» должен быть не менее длины ползуна.
Нормы расстояний между прессами и строительными элементами здания при установке двух прессов на одну раму в пролете шириной 24 м приведены в табл. 28.
Таблица 28
|
Усилие пресса, кН |
Размеры стола, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
Однокривошипный закрытый |
1600 - 16000 |
макс. 2,0´2,8 |
3,0 - 4,5 |
3,5 - 6,0 |
3 - 5 |
4 - 5 |
3 - 5 |

Рис. 9. Схема пролета средней штамповки шириной 24 м:
1 - пресс; 2 - механизм загрузки заготовок; 3 - межоперационный транспортер или другой механизм.
Указанная схема может быть использована при реконструкции или техническом перевооружении действующего цеха как временная мера из-за отсутствия площадей на переходной период.
Нормы расстояний между линиями крупных прессов и строительными элементами здания в пролете шириной 30 м приведены в табл. 29.
Таблица 29
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
В линиях: |
|
|
|
|
|
|
|
|
автоматических |
5000 - 10000 |
2,8 - 5,0 |
6 - 8 |
14 - 18 |
4 - 6 |
6 - 8 |
4 - 6 |
|
поточно-механизированных |
5000 - 10000 |
2,8 - 5,0 |
6 - 8 |
14 - 18 |
4 - 6 |
6 - 7 |
4 - 6 |

Рис. 10. Схема пролета крупной штамповки шириной 30 м:
1, 2 - прессы двойного и простого действия соответственно; 3 - место для выкатного стола; 4 - первый выкатной стол; 5 - второй выкатной стол; 6 - механизм загрузки заготовок; 7 - межоперационный транспортир или другой механизм.
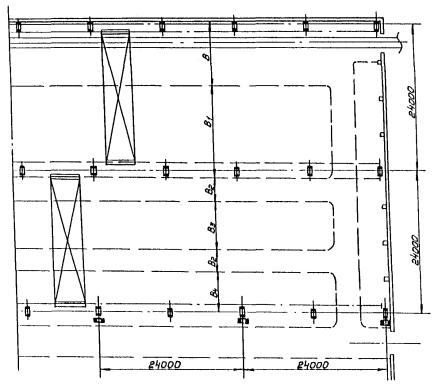
Нормы расстояний между линиями крупных прессов и строительными элементами здания в пролете шириной 30 м приведены в табл. 30.
Таблица 30
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
В линиях: |
|
|
|
|
|
|
|
|
автоматических |
4000 - 10000 |
2,5 - 2,8 |
6 - 8 |
18 - 14 |
4 - 6 |
6 - 7 |
4 - 6 |
|
поточно-механизированных |
4000 - 10000 |
2,5 - 2,8 |
6 - 8 |
18 - 14 |
4 - 6 |
5 - 7 |
4 - 6 |

Рис. 11. Схема пролета крупной штамповки шириной 30 м:
1, 2 - прессы двойного и простого действия соответственно; 3 - место для выкатного стола; 4, 5 - первый и второй выкатные столы соответственно; 6 - механизм загрузки заготовок; 7 - межоперационный транспортер или другой механизм.
Нормы расстояний между линиями средних прессов и строительными элементами здания в пролете шириной 30 м приведены в табл. 31.
Таблица 31
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
Двойного и простого действия |
2500 - 8000 |
1,5 - 2,5 |
3 - 6 |
12 - 9 |
3 - 5 |
4 - 6 |
3 - 5 |
Рис. 12. Схема пролета средней штамповки шириной 30 м:
1 - пресс двойного (простого) действия; 2, 3 - первый и второй выкатные столы соответственно; 4 - место для выкатного стола; 5 - механизм загрузки заготовок; 6 - межоперационный транспортер или другой механизм.
Нормы расстояний между мелкими прессами-автоматами и универсальными прессами с автоматическими подачами в пролете шириной 24 и 30 м приведены в табл. 32, 33.
Таблица 32
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
|||||
|
б |
д |
д1 |
б1 |
α |
|||
|
Открытый |
до 400 |
0,6 |
1,5 - 2 |
4 - 4,5 |
0,8 - 1 |
0,5 - 0,8 |
30 - 90 |
|
То же |
630 - 10000 |
1,0 |
1,5 - 2 |
4,5 - 5,5 |
1,2 - 1,5 |
0,5 - 0,8 |
30 - 90 |

Рис. 13. Схема пролета мелкой штамповки ширимой 24 м:
1 - мелкий пресс-автомат или пресс с автоматической подачей; 2 - тара для деталей.
При наличии приводной рулонницы и правильного устройства для ленты размер «д» может быть увеличен.
Таблица 33
|
Усилие пресса, кН |
Размер стола слева направо (м) до |
Размеры, м |
||||
|
б |
д |
д1 |
б1 |
|||
|
Открытый |
до 400 |
0,6 |
1,5 - 2,0 |
4,0 - 4,5 |
0,8 - 1,0 |
0,5 - 0,8 |
|
То же |
630 - 1000 |
1,0 |
1,5 - 2,0 |
4,5 - 5,5 |
1,2 - 1,5 |
0,5 - 0,8 |

Рис. 14. Схема пролета мелкой штамповки шириной 30 м:
1 - мелкий пресс-автомат или пресс с автоматической подачей; 2 - тара для деталей.
Установка мелкого прессового оборудования в пролетах шириной 30 м допустима в случае размещения прессового производства в одном корпусе в действующих цехах при техническом перевооружении.
Нормы расстояний между мелкими универсальными прессами в пролете шириной 24 м приведены в табл. 34.
Таблица 34
|
Усилие пресса, кН |
Длина стола слева направо (м) до |
Размеры, м |
||||
|
б |
д |
д1 |
б1 |
|||
|
Открытый |
до 400 |
0,6 |
2,0 - 2,5 |
2,5 - 3,5 |
0,4 - 0,8 |
1,2 - 1,5 |
|
То же |
630 - 1000 |
1,0 |
2,0 - 2,5 |
3,0 - 4,0 |
0,5 - 1,0 |
1,2 - 1,5 |

Рис. 15. Схема пролета мелкой штамповки шириной 24 м:
1, 4 - тара или бункер для заготовок и тара для деталей соответственно; 2, 3 - пресс открытый до 400 кН и 630 - 1000 кН соответственно.
Нормы расстояний между мелкими универсальными прессами в пролете шириной 30 м приведены в табл. 35.
Таблица 35
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
б |
б1 |
д |
д1 |
д2 |
|||
|
Открытый |
до 400 |
до 0,6 |
2,0 - 2,5 |
1,2 - 1,5 |
2,5 - 3,5 |
0,4 - 0,8 |
3 - 4 |
|
То же |
630 - 1000 |
до 1,0 |
2,0 - 2,5 |
1,2 - 1,5 |
3,0 - 4,0 |
0,5 - 1,0 |
3 - 4 |

Рис. 16. Схема пролета мелкой штамповки шириной 30 м:
1 - тара или бункер с заготовками; 2 - тара или бункер для деталей; 3 - пресс кривошипный открытый.
Установка мелкого прессового оборудования в пролетах шириной 30 м допустима в случае размещения прессового производства в одном корпусе при техническом перевооружении.
Нормы расстояний между оборудованием и элементами здания для мелкосерийного и среднесерийного производства (для предприятий приборостроения) представлены в табл. 36.
Таблица 36
|
Усилие пресса, кН |
|||
|
до 250 |
400 - 1000 |
1250 - 2500 |
|
|
а |
0,2 - 0,6 |
0,2 - 0,6 |
0,2 - 0,6 |
|
б |
0,2 - 0,6 |
0,2 - 0,6 |
0,2 - 0,6 |
|
в |
1,4 |
1,4 |
1,4 |
|
г |
0,2 - 0,6 |
0,2 - 0,6 |
0,2 - 0,6 |
|
д |
0,8 |
1,2 - 1,4 |
1,5 - 2 |
|
е |
0,6 |
0,8 |
1,0 - 1,5 |
|
ж |
0,8 |
1,0 |
1,2 |
|
и |
0,6 |
0,6 |
0,8 |
|
к |
1,2 |
1,5 |
1,8 - 2,2 |
|
л |
0,1 - 0,5 |
0,1 - 0,5 |
0,1 - 0,5 |
|
м |
0,8 |
1,0 - 1,4 |
1,7 - 2,2 |
|
н |
1,8 |
2,1 |
2,8 |
|
п |
0,8 |
1,0 |
1,3 |
|
р |
0,9 |
1,0 |
1,3 |
|
с |
1,7 |
2,5 |
3,0 |
|
т |
1,0 |
1,2 - 1,5 |
1,8 - 2,2 |
|
у |
2,5 - 2,8 |
3 - 4 |
3,5 - 4,3 |
|
ф |
2 «е» + ширина пресса |
||
|
х |
1,4 - 1,7 |
2,0 - 3,5 |
2,5 - 3,0 |
Примечание. Данные учитывают установку оргоснастки около оборудования.

Рис. 17а. Расстояние между оборудованием и элементами здания:
I - от колонны; II - от стен.
Рис. 17б. Расстояния между оборудованием и элементами здания:
III - между прессами.

Рис. 17в. Расстояние между оборудованием и элементами здания:
IV - между прессами и средствами механизации и автоматизации.
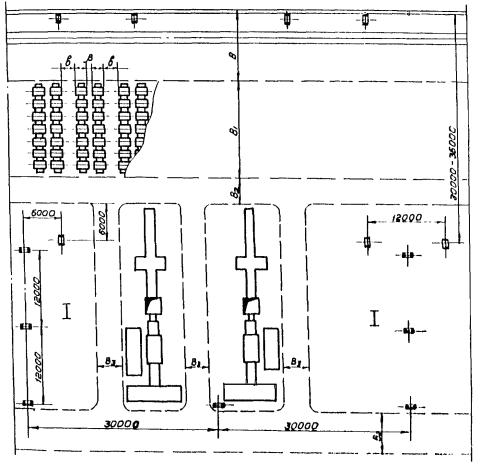
Нормы расстояний между специальным прессовым оборудованием в пролете шириной 24 - 30 м приведены в табл. 37 и представлены на рис. 18 и 19.
Рис. 18. Схема расположения многопозиционных прессов-автоматов в штамповочном пролете:
1, 2 - пресс-автомат многопозиционный и специальный для прогрессивной штамповки соответственно; 3 - рулонница; 4 - устройство подачи штучных заготовок; 6 - запасной рулон; 6 - тара с деталями.

Рис. 19. Схема расположения специального автоматического прессового оборудования в штамповочном пролете:
![]() -
автоматическая линия мелкой штамповки:
-
автоматическая линия мелкой штамповки:
1.1 - пульт управления; 1.2 - загрузочное устройство; 1.3 - пресс кривошипный; 1.4 - разгрузочное устройство; 1.5 - тара с деталями.
![]() -
многоползунковый пресс-автомат:
-
многоползунковый пресс-автомат:
2.1 - пресс-автомат; 2.2 - бунт; 2.3 - тара с деталями.
![]() -
комплекс для чистовой вырубки:
-
комплекс для чистовой вырубки:
3.1 - стеллаж; 3.2 - полосоподаватель; 3.3 - пресс; 3.4 - тара с деталями; 3.5 - тара с отходами.
![]() -
штамповочный центр:
-
штамповочный центр:
4.1 - стеллаж; 4.2 - полосоподаватель; 4.3 - пресс; 4.4 - магазин штампов; 4.5 - устройство для резки или стапелированных отходов; 4.6 - пульт управления; 4.7 - тара с деталями.
![]() -
комплекс «пресс-робот»:
-
комплекс «пресс-робот»:
5.1 - робот двурукий; 5.2 - пресс; 5.3 - зона действия руки робота.
![]() -
комплекс «пресс-робот»:
-
комплекс «пресс-робот»:
6.1 - робот; 6.2 - пресс; 6.3 - тара с деталями.
Таблица 37
|
г |
г1 |
б |
д |
д1 |
к |
п |
н |
|
2 - 6 |
4 - 10 |
0,5 - 1,5 |
2,5 - 3,5 |
0,5 - 1,0 |
1,5 - 2,0 |
3 - 4 |
2,5 - 4,0 |
Примечания:
1. Привязку оборудования поз. ![]()
![]() и
и ![]() (рис. 19) принимать по табл. 23.
(рис. 19) принимать по табл. 23.
2. Размер «г» принимать с учетом возможности демонтажа вала пресса при ремонте.
Нормы нагрузок на полы, технологических требований к их конструкции, рекомендуемые покрытия полов и требования к отделки помещений цехов холодной листовой штамповки металла (для выдачи задания на разработку строительной части здания цеха) представлены в табл. 38.